mechanical properties of as-forged ni-free co–29cr–6mo alloys with ultrafine-grained...
TRANSCRIPT

Materials Science and Engineering A 528 (2011) 5961–5966
Contents lists available at ScienceDirect
Materials Science and Engineering A
journa l homepage: www.e lsev ier .com/ locate /msea
Mechanical properties of as-forged Ni-free Co–29Cr–6Mo alloys withultrafine-grained microstructure
Kenta Yamanakaa, Manami Moria,1, Akihiko Chibab,!
a Department of Materials Processing, Graduate School of Engineering, Tohoku University, 6-6-02 Aoba Aramaki Aoba-ku, Sendai 980-8579, Japanb Institute for Materials Research (IMR), Tohoku University, 2-1-1 Katahira Aoba-ku, Sendai 980-8577, Japan
a r t i c l e i n f o
Article history:Received 31 July 2010Received in revised form 7 April 2011Accepted 8 April 2011Available online 15 April 2011
Keywords:Ni-free Co–Cr–Mo alloyBiomaterialsUltrafine-grained materialsTensile propertiesThermomechanical processingDynamic recrystallization
a b s t r a c t
We have succeeded the fabrication of Ni-free Co–29Cr–6Mo alloys with ultrafine-grained (UFG)microstructures via conventional hot forging process with the reduction up to 83.4% (true strain of 1.8).Grain refinement to submicron order is an effective method for improvement of strength and athermalmartensite ! phase formed during quenching seems to determine the ductility of this alloy system.
© 2011 Elsevier B.V. All rights reserved.
1. Introduction
It has been recognized that ultrafine-grained (UFG) materialshaving grain sizes smaller than 1 !m exhibit superior mechani-cal properties, such as high strength, good fracture toughness andhigh fatigue strength, compared with conventional coarse-grainedmaterials. The UFG metallic materials are generally obtained byso-called severe plastic deformation (SPD) techniques [1–9]. How-ever, SPD processes, including equal channel angular extrusion(ECAE) [1,3,4], high pressure torsion (HPT) [1], accumulative roll-bonding (ARB) [5,6] and multi-directional forging (MDF) [7,8],require significantly large equivalent strain of 4–5 [10], leading tothe difficulties in the practical applications of UFG materials. Thealternative approaches to produce UFG microstructures withoutSPD processes, therefore, have been intensively studied especiallyfor steels [11,12]. Recently, the present authors [13] have revealedthat the grain refinement to submicrometer order can be achievedemploying conventional hot forging process with extremely lowcompressive strain of 60% (true strain; !t = 0.92) in the Co–Cr–Moalloys, which are used for biomedical implant applications such asartificial hip and knee joints. The proposed process utilizes dynamicrecrystallization (DRX) during hot deformation. It has been also
! Corresponding author. Fax: +81 222152116.E-mail address: [email protected] (A. Chiba).
1 Present address: NISSAN ARC LTD., 1, Natsushima-cho, Yokosuka 237-0061,Japan.
pointed out that planar dislocation slip and a lot of stacking faults,which are likely to result from the formation of Shockley par-tial dislocations, were found in hot deformation microstructures,suggesting the stacking fault energy (SFE) of this alloy system isextremely low even at elevated temperatures. The low SFE sup-presses the dynamic recovery of accumulated dislocations andenhances the heterogeneous deformation, i.e., introduction of geo-metrically necessary (GN) dislocation boundaries into matrix (grainsubdivision) [14]. Thus, grain refinement proceeds in such a man-ner that a localized form of “continuous” DRX, as described in [13].Grain refinement by above-mentioned process is though to be apromising way to improve the mechanical properties resulting inthe reliability in biomedical use of these alloys. However, there areonly a few studies concerning the effect of the grain refinement onmechanical properties in Co–Cr–Mo alloys [15]. The aim in this arti-cle is to evaluate the tensile properties of UFG structured Co–Cr–Moalloy fabricated by hot forging process.
