chapter – 6 - environmental clearance
TRANSCRIPT
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-1
CHAPTER – 6
ADDITIONAL STUDIES 6.1 PUBLIC HEARING Public hearing is not applicable for the proposed project as per Para 7(i) III (b) of EIA Notification, 14th September, 2006 as the project is located within Notified industrial area. 6.2 RISK ASSESSMENT
6.2.1 INTRODUCTION Industrial activities including production, storage, handling, transportation and operational practices presents levels of hazards to workforce, population and environment at large due to accidents, spills, leaks etc. These accidents results in personal and financial loss. The assessment of the threat posed, its control and prevention through good design, management and operational controls is of primal importance. Events like the Bhopal tragedy have emphasized the need to address both on-site and off-site safety. It is against this background that the various Section and Rules under the Environment Protection Act, 1986, the Factories Act, 1948 and other Acts specify the requirements for a safe and reliable working of an industry. These require carrying out various studies and analysis to assess and mitigate hazards prevalent in the factory in line with the goal of safe and reliable working. These are more commonly known as “Risk Assessment Studies”. Risk assessment refers to the technical, scientific assessment of the nature and magnitude of risk and uses a factual base to define the health effects of exposure of individuals or populations or ecological receptors to hazardous contaminants and situations. M/s. Essar Steel India Limited, Surat is Primary metallurgical unit. With the nature of industry, organization perform hazardous process. Hazard is the associated term with material, which is a measure or the likely hood of the damage to human working with, or studying the material in question. All the probable potential hazardous is classified under different heads.
1) Fire hazards 2) Toxic gas release hazards 3) Explosion hazards
4) Corrosion hazards
Fire Hazards:- Since the Stone Age term 'fire' is associated with fear. It is very dangerous if occurs in uncontrolled manner. It should be clearly understood that when a liquid is used having flash point below the normal ambient temperature, it could, in suitable circumstances, liberate a sufficient quantity of vapour to give rise to flammable mixtures with air. M/s. Essar Steel India Limited, Surat is using Flammable chemicals. Rule of no smoking will be observed strictly in the manufacturing or process area.
Toxic Hazards:- Toxic substances affect in three ways by ingestion, absorption & inhalation. Adequate provision of safety along with personal protective equipment will be made, breathing apparatus and emergency kit shall be provided at various locations of the installation.
Explosion Hazards:- Release of energy in a rapid and uncontrolled manner gives rise to explosion. Identified locations having explosion hazards are in tank and storage area (warehouse). Extra care shall be taken by providing rupture disc, Pressure release valve and temperature controller. In addition to that Fire and explosion hazard is identified as catastrophic failure of storage tanks area.
Corrosion Hazards:- Corrosion is a chemical reaction-taking place at the surface of metal. The main corrosive chemicals that will be used are hydrochloric acid, sodium hydroxide etc. These chemicals have their typical hazard when it comes in contact with human tissues. Most corrosive substances will produce chemical burns, while certain chemical produce deep ulceration. Other has detailing effect on skin and may cause dermatitis. This has also adverse effects on weakening the strength of material in contact.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-2
M/s. Essar Steel India Limited, Surat will take due care to overcome the hazard. The complete structure of the manufacturing area is painted with special type of anticorrosive paint. Good quality materials shall be used for transferring corrosives. Regular thickness testing of equipment, pipelines etc. will be carried out to have the exact picture of effect of corrosion. RA may be carried out to serve the following objectives:
• To define and assess emergencies, including risk and environmental impact assessment. • To control and contain incidents. • To safeguard employees and people in vicinity. • To minimize damage to property and neighbourhood environment. • To inform the employees, the general public and the authority about the hazards / risk assessed,
safeguards provided, residual risk if any and the role to be played by them in the event of emergency.
• To inform Police, Fire Brigade, District Authority and Statutory Bodies to come for help. • To rescue and give treatment to the casualties and to count the number of injured. • Evacuation of persons to safe areas. • To identify and list any death. • To identify the persons affected, notify the relatives and extending necessary assistance. • To provide welfare assistance to the casualties / victims. • To secure the safe rehabilitation of affected areas and to restore normalcy. • To provide authoritative information to the media. • To preserve records, equipments, etc., and to organise investigation into the cause of emergency
and preventive measures to stop its recurrences. • To ensure safety of the workers before person re - enter and resume work. • To work out a plan with all provisions to handle emergencies and to provide for emergency
preparedness and the periodical rehearsal of the plan. • To collect information regarding the incident and latest status of the situation and actions taken.
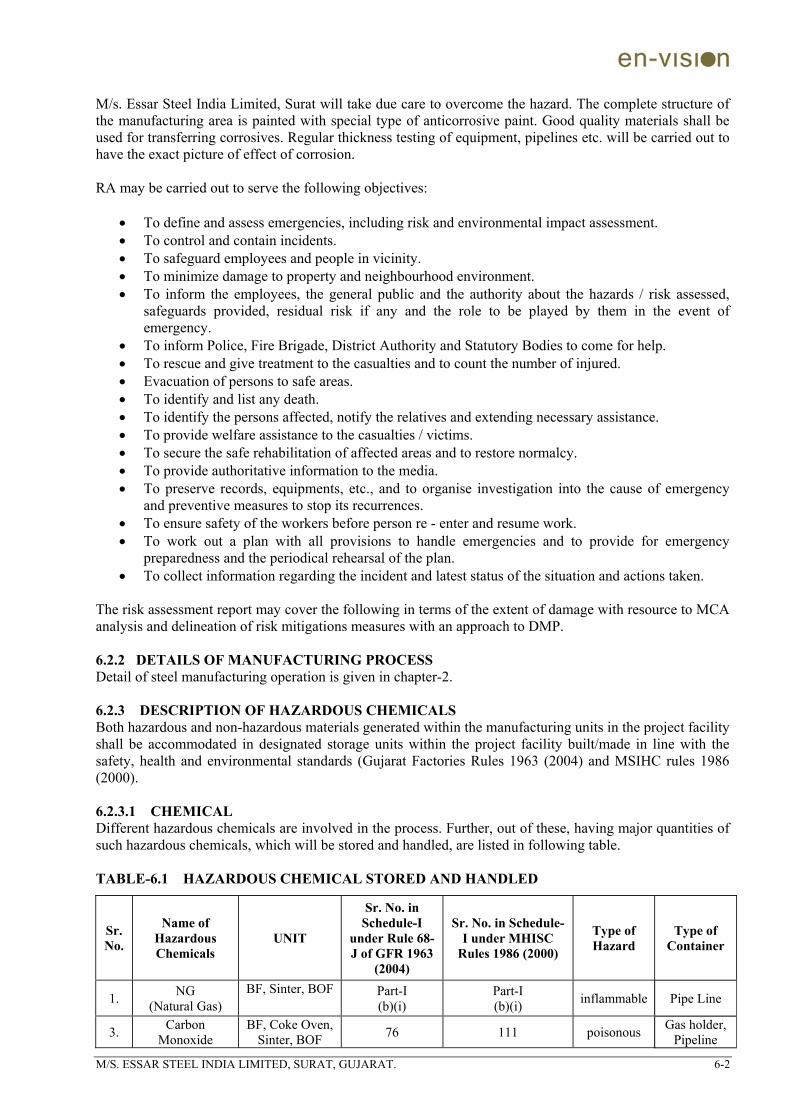
The risk assessment report may cover the following in terms of the extent of damage with resource to MCA analysis and delineation of risk mitigations measures with an approach to DMP. 6.2.2 DETAILS OF MANUFACTURING PROCESS Detail of steel manufacturing operation is given in chapter-2. 6.2.3 DESCRIPTION OF HAZARDOUS CHEMICALS Both hazardous and non-hazardous materials generated within the manufacturing units in the project facility shall be accommodated in designated storage units within the project facility built/made in line with the safety, health and environmental standards (Gujarat Factories Rules 1963 (2004) and MSIHC rules 1986 (2000). 6.2.3.1 CHEMICAL Different hazardous chemicals are involved in the process. Further, out of these, having major quantities of such hazardous chemicals, which will be stored and handled, are listed in following table. TABLE-6.1 HAZARDOUS CHEMICAL STORED AND HANDLED
Sr. No.
Name of Hazardous Chemicals
UNIT
Sr. No. in Schedule-I
under Rule 68-J of GFR 1963
(2004)
Sr. No. in Schedule-I under MHISC
Rules 1986 (2000)
Type of Hazard
Type of Container
1. NG (Natural Gas)
BF, Sinter, BOF Part-I (b)(i)
Part-I (b)(i) inflammable Pipe Line
3. Carbon Monoxide
BF, Coke Oven, Sinter, BOF 76 111 poisonous Gas holder,
Pipeline
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-3
Sr. No.
Name of Hazardous Chemicals
UNIT
Sr. No. in Schedule-I
under Rule 68-J of GFR 1963
(2004)
Sr. No. in Schedule-I under MHISC
Rules 1986 (2000)
Type of Hazard
Type of Container
4. Oxygen BF, ASU, BOF
310 458 explosive Tank, Pipe Line
5. Nitrogen BF, Coke Oven,
Sinter, ASU, BOF
- 429 suffocative Tank, Pipe Line
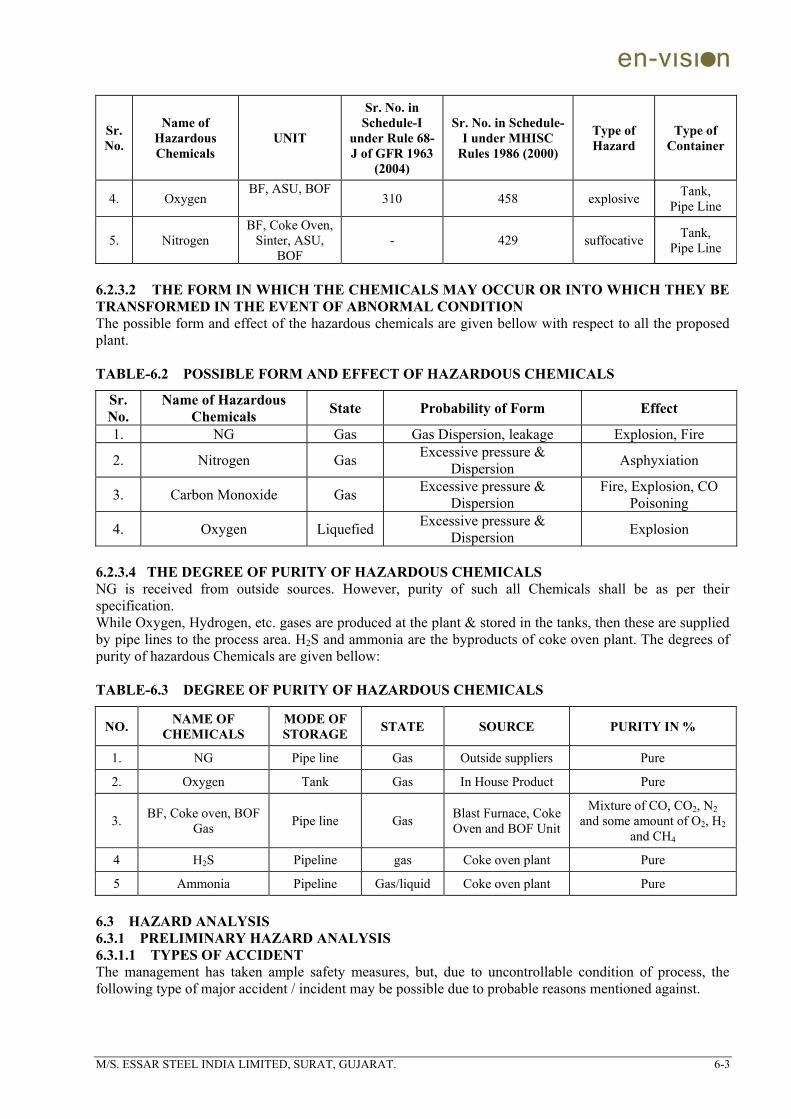
6.2.3.2 THE FORM IN WHICH THE CHEMICALS MAY OCCUR OR INTO WHICH THEY BE TRANSFORMED IN THE EVENT OF ABNORMAL CONDITION The possible form and effect of the hazardous chemicals are given bellow with respect to all the proposed plant. TABLE-6.2 POSSIBLE FORM AND EFFECT OF HAZARDOUS CHEMICALS
Sr. No.
Name of Hazardous Chemicals State Probability of Form Effect
1. NG Gas Gas Dispersion, leakage Explosion, Fire
2. Nitrogen Gas Excessive pressure & Dispersion Asphyxiation
3. Carbon Monoxide Gas Excessive pressure & Dispersion
Fire, Explosion, CO Poisoning
4. Oxygen Liquefied Excessive pressure & Dispersion Explosion
6.2.3.4 THE DEGREE OF PURITY OF HAZARDOUS CHEMICALS NG is received from outside sources. However, purity of such all Chemicals shall be as per their specification. While Oxygen, Hydrogen, etc. gases are produced at the plant & stored in the tanks, then these are supplied by pipe lines to the process area. H2S and ammonia are the byproducts of coke oven plant. The degrees of purity of hazardous Chemicals are given bellow: TABLE-6.3 DEGREE OF PURITY OF HAZARDOUS CHEMICALS
NO. NAME OF CHEMICALS
MODE OF STORAGE STATE SOURCE PURITY IN %
1. NG Pipe line Gas Outside suppliers Pure
2. Oxygen Tank Gas In House Product Pure
3. BF, Coke oven, BOF Gas Pipe line Gas Blast Furnace, Coke
Oven and BOF Unit
Mixture of CO, CO2, N2 and some amount of O2, H2
and CH4
4 H2S Pipeline gas Coke oven plant Pure
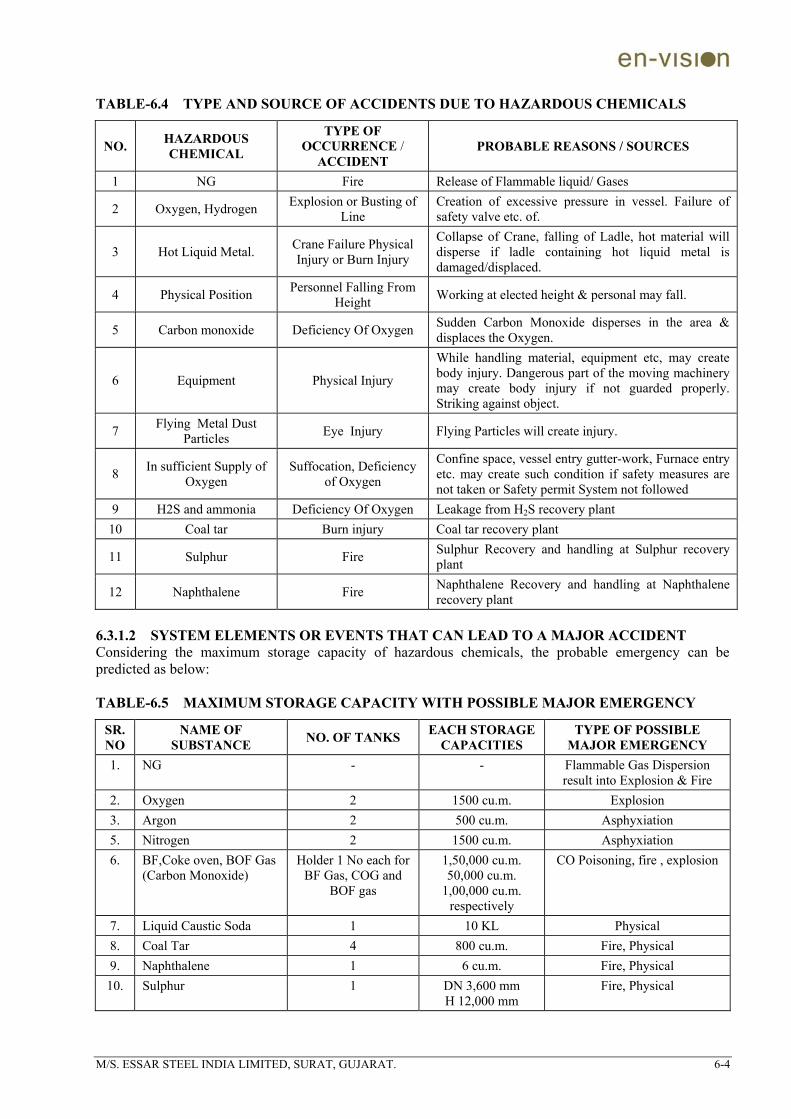
5 Ammonia Pipeline Gas/liquid Coke oven plant Pure 6.3 HAZARD ANALYSIS 6.3.1 PRELIMINARY HAZARD ANALYSIS 6.3.1.1 TYPES OF ACCIDENT The management has taken ample safety measures, but, due to uncontrollable condition of process, the following type of major accident / incident may be possible due to probable reasons mentioned against.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-4
TABLE-6.4 TYPE AND SOURCE OF ACCIDENTS DUE TO HAZARDOUS CHEMICALS
NO. HAZARDOUS CHEMICAL
TYPE OF OCCURRENCE /
ACCIDENTPROBABLE REASONS / SOURCES
1 NG Fire Release of Flammable liquid/ Gases
2 Oxygen, Hydrogen Explosion or Busting of Line
Creation of excessive pressure in vessel. Failure of safety valve etc. of.
3 Hot Liquid Metal. Crane Failure Physical Injury or Burn Injury
Collapse of Crane, falling of Ladle, hot material will disperse if ladle containing hot liquid metal is damaged/displaced.
4 Physical Position Personnel Falling From Height Working at elected height & personal may fall.
5 Carbon monoxide Deficiency Of Oxygen Sudden Carbon Monoxide disperses in the area & displaces the Oxygen.
6 Equipment Physical Injury
While handling material, equipment etc, may create body injury. Dangerous part of the moving machinery may create body injury if not guarded properly. Striking against object.
7 Flying Metal Dust Particles Eye Injury Flying Particles will create injury.
8 In sufficient Supply of Oxygen
Suffocation, Deficiency of Oxygen
Confine space, vessel entry gutter-work, Furnace entry etc. may create such condition if safety measures are not taken or Safety permit System not followed
9 H2S and ammonia Deficiency Of Oxygen Leakage from H2S recovery plant 10 Coal tar Burn injury Coal tar recovery plant
11 Sulphur Fire Sulphur Recovery and handling at Sulphur recovery plant
12 Naphthalene Fire Naphthalene Recovery and handling at Naphthalene recovery plant
6.3.1.2 SYSTEM ELEMENTS OR EVENTS THAT CAN LEAD TO A MAJOR ACCIDENT Considering the maximum storage capacity of hazardous chemicals, the probable emergency can be predicted as below: TABLE-6.5 MAXIMUM STORAGE CAPACITY WITH POSSIBLE MAJOR EMERGENCY
SR. NO
NAME OF SUBSTANCE NO. OF TANKS EACH STORAGE
CAPACITIESTYPE OF POSSIBLE
MAJOR EMERGENCY1. NG - - Flammable Gas Dispersion
result into Explosion & Fire 2. Oxygen 2 1500 cu.m. Explosion 3. Argon 2 500 cu.m. Asphyxiation 5. Nitrogen 2 1500 cu.m. Asphyxiation 6. BF,Coke oven, BOF Gas
(Carbon Monoxide) Holder 1 No each for
BF Gas, COG and BOF gas
1,50,000 cu.m. 50,000 cu.m.
