wis5 ht 05-print
TRANSCRIPT
8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 1/18
Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
Heat Treatments Heat Treatments

8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 2/18
Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
Heat Treatments Heat Treatments

8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 3/18
Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
All heat treatments are basically cycles of three elements
§ Heating
§ Holding (soaking)
§ Cooling
Post weld heat treatments are used to change the properties of
the weld metal, controlling the formation of structures
Pre heat treatments are used basically to increase weldabilty,
control expansion and contraction forces during welding.
Heat Treatments Heat Treatments

8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 4/18
Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
Heat Treatments
Welding InspectionWelding Inspection
Course notes section reference 18
8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 5/18
Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
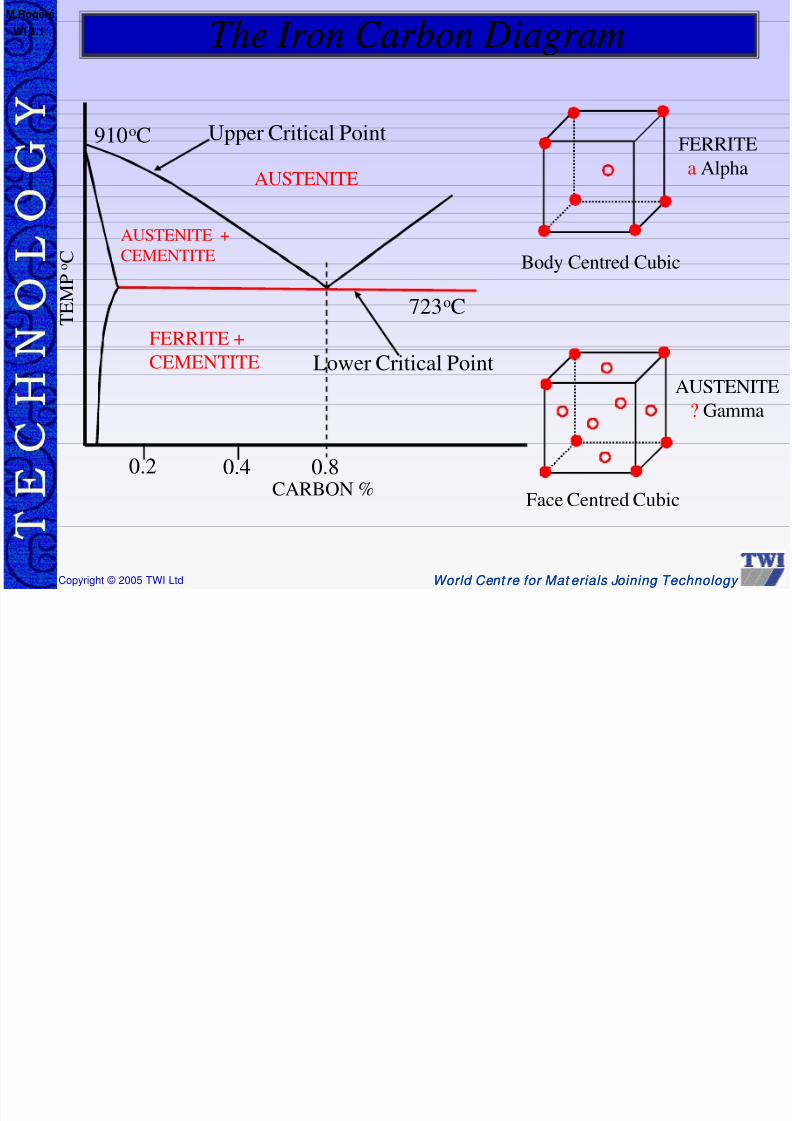
The Iron Carbon DiagramThe Iron Carbon Diagram
0.2 0.4
AUSTENITE
FERRITE +
CEMENTITE
AUSTENITE +
CEMENTITE
0.8
T E M P
o C
CARBON %
723oC
910oC Upper Critical Point
Lower Critical Point
Body Centred Cubic
FERRITE
a Alpha
Face Centred Cubic
AUSTENITE
? Gamma
8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 6/18
Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
The basic heat treatments are:
§ Annealing
§ Hardening
§ Stress relieving
§ Normalising
§ Tempering
§ Pre-heating
The method of applying the heat to the material may vary from
procedure to procedure. e.g flame, electrical resistance and
furnaces
Heat Treatments Heat Treatments
8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 7/18Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
AnnealingAnnealing
§§
TemperatureTemperature: 920o
C hold for sufficient time§§ CoolingCooling: Furnace cool to 650oC then cool down in air
§§ ResultResult: Produces a very soft, low hardness material
suitable for cold working or machining operations.
Decreases toughness and lowers yield stress
NormalisingNormalising
§§ Temperature:Temperature: 920oC hold for sufficient time
§ Cooling: Slow cool in air
§ Result: Relieves internal stresses improves mechanical
properties and increases toughness, grain refinement.
Heat Treatments Heat Treatments
8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 8/18Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
§ The heating rate
§ Temperature attained
§ The time at the attained
temperature (soak time)
§ Cooling rate
The relevant variables for heat treatment process, which
must be carefully controlled are as follows.
Heat Treatments Heat Treatments
8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 9/18Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
Stress ReliefStress Relief
§§
TemperatureTemperature: 550 to 680o
C hold for sufficient time§§ CoolingCooling: Slow cool in air.
§§ ResultResult: Relieves residual stresses improves mechanical
properties and increases toughness, may also be used to
reduce hydrogen levels
Post Hydrogen ReleasePost Hydrogen Release
§§ Temperature:Temperature: Approximately 250oC hold up to 10 hours
§§ CoolingCooling: Slow cool in air
§§ ResultResult: Relieves residual hydrogen
Heat Treatments Heat Treatments
8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 10/18Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
PreheatPreheat
We can preheat metals and alloys when welding for anumber of reasons. Primarily we use most pre-heats to
achieve one or more of the following:
1. To control the structure of the weld metal and HAZ on
cooling2. To improve the diffusion of gas molecules through an
atomic structure.
3. To control the effects of expansion and contraction.
Preheat controls the formation of un-desirable microstructures that
are produced from rapid cooling of certain types of steels.
Martensite is an undesirable grain structure very hard and brittle it
is produced by rapid cooling form the austenite region.
Heat Treatments Heat Treatments

