celulose papel
TRANSCRIPT
1 Índice..............................................................2
2 Introdução..........................................................4
3 História do Papel...................................................5
3.1 Evolução.........................................................5
3.2 O Papel em Portugal..............................................7
4 A Floresta..........................................................9
5 Celulose...........................................................10
5.1 Fontes de Celulose - Tipos de Fibra.............................10
5.2 Processos de Preparação.........................................12
5.2.1 Processo Mecânico - MP.......................................12
5.2.2 Processo Termomecânico - TMP.................................12
5.2.3 Processo Semiquímico.........................................13
5.2.4 Processo Químico – Kraft.....................................13
5.2.5 Processo Químico – Sulfito...................................13
5.2.6 Processo Químico – Sulfato...................................14
5.3 Branqueamento...................................................14
5.4 Fluxograma da Obtenção de Celulose..............................15
5.4.1 Preparação da Madeira........................................16
5.4.2 Alimentação do Digestor......................................16
5.4.3 Cozimento....................................................16
5.4.4 Lavagem e Depuração..........................................17
5.4.5 Branqueamento................................................17
5.4.6 Depuração Adicional..........................................18
5.4.7 Secagem......................................................18
6 O Papel............................................................19
6.1 Matérias-Primas Fibrosas........................................19
6.2 Matérias-Primas Não Fibrosas....................................19
6.2.1 Cargas.......................................................19
6.2.2 Agentes de Colagem...........................................21
6.2.3 Amido........................................................21
1 ÍNDICE
6.2.4 Corantes e Pigmentos.........................................22
6.2.5 Aditivos.....................................................23
6.3 Fluxograma da Fabricação do Papel...............................23
6.3.1 Preparação de Massa..........................................24
6.3.2 Máquina de Papel.............................................25
7 Reciclagem de Papel................................................29
7.1 O "Papel Velho" e seus Contaminantes............................30
7.2 Desagregação....................................................30
7.3 Pré-Depuração...................................................31
7.4 Depuração Fina..................................................31
7.5 Crivagem Fina...................................................32
7.6 Primeira Lavagem................................................32
7.7 Dispersão.......................................................33
7.8 Flotação........................................................34
7.9 Segunda Lavagem.................................................34
7.10 Branqueamento...................................................34
A produção de papel tem uma história comprida que remota
ao Egipto antigo até aos dias de hoje. Depois de milhares
de anos em que a produção de papel se processou de forma
artesanal, foi no final século dezanove que se
desenvolveu a primeira máquina de papel e se iniciou a
produção à escala industrial. Sendo inicialmente
produzido exclusivamente para uso em impressão e escrita, o papel tem
hoje muitas e variadas aplicações.
Embora o ramo papeleiro tenha evoluído numa indústria complexa com
capacidade de produzir uma larga variedade de produtos por muitos e
diversos processos, a verdade é que persiste uma similitude subjacente a
todos os papéis e cartões no aspecto do respectivo fabrico.
2 INTRODUÇÃO
Independentemente da forma do produto final, certas operações ou
processos têm de ser levados a cabo sobre as matérias-primas para
transformar no artigo desejado.
Estas operações básicas são comuns a todos os produtos, ligeiramente
modificadas, todavia, em ordem a dar origem a pequenas ou grandes
diferenças no produto final. Para além disso, todos os produtos
papeleiros derivam praticamente das mesmas matérias-primas: as fibras de
celulose que se encontram, nomeadamente nas árvores.
1.1 Evolução
Desde sempre, o Homem teve necessidade de
arquivar e transmitir informação,
começando por fazê-lo nos mais diversos
suportes - barro, papiro, pergaminho -
3 HISTÓRIA DO PAPEL
até chegar ao papel que ainda hoje, apesar dos progressos da electrónica
e da informática, se mantém como a base fundamental da fixação do
conhecimento humano.
O papel foi criado na China em 105 DC
A primeira pasta de papel foi feita nesse
país, no ano 105 DC, por Tsai-Lun, um
ministro da corte Imperial Chinesa.
Esta pasta de papel, feita a partir de
fibras de amoreira e bambu, era batida
num almofariz de pedra, utilizando-se um
martelo de madeira.
Foi posteriormente introduzido neste
processo de fabricação uma teia, sobre a
qual se depositavam as fibras, obtendo-se
assim um papel mais regular.
Nos Sec III e IV o papel passou também a fabricar-se com fibras de
cânhamo.
Em 751DC o papel chega à Índia e pouco tempo depois ao Ocidente
Durante vários séculos o segredo do seu fabrico manteve-se apenas na
Ásia, e só no ano de 610 DC esta descoberta é levada para o Japão.
Em 751 o papel chega à Índia e em seguida é introduzido no Ocidente.
Samarakanda passou a ser um importante centro de comércio de papel,
embora a indústria só tenha chegado à cidade depois do Sec.VIII. Bagdad e
Damasco foram, nesta época, outros importantes centros de produção.
Chegou à Europa através dos Árabes
Nesta época, o papel chegava ao Ocidente através dos Árabes, que faziam o
seu transporte pelo deserto, em caravanas. Estas longas viagens tornavam,
naturalmente, o papel muito caro para os Europeus.
Os manuscritos de papel mais antigos da Europa, pertencem à Abadia de
Silos, em Burgos, e datam de 1036.
Os primeiros moinhos de papel da Europa foram criados por judeus, em
Jativa, nos arredores de Valência, no ano de 1144. Aqui era produzido um
papel de excelente qualidade que despertou, na época, a atenção de todo o
mundo. Este papel chegou a ser exportado para todo o Ocidente e mesmo
para o Oriente.
150 anos mais tarde a produção de papel chegava também a Itália.
Depois de Espanha e Itália, um pouco por toda a
Europa, começaram a surgir as primeiras fábricas
de papel: França em 1348, Áustria em 1356, Suíça
em 1380, Alemanha em 1390, Portugal em 1411 , e em
Inglaterra cerca de meio século depois
A utilização do trapo, como matéria prima para a
produção do papel, veio tornar o papel europeu
mais barato.
Até então, várias eram as substâncias que entravam na confecção do papel,
desde as fibras de bambu e amoreira, às fibras do linho e cânhamo,
papiro, palmeira etc..
Os Japoneses introduziram algumas modificações no fabrico, e mais tarde o
trapo passou a ser utilizado como principal matéria prima. Com a
utilização do trapo no fabrico do papel, a produção passou a ser
significativamente mais barata, passando a Europa a ser auto-suficiente e
uma potência exportadora.
A importância crescente da industria do papel
Por ter um preço demasiado elevado e por ser visto, na época, como um
produto pouco durável, o papel foi, durante os primeiros tempos,
preterido em relação ao pergaminho.
Apesar disso, esta industria crescia, de dia para dia, e o seu consumo
aumentava, reconhecendo-se cada vez mais o valor do papel como meio
transmissor de cultura, especialmente depois da descoberta da imprensa
por Gutenberg, o que permitiu alargar o alcance e a divulgação dos papéis
escritos.
A madeira como matéria prima para a indústria do papel
A crescente procura de papel fez com que se começassem a procurar fontes
de alimentação alternativas e, após longos anos de experiências, chegou-
se à utilização da madeira como matéria prima para a indústria do papel.
Após mais de 150 anos de contínua investigação e desenvolvimento, a
madeira é actualmente a matéria prima dominante para a produção de papel,
na maior parte do mundo.
Apesar de outras fibras de plantas serem utilizadas, a fibra da madeira é
vista como a mais adequada para a elaboração de papel, nas melhores
condições.
A indústria do papel encontra na madeira uma fonte natural e renovável,
vantagem importante a que poucas indústrias têm acesso.
1.2 O Papel em Portugal
Quando se fala da história do papel, em Portugal, há que distinguir dois
aspectos importantes: o seu uso e o seu fabrico.
Apesar de já no tempo de D.Afonso III o papel ter sido utilizado em
Portugal, o seu uso apenas se tornou frequente no reinado de D.Diniz.
Documento mais antigo de Portugal datado de 1288
De acordo com o investigador João Pedro Ribeiro , o documento mais
antigo de papel encontrado, no nosso país, foi um original das
Inquirições de D.Dinis relativas aos Julgados de Linhares, Penha Garcia e
Aranhas, datada de 1288.
Primeira fábrica de papel, em Leiria, no ano de 1411
O fabrico de papel em Portugal foi iniciado em Leiria, num moinho de
papel situado na margem do rio Liz, a 29 de Abril de 1411, tendo-se
mantido esse local como o único produtor de papel do Reino, durante todo
o Sec. XV e parte do XVI.
Portugal foi pioneiro na investigação e utilização de fibras de madeira
para produzir papel. Foi no início do Sec. XIX, na fábrica de Vizela que
se fez, pela primeira vez, a experiência da fabricação de papel com pasta
de madeira. Contudo esta prática só se generalizou após a Exposição
Universal de Paris, em 1866.