1,00,000 cu.m. respectively
CO Poisoning, fire , explosion
7. Liquid Caustic Soda 1 10 KL Physical 8. Coal Tar 4 800 cu.m. Fire, Physical 9. Naphthalene 1 6 cu.m. Fire, Physical 10. Sulphur 1 DN 3,600 mm
H 12,000 mm Fire, Physical
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-5
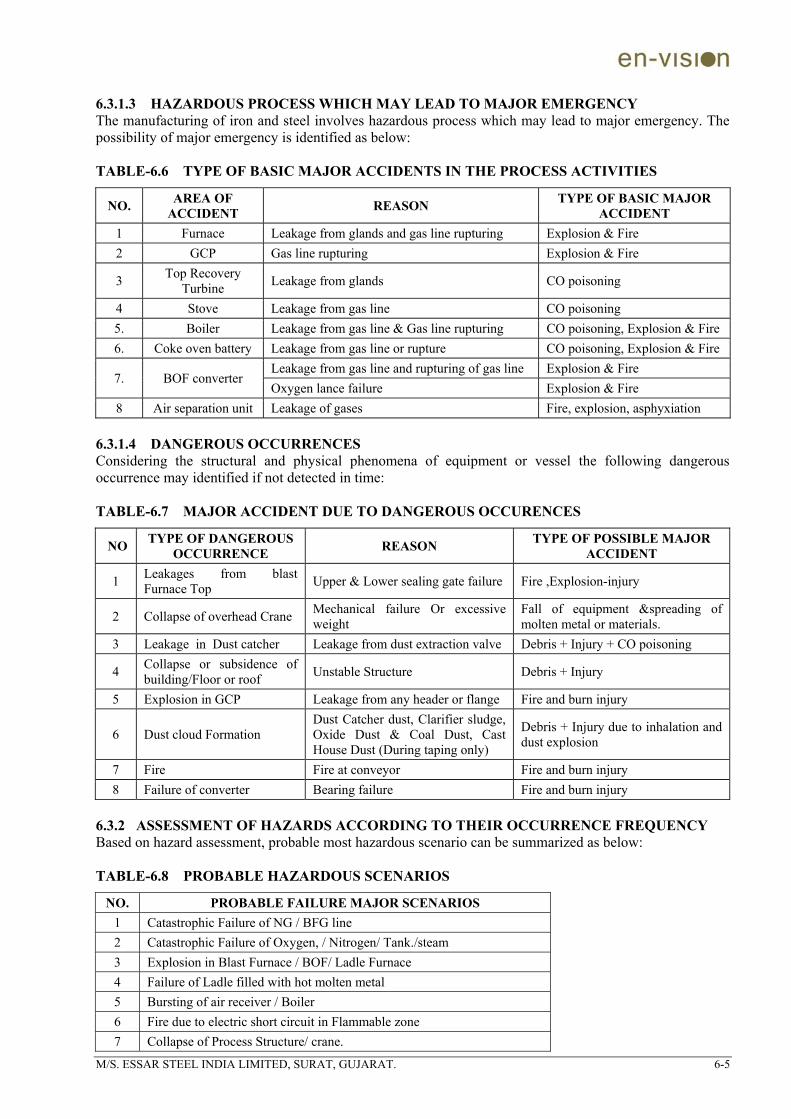
6.3.1.3 HAZARDOUS PROCESS WHICH MAY LEAD TO MAJOR EMERGENCY The manufacturing of iron and steel involves hazardous process which may lead to major emergency. The possibility of major emergency is identified as below: TABLE-6.6 TYPE OF BASIC MAJOR ACCIDENTS IN THE PROCESS ACTIVITIES
NO. AREA OF ACCIDENT REASON TYPE OF BASIC MAJOR
ACCIDENT1 Furnace Leakage from glands and gas line rupturing Explosion & Fire 2 GCP Gas line rupturing Explosion & Fire
3 Top Recovery Turbine Leakage from glands CO poisoning
4 Stove Leakage from gas line CO poisoning 5. Boiler Leakage from gas line & Gas line rupturing CO poisoning, Explosion & Fire 6. Coke oven battery Leakage from gas line or rupture CO poisoning, Explosion & Fire
7. BOF converter Leakage from gas line and rupturing of gas line Explosion & Fire Oxygen lance failure Explosion & Fire
8 Air separation unit Leakage of gases Fire, explosion, asphyxiation 6.3.1.4 DANGEROUS OCCURRENCES Considering the structural and physical phenomena of equipment or vessel the following dangerous occurrence may identified if not detected in time: TABLE-6.7 MAJOR ACCIDENT DUE TO DANGEROUS OCCURENCES
NO TYPE OF DANGEROUS OCCURRENCE REASON TYPE OF POSSIBLE MAJOR
ACCIDENT
1 Leakages from blast Furnace Top Upper & Lower sealing gate failure Fire ,Explosion-injury
2 Collapse of overhead Crane Mechanical failure Or excessive weight
Fall of equipment &spreading of molten metal or materials.
3 Leakage in Dust catcher Leakage from dust extraction valve Debris + Injury + CO poisoning
4 Collapse or subsidence of building/Floor or roof Unstable Structure Debris + Injury
5 Explosion in GCP Leakage from any header or flange Fire and burn injury
6 Dust cloud Formation Dust Catcher dust, Clarifier sludge, Oxide Dust & Coal Dust, Cast House Dust (During taping only)
Debris + Injury due to inhalation and dust explosion
7 Fire Fire at conveyor Fire and burn injury 8 Failure of converter Bearing failure Fire and burn injury
6.3.2 ASSESSMENT OF HAZARDS ACCORDING TO THEIR OCCURRENCE FREQUENCY Based on hazard assessment, probable most hazardous scenario can be summarized as below: TABLE-6.8 PROBABLE HAZARDOUS SCENARIOS
NO. PROBABLE FAILURE MAJOR SCENARIOS1 Catastrophic Failure of NG / BFG line 2 Catastrophic Failure of Oxygen, / Nitrogen/ Tank./steam 3 Explosion in Blast Furnace / BOF/ Ladle Furnace 4 Failure of Ladle filled with hot molten metal 5 Bursting of air receiver / Boiler 6 Fire due to electric short circuit in Flammable zone 7 Collapse of Process Structure/ crane.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-6
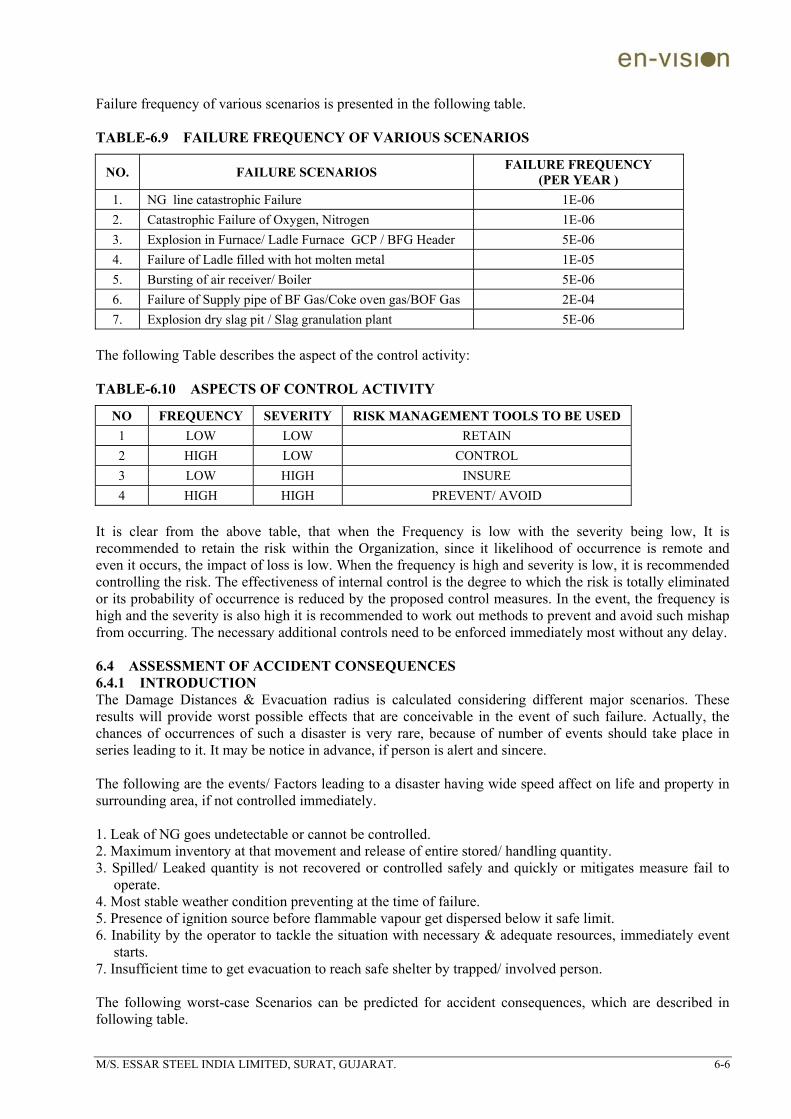
Failure frequency of various scenarios is presented in the following table. TABLE-6.9 FAILURE FREQUENCY OF VARIOUS SCENARIOS
NO. FAILURE SCENARIOS FAILURE FREQUENCY (PER YEAR )
1. NG line catastrophic Failure 1E-06 2. Catastrophic Failure of Oxygen, Nitrogen 1E-06 3. Explosion in Furnace/ Ladle Furnace GCP / BFG Header 5E-06 4. Failure of Ladle filled with hot molten metal 1E-05 5. Bursting of air receiver/ Boiler 5E-06 6. Failure of Supply pipe of BF Gas/Coke oven gas/BOF Gas 2E-04 7. Explosion dry slag pit / Slag granulation plant 5E-06
The following Table describes the aspect of the control activity: TABLE-6.10 ASPECTS OF CONTROL ACTIVITY
NO FREQUENCY SEVERITY RISK MANAGEMENT TOOLS TO BE USED 1 LOW LOW RETAIN 2 HIGH LOW CONTROL 3 LOW HIGH INSURE 4 HIGH HIGH PREVENT/ AVOID
It is clear from the above table, that when the Frequency is low with the severity being low, It is recommended to retain the risk within the Organization, since it likelihood of occurrence is remote and even it occurs, the impact of loss is low. When the frequency is high and severity is low, it is recommended controlling the risk. The effectiveness of internal control is the degree to which the risk is totally eliminated or its probability of occurrence is reduced by the proposed control measures. In the event, the frequency is high and the severity is also high it is recommended to work out methods to prevent and avoid such mishap from occurring. The necessary additional controls need to be enforced immediately most without any delay. 6.4 ASSESSMENT OF ACCIDENT CONSEQUENCES 6.4.1 INTRODUCTION The Damage Distances & Evacuation radius is calculated considering different major scenarios. These results will provide worst possible effects that are conceivable in the event of such failure. Actually, the chances of occurrences of such a disaster is very rare, because of number of events should take place in series leading to it. It may be notice in advance, if person is alert and sincere. The following are the events/ Factors leading to a disaster having wide speed affect on life and property in surrounding area, if not controlled immediately. 1. Leak of NG goes undetectable or cannot be controlled. 2. Maximum inventory at that movement and release of entire stored/ handling quantity. 3. Spilled/ Leaked quantity is not recovered or controlled safely and quickly or mitigates measure fail to
operate. 4. Most stable weather condition preventing at the time of failure. 5. Presence of ignition source before flammable vapour get dispersed below it safe limit. 6. Inability by the operator to tackle the situation with necessary & adequate resources, immediately event
starts. 7. Insufficient time to get evacuation to reach safe shelter by trapped/ involved person. The following worst-case Scenarios can be predicted for accident consequences, which are described in following table.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-7
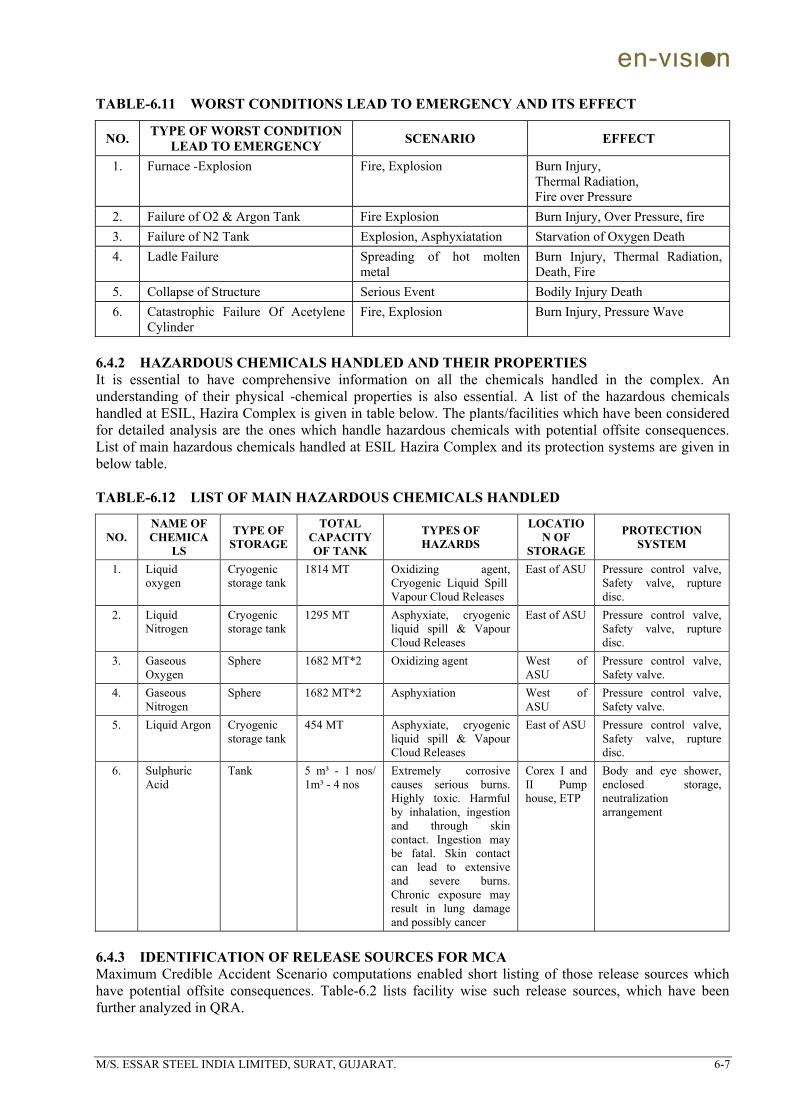
TABLE-6.11 WORST CONDITIONS LEAD TO EMERGENCY AND ITS EFFECT
NO. TYPE OF WORST CONDITION LEAD TO EMERGENCY SCENARIO EFFECT
1. Furnace -Explosion Fire, Explosion Burn Injury, Thermal Radiation, Fire over Pressure
2. Failure of O2 & Argon Tank Fire Explosion Burn Injury, Over Pressure, fire 3. Failure of N2 Tank Explosion, Asphyxiatation Starvation of Oxygen Death 4. Ladle Failure Spreading of hot molten
metal Burn Injury, Thermal Radiation, Death, Fire
5. Collapse of Structure Serious Event Bodily Injury Death 6. Catastrophic Failure Of Acetylene
Cylinder Fire, Explosion Burn Injury, Pressure Wave
6.4.2 HAZARDOUS CHEMICALS HANDLED AND THEIR PROPERTIES It is essential to have comprehensive information on all the chemicals handled in the complex. An understanding of their physical -chemical properties is also essential. A list of the hazardous chemicals handled at ESIL, Hazira Complex is given in table below. The plants/facilities which have been considered for detailed analysis are the ones which handle hazardous chemicals with potential offsite consequences. List of main hazardous chemicals handled at ESIL Hazira Complex and its protection systems are given in below table. TABLE-6.12 LIST OF MAIN HAZARDOUS CHEMICALS HANDLED
NO. NAME OF CHEMICA
LS
TYPE OF STORAGE
TOTAL CAPACITY OF TANK
TYPES OF HAZARDS
LOCATION OF
STORAGE
PROTECTION SYSTEM
1. Liquid oxygen
Cryogenic storage tank
1814 MT Oxidizing agent, Cryogenic Liquid Spill Vapour Cloud Releases
East of ASU Pressure control valve, Safety valve, rupture disc.
2. Liquid Nitrogen
Cryogenic storage tank
1295 MT Asphyxiate, cryogenic liquid spill & Vapour Cloud Releases
East of ASU Pressure control valve, Safety valve, rupture disc.
3. Gaseous Oxygen
Sphere 1682 MT*2 Oxidizing agent West of ASU
Pressure control valve, Safety valve.
4. Gaseous Nitrogen
Sphere 1682 MT*2 Asphyxiation West of ASU
Pressure control valve, Safety valve.
5. Liquid Argon Cryogenic storage tank
454 MT Asphyxiate, cryogenic liquid spill & Vapour Cloud Releases
East of ASU Pressure control valve, Safety valve, rupture disc.
