a novel particle swarm optimization approach for multiobjective flexible job shop scheduling problem
TRANSCRIPT

ORIGINAL ARTICLE
A novel particle swarm optimization approach for productdesign and manufacturing
Ali Rıza Yıldız
Received: 30 May 2007 /Accepted: 25 February 2008 / Published online: 18 April 2008# Springer-Verlag London Limited 2008
Abstract This paper presents a novel optimization ap-proach that is a new hybrid optimization approach based onthe particle swarm optimization algorithm and receptorediting property of immune system. The aim of the presentresearch is to develop a new optimization approach andthen to apply it in the solution of optimization problems inboth the design and manufacturing areas. A single-objectivetest problem, tension spring problem, pressure vesseldesign optimization problem taken from the literature andtwo case studies for multi-pass turning operations aresolved by the proposed new hybrid approach to evaluateperformance of the approach. The results obtained by theproposed approach for the case studies are compared with ahybrid genetic algorithm, scatter search algorithm, geneticalgorithm, and integration of simulated annealing andHooke-Jeeves pattern search.
Keywords Particle swarm algorithm . Receptor editing .
Hybrid approach .Multi-pass turning . Design optimization
1 Introduction
In today’s manufacturing world, it is a vital task to defineoptimal machining parameters for achieving machining costand efficiency. In order to meet today’s global marketrequirements and to produce higher-quality products at
lower cost with shorter lead times, there is a need tointroduce new optimization concepts. An important prob-lem is how to achieve lower machining cost for machiningeconomics problem consists in determining the processparameters of the metal cutting, usually cutting speed, feedrate, and depth of cut, in order to optimize objectivefunction subject to machining constraints.
In the initial study on the machining economics problems,Gilbert [1] presented theoretical analysis of the optimizationof the machining process. Although most of the earlierstudies were limited to single-pass operations [2–4] due tothe economic reasons, in practice, multi-pass operations arepreferred [5]. Several optimization techniques such asdynamic programming [6–8], geometric programming [9–10], linear programming [11], sequential unconstrainedminimization technique [12], linear programming, andbranch-and-bound [13] have been used for multi-passoperations in the literature. These optimization techniquesare either stuck at local optimum or take a long time toconverge to a reasonable result [14]. The above-mentionedinefficiency of traditional methods in optimization ofcomplex engineering problems has forced researchers tosearch for new approaches.
The convergence speed of evolutionary algorithms to theglobal (or nearly global) optimal results is better than thatof traditional techniques. Therefore, evolutionary algo-rithms like genetic algorithms (GA), differential evolutionalgorithm, ant colony algorithm, immune algorithm andparticle swarm optimization algorithm (PSO) have beenused to improve further the solution of optimizationproblems with complex nature in many applications ofboth metal cutting and design optimization [15–41].
In this regard, Chen and Tsai [5] used integration ofsimulated annealing and Hooke-Jeeves search method foroptimization of operating conditions in multi-pass turning.
Int J Adv Manuf Technol (2009) 40:617–628DOI 10.1007/s00170-008-1453-1
A. R. Yıldız (*)Mechanical Engineering Department, Uludag University,Bursa 16059, Turkeye-mail: [email protected]
Present address:A. R. YıldızMechanical Engineering Department, University of Michigan,Ann Arbor, MI 48109, USA

Onwubolu and Kumalo [27] used the GA to optimize multi-pass turning problem based on the mathematical model ofChen and Tsai [5]. Vijayakumar et al. [28] solved the sameproblem using ant colony optimization technique. Chen andChen [29] revealed that Onwubolu and Kumalo [27] did notconsider the equality constraint based on total depth of cut.Similarly, Vijayakumar et al. [28] did not consider theequality constraint on total depth of cut. Since Onwuboluand Kumalo [27] and Vijayakumar et al. [28] did notconsider the equality constraint based on total depth of cut,their results are not compared with those of Chen and Tsai[5]. Chen [30] applied scatter search algorithm to theoptimization of machining economics models in multi-passturning operations. A hybrid genetic algorithm (HRGA) wasdeveloped to optimize machining parameters for multi-passturning operations by Yildiz and Ozturk [18].
The PSO algorithm has been used in many areas ofoptimization studies [19–20, 23, 26, 31–42]. It was appliedto shape optimization of torque arm and to the sizeoptimization of truss structures taken from literature byFourie and Groenwold [20]. In their PSO algorithm, theconcept of craziness was redefined and elitism operatorborrowed by GA was used. Their results showed that PSOalgorithms were better than GA and the gradient-basedrecursive quadratic programming algorithm.
Tandon et al. [19] used the PSO algorithm to optimizemachining parameters in end milling. Onwubolu and Clerc[23] used PSO algorithms to minimize the operation path inthe computer controlled drilling operations. Karpat andÖzel [26] have shown an approach using PSO to obtainmachining data by optimizing the surface roughness andtool life in turning. Haq et al. [31] used the PSO algorithmto optimize the machining allocation of clutch assembly.Their results indicated that PSO algorithm was better thangeometric programming (GP) and genetic algorithm (GA)in terms of decreasing the manufacturing cost for twodimensional optimal machining tolerance allocation ofclutch assembly. The PSO algorithm is used to model endmilling process and to predict the surface roughness in endmilling by El-Mounayri et al. [32].
Although the evolutionary algorithms offer significantadvantages over the traditional techniques, they may havepremature convergence towards a local minimum. In orderto overcome the weaknesses of evolutionary algorithms andto avoid premature convergence towards a local minimum,evolutionary optimization techniques have been hybridizedand commonly used in the optimization of manufacturingand design optimization problems [18, 21, 24, 41–45].Yildiz et al. [21] were hybridized GA with Taguchi methodto solve multi-objective shape optimization problems.
It is known that the PSO algorithm is more efficient thanGA at exploring the solution space, but it does notguarantee the global optimum as other evolutionary
methods. The introduction of hybrid methods comes fromthe need to tackle more and more complex real-worldproblems. Some of the hybrid approaches in literature havebeen made on hybrid particle swarm [41–42].
Fan et al. [41] proposed a hybrid approach algorithmbased on the Nelder-Mead simplex search method and thePSO algorithm. The approach was applied to the optimizationof multimodal functions. Their results indicated that theproposed algorithm was better than hybrid genetic algorithm(GA), continuous GA, simulated annealing, and tabu search infinding optimal solutions for multimodal functions.
Xia andWu [42] proposed a hybrid approach based on thehybridization of the PSO and SA and they applied to themulti-objective flexible job-shop scheduling problem as acase study.
Although some improvements regarding optimization ofcutting parameters in multi-pass turning operations havebeen achieved, due to the complexity of machine parame-ters with conflicting objective and constraints, optimizationof the machining economic problems still presents animportant topic of investigation. Therefore, in recent years,there has been a growing interest in the new hybridapproaches to optimize machining economic problems.
The aim of this research is to further develop and strengthenthe PSO algorithm and to apply it to both the optimization ofcutting parameters for multi-pass turning operations anddesign optimization problems. In this research, a new hybridapproach based on PSO algorithm and receptor-editingproperty of immune system is presented. The efficiency ofthe proposed hybrid approach is evaluated by single-objectivetest problem, tension spring, pressure vessel design optimiza-tion problems taken from the optimization literature.
Finally, the proposed hybrid approach is applied to thetwo case studies to optimize cutting parameters and tominimize the unit production cost in multi-pass turningoperations. In addition, in order to show that the proposedoptimization approach can be effectively applied to real-world optimization problem from both manufacturing anddesign industry, also an application of the proposedapproach to shape optimization problems from automotiveindustry is given in the Appendix.
