etude prévisionnelle d’une mise en œuvre d’un système de gestion de la qualité au sein de...
TRANSCRIPT
MEMOIRE DE FIN D’ETUDES EN VUE DE L’OBTENTION DU DIPLOME D’INGENIEUR
AGRONOME
OPTION : INDUSTRIES AGRICOLES ET ALIMENTAIRES
Etude prévisionnelle d’une mise en œuvre d’un
système de gestion de la qualité au sein de
l’unité de raffinage d’huile alimentaire de HITA
Par:
ANDRIAMISAINA Nampoina
Promotion HINA (2009-2013)
« 50 ANS D’EXCELLENCE AU
SERVICE DU
DEVELOPPEMENT »
ECOLE SUPERIEURE DES SCIENCES AGRONOMIQUES
DEPARTEMENT INDUSTRIES AGRICOLES ET ALIMENTAIRES
ESSA-IAA
ANTANANARIVO
MEMOIRE DE FIN D’ETUDES EN VUE DE L’OBTENTION DU DIPLOME D’INGENIEUR
AGRONOME
OPTION : INDUSTRIES AGRICOLES ET ALIMENTAIRES
Etude prévisionnelle d’une mise en œuvre d’un
système de gestion de la qualité au sein de
l’unité de raffinage d’huile alimentaire de HITA
Par:
ANDRIAMISAINA Nampoina
Promotion HINA (2009-2013)
Soutenu le 26 Mai 2014 devant le Jury composé de :
Président : Professeur Jean RASOARAHONA
Encadreur professionnel : Madame Ginette VELOMANANA
Examinateur : Madame Felamboahangy RASOARAHONA
Encadreur pédagogique : Professeur Béatrice RAONIZAFINIMANANA
« 50 ANS D’EXCELLENCE AU
SERVICE DU
DEVELOPPEMENT »
ECOLE SUPERIEURE DES SCIENCES AGRONOMIQUES
DEPARTEMENT INDUSTRIES AGRICOLES ET ALIMENTAIRES
ESSA-IAA
ANTANANARIVO

« Par la grâce de Dieu, je suis ce que je suis »
I Cor 15 :10a
REMERCIEMENTS
Le présent rapport n’a pu être élaboré sans la collaboration, de près ou de loin, de plusieurs
personnes. Nous adressons particulièrement nos remerciements à :
- Professeur Jean RASOARAHONA, Directeur de l’Ecole Supérieure des Sciences
Agronomiques et Président du Jury ;
- Madame Ginette VELOMANANA, Responsable de qualité et environnement au sein
de la société HITA et Encadreur Professionnel ;
- Madame Felamboahangy RASOARAHONA, Ingénieur de Recherche au sein de la
société HOMEOPHARMA, doctorante au sein de l’ESSA et Examinateur ;
- Professeur Béatrice RAONIZAFINIMANANA, Chef de Département Industries
Agricoles et Alimentaires ESSA et Encadreur pédagogique ;
- Monsieur Handrisoa RAZAFINDRAZAKA, Directeur Général de HITA ;
- Tout le personnel de HITA.
i
SOMMAIRE
LISTE DES TABLEAUX ............................................................................................................................... iii
LISTE DES FIGURES ................................................................................................................................... iv
LISTE DES ANNEXES ................................................................................................................................. vi
LISTES DES ABREVIATIONS ET ACRONYMES ........................................................................................... vii
GLOSSAIRE ............................................................................................................................................. viii
INTRODUCTION ....................................................................................................................................... 1
PARTIE I: CADRE DE L'ETUDE
Chapitre I : Présentation générale de l’institution d’accueil ............................................................... 3
1. Présentation physique ............................................................................................................. 3
2. Activités ................................................................................................................................... 3
3. Place sur le marché et concurrence ........................................................................................ 4
4. Ressources ............................................................................................................................... 4
5. Organigramme ......................................................................................................................... 4
6. La Direction Technique ............................................................................................................ 6
Chapitre II : Contexte général.............................................................................................................. 7
1. Généralités sur l’huile de soja ................................................................................................. 7
2. La qualité ............................................................................................................................... 16
Chapitre III : Méthodologie d’étude .................................................................................................. 18
1. Problématique ....................................................................................................................... 18
2. Méthodologie adoptée .......................................................................................................... 18
3. Objectifs de l’étude ............................................................................................................... 19
Conclusion partielle ........................................................................................................................... 19
PARTIE II: MATERIELS ET METHODES
Chapitre I : Diagnostic de la situation existante ................................................................................ 22
1. Dégradation de l’huile ........................................................................................................... 22
2. Processus industriel de raffinage de l’huile brute de soja : cas de HITA ............................... 25
3. Bilan matière durant le raffinage de l’huile de soja (HITA) ................................................... 41
4. Contrôle qualité à la raffinerie .............................................................................................. 41
5. Contrôles supplémentaires ................................................................................................... 53
Chapitre II : Gestion de la qualité relative au raffinage de l’huile alimentaire ................................. 55
1. Les démarches qualité ........................................................................................................... 55
2. Les outils simples ................................................................................................................... 57
3. Les normes ............................................................................................................................ 58
ii
Conclusion partielle ........................................................................................................................... 59
PARTIE III: APPLICATION DU SYSTEME DE GESTION DE LA QUALITE
Chapitre I : Choix d’un ou plusieurs outils de gestion de la qualité .................................................. 61
1. Résumé de la situation existante .......................................................................................... 61
2. Etude comparative des démarches qualité ........................................................................... 65
3. Le choix de l’outil ................................................................................................................... 66
Chapitre II : Application d’un système de gestion de la qualité (le système HACCP) ....................... 67
1. Généralités sur le système HACCP ........................................................................................ 67
2. Mise en place du système HACCP ......................................................................................... 68
Conclusion partielle ........................................................................................................................... 87
PARTIE IV: DISCUSSIONS ET RECOMMANDATIONS EN VUE D'APPLICATION DU SYSTEME DE GESTION
DE LA QUALITE
Chapitre I : Maîtrise des anomalies et de la non conformité durant le raffinage ............................. 89
1. Méthode de 5 M .................................................................................................................... 89
2. Les programmes pré requis opérationnels (P .R.P.O) ........................................................... 91
3. Applications : ......................................................................................................................... 93
4. Autres suggestions d’amélioration et recommandations ..................................................... 95
Chapitre II : Minimisation des pertes occasionnées au cours du raffinage ...................................... 96
1. Perte à la neutralisation ........................................................................................................ 96
2. Pertes au lavage/séchage .................................................................................................... 101
3. Pertes à la filtration (lors la décoloration)........................................................................... 101
Chapitre III : Autres précautions à prendre ..................................................................................... 102
1. Précautions pour le stockage .............................................................................................. 102
2. Précautions pour l’utilisation .............................................................................................. 102
Conclusion partielle ......................................................................................................................... 103
CONCLUSION GENERALE ..................................................................................................................... 104
REFERENCES BIBLIOGRAPHIQUES
BIBLIOGRAPHIE ................................................................................................................................ 107
WEBOGRAPHIE ................................................................................................................................ 109
SUPPORT DE COURS ........................................................................................................................ 111
ANNEXE...............................................................................................................................................110
iii
LISTE DES TABLEAUX
Tableau 1: Répartition des parts sociales de HITA .................................................................................. 3
Tableau 2: Caractéristiques physico-chimique de l'huile de soja brute et l'huile de soja raffinée ....... 15
Tableau 3:Composition de la fraction d'acide gras (en % de poids par rapport à la fraction d'acide gras)
............................................................................................................................................................... 15
Tableau 4: Spécifications de qualité pour l'huile de soja raffinée ........................................................ 16
Tableau 5: Bilan matière durant toutes les opérations du raffinage pour 20 tonnes d’huile brute
entrante ................................................................................................................................................. 41
Tableau 6: Analyses au cours du raffinage ............................................................................................ 44
Tableau 7: Spécifications de la qualité d’eau de chaudière .................................................................. 48
Tableau 8: Comparaison des quantités théoriques de soude avec la quantité réellement consommée
(pour 20 000Kg d’huile brute) ............................................................................................................... 51
Tableau 9: Pertes générales durant le raffinage de l’huile de soja de HITA pour 20T d’huile entrant . 52
Tableau 10: Résumé des étapes de la mise en place du système HACCP ............................................. 68
Tableau 11: Tableau sur l'analyse des risques ...................................................................................... 75
Tableau 12: Identification et analyse des risques ................................................................................. 81
Tableau 13: Caractéristiques de chaque CCP ........................................................................................ 85
Tableau 14: Analyse des pertes à la neutralisation ............................................................................... 97
Tableau 15: Comparaison des composants de l'huile brute et de l'huile raffinée de soja ................. 113
Tableau 16: Détermination de la densité ............................................................................................ 118
Tableau 17: Détermination de l'indice de réfraction .......................................................................... 119
Tableau 18: Détermination de la viscosité .......................................................................................... 119
Tableau 19: Détermination de l'acidité oléique .................................................................................. 121
Tableau 20: Détermination de l'humidité ........................................................................................... 122
Tableau 21: Détermination de l'Indice d’acide ................................................................................... 123
Tableau 22: Détermination de l'Indice de saponification ................................................................... 124
Tableau 23: Détermination du taux de savon ..................................................................................... 125
Tableau 24: Détermination de l'Indice de péroxyde ........................................................................... 126
Tableau 25: Détermination de l'Indice d’iode ..................................................................................... 127
Tableau 26: Quantité de solution de soude ajoutée(en litre) ............................................................. 129
Tableau 27: Normes codex alimentarius sur les huiles alimentaires .................................................. 130
Tableau 28: Principes du système L’HACCP ........................................................................................ 133
Tableau 29: Qualité microbiologique des huiles végétales ................................................................. 142
iv
LISTE DES FIGURES
Figure 1: Organigramme de HITA ............................................................................................................ 5
Figure 2: Les opérations de prétraitement ............................................................................................. 9
Figure 3: Procédés d'extraction des graines oléagineuses .................................................................... 13
Figure 4: Méthodologie adoptée ........................................................................................................... 19
Figure 5: Mécanisme des 3 réactions d'oxydation ................................................................................ 24
Figure 6: Etapes du raffinage chimique de l’huile de soja..................................................................... 27
Figure 7: Opérations du dégommage .................................................................................................... 29
Figure 8: Opérations de neutralisation ................................................................................................. 32
Figure 9: Stade de lavage et séchage .................................................................................................... 34
Figure 10: Conduite de la décoloration ................................................................................................. 36
Figure 11: Schéma de principe de la désodorisation ............................................................................ 39
Figure 12: Etapes de la mise en jerricane .............................................................................................. 39
Figure 13: Etapes de la mise en bouteille .............................................................................................. 40
Figure 14: Résumé de la situation existante ......................................................................................... 64
Figure 15: Etude comparative des démarches qualité .......................................................................... 65
Figure 16: Etude comparative des normes ........................................................................................... 66
Figure 17: Diagramme de production ................................................................................................... 72
Figure 18: Diagramme de fabrication avec CCP .................................................................................... 82
Figure 19: Raffinage par voie chimique : étapes et composés éliminés ............................................. 114
Figure 20: Raffinage « physique »: étapes et composés éliminés. ..................................................... 115
Figure 21: Schéma montrant la réaction de Maillard ......................................................................... 116
Figure 22: Schéma de la réaction de l’oxydation des lipides .............................................................. 117
Figure 23: Arbre de décision ............................................................................................................... 137
Figure 24: Laboratoire de HITA (cliché: auteur) .................................................................................. 143
Figure 25: Huile brute de soja (cliché: auteur) .................................................................................... 143
Figure 26: Huile raffinée de soja (cliché: auteur) ................................................................................ 143
Figure 27: Tableau de commande de la neutralisation et de la décoloration ................................... 143
Figure 28: Tableau de commande de la désodorisation .................................................................... 143
Figure 29: Neutralisateur (cliché: auteur) ........................................................................................... 144
Figure 30: Décolorateur (cliché: auteur) ............................................................................................. 144
Figure 31: Désodorisateur (cliché: auteur) ......................................................................................... 144
Figure 32: Tour de refroidissement (cliché: auteur) ........................................................................... 144
Figure 33: Tank de stockage à l'usine (cliché : auteur) ........................................................................ 144
v
Figure 34: Remplisseuse jerricane (cliché: auteur) ............................................................................. 145
Figure 35: Etiqueteuse jerricane (cliché: auteur) ................................................................................ 145
Figure 36: Embouteillage (cliché: auteur) ........................................................................................... 145
Figure 37: Mise en carton (cliché: auteur) .......................................................................................... 145
Figure 38: Local de stockage des huiles conditionnées (cliché: auteur) ............................................. 145
vi
LISTE DES ANNEXES
Annexe 1: Comparaison des composants de l'huile brute et de l'huile raffinée de soja ...................... 113
Annexe 2: Le raffinage chimique ......................................................................................................... 114
Annexe 3: Le raffinage physique ......................................................................................................... 115
Annexe 4: La réaction de Maillard ....................................................................................................... 116
Annexe 5: L’oxydation des lipides ....................................................................................................... 117
Annexe 6: Détermination des caractéristiques physiques de l’huile de soja ...................................... 118
Annexe 7: Détermination des caractéristiques chimiques de l’huile de soja ..................................... 121
Annexe 8: Consommation en soude caustique de HITA ..................................................................... 129
Annexe 9 : Normes codex alimentarius sur les huiles alimentaires .................................................... 130
Annexe 10: Avantages de la méthode H.A.C.C.P. ................................................................................ 131
Annexe 11: Les principes du système HACCP...................................................................................... 133
Annexe 12: Les étapes de l'HACCP ...................................................................................................... 135
Annexe 13: Identification des CCP avec l’arbre de décision ............................................................... 136
Annexe 14: Prescriptions d'hygiène selon FAO/OMS dans les normes CODEX poux les aliments
diététiques ou de régime Codex Alimentarius, Vol IX, 1982 ............................................................... 138
Annexe 15: Référence en qualité microbiologique des huiles végétales ............................................ 142
Annexe 16: Quelques figures prises sur place .................................................................................... 143
vii
LISTES DES ABREVIATIONS ET ACRONYMES
°Bé : Degré baumé
AFNOR : Association Française de Normalisation
AGL : Acides Gras Libre
AO : Acidité Oléique
BPF : Bonne Pratique de fabrication
BPH : Bonne Pratique d’Hygiène
CCP : Critical Control Point
CIP : Clean In Place
C.N.E : Comité de Normalisation Européen
FAO : Food and Agriculture Organization
HACCP : Hazard Analysis Critical Control Point
HB : Huile Brute
HITA : Huilerie Industrielle de Tamatave
HR : Huile Raffinée
IA : Indice d’Acide
IAA : Industries Agricoles et Alimentaires
I.I : Indice d’iode
IP : Indice de peroxyde
IR : Indice de réfraction
IS : Indice de saponification
ISO : International Standard Organization
LFA : Liste des Fournisseurs Agréés
M1 : Matière
M2 : Main d’œuvre
M3 : Matériel
M4 : Méthode
M5 : Milieu
méq : milliéquivalent
NF : Norme Française
T° : Température
viii
GLOSSAIRE
-Action corrective : procédure à suivre quand une déviation a lieu et que la surveillance révèle
que le CCP n’est pas maîtrisé.
-Danger : tout ce qui est susceptible de porter préjudice à la santé des consommateurs et/ou à
la qualité du produit.
-Débatissage : action d’enlever les couches de terres décolorantes déposées sur les plaques
filtrantes.
-Gestion de la qualité: organisation du présent pour satisfaire le client ; étude du processus du
travail pour corriger les défauts du passé et pour gagner sur l’avenir.
-Gommes, lécithines, mucilages : ce sont des substances phosphorées, ou phosphatides
contenues dans l’huile et qui peuvent être responsables de la décomposition hydrolytique de
l’huile stockée.
-Limite critique : critère ou paramètre qui doit être respecté pour s’assurer que la maîtrise est
effective.
-Mesure préventive : ensemble des techniques, des méthodes, des actions, qui devrait
permettre d’éliminer le danger ou de réduire le risque à un niveau acceptable.
-Salubrité des aliments : assurance que les aliments sont acceptables pour la consommation
humaine conformément à l’usage auquel ils sont destinés.
-Sécurité des aliments : assurance que les aliments sont sans danger pour le consommateur
quand ils sont préparés et/ou consommés conformément à l’usage auquel ils sont destinés.
-Soapstock : pâte savonneuse issue de la neutralisation de l’huile brute par une solution de
soude.
-Surveillance : séquence planifiée d’observations ou de mesure conçue pour obtenir des
données précises dans le but de vérifier le respect des limites critiques.
-Vérification : méthode, procédure et essais complémentaires utilisés pour déterminer si le
système HACCP donne sur le plan de la sécurité, les résultats escomptés.
1
INTRODUCTION
L’avènement de la qualité a contribué significativement dans le développement
industriel et les évolutions sociales de ces dernières décennies. Son importance est
universellement reconnue et elle se situe maintenant au cœur des dernières théories
managériales. En effet, dans un contexte de saturation de marché des produits agro-
alimentaires, la qualité est devenue une variable de positionnement et d'action dans un univers
concurrentiel. Elle intervient fortement dans les décisions stratégiques vis-à-vis de l'aval des
filières et détermine les principes de management organisationnel pour les entreprises de
collecte et de transformation, ainsi que pour la production agricole. Par conséquent, les normes
internationales évoluent dans le temps et dans l’espace et gérer la qualité des produits devient
impératif pour le monde agro-alimentaire.
Pour garder sa place sur le marché, HITA ou Huilerie Industrielle de Tamatave, une
entreprise du secteur agro-alimentaire œuvrant dans le raffinage des huiles alimentaires, se doit
de gérer la qualité de la filière qu’elle exploite.
Le présent rapport porte donc sur l’étude prévisionnelle d’une mise en œuvre d’un
système de gestion de la qualité au sein de l’unité de raffinage d’huile alimentaire de HITA, ce
qui a fait l’objet de notre stage mémoire au sein du département qualité de la raffinerie. Il est
constitué par quatre grandes parties respectant le plan standard. La première partie concerne le
cadre de l’étude ; les matériels et méthodes constituent la seconde partie, à l’issue de laquelle,
l’application s’y afférente forme la troisième partie. Enfin, la quatrième partie se portera sur les
discussions ainsi que les recommandations. Une section annexe y a été jointe pour apporter
plus de précision dans ce travail.
2
Partie I : Cadre de l’étude
3
Cette partie « cadre de l’étude » est constituée par trois grands chapitres : la présentation
générale de l’institution d’accueil en est le premier, le contexte général le second et le dernier
se rapporte sur la méthodologie d’étude.
Chapitre I : Présentation générale de l’institution d’accueil
1. Présentation physique
L’institution d’accueil est une société œuvrant principalement dans la production
d’huile alimentaire de soja et de palme. Active depuis le 01 Octobre 2000, elle se situe à
Toamasina, au Terminus Rue Lattre de Tassigny parcelle 22/12. Sur le plan administratif, elle
appartient au fokontany d’Androranga.
A sa tête Mr Handrisoa RAZAFINDRAZAKA le Directeur Général, HITA est une
Société à Responsabilité Limité avec un capital social de 20.000.000 Ariary dont la répartition
actuelle des parts sociales est la suivante :
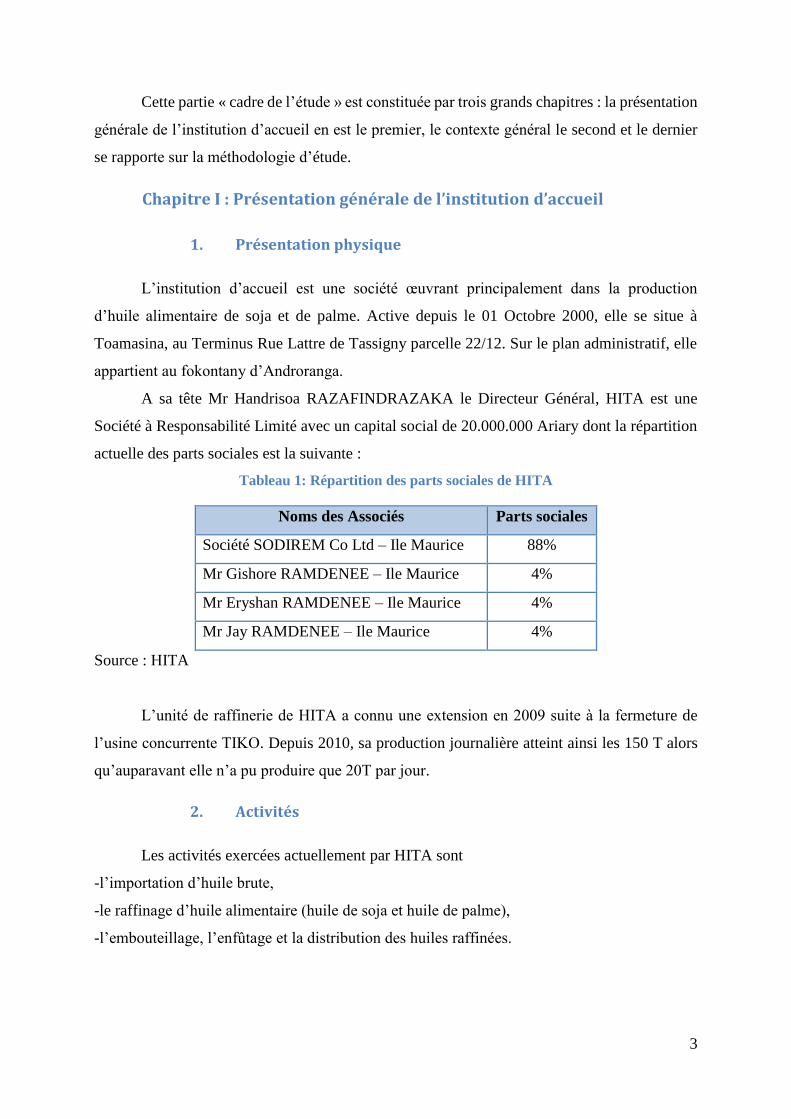
Tableau 1: Répartition des parts sociales de HITA
Noms des Associés Parts sociales
Société SODIREM Co Ltd – Ile Maurice 88%
Mr Gishore RAMDENEE – Ile Maurice 4%
Mr Eryshan RAMDENEE – Ile Maurice 4%
Mr Jay RAMDENEE – Ile Maurice 4%
Source : HITA
L’unité de raffinerie de HITA a connu une extension en 2009 suite à la fermeture de
l’usine concurrente TIKO. Depuis 2010, sa production journalière atteint ainsi les 150 T alors
qu’auparavant elle n’a pu produire que 20T par jour.
2. Activités
Les activités exercées actuellement par HITA sont
-l’importation d’huile brute,
-le raffinage d’huile alimentaire (huile de soja et huile de palme),
-l’embouteillage, l’enfûtage et la distribution des huiles raffinées.
4
3. Place sur le marché et concurrence
La société importe la totalité d’huile brute pour alimenter la raffinerie. Elle a une large
relation avec l’extérieur grâce aux importations des appareillages et des matières premières :
o d’Indonésie, Singapour (pour l’huile brute de soja),
o de Malésie (pour l’huile brute de palme),
o d’Afrique du Sud (pour les terres décolorantes),
o de Maurice (pour la soude et les acides).
Depuis que les huiles végétales de TIKO n’étaient plus mises en circulation sur le
marché national, HITA a connu un essor considérable et voit ses produits gagner une place
importante dans la commercialisation des huiles alimentaires, c’est d’ailleurs la principale
raison de son extension en 2009.
Néanmoins la concurrence avec les produits importés subsiste encore.
4. Ressources
a) Ressources humaines
Actuellement, HITA compte au total 117 employés dont 109 nationaux et 8 étrangers.
Mais en cas de pic de production l’exploitation a recours à des journaliers.
b) Ressources énergétiques
Les eaux de process et les eaux de nettoyage, bref l’eau utilisée à l’exploitation, sont
fournies par la JIRAMA.
Elle dispose d’un groupe électrogène, utilisé comme source d’énergie lors des coupures
d’électricité occasionnées de la JIRAMA.
Les bois de chauffe, qui alimentent la section « chaudière », sont approvisionnés par des
fournisseurs locaux.
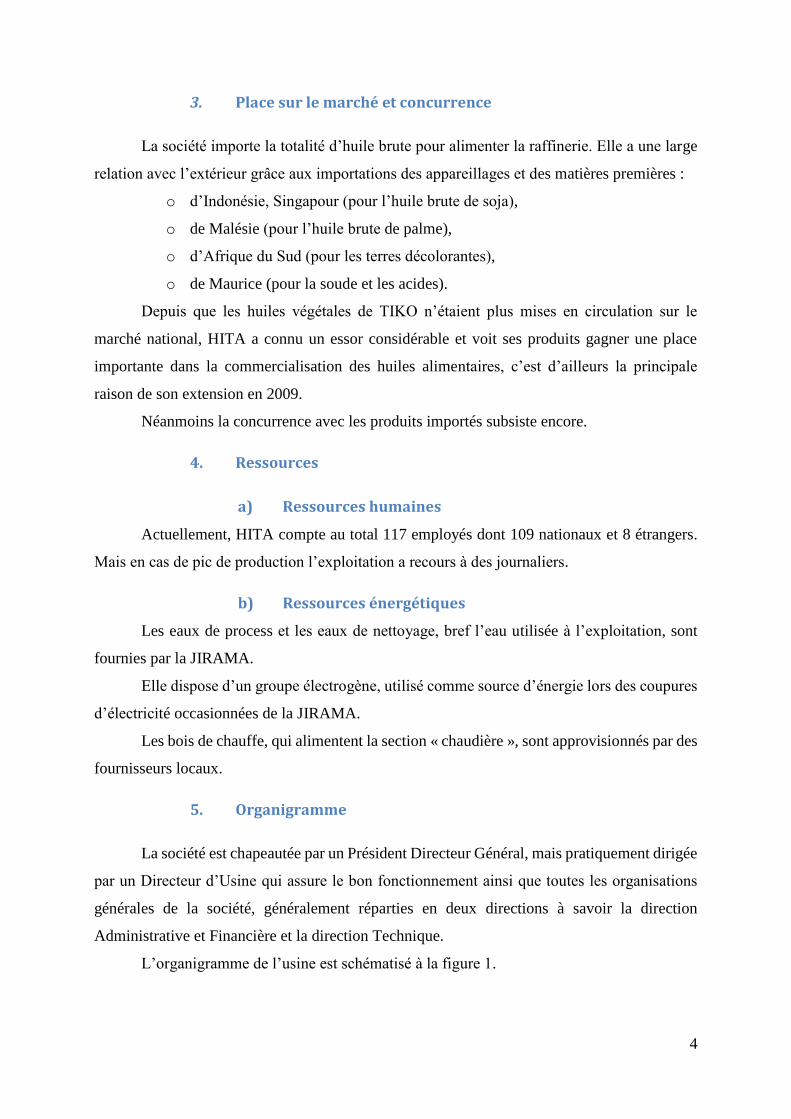
5. Organigramme
La société est chapeautée par un Président Directeur Général, mais pratiquement dirigée
par un Directeur d’Usine qui assure le bon fonctionnement ainsi que toutes les organisations
générales de la société, généralement réparties en deux directions à savoir la direction
Administrative et Financière et la direction Technique.
L’organigramme de l’usine est schématisé à la figure 1.
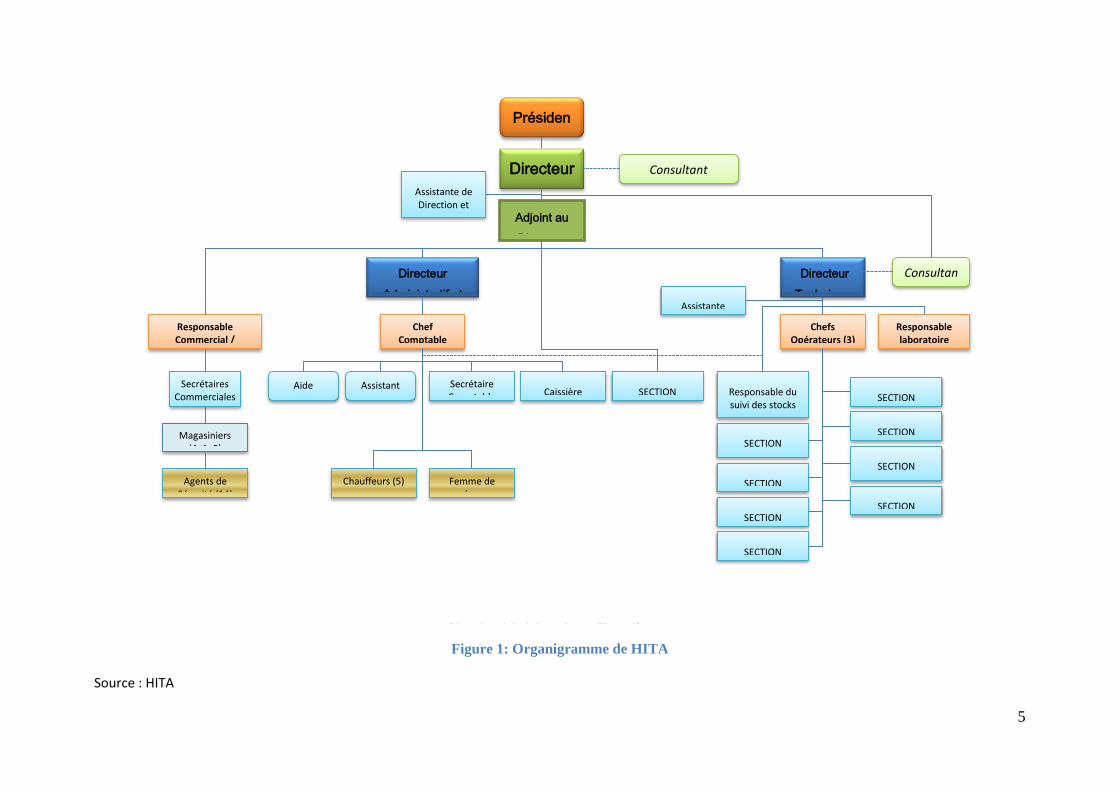
5
Figure 1: Organigramme de HITA
Source : HITA
Directeur
Général
Directeur
Administratif et
Responsable Commercial /
Ressources
Directeur
Technique
Chefs Opérateurs (3)
SECTION MAINTENANCE(
Responsable laboratoire
Secrétaires Commerciales
(2)
Magasiniers (4+1=5)
Chef Comptable
Secrétaire Comptable Caissière
Chauffeurs (5) Agents de Sécurité (14)
Femme de ménage
Adjoint au
Directeur
Consultant
Consultant Exécutif / Associé Assistante de
Direction et suivi
Présiden
t
Responsable du suivi des stocks
de produits
Direction Administrative et Financière
Aide Comptabl
SECTION RAFFINERIE(15)
SECTION BOUTEILLE (6)
SECTION PACKING
SECTION NETTOYAGE
SECTION Fabrication
SECTION CHAUDIERE (12)
SECTION PORT(3)
Assistant Comptabl
SECTION CAMERA(2)
Assistante Technique
6
6. La Direction Technique
Avant tout, il est important de souligner que la rédaction de ce rapport sera plus orientée
vers les activités de la Direction Technique. C’est d’ailleurs sous la responsabilité de cette
direction que nous avons effectué la majeure partie de notre stage.
Active et productive au cours des 24 heures d’une journée, la Direction Technique
s’organise en deux (02) équipes à savoir l’équipe jour et équipe nuit, donc un ouvrier travaille
pendant 12 heures par jour.
Cette direction se compose en général en 8 sections :
- Section « Port »
- Section « Chaudière »
- Section « Raffinerie »
- Section « Fabrication de jerricanes »
- Section « Packing »
- Section « Bouteille »
- Section « Maintenance »
- Section « Nettoyage »
7
Chapitre II : Contexte général
Etant donné que durant la majeure partie du stage, l’huile brute de soja a fait l’objet du
raffinage par rapport à l’huile brute de palme, le présent ouvrage sera donc axé vers le processus
d’obtention d’huile de soja.
1. Généralités sur l’huile de soja
a) Le soja
(1) Classification
Le soja appartient à la :
- Classe : des Dicotylédones
- Sous-classe : des Angiospermes
- Ordre : des Fabales
- Famille : des Légumineuses Papillionacées
- Sous-famille : des Phaséolées
- Genre : Glycine max
- Espèce : hispida
C’est une plante légumineuse annuelle, voisine du haricot, cultivée pour ses graines
oléagineuses. Originaire de l’Est de la Chine et largement cultivé à travers le monde, il décroche
actuellement la première production mondiale en graine oléagineuse.
La graine de soja se distingue de toute celle des légumineuses par sa richesse en matière
azotée, en matière grasse et par l’absence presque complète de l’amidon (trace) [21] [17].
(2) Morphologie
Les graines, de forme presque sphérique, de couleur jaune clair, noire, brune ou verte,
contiennent entre 20% et 40% de protéines. La taille des graines est exprimée par le rapport
nombre de graines par unité de volume ou de masse. Elle tourne autour de 100 graines pour 18
à 20 grammes [17].
(3) Composition de la graine de soja
Le soja à 8,5% d’humidité est composé de 36,5% de protéines, 30% de matières
glucidiques, 20% de matières grasses, 5% de matières minérales. [17].
8
Le soja contient une grande quantité de matière grasse que l’on peut extraire pour la
consommation humaine après raffinage de l’huile ou pour d’autres fins technologiques. En
effet, l’huile de soja est riche en acides gras polyinsaturés et ne contient pas de cholestérol.
Les graines de soja sont également très riches en calcium, fer, zinc, phosphate,
magnésium, vitamine B et etc.
(4) Utilisation du soja
Les deux principaux produits à base de soja sont la farine et l’huile. Mais le soja est
avant tout cultivé pour son huile qui est utilisée directement pour la cuisson et la friture et entre
dans la composition des produits tels que la margarine et les sauces pour salade.
L’huile a des usages alimentaires, à l’état brut ou transformée (la lécithine, extraite de
l’huile de soja, est utilisée en industrie pharmaceutique pour servir de revêtement de protection
aux médicaments) ; et industriels (peintures, vernis, linoléum). Dans les pays où l’alimentation
est carencée en protéines, la farine de soja trouve une utilisation grandissante dans
l’alimentation humaine. Dans les pays industrialisés, elle est la source principale de
compléments protéiques pour l’alimentation animale.
Après extraction de l’huile de soja, les flocons restants peuvent être transformés en
différents produits protéiques comestibles à base de soja. La valorisation la plus courante est
leur utilisation en alimentation animale sous forme de tourteaux de soja ou de provende.
(5) Production mondiale et nationale de soja
Les Etats-Unis fournissent près de 60% de la production mondiale de soja, le Brésil 14%
et la Chine 10%. [25]
Pour Madagascar, la culture de soja se rencontre surtout aux alentours d’Antsirabe.
Depuis l’année 2001, le moyen Ouest a commencé à en cultiver même si cette culture ne se fait
qu’à l’échelle familiale. [9]
b) Procédés d’obtention de l’huile de soja
Les procédés d’obtention d’huile végétale dont l’huile de soja comprennent trois étapes :
le prétraitement, l’extraction et le raffinage.
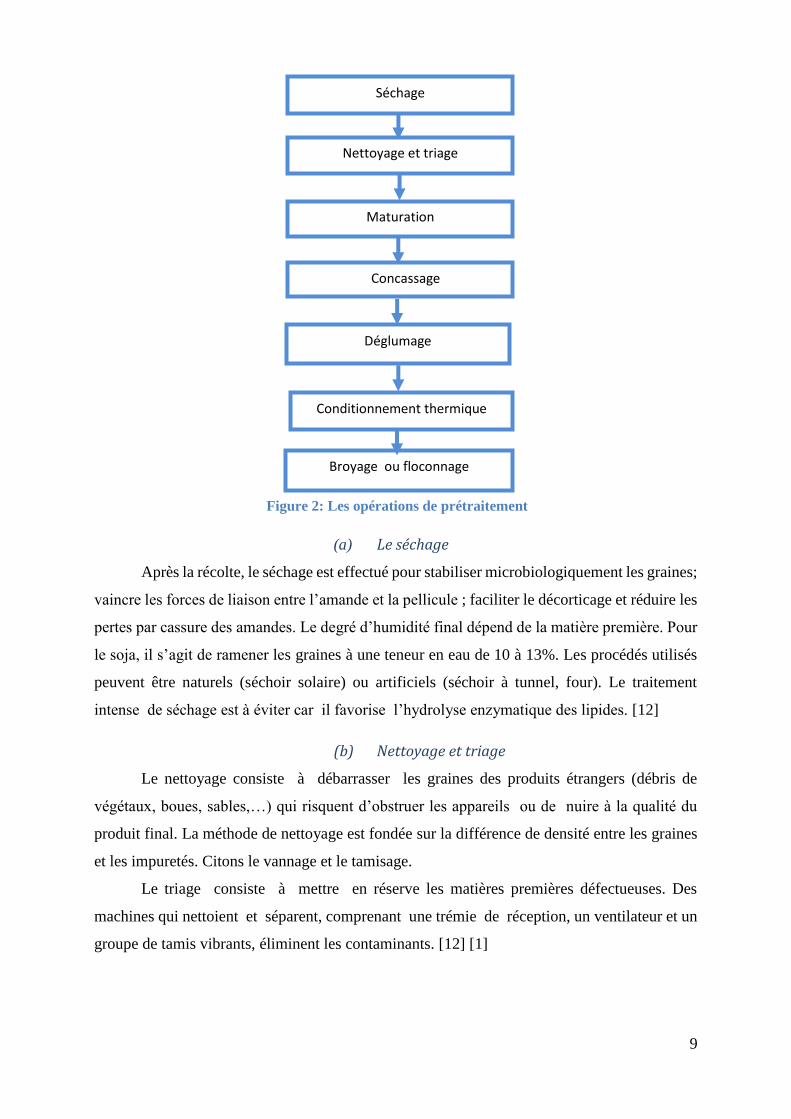
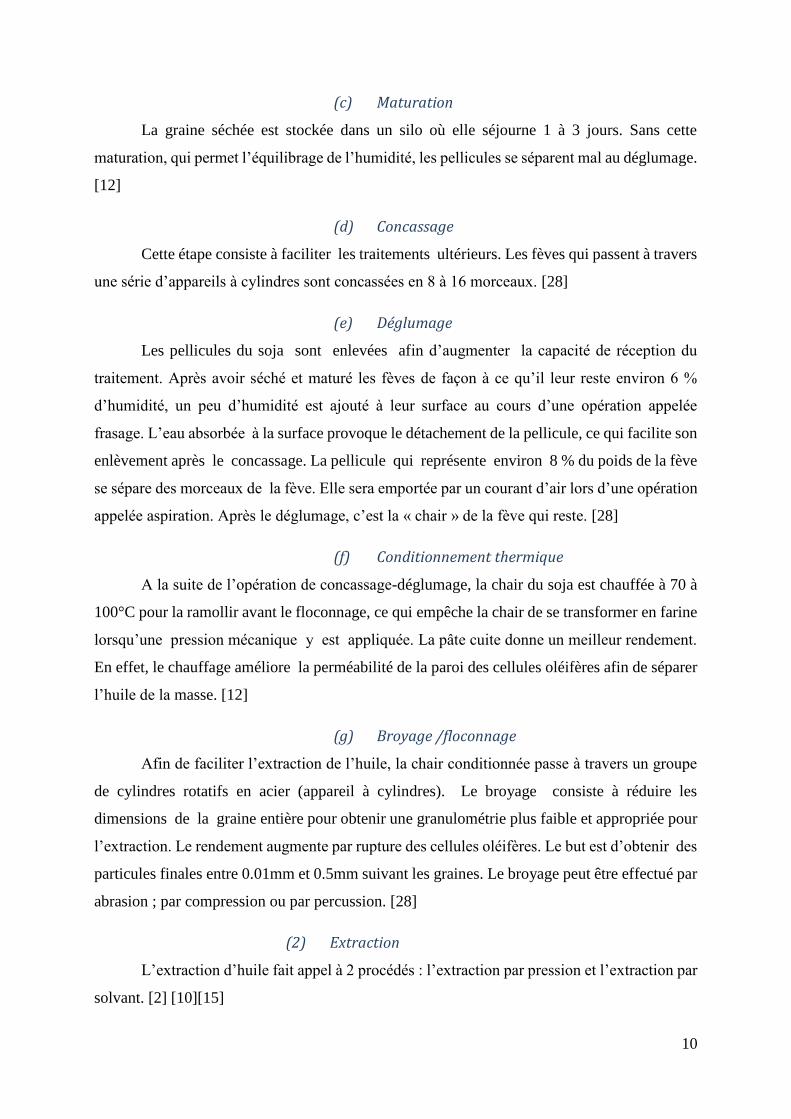
(1) Prétraitement
C’est l’ensemble des opérations qui préparent la matière première à la trituration. Les
étapes de prétraitement des graines de soja sont figurées dans le diagramme suivant [28] :
9
(a) Le séchage
Après la récolte, le séchage est effectué pour stabiliser microbiologiquement les graines;
vaincre les forces de liaison entre l’amande et la pellicule ; faciliter le décorticage et réduire les
pertes par cassure des amandes. Le degré d’humidité final dépend de la matière première. Pour
le soja, il s’agit de ramener les graines à une teneur en eau de 10 à 13%. Les procédés utilisés
peuvent être naturels (séchoir solaire) ou artificiels (séchoir à tunnel, four). Le traitement
intense de séchage est à éviter car il favorise l’hydrolyse enzymatique des lipides. [12]
(b) Nettoyage et triage
Le nettoyage consiste à débarrasser les graines des produits étrangers (débris de
végétaux, boues, sables,…) qui risquent d’obstruer les appareils ou de nuire à la qualité du
produit final. La méthode de nettoyage est fondée sur la différence de densité entre les graines
et les impuretés. Citons le vannage et le tamisage.
Le triage consiste à mettre en réserve les matières premières défectueuses. Des
machines qui nettoient et séparent, comprenant une trémie de réception, un ventilateur et un
groupe de tamis vibrants, éliminent les contaminants. [12] [1]
Séchage
Nettoyage et triage
Maturation
Concassage
Déglumage
Conditionnement thermique
Broyage ou floconnage
Figure 2: Les opérations de prétraitement
10
(c) Maturation
La graine séchée est stockée dans un silo où elle séjourne 1 à 3 jours. Sans cette
maturation, qui permet l’équilibrage de l’humidité, les pellicules se séparent mal au déglumage.
[12]
(d) Concassage
Cette étape consiste à faciliter les traitements ultérieurs. Les fèves qui passent à travers
une série d’appareils à cylindres sont concassées en 8 à 16 morceaux. [28]
(e) Déglumage
Les pellicules du soja sont enlevées afin d’augmenter la capacité de réception du
traitement. Après avoir séché et maturé les fèves de façon à ce qu’il leur reste environ 6 %
d’humidité, un peu d’humidité est ajouté à leur surface au cours d’une opération appelée
frasage. L’eau absorbée à la surface provoque le détachement de la pellicule, ce qui facilite son
enlèvement après le concassage. La pellicule qui représente environ 8 % du poids de la fève
se sépare des morceaux de la fève. Elle sera emportée par un courant d’air lors d’une opération
appelée aspiration. Après le déglumage, c’est la « chair » de la fève qui reste. [28]
(f) Conditionnement thermique
A la suite de l’opération de concassage-déglumage, la chair du soja est chauffée à 70 à
100°C pour la ramollir avant le floconnage, ce qui empêche la chair de se transformer en farine
lorsqu’une pression mécanique y est appliquée. La pâte cuite donne un meilleur rendement.
En effet, le chauffage améliore la perméabilité de la paroi des cellules oléifères afin de séparer
l’huile de la masse. [12]
(g) Broyage /floconnage
Afin de faciliter l’extraction de l’huile, la chair conditionnée passe à travers un groupe
de cylindres rotatifs en acier (appareil à cylindres). Le broyage consiste à réduire les
dimensions de la graine entière pour obtenir une granulométrie plus faible et appropriée pour
l’extraction. Le rendement augmente par rupture des cellules oléifères. Le but est d’obtenir des
particules finales entre 0.01mm et 0.5mm suivant les graines. Le broyage peut être effectué par
abrasion ; par compression ou par percussion. [28]
(2) Extraction
L’extraction d’huile fait appel à 2 procédés : l’extraction par pression et l’extraction par
solvant. [2] [10][15]
11
(a) Extraction par pression
(i) Principe
L’extraction consiste à forcer la sortie de l’huile des cellules oléifères par pression. Le
chauffage permet de gonfler la cellule et l’écoulement de l’huile par pression.
(ii) Types de presses
Il existe deux types de presses dont les presses discontinues et les presses continues.
Presses discontinues
La matière est chargée successivement dans la presse. Citons les presses à coins, presses
hydrauliques, presses à vis verticales et horizontales.
Presses continues
L’alimentation de la matière est continue et la sortie de l’huile et de tourteau est
ininterrompue. Les presses continues de type « expeller » sont utilisées.
(iii) Procédés
Il existe deux méthodes: la pression à chaud et pression multiple.
Pression à chaud
Les graines sont préchauffées avant leur trituration à une température élevée (130°C ou
plus). Puis, elles sont pressées dans des expellers.
Pression multiple
Le tourteau est traité à nouveau pour une deuxième pression. Généralement, deux presses
différenciées par leur performance technique sont utilisées.
(iv) Description de la presse
La presse est constituée d’une vrille motorisée tournant dans une cage avec des barres
rigoureusement échelonnées. Quand les flocons passent à travers la presse, la pression est
exercée par la vrille. L’huile extraite coule le long des barres de métal pendant que les flocons
pressés sont poussés par la vrille vers la sortie. La chaleur générée par la presse altère les
protéines, et la qualité du tourteau est moindre que celle obtenue par extraction au solvant. De
plus, le taux d’huile résiduelle dans le tourteau atteint 3 à 4 %. Néanmoins, la presse est utilisée
lorsqu’il est nécessaire d’obtenir de l’huile brute.
12
(b) Extraction par solvant
(i) Principe
Il s’agit d’établir un contact entre un solvant approprié et les graines broyées. La «
miscella » (solution d’huile dans le solvant) est obtenue. Le tourteau final contient moins de
1% de la masse d’huile. Par distillation et condensation des vapeurs de solvant, le solvant de
l’huile extraite est séparé.
(ii) Procédés
L’huile est d’abord extraite par des solvants. Les solvants utilisés sont des hydrocarbures
comme l’hexane, heptane, éther de pétrole qui distillent entre 64 et 70°C. Ces solvants
dissolvent correctement les constituants lipidiques de l’huile notamment les triglycérides et
les insaponifiables. L’appareil utilisé est le Soxhlet. Au cours de l’opération d’extraction au
solvant, les flocons sont lavés à contre-courant avec de l’hexane. Le mélange hexane-huile est
séparé des flocons. Un type d’extracteur courant comporte une chaîne qui fait passer le tourteau
à travers l’extracteur pendant que le solvant est pompé au-dessus du tourteau et égoutté en
travers de la chaîne située en dessous. En raison de la nature fortement inflammable de l’hexane,
l’extraction au solvant est effectuée dans une zone séparée de l’installation, pour s’assurer qu’il
n’existe aucune exposition à l’air ou aux étincelles. La construction d’installations d’extraction
au solvant est ainsi très coûteuse, ce qui rend peu pratique les petites entreprises commerciales.
Ensuite, le mélange est désolvantisé. Une fois que l’huile en a été extraite, les flocons de soja
deviennent des « flocons utilisés » qui sont envoyés vers un appareil de désolvantisation
servant à extraire l’hexane résiduel. Pour cela, les flocons sont chauffés afin de causer
l’évaporation de l’hexane qui est emporté en vapeur. Puis l’huile est récupérée. La miscella est
filtrée, soit par un dispositif propre à l'appareil d'extraction lui-même, soit dans un filtre à
miscella caractérisé par une étanchéité efficace et un décolmatage automatique. La miscella
filtrée est ensuite distillée dans un appareil à un ou plusieurs effets. L’huile brute obtenue est
envoyée dans une colonne finisseuse dans laquelle elle est débarrassée des dernières traces de
solvant par l'action conjointe du vide et d’une injection de vapeur d’eau.
(c) Observation
Le recours au pressage mécanique pour extraire l’huile et obtenir le tourteau de graine
de soja est un procédé qui tend de plus en plus à être abandonné dans l’industrie de traitement
du soja du fait que, compte tenu de la teneur en huile des graines de soja, l’extraction directe au
solvant s’est révélée beaucoup plus rentable.
