waste audit study - pdfs.semanticscholar.org€¦ · waste minimization focuses primarily on...
TRANSCRIPT

WASTE AUDIT STUDY
MARINEYARDS FOR MAINTENANCE AND
REPAIR
PREPARED FOR
ALTERNATIVE TECHNOLOGY SECTION TOXIC SUBSTANCES CONTROL DIVISION
CALIFORNIA DEPARTMENT OF HEALTH SERVICES
PREPARED BY
SCS ENGINEERS EVIRONMENTAL CONSULTANTS
AUGUST 1989

E
HAZARDOUS WASTE MINIMIZATION AUDIT STUDY OF MARINEYARDS FOR MAINTENANCE AND REPAIR
Prepared by:
SCS Engineers 3711 Long Beach Eoulevard
Ninth Floor Long Beach, California 90807
(213) 426-9544
Prepared for:
California Department of Health Services Alternative Technology and Policy Development Section
714/744 P Street Sacramento, California 95814
August 1989
File No. 188057.00
E
August 3 , 1989 File No. 0188057.00
Mr. Gary H u n t Di v i sion of Environmental Management North Carolina Department of Natural Resources
P.O. Box 27687 Raleigh, North Carolina 27611-7687
and Comunity Development
Dear Mr. Hunt:
Thank you very much fo r sending us copies of your recently published reports on waste reduction i n the marine maintenance and repair and fiberglass boat industries. These reports were useful t o us i n the completion o f our waste audit s tudy for the California Department of Health Services.
Per your request, I am enclosing a copy of our completed report. Should you have any additional questions, pease do not hesi ta te to give me a c a l l .
JRM: c j Enclosure
Cinctnnatl Kansns Clty Los Angeles Phoenix Snn Francisco Seatile Tompa Washington D C

August 1, 1989 File No. 0188057.00
Mr. Benjamin Fries Department of Health Services Toxic Substances Control Division Alternative Technology Section 714/744 P Street P.O. Box 942732 Sacramento, California 94274-7320
Subject: Waste Audit Study of Marineyard Industry, Contract No. 87-TOO97
Dear Mr. Fries:
Enclosed is a copy master and 25 copies of the final report pre- pared for the subject contract. We appreciate having had the opportunity to work with you again on this study.
If you have any additional questions, please contact either of the undersigned.
Very truly yours, .-
JAN/JRM:rwb Enclosures
Clnclnnatt Kansas Clty Los Angeles Phoenlx Son Franclsco Seattle Tampa Washngton D C

CONTENTS
Chapter Page
Abstract ............................................. vii Acknowledgements .................................... viii Disclaimer ............................................ ix Contracts .............................................. x
1 Summary and Conclusions .............................. 1-1
1.1 Summary ......................................... 1-1
1.1.1 Painting and Paint Removal ............... 1-1 1.1.2 Engine and Power Plant Service ........... 1-2 1.1.3 Specialty Repairs .............. 0...0.000~1-2 1.1.4 Bilge and Liquid Wastes ............... .*.1-3 1.1.5 Solvent Wastes ........................... 1-3 1.1.6 Spills and Surface Runoff ............... .l-3
1.2 Conclusions ..................................... 1-3
1.2.1 Waste Auditing ........................... 1-4 1.2.2 Waste Management ................... .000001-4
2 Recommendations ...................................... 2-1
2.1 Source Reduction ............................... 2.1 2.2 Recycling ....................................... 2-2 2.3 Spill and Runoff Cont.ro1 ........................ 2-2 2.4. On-Site Treatment ............................... 2-2 2.5 Off-Site Management ............................. 2-3 2.6 Economics ....................................... 2-3
3 Introduction ......................................... 3-1
3.1 Hazardous Waste Audits .......................... 3-1 3.2 FOCUS of Study .................................. 3-2 3.3 Audit Methodology ............................... 3-2 3.4 Industry Pr-ofile ................................ 3-4
3.4.1 Description of the Industry .............. 3-4 3.4.2 Waste Generation ......................... 3-6
3.4.2.1 Painting ........................ 3-6 3.4.2.2 Engine Repair ................... 3-9
i

E
CONTENTS (continued)
Chapter Paqe
3.4.2.3 Machine Shops ................... 3-9 3.4.2.4 Specialty Repair Shops ......... 3-10 3.4.2.5 Vessel Cleaning Wastes ......... 3-10 3.4.2.6 Asbestos ....................... 3-11
3.4.3 Waste Management ........................ 3-11
3.4.3.1 Waste Storage .................., 3-11 3.4.3.2 Drums .......................... 3-11 3.4.3.3 Blast Waste .................... 3-11 3.4.3.4 Waste Recycling ................ 3-11 3.4.3.5 Waste Disposal ................. 3-12 3.4.3.6 Rainwater and Spill Control .... 3-13
4 Source Reduction ..................................... 4-1
4.1 General Opportunities ........................... 4=1 4.2 Material Storage and Handling ................... 4-2
4.2.1 Inventory Control ........................ 4-2
4.2.3 Drum Storage ............................. 4-3 4.2.4 Spill Control ............................ 4-3
4.2.2 Good Housekeeping ........................ 4-3
4.3 Painting ........................................ 4-4
4.3.1 Surface Preparation ...................... 4-4
4.3.1.1 4.3.1.2 4.3.1.3 4.3.1.4 4.3.1.5 4.3.1.6 4.3.1.7 4.3.1.8
Abrasive Blasting ............... 4-4 Chemical Stripping .............. 4-6 Plastic Media Blasting .......... 4-7 Water Jet Stripping ............. 4-8 Thermal Stripping ............... 4-8 Dry Ice Pellets ................. 4-8 Summary ......................... 4-9 Laser Paint Stripping ........... 4-9
4.3.2 Painting ................................. 4-9
4.3.2.1 Overspray ....................... 4-9 4.3.2.2 Product Substitution ........... 4-10
4.3.3 Equipment Cleaning ...................... 4-11
4.4 Engine Repair .................................. 4-11
ii

CONTENTS (continued) a
Chapter Page
4.5 Machine Shops and Electroplating ............... 4-12 4.5.1 Machine Shops ........................... 4-12 4.5.2 Electroplating .......................... 4-12
4.6 Specialty Repair Shops ......................... 4-13 4.7 Vessel Cleaning Wastes ...................... ...4-14
5 Recycling and Resource Recovery ...................... 5-1
5.1 Painting ........................................ 5-1
5.1.1 Abrasive Wastes .......................... 5-1 5.1.2 Chemical Stripping Wastes ................ 5-2
5.2 Thinner and Solvent Wastes ...................... 5-2
5.2.1 Decanting ................................ 5-3 5.2.2 Distillation ............................. 5-3 5.2.3 On-Site Waste Exchange ................... 5-4 5.2.4 Off-Site Services ........................ 5-4 5.2.5 Waste Segregation ........................ 5- 5
5.3 Engine Repair ................................... 5-6 5.4 Machine Shops and Electroplating ................ 5-6 5.5 Specialty Repair Shops .......................... 5-7 5.6 Vessel Cleaning Wastes .......................... 5-7 5.7 Vessel Renovation ............................... 5-7
6 Treatment and Pretreatment ........................... 6-1
6.1 Wastewaters ..................................... 6-1
6.1.1 Pretreatment ............................. 6-2 6.1.2 Abrasive Blasting ........................ 6-3 6.1.3 Solvent Stripper ......................... 6-4
6.1.3.1 Carbon Adsorption ............... 6-4 6.1.3.2 Steam Stripping ................. 6-5 6.1.3.3 Solvent Extraction .............. 6-5 6.1.3.4 Wet Air Oxidation ............... 6-5 6.1.3.5 Process Design .................. 6-6
iii

CONTENTS (continued)
ChaDter
I
Page
6.1.4 Caustic Paint Stripper ................... 6-6 6.1.5 Acid and Alkaline Cleaner ................ 6-7 6.1.6 Electroplating ........................... 6-7 6.1.7 Waste Segregation ........................ 6-8 6.1.8 Bilge Wastes ............................. 6-8 6.1.9 On-Site Economics ........................ 6-9
6.2 Nonaqueous Wastes ............................... 6-9
6.2.1 Blast Grit ............................... 6-9 6.2.2 Nonhalogenated Organics Incineration .... 6-10 6.2.3 Incineration Limitations ................ 6-10
7 Economics ............................................ 7-1 7.1 Off-Site Management ............................. 7-1
7.1.1 Economy of Scale ........................ 17-1 7.1.2 Economic Disincentives to Waste
Segregation .............................. 7-2 7.1.3 Blast Waste .............................. 7-4
7.2 Source Reduction ................................ 7-4
7.2.1 Inventory Control ........................ 7-4 7.2.2 Spill Control ............................ 7-5 7.2.3 Alternatives to Abrasive Blasting ........ 7-5 7.2.4 Reducing Paint Wastes .................... 7-6 7.2.5 Reduction of Paint Thinner/Solvent
Wastes ................................... 7-7 7.2.6 Engine Repair Wastes ..................... 7-8 7.2.7 Electroplating Wastewaters ............... 7-8
7.3 Recycling and Resource Recovery ................. 7-8 7.3.1 Abrasive Blast Media ..................... 7-8 7.3.2 Aqueous Strippers ........................ 7-9 7.3.3 Solvents and Thinners .................... 7-9
7.3.3.1 On-Site Recycling .............. 7-10 7.3.3.2 Off-Site Recycling ............. 7-10
7.4 Hazardous Waste Treatment ...................... 7-11
iv

CONTENTS (continued)
Paqe Chapter
8
9
Current Regulatory Aspects ........................... 8-1
8.1 Hazardous Waste and Material Management ......... 8-2 8.2 Underground Material and Waste Storage .......... 8-3 8.3 Wastewater Discharge ............................ 8-3 8.4 Air Quality ..................................... 8-4
Environmental Considerations ......................... 9-1
9.1 Waste Types ..................................... 9-1
9.1.1 Blast Wastes ............................. 9-2 9.1.2 Paint Stripper Wastes .................... 9-3 9.1.3 Paint Wastes ............................. 9-4 9.1.4 Solvent Wastes ........................... 9-4 9.1.5 Waste Oils ............................... 9-5 9.1.6 Electroplating Wastewaters .............. .9-6
Bibliography
Glossary of Abbreviations
Appendices
A Summary of Individual Site Audit for Company A ....... A-1 B Summary of Individual Site Audit for Company B ....... B-1 C Summary of Individual Site Audit for Company C ....... C-1 D Self-Audit Guidelines ................................ D-1 E Statutes and Regulations Affecting Hazardous
Waste Generators ..................................... E-1 Order Form for California Hazardous Waste Control Laws and Regulations ................................ E-20
Health Services Toxic Substances Control Division .... F-1 G State Water Resources Control Board .................. G-1 H Local Air Pollution Control Districts in
California ......................................... H-1 I Key Telephone Numbers for Information About
Hazardous Wastes and Hazardous Materials ............. 1-1
F Regional Offices of California Department of
V
TABLES
Number Page
3-1 California Ship and Boat Repair Industry ............. 3-5 3-2 Hazardous Materials and Wastes in Marineyards ........ 3-7
vi

ABSTRACT
This report presents the resuits of SCS Engineers' Waste Audit Study of Marineyards for Maintenance and Repair. The stbdy focuses on the types and quantities of hazardous wastes gener- ated, the potential for minimizing the amount and/or toxicity of wastes generated through source reduction and recycling, and treatment and disposal alternatives.
This study included field audits of three marineyards in Southern California; review of current waste management methods and tech- nologies: characterization of source reduction alternatives for minimizing hazardous wastes: characterization of on- and off-site waste recycling alternatives: and characterization of treatment alternatives.
Waste minimization focuses primarily on in-plant source reduction changes in processes and practices which can reduce the quanti- ties of hazardous waste generated. These changes include waste segregation, waste reuse, inventory control, better housekeeping, and in-house recycling.
On-site treatment may be an economical option at larger shipyards generating substantial quantities of paint stripping or electro- plating wastewaters. The amounts of hazardous wastewaters gener- ated at smaller yards do not justify the costs associated with on-site treatment.
vii
L
The results of the audits were used to prepare a general self- audit checklist. This checklist can be used by the individual yards for self-audits. The checklist summarizes current pro- cesses and operations, and highlights additional waste minimiza- tion opportunities.

ACKNOWLEDGEMENTS
SCS Engineers acknowledges individuals contributing to this report. We thank Benjamin Fries and Eric Workman of the Alterna- tive Technology Section; Dan Rice of the Port of Los Angeles; Shirley Barosic of the Regional Water Quality Control Board; the owners of the yards that participated in this study; and finally J. Rodney Marsh, Julio Nuno, Udo Steinberger, and SCS's produc- tion staff for their fine efforts toward this report.
This report was submitted in fulfillment of Contract No. 87-TOO97 by SCS Engineers under the auspices of the California Department of Health Services. Work for this final report was completed as of August 1, 1989.
viii

DISCLAIMER
The statements and conclusions of this report are those of the Contractor and not necessarily those of the State of California. The mention of commercial products, their sources, or their uses in connection with material reported herein is not to be con- strued as either an actual or implied endorsement of such products.
ix

CONTRACTS
Contract No. 87-TOO97 provided $24,989 to prepare this report. No subcontractors were involved in the preparation.
X

CHAPTER 1
SUMMARY AND CONCLUSIONS
1.1 Summary
t i
Hazardous waste minimization audit studies were performed at three marineyards that do ship and boat maintenance and repair. These audits involved visits to the yards to identify hazardous wastes generated and current management practices. Any deficien- cies in hazardous waste practices and opportunities for waste minimization were also identified. These data were used to characterize the industry and to provide recommendations to improve waste management for both the audited yards and the industry.
Marineyards vary widely in size and type of operations. Vessels serviced range from small recreational crafts to commercial fish- ing vessels, barges, and ocean-going freighters, tankers, liners, and naval vessels.
1.1.1 Painting and Paint Removal
Based on the audited yards and the literature, most yards engage in painting. This involves surface preparation, usually by abra- sive blasting or chemical stripping, followed by painting. Many of the antifouling hull paints contain toxic heavy metals or tri- butyl tin compounds. Hazardous wastes are produced from the paint removal and the cleanup of paint equipment, and can include contaminated solvents and thinners, excess paints, and contami- nated paint removal wastes. Abrasive blast paint removal wastes
1-1

may be hazardous. This partly depends on whether the paints con- tained hazardous chemicals, and on the concentration of paint wastes in the blast medium.
Paint removal wastes constitute the major waste problem at marineyards. If abrasive blast wastes are hazardous due to paint content, they must be managed as hazardous wastes. One means of minimizing this problem is to separate the paint chips from the b l a s t medium, or to adopt another paint removal method. Chemical paint strippers are hazardous because of the stripping chemicals. The resulting hazardous wastes might be eliminated by switching to another paint removal method.
1.1.2 Engine and Power Plant Service
Most yards do engine service. A few hire subcontractors to per- form this work. Engine service for small craft differs little in terms of materials and hazardous wastes derived from automotive engine service. Power plant service for larger vessels may involve more extensive cleaning operations, boiler maintenance, and possibly parts fabrication and electroplating. Wastes gener- ated include waste oils and hydraulic fluids, carburetor cleaner, solvents, cutting fluids, and possibly electroplating waste- waters.
1.1.3 Specialty Repairs
Large yards may operate several specialty repair shops, such as sheet metal shops, patterns shops, electrical repair shops, and metal finishing. Wastes from such shops include solvents, acid and alkaline cleaning wastes, and electroplating wastewaters.
Electroplating wastewaters can be a major waste problem at larger shipyards with plating operations. A variety of proven technolo- gies exist fo r reducing the amount of contaminated wastewater generated and for treating the inevitable discharges.
1-2

1.1.4 Bilge and Liquid Wastes
Most yards have holding tanks for bilge wastes removed from the vessels being serviced. These tanks tend to become the reposi- tory for all liquid wastes generated at a yard. Very little waste segregation is practiced, nor is there any economic incen- tive to do so. Wastes are collected from the yards by vacuum trucks which charge by the stop rather than by the volume col- lected. Partly because of this, recycling has not made major inroads into this industry, especially among the small- to medium-sized yards.
1.1.5 Solvent Wast
Most solvent wastes ever, to achieve th may be advantageous ice.
es +
are potentially reusable or recyclable. How- is, waste segregation must be practiced. It to consider a solvent supply/recycling serv-
1.1.6 Spills and Surface Runoff
A potentially significant problem at many yards is the lack of controls on surface runoff. Most yards abut the ocean or other surface water. Spilled oils and solvents, paint overspray, paint removal wastes, and other waste types tend to accumulate on the surface. They are then washed off the yards, either deliberately or by rainfall. This runoff is hazardous and must be prevented through better housekeeping or runoff' controls.
1.2 Conclusions
These conclusions are discussed in greater detail under specific subtitles in the report.
1-3

1.2.1 Waste Auditing
The waste minimization audit is a useful approach for evaluating hazardous waste management and identifying deficiencies in the ship and boat maintenance and repair industry.
The industry as a whole is difficult to characterize because of the wide variability among yards in terms of size and complexity.
1.2.2 Waste Management
Paint removal waste, which is the major waste produced at most yards, is difficult to minimize economically. +
Waste solvents, the second most common waste stream, could be readily reusable or recyclable if more rigorous waste segregation were practiced.
Current waste collection procedures at most yards act as an economic disincentive to waste segregation, recycling, or minimization.
Most hazardous wastes currently generated by yards could be effectively treated or recycled if waste segregation were practiced.
1-4

CHAPTER 2
RECOMMENDATIONS
These recommendations pertain to the marine yard industry for ship and boat maintenance and repair. Specific recommendations for the three yards audited are provided in Appendices A through C.
2.1 Source Reduction
The importance of waste segregation must be emphasized. Different containers should be used for each type of waste.
4
The use of nontoxic or less toxic materials (water-based paints, nonhazardous paint strippers, or alkaline grease removers instead of chlorinated hydrocarbon solvent cleaners) must be encouraged wherever feasible.
Abrasive blast wastes should be tested by a California Department of Health Services (DHS) approved laboratory to determine whether they are hazardous.
0 Strict inventory control should be implemented. Reduced material use often results in less waste generation.
0 Large yards should pursue coordination of materials pur- chase and waste management to reduce the potential for cross contamination by different solvents, and to identify the potential for on-site reuse of wastes in different operations.
2-1

2.2 Recycling
0 All waste solvents/thinners and oils should be kept separate from other wastes and reused or recycled.
Large yards should consider installing in-house recycling equipment.
Excess paints should be given to the customer for use in touch-ups rather than added to the waste solvent or oil containers.
0 Solvent and thinner wastes can be allowed to settle, and relatively clean solvent decanted off for use in applica- tions needing low-quality solvents. This practice should be implemented wherever practicable.
2.3 Spill and Runoff Control
Either spillage must be reduced, housekeeping improved, or site drainage altered at most yards to prevent runoff into the ocean or other surface water.
The use of product transfer equipment, such as spigots or pumps, should be used to reduce spillage. Materials should never be poured directly from drums.
Blasting and painting operations should be enclosed by tarps or plastic sheeting to contain blast wastes and paint overspray.
2 . 4 On-Site Treatment
0 On-site treatment is recommended for high-flow rate wastewaters that are continuously generated.
2-2

2 .5 Off-Site Management
All yards generating solvent wastes that are not readily reusable or recyclable on site should contract either with a solvent reclamation service, an equipment cleaner/ solvent washer service, or a supplier who will collect used solvents and thinners.
0 All yards must retain copies of waste transport and off- site management manifests. These manifests should be readily available for inspection.
2.6 Economics
Marineyards should coordinate a waste management coopera- tive to minimize costs for waste transport and off-site management.
2-3

CHAPTER 3
INTRODUCTION
Land disposal of untreated hazardous wastes will soon be prohib- ited in California and nationwide. The capacity for commercial hazardous waste treatment, storage, and disposal is limited and costly. As a result, generators must consider implementing alternative on-site technologies to treat, reduce, or eliminate hazardous wastes that otherwise might have been treated off site or subjected to land disposal. These practices fall under the general description of hazardous waste minimization. - Hazardous waste minimization is beneficial both for the economic well-being of the affected industries and the environment. Con- sequently, state and federal regulatory agencies encourage the development of waste minimization. As part of its effort, the DHS is placing emphasis on small businesses which often lack both an.awareness of hazardous waste management issues and the techni- cal expertise to address them. The DHS plans to provide technical assistance to help California industries improve management of hazardous wastes. An important feature of this program is the waste audit study.
3.1 Hazardous Waste Audits
A hazardous waste audit is a systematic and objective review of a facility's operations and practices related to meeting hazardous waste management regulations. Audits can serve either to evalu- ate the effectiveness of waste management systems already in
3-1

place or to identify deficiencies. Similarly, a waste minimiza- tion audit has the specific objective of identifying ways to reduce or eliminate wastes.
This waste audit study is one of several initiated by the DHS to address waste management options for particular industry groups. It focuses on the marine ship and boat maintenance and repair industry.
3.2 Focus of Study
This study involved audits of several marineyards, yard tours, data collection, data analysis, and hazardous waste audit and final report preparation.
- 3 . 3 Audit Mefhodology
Selection of the particular marineyards to be audited was per- formed in two stages. First, a list of ship and boat yards in California was compiled from a variety of sources, including the Los Angeles Harbor Department, the Port of Long Beach, the Ameri- can Waterways Operators, Inc., the Western Shipbuilding Associa- tion, the American Boat Builders and Repair Association, and the Regional Water Quality Control Board.
Approximately 30 marineyards were contacted. Six were identified as interested in participating in the audit study. Of these, 4
yards ( 2 small, 1 midsize, and 1 large) were scheduled for audits. The large shipyard subsequently withdrew from the study. Because of project time constraints, another large shipyard could not be included in the study. Therefore, it was decided to base the descriptions of large marineyard activities included in this report on the technical literature and on several Navy shipyard and station surveys performed during previous SCS projects.
3-2

Yard visits were conducted to become familiar with the physical plants and to collect data. The yard's general operating charac- teristics, size, services offered, materials utilized, types and quantities of wastes generated, and current management practices were determined during an initial comprehensive interview with the owner or manager of each yard. The yard was then toured with the owner or manager during business hours to check that normal waste-generating practices were taking place.
Data analysis was performed both for individual yards and the industry group as a whole. Data for each yard were analyzed to identify deficiencies and recommend changes in processes, chemi- cals used, or waste management practices to reduce waste genera- tion. Aggregated data were used to prepare an industry profile, both in terms of wastes generated and industrial processes. - These data included the naval data mentioned above. Using this combined data base, source reduction, recycling, and treatment alternatives available to this industry group were identified and evaluated.
Individual audit reports were prepared fo r each yard. The reports provide a brief overview of yard operations, services rendered, types and quantities of materials used and wastes generated, and current waste management practices. Where current waste handling practices were not in accordance with applicable regulations, these deficiencies were noted and changes recommended to ensure future compliance. Waste minimization opportunities were identified, and the advantages, disadvantages, costs, and potential paybacks to the companies were discussed for each alternative.
3-3
3.4 Industry Profile
3.4.1 Description of the Industry
The specific companies audited in this study were selected from the industry classifications which include ship and boat building and repair (SIC Codes 3731 and 3732). The establishments in this industry are engaged in general ship and boat painting and repair, both to the ship or boat structure and the power plants.
According to the 1983 Department of the Census publication entitled, County Business Patterns in California, there are 318 establishments in the state which are engaged in these activi- ti'es. Table 3-1 presents the detailed breakdown of this number by company size and industry subset. -
As Table 3-1 indicates, there are two distinct industry subsets with different characteristics. Boat repair yards are more num- erous, comprising over 75 percent of the total. Boat yards tend to be smaller, with over 80 percent of the yards employing fewer than 20 employees. Boat repair yards concentrate primarily on recreational and some small commercial craft, usually constructed of wood, fiberglass, or aluminum. Services offered are generally limited to painting of hull and topside structures and engine repair. Other required services are subcontracted out.
Shipyards tend to be larger. Fifty percent have over 20 employ- ees, and three of the shipyards employ over 1,000 personnel. The smaller yards service smaller commercial fishing vessels, barges, etc. The larger yards build and repair freighters, tankers, naval vessels, liners, etc. A variety of services may be offered, depending'on the particular yard. The smallest yards generally limit their activities to painting and/or servicing engines. Some larger ones may build and service ships; their operations include painting, power plant maintenance, machine
3-4

