hazard and operability study
TRANSCRIPT
1. INTRODUCTION 1.1 Background
A HAZOP (HAZard and OPerability) study identifies hazards and operability problems in a process plant. It is a tool for the identification of hazards due to process parameter deviations. The concept involves investigating how the plant might deviate from the design intent.
HAZOP is based on the principle that several experts with different backgrounds can interact and identify more problems when working together than when working separately and combining their results. Although the HAZOP study was developed to supplement experience-based practices when a new design or technology is involved, its use has expanded to almost all phases of a plant's life. The “Guide-Word” HAZOP is the most well known of the HAZOPs; however, several specializations of this basic method have been developed.
1.2 Concept of HAZOP
The HAZOP concept is to review the plant in a series of meetings, during which a multidisciplinary team methodically “brainstorms” the plant design, following the structure provided by the guide words and the team leader's experience.
The primary advantage of this brainstorming is that it stimulates creativity and generates ideas. This creativity results from the interaction of the team and their diverse backgrounds. Consequently the process requires that all team members participate (quantity breeds quality in this case), and team members must refrain from criticizing each other to the point that members hesitate to suggest ideas.
The team focuses on specific points of the design (called "study nodes"), one at a time. At each of these study nodes, deviations in the process parameters are examined using the guide words. The guide words are used to ensure that the design is explored in every conceivable way. Thus the team must identify a fairly large number of deviations, each of which must then be considered so that their potential causes and consequences can be identified.
The success or failure of a HAZOP study depends on several factors, to name a few:
The completeness and accuracy of drawings and other data used as a basis for the study
The technical skills and insights of the team The ability of the team to use the approach as an aid to their imagination in
visualizing deviations, causes, and consequences The ability of the team to concentrate on the more serious hazards which are
identified.
In the process of identifying problems during a HAZOP study, if a solution becomes apparent, it is recorded as part of the HAZOP result; however, care was taken to avoid trying to find solutions which are not so apparent, because the prime objective for the HAZOP is problem identification.
2. SCOPE In summary, the RPG Project is initially installing new Gas Engine Generator (GEG) and Diesel Engine Generator (DEG) which brings work for its supporting installation in Rawa Station and Keri Station. Copies of the drawings used in the study which detail the process areas are supplied in Appendix 1. All unit will be compliant to the relevant Indonesian Standard then the HAZOP just considered deviations from the design intent associated with ConocoPhillips (Grissik) standard.
3. METHODOLOGY
3.1 General A HAZOP study is a hazard study which concentrates on how the design will cope with abnormal conditions, rather than on how it will perform under normal conditions. The study is comprised of a review of each unit operation, examining each for possible causes of a wide range of process abnormalities and their consequences. HAZOP provides the opportunity for people to think creatively and examine ways in which hazards or operating problems might arise. To reduce the chance of missing something, a HAZOP is carried out in a systematic manner, using guide words to consider each pipeline and each type of hazard in turn. The study is carried out by a team so that input from all areas of functional expertise can be provided. The results of a HAZOP depend heavily upon the experience and attitudes of the team members and on the leadership style adopted. In this study, the members of the team had good experience, knowledge and skills and had the authority to approve the actions decided upon.
3.2 Meeting Procedures
The HAZOP study of each section of plant followed the procedure given below:
The process design engineer outlined the broad purpose of the section of design under study and displayed on the relevant P&ID’s on the wall. This outline included design features, operating conditions, description of fittings and details of equipment.
Any general questions about the scope and intent of the design were answered.
The first section or area of the design was highlighted for study, typically an area where material flows into the plant.
Any general questions about this area were then answered. Minutes may be generated during this discussion. If so, they have been recorded with the guide word ”General Discussion”.
The detailed "line by line" study commenced at this point. The HAZOP leader led the group through the HAZOP guide words. Each guide word is a prompt, such as "MORE OF OR HIGH FLOW", which identifies a deviation from normal operating conditions that may lead to a hazardous event or significant operability problem. This is used to prompt discussion of the possible causes and effects of flow at an undesirably high rate. If, in the opinion of the team, the safeguards for the combination of the consequences and likelihood of a credible event are inadequate then an action is recorded in the minutes.