2. Experimental methods
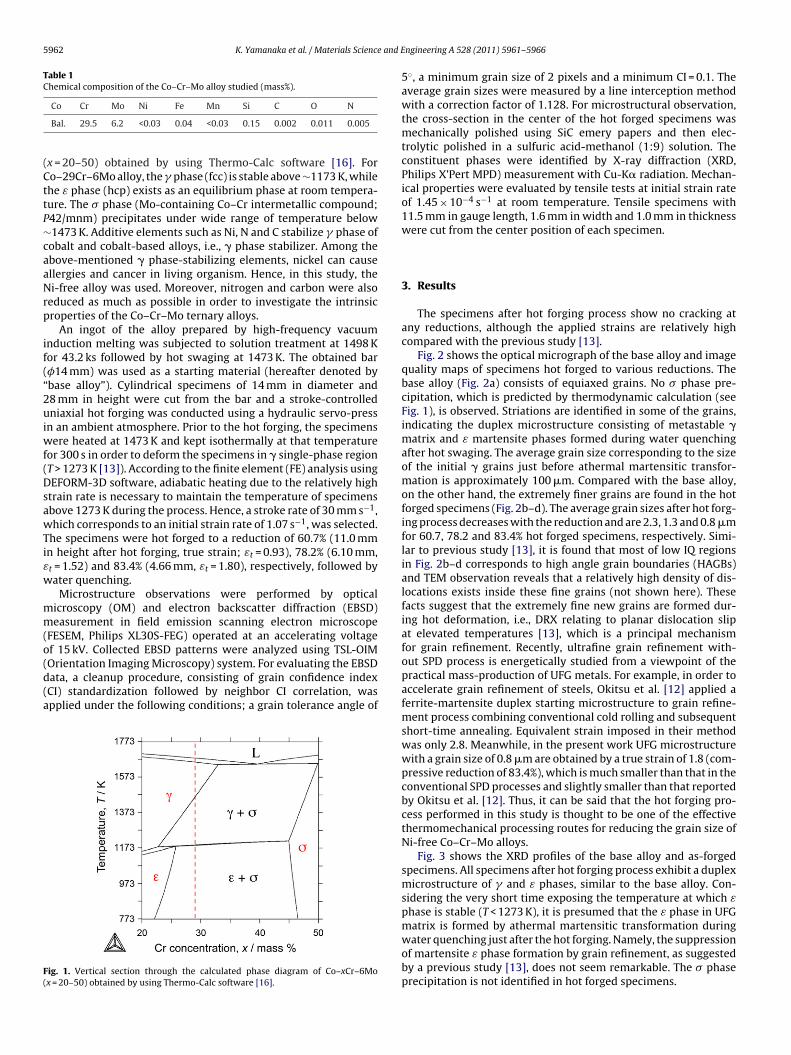
Ni-free Co–29Cr–6Mo alloy2, which is a representative compo-sition of ASTM F75 standard, was used in this study. The chemicalcomposition of the alloy is shown in Table 1. Fig. 1 shows a verti-cal section through the calculated phase diagram of Co–xCr–6Mo
2 All concentrations represented in this article are in mass%.
0921-5093/$ – see front matter © 2011 Elsevier B.V. All rights reserved.doi:10.1016/j.msea.2011.04.027
5962 K. Yamanaka et al. / Materials Science and Engineering A 528 (2011) 5961–5966
Table 1Chemical composition of the Co–Cr–Mo alloy studied (mass%).
Co Cr Mo Ni Fe Mn Si C O N
Bal. 29.5 6.2 <0.03 0.04 <0.03 0.15 0.002 0.011 0.005
(x = 20–50) obtained by using Thermo-Calc software [16]. ForCo–29Cr–6Mo alloy, the " phase (fcc) is stable above "1173 K, whilethe ! phase (hcp) exists as an equilibrium phase at room tempera-ture. The # phase (Mo-containing Co–Cr intermetallic compound;P42/mnm) precipitates under wide range of temperature below"1473 K. Additive elements such as Ni, N and C stabilize " phase ofcobalt and cobalt-based alloys, i.e., " phase stabilizer. Among theabove-mentioned " phase-stabilizing elements, nickel can causeallergies and cancer in living organism. Hence, in this study, theNi-free alloy was used. Moreover, nitrogen and carbon were alsoreduced as much as possible in order to investigate the intrinsicproperties of the Co–Cr–Mo ternary alloys.
An ingot of the alloy prepared by high-frequency vacuuminduction melting was subjected to solution treatment at 1498 Kfor 43.2 ks followed by hot swaging at 1473 K. The obtained bar($14 mm) was used as a starting material (hereafter denoted by“base alloy”). Cylindrical specimens of 14 mm in diameter and28 mm in height were cut from the bar and a stroke-controlleduniaxial hot forging was conducted using a hydraulic servo-pressin an ambient atmosphere. Prior to the hot forging, the specimenswere heated at 1473 K and kept isothermally at that temperaturefor 300 s in order to deform the specimens in " single-phase region(T > 1273 K [13]). According to the finite element (FE) analysis usingDEFORM-3D software, adiabatic heating due to the relatively highstrain rate is necessary to maintain the temperature of specimensabove 1273 K during the process. Hence, a stroke rate of 30 mm s#1,which corresponds to an initial strain rate of 1.07 s#1, was selected.The specimens were hot forged to a reduction of 60.7% (11.0 mmin height after hot forging, true strain; !t = 0.93), 78.2% (6.10 mm,!t = 1.52) and 83.4% (4.66 mm, !t = 1.80), respectively, followed bywater quenching.