6. Sulphuric Acid
Tank 5 m³ - 1 nos/ 1m³ - 4 nos
Extremely corrosive causes serious burns. Highly toxic. Harmful by inhalation, ingestion and through skin contact. Ingestion may be fatal. Skin contact can lead to extensive and severe burns. Chronic exposure may result in lung damage and possibly cancer
Corex I and II Pump house, ETP
Body and eye shower, enclosed storage, neutralization arrangement
6.4.3 IDENTIFICATION OF RELEASE SOURCES FOR MCA Maximum Credible Accident Scenario computations enabled short listing of those release sources which have potential offsite consequences. Table-6.2 lists facility wise such release sources, which have been further analyzed in QRA.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-8
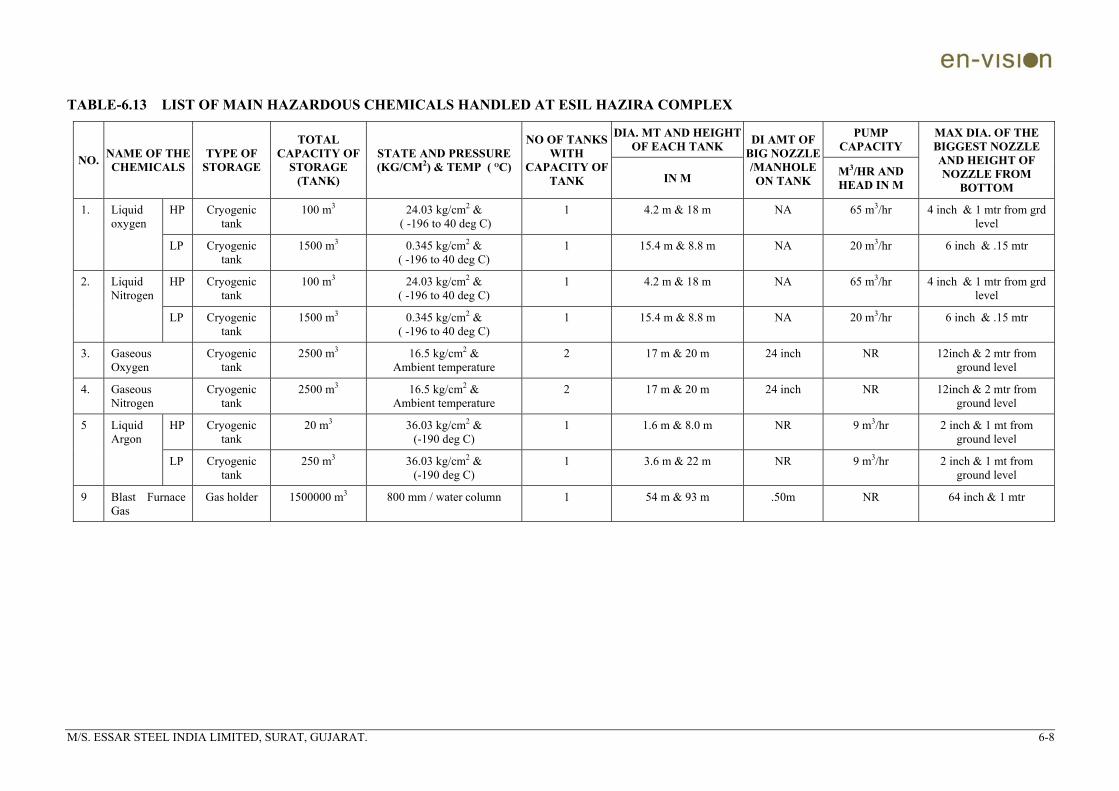
TABLE-6.13 LIST OF MAIN HAZARDOUS CHEMICALS HANDLED AT ESIL HAZIRA COMPLEX
NO. NAME OF THE CHEMICALS
TYPE OF STORAGE
TOTAL CAPACITY OF
STORAGE (TANK)
STATE AND PRESSURE (KG/CM2) & TEMP ( OC)
NO OF TANKS WITH
CAPACITY OF TANK
DIA. MT AND HEIGHT OF EACH TANK DI AMT OF
BIG NOZZLE /MANHOLE ON TANK
PUMP CAPACITY
MAX DIA. OF THE BIGGEST NOZZLE AND HEIGHT OF NOZZLE FROM
BOTTOM IN M M3/HR AND
HEAD IN M
1. Liquid oxygen
HP Cryogenic tank
100 m3 24.03 kg/cm2 & ( -196 to 40 deg C)
1 4.2 m & 18 m NA 65 m3/hr 4 inch & 1 mtr from grd level
LP Cryogenic tank
1500 m3 0.345 kg/cm2 & ( -196 to 40 deg C)
1 15.4 m & 8.8 m NA 20 m3/hr 6 inch & .15 mtr
2. Liquid Nitrogen
HP Cryogenic tank
100 m3 24.03 kg/cm2 & ( -196 to 40 deg C)
1 4.2 m & 18 m NA 65 m3/hr 4 inch & 1 mtr from grd level
LP Cryogenic tank
1500 m3 0.345 kg/cm2 & ( -196 to 40 deg C)
1 15.4 m & 8.8 m NA 20 m3/hr 6 inch & .15 mtr
3. Gaseous Oxygen
Cryogenic tank
2500 m3 16.5 kg/cm2 & Ambient temperature
2 17 m & 20 m 24 inch NR 12inch & 2 mtr from ground level
4. Gaseous Nitrogen
Cryogenic tank
2500 m3 16.5 kg/cm2 & Ambient temperature
2 17 m & 20 m 24 inch NR 12inch & 2 mtr from ground level
5 Liquid Argon
HP Cryogenic tank
20 m3 36.03 kg/cm2 & (-190 deg C)
1 1.6 m & 8.0 m NR 9 m3/hr 2 inch & 1 mt from ground level
LP Cryogenic tank
250 m3 36.03 kg/cm2 & (-190 deg C)
1 3.6 m & 22 m NR 9 m3/hr 2 inch & 1 mt from ground level
9 Blast Furnace Gas
Gas holder 1500000 m3 800 mm / water column 1 54 m & 93 m .50m NR 64 inch & 1 mtr

M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-9
6.5 MAXIMUM CREDIBLE ACCIDENT ANALYSIS (MCA) A Maximum Credible Accident (MCA) can be characterised as the worst credible accident. In other words: an accident in an activity, resulting in the maximum consequence distance that is still believed to be possible. A MCA-analysis does not include a quantification of the probability of occurrence of the accident. Another aspect, in which the pessimistic approach of MCA studies appears, is the atmospheric condition that is used for dispersion calculations.
The Maximum Credible Loss (MCL) scenarios have been developed for the Facility. The MCL cases considered, attempt to include the worst “Credible” incidents- what constitutes a credible incident is always subjective. Nevertheless, guidelines have evolved over the years and based on basic engineering judgement, the cases have been found to be credible and modelling for assessing vulnerability zones is prepared accordingly. Only catastrophic cases have been considered and not partial or small failures (as is the case in Quantitative Risk Assessment where contributions from low frequency - high outcome effect as well as high frequency - low outcome events are distinguished). The objective of the study is emergency planning, hence only holistic & conservative assumptions are used for obvious reasons. Hence though the outcomes may look pessimistic, the planning for emergency concept should be borne in mind whilst interpreting the results. 6.5.1 - OXYGEN INSTANTANEOUS RELEASE OXYGEN INSTANTANEOUS RELEASE 2m/s F Size: 2” (Note: O2 having no significant effect in open atmosphere, contour has not been drawn) SITE DATA: Location: ESSAR STEEL INDIA LTD., INDIA Building Air Exchanges Per Hour: 0.30 (sheltered double storied) CHEMICAL DATA: Chemical Name: OXYGEN Molecular Weight: 32.00 g/mol Ambient Boiling Point: -183.0° C Vapor Pressure at Ambient Temperature: greater than 1 atm Ambient Saturation Concentration: 1,000,000 ppm or 100.0% ATMOSPHERIC DATA: (MANUAL INPUT OF DATA) Wind: 1 meters/second from SSW at 3 meters Ground Roughness: open country Cloud Cover: 7 tenths Air Temperature: 35° C Stability Class: F (user override) No Inversion Height Relative Humidity: 50% SOURCE STRENGTH: Leak from hole in horizontal cylindrical tank Non-flammable chemical is escaping from tank Tank Diameter: 4.2 meters Tank Length: 18 meters Tank Volume: 249 cubic meters Tank contains liquid Internal Temperature: -180° C Tank is 40% full Circular Opening Diameter: 1 inches Opening is 1 meters from tank bottom
Flammability:Oxidizer.
Conditions of flammability: Contact with flammable materials.
Vigorously accelerates combustion.
Extinguishing media: Use appropriate extinguishing
media for surrounding fire.
Special procedures:
Self-contained breathing apparatusrequired. Fire-fighters should wear the usualprotective gear. Cool fire exposed containers withwater spray.
Personnel should be evacuated, if necessary, to upwind area.
Remove containers from fire area if without risk.
Leak/ Spill: Evacuate all non-essential personnel.
Stop leak without risk.
Keep combustible materials away from spill.

M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-10
Release Duration: ALOHA limited the duration to 1 hour
Ventilate. Eliminate all sources of ignition.
Allow to evaporate to atmosphere.
Do not walk on or roll equipment over the spill
Wear gloves and goggles
Ventilate area. Monitor the surrounding area for Oxygen level.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-11
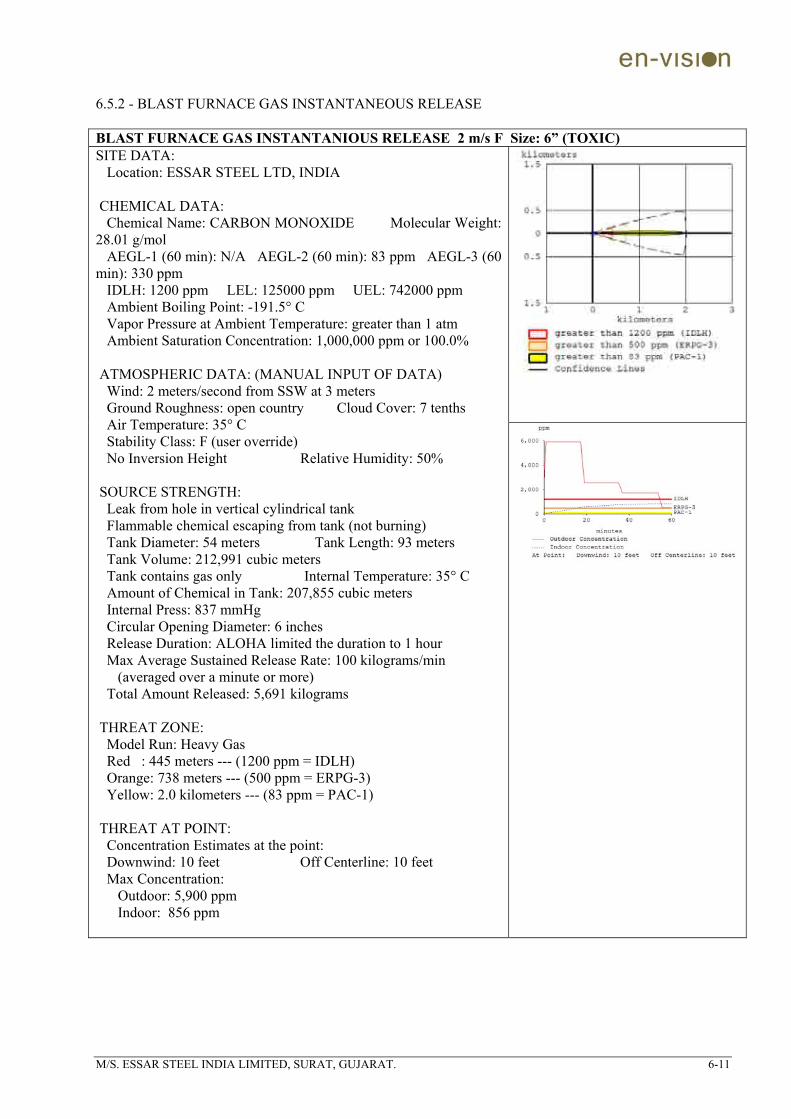
6.5.2 - BLAST FURNACE GAS INSTANTANEOUS RELEASE BLAST FURNACE GAS INSTANTANIOUS RELEASE 2 m/s F Size: 6” (TOXIC) SITE DATA: Location: ESSAR STEEL LTD, INDIA CHEMICAL DATA: Chemical Name: CARBON MONOXIDE Molecular Weight: 28.01 g/mol AEGL-1 (60 min): N/A AEGL-2 (60 min): 83 ppm AEGL-3 (60 min): 330 ppm IDLH: 1200 ppm LEL: 125000 ppm UEL: 742000 ppm Ambient Boiling Point: -191.5° C Vapor Pressure at Ambient Temperature: greater than 1 atm Ambient Saturation Concentration: 1,000,000 ppm or 100.0% ATMOSPHERIC DATA: (MANUAL INPUT OF DATA) Wind: 2 meters/second from SSW at 3 meters Ground Roughness: open country Cloud Cover: 7 tenths Air Temperature: 35° C Stability Class: F (user override) No Inversion Height Relative Humidity: 50% SOURCE STRENGTH: Leak from hole in vertical cylindrical tank Flammable chemical escaping from tank (not burning) Tank Diameter: 54 meters Tank Length: 93 meters Tank Volume: 212,991 cubic meters Tank contains gas only Internal Temperature: 35° C Amount of Chemical in Tank: 207,855 cubic meters Internal Press: 837 mmHg Circular Opening Diameter: 6 inches Release Duration: ALOHA limited the duration to 1 hour Max Average Sustained Release Rate: 100 kilograms/min (averaged over a minute or more) Total Amount Released: 5,691 kilograms THREAT ZONE: Model Run: Heavy Gas Red : 445 meters --- (1200 ppm = IDLH) Orange: 738 meters --- (500 ppm = ERPG-3) Yellow: 2.0 kilometers --- (83 ppm = PAC-1) THREAT AT POINT: Concentration Estimates at the point: Downwind: 10 feet Off Centerline: 10 feet Max Concentration: Outdoor: 5,900 ppm Indoor: 856 ppm
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-12
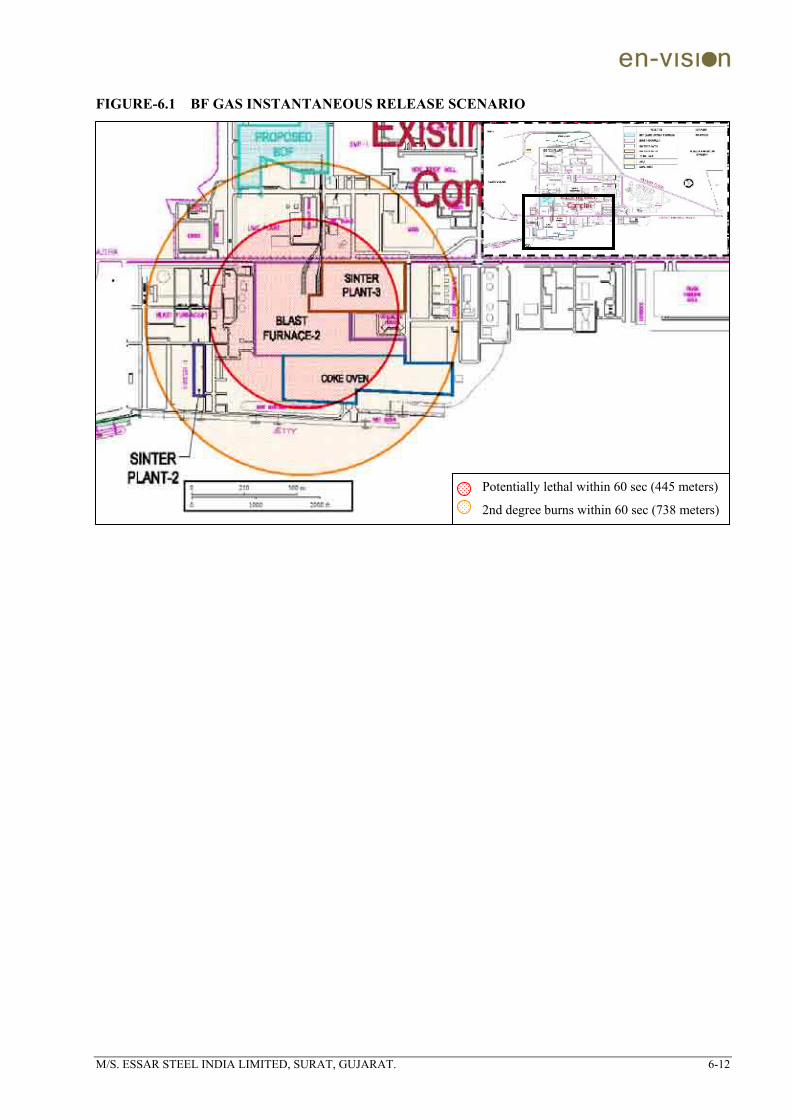
FIGURE-6.1 BF GAS INSTANTANEOUS RELEASE SCENARIO
Potentially lethal within 60 sec (445 meters)
2nd degree burns within 60 sec (738 meters)
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-13
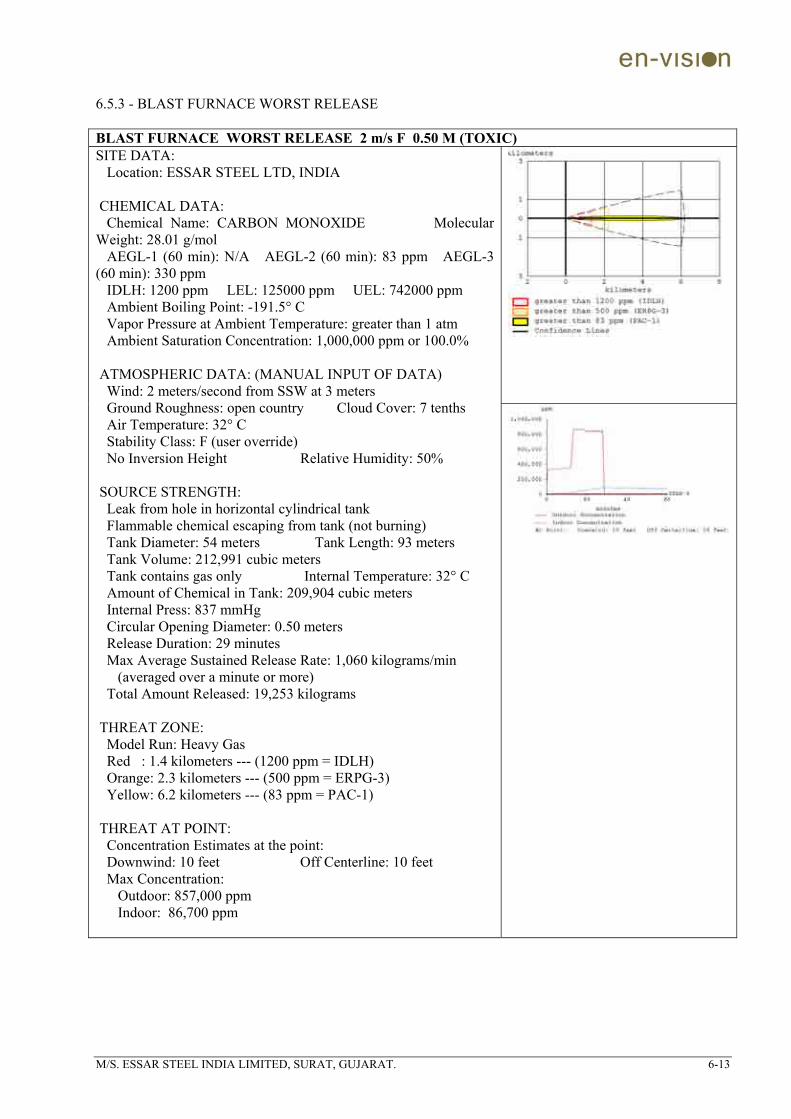
6.5.3 - BLAST FURNACE WORST RELEASE BLAST FURNACE WORST RELEASE 2 m/s F 0.50 M (TOXIC) SITE DATA: Location: ESSAR STEEL LTD, INDIA CHEMICAL DATA: Chemical Name: CARBON MONOXIDE Molecular Weight: 28.01 g/mol AEGL-1 (60 min): N/A AEGL-2 (60 min): 83 ppm AEGL-3 (60 min): 330 ppm IDLH: 1200 ppm LEL: 125000 ppm UEL: 742000 ppm Ambient Boiling Point: -191.5° C Vapor Pressure at Ambient Temperature: greater than 1 atm Ambient Saturation Concentration: 1,000,000 ppm or 100.0% ATMOSPHERIC DATA: (MANUAL INPUT OF DATA) Wind: 2 meters/second from SSW at 3 meters Ground Roughness: open country Cloud Cover: 7 tenths Air Temperature: 32° C Stability Class: F (user override) No Inversion Height Relative Humidity: 50% SOURCE STRENGTH: Leak from hole in horizontal cylindrical tank Flammable chemical escaping from tank (not burning) Tank Diameter: 54 meters Tank Length: 93 meters Tank Volume: 212,991 cubic meters Tank contains gas only Internal Temperature: 32° C Amount of Chemical in Tank: 209,904 cubic meters Internal Press: 837 mmHg Circular Opening Diameter: 0.50 meters Release Duration: 29 minutes Max Average Sustained Release Rate: 1,060 kilograms/min (averaged over a minute or more) Total Amount Released: 19,253 kilograms THREAT ZONE: Model Run: Heavy Gas Red : 1.4 kilometers --- (1200 ppm = IDLH) Orange: 2.3 kilometers --- (500 ppm = ERPG-3) Yellow: 6.2 kilometers --- (83 ppm = PAC-1) THREAT AT POINT: Concentration Estimates at the point: Downwind: 10 feet Off Centerline: 10 feet Max Concentration: Outdoor: 857,000 ppm Indoor: 86,700 ppm