For major risk areas the need for action is assessed quantitatively (by Hazard or Reliability Analysis). For less significant risks the need for action can be based on experience and judgement. For this study, all actions could be appropriately addressed by the nominated HAZOP team members / company.
The main aim of the meeting was to find problems needing solution, rather than the actual solution. When the group became tied down by trying to resolve a problem, the issue was minuted as requiring further review outside the meeting, and the study proceeded.
All changes agreed at the meeting were minuted with some being marked on the HAZOP master P&ID’s.
Note that all actions were recorded in the minutes as well as significant discussion points which did not result in any actions. The latter were recorded as a means to record the basis of safety for a potential hazardous event or operability problem.
The guide words used during the study are listed in Appendix 2. The Parameters VS Guidewords Table for HAZOP study are listed in Appendix 3. All actions are listed in the HAZOP Recordsheet, contained in Appendix 4. It is noted that safeguards are only recorded by exception. It is assumed that the procedures within the COPI safety management system will be used effectively (as discussed throughout the HAZOP study). As the purpose of a HAZOP study is to identify, i.e. not necessarily solve, potential hazardous events and significant operability problems associated with the process under review, some of the actions require further review post the study. As a general rule, a HAZOP facilitator allows approximately 5 to 10 minutes to resolve any issues identified during the study. If a solution cannot be agreed to within this timeframe then the issue is minuted and the study proceeds. The reason for this approach is that a positive, open, questioning mindset is required from the team members. This allows creative brainstorming to identify possible abnormal plant conditions that may lead to potential hazardous events and/or significant operability problems. Teams that become tied down trying to resolve all issues, in particular problems that require further calculations etc, lose their creativity and hence the basis for the study effectiveness is lost.
4. STUDY TEAM The HAZOP study for the project was conducted in a number of sessions from April to Novemeber 2013. The main HAZOP team participants had the appropriate level of experience in design and/or operation of Engineering, Procurement, Construction and Installation (EPCI) of GEG and DEG Installation processing plants (or similar processes). Table 1 shows the team members who participated in the HAZOP study. The meetings were led by Deddy Sastra with the minutes being recorded by Indriani.
Table 1 – HAZOP Team
HAZOP Role
Name
Company
HAZOP Facilitator Deddy Sastra PT. KPI
HAZOP Secretary Indriani PT. KPI
Project Management Zamsari Soekijo PT. KPI
Site Management Representative
Rujito
Suyono
PT. KPI
PT. KPI
Process Design and Plant Operation Representatives
Ereza Tridian Reza Alfaraby Yenny Mirza
PT. KPI PT. KPI PT. KPI
5. DISCUSSION AND CONCLUSIONS
5.1 Analysis of main Findings
The HAZOP team assembled for the study was well balanced in terms of disciplines and experience. The team sizes were generally kept to the required four to eight people. This increases the ability to achieve a creative brainstorming workshop to help ensure maximum effectiveness and quality. The main participants had appropriate experience in the Engineering, Procurement, Construction and Installation (EPCI) operation of GEG and DEG Installation in Rawa and Keri Station (or similar). Therefore, the hazards were generally well known as well as the required control measures to reduce risk to acceptable levels. The plant design is an established design with a number of similar plants being operated throughout the world. Therefore, many of the significant potential hazardous events and operability problems were already known which reduced the demand on this study. This included incidents from recently commissioned plants for ConocoPhillips and other companies. Potential hazardous events concerning releases of harmful materials via gaseous, liquid or solid losses of containment were reviewed during the study. Assuming the proposed safeguards remain effective then the risk of such events should be low. Any significant changes to the HAZOP design should be separately assessed for new potential hazardous events and operability problems. This is commonly achieved by utilising a management of change programme within the project and may require further review using the HAZOP technique. During the study, industry standard operating procedures were discussed and included as potential causes for hazardous events and significant operability problems. Any significant issues identified have been recorded in the HAZOP recordsheet for inclusion in the final version of the standard operating procedures for the ConocoPhillips (Grissik) facility. HAZOP studies are, by definition, a qualitative risk assessment. The decisions made by the HAZOP team members are based on their experience and
knowledge of the type of processing plant under review. If the HAZOP team members determined the existing control measures were adequate then no further action is required. Significant points of discussion (generally if significant consequential impacts are possible) were recorded even though the control measures were deemed acceptable by the HAZOP team. All issues requiring a response were included in the HAZOP recordsheet.
