experimental study of effects of annealing process on ... - iaeme
TRANSCRIPT
http://iaeme.com/Home/journal/IJMET 1906 [email protected]
International Journal of Mechanical Engineering and Technology (IJMET)
Volume 8, Issue 7, July 2017, pp. 1906–1915, Article ID: IJMET_08_07_212
Available online at http://iaeme.com/Home/issue/IJMET?Volume=8&Issue=7
ISSN Print: 0976-6340 and ISSN Online: 0976-6359
© IAEME Publication Scopus Indexed
EXPERIMENTAL STUDY OF EFFECTS OF
ANNEALING PROCESS ON MACHINABILTY
AND TOOL LIFE OF DRILL BIT FOR 20MNCR5
STEEL
Dr. Lakhwinder Pal Singh
Assistant Professor, Industrial and Production Engineering,
Dr. B.R. Ambedkar National Institute of Technology Jalandhar, Punjab, India.
Guravtar Singh Mann
Assistant professor, School of Mechanical Engineering,
Lovely professional university, Jalandhar, Punjab, India.
ABSTRACT
One of the most important grade of steel, low carbon steel has been immensely
used in automobile industry as shafts and gears and to manufacture them, they need to
be normalized after forging. In present research, machinability of 20MnCr5 have
been improved and effect of various process parameters of normalizing such as time,
normalizing temperature and iso-annealing temperature on machinabilty has been
studied. The settings of the process parameters were determined by using Taguchi’s
experimental design method. Orthogonal arrays of Taguchi, the signal-to-noise (S/N)
ratio and the analysis of variance (ANOVA) were employed to find optimal process
parameter levels and to analyze effect of these parameters on hardness of component.
Confirmation test with the optimal levels of machining parameters have been carried
out in order to illustrate the effectiveness of the Taguchi optimization method. The
conclusion drawn were that at soaking time of 25 min, normalizing furnace
temperature of 930-940oC and iso-annealing temperature of 635-645oC resulted in
drastic increase in number of parts produced before further tool sharpening.
Key words: 20Mncr5, hardness, Taguchi, optimization methods, Anova.
Cite this Article: Dr. Lakhwinder Pal Singh and Guravtar Singh Mann Experimental
Study of Effects of Annealing Process on Machinabilty and Tool Life of Drill Bit for
20MNCR5 Steel. International Journal of Mechanical Engineering and Technology,
8(7), 2017, pp. 1906–1915.
http://iaeme.com/Home/issue/IJMET?Volume=8&Issue=7

Experimental Study of Effects of Annealing Process on Machinabilty and Tool Life of Drill Bit for
20MNCR5 Steel
http://iaeme.com/Home/journal/IJMET 1907 [email protected]
1. INTRODUCTION
20MnCr5 is a low carbon steel contributing to many engineering applications such as
automobile industry components through for example like gears and shafts [2] Mechanical
properties such as softening the metal, change the grain size, modifying the microstructure of
the material and reliving the stress set up in the material the process heat treatment is carried
out first by heating the metal and then cooling it in water, oil or brine water. One of the heat
treatment process which is widely used post forging process is Normalizing process which is
a softening process in which iron base alloys are heated 40 to 50°C above the upper-critical
limit for both hypo and hyper eutectoid steels and held there for a specified period and
followed by cooling in still air up to room temperature. The resulting structure is usually fine
pearlite with an excess of ferrite or cementite [1, 2].
Inefficiencies during this process can lead to reduce the tool life to minimum. Such a
experience have been recently faced by one of the medium scale industry. Where, drilling
operation has been carried out on a low carbon steel 20Mncr5 spider cross. During this
process not a single hole has been drilled in to the material. The main reason for the concern
is failure of drill bit in core area but was able to cross case portion. Moreover, parameters
such as feed speed for the drill bit have been varied but no positive response observed. As a
result rise in tooling cost has been observed. Hence, there is a need to investigate the drill
material and parameters. That would help the industry in improving the production rate and
tool life beside reduced material wastage.
The organization of the rest of the paper is as follows: Section 2 reviews previous work
related to the 20MnCr5 steel, tool wear and also on optimization by Taguchi methods. Section
3 discusses the procedure adopted for the experiments which were done to get the desired
results post normalization process. Section 4 discusses the results section 5 presents the
conclusion and future work.
1.1. Related Work
Kohli [3] performed induction hardening is a form of heat treatment furthermore they have
investigated the effects of various process parameters of induction hardening like feed rate,
dwell time and current during rolled, hardened tempered and normalized condition to reveal
their impact on depth of hardening of the material of medium carbon steel (EN8D) in rolled
condition using one variable at a time approach. The optimal set of process parameters has
also been predicted to maximize depth of hardening during normalized condition of the
material. Wang et. al. [4] investigated the effect of case hardening treatment on the structure
and properties of low carbon steel automobile gears. Furthermore, comparative study of the
following gears viz. grade of EN353, SAE8620 and 20MNCR5 has been performed. Micro
structure study, testing of hardness gradient of automobile gears has also been studied.
Rentsch [5] discussed for high performance applications, shafts and gears made of 20MnCr5.
