a benchmarking service for the evaluation and comparison of scheduling techniques
TRANSCRIPT
www.elsevier.com/locate/compind
Computers in Industry 58 (2007) 656–666
A Benchmarking Service for the evaluation and comparison of
scheduling techniques
Sergio Cavalieri a,*, Sergio Terzi a, Marco Macchi b
a Department of Industrial Engineering, University of Bergamo, Dalmine, BG, Italyb Department of Economics, Management and Industrial Engineering, Politecnico di Milano, Milano, Italy
Available online 13 June 2007
Abstract
Scheduling decisions constitute the last decision-making phase of the production planning and control process. From the industrial side, the
adoption of highly reactive and efficient scheduling and control systems strongly affects the level of productivity and utilization of a manufacturing
system, particularly under the pressure of shortened product cycles, reduced batch sizes and a broader variety of items to be produced. In the
meanwhile, from the research side, there has been a considerable amount of works done in the area of manufacturing systems control, even if they
still remain ‘‘unheard voices’’ in industry. Hence, in the scheduling world there is a risk of miscommunication between academics and industrial
users.
Aim of the paper is to provide a comprehensive view of the rationale, the conceptual model, the development efforts and first applicative
experiences of the Benchmarking Service, a research initiative which has been carried out within the activities of the Special Interest Group on
Benchmarking and Performance Measurement of the IMS Network of Excellence. In particular, the paper details the PMS-ESS conceptual
framework developed for assessing the level of quality of a scheduling solution in terms of efficiency, robustness and flexibility.
# 2007 Elsevier B.V. All rights reserved.
Keywords: Scheduling evaluation; Benchmarking; Performance measurement; Plant management
1. Introduction
Competitive firms are operating today in global and
worldwide markets. Manufacturers are experiencing a lumpy
market demand for their products, with ever shorter requested
lead times and order quantities as well as frequent changes in
product specifications. In this context, within the production
planning and control process, scheduling plays undoubtedly a
critical role. It is the final temporal decision-making phase
where industrial managers have to act for fixing any short
noticed variations preserving at the same time expected
medium-term efficiency performance.
According to Kempf et al. [6], the most general definition of
a scheduling problem is that of ‘‘assigning scarce resources to
competing activities over a given time horizon to obtain the best
possible system performance’’. Referring specifically to factory
* Corresponding author.
E-mail addresses: [email protected] (S. Cavalieri),
[email protected] (S. Terzi), [email protected] (M. Macchi).
0166-3615/$ – see front matter # 2007 Elsevier B.V. All rights reserved.
doi:10.1016/j.compind.2007.05.004
scheduling, the resources are machines and workforce, and the
competing activities are jobs that require processing on the
resources.
Several scheduling approaches exist, from the traditional
off-line scheduling systems, which elaborate a production plan
(e.g. according to static rules and algorithms) for a specific plan
period, to on-line production scheduling systems, which are
intrinsically able to modify an existing schedule or regenerate a
completely new one for managing upcoming events which
could alter the original plan.
Despite the flourish of heterogeneous proposals, a dichot-
omy is actually affecting the world of scheduling. Researchers
are often detached from industrial reality, proposing answers to
simple examples and toy cases. On the contrary, practitioners
have clear difficulties in explaining their requirements and
exploiting the opportunities which could come out from the
industrial exploitation of the new advanced scheduling
approaches.
The main purpose of the present paper is to provide a
comprehensive view of a research initiative, carried out in the
last years within the activities of the IMS-NoE Special Interest
S. Cavalieri et al. / Computers in Industry 58 (2007) 656–666 657
Group (SIG) on Benchmarking and Performance Measurement
of Production Scheduling Systems. The research community
involved in the SIG has been mainly interested in promoting the
adoption of a Benchmarking methodology for testing and
evaluating scheduling solutions in order to identify the best
solution for one industrial problem.
This idea has turned into reality with the instantiation of the
Benchmarking Service within the IMS-NoE web site [7], freely
accessible to all the registered members. The available
prototype of the Benchmarking Service is a web-based arena,
where production systems would be described and different
production scheduling policies would be evaluated and
compared under a common simulation environment.
The paper is organized as follows: Section 2 summarizes the
rationale behind the developed Benchmarking Service; Section
3 introduces the framework developed for supporting the
description of a test case; Section 4 explores the main
requirements of the evaluation of a scheduling system; Sections
5 and 6 illustrate the proposed PMS-ESS with an applicative
example; Section 7 provides the main conclusions of the paper.
2. Rationale of the Benchmarking Service
Finding a scheduling system as a panacea for solving all the
issues which could arise in a production environment is quite
pretentious. Indeed, one of the main sources of miscommu-
nication between the research and the industrial world is the
difficulty to clearly and objectively ascertain the real domain of
applicability of a scheduler for a specific industrial problem.
In literature, there are several approaches to the scheduling
problem, which can be classified using alternative criteria,
referring in particular to shop-floor layouts (from single-
machine problems to complex job-shops), to scheduling
techniques (ranging from elementary dispatching rules to
multi-layered holonic systems) or to the level of uncertainty of
the production environment (deterministic models versus
event-triggered reactive schedulers) [21–23].
However, a clear understanding of the performance of
scheduling systems and their impact on the outcome of the
manufacturing system as a whole is still missing [6]. The need
Fig. 1. The Benchmark
for suitable Benchmarking platforms is not unique to
production scheduling; other research communities, as is the
case of artificial intelligence, have in the past pointed out
similar needs [24,25].
In particular, what is still missing today is [15]:
� a
ing
set of emulations of underlying production systems that is
representative for industry; this set cannot be restricted to the
typical Operations Research models but addresses issues such
as the handling of empty containers, batching, matching,
uncertain processing outcomes;
� a
set of scenarios for those underlying systems thatadequately reflects the dynamics of industrial systems; this
includes breakdowns, maintenance, processing time varia-
tions, inaccurate data, missing data, late data, rush orders,
cancellations;
� a
standardized interface to connect control/schedulingsystems to such emulations of underlying systems;
� a
Benchmark management system that supports the user indefining and executing Benchmarks; this includes a user-
friendly Graphical User Interface (GUI)-based subsystem,
that could significantly lower the threshold for novel users,
and more advanced facilities in which expressiveness is the
main concern.