The organization of the paper is as follows. Section 3presents a detailed formulation of the objective andconstraints in multi-pass turning. The standard PSO, immunesystem and receptor editing are presented in Sect. 4. Section 5proposes the hybrid PSO approach. The proposed PSO hasbeen tested on tree test and design problems that arecommonly used in the optimization literature in Sect. 6.Two case studies are solved. The results and discussions forcase studies are given in Sect. 7. The paper is concluded inSect. 8. An application of the proposed hybrid approach toshape optimization of an automobile component fromautomotive industry is given in the Appendix.
618 Int J Adv Manuf Technol (2009) 40:617–628

2 Nomenclature
The notation used in the machining model is defined asfollows:
C0 Constant pertaining to tool-life equation,CI Machine idle cost ($/piece),CM Cutting cost by actual time in cut ($/piece),CR Tool replacement cost ($/piece),CT Tool cost ($/piece),dr, ds Depths of cut for each pass of rough and finish
machining (mm),drL, drU Lower and upper bounds of depth of rough cut
(mm),dsL, dsU Lower and upper bounds of depth of finish cut
(mm),dt Total depth of metal to be removed (mm),D Diameter of workpiece (mm),fr, fs Feeds in rough and finish machining (mm/rev),frL, frU Lower and upper bounds of feed in rough
machining (mm/rev),fsL, fsU Lower and upper bounds of feed in finish
machining (mm/rev),Fr, Fs Cutting forces during rough and finish
machining (kg f),FU Maximum allowable cutting force (kg f),h1, h2 Constants pertaining to tool travel and approach/
depart time (min),k1, k2,k3
Constants for roughing and finishing parameterrelations,
kf Coefficient pertaining to specific tool-workpiececombination,
ko Direct labor cost overhead ($/min),kq Coefficient pertaining to equation of chip-tool
interface temperature,kt Cutting edge cost ($/edge),L Length of workpiece (mm),n Number of rough passes,p, q, r Constants pertaining to the tool-life equation,Pr, Ps Cutting power during roughing and finishing
(kW),PU Maximum allowable cutting power (kW),Qr, Qs Temperatures during roughing and finishing (0C),QU Maximum allowable temperature (0C),Ra Maximum allowable surface roughness (mm),Rn Nose radius of cutting tool (mm),Sc Limit of stable cutting region,t Tool life (min),tc Constant term of machine idling time (min),te Tool exchange time (min),tp Tool life (min) considering roughing and
finishing,
tr, ts Tool lives (min) for roughing and finishing,tv Variable term of machine idling time (min),TI Machine idling time (min),TL, TU Lower and upper bounds of tool life,TM Cutting time by actual machining (min),TMr,TMs
Cutting time by actual machining for roughingand finishing (min),
TR Tool replacement time (min),UC Unit production cost except material cost ($/
piece),Vr, Vs Cutting speeds in rough and finish machining
(m/min),VrL ;VrU Lower and upper bounds of cutting speed in
rough machining (m/min),VsL ;VsU Lower and upper bounds of cutting speed in
finish machining (m/min),X Vector of machining parameters,τ,φ,δ Constants pertaining to expression of chip-tool
interface temperature,η Power efficiency,1,ν Constants pertaining to expression of stable
cutting region,μ,υ Constants of cutting force equation.
3 Optimization model of multi-pass turning operations
3.1 The objective function
In multi-pass turning operations, the aim is to minimize unitproduction cost (UC). The unit production cost is the sumof the cutting cost (CM), machine idle cost (CI), toolreplacement cost (CR) and tool cost (CT). The mathematicalmodel of the case study for multi-pass turning operationswas defined by Chen and Tsai [5]. More details about themathematical model can be obtained from Shin and Joo [8]and Chen and Tsai [5]. The unit production cost (UC) isdefined as follows:
UC ¼ CM þ CI þ CR þ CT ð1Þ
UC ¼ k0πDL
1000Vrfr
dt � dsdr
� �þ πDL
1000Vsfs
� �
þk0 tc þ ðh1Lþ h2Þ dt � dsdr
þ 1
� �� �
þk0teTp
πDL1000Vrfr
dt � dsdr
� �þ πDL
1000Vsfs
� �
þ ktTp
πDL1000Vrf r
dt � dsdr
� �þ πDL
1000Vsfs
� �
ð2Þ
Int J Adv Manuf Technol (2009) 40:617–628 619

3.1.1 Rough machining
Bounds on depth of cut : drL � dr �drU ð3Þ
Bounds of feed : f rL � f r � f rU ð4Þ
Bounds of cutting speed : VrL � Vr � VrU ð5Þ
Tool� life constraint : TL � tr �TU ð6Þ
Cutting force constraint : Fr ¼ klfμr d
υr � FU ð7Þ
Power constraint : Pr ¼ k1fμr d
υr Vr
6120η� PU ð8Þ
Stable cutting region constraint : V1r f rd
νr � SC ð9Þ
Chip� tool interface temperature constraint :
Qr ¼ kqVtRf
φr d
δr � QU
ð10Þ
3.1.2 Finish machining
Bounds on depth of cut : dsL � ds � dsU ð11Þ
Bounds of feed : f sL � fs � f sU ð12Þ
Bounds on cutting speed : VsL � Vs � VsU ð13Þ
Tool� life constraint : TL � ts � TU ð14Þ
Cutting force constraint : Fs ¼ k1fμs d
υs � FU ð15Þ
Power constraint : Ps ¼ k1fμs d
υsVS
6120η� PU ð16Þ
Stable cutting region constraint : V1s f sd
νs � SC ð17Þ
Chip� tool interface temperature constraint :
QS ¼ k2VCs f
φs d
δs � QU
ð18Þ
Surface finish constraint :f 2s8R
� SRU ð19Þ
3.2 Parameter relations
Vs � k3Vr ð20Þ
f r � k4f s ð21Þ
dr � k5ds ð22Þ
where k3, k4, k5 are relationship coefficients and k3, k4,k5 ≥ 1.
dr ¼ dt � dsð Þ=n ð23Þ
In addition to these constraints, the total depth of cut isanother important constraint for the case study. The totaldepth of cut (dt) is the sum of the depth of finish cut (ds)and the total depth of rough cut (ndr). The optimizationalgorithm does not determine the optimal depth of roughingsince it can be given by the mathematical manipulation asexpressed in Eq. (24).
ds ¼ dt � ndr ð24Þ
Therefore, the equality constraint and the decisionvariable (dr) and (n) in the optimization procedure can beeliminated. The five machining parameters (Vr, fr, ds, Vs,fs) are determined for turning model optimization. Furtherdetails about the turning mathematical model and data withrespect to machining can be obtained from Shin and Joo [8]and Chen and Tsai [5] and Chen [30].
4 Particle swarm optimization algorithm and immunesystem
4.1 Particle swarm optimization algorithm
The particle swarm optimization (PSO) algorithm, whichwas inspired by the social behavior of bird flocking or fishschooling, is a population-based optimization techniquedeveloped by Eberhart and Kennedy [46]. In the PSOalgorithm, each individual or solution, called a "particle",has a velocity and position in problem space search and allof the particles together are called a "swarm". The positionsof the particles change according to the velocity given inEq. (25). The velocity is updated by the particle’s own
620 Int J Adv Manuf Technol (2009) 40:617–628
experience and the experience of the particle’s neighbors orthe experience of the swarm.
