visbal moreno & sucesores ltda
TRANSCRIPT

1
EVALUACIÓN DE ALTERNATIVAS DE MEJORA DE TIEMPOS DE PRODUCCIÓN DE
REJILLAS MÉTALICAS Y HERRAJES ELÉCTRICOS EN VISBAL MORENO Y SUCESORES
LTDA A TRAVÉS DE LA SIMULACIÓN DE EVENTOS DISCRETOS
VISBAL MORENO & SUCESORES LTDA INDUSTRIA METALMECÁNICA
Presentado por:
MAURICIO VISBAL SALAMANCA
Asesor:
John Jairo Ríos
Facultad de Ingeniería
Departamento de Ingeniería Industrial
Enero del 2014
2
AGRADECIMIENTOS
El autor expresa sus agradecimientos a:
John Jairo Ríos, Ingeniero Industrial, Profesor de la Universidad De Los Andes, por su
indispensable colaboración para el desarrollo de este proyecto.
Visbal Moreno y Sucesores Ltda., por haber brindado toda la información requerida para esta
investigación.
A mis padres por darme la posibilidad de llegar a este punto de mi carrera gracias a su
esfuerzo y dedicación.
3
Tabla de contenido RESUMEN EJECUTIVO ...................................................................................................................5
INTRODUCCIÓN ............................................................................................................................6
1. DESCRIPCIÓN DE LA EMPRESA .............................................................................................8
1.1. Descripción de la Fabricación de Herrajes ....................................................................8
1.2. Descripción de la Fabricación de Rejillas ....................................................................10
1.3. Galvanizado ................................................................................................................11
1.4. Maquinaria Actual ......................................................................................................12
2. PLANTEAMIENTO DEL PROBLEMA......................................................................................12
3. OBJETIVOS ..........................................................................................................................13
Objetivo General ....................................................................................................................13
Objetivos Específicos ..............................................................................................................13
4. METODOLOGÍA DE LA SIMULACIÓN ...................................................................................13
5. APLICACIÓN DE LA METODOLOGÍA DE LA SIMULACIÓN ....................................................15
5.1. Descripción del Sistema ..............................................................................................15
5.2. Supuestos del Modelo ................................................................................................19
5.3. Recolección de Datos y Análisis de Entrada................................................................19
5.3.1. Toma de Datos para el Proyecto .........................................................................20
5.3.2. Pruebas de Bondad de Ajuste .............................................................................20
5.3.2 Pruebas de Homogeneidad .......................................................................................23
5.3.3. Prueba de Auto Correlación ....................................................................................23
5.4. Modelo En Arena ........................................................................................................24
5.5. Validación y Verificación del Modelo .........................................................................25
5.5.1. Verificación .........................................................................................................25
5.5.2. Validación ...........................................................................................................26
5.6. Análisis De Salida ........................................................................................................27
5.6.1. Tiempo de Calentamiento ..................................................................................27
5.6.2. Longitud y Número de Réplicas ..........................................................................28
6. RESULTADOS DE LA SIMULACIÓN.......................................................................................29
7. ALTERNATIVAS DE MEJORAMIENTO ..................................................................................31
7.1. Alternativas relacionadas con la Zona de Armado......................................................31
7.2. Resultado y Comparación de Alternativas ..................................................................32
7.2.1. Resultado de Alternativa 1 .................................................................................32
7.2.2. Resultado de Alternativa 2 .................................................................................34

4
7.2.3. Comparación de Alternativas .............................................................................36
8. CONCLUSIONES ..................................................................................................................41
9. TRABAJO FUTURO ..............................................................................................................42
10. BIBLIOGRAFIA .................................................................................................................43
ANEXOS ......................................................................................................................................44

5
RESUMEN EJECUTIVO
El siguiente proyecto de grado consiste en la construcción de un modelo de simulación de
eventos discretos de la planta de producción de Visbal Moreno y Sucesores LTDA. a través de
la herramienta ARENA, que permita evaluar y determinar posibles escenarios que representen
mejoras para la compañía.
El enfoque del proyecto está dirigido hacia la producción de rejillas metálicas (pisos
industriales) y Herrajes eléctricos (accesorios para postes de luz y telefónicos). Para la
elaboración del proyecto se llevó a cabo un riguroso estudio de tiempos y se recolectó toda la
información pertinente. De forma complementaria se aplicaron herramientas de análisis
estadísticos con el propósito de aportar información fiel al modelo. Ya construido el modelo de
simulación, se realizó su verificación y validación, de manera que se confirmara que el modelo
era una representación adecuada de la realidad de la empresa.
Para finalizar, se llevó a cabo un estudio de las alternativas de mejora propuestas, con el fin de
mejorar la productividad de la empresa y disminuir los costos relacionados a esta.
6
INTRODUCCIÓN
El crecimiento acelerado de la infraestructura Colombiana y la apertura económica del país
gracias a tratados de libre comercio, han derivado un aumento en las ventas de productos
relacionados con el sector público y la entrada de grandes industrias que requieren nuestro
principal producto (las rejillas metálicas) para sus plantas de fabricación.
GRUPO VISBAL es un grupo empresarial ubicado en la región caribe colombiana, con sede y
planta de producción en la ciudad de Barranquilla. Sus productos y servicios van desde rejillas
metálicas y herrajes eléctricos hasta el montaje y fabricación de estructuras metalmecánicas
de gran dimensión. La fabricación de rejillas y herrajes eléctricos es la base de este proyecto y
está a cargo de la empresa Visbal Moreno y Sucesores Ltda., una compañía que forma parte
del grupo empresarial.
Actualmente, en dicha compañía se están presentando diversos problemas en el sistema de
producción, tales como altos niveles de reproceso de producto terminado, cuellos de botella,
altos tiempos de producción, incumplimiento con los clientes y retraso por falta de capacidad
de producción. Con este proyecto no se pretende abarcar todas las problemáticas sino por el
contrario enfocarnos en las más importantes y explotarlas al máximo.
La primera parte que comprende este proyecto explica todo el marco conceptual que rodea la
fabricación de herrajes eléctricos y rejillas metálicas. Con el fin de darle al lector un
entendimiento adecuado del sistema.
Acto seguido se establece la formulación del problema y los objetivos que nos guiarán a través
del proyecto. Finalmente se presenta la simulación del sistema en ARENA y las alternativas de
mejora viables.
Dada la situación que VMS atraviesa en este momento y resaltando el principal objetivo de
este proyecto de grado, que es mejorar el desempeño de la producción de la planta de pisos

7
industriales y herrajes de la empresa, se decidió enfocar dicho proyecto a la implementación
de métodos de simulación, con el único propósito de poder representar el sistema de la forma
más exacta posible y lograr visualizar los posibles resultados que generarían los diferentes
cambios en la eficiencia de la producción.
8
1. DESCRIPCIÓN DE LA EMPRESA
Visbal Moreno y Sucesores Ltda. fue fundada por el Señor Miguel Visbal Moreno, quien a sus
30 años comenzó con un pequeño taller que fue evolucionando a lo que hoy después de 50
años es una industria metalmecánica.
La empresa se dedica a la fabricación de piezas de mecanizado, rejillas metálicas, herrajes y
estructuras metálicas pequeñas.
Actualmente, es un gran líder en el sector metalmecánico de la región caribe, siendo un aliado
estratégico de la empresa encargada de suministrar la energía pública de la costa atlántica.
Su mercado principal ha estado enfocado en la región caribe incluyendo Cartagena y Santa
Marta. En el 2005 comenzó a realizar grandes exportaciones a Centro América, siendo
Panamá el país con mayores ventas y número de clientes hasta la fecha. En los últimos años, la
fabricación de rejillas metálicas ha sido el producto con mayor crecimiento, debido a la llegada
de grandes multinacionales al país.
La demanda de los productos ha ido aumentando alrededor de un 10% anual, por lo que se
espera que la empresa requiera realizar inversiones para aumentar su capacidad de
producción.
1.1. Descripción de la Fabricación de Herrajes
Brazos para luminaria
El proceso de la fabricación de un herraje eléctrico bajo la norma del RETIE (Reglamento
Técnico de Instalaciones Eléctricas), consiste en diferentes etapas dependiendo del tipo de
pieza.
El brazo metálico para luminaria es un producto compuesto por dos partes. La primera es la
tubería, la cual puede variar en largo y grosor dependiendo de las especificaciones del cliente y

9
el uso que se le va a dar; la segunda parte es una platina soldada en la parte posterior del
brazo, que le permite el agarre al poste. Este producto atraviesa por estaciones parecidas a la
de las rejillas, es decir, por troquel, prensa y zona de armado con terminación en galvanizado.
Al igual que muchos herrajes y rejillas, este producto se entrega con un proceso de galvanizado
en caliente para evitar la corrosión del mismo y darle una vida útil mayor.
Grapas de tensión
Más adelante tenemos las grapas de tensión que consisten en unas platinas con canaletas
que ayudan a soportar las guayas utilizadas en los postes de concreto convencionales,
utilizados para los cables de alto voltaje.
En primera estancia las platinas son cortadas en la estación de Corte Cizalla, en donde
dependiendo de las especificaciones del cliente se les da el tamaño requerido. Más adelante
pasa a la máquina prensadora en donde se ejerce una presión suficiente para hacerle las
canaletas que portan la guaya. Después continúa al troquel donde se le hacen las
perforaciones respectivas. Finalmente se lleva al esmeril para pulir el material rebozado y se
transporta a zona de armado en donde la alistan para ingresar a galvanizado.
Crucetas
Para el caso de las crucetas, cualquier estación de corte sirve, es decir, si la Segueta está
ocupada en un lote de brazos para luminaria, los ángulos para las crucetas pueden pasar a
corte a la Cizalla, si esta está habilitada, y en el sentido contrario. Los ángulos son
transportados a las prensadoras en donde se les hace un proceso de punzonado, el cual
consiste en hacer uno o más orificios ejerciendo presión. Al igual que la mayoría de los
productos, debe pasar por el esmeril para quitar el rebose de material y enseguida pasar a
zona de armado donde se alista para finalizar en galvanizado.

10
Varillas de anclaje
Este producto inicia, al igual que todos, en el proceso de corte, donde las varillas, dependiendo
del grosor especificado por el cliente, son cortadas en la Cizalla. De la estación de corte se
dirigen a forjado, donde se someten a una alta temperatura para doblar uno de sus extremos y
hacer una especie de orificio. Acto seguido son transportadas a la estación de roscado, en
donde por el otro extremo se le hace una rosca. Después, pasan a esmeril para limpiar la pieza
y se dirigen a zona de armado donde le aplican soldadura al doblez con el fin de que este
quede unido. Por último son sometidas al proceso de galvanizado.
Tornillos y Tuercas
Para el caso de los tornillos las varillas ingresan a corte, en donde se establece el largo de los
tornillos según especificaciones de los clientes. Más adelante ingresan a forjado, en donde son
sometidos a altas temperaturas para después llegar a la prensa y recibir un golpe, con el que
se hace la cabeza del tornillo. Posteriormente, pasan a la roscadora para hacerles la rosca y a
esmeril para limpiarles el material que reboza. Por último, pasan a zona de armado y son
preparados para finalizar en galvanizado.
Para el caso de las tuercas simplemente se compran tuercas vírgenes, se galvanizan como
primera medida y después son llevadas al torno revólver donde son repasadas para hacerles la
rosca.
1.2. Descripción de la Fabricación de Rejillas
Las rejillas son estructuras metálicas armadas a partir de platinas troqueladas y soldadas para
mayor rigidez. Estas pueden estar hechas de los siguientes materiales:
Acero inoxidable
Aluminio
Acero ASTM a36

11
El material depende del uso que el cliente les vaya a dar a las rejillas. Comúnmente y en las
industrias, se utilizan las rejillas de Acero ASTM a36, debido a su bajo costo y resistencia.
Mientras que las rejillas de aluminio y de acero inoxidable son rejillas arquitectónicas, debido a
que conservan la estética.
Básicamente una rejilla está compuesta por tres partes principales. La primera es la rejilla
Portante, la cual es una platina de acero plano que se extiende de forma paralela con la
siguiente platina definiendo el largo de la rejilla y a su vez es la que soporta el peso; la segunda
es la barra separadora, que se ubica encima de las barras portantes de manera transversal y
paralelas entre sí, con una fijación de soldadura que le proporciona rigidez a la estructura.
Normalmente esta barra varía dependiendo del tipo de rejilla que se está fabricando.
Finalmente, se le agrega a la estructura un cuerpo, que son las láminas electro soldadas, en los
bordes de las rejillas formando lo que llamaremos el marco de la estructura.
Existen varios tipos de rejillas metálicas:
Tipo S o electro soldadas
Tipo T o a presión
Rejillas antideslizantes
Rejilla para pies descalzos
Rejillas para tránsito pesado
1.3. Galvanizado
Al finalizar la fabricación de todos los productos, estos deben pasar por un último proceso
llamado “galvanizado en caliente”, el cual consiste en cubrir las piezas metálicas con zinc. El
zinc es un metal que tiene mayor resistencia a la corrosión y le otorga mayor vida útil a los
productos que vayan a estar expuestos a la intemperie. Dicho proceso se lleva a cabo a través
de la inmersión de los productos en una cuba llena de zinc en estado líquido y a altas
12
temperaturas. Al momento de ingresar las piezas a la cuba, el zinc se adhiere y se funde con la
pieza metálica formando una capa protectora.
1.4. Maquinaria Actual
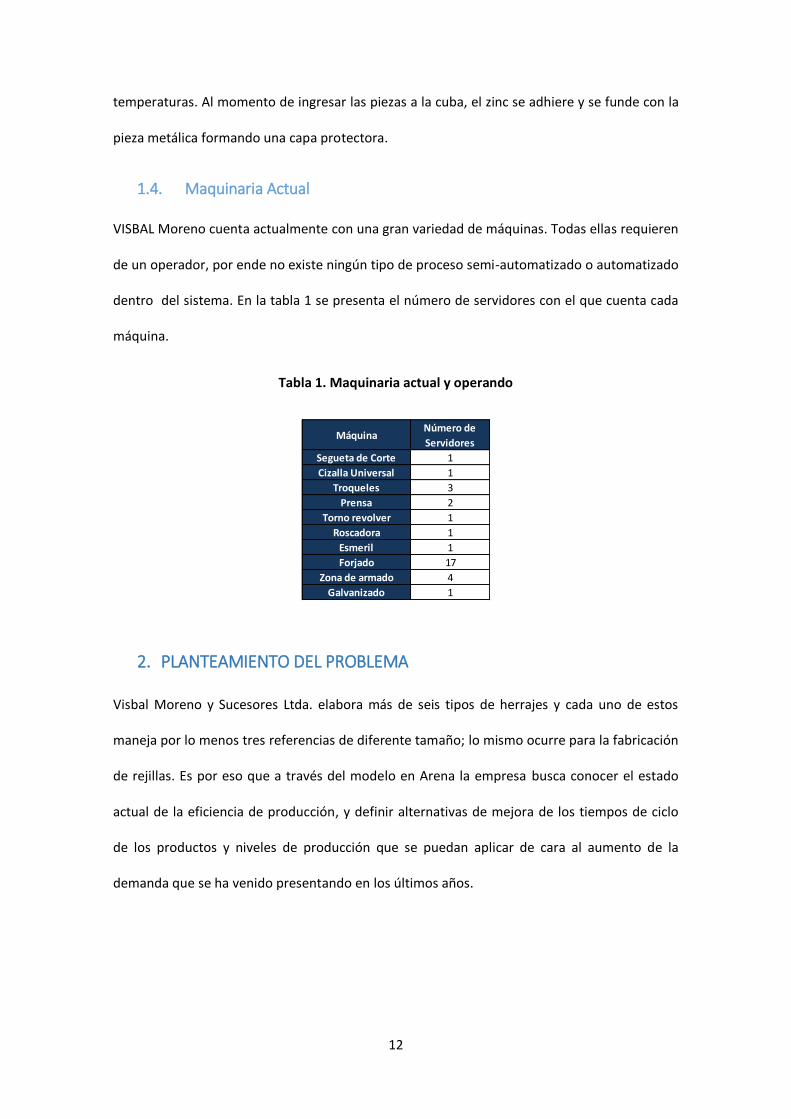
VISBAL Moreno cuenta actualmente con una gran variedad de máquinas. Todas ellas requieren
de un operador, por ende no existe ningún tipo de proceso semi-automatizado o automatizado
dentro del sistema. En la tabla 1 se presenta el número de servidores con el que cuenta cada
máquina.
Tabla 1. Maquinaria actual y operando
2. PLANTEAMIENTO DEL PROBLEMA
Visbal Moreno y Sucesores Ltda. elabora más de seis tipos de herrajes y cada uno de estos
maneja por lo menos tres referencias de diferente tamaño; lo mismo ocurre para la fabricación
de rejillas. Es por eso que a través del modelo en Arena la empresa busca conocer el estado
actual de la eficiencia de producción, y definir alternativas de mejora de los tiempos de ciclo
de los productos y niveles de producción que se puedan aplicar de cara al aumento de la
demanda que se ha venido presentando en los últimos años.
MáquinaNúmero de
Servidores
Segueta de Corte 1
Cizalla Universal 1
Troqueles 3
Prensa 2
Torno revolver 1
Roscadora 1
Esmeril 1
Forjado 17
Zona de armado 4
Galvanizado 1