Microstructure observations were performed by opticalmicroscopy (OM) and electron backscatter diffraction (EBSD)measurement in field emission scanning electron microscope(FESEM, Philips XL30S-FEG) operated at an accelerating voltageof 15 kV. Collected EBSD patterns were analyzed using TSL-OIM(Orientation Imaging Microscopy) system. For evaluating the EBSDdata, a cleanup procedure, consisting of grain confidence index(CI) standardization followed by neighbor CI correlation, wasapplied under the following conditions; a grain tolerance angle of
Fig. 1. Vertical section through the calculated phase diagram of Co–xCr–6Mo(x = 20–50) obtained by using Thermo-Calc software [16].
5$, a minimum grain size of 2 pixels and a minimum CI = 0.1. Theaverage grain sizes were measured by a line interception methodwith a correction factor of 1.128. For microstructural observation,the cross-section in the center of the hot forged specimens wasmechanically polished using SiC emery papers and then elec-trolytic polished in a sulfuric acid-methanol (1:9) solution. Theconstituent phases were identified by X-ray diffraction (XRD,Philips X’Pert MPD) measurement with Cu-K# radiation. Mechan-ical properties were evaluated by tensile tests at initial strain rateof 1.45 % 10#4 s#1 at room temperature. Tensile specimens with11.5 mm in gauge length, 1.6 mm in width and 1.0 mm in thicknesswere cut from the center position of each specimen.
3. Results
The specimens after hot forging process show no cracking atany reductions, although the applied strains are relatively highcompared with the previous study [13].
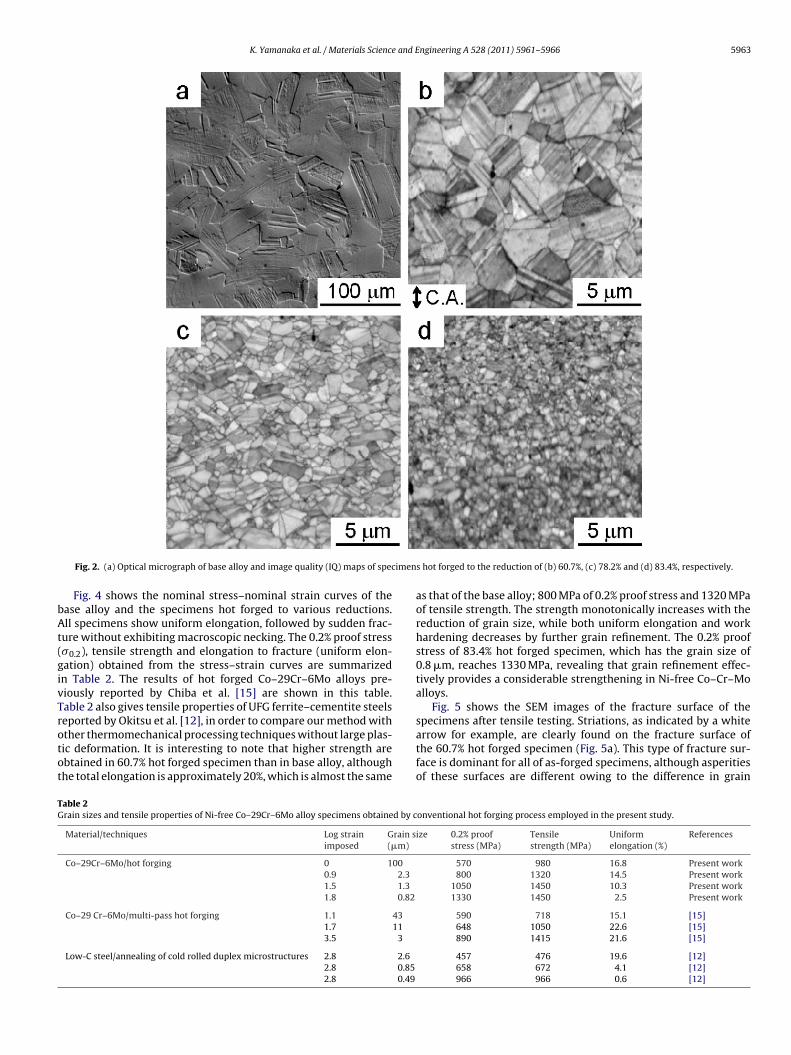
Fig. 2 shows the optical micrograph of the base alloy and imagequality maps of specimens hot forged to various reductions. Thebase alloy (Fig. 2a) consists of equiaxed grains. No # phase pre-cipitation, which is predicted by thermodynamic calculation (seeFig. 1), is observed. Striations are identified in some of the grains,indicating the duplex microstructure consisting of metastable "matrix and ! martensite phases formed during water quenchingafter hot swaging. The average grain size corresponding to the sizeof the initial " grains just before athermal martensitic transfor-mation is approximately 100 !m. Compared with the base alloy,on the other hand, the extremely finer grains are found in the hotforged specimens (Fig. 2b–d). The average grain sizes after hot forg-ing process decreases with the reduction and are 2.3, 1.3 and 0.8 !mfor 60.7, 78.2 and 83.4% hot forged specimens, respectively. Simi-lar to previous study [13], it is found that most of low IQ regionsin Fig. 2b–d corresponds to high angle grain boundaries (HAGBs)and TEM observation reveals that a relatively high density of dis-locations exists inside these fine grains (not shown here). Thesefacts suggest that the extremely fine new grains are formed dur-ing hot deformation, i.e., DRX relating to planar dislocation slipat elevated temperatures [13], which is a principal mechanismfor grain refinement. Recently, ultrafine grain refinement with-out SPD process is energetically studied from a viewpoint of thepractical mass-production of UFG metals. For example, in order toaccelerate grain refinement of steels, Okitsu et al. [12] applied aferrite-martensite duplex starting microstructure to grain refine-ment process combining conventional cold rolling and subsequentshort-time annealing. Equivalent strain imposed in their methodwas only 2.8. Meanwhile, in the present work UFG microstructurewith a grain size of 0.8 !m are obtained by a true strain of 1.8 (com-pressive reduction of 83.4%), which is much smaller than that in theconventional SPD processes and slightly smaller than that reportedby Okitsu et al. [12]. Thus, it can be said that the hot forging pro-cess performed in this study is thought to be one of the effectivethermomechanical processing routes for reducing the grain size ofNi-free Co–Cr–Mo alloys.