E
TABLE 3-1. CALIFORNIA SHIP AND BOAT REPAIR INDUSTRY
No. of Employees
1-4
5-9
10-19
20-49
50-99
100-249
2.50-499
500-999
1, ooo+
Total
No. of Companies
SIC Code 3731 SIC Code 3732
19 140
10 38
9 28
14 29
7 5
6 6
6 2
3
74
- 244
* 3731 - Ship Building and Repair. 3732 - Boat Building and Repair.
Source: U.S. Department of the Census. County Business Patterns, California. 1983.
3-5

Shops, electroplating, air conditioning and refrigeration service, electrical repair, and other cleaning and repairing services. A large shipyard resembles an industrial complex.
Some of the repair services offered, particularly hull mainte- nance, require that the vessel be removed from the water. There are basically three mechanisms by which this is accomplished, all of which affect waste generation and management. Large yards frequently make use of conventional dry docks. The ship is placed in the dry dock, sea walls are closed, and the water is removed, leaving the ship supported in a dry basin. The interior of a dry dock is below mean sea level. The second mechanism is the railway dock, whereby the ship is essentially moved up onto dry land via a railway extending down into the water. The third mechanism is the traveling hoist. This method, suitable only for small vessels, uses a hoist to lift the vessel out of the water and set it on supports on dry land.
3.4.2 Waste Generation
The variability among individual yards results in no "typical" waste stream. The wastes produced are a function of the particu- lar services offered or the operations conducted at each yard. The quantity of waste produced is a function both of the size of the marineyard and the type and size of vessel serviced. How- ever, the wastes do not vary widely within a given operation; therefore, waste generation and management will be discussed on an operation-specific basis, rather than in terms of a yard as a whole. Table 3-2 summarizes the hazardous chemicals used and hazardous wastes generated in marineyards.
3.4.2.1 Painting. Nearly every yard contacted was involved in painting. Vessel painting may use a variety of paints, primers, and thinners; chemical or abrasive surface preparation methods;
3-6
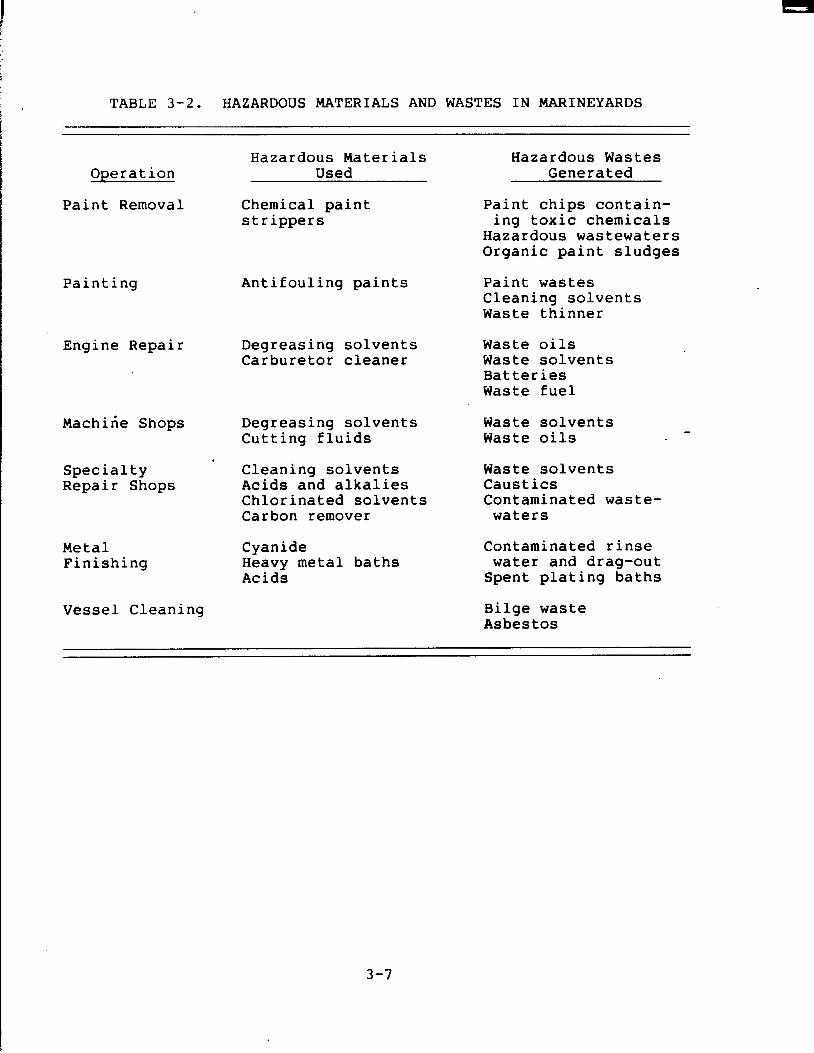
TABLE 3-2. HAZARDOUS MATERIALS AND WASTES IN MARINEYARDS
Operation
Paint Removal
Painting
Engine Repair
Machifie Shops
Specialty Repair Shops
Metal Finishing
Vessel Cleaning
Hazardous Materials Used
Chemical paint strippers
Antifouling paints
Degreasing solvents Carburetor cleaner
Degreasing solvents Cutting fluids
Cleaning solvents Acids and alkalies Chlorinated solvents Carbon remover
Cyanide Heavy metal baths Acids
Hazardous Wastes Generated
Paint chips contain- ing toxic chemicals
Hazardous wastewaters Organic paint sludges
Paint wastes Cleaning solvents Waste thinner
Waste oils Waste solvents Batteries Waste fuel
Waste solvents Waste oils
Waste solvents Caustics Contaminated waste- waters
-
Contaminated rinse water and drag-out Spent plating baths
Bilge waste Asbestos
3-7

and equipment cleaning. Paints and primers include both water- and solvent-based paints, epoxies, enamels, lacquers, and var- nishes. Surface preparation may include abrasive blasting, manual scraping and sanding, chemical paint stripping, acid etch- ing (aluminum hulls), solvent washing, and detergent and bleach washing. Fiberglass hulls may require repairs involving resins and hardeners, gel coats, release agents, and degreasing sol- vents. Paint thinners, wash solvents, and cleaning solvents include mineral spirits, acetone, alcohol, gasoline, and methyl ethyl ketone.
Surface preparation and equipment cleaning are the major sources of paint-related hazardous wastes. Many hull paints are anti- fouling coatings. These incorporate a toxic biocide to prevent marine growths that might otherwise foul hulls. Most of these - toxic agents are heavy metal or organometallic compounds, such as cuprous oxide or organotins. Paint chips containing these anti- fouling agents are generally hazardous. In practice, paint removed by abrasive blasting becomes diluted by the blasting medium. The resulting mixed waste may be nonhazardous. However, it is necessary to classify the waste by testing samples before managing it as nonhazardous waste.
Waste from nonblasting mechanical stripping (e.g., sanding, scraping, thermal stripping) tends to be predominantly paint residues and, if antifouling paints are involved, almost cer- tainly hazardous. Again, only laboratory testing can determine this for sure. Since most chemical paint strippers are them- selves hazardous, wastes from chemical stripping will probably be hazardous even if the original paint contained no toxic materials.
Equipment cleaning is the next major paint-related hazardous waste generation operation. Paint spray equipment must be thor- oughly cleaned with solvents or thinners after use. Most yards clean brushes and other application equipment as well.
3-8

Hull solvent washing and acid etching may not produce any waste. Solvents are generally applied with rags, and excess solvents evaporate. Acids may be applied by rag or brush, with no hazard- ous residuals. Acid-etched hulls may be washed before further treatment, producing a wastewater contaminated with acids. How- ever, the acidity is usually mild enough to preclude classifica- tion as a hazardous waste. If this wastewater is discharged directly to the ocean, National Pollutant Discharge Elimination System (NPDES) regulations may apply. Other paint-related activ- ities produce relatively small quantities of wastes in comparison to those discussed above.
3 . 4 . 2 . 2 Engine Repair. Most marineyards perform engine repair; a few subcontract such repair work to other firms. For recrea-- tional boats and small ships, engine repair work differs little from automobile engine repair, and the same types of wastes are generated. These wastes will include lube oils, hydraulic flu- ids, waste fuels, carburetor cleaner, hydrocarbon solvents (min- eral spirits, hexane, or gasoline), oil filters, and batteries.
Engine repair shops at large yards may be much more sophisti- cated, since they include captive machine shops. The quantities of wastes produced will be much greater than at smaller yards, and may include additional wastes such as cutting fluids and other solvents (acetone, methyl ethyl ketone [MEK], and possibly chlorinated solvents). The yard may generate solvent-based or caustic boiler cleaning wastes as well.
3.4.2.3 Machine Shops. Many of the medium to large yards and a few of the smaller yards maintain their own machine shop for fab- rication of engine and other ship parts. These shops may produce degreasing solvents and cutting oils. Machine shops at larger yards may do electroplating.
3-9

3.4.2.4 Specialty Repair Shops. Large shipyards frequently operate a variety of specialized repair shops. These are for maintenance and repair of systems unique to large vessels or beyond the capabilities of small yards. These shops and their wastes can include:
Sheet metal shop for fabrication of structural compo- nents. Wastes include degreasing solvents, acid and alkaline cleaning wastes,'chromic acid, and contaminated rinse waters.
0 Pattern shop. Wastes include isocyanates, alcohol, toluene, and hydrocarbon solvents.
0 Electrical repair. Wastes include trichloroethylene, - trichloroethane, acetone, methylene chloride paint strip- pers, and some electroplating wastes.
0 Pipe fitting shop. Wastes include chemical paint strip- ping wastes, degreasing solvents, and acid and caustic cleaning solutions.
0 Air conditioning and refrigeration repair. Wastes include carbon remover (methylene chloride, phenols, cresols) and freon.
3.4.2.5 Vessel Cleaning Wastes. These wastes are not actually generated by the repair yards, but by the vessels themselves. However, because of the nature of the wastes and the way they are handled, the repair yard is frequently the generator of record.
The most common of these wastes is bilge waste. This wastewater contains oil and fuel removed from vessel bilges. Virtually every yard has facilities for handling this waste.
3-10

Larger vessels also may generate sanitary wastes. These wastes can generally be sewered directly. However, sanitary systems require cleaning, which may generate a chemical cleaning waste.
3.4.2.6 Asbestos. Another waste sometimes generated in the refurbishment of larger, older vessels is asbestos. Asbestos was a common thermal insulating or fire protection material.
3.4.3 Waste Management
3.4.3.1 Waste Storage. Two of the yards audited in this study utilized above- or underground storage tanks for hazardous waste storage. These tanks appeared to receive a variety of wastes, including bilge wastes, waste oils, solvents, contaminated water, and even some paint wastes. Similar practices have been observed at naval shipyards in the past, and are probably typical of industry practices.
3.4.3.2 Drums. Drums may be used for some types of wastes: how- ever, little effort is expended on using drums for waste separa- tion at most yards. One audited yard has several 55-gallon labelled drums for waste storage.
3.4.3.3 Blast Waste. Abrasive blasting wastes are generally allowed to remain where they fall. At small yards using railway docks, a portion of the blasting waste is allowed to wash into the harbor. This may be a violation of NPDES regulations. Larger yards with enclosed dry docks shovel up blast waste as needed and load it directly into haui vehicles for disposal.
3.4.3.4 Waste Recycling. Recycling of hazardous wastes has not made the same inroads into this industry segment as into other industries. Waste oils and bilge wastes are generally sent to recyclers, but solvents are frequently mixed with bilge wastes or

The reasons for this are largely economical. Bilge wastes are collected in pumper trucks. Generally, haulers using pumper trucks charge a single fee per stop, regardless of the quantity of waste collected. Therefore, it is economically advantageous for the yard to dispose of as much of its waste as possible when- ever the pumper truck is available. Segregating wastes into dif- ferent loads would require additional collection stops, probably by more than one hauler, at additional cost to the yard. Only those yards which store little or no bilge wastes tend to prac- tice good waste segregation and recycling.
Marineyards can use solvent recycling services, such as Safety-’ Kleen, OSCO, or those provided by automotive paint suppliers. However, the relatively small size of the marine repair industry has’not made it an attractive marketing target for these ser- - vices. As a result, many of the marineyards are not aware of these services.
Some of the larger yards may practice on-site solvent recycling, but this does not seem to be widespread. In addition, some of the large yards separate paint waste from abrasive blasting media for reuse of the blast media.
3.4.3.5 Waste Disposal. All of the yards audited purportedly used commercial hazardous waste haulers to collect their hazard- ous wastes. However, manifests were not available at all of the yards. Some potentially hazardous wastes, such as empty paint cans, are allowed to air dry and are then disposed with conven- tional solid waste. As noted above, abrasive blasting wastes are often allowed to wash into the harbor. Other yards send blasting wastes either to sanitary landfills or Class I sites, depending on whether the combined waste is hazardous.
3-12

3 . 4 . 3 . 6 Rainwater and Spill Control. Most yards practice only rudimentary spill control. Oil, fuel, or solvent spills are either allowed to evaporate or are controlled with sand. The sand may be gathered up and disposed to dumpsters or washed into the water. As a result, rainwater runoff may be contaminated with oils or solvents. Careless handling of solids may also con- taminate the grounds and runoff.
None of the audited yards had any provisions for the control of rainwater run-on or runoff. For those yards utilizing railway docks, it would be difficult to implement such controls. Yards with conventional dry docks or travel hoists are more amenable to instituting such controls.
3-13
CHAPTER 4
SOURCE REDUCTION
Source reduction involves waste management strategies which pre- vent waste from being generated or which segregate wastes for recycling. Recognizing that source reduction is as much an operations term as it is a pollution control term, many indus- tries have reduced hazardous waste at its source simply by reduc- ing the amount generated. Many hazardous materials which were routinely discarded in the past are receiving much more attention because of market and environmental constraints. Although many- companies have discovered that they can reduce costs by reducing wastes, it is often difficult to change procedures that have been developed through years of corporate policy.
4.1 General Opportunities
Source reduction often provides opportunities for low-cost waste minimization. There are basically three categories of source reduction readily applicable to marineyards:
Technological Changes. These are process and/or equip- ment modifications to reduce wastes. They can include changes in processes, changes in process operating condi- tions, equipment or layout changes, and automation.
Material Changes. This involves changes from hazardous process materials to less hazardous or nonhazardous mate- rials.
4-1

Improved Operating and Housekeeping Practices. These are procedural, administrative, or institutional measures that a company can use to minimize wastes. They can fre- quently be implemented at little cost and may actually improve operational efficiency. Such practices can involve waste segregation, loss prevention, material han- dling and inventory practices, management and personnel practices, improved housekeeping, and employee awareness of waste minimization and waste minimization programs.
Because of the diversity among marineyards, source reduction will be discussed in terms of specific operations rather than types of yards. This will enable all yards to develop those source reduc- tion options that apply to their particular operational config- uration. -
4 . 2 Material Storage and Handling
Inventory control and good housekeeping can be applied to most operations.
4 . 2 . 1 Inventory Control
There is a minimum amount of material needed for virtually every job. Anything used above that amount usually ends up as waste. Frequently, by controlling use, waste can be reduced. Rigid inventory control, though potentially time-consuming, provides a very effective means of source reduction at virtually no cost to the operator. This alternative can be implemented in several ways. The owner may monitor employee operations and make verbal or written comments on product usage and suggested limits. In larger yards where monitoring of employees is not a viable alter- native, the owner or manager can limit access to storage areas containing raw materials. This inaccessibility forces the employee to stretch the use of raw materials farther. Moreover,
4-2

through this practice, the owner/manager can monitor the use of raw materials.
4 . 2 . 2 Good Housekeeping
Good housekeeping can provide very effective source reduction. Storage area leak control and containment can be easily imple- mented at no cost. Better drum location, product transfer, leak collection, and drum transport can limit product loss.
4 . 2 . 3 Drum Storage
There are two predominant patterns of drum location. If inven- tory control is necessary to minimize product usage, drums should be stored together. The storage area should have limited acces- sibility, such as indoor/outdoor sheds, flammables storage lock- ers, or locking storage rooms. If employees can take individual responsibility for regulating product use, inventory control is not a problem; then it may be more effective to separate drums and place them at points of highest use. The same applies to waste generation. This alternative reduces the chance of product leaks and spills during transport from storage to work areas.
4 . 2 . 4 Spill Control
The potential for spills and leaks of thinners and solvents is highest at the point of product transfer from bulk drum storage to process equipment. Spigots or pumps should always be used when dispensing new materials. Funnels should be used to trans- fer waste materials to storage containers. Materials should never be poured directly from drums to smaller containers.
If drum handling is necessary, the drums should be moved cor- rectly to prevent damage or punctures to the drums. Drums should be Lifted by means of powered equipment or hand trucks. Under no
4-3

I ' circumstances should drums be tipped or rolled, even when empty. Negligent handling may damage the seams, which could leak or rup- ture in future use.
Spill control is especially important at marineyards, as most yards abut the ocean. It is common for yards to be designed so that they slope toward the ocean. Consequently, any spilled materials will be eventually washed into the ocean. No audited yard had adequate controls for preventing rainwater run-on or yard runoff. Unless spills can be prevented or contained in the yard, it may become necessary to implement run-on/runoff controls for the yard as a whole. This would consist of curbs or berms around the yard perimeter to confine all contamination to the yarg, and surface sloping toward a collection sump to allow all contaminated materials to be collected and disposed of properly;
4.3 Painting
As noted in Chapter 3 , painting is probably the most common operation in marineyards. There are three basic painting-related activities that generate hazardous wastes:
0 Surface preparation. 0 Painting. 0 Equipment cleaning.
4.3.1 Surface Preparation
Very few surfaces, whether marine or otherwise, can be painted without some surface preparation. Proper surface preparation is essential to ensure adequate adhesion, durability, and depend- ability of the surface coating.
4.3.1.1 Abrasive Blasting. Repainting of a vessel hull gener- ally requires removal of any marine growths and the existing
4-4

paint coat. The most common method for removal of paint from vessel hulls is by abrasive blasting. It is an efficient and relatively inexpensive approach to paint removal and surface abrasion. Often, the blasting medium itself is not hazardous. The most common materials are beach sand, garnet or flint grit, and steel shot. Because lead shot and copper slag are or may be inherently hazardous, their use is limited to situations where the blasting medium is more readily controllable than at most yards.
What makes abrasive blasting wastes (blast wastes) potentially hazardous is the presence of paint chips containing hazardous metallic and organometallic biocides. These paint wastes are generally hazardous. The presence of these chips in a blast waste may or may not make that waste hazardous. Based on Cali-- fornia hazardous waste control regulations, if the waste contains a listed hazardous waste, it must be presumed to be hazardous and handled accordingly, unless testing by a DHS-certified laboratory indicates that the concentrations of toxic elements or compounds in the waste are below mandated limits, and that the waste does not conform to other applicable DHS criteria for designation as a hazardous waste.
If testing reveals that the blast waste is not hazardous, then it can be handled as conventional solid waste. This does not include indiscriminate discharge of the waste to land, the ocean, or other surface waters. Such discharges are subject to regula- tion by the CWMB, SWRCB, or other government agency. For exam- ple, waste discharge to surface waters might violate SWRCB regulations if done without a permit. The blast waste must ordinarily be collected and disposed of at a landfill or other acceptable disposal site. Recycling of the blast waste by using it as construction fill or a raw material substitute in an indus- trial process might be possible. However, this may be limited due to paint contamination, even if the contamination is below levels considered hazardous.
4-5

If testing indicates that the blast waste is hazardous, then the waste must be collected, stored, and disposed of as a hazardous waste. If hazardous, blast waste would constitute the largest single hazardous waste stream from many repair yards. For instance, wet abrasive blasting of an average-sized naval vessel (DDG class) can generate up to 180 tons of wet abrasive and 500,000 gallons of contaminated water (Adema and Smith, 1987).
If blast wastes are found to be routinely nonhazardous at a par- ticular yard, there is probably little incentive to reduce the quantity of waste being generated. However, as noted above, even nonhazardous blast waste cannot be handled carelessly. Improved housekeeping practices are needed to prevent the dispersion of these wastes beyond the point of generation, and to prevent their discharge to land, the ocean, or other waters. The simplest approach would be to enclose the blasting operation with plastic sheeting or screening, thus confining the waste to the immediate vicinity of the blasting. After blasting has been completed, the waste should be collected, transferred to dumpsters or other con- tainers, and transported off site.
If, however, blast wastes are typically found to be hazardous, reducing the quantity of waste can be an economic necessity. This will involve either process or material changes.
4.3.1.2 Chemical Stripping. There are a number of existing and experimental alternatives to conventional grit blasting. The major problem is that none of these alternatives are as satisfac- tory for stripping and cleaning steel-hulled ships as grit blast- ing. Many, however, tend to generate a smaller volume of waste, although the waste'generated may be more toxic in some cases. In addition, most of the alternatives are more expensive than con- ventional grit blasting, probably limiting their applicability to the larger shipyards.
4-6

One alternative that requires additional discussion is chemical stripping. Grit blasting is not effective on alumiuum or fiber- glass hulls or delicate steel parts. Chemical stripping, usually involving methylene chloride-based strippers, is the most com- monly used alternative for such situations.
For small parts, dip tanks containing stripper are used. Wastes consist of spent stripper that clings to the part after rinsing (drag-out). Some reduction in drag-out and contaminated rinse water can be achieved by allowing the dipped parts to drain longer above the dip tank, or by improving the way in which dipped parts are stacked before draining to prevent "pooling" of stripper on the parts. An alternative way to reduce hazardous wastes is to adopt a stripping method using inorganic chemicals*
Inorganic strippers, usually consisting of aqueous solutions of caustic soda, can substitute for methylene chloride-based strip- pers in many applications. Although the waste stripper is still hazardous, it is relatively easy to treat on site by neutraliza- tion and filtration, producing a nonhazardous waste that can pos- sibly be sewered. Such treatment might require a DHS permit or variance. The local sewer authority must be contacted for treat- ment standards before such waste can be sewered.
Cryogenic stripping has been tested on a small scale. This involves immersion of small parts in liquid nitrogen, followed by gentle abrasion or plastic shot blasting to remove the brittle paint coating. Obviously, this process requires special equip- ment for handling the liquid nitrogen, and is not applicable on a large scale. ,
4.3.1.3 Plastic Media Blasting. When stripper is applied to a large area and then washed off, large volumes of hazardous waste- water can be created. In an effort to reduce this volume, the
4-7

military has experimented extensively with plastic media blasting (PMB) as a substitute fo r chemical stripping. The results have been mixed. PMB will not work well on epoxy or urethane paints. The blasting equipment is more expensive than conventional grit blasting equipment, and requires more highly trained operators. The same types and quantities of solid wastes are generated as with grit blasting, but the plastic media tend to be more easily recyclable through the use of pneumatic media classifiers that are part of the stripping equipment. Thus, the only waste to be disposed of is the paint waste itself. For instance, based on research conducted by the military, chemical stripping a fighter aircraft will generate about 250,000 gallons of stripper waste; by contrast, PMB will generate two 55-gallon drums of paint chips, and 200 lb of nonrecoverable dry spent plastic medium.
4
4.3.1.4 Water Jet Stripping. Research and testing is underway on a number of innovative alternatives to both grit blasting and chemical stripping. A cavitating water jet stripping system has been developed to remove most paints, to separate the paint chips from the water, and to treat the water to eliminate dissolved toxic materials. Relatively little hazardous waste is generated by.this process. However, it is not as efficient as conventional grit blasting and has higher capital and maintenance costs.
4.3.1.5 Thermal Stripping. Thermal stripping is applicable to some situations. A flame or stream of superheated air is used to soften the paint, allowing it to be removed relatively easily. This method is not applicable to surfaces which might be heat- sensitive, and is more labor-intensive than other stripping meth- ods. Only waste paint is generated.
4.3.1.6 Dry Ice Pellets. The use of carbon dioxide dry ice pel- lets as a blast medium has been suggested. After use, the dry ice would evaporate, leaving only paint chips which could be swept up and placed in containers for disposal. The cost of the
4-8
dry ice, storage, and handling equipment would probably be sub- stantial.
4.3.1.7 Laser Paint Stripping. Laser paint strippers have been developed that generate no residue. However, they have a very high capital cost, and require highly skilled operators and robotic controls.
4.3.1.8 Summary. There are two main methods for paint removal: abrasive grit blasting and chemical (methylene chloride) strip- ping. Grit blasting may generate a hazardous waste, depending on the concentration of toxic paint chips in the blast waste. Good operating and housekeeping practices are recommended to keep the waste contained and out of the ocean or other surface water. Chemical stripping will generate a hazardous waste because the - stripper itse,lf is hazardous.
There are few commercial alternatives to these two methods that are as efficient or as economical to purchase and operate. Grit wastes can be recycled (see Chapter 5) or alternative blast media that are more readily recyclable may be used, generating less waste. Chemical stripping can be replaced in some applications with aqueous stripping, generating a more treatable waste, or with physical paint removal techniques that generate less waste. Most of these alternatives are more expensive, and their applica- bility would probably be limited to larger shipyards.
4.3.2 Painting
4.3.2.1 Overspray. Hazardous wastes related to the painting operation itself consist primarily of overspray and waste paint. Overspray, while technically generating a hazardous waste, seldom generates a collectable waste which must be managed. On the other hand, at those marineyards which conduct painting opera- tions at the water's edge or in uncontained areas, overspray can
4-9

be a. major component of runoff into the ocean. Overspray can be controlled by improved painting techniques or by the use of plas- tic sheeting under and around the vessel being painted.
It is almost inevitable that any painting operation will result in some unused paint remaining after the painting is complete. If the paint used is solvent-based or contains toxic antifouling compounds, the waste paint will be a hazardous waste. Leaving the cans open and allowing the solvent to evaporate will render solvent-based paints nonhazardous, but this practice is not con- sistent with good air quality management. In an effort to mini- mize the waste paint handling problem, many small yards either purchase paint specifically for each job or require the vessel owner to supply the paint. Excess paint is then returned to the owner for use as touch-up paint.
4.3.2.2 Product Substitution. Part of the paint waste problem might be alleviated by using water-based instead of solvent-based paints. This has become standard practice in many industries and helps to reduce not only hazardous paint wastes, but also solvent cleanup wastes. However, the use of water-based paints may not be a viable option in all situations.
It is the general industrial opinion that water-based coatings do not provide the same protection that solvent-based coatings do (Higgins, 1985). Solvent-based coatings are generally more dur- able and tend to be less corrosive to the metals being coated. They also dry quickly. Water-based coatings are considered,to be of inferior quality. The inherently longer drying time of water- based coatings is exacerbated by the humidity of marine air.
Water-based coatings are suitable for areas where decoration is more critical than protection. Vessel interiors or decorative topside work might be amenable to water-based coatings. Using them wherever possible will reduce hazardous paint wastes.
4-10

