flexural and impact response of woven glass fiber fabric/polypropylene composites
TRANSCRIPT

Composites: Part B 54 (2013) 415–421
Contents lists available at SciVerse ScienceDirect
Composites: Part B
journal homepage: www.elsevier .com/locate /composi tesb
Flexural and impact response of woven glass fiber fabric/polypropylenecomposites
1359-8368/$ - see front matter � 2013 Elsevier Ltd. All rights reserved.http://dx.doi.org/10.1016/j.compositesb.2013.06.016
⇑ Corresponding author. Tel.: +39 0817682268.E-mail address: [email protected] (P. Russo).
P. Russo a,⇑, D. Acierno b, G. Simeoli b, S. Iannace c, L. Sorrentino c
a Institute of Chemistry and Technology of Polymers, National Council of Research, Via Campi Flegrei 34, 80078 Pozzuoli, Naples, Italyb Department of Chemical, and Materials Engineering and Industrial Production, University of Naples Federico II, P.le V. Tecchio 80, 80125 Naples, Italyc Institute of Composite and Biomedical Materials, National Council of Research, P.le E. Fermi 1, 80055 Portici, Naples, Italy
a r t i c l e i n f o a b s t r a c t
Article history:Received 3 January 2013Accepted 9 June 2013Available online 20 June 2013
Keywords:A. Polymer–matrix compositesA. LaminatesA. Glass fibersB. Impact behaviorB. Mechanical properties
Impact tests with a falling dart and flexural measurements were carried out on polypropylene based lam-inates reinforced with glass fibers fabrics. Research has shown that the strong fiber/matrix interfaceobtained through the use of a compatibilizer increased the mechanical performance of such compositesystems. The improved adhesion between fibers and matrix weakly affects the flexural modulus butstrongly influences the ultimate properties of the investigated woven fabric composites. In fact, bendingtests have shown a clear improvement in the flexural strength for the compatibilized systems, in partic-ular when a high viscosity/high crystallinity polypropylene was used. On the contrary, the low velocityimpact tests indicated an opposite dependence on the interface strength, and higher energy absorptionin not compatibilized composites was detected. This result has been explained in terms of failure mech-anisms at the fiber/matrix interface, which are able to dissipate large amounts of energy through frictionphenomena. Pull-out of fibers from the polypropylene matrices have been evidenced by the morpholog-ical analysis of fracture surfaces after failure and takes place before the fibers breakage, as confirmed bythe evaluation of the ductility index.
� 2013 Elsevier Ltd. All rights reserved.
1. Introduction
Thermoplastic composites have gained an increasing interestsince the mid-80s. Due to their clear advantages over thermosetcomposites in terms of short processing times [1–3], improvedfracture toughness, high damage tolerance and good resistance tomicro cracking [4], potential recyclability and possibility to be re-shaped or remolded at high temperatures, thermoplastic compos-ites appear to have relevant perspectives in many industrial fields[5–8]. In this frame, with special regard to structural applications(i.e. transportation and construction fields), woven fabric compos-ites have been recognized more competitive than unidirectionalcomposites due to their good stability and deformation character-istics. Among the thermoplastic composites, the system polypro-pylene–glass fiber has been particularly analyzed [9–12]. As wellknown, glass fibers offer, in addition to a low cost, a high tensilestrength, high chemical resistance and fairly good mechanicalproperties. However, such reinforcement has an elastic moduluslower than that of carbon fibers, a low resistance to fatigue andit usually shows a poor adhesion at the fiber–matrix interface[13,14]. This drawback, which induces poor mechanical properties,may be overcome by physical treatments [15,16] or by using
suitable coupling agents like maleic anhydride to enhance thewetting effect of the hosting matrix on fibers [17,18]. Pull-out tests,for example, have demonstrated that the resistance at the fiber–matrix interface is more efficiently influenced by the presence ofa compatibilizing agent rather than by using sizing on the fibers[13].
Another performance, usually decisive for estimating the effec-tive applications of composite materials and traditionally consid-ered dependent on the level of adhesion at the fiber–matrixinterface, is the impact resistance. At this regard, a growing con-cern to design engineers is focused on the so-called low-velocity(i.e. <6 m/s) impact behavior since it simulates real events occur-ring during fabrication, maintenance and operations with suchcomposite systems [19–21]. Damage resulting from low-velocityimpacts is usually not visible from the impacted side of the struc-ture; however, significant delamination and back face damage maybe present. In particular, low-velocity impact is considered mostthreatening to composite structures, because the entity of thedamage might easily be undetected during routine visual inspec-tion and thus damaged parts may improperly be put into service.Padaki et al. [20], focusing the attention on textile reinforcedcomposites, have reviewed the influences of instrument parame-ters and composite material variables on their complex impactbehavior. Overall, starting from well established assumptions asthe typical high complexity of the distribution of stress as a
416 P. Russo et al. / Composites: Part B 54 (2013) 415–421
function of time and space for the reference materials, authorshave emphasized the simultaneous occurrence of several interact-ing damage modes for composites subjected to impact events. Bel-ingardi and Vadori [21] analyzed the behavior of composite platesmade by carbon–epoxy laminates subjected to low velocity impactloading. In particular, the influence of stacking sequence on someimpact parameters as the saturation impact energy and the dam-age degree has been investigated. Results showed that the firstparameter increases with the laminate thickness at a power great-er than unity whereas the degree of damage indicates a generallinear trend. In this work, the behavior of polypropylene basedlaminates subjected to flexural and low velocity impact tests hasbeen investigated. This research investigated the effects of theuse of a compatibilizer on the mechanical behavior of laminatesbased on two grades of polypropylene, differing for their viscosityand crystallinity, as thermoplastic matrix and reinforced with glassfiber fabrics, with a 0�/90� configuration. Mechanical results, inter-preted also on the basis of morphological observations andcollected by scanning electron microscopy of fracture sections,have emphasized the strong influence of pull-out phenomena onthe energy absorption during impact tests.