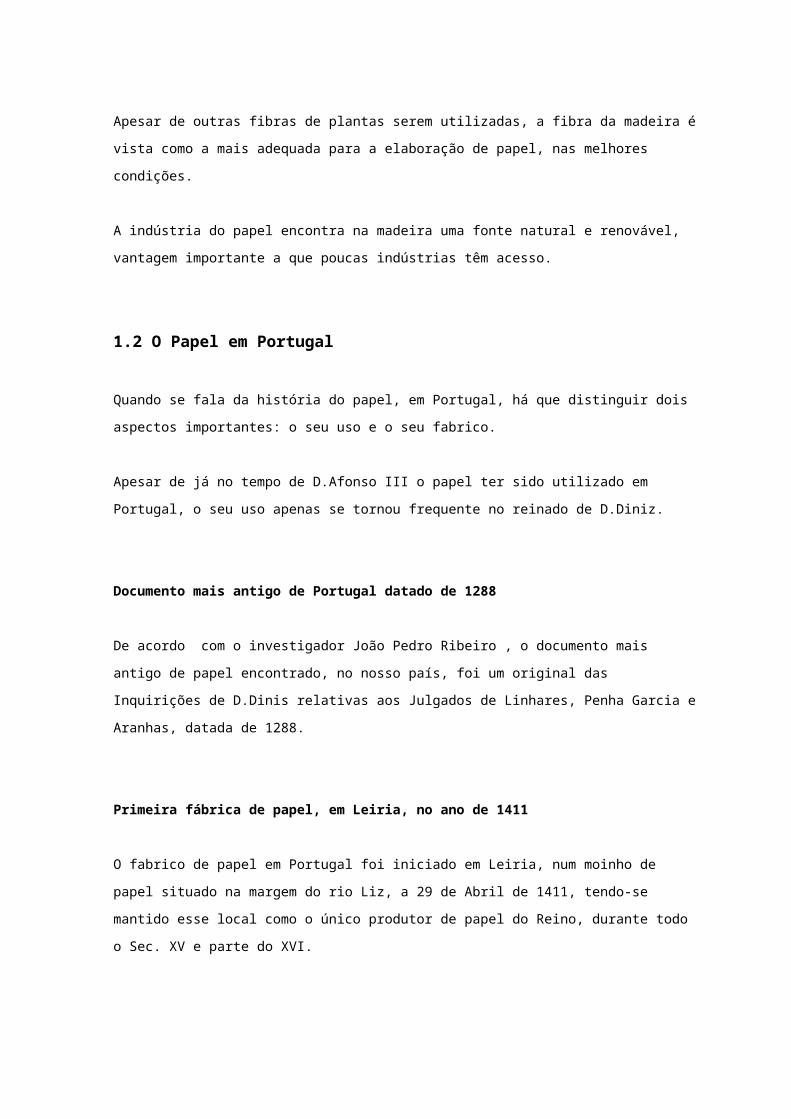
O homem necessita da Floresta para se abastecer de madeira para
construção, mobiliário, aquecimento e manufactura de produtos de papel
que são utilizados para diversos fins, nomeadamente impressão e escrita,
embalagem e higiene. As florestas são também necessárias para garantia de
ecosistemas, biodiversidade e bem estar das populações. Como matéria
prima a madeira é um recurso natural e sempre renovável e, os produtos
resultantes da sua transformação têm características únicas de
utilização, recuperação e reciclagem.
As florestas não são apenas uma fonte de
abastecimento de madeira. É importante
reconhecer que as florestas são um bem de
valor incalculável para as comunidades
humanas, na medida em que são utilizadas
para fins recreativos e que integram uma
grande diversidade de animais e de
plantas que têm que ser preservados, o
que se consegue recorrendo a técnicas e métodos de silvicultura como
suporte de adequados sistemas de gestão florestal.
Estudos feitos por técnicos e cientistas, ao longo de vários anos,
demonstraram que a produção de celulose e papel é inviável a partir da
madeira de florestas nativas e, comprovaram que, papéis feitos a partir
4 A FLORESTA
de florestas plantadas de eucaliptos e pinus resultam em produtos com
alta qualidade e produtividade.
Muitas fábricas de celulose e papel administram as suas próprias
florestas, isto é, trabalham com o conceito de floresta sustentável,
seguindo as orientações delineadas na Conferência de Helsínquia de 1993:
“…gestão e utilização das florestas e dos terrenos florestados que, utilizando a técnica florestal,
seja capaz de manter globalmente a biodiversidade, a sua produtividade, a sua capacidade de
regeneração, a sua viabilidade e a sua capacidade de satisfazer, actualmente e no futuro as
funções ecológicas, económicas e sociais pertinentes e que tenha em conta as repercussões
potenciais das mudanças climáticas sobre os ecosistemas florestais.”
Este capitulo pretende dar algumas noções sobre a celulose, suas fontes,
tipos de fibras e processos de obtenção que, deverão contribuir para
solidificar o conhecimento sobre o assunto.
1.3 Fontes de Celulose - Tipos de Fibra
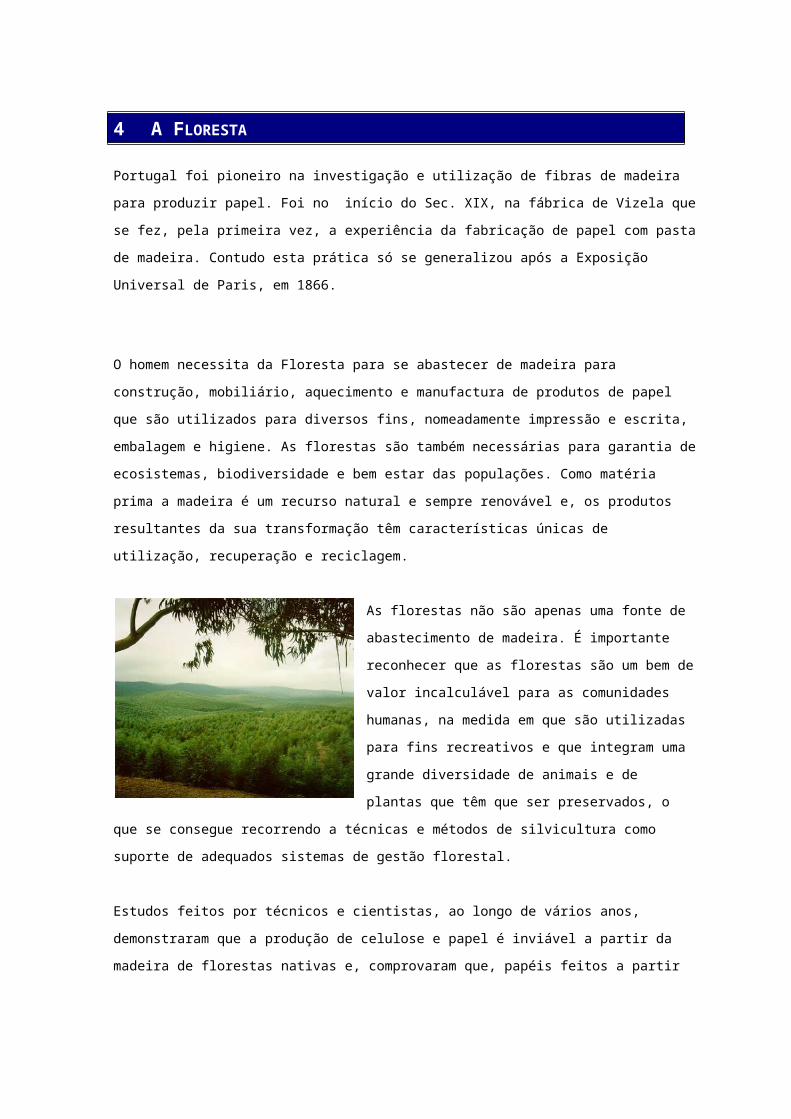
A celulose é um composto natural existente
nos vegetais, de onde é extraída, podendo
ser encontrada nas raízes, tronco, folhas,
frutos e sementes.
É um dos principais componentes das
células vegetais que, por terem forma
alongada e de pequeno diâmetro (finas), são frequentemente chamadas
“fibras”. Os outros componentes encontrados, entre os principais, são a
lignina e hemiceluloses.
5 CELULOSE
A preparação da pasta celulósica para papéis ou outros fins (pasta
solúvel para a produção de celofane, rayon etc.) consiste na separação
das fibras dos demais componentes constituintes do organismo vegetal, em
particular a lignina que atua como um cimento, ligando as células entre
si e que proporciona rigidez à madeira.
A quase totalidade das pastas de celulose é obtida a partir da madeira,
sendo uma pequena parte derivada de outras fontes como sisal, linho,
algodão, bambu, bagaço da cana etc. No algodão, a celulose está na forma
praticamente pura (99%).
Existem, portanto, muitas fontes diferentes e processos distintos de
preparação de pastas celulósicas produzindo, consequentemente, pastas com
características diversas.
Alguns tipos de madeira como pinho, araucária, abeto etc., possuem fibras
longas (3 a 5 mm), enquanto que as do eucalipto, álamo, carvalho etc.,
possuem fibras mais curtas e finas (0,8 a 1,2 mm). As madeiras
integrantes do primeiro grupo são denominadas coníferas ou softwood
(madeira macia), enquanto que as do segundo, são conhecidas por folhosas
ou hardwood (madeira dura).
Existe ainda um terceiro grupo de celulose cujas fibras não são obtidas
da madeira, como no caso do:
algodão (semente) ou
linho, juta, kenaf, cânhamo, rami, crotalária etc. (caule) ou
ainda
sisal, fórmio, pita etc. (Folhas).
As fibras extraídas desses vegetais são muito longas e por isso mesmo
denominadas “fibras têxteis”, amplamente utilizadas na indústria de
tecelagem. Ainda dentro deste grupo, porém com fibras de menor
comprimento, temos o bambu e o bagaço de cana.
Fibras Longas - Coníferas
pinho
araucária
abeto
cipreste
abetos vermelhos (spruce)
Fibras Curtas - Folhosas
eucalipto
álamo
carvalho
gmelina
bétula
Fibras Muito Longas - Têxteis
algodão
linho
juta
kenaf
cânhamo
Rami
Crotalária
Sisal
Fórmio
1.4 Processos de Preparação
Existem muitos métodos diferentes para a preparação de pasta celulósica,
desde os puramente mecânicos até aos químicos, nos quais a madeira é
tratada com produtos químicos, sob pressão e acção de calor (temperaturas
maiores que 150° C), para dissolver a lignina, havendo inúmeras variações
entre os dois extremos.