An alternative to solvent- or water-based coatings is powder coatings. Use of powder coatings is generally limited to small articles. Newer technologies can coat and fuse large articles. No paint wastes are generated by this process. However, there is still some uncertainty about the use of powder coatings for ves- sel hulls. The technique is not suitable for wood or plastics. The application equipment is more expensive than conventional paint applicators. More highly trained operators are necessary.
4 . 3 . 3 Equipment Cleaning
Painting sprayers, brushes, and equipment must be cleaned after use. With water-based coatings, water and detergent are used for this cleanup. With solvent-based coatings, cleaning solvents age necessary. The spent solvents require management as a hazardous waste.
One audited boat yard kept cleaning solvent wastes to a minimum. It allowed paint brushes to dry and then discarded them with the normal refuse. As a result, no cleaning wastes were generated.
When possible, a change to water-based coatings would lessen sol- vent waste generation. If solvents must be used, the best way to minimize solvent waste generation is to reuse the solvents as much as possible, and then recycle them. These practices will be discussed in Chapter 5 .
4 . 4 Engine Repair
As noted in Chapter 3 , most marineyard engine repair work differs little from automobile repair. Generally, the same types and quantities of wastes are generated. The Department of Health Services recently sponsored a similar waste audit study of the automotive repair industry (Toy, 1987). This report should be
4-11
consulted for information on source reduction for engine repair wastes.
The Toy report includes economic evaluations of two source reduc- tion opportunities. These are substitution of aqueous degreasers for solvent cleaners and the use of commercial solvent sinks for parts washing.
4 . 5 Machine Shops and Electroplating
Many marineyards, including small yards, have some machine shop capability. The larger yards may have electroplating as well.
4 . 5 . 1 Machine Shops -
The major hazardous wastes from metal machining are waste cutting oils and degreasing solvents. The easiest way to reduce quanti- ties of both is to change to a water-soluble cutting fluid. This practice has been adopted in many machine shops without sdversely impacting work efficiency or quality, and without changing opera- tion economics appreciably.
If machine shop hazardous wastes are especially troublesome at a particular yard, it may be economically feasible to subcontract metal work to an outside shop. The reduction in waste management costs may offset the added cost of the outside service, and the larger, more specialized shop may be better able to manage its hazardous wastes.
4 . 5 . 2 Electroplating
Most naval and large commercial shipyards do electroplating. Next to painting activities, electroplating generates significant hazardous waste. Electroplating wastes have been extensively studied, and there are proven technologies for reducing electro-
4-12

plating wastes. Interested readers should consult Department of Health Services waste audit studies for the fabricated metal products (Jacobs, 1989) and printed circuit board manufacturing (Planning Research Corporation, 1987) industries.
Source reduction opportunities for electroplating include:
0 Substitution of nonchelate process chemicals for chelated chemical baths.
0 Improved rinse efficiency by using spray rinsing or rinse tank agitation.
0 Use of multistage countercurrent rinsing system.
0 Reduction of drag-out.
Other improved waste management techniques can be found in the Jacobs and PRC studies.
~
I 4 . 6 Specialty Repair Shops
Most of the specialty repair shops listed in Chapter 3 generate cleaning wastes, usually solvent or caustic in nature. In many cases, use of a parts washing system for solvent cleaners or con- version to aqueous detergent cleaners can significantly reduce the generation of wastes which require off-site transport and disposal. Furthermore, the use of similar solvents in different shops or operations raises the possib'ility of reusing waste sol- vent from a particular process in one shop for a different proc- ess in another shop. This will be discussed in more detail in Chapter 5.
4-13
I * 4 . 7 Vessel Cleaning Wastes
As discussed in Chapter 3 , vessel cleaning wastes are generated by the ship or boat itself, not the yard. However, these wastes are removed and managed by the yard, making the repair yard the generator of record.
Since the yard is not the source of generation of vessel waste, there is little that can be done at the yard level to reduce that generation. Wastes such as bilge water may be amenable to treat- ment to reduce the volume requiring off-site management. This is discussed in Chapter 6 .
Wastes may also be generated from the cleaning of boiler tanks, sanitary systems, and other tank systems on larger ships. If - chemical cleaners are used, these wastes will probably be hazard- ous. It may be possible, in some cases, to substitute a deter- gent cleaner or, in the case of a sanitary system, a bacterial enzyme cleaner. Either may be sewerable. The generator must contact the local sewer authority to verify whether the wastes are sewerable.
4-14

CHAPTER 5
RECYCLING AND RESOURCE RECOVERY
For reasons noted in Chapter 3 , recycling is not common in this industry. However, many of the wastes are reusable or recycla- ble. These wastes include spent solvents, thinners, used oils, waste fuels, and some paint stripping wastes. As in Chapter 4 ,
recycling will be discussed in terms of wastes from particular operations.
5.1 Painting -
5.1.1 Abrasive Wastes
Most abrasive blast media are recyclable or reusable. In many cases, the contaminated grit can be reused several times to blast additional vessels before becoming too contaminated or worn for further use.
Because of the difference in density between the grit materials and the waste paint chips, it is possible to separate the grit from the paint waste. Cyclone separators, gravity shakers, air separators, water separators, and other systems can remove the paint chips. The grit can then be reused.
Recycling is routinely performed when using steel shot, lead shot, or plastic media because of the cost of the blast media. The sand itself does not have enough value to recycle. If sand blast waste is determined to be hazardous, however, off-site dis- posal may be costly. A recycling system that would separate sand from the contamination might then become cost-effective.
5-1

Natural organic abrasives include walnut shells or rice hulls. These do not recycle well. Furthermore, the longer a quantity of organic abrasive is kept, the greater its susceptibility to bio- logical growth and deterioration.
5.1.2 Chemical Stripping Wastes
Organic chemical stripping wastes, including those which contain methylene chloride, are not normally recycled. However, they can be reused several times before their effectiveness is compro- mised. This is particularly true of stripping baths. In situa- tions where the stripper is applied to a large surface, such as a hull, and then washed off, reuse or recycling is not practical.
Caustic strippers in stripping baths can be used several times - before the bath becomes too contaminated. In addition, both organic and caustic stripper solutions can be treated to remove contamination. Centrifuge and filtration systems can separate the paint sludge from the stripper, and the stripper, with some makeup chemicals added, can then be used again. Stripping baths with such treatment systems can often be used almost indefinitely without cleaning the tank and discarding the stripper. The paint sludge will be a hazardous waste, but the quantity of sludge will be much smaller than the quantity of combined sludge and stripper usually discarded. With this method, the cost for stripper is also reduced;
5.2 Thinner and Solvent Wastes
The major recyclable waste from painting is thinner or solvent. Processes for recycling thinners and solvents are well estab- lished and widely used throughout industry. In a recent waste audit study of the automotive paint industry, all companies con- tacted used some form of on-site or off-site thinner reclamation
5-2
(SCS Engineers, 1987). Those generators who did not find it eco- nomical to recycle contaminated thinners on site sent their sol- vents to commercial recyclers for recovery. Thinner recyclers can reprocess 70 to 80 percent of the incoming spent thinners into reusable products (Stoddard, 1981). Reclaimed thinners were often sold back to the generators after reclamation.
For a more detailed discussion of solvent reuse/recycling options, see the DHS-sponsored report on solvent waste reduct,ion alternatives (ICF Consulting, 1986).
5.2.1 Decanting
There are several alternatives for resource recovery and recy- cling on site. Gravity separation, for example, is inexpensive- and easy to implement. This method of reclamation separates a thinner or solvent from the contaminant paint solids under quies- cent conditions. Clear supernatant thinner can be decanted using a drum pump and a float valve. The reclaimed thinner can be used as a cleaning solvent or where a pure solvent is not necessary. This is the basic operating principle of parts washer systems where thinner purity is not critical. Gravity separation is easy to implement and can provide valuable savings to any marine or boat yard by reducing both waste quantities and new solvent purchases.
5.2.2 Distillation
For larger shipyards, on-site distillation may be cost-effective. Distillation of solvent and thinner wastes can significantly reduce the quantities of waste solvents disposed, and the pur- chase of new materials. The waste audit study for the automotive repair industry includes a description and evaluation of several of the leading solvent recovery systems (Toy, 1987).
5-3

5.2.3 On-Site Waste Exchange
Larger shipyards should also consider on-site waste exchange. Solvents contaminated in one process or shop may be usable as cleaning solvents in a less demanding operation elsewhere in the shipyard. Yard and shop managers need to discuss their individ- ual solvent needs and waste characteristics to determine the potential for this type of on-site reuse.
5 . 2 . 4 Off-Site Services
In general, there are three types of off-site services offered. The simplest involves collecting all recyclable wastes and haul- ing them to a commercial recycler who would either recover them or process them into fuel, depending on the quality of the waste. This is similar to the practice currently being followed at most yards for bilge wastes.
The second service involves purchasing thinners through suppliers who also collect and recycle the wastes. This is a common prac- tice among automobile painting companies. These types of suppli- ers, such as Pacific Coast Lacquer in Southern California, include the cost of waste collection and recycling in the price of their thinner. This increases the thinner cost, but elimi- nates separate hauling and disposal or recycle costs. It also reduces the administrative burden on the owner or manager of the yard.
The third service, represented by such companies as Safety-Kleen and OSCO, involves lease of a parts washer system. In its sim- plest form, this consists of a sink atop a drum of solvent. Sol- vent is pumped out of the drum into the sink for washing parts and equipment. Used solvent drains back into the drum. Solids settle to the bottom of the drum. Either on a fixed schedule or whenever the solvent becomeq'too contaminated for further use,
5-4

the service company removes the drum and leaves a drum of fresh solvent in its place. This service is widespread among automo- tive repair shops and other shops where large quantities of sol- vent are used to clean small parts.
5.2.5 Waste Segregation
Regardless of whether on-site recycling, on-site reuse, or off- site recycling is adopted, a critical waste management practice is waste segregation. While neither a source reduction nor a recycling practice itself, waste segregation is critical to the success of any program designed to reduce or recycle waste sol-' vents. Waste segregation consists of placing different wastes into different containers.
- Solvents are much easier to reuse or recycle if the quality can be kept relatively high. Mixing different solvents or putting wastewaters, oils, excess paints, or paint strippers into solvent drums can prevent the solvents from being reused or recycled. For instance, when an incompatible solvent or water is added to a chlorinated solvent, hydrochloric acid can be formed. This ren- ders the solvent worthless for direct reuse, and interferes with distillation for recycling.
One related practice which can help to alleviate the potential for solvent contamination is the standardization of solvents at a yard. This would be of use primarily at larger shipyards, where different shops might purchase their materials separately. Analysis of solvent needs would probably indicate that only a few solvents are needed for most operations. Standardizing solvent purchases would reduce the potential for cross contamination and increase the potential far in-house reuse.
5-5

Waste segregation can also reduce the overall quantities of haz- ardous waste generated. When only a single container is provided for all waste materials, it is common for nonhazardous wastes to be placed in the same container with hazardous wastes. This increases the amount of hazardous waste being generated, and places additional burdens on already overtaxed off-site treatment and disposal facilities. By providing separate, prominently labelled containers for each waste type, less nonhazardous waste will be placed in hazardous waste containers. Many companies have noticed a decrease in the total amount of hazardous waste being sent off site after implementing waste segregation.
5.3 Engine Repair
Vessel engine repair can generate several recyclable wastes, including solvents, waste oils, fuels, and batteries. Of these, the solvents are generally the only wastes reusable or recyclable on site. The discussion above is applicable to solvents gener- ated from engine repair. For a discussion of the recycling of the other waste streams, please see the discussion of off-site recycling in the waste audit study of the automotive repair industry (Toy, 1987).
-
5 . 4 Machine Shops and Electroplating
Machine shops can generate waste oils and degreasing solvents. The solvents are generally the same type as those used in auto- motive repair and other cleaning operations. The discussions above therefore apply. The waste cutting oils are amenable to the same types of off-site oil recycling as engine lube oils. Electroplating wastes are generally not as reusable or recyclable as solvent or oil wastes. Electroplating acid baths can some- times be used to neutralize caustic strippers or cleaners in treatment processes. Rinse waters can often be used several
5-6
times. Metal-containing treatment sludges can be sent to recla- mation plants. For a more detailed discussion of these and related options, see the waste audit studies for fabricated metal products (Jacobs, 1989) and printed circuit board manufacturing (Planning Research Corporation, 1987).
5.5 Specialty Repair Shops
The most common recyclable waste .from any repair shop is contami- nated solvent. The options available for reusing or recycling these solvents were discussed in detail above.
5.6 Vessel Cleaning Wastes
Some of the wastes may be reusable/recyclable. Bilge wastes con- tain oil; this oil can be recovered, at least for its fuel value, by reclamation facilities.
5.7 Vessel Renovation
Materials removed during vessel renovation may have other uses. For example, one naval shipyard had a problem with special hull treatment scrap tiles. These tiles were hazardous due to their lead content. Disposal was a problem both because of the lead and for security reasons. However, the shipyard was able to locate a company that could utilize the ground tiles in a produc- tion process. Any hazardous renovation wastes should be care- fully evaluated to determine whether there are any potential uses before simply paying the costs for hazardous waste hauling and disposal.
5-7
CHAPTER 6
TREATMENT AND PRETREATMENT
The ultimate goal of hazardous waste minimization programs is to reduce the amount of hazardous waste that a generator sends off site for disposal. The best approaches to reducing this waste are to (1) generate less hazardous waste (source reduction), ( 2 ) recycle/reuse hazardous wastes on site, or ( 3 ) send wastes to an off-site recycling service.
Unfortunately, some hazardous wastes are not readily amenable to these approaches. The remaining option is to treat the waste in such a way as to reduce either the volume or the toxicity of the waste. On-site treatment of hazardous waste requires a DHS per- mit. If wastewater is discharged to surface water, an NPDES dis- charge permit may suffice. Pretreatment must meet the standards of the local sewer authority.
6.1 Wastewaters
Aqueous wastes are the prime candidates for treatment systems. While techniques exist for reducing the amount of hazardous wastewater generated, any marineyard that uses water along with industrial chemicals will generate some contaminated wastewater. In many cases, especially where concentrations or volumes are low, it may be possible to secure 'an industrial wastewater dis- charge permit .from the local sanitation district and sewer the wastewater. Often, the wastewater is too contaminated to allow direct discharge to sewers. Such wastewater must first undergo pretreatment.
6-1

The principal types of hazardous wastewaters produced at marine- yards include:
0 Wastewater from abrasive blasting. Wastewater containing organic strippers. Caustic paint stripping wastewaters.
0 Acid and alkaline cleaning wastes. 0 Waste rinse and bath water from electroplating operations. 0 Bilge wastes.
A further problem with these wastewaters is the practice at some marineyards of discharge directly to the ocean or other surface water. The ocean, in particular, may be a convenient receptacle, and such dumping is hard to trace. However, this practice is a direct violation of both NPDES and hazardous waste management - regulations if done without a permit. Any yard violating these regulations could be subject to very costly fines and other severe penalties. All hazardous wastewaters must be contained and either sent directly to a hazardous waste facility or treated on site. Treated wastewaters can often be sewered or, in some cases, discharged to the ocean.
6.1.1 Pretreatment
Treatment refers to processes that destroy wastes and yield waste streams that pose little or no environmental risk. Pretreatment is applied to waste streams to make them more suitable for recy- cling, or for final treatment as in a publicly owned treatment works (POTW). Many of the same processes can be used for treat- ment and pretreatment, and the terms are often used interchange- ably.
Sewer discharge pretreatment regulations are enforced under authority of the Federal Water Pollution Control Act Amendments of 1972, as amended by the Clean Water Act of 1977. Under this
6-2

law, each POTW must establish local limits. These limits apply to all industrial users. Local limits are based on pretreatment standards established by the U.S. EPA. The local sewer agency or sanitation district must be contacted to identify the pretreat- ment limits applicable to any given marineyard.
Pretreatment processes are discussed in more detail in the waste audit studies for fabricated metal products (Jacobs, 1989) and printed circuit board manufacturing (Planning Research Corpora- tion, 1987). Additional guidance can be found in the DHS-
sponsored studies on oily waste (Energy and Environmental Research Corporation, 1988) and solvent wastes (ICF Consulting Associates, 1986).
6.1.2 Abrasive Blasting
Water is sometimes used in conjunction with the grit medium in abrasive blasting or in a post-blasting washdown stage. In either case, the water may become contaminated with paint wastes. If the paint contains toxic heavy metals or organometallic com- pounds, then the paint waste will be hazardous. If the concen- tration of paint waste in the water is sufficiently high, then the wastewater will be hazardous as well.
In treating this waste, there are two types of contamination to keep in mind. The first is the solid paint residue. This can be removed by sedimentation in a holding tank. For quicker results, there are several types of filtration systems available.
The second type of contamination is potentially the more serious problem. It is possible for toxic materials in the paint (the heavy metals or organometallics) to dissolve in water. This is especially true of those antifouling paints designed to slowly release toxins during service life. Removal of these dissolved
6-3

toxic materials is more difficult and costly, particularly at low concentrations.
At high concentrations, it is generally possible to coagulate or precipitate the dissolved metals. Lower concentrations require more sophisticated approaches, such as ion exchange, reverse osmosis, or, in the case of the organometallics, carbon absorp- tion. All of these technologies are well developed and readily available in whatever size unit is best suited for a particular yard. Any sludges or solid wastes generated by these treatment processes will be hazardous wastes, but the volumes generated will be a fraction of the volume of wastewater treated.
6.1.3 Solvent Stripper
Wastewaters from solvent paint stripping have the same contamina- tion problems as those discussed above, plus the presence of sev- eral toxic organic compounds, notably methylene chloride, metha- nol, toluene, benzene, and/or ethyl acetate. Such compounds may complicate the treatment of the wastewater. For instance, the presence of these organic materials may preclude the use of reverse osmosis for removing metals. This is because the sol- vents may weaken or swell the reverse osmosis membrane, thereby affecting its properties.
6.1.3.1 Carbon Adsorption
Activated carbon adsorption can remove concentrations of less than 1 percent organics in wastewater. When the carbon is spent, it may be regenerated. Nondestructive methods of regeneration include steaming or solvent washing to remove the adsorbed com- pounds. Activated carbon'beds can also be regenerated thermally in multiple-hearth furnaces. This process destroys the compounds adsorbed on the carbon, and restores its adsorptive capacity.
6-4

Destructive regeneration is appropriate where a mixture of organ- ics is being adsorbed from the aqueous waste or where the organ- ics have little recovery value.
If the conce.ntration of dissolved organics is too high, the car- bon will not work effectively. Another treatment process will be necessary to reduce the organic loading, with the carbon used as a final polishing step.
6 . 1 . 3 . 2 Steam Stripping
Steam stripping is a process whereby steam is passed through the wastewater, removing the more volatile organic contaminants. A secondary contaminated wastewater is produced by this process, but at a much lower volume than the original wastewater.
6 . 1 . 3 . 3 Solvent Extraction
Solvent extraction can be used for removing organics from waste- water. In this process, a solvent immiscible with and insoluble in water is mixed with the wastewater. The organic contaminants transfer from the water to the solvent. The mixture is then allowed to settle, and the immiscible solvent layer containing the contaminants is removed. The problem with this method lies in finding a solvent equally applicable to all of the contami- nants being removed.
6 . 1 . 3 . 4 Wet Air Oxidation
Wastewaters with high organic loadings may also be amenable to catalytic wet air oxidation systems. Organic material in solu- tion or suspension'is oxidized by air under pressure at tempera- tures from 3 5 0 ° to 70O0F. The degree of oxidation depends on the temperature and the amount of air supplied.
6-5

6.1.3.5 Process Design
In practice, wastewater contaminated with paint and organic strippers would be treated by a series of treatment processes. The first step would be designed to remove the paint solids and sludges, and would consist of sedimentation. A second coagula- tion/precipitation step might be needed to remove dissolved met- als. If the organic loading remains high, preliminary treatment, such as steam stripping, would be necessary to lower organic.con- centrations. Finally, an activated carbon filter would be used to remove organometallics and any remaining organic contaminants.
On-site treatment is common for high-flow-rate, continuous waste- watFr generation. For segmented wastewater generation, most com- panies find it more economical to collect wastewaters in tanks or drums. The wastes are hauled to an off-site waste management facility by a registered hazardous waste transporter. As a re- sult, many marineyards tend to look more closely at alternatives to chemical stripping rather than at treatment method alterna- tives.
6.1.4 Caustic Paint Stripper
Caustic paint stripping wastewaters are not normally generated in large volumes. Consequently, on-site treatment may not be eco- nomical compared to off-site waste management. Where treatment is economical, treatment technology is simple.
Paint solids and sludges must be removed by sedimentation or cen- trifugation. The alkalinity must then be neutralized, often with waste acid solytions from other operations at the yard. Finally, any dissolved metals or organometallics must be removed by ion exchange or carbon adsorption. Paint solids and ion exchange wastes must be managed as hazardous wastes. The contaminated carbon can either be discarded as a hazardous waste or regener- ated. Equipment for these processes is available as compact, free-standing units.
6-6