Vi;kþ1 ¼ W � Vi;k þ c1r1 Pi;k � Xi;k
� �þ c2r2 Gk � Xi;k
� � ð25ÞThe velocity equation is the sum of the old velocity, the
own experience of the particle, and the interaction withgroup, respectively. Vi,k+1 is the updated velocity forparticle i, representing the distance to be traveled by thisparticle from its current position. Xi,k represents the particleposition. Two variants used in the PSO algorithm are globalneighborhood and local neighborhood. The global neigh-borhood Gk, called the global best solution (gbest), is thebest particle position in the whole swarm. On the otherhand, local neighborhood Pi,k, called the local best solution(lbest), is the own best position of each particle [46].Although the number of gbest is equal to one, the numbersof lbest’s are the same as that of particle in the each swarm.
W is called the "inertial factor" and regulates theexchange between the global exploration and local exploi-tation abilities of the swarm. It is typically chosen in therange of [0,1]. c1 and c2, called the social and cognitiveparameters, are used to adjust the second and third terms invelocity equality. They usually use r1 and r2, twoindependent numbers, which are chosen from 0 to 1randomly.
The PSO algorithm includes three steps, namely,generating particles’ positions and velocities, velocityupdate, and position update.
Xi;kþ1 ¼ Xi;k þ Vi;k ð26ÞAfter the velocity of the each particle is updated, the
positions of the particles are updated according to Eq. (26).The initial position and velocity vectors for the particles aregenerated according to Eqs. (27) and (28), respectively.
Xi;k ¼ Xmin þ Xmax � Xminð Þ � r1 ð27Þ
Vi;k ¼ Vmin þ Vmax � Vminð Þ � r2 ð28ÞThe optimization loop continues until termination con-
dition is satisfied. The values assigned to each of theparameters in the proposed hybrid approach are tabulated inTable 1.
For further details about PSO algorithm can be foundfrom [46].
4.2 The immune system
The natural immune system has a vital role in keeping ourliving body healthy from infectious foreign organismscalled antigens such as viruses, bacteria, and other para-sites. The immune system needs to distinguish all cells (ormolecules) within our body and categorize those cells asour own or foreign. While the disease-causing external cellsare named as "nonself", its own harmless cells are called"self". There are several types of immune cells in theimmune system. Lymphocytes are the main type of immunecells and are classified as “T” and “B” cells. B-cells arecapable of recognizing antigens free in solution (e.g., in theblood stream), whereas T-cells can recognize via otheraccessory cells [47].
4.2.1 Receptor editing
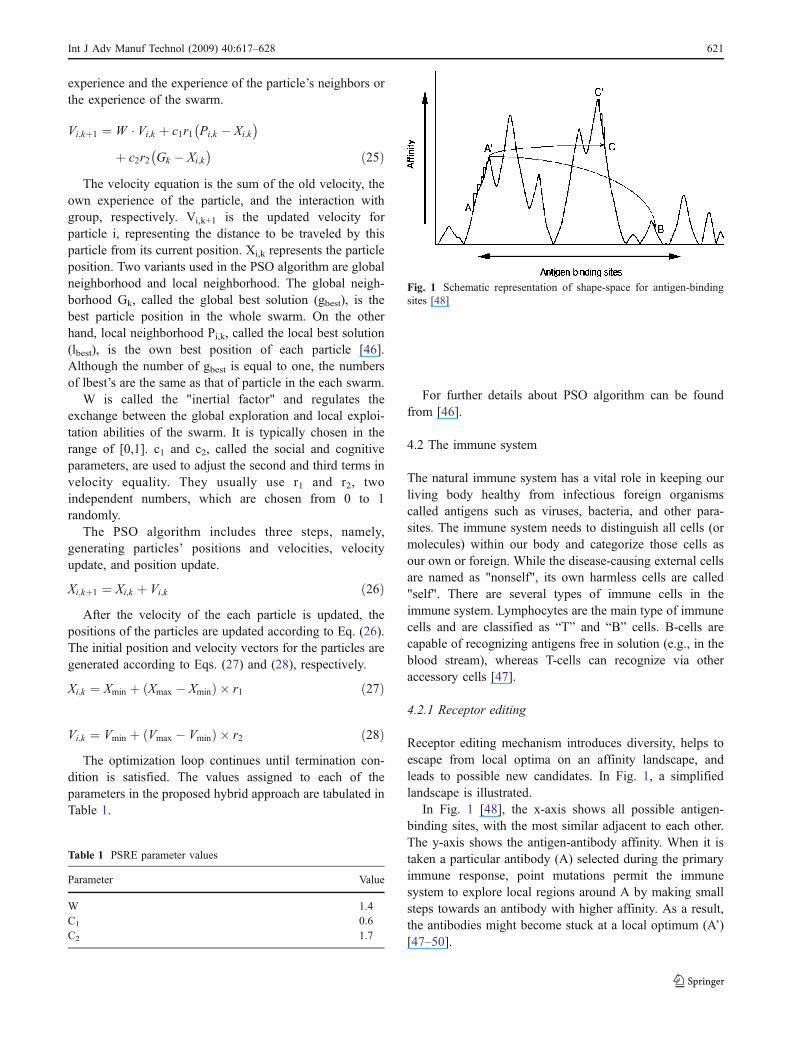
Receptor editing mechanism introduces diversity, helps toescape from local optima on an affinity landscape, andleads to possible new candidates. In Fig. 1, a simplifiedlandscape is illustrated.
In Fig. 1 [48], the x-axis shows all possible antigen-binding sites, with the most similar adjacent to each other.The y-axis shows the antigen-antibody affinity. When it istaken a particular antibody (A) selected during the primaryimmune response, point mutations permit the immunesystem to explore local regions around A by making smallsteps towards an antibody with higher affinity. As a result,the antibodies might become stuck at a local optimum (A’)[47–50].
Table 1 PSRE parameter values
Parameter Value
W 1.4C1 0.6C2 1.7
Fig. 1 Schematic representation of shape-space for antigen-bindingsites [48]
Int J Adv Manuf Technol (2009) 40:617–628 621
Receptor editing allows an antibody to take large stepsthrough the landscape. Although this will land the antibodyin a local optimum (B), occasionally the leap will lead to anantibody on the side of a higher hill (C), where the climbingregion have more chance to reach to the global optimum.From this point (C), the antibodies can reach to the top ofthe hill (C’). In conclusion, receptor editing may rescueimmune responses stuck on unsatisfactory local optima([47–50].
In receptor editing mechanism, a percentage of theantibodies (refer to particles in PSO) in the antibodypopulation (refer to swarm in PSO) are replaced withrandomly created antibodies. This mechanism allowsfinding new particles that corresponds to new searchregions in the all search space. Exploring new searchregions may help the algorithm to escape from localoptimal.
5 The proposed hybrid approach
In this paper, a new hybrid optimization approach (ParticleSwarm and Receptor Editing-PSRE) is presented. Theproposed approach incorporates particle swarm algorithmand receptor editing property of immune system.
Although the PSO algorithm is very effective at findingrelatively good neighborhoods of solution in a complexsearch space, they may have premature convergencetowards a local minimum [41, 42]. In this research, inorder to prevent the premature convergence of the PSOalgorithm and to increase diversity, it is hybridized withreceptor editing property of artificial immune system.
In the proposed new hybrid approach, after the positionsof the particles are updated, receptor editing is applied tothe swarm to escape from local optimal. In the receptorediting, new particles are produced and they are replacedwith the particles chosen randomly from the swarm. If theparticle chosen from the swarm is gbest, this particle is notreplaced with new particle. Instead of gbest, another particleis chosen from the swarm.