8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 11/18Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
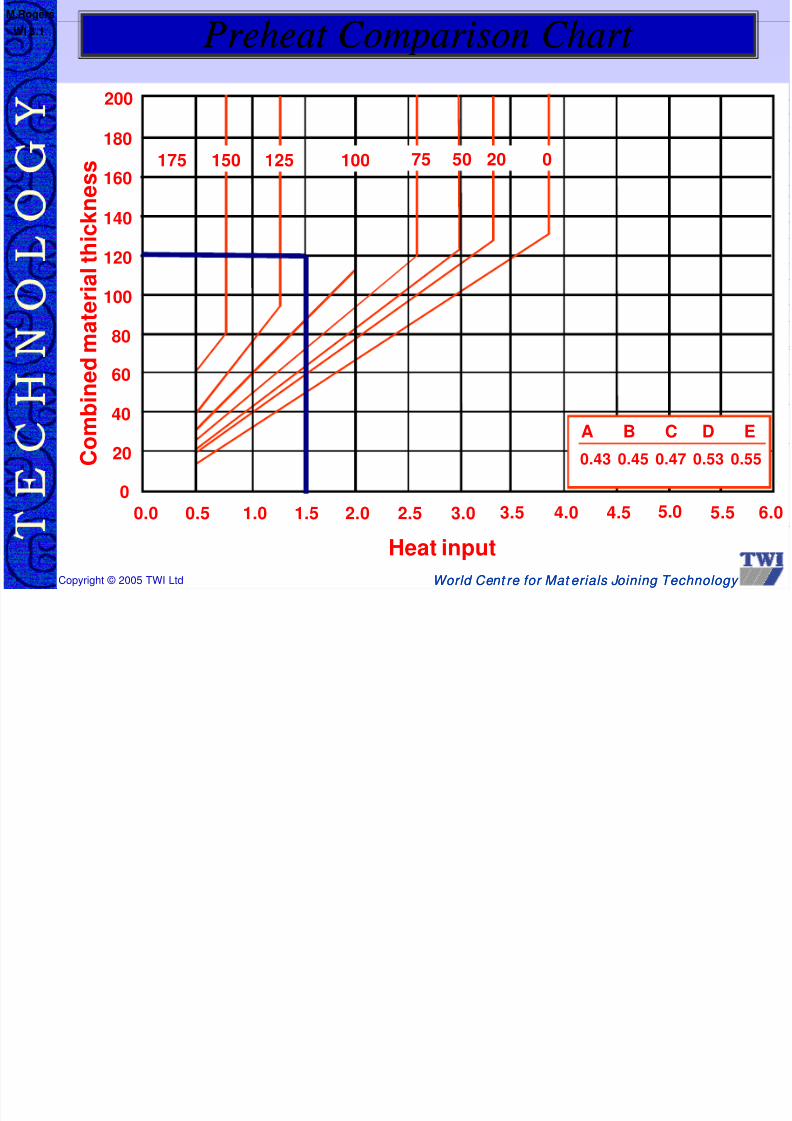
Preheat temperatures are arrived by taking into
consideration the following:
§The heat input
§The carbon equivalent (CE )
§The combined material thickness
§The hydrogen scale required (A, B, C, D, E)
Heat Treatments Heat Treatments
8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 12/18Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
Quench HardenQuench Harden
§§ TemperatureTemperature: 920oC hold for sufficient time
§§ CoolingCooling: Fast cool, quench in water, oil.
§§ ResultResult: Hardens carbon steels. After this
treatment the material is very hard and highly
stressed. The material is brittle but with high
tensile strength.
TemperingTempering
§§ Temperature:Temperature: 250 to 680oC hold for sufficient
time
§§ CoolingCooling: Slow cool in air
§§ ResultResult: Relieves residual stresses improvesmechanical properties and increases
toughness, may also be used to reducehydrogen levels
Heat Treatments Heat Treatments
8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 13/18Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
Heat input
C o m b
i n e d m a t e r i a l t h i c k n e s s
A B C D E
0.43 0.45 0.47 0.53 0.55
175 150 125 100 75 50 20 0
200
180
160
140
120
100
80
60
40
20
0
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0
Preheat Comparison Chart Preheat Comparison Chart
Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology

8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 14/18Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
§ Slows down the cooling rate, which reduces the risk of
hardening
§ Allows absorbed hydrogen a better opportunity of
diffusing out, thereby reducing the risk of cracking
§ Removes moisture from the material being welded
§ Improves overall fusion characteristics
§ Lowers stresses between the weld metal and parent
material by ensuring a more uniform expansion and
contraction
Advantages of preheat
Heat Treatments Heat Treatments
8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 15/18Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
§ Temperature indicating crayons (Tempil sticks®)
§ Thermocouples or touch pyrometers
§ At intervals along of around the joint to be welded
§ The number of measurements taken must allow the inspectorto be confident that the required temperature has been
reached
§ In certain cases the preheat must be maintained a certaindistance back from the joint faces
§ If a gas flame is being used for preheat application thetemperature should be taken form the opposite side to theheat source
§ If this is not possible time must be allowed before taking thepreheat temperature e.g 2 mins for 25mm thickness
Methods of Measuring Preheat Methods of Measuring Preheat
8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 16/18Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
Heat Treatments Heat Treatments
§The heat input Increased
Pre-heat Requirement
Reduced
§Carbon Equivalent Increased Increased
§Combined material thickness Increased Increased
§Hydrogen content Increased Increased
M R
8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 17/18Copyright © 2005 TWI Ltd World Cent re for Mat erials Joining Technology World Cent re for Mat erials Joining Technology
WI 3.1
M.Rogers
Any QuestionsAny Questions
M R
8/3/2019 WIS5 HT 05-Print
http://slidepdf.com/reader/full/wis5-ht-05-print 18/18C i h © 2005 TWI L d W ld C t f M t i l J i i T h lW ld C t f M t i l J i i T h l
WI 3.1
M.Rogers
QU 1. How can the levels of hardness be controlled in the
HAZ?
QU 2. What is the maximum recommended heat treatment
temperature for steel weldments?, state which heat
treatments may be considered when maximum toughness
is requiredQU 3. What are the four main considerations for determining
preheat temperatures, and as a welding inspector which
factors require inspection when applying pre-heat to a
carbon steel joint to be welded?
QU 4. What factors need to be checked/controlled during a heattreatment process
QU 5. Which heat treatment process is required when maximum
ductility is required for example for extensive cold working
operations.
QuestionsQuestions
Heat Treatments