corso specialistico sullo stampaggio: aspetti teorici e ... metallurgia meccanica... · trazione...
TRANSCRIPT

Corso specialistico sullo stampaggio: aspetti
teorici e pratici, II parte
Renzo ValentiniRenzo Valentini

Curve Limite di Formabilità

Le principali cause di insuccesso nelle operazioni di
stampaggio
I fattori principali che possono determinate la fine delle operazioni di
stampaggio con l’insorgenza di una grave non-conformità sono:
1.Incapacità della lamiera nel trasmettere le forze richieste. Se le forze
richieste per imbutire fino in fondo la lamiera eccedono la resistenza delle
pareti dell’imbutito, si hanno fenomeni di instabilità (global instability) con la
presenza di un massimo nel carico richiesto e successiva strizione
generalizzata;
2.Strizione localizzata in qualche zona critrica dello stampo o in presenza di
difetti nel materiale;
3.Frattura fragile. E’ un fenomeno piuttosto raro nelle operazioni di
stampaggio ed è comunque preceduto, a meno di gravi difetti nel materiale,
comunque da fenomeni di instabilità locale;
4.Grinze. Quando una delle tensioni principali è di compressione possono
insorgere fenomeni di instabilità con ondulazioni nella lamiera.

Trazione semplice in un campione imperfetto
Applicando le relazioni tra tensioni, deformazioni e carichi trasmessi, si può calcolare il
carico che provoca instabilità in un campione di lamiera (carico massimo o di rottura)
da una semplice relazione (ricordando che la deformazione al carico massimo è
teoricamente pari ad n per materiali che seguono la legge di Hollomon):
In realtà, dopo il carico massimo, i provini reali tendono ad una caduta di carico più
ripida di quella teorica a casua delle imperfezioni del materiale.

Se si considera un provino con una piccola imperfezione dA0 rispetto all’area iniziale
del provino A0, in ogni istante si avrà:
Il carico massimo si verifica nella zona con imperfezione prima che nel resto
del provino secondo la relazione

Cioè il carico segue una legge difforme rispetto al campione ideale:
Cioè l’allungamento al carico
massimo è in realtà più piccolo
spesso di poco, di n!

L’effetto della velocità di deformazione
In realtà anche se m è modesto a bassa temperatura, una volta che si sia
verificata la strizione il suo valore influenza marcatamente la forma della curva
post carico massimo.
Considerando una imperfezione nel campione:
Cioè la differenza di velocità di deformazione tra imperfezione e resto della sezione
è inversamente proporzionale ad m. A temperatura ambiente, quindi, per m piccoli
il carico reale scende molto rapidamente post carico massimo. Per materiali con m
elevati (circa 1 e più) la differenza diventa piccola e si parla di superplasticità.

Instabilità plastica nel caso dello stampaggio
Nel caso di deformazione in plane stress, appare fortemente improbabile che il
meccanismo della strizione diffusa si verifichi realmente. Se infatti si verificasse un
simile fenomeno, si avrebbero situazione geometricamente improabili come mostrato
in figura tenendo anche conto che di solito i sistemi di stampaggio sono controllati in
spostamento piuttosto che in carico:
E’ molto più realistico, quindi, prendere in considerazione fenomeni locali
di strizione. Consideriamo allora una generica lamiera sottoposta a carico
biassale:

Se il processo di deformazione si mantiene proporzionale, si ottiene derivando
l’espressione precedente di T1:
Quando la T1 raggiunge un massimo, la sua derivata sarà zero. Si ottiene quindi il
valore del cosidetto incrudimento adimensionale:
Considerando la classica legge di Hollomon generalizzata
E tenendo conto della proporzionalità delle deformazioni,
Si ottiene:

Rappresentando graficamente la situazione nel diagramma delle deformazioni:
Nella prova di trazione il carico massimo si ha per:
Questa conclusione è molto importante e vuol dire che la strizione localizzata
avviene al doppio del valore di n per il quale si ha invece l’inizio della strizione
diffusa. Questa differenza è ragionevolmente confermata dall’esperienza almeno
per gli acciai a basso carbonio tipici di stampaggio.
Il grafico nel piano delle deformazioni, in condizioni di plane stress, è detto
delle CLF (Curve Limite Formabilità o FLC in Inglese).

Nelle CLF, quindi, il II quadrante (β<0) è delimitato tra regioni che non subiscono
strizione e quindi frattura e regioni critiche dalla linea che rappresenta i carichi
massimi. Completamente diverso è il discorso per la regione del I quadrante (β>0) .
E’ intuitivo considerare che la strizione può innescarsi solo lungo una direzione di
estensione zero cioè:
Il circolo di
Mohr indica:
Il centro del cerchio è nel punto Di raggio
Imponendo dεy=0
Per ββββ>0 non ci sono direzioni di estensione 0!!