13
3. OBJETIVOS
Objetivo General
El objetivo principal de este proyecto es construir un modelo de simulación en Arena que
permita representar y analizar el proceso de producción de la planta de herrajes y rejillas de
Visbal Moreno y Sucesores Ltda. y a su vez reducir los tiempos e producción.
Objetivos Específicos
Adicionalmente al objetivo principal, este proyecto busca lograr los siguientes objetivos
específicos:
Realizar un diagnóstico general de la planta de producción de la empresa.
Identificar los cuellos de botella dentro del proceso de producción.
Definir un conjunto de alternativas de mejora para la planta de producción.
Producir un conjunto de recomendaciones para la empresa acerca de la
implementación de maquinaria y el funcionamiento en general del sistema.
4. METODOLOGÍA DE LA SIMULACIÓN
La metodología presentada por Banks para la simulación de eventos discretos requiere una
serie de pasos estrictamente necesarios para crear un modelo acorde a las necesidades. Dicha
metodología consta de doce pasos esenciales los cuales se explican gráficamente en la
Ilustración 1.

14
Ilustración 1. Diagrama de Simulación de Eventos Discretos de Banks.
Fuente: Simulación de Eventos Discretos (5ta Edición), Banks Carlson y Nelson 2009.
Como primera instancia para crear un modelo de simulación es necesario formular el
problema. De esta manera tendremos claro hacia dónde se pretende llegar con la simulación.
Dada la formulación del problema se identifican los objetivos que especifican lo que se quiere
encontrar con el modelo y qué problemas puntuales se pretenden resolver. Una vez el modelo
sea planificado y parametrizado se procede con la obtención de los datos. Para recolectar los
datos es importante identificar las fuentes de la cual vamos a extraer estos datos, definir si es
del cliente final o si la persona que está realizando el modelo debe tomar y proporcionar los
datos. Al tener los datos se procede con la construcción del modelo de simulación en un
software especializado, que para este proyecto específicamente es Arena.
Debido a que la intención es representar de manera fiel el sistema, es de vital importancia que
se verifique y valide el modelo, el cual nos indica que los parámetros establecidos, la

15
estructura del modelo y los datos tomados representan de manera adecuada el sistema de
interés.
Una vez se realice el análisis de salida, se determina la longitud de la corrida y el número
necesario de réplicas, se implementan variaciones en el sistema, alterando las variables de
manera que se puedan evaluar los diferentes escenarios.
Es importante tener en cuenta que en ciertos casos no es útil construir un modelo de
simulación. A continuación se presentan algunos de estos casos:
Es factible evaluar los cambios directamente en el sistema.
Los problemas se pueden resolver de manera analítica.
Los costos de simular son muy elevados.
No hay forma de recolectar datos.
No se logra validar o verificar el modelo.
5. APLICACIÓN DE LA METODOLOGÍA DE LA SIMULACIÓN
5.1. Descripción del Sistema
El sistema es representado por un único modelo que se compone de diez estaciones: Segueta
de Corte, Cizalla o Sierra, Troqueles, Prensas, Torno Revolver, Roscadora, Esmeril, Forjado,
Zona de armado y Galvanizado.
En cuanto a la llegada de pedidos al sistema, la empresa logró suministrar los pedidos diarios
de cada producto de los dos últimos meses, lo cual nos ayudó a identificar qué día del mes se
hizo pedido y el tamaño de cada pedido para cada producto. Gracias a esto, fue posible
generar lotes de producción diarios. Partiendo de la muestra suministrada se realizó un
análisis a través del Input Analyzer para determinar la mejor distribución. En la Tabla 2 se
muestran los resultados.

16
Tabla 2. Maquinaria actual y operando
Para determinar si hay o no hay pedido cada día, se estimó, para cada tipo de producto, la
probabilidad de que un día seleccionado al azar se realice un pedido. Para esto se utilizó el
número de días en donde llegaron órdenes sobre el número de días totales. En el ANEXO 1. se
encuentran los resultados obtenidos.
Generalmente los talleres metalmecánicos utilizan un sistema de producción tipo Jobshop lo
que significa que cada producto se fabrica con una secuencia de procesos diferente. Por esa
razón se construyó un modelo en donde a cada producto se le asigna una secuencia diferente.
En la Tabla 3 se presentan las secuencias para cada producto:
Tabla 3. Secuencia de productos por maquina
Fuente: Empresa
Al momento de llegada de cada pedido, sin importar el tipo de producto que sea, se verifica
que la primera máquina requerida según la secuencia establecida esté libre, de manera que
pueda iniciar el proceso de producción. Acto seguido se extrae la materia prima del almacén y
se coloca junto a la máquina donde inicia el proceso de fabricación. El tiempo de movimiento
de materia prima es despreciable para nuestro modelo.
Producto Distribución P-value
Rejillas metalicas UNIF(67,871) 0,15
Brazos para Luminaria 69,5 + 51 BETA(0,984,1,1) 0,236
Grapa de tension NORM(121,23) 0,15
Crucetas 49,5 MAS 31 BETA(1,18,1,22) 0,399
Varilla de anclaje 25 + EXPO(7,53) 0,11
Tornillos 29,5 +40 BETA(0,908,989) 0,75
Tuercas 124+WEIB(123,0,815) 0,15
Demanda de Pedidos Diarios
Producto
Rejillas metalicas
Brazos para Luminaria
Grapa de tension
Crucetas
Varilla de anclaje
Tornillos
Tuercas
Secuencia
Cizalla Universal - Troqueles - Zona armado - Galvanizado
Galvanizado - torno Revolver
Segueta Corte - Troqueles - Prensa - Esmeril - Zona de Armado - Galvanizado
Segueta Corte- Forjado - Prensa - Roscado - Esmeril - Zona de Armado - Galvanizado
Cizalla Universal - Troqueles - Prensa - Esmeril - Zona de Armado - Galvanizado
Segueta/cizalla - Prensa - Esmeril - Zona de armado - Galvanizado
Cizalla - Forjado - Zona de Armado - Roscadora - Esmeril - Galvanizado

