copyrolysis of scrap tires with oily wastes
TRANSCRIPT
C
Sa
b
a
ARAA
KCSBO
1
oatac(Ap
fgfmrmsrioowc
0d
Journal of Analytical and Applied Pyrolysis 94 (2012) 184–189
Contents lists available at SciVerse ScienceDirect
Journal of Analytical and Applied Pyrolysis
journa l h o me page: www.elsev ier .com/ locate / jaap
opyrolysis of scrap tires with oily wastes
ermin Önenca, Mihai Brebub, Cornelia Vasileb, Jale Yanika,∗
Ege University, Faculty of Science, Chemistry Department, 35100 Izmir, Turkey“Petru Poni” Institute of Macromolecular Chemistry, Physical Chemistry of Polymers Laboratory, 700487 Iasi, Romania
r t i c l e i n f o
rticle history:eceived 3 October 2011ccepted 9 December 2011vailable online 17 December 2011
eywords:
a b s t r a c t
In this study, the conversion of hazardous wastes into liquid fuels was investigated. The pyrolysis of bilgewater oil and oil sludge from ships, scrap tires and their blends was carried out at 400 and 500 ◦C inabsence and presence of catalyst. A commercial fluid catalytic cracking catalyst and Red Mud were usedas catalyst. Pyrolysis products were separated as gas, oil and char. The pyrolytic oils were characterizedby using gas chromatography-mass selective detector (GC-MSD) and 1H nuclear magnetic resonance1
o-pyrolysiscrap tireilge wateril sludge
( H-NMR). The effect of temperature and catalyst on the product distribution and the composition of oilfrom pyrolysis were investigated. Co-pyrolysis of scrap tire with oily wastes from ships produced oil thatcould be used as fuel, while its pyrolysis alone produced oil that could be used as a chemical feedstock.The results obtained in this study showed that co-pyrolysis of oily wastes with scrap tires could be anenvironmentally friendly way for the transformation of hazardous wastes into valuable products such aschemicals or fuels.
. Introduction
For both economic and environmental reasons, the utilizationf waste such as waste lubricant oil, oil sludge, and scrap tiress energy source has become important. Environmental regula-ory authorities are increasingly concerned about the potentialdverse impacts of scrap tires. Estimates are that 250 millions post-onsumer tires are accumulated each year in the European UnionEU) and comparable amounts amassed in North America, Latinmerica, Asia and the Middle-East, totaling 1 billions new arisinger year [1].
Other types of hazardous waste are bilge waste and oil sludgeor open oceans and coastal waters. Bilge is located at the vessel’sravitational low point and collected everything from engine oil,uel, debris, wash water (containing soap, oil and other organic
aterial), and lake, ocean or river water. Oil sludge is a mud-likeesidue inside the bottom of a fuel tank or fuel residue that accu-ulates on the fuel filter before it reaches the main engine. Oil
ludge also contains the residual waste oil products such as thoseesulting from the purification lubricating oil from main or auxil-ary machinery or separated waste oil from bilge water separatorsr oil collected in drip trays, and waste hydraulic and lubricating
ils. Annex I of MARPOL 73/78 includes recommendations for oilyaste management that limit the discharge of this waste. Typi-ally oily waste can be disposed by incineration. However, it has
∗ Corresponding author. Tel.: +90 232 3112386; fax: +90 232 3888264.E-mail address: [email protected] (J. Yanik).
165-2370/$ – see front matter © 2011 Elsevier B.V. All rights reserved.oi:10.1016/j.jaap.2011.12.006
© 2011 Elsevier B.V. All rights reserved.
been found that such method cause secondary pollutants [2]. Somestudies such as wet air oxidation [3], ultra filtration [4] and elec-trochemical methods [5] had been proposed to treat bilge water tomeet international standard discharge levels. Also, biodegradationhad been performed for conversion of bilge water as a differentalternative technology [6–8].
Pyrolysis is an alternative technology for conversion of thesekinds of waste materials for energy recovery and environmentalprotection. Pyrolysis produces more useful products such as gas,oil and solid char which may be used as fuels or as feedstock forpetrochemicals and other applications. In addition, heavy metalscould be safely enclosed in the solid char. There have been numberof studies that concerned conversion of scrap tires [9–11], wastelubricant oil [12–14] and oil sludge from oil storage tanks [15,16]into fuels or chemical feedstock by pyrolysis.
Another approach in utilization of carbonaceous waste is co-processing. Co-processing of scrap tires with coal has been widelystudied [17–19]. The idea is to improve coal liquefaction at com-petitive costs. Co-processing of waste lubricant oil with plastics hasalso been studied as waste lubricant oil can provide good solvencyfor the straight chain common thermoplastics [20–22].