2. Experimental
2.1. Materials
Two different grades of polypropylene, commercially availableas EP348U and MA712 and supplied by Lyondell Basell Industriesand Unipetrol and herein coded as M–LV and M–HV, respectively,were used as matrices for the preparation of the fiber reinforcedcomposites. Some physical properties of these resins, taken fromtheir datasheets, are summarized in Table 1. Polypropylene graftedwith maleic anhydride (PP-g-MA) commercialized under the trade
Table 1Mechanical properties of matrices from manufacturer’s datasheets.
Properties Method Unit M–LV M–HV
Density ISO 1183 g/cm3 0.90 0.90Melt flow index (MFI) ISO 1133 g/10 min 70 12Tensile modulus ISO 527-1/-2 MPa 1200 1550Tensile stress at yield ISO 527-1/-2 MPa 24 29Tensile strain at break ISO 527-1/-2 % 30 50Charpy notched impact
strength (+23 �C)ISO 179/1eA kJ/m2 5.5 10
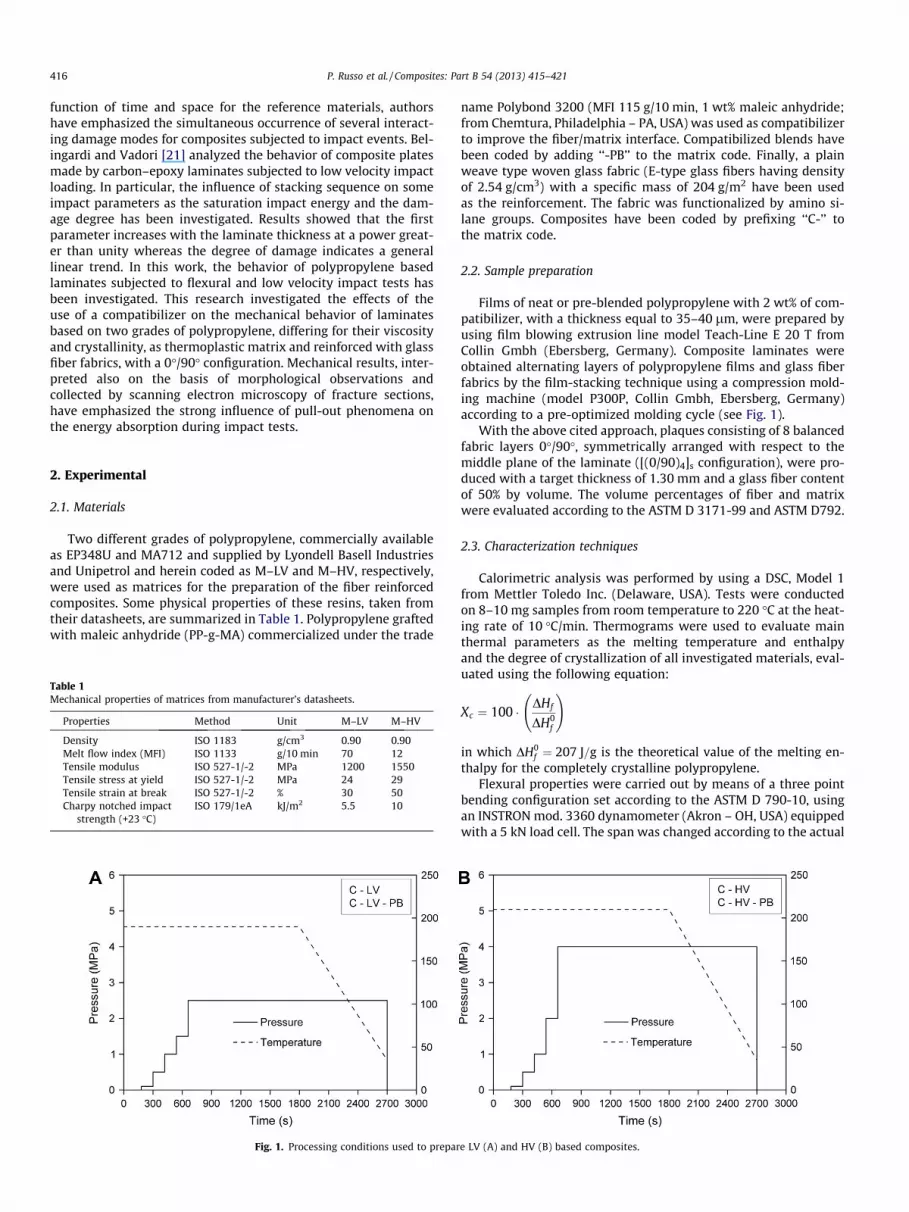
Fig. 1. Processing conditions used to prepar
name Polybond 3200 (MFI 115 g/10 min, 1 wt% maleic anhydride;from Chemtura, Philadelphia – PA, USA) was used as compatibilizerto improve the fiber/matrix interface. Compatibilized blends havebeen coded by adding ‘‘-PB’’ to the matrix code. Finally, a plainweave type woven glass fabric (E-type glass fibers having densityof 2.54 g/cm3) with a specific mass of 204 g/m2 have been usedas the reinforcement. The fabric was functionalized by amino si-lane groups. Composites have been coded by prefixing ‘‘C-’’ tothe matrix code.