He studied material properties, process perturbations and asymmetries in shape and operation
setups for the distortion of parts, often released by heat treatment. Athreya [6] performed
optimization of lathe facing operation by using Taguchi method. It is considered parameters
such as feed, depth of cut and speed. Mondal et. al. [7] presented the prediction and
evaluation of laser clad profile formed by means of CO2 laser applying Taguchi method and
the artificial neural network (ANN).
Initial investigation is performed on the drill bit as low production of a work piece has
been observed during machining. At this early stage of investigation some experiments were
performed on the normalizing treatment of 20MnCr5 material. The parameters such as
Soaking Time, Normalising Furnace Temperature and Iso-Annealing Furnace Temperature

Dr. Lakhwinder Pal Singh and Guravtar Singh
http://iaeme.com/Home/journal/IJMET 1908 [email protected]
were varied. Due to variation in parameters microstructure for the material has been
modified. During the initials trials hardness observed within the range 160-210 BHN and 190-
260BHN. Moreover course grains were also found on the surface of material for initial trails.
Microstructure under soacking and over soacking was not uniformly distribution of ferrite and
pearlite.
With the above limitations, the objective of this paper is to study the influence of
annealing process on machinability of 20MnCr5 a low carbon steel by varying heat treatment
parameters such as Soaking time, Normalising furnace temperature, Iso-annealing furnace
temperature and to increase tool life of a drill bit by reducing hardness of the material and to
optimize heat treatment parameters to increase tool life.
1.3 Method of Optimizing
1.3.1. Taguchi Experiment: Design and Analysis
Essentially, traditional experimental design procedures are too complicated and not easy to
use. A large number of experimental works have to be carried out when the number of process
parameters increases. To solve this problem, the Taguchi method uses a special design of
orthogonal arrays to study the entire parameter space with only a small number of
experiments [8]. Taguchi methods [9] have been widely utilized in engineering analysis and
consist of a plan of experiments with the objective of acquiring data in a controlled way, in
order to obtain information about the behaviour of a given process
The greatest advantage of this method is the saving of effort in conducting experiments;
saving experimental time, reducing the cost, and discovering significant factors quickly.
Taguchi’s robust design method is a powerful tool for the design of a high-quality system. In
addition to the S/N ratio, a statistical analysis of variance (ANOVA) can be employed to
indicate the impact of process parameters on hardness values. The steps applied for Taguchi