Considering the facts stated above, this study concerns the con-version of scrap tires and of oily waste from ships to liquid fuelsor chemical feedstock by pyrolysis. In the present investigation,the oily waste was co-pyrolyzed with scrap tires in the absence
and the presence of catalysts. For comparison purpose, scrap tires,bilge water and oil sludge were also pyrolyzed individually underthe same conditions. The chemical composition of pyrolysis/co-pyrolysis oils was investigated by GC–MS and 1H-NMR. The effect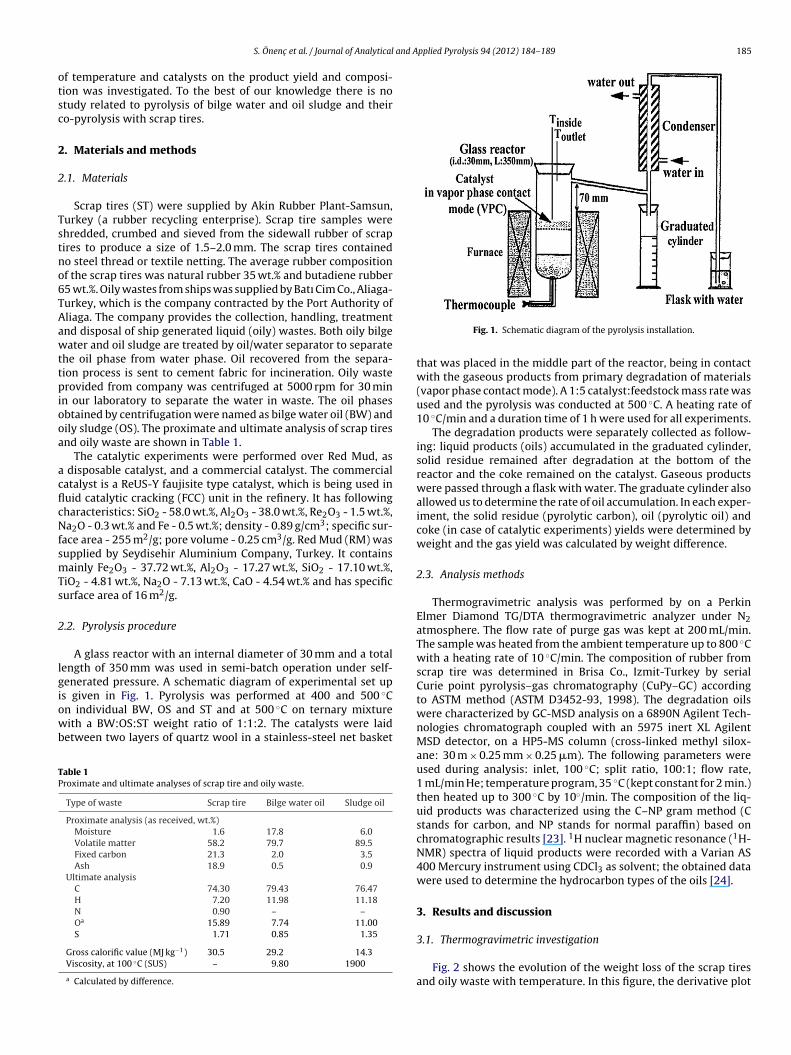
and Applied Pyrolysis 94 (2012) 184–189 185
otsc
2
2
Tstno6TAawttpiooa
acflcNfsmTs
2
lgiowb
TP
S. Önenc et al. / Journal of Analytical
f temperature and catalysts on the product yield and composi-ion was investigated. To the best of our knowledge there is notudy related to pyrolysis of bilge water and oil sludge and theiro-pyrolysis with scrap tires.
. Materials and methods
.1. Materials
Scrap tires (ST) were supplied by Akin Rubber Plant-Samsun,urkey (a rubber recycling enterprise). Scrap tire samples werehredded, crumbed and sieved from the sidewall rubber of scrapires to produce a size of 1.5–2.0 mm. The scrap tires containedo steel thread or textile netting. The average rubber compositionf the scrap tires was natural rubber 35 wt.% and butadiene rubber5 wt.%. Oily wastes from ships was supplied by Batı Cim Co., Aliaga-urkey, which is the company contracted by the Port Authority ofliaga. The company provides the collection, handling, treatmentnd disposal of ship generated liquid (oily) wastes. Both oily bilgeater and oil sludge are treated by oil/water separator to separate
he oil phase from water phase. Oil recovered from the separa-ion process is sent to cement fabric for incineration. Oily wasterovided from company was centrifuged at 5000 rpm for 30 min
n our laboratory to separate the water in waste. The oil phasesbtained by centrifugation were named as bilge water oil (BW) andily sludge (OS). The proximate and ultimate analysis of scrap tiresnd oily waste are shown in Table 1.