13
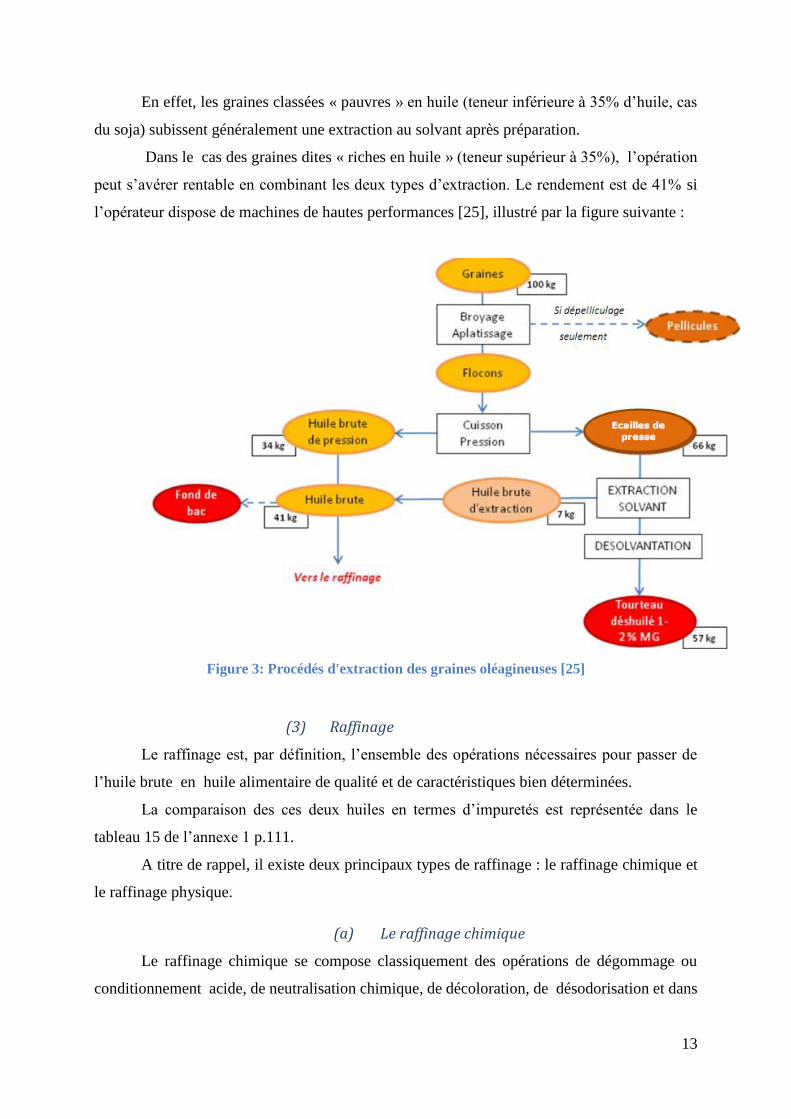
En effet, les graines classées « pauvres » en huile (teneur inférieure à 35% d’huile, cas
du soja) subissent généralement une extraction au solvant après préparation.
Dans le cas des graines dites « riches en huile » (teneur supérieur à 35%), l’opération
peut s’avérer rentable en combinant les deux types d’extraction. Le rendement est de 41% si
l’opérateur dispose de machines de hautes performances [25], illustré par la figure suivante :
Figure 3: Procédés d'extraction des graines oléagineuses [25]
(3) Raffinage
Le raffinage est, par définition, l’ensemble des opérations nécessaires pour passer de
l’huile brute en huile alimentaire de qualité et de caractéristiques bien déterminées.
La comparaison des ces deux huiles en termes d’impuretés est représentée dans le
tableau 15 de l’annexe 1 p.111.
A titre de rappel, il existe deux principaux types de raffinage : le raffinage chimique et
le raffinage physique.
(a) Le raffinage chimique
Le raffinage chimique se compose classiquement des opérations de dégommage ou
conditionnement acide, de neutralisation chimique, de décoloration, de désodorisation et dans
14
certains cas, de frigélisation ou « winterisation », qui sont représentées par la figure 19 dans
l’annexe 2 p.112. [25]
(b) Le raffinage physique
Le raffinage physique ne comporte pas l’étape de neutralisation chimique à la soude. Ce
procédé ne génère donc pas de pâtes de neutralisation. Les acides gras libres sont éliminés
lors de la désacidification à haute température (240- 260°C), par distillation sous un vide
poussé. Les phospholipides et les autres impuretés doivent être éliminés préalablement par
prétraitement. Seules les huiles saturées et les acides (huile de palme, huile de coprah) sont
adaptés à subir ce type de raffinage. Les huiles polyinsaturées, sensibles à l’oxydation, ne
peuvent pas être raffinées de la sorte, sans risque de formation de réactions parasites du type
polymérisation ou isomérisation. [25]
La figure 20 de l’annexe 3 p.113 illustre les différentes opérations du raffinage physique.
L’huile de soja est typique du raffinage chimique.
c) Les différentes caractéristiques de l’huile raffinée de soja
[32]
Deux caractéristiques peuvent être distinguées :
(1) Caractéristiques organoleptiques
L’huile raffinée de soja est miscible à l’éther de pétroles (50-70°C) et peu soluble dans
l’alcool. Une huile de bonne caractéristique organoleptique présente un aspect de liquide
limpide, inodore, de couleur jaune pâle ou jaune claire et de saveur neutre.
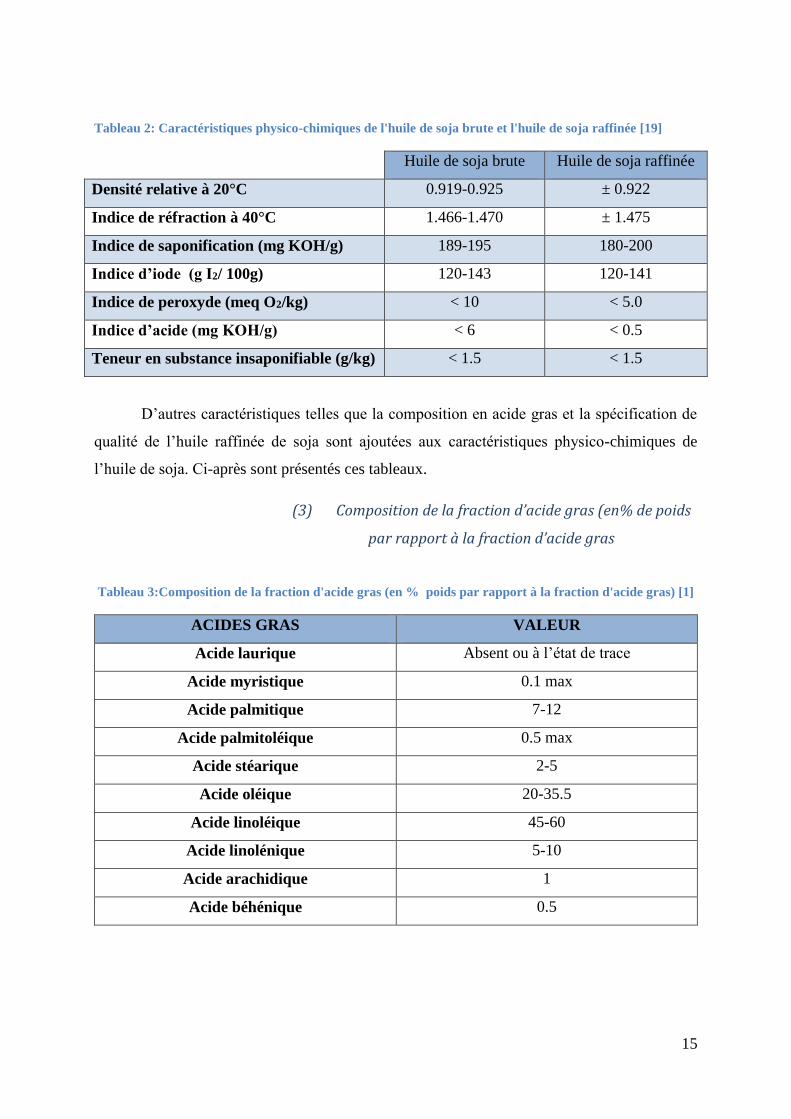
(2) Caractéristiques physico-chimiques
L’huile de soja raffinée pour la consommation alimentaire est un produit obtenu à
partir de graines de soja soumises aux traitements complets de raffinage au moyen de procédé
autorisé, exempt de tout mélange avec d’autres produits ou graisses. Les caractéristiques
physico-chimiques de l’huile de soja brute et raffinée sont présentées dans le tableau ci-après :
15
Tableau 2: Caractéristiques physico-chimiques de l'huile de soja brute et l'huile de soja raffinée [19]
Huile de soja brute Huile de soja raffinée
Densité relative à 20°C 0.919-0.925 ± 0.922
Indice de réfraction à 40°C 1.466-1.470 ± 1.475
Indice de saponification (mg KOH/g) 189-195 180-200
Indice d’iode (g I2/ 100g) 120-143 120-141
Indice de peroxyde (meq O2/kg) < 10 < 5.0
Indice d’acide (mg KOH/g) < 6 < 0.5
Teneur en substance insaponifiable (g/kg) < 1.5 < 1.5
D’autres caractéristiques telles que la composition en acide gras et la spécification de
qualité de l’huile raffinée de soja sont ajoutées aux caractéristiques physico-chimiques de
l’huile de soja. Ci-après sont présentés ces tableaux.
(3) Composition de la fraction d’acide gras (en% de poids
par rapport à la fraction d’acide gras
Tableau 3:Composition de la fraction d'acide gras (en % poids par rapport à la fraction d'acide gras) [1]
ACIDES GRAS VALEUR
Acide laurique Absent ou à l’état de trace
Acide myristique 0.1 max
Acide palmitique 7-12
Acide palmitoléique 0.5 max
Acide stéarique 2-5
Acide oléique 20-35.5
Acide linoléique 45-60
Acide linolénique 5-10
Acide arachidique 1
Acide béhénique 0.5
16
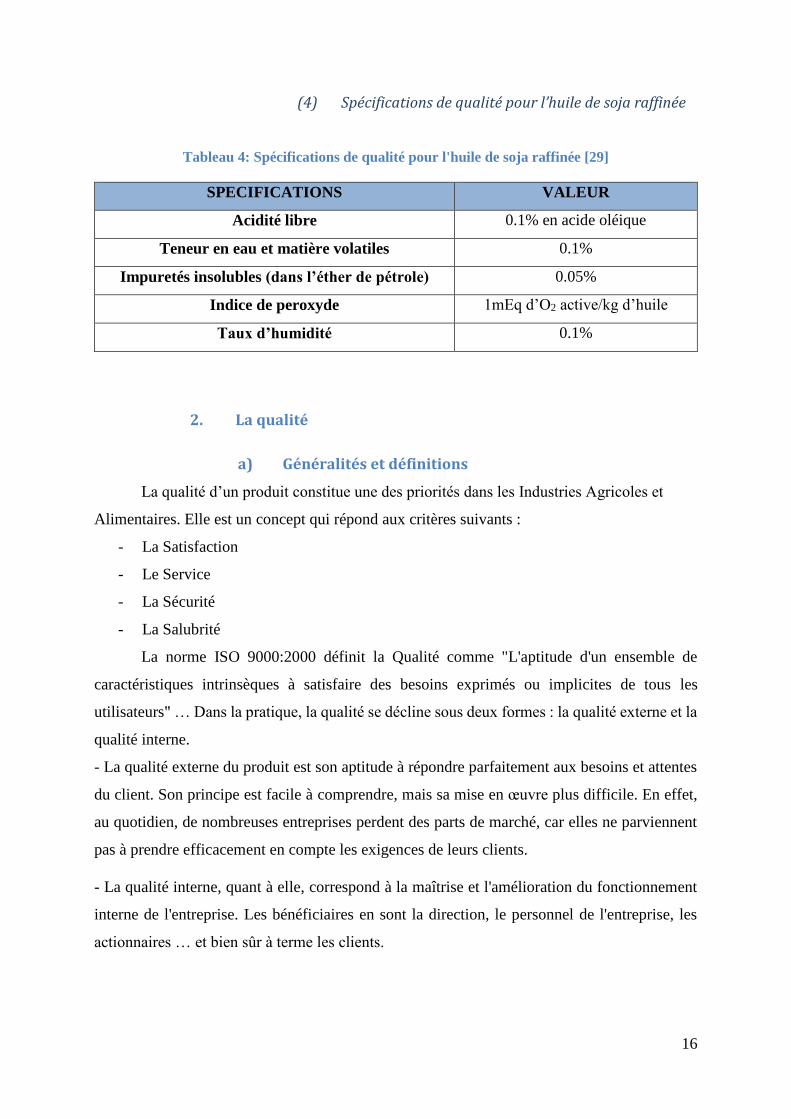
(4) Spécifications de qualité pour l’huile de soja raffinée
Tableau 4: Spécifications de qualité pour l'huile de soja raffinée [29]
SPECIFICATIONS VALEUR
Acidité libre 0.1% en acide oléique
Teneur en eau et matière volatiles 0.1%
Impuretés insolubles (dans l’éther de pétrole) 0.05%
Indice de peroxyde 1mEq d’O2 active/kg d’huile
Taux d’humidité 0.1%
2. La qualité
a) Généralités et définitions
La qualité d’un produit constitue une des priorités dans les Industries Agricoles et
Alimentaires. Elle est un concept qui répond aux critères suivants :
- La Satisfaction
- Le Service
- La Sécurité
- La Salubrité
La norme ISO 9000:2000 définit la Qualité comme "L'aptitude d'un ensemble de
caractéristiques intrinsèques à satisfaire des besoins exprimés ou implicites de tous les
utilisateurs" … Dans la pratique, la qualité se décline sous deux formes : la qualité externe et la
qualité interne.
- La qualité externe du produit est son aptitude à répondre parfaitement aux besoins et attentes
du client. Son principe est facile à comprendre, mais sa mise en œuvre plus difficile. En effet,
au quotidien, de nombreuses entreprises perdent des parts de marché, car elles ne parviennent
pas à prendre efficacement en compte les exigences de leurs clients.
- La qualité interne, quant à elle, correspond à la maîtrise et l'amélioration du fonctionnement
interne de l'entreprise. Les bénéficiaires en sont la direction, le personnel de l'entreprise, les
actionnaires … et bien sûr à terme les clients.
17
b) La gestion de la qualité
L’engouement pour la gestion de la qualité a commencé dans les années 1980 et devient
une des priorités des entreprises. Mais la réduction de leur prix de revient leur est primordiale
avant de se préoccuper de la qualité de leurs produits. Toutefois depuis une trentaine d’années,
le contrôle de la qualité était devenu une exigence à laquelle elles doivent répondre. L’accent a
été mis sur l’importance des normes.
Ainsi, des organismes comme l’AFNOR (Association Française de NORmalisation), le
C.N.E (Comité de Normalisation Européen) et l’ISO (Organisation Internationale de
Standardisation ou International Standards Organization) jouent un rôle indispensable en
matière de qualité, en fixant des normes et en délivrant des certificats de qualification.
Actuellement au niveau international, ces normes sont en perpétuelle évolution
spatiotemporelle, et tendent à l’application des mesures davantage drastiques.
Dans le contexte national, un décret portant sur la mise en place d’une unité de contrôle
de la qualité des denrées alimentaires a été établi par le gouvernement malagasy au mois de
Janvier 2004. Cette entité a pour mission de faire respecter les normes nationales (élaborés par
le Bureau des Normes de Madagascar) et internationales (selon le Codex Alimentarius).
Malgré cela, des déficiences qualitatives des biens et services sont encore très présentes
à Madagascar, surtout ceux à la disposition de la majorité de la population dont le pouvoir
d’achat est moyen ou faible. La plupart des industries opérant dans le domaine alimentaire ne
dispose pas assez de ressource humaine et financière pour se soumettre aux exigences requises
par les normes.
18
Chapitre III : Méthodologie d’étude
1. Problématique
L’avènement de la qualité a contribué significativement dans le développement
industriel et les évolutions sociales de ces dernières décennies. La qualité occupe aujourd’hui
une place à part entière dans les entreprises. Son importance est universellement reconnue et
elle se situe maintenant au cœur des dernières théories managériales.
La demande des consommateurs en produits sains et hygiéniques et la tendance des
agroindustriels malagasy à produire des aliments de qualité favorisent la concurrence sur le
marché local qu’international.
Dans ce contexte, voulant réaliser plus de profit, HITA est touchée par cette stratégie,
et dans le cadre de l’accomplissement de ses objectifs, la révision et la mise en place d’un
système de gestion de la qualité pour la production d’huile alimentaire s’avèrent
indispensables.
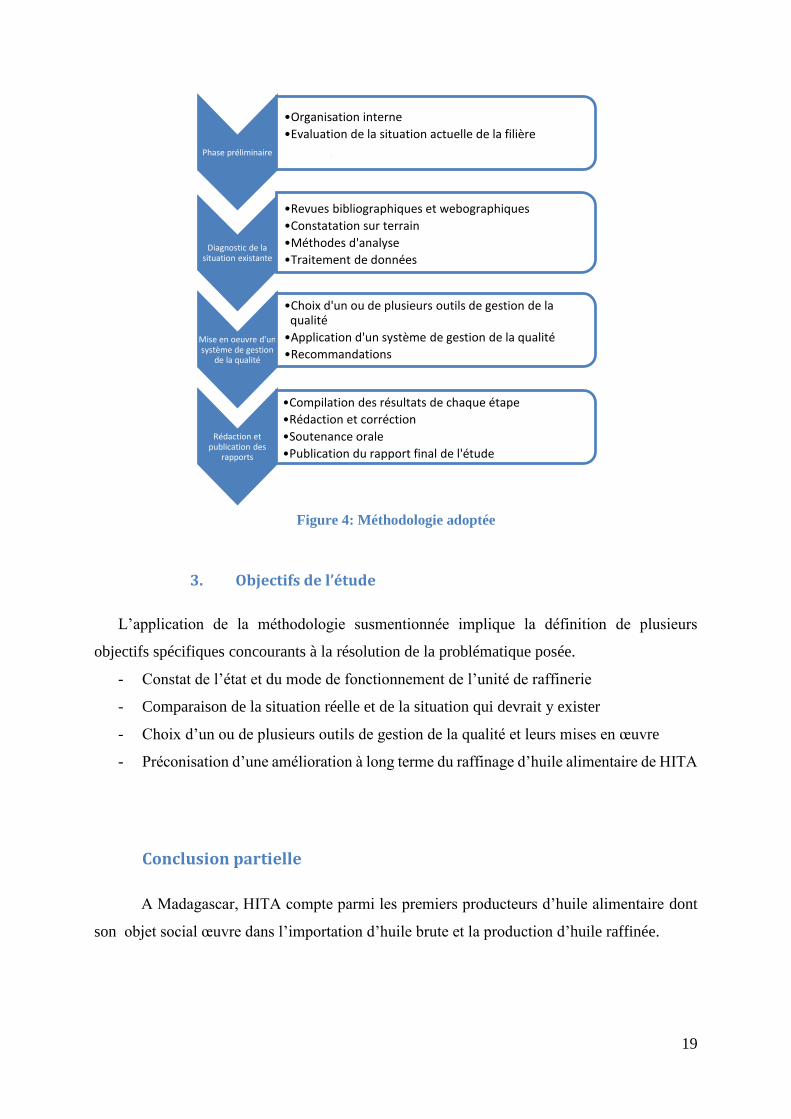
2. Méthodologie adoptée
La méthodologie adoptée pour la réalisation de cette étude est représentée par la figure
suivante:
19
3. Objectifs de l’étude
L’application de la méthodologie susmentionnée implique la définition de plusieurs
objectifs spécifiques concourants à la résolution de la problématique posée.
- Constat de l’état et du mode de fonctionnement de l’unité de raffinerie
- Comparaison de la situation réelle et de la situation qui devrait y exister
- Choix d’un ou de plusieurs outils de gestion de la qualité et leurs mises en œuvre
- Préconisation d’une amélioration à long terme du raffinage d’huile alimentaire de HITA
Conclusion partielle
A Madagascar, HITA compte parmi les premiers producteurs d’huile alimentaire dont
son objet social œuvre dans l’importation d’huile brute et la production d’huile raffinée.
Phase préliminaire
•Organisation interne
•Evaluation de la situation actuelle de la filière "fromage"
Diagnostic de la situation existante
•Revues bibliographiques et webographiques
•Constatation sur terrain
•Méthodes d'analyse
•Traitement de données
Mise en oeuvre d'un système de gestion
de la qualité
•Choix d'un ou de plusieurs outils de gestion de la qualité
•Application d'un système de gestion de la qualité
•Recommandations
Rédaction et publication des
rapports
•Compilation des résultats de chaque étape
•Rédaction et corréction
•Soutenance orale
•Publication du rapport final de l'étude
Figure 4: Méthodologie adoptée
20
La connaissance des caractéristiques de la graine de soja permet d’arriver à la
constatation suivante : sa forte teneur en protéines et en acides gras. Le soja est donc une
matière première potentielle en termes de production d’huile.
L’huile brute issue de son extraction est impropre à la consommation après à cause de
son acidité, sa couleur et son odeur. Elle doit subir des traitements de raffinage avant de devenir
une huile alimentaire de bonne qualité ayant des caractéristiques bien déterminées.
Ainsi, motivée par le contexte international actuel relatif à la qualité et par le but
d’accroitre sa notoriété dans le domaine régional et national, cette société est touchée par la
mise en place d’un système de gestion de la qualité. Les matériels et méthodes pour la mise en
œuvre de ce système seront développés dans la partie suivante.
21
Partie II : Matériels et
méthodes
22
Au préalable de cette étude, une phase de préparation a été effectuée de façon à :
- Contextualiser l’étude
- Définir la problématique de l’étude
- Définir la méthodologie de travail
- Planifier les travaux de recherche
De par cette phase préliminaire, les étapes ci-après ont pu être planifiées, à savoir le
diagnostic de la situation existante et la revue des différents outils de gestion de la qualité Elles
constituent les échelons pour atteindre les objectifs spécifiques précédemment fixés et à terme
la résolution de la problématique de l’étude.
Chapitre I : Diagnostic de la situation existante
La connaissance de la situation existante au sein de la raffinerie de HITA permet de
percevoir les failles et d’y remédier.
Ce diagnostic comprend plusieurs volets à savoir les causes de dégradation de l’huile,
le processus industriel de raffinage, le bilan matière et les différents contrôles qualité à la
raffinerie.
1. Dégradation de l’huile
En général, c’est l’oxydation qui est la principale cause de la dégradation de l’huile,
mais il y a aussi ce qu’on appelle la réaction de Maillard. Pour ralentir la dégradation de l’huile
au cours de sa conservation, le raffinage est destiné pour réduire au strict minimum les substrats
et les catalyseurs de ces réactions. Les acides gras libres sont les premiers responsables.
Donc, il faut respecter les normes sur l’Acidité, l’Indice de Peroxyde, l’Indice de Saponification
ainsi que la couleur de l’huile.
a) Réaction de Maillard
C’est un ensemble très complexe des réactions qui conduisent à la formation de
pigments bruns et en même temps, on assiste à la production des produits volatils.
Le schéma général de ces réactions est représenté par la figure 21 de l’annexe 4 p.114.
23
b) Oxydation des lipides
(1) Schéma général des réactions d’oxydation des lipides
Les acides gras insaturés des lipides constituent les principaux substrats de ces réactions
de dégradation. Les acides gras sont, soit engagés dans des triglycérides soit libres. Sous forme
libre, l’oxydation est beaucoup plus vite.
L’oxydation des lipides comprend trois grandes étapes de réaction.
- Les réactions d’initiation, qui donnent lieu à la formation de radicaux libres à partir
d’acides gras insaturés ou de peroxydes lipidiques (hydroperoxydage).
- Les réactions de propagation, qui se caractérisent par une accumulation de peroxyde
lipidique ; ces réactions constituent l’étape d’oxydation, par l’oxygène gazeux, des
lipides non saturés ; elles nécessitent l’intervention de radicaux libres, mais en créant
autant qu’elles en consomment.
- Les réactions d’arrêt, par lesquelles les radicaux libres s’associent pour donner des
composés non radicalaires de différents types (aldéhydes et cétones de faible poids
moléculaire).Sauf au début de l’oxydation, ces trois phases peuvent se dérouler en même
temps.
La figure 22 de l’annexe 5 p.115 résume le schéma général de l’oxydation.
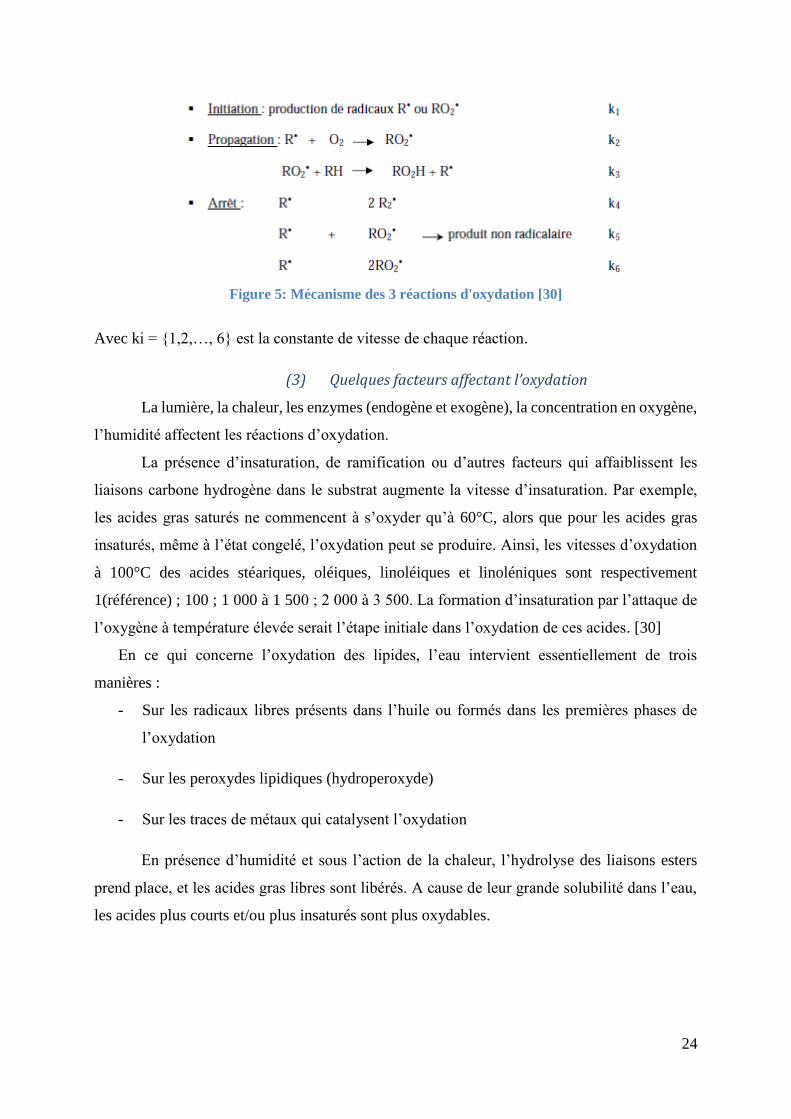
(2) Mécanismes des réactions
Il s’agit d’une série de réactions entre l’oxygène atmosphérique et les lipides. [6]
Un radical libre R˙ peut être initialement produit par la chaleur, la lumière ou la radiation à
partir d’une chaîne carbonée RH. L’initiation thermique accapare l’oxygène. Les radicaux
libres entrent rapidement en réaction avec l’oxygène pour former un radical peroxyde ROO˙.
Ce dernier extrait l’hydrogène d’une autre molécule, formant un hydroperoxyde ROOH et un
nouveau radical libre R˙.
On peut schématiser comme suit le mécanisme des 3 réactions d'oxydation :
24
Figure 5: Mécanisme des 3 réactions d'oxydation [30]
Avec ki = {1,2,…, 6} est la constante de vitesse de chaque réaction.
(3) Quelques facteurs affectant l’oxydation
La lumière, la chaleur, les enzymes (endogène et exogène), la concentration en oxygène,
l’humidité affectent les réactions d’oxydation.
La présence d’insaturation, de ramification ou d’autres facteurs qui affaiblissent les
liaisons carbone hydrogène dans le substrat augmente la vitesse d’insaturation. Par exemple,
les acides gras saturés ne commencent à s’oxyder qu’à 60°C, alors que pour les acides gras
insaturés, même à l’état congelé, l’oxydation peut se produire. Ainsi, les vitesses d’oxydation
à 100°C des acides stéariques, oléiques, linoléiques et linoléniques sont respectivement
1(référence) ; 100 ; 1 000 à 1 500 ; 2 000 à 3 500. La formation d’insaturation par l’attaque de
l’oxygène à température élevée serait l’étape initiale dans l’oxydation de ces acides. [30]
En ce qui concerne l’oxydation des lipides, l’eau intervient essentiellement de trois
manières :
- Sur les radicaux libres présents dans l’huile ou formés dans les premières phases de
l’oxydation
- Sur les peroxydes lipidiques (hydroperoxyde)
- Sur les traces de métaux qui catalysent l’oxydation
En présence d’humidité et sous l’action de la chaleur, l’hydrolyse des liaisons esters
prend place, et les acides gras libres sont libérés. A cause de leur grande solubilité dans l’eau,
les acides plus courts et/ou plus insaturés sont plus oxydables.
25
(4) Conséquences de l’oxydation des lipides [8] [13]
L’oxydation des lipides conduit :
- à la production de composés volatils dont notamment des acides saturés, ramifiés ou
non et insaturés ainsi que des aldéhydes et des cétones tous de faible poids moléculaire
et d’odeurs indésirables ;
- à la destruction par les radicaux libres et les peroxydes des vitamines liposolubles de
l’huile (Vitamine A surtout) ;
- à une action sur les protéines, suivie de la baisse de leur solubilité, digestibilité et valeur
nutritionnelle (destruction des certains acides aminés) et effet sur la texture des
protéines.
2. Processus industriel de raffinage de l’huile brute de soja : cas de
HITA
a) Réception des matières premières au port
La réception des huiles brutes se fait dans la zone portuaire de Tamatave où dominent
cinq grands tanks de stockage d’huile brute dont deux ont une capacité maximale de 1100m3 et
les trois autres de 2400 m3. Ces huiles brutes seront réceptionnées au port dans des conteneurs.
Mais pour ce qui est des auxiliaires technologiques (terres décolorantes, soude, acide
phosphorique, acide citrique et autres auxiliaires autorisés), ils seront livrés à l’unité de
raffinage dans leur contenant.
b) Échantillonnage et analyse
Il est primordial d’effectuer un prélèvement et stockage d’échantillons scellés des huiles
réceptionnées en vue de leur analyse, afin d’évaluer leur conformité au contrat et de
programmer les conditions du raffinage avant leur application.
La figure 24 dans l’annexe 16 p.141 montre le laboratoire de HITA où s’effectuent les
différentes analyses.
c) Déchargement et stockage
Du port, les huiles seront chargées puis déchargées des camions citernes (des fois des
conteneurs) aux tanks de stockage, au moyen de tuyaux munis d’un filtre destiné à retenir les
26
éventuels corps étrangers. Puis, elles seront stockées temporairement dans ces tanks (voir figure
33 dans l’annexe 16 p.142).
HITA est en possession de quatre (04) camions citernes pouvant chacun contenir 35 000L
d’huile brute.
d) Raffinage
L’usine utilise un procédé de raffinage en continu dont la production journalière peut
atteindre 150 tonnes d’huile raffinée de soja.
Le raffinage se réduit aux opérations suivantes :
-dégommage, par adjonction d’acide phosphorique en petite quantité, on arrive ainsi à séparer
de l’huile les phospholipides hydrophobes ;
-neutralisation, ayant pour but d’éliminer les acides gras libres de l’huile et qui consiste à unir
ces acides avec la soude. Elle s’effectue en deux étapes au moyen de lessive de soude de plus
en plus diluée. Après chaque étape, on sépare le savon formé par centrifugation, puis un lavage
suivi d’une centrifugation et d’un séchage d’huile ;
-décoloration par mélange d’huile avec de la « terre décolorante » et qui seront ensuite séparées
aux filtres ;
-désodorisation qui entraîne sous vide les produits odorants par de la vapeur d’eau légèrement
surchauffée.
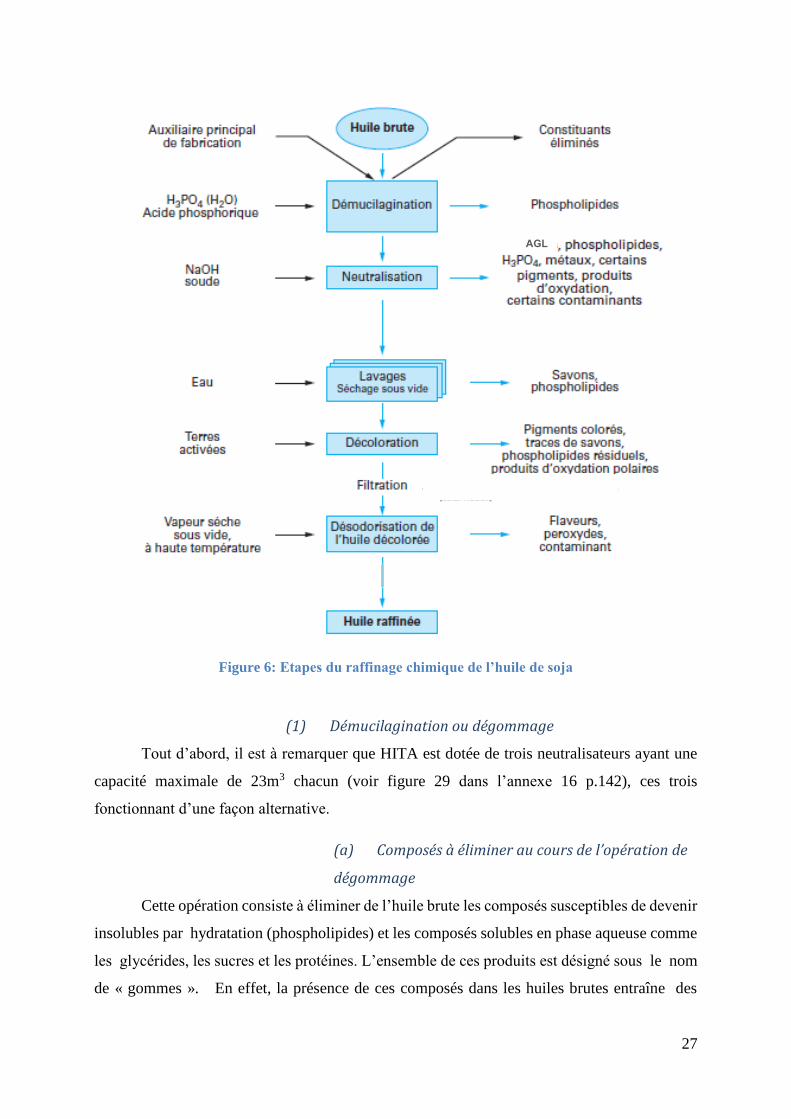
La figure suivante représente les étapes du raffinage chimique de l’huile de soja.
27
Figure 6: Etapes du raffinage chimique de l’huile de soja
(1) Démucilagination ou dégommage
Tout d’abord, il est à remarquer que HITA est dotée de trois neutralisateurs ayant une
capacité maximale de 23m3 chacun (voir figure 29 dans l’annexe 16 p.142), ces trois
fonctionnant d’une façon alternative.
(a) Composés à éliminer au cours de l’opération de
dégommage
Cette opération consiste à éliminer de l’huile brute les composés susceptibles de devenir
insolubles par hydratation (phospholipides) et les composés solubles en phase aqueuse comme
les glycérides, les sucres et les protéines. L’ensemble de ces produits est désigné sous le nom
de « gommes ». En effet, la présence de ces composés dans les huiles brutes entraîne des
AGL
28
inconvénients. Ils forment des précipités (mucilages) peu souhaitables dans le produit fini. Ils
sont souvent liés à des métaux lourds catalyseurs d’oxydation donc nuisibles à la qualité
organoleptique de l’huile et provoquent des problèmes de coloration de l’huile au cours de
son chauffage. Leurs propriétés émulsifiantes et tensio-actives gênent les opérations du
raffinage (augmentation des pertes au raffinage) si bien que leur élimination constitue le
premier stade de tous les procédés. [12]
Par mesure de la teneur en phospholipides (par absorption atomique ou spectrophotomètre),
les huiles de soja sont riches en phospholipides de 1 à 3%. [20]
(b) Opérations du dégommage (dégommage à
l’acide)
Elle comprend les étapes suivantes :
(i) Stockage et alimentation
Dès leur arrivée au port, l’huile brute de soja est stockée dans des tanks puis acheminée
à l’usine par moyen des camions où elle sera placée dans des tanks qui lui est réservée. Avant
de subir la démucilagination, cette huile est filtrée par les filtres d’avant pompe, puis pompée
vers le circuit de neutralisation.
La capacité optimale d’huile brute à charger dans le neutralisateur est
approximativement 20T et pas plus, ceci pour empêcher la formation de mousse et éviter tout
débordement, la durée moyenne de chargement étant de 40mn.
(ii) Préchauffage, injection d’acide et ajout
d’eau
Au préalable, l’huile brute doit être agitée et préchauffée à 45-50°C, avant l’injection
d’acide phosphorique (solution 85%) à raison de 1 ‰ en poids par rapport à l’huile et l’ajout
d’eau (50 à 60 L pour 20T) à raison de 2,5 à 3%. L’avantage de ces ajouts est qu’il forme avec
les traces métalliques contenues dans l’huile brute des complexes qui sont éliminés dans la pâte
de neutralisation et dans les eaux de lavage.
(iii) Mélange, dégommage, chauffage
Après avoir été mélangé intimement au moyen d’un mélangeur, on envoie le tout
(huile+acide+eau) dans une cuve de réaction tournant à une vitesse angulaire de 100 tours/mn
où le contact entre huile/acide est d’environ 20 mn et qui a pour objet d’un dégommage parfait,
29
puis passe dans un échangeur de chaleur. A la sortie de celui-ci, l’huile a une température
d’environ 85°C.
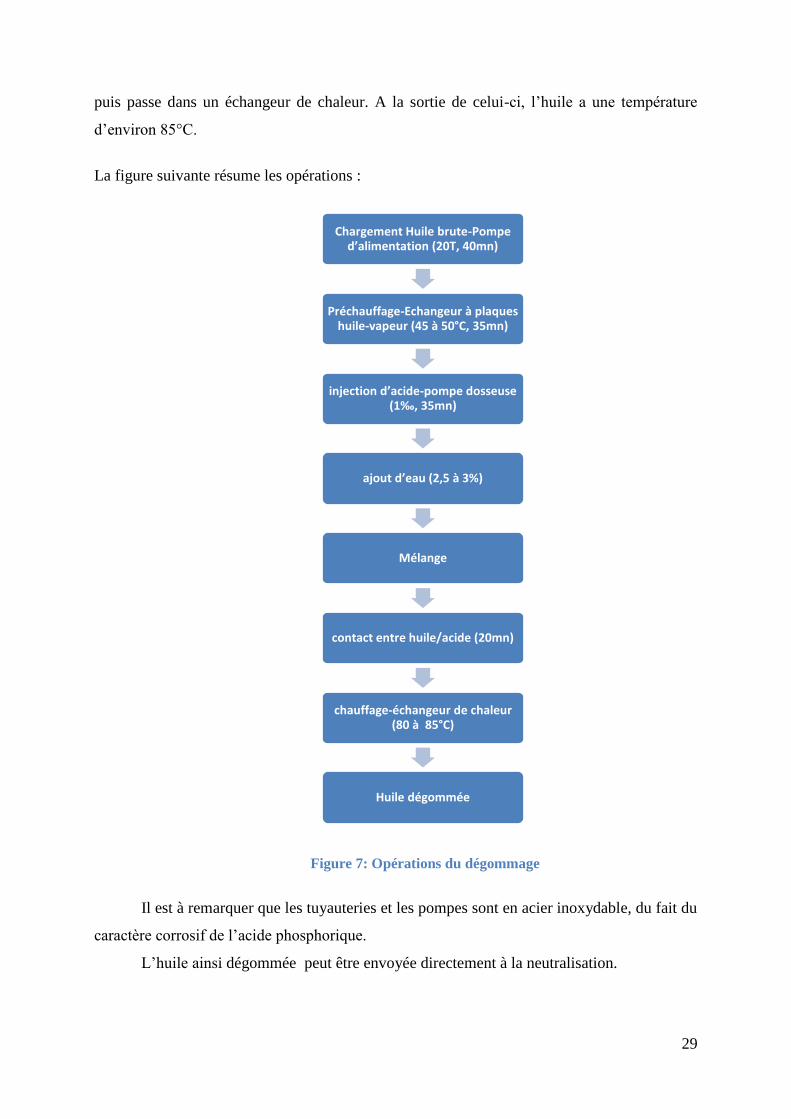
La figure suivante résume les opérations :
Figure 7: Opérations du dégommage
Il est à remarquer que les tuyauteries et les pompes sont en acier inoxydable, du fait du
caractère corrosif de l’acide phosphorique.
L’huile ainsi dégommée peut être envoyée directement à la neutralisation.
Chargement Huile brute-Pompe d’alimentation (20T, 40mn)
Préchauffage-Echangeur à plaques huile-vapeur (45 à 50°C, 35mn)
injection d’acide-pompe dosseuse (1‰, 35mn)
ajout d’eau (2,5 à 3%)
Mélange
contact entre huile/acide (20mn)
chauffage-échangeur de chaleur (80 à 85°C)
Huile dégommée
30
(2) Neutralisation
(a) Composés à éliminer au cours de l’opération de
neutralisation
L’étape de neutralisation vise essentiellement à éliminer les acides gras libres. Mais,
certains des sucres libres et glycolipides forment avec l'eau des solutions colloïdales
communément appelées «mucilages» et qui sont émulsifiantes. Les mucilages précipitent en
présence d'alcali. La neutralisation les fait donc disparaître complètement. Les glycérides
partielles sont souvent considérées comme des agents émulsifiants très gênants. Ils peuvent
entraîner des pertes importantes lors des centrifugations qui entrent dans le procédé de raffinage
d’où l’intérêt de s’en débarrasser, pertes dues à l’entraînement physique. La neutralisation est
l’opération la plus délicate et la plus coûteuse du raffinage, surtout par les pertes qu’elle
provoque. [1]
(b) Méthodes de neutralisation
L’huile contient 0,5 à 0,7 % d’acides gras libres (exprimés en % d’acide oléique), la
neutralisation fait tomber cette valeur à moins de 0,05 %. Ces acides gras libres sont
indésirables car ils abaissent la température à partir de laquelle l’huile fume lorsqu’elle est
utilisée en huile de cuisson. Cette étape permet aussi l’élimination des phospholipides résiduels
et des composés métalliques, ce qui stabilise l’huile vis-à-vis de l’oxydation. Par la réaction
réversible « réaction de saponification », ces acides s’unissent à la soude pour donner une pâte
savonneuse appelée communément «pâte de neutralisation » ou « soapstocks ». Les réactions
qui ont lieu lors de ce processus sont la neutralisation de l'excès d'acide phosphorique ajouté
pour dégommer les huiles et la neutralisation des acides gras libres en formant les savons
sodiques. [1]
R COOH + x NaOH R COONa + H2O
Comme ce sont des acides faibles, ils requièrent un excès d'alcali pour s'assurer que la réaction
soit déplacée dans le sens de la formation du savon et que l'acidité résiduelle de l'huile soit
petite. La réaction se déplace vers la droite quand la température est de 60-90°C et la pression
est à pression atmosphérique. L’essentiel des pertes d’huile se trouve dans cette étape. Outre
les émulsions, l’huile neutre peut être attaquée par la soude suivant la réaction :
Triglycéride + NaOH Savon + Glycérol
Cette saponification parasite est diminuée, voire éliminée, par la neutralisation en continue
qui ne laisse l’huile et la soude en contact que pendant un certain temps. [20]
Cette réaction de saponification est influencée par divers facteurs, à noter :
31
-Le degré de pureté de l’huile
-La température
-La concentration de la solution alcaline et le temps de saponification.
(c) Opérations de neutralisation
(i) Injection de la soude
Une lessive de soude caustique titrant 18°Bé est injectée à l’huile par une pompe doseuse
à raison de 1,84Kg pour une tonne d’huile brute.
(ii) Centrifugation
Le mélange huile/soude passe dans un mélangeur centrifuge. Le temps de contact est
de 20mn et la température de centrifugation est de 85 à 90°C pour diminuer la viscosité du
savon et pour sa meilleure évacuation [20] [1]. Les savons se forment instantanément.
(iii) Séparation
L’huile chargée de savon entre dans un séparateur où s’effectue un ajout d’eau à raison
de 1% en volume par rapport à l’huile (donc 200L) puis une décantation qui va durer pendant
2H. C’est ici que sort le sous produit de la raffinerie : soapstock, utilisé comme matière première
des savonneries donc collecté ou acheté par ces dernières.
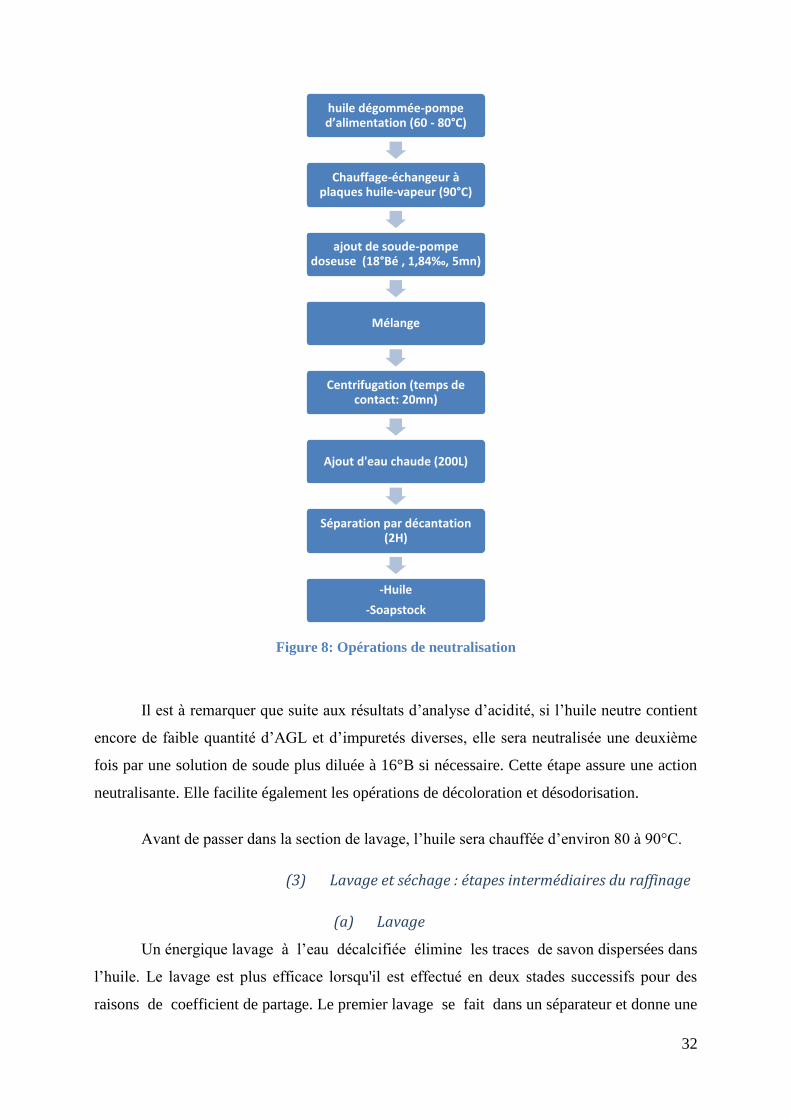
L’étape de neutralisation est résumée par la figure suivante :
32
Figure 8: Opérations de neutralisation
Il est à remarquer que suite aux résultats d’analyse d’acidité, si l’huile neutre contient
encore de faible quantité d’AGL et d’impuretés diverses, elle sera neutralisée une deuxième
fois par une solution de soude plus diluée à 16°B si nécessaire. Cette étape assure une action
neutralisante. Elle facilite également les opérations de décoloration et désodorisation.
Avant de passer dans la section de lavage, l’huile sera chauffée d’environ 80 à 90°C.
(3) Lavage et séchage : étapes intermédiaires du raffinage
(a) Lavage
Un énergique lavage à l’eau décalcifiée élimine les traces de savon dispersées dans
l’huile. Le lavage est plus efficace lorsqu'il est effectué en deux stades successifs pour des
raisons de coefficient de partage. Le premier lavage se fait dans un séparateur et donne une
huile dégommée-pompe d’alimentation (60 - 80°C)
Chauffage-échangeur à plaques huile-vapeur (90°C)
ajout de soude-pompe doseuse (18°Bé , 1,84‰, 5mn)
Mélange
Centrifugation (temps de contact: 20mn)
Ajout d'eau chaude (200L)
Séparation par décantation (2H)
-Huile
-Soapstock
33
huile lavée à une teneur de 300 ppm de savon. Le deuxième lavage a lieu dans un autre
séparateur donnant une huile à une teneur en savon de 50ppm. L’eau de lavage doit être
la plus chaude possible (aux environs de 90°C). Ceci est dans le but d’éviter l’écrasement des
bols des centrifugeuses par dépôt de savon et de phosphate de calcium. L’eau de lavage est
injectée dans l’huile neutre, à raison de 10% par rapport au poids de l’huile (donc ≈1500Kg
pour notre cas). Le mélange passe dans un mélangeur centrifuge, ensuite dans un séparateur. Il
peut y avoir formation de mousse qui provoque des pertes de matière. L’eau obtenue après
centrifugation est appelée « eau blanche ». Elle contient de l’huile neutre, des substances
alcalines, des traces de métaux, des phospholipides, des matières colorantes. L’eau blanche
s’acheminera aux effluents pour être traitée puis rejetée. L'huile lavée a une teneur en eau
comprise entre 0,5 et 0,7 %. Il est nécessaire de la réduire à 0,1% pour ne pas gêner les
opérations qui vont suivre. [1]
(b) Séchage
Le séchage consiste à débarrasser de l'huile l'eau qu'elle contient après lavage. Un
séchoir mis sous vide (40 mm Hg) est prévu pour éliminer l’eau résiduelle après les 2 lavages.