M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-14
FIGURE-6.2 BF GAS WORST SCENARIO
Potentially lethal within 60 sec (1.4 km)
2nd degree burns within 60 sec (2.3km)
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-15
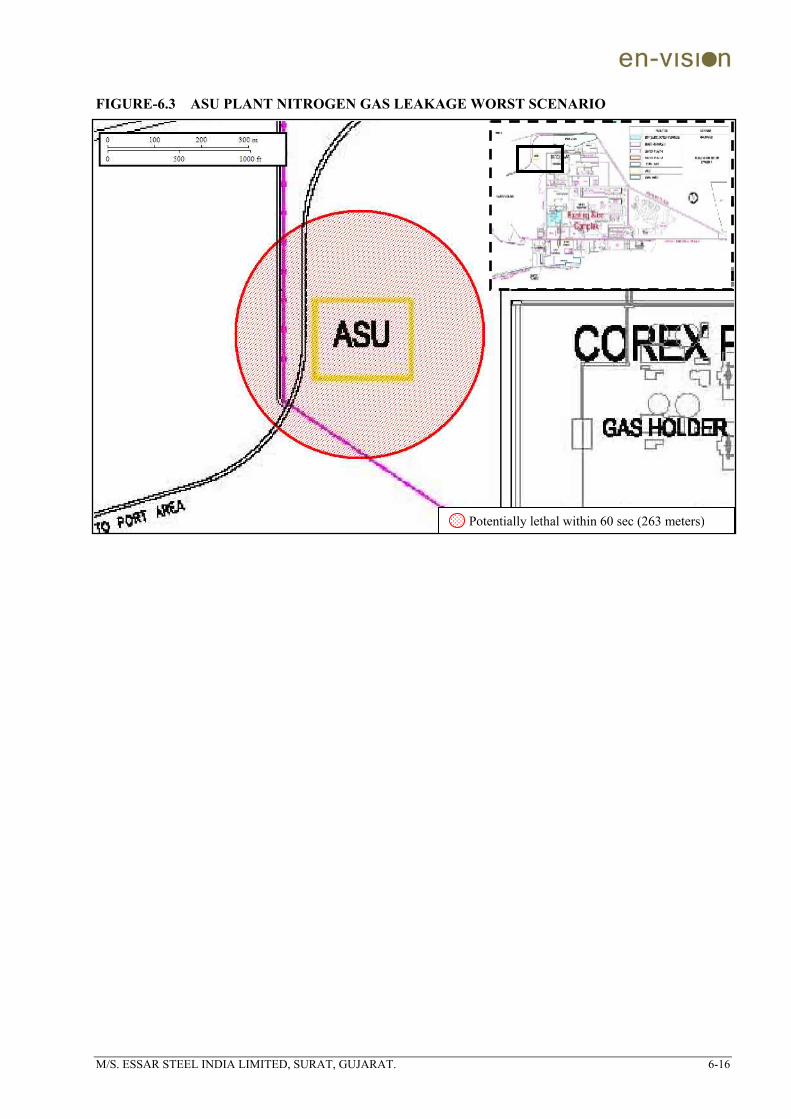
6.5.4 - LIQUID NITROGEN WORST CASE
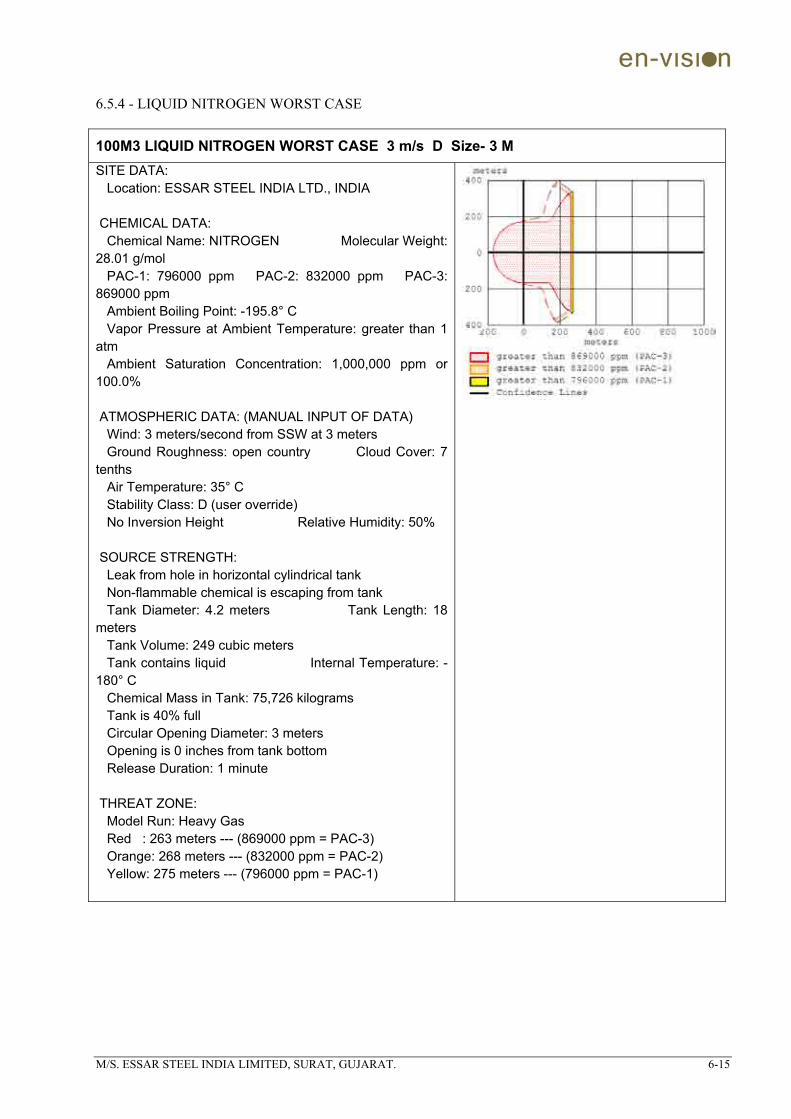
100M3 LIQUID NITROGEN WORST CASE 3 m/s D Size- 3 M SITE DATA: Location: ESSAR STEEL INDIA LTD., INDIA CHEMICAL DATA: Chemical Name: NITROGEN Molecular Weight: 28.01 g/mol PAC-1: 796000 ppm PAC-2: 832000 ppm PAC-3: 869000 ppm Ambient Boiling Point: -195.8° C Vapor Pressure at Ambient Temperature: greater than 1 atm Ambient Saturation Concentration: 1,000,000 ppm or 100.0% ATMOSPHERIC DATA: (MANUAL INPUT OF DATA) Wind: 3 meters/second from SSW at 3 meters Ground Roughness: open country Cloud Cover: 7 tenths Air Temperature: 35° C Stability Class: D (user override) No Inversion Height Relative Humidity: 50% SOURCE STRENGTH: Leak from hole in horizontal cylindrical tank Non-flammable chemical is escaping from tank Tank Diameter: 4.2 meters Tank Length: 18 meters Tank Volume: 249 cubic meters Tank contains liquid Internal Temperature: -180° C Chemical Mass in Tank: 75,726 kilograms Tank is 40% full Circular Opening Diameter: 3 meters Opening is 0 inches from tank bottom Release Duration: 1 minute THREAT ZONE: Model Run: Heavy Gas Red : 263 meters --- (869000 ppm = PAC-3) Orange: 268 meters --- (832000 ppm = PAC-2) Yellow: 275 meters --- (796000 ppm = PAC-1)
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-16
FIGURE-6.3 ASU PLANT NITROGEN GAS LEAKAGE WORST SCENARIO
Potentially lethal within 60 sec (263 meters)
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-17
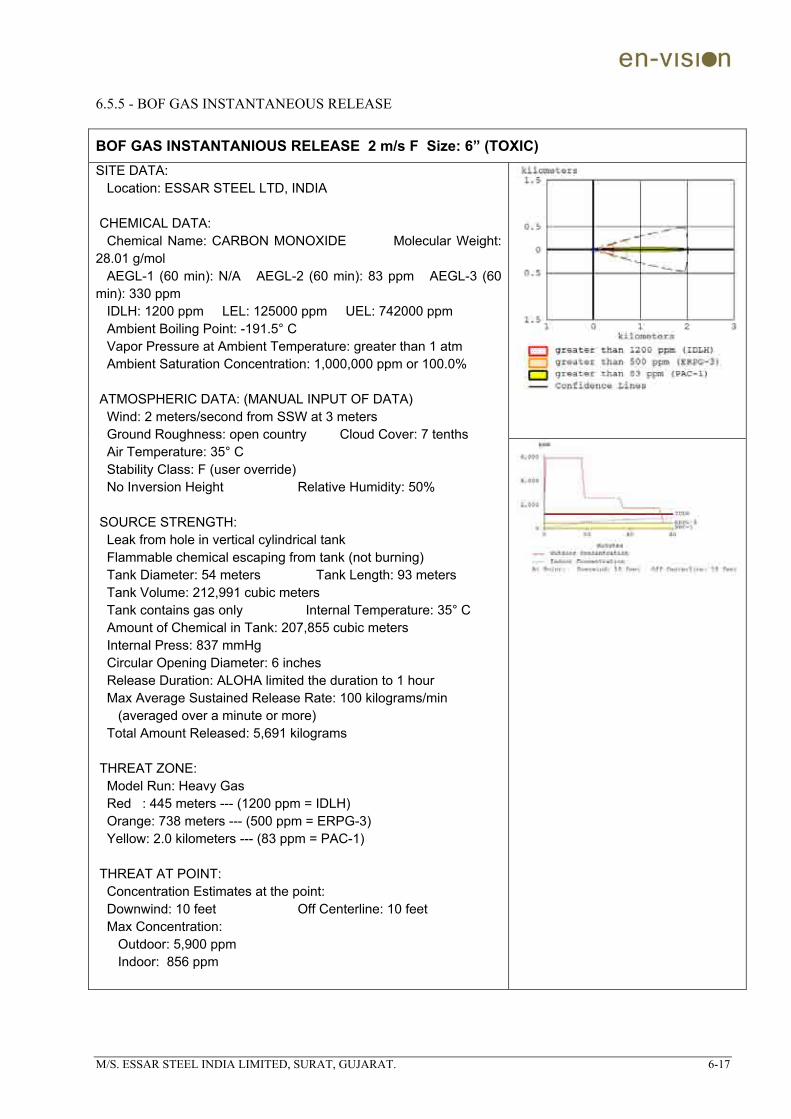
6.5.5 - BOF GAS INSTANTANEOUS RELEASE
BOF GAS INSTANTANIOUS RELEASE 2 m/s F Size: 6” (TOXIC) SITE DATA: Location: ESSAR STEEL LTD, INDIA CHEMICAL DATA: Chemical Name: CARBON MONOXIDE Molecular Weight: 28.01 g/mol AEGL-1 (60 min): N/A AEGL-2 (60 min): 83 ppm AEGL-3 (60 min): 330 ppm IDLH: 1200 ppm LEL: 125000 ppm UEL: 742000 ppm Ambient Boiling Point: -191.5° C Vapor Pressure at Ambient Temperature: greater than 1 atm Ambient Saturation Concentration: 1,000,000 ppm or 100.0% ATMOSPHERIC DATA: (MANUAL INPUT OF DATA) Wind: 2 meters/second from SSW at 3 meters Ground Roughness: open country Cloud Cover: 7 tenths Air Temperature: 35° C Stability Class: F (user override) No Inversion Height Relative Humidity: 50% SOURCE STRENGTH: Leak from hole in vertical cylindrical tank Flammable chemical escaping from tank (not burning) Tank Diameter: 54 meters Tank Length: 93 meters Tank Volume: 212,991 cubic meters Tank contains gas only Internal Temperature: 35° C Amount of Chemical in Tank: 207,855 cubic meters Internal Press: 837 mmHg Circular Opening Diameter: 6 inches Release Duration: ALOHA limited the duration to 1 hour Max Average Sustained Release Rate: 100 kilograms/min (averaged over a minute or more) Total Amount Released: 5,691 kilograms THREAT ZONE: Model Run: Heavy Gas Red : 445 meters --- (1200 ppm = IDLH) Orange: 738 meters --- (500 ppm = ERPG-3) Yellow: 2.0 kilometers --- (83 ppm = PAC-1) THREAT AT POINT: Concentration Estimates at the point: Downwind: 10 feet Off Centerline: 10 feet Max Concentration: Outdoor: 5,900 ppm Indoor: 856 ppm

M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-18
FIGURE-6.4 BOF GAS LEAKAGE WORST SCENARIO
Potentially lethal within 60 sec (445 meters)
2nd degree burns within 60 sec (738 meters)
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-19
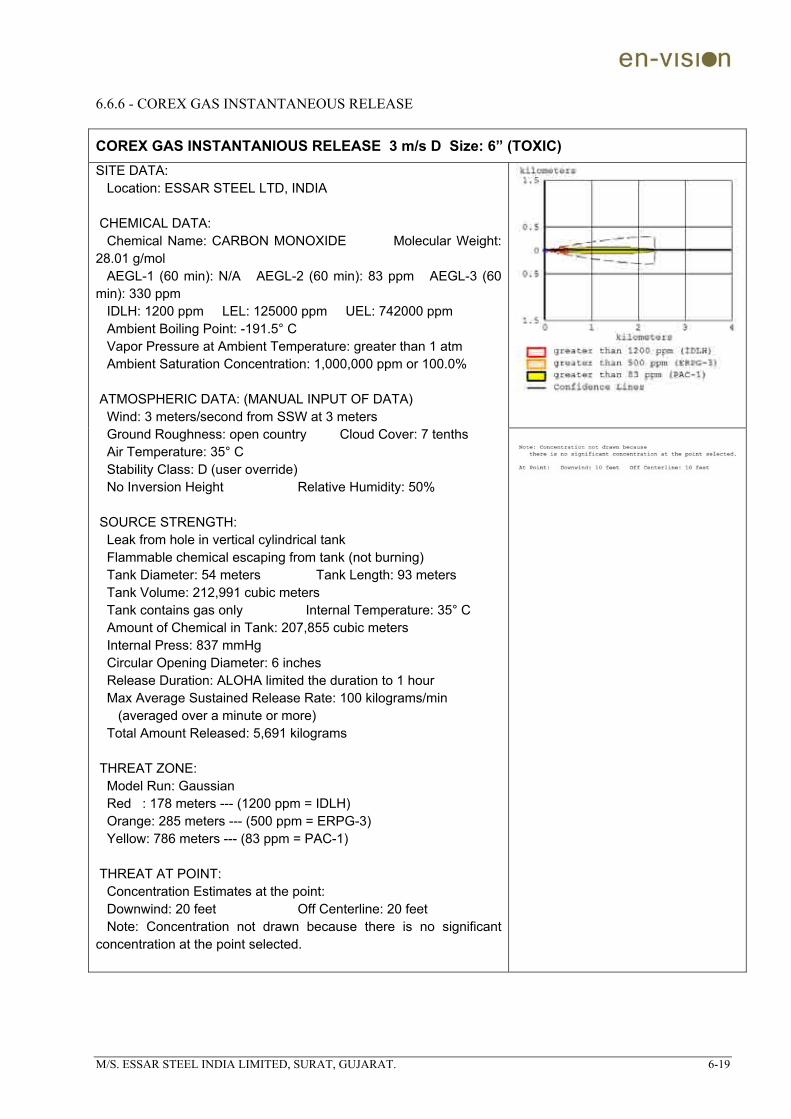
6.6.6 - COREX GAS INSTANTANEOUS RELEASE
COREX GAS INSTANTANIOUS RELEASE 3 m/s D Size: 6” (TOXIC) SITE DATA: Location: ESSAR STEEL LTD, INDIA CHEMICAL DATA: Chemical Name: CARBON MONOXIDE Molecular Weight: 28.01 g/mol AEGL-1 (60 min): N/A AEGL-2 (60 min): 83 ppm AEGL-3 (60 min): 330 ppm IDLH: 1200 ppm LEL: 125000 ppm UEL: 742000 ppm Ambient Boiling Point: -191.5° C Vapor Pressure at Ambient Temperature: greater than 1 atm Ambient Saturation Concentration: 1,000,000 ppm or 100.0% ATMOSPHERIC DATA: (MANUAL INPUT OF DATA) Wind: 3 meters/second from SSW at 3 meters Ground Roughness: open country Cloud Cover: 7 tenths Air Temperature: 35° C Stability Class: D (user override) No Inversion Height Relative Humidity: 50% SOURCE STRENGTH: Leak from hole in vertical cylindrical tank Flammable chemical escaping from tank (not burning) Tank Diameter: 54 meters Tank Length: 93 meters Tank Volume: 212,991 cubic meters Tank contains gas only Internal Temperature: 35° C Amount of Chemical in Tank: 207,855 cubic meters Internal Press: 837 mmHg Circular Opening Diameter: 6 inches Release Duration: ALOHA limited the duration to 1 hour Max Average Sustained Release Rate: 100 kilograms/min (averaged over a minute or more) Total Amount Released: 5,691 kilograms THREAT ZONE: Model Run: Gaussian Red : 178 meters --- (1200 ppm = IDLH) Orange: 285 meters --- (500 ppm = ERPG-3) Yellow: 786 meters --- (83 ppm = PAC-1) THREAT AT POINT: Concentration Estimates at the point: Downwind: 20 feet Off Centerline: 20 feet Note: Concentration not drawn because there is no significant concentration at the point selected.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-20
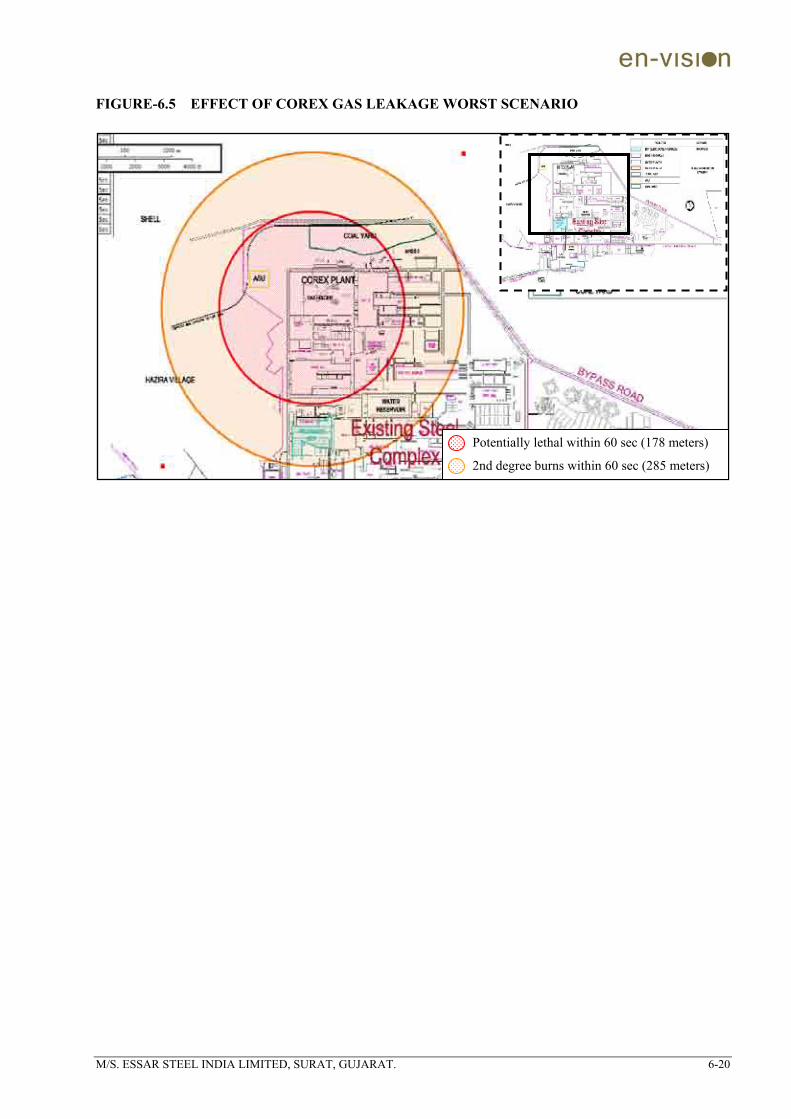
FIGURE-6.5 EFFECT OF COREX GAS LEAKAGE WORST SCENARIO
Potentially lethal within 60 sec (178 meters)
2nd degree burns within 60 sec (285 meters)
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-21
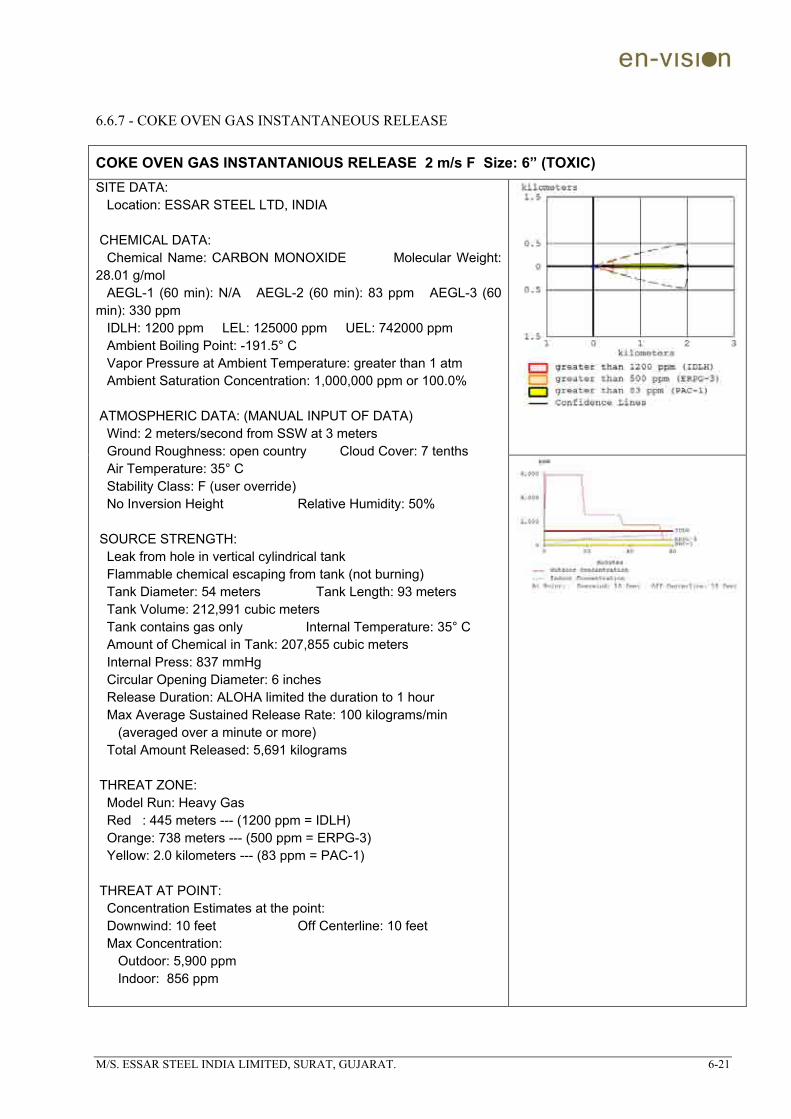
6.6.7 - COKE OVEN GAS INSTANTANEOUS RELEASE
COKE OVEN GAS INSTANTANIOUS RELEASE 2 m/s F Size: 6” (TOXIC) SITE DATA: Location: ESSAR STEEL LTD, INDIA CHEMICAL DATA: Chemical Name: CARBON MONOXIDE Molecular Weight: 28.01 g/mol AEGL-1 (60 min): N/A AEGL-2 (60 min): 83 ppm AEGL-3 (60 min): 330 ppm IDLH: 1200 ppm LEL: 125000 ppm UEL: 742000 ppm Ambient Boiling Point: -191.5° C Vapor Pressure at Ambient Temperature: greater than 1 atm Ambient Saturation Concentration: 1,000,000 ppm or 100.0% ATMOSPHERIC DATA: (MANUAL INPUT OF DATA) Wind: 2 meters/second from SSW at 3 meters Ground Roughness: open country Cloud Cover: 7 tenths Air Temperature: 35° C Stability Class: F (user override) No Inversion Height Relative Humidity: 50% SOURCE STRENGTH: Leak from hole in vertical cylindrical tank Flammable chemical escaping from tank (not burning) Tank Diameter: 54 meters Tank Length: 93 meters Tank Volume: 212,991 cubic meters Tank contains gas only Internal Temperature: 35° C Amount of Chemical in Tank: 207,855 cubic meters Internal Press: 837 mmHg Circular Opening Diameter: 6 inches Release Duration: ALOHA limited the duration to 1 hour Max Average Sustained Release Rate: 100 kilograms/min (averaged over a minute or more) Total Amount Released: 5,691 kilograms THREAT ZONE: Model Run: Heavy Gas Red : 445 meters --- (1200 ppm = IDLH) Orange: 738 meters --- (500 ppm = ERPG-3) Yellow: 2.0 kilometers --- (83 ppm = PAC-1) THREAT AT POINT: Concentration Estimates at the point: Downwind: 10 feet Off Centerline: 10 feet Max Concentration: Outdoor: 5,900 ppm Indoor: 856 ppm
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-22
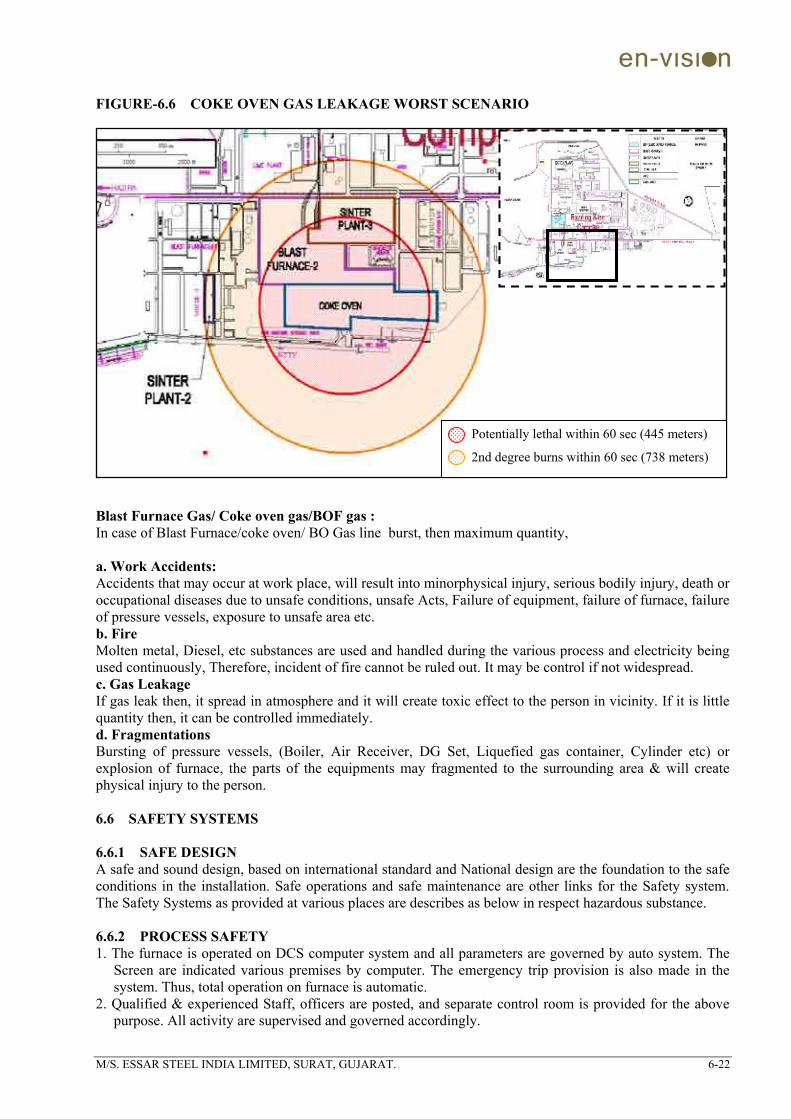
FIGURE-6.6 COKE OVEN GAS LEAKAGE WORST SCENARIO
Blast Furnace Gas/ Coke oven gas/BOF gas : In case of Blast Furnace/coke oven/ BO Gas line burst, then maximum quantity, a. Work Accidents: Accidents that may occur at work place, will result into minorphysical injury, serious bodily injury, death or occupational diseases due to unsafe conditions, unsafe Acts, Failure of equipment, failure of furnace, failure of pressure vessels, exposure to unsafe area etc. b. Fire Molten metal, Diesel, etc substances are used and handled during the various process and electricity being used continuously, Therefore, incident of fire cannot be ruled out. It may be control if not widespread. c. Gas Leakage If gas leak then, it spread in atmosphere and it will create toxic effect to the person in vicinity. If it is little quantity then, it can be controlled immediately. d. Fragmentations Bursting of pressure vessels, (Boiler, Air Receiver, DG Set, Liquefied gas container, Cylinder etc) or explosion of furnace, the parts of the equipments may fragmented to the surrounding area & will create physical injury to the person. 6.6 SAFETY SYSTEMS 6.6.1 SAFE DESIGN A safe and sound design, based on international standard and National design are the foundation to the safe conditions in the installation. Safe operations and safe maintenance are other links for the Safety system. The Safety Systems as provided at various places are describes as below in respect hazardous substance. 6.6.2 PROCESS SAFETY 1. The furnace is operated on DCS computer system and all parameters are governed by auto system. The