optimization in this study are as follows.
• Select noise and control factors
• Select Taguchi orthogonal array
• Conduct Experiments
• Hardness measurement
• Analyze results; (Signal-to-noise ratio)
• Predict optimum performance
• Confirmation experiment
2. EXPERIMENTAL PROCEDURE
2.1. Plan of Experiments
Taguchi methods which combine the experiment design theory and the quality loss function
concept have been used in developing robust designs of products and processes and in solving
some taxing problems of manufacturing [10]. The degrees of freedom for three parameters in
each of three levels were calculated as follows [11]. Parameters for annealing is shown in
table 1
Experimental Study of Effects of Annealing Process on Machinabilty and Tool Life of Drill Bit for
20MNCR5 Steel
http://iaeme.com/Home/journal/IJMET 1909 [email protected]
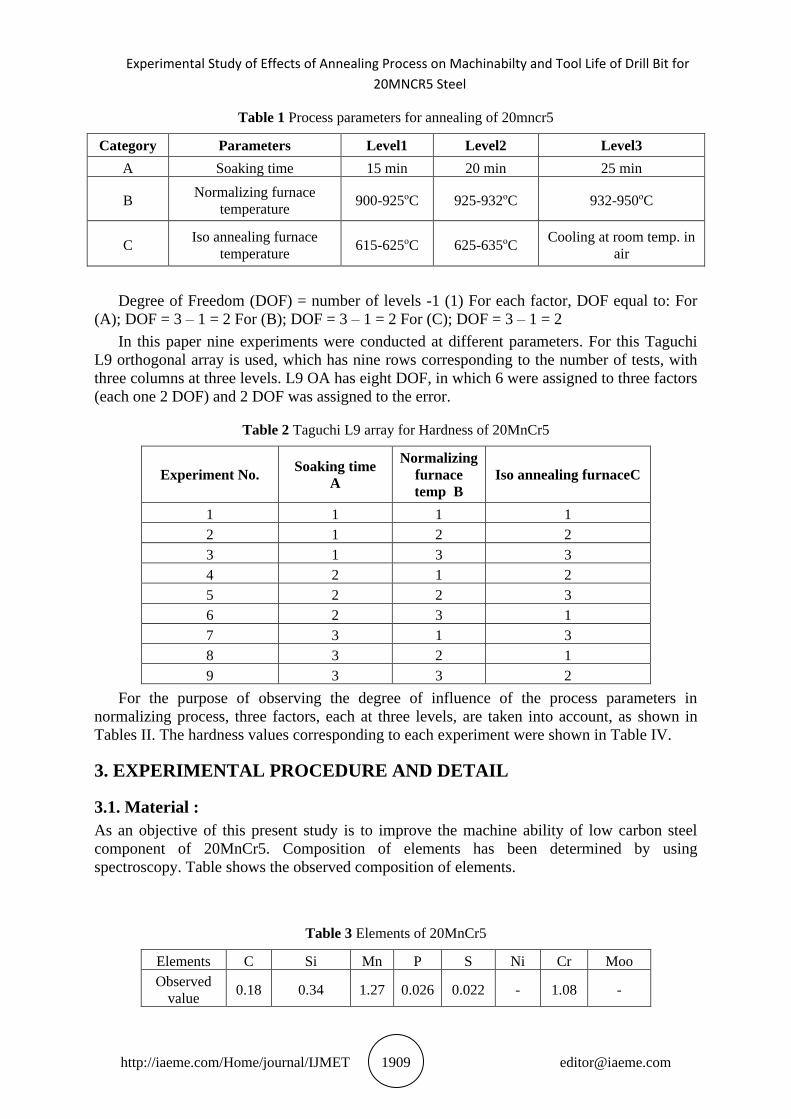
Table 1 Process parameters for annealing of 20mncr5
Category Parameters Level1 Level2 Level3
A Soaking time 15 min 20 min 25 min
B Normalizing furnace
temperature 900-925οC 925-932οC 932-950οC
C Iso annealing furnace
temperature 615-625οC 625-635οC
Cooling at room temp. in
air
Degree of Freedom (DOF) = number of levels -1 (1) For each factor, DOF equal to: For
(A); DOF = 3 – 1 = 2 For (B); DOF = 3 – 1 = 2 For (C); DOF = 3 – 1 = 2
In this paper nine experiments were conducted at different parameters. For this Taguchi
L9 orthogonal array is used, which has nine rows corresponding to the number of tests, with
three columns at three levels. L9 OA has eight DOF, in which 6 were assigned to three factors
(each one 2 DOF) and 2 DOF was assigned to the error.
Table 2 Taguchi L9 array for Hardness of 20MnCr5
Experiment No. Soaking time
A
Normalizing
furnace
temp B
Iso annealing furnaceC
1 1 1 1
2 1 2 2
3 1 3 3
4 2 1 2
5 2 2 3
6 2 3 1
7 3 1 3
8 3 2 1
9 3 3 2
For the purpose of observing the degree of influence of the process parameters in
normalizing process, three factors, each at three levels, are taken into account, as shown in
Tables II. The hardness values corresponding to each experiment were shown in Table IV.
3. EXPERIMENTAL PROCEDURE AND DETAIL
3.1. Material :
As an objective of this present study is to improve the machine ability of low carbon steel
component of 20MnCr5. Composition of elements has been determined by using
spectroscopy. Table shows the observed composition of elements.
Table 3 Elements of 20MnCr5
Elements C Si Mn P S Ni Cr Moo
Observed
value 0.18 0.34 1.27 0.026 0.022 - 1.08 -
Dr. Lakhwinder Pal Singh and Guravtar Singh
http://iaeme.com/Home/journal/IJMET 1910 [email protected]
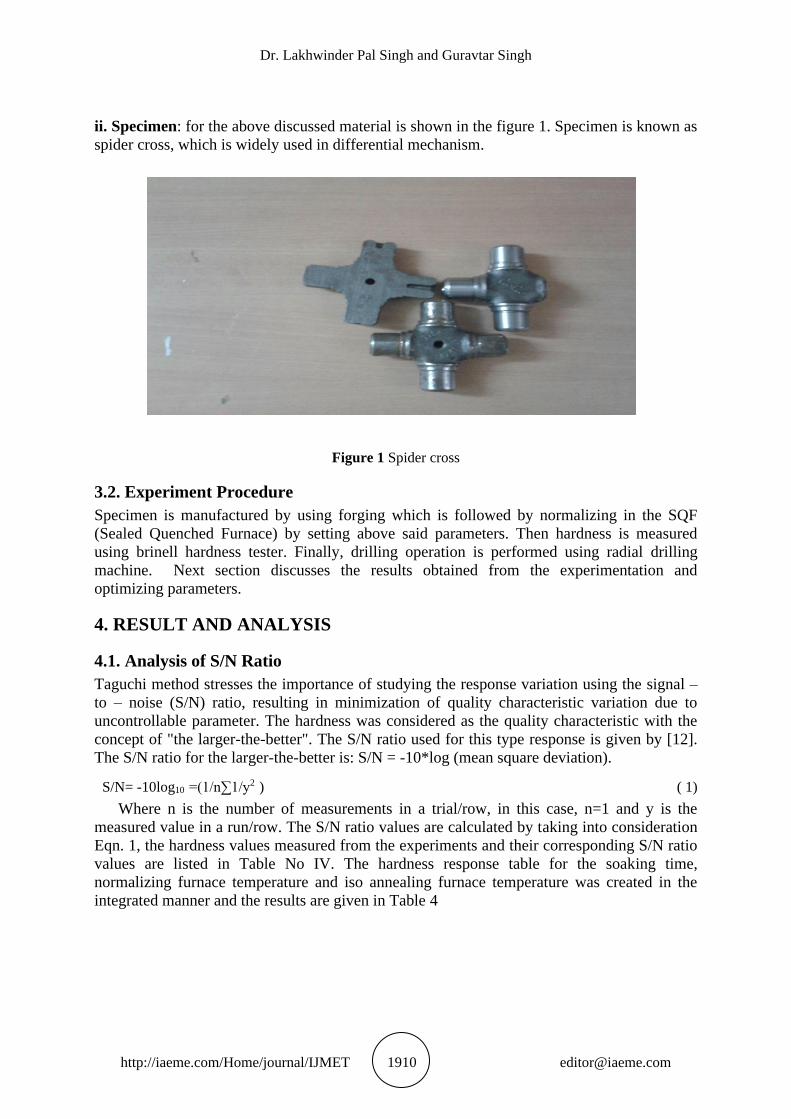
ii. Specimen: for the above discussed material is shown in the figure 1. Specimen is known as
spider cross, which is widely used in differential mechanism.