2.2. Sample preparation
Films of neat or pre-blended polypropylene with 2 wt% of com-patibilizer, with a thickness equal to 35–40 lm, were prepared byusing film blowing extrusion line model Teach-Line E 20 T fromCollin Gmbh (Ebersberg, Germany). Composite laminates wereobtained alternating layers of polypropylene films and glass fiberfabrics by the film-stacking technique using a compression mold-ing machine (model P300P, Collin Gmbh, Ebersberg, Germany)according to a pre-optimized molding cycle (see Fig. 1).
With the above cited approach, plaques consisting of 8 balancedfabric layers 0�/90�, symmetrically arranged with respect to themiddle plane of the laminate ([(0/90)4]s configuration), were pro-duced with a target thickness of 1.30 mm and a glass fiber contentof 50% by volume. The volume percentages of fiber and matrixwere evaluated according to the ASTM D 3171-99 and ASTM D792.
2.3. Characterization techniques
Calorimetric analysis was performed by using a DSC, Model 1from Mettler Toledo Inc. (Delaware, USA). Tests were conductedon 8–10 mg samples from room temperature to 220 �C at the heat-ing rate of 10 �C/min. Thermograms were used to evaluate mainthermal parameters as the melting temperature and enthalpyand the degree of crystallization of all investigated materials, eval-uated using the following equation:
Xc ¼ 100 � DHf
DH0f
!
in which DH0f ¼ 207 J=g is the theoretical value of the melting en-
thalpy for the completely crystalline polypropylene.Flexural properties were carried out by means of a three point
bending configuration set according to the ASTM D 790-10, usingan INSTRON mod. 3360 dynamometer (Akron – OH, USA) equippedwith a 5 kN load cell. The span was changed according to the actual
e LV (A) and HV (B) based composites.
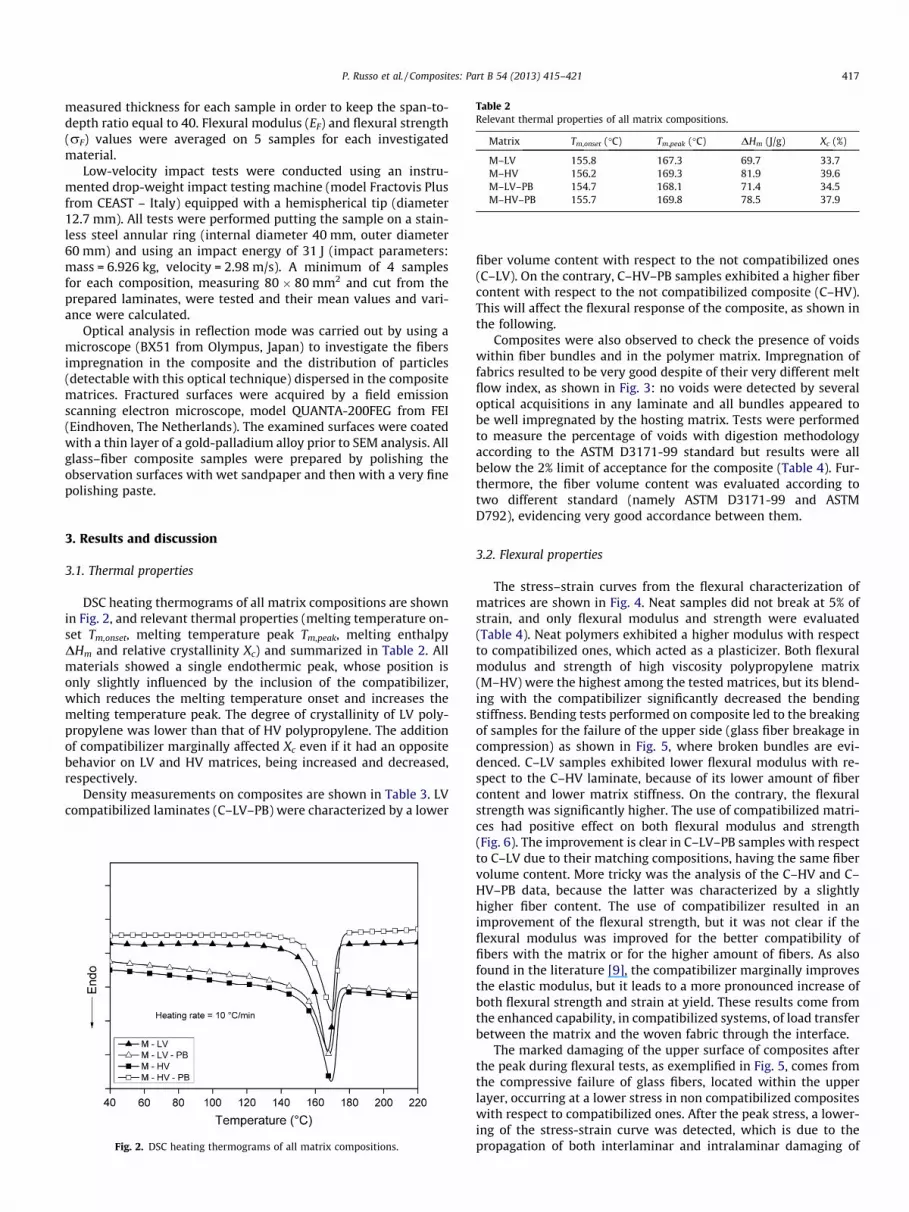
Table 2Relevant thermal properties of all matrix compositions.
Matrix Tm,onset (�C) Tm,peak (�C) DHm (J/g) Xc (%)
M–LV 155.8 167.3 69.7 33.7M–HV 156.2 169.3 81.9 39.6M–LV–PB 154.7 168.1 71.4 34.5M–HV–PB 155.7 169.8 78.5 37.9
P. Russo et al. / Composites: Part B 54 (2013) 415–421 417
measured thickness for each sample in order to keep the span-to-depth ratio equal to 40. Flexural modulus (EF) and flexural strength(rF) values were averaged on 5 samples for each investigatedmaterial.
Low-velocity impact tests were conducted using an instru-mented drop-weight impact testing machine (model Fractovis Plusfrom CEAST – Italy) equipped with a hemispherical tip (diameter12.7 mm). All tests were performed putting the sample on a stain-less steel annular ring (internal diameter 40 mm, outer diameter60 mm) and using an impact energy of 31 J (impact parameters:mass = 6.926 kg, velocity = 2.98 m/s). A minimum of 4 samplesfor each composition, measuring 80 � 80 mm2 and cut from theprepared laminates, were tested and their mean values and vari-ance were calculated.
