wp1. non-food crops d3.3 resins that can be produced …€œnon-food crops-to-industry schemes in...
TRANSCRIPT

“Non-food Crops-to-Industry schemes in EU27”
WP1. Non-food crops
D3.3 Resins that can be produced by the European Bio-industry
Lead beneficiary: CHIMAR Hellas SA
Author: Electra Papadopoulou
Zoi Nikolaidou
Due month: November 2011
The project is a Coordinated Action supported by

D3.3 Resins 2/38
Abbreviations
AAF = Association des Amidonniers et Féculiers (The trade association of the
European starch Industry)
IEA = International Energy Agency
FAO = Food & Agriculture Organisation
UNECE= United Nations Economic Commission for Europe
Cei-Bois= the European Confederation of woodworking industries
NREL = The American National Renewable Energy Laboratory

D3.3 Resins 3/38
Grant agreement no. 227299
Table of contents
1. INTRODUCTION ............................................................................ 4
2. NON-FOOD CROPS AND THEIR INGREDIENTS THAT ARE USEFUL FOR
INDUSTRIAL PRODUCTS ........................................................................ 5
3. POLYMERS FROM CROPS: STATE OF THE ART ......................................... 6
3.1. Cellulose ................................................................................. 7
3.2 Starch ..................................................................................... 8
3.3 Tannin ................................................................................... 10
3.4 Lignin .................................................................................... 14
3.5 Bio-liquid from biomass ............................................................. 18
3.5.1 Fast pyrolysis ...................................................................... 18
3.5.2 Vacuum pyrolysis ................................................................. 21
3.5.3 Pressure liquefaction ............................................................ 21
3.6 Protein .................................................................................. 22
3.7 Natural Oils ............................................................................ 23
3.8 Glycerol ................................................................................. 23
4. CURRENT STATUS OF INDUSTRIALISATION ........................................... 25
5. STATISTICS ON PRODUCTION AND USE OF RENEAWABLE RAW MATERIALS IN
EUROPE ......................................................................................... 26
6. WOOD USE IN EUROPE .................................................................... 30
5. MARKET PROSPECT & CONCLUSIONS .................................................. 33
References ..................................................................................... 34

D3.3 Resins 4/38
1. INTRODUCTION According to data from Europen Panel Federation, the consumption of wood-based panels in Europe accounts for 12.5% of the total consumption related to products from the wood working industry [1].
Wood-based panels or Composite wood panel products are made from wood-based materials bonded together with an adhesive under heat and pressure. The wood-based materials include veneers, strands, particles and fibres. Wood-based panels find application primarily in construction and furniture. The adhesives used for the manufacturing of wood-based panels are thermosetting polymers. In their majority they are formaldehyde based (like urea-formaldehyde, melamine- formaldehyde, phenol-formaldehyde) and isocyanate based (pMDI). The nature of the wood raw material and the adhesive essentially determine the differentiated characteristics of the products. These include mechanical properties, water resistance, dimensional stability, surface quality and machinability.
Traditionally, the adhesives used in the industrial sector of wood-based panels were products synthesized from petrochemical raw materials, although the last few years intense efforts have been exerted for their replacement by materials of natural resources. This concept is not new, since the first man-made adhesives were derived from biomass resources (animal bones, horns and hooves, often modified; celluloid; casein plastics, shellac). Nevertheless, they were abandoned due to their inferior performance and increased cost compared to synthetic adhesives. Nowadays, the need for protection of human health and environment, the finite of the fossil fuel resources as well as the technological advancements rekindled the scientific interest for the production of chemicals and products.
Figure 1: Short-term growth prospects of bio-based materials [2]
All materials derived from agricultural, forestry, marine and rural biomass exploitation as well as their development in products has generated special industrial and economical sectors called bio-industry and bio-economy accordingly.
D3.3 Resins 5/38
The bio-industry sector has significant input in the general economy as according to the data presented in figure 1, by 2010 as much as 10% of the chemicals produced in Europe could be biobased, increasing from a value of €77 billion in 2005 to €125 billion in 2010. This represents a 62% increase within 5 years.
The activities of wood-based panels industry benefits from the developments in bio-industry as agricultural and forestry biomass exploitation offers a variety of raw materials useful either for the development of natural-based adhesives or the replacement of wood.
2. NON-FOOD CROPS AND THEIR INGREDIENTS THAT ARE
USEFUL FOR INDUSTRIAL PRODUCTS
Generally, the basic chemical composition of biomass either from agricultural or forestry resources is (figure 2):
Figure 2: Basic composition of biomass
Cellulose, that constitutes about 40-45% of the cell wall.
Hemicelluloses, mainly composed of pentosans and hexosans in chains. It amounts to about 20-25% of the cell wall.
Lignin, that amounts 20-30% of the cell wall,
and at a minor extend: protein, tannin, starch, free sugars, natural oil and specialty ingredients.
Especially, non-food crops consist basically from cellulose and hemicelluloses and at a minor extent of lignin, while some other ingredients may also be found in their composition.
Non-food crops may be classified to the following types based on their primary use (figure 3):
Oil seed crops: plants grown for their seeds which are rich source of edible and industrial oil.
Carbohydrate crops: plants cultivated primarily for the production of sugar (carbohydrates like sucrose, fructose, glucose, etc.) and secondarily for the production of alcohol (edible and non edible) and ethanol.
Fiber crops: plants grown as sources of fiber, a strong thread-like material used in making textiles, rope twine and similar materials.
Specialty or Medicinal crops: plants cultivated for their extractives that find application in medicine and cosmetics.

D3.3 Resins 6/38
Figure 3: Types of non-food crops
The crops useful for the production of polymers are mainly the oil and carbohydrate crops and at a lesser extent the fiber crops. The latter ones find also application as substrates in the production of composites. Specialty (medicinal) crops do not find application in the industrial field of polymers production.
3. POLYMERS FROM CROPS: STATE OF THE ART
The renewable raw materials are the only alternative carbon source to crude oil for the production of chemical products. Although today there are quite a lot bio-products available on the market, the potential of bio-based chemical is still high.
The following figure 4 presents an overview of products manufactured with renewable raw materials from lignocellulosic feedstock.

D3.3 Resins 7/38
Figure 4: Overview of applications of renewable raw materials (Source Raschka et al 2009).
The polymers from renewable raw materials available on the market are cited below in detail.
3.1. Cellulose
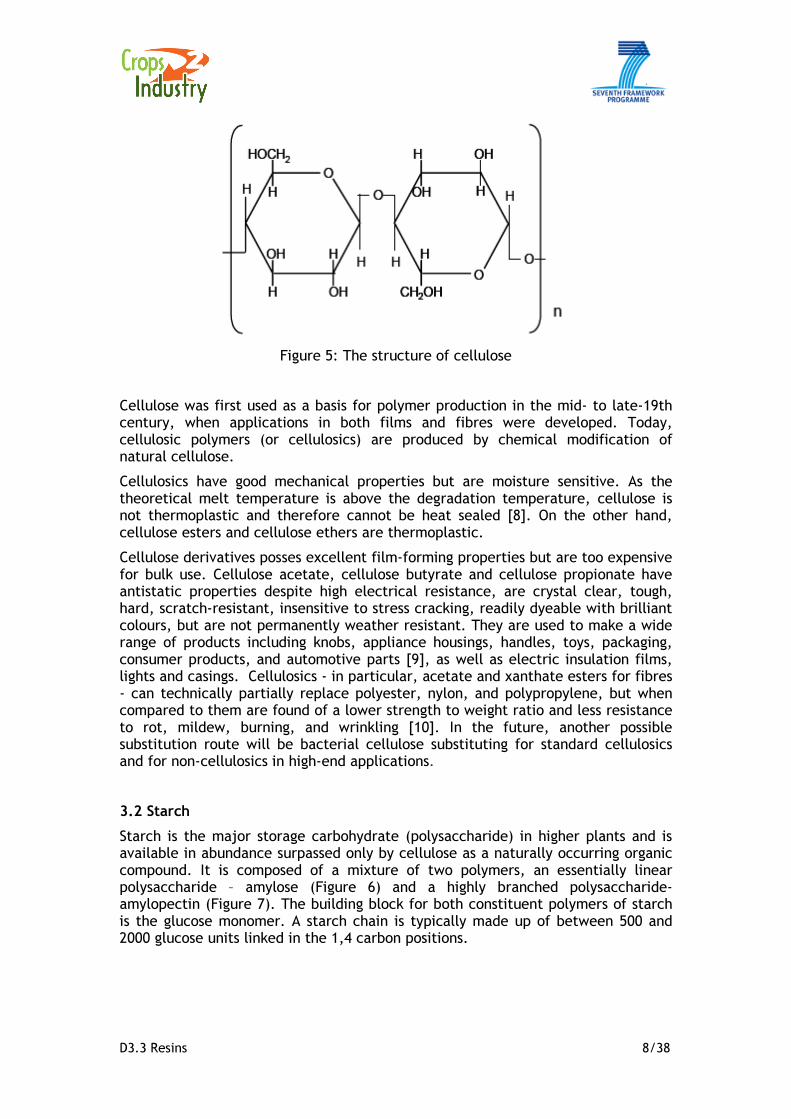
Cellulose is one of the main cell wall constituents of all major plants, both non-lignified (such as cotton) and lignified (such as wood) ones. It is also found in the cell walls of green algae and the membranes of most fungi. Chemically, cellulose (Figure 5) is a complex polysaccharide (C6H10O5)n with crystalline morphology. It is a polymer of glucose in which the glucose units are linked by β-1,4-glucosidic bonds [5]. Cellulose yields only glucose on complete hydrolysis by acid [6]. Cellulose is resistant to hydrolysis due not only to the primary structure based on glucosidic bonds but also, to a great extent, to the secondary and tertiary configuration of the cellulose chain bonds (strong hydrogen bonds may form between neighbouring chains), as well as its close association with other protective polymeric structures in the plant such as lignin, starch, pectin, hemicellulose, proteins and mineral elements [5]. For this reason, cellulose modification is costly, requiring quite harsh processing conditions [7].
D3.3 Resins 8/38
Figure 5: The structure of cellulose
Cellulose was first used as a basis for polymer production in the mid- to late-19th century, when applications in both films and fibres were developed. Today, cellulosic polymers (or cellulosics) are produced by chemical modification of natural cellulose.
Cellulosics have good mechanical properties but are moisture sensitive. As the theoretical melt temperature is above the degradation temperature, cellulose is not thermoplastic and therefore cannot be heat sealed [8]. On the other hand, cellulose esters and cellulose ethers are thermoplastic.
Cellulose derivatives posses excellent film-forming properties but are too expensive for bulk use. Cellulose acetate, cellulose butyrate and cellulose propionate have antistatic properties despite high electrical resistance, are crystal clear, tough, hard, scratch-resistant, insensitive to stress cracking, readily dyeable with brilliant colours, but are not permanently weather resistant. They are used to make a wide range of products including knobs, appliance housings, handles, toys, packaging, consumer products, and automotive parts [9], as well as electric insulation films, lights and casings. Cellulosics - in particular, acetate and xanthate esters for fibres - can technically partially replace polyester, nylon, and polypropylene, but when compared to them are found of a lower strength to weight ratio and less resistance to rot, mildew, burning, and wrinkling [10]. In the future, another possible substitution route will be bacterial cellulose substituting for standard cellulosics and for non-cellulosics in high-end applications.
3.2 Starch
Starch is the major storage carbohydrate (polysaccharide) in higher plants and is available in abundance surpassed only by cellulose as a naturally occurring organic compound. It is composed of a mixture of two polymers, an essentially linear polysaccharide – amylose (Figure 6) and a highly branched polysaccharide-amylopectin (Figure 7). The building block for both constituent polymers of starch is the glucose monomer. A starch chain is typically made up of between 500 and 2000 glucose units linked in the 1,4 carbon positions.