Figure 1 Spider cross
3.2. Experiment Procedure
Specimen is manufactured by using forging which is followed by normalizing in the SQF
(Sealed Quenched Furnace) by setting above said parameters. Then hardness is measured
using brinell hardness tester. Finally, drilling operation is performed using radial drilling
machine. Next section discusses the results obtained from the experimentation and
optimizing parameters.
4. RESULT AND ANALYSIS
4.1. Analysis of S/N Ratio
Taguchi method stresses the importance of studying the response variation using the signal –
to – noise (S/N) ratio, resulting in minimization of quality characteristic variation due to
uncontrollable parameter. The hardness was considered as the quality characteristic with the
concept of "the larger-the-better". The S/N ratio used for this type response is given by [12].
The S/N ratio for the larger-the-better is: S/N = -10*log (mean square deviation).
S/N= -10log10 =(1/n∑1/y2 ) ( 1)
Where n is the number of measurements in a trial/row, in this case, n=1 and y is the
measured value in a run/row. The S/N ratio values are calculated by taking into consideration
Eqn. 1, the hardness values measured from the experiments and their corresponding S/N ratio
values are listed in Table No IV. The hardness response table for the soaking time,
normalizing furnace temperature and iso annealing furnace temperature was created in the
integrated manner and the results are given in Table 4
Experimental Study of Effects of Annealing Process on Machinabilty and Tool Life of Drill Bit for
20MNCR5 Steel
http://iaeme.com/Home/journal/IJMET 1911 [email protected]
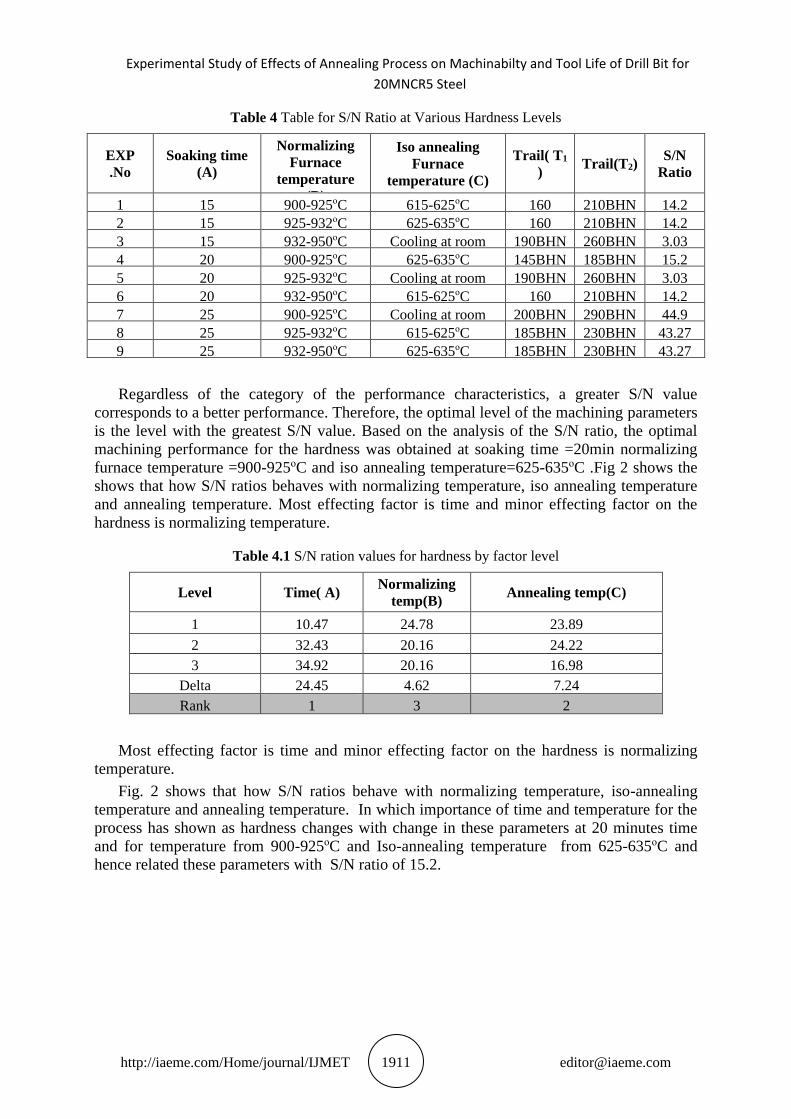