Screen are indicated various premises by computer. The emergency trip provision is also made in the system. Thus, total operation on furnace is automatic.
2. Qualified & experienced Staff, officers are posted, and separate control room is provided for the above purpose. All activity are supervised and governed accordingly.
Potentially lethal within 60 sec (445 meters)
2nd degree burns within 60 sec (738 meters)
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-23
3. Safe operating procedure and Emergency procedure for the process and operation are prepared and available on the control room.
4. The emergency procedure (ladle break out in LF) is also specified. 5. Temperature, pressure, quantity of materials, Level of the liquid materials etc. parameters are indicated
on complete screen, as well as physically also checked at the work place. 6. The Camera are installed at various critical locations to observe the critical operations, which
immediately reflects any irregularities in temperature process etc. it can be control by taken effective steps.
6.6.3 GAS STATION Natural Gas is received by pipeline of 10” at pressure 40 bar from Gail Authority. The supervision and control of Gas-Station are under Gas- Supplier itself. The diameter of pipeline of out going to plant is 14” at pressure of 9 bars. Maximum Consumption is 36,000NM3/ HR. The following Safety measures are provided.
1. Gas Station is protected by wire fancying with gates. 2. No unauthorized person is allowed into the location. 3. Safety valve, Pressure gauge, Stop valve etc. are provided & Calibration is carried out at
periodically. 4. Fire, water pipeline network, water sprinkler, Hydrant system are installed and kept in working
condition. 5. Auto control shut of valve is provided, in case of excessive supply pressure. 6. The supply pipelines are underground. 7. The N.G station is working on auto control; hence, no man power is required during general
operation. 8. Electrical lights, fittings etc are flameproof type. 9. Pipeline and Equipments are provided with proper earthing. 10. Auto alarm system is provided.
6.6.4 GENERAL PROVISION 1. Wind Indicator
Wind indicators are provided at different locations, being wide area of complex. These are visible at all corners by the person working at site.
2. Siren An electrical siren with range of five KM is provided at the fire & Safety office building.
3. Emergency Power Supply Generally, electric is supplied to the plant by own captive power plant. However, to get emergency power supply, separate DG sets are provided.
4. Fire Protection & Prevention System Fire hydrant, Fire pump, Jockey pump, Hose pipes, Fire Tenders, Fire water pipeline network, Water reservoir, First Aid fire extinguishers etc. are provided throughout the plant.
5. Fire and Safety Department Fire and Safety is under control of independent Fire and Safety Department headed by H.O.D., with qualified Safety officer and fire crews.
6. Colour code System for pipeline Colour code System for pipelines is adopted as per Indian standard.
7. Personal Protective Equipments P.P.E. like safety shoes, Helmet, safety goggles, Earplug etc. are provided to individual and it is ensured that they should wear while, they are in premises.
8. Maintenance Schedule The Maintenance Schedule is programmed for the Year and it is implemented accordingly.
9. Safety inspection Joint Safety cum Housekeeping Inspection, Gas Line Inspection, Hydraulic Inspection, Cable Tunnel Inspection, Crane Inspection, Fire prevention System etc are periodically carried out and maintaining the records.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-24
10. Monitoring System Environment Monitoring is carried out at regular interval & maintain the record. Further, Steel Making Process, Lime Plant, Oxygen plant etc. are working on DCS computer system and parameters are monitored by qualified and experienced persons.
11. Test, Examination & Certification Test, Examination & certification of lifting Tackles, Chain Pulley Blocks, Lift, Hoist, Cranes, Over head Cranes, Pressure vessels, Gas Sealed Holders etc are carried out periodically and maintain the records.
12. Work Permit System Hot work, vessel Entry, Cold work, Excavation, Working at height, confine space entry, Electrical Lock out etc are carried out on obtaining the safe permit system.
13. Displayment Displayment of Safety posters, Safety Slogans, Cautionary notice, Safe Operating Procedure, signals, Signs, instruction, etc are displayed at wide- spread.
14. Training Programme Regular Training Programs on Safety, Health, environment, First aid, Fire, Work Permit System, House Keeping, etc are conducted through local & outside expert faculties as per prescribed syllabus
15. Qualified & Experienced Operatives Well-qualified & adequate experienced persons are posted on plant operation, which are basic terms in service condition.
6.6.5 SAFETY RELEVANT IMPLEMENTATION The safety relevant meters are implemented. 1. Organization Structure Health, Safety, Welfare & Environment are adequately taken care by the management, which reflects in
organization Structure. It is given at chapter-8. 2. Health & Safety Policy, Quality Policy, Environmental Policy The management has prepared & declared Health & Safety policy, quality policy & Environment
Policy. These are given in chapter-8. 3. Material Safety Data Sheets M. S. D. S. of all Hazardous Chemicals is prepared in booklet forms. M. S. D. S in respect of certain
hazardous Chemicals like LPG, Chlorine, Oxygen, Hydrogen, Argon are maintained. 4. Safety Committee Being a large complex, the management has formed safety committee at two levels i.e. Apex committee
and departmental Safety Committee. The meetings of the both committees meet every month & maintained the records.
5. On- Site Emergency Plan On- Ste Emergency Plan is prepared & updated as and when required Mock- drill/ Exercise is
conducted periodically. 6. Safety Officers Well qualified and experienced safety officers are posted in the Safety department, who look after the
Safety matter independently and works under the Head of Department, designated as GM. 7. House Keeping Good House Keeping System like 5 S (Japanese Formula) is implemented, further, competition is
arranged to develop good habits & encourage to the employees. 8. Statutory Approved
(1) Plans of the premises are approved by the Director, Industrial safety and Health, Gujarat state and License to run the factory is also obtained & renewed time to time.
(2) Licenses to store LPG, LNG, O2, H2, N2, and Chlorine are obtained from the Explosive Department. (3) Consolidated Consent for pollution of air, water, and solid waste disposal is obtained from G. P. C.
B. authority. (4) Structural Stability Certificate for premises is obtained from the competent person & submitted to
the Authority.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-25
9. Accident Reporting, Investigation & Analysis Accident reporting system in prescribed format is maintained. All accidents are investigated and
preventative measures are taken. Necessary records are maintained. 10. Occupational Health Centre Medical centre at Nand Niketan is working as Medical Treatment Dispensary employing qualified
doctors & para Medical Staff and beds with facilities. Further, a local medical centre is also working, which is called as medical centre at plant or Occupational Health Centre.
11. The Hazardous areas are identified and classified so as to take more care of area. 6.6.6 CONTROL SYSTEM 1. The Operation of Furnaces are controlled by D. C. S. computer system and screen Displayment, Alarm
etc are provided. Experienced and trained operatives are employed. Plant can be immediately trips in case abnormal condition arise.
2. On- Site Emergency Plan The On- Site Emergency Plan is prepared. The command & control during the emergency are specified
on On- Site emergency plan, the mock- drill/exercise is also conducted periodically to get confident to control the emergency.
3. Emergency Communication System Internal communication by Telephone, Mobile Phone, Walky- Talky, Fax, Internet, on line computer,
printing etc. facilities are available with the plants. Siren system is installed to warn all people at a time. Further, The Unit is connected by Trunk call system also.