Dans cet appareil, l’huile parcourt une série de cascade sous forme de film mince de façon
à faciliter l’évaporation de l’eau. L’huile ayant été chauffée à 80°C, accumule une charge
thermique, qui sous vide, provoque l’auto-évaporation de l’eau. La teneur finale en eau de
l’huile neutre est au maximum 0.05%. [1]
A la fin de la neutralisation, l’huile est envoyée vers un bac où va commencer la
décoloration.
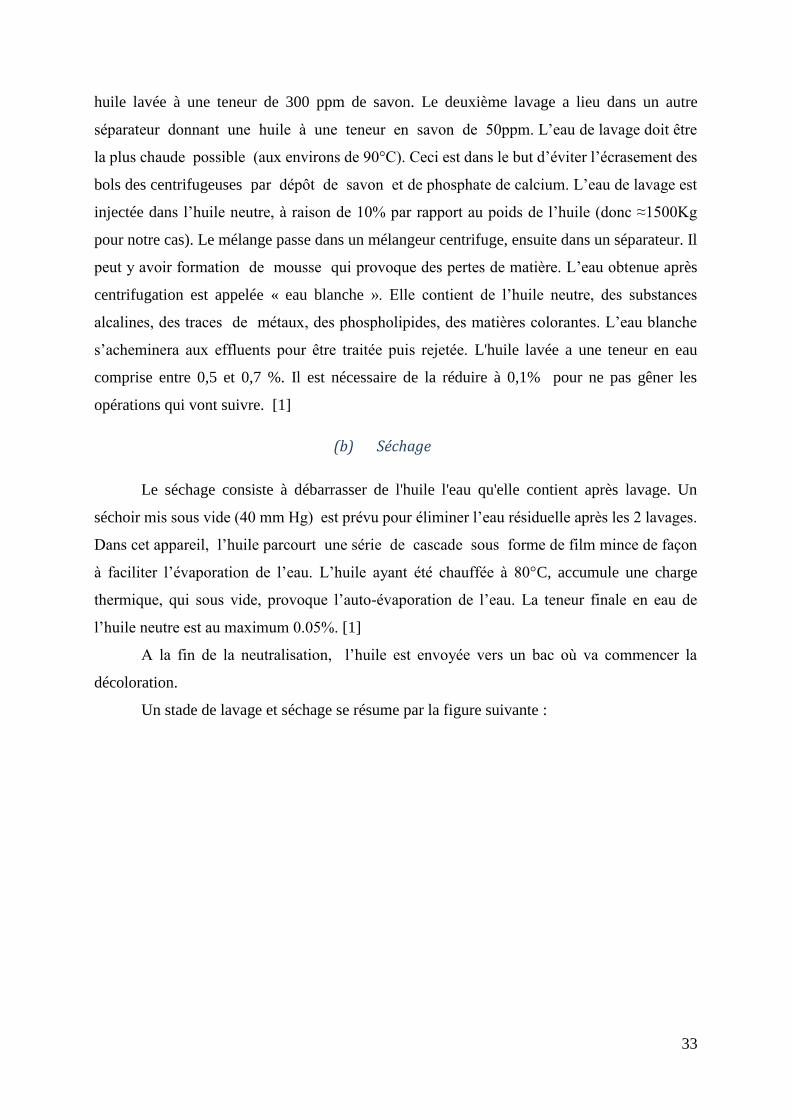
Un stade de lavage et séchage se résume par la figure suivante :
34
Figure 9: Stade de lavage et séchage
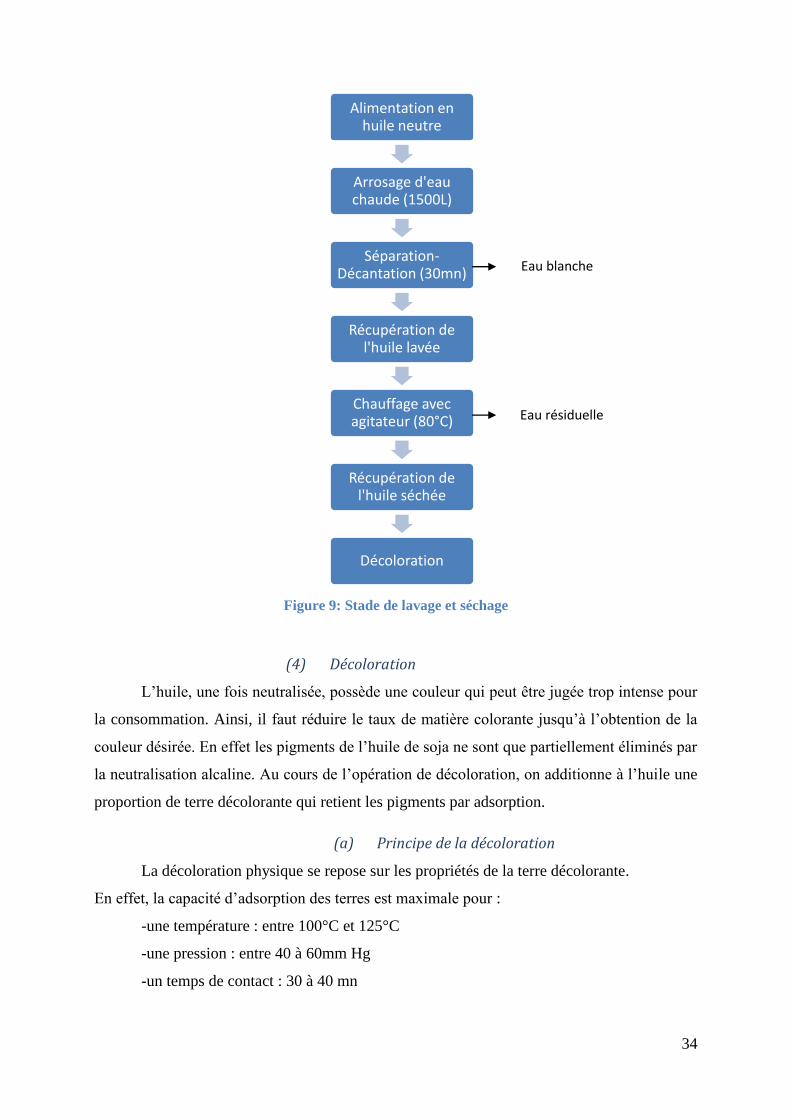
(4) Décoloration
L’huile, une fois neutralisée, possède une couleur qui peut être jugée trop intense pour
la consommation. Ainsi, il faut réduire le taux de matière colorante jusqu’à l’obtention de la
couleur désirée. En effet les pigments de l’huile de soja ne sont que partiellement éliminés par
la neutralisation alcaline. Au cours de l’opération de décoloration, on additionne à l’huile une
proportion de terre décolorante qui retient les pigments par adsorption.
(a) Principe de la décoloration
La décoloration physique se repose sur les propriétés de la terre décolorante.
En effet, la capacité d’adsorption des terres est maximale pour :
-une température : entre 100°C et 125°C
-une pression : entre 40 à 60mm Hg
-un temps de contact : 30 à 40 mn
Alimentation en huile neutre
Arrosage d'eau chaude (1500L)
Séparation-Décantation (30mn)
Récupération de l'huile lavée
Chauffage avec agitateur (80°C)
Récupération de l'huile séchée
Décoloration
Eau blanche
Eau résiduelle
35
(b) Conduite de la décoloration
HITA dispose de deux décolorateurs travaillant alternativement, l’un en activité et
l’autre en arrêt (voir figure 30 dans l’annexe 16 p.142).
(i) Addition d’acide citrique
L'huile décolorée doit être protégée contre les excès thermiques et l'oxydation étant
donné que l'huile à ce niveau du processus de raffinage est dans son état le moins stable. En
effet, certaines vitamines sont éliminées au cours de la décoloration du fait qu’elles entrent dans
la constitution des pigments responsables de la coloration de l’huile. C’est le cas justement de
la vitamine E, produit antioxydant naturel de l’huile. Aussi, ajoute-t-on à l’huile de l’acide
citrique (solution à 10%), produit antioxydant à une proportion de 0.15 Kg pour une tonne
d’huile.
(ii) Décoloration proprement dite
Il existe plusieurs types de procédés de décoloration et celui utilisé par HITA que l’on
va décrire est le DE SMET.
En effet, le courant d’huile neutralisée et séchée puis additionnée d’acide citrique, prend 2
chemins différents :
- Les 20% du débit
Cette portion d’huile sera refroidie au moyen d’un échangeur de chaleur qui diminue sa
température à environ 50°C grâce à de l’eau de réfrigération. On procède alors à l’addition de
la terre décolorante (1,5% par rapport au débit total de l’huile à décolorer). La terre est dosée
par un système de vis sans fin.
L’huile mélangée avec la terre est alors acheminée vers le décolorateur.
- Les 80% du débit
Cette portion d’huile sera réchauffée à la température de 120-125°C. L’huile neutre
chauffée est refoulée au décolorateur pour être mélangée aux 20%.
Les deux courants sont alors mélangés dans le décolorateur. C’est un appareil du type continu
qui réunit les conditions où la capacité d’adsorption des terres est maximale, c’est un réacteur
fermé pourvu de chauffage à la vapeur, de dispositif d’agitation et maintenu à une pression
absolue de 40mm Hg. A 100°C, l’huile commence à perdre son humidité et aussi, le pouvoir
décolorant atteint son maximum au bout de 30 mn.
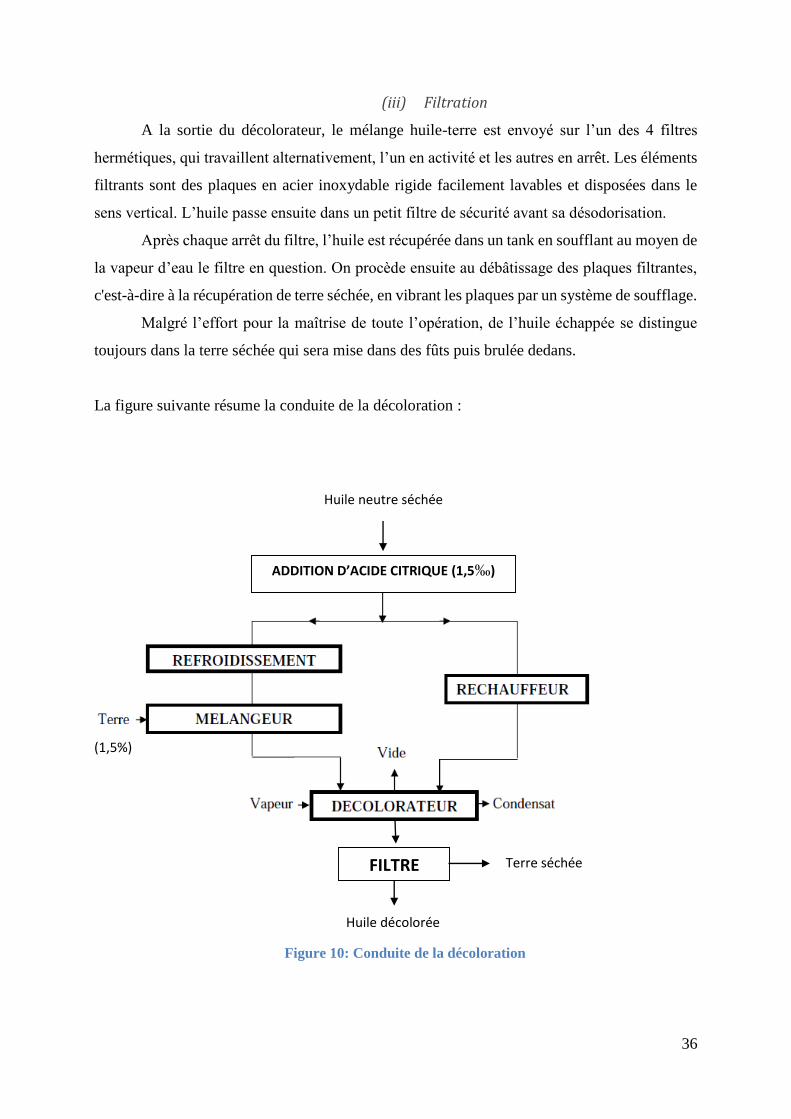
36
(iii) Filtration
A la sortie du décolorateur, le mélange huile-terre est envoyé sur l’un des 4 filtres
hermétiques, qui travaillent alternativement, l’un en activité et les autres en arrêt. Les éléments
filtrants sont des plaques en acier inoxydable rigide facilement lavables et disposées dans le
sens vertical. L’huile passe ensuite dans un petit filtre de sécurité avant sa désodorisation.
Après chaque arrêt du filtre, l’huile est récupérée dans un tank en soufflant au moyen de
la vapeur d’eau le filtre en question. On procède ensuite au débâtissage des plaques filtrantes,
c'est-à-dire à la récupération de terre séchée, en vibrant les plaques par un système de soufflage.
Malgré l’effort pour la maîtrise de toute l’opération, de l’huile échappée se distingue
toujours dans la terre séchée qui sera mise dans des fûts puis brulée dedans.
La figure suivante résume la conduite de la décoloration :
FILTRE Terre séchée
Huile décolorée
ADDITION D’ACIDE CITRIQUE (1,5‰)
Huile neutre séchée
(1,5%)
Figure 10: Conduite de la décoloration
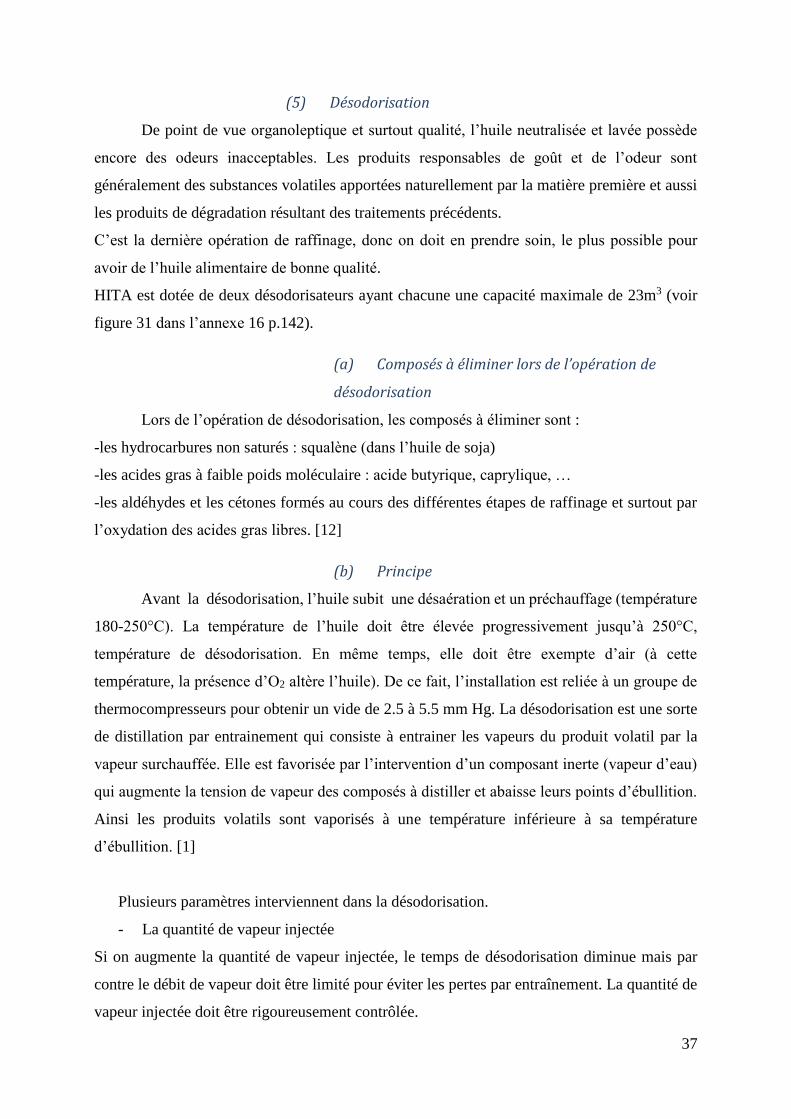
37
(5) Désodorisation
De point de vue organoleptique et surtout qualité, l’huile neutralisée et lavée possède
encore des odeurs inacceptables. Les produits responsables de goût et de l’odeur sont
généralement des substances volatiles apportées naturellement par la matière première et aussi
les produits de dégradation résultant des traitements précédents.
C’est la dernière opération de raffinage, donc on doit en prendre soin, le plus possible pour
avoir de l’huile alimentaire de bonne qualité.
HITA est dotée de deux désodorisateurs ayant chacune une capacité maximale de 23m3 (voir
figure 31 dans l’annexe 16 p.142).
(a) Composés à éliminer lors de l’opération de
désodorisation
Lors de l’opération de désodorisation, les composés à éliminer sont :
-les hydrocarbures non saturés : squalène (dans l’huile de soja)
-les acides gras à faible poids moléculaire : acide butyrique, caprylique, …
-les aldéhydes et les cétones formés au cours des différentes étapes de raffinage et surtout par
l’oxydation des acides gras libres. [12]
(b) Principe
Avant la désodorisation, l’huile subit une désaération et un préchauffage (température
180-250°C). La température de l’huile doit être élevée progressivement jusqu’à 250°C,
température de désodorisation. En même temps, elle doit être exempte d’air (à cette
température, la présence d’O2 altère l’huile). De ce fait, l’installation est reliée à un groupe de
thermocompresseurs pour obtenir un vide de 2.5 à 5.5 mm Hg. La désodorisation est une sorte
de distillation par entrainement qui consiste à entrainer les vapeurs du produit volatil par la
vapeur surchauffée. Elle est favorisée par l’intervention d’un composant inerte (vapeur d’eau)
qui augmente la tension de vapeur des composés à distiller et abaisse leurs points d’ébullition.
Ainsi les produits volatils sont vaporisés à une température inférieure à sa température
d’ébullition. [1]
Plusieurs paramètres interviennent dans la désodorisation.
- La quantité de vapeur injectée
Si on augmente la quantité de vapeur injectée, le temps de désodorisation diminue mais par
contre le débit de vapeur doit être limité pour éviter les pertes par entraînement. La quantité de
vapeur injectée doit être rigoureusement contrôlée.
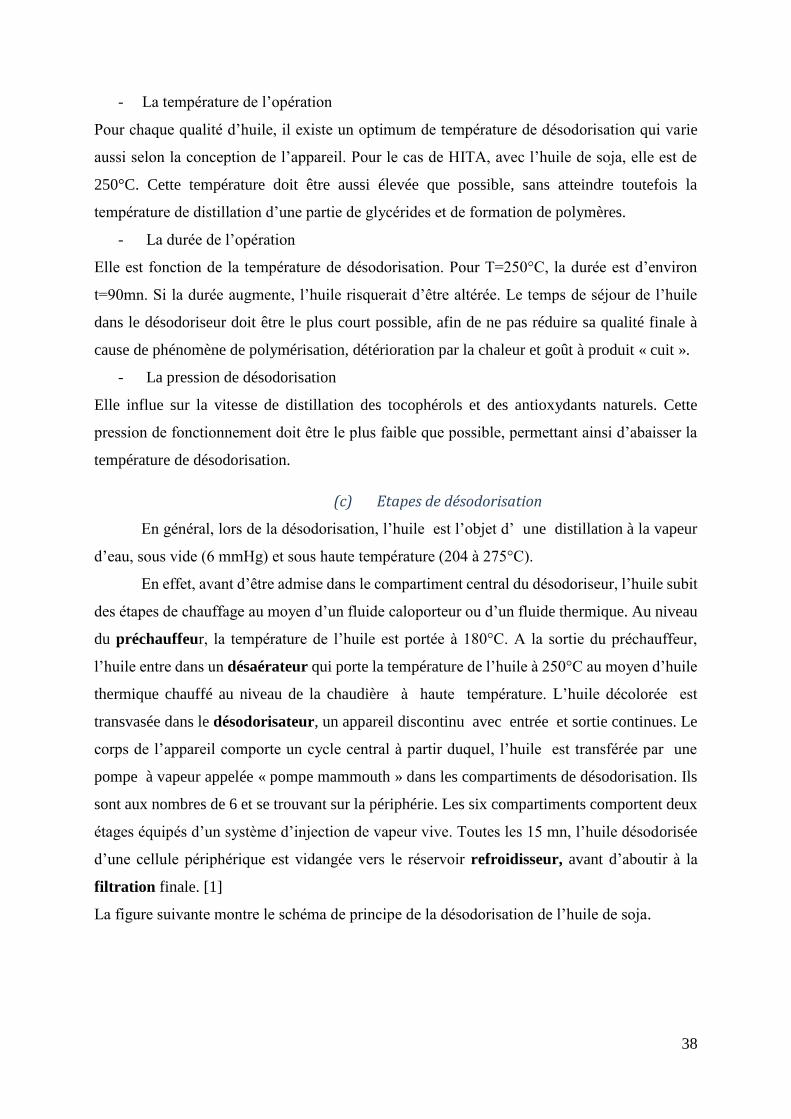
38
- La température de l’opération
Pour chaque qualité d’huile, il existe un optimum de température de désodorisation qui varie
aussi selon la conception de l’appareil. Pour le cas de HITA, avec l’huile de soja, elle est de
250°C. Cette température doit être aussi élevée que possible, sans atteindre toutefois la
température de distillation d’une partie de glycérides et de formation de polymères.
- La durée de l’opération
Elle est fonction de la température de désodorisation. Pour T=250°C, la durée est d’environ
t=90mn. Si la durée augmente, l’huile risquerait d’être altérée. Le temps de séjour de l’huile
dans le désodoriseur doit être le plus court possible, afin de ne pas réduire sa qualité finale à
cause de phénomène de polymérisation, détérioration par la chaleur et goût à produit « cuit ».
- La pression de désodorisation
Elle influe sur la vitesse de distillation des tocophérols et des antioxydants naturels. Cette
pression de fonctionnement doit être le plus faible que possible, permettant ainsi d’abaisser la
température de désodorisation.
(c) Etapes de désodorisation
En général, lors de la désodorisation, l’huile est l’objet d’ une distillation à la vapeur
d’eau, sous vide (6 mmHg) et sous haute température (204 à 275°C).
En effet, avant d’être admise dans le compartiment central du désodoriseur, l’huile subit
des étapes de chauffage au moyen d’un fluide caloporteur ou d’un fluide thermique. Au niveau
du préchauffeur, la température de l’huile est portée à 180°C. A la sortie du préchauffeur,
l’huile entre dans un désaérateur qui porte la température de l’huile à 250°C au moyen d’huile
thermique chauffé au niveau de la chaudière à haute température. L’huile décolorée est
transvasée dans le désodorisateur, un appareil discontinu avec entrée et sortie continues. Le
corps de l’appareil comporte un cycle central à partir duquel, l’huile est transférée par une
pompe à vapeur appelée « pompe mammouth » dans les compartiments de désodorisation. Ils
sont aux nombres de 6 et se trouvant sur la périphérie. Les six compartiments comportent deux
étages équipés d’un système d’injection de vapeur vive. Toutes les 15 mn, l’huile désodorisée
d’une cellule périphérique est vidangée vers le réservoir refroidisseur, avant d’aboutir à la
filtration finale. [1]
La figure suivante montre le schéma de principe de la désodorisation de l’huile de soja.
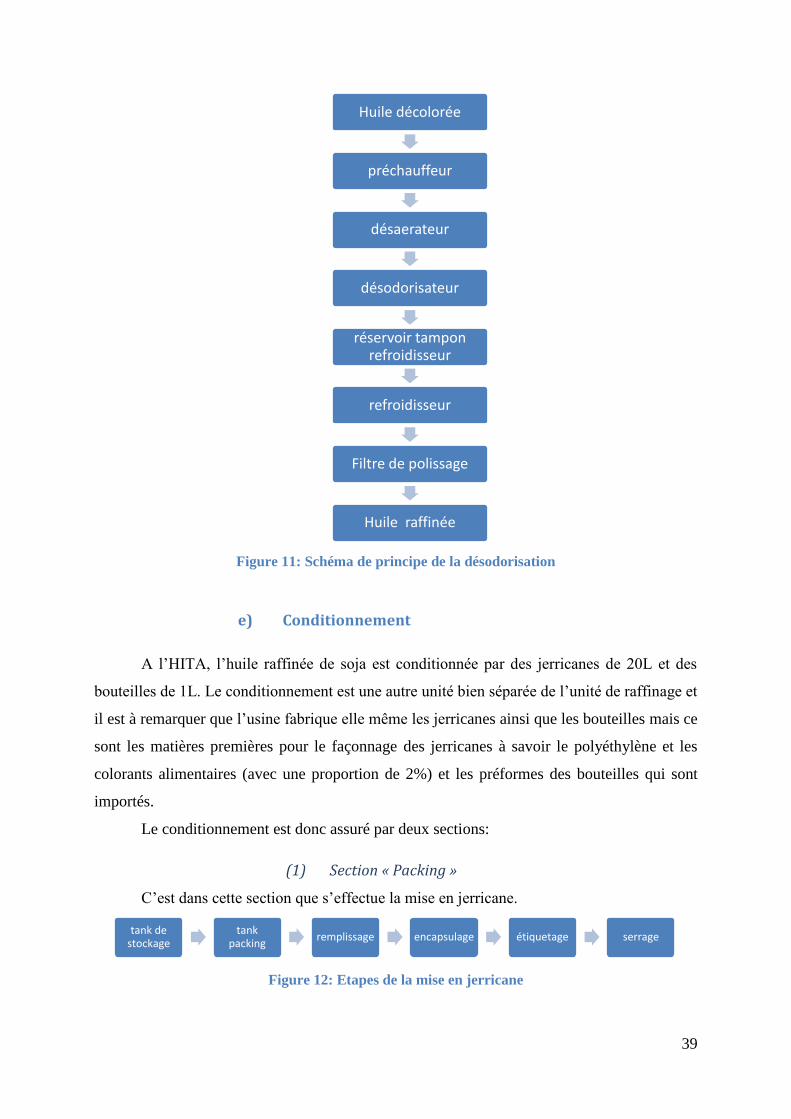
39
Figure 11: Schéma de principe de la désodorisation
e) Conditionnement
A l’HITA, l’huile raffinée de soja est conditionnée par des jerricanes de 20L et des
bouteilles de 1L. Le conditionnement est une autre unité bien séparée de l’unité de raffinage et
il est à remarquer que l’usine fabrique elle même les jerricanes ainsi que les bouteilles mais ce
sont les matières premières pour le façonnage des jerricanes à savoir le polyéthylène et les
colorants alimentaires (avec une proportion de 2%) et les préformes des bouteilles qui sont
importés.
Le conditionnement est donc assuré par deux sections:
(1) Section « Packing »
C’est dans cette section que s’effectue la mise en jerricane.
Figure 12: Etapes de la mise en jerricane
Huile décolorée
préchauffeur
désaerateur
désodorisateur
réservoir tampon refroidisseur
refroidisseur
Filtre de polissage
Huile raffinée
tank de stockage
tank packing
remplissage encapsulage étiquetage serrage
40
Elle est divisée en deux sous-sections :
(a) Packing 1 :
Elle est composé de six (06) tanks (1 tank de 60m3, 2 tanks de 20 m3 chacun et 3 tanks
de 8 m3 chacun) et de trois (03) remplisseuses dont 1 à quatre têtes et 2 à une tête.
Elle assure à elle-même une production de 6000 jerricanes par jour.
(b) Packing 2 :
Quant à cette sous-section, elle est constituée de trois tanks (2 tanks de 60 m3 chacune
et 1 tank de 8 m3) et d’une remplisseuse à quatre têtes, et peut produire journellement 3500
jerricanes.
La remplisseuse, l’étiqueteuse ainsi que le local de stockage des jerricanes sont
montrées successivement par les figures 34, 35 et 38 dans l’annexe 16 p.143.
(2) Section « Bouteille »
Elle comprend la fabrication des bouteilles, l’embouteillage et la mise en carton.
Figure 13: Etapes de la mise en bouteille
Un tank de stockage, une remplisseuse automatique à cinq têtes et une étiqueteuse assurent une
production de 3000 bouteilles de 1L par jour, soit 200 cartons (1 carton contenant 15 bouteilles).
Les figures 36 et 37 dans l’annexe 16 p.143 montrent successivement l’embouteillage et la
mise en carton.
tank de stockage
tank "bouteille"
remplissage encapsulage étiquetagemise en carton
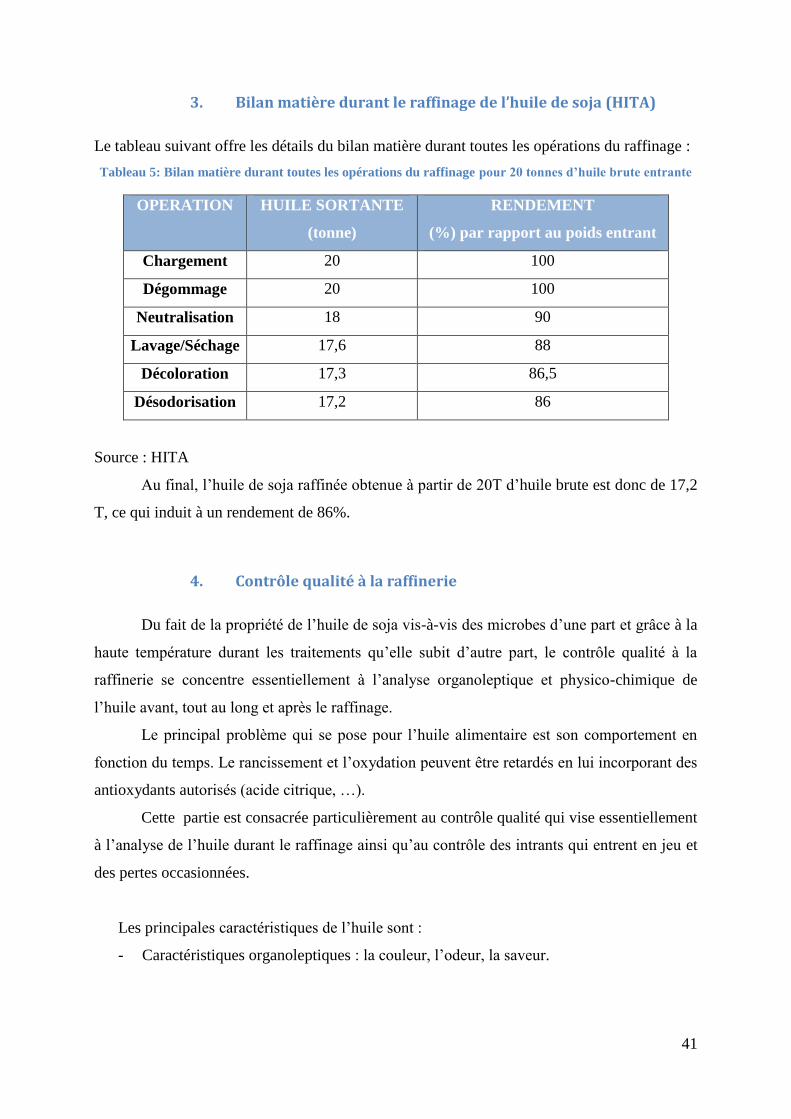
41
3. Bilan matière durant le raffinage de l’huile de soja (HITA)
Le tableau suivant offre les détails du bilan matière durant toutes les opérations du raffinage :
Tableau 5: Bilan matière durant toutes les opérations du raffinage pour 20 tonnes d’huile brute entrante
OPERATION HUILE SORTANTE
(tonne)
RENDEMENT
(%) par rapport au poids entrant
Chargement 20 100
Dégommage 20 100
Neutralisation 18 90
Lavage/Séchage 17,6 88
Décoloration 17,3 86,5
Désodorisation 17,2 86
Source : HITA
Au final, l’huile de soja raffinée obtenue à partir de 20T d’huile brute est donc de 17,2
T, ce qui induit à un rendement de 86%.
4. Contrôle qualité à la raffinerie
Du fait de la propriété de l’huile de soja vis-à-vis des microbes d’une part et grâce à la
haute température durant les traitements qu’elle subit d’autre part, le contrôle qualité à la
raffinerie se concentre essentiellement à l’analyse organoleptique et physico-chimique de
l’huile avant, tout au long et après le raffinage.
Le principal problème qui se pose pour l’huile alimentaire est son comportement en
fonction du temps. Le rancissement et l’oxydation peuvent être retardés en lui incorporant des
antioxydants autorisés (acide citrique, …).
Cette partie est consacrée particulièrement au contrôle qualité qui vise essentiellement
à l’analyse de l’huile durant le raffinage ainsi qu’au contrôle des intrants qui entrent en jeu et
des pertes occasionnées.
Les principales caractéristiques de l’huile sont :
- Caractéristiques organoleptiques : la couleur, l’odeur, la saveur.
42
- Caractéristiques physico-chimiques : la densité, la viscosité, l’indice de réfraction,
l’indice d’iode, l’indice de peroxyde, l’indice de saponification, la couleur ainsi que sa
composition en acides gras.
Les principaux intrants de la raffinerie sont : l’acide phosphorique, la soude caustique et la
terre décolorante.
a) Les analyses de l’huile réalisées durant le raffinage
Pour surveiller de façon continue la qualité de l’huile à chaque étape du raffinage ainsi que
le bon fonctionnement des différents appareils, des analyses périodiques au laboratoire doivent
être entreprises.
(1) Analyses physico-chimiques
(a) Caractéristiques physiques de l’huile
La connaissance des caractères physiques et chimiques de l’huile brute et l’huile raffinée
permet d’évaluer leurs qualités, l’efficacité des appareils et de confirmer les raisons de choix
du principe et circuit de l’opération de raffinage.
(i) Densité (d20)
Avec la densité, on peut se renseigner d’une part sur le degré de pureté de l’huile, et
d’autre part sur le groupe auquel elle appartient. La densité varie selon l’insaturation, l’état
d’oxydation et de polymérisation de l’huile.
(ii) Indice de réfraction
Cet indice permet de déterminer le groupe auquel appartient un corps gras.
L’insaturation, l’acidité, la polymérisation, la présence des fonctions secondaires sur les
molécules sont les facteurs qui peuvent influer sur l’indice de réfraction.
(iii) Viscosité
La viscosité est l'ensemble des forces constituées par les forces de frottements entre les
différentes couches d'un fluide qui glissent les unes sur les autres, appelées aussi forces de
cohésion, et qui prennent naissance au niveau moléculaire. Même si HITA ne tient pas compte
de ce paramètre, il est à remarquer que pour l’huile de soja raffinée, la valeur de la viscosité à
20°C (V20) doit être comprise entre 600 et 800 mPa.s (millipascal seconde) [20]
Les principes de détermination de ces caractéristiques physiques sont présentés dans
l’annexe 6 p.116.
43
(b) Caractéristiques chimiques de l’huile
(i) Indice d’acide (I.A) et Acidité oléique
(Ao) :
Par définition, l’indice d’acide est le nombre de milligramme de potasse nécessaire pour
neutraliser les acides gras libres contenus dans un gramme de matière grasse. Elle est exprimée
en acidité oléique pour le cas de l’huile de soja.
L’acidité est l’expression conventionnelle du taux d’acides gras libres (AGL) existant
dans l’échantillon.
(ii) Indice de saponification (I.S) :
Par définition, l’indice de saponification est le nombre de milligrammes de potasse
nécessaire pour saponifier un gramme de corps gras (NFT 60 206).
L’objectif est d’évaluer la longueur de la chaîne et contrôler la pureté de l’huile ainsi
que l’aptitude de l’huile à la saponification.
(iii) Taux de savon
C’est la détermination de l’alcalinité exprimée en oléate de sodium.
(iv) Humidité:
L’humidité est déterminée par perte en poids pour un échantillon ayant séjourné un
temps suffisant dans une étuve réglée à une température de 103° +/- 2°C près.
(v) Indice de péroxyde (I.P)
L’indice de peroxyde est le nombre de microgrammes d’oxygène dans un gramme de
corps gras et oxydant l’iodure de potassium avec libération d’iode.
(vi) Indice d’iode (I.I)
Par définition, l’indice d’iode est le nombre de grammes d’iode fixé par 100grammes
de corps gras. Il a pour première importance, la caractérisation de l’huile. Il permet de mesurer
le nombre de centre d’insaturation et d’évaluer les étapes finales de l’oxydation des lipides.
Il sert aussi à contrôler la pureté d’un corps gras connu et à identifier ou du moins à
classer les corps gras et les produits de leur transformation.
Les principes de détermination de ces caractéristiques chimiques sont présentés dans
l’annexe 7 p.119.
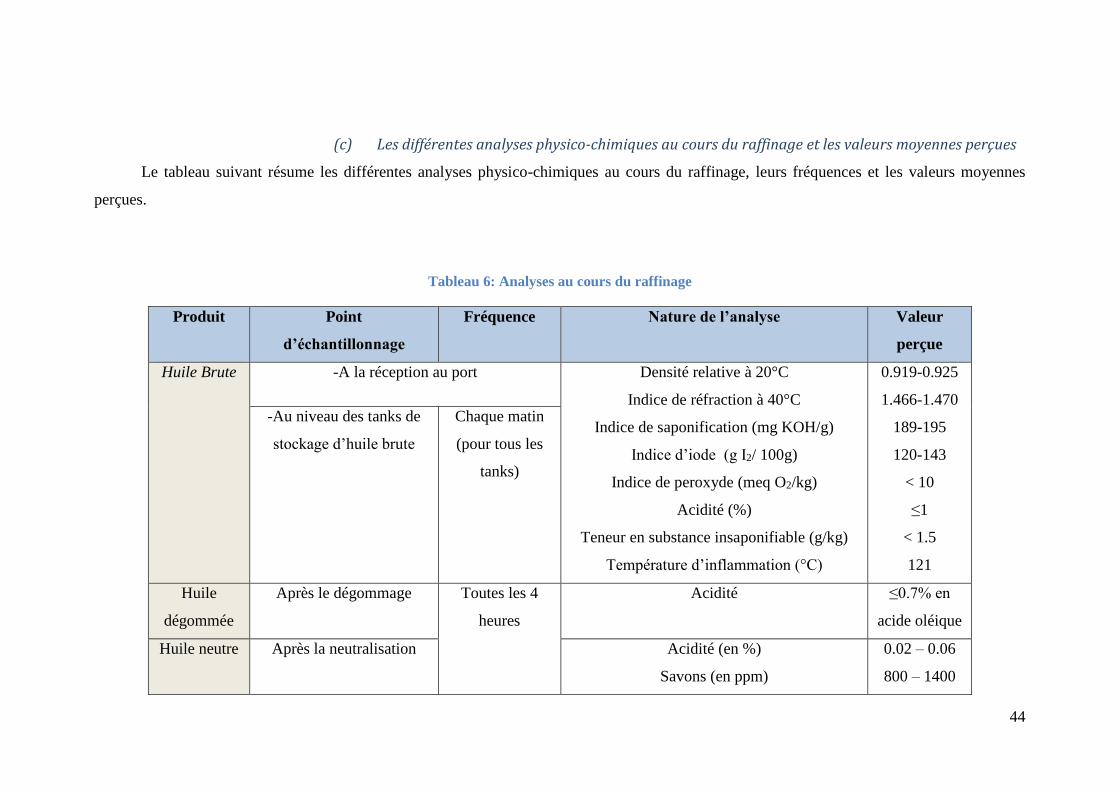
44
(c) Les différentes analyses physico-chimiques au cours du raffinage et les valeurs moyennes perçues
Le tableau suivant résume les différentes analyses physico-chimiques au cours du raffinage, leurs fréquences et les valeurs moyennes
perçues.
Tableau 6: Analyses au cours du raffinage
Produit
Point
d’échantillonnage
Fréquence Nature de l’analyse Valeur
perçue
Huile Brute
-A la réception au port Densité relative à 20°C
Indice de réfraction à 40°C
Indice de saponification (mg KOH/g)
Indice d’iode (g I2/ 100g)
Indice de peroxyde (meq O2/kg)
Acidité (%)
Teneur en substance insaponifiable (g/kg)
Température d’inflammation (°C)
0.919-0.925
1.466-1.470
189-195
120-143
< 10
≤1
< 1.5
121
-Au niveau des tanks de
stockage d’huile brute
Chaque matin
(pour tous les
tanks)
Huile
dégommée
Après le dégommage Toutes les 4
heures
Acidité
≤0.7% en
acide oléique
Huile neutre Après la neutralisation Acidité (en %)
Savons (en ppm)
0.02 – 0.06
800 – 1400
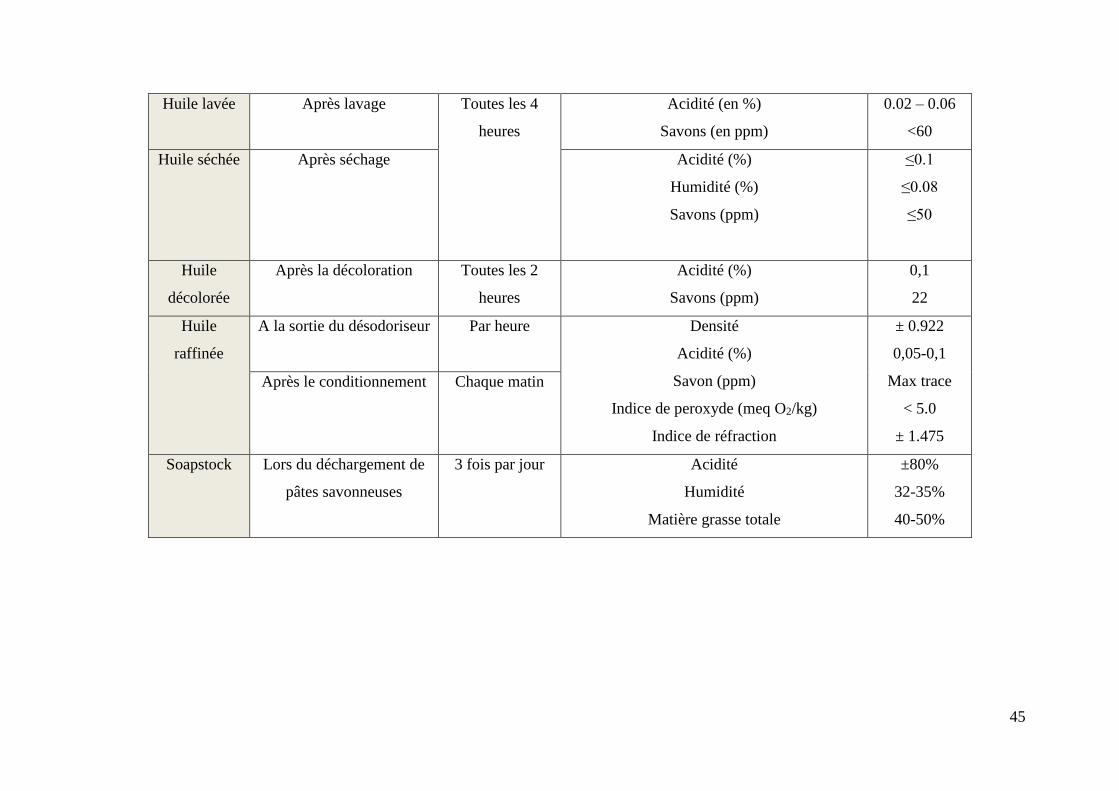
45
Huile lavée Après lavage Toutes les 4
heures
Acidité (en %)
Savons (en ppm)
0.02 – 0.06
<60
Huile séchée Après séchage Acidité (%)
Humidité (%)
Savons (ppm)
≤0.1
≤0.08
≤50
Huile
décolorée
Après la décoloration Toutes les 2
heures
Acidité (%)
Savons (ppm)
0,1
22
Huile
raffinée
A la sortie du désodoriseur
Par heure Densité
Acidité (%)
Savon (ppm)
Indice de peroxyde (meq O2/kg)
Indice de réfraction
± 0.922
0,05-0,1
Max trace
< 5.0
± 1.475
Après le conditionnement Chaque matin
Soapstock Lors du déchargement de
pâtes savonneuses
3 fois par jour Acidité
Humidité
Matière grasse totale
±80%
32-35%
40-50%
46
Les normes du codex alimentarius sur les huiles alimentaires sont représentées dans le tableau
27 de l’annexe 9 p.128.
(2) Analyses organoleptiques
Les tests organoleptiques sont toujours une très bonne méthode pour contrôler rapidement
la qualité de l’huile. L’huile raffinée de bonne qualité doit avoir les caractéristiques
organoleptiques suivantes :
- Aspect : limpide
- Odeur : inodore
- Couleur : jaune claire
- Saveur : neutre
Pour HITA, ces analyses se font d’une manière sensorielle, c'est-à-dire sans l’aide des appareils
adaptés vu qu’elle n’en possède aucune.
Les figures 25 et 26 dans l’annexe 16 p.141 permettent de comparer visuellement l’huile brute
et l’huile raffinée de soja.
b) Evaluation de la consommation en intrants durant le
raffinage
Outre l’huile brute utilisée comme matière première de la raffinerie, le raffinage utilise
d’autres utilités ainsi que des matières consommables ou intrants.
On peut citer :
-la soude, l’acide phosphorique, l’acide citrique, la terre décolorante et les emballages comme
intrants
-l’eau, la vapeur, l’huile thermique, l’électricité, les bois de chauffe, l’air comprimé comme
utilités.
(1) Utilités
(a) Eau
Dans toutes industries agroalimentaires y compris l’huilerie, l’eau occupe un rôle
important. On peut citer l’eau de procédé et de service, l’eau de refroidissement et l’eau
barométrique.
47
(i) Eau de procédé et de service
Elle est nécessaire en alimentation continue ou semi-continue dans différents services
tels que l’unité de production d’eau chaude à la neutralisation, l’alimentation intermittente ou
sporadique, comme pour la préparation des solutions de soude et surtout l’alimentation de la
section « chaudière ».
L’eau d’alimentation des chaudières subit divers traitements. La section « chaudière »
est ainsi composée essentiellement de deux adoucisseurs, d’un tank nourricier et de deux sortes
de chaudière à savoir celle à basse pression et celle à haute pression.
Adoucisseur
L’adoucissement a pour objectif de réduire la dureté de l’eau de JIRAMA qui va
alimenter la chaudière, c'est-à-dire réduire le taux de calcaire contenu dans l’eau pour lutter
contre l’entartrage des appareils et des canaux d’irrigation par un système d’échangeurs d’ions.
Tank nourricier
Avant d’alimenter la chaudière, l’eau adoucie va d’abord passer dans le « tank
nourricier » qui consiste à désaérer l’eau par du thiosulfate de sodium (NaSO3) puis la traiter à
l’acide sulfurique (H3PO4) pour diminuer les précipitations d’ion calcium (Ca2+).
Chaudière proprement dite
Alimentée par des bois de chauffe et de l’eau adoucie, la chaudière est la principale
source d’énergie calorifique, ceci par un système d’échange de chaleur.
Il est à remarquer que la dureté de l’eau est en effet déterminée par la présence d’ion
calcium et magnésium. Lorsque ces deux ions sont présents en forte concentration, l’eau est
dite dure. Dans le cas contraire, elle est douce. Cette dureté est déterminée à partir d’un titrage
hydrotimétrique qui consiste à mettre dans 50ml d’échantillon à analyser une pincée de noir
d’ériochrome et 5 gouttes de solution tampon, puis titrer le mélange avec la liqueur
hydrotimétrique. Si l’eau vire au bleu, l’eau est douce (dureté=0). Par contre si les couleurs
rouge ou violet ou rouge violacé persistent, l’eau est donc dure, et pour calculer la dureté, on
titre cette fois-ci avec la liqueur complexométrique.
Dureté = V0 × 10 (ppm) avec V0 est le volume de liqueur complexométrique
versé.
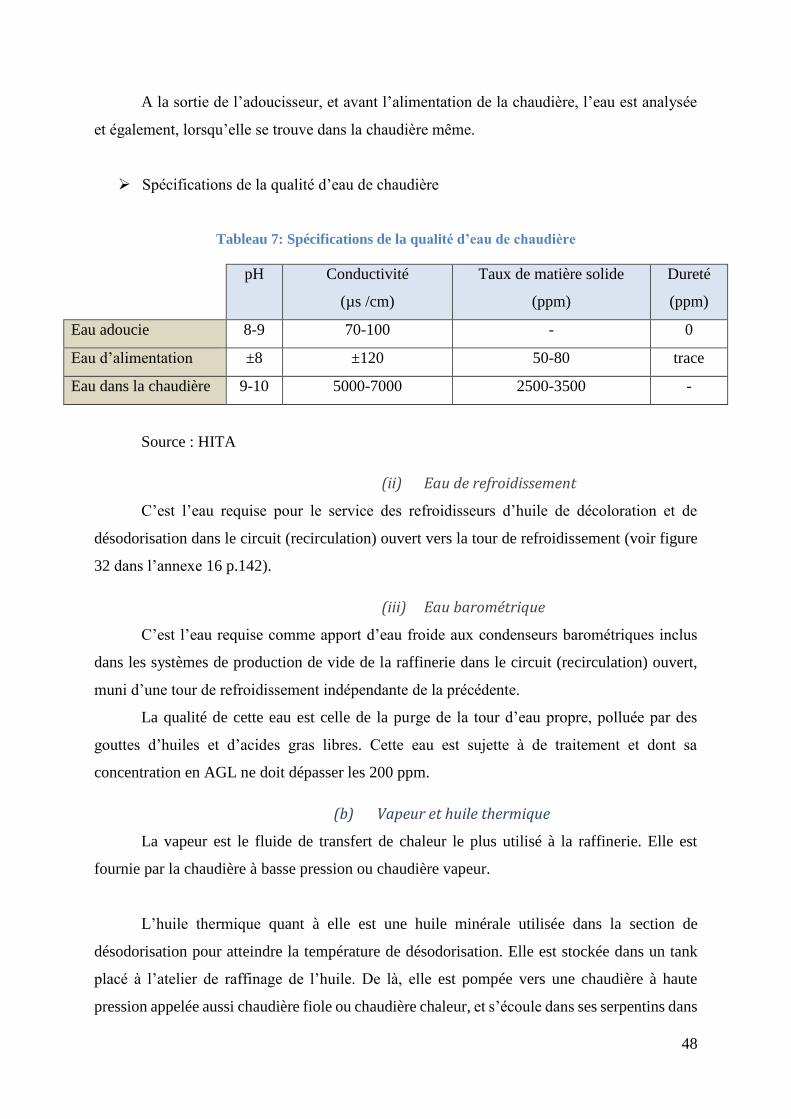
48
A la sortie de l’adoucisseur, et avant l’alimentation de la chaudière, l’eau est analysée
et également, lorsqu’elle se trouve dans la chaudière même.