D3.3 Resins 9/38
Figure 6: A section of the amylose molecule showing the repeating
anhydroglucose unit.
Figure 7: A section of the amylopectin molecule showing the two different
types of chain linkages.
Native starch exhibits hydrophilic properties while its melting point is higher than its thermal decomposition temperature; hence the poor thermal processability of native starch leads to the need for its conversion to a starch polymer which has a much improved property profile.
The starch crops used include corn, wheat, potato, tapioca and rice. Currently, the predominant raw material for the production of starch polymers is corn. Other sources of starch can also being utilised where price and availability permit it. Examples include the use of potato starch by BIOP Biopolymer Technologies in Germany and a process based on a potato starch waste stream at Rodenburg Biopolymers in the Netherlands.

D3.3 Resins 10/38
Polymers based on starch are an attractive alternative to polymers based on petrochemicals, because of their relatively low cost. A starch polymer is a thermoplastic material resulting from the processing of native starch by chemical, thermal and/or mechanical means. When starch is complexed with other co-polymers, the result can vary from a plastic as flexible as polyethylene to one as rigid as polystyrene.
Starch polymers commercialized during the last few years and today dominate the bio-based polymer market.
The majority of starch polymers are produced via extrusion and blending of pure or modified starch. Starch polymers can be converted into finished product on slightly modified standard thermoplastic resins machinery. Conversion technologies in use include film blowing, extrusion, thermoforming, injection moulding and foaming [11].
Starch polymers find many applications. Packaging is now the dominant application area for Modified Starch Polymers, amounting to 75% of the total market share for starch polymers. Starch-PCL blends are used to laminate paper, cardboard, cotton and other natural fibres. Starch blends are also used for packaging films, shopping bags, strings, straws, tableware, tapes, technical films, trays and wrap film [12]. Further novel applications include materials for encapsulation and slow release of active agents such as agrochemicals [13]. Other small-volume or emerging applications include starch-PVOH blends for diaper backsheets, soluble cotton swabs and soluble loose fillers. Other starch blends are used for cups, cutlery, edge protectors, golf tees, mantling for candles and nets.
In the transportation, complexed starch is used as a bio-polymeric filler to substitute partially carbon black in tyres (between 5-10 % w/w; replacing carbon black and silica: 10-20% w/w) [13]. Apart from other applications, this technology has been jointly developed by Goodyear and Novamont and currently it is being applied by Goodyear for the production of a certain type of tyre.
Benefits from the use of starch polymers include lower rolling resistance, noise reduction, reduced fuel consumption and CO2 emissions, and reduced manufacturing energy requirements [14].
In 2002, about 30,000 metric tonnes per year of starch polymers were produced and the market share of these products was about 75-80% of the global market for bio-based polymers [12]. A 75% of starch polymers are used for packaging applications, including soluble films for industrial packaging, films for bags and sacks, and loose fill. Leading producers with well established products in the market include Novamont, National Starch, Biotec and Rodenburg.
Today, co-polymers used for blending or complexing may constitute up to 50% of the total mass of the starch polymer product [15]. These co-polymers are generally derived from fossil feedstock. It is envisaged by Novamont that by 2020 it will be possible to produce a polymer based 100% on starch having a similar property profile as these blends of thermoplastic starch and petrochemical copolymers. It is expected that this will be achieved by the development of more efficient chemical and biological starch modification processes [15].
3.3 Tannin

D3.3 Resins 11/38
The word tannin has been loosely used to define two different chemical compounds of mainly phenolic nature, the hydrolysable tannins and the condensed tannins (figure 8).
Base Unit:
Gallic acid
Flavone
Class/Polymer: Hydrolysable Tannins Condensed Tannins
Figure 8: Structures of tannin
The former, are mixtures of simple phenols and esters of a sugar mainly glucose with gallic and digallic acids. Their chemical behaviour is analogous to that of simple phenols and can easy substitute phenol in PF adhesives having numerous of disadvantages such as high viscosity, low strength and poor water resistance. The need of modification and the limited worldwide production decrease their chemical and economical interest (Figure 8).
Condensed tannins, on the other hand, constituting more than 90% of the total world production are both chemically and economically more interesting for the production of adhesives. Condensed tannins and their flavonoid precursors are known for their wide distribution in nature and particularly for their substantial concentration in the wood and bark of various trees, acacia (wattle and mimosa), hemlock, quebracho, pine etc. They consist of flavonoid units, which have undergone varying degree of condensation, carbohydrates, amino and imino acids. The simple carbohydrates and hydrocolloid gums are often present in sufficient quantities to influence viscosity and reactivity, and the variation in their percentages would alter the physical properties of tannins (Figure 8). In wattle tannin up to 70% of the main polyphenolic pattern is represented by resorcinol A rings and pyrogallol B rings. The quebracho tannin presents similar composition as the wattle extract. Completely different patterns and relationships exist in pine tannin with main flavonoid analogs based on phloroglucinol A rings and catechol B rings (Figure 8).

D3.3 Resins 12/38
Figure 9: Structures of mimosa (quebracho) and pine tannin
The use of tannin as adhesive in wood industry is known from the literature since 1958.
Tannins, being phenolic in nature, undergo the same well-known reaction of phenol with formaldehyde either base or acid catalysed, mainly weakly base catalysed for industrial applications, however, 30-50 times faster than the phenol. Thus, formaldehyde reacts with tannins to produce methylene bridge linkages mainly with flavonoid A rings, having reactivity comparable though slightly lower than the resorcinol. Furfural aldehyde is also found to be very good cross-linker and plasticiser when coupled with formaldehyde.
Co-polymerisation of urea, formaldehyde and tannin is reported at a pH 5.5-6.5, where the probability of copolymerisation and self-polymerisation could occur at ratio 50:50. However, the compositions applied industrially are in fact mixtures of UF resin with tannin solutions rather than co-polymers.
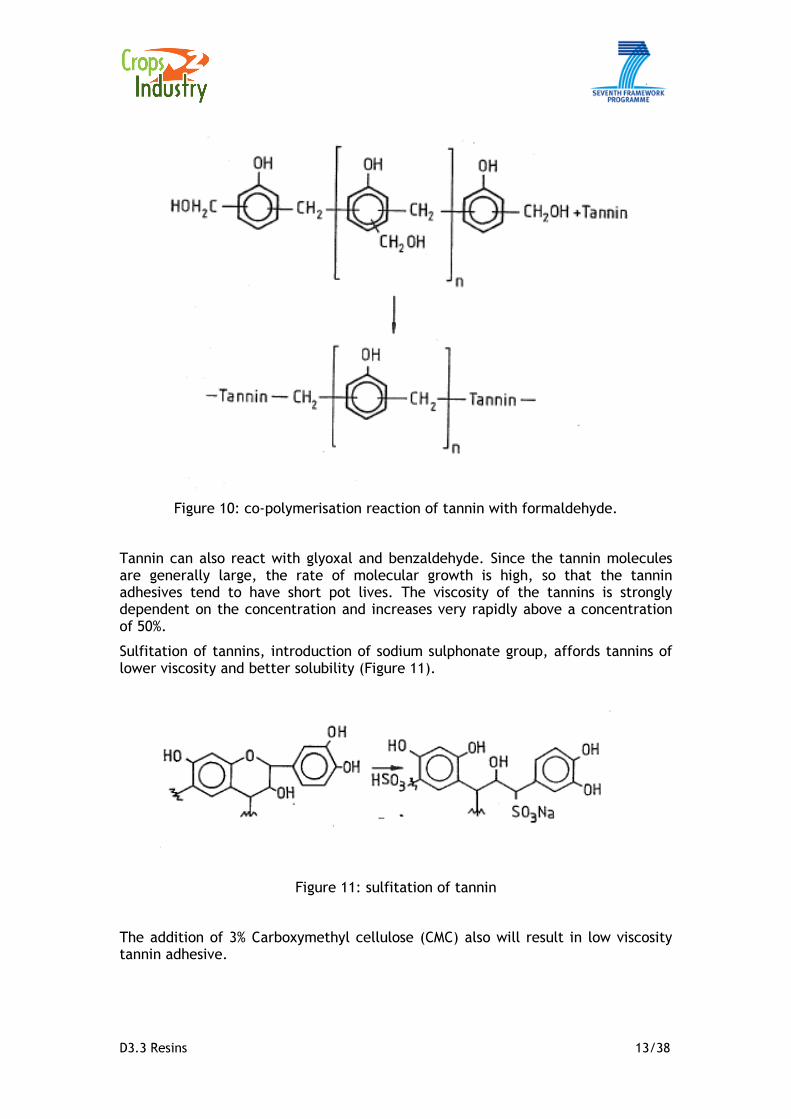
The phenolic nature of tannins favours the co-polymerisation reaction of tannin with formaldehyde and phenol or resorcinol (Figure 10). Nevertheless, the rapid viscosity development of the adhesive system is still an issue and separate application is required.
D3.3 Resins 13/38
Figure 10: co-polymerisation reaction of tannin with formaldehyde.
Tannin can also react with glyoxal and benzaldehyde. Since the tannin molecules are generally large, the rate of molecular growth is high, so that the tannin adhesives tend to have short pot lives. The viscosity of the tannins is strongly dependent on the concentration and increases very rapidly above a concentration of 50%.
Sulfitation of tannins, introduction of sodium sulphonate group, affords tannins of lower viscosity and better solubility (Figure 11).
Figure 11: sulfitation of tannin
The addition of 3% Carboxymethyl cellulose (CMC) also will result in low viscosity tannin adhesive.