La strizione per tensioni biassali positive
Consideriamo la figura seguente:
Definiamo come fattore di disomogenità:
Tipici ordini di grandezza sono:
Le compatibilità di deformazione si esprimono come:
Lo stesso sforzo si trasmette da A a B:

Si ricava immediatamente:
L’andamento delle tensioni e delle deformazioni si ottiene per via numerica, date le condizioni la contorno. Da un punto di vista qualitativo si possono tracciare i diagrammi delle tensioni ed i vettori di deformazione per le zone A e B:
Ovviamente nella regione B la deformazione tenderà ad essere maggiore che nella regione A:

Il risultato sarà che data la differenza di stato di stress e strain tra le due regioni, il vettore delle deformazioni tenderà a ruotare verso sinistra e la deformazione B sarà maggiore della A con
diminuzione di f. Il risultato della risoluzione numerica darà quindi i valori di ε1A e ε2A che sono conusciuti come deformazioni limite. Ripetendo l’analisi per ogni coppia α e β, si ottengono per via di calcolo le CLF parametrate in funzione del termine (1-f0)
ε2

εAnexp(−εA) = fnnexp(-n)
Una soluzione numerica semplice per calcolare la deformazione, si trova in via approssimativa da:
Ad esempio per 1-f=0.001 (difetto di un millesimo) la deformazione uniforme per un coefficiente tipico di incrudimento pari a 0.2 diventa pari a 0.18 (cioè si perde il 10%!!)

Effetti della n sulle CLF
I vari parametri del materiale hanno effetto sull’andamento delle CLF. In particolare molto forte l’effetto del coefficiente di incrudimento n.
L’effetto è immediatamente comprensibile sul lato sinistro del diagramma. Per il lato destro ovviamente valgono le considerazioni fatte in precedenza e la traslazione delle curve èdirettamente proporzionale al valore di n. E’ interessante notare che al limite di n->0 (acciai fortemente incruditi) vi è comunque una possibilità di stampaggio in condizioni biassali come pure in imbutitura.

Effetti della m (velocità di deformazione)
Il valore elevato di m, come è stato osservato sperimentalmente, ritarda in un certo senso l’insorgenza della strizione. Per questo motivo valori alti danno un miglioramento delle CLF a parità di altre condizioni: in pratica ècome se l’intersezione con l’asse delle ordinate si spostasse verso l’alto.

Effetti della disomogeneità del materiale
Difetti esistenti sul materiale, come intagli, grosse inclusioni, irregolarità etc, hanno effetto negartivosulle CLF come è intuitivo. Si può, in un certo senso, esprimere l’entità dell’imperfezione attraverso la deformazione a frattura: tanto più è questa ridotta tanto peggio saranno le CLF.

Effetti dell’anisotropia r
Come è noto il valore della r ha fondamentale importanza per caratterizzare l’attitudine allo stampaggio dei materiali metallici. E’ quindi sorprendente constatare come il suo valore, in realtà, influenzi poco la forma delle curve come a volte è stato teoricamente predetto ma le successive sperimentazioni pratiche hanno mostrato scarsa rilevanza di r mentre elevati valori di quest’ultima hanno enorme importanza, come vedremo, nei casi di imbutitura profonda.

Tendenza alla frattura del materiale
Nella pratica molti materiali, soprattutto nel regime dell’espansione biassale, tendo improvvisamente alla frattura tanto più è elevata la capacità di incrudirsi e questo tende a dare, in realtà, un peggioramento nel lato destro del diagramma all’aumentare di n:
Inoltre nei casi reali viene spesso sottovalutato il reale valore di n in quanto, a causa di estrapolazioni approssimative ove si tende a considerare costante l’incrudimento anche per elevate deformazioni, mentre la strizione localizzata avviene magari per valori reali piùelevati:

La finestra di formabilità
Riassumendo tutte le cause di possibile criticità nello stampaggio si ottengono grafici detti forming
window del tipo:

Formule semplificate e casi applicativi delle CLFIn pratica la determinazione delle CLF è piuttosto laboriosa e dispendiosa. In certi casi, se ci si accontenta di una certa approssimazione, si impiegato formule semplificate in grado di tracciare l’andamento delle CLF come nel caso della formula detta di Keeler-Brazier (KB):
( )( )
verticaleassesu minimo
)(
100
)042.1436.23()2116.0/(
0)627.02.4
0)785.086.0
0
0
22201
22201
→
→
+=→
≤→−+=
>→+−+=
fld
mmspessoret
tnflddove
fld
fld
εεεε
εεεε

In realtà le curve sperimentali costituiscono l’inviluppo di numerosi punti
sperimentali…