Table 4 Table for S/N Ratio at Various Hardness Levels
EXP
.No
Soaking time
(A)
Normalizing
Furnace
temperature
(B)
Iso annealing
Furnace
temperature (C)
Trail( T1
) Trail(T2)
S/N
Ratio
1 15 900-925οC 615-625οC 160
BHN
210BHN 14.2
2 15 925-932οC 625-635οC 160
BHN
210BHN 14.2
3 15 932-950οC Cooling at room
temp. in air
190BHN 260BHN 3.03
4 20 900-925οC 625-635οC 145BHN 185BHN 15.2
5 20 925-932οC Cooling at room
temp. in air
190BHN 260BHN 3.03
6 20 932-950οC 615-625οC 160
BHN
210BHN 14.2
7 25 900-925οC Cooling at room
temp. in air
200BHN 290BHN 44.9
8 25 925-932οC 615-625οC 185BHN 230BHN 43.27
9 25 932-950οC 625-635οC 185BHN 230BHN 43.27
Regardless of the category of the performance characteristics, a greater S/N value
corresponds to a better performance. Therefore, the optimal level of the machining parameters
is the level with the greatest S/N value. Based on the analysis of the S/N ratio, the optimal
machining performance for the hardness was obtained at soaking time =20min normalizing
furnace temperature =900-925οC and iso annealing temperature=625-635οC .Fig 2 shows the
shows that how S/N ratios behaves with normalizing temperature, iso annealing temperature
and annealing temperature. Most effecting factor is time and minor effecting factor on the
hardness is normalizing temperature.
Table 4.1 S/N ration values for hardness by factor level
Level Time( A) Normalizing
temp(B) Annealing temp(C)
1 10.47 24.78 23.89
2 32.43 20.16 24.22
3 34.92 20.16 16.98
Delta 24.45 4.62 7.24
Rank 1 3 2
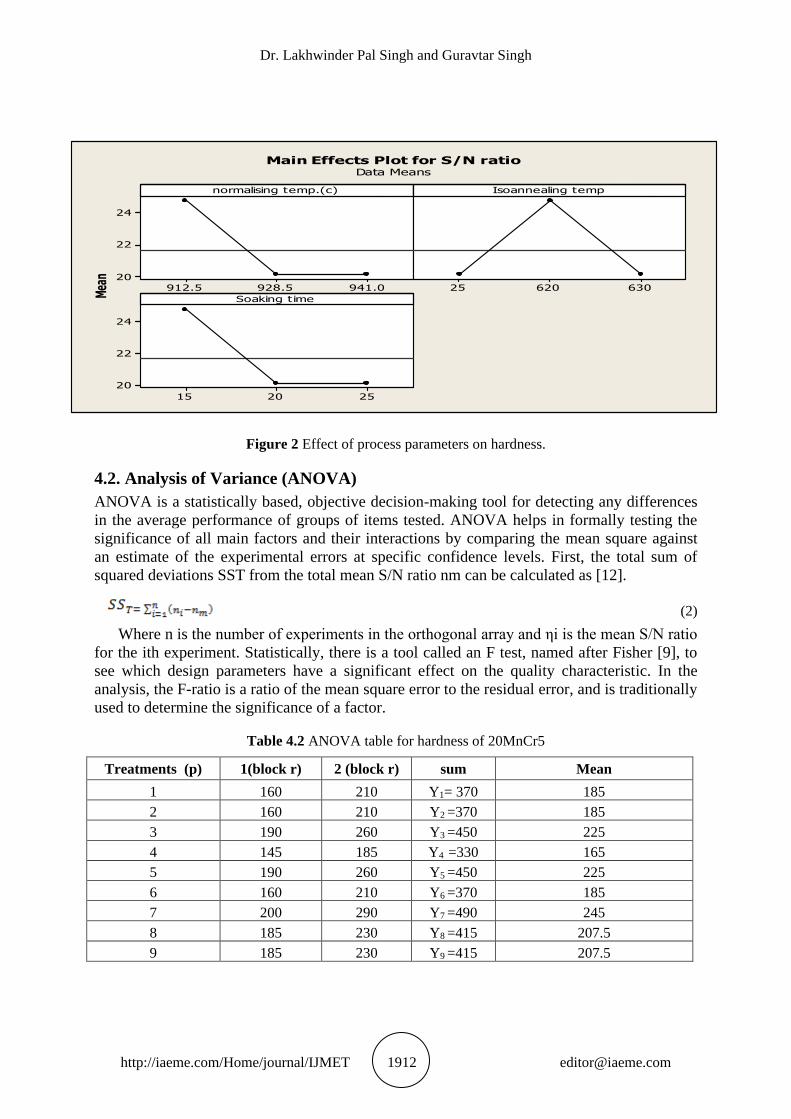
Most effecting factor is time and minor effecting factor on the hardness is normalizing
temperature.