Spécifications de la qualité d’eau de chaudière
Tableau 7: Spécifications de la qualité d’eau de chaudière
pH Conductivité
(µs /cm)
Taux de matière solide
(ppm)
Dureté
(ppm)
Eau adoucie 8-9 70-100 - 0
Eau d’alimentation ±8 ±120 50-80 trace
Eau dans la chaudière 9-10 5000-7000 2500-3500 -
Source : HITA
(ii) Eau de refroidissement
C’est l’eau requise pour le service des refroidisseurs d’huile de décoloration et de
désodorisation dans le circuit (recirculation) ouvert vers la tour de refroidissement (voir figure
32 dans l’annexe 16 p.142).
(iii) Eau barométrique
C’est l’eau requise comme apport d’eau froide aux condenseurs barométriques inclus
dans les systèmes de production de vide de la raffinerie dans le circuit (recirculation) ouvert,
muni d’une tour de refroidissement indépendante de la précédente.
La qualité de cette eau est celle de la purge de la tour d’eau propre, polluée par des
gouttes d’huiles et d’acides gras libres. Cette eau est sujette à de traitement et dont sa
concentration en AGL ne doit dépasser les 200 ppm.
(b) Vapeur et huile thermique
La vapeur est le fluide de transfert de chaleur le plus utilisé à la raffinerie. Elle est
fournie par la chaudière à basse pression ou chaudière vapeur.
L’huile thermique quant à elle est une huile minérale utilisée dans la section de
désodorisation pour atteindre la température de désodorisation. Elle est stockée dans un tank
placé à l’atelier de raffinage de l’huile. De là, elle est pompée vers une chaudière à haute
pression appelée aussi chaudière fiole ou chaudière chaleur, et s’écoule dans ses serpentins dans
49
lesquels elle est chauffée par la flamme du brûleur jusqu’à une température de 300°C. Elle est
ensuite acheminée vers les serpentins du désodoriseur, puis ceux du préchauffeur pour remonter
dans ceux de désaérateur. L’huile thermique y est refroidie et passe dans le serpentin du
refroidisseur d’huile. Elle est pompée ensuite pour retourner vers la chaudière et boucler ainsi
de suite.
Il est à remarquer que pour la chaudière à basse pression, la pression est de 12,5 Bar
alors que pour celle à haute pression, elle peut atteindre 50 Bars et même plus.
(c) Energie électrique
Comme l’eau utilisée dans toute l’usine, l’électricité est fournie par la JIRAMA par des
lignes triphasées et sa tension est réduite par un transformateur. Ainsi elle sera distribuée et
alimentée au tableau de moyenne tension.
HITA dispose d’un groupe électrogène, utilisé comme source d’énergie lors des
coupures d’électricité occasionnées par la JIRAMA.
(d) Bois de chauffe
Les bois de chauffe, qui alimentent la section « chaudière », sont approvisionnés par des
fournisseurs locaux.
(e) Air comprimé
La production d’air comprimé au moyen des compresseurs est nécessaire dans la
raffinerie toute entière.
Il y a deux utilisateurs :
-Air d’instrumentation : pour l’actionnement des vannes de contrôle dans les sections de
décoloration et désodorisation.
-Air de service : requis pour le service des filtres huile-terre décolorante (débatissage), dans
l’étape de nettoyage ou lors de soufflage des plaques filtrantes.
(2) Intrants
Plusieurs produits chimiques sont utilisés dans l’usine.
(i) La soude caustique
La soude utilisée pour la neutralisation, outre son action neutralisante, permet un début
de décoloration de l’huile. Elle sert aussi à l’ajustement de pH de l’eau des chaudières et au
lavage des différents matériels.
50
Elle aide aussi à la précipitation des métaux lourds au cours des traitements des eaux résiduaires,
au nettoyage des fûts récupérés ainsi que le trempage des filtres lors de son lavage.
La consommation en soude de l’usine
Les quantités de la solution de soude caustique (en litre) établies par la raffinerie à additionner
lors de la neutralisation sont représentées dans le tableau 26 de l’annexe 8 p.127 mais
généralement, la raffinerie mène l’opération avec un chargement de 20T d’huile brute et de la
soude à 18°Be, et rarement selon les circonstances (non disponibilité de 20T de matière
première, …) les opérateurs se réfèrent aux données du tableau précédent.
Quantité théorique de soude nécessaire pendant la neutralisation[1]
La quantité théorique de soude nécessaire pendant la neutralisation peut être déterminée en
exploitant la définition d’indice d’acide. On a :
- La masse de l’acide gras libre :
Magl = HBtraitée * AO
avec AO : acidité oléique de l’huile brute
- La quantité de soude pure nécessaire à la neutralisation :
M’NaOH(neutralisation) = Magl * 40/282
- Pour déplacer la réaction de saponification, il faut un excès α de soude pure de 0.1% par
rapport au poids d’huile traitée,
α =HBtraitée * 0.001
D’où la quantité de soude requise pour la neutralisation :
M’’NaOH = M’NaOH + α
- Pour neutraliser l’excès d’acide phosphorique, cette quantité théorique est augmentée
de 0.50 à 10%, on a donc une fourchette de quantité théorique Qth1 et Qth2
Qth1 = M’’NaOH + M’’NaOH *0.005 et Qth2 = M’’NaOH + M’’NaOH *0.1
Comparaison soude consommée par HITA et les valeurs théoriques y afférentes
Le tableau suivant montre un exemple de comparaison des quantités théoriques de soude avec
la quantité réellement consommée (pour 20 000Kg d’huile brute).
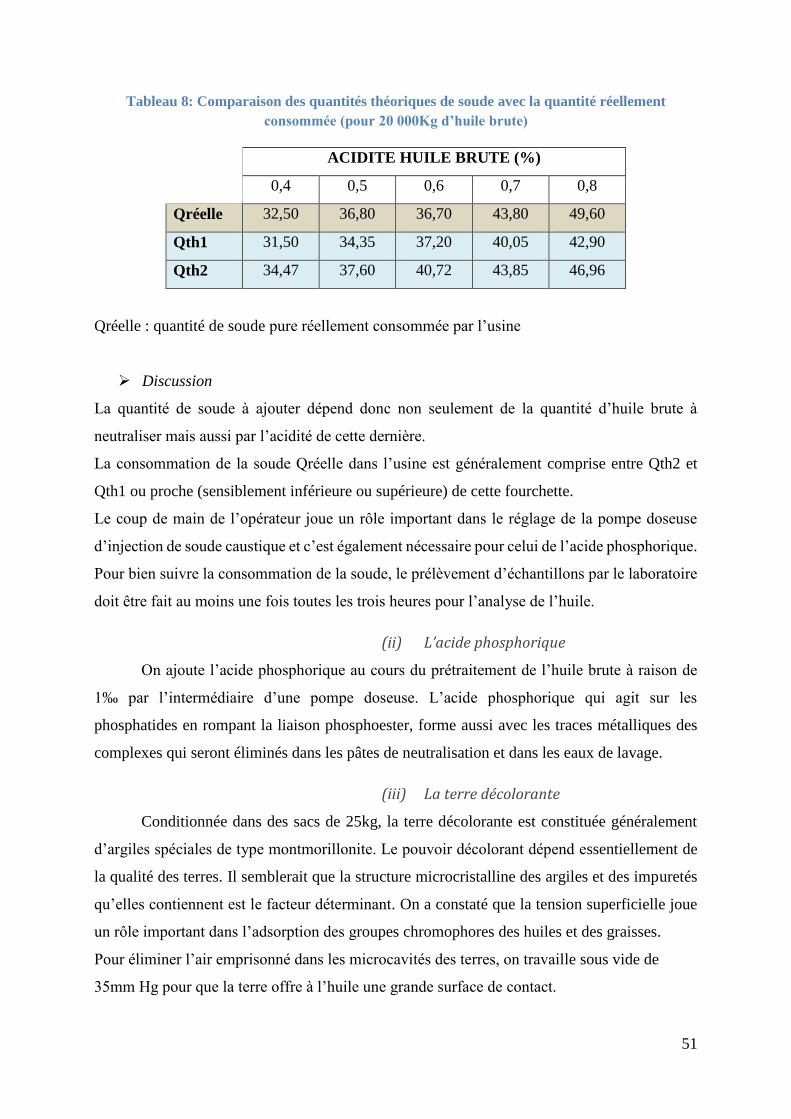
51
Tableau 8: Comparaison des quantités théoriques de soude avec la quantité réellement
consommée (pour 20 000Kg d’huile brute)
ACIDITE HUILE BRUTE (%)
0,4 0,5 0,6 0,7 0,8
Qréelle 32,50 36,80 36,70 43,80 49,60
Qth1 31,50 34,35 37,20 40,05 42,90
Qth2 34,47 37,60 40,72 43,85 46,96
Qréelle : quantité de soude pure réellement consommée par l’usine
Discussion
La quantité de soude à ajouter dépend donc non seulement de la quantité d’huile brute à
neutraliser mais aussi par l’acidité de cette dernière.
La consommation de la soude Qréelle dans l’usine est généralement comprise entre Qth2 et
Qth1 ou proche (sensiblement inférieure ou supérieure) de cette fourchette.
Le coup de main de l’opérateur joue un rôle important dans le réglage de la pompe doseuse
d’injection de soude caustique et c’est également nécessaire pour celui de l’acide phosphorique.
Pour bien suivre la consommation de la soude, le prélèvement d’échantillons par le laboratoire
doit être fait au moins une fois toutes les trois heures pour l’analyse de l’huile.
(ii) L’acide phosphorique
On ajoute l’acide phosphorique au cours du prétraitement de l’huile brute à raison de
1‰ par l’intermédiaire d’une pompe doseuse. L’acide phosphorique qui agit sur les
phosphatides en rompant la liaison phosphoester, forme aussi avec les traces métalliques des
complexes qui seront éliminés dans les pâtes de neutralisation et dans les eaux de lavage.
(iii) La terre décolorante
Conditionnée dans des sacs de 25kg, la terre décolorante est constituée généralement
d’argiles spéciales de type montmorillonite. Le pouvoir décolorant dépend essentiellement de
la qualité des terres. Il semblerait que la structure microcristalline des argiles et des impuretés
qu’elles contiennent est le facteur déterminant. On a constaté que la tension superficielle joue
un rôle important dans l’adsorption des groupes chromophores des huiles et des graisses.
Pour éliminer l’air emprisonné dans les microcavités des terres, on travaille sous vide de
35mm Hg pour que la terre offre à l’huile une grande surface de contact.
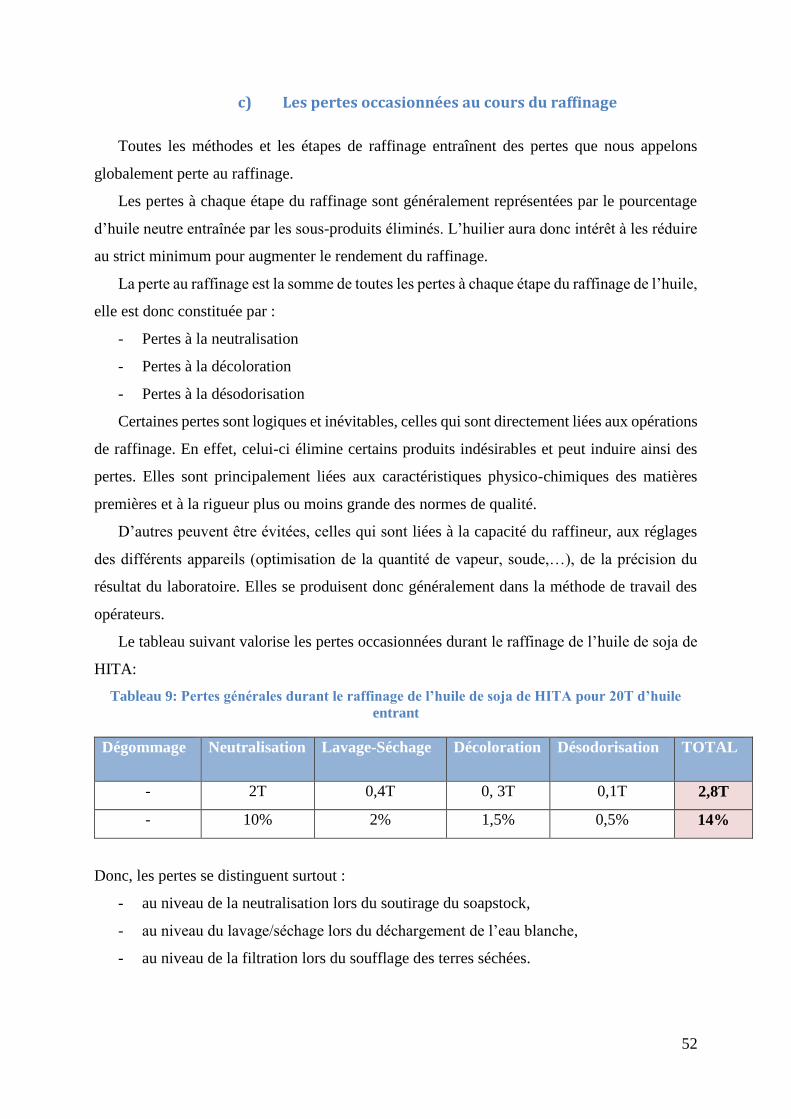
52
c) Les pertes occasionnées au cours du raffinage
Toutes les méthodes et les étapes de raffinage entraînent des pertes que nous appelons
globalement perte au raffinage.
Les pertes à chaque étape du raffinage sont généralement représentées par le pourcentage
d’huile neutre entraînée par les sous-produits éliminés. L’huilier aura donc intérêt à les réduire
au strict minimum pour augmenter le rendement du raffinage.
La perte au raffinage est la somme de toutes les pertes à chaque étape du raffinage de l’huile,
elle est donc constituée par :
- Pertes à la neutralisation
- Pertes à la décoloration
- Pertes à la désodorisation
Certaines pertes sont logiques et inévitables, celles qui sont directement liées aux opérations
de raffinage. En effet, celui-ci élimine certains produits indésirables et peut induire ainsi des
pertes. Elles sont principalement liées aux caractéristiques physico-chimiques des matières
premières et à la rigueur plus ou moins grande des normes de qualité.
D’autres peuvent être évitées, celles qui sont liées à la capacité du raffineur, aux réglages
des différents appareils (optimisation de la quantité de vapeur, soude,…), de la précision du
résultat du laboratoire. Elles se produisent donc généralement dans la méthode de travail des
opérateurs.
Le tableau suivant valorise les pertes occasionnées durant le raffinage de l’huile de soja de
HITA:
Tableau 9: Pertes générales durant le raffinage de l’huile de soja de HITA pour 20T d’huile
entrant
Dégommage Neutralisation Lavage-Séchage Décoloration Désodorisation TOTAL
- 2T 0,4T 0, 3T 0,1T 2,8T
- 10% 2% 1,5% 0,5% 14%
Donc, les pertes se distinguent surtout :
- au niveau de la neutralisation lors du soutirage du soapstock,
- au niveau du lavage/séchage lors du déchargement de l’eau blanche,
- au niveau de la filtration lors du soufflage des terres séchées.
53
5. Contrôles supplémentaires
a) Inspection du camion citerne
La constatation du camion citerne qui transporte l’huile, avant et après le dépotage est
vivement conseillée. La citerne est considérée apte pour le transport d’huile brute après
l’inspection du responsable.
b) Critères environnementaux [4]
Pour avoir la reconnaissance internationale, l’autocontrôle d’une industrie est toujours
accompagné d’une étude d’impact environnemental.
Les principaux problèmes identifiés au niveau de la raffinerie sont :
- rejets des eaux usées,
- émanation d’odeur d’acide gras et matières volatiles sur tout le voisinage,
- grands bruits aux sections chaudière, fabrication de jerricanes, bouteille et
raffinerie,
- fuites de tuyauteries (vapeur, huile brute, huile raffinée),
- vétusté de certaines installations,
- émission de fumée au niveau des chaudières,
- installation d’incinération des déchets non sécurisée (terre décolorante).
Pour y remédier, la réalisation de certaines solutions a été initiée :
Installation de traitements et épurations des effluents
La raffinerie est particulièrement polluante par suite de la neutralisation. L’eau de lavage
de la neutralisation contient en plus des huiles entraînées, des savons, de glycérol, des
phospholipides, de la soude,…. Ces effluents, en raison de leur nocivité, ne peuvent être rejetés
directement sur l’environnement qu’après des traitements préalables.
Les eaux résiduaires subissent des traitements physiques et chimiques :
- installation d’un bassin de décantation
- ajustement du pH des effluents
Considération des pollutions atmosphériques
Rappelons que l’usine émane d’acides gras volatiles lors du raffinage, plus particulièrement
au stade de la désodorisation. Pour cela, la canalisation des émanations et le traitement avant
54
évacuation dans l’atmosphère doivent être bien contrôlés. Ils pourront être canalisés via un
extracteur d’air, puis filtrés par un filtre à charbon.
Ce dispositif permet d’assurer une filtration quasicomplète des odeurs. [4]
55
Chapitre II : Gestion de la qualité relative au raffinage de l’huile
alimentaire
Le choix d’un outil de gestion de la qualité repose essentiellement sur la situation
actuelle existante à l’exploitation. Mais à part cela, ce choix prend en compte les
caractéristiques de chaque outil et les moyens nécessaires pour le mettre en œuvre. Des revues
documentaires sont entreprises pour connaitre ces derniers et les comparer.
1. Les démarches qualité
a) Qualité
En se référant à la norme International Standardization Organisation (ISO 8402), la
qualité est la propriété d’un bien ou service de donner satisfaction aux exigences de l’utilisateur.
C’est le rôle essentiel de la satisfaction des consommateurs.
La qualité de l’huile alimentaire résulte de plusieurs processus : la condition culturale
du soja, la condition de stockage des graines, la condition d’extraction, la durée de stockage de
l’huile brute, la condition de raffinage associés éventuellement à autant de procédés de
fabrication. Le degré d’oxydation, c'est-à-dire de conservation, constitue aussi la principale
qualité de l’huile alimentaire.
b) Niveau de la démarche qualité [33]
La démarche qualité est l’ensemble de procédures et actions effectuées dans l’entreprise
en vue de tendre vers l’excellence. La première étape est de garantir la conformité du produit
ou service aux exigences du marché. L’étape suivante touche la rationalisation de tous les
processus à l’intérieur de l’entreprise.
Les niveaux de la démarche qualité regroupent :
- Niveau 0 : « zéro contrôle » : c’est une démarche suicidaire mais en principe il n’existe jamais
car des consignes sont indispensables pour effectuer une opération quelconque.
- Niveau 1 : « contrôle de qualité » : il consiste à mettre en route une action productive, à
contrôler le produit et à jeter les « mauvais ».
- Niveau 2 : « contrôle de fabrication » : à différents stades de la production, la conformité du
produit à des caractéristiques supposées optimales est vérifiée.
- Niveau 3 : « maîtrise de la qualité » : elle vise à la maîtrise de différents facteurs de production
ainsi que leur contribution à la qualité finale du produit.
Une démarche analogue à l’Analyse des Dangers pour la Maîtrise des Points Critiques
56
(ADMPC) sur les « 5 M » doit être appliquée tels :
Matières premières
Matériels
Méthode
Main d’œuvre
Milieu
- Niveau 4 : « assurance de la qualité » c’est la démonstration éventuellement certifiée par un
organisme indépendant de l’existence d’un système permettant une maîtrise permanente de la
qualité.
La norme internationale ISO 8402 définit l’assurance qualité comme « l’ensemble des actions
préétablies et systématiques nécessaires pour donner la confiance appropriée en ce qu’un
produit ou service satisfera aux exigences données relatives à la qualité ».
- Niveau 5 : « TQM : Total Quality Management » ou gestion totale de la qualité : c’est
l’application de la démarche qualité à l’ensemble du processus de l’entreprise.
c) Les moyens vers la démarche qualité [18]
(1) Le système HACCP : Hazard Analysis Critical Control
Point
Préconisé avant tout pour assurer la meilleure maitrise possible des risques
microbiologiques associés aux aliments, la démarche HACCP est applicable à tout risque de
déviation par rapport à une intention définie. Cette démarche veut être préventive, spécifique et
responsabilisante.
(2) L'AMDEC: Analyse des Modes de Défaillance, de leurs
Effets, et de leur Criticité
Technique d'analyse préventive permettant d'identifier et de traiter les causes
potentielles de défauts et de défaillances avant qu'ils ne surviennent. L'AMDEC est une
méthode rigoureuse de travail en groupe, très efficace grâce à la mise en commun de
l'expérience et des connaissances de chaque participant, à condition toutefois que l'animateur
AMDEC soit suffisamment expérimenté.
(3) Les 8D (8 Do) : 8 Disciplines
La résolution complète et efficace des anomalies et non-conformités nécessite
l'utilisation d'une méthode qui permet de ne pas passer à côté de certaines étapes clés. La
méthode est nommée «8D » ou «8 DO» ou encore «8 Disciplines» car elle comporte huit étapes.
57
C'est une méthode curative qui est orientée vers le travail en équipe pour résoudre les problèmes
de manière structurée.
2. Les outils simples [18]
a) L’analyse de la valeur
La méthode de l’analyse de la valeur a été construite pour répondre au problème de
l’identification des besoins, des attentes des consommateurs en matière de qualité des produits.
Selon l’Association Française de Normalisation, cette méthode vise « la satisfaction du besoin
de l’utilisateur par une démarche spécifique de conception à la fois fonctionnelle, économique
et pluridisciplinaire ».
b) Le diagramme d’Ishikawa
Le diagramme d'Ishikawa est un outil graphique qui sert à comprendre les causes d'un
défaut de qualité, à analyser le rapport existant entre un problème et toutes les causes possibles.
Il permet de classer les causes liées au problème posé, de limiter l'oubli des causes par le travail
de groupe ainsi que de fournir des éléments pour l'étude de ou des solutions. La construction
du diagramme est basée sur un travail de groupe.
c) Les "5S" : Seiri – Seiton – Seiso – Seiketsu – Shitsuke
Outil d'amélioration continue importé du Japon, permettant d'optimiser l'organisation et
l'efficacité d'un poste de travail, d'un service, d'une entreprise. il est basé sur la participation du
personnel qui prend en charge et organise son espace de travail. C'est un outil essentiel pour
amorcer une démarche de Qualité Totale (TQM).
d) L’analyse de Pareto
L’analyse de Pareto nommée aussi loi des 80-20 ou courbes ABC vient d’un économiste
italien Vilfredo Federico Sasomo, auteur d’une loi statistique originale, développée dans son «
Traité de Sociologie générale » en 1916. Cette loi affirme en effet qu’un faible nombre de
facteurs permet d’expliquer la majeure partie des phénomènes. Elle fut transposée dans le
domaine de la qualité en affirmant qu’un nombre restreint de causes peuvent être à l’origine
d’une majorité de défauts. L’analyse de Pareto présente l’intérêt de permettre la visualisation
des dysfonctionnements et surtout, au terme d’une action pour l’amélioration de la qualité, les
résultats.
58
e) Le QQOQCCP : Quoi ? Qui ? Où ? Quand ? Comment ?
Combien ? Pourquoi ?
Méthode très efficace pour cerner le plus complètement possible un problème, une
cause, une situation donnée. Elle est très utile dans le travail de rédaction des procédures.
3. Les normes
Une régulation volontaire reposant sur la normalisation et la certification est à la base
de la construction des outils de gestion de la qualité. L’application des normes permet donc de
gérer la qualité dans une entreprise agroalimentaire.
a) Les normes ISO [26]
Les normes ISO sont des normes internationales, définies par l'Organisme International
de Standardisation. Elles s’adressent à tous types d’entreprises (agroalimentaires ou non)
fabriquant des produits ou proposant des services. Ce référentiel n’est pas imposé par la
législation : c’est une démarche volontaire de l’entreprise (ou demandée par ses clients) de faire
reconnaître la conformité de ses méthodes de travail à un référentiel ISO par un organisme
certificateur. Les certifications ISO sont valables pour une durée de 3 ans puis renouvelables
par un audit.
Exemples :
- ISO 9000
Créées en 1987 à la demande des industriels, les normes ISO 9000 concernent les systèmes de
management de la qualité. Ceux-ci souhaitaient un référentiel leur permettant de faire
reconnaître leur système de gestion de la qualité auprès de leurs différents clients, notamment
du point de vue du respect des cahiers des charges.
- ISO 22000
Elle vise à créer et à maintenir un « système de management de la sécurité des aliments ». Elle
concerne surtout la compétence du personnel et le retour au système HACCP originel.
b) La norme OHSAS
La norme OHSAS précise les exigences requises pour permettre à un organisme de
maîtriser le risque et d’améliorer ses performances. Elle s’adresse à tous les organismes en leur
permettant de mesurer et de maîtriser les risques et les dangers potentiels associés au
fonctionnement habituel ou inhabituel. [11]
59
Conclusion partielle
L’oxydation est le premier ennemi de la qualité de l’huile. Le raffinage est destiné pour
réduire au strict minimum les substrats et les catalyseurs de cette réaction.
Plusieurs étapes doivent être franchies pour raffiner l’huile de soja à savoir le
dégommage, la neutralisation, la décoloration et la désodorisation. Pour ce qui en suit, il est
alors nécessaire (à chaque étape du raffinage) d’une part de caractériser l’huile de soja par les
moyens des différentes analyses physico-chimiques et organoleptiques, et d’autre part d’évaluer
la quantité et la qualité des intrants (acide, soude, terre,…) qui entrent en jeu et qui contribuent
également à la qualité du produit final.
Il est à remarquer que suite aux mesures prises et observées, les résultats sont dans la
plage des normes.
Bref, des revues bibliographiques, des profondes observations et des différentes
analyses pertinentes ont permis de connaitre la situation existante à la raffinerie HITA et les
différents outils concourants à la gestion de la qualité . Ces derniers ont engendré l’application
de la mise en place du système adéquat, développée dans la partie suivante.
60
Partie III : Application du
système de gestion de la
qualité

61
L’application ci-après est obtenue grâce aux méthodes et matériels de travail énoncés
précédemment. Cette partie est donc subdivisée en deux grands chapitres : la première concerne
le choix d’un ou plusieurs outils de gestion de la qualité et l’application de ceux-ci constitue la
seconde partie.
Chapitre I : Choix d’un ou plusieurs outils de gestion de la qualité
Plusieurs outils peuvent être utilisés pour assurer la gestion de la qualité au niveau de la
raffinerie d’huile de soja de HITA ; mais le choix dépend de deux critères : la situation existante
et les moyens nécessaires pour sa mise en œuvre.
1. Résumé de la situation existante
La situation existante à l’usine est récapitulée dans la figure suivante:
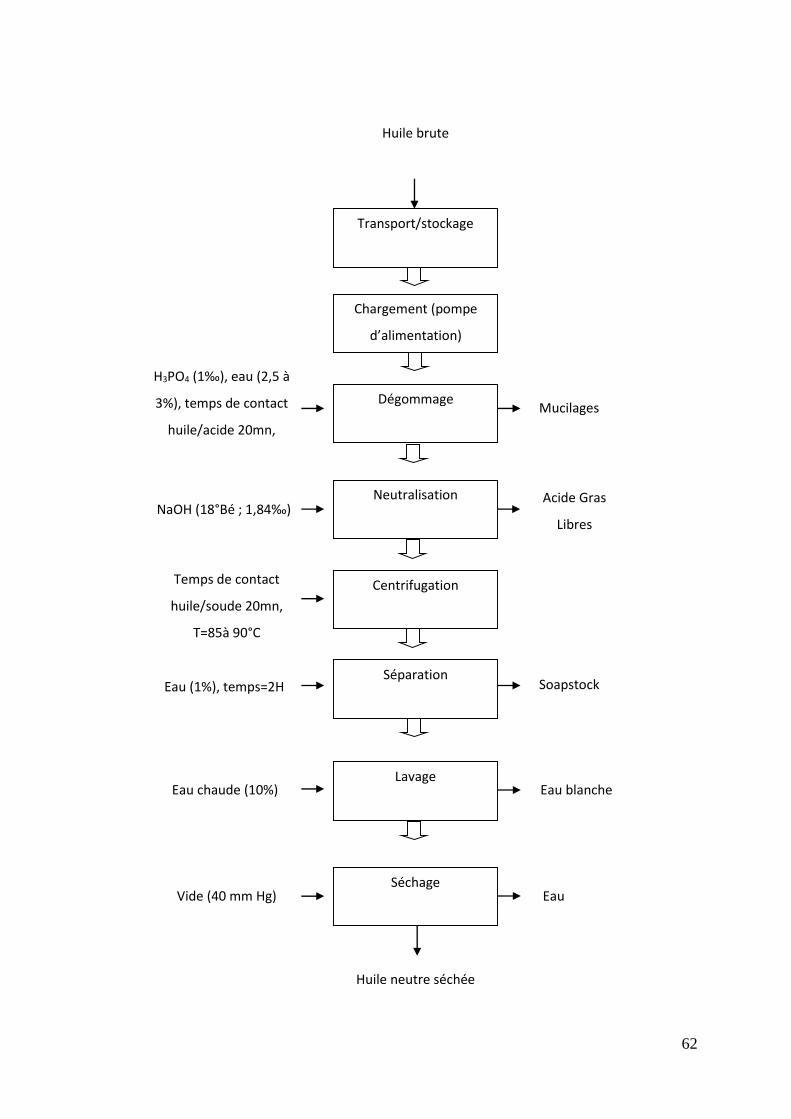
62
Huile brute
Transport/stockage
Chargement (pompe
d’alimentation)
Dégommage
Neutralisation
Centrifugation
Séparation
Lavage Eau chaude (10%)
Eau (1%), temps=2H
Temps de contact
huile/soude 20mn,
T=85à 90°C
Huile neutre séchée
Eau Vide (40 mm Hg) Séchage
Eau blanche
Soapstock
NaOH (18°Bé ; 1,84‰)
H3PO4 (1‰), eau (2,5 à
3%), temps de contact
huile/acide 20mn,
T=80à 85°C
Mucilages
Acide Gras
Libres
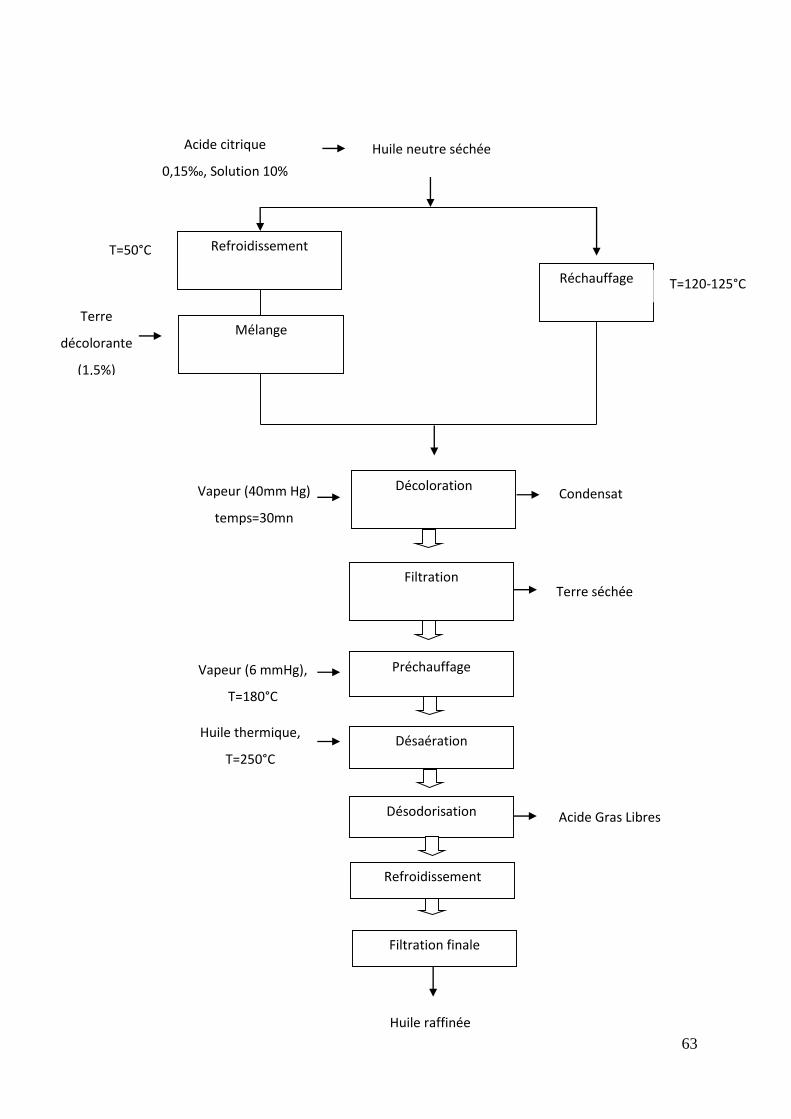
63
Huile neutre séchée
Refroidissement
Mélange
Réchauffage
Terre
décolorante
(1,5%)
Acide citrique
0,15‰, Solution 10%
T=50°C
T=120-125°C
Décoloration
Filtration
Préchauffage
Désaération Huile thermique,
T=250°C
Vapeur (6 mmHg),
T=180°C
Refroidissement
Acide Gras Libres Désodorisation
Terre séchée
Condensat Vapeur (40mm Hg)
temps=30mn
Huile raffinée
Filtration finale
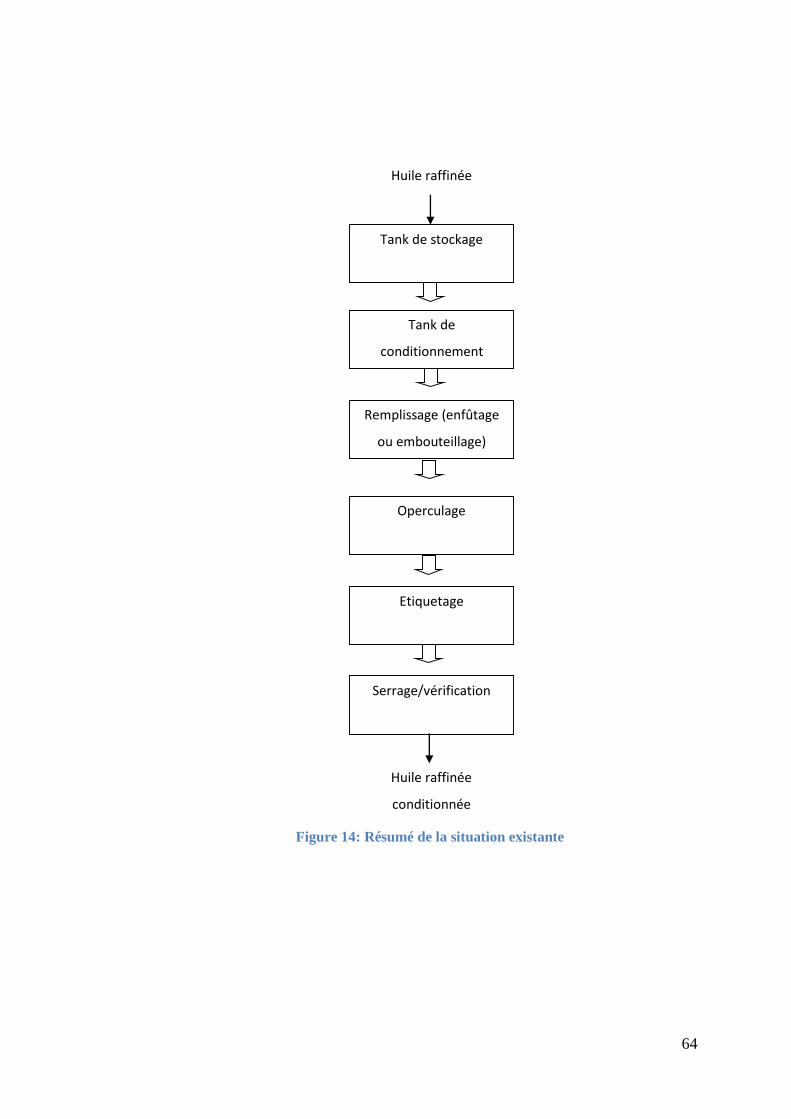
64
Huile raffinée
Tank de stockage
Tank de
conditionnement
Remplissage (enfûtage
ou embouteillage)
Operculage
Etiquetage
Serrage/vérification
Huile raffinée
conditionnée
Figure 14: Résumé de la situation existante
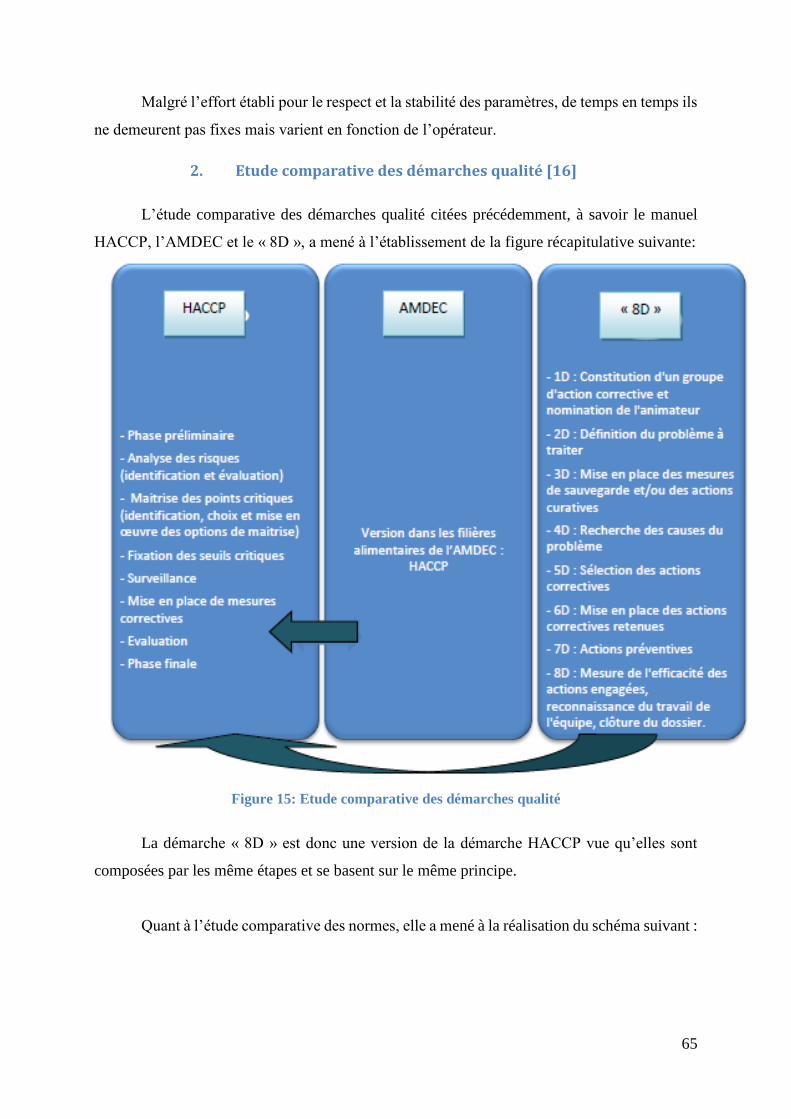
65
Malgré l’effort établi pour le respect et la stabilité des paramètres, de temps en temps ils
ne demeurent pas fixes mais varient en fonction de l’opérateur.
2. Etude comparative des démarches qualité [16]
L’étude comparative des démarches qualité citées précédemment, à savoir le manuel
HACCP, l’AMDEC et le « 8D », a mené à l’établissement de la figure récapitulative suivante:
Figure 15: Etude comparative des démarches qualité
La démarche « 8D » est donc une version de la démarche HACCP vue qu’elles sont
composées par les même étapes et se basent sur le même principe.
Quant à l’étude comparative des normes, elle a mené à la réalisation du schéma suivant :
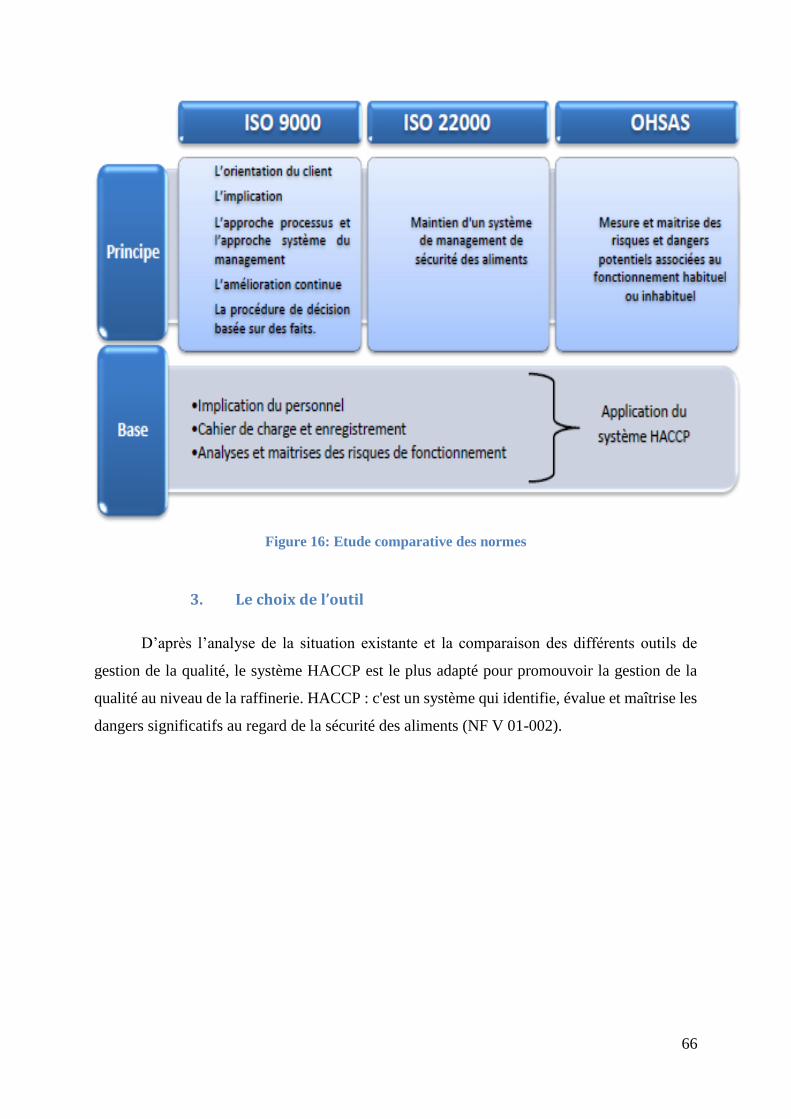
66
Figure 16: Etude comparative des normes
3. Le choix de l’outil
D’après l’analyse de la situation existante et la comparaison des différents outils de
gestion de la qualité, le système HACCP est le plus adapté pour promouvoir la gestion de la
qualité au niveau de la raffinerie. HACCP : c'est un système qui identifie, évalue et maîtrise les
dangers significatifs au regard de la sécurité des aliments (NF V 01-002).
67
Chapitre II : Application d’un système de gestion de la qualité (le
système HACCP)
1. Généralités sur le système HACCP [33]
a) Définition
L’HACCP (Hazard Analysis Critical Control Point), ou, traduit en français « Analyse
des dangers et des points critiques pour leur maîtrise » permet de mettre en place un système
qui vise à lutter et à prévenir les dangers pouvant nuire à la santé du consommateur.
C’est une approche systématique d’identification, de localisation, d’évaluation et de
maîtrise des risques potentiels de détérioration de la salubrité des denrées dans la chaîne
alimentaire.
b) Le système HACCP
Le système HACCP lui-même est simple, logique et basé sur la prévention des risques,
principe commun de la gestion de la sécurité alimentaire.
Il s’agit d’un système dynamique et efficace en termes de coûts dans la mesure où les
contrôles en cours du processus réduisent le rejet de produits en fin de traitement ;
l’identification des points critiques limite les ressources techniques en accord à leur gestion, et
enfin de par son caractère dynamique et pluridisciplinaire, elle permet une amélioration
continuelle de la qualité du produit.
Les avantages du système HACCP sont présentés dans l’annexe 10 p.129. Quant à ses sept
principes et ses douze étapes, ces derniers sont détaillés successivement dans les annexes 11
p.131 et 12 p.133.
c) La démarche HACCP
Pour rendre efficace et pour que le système HACCP soit réalisable, cinq phases dans la
mise en œuvre du système HACCP pour le raffinage de l’huile alimentaire de soja ont été
adoptées :
- Phase préliminaire : mise en place
- Analyse des dangers (Phase 1)
- Caractérisation des points critiques (Phase 2)
- Définition du système de surveillance (Phase 3)
- Vérification de la performance du système HACCP (Phase 4)
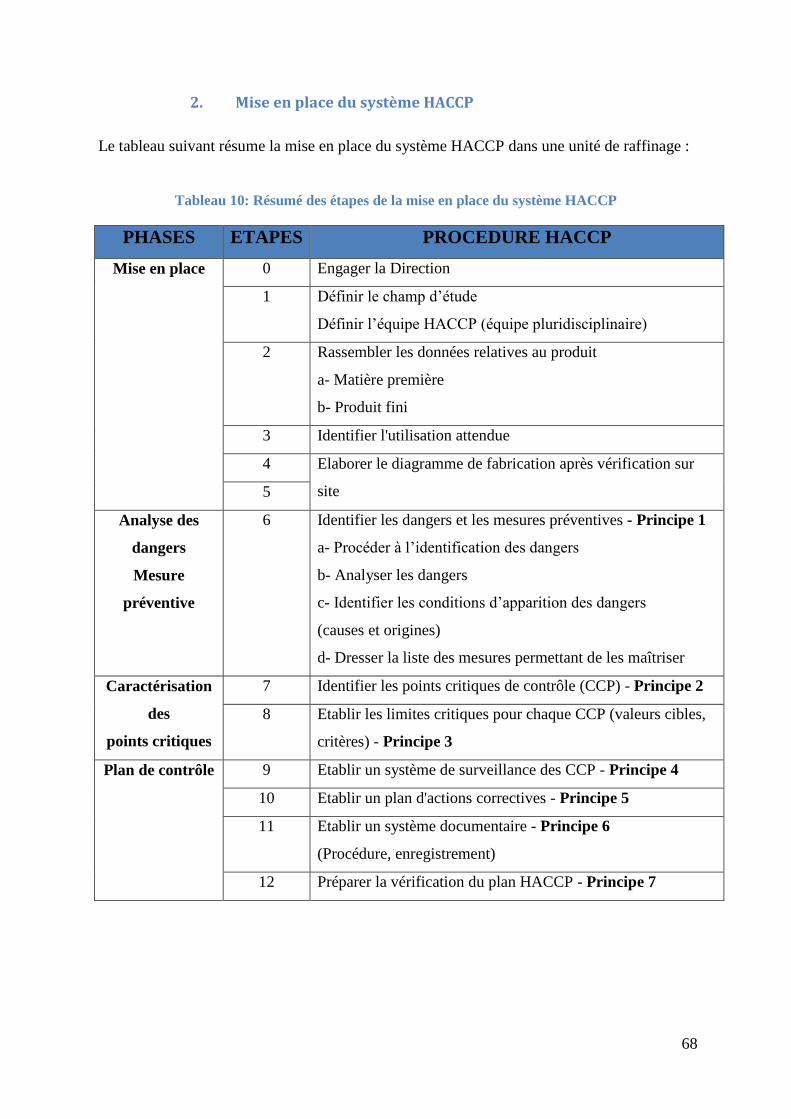
68
2. Mise en place du système HACCP
Le tableau suivant résume la mise en place du système HACCP dans une unité de raffinage :
Tableau 10: Résumé des étapes de la mise en place du système HACCP
PHASES ETAPES PROCEDURE HACCP
Mise en place 0 Engager la Direction
1 Définir le champ d’étude
Définir l’équipe HACCP (équipe pluridisciplinaire)
2 Rassembler les données relatives au produit
a- Matière première
b- Produit fini
3 Identifier l'utilisation attendue
4 Elaborer le diagramme de fabrication après vérification sur
site 5
Analyse des
dangers
Mesure
préventive
6 Identifier les dangers et les mesures préventives - Principe 1
a- Procéder à l’identification des dangers
b- Analyser les dangers
c- Identifier les conditions d’apparition des dangers
(causes et origines)
d- Dresser la liste des mesures permettant de les maîtriser
Caractérisation
des
points critiques
7 Identifier les points critiques de contrôle (CCP) - Principe 2
8 Etablir les limites critiques pour chaque CCP (valeurs cibles,
critères) - Principe 3
Plan de contrôle 9 Etablir un système de surveillance des CCP - Principe 4
10 Etablir un plan d'actions correctives - Principe 5
11 Etablir un système documentaire - Principe 6
(Procédure, enregistrement)
12 Préparer la vérification du plan HACCP - Principe 7
69
a) Etudes préliminaires
(1) L’ engagement de la direction
Cet engagement qui témoigne de la volonté sincère de la direction de l’entreprise
d’appliquer la méthode HACCP, se traduit par une lettre adressée individuellement à chacun
des membres du personnel de l’entreprise.