Molta importanza assumono anche le predeformazioni della lamiera e le traiettorie di deformazione. Nella figura a sono riportati gli effetti di una predeformazione iniziale in tensione monoassiale sulle successive CLF. Nella figura b sono invece riportati gli effetti di una predeformazione biassale
b
Il percorso seguito dalla deformazione finisce per avere una forte influenza sulle CLF: secondo il percorso 1 la curva reale CLF è la A, mentre se il materiale subisce una deformazione come la 2 la curva è la B e la curva diventa C nel terzo caso.
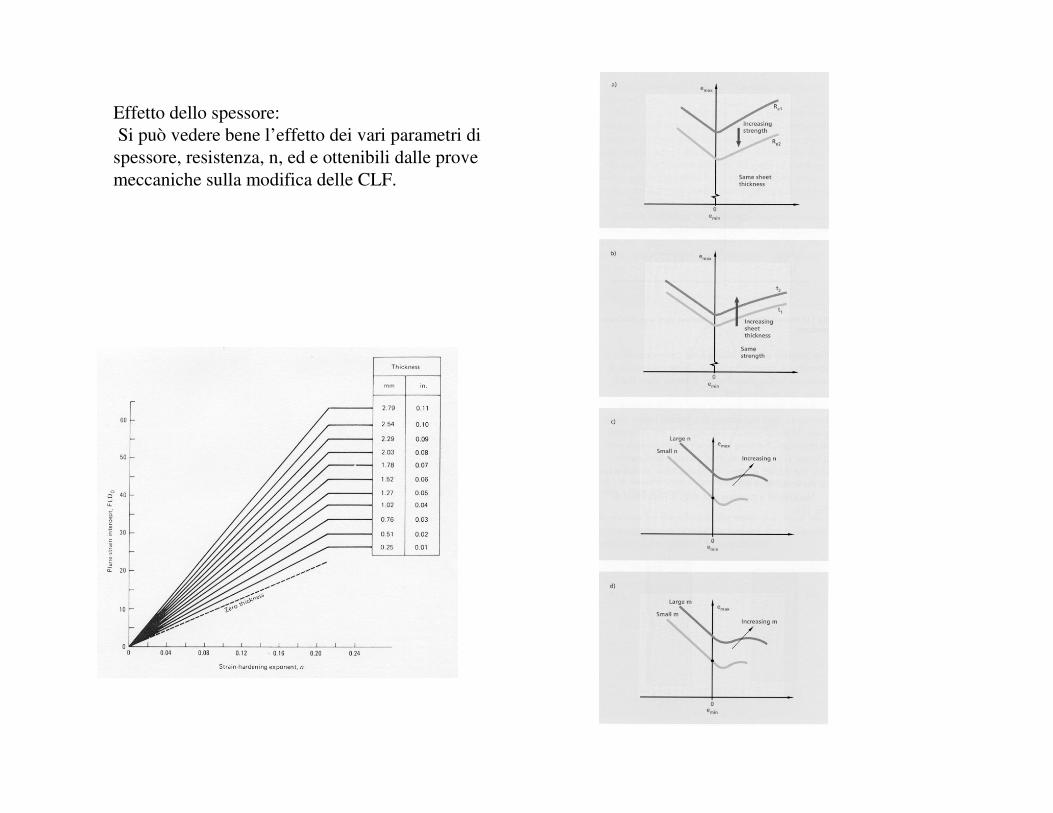
Effetto dello spessore:
Si può vedere bene l’effetto dei vari parametri di
spessore, resistenza, n, ed e ottenibili dalle prove
meccaniche sulla modifica delle CLF.

Analisi semplificata dello stampaggio

In certi casi può essere interessante valutare molto semplicemente le principali grandezze in gioco in una operazione di stampaggio senza far ricorso a sofisticati modelli o codici di calcolo.

In molti casi comunque, si hanno situazioni molto più semplici con profili circolari come:
Per ovvie ragioni di simmetria, considereremo solo metà stampo::


Assumendo come comportamento reologico:
Combinando le varie relazioni, possiamo calcolare la forza
trasmessa per unità di lunghezza T1 (e quindi T2):
In condizioni di plane strain (β=0, α=1/2):

Calcoliamo quindi la deformazione al carico massimo
Per studiare l’interazione delle operazioni di stampaggio tra lamiera e l’apparato di stampaggio stesso possiamo partire da una semplice considerazione considerando un arco generico del punzone in contatto con la lamiera (punzone curvo):
Dove:
Lunghezza elemento
Area sup. per larg. un
Forze di pressione
Forza tangenziale
L’equilibrio delle forze in
direzione radiale è:

Possiamo quindi scrivere l’equilibrio delle forze lungo la lamiera :
Generalizzando tra due punti qualunque j e k, possiamo integrare:
Questa espressione è valida se e solo se il materiale scorre sempre
nella medesima direzione e non vi sono punti di inflessione nel profilo
superficiale.