1.4.1 Processo Mecânico - MP
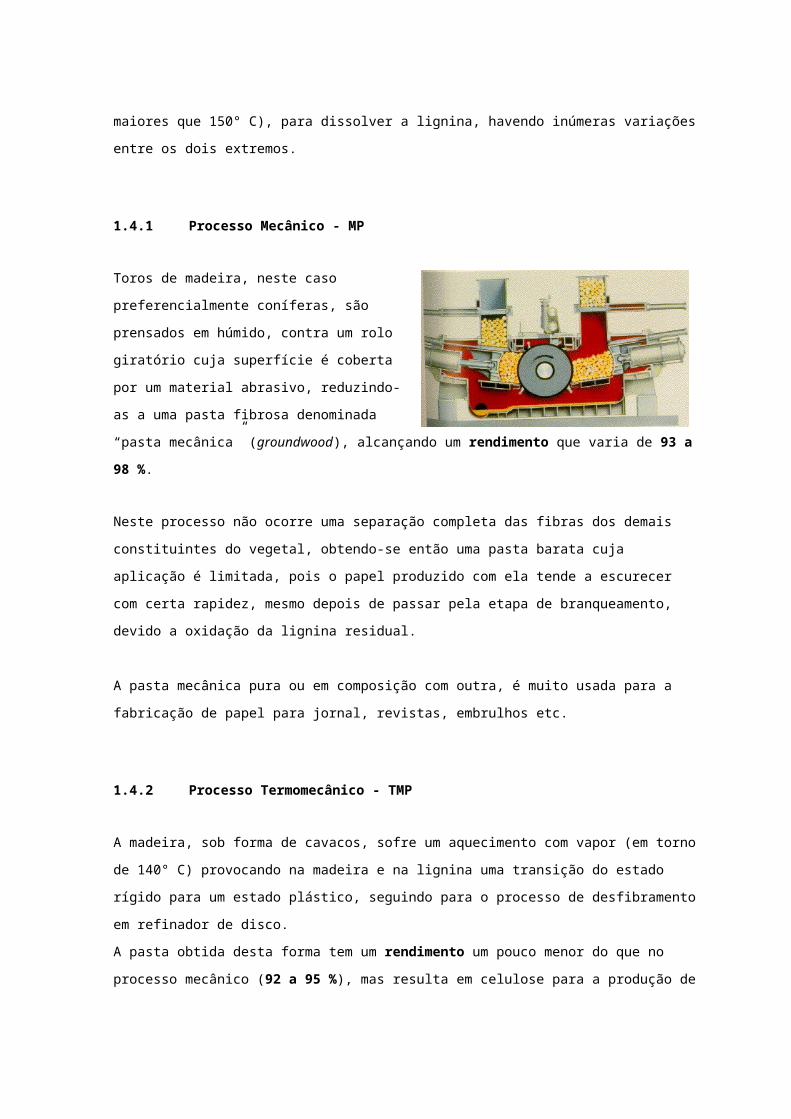
Toros de madeira, neste caso
preferencialmente coníferas, são
prensados em húmido, contra um rolo
giratório cuja superfície é coberta
por um material abrasivo, reduzindo-
as a uma pasta fibrosa denominada
“pasta mecânica” (groundwood), alcançando um rendimento que varia de 93 a
98 %.
Neste processo não ocorre uma separação completa das fibras dos demais
constituintes do vegetal, obtendo-se então uma pasta barata cuja
aplicação é limitada, pois o papel produzido com ela tende a escurecer
com certa rapidez, mesmo depois de passar pela etapa de branqueamento,
devido a oxidação da lignina residual.
A pasta mecânica pura ou em composição com outra, é muito usada para a
fabricação de papel para jornal, revistas, embrulhos etc.
1.4.2 Processo Termomecânico - TMP
A madeira, sob forma de cavacos, sofre um aquecimento com vapor (em torno
de 140° C) provocando na madeira e na lignina uma transição do estado
rígido para um estado plástico, seguindo para o processo de desfibramento
em refinador de disco.
A pasta obtida desta forma tem um rendimento um pouco menor do que no
processo mecânico (92 a 95 %), mas resulta em celulose para a produção de
papéis de melhor qualidade, pois proporciona maior resistência mecânica e
melhor imprimabilidade, entre outras características.
1.4.3 Processo Semiquímico
Neste caso, acrescentam-se produtos químicos em baixas porcentagens, para
facilitar ainda mais a desfibragem, sem contudo reduzir demasiadamente o
rendimento (60 a 90 %). O mais comum desses processos é conhecido na
Europa com a sigla NSSC (neutral sulphite semi chemical).
Porém, vem ganhando muito interesse um tipo de pasta derivado da TMP,
onde um pré-tratamento com sulfito de sódio ou álcali é feito antes da
desfibragem, no refinador a disco. Esta pasta é denominada pasta
quimiotermomecânica - CTMP.
1.4.4 Processo Químico – Kraft
A madeira, sob forma de cavacos, é tratada em vasos de pressão,
denominados digestores, com soda caustica e sulfureto de sódio.
É um processo químico que visa dissolver a lignina, preservando a
resistência das fibras, obtendo-se dessa maneira uma pasta forte (kraft
significa forte em alemão), com rendimento entre 50 a 60 %.
É muito empregada para a produção de papéis cuja resistência seja o
principal factor, como para sacos para cimento, etc.
1.4.5 Processo Químico – Sulfito
É um processo onde os cavacos são cozidos em digestores com um licor
ácido, preparado com compostos de enxofre (SO2) e uma base Ca(OH)2, NaOH,
NH4OH etc.
A pasta obtida desta maneira tem um rendimento entre 40 e 60 % e é de
branqueamento muito fácil, apresentando uma coloração clara que permite o
seu uso mesmo sem ser branqueada.
Este processo, que era muito utilizado para a confecção de papéis para
imprimir e escrever, tem sido substituído pelo processo sulfato
(principalmente após a introdução do dióxido de cloro no branqueamento),
devido a dificuldade de regeneração dos produtos químicos e os
consequentes problemas com a poluição das águas.
1.4.6 Processo Químico – Sulfato
Utilizam-se os mesmos produtos químicos do
processo kraft, mas as condições são mais
fortes, isto é, emprega-se maior quantidade de
sulfureto e de soda, além do cozimento ser
feito por mais tempo e com temperaturas mais
elevadas.
É o processo mais usado mundialmente e presta-
se muito bem para a obtenção de pastas químicas
com eucalipto, ou outras hardwood. Isso porque preserva a resistência das
fibras e dissolve bem a lignina, formando uma pasta branqueável e forte.
As celulose (ou pastas de celulose) obtidas por esse processo não
apresentam nenhuma restrição ao uso.
1.5 Branqueamento
Pode-se considerar o branqueamento como sendo uma continuação da
deslignificação iniciada no cozimento, utilizando-se para isso o cloro e
seus compostos (hipoclorito e dióxido de cloro) e, ainda, a soda
caustica.
Normalmente, o branqueamento começa com um tratamento da pasta com cloro,
seguido por uma extracção alcalina com soda caustica, sendo aplicado,
depois disso, uma série de combinações ou sequências em que se alternam o
dióxido de cloro, o hipoclorito e a soda caustica.
Já se encontra bem desenvolvida uma técnica de branqueamento em que se
emprega oxigénio. Mas, nesse caso, visa-se também o combate à poluição
causada pelos produtos derivados do cloro.
Branqueia-se para obter uma celulose mais estável (que não se altere com
o tempo), que permita um tingimento controlado, mas principalmente para
se obter um papel branco com as vantagens que ele traz para a impressão.
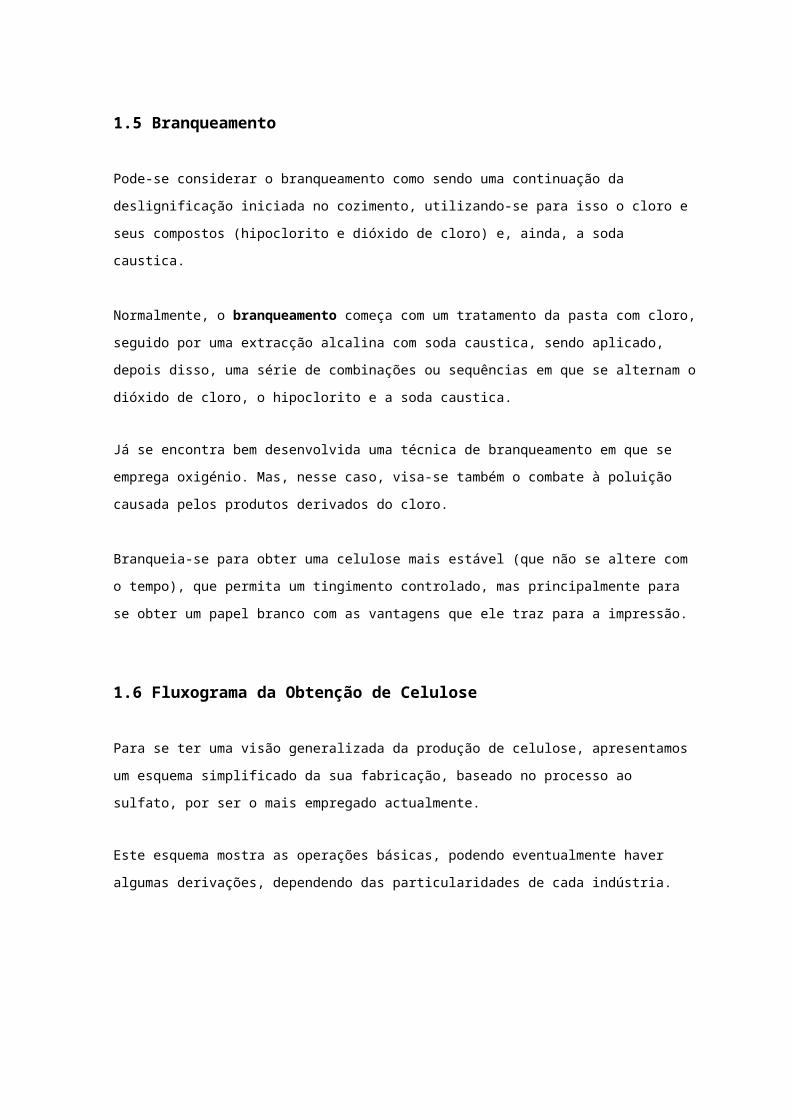
1.6 Fluxograma da Obtenção de Celulose
Para se ter uma visão generalizada da produção de celulose, apresentamos
um esquema simplificado da sua fabricação, baseado no processo ao
sulfato, por ser o mais empregado actualmente.
Este esquema mostra as operações básicas, podendo eventualmente haver
algumas derivações, dependendo das particularidades de cada indústria.
As etapas apresentadas a seguir referem-se ao processo contínuo, contudo
as mesmas operações podem ser aplicadas a um processamento por meio de
lotes (batch).