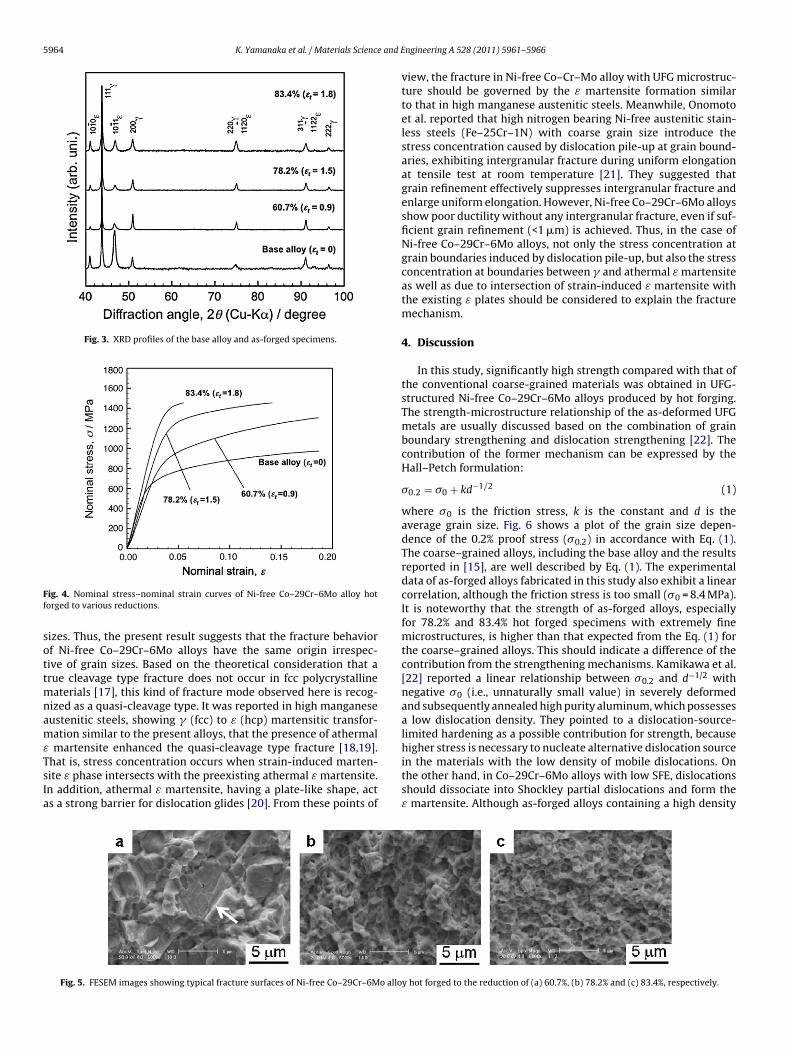
Fig. 3 shows the XRD profiles of the base alloy and as-forgedspecimens. All specimens after hot forging process exhibit a duplexmicrostructure of " and ! phases, similar to the base alloy. Con-sidering the very short time exposing the temperature at which !phase is stable (T < 1273 K), it is presumed that the ! phase in UFGmatrix is formed by athermal martensitic transformation duringwater quenching just after the hot forging. Namely, the suppressionof martensite ! phase formation by grain refinement, as suggestedby a previous study [13], does not seem remarkable. The # phaseprecipitation is not identified in hot forged specimens.