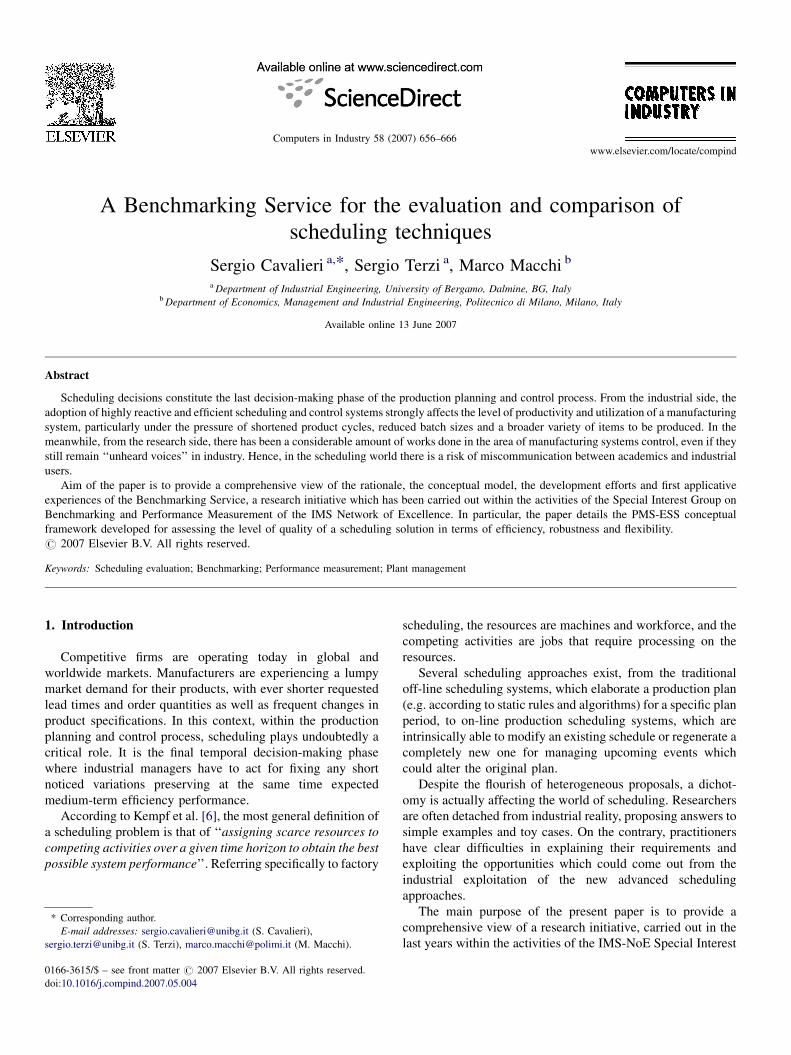
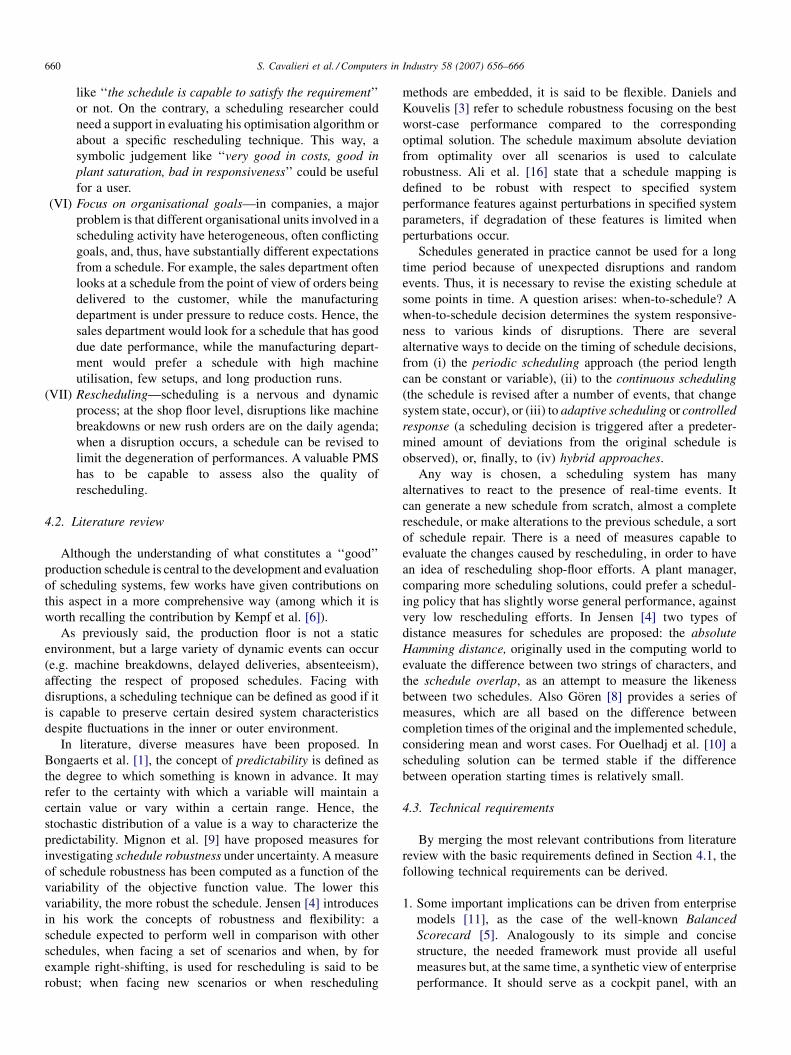
The Benchmarking Service (BS) aims to overcome these
issues by providing a framework, which should enable
developers of control systems and production engineers to
meet in the virtual world and test/evaluate how well they match
up (Fig. 1). Within this vision, there are three main involved
actors: (a) industrial users, (b) researchers and (c) technology
vendors. The involvement of the three profiles of actors derives
from the different point of views that each of them has on the
design of production plants and connected management logics.
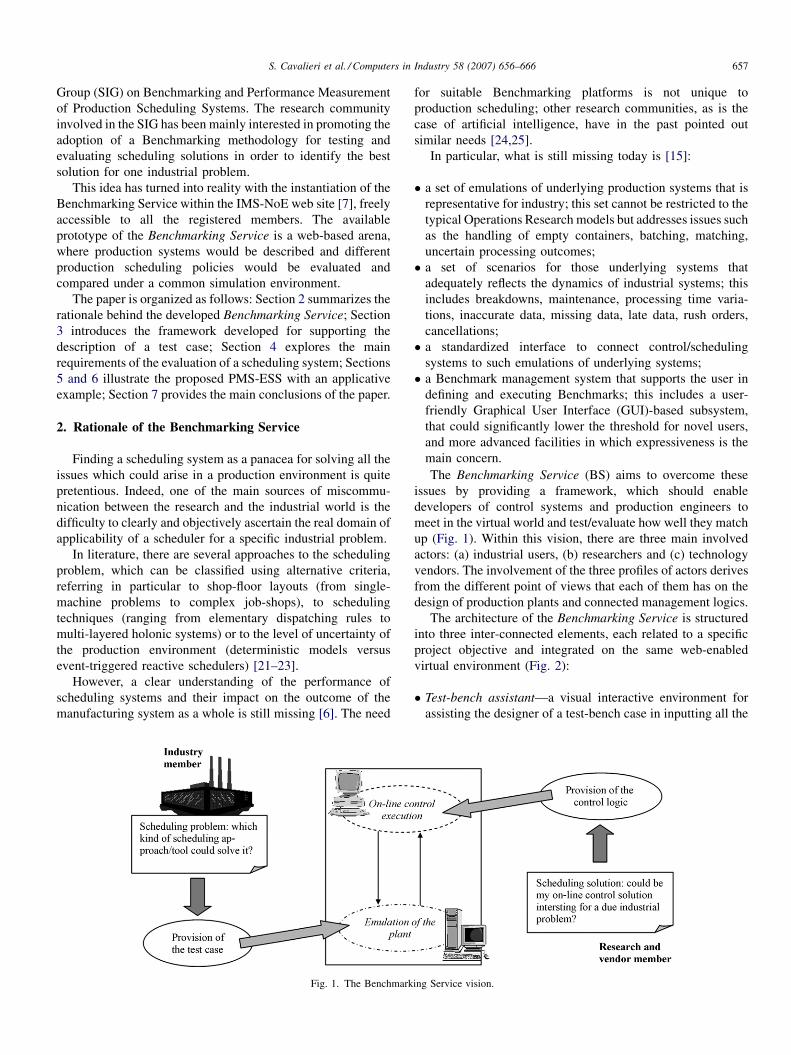
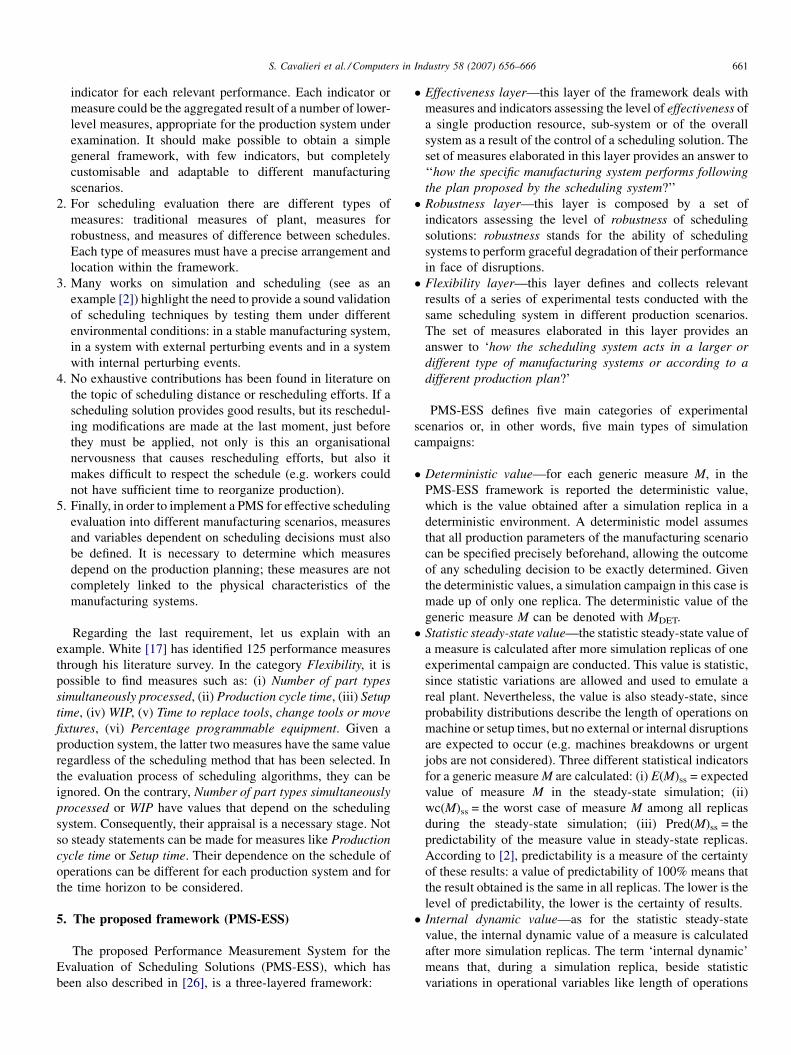
The architecture of the Benchmarking Service is structured
into three inter-connected elements, each related to a specific
project objective and integrated on the same web-enabled
virtual environment (Fig. 2):
� T
est-bench assistant—a visual interactive environment forassisting the designer of a test-bench case in inputting all the
Service vision.