The catalytic experiments were performed over Red Mud, as disposable catalyst, and a commercial catalyst. The commercialatalyst is a ReUS-Y faujisite type catalyst, which is being used inuid catalytic cracking (FCC) unit in the refinery. It has followingharacteristics: SiO2 - 58.0 wt.%, Al2O3 - 38.0 wt.%, Re2O3 - 1.5 wt.%,a2O - 0.3 wt.% and Fe - 0.5 wt.%; density - 0.89 g/cm3; specific sur-
ace area - 255 m2/g; pore volume - 0.25 cm3/g. Red Mud (RM) wasupplied by Seydisehir Aluminium Company, Turkey. It containsainly Fe2O3 - 37.72 wt.%, Al2O3 - 17.27 wt.%, SiO2 - 17.10 wt.%,
iO2 - 4.81 wt.%, Na2O - 7.13 wt.%, CaO - 4.54 wt.% and has specificurface area of 16 m2/g.
.2. Pyrolysis procedure
A glass reactor with an internal diameter of 30 mm and a totalength of 350 mm was used in semi-batch operation under self-enerated pressure. A schematic diagram of experimental set up
◦
s given in Fig. 1. Pyrolysis was performed at 400 and 500 Cn individual BW, OS and ST and at 500 ◦C on ternary mixtureith a BW:OS:ST weight ratio of 1:1:2. The catalysts were laidetween two layers of quartz wool in a stainless-steel net basket
able 1roximate and ultimate analyses of scrap tire and oily waste.
Type of waste Scrap tire Bilge water oil Sludge oil
Proximate analysis (as received, wt.%)Moisture 1.6 17.8 6.0Volatile matter 58.2 79.7 89.5Fixed carbon 21.3 2.0 3.5Ash 18.9 0.5 0.9
Ultimate analysisC 74.30 79.43 76.47H 7.20 11.98 11.18N 0.90 – –Oa 15.89 7.74 11.00S 1.71 0.85 1.35
Gross calorific value (MJ kg−1) 30.5 29.2 14.3Viscosity, at 100 ◦C (SUS) – 9.80 1900
a Calculated by difference.
Fig. 1. Schematic diagram of the pyrolysis installation.
that was placed in the middle part of the reactor, being in contactwith the gaseous products from primary degradation of materials(vapor phase contact mode). A 1:5 catalyst:feedstock mass rate wasused and the pyrolysis was conducted at 500 ◦C. A heating rate of10 ◦C/min and a duration time of 1 h were used for all experiments.
The degradation products were separately collected as follow-ing: liquid products (oils) accumulated in the graduated cylinder,solid residue remained after degradation at the bottom of thereactor and the coke remained on the catalyst. Gaseous productswere passed through a flask with water. The graduate cylinder alsoallowed us to determine the rate of oil accumulation. In each exper-iment, the solid residue (pyrolytic carbon), oil (pyrolytic oil) andcoke (in case of catalytic experiments) yields were determined byweight and the gas yield was calculated by weight difference.
2.3. Analysis methods
Thermogravimetric analysis was performed by on a PerkinElmer Diamond TG/DTA thermogravimetric analyzer under N2atmosphere. The flow rate of purge gas was kept at 200 mL/min.The sample was heated from the ambient temperature up to 800 ◦Cwith a heating rate of 10 ◦C/min. The composition of rubber fromscrap tire was determined in Brisa Co., Izmit-Turkey by serialCurie point pyrolysis–gas chromatography (CuPy–GC) accordingto ASTM method (ASTM D3452-93, 1998). The degradation oilswere characterized by GC-MSD analysis on a 6890N Agilent Tech-nologies chromatograph coupled with an 5975 inert XL AgilentMSD detector, on a HP5-MS column (cross-linked methyl silox-ane: 30 m × 0.25 mm × 0.25 �m). The following parameters wereused during analysis: inlet, 100 ◦C; split ratio, 100:1; flow rate,1 mL/min He; temperature program, 35 ◦C (kept constant for 2 min.)then heated up to 300 ◦C by 10◦/min. The composition of the liq-uid products was characterized using the C–NP gram method (Cstands for carbon, and NP stands for normal paraffin) based onchromatographic results [23]. 1H nuclear magnetic resonance (1H-NMR) spectra of liquid products were recorded with a Varian AS400 Mercury instrument using CDCl3 as solvent; the obtained datawere used to determine the hydrocarbon types of the oils [24].
3. Results and discussion
3.1. Thermogravimetric investigation
Fig. 2 shows the evolution of the weight loss of the scrap tiresand oily waste with temperature. In this figure, the derivative plot

186 S. Önenc et al. / Journal of Analytical and Applied Pyrolysis 94 (2012) 184–189
-60
-40
-20
0
20
40
60
80
100
0 100 20 0 300 40 0 500Temperature, °C
Mas
s lo
ss ,
wt%
Der
ivat
ive
mas
s lo
ss ,
a.u.