K. Yamanaka et al. / Materials Science and Engineering A 528 (2011) 5961–5966 5963
Fig. 2. (a) Optical micrograph of base alloy and image quality (IQ) maps of specimens hot forged to the reduction of (b) 60.7%, (c) 78.2% and (d) 83.4%, respectively.
Fig. 4 shows the nominal stress–nominal strain curves of thebase alloy and the specimens hot forged to various reductions.All specimens show uniform elongation, followed by sudden frac-ture without exhibiting macroscopic necking. The 0.2% proof stress(#0.2), tensile strength and elongation to fracture (uniform elon-gation) obtained from the stress–strain curves are summarizedin Table 2. The results of hot forged Co–29Cr–6Mo alloys pre-viously reported by Chiba et al. [15] are shown in this table.Table 2 also gives tensile properties of UFG ferrite–cementite steelsreported by Okitsu et al. [12], in order to compare our method withother thermomechanical processing techniques without large plas-tic deformation. It is interesting to note that higher strength areobtained in 60.7% hot forged specimen than in base alloy, althoughthe total elongation is approximately 20%, which is almost the same
as that of the base alloy; 800 MPa of 0.2% proof stress and 1320 MPaof tensile strength. The strength monotonically increases with thereduction of grain size, while both uniform elongation and workhardening decreases by further grain refinement. The 0.2% proofstress of 83.4% hot forged specimen, which has the grain size of0.8 !m, reaches 1330 MPa, revealing that grain refinement effec-tively provides a considerable strengthening in Ni-free Co–Cr–Moalloys.
Fig. 5 shows the SEM images of the fracture surface of thespecimens after tensile testing. Striations, as indicated by a whitearrow for example, are clearly found on the fracture surface ofthe 60.7% hot forged specimen (Fig. 5a). This type of fracture sur-face is dominant for all of as-forged specimens, although asperitiesof these surfaces are different owing to the difference in grain
Table 2Grain sizes and tensile properties of Ni-free Co–29Cr–6Mo alloy specimens obtained by conventional hot forging process employed in the present study.
Material/techniques Log strainimposed
Grain size(!m)
0.2% proofstress (MPa)
Tensilestrength (MPa)
Uniformelongation (%)
References
Co–29Cr–6Mo/hot forging 0 100 570 980 16.8 Present work0.9 2.3 800 1320 14.5 Present work1.5 1.3 1050 1450 10.3 Present work1.8 0.82 1330 1450 2.5 Present work
Co–29 Cr–6Mo/multi-pass hot forging 1.1 43 590 718 15.1 [15]1.7 11 648 1050 22.6 [15]3.5 3 890 1415 21.6 [15]
Low-C steel/annealing of cold rolled duplex microstructures 2.8 2.6 457 476 19.6 [12]2.8 0.85 658 672 4.1 [12]2.8 0.49 966 966 0.6 [12]
5964 K. Yamanaka et al. / Materials Science and Engineering A 528 (2011) 5961–5966
Fig. 3. XRD profiles of the base alloy and as-forged specimens.
Fig. 4. Nominal stress–nominal strain curves of Ni-free Co–29Cr–6Mo alloy hotforged to various reductions.
sizes. Thus, the present result suggests that the fracture behaviorof Ni-free Co–29Cr–6Mo alloys have the same origin irrespec-tive of grain sizes. Based on the theoretical consideration that atrue cleavage type fracture does not occur in fcc polycrystallinematerials [17], this kind of fracture mode observed here is recog-nized as a quasi-cleavage type. It was reported in high manganeseaustenitic steels, showing " (fcc) to ! (hcp) martensitic transfor-mation similar to the present alloys, that the presence of athermal! martensite enhanced the quasi-cleavage type fracture [18,19].That is, stress concentration occurs when strain-induced marten-site ! phase intersects with the preexisting athermal ! martensite.In addition, athermal ! martensite, having a plate-like shape, actas a strong barrier for dislocation glides [20]. From these points of
view, the fracture in Ni-free Co–Cr–Mo alloy with UFG microstruc-ture should be governed by the ! martensite formation similarto that in high manganese austenitic steels. Meanwhile, Onomotoet al. reported that high nitrogen bearing Ni-free austenitic stain-less steels (Fe–25Cr–1N) with coarse grain size introduce thestress concentration caused by dislocation pile-up at grain bound-aries, exhibiting intergranular fracture during uniform elongationat tensile test at room temperature [21]. They suggested thatgrain refinement effectively suppresses intergranular fracture andenlarge uniform elongation. However, Ni-free Co–29Cr–6Mo alloysshow poor ductility without any intergranular fracture, even if suf-ficient grain refinement (<1 !m) is achieved. Thus, in the case ofNi-free Co–29Cr–6Mo alloys, not only the stress concentration atgrain boundaries induced by dislocation pile-up, but also the stressconcentration at boundaries between " and athermal ! martensiteas well as due to intersection of strain-induced ! martensite withthe existing ! plates should be considered to explain the fracturemechanism.