6.1.5 Acid and Alkaline Cleaner
Acid and alkaline cleaning wastes are generally hazardous because of pH. Consequently, neutralization may allow discharge. If both acid and alkaline wastes are generated at a particular yard, they can often be used to treat each other.
Care must be taken to ensure that there are no other hazardous contaminants in the wastewaters, however. Simple neutralization will not remove hazardous concentrations of organic solvents, oils, or some metals. If present at high concentrations, these contaminants may require additional treatment. The particular trqatment will vary with the contaminant,' but will be generally consistent with those discussed under solvent paint strippers - above.
6.1.6 Electroplating
Infrequent electroplating on a small scale in batch tanks will not generate large quantities of wastewater. However, if elec- troplating operations are conducted on any sizeable scale, elec- troplating wastewaters can become the major waste stream at a particular shipyard. These wastewaters are hazardous because of their acidity and the presence of cyanide and heavy metals such as chromium or cadmium.
Treatment of electroplating wastewaters has been extensively studied, and efficient technologies are readily available. These technologies, which consist of pH control, cyanide oxidation, and metal precipitation, are discussed in the waste audit studies for fabricated metal products (Jacobs, 1989) and printed circuit board manufacturing (Planning Research Corporation, 1987).
6-7

6.1.7 Waste Segregation
Waste segregation can improve treatment options and economics, and should be emphasized in a waste management program. However, often a generator will collect all of its wastewater together before any treatment or other waste management is initiated. This practice often contaminates all of the wastewater, and fre- quently makes treatment more difficult and costl;.
Some water uses do not generate hazardous wastewaters. An exam- ple is noncontact cooling. Water from such cooling systems is seldom hazardous and could be discharged directly to sewers. However, if the cooling water discharge is connected to the other waqtewater flows, the increased volume of hazardous wastewater must all be managed as hazardous waste. -
Similarly, some hazardous wastewaters can be treated or managed more easily than others. These should not be mixed. For exam- ple, mixing waste streams containing chelating agents with waste streams containing metals can interfere with the removal of those metals. Additional treatment chemicals will be necessary.
6.1.0 Bilge Wastes
Bilge wastes are mostly seawater with oil and fuel contamination. As such, they are a listed hazardous waste in California. How- ever, the contaminants are not miscible with the water and are easy to separate. There are many commercially available oil/ water separators; these can remove the oily wastes from the water. The treated water can then be managed as treated waste; the oil can be collected and sent to a recovery facility.
Unfortunately, the current waste collection and hauling system has no economic incentive to separate the oils from bilge wastes. For small generators, haulers in tank trucks charge by the stop.
6-8

Collection of 1,000 gallons of oil and water costs the generator no more than 100 gallons of oily waste. Consequently, it is dif- ficult to justify the added cost of an oil/water separator.
6.1.9 On-Site Economics
The on-site treatment options discussed in this chapter favor large,shipyards. Most small boat yards do not generate large volumes of contaminated water. Even if they did, they cannot afford the capital cost of on-site treatment. Larger shipyards, on the other hand, are more likely to conduct operations that generate large volumes of wastewater. The costs and liabilities of disposing of these wastewaters to a Class I facility can be very high. Also, the long-term availability of such disposal is uncertain. As a result, installing on-site treatment systems-ts reduce hazardous waste quantities may have attractive long-term economics.
6.2 Nonaqueous Wastes
Nonaqueous wastes are not as amenable to simple treatment as are wastewaters. Some nonaqueous wastes can be treated to reduce waste volumes. These wastes include blast grit and nonhalogen- ated organic wastes.
6.2.1 Blast Grit
AS was discussed earlier, blast grit may be hazardous due to con- tamination by toxic paint wastes. If the paint wastes could be removed, the blast grit could be managed as nonhazardous. This was discussed earlier under both source reduction and recycling.
Treatment processes are based on the different densities of the grit media and paint chips. Centrifuge separators, air or water separators, or other gravity separators can often provide this
6-9

separation. The economics may be unfavorable, however, unless a yard generates large quantities of hazardous blast grit. The treated grit must be properly classified as nonhazardous before being managed as such.
6.2.2 Nonhalogenated Organics Incineration
Incineration can provide volume reduction. It is often used for nonhalogenated solvent and organic liquid or sludge wastes that are not recycled. Heat recovery from incineration processes can lower the operating costs.
When operated properly, liquid combusting units, rotary kilns, and-molten-salt units can provide waste combustion with greater than 99.99 percent destruction efficiency. Air pollution control equipment is required to remove particulates, especially metal contaminants. Corrosive halide gases are not generated by com- bustion of nonhalogenated wastes.
6.2.3 Incineration Limitations
Incineration poses a risk to air quality. There are also re- strictions on air emissions in certain areas of California. Political and environmental constraints are slowing the siting of new incinerators. At the same time., demand for incinerator capa- city is increasing due to growing restrictions on land disposal. The resulting trend is escalating costs and declining availabil- ity of off-site incineration services. For these reasons, incin- eration should not be relied upon as an economical long-term waste management alternative.
6-10

CHAPTER 7
ECONOMICS
This chapter discusses general economics. This and other chap- ters of the report also address economics specific to waste man- agement options. An economic analysis of existing or proposed waste management alternatives should include a thorough compre- hension of regulatory requirements.
7.1. Off-Site Management -
Hazardous wastes are generally collected in bulk or in drums. Bilge wastes are the predominant bulk wastes. Larger yards gen- erating contaminated wastewaters may collect these in bulk. Sol- vents, paint wastes, waste oils, spent acids, chemical cleaners, and similar wastes are usually drummed.
7.1.1 Economy of Scale
Costs of collection and off-site transport and management can vary widely. This is a function of the type and quantity of waste, whether transport is in bulk or drum, and the fee struc- ture of the hauler.
Most haulers charge a basic customer service charge for collec- tion and transport. Subsequent waste management costs are passed on directly to the customer. For convenience, most haulers have adopted standard fee schedules to cover these costs. The economy of scale results in small-quantity generators paying more per unit volume than large-quantity generators.
7-1

For instance, a generator might pay $600 to have a single drum collected and transported to an off-site waste management facil- ity. If another generator has 10 drums, the average cost may range from $60 to $200 per drum. For 40 drums, the cost would range from $ 3 0 to $170 per drum (Division of Environmental Studies, 1987). The customer service charge and transport time are the same for both the l-drum and the 40-drum customer. Only the actual loading time will vary. As a result, the per drum charge is significantly higher for the l-drum customer.
The same economy of scale applies to bulk collection and trans- port. A single fee is charged (usually in dollars per gallon). This fee reflects a service stop charge, the time to pump the bulk liquids, the transport time, and the disposal charge. Bilge waste.is the predominant bulk waste. It may account for as much as 90 to 95 percent of a given yard's total hazardous waste load. The addition of small quantities of other hazardous wastes to the bilge wastes will have a negligible impact on the overall off- site disposal costs.
Small marineyards should consider coordinating a waste management cooperative to minimize costs of transport and off-site manage- ment. Such cooperatives exist in other industrial sectors. How- ever, there are potential liability and permitting problems. The DHS should be consulted early in the planning process.
7.1.2. Economic Disincentives to Waste Segregation
The above economics reveal a disincentive to waste segregation. If a marineyard segregates small quantities of hazardous wastes, separate collection stops may become necessary for each type of waste. The yard will then pay much more than if the same hazard- ous waste is mixed and hauled with the bilge waste. In fact, it has not been unusual in the past for many haulers to charge only for. the bilge wastes. The haulers would add the relatively few
7-2

gallons of other hazardous waste to the vacuum truck at no addi- tional charge. This is especially true of those haulers who charge per hour or per job for a certain volume.
Yards paying for waste collection on a per gallon basis incur little additional expense for the smaller amounts of non-bilge hazardous waste. Consequently, the yard may be able to pass the extra amount on to the ship owners with the cost of bilge waste collection. This would mean no waste disposal charge to the yard itself. If these other hazardous wastes were segregated and col- lected separately, an additional charge would be incurred. This would probably be significantly higher than the additional charges for mixing these wastes with the bilge wastes.
As a result, there is a perception of an economic disincentive ko
waste segregation and the associated recycling or treatment options. For a small yard, this disincentive may be real. Any recycling, treatment, or alternative collection method would probably cost more per gallon of waste than the current collec- tion cost. However, this is very difficult to determine with any certainty. Since many yards do not have a separate disposal cost for non-bilge hazardous wastes, they have no conception of what these costs are.
However, there are other incentives for generating less waste. If steps could be implemented that are of little or no cost to the yard but still serve to reduce the amount of hazardous wastes generated, cost savings would result. Measures such as solvent settling and reuse still favor waste segregation.
For a large shipyard, the incremental costs added by the non- bilge wastes are relatively small compared to the cost of manag- ing bilge wastes. However, these costs may be high when compared to the costs of recycling or treating those same wastes.
7 - 3

Thus; in the discussions that follow, the low-cost source reduc- tion approaches are particularly applicable to the smaller yards. They could be potentially beneficial to the large yards as well. The more costly recycling or treatment options are primarily limited to the larger yards. Again, it must be noted that many yards currently have no concept of the costs to dispose of non- bilge wastes. Consequently, there is no good basis of comparison for addressing potential additional costs or savings.
7.1.3 Blast Waste
The discussion of waste disposal economics to this point has focused exclusively on liquid wastes. Solid hazardous wastes, maiply abrasive blast wastes, are a different matter. Solid waste collection and disposal costs are usually charged on a per unit weight basis. Recently quoted rates were $ 2 5 0 to $450 per cubic yard, whether drummed or hauled in bulk. Again, this cost is lower per unit for large loads than for smaller loads. How- ever, since blast waste is a discrete waste type, there is little likelihood of mixing other wastes. Nevertheless, there may be a tendency to accumulate blast wastes on site until large loads are available.
7.2 Source Reduction
7.2.1 Inventory Control
As noted in Chapter 4, material use in excess of the amount needed for a particular job often becomes waste. Controlling the inventory can thus directly affect the amount of waste generated. The cost of such control is negligible, usually consisting of limiting access to supplies (fencing and locks) or increased supervision. Cost savings accrue not only from reduced waste loads but from decreased inventory use and lower raw materials purchases.
7-4
7 .2 .2 Spill Control
Good housekeeping as a way to reduce spillage and cleanup is economical. Low-cost measures may include drum cradles, spigots or pumps, drip buckets and pans, and hand trucks. The costs of alternative spill control measures for the entire yard are much higher. Six-inch-high curbing around a yard to prevent runoff will cost about $5 per linear foot. A runoff water collection sump and the transport and disposal of collected water add to the cost. By comparison, the cost of spill prevention or immediate cleanup is clearly more economical.
7.2.3 Alternatives to Abrasive Blasting
Abrasive blasting wastes may be hazardous either because hazard- ous blasting media are used or due to contamination by toxic paint wastes. If the blast medium itself is hazardous, as in the case of some metal slags, an alternative medium can be used. The costs of alternative media will be dependent on their availabil- ity and any associated operational changes due to the substitu- tion. For instance, some yards use slags instead of sand because of safety problems associated with airborne silica. Changing to sand would entail increased personnel protection.
In its experiments with plastic media for abrasive blasting, the military has'had a history of mixed success. The equipment is more expensive and requires more highly trained personnel. How- ever, if the plastic media are recycled, far less waste is pro- duced.
Most of the innovative alternatives to abrasive blasting dis- cussed in Chapter 4 are experimental or conceptual. They gener- ally have not been developed on a commercial scale. As a result, not only is their suitability questionable but no actual cost data are available. The literature tends to use relative terms
7-5
such as "higher capital cost" or "more expensive equipment" with- out citing actual data to support those claims.
For smaller yards, there seem to be few alternatives to abrasive blasting. Sand costs only about $5 per 100 pounds. The cost of an alternative may exceed the savings from reduced waste manage- ment costs. If the blast wastes produced are hazardous, steps should be taken to reduce the quantity of waste generated. This can be done by using less blast media or reusing the same media until it is too fragmented to be effective. Neither prac- tice will add appreciably to existing costs and may reduce annual disposal costs for blast wastes.
7 . 2 , 4 Reducing Paint Wastes
There are basically three ways to reduce quantities of hazardous paint wastes. One approach is to return any unused paint to the vessel owner for use as touch-up paint. This would require the purchase of containers for the paint if the original containers are unsuitable.
The second approach is to let the solvent evaporate. Unless the paint contains toxic pigments (lead oxide, for instance) or anti- fouling agents, the dried paint can be disposed of as conven- tional solid waste. Even if the dried residues are hazardous, allowing the solvent evaporate will reduce quantities signifi- cantly. This operation requires no special equipment and thus has no cost. However, the practice is not environmentally sound and is subject to fines in some air quality management districts.
Finally, switching to water-based paints will greatly reduce paint waste disposal problems and the generation of associated cleanup wastes. However, as noted in Chapter 4 , water-based paints are of limited applicability in marine applications. Where possible, water-based paints should be used. Different
7-6

application equipment may be required for these paints, which may result in additional costs. Whether these costs can be recovered within the standard 3-year payback period is a function of the degree to which water-based paints can be used. The payback period will be shorter if less solvent-based paint waste is gen- erated.
7.2.5 Reduction of Paint Thinner/Solvent Wastes
A change to water-based paints would greatly reduce the amount of solvent and thinner waste generated. This option has limited applicability, however.
As-demonstrated at one of the audited yards, it may be possible to reduce solvent cleanup wastes by reducing the extent of - cleanup. This yard uses each brush only once, allows the paint residues to dry, and then discards the brush. While this prac- tice reduces solvent purchases and the amount of cleanup wastes generated, it is somewhat offset by the additional cost of new brushes for each job. There is some question regarding whether the brush and residues might be hazardous if the paint used were hazardous. Laboratory analysis would be necessary to determine whether this is the case.
Another option is to reuse solvent. If thinners and solvents containing paint residues are placed in a drum and allowed to stand undisturbed, most of the paint solids will settle out, leaving relatively clean thinner on top. This thinner can be decanted and used to thin undercoats or to clean equipment. This can be done at no cost and will reduce solvent/thinner purchases and waste generation.
7-7

7.2.6 Engine Repair Wastes
Discontinuing the use of engine repair cleaning solvent is one possible means to achieve waste reduction. In some applications, aqueous detergent degreasers can be used instead of solvent degreasers. The cost of supplies is comparable. No additional equipment will be required. The resulting waste may be sewered depending on the degreaser formulation, the material cleaned off, and the sewer district requirements.
The use of solvent sink parts washers provided by a service sup- plier is available. This means that the waste is not managed by the yard. Such sinks reuse and contain the cleaning solvents and prqvide a means for convenient recycling. The economics are pre- sented in the Recycling and Resource Recovery subsection below.-
7.2.7 Electroplating Wastewaters
Chapter 4 notes several reports written on minimizing electro- plating waste. These reports discuss source reduction techniques and provide detailed economics. A reader interested in electro- plating waste management should consult these reports.
7.3 Recycling and Resource Recovery
7.3.1 Abrasive Blast Media
The technology for separating paint chips from abrasive blast media is well established. This technology is based on the dif- ferent particle sizes, shapes, and/or densities. Once the paint has been removed, blast media can be reused or possibly managed as nonhazardous.
Cyclone separators are available for lead shot blast media or PMB. This equipment is designed specifically for these media.
7-8

There.fore, this equipment is not readily adaptable to other blast media.
Commercially available separation equipment may not be available for the more conventional sand and slag grits. The available equipment is designed for larger industrial applications rather than blast waste treatment. As a result, there is no specific economic information available.
If blast media treatment is a major issue at a particular yard, a system could be fabricated for gravity or air separation. The cost would be a function of the size and complexity of the s y s -
tem. A hand-shaken riffle box could be constructed relatively inexpensively, but would require considerable labor to operate. Adding a motorized shaking system would increase the capital cogt substantially. Water could be used to aid in the separation (similar to placer gold mining). However, this might create a contaminated wastewater management problem.
7.3.2 Aqueous Strippers
Both caustic and organic chemical strippers can be recycled and reused if the paint sludges can be removed. Centrifuge or fil- tration systems are available to remove the sludge. They are designed to operate in conjunction with stripping baths. These systems are designed for large-scale applications rather than small yards. Capital costs are estimated to be $50,000 to $60,000. Annual operating costs are on the order of $5,000.
7.3.3 Solvents and Thinners
Waste oils and solvents/thinners are the two most commonly recy- cled hazardous wastes. Solvents and thinners are well suited to many recycling processes and scales of operation from major industrial plants to small shops. As a result, there are several
7-9

on- and off-site recycling options available to both large and small yards. It must be emphasized that recycling, both on- and off-site, requires waste segregation to be successful.
7.3.3.1 On-Site Recycling. Several manufacturers, such as Recyclene Products, Inc., and Solvent Distillation Equipment, supply equipment for on-site recycling. This equipment is avail- able in capacities from a few gallons per day up to 25 gallons per hour (Toy, 1987; Division of Environmental Studies, 1987). Capital costs for low-capacity units range from $3,000 to $5,000, with an installation charge of about $2,000. Larger systems cost up to $25,000, with a $5,000 installation charge. Operating costs are about $0.50 per gallon. A detailed analysis of the economics of on-site recycling is provided in Toy (1987).
* Analyses done on the automobile servicing and painting industries indicate that on-site recycling economics are unfavorable for companies using less than 100 gallons of solvent/thinner per month (SCS Engineers, 1986; Toy, 1987). For large marineyards, however, solvent use may be sufficiently high to achieve payback periods of a few months to 2 years.
7.3.3.2 Off-Site Recycling. Off-site recycling has not been widely used in the marineyard industry. Recycling services are commonly used by other industries, such as automobile service. Some suppliers sell new solvents/thinners and remove waste sol- vents. The cost of recovering usable solvent is included in the cost of the new product. One alternative would be a parts washer system. A drum and parts washer is leased or purchased, and the drum is emptied of used solvent and refilled as needed. This latter service is represented locally by such companies as Safety-Kleen and OSCO.
The costs of these services vary with the solvent used, the type of service, the number of parts washers, and so forth. However,
7-10

a small company with relatively low solvent usage can expect to pay about $75 per month for the parts washer service (assuming one parts washer). Similar services designed for paint applica- tion equipment cleaning cost from $60 to $75 per month, depending on the frequency of service. For other types of recycling ser- vices, costs typically range from $75 to $200 per drum of sol- vent.
7.4 Hazardous Waste Treatment
With the exception of blast waste (discussed above), the only hazardous wastes amenable to on-site treatment at most marine- yards are hazardous wastewaters. Given the types of wastes and waste-generating activities discussed earlier, treatment methods to remove acids, caustics, dissolved metals, organometallic COG
pounds, dissolved organics, and immiscible organics (oils, fuels, and some solvents) would be needed. The treatment methods most applicable to marineyards are neutralization, sedimentation, fil- tration, precipitation, ion exchange, carbon adsorption, and oil- water separation.
Only the larger shipyards have the volume of wastewater necessary to economically justify treatment processes. Many smaller yards may generate similar wastewaters in batches rather than continu- ously. Package treatment processes are available for low or dis- continuous flows, but they are often unreliable and have high operating costs. Capital costs range from $5,000 to $25,000.
Costs at larger shipyards are a function of waste types and flow rates. Treatment systems may include several treatment steps. Major industrial wastewater treatment plants have capital costs ranging from several hundred thousand dollars up to $1,000,000 or more. However, each system must be designed and costed on a yard- and waste stream-specific basis.
7-11

CHAPTER 8
CURRENT REGULATORY ASPECTS
A variety of federal, state, and local laws, regulations, and ordinances govern hazardous waste management. These requirements are intended to regulate waste treatment, storage, and disposal, and to promote waste minimization. Some of the requirements apply directly to the generator, while others apply to the com- mercial treatment, storage, or disposal (TSD) facility that accepts the generator's wastes. In either case, the generator will probably be affected by the requirements. *
Two requirements in particular constitute the driving force behind the emphasis on waste minimization. The California Haz- ardous Waste Management Laws, as presented in the California Health and Safety Code (CHSC), Division 20, Chapter 6.5, state in Section 25179.6 that only treated hazardous wastes or solid haz- ardous wastes from site cleanup will be acceptable for land dis- posal after May 8, 1990. Restrictions have already been placed on the land disposal of many liquid wastes, including most sol- vents. Alternative means of management must therefore be found.
Second, Section 25244.1 states that, whenever possible, the gen- eration of hazardous waste is to be reduced or eliminated as expeditiously as possible. Waste that is generated should be recycled, treated, or disposed of in a manner that minimizes any present or future threats to human health or the environment. Section 25244.4 states that every generator of hazardous wastes shall submit a report to the DHS at least once every 2 years reporting on steps taken to minimize the generation of hazardous waste.
8-1

These requirements alone might be sufficient justification for source reduction and other waste minimization efforts. However, there are other laws and regulations that affect the hazardous waste generator. The following sections briefly summarize the more pertinent laws and regulations affecting marineyard hazard- ous waste in California.
8.1 Hazardous Waste and Material Management
CHSC, Section 25123.3, defines a "storage facility" as any hazardous waste storage facility where waste is con- tained on site for greater than 90 days or where waste is contained for any period of time and the quantity exceeds 5,000 gallons or 45,000 pounds, whichever is greater (as specified). Storage facilities generally require per- mits, including emergency response plans.
0 CCR, Title 22, Division 4, Chapter 30, Article 6, estab- lishes requirements for generators. These requirements include contingency plans, etc., for generators that store hazardous wastes on site for 90 days or less (see Section 66508). Article 9 provides a list of hazardous wastes and materials. Article 11 identifies the criteria for determining whether an unlisted waste is hazardous. A listed waste may not be hazardous if it has been tested according to Article 11 criteria and has been determined to be nonhazardous.
CCR, Title 22, Section 66796, provides a list of those hazardous wastes which the state considers recyclable (including most solvents, thinners, and waste oils).
0 CCR, Title 22, Section 66763, authorizes the DHS to ask any generator to explain why a listed recyclable hazard- ous waste was disposed rather than recycled. The genera- tor must respond to this request.
8-2

CHSC, Sections 25175, 25190, and 25186(c), specify the sanctions for noncompliance with the above regulations.
CHSC, Division 20, Chapter 6.95, requires local govern- ment agencies to implement hazardous material management programs requiring local businesses to submit applica- tions for the storage and handling of hazardous mate- rials.
0 CCR, Title 22, Section 67422, prohibits land disposal of bulk or noncontainerized liquid hazardous waste or haz- ardous waste containing free liquids.
The U.S. EPA has announced regulations restricting the use of all products containing tributyl tin, a common antifouling paint component.
8.2 Underground Material and Waste Storage
0 CHSC, Division 20, Chapter 6.7, and CCR, Title 23, Chap- ter 3 , Subchapter 16, address underground storage of haz- ardous substances. Design, construction, operating, and monitoring requirements are specified.
0 CCR, Title 22, Chapter 30, Division 4 , Article 25, speci- fies additional design and operating requirements for storage of hazardous wastes in tanks.
8.3 Wastewater Discharge
40 CFR 122 (NPDES) regulates pollutant discharges into the surface waters of the United States. Essentially, all industrial wastewater generators must have an NPDES permit to discharge to surface waters, including the ocean.
8-3

0 Under authority granted by both federal and state legis- lation, many local sanitation districts have established industrial pretreatment programs to regulate industrial discharges into sanitary sewer systems.
8 . 4 Air Quality
A variety of local ordinances restrict the discharge of organic materials into the atmosphere from equipment in which solvents are used. These ordinances include SCAQMD Rule 4 4 2 ; Santa Barbara AQMD Rule 317; Monterey Bay Uni- fied APCD Rule 416; Bay Area AQMD Regulation 8 , Rule 35; and San Luis Obispo County APCD Rule 407 H(1).
There are several local ordinances regulating the dis- -- posal and evaporation of solvents, including Santa Barbara AQMD Rule 3 2 4 ; Bay Area AQMD Regulation 8 , Rule 3 9 ; and San Luis Obispo County APCD Rule 407 H(4).
8-4

CHAPTER 9
ENVIRONMENTAL CONSIDERATIONS
Hazardous wastes are regulated because of the inherent risks they pose to public health and the environment. Poor hazardous wa.ste management practices have resulted in environmental impairment and public health hazards.
Any industry that uses hazardous materials is a potential genera- tor; of hazardous waste. Many generators do not realize the problems that their wastes may cause and consequently do not approach waste management with the proper concern and diligence. This chapter is intended to provide a general overview of the environmental risks posed by marineyard wastes and proper manage- ment of these wastes.
9.1 Waste Types
In the earlier chapters of this report, waste management was dis- cussed on an operations basis. When discussing environmental considerations, it is useful to approach the issue on the basis of waste type. Similar wastes from different operations will have the same environmental impact, regardless of whether the same management strategy is applicable to both operations. Where different management strategies are available for a given waste stream, the potential risks and impacts associated with each will be discussed. .
9-1