(2) La constitution de l’équipe HACCP
L’organigramme de l’équipe doit regrouper les membres (désignés ou volontaires).
Autour de cet organigramme s’articulent les fonctions et responsabilités de chacun, reprises
dans le détail par les fiches individuelles de définition de poste.
Pour bien comprendre le système de produit et pouvoir identifier tous les dangers
vraisemblables et les points critiques pour leur maîtrise, il importe que l’équipe HACCP soit
constituée de personnes de disciplines très diverses dont la sélection dépendra de leurs
compétences sur :
- La technologie alimentaire
- La connaissance de la raffinerie d’huile alimentaire
- L’Hygiène et la sécurité alimentaire
- La Microbiologie alimentaire et la dégradation des lipides (oxydation,…)
- Le contrôle de la qualité à la raffinerie
- Le système HACCP (après formation).
L’équipe doit être, de préférence, composée de :
- Directeur d’Usine : qui est le leader de l’équipe HACCP.
Il supervise les fonctions de production et de gestion qualité, fonctions en relation avec
l'approvisionnement, la transformation et la commercialisation.
- Responsable Laboratoire :
Il supervise les contrôles et les analyses de l’huile de l’amont en aval de la raffinerie.
- Responsable de production :
Il est chargé de maintenir une cohérence entre le plan et les activités de la production
En tant que responsable de l’exploitation, il est chargé de programmer et coordonner les
opérations de production ainsi que la vérification et l'examen quotidien des résultats d'analyse.
- Responsable maintenance :
Il est chargé de superviser:
- l’entretien des appareils et matériels à la raffinerie
70
- les opérations de nettoyage – désinfection
- les activités de dératisation et désinsectisation.
- Responsable Administratif et Financier :
Il assure la comptabilisation de toutes les activités en relation avec la gestion de la qualité.
- Un Ingénieur-conseil en technologie alimentaire :
Il assure la révision du manuel HACCP ; l’audit annuel du programme HACCP appliqué par la
raffinerie et l'assistance technique en matière de formation et d’acquisition d'équipement et de
méthodes de contrôle.
Il assure aussi la sensibilisation du personnel de l’usine aux BPF/BPH/HACCP.
Notons qu'il est possible pour une seule personne de remplir plusieurs rôles dans la
mesure où elle dispose d'informations nécessaires.
(3) Description de l’huile de soja raffinée
Il s’agit de l’huile de soja raffinée pour consommation alimentaire, qui peut être définie
comme : « Produit obtenu à partir de graine de soja soumise à un traitement complet de raffinage
au moyen de procédés autorisés, et exempt de tout mélange avec d’autres huiles ou graisses ».
[1]
- Nom commercial : Huile HINA
- Caractéristiques d’identification de l’huile raffinée de soja (voir partie I, chapitre II, 1.c.
Les différentes caractéristiques de l’huile raffinée de soja).
(4) Définition de l’usage auquel est destiné l’huile de soja
raffiné
L’huile raffinée peut être commercialisée en l’état en alimentation humaine (elle est
alors conditionnée en bouteille) ou être utilisée comme ingrédient à des fins alimentaires
(margarinerie), ou transformée à d’autres fins (par modifications : hydrogénation,
fractionnement et interestérification). [25]
Comme utilisation habituelle, l’huile de soja est employée pour l’assaisonnement et
pour les sauces. Le profil du consommateur final englobe toute catégorie de consommateur.
Pour ce qui sont des prévisions du stockage, le stockage de l’huile nécessite un endroit frais,
sec et à l’abri de la lumière. Ceci permet de garder au mieux tous les apports nutritionnels de
71
l’huile. Sa durée de conservation ne devrait pas dépasser 12 mois à compter de la date de
fabrication.
(5) Processus de raffinage industriel (diagramme)
Le diagramme de fabrication de l’huile raffinée de soja est représenté sur la figure ci-contre :
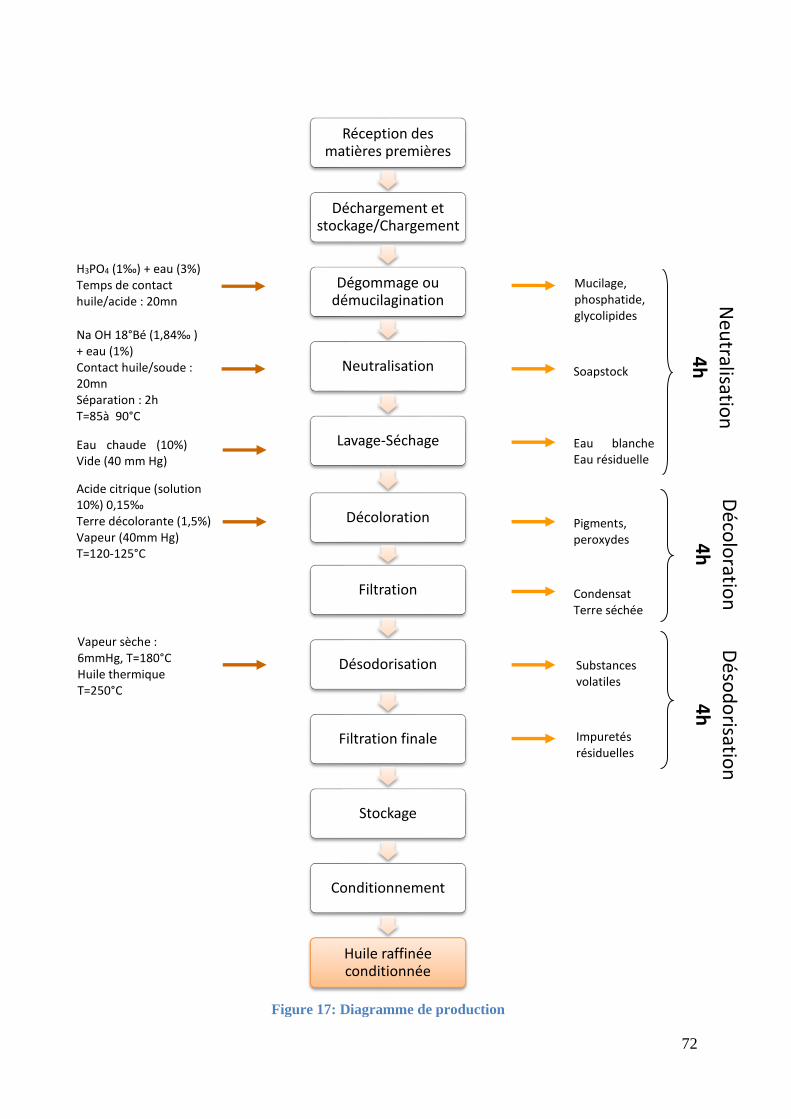
72
Réception des matières premières
Déchargement et stockage/Chargement
Dégommage ou démucilagination
Neutralisation
Lavage-Séchage
Décoloration
Filtration
Désodorisation
Filtration finale
Stockage
Conditionnement
Huile raffinée conditionnée
H3PO4 (1‰) + eau (3%) Temps de contact huile/acide : 20mn
Acide citrique (solution 10%) 0,15‰ Terre décolorante (1,5%) Vapeur (40mm Hg) T=120-125°C
Na OH 18°Bé (1,84‰ ) + eau (1%) Contact huile/soude : 20mn Séparation : 2h T=85à 90°C
Vapeur sèche : 6mmHg, T=180°C Huile thermique T=250°C
Mucilage, phosphatide, glycolipides
Soapstock
Pigments, peroxydes
Condensat Terre séchée
Substances volatiles
Impuretés résiduelles
Eau chaude (10%) Vide (40 mm Hg)
Eau blanche Eau résiduelle
Neu
tralisation
4h
Déco
loratio
n
4h
Déso
do
risation
4h
Figure 17: Diagramme de production
73
(6) Vérification sur place du schéma du produit
Une fois établi le schéma du produit, des membres de l’équipe doivent se rendre sur
place pour comparer les renseignements indiqués dans le schéma du produit à la situation telle
qu’elle se présente effectivement. Cette procédure de parcours pas à pas, consiste à vérifier à
chaque étape, que tous les renseignements indiqués sur les matériaux, les pratiques, les
contrôles,... ont été pris en considération par l’équipe dans la préparation du schéma du produit.
Le cas échéant, il faudra recueillir et ajouter au schéma du produit des renseignements tels que
les détails et précisions sur les méthodes utilisées, les conditions de stockage, la filière
commerciale et les mesures d’incitation à l’amélioration de la qualité ou de la salubrité. Le site
pour lequel est établi le plan HACCP devrait être visité aussi souvent que possible pour
permettre de recueillir toutes les informations pertinentes. [5]
b) Etudes opérationnelles
(1) Identification et analyse des risques
L’identification effective des dangers et l’analyse des risques constituent les pivots du
plan HACCP.
L'analyse des dangers consiste à identifier les dangers au cours des différentes étapes de
fabrication, à évaluer la fréquence d'apparition et la gravité de ces dangers (potentiel ou
significatif), et à mettre en place des mesures de maîtrise. L’analyse des dangers se font par
étape et selon la méthode « 5M » du diagramme d’Ishikawa.
Les risques pour la sécurité sanitaire ont été répertoriés dans trois grandes catégories
pour les programmes HACCP:
-Dangers biologiques: agents pathogènes habituellement véhiculés par la nourriture tels
que Salmonella, Listeria et E. coli, ou encore virus, algues, parasites et champignons.
-Dangers chimiques: les produits chimiques présents à l’état naturel ou les composés
allergènes; les toxines produites par des micro-organismes; et les produits chimiques ajoutés
par l’homme au produit pour lutter contre un problème connu.
-Dangers physiques: présence de corps étrangers ou contaminants tels que bris de verre,
fragments de métal, insectes ou pierres.
Il est à remarquer que le principal problème qui se pose pour l’huile alimentaire est son
comportement en fonction du temps. Les dangers trouvées sont donc surtout d’ordre chimique
et en effet concernant généralement les proliférations oxydatives. [8] [10]

74
Le tableau suivant récapitule l’analyse des dangers relatifs à chaque étape de fabrication.
M1 : Matière première - M2 : Main d’œuvre - M3 : Matériel - M4 : Méthode - M5 : Milieu
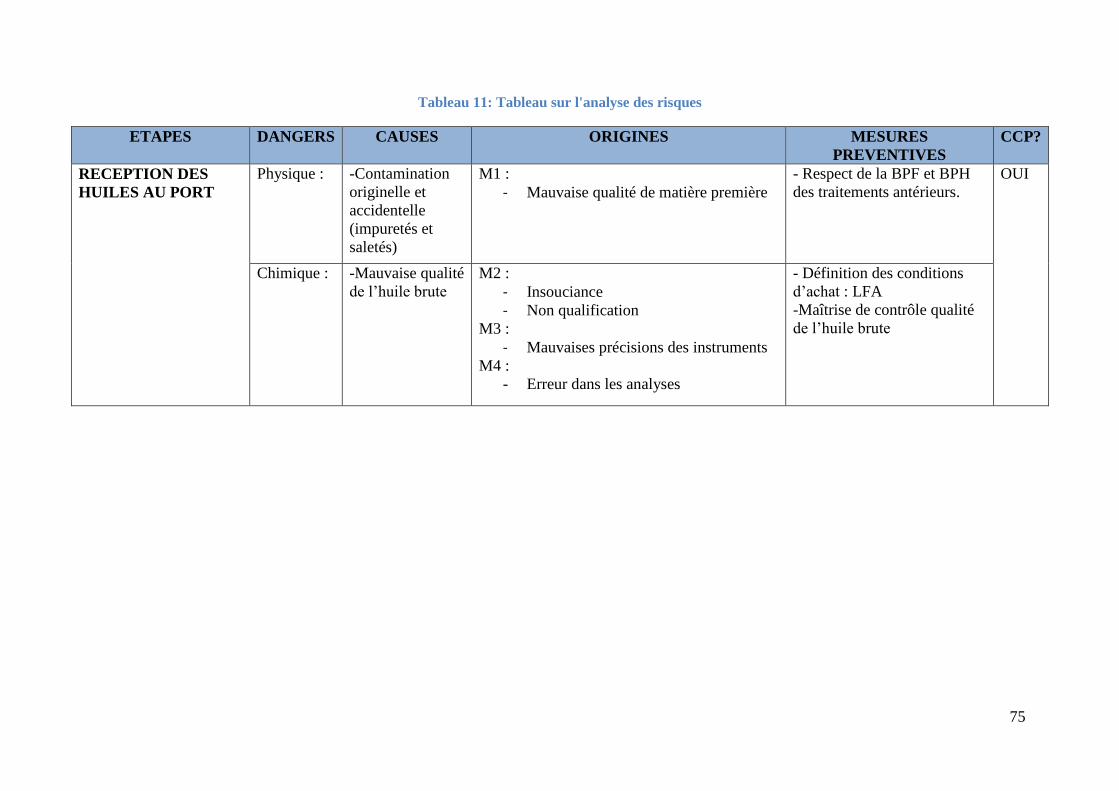
75
Tableau 11: Tableau sur l'analyse des risques
ETAPES DANGERS CAUSES ORIGINES MESURES
PREVENTIVES
CCP?
RECEPTION DES
HUILES AU PORT
Physique : -Contamination
originelle et
accidentelle
(impuretés et
saletés)
M1 :
- Mauvaise qualité de matière première
- Respect de la BPF et BPH
des traitements antérieurs.
OUI
Chimique :
-Mauvaise qualité
de l’huile brute
M2 :
- Insouciance
- Non qualification
M3 :
- Mauvaises précisions des instruments
M4 :
- Erreur dans les analyses
- Définition des conditions
d’achat : LFA
-Maîtrise de contrôle qualité
de l’huile brute
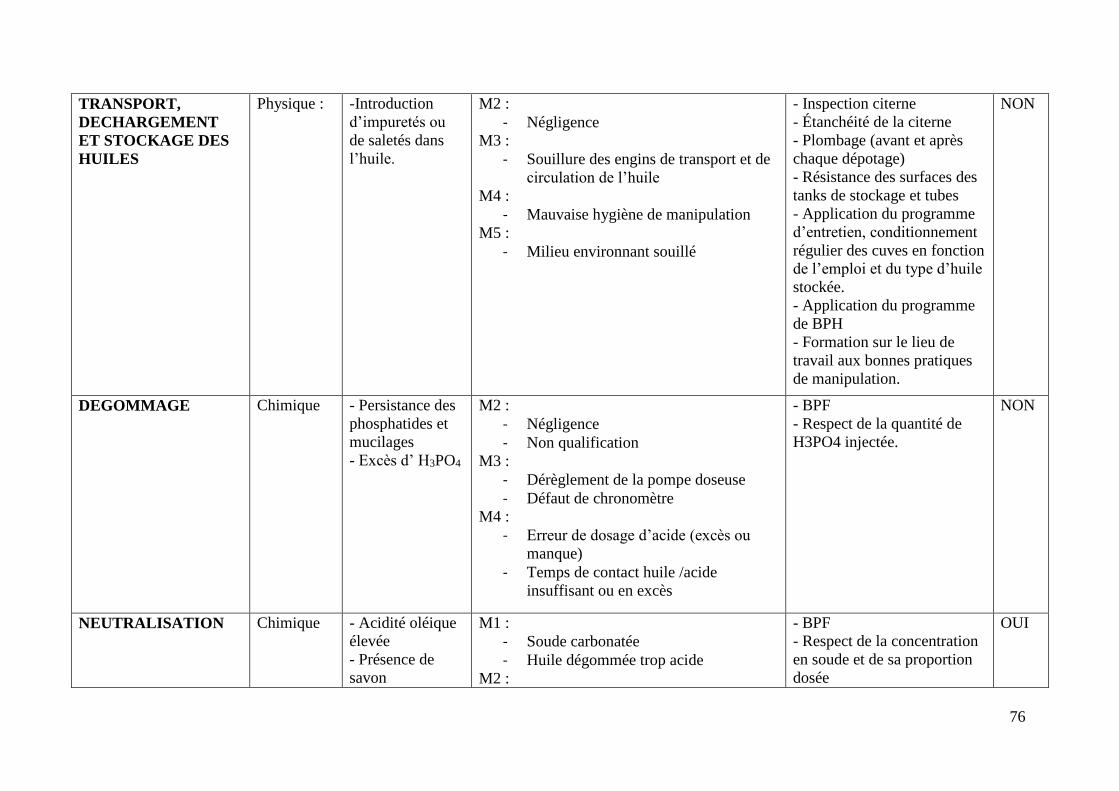
76
TRANSPORT,
DECHARGEMENT
ET STOCKAGE DES
HUILES
Physique :
-Introduction
d’impuretés ou
de saletés dans
l’huile.
M2 :
- Négligence
M3 :
- Souillure des engins de transport et de
circulation de l’huile
M4 :
- Mauvaise hygiène de manipulation
M5 :
- Milieu environnant souillé
- Inspection citerne
- Étanchéité de la citerne
- Plombage (avant et après
chaque dépotage)
- Résistance des surfaces des
tanks de stockage et tubes
- Application du programme
d’entretien, conditionnement
régulier des cuves en fonction
de l’emploi et du type d’huile
stockée.
- Application du programme
de BPH
- Formation sur le lieu de
travail aux bonnes pratiques
de manipulation.
NON
DEGOMMAGE Chimique - Persistance des
phosphatides et
mucilages
- Excès d’ H3PO4
M2 :
- Négligence
- Non qualification
M3 :
- Dérèglement de la pompe doseuse
- Défaut de chronomètre
M4 :
- Erreur de dosage d’acide (excès ou
manque)
- Temps de contact huile /acide
insuffisant ou en excès
- BPF
- Respect de la quantité de
H3PO4 injectée.
NON
NEUTRALISATION Chimique - Acidité oléique
élevée
- Présence de
savon
M1 :
- Soude carbonatée
- Huile dégommée trop acide
M2 :
- BPF
- Respect de la concentration
en soude et de sa proportion
dosée
OUI
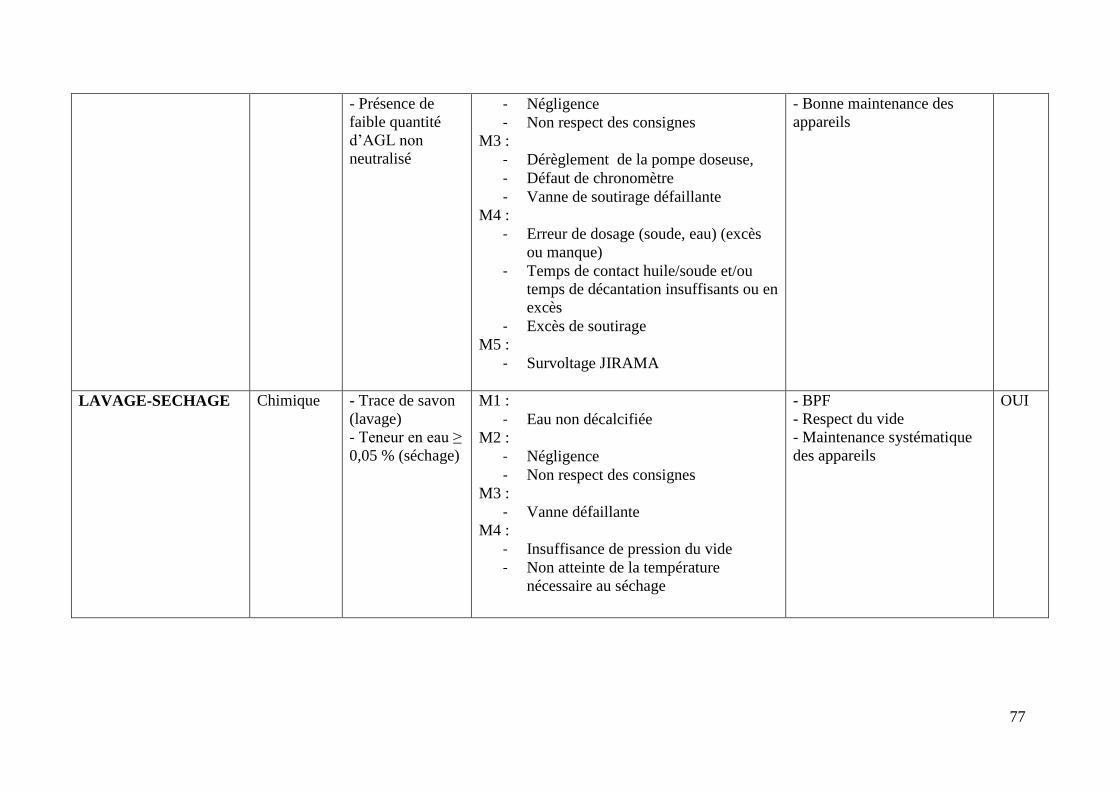
77
- Présence de
faible quantité
d’AGL non
neutralisé
- Négligence
- Non respect des consignes
M3 :
- Dérèglement de la pompe doseuse,
- Défaut de chronomètre
- Vanne de soutirage défaillante
M4 :
- Erreur de dosage (soude, eau) (excès
ou manque)
- Temps de contact huile/soude et/ou
temps de décantation insuffisants ou en
excès
- Excès de soutirage
M5 :
- Survoltage JIRAMA
- Bonne maintenance des
appareils
LAVAGE-SECHAGE Chimique - Trace de savon
(lavage)
- Teneur en eau ≥
0,05 % (séchage)
M1 :
- Eau non décalcifiée
M2 :
- Négligence
- Non respect des consignes
M3 :
- Vanne défaillante
M4 :
- Insuffisance de pression du vide
- Non atteinte de la température
nécessaire au séchage
- BPF
- Respect du vide
- Maintenance systématique
des appareils
OUI
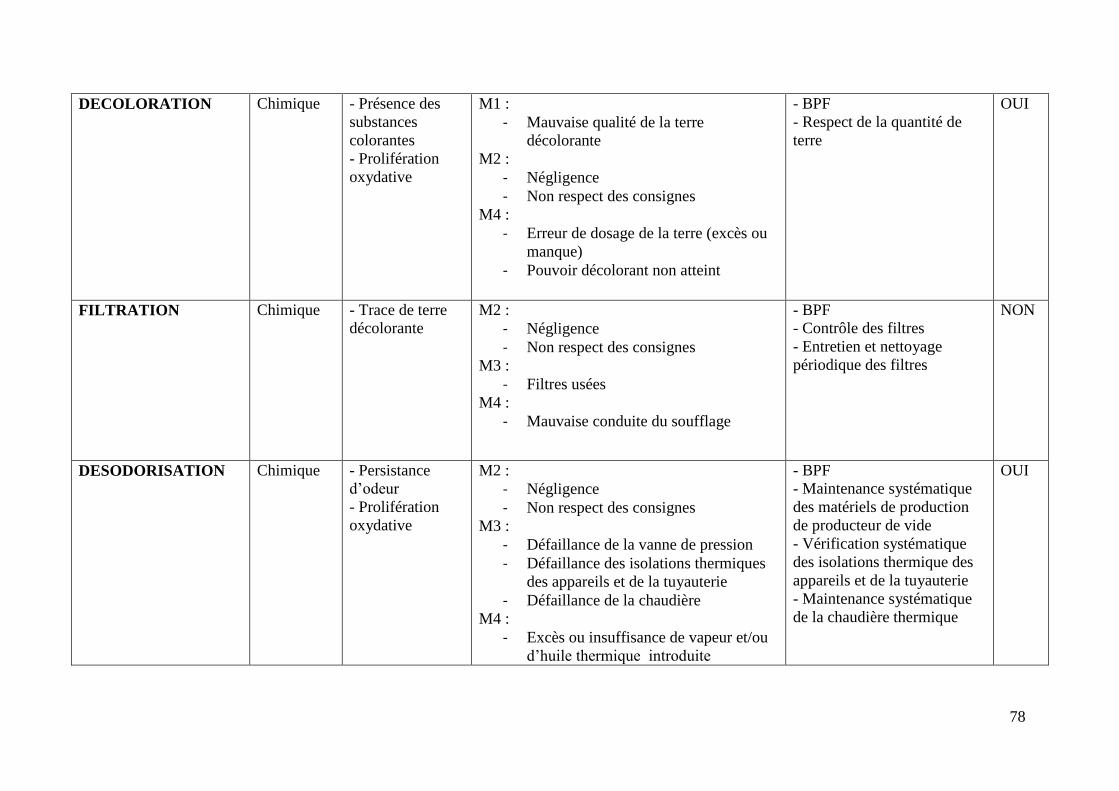
78
DECOLORATION Chimique - Présence des
substances
colorantes
- Prolifération
oxydative
M1 :
- Mauvaise qualité de la terre
décolorante
M2 :
- Négligence
- Non respect des consignes
M4 :
- Erreur de dosage de la terre (excès ou
manque)
- Pouvoir décolorant non atteint
- BPF
- Respect de la quantité de
terre
OUI
FILTRATION Chimique - Trace de terre
décolorante
M2 :
- Négligence
- Non respect des consignes
M3 :
- Filtres usées
M4 :
- Mauvaise conduite du soufflage
- BPF
- Contrôle des filtres
- Entretien et nettoyage
périodique des filtres
NON
DESODORISATION Chimique - Persistance
d’odeur
- Prolifération
oxydative
M2 :
- Négligence
- Non respect des consignes
M3 :
- Défaillance de la vanne de pression
- Défaillance des isolations thermiques
des appareils et de la tuyauterie
- Défaillance de la chaudière
M4 :
- Excès ou insuffisance de vapeur et/ou
d’huile thermique introduite
- BPF
- Maintenance systématique
des matériels de production
de producteur de vide
- Vérification systématique
des isolations thermique des
appareils et de la tuyauterie
- Maintenance systématique
de la chaudière thermique
OUI
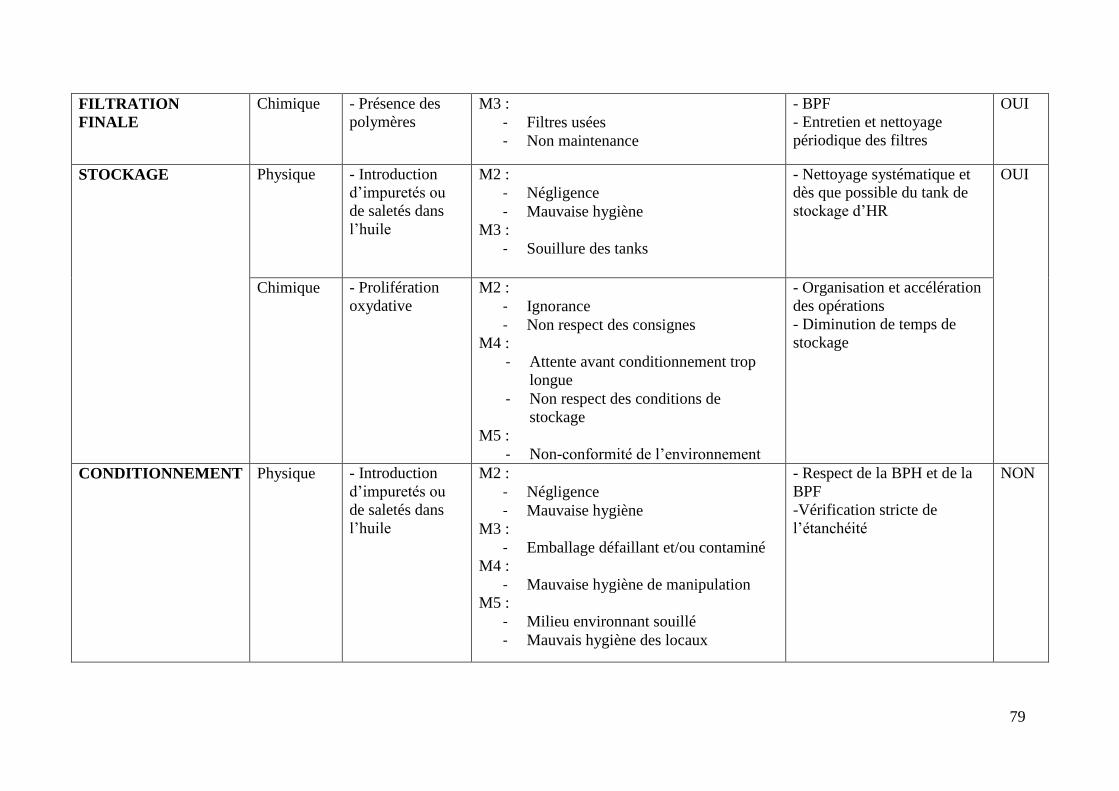
79
FILTRATION
FINALE
Chimique - Présence des
polymères
M3 :
- Filtres usées
- Non maintenance
- BPF
- Entretien et nettoyage
périodique des filtres
OUI
STOCKAGE Physique - Introduction
d’impuretés ou
de saletés dans
l’huile
M2 :
- Négligence
- Mauvaise hygiène
M3 :
- Souillure des tanks
- Nettoyage systématique et
dès que possible du tank de
stockage d’HR
OUI
Chimique
- Prolifération
oxydative
M2 :
- Ignorance
- Non respect des consignes
M4 :
- Attente avant conditionnement trop
longue
- Non respect des conditions de
stockage
M5 :
- Non-conformité de l’environnement
- Organisation et accélération
des opérations
- Diminution de temps de
stockage
CONDITIONNEMENT Physique - Introduction
d’impuretés ou
de saletés dans
l’huile
M2 :
- Négligence
- Mauvaise hygiène
M3 :
- Emballage défaillant et/ou contaminé
M4 :
- Mauvaise hygiène de manipulation
M5 :
- Milieu environnant souillé
- Mauvais hygiène des locaux
- Respect de la BPH et de la
BPF
-Vérification stricte de
l’étanchéité
NON
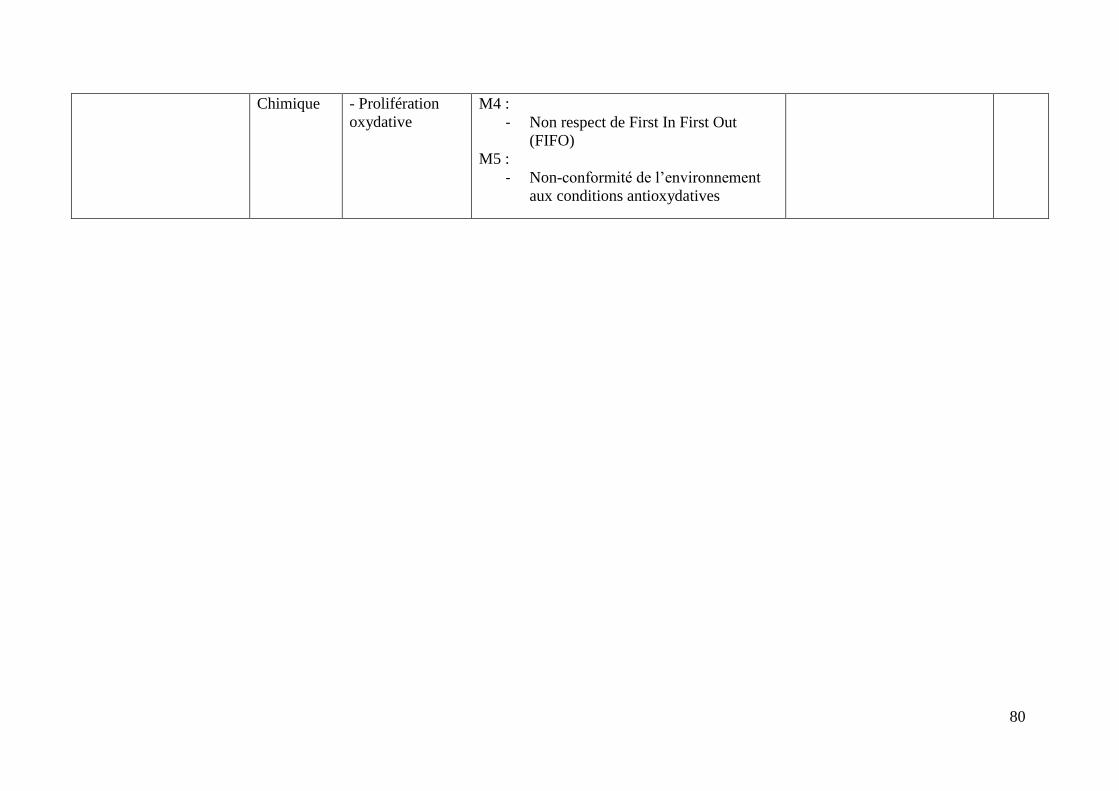
80
Chimique
- Prolifération
oxydative
M4 :
- Non respect de First In First Out
(FIFO)
M5 :
- Non-conformité de l’environnement
aux conditions antioxydatives
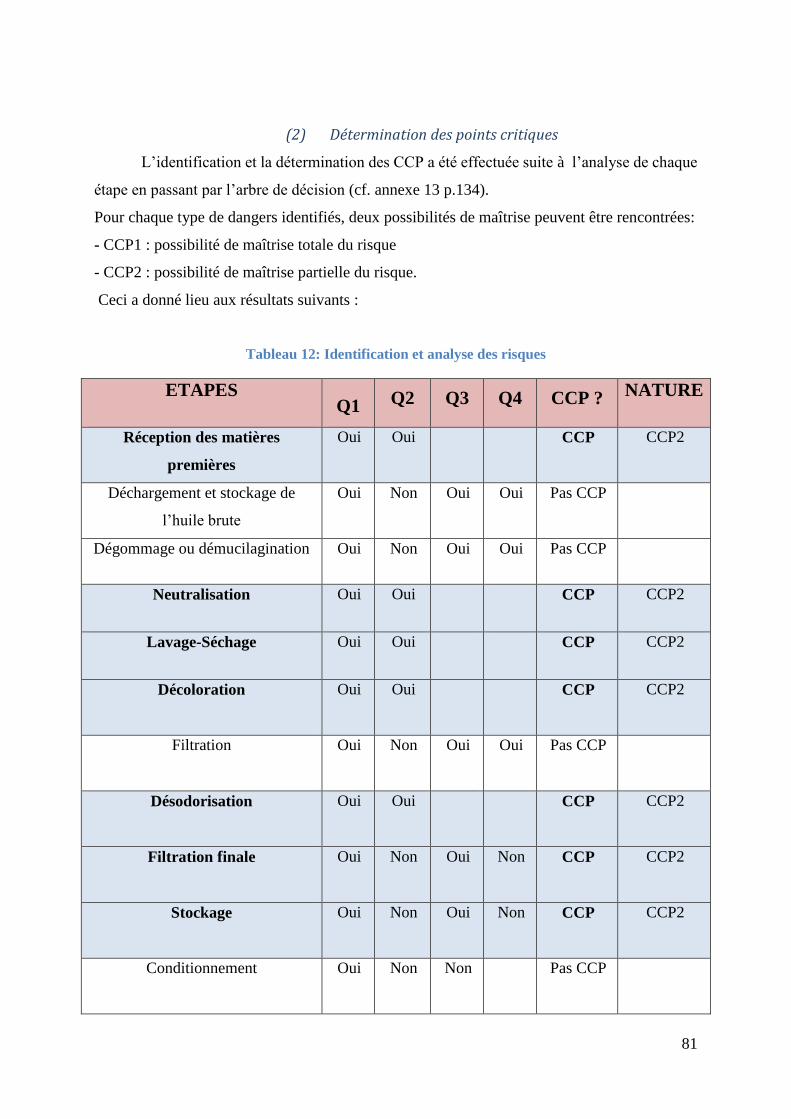
81
(2) Détermination des points critiques
L’identification et la détermination des CCP a été effectuée suite à l’analyse de chaque
étape en passant par l’arbre de décision (cf. annexe 13 p.134).
Pour chaque type de dangers identifiés, deux possibilités de maîtrise peuvent être rencontrées:
- CCP1 : possibilité de maîtrise totale du risque
- CCP2 : possibilité de maîtrise partielle du risque.
Ceci a donné lieu aux résultats suivants :
Tableau 12: Identification et analyse des risques
ETAPES Q1 Q2 Q3 Q4 CCP ? NATURE
Réception des matières
premières
Oui Oui CCP CCP2
Déchargement et stockage de
l’huile brute
Oui Non Oui Oui Pas CCP
Dégommage ou démucilagination Oui Non Oui Oui Pas CCP
Neutralisation Oui Oui CCP CCP2
Lavage-Séchage Oui Oui CCP CCP2
Décoloration
Oui Oui CCP CCP2
Filtration
Oui Non Oui Oui Pas CCP
Désodorisation
Oui Oui CCP CCP2
Filtration finale
Oui Non Oui Non CCP CCP2
Stockage
Oui Non Oui Non CCP CCP2
Conditionnement
Oui Non Non Pas CCP
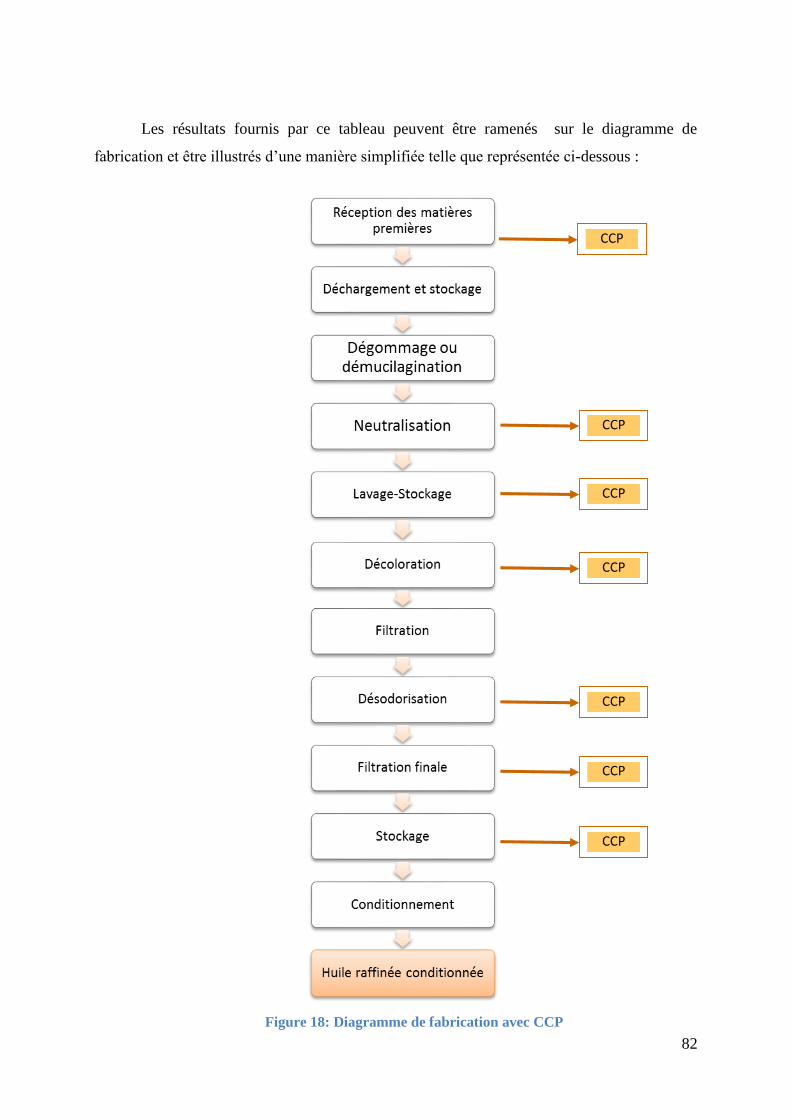
82
Les résultats fournis par ce tableau peuvent être ramenés sur le diagramme de
fabrication et être illustrés d’une manière simplifiée telle que représentée ci-dessous :
CCP
CCP
CCP
CCP
CCP
CCP
CCP
Figure 18: Diagramme de fabrication avec CCP
83
(3) Etablissement des seuils critiques pour chaque CCP
En se basant sur des données scientifiques ou études techniques, il faut fixer et valider
des seuils permettant de garantir la qualité du produit pour chaque point critique (valeur cible
et tolérance). Ces valeurs permettront de déterminer si un CCP est maitrisé ou non.
(4) Mise en place d’une procédure de surveillance
Ces CCP doivent être contrôlés régulièrement, par la surveillance des limites critiques
établies, afin de détecter toute perte de maîtrise et d’agir en conséquence :
- sur le procédé, afin de l’ajuster pour revenir dans les critères fixés
- sur le produit lui-même afin d’écarter tout danger alimentaire
Les enregistrements relatifs à la surveillance des CCP doivent être signés au minimum par la
personne ayant effectué le contrôle.
(5) Mise en place des mesures correctives
Ce sont les actions à effectuer pour rectifier les écarts en cas de dépassement des limites
critiques. L’application de ces mesures engendre souvent des coûts de production importants
pour l’entreprise. Or, elles constituent les dernières balises pour que la qualité des produits
finis/services offerts par l’entreprise soit respectée.
(6) Vérification des systèmes d'autocontrôle
C’est un moyen de vérifier l’application et l’efficacité du plan HACCP : par le biais
d’audit, le relevé des écarts relatifs aux CCP, des analyses aléatoires sur les produits, etc.
(7) Etablissement d’un système documentaire
Ces dossiers sont indispensables pour garantir la bonne application du plan HACCP. Il
s’agit des procédures relatives aux CCP, des enregistrements de surveillance des limites
critiques, des actions correctives mises en place, de la conclusion de la vérification du système,
etc.
Ces enregistrements doivent être formalisés et archivés. Ainsi, l’équipe HACCP de la
société doit établir des fiches d’enregistrement relatives à chaque CCP. Ces fiches doivent
contenir au moins les points suivants :
- les mesures de maîtrise des CCP
- les enregistrements pour la surveillance des CCP
- les mesures correctives en cas de non-conformité de CCP
- la traçabilité [23]
84
Les caractéristiques de chaque CCP de par ces cinq dernières étapes sont représentées
par le tableau ci-après.
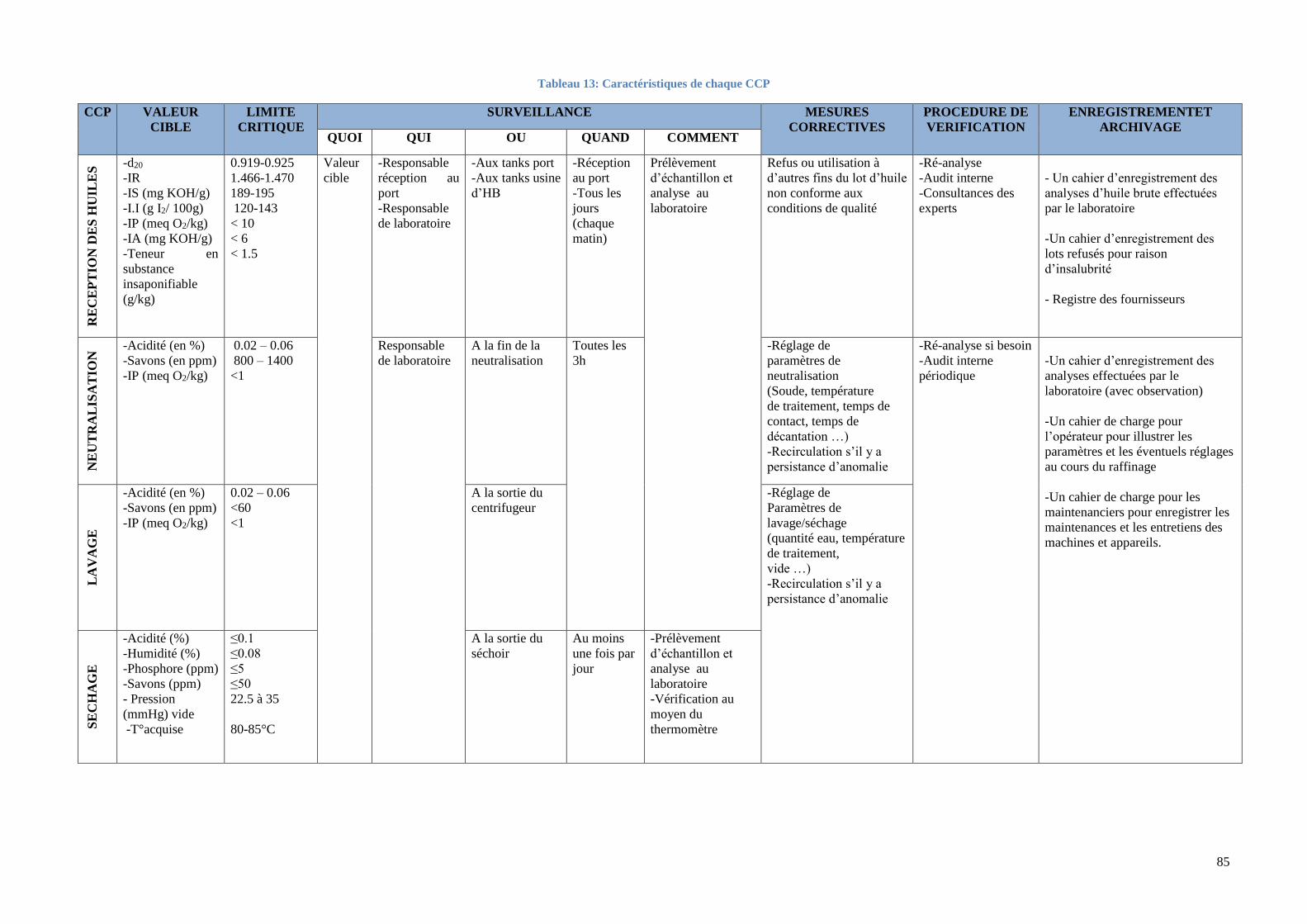
85
Tableau 13: Caractéristiques de chaque CCP
CCP VALEUR
CIBLE
LIMITE
CRITIQUE
SURVEILLANCE MESURES
CORRECTIVES
PROCEDURE DE
VERIFICATION
ENREGISTREMENTET
ARCHIVAGE QUOI QUI OU QUAND COMMENT
RE
CE
PT
ION
DE
S H
UIL
ES
-d20
-IR
-IS (mg KOH/g)
-I.I (g I2/ 100g)
-IP (meq O2/kg)
-IA (mg KOH/g)
-Teneur en
substance
insaponifiable
(g/kg)
0.919-0.925
1.466-1.470
189-195
120-143
< 10
< 6
< 1.5
Valeur
cible
-Responsable
réception au
port
-Responsable
de laboratoire
-Aux tanks port
-Aux tanks usine
d’HB
-Réception
au port
-Tous les
jours
(chaque
matin)
Prélèvement
d’échantillon et
analyse au
laboratoire
Refus ou utilisation à
d’autres fins du lot d’huile
non conforme aux
conditions de qualité
-Ré-analyse
-Audit interne
-Consultances des
experts
- Un cahier d’enregistrement des
analyses d’huile brute effectuées
par le laboratoire
-Un cahier d’enregistrement des
lots refusés pour raison
d’insalubrité
- Registre des fournisseurs
NE
UT
RA
LIS
AT
ION
-Acidité (en %)
-Savons (en ppm)
-IP (meq O2/kg)
0.02 – 0.06
800 – 1400
<1
Responsable
de laboratoire
A la fin de la
neutralisation
Toutes les
3h
-Réglage de
paramètres de
neutralisation
(Soude, température
de traitement, temps de
contact, temps de
décantation …)
-Recirculation s’il y a
persistance d’anomalie
-Ré-analyse si besoin
-Audit interne
périodique
-Un cahier d’enregistrement des
analyses effectuées par le
laboratoire (avec observation)
-Un cahier de charge pour
l’opérateur pour illustrer les
paramètres et les éventuels réglages
au cours du raffinage
-Un cahier de charge pour les
maintenanciers pour enregistrer les
maintenances et les entretiens des
machines et appareils.