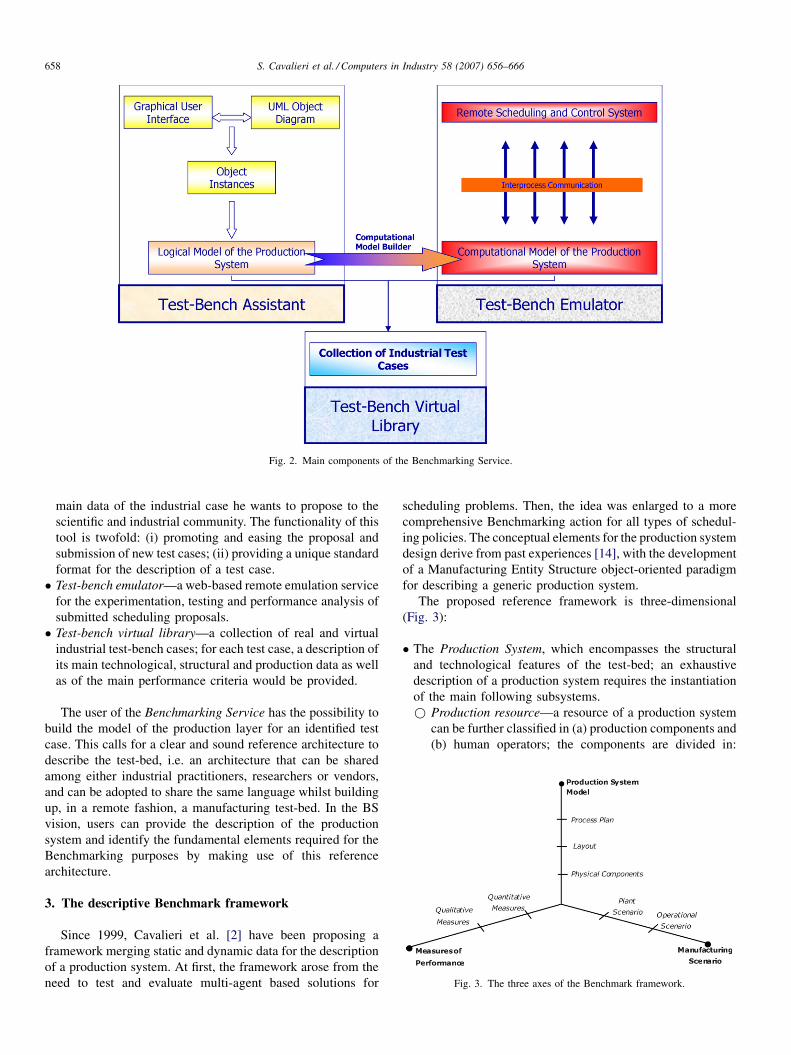
Fig. 2. Main components of the Benchmarking Service.
S. Cavalieri et al. / Computers in Industry 58 (2007) 656–666658
main data of the industrial case he wants to propose to the
scientific and industrial community. The functionality of this
tool is twofold: (i) promoting and easing the proposal and
submission of new test cases; (ii) providing a unique standard
format for the description of a test case.
� T
est-bench emulator—a web-based remote emulation servicefor the experimentation, testing and performance analysis of
submitted scheduling proposals.
� T
Fig. 3. The three axes of the Benchmark framework.
est-bench virtual library—a collection of real and virtual
industrial test-bench cases; for each test case, a description of
its main technological, structural and production data as well
as of the main performance criteria would be provided.
The user of the Benchmarking Service has the possibility to
build the model of the production layer for an identified test
case. This calls for a clear and sound reference architecture to
describe the test-bed, i.e. an architecture that can be shared
among either industrial practitioners, researchers or vendors,
and can be adopted to share the same language whilst building
up, in a remote fashion, a manufacturing test-bed. In the BS
vision, users can provide the description of the production
system and identify the fundamental elements required for the
Benchmarking purposes by making use of this reference
architecture.
3. The descriptive Benchmark framework
Since 1999, Cavalieri et al. [2] have been proposing a
framework merging static and dynamic data for the description
of a production system. At first, the framework arose from the
need to test and evaluate multi-agent based solutions for
scheduling problems. Then, the idea was enlarged to a more
comprehensive Benchmarking action for all types of schedul-
ing policies. The conceptual elements for the production system
design derive from past experiences [14], with the development
of a Manufacturing Entity Structure object-oriented paradigm
for describing a generic production system.
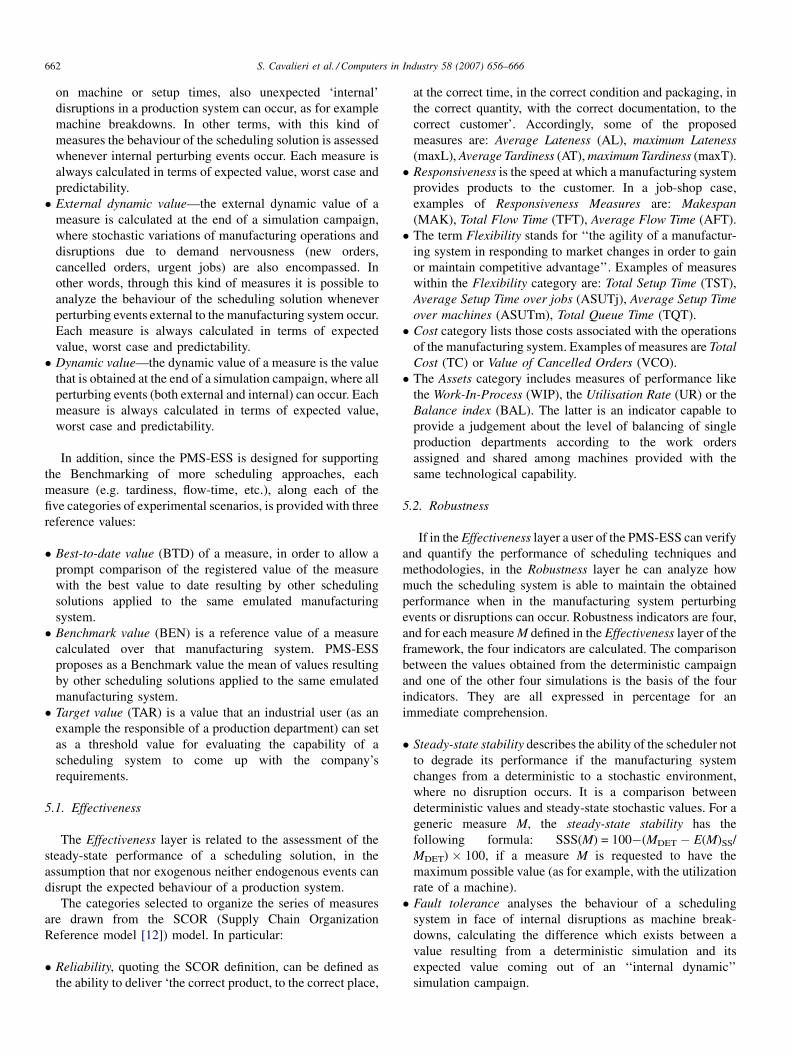
The proposed reference framework is three-dimensional
(Fig. 3):
� T
he Production System, which encompasses the structuraland technological features of the test-bed; an exhaustive
description of a production system requires the instantiation
of the main following subsystems.