9.1.1 Blast Wastes
Blast waste may be hazardous due to the presence of high levels of toxic antifouling paint chips. However, because the waste is primarily grit (usually sand) and appears harmless, there may be a tendency to treat it casually. For example, it is not unusual, especially at smaller yards, to shovel the contaminated grit into the ocean. This is illegal discharge to surface waters. As a result of such practices, paint waste will continue to leach toxic chemicals into the water.
It might be argued that the vessels in the harbors are already leaching such toxins into the water to prevent biological growths on the hulls, and that disposal of the paint waste thus presents no new. hazard. However, the effect of the hull paints is largely limited to the vicinity of the hulls. The turbulence of surface waters leads to rapid dispersion and dilution of the toxins away from the hull.
On the other hand, paint in the sediments provides a more or less permanent source of these toxins. Ships may leave, but sand and sediments remain and continually leach toxins into the surround- ing waters. In addition, the waters near the bottom are much less turbulent than surface waters, leading to less dispersion. The potential effect is to render the sea bottom largely sterile.
If the land around a particular ship or boat yard is vacant or if there is vacant land within the property boundaries of the yard, there may be a tendency to dispose of some of the grit wastes on this vacant land. This is illegal on-site disposal. Over time, the toxic paint wastes can accumulate in these soils to levels that would require extensive cleanup to remove the hazard.
9-2

9.1.2 Paint Stripper Wastes
The principal chemical paint stripper waste of concern is the stripper wastewater that results when paint is removed from large areas. Generally, small batches of stripper waste from dip tank stripping are disposed of as hazardous waste or are discharged directly to sewer systems. However, direct sewer disposal of this waste is not consistent with pretreatment regulations. These wastes can poison the sewage treatment plant biology and contaminate the treatment plant sludge residue.
Large volumes of contaminated paint stripper wastewater are more: difficult to manage. Some yards will drain these wastewaters directly to sewer systems, with potential impacts as noted above. Some will discharge to storm drain systems that ultimately lead, to the ocean. It is not unusual for small yards to simply wash these wastes into the ocean or other surface water.
These wastewaters contain both toxic paint residues and organic chemicals. Both are toxic to marine life. The paint residues tend to settle out, affecting life on the sea bottom. The organic chemicals are soluble for the most part and will harm or contaminate marine life in the receiving waters.
Use of chemical strippers on large areas can also harm air qual- ity. The organic chemicals in commercial strippers are volatile. Emissions from large surface areas can cause deterioration of local air quality by becoming photochemical smog.
Runoff of stripper wastewaters onto adjacent properties is seldom a problem, as most yards are designed to slope toward the ocean. However, it is possible to contaminate unpaved areas within the yard. In such cases, paint residues may accumulate in the soils, and chlorinated organic chemicals may migrate through the soils
9-3

into.underlying ground waters. Such contamination can poten- tially result in expensive site remediation activities.
9 . 1 . 3 Paint Wastes
As noted earlier, solvent-based paints and paints containing toxic antifouling compounds are generally considered hazardous wastes when disposed. However, containers with dried residues may not be considered hazardous according to DHS policies. Therefore, some generators allow the solvent to evaporate. This practice contributes organic solvents to the atmosphere with potentially deleterious effects. On the other hand, the very act of painting with solvent-based paints contributes far more sol- vent than the evaporation of small quantities of residues before disposal. The use of water-based paints wherever possible alles viates a waste management problem and has a far less negative impact on air quality.
Paints with toxic components may be hazardous whether dried or not. As with blast wastes, it would be necessary to analyze paint residues to determine whether the concentrations of toxic substances exceed the recognized standards. For instance, if the paint residues have high levels of leachable heavy metals, the paint waste must be managed as a hazardous waste, regardless of whether the solvents have evaporated.
9.1.4 Solvent Wastes
Many organic solvents are toxic. Some are suspected of causing cancer. Most industrial solvents are resistant to natural degra- dation. Many of these solvents are highly volatile and have low viscosity and low surface tension, making them very mobile in the environment. Thus, improperly managed solvents can find their way easily into the air, ground water, drinking water supplies,
9-4

and food chain. This problem is increased by the capacity of solvents to dissolve and carry other hazardous materials.
A number of operations may generate waste solvents. Recycling of these solvents presents few environmental problems, provided that the recycling equipment is designed to prevent losses to the atmosphere. Commingling of solvents with waste oils is prohib- ited by law and decreases the value of both wastes and limits their recycling potential.
Reuse of solvents within a yard poses few environmental problems except to the extent that solvents are used in open containers. The longer solvent is exposed to the atmosphere, the larger the quantity that evaporates. The organic solvent vapors contribute to air pollution. 7
In the past, some yards have deliberately left waste solvent con- tainers open so that the solvents would evaporate. This practice is not consistent with good air quality and should be discour- aged. It is prohibited in some air basins. Similarly, discharge of solvent wastes to the ocean or ground has the same potentially negative impacts as those discussed above.
Any incineration or thermal degradation method used on site has the potential for negatively impacting air quality. Recognizing this, many local governments have prohibited small-scale indus- trial incinerators. Even when not prohibited locally, such incinerators require a DHS permit.
9.1.5 Waste Oils
Unused mineral oils'have a low toxicity. They are not highly mobile in the environment. They do, however, have some biocidal properties, and improper disposal can have negative environmental impacts.
9-5

Used lubricating and industrial oils often have different proper- ties, however. Most have additives which may be hazardous. Dur- ing use, these additives change chemically, and the oil becomes contaminated from internal and external sources. As a result, used oils can have high concentrations of potentially hazardous heavy metals, chlorinated solvents, or other toxic compounds.
Waste oils, in the context of this report, include waste lube oils, cutting oils, and bilge wastes. It has become common prac- tice to collect and recycle all of these wastes. Given the cur- rent technology, this is the best approach in terms of the envi- ronment. In a few instances, the wastes may be converted into fuels. However, this alternative is not as appropriate as recy- cling because of the potential air pollut.ion impacts from burning these fuels. *
9.1.6 Electroplating Wastewaters
Untreated electroplating wastewaters can contain toxic heavy metals and cyanides. Discharge of such wastewaters directly to the ocean can result in fish kills. Continued discharge can lead to the virtual sterilization of harbors or other protected water bodies with limited connections to the open ocean.
Discharge of these wastes to soil can lead to accumulations of heavy metals in the upper soil. Extensive and costly remediation may be required to remove these hazards.
Treatment of the wastewater to neutralize acids and bases and to remove metals and cyanide can produce an effluent of sufficient quality to discharge to sewer systems or sometimes directly to receiving waters. Toxic treatment sludges may be generated which must be handled as hazardous waste.
9-6

BIBLIOGRAPHY
Adema, C. M., and G. D. Smith. Development of Cavitating Water Jet Paint Removal System. In Waste Minimization and Envi- ronmental Programs Within DOD. Proceedings for the 15th Environmental Symposium. April 1987. pp. 270-275.
Camp Dresser & McKee, Inc. Industrial Waste Collection and Treatment Facilities - Long Beach Naval Shipyard. Department of the Navy, Western Division, Naval Facilities Engineering Command, San Bruno, California. August 1978.
Carricato, M. J., A. Talts, J. A. Kaminski, and T. E. Higgins. . Department of Defense Hazardous Waste Minimization. In Pro- ceedings of the National Conference on Hazardous Wastes and Hazardous Materials. Washington, D.C. March 16-18, 1987. p. 328.
CENTEC Corporation. Navy Electroplating Pollution Control Tech- nology Assessment Manual. CR 84.019. Naval Civil Engineer- ing Laboratory, Port Hueneme, California. February 1984.
Chmura, G. L., and N. W. Ross. The Environmental Impacts of Marinas and their Boats: A Literature Review with Manage- ment Considerations. Rhode Island University Sea Grant Pro-
Narragansett. 1978. . gram Marine Memorandum No. 4 5 . Rhode Island University,
Davis, D., and L. Piantadosi. Marine Maintenance and Repair: Waste Reduction and Safety Manual. Prepared for North Caro- lina Department of Natural Resources and Community Develop- ment. Raleigh, North Carolina. December 1988.
Derrick, D. Boat Maintenance. David & Charles, North Pomfret, Vermont. 1984.
Drabkin, M., and P. Sylvestri. Waste Minimization Audit Report: Case Studies of Minimization of Solvent Wastes and Electro- plating Wastes at a DOD Installation. EPA/600/2-88-010. U.S. EPA Hazardous Waste Engineering Research Laboratory, Cincinnati, Ohio. February 1988.
Energy and Environmental Research Corporation. Guide to Oil Waste Management Alternatives. Prepared for California
tion. Sacramento, California. April 1988. , Department of Health Services, Alternative Technology Sec-

Freeman, H. M. Standard Handbook of Hazardous Waste Treatment and Disposal. McGraw-Hill Book Company, New York. 1989.
Hahn, W. J., and P. P. Werschulz. Evaluation of Alternatives to Toxic Organic Paint Strippers. EPA/600/2-86/063. U.S. EPA Water Engineering Research Laboratory, Cincinnati, Ohio. July 1986.
Hazardous Waste Minimization. San Diego County Department of Health Services, Hazardous Materials Management Division. November 1987.
Higgins, T. E. Hazardous Waste Minimization Handbook. Lewis Publishers, Inc., Chelsea, Michigan. 1989.
Higgins, T. E. Industrial Processes to Reduce Generation of Haa- ,ardous Waste at DOD Facilities. Prepared for DOD Environ- mental Leadership Project Office, Washington, D.C. February 1985.
ICF Consulting Associates, Inc. Guide to Solvent Waste ReductiQn Alternatives. Prepared for California Department of Health Servicest Alternative Technology Section, Sacramento, Cali- fornia. October 1986.
Jacobs Engineering Group, Inc. The EPA Manual for Waste Minimi- zation Opportunity Assessments. EPA/600/2-88-025. U.S. EPA Hazardous Waste Engineering Research Laboratory, Cincinnati, Ohio. April 1988.
Jacobs Engineering Group, Inc. Hazardous Waste Minimization Audit Studies on the Finished Metal Products Industry. Pre- pared for Alternative Technology Section, Toxic Substances Control Division, California Department of Health Services. 1989.
Jacobs Engineering Group, Inc. Hazardous Waste Minimization Audit Studies on the Paint Manufacturing Industry. Prepared for Alternative Technology Section, Toxic Substances Control Division, California Department of Health Services. April 1987.
Kaminski, J. A. Hazardous Waste Minimization Within the Depart- ment of Defense, Part B. Journal of the Air Pollution Con- trol Association. 38(9):1174. September 1988.
Kaufman, A. J., and K. M. Jacob. Characterization and Segrega- tion of Waste Oils, Solvents and Fuels at Naval Ins'talla- tions. In Proceedings of the National Conference on Hazard- ous Wastes and Hazardous Materials, Washington, D.C. March 16-18, 1987. p. 335.
Kendall, D. The Complete Book of Boat Maintenance and Repair. Doubleday 6 Co., Inc., Garden City, N.Y. 1975.
Lambourne, R. Paint and Surface Coatings: Theory and Practiee. Ellis Harwood Limited, Chichester, England. 1987.
Manzione, M. Waste Minimization for Electroplating and Aircraft Paint-Stripping Wastewater Treatment. In Process Technology '88: The Key to Hazardous Waste Minimization. Proceedings of a Conference Sponsored by the Air Force Logistics Com- mand. August 1988.
Planning Research Corporation. Waste Audit Study Printed Circuit Board Manufacturers. Prepared for Alternative Technology Section, Toxic Substances Control Division, California Department of Health Services. June 1987.
Roberts, J. Fiber Glass Boats: Construction, Repair, and Mainte- nance. W. W. Norton & Company, New York. 1984.
Saam, D., and P. J. Hearst. Chemical Surface Preparation for ~,
Recoating. TM-54-79-08. Naval Ship Engineering Center, Civil Engineering Laboratory, Naval Construction Battalion Center, Port Hueneme, California. 'March 1979.
Saam, R. D., P. J. Hearst, L. K. Schwab, and D. B. Chan. Drydock Waste Treatment Study. TN No. N-1490. Naval Facilities Engineering Command, Civil Engineering Laboratory, Naval Construction Battalion Center, Port Hueneme, California. July 1977.
Scarlett, J. Wooden Boat Repair Manual. International Marine Publishing Company, Camden, Maine. 1981.
SCS Engineers. Best Management Practices Plan for Dry Docks 1-6, Puget Sound Naval Shipyard, Bremerton. Prepared for Naval Energy and Environmental Support Activity, Port Hueneme,. California. September 1987.
SCS Engineers. Initial Assessment Study of Naval Station San Diego, California. NEESA 13-087. Naval Energy and Environ- mental Support Activity, Port Hueneme, California. May 1986.
SCS Engineers. Mare Island Naval Shipyard New Hazardous Material Storage Facility Study. Prepared for Mare Island Naval Shipyard Public Works Department, Vallejo, California. November 1985.
SCS Engineers. Navy Industrial Waste Emission Factors and Treat- ' ment Cost Factors. Prepared for U.S. Army Medical Research
and Development Command, Fort Detrick, Maryland. October 1980.

SCS Engineers. Oil Spill Prevention, Control and Countermeasure (SPCC): Field Survey Report and Revised Plan for the Naval Shipyard (NAVSHIPYD) Long Beach, California. Department of the Navy, Western Division, Naval Facilities Engineering Command, San Diego, California. December 1976.
SCS Engineers. Oil Spill Prevention, Control and Countermeasure (SPCC) Plan: Puget Sound Naval Shipyard Bremerton. Naval Energy and Environmental Support Activity, Port Hueneme, California. September 1987.
SCS Engineers. Waste Audit Study Automotive Paint Shops. Pre- pared for Alternative Technology Section, Toxic Substances Control Division, California Department of Health Services. December 1986.
Sowell, D. A. Hazardous Waste Minimization of Abrasive Blast Media: Addressing Corrosion Control and Environmental Risks. Journal of the Air Pollution Control Association, 38(8):1045. . August 1988.
-+I
Stoddard, S. D., G. A. Davis, H. M. Freeman, and P. M. Deibler. Alternatives to the Land Disposal of Hazardous Waste; an Assessment for California. Toxic Waste Assessment Group, Governor's Office of Appropriate Technology, Sacramento, California. 1981.
Toy, W. E. Waste Audit Study Automotive Repairs. Prepared for Alternative Technology Section, Toxic Substances Control Division, California Department of Health Services. May 1987.
U.S. Environmental Protection Agency. Development Document for Proposed Best Management Practices for the Shipbuilding and Repair Industry: Drydocks Paint Source Category. EPA 440/1-79/076b. Effluent Guidelines Division, Washington, D.C. De.cember 1979.
Zagrobelny, T. J. Hazardous Waste Minimization by the U.S. Navy. In Proceedings of the National Conference on Hazardous Wastes and Hazardous Materials, Washington, D.C. March 16-18, 1987. p. 335.

GLOSSARY OF ABBREVIATIONS
APCD AQMD BA CAC CERCLA
CFR CHSC
. Class I CWMB DHS DOT EPA MEK NPDES osco PMB RCRA SIC SQG SWRCB TSD
Air Pollution Control District Air Quality Management District Bay Area California Administrative Code Comprehensive Environmental Response, Compensation, and Liability Act Code of Federal Regulations California Health and Safety Code Hazardous Waste California Waste Management Board California Department of Health Services Department of Transportation Environmental Protection Agency Methyl Ethyl Ketone National Pollutant Discharge Elimination System Oil and Solvent Processing Company Plastic Media Blasting Resource Conservation and Recovery Act Standard Industrial Classification Small Quantity Generator State Water Resources Control Board Treatment, Storage, and Disposal
APPENDIX A
SUMMARY OF INDIVIDUAL SITE AUDIT FOR COMPANY A
A.l Introduction
Company A is a small-sized business in the marineyard maintenance and repair industry. The yard employs 6 to 12 full-time workers. Approximately 15 ships per year are serviced on one marine rail- way dry dock and a nearby pier. The largest service contracts are supply boats reaching a length of 185 feet. The average ves- sel serviced is approximately 125 feet in length. Maintenance work is limited to sandblasting, painting, welding, and shaft and prop.repairs. Engine repair work is performed by subcontractors. The pier and the marine railway serve as a general ship servicing, area. The remainder of the yard contains two large structures used for equipment storage, a plastics shop, a machine shop, two paint storage vaults, and a number of smaller shops. The machine shop has been used intermittently for several years. The company does not have a formal waste minimization program.
A . 2 Raw Materials Usage
Raw materials used in this yard include epoxy and vinyl primers, antifouling paints, and thinners used for painting and parts cleaning. Paint coatings are applied with airless spray guns. Small amounts of muriatic acid are stored in the machine shop and used as a cleaning agent. Boat hulls are routinely washed down with chlorine bleach. Minor volumes of lubricating and cutting oils are used in the machine shop and other workshops.
A . 3 Waste Generation
Waste generation rates at this small yard are relatively low. Exact volumes of individual waste streams could not be determined due to the lack of adequate inventory control. For most painting jobs, paints, thinners and other hazardous materials are ordered by the client with delivery directly to the shipyard. After project completion, excess paint supplies are normally returned to the owner of the vessel.
Thinners kept at the yard are reused until spent. Open cans con- taining waste thinner were observed during inspection of the paint storage vaults. When the thinner becomes too contaminated to be.used for brush and parts,'cleaning, it is stored in a 1,400- gallon aboveground tank. This tank is on paved ground immedi- ately east of the main equipment storage area. Waste oils
A-1

generated on site are deposited here as well. The tank is old and was observed to be open to the atmosphere. Several times per year, the liquid waste mixture is pumped out by a waste hauler/ recycler. Waste sludge accumulates at the bottom of the tank. Surface spills around the tank are usually absorbed with beach sand.
Sandblasting takes place immediately above the marine railway dock, which is in direct contact with the water in the harbor. Ships are positioned onto the submerged end of the dock and are winched onto the railways and into the yard. Washed beach sand is used as the sandblasting medium. Resulting fines, consisting of sand and paint, accumulate at the bottom of the railway. Every 6 months, approximately 20 cubic yards of sand are dug out by hand. Part of the waste material fines is washed into the harbor through ocean tidal action.
A.4 Recommendations
Suggested recommendations for management of hazardous wastes at Company A are outlined below.
A.4.1 Housekeeping r
1.
2.
3 .
4.
Segregation of Wastes. Wastes generated from similar unit processes should be segregated (e.g., paint thin- ners, waste solvents, waste kerosene, bilge wastes, etc.). Segregation of waste types facilitates reclama- tion. A separate container should be maintained for each waste type. Only waste oils should be stored in the 1,400-gallon aboveground tank. A separate 55-gallon drum should be used for the storage of all thinner wastes.
Use of Lids on Drums. Tight-fitting lids should be used on all containers used for the storage of wastes. The use of lids prevents evaporation and loss of volatile substances such as paint thinner. Funnels and pumps should be used to transfer wastes from small to large containers to prevent spillage.
Spill Containment. Areas used for the storage of haz- ardous materials and wastes (particularly the 1,400- gallon storage tank) should be bermed to contain any spills which may occur.
Inventory Control. More stringent inventory control practices should be maintained. Inventory should be kept to a minimum. Paints maintained in storage should be used before newer paints to minimize the possibility that they will solidify and require disposal in the future. If paints in storage cannot be used for final coats, perhaps they may be used as undercoats.
A- 2

5, Use of Tarps. Tarps should be used during sandblasting operations to prevent the off-site migration of grit. Sandblast grit should then be removed on a periodic basis, preferably at the end of each blasting operation.
6 . Manifests. Copies of manifests from the past disposal of hazardous waste could not be produced during the audit. It is recommended that the manifests be readily retrievable for inspection by regulatory agencies or others. The importance of a proper waste tracking sys- tem cannot be overemphasized. Moreover, it is the responsibility of the facility owner or operator to pro- vide proper documentation regarding the types and vol- umes of hazardous wastes generated, and the disposal or reclamation practices utilized for those wastes.
A.4.2 Off-Site Reclamation
1. Solvent Reclamation Services. There are several ser- vices available (Pacific Coast Lacquer, f o r example) which offer full service from the purchase of paints and thinners to the disposal of waste materials. For con- venience, a service such as this may be feasible for both the purchase and disposal of,waste materials.
2 . Paint Gun Cleaning. Safety Kleen provides a paint gun cleaning unit. The self-contained unit reuses thinner for the cleaning of paint application guns and other painting equipment. Periodically, the unit is serviced by the company, and spent thinners are replaced with new material. Wastes are then hauled away by the company. This service minimizes the possibility for solvents to be managed improperly, extends the useful life of the solvent, and ensures that wastes are reclaimed. Safety Kleen and Osco also provide parts washers for operations in which solvents are used for degreasing.
3 . The California Waste.Exchange may be an outlet for sell- ing surplus, leftover paint.
A . 4 . 3 On-Site Reclamation
1. Collection of Thinner Wastes. As discussed above, thin- ners and solvents should be collected in a single con- tainer. Under quiescent conditions within the drum, separation occurs. The sludge settles on the bottom, leaving the reusable solvent at the surface. The sol- vent at the surface can then be decanted from the drum and reused fo r cleaning equipment or for other uses where a high-quality material is not needed. This pro- cess can be used to extend the life of thinner and reduce the quantity of hazardous waste generated by the facility.
A- 3
2 . Distillation of Spent Solvents. On-site distillation can be used to recover spent solvents. There are sev- eral commercial distillation units which are available for commercial application.
3 . On-Site Separation of Bilge Wastes. On-site treatment of bilge wastes will reduce the volume of wastes hauled from the facility. Oil can be separated from waste using an oil/water separator. The water can then be sewered and the concentrated oil disposed of through a reclamation facility.
A.4.4 Product Substitution
1. Substitution for Solvent-Based Paints. At the present time, there are paint manufacturers which offer a water- based paint as a substitute for solvent-based paints. The benefit of water-based paints is that hazardous materials are not needed to clean equipment, and wastes can be disposed of through the sanitary sewer. There are, however, several disadvantages which are further addressed in the text of the report. 5
2 . Hand Scraping. Wherever practical, hull surfaces should be prepared for painting by hand scraping rather than by sandblasting. The higher labor cost of hand scraping may be offset by the savings in waste management costs. Air-powered mechanical vibrating scrapers may be avail- able.
A-4

APPENDIX B
SUMMARY OF INDIVIDUAL SITE AUDIT FOR COMPANY B
B.l Introduction
Company B is a medium-sized operation in the marineyard mainte- nance and repair industry. Depending on business, the yard employs 25 to 100 workers. Approximately 80 percent of all proj- ects are derived from a master ship repair contract with the United States Navy. Part of the contract calls for the removal and disposal of all hazardous wastes on board all vessels. Over 10.naval vessels per year are serviced either at the boat shop or the nearby naval shipyard. Only ships up to 200 feet in length, are serviced at the boat shop. The shipyard is bound under con- tract to utilize paints which meet Navy requirements. In addi- tion, paints are typically ordered directly by the owner of the ship for delivery at the shipyard.
Two large and one smaller marine railway dry docks and a 1,000- ton floating dry dock are used for ship maintenance and repair. In addition, three piers are used for boat storage and servicing. The remainder of the yard consists of a machine shop, welding shop, pipe fitter's shop, carpenter's shop, sheds for painting and equipment storage, and several administrative offices.
B.2 Raw Materials Usage
Raw materials used at this yard include epoxy thinners, epoxy and vinyl paints, several solvents, and a variety of oils. The epoxy thinners and paints are utilized in painting. The paints are applied with airless spray guns. Paint usage is approximately 2,000 gallons per year. While the bulk of the paints and thin- ners are supplied by the boat owners, some paints are stored in a metal shed. Excess paints are either returned to the ship owners or stored and used for touch-up jobs.
Cleaning solvents, such as kerosene and paint thinner, are uti- lized in the machine and pipe fitter's shop for parts cleaning at a rate of approximately 55 gallons per month. Waste solvents are stored in 55-gallon drums. Cutting, lubricating, and hydraulic oils are each used in the various shops at rates of approximately 5 gallons per year.
B-1