6.7 KNOWN ACCIDENT HISTORY No major emergency is reported in the area of hazardous substance so far. However lesson from the similar incidents on hazardous substance occurred from other industries / factories are being considered to update the knowledge, procedure and process. Further, such incidents/occurrence are discussed in the safety Committee’s meeting also & circulated amongst the workers to high light the incidents. 6.8 DESCRIPTION OF INFORMATION OR ORGANIZATIONAL SYSTEMS USED TO CARRY ON INDUSTRIAL ACTIVITY SAFETY, NAMELY 6.8.1 MAINTENANCE & INSPECTION SCHEDULE Schedule for maintenance & Inspection of equipment involved in continuous and safe operation in manufacturing, handling and storage, are categorized as per following; 6.8.1.1 PLANNED MAINTENANCE 6.8.1.1.1 PREVENTATIVE MAINTENANCE The regular planned activity set by the engineering Department consists of: 1) Regular Inspection 2) Tightening Connections and checking 3) General Cleaning removal of oil, dust etc. 4) Checking Electrical equipment in classified areas. 5) The checking of flameproof electrical fitting in flammable zone. 6) Checking of earthing 7) Checking of safety devices like safety valve, pressure gauge. 8) Computer Operating System 9) Scrubber at chlorine handling area and water shower with eye washer at chlorine location. 10) Electric wires, switches, lights, siren 11) Machine guarding, fencing etc. 12) Pipelines, Joints, Valves etc. The HOD is look after in maintenance work.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-26
6.8.1.1.2 PERIODICAL MAINTENANCE The equipment, instruments, vessels, pipelines etc. are required to get examined & certified by competent person to comply statutory provisions. Such list is given as below: 1) Lifting Tackles, Chain pulley blocks etc. 2) Lift, Hoist 3) Pressure vessels, Air receivers, Boilers etc. 4) Furnace, Ladle furnace etc. 5) Noise, Vibration, Illumination etc. 6) Monitoring Working environment & stack . 7) Fire extinguishers, Fire alarm system & Fire prevention. 8) Communication system 6.8.1.2 UNPLANNED MAINTENANCE 6.8.1.2.1 SUDDEN BREAKDOWN OF EQUIPMENT/PROCESS/OPERATION As far as possible, the plan maintenance schedule eliminates the breakdown maintenance. But, wherever the breakdown take place, the equipments or area are promptly attended with the help of experienced technicians & expert person. It is ensure that adequate stock of the spares shall be available for such purposes. Further, breakdown is carried out on more sound basis rather than as a more patch up activity. 6.8.1.2.2 INSPECTION OF EQUIPMENT The safety aspect of the plant & equipment as a whole always are dealt more timely in our complex. All the equipment, process plant, involved in safety in the areas of hazardous substances are frequently inspected and kept in total working condition. 6.8.2 SCHEDULE MAINTENANCE 1) Monthly monitoring- Toxic & Flammable gas detection system etc. 2) Daily- All alarms & Interlock/trips system etc. functioning of sensors. 3) Annually - All critical instruments, control valves etc. 4) Continuously - Ambient air quality 6.9 GUIDELINES FOR THE TRAINING OF PERSONNEL Safety training for all levels of employees/workers/ Contractor’s workers is given great emphasis. Various safety training programmes, Safety seminars, competition etc. are organized for motivation and to increase effectiveness of all personnel. The major programs are explained as: (1)New Recruits (Including Contractor’s workers : All the new entrants have to under go basic safety
training programme at training centre. (2)First Aid Training: The first aid training is conducted and certificate are awarded by St. John Ambulance. (3)Transportation Safety: Special Training programme for transport drivers on defensive driving and transportation safety were conducted. (4)Comprehensive Safety Orientation Programme: The subjects such as process safety, Manual Handling, Electrical safety, working in confine space, Safety permits etc. are included. (5)Special Training Programme: Special safety training programme, OSAS-18001, BSC, 5-S, safety provisions under applicable statutes, Hazop study, Risk assessment etc. training programme are regularly conducted. (6)Constructional Safety: The workers engaged in construction work are trained on constructional safety at the training centre. (7)Emergency Mock- drills/exercise: To create preparedness, awareness amongst the workers, a mock-drill on emergency is conducted periodically by involving them. (8)Industrial Visit: Similar type of process industries are visited to enhance knowledge. (9)Faculties: The training is imparted with the help of internal faculties, external faculties or through professional institution like Gujarat Safety Council, Rams Safety consultant, Synergic Safety Engineers, DNV, BSE-UK etc.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-27
6.10 ALLOCATION AND DELEGATION OF RESPONSIBILITY FOR PLANT SAFETY Each HOD is responsible for the safety of his plant. Fire and Safety department looks after the fire and safety work. The guide lines for involvement of safety by individuals explained below: 6.10.1 RESPONSIBILITY OF EMPLOYEE’S 1. Every employee, contractor’s workers are expected to get trained in the subject of safety and pertaining
Safety Rules which are designed basically to protect employee/workers in the plants against potential hazards.
The employees/workers have responsibility to protect themselves, their follow employees and plants by way of proper compliance of safety Rules and Regulations.
2. They should go through various Safety Rules, Instructions & Procedures and follow them time-to-time. 3. They must wear the personal protective equipments issued to them while they are in process area. 4. They are also expected to see instruction notices, safety slogans, safety signs, safety operational
instruction as displayed at different locations in the plants. 5. It is the responsibility of employees/workers to report promptly to their immediate manager of any
dangerous or unsafe condition which noticed by them. 6.10.2 RESPONSIBILITY OF MANAGER: BF CHART 1. The manager, a person in charge of men and the job in the plant for operation /Mech/E&I. 2. The manager of each area, must ensure that the person engaged in any job/operation as fully aware of the
hazards associated with the job and they have to follow the safe methods of working. 3. It must be observed that responsible person must be present, where job involving high hazards is carried
out. It must not be left to the workers only to decide whether the job is safe or not. 4. Manager must go through all the safety rules and regulations along with procedures. He will ensure that
all rules are followed in the interest of the safety. 5. It is responsibility of Manager to follow various safety permit systems during various maintenance and
repair jobs in the plants or areas. 6. Manager shall arrange to maintain all the safety equipments, p.p.e., Fire Extinguishers, First aid boxes in
good condition and in easily accessible position. In case of any defect or unavailability, they should try to get them replacement from concern department.
7. It will be responsibility of the Manager to ensure that workers, under him come in proper clothing, p.p.e. and other instruments as required.
8. The Manager must check by taking frequent rounds of the plant or work area that all jobs are being done with observing safety precautions.
9. The manager should also get themselves familiar with statutory requirements on safety and follow them in their work area.
10. The manager must always set the right example by strictly following all safety rules & regulations and taking right type of precautions in any job and also by wearing PPE or other safety equipments as provided.
6.10.3 RESPONSIBILITY OF SAFETY PERSONNEL The functions of safety department and safety personnel are to develop safety consciousness among all level of workers, contractor workers, visitors etc. in order to reduce the accidents & losses. The safety personnel will make frequent safety inspection of the plants, processes and various departments in order to check up observance of safety rules & practices and as an advisory capacity. They have to guide & advice plant, maintenance and engineering departments. Wherever any major or hazardous nature of job or work is to be carried out in the plant, they advice plant, maintenance and engineering departments. Safety departments is organizing various safety training programme to impart training on safety rules, regulations, safe method of working, safety motivation etc. for employees as well as contractor’s workers also.

M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-28
6.11 IMPLEMENTATIONS OF SAFETY PROCEDURE The fire and safety departments are practiced the following safety procedures:
- Procedures for test, examination, and certification of lifting tackles, chain pulley blocks, slings, cranes, overhead cranes, lift, hoist etc.
- Procedures for test, examination, and certification of pressure vessels, air receivers, vaporisers, boilers etc.
- All type of safe work permits procedure. - Procedure for checking & Inspection of instrumentations, trips, safety devices, alarms, siren etc. - Procedure for checking & Inspection of safety valves, breathers, gas detectors, smock detectors - Procedure for checking & Inspection of furnace, Ladle furnace, Ladles etc. - Procedure for provision and checking & Inspection of earthing, jumpers etc. - Procedure for checking of fire extinguishers, fire hydrant, fire pipeline network, fire detection system
etc. - Accident/injury reporting and investigation. - Procedure for procurement of P.P.E. - Procedure for organizing safety training program. - Procedure for modification, addition, alternation in the plant. - Procedure for testing work environment, noise level, vibration, illumination & periodicity. - Procedure for preparedness and awareness amongst the workers and officers for emergency situation. - Organizing safety committee meeting and maintaining the minutes. - Display of safety posters, safety slogans, notices, instructions etc. - Preparing safety budgets and implementation work. - Liaison with situation authority in the field of safety. - Preparation of safety documents like safety manual, safety reports, safety audit, Risk Assessment etc.
6.12 RISK PREVENTION AND RISK MITIGATION Accident prevention is the primary safety goal of any organization. There are risks that can be eliminated through preventive measures and those which can be reduced through mitigation measures. 6.12.1 PREVENTIVE MEASURES The 4 E’s for elimination of hazards and prevent accidents are as follows:
• Engineering and technological innovation to improve reliability • Experience in the study of hazards and operations- Risk analysis • Enforcement of decisions on study results – Preventive mechanisms • Education, awareness, and practice in prevention of accidents (Training & drills)
Various measures will be adopted at each stage of the project for ensuring safety of people, environment, and property. These measures include the following:
• Site selection • Choice of technology • Equipment design incorporating domestic and international safety codes • Plant layout with utmost consideration given to operational safety aspects • Incorporation of interlocks and protection systems in plant design • Safety awareness for key management persons • Safety training of all operational , maintenance staff • Regular safety monitoring - Audits and inspections
A. Site Selection The plant is located in at Hzira, about 18 km away from the Surat City. The site soil conditions are rigid and safe, complying with the requirements of the load bearing capacity of various installations. The size of the plot is large enough to ensure proper layout of plant buildings with adequate interconnecting roads and distance from administrative areas.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-29
B. Choice of Technology The process is carefully chosen for reducing wastes, reducing the risk to human beings and the environment. It is the proven one and acknowledged internationally. C. Equipment Design Equipment will be designed environment friendly and with all necessary safety features. D. Plant Layout Tank Storage Areas
1. Tanks are surrounded by a dyke wall capable of holding 110% of the largest tank’s capacity. 2. The dyke walls and floors are made of concrete, which is impervious to liquid seepage. 3. The dyke area is subdivided into smaller compartments to restrict spreading of Hazchem in the
pool. 4. The floor of the dyke area is sloped away from the tanks to prevent collection of material near the
tanks. 5. The valves for drainage of Hazchem in the dyke area are located outside the dyke wall. 6. In case of catastrophic failure of a tank, the spilled hazchem will drain to a further isolated dyke
area located several meters away from all storage tanks to restrict the effects of radiation on surrounding equipments in case of fire.
7. The tank farm is located in an open, well-ventilated area. General / Other Areas
1. The plant is laid out in such a way that hazards are either eliminated or isolated so as to manage it effectively.
2. The location of the disaster prone areas of the plant is such that, they cause less impact to the nearby factories or inhabitations.
3. Buildings housing heat generating equipment or containing chemicals are well-ventilated with adequate air circulation.
4. Administrative office is located away from process plants and storage tanks. 5. Security office is located close to gate and away from process plants and storage tanks. 6. Workers’ rest area, shower, and dispensary is located close to administrative office, away from
process plants. 7. Canteen is located close to administrative office and away from process plants. 8. A large area has been provided on site in the upwind direction for emergency evacuation-
Assembly Points 9. Interconnecting roads within the plot are made circular so that more than one get-away is available
at any point. 10. A second truckable gate is provided for use in case of emergency. 11. Proper drainage and enclosures are provided to drain away storm water from unforeseen flooding. 12. Flame proof areas have been isolated from the non-flameproof areas. 13. DG room and electrical transformer located away from administrative office, process plant and
storage tanks. 14. The storage tanks of hazchem are located in an isolated area, protected by dykes with adequate
facilities for handling spills and leakages. 15. Fire hydrant system covers the entire operating area of the plant. 16. Separate installation for fire water storing and pump house, with alternate and independent power
source. 17. Separate power distribution and isolation boards in each building. 18. Hazardous waste bins are located away from processing and administrative areas in an area clearly
demarcated for the same. 19. Warning boards will be put up in areas where entry is restricted 20. No Smoking boards will be put up at the entrance and at other locations throughout the plant 21. Boards showing the numbers and contact details of government / district officials as well as fire
department, police department, district commissioner, etc. will be installed at security gate as well as in the operational area.

M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-30
22. Hazardous chemicals shall be stored as per compatibility and based on corrosive and reactive capabilities as per the guidelines in the MSDS.
23. MSDS of all hazardous chemicals will be kept in the areas where such materials are used and stored.
24. Waste containers will be located at appropriate locations throughout the plant, and will be coded according to the type of waste.
E. Safety Awareness for Key Management
1. Key management personnel will be made aware from the beginning of the project of the key issues regarding the safety in design and operation of the plant.
2. Project management personnel have visited several industrial plants where hazchem is used in bulk as a raw material for the production of finished products. Discussions with operational staff of the plants during these visits has given them valuable insight into the safety aspects of handling of hazchems.
3. Discussions on safe handling of hazchems have been carried out with various safety experts, technical collaborators, and with overseas suppliers through conference calls.
F. Safety Training for All Operational Staff
1. All operational staff will be given safety training as a compulsory part of their induction program. 2. Safety training will include, among other things, the following important aspects:
a. awareness of hazards of individual chemicals through study of MSDS b. correct usage of Personal Protective Equipment (PPE) c. explanation of the hazards and risks present in the premises, as well as their analysis d. impact on safety, health, and environment due to improper handling of hazardous
chemicals e. guidelines for safety in operations f. Do’s and Don'ts
G. Safety Audits and Inspections
1. Regular safety audit will be conducted once a year to ascertain the safety levels followed in the plant and suggestions for improvement
2. Special safety audits will be conducted whenever there are process-related equipment / operational changes made in the plant
3. Safety audits will be carried out jointly by HSE personnel and external agencies, and corrective actions will be recorded and presented to management for review.
4. Daily safety inspections are carried out throughout the plant by HSE personnel. 5. Testing and inspection of high pressure equipment with periodical hydrotesting and thickness
testing will be carried out once in a year during maintenance shutdown 6. Testing of pressure safety valves and setting will be carried out once in a year during maintenance
shutdown 7. Calibration of control valves, instruments as and when required, but at least once in a year during
maintenance shutdown 8. Testing of thickness of all equipments with thickness meter will be carried out at least once in three
years during maintenance shutdown 9. Testing of electrical measurements, such as earthing resistance, will be carried out every month 10. Testing of all fire hydrant installations, fire extinguishers, fire pumps, fire water level monitors will
be carried out on a daily basis by HSE personnel. 6.12.2 DISASTER MANAGEMENT PLAN 6.12.2.1 OBJECTIVES OF EMERGENCY PROCEDURES Measures, those are required, to be taken during emergencies are co-ordination of activities with many departments/services and outside resources. The objectives of the procedures are to define role of key personnel of different services during major emergencies to be effectively utilize to:
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-31
1) Safeguard lives 2) Contains of incident and bring it under control 3) Minimize damage to property & neighboring environment 4) Rescue & treatment of casualties & evacuation of persons to safe areas 5) Identification of affected persons, information to relatives and extending necessary assistance. 6) Preservation of information, records etc. which will help in investigation 7) Welfare assistance to casualties 8) Providing relevant information to police, district authorities and news media 9) Passing of information to relevant persons/agencies and warning the persons who are likely to be
affected. 10) Mobilizing inside resources 11) Initiating and organizing evacuation of affected persons 12) Collecting latest status, other information and requirement
6.12.2.2 BASIS OF PLAN AND HANDLING OF EMERGENCY 1) It is not possible to envisage and detail every action, which should be taken during an emergency.
The basic philosophy is to get key personnel of necessary discipline who have the knowledge and background to assess the situation and give directions as per the objectives as quickly as possible.
2) The plan identifies the services/departments required to combat emergencies and also identifies the key persons to discharge the duties.
3) Key personnel have been identified for emergencies and are responsible for providing necessary assistance.
4) Any outside assistance, which company shall get, shall be co-ordinate by the MAIN SITE CONTROLLER on duty.
5) Messages via telephones are restricted to key personnel only. This is required to keep the telephones free for key personnel to contact for necessary feed-back.
6) Senior person who arrives on scene is automatically incharge for the service group. He should not leave the site without entrusting the charge to his deputy. All the key personnel should be available at the main control room. All key personnel of other services will report to main site controller, who will co- ordinate between various departments and outside agencies.
6.12.2.3 INFORMATION ABOUT EMERGENCY AND SUBSEQUENT ACTIONS
1) Any person noticing fire/explosion/re lease of hazardous gases should shout FIRE, FIRE or HELP, HELP and will activate the emergency bell
2) Inform respective control rooms. 3) The Executive in-charge along with the concerned Dept. Head will immediately rush to the incidence
site to assess and take immediate action required to control the source of incidence. They will also inform Security and Safety personnel to come to the place of disaster/emergency and assist them.
4) If he feels that the situation is likely to escalate and may lead to emergency will communicate following minimum information to all senior persons.
a) Brief description of incident. b) Status & seriousness of the situation c) Actions immediately taken. d) Immediate assistance required. e) All key personnel of respective services, depending on nature of emergency will arrive at site to
take charge of positions. 6.12.2.4 INSTRUCTIONS TO THE EMPLOYEES
1) The plan assume certain discipline at site during emergency as given below : 2) Do not panicky. 3) Do not approach at the scene of disaster as a spectator.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-32
4) Do not engage phone, mobile, EPBX system unnecessarily. 5) Non-essential personnel should go to the security gate after receiving the instruction. 6) Do not move here & there unnecessarily. 7) Do not approach unnecessarily to get information or more inquiry. 8) Remain at your working place unless called and be attentive to instructions. 9) Ensure that all contract labours working in the premises are immediately sent to main security gate.
They will receive further instructions form SITE MAIN CONTROLLER. 10) All non-essential staff members should gather at Safe Assembly Point after assessing the wind
directions (from the wind sock, stack of boiler & process) and wait for further instructions, this will be communicated through phone, mobile or by any available means.
6.12.2.5 INSTRUCTIONS TO CONTRACTORS The plan assumes certain discipline at site during emergencies as given below;
1) Do not panicky. 2) Do not approach at the scene of disaster as a spectator. 3) Do not engage phone, mobile and EPBX system unnecessarily. 4) Non-essential personnel should go to the main security gate after receiving instruction. 5) Do not move here & there unnecessarily. 6) Do not approach unnecessarily for information or more inquiry. 7) Remain at your working place unless called and be attentive to instructions. 8) Ensure that all contract labours working in the premises are immediately sent to main security gate.
They will receive further instructions from main controller. All should gather at SAFE ASSEMBLY POINTS after assessing the wind direction (from wind sock, stack of boiler and process) and wait for further instructions which will be communicate through phone, mobile or any other available means.
9) All fabricator contractors should ensure that all welding machines are switched off and all cylinders are closed before leaving the working area.
10) All civil contractors should gather at SAFE ASSEMBLY POINTS after declaring the emergency. 6.12.2.6 MITIGATION OF CONSEQUENCES DURING MAJOR ACCIDENT No major hazard installation can ever be absolutely safe. Even if a hazard assessment has been carried out, if the hazards have been detected and appropriate measures have been taken, the possibility of an accident cannot be completely ruled out. So below safely systems provides measures, which can be mitigate the consequences of accident or emergency situation. Other measures for mitigating the consequences of an accident deal mainly with the response to a release of a hazardous substance. In order to be able to initiate counter measures in the event of an accident, Company will installed various safety systems to mitigate the consequences during Major Accident are as under:
(1) ECC room with full equipped with Fire Fighting Equipment (2) Fire Hydrant system with electric motor and D.G. Set, water reserved for fire fighting (3) QRA done by competent party (4) Alarm System and method of reporting / declaring emergency (5) Regular rehearsal of emergency preparedness (6) Training to all employees regarding emergency preparedness (7) MSDS of all hazardous chemicals are available in safety department and in concerned department.