BW
BWOS
OS
ST
ST
BW:OS:ST
BW:OS:ST
iwta[cbtot
itdaaswpTltBos(a
3
tufyF(acomezwpIct
Fig. 2. TGA and DTG curves of BW, SO, ST and of BW:SO:ST 1:1:2 mixture.
s also shown. Thermal degradation of scrap tires occurred in aide temperature range (200–500 ◦C) that can be explained by
he complex composition of this material which beside naturalnd butadiene rubber also contains plasticizers and other additives25]. Two degradation stages were present, the first one at 380 ◦Corresponding to natural rubber and the second one at 444 ◦C toutadiene rubber. The residue remaining after thermal degrada-ion up to 550 ◦C was of about 33 wt.% that comes both from therganic residue of the rubbers and from the inorganic additives inhe tires.
The decomposition of oily waste started as soon as heat-ng starts, due to the loss of water and occurred almost totally,he remaining residue being of less than 5 wt.%. The bilge wateregraded in two main degradation steps with maximum ratesround 250 and 390 ◦C and shoulders of the DTG peaks around 165nd 450 ◦C, respectively. The oil sludge also decomposes in twotages, but contrary to the bilge water the first step occurs slower,ith constant increase of degradation rate with increasing tem-erature up to about 265 ◦C and no maximum in the DTG curve.he second step is similar to bilge water but is shifted to slightlyower temperatures, the maximum rate being at about 375 ◦C andhe shoulder at about 440 ◦C. The TG/DTG curves for the ternaryW:OS:ST mixture with weight ratio of 1:1:2 lay between thosef the individual components. However the remaining residue waslightly smaller than the calculated value based on additive rule17.3 compared to 19.6 wt.%), showing that interactions occurredt high temperatures of degradation between the components.
.2. Pyrolysis
The product yields from pyrolysis of BW, OS and ST at differentemperatures are presented in Fig. 3. It can be seen that prod-ct distribution drastically changed with increasing temperaturerom 400 to 500 ◦C that enhances the thermal degradation. The oilield increased more than 2 times for BW (77.5 vs. 33.8 wt.%) –ig. 3a, 7 times for OS (71.3 vs. 9.5 wt.%) – Fig. 3b and 3 times for ST39 vs. 12.3 wt.%) – Fig. 3c. The amount of gases was below 3 wt.%nd 10 wt.% at 400 and 500 ◦C respectively, and was higher for STompared to OS and BW. The total amount of volatiles (gases andils) was smaller that that evolved during the TG analysis, leavingore residues, both at 500 and especially at 400 ◦C. This could be
xplained by the fact that all volatile products leave the reactionone in the thermo balance while the cold part of the reactor thatas 70 cm out of the furnace (Fig. 1) forced part of degradation
roducts to return into the reaction zone for further degradation.ndeed, a reflux ring of condensed products was observed on theold walls of reactor. This set-up was deliberately choose in ordero shift to the lighter side the range of compounds in pyrolysis
Fig. 3. Product yields for thermal (400 and 500 ◦C) and catalytic (500 ◦C) degradationof BW (a), OS (b) and ST (c).
oils in exchange for the decrease of product yield. However thetrend of degradation rate (ST < OS < BW) observed in TG analysiswas confirmed by the amount of residue remaining after pyrolysis(ST > OS > BW).
The liquid yields obtained from oily waste (BW and OS) inthis study is comparable to the liquid yields obtained by pyroly-sis of oil sludge and waste machinery oil [14,15], which were ofabout 66–70 wt.%. However we obtained higher amount of pyroly-sis residue that could be explained by the presence in BW and OSof contaminants, such as soap and other organic compounds.
We did not test temperatures above 500 ◦C in this study. It hasbeen already reported that for the pyrolysis of scrap tires there wasno influence of the temperature on the product distributions over500 ◦C [26,27] or on the corresponding oil and gas yields [28,29].
Catalytic pyrolysis experiments were carried out at 500 ◦Cbecause high liquid yields and reaction rates were observed. It isexpected for the contaminants in waste materials to poison the cat-alysts making their regeneration difficult and less effective. For thisreason the vapor phase contact mode use of catalysts looks morereasonable compared to the liquid phase contact mode. In vaporphase contact mode thermal degradation of waste occurs first andthe degradation products are catalytically degraded when they passthrough the catalyst bed.