B . 3 Waste Materials
The majority of hazardous liquid wastes are generated in conjunc- tion with ship cleaning and painting operations. Approximately 15,000 gallons of contaminated water are annually removed from ship bilges, double bottoms, and tank bottoms. This wastewater contains varying amounts of oils, greases, solvents, and sludges. These liquids are pumped directly from the vessels into a waste hauler's tank truck.
Asbestos-containing materials (ACMs) are removed from those sec- tions of Navy ships that are serviced. Abatement procedures adhere to strict government standards. Approximately 20 pounds of ACM waste are generated monthly. ACMs are double bagged and stored in an on-site container provided by a certified abatement contractor.
Another waste stream is generated in the machine/pipe fitting shop. A 250-gallon sump serves as a catch basin for waste oils and solvents and steam cleaning wastes. In addition, a 200- gallon day holding tank is located on paved ground between the shop area and the piers. This aboveground tank is often used to store contaminated water and waste solvents. Contents of the sump and day holding tank are pumped out by a waste hauler after the bilge wastes have been removed from a vessel anchored at the pier. While the hazardous waste manifest provided by the dispo- sal contractor specifies the total amount of waste removed, it does not quantify the volumes of waste obtained from the sump or the day holding tank.
Paint wastes are generated at a rate of about 50 gallons per month and consist of waste thinners, spent solvents, and paint pigments. A 55-gallon drum located near the paint shop serves as a waste storage container. Empty paint cans are left exposed to the atmosphere for a minimum of 24 hours before they are crushed and disposed as rubbish.
Exterior hull cleaning operations are performed on the marine railways. Barnacles and algae are hand-scraped followed by a sand or water blast. Some of the sandblasting wastes get swept into the harbor during washdowns.
B.4 Recommendations
Suggested recommendations for management of hazardous wastes at Company B are outlined below.
B.4.1 Housekeeping
1. Segregation of Wastes. Wastes generated from similar unit processes should be segregated (e.g., paint thin- ners, waste solvent$, waste kerosene, bilge wastes, etc.). Segregation of waste types facilitates reclama- tion. A separate container should be maintained for each waste type.
B-2
2. Inventory Control. More stringent inventory control practices should be maintained. Paints maintained in storage should be used before newer paints to minimize the possibility that they will solidify and require dis- posal in the future. If stored paints cannot be used for final coats, they may perhaps be used as undercoats.
3 . Thinner Waste Collection and Reuse. Spent thinners used for cleaning of painting equipment should be collected in a single 55-gallon container. The thinner will sep- arate, with the paint sludge settling on the bottom. The clear thinner on the top can then be decanted and reused.
4 . Use of Tarps. Tarps should be used during sandblasting operations to prevent the off-site migration of grit. Sandblast grit should then be removed on a periodic basis, preferably at the end of blasting operations.
B.4.2 Off-Site Reclamation
1. Solvent Reclamation Service. Currently, there are sev= era1 services available (Pacific Coast Lacquer, for . example) which provide paints and thinners and also pro- vide a solvent reclamation service.
2 . Paint Gun Cleaning. Safety Kleen provides a paint gun cleaning unit. The self-contained unit recycles thin- ner. Periodically, the unit is serviced by the company, and spent thinners are replaced with new material; wastes are then hauled away by the company. Safety Kleen and Osco also provide parts washers for operations in which solvents are used for degreasing.
3 . The California Waste Exchange may be an outlet f o r sell- ing surplus, leftover paint.
B.4.3 On-Site Reclamation
1. Collection of Thinner and Solvent Wastes. As discussed above, thinners and solvents should be collected in a single drum and allowed to separate under quiescent con- ditions. The clear thinner can then be reused for cleaning operations.
2 . Distillation of Spent Solvents. On-site distillation can be used to recover spent solvents. There are sev- eral commercial distillation units which are available for commercial application.
3 . On-Site Separation of Bilge Wastes. On-site treatment of bilge wastes will reduce the volume of wastes hauled from the facility. Oil can be separated from waste using an oil/water separator. The water can then be
B-3

sewered and the concentrated oil disposed of through a reclamation facility.
B.4.4 Product Substitution
1.
2.
3 .
4.
Use of Water-Based Primers and Top Coats. Water-based paints are available for application to the hulls of ships.
Use of hand scraping as opposed to sand blasting.
Use of solvent-based paint stripping instead of blast- ing.
Recover and Reuse Blasting Medium. Blasting medium should be recovered and reused. A cyclonic separator can be used to separate paint chips from blasting grit.
B-4

APPENDIX C
SUMMARY OF INDIVIDUAL SITE AUDIT FOR COMPANY C
C.l Introduction
Company C is representative of a small- to medium-sized marine shipyard. It services recreational boats, and performs all boat- related maintenance work such as painting, sandblasting, fiber- glassing, and engine, shaft, and rudder repair. Approximately 500 boats and yachts up to 52 feet in length are serviced at this yard annually. The yard has an administrative office building that also houses a retail store for boat parts and accessories. Attached to this building are a machine shop and an engine repair- shop. North of this structure is a wooden shack used for the storage of 55-gallon drums of polyester resin, lacquer thinner, acetone, and waste solvent. Another storage shed is located near the pier and houses 55-gallon drums of lubricating and hydraulic oil. At the pier, a travel lift is anchored which is used to hoist the boats onto the yard where most of the maintenance work is performed.
C.2 Raw Materials Usage
A variety of raw materials are used at this yard. Paints and lacquer thinners are utilized for painting operations. Approxi- mately 3 gallons of copper-based antifouling paint are used per day. Thinners are utilized at a rate of about 5 gallons per month. Leftover paint is stored and used on touch-up jobs. Polyester resin utilized for fiberglass boat repair is consumed at a rate of approximately 200 gallons per year. Acetone and lacquer thinner are consumed at rates of 50 and 4 5 0 gallons per year, respectively. Acetone is used to wipe down boat surfaces and remove moisture before paint application. Lacquer thinner is typically utilized for the removal of overspray and wax from painted surfaces.
In the machine and engine repair shops, a closed system cleaning solvent bath has been installed and is used for degreasing machine and engine parts. A recycling service picks up 30 gal- lons of spent solvent on a monthly basis. Hydraulic and lubri- cating oils are consumed at rates of 50 and 100 gallons per year, respectively.
c-1

C.3 Waste Materials
Several hazardous waste streams are generated at this yard. Sol- vent and thinner wastes are produced at a rate of approximately 80 gallons per year. Much of the acetone and lacquer thinner are lost due to evaporation during boat surface preparation. The remainder is stored in a 55-gallon waste solvent drum, which is picked up by a hazardous waste contractor every 6 months.
A second solvent waste stream is generated in the machine and engine repair shop. The shop is equipped with a solvent bath utilized for parts and tool cleaning. A waste solvent recycling service picks up about 20 gallons of spent solvent per month and replaces it with fresh solvent. This parts cleaning method mini- mizes solvent loss due to spillage and evaporation.
Waste oils are generated at approximately 20 gallons per month as a result of engine maintenance operations. The waste oil is stored in drums and is taken to a local service station on a monthly basis. Old boat batteries are sold to a battery shop for recycling. Empty paint cans are stored on site until the resid- ual paint has dried, and are then discarded as rubbish. *
C.4 Recommendations
Suggested recommendations for management of hazardous wastes at Company C are outlined below.
C.4.1 Housekeeping
The housekeeping practices at this yard are, for the most part, excellent. There are, however, several hazardous waste manage- ment practices that can be implemented to improve those prac- tices.
1.
2.
Manifests. Copies of manifests from the past disposal of hazardous waste could not be produced during the audit. It is recommended that the manifests be readily retrievable for inspection by regulatory agencies or others. The importance of a proper waste tracking sys- tem cannot be overemphasized. Moreover, it is the responsibility of the facility owner or operator to pro- vide proper documentation regarding the types and vol- umes of hazardous wastes generated, and the disposal or reclamation practices utilized for those wastes.
Inventory Control. Although it appears that inventory is tightly controlled at this facility, additional prac- tices may be implemented to minimize the volume of haz- ardous waste generated. The quantity of paint required to complete a job is often less than the volume of paint purchased. Paint which is left over is stored in the original sealed containers. These paints are used for touch-up as needed in future jobs.
c-2

It is possible that a paint which is left unused over a period of time will eventually dry. Since many of these paints are metal-based, they should be disposed of as a hazardous waste. Waste (or spent) paints should there- fore be collected and saved for disposal as a hazardous waste. It is recommended that spent paints be collected in a single drum for reclamation or disposal. In order to minimize the volume of hazardous waste generated, spent paints can be used for base coats or in other applications where appearance is not important.
A corollary to the above is the current practice of dis- posing of brushes, rollers, and excess paint as normal refuse. Since cleaning solutions are not required, this practice ostensibly reduces the quantity of hazardous waste which must be managed; however, it is possible that these wastes may be considered hazardous due to the heavy metal content of the dried paint. It will be nec- essary to analyze the wastes to definitively determine if they are hazardous. In the absence of such testing, . they should probably be managed as hazardous wastes.
* C.4.2 On-Site Reclamation
1. Separation of Solvent/Thinner Wastes. At present, thin- ners and solvents used to clean paint application equip- ment are collected and stored in a 55-gallon drum. Periodically, this drum is hauled off site by a regis- tered hazardous waste hauler.
2 .
Under the quiescent conditions within the drum, separa- tion occurs such that the sludge settles on the bottom and reusable solvent is at the surface. The solvent at the surface can be decanted from the drum and reused for cleaning equipment. This process can be used to extend the life of thinner and reduce the quantity of hazardous waste generated by the facility.
Distillation. Distillation can be used for the treat- ment of solvent and thinner wastes. Distillation units which can be used to reclaim spent solvents are commer- cially available. A high-quality thinner or solvent which can be reused is recovered from the unit. The remaining sludge is then managed as a hazardous waste. The economics of on-site distillation and recovery of solvent or thinner may be comparable to the costs asso- ciated with the purchase of new thinner and the disposal of spent materials.
C.4.3 Off-Site Reclamation
1. Paint Gun Cleaning Services. Safety Kleen and possibly Osco offer a paint gun cleaning service similar in prin- cipal to the parts washing service. A self-contained
c-3

I
paint gun cleaner is provided to the customer. Periodi- cally, thinner within the cleaner is removed and re- placed with clean material. This service minimizes the possibility for solvents to be managed improperly, extends the useful life of the solvent, and ensures that wastes are reclaimed.
2. Solvent Reclamation Services. There are several ser- vices available (Pacific Coast Lacquer for example) which offer full service from the purchase of paints and thinners to the disposal of waste materials. For con- venience, a service such as this may be feasible for both the purchase and disposal of waste materials.
C.4.4 Product Substitution
1.
2.
Substitution for Solvent-Based Paints. At the present time, there are paint manufacturers which offer water- based paint as a substitute for solvent-based paints. The benefit of water-based paints is that hazardous materials are not needed to clean equipment, and wastes can be disposed of through the sanitary sewer. There are, however, several disadvantages which are addressed in the, text of the report.
Use of Chemical Stripping Solutions. Chemical stripping solutions can be substituted for sand blasting opera- tions. Although this practice involves the use of a larger volume of hazardous materials, a potentially smaller volume of hazardous waste may be generated, par- ticularly if the blasting medium must be managed as a hazardous waste.
c-4

Federal
Environmental Protection Agency (EPA):
RCRA/Superfund Hotline
Small Business Ombudsman Hotline Region IX - San Francisco
General Information Industry Assistance Line Emergency Response Section Asbestos Information Radon Information
Department of Transportation (DOT):
Information Hotline Southern California (El Monte) Northern California (Sacramento)
U.S. Coast Guard/DOT National Response Center
U.S. Public Health Service, National Health Information Glearinghouse
(800) 424-9345
(800) 368-5888 or (800) 231-3075
(415) 974-8071 (415) 974-7472 (415) 974-8131 (415) 974-7551 (415) 974-8378
(202) 366-4488, (818) 405-7110 (916) 551-1300
(800) 424-8802 S'
(800) 336-4797
1-2
APPENDIX D
SELF-AUDIT GUIDELINES
A self-audit program can provide information and guidance on waste management to marineyard owners or managers. The goal of the self-audit is to evaluate marineyard operations generating hazardous wastes and to determine practices that can be imple- mented to reduce the quantities generated. Self-audits address source reduction practices such as changes in equipment, process automation, and housekeeping practices. In addition, the bene- fits of alternative waste management practices such as reuse, reclamation, waste exchanges, and treatment technology can be evalqated.
D.l Conducting a Self-Audit *
A checklist can assist the marineyard owner or manager in con- ducting a self-audit. Before conducting an audit, the owner or manager should review the checklist to become familiar with the process and the information which must be collected.
The checklist contains questions concerning hazardous materials/ waste management. A "NO" answer to any question is indicative of areas needing improvement.
A hazardous waste audit can be conducted by a shipyard owner or manager by:
Conducting a tour of shipyard operations. Completing the self-audit checklist.
The checklist incorporates:
Collection of pertinent information required for complet- ing the audit.
Evaluation of waste management practices.
Development of waste minimization alternatives.
0 Estimation of costs of waste minimization alternatives.
D.l.l Shipyard Tour
The shipyard tour should acquaint the auditor with the use, gen- eration, storage, handling, treatment, and disposal of chemicals
D-1
and wastes. Although marineyard operators may be familiar with this information, it is recommended in order to obtain an over- view of all waste management operations and to evaluate possible changes in operations. Moreover, a shipyard tour may reveal that management practices are different than originally envisioned or used in the past.
D.1.2 Completion of Self-Audit Checklist
All information relating to the purchase, storage, handling, and disposal of chemicals and wastes should be gathered from company files. This information includes invoices, shipping documents, waste hauling manifests, biennial waste generation reports, and any receipts obtained from reclamation facilities.
With the above information and a knowledge of yard operations, the owner or manager should fill out the checklist. Instructions for completing potentially difficult sections are provided below.
D.1.2.1 General Information. This information can be used for comparison purposes and is relatively straightforward. Obvi- ously, larger yards have more resources available for minimizing wastes. The type of dry dock utilized is important since it determines the relative degree of difficulty of removing blasting grit and cleaning up spills in the dry dock.
D.1.2.2 Raw Materials Inventory and Storage. From the list pro- vided, check the types of raw materials used at the yard. Enter any chemicals used which do not appear on the list in the blanks provided.
For each material identified, the following information should be provided:
0 Inventory procedures.
0 Quantity in storage.
Container volume.
Type of container that the material is stored in (drum, aboveground or underground tank, pail, etc.).
0 Usage rate (units per month).
Cost (dollars per unit).
This information can generally be obtained from purchase invoices. If this information is not readily available, esti- mates based on knowledge of operations should be provided.
D.1.2.3 Materials Storage. Answer all questions based on the yard tour. Again, note that the answers to these questions pro- vide an indication of materials storage practices which can be improved.
D-2
D.1.2.4 Waste Generation. Item 4 identifies typical hazardous waste generating operations conducted at yards. Typical wastes are also identified. Note that this list is by no means exhaus- tive, but serves as a guide.
Question 5 requests specific information about each type of waste generated at the yard. Therefore, Question 5 must be completed for each waste generated. Specific information for each waste includes origin of the waste, physical state of the waste, rate of generation (in gallons or pounds per month), maximum and annual rates of generation, and occurrence. A determination as to whether the waste is hazardous (based on regulatory defini- tions) should also be conducted. Define the type of container used to store each waste, the volume of the container, whether or not the container is labeled, and the duration of storage.
Waste reuse can be effective in reducing the volume of hazardous wastes generated by a yard. Indicate whether wastes are cur- rently reused on site. It is also important to determine how wastes are removed from the site and the costs associated with removal and disposal of wastes.
D.1.2.5 Waste Stream Schematic. In the space provided and using the basic waste stream diagram, fill in the applicable chemical usage and waste generation rates. This schematic helps visualize material usage and waste generation rates. The schematic is also effective for identifying unaccounted waste losses. If the waste schematic provided does not adequately illustrate the material usage/waste generation situation, the owner or manager should provide his own schematic. Any unaccounted losses should be quantified on the schematic.
7
D.1.2.6 Waste Minimization. Identify practices that could be used at the yard to reduce the quantity of waste generated. If these practices are not implemented, the potential for implemen- tation should be assessed. In addition, provide an estimate of the raw materials that could be conserved if these practices were implemented.
Waste minimization techniques are listed generically in Item 7. During the audit, several more practices which can be implemented may become apparent to the auditor. A matrix such as the one provided in Item 7 should be prepared incorporating all of the possible practices which could be implemented to reduce the vol- ume of wastes.
D.1.2.7 EconomiC Evaluation. For each of the potential alterna- tives developed above and for each waste type, estimate current waste management costs and costs associated with the implementa- tion of a waste minimization practice. Item 8 in the question- naire can serve as a guide to developing and comparing costs for each scenario. Costs which should be considered during the eco- nomic evaluation are discussed below.
D-3
D.1.2.8 Equipment. Equipment costs should include purchase price, shipping, engineering fees, and installation. These costs can be obtained from information in this report, past experience, and equipment vendors. Amortize capital costs over the expected lifetime of the equipment, typically 5 to 10 years.
D.1.2.9 Raw Materials. Implementation of waste minimization should result in a reduction in the quantity of raw materials purchased, and, subsequently, a cost savings. For instance, the implementation of housekeeping practices can reduce the volume of raw materials by up to 50 percent. In the economic evaluation, include cost savings associated with the reduced volume of raw materials which must be purchased.
D.1.2.10 Utilities. Implementation of a treatment process or on-site recovery process will result in an increase in the use of utilities. Include these costs in the economic evaluation. Equipment vendors should be able to provide this information.
D.1.2.11 Labor. Estimate the amount of labor currently dedi- cated.to waste management and the amount projected with waste minimization. Labor costs should include reporting, permitting, recordkeeping, on-site handling, etc.
D.1.2.12 Permitting. It is possible that additional permits may be required for implementing processes such as on-site treatment. Estimate costs associated with permitting.
D.1.2.13 Waste Disposal. From Item 5, provide current costs for the removal, recycling, and/or disposal of waste materials. Based on the reduction of wastes through waste minimization, estimate the new waste disposal costs.
D.1.2.14 State Fees and Taxes. Provide estimates of state fees currently paid for the disposal or recycling of wastes. A reduc- tion in the volume of wastes disposed will result in a decrease in state fees and taxes associated with hazardous waste disposal.
The third column in Item 8 provides the incremental cost between current costs and costs associated with the contemplated waste minimization practice. A negative cost is indicative of a cost savings. Through this economic evaluation, costs of present waste management practices can be compared with costs for imple- menting any of the alternative practices.
D-4
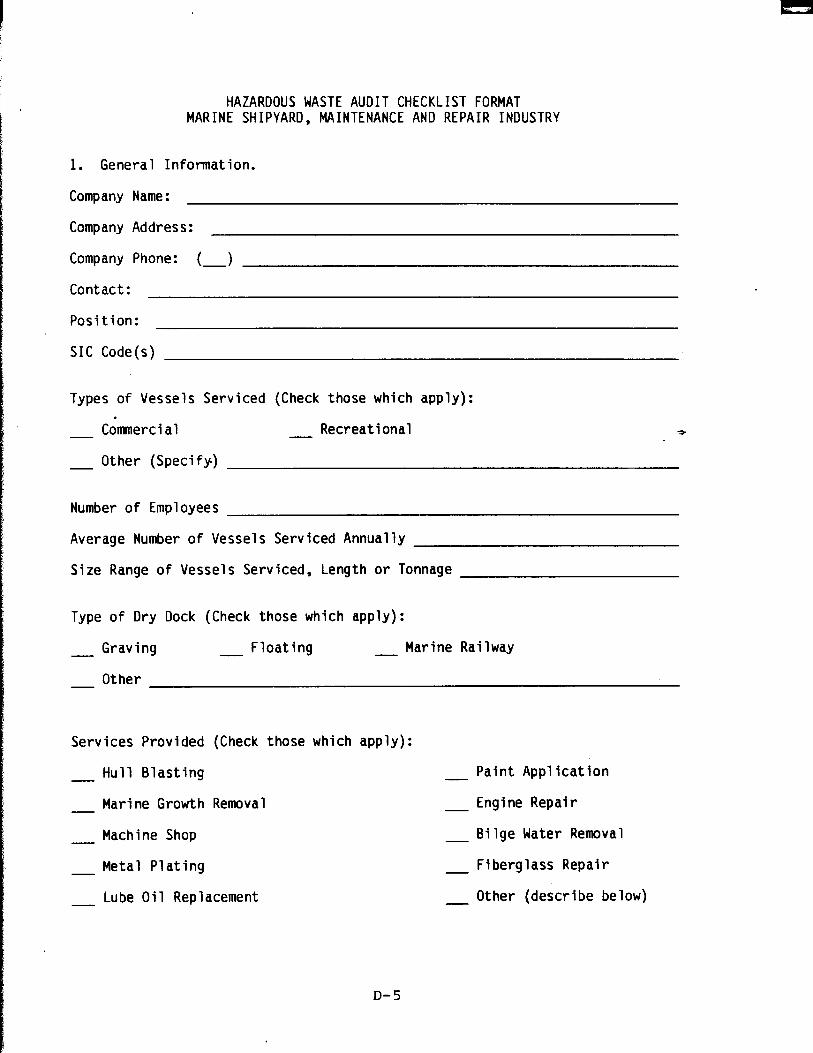
HAZARDOUS WASTE AUDIT CHECKLIST FORMAT MARINE SHIPYARD, MAINTENANCE AND REPAIR INDUSTRY
1. General Information.
Company Name :
Company Address:
Company Phone: (-)
Contact:
Posi t i on:
S I C Code(s)
Types o f Vessels Serviced (Check those which apply):
- Recreational 7
- Other (Specify)
Number o f Employees
Average Number of Vessels Serviced Annually
Size Range o f Vessels Serviced, Length or Tonnage
Type o f Dry Dock (Check those which apply):
- Grav i ng - Float i ng - Marine Rai 1 way
Other -
Services Provided (Check those which apply):
- H u l l B l a s t i n g
- Marine Growth Removal
- Machine Shop
Metal P1 a t i n g
D- 5
- Paint App l ica t ion
- Engine Repair
B i l g e Water Removal
- F i berg 1 ass Repai r
- Other (describe below)
E

Pr0v ide .a b r ie f descr ip t ion o f the serv ices p rov ided.
2. Waste Min imizat ion Program
Does the company present ly have a hazardous waste Yes - No minimization program? I f yes, descr ibe below.
-
2.1 Personnel Practices
Are employees aware o f the benef i t s o f hazardous waste Yes - No m i n i m i za t i on?
-
Do employees rece ive fo rmal t ra in ing i n waste minimization? Yes - No I f yes, i nd i ca te t he t ype o f t ra in ing :
-
Scheduled training sessions. Of f -s i te t ra in ing o r con ferences .
- On-the-job training. - Other.
Which employees r e c e i v e t h i s t r a i n i n g ?
Management and supervisors. - Environmental coordinator. - Operating personnel. - New employees.
Are employee incent ives prov ided to min imize the generat ion - Yes - No o f hazardous waste?
D-6

2.2 Documentation and Records
Are the fo l lowing documents ava i l ab le f o r rev iew?
Hazardous Waste Manifests - Biennial Reports
- Operating Manual s Environmental Audit Reports
Permits/Permit Applications - Material Safety Data Sheets
- Inventory Records - Invo ices f o r Hazardous Waste Removal/Disposal Services
3. Raw Mater ia ls Inventory : L is t Types o f Raw Mater ia ls i n Inventory.
Quant i ty Container Usage
Raw MaLeri a1
- Primer
Epoxy Pa i n t
- Vinyl Pa in t
- A n t i f o u l i n g Pa in t
Stored vo 1 ume Type of Rate cos t (Gal) (Gal) Container* JGal/Mol J$/Gal)
Paint Thinner
- Acetone
- Methyl Ethyl Ketone (MEK)
- CI eani ng so l vent
- Petroleum Naphtha
Acids - Caustics
- Chlorine Bleach
Lube Oil
- Cut t ing Oil
- Hydrau 1 i c Oi 1
D- 7