Optical analysis in reflection mode was carried out by using amicroscope (BX51 from Olympus, Japan) to investigate the fibersimpregnation in the composite and the distribution of particles(detectable with this optical technique) dispersed in the compositematrices. Fractured surfaces were acquired by a field emissionscanning electron microscope, model QUANTA-200FEG from FEI(Eindhoven, The Netherlands). The examined surfaces were coatedwith a thin layer of a gold-palladium alloy prior to SEM analysis. Allglass–fiber composite samples were prepared by polishing theobservation surfaces with wet sandpaper and then with a very finepolishing paste.
3. Results and discussion
3.1. Thermal properties
DSC heating thermograms of all matrix compositions are shownin Fig. 2, and relevant thermal properties (melting temperature on-set Tm,onset, melting temperature peak Tm,peak, melting enthalpyDHm and relative crystallinity Xc) and summarized in Table 2. Allmaterials showed a single endothermic peak, whose position isonly slightly influenced by the inclusion of the compatibilizer,which reduces the melting temperature onset and increases themelting temperature peak. The degree of crystallinity of LV poly-propylene was lower than that of HV polypropylene. The additionof compatibilizer marginally affected Xc even if it had an oppositebehavior on LV and HV matrices, being increased and decreased,respectively.
Density measurements on composites are shown in Table 3. LVcompatibilized laminates (C–LV–PB) were characterized by a lower
Fig. 2. DSC heating thermograms of all matrix compositions.
fiber volume content with respect to the not compatibilized ones(C–LV). On the contrary, C–HV–PB samples exhibited a higher fibercontent with respect to the not compatibilized composite (C–HV).This will affect the flexural response of the composite, as shown inthe following.
Composites were also observed to check the presence of voidswithin fiber bundles and in the polymer matrix. Impregnation offabrics resulted to be very good despite of their very different meltflow index, as shown in Fig. 3: no voids were detected by severaloptical acquisitions in any laminate and all bundles appeared tobe well impregnated by the hosting matrix. Tests were performedto measure the percentage of voids with digestion methodologyaccording to the ASTM D3171-99 standard but results were allbelow the 2% limit of acceptance for the composite (Table 4). Fur-thermore, the fiber volume content was evaluated according totwo different standard (namely ASTM D3171-99 and ASTMD792), evidencing very good accordance between them.