17
Como se puede observar en la Tabla 4 los tiempos de producción de cada máquina son
diferentes para cada producto de manera que es necesario hallar una distribución de
probabilidad para definir en el modelo los tiempos de producción de cada producto dada la
estación en la que va a ser procesado.
Tabla 4. Resumen de cada estación y lo productos que pasan por ella.
Los productos son transportados de estación a estación por medio de unas “carretillas”
metálicas con llantas de caucho, las cuales ayudan a mantener un flujo constante de material
en proceso.
La empresa cuenta actualmente con 5 carretillas disponibles, que se movilizan, cada una, a
una velocidad promedio de 1 metro/segundo. Si bien sabemos que cada producto tiene un
tamaño diferente, significa que las carretillas dependiendo del tipo de producto pueden
transportar cantidades determinadas de material en proceso. A continuación se presenta la
tabla 5 con las capacidades:
Estación Producto Estación Producto
Brazos Luminaria Brazos Luminaria
Crucetas Grapas de Tension
Tornillo Crucetas
Rejillas metalicas Varillas de anclaje
Grapas de Tension Tornillos
Varillas de anclaje Rejillas metalicas
Crucetas Brazos Luminaria
Rejillas metalicas Grapas de Tension
Brazos Crucetas
Grapas Varillas de anclaje
Brazos Tornillos
Grapas de Tension Varilla de anclaje
Tornillos Tornillos
Crucetas Rejillas metalicas
Torno Revolv. Tuercas Brazos Luminaria
Varillas de anclaje Grapas de Tension
Tornillos Crucetas
Varillas de anclaje
Tornillos
Tuercas
Zona de Armado
Forjado
Galvanizado
Corte Segueta
Corte Cizalla
Troquel
Prensa
Roscadora
Esmeril
18
Tabla 5. Capacidad de transporte de las carretillas por producto
Fuente: Empresa
Por otra parte hay máquinas, como la prensa y los troqueles, que son sometidas a un cambio
de molde cada vez que se cambia el tipo de producto. En la Tabla 6 se presenta el tiempo
constante que demora el operario cambiando el molde.
Tabla 6. Tiempo en que operario realiza el cambio de molde
Fuente: Empresa
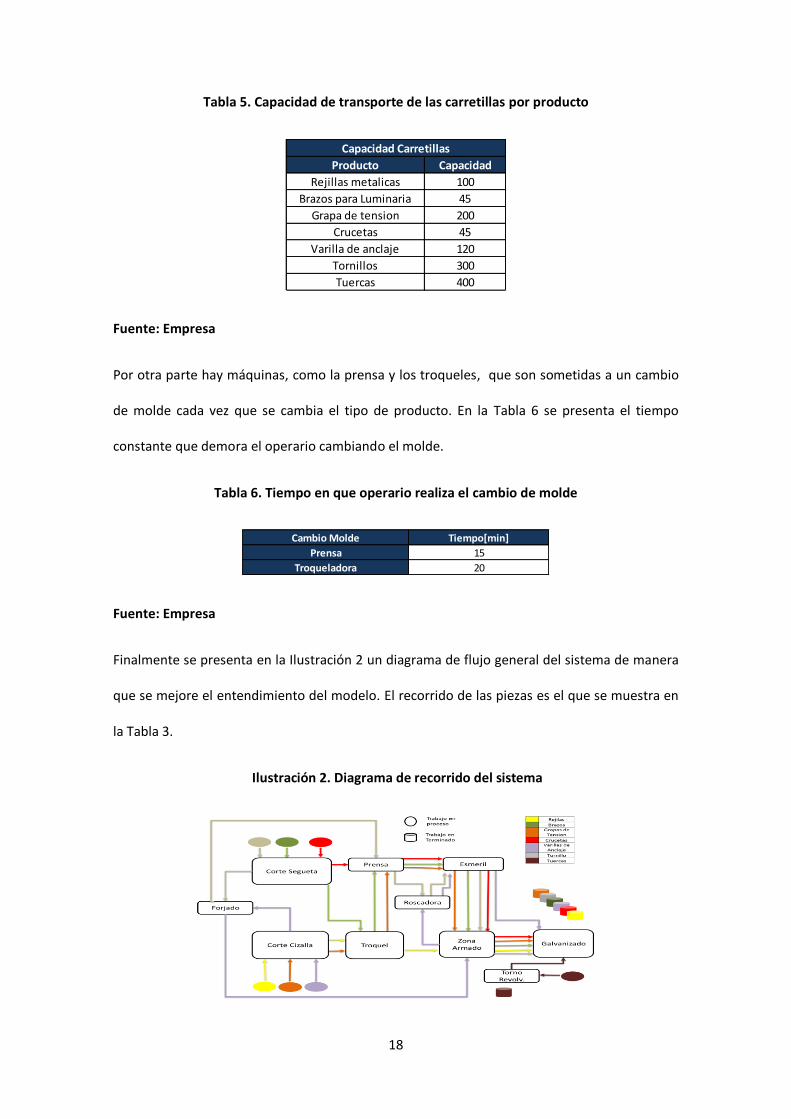
Finalmente se presenta en la Ilustración 2 un diagrama de flujo general del sistema de manera
que se mejore el entendimiento del modelo. El recorrido de las piezas es el que se muestra en
la Tabla 3.
Ilustración 2. Diagrama de recorrido del sistema
Producto Capacidad
Rejillas metalicas 100
Brazos para Luminaria 45
Grapa de tension 200
Crucetas 45
Varilla de anclaje 120
Tornillos 300
Tuercas 400
Capacidad Carretillas
Cambio Molde Tiempo[min]
Prensa 15
Troqueladora 20
19
5.2. Supuestos del Modelo
Para poder analizar el sistema de manera adecuada es importante establecer los supuestos
que de cierta manera se encargan de definir y acotar el alcance de nuestro proyecto. Esto es
debido a la necesidad que existe de aclarar hasta dónde se pretende llegar con este proyecto y
qué cosas no serán alteradas.
Únicamente se llevará a cabo el modelo de la parte relacionada con producción de la
empresa. El modelo incluye desde procesos de producción hasta el punto de despacho
a los clientes y no incluye por ningún motivo procesos encargados del área
administrativa.
Cada proceso o máquina tiene una duración diferente. Esto sucede debido a que todas
las máquinas son operadas por humanos y no son automáticas.
Cada estación posee un tiempo de duración, para cada tipo de producto, desde que
inicia el proceso hasta que termina. En el caso de un mismo producto que maneje
varias referencias, no se tuvo en cuenta tiempo por referencia debido a que la
variación de tiempo entre una referencia y otra no es significativa, únicamente lo es
para el consumo de material.
Cada máquina tiene una zona anexa en donde se va acumulando el producto que ya
pasó por dicho proceso. Dicha distancia es despreciable.
Una vez una máquina empieza a fabricar un lote de un producto específico no se
detiene ni procesa otro producto hasta terminarlo.
La planta opera únicamente cuarenta y nueve (49) semanas al año y seis (6) días a la
semana con turno de ocho (8) horas diarias.
5.3. Recolección de Datos y Análisis de Entrada
Para un proyecto que consiste en el desarrollo de un modelo de simulación de eventos
discretos a través de un software, se requiere una recolección de datos adecuada.
20
Adicionalmente, estos datos deben pasar por una prueba de bondad y ajuste con el fin de
determinar de qué manera se distribuye cada muestra. De manera complementaria se realizan
pruebas de homogeneidad y auto correlación para cumplir con los supuestos de la simulación.
(Banks, Carson, & Nelson, Discret Event System Simulation, 2005).
5.3.1. Toma de Datos para el Proyecto
Para el buen desarrollo del modelo fue necesario realizar más de 5 visitas con una duración
aproximada de 4 horas cada una, con el único fin de recopilar todos los datos pertinentes para
construir nuestro modelo. Lamentablemente la empresa nunca se había tomado la molestia de
tomar ninguna clase de datos de producción, lo que alargó el proceso de muestreo. Sin
embargo gracias a la colaboración del jefe de planta, el Sr. Gerardo Linero y el jefe de
producción, el ingeniero Nelson Visbal, se logró realizar esta tarea de la mejor manera posible
durante las visitas a la planta de producción, ubicada en el barrio “Barrio abajo” de la ciudad
de Barranquilla.
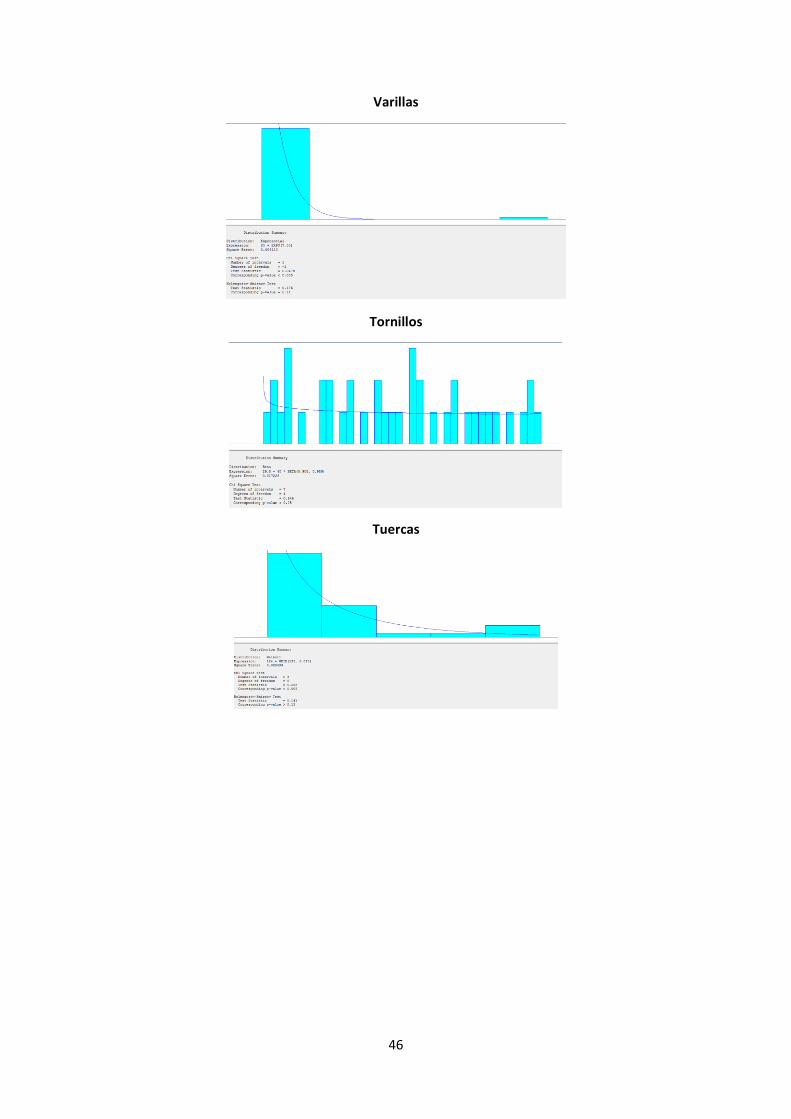
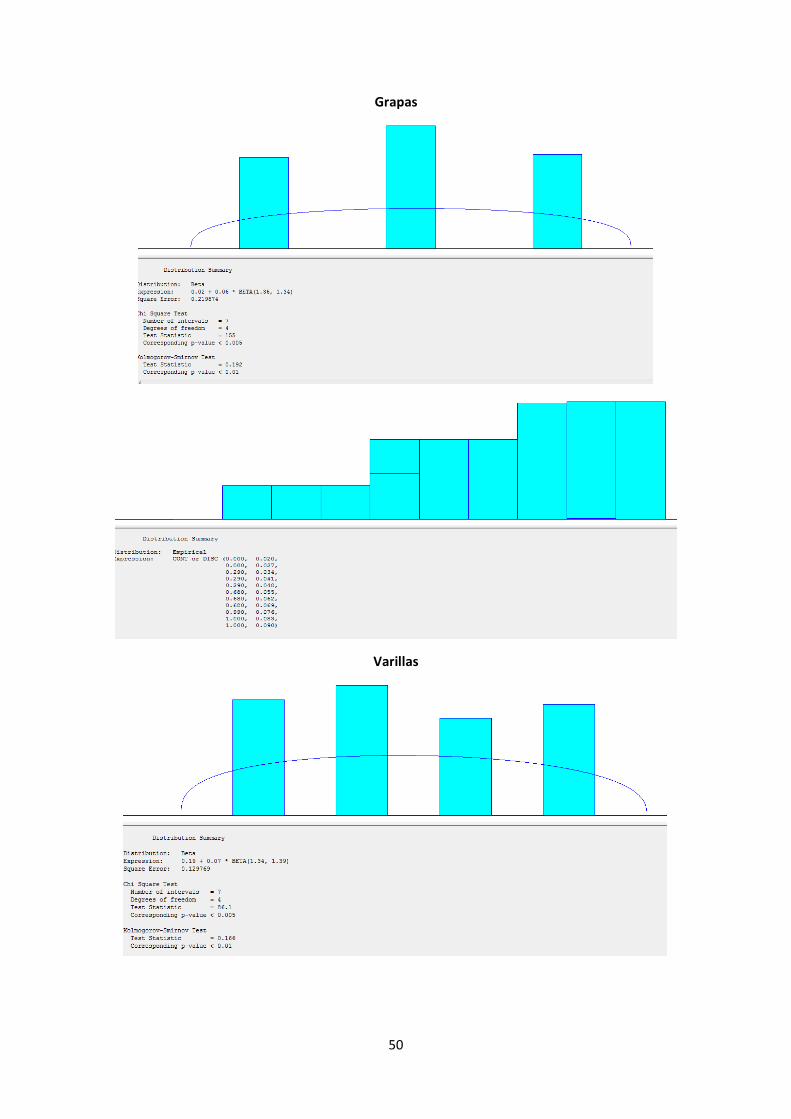
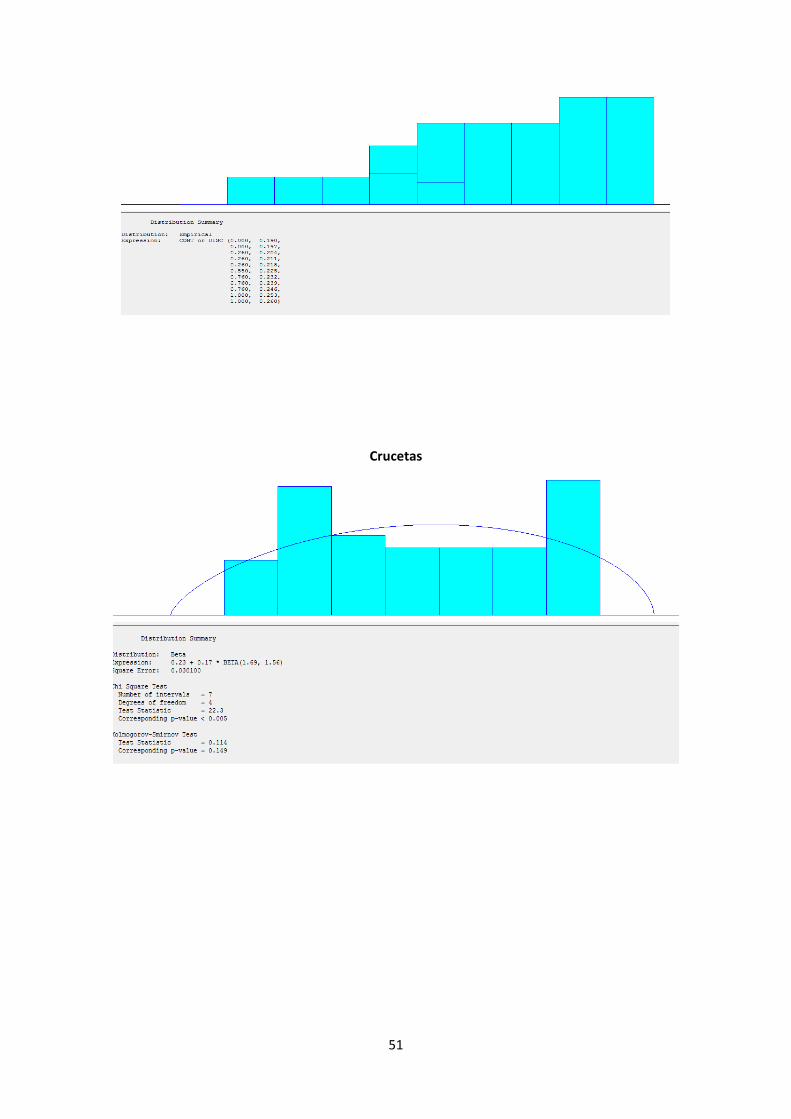
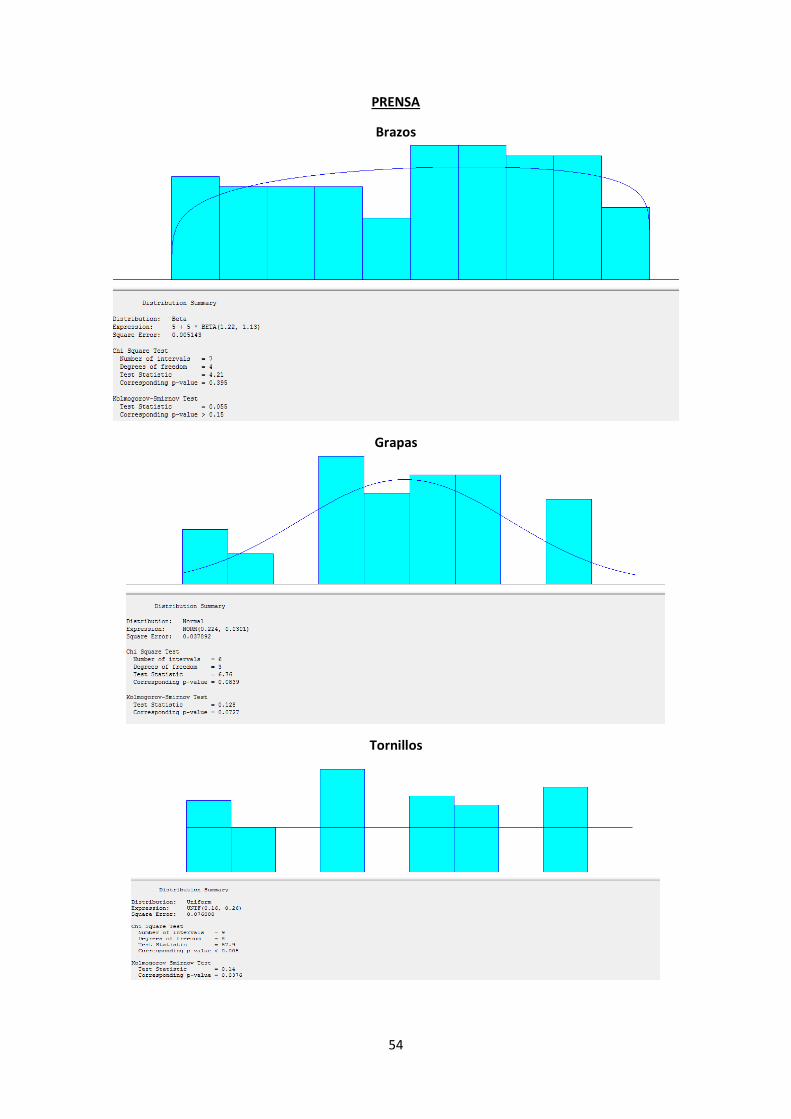
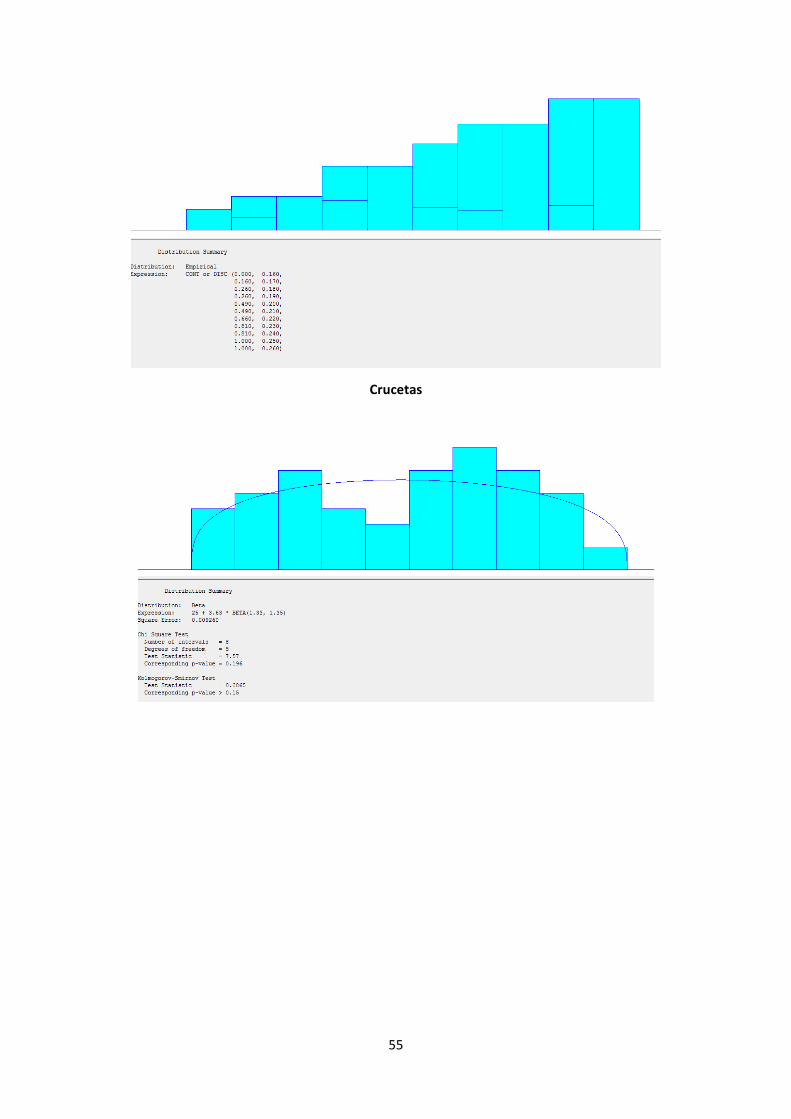
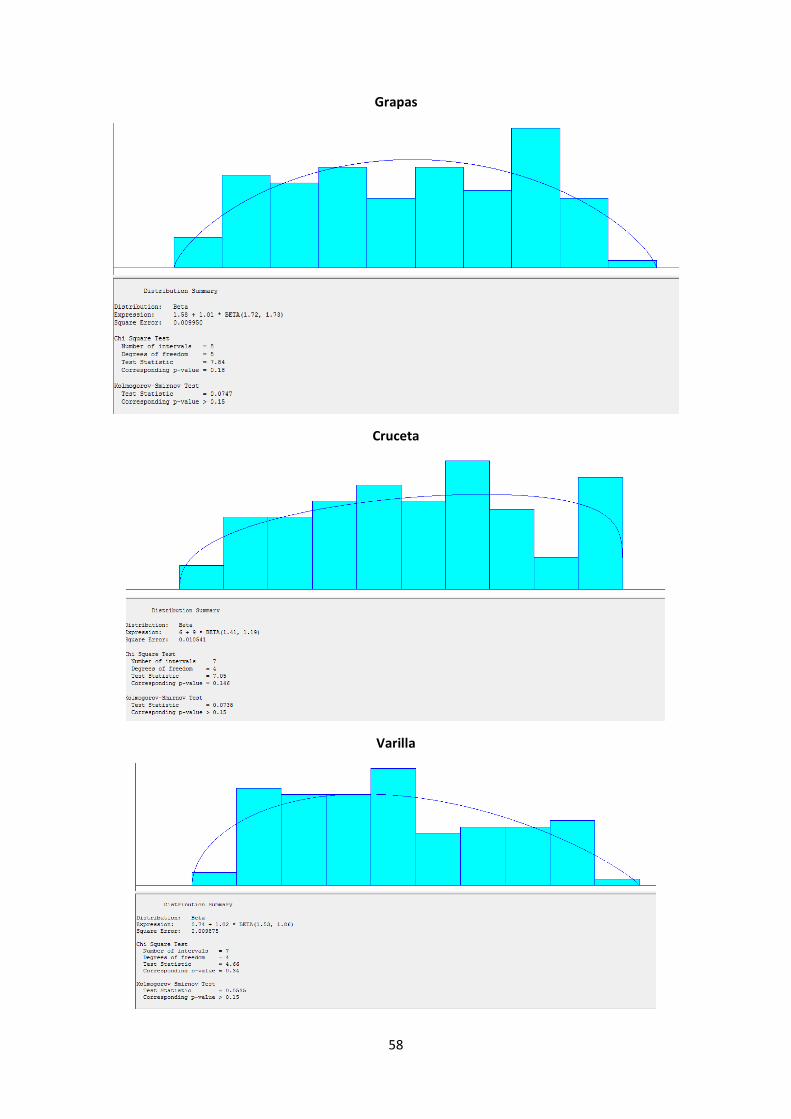
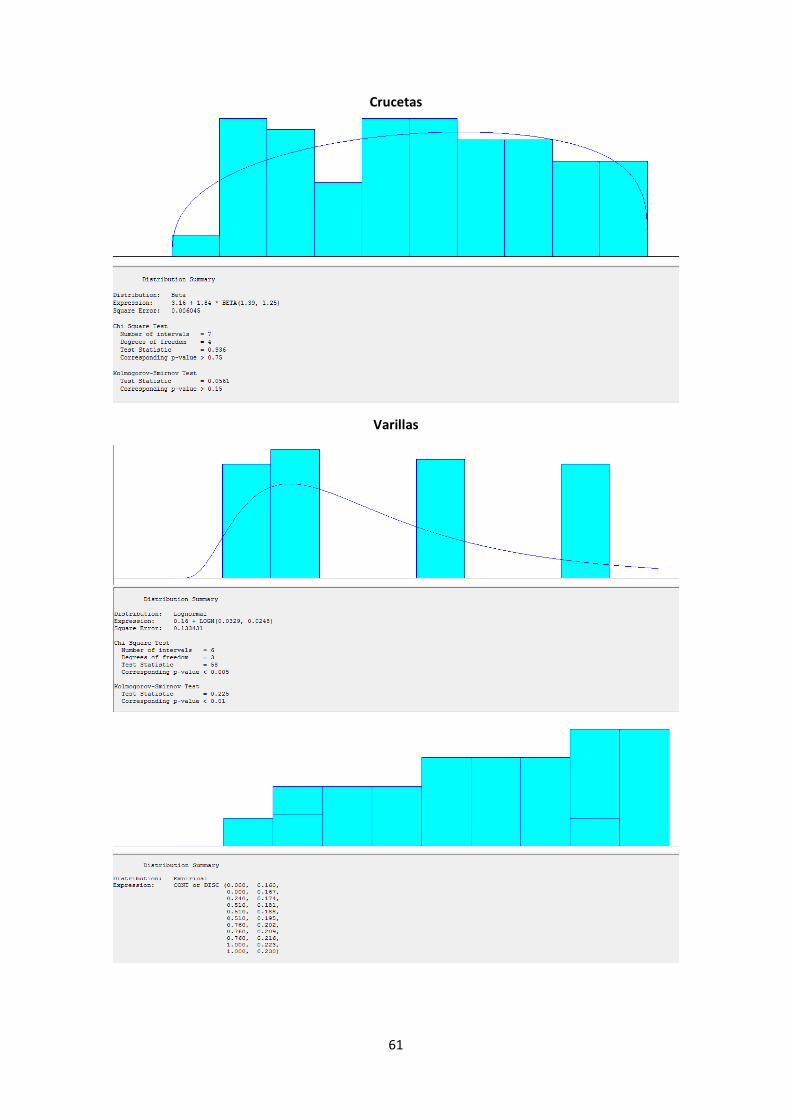
5.3.2. Pruebas de Bondad de Ajuste
Previo a la elaboración del modelo se realizó un análisis de entrada en el cual se determinó la
naturaleza de nuestros datos, ya sean determinísticos para el caso del cambio de molde y la
velocidad del carrito transportador, o aleatorios para los tiempos de fabricación de cada
estación. En los cuales fue necesario ajustarlos a una distribución de probabilidad usando la
herramienta de Input Analyzer de ARENA.
A través de dos pruebas de bondad de ajuste, CHI-cuadrado y la Kolmorogov-Smirnoff el
programa nos brinda la posibilidad de ajustar nuestra muestra a la distribución más parecida.
Básicamente dicha prueba consiste en la evaluación de dos hipótesis de acuerdo a la
distribución de la siguiente manera:

21
𝐻0: 𝐿𝑎 𝑚𝑢𝑒𝑠𝑡𝑟𝑎 𝑠𝑒 𝑑𝑖𝑠𝑡𝑟𝑖𝑏𝑢𝑦𝑒 𝑑𝑒 𝑙𝑎 𝑓𝑜𝑟𝑚𝑎 𝑌
𝐻𝑎: 𝐿𝑎 𝑚𝑢𝑒𝑠𝑡𝑟𝑎 𝑛𝑜 𝑠𝑒 𝑑𝑖𝑠𝑡𝑟𝑖𝑏𝑢𝑦𝑒 𝑑𝑒 𝑙𝑎 𝑓𝑜𝑟𝑚𝑎 𝑌
Sea Y una distribución que se busca probar. En caso de no rechazar la hipótesis nula, se
corrobora que los datos se ajustan a dicha distribución. De lo contrario, si la hipótesis nula es
rechazada los datos no se ajustan a esa distribución. Para la mayoría de los casos nuestros
datos lograron pasar las pruebas y ajustarse a la distribución sugerida por el programa. De
igual manera algunas muestras no se ajustaron a la distribución sugerida, dado que el p-valor
que arroja la prueba es menor al nivel de significancia del 5%. Para estas muestras se utilizó las
distribuciones empíricas que ofrece ARENA. En el ANEXO 2. se presentan las pruebas
realizadas. En la Tabla 7. se presenta un resumen de las distribuciones utilizadas.

22
Tabla 7. Distribuciones de los tiempos de proceso y resultado de p-valor.
Estacion Producto Distribucion Imput Analizer p-valor ¿Pasa?
Brazos Luminaria 0,32+0,11* BETA (2,08, 2,17) p> 0,15 si
Crucetas 0,29+0,42* BETA( 1,48, 1,48) p>0,15 si
Tornillo
CONT ( 0.000, 0.140, 0.000, 0.147, 0.240,
0.154, 0.240, 0.161, 0.240, 0.168,0.510,
0.175, 0.760, 0.182, 0.760, 0.189, 0.760,
0.196, 1.000, 0.203, 1.000, 0.210)
p<0,01 no
Rejillas metalicas
CONT (0.000, 0.120, 0.000, 0.129,0.180,
0.138, 0.180, 0.147, 0.390, 0.156, 0.390,
0.165,0.680, 0.174,0.900, 0.183, 0.900,
0.192, 1.000, 0.201, 1.000, 0.210)
p<0,01 no
Grapas de Tension
CONT (0.000, 0.020,0.000, 0.027,0.290,
0.034,0.290, 0.041,0.290, 0.048,0.680,
0.055, 0.680, 0.062,0.680, 0.069, 0.990,
0.076, 1.000, 0.083,1.000, 0.090)
p<0,01 no
Varillas de anclaje
CONT(0.000, 0.190, 0.000, 0.197,
0.218,0.550, 0.225,0.760,
0.232,0.760,0.260, 0.204,0.260, 0.260 ,
0.760, 0.246, 1.000, 0.253,1.000, 0.260)
p<0,01 no
Crucetas 0,23+0,17* BETA(1,69, 1,56) p=0,149 si
Rejillas metalicas 0,2+0,15*BETA ( 2,33, 2,38) p> 0,15 si
Brazos
CONT (0.000, 0.120,0.000, 0.126,0.070,
0.132,0.070, 0.138, 0.370, 0.144,0.670,
0.150, 0.670, 0.156, 0.960, 0.162,0.960,
0.168, 1.000, 0.174, 1.000, 0.180)
p<0,01 no
Grapas
CONT(0.000, 0.060, 0.000, 0.065, 0.230,
0.070, 0.230, 0.075,0.560, 0.080, 0.560,
0.085,0.880, 0.090, 0.880, 0.095, 1.000,
0.100, 1.000, 0.105,1.000, 0.110)
p<0,01 no
Brazos 5+5* BETA( 1,22, 1,23) p> 0,15 si
Grapas de Tension NORMAL( 0,224, 0,0301) p=0.07 si
Tornillos
CONT(0.000, 0.160,0.160, 0.170,0.260,
0.180,0.260, 0.190, 0.490, 0.200, 0.490,
0.210, 0.660, 0.220, 0.810, 0.230,0.810,
0.240, 1.000, 0.250, 1.000, 0.260)
p=0.03 no
Crucetas 25+3,36* BETA ( 1,33, 1,35) p> 0,15 si
Torno Revolv. Tuercas 1,24+0,1* BETA( 1,2, 0,954) p>0.05 si
Varillas de anclaje 0,62* LOGNORMAL(0,367, 0,13) p> 0,15 Si
Tornillos TRIANGULAR( 0,25, 0,46, 0,53) p=0,055 Si
Brazos Luminaria 10+3,66* BETA( 1,3, 1,17) p=0.07 Si
Grapas de Tension 1,58+1,01*BETA(1,72, 1,73) p> 0,15 Si
Crucetas 6+9* BETA( 1,41, 1,19) p> 0,15 Si
Varillas de anclaje 0,74+1,02*BETA ( 1,53, 1,86) p> 0,15 Si
Tornillos 0,13+0,41* BETA (1,66, 1,72) p> 0,15 SI
Rejillas metalicas 20 + 9 * BETA(1.48, 2.01) p> 0,15 Si
Brazos Luminaria 1.63+0.371*BETA(1.25,1.02) p> 0,15 SI
Grapas de Tension 4.63+0.371*BETA(1.43,1.09) p> 0,15 Si
Crucetas 3,16+1,84*BETA( 1,39,1,25) p> 0,15 SI
Varillas de anclaje
CONT (0.000, 0.160,0.000, 0.167,0.240,
0.174, 0.510, 0.181,0.510, 0.188,0.510,
0.188, 0.510, 0.195, 0.760, 0.202, 0.760,
0.209,0.760, 0.216, 1.000, 0.223, 1.000,
0.230)
p<0,01 No
Tornillos
CONT (0.000, 0.040,0.010, 0.050,0.010,
0.060, 0.030, 0.070,0.870, 0.080, 0.870,
0.090, 0.870, 0.100, 0.940, 0.110, 0.940,
0.120,0.990, 0.130,0.990, 0.140)
p<0,01 No
Varilla de anclaje 25+9*BETA( 1,01, 1,23) p> 0,15 SI
Tornillos 33 + 9 * BETA ( 1,12, 1,19) p> 0,15 SI
Rejillas metalicas 16+16*BETA(1,2, 1,29) p> 0,15 Si
Brazos Luminaria 25+5*BETA(1,05, 1,12) p> 0,15 Si
Grapas de Tension 16+8,09*BETA(1,19, 1,04) p> 0,15 Si
Crucetas 20+14*BETA(1,09, 1,1) p> 0,15 Si
Varillas de anclaje 13+5,82*BETA( 1,55, 1,41) p> 0,15 Si
Tornillos 6,29+5,71* BETA( 1,54, 1,57) p> 0,15 Si
Tuercas 3+5,82*BETA ( 1,56, 1,8) p> 0,15 Si
Forjado
Galvanizado
Corte Cizalla
Troquel
Corte Segueta
Prensa
Roscadora
Esmeril
Zona de
Armado