D3.3 Resins 14/38
Pizzi and Scharfetter [16] have shown that furfuraldehyde is an efficient cross-linking agent and excellent plasticizer for tannin adhesives when coupled with formaldehyde.
Glutaraldehyde has been shown to react with tannins to produce a slow-forming precipitate whereas precipitates with formaldehyde form much faster.
Reports [17, 18, 19] on the use of condensed tannin-furan systems as wood adhesives have suggested that the combination of these two renewable resources may hold promise as an approach that would permit the forest products industry to be more self-sufficient.
Recently, a newly conceived aldehyde that is not colored, is water clear, nontoxic, and nonvolatile has been developed and produced, namely dimethoxy ethanal (DME), a derivative of glyoxal [20]. This alternative aldehyde could be a promising path for the production of tannin aldehyde binder system.
K. Li et al. have proposed a tannin–PEI mixture performed successfully as a formaldehyde-free wood adhesive [21, 22]. Due to their ease of mixing, tannin–PEI adhesives appeared to be well suited for in situ applications.
Resent studies performed by S. Kim [23] are focused on hybrid adhesives formed from mixture of tannin with different portion (5%, 10%, 20% and 30%) of PVAc. Tannin/PVAc hybrid adhesives showed better bonding than the commercial natural tannin adhesive with a higher level of wood penetration.
Resins comprised from pure tannin have been synthesised in laboratories all over the world but currently none of these routes are commercially exploited. These resins are produced by tannin autocondensation using catalysts such as hydroxymethylated nitroparaffins and hexamethylene tetramine [24], silica or other Lewis acids [25].
Generally there were three main obstacles to the successful commercialization of tannin-based resins:
� Tannins have fluctuated price
� The quantity available for adhesives is not too great as only the production overflow from the leather market can be used
� The established technology yields panels with high levels of formaldehyde emissions.
3.4 Lignin
The word lignin is derived from the Latin word lignum meaning wood. Lignin is derived from trees, plants, and agricultural crops that are an abundant and renewable resource. It is a naturally occurring aromatic polymer that comprises between 20 and 35% of all perennial land-growing plants. Lignin is deposited by plants when they experience the need for developing (a) a water-conducting cell system, (b) the mechanical support for a solar energy collecting crown, and (c) a decay-resistant mature tissue (xylem). Lignin serves the tree as sealant, as fiber-

D3.3 Resins 15/38
bonding matrix and adhesive, and as antioxidant. Lignin is formed biosynthetically at the end of the life cycle through the lignifictation process.
Lignification (i.e., polymerization of precursors) progress is implemented from the cell corners to eventually form a continuous matrix throughout the tree or plant. It is confined to locations outside of the cytoplasm. Lignin is formed by the involvement of one or several extracellular enzymes that set in motion a more or less random free-radical polymerization of phenolic repeat units (so-called “lignols”). These lignin precursors are presented in the following figure 12 and they are: p-coumaryl (I), coniferyl (II) and sinapyl (III)) This reaction is an enzyme-initiated dehydrogenative polymerization that yields in the amorphous structure of lignin.
Figure 12. Chemical structures of three alcoholic precursors of lignin
The amount of lignin in plants varies widely according to the kind of plant. However, in the case of wood, the amount of lignin ranges from 19 – 30%, and in the case of non-wood fibre, ranges from 8 - 22% when the amount is determined according to Klason lignin analysis which is dependent on the hydrolysis and solubilization of the carbohydrate component of the lignified material, leaving lignin as a residue.
In addition to differences between lignins in native plant tissue, lignins also vary in relation to their method of isolation. Whereas lignins isolated by means of aqueous alkali (often in the presence of reducing sulfur compounds as during kraft pulping) typically are high in phenolic OH content and low in ether bonds. Lignins isolated under acidic conditions, in the presence of sulfite ions (as during sulfite pulping), typically are lower in phenolic OH content and higher in alkyl-aryl ether bonds. In addition, isolated lignins often have functional groups and substituents that were introduced during the process of isolation, and that are absent in native lignin.
Today, only 1-2% of overall lignin is utilized for value added applications while the remaining material is primarily used as bio-fuel [26].
The commercial available lignin comes mainly from the industrial pulp and paper processes and is known as “kraft” lignin (with SH groups) or lignosulfonates (with SO3-groups). Experimental and/or pilot plant lignins are also available from “organosolv” process (use of aqueous ethanol for delignification), and from “steam

D3.3 Resins 16/38
explosion” (use of high-pressure steam followed by sudden decompression and lignin extraction). At lab scale some more processes are also available.
Physical and chemical properties of lignin depend on the extraction technology. For example, lignosulfonates are hydrophilic (will dissolve in water) and kraft lignins are hydrophobic (will not dissolve in water). Isolated lignins are dark brown-colored powders that often resist thermal softening, as well as dissolution in organic solvents. Chemical modification, has been demonstrated to be a useful technique for improving lignin's handling characteristics. Lignin esters and ethers have been prepared in the laboratory, and they have been shown to possess significantly improved thermal, solubility, and molecular weight characteristics. Lignin esters and hydroxy alkyl ethers have been the subject of extensive investigations in both thermoplastic and thermosetting polymer systems.
A few of the current uses of lignin are summarized in the following table 1.
Table 1: Indicative uses of lignin
Many thermoplastic and thermosetting polymer systems have been benefited from the incorporation of lignin in the form of filler.
In thermoplastics, the addition of lignin and thermoplastic lignin derivatives to polyethylene and ethylene-vinyl acetate copolymers has produced evidence for the capacity of lignin to form polyblends in which the phase morphology is dictated by secondary (hydrogen) bonds. Blends of lignin and lignin derivatives have been reported with poly(vinyl alcohol), poly(vinyl acetate), polyethylene, poly(ethylene-co-vinylacetate), poly(methyl methacrylate), poly(caprolactone), polystyrene, poly(vinylchloride), and cellulose ethers and esters. Star-shaped copolymers of lignin with caprolactone had remarkable phase compatibility with poly(vinyl chloride).
The interaction of lignin and lignin derivatives with cellulose and cellulose derivatives demonstrated partial miscibility and the formation of a well-mixed amorphous phase.
Transformation of lignin by chemical modification into star-like copolymers with aliphatic ethers, aliphatic esters (caprolactone), or cellulose ester blocks produced low molecular weight, thermoplastic substances on lignin basis with excellent processing characteristics, and with phase behaviour ranging from the highly compatible to the highly incompatible.

D3.3 Resins 17/38
Polyurethanes and polyamines resulted from the crosslinking of hydroxyalkyl lignin derivatives with diisocyanates and melamine, respectively.
Polyacrylates on lignin basis were formed from acrylated lignin derivatives.
Cured epoxy systems resulted from both carboxylated lignins crosslinked with multifunctional oxiranes, and from glycidyl ether-modified lignins crosslinked with diamines or anhydrides of dicarboxylic acids.
Lignin finds also application in the synthesis of thermosetting polymers that are the ones mostly used as adhesives in the wood-based industry. Lignin-filled thermosets, especially phenolic resins and reinforced rubber formulations, benefit from lignin's glassy (i.e., high modulus) nature.
In order to include lignin more effectively in network structures, some chemical modifications have been employed like hydroxymethylation (methylolation) of lignin with formaldehyde, glyoxalation of lignin with glyoxal and phenolation with phenol. Lignin is allowed to react firstly with any of formaldehyde, glyoxal or phenol and then it is used in condensation reactions. Other interesting binding systems reported in the literature include adhesive produced by the reaction of lignin with tannin and furanic compounds (furfuryl alcohol)
Phenolation (or phenolysis) is mostly applied to the lignin derived as waste of the pulp and paper industry where it is available in large amounts of low cost but it has extremely low reactivity. The direct use of such lignin as a phenol substitute would require very long press times and temperatures and therefore it is not commercially attractive [27]. Thus, there is considerable interest to process lignin prior to resin synthesis [28, 29] to produce more reactive phenolic precursors suitable to be used either as filler or as a phenol substitute in phenol-based resins.
Phenolated Organosolv Alcell lignin is also referred in the literature as phenol substitute in PF resins [30]. The lignin phenol formaldehyde (LPF) resins exhibited adequate properties such as a curing time and viscosity comparable to those of standard commercial PF resins. These resins had up to 30% phenol substituted with the phenolated lignin and demonstrated similar physical and mechanical properties as for standard PF resins. They were successfully tested on particle boards [31].
Sulphur-free lignin extracted from steam exploded white birch pulp was reacted with formaldehyde after phenolysis to produce a renewable phenolic resin [32]. This steam explosion lignin based resin had intrinsic retardation in curing behaviour as compared to a commercial phenolic resin which might be due to its low pH value. Once cured, it had excellent bond strength, comparable to standard phenolic resins.
Lignin originated from sugarcane bagasse has been evaluated with regard to the possibility of developing renewable wood adhesives [33]. It was suggested that bagasse lignin has a high number of hydroxyl groups per phenyl-propane unit and hence might have particularly promising potential as a source of phenolic precursors. LPF resins were characterised and tested on specimens prepared from a teak wood–teak wood interface. The results indicated better bonding strength than for the standard PF resin at a phenol substitution level of 50%. Characterisation of the LPF resins demonstrated their structural similarity to the standard resin. It also showed relatively lower thermal stability and temperature required for curing the resins.
Although lignin polymers have been studied for many years now, only few processes have been transferred to industrial scale. In particular, the company Lenox