The algorithm of the proposed approach can be outlinedas follows:
BEGIN
Step 1: Define problemStep 2: Particle swarm algorithm
2.a Generate initial swarm population with randompositions and velocities
While maximum iterations or minimum error criteria isnot attained
for i:=1 to NOP (number of particle) do begin2.b Calculate fitness value for each particle2.c For each particle,If the fitness value is better than its the best fitness value
(lbest) in history set current value as the new lbest2.d Determine the best fitness value of all the particles
as the gbest2.e Calculate velocity of every particle according to
Eq. (25)2.f For each particleUpdate position of every particle according to Eq. (26)
end;
Step 3: Receptor editingfor i:=1 to (0.35* number of the particles) do begin
3.a Apply receptor editing to randomly selected particlesend;
EndEND.
6 Evaluation of proposed approach usingengineering optimization problems
In order to evaluate the performance of the proposed hybridapproach, single-objective test problem, tension springproblem, pressure vessel design optimization problemscommonly used in the literature of engineering optimizationare successfully solved by the proposed algorithm. Theresults of the benchmark problems are compared with those
Table 2 Statistical results of different methods for the first test problem
Methods Best Mean Worst Std Dev Function Evaluations
PSRE −15 −14.876 −14.6819 0.113 100,000Coello and Cortes [44] −14.7841 −14.5266 −13.8417 0.2335 150,000Yoo and Hajela [43] −5.2735 −3.7435 −2.4255 0.9696 150,000Hamida and Schoenauer [51] −15 −14.84 N.A N.A 1,500,000Koziel and Michalewicz [52] −14.7864 −14.7082 −14.6154 N.A 1,000,000Hadj-Alouane and Bean [53] −5.16559 −3.64004 −2.72518 0.60624 N.AMichalewicz and Attia [54] −7.34334 −5.07136 −3.59536 0.77247 N.A
622 Int J Adv Manuf Technol (2009) 40:617–628
of other methods that are representative of the state-of-the-art in the optimization literature. After it is shown that theproposed approach is successful to optimize the complexengineering optimization problems, it is applied to two casestudies for multi-pass turning operations.
6.1 Single-objective test problem
The first test problem is a minimization problem for asingle-objective function with 13 variables and nineinequality constraints. This problem is employed by severalauthors to evaluate the performances of their approaches[43–44, 55–58] and it is defined as follows:
Minimize:
f xð Þ ¼ 5X4i¼1
xi � 5X4i¼1
x2i � 5X13i¼5
xi
Subject to:
g1ðxÞ ¼ 2x1 þ 2x2 þ x10 þ x11 � 10 � 0g2ðxÞ ¼ 2x1 þ 2x3 þ x10 þ x12 � 10 � 0g3ðxÞ ¼ 2x2 þ 2x3 þ x11 þ x12 � 10 � 0g4ðxÞ ¼ �8x1 þ x10 � 0g5ðxÞ ¼ �8x2 þ x11 � 0g6ðxÞ ¼ �8x3 þ x12 � 0g7ðxÞ ¼ �2x4 � x5 þ x10 � 0g8ðxÞ ¼ �2x6 � x7 þ x11 � 0g9ðxÞ ¼ �2x8 � x9 þ x12 � 0
where 0≤xi≤1 (i = 1,...,9), 0≤xi≤100 (i = 10,11,12) and0≤x13≤1. The global optimum is at x*=(1,1,1,1,1,1,1,1,1,3,3,3,1) where f(x*)=−15
The parameters used by the proposed hybrid approachfor optimization process are the following:
(a) number of particles: 100;(b) maximum number of generations: 1,000;(c) number of objective function evaluations: 100,000.
The efficiency of each approach can be measured bycomparing the number of function evaluations, which isequal to the number of particles (population size) multipliedby the number of generations as each solution is evaluatedonce in every generation. In the evolutionary optimizationtechniques, the aim is to find the optimum results withminimum number of function evaluations. In this paper, thePSRE is run 30 times independently.
The results of the proposed hybrid approach (PSRE) forfirst test problem are compared against those provided byCoello and Cortes [44]. PSRE gives better solutions for thisproblem compared with those given in Table 2 as far as thenumber of function evaluations, the best solution computed,and the statistical analysis results are taken into accounttogether. The statistical values of PSRE show the robust-ness of the solutions with the standard deviation of 0.113.The standard deviation is very low, which indicates thatPSRE is among the most robust approach for finding anoptimum solution.
The PSRE requires only 100,000 function evaluations tofind the best-known solution of −15. Coello and Cortes [44]found the best solution −14.7841 for 150,000 functionevaluations with standard deviation of 0.2335. In addition,Coello and Cortes [44] solved the same problem with Yooand Hajela’s [43] approach to compare with their approach.Coello and Cortes [44] found the best solution −5.2735
P D
d
P
Fig. 2 Design variables for ten-sion spring problem [57]
Table 3 Comparison of the best solution for the spring design problem by different methods
Design variables PSRE Coello and Montes [58] Coello [57] Arora [56] Belungdu [55]
x1(d) 0.0516904023 0.051989 0.051480 0.053396 0.050000x2(D) 0.3567500 0.363965 0.351661 0.399180 0.315900x3(p) 11.2871200 10.890522 11.632201 9.185400 14.25000g1(x) −0.0000058368 −0.000013 −0.002080 0.000019 −0.000014g2(x) −0.0000010045 −0.000021 −0.000110 −0.000018 −0.003782g3(x) −4.0537944322 −4.061338 −4.026318 −4.123832 −3.938302g4(x) −0.7277134115 −0.722698 −4.026318 −0.698283 −0.756067f(x) 0.01266527 0.0126810 0.0127048 0.127303 0.0128334
Int J Adv Manuf Technol (2009) 40:617–628 623
with standard deviation of 0.9696 with Yoo and Hajela’s[43] approach.
The use of the PSRE improves the convergence rate bycomputing the best value −15 with respect to very lowstandard deviation 0.113 and maintaining the less functionevaluations 100,000.
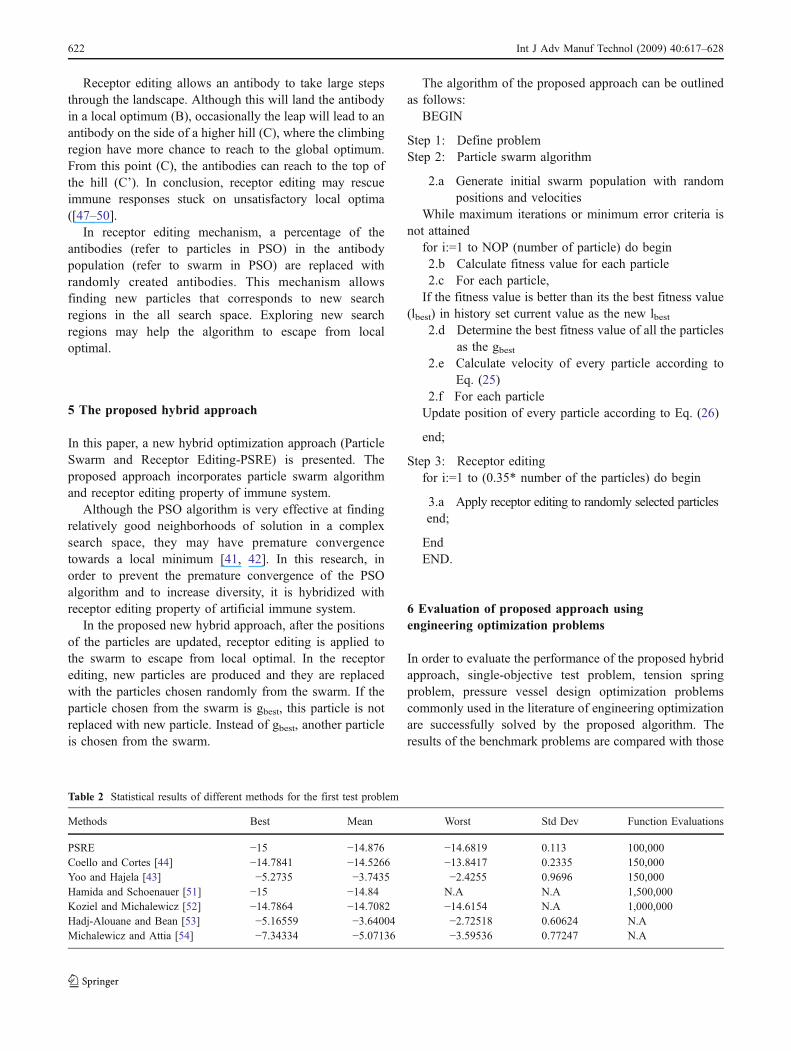
6.2 Tension spring optimization problem
This problem was described by Belegundu [55] andconsists of minimizing the weight of a tension springsubject to constraints on minimum deflection, shear stress,surge frequency, limits on outside diameter and on designvariables. The design variables are the mean coil diameter(x1), the wire diameter (x2) and the number of active coils(x3) as shown in Fig. 2.