Fig. 2 shows that how S/N ratios behave with normalizing temperature, iso-annealing
temperature and annealing temperature. In which importance of time and temperature for the
process has shown as hardness changes with change in these parameters at 20 minutes time
and for temperature from 900-925οC and Iso-annealing temperature from 625-635οC and
hence related these parameters with S/N ratio of 15.2.
Dr. Lakhwinder Pal Singh and Guravtar Singh
http://iaeme.com/Home/journal/IJMET 1912 [email protected]
Figure 2 Effect of process parameters on hardness.
4.2. Analysis of Variance (ANOVA)
ANOVA is a statistically based, objective decision-making tool for detecting any differences
in the average performance of groups of items tested. ANOVA helps in formally testing the
significance of all main factors and their interactions by comparing the mean square against
an estimate of the experimental errors at specific confidence levels. First, the total sum of
squared deviations SST from the total mean S/N ratio nm can be calculated as [12].
(2)
Where n is the number of experiments in the orthogonal array and ηi is the mean S/N ratio
for the ith experiment. Statistically, there is a tool called an F test, named after Fisher [9], to
see which design parameters have a significant effect on the quality characteristic. In the
analysis, the F-ratio is a ratio of the mean square error to the residual error, and is traditionally
used to determine the significance of a factor.
Table 4.2 ANOVA table for hardness of 20MnCr5
Treatments (p) 1(block r) 2 (block r) sum Mean
1 160 210 Y1= 370 185
2 160 210 Y2 =370 185
3 190 260 Y3 =450 225
4 145 185 Y4 =330 165
5 190 260 Y5 =450 225
6 160 210 Y6 =370 185
7 200 290 Y7 =490 245
8 185 230 Y8 =415 207.5
9 185 230 Y9 =415 207.5
941.0928.5912.5
24
22
20
63062025
252015
24
22
20
normalising temp.(c)
Mea
n
Isoannealing temp
Soaking time
Main Effects Plot for S/N ratioData Means
Experimental Study of Effects of Annealing Process on Machinabilty and Tool Life of Drill Bit for
20MNCR5 Steel
http://iaeme.com/Home/journal/IJMET 1913 [email protected]
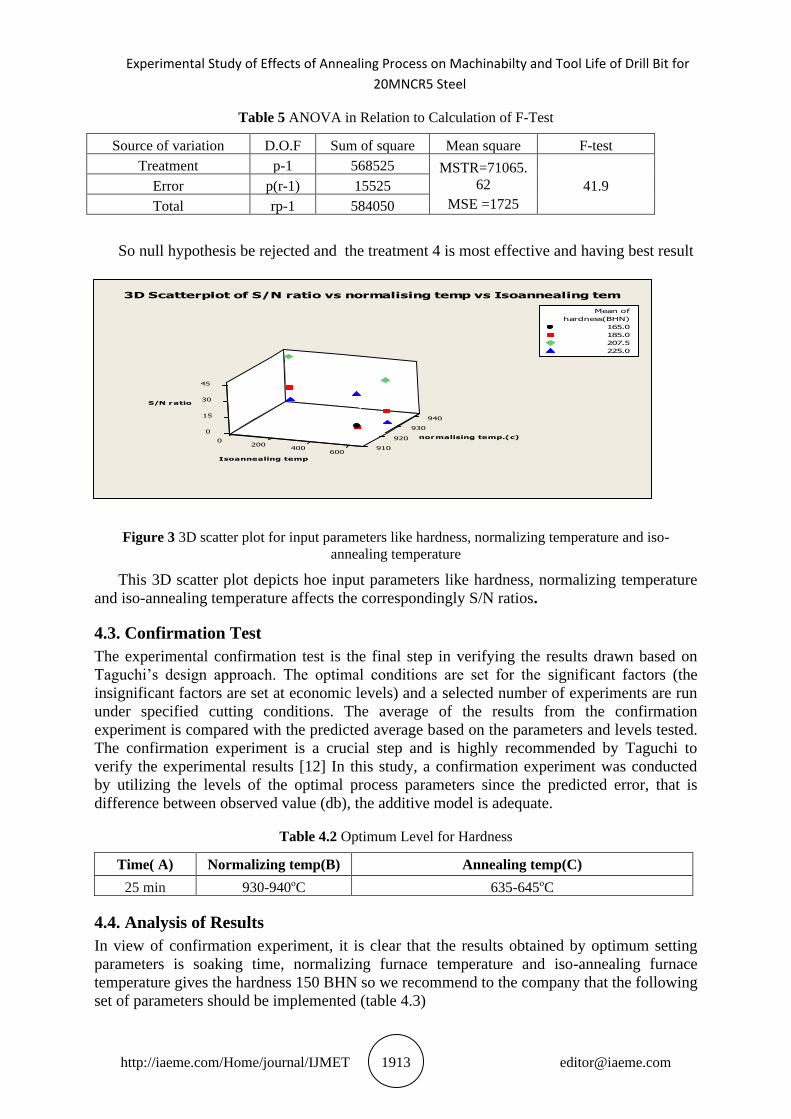
Table 5 ANOVA in Relation to Calculation of F-Test
Source of variation D.O.F Sum of square Mean square F-test
Treatment p-1 568525 MSTR=71065.