D3.3 Resins 18/38
Polymers Ltd., in Port Huron, Michigan, has developed and commercialized the technology to produce specialty resins from lignin as a replacement for various petrochemical polymers currently being used in the adhesive and plastics industry (Lenox Polymers Ltd. 2000). In Canada, Lenox is traded under the symbol LENP.
A German company called Tecnaro has been producing a lignin-based high quality thermoplastic (sold under the name Arboform) on a commercial scale since 2002, when they produced close to 300 tonnes. In 2002, the price of their product was US$5.50/kg, but as demand for this type of plastic increases, and production increases proportionately, prices will decline, making the plastic a more feasible alternative. Tecnaro is currently using the lignin-based polymer to manufacture watches, figurines and flashlight handles. Other applications are automotive parts that look like wood but don’t warp or crack.
Today the market is dominated by the lignins derived as co-products of the chemical pulping processes for the production of paper (kraft and lignosulfates). The demand for this type of lignin is expected to continue to grow as industries search for cheaper and more environmentally friendly sources of raw materials. The pulp and paper industry sells 1 million tonnes of lingosulfonates annually, making it the largest commercial source of lignin products
3.5 Bio-liquid from biomass
Biomass is made up of three main components: hemicelluloses, cellulose and lignin. As already mentioned before lignin is of particular interest due to its phenolic nature from which a wide variety of phenols and phenol derivatives and aromatic chemicals can be derived which can replace phenol in the formulation of adhesives.
The phenol-based resins may be prepared utilising as raw materials either the whole liquid product or a fraction enriched in phenolics that obtained from the thermal conversion of biomass after fractional condensation or further processing.
The main thermal conversion methods used are:
� fast pyrolysis
� vacuum pyrolysis
� pressure liquefaction
Forestry and agricultural biomass has been tested as feedstock for the production of reactive phenolic compounds using any of the above thermal conversion methods.
Each method results in materials with varying properties and thus they are mentioning separately.
3.5.1 Fast pyrolysis
Fast pyrolysis is a relatively recent thermochemical conversion technology where biomass is treated at temperatures between 400 and 600oC for very short time. This method gives very high liquid yields, up to roughly 75 wt% on a dry basis.
Pyrolysis oils are a complex mixture of water, higher molecular weight lignin fragments and lower molecular weight organics. Water is the most abundant

D3.3 Resins 19/38
compound, typically followed by hydroxyacetaldehyde (up to around 10 wt%), and acetic and formic acid (up to around 8 wt%). Bio-oil compounds have been classified into the main categories of hydroxyaldehydes, hydroxyketones, sugars, carboxylic acids and phenolics while the concentration of phenol itself is typically very low (appx. 0.1%). Bio-oil compounds can be separated according to their water solubility. The majority of the water-insoluble materials are lignin-derivative compounds commonly referred to as pyrolytic lignin. Typical pyrolytic lignin yields on a wet bio-oil basis are between around 10 wt% and around 30 wt% for a wood derived bio-oil.
There are many literature references for the synthesis of adhesives based on pyrolytic bio-oil. In details:
Chum et al. [34-37] investigated pyrolysis oils derived from softwood, hardwood, and bark residue. They synthesised resins of both the novolac and resole varieties.
Direct use of fast pyrolysis oils without any product separation was evaluated by Himmelblau from Biocarbon Co. [38, 39]. Resins with a phenol substitution of 50% could still provide sufficient linkages for water resistant adhesives. These resins were said to perform nearly as well in making 3-ply plywood of southern pine as a commercial alternative.
Giroux et al. [40, 41] from Ensyn investigated a method of preparing phenolic precursors by liquefying wood, bark, forest and wood industry residues using a patented fast pyrolysis process. Ensyn’s technology has been dubbed Rapid Thermal Processing or the RTPTM process. Reactive bio-oil compounds were recovered and processed by distillation, evaporation or a combination thereof in order to obtain natural resin precursors, either as liquids or as solids [40, 41]. The reactive fraction so obtained is referred to as ‘natural resin’ and comprises a total phenolic content from roughly 30–80wt %. According to Ensyn it is a highly reactive lignin compound that has been found to be suitable for use within resin formulations without requiring any further fractionation procedure. Designed resole resins comprising up to 60% of the natural resin precursor were prepared and tested in board production and found to exhibit similar properties as those of a commercially available resin used as a control.
CHIMAR Hellas, SA [42, 43] developed Phenolic resins using whole pyrolysis oil. Phenol substitution levels of up to 50% were achieved. Compared to the synthesis of the standard resin reaction conditions had to be modified when adding bio-oil. The resole-type resin was successfully used in the production of OSB and plywood. Compared to a commercial control, it had comparable or even superior wood adhesive properties. Higher phenol substitution was considered to likely be possible with a fraction enriched in reactive phenolics. While phenol-based resins relying on naturally derived phenolics from a number of sources, for example a mixture of pyrolysis oil and/or cashew nut shell liquids (CNSL), and/or lignins [44]. The combination of at least two natural sources of phenolics resulted in a synergistic effect and enabled phenol substitution levels of up to 80%.
Pyrolysis of pine sawdust combined with condensation of vapours at different temperatures followed by a coalescing filter has been used to obtain bio oils with high selectivity of reactive compounds [34-37]. A bio-oil fraction rich in reactive phenolics was obtained from the second condenser and further treated with organic solvent and basic solutions. Between 20–25 wt% of the dry feed was

D3.3 Resins 20/38
recovered as phenolics and neutrals after this step. This fraction was used in Novolac and resole resin formulations. At a phenol substitution level of 50% the Novolac resin preparation had a shorter gel time than commercial plywood resins. Another important finding was the ability to reduce the amount of formaldehyde in the resin formulation, around two-thirds of the normal amount was necessary to produce a bio-oil wood adhesive with 50% phenol substitution.
Fractional condensation to produce a pyrolysis oil fraction rich in reactive phenolics for direct use in resole resins has also been evaluated [45].
Giroux and Freel [40, 41] investigated the production and use of renewable resins derived from bark and other biomass residues using rapid destructive distillation that is fast pyrolysis. Bark was pyrolysed under vacuum and the vapour condensed in stages. The resulted phenolic-rich fractions were used for the synthesis of resole resins with a phenol substitution level of 40%.
Mohan et al. [46] have reviewed fractionation processes aimed at the isolation of chemicals such as syringol or the separation of a phenolics-rich fraction, acids and neutrals from pyrolysis oils derived from a variety of biomass feedstocks and reaction conditions.
Gallivan and Matschei from American Can. Co. investigated a method of fractionating pyrolysis oils to obtain a phenolic fraction which was suitable as a total or partial substitute for phenol in making PF resins. Pyrolysis oils were obtained from the pyrolysis of wastes such as bark, sawdust, tree-tops and limbs. The phenolic fraction may be used for partial or total replacement of pure phenol in making PF resins. A resin was formulated by Gallivan and Matschei using the whole phenolic fraction, 37% formaldehyde, water and NaOH catalyst. The resulting adhesive was used to laminate veneer panels (plywood), which were tested for wood failure. The phenolic-fraction-based adhesive showed comparable results with those made from petroleum PF resin.
Separation of reactive phenols and neutral fractions through liquid–liquid fractionation in several steps has also been investigated by Chum et al. [34-37] for the preparation of PF resole resins. Preliminary results revealed that the fractionated pyrolysis oils could be used within P/F resin compositions, as P/N containing resins exhibited equivalent gel times as noted for standard P/F resins. Novolac resins and moulding compositions were also prepared with P/N fractions to substitute phenol and formaldehyde.
Pyrolytic lignins, which are considered to be the water insoluble part of pyrolysis oils, can be obtained by precipitation in water. Pyrolytic lignins are close to exclusively composed phenolic compounds. Pyrolytic lignins of pyrolysis oils precipitated from different fast pyrolysis processes have been characterised [47, 48] and found to be similar to the corresponding milled wood lignins. Most of these pyrolytic lignins are likely oligomeric alkylated aromatic units probably largely linked by C–C bonds. Scott [49] prepared pyrolytic lignins from pyrolysis oils using precipitation and centrifugation or filtration of the non-aqueous fraction. Adhesive formulations prepared using the lignins were found to be inferior to the standard P/F resin in both colour and odour, and required long press times in order to avoid de-lamination of wafer-boards. Tests indicated that none of the pyrolytic lignin samples met the internal bond (IB) test requirement.