LA
VA
GE
-Acidité (en %)
-Savons (en ppm)
-IP (meq O2/kg)
0.02 – 0.06
<60
<1
A la sortie du
centrifugeur
-Réglage de
Paramètres de
lavage/séchage
(quantité eau, température
de traitement,
vide …)
-Recirculation s’il y a
persistance d’anomalie
SE
CH
AG
E
-Acidité (%)
-Humidité (%)
-Phosphore (ppm)
-Savons (ppm)
- Pression
(mmHg) vide
-T°acquise
≤0.1
≤0.08
≤5
≤50
22.5 à 35
80-85°C
A la sortie du
séchoir
Au moins
une fois par
jour
-Prélèvement
d’échantillon et
analyse au
laboratoire
-Vérification au
moyen du
thermomètre
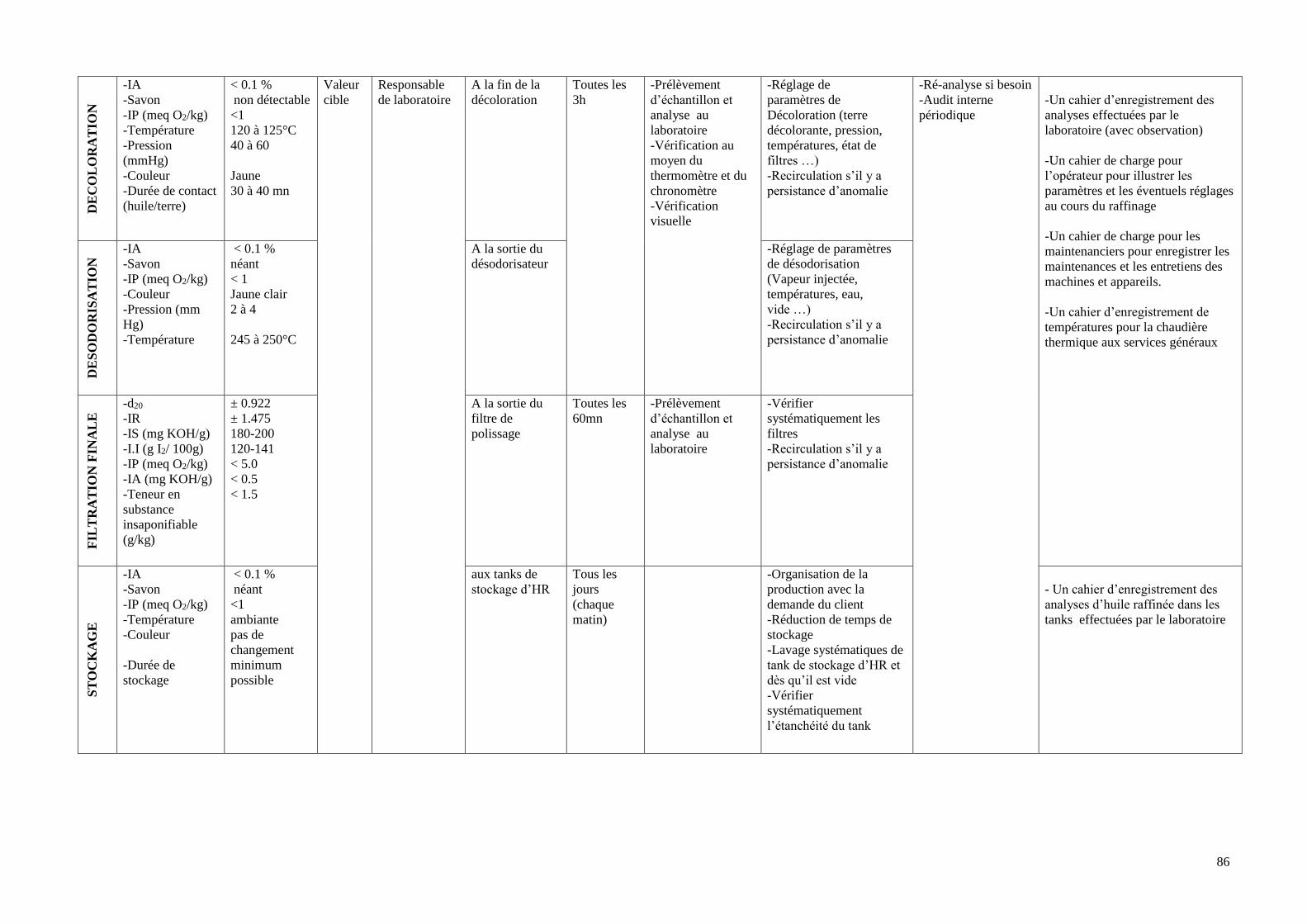
86
DE
CO
LO
RA
TIO
N
-IA
-Savon
-IP (meq O2/kg)
-Température
-Pression
(mmHg)
-Couleur
-Durée de contact
(huile/terre)
< 0.1 %
non détectable
<1
120 à 125°C
40 à 60
Jaune
30 à 40 mn
Valeur
cible
Responsable
de laboratoire
A la fin de la
décoloration
Toutes les
3h
-Prélèvement
d’échantillon et
analyse au
laboratoire
-Vérification au
moyen du
thermomètre et du
chronomètre
-Vérification
visuelle
-Réglage de
paramètres de
Décoloration (terre
décolorante, pression,
températures, état de
filtres …)
-Recirculation s’il y a
persistance d’anomalie
-Ré-analyse si besoin
-Audit interne
périodique
-Un cahier d’enregistrement des
analyses effectuées par le
laboratoire (avec observation)
-Un cahier de charge pour
l’opérateur pour illustrer les
paramètres et les éventuels réglages
au cours du raffinage
-Un cahier de charge pour les
maintenanciers pour enregistrer les
maintenances et les entretiens des
machines et appareils.
-Un cahier d’enregistrement de
températures pour la chaudière
thermique aux services généraux
DE
SO
DO
RIS
AT
ION
-IA
-Savon
-IP (meq O2/kg)
-Couleur
-Pression (mm
Hg)
-Température
< 0.1 %
néant
< 1
Jaune clair
2 à 4
245 à 250°C
A la sortie du
désodorisateur
-Réglage de paramètres
de désodorisation
(Vapeur injectée,
températures, eau,
vide …)
-Recirculation s’il y a
persistance d’anomalie
FIL
TR
AT
ION
FIN
AL
E -d20
-IR
-IS (mg KOH/g)
-I.I (g I2/ 100g)
-IP (meq O2/kg)
-IA (mg KOH/g)
-Teneur en
substance
insaponifiable
(g/kg)
± 0.922
± 1.475
180-200
120-141
< 5.0
< 0.5
< 1.5
A la sortie du
filtre de
polissage
Toutes les
60mn
-Prélèvement
d’échantillon et
analyse au
laboratoire
-Vérifier
systématiquement les
filtres
-Recirculation s’il y a
persistance d’anomalie
ST
OC
KA
GE
-IA
-Savon
-IP (meq O2/kg)
-Température
-Couleur
-Durée de
stockage
< 0.1 %
néant
<1
ambiante
pas de
changement
minimum
possible
aux tanks de
stockage d’HR
Tous les
jours
(chaque
matin)
-Organisation de la
production avec la
demande du client
-Réduction de temps de
stockage
-Lavage systématiques de
tank de stockage d’HR et
dès qu’il est vide
-Vérifier
systématiquement
l’étanchéité du tank
- Un cahier d’enregistrement des
analyses d’huile raffinée dans les
tanks effectuées par le laboratoire
87
Toutefois, compte tenu des fréquences de ces différentes analyses au cours du raffinage
et le temps nécessaire pour les effectuer, le mieux serait de veiller à la bonne exécution de
chaque étape, et de vérifier que les conditions ou paramètres correspondants à chaque étape
restent constants et sont respectés, ainsi ces analyses ne seront que des procédures de
vérification.
Il convient aussi de souligner que le système de maîtrise HACCP doit en permanence
s'adapter et tenir compte des changements qui peuvent survenir au sein de l'unité, également
des évolutions réglementaires et des besoins accrus des clients.
Conclusion partielle
Le système HACCP est le système le mieux adapté pour la gestion de la qualité à la
raffinerie HITA. En effet, c'est la meilleure méthode qui permet d'analyser les dangers liés à
tous les stades de la production, aux environnements immédiats de la production et de mettre
en œuvre des mesures préventives pour garantir la sécurité du produit. Son application passe
par plusieurs étapes se basant sur 7 principes.
Toutefois, pour que le système fonctionne normalement et efficacement, quelques
directives doivent être élaborées. Ainsi, la dernière partie de cette étude se consacrera sur les
discussions et recommandations en vue d’application du système de gestion de qualité.
88
Partie IV : Discussions et
recommandations en vue
de l’application du système
de gestion de la qualité
89
Pour l’application du système de gestion au niveau de l’unité de raffinage de l’huile de
soja, il est important de renforcer quelques directives à savoir la maîtrise des anomalies et de la
non-conformité durant l’opération et la minimisation des pertes occasionnées au cours de celle-
ci.
Chapitre I : Maîtrise des anomalies et de la non conformité durant le
raffinage
Il y a différentes sortes d’anomalies et de la non-conformité durant le raffinage :
-les origines liées directement à la production : la qualité des produits utilisés, les
fonctionnements des appareils et matériels, la maîtrise des paramètres de production ;
-les origines indirectement liées à la production : la production des utilités (le vide, l’air
comprimé, la vapeur, l’électricité, l’eau de service,…).
1. Méthode de 5 M [1]
La classification des origines de ces anomalies sur la méthode de 5 M (Matières,
Méthode, Main d’œuvre, Matériels et Milieu) permet de les éclaircir.
a) Matières premières
La principale matière première alimentant la raffinerie est l’huile de soja brute
dégommée, produit obtenu au terme de la dernière étape du traitement d’extraction. Les
matières secondaires sont les produits chimiques (soude caustique, acide phosphorique,…) qui
sont nécessaires pour le raffinage de l’huile de soja.
La qualité du produit fini dépend surtout de la qualité des matières premières.
(1) Huile brute de soja
Sur notre étude, la matière première est l’huile brute importée, arrivée à l’usine par
l’intermédiaire des camions citernes provenant du port de Tamatave. Pour chaque lot, largement
avant l’embarquement du bateau qui transporte l’huile de son pays d’origine, une fiche de
résultat d’analyse et un échantillon doivent être envoyés au laboratoire interne de l’entreprise.
C’est à partir du résultat d’analyse de cet échantillon qu’on doit discuter sur la décision
d’acceptation ou non du lot en question.
En effet, on aurait dû faire la traçabilité des matières premières mais étant donné que ces
dernières sont importées donc celle-ci n’est donc pas faisable. Néanmoins, on se contente
d’exiger des fournisseurs certains éléments comme :
90
- Le type d’extraction (par solvant ou par pression),
- Les résultats d’analyses durant l’extraction,
- Les conditions de transport,
- etc.
(2) Produits chimiques
Les produits chimiques utilisés par l’usine sont approvisionnés par des fournisseurs
agréés, locaux ou étrangers.
Les défauts sont causés surtout par les conditions de manipulation et de stockage (ambiance,
humidité).
Une série de substances est nécessaire pour le raffinage de l’huile de soja.
-Pour la neutralisation, acide phosphorique et soude caustique ;
-Pour la décoloration, terre décolorante et si nécessaire, acide citrique.
b) Méthode
La Bonne Pratique de Fabrication est la méthode la plus sûre pour avoir des produits
finis sains et de haute qualité. Lors du raffinage de l’huile de soja, il faut maîtriser tous les
paramètres qui peuvent nuire à la qualité des produits finis et au bon fonctionnement des
appareils.
-La maîtrise des températures au cours du raffinage : on doit respecter les températures à chaque
étape, consignées dans le livre de procédé qui permet d’atteindre l’efficacité du raffinage
(vapeur, fluide thermique, échangeur à plaque, conduits, eau chaude…).
-La maîtrise des durées d’opération.
-La maîtrise de l’adjonction d’acide phosphorique et de soude caustique ainsi que leurs
préparations.
-La maîtrise du vide.
-La maîtrise de l’air comprimé pour l’ouverture et la fermeture efficace des électrovannes.
-Etc.
c) Main d’œuvre
Les ouvriers doivent être conscients de l’importance de la confection de la solution de
soude et que l’erreur de la mise en solution entraîne une répercussion grave sur la qualité du
produit fini et sur les paramètres des appareils. On doit alors procéder à une formation ou à une
91
sensibilisation systématique, à une remise à niveau ou reformation si besoin, et une surveillance
stricte suivie d’une obligation d’écriture et d’enregistrement.
d) Matériels
Les principaux appareils et matériels utilisés à la raffinerie sont les centrifugeuses, les
mélangeuses, les cuves et tanks de réaction ou tank tampon, les pompes et les appareillages de
mesure ainsi que les tuyauteries qui conduisent l’huile de l’amont en aval.
Les matériels et les contenants en contact direct avec l’huile peuvent être aussi des catalyseurs
d’oxydation par leurs constituants métalliques et qui rendent ardue l’opération de raffinage. Ce
déclenchement d’oxydation par les métaux peut être réduit ou éliminé par le remplacement des
matériaux en acier noir par des matériaux en acier inoxydable.
L’utilisation des matériels propres est une méthode préventive pour éviter toutes sortes de
contamination des produits. Ainsi, tout débordement d’huile végétale ou minérale ou de
carburant sera nettoyé immédiatement. Après chaque réparation ou entretien des appareils, il
faut procéder aussi à une vérification stricte. Comme dans l’entretien des moteurs ou pompes,
il faut éviter le contact des graisses et lubrifiants des appareils avec l’huile à traiter.
Périodiquement, il faut procéder au nettoyage spécifique de chaque type d’appareil.
- Nettoyage systématique des centrifugeuses
- CIP périodique pour l’installation toute entière
- Nettoyage périodique des plaques filtrantes (toiles métalliques)
- Procédure de nettoyage normalisée à l’unité conditionnement et lavage fûts, etc.
e) Milieu
Dans une unité de raffinerie, on va définir le milieu comme les eaux, les vapeurs et
l’ambiance qui entrent en contact direct avec l’huile. L’état et la qualité du milieu influent
considérablement à la qualité du produit à traiter.
En effet, on doit bien considérer le traitement d’eau d’alimentation de chaudière à vapeur et
simultanément le traitement des eaux.
2. Les programmes pré requis opérationnels (P .R.P.O) [31]
Le Programme pré requis ou PRP englobe les conditions et activités de base nécessaires
pour maintenir tout au long de la chaîne alimentaire un environnement hygiénique approprié à
la production, à la manutention et à la mise à disposition de produits finis sûrs et de denrées
92
alimentaires sûres pour la consommation humaine. Les PRP ne sont pas sélectionnés pour
maîtriser les dangers identifiés spécifiques mais pour maintenir un environnement hygiénique
de production, de traitement et/ou de manipulation.
Les Programmes pré Requis Opérationnels ou PRP0 régissent les mesures de maîtrise
que l’analyse de dangers identifie comme nécessaire pour maîtriser ceux identifiés à des
niveaux acceptables et ne sont pas gérés par le plan HACCP. Ils comprennent :
• L’hygiène du personnel
• L’hygiène des matières premières
• L’hygiène de l’environnement
• L’hygiène des matériels et des locaux
• L’hygiène des opérations
- Gestion des flux :
Un flux croisé se définit par une rencontre entre propre et sale. Toute chose non nettoyée selon
les règles d’hygiène, est qualifiée de sale. Il se manifeste surtout par la souillure des choses
propres par l’intermédiaire d’un vecteur (tel que les insectes, les rongeurs, gouttes d’eau
éclaboussées lors d’un lavage ou rinçage des mains et des matériels…). Sa prévention se
caractérise par le respect des règles d’hygiène et du trajet prédéfini (marche en avant).
- Zoning :
Il consiste à séparer les zones propres des zones souillées. Les zones grises étant leur interface,
ceci contribue efficacement à la lutte contre les flux croisés.
- Procédures de contrôle :
Le contrôle de l’application effective des lavages des mains, des règles d’hygiène des locaux et
matériaux se ferait d’une manière fortuite, de par une constatation visuelle et/ou des
prélèvements microbiologiques si les infrastructures permettent la pratique d’une analyse
microbiologique de surface.
Concernant celui de l’environnement, un contrôle mensuel des environs doit être effectué pour
détecter les infestations éventuelles.
Quant aux contrôles de la salubrité des matières premières et de la méthode de travail, des
analyses microbiologiques et physico-chimiques périodiques et parfois fortuites sont à
effectuer.
93
3. Applications :
a) BPF
Emplacement de la raffinerie
La raffinerie doit être éloignée des zones polluées ou des zones où les activités
industrielles représentent une grave menace de contamination des huiles. Elle doit être éloignée
des zones sujettes aux inondations, à moins que des dispositifs de sécurité suffisants ne soient
prévus, et de celles sujettes à des infestations de parasites.
Installations et équipements
Les installations doivent être conçues avec des matériaux durables et être solidement
construites afin d’éviter toute détérioration causée par des conditions météorologiques,
pédologiques ou autres.
L’éclairage dans tous les locaux à l’intérieur de la raffinerie doit être suffisant pour le
travail diurne et l’aération doit être suffisante dans chacune des zones de travail. La distribution
intérieure du bâtiment doit également permettre une différenciation nette des zones de travail.
Et les bâtiments doivent être pourvus d’un dispositif contre les incendies.
Le matériel doit être adapté à chacune des fonctions, fonctionner correctement et être
bien entretenu. Et les pièces mobiles des équipements doivent être protégées au moyen de
dispositifs de sécurité.
L’unité de raffinerie doit être pourvue d’un approvisionnement suffisant en eau potable
et des installations appropriées pour son stockage, sa distribution et le contrôle de sa
température. L’eau potable doit répondre aux critères énoncés par l’OMS pour la qualité de
l’eau de boisson ou être une eau de qualité supérieure. L’eau non potable (utilisée pour la lutte
contre l’incendie) doit être acheminée par des canalisations distinctes ; celles-ci doivent être
identifiées et ne comporter aucun raccordement ou ne permettre aucun reflux vers les conduites
d’eau potable.
Concernant les installations sanitaires, elles doivent être séparées des zones de travail et
garantir un degré approprié d’hygiène corporelle : dispositifs pour le lavage et le séchage
hygiéniques des mains (lavabos munis de robinets d’eau chaude et d’eau froide), toilettes
conçues conformément aux règles d’hygiène et vestiaires adéquats où le personnel peut se
changer.
94
Locaux
La superficie des murs et cloisons doit être lisse, en matériaux étanches, faciles à
nettoyer et à désinfecter. Tandis que le sol doit être en matériau résistant, étanche, non glissant,
facile à nettoyer et à désinfecter, permettant un bon drainage. Il devrait contenir des ouvertures,
suffisamment protégées pour empêcher toute contamination, pour le passage des canalisations
ou des tuyaux.
Les fenêtres doivent être protégées afin d’éviter l’entrée d’insectes ou de rongeurs et
elles doivent être faciles à nettoyer. Les portes doivent avoir une superficie lisse et non
absorbante, pour un nettoyage et une désinfection faciles. Les portes extérieures doivent
s’ouvrir vers l’extérieur et être faciles à ouvrir de l’intérieur ; elles doivent être suffisamment
hermétiques pour empêcher l’entrée de ravageurs ou autres petits animaux.
Les espaces entre les équipements doivent être suffisants pour permettre le déplacement
sans risques du personnel et la hauteur minimale des plafonds doit être de trois mètres.
Enfin, chaque travailleur doit disposer d’un espace d’au moins deux mètres carrés.
b) BPH: hygiène du personnel
Les personnes travaillant dans la raffinerie doivent maintenir un niveau élevé de
propreté corporelle ; elles doivent toujours se laver les mains avant de manipuler l’huile et
immédiatement après avoir utilisé les toilettes. Chacun doit éviter les comportements
susceptibles d’entraîner une contamination de l’huile, comme par exemple : fumer, cracher,
mâcher ou manger, éternuer ou tousser à proximité. Quiconque suspecté ou déclaré être atteint
ou porteur d’une maladie transmissible par les aliments ne devrait pas être autorisé à entrer dans
la raffinerie s’il existe une possibilité qu’il contamine l’huile.
Concernant le code vestimentaire, les vêtements des personnes travaillant dans la
raffinerie doivent être adaptés à leurs tâches et ne présenter aucun risque. Des dispositifs de
protections auriculaires adéquates doivent être utilisés par les personnes travaillant dans les
zones de bruit élevé et continu. Le personnel doit également être équipé de dispositifs de
protection individuels.
L’annexe 14 p.136 présente les prescriptions d'hygiène selon FAO/OMS dans les
normes CODEX poux les aliments diététiques ou de régime. [3]
95
c) Qualité microbiologique des huiles végétales
L’analyse microbiologique des aliments confirme leur qualité. Toutefois, elle
n’intervient qu’à la fin de la chaîne de fabrication notamment pour l’huile alimentaire. Donc,
elle ne permet pas de corriger immédiatement les erreurs au cours de fabrication. Néanmoins,
le tableau 29 de l’annexe 15 p.140 offre une référence en qualité microbiologique des huiles
végétales.
4. Autres suggestions d’amélioration et recommandations
Des mesures ont déjà été prises par l’entreprise pour la rénovation des installations
comme nous avons vu dans la deuxième partie : Contrôles supplémentaires.
Néanmoins, l’état général de l’usine appelle à des actions globales de rénovation pour
des soucis d’ordre sanitaire et de sécurité (infrastructures, équipements de sécurité, …). De
plus, l’acquisition de nouvelles technologies devra être pensée pour faire face à la globalisation
et la concurrence, ainsi que pour répondre aux normes standards qui deviennent de plus en plus
stricts.
Ainsi, les fuites de tuyauteries devront être réparées et de préférence celles en acier noir
doivent être remplacées totalement en matière inoxydable (inox).
Le port de casque, des habits protecteurs, des lunettes, de gant hermétique et des bottes
par les agents, dans les postes les plus critiques est strictement conseillé pour leur sécurité
(particulièrement lors de la préparation des produits chimiques). Ils disposent ainsi d’une
douche à proximité.
96
Chapitre II : Minimisation des pertes occasionnées au cours du raffinage
Comme nous avons vu dans l’évaluation des pertes occasionnées lors du raffinage, les pertes
se distinguent surtout :
- au niveau de la neutralisation lors du soutirage du soapstock,
- au niveau du lavage/séchage lors du déchargement de l’eau blanche,
- au niveau de la filtration lors du soufflage des terres séchées.
Donc, il nécessite une bonne conduite de ses opérations.
1. Perte à la neutralisation
La neutralisation est une étape très délicate lors du raffinage de l’huile. Ainsi sa conduite
doit se faire avec plein de vigilance.
Les dangers pouvant affecter la production au niveau de cette étape (technique et
économique) sont :
- une neutralisation insuffisante : celle-ci peut être prouvée par une acidité résiduelle
élevée,
- une saponification excessive d’huile neutre par excès de soude,
- une altération par chauffage excessif,
- une perte en triglycéride par émulsification (perte en neutre) : perte progressive en
soutirage,
- un soutirage excessif qui entraîne une perte en neutre.
Pour mieux les étudier en vue de leur minimisation, il s’avère nécessaire de déterminer ses
causes et les classer selon leur origine (par la méthode de 5M) et proposer des mesures
préventives.
Un des dangers les plus redoutés à la neutralisation est la « perte en huile neutre excessive ».
Elle est causée par :
- perte par saponification
- perte par émulsification
- perte par excès de soutirage
Le tableau suivant permet l’analyse de ces différentes pertes :
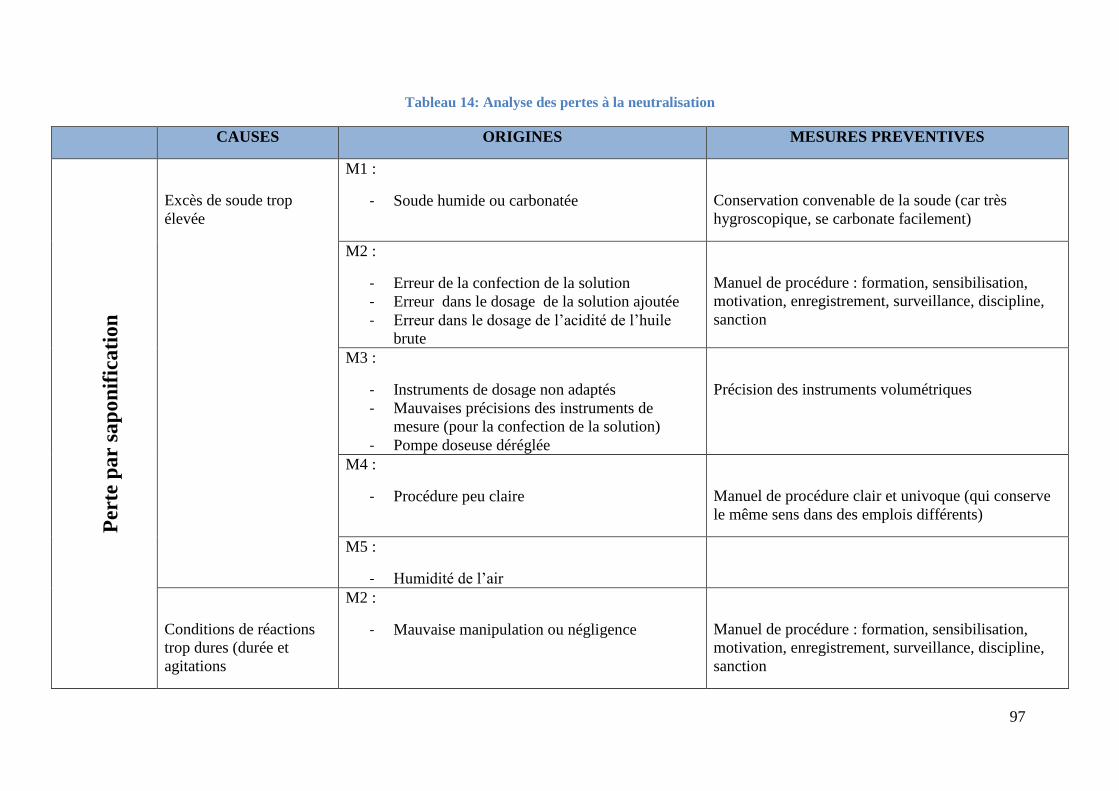
97
Tableau 14: Analyse des pertes à la neutralisation
CAUSES ORIGINES MESURES PREVENTIVES
Per
te p
ar
sap
on
ific
ati
on
Excès de soude trop
élevée
M1 :
- Soude humide ou carbonatée
Conservation convenable de la soude (car très
hygroscopique, se carbonate facilement)
M2 :
- Erreur de la confection de la solution
- Erreur dans le dosage de la solution ajoutée
- Erreur dans le dosage de l’acidité de l’huile
brute
Manuel de procédure : formation, sensibilisation,
motivation, enregistrement, surveillance, discipline,
sanction
M3 :
- Instruments de dosage non adaptés
- Mauvaises précisions des instruments de
mesure (pour la confection de la solution)
- Pompe doseuse déréglée
Précision des instruments volumétriques
M4 :
- Procédure peu claire
Manuel de procédure clair et univoque (qui conserve
le même sens dans des emplois différents)
M5 :
- Humidité de l’air
Conditions de réactions
trop dures (durée et
agitations
M2 :
- Mauvaise manipulation ou négligence
Manuel de procédure : formation, sensibilisation,
motivation, enregistrement, surveillance, discipline,
sanction
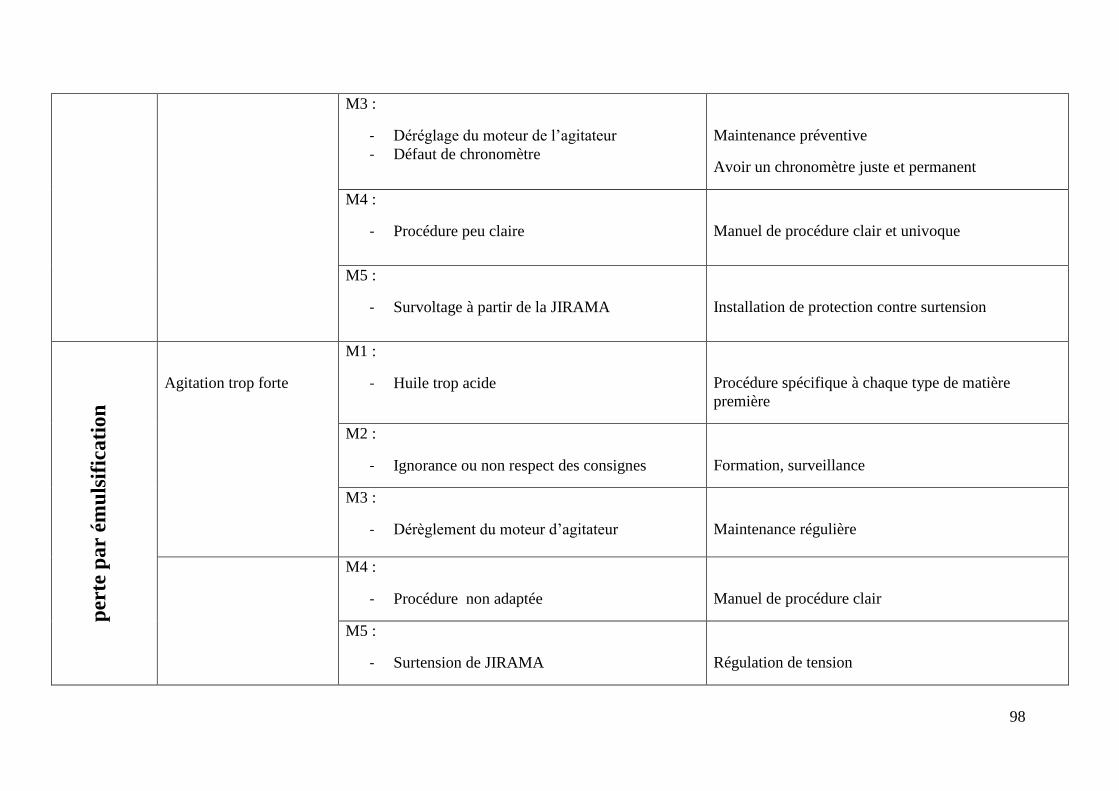
98
M3 :
- Déréglage du moteur de l’agitateur
- Défaut de chronomètre
Maintenance préventive
Avoir un chronomètre juste et permanent
M4 :
- Procédure peu claire
Manuel de procédure clair et univoque
M5 :
- Survoltage à partir de la JIRAMA
Installation de protection contre surtension
per
te p
ar
ému
lsif
ica
tio
n
Agitation trop forte
M1 :
- Huile trop acide
Procédure spécifique à chaque type de matière
première
M2 :
- Ignorance ou non respect des consignes
Formation, surveillance
M3 :
- Dérèglement du moteur d’agitateur
Maintenance régulière
M4 :
- Procédure non adaptée
Manuel de procédure clair
M5 :
- Surtension de JIRAMA
Régulation de tension
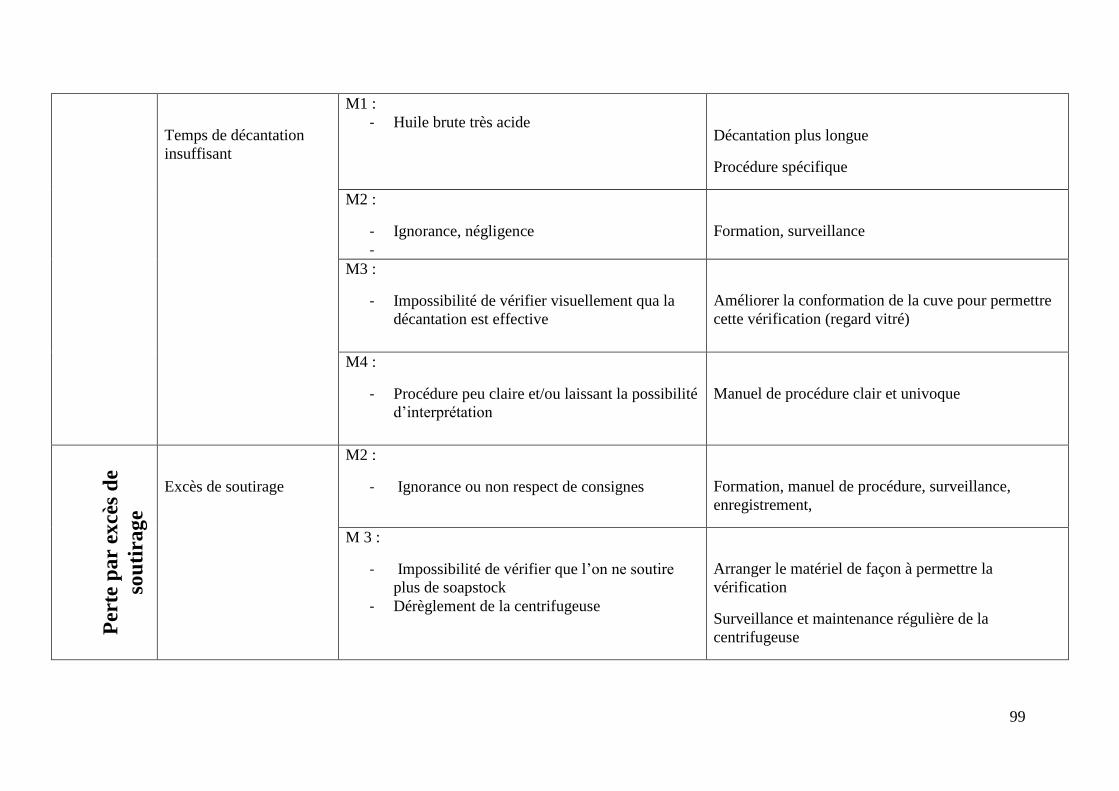
99
Temps de décantation
insuffisant
M1 :
- Huile brute très acide
Décantation plus longue
Procédure spécifique
M2 :
- Ignorance, négligence
-
Formation, surveillance
M3 :
- Impossibilité de vérifier visuellement qua la
décantation est effective
Améliorer la conformation de la cuve pour permettre
cette vérification (regard vitré)
M4 :
- Procédure peu claire et/ou laissant la possibilité
d’interprétation
Manuel de procédure clair et univoque
Per
te p
ar
excè
s d
e
sou
tira
ge
Excès de soutirage
M2 :
- Ignorance ou non respect de consignes
Formation, manuel de procédure, surveillance,
enregistrement,
M 3 :
- Impossibilité de vérifier que l’on ne soutire
plus de soapstock
- Dérèglement de la centrifugeuse
Arranger le matériel de façon à permettre la
vérification
Surveillance et maintenance régulière de la
centrifugeuse
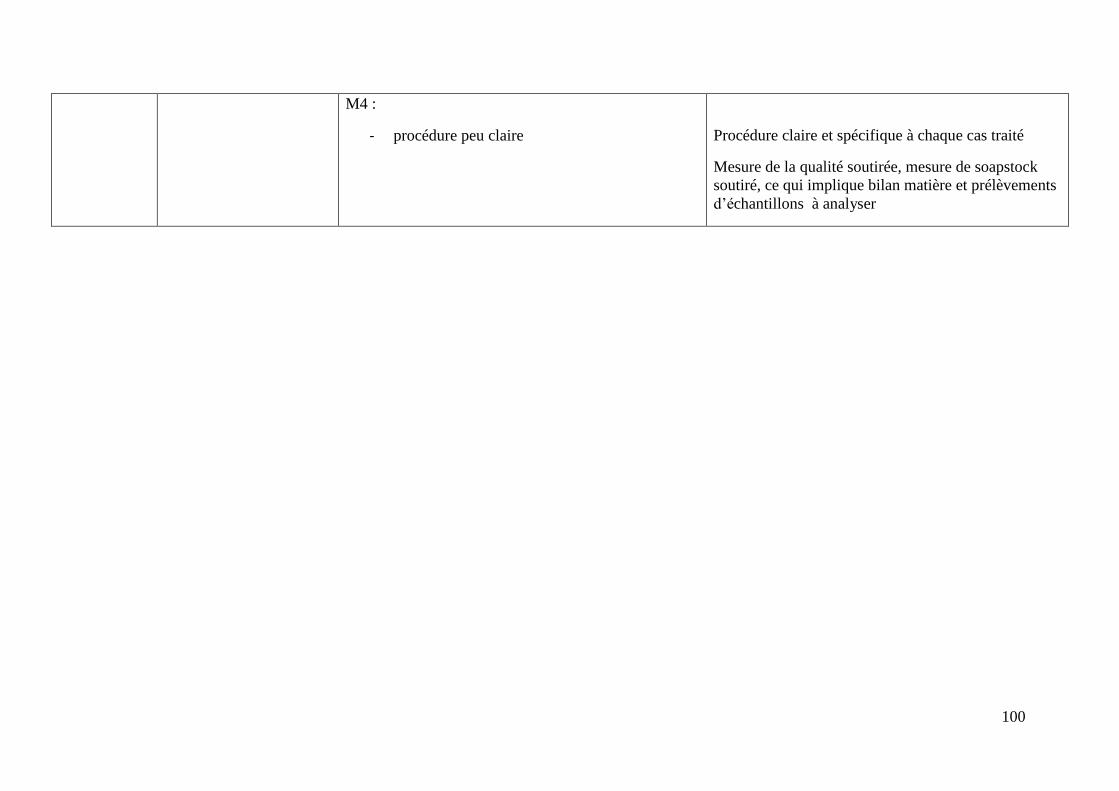
100
M4 :
- procédure peu claire
Procédure claire et spécifique à chaque cas traité
Mesure de la qualité soutirée, mesure de soapstock
soutiré, ce qui implique bilan matière et prélèvements
d’échantillons à analyser
101
2. Pertes au lavage/séchage
Il est important de quantifier les pertes en matières grasses entraînée par les eaux de
lavage afin d’améliorer la conduite du lavage/séchage.
Détermination de la matière grasse dans les eaux de lavage :
Résultat : % MG = 𝑀
𝐸 x 100
Avec :
%MG : % de la matière grasse dans les eaux de lavage.
E : Poids de l’échantillon prélevé.
M : Poids de la matière grasse après dessiccation.
3. Pertes à la filtration (lors la décoloration)
Après chaque arrêt du filtre, l’huile est récupérée dans un tank en soufflant au moyen de
la vapeur d’eau le filtre en question. On procède ensuite au débâtissage des plaques filtrantes,
c'est-à-dire à la récupération des terres, en vibrant les plaques par un système de soufflage. Si
ce dernier n’est pas correctement maîtrisé, une perte d’huile échappée dans les terres peut être
éminente, c’est pourquoi il est important de bien mener cette opération.
102
Chapitre III : Autres précautions à prendre
1. Précautions pour le stockage
L’huile raffinée doit être stockée avec encore plus de précautions que l’huile brute.
Certes, la teneur en antioxydants naturels a diminué et peut même être très réduite. Ce qui fait
de l’huile encore plus vulnérable à l’oxydation. Ainsi il convient de la conserver à l’abri de
l’air, de la chaleur, de l’humidité et de la lumière dans des réservoirs teintés en plastique ou
en verre d’une parfaite propreté. Il est plus pratique de les conserver à la température ambiante.
2. Précautions pour l’utilisation
La distinction entre une huile raffinée, semi-raffinée et non-raffinée peut être détectée
par les températures critiques de l’huile. Pour chaque huile, il existe une température critique
(ou point de fumage) qu'il ne faut pas atteindre ou dépasser. Quand l'huile atteint la température
critique, ses composants se dégradent.
En effet, les acides gras insaturés sont relativement sensibles à la température, et générateurs
de chaînes polycycliques cancérigènes à température de cuisson (benzo(a)pyrènes). Il se forme
d’autres composés toxiques comme l’acroléine, et l'huile fume. C'est pour cela que certaines
huiles comme l'huile de noix dont la température critique est basse sont déconseillées pour la
cuisson. De même, pour ce qui est de friture, l’huile de soja ne peut être réutilisée. Il est
préférable de jeter une huile qui a fumé, ou même moussé.
Pour l’huile de soja raffinée, semi-raffinée et non raffinée, les températures critiques sont
respectivement 232 ; 177 et 160 °C. En effet, ces huiles sont à destinations différentes. Les
huiles brutes sont transformées pour le raffinage. Les huiles semi-raffinées sont destinées aux
biocarburants. Les huiles entièrement raffinées sont à destination alimentaire ou industrielle
(hors biocarburants). L’élévation du rapport acide oléique/acide linoléique est une des raisons
qui fait que l’huile de soja ne peut pas résister aux hautes températures. L’huile de soja
sert à fabriquer la margarine lorsqu’elle est sous forme raffinée. [22]
103
Conclusion partielle
Des éventuelles anomalies ou non-conformité peuvent être rencontrées durant le
raffinage. Leurs origines sont fondées sur les 5 M (Matière, Main d’œuvre, Matériels, Méthode
et Milieu). Ces causes doivent, pour chaque étape du procédé, être maîtrisées intégralement afin
d’assurer l’innocuité du produit fini livré aux consommateurs. Par ailleurs, des mesures peuvent
être prises à l’avance afin d’éviter ces dangers ou d’en minimiser les risques dont la maîtrise
parfaite des paramètres de raffinage, de la sécurité et de l’hygiène de fabrication. Sinon,
certaines mesures correctives doivent être mises en place pour remédier aux éventuels
problèmes.
Outre ces anomalies, des pertes en huile peuvent être considérables si le raffinage n’est
pas maîtrisé, surtout au niveau de la neutralisation, du lavage/séchage et de la filtration ; ce qui
nécessite donc des mesures préventives sérieuses.
Des précautions sont également à prendre lors du stockage de l’huile et même au cours
de l’utilisation.
Une fois ces directives appliquées, les principes du système de gestion de qualité
(HACCP) adaptés au raffinage d’huile de soja seront maîtrisés et applicables au moment
opportun.
104
CONCLUSION GENERALE
L’Huilerie Industrielle de TAmatave est une société œuvrant principalement dans la
production d’huile alimentaire dont l’huile de soja.
En effet, le soja est une matière première potentielle en termes de production d’huile.
L’huile brute issue de son extraction est impropre à la consommation et doit subir un traitement
de raffinage. Le raffinage comprend plusieurs étapes à savoir le dégommage, la neutralisation,
la décoloration et la désodorisation. C’est une opération très délicate du fait que son élaboration
peut mener à différentes qualités d’huile alimentaire. Qualité qui est déterminée par le choix
des principes, des paramètres à suivre ainsi que de la quantité et qualité des matières premières
et des intrants à mettre en œuvre.
Aujourd'hui l'environnement économique et concurrentiel des entreprises est tendu.
L'offre est souvent supérieure à la demande, et le client choisit le produit (ou le service) le
mieux adapté à ses besoins. Ainsi, l'entreprise doit reconnaître ces besoins et y répondre pour
rester sur le marché et qui plus est pour en conquérir de nouveaux. Dans un tel contexte, qualité
égalise compétitivité. La gestion de la qualité est donc devenue essentielle pour le succès
durable de l'entreprise.
Vue sa place importante sur le marché, HITA est touchée par cette politique de qualité.
Face à cela, elle adopte la mise en œuvre d’un système de gestion de qualité.
Plusieurs outils permettant la gestion de la qualité sont accessibles mais le choix de
l’outil en question dépend de la situation existante dans l’exploitation, et nécessite une bonne
connaissance du raffinage d’huile alimentaire et une maîtrise totale des procédés, appareillages
ainsi que de tous les paramètres y afférents. L’application du système HACCP est adéquate
pour cette raffinerie .En effet, elle permet d'analyser les dangers liés à tous les stades de la
production, aux environnements immédiats de la production et de mettre en œuvre des mesures
préventives pour garantir la sécurité du produit.
Sa mise en œuvre requiert par contre une maîtrise parfaite des paramètres de raffinage,
de la sécurité et de l’hygiène de fabrication et la minimisation des pertes occasionnées par
l’opération.
105
Ce travail a donc pour intérêt non seulement d’évaluer les démarches à mettre en œuvre
pour une amélioration de la maîtrise de la gestion de la qualité de l’huile alimentaire raffinée ;
mais encore, l’instauration d’un tel système au sein d’une unité de production quelconque
conduirait la société concernée à une transaction plus large ouverte au marché international.
106
REFERENCES
BIBLIOGRAPHIQUES
107
BIBLIOGRAPHIE
[1]ANDRIAMIARANTSOA H. Z., 2006, Etude prévisionnelle de la mise en place d’un
système d’autocontrôle au sein d’une unité de raffinage d’huile alimentaire (cas de l’huile de
soja, TIKO OIL PRODUCTS, Mémoire de fin d’études, Département Industries Agricoles et
Alimentaires, Ecole Supérieure des Sciences Agronomiques, Université d’Antananarivo, 193p.
[2]ANDRIANIRINA T., 2009, Contribution à l’étude des caractéristiques de l’huile des graines
de Moringa drouhardii, Mémoire de fin d’études, Département Génie Chimique, Ecole
Supérieure Polytechnique d’Antananarivo, Université d’Antananarivo, 113p
[3]ANONYME, 1982, Codex Alimentarius, Vol IX
[4]ANONYME, 2005, Rapport d’audit environnemental par le SOMEAH-SOGREAH, ONE.
[5]ANONYME, Manuel sur l'application du Système de l'analyse des risques - points critiques
pour leur maîtrise (HACCP), étude FAO alimentation et nutrition
[6]BRODNITZ N.H, 1968, Autoxydation of saturated fatty acids, A review.
[7]CHEFTEL J.C et CHEFTEL H., 1977, Introduction à la biochimie et à la technologie des
aliments, PARIS, Ese Moderne d’édition, Vol.1, PARIS.
[8]FRANCOIS R., 1974, Industries des corps gras, technique et documentation, Edition
Lavoisier.
[9]MAEP et UPDR, 2003, Monographie de la région du Vakinankaratra, Madagascar.
[10]RAFIDIMANANTSOA P., 2010, Caractérisation de l’huile de pépins de Passiflora edulis
et de l’huile de pépins de Cucurbita pepo en vue de leur valorisation, Mémoire de fin d’études,
Département Génie Chimique, Ecole Supérieure Polytechnique d’Antananarivo, Université
d’Antananarivo, 124p
[11]RAKOTOARIMALALA, M., (2008), Mise en application et suivi des normes QHSE à
travers la restauration collectives, Cas du CIS pour le projet Ambatovy, Mémoire de fin
d’études, Département Industries Agricoles et Alimentaires, Ecole Supérieure des Sciences
Agronomiques, Université d’Antananarivo, 136p
108
[12]RAKOTOARIMANANA S. R., 2010, Contribution à l’amélioration de la comestibilité de
l’huile d’arachide artisanale par raffinage, Mémoire de fin d’études, Département Génie
Chimique, Ecole Supérieure Polytechnique d’Antananarivo, Université d’Antananarivo, 153p
[13]RAKOTOMANIRAKA M.J., 1995, contribution à l’étude de raffinage de l’huile de
coprah, Mémoire de fin d’études, Département Industries Agricoles et Alimentaires, Ecole
Supérieure des Sciences Agronomiques, Université d’Antananarivo, 112p
[14]RANDRIAMAHEFA, N.A., 1983, Etude des ateliers de traitement des graines et de
raffinage, Mémoire de fin d’études, Département Industries Agricoles et Alimentaires, Ecole
Supérieure des Sciences Agronomiques, Université d’Antananarivo, 124p
[15]RANDRIAMITANTSOA T., 2002, Suivi des paramètres biochimiques caractérisant deux
huiles, « soja et tournesol », produites par TIKO oil product au cours du raffinage, Mémoire de
DEA, Département Biochimie appliquée aux sciences de l’alimentation et de la nutrition,
Faculté des Sciences, Université d’Antananarivo, 166 p
[16]RANDRIANIRINA, M., (2009), Mise en place d’un système de gestion de la qualité de la
filière fromagère, cas de la ferme Salésiens Don Bosco Ijely, Mémoire de fin d’études,
Département Industries Agricoles et Alimentaires, Ecole Supérieure des Sciences
Agronomiques, Université d’Antananarivo, 146 p
[17]VOLOLONIAINA S., 2005, Valorisation du lait de soja en fromagerie : cas de la
fabrication de « soycheese » dans la région de Vakinankaratra, Mémoire de fin d’études,
Département Industries Agricoles et Alimentaires, Ecole Supérieure des Sciences
Agronomiques, Université d’Antananarivo, 96p
109
WEBOGRAPHIE
[18]ANONYME, (2007), L’impératif qualité, [en ligne] cité le 03/03/14 sur
www.axessqualité.fr
[19]ANONYME, 1999, Norme pour les huiles végétales portant un nom spécifique, [en
ligne] cité le 07/02/2014 sur
http://www.codexalimentarius.org/input/download/standards/CXS_210f.pdf
[20]ANONYME, Livre de Procédé, documentation HITA. 2. P2C1 2 ALLAIN E.,
COMEAUX L., GORLIER P., LEMARCHAND S., LE STRAT P., MERLOT M.,
NAJMAN R., 1999, Le soja, ENSCR, [en ligne] cité le 21/03/2014 sur
http://philippe.gorlier.voila.net/Documents/Soja.pdf
[21]ANONYME, Microsoft Corporation, 2004, Encyclopédie Encarta (version électronique).