1.6.1 Preparação da Madeira
A obtenção de fibras de madeira para papel inicia-se pela preparação da
madeira. Esta, é descascada, destroçada, classificada e armazenada em
grandes pilhas ao ar livre. A madeira dos toros é descarregada
mecanicamente e levada a uma estação de descasque, normalmente
constituída por descascadores rotativos. Daí, já limpa, é alimentada ao
destroçador onde sai reduzida “aparas”, “cavacos” ou “estilhas”, como é
chamada a madeira picada/cortada/destroçada. As aparas produzidas são
divididas e classificadas por crivo oscilante. Sistemas pneumáticos
permitem o envio dos cavacos directamente para os silos dos digestores e
para o armazenamento exterior.
A preparação da madeira é feita para facilitar a dosagem da madeira no
digestor e possibilitar uma impregnação mais abrangente dos produtos
químicos de cozimento, sendo necessário, desta forma, que tenham
dimensões limitadas e uniformes.
1.6.2 Alimentação do Digestor
É geralmente feita por meio de um transportador que eleva o material até
o alimentador, regulando o fluxo de cavacos e dos químicos de cozimento,
desempenhando o papel de pressurizador e pré-impregnador dos químicos,
introduzindo o material no topo do digestor (processo contínuo).
No caso de cozimento em batch, o alimentador simplesmente lança o material
no digestor até o limite especificado para o cozimento.
1.6.3 Cozimento
Consiste em manter o material aquecido sob pressão e em contacto com os
químicos, por um período necessário para que a reacção com os cavacos se
complete.
Nos digestores contínuos, mais comuns, o material entra pelo topo e sai
por meio da válvula de descarga (extremidade oposta). O tempo de
permanência é regulado de acordo com o material e os químicos empregados.
Em se tratando de digestores por batch, o processo é semelhante.
Entretanto, este equipamento é carregado e descarregado a cada ciclo
(cozimento em lote).
1.6.4 Lavagem e Depuração
Antes da lavagem, ou seja, na descarga do digestor, os cavacos podem ser
tratados da seguinte forma: são lançados num tanque, onde a queda de
pressão violenta provoca a explosão dos cavacos.
Após feito isto, a pasta sofre uma
depuração, ou seja, são removidos os
cavacos não cozidos e shives, por meio
de peneiras de vários tipos e formatos.
A etapa da lavagem tem o objectivo de
separar a massa cozida (celulose ou
pasta) dos químicos e do licor negro (material não celulósico dissolvido)
e concentrar o licor negro.
Este licor, onde os químicos já perderam a concentração inicial, seguem
do sistema de recuperação para a planta de evaporação e daí para a
caldeira, onde será queimado, fornecendo vapor e recuperando os produtos
químicos do cozimento. É neste ponto (caldeira de recuperação) que é
adicionado o sulfato de sódio (make up) que repõe as perdas do processo,
surgindo daí o nome de processo sulfato, normalmente utilizado.
1.6.5 Branqueamento
Conforme já foi mencionado, existem várias sequências usadas para o
branqueamento.
Em todas as sequências, no entanto, o branqueamento se inicia com o cloro
(C) ou cloro/dióxido de cloro (D), seguido de uma extracção alcalina (E),
para remoção de lignina residual, ficando os estágios subsequentes para o
branqueamento final.
1.6.6 Depuração Adicional
Após o branqueamento pode-se ter uma segunda depuração, de forma a
eliminar as impurezas que ainda permaneçam na celulose.
No caso de uso próprio, a celulose é enviada para a fábrica de papel,
onde será refinada antes de ser utilizada para a produção de papel.
Quando se trata de venda a terceiros, a celulose é enviada para a
secagem.
1.6.7 Secagem
A secagem da celulose pode ser feita de dois modos:
utilizando uma máquina tipo fourdrinier, para drenagem e posterior
secagem convencional, com secadores à vapor ou ar quente (fläkt dryer);
sistema flash drying, que consiste em secar a celulose com ar quente,
contracorrente e posteriormente prensá-la em blocos.
1.7 Matérias-Primas Fibrosas
6 O PAPEL
Como vimos anteriormente, a celulose é a matéria-prima mais importante do
processo de fabricação do papel, sem a qual o papel não existe. Ela
consiste da parte fibrosa da madeira, que é obtida através de processos
químicos ou mecânicos em fábricas de pasta para papel.
De acordo com a sua finalidade, os papéis podem ser classificados em
impressão, escrita, embalagem, fins sanitários, cartões e cartolinas e
especiais.
A diferenciação dos tipos de papéis está na formulação dos produtos
químicos utilizados e na matéria-prima básica.
1.8 Matérias-Primas Não Fibrosas
1.8.1 Cargas
O processo de adicionar matéria mineral (cargas minerais) ao papel, antes
da formação da folha, é extremamente antigo, tendo sido praticado desde
os primórdios da fabricação do papel.
No princípio não se via a adição de cargas à massa como benéfica e alguns
papéis, que tinham quantidade apreciável de carga, eram considerados
adulterados. Mais tarde, com a expansão do uso do papel e o consequente
aparecimento de vários novos requisitos, as cargas passaram a ser
consideradas como parte integrante e, em alguns casos, imprescindíveis.
Das mais usadas podemos destacar: caulino, dióxido de titânio, carbonato
de cálcio, talco etc.
A adição de cargas é necessária em papéis de impressão e escrita, onde
aumentam a opacidade e contribuem para a melhoria do acabamento, lisura e
imprimabilidade.
Para que um material seja usado como carga, alguns requisitos devem ser
obedecidos: deve ter brancura compatível com o tipo de papel a ser
fabricado, alto índice de refracção, além de ser quimicamente inerte para
que não promova reacções desfavoráveis com os outros constituintes da
massa.
A) Caulino
O caulino é um silicato de alumínio hidratado, ocorrendo em diversos
depósitos naturais do nosso planeta. Era a carga mineral mais empregue na
indústria papeleira antes do aparecimento do carbonato de cálcio, tendo
como principais efeitos:
aumento de lisura, do lustro e da imprimabilidade;
aumento de opacidade;
redução da resistência.
Tipos de papéis que utilizam caulino: impressão e escrita, de uma forma
geral.
B) Dióxido de Titânio
Apresenta partículas pequenas e fornece o maior índice de refracção,
conferindo alta opacidade ao papel.
O custo elevado e a difícil retenção faz com que o dióxido de titânio
tenha uso limitado, sendo empregado em papéis de alta qualidade, onde se
requer pequena quantidade de carga para se obter a opacidade necessária,
com pouca redução de resistência da folha.
C) Carbonato de Cálcio
Produto de alta brancura e de custo elevado, sendo usado em papéis
especiais, fabricados em meio alcalino, pois em meio ácido o carbonato
decompõe-se, formando gás carbónico.
1.8.2 Agentes de Colagem
Vários tipos de papéis, entre eles os de escrever e imprimir, necessitam
ter resistência controlada à penetração de líquidos, em especial a água.
Para isto, é adicionado ao papel produtos que a repelem.
Existem dois tipos de colagem feitas na massa: ácida e alcalina.
A) Colagem Ácida
O material empregado é a cola de resina, derivada do breu.
O breu é saponificado, transformando-se em sal solúvel. Actualmente, além
desta reacção, é feita uma outra com anidrido maléico, resultando numa
cola fortificada, isto é, com mais grupos carboxilas livres para reacção.
Para que a cola de resina exerça sua função é preciso adicionar sulfato
de alumínio, o qual tem a função de baixar o pH (meio ácido), favorecendo
a precipitação da resina e depositando os flocos de resinato de alumínio,
insolúvel, sobre as fibras de celulose.
Neste tipo de colagem devem-se usar cargas minerais quimicamente inertes.
B) Colagem Alcalina
Neste caso utiliza-se um composto químico denominado alquilceteno, que
reage com a celulose.
A colagem alcalina é normalmente aplicada nos casos em que se consomem
cargas quimicamente activas, como por exemplo, o carbonato de cálcio,
quando se deseja papéis mais brancos e mais resistência. Proporciona,
também, maior vida para o papel e para os equipamentos por onde ele irá
passar.
1.8.3 Amido
A resistência interna de um papel é geralmente conferida pelo tipo de
fibra e tratamento mecânico dado a esta.
Contudo, podemos melhorar esta característica com a adição de amido,
sendo o de milho e a fécula de batata os mais utilizados.
Além da resistência interna, a adição do amido na massa proporciona
melhor lisura, maior rigidez, maior resistência à penetração de líquidos
e evita a formação de pó.
Os amidos também são empregues para proporcionarem maior resistência
superficial, cujo processo é mais conhecido por colagem superficial, que
é aplicado na prensa de colagem (size press, localizada no meio da secagem
da máquina de papel), quando a folha já se encontra formada e
praticamente seca.
A colagem superficial, entre outras coisas, dificulta a penetração de
líquidos, aumenta as características mecânicas, a opacidade e a
imprimabilidade. É muito importante para os papéis de impressão offset.
1.8.4 Corantes e Pigmentos
O tingimento de um papel compreende a utilização de:
Corantes. Na fabricação de papéis coloridos deve-se fazer o tingimento
das fibras com corantes, que são adicionados à massa nos tanques ou
pulpers.
Branqueadores Ópticos. São agentes de branqueamento usados em papéis
brancos. Estes produtos absorvem a luz na faixa ultravioleta e a
reemitem no espectro visível, fazendo o papel parecer mais branco.
Corantes de Matização ou Anilagem. Usados na fabricação de papéis brancos
e têm como função dar uma determinada tonalidade requerida pela
especificação, eliminando o amarelecimento indesejável das matérias-
primas.
Pigmentos. São cargas coloridas para dar cor ao papel. Trata-se de
óxido de metálicos e produtos orgânicos sintéticos.
1.8.5 Aditivos
Existem inúmeros compostos químicos que podem ser usados no processo da
fabricação do papel, para diferentes finalidades.
Entre os mais usados, podemos destacar:
Agentes de Retenção. Compostos poliméricos1 que têm por finalidade
melhorar a retenção de cargas e fibras, diminuindo custos e efeitos
da poluição ambiental.
Antiespuma. Têm por objectivo evitar a formação ou combater a espuma
durante a produção do papel, sem que seu aspecto seja alterado.
Resinas de Resistência a Húmido. Normalmente são derivados do formol
reagido com ureia ou melamina. Em certos papéis, p. e. tissue, são
também utilizadas resinas de poliamida ou poliacrilamida contendo
epicloridrina. Conferem ao papel impregnado resistência no uso
húmido.
Ainda podem ser empregados bactericidas, dispersantes, controladores de
pH etc.