D3.3 Resins 21/38
3.5.2 Vacuum pyrolysis
In addition to fast pyrolysis, vacuum pyrolysis has been investigated as a means of producing phenolic resin precursors from lingo-cellulosic materials. Compared to fast pyrolysis, longer residence times are employed.
Roy et al. [45] investigated the production of a phenolics-rich pyrolysis oil for direct use in making resole resins. A resole resin prepared from the phenolics-rich pyrolysis oil with 40% phenol substitution and was used for the manufacture and evaluation of OSB panels. Mechanical properties (i.e. IB, torsion shear) were superior to those of the control panels prepared with a commercial resin [50].
Amen-Chen et al. [51] evaluated vacuum pyrolysis oils as phenol substitutes for resole type resins. The pyrolysis oils reacted with formaldehyde during resin synthesis and no separation or fractionation processes were required except for the removal of low molecular weight organic acids. As a feedstock, softwood bark from balsam fir, white spruce and black spruce, was used and yielded 28wt% of oil, 27 wt% of char, 17wt% of gas and 25 wt% of pyrolytic water. The technology is known as the Pyrocycling process and was commercialised by Pyrovac Inc. [45]. Resole resins were prepared at petroleum phenol replacements of 25 and 50 wt% using the bark derived oils with formaldehyde to phenol ratios of 2.25, 2.0 and 1.75. Strandboards manufactured with the resins exhibited mechanical properties such as modulus of rupture, modulus of elasticity and internal bonding better than those specified in the Canadian Standards. The thickness swelling test of the boards did not meet the standards. The resins having 25 wt% phenol replaced by pyrolysis oils were found to be suitable as surface resins and the performance was comparable to that of the commercial resin. Substitutions of up to 50 wt% of phenol with the pyrolysis oil reduced the crosslinking of the resin which was evident in lower internal bonding properties. The resins showed slower curing kinetics and lower thermal stability than those of the commercial control [52]. A small concentration of polypropylene carbonate (0.5–1.5 wt%) was added to the wood adhesives to improve the curing behaviour. However, addition of polypropylene carbonate did not significantly improve the mechanical properties of strandboards [53].
3.5.3 Pressure liquefaction
Liquefaction of lingo-celullosic materials represents another route for obtaining phenolic resin precursors. It is generally performed under high pressure at temperatures of <350oC and followed by a separation process. The ultimate pH of liquefaction is always acidic whether the starting pH is alkaline or acidic. Wood, particularly waste hard wood (birch), is more susceptible to liquefaction than other biomass feedstocks [54]. Synthesis of phenolic resins was performed by direct reacting of phenolics fraction with 37% formaldehyde solution, water and NaOH catalyst. The phenolic resin was tested on birch veneer plywood. A better bond strength was achieved than for the commercial control.
Liquefaction of corn bran was evaluated for the production of a resole-type resin [55]. The methanol-soluble fraction was analysed and also used as a phenolic resin precursor. For the resole resin synthesis, the liquefied oil derived from corn bran was mixed with 37% aqueous formaldehyde and sodium hydroxide, then refluxed at 55–85oC for 1–4 h. Mild condensation conditions were preferred to prevent the formation of high molecular weight compounds and the consequent deterioration of

D3.3 Resins 22/38
resin viscosity. The properties of this resole resin namely gel time and viscosity were comparable to those of a conventional resole resin.
3.6 Protein
Protein industrially used in the sector of wood-based panels is primarily derived from soy. During the thirties, soybean was incorporated in phenolic resins mainly as a filler or extender to decrease the cost of petroleum based plastics [56] while soy-based adhesives have been used to manufacture common wood products such as plywood for over 70 years. Currently few soy protein based adhesive systems have been developed to produce lower cost or more environmentally friendly systems. For example, one of the primary successes of United Soybean Board funded research is the development of two different soy-based adehesive systems suitable for use as glues in the production of interior hardwood plywood, oriented strand board and softwood plywood. The first system is soy phenol formaldehyde resin, where soy flour is converted to a soy hydrolyzate which in turn co-reacts with a phenolic resin. Low-cost soy meal/soy flour soy flour is converted to a soy hydrolyzate that can be substituted for up to 40 percent of the more expensive phenol component. The second resin involves the use of soy flour in foamed glue extruded systems for laminating plywood veneers. In this system, soy flour is substituted for animal blood for use as a foaming agent for phenol formaldehyde resins. The main benefit for foamed glues over other application systems is the savings in resin usage. Other benefits are reduced glue spread, reduced glue waste and minimal clean-up time. Reduced resin content also results in reduced formaldehyde emissions [57].
A new group of adhesives have been developed by researchers from the College of Forestry at Oregon State University. The discovery resulted from the curiosity of Kaichang Li, an assistant professor of wood chemistry, who was harvesting mussels one day at the ocean's edge. Li observed mussels being pounded by ocean waves, and wondered how they could cling so tenaciously to rocks by their thread-like tentacles. A study of the chemistry of this attachment ultimately led to creation of a new group of adhesives based on renewable natural materials, such as soy bean protein or wood lignin. The new adhesives may replace some of the formaldehyde-based wood adhesives currently used to make wood composite products, such as plywood, oriented strand board, particle board, and laminated veneer lumber. A key advantage of this new adhesive is its superior strength and water resistance. The discovery has been protected with patents while the exploitation rights have been transferred to the Columbia Forest Products that market the resin, under the trade name PureBond,® for application on hardwood plywood panels and other composite wood products.
The soy flour component is a renewable resource and, while not studied extensively as a building material component, it is not expected to have health impacts as significant as the formaldehyde and MDI-based binders.
Water-blown rigid polyurethane foams have been prepared by introducing a small portion of soy flour [58, 59]. Soy flour contains about 50% proteins and 30% carbohydrates, which are polyfunctional molecules bearing many hydroxyl groups. These moieties react with isocyanate to form different polyurethane formulations. Compared to petroleum-based polyols, soy flour can be applied to modify or to improve the physical and chemical properties of polyurethane foams, while reducing the overall cost.

D3.3 Resins 23/38
3.7 Natural Oils
The first bio-based adhesive patent was issued on Nov 11, 2003 as US Patent No. 6,646,033, entitled “Pressure Sensitive Adhesives from Plant oils”. The patent was disclosing the use of soy oil and Dow Chemical expressed interest in developing this high volume bio-based material.
Epoxidized plant oils like soybean oil, epoxidized castor oil and fatty acids have been used for the production of sustainable epoxy resins [60]. These epoxidized oils are converted directly, either in the presence of thermally latent catalysts to initiate polymerization or in the presence of anhydrides as curing agent [61].
Trials have been made to mechanically reinforce epoxy resins derived from plant oil with different inorganic fillers such as glass, carbon and mineral fibers [62].
Plant oils are also used in the synthesis of polyurethane resins. These resins may be either thermosetting or thermoplastic because their properties may be tailored by reactions with various polyols and isocyanates.
Figure 13: Synthesis of polyurethane where R and R’ are of aliphatic or aromatic nature.
In sustainable thermosetting materials, polyurethane is currently prepared starting from renewable polyols, while the isocyanate component is made from petroleum resources [63]. To obtain vegetable oil polyols, the most used methods are based on the epoxidation of plant oils, or air oxidation followed by their soft-hydrolysis or maleinization carried out in one or two step precedures. This leads to the formation of hydroxyl functions in the middle of the fatty acid chains [64]. Nevertheless, more recent advancements in biotechnology promise the synthesis of isocyanate compounds from renewable resources. Tamani et al. [65] developed soy-based polyurethane networks without the aid of diisocyanates. The authors converted epoxidized soybean oil into carbonated soybean oil by reaction with CO2 and tetrabutylammonium bromide as catalyst. The carbonated soybean oil was reacted with amine functionalized monomers to produce polyurethane networks.
3.8 Glycerol
The hydrolysis or transesterification of fatty acids triacyl esters (oils and fats) gives glycerol [66, 67]. In the traditional manufacturing process bio diesel is produced by a transesterification reaction between vegetable oil and methanol, catalyzed by KOH.
Currently, industry, government and academy are increasing their efforts to develop new and improve existing glycerol chemistry, and figure 14 depicts some of the platform chemicals that can be derived from glycerol [68].

D3.3 Resins 24/38
Figure 14: Platform chemicals derived from glycerol.
Hyperbranched polyether (HBP) obtained from glycerol blended with urea-formaldehyde (Figure 15) improves the hardness (16%) and the compressive shear strength (17%) of the cured urea - formaldehyde polymer, whereas water absorption remains unaffected. It was also shown that blending UF resins with hyperbranched polyethers can be an effective tool for controlling mechanical properties and dimensional stability of the polymeric systems.
Figure 15: Anionic polymerization of glycerol carbonate to hyperbranched polyether (HBP), using partially deprotonated trimethylolpropane (TMP) as an initiator
Some interesting glycerol derivatives that are already used in the wood-based panel industry are:
- Glycerol triacetate (triacetin) [69, 70] that can be used as a cure accelerator in various binder formulation such phenol – formaldehyde and tannin or lignin binder systems.

