properties of prediction sorting
TRANSCRIPT

JOURNAL OF CHEMOMETRICSJ. Chemometrics 2004; 18: 92–102Published online in Wiley InterScience (www.interscience.wiley.com). DOI: 10.1002/cem.852
Properties of prediction sorting
IngunnBerget1,2* and TormodN�s1,31MATFORSK,Oslovn1, N-1430—s,Norway2Departmentof AnimalandAquacultural Sciences,Agricultural Universityof Norway,Norway3DepartmentofMathematics,StatisticsDivision,UniversityofOslo,Oslo,Norway
Received 29 May 2003; Revised 20 March 2004; Accepted 20 March 2004
One of the major sources of unwanted variation in an industrial process is the rawmaterial quality.
However, if the raw materials are sorted into more homogeneous groups before production, each
group can be treated differently. In this way the raw materials can be better utilized and the
stability of the end product may be improved. Prediction sorting is a methodology for doing this.
The procedure is founded on the fuzzy c-means algorithm where the distance in the objective
function is based on the predicted end product quality. Usually empirical models such as linear
regression are used for predicting the end product quality. By using simulations and bootstrap-
ping, this paper investigates how the uncertainties connected with empirical models affect the
optimization of the splitting and the corresponding process variables. The results indicate that the
practical consequences of uncertainties in regression coefficients are small. Copyright # 2004 John
Wiley & Sons, Ltd.
KEYWORDS: raw material variability; sorting; robustness; fuzzy clustering
1. INTRODUCTION
Raw materials of different quality will in practice often need
different process settings to obtain the same end product
quality. Therefore variable raw material quality is a potential
problem in commercial industry. One approach to this
problem is to sort the raw materials into more homogeneous
categories and process them with optimal process settings
for each category [1–4]. In this way the raw materials can be
better utilized. In addition, there will be less need for
frequent process adjustment, because only one category
will be processed at a time.
Figure 1 shows an overview of this methodology. The
basic methodology is presented in References [1,2], the
methodology is extended to the multiresponse situation in
Reference [3] and modifications of the methodology for
sorting raw materials into different product categories are
proposed in Reference [4]. The cluster analysis used to
identify the raw material categories and the corresponding
process settings is a fuzzy cluster algorithm based on FCM
(fuzzy c-means) [5]. Other algorithms may also be envi-
sioned; see e.g. Reference [6].
The inputs to the clustering method in Figure 1 are: a
model for predicting the end product quality; the target
value for the end product; data for the raw materials to be
sorted; and the number of categories into which the raw
materials need to be sorted. Usually empirical models must
be applied to predict the end product quality; in most
situations, polynomial models are adequate for this purpose.
The outputs are membership values that are used to split the
raw materials into different categories, and optimal process
settings for each category. Both the division of the raw
materials and the process settings for each category are
optimized in order to make the average predicted end
product quality as close to the target as possible for all
groups. The sorting procedure is therefore referred to as
prediction sorting. This type of sorting has been shown to
reduce the average loss substantially [1–4], but, since the
methodology is new, there is a need for a better under-
standing of the method. The purpose of the present paper is
to contribute to the acquisition of this type of insight.
Especially we investigate the robustness of the clustering
and the optimization of the process variables to random
variation in the estimated regression coefficients and model
choice. In addition, convergence properties of the methodol-
ogy are discussed. The target, the raw materials to be sorted
and the number of groups are considered to be fixed. We
confine ourselves to study problems with only one response
and two groups.
The outline of the paper is as follows. In Section 2 a brief
description of the methodology is given. In Section 3 a
simulation study with constructed models is presented.
The aims of this study are to compare robustness properties
of different models, with a special focus on first-order
models versus models with second-order and interactions
terms. In Section 4 it is shown how bootstrapping can be
used to assess the uncertainty of the optimal process settings
in real problems. Simulations are used to evaluate the
proposed bootstrap procedure. In Section 5 the problem of
*Correspondence to: I. Berget, MATFORSK, Oslovn 1, N-1430 As,Norway.E-mail: [email protected]
Copyright # 2004 John Wiley & Sons, Ltd.

model selection is illustrated with data from a baking
experiment, and the bootstrap methodology from Section 4
is used to estimate the standard deviation of the optimal
process variable.
2. INTRODUCTION TO PREDICTIONSORTING
2.1. Sorting procedureIt is assumed that a model for predicting end product
quality (y) from raw material (z) and process (x) variables
is available. This model is written as yy ¼ fðx; zÞ and is
assumed to be a polynomial in x and z (see e.g. Equations
(7) and (10)–(13)). Here bold letters indicate vectors such that
x ¼ ½x1; x2; . . . ; xkx� and z ¼ ½z1; z2; . . . ; zkz�. Note, however,
that x and z could also be univariate, in which case italics
will be used, i.e. x and z.
The general sorting procedure described below aims at
finding the best way of partitioning a fixed set of raw
materials with N objects into C different categories with
possibly different process settings. The partitioning is opti-
mized with the purpose of minimizing the loss, which is the
average squared deviation between the predicted end pro-
duct quality and a predefined target value (T). When each
group of raw materials is processed with different process
settings, the distance between object i and category j can be
defined as
d2ij ¼ ð fðzi; x�j Þ � TÞ2 ¼ ðyyij � TÞ2
i ¼ 1; . . . ;N; j ¼ 1; . . . ;Cð1Þ
Here yy is the end product quality and dij is the loss from
object i when it is processed with the settings for the jth
category.
The optimal partitioning of a fixed set of raw materials, Z,
is obtained by minimizing
Jðm;ZÞ ¼XCj¼1
XNi¼1
umij d2ij subject to
XCj¼1
uij ¼ 1 ð2Þ
Here uij is the membership of object i in category j, which
is a relative measure of how much object i belongs to the
jth cluster. The membership values are between one and
zero. The parameter m determines the fuzziness of the
clustering. Usually m is equal to two for fuzzy cluster-
ing [7]. If m is set to be equal to one, on the other hand, a
crisp clustering with uij equal to either one or zero is
obtained.
The objective function J is minimized with respect to
D ¼ fd2ijg for given U ¼ fuijg and vice versa. The algorithm
for minimizing J is as follows.
1. Initialize U either randomly or according to prior knowl-
edge.
2. Optimise x for given U and calculate the distances in
Equation (1). The optimal x values are found from
xj ¼ argminx�
Xni¼1
umij ð fðzi; x�j Þ � TÞ2
!ð3Þ
3. Update membership values according to
uij ¼XCt¼1
d2ij=d
2it
!m�1
ð4Þ
4. Check convergence. A convenient stopping criterion is to
compare the criterion function with the value obtained in
the previous iteration: in this case, stop if jJnew � Joldj < ",
else go to step 2. However, other stopping criteria can also
be applied.
When the procedure has converged, the raw material
categories are defined by allocating each object to
the cluster where it has the largest membership value.
For more details about the methodology see References
[1–4].
Note that z is measured on a continuous scale and that
there may not necessarily be any natural grouping in the
data that need to be sorted. This is different from the
regular use of clustering, where the focus is to find groups
in data. The data in Z can be measurements for the raw
materials to be sorted, or Z can consist of simulated data
points reflecting the expected distribution of the incoming
raw materials.
