tesis definitiva
TRANSCRIPT
UNIVERSIDAD DE CARABOBO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA QUÍMICA
TRABAJO ESPECIAL DE GRADO
EVALUACIÓN DE UNA EMULSIÓN DE ACEITE EN AGUA (O/W)
CON SURFACTANTES NO IÓNICOS: EFECTO
DEL COQUE DE PETRÓLEO
Autores:
ALBERT, Andrea C.I.:
19.366.302
MÉNDEZ, Eunice C.I.:
Tutor Académico:
Prof. Juan Carlos
Pereira
Valencia, Mayo de 2014.
AGRADECIMIENTOS
Le agradecemos ante todo a DIOS por estar siempre presente en nosotras, Gracias
señor por la fortaleza y constancia que día a día pones en nuestro corazón.
A nuestras madres y padres por haber sido los autores de este logro; sus
colaboraciones y compresiones los hacen merecedores de este triunfo junto a
nosotras.
A nuestro tutor Juan Carlos Pereira por su invaluable apoyo y colaboración para la
realización de este trabajo de grado. Porque su apoyo académico y humano fue sin
duda necesario para este logro.
Al Dr. Javier Hernández por colaborar y apoyarnos en las investigaciones llevadas a
cabo en INTEVEP.
A las instalaciones de INTEVEP por abrirnos sus puertas y permitirnos realizar
diversos estudios para el cumplimiento de la investigación.
A la Universidad de Carabobo que fue nuestro segundo hogar, le agradecemos por
habernos dado la oportunidad de formarnos como profesionales, y por todos los
conocimientos impartidos a lo largo de este proceso por los excelentes profesores
que ahí laboran.

Al laboratorio de petróleo, hidrocarburos y derivados (PHD) por permitirnos realizar
todas las investigaciones necesarias para el cumplimiento de la tesis de grado, y por
el apoyo brindado especialmente por los técnicos del mismo.
Al laboratorio de CIMBU UC por prestarnos su colaboración en la actividades
realizadas ahí.
A todas aquellas personas que de una forma u otra intervinieron para hacer posible
la realización de esta meta.
A todos Gracias.
RESUMEN
El trabajo especial de grado que a continuación se presenta se
basó en la formulación de emulsiones de tipo O/W, cuya fase
interna es el aceite y la externa el agua, empleándose el
surfactante no iónico nonilfenol etoxilado en sus diferentes
moles, donde se incorporaron al sistema partículas de coque
de petróleo con el objeto de comprobar si éstas son capaces de
actuar como estabilizadores de emulsiones. La necesidad de
utilizar coque de petróleo surge debido a que éste es
considerado un subproducto de la refinación del petróleo, el
cual es producido en grandes cantidades. El desarrollo
experimental se llevó a cabo en el laboratorio de petróleo e
hidrocarburos (PHD) del área de FACYT de la universidad de
Carabobo.
Con la finalidad de lograr los objetivos planteados,
inicialmente se realizó una revisión bibliográfica relacionada
con todos los aspectos que intervienen en el desarrollo de la
investigación, desde conceptos, equipos y metodologías
aplicadas en la preparación y estudio de las emulsiones.
Dentro de los resultados más relevantes se tiene que el tipo
de aceite que presentó un mejor comportamiento y proporcionó
un buen tiempo de estabilidad a las emulsiones fue el
Kerosene, las partículas de coque de petróleo si actúan como
estabilizantes de emulsiones puesto que proporcionan un tiempo
de estabilidad adecuado a las emulsiones del tipo O/W. El
mayor tiempo de estabilización alcanzado por las emulsiones de
tipo O/W empleando el surfactante nonilfenol etoxilado 9 a
2,9547% de solución madre, con un porcentaje de surfactante en
el tubo de 0,325017%, fue de 68 min y corresponde a una
cantidad de coque de petróleo añadida de 0,099 g.
ABSTRACT

The degree thesis that is presented below is based on the
formulation of emulsions of O / W, which the internal phase is
oil and the outer water, using the nonionic surfactant
nonylphenol ethoxylate in their different moles, which were
incorporated the petroleum coke particles system in order to
determine whether they are able to act as emulsion
stabilizers. The need to use petroleum coke arises because it
is a byproduct of oil refining, which is produced in large
quantities. The experimental development carried out in the
laboratory of petroleum hydrocarbons (PHD) area FACYT Carabobo
University.
In order to achieve the objectives initially a literature
review related to all aspects involved in the development of
research, from concepts, equipment and methodologies applied
in the preparation and study of the emulsions was performed.
Among the most relevant results must be the type of oil that
performed better and provided a good time stability of
emulsions was Kerosene, particles of petroleum coke if they
act as emulsion stabilizers since they provide time adequate
stability to emulsions of O / W. The longer stabilization
achieved by the emulsions of O / W using surfactant
nonylphenol ethoxylate 9 to 2.9547% of mother liquor, with a
percentage of surfactant in the tube 0.325017%, was 68 min and
up to quantity of petroleum coke added 0.099 g.
ÍNDICE GENERAL
Pág.INTRODUCCIÓN…………………………………………………………………………….1
CAPÍTULO I. PLANTEAMIENTO DE PROBLEMA…………………………………...2
1.1 Descripción del problema……………………………………………………………….....3
1.2 Formulación del problema…………………………………………………………………5
1.2.1. Situación actual…………………………………………………………………….....5
1.2.2. Situación deseada…………………………………………………………………….6
1.3 Objetivos………………………………………………………………………………......6
1.3.1. Objetivo general…………………………………………………….………………..6
1.3.2. Objetivos específicos………………………………………………………………....6
1.4 Justificación…………………………………………………………………………..........7
1.5 Limitaciones……………………………………………………………………………......7
CAPÍTULO II. MARCO
TEORICO.......................................................
..............................8
2.1 Antecedentes………………………………………………………………………………9
2.2 Marco Teórico…………………………………………………………………………….12
2.2.1. Surfactantes……………………………………………………………………………12
2.2.1.1 Propiedades de los surfactantes……………………...
……………………………..13
2.2.1.2 Concentración micelar crítica……………………………………………….
……..14
2.2.1.3 Definición de micelas……………………………………………………………....14
2.2.1.4 Clasificación de los
surfactantes…………………………………...........................15
2.2.2 Principales tipos de surfactantes No-
Iónicos……………………………………….....16
2.2.3 Definición de dispersión……………………………………………………………….16
2.2.4 Definición de formulación……………………………………………………………..17
2.2.5 Emulsiones…………………………………………………………………………......17
2.2.5.1 Tipos de emulsiones
……………………………………………………….............17
2.2.5.2 Componentes que constituyen una emulsión
……………………………………...18
2.2.6 Clasificación de las emulsiones ………………….
…………………………………….19
2.2.6.1 Macroemulsiones…………………………………………………………………...19
2.2.7 Principios de las emulsiones estabilizados por
sólidos………………...………...……..19
2.2.8 Sistemas
surfactante/agua/aceite……………………………………………………......20
2.2.9 Formulación fisicoquímica……………………………………………………………..20
2.2.10 Barrido de formulación …………………………………………………………….....21

2.2.11 Estabilidad de las emulsiones……….
………………………………………………...21
2.2.11.1 Medición de la
estabilidad…………………………………………………….22
2.2.12 Tensión interfacial………..………………………………………..……………….…24
2.2.13 Principales propiedades que intervienen en la
estabilidad de las emulsiones…..…….24
2.2.14 Emulsionación...…………………………………………………………………….…25
2.2.14.1 Variables y factores involucrados
…………………………………………….25
2.2.15 Principales mecanismos de inestabilidad de las
emulsiones……………………...…...25
2.2.16. Definición del coque de petróleo
…………………………………………………….27
2.2.17 Tipos de coque según su estructura cristalina …………...
……………………………27
2.2.17.1 Coque
anisotrópico…………………………………………………………...27
2.2.17.2 Coque isotrópico ………………………………………….……………….…
27
2.2.18 Tipos de coque según sus propiedades y aplicaciones
………………..……..……….27
2.2.18.1 Coque retardado……..……………………………………………………….27
2.2.19 Microscopia y análisis de imágenes...…………………….………………..
………….29
2.2.20 Difracción de luz láser………………………………………………………………...29
2.2.21 Soluciones electrolíticas…………………………………………………………….....30
CAPÍTULO III MARCO METODOLÓGICO……………………………………………31

3.1 Tipo de investigación……………………………………………………………………..32
3.2 Desarrollo de la investigación…………………………………………………………….33
3.2.1 Evaluar los diferentes protocolos y materiales a cada
una de las emulsiones………..33
3.2.1.1 Procedimiento para evaluar la estabilización
de cada protocolo………………..33
3.2.1.2 Aplicación de la prueba de botella para los
distintos protocolos en estudios…...34
3.2.1.3 Variación en la formulación de la
emulsión…………………………………….34
3.2.1.4 Formulación de emulsiones en ausencia de
surfactante………………………...35
3.2.2 Analizar la influencia de la cantidad añadida de
coque de petróleo en la estabilidad de la
emulsión……………………………………………………………………………………36
3.2.2.1 Realización de ensayos para diferentes
cantidades de coque de petróleo……....36
3.2.2.2 Aplicación de la prueba de botella para las
diferentes emulsiones………….......36
3.2.3 Estudiar la morfología de las
emulsiones…………………………………………….37
3.2.3.1 Aplicación de la prueba de la gota a las
emulsiones elaboradas………………..37
3.2.3.2 Análisis de la morfología a través de la
microscopia óptica…………………....37
3.2.4 Determinar la distribución del tamaño de partículas
del coque de petróleo………….38
3.2.4.1 Técnica empleada para la determinación del
tamaño de partículas del coque de
petróleo…………………………………………………………………………………….….38
3.2.4.1.1 Medición de la distribución de tamaño de
partículas por vía húmeda………...38
3.2.4.1.2 Medición de la distribución de tamaño de
partículas por vía seca…………….39
3.2.5 Interpretar la hidrofilicidad del surfactante en las
emulsiones………………………..39
3.2.5.1 Variación del número de moles de óxido de
etileno para las distintas emulsiones
establecidas…………………………………………………………………………………...39
3.2.5.2 Aplicación de la prueba de botella para las
distintas soluciones de
surfactante…………………………………………………………………………………….40
3.2.6 Describir el efecto de los electrolitos sobre la
estabilidad de la emulsión…………….41
3.2.6.1 Preparación de la solución de cloruro de sodio
(NaCl) para la determinación de la estabilidad de la
emulsión………………………………………………………………….…41
3.2.6.2 Formulación de las emulsiones con adición NaCl
en la fase acuosa……….…....41
CAPÍTULO IV ANÁLISIS Y DISCUSIÓN DE RESULTADOS……………………….42
4.1 Evaluar los diferentes protocolos y materiales a emplear
en la elaboración de la
emulsión………………………………………………………………………………………43

4.2 Analizar la influencia de la cantidad añadida de coque de
petróleo en la estabilidad de la
emulsión………………………………………………………………………………………65
4.3 Establecer la morfología de la emulsión a
elaborar……………………………………....70
4.4 Determinar la distribución de tamaño de partículas de
coque de petróleo mediante la difracción de láser vía seca y
húmeda………………………………………………………...96
4.5 Interpretar la influencia de la hidrofilicidad del
surfactante sobre la estabilidad de la
emulsión……………………………………………………………………………………..113
4.6 Describir el efecto de los electrolitos sobre la
estabilidad de la emulsión en la fase
acuosa………………………………………………………………………………………..129
CAPÍTULO V CONCLUSIONES………………………………………………………...135
BIBLIOGRAFÍA……………………………………………………………………………139
APÉNDICE A……………………………………………………………………………….142
APÉNDICE B……………………………………………………………………………….147
APÉNDICE C……………………………………………………………………………….156
ÍNDICE DE FIGURAS
Figura 2.1 Esquema de una molécula de
surfactante………………………………………....12

Figura 2.2 Propiedades de los surfactantes: (A) adsorción y
(B) asociación…….…………...13
Figura. 2.3 Modelo de micelas
esféricas……………………………………………………...14
Figura 2.4 Tipos de emulsiones……………………………..………………………………..18
Figura 2.5 Fracción del volumen coalescido o clarificado en
función del tiempo………….. 23
Figura 2.6 Mecanismos físicos de inestabilidad de una
emulsión…………………………....26
Figura 2.7 Principios de los equipos de difracción de luz
láser……………………...…….…30
Figura 4.1 Acción de un tensioactivo sobre la tensión
superficial…………………….……...45
Figura 4.2 Emulsiones con aceite kerosene para distintos
porcentajes de solución madre del protocolo
1……………………………………………………………………………………57
Figura 4.3. Emulsiones con aceite gasoil para distintos
porcentajes de solución madre del protocolo
1……………………………………………………………………………………57
Figura 4.4. Emulsiones con aceite gasoil para los diferentes
porcentajes de solución madre aplicado para el protocolo
1…………………………………………………………………..58
Figura 4.5 Emulsiones con aceite vassa para los distintos
porcentajes de solución madre del NFE 10 aplicado para el
protocolo 1………………………...…………………………….....58
Figura 4.6. Emulsiones con aceite gasoil después de aplicar la
prueba de botella y esperar un tiempo
………………………………………………………………………………………..59
Figura 4.7. Comportamiento de las emulsiones con surfactante
NFE 10 con un porcentaje de solución madre alrededor de 1%
con los diferentes tipos de aceites.……………………….59
Figura 4.8. Comportamiento de las emulsiones con surfactante
NFE 10 con un porcentaje de solución madre alrededor de 2%
con los diferentes tipos de aceites.……………………….60
Figura 4.9. Comportamiento de las emulsiones con surfactante
NFE 10 con un porcentaje de solución madre alrededor de 3%
con los diferentes tipos de aceites.……………………….61
Figura 4.10. Comportamiento de las emulsiones con surfactante
NFE 10 con un porcentaje de solución madre aproximadamente 3%
con los diferentes tipos de aceites aplicando el protocolo
2……………………………………………………………..…………………….62
Figura 4.11. Caracterización del análisis por espectrometría
de masa del aceite kerosene…..63
Figura 4.12. Caracterización del análisis por espectrometría
de masa del aceite Gasoil.…….63
Figura 4.13. Tendencia de la estabilidad de la emulsión con
respecto a la cantidad añadida de coque de petróleo…...
…………………………………………………..…………………….68
Figura 4.14. Micrográfica para un zoom de 50 X
……………………………………………79
Figura 4.15. Micrográfica para un zoom de 200 X
…………………………………………..80
Figura 4.16. Micrográfica para un zoom de 400 X
…………………………………………..80
Figura 4.17. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499% un porcentaje en el tubo de
ensayo de 0,324489%; 0,1809 g de coque de petróleo y una
distribución de tamaño de partícula <106 µm, a 50X de
zoom..........................................................
.........................................................81
Figura 4.18. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,1809 g de coque de petróleo y una
distribución de tamaño de partícula <106 µm a 200X de zoom.
…………………..…………………………….……………………….82
Figura 4.19. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,501483%; 0,1810 g de coque de petróleo y una
distribución de tamaño de partícula <106 µm a 200X de
zoom………………………………………………..……………………..…..82
Figura 4.20. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,0105 g de coque de petróleo y una
distribución de tamaño de partícula <106 µm a 200X de zoom.
………………………………….………....……………………………83
Figura 4.21. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,0105 g de coque de petróleo y una
distribución de tamaño de partícula <106 µm a 400X de
zoom………………………………………………....………………………..83
Figura 4.22. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,1806 g de coque de petróleo y una
distribución de tamaño de partícula <75 µm a 200X de zoom…..
……………………………………………….………………………….84
Figura 4.23. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,1806 g de coque de petróleo y una
distribución de tamaño de partícula <75 µm a 400X de zoom…..
………………………………………………..…………………………84
Figura 4.24. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,0995 g de coque de petróleo y una
distribución de tamaño de partícula <75 µm a 200X de zoom…..
…………………………………………….…………………………….85
Figura 4.25. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,0995 g de coque de petróleo y una
distribución de tamaño de partícula <75 µm a 400X de
zoom…………………..………………………………….……………………….85
Figura 4.26. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,1800 g de coque de petróleo y una
distribución de tamaño de partícula <53 µm a 200X de zoom…..
………………………………………………..…………………………86
Figura 4.27. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,1800 g de coque de petróleo y una
distribución de tamaño de partícula <53 µm a 400X de
zoom………………………………………………….…………………………...86
Figura 4.28. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,0106 g de coque de petróleo y una
distribución de tamaño de partícula <53 µm a 200X de
zoom………………………………………………….…………………………...87
Figura 4.29. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,0106 g de coque de petróleo y una
distribución de tamaño de partícula <53 µm a 400X de zoom.
……………………………………………………………………………...87
Figura 4.30. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,323697%; 0,0100 g de coque de petróleo y una
distribución de tamaño de partícula <106µm a 50X de
zoom………………………………………….…………………………...88
Figura 4.31. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; 0,0100 g de coque de petróleo y una
distribución de tamaño de partícula <106µm a 400X de
zoom………………………………..……….…………………………...88
Figura 4.32. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; 0,0103 g de coque de petróleo y una
distribución de tamaño de partícula <75 µm a 200X de
zoom………………………………………………….…………………………...89
Figura 4.33. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; 0,0103 g de coque de petróleo y una
distribución de tamaño de partícula <75 µm a 400X de
zoom………………………………………………….…………………………...89
Figura 4.34. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; 0,0999 g de coque de petróleo y una
distribución de tamaño de partícula <53 µm a 200X de
zoom………………………………………………….…………………………...90
Figura 4.35. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; 0,0999 g de coque de petróleo y una
distribución de tamaño de partícula <53 µm a 400X de
zoom………………………………………..………...…………………………...90
Figura 4.36. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; un porcentaje de NaCl de 0,01%; 0,0105 g de
coque de petróleo y una distribución del tamaño de partícula <75
µm a 200X de zoom…………………….....…………………………91
Figura 4.37. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; un porcentaje de NaCl de 0,01%; 0,0101 g de
coque de petróleo y una distribución del tamaño de partícula <53
µm a 200X de zoom…………………..…..…………………………..91
Figura 4.38. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; un porcentaje de NaCl de 0,01%; 0,0101 g de
coque de petróleo y una distribución del tamaño de partícula <53
µm a 400X de zoom………………………...………………………...92
Figura 4.39. Procedimiento para medir el tamaño de partículas
del coque de petróleo por el método de vía
seca……………………………………………………………………………97
Figura 4.40. Dispersión de la luz láser de Helio-Neón y la luz
azul proveniente de la lámpara de Tungsteno-Halógeno para la
determinación del tamaño de partículas…………………....97
Figura 4.41 Indicador del rango de transmitancia por medio de
las dispersiones de luz láser del
difractómetro…………………………………………………………………………......98
Figura 4.42. Distribución del diámetro de partículas de coque
de petróleo con un orificio de apertura en la maya del tamiz
<53 μm……………………………………………………….99
Figura 4.43. Distribución del diámetro de partículas de coque
de petróleo con un orificio de apertura en la maya del tamiz
<75 μm……………………………………………………...100
Figura 4.44. Distribución del diámetro de partículas de coque
de petróleo con un orificio de apertura en la maya del tamiz
<106 μm……………………………………………………..101
Figura 4.45. Unión de las tres gráficas de la emulsión 1 en
diferentes tiempos aplicado para un surfactante (NFE 10) con
una distribución del tamaño de partículas de coque de petróleo
< 106 μm en la emulsión elaborada………...………………………………………………….105
Figura 4.46. Unión de las tres gráficas de la emulsión 2 en
diferentes tiempos aplicado para un surfactante (NFE 10) con
una distribución del tamaño de partículas de coque de petróleo
< 75 μm en la emulsión elaborada………...
……………………………………………………....105
Figura 4.47. Unión de las tres gráficas de la emulsión 3 en
diferentes tiempos aplicado para un surfactante (NFE 10) con
una distribución del tamaño de partículas de coque de petróleo
< 53 μm en la emulsión elaborada………………………………………………………………...106
Figura 4.48. Unión de las tres gráficas de la emulsión 4 en
diferentes tiempos aplicado para un surfactante (NFE 10) con
una distribución del tamaño de partículas de coque de petróleo

< 75 μm en la emulsión
elaborada.....................................................
.............................................106
Figura 4.49. Unión de las tres gráficas de la emulsión 5 en
diferentes tiempos aplicado para un surfactante (NFE 09) con
una distribución del tamaño de partículas de coque de petróleo
< 106 μm en la emulsión
elaborada……...................................................
................................107
Figura 4.50. Unión de las tres gráficas de la emulsión 6 en
diferentes tiempos aplicado para un surfactante (NFE 09) con
una distribución del tamaño de partículas de coque de < 75 μm
en la emulsión elaborada………………………………………………………………….....….107
Figura 4.51. Unión de las tres gráficas de la emulsión 7 en
diferentes tiempos aplicado para un surfactante (NFE 09) con
una distribución del tamaño de partícula de coque de petróleo
por medio del orificio de la maya del tamizado < 53 μm en la
emulsión elaborada………….....108
Figura 4.52. Unión de las tres gráficas de la emulsión 8 en
diferentes tiempos aplicado para un surfactante (NFE 09) con
un porcentaje de solución de NaCl y con una distribución del
tamaño de partículas de coque de petróleo < 106 μm en la
emulsión elaborada…………………………………………………………………………………….108
Figura 4.53. Unión de las tres gráficas de la emulsión 9 en
diferentes tiempos aplicado para un surfactante (NFE 09) con
un porcentaje de solución de NaCl y con una distribución del
tamaño de partículas de coque de petróleo < 75 μm en la
emulsión elaborada………………………………………………………………………………...….109
Figura 4.54. Unión de las tres gráficas de la emulsión 10 en
diferentes tiempos aplicado para un surfactante (NFE 09) con
un porcentaje de solución de NaCl y con una distribución del
tamaño de partículas de coque de petróleo < 53 μm en la
emulsión elaborada………………………………………………………………………………..…..109
Figura 4.55. Relaciones del balance hidrofílico- lipofílico de
los diferentes moles del nonilfenol
etoxilado…………………………………………………………………………127
Figura 4.56. Emulsiones con cloruro de sodio (NaCl)
incorporado en la fase acuosa, antes de la agitación por medio
del equipo ULTRA TURRAX………………………………...........130
Figura 4.57. Emulsiones con cloruro de sodio (NaCl)
incorporado en la fase acuosa, después de la agitación por
medio del equipo ULTRA TURRAX…………………………………..130
Figura 4.58. Efecto de los electrolitos sobre la estabilidad
de la emulsión, con solución de NaCl incorporado en la fase
acuosa…………………………………………………………133
Figura A.1. Equipo Homogeneizador…………………………………………………….…144
Figura A.2. Equipo IKA T 18 basic ULTRA – TURRAX…………………………………
144
Figura A.3. Dispersador Admisible de Acero Inoxidable S18N –
196……………………..145
Figura A.4. Equipo de difracción láser por método de vía
humedad y seca………………..145
Figura A.5. Equipo de microscopia
Óptica……………………………………………….....146
Figura B.1. Preparación de la solución madre……………………………………….
……...148
ÍNDICE DE TABLAS.
Tabla 4.1 Datos necesarios para la realización del protocolo 1
con un porcentaje de solución madre de surfactante de
1%............................................................
.........................................46
Tabla 4.2 Variables necesarias para la formulación de la
emulsión del protocolo 1 con un porcentaje de solución madre
de surfactante de
1%............................................................
....46
Tabla 4.3 Tiempo de estabilización de las emulsiones para los
distintos tubos de ensayos del protocolo 1 con un porcentaje
de solución madre de surfactante de
1%.................................47
Tabla 4.4 Datos necesarios para la realización del protocolo 1
con un porcentaje de solución madre de surfactante de
2%............................................................
.........................................48
Tabla 4.5 Variables necesarias para la formulación de la
emulsión del protocolo 1 con un porcentaje de solución madre
de surfactante de
2%............................................................
....48
Tabla 4.6 Tiempos de estabilización de las emulsiones para los
distintos tubos de ensayos del protocolo 1 con un porcentaje
de solución madre de surfactante de
2%.................................49
Tabla 4.7 Datos necesarios para la realización del protocolo 1
con un porcentaje de solución madre de surfactante de
3%............................................................
.........................................50
Tabla 4.8 Variables necesarias para la formulación de la
emulsión del protocolo 1 con un porcentaje de solución madre
de surfactante de
3%............................................................
....50
Tabla 4.9. Tiempos de estabilización de las emulsiones para
los distintos tubos de ensayos del protocolo 1 con un
porcentaje de solución madre de surfactante de
3%.................................51
Tabla 4.10 Datos necesarios para la realización del protocolo
2 con un porcentaje de solución madre de surfactante de

3%............................................................
.........................................52
Tabla 4.11 Variables necesarias para la formulación de la
emulsión del protocolo 2 con un porcentaje de solución madre
de surfactante de
3%............................................................
....52
Tabla 4.12 Tiempos de estabilización de las emulsiones para
los distintos tubos de ensayos del protocolo 2 con un
porcentaje de solución madre de surfactante de
3%............................................................
..............................................................
...................53
Tabla 4.13 Datos necesarios para la realización del protocolo
3 en ausencia de
surfactante…………………………………………………………………………………….54
Tabla 4.14 Variables necesarias para la formulación de la
emulsión en ausencia de surfactante para el protocolo
3…………………………………………………………….…54
Tabla 4.15 Tiempos de estabilización de las emulsiones para
los distintos tubos de ensayos en ausencia de surfactante para
el protocolo 3……………………………………………….…54
Tabla 4.16 Datos necesarios para la realización del protocolo
4 en ausencia de
surfactante…………………………………………………………………………………….55
Tabla 4.17 Variables necesarias para la formulación de la
emulsión en ausencia de surfactante para el protocolo
4…………………………………………………………………………...55
Tabla 4.18 Tiempos de estabilización de las emulsiones para
los distintos tubos de ensayos en ausencia de surfactante para
el protocolo 4…………………………………………………..55
Tabla 4.19. Datos necesarios para la formulación del protocolo
1 con las distintas cantidades de coque de petróleo en las
emulsiones………………………………………………………66
Tabla 4.20.Variables necesarias para la determinación de la
estabilidad de la emulsión con las distintas cantidades de
coque de petróleo………………………………………………….…66
Tabla 4.21. Tiempos de estabilización de la emulsión para las
distintas cantidades de coque de
petróleo…………………………………………………………………………………….….66
Tabla 4.22 Variables necesarias para la formulación de la
emulsión del protocolo 1 con un porcentaje de surfactante de
1 % aplicando la prueba de la gota…………………………….71
Tabla 4.23 Variables necesarias para la formulación de la
emulsión del protocolo 1 con un porcentaje de surfactante de 2
% aplicando la prueba de la gota……………………………..72
Tabla 4.24 Variables necesarias para la formulación de la
emulsión del protocolo 1 con un porcentaje de surfactante de 3
% aplicando la prueba de la gota……………………………..73
Tabla 4.25 Variables necesarias para la formulación de la
emulsión del protocolo 2 con un porcentaje de surfactante de 3
% aplicando la prueba de la gota……………………………..74
Tabla 4.26 Variables necesarias para la formulación de la
emulsión en ausencia de surfactante para el protocolo 3
aplicando la prueba de la gota………………………………………........75
Tabla 4.27 Variables necesarias para la formulación de la
emulsión en ausencia de surfactante para el protocolo 4
aplicando la prueba de la gota……………………………………………75
Tabla 4.28 Datos necesarios para la preparación de los sistema
a emulsionar por el método de vía
húmeda……………………………………………………………………………………78
Tabla 4.29 Variables necesarias para los distintos sistemas a
emulsionar por el método de vía
húmeda………………………………………………………………………………………..78
Tabla 4.30. Datos necesarios para la realización de las
emulsiones estudiadas en el equipo de difracción láser por el
método de vía húmeda………………………………………………104
Tabla 4.31. Variables necesarias para la formulación de la
emulsiones estudiadas en el equipo de difracción láser por el
método de vía húmeda……………………………………………104
Tabla 4.32 Datos obtenidos de la distribución de diámetro de
partículas de coque de petróleo a partir del orificio de la
maya del tamiz por el método de vía seca………………………...110
Tabla 4.33. Datos necesarios para la formulación del protocolo
1 de acuerdo a la hidrofilicidad del surfactante NFE
9………………………………………………………..115
Tabla 4.34. Variables necesarias para la determinación de la
estabilidad de la emulsión de acuerdo a la hidrofilicidad del
surfactante NFE 9…………………………………………..115
Tabla 4.35. Tiempos de estabilización de las emulsiones de
acuerdo a la hidrofilicidad del surfactante NFE
9…………………………………………………………………………...116

Tabla 4.36. Datos necesarios para la formulación del protocolo
1 de acuerdo a la hidrofilicidad del surfactante NFE
10………………………………………………………117
Tabla 4.37. Variables necesarias para la determinación de la
estabilidad de la emulsión de acuerdo a la hidrofilicidad del
surfactante NFE 10…………………………………………117
Tabla 4.38. Tiempos de estabilización de las emulsiones de
acuerdo a la hidrofilicidad del surfactante NFE
10………………………………………………………………………….118
Tabla 4.39. Datos necesarios para la formulación del protocolo
1 de acuerdo a la hidrofilicidad del surfactante NFE
15………………………………………………………119
Tabla 4.40. Variables necesarias para la determinación de la
estabilidad de la emulsión de acuerdo a la hidrofilicidad del
surfactante NFE 15…………………………………………119
Tabla 4.41. Tiempos de estabilización de las emulsiones de
acuerdo a la hidrofilicidad del surfactante NFE
15………………………………………………………………………….120
Tabla 4.42. Datos necesarios para la formulación del protocolo
1 de acuerdo a la hidrofilicidad del surfactante NFE
20………………………………………………………121
Tabla 4.43. Variables necesarias para la determinación de la
estabilidad de la emulsión de acuerdo a la hidrofilicidad del
surfactante NFE 20…………………………………………121
Tabla 4.44. Tiempos de estabilización de las emulsiones de
acuerdo a la hidrofilicidad del surfactante NFE
20………………………………………………………………………….122
Tabla 4.45. Datos necesarios para la formulación del protocolo
1 de acuerdo a la hidrofilicidad del surfactante NFE
40………………………………………………………124
Tabla 4.46. Variables necesarias para la determinación de la
estabilidad de la emulsión de acuerdo a la hidrofilicidad del
surfactante NFE 40…………………………………………124
Tabla 4.47. Tiempos de estabilización de las emulsiones de
acuerdo a la hidrofilicidad del surfactante NFE
40………………………………………………………………………….125
Tabla 4.48. Datos necesarios para la formulación del protocolo
1 con la incorporación de los electrolitos en la fase
acuosa………………………………………………………………...131
Tabla 4.49. Variables necesarias para la determinación de la
estabilidad de la emulsión con la incorporación de los
electrolitos en la fase acuosa………………………………………….131
Tabla 4.50. Tiempos de estabilización de las emulsiones con la
incorporación de la solución de cloruro de sodio en la fase
acuosa……………………………………...………………...132
Tabla B.1 Porcentaje de surfactante para las emulsiones en
estudio………………………..150
Tabla B.2 Resultados obtenidos a partir del porcentaje de la
solución madre para las emulsiones en estudios
……………………………………………………………………...152
Tabla B.3 Resultados obtenidos a partir del porcentaje de la
solución madre para las emulsiones en estudios del objetivo
3………………………………………………………153
Tabla B.4 Resultados obtenidos a partir del porcentaje de la
solución madre para los distintos número de moles etoxilados
en las emulsiones………………………..……………………153
Tabla B.5 Resultados obtenidos a partir del porcentaje de la
solución de cloruro de sodio para las distintas emulsiones en
estudio…………………………………………………………..155
Tabla C.1. Datos necesarios para la formulación de las
emulsiones del experimento en
blanco………………………………………………………………………………………..159
Tabla C.2. Variables necesarias para la determinación de la
estabilidad de la emulsión de acuerdo al experimento en
blanco…………………………………………………………...159
Tabla C.3. Tiempos de estabilización de las emulsiones del
experimento en blanco………………………………………………………………………………………..159
INTRODUCCIÓN
Desde hace muchos años el petróleo constituye una de las
fuentes energéticas más importante a escala mundial, lo que ha
producido que en el mundo, dependa de la producción de tan
importante recurso natural. En Venezuela, las actividades
petroleras comenzaron en la época pre-hispánica, en la cual
solo se utilizaba el petróleo para impermeabilizar las
embarcaciones, pero su exploración y explotación comenzó a
realizase formalmente en la época colonial, desde entonces la
industria petrolera en Venezuela fue creciendo y se fortaleció
hasta llegar al punto en que se nacionalizaron todas las
actividades de exploración y extracción petrolera, generado un
gran número de diversos productos de valiosas aplicaciones. De
uno de los principales procesos de la industria, como la
refinación del petróleo, el cual constituye el fraccionamiento
del crudo a través de varios procesos, entre ellos el craqueo
térmico del cual se origina un sub producto llamado coque de
petróleo, éste ha llamado la atención de algunos
investigadores por su composición y características y por su
actual denominación como desecho.
El presente trabajo de investigación está orientado
principalmente en estudiar la influencia de diversas variables
como el tamaño de partículas de coque de petróleo, la
hidrofilicidad del surfactante (nonilfenol etoxilado), la
morfología de la emulsión, el estudio del NaCl en la fase
acuosa de la emulsión, el tipo de aceite empleado en la
formulación de las emulsiones, el tiempo de estabilidad, entre1
otros; con el fin de obtener sistemas de emulsiones de tipo
(O/W), que sean estabilizadas con partículas de coque de
petróleo. El criterio fundamental radica en el entendimiento
de cómo afecta el coque de petróleo la estabilidad de las
emulsiones a formular y de qué manera puede permanecer el
mismo en la emulsión para proporcionarle el mayor tiempo
posible de estabilidad.
La estructura de éste trabajo está conformada por cinco
capítulos. En el capítulo I se describe el planteamiento del
problema y la importancia del mismo, en el capítulo II los
fundamentos teóricos que sirvieron de base para la realización
de esta investigación. El capítulo III muestra detalladamente
la metodología llevada a cabo en la realización de cada uno de
los objetivos planteados, en el capítulo IV se encuentra la
discusión de los resultados, donde se aporta información
relevante acerca de cada uno de los objetivos y por último en
el capítulo V se indican las conclusiones y recomendaciones
extraídas del análisis de resultados.
2
CAPÍTULO I
PLANTEAMIENTO DE PROBLEMA
I. PLANTEAMIENTO DEL PROBLEMA
3

En esta sección se presenta la descripción y formulación del problema, describiendola situación actual y deseada; así como los objetivos generales y específicos,justificación y limitaciones de la presente investigación.
1.1 DESCRIPCIÓN DEL PROBLEMA
Venezuela es el quinto país exportador de petróleo y el
poseedor de las mayores reservas probadas de crudo pesado del
mundo. Petróleos de Venezuela, Sociedad Anónima (PDVSA) es una
empresa estatal venezolana cuyas actividades son la
explotación, producción, refinación y comercialización del
petróleo venezolano y sus productos terminados. Está dividida
en cuatro unidades de trabajo según las funciones que realiza
cada una como son exploración y producción, refinación y
distribución y comercialización (Tinedo, E., 2011).
Los hidrocarburos son compuestos de hidrógeno y carbono que
contienen heteroátomos y metales en su estructura. Por lo
general, los hidrocarburos presentes en el presentes en el
petróleo se clasifican, en saturados (parafinas y naftenos),
aromáticos, resinas y asfaltenos. Una de las maneras en las
que la industria petrolera clasifica al petróleo crudo es
según su densidad o gravedad API (ligero, medio, pesado,
extra pesado); los refinadores también lo clasifican como
"crudo dulce", que significa que contiene relativamente poco
azufre, o "ácido", que contiene mayores cantidades de azufre
y, por lo tanto, se necesitarán más operaciones de
refinamiento para cumplir las especificaciones actuales de los
productos refinados (Newbery, J., 2007).
4

El petróleo es una mezcla de productos que para poder ser
utilizado en las diferentes industrias y en los motores de
combustión debe sufrir una serie de diversos procesos. Muy a
menudo la calidad de un petróleo depende en gran medida de su
origen. En función de éste, sus características varían en:
color, viscosidad, composición química, etc. Por ello, el
crudo a pie de pozo no puede ser utilizado sin ser tratado
previamente, y por tanto, es indispensable la utilización de
diferentes procesos de refinación y transformación para la
obtención del mayor número de productos de alto valor
comercial. El conjunto de estos tratamientos constituyen el
proceso de refino de petróleo o refinación del petróleo
(Newbery, J., 2007).
La refinación del petróleo empieza con la destilación o
fraccionamiento del petróleo crudo en grupos de hidrocarburos
destilados. Los productos resultantes están directamente
relacionados con las características del crudo procesado. La
gran parte de los productos destilados se convierten
posteriormente en otros productos de mayor valor agregado,
cambiándoles el tamaño y estructura de las moléculas de
hidrocarburos a través del rompimiento (“cracking”), reformado
y otros procesos de conversión. Estos productos convertidos
son sujetos a varios tratamientos y procesos de separación,
para remover constituyentes indeseables y para mejorar la
calidad del producto. Las refinerías integradas incorporan el
proceso de fraccionamiento, y operaciones de mezclado, que
pueden incluir también el procesamiento de los petroquímicos.
5
Éste proceso se encarga del mejoramiento y obtención del
producto derivado del petróleo a través de las plantas de
procesamiento y refinerías, incluyendo el fraccionamiento y
transformación química del petróleo para producir derivados
comercializables (Gary, J., 2003).
En las refinerías, los productos más valiosos (gasolina, jet
fuel o kerosene, diesel, aceites lubricantes y parafinas), son
obtenidos a partir del crudo mediante procesos de separación
física (destilación, despojamiento, extracción, etc.), dejando
fracciones pesadas o "residuos" de apariencia "asfáltica".
Muchos productos pueden ser elaborados a partir del
procesamiento de los residuos pesados a condiciones de alta
presión y temperatura, con la intención de "craquear" (romper)
las grandes moléculas y convertirlas en otras más pequeñas.
Estos procesos son conocidos como "craqueo térmico", o
procesos de coquificación, o rechazo de carbón, ya que se
obtienen productos livianos como gases, nafta y diesel. En un
esfuerzo por extraer las fracciones más valiosas y livianas
como la gasolina, en la refinación se somete a los crudos
pesados, extrapesados y residuos de vacío a un proceso de
mejoramiento. Los agentes contaminantes no deseados se
concentran en un subproducto solido comúnmente denominado
coque de petróleo, el cual consiste en su mayoría de carbón
con pequeñas cantidades de hidrocarburos líquidos. (Gary, J.,
2003).
El coque de petróleo es un subproducto residual de alto
contenido de carbono y azufre entre otros componentes como6
nitrógeno, oxígeno e hidrogeno. A pesar de ser un subproducto
con alto poder calorífico, bajo contenido de cenizas y más
económico que el carbón y otros combustibles líquidos, su gran
contenido de azufre y de metales, hace del coque un
combustible menos atractivo desde el punto de vista ambiental.
Sin embargo, las propiedades del coque de petróleo varían de
acuerdo a las corrientes de crudo utilizadas. Por las
propiedades mencionadas del coque, notándose que por sus
características y variedad de elementos que lo componen, puede
generar emulsiones estabilizadas de acuerdo a la aplicación y
el uso que se le dé (Gary, J., 2003).
Actualmente en el laboratorio de petróleo, hidrocarburos y
derivados (PHD) de la Universidad de Carabobo, el cual está
orientado al área de los fenómenos interfaciales, propiedades
fisicoquímicas y caracterización estructural del mundo de los
hidrocarburos, se está incorporando el coque de petróleo para
ser empleado en la formulación de emulsiones. De acuerdo a
esto se realizan emulsiones de aceite en agua cuya fase
dispersa es el aceite y fase dispersante o continua es el
agua, tomando como punto importante el análisis de la
influencia del coque de petróleo sobre la misma.
I.2 FORMULACIÓN DEL PROBLEMA
Desde hace varios años la obtención del coque de petróleo, un
subproducto de la refinación del crudo, se ha convertido en un
problema para las comunidades vecinas a las empresas
petroleras donde se genera dicho subproducto en Venezuela. Su7
almacenamiento al aire libre en las áreas de la refinería
genera un problema de salud pública debido a la cercanía de
zonas pobladas, por efecto de la erosión del material se
genera un polvillo que puede causar por su alto contenido de
carbono y azufre, una alta sensibilidad en la piel y daño
ocular que puede llegar a ser permanente. Diariamente se
generan en estas industrias toneladas, acumulándose como
gigantescas montañas. Este panorama está marcado por las
diversas deficiencias operativas y de mantenimiento en el
manejo del coque y por la ausencia de instalaciones para el
aprovechamiento del mismo.
1.2.1 Situación actual
Actualmente el coque es considerado un desecho como resultado
del mejoramiento de los derivados del petróleo a través de un
proceso de craqueo térmico, del cual se producen diariamente
toneladas, que se acumulan en gigantescas montañas las cuales
perjudican la salud de las personas cercanas a estas, debido a
su alto contenido de azufre y de metales; además no existe una
aplicación a nivel industrial sino que se ha recurrido a la
venta al exterior de éste subproducto por costos muy bajos, lo
cual no representa un buen aprovechamiento del mismo.
Venezuela tiene una producción actual de aproximadamente diez
mil toneladas diarias, que representan alrededor del 6 % del
coque producido a nivel mundial y se estima que ésta
producción aumentará en corto plazo. Siendo el complejo
industrial Jóse Antonio Anzoátegui, ubicado entre los
8

municipios Bolívar y Peñalver, el principal productor de éste
subproducto.
1.2.2 Situación deseada
Se dispone de un estudio de una emulsión de aceite agua,
empleando surfactantes no iónicos, donde se evalúa el efecto
del coque de petróleo sobre la emulsión. Más que un desecho,
el coque puede ser un producto para el beneficio público, pues
resulta atractivo por su alto poder calorífico, composición
química y propiedades físicas, particularmente su dureza. Se
propone elaborar una emulsión de aceite en agua estabilizada
con partículas de coque, para evaluar las características
manifestadas por él, mediante un surfactante no iónico; para
posteriormente brindar nuestra investigación a quienes les sea
de gran utilidad y puedan buscarle alternativas para su
destino a nivel industrial, logrando así minimizar los daños
ocasionados al ambiente, producto de la contaminación y las
molestias generadas por su acumulación a los vecindarios
cercanos a éste.
1.3OBJETIVOS
1.3.1 Objetivo General
Evaluar una emulsión de aceite en agua (O/W) consurfactantes no iónicos: efecto del coque de petróleo.
1.3.2 Objetivos Específicos.
9
1. Evaluar los diferentes protocolos y materiales a
emplear en la elaboración de la emulsión.
2. Analizar la influencia de la cantidad añadida de coque
de petróleo en la estabilidad de la emulsión.
3. Establecer la morfología de la emulsión a elaborar.
4. Determinar la distribución de tamaño de partículas del
coque de petróleo mediante la difracción de láser vía
seca y húmeda.
5. Interpretar la influencia de la hidrofilicidad del
surfactante sobre la estabilidad de la emulsión.
6. Describir el efecto de los electrolitos sobre la
estabilidad de la emulsión, en la fase acuosa.
1.4JUSTIFICACIÓN
Debido a los problemas presentados en la actualidad con las
escasas aplicaciones del coque, surge el interés de evaluar la
formulación de una emulsión de fase externa agua y como fase
interna aceite utilizando un surfactante no iónico que
presenta componentes similares a los del coque pudiendo ser
este último, emulsionante y estabilizante.
El propósito de la investigación es corroborar que el coque de
petróleo puede estabilizar emulsiones, en este caso de aceite
en agua y evaluar e interpretar sus propiedades y
comportamiento a lo largo de un periodo de tiempo, frente a
diversos estudios y pruebas que caractericen a dicha emulsión,
para que ésta investigación sirva como aporte a la industria
petrolera, entre otras, y de esta manera sirva de ayuda a la10
solución de los problemas relacionados con éste y puedan
buscar alternativas para aplicaciones a nivel industrial.
Otro aspecto importante es que la realización del proyecto
permitirá afianzar los conocimientos adquiridos a lo largo de
nuestra carrera, así como también ampliarlos, ya que el
estudio de los fenómenos interfaciales forma parte importante
en el desempeño del ingeniero químico. Por otra parte se desea
cumplir con el requisito de culminación de los estudios de
pregrado con este proyecto de investigación enfocado en el
área de estudio.
1.5 LIMITACIONES
Una de las limitaciones más resaltantes es el horario para
disponer en el laboratorio de PHD (petróleo, hidrocarburos y
derivados), y poder realizar los experimentos pertinentes.
Otra limitante es la disponibilidad de instrumentos y
reactivos que deben emplearse para la caracterización de la
emulsión.
11

CAPÍTULO II
MARCO TEÓRICO
12
CAPÍTULO II.
MARCO TEÓRICO
En la elaboración del presente trabajo de investigación se requiere de la consultabibliográfica de información relacionada con el tema en estudio, por lo que acontinuación se presentan los antecedentes y marco teórico relacionado con lainvestigación.
2.1 ANTECEDENTES
2.1.1 Drelich, A (2010) “Evolución de las emulsiones de agua
en aceite estabilizadas con partículas sólidas influenciada
por la adición de un surfactante no iónico”. En éste trabajo
se realizaron experimentos de calorimetría diferencial para
caracterizar las gotas de agua y su evolución con el tiempo.
Se determinaron propiedades en la formación y estabilización
de emulsiones. Los resultados obtenidos se compararon con las
propiedades de las emulsiones preparadas con un emulsionante
no iónico, monooleato de sorbitán. Se observó una reducción de
la tensión interfacial en emulsiones de agua en aceite. Como
consecuencia, la fragmentación de agua en gotas requiere más
energía en ausencia de agentes tensioactivos emulsionantes.
Ciertas mediciones de reología mostraron que la estabilidad de
la emulsión preparada con partículas origina la formación de
una red de partículas en 3D en la fase de aceite continua. La
interpretación indica una posible reorganización de la
película emulsionante en la interfaz de agua en aceite, lo que
podría modificar las condiciones de cristalización de las
gotas de agua dispersas y afectar la estabilidad de la
13
emulsión a largo plazo. El aporte que brinda esta
investigación a nuestro trabajo de grado es que muestra como
varía la estabilidad de una emulsión a lo largo del tiempo con
la adición de un surfactante no iónico. La semejanza es el
empleo de un surfactante no iónico y la diferencia es que
trata de una emulsión de agua en aceite, mientras que en
nuestra investigación es de una emulsión de aceite en agua.
2.1.2 Lif, A (2010) “Emulsiones estabilizadas por celulosa
microfibrilar y tensioactivos no iónicos”. En éste trabajo se
prepararon emulsiones de agua en aceite diesel, con una
combinación de monolaurato de sorbitán y monooleato de
glicerol como emulsionante y con celulosa microfibrilar (MFC)
de diferente carácter hidrófilo, resultando en fibrillas muy
hidrófobos. La emulsión más estable se alcanzó con una
combinación de hidrófilos. El aporte de esta investigación a
nuestro trabajo de grado es que las partículas de hidrófilos
como tensioactivos no iónicos generan gran estabilidad en las
emulsiones. La semejanza es el uso de tensioactivos no iónicos
y la diferencia predominante es que en éste caso la emulsión
se estabiliza por celulosa microfibrilar y en nuestro trabajo
de investigación se estabiliza por partículas sólidas de coque
de petróleo.
2.1.3 Pichot, R (2010) “Emulsiones de aceite en agua
estabilizadas por tensioactivos de bajo peso molecular y
partículas coloidales: el efecto del tipo de tensioactivo y la
concentración”.
14
El objetivo de esta investigación es la estabilidad frente a
la coalescencia de las emulsiones O/W en la presencia de ambos
tensioactivos y partículas coloidales, En particular, el
efecto del tipo de tensioactivo y la concentración en esta
mezcla emulsionante sobre la estabilidad de las emulsiones
O/W. Se obtuvieron como resultados que al utilizar un
surfactante con una concentración en una fase O/W se produce
una eliminación de interfase, pudiendo analizar que el
surfactante es ideal para producir solo una emulsión
estabilizada, y de igual forma se trabajaron con una fase W/O,
donde no ocurrió la eliminación de la interfase. El aporte que
nos brinda esta investigación a nuestro trabajo de grado es la
clasificación de los surfactante que puede llegar a forma una
emulsión estable tomando en consideración las fase con que se
trabaja y la concentración necesaria para que se forme, la
caracterización y la afinidad que debe tener para producir una
emulsión y obtener resultados que contribuye a la sociedad. La
semejanza con nuestro trabajo de investigación es que en ambas
se evalúa el efecto del tensioactivo y su concentración sobre
la emulsión. La diferencia más notable es que en este caso se
trata de una emulsión de aceite en agua con partículas
coloidales; mientras que en nuestro trabajo de investigación
se trata de una emulsión de agua en aceite.
2.1.4 Aranberri. B, (2006) “Elaboración y caracterización de
emulsiones estabilizadas por polímeros y agentes
tensioactivos”. Éste artículo trata sobre emulsiones
estabilizadas por agentes tensioactivos y polímeros, donde se
15
estudian las peculiaridades de emulsiones con alto contenido
en fase dispersa de emulsiones termodinámicamente inestables,
donde éstas pueden convertirse en cinéticamente estables
gracias a la presencia de agentes tensioactivos que presentan
la capacidad de adsorción en las superficies de las gotas.
Donde finalmente por la adición de biopolímeros, se puede
controlar la viscosidad de la fase continúa. El aporte de éste
artículo a nuestra investigación es el empleo de agentes
tensioactivos en la elaboración de una emulsión y la
diferentes fases que le ocurre a la emulsión al cambiar la
distinta variable que interfiere en el proceso e incluso el
estudio de fase dispersa y fase dispersantes.
La semejanza principal es el hecho de usar agentes
tensioactivos en la formulación de la emulsión y la diferencia
es que en este caso estabilizan la emulsión con polímeros
mientras que en nuestra investigación se trata de estabilizar
la emulsión con partículas sólidas de coque del petróleo.
2.1.5 Sullivan, A (2002) “Efectos de las partículas
inorgánicas sólidas sobre el agua y aceite crudo en la
estabilidad de la emulsión”. En esta investigación como
objetivo principal tiene el desarrollar una mejor comprensión
de estabilización de la emulsión en presencia de partículas
sólidas inorgánicas, además se hace un enfoque de variedad de
partículas inorgánicas que fueron estudiada para investigar
los factores que controlan la efectividad de partículas de
estabilización, de igual forma analizar el crudo de agua-
aceite para promover partícula en la absorción de la
16
interfase. Determinando el campo eléctrico necesario para la
ruptura de la emulsión. El aporte de estas investigaciones con
emulsiones para nuestro trabajo de grado es la eficiencia que
tiene las partículas sólidas de diferentes tamaños con un
análisis de los diversos crudos para el aprovechamiento de la
misma y analizar las características de los distintos crudo
que dará un aporte a las industrias, buscándole una
contribución a los problemas presentes. La semejanza es que
en ambos se evalúa el efecto de las partículas sólidas en la
emulsión, mientras que la diferencia es que en nuestra
investigación, las partículas sólidas son orgánicas y en el
caso presentado anteriormente son inorgánicas.
2.1.6 Yan, N (2001) “Emulsiones de agua en aceite
estabilizadas por sólidos finos”. El objeto de ésta
investigación fue estudiar la estabilidad de las emulsiones de
agua en aceite estabilizadas por sólidos finos con
hidrofobicidades diferentes. Los sólidos finos utilizados en
este estudio incluyen partículas de arcilla de caolinita
tratados con asfaltenos y sílice coloidal hidrófilo, así como
polvos de sílice de pirolisis seca tratada con silanización.
Los resultados experimentales mostraron que la sílice coloidal
hidrófila sólo podía estabilizar emulsiones de aceite en agua
durante un corto período de tiempo. Se demostró que las
partículas sólidas finas absorbidas en la superficie de la
gota, actuaba como una barrera que impedía la formación de
coalescencia. La estabilidad de las emulsiones producidas
dependía de la hidrofobicidad de las partículas sólidas. El
17