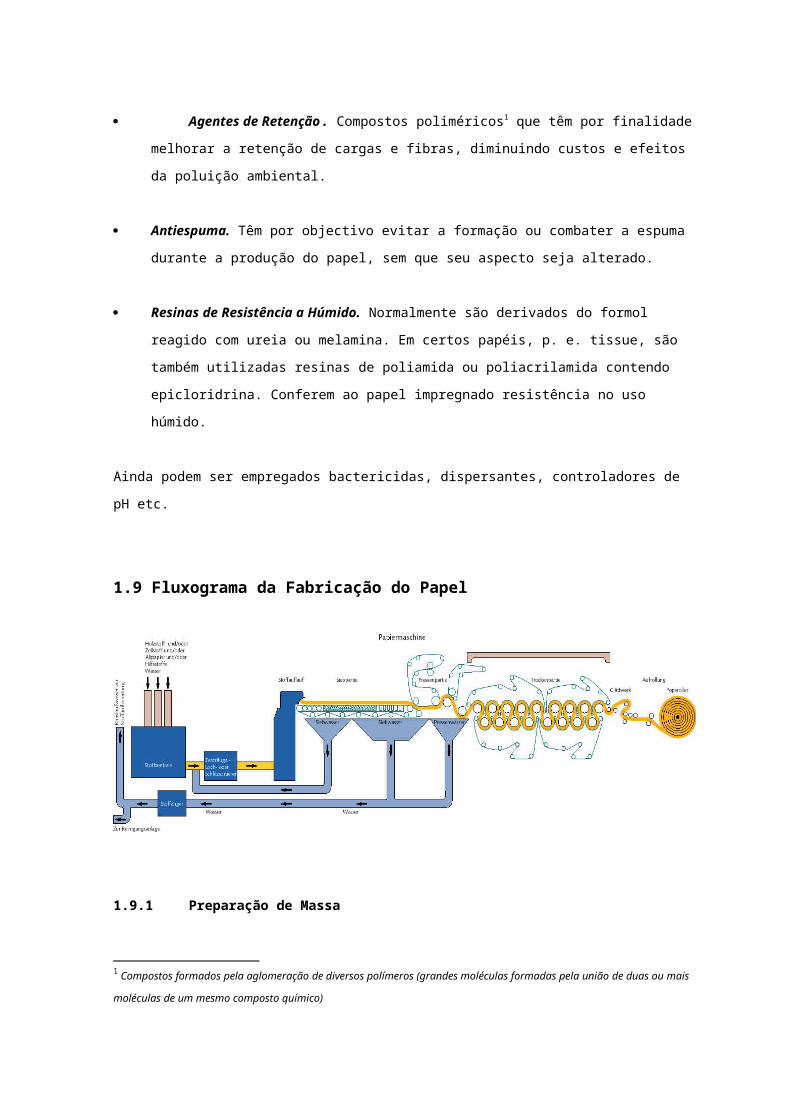
1.9 Fluxograma da Fabricação do Papel
1.9.1 Preparação de Massa
1 Compostos formados pela aglomeração de diversos polímeros (grandes moléculas formadas pela união de duas ou mais
moléculas de um mesmo composto químico)
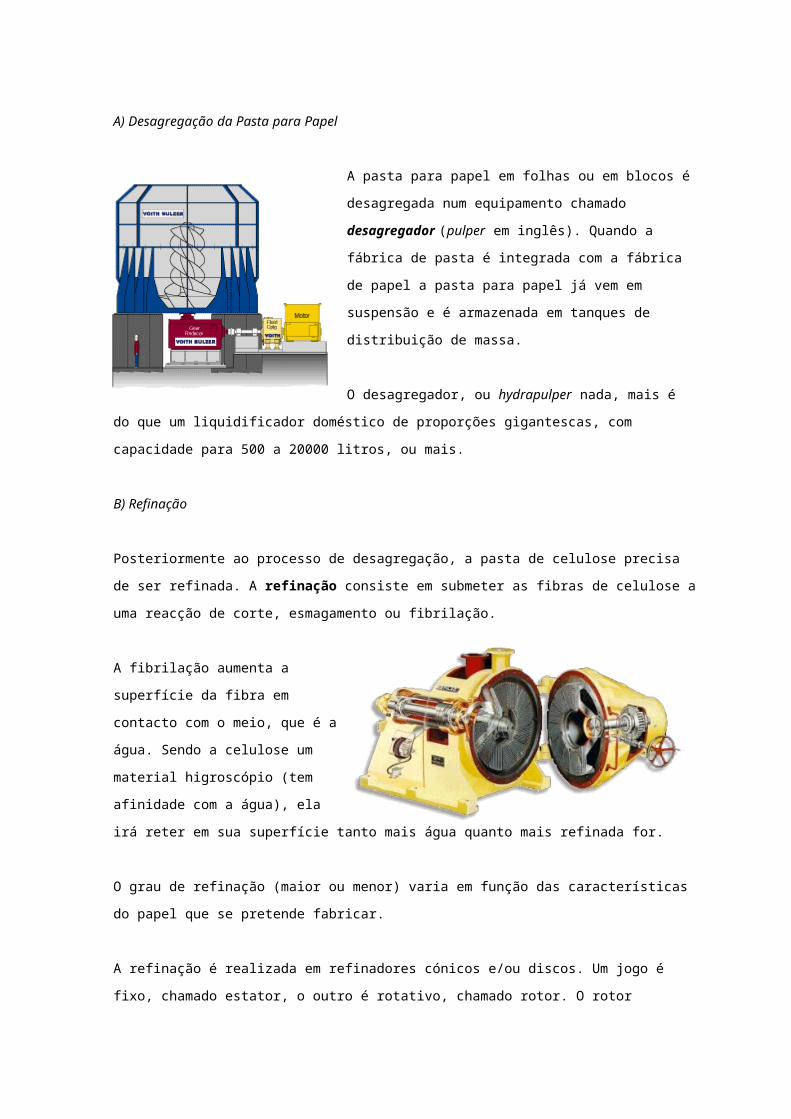
A) Desagregação da Pasta para Papel
A pasta para papel em folhas ou em blocos é
desagregada num equipamento chamado
desagregador (pulper em inglês). Quando a
fábrica de pasta é integrada com a fábrica
de papel a pasta para papel já vem em
suspensão e é armazenada em tanques de
distribuição de massa.
O desagregador, ou hydrapulper nada, mais é
do que um liquidificador doméstico de proporções gigantescas, com
capacidade para 500 a 20000 litros, ou mais.
B) Refinação
Posteriormente ao processo de desagregação, a pasta de celulose precisa
de ser refinada. A refinação consiste em submeter as fibras de celulose a
uma reacção de corte, esmagamento ou fibrilação.
A fibrilação aumenta a
superfície da fibra em
contacto com o meio, que é a
água. Sendo a celulose um
material higroscópio (tem
afinidade com a água), ela
irá reter em sua superfície tanto mais água quanto mais refinada for.
O grau de refinação (maior ou menor) varia em função das características
do papel que se pretende fabricar.
A refinação é realizada em refinadores cónicos e/ou discos. Um jogo é
fixo, chamado estator, o outro é rotativo, chamado rotor. O rotor
trabalha pressionado contra o estator e a celulose passa entre os dois,
onde ocorre o processo de refinação (corte, fibrilação e hidratação).
C) Preparação da Receita
Após refinada, a pasta celulósica entra num tanque de mistura ou tanque
de preparação de receita. Nesse tanque, a pasta é misturada com os demais
componentes (cargas minerais, químicos e aditivos), os quais farão parte
da receita do papel.
D) Depuração
Depuração é o nome que se dá à operação de limpeza da mistura de pasta
com os demais componentes da receita. Destina-se a retirar corpos
estranhos, contaminantes ou fibras enroladas que são indesejáveis para a
aparência e finalidade da folha de papel.
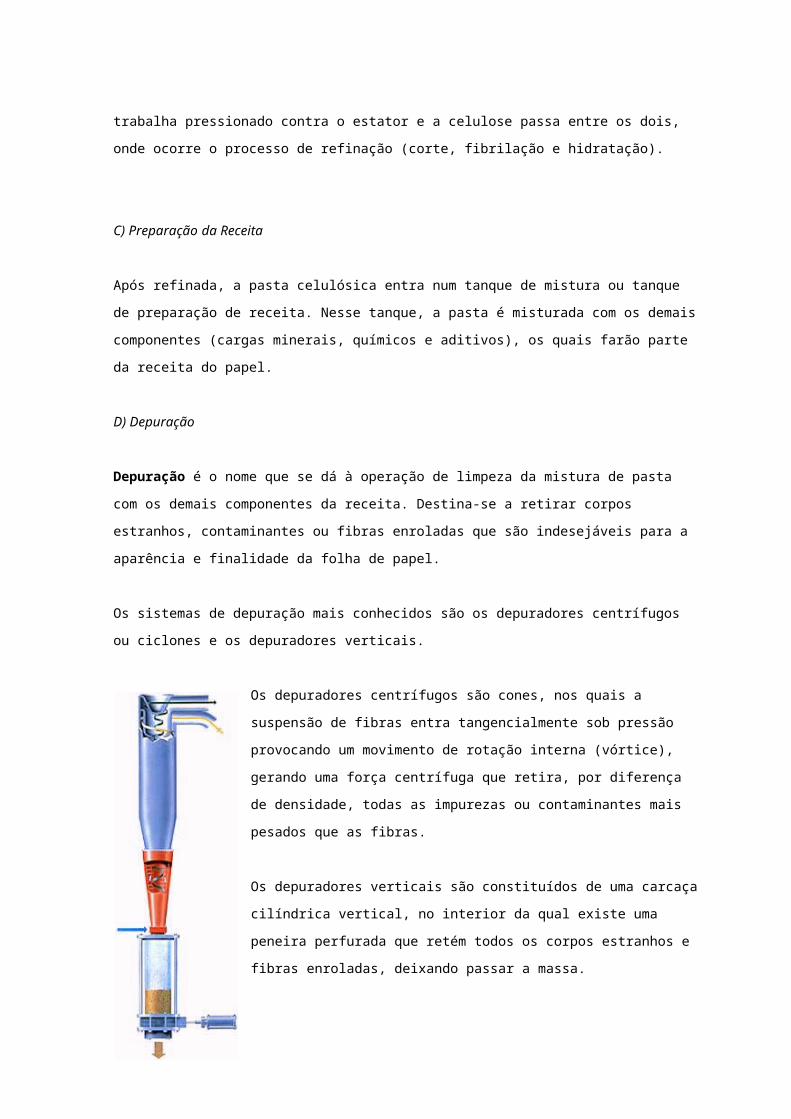
Os sistemas de depuração mais conhecidos são os depuradores centrífugos
ou ciclones e os depuradores verticais.