23
5.3.2 Pruebas de Homogeneidad
Como bien se sabe es de vital importancia establecer si los datos que se tomaron para el
muestreo del proyecto son homogéneos. Esto garantiza que los datos ingresados al modelo
representan de manera robusta el comportamiento del sistema en todo momento. Para el
caso de nuestro modelo no fue necesario realizar esta prueba ya que los tiempos tomados en
la muestran son a simple vista homogéneos entre sí, es decir no presentan cambios por ningún
motivo o momento en el tiempo.
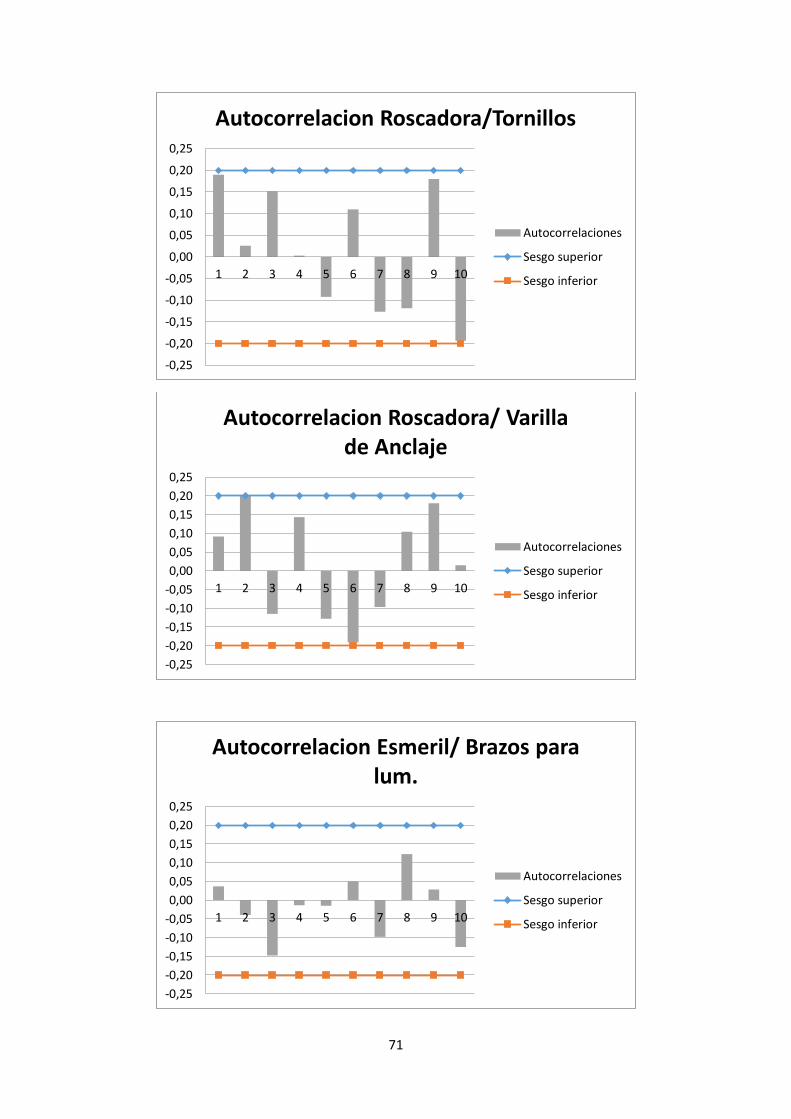
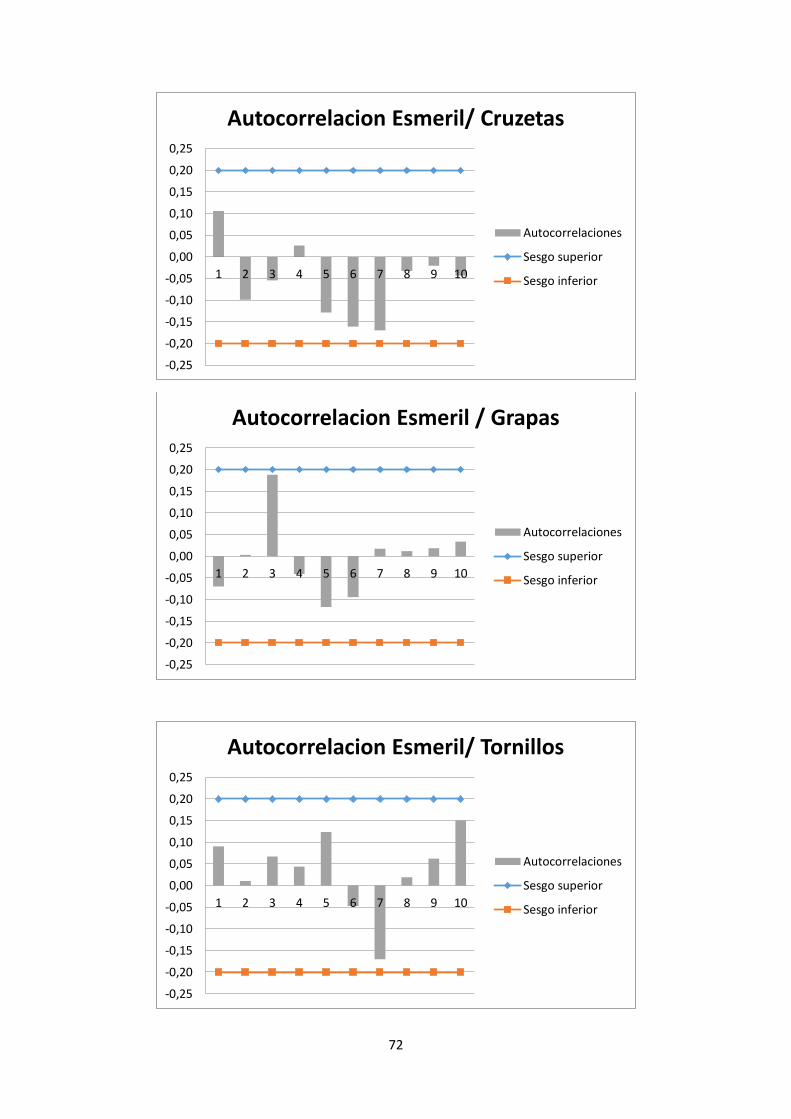
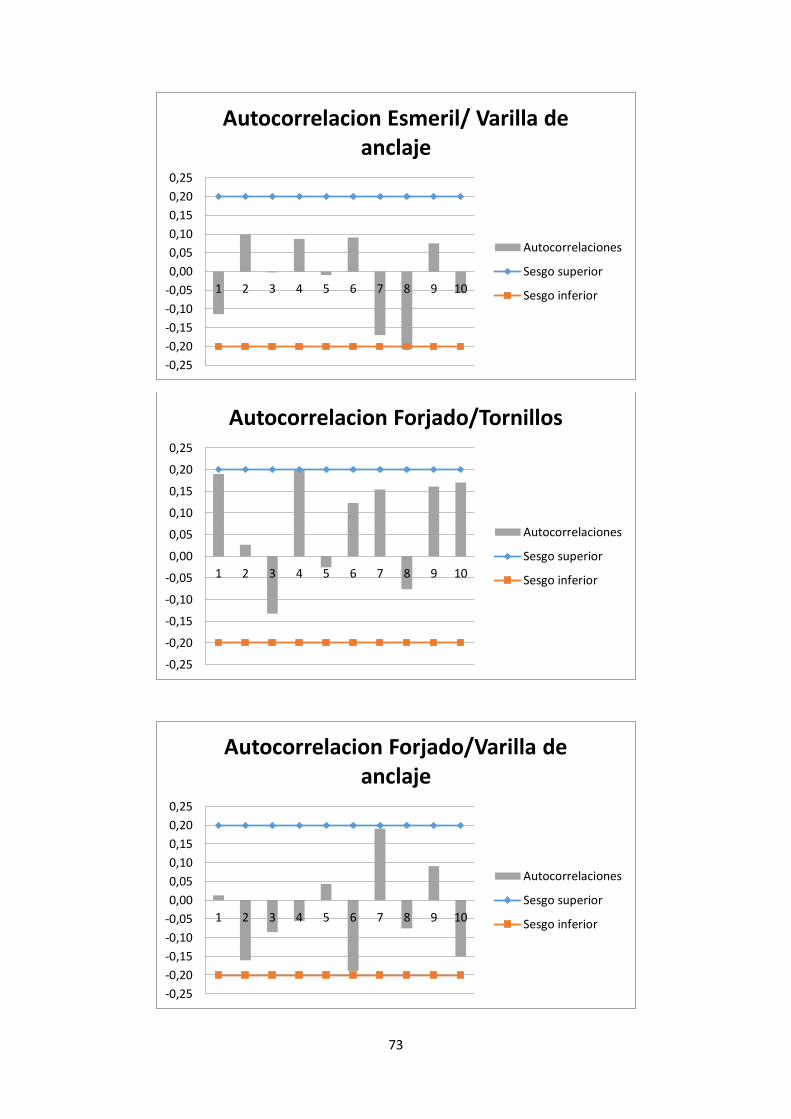
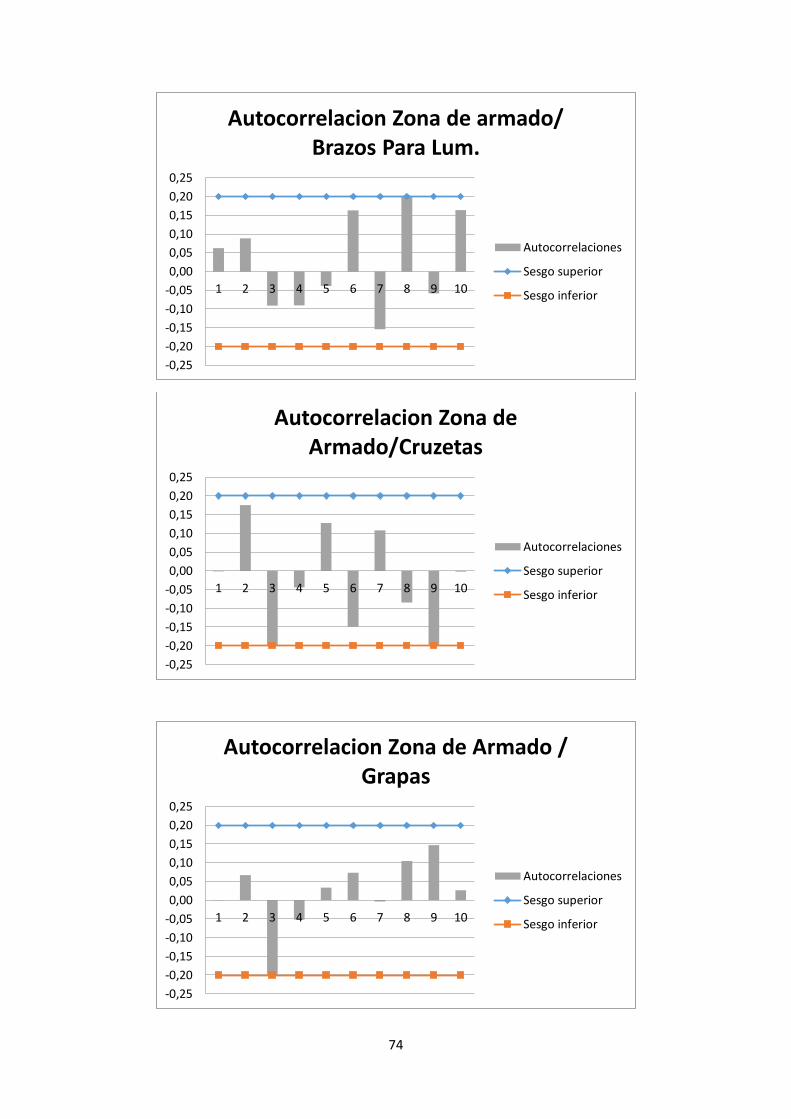
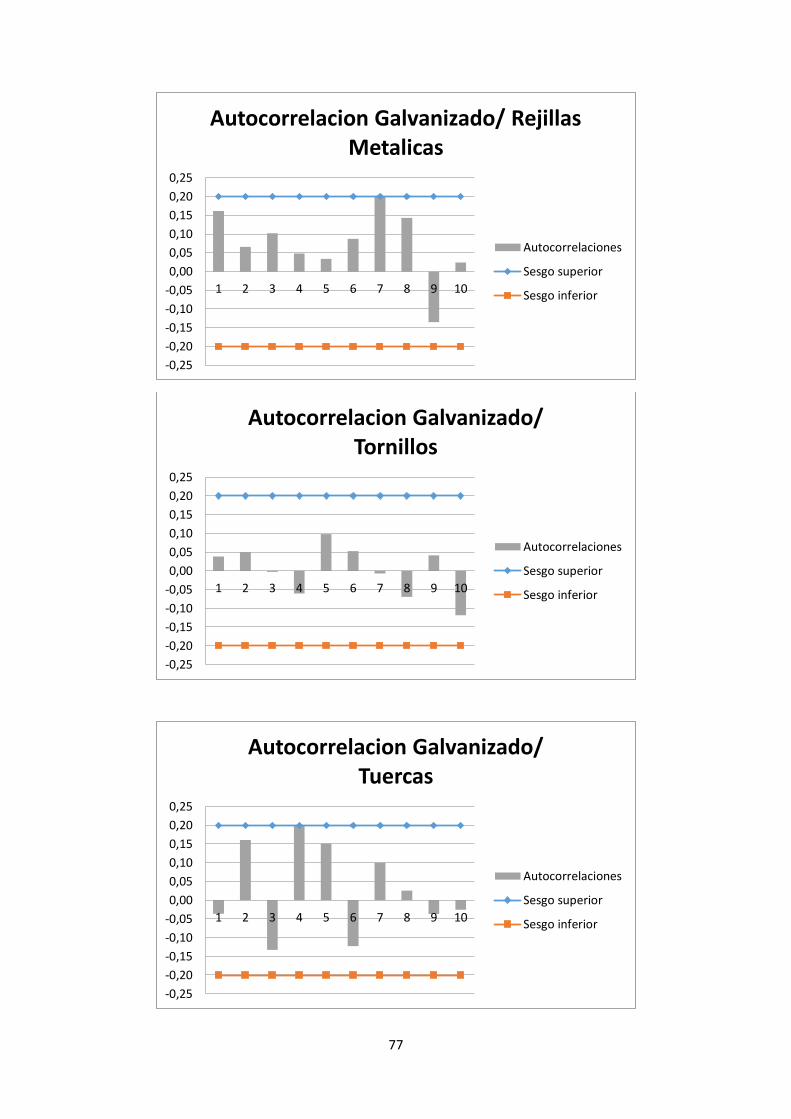
5.3.3. Prueba de Auto Correlación
Como último supuesto a cumplir se debe aplicar una prueba de Auto-correlación de los datos
de manera que se pueda probar la independencia entre estos. Para ello, se procede a
comparar la correlación que existe entre los datos a través de un Auto-correlograma manual
diseñado en MICROSOFT EXCEL con niveles de rezago entre 1 y 10. Como primera medida se
calcula el coeficiente de Auto-correlación, el cual debe ser mayor o menor a dos veces la
desviación estándar de la Auto-correlación. Para cada nivel de rezago se aplicó la siguiente
fórmula:
Fuente: Simulación de Eventos Discretos (5ta Edición), Banks Carlson y Nelson 2009
Mientras que para el rango permitido de Auto-correlación por rezago se aplicó la siguiente:
𝜃 = (+)(−)2 (1/√𝑛̂
Donde n es el tamaño de la muestra, que para este caso es 100 datos por cada producto y
máquina.

24
Como resultado de la elaboración propia de este método, encontramos que para ningún tipo
de datos existe una auto-correlación significativa y que por ende todas nuestras distribuciones
encontradas son permitidas. Se pueden ver todas las pruebas realizadas en el ANEXO 3.
5.4. Modelo en Arena
EL modelo en arena está compuesto por dos sub-modelos. El primero de ellos se encarga de la
recepción de los pedidos que llegan al sistema dependiendo de la demanda. Esta asignación se
realiza en forma independiente para cada tipo de producto.
Una vez se establece el tipo de producto se le asigna una secuencia que direccionará el
producto a la máquina donde debe iniciar si la máquina está disponible. Adicionalmente como
sabemos que nuestro producto Cruceta tiene dos tipos de secuencia procedemos a
diferenciarlo de los demás productos para determinar cuál de las dos secuencias debe coger.
Ya identificado los productos inician el ruteo por las estaciones. Este proceso se representa en
la Ilustración 3 a continuación:
Este proceso se representa en un diagrama a continuación:
Ilustración 3. Diagrama de asignación de atributos por tipo de producto
El segundo sub-modelo, que se presenta en la Ilustración 4, corresponde a la secuencia de los
productos dentro del sistema. Cada tipo de pedido debe iniciar en una máquina