In practice, the sorting methodology could either work
as a calibration method to construct a classification rule,
or the membership values could be calculated for new
samples directly. In the latter case, dij is calculated with
the optimal settings obtained from sorting of historical
data or artificial data generated inside the region of
interest from a distribution reflecting the expected dis-
tribution of the incoming raw materials.
2.2. Cluster validity and evaluationThroughout this paper we will use the average loss for
evaluation of the clustering. This is directly interpretable
since it focuses on the end product quality. The expected
Figure 1. Overviewof thesortingmethodology.
Properties of prediction sorting 93
Copyright # 2004 John Wiley & Sons, Ltd. J. Chemometrics 2004; 18: 92–102
loss obtained with sorting will be compared with the loss
obtained without sorting and is estimated as
EEðlossÞ ¼ 1
N
XNi
ðyyðiÞ � TÞ2 ð5Þ
where yyðiÞ is the predicted end product quality of object i
when it is assigned to the category where it has the highest
membership value. Without sorting, all objects are allocated
to one category.
When it is natural to compare the loss for different models,
we use the so-called gain, which is calculated as a percentage
of the loss without sorting, i.e. as
G ¼ 100 1 � EEðlossÞsorted
EEðlossÞnotsorted
!ð6Þ
Note that other aspects, e.g. the cost associated with
sorting, may also be relevant to take into account when a
concrete decision has to be made.
3. SIMULATION STUDIES
A simulation study was carried out in order to study the
robustness properties of the discussed methodology. We
wanted to compare the robustness properties of different
types of models; however, we confine ourselves to models
that are univariate in both x and z.
3.1. Constructed modelsIn each simulation, data were generated according to the
statistical model
y ¼ fðx; zÞ þ e ¼ y0 þ e ð7Þ
The random error e is normally distributed with variance �2.
The term y0 denotes the true end product quality, which
would be equal to the measured quality y if there was no
noise present in the data. Nine different models were tested
using the general second-order model expressed as
y ¼ �0 þ �1xþ �2zþ �3xzþ �4x2 þ �5z
2 þ e
¼ y0 þ eð8Þ
In each model the coefficients b ¼ ½�0; �1; . . . ; �5�T are set in
such a way as to cover a wide range of possibilities. The nine
different models are presented in Figure 2.
It is assumed that the interval ½�1:0; 1:0� defines the region
of interest for both variables and that the regression coeffi-
cients b ¼ ½�0; �1; . . . ; �5�T are unknown and must be esti-
mated from data. The regression coefficients are estimated
by least squares (LS).
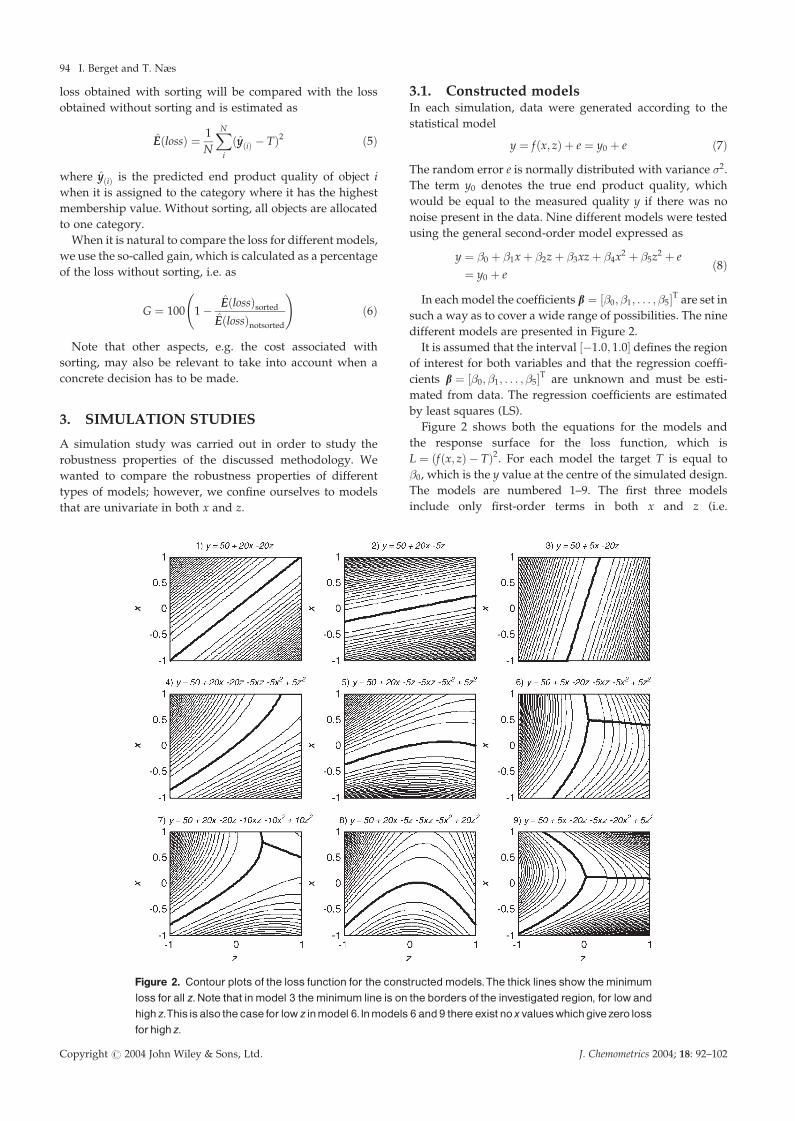
Figure 2 shows both the equations for the models and
the response surface for the loss function, which is
L ¼ ðfðx; zÞ � TÞ2. For each model the target T is equal to
�0, which is the y value at the centre of the simulated design.
The models are numbered 1–9. The first three models
include only first-order terms in both x and z (i.e.
Figure 2. Contour plots of the loss function for the constructedmodels.The thick lines show theminimumloss for all z.Note that inmodel 3 theminimum line is on the borders of the investigated region, for lowandhighz.Thisisalso the case for low z inmodel 6.Inmodels 6 and 9 thereexist noxvalueswhichgivezero lossforhighz.
94 I. Berget and T. Næs
Copyright # 2004 John Wiley & Sons, Ltd. J. Chemometrics 2004; 18: 92–102

�3 ¼ �4 ¼ �5 ¼ 0), whereas the rest are full, second-order
models. The models beneath each other have the same
coefficients for the first-order terms and increasing coeffi-
cients for the second-order terms. In the first column the
effects of x and z are of the same size. In the second column
the effect of x is larger than that of z, whereas in the third
column the effect of z is much larger than that of x. To
exaggerate effects, the non-linear terms are made higher than
they will typically be in most practical situations.
3.2. SimulationsFor each model, data were generated according to a repli-
cated, full factorial design in x and z. The levels were
f�1; 0; 1g for both variables, and the whole design was
replicated three times. This resulted in 3 � 3 � 3 ¼ 27 obser-
vations for each data set. The true y value (y0) was calculated
for all points in the design. Then normally distributed error
was added to y0 according to the statistical model described
by Equation (7) with � ¼ f1; 2; 4; 6; 8; 10g. In total, 100 in-
dependent data sets with 27 observations were generated for
each model at each level of �. For each data set the LS
estimate of b was obtained. For models 1–3 the regression
coefficients were estimated by assuming both the full model
in Equation (8) and the model with �3 ¼ �4 ¼ �5 ¼ 0.