* Production resource—a resource of a production system
can be further classified in (a) production components and
(b) human operators; the components are divided in:
S. Cavalieri et al. / Computers in Industry 58 (2007) 656–666 659
processors (machining stations), storage (buffers), and
transporters (transportation systems).
* Process plan—the technological features are captured by
the process plans of the products being processed in the
plant; a process plan models a sequence of operations that
have to be performed for a given product; it is composed
by several object classes (operations) and only one object
class (part), which is the class of the production entity to
be processed.
* Production planning—the planning of the production
activity is represented with three interconnected, but
independent classes: (a) the Production Planning class,
which reproduces the long-term planning horizon (i.e.
from 6 months to 1 year), (b) the Work Order class, which
represents the monthly mid-term planning horizon and (c)
the Job class, which models the weekly low-term planning
horizon.
� T
he manufacturing scenario—the definition of a manufac-turing scenario aims at collecting events or activities
dependent on the dynamic behaviour of the manufacturing
domain. A manufacturing scenario can be split into two sub-
scenarios according to the generating domain.
* Plant scenario, which is related to the dynamic behaviour
of the plant; this scenario collects events or activities
related to the functioning of the production components,
such as: (a) machine breakdown, which is due to
maintenance parameters and busy times (Mean Time
Between Failures/Mean Time To Repair); (b) stochastic
variations on set-up times and operation processing times;
(c) stochastic variations on transport service time, which
also depends on the type of transporter being selected
(serial or parallel); (d) material arrivals, being dependent
from suppliers.
* Operational scenario, which considers the way the release
of the production plan is conceived, and in particular the
definition of: production orders to be scheduled (type of
products and lot quantity); expected release dates;
expected due dates; other scheduling conditions, if
required (e.g. product costs or product quality).
� T
he Measures of Performance to be used, in order to allow foran objective comparison between the results of different
scheduling approaches on the same test case.
Further details on the first two dimensions of the framework
are given in other contributions from the same authors [11,15].
In particular, in [15] the object classes of the framework with an
Unified Modelling Language (UML) notation are reported.
The following sections will be devoted to the latter axis
related to the definition of a proper set of performance
measures.
4. Main requirements for the evaluation of schedulingsystems
In the Benchmarking Service, the role of performance
measures is particularly important. Performance evaluation
should include all relevant aspects, as the quality of the
scheduling and control software, its deployment effort in a shop
floor and the productivity of the shop floor system itself.
Moreover, performance evaluation should be industrially
relevant, to refrain diffidence of industrial practitioners and
to provide them with a critical analysis of the performance of
the scheduling systems under investigation.
Performance measurement is a large research topic:
performance measures are used to evaluate, control and
improve production processes, but are also used to compare the
performance of different organisations, plants, departments,
teams and individuals. In literature, basic performance
scheduling indicators are well acknowledged and shared
(e.g. makespan, tardiness, lateness, flow time, setup time,
working time, . . .), and usually, though most of them are
defined for a single job, their values are normally aggregated, in
order to calculate mean and total values among all jobs.
4.1. Basic requirements
Since scheduling is highly context-dependent, some basic
requirements of a performance measurement system (PMS) for
scheduling evaluation can be highlighted:
(I) O
pen and easily customisable—given the heterogeneityof production systems, a PMS for scheduling evaluation
has to be a framework open to different typologies of
users and production environments, easily applicable and
customisable in order to comprehend different possible
manufacturing systems and scenarios.
(II) E
ffective comparison of schedule quality—an industrialpractitioner could be interested in taking into account
various scheduling techniques and policies; conse-
quently, the PMS has to be capable to compare alternative
planning and scheduling practices.
(III) M
easuring the efficiency of a production system—according to the previous requirements, an industrial
practitioner could be interested to know not only relevant
measures for scheduling, but also all the operational
measures that can be gathered from a shop floor. For
example, in a job-shop the setup time can be not
dependent on the job sequences, so, for the sake of
scheduling comparison, it can be ignored. However, for a
plant manager the knowledge of total setup-time could be
an important measure in order to estimate the required
workforce labour to support production.
(IV) P
erformance evaluation at diverse levels—each level ofan enterprise needs a specific set of performance
measures but, moving up to the corporate hierarchy,
measures and indicators tend to be expressed more and
more in aggregated terms; whereas at the lowest level a
set of single atomic measures can be useful and effective,
at upper levels managers need some synthetic indicators.
(V) Q
uantitative data and symbolic judgments—an industrialuser could be interested whether a certain production
schedule can satisfy one or more specifications (e.g. a
certain target value of the production makespan could be
needed). In this case, he is searching for a boolean result,
S. Cavalieri et al. / Computers in Industry 58 (2007) 656–666660
like ‘‘the schedule is capable to satisfy the requirement’’
or not. On the contrary, a scheduling researcher could
need a support in evaluating his optimisation algorithm or
about a specific rescheduling technique. This way, a
symbolic judgement like ‘‘very good in costs, good in
plant saturation, bad in responsiveness’’ could be useful
for a user.
(VI) F
ocus on organisational goals—in companies, a majorproblem is that different organisational units involved in a
scheduling activity have heterogeneous, often conflicting
goals, and, thus, have substantially different expectations
from a schedule. For example, the sales department often
looks at a schedule from the point of view of orders being
delivered to the customer, while the manufacturing
department is under pressure to reduce costs. Hence, the
sales department would look for a schedule that has good
due date performance, while the manufacturing depart-
ment would prefer a schedule with high machine
utilisation, few setups, and long production runs.
(VII) R
escheduling—scheduling is a nervous and dynamicprocess; at the shop floor level, disruptions like machine
breakdowns or new rush orders are on the daily agenda;
when a disruption occurs, a schedule can be revised to
limit the degeneration of performances. A valuable PMS
has to be capable to assess also the quality of
rescheduling.
4.2. Literature review
Although the understanding of what constitutes a ‘‘good’’
production schedule is central to the development and evaluation
of scheduling systems, few works have given contributions on
this aspect in a more comprehensive way (among which it is
worth recalling the contribution by Kempf et al. [6]).
As previously said, the production floor is not a static
environment, but a large variety of dynamic events can occur
(e.g. machine breakdowns, delayed deliveries, absenteeism),
affecting the respect of proposed schedules. Facing with
disruptions, a scheduling technique can be defined as good if it
is capable to preserve certain desired system characteristics
despite fluctuations in the inner or outer environment.
In literature, diverse measures have been proposed. In
Bongaerts et al. [1], the concept of predictability is defined as
the degree to which something is known in advance. It may
refer to the certainty with which a variable will maintain a
certain value or vary within a certain range. Hence, the
stochastic distribution of a value is a way to characterize the
predictability. Mignon et al. [9] have proposed measures for
investigating schedule robustness under uncertainty. A measure
of schedule robustness has been computed as a function of the
variability of the objective function value. The lower this
variability, the more robust the schedule. Jensen [4] introduces
in his work the concepts of robustness and flexibility: a
schedule expected to perform well in comparison with other
schedules, when facing a set of scenarios and when, by for
example right-shifting, is used for rescheduling is said to be
robust; when facing new scenarios or when rescheduling
methods are embedded, it is said to be flexible. Daniels and
Kouvelis [3] refer to schedule robustness focusing on the best
worst-case performance compared to the corresponding
optimal solution. The schedule maximum absolute deviation
from optimality over all scenarios is used to calculate
robustness. Ali et al. [16] state that a schedule mapping is
defined to be robust with respect to specified system
performance features against perturbations in specified system
parameters, if degradation of these features is limited when
perturbations occur.
Schedules generated in practice cannot be used for a long
time period because of unexpected disruptions and random
events. Thus, it is necessary to revise the existing schedule at
some points in time. A question arises: when-to-schedule? A
when-to-schedule decision determines the system responsive-
ness to various kinds of disruptions. There are several
alternative ways to decide on the timing of schedule decisions,
from (i) the periodic scheduling approach (the period length
can be constant or variable), (ii) to the continuous scheduling
(the schedule is revised after a number of events, that change
system state, occur), or (iii) to adaptive scheduling or controlled
response (a scheduling decision is triggered after a predeter-
mined amount of deviations from the original schedule is
observed), or, finally, to (iv) hybrid approaches.