This problem is studied by several authors to evaluatethe performance of their approaches [55–58]. The mathe-matical formulation of this problem can be described asfollows:
Minimize:
f ðxÞ ¼ ðx3 þ 2Þx2x21 ð25ÞSubject to:
g1ðxÞ ¼ 1� x32x371785x41
� 0 ð26Þ
g2ðxÞ ¼ 4x22 � x1x212566ðx2x31 � x41Þ
þ 1
5108x21� 1 � 0 ð27Þ
g3ðxÞ ¼ 1� 140:45x1x22x3
� 0 ð28Þ
g4ðxÞ ¼ x2 þ x11:5
� 1 � 0 ð29Þ
An exterior penalty approach [55], a numerical optimi-zation technique called constraint correction at constantcost [56], a GA-based coevolution model [57] and afeasibility-based tournament selection scheme [58] wereapplied to this problem. The parameters for optimizationsearch by PSRE are the following:
(a) number of particles: 60;(b) maximum number of generations: 500;(c) number of objective function evaluations: 30,000.
PSRE provides better solutions for this problem com-pared with those given in Tables 3 and 4 and improves theconvergence rate by computing the best value 0.01266527with respect to very low standard deviation 6.24 E-6 andmaintaining the less function evaluations 30,000.
Table 4 Statistical results of different methods for the spring design problem
Methods Best Mean Worst Std Dev Function Evaluations
PSRE 0.01266527 0.012673 0.012708 6.24 E-6 30,000Coello and Montes[58] 0.0126810 0.0127420 0.012973 5.9 e-5 80,000Coello [57] 0.0127048 0.012769 0.012822 3.939 e-5 900,000Arora [56] 0.0127303 N/A N/A N/A N/ABelungdu [55] 0.0128334 N/A N/A N/A N/A
Th Ts
L
R R
Fig. 3 Design variables forpressure vessel [57]
624 Int J Adv Manuf Technol (2009) 40:617–628

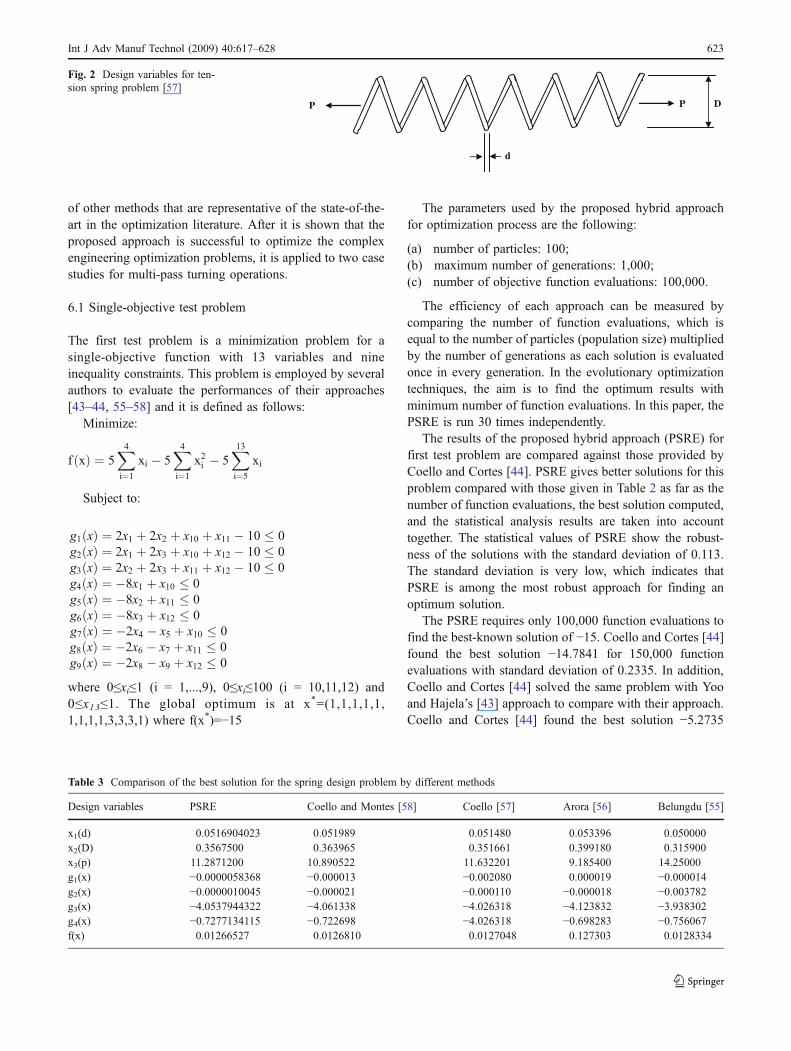
6.3 Pressure vessel optimization problem
This problem was proposed by Kannan and Kramer [59]. Acylindrical vessel is capped at both ends by hemisphericalheads as shown in Fig. 3.
The objective is to minimize the total cost, including thecost of the material, forming and welding. There are fourdesign variables: Ts (thickness of the shell), Th (thickness ofthe head), R (inner radius), and L (length of the cylindricalsection of the vessel, not including the head). Ts and Th areinteger multiples of 0.0625 in., which are the availablethicknesses of rolled steel plates, and R and L are continuousvariables. In the mathematical model of pressure vesseldesign, Ts, Th, R and L parameters are represented x1, x2, x3and x4, respectively. This problem is studied by severalauthors to evaluate the performance of their approaches [57–61]. The mathematical model of pressure vessel optimizationproblem can be described as follows:
Minimize:
f ðxÞ ¼ 0:6224x1x3x4 þ 1:7781x2x23 þ 3:1661x21x4
þ 19:84x21x3 ð30ÞSubject to:
g1ðxÞ ¼ �x1 þ 0:0193x3 � 0 ð31Þ
g2ðxÞ ¼ �x2 þ 0:00954x3 � 0 ð32Þ
g3ðxÞ ¼ �px23x4 �4
3px33 þ 1296000 � 0 ð33Þ
g4ðxÞ ¼ x4 � 240 � 0 ð34Þ
A branch-and-bound technique [60], an augmentedLagrangian multiplier approach [59], a genetic adaptivesearch [61], a GA-based coevolution model [58], and afeasibility-based tournament selection scheme [57] wereapplied to this problem. The parameters for optimizationprocess are the following:
(a) number of particles: 60;(b) maximum number of generations: 500;(c) number of objective function evaluations: 30,000.