[22]ANONYME, Ministère de l'agriculture, de l'agroalimentaire et de la forêt, République
Française, 2012, Panorama des IAA, [en ligne] cité le 02/04/2014 sur http://cigi.ca/wp-
content/uploads/2011/12/2010-Soybean-Feed-Industry-Guide_French.pdf
[23]ANONYME, Systèmes de qualité et de sécurité sanitaire des aliments: Manuel de
formation sur l'hygiène alimentaire, Archives de document de la FAO 2001, [en ligne], cité le
16/03/2014 sur http://www.fao.org/docrep
[24]BERGER, T., (2004), Fromage, Manuel suisse des denrées alimentaires, Chap. 5, [en ligne]
cité le 29/03/2014 sur www.bag-anw.admin.ch
[25]BOSQUE F., 2010, Guide d’aide à l’application des Meilleures Technologies Disponibles
(MTD) pour les unités de production d’huiles végétales P3C2, [en ligne], cité le 26/03/2014 sur
http://iterg.com/MTD/Guide_MTD.pdf
[26]FAERGEMAND, J., (2008), La serie ISO 22000… Des normes mondiales pour la sécurité
des chaines logistiques alimentaires, ISO Management Systems, p. 4 – 7 [en ligne] cité le
04/02/2014 sur www.iso.org/ims
[27]MAEP UPDR – VALY Agri développement, 2004, Filière Oléagineux Fiche n° 109, [en
ligne], cité le 29/03/2014 sur
http://www.inter-reseaux.org/IMG/pdf_109_Filiere_Oleagineux.pdf
110
[28]NEWKIRK R., 2010, SOJA-Guide de l’industrie de l’alimentation animale, 1re édition [en
ligne] cité le 29/03/2014 sur http://cigi.ca/wp-content/uploads/2011/12/2010-Soybean-Feed-
Industry-Guide_French.pdf
[29]PLATON F. J., 2007, Raffinage de l’huile de soja, [en ligne] cité le 25/03/2014 sur
http://www.asaim-europe.org/backup/pdf/raffinage.pdf
111
SUPPORT DE COURS
[30]FAWBUSH F., 2013, Chimie Biochimie Alimentaire II, cours de 5ème Année,
Département Industries Agricoles et Alimentaires, Ecole Supérieure des Sciences
Agronomiques, Université d’Antananarivo
[31]RANDRIATIANA R., 2013, Nettoyage et désinfection, cours 5ème Année, Département
Industries Agricoles et Alimentaires, Ecole Supérieure des Sciences Agronomiques, Université
d’Antananarivo
[32]RAONIZAFINIMANANA B., 2013, Industrie des corps gras, cours 5ème Année,
Département Industries Agricoles et Alimentaires, Ecole Supérieure des Sciences
Agronomiques, Université d’Antananarivo
[33]RASOARAHONA J., RASOARAHONA F., 2013, Gestion de la qualité, cours 5ème
Année, Département Industries Agricoles et Alimentaires, Ecole Supérieure des Sciences
Agronomiques, Université d’Antananarivo
112
ANNEXES
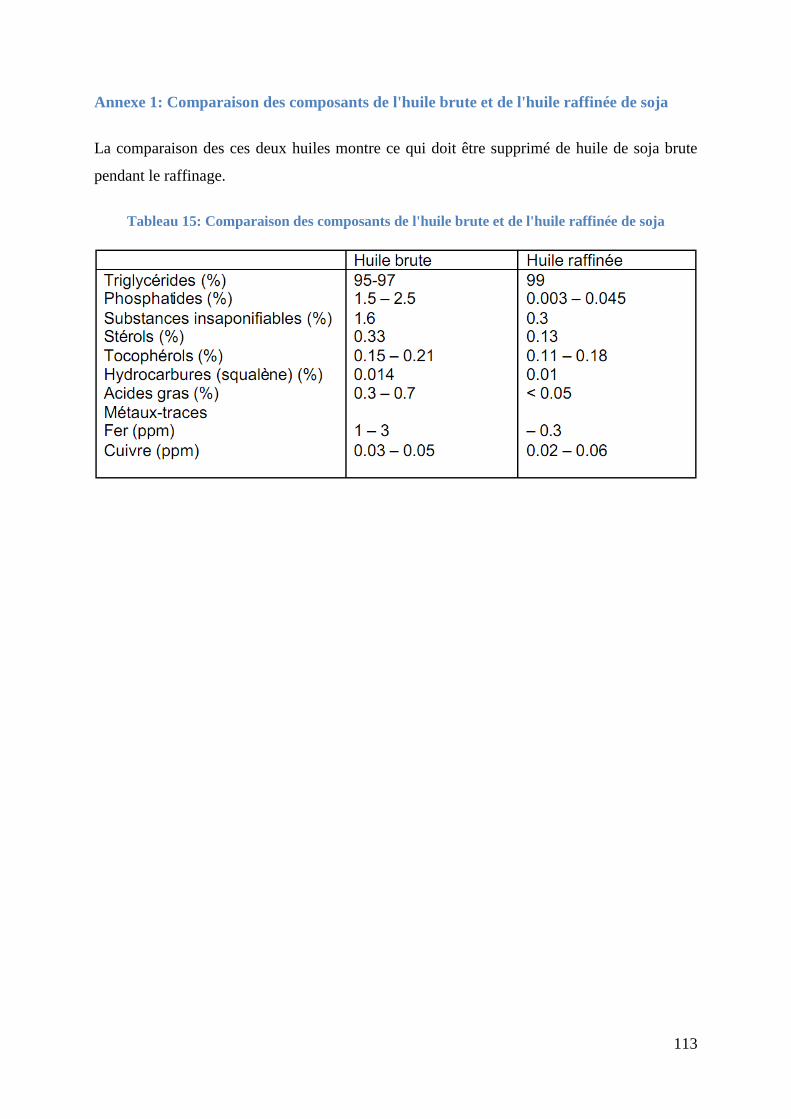
113
Annexe 1: Comparaison des composants de l'huile brute et de l'huile raffinée de soja
La comparaison des ces deux huiles montre ce qui doit être supprimé de huile de soja brute
pendant le raffinage.
Tableau 15: Comparaison des composants de l'huile brute et de l'huile raffinée de soja
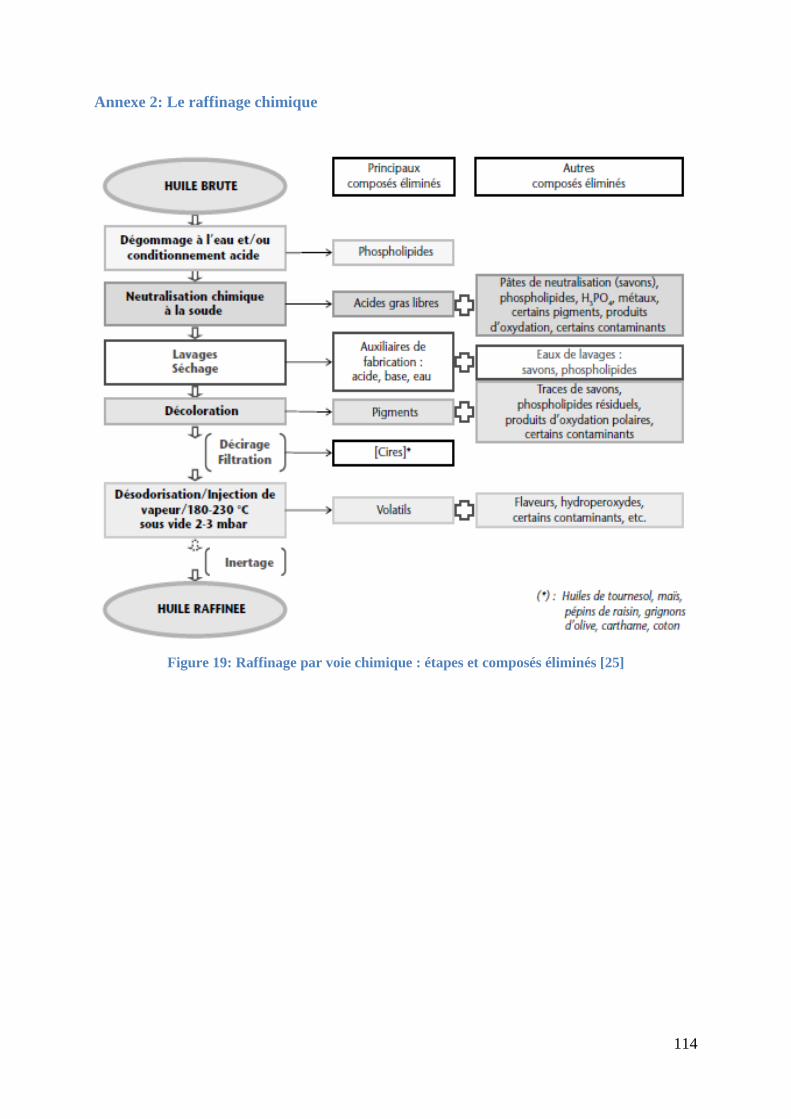
114
Annexe 2: Le raffinage chimique
Figure 19: Raffinage par voie chimique : étapes et composés éliminés [25]
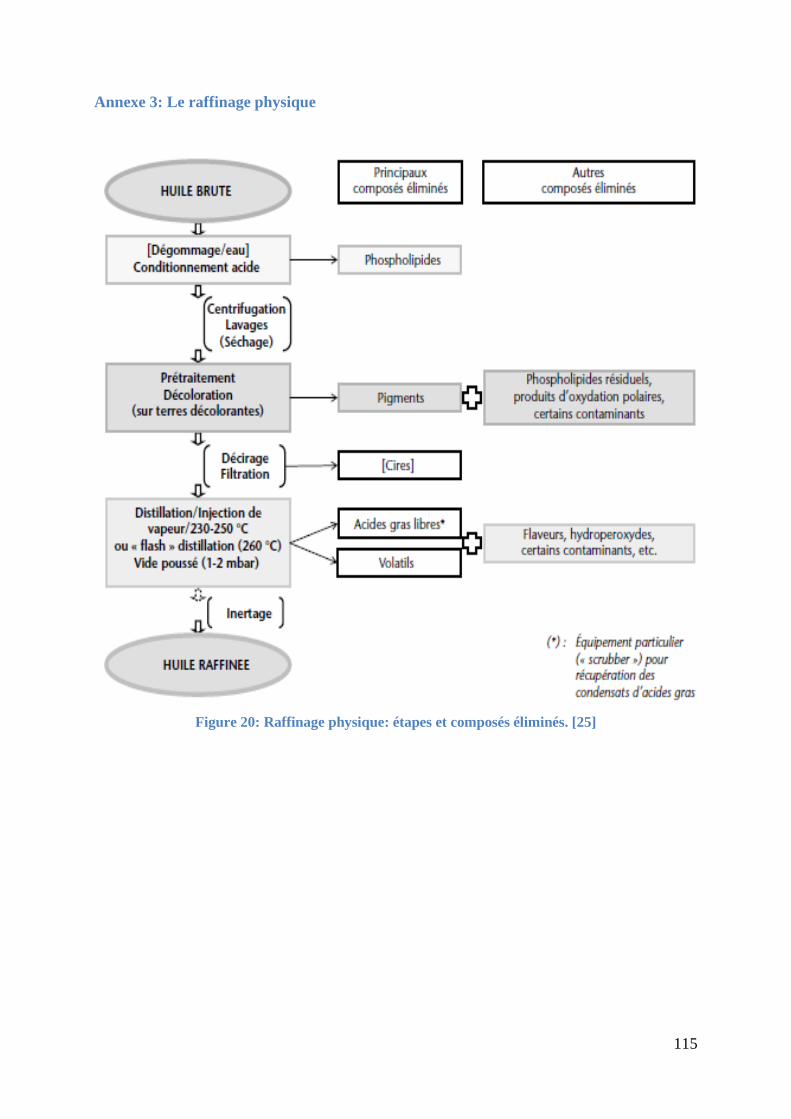
115
Annexe 3: Le raffinage physique
Figure 20: Raffinage physique: étapes et composés éliminés. [25]
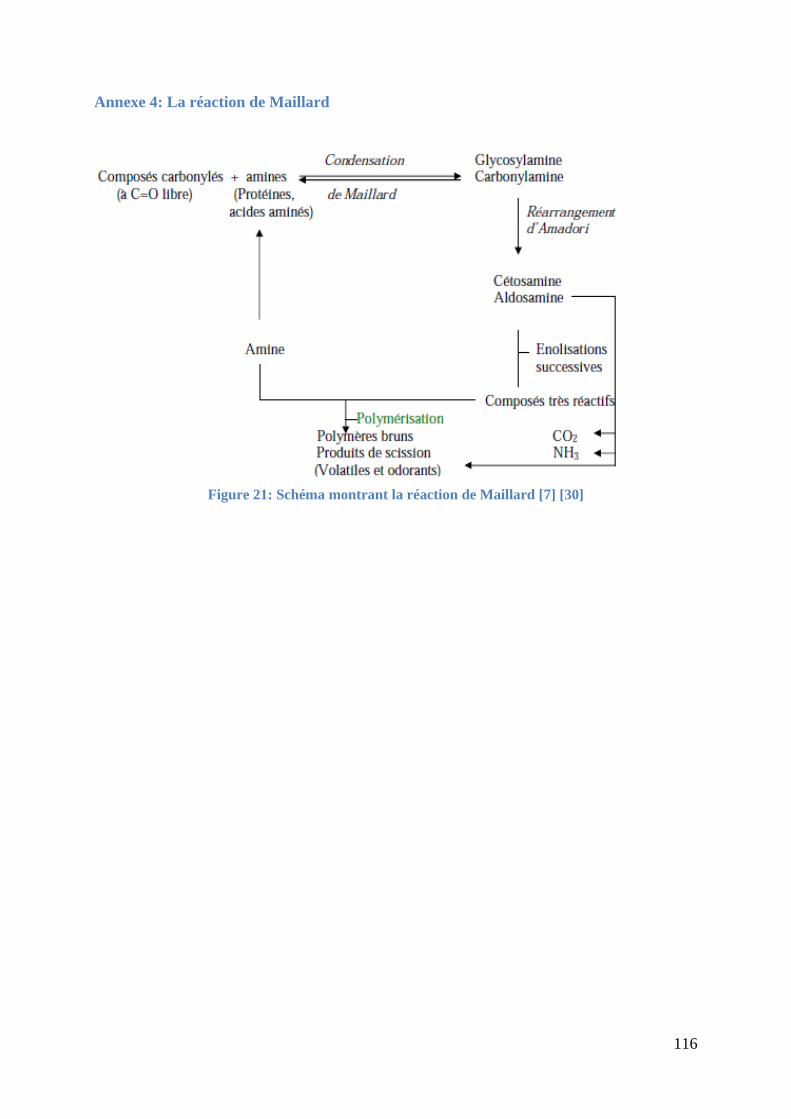
116
Annexe 4: La réaction de Maillard
Figure 21: Schéma montrant la réaction de Maillard [7] [30]
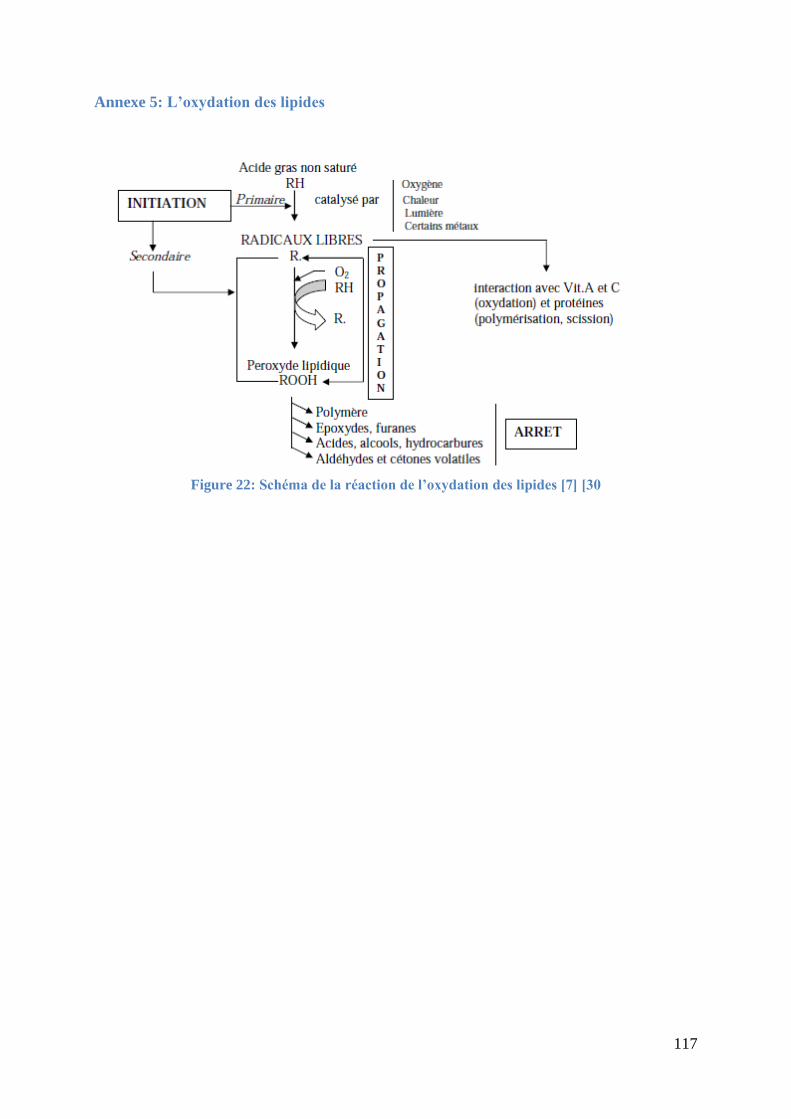
117
Annexe 5: L’oxydation des lipides
Figure 22: Schéma de la réaction de l’oxydation des lipides [7] [30
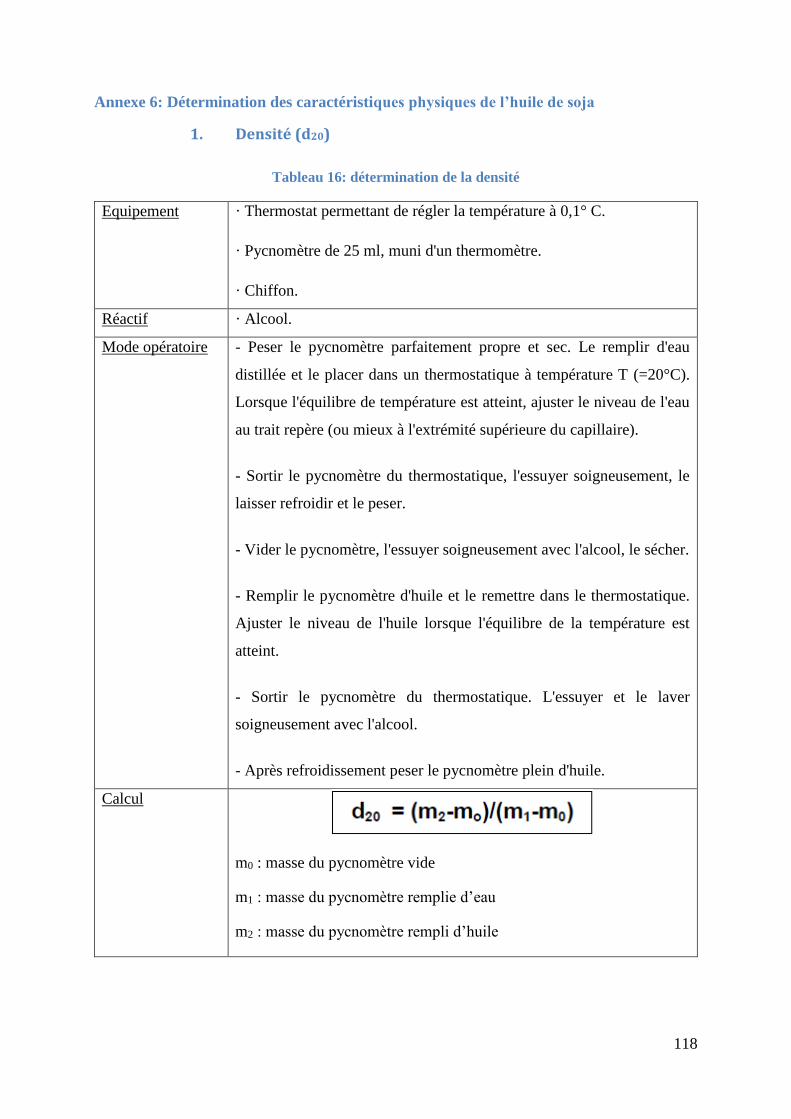
118
Annexe 6: Détermination des caractéristiques physiques de l’huile de soja
1. Densité (d20)
Tableau 16: détermination de la densité
Equipement · Thermostat permettant de régler la température à 0,1° C.
· Pycnomètre de 25 ml, muni d'un thermomètre.
· Chiffon.
Réactif · Alcool.
Mode opératoire - Peser le pycnomètre parfaitement propre et sec. Le remplir d'eau
distillée et le placer dans un thermostatique à température T (=20°C).
Lorsque l'équilibre de température est atteint, ajuster le niveau de l'eau
au trait repère (ou mieux à l'extrémité supérieure du capillaire).
- Sortir le pycnomètre du thermostatique, l'essuyer soigneusement, le
laisser refroidir et le peser.
- Vider le pycnomètre, l'essuyer soigneusement avec l'alcool, le sécher.
- Remplir le pycnomètre d'huile et le remettre dans le thermostatique.
Ajuster le niveau de l'huile lorsque l'équilibre de la température est
atteint.
- Sortir le pycnomètre du thermostatique. L'essuyer et le laver
soigneusement avec l'alcool.
- Après refroidissement peser le pycnomètre plein d'huile.
Calcul
m0 : masse du pycnomètre vide
m1 : masse du pycnomètre remplie d’eau
m2 : masse du pycnomètre rempli d’huile
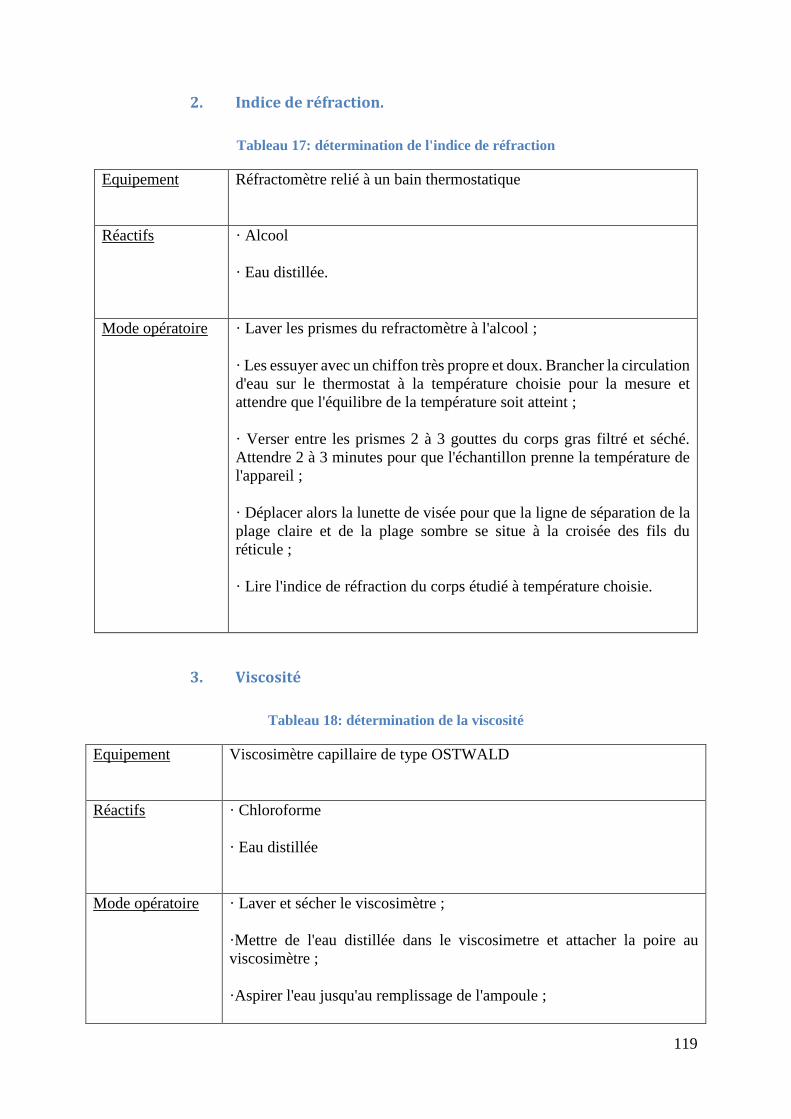
119
2. Indice de réfraction.
Tableau 17: détermination de l'indice de réfraction
Equipement Réfractomètre relié à un bain thermostatique
Réactifs
· Alcool
· Eau distillée.
Mode opératoire · Laver les prismes du refractomètre à l'alcool ;
· Les essuyer avec un chiffon très propre et doux. Brancher la circulation
d'eau sur le thermostat à la température choisie pour la mesure et
attendre que l'équilibre de la température soit atteint ;
· Verser entre les prismes 2 à 3 gouttes du corps gras filtré et séché.
Attendre 2 à 3 minutes pour que l'échantillon prenne la température de
l'appareil ;
· Déplacer alors la lunette de visée pour que la ligne de séparation de la
plage claire et de la plage sombre se situe à la croisée des fils du
réticule ;
· Lire l'indice de réfraction du corps étudié à température choisie.
3. Viscosité
Tableau 18: détermination de la viscosité
Equipement Viscosimètre capillaire de type OSTWALD
Réactifs · Chloroforme
· Eau distillée
Mode opératoire · Laver et sécher le viscosimètre ;
·Mettre de l'eau distillée dans le viscosimetre et attacher la poire au
viscosimètre ;
·Aspirer l'eau jusqu'au remplissage de l'ampoule ;
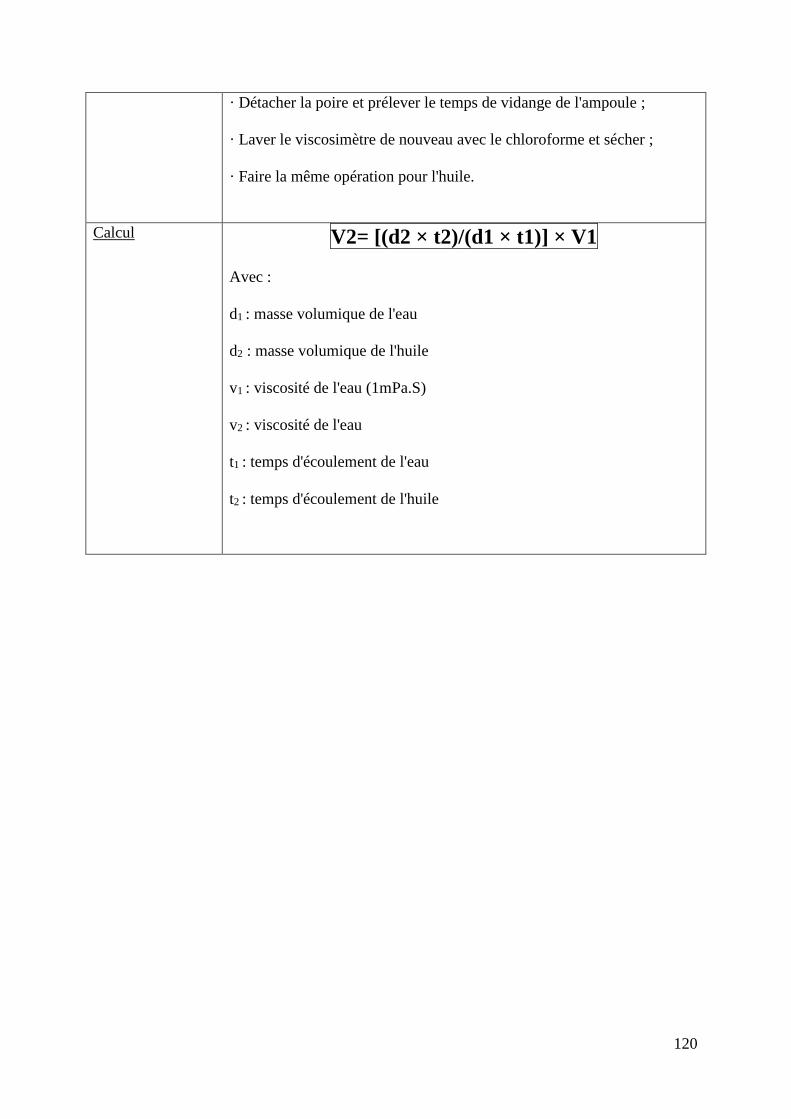
120
· Détacher la poire et prélever le temps de vidange de l'ampoule ;
· Laver le viscosimètre de nouveau avec le chloroforme et sécher ;
· Faire la même opération pour l'huile.
Calcul V2= [(d2 × t2)/(d1 × t1)] × V1
Avec :
d1 : masse volumique de l'eau
d2 : masse volumique de l'huile
v1 : viscosité de l'eau (1mPa.S)
v2 : viscosité de l'eau
t1 : temps d'écoulement de l'eau
t2 : temps d'écoulement de l'huile
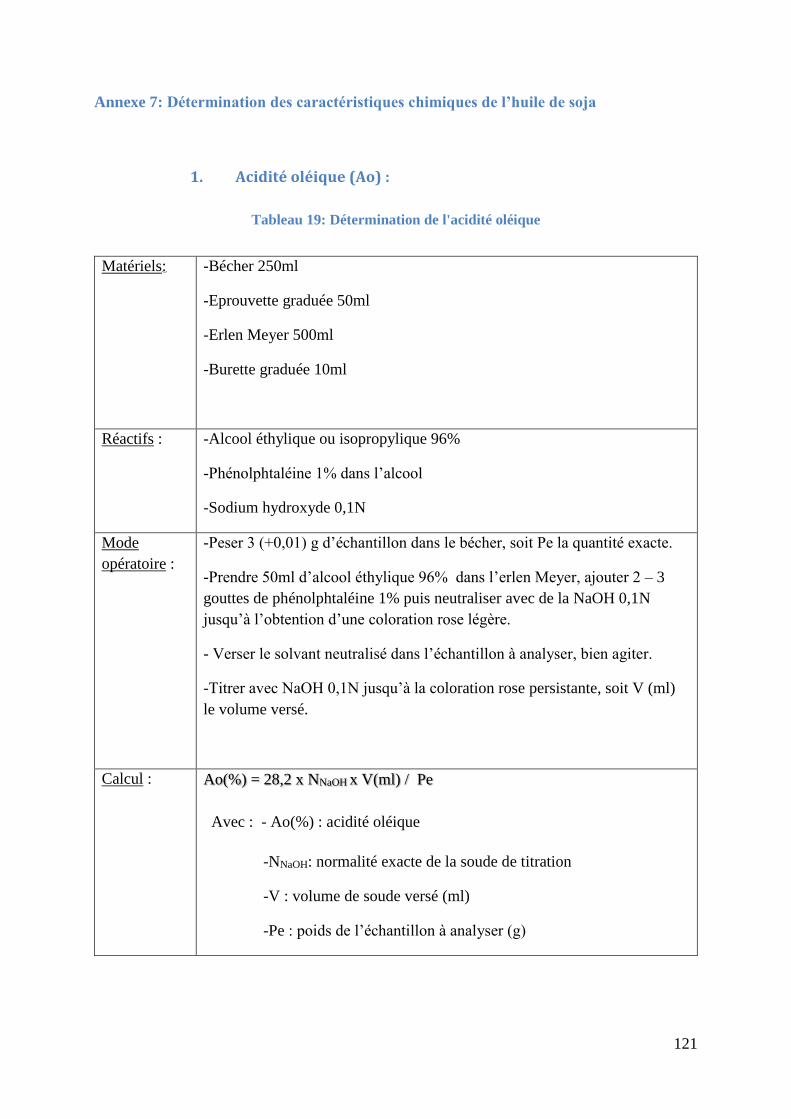
121
Annexe 7: Détermination des caractéristiques chimiques de l’huile de soja
1. Acidité oléique (Ao) :
Tableau 19: Détermination de l'acidité oléique
Matériels:
-Bécher 250ml
-Eprouvette graduée 50ml
-Erlen Meyer 500ml
-Burette graduée 10ml
Réactifs :
-Alcool éthylique ou isopropylique 96%
-Phénolphtaléine 1% dans l’alcool
-Sodium hydroxyde 0,1N
Mode
opératoire :
-Peser 3 (+0,01) g d’échantillon dans le bécher, soit Pe la quantité exacte.
-Prendre 50ml d’alcool éthylique 96% dans l’erlen Meyer, ajouter 2 – 3
gouttes de phénolphtaléine 1% puis neutraliser avec de la NaOH 0,1N
jusqu’à l’obtention d’une coloration rose légère.
- Verser le solvant neutralisé dans l’échantillon à analyser, bien agiter.
-Titrer avec NaOH 0,1N jusqu’à la coloration rose persistante, soit V (ml)
le volume versé.
Calcul :
Ao(%) = 28,2 x NNaOH x V(ml) / Pe
Avec : - Ao(%) : acidité oléique
-NNaOH: normalité exacte de la soude de titration
-V : volume de soude versé (ml)
-Pe : poids de l’échantillon à analyser (g)
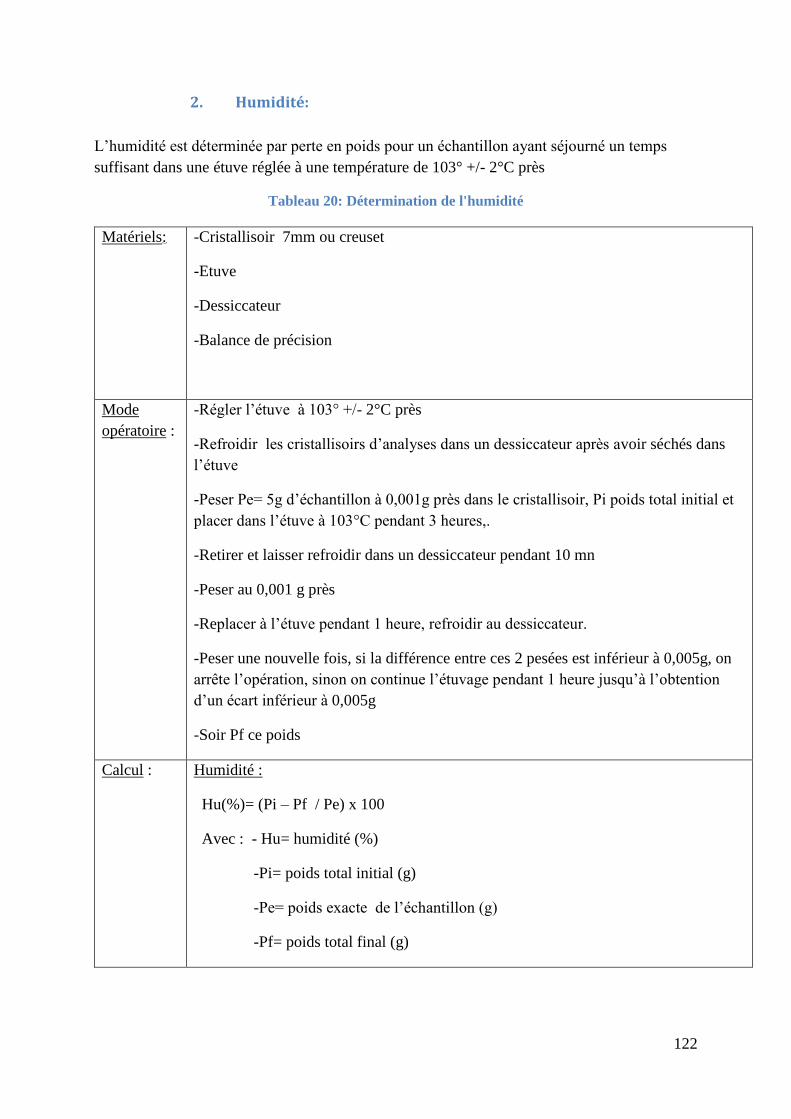
122
2. Humidité:
L’humidité est déterminée par perte en poids pour un échantillon ayant séjourné un temps
suffisant dans une étuve réglée à une température de 103° +/- 2°C près
Tableau 20: Détermination de l'humidité
Matériels:
-Cristallisoir 7mm ou creuset
-Etuve
-Dessiccateur
-Balance de précision
Mode
opératoire :
-Régler l’étuve à 103° +/- 2°C près
-Refroidir les cristallisoirs d’analyses dans un dessiccateur après avoir séchés dans
l’étuve
-Peser Pe= 5g d’échantillon à 0,001g près dans le cristallisoir, Pi poids total initial et
placer dans l’étuve à 103°C pendant 3 heures,.
-Retirer et laisser refroidir dans un dessiccateur pendant 10 mn
-Peser au 0,001 g près
-Replacer à l’étuve pendant 1 heure, refroidir au dessiccateur.
-Peser une nouvelle fois, si la différence entre ces 2 pesées est inférieur à 0,005g, on
arrête l’opération, sinon on continue l’étuvage pendant 1 heure jusqu’à l’obtention
d’un écart inférieur à 0,005g
-Soir Pf ce poids
Calcul :
Humidité :
Hu(%)= (Pi – Pf / Pe) x 100
Avec : - Hu= humidité (%)
-Pi= poids total initial (g)
-Pe= poids exacte de l’échantillon (g)
-Pf= poids total final (g)
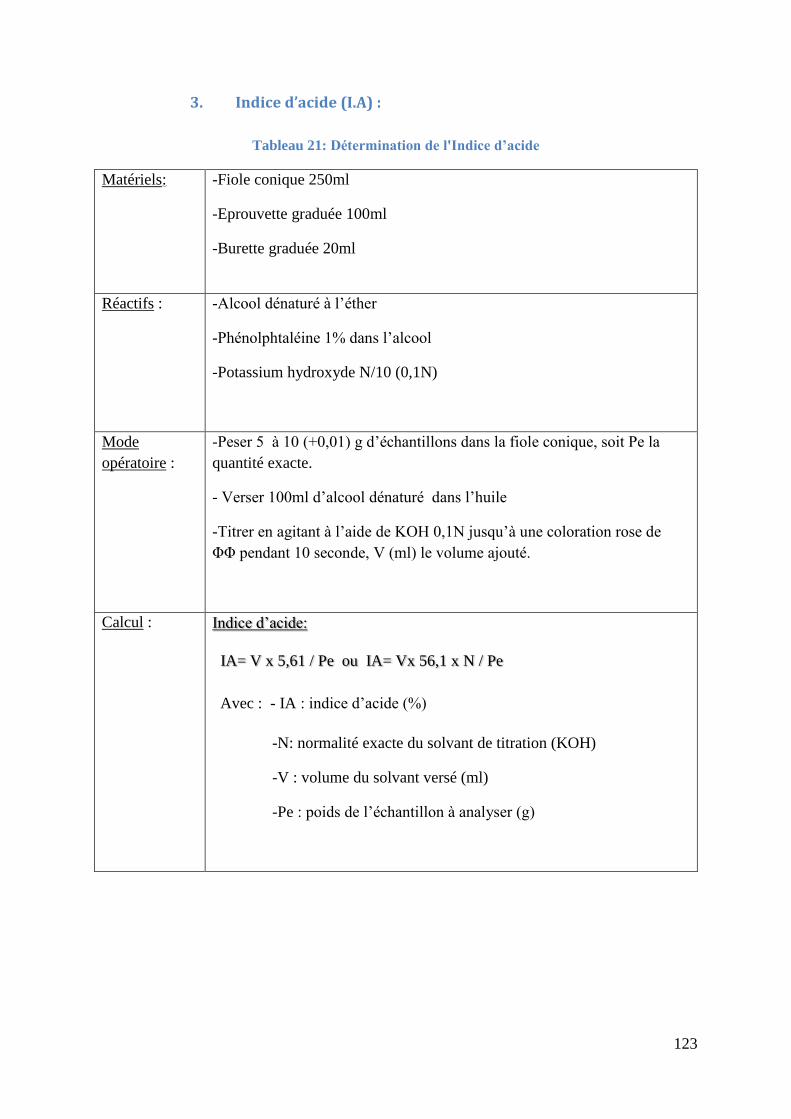
123
3. Indice d’acide (I.A) :
Tableau 21: Détermination de l'Indice d’acide
Matériels:
-Fiole conique 250ml
-Eprouvette graduée 100ml
-Burette graduée 20ml
Réactifs :
-Alcool dénaturé à l’éther
-Phénolphtaléine 1% dans l’alcool
-Potassium hydroxyde N/10 (0,1N)
Mode
opératoire :
-Peser 5 à 10 (+0,01) g d’échantillons dans la fiole conique, soit Pe la
quantité exacte.
- Verser 100ml d’alcool dénaturé dans l’huile
-Titrer en agitant à l’aide de KOH 0,1N jusqu’à une coloration rose de
ΦΦ pendant 10 seconde, V (ml) le volume ajouté.
Calcul :
Indice d’acide:
IA= V x 5,61 / Pe ou IA= Vx 56,1 x N / Pe
Avec : - IA : indice d’acide (%)
-N: normalité exacte du solvant de titration (KOH)
-V : volume du solvant versé (ml)
-Pe : poids de l’échantillon à analyser (g)
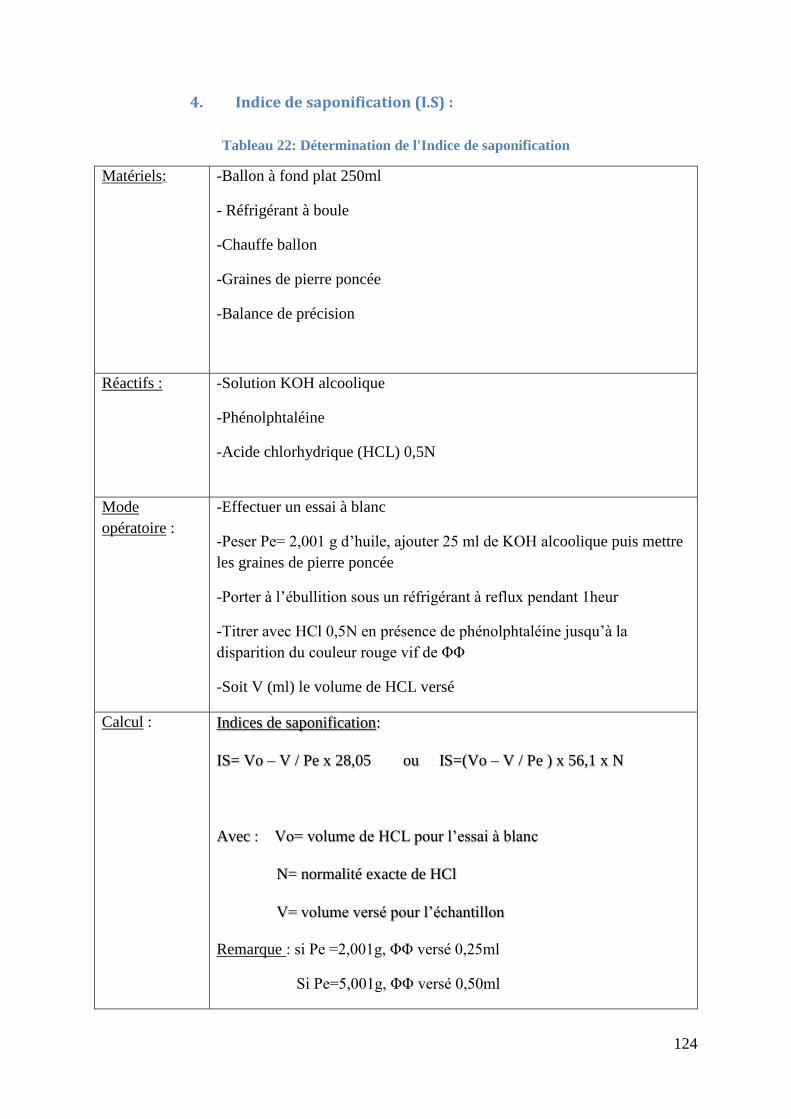
124
4. Indice de saponification (I.S) :
Tableau 22: Détermination de l'Indice de saponification
Matériels:
-Ballon à fond plat 250ml
- Réfrigérant à boule
-Chauffe ballon
-Graines de pierre poncée
-Balance de précision
Réactifs : -Solution KOH alcoolique
-Phénolphtaléine
-Acide chlorhydrique (HCL) 0,5N
Mode
opératoire :
-Effectuer un essai à blanc
-Peser Pe= 2,001 g d’huile, ajouter 25 ml de KOH alcoolique puis mettre
les graines de pierre poncée
-Porter à l’ébullition sous un réfrigérant à reflux pendant 1heur
-Titrer avec HCl 0,5N en présence de phénolphtaléine jusqu’à la
disparition du couleur rouge vif de ΦΦ
-Soit V (ml) le volume de HCL versé
Calcul :
Indices de saponification:
IS= Vo – V / Pe x 28,05 ou IS=(Vo – V / Pe ) x 56,1 x N
Avec : Vo= volume de HCL pour l’essai à blanc
N= normalité exacte de HCl
V= volume versé pour l’échantillon
Remarque : si Pe =2,001g, ΦΦ versé 0,25ml
Si Pe=5,001g, ΦΦ versé 0,50ml
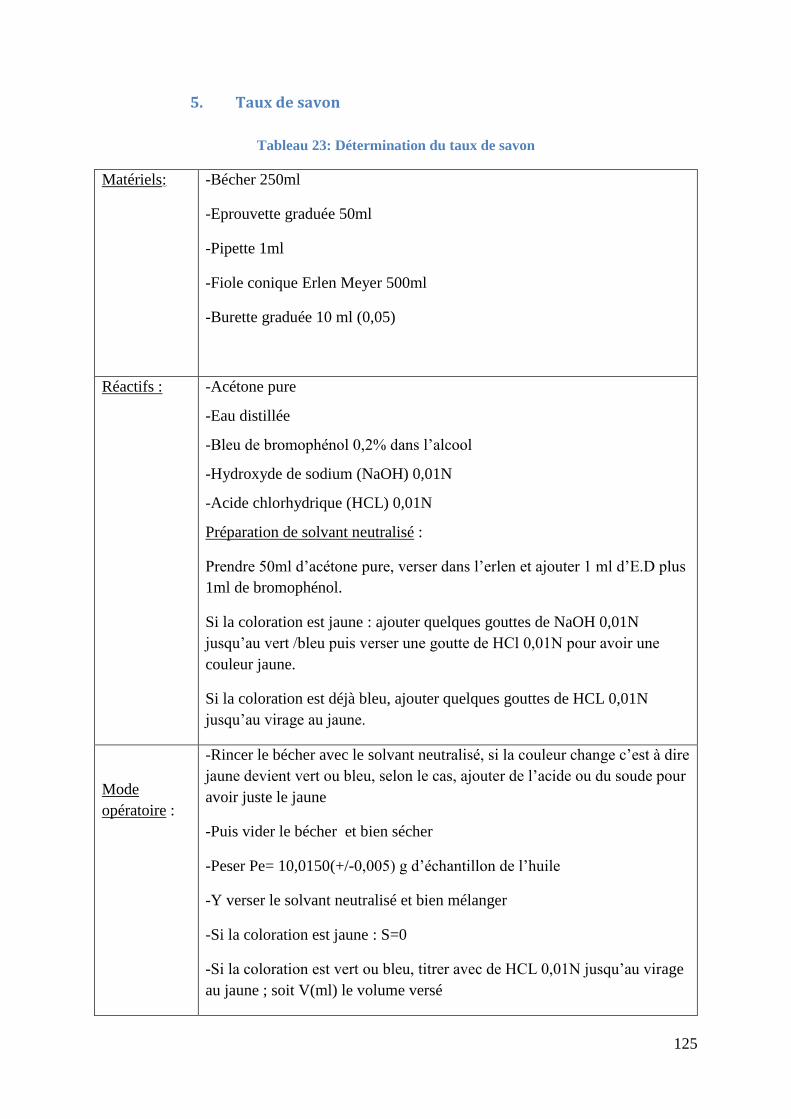
125
5. Taux de savon
Tableau 23: Détermination du taux de savon
Matériels:
-Bécher 250ml
-Eprouvette graduée 50ml
-Pipette 1ml
-Fiole conique Erlen Meyer 500ml
-Burette graduée 10 ml (0,05)
Réactifs : -Acétone pure
-Eau distillée
-Bleu de bromophénol 0,2% dans l’alcool
-Hydroxyde de sodium (NaOH) 0,01N
-Acide chlorhydrique (HCL) 0,01N
Préparation de solvant neutralisé :
Prendre 50ml d’acétone pure, verser dans l’erlen et ajouter 1 ml d’E.D plus
1ml de bromophénol.
Si la coloration est jaune : ajouter quelques gouttes de NaOH 0,01N
jusqu’au vert /bleu puis verser une goutte de HCl 0,01N pour avoir une
couleur jaune.
Si la coloration est déjà bleu, ajouter quelques gouttes de HCL 0,01N
jusqu’au virage au jaune.
Mode
opératoire :
-Rincer le bécher avec le solvant neutralisé, si la couleur change c’est à dire
jaune devient vert ou bleu, selon le cas, ajouter de l’acide ou du soude pour
avoir juste le jaune
-Puis vider le bécher et bien sécher
-Peser Pe= 10,0150(+/-0,005) g d’échantillon de l’huile
-Y verser le solvant neutralisé et bien mélanger
-Si la coloration est jaune : S=0
-Si la coloration est vert ou bleu, titrer avec de HCL 0,01N jusqu’au virage
au jaune ; soit V(ml) le volume versé
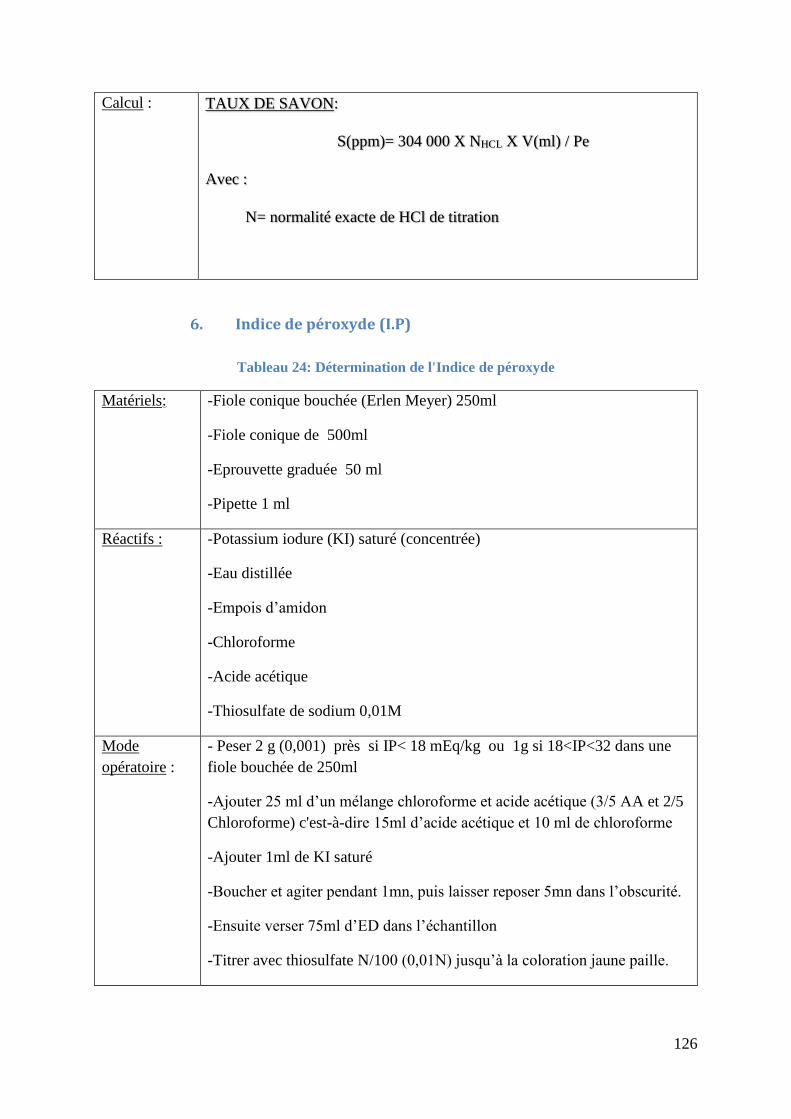
126
Calcul :
TAUX DE SAVON:
S(ppm)= 304 000 X NHCL X V(ml) / Pe
Avec :
N= normalité exacte de HCl de titration
6. Indice de péroxyde (I.P)
Tableau 24: Détermination de l'Indice de péroxyde
Matériels:
-Fiole conique bouchée (Erlen Meyer) 250ml
-Fiole conique de 500ml
-Eprouvette graduée 50 ml
-Pipette 1 ml
Réactifs : -Potassium iodure (KI) saturé (concentrée)
-Eau distillée
-Empois d’amidon
-Chloroforme
-Acide acétique
-Thiosulfate de sodium 0,01M
Mode
opératoire :
- Peser 2 g (0,001) près si IP< 18 mEq/kg ou 1g si 18<IP<32 dans une
fiole bouchée de 250ml
-Ajouter 25 ml d’un mélange chloroforme et acide acétique (3/5 AA et 2/5
Chloroforme) c'est-à-dire 15ml d’acide acétique et 10 ml de chloroforme
-Ajouter 1ml de KI saturé
-Boucher et agiter pendant 1mn, puis laisser reposer 5mn dans l’obscurité.