5.2 Action Arising from The HAZOP Completed HAZOP actions need to be tracked within the project’s HAZOP action register or equivalent. Regular project meetings should include a review of the progress of closing-out all of the actions. It is normally the responsibility of the project manager to ensure that all of the HAZOP actions are completed. The HAZOP drawings and a record of the completed actions should be retained with the plant files.

Appendix 1 HAZOP Drawing
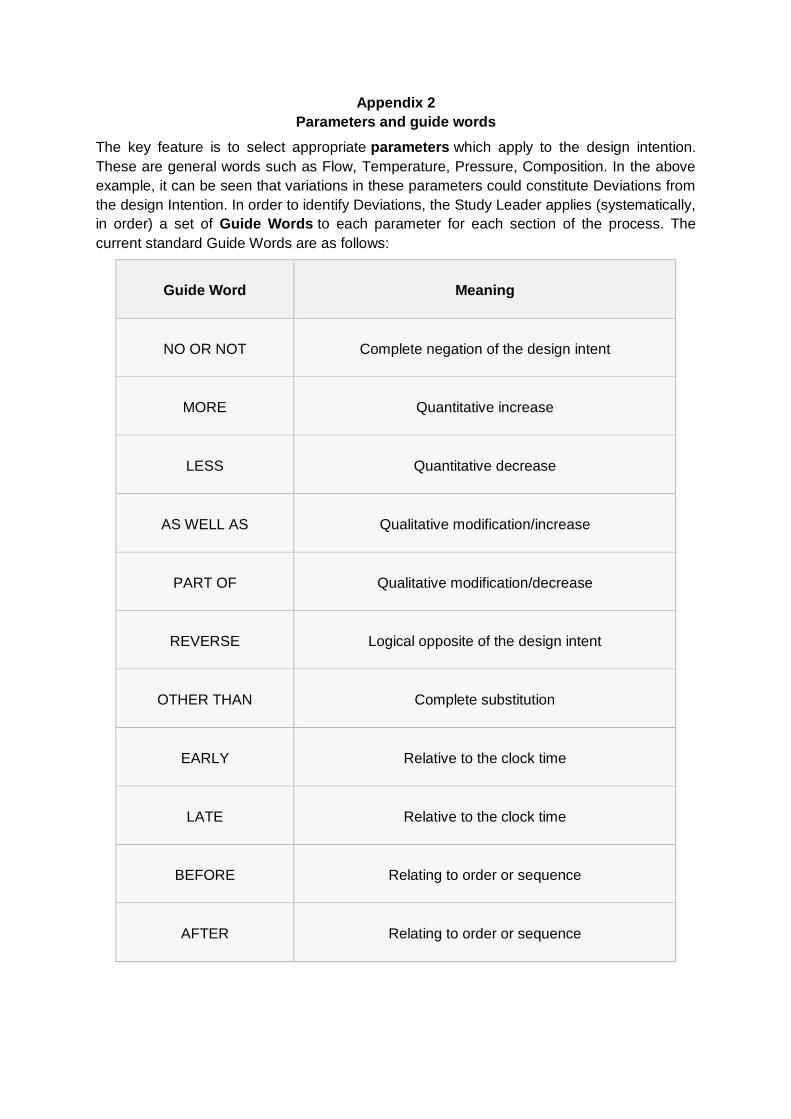
Appendix 2
Parameters and guide words
The key feature is to select appropriate parameters which apply to the design intention.