aporte de ésta investigación a nuestro trabajo de grado es el
empleo de partículas sólidas para lograr la estabilización de
una emulsión. La semejanza es el empleo de partículas sólidas
para estabilizar la emulsión y la diferencia más relevante es
que en este caso se trata de una emulsión de agua en aceite,
mientras que nuestra investigación trata de una emulsión de
aceite en agua.
2.2 MARCO TEÓRICO
2.2.1 Surfactantes
Los surfactantes son sustancias anfífilas (son afines tanto a
sustancias polares, como a sustancias apolares o no polares.
En la Figura 2.1 se muestra la representación de una molécula
de anfífilo, en la que el grupo polar o hidrofilíco ocupa la
“cabeza” de la molécula y el grupo apolar o lipofílico la
“cola”) que presentan actividad superficial o interfacial
debido a su doble afinidad. Es importante destacar que no
todas las sustancias anfífilas poseen esta actividad, ya que
para que esta ocurra es necesario que la moléculas posean
propiedades relativamente equilibradas, es decir, que no sea
demasiado hidrofílica o lipofílica. (Arocha, Rubén; 2007)
18
Parte Polar Parte apolar
Figura 2.1 Esquema de una molécula de surfactante.
(Arocha, Rubén; 2007)
La parte polar o hidrofílica es un grupo funcional iónico o no
iónico generalmente constituida por heteroátomos como oxígeno,
azufre, nitrógeno y fósforo, que permiten un alto grado de
solubilidad en solventes polares, particularmente en agua; la
parte apolar o lipofílica, generalmente es una cadena
hidrocarbonada de tipo alquil o alquilbenceno, con presencia
en ciertos casos de átomos de un halógeno u oxígeno, la cual
es soluble en solventes orgánicos no polares, particularmente
hidrocarburos, aceites y grasas. Debido a esta dualidad polar-
apolar, una molécula de surfactante tiene tendencia a migrar a
una interfase o una superficie con la finalidad de satisfacer
sus dos tipos de afinidad. Sin embargo, no todas las
sustancias anfifílicas poseen esta propiedad. (Kouloheris, A;
1989)
Cuando estas propiedades se encuentran relativamente
balanceadas, la molécula tenderá a ubicarse en la interfase o
superficie para satisfacer su doble afinidad, ya que en el
seno del líquido sea polar o apolar existirá una interacción
que no será satisfecha. (Arocha, Rubén; 2007)
2.2.1.1 Propiedades de los surfactantes.
Los surfactantes poseen dos propiedades fundamentales
derivadas de su estructura: de una parte, su capacidad de19
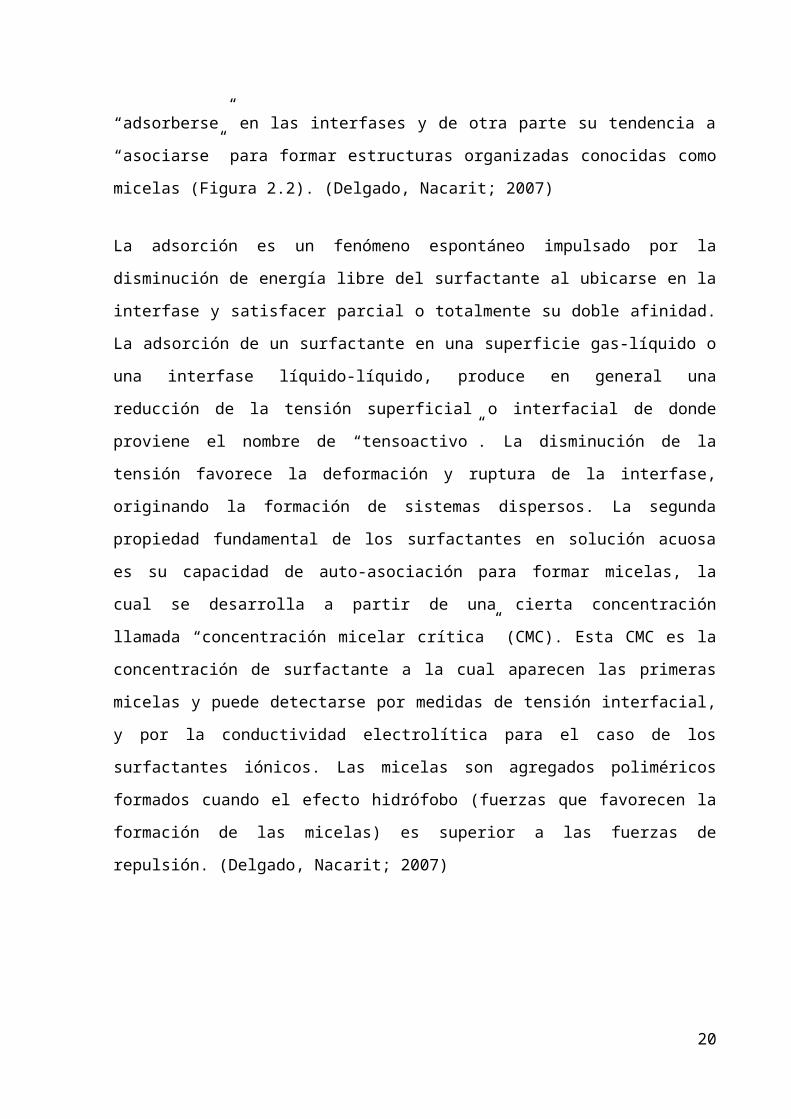
“adsorberse” en las interfases y de otra parte su tendencia a
“asociarse” para formar estructuras organizadas conocidas como
micelas (Figura 2.2). (Delgado, Nacarit; 2007)
La adsorción es un fenómeno espontáneo impulsado por la
disminución de energía libre del surfactante al ubicarse en la
interfase y satisfacer parcial o totalmente su doble afinidad.
La adsorción de un surfactante en una superficie gas-líquido o
una interfase líquido-líquido, produce en general una
reducción de la tensión superficial o interfacial de donde
proviene el nombre de “tensoactivo”. La disminución de la
tensión favorece la deformación y ruptura de la interfase,
originando la formación de sistemas dispersos. La segunda
propiedad fundamental de los surfactantes en solución acuosa
es su capacidad de auto-asociación para formar micelas, la
cual se desarrolla a partir de una cierta concentración
llamada “concentración micelar crítica” (CMC). Esta CMC es la
concentración de surfactante a la cual aparecen las primeras
micelas y puede detectarse por medidas de tensión interfacial,
y por la conductividad electrolítica para el caso de los
surfactantes iónicos. Las micelas son agregados poliméricos
formados cuando el efecto hidrófobo (fuerzas que favorecen la
formación de las micelas) es superior a las fuerzas de
repulsión. (Delgado, Nacarit; 2007)
20
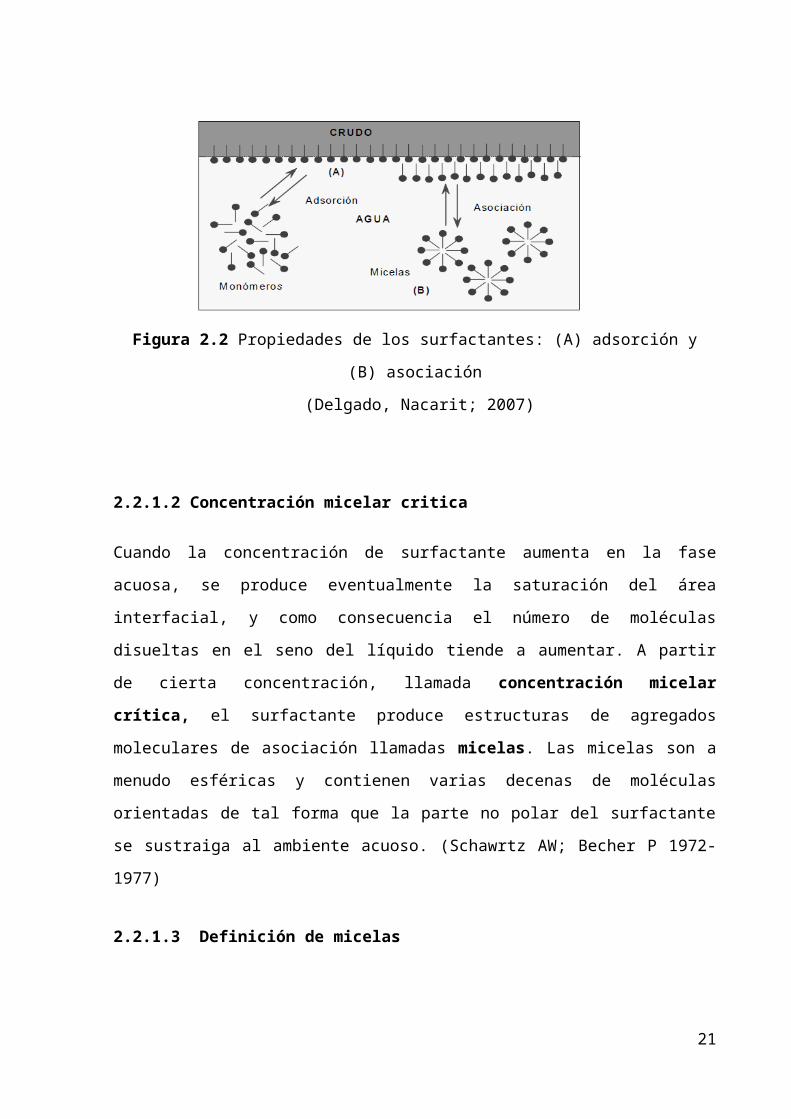
Figura 2.2 Propiedades de los surfactantes: (A) adsorción y
(B) asociación
(Delgado, Nacarit; 2007)
2.2.1.2 Concentración micelar critica Cuando la concentración de surfactante aumenta en la fase
acuosa, se produce eventualmente la saturación del área
interfacial, y como consecuencia el número de moléculas
disueltas en el seno del líquido tiende a aumentar. A partir
de cierta concentración, llamada concentración micelar
crítica, el surfactante produce estructuras de agregados
moleculares de asociación llamadas micelas. Las micelas son a
menudo esféricas y contienen varias decenas de moléculas
orientadas de tal forma que la parte no polar del surfactante
se sustraiga al ambiente acuoso. (Schawrtz AW; Becher P 1972-
1977)
2.2.1.3 Definición de micelas
21
Las micelas son compuestos agregados reversibles de moléculas
o iones anfifilicos. Los agregados pueden tener una estructura
cerrada de un tamaño que es del orden de dos veces la longitud
de las moléculas. (Salager, J.L; 2000)
Estas micelas son termodinámicamente estables y se
caracterizan por poseer estructuras relativamente simples. Las
principales causa de la auto-agregación de los monómeros es el
llamado efecto hidrofóbico, cuya fuerza es la interacción
desfavorable entre el agua y las cadenas hidrófobas. Como
resultado de ello, las moléculas anfifílicas "migran" a las
interfases o forman micelas. Las micelas sufren cambios
constantes, que están relacionados con el tamaño, la forma y
el número de agregados. El estado de equilibrio dinámico entre
las micelas y monómeros se produce, y su posición puede ser
cambiado y como resultado de los cambios en factores externos,
como por ejemplo, la temperatura o presión. En la Figura 2.3
se muestra una micela de forma esférica. (Salager, J.L; 2000)
Figura 2.3 Modelo de micelas esféricas.
(Salager, J.L; 2000)
22
2.2.1.4 Clasificación de los surfactantes.
Los surfactantes son clasificados comercialmente de acuerdo a
su aplicación, sin embargo, sus propiedades y su uso dependen
también del ambiente fisicoquímico, y pueden tener múltiples
aplicaciones a veces muy diferentes. Es preferible
clasificarles de acuerdo a la naturaleza del grupo hidrofílico
o más exactamente según la forma como se disocian en el agua:
- Aniónicos. Estos surfactantes son los mayormente utilizados
a nivel industrial y los más producidos, ocupando un 55% del
mercado mundial. Los más importantes son los carboxilatos
(jabones), los sulfonatos o los sulfatos de metales alcalinos
y otros cationes monovalentes. (Salager, J.L. Y Antón, R;
1992)
- No iónicos. Con aproximadamente el 40% de la producción,
ocupan el segundo lugar. Su grupo hidrofílico es del tipo
alcohol, fenol, éter o amida y no se ionizan en el agua. Sin
embargo, la presencia de una cadena poliéter de tipo poli
óxido de etileno le confiere a la molécula cierta
hidrofilicidad. El grupo hidrófobo es generalmente un radical
alquil o alquilbenceno. (Salager, J.L. Y Antón, R; 1992)
-Catiónicos. Son menos utilizados debido a su elevado costo.
En general son compuestos de tipo sal de amina grasa o de
amonio cuaternario. Tienen propiedades bactericidas
importantes y una facilidad de adsorción sobre los sustratos
23
biológicos o inertes cargados negativamente. (Salager, J.L. Y
Antón, R; 1992)
- Anfotéricos. Poseen a la vez carga positiva y carga
negativa, como los aminoácidos, betaínas o fosfolípidos.
Debido a su alto costo, son utilizados en aplicaciones
particulares. (Salager, J.L. Y Antón, R; 1992)
- Sólidos finamente divididos. Tales como arena, arcilla,
finos de formación, esquistos, lodos de perforación, fluidos
para estimulación, incrustaciones minerales, productos de la
corrosión. Los fluidos para estimulación de pozos pueden
contribuir a formar emulsiones muy estables. (Salager, J.L. Y
Antón, R; 1992)
Cuando las emulsiones están formadas por gotas muy finas. Para
ser agentes emulsionantes, las partículas sólidas deben ser
más pequeñas que las gotas suspendidas y deben ser mojadas por
el aceite y el agua. Luego estas finas partículas sólidas o
coloides (usualmente con surfactantes adheridos a su
superficie) se colectan en la superficie de la gota y forman
una barrera física. (Salager, J.L. Y Antón, R; 1992)
2.2.2 Principales tipos de surfactantes no iónicos.
Esta se caracteriza por algún parámetro que dé cuenta de su
afinidad relativa por la fase acuosa u oleica. Para los
surfactantes no iónicos este parámetro corresponde al número
24
de unidades óxidos de etileno que posee el mismo, mientras
mayor sea el número de óxido de etileno más hidrofílico es el
surfactante. (Arocha, Rubén; 2007). Durante los últimos 30
años, los surfactantes no iónicos han alcanzado cada día mayor
importancia, estos no producen iones en solución acuosa y por
este hecho son compatibles con cualquier otro tipo; es por
esto que son excelentes candidatos para formulaciones
complejas que se consiguen a menudo en aplicaciones prácticas.
(Salanger, L.J; 2002)
Por otra parte estos surfactantes son menos sensibles a los
electrolitos, especialmente a los cationes divalentes, que los
aniónicos, y pueden por lo tanto ser utilizados en presencia
de una salinidad alta. Los surfactante no iónicos son buenos
detergentes, humectantes y emulsionantes. Algunos poseen
excelentes propiedades espumantes. Algunos presentan un muy
bajo nivel de toxicidad y se utilizan en la fabricación de
fármacos, cosméticos y alimentos. (Salanger, L.J; 2002)
De acuerdo al uso y dependiendo de la utilidad se toma en
consideración lo siguiente, si se colocan menos de 5 grupos
óxidos de etileno, se obtienen agentes antiespumantes y
detergentes o dispersantes liposolubles. Si se colocan entre 9
y 20 grupos óxido de etileno se obtiene agentes humectantes y
emulsionantes. Por encima de 20 grupos se tienen detergentes
que soportan altas temperaturas y alta salinidad. (Salanger,
L.J; 2002)
25
2.2.3 Definición de dispersión Se llama dispersión a un sistema polifásico en el cual una
fase se encuentra en forma fragmentada (fase dispersada)
dentro de otra (fase continua). Existen varios tipos de
sistemas dispersados y cada uno tiene una denominación
particular. Consideramos aquí las dispersiones cuya fase
continua es un líquido. Una dispersión de gas en un líquido es
una espuma, mientras que una dispersión de un líquido en otro
inmiscible con él es una emulsión. Finalmente una dispersión
de un sólido en un líquido se conoce como una suspensión.
Cuando se habla de dispersión es importante destacar el tamaño
de los fragmentos de la fase dispersada. En efecto, el
comportamiento de la dispersión y su efecto depende en buena
parte del tamaño de los fragmentos. Se entiende por fragmento
una cierta cantidad de materia gaseosa, líquida o sólida, que
se llama burbuja, gota o partícula si son de tamaño
macroscópico. (Salager, J.L; 1999)
2.2.4 Definición de Formulación
La formulación puede ser definida como el conjunto de
conocimientos y operaciones empleados cuando se mezclan,
asocian o condicionan ingredientes de origen natural o
sintético, a menudo incompatibles entre sí. Entre los
constituyentes de una fórmula, se distinguen a las materias
activas que cumplen con la función principal buscada y a los
auxiliares de formulación que juegan papeles secundarios pero
26
indispensables en muchos casos. (Aubry, M.J.; Schorsch, G;
2004)
2.2.5 Emulsiones
Las emulsiones son sistemas dispersos constituidos por dos
líquidos inmiscibles en los cuales la fase en dispersión (fase
interna o dispersa) se encuentra en forma de pequeñas gotas
contenida en la fase externa (fase continua o dispersante). La
estructura de las emulsiones está estabilizada por un agente
surfactante llamado emulsionante. Por definición, una emulsión
es un sistema termodinámicamente inestable y tarde o temprano
debe separarse en sus dos fases. (Delgado, Nacarit; 2007)
Las emulsiones pueden clasificarse de acuerdo a la
distribución de las fases acuosa y oleosa; si la fase dispersa
es la acuosa el sistema es conocido como emulsión agua en
aceite (W/O), si el sistema consiste en la dispersión de gotas
de aceite en una fase acuosa se conoce como emulsión aceite en
agua (O/W). (MC. Clements; 1999)
2.2.5.1 Tipos de emulsiones
Según la naturaleza de la fase dispersa, se pueden distinguir
los siguientes tipos de emulsiones:
Emulsiones de aceite en agua (O/W): emulsión que contiene
gotas de aceite dispersadas en agua. Esta es la emulsión
normal para todas las aplicaciones con excepción de la
27
producción del petróleo, en la cual se denomina emulsión
inversa. (MC. Clements; 1999)
Emulsiones de agua en aceite (W/O): emulsión que contiene
gotas de agua dispersadas en aceite. Esta es la emulsión
normal encontrada en el petróleo e inversa para las demás
aplicaciones. (MC. Clements; 1999)
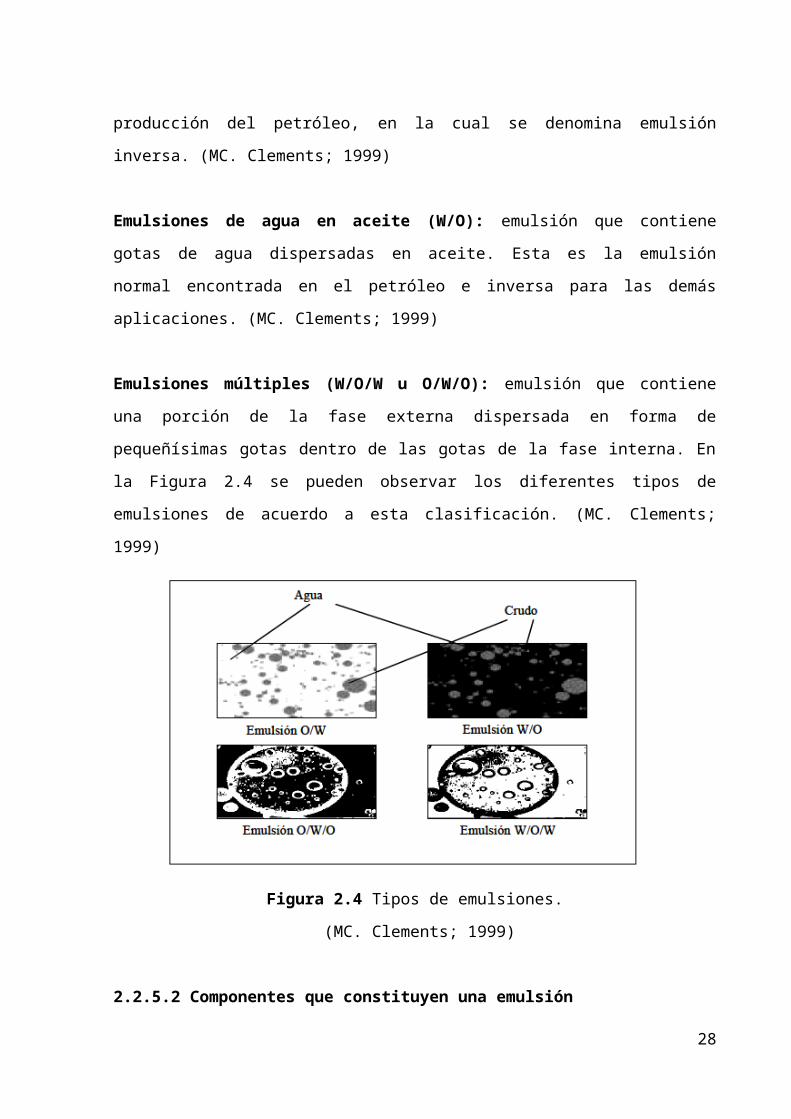
Emulsiones múltiples (W/O/W u O/W/O): emulsión que contiene
una porción de la fase externa dispersada en forma de
pequeñísimas gotas dentro de las gotas de la fase interna. En
la Figura 2.4 se pueden observar los diferentes tipos de
emulsiones de acuerdo a esta clasificación. (MC. Clements;
1999)
Figura 2.4 Tipos de emulsiones.
(MC. Clements; 1999)
2.2.5.2 Componentes que constituyen una emulsión
28
Una emulsión está constituida por tres regiones, las cuales
presentan propiedades fisicoquímicas diferentes: la fase
dispersa, la fase continua y la interfase. Todas las moléculas
o ingredientes de la emulsión se distribuyen según su
concentración y polaridad a lo largo de las regiones
mencionadas anteriormente. Las moléculas polares tienden a
localizarse en la fase acuosa, las moléculas no polares tienen
afinidad por la fase oleosa, y las moléculas anfifílicas se
localizan en la interfase. (MC. Clements; 1999)
Las moléculas en una emulsión tienden a moverse de una región
a otra, alterando de esta forma las condiciones físicas y
químicas de la misma. Este movimiento, así como la
concentración e interacciones de sus constituyentes tienen una
influencia significativa en las propiedades fisicoquímicas,
textura y aplicación de estos sistemas dispersos. (MC.
Clements; 1999)
2.2.6 Clasificación de la emulsiones
2.2.6.1 Macroemulsiones
Se llaman en general macroemulsiones las dispersiones líquido-
líquido con tamaños de gota típicamente en el rango 1-100 μm
(que puede extenderse en casos especiales desde 0,5 μm hasta
500 μm). En este rango las gotas pueden observarse con la
ayuda de un microscopio óptico. (P. Becher; 1985-1988)
2.2.7 Principios de las emulsiones estabilizadas por sólidos 29
El conocimiento de que los sólidos finos pueden estabilizar
emulsiones se remonta al comienzo del siglo, cuando Pickering
señaló inicialmente que coloides de partículas que se
humedecieron más por el agua que por el aceite podría actuar
como un agente emulsionante para aceite en agua. Desde
entonces, varios investigadores han estudiado la estabilidad
de las emulsiones estabilizadas por sólido. (Sullivan, A;
2002)
La existencia de emulsiones estabilizada con sólidos ha sido
conocida desde el comienzo de las décadas. La estabilización
se produce cuando las partículas son parcialmente mojadas por
ambas fases. Partículas hidrófilas tienen contacto y
estabilizan emulsiones de aceite en agua. De la misma manera
que las partículas hidrófobas. (Yan, N; 2001)
En la preparación de la emulsión el emulsionante reduce la
tensión interfacial, favoreciendo la formación de gotas más
pequeñas y al situarse en la interfase, estabiliza la emulsión
previniendo las coalescencias de las gotas de la fase
dispersa, las sustancia utilizadas como emulsionante son muy
variadas, desde productos naturales como proteínas,
fosfolípidos o sólidos finamente divididos como el negro de
humo. En general, la fase en el que el emulsionante es más
soluble tiende a convertirse en fase externa. (Adamson. A.W;
1967)
30
Los sólidos finamente divididos son buenos emulgentes,
especialmente en combinación con surfactantes; dentro de las
cuales se incluyen; sólidos polares inorgánicos tales como
hidróxidos de metales pesados, ciertos tipos de arcillas y
pigmentos. También han sido empleados sólidos no polares como
el carbón, el gliceril estearato. En ausencia de surfactantes,
las emulsiones son favorecidas por la presencia de sólidos no
polares. Este tipo de sólidos tiende hacer su tamaño muy
pequeño situándose en la interfase líquido-líquido formando
una barrera mecánica que previene la coalescencia. Siendo
partículas que adsorben sobre la gota para estabilizar las
emulsiones. (Adamson. A.W; 1967)
2.2.8 Sistemas surfactante/agua/aceite
Cuando se mezclan agua, hidrocarburo y un surfactante y se
permite que el sistema alcance el equilibrio, normalmente se
forman dos o más fases, dependiendo de las características de
sus componentes, así como de las variables de estado. La
influencia de estas variables se determina a través de la
formulación fisicoquímica. (Delgado, Nacarit; 2007)
2.2.9 Formulación fisicoquímica
La formulación fisicoquímica es un conjunto de variables que
definen la naturaleza de los sistemas SOW, tales como:
Variables de composición: concentración del surfactante y
proporción agua/crudo. (Delgado, Nacarit; 2007)
31

Variables físicas: temperatura y presión; como los sistemas
líquidos son relativamente incompresibles, la presión no
produce un efecto notable, en cambio, la temperatura juega un
papel fisicoquímico importante, ya que puede afectar
considerablemente la afinidad del surfactante no iónico por
las fases oleica y acuosa. (Delgado, Nacarit; 2007)
Variables de naturaleza química o fisicoquímica: naturaleza de
los diferentes compuestos involucrados (surfactante, agua y
crudo). El surfactante se trata de una mezcla de especies
químicas complejas, cuya caracterización se realiza a través
de parámetros empíricos relacionados con sus estructuras
químicas. (Delgado, Nacarit; 2007)
La formulación de los sistemas surfactante/aceite/agua ha sido
objeto de estudio durante varias décadas, Griffin (1949)
propuso la primera expresión numérica del concepto de
formulación de los sistemas SOW en función del Balance
Hidrofílico Lipofílico (HLB) del surfactante, como medida de
la afinidad relativa del surfactante por las fases acuosas y
oleicas. (Paruta, Emilio; 2008)
Un surfactante es hidrofílico para HLB > 10 o lipofílico para
HLB < 10. El HLB depende esencialmente del surfactante, aunque
puede tomar en cuenta la influencia de la naturaleza del
aceite a través de la noción de HLB requerido, que corresponde
al mejor número HLB del surfactante que con un aceite dado
provee la máxima estabilidad de una emulsión. (Paruta, Emilio;
2008)32
2.2.10 Barridos de formulación
Debido a la complejidad de los sistemas SOW, y a la gran
cantidad de variables involucradas, es necesario fijar
variables, de tal manera de moverse en una sola dimensión para
identificar la naturaleza de los resultados obtenidos.
(Delgado, Nacarit; 2007)
Mediante un barrido unidimensional, se puede estudiar la
influencia de las diferentes variables de formulación sobre la
fisicoquímica de los sistemas y sobre las propiedades de las
emulsiones. El barrido consiste en la realización de una serie
de sistemas en los cuales se va cambiando una sola variable
capaz de modificar la afinidad del surfactante por las
distintas fases, manteniendo constantes todas las demás
variables involucradas. (Delgado, Nacarit; 2007)
2.2.11 Estabilidad de las emulsiones
Una emulsión estable es una que no muestra un cambio
discernible en la distribución de tamaño de gotas, o en su
estado de agregación, o en su arreglo espacial en el
recipiente, en una escala de tiempo de observación. (Fennema
O, R; 1982)
Las emulsiones pueden permanecer sin cambios en determinadas
circunstancias, mientras puede que se rompa fácilmente bajo
otras circunstancias. Particularmente son importantes para
33
esta propiedad los eventuales cambios en la temperatura y
composición. (Adamson.A.W; 1967)
Ahora bien, para que exista la emulsión, es necesario evitar
que al cesar la agitación las gotas se unan otra vez. Para
lograr la estabilidad de las emulsiones se necesita entonces
un “surfactante el cual se ubica en la superficie de las gotas
de la emulsión y evita o retarda su coalescencia haciendo de
esta forma a la emulsión “estable”. (Adamson.A.W; 1967)
En resumen para formar una emulsión, se requiere de lo
siguiente:
1.- Dos líquidos inmiscibles entre sí.
2.- Un agente emulsionante para estabilizar las gotas
dispersas en la fase continúa. (Surfactante: Polímeros,
sólidos, entre otros).
3.- Agitación que permita dispersar una fase inmiscible en
otra.
2.2.11.1 Medición de la Estabilidad
Una emulsión es por definición un sistema termodinámicamente
inestable y tarde o temprano debe separarse en dos fases. Es
relativamente fácil decir que una emulsión se ha roto, pero es
difícil definir experimentalmente un valor de su estabilidad.
(Salager, J.L; 1999)
La única medida realmente absoluta de la estabilidad de una
emulsión es la variación del número de gotas en función del
tiempo. Tal información no se puede obtener experimentalmente34
sino mediante la variación de la distribución del tamaño de
gota en el tiempo. Desde el punto de vista experimental, tal
medición implica bien sea que se tome una muestra o que se
diluya el sistema completo con un gran exceso de fase externa.
El resultado del primer método depende considerablemente de la
posición del muestreo y el segundo puede emplearse solo una
vez porque altera el estado del sistema. (Salager, J.L. Y
Antón, R; 1992)
Por lo tanto, la estabilidad de una emulsión se relaciona en
general con el volumen de las fases separadas. Después de
algún tiempo, el sistema se separa típicamente en tres zonas:
una zona central que contiene una nata o emulsión de alto
contenido de fase interna y dos fases separadas: la interna
(coalescida) y la externa (clarificada). Se ha demostrado
recientemente que estos criterios dan resultados
satisfactorios cuando se les da una buena interpretación.
(Salager, J.L; 2000)
La Figura 2.5 indica la fracción de volumen coalescido en
función del tiempo. Esta curva posee una forma sigmoide, la
cual es característica de un proceso con varias etapas.
Durante un cierto período inicial no se separa ningún tipo de
volumen, este periodo de iniciación corresponde a la
sedimentación de gotas y al drenaje de la fase externa hasta
alcanzar una emulsión compactada en la cual las gotas “no se
tocan”. (Salager, J.L; 2000)
35
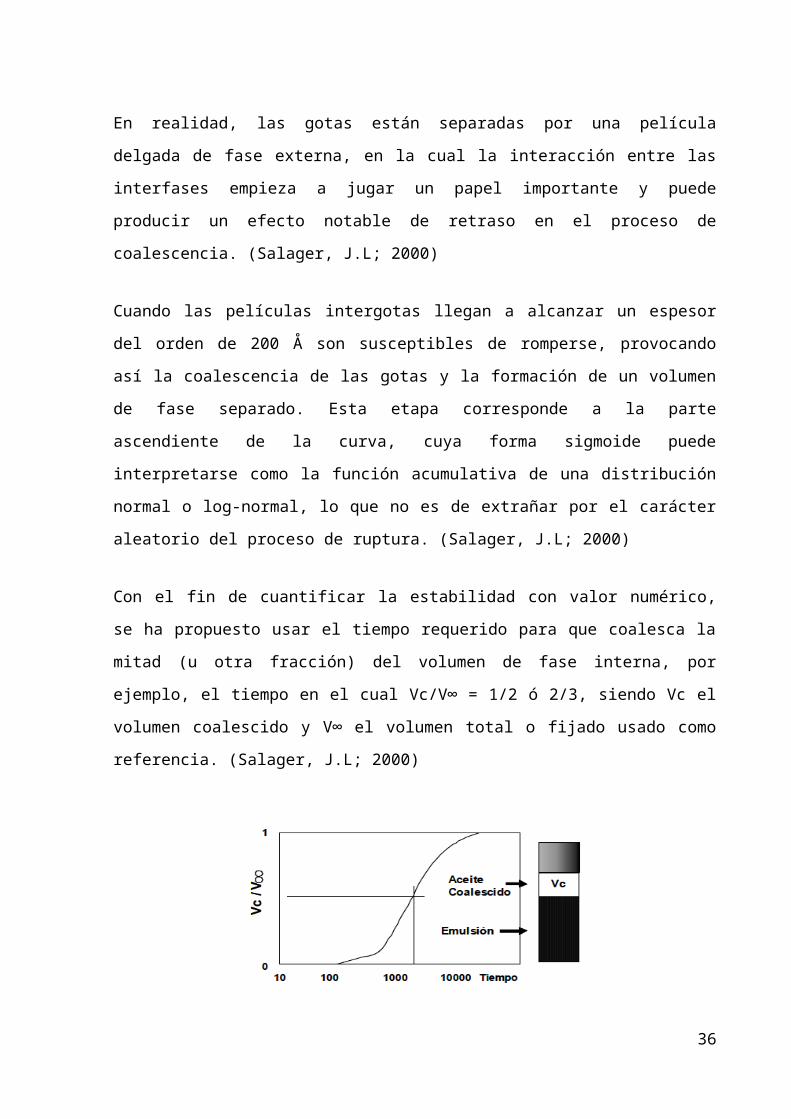
En realidad, las gotas están separadas por una película
delgada de fase externa, en la cual la interacción entre las
interfases empieza a jugar un papel importante y puede
producir un efecto notable de retraso en el proceso de
coalescencia. (Salager, J.L; 2000)
Cuando las películas intergotas llegan a alcanzar un espesor
del orden de 200 Å son susceptibles de romperse, provocando
así la coalescencia de las gotas y la formación de un volumen
de fase separado. Esta etapa corresponde a la parte
ascendiente de la curva, cuya forma sigmoide puede
interpretarse como la función acumulativa de una distribución
normal o log-normal, lo que no es de extrañar por el carácter
aleatorio del proceso de ruptura. (Salager, J.L; 2000)
Con el fin de cuantificar la estabilidad con valor numérico,
se ha propuesto usar el tiempo requerido para que coalesca la
mitad (u otra fracción) del volumen de fase interna, por
ejemplo, el tiempo en el cual Vc/V∞ = 1/2 ó 2/3, siendo Vc el
volumen coalescido y V∞ el volumen total o fijado usado como
referencia. (Salager, J.L; 2000)
36
Figura 2.5 Fracción del volumen coalescido o clarificado en
función del tiempo
(Salager, J.L; 2000)
2.2.12 Tensión interfacial
La tensión interfacial se origina cuando dos líquidos
inmiscibles se ponen en contacto formando una interfase, como
consecuencia de un desequilibrio de fuerzas de atracción de
tipo Van der Waals, pero de magnitudes diferentes, y cuyo
valor se encuentra dentro de las tensiones superficiales
individuales de cada líquido. En sistemas emulsionados de
crudo y agua, es importante tener presente las propiedades
interfaciales, pues las gotas dispersas presentan un gran área
interfacial y aunque presenten una modesta energía interfacial
por unidad de área, pueden llegar a acomodarse de tal forma
que generen una considerable energía interfacial total. La
tensión interfacial es un factor primordial; un elevado valor
de ésta, implica el uso de gran cantidad de energía para crear
una nueva superficie, ya que existe una resistencia a la
deformación de la interfase, lo que no es favorable al proceso
de emulsionación. (Delgado, Nacarit; 2007)
2.2.13 Principales propiedades que intervienen en laestabilidad de emulsiones
Tamaño de la gota. Gotas muy pequeñas menores de 10 μm
generalmente producen emulsiones más estables. Una amplia
distribución de tamaños de partículas resulta en general en
una emulsión menos estable. (Salager, J.L. Y Antón, R; 1992)
37
Relación de volumen de fases. Incrementando el volumen de la
fase dispersa se incrementa el número de gotas y/o tamaño de
gota y el área interfacial. La distancia de separación se
reduce y esto aumenta la probabilidad de colisión de las
gotas. Todos estos factores reducen la estabilidad de la
emulsión. (Salager, J.L. Y Antón, R; 1992)
Salinidad de la Salmuera. La concentración de la salmuera es
un factor importante en la formación de emulsiones estables.
Agua fresca o salmuera con baja concentración de sal favorecen
la estabilidad de las emulsiones. Por el contrario, altas
concentraciones de sal tienden a reducirla. (Salager, J.L. Y
Antón, R; 1992)
Tipo de Aceite. Los crudos con aceite de base parafínica
usualmente no forman emulsiones estables, mientras que los
crudos nafténicos y de base mixta forman emulsiones estables.
Ceras, resinas, asfaltenos y otros sólidos pueden influenciar
la estabilidad de la emulsión. En otras palabras, el tipo de
crudo determina la cantidad y tipo de emulsionantes naturales.
(Salager, J.L. Y Antón, R; 1992)
2.2.14 Emulsionación
La emulsionación es una operación de tipo físico o
fisicoquímico cuya consecuencia mecánica es provocar la
dispersión de una fase en la otra. Hay distintas clases de
38

operación de emulsionación, cada una basada en un principio
diferente. (Delgado, Nacarit; 2007)
2.2.14.1 Variables y Factores involucrados.
1) Variables de Formulación: Naturaleza del agente
emulsionante y de las fases acuosas y oleicas, así como la
temperatura. (Salager, J.L; 1999)
2) Variables de composición: Proporción relativa de agua y
aceite (en inglés Water/Oil Ratio, WOR), y concentración del
emulsionante. (Salager, J.L; 1999)
3) Factores fluomecánicos: Aparato utilizado, intensidad de
agitación y procedimiento. (Salager, J.L; 1999)
La primera categoría se refiere a características
fisicoquímicas (intensivas) del sistema, y en los libros de
texto corresponde al concepto de HLB y otros semejantes.
(Salager, J.L; 1999)
La segunda categoría corresponde a las variables de
composición (extensivas), en particular a los efectos que
llamaremos de "inversión física forzada", es decir, el caso de
inversión de una emulsión debido al exceso volumétrico de una
de las fases. (Salager, J.L; 1999)
La tercera categoría de factores se refiere al procedimiento
técnico ingenieril, al tipo e intensidad de agitación y a los
39
aparatos utilizados para formar las emulsiones. (Salager, J.L;
1999)
2.2.15 Principales mecanismos de inestabilidad de las
emulsiones
Algunos mecanismos fisicoquímicos responsables de las
alteraciones en las propiedades de una emulsión se
esquematizan en la Figura 2.6.
La sedimentación y el cremado son dos formas de
separación gravitacional. El cremado describe la
migración de las gotas hacia la parte superior del
sistema debido a la diferencia de densidades en las
fases. En la sedimentación ocurre un proceso inverso.
La floculación y coalescencia son dos tipos de agregación
de las gotas. La inestabilidad por floculación ocurre
cuando dos o más gotas se agregan, debido a las
colisiones provocadas por el movimiento Browniano,
conservando su individualidad. Mientras que en la
coalescencia, la colisión de dos o más gotas forma una
sola.
Inversión de fases es el proceso mediante el cual una
emulsión agua en aceite se convierte en una emulsión
aceite en agua, o viceversa.
40
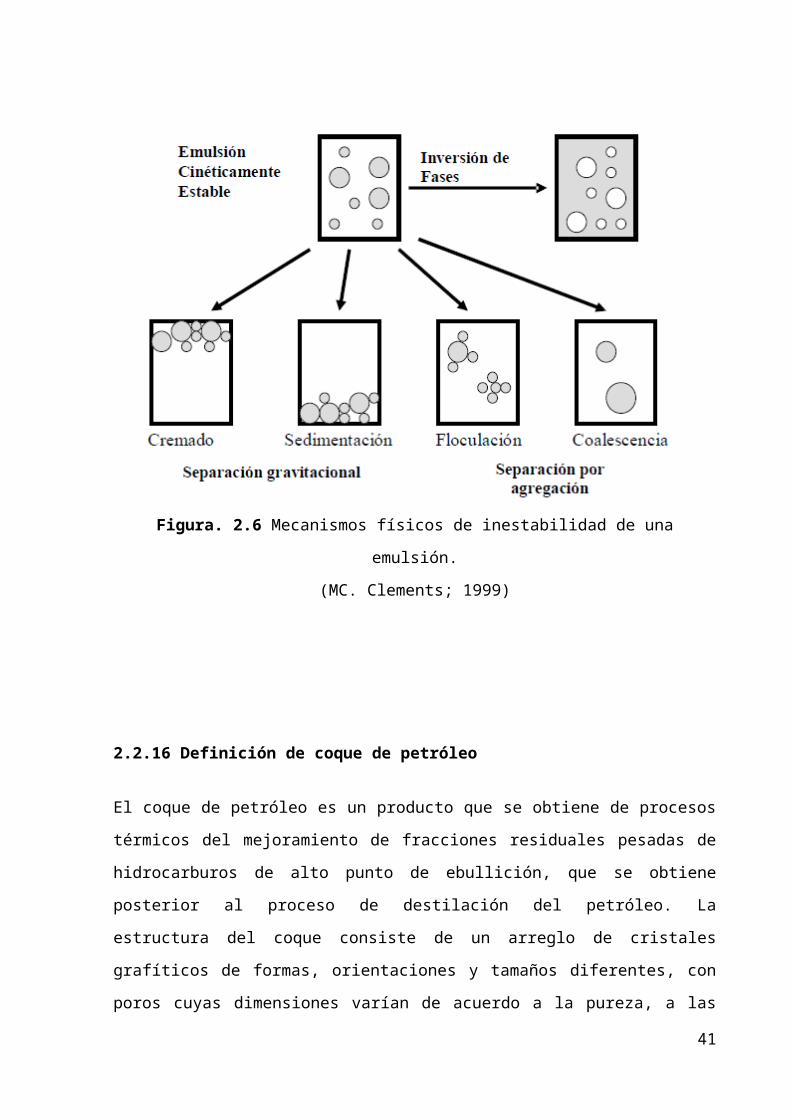
Figura. 2.6 Mecanismos físicos de inestabilidad de una
emulsión.
(MC. Clements; 1999)
2.2.16 Definición de coque de petróleo
El coque de petróleo es un producto que se obtiene de procesos
térmicos del mejoramiento de fracciones residuales pesadas de
hidrocarburos de alto punto de ebullición, que se obtiene
posterior al proceso de destilación del petróleo. La
estructura del coque consiste de un arreglo de cristales
grafíticos de formas, orientaciones y tamaños diferentes, con
poros cuyas dimensiones varían de acuerdo a la pureza, a las
41
condiciones del proceso de obtención y a las características
de los residuos del petróleo crudo del cual se obtiene dicho
coque. (Tosta Rafael; 2008)
2.2.17 Tipos de coque según su estructura cristalina.
Según la estructura cristalina el coque puede ser de dos
tipos: de estructura anisotrópica y de estructura isotrópica.
2.2.17.1 Coque Anisotrópico
El coque de estructura anisotrópica se caracteriza por poseer
diferentes propiedades según la dirección, ser más ordenado,
tener una mayor porosidad y por ende una menor densidad, tener
menos impurezas y un menor coeficiente de expansión térmica.
(Tosta Rafael; 2008)
2.2.17.2 Coque Isotrópico
El coque de estructura isotrópica se caracteriza por poseer
iguales propiedades en todas las direcciones, ser más
desordenado, menor porosidad, una mayor densidad, más
impurezas y un mayor coeficiente de expansión térmica. (Tosta
Rafael; 2008)
De acuerdo a esto se conoce diversos tipos de coque por medio
de la aplicación que se le desea dar.
2.2.18 Tipos de coque según sus propiedades y aplicaciones.
2.2.18.1 Coque Retardado (Delayed Coke)42
Este coque representa el 90% del coque utilizado. Se produce a
partir de distintos residuos de los que el más importante es
la columna principal de destilación. Este residuo contiene
casi todos los compuestos orgánicos y la mayoría de los
productos parafínicos y nafténicos. El coque retardado se
produce por lotes, en el cual el material a coquificar se
introduce en tanques de 500 a 1000 toneladas a 4 atm y se
calienta hasta una temperatura de 450-500 ºC por un período de
un día (16 a 24h). (Tosta Rafael; 2008)
De acuerdo a su origen, si el coque se deriva de
Residuos Aromáticos
Se dice que el coque es anisotrópico, comúnmente llamado coque
aguja; obtenido de la condensación y polimerización de
moléculas aromáticas, es fácil de grafitizar, ordenado,
presenta poros abiertos, y bajo coeficiente de expansión
térmica. (Tosta Rafael; 2008)
Residuos Asfálticos
Para este tipo de coque se dice que el mismo es isotrópico,
difícil de grafitizar, más desordenado, más duro y de alto
coeficiente de expansión térmica. (Tosta Rafael; 2008)
Residuos intermediamente reducidos (Parafínicos-
Nafténicos)
A este tipo de coque se le denomina coque esponja, sus
propiedades varían de acuerdo al mecanismo de formación y
43

estructura del coque, este tipo de coque es el que se utiliza
frecuentemente en mayor proporción. (Tosta Rafael; 2008)
De acuerdo al residuo alimentado, se producen tres tipos deCoque.
Coque Esponjoso
Se obtiene fundamentalmente de cola de destilación y tiene
principalmente componentes parafínicos y nafténicos. (Tosta
Rafael; 2008)
Coque Aguja
Se obtiene cuando la alimentación del coquizador es residuo
del “craking” térmico o del catalítico, productos ambos de
características aromáticas. (Tosta Rafael; 2008)
Coque Denso
Se obtiene a partir de residuos asfalténicos, siendo un
producto isótropo muy denso, duro y resistente a la abrasión.
(Tosta Rafael; 2008)
2.2.19 Microscopía y análisis de imágenes
La observación directa o la fotografía en microscopia óptica
son el método más simple, y el único que puede considerarse
como absoluto; permite al operador pronunciar un juicio
subjetivo acerca del tamaño o de la forma de las gotas. Sin
embargo, se vuelve extremadamente tedioso y a menudo es
difícil hacer medidas objetivas, como la determinación del
tamaño de gota. (Salager, J.L; 1999)
44
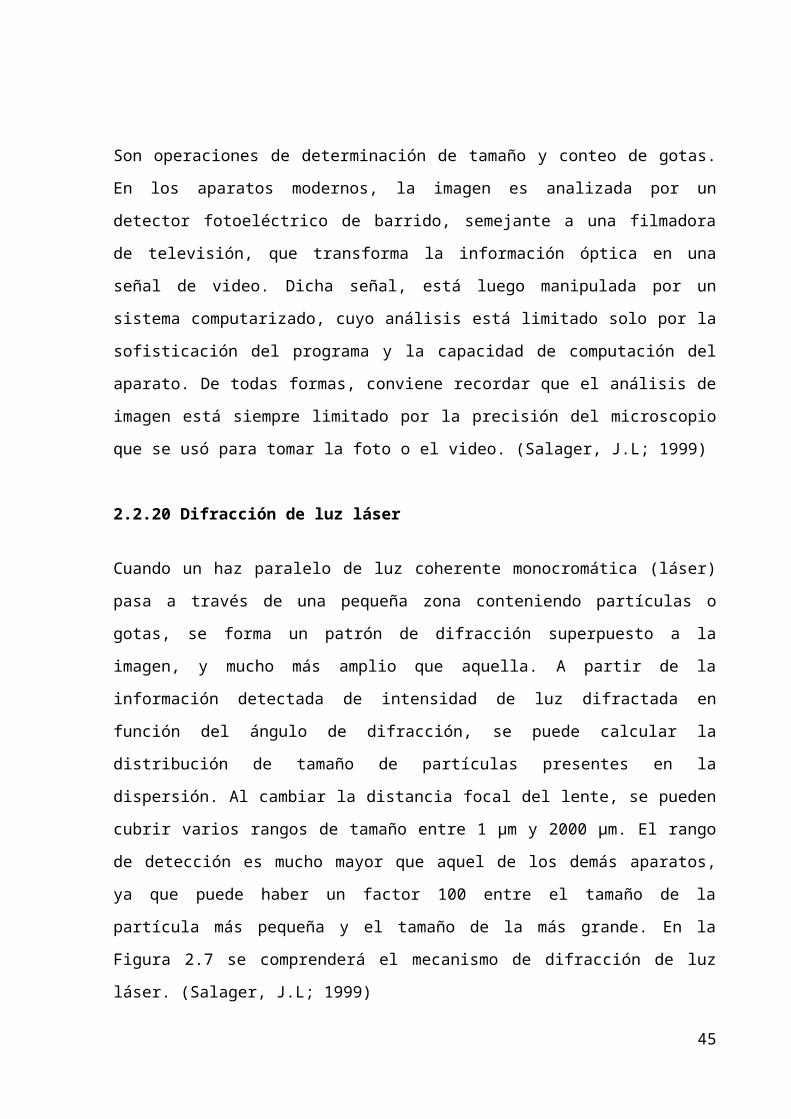
Son operaciones de determinación de tamaño y conteo de gotas.
En los aparatos modernos, la imagen es analizada por un
detector fotoeléctrico de barrido, semejante a una filmadora
de televisión, que transforma la información óptica en una
señal de video. Dicha señal, está luego manipulada por un
sistema computarizado, cuyo análisis está limitado solo por la
sofisticación del programa y la capacidad de computación del
aparato. De todas formas, conviene recordar que el análisis de
imagen está siempre limitado por la precisión del microscopio
que se usó para tomar la foto o el video. (Salager, J.L; 1999)
2.2.20 Difracción de luz láser
Cuando un haz paralelo de luz coherente monocromática (láser)
pasa a través de una pequeña zona conteniendo partículas o
gotas, se forma un patrón de difracción superpuesto a la
imagen, y mucho más amplio que aquella. A partir de la
información detectada de intensidad de luz difractada en
función del ángulo de difracción, se puede calcular la
distribución de tamaño de partículas presentes en la
dispersión. Al cambiar la distancia focal del lente, se pueden
cubrir varios rangos de tamaño entre 1 μm y 2000 μm. El rango
de detección es mucho mayor que aquel de los demás aparatos,
ya que puede haber un factor 100 entre el tamaño de la
partícula más pequeña y el tamaño de la más grande. En la
Figura 2.7 se comprenderá el mecanismo de difracción de luz
láser. (Salager, J.L; 1999)
45
Figura 2.7 Principios de los equipos de difracción de luz
láser.
(Salager, J.L; 1999)
2.2.21 Soluciones electrolíticas
Se llaman soluciones electrolíticas a todas aquellas en las
que el soluto se encuentra disuelto en el solvente formando
iones. Las soluciones de electrolitos se forman normalmente
cuando una sal se coloca en un solvente tal como el agua, y
los componentes individuales se disocian debido a las
interacciones entre las moléculas del solvente y el soluto, en
un proceso denominado solvatación. Por ejemplo, cuando la sal
común, NaCl se coloca en agua, sucede el siguiente proceso:
NaCl(s) → Na(ac)
+¿+Cl(ac )−¿¿ ¿
Si un electrólito en solución posee una alta proporción del
soluto se disocia para formar iones libres, se dice que el
electrólito es fuerte; si la mayoría del soluto no se disocia,
el electrólito es débil. Las propiedades de los electrólitos
pueden ser explotadas usando la electrólisis para extraer los46
elementos químicos constituyentes. Los electrolitos son
también empleados en la formulación de las emulsiones,
específicamente en la fase acuosa del sistema surfactante,
agua y aceite. (Aranberri, B.P. Binks; 2006)
47
CAPÍTULO III
MARCO METODOLÓGICO
CAPÍTULO III
MARCO METODOLÓGICO
Este capítulo comprende las técnicas y procedimientos de las actividadesexperimentales requeridas para el desarrollo de los objetivos del presente trabajo degrado.
3.1 TIPO DE INVESTIGACIÓN
La determinación del tipo de investigación dependerá
inicialmente de los pasos de estudio a seguir, sus técnicas y
métodos que puedan emplearse en el mismo; debido a que nuestro
estudio esta aplicado al campo del laboratorio donde se
realizarán los estudios preliminares y cada objetivo
48

específico para el cumplimiento del objetivo general, es por
esto que se considera a la investigación de tipo experimental, en
cuyas investigaciones se recaudan datos numéricos o
información descriptiva. De igual forma se producen
modificaciones bajo la condición actual de un hecho. Para
lograr esto, se aplica el razonamiento hipotético-deductivo,
donde la metodología suele ser cuantitativa, (Hernández, R.,
2006).
El objetivo de esta tipo de investigación es analizar el
fenómeno a estudiar empleando muestras representativas y
diseño experimental como estrategias de control y metodologías
cuantitativas para analizar los datos. Debido a que esta
investigación consiste en la manipulación de una o más
variables experimentales no comprobadas en condiciones
rigurosamente controladas, se debe describir de qué modo o por
causa de qué se produce una situación o acontecimiento
particular. El experimento provocado por el investigador le
permite introducir determinadas variables de estudio,
manipuladas por él, para controlar el aumento o disminución de
dichas variables y su efecto en las conductas observadas,
(Hernández, R., 2006).
49
3.2 DESARROLLO DE LA INVESTIGACIÓN
3.2.1 EVALUAR LOS DIFERENTES PROTOCOLOS Y MATERIALES A CADA
UNA DE LAS EMULSIONES.
Para el cumplimiento de este objetivo se realizaron distintos
protocolos de emulsionación, cambiando diferentes variables
que puedan influenciar la formulación de la emulsión. A cada
uno de ellos se les midió volúmenes de agua, aceite y
surfactante correspondientes a cada fase presente, donde en la
fase oleica se utilizaron tres tipos de aceites, los cuales
fueron kerosene, gasoil y vassa, mientras que en la fase
acuosa se seleccionó la cantidad necesaria de agua destilada y
de solución de surfactante previamente preparada; dicha
solución se disolvió en un balón aforado de 100 mL y se dejó
reposar por 24 horas, en esta última se utilizaron distintos
porcentajes de concentración de solución madre de surfactante
nonilfenol etoxilado 10 (NFE 10) en un rango de (1, 2 y 3)%,
para los protocolos. A partir de esta solución se tomaron
distintas alícuotas de concentración de surfactante en un
rango de (0,3-0,5) %, adicional al surfactante mencionado
también se empleó como estabilizante de emulsiones, partículas
sólidas de coque de petróleo. El método empleado para evaluar
los diferentes protocolos fue la prueba de botella.
50
3.2.1.1 PROCEDIMIENTO PARA EVALUAR LA ESTABILIZACIÓN DE CADA
PROTOCOLO.
A continuación se presentan los diferentes protocolos
elaborados, indicando su secuencia y materiales necesarios
para la elaboración de la emulsión de aceite en agua (O/W),
evaluando el efecto de las partículas de coque. El primer
protocolo se trabajó con los tres tipos de aceite ya
mencionados anteriormente, con un surfactante no iónico
(nonilfenol etoxilado 10) y con partículas de coque de
petróleo obtenidas bajos distintas distribuciones del diámetro
de las mismas mediante el método de distribución de tamaño de
partículas vía seca. Para los protocolos se utilizaron tubos
de ensayo graduados de 15mL de fondo plano, en los cuales se
trabajó con una relación de volúmenes 1:1 donde el sistema a
trabajar fue de 10mL, de acuerdo a esto, 5mL pertenecen a la
fase oleica y los otros 5mL pertenecen a la fase acuosa; La
secuencia del primer protocolo consta de la siguiente manera:
los 5mL perteneciente a la fase acuosa, se le agrego un
volumen de surfactante en función del rango de concentración
que está comprendida de (0,3-0,5) %. Cada una de estas
alícuotas son tomadas de la solución madre, la cual
corresponde al rango de concentración de surfactante entre (1,
2 y 3) %. Dependiendo del porcentaje de concentración del
surfactante, tomados como alícuotas en los tubos de ensayos se
procede a completar los 5mL de la fase acuosa con los
volúmenes de agua destilada en cada tubo. Posteriormente se
agregaron 5mL del aceite a emplear para la fase oleica y por
51

último se adicionó cierta cantidad de partículas de coque de
petróleo a cada tubo.
3.2.1.2 APLICACIÓN DE LA PRUEBA DE BOTELLA PARA LOS DISTINTOS
PROTOCOLOS EN ESTUDIO.
Luego de haber elaborado los sistemas correspondientes con las
distintas concentraciones de surfactantes de solución madre y
a su vez las concentraciones de las alícuotas la cual fue
extraído por la solución madre y realizar la secuencia para
obtener los sistemas. Estos sistemas se dejó reposar durante
24 horas, luego de eso se procede aplicar el método de la
prueba de botella; dicho método consta de la siguiente manera:
luego de haber realizado la formulación del sistema y de haber
transcurrido las 24 horas, se agitó el sistema por medio de un
equipo llamado ULTRA TURRAX, empleando una velocidad de 3500
rpm. El tiempo de agitación es de 30 segundos por cada tubo, a
partir de ese momento se procede a tomar el tiempo hasta la
separación de las fases a un volumen de 2,5mL.
3.2.1.3 VARIACIÓN EN LA FORMULACIÓN DE LA EMULSIÓN.
El segundo protocolo parte de los resultados obtenidos del
primer protocolo con respecto al mayor tiempo de
estabilización, tomando en cuenta los valores utilizados en el
porcentaje de concentración de solución madre de surfactante
noninfenol etoxilado 10 (NFE 10), llevando a cabo los barridos
de concentración para cada uno de los tubos de ensayo. De
igual forma que en el protocolo anterior fueron 15 tubos de52
ensayos; 5 para kerosen, 5 para gasoil y 5 para aceite vassa.
Las variables involucradas en cada tubo fueron el porcentaje
de concentración del surfactante, el volumen de surfactante,
el volumen de agua destilada y el volumen de aceite,
manteniendo constantes sus valores para cada tipo de aceite y
una cantidad fija de partículas de coque de petróleo en cada
tubo.
Este protocolo a diferencia del primero, consistió en
adicionar a cada tubo de ensayo inicialmente el volumen del
surfactante, seguido del agua y posteriormente una solución
preparada con anticipación de las partículas de coque de
petróleo en el aceite a emplear, este último es preparado el
mismo día de la elaboración de los sistemas. Se dejó reposar
24 horas el sistema y se procedió a aplicar el método de la
prueba de botella para cada uno de los tubos.
3.2.1.4 FORMULACIÓN DE EMULSIONES EN AUSENCIA DE SURFACTANTE.
En la formulación del tercer protocolo no se emplea la
solución madre de surfactante, debido a que se desea evaluar
el efecto directo del coque de petróleo en la estabilización
de la emulsión. De acuerdo a esto la secuencia de este
protocolo es la siguiente: fueron empleados 3 tubos de
ensayos; 1 para kerosen, 1 para gasoil y 1 para aceite vassa.
Los primeros 5mL de agua destilada pertenecientes a la fase
acuosa, posteriormente se agregó 5mL del aceite a emplear en
la fase oleica, por último se agregó una cantidad fija de
partículas de coque de petróleo a cada tubo. Se dejó reposar
53

24 horas el sistema y se procedió a aplicar el método de la
prueba de botella.
Finalmente el cuarto protocolo, que al igual que el tercero
no se emplea la solución madre de surfactante en la
formulación, y de la misma manera se utilizaron 3 tubos de
ensayos; 1 para kerosen, 1 para gasoil y 1 para aceite vassa.
Los primeros 5 mL de agua destilada pertenecientes a la fase
acuosa, seguidos de 5 mL de la fase oleica esta fase a
diferencia del tercer protocolo consiste en una solución
preparada con anticipación de 24 horas empleando la cantidad
de partículas de coque de petróleo en el aceite de estudio
siendo este lo que se incorporar al sistema, y por ultimo
después de elaborar la formulación se dejó reposar 24 horas el
sistema y se procedió a aplicar el método de la prueba de
botella.
54
3.2.2 ANALIZAR LA INFLUENCIA DE LA CANTIDAD AÑADIDA DE COQUE
DE PETRÓLEO EN LA ESTABILIDAD DE LA EMULSIÓN.
3.2.2.1 REALIZACIÓN DE ENSAYOS CON DIFERENTES CANTIDADES DE
COQUE DE PETRÓLEO.
Para cumplir con este segundo objetivo, es necesario tomar en
cuenta que con los resultados obtenidos del primer objetivo,
donde se determinó el protocolo a trabajar y a su vez el tipo
de aceite, la cantidad de surfactante y sus porcentajes de
concentración. Ya establecido el protocolo se procedió a
realizar un barrido variando la cantidad de partículas de
coque de petróleo. De acuerdo a esto inicialmente se agregaron
5mL pertenecientes a la fase acuosa; en dicha fase se
agregaron volúmenes respectivos de solución de surfactante y
de agua destilada. Posteriormente se agregó a cada tubo de
ensayo 5mL del aceite seleccionado, pertenecientes a la fase
oleica, por último se agregaron partículas de coque variando
la cantidad en los diferentes tubos.
3.2.2.2 APLICACIÓN DE LA PRUEBA DE BOTELLA PARA LAS
DIFERENTES EMULSIONES.
De la misma manera que en el objetivo uno, tras haber dejado
reposar el sistema durante 24 horas, se agitó por medio del
equipo ULTRA TURRAX, empleando una velocidad de 3500 rpm. El
tiempo de agitación es de 30 segundos por cada tubo, a partir
de ese momento se procede a tomar el tiempo hasta la
separación de las fases acuosas a un volumen de 2,5mL.
55

56
3.2.3 ESTUDIAR LA MORFOLOGÍA DE LAS EMULSIONES.
3.2.3.1 APLICACIÓN DE LA PRUEBA DE LA GOTA A LAS EMULSIONES
ELABORADAS.
En este tercer objetivo se aplicó la prueba de la gota, que
consiste en tomar una gota de la emulsión elaborada tras haber
aplicado la prueba de botella. Mediante una propipeta, la gota
es vertida sobre un beaker que contiene agua o aceite. Si la
gota es vertida sobre el agua, y ésta se dispersa en ella,
entonces la emulsión se caracteriza como (O/W). De la misma
manera, si la gota de la emulsión se vierte sobre el aceite y
esta queda intacta en el beaker, se verifica que se trata de
una emulsión (O/W). Caso contrario ocurre cuando la gota
vertida en el aceite se dispersa en él, tratándose de una
emulsión (W/O). Esta prueba de la gota se le aplico a todas
las emulsiones que se realizaron tanto para el primer objetivo
como para el segundo, con la finalidad de garantizar que se
está trabajando con una emulsión de tipo (O/W), donde la fase
continua es agua y la fase dispersa aceite.
3.2.3.2 ANÁLISIS DE LA MORFOLOGÍA A TRAVÉS DE LA MICROSCOPÍA
ÓPTICA.
Otro manera de estudiar la morfología de una emulsión es la
microscopía óptica siendo uno de los métodos más simple a
través de la observaciones directa o la fotografía por medio
de dicho equipo, la cual consiste en colocar una gota de la
emulsión previamente agitada aplicándole la prueba de la
57
botella, para poder ser estudiada, la muestra que se le
realizó el estudio se coloca en un porta objetos y fue
observada a través de un microscopio con cámara incorporada,
el cual refleja la imagen observada en una pantalla, donde se
capturó imágenes a diferentes zoom desde 50X, 100X, 200X hasta
400X, observando y detallando el comportamiento de la muestra
de acuerdo a lo que se desea analizar.
3.2.4 DETERMINAR LA DISTRIBUCIÓN DEL TAMAÑO DE PARTÍCULAS
DEL COQUE DE PETRÓLEO.
3.2.4.1 TÉCNICA EMPLEADA PARA LA DETERMINACIÓN DE TAMAÑO DE
PARTÍCULAS DEL COQUE DE PETRÓLEO.
La determinación de la distribución de tamaño de partículas de
coque se realizó por el método de difracción con un láser que
posee dos fuentes de luz una de helio y neón de longitud de
onda 650nm y la otra es una lámpara de Tungsteno-Halógeno de
longitud de onda de 405nm. El equipo se encuentra conectado a
un computador, donde es observado el comportamiento de la
muestra mediante una gráfica que refleja la distribución del
diámetro de las partículas de coque de petróleo en función del
porcentaje de tamaño de partículas.
58
La difracción posee dos métodos de medición, los cuales son:
vía húmeda y vía seca.
3.2.4.1.1 MEDICIÓN DE LA DISTRIBUCIÓN DE TAMAÑO DE PARTÍCULAS
POR VÍA HÚMEDA.
El método de vía húmeda consta de una celda de medida, en esta
se incorpora un solvente orgánico o agua; como en este caso la
muestra trata de una emulsión de tipo (O/W), siendo la fase
continua el agua, el solvente utilizado es este último. En la
celda es incorporado un agitador magnético para homogenizar la
muestra. Posteriormente se añade una o varias gotas de la
emulsión a analizar dentro de la celda, de acuerdo sean
requeridas, para observar en la pantalla del computador los
ajustes estándares establecidos en el programa de acuerdo al
método aplicado respecto a la transmitancia de la luz láser,
los cuales deberán estar comprendidos en un rango que
involucre ambas fuentes de luz. En este punto se realiza una
captura de imagen mostrada a través de la gráfica antes
mencionada. Este último procedimiento se realiza de forma
consecutiva para verificar que en el transcurso de un
determinado tiempo, la muestra presente un comportamiento
similar.
59
3.2.4.1.2 MEDICIÓN DE LA DISTRIBUCIÓN DE TAMAÑO DE PARTÍCULAS
POR VÍA SECA.
El método de medición de distribución de tamaño de partículas
(DTP) por vía seca consta de una muestra previamente molida,
la cual es colocada en la columna de medida de componente y
flujo de la muestra. A dicho equipo y a los alrededores se le
aplica aire seco por medio de la línea de aire comprimido.
Posteriormente la muestra pasa por la zona de aleta con un
flujo laminar, permitiendo un orden en la distribución de
partículas, para así pasar por la denominada ventana de
medida, donde es transmitida la luz láser que permite captar y
medir la distribución del tamaño de partícula. Por último la
muestra en estudio es llevada al mecanismo de succión donde es
recolectada, el software reconoce automáticamente el cambio y
se reconfigura sin intervención alguna del operador. El
operador puede adaptar la presión de la corriente de aire
utilizada para dispersar las partículas a las características
específicas de la muestra en estudio. La presión de suministro
se encuentra entre 0,4 y 0,8MPa.
3.2.5 INTERPRETAR LA HIDROFILICIDAD DEL SURFACTANTE EN LAS
EMULSIONES.
3.2.5.1 VARIACIÓN DEL NÚMERO DE MOLES DE ÓXIDO DE ETILENO
PARA LAS DISTINTAS EMULSIONES ESTABLECIDAS.
60