3.2. Flexural properties
The stress–strain curves from the flexural characterization ofmatrices are shown in Fig. 4. Neat samples did not break at 5% ofstrain, and only flexural modulus and strength were evaluated(Table 4). Neat polymers exhibited a higher modulus with respectto compatibilized ones, which acted as a plasticizer. Both flexuralmodulus and strength of high viscosity polypropylene matrix(M–HV) were the highest among the tested matrices, but its blend-ing with the compatibilizer significantly decreased the bendingstiffness. Bending tests performed on composite led to the breakingof samples for the failure of the upper side (glass fiber breakage incompression) as shown in Fig. 5, where broken bundles are evi-denced. C–LV samples exhibited lower flexural modulus with re-spect to the C–HV laminate, because of its lower amount of fibercontent and lower matrix stiffness. On the contrary, the flexuralstrength was significantly higher. The use of compatibilized matri-ces had positive effect on both flexural modulus and strength(Fig. 6). The improvement is clear in C–LV–PB samples with respectto C–LV due to their matching compositions, having the same fibervolume content. More tricky was the analysis of the C–HV and C–HV–PB data, because the latter was characterized by a slightlyhigher fiber content. The use of compatibilizer resulted in animprovement of the flexural strength, but it was not clear if theflexural modulus was improved for the better compatibility offibers with the matrix or for the higher amount of fibers. As alsofound in the literature [9], the compatibilizer marginally improvesthe elastic modulus, but it leads to a more pronounced increase ofboth flexural strength and strain at yield. These results come fromthe enhanced capability, in compatibilized systems, of load transferbetween the matrix and the woven fabric through the interface.
The marked damaging of the upper surface of composites afterthe peak during flexural tests, as exemplified in Fig. 5, comes fromthe compressive failure of glass fibers, located within the upperlayer, occurring at a lower stress in non compatibilized compositeswith respect to compatibilized ones. After the peak stress, a lower-ing of the stress-strain curve was detected, which is due to thepropagation of both interlaminar and intralaminar damaging of
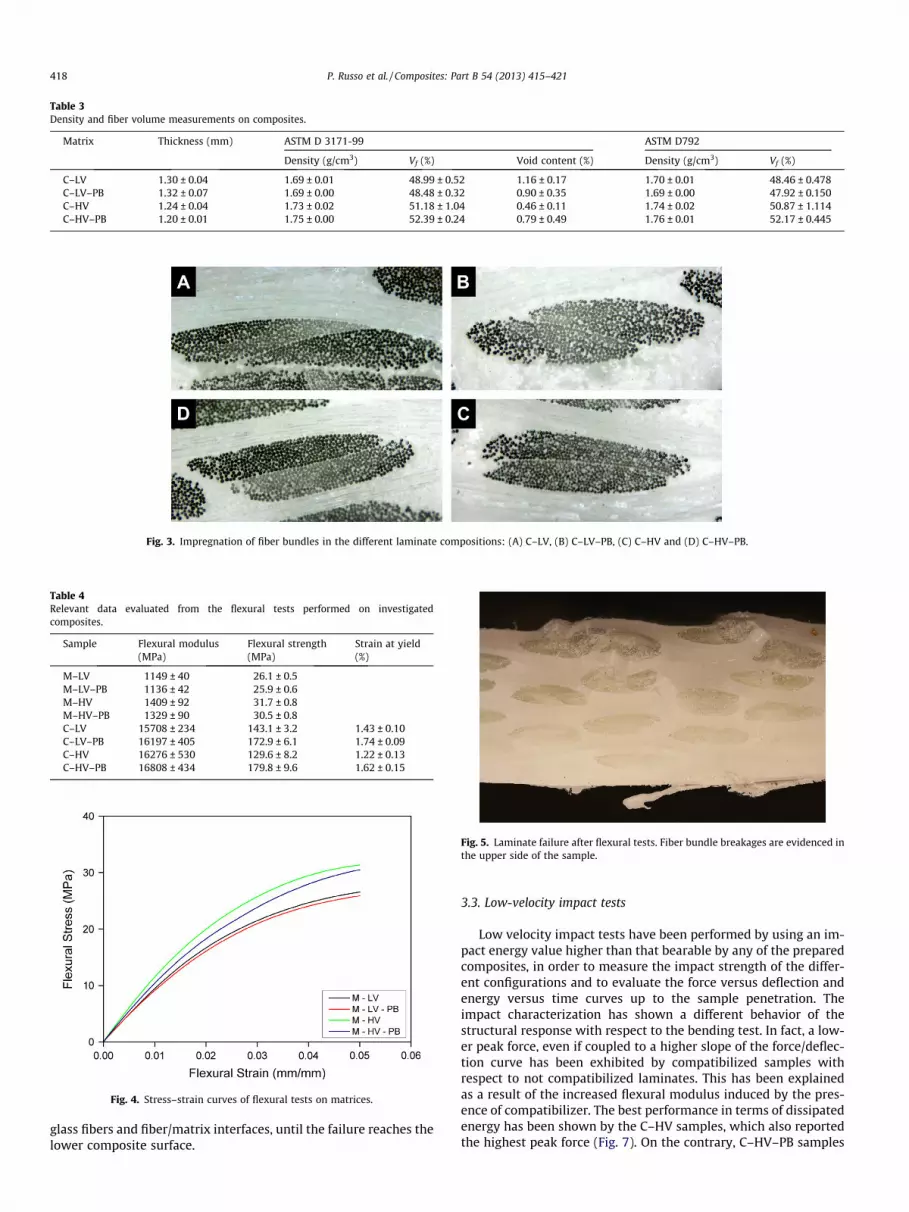
Table 3Density and fiber volume measurements on composites.