A summary of the R2 between the predicted and the
observed y is given in Table I. The smallest R2 obtained is
approximately 0.75. We consider that for models with lower
R2 (larger �) the sorting algorithm will not be relevant
because of poor prediction ability.
The sorting procedure was carried out for both the true
and the estimated models. The N data points (‘batches’) to
be sorted were set to be Z ¼ ½�1:00;�0:99; . . . ; 0:99; 1:00�, i.e.
points uniformly distributed over the region of interest. The
sorting algorithm was applied to sort these points into C ¼ 2
groups. In the optimization of the process variables, x was
constrained to be within ½�1:0; 1:0�.
3.3. Results3.3.1. Convergence propertiesWhen the sorting algorithm was applied to the true models,
it converged in 5–15 iterations, and there was no sensitivity
to different initializations. When applied to the estimated
models, it converged in less than 40 iterations for all simula-
tions. The first-order models converged faster than the
second-order models.
Generally the procedure was insensitive to the initializa-
tion of U. However, it was observed that for some data sets
of models 3, 5 and 9 a few initializations led to uij ¼ 0:5 for all
i and j. This complete fuzzy solution cannot be used to
partition Z; nevertheless, it is always a stable solution
because it gives di1 ¼ di2 for all i. Hence there will be no
change when u and d are updated in steps 2 and 3 of the
algorithm. Although no sensitivity to different initializations
has been detected in previous work, or for the other models,
these observations show that the sorting procedure may not
be completely insensitive to the starting point. Therefore
different initializations should always be tested before the
final conclusions are drawn.
In approximately 5% of the simulations of model 6 the
complete fuzzy solution was obtained not only for a few but
for all initializations of U when there were constraints on x.
However, when the constraints were removed, a partitioning
of Z could be obtained in all simulations. This shows that the
partitioning is affected by active constraints on the process
variables and that with such constraints a partitioning may
be difficult to obtain, because the process variables that
minimize the loss for a group of raw materials are outside
the feasible region.
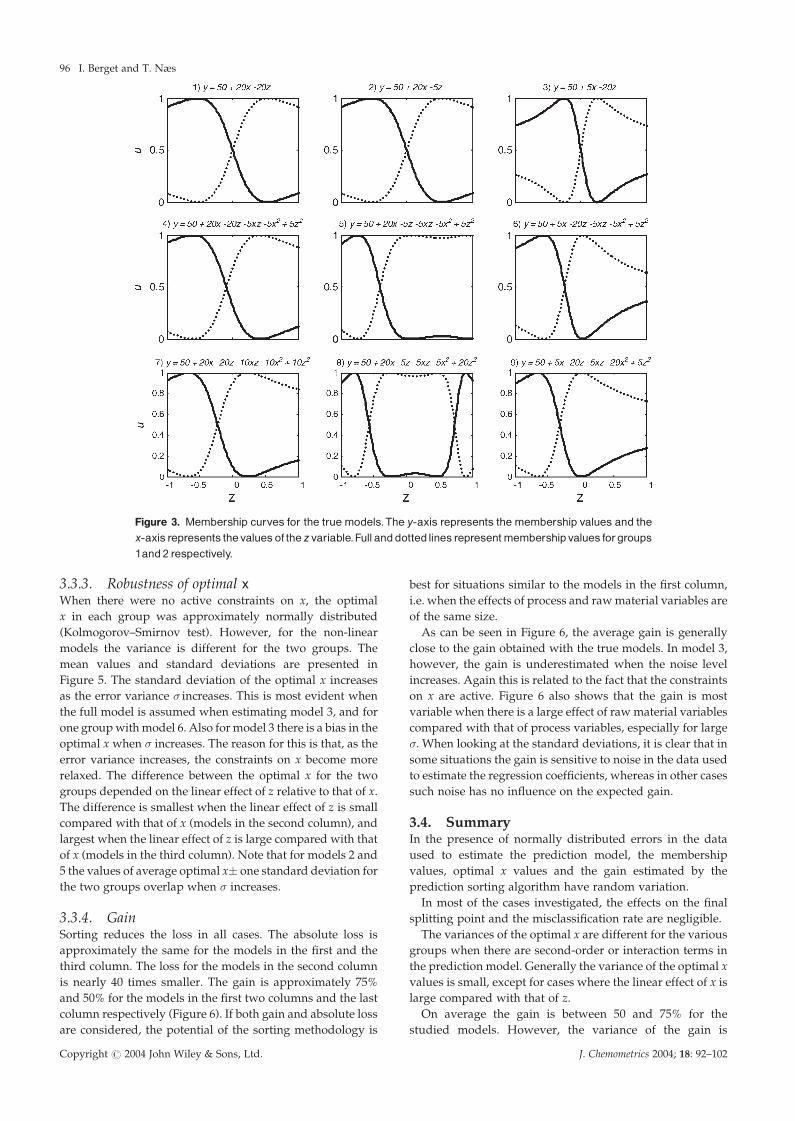
3.3.2. Membership valuesThe membership values for the true models are shown in
Figure 3.
For the linear models the splitting point equals zero, which
is the mean of Z. When there are no active constraints on x,
there is no variation in the membership values. With model 3
there are active constraints, hence the membership values
are variable. If the full model in Equation (8) is assumed, the
membership values are variable for all three linear models.
These results are confirmed in unpublished results and are
expected to hold for all linear models when the points in Z
are symmetrically distributed.
For the non-linear models, i.e. the models where second-
order and interaction terms are added, the splitting point
is shifted away from zero. In extreme cases, second-order
terms may lead to several splitting points (model 8,
Figure 3). For all the non-linear models the membership
values varied between different simulations. Generally
points close to the splitting point or other points with
membership values close to 0.5, e.g. the end points, had
more variable membership values than the rest. Moreover,
the variability of the membership values was smaller for
models in the third row than for those in the second row.
This means that high second order terms may stabilize the
membership values.