Any way is chosen, a scheduling system has many
alternatives to react to the presence of real-time events. It
can generate a new schedule from scratch, almost a complete
reschedule, or make alterations to the previous schedule, a sort
of schedule repair. There is a need of measures capable to
evaluate the changes caused by rescheduling, in order to have
an idea of rescheduling shop-floor efforts. A plant manager,
comparing more scheduling solutions, could prefer a schedul-
ing policy that has slightly worse general performance, against
very low rescheduling efforts. In Jensen [4] two types of
distance measures for schedules are proposed: the absolute
Hamming distance, originally used in the computing world to
evaluate the difference between two strings of characters, and
the schedule overlap, as an attempt to measure the likeness
between two schedules. Also Goren [8] provides a series of
measures, which are all based on the difference between
completion times of the original and the implemented schedule,
considering mean and worst cases. For Ouelhadj et al. [10] a
scheduling solution can be termed stable if the difference
between operation starting times is relatively small.
4.3. Technical requirements
By merging the most relevant contributions from literature
review with the basic requirements defined in Section 4.1, the
following technical requirements can be derived.
1. S
ome important implications can be driven from enterprisemodels [11], as the case of the well-known Balanced
Scorecard [5]. Analogously to its simple and concise
structure, the needed framework must provide all useful
measures but, at the same time, a synthetic view of enterprise
performance. It should serve as a cockpit panel, with an
S. Cavalieri et al. / Computers in Industry 58 (2007) 656–666 661
indicator for each relevant performance. Each indicator or
measure could be the aggregated result of a number of lower-
level measures, appropriate for the production system under
examination. It should make possible to obtain a simple
general framework, with few indicators, but completely
customisable and adaptable to different manufacturing
scenarios.
2. F
or scheduling evaluation there are different types ofmeasures: traditional measures of plant, measures for
robustness, and measures of difference between schedules.
Each type of measures must have a precise arrangement and
location within the framework.
3. M
any works on simulation and scheduling (see as anexample [2]) highlight the need to provide a sound validation
of scheduling techniques by testing them under different
environmental conditions: in a stable manufacturing system,
in a system with external perturbing events and in a system
with internal perturbing events.
4. N
o exhaustive contributions has been found in literature onthe topic of scheduling distance or rescheduling efforts. If a
scheduling solution provides good results, but its reschedul-
ing modifications are made at the last moment, just before
they must be applied, not only is this an organisational
nervousness that causes rescheduling efforts, but also it
makes difficult to respect the schedule (e.g. workers could
not have sufficient time to reorganize production).
5. F
inally, in order to implement a PMS for effective schedulingevaluation into different manufacturing scenarios, measures
and variables dependent on scheduling decisions must also
be defined. It is necessary to determine which measures
depend on the production planning; these measures are not
completely linked to the physical characteristics of the
manufacturing systems.
Regarding the last requirement, let us explain with an
example. White [17] has identified 125 performance measures
through his literature survey. In the category Flexibility, it is
possible to find measures such as: (i) Number of part types
simultaneously processed, (ii) Production cycle time, (iii) Setup
time, (iv) WIP, (v) Time to replace tools, change tools or move
fixtures, (vi) Percentage programmable equipment. Given a
production system, the latter two measures have the same value
regardless of the scheduling method that has been selected. In
the evaluation process of scheduling algorithms, they can be
ignored. On the contrary, Number of part types simultaneously
processed or WIP have values that depend on the scheduling
system. Consequently, their appraisal is a necessary stage. Not
so steady statements can be made for measures like Production
cycle time or Setup time. Their dependence on the schedule of
operations can be different for each production system and for
the time horizon to be considered.
5. The proposed framework (PMS-ESS)
The proposed Performance Measurement System for the
Evaluation of Scheduling Solutions (PMS-ESS), which has
been also described in [26], is a three-layered framework:
� E
ffectiveness layer—this layer of the framework deals withmeasures and indicators assessing the level of effectiveness of
a single production resource, sub-system or of the overall
system as a result of the control of a scheduling solution. The
set of measures elaborated in this layer provides an answer to
‘‘how the specific manufacturing system performs following
the plan proposed by the scheduling system?’’
� R
obustness layer—this layer is composed by a set ofindicators assessing the level of robustness of scheduling
solutions: robustness stands for the ability of scheduling
systems to perform graceful degradation of their performance
in face of disruptions.
� F
lexibility layer—this layer defines and collects relevantresults of a series of experimental tests conducted with the
same scheduling system in different production scenarios.
The set of measures elaborated in this layer provides an
answer to ‘how the scheduling system acts in a larger or
different type of manufacturing systems or according to a
different production plan?’
PMS-ESS defines five main categories of experimental
scenarios or, in other words, five main types of simulation
campaigns:
� D
eterministic value—for each generic measure M, in thePMS-ESS framework is reported the deterministic value,
which is the value obtained after a simulation replica in a
deterministic environment. A deterministic model assumes
that all production parameters of the manufacturing scenario
can be specified precisely beforehand, allowing the outcome
of any scheduling decision to be exactly determined. Given
the deterministic values, a simulation campaign in this case is
made up of only one replica. The deterministic value of the
generic measure M can be denoted with MDET.
� S
tatistic steady-state value—the statistic steady-state value ofa measure is calculated after more simulation replicas of one
experimental campaign are conducted. This value is statistic,
since statistic variations are allowed and used to emulate a
real plant. Nevertheless, the value is also steady-state, since
probability distributions describe the length of operations on
machine or setup times, but no external or internal disruptions
are expected to occur (e.g. machines breakdowns or urgent
jobs are not considered). Three different statistical indicators
for a generic measure M are calculated: (i) E(M)ss = expected
value of measure M in the steady-state simulation; (ii)
wc(M)ss = the worst case of measure M among all replicas
during the steady-state simulation; (iii) Pred(M)ss = the
predictability of the measure value in steady-state replicas.
According to [2], predictability is a measure of the certainty
of these results: a value of predictability of 100% means that
the result obtained is the same in all replicas. The lower is the
level of predictability, the lower is the certainty of results.
� I
nternal dynamic value—as for the statistic steady-statevalue, the internal dynamic value of a measure is calculated
after more simulation replicas. The term ‘internal dynamic’
means that, during a simulation replica, beside statistic
variations in operational variables like length of operations
S. Cavalieri et al. / Computers in Industry 58 (2007) 656–666662
on machine or setup times, also unexpected ‘internal’
disruptions in a production system can occur, as for example
machine breakdowns. In other terms, with this kind of
measures the behaviour of the scheduling solution is assessed
whenever internal perturbing events occur. Each measure is
always calculated in terms of expected value, worst case and
predictability.
� E
xternal dynamic value—the external dynamic value of ameasure is calculated at the end of a simulation campaign,
where stochastic variations of manufacturing operations and
disruptions due to demand nervousness (new orders,
cancelled orders, urgent jobs) are also encompassed. In
other words, through this kind of measures it is possible to
analyze the behaviour of the scheduling solution whenever
perturbing events external to the manufacturing system occur.
Each measure is always calculated in terms of expected
value, worst case and predictability.
� D
ynamic value—the dynamic value of a measure is the valuethat is obtained at the end of a simulation campaign, where all
perturbing events (both external and internal) can occur. Each
measure is always calculated in terms of expected value,
worst case and predictability.
In addition, since the PMS-ESS is designed for supporting
the Benchmarking of more scheduling approaches, each
measure (e.g. tardiness, flow-time, etc.), along each of the
five categories of experimental scenarios, is provided with three
reference values:
� B
est-to-date value (BTD) of a measure, in order to allow aprompt comparison of the registered value of the measure
with the best value to date resulting by other scheduling
solutions applied to the same emulated manufacturing
system.
� B
enchmark value (BEN) is a reference value of a measurecalculated over that manufacturing system. PMS-ESS
proposes as a Benchmark value the mean of values resulting
by other scheduling solutions applied to the same emulated
manufacturing system.
� T
arget value (TAR) is a value that an industrial user (as anexample the responsible of a production department) can set
as a threshold value for evaluating the capability of a
scheduling system to come up with the company’s
requirements.
5.1. Effectiveness
The Effectiveness layer is related to the assessment of the
steady-state performance of a scheduling solution, in the
assumption that nor exogenous neither endogenous events can
disrupt the expected behaviour of a production system.
The categories selected to organize the series of measures
are drawn from the SCOR (Supply Chain Organization
Reference model [12]) model. In particular:
� R
eliability, quoting the SCOR definition, can be defined asthe ability to deliver ‘the correct product, to the correct place,
at the correct time, in the correct condition and packaging, in
the correct quantity, with the correct documentation, to the
correct customer’. Accordingly, some of the proposed
measures are: Average Lateness (AL), maximum Lateness
(maxL), Average Tardiness (AT), maximum Tardiness (maxT).