Os depuradores centrífugos são cones, nos quais a
suspensão de fibras entra tangencialmente sob pressão
provocando um movimento de rotação interna (vórtice),
gerando uma força centrífuga que retira, por diferença
de densidade, todas as impurezas ou contaminantes mais
pesados que as fibras.
Os depuradores verticais são constituídos de uma carcaça
cilíndrica vertical, no interior da qual existe uma
peneira perfurada que retém todos os corpos estranhos e
fibras enroladas, deixando passar a massa.
Os equipamentos de depuração são indispensáveis numa máquina de papel,
onde se pretende fazer papel de boa qualidade.
Após passar pelo sistema de depuração, a suspensão de fibras com cargas
minerais, químicos etc., alcança a máquina de papel propriamente dita.
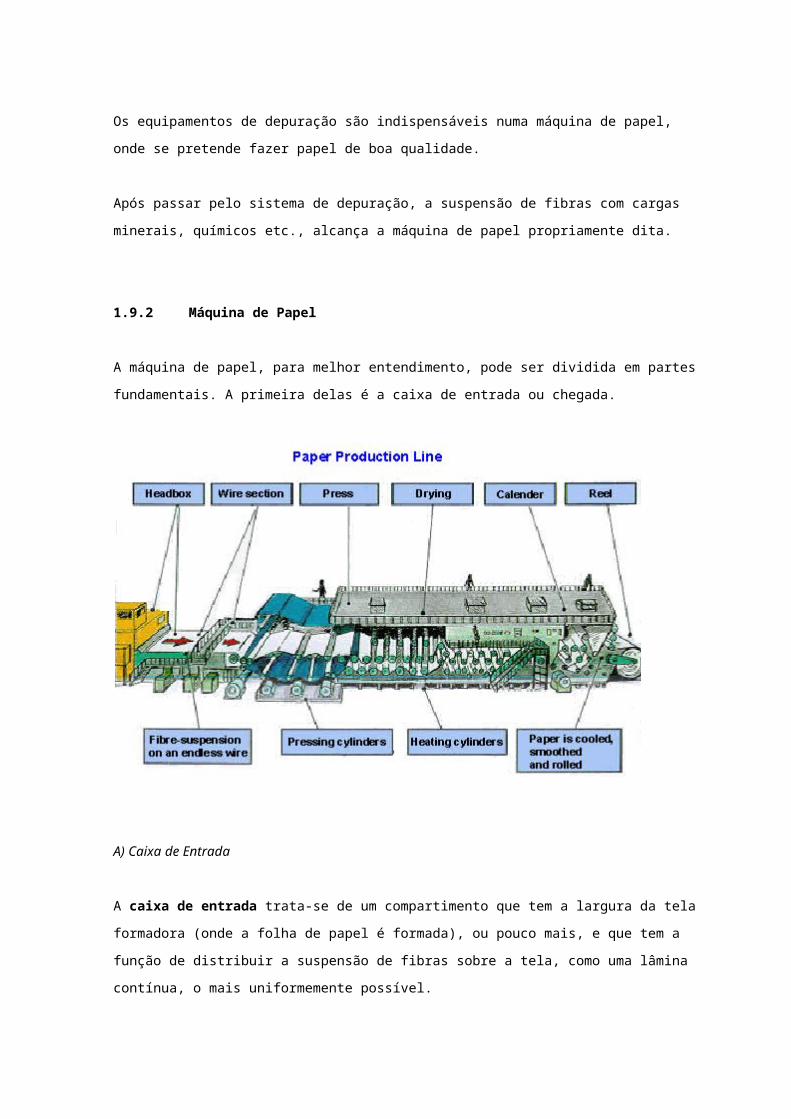
1.9.2 Máquina de Papel
A máquina de papel, para melhor entendimento, pode ser dividida em partes
fundamentais. A primeira delas é a caixa de entrada ou chegada.
A) Caixa de Entrada
A caixa de entrada trata-se de um compartimento que tem a largura da tela
formadora (onde a folha de papel é formada), ou pouco mais, e que tem a
função de distribuir a suspensão de fibras sobre a tela, como uma lâmina
contínua, o mais uniformemente possível.
O jacto de suspensão de fibras, ao sair da caixa de entrada, passa por
uma abertura delimitada pelos lábios superior e inferior. O lábio
superior é regulável e da sua maior ou menor abertura e da pressão no
interior da caixa depende a vazão e a velocidade do jacto que desagua
sobre a tela formadora.
No interior de certas caixas de entrada existe um ou mais cilindros
perfurados rotativos, que tem a função de uniformizar a suspensão próximo
do ponto de saída gerando turbulência dentro da caixa, evitando
floculação, isto é, aglomeração de fibras, formando flocos que prejudicam
a uniformidade da folha de papel ou sua aparência e, consequentemente, a
má formação. Outras caixas de entrada são desenhadas de forma a poderem
prescindir dos cilindros perfurados.
B) Mesa Plana
Mesa plana é a parte da máquina de papel onde se dá a formação da folha.
É constituída de uma mesa com suporte e colunas de aço, sobre o qual
corre a tela formadora, apoiada sobre os elementos de drenagem, rolo de
cabeça, rolo de sucção e rolos guia.
A suspensão de fibras e cargas, ao passar pelos lábios da caixa de
entrada, drena sobre a tela formadora que está em movimento.
Esta suspensão tem uma concentração que varia entre 2 a 15 g/l (grama de
sólidos por litro de suspensão), dependendo da máquina, do tipo de papel,
da velocidade etc.
A tela formadora é feita de plástico ou metal (bronze fosforoso ou aço
inox) e tem a malha bastante fechada (80 mesh para papéis grossos e 100
mesh para papéis finos).
Ao desaguar sobre a tela, as fibras ficam retidas na superfície e a água
passa através da tela, caindo em calhas apropriadas. Esta água, rica em
partículas de fibras e cargas, é recirculada para diluir a massa e
realimentar a máquina.
Os elementos de drenagem, além de apoiar a tela, ajudam a retirar a água
em suspensão. São eles os cilindros esgotadores, lâminas foil, caixas de
sucção etc.
Além do movimento longitudinal, a tela tem um outro movimento transversal
que é o vai-vem (shaker). A conjugação certa da frequência do sacudimento
com a amplitude é um dos pontos-chave para uma boa formação do papel.
C) Prensas
A folha de papel, ao sair da mesa plana já está formada, porém 80 a 85 %
de sua constituição ainda é pura água. A finalidade das prensas é retirar
parte dessa água.
A prensa é formada por 2 rolos cilíndricos, sendo o inferior de borracha
ou ebonite e o superior, de material mais duro como granito ou microrock.
As máquinas de papel têm 2 ou 3 prensas. As prensas trabalham com feltro
especial, agulhado, que serve para apoio e condução da folha. No ponto de
encontro entre os dois rolos é feita a prensagem do papel e feltro. A
água contida no papel é transferida para o feltro.
Ao sair das prensas para a fase seguinte do processo (secagem), a folha
de papel ainda contêm 60 a 65 % de água. Em algumas máquinas, com
determinados tipos de papel, se pode chegar a 50 - 55 %.
D) Secagem
A secagem é o sector da máquina de papel onde se faz a secagem final da
folha e se realizam a cura das resinas adicionadas.
A secagem é composta de inúmeros cilindros secadores. O número de
secadores depende do tipo e do tamanho da máquina. Os secadores são
cilindros de aço com superfície polida e trabalham com pressão de vapor.
Para condução da folha, entre os cilindros secadores, usam-se feltros ou
telas secadoras. A água evaporada do papel é extraída por campânulas
especiais. A humidade da folha, ao deixar a secção de secagem, varia de 3
a 8 %.
Algumas máquinas de papel dispõem, ainda nessa fase, de:
cilindro monolustro ou monolúcido - grandes cilindros secadores onde
o papel é prensado contra sua superfície, proporcionando em uma das
faces lisura e brilho acentuados;
prensa de colagem (size press) - equipamentos que se destinam à
impregnação superficial com químicos, para as mais diversas
finalidades. Como foi mencionado anteriormente, temos como exemplo o
papel offset, no qual é aplicada uma solução de amido cozido, que lhe
confere melhores características de impressão, maior resistência
superficial e absorção mais controlada da tinta.
E) Calandra e Enroladeira
A calandra é usada para o acerto da espessura e lisura do papel, ainda na
máquina de papel, enquanto que na enroladeira, a folha contínua de papel
vai sendo bobinada até um determinado diâmetro, daí partindo para os
vários processos de acabamentos.
No mundo moderno, desperdiçar recursos naturais é perder dinheiro e
agredir ainda mais o meio ambiente. A saída para desenvolver com
inteligência é o reaproveitamento de materiais. Um segmento que tem
crescido considerável é o mercado de papel reciclado, forma mais barata e
racional de aproveitamento de papel.
O desenvolvimento das sociedades produz uma
quantidade crescente de resíduos sólidos,
industriais e urbanos, que poderá afectar as
disponibilidades dos recursos naturais
existentes, renováveis ou não, fazendo surgir
problemas ambientais que, a continuar,
afectarão o crescimento e a qualidade da vida
dessas mesmas sociedades.
A Reciclagem apresenta-se, hoje em dia, como uma indústria em franco
desenvolvimento e aparece como alternativa muito importante à utilização
de recursos naturais. Motivada por factores ambientais e económicos em
países desenvolvidos, permite fazer face às necessidades de matérias-
primas, para a crescente industrialização, em países em vias de
desenvolvimento.
Reciclar, constitui o processo preferido para a redução do fluxo de
desperdícios, diminuindo os custos de deposição de resíduos em aterros ou
lixeiras, aumentando o tempo de vida dos materiais e reduzindo o seu
custo.