Condizioni di equilibrio tra punzone e premilamiera

Forza del punzone e distribuzione di forza sull’intera sezione
Le forze agenti sul punzone si stimano molto semplicemente considerando la situazione di equilibrio considerata in figura:
Le distribuzione delle forza a partire dal punto O segue immediatamente ricordando la condizione

Distribuzione di deformazioni e spessore della lamieraRiscrivendo l’espressione di T1 per condizioni di plane strain nella forma sottostante, si può calcolare la deformazione (ricorrendo a soluzioni numeriche:
Lo spessore è dato dalla solita formula:
Le dimensioni finali dello stampato si ricava da un bilancio di volume:

Un esempio pratico:

Gli effetti dell’anisotropia sulla deformazione plastica e sullo stampaggio
Abbiamo fino ad ora considerato i materiali isotropi. Ma, come abbiamo già osservato, l’anisotropia è considerato un vero fattore discriminante nella stampabilità dei materiali. Infatti se consideriamo un materiale generico dovremmo prendere in considerazione i tre assi principali di anisotropia che, in una lamiera, coincidono con la direzione di laminazione, la direzione transversa e la direzione normale al piano. Per tenere conto di questo si introducono i 6 parametri che caratterizzano lo stato di anisotropia etc.. Essendo la trattazione matematica dei materiali anisotropi generici estremamente complessa, non verrà di seguito analizzata in tutti i suoi aspetti limitandoci alle formule più importanti e di uso applicativo.
In tal senso, e facendo esplicito riferimento al solo caso del plane stress, la tensione equivalente o efficace non è più quella ricavata da Von Mises per un materiale isotropo e cioè:
Ma diventa:
2
221
2
1
_
σσσσσ +−=
)1
2(
2
1
2
3 2
221
2
1
_
σσσσσ ++
−+
+=
R
R
R
R
Analagomante per le deformazioni invece di: ( ) ( ) ( ){ }2
13
2
32
2
21
_
9
2εεεεεεε ddddddd −+−+−=
Avremo: ( ) ( ) ( ){ }2
13
2
32
2
212
_
)21(
2
3
2εεεεεεε dRdRddddR
R
Rd −+−+−
+
+=

E’ possibile anche riscrivere le equazioni del Levy-Mises in presenza di anisotropia ottenendo:
)1
(2
1
2
3211 σσ
σ
εε
+−
+
+=
−
−
R
R
R
Rdd
)1
(2
1
2
3
212
1 σσσ
ε
ε
ε
+−
+
+=
−
−
R
R
R
Rd
d
d
)( 213 εεε ddd +−=
Un semplice esempio applicativo si ha nel calcolo dell’angolo di strizione localizzata per un provino di lamiera rispetto all’asse del provino, infatti la strizione localizzata si ha imponendo
uguale a 0 l’incremento di deformazione generico dε=0:
)sin1
(cos 22
1 ϑϑεε+
−=R
Rdd
R
Rtg
1+=ϑ
Come si può notare per R=1 si ottiene un angolo di 55°(come precedentemente dimostrato), per R<<1 l’angolo tende a 0, per R>>1 l’angolo tende a 45°.

Stampabilità per stiramento e per imbutitura
In molti casi le operazioni di stampaggio possono essere considerate come risultanti più complesse di operazioni semplici nelle quali prevalgono alcune forme di deformazione nel materiale.
1) Stiramento: questa operazione è ben descritta nella prova Erichsen:
Un disco di lamierini viene vincolato rigidamente lungo il bordo ed un punzone rigido a testa semisferica conferisce ad esso, a spese di una notevole riduzione di spessore, la forma di una bacinella. La pressione del punzone che nell’ipotesi ideale di attrito nullo agisce perpendicolarmente alla superficie del lamierino, è di entità trascurabile di fronte alle tensioni interne che agiscono parallelamente alla superficie medesima, per cui risulta lecito ammettere che il materiale sia soggetto ad uno stato di piano di tensione. Se inoltre si suppone che le traiettorie di deformazione relative a ciascun elemento di volume del materiale siano rettilinee, appare chiaro che il rapporto tra le deformazioni razionali principali deve essere compreso tra 0 e 1:
101
2 ≤≤ε
ε

Sempre nell’ipotesi ideale di attrito nullo, è lungo l’asse del punzone (stato biassale) che si verifica il cedimento del materiale, quando la corsa del punzone supera un certo limite. Più precisamente, dapprima si verifica l’instabilità plastica, che provoca un assottigliamento locale del lamierino, e poi, se la corsa del punzone aumenta ancora, si ha la rottura. Per questo motivo nella prova si ha una ottima correlazione nella prova Erichsen tra l’IE (Erichsen number cioè corsa del punzone in mm
per diametri del punzone stesso di 20mm e forza di 10KN) e l’indice di incrudimento n:

La prova Erichsen sottopone l’acciaio a tre successivi stadi di sollecitazione:
1. Stato di tensione biassiale con la lamiere che tende ad assottigliarsi al centro;
2. Intaglio locale al centro della coppa;
3. Frattura sull’intaglio
Per un classico acciaio dolce al C-Mn, la correlazione tra IE ed n reale è del tipo:

E’ possibile anche misurare la forza nel corso della deformazione della lamiera trovando una relazione abbastanza lineare tra forza e deformazione fino alla rottura dell’acciaio:

La prova Erichsen evidenzia quindi gli effetti positivi dei parametri n e m. In questo caso, per la
conservazione del volume, la deformazione nel senso dello spessore sarà inevitabile e quindi nessun
vantaggio deriva dal valore della r. E’ meglio, quindi, avere alti valori di n ed m che ritardano l’apparire
della strizione (alto valore della capacità di incrudimento dell’acciaio):

2) Imbutitura Un’operazione di imbutitura semplice ma rappresentativa è illustrata nella Figura. Un disco di lamierino viene trasformato in un bicchiere da un punzone rigido a testa piatta. Si noti che il premi lamiera ha in questo caso una funzione assai diversa da quella indicata per il caso dello stiramento. Infatti il materiale deve fluire radialmente fra il premi lamiera e la matrice, per andare a costituire la parete del bicchiere e, pertanto, al premi lamiera va applicata soltanto la pressione necessaria ad impedire che il disco di partenza, mentre diminuisce di diametro, sia soggetto ad instabilità plastica per compressione, con nascita di “grinze”. E’ questo un esempio tipico di come nelle lavorazioni plastiche si possa impedire il cedimento del materiale per carico di punta. Lo stato di tensione cui è sogetta la “flangia” è nettamente diverso da quello cui è soggetta la parete del bicchiere

Più precisamente la flangia, per effetto della forza che il punzone trasmette ad essa tramite il bicchiere, risulta sede di una tensione radiale di trazione e di una tensione circonferenziale di compressione per cui la medesima diminuisce continuamente di diametro e la pressione serve appunto ad impedire il cedimento del materiale per carico di punta. In base all’osservazione sperimentale che il lamierino cambia poco di spessore prima di entrare nella matrice, si può supporre con buona approssimazione che la flangia sia soggetta ad uno stato piano di deformazione, cioè che si abbia .
Nella parete del bicchiere la tensione longitudinale è di trazione, in quanto esso trasmette alla flangia lo sforzo d’imbutitura. D’altra parte il diametro interno del bicchiere non può diminuire (perché ne èimpedito dal punzone), cosicchè la contrazione circonferenziale risulta nulla la parete del bicchiere si trova dunque in uno stato piano di deformazione, oltre che di tensione.

Occorre però precisare che secondo il valore del rapporto d’imbutitura (cioè del rapporto fra il diametro iniziale della flangia ed il diametro del punzone) il bicchiere può trovarsi, sia in regime elastico, sia in regime plastico. Più precisamente, per bassi valori del rapporto d’imbutitura lo sforzo necessario per deformare plasticamente la flangia si mantiene sempre inferiore (nonostante l’incrudimento del materiale) allo sforzo necessario per deformare plasticamente il bicchiere e di conseguenza il materiale, nel passare dalla flangia al bicchiere, rientra in regime elastico. In tal caso, inoltre, la foggiatura del bicchiere avviene praticamente senza variazione di spessore del lamierino.
Quando invece il rapporto d’imbutitura supera un certo valore, la parete del bicchiere deve continuare a deformarsi plasticamente (quindi ad incrudirsi) per sopperire all’incrudimento della flangia che fa crescere continuamente (per lo meno finchè il diametro della medesima non sia diminuito a sufficienza) il carico necessario per imbutirla. In tal caso il lamierino si assottiglia sensibilmente, specie in quella particolare zona che, non avendo praticamente subito imbutitura, non ha avuto modo di incrudirsi, motivo per cui, d’altra parte, si può ammettere che nella zona stessa il materiale sia soggetto ad una traiettoria di deformazione rettilinea. Ed è là che, se il rapporto d’imbutitura diventa eccessivo, si verifica l’instabilità plastica seguita dalla rottura.