25
respectivamente. Además de esto se debe verificar si la máquina está disponible para uso o
está ocupada con otro lote. Los pedidos llegan por lotes de unidades de producto y son
separados a través del módulo Separate de manera que pueda ingresar un producto a la vez
por recurso disponible. Antes de ingresar a la máquina se verifica si esa máquina requiere un
cambio de molde y si ese producto es diferente al producto anteriormente procesado. Al
terminar el proceso se vuelve a agrupar en lotes con el módulo Batch de tal forma que estén
listos para pasar a la siguiente estación hasta terminar. Los productos son transportados por
las carretillas al salir de cada estación hasta terminar su secuencia y salir del sistema.
Ilustración 4. Diagrama de recorrido de cada producto en Arena
5.5. Validación y Verificación del Modelo
5.5.1. Verificación
Al momento de concluir con la construcción de nuestro modelo se realizó la primera corrida y
se observó el comportamiento de las entidades en el sistema actual. Gracias al proceso de
verificación se logró identificar fallas dentro del modelo. Como primera medida se descubrió
que en la estación Galvanizado el tiempo de proceso era por pieza y no por lote lo que
generaba una cola fuera de las proporciones en el resultado del modelo. Adicionalmente
existían partes del modelo que no estaban conectadas entre sí y eso generabas fallas cuando el
modelo llegaba a un tiempo de simulación determinado. Sin embargo todos estos errores
fueron corregidos y verificados con el fin de que el modelo lograra representar el sistema de
una manera fiel.
26
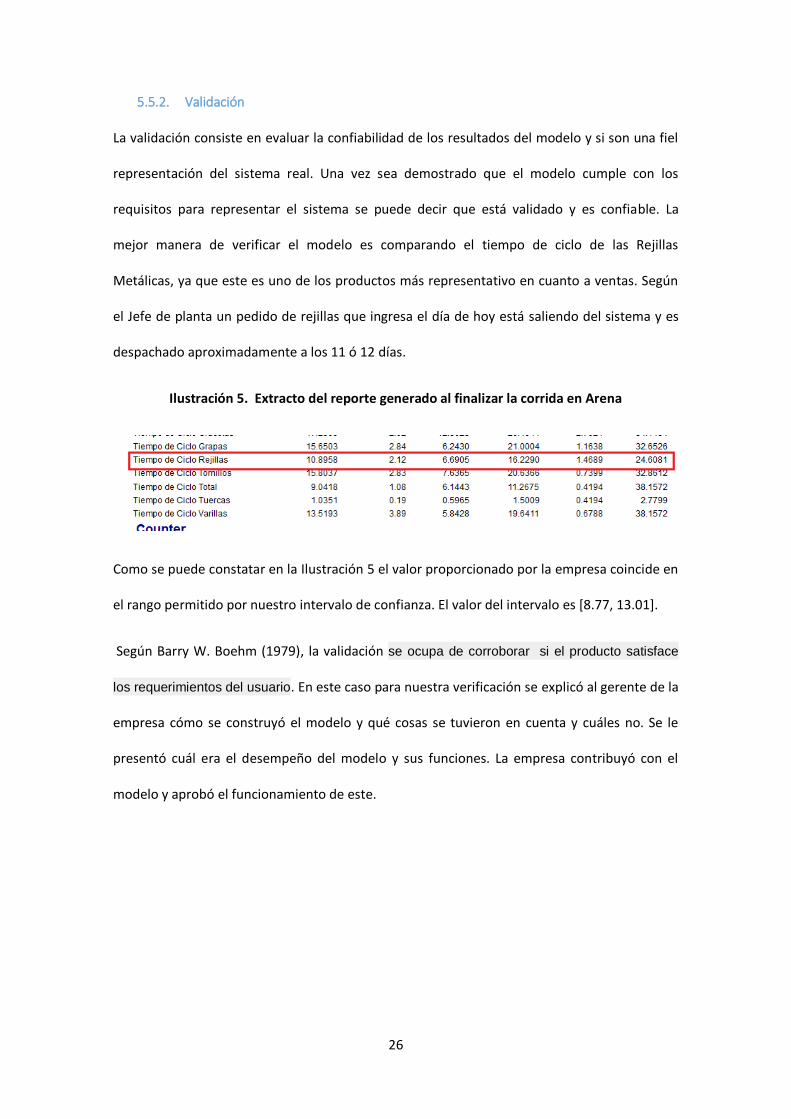
5.5.2. Validación
La validación consiste en evaluar la confiabilidad de los resultados del modelo y si son una fiel
representación del sistema real. Una vez sea demostrado que el modelo cumple con los
requisitos para representar el sistema se puede decir que está validado y es confiable. La
mejor manera de verificar el modelo es comparando el tiempo de ciclo de las Rejillas
Metálicas, ya que este es uno de los productos más representativo en cuanto a ventas. Según
el Jefe de planta un pedido de rejillas que ingresa el día de hoy está saliendo del sistema y es
despachado aproximadamente a los 11 ó 12 días.
Ilustración 5. Extracto del reporte generado al finalizar la corrida en Arena
Como se puede constatar en la Ilustración 5 el valor proporcionado por la empresa coincide en
el rango permitido por nuestro intervalo de confianza. El valor del intervalo es [8.77, 13.01].
Según Barry W. Boehm (1979), la validación se ocupa de corroborar si el producto satisface
los requerimientos del usuario. En este caso para nuestra verificación se explicó al gerente de la
empresa cómo se construyó el modelo y qué cosas se tuvieron en cuenta y cuáles no. Se le
presentó cuál era el desempeño del modelo y sus funciones. La empresa contribuyó con el
modelo y aprobó el funcionamiento de este.

27
5.6. Análisis de Salida
5.6.1. Tiempo de Calentamiento
Para hallar el tiempo de calentamiento se corrió el modelo y se utilizó el estadístico Tiempo de
Ciclo de los lotes del producto “Rejillas Metálicas” . Una vez se obtuvo esta información se
procedió a implementar la herramienta de Output Analyzer con la cual se puede ingresar al
archivo .dat generado y analizar los datos.
Los datos se introdujeron a Excel, en donde se calculó un promedio móvil suavizado por réplica
utilizando la siguiente formula:
El resultado del promedio móvil de los lotes se graficó de manera que se lograra identificar a
partir de que lote el sistema se estabiliza.
Grafica 1. Promedio móvil del tiempo de ciclo por lote
Ahora bien como se puede ver en la Gráfica 1 se ha escogido que el lote en el que el sistema
alcanza la estabilidad es en el lote 33 y un tiempo de ciclo de 9.5608. La cantidad de lotes en
proceso lo sacamos del reporte de ARENA y se aplica la siguiente formula:

28
𝑇0 =𝑤
𝑤𝑖𝑝∗ # 𝑑𝑒 𝑙𝑜𝑡𝑒𝑠
Tabla 8. Desarrollo del tiempo de calentamiento
wip 10
W 9.5608
Lotes 33
T0 31.55
Como se presenta en la Tabla 8 el tiempo de calentamiento es aproximadamente 32 días para
nuestro modelo.
5.6.2. Longitud y Número de Réplicas
Según lo recomendado por Banks (2005) la longitud de réplica adecuada debe ser de por lo
menos once (11) veces el tiempo de calentamiento encontrado anteriormente. Entonces dado
el tiempo de calentamiento hallado en el punto anterior se establece que la longitud mínima
de la réplica debe ser de por lo menos 430 días. Por requerimientos de nuestro sistema el
modelo se corrió 5 años.
Por otro lado modelo se realizó una corrida con 10 réplicas con el fin de crear un archivo. dat
que nos arrojara la cantidad de rejillas que salen del sistema. Adicionalmente se utilizó el
Output Analizar para generar un intervalo de confianza con un nivel de confianza del 95%. El
resultado se presenta en la ilustración 6.

29
Ilustración 6. Intervalo de confianza generado por el Output Analyzer
En la Ilustración 5 se presentaron los resultados del intervalo de confianza de la producción de
rejillas y el error arrojado fue aceptables. Sin embargo no se hicieron más réplicas del modelo
para disminuir este error por falta de tiempo.
6. RESULTADOS DE LA SIMULACIÓN
Una vez se terminó el modelo, se corrió con el fin de analizar los resultados que nos interesan
del sistema. Para este proyecto las medias de desempeño que más nos interesan son: Tiempo
de ciclo, Tiempo en cola, Cantidad de unidades que salen del sistema, Trabajos en proceso y la
Utilización.
Como primera medida a analizar nos interesa observar el Tiempo de ciclo de los productos, ya
que actualmente la empresa tiene una política de entrega de pedidos máxima de 10 días. Sin
embargo y dada las condiciones del negocio la meta es estar siempre por debajo de esta, con
el único fin de no generar insatisfacción e los clientes.

30
Ilustración 7. Reporte extraído del tiempo de ciclo en días de cada producto.
Como se puede apreciar en la Ilustración 7 en el reporte arrojado por AREANA la mayoría de
los productos en ocasiones están siendo entregados tarde por algunos días de diferencia. Las
rejillas son un producto relativamente nuevo, ya que únicamente llevan cinco años dentro de
la empresa, mientras que los herrajes llevan más de veinte años. A partir de esto podemos
concluir que el ingreso de las rejillas a la línea de producción afecta todo el sistema.
Ilustración 8. Reporte extraído del número de entidades en fila de cada producto en
unidades de producto.
En cuanto la cantidad de entidades en cola de cada estación es necesario resaltar la Zona de
armado, que como se indica en la Ilustración 8 tiene la mayor cantidad de unidades en cola en
31
comparación con la demás estaciones. Adicionalmente también se destaca la prensa que
después de la Zona de armado es la que más está acumulado pedidos.
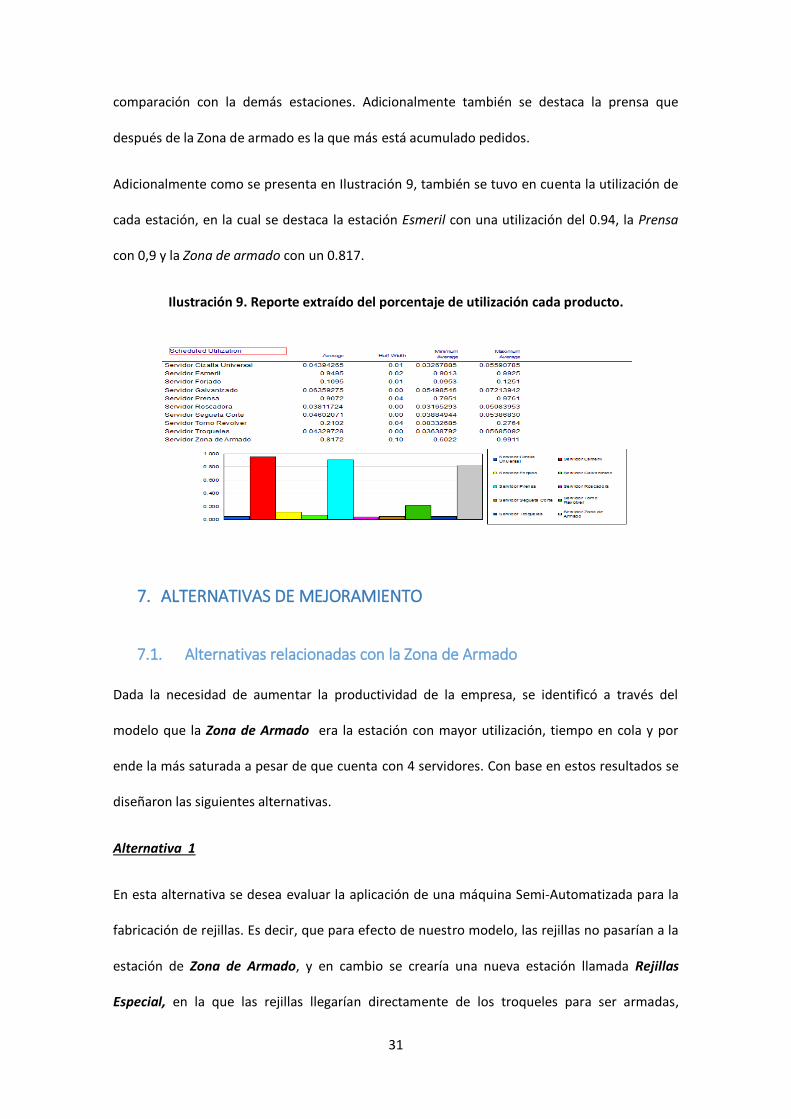
Adicionalmente como se presenta en Ilustración 9, también se tuvo en cuenta la utilización de
cada estación, en la cual se destaca la estación Esmeril con una utilización del 0.94, la Prensa
con 0,9 y la Zona de armado con un 0.817.
Ilustración 9. Reporte extraído del porcentaje de utilización cada producto.
7. ALTERNATIVAS DE MEJORAMIENTO
7.1. Alternativas relacionadas con la Zona de Armado
Dada la necesidad de aumentar la productividad de la empresa, se identificó a través del
modelo que la Zona de Armado era la estación con mayor utilización, tiempo en cola y por
ende la más saturada a pesar de que cuenta con 4 servidores. Con base en estos resultados se
diseñaron las siguientes alternativas.
Alternativa 1
En esta alternativa se desea evaluar la aplicación de una máquina Semi-Automatizada para la
fabricación de rejillas. Es decir, que para efecto de nuestro modelo, las rejillas no pasarían a la
estación de Zona de Armado, y en cambio se crearía una nueva estación llamada Rejillas
Especial, en la que las rejillas llegarían directamente de los troqueles para ser armadas,

32
soldadas y alistadas para pasar a Galvanizado directamente. Esta máquina tiene un valor
aproximado de 180.000.000 COP y una tasa de producción de un metro cuadrado de rejilla
cada 3 minutos. Adicionalmente se requiere un operario alimentador para la máquina que
acorde a las funciones puede ser un ayudante que reciba un salario mínimo legal vigente más
prestaciones.
Alternativa 2
Implementar una máquina como la mencionada anteriormente tiene grandes beneficios pero
a su vez implica una gran inversión. Por lo anterior, esta segunda alternativa pretende evaluar
el aumento a seis (6) servidores en la Zona de Armado, manteniendo los mismos tiempos de
producción pero con mayor capacidad para tratar de disminuir el cuello de botella. Este
aumento del número de servidores implica para cada servidor la compra de una máquina de
soldar con su dotación, una maquina pulidora, estimada por la empresa en 60.000.000 COP, y
la contratación de un operario certificado por el SENA por servidor.
7.2. Resultado y Comparación de Alternativas
7.2.1. Resultado de Alternativa 1
Una vez se realizan las implementaciones sugeridas en la alternativa 1, se corre el modelo y se
genera un reporte con todos los datos y medidas de desempeño de interés como lo son el
tiempo en cola, el tiempo de ciclo y la utilización.
En la ilustración 10. Podemos observar cómo el tiempo de ciclo para todos los productos
disminuye considerablemente. Inclusive en algunos productos el tiemplo de ciclo cumple con
la expectativa de entrega al cliente que equivale a 10 días después de llegado el pedido.
Podemos resaltar el alto desempeño de las rejillas, ya que estas pasaron de entregarse
normalmente tarde a entregarse antes de la fecha límite. Adicionalmente se destaca cómo en
el resto de productos el tiempo de ciclo disminuye significativamente, logrando entregar

33
algunos productos a tiempo. Esto demuestra que el ingreso de la máquina descongestiona la
Zona de Armado de manera significativa.
Ilustración 10. Reporte extraído del tiempo de ciclo de cada producto Alternativa 1 en días.
De la misma manera se detalló el desempeño de la utilización de las máquinas al incluir una
nueva maquinaria dentro del sistema. En la Ilustración 11 se observa que la utilización de la
Zona de Armado disminuye notablemente, ya que la nueva máquina se está llevando todos los
pedidos de rejillas y esta son el producto con mayor tiempo de proceso.
Ilustración 11. Reporte extraído de la utilización de cada estación en la Alternativa 1
Del mismo modo, en la Ilustración se observa que 12 el tiempo en cola disminuye
considerablemente con esta alternativa, destacando la espera en la Zona de Armado.

34
Ilustración 12. Reporte del tiempo en proceso en días de cada estación en la Alternativa 1 en
días.
En consecuencia con lo mencionado anteriormente podemos decir a simple vista que la
implementación de esta alternativa afecta de manera positiva las medidas de desempeño del
sistema, mas no podemos garantizar beneficio/costo para la empresa sin hacer las pruebas
adecuadas.
7.2.2. Resultado de Alternativa 2
Una vez se realizan las implementaciones sugeridas en la alternativa dos y se corre el modelo,
se genera un reporte con todos los datos y medidas de desempeño de interés como lo son el
tiempo en cola, el tiempo de ciclo y la utilización.
Como se observa en el reporte generado, en la Ilustración 13, para la segunda alternativa el
tiempo de ciclo también disminuye, sin embargo no tan significativamente como en la otra
alternativa. En cuanto a las rejillas, que es nuestro producto de mayor interés, vemos que si
disminuye en tiempo de ciclo a 5.3 días, mas no es inferior a la alternativa uno con 4.2 días. Al
igual vemos en a Ilustración 14 se presenta el reporte generado por Arena donde se observa
que la utilización disminuye en Zona de Armado pero de manera menos significativa.