De acuerdo a lo establecido para la interpretación de la
hidrofilicidad de los surfactantes, se toma como criterio a
los surfactantes que tienen mayor afinidad con la
hidrofilicidad, Se utilizaron surfactantes no iónicos
(nonilfenol etoxilado) de distintos números de moles
etoxilados, los cuales fueron (9, 10, 15, 20 y 40), donde se
procedió a pesar la cantidad establecida para cada uno de los
números de moles etoxilados de surfactantes, diluyéndolos en
balones aforados de 100mL. Posteriormente se introducen al
equipo de ultrasonido, el cual trabaja con ondas vibratorias
que permite de una manera más rápida la interacción entre el
surfactante y el agua destilada, luego de ser retirado del
equipo, la solución de surfactante se deja reposar por 24
horas.
Para las distintas soluciones madres de surfactantes se
realizaron 3 barridos, tomando como variables fijas el tipo de
aceite y el volumen de surfactante en cada tubo de ensayo
graduado, variando la cantidad de coque de petróleo. Para cada
barrido se agregó inicialmente 5mL de la fase acuosa
(volumen de solución de surfactante ya definido y de agua),
seguidamente se le agregan 5mL de la fase oleica y por último
se adiciona cierta cantidad de partículas de coque de
petróleo.
3.2.5.2 APLICACIÓN DE LA PRUEBA DE BOTELLA PARA LAS DISTINTAS
SOLUCIONES DE SURFACTANTES (NFE).
61
Luego de dejar en reposo por 24 horas el sistema formulado,
se procede a aplicar el método de la prueba de botella. Dicho
método se realiza de la siguiente manera luego de haber
realizado la formulación del sistema y cumpliendo las horas
respectivas se agita el sistema por medio de un equipo llamado
ULTRA TURRAX con una velocidad de 3500 rpm el tiempo de
agitación es por 30 segundos, luego se procede a tomar el
tiempo de estabilización de la emulsión observando la
separación de la fase hasta un volumen de 2,5mL. A cada una
de las distintas soluciones de surfactantes se le realizó el
mismo procedimiento anteriormente explicado. Una vez tomado el
tiempo de estabilización de los diferentes barridos, se
determina el mayor tiempo de estabilización tomando en cuenta
el número de moles etoxilado del surfactante y la distribución
de diámetro de partículas de coque de petróleo por el método
de vía seca, a través de las distribuciones de los orificios
de apertura en la maya del tamiz.
62
3.2.6 DESCRIBIR EL EFECTO DE LOS ELECTROLITOS SOBRE LA
ESTABILIDAD DE LA EMULSIÓN.
3.2.6.1 PREPARACIÓN DE LA SOLUCIÓN DE CLORURO DE SODIO (NaCl)
PARA LA DETERMINACIÓN DE LA ESTABILIDAD DE LA EMULSIÓN.
Para este objetivo es necesaria la preparación de una solución
de cloruro de sodio (NaCl), para ser incorporada en la
formulación de la emulsión, en la fase acuosa, teniéndose como
variables fijas, ya determinadas a partir del objetivo cinco
el surfactante a utilizar con la cantidad de números de moles
etoxilados, el tipo de aceite, la distribución del diámetro de
las partículas de coque a través del orificio de apertura en
la maya del tamizado y la cantidad de coque respectivamente.
La solución de NaCl se preparó en un balón aforado de 100mL, a
partir de esto se trabajó con un rango de concentración de la
solución de NaCl entre (0,01% - 0,1%) estimado para cada tubo
de ensayo, determinándose así los volúmenes de NaCl.
3.2.6.2 FORMULACIÓN DE LAS EMULSIONES CON ADICIÓN DE NaCl EN
LA FASE ACUOSA.
La secuencia para la formulación de las emulsiones es la
siguiente: se adiciona la solución de surfactante a partir del
porcentaje de concentración fijado, luego se agrega la
cantidad de cloruro de sodio de acuerdo al rango antes
mencionado y para completar los 5mL de la fase acuosa se
agrega agua destilada. Posteriormente se procedió a agregar
63

los 5mL del aceite a trabajar (Kerosene) y la cantidad de
partículas de coque ya definida. Se dejó reposar el sistema
por 24 horas y luego de haber realizado la formulación del
sistema y de haber transcurrido las 24 horas, se agitó el
sistema por medio del equipo ULTRA TURRAX, empleando una
velocidad de 3500 rpm. El tiempo de agitación es de 30
segundos por cada tubo, a partir de ese momento se procede a
tomar el tiempo hasta la separación de las fases a un volumen
de 2,5mL.
64
CAPÍTULO IV
ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS
CAPÍTULO IV
ANÁLISIS Y DISCUSIÓN DE RESULTADOS
A continuación se presentan todos los resultados y análisis obtenidos de los objetivos
desarrollados para la investigación.
4.1 EVALUAR LOS DIFERENTES PROTOCOLOS Y MATERIALES A EMPLEAR
EN LA ELABORACIÓN DE LA EMULSIÓN.
65
Para establecer el protocolo a utilizar, es necesario conocer
los materiales a ser utilizados y el tipo de emulsión que se
desea obtener. Apoyándose en la literatura (Aubry, M.J 2004),
para la formulación de las emulsiones, una vez conocidas las
propiedades de los tipos de aceites a emplear, se decide
aplicar las pruebas mencionadas en el capítulo III. Lo
primero a tomar en cuenta al momento de formular las
emulsiones es la función de cada material incorporado en la
emulsión. El propósito de este objetivo es obtener el
protocolo que garantice la obtención de una emulsión del tipo
(O/W) y un tiempo de estabilización considerable.
En la formulación fisicoquímica de los sistemas
(surfactante/aceite/agua), se evalúa que clasificación del
surfactante nonilfenol etoxilado (NFE) se utilizará, con
respecto a la cantidad de moles etoxilados que presente el
surfactante, en base al Balance Hidrofílico-Lipofílico (HLB)
propuesto por Griffin (1949); el cual indica la afinidad
relativa del surfactante por las fases acuosa y oleica, además
de elaborar una escala de HLB del 0 a 20 que mide la afinidad
del surfactante, es decir, un surfactante es hidrofílico para
valores de HLB > 10 o lipofílico para valores de HLB < 10.
Uno de los factores que puede generar un cambio en los
sistemas es la composición, la cual se refiere a las
cantidades o proporciones relativas de los componentes
principales del sistema los cuales son el agua, el aceite y el
66

surfactante. En general, se usan dos variables: la
concentración del surfactante y la relación agua-aceite o
WOR, este último es indispensable definirlo de acuerdo al
criterio de selección del tipo de emulsión deseada, en este
caso, de obtener una emulsión de aceite en agua (O/W). Como
se desea evaluar la influencia del coque de petróleo en las
emulsiones, es de gran ayuda minimizar el número de variables
presentes, por lo tanto una condición inicial que facilita el
proceso de formulación y caracterización de emulsiones es
definir el WOR con relación 1:1, donde los volúmenes
corresponden a un 50% fase acuosa y el otro 50% a la fase
oleica.
(Bancroft 1913); estableció que la fase externa de una
emulsión es aquella en la cual el surfactante presenta gran
capacidad de disolverse. Para explicar esta afirmación, se
dice que el desbalance de las interacciones entre el
surfactante y las fases inmiscibles resulta en una mayor
solvatación o hinchamiento del lado de la interfase en el cual
se ha absorbido el surfactante, provocando una deformación
cóncava de ésta hacia el lado de la fase hinchada, que se
convierte en la fase externa. En este sentido, el tipo de
emulsión se relaciona con el comportamiento de las fases al
equilibrio y con la formulación fisicoquímica del sistema.
En resumen, para la formulación deseada, de emulsiones de
aceite en agua (O/W), se toman en cuentas los siguientes
parámetros que fundamentan el objetivo de obtener emulsiones
67
estabilizadas con el surfactante (NFE) y partículas de coque
de petróleo:
Escoger los agentes emulsificantes para la emulsión
requerida de tipo (O/W).
Solubilizar los agentes emulsificantes en la fase donde
sean más afines.
Agregar gradualmente la fase interna a la externa.
Para este objetivo como es mencionado en el capítulo III, se
trabaja con tres tipos de aceites que corresponden a la fase
oleica, de la misma manera se trabaja con un surfactante de
tipo no iónico, específicamente nonilfenol etoxilado (NFE), el
cual se mantiene para todo los protocolos estipulados.
Posteriormente se evaluó la fase acuosa y por último las
partículas de coque de petróleo. Para cumplir con los
requerimientos del objetivo y poder obtener el protocolo
adecuado se toman como variables fijas la cantidad de coque de
petróleo manteniendo una distribución de diámetro de partícula
comprendida entre [80-100] µm, el WOR y el tipo de
surfactante, variando sólo el tipo de aceite, donde se analiza
su comportamiento, tras aplicarle la prueba de botella de
acuerdo al capítulo II, se toma en cuenta la afinidad del
surfactante para las diferentes fases como son la oleica y
acuosa, debido a esto se decide tomar inicialmente el
surfactante (NFE 10), permitiendo que al momento de aplicar la
prueba de botella ocurra una emulsión estable, disminuyendo la
cantidad de surfactante y adicionando como estabilizantes de
emulsiones las partículas de coque. El rango de concentración68
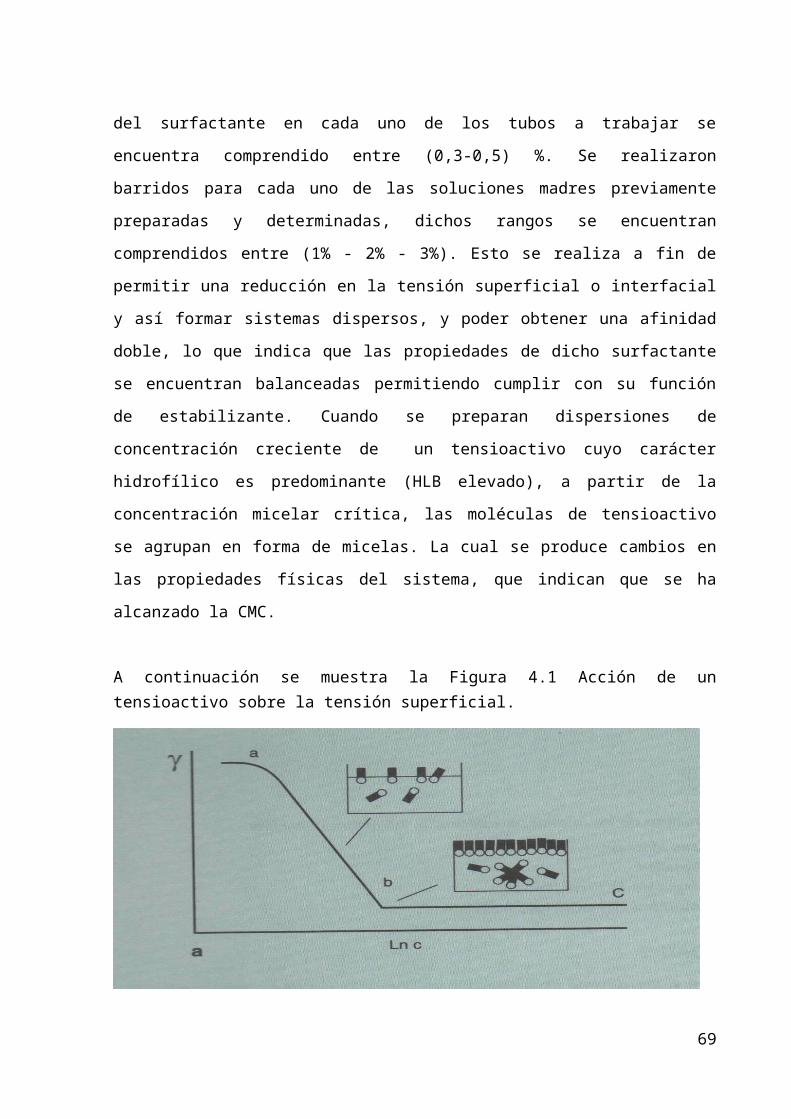
del surfactante en cada uno de los tubos a trabajar se
encuentra comprendido entre (0,3-0,5) %. Se realizaron
barridos para cada uno de las soluciones madres previamente
preparadas y determinadas, dichos rangos se encuentran
comprendidos entre (1% - 2% - 3%). Esto se realiza a fin de
permitir una reducción en la tensión superficial o interfacial
y así formar sistemas dispersos, y poder obtener una afinidad
doble, lo que indica que las propiedades de dicho surfactante
se encuentran balanceadas permitiendo cumplir con su función
de estabilizante. Cuando se preparan dispersiones de
concentración creciente de un tensioactivo cuyo carácter
hidrofílico es predominante (HLB elevado), a partir de la
concentración micelar crítica, las moléculas de tensioactivo
se agrupan en forma de micelas. La cual se produce cambios en
las propiedades físicas del sistema, que indican que se ha
alcanzado la CMC.
A continuación se muestra la Figura 4.1 Acción de untensioactivo sobre la tensión superficial.
69

Figura 4.1 Acción de un tensioactivo sobre la tensiónsuperficial.
La Figura 4.1 muestra cómo actúa un tensioactivo sobre a la
tensión superficial (γ). Al aumentar la concentración del
surfactante en agua, la tensión superficial disminuye (línea
ab) debido a que las moléculas se adsorben en la superficie
del agua. Al agregar más tensioactivo se alcanza el punto (b)
donde las moléculas están empaquetadas por completo en la
superficie, donde la parte hidrofílica se orienta hacia el
agua y la lipofílica hacia el aire. Si se continúa agregando
tensioactivo, la tensión superficial no disminuye más y
permanece constante, lo que indica que a esa concentración no
cambian las propiedades físicas del sistema, es por estos la
utilización de los rangos antes mencionados.
70

A continuación se presentan los resultados obtenidos para este
primer objetivo, donde la metodología para la formulación de
cada protocolo fue explicada en el capítulo
Tabla 4.1 DATOS NECESARIOS PARA LA REALIZACIÓN DEL PROTOCOLO 1 CONUN PORCENTAJE DE SOLUCIÓN MADRE DE SURFACTANTE DE 1 %
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado) 10Tipos de aceites Kerosene Gasoil Vassa
Porcentaje de surfactantesolución madre
1,0298% 1,0175% 1,0298%
Tipo de protocolo Surfactante, agua, aceite y coqueNúmero de protocolo 1
NºTubo
Porcentaje de
surfactante (%)
Volumende
surfactante (mL)
Volumende Agua(mL)
Volumende
Aceite(mL)
Masa deCoque dePetróleo
(g)
Tipo deAceite
1 0,308940 3 2
5
0,1798
Kerosene
2 0,350132 3,4 1,6 0,17933 0,411920 4 1 0,17984 0,453112 4,4 0,6 0,18045 0,494304 4,8 0,2 0,18006 0,305250 3 2 0,1799
Gasoil7 0,345950 3,4 1,6 0,18008 0,407000 4 1 0,18019 0,447700 4,4 0,6 0,180110 0,488400 4,8 0,2 0,180011 0,308940 3 2 0,1799
Vassa12 0,350132 3,4 1,6 0,179913 0,411920 4 1 0,180414 0,453112 4,4 0,6 0,180415 0,494304 4,8 0,2 0,1800
71

Tabla 4.2 VARIABLES NECESARIAS PARA LA FORMULACIÓN DE LA EMULSIÓNDEL PROTOCOLO 1 CON UN PORCENTAJE DE SOLUCIÓN MADRE
DE SURFACTANTE DE 1 %
72
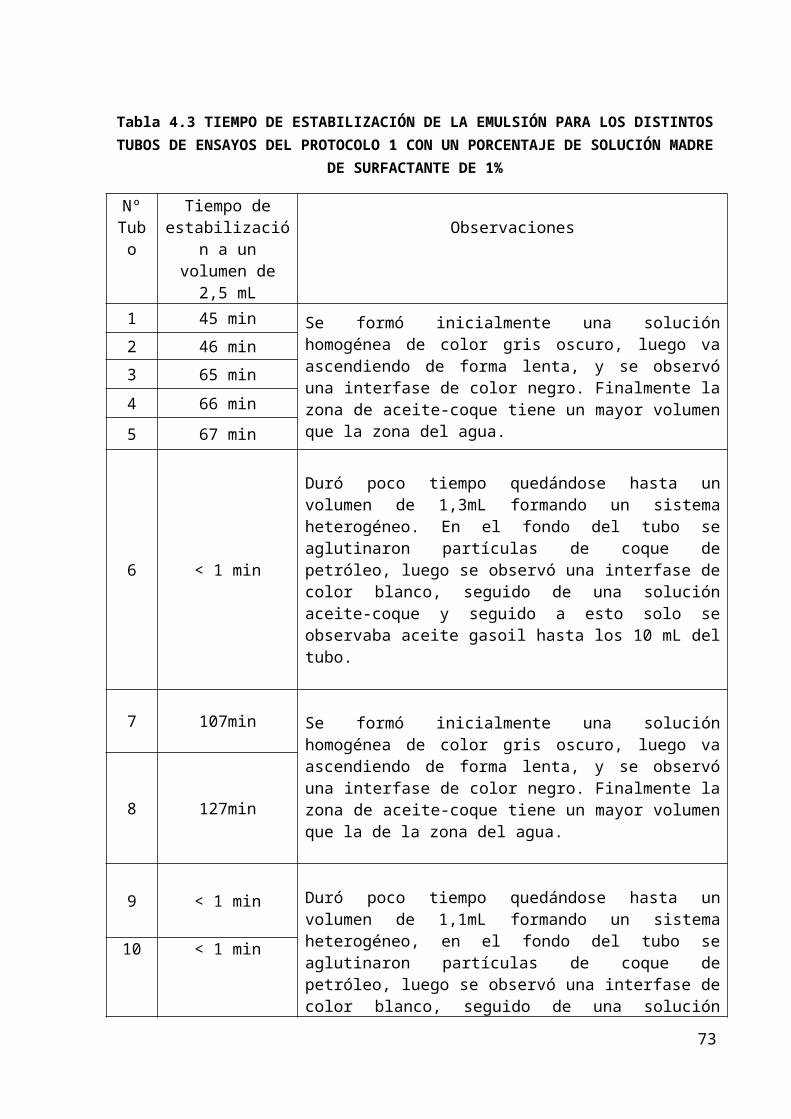
Tabla 4.3 TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓN PARA LOS DISTINTOSTUBOS DE ENSAYOS DEL PROTOCOLO 1 CON UN PORCENTAJE DE SOLUCIÓN MADRE
DE SURFACTANTE DE 1%
NºTubo
Tiempo deestabilizació
n a unvolumen de
2,5 mL
Observaciones
1 45 min Se formó inicialmente una soluciónhomogénea de color gris oscuro, luego vaascendiendo de forma lenta, y se observóuna interfase de color negro. Finalmente lazona de aceite-coque tiene un mayor volumenque la zona del agua.
2 46 min3 65 min4 66 min5 67 min
6 < 1 min
Duró poco tiempo quedándose hasta unvolumen de 1,3mL formando un sistemaheterogéneo. En el fondo del tubo seaglutinaron partículas de coque depetróleo, luego se observó una interfase decolor blanco, seguido de una soluciónaceite-coque y seguido a esto solo seobservaba aceite gasoil hasta los 10 mL deltubo.
7 107min Se formó inicialmente una soluciónhomogénea de color gris oscuro, luego vaascendiendo de forma lenta, y se observóuna interfase de color negro. Finalmente lazona de aceite-coque tiene un mayor volumenque la de la zona del agua.
8 127min
9 < 1 min Duró poco tiempo quedándose hasta unvolumen de 1,1mL formando un sistemaheterogéneo, en el fondo del tubo seaglutinaron partículas de coque depetróleo, luego se observó una interfase decolor blanco, seguido de una solución
10 < 1 min
73
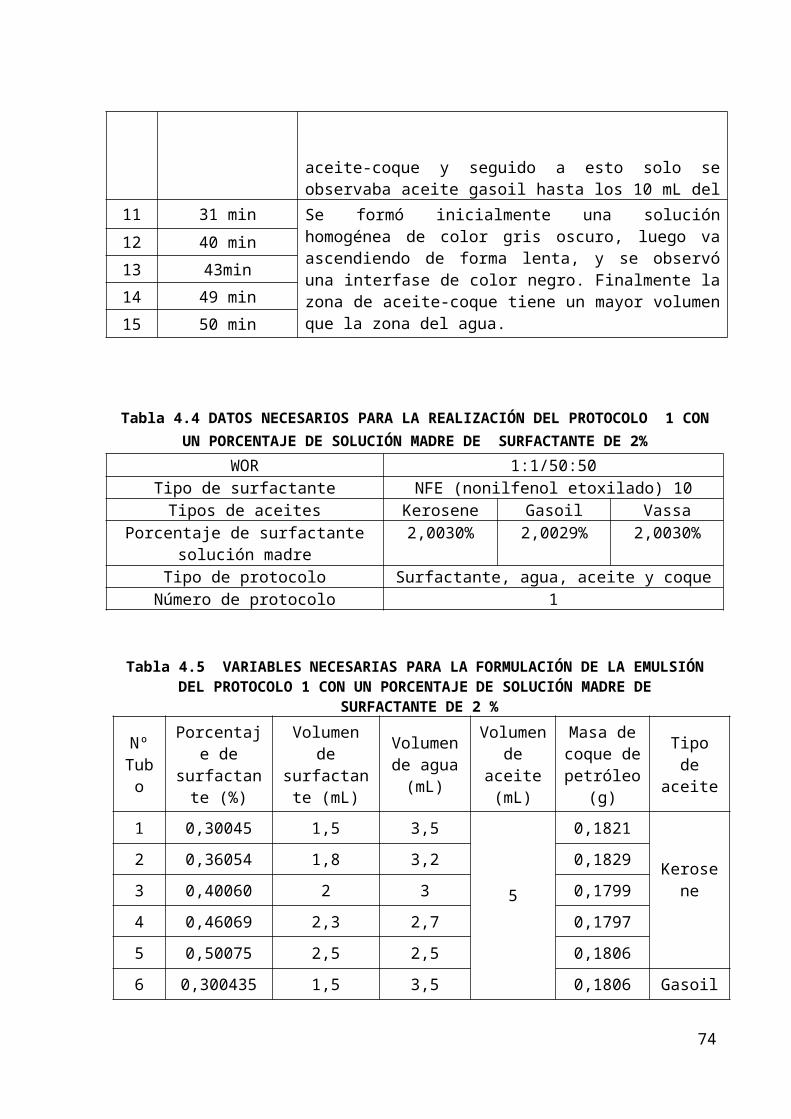
aceite-coque y seguido a esto solo seobservaba aceite gasoil hasta los 10 mL del
11 31 min Se formó inicialmente una soluciónhomogénea de color gris oscuro, luego vaascendiendo de forma lenta, y se observóuna interfase de color negro. Finalmente lazona de aceite-coque tiene un mayor volumenque la zona del agua.
12 40 min13 43min14 49 min15 50 min
Tabla 4.4 DATOS NECESARIOS PARA LA REALIZACIÓN DEL PROTOCOLO 1 CONUN PORCENTAJE DE SOLUCIÓN MADRE DE SURFACTANTE DE 2%
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado) 10Tipos de aceites Kerosene Gasoil Vassa
Porcentaje de surfactantesolución madre
2,0030% 2,0029% 2,0030%
Tipo de protocolo Surfactante, agua, aceite y coqueNúmero de protocolo 1
Tabla 4.5 VARIABLES NECESARIAS PARA LA FORMULACIÓN DE LA EMULSIÓNDEL PROTOCOLO 1 CON UN PORCENTAJE DE SOLUCIÓN MADRE DE
SURFACTANTE DE 2 %
NºTubo
Porcentaje de
surfactante (%)
Volumende
surfactante (mL)
Volumende agua(mL)
Volumende
aceite(mL)
Masa decoque depetróleo
(g)
Tipode
aceite
1 0,30045 1,5 3,5
5
0,1821
Kerosene
2 0,36054 1,8 3,2 0,18293 0,40060 2 3 0,17994 0,46069 2,3 2,7 0,17975 0,50075 2,5 2,5 0,18066 0,300435 1,5 3,5 0,1806 Gasoil
74
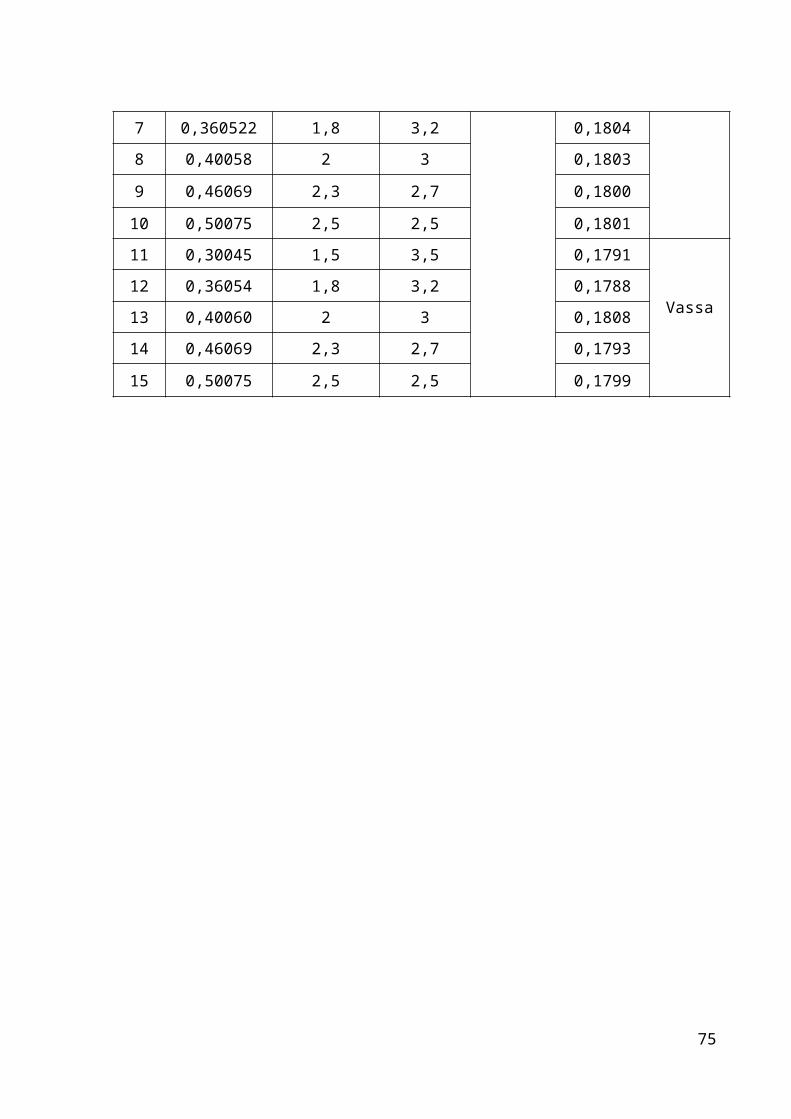
7 0,360522 1,8 3,2 0,18048 0,40058 2 3 0,18039 0,46069 2,3 2,7 0,180010 0,50075 2,5 2,5 0,180111 0,30045 1,5 3,5 0,1791
Vassa12 0,36054 1,8 3,2 0,178813 0,40060 2 3 0,180814 0,46069 2,3 2,7 0,179315 0,50075 2,5 2,5 0,1799
75
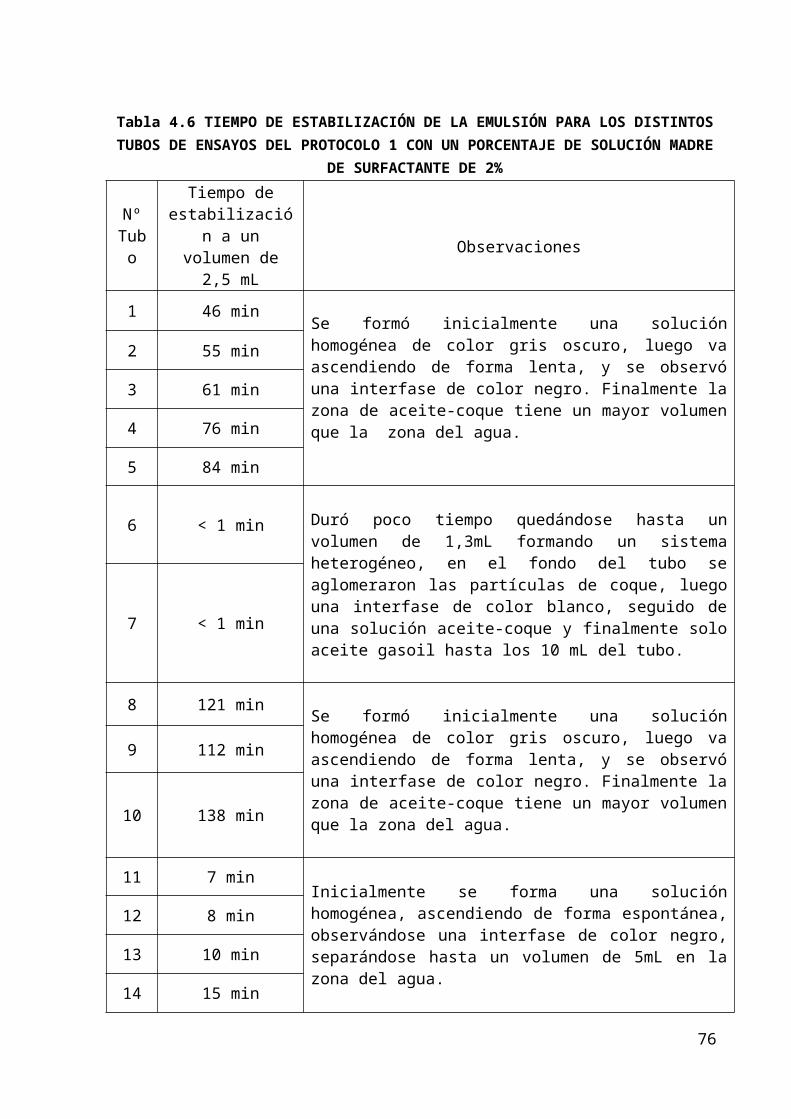
Tabla 4.6 TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓN PARA LOS DISTINTOSTUBOS DE ENSAYOS DEL PROTOCOLO 1 CON UN PORCENTAJE DE SOLUCIÓN MADRE
DE SURFACTANTE DE 2%
NºTubo
Tiempo deestabilizació
n a unvolumen de2,5 mL
Observaciones
1 46 min Se formó inicialmente una soluciónhomogénea de color gris oscuro, luego vaascendiendo de forma lenta, y se observóuna interfase de color negro. Finalmente lazona de aceite-coque tiene un mayor volumenque la zona del agua.
2 55 min
3 61 min
4 76 min
5 84 min
6 < 1 min Duró poco tiempo quedándose hasta unvolumen de 1,3mL formando un sistemaheterogéneo, en el fondo del tubo seaglomeraron las partículas de coque, luegouna interfase de color blanco, seguido deuna solución aceite-coque y finalmente soloaceite gasoil hasta los 10 mL del tubo.
7 < 1 min
8 121 min Se formó inicialmente una soluciónhomogénea de color gris oscuro, luego vaascendiendo de forma lenta, y se observóuna interfase de color negro. Finalmente lazona de aceite-coque tiene un mayor volumenque la zona del agua.
9 112 min
10 138 min
11 7 minInicialmente se forma una soluciónhomogénea, ascendiendo de forma espontánea,observándose una interfase de color negro,separándose hasta un volumen de 5mL en lazona del agua.
12 8 min
13 10 min
14 15 min
76
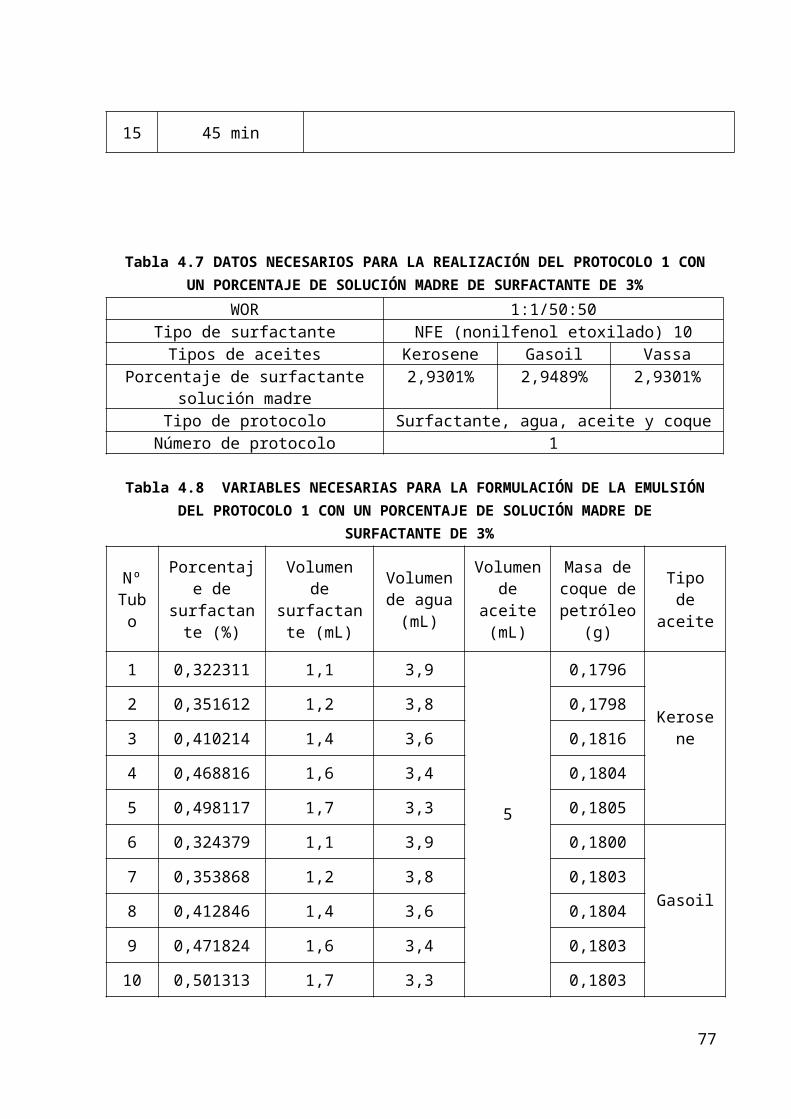
15 45 min
Tabla 4.7 DATOS NECESARIOS PARA LA REALIZACIÓN DEL PROTOCOLO 1 CONUN PORCENTAJE DE SOLUCIÓN MADRE DE SURFACTANTE DE 3%
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado) 10Tipos de aceites Kerosene Gasoil Vassa
Porcentaje de surfactantesolución madre
2,9301% 2,9489% 2,9301%
Tipo de protocolo Surfactante, agua, aceite y coqueNúmero de protocolo 1
Tabla 4.8 VARIABLES NECESARIAS PARA LA FORMULACIÓN DE LA EMULSIÓNDEL PROTOCOLO 1 CON UN PORCENTAJE DE SOLUCIÓN MADRE DE
SURFACTANTE DE 3%
NºTubo
Porcentaje de
surfactante (%)
Volumende
surfactante (mL)
Volumende agua(mL)
Volumende
aceite(mL)
Masa decoque depetróleo
(g)
Tipode
aceite
1 0,322311 1,1 3,9
5
0,1796
Kerosene
2 0,351612 1,2 3,8 0,1798
3 0,410214 1,4 3,6 0,1816
4 0,468816 1,6 3,4 0,1804
5 0,498117 1,7 3,3 0,1805
6 0,324379 1,1 3,9 0,1800
Gasoil7 0,353868 1,2 3,8 0,1803
8 0,412846 1,4 3,6 0,1804
9 0,471824 1,6 3,4 0,1803
10 0,501313 1,7 3,3 0,1803
77
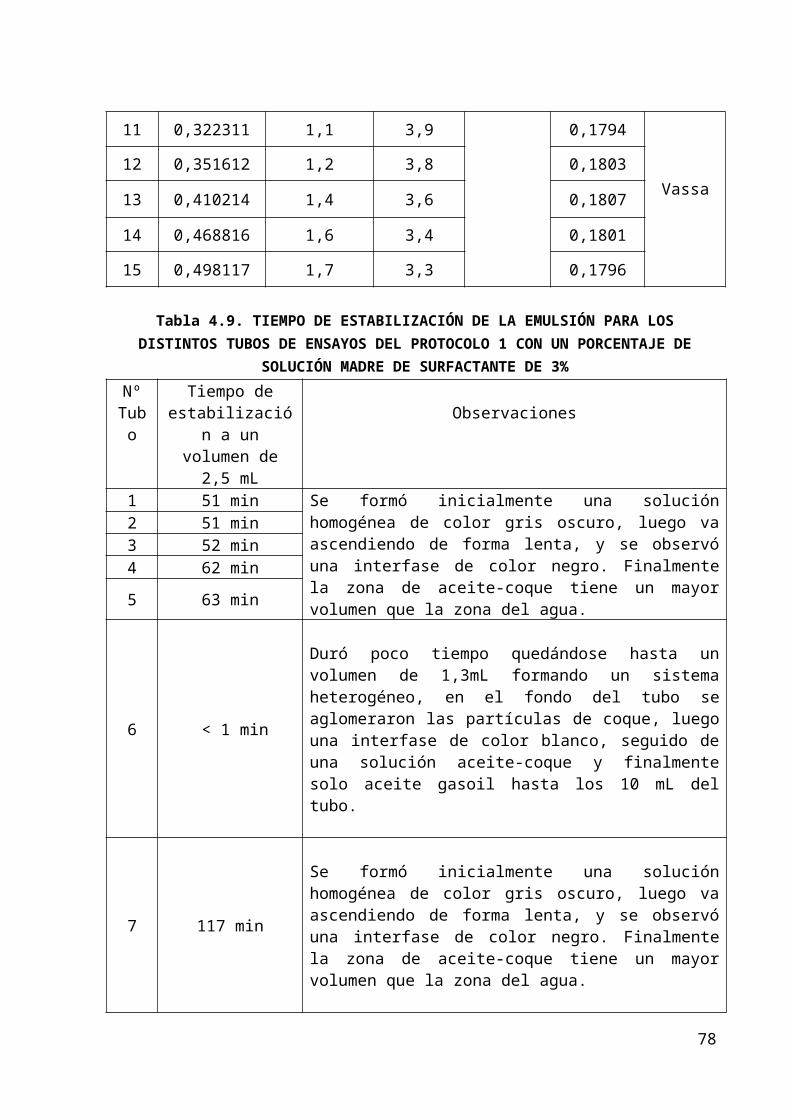
11 0,322311 1,1 3,9 0,1794
Vassa12 0,351612 1,2 3,8 0,1803
13 0,410214 1,4 3,6 0,1807
14 0,468816 1,6 3,4 0,1801
15 0,498117 1,7 3,3 0,1796
Tabla 4.9. TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓN PARA LOSDISTINTOS TUBOS DE ENSAYOS DEL PROTOCOLO 1 CON UN PORCENTAJE DE
SOLUCIÓN MADRE DE SURFACTANTE DE 3%NºTubo
Tiempo deestabilizació
n a unvolumen de2,5 mL
Observaciones
1 51 min Se formó inicialmente una soluciónhomogénea de color gris oscuro, luego vaascendiendo de forma lenta, y se observóuna interfase de color negro. Finalmentela zona de aceite-coque tiene un mayorvolumen que la zona del agua.
2 51 min3 52 min4 62 min5 63 min
6 < 1 min
Duró poco tiempo quedándose hasta unvolumen de 1,3mL formando un sistemaheterogéneo, en el fondo del tubo seaglomeraron las partículas de coque, luegouna interfase de color blanco, seguido deuna solución aceite-coque y finalmentesolo aceite gasoil hasta los 10 mL deltubo.
7 117 min
Se formó inicialmente una soluciónhomogénea de color gris oscuro, luego vaascendiendo de forma lenta, y se observóuna interfase de color negro. Finalmentela zona de aceite-coque tiene un mayorvolumen que la zona del agua.
78
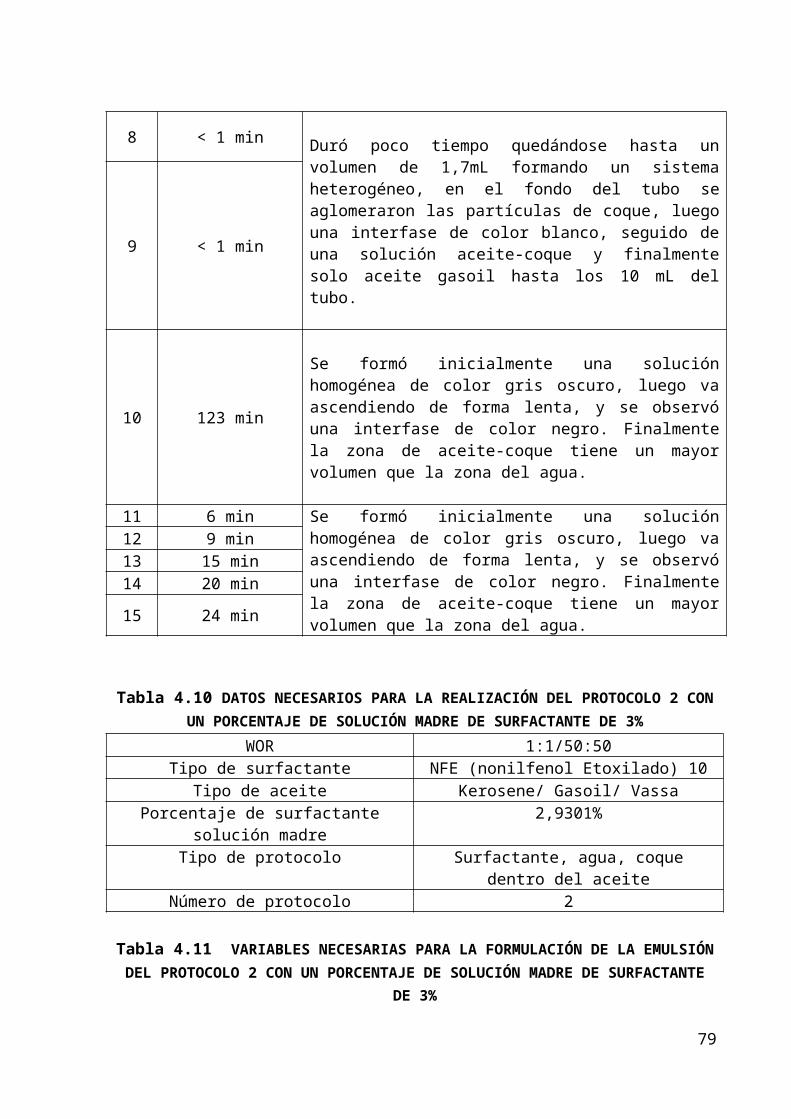
8 < 1 min Duró poco tiempo quedándose hasta unvolumen de 1,7mL formando un sistemaheterogéneo, en el fondo del tubo seaglomeraron las partículas de coque, luegouna interfase de color blanco, seguido deuna solución aceite-coque y finalmentesolo aceite gasoil hasta los 10 mL deltubo.
9 < 1 min
10 123 min
Se formó inicialmente una soluciónhomogénea de color gris oscuro, luego vaascendiendo de forma lenta, y se observóuna interfase de color negro. Finalmentela zona de aceite-coque tiene un mayorvolumen que la zona del agua.
11 6 min Se formó inicialmente una soluciónhomogénea de color gris oscuro, luego vaascendiendo de forma lenta, y se observóuna interfase de color negro. Finalmentela zona de aceite-coque tiene un mayorvolumen que la zona del agua.
12 9 min13 15 min14 20 min15 24 min
Tabla 4.10 DATOS NECESARIOS PARA LA REALIZACIÓN DEL PROTOCOLO 2 CONUN PORCENTAJE DE SOLUCIÓN MADRE DE SURFACTANTE DE 3%
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol Etoxilado) 10
Tipo de aceite Kerosene/ Gasoil/ VassaPorcentaje de surfactante
solución madre2,9301%
Tipo de protocolo Surfactante, agua, coquedentro del aceite
Número de protocolo 2
Tabla 4.11 VARIABLES NECESARIAS PARA LA FORMULACIÓN DE LA EMULSIÓNDEL PROTOCOLO 2 CON UN PORCENTAJE DE SOLUCIÓN MADRE DE SURFACTANTE
DE 3%
79
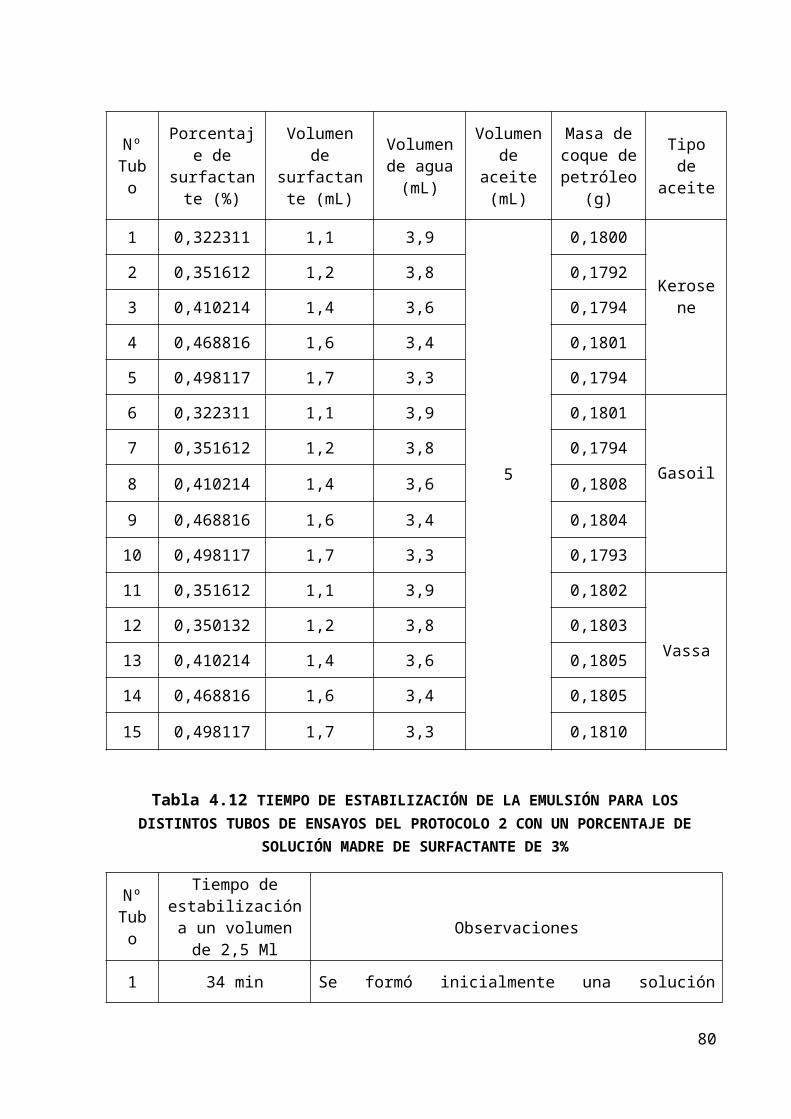
NºTubo
Porcentaje de
surfactante (%)
Volumende
surfactante (mL)
Volumende agua(mL)
Volumende
aceite(mL)
Masa decoque depetróleo
(g)
Tipode
aceite
1 0,322311 1,1 3,9
5
0,1800
Kerosene
2 0,351612 1,2 3,8 0,1792
3 0,410214 1,4 3,6 0,1794
4 0,468816 1,6 3,4 0,1801
5 0,498117 1,7 3,3 0,1794
6 0,322311 1,1 3,9 0,1801
Gasoil7 0,351612 1,2 3,8 0,1794
8 0,410214 1,4 3,6 0,1808
9 0,468816 1,6 3,4 0,1804
10 0,498117 1,7 3,3 0,1793
11 0,351612 1,1 3,9 0,1802
Vassa12 0,350132 1,2 3,8 0,1803
13 0,410214 1,4 3,6 0,1805
14 0,468816 1,6 3,4 0,1805
15 0,498117 1,7 3,3 0,1810
Tabla 4.12 TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓN PARA LOSDISTINTOS TUBOS DE ENSAYOS DEL PROTOCOLO 2 CON UN PORCENTAJE DE
SOLUCIÓN MADRE DE SURFACTANTE DE 3%
NºTubo
Tiempo deestabilizacióna un volumende 2,5 Ml
Observaciones
1 34 min Se formó inicialmente una solución
80

homogénea de color gris oscuro, luego vaascendiendo de forma lenta, y se observóuna interfase de color negro. Finalmentela zona de aceite-coque tiene un mayorvolumen que la zona del agua.
2 37 min
3 38 min
4 40 min
5 41 min
6 34 min
7 35 min
8 36 min
9 36 min
10 37 min
11 30 min
12 31 min
13 32 min
14 33 min
15 34 min
Tabla 4.13 DATOS NECESARIOS PARA LA REALIZACIÓN DEL PROTOCOLO3 EN AUSENCIA DE SURFACTANTE
WOR 1:1/50:50Tipo de protocolo Agua, aceite y coque de
petróleoNumero de protocolo 3
81
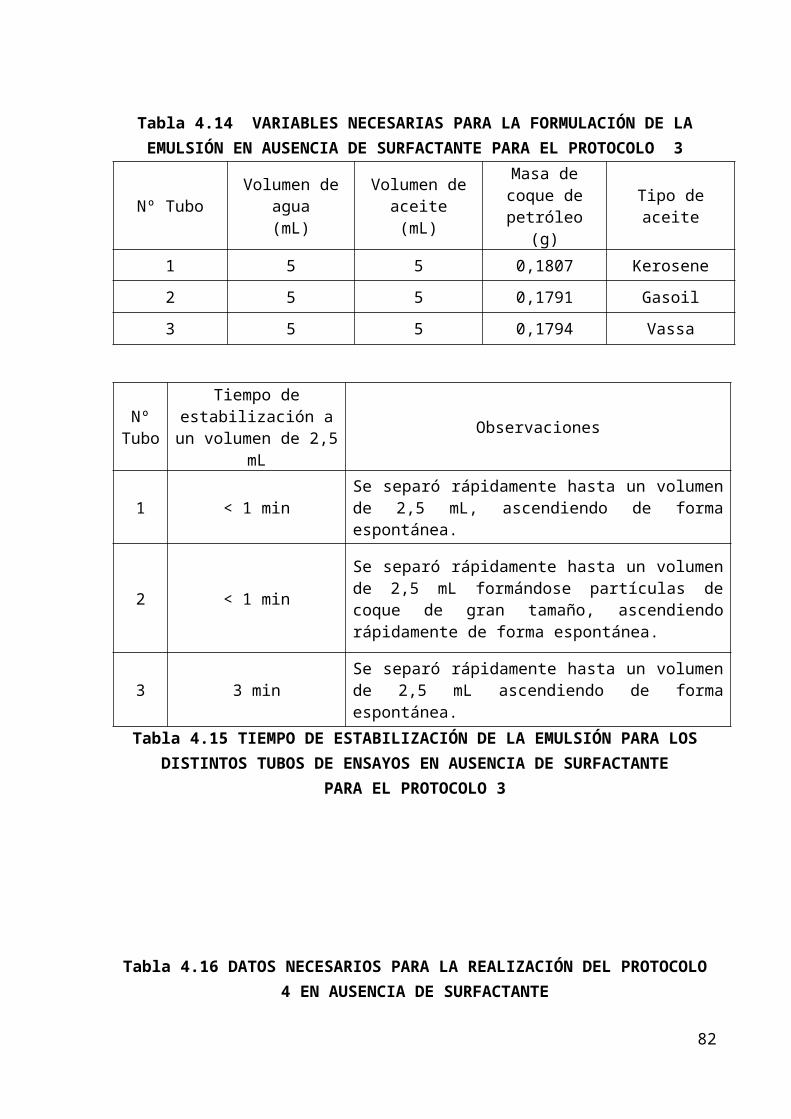
Tabla 4.14 VARIABLES NECESARIAS PARA LA FORMULACIÓN DE LAEMULSIÓN EN AUSENCIA DE SURFACTANTE PARA EL PROTOCOLO 3
Nº TuboVolumen de
agua(mL)
Volumen deaceite(mL)
Masa decoque depetróleo
(g)
Tipo deaceite
1 5 5 0,1807 Kerosene2 5 5 0,1791 Gasoil3 5 5 0,1794 Vassa
NºTubo
Tiempo deestabilización aun volumen de 2,5
mL
Observaciones
1 < 1 minSe separó rápidamente hasta un volumende 2,5 mL, ascendiendo de formaespontánea.
2 < 1 min
Se separó rápidamente hasta un volumende 2,5 mL formándose partículas decoque de gran tamaño, ascendiendorápidamente de forma espontánea.
3 3 minSe separó rápidamente hasta un volumende 2,5 mL ascendiendo de formaespontánea.
Tabla 4.15 TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓN PARA LOSDISTINTOS TUBOS DE ENSAYOS EN AUSENCIA DE SURFACTANTE
PARA EL PROTOCOLO 3
Tabla 4.16 DATOS NECESARIOS PARA LA REALIZACIÓN DEL PROTOCOLO4 EN AUSENCIA DE SURFACTANTE
82