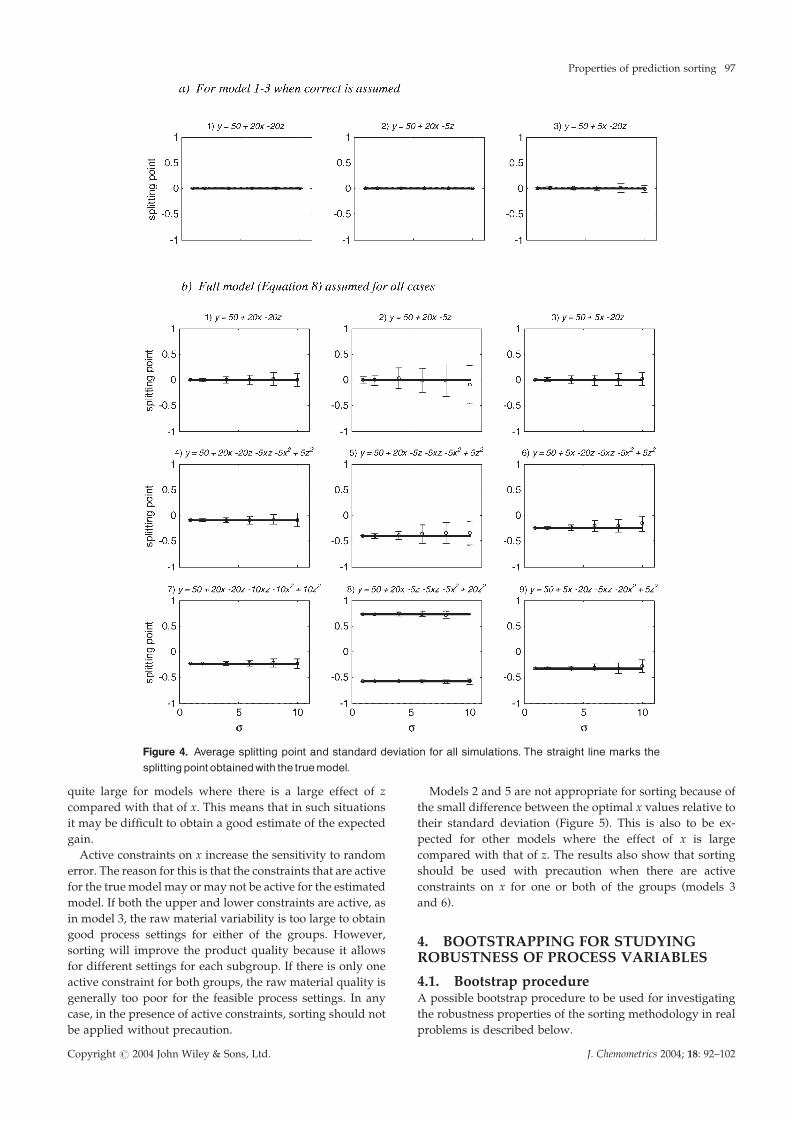
Although the membership values varied between the
simulations for most models, this variation had in most
cases little influence on the splitting point, as can be seen
in Figure 4.
The misclassification rates, estimated as the fraction of
points classified differently than with the true model in each
simulation, are less than 5% for all models except models 5
and 6. These two models also have, together with model 2,
higher standard deviations of the splitting point (Figure 4).
For the other models, however, the small standard deviation
and bias between true and average splitting point and the
small error rate indicate that for this type of data the splitting
can be considered to be robust towards noise in the data used
to estimate the prediction model.
Table I. Summary of R2 results for simulated data.Maximumandminimumtakenovermodels.Average takenoverallsimulations
� ¼ 1 � ¼ 2 � ¼ 4 � ¼ 6 � ¼ 8 � ¼ 10
Maximum 0.9988 0.9947 0.9808 0.9575 0.9263 0.8901average R2
Minimum 0.9972 0.9886 0.9572 0.9093 0.8480 0.7913average R2
Maximum 0.0008 0.0038 0.0154 0.0321 0.0490 0.0617standarddeviation of R2
Properties of prediction sorting 95
Copyright # 2004 John Wiley & Sons, Ltd. J. Chemometrics 2004; 18: 92–102
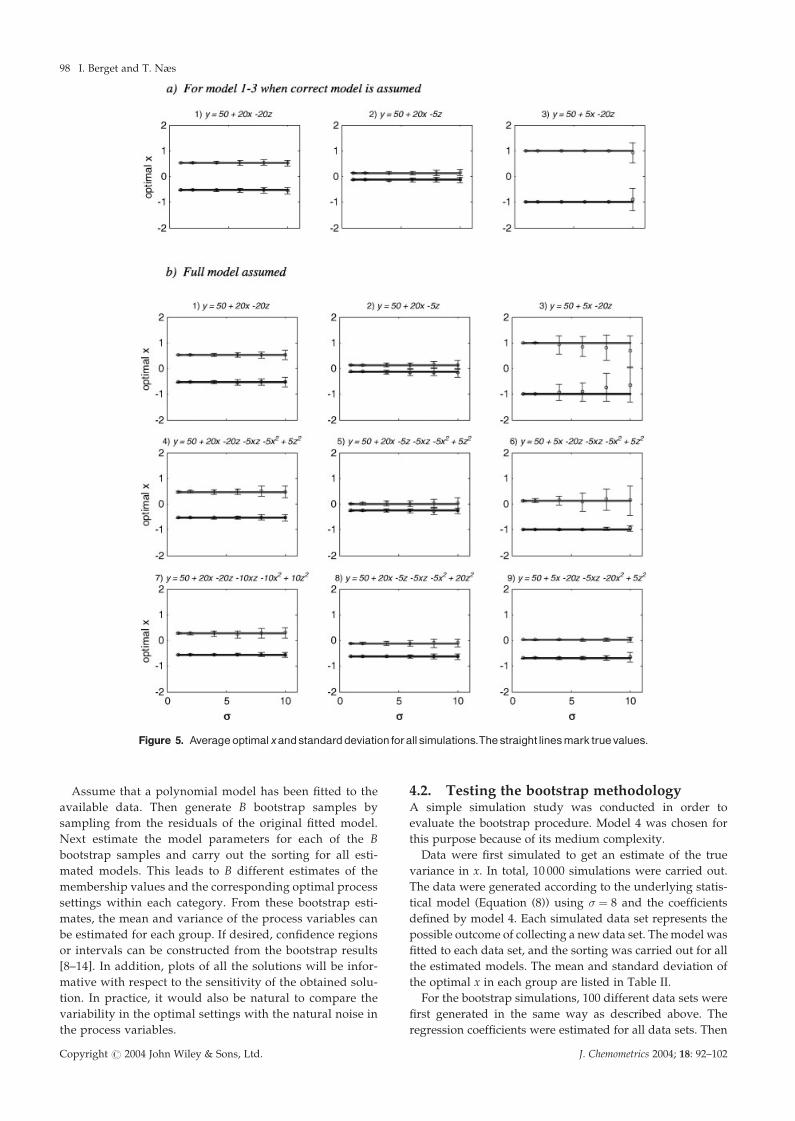
3.3.3. Robustness of optimal xWhen there were no active constraints on x, the optimal
x in each group was approximately normally distributed
(Kolmogorov–Smirnov test). However, for the non-linear
models the variance is different for the two groups. The
mean values and standard deviations are presented in
Figure 5. The standard deviation of the optimal x increases
as the error variance � increases. This is most evident when
the full model is assumed when estimating model 3, and for
one group with model 6. Also for model 3 there is a bias in the
optimal x when � increases. The reason for this is that, as the
error variance increases, the constraints on x become more
relaxed. The difference between the optimal x for the two
groups depended on the linear effect of z relative to that of x.
The difference is smallest when the linear effect of z is small
compared with that of x (models in the second column), and
largest when the linear effect of z is large compared with that
of x (models in the third column). Note that for models 2 and
5 the values of average optimal x� one standard deviation for
the two groups overlap when � increases.