62
MSE =1725
41.9 Error p(r-1) 15525
Total rp-1 584050
So null hypothesis be rejected and the treatment 4 is most effective and having best result
Figure 3 3D scatter plot for input parameters like hardness, normalizing temperature and iso-
annealing temperature
This 3D scatter plot depicts hoe input parameters like hardness, normalizing temperature
and iso-annealing temperature affects the correspondingly S/N ratios.
4.3. Confirmation Test
The experimental confirmation test is the final step in verifying the results drawn based on
Taguchi’s design approach. The optimal conditions are set for the significant factors (the
insignificant factors are set at economic levels) and a selected number of experiments are run
under specified cutting conditions. The average of the results from the confirmation
experiment is compared with the predicted average based on the parameters and levels tested.
The confirmation experiment is a crucial step and is highly recommended by Taguchi to
verify the experimental results [12] In this study, a confirmation experiment was conducted
by utilizing the levels of the optimal process parameters since the predicted error, that is
difference between observed value (db), the additive model is adequate.
Table 4.2 Optimum Level for Hardness
Time( A) Normalizing temp(B) Annealing temp(C)
25 min 930-940οC 635-645οC
4.4. Analysis of Results
In view of confirmation experiment, it is clear that the results obtained by optimum setting
parameters is soaking time, normalizing furnace temperature and iso-annealing furnace
temperature gives the hardness 150 BHN so we recommend to the company that the following
set of parameters should be implemented (table 4.3)
940
9300
15
30
9200
45
200400 910
600
S/N ratio
normalising temp.(c)
Isoannealing temp
165.0
185.0
207.5
225.0
hardness(BHN)
Mean of
3D Scatterplot of S/N ratio vs normalising temp vs Isoannealing tem
Dr. Lakhwinder Pal Singh and Guravtar Singh
http://iaeme.com/Home/journal/IJMET 1914 [email protected]
From the above results, it is apparent that these normalizing factors contribute more in
hardness and helps to increase machining of the component .The effect of factors that
contribute little could not be neglected. However, the effectiveness of these results can be
improved by conducting more number of experiments with increased number of levels for
each variable, so that its range can be widened .The results revel that these three parameters
are significant contributors of variation in hardness of 20MnCr5 steel and hence very
important role during the machining of the components manufactured during production.
Confirmation experiments were conducted at optimum parameter settings and observed
hardness was compared with predicted hardness .The predicted and observed hardness values
are close to each other .Hence, the additive model is adequate and optimum conditions are
considered confirmed. The best factor combination is recommended for implementation .The
results can be summarized as given in the table 4.4.
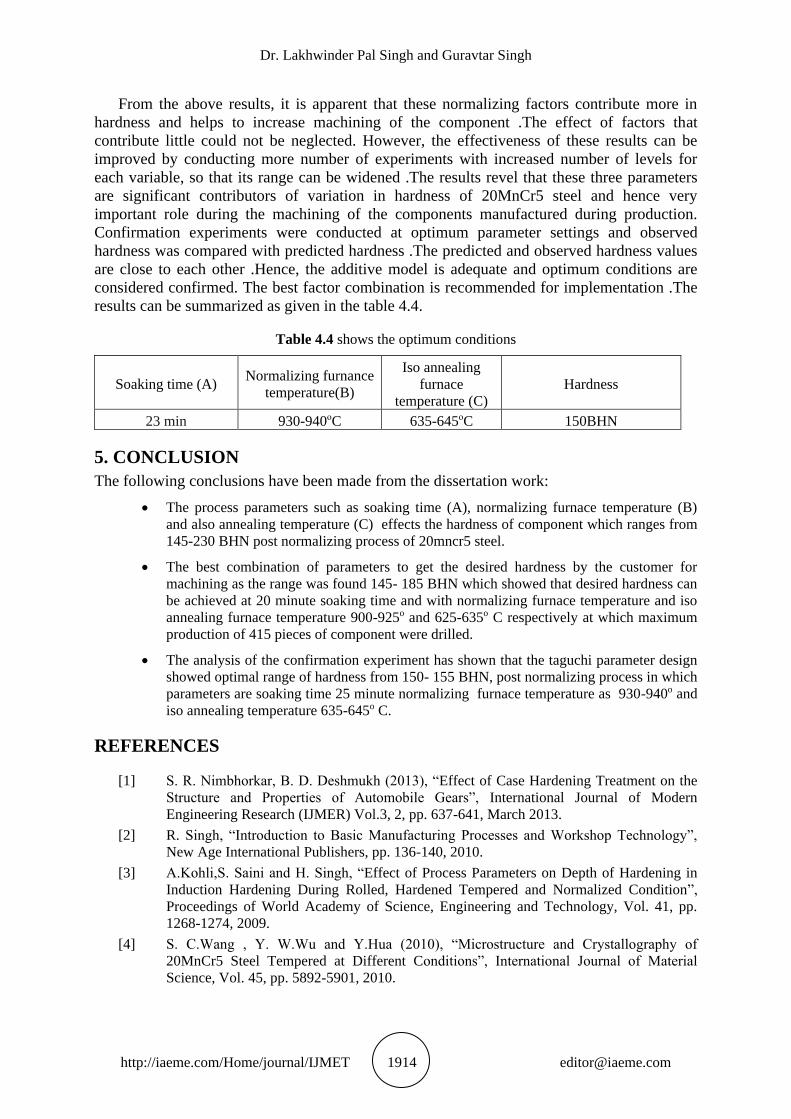
Table 4.4 shows the optimum conditions
Soaking time (A) Normalizing furnance
temperature(B)
Iso annealing
furnace
temperature (C)
Hardness
23 min 930-940οC 635-645οC 150BHN
5. CONCLUSION
The following conclusions have been made from the dissertation work:
• The process parameters such as soaking time (A), normalizing furnace temperature (B)
and also annealing temperature (C) effects the hardness of component which ranges from
145-230 BHN post normalizing process of 20mncr5 steel.