These are general words such as Flow, Temperature, Pressure, Composition. In the above
example, it can be seen that variations in these parameters could constitute Deviations from
the design Intention. In order to identify Deviations, the Study Leader applies (systematically,
in order) a set of Guide Words to each parameter for each section of the process. The
current standard Guide Words are as follows:
Guide Word Meaning
NO OR NOT Complete negation of the design intent
MORE Quantitative increase
LESS Quantitative decrease
AS WELL AS Qualitative modification/increase
PART OF Qualitative modification/decrease
REVERSE Logical opposite of the design intent
OTHER THAN Complete substitution
EARLY Relative to the clock time
LATE Relative to the clock time
BEFORE Relating to order or sequence
AFTER Relating to order or sequence
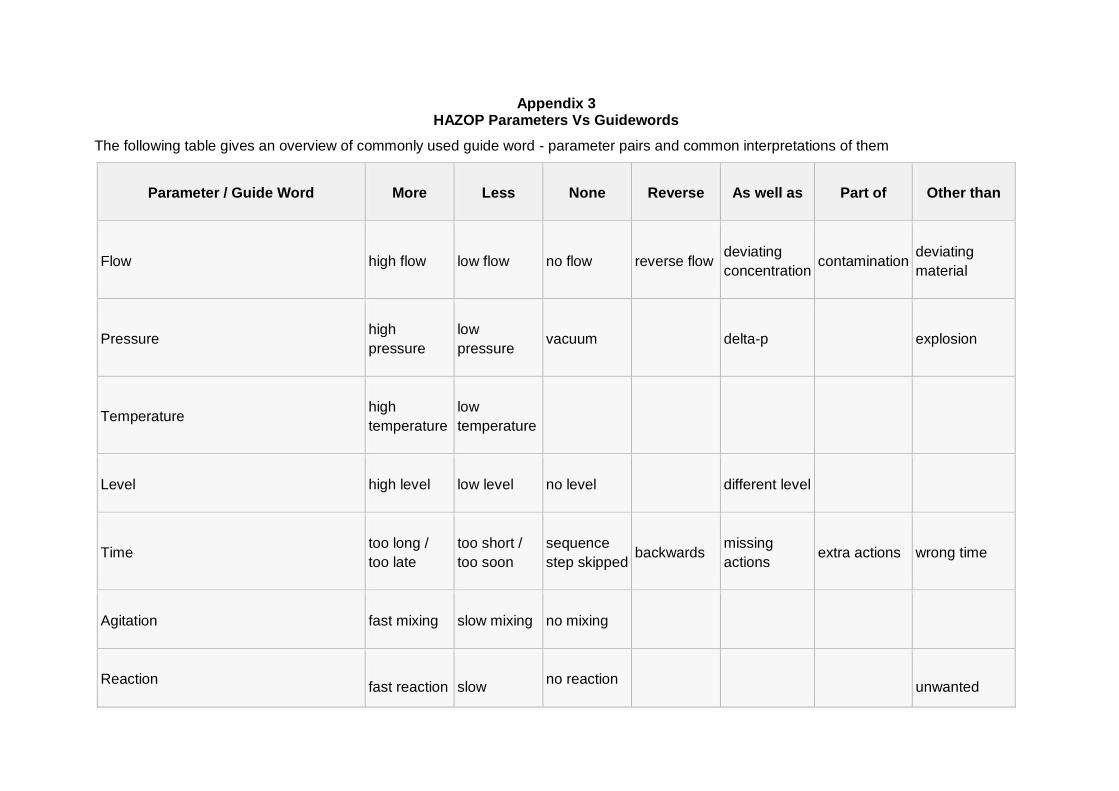
Appendix 3 HAZOP Parameters Vs Guidewords
The following table gives an overview of commonly used guide word - parameter pairs and common interpretations of them
Parameter / Guide Word More Less None Reverse As well as Part of Other than
Flow high flow low flow no flow reverse flow deviating
concentration contamination
deviating
material
Pressure high
pressure