-Ensuite verser 75ml d’ED dans l’échantillon
-Titrer avec thiosulfate N/100 (0,01N) jusqu’à la coloration jaune paille.
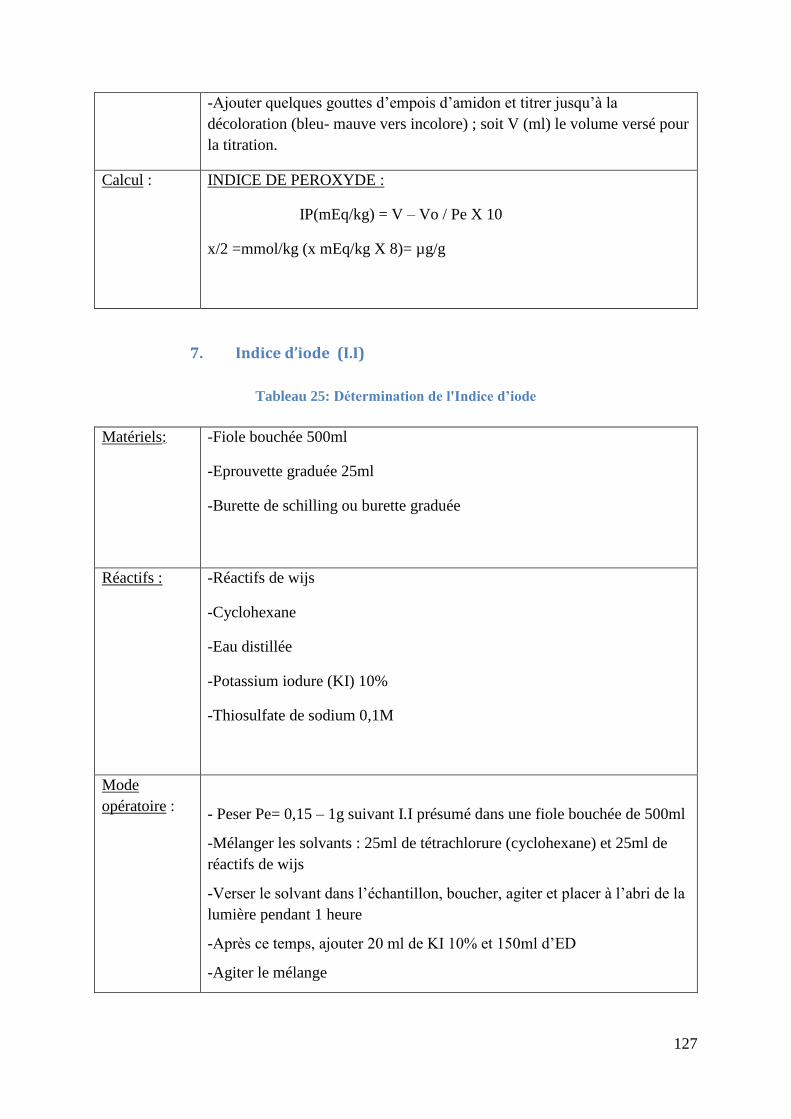
127
7. Indice d’iode (I.I)
Tableau 25: Détermination de l'Indice d’iode
-Ajouter quelques gouttes d’empois d’amidon et titrer jusqu’à la
décoloration (bleu- mauve vers incolore) ; soit V (ml) le volume versé pour
la titration.
Calcul :
INDICE DE PEROXYDE :
IP(mEq/kg) = V – Vo / Pe X 10
x/2 =mmol/kg (x mEq/kg X 8)= µg/g
Matériels:
-Fiole bouchée 500ml
-Eprouvette graduée 25ml
-Burette de schilling ou burette graduée
Réactifs : -Réactifs de wijs
-Cyclohexane
-Eau distillée
-Potassium iodure (KI) 10%
-Thiosulfate de sodium 0,1M
Mode
opératoire :
- Peser Pe= 0,15 – 1g suivant I.I présumé dans une fiole bouchée de 500ml
-Mélanger les solvants : 25ml de tétrachlorure (cyclohexane) et 25ml de
réactifs de wijs
-Verser le solvant dans l’échantillon, boucher, agiter et placer à l’abri de la
lumière pendant 1 heure
-Après ce temps, ajouter 20 ml de KI 10% et 150ml d’ED
-Agiter le mélange
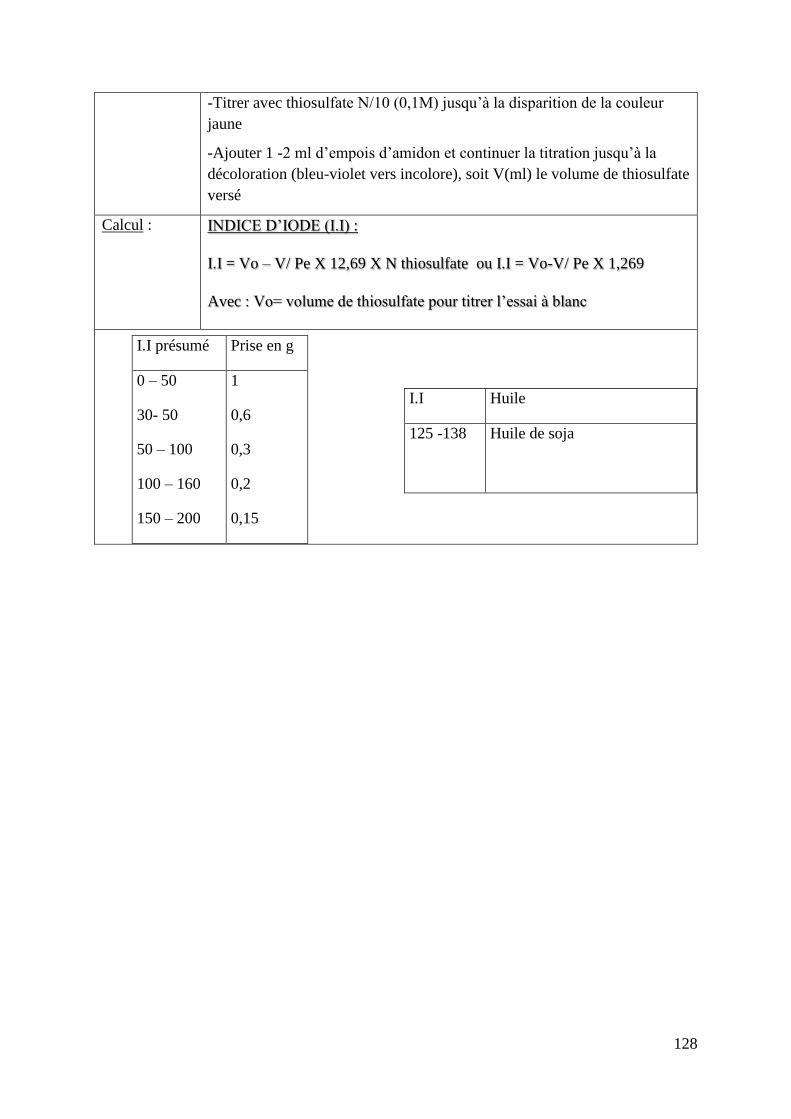
128
-Titrer avec thiosulfate N/10 (0,1M) jusqu’à la disparition de la couleur
jaune
-Ajouter 1 -2 ml d’empois d’amidon et continuer la titration jusqu’à la
décoloration (bleu-violet vers incolore), soit V(ml) le volume de thiosulfate
versé
Calcul :
INDICE D’IODE (I.I) :
I.I = Vo – V/ Pe X 12,69 X N thiosulfate ou I.I = Vo-V/ Pe X 1,269
Avec : Vo= volume de thiosulfate pour titrer l’essai à blanc
I.I présumé Prise en g
0 – 50
30- 50
50 – 100
100 – 160
150 – 200
1
0,6
0,3
0,2
0,15
I.I Huile
125 -138
Huile de soja
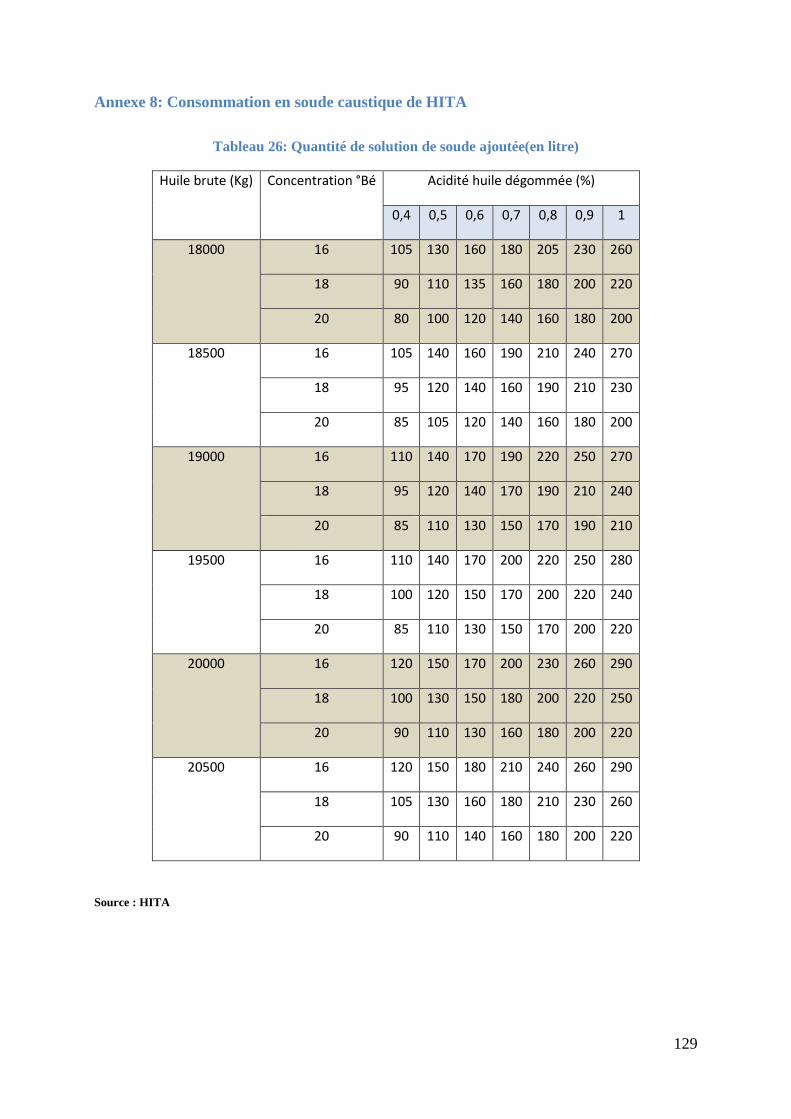
129
Annexe 8: Consommation en soude caustique de HITA
Tableau 26: Quantité de solution de soude ajoutée(en litre)
Huile brute (Kg) Concentration °Bé Acidité huile dégommée (%)
0,4 0,5 0,6 0,7 0,8 0,9 1
18000 16 105 130 160 180 205 230 260
18 90 110 135 160 180 200 220
20 80 100 120 140 160 180 200
18500 16 105 140 160 190 210 240 270
18 95 120 140 160 190 210 230
20 85 105 120 140 160 180 200
19000 16 110 140 170 190 220 250 270
18 95 120 140 170 190 210 240
20 85 110 130 150 170 190 210
19500 16 110 140 170 200 220 250 280
18 100 120 150 170 200 220 240
20 85 110 130 150 170 200 220
20000 16 120 150 170 200 230 260 290
18 100 130 150 180 200 220 250
20 90 110 130 160 180 200 220
20500 16 120 150 180 210 240 260 290
18 105 130 160 180 210 230 260
20 90 110 140 160 180 200 220
Source : HITA

130
Annexe 9 : Normes codex alimentarius sur les huiles alimentaires
Tableau 27: Normes codex alimentarius sur les huiles alimentaires
Couleur Caractéristique du produit désigné
Odeur et saveur Caractéristiques du produit désigné et exemptes d’odeur et de
saveur étrangères et de toute rancidité
Matières volatiles à 105°C 0,2% m/m
Impuretés insolubles 0,05% m/m
Teneur en savon 0,005% m/m
Fer 2,5mg/kg
Cuivre 0,1mg/kg
Indice d’acide 0,6mg de KOH /g d’huile
Indice de peroxyde Jusqu’à 10méq d’oxygène actif/kg d’huile
131
Annexe 10: Avantages de la méthode H.A.C.C.P.
Bien que l’adoption de systèmes HACCP dans le monde soit attribuable principalement
à la protection accrue de la salubrité des aliments qu’elle offre aux consommateurs, la mise en
œuvre d’un système HACCP fructueux comporte d’autres avantages pour l’industrie
alimentaire et pour l’entreprise en général.
1. Sensibilisation accrue à la salubrité des aliments
La salubrité des aliments est la responsabilité de tous les intervenants du système
d’approvisionnement alimentaire. En élaborant et en mettant en œuvre un système HACCP, le
personnel de l’unité de production en question prendra mieux conscience de la salubrité des
aliments et de son rôle en vue de la maintenir et d’y contribuer. Cette sensibilisation lui
permettra de prendre mieux à cœur la fabrication de produits sûrs.
2. Amélioration de la confiance des acheteurs et des
consommateurs
De plus en plus d’acheteurs obligent leurs fournisseurs à adopter un système HACCP.
Les entreprises de transformation des aliments qui l’ont fait assurent les acheteurs et les
consommateurs que leur établissement leur offre des produits alimentaires sûrs.
3. Maintien ou amélioration de l’accès aux marchés
Les forces du marché continuent de favoriser la sensibilisation à la salubrité des aliments
et à l’adoption de systèmes HACCP dans l’ensemble de l’industrie alimentaire. À mesure que
se répandent les systèmes de salubrité des aliments, et particulièrement les systèmes HACCP,
les entreprises de transformation qui n’en adoptent pas constatent qu’il est plus difficile
d’accéder aux marchés. Dans bien des cas, les exigences des acheteurs obligent les entreprises
à mettre en œuvre le HACCP pour maintenir leur part du marché ou obtenir l’accès à des
marchés auparavant inaccessibles. Le HACCP peut également permettre à une entreprise
d’avoir de nouveau l’accès à un marché qu’elle avait perdu. Compte tenu des enjeux
économiques, la mise en œuvre du HACCP pourrait se révéler essentielle.
132
4. Protection contre la responsabilité civile
La mise en œuvre d’un système HACCP pourrait protéger en partie l’établissement
concerné qui l’a mis en application et contre la responsabilité civile et peut éventuellement
réduire les primes d’assurance.
5. Réduction des frais d’exploitation
Pour élaborer et mettre en œuvre le HACCP, il faut examiner et analyser l’ensemble du
processus de fabrication et rédiger des procédures. Ce processus révèle souvent des occasions
de rationaliser les frais d’exploitation.
6. Surveillance efficace
De même, la mise en œuvre du HACCP pourrait permettre une surveillance efficace. En
effet, il peut être rentable de mettre en œuvre le HACCP malgré les coûts qui y sont associés.
Des activités régulières, comme la surveillance des produits et des procédés, la formation du
personnel et l’examen des procédures permettent à l’entreprise de régir rigoureusement
l’établissement et ses produits.
7. Amélioration de la qualité et de l’uniformité des produits
La mise en œuvre d’un système HACCP pourrait également améliorer indirectement la
qualité des produits. En effet, des procédures visant à réduire la présence et la croissance de
microorganismes pathogènes peuvent avoir le même effet sur les microorganismes putréfiant,
augmentant ainsi la durée de conservation des produits. Par ailleurs, la normalisation des
procédures permettra d’améliorer l’uniformité des produits.
8. Réduction du gaspillage
La nature préventive du HACCP permet à l’entreprise de contrôler ses coûts en réduisant
au minimum les produits à retravailler ou à détruire et en orientant les ressources vers les aspects
qui sont considérés comme essentiels à la fabrication d’un produit alimentaire sûr. Grâce à la
surveillance régulière qui est intégrée dans le système HACCP, il est possible de déceler les
problèmes plus tôt et réduire les coûts associés au gaspillage.
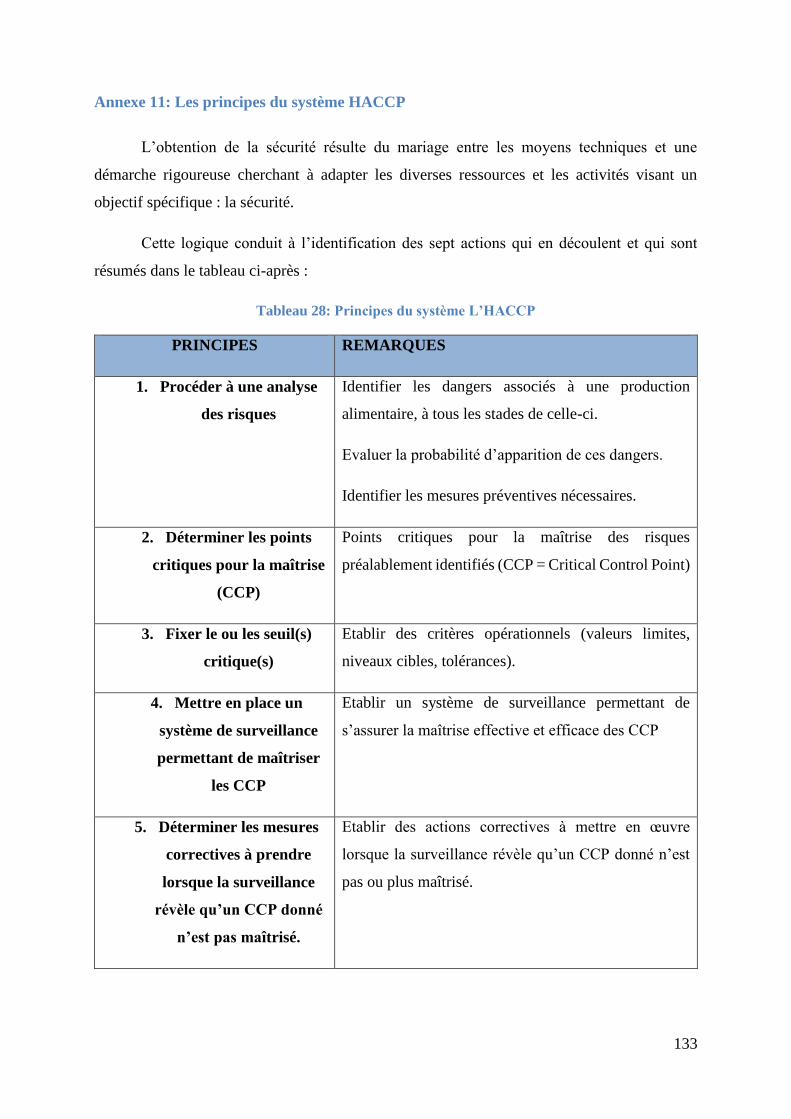
133
Annexe 11: Les principes du système HACCP
L’obtention de la sécurité résulte du mariage entre les moyens techniques et une
démarche rigoureuse cherchant à adapter les diverses ressources et les activités visant un
objectif spécifique : la sécurité.
Cette logique conduit à l’identification des sept actions qui en découlent et qui sont
résumés dans le tableau ci-après :
Tableau 28: Principes du système L’HACCP
PRINCIPES REMARQUES
1. Procéder à une analyse
des risques
Identifier les dangers associés à une production
alimentaire, à tous les stades de celle-ci.
Evaluer la probabilité d’apparition de ces dangers.
Identifier les mesures préventives nécessaires.
2. Déterminer les points
critiques pour la maîtrise
(CCP)
Points critiques pour la maîtrise des risques
préalablement identifiés (CCP = Critical Control Point)
3. Fixer le ou les seuil(s)
critique(s)
Etablir des critères opérationnels (valeurs limites,
niveaux cibles, tolérances).
4. Mettre en place un
système de surveillance
permettant de maîtriser
les CCP
Etablir un système de surveillance permettant de
s’assurer la maîtrise effective et efficace des CCP
5. Déterminer les mesures
correctives à prendre
lorsque la surveillance
révèle qu’un CCP donné
n’est pas maîtrisé.
Etablir des actions correctives à mettre en œuvre
lorsque la surveillance révèle qu’un CCP donné n’est
pas ou plus maîtrisé.
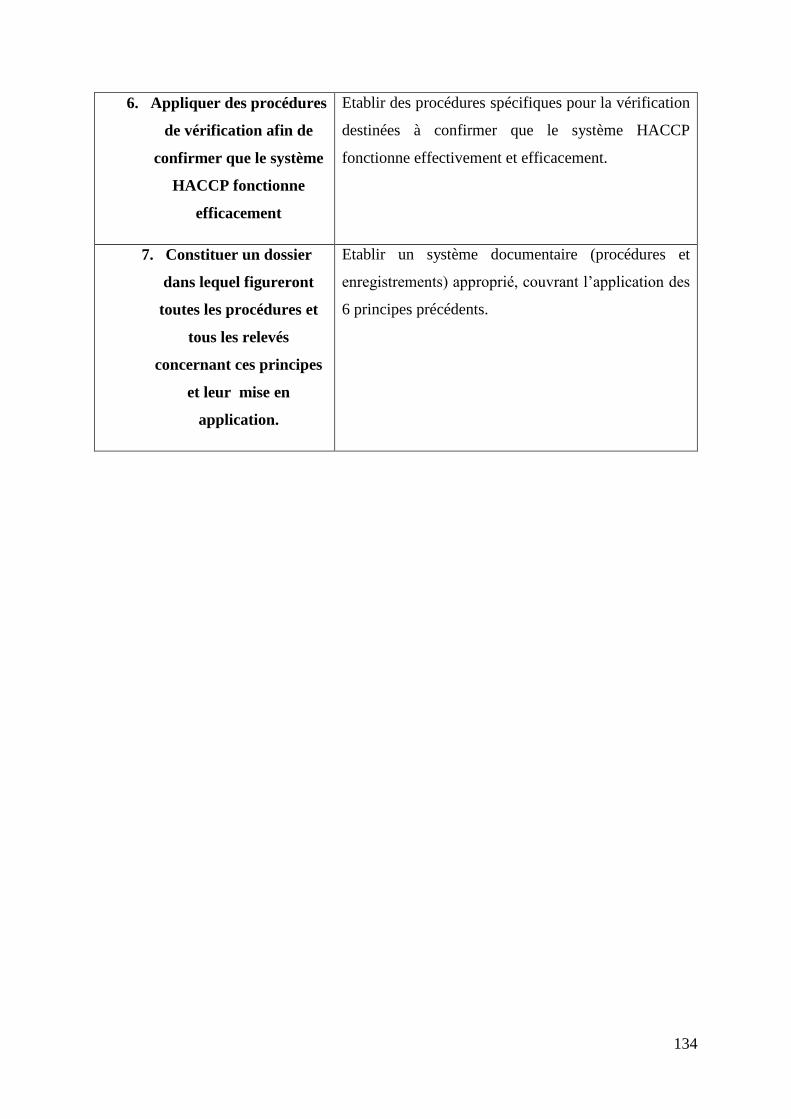
134
6. Appliquer des procédures
de vérification afin de
confirmer que le système
HACCP fonctionne
efficacement
Etablir des procédures spécifiques pour la vérification
destinées à confirmer que le système HACCP
fonctionne effectivement et efficacement.
7. Constituer un dossier
dans lequel figureront
toutes les procédures et
tous les relevés
concernant ces principes
et leur mise en
application.
Etablir un système documentaire (procédures et
enregistrements) approprié, couvrant l’application des
6 principes précédents.
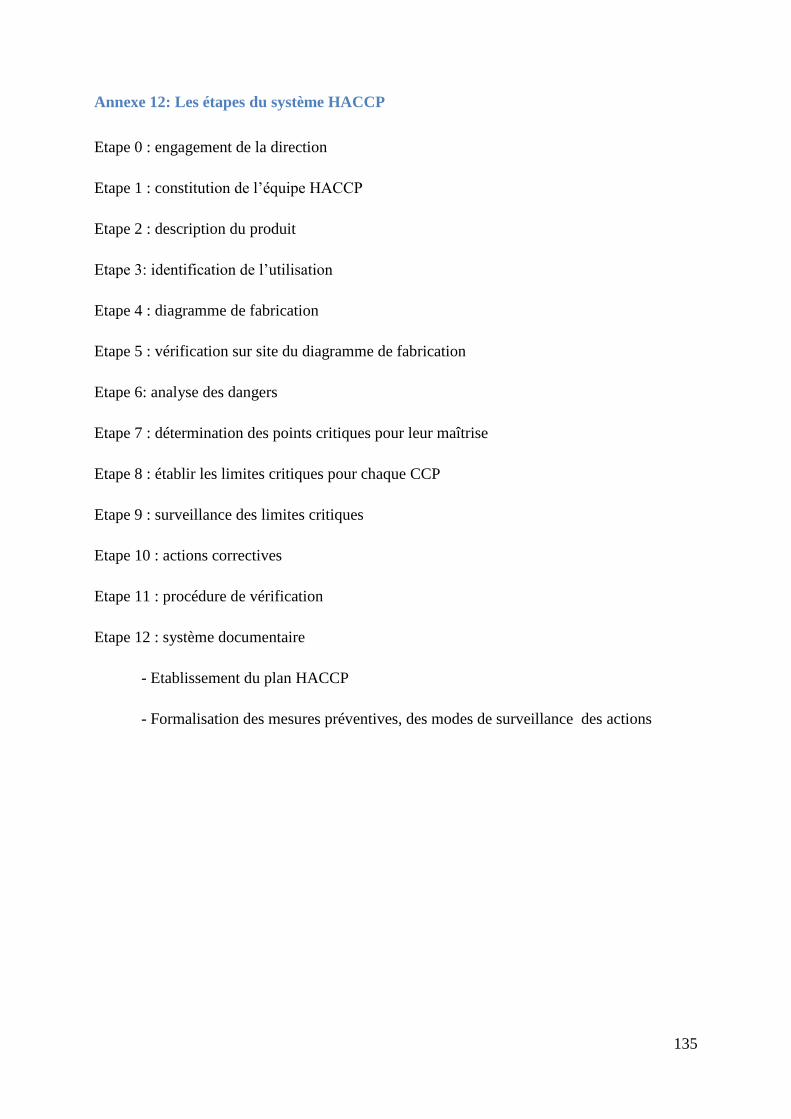
135
Annexe 12: Les étapes du système HACCP
Etape 0 : engagement de la direction
Etape 1 : constitution de l’équipe HACCP
Etape 2 : description du produit
Etape 3: identification de l’utilisation
Etape 4 : diagramme de fabrication
Etape 5 : vérification sur site du diagramme de fabrication
Etape 6: analyse des dangers
Etape 7 : détermination des points critiques pour leur maîtrise
Etape 8 : établir les limites critiques pour chaque CCP
Etape 9 : surveillance des limites critiques
Etape 10 : actions correctives
Etape 11 : procédure de vérification
Etape 12 : système documentaire
- Etablissement du plan HACCP
- Formalisation des mesures préventives, des modes de surveillance des actions
136
Annexe 13: Identification des CCP avec l’arbre de décision
Le point critique ou CCP (Critical Control Points) peut se définir comme tout point,
étape de procédure, point particulier où un danger peut être évité, éliminé ou réduit à un niveau
acceptable par une action de maîtrise appropriée et dont l'absence de maîtrise peut engendrer
un risque inacceptable pour le consommateur et/ou pour la qualité du produit.
- Si le danger peut être évité, on parle de la maîtrise totale ou CCP1 et
- Si le danger n’est que réduit à un niveau acceptable, on parle d’un CCP2.
Connaissant la définition du CCP, il ne sera considéré comme point critique tout point ou
étape ou procédure qui ne prévoit pas des mesures préventives appropriées pour la maîtrise du
danger identifié.
Pour cela, un arbre de décision a été proposé par le Codex Alimentarius pour déterminer si
l'étape considérée est un CCP ou non. L'arbre comporte des séries de questions auxquelles il
fallait répondre par étape afin de conclure la présence d'un point critique pour le contrôle ou
CCP. L'arbre de décision est une procédure d’investigation et on peut représenter comme suit :
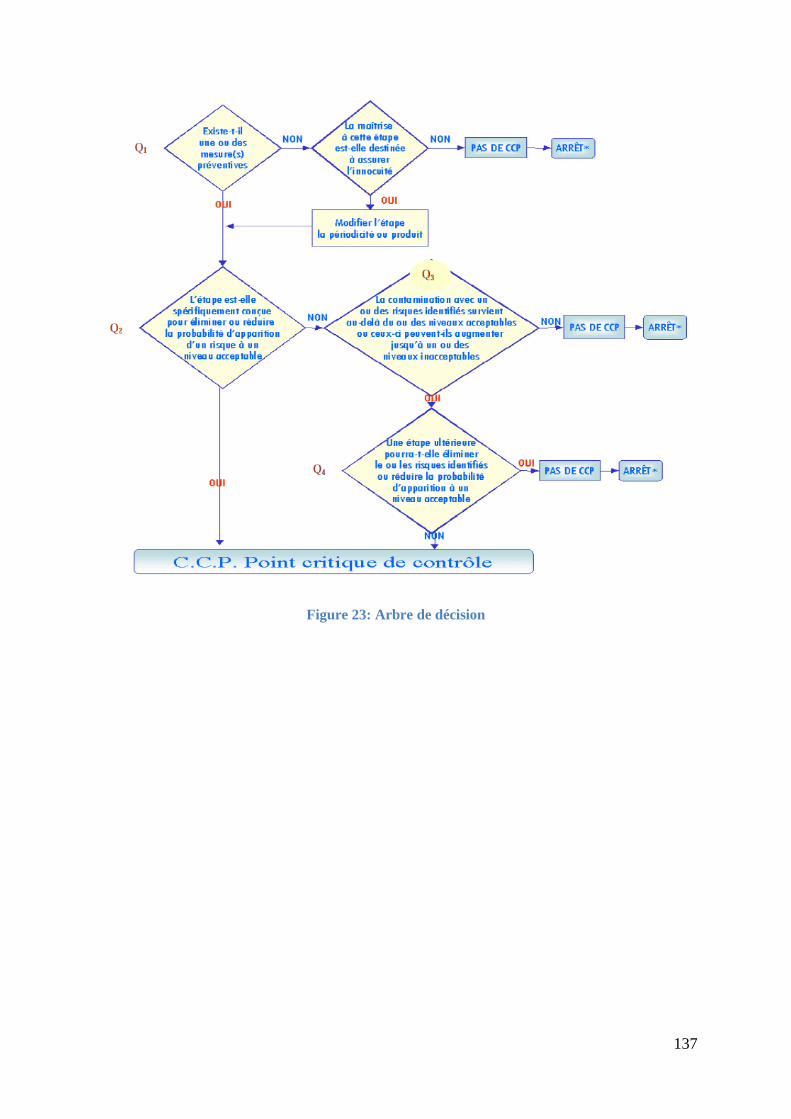
137
Figure 23: Arbre de décision
138
Annexe 14: Prescriptions d'hygiène selon FAO/OMS dans les normes CODEX poux les
aliments diététiques ou de régime Codex Alimentarius, Vol IX, 1982
1. Entretien
Les bâtiments, l’équipement, les ustensiles et toutes les autres installations matérielles
de l'établissement y compris les rigoles devraient être maintenus en bon état et en bon ordre.
Dans la mesure du possible, les salles devraient être protégées contre la vapeur, la buée et l'excès
d'eau.
2. Nettoyage et désinfection
Le nettoyage et la désinfection devraient satisfaire aux prescriptions du présent Code.
Afin d'empêcher la contamination des aliments, tout le matériel et les ustensiles
devraient être nettoyés aussi souvent que nécessaire et désinfectés chaque fois que les
circonstances l'exigent. Ils devraient être également nettoyés et désinfectés chaque fois qu'une
équipe a terminé son travail.
Les précautions nécessaires devraient être prises pour empêcher la contamination des
aliments pendant le nettoyage ou la désinfection des salles; du matériel ou des ustensiles avec
de l'eau et des détergents, ou des désinfectants purs ou en solution Les détergents et les
désinfectants devraient convenir à l'usage auxquels ils sont destinés et être jugés acceptables
par l'autorité compétente. Tout résidu laissé par ces substances sur une superficie ou du matériel
susceptible d'entrer en contact avec les aliments devraient être éliminé par un rinçage à fond
avec de l'eau en conformité avec la section des principes généraux d'hygiène alimentaire
auxquels il est fait référence à l'alinéa du présent code, avant que la superficie ou le matériel ne
soient réutilisés pour la manutention des aliments.
Immédiatement après l'arrêt du travail quotidien ou à n'importe quel autre moment si les
circonstances l'exigent, les sols-y compris les rigoles, les structures auxiliaires et les murs des
zones de manutentions des aliments devraient être nettoyés à fond. Les vestiaires et les toilettes
devraient être maintenus en permanence en état de propreté.
Les voies d'accès et les cours situées à proximité immédiate des bâtiments devraient être
maintenues en état de propreté.
139
3. Programme de contrôle de l'hygiène
Un programme permanent de nettoyage et de désinfection devrait être prévu pour
chaque établissement de façon à garantir que toutes les zones sont convenablement nettoyées
et que les zones et le matériel critique font l'objet d'une attention particulière. La propreté de
l'établissement devrait être confiée à un seul responsable, qui devrait de préférence être attaché
en permanence à l'entreprise et dont les fonctions devraient être étrangères à la production. Ce
responsable devrait connaître parfaitement les risques inhérents à la contamination, Tout le
personnel affecté au nettoyage de l'établissement devrait être bien formé aux techniques
sanitaires. L'exécution de chaque opération de nettoyage et de désinfection du programme
devrait être notée dans un registre approprié, avec la signature du responsable et la date.
4. Sous-produits
Les sous produits devraient être entreposés de façon à éviter la contamination des
aliments. Ils devraient être enlevés des zones de travail aussi souvent que nécessaire et au moins
une fois par jour.
5. Entreposage et évacuation des déchets
Les déchets devraient être manipulés de telles manières qu'ils ne puissent contaminer
les aliments ou l'eau potable. Il faudrait empêcher qu'ils ne soient accessibles aux ravageurs. Ils
devraient être enlevés des zones de manutention des aliments et des autres zones de travail aussi
souvent que nécessaire et au moins une fois par jour. Immédiatement après l'évacuation des
déchets, les réceptacles utilisés pour leur entreposage ainsi que tout le matériel avec lequel ils
ont été en contact devraient être nettoyés et désinfectés. La zone d'entreposage des déchets
devrait également être nettoyée et désinfectée.
6. Exclusion des animaux domestiques
La présence d'animaux en liberté ou qui pourraient présenter un risque pour la santé
devrait être interdite dans les établissements.
7. Lutte contre les ravageurs
Un programme permanent et efficace de lutte contre les ravageurs devrait être appliqué.
140
Les établissements et leurs abords devraient faire l'objet de contrôles réguliers, afin de
déceler tout signe d'infestation.
Au cas où des ravageurs pénétraient dans l'établissement, les mesures nécessaires
devraient être prises pour les éliminer. Ces mesures, qui comportent un traitement par des agents
chimiques, physiques ou biologiques, ne devraient être appliquées que par un personnel
parfaitement au courant des risques inhérent à un tel traitement, en particulier des dangers
possibles de rétention de résidus dans le produit, ou sous le contrôle direct de ce personnel.
Ces mesures devraient être conformes aux recommandations de l'autorité compétente.
Les pesticides ne devraient être utilisés que si d'autres mesures de précaution ne peuvent
être employées efficacement. Avant l'application de pesticides, il conviendrait de protéger tous
les aliments, le matériel et les ustensiles contre une éventuelle contamination Après application
le matériel et les ustensiles contaminés devraient être entièrement nettoyés avant d'être
réutilisés.
8. Entreposage des substances dangereuses
Les pesticides ou toute autre substance pouvant représenter un risque pour la santé
devraient porter une étiquette mettant en garde contre leur toxicité et indiquant leur mode
d'emploi. Ils devraient être entreposés dans des pièces ou des armoires fermées à clé et réservées
exclusivement à cet effet et ils ne devraient être distribués et manipulés que par du personnel
autorisé et formé ou par des personnes placées sous le contrôle rigoureux d'un personnel
qualifié.
Toutes précautions devraient être prises pour éviter la contamination des aliments.
Sauf pour des raisons d'hygiène ou lorsque le traitement l'exige, aucune substance susceptible
de contaminer les aliments ne devrait être utilisée ou entreposée dans les zones de manutention
des aliments.
9. Effets personnels et habits :
Les effets personnels et les vêtements ne devraient pas être déposés dans les zones de
manutention des aliments.
141
10. Hygiène du personnel et spécifications sanitaires
11. Formation en matière d'hygiène :
Les directeurs d'établissements devraient organiser à l'intention de toutes les personnes
chargées de la manutention des aliments une formation permanente concernant les pratiques
hygiéniques de manutention des aliments et l’hygiène personnelle, afin qu'elles sachent quelles
sont les précautions nécessaires pour éviter la contamination des aliments. Cette formation
devrait notamment comprendre les passages pertinents du présent Code. Il faudrait tenir un
registre des absences
12. Examen médical :
Les personnes en contact avec les aliments au cours de leur travail devraient subir un
examen médical d'embauche, si l'autorité compétente le juge nécessaire après avis médical, par
suite d'une épidémie, en raison de la nature des aliments préparés dans un établissement donné
ou à cause des antécédents médicaux du futur employé. Un examen médical devrait également
être effectué chaque fois qu'il s'impose pour des raisons cliniques ou épidémiologiques.
13. Maladies contagieuses :
La direction devrait prendre les mesures nécessaires pour qu'aucune personne reconnue
ou soupçonnée d'être atteinte d'une maladie transmissible
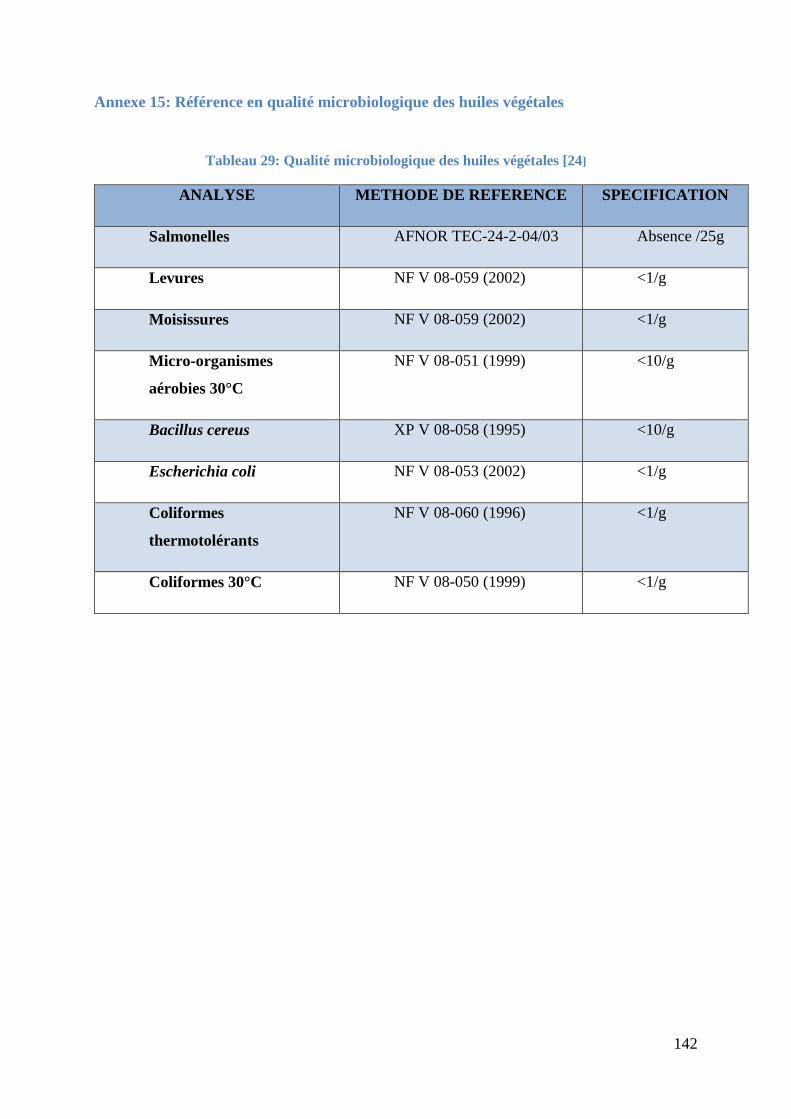
142
Annexe 15: Référence en qualité microbiologique des huiles végétales
Tableau 29: Qualité microbiologique des huiles végétales [24]
ANALYSE METHODE DE REFERENCE SPECIFICATION
Salmonelles AFNOR TEC-24-2-04/03 Absence /25g
Levures NF V 08-059 (2002) <1/g
Moisissures NF V 08-059 (2002) <1/g
Micro-organismes
aérobies 30°C
NF V 08-051 (1999) <10/g
Bacillus cereus XP V 08-058 (1995) <10/g
Escherichia coli NF V 08-053 (2002) <1/g
Coliformes
thermotolérants
NF V 08-060 (1996) <1/g
Coliformes 30°C NF V 08-050 (1999) <1/g

143
Annexe 16: Quelques figures prises sur place
Figure 24: laboratoire de HITA (cliché: auteur)
Figure 25: huile brute de soja (cliché: auteur) Figure 26: huile raffinée de soja (cliché: auteur)
Figure 27: tableau de commande de la neutralisation Figure 28: tableau de commande de la
et de la décoloration (cliché : auteur) désodorisation (cliché: auteur)
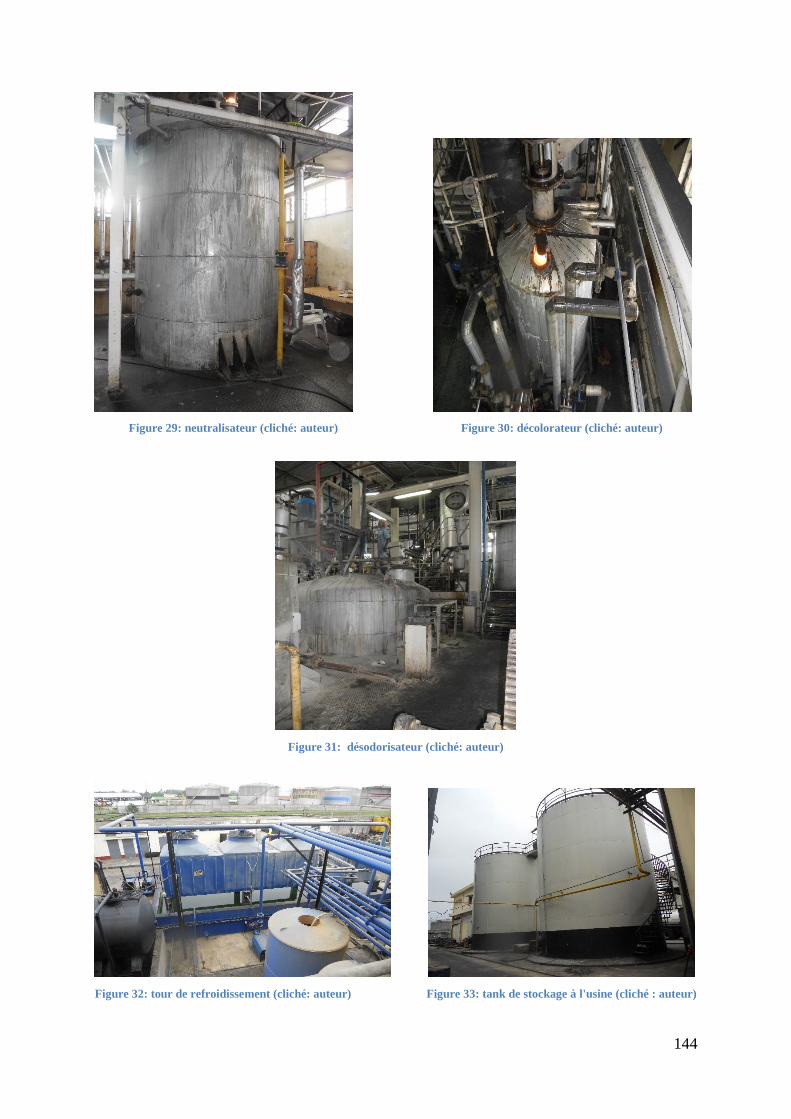
144
Figure 29: neutralisateur (cliché: auteur) Figure 30: décolorateur (cliché: auteur)
Figure 31: désodorisateur (cliché: auteur)
Figure 32: tour de refroidissement (cliché: auteur) Figure 33: tank de stockage à l'usine (cliché : auteur)
145
Figure 34: remplisseuse jerricane (cliché: auteur) Figure 35: étiqueteuse jerricane (cliché: auteur)
Figure 36: embouteillage (cliché: auteur) Figure 37: mise en carton (cliché: auteur)
Figure 38: local de stockage des huiles conditionnées (cliché: auteur)

ANDRIAMISAINA Nampoina
Promotion HINA (2009-2013)
Lot II B 27 Faravohitra
Antananarivo, MADAGASCAR
FAMINTINANA
Aorian’ny fikarakarana ny voan’ny soja sy ny fakana ny menaka, dia dioviana ilay menaka azo
mba ho fihinana. Io dingana farany io no mamaritra ny kalitaony. HITA dia anisan’ny orinasa
mpanadio menaka matanjaka eto Madagasikara. Noho izany, dia mila mamokatra menaka tsara
kalitao izy mba hitazonana io toerana io. Ny HACCP no lamina mifandraika indrindra amin’ny
orinasa mba entiny hifehezana ny kalitaon’ ny vokatra. Io mantsy no entina hamantarana ny
loza rehetra mety hitranga eo anivon’ny famokarana.ka ahafahana misoroka izany. Ny
fanatanterahana azy anefa dia mitaky fahaiza-mifehy ny fahavoazana sy ny tsy
fahatomombanana misy ary indrindra mitaky fampihenana ny taham-pahaverezana ahafahana
mampitombo ny vokatra.
Teny manan-danja: soja, menaka, fanadiovana, kalitao, HACCP
RESUME
Après la préparation des graines et l’extraction, le raffinage constitue la dernière étape pour
l’obtention d’huile alimentaire comestible et détermine son niveau de qualité. HITA est parmi
les grandes industries œuvrant dans le domaine de la raffinerie à Madagascar. Grâce à cette
image, elle a intérêt à produire d’huile alimentaire de bonne qualité, donc de mettre en place
un système de gestion de qualité où le HACCP se trouve le plus adapté, son rôle étant
d’identifier les dangers liés à la production de l’amont à l’aval. Néanmoins sa mise en œuvre
nécessite des dispositions préalables telles la maîtrise des anomalies et du non conformité
durant le raffinage, et la minimisation des pertes.
Mots clés : soja, huile, raffinage, qualité, HACCP
ABSTRACT
After the preparation and extraction of soya bean, refining is the final step for obtaining edible
cooking oil and it determines its quality. HITA is among the major industries operating in the
field of refinery in Madagascar. To keep his place, the company is interested in producing good
quality edible oil, so the hazards associated with the production from upstream to downstream.
However its implementation requires prior arrangements such as the control of anomalies or
non-compliance during the refining and the reduction of losses.
Keywords: soya, oil, refining, quality, HACCP
« 50 ans
d’excellence au
service du
développement
»
ECOLE SUPERIEURE DES SCIENCES
AGRONOMIQUES
Département Industries Agricoles et Alimentaire
ESSA-IAA
Antananarivo