WOR 1:1/50:50Tipo de protocolo Agua y Aceite con Coque de
PetróleoNúmero de protocolo 4
Tabla 4.17 VARIABLES NECESARIAS PARA LA FORMULACIÓN DE LAEMULSIÓN EN AUSENCIA DE SURFACTANTE
PARA EL PROTOCOLO 4
Nº TuboVolumen de
agua(mL)
Volumen deaceite(mL)
Masa decoque depetróleo
Tipo deaceite
1 5 5 0,1794 Kerosene2 5 5 0,1808 Gasoil3 5 5 0,1792 Vassa
Tabla 4.18 TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓN PARA LOSDISTINTOS TUBOS DE ENSAYOS EN AUSENCIA DE SURFACTANTE
PARA EL PROTOCOLO 4
NºTubo
Tiempo deestabilizacióna un volumen de
2,5 mLObservaciones
1 3 minSe separó rápidamente hasta un volumende 2,5 mL, ascendiendo de formaespontánea.
2 1 min
Se separó rápidamente hasta un volumende 2,5 mL formándose partículas de coquede gran tamaño, ascendiendo rápidamentede forma espontánea.
3 7 min
Se separó de forma lenta a diferencia delos demás tubos para llegar a unvolumen de 1 mL y se detuvo a dichovolumen y de igual manera se formaronpartículas de coque de gran tamaño.
83
Inicialmente se tiene un protocolo tras haber evaluado el
tiempo de estabilización, es decir el tiempo que se toma de
acuerdo a la relación de volúmenes de las fases del
sistema (WOR). Por ende la relación de volúmenes a trabajar
fue de 1:1, conociendo que el volumen del sistema es de
10mL. Se toma la mitad del volumen de la fase externa que
para este caso es la fase acuosa, por lo tanto el volumen
del tiempo de estabilización para estas emulsiones con este
WOR es de 2,5mL. Cada tiempo se encuentra expresado en
minutos, observando a su vez el comportamiento de la
emulsión. Las Tablas 4.15 y 4.18 correspondientes al
protocolo 3 y 4 muestran el menor tiempo de estabilización
de la emulsión, por lo que ambos protocolos fueron
descartados. Estas formulaciones de las emulsiones son
preparadas en ausencia del surfactante (NFE 10), debido a
que se deseaba analizar solo el comportamiento de las
partículas de coque de petróleo como estabilizantes de
emulsiones. El tiempo de estabilización de estas emulsiones
es menor a 1 min, indicando que el coque de petróleo solo,
sin la ayuda del surfactante (NFE 10) no contribuye en la
estabilidad de la emulsión. Quedando como protocolos
contribuyentes el 1 y 2, cuya diferencia radica al momento
de realizar la formulación de las emulsiones. El protocolo
escogido para la formulación del resto de las emulsiones de
los diferentes objetivos, es el 1, ya que al emplear una
menor concentración del surfactante en la emulsión se
observó un tiempo de estabilización alrededor de 45 min o
más, lo cual es aceptable para este WOR. Los factores
84
determinantes que hicieron del protocolo 1 el más adecuado,
son el tiempo de estabilización y la concentración del
surfactante añadido en cada tubo. Correspondiente a un
porcentaje de solución madre de surfactante de 2,9301%.
En la selección del tipo de aceite para formular las
emulsiones posteriores, se establecen las diferencias entre
cada uno y su comportamiento en los sistemas preparados,
para así determinar el más adecuado. A continuación se
muestran algunas imágenes de emulsiones preparadas con cada
tipo de aceite, indicando el porcentaje de solución madre y
el tipo de protocolo. De la misma manera se presentan las
gráficas de cada protocolo de la concentración de
surfactante en función del tiempo de estabilización de la
emulsión.
Figura 4.2. Emulsiones con kerosene para distintos
porcentajes de solución madre del protocolo 1.
La Figura 4.2 corresponde a emulsiones donde se trabajó con
aceite kerosene para el protocolo 1, tomando distintos
85

porcentajes de solución madre, los cuales fueron 1,0298%,
2,0030% y 2,9301%, manteniendo la misma masa de coque de
petróleo y realizando un barrido para cada dispersión para
los tubos de ensayos de (0,3-0,5)%.
Figura 4.3. Emulsiones con gasoil para distintos
porcentajes de solución madre del protocolo 1.
La Figura 4.3 muestra soluciones antes de ser aplicada la
prueba de la botella con gasoil, para el protocolo 1
tomando distintos porcentajes de solución madre, los cuales
fueron 1,0175%, 2,0029% y 2,9489%, manteniendo la misma
masa de coque de petróleo y un barrido para cada solución
para los tubo de ensayo de (0,3-0,5)%.
86
Figura 4.4. Emulsiones con gasoil para los diferentes
porcentajes de solución madre aplicado para el protocolo 1
La Figura 4.4 muestra el resultado de las emulsiones del
protocolo 1 con gasoil, para la distintas soluciones madre
con que se trabajó, arrojando diversos resultados. Las dos
primeras figuras muestran que después de aplicar la prueba
de botella, la emulsión se separa con facilidad formando un
sistema heterogéneo a diferencia de la última figura, donde
se observa una dispersión homogénea hasta separarse en un
determinado tiempo. Esto sucedió con todos los barridos de
cada solución madre de surfactante NFE 10.
Figura 4.5. Emulsiones con aceite vassa para los distintos
porcentajes de solución madre del NFE 10 aplicado para el
protocolo 1.
La Figura 4.5 muestra que son emulsiones donde se trabajó
con aceite vassa para el protocolo 1, tomando distintos
porcentajes de solución madre, los cuales fueron 1,0298%,
2,0030% y 2,9301%, manteniendo la misma masa de coque de
petróleo y realizando un barrido para los tubos con un
porcentaje de surfactante de (0,3-0,5)%.
87
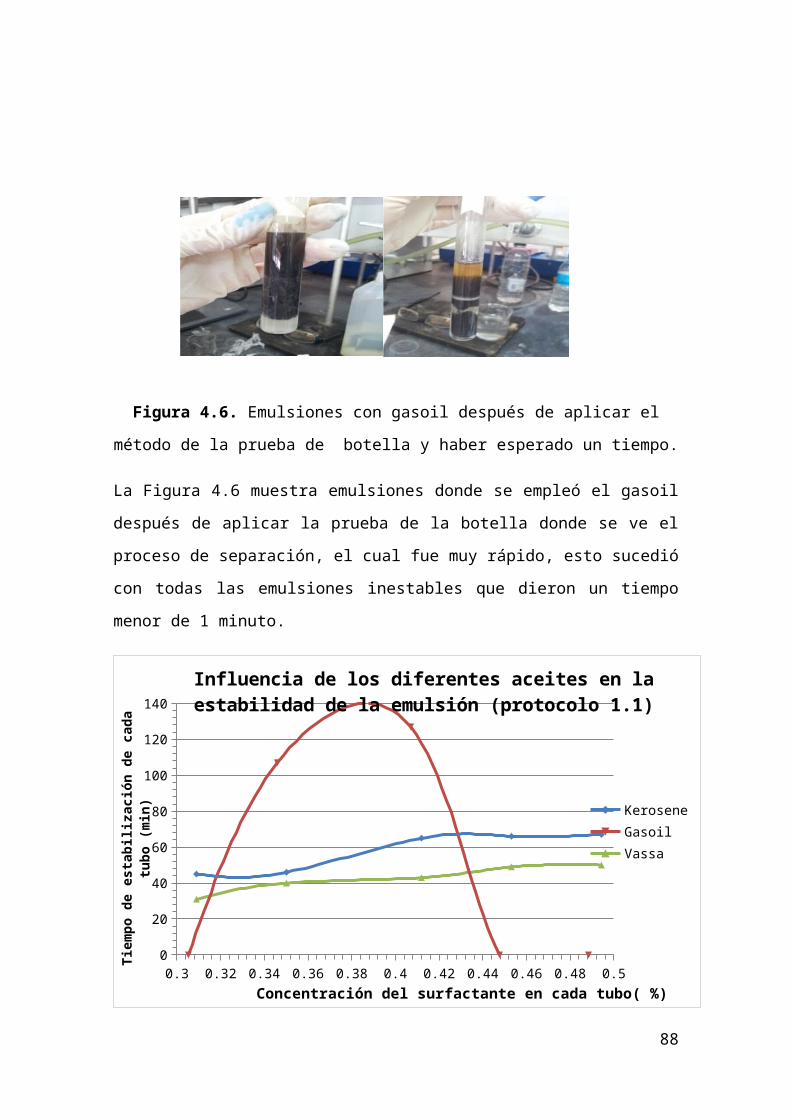
Figura 4.6. Emulsiones con gasoil después de aplicar el
método de la prueba de botella y haber esperado un tiempo.
La Figura 4.6 muestra emulsiones donde se empleó el gasoil
después de aplicar la prueba de la botella donde se ve el
proceso de separación, el cual fue muy rápido, esto sucedió
con todas las emulsiones inestables que dieron un tiempo
menor de 1 minuto.
0.3 0.32 0.34 0.36 0.38 0.4 0.42 0.44 0.46 0.48 0.50
20
40
60
80
100
120
140Influencia de los diferentes aceites en la estabilidad de la emulsión (protocolo 1.1)
KeroseneGasoilVassa
Concentración del surfactante en cada tubo( %)
Tiem
po de estabilización de cada
tubo (min)
88
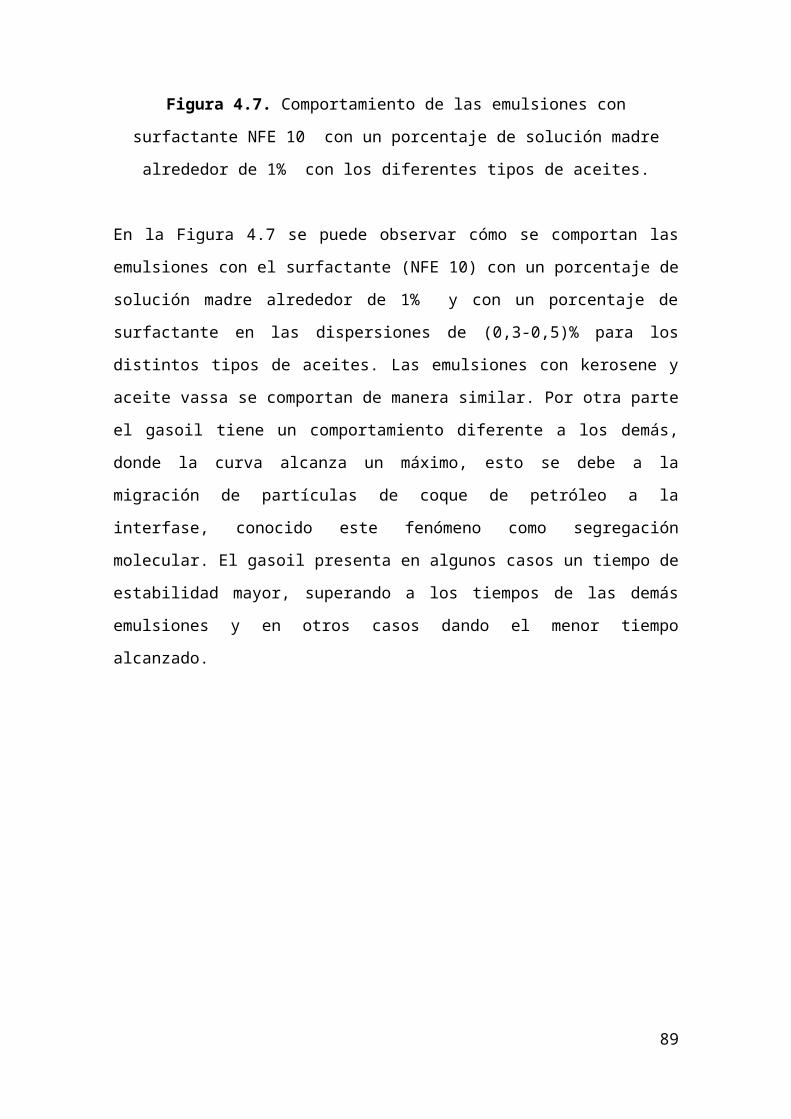
Figura 4.7. Comportamiento de las emulsiones con
surfactante NFE 10 con un porcentaje de solución madre
alrededor de 1% con los diferentes tipos de aceites.
En la Figura 4.7 se puede observar cómo se comportan las
emulsiones con el surfactante (NFE 10) con un porcentaje de
solución madre alrededor de 1% y con un porcentaje de
surfactante en las dispersiones de (0,3-0,5)% para los
distintos tipos de aceites. Las emulsiones con kerosene y
aceite vassa se comportan de manera similar. Por otra parte
el gasoil tiene un comportamiento diferente a los demás,
donde la curva alcanza un máximo, esto se debe a la
migración de partículas de coque de petróleo a la
interfase, conocido este fenómeno como segregación
molecular. El gasoil presenta en algunos casos un tiempo de
estabilidad mayor, superando a los tiempos de las demás
emulsiones y en otros casos dando el menor tiempo
alcanzado.
89

0.3 0.35 0.4 0.45 0.50
20
40
60
80
100
120
140Influencia de los diferentes tipos de
aceites en la estabilidad de la emulsión (protocolo 1.2)
KeroseneGasoilVassa
Concentración del surfactante en cada tubo( %)
Tiem
po d
e esta
bili
zaci
ón d
e cada
tu
bo (
min)
Figura 4.8. Comportamiento de las emulsiones con
surfactante NFE 10 con un porcentaje de solución madre
alrededor de 2% con los diferentes tipos de aceites.
La Figura 4.8 muestra el comportamiento de las emulsiones
con los distintos tipos de aceites, se puede observar que
el aceite vassa proporciona un menor tiempo de estabilidad
pero se comporta de forma similar al aceite kerosene. Por
su parte, las emulsiones con gasoil los dos primeros puntos
de concentración del surfactante (con un porcentaje de
concentración entre 0,3% y 0,36 % aproximadamente en cada
tubo), arroja un tiempo menor de 1 minuto pero a partir del
tercer punto (con un porcentaje de concentración de
surfactante de 0,4%), arroja un tiempo de 121 minutos, del
mismo modo, el cuarto punto (con un porcentaje de
concentración de surfactante de 0,46%), corresponde a un
tiempo de 117 minutos. Por último el quinto punto (con un
porcentaje de concentración de surfactante de 0,5%),
90

corresponde a 138 minutos. Estos dos últimos puntos
superaron el tiempo de estabilidad a diferencia de las
demás emulsiones con los distintos tipos de aceites. Sin
embargo, el comportamiento de las emulsiones con este tipo
de aceite es totalmente distinto, donde se observa que la
curva del gasoil alcanza un máximo, por lo antes
mencionado: segregación molecular
0.3 0.35 0.4 0.45 0.50
20
40
60
80
100
120
influencia de los diferentes tipos de aceites en la estabilidad de la emulsión
(protocolo 1.3)
KeroseneGasoilVassa
Concentración del surfactante en cada tubo( %)
Tiem
po d
e es
tabi
liza
ción
de
cada
tub
o (m
in)
Figura 4.9. Comportamiento de las emulsiones con
surfactante NFE 10 con un porcentaje de solución madre
alrededor de 3% con los diferentes tipos de aceites.
La Figura 4.9 presenta el comportamiento de las emulsiones
con los distintos tipos de aceites. Al igual que
anteriormente, el aceite vassa muestra el menor tiempo de
estabilidad pero se comporta de forma similar al kerosene.
Por su parte las emulsiones con gasoil tienen una forma
91

diferente al de los demás aceites, tanto el punto dos como
el cinco dan mayor tiempo de estabilidad que las demás
emulsiones con los distintos tipos de aceites, donde el
punto dos a una concentración del surfactante en el tubo
con un porcentaje de 0,35% aproximadamente, da un tiempo de
117 minutos al igual que punto cinco con 0,5% y con un
tiempo de 123 minutos, los demás puntos tiene un tiempo
menor de 1 minuto, siendo el comportamiento de las
emulsiones con este tipo de aceite de forma distinta a
las demás emulsiones.
0.3 0.35 0.4 0.45 0.529
31
33
35
37
39
41
Influencia de soluciones previamente preparadas con los diferentes tipos de aceites y coque de petróleo en la estabilidad de la
emulsión
KeroseneGasoilVassa
Concentración del surfactante en cada tubo( %)
Tiem
po d
e es
tabi
liza
ción
de
cada
tu
bo (
min)
Figura 4.10. Comportamiento de las emulsiones con
surfactante NFE 10 con un porcentaje de solución madre
aproximadamente de 3% y los diferentes tipos de aceites
aplicando el protocolo 2.
92
La Figura 4.10 muestra el comportamiento de las curvas, que
representan las emulsiones preparadas con base al protocolo
2. La idea de este protocolo de incorporar un día antes el
coque de petróleo a los diferentes aceites, es para que
haya una mejor incorporación y afinidad entre estos
componentes.
Como se puede observar para los diferentes porcentajes de
solución madre el gasoil tuvo un comportamiento distinto en
comparación con el resto de los aceites, formando sistemas
heterogéneos y en otros casos homogéneos luego de aplicar
la prueba de la botella, esto se debe a la migración de
partículas de coque de petróleo a la interfase, conocido
este fenómeno como segregación molecular. En los sistemas
heterogéneos se presentó aglomeración de partículas, los
cuales se separaban de forma rápida en un tiempo menor a un
1 min y en los sistemas homogéneos se obtuvieron tiempos de
estabilización mayores con el gasoil que con el resto de
los aceites. Tanto para el kerosene como para el aceite
vassa, a los diferentes porcentajes de solución madre de
surfactante, se observó un comportamiento similar después
de la agitación. Se obtuvieron soluciones homogéneas luego
de aplicar la prueba de la botella, además se observó que
con kerosene se obtuvo un mayor tiempo de estabilización
que con el aceite vassa. Para éste último a medida que
disminuía el volumen del surfactante disminuía también el
tiempo de estabilización, en cambio con kerosene aumentaba
el tiempo de estabilización a medida que disminuía la
93
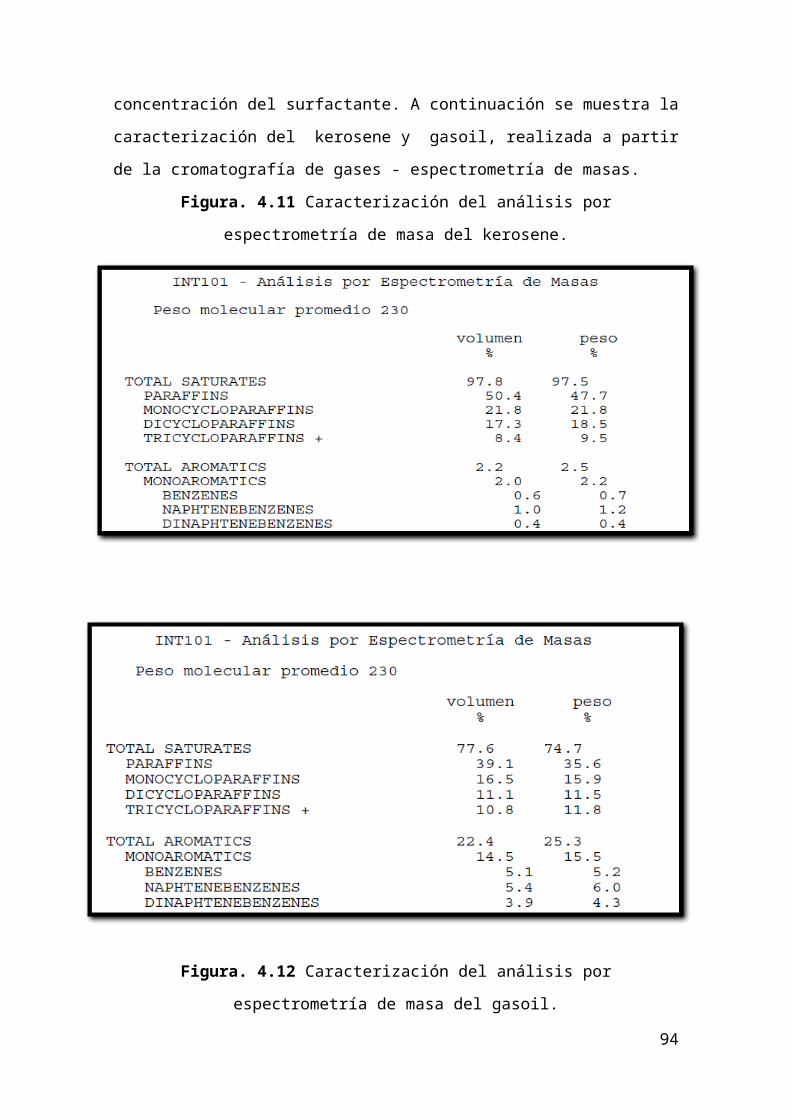
concentración del surfactante. A continuación se muestra la
caracterización del kerosene y gasoil, realizada a partir
de la cromatografía de gases - espectrometría de masas.
Figura. 4.11 Caracterización del análisis por
espectrometría de masa del kerosene.
Figura. 4.12 Caracterización del análisis por
espectrometría de masa del gasoil.
94
Para la caracterización de los tipos de aceites se demostró
que el kerosene contiene un mayor porcentaje de grupos
parafínicos, a diferencia del gasoil que posee un mayor
porcentaje de grupos aromáticos. Debido a que el coque de
petróleo es un subproducto que contiene un alto porcentaje
de carbono, la afinidad con los dos tipos de aceites
debería ser alta, sin embargo su comportamiento
experimental muestra mayor afinidad con el kerosene. Esto
indica que el coque de petróleo tiene mayor interacción
molecular y mejor adaptación al sistema emulsionado con
kerosene. Ahora bien, cuando el gasoil forma una dispersión
homogénea, su tiempo de estabilización es mayor, pero
proporciona emulsiones inestables en cada barrido realizado
para los diferentes protocolos, lo que resulta engorroso al
momento de trabajar con este tipo de aceite. Por esta razón
el aceite seleccionado para trabajar con el resto de las
emulsiones correspondientes a los diferentes protocolos es
el kerosene, que presenta un comportamiento similar en
todos los barridos realizados.
95
4.2 ANALIZAR LA INFLUENCIA DE LA CANTIDAD AÑADIDA DE COQUE
DE PETRÓLEO EN LA ESTABILIDAD DE LA EMULSIÓN.
La cantidad de coque de petróleo a añadir es un factor
determinante para poder evaluar la estabilidad que puede
alcanzar la emulsión. De acuerdo a este parámetro se puede
analizar la función de las partículas de coque de petróleo
como estabilizantes de emulsiones en forma de sólidos
finamente divididos. Es importante resaltar que las
cantidades a añadir de partículas de coque de petróleo se
determinaron a partir de experimentos anteriores, tomados
de la referencia (Yan. N 2001), donde trabajaron con
diferentes sólidos como estabilizantes de emulsiones,
formulando emulsiones para así poder llevar a cabo
96

relaciones y conversiones necesarias con diferentes WOR. En
este caso se procede a variar las cantidades de masa de
coque de petróleo para luego observar su comportamiento en
la emulsión.
Las partículas sólidas finamente divididas son fuente de
estudio para la estabilización de emulsiones, es importante
entender que la incorporación de estas partículas debe
hacerse en la fase donde presenta una mayor afinidad a fin
de permitir la interacción entre las partículas de coque
de petróleo y las fases, para estabilizar las emulsiones.
La estabilización se produce cuando las partículas son
parcialmente mojadas por ambas fases en contacto, además de
ser adsorbidas en la interfase entre las gotas. (Sullivan,
A; 2002)
Para determinar la influencia de la cantidad de coque de
petróleo añadida en la estabilidad de la emulsión, se
elaboraron las siguientes tablas:
97
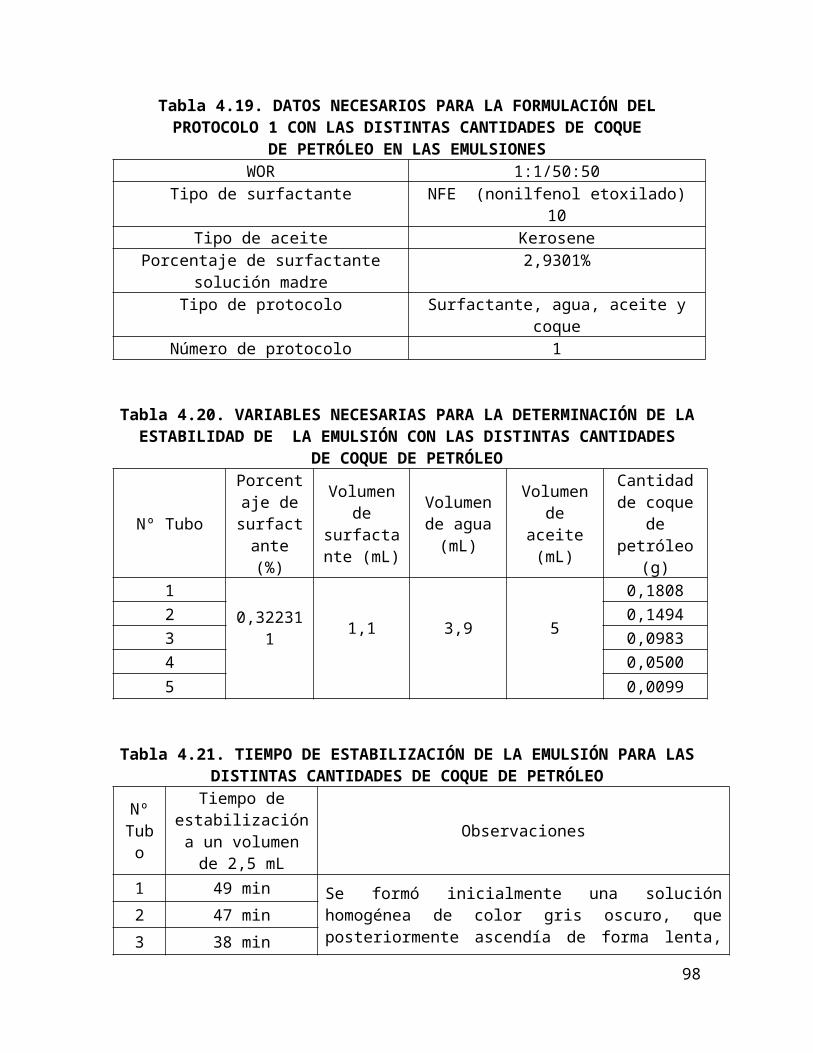
Tabla 4.19. DATOS NECESARIOS PARA LA FORMULACIÓN DELPROTOCOLO 1 CON LAS DISTINTAS CANTIDADES DE COQUE
DE PETRÓLEO EN LAS EMULSIONESWOR 1:1/50:50
Tipo de surfactante NFE (nonilfenol etoxilado)10
Tipo de aceite KerosenePorcentaje de surfactante
solución madre2,9301%
Tipo de protocolo Surfactante, agua, aceite ycoque
Número de protocolo 1
Tabla 4.20. VARIABLES NECESARIAS PARA LA DETERMINACIÓN DE LAESTABILIDAD DE LA EMULSIÓN CON LAS DISTINTAS CANTIDADES
DE COQUE DE PETRÓLEO
Nº Tubo
Porcentaje desurfactante(%)
Volumende
surfactante (mL)
Volumende agua(mL)
Volumende
aceite(mL)
Cantidadde coque
depetróleo
(g)1
0,322311 1,1 3,9 5
0,18082 0,14943 0,09834 0,05005 0,0099
Tabla 4.21. TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓN PARA LASDISTINTAS CANTIDADES DE COQUE DE PETRÓLEO
NºTubo
Tiempo deestabilizacióna un volumende 2,5 mL
Observaciones
1 49 min Se formó inicialmente una soluciónhomogénea de color gris oscuro, queposteriormente ascendía de forma lenta,
2 47 min3 38 min
98
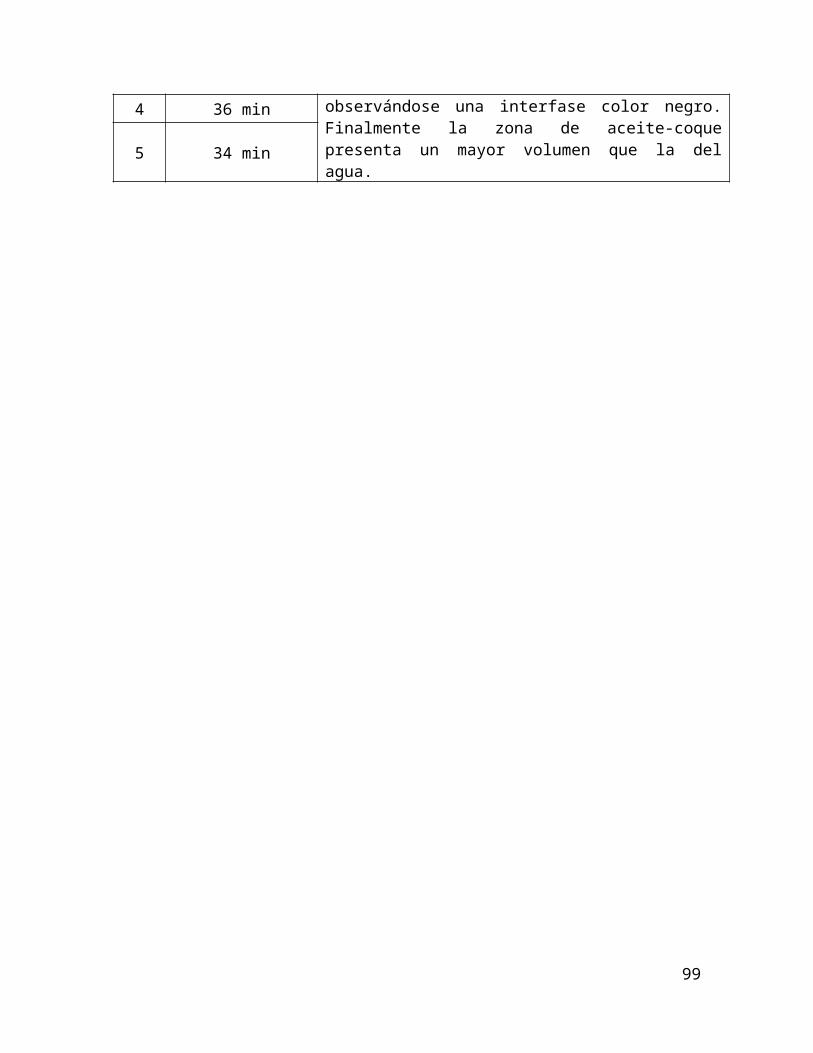
observándose una interfase color negro.Finalmente la zona de aceite-coquepresenta un mayor volumen que la delagua.
4 36 min
5 34 min
99

Manteniendo fijo los volúmenes de surfactante nonilfenol
etoxilado 10 (NFE-10), los volúmenes de agua y de kerosene, se
observa que a medida que aumenta la cantidad añadida de coque
de petróleo a la dispersión aumenta el tiempo de
estabilización de la emulsión. La presencia de sólidos en la
emulsión (coque de petróleo), favorece en este caso la
estabilidad de la emulsión, pues estas se ubican en la
interfase, fortaleciendo las repulsiones estéricas mediante la
formación de una barrera mecánica, que impide el drenaje de la
película y la posterior coalescencia de la emulsión. (Adamson.
A.W; 1967)
Otra explicación por la que las partículas sólidas estabilizan
una emulsión es la formación de agregados, en este caso el
coque de petróleo, las cuales son capaces de encapsular dentro
de sí gotas de fase interna impidiendo su sedimentación o
coalescencia. Sin embargo, para el tipo de WOR utilizado de
relación 1:1, una parte de coque de petróleo se sedimenta en
los tubos de ensayos de forma gravitacional, esto es debido a
la gran cantidad de partículas de coque de petróleo con que se
trabaja para este tipo de WOR y también por la diferencia de
tamaño en la distribución de partículas de coque de petróleo
de (80-100) μm, donde las partículas de mayor tamaño dentro de
este rango, se depositan en el fondo del tubo por gravedad,
mientras que en los tubos con menor cantidad, el coque de
petróleo permanecía homogéneo en la dispersión luego de haber
aplicado la prueba de botella donde se agitó el sistema. Por
lo anteriormente expuesto, se observa que debido a que las
100
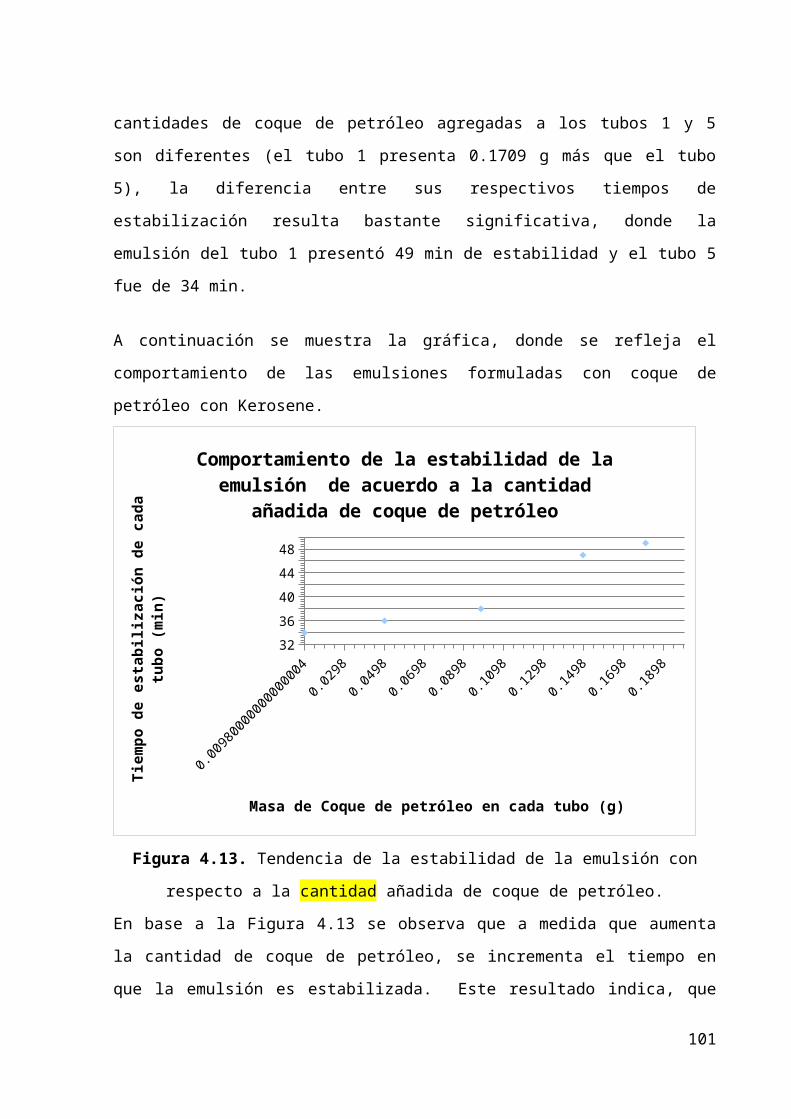
cantidades de coque de petróleo agregadas a los tubos 1 y 5
son diferentes (el tubo 1 presenta 0.1709 g más que el tubo
5), la diferencia entre sus respectivos tiempos de
estabilización resulta bastante significativa, donde la
emulsión del tubo 1 presentó 49 min de estabilidad y el tubo 5
fue de 34 min.
A continuación se muestra la gráfica, donde se refleja el
comportamiento de las emulsiones formuladas con coque de
petróleo con Kerosene.
0.00980000000000004
0.0298
0.0498
0.0698
0.0898
0.1098
0.1298
0.1498
0.1698
0.1898
3236404448
Comportamiento de la estabilidad de la emulsión de acuerdo a la cantidad
añadida de coque de petróleo
Masa de Coque de petróleo en cada tubo (g)
Tiem
po d
e es
tabi
liza
ción
de
cada
tu
bo (
min)
Figura 4.13. Tendencia de la estabilidad de la emulsión con
respecto a la cantidad añadida de coque de petróleo.
En base a la Figura 4.13 se observa que a medida que aumenta
la cantidad de coque de petróleo, se incrementa el tiempo en
que la emulsión es estabilizada. Este resultado indica, que
101
las partículas de coque de petróleo si están actuando como
estabilizantes de emulsiones puesto que estas se posicionan en
la interfase de la emulsión, ayudando a la dispersión de
ambas fases (fase oleica y fase acuosa), lo cual se ve
favorecido debido a que las partículas de coque de petróleo
se encontraban finamente divididas, conllevando a las
partículas a presentar una afinidad tanto por la molécula
polar (agua) como por la molécula apolar (aceite).
Por otra parte, tras realizar un blanco (ver apéndice C),
donde se prepara una emulsión en ausencia de coque de
petróleo, con un porcentaje de surfactante NFE 10 de 0,324379
% en la emulsión similar al porcentaje empleado en la
formulación de las emulsiones con coque de petróleo, se
observa un tiempo de estabilización de 62 minutos. Al comparar
este tiempo con los tiempos de las emulsiones de coque de
petróleo presentados en la Tabla 4.21, se puede observar que
este tiempo es superior a todos los tiempos alcanzados por
dichas emulsione. Este resultado indica que a pesar de que la
presencia del coque de petróleo genera un tiempo de
estabilidad adecuado en las emulsiones para este tipo de WOR,
éste no mejora el tiempo de estabilidad obtenido por los
sistemas donde no es empleado el coque. Esta condición puede
verse relacionada con que las partículas sólidas de coque de
petróleo, a pesar de que se encuentren finamente divididas,
generen gran peso en la interfase de la emulsión, ocasionando
poco a poco su ruptura.
102
Así mismo se preparó un sistema con agua, kerosene y coque de
petróleo esta vez en ausencia de surfactante, esto se
implementó para el objetivo 1. Los tiempos de estabilización
máximos de dichas emulsiones fueron aproximadamente de 7 min,
formándose una emulsión de muy baja estabilidad, lo que indica
que la capacidad estabilizadora del coque de petróleo no es
suficientemente alta para sustituir parcial o totalmente al
surfactante o emulsionante en la preparación de emulsiones
O/W.
103
4.3 ESTABLECER LA MORFOLOGÍA DE LA EMULSIÓN A ELABORAR.
Para comprender la morfología de las emulsiones es necesario
saber a qué se refiere. Se entiende por morfología de una
emulsión al estudio o análisis que por medio de técnicas,
métodos y equipos permite visualizar las fases de las
emulsiones, es decir cómo se encuentra conformado para los
distintos sistemas emulsionados. Es importante destacar que
al momento de realizar la formulación de las emulsiones, se
deben tomar en cuenta las fases que se desean obtener.
Sujeto a este objetivo, se involucran los demás objetivos,
con la finalidad de encontrar sistemas más favorables a las
emulsiones de tipo (O/W), donde la fase dispersa o interna
es el aceite y la fase continúa o externa es el agua. Uno de
esos métodos y técnicas aplicadas para conocer la morfología
de una emulsión es la prueba de la gota, esta técnica
verifica de manera sencilla las fases presentes en la
emulsión, tras haber agitado el sistema.
A continuación se presentan las Tablas empleadas para los
diferentes protocolos, donde se muestra como el tipo de
protocolo a emplear con sus respectivos volúmenes y
porcentajes influyeron en el resultado de la morfología de
la emulsión tras aplicar la prueba de la gota.
104

105

Tabla 4.1. DATOS NECESARIOS PARA LA REALIZACIÓN DEL PROTOCOLO 1 CON UN PORCENTAJE DE SURFACTANTE DE 1%
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado) 10Tipos de aceites Kerosene Gasoil VassaPorcentaje de
surfactante soluciónmadre
1,0298% 1,0175% 1,0298%
Tipo de protocolo Surfactante, agua, aceite y coqueNúmero de protocolo 1
Tabla 4.22 VARIABLES NECESARIAS PARA LA FORMULACIÓN DE LA EMULSIÓNDEL PROTOCOLO 1 CON UN PORCENTAJE DE SURFACTANTE DE 1 %
APLICANDO LA PRUEBA DE LA GOTA
NºTubo
Porcentaje desurfactante(%)
Volumende
surfactante(mL)
Volumen deagua(mL)
Volumen de
aceite(mL)
Masa deCoquede
Petróleo (g)
Tipode
aceite
Pruebade laGota
1 0,308940 3 2 5 0,1798
Kerosene (O/W)
2 0,350132 3,4 1,6 0,1793
3 0,411920 4 1 0,1798
4 0,453112 4,4 0,6 0,1804
5 0,494304 4,8 0,2 0,1800
6 0,305250 3 2 0,1799
Gasoil
(W/O)
7 0,345950 3,4 1,6 0,1800 (O/W)
8 0,407000 4 1 0,1801 (O/W)
9 0,447700 4,4 0,6 0,1801 (W/O)
10 0,488400 4,8 0,2 0,1800 (W/O)
11 0,308940
3 2 0,1799 Vassa (O/W)
106
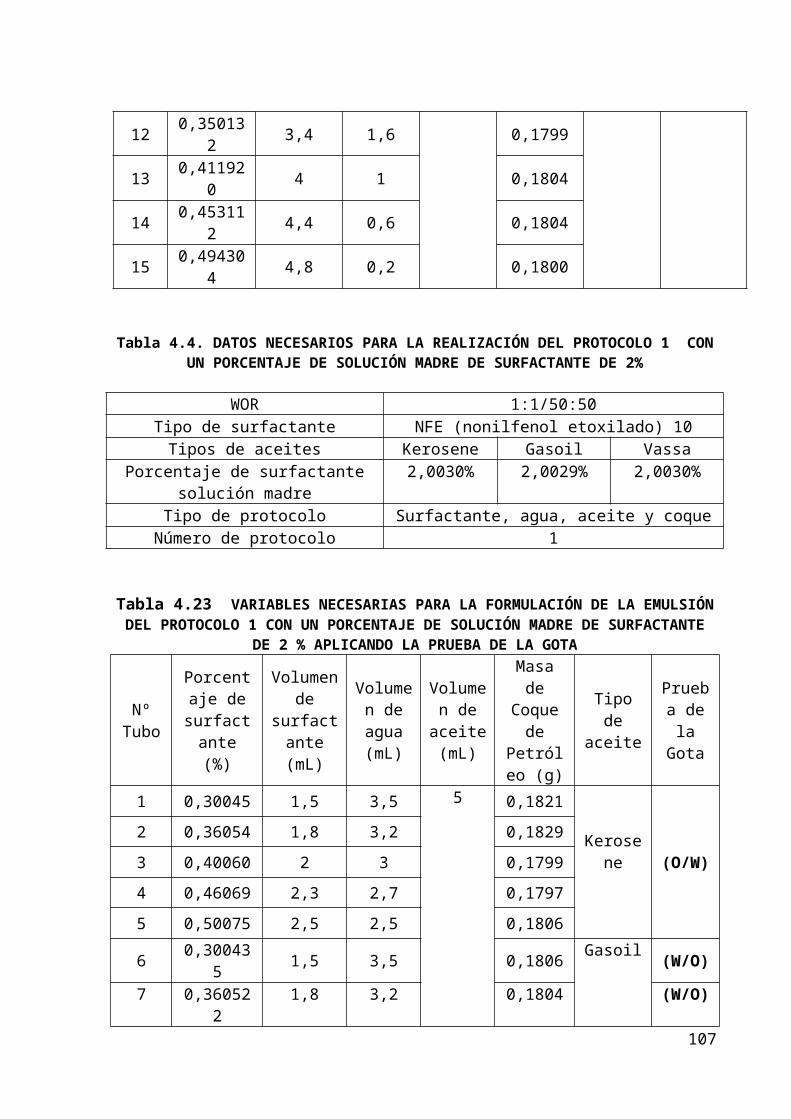
12 0,350132 3,4 1,6 0,1799
13 0,411920 4 1 0,1804
14 0,453112 4,4 0,6 0,1804
15 0,494304 4,8 0,2 0,1800
Tabla 4.4. DATOS NECESARIOS PARA LA REALIZACIÓN DEL PROTOCOLO 1 CONUN PORCENTAJE DE SOLUCIÓN MADRE DE SURFACTANTE DE 2%
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado) 10Tipos de aceites Kerosene Gasoil Vassa
Porcentaje de surfactantesolución madre
2,0030% 2,0029% 2,0030%
Tipo de protocolo Surfactante, agua, aceite y coqueNúmero de protocolo 1
Tabla 4.23 VARIABLES NECESARIAS PARA LA FORMULACIÓN DE LA EMULSIÓNDEL PROTOCOLO 1 CON UN PORCENTAJE DE SOLUCIÓN MADRE DE SURFACTANTE
DE 2 % APLICANDO LA PRUEBA DE LA GOTA
NºTubo
Porcentaje desurfactante(%)
Volumende
surfactante(mL)
Volumen deagua(mL)
Volumen deaceite(mL)
Masade
Coquede
Petróleo (g)
Tipode
aceite
Prueba dela
Gota
1 0,30045 1,5 3,5 5 0,1821
Kerosene (O/W)
2 0,36054 1,8 3,2 0,18293 0,40060 2 3 0,17994 0,46069 2,3 2,7 0,17975 0,50075 2,5 2,5 0,1806
6 0,300435 1,5 3,5 0,1806 Gasoil (W/O)
7 0,360522
1,8 3,2 0,1804 (W/O)
107

8 0,40058 2 3 0,1803 (O/W)9 0,46069 2,3 2,7 0,1800 (O/W)10 0,50075 2,5 2,5 0,1801 (O/W)11 0,30045 1,5 3,5 0,1791
Vassa (O/W)12 0,36054 1,8 3,2 0,178813 0,40060 2 3 0,180814 0,46069 2,3 2,7 0,179315 0,50075 2,5 2,5 0,1799
Tabla 4.7. DATOS NECESARIOS PARA LA REALIZACIÓN DEL PROTOCOLO 1CON UN PORCENTAJE DE SOLUCIÓN MADRE DE SURFACTANTE DE 3%
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado) 10Tipos de aceites Kerosene Gasoil Vassa
Porcentaje de surfactantesolución madre
2,9301% 2,9489% 2,9301%
Tipo de protocolo Surfactante, agua, aceite y coqueNúmero de protocolo 1
Tabla 4.24 VARIABLES NECESARIAS PARA LA FORMULACIÓN DE LA EMULSIÓNDEL PROTOCOLO 1 CON UN PORCENTAJE DE SURFACTANTE DE 3 %
APLICANDO LA PRUEBA DE LA GOTA
NºTubo
Porcentaje de
surfactante (%)
Volumende
surfactante (mL)
Volumen deagua(mL)
Volumen de
aceite(mL)
Masade
coquede
petróleo (g)
Tipode
aceite
Prueba delaGota
1 0,322311 1,1 3,9
5
0,1796
Kerosene (O/W)
2 0,351612 1,2 3,8 0,1798
3 0,410214 1,4 3,6 0,1816
4 0,468816 1,6 3,4 0,1804
5 0,498117 1,7 3,3 0,1805
108
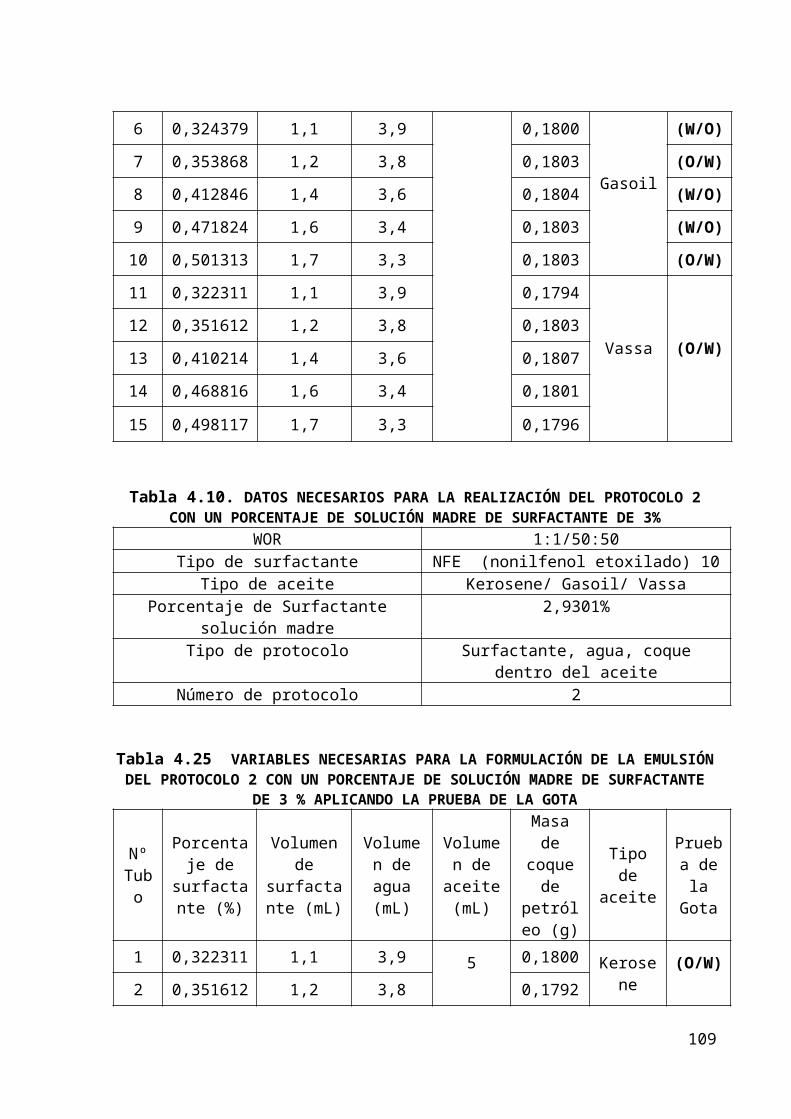
6 0,324379 1,1 3,9 0,1800
Gasoil
(W/O)
7 0,353868 1,2 3,8 0,1803 (O/W)
8 0,412846 1,4 3,6 0,1804 (W/O)
9 0,471824 1,6 3,4 0,1803 (W/O)
10 0,501313 1,7 3,3 0,1803 (O/W)
11 0,322311 1,1 3,9 0,1794
Vassa (O/W)12 0,351612 1,2 3,8 0,1803
13 0,410214 1,4 3,6 0,1807
14 0,468816 1,6 3,4 0,1801
15 0,498117 1,7 3,3 0,1796
Tabla 4.10. DATOS NECESARIOS PARA LA REALIZACIÓN DEL PROTOCOLO 2CON UN PORCENTAJE DE SOLUCIÓN MADRE DE SURFACTANTE DE 3%
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado) 10
Tipo de aceite Kerosene/ Gasoil/ VassaPorcentaje de Surfactante
solución madre2,9301%
Tipo de protocolo Surfactante, agua, coquedentro del aceite
Número de protocolo 2
Tabla 4.25 VARIABLES NECESARIAS PARA LA FORMULACIÓN DE LA EMULSIÓNDEL PROTOCOLO 2 CON UN PORCENTAJE DE SOLUCIÓN MADRE DE SURFACTANTE
DE 3 % APLICANDO LA PRUEBA DE LA GOTA
NºTubo
Porcentaje de
surfactante (%)
Volumende
surfactante (mL)
Volumen deagua(mL)
Volumen de
aceite(mL)
Masade
coquede
petróleo (g)
Tipode
aceite
Prueba delaGota
1 0,322311 1,1 3,9 5 0,1800 Kerosene
(O/W)2 0,351612 1,2 3,8 0,1792
109

3 0,410214 1,4 3,6 0,17944 0,468816 1,6 3,4 0,18015 0,498117 1,7 3,3 0,17946 0,322311 1,1 3,9 0,1801
Gasoil (O/W)7 0,351612 1,2 3,8 0,17948 0,410214 1,4 3,6 0,18089 0,468816 1,6 3,4 0,180410 0,498117 1,7 3,3 0,179311 0,351612 1,1 3,9 0,1802
Vassa (O/W)12 0,350132 1,2 3,8 0,180313 0,410214 1,4 3,6 0,180514 0,468816 1,6 3,4 0,180515 0,498117 1,7 3,3 0,1810
Tabla 4.13. DATOS NECESARIOS PARA LA REALIZACIÓN DEL PROTOCOLO3 EN AUSENCIA DE SURFACTANTE
WOR 1:1/50:50Tipo de protocolo Agua, aceite y coque de
petróleoNúmero de protocolo 3
Tabla 4.26 VARIABLES NECESARIAS PARA LA FORMULACIÓN DE LAEMULSIÓN EN AUSENCIA DE SURFACTANTE PARA EL PROTOCOLO 3 APLICANDO LA PRUEBA DE LA GOTA
Nº TuboVolumen de
agua(mL)
Volumen deaceite(mL)
Masa decoque depetróleo
Tipo deaceite
Pruebade laGota
15 5
0,1807 Kerosene(W/O)2 0,1791 Gasoil
3 0,1794 Vassa
110

Tabla 4.16. DATOS NECESARIOS PARA LA REALIZACIÓN DEL PROTOCOLO4 EN AUSENCIA DE SURFACTANTE
WOR 1:1/50:50Tipo de protocolo Agua y aceite con coque de
petróleoNúmero de protocolo 4
Tabla 4.27 VARIABLES NECESARIAS PARA LA FORMULACIÓN DE LAEMULSIÓN EN AUSENCIA DE SURFACTANTE PARA EL PROTOCOLO 4
APLICANDO LA PRUEBA DE LA GOTA
Nº TuboVolumende Agua(mL)
Volumende Aceite
(mL)
Cantidadde Coque
dePetróleo
Tipo deAceite
Pruebade laGota
15 5
0,1794 Kerosene(W/O)2 0,1808 Gasoil
3 0,1792 Vassa
111

De acuerdo a los resultados obtenidos para cada protocolo se
pudo observar que en los diferentes casos para la fase
continua (kerosene y el aceite vassa) se obtuvo una emulsión
de tipo (O/W) mientras que el gasoil presentó un
comportamiento distinto, donde en algunos casos se obtuvieron
emulsiones de tipo (O/W) y en otros (W/O), esto se debe a que
el gasoil presenta mayor contenido de aromáticos, permitiendo
que ocurra la segregación interfacial donde se hace presente
la conformación del surfactante. Al resultado de emulsiones
de tipo (W/O) se les denomina una inversión a las emulsión
debido a que la formulación estipulada era del tipo
(O/W).Cuando la fase dispersa pasa a ser la fase continua y la
fase continua pasa a ser la fase dispersa, no es propiamente
la separación de fases, sino el paso de una emulsión del tipo
(O/W) a (W/O) o viceversa.
En la práctica, frecuentemente varía la formulación o la
composición durante la emulsificación, por lo que este tipo de
inversión se califica como “dinámica”, debido a que se produce
luego de un cambio de una de las variables del sistema,
caracterizándolo como sistema SOW. En casos más complejos, se
pueden presentar cambios tanto en la formulación como en la
composición. Un proceso de inversión comienza con una
morfología dado que se invierte para una opuesta emulsión por
variaciones en las propiedades. Este tipo de inversión se
conoce como inversión de fase catastrófica (IFC), ocurre
generalmente cuando la emulsión se comporta de forma
incorrecta (anormal), en la que la morfología de la emulsión
112
no corresponde a su formulación. Por lo tanto, el destino de
la emulsión corresponde a la inversión de la morfología,
producida por un gran aumento de la tasa de coalescencia de
las gotas. Esto puede ser provocado por la adición de un
tensioactivo o cualquier partícula que pueda mejorar
significativamente la coalescencia de las gotas.
Adicionalmente la coalescencia se conoce como un fenómeno que
se encuentra involucrado en el sistema provocando
inestabilidad y a su vez una inversión a la emulsiones. Esto
se produce sólo cuando se vencen las barreras energéticas
asociadas con las capas de emulsionante adsorbido y la
película de fase continua entre ellas. (Emilio A. Paruta T.
2008)
Por lo antes mencionado es importante encontrar y mantener un
sistema equilibrado que pueda proporcionar a nivel interfacial
el mayor tiempo posible de estabilidad, donde no pierda su
identidad en el sistema pre-equilibrado. Este resultado
depende de la naturaleza y de las proporciones de las fases,
pero también de la forma según la cual se lleva a cabo la
emulsificación. Eso incluye no solo el manejo del equipo, sino
también las condiciones del mismo. A menudo es aconsejable la
programación temporal y espacial de estas condiciones. Otro
método aplicado en la determinación de la morfología de una
emulsión, es la microscopía óptica, se considera como uno de
los métodos más preciso para visualizar y determinar
diferentes parámetros. De acuerdo a esto, se presenta a
continuación una tabla que indica los sistemas preparados,
113
para así observar mediante la microscopía óptica las
diferencias al variar ciertos parámetros en los sistemas y
poder explicar lo sucedido en cada uno de ellos; estos a su
vez involucran a cada uno de los objetivos planteados.
114
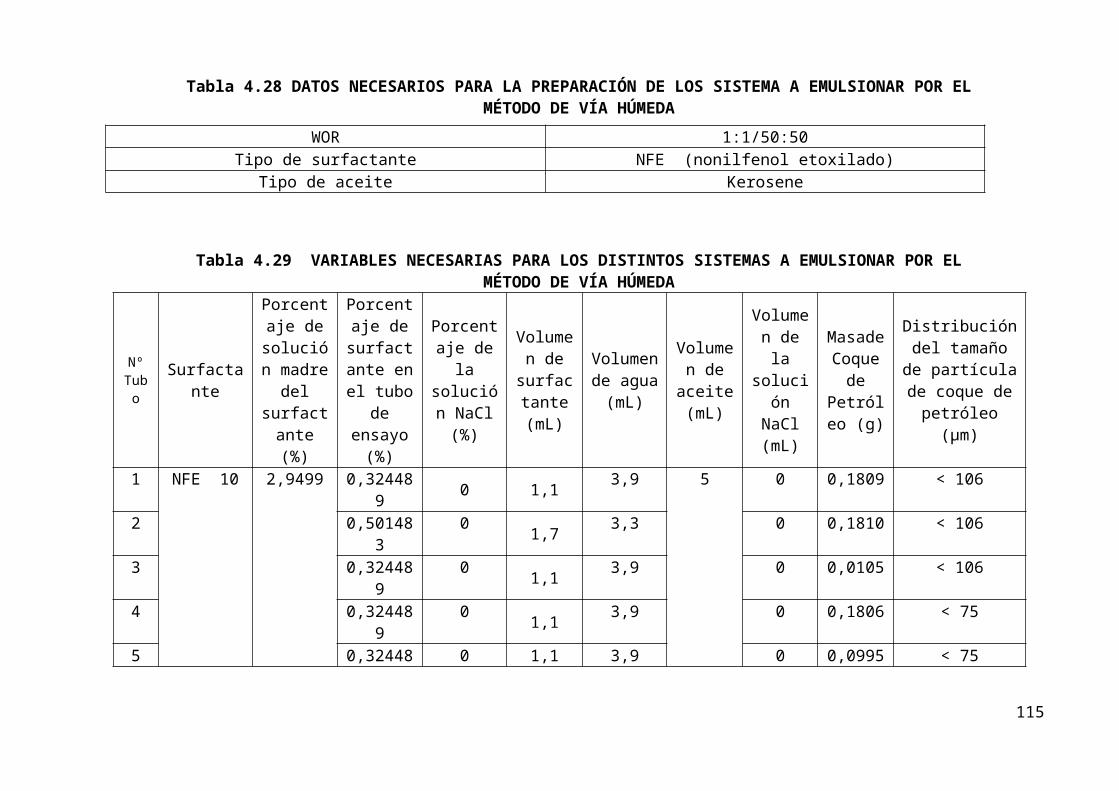
Tabla 4.28 DATOS NECESARIOS PARA LA PREPARACIÓN DE LOS SISTEMA A EMULSIONAR POR EL MÉTODO DE VÍA HÚMEDA
Tabla 4.29 VARIABLES NECESARIAS PARA LOS DISTINTOS SISTEMAS A EMULSIONAR POR EL MÉTODO DE VÍA HÚMEDA
NºTubo
Surfactante
Porcentaje desolución madredel
surfactante(%)
Porcentaje desurfactante enel tubo
deensayo(%)
Porcentaje dela
solución NaCl(%)
Volumen de
surfactante(mL)
Volumende agua(mL)
Volumen deaceite(mL)
Volumen dela
solución
NaCl(mL)
MasadeCoquede
Petróleo (g)
Distribucióndel tamañode partículade coque depetróleo
(μm)
1 NFE 10 2,9499 0,324489 0 1,1 3,9 5 0 0,1809 < 106
2 0,501483
0 1,7 3,3 0 0,1810 < 106
3 0,324489
0 1,1 3,9 0 0,0105 < 106
4 0,324489
0 1,1 3,9 0 0,1806 < 75
5 0,32448 0 1,1 3,9 0 0,0995 < 75
115
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado)
Tipo de aceite Kerosene