D3.3 Resins 25/38
- Poly-glycerol and poly-glycerol ethers and esters [71, 72], are also very interesting compound due to their high content of hydroxyl groups that can be either react with formaldehyde (scavenger) or with urea or melamine to improve overall resin properties.
- Diglycidyl ether (DGE) and polyglycidyl ether (PGE) type compounds could also react with condensed tannins and/or lignin. Due to the demonstrated reactivity of diglycidyl and polyglycidyl ether compounds with hydroxylated reactants for different applications in general and with lignin, with potential application in the wood adhesives field it is important to consider the relative chemical similarity of lignin with tannin structures, both being polyphenolic in nature.
4. CURRENT STATUS OF INDUSTRIALISATION
The industrialization of crops depends on the technological advancements for their conversion in fuels, power and chemicals (biorefinery). The biorefinery concept is analogous to today’s petroleum refineries (NREL). Biorefining is not a completely new concept. Many of the traditional biomass converting technologies such as sugar, starch and the pulp and paper industries utilize technologies in a similar manner to biorefineries. Biorefineries are classified according to the technological status (implementation), type of raw materials used and conversion processes applied. The following figure 15 presents the network on which the biorefinery system is based [73].
Figure 15: Network on which the biorefinery classification system is based [73]

D3.3 Resins 26/38
Today although significant knowledge has been generated on bio-refinery by European universities, research institutes and industry players till today, a large portion of it has been shifted overseas because of the lack of development projects in Europe [74.
Generally, EU appears to be less successful than USA in creating a business environment for SMEs based on sustainable solutions, not due to the lack of the needed entrepreneurial spirit but because Europeans are hampered by the funding mechanism, complex legislation, costly product testing and registration, less favorable patent laws and disadvantages in other aspects of business compared to conditions outside the EU [75].
The status of industrialization of the crops’ derived products and fuels differs substantially in EU27 region. A reason for this is the national mandates and policies of each country that are among the main industry drivers as well as subsidies that vary not only from country to country but even within the same region [74].
5. STATISTICS ON PRODUCTION AND USE OF RENEAWABLE RAW
MATERIALS IN EUROPE
According to a study carried out by Schmitz in 2008 [76] it was estimated that the industry was going to use around 6.4 million tones of renewable raw materials while the other industries will use 2.6 million tones. The renewable resources of these raw materials would be oils and fats (31%), starch (35%), sugar (14%), chemistry and cellulose fibers (16%) and other (4%) (figure 16).
Figure 16: industrial material use of renewable raw materials in Europe [76].
The domestic production and consumption of renewable raw materials in EU is as follows:
D3.3 Resins 27/38
Oil crops
The application of oils is determined by the chain of fatty acids contained in the oil. Fatty acids with long chains are used in the synthesis of polymers. Suitable plants are: palm, soybean, rapeseed & sunflower. Other industrial uses of plant oils are: lubricants, surfactants, solvents and waxes.
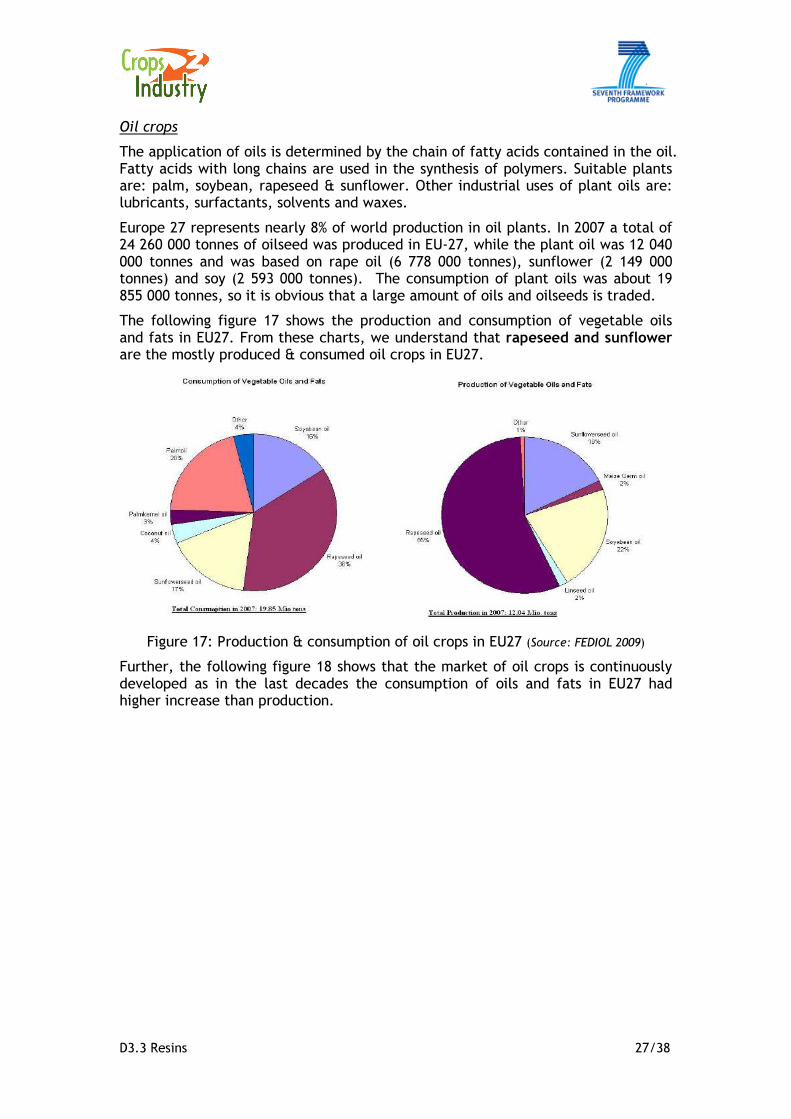
Europe 27 represents nearly 8% of world production in oil plants. In 2007 a total of 24 260 000 tonnes of oilseed was produced in EU-27, while the plant oil was 12 040 000 tonnes and was based on rape oil (6 778 000 tonnes), sunflower (2 149 000 tonnes) and soy (2 593 000 tonnes). The consumption of plant oils was about 19 855 000 tonnes, so it is obvious that a large amount of oils and oilseeds is traded.
The following figure 17 shows the production and consumption of vegetable oils and fats in EU27. From these charts, we understand that rapeseed and sunflower are the mostly produced & consumed oil crops in EU27.
Figure 17: Production & consumption of oil crops in EU27 (Source: FEDIOL 2009)
Further, the following figure 18 shows that the market of oil crops is continuously developed as in the last decades the consumption of oils and fats in EU27 had higher increase than production.

D3.3 Resins 28/38
Figure 18 Consumption of crude vegetable oil & fats in EU27 (Source: FEDIOL 2009)
Carbohydrate Crops
In the case of carbohydrate crops the main ingredients useful for polymers are starch and sugars.
Sugar used in industrial biotechnology may come from sugar beet/cane or may be produced from starch. In 2007/2008, 17 834 000 tonnes of sugar was produced from sugar beet in the EU, mainly in France and Germany. Sugar is mainly used for fermentation to produce bioethanol which finds application as biofuel. The majority of sugar production in Europe is used by the food industry and only a small part is going to industrial use. Today only about 10% is used as platform chemical for the production of pharmaceutical and cosmetic products, vitamin B2, insuline, alcohols, enzymes, polyxydroxyalkanoates (PHA), etc. In 2006/2007 more than 626 722 tonnes of sugar (and starch based isoglucose) were subsidized by the European Commission for the use in the chemical industry [77]. As industrial biotechnology is a growing high tech industry, the importance of sugar as raw material is expected to increase rapidly [78].
Starch production in Europe, is based on wheat, maize and potatoes [78]. About 60% of all produced starch is used in food applications and the 40% is used to produce starch and starch based sugar products. It is the 2nd main raw material for the fermentation industry in Europe. It is the base for the production of ketogulonic acid, polyhydroxyalkanoates (PHA), polylactic acid (PLA) and sorbitol. It is also used in the synthesis of biobased plastics. The following figure 19 shows an overview of the sectors of application of starch products.

D3.3 Resins 29/38
Figure 19: Sectors of application of starch products in 2007, in terms of consumption in tonnage (SOURCE: AAF 2009).
According to the AAF 9.6 million tonnes of starch were produced in 2007 from 21.5 million tonnes of raw material. The consumption of starch and starch derivatives in 2007 was 9.3 million tonnes of which 40% were for non-food applications.
Fiber crops
The main European fiber crops are hemp and flax. A relatively small (compared to the global production) quantity of cotton is also grown. Fiber crops are traditionally used in the textile industry. The last decades they find application in automotive industry and as insulation materials. Another relative large market is the sector of specialty paper (e.g. tea bags, coffee pads, cigarette papers and technical filters), while in a smaller extent they are used to reinforce polymers and resins for injection molding and extrusion [78]. An also huge and increasing market is that of the nonwovens and felts. For example in Germany one very successful niche application is nonwovens for growth pads of cress [79]. According to the European Commission 633 600 tonnes of flax straw and 173 800 tonnes of flax fibers were produced in the EU-25 in 2005, mainly in France and the Netherlands. Additionallt 81 600 tonnes of hemp straw was produced to utilize fibers mainly in France, Czech Republic, Germany, Poland and Great Britain.
Specialty crops
Specialty crops or Medicinal crops are cultivated on only a small fraction of the total agricultural area in Europe, but they have a very high value market. Nowadays about 75% of them are used as phyto-pharmaceuticals for humans, a 18% is consumed in the field of health foods and a 7% is used in cosmetics, mainly as additives in toothpastes and massage oils [4].
Summarizing, the crops that find application on the polymers industry are: oil, carbohydrate and fiber crops. Especially in the case of wood-based panels, not only

D3.3 Resins 30/38
these crops are used for the synthesis of adhesives but also the fiber crops have been used as wood substitutes with promising results.
The Nova-institute in Germany has carried out a study on the consumption of bio-materials (polymers) in the EU. According to the findings, it can be assumed that the production quantities of the selected biomaterials were more than 350,000 tons (table 2).
Table 2: Statistics on the consumption of selected biomaterials in the EU (different years and areas).
6. WOOD USE IN EUROPE
In order to evaluate the prospect of fiber crops as substrate alternative to wood in the industry of wood-based composites and paper, and on the other hand to forecast the market for the polymers from crops that can be used as adhesives in these industrial fields, it is necessary to study the status of wood availability and use in the EU. So it is considered purposeful to report some data relatively with the wood market in Europe.
Forests cover 177 million ha in the EU or 42% of its terrestrial area (2005/FAO/MCPEE). The EU is one of the largest producers, traders and consumers of forest products in the world. An overview of wood products is presented in the following table 3.