Matrix Thickness (mm) ASTM D 3171-99 ASTM D792
Density (g/cm3) Vf (%) Void content (%) Density (g/cm3) Vf (%)
C–LV 1.30 ± 0.04 1.69 ± 0.01 48.99 ± 0.52 1.16 ± 0.17 1.70 ± 0.01 48.46 ± 0.478C–LV–PB 1.32 ± 0.07 1.69 ± 0.00 48.48 ± 0.32 0.90 ± 0.35 1.69 ± 0.00 47.92 ± 0.150C–HV 1.24 ± 0.04 1.73 ± 0.02 51.18 ± 1.04 0.46 ± 0.11 1.74 ± 0.02 50.87 ± 1.114C–HV–PB 1.20 ± 0.01 1.75 ± 0.00 52.39 ± 0.24 0.79 ± 0.49 1.76 ± 0.01 52.17 ± 0.445
Fig. 3. Impregnation of fiber bundles in the different laminate compositions: (A) C–LV, (B) C–LV–PB, (C) C–HV and (D) C–HV–PB.
Table 4Relevant data evaluated from the flexural tests performed on investigatedcomposites.
Sample Flexural modulus(MPa)
Flexural strength(MPa)
Strain at yield(%)
M–LV 1149 ± 40 26.1 ± 0.5M–LV–PB 1136 ± 42 25.9 ± 0.6M–HV 1409 ± 92 31.7 ± 0.8M–HV–PB 1329 ± 90 30.5 ± 0.8C–LV 15708 ± 234 143.1 ± 3.2 1.43 ± 0.10C–LV–PB 16197 ± 405 172.9 ± 6.1 1.74 ± 0.09C–HV 16276 ± 530 129.6 ± 8.2 1.22 ± 0.13C–HV–PB 16808 ± 434 179.8 ± 9.6 1.62 ± 0.15
Fig. 4. Stress–strain curves of flexural tests on matrices.
Fig. 5. Laminate failure after flexural tests. Fiber bundle breakages are evidenced inthe upper side of the sample.
418 P. Russo et al. / Composites: Part B 54 (2013) 415–421
glass fibers and fiber/matrix interfaces, until the failure reaches thelower composite surface.
3.3. Low-velocity impact tests
Low velocity impact tests have been performed by using an im-pact energy value higher than that bearable by any of the preparedcomposites, in order to measure the impact strength of the differ-ent configurations and to evaluate the force versus deflection andenergy versus time curves up to the sample penetration. Theimpact characterization has shown a different behavior of thestructural response with respect to the bending test. In fact, a low-er peak force, even if coupled to a higher slope of the force/deflec-tion curve has been exhibited by compatibilized samples withrespect to not compatibilized laminates. This has been explainedas a result of the increased flexural modulus induced by the pres-ence of compatibilizer. The best performance in terms of dissipatedenergy has been shown by the C–HV samples, which also reportedthe highest peak force (Fig. 7). On the contrary, C–HV–PB samples

Fig. 6. Flexural stress–strain curves for the prepared composites.
P. Russo et al. / Composites: Part B 54 (2013) 415–421 419
exhibited the lowest impact energy absorption after impact, prob-ably as a result of the strong fiber/interface interaction allowed bythe compatibilizer.
The absorbed energies, evaluated from curves of Fig. 7, are re-ported as a function of time in Fig. 8. Composites prepared withoutthe compatibilizer absorbed more energy (from 20% to 60%) thantheir compatibilized ones, as a result of higher load bearing andlarger deformations allowed by fibers slipping (Table 5). The stronginteraction between fibers and matrix hinders slipping of fibers (fi-ber pull-out) and it is not able to stop the propagation of the dam-age. On the contrary, in not compatibilized systems the crackpropagation is retarded by the early slipping of the fiber/matrixinterface, which results in a post-posed failure of the compositeas a whole and in higher deflections and force peaks. Ultimately,the overall laminate toughness of not compatibilized samples re-sulted to be significantly increased by the fiber pull-out phenom-ena which is also believed to allow a rearrangement of the fabricto better bear the load, leading to more resilient structures and in-creased dissipated energies. A slight contribution to the differentimpact behavior between not compatibilized LV and HV samplescould be attributed to their difference in crystallinity. In fact,presumably the higher degree of crystallinity of HV samples withrespect to LV ones could lead to higher densification of the sur-rounding amorphous regions and, consequently, might induce atightening of the matrix onto the glass fibers. These effects increase
Fig. 7. Force versus deflection curves of composites from the low velocity impacttests.
the normal forces on the fibers and the friction during fiber slip-ping justifying the increased energy dissipated until the force peakis reached during impacts on not compatibilized HV samples withrespect to not compatibilized LV ones.