PSRE provides better solutions for this problem as givenin Tables 5 and 6. The worst solution found by PSRE isbetter than the best solutions found by Kannan and Kramer[59] and found by Sandgren [60]. The PSRE improves theconvergence rate by computing the best value 6059.7144and maintaining the less function evaluations 30,000.
Table 5 Comparison of the best solution for pressure vessel design problem by different methods
Design variables PSRE Coello and Montes [58] Coello [57] Deb [61] Kannan and Kramer [59] Sandgren [60]
x1(Ts) 0.8125 0.812500 0.812500 0.937500 1.12500 1.125000x2(Th) 0.4375 0.437500 0.437500 0.500000 0.62500 0.625000x3(R) 42.09844559 42.097398 40.323900 48.329000 58.29100 47.70000x4(L) 176.6366 176.654050 200.00000 112.679000 43.69000 117.7010g1(x) −0.00000019 −0.000020 −0.034324 −0.004750 0.000016 −0.20439g2(x) −0.03588092 −0.035891 −0.052847 −0.038941 −0.06890 −0.169942g3(x) −0.03590969 −27.886075 −27.10584 −3652.8768 −21.2201 54.22601g4(x) −63.3632788 −63.345953 −40.00000 −127.32100 −196.3100 −122.299f(x) 6059.7144 6059.9463 6288.7445 6410.3811 7198.0428 8129.1036
Table 6 Statistical results of different methods for pressure vessel design problem
Methods Best Mean Worst Std Dev Function evaluations
PSRE 6059.7144 6097.446 6156.57 35,781 30,000Coello and Cortes [34] 6061.1229 6734.0848 7368.0602 457.9959 150,000Coello and Montes [58] 6059.9463 6177.2533 6469.3220 130.9297 80,000Coello[57] 6288.7445 6293.8432 6308.1497 7.4133 900,000Deb [61] 6410.3811 N/A N/A N/A N/AKannan and Kramer [59] 7198.0428 N/A N/A N/A N/ASandgren [60] 8129.1036 N/A N/A N/A N/A
Int J Adv Manuf Technol (2009) 40:617–628 625
7 Case study of computational machining optimization
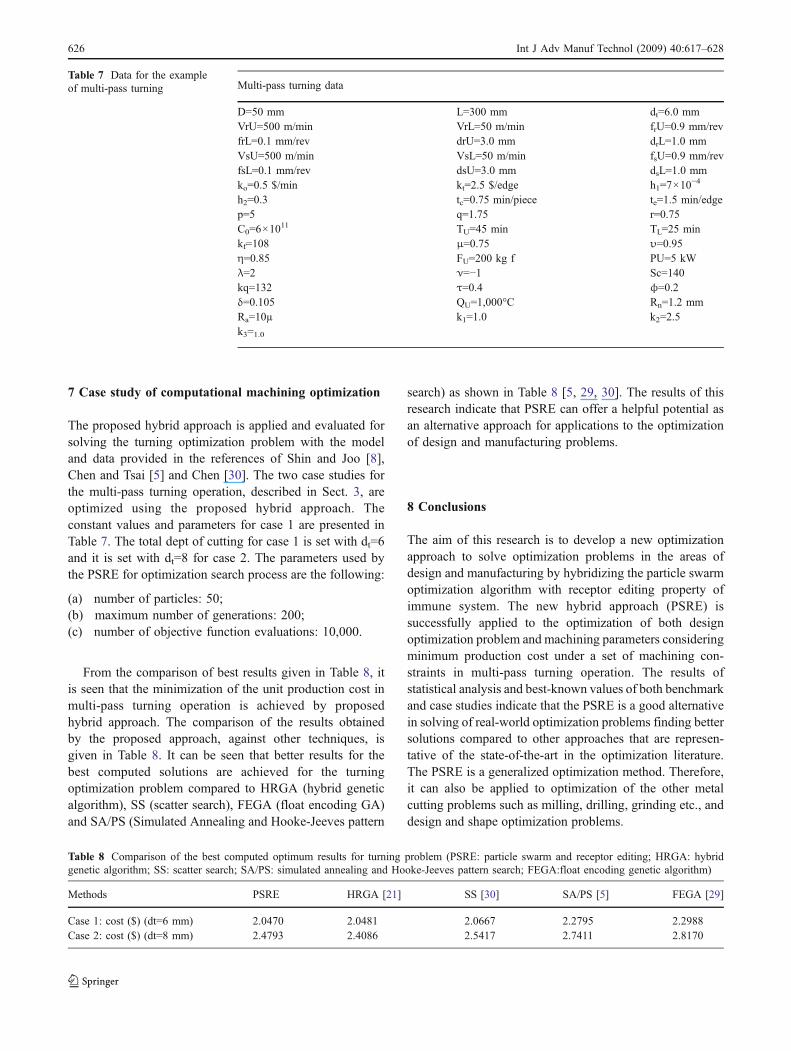
The proposed hybrid approach is applied and evaluated forsolving the turning optimization problem with the modeland data provided in the references of Shin and Joo [8],Chen and Tsai [5] and Chen [30]. The two case studies forthe multi-pass turning operation, described in Sect. 3, areoptimized using the proposed hybrid approach. Theconstant values and parameters for case 1 are presented inTable 7. The total dept of cutting for case 1 is set with dt=6and it is set with dt=8 for case 2. The parameters used bythe PSRE for optimization search process are the following:
(a) number of particles: 50;(b) maximum number of generations: 200;(c) number of objective function evaluations: 10,000.
From the comparison of best results given in Table 8, itis seen that the minimization of the unit production cost inmulti-pass turning operation is achieved by proposedhybrid approach. The comparison of the results obtainedby the proposed approach, against other techniques, isgiven in Table 8. It can be seen that better results for thebest computed solutions are achieved for the turningoptimization problem compared to HRGA (hybrid geneticalgorithm), SS (scatter search), FEGA (float encoding GA)and SA/PS (Simulated Annealing and Hooke-Jeeves pattern
search) as shown in Table 8 [5, 29, 30]. The results of thisresearch indicate that PSRE can offer a helpful potential asan alternative approach for applications to the optimizationof design and manufacturing problems.
8 Conclusions
The aim of this research is to develop a new optimizationapproach to solve optimization problems in the areas ofdesign and manufacturing by hybridizing the particle swarmoptimization algorithm with receptor editing property ofimmune system. The new hybrid approach (PSRE) issuccessfully applied to the optimization of both designoptimization problem and machining parameters consideringminimum production cost under a set of machining con-straints in multi-pass turning operation. The results ofstatistical analysis and best-known values of both benchmarkand case studies indicate that the PSRE is a good alternativein solving of real-world optimization problems finding bettersolutions compared to other approaches that are represen-tative of the state-of-the-art in the optimization literature.The PSRE is a generalized optimization method. Therefore,it can also be applied to optimization of the other metalcutting problems such as milling, drilling, grinding etc., anddesign and shape optimization problems.