D3.3 Resins 31/38
Table 3: Overview of wood products [80]
In order to understand how much wood is available in the EU, it is necessary to know how much wood is growing in the EU’s forests and how much is removed. Growing stock per hectare of forest area is a good indicator of how well stocked forests are. In 2005, the EU average for growing stock was 131.2 m3 per hectare and it was 3,8% increased value compared to the values of 2000. On the other hand large variations in wood removal are observed among Member States. For example fellings as a percentage of the net annual increment range from 16% in Cyprus to 103% in Portugal. The demand from wood processing industries (wood and paper) is increased steadily in the years resulting in an overall rise in demand for wood in the EU (UNECE/FAO/University Hamburg, 2007). This increase is expected since the use of wood for paper and paper products has risen steadily over the last decades. Moreover in recent years wood energy has become increasingly important for consumers and policy makers as a renewable source of energy [80]. The following graph 1 gives an overall division of the use of wood resources.
Graph 1: Wood resource use, EU27, 200 7 (% of total wood use) (Source EUwood 2009).

D3.3 Resins 32/38
Studies carried out for the current 27 Member States show a higher (by 23 million m3) wood demand (801 million m3) than supply (777 million m3). This proclaims that there is room for the use of fiber crops both in the paper and wood-based composites industry. Fibers from fiber crops have inherently high mechanical strength and thus it can be expected that they will be able to give products with superior mechanical properties than wood.
Relatively with the use of polymers from crops as adhesives in the production of wood-based panels, we can also see that the market forecasting is promising, as wood based panels is an up-and-coming industrial field.
The wood processing industry (panel industry) largely produces particleboards using wood particles of small size. Oriented strand boards (OSB) are also produced from wood particles but of larger dimensions, while fiberboards of various densities (e.g. MDF) are fabricated from fibers. The following graph shows the share of various wood-based panel types of the total production in Europe.
Figure…. share of various wood-based panel types of the total production in Europe (Source CEI-Bois 2009).
According to the report of the European Panel Federation (EPF) of 2011 [81], particleboards production in EU achieved an increase by 3.5% in 2010, while the MDF production rose by 2.8%. Although the economic crisis had driven this industry to an economic downturn, the statistics show a slow but steady recovery. So the crops-derived renewable adhesives are addressed to an industrial field with increasing market.
Also, in the same report it is stated that considerable challenges there are in front of this industrial sector such as the continuously increasing production costs, in particular due to the ever increasing competition for wood with the subsidized renewable energy sector as well as due to the rising costs for chemicals and other items in view of the energy price hikes. This illustrates that any renewable materials from crops that are suitable for this industrial sector (fibers and polymers) cay find wide application, as they can be cheaper than the expensive

D3.3 Resins 33/38
petrochemical raw materials and locally available while together more friendly to the human beings and environment.
5. MARKET PROSPECT & CONCLUSIONS
Farming is the most dominant and dynamic type of land use, covering around 40% of the land area in the EU-27. Within the arable land class (that is 104 million hectares), cereals are the dominant crops while industrial crops are following (12.9 million ha) [80].
The use of biomass both from forestry and agriculture is expected to increase sharply in the next decades [80].
On the other hand, the EPF report of 2011 [81] states that considerable challenges there are in front of the industrial sector of wood-based panels such as the continuously increasing production costs, in particular due to the ever increasing competition for wood with the subsidized renewable energy sector as well as due to the rising costs for chemicals and other items in view of the energy price hikes.
The above illustrate that any renewable materials from crops that are suitable for this industrial sector (fibers and polymers) cay find wide application, as they can be cheaper than the expensive petrochemical raw materials and locally available while together more friendly to the human beings and environment. Especially speaking about the wood-based panels sector, the crops of higher interest are the lignocellulosic ones which can give both chemicals and fibers, while oil and carbohydrate crops are following. The polymers synthesized with raw materials derived from crops already find many other applications in various products whose market, although still at its infancy, has rapid growth.
The bio-based products are likely to become even more important for various key industries in the future for the following reasons [74]:
• Increasing public pressure for environmental sustainability • Need for increased Geopolitical security • Deteriorating economics of fossil based products • Demographic growth and rising economic aspirations of developing countries.
In addition, the innovation potential of bio-based technologies will allow the production of new molecules for fuels, chemical and material applications that are not currently available from fossil resources and harbour true innovation potential.
Their greater exploitation will be helped by the continuous advancements in sciences like biotechnology and materials, that hopefully will provide easier and cheaper methods to remove the various chemicals from crops, while make them able for more efficient performance. The reduced cost together with the increased efficiency will give them competitive advantage against their petrochemical counterparts that will drive to increased marketability.
Of course, policy and legislation play a significant role to the promotion of their marketability and the authorities have to take in under consideration.

D3.3 Resins 34/38
References
1. European Panel Federation (EPF) Annual report 2008-2009.
2. P. Nowicki, M. Banse, C. Bolck, H. Bos, E. Scott. Biobased economy-state of the art assessment, LEI, report 6.08.01, pp66, Hague, 2008.
3. http://www.cropsreview.com/support-files/agriculturalcrops-classifications.pdf.
4. Raschka A., Carus M., Piotrowski S., Scholz L.: Industrial material use of renewable resources in Europe, Nova institute GmbH, 2009.
5. Callihan, C., Clemme, J. Microbial Biomass, Academic Press, New York. p. 271, in: Ullmann’s Encyclopedia of Industrial Chemistry, Fifth Edition. Wiley-VCH, 1979.
6. Roberts, M., Etherington, D. Bookbinding and the Conservation of Books: A Dictionary of Descriptive Terminology. Cellulose. Accessed 23 Sep 2003.
7. Petersen, K., Nielsen, P. V., Bertelsen, G., Lawther, M., Olsen, M.B., Nilsson, N. H., Mortensen, G.: Potential of biobased materials for food packaging. Trends in Food Science and Technology, vol10, pp: 52-68, 1999.
8. Weber, C. Biobased Packaging Materials for the Food Industry: Status and Perspectives. KVL Department of Dairy and Food Science, Frederiksberg, Denmark, ISBN 87-90504-07-0, edition 2000.
9. CTS. CTS Machinery, Keysborough, Australia. http://www.ctsmachinery.com.au/glossary/default.asp?letter=&page=9. Accessed 23 Sep 2003.
10. BenBrahim, A. (2002): Degrade and Deliver. Royal Society of Chemistry, London UK. Chembytes e-zine, April 2002. http://www.chemsoc.org/chembytes/ezine/2002/benbrahim_apr02.htm. Accessed 11 September 2003.
11. Novamont. http://www.materbi.com. 13 June 2003.
12. Biotec. Biologische Naturverpackungen GmbH & Co. KG, Emmerich, Germany, 2003. http://www.biotec.de/engl/index_engl.htm. 20 August 2003
13. Degli Innocenti, F.; Bastioli, B. (2002): Starch-Based Biodegradable Polymeric Materials and Plastics-History of a Decade of Activity. Presentation at UNIDO, Trieste, Sep 5-6 2002. http://www.ics.trieste.it/documents/chemistry/plastics/activities/egm-Sept2002/DegliInnocenti.pdf.
14. Ilcorn. New tire made from corn may mean ‘good year’ for growers. Illinois Corn Growers Association, Illinois, US, 2003. http://www.ilcorn.org/Corn_Products/AMaizing_Tires/amaizing_tires.html. 21 July 2003.
15. Novamont: Personal communication with Catia Bastioli of Novamont S.p.A.,Novara, Italy. 15 May 2003 http://www.novamont.com/.
D3.3 Resins 35/38
16. A. Pizzi, H. O. Scharfetter, The chemistry and development of tannin-based adhesives for exterior plywood, Journal of Applied Polymer Science, 2003, 22 ,1745 – 1761
17. L. Yeap Foo, CONDENSED TANNINS: REACTIONS OF MODEL COMPOUNDS WITH FURFURYL ALCOHOL AND FURFURALDE8YDE, JOURNAL OF WOOD CHEMISTRY AND TECHNOLOGY, 1985, 5, 135.-158.
18. Hong Lei, A. Pizzi, Guanben Du, Environmentally Friendly Mixed Tannin/Lignin Wood Resins, Journal of Applied Polymer Science, 2008, 107, 203–209.
19. R. GARCIA, A. PIZZI, Polycondensation and Autocondensation Networks in Polyflavonoid Tannins. I. Final Networks, Journal of Applied Polymer Science, 1998, Vol. 70, 1083–1091.
20. A. Despres, A. Pizzi, C. Vu, H. Pasch, Formaldehyde-Free Aminoresin Wood Adhesives Based on Dimethoxyethanal, 2008 Journal ofAppliedPolymer Science,110, 3908–3916.
21. K. Li, X. Geng, J. Simonsen, J. Karchesy, Novel wood adhesives from condensed tannins and polyethylenimine, International Journal of Adhesion & Adhesives, 2004, 24, 327–333.
22. Jian Huang, M.S Thesis., 2007. Development and characterization of new formaldehyde-free soy flour-based adhesives for making interior plywood, Department of Wood Science & Engineering, Oregon State University.
23. S. Kim, Environment-friendly adhesives for surface bonding of wood-based flooring using natural tannin to reduce formaldehyde and TVOC emission, Bioresource Technology, 2009, 100, 744-748
24. S. Kim, H. J. Kim, Evaluation of formaldehyde emission of pine and wattle tannin-based adhesives by gas chromatography, Holz Roh Werkst, 2004, 62, 101–106
25. A. Pizzi, N. Meikleham, B. Dombo and W. Roll. Autocondensation-based, zero-emission, tannin adhesives for particleboard. Holz als Roh-Roh und werkstoff. Volume 53, number 1, pp 201-205, January 1995.
26. J.M.Raquez, M. Deliglise, M.F. Lacrampe, P.Krawczak, Thermosetting (bio)materials derived from renewable resources: a critical review. Progress in Polymer Science 35, pp 487–509, 2010.
27. Ringena O. Fraktionierung und Charakterisierung von elektrochemisch behandelten Magnesium-Sulfitablaugen. PhD thesis. University of Hamburg; 2006.
28. Doering GA, Harbor G. Lignin modified phenol–formaldehyde resins, US Patent 5,202,403, Georgia-Pacific Resins Inc., 1993.
29. Chen CM. State of the art report: adhesives from renewable resources. Holzforsch Holzverwert vol 4, pp: 58–60, 1996.
30. Cetin NS, Ozmen N. Use of organosolv lignin in phenol–formaldehyde resins for particleboard production— I. Organosolv lignin modified resins. Int J Adhes Adhes vol 22, 2002.