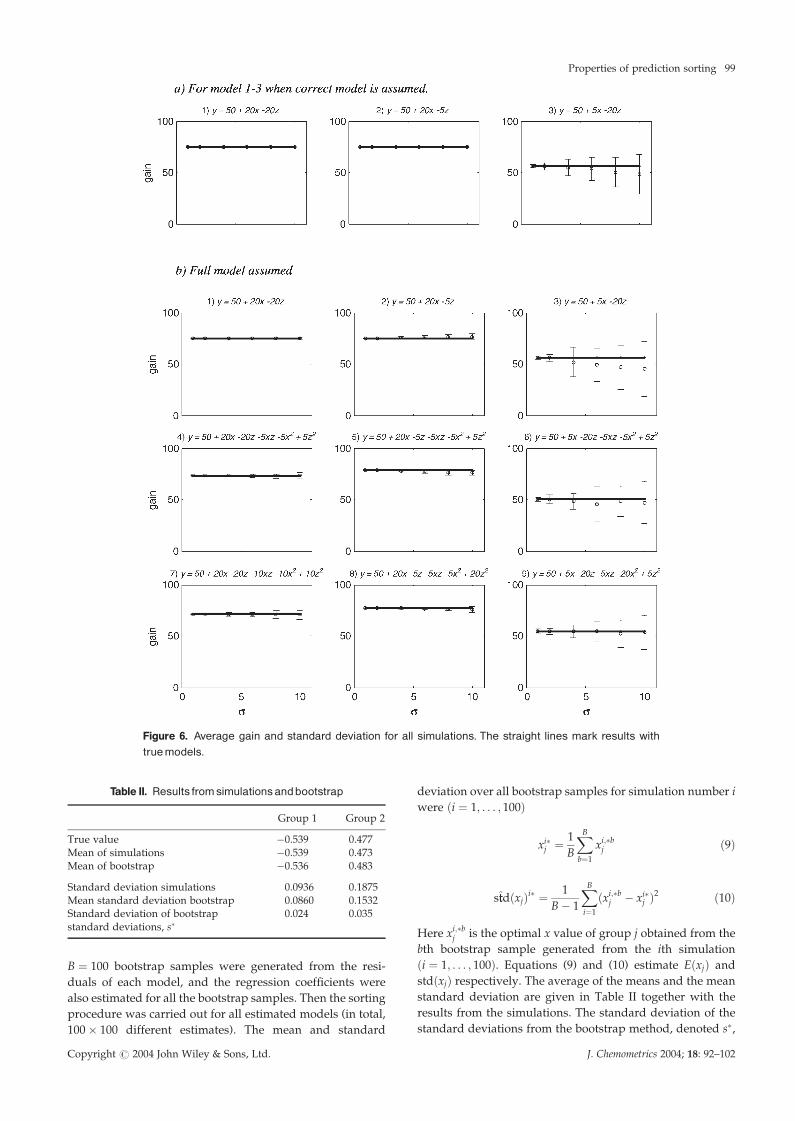
3.3.4. GainSorting reduces the loss in all cases. The absolute loss is
approximately the same for the models in the first and the
third column. The loss for the models in the second column
is nearly 40 times smaller. The gain is approximately 75%
and 50% for the models in the first two columns and the last
column respectively (Figure 6). If both gain and absolute loss
are considered, the potential of the sorting methodology is
best for situations similar to the models in the first column,
i.e. when the effects of process and raw material variables are
of the same size.
As can be seen in Figure 6, the average gain is generally
close to the gain obtained with the true models. In model 3,
however, the gain is underestimated when the noise level
increases. Again this is related to the fact that the constraints
on x are active. Figure 6 also shows that the gain is most
variable when there is a large effect of raw material variables
compared with that of process variables, especially for large
�. When looking at the standard deviations, it is clear that in
some situations the gain is sensitive to noise in the data used
to estimate the regression coefficients, whereas in other cases
such noise has no influence on the expected gain.
3.4. SummaryIn the presence of normally distributed errors in the data
used to estimate the prediction model, the membership
values, optimal x values and the gain estimated by the
prediction sorting algorithm have random variation.
In most of the cases investigated, the effects on the final
splitting point and the misclassification rate are negligible.
The variances of the optimal x are different for the various
groups when there are second-order or interaction terms in
the prediction model. Generally the variance of the optimal x
values is small, except for cases where the linear effect of x is
large compared with that of z.
On average the gain is between 50 and 75% for the
studied models. However, the variance of the gain is
Figure 3. Membership curves for the true models.The y-axis represents the membership values and thex-axis represents thevaluesof the zvariable.Fullanddottedlines representmembershipvalues forgroups1and2 respectively.
96 I. Berget and T. Næs
Copyright # 2004 John Wiley & Sons, Ltd. J. Chemometrics 2004; 18: 92–102
quite large for models where there is a large effect of z
compared with that of x. This means that in such situations
it may be difficult to obtain a good estimate of the expected
gain.
Active constraints on x increase the sensitivity to random
error. The reason for this is that the constraints that are active
for the true model may or may not be active for the estimated
model. If both the upper and lower constraints are active, as
in model 3, the raw material variability is too large to obtain
good process settings for either of the groups. However,
sorting will improve the product quality because it allows
for different settings for each subgroup. If there is only one
active constraint for both groups, the raw material quality is
generally too poor for the feasible process settings. In any
case, in the presence of active constraints, sorting should not
be applied without precaution.
Models 2 and 5 are not appropriate for sorting because of
the small difference between the optimal x values relative to
their standard deviation (Figure 5). This is also to be ex-
pected for other models where the effect of x is large
compared with that of z. The results also show that sorting
should be used with precaution when there are active
constraints on x for one or both of the groups (models 3
and 6).
4. BOOTSTRAPPING FOR STUDYINGROBUSTNESS OF PROCESS VARIABLES
4.1. Bootstrap procedureA possible bootstrap procedure to be used for investigating
the robustness properties of the sorting methodology in real
problems is described below.
Figure 4. Average splitting point and standard deviation for all simulations. The straight line marks thesplittingpoint obtainedwith the truemodel.
Properties of prediction sorting 97
Copyright # 2004 John Wiley & Sons, Ltd. J. Chemometrics 2004; 18: 92–102
Assume that a polynomial model has been fitted to the
available data. Then generate B bootstrap samples by
sampling from the residuals of the original fitted model.
Next estimate the model parameters for each of the B
bootstrap samples and carry out the sorting for all esti-
mated models. This leads to B different estimates of the
membership values and the corresponding optimal process
settings within each category. From these bootstrap esti-
mates, the mean and variance of the process variables can
be estimated for each group. If desired, confidence regions
or intervals can be constructed from the bootstrap results
[8–14]. In addition, plots of all the solutions will be infor-
mative with respect to the sensitivity of the obtained solu-
tion. In practice, it would also be natural to compare the
variability in the optimal settings with the natural noise in
the process variables.
4.2. Testing the bootstrap methodologyA simple simulation study was conducted in order to
evaluate the bootstrap procedure. Model 4 was chosen for
this purpose because of its medium complexity.
Data were first simulated to get an estimate of the true
variance in x. In total, 10 000 simulations were carried out.