In the case of BW (Fig. 3a) and of OS (Fig. 3b), the catalytic pyroly-
sis produced more gaseous products due to the secondary crackingreactions. Thus, the volatile products formed from thermal degra-dation of waste were further cracked on the catalyst bed leadingto formation of gaseous product and coke. The catalysts showed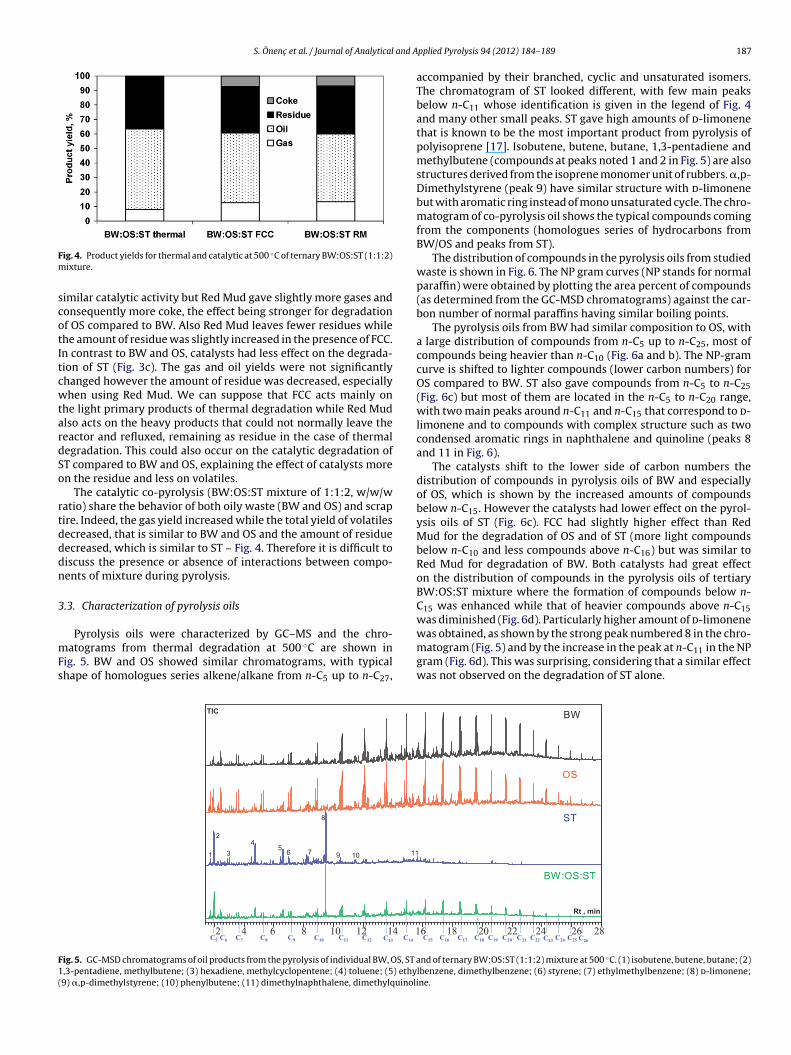
S. Önenc et al. / Journal of Analytical and A
Fm
scotItcwtardSo
rtdddn
3
mFs
F1(
ig. 4. Product yields for thermal and catalytic at 500 ◦C of ternary BW:OS:ST (1:1:2)ixture.
imilar catalytic activity but Red Mud gave slightly more gases andonsequently more coke, the effect being stronger for degradationf OS compared to BW. Also Red Mud leaves fewer residues whilehe amount of residue was slightly increased in the presence of FCC.n contrast to BW and OS, catalysts had less effect on the degrada-ion of ST (Fig. 3c). The gas and oil yields were not significantlyhanged however the amount of residue was decreased, especiallyhen using Red Mud. We can suppose that FCC acts mainly on
he light primary products of thermal degradation while Red Mudlso acts on the heavy products that could not normally leave theeactor and refluxed, remaining as residue in the case of thermalegradation. This could also occur on the catalytic degradation ofT compared to BW and OS, explaining the effect of catalysts moren the residue and less on volatiles.
The catalytic co-pyrolysis (BW:OS:ST mixture of 1:1:2, w/w/watio) share the behavior of both oily waste (BW and OS) and scrapire. Indeed, the gas yield increased while the total yield of volatilesecreased, that is similar to BW and OS and the amount of residueecreased, which is similar to ST – Fig. 4. Therefore it is difficult toiscuss the presence or absence of interactions between compo-ents of mixture during pyrolysis.
.3. Characterization of pyrolysis oils
Pyrolysis oils were characterized by GC–MS and the chro-atograms from thermal degradation at 500 ◦C are shown in
ig. 5. BW and OS showed similar chromatograms, with typicalhape of homologues series alkene/alkane from n-C5 up to n-C27,
ig. 5. GC-MSD chromatograms of oil products from the pyrolysis of individual BW, OS, ST a,3-pentadiene, methylbutene; (3) hexadiene, methylcyclopentene; (4) toluene; (5) ethy9) �,p-dimethylstyrene; (10) phenylbutene; (11) dimethylnaphthalene, dimethylquinoli
pplied Pyrolysis 94 (2012) 184–189 187
accompanied by their branched, cyclic and unsaturated isomers.The chromatogram of ST looked different, with few main peaksbelow n-C11 whose identification is given in the legend of Fig. 4and many other small peaks. ST gave high amounts of d-limonenethat is known to be the most important product from pyrolysis ofpolyisoprene [17]. Isobutene, butene, butane, 1,3-pentadiene andmethylbutene (compounds at peaks noted 1 and 2 in Fig. 5) are alsostructures derived from the isoprene monomer unit of rubbers. �,p-Dimethylstyrene (peak 9) have similar structure with d-limonenebut with aromatic ring instead of mono unsaturated cycle. The chro-matogram of co-pyrolysis oil shows the typical compounds comingfrom the components (homologues series of hydrocarbons fromBW/OS and peaks from ST).