35
Ilustración 13. Reporte extraído del tiempo de ciclo de cada producto Alternativa 2 en días.
Ilustración 14. Reporte extraído de la utilización de cada estación en la Alternativa 2
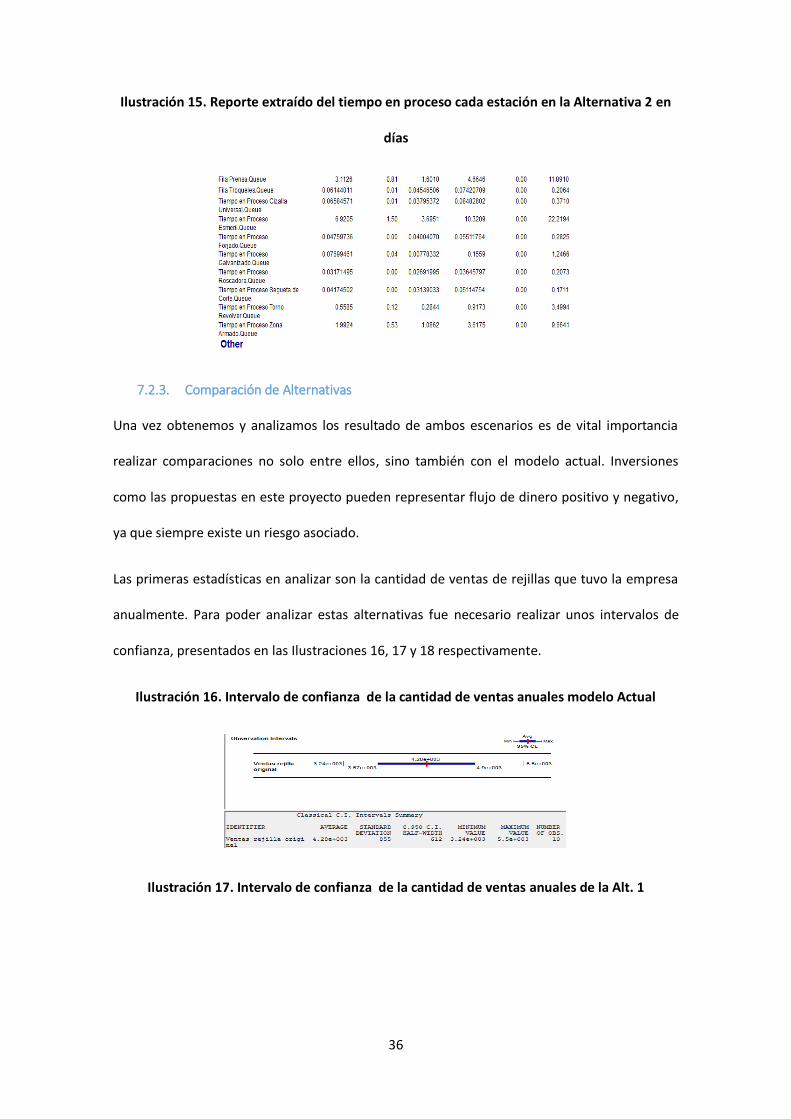
Finalmente si se detalla la Ilustración 15, el tiempo de proceso para la segunda alternativa en
la Zona de Armado es mayor que el tiempo de proceso en la alternativa 1. Esto ocurre sin
importar que hayamos aumentado el número de servidores en dicha estación. La máquina
nueva de la alternativa 1 es más productiva.
36
Ilustración 15. Reporte extraído del tiempo en proceso cada estación en la Alternativa 2 en
días
7.2.3. Comparación de Alternativas
Una vez obtenemos y analizamos los resultado de ambos escenarios es de vital importancia
realizar comparaciones no solo entre ellos, sino también con el modelo actual. Inversiones
como las propuestas en este proyecto pueden representar flujo de dinero positivo y negativo,
ya que siempre existe un riesgo asociado.
Las primeras estadísticas en analizar son la cantidad de ventas de rejillas que tuvo la empresa
anualmente. Para poder analizar estas alternativas fue necesario realizar unos intervalos de
confianza, presentados en las Ilustraciones 16, 17 y 18 respectivamente.
Ilustración 16. Intervalo de confianza de la cantidad de ventas anuales modelo Actual
Ilustración 17. Intervalo de confianza de la cantidad de ventas anuales de la Alt. 1
37
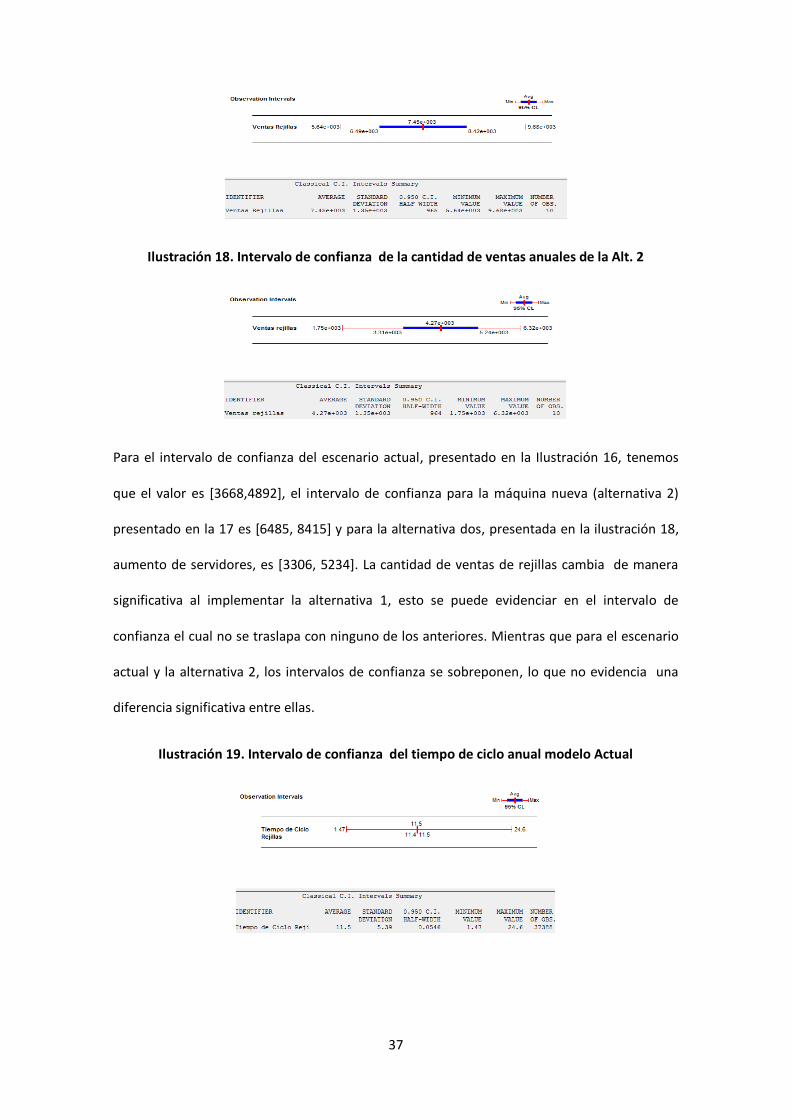
Ilustración 18. Intervalo de confianza de la cantidad de ventas anuales de la Alt. 2
Para el intervalo de confianza del escenario actual, presentado en la Ilustración 16, tenemos
que el valor es [3668,4892], el intervalo de confianza para la máquina nueva (alternativa 2)
presentado en la 17 es [6485, 8415] y para la alternativa dos, presentada en la ilustración 18,
aumento de servidores, es [3306, 5234]. La cantidad de ventas de rejillas cambia de manera
significativa al implementar la alternativa 1, esto se puede evidenciar en el intervalo de
confianza el cual no se traslapa con ninguno de los anteriores. Mientras que para el escenario
actual y la alternativa 2, los intervalos de confianza se sobreponen, lo que no evidencia una
diferencia significativa entre ellas.
Ilustración 19. Intervalo de confianza del tiempo de ciclo anual modelo Actual
38
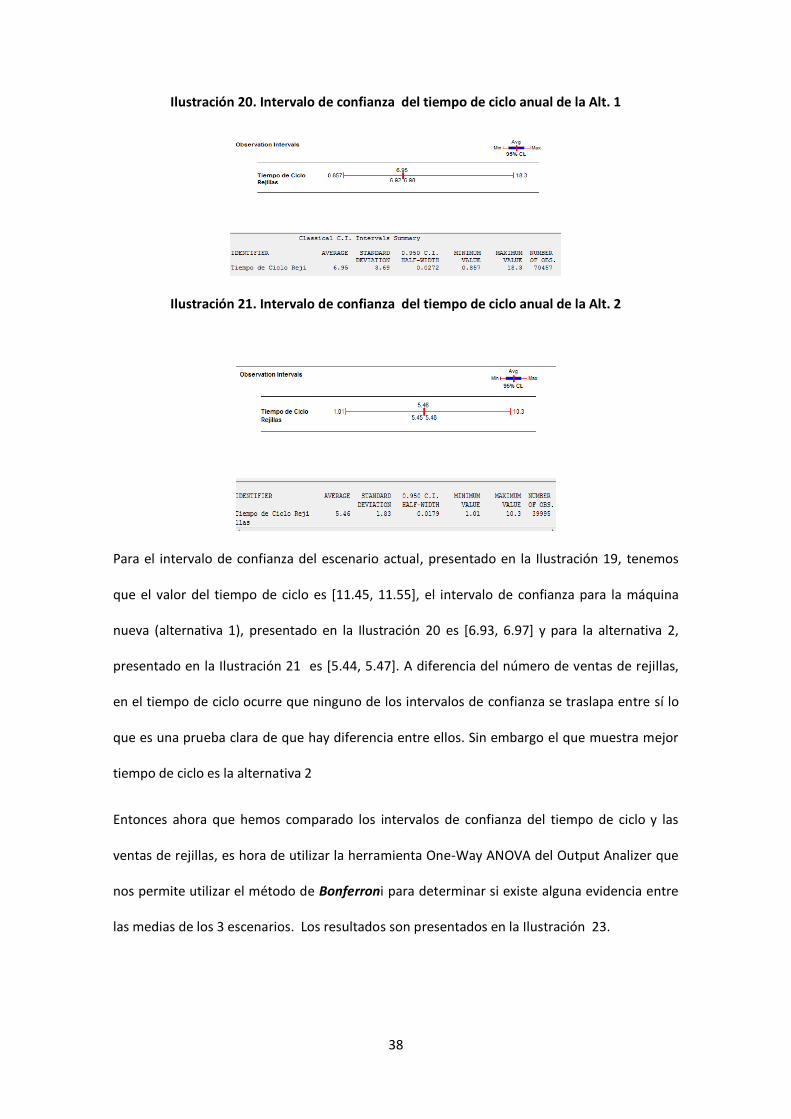
Ilustración 20. Intervalo de confianza del tiempo de ciclo anual de la Alt. 1
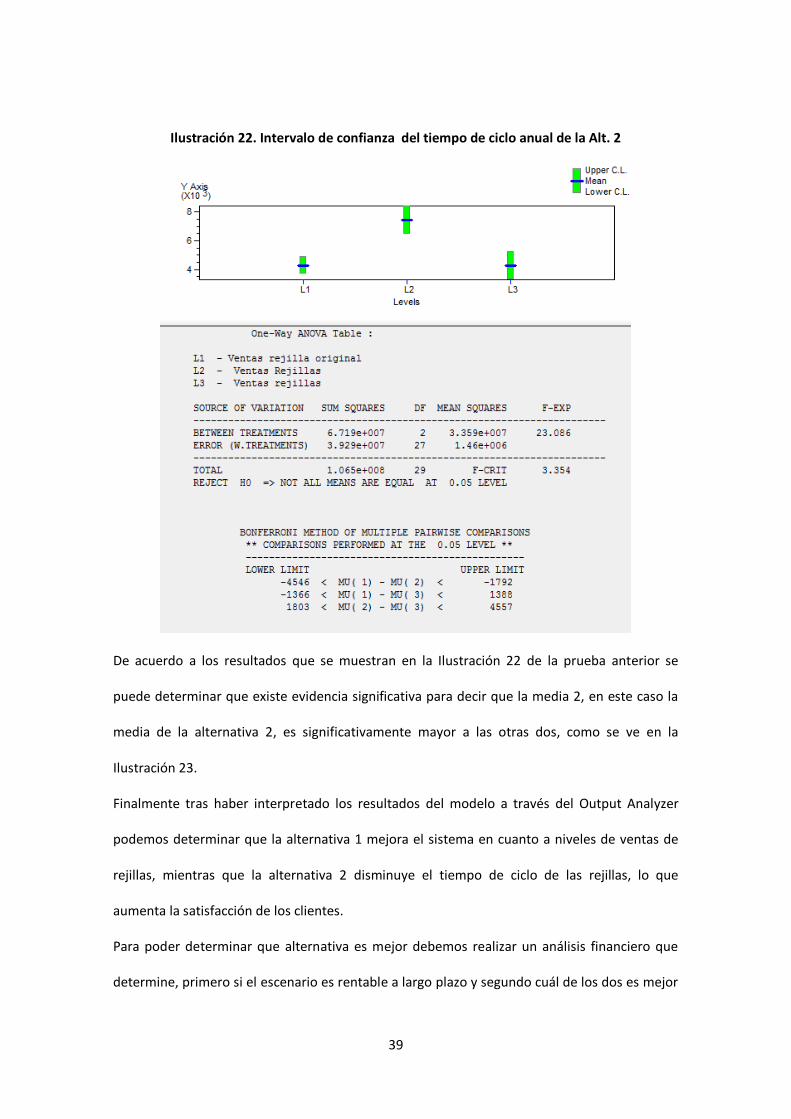
Ilustración 21. Intervalo de confianza del tiempo de ciclo anual de la Alt. 2
Para el intervalo de confianza del escenario actual, presentado en la Ilustración 19, tenemos
que el valor del tiempo de ciclo es [11.45, 11.55], el intervalo de confianza para la máquina
nueva (alternativa 1), presentado en la Ilustración 20 es [6.93, 6.97] y para la alternativa 2,
presentado en la Ilustración 21 es [5.44, 5.47]. A diferencia del número de ventas de rejillas,
en el tiempo de ciclo ocurre que ninguno de los intervalos de confianza se traslapa entre sí lo
que es una prueba clara de que hay diferencia entre ellos. Sin embargo el que muestra mejor
tiempo de ciclo es la alternativa 2
Entonces ahora que hemos comparado los intervalos de confianza del tiempo de ciclo y las
ventas de rejillas, es hora de utilizar la herramienta One-Way ANOVA del Output Analizer que
nos permite utilizar el método de Bonferroni para determinar si existe alguna evidencia entre
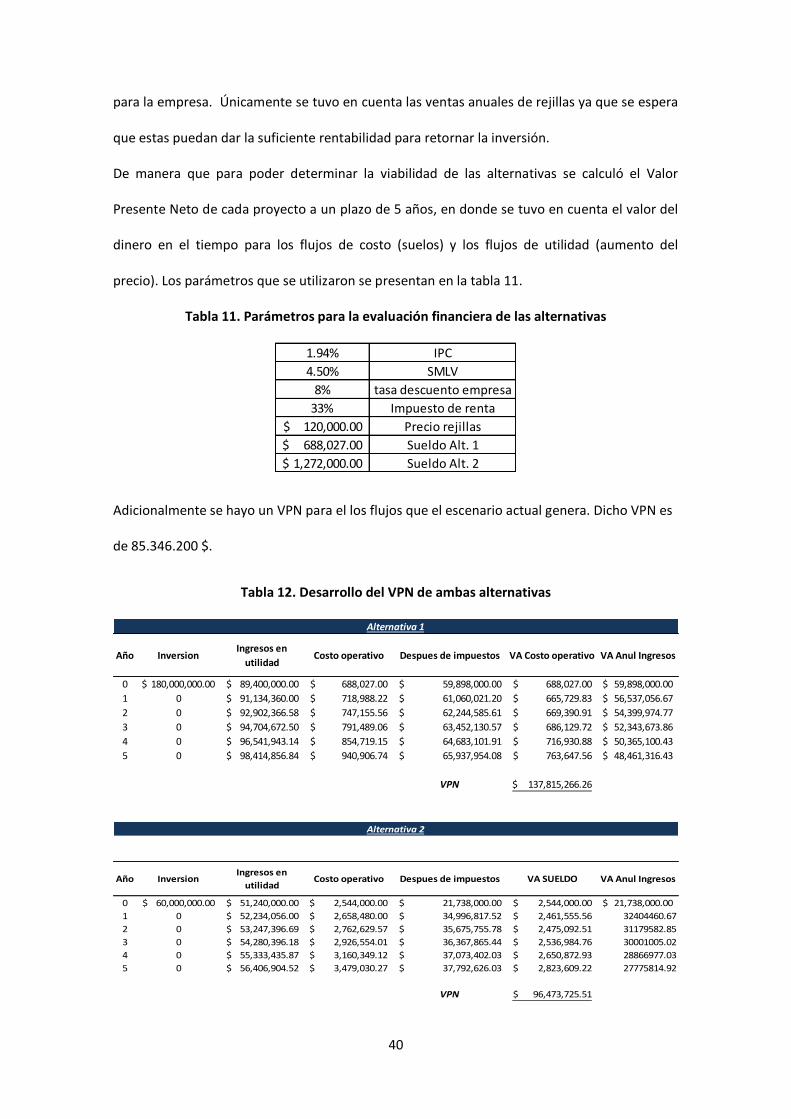
las medias de los 3 escenarios. Los resultados son presentados en la Ilustración 23.
39
Ilustración 22. Intervalo de confianza del tiempo de ciclo anual de la Alt. 2
De acuerdo a los resultados que se muestran en la Ilustración 22 de la prueba anterior se
puede determinar que existe evidencia significativa para decir que la media 2, en este caso la
media de la alternativa 2, es significativamente mayor a las otras dos, como se ve en la
Ilustración 23.
Finalmente tras haber interpretado los resultados del modelo a través del Output Analyzer
podemos determinar que la alternativa 1 mejora el sistema en cuanto a niveles de ventas de
rejillas, mientras que la alternativa 2 disminuye el tiempo de ciclo de las rejillas, lo que
aumenta la satisfacción de los clientes.
Para poder determinar que alternativa es mejor debemos realizar un análisis financiero que
determine, primero si el escenario es rentable a largo plazo y segundo cuál de los dos es mejor
40
para la empresa. Únicamente se tuvo en cuenta las ventas anuales de rejillas ya que se espera
que estas puedan dar la suficiente rentabilidad para retornar la inversión.
De manera que para poder determinar la viabilidad de las alternativas se calculó el Valor
Presente Neto de cada proyecto a un plazo de 5 años, en donde se tuvo en cuenta el valor del
dinero en el tiempo para los flujos de costo (suelos) y los flujos de utilidad (aumento del
precio). Los parámetros que se utilizaron se presentan en la tabla 11.
Tabla 11. Parámetros para la evaluación financiera de las alternativas
Adicionalmente se hayo un VPN para el los flujos que el escenario actual genera. Dicho VPN es
de 85.346.200 $.
Tabla 12. Desarrollo del VPN de ambas alternativas
1.94%
4.50%
8%
33%
120,000.00$
688,027.00$
1,272,000.00$
tasa descuento empresa
IPC
SMLV
Precio rejillas
Impuesto de renta
Sueldo Alt. 1
Sueldo Alt. 2
Año InversionIngresos en
utilidadCosto operativo Despues de impuestos VA Costo operativo VA Anul Ingresos
0 180,000,000.00$ 89,400,000.00$ 688,027.00$ 59,898,000.00$ 688,027.00$ 59,898,000.00$
1 0 91,134,360.00$ 718,988.22$ 61,060,021.20$ 665,729.83$ 56,537,056.67$
2 0 92,902,366.58$ 747,155.56$ 62,244,585.61$ 669,390.91$ 54,399,974.77$
3 0 94,704,672.50$ 791,489.06$ 63,452,130.57$ 686,129.72$ 52,343,673.86$
4 0 96,541,943.14$ 854,719.15$ 64,683,101.91$ 716,930.88$ 50,365,100.43$
5 0 98,414,856.84$ 940,906.74$ 65,937,954.08$ 763,647.56$ 48,461,316.43$
VPN 137,815,266.26$
Alternativa 1
Año InversionIngresos en
utilidadCosto operativo Despues de impuestos VA SUELDO VA Anul Ingresos
0 60,000,000.00$ 51,240,000.00$ 2,544,000.00$ 21,738,000.00$ 2,544,000.00$ 21,738,000.00$
1 0 52,234,056.00$ 2,658,480.00$ 34,996,817.52$ 2,461,555.56$ 32404460.67
2 0 53,247,396.69$ 2,762,629.57$ 35,675,755.78$ 2,475,092.51$ 31179582.85
3 0 54,280,396.18$ 2,926,554.01$ 36,367,865.44$ 2,536,984.76$ 30001005.02
4 0 55,333,435.87$ 3,160,349.12$ 37,073,402.03$ 2,650,872.93$ 28866977.03
5 0 56,406,904.52$ 3,479,030.27$ 37,792,626.03$ 2,823,609.22$ 27775814.92
VPN 96,473,725.51$
Alternativa 2