Raw Mater ia ls Inventory (cont inued)
Quant i ty Container Stored Vo 1 ume
Raw Mater i a1 (Gal) (Gal)
- Fiberglass Resin
- B a t t e r i e s
Type o f Container*
Usage Rate
lGa l /Mol cost
I b l G a l )
* Drum, aboveground tank, underground tank, pa i l , e tc .
Has the company eva lua ted t he app l i cab i l i t y o f nonhazardous - Yes - NO7 s u b s t i t u t e s f o r any of these substances?
- Use o f water-based pa in ts - Use o f de tergents fo r so lvents
- Other
4. Mater i a1 s Storage.
How of ten are s torage areas rout ine ly inspected for sp i l ls and leaks?
- D a i l y - Week 1 y - Monthly
- No r o u t i n e - Other
Have personnel been t ra ined i n proper methods t o c l e a n Yes - No s p i l l s o r l e a k s ?
Are s to rage con ta ine rs f i t t ed w i th t i gh t - f i t t i ng l i ds? - Yes - No
Are drum bung ho les sea led o r f i t t ed w i th t i gh t va l ves? - Yes - No
-
Are material transfers conducted using spigots, pumps, Yes - No and/or funnels?
-
Are d r i p pans used beneath spigots and v a l v e s t o c o l l e c t Yes - No sp i 11s and d r i p s ?
-
Are sp i l l ed l i qu ids recove red f o r reuse? - Yes - NO
D-8

Are storage areas paved? - Yes - No
Are storage areas bermed o r can sp i l l s o the rw ise be - Yes - No
Yes - No
con t ro l l ed?
Are storage areas covered?
Are storage areas locked a t a
I s an up-to-date inventory ma i n storage?
11 times? - Yes - No
i n t a i n e d f o r a l l p r o d u c t s - Yes - No
Are any o f t he f o l l ow ing measures taken t o c o n t r o l i n v e n t o r y ?
Stockroom Attendant Limited Access Sign-out Sheet Expi ra t ion Dates Clear ly Marked
- - F i r s t In, F i r s t Out - - Are expired materials reclaimed, reused, or returned t o t h e - Yes - No vendor?
Are pract ices implemented to extend the shel f l i fe o f these - Yes - N o , mater ia ls? If yes, explain.
5. Waste Genera t i ng Ac t i v i t i es and Wastes Generated. Ind icate which o f the f o l l o w i n g a c t i v i t i e s o c c u r and which wastes are generated:
A c t i v i t y
- Sandblasting
- Nonabrasive Paint Remova 1
- Paint ing
- Fiberg lass Repa ir
- Battery Replacement
Waste Type
- Blas t Grit - Paint Chips - Other
- Organic Paint Removers - Contaminated Wastewaters - Paint Sludges - Other
- Waste Paints
- Spent Cleaning Solvents - Other
- Off-Spec Resins - Other
- Spent Thinners
- Used Ba t te r i es - Battery Ac id
Average Monthly Generation Rate
'D- 9

Waste Genera t i ng Ac t i v i t i es and Wastes Generated (continued)
A c t i v i t y
- Engine Repair
- Machine Shop
- Elec t rop la t i ng
- B i l g e Water Removal
Other
Waste Type
- Used Oil - Chemical Degreasers - Carburetor Cleaner - Spent Acids/Caustics - Spent Hydraul ic F lu ids - Other
- C u t t i n g O i l s
- Other - Degreasing Solvents
- Spent P la t ing So lu t ions
- Rinse Water - Spent Etch ing Solut ions
- Other
- B i l g e Waste
Average Monthly Generation Rate
Is sandblast g r i t removed on a frequent basis? - Yes - No
Are practices implemented to keep sandblast g r i t i n a Yes - No contained area?
Are a i r l ess pa in t sp raye rs used? - Yes - No
Are wastes from each o f these processes segregated? - Yes - No
Are any of these wastes reused or recovered on s i t e ? - Yes - No
-
6. Waste Storage.
What t y p e o f c o n t a i n e r ( s ) i s used t o s t o r e waste?
- Drum - Waste Sump - Underground Tank
- Aboveground Tank - Other
What i s t h e volume of the conta iner? Gal lons
D-10

Is conta iner label led wi th contents?
Is the container dated?
How long are wastes s tored pr ior to d isposal?
Yes - No
- Yes - No
Days
-
(Note that applicable laws do not allow wastes t o be s to red fo r a p e r i o d o f more than 90 days, o r 90 days a f t e r 100 kg o f waste have accumulated.)
How o f ten a re waste storage areas routinely inspected for spi l ls and leaks?
Dai l y Weekly
- Monthly
- No Routine - Other
Are storage areas paved? - Yes - No
Are storage areas bermed o r can sp i l l s o the rw ise be Yes - No c0ntro.l 1 ed?
Are storage areas covered? Yes - No
Are storage areas locked a t a l l times? - Yes - No
- *
-
Are storage areas label led with warning signs?
7. Current Waste Management Pract ices.
Waste Ma te r ia l
B l a s t Grit Paint Chips Organi c Pa in t Removers Paint-Contaminated Wastewater Paint Sludges Excess Pa in ts Spent Thinners Spent C 1 eani ng Sol vents Off-Spec Resins Used B a t t e r i e s Battery Acid Used Oil Chemical Degreasers Carburetor Cleaner Spent Acids/Caustics Spent Hydraul ic Fluids C u t t i n g O i l s
Yes - No -
Management Pract ice* (Check One o r More)
" C D - E C A B E Other
D-11

Current Waste Management Practices (continued)
Management Pract ice* (Check One o r More)
Waste Ma te r ia l - - A B C D E F " _ G Other
Spent P la t ing So lu t ions Plat ing Rinse Water B i l g e Waste
" " " _ " " " - " " " - " " " _ _ " " " _ " " " _ " " "
* A = On-Site Reuse or Recycl ing. B = Off-Site Treatment or Recycl ing. C = On-Site Treatment. D = Col lected by Waste Service Contractor. E = Disposal i n Munic ipa l Sol id Waste.* F = Disposal i n Municipal Sewer.* G = Discharge t o Land or Surface Water.**
*These p rac t i ces may be i l l e g a l .
How are wastes recovered or reused on s i t e ?
Use i n Other Processes - Gravity Separation/Reuse - D i s t i l l a t i o n - Energy Recovery - Other Reuse/Treatment
Costs f o r o f f - s i t e waste management:
Cost ( $ / q a l l
- Waste Exchange - Recycler/Reclaimer
P r i va te Waste Hauler Other -
Are wastes removed by a hau le r reg is te red w i th the DHS? - Yes- No
How does the hauler remove wastes?
- Pump t ruck - Removal/replacement o f con ta ine r Other -

Are wastes hauled to a licensed TSDR facility?
Cost ($/gal ) - Reclamation Faci 1 i t y
- Incinerator - Landf i 1 1
- Yes- No
Are manifests received from hauler for off-site disposal? - Yes- No
8. Provide a chemical/waste stream schematic with a material balance for each chemical used.
EVAPORATW I SPILLAGE I APRICATW
CHEMICAL VOLUME
t NEW MATERlAL TOTAL CHEMICAL USED I WASTE PRODUCED
VOLUME L - USED - V U L E
OFF - SITE RECLAMATON I DISPOSAL
D-13
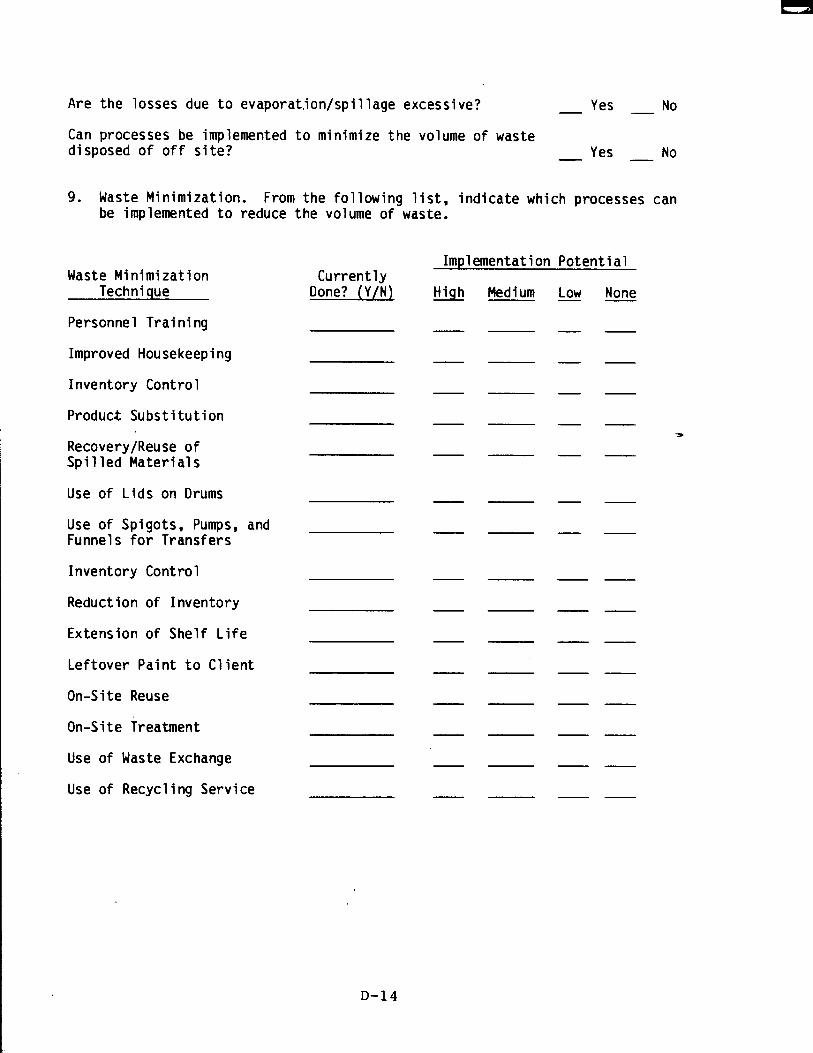
Are the losses due t o evaporat,ion/spil lage excessive? - Yes - No
Can processes be implemented t o minimize the volume of waste disposed o f o f f s i t e ? Yes - No -
9. Waste Minimizat ion. From the fo l low ing l i s t , ind ica te wh ich p rocesses can be implemented t o reduce the volume of waste.
Waste Min imizat ion Technique
Implementation Potential Current ly
Done? (Y/N) High "- Medium Low None
Personnel Training ""
Improved Housekeeping
Inventory Contro l
""
""
Product Subst i tu t ion ""
Recovery/Reuse o f Spi 1 l ed Ma te r ia l s
Use o f L ids on Drums
Use of Spigots, Pumps, and Funnel s f o r T rans fe rs
Inventory Contro l
Reduct ion of Inventory
Extension o f S h e l f L i f e
L e f t o v e r P a i n t t o C l i e n t
On-Si t e Reuse
On-Site Treatment
Use o f Waste Exchange
Use of Recyc l ing Serv ice
""
""
""
D-14

10. Economic Evaluation. For each waste type, develop current waste manage- ment and disposal costs and estimate potential cost savings for various waste minimization alternatives. Refer to text for specific instructions and guidance.
Waste Type:
Origin:
Waste Minim ization Alternative:
Annual Cost Item
Equipment
Instal lation
Raw Materi a1
Utilities
Labor
Permitting
Waste Disposal
Projected Cost Current with Waste cost Minimization
State Fees and Taxes
Total Annual Cost
Incremental Difference (Current Cost Less Waste Minimization)
A negative differential between the current waste management practices and the projected cost of a waste minimization alternative shows the net annual cost savings for the evaluated alternative.
D-15
APPENDIX E STATUTES AND REGULATIONS AFFECTING
HAZARDOUS WASTE GENERATORS
CONTENTS
Sub j ect Page E.l Introduction . . . . . . . . . . . . . . . . . . . . . E-2
E.2 Generator Standards . . . . . . . . . . . . . . . . . E-2 E.2.1 Determination of Waste Classification . . . . . E-2 E.2.2 EPA Identification Number . . . . . . . . . . . E-3 E.2.3 Uniform Hazardous Waste Manifest . . . . . . . E-3 E.2.4 Reports . . . . . . . . . . . . . . . . . . . . E-4 E.2.5 Packaging. Labeling and Marking Requirements . E-4
E . 3 Recyclable Hazardous Wastes . . . . . . . . . . . . . E-4 E.4 High BTU Wastes . . . . . . . . . . . . . . . . . . . E-4 E.5 "Lab Packs" . . . . . . . . . . . . . . . . . . . . . . E-4
*
E . 6 Other State and Federal Statutes and Regulations . . . E-5
E.5.1 Federal Clean Water Act . . . . . . . . . . . . E-5
E.5.3 California Proposition 65 . . . . . . . . . . . E-5 E . 5 . 2 Federal Occupational Safety and Health Act . . . E-5
E.7 Solvent Wastes: Land Disposal Restriction . . . . . . E-6 E.8 Summaries of Pertinent Statutes. Regulations and
Ordinances . . . . . . . . . . . . . . . . . . . . . . E-6
E.9 Regulatory Agencies and Information . . . . . . . . . E-6 TABLES
E-1 Recyclable Hazardous Wastes . . . . . . . . . . . . . E-7
E-2 Restricted Hazardous Wastes . . . . . . . . . . . . . . E-8 E-3 Solvent-Containing Hazardous Wastes for Which Land
Disposal Restrictions Were Proposed by EPA . . . . . . E-9 E-4 Summary of General Requirements . . . . . . . . . . . E-11 E-5 Selected Codes and Regulations Relevant to
. Hazardous Waste Generation and Management . . . . . . E-13
E-1
October 19, 1988
APPENDIX E
E . l
STATUTES AND REGULATIONS AFFECTING HAZARDOUS WASTE GENERATORS
Introduction
California generators, transporters and treatment, storage and/or disposal facility operators must comply with laws for handling hazardous materials and wastes. The California Department of Health Services (DHS) is the state agency responsible for controlling and monitoring hazardous waste management. This appendix will discuss some of the federal, state, and local laws, regulations and ordinances that apply to generation, transportation, treatment, storage, and/or disposal of hazardous waste.
Summa'ries of relevant requirements appear in Tables E-4 and E-5. Persons involved in regulated activities should become familiar' with the requirements. If needed, additional help can be obtained from the agencies listed elsewhere in this report. Contact those sources for details and updated information.
E.2 Generator Standards
Article 6, Chapter 30, Division 4 , Title 22, Califcrrnia Code of Regulations (CCR) details requirements with which all generators of hazardous waste must ordinarily comply. These requirements include the following:
- Determine if each generated waste is hazardous. - Obtain an EPA Identification Number. - Prepare 'a manifest for all off-site shipments of hazardous waste.
- Prepare and submit biennial reports covering generator activities of the previous year with respect to hazardous waste.
- Comply with requirements for generators who accumulate hazardous wastes outsite, pending off-site shipment within 90 days.
- Ship hazardous wastes off-site within 90 days or obtain a hazardous waste storage facility permit from DHS and comply with other requirements applicable to facility operators.
E-2
October 19, 1988
- Ensure that prior to shipment off-site, all wastes conform with DHS and Department of Transportation regulations for proper packaging, labeling, and marking.
- Pay applicable fees to the California State Board of Equalization for hazardous wastes generated.
The generator is responsible for meeting other requirements that might not be specified in this appendix.
E.2.1 Determination of Waste Classification
The generator of a waste must determine if the waste is hazardous. To do this, the generator must determine if the waste is specif- ically listed as a hazardous waste (Article 9, CCR) , and/or if it is a characteristic hazardous waste (ignitable, corrosive, toxic, reactive) (Article 11, CCR). Certain wastes are also classified as I'extremely hazardous wastes." These are listed in Article 9, CCR and tbeir characteristics are identified in Article 11, CCR.
E.2.2 EPA Identification Number 3-
Any generator of hazardous waste must obtain from EPA or DHS an EPA Identification Number. This number must be used on all official documents involving waste generation, transportation, treatment, storage, and/or disposal. This number must also appear on all required reports. A generator shall not offer his hazardous waste to a transporter or to an operator of a treatment, storage, and/or disposal facility who does not have an EPA Identification Number.
E.2.3 Uniform Hazardous Waste Manifest (Wanifest1I)
A generator who offers for transportation a hazardous waste for treatment, storage and/or disposal off-site must prepare a manifest before shipping the waste off-site. The manifest is a multicopied document that allows the generator and the DHS to track shipments of hazardous waste. The manifest also provides the DHS with data on waste generation throughout the state.
The generator must designate on the manifest one facility which is permitted to handle the waste described on the manifest. A copy of each manifest must be sent to the DHS, and another copy must be maintained by the generator for at least three years.
The manifest includes a waste minimization certification. "Large- Quantity@@ generators must certify "...that I have a program in place to reduce the volume and toxicity of waste generated to the degree I have determined to be economically practicable . . . .@I (This language appears as Item 16 on the Uniform Hazardous Waste Manifest.) nSmall-Quantity88 generators must certify that they have made good-faith efforts to minimize waste generation. The generator must also certify that he or she has chosen the safest method of treatment, storage, and/or disposal.
E-3

E. 2.4 Reports
A generator who ships (currently) waste bienni
October 19, 1988
5 tons or more of his hazardous off-site during the calendar year shall prepare and submit a .a1 report to the DHS by March 1 of each even numbered year.
The report covers generator activities with respect to hazardous wastes during the previous calendar year. A separate report must be sent annually to the California State Board of Equalization f o r taxation purposes.
E.2.5 Packaging, Labeling and Marking Requirements fo r Generators
Hazardous waste must be packaged in accordance with DHS and Department of Transportation (DOT) requirements prior to shipment to a treatment, storage and/or disposal facility. Marking and labeling must also be in accordance with DOT guidelines. A hazardous waste label must be affixed to all hazardous waste containers.
* E.3 Recyclable Hazardous Wastes (Recyclable Materials)
If a hazardous waste such as a spent solvent can be recycled and used on-site, it might be exempt from many of the above listed requirements, as well as from DHS permit requirements. The recycling must generally be done continuously without storing the waste prior to reclamation. The recycled material is not consid- ered a waste. Other conditional exemptions for recycling of hazardous waste also exist (Section 25143.2, California Health and Safety Code [CH&SC]).
The DHSI regulations provide a list of recyclable hazardous wastes and suggest methods for recycling them. If a llrecyclablell waste is disposed of, the DHS may require the generator to.explain why the waste was not recycled. The generator must respond. (See Section 25175, CHCSC and Sections 66763 and 66796, CCR).
E.4 High BTU Wastes
By 1990, any hazardous waste that is to, be disposed and that has a heating value greater than 3000 Btu/lb must be incinerated or go through an equivalent treatment process. Also, in 1990, hazardous wastes destined for disposal and containing volatile organic compounds in concentrations exceeding standards to be determined by DHS must be incinerated or be disposed by an equivalent treatment process.
E. 5 % a b Packsll
Most laboratory-generated waste is disposed of in lab packs. Lab packs are steel drums containing small containers of compatible hazardous wastes. The small containers in the drum are packaged in chemical adsorbent. The drum is then sealed and sent to a
E-4

October 19, 1988
hazardous waste landfill. As of July 8, 1989 certain waste chemicals in lab packs are restricted from landfills. Most of these are listed in Table E-2.
If a lab pack includes a hazardous waste that contains any of the elements/compounds at or in excess of any of the limits listed in Table E-2, it cannot be disposed on land on and after July 8, 1989.
E.6 Other State and Federal Statutes and Regulations
There are many federal statutes and regulations requiring compli- ance. Many of these federal laws are the same as California laws. Some of these federal and state laws are discussed below.
E.6.1 Federal Clean Water Act
The Federal Clean Water Act (CWA) mandates the establishment of pretr-eatment standards for discharges to Ifpublicly owned treatment worksm1 (POTW). Institutions that are connected to public sewers, must comply with the CWA pretreatment standards. This could result in not allowing* certain compounds down the drain even if diluted (e.g. formaldehyde cannot be discharged to a POTW even in minute quantities with abundant dilution).
The CWA has also established the National Pollutant Discharge Elimination System (NPDES) program which regulates discharges to surface waters. The California State Water Resources Control Board and its 9 regional boards carry out the NPDES program in California.
E.6.2 Federal Occupational Safety and Health Act
The Federal Occupational Safety and Health Act (OSHA) and State occupational safety laws regulate chemical handling on public and private locations. OSHAIs llRight-to-Knowll provision requires employers to train their employees about hazardous substances they handle. The law applies to paid employees but not necessarily to other individuals. The OSHA I1Right-to-Know1l provisions (and state llRight-to-Knowll laws) have increased the awareness of chemical hazards and they have given impetus to the creation of hazardous waste management programs.
There is currently pending in the California Legislature a bill called the llStudent-Right-To-Knowll bill which would require educa- tional institutions to develop a safety program for students who handle hazardous materials.
E.6.3 California Proposition 65
Proposition 65 requires private employers to post warnings for persons handling carcinogenic compounds, and restricts all discharges of carcinogenic compounds. This is a new law that at
E-5

October 19, 1988
present does not affect public institutions. However, state legislation is pending that will require public institutions to comply.
E.7 Solvent Wastes: Land Disposal Restriction
The 1984 Hazardous and Solid Waste Amendments (HSWA) to RCRA mandated the November 8, 1986 federal restriction on the land disposal of halogenated and non-halogenated solvent wastes. Restricted solvent wastes are numbered F001-FO05 as defined in Section 261.31, Title 40, Code of Federal Regulations. On November 7 , 1986, EPA announced a conditional extension on the implementation of the restriction. According to the modified restriction, solvent wastes were prohibited from land disposal starting on November 8, 1986, unless one or more of the following conditions applies:
(1) The generator of the solvent waste is a small quantity generator of 100-1000 kg/month of hazardous waste. *
(2) The waste contains less than 1 percent total of F001-FO05 solvent constituents.
(3) The solvent waste is generated due to cleanup or other reme- dial action taken under the Comprehensive Environmental Response, Compensation, and Liability Act (CERCLA) of 1980, as amended.
However, the solvent wastes listed in Items 1 to 3 above are restricted from land disposal effective November 8, 1988.
E.8 Summaries of Pertinent Statutes, Regulations and Ordinances
Table E-5 contains a list of federal, state and local statutes, regulations and ordinances that are relevant to hazardous waste generators. The list includes requirements for raw material handling, waste disposal, air quality control, and discharges to sewers.
E.9 Regulatory Agencies and Information
Appendices G through J identify the regulatory agencies that may be contacted with questions on the management of hazardous wastes. Appendix F has Form DHS 8400 (6/87). This form can be used to obtain copies of California hazardous waste control laws and regulations.
E-6

October 19, 1988
TABLE E-1
RECYCLABLE HAZARDOUS WASTES
0 COImerCial chemical products including unused laboratory grade products.
o Solvents, used or contaminated, including:
- Halogenated solvents such as trichloroethane, perchloroethylene, methylene dichloride, chloroform, carbon tetrachloride, and Freons;
- Oxygenated solvents, such as acetone, methyl ethyl ketone, methanol, ethanol, butanol, and ethyl acetate; and
- Hydrocarbon solvents, such as hexanes, Stoddard, benzene, toluene, xylenes, and paint thinner. *
0 Used or unused petroleum products, including motor oils, hydraulic fluids, cutting lubricants, and fortified weed oils.
0 Pickling liquor.
0 Unspent acids, such as hydrochloric, hydrofluoric, nitric,
0 Unspent alkalis, including: hydroxides and carbonates of
phosphoric, and sulfuric, in concentrations exceeding 15%.
sodium, potassium, and calcium; and acetylene sludge.
0 Unrinsed empty containers of iron or steel used for pesticides or other hazardous chemicals:
- Pesticide containers; and - Other hazardous chemical containers.
E-7