The distribution of compounds in the pyrolysis oils from studiedwaste is shown in Fig. 6. The NP gram curves (NP stands for normalparaffin) were obtained by plotting the area percent of compounds(as determined from the GC-MSD chromatograms) against the car-bon number of normal paraffins having similar boiling points.
The pyrolysis oils from BW had similar composition to OS, witha large distribution of compounds from n-C5 up to n-C25, most ofcompounds being heavier than n-C10 (Fig. 6a and b). The NP-gramcurve is shifted to lighter compounds (lower carbon numbers) forOS compared to BW. ST also gave compounds from n-C5 to n-C25(Fig. 6c) but most of them are located in the n-C5 to n-C20 range,with two main peaks around n-C11 and n-C15 that correspond to d-limonene and to compounds with complex structure such as twocondensed aromatic rings in naphthalene and quinoline (peaks 8and 11 in Fig. 6).
The catalysts shift to the lower side of carbon numbers thedistribution of compounds in pyrolysis oils of BW and especiallyof OS, which is shown by the increased amounts of compoundsbelow n-C15. However the catalysts had lower effect on the pyrol-ysis oils of ST (Fig. 6c). FCC had slightly higher effect than RedMud for the degradation of OS and of ST (more light compoundsbelow n-C10 and less compounds above n-C16) but was similar toRed Mud for degradation of BW. Both catalysts had great effecton the distribution of compounds in the pyrolysis oils of tertiaryBW:OS:ST mixture where the formation of compounds below n-C15 was enhanced while that of heavier compounds above n-C15was diminished (Fig. 6d). Particularly higher amount of d-limonene
was obtained, as shown by the strong peak numbered 8 in the chro-matogram (Fig. 5) and by the increase in the peak at n-C11 in the NPgram (Fig. 6d). This was surprising, considering that a similar effectwas not observed on the degradation of ST alone.nd of ternary BW:OS:ST (1:1:2) mixture at 500 ◦C. (1) isobutene, butene, butane; (2)lbenzene, dimethylbenzene; (6) styrene; (7) ethylmethylbenzene; (8) d-limonene;ne.

188 S. Önenc et al. / Journal of Analytical and Applied Pyrolysis 94 (2012) 184–189
0
5
10
15
5 10 15 20 25Carbon n umber
GC
-MSD
are
a , %
BWBW FCCBW RM
0
5
10
15
5 10 15 20 25Carbon nu mbe r
GC
-MSD
are
a , %
OSOS FCCOS RM
0
5
10
15
5 10 15 20 25
GC
-MSD
are
a , %
STST FCCST RM
0
5
10
15
5 10 15 20 25G
C-M
SD a
rea
, %
BW:OS:S TBW:OS:S T FCCBW:OS:S T RM
yroly
oaMMdPtcaymcfpacp
iooo
TH
Carbon number
Fig. 6. NP grams of oil products from the p
The 1H-NMR analysis was used to determine the percentagef aromatic, paraffinic, and aliphatic species in pyrolytic oils. Themount of hydrocarbon types in the pyrolytic oils, calculated byyer’s formula [24] is given in Table 2. It should be noted thatyer’s formula is used for characterization of gasoline and middle
istillates, which contain low amounts of substituted aromatics.yrolysis oils of BW and OS at 500 ◦C had about 7% olefin con-ent. Although it is seen that ST pyrolysis oil had the highest olefinontent (20.5%), most of olefins are not represented by alkenes orlkadienes, which are the common compounds derived from pyrol-sis. According to Myer’s formula, d-limonene, which is one of theain degradation compounds of ST, was considered as olefin. It was
alculated that 86.5% of olefin contents in pyrolytic oil of ST comerom d-limonene. Although aromatics are present among the majoreaks seen in GC-MS chromatograph of ST (Fig. 5), the calculatedromatic content was not high. The reason may be due to the longhain groups substituted to aromatic ring, which are calculated asaraffin.
The FCC catalyst decreased the paraffin content while increas-ng the olefin content in pyrolytic oils from BW and OS. In contrast,
lefin content decreased and aromatics content increased by usingf FCC catalyst in case of ST degradation due to the decreasingf d-limonene and the formation of benzene and naphthaleneable 2ydrocarbon content of pyrolsis oils (vol.%).