6.12.3 FIRE FIGHTING Company shall take into consideration fire prevention measures at the project planning and during plant commissioning stage to avoid any outbreak of fire. But looking to the hazardous nature of process and the chemicals that shall be handled and processed, the chances of outbreak of fire cannot be totally ignored. Hence to tackle such a situation a good well laid fire protection system is provided in the factory. List of
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-33
existing and proposed fire fighting equipments are given below. A full flagged hydrant system is provided with hydrant lines covering entire factory premises. The hydrant lines are provided with hydrant posts covering different locations. Every plant is protected by hydrant system and Hose pipe & nozzles are provided at Central hose stations and near hydrant points. Water storage reservoir is provided for hydrant system only having enough water storage capacity. 6.12.3.1 FIRE PREVENTION The fire fighting activity in Essar Steel India Ltd. is co-ordinated with safety, which is good system. A well structured FIRE DEPARTMENT is headed by HOD (Fire & Safety) and assisted by- 1 DGM assisted by 1 senior manager and other managers. The fire station is manned round the clock in 3 shifts. Each shift is managed by a “shift in change” with fire crew. The fire control room is equipped with the latest technology communication facilities like Micro Pressure based computerized addressable Fire Alarm System the wireless (VHF) and mobile phones. The fire department has identified probable emergency situation like gas leakage, Hydraulic Oil leakage, Toxic release, fire explosion (such as failure of furnace) etc and can control the such situation. 6.12.3.2 FIRE HYDRANT NETWORK The entire Essar Steel India Ltd. complex is protected by well designed Fire Hydrant Network, which consists of the following
1. Fire Pump Houses - 04 Nos. 2. Jockey pump - 08 Nos. (40 m3/hr at 9.5 Bar) 3. Centrifugal pump -07 Nos. ( Electrical Motor -410 m3/hr at 8.8 Bar) 4. Centrifugal pump -07 Nos. (Diesel engine - 410 m3/hr at 8.8 Bar) 5. Double Headed Hydrant (DSC + Jetty) -20 Nos. 6. Single Headed Hydrant - 316 Nos. 7. Fire Escape Hydrant - 16 Nos. 8. Hydrant on risers - 52 Nos. 9. Fixed Type Water monitors - 12 Nos. 10. Water/Foam monitors - 08 Nos. 11. Hose Boxes - 404 Nos. (Hose-2, Branch -1)
6.12.3.3 FIRE WATER RESERVOIR
1. Independent Pumping Station 2. HBI, HRC and 1 Fire Water Reservoirs (which can last more than 4hours)
6.12.3.4 FIRE FIGHTING APPLIANCE
1. Foam Tender - INO 2. Combined DCP CUM foam Tender - 01 No. 3. Portable pumps - 03 Nos. 4. Fire Jeep - 01 No. 5. Foam Trolley - 03 Nos. 6. S.B.A. sets - 32 Nos.(+43 spare cylinders) 7. Exhaust cum blowers -10 Nos.
6.12.1.5 PORTABLE FIRE EXTINGUISHERS
1. DCP, CO2, ABC, Clean Agent, Foam – As per the standard requirement 6.12.3.6 FIRE DETECTION & PROTECTION SYSTEMS
1. Smock Detectors - 1065 Nos. (ISD & PSD) 2. Heat Detectors - 105 Nos. 3. Manual Call Points - 54 Nos. 4. Fire Alarm system covering all plant 5. Harm Flooding System - 1301 6. CO2 Total Flooding System - At Electrical Arc Furnace, Ladle Furnace, Caster Turrets,
Transformers, Generators, Turbines. 7. Automatic Foam/Water spray system - LPG Plant & NGL Tank
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-34
8. Medium Velocity Water spray - Cable Tunnel 9. Foam Compound - 10,000 Litres AFFF 10. Fire Entry Suit - 1 No.
6.12.3.7 ALARM/ SIREN
1. Micro processor based computerized addressable Fire alarm system is installed in entire complex. 2. Wireless (V.H.F.) 3. Mobile Phones 4. Fire services & local authorities - Wireless Network 5. Electric Siren 6. Security staff Messenger 7. Trunk System
6.12.4 ERGONOMICS Ergonomics is the term applied to the field that studies and designs the human-machine interface to prevent illness and injury and to improve work performance. It attempts to ensure that jobs and work tasks are designed to be compatible with the capabilities of the workers. SOURCES: Some physical agents play an important role in ergonomics such as Force, Acceleration and Thermal factors. Force is an "important causal agent in injuries from lifting. Other Important ergonomic considerations include work duration, repetition, contact stresses, postures, and psychosocial issues. Work-Related Musculoskeletal Disorders Work-related musculoskeletal disorders (MSDs) are an important occupational health problem that can be managed using an ergonomics health and safety program. The term musculoskeletal disorders refers to chronic muscle, tendon, and nerve disorders caused by repetitive exertions, rapid motions, high forces, contact stresses, extreme postures, vibration, and/or low temperatures. Other commonly used terms for work-related musculoskeletal disorders include cumulative trauma disorders (CTDs), repetitive motion illnesses (RMIs), and repetitive strain injuries (RSIs). Some of these disorders fit established diagnostic criteria such as carpal tunnel syndrome or tendinitis. Other musculoskeletal disorders may be manifested by nonspecific pain. Some transient discomfort is normal consequence of work and is unavoidable, but discomfort that persists from day to day or interferes with activities of work or daily living should not be considered an acceptable outcome of work. Control Strategies The incidence and severity of MSDs are best controlled by an integrated ergonomics program. Major program elements include:
• Recognition of the problem, • Evaluation of suspected jobs for possible risk factors. • Identification and evaluation of causative factors, • Involvement of workers as fully informed active participants, and • Appropriate health care for workers who have developed muscuoskeletal disorders.
General programmatic controls should be implemented when risk of MSDs is recognized. These include:
• Education of workers, supervisors, engineers, and managers; • Early reporting of symptoms by workers; and • Ongoing surveillance and evaluation of injury, health and medical data, Job-specific controls are
directed to individual jobs associated with MSDs. These include engineering controls and administrative controls. Personal protection may he appropriate under some limited circumstances.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-35
CONTROL MEASURES: Among engineering controls to eliminate or reduce risk factors from the job, the following may be considered:
• Using work, methods engineering, e.g., time study, motion analysis, to eliminate unnecessary motions and exertions.
• Using mechanical assists to eliminate or reduce exertions required to hold tools and work objects. • Selecting for designing tools that reduce force requirements, reduce holding time, and improve
postures. • Providing user-adjustable workstations that reduce reaching and improve postures. • Implementing quality control and maintenance programs that reduce unnecessary forces and
exertions, especially associated with non value-added work. Administrative controls reduce risk through reduction of exposure time and sharing the exposure among a larger group of workers. Examples include:
• Implementing work standards that permit workers to pause or stretch as necessary but at least once per hour.
• Re-allocating work assignments (e.g., using worker rotation or work enlargement) so that a worker does not spend an entire work shift per forming high-demand tasks.
Due to the complex nature of musculoskeletal disorders, there is no "one size fits all" approach to reducing the incidence and severity of cases. The following principles apply to selecting actions:
• Appropriate engineering and administrative controls will vary from industry to industry and company to company.
• Informed professional judgment is required to select the appropriate control measures. • Work-related MSDS typically require periods of weeks to months for recovery. Control measures
should be evaluated accordingly to determine their effectiveness. 6.12.5 ONSITE EMERGENCY PLAN Emergency plan containing system of organization used to fight the emergency, the alarm and the communication routes, guidelines for fighting the emergency, examples of possible accident sequences. Being the alert management, On-Site Emergency plan is prepared & updated time to time, The plan provides clear action lines to the designated person. The objectives of On-Site Emergency plan are as follows: The management has prepared ON-SITE Emergency plan, considering level of Hazards in the unit. The action plan provides clear line of actions to be followed by the each person (role & responsibility.) Followings are the objectives of the On Site Emergency Plan ;
1. To define and assess the emergencies, including risk and environmental impact. 2. To control and contain incidents. 3. To safeguard employees and people in vicinity. 4. To minimize damage to property or/and the environment. 5. To inform employees, the general public and the authority about the hazard/risks assessed,
safeguards provided, residual risk if any and the role to be played by them in the event of emergency.
6. To be ready for mutual aids if need arise to help neighboring unit. Normal jurisdiction of an on-site emergency is the own premises only, but looking to the time factor in arriving the external help or off-site plant agency, the jurisdiction is extended outside to the extent possible in case of emergency occurring outside.
7. To inform the authorities and mutual aid centers to come for help. 8. To affect rescue and treatment of casualties to count injured. 9. To identify and list any dead. 10. To inform and help relatives. 11. To rescue the safe rehabilitation of affected areas and restore normalcy. 12. To provide authoritative information to the news media.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-36
13. To preserve records, equipment etc and to organise investigation into the cause of the emergency and preventive measures to stop this recurrence.
14. To ensure safety of the works before personnel re-enter and resume work 15. To work out a plant with all provisions to handle emergencies and to provide for emergency
preparedness and the periodical rehearsal of the plan. The emergency plan gives the details on preparatory action and response action for pre-emergency, during emergency and post emergency period. 6.12.6 OFF-SITE EMERGENCY PLAN Co-ordination with the District Collector or district Emergency Authority and its Off-site Emergency Plan are as follows: The unit has intimated the District emergency authorities via submission of various information and local authorities. Moreover, unit is member of Local Crisis Group for Hazira-Olpad Taluka & Surat District Crisis Group being a MAH unit. One representative from unit is time to time attending the meeting of Local Crisis Group as well as District Crisis Group . Being a member of offsite emergency plan, factory has all emergency phone nos. of District authorities, whom can be contacted during major emergency/ off site emergency. Further, track system is adopted to connect directly with the authority by wireless. List of Emergency Telephone Nos., which includes Telephone Nos. of District Authority like Collector, Director Industrial safety & Health, Police Department, Central Control Room, Hospitals, Fire Stations, etc. are displayed at conspicuous places including main security office and emergency control centre. 6.12.7 MEDICAL ARRANGEMENT IN THE EVENT OF A RELEASE OF HAZARDOUS CHEMICALS The following medical arrangement is available in the event of a release of the hazardous substances; 1) Antidotes Following types of general antidotes are kept available at Medical Center: Name of Antidote Oxygen PAM Dexona (Injection) Injection Aptro Pre I -V Fluid Inj A.S.Y.S.
2) First Aid Trained Person First Aid Trained person is given in Annexure. 3) Occupational Health Centre The Occupational Health centre with adequate arrangement is maintained by the management. M.S.D.S. of hazardous chemicals are available with safety department and user department. OHC provides round the clock coverage at Plant Medical Centre and Nand Niketan. Details of officials available at Medical Center (OHC) are as follows: 1. Head Medical Services (M.D.Internal Medicine( AFIH)) 2. Sr,Medical Officer (MBBS.AFIH) 3. Sr. Consultant (MD(Anae),AFIH) 4. Medical Officer (MBBS.AFIH) 5. Medical Officer (MBBS) 2. Medical Assistant (Male and Female Nurse) 24 Nos. qualified medical assistant available round the clock, which includes 11 female and 8 male nurses (GNM), 2 X ray tech and 3 lab tech.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-37
3. Equipment Following equipment are available at OHC ; 1) Automatic external defibrillator – Useful for cardiac arrest pt. 2) Artificial respiration set ( Ambu Bag ) 3) X-Ray Machine 4) Oxygen Cylinder 5) Nebulizer 6) Blood Glucose Monitor 7) Suction Machine 8) Stitching material 9) Autoclave Machine 10) Emergency beds– 4+ tables 11) All emergency & routine medicine, I/V Fluids, Injections etc. 12) Ambulance – Fully equipped ambulance available for 13) Transportation of emergency patient. 14) Well Equipped Laboratory. 4) M. S. D. S. M.S.D.S. of hazardous Chemicals is available with Fire & Safety department and responsible person. 6.13 EMERGENCY DUE TO NATURAL CALAMITIES 6.13.1 NATURAL CALAMITY RISK FOR THE SITE 6.13.1.1 HISTORY OF NATURAL DISASTER IN THE AREA TABLE-6.14 NATURAL DISASTER NAME AND ITS EFFECT
NO. NATURAL DISASTER NAME AND LOCATION DESCRIPTION, MAGNITUDE AND EFFECTS
1. EARTH QUAKE- 2001 The 2001 Gujarat earthquake occurred on January 26, 2001, at 08:46 am local time and lasted for over two minutes. The earthquake reached a magnitude of between 7.6 and 7.7 on the moment magnitude scale. The quake killed around 20,000 people, injured another 167,000 and destroyed nearly 400,000 homes. There were two three residential apartments collapsed and reported with few casualties in Surat District. There was no significant damage reported in the Hazira Area.
2. FLOOD - 2006 In the second week of August 2006, a massive flood caused severe damage to the city of Surat. According to a report released by Indian Institute of Management – Ahmadabad, massive flood after release of water from Ukai dam had caused major human tragedy and property damage estimated at Rs. 220 billion on that day. In less than three days, at least 150 people died directly due to flood and many others due to water-borne diseases that followed. It was reported that all MAH units situated in the Hazira belt was affected due to flood. Road towards Hazira and few industries were remained close due to water logged in entire area. However no major incident was reported in the industrial sectors.
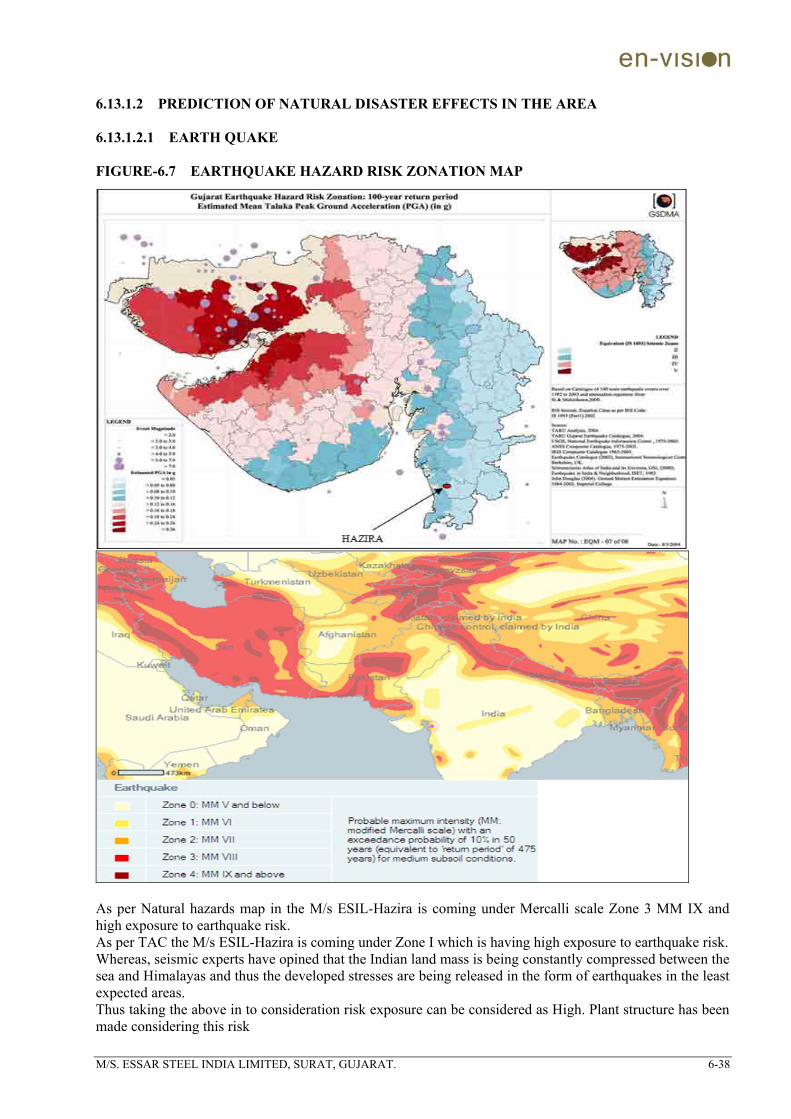
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-38
6.13.1.2 PREDICTION OF NATURAL DISASTER EFFECTS IN THE AREA 6.13.1.2.1 EARTH QUAKE FIGURE-6.7 EARTHQUAKE HAZARD RISK ZONATION MAP
As per Natural hazards map in the M/s ESIL-Hazira is coming under Mercalli scale Zone 3 MM IX and high exposure to earthquake risk. As per TAC the M/s ESIL-Hazira is coming under Zone I which is having high exposure to earthquake risk. Whereas, seismic experts have opined that the Indian land mass is being constantly compressed between the sea and Himalayas and thus the developed stresses are being released in the form of earthquakes in the least expected areas. Thus taking the above in to consideration risk exposure can be considered as High. Plant structure has been made considering this risk
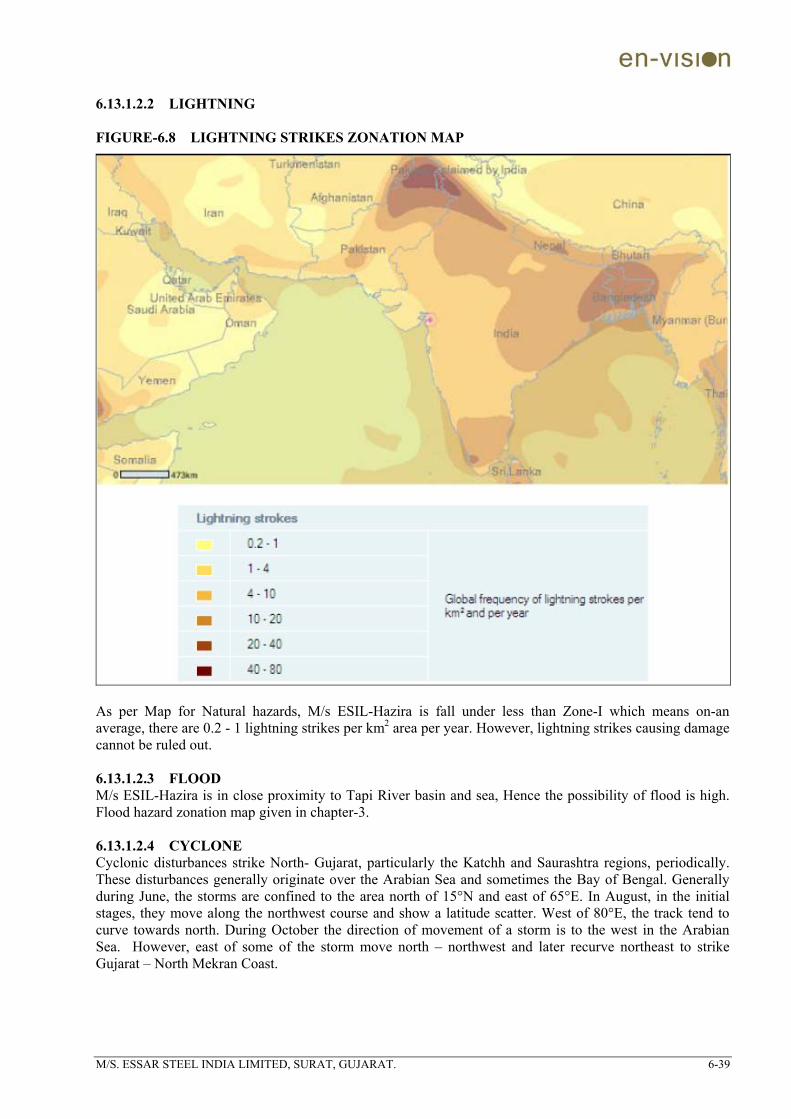
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-39
6.13.1.2.2 LIGHTNING FIGURE-6.8 LIGHTNING STRIKES ZONATION MAP
As per Map for Natural hazards, M/s ESIL-Hazira is fall under less than Zone-I which means on-an average, there are 0.2 - 1 lightning strikes per km2 area per year. However, lightning strikes causing damage cannot be ruled out. 6.13.1.2.3 FLOOD M/s ESIL-Hazira is in close proximity to Tapi River basin and sea, Hence the possibility of flood is high. Flood hazard zonation map given in chapter-3. 6.13.1.2.4 CYCLONE Cyclonic disturbances strike North- Gujarat, particularly the Katchh and Saurashtra regions, periodically. These disturbances generally originate over the Arabian Sea and sometimes the Bay of Bengal. Generally during June, the storms are confined to the area north of 15°N and east of 65°E. In August, in the initial stages, they move along the northwest course and show a latitude scatter. West of 80°E, the track tend to curve towards north. During October the direction of movement of a storm is to the west in the Arabian Sea. However, east of some of the storm move north – northwest and later recurve northeast to strike Gujarat – North Mekran Coast.