96 0,32448
90 1,1 3,9 0 0,1800 < 53
7 0,324489
0 1,1 3,9 0 0,0106 < 53
8
NFE 09 2,9427 0,323697
0 1,1 3,9 0 0,0100 < 1069 0 1,1 3,9 0 0,0103 < 7510 0 1,1 3,9 0 0,0999 < 5311 0,01 1,1 3,5 0,4 0,0105 < 7512 0,01 1,1 3,5 0,4 0,0101 < 53
116
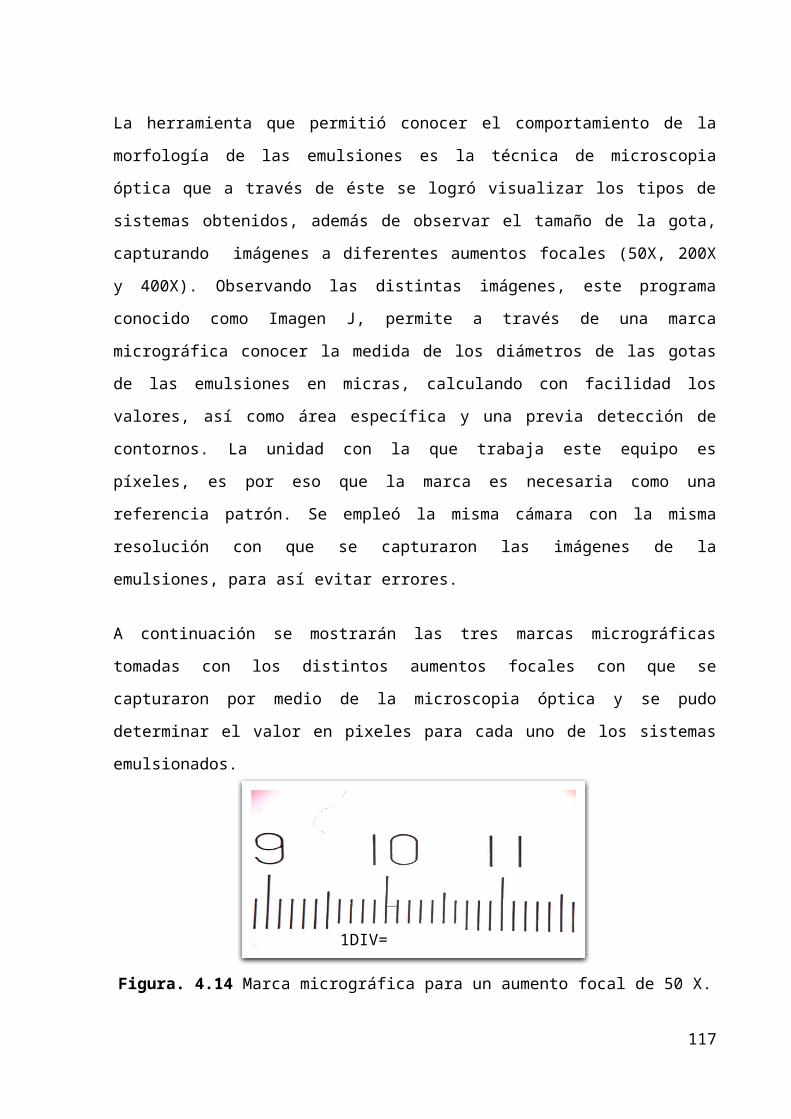
La herramienta que permitió conocer el comportamiento de la
morfología de las emulsiones es la técnica de microscopia
óptica que a través de éste se logró visualizar los tipos de
sistemas obtenidos, además de observar el tamaño de la gota,
capturando imágenes a diferentes aumentos focales (50X, 200X
y 400X). Observando las distintas imágenes, este programa
conocido como Imagen J, permite a través de una marca
micrográfica conocer la medida de los diámetros de las gotas
de las emulsiones en micras, calculando con facilidad los
valores, así como área específica y una previa detección de
contornos. La unidad con la que trabaja este equipo es
píxeles, es por eso que la marca es necesaria como una
referencia patrón. Se empleó la misma cámara con la misma
resolución con que se capturaron las imágenes de la
emulsiones, para así evitar errores.
A continuación se mostrarán las tres marcas micrográficas
tomadas con los distintos aumentos focales con que se
capturaron por medio de la microscopia óptica y se pudo
determinar el valor en pixeles para cada uno de los sistemas
emulsionados.
Figura. 4.14 Marca micrográfica para un aumento focal de 50 X.
117
1DIV=
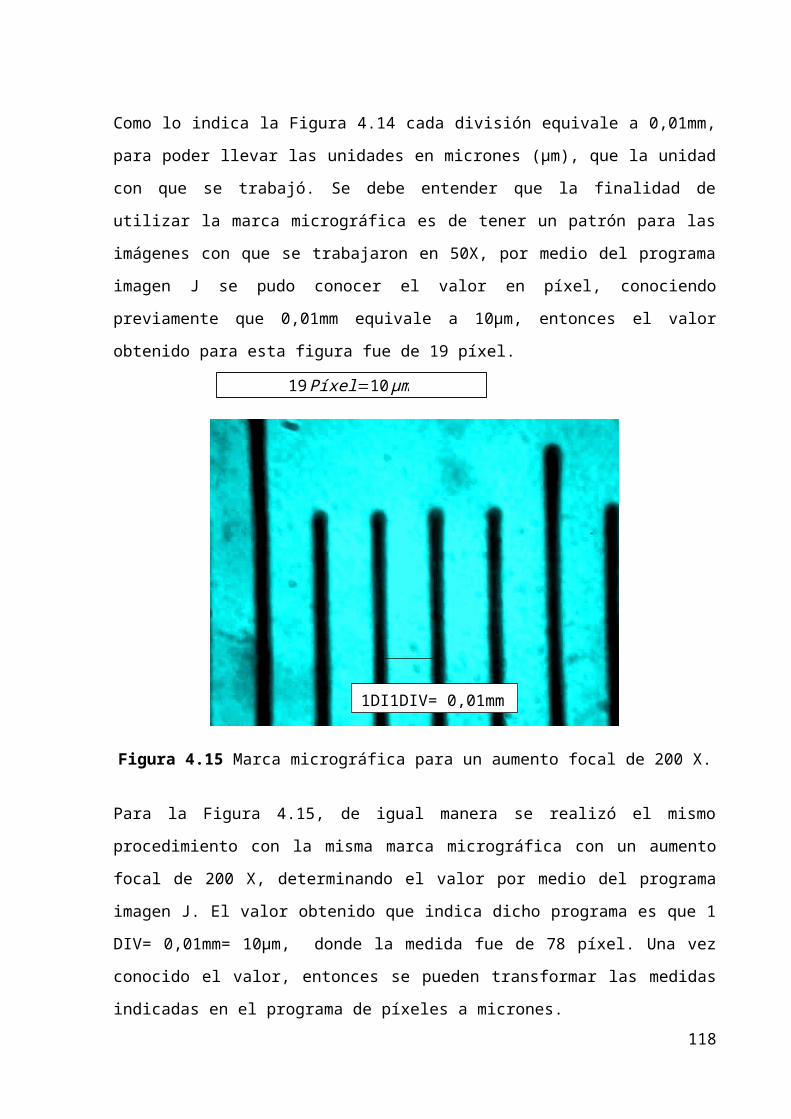
Como lo indica la Figura 4.14 cada división equivale a 0,01mm,
para poder llevar las unidades en micrones (μm), que la unidad
con que se trabajó. Se debe entender que la finalidad de
utilizar la marca micrográfica es de tener un patrón para las
imágenes con que se trabajaron en 50X, por medio del programa
imagen J se pudo conocer el valor en píxel, conociendo
previamente que 0,01mm equivale a 10μm, entonces el valor
obtenido para esta figura fue de 19 píxel.
19Píxel=10μm
Figura 4.15 Marca micrográfica para un aumento focal de 200 X.
Para la Figura 4.15, de igual manera se realizó el mismo
procedimiento con la misma marca micrográfica con un aumento
focal de 200 X, determinando el valor por medio del programa
imagen J. El valor obtenido que indica dicho programa es que 1
DIV= 0,01mm= 10μm, donde la medida fue de 78 píxel. Una vez
conocido el valor, entonces se pueden transformar las medidas
indicadas en el programa de píxeles a micrones. 118
1DI1DIV= 0,01mm
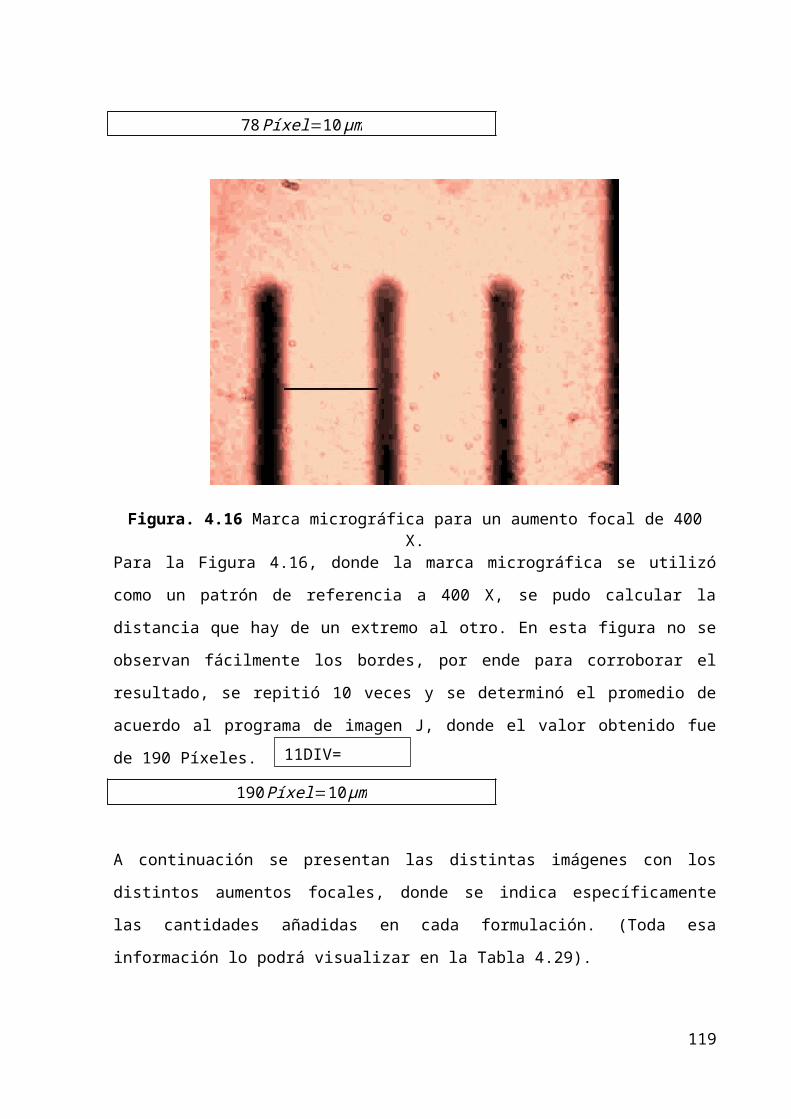
78Píxel=10μm
Figura. 4.16 Marca micrográfica para un aumento focal de 400X.
Para la Figura 4.16, donde la marca micrográfica se utilizó
como un patrón de referencia a 400 X, se pudo calcular la
distancia que hay de un extremo al otro. En esta figura no se
observan fácilmente los bordes, por ende para corroborar el
resultado, se repitió 10 veces y se determinó el promedio de
acuerdo al programa de imagen J, donde el valor obtenido fue
de 190 Píxeles.
190Píxel=10μm
A continuación se presentan las distintas imágenes con los
distintos aumentos focales, donde se indica específicamente
las cantidades añadidas en cada formulación. (Toda esa
información lo podrá visualizar en la Tabla 4.29).
119
11DIV=
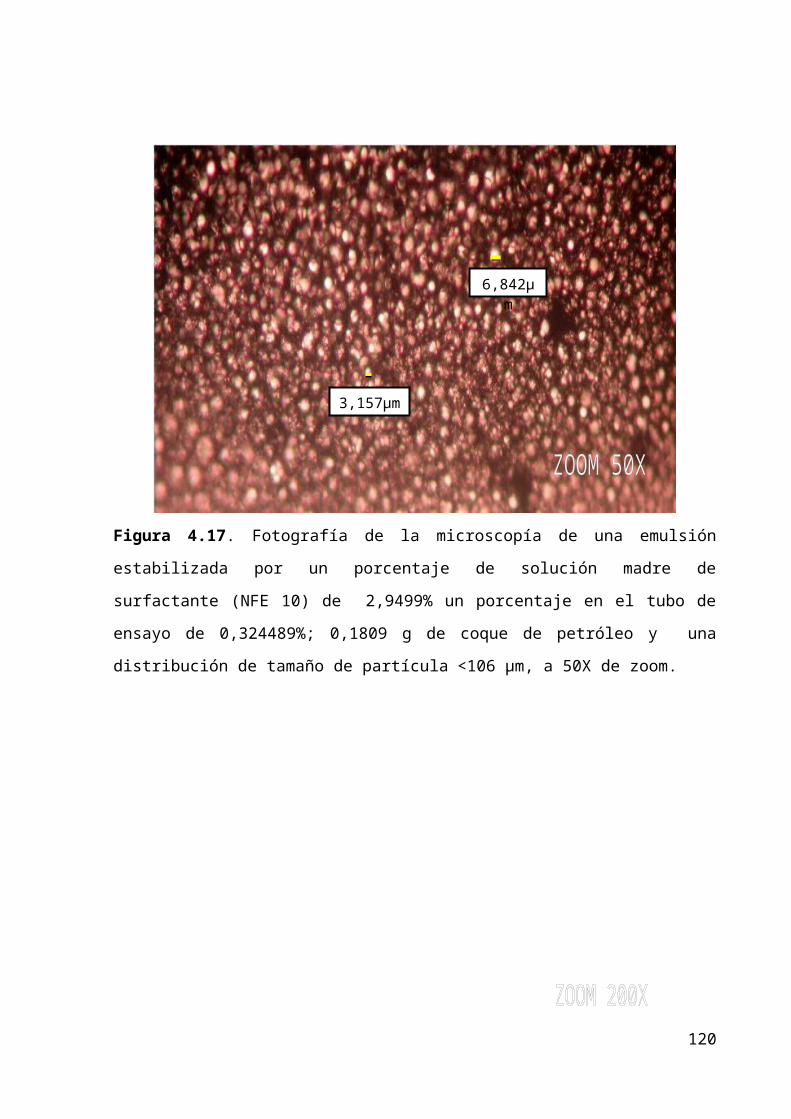
Figura 4.17. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499% un porcentaje en el tubo de
ensayo de 0,324489%; 0,1809 g de coque de petróleo y una
distribución de tamaño de partícula <106 µm, a 50X de zoom.
120
6,842μm
3,157µm

Figura 4.18. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,1809 g de coque de petróleo y una
distribución de tamaño de partícula <106 µm a 200X de zoom.
121
4,230μm
1,0256μm
5,26μm
0,64μm

Figura 4.19. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,501483%; 0,1810 g de coque de petróleo y una
distribución de tamaño de partícula <106 µm a 200X de zoom.
Figura 4.20. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,0105 g de coque de petróleo y una
distribución de tamaño de partícula <106 µm a 200X de zoom.
122
5,13µm
1,025µm

Figura 4.21. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,0105 g de coque de petróleo y una
distribución de tamaño de partícula <106 µm a 400X de zoom.
Figura 4.22. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de123
5,5µm
1,41µm
4µm
0,53µm

ensayo de 0,324489%; 0,1806 g de coque de petróleo y una
distribución de tamaño de partícula <75 µm a 200X de zoom.
Figura 4.23. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,1806 g de coque de petróleo y una
distribución de tamaño de partícula <75 µm a 400X de zoom.
124
5,26µm
0,63µm

Figura 4.24. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,0995 g de coque de petróleo y una
distribución de tamaño de partícula <75 µm a 200X de zoom.
Figura 4.25. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
125
4,49µm0,77µm
0,63µm
3,2µm
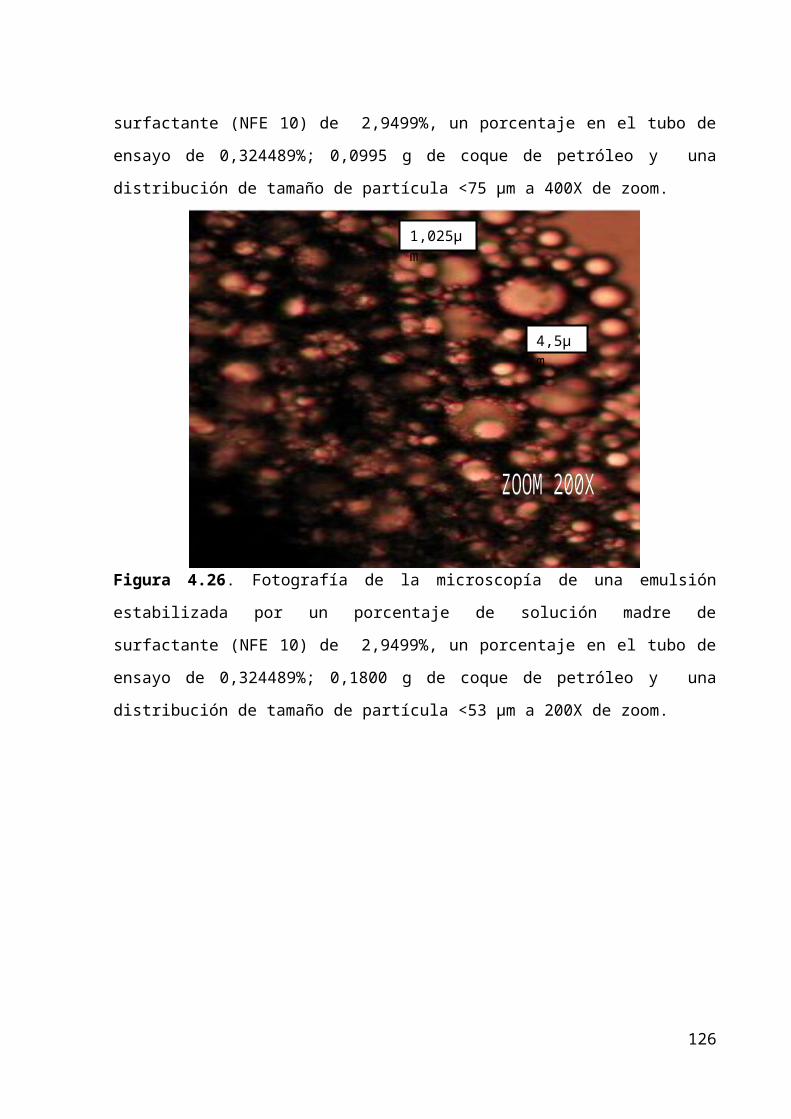
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,0995 g de coque de petróleo y una
distribución de tamaño de partícula <75 µm a 400X de zoom.
Figura 4.26. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,1800 g de coque de petróleo y una
distribución de tamaño de partícula <53 µm a 200X de zoom.
126
1,025µm
4,5µm
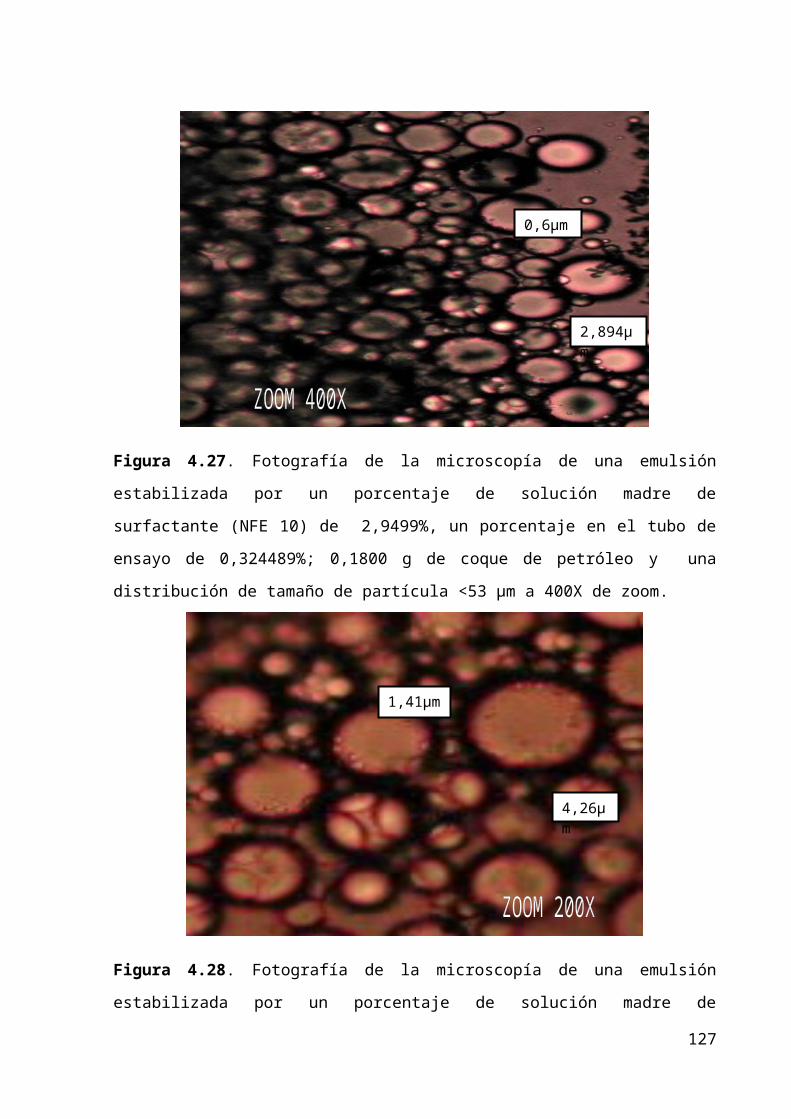
Figura 4.27. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,1800 g de coque de petróleo y una
distribución de tamaño de partícula <53 µm a 400X de zoom.
Figura 4.28. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
127
1,41µm
4,26µm
2,894µm
0,6µm
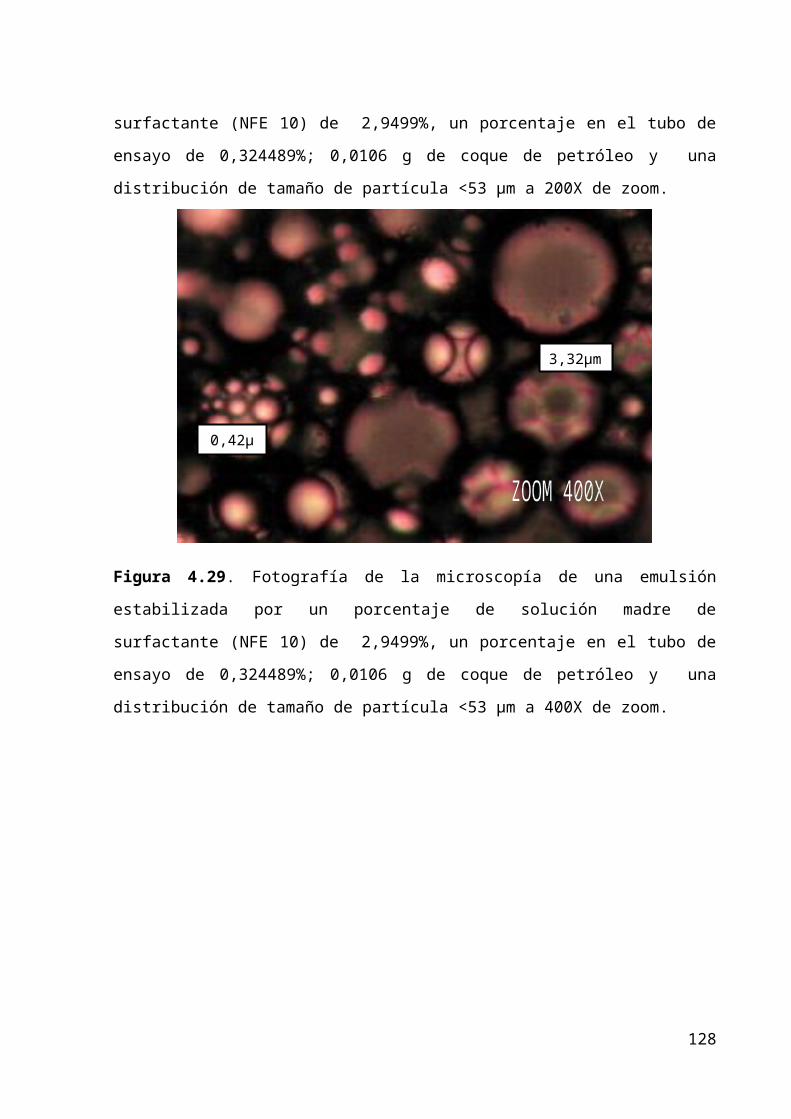
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,0106 g de coque de petróleo y una
distribución de tamaño de partícula <53 µm a 200X de zoom.
Figura 4.29. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 10) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,324489%; 0,0106 g de coque de petróleo y una
distribución de tamaño de partícula <53 µm a 400X de zoom.
128
3,32µm
0,42µm
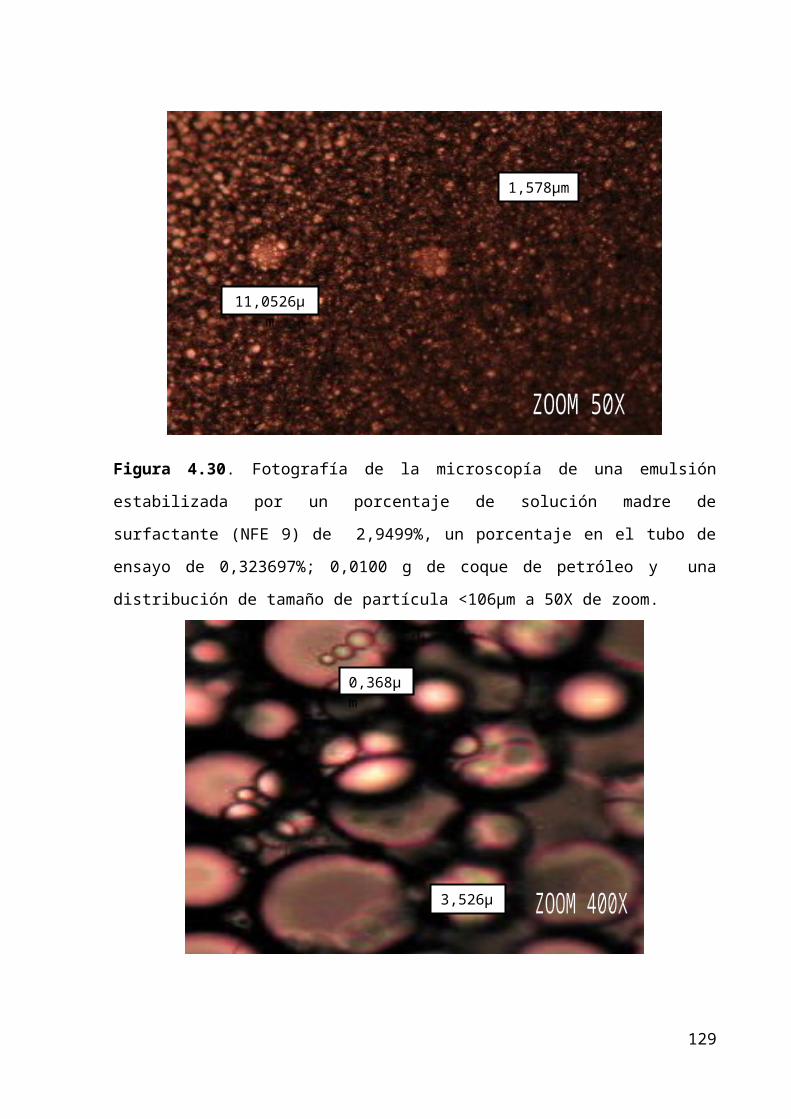
Figura 4.30. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9499%, un porcentaje en el tubo de
ensayo de 0,323697%; 0,0100 g de coque de petróleo y una
distribución de tamaño de partícula <106µm a 50X de zoom.
129
0,368µm
3,526µm
11,0526µm
1,578µm
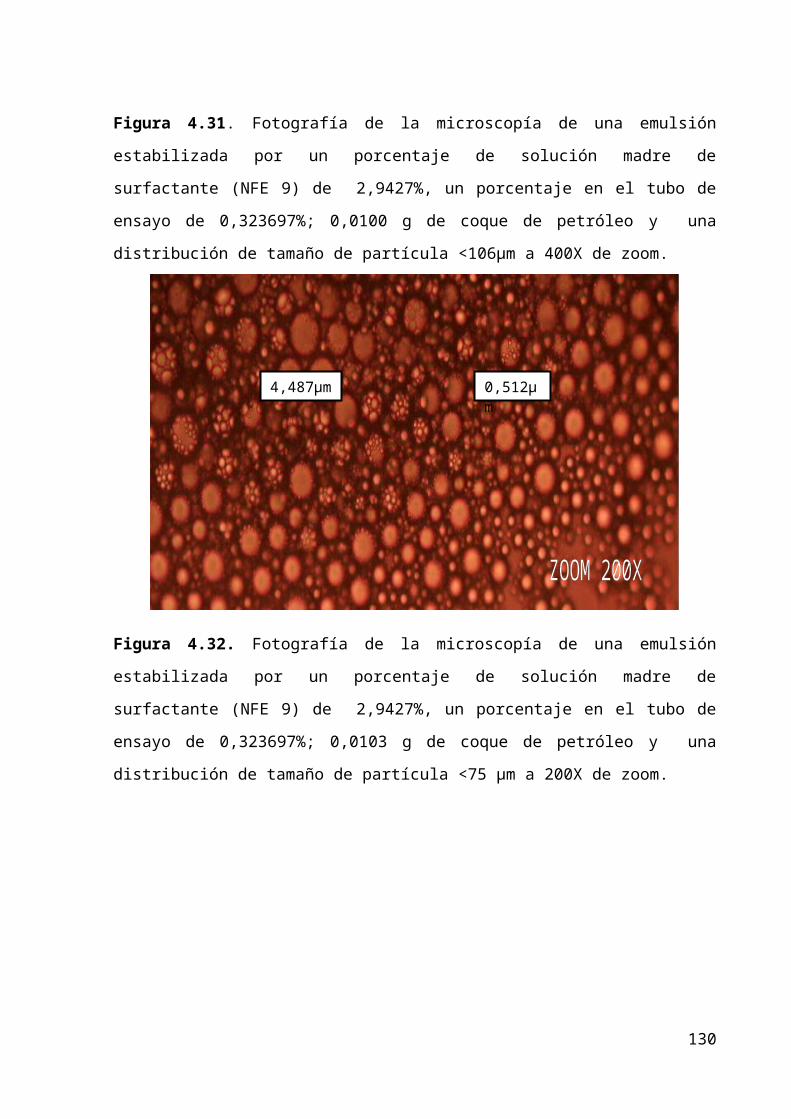
Figura 4.31. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; 0,0100 g de coque de petróleo y una
distribución de tamaño de partícula <106µm a 400X de zoom.
Figura 4.32. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; 0,0103 g de coque de petróleo y una
distribución de tamaño de partícula <75 µm a 200X de zoom.
130
4,487µm 0,512µm

Figura 4.33. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; 0,0103 g de coque de petróleo y una
distribución de tamaño de partícula <75 µm a 400X de zoom.
131
3,842µm
0,897µm
4,87µm
0,512µm

Figura 4.34. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; 0,0999 g de coque de petróleo y una
distribución de tamaño de partícula <53 µm a 200X de zoom.
Figura 4.35. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; 0,0999 g de coque de petróleo y una
distribución de tamaño de partícula <53 µm a 400X de zoom.
132
3,53µm
0,157µm
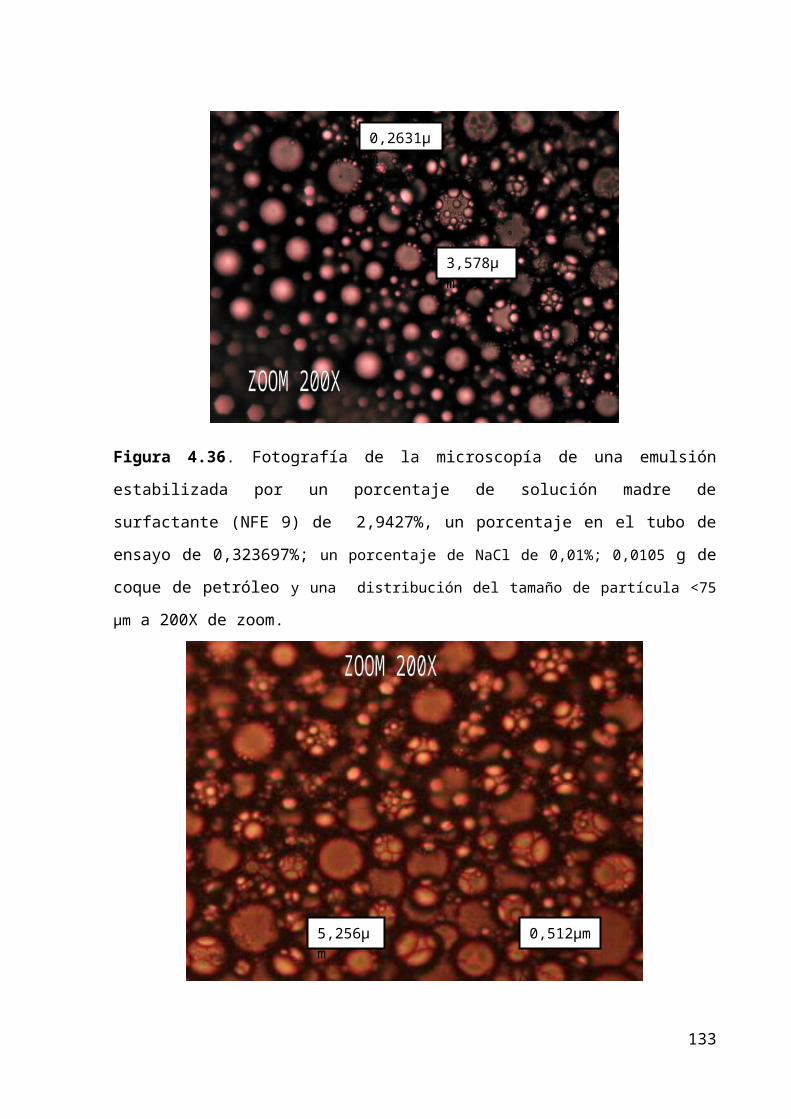
Figura 4.36. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; un porcentaje de NaCl de 0,01%; 0,0105 g de
coque de petróleo y una distribución del tamaño de partícula <75
µm a 200X de zoom.
133
3,578µm
0,2631µm
5,256µm
0,512µm

Figura 4.37. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; un porcentaje de NaCl de 0,01%; 0,0101 g de
coque de petróleo y una distribución del tamaño de partícula <53
µm a 200X de zoom
Figura 4.38. Fotografía de la microscopía de una emulsión
estabilizada por un porcentaje de solución madre de
surfactante (NFE 9) de 2,9427%, un porcentaje en el tubo de
ensayo de 0,323697%; un porcentaje de NaCl de 0,01%; 0,0101 g de
coque de petróleo y una distribución del tamaño de partícula <53
µm a 400X de zoom.
Después de observar y analizar el tipo de emulsión, la segunda
información más importante es el tamaño de la gota. Es
necesario visualizar lo que sucede para cada uno de los
sistemas emulsionados estudiados por medio de la microscopia
134
3,894µm
0,3157µm

óptica, tomando en cuenta que al variar un parámetro en la
formulación se obtendrán diversos resultados, sin olvidar que
se debe cumplir el objetivo de obtener emulsiones del tipo
(O/W), cada uno de esta figuras muestra que la emulsiones
resultantes son un sistemas polidispersos. El resultado de
este equilibrio depende de un gran número de factores, La
variación del tamaño de gota se estudia de manera similar a lo
largo de una exploración de la formulación, en la que todas
las emulsiones son realizada de acuerdo a un protocolo
estándar, utilizando el mismo dispositivo y las condiciones de
agitación (rotacional, velocidad y duración).
A continuación se explicará cada uno de los sistemas
preparados, con la finalidad de ver sus diferencias y lo
sucedido en cada uno de los tubos. Para todas las figuras que
se mostraron se observó que en la mayoría de los casos se
trataba de sistemas polidispersos donde algunos mantenían una
distancia entre gota y gota, mientras que para otros un
agrupamiento sin distancia alguna entre las gotas, y que en el
transcurso del tiempo se daba la ruptura del sistema
emulsionado. Por otra parte para la mayoría de las emulsiones
a diferentes aumentos focales, los diámetros de las gotas
fueron valores por debajo de 10μm, los cuales generalmente
producen emulsiones más estables, pero una amplia distribución
de tamaños de gotas resulta en general en emulsiones menos
estables.
Para el tubo 1 se observó aglomeración entre partículas de
coque de petróleo, lo que indica que no se incorporaron en el135

sistema, confirmando que dicha cantidad no es la adecuada para
el WOR en estudio. Cada parámetro al ser modificado, altera de
alguna manera los resultados, sin embargo al observar la
emulsión en estudio en la microscopia óptica se presenció que
el fluido permaneció estático, indicando que existe un tiempo
de separación lento antes de que ocurra la coalescencia. Otro
aspecto importante es la diferencia entre el tubo 1 y el tubo
2, donde el único parámetro que se varía es el porcentaje de
surfactante, para el tubo 1 fue de 0,324489% y para el 2 fue
de 0,501483% manteniendo como variables fijas el tipo de
surfactante siendo el NFE 10 y las cantidades de coque de
petróleo con un aproximado de 0,18 g, todos estos valores se
muestran en la Tabla 4.29. Para un aumento focal de 200X, los
valores de tamaños de gotas fueron semejantes entre tubo y
tubo, incluso se puede observar en la Figura 4.19 que el menor
diámetro de la gota fue de 0,64μm obteniendo menor diámetro de
gota que el tubo 1, mostrando una mayor distribución de
diámetros de gotas, mientras que el tubo 2 mostró un menor
tiempo de estabilidad a pesar de utilizar mayor porcentaje de
surfactante.
Con el tubo 3, se observó que al modificar la cantidad de
coque de petróleo en el sistema (0,0105g) y utilizando un
porcentaje de surfactante de 0,324489% se obtuvo un
comportamiento similar al tubo1 además de mantener una
estabilidad, observando por el equipo de microscopia óptica
que la gota en estudio permanecía estática, aportando
estabilidad a la emulsión, a diferencia del tubo 2 con un zoom
136

de 200X, donde se obtuvieron como diámetros de gotas 5,26μm y
de 0,64μm, sin olvidar que se utilizó un mayor porcentaje de
surfactante, lo cual debió proporcionar mayor estabilidad al
sistema. Sin embargo, esto no sucedió debido a la variación de
los parámetros empleados en esta emulsión. El tubo 3, a
diferencia de los tubos anteriores es que teniendo un aumento
focal o zoom de 400X, se presentaron emulsiones múltiples
(W/O/W), (ver Figura 4.21), otro aspecto resaltante de este
sistema es que a pesar de ser un sistema polidisperso, existen
separaciones entre gota y gota lo que favorece la estabilidad
en el sistema, retardando la colisión entre las moléculas y
evitando su ruptura.
Para el tubo 4, se varía la distribución del tamaño de
partícula de coque de petróleo por medio del orificio de la
maya del tamizado <75μm, mientras se mantiene la cantidad de
coque de petróleo de 0,1806 g y el porcentaje de surfactante
de 0,324489%. En las Figuras 4.22 y 4.23 se muestra a
diferentes aumentos focales, se observa un sistema
polidisperso con partículas de coque de petróleo que no se
encuentran incorporados al sistema. Al observar la Figura 4.28
se distingue la formación de emulsiones múltiples del tipo
(W/O/W). De una forma similar se formuló el tubo 5, variando
sólo la cantidad de coque de petróleo ( 0,0995g), dando como
resultado una mejor incorporación en el sistema de acuerdo a
su formulación, esto se debe a que los parámetros se modifican
para poder equilibrar el sistema y así mantener el sistema
emulsionado. El tubo 5, para un aumento focal de 200X mostró
137
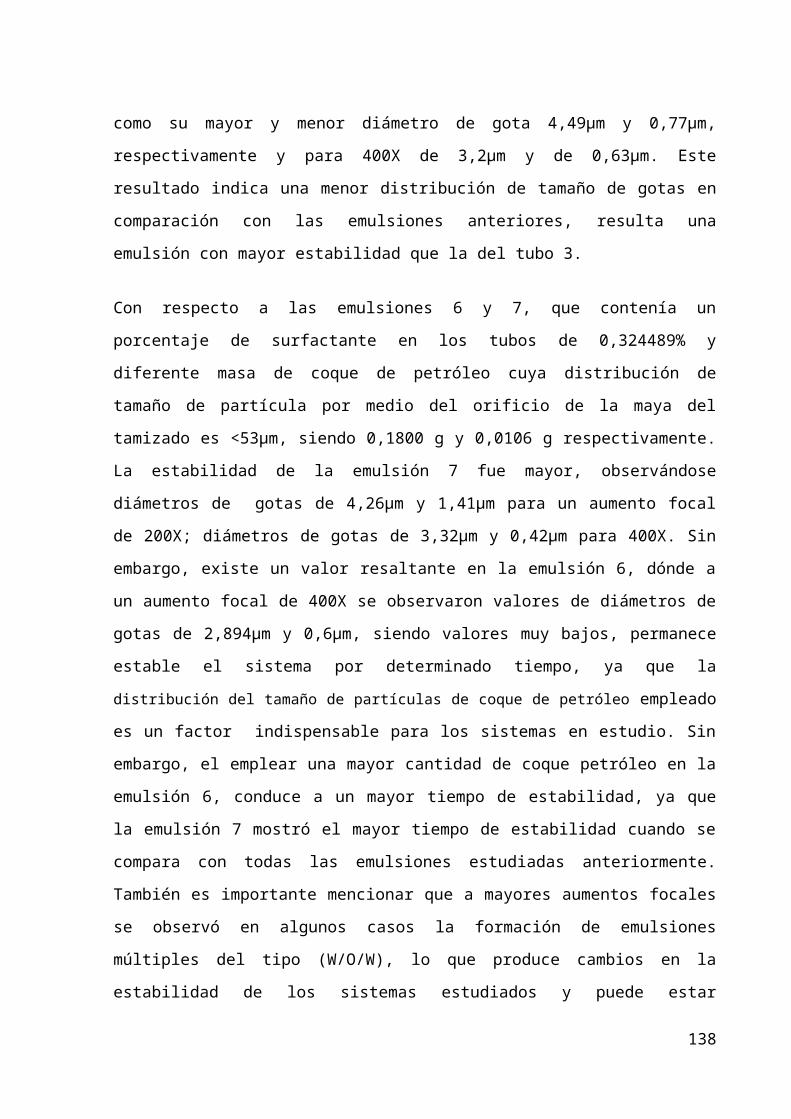
como su mayor y menor diámetro de gota 4,49μm y 0,77μm,
respectivamente y para 400X de 3,2μm y de 0,63μm. Este
resultado indica una menor distribución de tamaño de gotas en
comparación con las emulsiones anteriores, resulta una
emulsión con mayor estabilidad que la del tubo 3.
Con respecto a las emulsiones 6 y 7, que contenía un
porcentaje de surfactante en los tubos de 0,324489% y
diferente masa de coque de petróleo cuya distribución de
tamaño de partícula por medio del orificio de la maya del
tamizado es <53μm, siendo 0,1800 g y 0,0106 g respectivamente.
La estabilidad de la emulsión 7 fue mayor, observándose
diámetros de gotas de 4,26μm y 1,41μm para un aumento focal
de 200X; diámetros de gotas de 3,32μm y 0,42μm para 400X. Sin
embargo, existe un valor resaltante en la emulsión 6, dónde a
un aumento focal de 400X se observaron valores de diámetros de
gotas de 2,894μm y 0,6μm, siendo valores muy bajos, permanece
estable el sistema por determinado tiempo, ya que la
distribución del tamaño de partículas de coque de petróleo empleado
es un factor indispensable para los sistemas en estudio. Sin
embargo, el emplear una mayor cantidad de coque petróleo en la
emulsión 6, conduce a un mayor tiempo de estabilidad, ya que
la emulsión 7 mostró el mayor tiempo de estabilidad cuando se
compara con todas las emulsiones estudiadas anteriormente.
También es importante mencionar que a mayores aumentos focales
se observó en algunos casos la formación de emulsiones
múltiples del tipo (W/O/W), lo que produce cambios en la
estabilidad de los sistemas estudiados y puede estar
138
relacionado al uso de surfactantes de diferentes NFE. Para los
sistemas del 1 al 7, se empleó el surfactante NFE (10) y las
emulsiones del 8 al 12 se prepararon con el surfactante NFE
(9), todas estas condiciones empleadas en las condiciones
estudiadas se pueden observar en la Tabla 4.29.
Las emulsiones 8, 9 y 10 se formularon de manera similar,
variando solo la distribución del tamaño de partículas de
coque de petróleo por medio del orificio de la maya del
tamizado, al momento de añadir las cantidades de coque a cada
sistema, con una distribución <106μm para el tubo 8, <75μm
para el 9 y para el tubo 10 <53μm, utilizando un surfactante
del tipo (NFE 9) y un porcentaje de surfactante en el tubo de
0,323697%. De las tres emulsiones mencionadas, el sistema 8
mostró la menor estabilidad, por tener un diámetro de gota de
11,056μm para un aumento focal de 50X, donde existe
aglomeramiento entre las gotas, lo cual genera inestabilidad,
que al compararlo con la emulsión 1 que tiene mayor cantidad
de coque de petróleo y un porcentaje de surfactante semejante
en las emulsiones, pero de diferentes NFE. Por esto se
consideran los siguientes aspectos entre las emulsiones 9 y
10:
Las emulsiones o macroemulsiones poseen un tamaño de gota
comprendida entre 1 y 100 µm.
Las emulsiones son sistemas termodinámicamente
inestables o meta-estables, es decir, con cierta
estabilidad cinética.
139
Ambos surfactante (NFE 9 y NFE 10) tiene afinidad con
ambas fases presentes en las emulsiones.
La distribución de diámetro de partículas de coque de
petróleo que genera mejor estabilidad en las emulsiones
se encuentra entre <75 µm y <53 µm.
Por ende una equilibrada o retardada emulsificación permite
que el equilibrio sea alcanzado entre tensioactivos para las
diferentes fases y hace que el sistema de emulsión sea menos
vulnerable a la puesta en marcha del mecanismo que involucre
la ruptura de los sistemas.
En los tubos 11 y 12, se presentaron sistemas que se
diferencian de todos los anteriores por tener en la
formulación 0,01% de solución de cloruro de sodio (NaCl) en la
fase acuosa para evitar inestabilidad en los sistemas. Y de
acuerdo a los resultados son diámetros de gotas que a pesar de
mantener un tiempo de estabilidad aceptable, la coalescencia
actúa de forma rápida y la tendencia se invierte para producir
gotas más grandes.
4.4 DETERMINAR LA DISTRIBUCIÓN DE TAMAÑO DE PARTÍCULAS
DEL COQUE DE PETRÓLEO MEDIANTE LA DIFRACCIÓN DE LÁSER VÍA
SECA Y HÚMEDA.
140

La determinación del tamaño de partículas es fundamental para
toda investigación que involucre sólidos, ya que cada diámetro
de partícula del sólido genera diferencias en los sistemas
estudiados. En este caso una variación en el tamaño de
partículas del coque de petróleo, puede generar
características que diferencian a las emulsiones. Las
partículas de coque de petróleo y las demás en general, no
poseen una forma uniforme, por el contrario son de forma
irregular, por esta razón al momento de determinar su tamaño,
dichas partículas son llevadas a una proyección superficial de
una área semejante a la de una esfera por medio de
proyecciones horizontales y verticales de un analizador de
distribución de tamaño de partículas por difracción láser, el
cual es un equipo que presenta un alto rendimiento en: rango
de medición, velocidad, precisión, facilidad de uso y
funciones de software. El equipo mide el tamaño de partículas
en suspensiones o polvos secos dentro de un rango de (0,01-
3,000) micras, además permite realizar la medición por
diferentes métodos, como el método de vía seca y el método de
vía húmeda. El programa de manejo de datos de este equipo
analiza el tamaño de las partículas, basándose en la teoría de
Mie, la cual permite calcular la distribución de tamaño de
partículas a partir de una muestra inicial, en caso de aplicar
el método vía húmeda. La muestra inicial es la solución o
solvente con el que se está trabajando, para este caso es el
agua destilada y en caso de aplicar el método de vía seca, la
muestra inicial es el mismo sólido a analizar. Una vez
estandarizado el equipo, se procede a analizar las emulsiones.
141
La teoría de Mie trabaja con partículas de forma esférica de
soluciones homogeneizadas y a través de dispersiones de luz de
ángulos amplios, la adsorción de luz toma en cuenta toda la
distribución de tamaño de partícula que se encuentre en la
muestra en estudio, este proceso lo hace automáticamente el
equipo a través de un computador, generando la información
necesaria y realizando métodos de iteraciones en un tiempo
menor a 60 segundos. El método de vía seca, consta de colocar
la muestra de partículas en una columna de medida que trabaja
a base de aire comprimido con una intensidad de muestreo
constante, que pasa simultáneamente a través de una ventana
que detecta mediante la luz del láser el tamaño de las
partículas. La representación del proceso se observa en la
Figura 4.39.
142
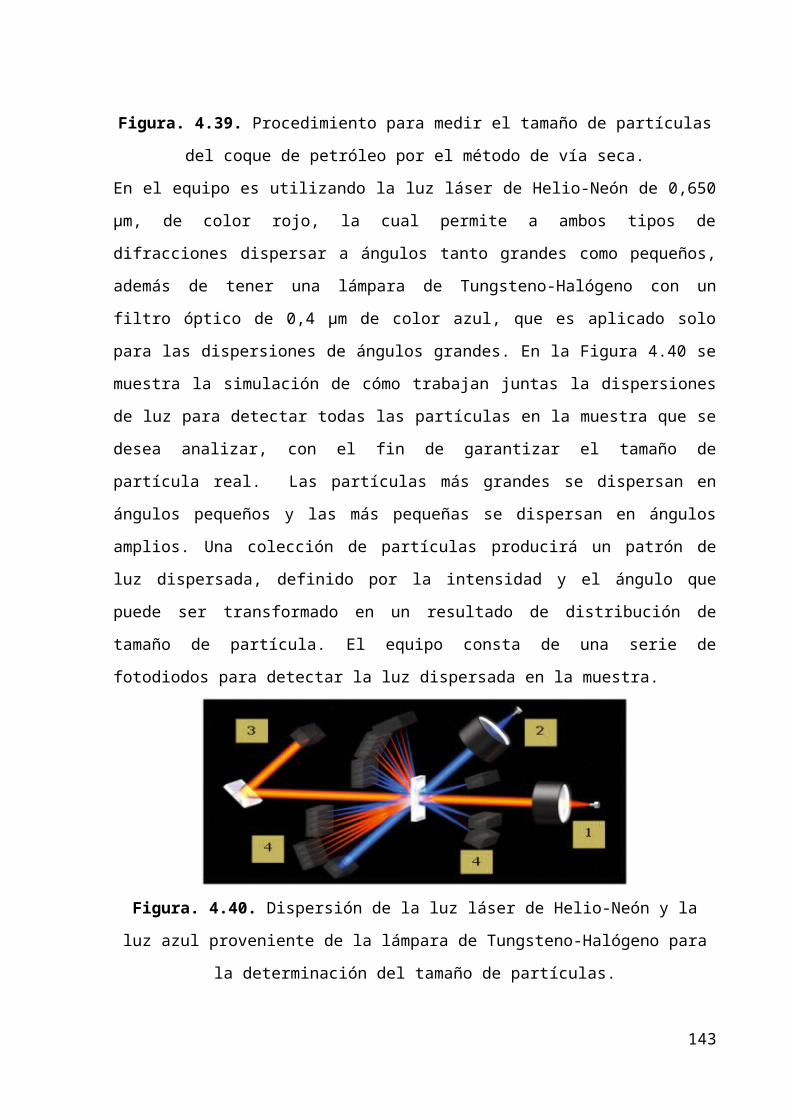
Figura. 4.39. Procedimiento para medir el tamaño de partículas
del coque de petróleo por el método de vía seca.
En el equipo es utilizando la luz láser de Helio-Neón de 0,650
μm, de color rojo, la cual permite a ambos tipos de
difracciones dispersar a ángulos tanto grandes como pequeños,
además de tener una lámpara de Tungsteno-Halógeno con un
filtro óptico de 0,4 μm de color azul, que es aplicado solo
para las dispersiones de ángulos grandes. En la Figura 4.40 se
muestra la simulación de cómo trabajan juntas la dispersiones
de luz para detectar todas las partículas en la muestra que se
desea analizar, con el fin de garantizar el tamaño de
partícula real. Las partículas más grandes se dispersan en
ángulos pequeños y las más pequeñas se dispersan en ángulos
amplios. Una colección de partículas producirá un patrón de
luz dispersada, definido por la intensidad y el ángulo que
puede ser transformado en un resultado de distribución de
tamaño de partícula. El equipo consta de una serie de
fotodiodos para detectar la luz dispersada en la muestra.
Figura. 4.40. Dispersión de la luz láser de Helio-Neón y la
luz azul proveniente de la lámpara de Tungsteno-Halógeno para
la determinación del tamaño de partículas.
143
El resultado que se obtiene a través de este equipo es
representado en una gráfica, que indica la carga suministrada
en función del diámetro de la partícula. De una misma muestra
se capturan diversas imágenes a diferentes tiempos, para así
comparar su comportamiento. A través de los reflejos de la luz
de dispersión, la muestra refleja la transmitancia para cada
dispersión de luz ya mencionados, la cual debe estar
comprendida en un rango que involucre ambas fuentes de luz
(luz roja y azul). De esta manera se aseguran las condiciones
adecuadas para cada sistema como se muestra en la Figura 4.41,
que señala específicamente cuando el operador debe capturar la
imagen.
Figura. 4.41. Indicador del rango de transmitancia por medio
de las dispersiones de luz láser del difractómetro.
Para realizar un análisis de polvos o partículas, es necesario
obtener una distribución de diámetro de las partículas que lo
144
conforman, para lograrlo se debe analizar una muestra
significativa y realizar una distribución del tamaño de
partículas presente en dicha muestra. De esta manera se
tomaron tres muestras previamente tamizadas a diferentes
micras (53, 75 y 106) μm. A continuación se muestran tres
figuras que indican la distribución del diámetro de partículas
de coque de petróleo, donde se repitió 3 veces el mismo
análisis para cada tamaño de tamizado, con la misma muestra de
coque de petróleo, para verificar que la medición fuera
correcta.
145