Aromatics Paraffins Olefins
BW 9.2 83.6 7.2BW FCC 10.4 76.1 13.5BW RM 8.5 84.3 7.2OS 8.1 84.6 7.4OS FCC 10.3 80.5 9.3OS RM 8.6 80.7 10.7ST 13.9 65.6 20.5ST FCC 18.4 66.3 15.3ST RM 18.1 51.3 30.6BW:OS:ST 10.0 75.3 14.7BW:OS:ST FCC 11.8 74.1 14.2BW:OS:ST RM 12.0 69.5 18.5
Carbon number
sis of BW, OS, ST and BW:OS:ST at 500 ◦C.
derivatives. RM catalyst had a considerable effect on the hydrocar-bon type in pyrolysis oil derived from ST; both olefin and aromaticcontent was increased while the paraffin content was decreased. Inthe case of co-pyrolysis of ternary mixture, the amount of hydro-carbons in pyrolysis oil was around average value calculated basedon individual components. It can be concluded that co-pyrolysisoil of ST with oily waste such as BW and OS could be used as fuelbecause of low olefin and aromatic content.
4. Conclusions
In this study, conversion of oily waste from ships and of wastescrap tires into liquid fuels by pyrolysis was investigated in absenceand presence of catalyst. The increase in temperature from 400 ◦Cto 500 ◦C led to a considerable increase both of the degradation rateand of the oil yield. The catalysts tested in this study (FCC and RedMud) showed similar catalytic activity on degradation of waste.Although the use of catalyst yielded low pyrolysis oil, this con-sisted of lighter hydrocarbons compared to thermal degradation.The pyrolysis oil derived from scrap tires contained considerableamounts of aromatics, while co-pyrolysis of scrap tires with oilywaste from ships in absence and in presence of FCC catalyst pro-duced oils with high amounts of paraffin and low amounts ofaromatics. Although pyrolysis of scrap tires gives liquid productsthat could be used as a chemical feedstock, its co-pyrolysis withoily waste from ships produce oils that could be used as fuel afterupgrading such as desulphurization and saturation (double bonds)via hydrogenation process.
As a conclusion, the results obtained in this study showed thatco-pyrolysis of scrap tires with oily waste from ships could be anenvironmentally friendly way for the transformation of hazardouswaste into valuable products such as chemicals or fuels.
Acknowledgments
The financial support from Ege University under contract 2009-FEN-092 is highly appreciated. Support for Dr. Mihai Brebu from
and A
El
R
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
S. Önenc et al. / Journal of Analytical
uropean Social Fund “Cristofor I. Simionescu” Postdoctoral Fel-owship Program (ID POSDRU/89/1.5/S/55216) is acknowledged.
eferences
[1] http://www.etra-eu.org, 10th of January 2010, Etra, “European Tire RecyclingAssociation”.
[2] http://www.imo.org, 10th of January 2010, IMO, 1989. International Conven-tion for the Prevention of Pollution from Ships, 1973, as modified by theProtocol of 1978 relating thereto. (MARPOL 73/78).
[3] J.L. Bernal, J.R.P. Miguelez, E.N. Sanz, E.M. de la Ossa, Wet air oxidation of oilywaste generated aboard ships: kinetic modeling, J. Hazard. Mater. 67 (1999)61–73.
[4] K. Karakulski, W.A. Morawski, J. Grzechulska, Purification of bilge water byhybrid ultrafiltration and photocatalytic processes, Sep. Purif. Technol. 14(1998) 163–173.
[5] B.K. Korbahti, K. Artut, Electrochemical oil/water demulsification and purifica-tion of bilge water using Pt/Ir electrodes, Desalination 258 (2010) 219–228.
[6] M.L. Nievas, M.G. Commendatore, N.L. Olivera, J.L. Esteves, V. Bucalá, Biodegra-dation of bilge waste from Patagonia with an indigenous microbial community,Bioresour. Technol. 97 (2006) 2280–2290.
[7] M.L. Nievas, M.G. Commendatore, J.L. Esteves, V. Bucalıa, Biodegradationpattern of hydrocarbons from a fuel oil-type complex residue by an emulsifier-producing microbial consortium, J. Hazard. Mater. 154 (2008) 96–104.
[8] L. Yang, C.T. Lai, W.K. Shieh, Biodegradation of dispersed diesel fuel under highsalinity conditions, Water Res. 34 (2000) 3303–3314.
[9] N.A. Dung, R. Klaewkla, S. Wongkasemjit, S. Jitkarnka, Light olefins and light oilproduction from catalytic pyrolysis of waste tire, J. Anal. Appl. Pyrol. 86 (2009)281–286.