• The best combination of parameters to get the desired hardness by the customer for
machining as the range was found 145- 185 BHN which showed that desired hardness can
be achieved at 20 minute soaking time and with normalizing furnace temperature and iso
annealing furnace temperature 900-925o and 625-635o C respectively at which maximum
production of 415 pieces of component were drilled.
• The analysis of the confirmation experiment has shown that the taguchi parameter design
showed optimal range of hardness from 150- 155 BHN, post normalizing process in which
parameters are soaking time 25 minute normalizing furnace temperature as 930-940o and
iso annealing temperature 635-645o C.
REFERENCES
[1] S. R. Nimbhorkar, B. D. Deshmukh (2013), “Effect of Case Hardening Treatment on the
Structure and Properties of Automobile Gears”, International Journal of Modern
Engineering Research (IJMER) Vol.3, 2, pp. 637-641, March 2013.
[2] R. Singh, “Introduction to Basic Manufacturing Processes and Workshop Technology”,
New Age International Publishers, pp. 136-140, 2010.
[3] A.Kohli,S. Saini and H. Singh, “Effect of Process Parameters on Depth of Hardening in
Induction Hardening During Rolled, Hardened Tempered and Normalized Condition”,
Proceedings of World Academy of Science, Engineering and Technology, Vol. 41, pp.
1268-1274, 2009.
[4] S. C.Wang , Y. W.Wu and Y.Hua (2010), “Microstructure and Crystallography of
20MnCr5 Steel Tempered at Different Conditions”, International Journal of Material
Science, Vol. 45, pp. 5892-5901, 2010.
Experimental Study of Effects of Annealing Process on Machinabilty and Tool Life of Drill Bit for
20MNCR5 Steel
http://iaeme.com/Home/journal/IJMET 1915 [email protected]
[5] R. Rentsch and E.Brienks, “Experimental and Numerical Analysis on the Distortion of
Parts Made of 20MnCr5 by Hot Metal Forming”, The 14th International ESAFORM
Conference on Material Handling, Vol. 13, pp. 351-356, 2011.
[6] A.Srinivas and Y. D.Vehatesh . “Application of Taguchi Method for Optimization of
Process Parameters in Improving the Surface Roughness of Lathe Facing Operation”,
International Refereed Journal of Engineering and Science, Vol. 1, pp.13-19, 2012.
[7] S.Mondal , A.Bandhopadhaya and P. K.Pal, “An Experimental Investigation into the
Optimal Processing Conditions for the CO2 Laser Cladding of 20MnCr5 Steel Using
Taguchi, Method and ANN”, Proceedings of International Conference on Modeling,
Optimization, and Computing (ICMOC), pp. 392-398, 2010.
[8] W. H.Yang and Y. S. Tarang, “Design optimization of cutting parameters for turning
operations based on the Taguchi method”, Journal of Material Processing Technology, pp.
84,122–129, 1998.
[9] P. J.Ross , “Taguchi Techniques for Quality engineering”, McGraw-Hill International
Editions, Singapore, 1996.
[10] C.Tsao and H.Hocheng, “Taguchi Analysis of Delamination Associated with Various
Drill Bits in Drilling of Composite Material”, International Journal of Machine Tools
Manufacturing, Vol. 44, pp. 1085–1090, 2004.
[11] G.Taguchi, “Introduction to Quality Engineering”, Asian Productivity Organization,
Tokyo, 1990.
[12] G.Taguchi and Hocheng, “Taguchi Methods Orthogonal Arrays and Linear Graphs”,
Tools for Quality Engineering for American Supplier Institute, pp. 35-38, 1987.
[13] Youssef Nagem Amhamad and Jyoti Shrivastava, Application of Modified (PSO) and
Simulated Annealing Algorithm (SAA) In Economic Load Dispatch Problem of Thermal
Generating Unit. International Journal of Electrical Engineering & Technology, 7(2),
2016, pp. 69–78.