Novas indústrias aparecem para recolher, separar e processar materiais
abandonados como desperdício, isto é, sem qualquer valor económico. Os
sectores de recuperação de metal, papel, produtos químicos e têxteis, há
7 RECICLAGEM DE PAPEL
muito estabelecidos, são agora complementados pela recuperação de
desperdícios sólidos urbanos.
Reciclar pode dar origem a diversas vantagens económicas e ambientais :
- fornecimento de matérias-primas para a indústria com custo
normalmente mais baixo que as matérias-primas tradicionais;
- menor utilização de recursos naturais
- reduz a dependência pela importação de matérias-primas;
- reduz a necessidade de espaço para a deposição de resíduos;
- evita a poluição, convertendo desperdícios em novos produtos;
- redução de consumo de energia, o que permite diminuir a
utilização de combustíveis fósseis, seus desperdícios, e produção
de gases poluentes causados pela combustão (CO2 - efeito de
estufa).
1.10O "Papel Velho" e seus Contaminantes
A produção de papel e a sua conversão num produto acabado pode ser
realizada utilizando diferentes processos de fabrico que exigem a
introdução de uma grande diversidade de materiais - tintas, colas,
polietileno, cargas minerais, etc..
Durante o uso de produtos de papel e até que se chegue aos circuitos de
recuperação de "papéis velhos", muitas oportunidades há para a entrada de
materiais não-fibrosos - clips, agrafos, plásticos, borracha, colas,
tinta, etc.. Como consequência, o papel recuperado apresenta uma
contaminação que pode ir desde peças de sucata metálica até microcápsulas
de tinta.
Os progressos que surgiram em indústrias adjacentes como a gráfica a
embalagem ou a informática, forçaram o desenvolvimento de novas
tecnologias que permitem a reciclagem de papéis com contaminantes
difíceis de remover (tintas flexográficas, tintas "densas" tipo Xerox,
colas adesivas, "stickies").
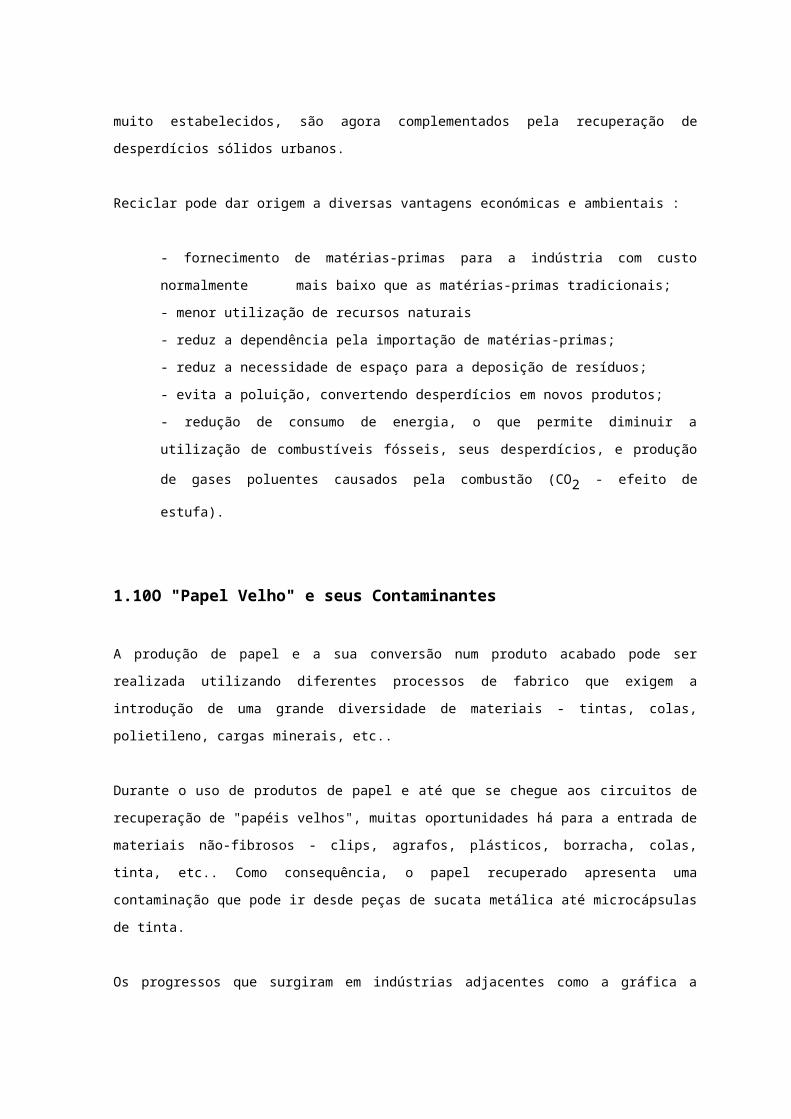
Uma unidade de produção de pasta a
partir de papel velho tem como
objectivo a remoção de todos os
contaminantes que possam
influenciar o aspecto visual e
propriedades físicas do produto
acabado. A remoção dos diversos
contaminantes é realizada selectivamente, em diferentes etapas, atendendo
às diferentes características físicas e químicas que apresentam.
1.11Desagregação
A Desagregação consiste na desintegração do papel
velho por acção mecânica em meio aquoso e é
efectuada num pulper a alta consistência (16%) que
funciona em descontínuo. A alta consistência permite
contacto mais efectivo entre fibras resultando numa
desagregação mais rápida e eficiente. Além disso, o
efeito sobre os contaminantes é reduzido o que
facilita a sua remoção em etapas posteriores. No
final da desagregação e durante a transferência da suspensão fibrosa é
realizada uma depuração grosseira através de um crivo que efectua a
remoção de partículas com dimensão superior a 10mm.
DESAGREGAÇÃO PRÉ-DEPURAÇÃO DEPURAÇÃO FINA
CRIVAGEM FINA
1ª LAVAGEM
DISPERSÃOFLOTAÇÃO2ª LAVAGEMBRANQUEAM ENTO
1.12Pré-Depuração
Nesta etapa é realizada a rejeição de contaminantes grosseiros devido ao
seu peso específico ser superior ao da celulose ou, devido ao seu
tamanho.
O primeiro tratamento é efectuado por depuração centrífuga, a média
consistência (3.5%), em que partículas como agrafos, clips, pequenas
pedras, metais, argila, etc., são rejeitadas por apresentarem
significativas diferenças de densidade em relação às fibras.
O segundo tratamento efectuado durante esta etapa é realizado através de
crivagem, usando para isso um crivo vertical com orifícios de 2mm de
diâmetro. Desta forma são removidos os contaminantes que apresentam
tamanho superior a 2mm.
O fluxo de rejeitos do crivo vertical é conduzido a uma segunda etapa de
crivagem, equipada com um crivo horizontal, onde é efectuada a
classificação dos rejeitos por forma a recuperar as fibras aí presentes.
1.13Depuração Fina
A depuração fina rege-se pelos mesmos princípios de funcionamento
apresentados para a depuração centrífuga no capítulo anterior, operando
para isso a uma consistência mais baixa (0.8%). O objectivo desta etapa é
efectuar uma separação mais rigorosa de partículas com densidade
diferente das fibras, dando por isso origem a dois fluxos de rejeitos:
rejeitos pesados e rejeitos leves.
Nos rejeitos encontram-se normalmente partículas de pequena dimensão como
areias, partículas adesivas (stickies), "pastilhas" de papel não
desagregado, pedaços de esferovite, etc..
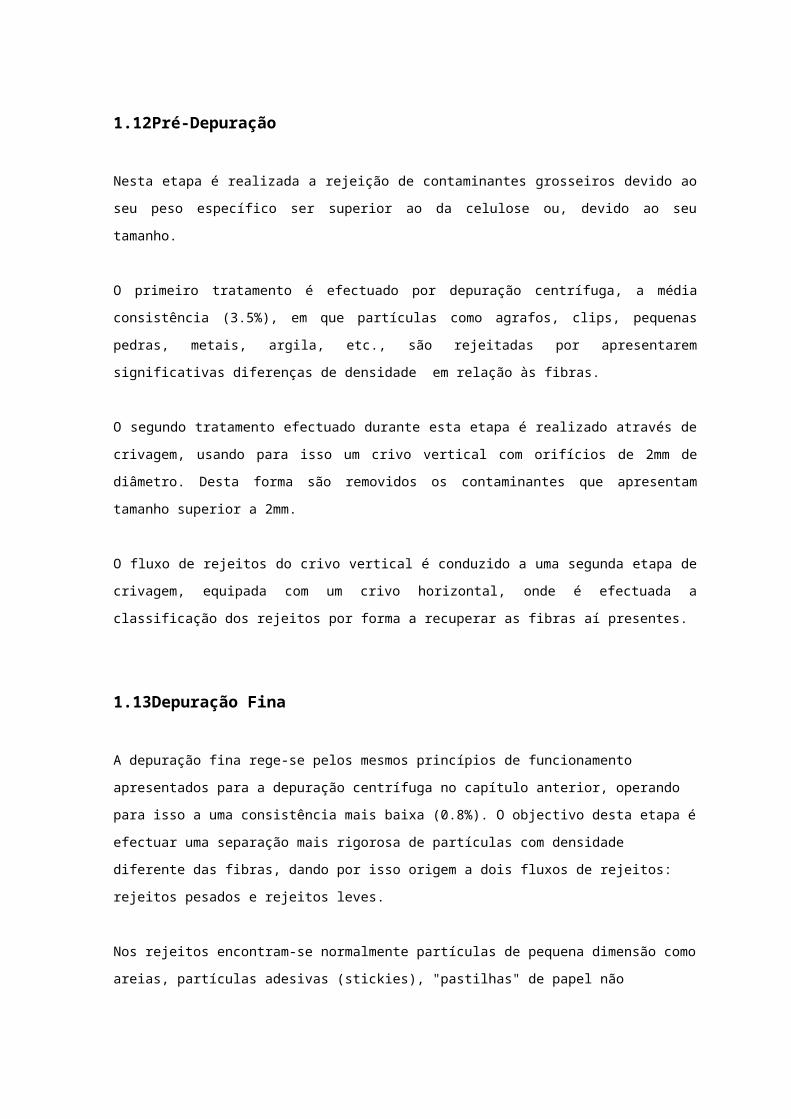
Esta etapa está equipada com um sistema de
depuradores centrífugos de baixa consistência
(0,8%) divididos em quatro estágios que
funcionam em cascata. A operação em cascata, em
que os rejeitos de um estágio servem de
alimentação ao estágio seguinte, permite optimizar o rendimento da etapa,
uma vez que ocorre uma separação mais rigorosa entre contaminantes e as
fibras que com eles são arrastados.