The data were generated according to the underlying statis-
tical model (Equation (8)) using � ¼ 8 and the coefficients
defined by model 4. Each simulated data set represents the
possible outcome of collecting a new data set. The model was
fitted to each data set, and the sorting was carried out for all
the estimated models. The mean and standard deviation of
the optimal x in each group are listed in Table II.
For the bootstrap simulations, 100 different data sets were
first generated in the same way as described above. The
regression coefficients were estimated for all data sets. Then
Figure 5. Averageoptimalxandstandarddeviation forallsimulations.Thestraight linesmark truevalues.
98 I. Berget and T. Næs
Copyright # 2004 John Wiley & Sons, Ltd. J. Chemometrics 2004; 18: 92–102
B ¼ 100 bootstrap samples were generated from the resi-
duals of each model, and the regression coefficients were
also estimated for all the bootstrap samples. Then the sorting
procedure was carried out for all estimated models (in total,
100 � 100 different estimates). The mean and standard
deviation over all bootstrap samples for simulation number i
were ði ¼ 1; . . . ; 100Þ
xi�j ¼ 1
B
XBb¼1
xi;�bj ð9Þ
sttdðxjÞi� ¼1
B� 1
XBi¼1
ðxi;�bj � xi�j Þ2 ð10Þ
Here xi;�bj is the optimal x value of group j obtained from the
bth bootstrap sample generated from the ith simulation
ði ¼ 1; . . . ; 100Þ. Equations (9) and (10) estimate EðxjÞ and
stdðxjÞ respectively. The average of the means and the mean
standard deviation are given in Table II together with the
results from the simulations. The standard deviation of the
standard deviations from the bootstrap method, denoted s�,
Table II. Results fromsimulationsandbootstrap
Group 1 Group 2
True value �0.539 0.477Mean of simulations �0.539 0.473Mean of bootstrap �0.536 0.483
Standard deviation simulations 0.0936 0.1875Mean standard deviation bootstrap 0.0860 0.1532Standard deviation of bootstrap 0.024 0.035standard deviations, s�
Figure 6. Average gain and standard deviation for all simulations. The straight lines mark results withtruemodels.
Properties of prediction sorting 99
Copyright # 2004 John Wiley & Sons, Ltd. J. Chemometrics 2004; 18: 92–102
is also given. Table II shows that the overall mean is close to
the true x value in each group but that the mean standard
deviation underestimates the standard deviation of x.
5. BAKING EXAMPLE
In this section the bootstrap procedure is illustrated on a real
data set. To investigate the importance of model selection in
the sorting context, the sorting results from four different
models fitted to the same data will be compared. The data
come from a baking experiment originally presented in
Reference [4] and briefly described below.
5.1. ExperimentalThe objective of this example is to optimize bread loaf
volume of hearth bread, which is bread baked without a
pan, when flours of different quality are used for baking. The
process variable to be optimized is proofing time. This is the
resting time from when the breads are formed until they
are baked. Typically the volume increases as the proofing
time increases; however, if the proofing time is too long, the
breads become flat. The target for bread loaf volume was
therefore set at an intermediate level. Another option would
have been to include both form and volume in the sorting
criterion as in References [3,4].
A mixture design was applied to generate flours of differ-
ent quality. The flour blends were mixtures of two different
wheat varieties and a wheat/bran mix. The wheat varieties
differed in protein content and quality, so the three sources
of variation in this design were bran, protein content and
protein quality. Protein content and quality were, however,
confounded. Therefore only protein content was used to-
gether with bran to describe the raw material quality. The
protein content was measured in per cent. The bran fractions
were determined from the design.
For each blend the proofing time was varied at three levels
(30, 40 and 50 min). Because of practical limitations, proofing
time was nested within dough, such that all doughs were
divided into three pieces which were given different proof-
ing times. The mixtures were only blended once, but two
doughs were made separately from each blend. Therefore
there is also a split-plot structure in the experiment. In the
original experiment, doughs were made both with and
without an additive called DATEM. Here we only consider
breads baked with DATEM. In total, there were 60 observa-
tions for the data set to be used in this paper.
5.2. Fitted modelsAn important part of developing empirical models is to
choose the best model. Many strategies and criteria for
variable selection exist, but the various strategies and criteria
may not always give the same results. Therefore it can