low
pressure vacuum
delta-p
explosion
Temperature high
temperature
low
temperature
Level high level low level no level
different level
Time too long /
too late
too short /
too soon
sequence
step skipped backwards
missing
actions extra actions wrong time
Agitation fast mixing slow mixing no mixing
Reaction fast reaction slow
no reaction
unwanted
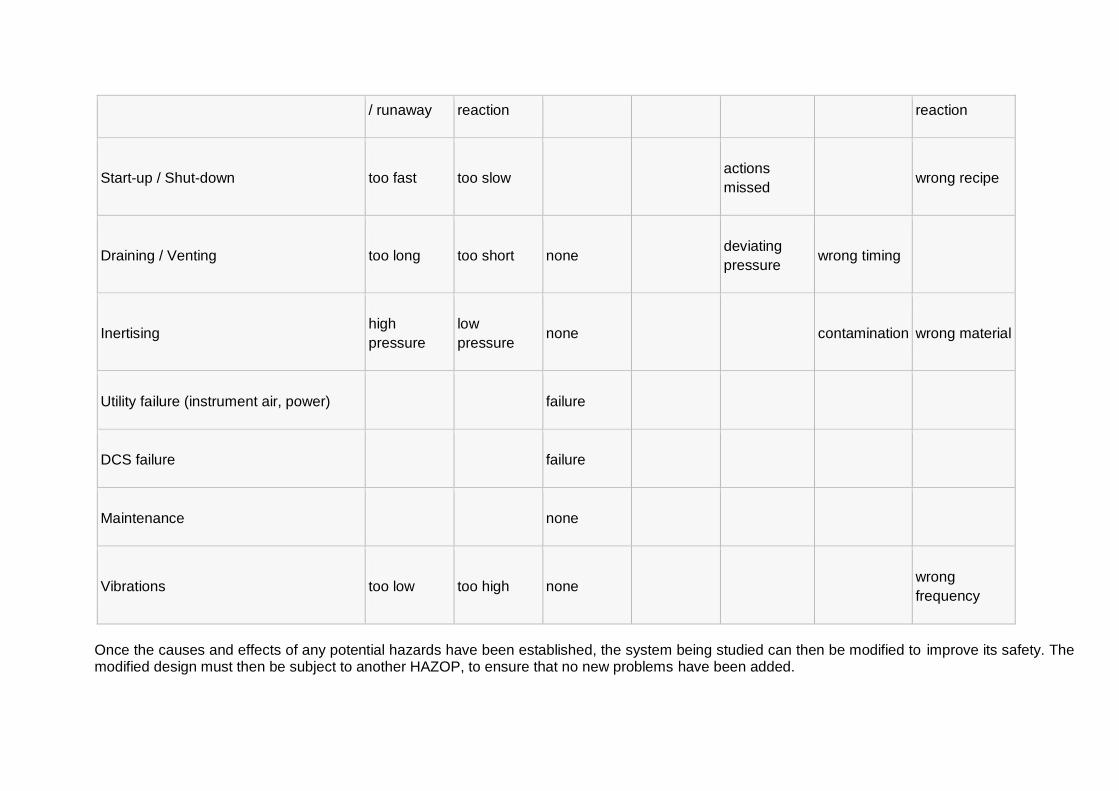
/ runaway reaction reaction
Start-up / Shut-down too fast too slow
actions
missed
wrong recipe
Draining / Venting too long too short none
deviating
pressure wrong timing
Inertising high
pressure
low
pressure none
contamination wrong material
Utility failure (instrument air, power)
failure
DCS failure
failure
Maintenance
none
Vibrations too low too high none
wrong
frequency
Once the causes and effects of any potential hazards have been established, the system being studied can then be modified to improve its safety. The modified design must then be subject to another HAZOP, to ensure that no new problems have been added.
Appendix 4 HAZOP Recordsheet
HAZOP RECORDSHEET
PROJECT:
SYSTEM: Feeds
DRAWING:
TEAM MEMBERS:
FACILITATOR:
MINUTES BY:
DATE:
No. GUIDE WORDS POSSIBLE CAUSES CONSEQUENCES
EXISTING SAFEGUARDS ACTION RECOMMENDED BY DONE