Element/Compound
October 19, 1988
TABLE E-2
RESTRICTED HAZARDOUS WASTES
Concentration Limit of Restriction
1. Liquid hazardous wastes containing free cyanides - >lo00 mg/liter
2. Liquid hazardous wastes containing one or more of the following:
Arsenic and/or arsenic compounds - > 500 mg/liter
Cadmium and/or cadmium compounds - > 100 mg/liter
Chromium VI and/or chromium VI compounds - > 500 mg/liter
Lead and/or lead compounds - > 500 mg/liter *
Mercury and/or mercury compounds - > 20 mg/liter
Nickel and/or nickel compounds - > 134 mg/liter
Selenium and/or selenium compounds - > 100 rng/liter
Thallium and/or thallium compounds - > 130 mg/liter
3. Liquid hazardous wastes with a pH less than or equal to 2.0
4. Liquid hazardous wastes containing polychlorinated biphenyls (PCBs) - > 50 mg/liter
5. Liquid hazardous wastes containing halogenated organic compounds (i.e. chlorinated solvents) - >lo00 mg/kg
E-8

October 19, 1988
TABLE E-3
SOLVENT-CONTAINING HAZARDOUS WASTES HAVING EPA LAND DISPOSAL RESTRICTIONS
Waste code Description
FOOl The following spent halogenated solvents used in degreasing: tetrachloroethylene, trichloroethylene, methylene chloride, l,l,l-trichloroethane, carbon tetrachloride, and chlorinated fluorocarbons; spent solvent mixtures/blends used in degreasing contain- ing, before use, a total of 10 percent or more (by volume) of one or more of the above halogen solvents or those solvents listed in F002, F004, and F005; and still bottom from the recovery of these spent solvents and spent solvent mixtures, z-
F002 The following spent halogenated solvents: tetrachloroethane, chlorobenzene 1,1,2-trichloro- 1,2,2-trifluoroethane, ortho-dichlorobenzene, and trichlorofluoromethane; all spent solvent mixture/ blends containing before a total of 10 percent or more (by volume) of one or more of the above halogenated solvents or those solvents listed in F001, F004, and F005; and still bottoms from the recovery of these spent solvents and spent solvent mixtures.
F003 The following spent nonhalogenated solvents: xylene, acetone, ethyl benzene, ethyl ether, methyl isobutyl ketone, n-butyl alcohol cyclohexanone, and methanol; all spent solvent mixtures/blends containing solely the above spent nonhalogenated solvents; and all spent solvent mixtures/blends containing, before use, one or more of the.above nonhalogen solvents, and a total of 10 percent or more (by volume) of one or more of the solvents listed in F001, F002, F004, and F005; and still bottoms from the recovery of these spent solvents and spent solvent mixtures.
F004 The following spent nonhalogenates solvents: cresols and cresylic acid and nitrobenzene; all spent solvent mixtures/blends containing, before use, a total of -10 percent or more (by volume) of one or more of the above nonhalogenated solvents or those solvents listed in F001, F002, and F005; a still bottoms from the recovery of these spent solvents and spent solvent mixtures.
E-9
October 19, 1988
TABLE E-3 (continued)
I Waste code Description
F005 The following spent nonhalogenated solvents: toluene, methyl ethyl ketone, carbon disulfide, isobutanol, and pyridine: all spent solvent mixtures/blends containing, beofre use, a total of 10 percent or more (by volume) of one or more of the above nonhalogenated solvents or those solvents listed in F001, F002, and F004: and still bottoms from the recovery of these spent solvents and solvent mixtures.
A November 8, 1986 at 40 CFR 268.30(b).
E-10

October 19, 1988
TABLE E-4
SUMMARY OF GENERAL REQUIREMENTS
ACTIVITY
Waste Generation
REQUIREMENT
Shipments of waste must be accompanied by a minifest.
Prepare biennial report concerning the volume of waste generated.
If wastes are temporarily stored on site, the generator must comply with handling procedures, personnel requirements, etc.
Generators disposing of "recyclable wastes" might be asked to provide justification for not recycling.
New Process If the new process or process modifi- or Process cation involves treatment of a Modification: hazardous waste, a treatment, storage Material and/or disposal (TSD) permit might be Substitution necessary. In some cases material
substitution may constitute process modification.
On-site Treatment
On-site Recycling
Of f-site Recycling
Process must comply with fire codes occupational health requirements.
In general, a treatment, storage and/or disposal facility permit is required. DHS may grant variances for activities that are adequately regulated by other agencies or for wastes that are insignificantly hazardous.
Same as above; however, some on-site recycling activities are categorically exempt from permit requirements.
Commercial (i.e*, off-site) recycling activities generally require a TSD permit.
Commercial recyclers must submit an annual facility report.
AGENCY
DHS
DHS
DHS, county hazardous material regulators
DHS
DHS
Local fire department, Cal/OSHA
DHS
DHS
DHS
DHS
E-11
c

October 19, 1988
ACTIVITY
Disposal
Industrial
Industrial
TABLE E-4 (continued) SUMMARY OF GENERAL REQUIREMENTS
REQUIREMENT AGENCY Some resource recovery facilities are DHS eligible for Series @A@, 'B@, or IC@ resource recovery facility permits in lieu of TSD permits.
In California, several classes of hazardous waste are restricted from land disposal.
A national land disposal restriction program is being implemented.
Disposal facilities must have a TSD permit and comply with technical and financial regulations.
Air Pollution
DHS
EPA
DHS
All devices emitting air pollutants Local APCD/ must be permitted or exempted. AQMD
If changes in equipment or procedures Local APCD/ result in an increase of any pollutant AQMD above a specified level, a permit is required.
If certain designated toxic air contaminants are emitted, the generator must comply with rules established under the toxic air contaminant program.
.If there is an increase in an '@attainment pollutant@# by a significant amount (generally 25 to 40 tons/yr), a permit may be necessary.
Water Pollution
Discharge of industrial waste to sewer'requires a sewer permit.
Discharge of waste to land requires a discharge permit.
Discharge of waste to.public waters requires an NPDES permit.
Local APCD/ AQMD
EPA ' Region IX
Local sewer agency
Regional Water Quality Control Board
Regional Water Quality Control Board
E-12

TABLE E-5
SELECTED STATUTES, REGULATIONS AND ORDINANCES RELEVANT TO HAZARDOUS WASTE GENERATION AND MANAGEMENT *
Category Requlation/Rule
Air quality SCAQMD Rule 442 SBAQMD Rule 317 MBUAPCD Rule 416 BAAQMD Regulation 8 ,
KCAPCD Rule 410 SLOCAPCD Rule 407 H ( 1) VAPCD Rule 66
Rule 35
SCAQMD Rule 443
SCAQMD Rule 1113 SBAQMD Rule 323 MBUAPCD Rule 426 BAAQMD Regulation 8 ,
KCAPCD Rule 4 1 0 . 1 SLOCAPCD Rule 407 H ( 3 )
Rule 3
SCAQMD Rule 1 1 4 1 . 1
BAAQMD Regulation 8, Rule 5
MBUAPCD Rule 429 KCAPCD Rule 413
SBAQMD Rule 322 SOLCAPCD Rule 407 H(2)
SBAQMD Rule 324
BAAQMD Regulation 8 ,
SLOCAPCD Rule 407 H(4)
KCAPCD Rule 4 1 0 . 2
Rule 39
Description
Restrict discharge of organic materials into the atmosphere from equipment in which solvents are used.
Requires coatings and solvents to be labeled to indicate their photochemical reacti- vity.
*
Establish VOC standards for archi- tectural and specialty architectural coat- ings.
Establish operating requirements for coat- ings and inks manu- facturing.
Deals with the storage of organic liquids.
Deal with organic liquid loading.
Prohibit photochem- ically reactive metal surface coating thinners and reducers.
Deal with the dispo- sal and evaporation of solvents.
E-13

Category
Solvent storage
Hazardous Materials and Wastes
Requlation/Rule
CCR Title 23, Chapter 3, Sub- chapter 16
CH&SC Division 20, Chapter 6.7
CCR Title 22, Div. 4, Ch. 30, Article 24
CCR Title 22, Division 4 , Chapter 30, Article 6
CH&SC Section 25123 . 3
CH&SC Division 20 Chapter 6.95
CCR Title 22, Division 4, Chapter 30, Section 66470 to Section 66515
CCR Title 22, Division 4, Chapter 30, Section 66680
Description
Addresses underground storage of solvents.
Regulates underground storage of hazardous substances.
Regulates the use and management of containers.
Sets requirements for generators of hazardous wastes including restrictions on how lons wastes can be accumulated without the storage facility being permitted.
Definition of "storage facility", including quality and time limits for qualification as a storage facility.
Requires local government agencies to implement hazardous material manage- ment programs requiring local businesses to submit business plans and inventories for the storage and handling of hazardous materials.
Require generators of hazardous waste to store, label, and manifest hazardous wastes properly.
Lists specific elements, compounds, and generic materials that are potentially hazardous wastes when they are no longer useful. For example, "solvents" are
E-14

Cateqory Requlation/Rule Description
listed as potentially hazardous based on the ignitability criterion.
40 CFR Part 268 Sets forth federal regula- tions that restrict the disposal of spent solvents and solvent-containing wastes.
List the criteria for determining whether a waste is considered hazardous or extremely hazardous, using criteria for ignitability, toxicity, corrosivity, and/ or reactivity.
CCR Title 22, Division 4 , Chapter 30, Section 66693 to Section 66723
CHCSC Sec. 25180 to Section 25196
Identify penalties for ~
non-compliance with . hazardous waste control laws and regulations.
Wastewater discharge
Clean Water Act 32 U.S.C. 1251 et seq.
Water quality control for waste water disposed in surface waters, municipal sewers, and injection well.
Safe Drinking Water Act. 4 0 CFR 141
Water quality control for waste water disposed in surface waters, municipal sewers, and injection well.
NPDES regulations 40 CFR 122
Regulations on the reduction of pollutant discharges into the waters of the United States.
CCR Title 23 Subchapter 9
State regulations govern- ing the discharge of waste waters to surface waters. Includes provisions for issuance of permits and setting effluent limitations.
Local municipal codes addressing discharges to POTWS
Discharge requirements set by local POTWs restricting the concentrations of pol- lutants in waste waters discharged to sanitary sewers.
E-15

Cateqory
Waste treatment, recycling, or disposal
Regulation/Rule
CHQSC Section 25175
Title 22, CCR Section 66796
Title 2 2 , CCR Section 66763 and CHtSC Section 25175
Description
Authorizes DHS to provide a listing of recyclable hazardous wastes found by DHS to be economically and technically feasible to recycle. Also authorizes fee penalties for failure to do so, as specified.
List for CHtSC Section 25175 provides a list of recyclable wastes and suggests methods for recycling them.
Specifies method for CHtSC Section 25175 if a llrecyclablell hazardous waste is disposed, authorizes DHS to reques3 that the generator explain why the waste was not recycled. The generator must respond. DHS can assess penalties for failure to comply.
CHtSC, Section Exempt recyclable 25143.2 (b), (c) materials from hazardous and (e) waste Gontrol require-
ments if they meet certain conditions.
CHtSC Section 25180-25196
CHtSC Sections 25180-25196
CHtSC Section 25155.5(a)
Specifies penalties for generator non-compliance with the regulations.
Specifies penalties for facilities with permits, non-compliance with the regulations.
Requires incineration or equivalent treatment of hazardous wastes with greater than 3000 Btu/lb. Existing law becomes effective postponed to 1990.
E-16
L
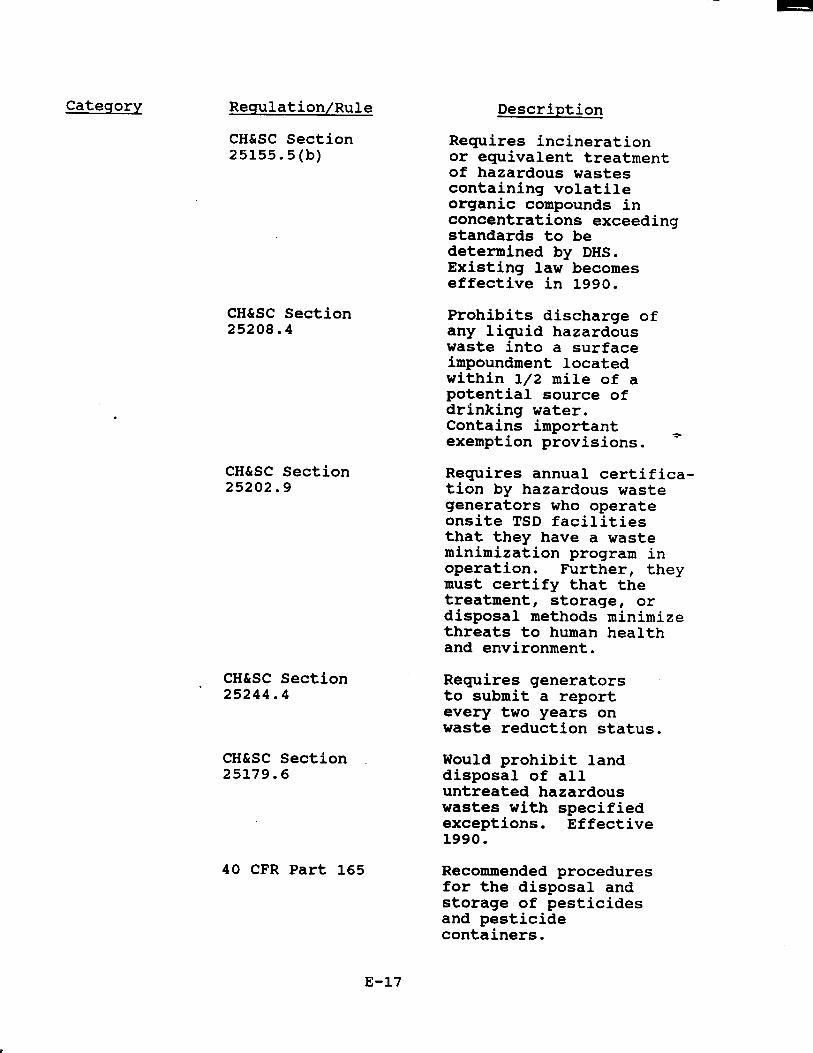
Category Requlation/Rule
CH&SC Section 25155.5 (b)
CHtSC Section 25208.4
CH&SC Section 25202.9
CH&SC Section 25244.4
CHCSC Section ,
25179.6
40 CFR Part 165
Description
Requires incineration or equivalent treatment of hazardous wastes containing volatile organic compounds in concentrations exceeding standards to be determined by DHS. Existing law becomes effective in 1990.
Prohibits discharge of any liquid hazardous waste into a surface impoundment located within 1/2 mile of a potential source of drinking water. Contains important exemption provisions. ==
Requires annual certifica- tion by hazardous waste generators who operate onsite TSD facilities that they have a waste minimization program in operation. Further, they must certify that the treatment, storage, or disposal methods minimize threats to human health and environment.
Requires generators to submit a report every two years on waste reduction status.
Would prohibit land disposal of all untreated hazardous wastes with specified exceptions. Effective 1990.
Recommended procedures for the disposal and storage of pesticides and pesticide containers.
E-17

Cateqory
Land disposal
Requlation/Rule Description
32A CFR Part 650 Hazardous and toxic materials management (bibliography and tables).
CHLSC Section 25122.7 and Title 22 CCR Sections 66900- 66935
General
4 0 CFR Section 264.314 (b)
RCRA Section 3004 (e) (1 )
40 CFR Section 268.3
40 CFR Section 265.314 and CCR Title 22, Div. 4 , Ch. 30, Sec. 67422
4 0 CFR Part 446
Specifies land disposal restrictions. Lists therein restricted hazardous wastes which include wastes containing more than 1000 mg/kg of halogenated organic compounds.
Prohibits land dis- posal of bulk or non- containerized liquid hazardous waste or hazardous waste con- * taining free liquids.
Prohibits land disposal of most solvents unless treatment levels (2 ppm for most constituents) are met.
Prohibits land disposal of dilute waste waters containing solvents and having 1% or less total organics.
Prohibits land disposal of bulk or non- containerized liquid hazardous wastes or hazardous wastes containing free liquids.
EPA guidelines and standards for Paint formulating industry.
E-18
Abbreviations:
APCD - Air Pollution Control District AQMD - Air Quality Management District BA - Bay Area Btu - British thermal unit CCR - California Code of Regulations CFR - Code of Federal Regulations CHLSC- California Health and Safety Code DHS - Department of Health Services KC - Kern County MBU - Monterey Bay Unified NPDES- National Pollutant Discharge Elimination System P O W - Publicly Owned Treatment Works RCRA - Resource Conservation and Recovery Act SB - Santa Barbara SC 7 South Coast SLOC - $an Luis Obispo County TSD - Treatment, Storage, or Disposal VOC - Volatile Organic Compounds V - Ventura * The generator should contact the appropriate local, state, or federal authority for complete, detailed, and updated regulatory information.
Source: Jacobs Engineering Group, Inc. 1987; and ESE, 1987.
E-19
ORDER FORM FOR CALIFORNIA HAZARDOUS WASTE CONTROL
LAWS AND REGULATIONS
Copies of hazardous waste control l a w s and regulations administered by the California Department of Health Services may be ordered by completing the form below and mailing it with the applicable payment to:
Department of General Services, Publications Section P.O. Box 1015 North Highlands, CA 95660
The l a w s and regulations are not identical, so both are generally needed to obtain complete information.
The laws (Chapters 6.5 through 6.98, Division 20, California Health and Safety Code) were enacted by the Legislature. '
Recent history indicates that the laws change to some extent each year, usually effective January first. To keep up to date with the laws, reorder them each year, because no amendment service is available.
The regulations (Chapter 30, Division 4, Title 22, California Code of Regulations) were adopted by the Department of Health Services within the scope of the DHS' authority under the l a w s . The regulations may change at any time during the year according to specified administrative procedures. Therefore, continuous amendment service is available by subscription. The amendment service is useful only in conjunction with the complete regulations (i.e., Division 4, Title 22, CCR).
(9 16) 973-3700
=- I . Please check all applicable boxes and complete all applicable blanks.
0 Please send me copy (ies) of Item No. 7540-958- 10 16-6, Hazardous Waste $ Contra/ Law (Chapters 6.5 - 6.98, Division 20, Health and Safety Code), a t $25.00 per copy, including postage, taxes, and handling costs.
0 Please send me copy(ies) of the regulations (Division 4, Title 22, California $ Code of Regulations [CCR] ) a t $8.48 per copy, including postage, taxes, and handling costs. ( I tem N um ber 00304l224-7 )
0 Please accept my subscription(s) to the continuous amendment service for the 8 regulations (Division 4, Title 22, CCR) a t $12.00 per subscription per year, including postage and handling costs. The complete regulations must be ordered separately by checking the applicable box. (Item Number 22-04-00)
Make check or money order for the total amount payable to: State of California.
\
TOTAL AMOUNT $
I I. Please print or type your mailing address and telephone number below; then sign and date the form.
NzmeKompany Name
Attention
Address
City State Zip
Telephone Number ( In case we need to contact you about your order)
Signature I oat.

r
REGIONAL OFFICES OF CALIFORNIA DEPARTMENT OF HEALTH SERVICES
AND THE REGIONS SERVED BY THEM T O X I C S U B S T A N C E S C O N T R O L D I V I S I O N F-1
I

APPENDIX G
STATE WATER RESOURCES CONTROL BOARD P. 0. Box 100, Sacramento, CA 95801
CALIFORNIA REGIONAL WATER QUALITY CONTROL BOARDS
NORTH COAST REGION (1) 1440 Guerneville Road Santa Rosa, CA 95403
SAN FRANCISCO BAY REGION (2) 11 11 Jackson Street, Rm. 6040 Oakland, CA 94607
(707) 576-2220
(41 5) 464-1 255
CENTRAL COAST REGION (3) 1 102-A Laurel Lane San Luis Obispo, CA 93401
LOS ANGELES REGION (4) 107 South Broadway, Rm. 4027 Los Angeles, CA 9001 2
CENTRAL VALLEY REGION (5) 3443 Routier Road Sacramento, CA 95827-3098
Fresno Branch. Office 3614 East Ashlan Ave.
(805) 549-3147
(21 3) 620-4460
(91 6) 361 -5600
, Fresno, CA 93726 (209) 445-51 16 Redding Branch Office 100 East Cypress Avenue Redding, CA 96002
LAHONTAN REGION (6) 2092 Lake Tahoe Boulevard P. 0. Box 9428 South Lake Tahoe, CA 95731
Victorville Branch Off ice 15371 Bonanza Road Victorville, CA 92392
COLORADO RIVER BASIN REGION (7) 73-271 Highway 11 1 , Ste. 21 Palm Desert, CA 92260
SANTA ANA REGION (8) 6809 Indiana Avenue, Ste. 200 Riverside, CA 92506 (71 4) 7 8 2 4 30 SAN DIEGO REGION (9) 9771 Clairemont Mesa Blvd. Ste. B San Diego, CA 92124 (61 9) 265-51 14
(91 6) 544-3481
(619) 241-6583
(61 9) 346-7491 *
a-a7 G-1

APPENDIX H
LOCAL AIR POLLUTION CONTROL DISTRICTS IN CALIFORNIA
Amador County APCD (Mountain Counties) Bay Area AQMD (San Francisco Bay Area) Butte County APCD (Sacramento Valley) Calaveras County APCD (Mountain Counties) Colusa County APCD (Sacramento Valley) El Dorado County APCD (Lake Tahoe and Mountain Counties) Fresno County APCD (San Joaquin Valley) Glenn County APCD (Sacramento Valley) Great Basin Unified APCD (Great Basin Valleys) Imperial County APCD (Southeast Desert) Kern County APCD (San Joaquin Valley and Southeast Desert) 7.
Kings County APCD (San Joaquin Valley) Lake County AQMD (Lake County) Lassen County APCD (Northeast Plateau) Madera County APCD (San Joaquin Valley) Mariposa County APCD (Mountain Counties) Mendocino County APCD (North Coast) Merced County APCD (San Joaquin Valley) Modoc County APCD (Northeast Plateau) Monterey Bay Unified APCD (North Central Coast) Mountain Counties Air Basin North Coast Unified AQMD (North Coast Air Basin) Northern Sierra AQMD (Mountain Counties Air Basin) Northern Sonoma County APCD (North Coast) Placer County APCD (Lake Tahoe, Mountain Counties, and
Sacramento County APCD (Sacramento Valley) San Bernardino County APCD (Southeast Desert) San Diego County APCD (San Diego) San Joaquin County APCD (San Joaquin Valley) San Luis Obispo County APCD (South Central Coast) Santa Barbara County APCD (South Central Coast) Shasta County APCD (Northeast Plateau and Sacramento Valley) Siskiyou County APCD (Northeast Plateau) South Coast AQMD (South Coast) Stanislaus County APCD (San Joaquin Valley) Sutter County APCD (San Joaquin Valley) Tehama County APCD (Sacramento Valley) Tulare County APCD (San Joaquin Valley) Tuolumne County APCD (Mountain Counties) Ventura County APCD (South Central Coast) Yolo-Solano APCD (Sacramento Valley) Yuba County APCD (Sacramento Valley)
Sacramento Valley)
H- 1

APPENDIX I
KEY TELEPHONE NUMBERS FOR INFORMATION ABOUT HAZARDOUS WASTES AND HAZARDOUS MATERIALS
California
Department of Health Services/Toxics Program:
Used Oil Recycling and Regulatory Information Manifest and EPA Identification Number
Recycling of Hazardous Wastes Northern California Section North.Coast California Section Southern California Section Fresno District Office Transportation Unit
Information
Office of Emergency Services:
24-hour Number for Reporting Spills/Releases Hazardous Materials/Emergency Response Planning
California State Water Resources Control Board:
Water Quality Division Underground Tank Program Los Angeles Region Oakland Region Palm Desert Region Sacramento Region San D,ieqo Region San Luis Obispo Region Santa Ana Region Santa Rosa Region South Lake Tahoe Region
California Waste Management Board:
General Information on Solid Waste Used-Oil Recycling Center Locations
California Highway Patrol:
(916) 324-1807 (916) 324-1781
(916) 324-1807 (916) 739-3145 (415) 540-2043, (213) 620-2380 (209) 445-5938 (916) 323-6042
(800) 852-7550 (916) 427-4287
(916) 445-9552 (916) 324-1262 (213 (415 (616 (916 (619 (805 (714 (707 (916
620-4460 464-1255 346-7491 361-5600 265-5114 549-3147 782-4130 576-2220 544-3481
(916) 322-3330 (800) 553-2962
Motor Carrier Section (916) 445-6211
1-1