� R
esponsiveness is the speed at which a manufacturing systemprovides products to the customer. In a job-shop case,
examples of Responsiveness Measures are: Makespan
(MAK), Total Flow Time (TFT), Average Flow Time (AFT).
� T
he term Flexibility stands for ‘‘the agility of a manufactur-ing system in responding to market changes in order to gain
or maintain competitive advantage’’. Examples of measures
within the Flexibility category are: Total Setup Time (TST),
Average Setup Time over jobs (ASUTj), Average Setup Time
over machines (ASUTm), Total Queue Time (TQT).
� C
ost category lists those costs associated with the operationsof the manufacturing system. Examples of measures are Total
Cost (TC) or Value of Cancelled Orders (VCO).
� T
he Assets category includes measures of performance likethe Work-In-Process (WIP), the Utilisation Rate (UR) or the
Balance index (BAL). The latter is an indicator capable to
provide a judgement about the level of balancing of single
production departments according to the work orders
assigned and shared among machines provided with the
same technological capability.
5.2. Robustness
If in the Effectiveness layer a user of the PMS-ESS can verify
and quantify the performance of scheduling techniques and
methodologies, in the Robustness layer he can analyze how
much the scheduling system is able to maintain the obtained
performance when in the manufacturing system perturbing
events or disruptions can occur. Robustness indicators are four,
and for each measure M defined in the Effectiveness layer of the
framework, the four indicators are calculated. The comparison
between the values obtained from the deterministic campaign
and one of the other four simulations is the basis of the four
indicators. They are all expressed in percentage for an
immediate comprehension.
� S
teady-state stability describes the ability of the scheduler notto degrade its performance if the manufacturing system
changes from a deterministic to a stochastic environment,
where no disruption occurs. It is a comparison between
deterministic values and steady-state stochastic values. For a
generic measure M, the steady-state stability has the
following formula: SSS(M) = 100�(MDET � E(M)SS/
MDET) � 100, if a measure M is requested to have the
maximum possible value (as for example, with the utilization
rate of a machine).
� F
ault tolerance analyses the behaviour of a schedulingsystem in face of internal disruptions as machine break-
downs, calculating the difference which exists between a
value resulting from a deterministic simulation and its
expected value coming out of an ‘‘internal dynamic’’
simulation campaign.

S. Cavalieri et al. / Computers in
� R
eactivity evaluates how well the scheduler is capable toreact to exogenous perturbing events, i.e. the ability not to
degrade its performance changing from a deterministic to an
external dynamic environment.
� D
ynamic stability provides a measure of the degree ofscheduler ability when facing stochastic variations and
generic disruptions.
In the development of PMS-ESS there is the need to adopt
measures capable to evaluate the impact of changes caused by
rescheduling. A production manager, in comparing two
scheduling policies having similar general performance,
would prefer the one that causes minor changes in the
production schedule. Thus, number and types of changes in the
schedule is an important parameter in order to assess the
quality of a schedule. Within the PMS-ESS, three indicators
drawn from literature are considered under the Robustness
layer: (i) the Relative Hamming Distance (RHD), ii) the
Schedule Overlap (SO), both introduced by [4], and (iii) the
Starting Time Difference (STD); the latter sums up all the
differences of starting operation times between the real
implemented schedule and the off-line schedule for each
operation.
These three measures are quite important in presence of not
deterministic simulation campaigns. These measures are
accompanied by reference values, too.
5.3. Flexibility
One of the most quoted definitions of flexibility is ‘‘the
ability to respond effectively to changing circumstances’’.
Changing circumstances can be a change in the size of the
manufacturing system, in the type of manufacturing system or a
change in a production plan. The user of the PMS-ESS, through
this layer, can better understand the capability of a scheduling
system to adapt to medium-long term changes. An increase in
number of machines or a change in production plan, in fact, can
not be excluded during the manufacturing environment
lifecycle.
In the Flexibility layer, the three main dimensions are
compared in terms of:
� S
calability stands for the ability of a scheduling system not todegrade its performance with respect to the time needed for
computation as well as with respect to measures like
tardiness, cycle time, etc., if the size of the manufacturing
system increases or decreases. A series of simulations/
emulations are executed and the results are compared with
results obtained with other scheduling techniques or
considering best-to-date results.
� P
lan flexibility is the ability of a scheduling system not todegrade its performance following different production plans
as for example in terms of product mix flexibility or load
flexibility.
� R
econfigurability measures the level of applicability of thesame scheduling methodology to different types of produc-
tion system.
Results are graphically compared using aggregated mea-
sures, derived from the other two layers. Measures from
Effectiveness and Robustness layers are aggregated using the
Technique for Order Preference by Similarity to Ideal Solution
(TOPSIS) [13] (Robustness TOPSIS Performance Indexes
RTPI and Effectiveness TOPSIS Performance Indexes ETPI).
TOPSIS inputs are made up of several sets (two sets are at least
needed) of values to be compared, and the relative weights that
the user wants to assign to each attribute. The output is a series
of values, in number equal to the sets of attributes, in a range
between zero and one. These values are the indexes ranking
preference order for each set in order to compare them.
Through the TOPSIS method, the values (one value for each
measure) of each indicator can be compared with the set of
best-to-date values, with the set of Benchmarking values and
with some sets of values obtained using other scheduling
techniques.
6. Application of the PMS-ESS
In [26] the PMS-ESS has been applied for the evaluation of
the quality of schedules currently applied to a shop-floor of the
motorcycle business unit of an Italian company producing
automotive braking systems. In this paper, we propose a
comparison between a market-like multi-agent architecture
with other three scheduling techniques, one based on the
scheduling architecture with supervisor, adapted from [18,19],
while the other two by using heuristic techniques (one mainly
based on a SPT-based rule, the other on an EDD-based rule).
The results hereafter explained are functional to a better
explanation of the structure and content of the PMS-ESS
framework, rather than to a thorough understanding of the
reasons behind the different behaviour of the compared
approaches.
The analysis has been conducted under more simulation
campaigns focusing on four scheduling measures which,
as defined in Section 5.1, are related to the reliability
category: Average Lateness (AL), Average Tardiness (AT),
Average Flow-Time (AFT) and percentage of Delayed
Orders (%DO).
The plant emulated is a flow-shop, with four couples of
manufacturing machines: two lathes, two milling machines,
two drilling machines and two grinders. Each machine has an
infinite capacity buffer. The data considered are the output
values of simulation replicas. For each scheduling system and
for each simulation campaign the values are obtained from
seven replicas. In the deterministic case, only one replica has
been run.
The multi-agent architecture (hereafter abbreviated as
MAA) is the technique under testing, whereas the results from
the other three techniques are supposed to be the reference data
to perform the comparison with. Table 1 shows the output
values of the simulation replicas carried out on the MAA
model.