41
Para finalizar, si observamos la Tabla 12, se recomienda a la empresa invertir en la alternativa
1 dado el VPN positivo y mayor que la alternativa 2. Se debe realizar la compra de la máquina
nueva la cual generará mayores ventas y a su vez mantendrá en alto la satisfacción de los
clientes. Igualmente ambas alternativas presentan un mayor VPN en comparación con el
Escenario actual.
8. CONCLUSIONES
Para poder analizar las alternativas y poder hacer las mejores recomendaciones es necesario
entender las necesidades de la empresa y los objetivos a cumplir. Visbal Moreno Y Sucesores
Ltda. se encuentra en un proceso de crecimiento a los largo de los últimos años. Y es por tal
motivo que surge la necesidad de generar alternativas que ayuden a mejorar la producción
para continuar siendo competitivos en el mercado.
En ese orden de ideas la principal preocupación de la empresa era el crecimiento de las ventas
acelerado que presenta las rejillas metálicas y la ocupación en la estación de Zona de Armado
que esta genera. De ahí se presentaron dos alternativas, siendo una la más adecuada a
implementar. La Adquisición de la máquina nueva representa el aumento en la capacidad de
producción y a su vez tecnifica parte de los procesos.
Adicionalmente:
El modelo nos permitió analizar el sistema a fondo y encontrar alternativas de mejora
factibles para la empresa.
Se halló que el sistema actual no es del todo eficiente, ya que muchas veces está
entregando los pedidos algunos días tarde, lo que afecta la imagen hacia el cliente y
satura el sistema.
La estación de Zona de Armado no era la estación con mayor utilización, sin embargo
el proyecto se centra en ella debido a que todos los productos pasaban por ella y esto
42
generaba muchas unidades en cola. Adicionalmente es el proceso más crítico para la
fabricación de rejillas. Se logró identificar que tanto para el aumento de servidores,
como para la compra de la máquina nueva para rejillas, el tiempo de ciclo de todos los
productos disminuye significativamente.
La empresa debe aplicar la alternativa 1(compra de máquina para rejillas), ya que esta
disminuye los tiempos en cola y aumenta las ventas. De igual manera la inversión
genera rentabilidad en el periodo evaluado.
Con la Implementación de las Alternativa 1 todos los productos disminuyen sus
tiempos de ciclo.
Con el anterior proyecto se pretende que el lector pueda entender los beneficios de la
simulación para las empresas sin importar el sector al que pertenezcan. Los socios de Visbal
Moreno y Sucesores Limitada quedaron completamente satisfechos con el desarrollo del
proyecto y sus resultados.
9. TRABAJO FUTURO
Como se mencionó en el trabajo en este proyecto se realizó la simulación del sistema
únicamente con dos meses de demanda diaria, ya que esto fue lo único que la empresa logro
brindarnos. Un trabajo futuro es entonces recolectar más datos de la demanda y entender su
comportamiento en el tiempo para así lograr una aproximación aún más cercana a la realidad.
Como se mencionó anteriormente las ventas han ido aumenta con el tiempo y esto significaría
mayor rentabilidad para nuestras alternativas.
Durante nuestro proyecto únicamente se buscó maximizar la producción a través de la
inversión en activos y operarios. Entonces, otro trabajo futuro sería aplicar un sistema de
inventarios en la compañía, siendo que está en su momento no lo maneja.

43
10. BIBLIOGRAFIA
Banks, J., Carson, J., & Nelson, B. (2005). Discrete-Event System Simulation. Prentice Hall. DANE (2014). Departamento Administrativo Nacional de Estadísticas. Recuperado 10 de enero del 2013. Índice de precio al consumidor: http://www.dane.gov.co/index.php/indices-de-precios-y-costos/indice-de-precios-al-consumidor-ipc ENTREVISTA con Nelson Visbal, Gerente de Producción EN Visbal Moreno y Sucesores Ltda. Barranquilla, Atlántico, November de 2013. ENTREVISTA con Gerardo Linero, Jefe y Supervisor de Planta EN Visbal Moreno y Sucesores Ltda. Barranquilla, Atlántico, Septiembre de 2013. Rios, J. (2013). Simulacion de Eventos Discretos 2013-2. Semana 5 Análisis de Salida II. Universidad de Los Andes. Bogotá, Colombia, Noviembre de 2013
Rockwell Automation Inc. (2010). Arena Training. Basic and Advanced Process Template. Wexford, PA, USA.

44
ANEXOS
ANEXO N. º 1. TABLAS ADICIONALES
DESDE/HACIA Segueta de Corte Cizalla Universal Troqueles Prensa Torno revolver Roscadora Esmeril Forjado Zona de armado Galvanizado
Segueta de Corte 0 0,5 12,9 16,3 6,08 8,5 13,1 8,4 10,3 4,43
Cizalla Universal 0,5 0 12,9 16,3 6,1 11,4 14,9 11,6 7,2 6,05
Troqueles 12,9 12,9 0 1,3 4,2 15,9 10,4 14,9 3,6 17,5
Prensa 16,3 16,3 1,3 0 7,5 19,3 10,9 16,7 7,7 20,2
Torno revolver 6,08 6,1 4,2 7,5 0 13,2 11,2 12,2 1 11,2
Roscadora 8,5 11,4 15,9 19,3 13,2 0 11,2 3,1 15,4 2,9
Esmeril 13,1 14,9 10,4 10,9 11,2 11,2 0 7,8 14 12,7
Forjado 8,4 11,6 14,9 16,7 12,2 3,1 7,8 0 14,1 5,7
Zona de armado 10,3 7,2 3,6 7,7 1 15,4 14 14,1 0 12,9
Galvanizado 4,43 6,05 17,5 20,2 11,2 2,9 12,7 5,7 12,9 0
MATRIZ DE DISTANCIAS ENTRE MAQUINAS [Metros]
MAQUINA/PRODUCTO Rejillas metalicas Brazos para Luminaria Grapa de tension Crucetas Varilla de anclaje Tornillos Tuercas
Segueta de Corte 1 1 1
Cizalla Universal 1 1 1 1
Troqueles 2 3 3
Prensa 2 2 2 3
Torno revolver 2
Roscadora 4 4
Esmeril 4 4 3 5 5
Forjado 2 2
Zona de armado 3 5 5 4 3 6
Galvanizado 4 6 6 5 6 7 1
Producto Prob.
Rejillas metalicas 0.85
Brazos para Luminaria 0.68
Grapa de tension 0.62
Crucetas 0.58
Varilla de anclaje 0.5
Tornillos 0.58
Tuercas 0.7
Probabilidad no Pedir

45
Distribución de la demanda de productos
Rejillas
Brazos
Grapas
Crucetas
46
Varillas
Tornillos
Tuercas

47
ANEXO N. º2. PRUEBAS DE BONDAD Y AJUSTE
Corte Segueta
Brazos
Cruceta

48
Tornillos

49
CORTE CIZALLA
Rejillas
50
Grapas
Varillas
51
Crucetas

52
TROQUELES
Rejillas
Brazos

53
Grapas
54
PRENSA
Brazos
Grapas
Tornillos
55
Crucetas

56
TORNO REVOLVER
Tuercas
ROSCADORA
Varillas

57
Tornillos
ESMERIL
Brazos
58
Grapas
Cruceta
Varilla

59
Tornillos
ZONA DE ARMADO
Rejillas

60
Brazos
Grapas
61
Crucetas
Varillas

62
Tornillos
FORJADO
Varillas

63
Tornillos
GALVANIZADO
Rejillas
Brazos

64
Grapas
Crucetas
Varillas

65
Tornillos
Tuercas

66
ANEXO N. º3. PRUEBAS DE AUTOCORRELACION
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Corte segueta / Brazos Lum.
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Corte Segueta/Crucetas
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Corte Segueta/ Tornillos
Autocorrelaciones
Sesgo superior
Sesgo inferior

67
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Corte Cizalla/Crucetas
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Corte Cizalla /Grapas
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Corte Cizalla/ Rejillas Metalicas
Autocorrelaciones
Sesgo superior
Sesgo inferior

68
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Corte Cizalla/ Varilla de anclaje
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Troquel/Brazos para lum.
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Troquel/ Grapas
Autocorrelaciones
Sesgo superior
Sesgo inferior

69
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Toquel /rejillas Metalicas
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Prensa/ Brazos para lum.
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Prensa/ Crucetas
Autocorrelaciones
Sesgo superior
Sesgo inferior

70
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Prensa/ Grapas
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Prensa/Tornillos
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Torno Revol./Tuercas
Autocorrelaciones
Sesgo superior
Sesgo inferior
71
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Roscadora/Tornillos
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Roscadora/ Varilla de Anclaje
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Esmeril/ Brazos para lum.
Autocorrelaciones
Sesgo superior
Sesgo inferior
72
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Esmeril/ Cruzetas
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Esmeril / Grapas
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Esmeril/ Tornillos
Autocorrelaciones
Sesgo superior
Sesgo inferior
73
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Esmeril/ Varilla de anclaje
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Forjado/Tornillos
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Forjado/Varilla de anclaje
Autocorrelaciones
Sesgo superior
Sesgo inferior
74
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Zona de armado/ Brazos Para Lum.
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Zona de Armado/Cruzetas
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Zona de Armado / Grapas
Autocorrelaciones
Sesgo superior
Sesgo inferior

75
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Zona de armado/Rejillas Metalicas
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Zona de Armado / Tornillos
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Zona de armado/ Varilla de anclaje
Autocorrelaciones
Sesgo superior
Sesgo inferior

76
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Galvanizado/ Brazos para Lum.
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Galvanizado/ Cruzetas
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Zona de armado/ Grapas
Autocorrelaciones
Sesgo superior
Sesgo inferior
77
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Galvanizado/ Rejillas Metalicas
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Galvanizado/ Tornillos
Autocorrelaciones
Sesgo superior
Sesgo inferior
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Galvanizado/ Tuercas
Autocorrelaciones
Sesgo superior
Sesgo inferior

78
-0,25
-0,20
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
0,20
0,25
1 2 3 4 5 6 7 8 9 10
Autocorrelacion Galvanizado/ Varilla de Anclaje
Autocorrelaciones
Sesgo superior
Sesgo inferior