Figura 4.42. Distribución del diámetro de partículas de coque de petróleo <53 μm.
146
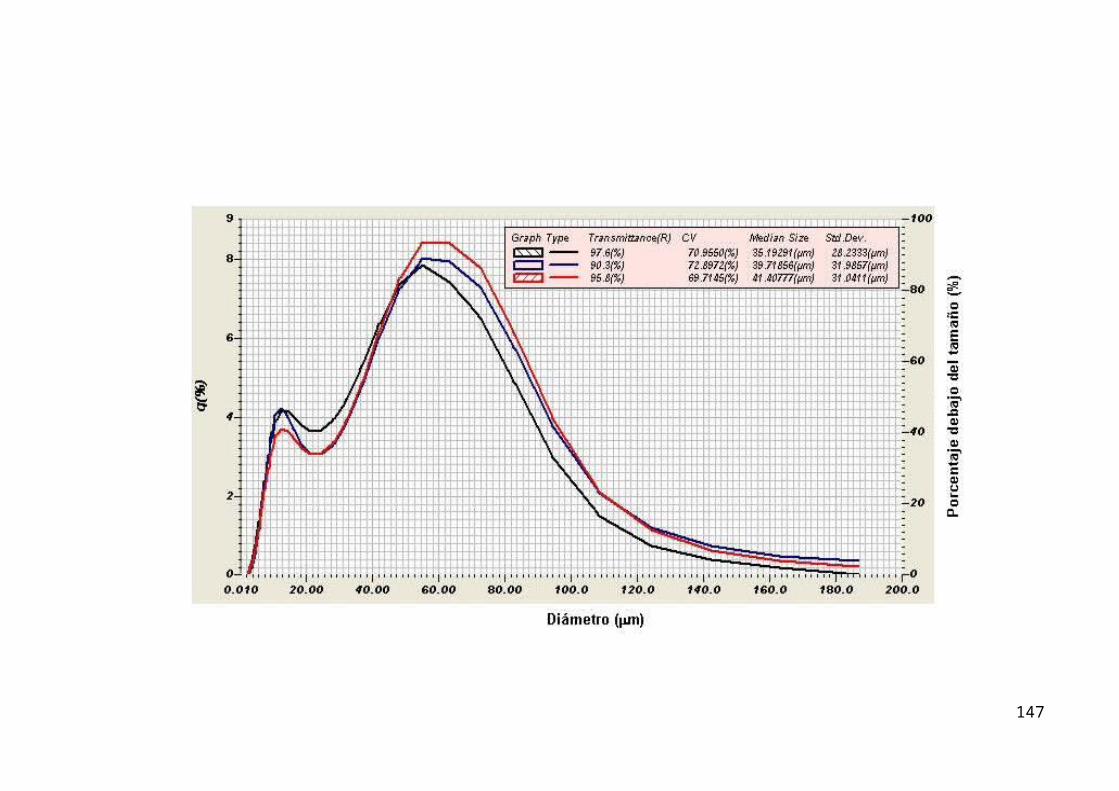
147
Figura 4.43. Distribución del diámetro de partículas de coque de petróleo con un orificio de
apertura en la maya del tamiz <75 μm.
148
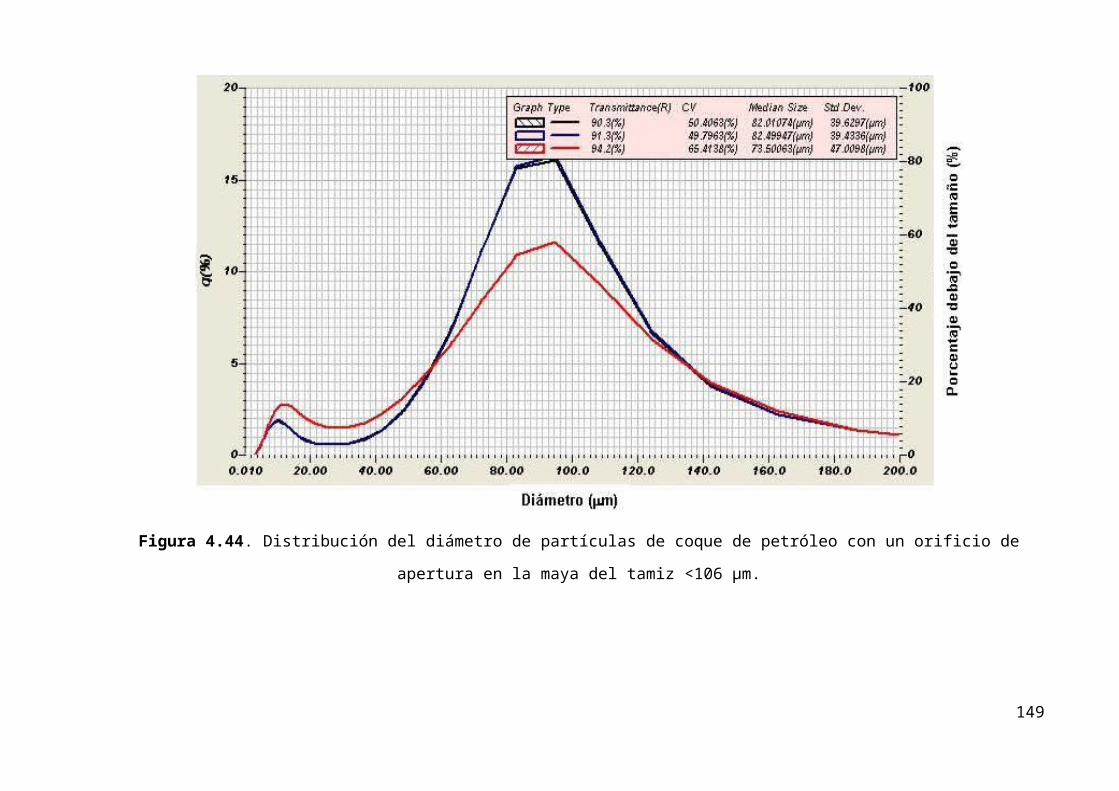
Figura 4.44. Distribución del diámetro de partículas de coque de petróleo con un orificio de
apertura en la maya del tamiz <106 μm.
149
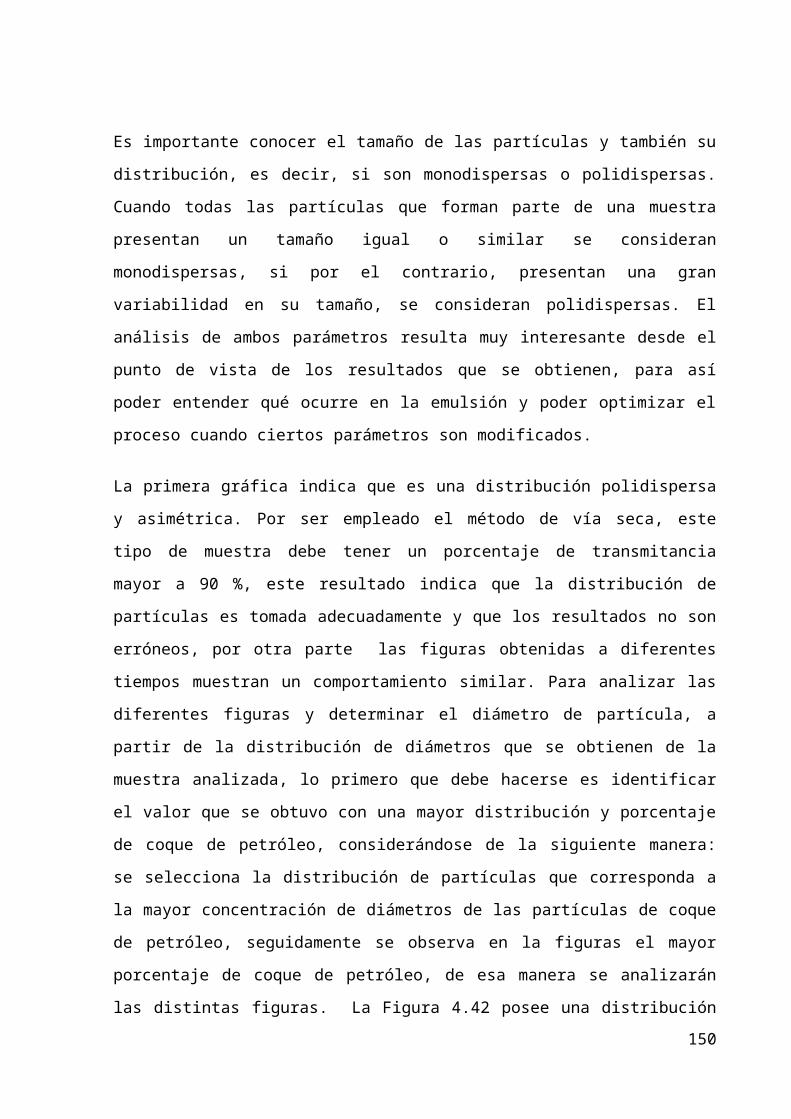
Es importante conocer el tamaño de las partículas y también su
distribución, es decir, si son monodispersas o polidispersas.
Cuando todas las partículas que forman parte de una muestra
presentan un tamaño igual o similar se consideran
monodispersas, si por el contrario, presentan una gran
variabilidad en su tamaño, se consideran polidispersas. El
análisis de ambos parámetros resulta muy interesante desde el
punto de vista de los resultados que se obtienen, para así
poder entender qué ocurre en la emulsión y poder optimizar el
proceso cuando ciertos parámetros son modificados.
La primera gráfica indica que es una distribución polidispersa
y asimétrica. Por ser empleado el método de vía seca, este
tipo de muestra debe tener un porcentaje de transmitancia
mayor a 90 %, este resultado indica que la distribución de
partículas es tomada adecuadamente y que los resultados no son
erróneos, por otra parte las figuras obtenidas a diferentes
tiempos muestran un comportamiento similar. Para analizar las
diferentes figuras y determinar el diámetro de partícula, a
partir de la distribución de diámetros que se obtienen de la
muestra analizada, lo primero que debe hacerse es identificar
el valor que se obtuvo con una mayor distribución y porcentaje
de coque de petróleo, considerándose de la siguiente manera:
se selecciona la distribución de partículas que corresponda a
la mayor concentración de diámetros de las partículas de coque
de petróleo, seguidamente se observa en la figuras el mayor
porcentaje de coque de petróleo, de esa manera se analizarán
las distintas figuras. La Figura 4.42 posee una distribución150
de diámetros de partículas de coque de petróleo comprendida
entre (11-60) µm, siendo el mayor porcentaje de tamaño de
partícula 86%, que corresponde a un diámetro de partícula de
38µm.
La Figura 4.43 presenta una distribución polidispersa bimodal,
lo que quiere decir que posee dos picos, donde el pico más
alto contiene mayor distribución de diámetros de partículas de
coque de petróleo. Sin embargo no se desprecia por completo el
tamaño de partículas del pico más bajo, ya que esta
distribución marca la diferencia en las emulsiones. Por otra
parte, se conoce que una emulsión que contiene en la
formulación sólidos, “mientras más pequeño es el diámetro de
partícula mayor será el tiempo de estabilización” establecido
por (Salanger 1999), en este caso las partículas sólidas
corresponden a coque de petróleo, siendo este grupo menor a
20 µm para el primer pico y para el segundo pico la
distribución de partículas se encuentra entre (40-78) µm,
donde el mayor porcentaje de tamaño es de 94%, que corresponde
a un diámetro de partícula de 66µm.
Para la Figura 4.44 se tiene que es asimétrica y bimodal,
donde se observan dos picos, el primer pico es de menor
distribución de diámetro de partículas de coque de petróleo
menores a 20µm, a diferencia del segundo pico el cual posee
una distribución entre (80-100) µm con un mayor porcentaje de
tamaño de partícula de 82%, que corresponde a un diámetro de
partícula de 94µm.
151
Al comparar las Figuras 4.43 y 4.44 respecto al porcentaje de
tamaño de partículas de coque de petróleo, con los picos
obtenidos para la Figura 4.43 se observa que el pico con menor
porcentaje fue 44% y el de mayor porcentaje fue de 94%. En
cambio para la Figura 4.44, el pico con menor porcentaje de
partículas de coque de petróleo fue de 10% y el mayor pico fue
de 82%. Estos valores son de suma importancia ya que de
acuerdo a los datos obtenidos de las tres figuras, un grupo de
diámetros de partículas arrojan una mayor estabilidad a las
emulsiones a pesar de utilizar una amplia distribución de
partículas. La Figura 4.43 es la que proporciona una mejor
distribución de diámetros de partículas por tener un
porcentaje más alto en el mayor pico y por poseer un menor
tamaño de partículas de coque de petróleo (menores a 20 µm).
A continuación se presenta una tabla especificando cada
emulsión preparada, luego se presentan las distintas gráficas
con el porcentaje de tamaño de gotas en función del diámetro
de las mismas. De esta manera se determina la distribución de
diámetros de gotas, donde se repitió 3 veces el mismo
análisis para cada tamaño de tamizado, con la misma muestra de
coque de petróleo, para verificar que la medición fuera
correcta.
152
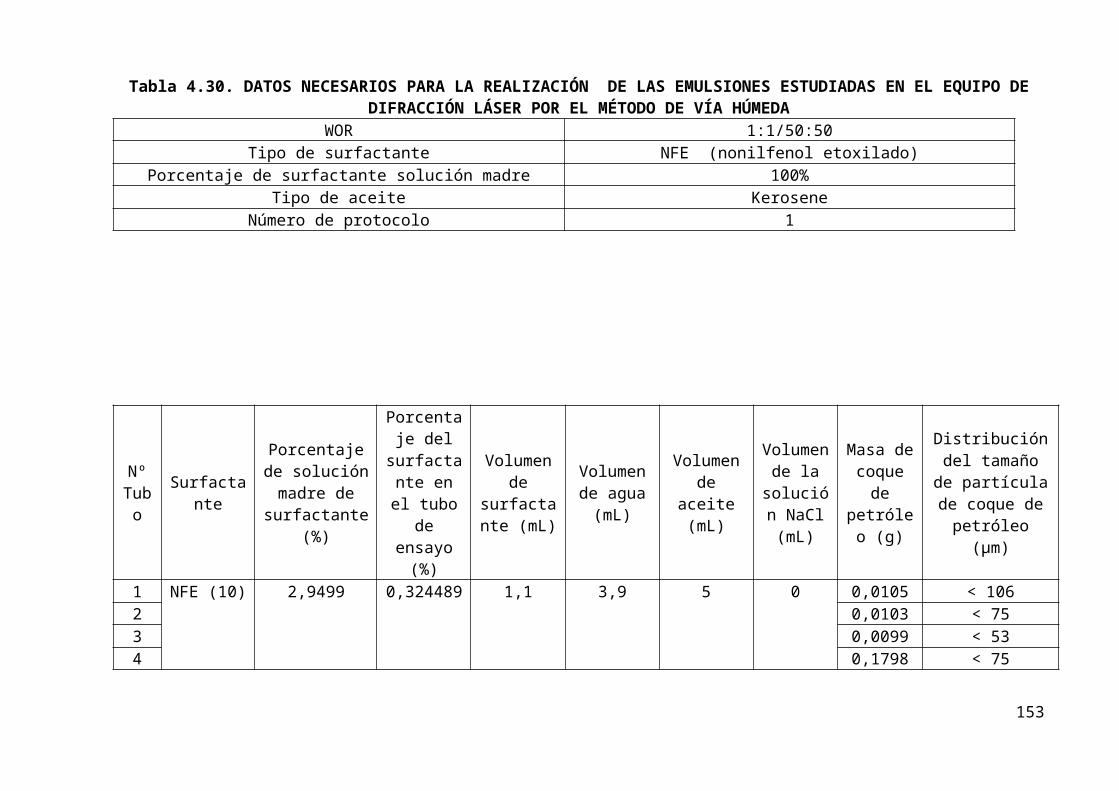
Tabla 4.30. DATOS NECESARIOS PARA LA REALIZACIÓN DE LAS EMULSIONES ESTUDIADAS EN EL EQUIPO DEDIFRACCIÓN LÁSER POR EL MÉTODO DE VÍA HÚMEDA
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado)
Porcentaje de surfactante solución madre 100%Tipo de aceite Kerosene
Número de protocolo 1
NºTubo
Surfactante
Porcentajede soluciónmadre de
surfactante(%)
Porcentaje delsurfactante enel tubo
deensayo(%)
Volumende
surfactante (mL)
Volumende agua(mL)
Volumende
aceite(mL)
Volumende lasolución NaCl(mL)
Masa decoquede
petróleo (g)
Distribucióndel tamaño
de partículade coque depetróleo
(μm)
1 NFE (10) 2,9499 0,324489 1,1 3,9 5 0 0,0105 < 1062 0,0103 < 753 0,0099 < 534 0,1798 < 75
153

5
NFE (09) 2,9427 0,323697
1,1 3,9 00,0105 < 106
6 0,0100 < 757 0,0103 < 538
1,5 3,5 0,40,0101 < 106
9 0,0099 < 7510 0,0094 < 53 Tabla 4.31. VARIABLES NECESARIAS PARA LA FORMULACIÓN DE LA EMULSIONES ESTUDIADAS EN EL EQUIPO
DE DIFRACCIÓN LÁSER POR EL MÉTODO DE VÍA HÚMEDA
154
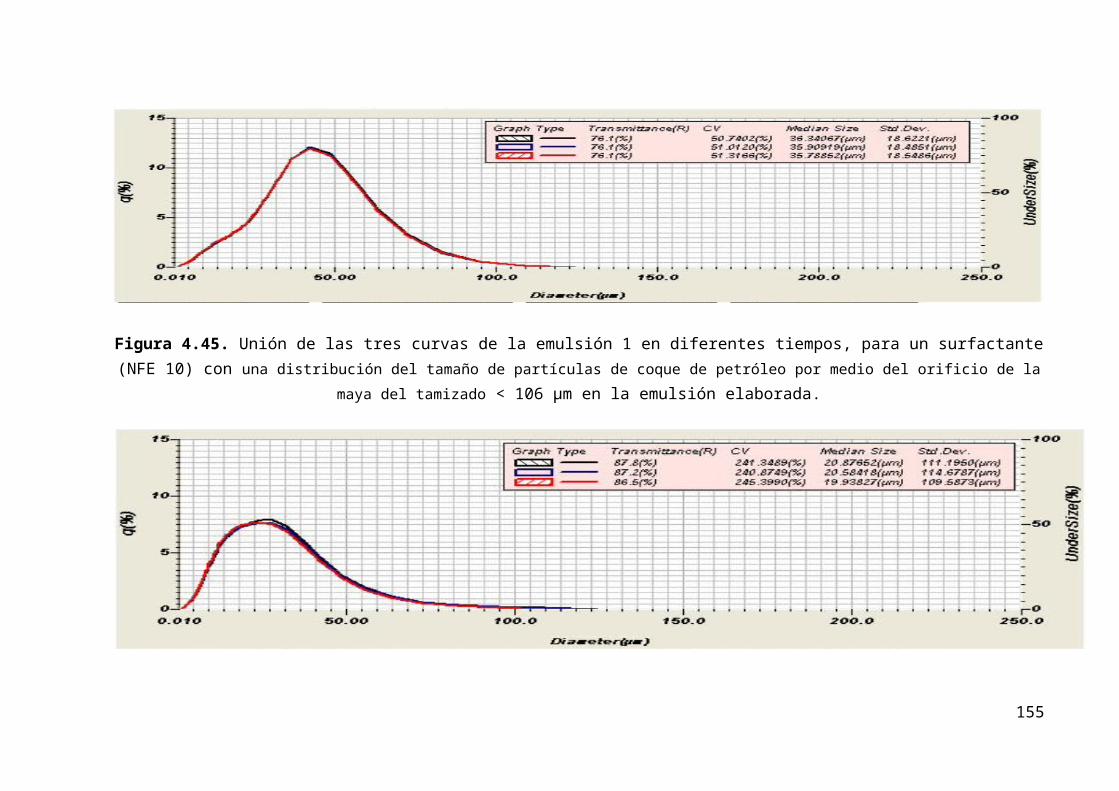
Figura 4.45. Unión de las tres curvas de la emulsión 1 en diferentes tiempos, para un surfactante(NFE 10) con una distribución del tamaño de partículas de coque de petróleo por medio del orificio de la
maya del tamizado < 106 μm en la emulsión elaborada.
155

Figura 4.46. Unión de las tres curvas de la emulsión 2 en diferentes tiempos, para unsurfactante (NFE 10) con una distribución del tamaño de partículas de coque de petróleo por medio del
orificio de la maya del tamizado < 75 μm en la emulsión elaborada.
Figura 4.47. Unión de las tres curvas de la emulsión 3 en diferentes tiempos, para unsurfactante (NFE 10) con una distribución del tamaño de partículas de coque de petróleo por medio del
orificio de la maya del tamizado < 53 μm en la emulsión elaborada.
156
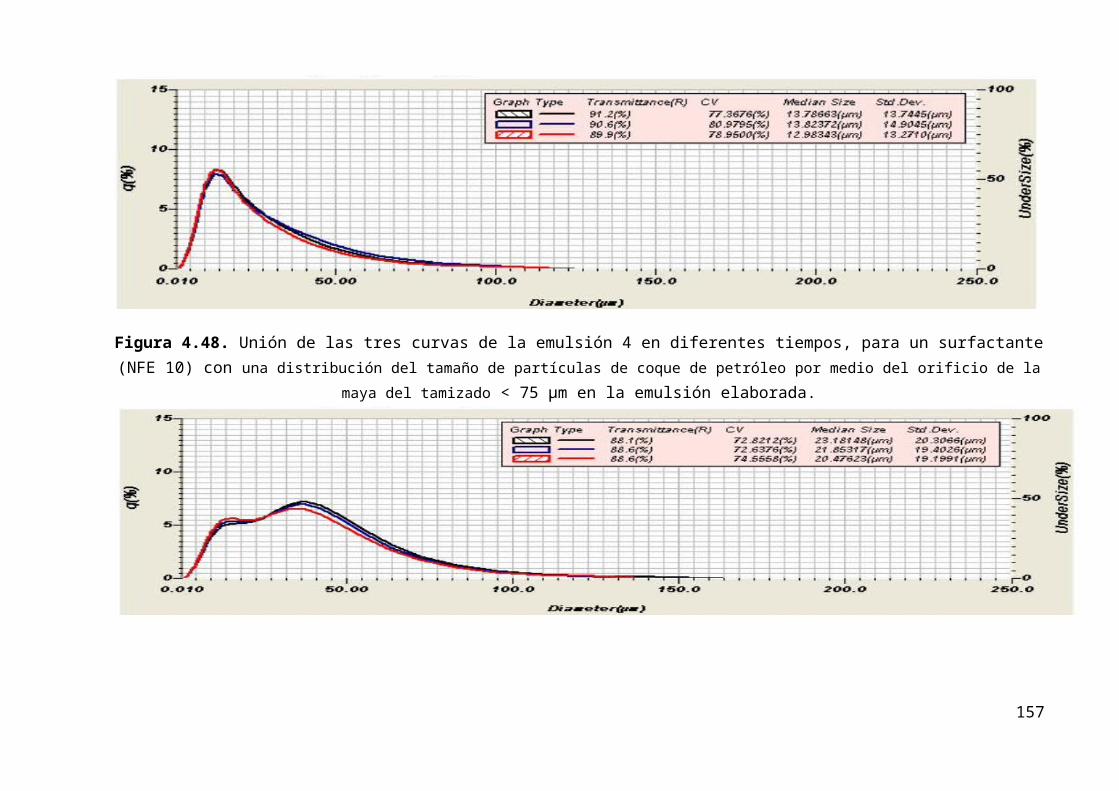
Figura 4.48. Unión de las tres curvas de la emulsión 4 en diferentes tiempos, para un surfactante(NFE 10) con una distribución del tamaño de partículas de coque de petróleo por medio del orificio de la
maya del tamizado < 75 μm en la emulsión elaborada.
157
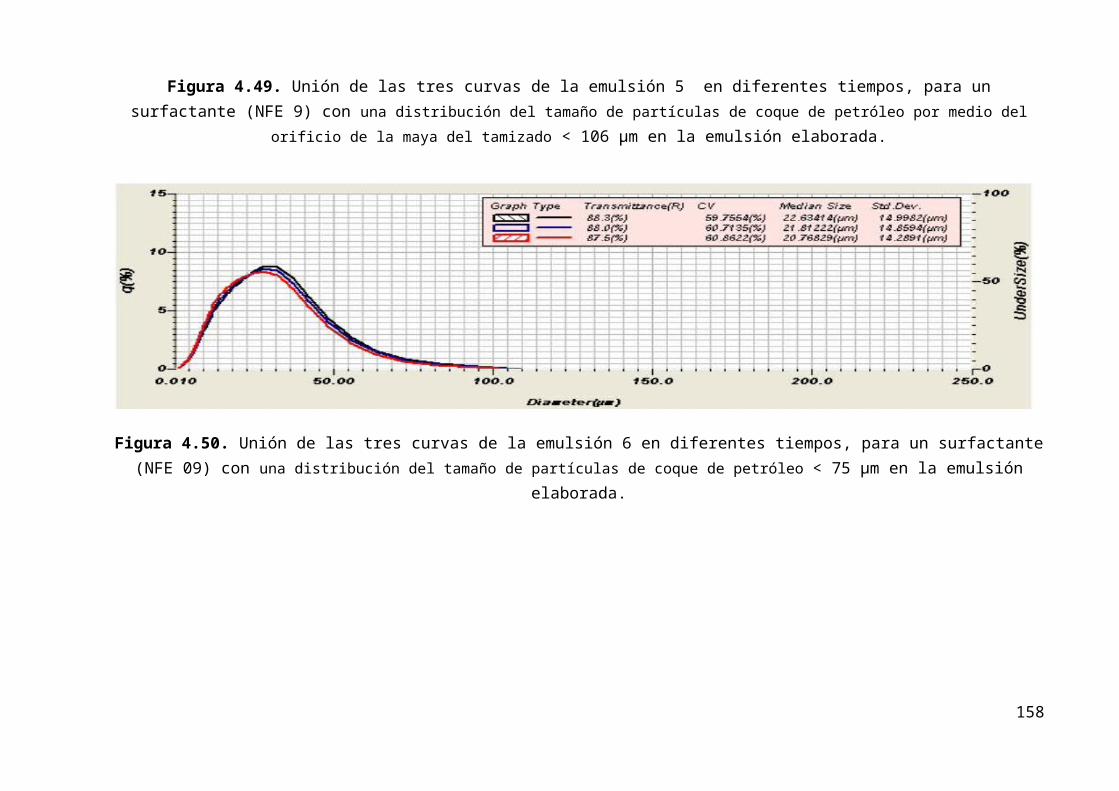
Figura 4.49. Unión de las tres curvas de la emulsión 5 en diferentes tiempos, para unsurfactante (NFE 9) con una distribución del tamaño de partículas de coque de petróleo por medio del
orificio de la maya del tamizado < 106 μm en la emulsión elaborada.
Figura 4.50. Unión de las tres curvas de la emulsión 6 en diferentes tiempos, para un surfactante(NFE 09) con una distribución del tamaño de partículas de coque de petróleo < 75 μm en la emulsión
elaborada.
158
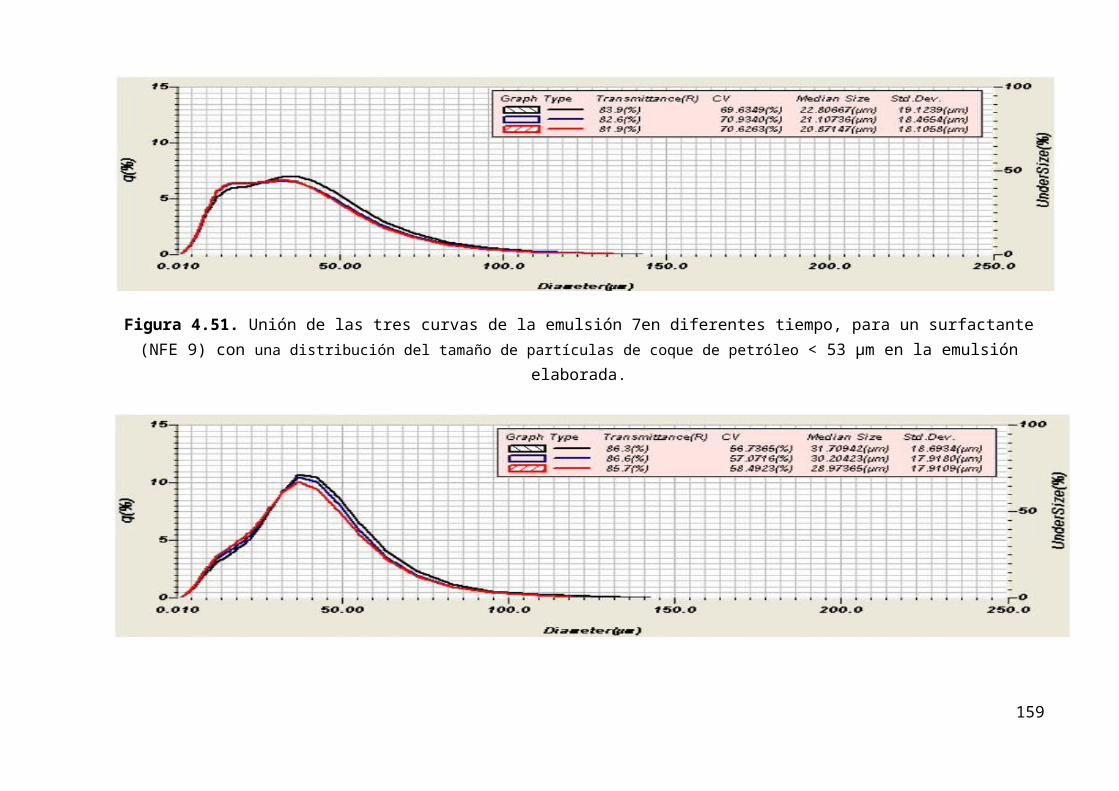
Figura 4.51. Unión de las tres curvas de la emulsión 7en diferentes tiempo, para un surfactante(NFE 9) con una distribución del tamaño de partículas de coque de petróleo < 53 μm en la emulsión
elaborada.
159
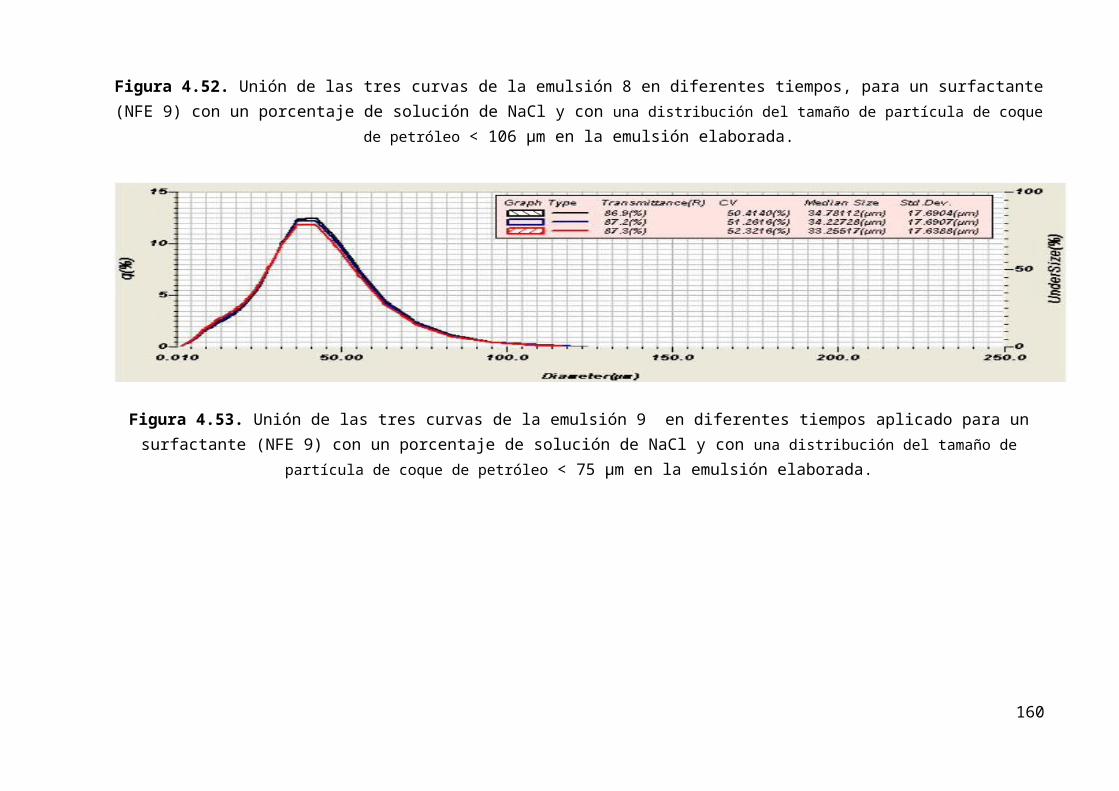
Figura 4.52. Unión de las tres curvas de la emulsión 8 en diferentes tiempos, para un surfactante(NFE 9) con un porcentaje de solución de NaCl y con una distribución del tamaño de partícula de coque
de petróleo < 106 μm en la emulsión elaborada.
Figura 4.53. Unión de las tres curvas de la emulsión 9 en diferentes tiempos aplicado para unsurfactante (NFE 9) con un porcentaje de solución de NaCl y con una distribución del tamaño de
partícula de coque de petróleo < 75 μm en la emulsión elaborada.
160
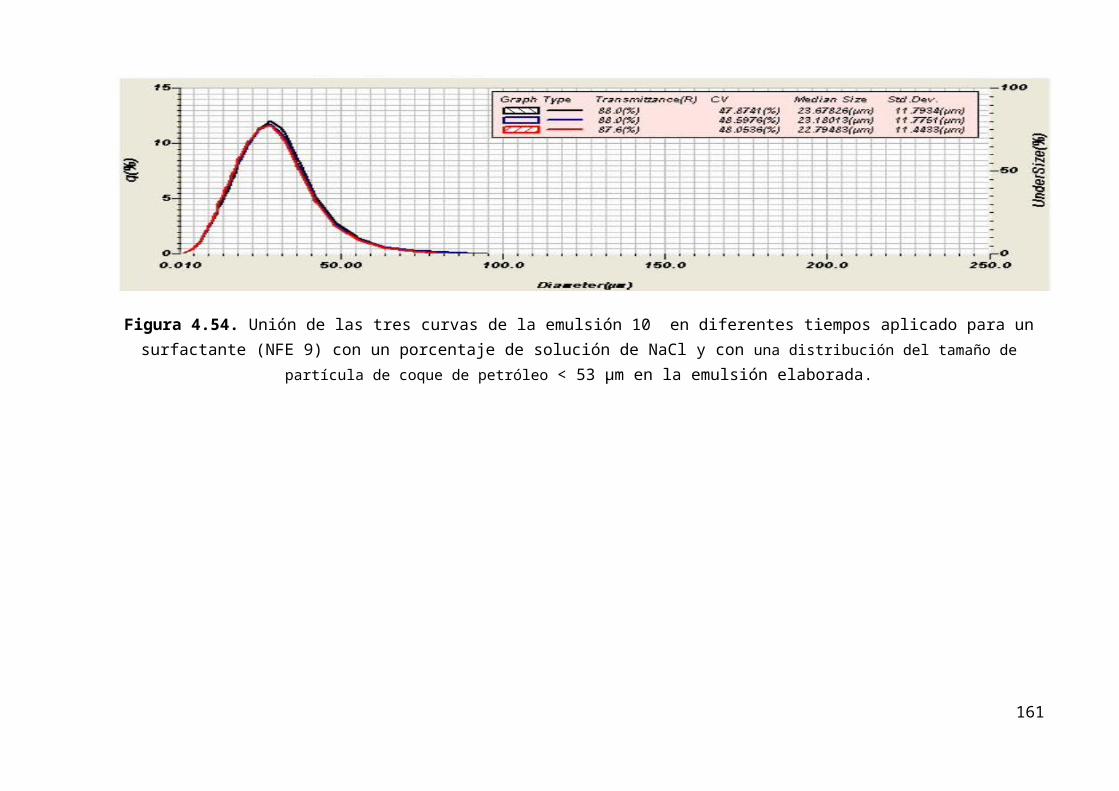
Figura 4.54. Unión de las tres curvas de la emulsión 10 en diferentes tiempos aplicado para unsurfactante (NFE 9) con un porcentaje de solución de NaCl y con una distribución del tamaño de
partícula de coque de petróleo < 53 μm en la emulsión elaborada.
161
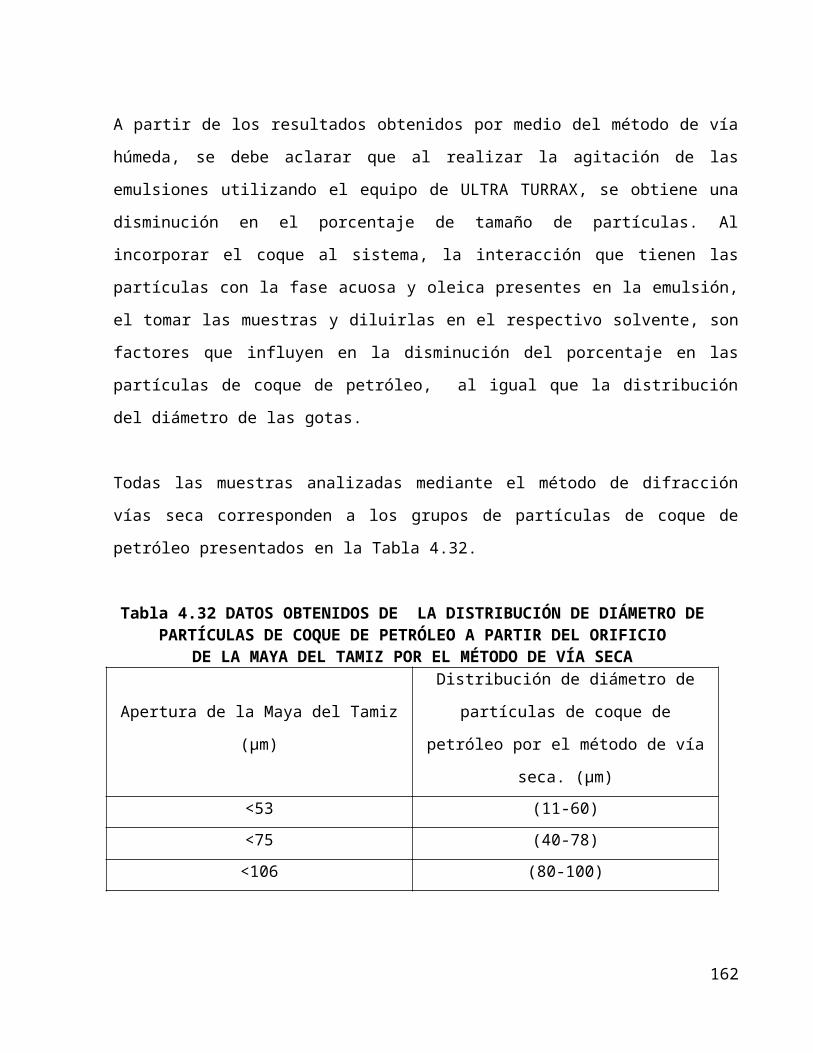
A partir de los resultados obtenidos por medio del método de vía
húmeda, se debe aclarar que al realizar la agitación de las
emulsiones utilizando el equipo de ULTRA TURRAX, se obtiene una
disminución en el porcentaje de tamaño de partículas. Al
incorporar el coque al sistema, la interacción que tienen las
partículas con la fase acuosa y oleica presentes en la emulsión,
el tomar las muestras y diluirlas en el respectivo solvente, son
factores que influyen en la disminución del porcentaje en las
partículas de coque de petróleo, al igual que la distribución
del diámetro de las gotas.
Todas las muestras analizadas mediante el método de difracción
vías seca corresponden a los grupos de partículas de coque de
petróleo presentados en la Tabla 4.32.
Tabla 4.32 DATOS OBTENIDOS DE LA DISTRIBUCIÓN DE DIÁMETRO DEPARTÍCULAS DE COQUE DE PETRÓLEO A PARTIR DEL ORIFICIO
DE LA MAYA DEL TAMIZ POR EL MÉTODO DE VÍA SECA
Apertura de la Maya del Tamiz
(µm)
Distribución de diámetro de
partículas de coque de
petróleo por el método de vía
seca. (µm)<53 (11-60)<75 (40-78)<106 (80-100)
162
Las condiciones con que se trabajaron las emulsiones que se
analizaron por medio de la difracción láser por el método de vía
húmeda se expresan en la Tabla 4.31. Las primeras tres emulsiones
se prepararon con las mismas condiciones variando solo la
distribución de partículas de coque de petróleo, con el fin de
analizar la estabilidad que presenta cada emulsión con los
diferentes tamaños de partículas de coque de petróleo.
Se muestra para la Figura 4.45 a una distribución de diámetro de
partículas calculada previamente por vía seca de (80-100) µm, la
distribución del diámetro de partículas obtenida por vía húmeda
se encuentra entre el rango de (27-59) µm. Para la Figura 4.46 a
una distribución de diámetro de partículas calculada previamente
por vía seca de (40-78) µm, la distribución del diámetro de
partículas obtenida por vía húmeda se encuentra entre el rango de
(9-50) µm. Para la Figura 4.47 a una distribución de diámetro de
partículas calculada previamente por vía seca de (11-60) µm, la
distribución del diámetro de partículas obtenida por vía húmeda
se encuentra entre el rango de (32-55) µm, esta última representa
la mayor distribución de diámetro de partícula para esta Figura.
De las tres figuras, la que proporcionó una amplia distribución
de diámetro de partículas de coque de petróleo, y que a su vez
dichas partículas poseen un menor diámetro en comparación a las
demás, es la Figura 4.46. Esto se debe a que la distribución de
diámetro de partícula comprendida en la formulación de la
163
emulsión, corresponde el tamizado de las partículas de coque de
petróleo < 75 µm.
En la Figura 4.48 se modificó la cantidad de coque de petróleo
incorporado al sistema, que fue de 0,1798 (g), a diferencia de
las demás gráficas donde las cantidades de coque de petróleo
están alrededor de 0,01 (g), además de trabajar con una
distribución de partículas por vía seca de (40-78) µm, que
corresponden a un diámetro de tamizado < 75 µm. Los resultados
de esta muestra comprendían una distribución de diámetro de
partícula entre (5-50) µm. Su distribución se expande con mayor
proporción hacia el valor de 50 µm, lo que genera inestabilidad
al sistema. Para las figuras correspondientes a las emulsiones 5,
6 y 7 que a diferencia de las emulsiones 1, 2 y 3, se formularon
con (NFE 10), se muestra que al cambiar un valor de una variable
puede perjudicar o beneficiar dependiendo del caso.
La Figura 4.49, la cual corresponde a una distribución de tamaño
de partículas de coque de petróleo de (80-100) µm por medio del
método de vía seca, obtuvo una distribución de diámetro de gotas
de las emulsiones (5-68) µm por vía húmeda. La Figura 4.50 que
trabajó con una distribución de partículas de coque de petróleo
de (40-78) µm vía seca, obtuvo una distribución de diámetro de
gota de (14-41) µm por vía húmeda. Por último la Figura 4.51 que
trabajó con una distribución de partículas de coque de petróleo
de menor tamaño que las anteriores, el cual fue de (11-60) µm por
164
vía seca, obtuvo una distribución de diámetro de gota de (9-64)
µm por vía húmeda. El hecho de haber cambio el número de moles
etoxilados del surfactante mejora la estabilidad de las
emulsiones, beneficiando al sistema.
Al comparar la distribución del diámetro de partículas de coque
de petróleo de las Figuras (4.45, 4.46 y 4.47) con respecto a las
Figuras (4.49, 4.50 y 4.51), estas últimas presentaron mayor
distribución del diámetro de gotas y menor porcentaje en el
tamaño de las partículas, además de la tendencia de las curvas se
ve reflejada hacia la izquierda, obteniendo valores con menor
diámetro de gotas, lo que proporciona estabilidad a las
emulsiones. Por el contrario, las Figuras (4.45, 4.46 y 4.47)
poseen un mayor porcentaje de tamaño de partículas, dando de esta
manera una mayor distribución del diámetro de las gotas, además
se observa que las curvas tienden hacia la derecha, dirigiéndose
hacia los valores de mayor distribución de diámetro de gotas.
Las últimas tres figuras corresponden a las emulsiones 8, 9 y 10;
que son sistemas preparados utilizando una solución de NaCl,
donde se empleó el surfactante NFE 9. Para la Figura 4.52 se
trabajó con una distribución de partículas de coque de petróleo
de (80-100) µm por vía seca y se obtuvo una distribución de
diámetro de gotas de (23-59) µm. Para la Figura 4.53 se trabajó
con una distribución de partículas de coque de petróleo de (40-
78) µm por vía seca y se obtuvo una distribución de diámetro de
gotas de (27-55) µm. Para la última Figura 4.54, se trabajó con
165
una distribución de partículas de coque de petróleo de (11-60) µm
por vía seca y se obtuvo una distribución de diámetro de
partículas de gotas de (14-41) µm. todas esta distribuciones de
diámetros de gotas obtenidas luego de formular las emulsiones con
sus respectivas variables y condiciones de operación, fueron
determinadas mediante la difracción láser vía húmeda.
Los estudios realizados demuestran la importancia de conocer la
distribución de los diámetros de las partículas sólidas en los
sistemas de emulsiones que actúan como estabilizantes de
emulsiones, para poder conocer a nivel interfacial su influencia
en la estabilidad de dichas emulsiones y así lograr optimizar los
sistemas.
4.5 INTERPRETAR LA INFLUENCIA DE LA HIDROFILICIDAD DEL
SURFACTANTE SOBRE LA ESTABILIDAD DE LA EMULSIÓN.
El análisis de este objetivo consiste en conocer como el
surfactante nonilfenol etoxilado tiene afinidad con la fase
acuosa presente en la emulsión, la cual es la fase externa de la
166
emulsión, que para este estudio es de tipo O/W. Un surfactante es
una sustancia anfifílica, éstas pueden representarse
esquemáticamente por la fórmula L-H. Donde (L) representa la
parte lipofílica de la molécula, que en general es un radical
hidrocarbonado, mientras que (H) representa la parte hidrofílica
o polar de la molécula.
El surfactante o agente tensioactivo empleado en todas las
formulaciones de las emulsiones es el nonilfenol etoxilado (NFE)
con diferentes moles, éste es de tipo no iónico, según la
disociación del grupo hidrofílico en fase acuosa, es soluble en
agua y aceite dependiendo del grado que se utilice, y se obtiene
por la adición de una o varias moléculas de óxido de etileno a
los alcoholes grasos o fenoles, en este caso al nonilfenol. Los
surfactantes o tensioactivos no iónicos son aquellos que se
solubilizan mediante un efecto combinado de un cierto número de
grupos solubilizantes débiles (hidrófilos) tales como enlace tipo
éter o grupos hidroxilos en su molécula. Un tensioactivo que
presenta grupos hidrofílos polares y grupos lipofílicos
relativamente débiles y que sea soluble en agua, estabilizará una
emulsión de tipo O/W. Por otra parte, un tensioactivo que
presenta grupos lipofílicos relativamente polares y grupos
hidrófilos relativamente débiles y que por tanto sea soluble
principalmente en aceite, estabilizará una emulsión W/O.
A partir de esta observación se ha desarrollado una magnitud que
permite evaluar la fortaleza o la efectividad de los grupos167

hidrófilos de los surfactantes, que es el valor HLB. Dicho
parámetro expresión del balance Hidrófilo – Lipofílico del
surfactante, es decir, el balance del tamaño y fuerza de los
grupos hidrófilos (afín al agua o polar) y lipofílicos (no afín
al agua o no polar) de un surfactante. Todos los surfactantes
constan de una molécula que combina tanto a grupos hidrófilos
como a lipofílicos. Sí se logra el equilibrio adecuado entre los
dos grupos, el surfactante no se disuelve por completo, ni queda
sin disolverse del todo, concentrándose en la interfase con sus
moléculas orientadas de tal forma que los grupos hidrófilos se
orientan hacia la fase acuosa, mientras que los hidrófobos o
lipofílicos hacia la fase oleica.
Debido a la baja solubilidad de las cadenas de los hidrocarburos
en el agua, los agentes tensioactivos tienden a minimizar la
interfase o la superficie de contacto agua-hidrocarburo en la
disolución acuosa. Para ello, existen dos posibles mecanismos: A
bajas concentraciones de agente tensioactivo, las moléculas se
acumulan en la interfase agua-aire, de manera que la parte
hidrófoba pueda escapar del medio acuoso mientras que la parte
hidrófila se mantiene inmersa en el agua. Sin embargo, por encima
de cierta concentración, conocida como la concentración crítica
micelar (CMC), la interfase se ocupa completamente de moléculas
de agentes tensioactivos y éstas se asocian formando agregados.
La interacción entre las cadenas de hidrocarburo y el agua de la
disolución se minimiza gracias a la formación de estas
estructuras, en las cuales las cadenas apolares se direccionan
168
hacia el centro del agregado y las cabezas polares hacia la
disolución. Estos agregados, denominados micelas, pueden tomar
varias formas y tamaños en función de la concentración y
naturaleza del tensioactivo.
La concentración micelar crítica (CMC) es la zona de aparición de
las primeras micelas en la emulsión. En lo que se refiere al
grupo hidrofílico se debe destacar primero que la CMC de los
surfactantes no iónicos es en general baja conteniendo un grupo
lipofílico equivalente. Eso se debe probablemente al hecho de que
cada grupo de óxido de etileno contiene dos metilenos, lo que
reduce las repulsiones electrostáticas. Estas y las observaciones
precedentes corroboran que la CMC es una medida, probablemente
cuantitativa del nivel de afinidad del surfactante en la fase
acuosa.
A continuación se muestran las Tablas empleadas en la
realización de este objetivo con sus respectivos resultados y el
análisis para cada uno de ellos.
169
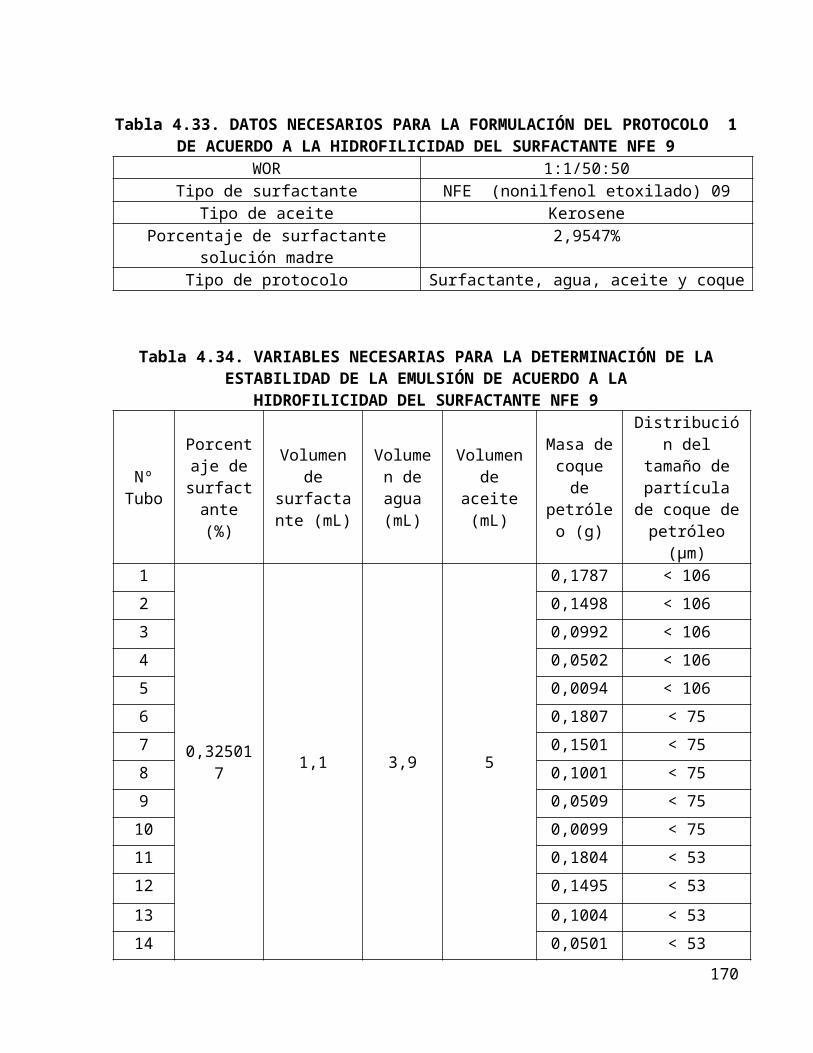
Tabla 4.33. DATOS NECESARIOS PARA LA FORMULACIÓN DEL PROTOCOLO 1DE ACUERDO A LA HIDROFILICIDAD DEL SURFACTANTE NFE 9
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado) 09
Tipo de aceite KerosenePorcentaje de surfactante
solución madre2,9547%
Tipo de protocolo Surfactante, agua, aceite y coque
Tabla 4.34. VARIABLES NECESARIAS PARA LA DETERMINACIÓN DE LAESTABILIDAD DE LA EMULSIÓN DE ACUERDO A LA
HIDROFILICIDAD DEL SURFACTANTE NFE 9
NºTubo
Porcentaje desurfactante(%)
Volumende
surfactante (mL)
Volumen deagua(mL)
Volumende
aceite(mL)
Masa decoquede
petróleo (g)
Distribución del
tamaño departícula
de coque depetróleo(μm)
1
0,325017 1,1 3,9 5
0,1787 < 1062 0,1498 < 1063 0,0992 < 1064 0,0502 < 1065 0,0094 < 1066 0,1807 < 757 0,1501 < 758 0,1001 < 759 0,0509 < 7510 0,0099 < 7511 0,1804 < 5312 0,1495 < 5313 0,1004 < 5314 0,0501 < 53
170
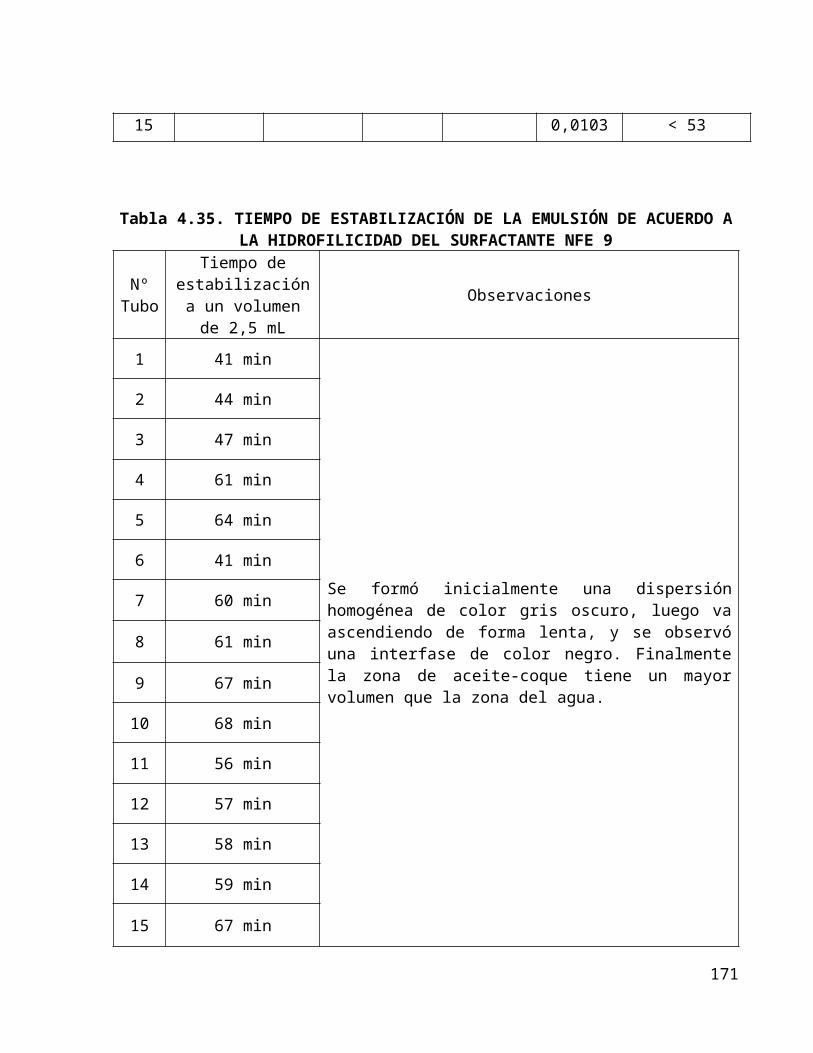
15 0,0103 < 53
Tabla 4.35. TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓN DE ACUERDO ALA HIDROFILICIDAD DEL SURFACTANTE NFE 9
NºTubo
Tiempo deestabilizacióna un volumende 2,5 mL
Observaciones
1 41 min
Se formó inicialmente una dispersiónhomogénea de color gris oscuro, luego vaascendiendo de forma lenta, y se observóuna interfase de color negro. Finalmentela zona de aceite-coque tiene un mayorvolumen que la zona del agua.
2 44 min
3 47 min
4 61 min
5 64 min
6 41 min
7 60 min
8 61 min
9 67 min
10 68 min
11 56 min
12 57 min
13 58 min
14 59 min
15 67 min
171