Table 7 Data for the exampleof multi-pass turning Multi-pass turning data
D=50 mm L=300 mm dt=6.0 mmVrU=500 m/min VrL=50 m/min frU=0.9 mm/revfrL=0.1 mm/rev drU=3.0 mm drL=1.0 mmVsU=500 m/min VsL=50 m/min fsU=0.9 mm/revfsL=0.1 mm/rev dsU=3.0 mm dsL=1.0 mmko=0.5 $/min kt=2.5 $/edge h1=7×10
−4
h2=0.3 tc=0.75 min/piece te=1.5 min/edgep=5 q=1.75 r=0.75C0=6×10
11 TU=45 min TL=25 minkf=108 μ=0.75 υ=0.95η=0.85 FU=200 kg f PU=5 kWλ=2 ν=−1 Sc=140kq=132 τ=0.4 φ=0.2δ=0.105 QU=1,000°C Rn=1.2 mmRa=10µ k1=1.0 k2=2.5k3=1.0
Table 8 Comparison of the best computed optimum results for turning problem (PSRE: particle swarm and receptor editing; HRGA: hybridgenetic algorithm; SS: scatter search; SA/PS: simulated annealing and Hooke-Jeeves pattern search; FEGA:float encoding genetic algorithm)
Methods PSRE HRGA [21] SS [30] SA/PS [5] FEGA [29]
Case 1: cost ($) (dt=6 mm) 2.0470 2.0481 2.0667 2.2795 2.2988Case 2: cost ($) (dt=8 mm) 2.4793 2.4086 2.5417 2.7411 2.8170
626 Int J Adv Manuf Technol (2009) 40:617–628
Appendix
An example from the automobile industry
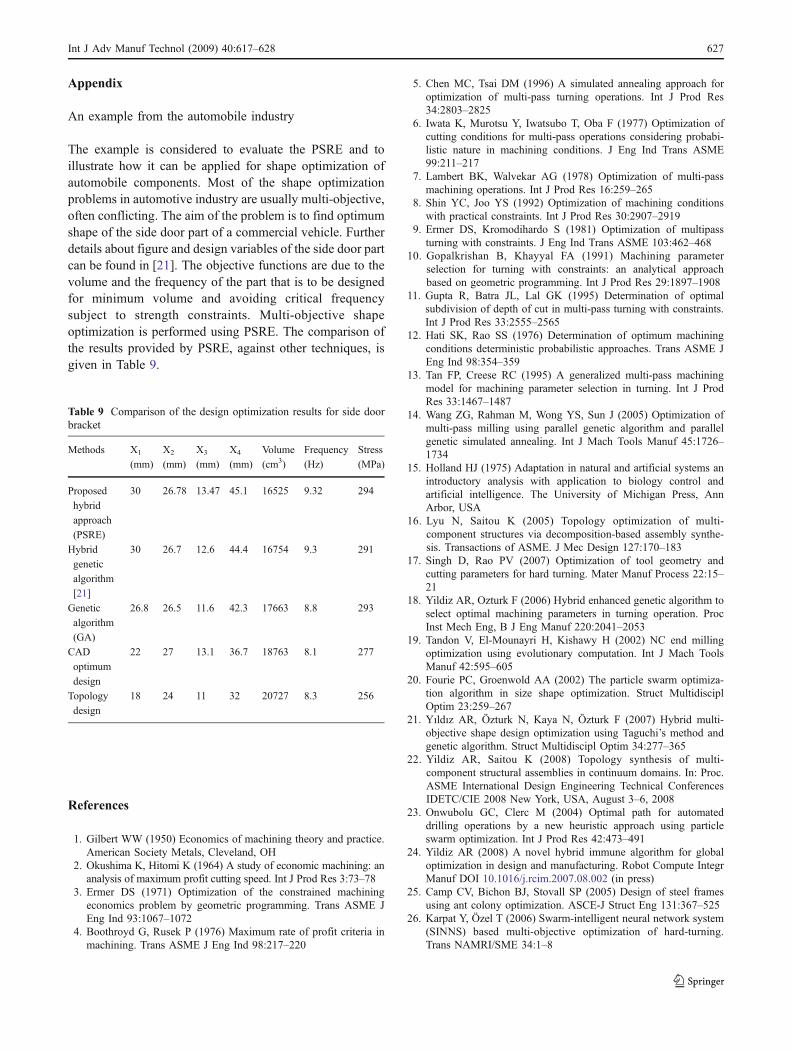
The example is considered to evaluate the PSRE and toillustrate how it can be applied for shape optimization ofautomobile components. Most of the shape optimizationproblems in automotive industry are usually multi-objective,often conflicting. The aim of the problem is to find optimumshape of the side door part of a commercial vehicle. Furtherdetails about figure and design variables of the side door partcan be found in [21]. The objective functions are due to thevolume and the frequency of the part that is to be designedfor minimum volume and avoiding critical frequencysubject to strength constraints. Multi-objective shapeoptimization is performed using PSRE. The comparison ofthe results provided by PSRE, against other techniques, isgiven in Table 9.
References
1. Gilbert WW (1950) Economics of machining theory and practice.American Society Metals, Cleveland, OH
2. Okushima K, Hitomi K (1964) A study of economic machining: ananalysis of maximum profit cutting speed. Int J Prod Res 3:73–78
3. Ermer DS (1971) Optimization of the constrained machiningeconomics problem by geometric programming. Trans ASME JEng Ind 93:1067–1072
4. Boothroyd G, Rusek P (1976) Maximum rate of profit criteria inmachining. Trans ASME J Eng Ind 98:217–220
5. Chen MC, Tsai DM (1996) A simulated annealing approach foroptimization of multi-pass turning operations. Int J Prod Res34:2803–2825
6. Iwata K, Murotsu Y, Iwatsubo T, Oba F (1977) Optimization ofcutting conditions for multi-pass operations considering probabi-listic nature in machining conditions. J Eng Ind Trans ASME99:211–217
7. Lambert BK, Walvekar AG (1978) Optimization of multi-passmachining operations. Int J Prod Res 16:259–265
8. Shin YC, Joo YS (1992) Optimization of machining conditionswith practical constraints. Int J Prod Res 30:2907–2919
9. Ermer DS, Kromodihardo S (1981) Optimization of multipassturning with constraints. J Eng Ind Trans ASME 103:462–468
10. Gopalkrishan B, Khayyal FA (1991) Machining parameterselection for turning with constraints: an analytical approachbased on geometric programming. Int J Prod Res 29:1897–1908
11. Gupta R, Batra JL, Lal GK (1995) Determination of optimalsubdivision of depth of cut in multi-pass turning with constraints.Int J Prod Res 33:2555–2565
12. Hati SK, Rao SS (1976) Determination of optimum machiningconditions deterministic probabilistic approaches. Trans ASME JEng Ind 98:354–359
13. Tan FP, Creese RC (1995) A generalized multi-pass machiningmodel for machining parameter selection in turning. Int J ProdRes 33:1467–1487
14. Wang ZG, Rahman M, Wong YS, Sun J (2005) Optimization ofmulti-pass milling using parallel genetic algorithm and parallelgenetic simulated annealing. Int J Mach Tools Manuf 45:1726–1734
15. Holland HJ (1975) Adaptation in natural and artificial systems anintroductory analysis with application to biology control andartificial intelligence. The University of Michigan Press, AnnArbor, USA
16. Lyu N, Saitou K (2005) Topology optimization of multi-component structures via decomposition-based assembly synthe-sis. Transactions of ASME. J Mec Design 127:170–183
17. Singh D, Rao PV (2007) Optimization of tool geometry andcutting parameters for hard turning. Mater Manuf Process 22:15–21
18. Yildiz AR, Ozturk F (2006) Hybrid enhanced genetic algorithm toselect optimal machining parameters in turning operation. ProcInst Mech Eng, B J Eng Manuf 220:2041–2053
19. Tandon V, El-Mounayri H, Kishawy H (2002) NC end millingoptimization using evolutionary computation. Int J Mach ToolsManuf 42:595–605
20. Fourie PC, Groenwold AA (2002) The particle swarm optimiza-tion algorithm in size shape optimization. Struct MultidisciplOptim 23:259–267
21. Yıldız AR, Özturk N, Kaya N, Özturk F (2007) Hybrid multi-objective shape design optimization using Taguchi’s method andgenetic algorithm. Struct Multidiscipl Optim 34:277–365
22. Yildiz AR, Saitou K (2008) Topology synthesis of multi-component structural assemblies in continuum domains. In: Proc.ASME International Design Engineering Technical ConferencesIDETC/CIE 2008 New York, USA, August 3–6, 2008
23. Onwubolu GC, Clerc M (2004) Optimal path for automateddrilling operations by a new heuristic approach using particleswarm optimization. Int J Prod Res 42:473–491
24. Yildiz AR (2008) A novel hybrid immune algorithm for globaloptimization in design and manufacturing. Robot Compute IntegrManuf DOI 10.1016/j.rcim.2007.08.002 (in press)
25. Camp CV, Bichon BJ, Stovall SP (2005) Design of steel framesusing ant colony optimization. ASCE-J Struct Eng 131:367–525
26. Karpat Y, Özel T (2006) Swarm-intelligent neural network system(SINNS) based multi-objective optimization of hard-turning.Trans NAMRI/SME 34:1–8