10] S. Ucar, S. Karagoz, A.R. Ozkan, J. Yanik, Evaluation of two different scrap tiresas hydrocarbon source by pyrolysis, Fuel 84 (2005) 1884–1892.
11] P.T. Williams, A.J. Brindle, Temperature selective condensation of tire pyrolysisoils to maximise the recovery of single ring aromatic compounds, Fuel 82 (2003)1023–1031.
12] C. Nerin, C. Domeno, R. Moliner, M.J. Lazaro, I. Suelves, J. Valderrama, Behaviourof different industrial waste oils in a pyrolysis process: metals distribution andvaluable products, J. Anal. Appl. Pyrol. 55 (2000) 171–183.
13] M.J. Lazaro, R. Moliner, C. Domeno, C. Nerin, Low-cost sorbents for demetalisa-tion of waste oils via pyrolysis, J. Anal. Appl. Pyrol. 57 (2000) 119–131.
14] A. Sinaga, S. Gülbaya, B. Uskana, S. Ucar, S.B. Ozgurler, Production and charac-terization of pyrolytic oils by pyrolysis of waste machinery oil, J. Hazard. Mater.173 (2010) 420–426.
[
[
pplied Pyrolysis 94 (2012) 184–189 189
15] J.L. Shie, J.P. Lin, C.Y. Chang, D.J. Lee, C.H. Wu, Pyrolysis of oil sludge with addi-tives of sodium and potassium compounds, Resour. Conserv. Recy. 39 (2003)51–64.
16] J.L. Shie, J.P. Lin, C.Y. Chang, S.M. Shih, D.J. Lee, C.H. Wu, Pyrolysis of oilsludge with additives of catalytic solid waste, J. Anal. Appl. Pyrol. 71 (2004)695–707.
17] A.M. Mastral, M.S. Callen, T. Garcıa, M.V. Navarro, Improvement of liquids fromcoal–tire co-thermolysis. Characterization of the obtained oils, Fuel Process.Technol. 64 (2000) 135–140.
18] A.M. Mastral, R. Murillo, M.S. Callen, T. Garcıa, Evidence of coal and tire interac-tions in coal–tire coprocessing for short residence times, Fuel Process. Technol.69 (2001) 127–140.
19] A.M. Mastral, R. Murillo, J.M. Palacios, M.C. Mayoral, M. Calleın, Iron-catalyzedcoal-tire coprocessing. Influence on conversion products distribution, EnergyFuel 11 (1997) 813–818.
20] A.I. Cakici, J. Yanik, S. Ucar, T. Karayildirim, H. Anil, Utilization of red mud ascatalyst in conversion of waste oil and waste plastics to fuel, J. Mater. CyclesWaste 6 (2004) 20–26.
21] W.L. Yoon, J.S. Park, H. Jung, H.T. Lee, D.K. Lee, Optimization of pyrolytic copro-cessing of waste plastics and waste motor oil into fuel oils using statisticalpentagonal experimental design, Fuel 78 (1999) 809–813.
22] S. Ucar, S. Karagoz, J. Yanik, M. Saglam, M. Yuksel, Copyrolysis of scrap tireswith waste lubricant oil, Fuel Process. Technol. 87 (2005) 53–58.
23] K. Murata, Y. Hirano, Y. Sakata, Md.A. Uddin, Basic study on a continuous flowreactor for thermal degradation of polymers, J. Anal. Appl. Pyrol. 65 (2002)71–90.
24] M.E. Myers Jr., J. Stollstelmer, A.M. Wims, Determination of hydrocarbon-typedistribution and hydrogen/carbon ratio of gasolines by nuclear magnetic reso-nance spectrometry, Anal. Chem. 47 (1975) 2010–2015.
25] J. Yang, S. Kaliaguine, C. Roy, Improved quantitative determination of elas-tomers in tire rubber by kinetic simulation of DTG curves, Rubber Chem.Technol. 66 (1993) 213–229.
26] M.F. Laresgoiti, B.M. Caballero, I. De Marco, A. Torres, M.A. Cabrero, M.J. Chomon,Characterization of the liquid products obtained in tire pyrolysis, J. Anal. Appl.Pyrol. 71 (2004) 917–934.
27] M.F. Laresgoiti, I. De Marco, A. Torres, B. Caballero, M.A. Cabrero, M.J. Chomon,Chromatographic analysis of the gases obtained in tire pyrolysis, J. Anal. Appl.Pyrol. 55 (2000) 43–54.
28] X. Dai, X. Yin, C. Wu, W. Zhang, Y. Chen, Pyrolysis of waste tires in a circulatingfluidized-bed reactor, Energy 268 (2001) 385–399.
29] J.F. Gonzalez, J.M. Encinar, J.L. Canito, J.J. Rodriguez, Pyrolysis of automobile tirewaste. Influence of operating variables and kinetics study, J. Anal. Appl. Pyrol.58–59 (2001) 667–683.