Table 2 reports mean, predictability and worst case values
for each measure and for each campaign for assessing the
level of effectiveness of the MAA model, while Table 3 sums
Industry 58 (2007) 656–666 663
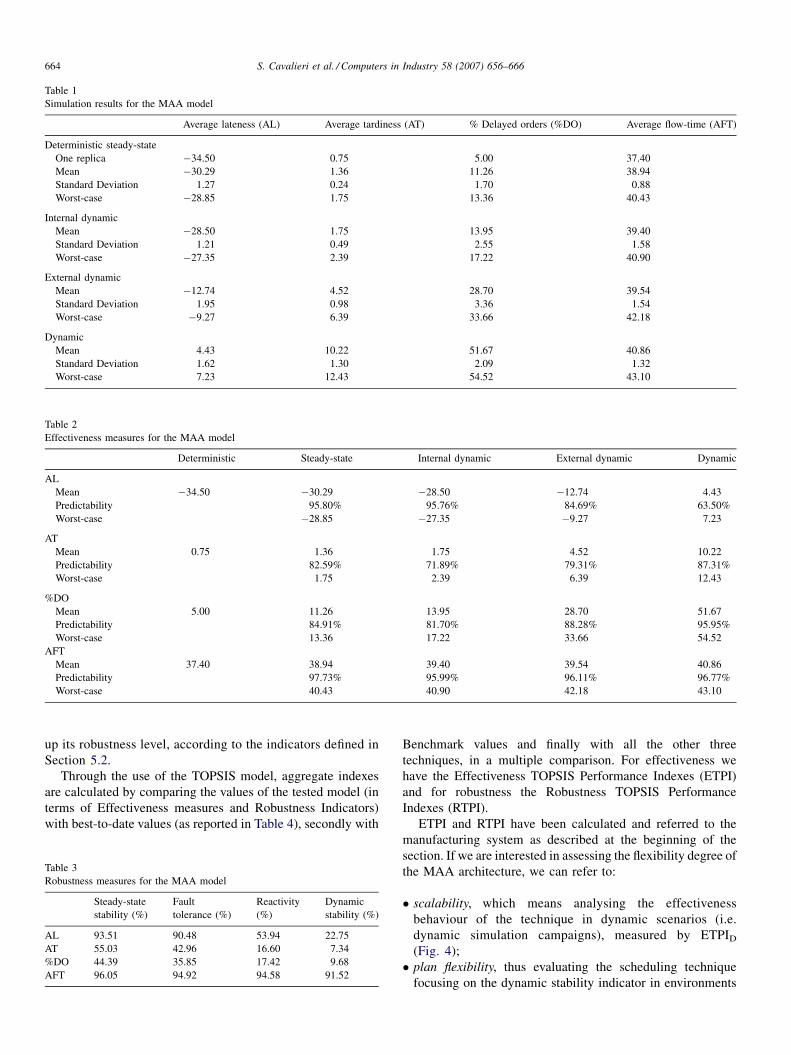
Table 1
Simulation results for the MAA model
Average lateness (AL) Average tardiness (AT) % Delayed orders (%DO) Average flow-time (AFT)
Deterministic steady-state
One replica �34.50 0.75 5.00 37.40
Mean �30.29 1.36 11.26 38.94
Standard Deviation 1.27 0.24 1.70 0.88
Worst-case �28.85 1.75 13.36 40.43
Internal dynamic
Mean �28.50 1.75 13.95 39.40
Standard Deviation 1.21 0.49 2.55 1.58
Worst-case �27.35 2.39 17.22 40.90
External dynamic
Mean �12.74 4.52 28.70 39.54
Standard Deviation 1.95 0.98 3.36 1.54
Worst-case �9.27 6.39 33.66 42.18
Dynamic
Mean 4.43 10.22 51.67 40.86
Standard Deviation 1.62 1.30 2.09 1.32
Worst-case 7.23 12.43 54.52 43.10
Table 2
Effectiveness measures for the MAA model
Deterministic Steady-state Internal dynamic External dynamic Dynamic
AL
Mean �34.50 �30.29 �28.50 �12.74 4.43
Predictability 95.80% 95.76% 84.69% 63.50%
Worst-case �28.85 �27.35 �9.27 7.23
AT
Mean 0.75 1.36 1.75 4.52 10.22
Predictability 82.59% 71.89% 79.31% 87.31%
Worst-case 1.75 2.39 6.39 12.43
%DO
Mean 5.00 11.26 13.95 28.70 51.67
Predictability 84.91% 81.70% 88.28% 95.95%
Worst-case 13.36 17.22 33.66 54.52
AFT
Mean 37.40 38.94 39.40 39.54 40.86
Predictability 97.73% 95.99% 96.11% 96.77%
Worst-case 40.43 40.90 42.18 43.10
S. Cavalieri et al. / Computers in Industry 58 (2007) 656–666664
up its robustness level, according to the indicators defined in
Section 5.2.
Through the use of the TOPSIS model, aggregate indexes
are calculated by comparing the values of the tested model (in
terms of Effectiveness measures and Robustness Indicators)
with best-to-date values (as reported in Table 4), secondly with
Table 3
Robustness measures for the MAA model
Steady-state
stability (%)
Fault
tolerance (%)
Reactivity
(%)
Dynamic
stability (%)
AL 93.51 90.48 53.94 22.75
AT 55.03 42.96 16.60 7.34
%DO 44.39 35.85 17.42 9.68
AFT 96.05 94.92 94.58 91.52
Benchmark values and finally with all the other three
techniques, in a multiple comparison. For effectiveness we
have the Effectiveness TOPSIS Performance Indexes (ETPI)
and for robustness the Robustness TOPSIS Performance
Indexes (RTPI).
ETPI and RTPI have been calculated and referred to the
manufacturing system as described at the beginning of the
section. If we are interested in assessing the flexibility degree of
the MAA architecture, we can refer to:
� s
calability, which means analysing the effectivenessbehaviour of the technique in dynamic scenarios (i.e.
dynamic simulation campaigns), measured by ETPID
(Fig. 4);
� p
lan flexibility, thus evaluating the scheduling techniquefocusing on the dynamic stability indicator in environments
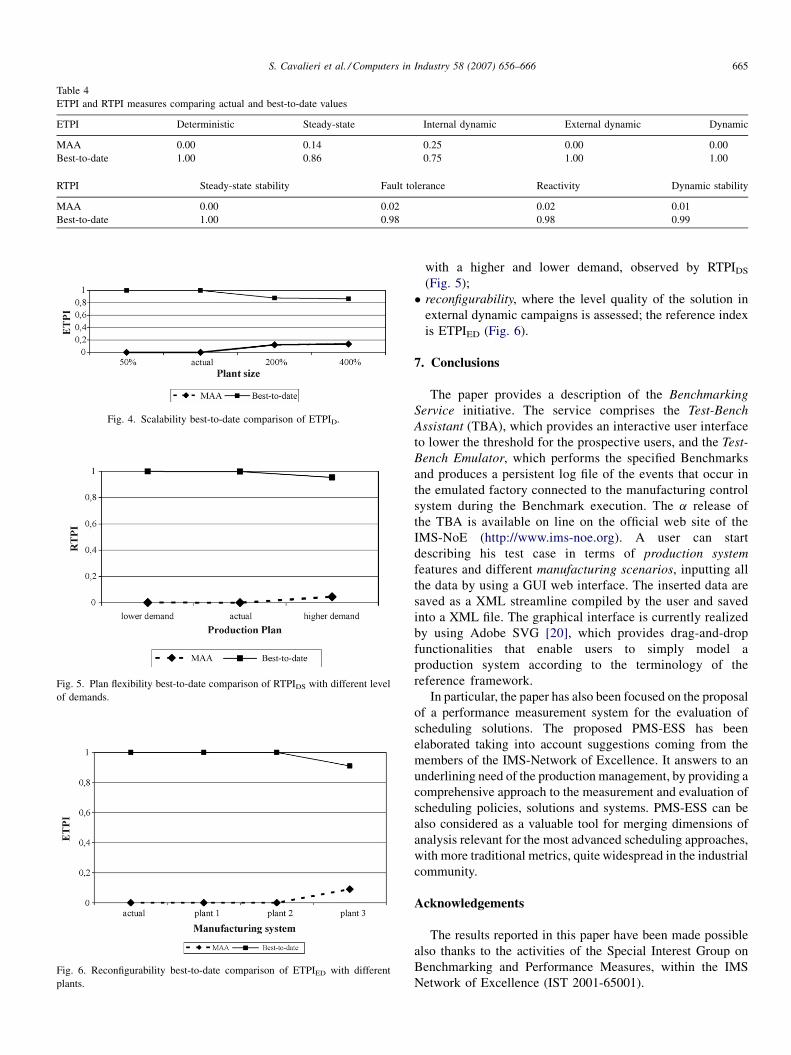
Table 4
ETPI and RTPI measures comparing actual and best-to-date values
ETPI Deterministic Steady-state Internal dynamic External dynamic Dynamic
MAA 0.00 0.14 0.25 0.00 0.00
Best-to-date 1.00 0.86 0.75 1.00 1.00
RTPI Steady-state stability Fault tolerance Reactivity Dynamic stability
MAA 0.00 0.02 0.02 0.01
Best-to-date 1.00 0.98 0.98 0.99
Fig. 4. Scalability best-to-date comparison of ETPID.
Fig. 5. Plan flexibility best-to-date comparison of RTPIDS with different level
of demands.
Fig. 6. Reconfigurability best-to-date comparison of ETPIED with different
plants.
S. Cavalieri et al. / Computers in Industry 58 (2007) 656–666 665
with a higher and lower demand, observed by RTPIDS
(Fig. 5);
� r
econfigurability, where the level quality of the solution inexternal dynamic campaigns is assessed; the reference index
is ETPIED (Fig. 6).