3.4. Morphological analysis
The analysis performed on the force/deflection curves has beenconfirmed by SEM micrographs of the fracture surfaces of impactedsamples. The improved adhesion of matrix on fibers is evident inFig. 9B and D, respectively for LV and HV based composites. In lam-inates produced without the compatibilizer, the fibers exhibit verysmooth surfaces, confirming their slippage in the matrix as shownin Fig. 9A and C for LV and HV based composites, respectively.When the high viscosity PP was used, surfaces were very weaklyimpregnated, as a result of the poorer fiber/matrix interaction.SEM analysis also showed that fracture surfaces of compatibilizedcomposites exhibited a large number of short fibers protrudingfrom the fractured surfaces, unlike not compatibilized ones. Thiscould be an evidence that crack propagation through fibers duringimpact was very fast and straight through the laminate in the com-patibilized composites. On the contrary, in not compatibilizedsamples the weak interactions between the two phases allowedthe pull-out mechanism during impact. The fibers pulling out fromthe matrix can be considered the main reason for the improvedamount of absorbed energy during the impact, because the contri-bution of the friction (dissipative mechanism allowed by the rela-tive motion of fiber/matrix surfaces) between the sliding fibers andthe matrix is not present in composites with compatibilized matri-ces. This phenomenon resulted more pronounced in the case ofhigh viscosity PP composites (C–HV).
It is worth to note that damage zone after impact, depicted inFig. 10, presents cross shaped cracks in both compatibilized sam-ples, as usually occurs in composites with strong adhesion be-tween fibers and matrix, while in not compatibilized samplesdamages and cracks are evenly distributed around the impactedhole, not presenting preferential directions of crack propagationalong the main directions of the glass fiber fabric.
3.5. Ductility index
Further considerations on the impact behavior of the preparedcomposite systems can be obtained comparing their ductility index(Table 5), defined as the ratio between the energy absorbed afterthe force peak (Etot � Epeak) and the energy absorbed up to the peak
Fig. 8. Absorbed energy versus time curves of composites from the low velocityimpact tests.

Table 5Data from low velocity impact characterization.
Sample Properties at maximum load
Load (N) Deflection (mm) Epeak Etot � Epeak Ductility index (DI)
C–LV 2863 ± 69 5.94 ± 0.14 7.74 ± 0.42 8.71 ± 0.13 1.13 ± 0.07C–LV–PB 2670 ± 52 5.28 ± 0.21 6.36 ± 0.35 8.64 ± 0.71 1.36 ± 0.12C–HV 3228 ± 36 6.81 ± 0.26 9.86 ± 0.38 9.82 ± 1.47 1.00 ± 0.16C–HV–PB 2487 ± 56 5.42 ± 0.26 5.95 ± 0.32 9.53 ± 0.17 1.60 ± 0.06
Fig. 9. Fracture surfaces of impacted samples (A) C–LV, (B) C–LV–PB, (C) C–HV and(D) C–HV–PB.
Fig. 10. Optical pictures of perforated samples (A) C–LV, (B) C–LV–PB, (C) C–HV and(D) C–HV–PB.
420 P. Russo et al. / Composites: Part B 54 (2013) 415–421
force (Epeak), calculated as the integral of the force with respect tothe deflection. The first part of the curve represents the amount of
energy dissipated by mechanisms not involving the breaking of thereinforcing fibers, while after the force peak large fibers breakingoccurs. Results demonstrated that the presence of the compatibi-lizer increases the ductility index by decreasing the area underthe force-deflection curve before its maximum with respect tothe area under the same curve at high deflections.
This behavior seemed to be reversed for not compatibilizedsystems as a result of the increased energy dissipated before largefiber breaking. In fact, typical dissipative mechanisms, involved inthese latter samples and related to the slipping of fibers within thematrix, occur only during the early stage of the impact before fibersfailure. In other words, a higher amount of energy is absorbed inthe fiber’s elastic region in not compatibilized laminates with re-spect to compatibilized ones, thanks to the occurrence of pull-out phenomena, which in turn seem to occur during the early stageof the impact, before fibers or matrix failures.
4. Conclusions
Composite laminates have been produced by using two types ofpolypropylene matrices, differing for their melt flow index, and aglass fiber fabric. Their static and low velocity impact propertieshave been evaluated and compared to those exhibited by compos-ite laminates produced by adding a compatibilizing agent to thematrices. The higher amount of crystalline phase, detected bythermal analysis, was responsible for the higher flexural modulusexhibited by the high viscosity PP with respect to the low viscosityone. This consideration also affects laminates behavior and it couldhave an important contribution on their improved impactbehavior.