Table 9 Comparison of the design optimization results for side doorbracket
Methods X1
(mm)
X2
(mm)
X3
(mm)
X4
(mm)
Volume
(cm3)
Frequency
(Hz)
Stress
(MPa)
Proposed
hybrid
approach
(PSRE)
30 26.78 13.47 45.1 16525 9.32 294
Hybrid
genetic
algorithm
[21]
30 26.7 12.6 44.4 16754 9.3 291
Genetic
algorithm
(GA)
26.8 26.5 11.6 42.3 17663 8.8 293
CAD
optimum
design
22 27 13.1 36.7 18763 8.1 277
Topology
design
18 24 11 32 20727 8.3 256
Int J Adv Manuf Technol (2009) 40:617–628 627
27. Onwubolu GC, Kumalo T (2001) Optimization of multi-pass turningoperation with genetic algorithm. Int J Prod Res 39:3727–3745
28. Vijayakumar K, Prabhaharan G, Asokan P, Saravanan R (2003)Optimization of multi-pass turning operation using ant colonysystem. Int J Mach Tools Manuf 43:1633–1639
29. Chen MC, Chen KY (2003) Optimization of multipass turningoperations with genetic algorithms: a note. Int J Prod Res41:3385–3388
30. Chen MC (2004) Optimizing machining economics models ofturning operations using the scatter search approach. Int J ProdRes 42:2611–2625
31. Haq AN, Sivakumar K, Saravanan R, Karthikeyan K (2006) Particleswarm optimization algorithm for optimal machining allocation ofclutch assembly. Int J Adv Manuf Technol 27:865–869
32. El-Mounayri H, Dugla Z, Deng H (2003) Prediction of surfaceroughness in end milling using swarm intelligence. In: Proc IEEESwarm Intelligence Symposium 2003
33. Venter G, Sobieszczanski-Sobieski J (2004) Multidisciplinaryoptimization of a transport aircraft wing using particle swarmoptimization. Struct Multidiscipl Optim 26:121–131
34. Asokan P, Baskar N, Babu K, Prabhaharan G, Saravanan R (2005)Optimization of surface grinding operations using particle swarmoptimization technique. J Manuf Sci Eng - Trans ASME 127:885–892
35. Bochenek B, Forys P (2006) Structural optimization for post-buckling behavior using particle swarms. Struct MultidisciplOptim 32:521–531
36. Andres C, Lozano S (2006) A particle swarm optimizationalgorithm for part-machine grouping. Robot Compute IntegrManuf 22:468–474
37. Adly AA, Abd-El-Hafiz SK (2006) Using the particle swarmevolutionary approach in shape optimization field analysis ofdevices involving nonlinear magnetic media. IEEE Trans Magn42:3150–3152
38. Goudos SK, Sahalos JN (2006) Microwave absorber optimaldesign using multi-objective particle swarm optimization. MicrowOptic Technol Lett 48:1553–1558
39. Natarajan U, Saravanan R, Periasamy VM (2006) Application ofparticle swarm optimisation in artificial neural network for theprediction of tool life. Int J Adv Manuf Technol 28:1084–1088
40. VahedARR,Mirghorbani SM (2007) Amulti-objective particle swarmfor a flow shop scheduling problem. J Comb Optim 13:79–102
41. Fan SSK, Liang YC, Zahara E (2004) Hybrid simplex searchparticle swarm optimization for the global optimization ofmultimodal functions. Eng Optim 36:401–418
42. Xia WJ, Wu ZM (2006) A hybrid particle swarm optimizationapproach for the job-shop scheduling problem. Int J Adv ManufTechnol 29:360–366
43. Yoo J, Hajela P (1999) Immune network simulations in multi-criterion design. Struct Multidisciplin Optimi 1:8:85–94
44. Coello CAC, Cortes NC (2004) Hybridizing a genetic algorithmwith an artificial immune system for global optimization. EngOptim 36:607–634
45. Kaya N (2006) Optimal design of an automotive diaphragmspring with high fatigue resistance. Int J Veh Des 40:126–143
46. Eberhart R, Kennedy J (1995) A new optimizer using particleswarm theory. In: Proc IEEE Sixth International Symposium onMicro Machine Human Science. Nagoya, Japan, pp 39-43
47. De Castro LN, Von Zuben FJ (1999) Artificial immune systems.Part 1, Basic theory applications. Tech Rep TR-DCA 01/99
48. George AJT, Gray D (1999) Receptor editing during affinitymaturation. Immunol Today 20:196
49. De Castro LN, Von Zuben FJ (2000) The clonal selectionalgorithm with engineering applications. In: Proc Workshop onGECCO 2000 Las Vegas July 8–12 2000
50. De Castro LN, Von Zuben FJ (2002) Learning and optimizationusing the clonal selection principle. IEEE Trans Evol Comput6:239–251
51. Hamida SB, Schoenauer M (2002) ASCHEA:New results usingadaptive segregational constraint handling. In: Proc CongrEvolutionary Computation 1:884–889
52. Koziel S, Michalewicz Z (1999) Evolutionary algorithms homo-morphous mappings and constrained parameter optimization. EvolComput 71:19–44
53. Hadj-Alouane AB, Bean JC (1997) A genetic algorithm for themultiple-choice integer program. Oper Res 45:92–101
54. Michalewicz Z, Attia N (1994) Evolutionary optimization ofconstrained problems. Proc 3rd Annual Conference on Evolution-ary Programming World Scientific 1994, pp 98–108
55. Belegundu AD (1992) A study of mathematical programmingmethods for structural optimization. Department of Civil andEnvironmental Engineering University of Iowa, Iowa City, Iowa
56. Arora JS (1989) Introduction to optimum design. McGraw-Hill,New York
57. Coello CAC (2004) Use of a self-adaptive penalty approach forengineering optimization problems. Comput Ind 41:113–127
58. Coello CAC, Montes EM (2002) Constraint-handling in geneticalgorithms through the use of dominance-based tournamentselection. Adv Eng Informatics 16:193–203
59. Kannan BK, Kramer SN (1994) An augmented Lagrangemultiplier based method for mixed integer discrete continuousoptimization and its applications to mechanical design. ASME JMech Des 116:318–320
60. Sandgren E (1998) Nonlinear integer discrete programming inmechanical design. In: Proc ASME Design Technology Confer-ence, Kissimmee, FL, USA
61. Deb K (1997) GeneAS: a robust optimal design technique formechanical component design. In: Proc Evolutionary Algorithms inEngineering Applications. Springer, Berlin Heidelberg New York
628 Int J Adv Manuf Technol (2009) 40:617–628