D3.3 Resins 36/38
31. Cetin NS, Ozmen N. Use of organosolv lignin in phenol–formaldehyde resins for particleboard production—II. Particleboard production and properties. Int J Adhes Adhes vol 22, 2002.
32. Ono HK, Sudo K. Wood adhesives from phenolysis lignin, a way to use lignin from steam-explosion process. In ACS Symposium series, vol. 397, 1988.
33. Khan MA, Ashraf SM, Malhotra VD. Development and characterization of a wood adhesive using bagasse lignin. Int J Adhes Adhes vol 24, 2004.
34. Chum HL, Black SK, Diebold JP, Kreibich RE. Phenolic compounds containing neutral fractions extract and products derived therefrom from fractionated fast-pyrolysis oils. US Patent 5 223 601, Midwest Research Institute Ventures, Inc., 1993.
35. Chum HL, Black SK, Diebold JP, Kreibich RE. Resole resin products derived from fractionated organic and aqueous condensates made by fast-pyrolysis of biomass materials. U.S. Patent 5 235 021, 1993.
36. Chum HL, Diebold JP, Scahill J, Johnson D, Stuart B, Schroeder H, et al. Biomass pyrolysis oil feedstocks for phenolic adhesives. In ACS symposium series, vol. 385, p. 135–51,1989.
37. Chum HL, Kreibich RE. Process for preparing phenolic formaldehyde resole resin products derived from fractionated fast-pyrolysis oils. US Patent 5 091 499, Midwest Research Institute, 1992.
38. Himmelblau DA. Method and apparatus for producing water-soluble resin and resin product made by that method. US Patent 5 034 498 Bicarbons Co., 1991.
39. Himmelblau DA, Grozdits GA. Production and performance of wood composite adhesives with air-blown, fluidized-bed pyrolysis oil. In: Overend RP, Chornet E, editors. Proceedings of the 4th biomass conference of the Americas, vol. 1. Oxford, UK: Elsevier Science; p. 541–7,1999.
40. Giroux R, Freel B, Graham R. Natural resin formulations. US Patent 6 326 461, Ensyn Group Inc., 2001.
41. Giroux R, Freel B, Graham R. Natural resin formulations. US Patent 6 555 649, Ensyn Group Inc., 2003
42. Nakos P, Tsiantzi S, Athanassiadou E. Wood adhesives made with pyrolysis oils. In: Proceedings of the 3rd European wood-based panel symposium, European Panel Federation & Wilhelm Klauditz Institut, Hanover, Germany, 12–14 September, 2001.
43. Vergopoulou-Markessini E, Tsiantzi S. Bonding resins in US Patent 6 579 963, Enigma N.V., 2003.
44. Cambridge biopolymers. /http://www.cambridge-biopolymers.com/Technologies.htmS. Cited on 2 November 2005
45. Roy C, Liu X, Pakdel H. Process for the production of phenolic-rich pyrolysis oils for use in making phenol–formaldehyde resole resins. US Patent 6 143 856, Pyrovac Technologies Inc., 2000.
46. Mohan D, Pittman Jr CU, Steele PH. Pyrolysis of wood/biomass for bio-oil: a critical review. Energy Fuels vol 20, 2006.
D3.3 Resins 37/38
47. Scholze B, Meier D. Characterization of the water-insoluble fraction from pyrolysis oil (pyrolytic lignin). Part I. PY–GC/MS, FTIR, and functional groups. J Anal Appl Pyrolysis vol. 60, pp41–54, 2001.
48. Scholze B, Hanser C, Meier D. Characterization of the water-insoluble fraction from fast pyrolysis liquids (pyrolytic lignin): Part II. GPC, carbonyl groups, and 13C-NMR. J Anal Appl Pyrolyis vol 58–59, pp 387–400, 2001.
49. Scott DS. Chemicals and fuels from biomass flash pyrolysis—part of the bio-energy development program, Renewable Energy Branch, Energy Mines and Resources Canada, Ottawa, Canada; (DSS contract file no. 38ST 23216-6-65164), 1988.
50. Chan F, Riedl B, Wang XM, Lu X, Amen-Chen C, Roy C. Performance of pyrolysis oil-based wood adhesives in OSB. Forest Products J vol 52, 2002.
51. Amen-Chen C, Riedl B, Wang XM, Roy C. Softwood bark vacuum pyrolysis oil—PF resols for bonding OSB panels. Part I. Resin synthesis and OSB mechanical properties. Holzforschung vol 56, 2002.
52. Amen-Chen C, Riedl B, Roy C. Softwood bark vacuum pyrolysis oil—PF resols for bonding OSB Panels. Part II. Thermal analysis by DSC and TG. Holzforschung vol 56, 2002.
53. Amen-Chen C, Riedl B, Wang XM, Roy C. Softwood bark vacuum pyrolysis oil—PF resols for bonding OSB Panels. Part III. Use of propylene carbonate as resin cure accelerator. Holzforschung vol 56, 2002.
54. Maldas D, Shiraishi N. Liquefaction of biomass in the presence of phenol and H2O using alkalies and salts as the catalyst. Biomass Bioenergy vol 12(4), 1997.
55. Lee SH, Teramoto Y, Shiraishi N. Acid-catalyzed liquefaction of waste paper in the presence of phenol and its application to Novolak-type phenolic resin. J Appl Polym Sci vol 83, 2002.
56. RA Gross, B. Karla. Biodegradable polymers for et environment. Science, 297, pp803-807, 2002.
57. United soybean board: www.soynewuses.org
58. LC. Chang, Y. Xue, FH. Hsieh. Dynamic mechanical study of water blown rigid polyurethane foams with and without soy flour. J. Appl. Polymer Sci., 80, pp10-19, 2001
59. LC. Chang, Y. Xue, FH. Hsieh, Comparative study of physical properties of water blown rigid polyurethane foams extended with commercial soy flours. J. Appl. Polymer Sci., 81, pp2027-2035, 2001.
60. M. Mar, M.Jo, S. US. Plant oil renewable resources as green alternatives in polymer science. Chem. Soc. Rev. 36, pp1788-1802, 2007.
61. G. Liang, K.Chandrashekhara. Cure kinetics and rheology characerisation of soy-based epoxy resin system. J. Appl. Polym. Sci 102, pp3168-3180, 2006
62. N. Boquillon. Use of an epoxidized oil based resin as matrix in vegetable fibers reinforced composites. J. Appl. Polym. Sci., 101, pp4037-4043, 2006
63. ZS Petrovic, Polyurethanes from vegetable oils. Polymer Rev. 48, pp109-155, 2008.
D3.3 Resins 38/38
64. TW Pechar, S. Sohn, GL Wilkes, S. Ghosh, CE Frazier, et al. Characterisation and comparison of polyurethane networks prepared using soybean-based polyols with varying hydroxyl content and their blends with petroleum-based polyols. J. Appl. Polym. Sci., 101, pp1432-1443, 2006
65. B. Tammani, S. Sohn, GL. Wilkes. Incorporation of carbon dioxide into soyaben oil and subsequent preparation and studies of nonisocyanate networks. J. Appl. Polym. Sci. 92, pp883-891, 2004.
66. M. Pagliaro, M. Rossi, C. Della Pina, R. Ciriminna, H. Kimura, “From glycerol to value-added products”, Angewandte Chemie, 2007, 46, 4434-4440.
67. James A. Kenar Lipid Technology November 2007, 19, 249-253.
68. G. Rothenberg, Catalysis: Concepts and Green Applications, Weinheim: Wiley–VCH, 2008, ISBN 978-3-527-31824-7.
69. Trosa A, Pizzi A 2001, 59, 266–271
70. Pizzi A, Meikleham N, Dombo B, Roll W Holz Roh- Werkst 1995, 53, 201–204
71. Hoffmann P Holzforschung 1990, 44, 87–93
72. Meyer JA Adv Chem Series 1984, 257–289
73. International Energy Agency (IEA) Bioenergy: T42: 2009:01.
74. World Economic Forum white paper: The future of industrial biorefineries, 2010
75. Epobio project outputs: Building the European knowledge based bio-economy – the impact of “non food” research (1998 to 2008), J. Coombs, 2007.
76. Schimtz B., for the themes concerned of the co-operation specific programme: info day & brokerage event. Biorefinery Joint call, Brussels, Sepember 2008.
77. Barjol J. L. Sugar for the chemical industry Brussels 22, Brussels 22 May 2008
78. ETC/SCP report: Use of renewable raw materials with special emphasis on chemical industry 1/2010.
79. Carus M., Vogt D., Breuer T.: Studie zur markt und konkurrenzsituation bei naturfasern und naturfaser – werkstoffen (Deutschland und EU). Guelzower Fachgespraeche Band 26. Erstellt durch: nova institute GmbH, Huerth, Hrsg. FNR e.v. Guelzow.
80. EU – Environmental statistics and accounts in Europe Agri-environmental indicators
81. European Panel Federation (EPF), Annual report 2010 – 2011, Poland, 29 June 2011