4. Discussion
In this study, significantly high strength compared with that ofthe conventional coarse-grained materials was obtained in UFG-structured Ni-free Co–29Cr–6Mo alloys produced by hot forging.The strength-microstructure relationship of the as-deformed UFGmetals are usually discussed based on the combination of grainboundary strengthening and dislocation strengthening [22]. Thecontribution of the former mechanism can be expressed by theHall–Petch formulation:
#0.2 = #0 + kd#1/2 (1)
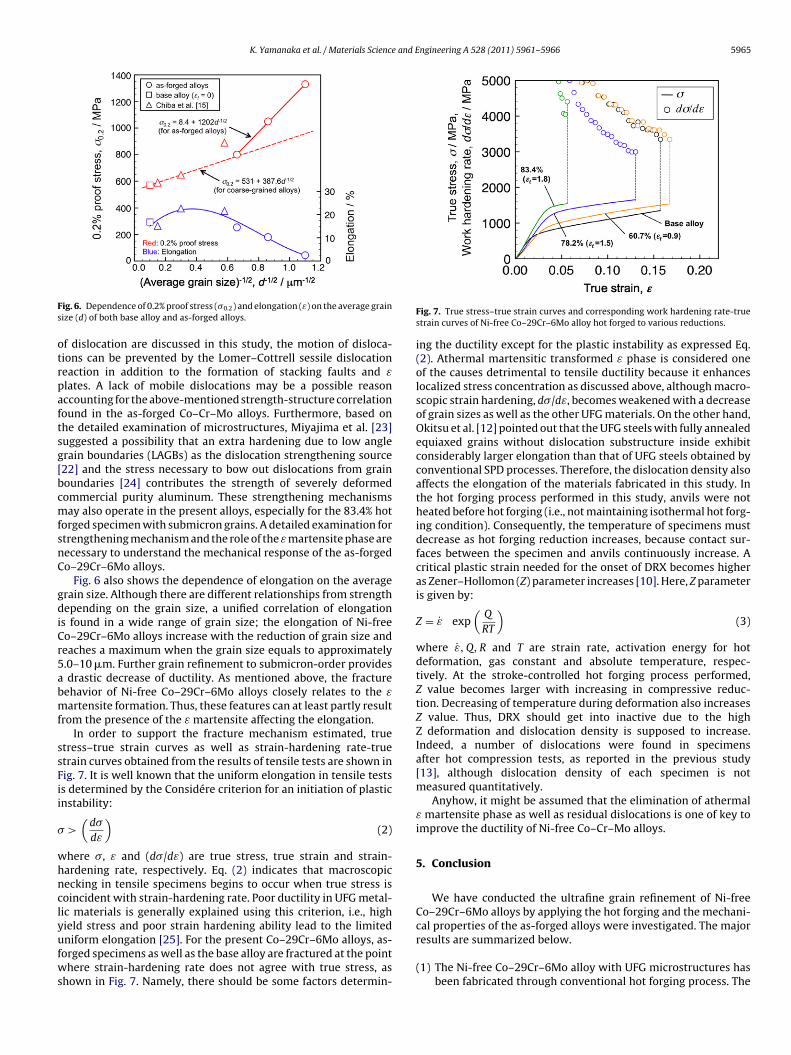
where #0 is the friction stress, k is the constant and d is theaverage grain size. Fig. 6 shows a plot of the grain size depen-dence of the 0.2% proof stress (#0.2) in accordance with Eq. (1).The coarse–grained alloys, including the base alloy and the resultsreported in [15], are well described by Eq. (1). The experimentaldata of as-forged alloys fabricated in this study also exhibit a linearcorrelation, although the friction stress is too small (#0 = 8.4 MPa).It is noteworthy that the strength of as-forged alloys, especiallyfor 78.2% and 83.4% hot forged specimens with extremely finemicrostructures, is higher than that expected from the Eq. (1) forthe coarse–grained alloys. This should indicate a difference of thecontribution from the strengthening mechanisms. Kamikawa et al.[22] reported a linear relationship between #0.2 and d#1/2 withnegative #0 (i.e., unnaturally small value) in severely deformedand subsequently annealed high purity aluminum, which possessesa low dislocation density. They pointed to a dislocation-source-limited hardening as a possible contribution for strength, becausehigher stress is necessary to nucleate alternative dislocation sourcein the materials with the low density of mobile dislocations. Onthe other hand, in Co–29Cr–6Mo alloys with low SFE, dislocationsshould dissociate into Shockley partial dislocations and form the! martensite. Although as-forged alloys containing a high density
Fig. 5. FESEM images showing typical fracture surfaces of Ni-free Co–29Cr–6Mo alloy hot forged to the reduction of (a) 60.7%, (b) 78.2% and (c) 83.4%, respectively.
K. Yamanaka et al. / Materials Science and Engineering A 528 (2011) 5961–5966 5965
Fig. 6. Dependence of 0.2% proof stress (#0.2) and elongation (!) on the average grainsize (d) of both base alloy and as-forged alloys.
of dislocation are discussed in this study, the motion of disloca-tions can be prevented by the Lomer–Cottrell sessile dislocationreaction in addition to the formation of stacking faults and !plates. A lack of mobile dislocations may be a possible reasonaccounting for the above-mentioned strength-structure correlationfound in the as-forged Co–Cr–Mo alloys. Furthermore, based onthe detailed examination of microstructures, Miyajima et al. [23]suggested a possibility that an extra hardening due to low anglegrain boundaries (LAGBs) as the dislocation strengthening source[22] and the stress necessary to bow out dislocations from grainboundaries [24] contributes the strength of severely deformedcommercial purity aluminum. These strengthening mechanismsmay also operate in the present alloys, especially for the 83.4% hotforged specimen with submicron grains. A detailed examination forstrengthening mechanism and the role of the ! martensite phase arenecessary to understand the mechanical response of the as-forgedCo–29Cr–6Mo alloys.
Fig. 6 also shows the dependence of elongation on the averagegrain size. Although there are different relationships from strengthdepending on the grain size, a unified correlation of elongationis found in a wide range of grain size; the elongation of Ni-freeCo–29Cr–6Mo alloys increase with the reduction of grain size andreaches a maximum when the grain size equals to approximately5.0–10 !m. Further grain refinement to submicron-order providesa drastic decrease of ductility. As mentioned above, the fracturebehavior of Ni-free Co–29Cr–6Mo alloys closely relates to the !martensite formation. Thus, these features can at least partly resultfrom the presence of the ! martensite affecting the elongation.
In order to support the fracture mechanism estimated, truestress–true strain curves as well as strain-hardening rate-truestrain curves obtained from the results of tensile tests are shown inFig. 7. It is well known that the uniform elongation in tensile testsis determined by the Considére criterion for an initiation of plasticinstability:
# >!
d#d!
"(2)
where #, ! and (d#/d!) are true stress, true strain and strain-hardening rate, respectively. Eq. (2) indicates that macroscopicnecking in tensile specimens begins to occur when true stress iscoincident with strain-hardening rate. Poor ductility in UFG metal-lic materials is generally explained using this criterion, i.e., highyield stress and poor strain hardening ability lead to the limiteduniform elongation [25]. For the present Co–29Cr–6Mo alloys, as-forged specimens as well as the base alloy are fractured at the pointwhere strain-hardening rate does not agree with true stress, asshown in Fig. 7. Namely, there should be some factors determin-
Fig. 7. True stress–true strain curves and corresponding work hardening rate-truestrain curves of Ni-free Co–29Cr–6Mo alloy hot forged to various reductions.
ing the ductility except for the plastic instability as expressed Eq.(2). Athermal martensitic transformed ! phase is considered oneof the causes detrimental to tensile ductility because it enhanceslocalized stress concentration as discussed above, although macro-scopic strain hardening, d#/d!, becomes weakened with a decreaseof grain sizes as well as the other UFG materials. On the other hand,Okitsu et al. [12] pointed out that the UFG steels with fully annealedequiaxed grains without dislocation substructure inside exhibitconsiderably larger elongation than that of UFG steels obtained byconventional SPD processes. Therefore, the dislocation density alsoaffects the elongation of the materials fabricated in this study. Inthe hot forging process performed in this study, anvils were notheated before hot forging (i.e., not maintaining isothermal hot forg-ing condition). Consequently, the temperature of specimens mustdecrease as hot forging reduction increases, because contact sur-faces between the specimen and anvils continuously increase. Acritical plastic strain needed for the onset of DRX becomes higheras Zener–Hollomon (Z) parameter increases [10]. Here, Z parameteris given by:
Z = !̇ exp!
QRT
"(3)
where !̇, Q, R and T are strain rate, activation energy for hotdeformation, gas constant and absolute temperature, respec-tively. At the stroke-controlled hot forging process performed,Z value becomes larger with increasing in compressive reduc-tion. Decreasing of temperature during deformation also increasesZ value. Thus, DRX should get into inactive due to the highZ deformation and dislocation density is supposed to increase.Indeed, a number of dislocations were found in specimensafter hot compression tests, as reported in the previous study[13], although dislocation density of each specimen is notmeasured quantitatively.
Anyhow, it might be assumed that the elimination of athermal! martensite phase as well as residual dislocations is one of key toimprove the ductility of Ni-free Co–Cr–Mo alloys.
5. Conclusion
We have conducted the ultrafine grain refinement of Ni-freeCo–29Cr–6Mo alloys by applying the hot forging and the mechani-cal properties of the as-forged alloys were investigated. The majorresults are summarized below.