172

Tabla 4.36. DATOS NECESARIOS PARA LA FORMULACIÓN DEL PROTOCOLO 1DE ACUERDO A LA HIDROFILICIDAD DEL SURFACTANTE NFE 10
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado) 10
Tipo de aceite KerosenePorcentaje de surfactante
solución madre2,9301%
Tipo de Protocolo Surfactante, agua, aceite ycoque
Tabla 4.37. VARIABLES NECESARIAS PARA LA DETERMINACIÓN DE LAESTABILIDAD DE LA EMULSIÓN DE ACUERDO A LA HIDROFILICIDAD
DEL SURFACTANTE NFE 10
NºTubo
Porcentaje de
surfactante (%)
Volumende
surfactante (mL)
Volumende agua(mL)
Volumende
aceite(mL)
Masa decoquede
petróleo (g)
Distribucióndel tamañode partículade coque depetróleo(μm)
1
0,322311 1,1 3,9 5
0,1801 < 1062 0,1501 < 1063 0,1004 < 1064 0,0503 < 1065 0,0106 < 1066 0,1807 < 757 0,1505 < 758 0,1006 < 759 0,0499 < 7510 0,0099 < 7511 0,1805 < 5312 0,1505 < 5313 0,1004 < 5314 0,0506 < 53
173
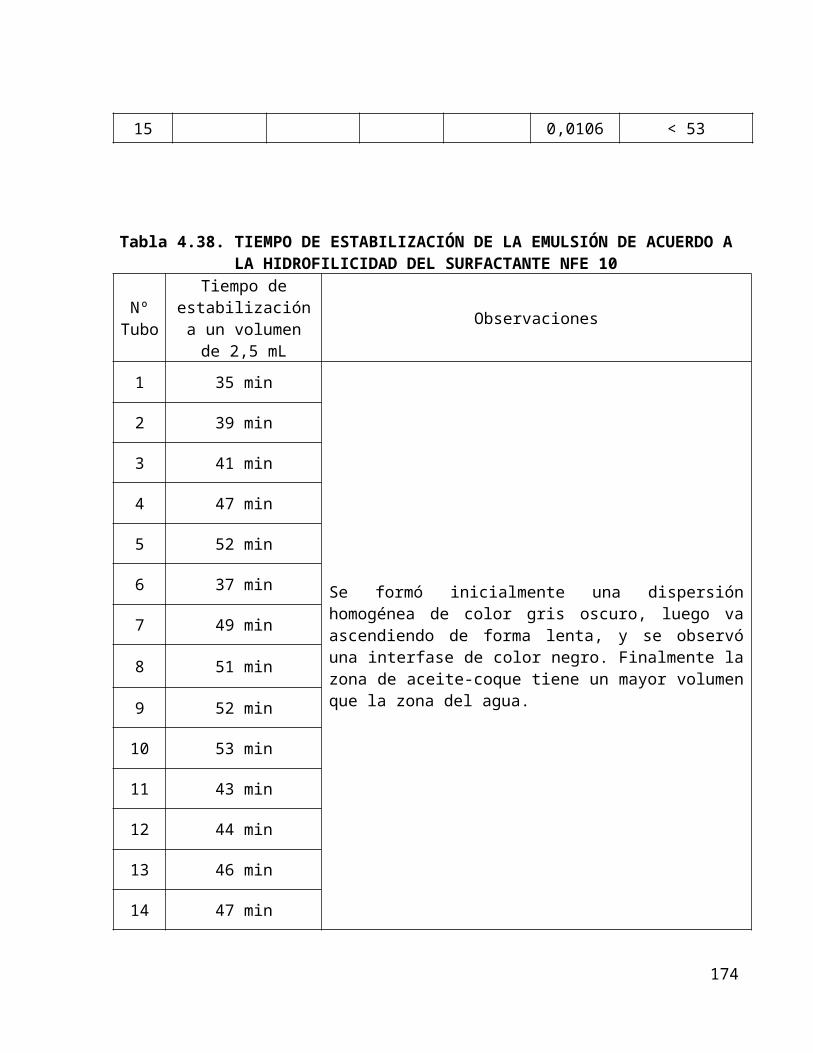
15 0,0106 < 53
Tabla 4.38. TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓN DE ACUERDO ALA HIDROFILICIDAD DEL SURFACTANTE NFE 10
NºTubo
Tiempo deestabilizacióna un volumende 2,5 mL
Observaciones
1 35 min
Se formó inicialmente una dispersiónhomogénea de color gris oscuro, luego vaascendiendo de forma lenta, y se observóuna interfase de color negro. Finalmente lazona de aceite-coque tiene un mayor volumenque la zona del agua.
2 39 min
3 41 min
4 47 min
5 52 min
6 37 min
7 49 min
8 51 min
9 52 min
10 53 min
11 43 min
12 44 min
13 46 min
14 47 min
174
15 55 min
175
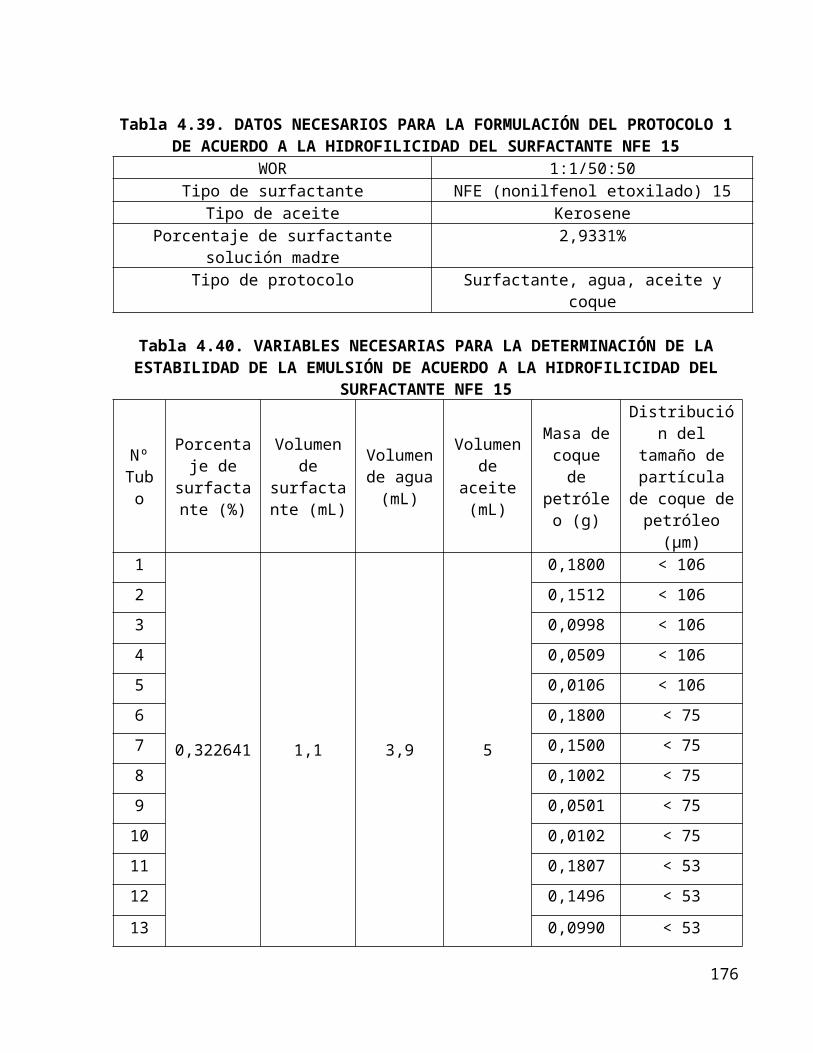
Tabla 4.39. DATOS NECESARIOS PARA LA FORMULACIÓN DEL PROTOCOLO 1DE ACUERDO A LA HIDROFILICIDAD DEL SURFACTANTE NFE 15
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado) 15
Tipo de aceite KerosenePorcentaje de surfactante
solución madre2,9331%
Tipo de protocolo Surfactante, agua, aceite ycoque
Tabla 4.40. VARIABLES NECESARIAS PARA LA DETERMINACIÓN DE LAESTABILIDAD DE LA EMULSIÓN DE ACUERDO A LA HIDROFILICIDAD DEL
SURFACTANTE NFE 15
NºTubo
Porcentaje de
surfactante (%)
Volumende
surfactante (mL)
Volumende agua(mL)
Volumende
aceite(mL)
Masa decoquede
petróleo (g)
Distribución del
tamaño departícula
de coque depetróleo(μm)
1
0,322641 1,1 3,9 5
0,1800 < 1062 0,1512 < 1063 0,0998 < 1064 0,0509 < 1065 0,0106 < 1066 0,1800 < 757 0,1500 < 758 0,1002 < 759 0,0501 < 7510 0,0102 < 7511 0,1807 < 5312 0,1496 < 5313 0,0990 < 53
176
14 0,0501 < 5315 0,0102 < 53
177
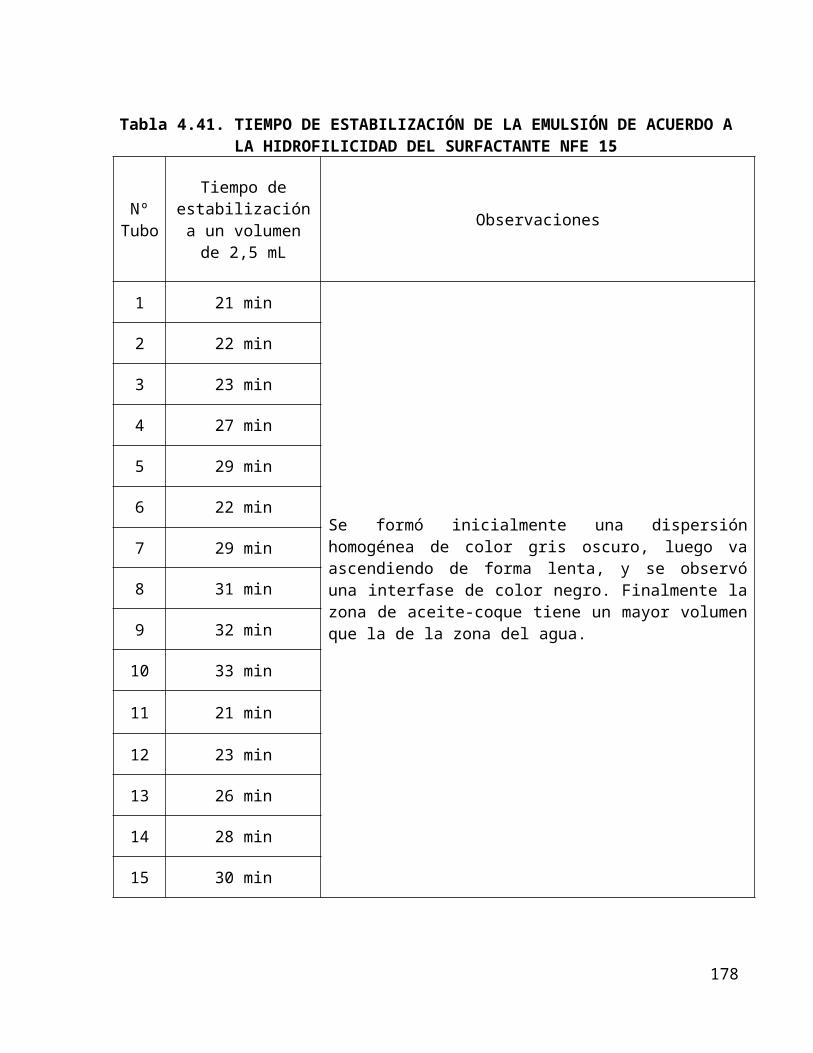
Tabla 4.41. TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓN DE ACUERDO ALA HIDROFILICIDAD DEL SURFACTANTE NFE 15
NºTubo
Tiempo deestabilizacióna un volumende 2,5 mL
Observaciones
1 21 min
Se formó inicialmente una dispersiónhomogénea de color gris oscuro, luego vaascendiendo de forma lenta, y se observóuna interfase de color negro. Finalmente lazona de aceite-coque tiene un mayor volumenque la de la zona del agua.
2 22 min
3 23 min
4 27 min
5 29 min
6 22 min
7 29 min
8 31 min
9 32 min
10 33 min
11 21 min
12 23 min
13 26 min
14 28 min
15 30 min
178
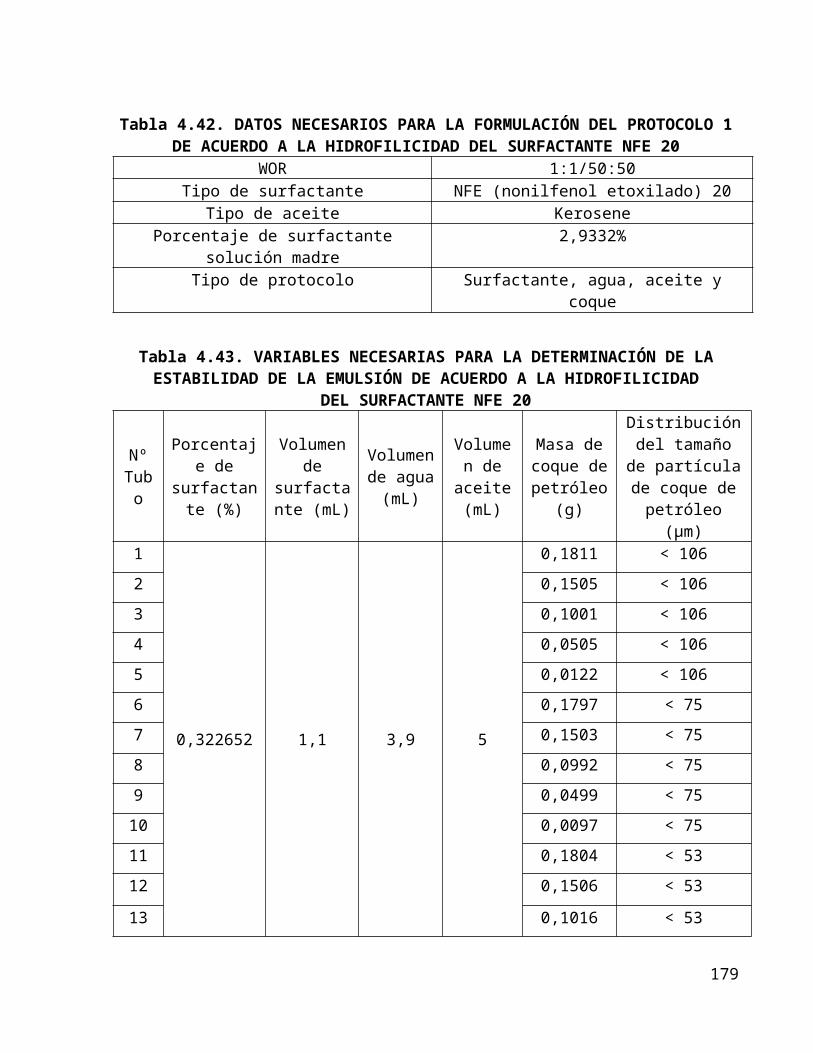
Tabla 4.42. DATOS NECESARIOS PARA LA FORMULACIÓN DEL PROTOCOLO 1DE ACUERDO A LA HIDROFILICIDAD DEL SURFACTANTE NFE 20
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado) 20
Tipo de aceite KerosenePorcentaje de surfactante
solución madre2,9332%
Tipo de protocolo Surfactante, agua, aceite ycoque
Tabla 4.43. VARIABLES NECESARIAS PARA LA DETERMINACIÓN DE LAESTABILIDAD DE LA EMULSIÓN DE ACUERDO A LA HIDROFILICIDAD
DEL SURFACTANTE NFE 20
NºTubo
Porcentaje de
surfactante (%)
Volumende
surfactante (mL)
Volumende agua(mL)
Volumen deaceite(mL)
Masa decoque depetróleo
(g)
Distribucióndel tamaño
de partículade coque depetróleo(μm)
1
0,322652 1,1 3,9 5
0,1811 < 1062 0,1505 < 1063 0,1001 < 1064 0,0505 < 1065 0,0122 < 1066 0,1797 < 757 0,1503 < 758 0,0992 < 759 0,0499 < 7510 0,0097 < 7511 0,1804 < 5312 0,1506 < 5313 0,1016 < 53
179
14 0,0507 < 5315 0,0097 < 53
180
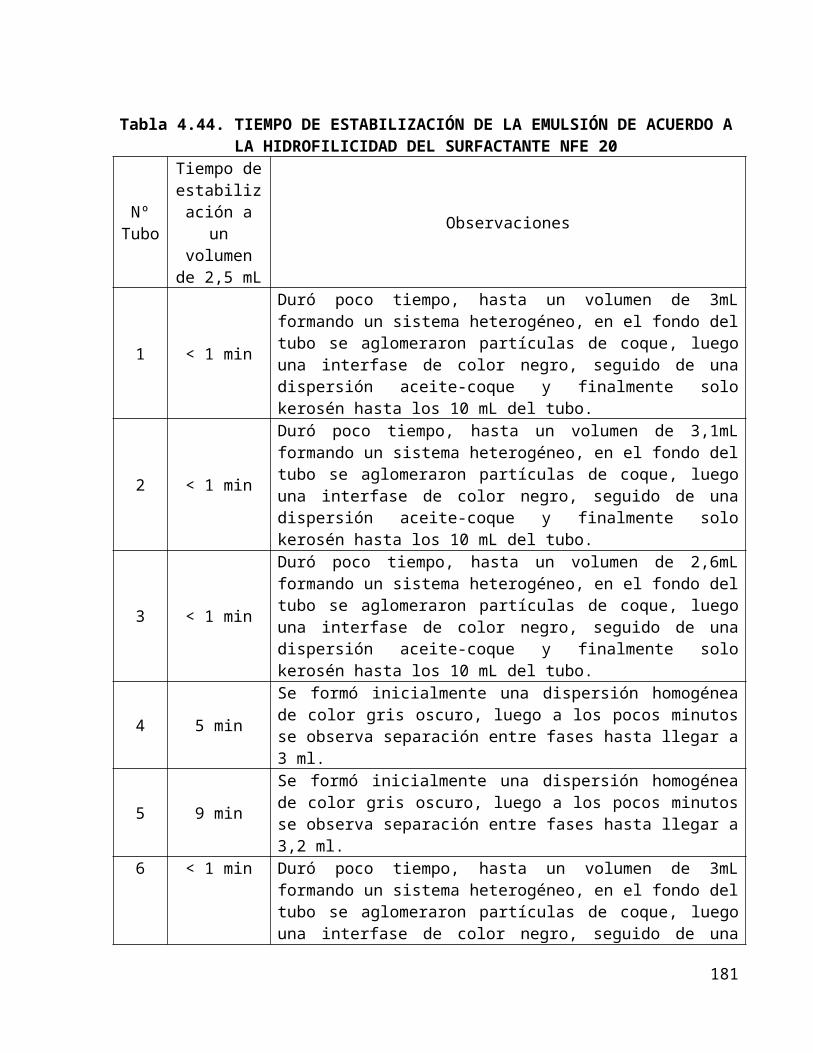
Tabla 4.44. TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓN DE ACUERDO ALA HIDROFILICIDAD DEL SURFACTANTE NFE 20
NºTubo
Tiempo deestabilización a
unvolumende 2,5 mL
Observaciones
1 < 1 min
Duró poco tiempo, hasta un volumen de 3mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron partículas de coque, luegouna interfase de color negro, seguido de unadispersión aceite-coque y finalmente solokerosén hasta los 10 mL del tubo.
2 < 1 min
Duró poco tiempo, hasta un volumen de 3,1mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron partículas de coque, luegouna interfase de color negro, seguido de unadispersión aceite-coque y finalmente solokerosén hasta los 10 mL del tubo.
3 < 1 min
Duró poco tiempo, hasta un volumen de 2,6mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron partículas de coque, luegouna interfase de color negro, seguido de unadispersión aceite-coque y finalmente solokerosén hasta los 10 mL del tubo.
4 5 min
Se formó inicialmente una dispersión homogéneade color gris oscuro, luego a los pocos minutosse observa separación entre fases hasta llegar a3 ml.
5 9 min
Se formó inicialmente una dispersión homogéneade color gris oscuro, luego a los pocos minutosse observa separación entre fases hasta llegar a3,2 ml.
6 < 1 min Duró poco tiempo, hasta un volumen de 3mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron partículas de coque, luegouna interfase de color negro, seguido de una
181
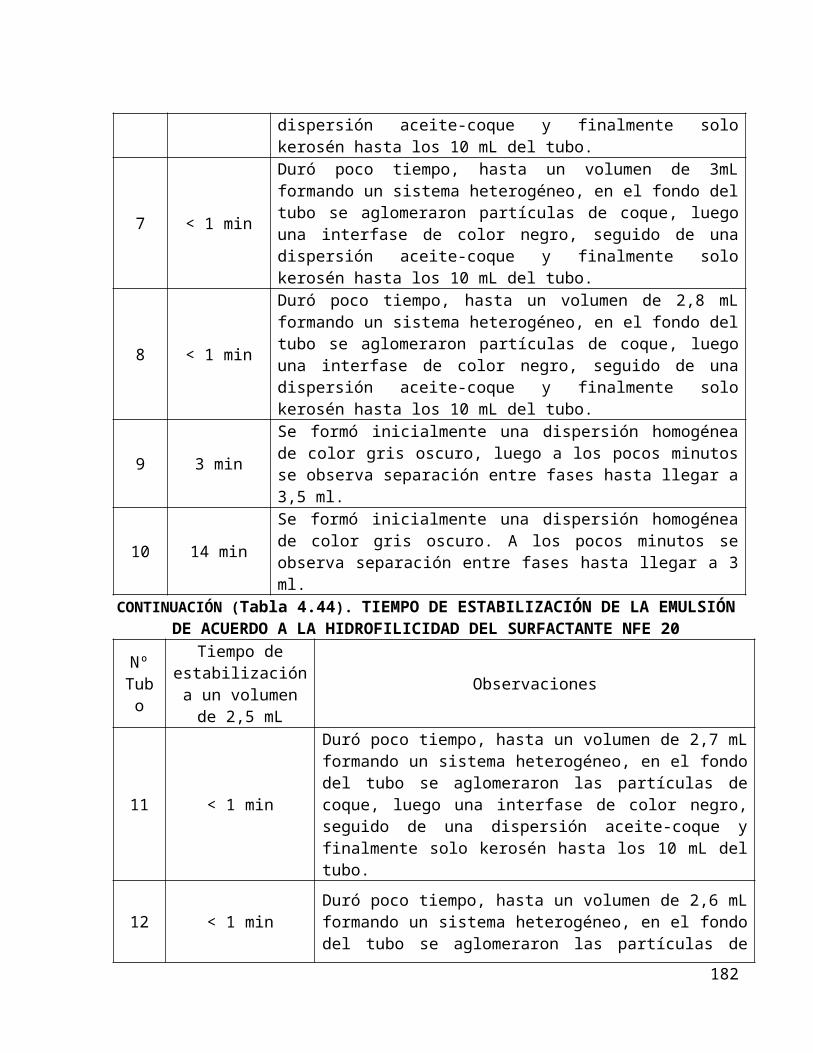
dispersión aceite-coque y finalmente solokerosén hasta los 10 mL del tubo.
7 < 1 min
Duró poco tiempo, hasta un volumen de 3mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron partículas de coque, luegouna interfase de color negro, seguido de unadispersión aceite-coque y finalmente solokerosén hasta los 10 mL del tubo.
8 < 1 min
Duró poco tiempo, hasta un volumen de 2,8 mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron partículas de coque, luegouna interfase de color negro, seguido de unadispersión aceite-coque y finalmente solokerosén hasta los 10 mL del tubo.
9 3 min
Se formó inicialmente una dispersión homogéneade color gris oscuro, luego a los pocos minutosse observa separación entre fases hasta llegar a3,5 ml.
10 14 min
Se formó inicialmente una dispersión homogéneade color gris oscuro. A los pocos minutos seobserva separación entre fases hasta llegar a 3ml.
CONTINUACIÓN (Tabla 4.44). TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓNDE ACUERDO A LA HIDROFILICIDAD DEL SURFACTANTE NFE 20
NºTubo
Tiempo deestabilizacióna un volumende 2,5 mL
Observaciones
11 < 1 min
Duró poco tiempo, hasta un volumen de 2,7 mLformando un sistema heterogéneo, en el fondodel tubo se aglomeraron las partículas decoque, luego una interfase de color negro,seguido de una dispersión aceite-coque yfinalmente solo kerosén hasta los 10 mL deltubo.
12 < 1 minDuró poco tiempo, hasta un volumen de 2,6 mLformando un sistema heterogéneo, en el fondodel tubo se aglomeraron las partículas de
182
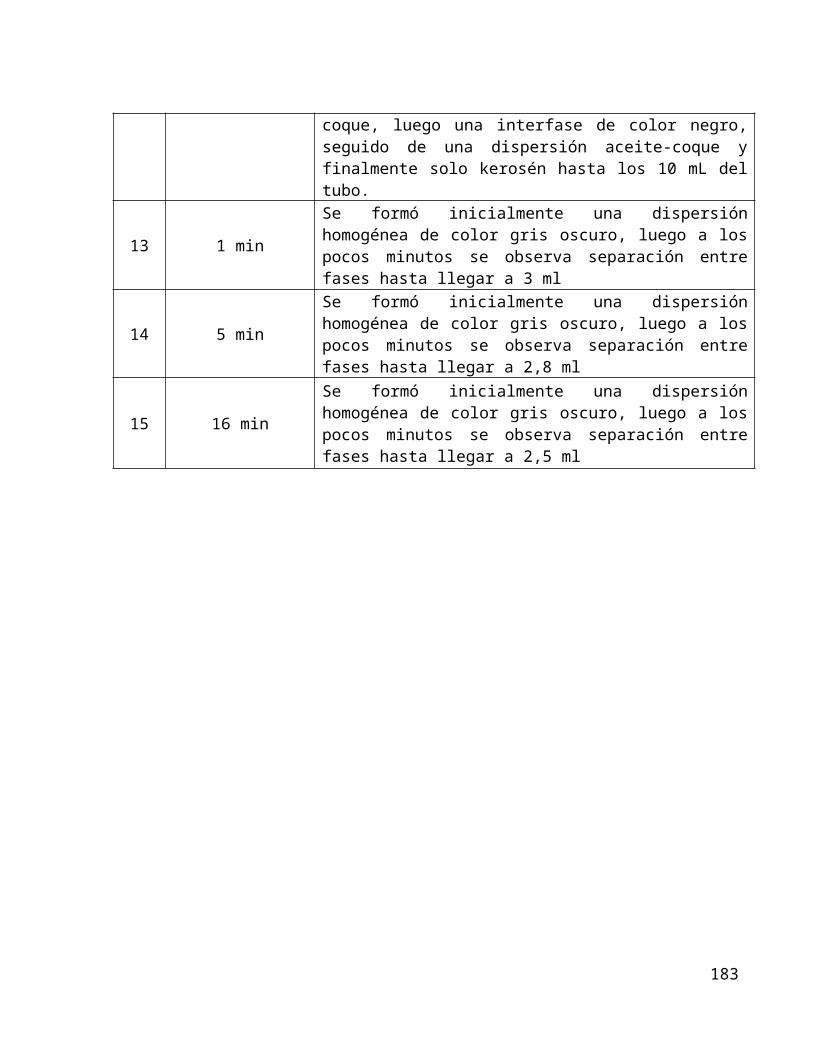
coque, luego una interfase de color negro,seguido de una dispersión aceite-coque yfinalmente solo kerosén hasta los 10 mL deltubo.
13 1 min
Se formó inicialmente una dispersiónhomogénea de color gris oscuro, luego a lospocos minutos se observa separación entrefases hasta llegar a 3 ml
14 5 min
Se formó inicialmente una dispersiónhomogénea de color gris oscuro, luego a lospocos minutos se observa separación entrefases hasta llegar a 2,8 ml
15 16 min
Se formó inicialmente una dispersiónhomogénea de color gris oscuro, luego a lospocos minutos se observa separación entrefases hasta llegar a 2,5 ml
183
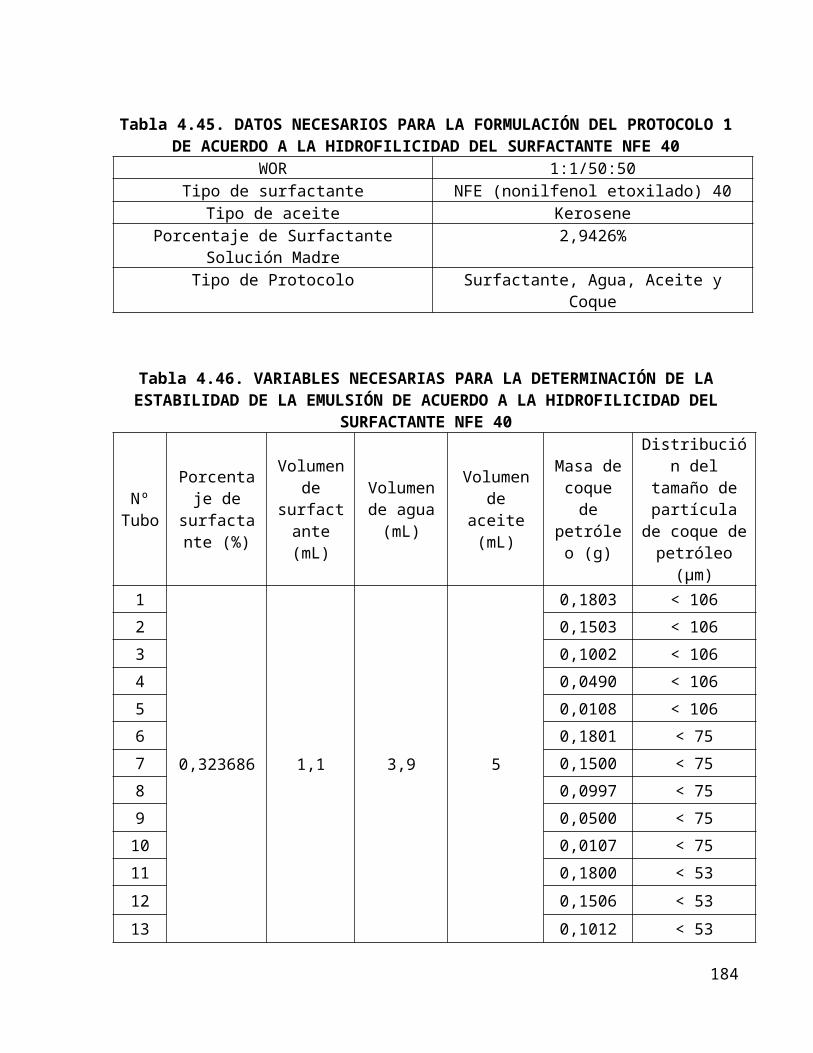
Tabla 4.45. DATOS NECESARIOS PARA LA FORMULACIÓN DEL PROTOCOLO 1DE ACUERDO A LA HIDROFILICIDAD DEL SURFACTANTE NFE 40
WOR 1:1/50:50Tipo de surfactante NFE (nonilfenol etoxilado) 40
Tipo de aceite KerosenePorcentaje de Surfactante
Solución Madre2,9426%
Tipo de Protocolo Surfactante, Agua, Aceite yCoque
Tabla 4.46. VARIABLES NECESARIAS PARA LA DETERMINACIÓN DE LAESTABILIDAD DE LA EMULSIÓN DE ACUERDO A LA HIDROFILICIDAD DEL
SURFACTANTE NFE 40
NºTubo
Porcentaje de
surfactante (%)
Volumende
surfactante(mL)
Volumende agua(mL)
Volumende
aceite(mL)
Masa decoquede
petróleo (g)
Distribución del
tamaño departícula
de coque depetróleo(μm)
1
0,323686 1,1 3,9 5
0,1803 < 1062 0,1503 < 1063 0,1002 < 1064 0,0490 < 1065 0,0108 < 1066 0,1801 < 757 0,1500 < 758 0,0997 < 759 0,0500 < 7510 0,0107 < 7511 0,1800 < 5312 0,1506 < 5313 0,1012 < 53
184
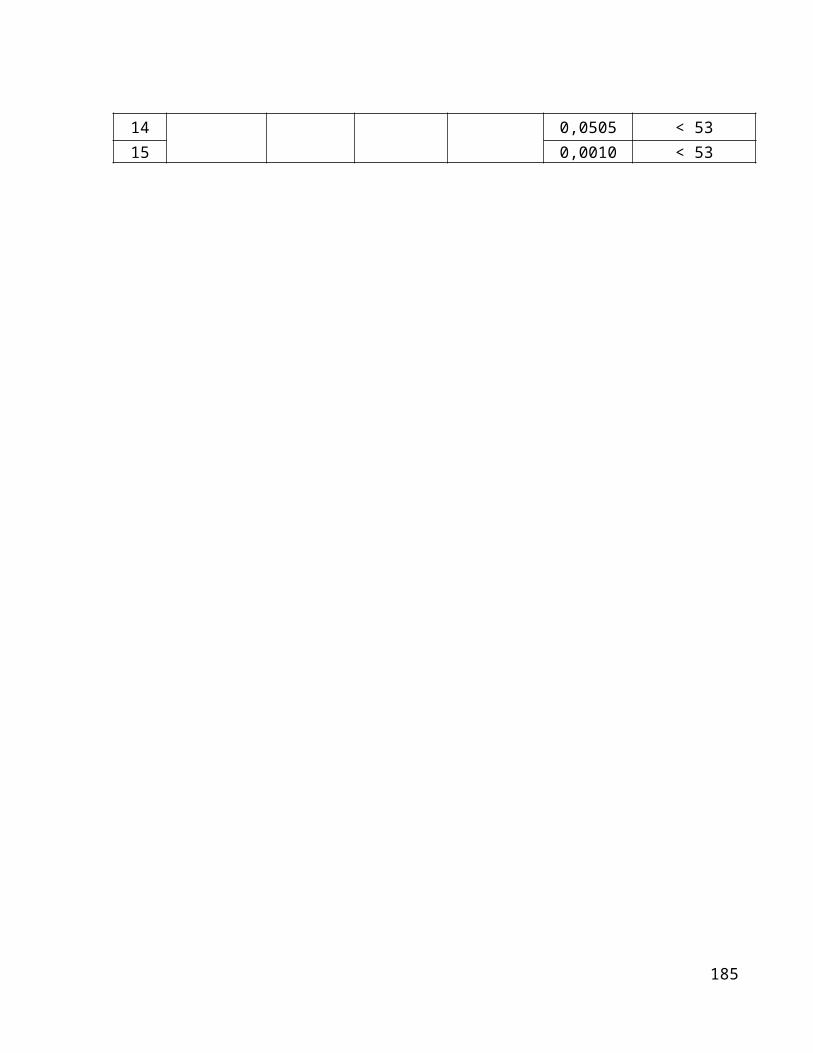
14 0,0505 < 5315 0,0010 < 53
185
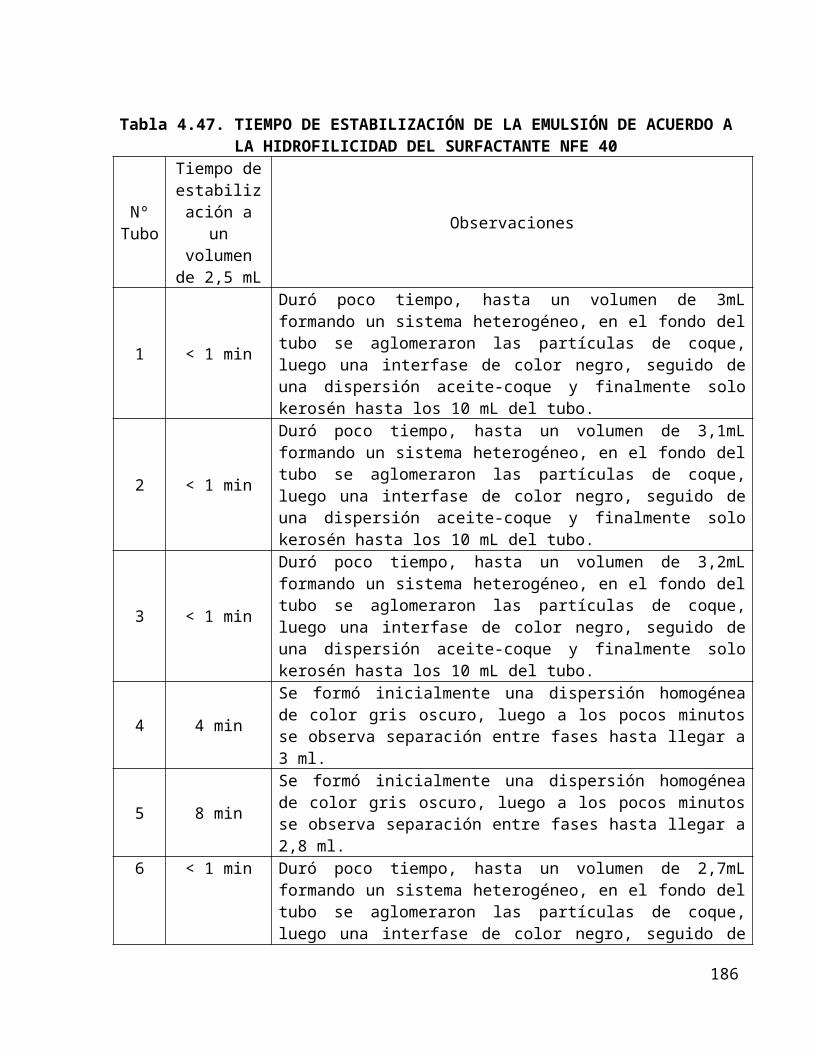
Tabla 4.47. TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓN DE ACUERDO ALA HIDROFILICIDAD DEL SURFACTANTE NFE 40
NºTubo
Tiempo deestabilización a
unvolumende 2,5 mL
Observaciones
1 < 1 min
Duró poco tiempo, hasta un volumen de 3mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron las partículas de coque,luego una interfase de color negro, seguido deuna dispersión aceite-coque y finalmente solokerosén hasta los 10 mL del tubo.
2 < 1 min
Duró poco tiempo, hasta un volumen de 3,1mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron las partículas de coque,luego una interfase de color negro, seguido deuna dispersión aceite-coque y finalmente solokerosén hasta los 10 mL del tubo.
3 < 1 min
Duró poco tiempo, hasta un volumen de 3,2mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron las partículas de coque,luego una interfase de color negro, seguido deuna dispersión aceite-coque y finalmente solokerosén hasta los 10 mL del tubo.
4 4 min
Se formó inicialmente una dispersión homogéneade color gris oscuro, luego a los pocos minutosse observa separación entre fases hasta llegar a3 ml.
5 8 min
Se formó inicialmente una dispersión homogéneade color gris oscuro, luego a los pocos minutosse observa separación entre fases hasta llegar a2,8 ml.
6 < 1 min Duró poco tiempo, hasta un volumen de 2,7mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron las partículas de coque,luego una interfase de color negro, seguido de
186

una dispersión aceite-coque y finalmente solokerosén hasta los 10 mL del tubo.
7 < 1 min
Duró poco tiempo, hasta un volumen de 3mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron las partículas de coque,luego una interfase de color negro, seguido deuna dispersión aceite-coque y finalmente soloaceite kerosén hasta los 10 mL del tubo.
8 < 1 min
Duró poco tiempo, hasta un volumen de 3,2mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron las partículas de coque,luego una interfase de color negro, seguido deuna dispersión aceite-coque y finalmente soloaceite kerosén hasta los 10 mL del tubo.
9 2 min
Se formó inicialmente una dispersión homogéneade color gris oscuro. A los pocos minutos seobserva separación entre fases hasta llegar a 3ml.
10 9 min
Se formó inicialmente una dispersión homogéneade color gris oscuro. A los pocos minutos seobserva separación entre fases hasta llegar a2,6 ml.
CONTINUACIÓN (Tabla 4.47). TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓNDE ACUERDO A LA HIDROFILICIDAD DEL SURFACTANTE NFE 40
NºTubo
Tiempo deestabilización a
unvolumende 2,5 mL
Observaciones
11 < 1 min
Duró poco tiempo, hasta un volumen de 3mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron las partículas de coque,luego una interfase de color negro, seguido de
187
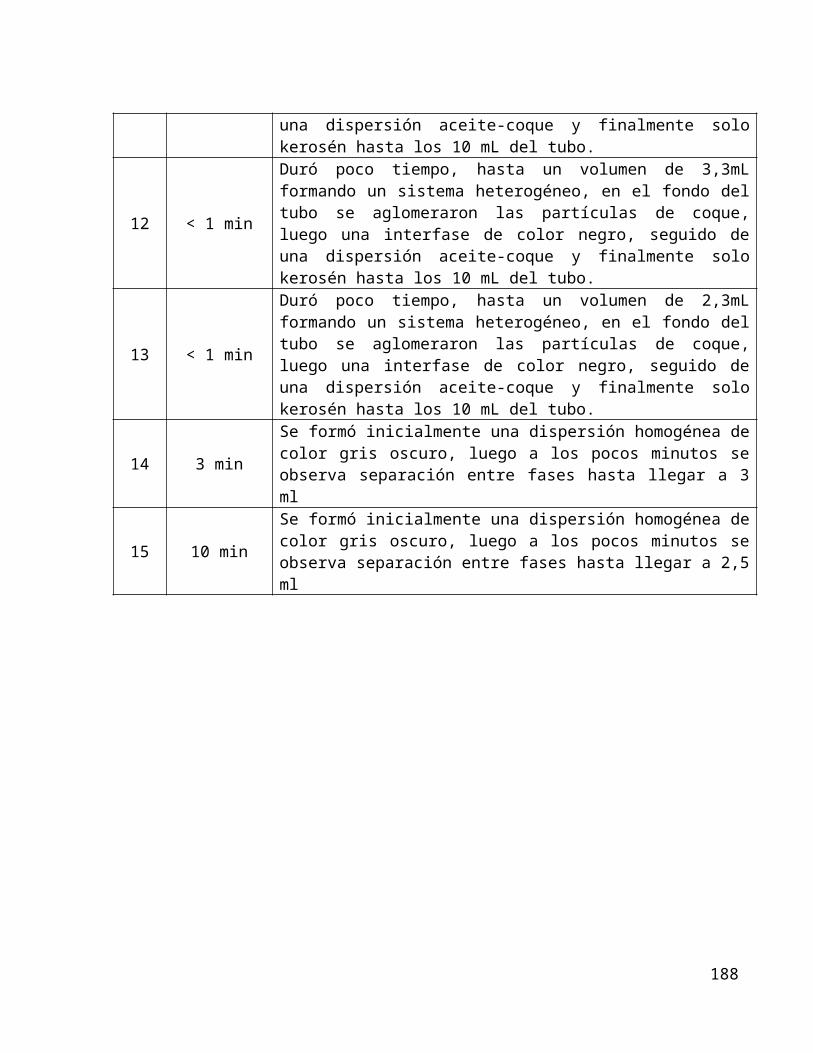
una dispersión aceite-coque y finalmente solokerosén hasta los 10 mL del tubo.
12 < 1 min
Duró poco tiempo, hasta un volumen de 3,3mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron las partículas de coque,luego una interfase de color negro, seguido deuna dispersión aceite-coque y finalmente solokerosén hasta los 10 mL del tubo.
13 < 1 min
Duró poco tiempo, hasta un volumen de 2,3mLformando un sistema heterogéneo, en el fondo deltubo se aglomeraron las partículas de coque,luego una interfase de color negro, seguido deuna dispersión aceite-coque y finalmente solokerosén hasta los 10 mL del tubo.
14 3 min
Se formó inicialmente una dispersión homogénea decolor gris oscuro, luego a los pocos minutos seobserva separación entre fases hasta llegar a 3ml
15 10 min
Se formó inicialmente una dispersión homogénea decolor gris oscuro, luego a los pocos minutos seobserva separación entre fases hasta llegar a 2,5ml
188
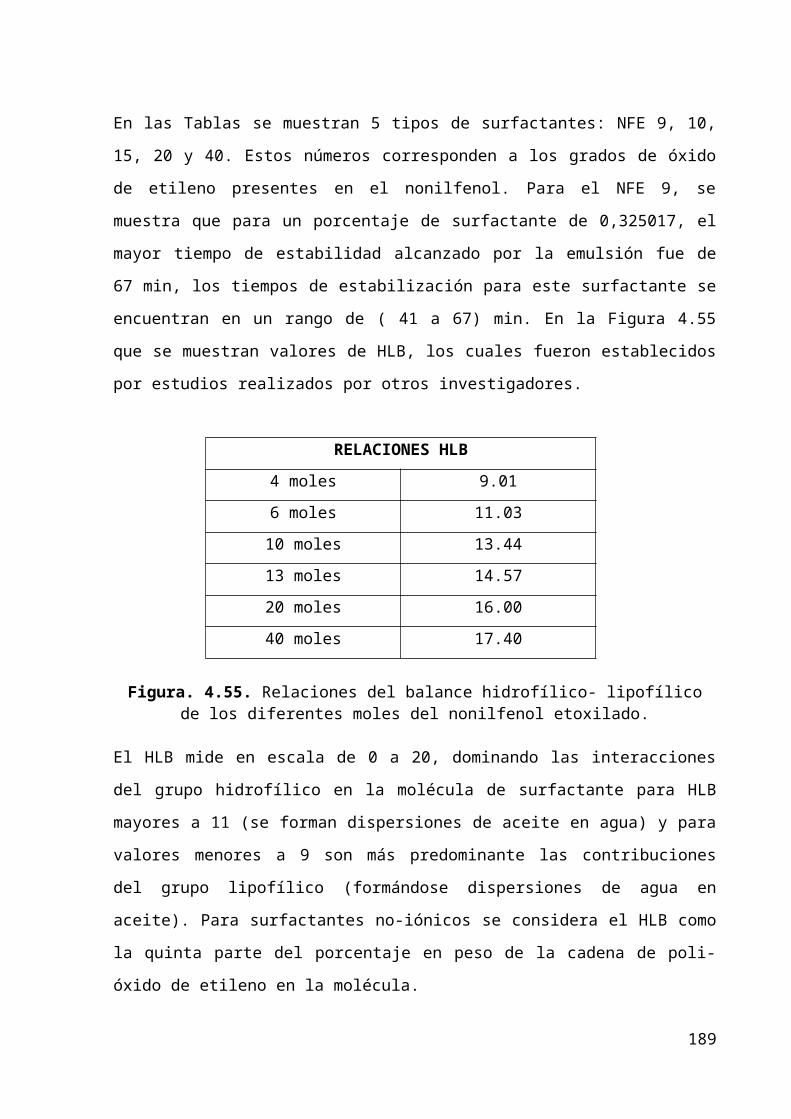
En las Tablas se muestran 5 tipos de surfactantes: NFE 9, 10,
15, 20 y 40. Estos números corresponden a los grados de óxido
de etileno presentes en el nonilfenol. Para el NFE 9, se
muestra que para un porcentaje de surfactante de 0,325017, el
mayor tiempo de estabilidad alcanzado por la emulsión fue de
67 min, los tiempos de estabilización para este surfactante se
encuentran en un rango de ( 41 a 67) min. En la Figura 4.55
que se muestran valores de HLB, los cuales fueron establecidos
por estudios realizados por otros investigadores.
RELACIONES HLB4 moles 9.016 moles 11.0310 moles 13.4413 moles 14.5720 moles 16.0040 moles 17.40
Figura. 4.55. Relaciones del balance hidrofílico- lipofílico
de los diferentes moles del nonilfenol etoxilado.
El HLB mide en escala de 0 a 20, dominando las interacciones
del grupo hidrofílico en la molécula de surfactante para HLB
mayores a 11 (se forman dispersiones de aceite en agua) y para
valores menores a 9 son más predominante las contribuciones
del grupo lipofílico (formándose dispersiones de agua en
aceite). Para surfactantes no-iónicos se considera el HLB como
la quinta parte del porcentaje en peso de la cadena de poli-
óxido de etileno en la molécula.
189
Como el valor de HLB para el NFE 9 se encuentra comprendido
entre el rango de (11.03-13.44) de HLB, esto ha permitido que
todas las emulsiones realizas con dicho surfactante sean de
tipo O/W, comprobado por microscopía óptica y con una técnica
más simple la cual fue la prueba de la gota. Este grado de
etoxilación permite que en el sistema se establezca un balance
de interacciones del surfactante con las fases acuosa y
oleica, presentando un comportamiento ideal para los sistemas
emulsionados. Debido a esta dualidad polar-apolar, una
molécula de surfactante tiende a migrar a la interfase o a la
superficie para satisfacer su doble afinidad, es decir tanto
para el aceite como para el agua.
Para el NFE 10, se observa que para un porcentaje de
surfactante de 0,322311 el mayor tiempo de estabilidad
alcanzado por la emulsión fue de 55 min, los tiempos de
estabilización para este surfactante se encuentran en un rango
de 35 a 55 min. Su relación HLB de 13.44, le permite tener una
afinidad intermedia, es decir que puede ser soluble tanto en
agua como en aceite. Sin embargo los tiempos de estabilización
no superan a los alcanzados empleando el NFE 9, esto puede
deberse a que la presencia del coque de petróleo, el cual a lo
largo de su estudio en éste y en el resto de los objetivos, ha
mostrado una inclinación hacia la fase lipofílica de la
emulsión, pero que gracias a las concentraciones empleadas de
surfactante no se ha desviado el objetivo de formular
emulsiones de tipo O/W. Para el NFE 15, se observa que para un
porcentaje de surfactante de 0,322641, el mayor tiempo de190
estabilidad alcanzado por la emulsión fue de 32 min, los
tiempos de estabilización para este surfactante se encuentran
en un rango de 21 a 32 min. Para el NFE 20, se observa que
para un porcentaje de surfactante de 0,322652, el mayor tiempo
de estabilidad alcanzado por la emulsión fue de 16 min, los
tiempos de estabilización para este surfactante se encuentran
en un rango de 0 a 16 min. Para el NFE 40, se observa que para
un porcentaje de surfactante de 0,323686, el mayor tiempo de
estabilidad alcanzado por la emulsión fue de 9 min, los
tiempos de estabilización para este surfactante se encuentran
en un rango de 0 a 9 min.
Se requieren entre 8 a 9 grupos de óxido de etileno para
obtener una buena solubilidad en el agua. Mientras más grande
es el grado de etoxilación, mayor será la afinidad con el agua
(parte hidrofílica), este es el caso de los NFE 15, 20 y 40,
por esta razón los tiempos en que estabilizaron las emulsiones
fueron cortos, no se favorecía la adsorción interfacial,
inclusive para los NFE 20 y 40 sus tiempos fueron menores a un
minuto, donde se rompió rápidamente el balance de
interacciones del surfactante con las fases acuosa y oleica en
la emulsión. Por otra parte el surfactante nonilfenol
etoxilado no solo se clasifica por los grados de etoxilación,
sino que también puede diferenciarse por su uso. Entre esto se
encuentra que los NFE inferiores a 5 moles de óxido de etileno
se usan como agentes antiespumantes, los NFE entre 9 y 10 son
excelentes tensioactivos, para NFE superiores a 10 son agentes
humectantes, detergentes o dispersantes liposolubles. Cuando
191

los NFE superan los 20 grados de etoxilación, ya son buenos
detergentes. De acuerdo a esto y a los resultados obtenidos
para este tipo de emulsiones con partículas incorporadas de
coque de petróleo el surfactante que se adecua más a la
necesidad de formular emulsiones de tipo O/W, según al
protocolo y al WOR utilizado es el NFE 9.
4.6 DESCRIBIR EL EFECTO DE LOS ELECTROLITOS SOBRE LA
ESTABILIDAD DE LA EMULSIÓN EN LA FASE ACUOSA.
Para describir el efecto de los electrolitos sobre la
estabilidad de la emulsión, se hace primero énfasis en la
formulación de las emulsiones, en las cuales se empleó un
porcentaje de solución de cloruro de sodio (NaCl) de 0,125%,
siendo ésta la solución madre, empleando un porcentaje de
solución madre de surfactante NFE 9 de 2,9427%, En cada
protocolo elaborado se varió el porcentaje de concentración
de NaCl, preparándose 10 tubos de ensayos. Cada tubo posee
una determinada concentración de NaCl cuyo rango estaba
comprendido entre (0,01-0,1) %, tanto el aceite como la
cantidad de coque de petróleo y de agua empleado fue
escogido previamente en objetivos anteriores. El
procedimiento aplicado a cada uno de los tubos para la
elaboración de las emulsiones es explicado en la
metodología, específicamente en el capítulo III, este
procedimiento es determinante para la estabilidad de las
emulsiones, siendo de mayor importancia el hecho de que el
sistema repose por 24 horas antes de realizar la agitación,
para que el sistema se encuentre pre-equilibrado en las
192
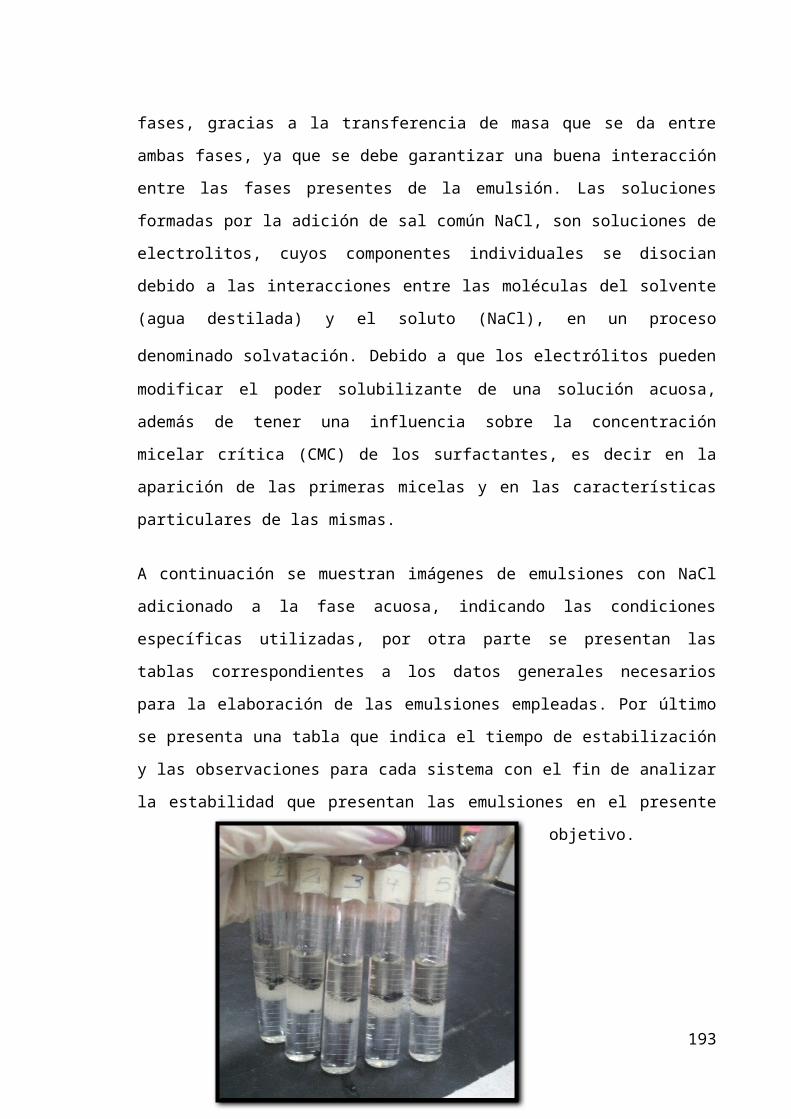
fases, gracias a la transferencia de masa que se da entre
ambas fases, ya que se debe garantizar una buena interacción
entre las fases presentes de la emulsión. Las soluciones
formadas por la adición de sal común NaCl, son soluciones de
electrolitos, cuyos componentes individuales se disocian
debido a las interacciones entre las moléculas del solvente
(agua destilada) y el soluto (NaCl), en un proceso
denominado solvatación. Debido a que los electrólitos puedenmodificar el poder solubilizante de una solución acuosa,
además de tener una influencia sobre la concentración
micelar crítica (CMC) de los surfactantes, es decir en la
aparición de las primeras micelas y en las características
particulares de las mismas.
A continuación se muestran imágenes de emulsiones con NaCl
adicionado a la fase acuosa, indicando las condiciones
específicas utilizadas, por otra parte se presentan las
tablas correspondientes a los datos generales necesarios
para la elaboración de las emulsiones empleadas. Por último
se presenta una tabla que indica el tiempo de estabilización
y las observaciones para cada sistema con el fin de analizar
la estabilidad que presentan las emulsiones en el presente
objetivo.
193

Figura 4.56. Emulsiones con cloruro de sodio (NaCl)
incorporado en la fase acuosa, antes de la agitación por medio
del equipo ULTRA TURRAX.
En la Figura 4.56. Se utilizó el surfactante NFE 9 con un
rango de concentración de solución madre de 2,9427% con unadistribución del tamaño de partícula de coque de petróleo por medio
del orificio de la maya del tamizado < 75 μm y un peso
aproximado de 0,0100 g de coque de petróleo, con un barrido de
porcentaje de solución de cloruro de sodio comprendido entre
(0,01%-0,1%).
194

Figura 4.57. Emulsiones con cloruro de sodio (NaCl)
incorporado en la fase acuosa, después de la agitación por
medio del equipo ULTRA TURRAX.
195
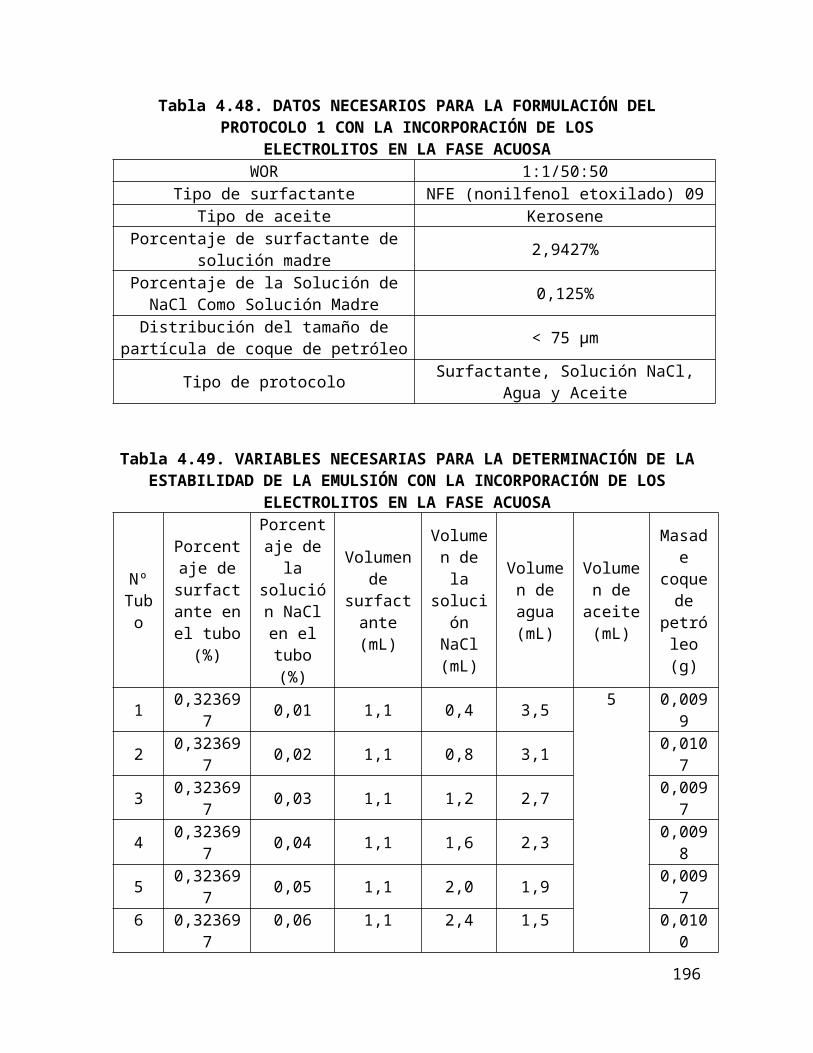
Tabla 4.48. DATOS NECESARIOS PARA LA FORMULACIÓN DELPROTOCOLO 1 CON LA INCORPORACIÓN DE LOS
ELECTROLITOS EN LA FASE ACUOSAWOR 1:1/50:50
Tipo de surfactante NFE (nonilfenol etoxilado) 09Tipo de aceite Kerosene
Porcentaje de surfactante desolución madre 2,9427%
Porcentaje de la Solución deNaCl Como Solución Madre 0,125%
Distribución del tamaño departícula de coque de petróleo < 75 μm
Tipo de protocolo Surfactante, Solución NaCl,Agua y Aceite
Tabla 4.49. VARIABLES NECESARIAS PARA LA DETERMINACIÓN DE LAESTABILIDAD DE LA EMULSIÓN CON LA INCORPORACIÓN DE LOS
ELECTROLITOS EN LA FASE ACUOSA
NºTubo
Porcentaje desurfactante enel tubo
(%)
Porcentaje dela
solución NaClen eltubo(%)
Volumende
surfactante(mL)
Volumen dela
solución
NaCl(mL)
Volumen deagua(mL)
Volumen deaceite(mL)
Masade
coquede
petróleo(g)
1 0,323697 0,01 1,1 0,4 3,5 5 0,009
9
2 0,323697 0,02 1,1 0,8 3,1 0,010
7
3 0,323697 0,03 1,1 1,2 2,7 0,009
7
4 0,323697 0,04 1,1 1,6 2,3 0,009
8
5 0,323697 0,05 1,1 2,0 1,9 0,009
76 0,32369
70,06 1,1 2,4 1,5 0,010
0196