7. Conclusions
The paper provides a description of the Benchmarking
Service initiative. The service comprises the Test-Bench
Assistant (TBA), which provides an interactive user interface
to lower the threshold for the prospective users, and the Test-
Bench Emulator, which performs the specified Benchmarks
and produces a persistent log file of the events that occur in
the emulated factory connected to the manufacturing control
system during the Benchmark execution. The a release of
the TBA is available on line on the official web site of the
IMS-NoE (http://www.ims-noe.org). A user can start
describing his test case in terms of production system
features and different manufacturing scenarios, inputting all
the data by using a GUI web interface. The inserted data are
saved as a XML streamline compiled by the user and saved
into a XML file. The graphical interface is currently realized
by using Adobe SVG [20], which provides drag-and-drop
functionalities that enable users to simply model a
production system according to the terminology of the
reference framework.
In particular, the paper has also been focused on the proposal
of a performance measurement system for the evaluation of
scheduling solutions. The proposed PMS-ESS has been
elaborated taking into account suggestions coming from the
members of the IMS-Network of Excellence. It answers to an
underlining need of the production management, by providing a
comprehensive approach to the measurement and evaluation of
scheduling policies, solutions and systems. PMS-ESS can be
also considered as a valuable tool for merging dimensions of
analysis relevant for the most advanced scheduling approaches,
with more traditional metrics, quite widespread in the industrial
community.
Acknowledgements
The results reported in this paper have been made possible
also thanks to the activities of the Special Interest Group on
Benchmarking and Performance Measures, within the IMS
Network of Excellence (IST 2001-65001).

S. Cavalieri et al. / Computers in Industry 58 (2007) 656–666666
References
[1] L. Bongaerts, Y. Indrayadi, H. Van Brussel, P. Valckenaers, Predictability
of hierarchical, heterarchical, and holonic control, in: Proceedings of the
2nd International Workshop on Intelligent Manufacturing Systems, Leu-
ven, Belgium, September 22–24, (1999), pp. 167–176.
[2] S. Cavalieri, M. Taisch, M. Garetti, M. Macchi, An experimental Bench-
marking of two multi-agent systems for production scheduling and
control, Computers in Industry 43 (2000) 139–152.
[3] R. Daniels, P. Kouvelis, Robust scheduling to hedge against processing
time uncertainty in single stage production, Management Science 41 (2)
(1995) 363–376.
[4] M.T. Jensen, Robust and flexible scheduling with evolutionary computa-
tion, Ph.D. Thesis, Department of Computer Science, University of
Aarhus, Denmark, 2001.
[5] R.S. Kaplan, D.P. Norton, The balanced scorecard—measures that drive
performance, Harvard Business Review (1992) 71–79.
[6] K. Kempf, R. Uzsoy, S. Smith, K. Gary, Evaluation and comparison of
production schedules, Computers in Industry 42 (2000) 203–220.
[7] IMS-NoE, Network of Excellence on Intelligent Manufacturing Systems,
Project Reference IST-2001-65001 IMS-02006, http://www.ims-noe.org
(2003).
[8] S. Goren, Robustness and Stability for Scheduling Policies in a Single
Machine Environment, M.Sc. Thesis, Bilkent University, Ankara, Turkey,
2002.
[9] D.J. Mignon, S.J. Honkomp, G.V. Reklaitis, Framework for investigating
schedule robustness under uncertainty, Computers in Chemical Engineer-
ing 19 (Suppl.) (1995) S615–S620.
[10] D. Ouelhadj, P. Cowling, S. Petrovic, Utility and stability measures for
agent-based dynamic scheduling of steel continuous casting, in: Proceed-
ings of the IEEE International Conference on Robotics and Automation,
Taipei, Taiwan, September 14–19, 2003.
[11] S. Terzi, P. Brambilla, S. Cavalieri, Evaluation and validation of schedul-
ing systems: issues and trends, in: Proceedings of the Third International
Workshop on Performance Measurement, Dalmine, Italy, June 19–20,
(2003), pp. 155–168.
[12] Supply-Chain Council, Supply Chain Operations Reference Model—
SCOR, Version 8.0, Supply Chain Council, Pittsburgh, PA, 2006.
[13] G. Kim, C.S. Park, K.P. Yoon, Identifying investment opportunities for
advanced manufacturing system with comparative-integrated perfor-
mance measurement, International Journal of Production Economics 50
(1997) 23–33.
[14] M. Garetti, A. Bartolotta, General concepts of a Manufacturing Systems
Engineering workbench as a tool for the re-engineering of manufacturing
systems, in: J. Browne, D. O’Sullivan (Eds.), Re-engineering the Enter-
prise, Chapman & Hall, London, 1995.
[15] S. Cavalieri, M. Macchi, P. Valckenaers, Benchmarking the performance
of manufacturing control systems: design principles for a web-based
simulated testbed, Journal of Intelligent Manufacturing 14 (1) (2003)
43–57.
[16] S. Ali, A.A. Maciejewski, H.J. Siegel, J.-K. Kim, Definition of a robust-
ness metric for resource allocation, in: Proceedings of the 17th Interna-
tional Parallel and Distributed Processing Symposium (IPDPS 2003),
Nice, France, April 22–26, 2003.
[17] G.P. White, A survey and taxonomy of strategy-related performance
measures for manufacturing, International Journal of Operations & Pro-
duction Management 16 (3) (1996) 42–61.
[18] R.J. Rabelo, L.M. Camarinha-Matos, Negotiation in multi-agent based
dynamic scheduling, Robotics and Computer Integrated Manufacturing 11
(4) (1994) 303–309.
[19] R.J. Rabelo, L.M. Camarinha-Matos, Deriving particular agile scheduling
systems using the HOLOS methodology, Studies in Informatics and
Control 5 (2) (1996) 89–106.
[20] S.V.G. Adobe, Scalable Vector Graphics, http://www.adobe.com/svg
(2003).
[21] H. Aytug, M.A. Lawley, K.N. McKay, S. Mohan, R. Uzsoy, Executing
production schedules in the face of uncertainty: a review and some future
directions, European Journal of Operational Research 161 (2005) 86–110.
[22] C.K. Liu, Dispatching rules for stochastic finite capacity scheduling,
Computers & Industrial Engineering 1/2 (1998) 113–116.
[23] G.E. Vieira, J.W. Herrmann, L. Edward, Rescheduling manufacturing
systems: a framework of strategies, policies and methods, Journal of
Scheduling 6 (2003) 39–62.
[24] Van Dyke Parunak, MASCOT: A Virtual Factory for Research and
Development in Manufacturing Scheduling and Control, Industrial Tech-
nology Institute-ITI Tech Memo 93-02 (1993).
[25] S. Hanks, M.E. Pollack, P. Cohen, Benchmarks, testbeds, controlled
experimentation, and the design of agent architectures, AI Magazine
14 (4) (1993) 17–42.
[26] S. Cavalieri, S. Terzi, Proposal of a performance measurement system for
the evaluation of scheduling solutions, International Journal of Manufac-
turing Technology and Management 8 (1/2/3) (2006) 248–263.
Sergio Cavalieri is Associate Professor of Opera-
tions and Supply Chain Management at the Univer-
sity of Bergamo. He has been author of 2 books and
more than 70 papers, published on national and
international journals or presented in conference
proceedings. He is member of IFAC-TC 5.1 on
Advanced Manufacturing Technology, member of
the Technical Development Steering Committee of
the Supply Chain Council, former coordinator of a
SIG within the IMS (Intelligent Manufacturing Sys-
tems) Network of Excellence and associated member of EUROMA and POMS.
Sergio Terzi is researcher at University of Bergamo,
Department of Industrial Engineering and Assistant
Professor at Politecnico di Milano. In 2005, he
received his PhD in Management Engineering from
Politecnico di Milano and his PhD in Production
Engineering from the University Henri Poincare
Nancy I. He is author and co-author of more than
40 papers at national and international level. He is
former coordinator of a SIG within the IMS (Intel-
ligent Manufacturing Systems) Network of Excel-
lence. His current research interests are: modelling and simulation of production
systems, operation management and product lifecycle management.
Marco Macchi is researcher and developed his
activity at Politecnico di Milano, Department of
Management, Economics and Industrial Engineering
since 1997. He is contract professor of Modelling of
Production Systems and lecturer of many other
courses. His current research interests are: modelling
and simulation of production systems and logistics,
business process analysis and re-engineering, main-
tenance of industrial plants, product life cycle man-
agement.