(1) The Ni-free Co–29Cr–6Mo alloy with UFG microstructures hasbeen fabricated through conventional hot forging process. The

5966 K. Yamanaka et al. / Materials Science and Engineering A 528 (2011) 5961–5966
process employed is quite simple and applied strain is 1.8 intrue strain, which is extremely lower than that in so-called SPDprocesses.
(2) The strength of the as-forged alloys increases with decreasingthe grain size in accordance with the Hall–Petch type formula-tion. The strength of the UFG-structured Co–29Cr–6Mo alloysis higher than that predicted from the Hall–Petch relationshipexisting for the coarse-grained materials. The 83.4% hot forgedspecimen having an average grain size of 0.8 !m exhibits sig-nificant high strength of 1330 MPa in 0.2% proof stress.
(3) The tensile elongation increases with reduction of grain size andexhibits a maximum value at a grain size ranging from 5.0 !m to10 !m. Further grain refinement is detrimental to the ductility.
(4) The factor determining the elongation of the ultrafine-grainedNi-free Co–29Cr–6Mo alloy is considered not to be plastic insta-bility. The martensite ! phase as well as dislocation retainedinside the grains has possibility for premature fracture in uni-form elongation region.
Acknowledgments
This research was partly supported by the Regional InnovationCluster Program No. J00001877 of the Ministry of Education, Cul-ture, Sports, Science, and Technology (MEXT), Japan.
References
[1] R. Valiev, Nat. Mater. 3 (2004) 511–516.
[2] A. Azushima, R. Kopp, A. Korhonen, D.Y. Yang, F. Micari, G.D. Lahoti, P. Groche, J.Yanagimoto, N. Tsuji, A. Rosochowski, A. Yanagida, CIRP Annu.: Manuf. Technol.57 (2008) 716–735.
[3] Y. Fukuda, K. Oh-ishi, Z. Horita, T.G. Langdon, Acta Mater. 50 (2002) 1359–1368.[4] O. Sitdikov, T. Sakai, E. Avtokratova, R. Kaibyshev, K. Tsuzaki, Y. Watanabe, Acta
Mater. 56 (2008) 821–834.[5] Y. Saito, N. Tsuji, H. Utsunomiya, T. Sakai, R.G. Hong, Scripta Mater. 39 (1998)
1221–1227.[6] Y. Saito, H. Utsunomiya, N. Tsuji, T. Sakai, Acta Mater. 47 (1999) 579–583.[7] A. Belyakov, T. Sakai, H. Miura, R. Kaibyshev, K. Tsuzaki, Acta Mater. 50 (2002)
1547–1557.[8] J. Xing, X. Yang, H. Miura, T. Sakai, Mater. Trans. 49 (2008) 69–75.[9] S. Takaki, K. Kawasaki, Y. Kimura, J. Mater. Process. Technol. 117 (2001)
359–363.[10] N. Tsuji, T. Maki, Scripta Mater. 60 (2009) 1044–1049.[11] R. Ueji, N. Tsuji, Y. Minamino, Y. Koizumi, Acta Mater. 50 (2002) 4177–4189.[12] Y. Okitsu, N. Takata, N. Tsuji, Scripta Mater. 60 (2009) 76–79.[13] K. Yamanaka, M. Mori, S. Kurosu, H. Matsumoto, A. Chiba, Metall. Mater. Trans.
A40 (2009) 1980–1994.[14] N. Hansen, Metall. Mater. Trans. A32 (2001) 2917–2935.[15] A. Chiba, K. Kumagai, H. Takeda, N. Nomura, Mater. Sci. Forum 475–479 (2005)
2317–2322.[16] S. Kurosu, H. Matsumoto, A. Chiba, Metall. Mater. Trans. A41 (2010)
2613–2625.[17] J.W. Morris Jr., Z. Guo, C.R. Krennand, Y.-H. Kim, ISIJ Int. 41 (2001) 599–611.[18] H. Nakatsu, S. Takaki, J. Jpn. Inst. Met. 60 (1996) 141–148.[19] H. Nakatsu, T. Miyata, S. Takaki, J. Jpn. Inst. Met. 60 (1996) 936–943.[20] Y. Tomota, S. Ryufuku, M. Piao, J. Soc. Mater. Sci. 40 (1991) 27–33.[21] T. Onomoto, Y. Terazawa, T. Tsuchiyama, S. Takaki, ISIJ Int. 49 (2009)
1246–1252.[22] N. Kamikawa, X. Huang, N. Tsuji, N. Hansen, Acta Mater. 57 (2009)
4198–4208.[23] Y. Miyajima, M. Mitsuhara, S. Hata, H. Nakashima, N. Tsuji, Mater. Sci. Eng. A
528 (2010) 776–779.[24] M. Kato, Mater. Sci. Eng. A 516 (2009) 276–282.[25] N. Tsuji, Y. Ito, Y. Saito, Y. Minamino, Scripta Mater. 47 (2002) 893–899.