1.14Crivagem Fina
A utilização de um sistema de crivagem fina por ranhuras traduz-se
normalmente por uma eficiência de remoção de contaminantes muito alta
(até 80%) especialmente quando são usadas ranhuras de pequena dimensão. A
separação baseia-se no tamanho, forma e tipo de contaminantes.
A etapa de crivagem fina existente na DIRE está equipada com crivos
verticais com ranhuras de 0,12mm de largura, funcionando em cascata, o
que, como na depuração fina, permite uma eficiente remoção de
contaminantes com um mímico de perdas de fibra.
Uma boa eficiência nesta etapa tem efeitos muito importantes na
produtividade das máquinas de produção de tissue, pois permite remover
com eficiência partículas adesivas (stikies) que de outra forma se iriam
depositar em teias de formação e feltros, obrigando a paragens frequentes
para limpeza.
1.15Primeira Lavagem
Uma das exigências para a produção de papel tissue é que o teor em cargas
minerais presentes na suspensão fibrosa não ultrapasse os 5%. Na Divisão
de Reciclagem da Renova existem duas etapas de lavagem que asseguram a
remoção das cargas minerais presentes no papel velho desde um valor de
25% para valores abaixo de 5% na pasta final. Na 1ª etapa de lavagem,
imediatamente após a crivagem fina, o teor em cargas minerais passa de
25% para aproximadamente 10%, sendo a ajuste final realizado pela 2ª
lavagem, etapa que se segue à flotação.
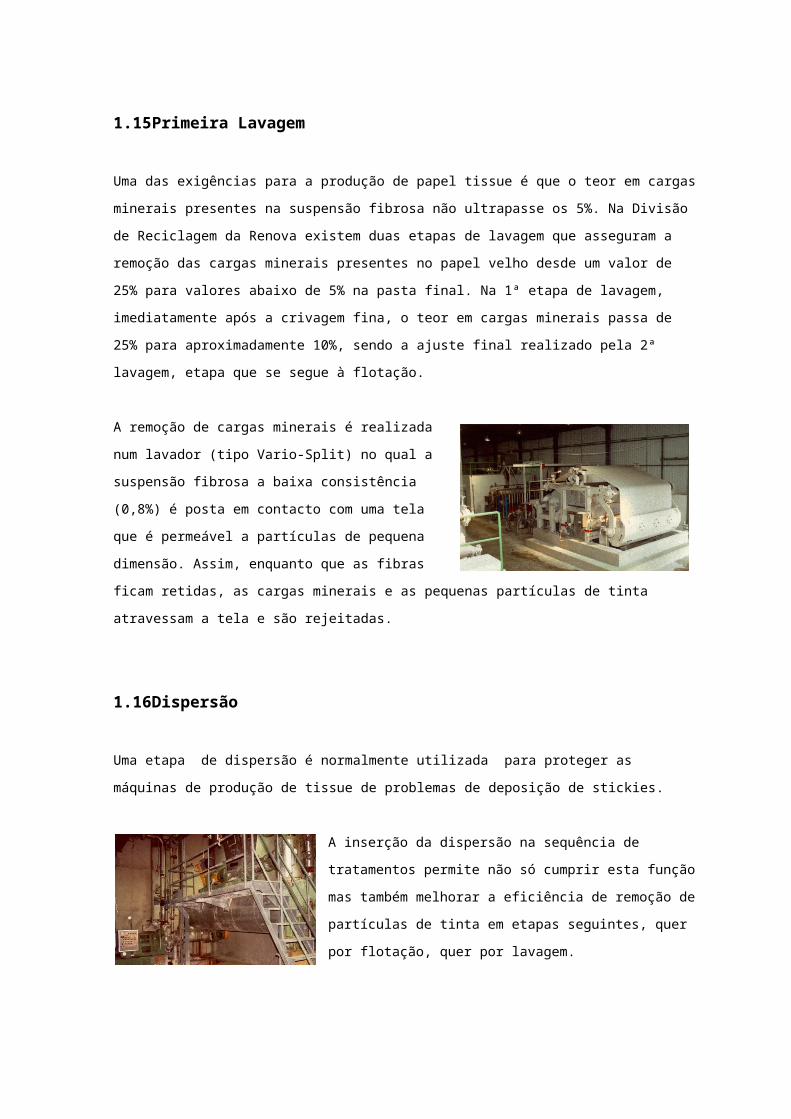
A remoção de cargas minerais é realizada
num lavador (tipo Vario-Split) no qual a
suspensão fibrosa a baixa consistência
(0,8%) é posta em contacto com uma tela
que é permeável a partículas de pequena
dimensão. Assim, enquanto que as fibras
ficam retidas, as cargas minerais e as pequenas partículas de tinta
atravessam a tela e são rejeitadas.
1.16Dispersão
Uma etapa de dispersão é normalmente utilizada para proteger as
máquinas de produção de tissue de problemas de deposição de stickies.
A inserção da dispersão na sequência de
tratamentos permite não só cumprir esta função
mas também melhorar a eficiência de remoção de
partículas de tinta em etapas seguintes, quer
por flotação, quer por lavagem.
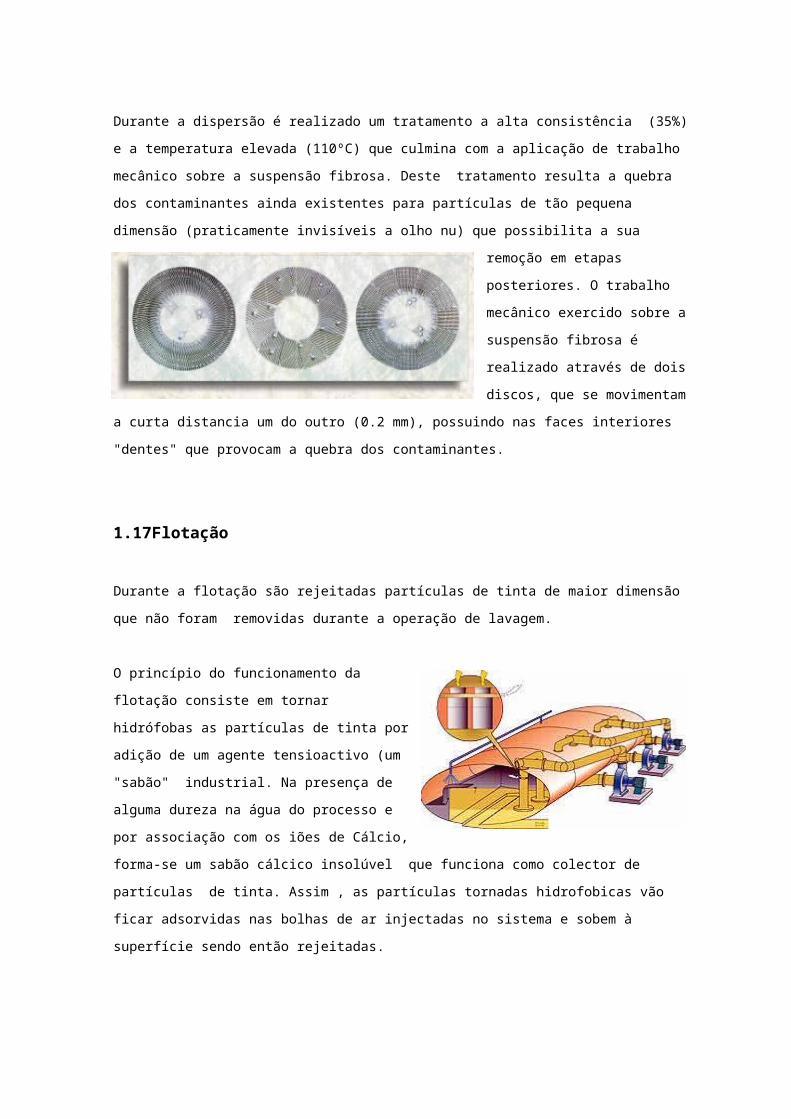
Durante a dispersão é realizado um tratamento a alta consistência (35%)
e a temperatura elevada (110ºC) que culmina com a aplicação de trabalho
mecânico sobre a suspensão fibrosa. Deste tratamento resulta a quebra
dos contaminantes ainda existentes para partículas de tão pequena
dimensão (praticamente invisíveis a olho nu) que possibilita a sua
remoção em etapas
posteriores. O trabalho
mecânico exercido sobre a
suspensão fibrosa é
realizado através de dois
discos, que se movimentam
a curta distancia um do outro (0.2 mm), possuindo nas faces interiores
"dentes" que provocam a quebra dos contaminantes.
1.17Flotação
Durante a flotação são rejeitadas partículas de tinta de maior dimensão
que não foram removidas durante a operação de lavagem.
O princípio do funcionamento da
flotação consiste em tornar
hidrófobas as partículas de tinta por
adição de um agente tensioactivo (um
"sabão" industrial. Na presença de
alguma dureza na água do processo e
por associação com os iões de Cálcio,
forma-se um sabão cálcico insolúvel que funciona como colector de
partículas de tinta. Assim , as partículas tornadas hidrofobicas vão
ficar adsorvidas nas bolhas de ar injectadas no sistema e sobem à
superfície sendo então rejeitadas.
1.18Segunda Lavagem
A 2ª etapa de lavagem permite, como foi atrás descrito, reduzir o teor em
cargas de minerais para valores abaixo de 5%. Além deste efeito é
possível a remoção de pequenas partículas de tinta que resultaram da
acção mecânica da dispersão sobre a suspensão fibrosa. O princípio de
funcionamento desta 2ª lavagem é descrito no cap. 6.5.
1.19Branqueamento
A última etapa de tratamento de fibras recicladas é o branqueamento.
Aqui, a adição de um agente oxidante ou redutor permite aumentar e
uniformizar a brancura final da pasta reciclada.