7 0,323697 0,07 1,1 2,8 1,1 0,009
4
8 0,323697 0,08 1,1 3,2 0,7 0,010
2
9 0,323697 0,09 1,1 3,6 0,3 0,009
7
10 0,323697 0,10 1,0 4,0 0 0,010
7
197
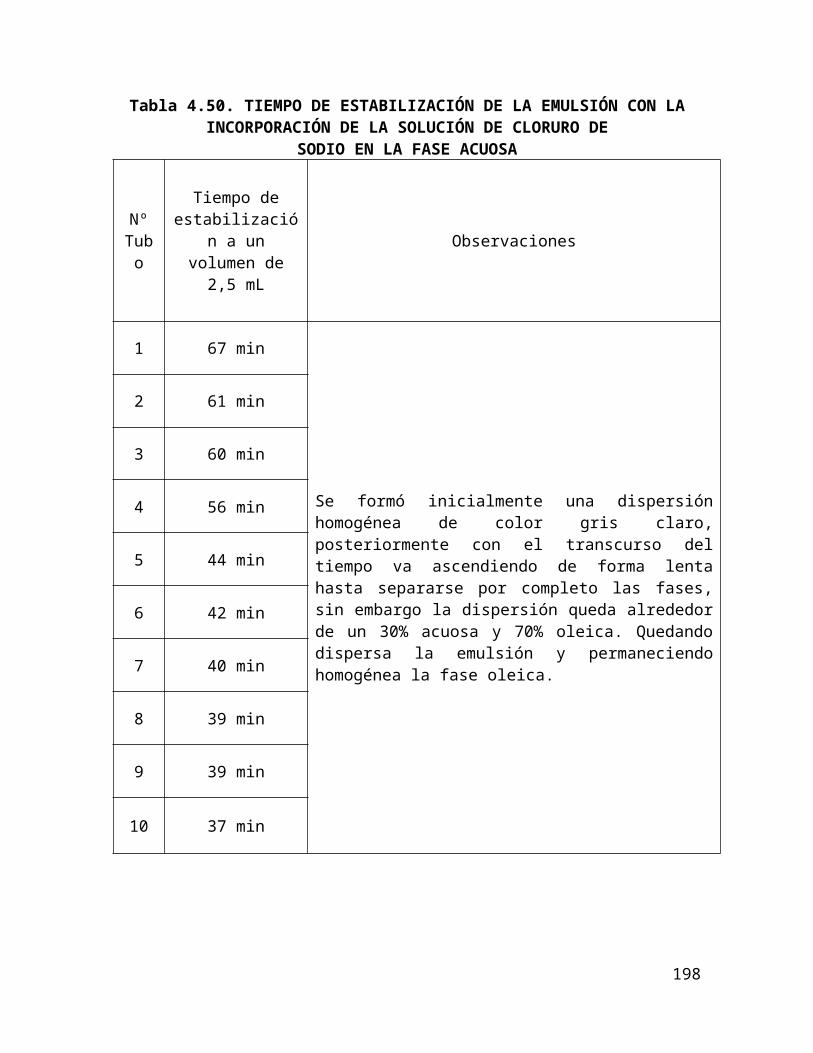
Tabla 4.50. TIEMPO DE ESTABILIZACIÓN DE LA EMULSIÓN CON LAINCORPORACIÓN DE LA SOLUCIÓN DE CLORURO DE
SODIO EN LA FASE ACUOSA
NºTubo
Tiempo deestabilizació
n a unvolumen de2,5 mL
Observaciones
1 67 min
Se formó inicialmente una dispersiónhomogénea de color gris claro,posteriormente con el transcurso deltiempo va ascendiendo de forma lentahasta separarse por completo las fases,sin embargo la dispersión queda alrededorde un 30% acuosa y 70% oleica. Quedandodispersa la emulsión y permaneciendohomogénea la fase oleica.
2 61 min
3 60 min
4 56 min
5 44 min
6 42 min
7 40 min
8 39 min
9 39 min
10 37 min
198
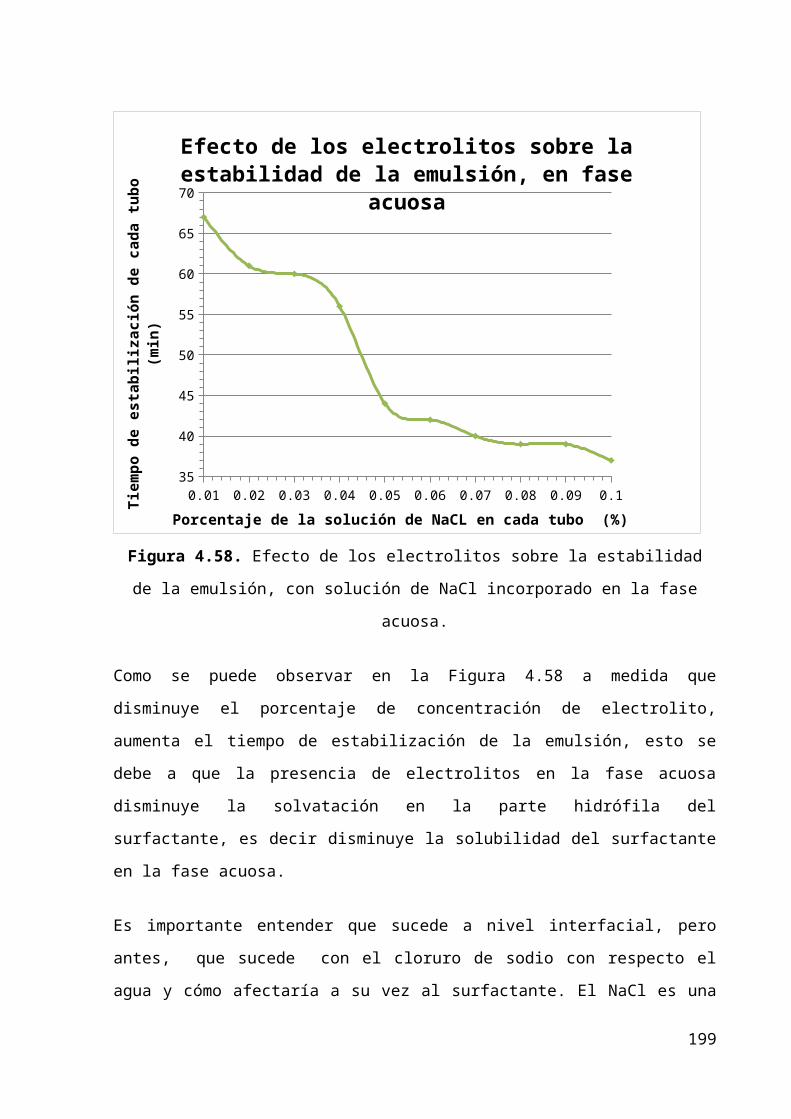
0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.135
40
45
50
55
60
65
70
Efecto de los electrolitos sobre la estabilidad de la emulsión, en fase
acuosa
Porcentaje de la solución de NaCL en cada tubo (%)
Tiem
po d
e es
tabi
liza
ción
de
cada
tub
o (m
in)
Figura 4.58. Efecto de los electrolitos sobre la estabilidad
de la emulsión, con solución de NaCl incorporado en la fase
acuosa.
Como se puede observar en la Figura 4.58 a medida que
disminuye el porcentaje de concentración de electrolito,
aumenta el tiempo de estabilización de la emulsión, esto se
debe a que la presencia de electrolitos en la fase acuosa
disminuye la solvatación en la parte hidrófila del
surfactante, es decir disminuye la solubilidad del surfactante
en la fase acuosa.
Es importante entender que sucede a nivel interfacial, pero
antes, que sucede con el cloruro de sodio con respecto el
agua y cómo afectaría a su vez al surfactante. El NaCl es una
199
molécula con enlace tipo iónico, los iones de este tipo de
moléculas se separan al ser disueltas en agua y cambian
algunas de sus propiedades. Al estar más libre lo iones es más
fácil que conduzcan electricidad, a nivel molecular este
proceso es llamado solvatación, en el cual los iones generan
enlaces con las moléculas de agua, lo que explica su elevada
solubilidad. Los iones cloruro interactúan con el agua
formando puentes de hidrógeno y los iones sodio interactúan
con el par de electrones libres del oxígeno.
Uno de los factores más importantes para la estabilidad de una
emulsión es la presencia de surfactante; que permite controlar
los fenómenos involucrados en la etapa de floculación, cuya
escala de tiempo es variable. El surfactante puede reducir la
tensión interfacial haciendo más fácil la formación de
pequeñas gotas, así como de formar una película delgada
alrededor de las gotas de la fase dispersa, impidiendo la
coalescencia entre ellas. El surfactante nonilfenol etoxilado
9 (NFE 9), es de tipo no iónico, formado por una cadena
carbonada que posee grupos etoxilados –(OCH2CH2)9OH, este
surfactante tiene una afinidad para las emulsiones similar en
ambas fases, pero al momento de incorporar el agua y
posteriormente la solución de cloruro de sodio (NaCl), sucede
que al emulsionarse, la eficiencia del surfactante disminuye a
medida que se aumenta el porcentaje de concentración de
cloruro de sodio, esto se debe a que el agua prefiere a los
iones presentes en solución de cloruro de sodio que al
200

surfactante, ocurriendo fuerza intermoleculares dipolo-dipolo
que superan la afinidad que existe entre la parte hidrofílica
del surfactante con el agua, como consecuencia disminuye la
eficiencia del surfactante, obteniendo un menor tiempo de
estabilización de las emulsiones. Cuando la capa formada por
los agentes tensioactivos alrededor de las gotas se
desestabiliza, ocurre la coalescencia, siendo esta la etapa de
la final en la vida de una gota dentro de una emulsión.
201
CAPÍTULO V
CONCLUSIONES
202
CONCLUSIONES
A continuación se presentan las conclusiones que se obtuvieron en el cumplimiento
de cada uno de los objetivos planteados.
- El protocolo seleccionado para las emulsiones de tipo (O/W)
es el número 1, el cual está constituido principalmente del
surfactante nonilfenol etoxilado (NFE 10), seguido del agua,
el aceite y finalmente el coque de petróleo.
-El porcentaje de surfactante NFE 10 que proporcionó un tiempo
de estabilidad adecuado a la emulsión fue de 0,322311%, con un
tiempo de 51 min. Dicho porcentaje es el de menor valor del
protocolo 1, lo que es favorable pues significa que con éste
se empleó una menor cantidad de surfactante, que corresponde a
un porcentaje de surfactante de solución madre de 2,9301%.
-El tipo de aceite que presentó un mejor comportamiento y
proporcionó un buen tiempo de estabilidad a las emulsiones fue
el Kerosene.
-A medida que aumenta la cantidad de coque de petróleo, se
incrementa el tiempo en que la emulsión es estabilizada, para
el objetivo 2.
-Las partículas de coque de petróleo si actúan como un
estabilizante de emulsiones del tipo O/W.
-Las partículas de coque de petróleo, a pesar de que se
encontraban finamente divididas (106 µm) generan gran peso en203
la interfase de la emulsión, ocasionando poco a poco su
ruptura, lo cual disminuye su tiempo de estabilidad.
-El mayor tiempo de estabilización alcanzado por las
emulsiones de tipo O/W empleando el surfactante NFE 10 a
2,9301% de solución madre fue de 49 min y corresponde a una
cantidad de coque de petróleo añadida de 0,1808 g para el
objetivo 2.
- La capacidad estabilizadora del coque de petróleo no es
suficientemente alta para sustituir parcial o totalmente al
surfactante o emulsificante en la preparación de emulsiones de
tipo O/W.
-El método que facilitó la determinación de la morfología de
las emulsiones elaboradas fue el de microscopía óptica, el
cual permitió analizar e interpretar lo que acontece a nivel
interfacial, además de aportar la medida del diámetro de las
gotas de la emulsión.
-La morfología de las emulsiones determinadas luego aplicar la
prueba de la gota, fue variable para los distintos protocolos:
Para el protocolo 1 se obtuvieron emulsiones de tipo (O/W) y
de tipo (W/O), es decir, se obtuvieron emulsiones directas e
inversas. Para el protocolo 2 se obtuvieron sólo emulsiones de
tipo (O/W) y para los protocolos 3 y 4 se obtuvieron
únicamente emulsiones de tipo (W/O).
-Mientras menor es la distribución del diámetro de las gotas
de las emulsiones, la movilidad de las mismas es mejor y la
204
probabilidad de que ocurra una pronta ruptura disminuye, por
lo tanto el tiempo de estabilización aumenta.
-La emulsión que poseía una mejor distribución de diámetro de
gotas fue la 7, la cual empleó en su formulación el
surfactante (NFE 10), con un porcentaje de solución madre de
2,9499% y con un porcentaje en el tubo de 0,324489% del mismo
surfactante. Ésta alcanzó un mayor tiempo de estabilidad con
respecto a la demás emulsiones estudiadas, esto se muestra en
el objetivo 3.
-La mejor distribución de diámetro de gotas obtenida por el
método de vía humedad fue la de la emulsión 6 que empleó el
surfactante (NFE 9) y una distribución de partículas vía seca
de (40-78) µm para el objetivo 4.
-Los surfactantes que permitieron un mayor tiempo de
estabilidad a las emulsiones, para el objetivo 5 fueron el
(NFE 9) y el (NFE 10), con 9 y 10 moles de óxido de etileno,
respectivamente.
-A pesar de que el NFE 10 permite tener una afinidad
intermedia, es decir que puede ser soluble tanto en agua como
en aceite, los tiempos de estabilización no superan a los
alcanzados empleando el NFE 9, donde el mayor tiempo de
estabilización alcanzado por el NFE 10 fue 55 min mientras que
para el NFE 9 el mayor fue 68 min.
-El tiempo de estabilidad de 68 min, obtenido al utilizar el
surfactante NFE 9 empleó un porcentaje de solución madre de205
surfactante de 2,9547% y un porcentaje del mismo en el tubo
de 0,325017%.
-Las emulsiones que presentaron menores tiempos de
estabilización fueron las formuladas con surfactante NFE 40.
Los tiempos de estabilización para este surfactante se
encuentran en un rango de 0 a 9 min.
-A medida que aumenta el porcentaje de solución de cloruro de
sodio (NaCl) en la emulsión, disminuye el tiempo de
estabilización de las emulsiones.
-La acción del surfactante en la emulsión disminuye a medida
que aumenta el porcentaje de concentración de cloruro de sodio
(NaCl), ya que se obtiene un menor tiempo de estabilización en
las emulsiones, la solución de cloruro de sodio (NaCl) tiene
preferencia a interactuar con el agua que con el surfactante.
206
BIBLIOGRAFÍA
ADAMSON.A.W., “Fisicoquímica de Superficies e interfase”, Edición Nº 2.
(1967).
ARANBERRI, B.P. BINKS, “Elaboración y caracterización de emulsiones
estabilizados por polímeros y agentes tensioavtivos”. Revista iberoamericana
de polímeros, Volumen 7, (2006).
AROCHA, RUBEN. “Obtención de nanoemulsiones por dilución de sistemas
surfactante/agua/aceite conteniendo cristales líquidos”. Universidad de los
Andes, Facultad de Ingeniería, Escuela de Ingeniería Química
(2007).
AUBRY, M.J.; SCHORSCH, G. “Formulación presentación general”. Cuaderno
FIRP S011A Universidad de Los Andes, Mérida, Facultad de
Ingeniería, Escuela de Ingeniería Química, (2004).207
BAILEY. A, “Aceites y grasas industriales” edición original, paginas
(266), editorial Reverté, S.A. Barcelona España, (2001).
BECHER P, "Emulsiones: Teoría y Práctica", Editorial Blume, Madrid
Traducción de la Segunda Editorial americana. (1972).
DELGADO, NACARIT. “Estabilización de emulsiones de crudo pesado en agua con
mezclas de surfactantes no-iónicos y aniónicos y aminas como co-surfactantes”.
(Magister en química), Universidad del Zulia, Facultad
Experimental de Ciencias (2007).
DRELICH. A, GÓMEZ. F, CLAUSSE. D, PEZRON. I, “Evolución de las
emulsiones de agua en aceite estabilizadas con partículas sólidas influenciada por la
adición de un surfactante no iónico” revista el siever, Departamento de
ingeniería química, Universidad tecnológica Canadá. (2010).
EMILIO A. PARUTA T. “Emulsiones geles influencia de la formulación y fracción
de fase dispersada sobre sus propiedades reológicas y estabilidad”. Universidad
de los Andes Facultad de Ingeniería, Escuela de ingeniería
Química, Mérida-Venezuela (2008)
FENNEMA O, R. “Introducción a la Ciencia de emulsiones”. Editorial,
S.A., España, (1982).
GARY. J, HANDWERK. G, “Refino de petróleo” edición original,
paginas (18-21-59-60-95-107), editorial Reverté, S.A.
Barcelona España, (2003).
208
HERNÁNDEZ. R, FERNÁNDEZ. C, BAPTISTA. P, Metodología de la
investigación, cuarto edición, paginas (523-527), editorial Mc
Graw-Hill interamericana, Auckland México, (2006).
KOULOHERIS, A. “Surfactante herramientas importantes en el procesamiento
químico de ingeniería química” Pagina consultada: 30, (1989).
LIF. A, STENSTAD. P, SYVERUD. K, NYDÉN. M, HOLMBERG. K,
“Emulsiones estabilizadas por celulosa microfibilar y tensioactivo no iónico”
revista el siever, Universidad de tecnología, Departamento de
química e ingeniería biológica, (2010).
MC. CLEMENTS, D.J. “EMULSIONES: principio, practica y técnicas”. CRC.
Boca Raton, FL., EUA, (1999).
NEWBERY J, THIERRY. J, El pétroleo, Primera edición, paginas (59-
67), editorial Colihue Biblioteca Nacional, Buenos Aires
Argentina, (2007).
PARUTA, EMILIO. “Emulsiones geles. Influencia de la formulación y fracción de
fase dispersada sobre sus propiedades reológicas y estabilidad”. Universidad de
los Andes, Facultad de Ingeniería, Escuela de Ingeniería
Química (2008).
P. BECHER, “Enciclopedia de tecnología de emulsiones”, edición Nº 4
(1985-1988).
209
PICHOT. R, SPYROPOULOS. F, NORTON. I, “Emulsión de aceite en agua
estabilizada por tensioactivos de bajo peso molecular y partículas coloidales: el
efecto del tipo de tensioactivo y la concentración” revista el siever,
Centro de ingeniería formulación, Departamento de ingeniería
química, Universidad de Birmigham. (2010).
SALAGER, J.L. Y ANTÓN, R. “El mundo de los surfactantes”. Cuaderno FIRP
311 Universidad de Los Andes, Mérida, Facultad de Ingeniería,
Escuela de Ingeniería Química, (1992).
SALAGER, J.L. Y ANTÓN, R. “Deshidratación de crudo”. Cuaderno FIRP
S853-PP Universidad de Los Andes, Mérida, Facultad de
Ingeniería, Escuela de Ingeniería Química, (1992).
SALAGER, J.L. “Formulación Composición y Fabricación de emulsiones para
obtener las propiedades deseadas”. Cuaderno FIRP S747-B, Universidad de
los Andes, Mérida, Facultad de Ingeniería, Escuela de
Ingeniería Química, Versión Nº2 (1999).
SALAGER, J.L. “Propiedades de la emulsión y los conocimientos sobre cómo
alcanzarlos en emulsiones y suspensiones farmacéuticas” capítulos 3, 74-
103, año (2000).
SALANGER, L.J, “Surfactantes Tipos y Usos”. Cuaderno FIRP S300-A,
Universidad de los Andes, Mérida, Facultad de Ingeniería,
Escuela de Ingeniería Química, Versión Nº2 (2002).
210
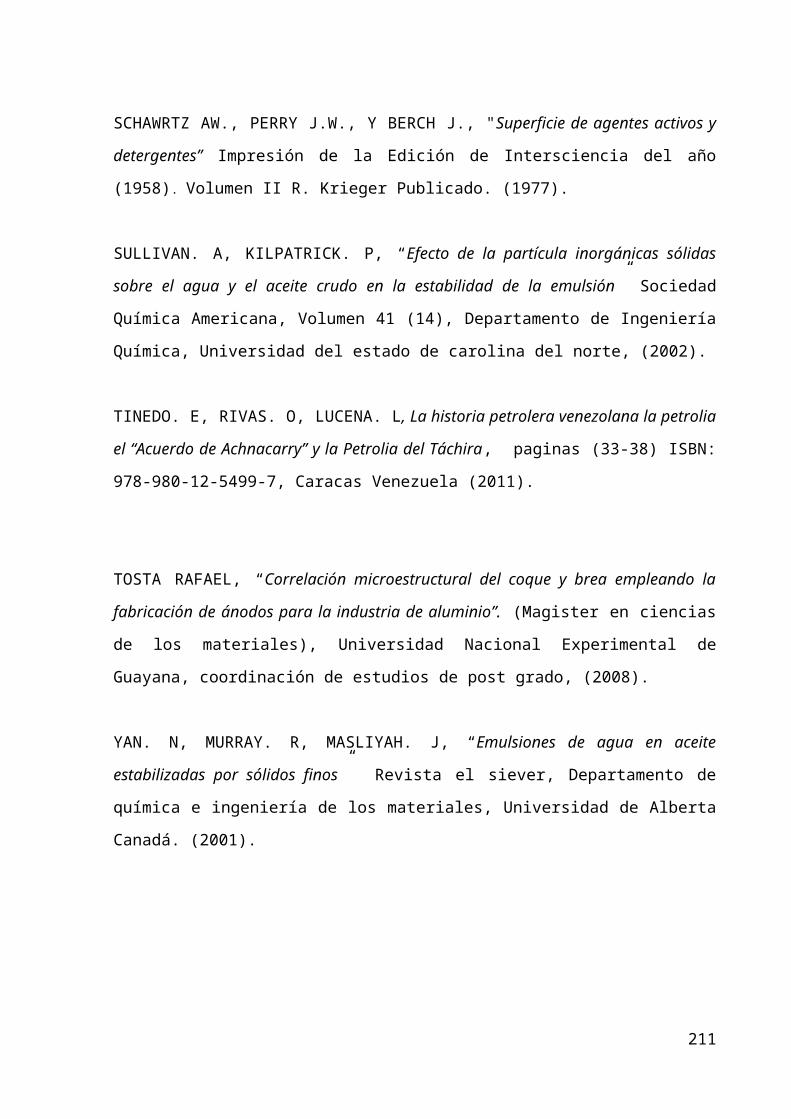
SCHAWRTZ AW., PERRY J.W., Y BERCH J., "Superficie de agentes activos y
detergentes” Impresión de la Edición de Intersciencia del año
(1958). Volumen II R. Krieger Publicado. (1977).
SULLIVAN. A, KILPATRICK. P, “Efecto de la partícula inorgánicas sólidas
sobre el agua y el aceite crudo en la estabilidad de la emulsión” Sociedad
Química Americana, Volumen 41 (14), Departamento de Ingeniería
Química, Universidad del estado de carolina del norte, (2002).
TINEDO. E, RIVAS. O, LUCENA. L, La historia petrolera venezolana la petrolia
el “Acuerdo de Achnacarry” y la Petrolia del Táchira, paginas (33-38) ISBN:
978-980-12-5499-7, Caracas Venezuela (2011).
TOSTA RAFAEL, “Correlación microestructural del coque y brea empleando la
fabricación de ánodos para la industria de aluminio”. (Magister en ciencias
de los materiales), Universidad Nacional Experimental de
Guayana, coordinación de estudios de post grado, (2008).
YAN. N, MURRAY. R, MASLIYAH. J, “Emulsiones de agua en aceite
estabilizadas por sólidos finos” Revista el siever, Departamento de
química e ingeniería de los materiales, Universidad de Alberta
Canadá. (2001).
211

212

APÉNDICE AFiguras de los equipos utilizados para el cumplimiento de los
objetivos.
213
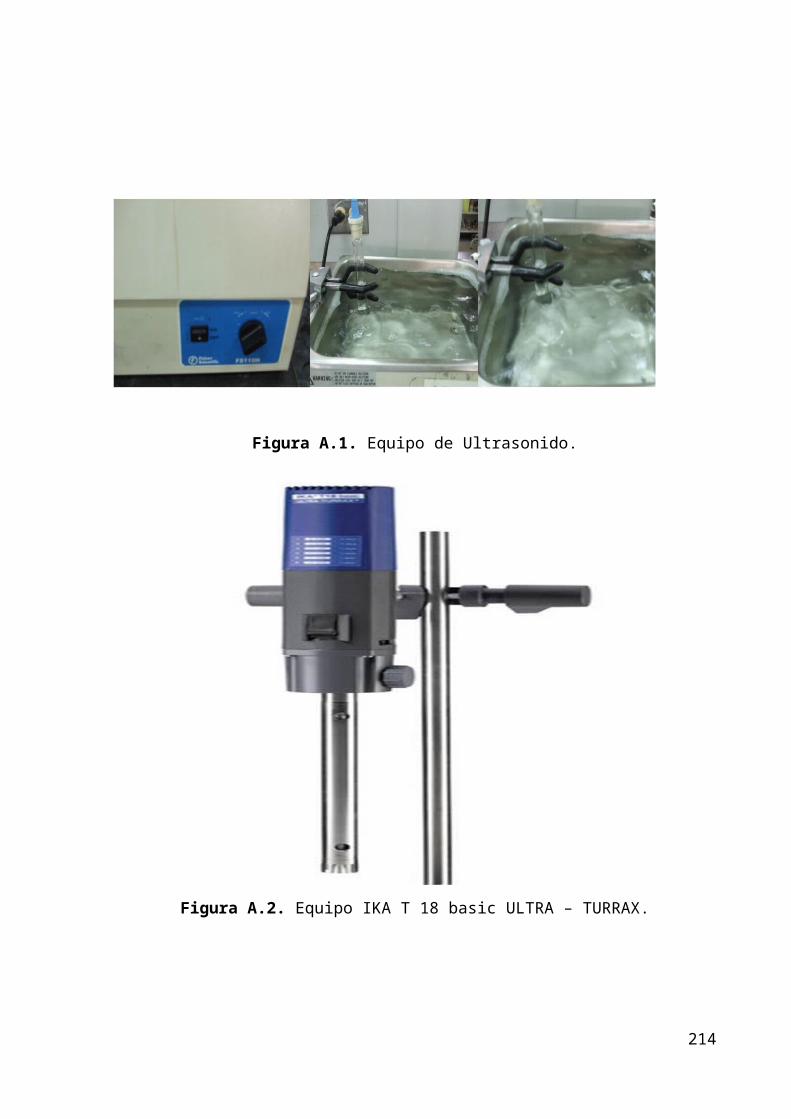
Figura A.1. Equipo de Ultrasonido.
Figura A.2. Equipo IKA T 18 basic ULTRA – TURRAX.
214
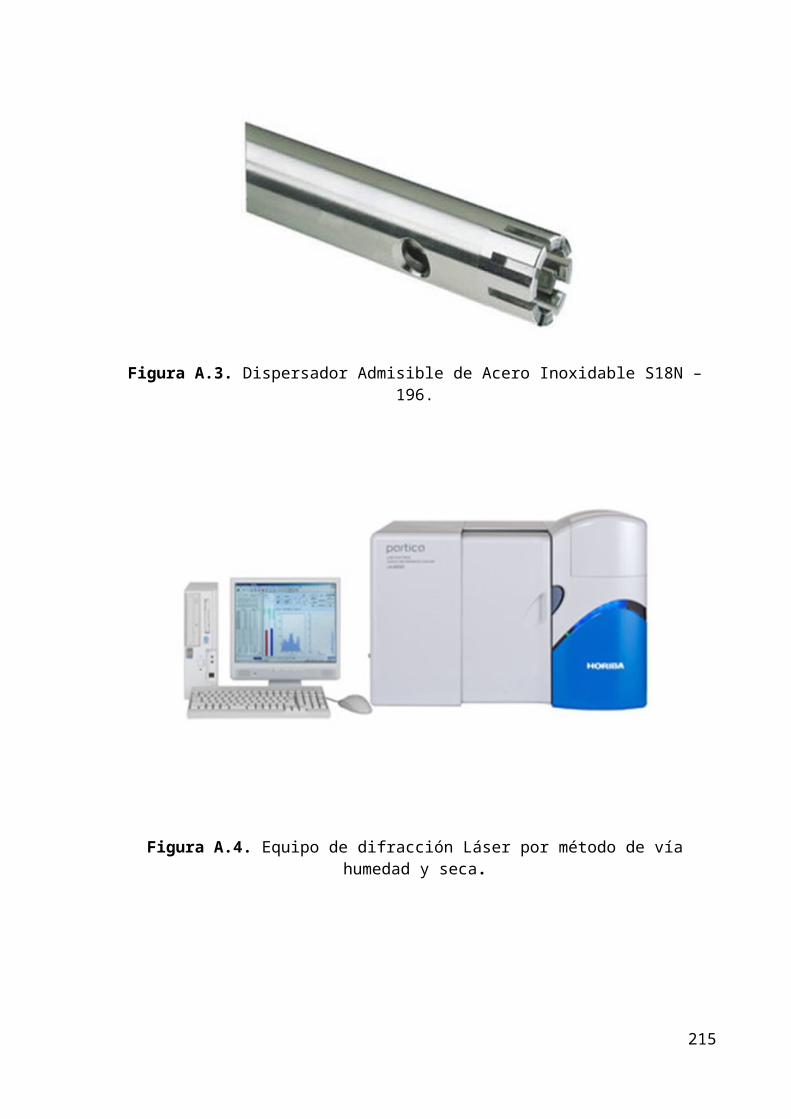
Figura A.3. Dispersador Admisible de Acero Inoxidable S18N –196.
Figura A.4. Equipo de difracción Láser por método de víahumedad y seca.
215

Figura A.5. Equipo de microscopia Óptica.
216
APÉNDICE B
CÁLCULOS TÍPICOS
217
CÁLCULOS TÍPICOS PARA LA REALIZACIÓN DE LOS OBJETIVOS
Para la realización de los objetivos fue necesario conocer
varios parámetros indicativos de las cantidades con las que
fue necesaria trabajar. Lo primero, es que las emulsiones que
se obtuvieron fueron formuladas en tubos de ensayos con 10 mL
de capacidad, sin olvidar que el WOR con que se trabajo fue de
1:1 lo que indica que 5 mL pertenecen a la fase acuosa y 5 mL
a la fase oleica. Como el tipo de emulsión que se desea
obtener es aceite en agua (O/W), el surfactante debía estar
incorporado en la fase acuosa, por ende el volumen de la fase
acuosa incorporado al sistema no podía exceder los 5 mL, a
partir de ahí se empiezan a calcular los porcentajes de
surfactante y las cantidades a añadir en cada tubo.
A continuación se explicará detalladamente cómo se realizó el
cálculo del porcentaje de surfactante de la solución madre,
recordando que esta solución se diluyó en un balón aforado de
218
100mL y a partir de ahí se tomaron varias alícuotas para poder
cumplir con el objetivo.
Figura B.1. Preparación de la solución madre de surfactante.
Para determinar las cantidades correspondientes de solución de
surfactante en cada tubo fue necesario el cálculo del
porcentaje de solución madre de surfactante. Conocido el tipo
de surfactante a trabajar se determinó el porcentaje de pureza
y conocidos los gramos de surfactante a pesar, se pudo
determinar la concentración de la solución madre. Para el
cálculo de la solución madre se utilizan dos ecuaciones las
cuales son las siguientes:
%P=gpurosgtotales
∗100(I)
Donde:
219
%P = porcentaje de pureza del surfactante.
gpuros = gramos puros del surfactante(g)
gtotales = gramos totales del surfactante (g)
% mv
=mpurosVsol
∗100(II)
Donde:
% mv= porcentaje de concentración de la solución madre del
surfactante (g/mL).
mpuros = gramos puros de la solución madre del surfactante (g).
vsol = volumen de la solución madre del surfactante (mL).
Existe una relación entre la ecuación (I) y la ecuación (II)
mpuros = gpuros
Ya determinado el porcentaje de concentración en la solución
madre de surfactante se procede a determinar el volumen
necesario en cada tubo de ensayo graduado, conociendo los
porcentajes de surfactantes que se deben incorporar en los
mismos y recordando que se realiza un barrido de (0,3-0,5) %.
Vs=Cd∗Vd
Cc(III)
Donde:
Vs = Volumen del surfactante en el tubo (mL)
Vd = Volumen de la solución madre de surfactante. (mL)220
Cd = Concentración del surfactante en el tubo.
Cc = Concentración de la solución madre de surfactante.
Para el objetivo 1, se calcularon seis concentraciones para la
solución madre de surfactante (NFE 10), donde se aplicaron las
mismas ecuaciones para los surfactante en estudio. Aplicando
la ecuación (I) y despejando los gpuros de la ecuación se
obtiene lo siguiente:
gpuros = %P∗gtotales
100 (I)
Considerando un % de pureza del 100% y sustituyendo en la
ecuación anterior, se tiene:
gpuros = 100∗1,0298
100
gpuros = 1,0298
Ahora se procede a obtener el porcentaje de la solución madre
del surfactante. Relacionando la ecuación (I) y (II) entonces
los gpuros son iguales a mpuros. Aplicando la ecuación (II) se
obtiene:
% mv =1,0298100 ¿100
%mv= 1,0298 g/mL
A continuación se presentan todos los valores obtenidos para
el objetivo 1. 221
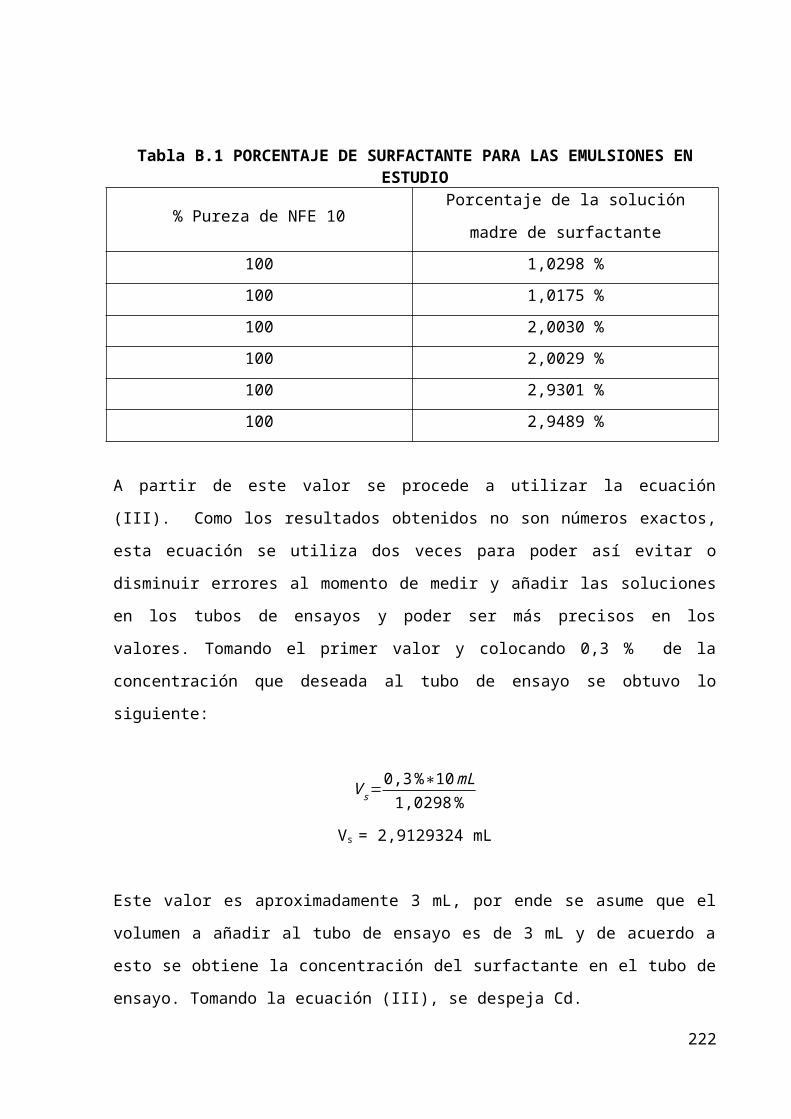
Tabla B.1 PORCENTAJE DE SURFACTANTE PARA LAS EMULSIONES ENESTUDIO
% Pureza de NFE 10Porcentaje de la solución
madre de surfactante100 1,0298 %100 1,0175 %100 2,0030 %100 2,0029 %100 2,9301 %100 2,9489 %
A partir de este valor se procede a utilizar la ecuación
(III). Como los resultados obtenidos no son números exactos,
esta ecuación se utiliza dos veces para poder así evitar o
disminuir errores al momento de medir y añadir las soluciones
en los tubos de ensayos y poder ser más precisos en los
valores. Tomando el primer valor y colocando 0,3 % de la
concentración que deseada al tubo de ensayo se obtuvo lo
siguiente:
Vs=0,3%∗10mL1,0298%
Vs = 2,9129324 mL
Este valor es aproximadamente 3 mL, por ende se asume que el
volumen a añadir al tubo de ensayo es de 3 mL y de acuerdo a
esto se obtiene la concentración del surfactante en el tubo de
ensayo. Tomando la ecuación (III), se despeja Cd.
222
Cd = 1,0298%∗3mL
10mLCd = 0,308940 %
De esta misma manera se aplicó a los distintos tubos hasta
completar los barridos de concentración de (0,3 – 0,5) % y
para los demás porcentajes de la solución madre de
surfactante. A continuación se presenta una Tabla indicando el
porcentaje de la solución madre con cada uno de los
porcentajes de surfactante en el tubo de ensayo y sus
volúmenes respectivamente.
Estos valores también fueron utilizados para el objetivo 2.
223
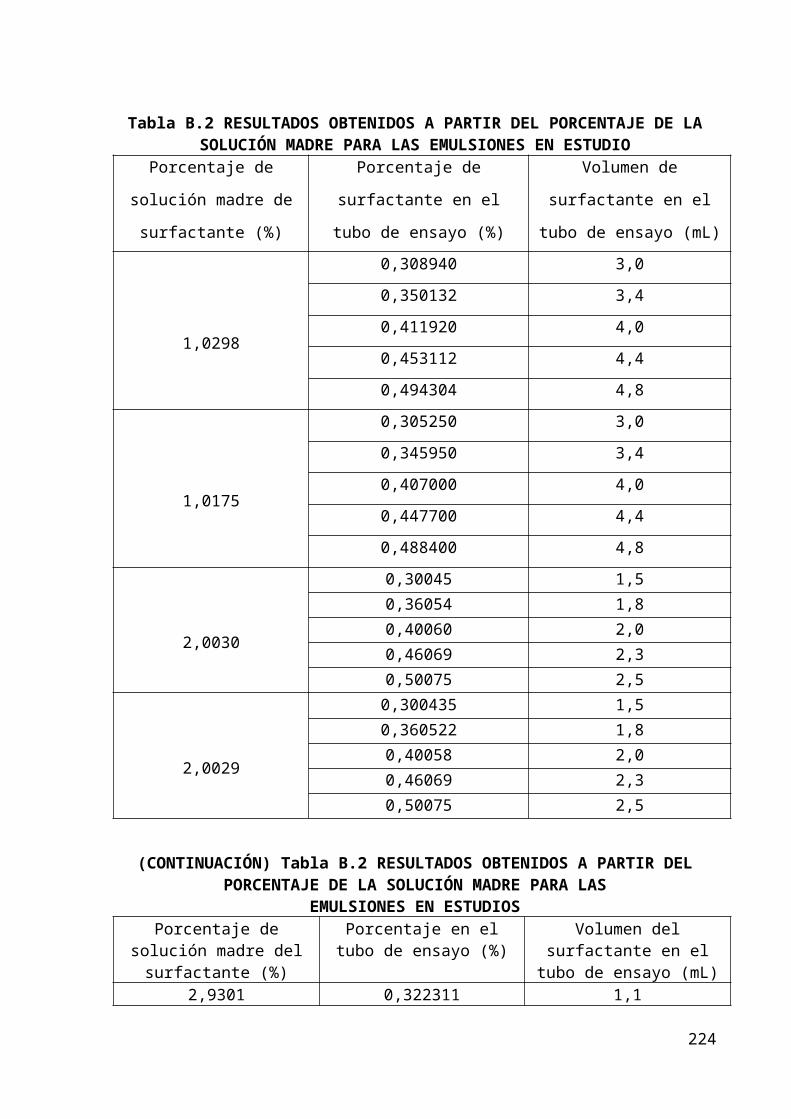
Tabla B.2 RESULTADOS OBTENIDOS A PARTIR DEL PORCENTAJE DE LASOLUCIÓN MADRE PARA LAS EMULSIONES EN ESTUDIO
Porcentaje de
solución madre de
surfactante (%)
Porcentaje de
surfactante en el
tubo de ensayo (%)
Volumen de
surfactante en el
tubo de ensayo (mL)
1,0298
0,308940 3,00,350132 3,40,411920 4,00,453112 4,40,494304 4,8
1,0175
0,305250 3,00,345950 3,40,407000 4,00,447700 4,40,488400 4,8
2,0030
0,30045 1,50,36054 1,80,40060 2,00,46069 2,30,50075 2,5
2,0029
0,300435 1,50,360522 1,80,40058 2,00,46069 2,30,50075 2,5
(CONTINUACIÓN) Tabla B.2 RESULTADOS OBTENIDOS A PARTIR DELPORCENTAJE DE LA SOLUCIÓN MADRE PARA LAS
EMULSIONES EN ESTUDIOSPorcentaje de
solución madre delsurfactante (%)
Porcentaje en eltubo de ensayo (%)
Volumen delsurfactante en el
tubo de ensayo (mL)2,9301 0,322311 1,1
224

0,351612 1,20,410214 1,40,468816 1,60,498117 1,7
2,9484
0,324379 1,10,353868 1,20,412846 1,40,471824 1,60,501313 1,7
225

Este procedimiento de igual forma se aplicó para el objetivo
3, para poder visualizar las gotas de las emulsiones a través
de la microscopia óptica, y de igual manera para el objetivo 4
poder determinar la distribución del diámetro de partículas de
coque de petróleo por el equipo de difracción láser por el
método de vía humedad. A continuación se muestra una Tabla
indicando los valores.
Tabla B.3 RESULTADOS OBTENIDOS A PARTIR DEL PORCENTAJE DE LASOLUCIÓN MADRE PARA LAS EMULSIONES EN ESTUDIOS DEL OBJETIVO 3
Porcentaje de
solución madre del
surfactante (%)
Porcentaje en el
tubo de ensayo (%)
Volumen del
surfactante en el
tubo de ensayo (mL)2,9499 0,324489 1,12,9499 0,501483 1,72,9499 0,324489 1,12,9499 0,324489 1,12,9499 0,324489 1,12,9499 0,324489 1,12,9499 0,324489 1,12,9427 0,323697 1,12,9427 0,323697 1,12,9427 0,323697 1,12,9427 0,323697 1,12,9427 0,323697 1,1
Para el objetivo 5 se trabajó con cinco números de moles
etoxilados diferentes y se procedió a calcular los porcentajes
de la solución de surfactante y sus respectivas alícuotas. A
continuación se presentará una Tabla indicando los valores
donde se calculó aplicando las ecuaciones antes mencionadas.
226
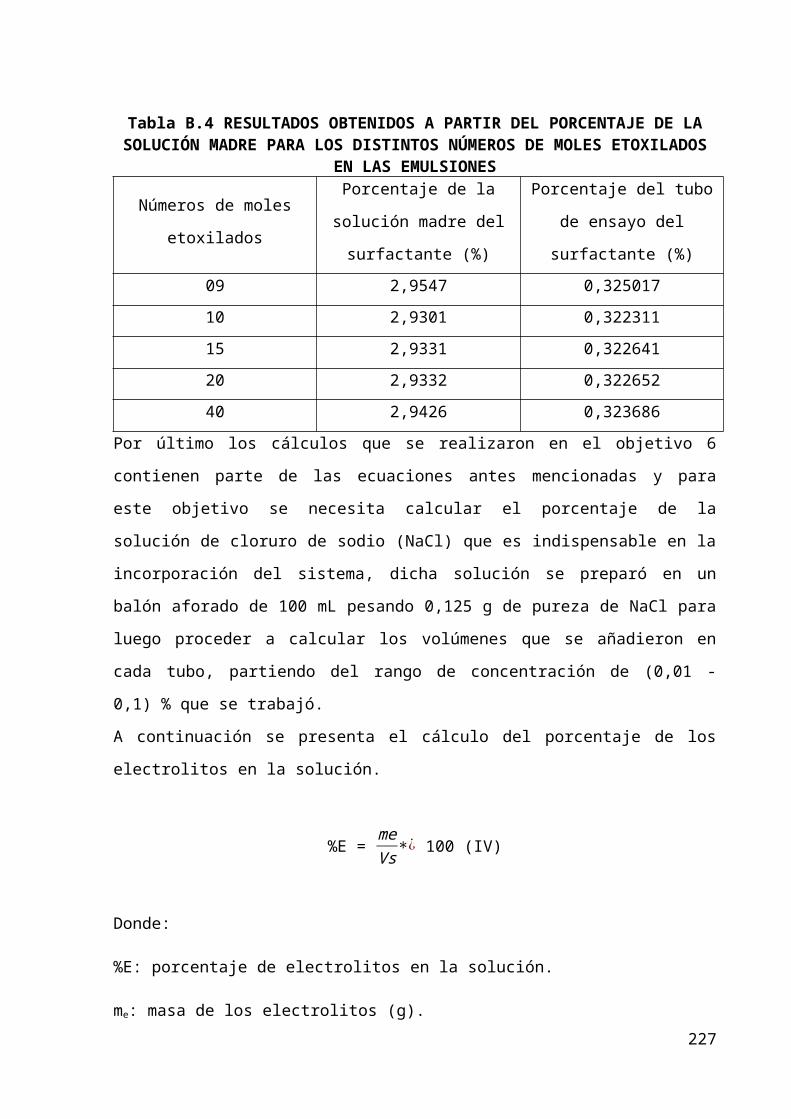
Tabla B.4 RESULTADOS OBTENIDOS A PARTIR DEL PORCENTAJE DE LASOLUCIÓN MADRE PARA LOS DISTINTOS NÚMEROS DE MOLES ETOXILADOS
EN LAS EMULSIONES
Números de moles
etoxilados
Porcentaje de la
solución madre del
surfactante (%)
Porcentaje del tubo
de ensayo del
surfactante (%)09 2,9547 0,32501710 2,9301 0,32231115 2,9331 0,32264120 2,9332 0,32265240 2,9426 0,323686
Por último los cálculos que se realizaron en el objetivo 6
contienen parte de las ecuaciones antes mencionadas y para
este objetivo se necesita calcular el porcentaje de la
solución de cloruro de sodio (NaCl) que es indispensable en la
incorporación del sistema, dicha solución se preparó en un
balón aforado de 100 mL pesando 0,125 g de pureza de NaCl para
luego proceder a calcular los volúmenes que se añadieron en
cada tubo, partiendo del rango de concentración de (0,01 -
0,1) % que se trabajó.
A continuación se presenta el cálculo del porcentaje de los
electrolitos en la solución.
%E = meVs∗¿ 100 (IV)
Donde:
%E: porcentaje de electrolitos en la solución.
me: masa de los electrolitos (g).227

Vs: volumen de la solución.
Sustituyendo los valores correspondientes en la ecuación
anterior, se obtiene lo siguiente:
%E = 0,125g100mL *100
%E= 0,125
Vse=Csd∗Vss
Cce(V)
Donde:Vse: volumen de la solución del electrolito (mL).Vss: volumen de la solución del sistema (mL).Csd: Concentración en el tubo.Cce: Concentración del electrolito.
Donde existe una relación entre la ecuación (IV) y la ecuación(V)
%E = Cce
Ya calculado el porcentaje de electrolitos en la solución, se
procede a determinar el volumen de la solución de electrolitos
necesario en cada tubo de ensayo graduado.
Este cálculo se realizará con el primer porcentaje de
concentración que se adicionará en el tubo. De igual forma se
aplicó para el resto de los porcentajes.
Vse = 0,01%∗5mL0,125%
228
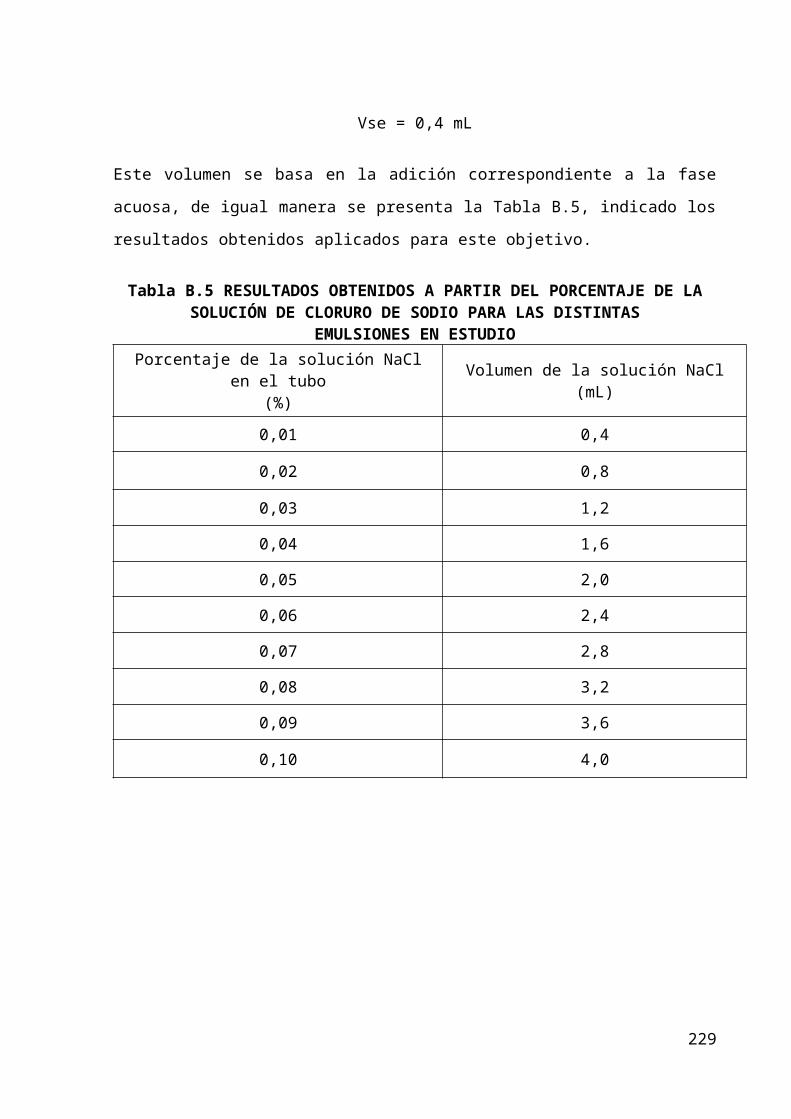
Vse = 0,4 mL
Este volumen se basa en la adición correspondiente a la fase
acuosa, de igual manera se presenta la Tabla B.5, indicado los
resultados obtenidos aplicados para este objetivo.
Tabla B.5 RESULTADOS OBTENIDOS A PARTIR DEL PORCENTAJE DE LASOLUCIÓN DE CLORURO DE SODIO PARA LAS DISTINTAS
EMULSIONES EN ESTUDIOPorcentaje de la solución NaCl
en el tubo(%)
Volumen de la solución NaCl(mL)
0,01 0,4
0,02 0,8
0,03 1,2
0,04 1,6
0,05 2,0
0,06 2,4
0,07 2,8
0,08 3,2
0,09 3,6
0,10 4,0
229
APÉNDICE C
CÁLCULOS TÍPICOS (BARRIDO EN BLANCO)
Para el objetivo 2 se realizó un barrido en blanco para ver
como afectaba directamente las partículas de coque de petróleo
en la emulsiones. Y efectivamente se realizaron varios230
cálculos donde se utilizaron las misma ecuaciones del apéndice
B, con respecto al porcentaje del surfactante se mostrarán los
cálculos y las tablas donde pueden observar los resultados
obtenidos para este objetivo.
%P=gpurosgtotales
∗100(I)
Donde:
%P = porcentaje de pureza del surfactante.
gpuros = gramos puros del surfactante(g).
gtotales = gramos totales del surfactante (g).
% mv
=mpurosVsol
∗100(II)
Donde:
% mv= porcentaje de concentración de la solución madre del
surfactante (g/mL).
mpuros = gramos puros de la solución madre del surfactante (g).
vsol = volumen de la solución madre del surfactante (mL).
Existe una relación entre la ecuación (I) y la ecuación (II)
mpuros = gpuros
Donde el porcentaje de pureza es del 100% y pesando los gtotales
para diluirlo en un balón aforado de 100 mL fue de 2,9489%
despejando los gpuros se obtuvo lo siguiente:
231
gpuros = 100∗2,9489%
100
gpuros = 2,9489 %
Entonces gpuros = mpuros = 2,9489%.
% mv
=2,9489100
∗100
% mv
=2,9489%
Ya determinado el porcentaje de concentración de la solución
madre de surfactante se procede a determinar el volumen
necesario para cada tubo de ensayo graduado, conociendo los
porcentajes de surfactante que se deben incorporar en los
tubos de ensayos y recordando que se realiza un barrido de
(0,3-0,5) %.
Vs=Cd∗Vd
Cc(III)
Donde:
Vs = Volumen del surfactante en el tubo (mL)
Vd = Volumen de la solución madre de surfactante. (mL)
Cd = Concentración del surfactante en el tubo.
Cc = Concentración de la solución madre de surfactante.
A partir de este valor se procede a utilizar la ecuación
(III), como los resultados obtenidos no son números exactos,
esta ecuación se utiliza dos veces para así evitar errores al
232
momento de medir y añadir las soluciones en los tubos de
ensayos y poder ser más preciso en los valores. Tomando el
primer valor y utilizando 0,3 % de la concentración que se
desea colocar en porcentaje al tubo de ensayo se obtiene lo
siguiente:
Vs=0,3%∗10mL2,9489%
Vs = 1, 01732 mL
Este valor es aproximadamente a 1,1 mL por ende se asume que
el volumen que se va añadir al tubo de ensayo es de 1,1 mL y
de acuerdo a esto se obtiene la concentración del surfactante
en el tubo de ensayo tomando la ecuación (III) y despejando
Cd.
Cd=2.9489%∗1,1mL
1OmL%Cd = 0,324379 %
De esta misma manera se aplicó a los distintos tubos hasta
completar los barridos de concentración antes mencionados. A
continuación se mostrarán las respectivas tablas de datos.
233
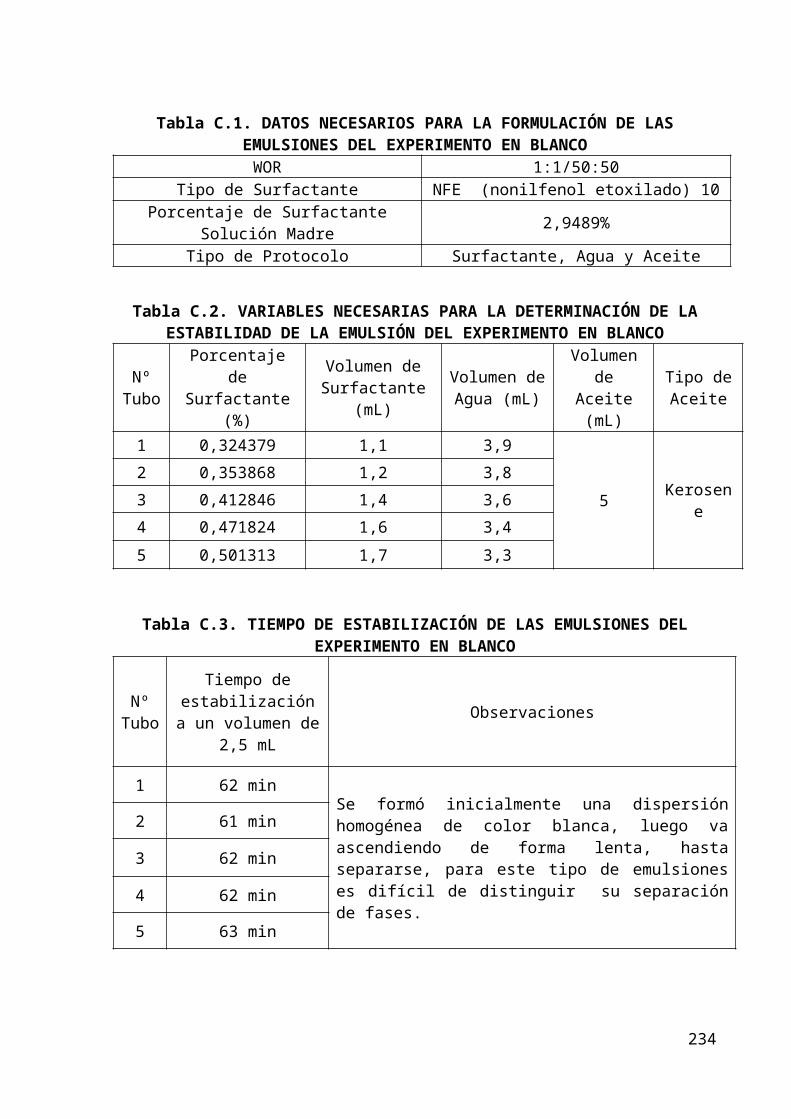
Tabla C.1. DATOS NECESARIOS PARA LA FORMULACIÓN DE LASEMULSIONES DEL EXPERIMENTO EN BLANCOWOR 1:1/50:50
Tipo de Surfactante NFE (nonilfenol etoxilado) 10Porcentaje de Surfactante
Solución Madre 2,9489%
Tipo de Protocolo Surfactante, Agua y Aceite
Tabla C.2. VARIABLES NECESARIAS PARA LA DETERMINACIÓN DE LAESTABILIDAD DE LA EMULSIÓN DEL EXPERIMENTO EN BLANCO
NºTubo
Porcentajede
Surfactante(%)
Volumen deSurfactante
(mL)
Volumen deAgua (mL)
Volumende
Aceite(mL)
Tipo deAceite
1 0,324379 1,1 3,9
5 Kerosene
2 0,353868 1,2 3,83 0,412846 1,4 3,64 0,471824 1,6 3,45 0,501313 1,7 3,3
Tabla C.3. TIEMPO DE ESTABILIZACIÓN DE LAS EMULSIONES DELEXPERIMENTO EN BLANCO
NºTubo
Tiempo deestabilizacióna un volumen de
2,5 mL
Observaciones
1 62 minSe formó inicialmente una dispersiónhomogénea de color blanca, luego vaascendiendo de forma lenta, hastasepararse, para este tipo de emulsioneses difícil de distinguir su separaciónde fases.
2 61 min
3 62 min
4 62 min
5 63 min
234

235