sometimes be difficult to determine which model is best.
Moreover, in some situations the established methods for
variable selection may not be adequate, as in the presented
split-plot example where regular variable selection based on
t-tests is more difficult to justify than in fully randomized
experiments.
Clearly the model choice may have an impact on both the
splitting and the optimal process settings. Four different
models fitted to the data from this experiment are presented
below. Since variable selection as such is not the main focus
here, we have used a simple ad hoc procedure for model
selection based on the R2, the adjusted R2 and residual plots
for the different variables.
Let v be the predicted volume, x the proofing time, z1 the
protein content and z2 the bran fraction of each flour blend.
The predictor variables x, z1 and z2 are centred and scaled.
The selected models were as follows.
A. Linear model:
v ¼ 362:57 þ 25:44xþ 21:28z1 � 30:70z2 ð11Þ
B. Model with only significant terms:
v ¼ 378:15 þ 25:44xþ 21:83z1 � 21:54z2
� 5:07z1z2 � 15:85z22
ð12Þ
C. Full second-order model:
v ¼ 385:83 þ 25:44xþ 21:19z1 � 22:73z2
þ 4:08xz1 � 6:99xz2 þ 2:61z1z2
� 5:02x2 � 3:68z21 � 16:19z2
2 ð13Þ
D. Full second-order model with z32 added:
v ¼ 390:79 þ 25:44xþ 20:86z1 � 32:73z2
þ 4:08xz1 � 6:99xz2 þ 2:36z1z2
� 5:02x2 � 3:93z21 � 25:12z2
2 þ 7:16z32 ð14Þ
The first model (A) is a linear model. The second model (B)
is obtained by fitting a full second-order model, but only the
significant terms are kept in the model. Significance is
determined by regular t-tests, which are not exact in this
case because of the split-plot structure. The third model (C)
is the full second-order model, whereas the fourth model (D)
is the full second-order model with the third order effect of
bran (z2) added. This last term was added because there
were systematic errors in the residuals for the full second-
order model. In Reference [4] the most complex model,
model D, was used. The regression diagnostics for each
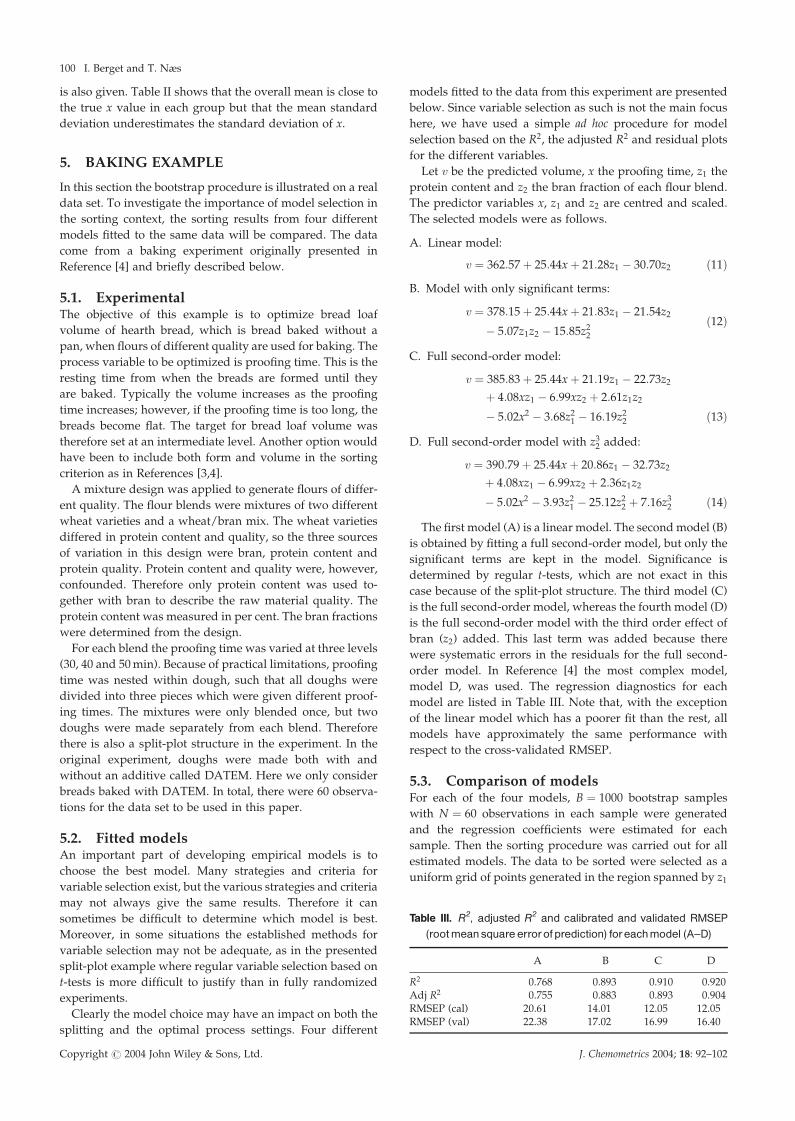
model are listed in Table III. Note that, with the exception
of the linear model which has a poorer fit than the rest, all
models have approximately the same performance with
respect to the cross-validated RMSEP.
5.3. Comparison of modelsFor each of the four models, B ¼ 1000 bootstrap samples
with N ¼ 60 observations in each sample were generated
and the regression coefficients were estimated for each
sample. Then the sorting procedure was carried out for all
estimated models. The data to be sorted were selected as a
uniform grid of points generated in the region spanned by z1
Table III. R2, adjusted R2 and calibrated and validated RMSEP(rootmeansquareerrorofprediction) foreachmodel (A^D)
A B C D
R2 0.768 0.893 0.910 0.920Adj R2 0.755 0.883 0.893 0.904RMSEP (cal) 20.61 14.01 12.05 12.05RMSEP (val) 22.38 17.02 16.99 16.40
100 I. Berget and T. Næs
Copyright # 2004 John Wiley & Sons, Ltd. J. Chemometrics 2004; 18: 92–102
and z2 (see Figure 7). Hence the sorting is carried out on a
different data set than the data from the experimental de-
sign. By using a uniform grid of points, it is assumed that the
incoming flours will be evenly distributed within the experi-
mental region. The generated points simulate flours of
different quality varying in protein content/quality and
bran content. They were sorted into two groups and the
target was set equal to T ¼ 370 ml. The proofing time was
restricted to be within the experimental region determined
by the interval [30,50] min.
In approximately 1% of the bootstrap replicates of each
model the sorting procedure did not converge. Otherwise
the sorting algorithm converged in less than 90 iterations
(Table IV). In 3–5% of the bootstrap replicates of the two
most complex models (C and D) the algorithm ended up
with all membership values equal to 0.5 in both groups.
These cases were kept out of the further analyses. A sum-
mary of the results is given in Table IV.
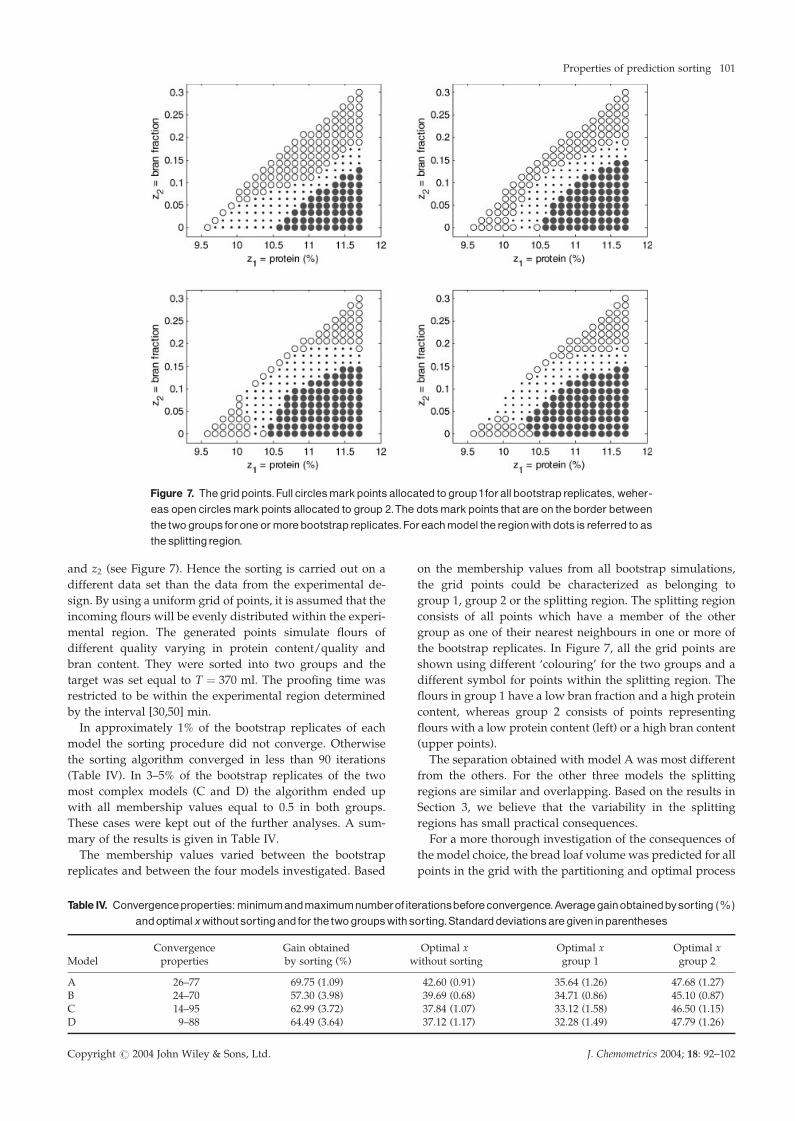
The membership values varied between the bootstrap
replicates and between the four models investigated. Based
on the membership values from all bootstrap simulations,
the grid points could be characterized as belonging to
group 1, group 2 or the splitting region. The splitting region
consists of all points which have a member of the other
group as one of their nearest neighbours in one or more of
the bootstrap replicates. In Figure 7, all the grid points are
shown using different ‘colouring’ for the two groups and a
different symbol for points within the splitting region. The
flours in group 1 have a low bran fraction and a high protein
content, whereas group 2 consists of points representing
flours with a low protein content (left) or a high bran content
(upper points).