Stampabilità per imbutituraConsiderando la stampabilità per imbutitura, è facile rendersi conto che le caratteristiche del materiale chiamate in causa sono necessariamente diverse da quelle che determinano la stampabilità per stiramento. Nel caso dell’imbutitura, infatti, non interessa tanto che il materiale possa subire senza fratturarsi determinate deformazioni, quanto che possa sopportare lo sforzo richiesto per deformare una flangia di determinate dimensioni; di conseguenza si potrà trarre scarso vantaggio da un’accresciuta attitudine di un materiale ad incrudirsi, sebbene ne derivi un aumento nel carico di rottura del bicchiere, poiché contemporaneamente aumenterà pressocchè nella stessa misura lo sforzo necessario per deformare la flangia. Quanto si richiede nel caso dell’imbutitura è invece che il materiale presenti la maggior resistenza possibile allo stato di tensione presente nel bicchiere e la minor resistenza possibile allo stato di tensione presente nella flangia. In altri termini si richiede che il materiale possegga in misura spiccata uno specifico tipo di anisotropia.
Allo scopo di individuare il giusto tipo di anisotropia occorre definire, con la premessa che il materiale può considerarsi perfettamente plastico in quanto la sua capacità di incrudimento non ha importanza rilevante, in qual modo il coefficiente di anisotropia normale R influenzi la tensione longitudinale capace di deformare il bicchiere e la tensione radiale necessaria per deformare la flangia.
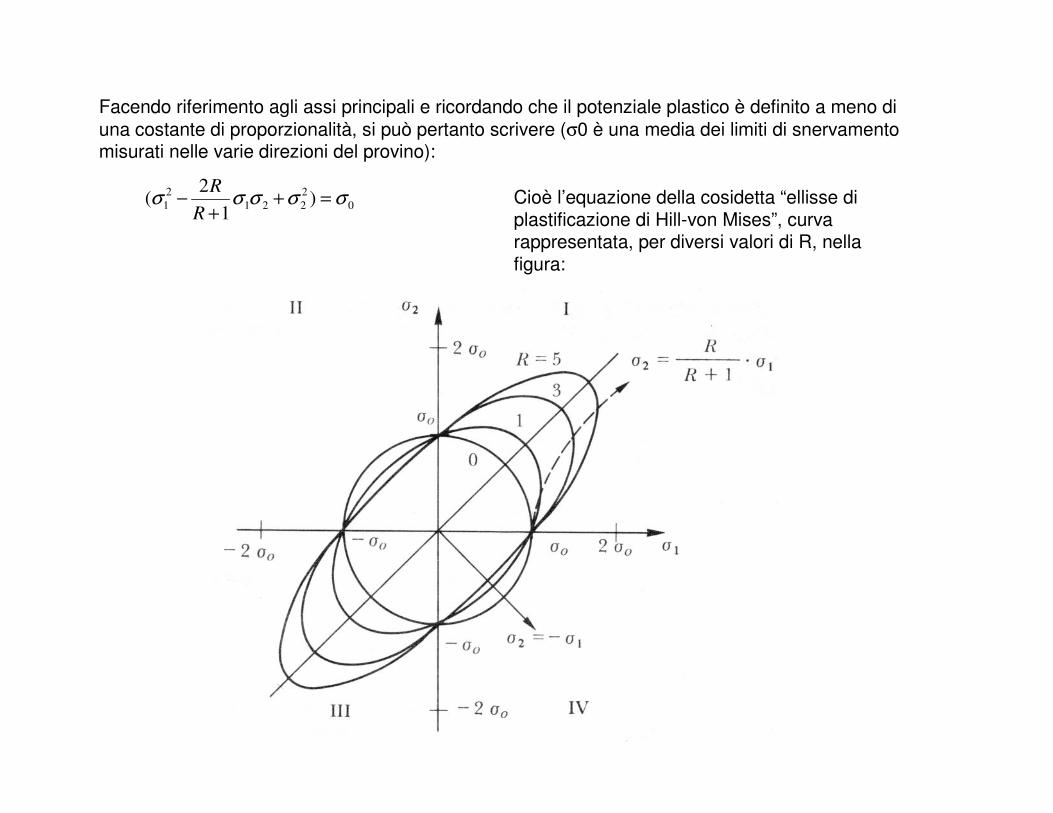
Facendo riferimento agli assi principali e ricordando che il potenziale plastico è definito a meno di
una costante di proporzionalità, si può pertanto scrivere (σ0 è una media dei limiti di snervamento misurati nelle varie direzioni del provino):
0
2
221
2
1 )1
2( σσσσσ =+
+−
R
RCioè l’equazione della cosidetta “ellisse di plastificazione di Hill-von Mises”, curva rappresentata, per diversi valori di R, nella figura:
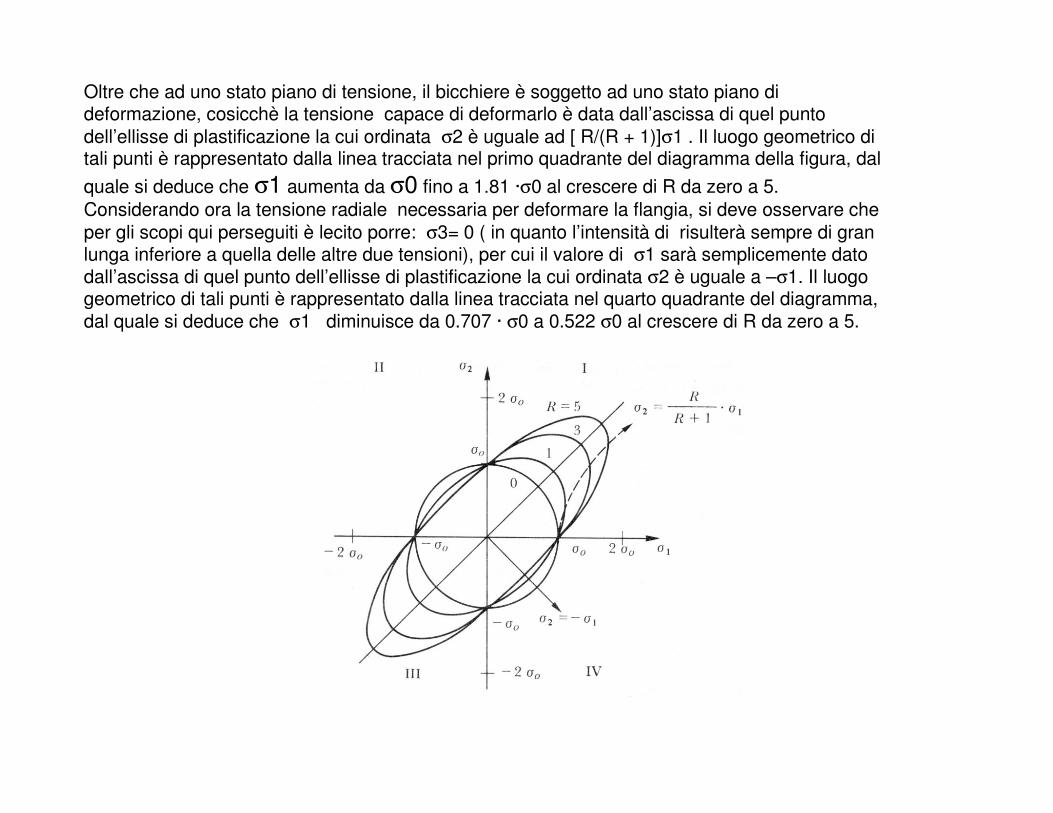
Oltre che ad uno stato piano di tensione, il bicchiere è soggetto ad uno stato piano di deformazione, cosicchè la tensione capace di deformarlo è data dall’ascissa di quel punto
dell’ellisse di plastificazione la cui ordinata σ2 è uguale ad [ R/(R + 1)]σ1 . Il luogo geometrico di tali punti è rappresentato dalla linea tracciata nel primo quadrante del diagramma della figura, dal
quale si deduce che σ1 aumenta da σ0 fino a 1.81 ·σ0 al crescere di R da zero a 5.
Considerando ora la tensione radiale necessaria per deformare la flangia, si deve osservare che
per gli scopi qui perseguiti è lecito porre: σ3= 0 ( in quanto l’intensità di risulterà sempre di gran lunga inferiore a quella delle altre due tensioni), per cui il valore di σ1 sarà semplicemente dato dall’ascissa di quel punto dell’ellisse di plastificazione la cui ordinata σ2 è uguale a –σ1. Il luogo geometrico di tali punti è rappresentato dalla linea tracciata nel quarto quadrante del diagramma,
dal quale si deduce che σ1 diminuisce da 0.707 · σ0 a 0.522 σ0 al crescere di R da zero a 5.