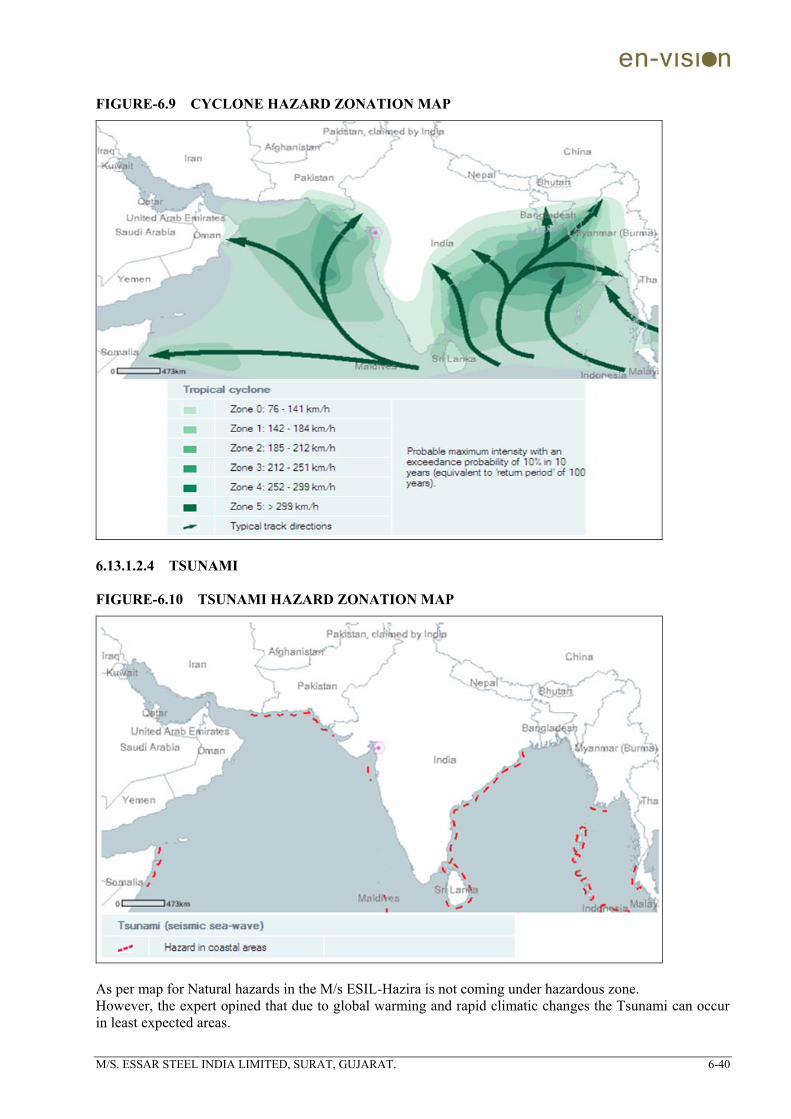
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-40
FIGURE-6.9 CYCLONE HAZARD ZONATION MAP
6.13.1.2.4 TSUNAMI FIGURE-6.10 TSUNAMI HAZARD ZONATION MAP
As per map for Natural hazards in the M/s ESIL-Hazira is not coming under hazardous zone. However, the expert opined that due to global warming and rapid climatic changes the Tsunami can occur in least expected areas.
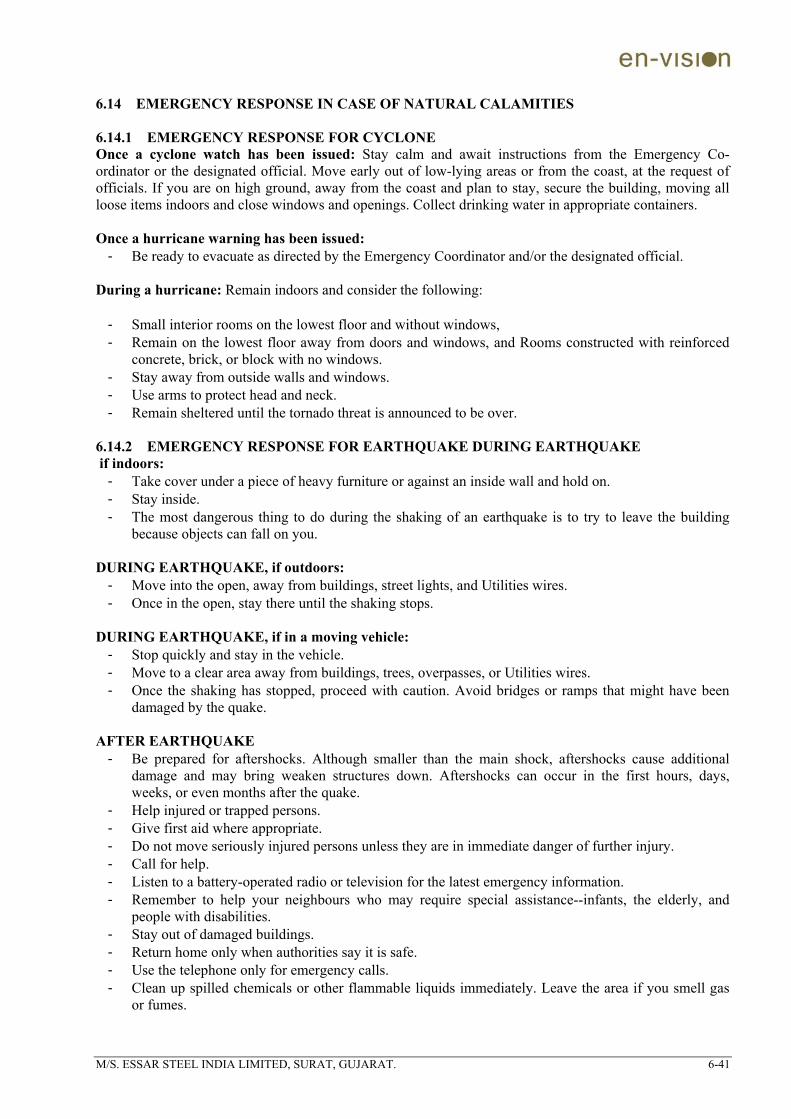
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-41
6.14 EMERGENCY RESPONSE IN CASE OF NATURAL CALAMITIES 6.14.1 EMERGENCY RESPONSE FOR CYCLONE Once a cyclone watch has been issued: Stay calm and await instructions from the Emergency Co-ordinator or the designated official. Move early out of low-lying areas or from the coast, at the request of officials. If you are on high ground, away from the coast and plan to stay, secure the building, moving all loose items indoors and close windows and openings. Collect drinking water in appropriate containers. Once a hurricane warning has been issued:
- Be ready to evacuate as directed by the Emergency Coordinator and/or the designated official. During a hurricane: Remain indoors and consider the following:
- Small interior rooms on the lowest floor and without windows, - Remain on the lowest floor away from doors and windows, and Rooms constructed with reinforced
concrete, brick, or block with no windows. - Stay away from outside walls and windows. - Use arms to protect head and neck. - Remain sheltered until the tornado threat is announced to be over.
6.14.2 EMERGENCY RESPONSE FOR EARTHQUAKE DURING EARTHQUAKE if indoors:
- Take cover under a piece of heavy furniture or against an inside wall and hold on. - Stay inside. - The most dangerous thing to do during the shaking of an earthquake is to try to leave the building
because objects can fall on you. DURING EARTHQUAKE, if outdoors:
- Move into the open, away from buildings, street lights, and Utilities wires. - Once in the open, stay there until the shaking stops.
DURING EARTHQUAKE, if in a moving vehicle:
- Stop quickly and stay in the vehicle. - Move to a clear area away from buildings, trees, overpasses, or Utilities wires. - Once the shaking has stopped, proceed with caution. Avoid bridges or ramps that might have been
damaged by the quake. AFTER EARTHQUAKE
- Be prepared for aftershocks. Although smaller than the main shock, aftershocks cause additional damage and may bring weaken structures down. Aftershocks can occur in the first hours, days, weeks, or even months after the quake.
- Help injured or trapped persons. - Give first aid where appropriate. - Do not move seriously injured persons unless they are in immediate danger of further injury. - Call for help. - Listen to a battery-operated radio or television for the latest emergency information. - Remember to help your neighbours who may require special assistance--infants, the elderly, and
people with disabilities. - Stay out of damaged buildings. - Return home only when authorities say it is safe. - Use the telephone only for emergency calls. - Clean up spilled chemicals or other flammable liquids immediately. Leave the area if you smell gas
or fumes.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-42
6.14.3 EMERGENCY RESPONSE FOR TSUNAMI The phenomenon Tsunami is a series of travelling ocean waves of extremely long length generated primarily by earthquakes occurring below or near the ocean floor; occurrence of tsunami: BEFORE Be familiar with the tsunami signals. People living along the coast should consider an earthquake or a sizable ground rumbling as a warning signal. A noticeable rapid rise or fall in coastal waters is also a sign that a tsunami is approaching. DURING
- Listen to a radio or television to get the latest emergency information, and be ready to evacuate if asked to do so.
- If you hear a tsunami warning, move at one to higher ground and stay there until local authorities say it is safe to return home.
- Move in an orderly, clam and safe manner to the evacuation. - Stay away from the beach. Never go down to the beach to watch a tsunami come in. - Return home/plant only after authorities advise it is safe to do so.
AFTER
- Stay tuned to a battery- operated radio for the latest emergency information. - Help injured or trapped persons. - Stay out of damaged buildings. Return plant/home only when authorities say it is safe. - Enter your home with caution. Use a flashlight/ torch when entering damaged buildings. Check for
electrical shorts and live wires. Do not use appliances or lights until an electrician has checked the electrical system.
- Open windows and doors to help dry the building. - Shovel mud while it is still moist to give walls and floors an opportunity to dry. - Check Accumulated mud & do not drink, drinking water retained in the pot or container. - If Fresh food that has come in contact with floodwater may be contaminated and will be thrown out.
6.14.4 EMERGENCY RESPONSE FOR FLOOD Surat city and surrounding villages from time immemorial have been known to be getting affected due to excessive rainfall not only in the region but also due to rains in the catchments areas of states of MP and Maharashtra. Ukai dam was actually built to regulate the water flow as well as to use the stored water for generation of electricity, irrigation and drinking purpose. The most important factor in controlling the flood / release of water lies in understanding correct inflow of water and finally decision to release the water. Even small delay in release of water can later create a situation beyond control, which is what holds key to flood situation. In the year 2006, unprecedented rains and uncontrollable release of water from Ukai caused devastating flood In Surat city and many a villages. Floods (or excess water) whether due to nature or manmade reasons is a reality and cannot be ruled out. We therefore need to prepare ourselves to cater for all possible Situations. The counter measures to mitigate the effects can be divided in three stages as under:- Stage I - Pre Flood Preparation. Stage II - During Flood – Actions Stage III - Post Flood – Relief Operations (A) Pre Flood Preparations: One month prior to the onset of monsoon (similar to plant / Utilities / administration monsoon preparations), there is need to carry out pre-flood preparations to cater for eventualities arising out of flood like situations both at Surat as well as Nand Niketan Residential. These preparations should include the following: 1. Setting of control room and nominating manning staff. 2. Control room staff should consist of Executives from Plant operations, HR, Administration, Safety and
Security & Fire personnel. Mumbai and Vadinar control Rooms should also be contacted and activated for mutual support,
3. Prime function of the Control rooms initially will be collection, collation and dissemination of information (taken from various sources).
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-43
4. List of all employees and details of family – department / area wise. If possible giving nearby Landmark / identifiable objects.
5. Pre Identifying area in city or in Nand Niketan where during the emergency people could be shifted or kept for safety and ease of better logistics support.
6. Possibly shifting all youngsters and family (ies) needing medical aid to Nand Niketan much prior to flood like or emergency situations.
7. Form and nominate Quick Reaction Teams (QRTs) from Security for rescue, relief etc. 8. Vehicles, other heavy equipment should to be earmarked and checked for operational worthiness. The
Silencer length to be extended of the Vehicles so the vehicles will be operational in high level water in flooding condition.
9. Dos and Don’ts to be circulated to the employees and their family Members through e-mails, cable net work, literature in advance.
10. Cater for communication systems like spare cell phones with alternate network, Satellite phones, spare wireless sets, landlines at important locations to be put into place / checked and kept ready to be used in case of floods (warning of flood).
11. Reserve stock of grocery and vegetables to be stocked by caterers and stores. 12. Sufficient stock of empty bottles/ containers for drinking water to be stocked. 13. Fuel (including aviation fuel Qty. to be specified), cooking gas, candles etc to be stocked for use during
emergency. 14. Shift buses, light vehicles or other equipment to be parked at safer place and should be kept ready to
move in case of emergency. 15. Medicines to be stocked both at medical shops as well as medical centre / hospital. (B) During Flood – Actions: 1. At the start of the flood situation (on receipt of warning of floods/release of water) the head of DMP
shall take a call to start operations after declaring the situation is a disaster in consultation with CEO/COO and other key authorities. Strategic decisions should be taken by the Steering committee consisting of key executives.
2. A control room shall be set up at Prabhat. 3. The respective node in-charges shall go out into their areas and should be detailed as per the
Topography and level of water and alert and advise all personnel to go to their safety and assembly areas. The node officers shall help all people of their areas to reach the assembly point safely. After the same the support team shall go into the area and look for trapped personnel and report the same to control room for help.
4. Chopper QRT should start sorties to assess the situation (& not for rescue) and feedback to be given to the control room.
5. All the teams to record their departure and arrival back from operation with the control room. On departure of one rescue team, the next team to be standby.
6. All the rescue operations to be executed as per the instructions from control room and feedback to be given to control room continuously.
7. After getting necessary feedback from the zone officers (Area personnel) regarding evacuation, the control room shall advise MRSS to cut off power for the entire plant zone wise.
8. Email, SMS and telephone calls shall be activated to reach and inform all areas about the disaster call and assembly points.
9. The control room shall call for walkie-talkies for all the node officers from the Security department. 10. Traffic survey shall be done by the respective node officers and all unsafe routes shall be banned from
entry and diversion routes shall be notified to Control room & Security Control room. 11. Arrangements for Terex vehicles shall be made by the control room and the same shall be directed to
each of the nodes in the plant area 12. All the disaster management emergency cabins (ref point 5) shall be opened and manned by the
respective node assistants. 13. The various node in charges shall check drains and report to the control room. 14. The control room shall take help from utilities and install pumps wherever required based on priority
and emergency.
M/S. ESSAR STEEL INDIA LIMITED, SURAT, GUJARAT. 6-44
15. The control room shall mobilize two boats available in house and send it to areas required to help personnel to reach to their assembly points.
16. Food provisions and stocks shall be simultaneously moved to the first floor of the shopping center. 17. Requirements for food shall be ascertained by the concerned node officer and arrangements for the
same shall be made for preparation and dispatch. 18. Medical aid and medical center shall be established at all nodes and centrally at Nand Niketan (NN).
Personnel needing serious attention shall be sent to NN by Terex or by Boat by the node officers with an accompanying volunteer.
19. The control room shall inform Essar Steel India Ltd. Mumbai and Vadinar control rooms on the situation and keep aviation and shipping divisions informed on requirement if needed.
20. The control room shall coordinate with local govt. bodies, the Surat Collector’s office and keep them informed of the status of ESTIL Hazira
21. The control room shall also coordinate with the national disaster team and get updates on weather and other information.
22. The control room shall call for help if required from the Surat Collector’s office. 23. The control room shall check on the status of the nearby villages by telephone and provide transport
and help in bringing them to safe areas and providing them support. 24. The control room shall keep all big (company) buses available with drivers and ready for movement on
improvement in water level for safe transportation of personnel to their place of residence or staying. 25. The Dos and don’ts for flood shall have been circulated to all employees a copy of which could be re-
circulated through mail, SMS and hand outs during the flood time 26. During flood it is obvious that friends, neighbours affected by flood may call the employee for help.
The same should be informed to the control room for possible help. No staff/employee should act on his own.
(c) Post Flood – Relief Operations: After the flood over, the main task ahead is to provide the relief to the affected people. For that the control room should identify the areas and people through feedback received from rescue teams and other sources. 1. After the floods, the entire campus shall be checked for any kind of trapped persons, loss of life, loss
and damage to property. 2. The area shall be checked for proper drainage, waste accumulation and disposal, any kind of common
or spreading sickness, contamination of water, damage of Gas lines & Elect. Power supply lines etc. 3. The relief work should be done by the various teams under the control of one key authority who should
organize the relief work in consultation with Control room. 4. Relief activities should consist:
i. Providing pure drinking water. ii. Providing medicines to ill people. iii. Providing ration like Milk for children, bread, biscuits, snacks.
5. All the teams doing relief work should be provided with face mask, hand gloves etc. 6. All node In-charge s shall ensure that they should be accompanied by mobile medical team to conduct
medical checkups in their areas and to give medical aid. 7. Boric powder, Insecticide, lime etc. should be sprayed and Chlorine tablet should be provided to the
people affected by the flood for prevention of spread of any infection and epidemic. 8. Do’s and Don’ts to be informed to the people for taking precautions after floods. Control Room a) A control Room will be activated at PPC-Prabhat building. b) Landline extension no, 5555 shall be activated as control room no. with 2 overflow extensions. c) The Chief of Admin along with GM – Safety shall be in charge of the Control room d) The room shall be equipped with a fax, computer with access to internet, intranet and other connections,
printers, STD, ISD lines, mobile phones with chargers, Walkie talkies, and telephone directory – internal and external, General layout of the plant, Surat city Map and Standard operating Procedure for Floods- Essar Steel India Ltd., Hazira.
e) Senior members from the management including the CEO, COO and HSC and Security & Fire services members may be part of the control room operations.