The separation obtained with model A was most different
from the others. For the other three models the splitting
regions are similar and overlapping. Based on the results in
Section 3, we believe that the variability in the splitting
regions has small practical consequences.
For a more thorough investigation of the consequences of
the model choice, the bread loaf volume was predicted for all
points in the grid with the partitioning and optimal process
Table IV. Convergenceproperties:minimumandmaximumnumberofiterationsbeforeconvergence.Averagegainobtainedbysorting (%)andoptimalxwithout sortingand for the twogroupswithsorting.Standarddeviationsaregiveninparentheses
Convergence Gain obtained Optimal x Optimal x Optimal xModel properties by sorting (%) without sorting group 1 group 2
A 26–77 69.75 (1.09) 42.60 (0.91) 35.64 (1.26) 47.68 (1.27)B 24–70 57.30 (3.98) 39.69 (0.68) 34.71 (0.86) 45.10 (0.87)C 14–95 62.99 (3.72) 37.84 (1.07) 33.12 (1.58) 46.50 (1.15)D 9–88 64.49 (3.64) 37.12 (1.17) 32.28 (1.49) 47.79 (1.26)
Figure 7. Thegridpoints.Full circlesmarkpointsallocated togroup1forallbootstrapreplicates, weher-eas open circlesmark points allocated to group 2.The dotsmark points that are on the border betweenthe twogroups foroneormorebootstrapreplicates.Foreachmodel theregionwith dotsis referred toasthesplittingregion.
Properties of prediction sorting 101
Copyright # 2004 John Wiley & Sons, Ltd. J. Chemometrics 2004; 18: 92–102

settings obtained in each bootstrap replicate for all four
models. Then yy at each point was averaged over all bootstrap
simulations, and the mean difference between models k and l
was calculated as
mean difference ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1
N
XNi¼1
ð�yyyyik � �yyyyilÞ2
vuut ð15Þ
where N ¼ 219 is the number of points in the grid and �yyyyikand �yyyyil are the mean predicted values of point i from models k
and l respectively. The calculated values are listed in Table
V.
In practice, model C or D would have been chosen,
because these models have the largest adjusted R2 and the
smallest RMSEP. The mean error between these two models
is 5.84 (Table V). This means that if the ‘wrong’ model were
chosen, the average error for the predicted values would be
approximately 5.84. For a comparison, the validated RMSEP
values for these models are 16.99 and 16.40. This indicates
that the error of prediction is clearly larger than the potential
error of choosing the wrong model. These two models also
had very similar mean values and standard deviations for
gain and optimal x (Table IV).
The most complex model is perhaps less robust than the
others, because some bootstrap replicates gave solutions that
did not lead to a splitting. Otherwise the robustness of the
membership values and process variables does not seem to
be too much affected by model choice. These results show
that, for models that have approximately the same perfor-
mance with respect to commonly used regression diagnos-
tics, it may not matter too much which model is chosen.
6. CONCLUSIONS
Simulations of constructed models and bootstrapping of
existing data have been applied to investigate robustness
properties of the prediction sorting methodology. The results
show that, when normally distributed error is present in the
data used to estimate the prediction model, both member-
ship values and process variables will be uncertain. How-
ever, the simulations show that the classification error due to
variability in membership values is low. If the effect of the
process settings is large compared with that of the raw
material variables, the variability in the optimal x may be
larger than the difference between the optimal x in the two
groups. The variability of the gain depends on the model
used for prediction, but there is always a positive gain by
sorting, and in some situations the gain is hardly affected at
all. The variability in the gain was largest for models where
the raw materials ðzÞ had a large effect relative to the process
variables ðxÞ.In real problems, bootstrapping may be applied to assess
the uncertainty of the optimal process variables. Simulation
results with a constructed model indicate that the bootstrap
has reasonable properties but underestimates the standard
deviation of the optimal process settings. Bootstrap results
with several models fitted to the same data show that, for
models that have reasonably good performance with respect
to the usual regression diagnostics, the possible error of
choosing the ‘wrong’ model will be small compared with
the prediction error.
AcknowledgementsThe authors would like to thank Dr Øyvind Langsrud
and Dr Gunvor Dingstad for helpful comments on the
manuscript.
REFERENCES
1. Næs T, Mevik BH. The flexibility of fuzzy clusteringillustrated by examples. J. Chemometrics 1999; 13: 435–444.
2. Berget I, Næs T. Optimal sorting of raw materials basedon predicted end product quality. Qual. Eng. 2002; 14:459–478.
3. Berget I, Næs T. Sorting of raw materials with focus onmultiple end product properties. J. Chemometrics 2002;16: 263–273.
4. Berget I, Aamodt A, Færgestad EM, Næs T. Optimalsorting of raw materials for use in different products.Chemometrics Intell. Lab. Syst. 2003; 67: 79–93.
5. Bezdek, JC. Pattern Recognition with Fuzzy Objective Func-tion Algorithms. Plenum: New York, 1981.
6. Rousseeuw PJ, Kaufman L, Trauwaert E. Fuzzy cluster-ing using scatter matrices. Comput. Statist. Data Anal.1996; 23: 135–151.
7. Krishnapuram R, Keller JM. The possibilistic C-meansalgorithm: insights and recommendations. IEEE Trans.Fuzzy Syst. 1996; 4: 385–396.
8. Effron B, Tibshirani RJ. An Introduction to the Bootstrap.Chapman and Hall: New York, 1993.
9. Johnson RA, Wichern DW. Applied Multivariate StatisticalAnalysis (3rd edn). Prentice-Hall: Englewood Cliffs, NJ,1982.
10. Box GEP, Hunter JS. A confidence region for thesolution of a set of simultaneous equations with anapplication to experimental design. Biometrika 1953; 41:190–199.
11. Mevik BH, Færgestad EM, Ellekjær MR, Næs T. Usingraw material measurements in robust process opti-mization. Chemometrics Intell. Lab. Syst. 2001; 55:133–145.
12. Owen A. Empirical likelihood ratio confidence-regions.Ann. Statist. 1990; 18: 90–120.
13. Hall P. On the bootstrap and likelihood-based confi-dence regions. Biometrika 1987; 74: 481–493.
14. Yeh AB, Singh K. Balanced confidence regions based onTukey’s depth and the bootstrap. J. R. Statist. Soc. B 1997;59: 639–652.
TableV. Squareroot of themeansquareddifferencebetweenpre-dictedvolumeswith thedifferentmodelswhensortedandwithop-
timizedproofing timesforeachgroup
Full FullLinear Significant second-order second-order
Model model (A) terms (B) model (C) model with z32 (D)
A 0.00 11.86 13.78 15.16B 11.86 0.00 9.01 11.03C 13.78 9.01 0.00 5.84D 15.16 11.03 5.84 0.00
102 I. Berget and T. Næs
Copyright # 2004 John Wiley & Sons, Ltd. J. Chemometrics 2004; 18: 92–102