Si conclude quindi che, a parità di tutte le altre condizioni, al crescere di R la tensione longitudinale capace di deformare il bicchiere aumenta e la tensione radiale necessaria per deformare la flangia diminuisce, vale a dire che la stampabilità per imbutitura è tanto maggiore quanto più grande è il coefficiente di anisotropia normale.In termini quantitativi si può perfezionare una tale conclusione determinando la relazione esistente fra R e il cosidetto “Rapporto limite d’imbutitura” (R.L.I.), ossia il rapporto fra il diametro del piùgrande disco imbutabile ed il diametro del bicchiere, il che non presenta eccessive difficoltà se si continua ad adottare l’ipotesi della perfetta plasticità del materiale e ci si limita a tener conto mediante un coefficiente empirico delle forze d’attrito agenti alla superficie della flangia. Omettendo i passaggi algenrici, si può comunque dimostrare che il rapporto limite di imbutitura è uguale a:
+
+=
2
1
1
1ln 0 R
d
D
η
Dove D è il diametro del disco, d quello del bicchiere e η tiene conto dei fattori di attrito. Questa relazione risulta ragionevolmente in accordo con l’esperienza e cioè con il fatto che ad alti R aumenta l’imbutibilità, ma i valori numeri non collimano con i risultati di laboratorio e questo per diversi motivi quali l’aver trascurato l’effetto dell’incrudimento (quindi non si è tenuto conto della piegatura a 90°che la lamiera subisce entrando nella matrice e successivo raddrizzamento per formare il fondo) e non si è considerato che lo spessore del lamierino subisce aumento nella flangia e poi diminuzione nel formare il bicchiere
tranne che nella zona indicata con Σ dove non si ha imbutitura e si manifesta il minimo di spessore con insorgenza possibile di instabilità plastica.