The use of the compatibilizer in both neat matrices and com-posites resulted in improved static structural properties, namelyflexural modulus and flexural strength. While the flexural moduluswas only marginally improved by the presence of the compatibiliz-er (3% increase), the flexural strength was strongly affected, up toan increase of the flexural strength in excess of 30%, in reinforcedlaminates. The reduced flexural strength in not compatibilized sys-tems has been related to the low capability to transfer the loadfrom the polymeric matrix to the reinforcing fabric.
The low velocity impact tests, performed by perforating sam-ples, have shown that the interface between fibers and matrixhas a primary role in increasing the impact strength. Force vsdeflection curves show that compatibilized systems exhibit higherslopes, as a consequence of their higher stiffness, but incur failureat lower forces with respect to not compatibilized systems. The re-duced interface strength in the latter between fibers and matrix(also confirmed by the SEM analysis of composites’ fracturesurfaces) was responsible for the occurrence of fibers pull-out phe-nomena, which dissipate high amount of energy through the fric-tion consequent to sliding mechanisms. The ductility index,evaluated from the impact curves, established that the dissipativemechanisms through relative motion between fibers and matrixwere the only reason for the improved impact strength in not com-patibilized composites, and that they occurred before fibers failure.

P. Russo et al. / Composites: Part B 54 (2013) 415–421 421
References
[1] Offringa AR. Thermoplastic composites-rapid processing applications.Composites Part A 1996;27:329–36.
[2] Iyer SR, Drzal LT. Manufacture of powder-impregnated thermoplasticcomposites. J Therm Comp Mater 1990;3:325–55.
[3] Hifennach W, Bohm R, Thieme M, Winkler A, Mader E, Shade M.Polypropylene/glass fibre 3D-textile reinforced composites for automotiveapplications. Mater Des 2011;32:1468–76.
[4] Ghasemi Nejhad MN, Parvizi-Majidi A. Impact behaviour and damagetolerance of woven carbon fibre-reinforced thermoplastic composites.Composites 1990;21(2):155–68.
[5] Ning H, Janowski GM, Vaidya UK, Husman G. Thermoplastic sandwichstructure design and manufacturing for the body panel of mass transitvehicle. Compos Struct 2007;80:82–91.
[6] Vieille B, Albouy W, Chevalier L, Taleb L. About the influence of stamping onthermoplastic-based composites for aeronautical applications. CompositesPart B 2013;45:821–34.
[7] Robert M, Roy R, Benmokrane B. Environmental effects on glass fiberreinforced polypropylene thermoplastic composite laminate for structuralapplications. Polym Compos 2010;31:604–11.
[8] Ramakrishna S, Mayer J, Wintermantel E, Leong KW. Biomedical applicationsof polymer–composite materials: a review. Compos Sci Technol2001;61:1189–224.
[9] Thomason JL. Micromechanical parameters from macromechanicalmeasurements on glass reinforced polypropylene. Compos Sci Technol2002;62:1455–68.
[10] Vina J, Arguelles A, Canteli AF. Influence of temperature on the fatiguebehavior of glass fibre reinforced polypropylene. Strain 2011;47:222–6.
[11] Seo Y, Kim J, Kim KU, Kim YC. Study of the crystallization behaviors ofpolypropylene and maleic anhydride grafted polypropylene. Polymer2000;41:2639–46.
[12] Hamada H, Fujihara K, Harada A. The influence of sizing conditions on bendingproperties of continuous glass fiber reinforced polypropylene composites.Composites Part A 2000;31:979–90.
[13] Mader E, Freitag K. Interface properties and their influence on short fibrecomposites. Composites 1990;21(5):397–402.
[14] Kim J-K, Sham M-L. Impact and delamination failure of woven-fabriccomposites. Compos Sci Technol 2000;60:745–61.
[15] Yuan X, Jayaraman K, Bhattacharyya D. Effects of plasma treatment inenhancing the performance of woodfibre–polypropylene composites.Composites Part A 2004;35:1363–74.
[16] Belgacem MN, Bataille P, Sapieha S. Effect of corona modification on themechanical properties of polypropylene/cellulose composites. J Appl Polym Sci1994;53:379–85.
[17] Hong CK, Kim N, Kang SL, Nah C, Lee YS, Cho BH. Mechanical properties ofmaleic anhydride treated jute fibre/polypropylene composites. Plast RubberCompos 2008;37:325–30.
[18] Bikiaris D, Matzinos P, Larena A, Flaris V, Panayiotou C. Use of silane agents andpoly(propylene-g-maleic anhydride) copolymer as adhesion promoters inglass fiber/polypropylene composites. J Appl Polym Sci 2001;81:701–9.
[19] Shyr T-W, Pan Y-H. Impact resistance and damage characteristics of compositelaminates. Compos Struct 2003;62:193–203.
[20] Padaki NV, Alagirusamy R, Deopura BL, Sugun BS, Fangueiro R. Low velocityimpact behavior of textile reinforced composites. Ind J Fibre Text Res2008;33:189–202.
[21] Belingardi G, Vadori R. Influence of the laminate thickness in low velocityimpact behavior of composite material plate. Compos Struct 2003;61:27–38.