In pratica, a parità di altre condizioni, è evidente anche l’effetto del comportamento plastico del materiale


Esempio di correlazione tra r
e imbutibilità
Effetto della r per vari
materiali sull’imbutibilità delle
lamiere

Prova Swift di imbutituraLa prova Swift è una prova di stampaggio a prevalente imbutitura.Consiste nell’imbutire un bicchiere cilindrico a partire da dischi di lamierino di diametro crescente. Se una provetta di un certo diametro si deforma completamente assumendo la forma di un bicchierino la prova deve essere ripetuta usando un disco di diametro maggiore. Questo procedimento deve essere ripetuto fino a giungere al diametro di provetta tale da generare rottura durante l’imbutitura.L’indice della prova è il diametro della più grande provetta in grado di essere formata senza rotture (Dmax).
In alternativa, il risultato della prova può essere espresso (Dpunz è il diametro del punzone usato per
formare il bicchierino) come
.
max
Dpunz
DLDR =
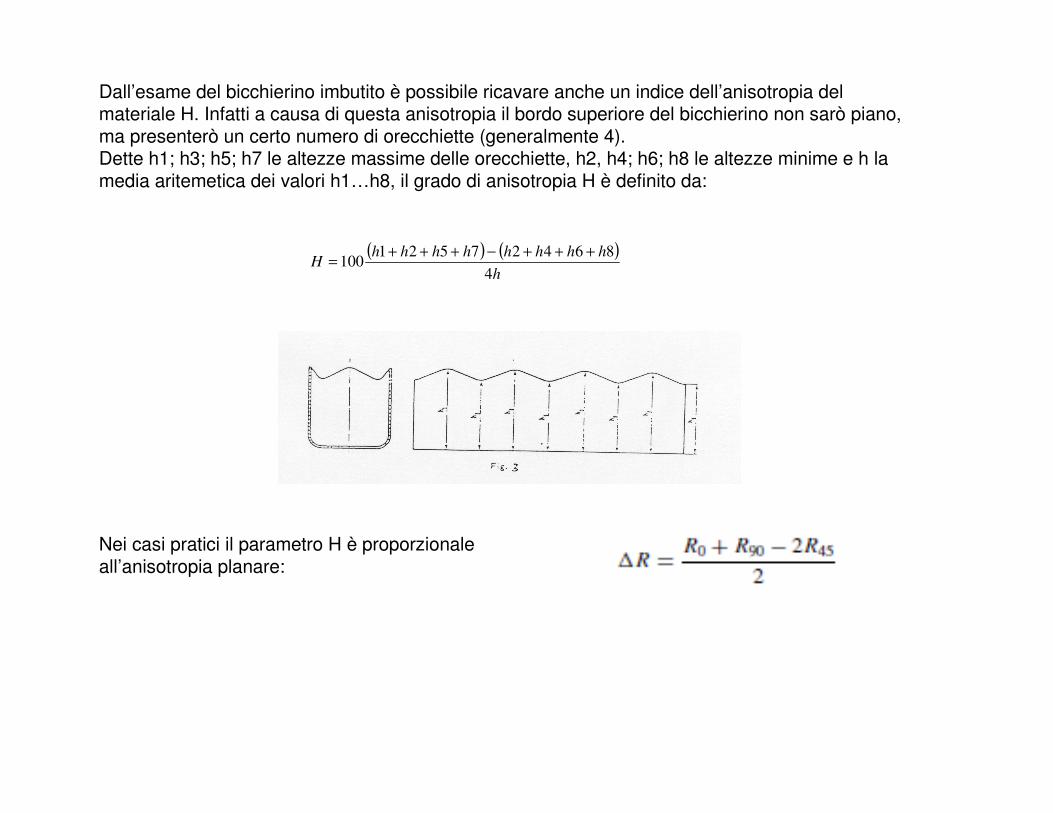
Dall’esame del bicchierino imbutito è possibile ricavare anche un indice dell’anisotropia del materiale H. Infatti a causa di questa anisotropia il bordo superiore del bicchierino non sarò piano, ma presenterò un certo numero di orecchiette (generalmente 4).Dette h1; h3; h5; h7 le altezze massime delle orecchiette, h2, h4; h6; h8 le altezze minime e h la media aritemetica dei valori h1…h8, il grado di anisotropia H è definito da:
( ) ( )h
hhhhhhhhH
4
86427521100
+++−+++=
Nei casi pratici il parametro H è proporzionale all’anisotropia planare:
