universidad de guayaquil facultad de ingenierÍa...
TRANSCRIPT

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA QUÍMICA
OBTENCIÓN DE NANOCELULOSA A PARTIR DE LA
CASCARILLA DE ARROZ MEDIANTE HIDRÓLISIS ÁCIDA
PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO QUÍMICO
AUTORES:
SANTOS LEMA JOFFRE JOSÉ
SILVA ARROYO CARLOS ALFREDO
TUTOR:
ING. QUIM. MIROSLAV ALULEMA CUESTA MSC.
GUAYAQUIL-ECUADOR
2019

II
REPOSITORIO NACIONAL EN CIENCIA Y TECNOLOGÍA
FICHA DE REGISTRO DE TESIS/TRABAJO DE GRADUACIÓN
TÍTULO Y SUBTÍTULO: OBTENCIÓN DE NANOCELULOSA A PARTIR DE LA CASCARILLA DE ARROZ
MEDIANTE HIDRÓLISIS ACIDA
AUTOR(ES)
(apellidos/nombres): Santos Lema Joffre José
Silva Arroyo Carlos Alfredo
REVISOR(ES)/TUTOR(ES)
(apellidos/nombres): Tutor: Ing, Miroslav Alulema Cuesta Msc.
Revisor: Dra. Sandra Ronquillo Castro
INSTITUCIÓN: Universidad de Guayaquil
UNIDAD/FACULTAD: Ingeniería química
MAESTRÍA/ESPECIALIDAD:
GRADO OBTENIDO: Ingeniero químico
FECHA DE PUBLICACIÓN: No. DE PÁGINAS: 204
ÁREAS TEMÁTICAS: Nanotecnología, Nanopartículas
PALABRAS CLAVES/
KEYWORDS: Cascarilla, hidrólisis, celulosa, Nanocristales, nanopartículas, microscopia,
espectroscopia.
RESUMEN/ABSTRACT
La presente investigación tiene como objetivo la obtención de nanocelulosa a partir de la cascarilla de arroz mediante hidrólisis
acida, para lograrlo primeramente se realizó la caracterización de la materia prima y determinar la cantidad de sustancias
macromoleculares como celulosa, hemicelulosa y lignina. Luego se procedió a obtener la celulosa mediante hidrólisis básica
para lo que se utilizaron soluciones de hidróxido de sodio al 5, 15 y 20% con cuatro replicas y para cada replica se utilizaron
20 gramos de cascarilla con un tiempo de cocción de 90 minutos, se realizó el blanqueamiento de la celulosa obtenida
aplicando una solución de hipoclorito de sodio al 1% (p/p) y se removió hemicelulosas con solución de ácido clorhídrico al
0.65% (p/p). La obtención de nanocelulosa se la llevo a cabo mediante la hidrólisis acida de la celulosa obtenida aplicando
ácido sulfúrico al 64% (p/p) de concentración, tiempo de reacción de 45 minutos y 45 °C de temperatura, ácido sulfúrico al
60% (p/p) de concentración, tiempo de reacción de 45 minutos y 45 °C de temperatura, ácido sulfúrico al 64% (p/p) de
concentración, tiempo de reacción de 1 hora y 45 °C de temperatura, se detuvo la reacción añadiendo 750 ml de agua destilada,
se sónico, se caracterizó la celulosa y los Nanocristales de celulosa obtenidos mediante espectroscopia de infrarrojo con
transformada de Fourier (FTIR) y microscopia electrónica de barrido (SEM) respetivamente, mediante esta última técnica se
pudo confirmar la obtención de Nanocristales de celulosa en tamaño que va de 10 x 5 nm hasta 500 x 100 nm. Se determinaron
los indicadores financieros del proyecto obteniéndose para este último una tasa interna de retorno del 13% lo que indica que se
trata de un proyecto económicamente rentable.
ADJUNTO PDF: SI [ x ] NO [ ]
CONTACTO CON
AUTOR/ES: Teléfono:
J. Santos: 0996394920
C. Silva: 0990378612
E-mail:
CONTACTO CON LA
INSTITUCIÓN: Nombre: Universidad de Guayaquil
Teléfono: (04) 04-2390961, 2287258
E-mail:

III
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
CERTIFICADO DEL TUTOR REVISOR
Habiendo sido nombrada la DRA. SANDRA RONQUILLO CASTRO, tutora del
trabajo de titulación OBTENCIÓN DE NANOCELULOSA A PARTIR DE LA
CASCARILLA DEL ARROZ MEDIANTE HIDRÓLISIS ÁCIDA certifico que el
presente trabajo de titulación, elaborado por SANTOS LEMA JOFFRE JOSÉ, con C.I.
0940368202 y SILVA ARROYO CARLOS ALFREDO, con C.I. 0802790089, con mi
respectiva supervisión como requerimiento parcial para la obtención del título de
INGENIERO QUÍMICO, en la INGENIERIA QUIMICA de la FACULTAD DE
INGENIERIA QUIMICA, ha sido REVISADO Y APROBADO en todas sus partes,
encontrándose apto para su sustentación.
_______________________________________
DRA. SANDRA RONQUILLO CASTRO
C.I. 0910572866
IV
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
RENUNCIA DE DERECHO DE AUTOR
Nosotros, SANTOS LEMA JOFFRE JOSÉ con C.C. 0940368202 y SILVA ARROYO
CARLOS ALFREDO con C.C. 0802790089 certificamos que los contenidos desarrollados
en este trabajo de titulación, cuyo título es OBTENCIÓN DE NANOCELULOSA A
PARTIR DE LA CASCARILLA DE ARROZ MEDIANTE HIDRÓLISIS ÁCIDA es de
nuestra absoluta propiedad y responsabilidad y según el Art. 114 del CÓDIGO ORGÁNICO
DE LA ECONOMÍA SOCIAL DE LOS CONOCIMIENTOS, CREATIVIDAD E
INNOVACIÓN*, autorizamos el uso de una licencia gratuita intransferible y no exclusiva
para el uso no comercial de la presente obra con fines no académicos, en favor de la
Universidad de Guayaquil, para que haga uso del mismo, como fuera pertinente.
__________________________________________ __________________________________________
SANTOS LEMA JOFFRE JOSÉ SILVA ARROYO CARLOS
C.C. 0940368202 C.C. 0802790089
CÓDIGO ORGÁNICO DE LA ECONOMÍA SOCIAL DE LOS CONOCIMIENTOS, CREATIVIDAD E
INNOVACIÓN (Registro Oficial n. 899 - Dic./2016) Artículo 114.- De los titulares de derechos de obras creadas
en las instituciones de educación superior y centros educativos.- En el caso de las obras creadas en centros
educativos, universidades, escuelas politécnicas, institutos superiores técnicos, tecnológicos, pedagógicos, de
artes y los conservatorios superiores, e institutos públicos de investigación como resultado de su actividad
académica o de investigación tales como trabajos de titulación, proyectos de investigación o innovación, artículos
académicos, u otros análogos, sin perjuicio de que pueda existir relación de dependencia, la titularidad de los
derechos patrimoniales corresponderá a los autores. Sin embargo, el establecimiento tendrá una licencia gratuita,
intransferible y no exclusiva para el uso no comercial de la obra con fines académicos.

V
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
CERTIFICADO PORCENTAJE DE SIMILITUD
Habiendo sido nombrado: ING, MIROSLAV ALULEMA CUESTA MSC, tutor del trabajo
de titulación certifico que el presente trabajo de titulación ha sido elaborado por SANTOS
LEMA JOFFRE JOSÉ, C.C. 0940368202 y SILVA ARROYO CARLOS ALFREDO C.C.
0802790089, con mi respectiva supervisión como requerimiento parcial para la obtención del
título de INGENIERO QUÍMICO.
Se informa que el trabajo de titulación: “OBTENCIÓN DE NANOCELULOSA A
PARTIR DE LA CASCARILLA DE ARROZ MEDIANTE HIDRÓLISIS ÁCIDA,
ha sido orientado durante todo el periodo de ejecución en el programa antiplagio
URKUND quedando el 1% de coincidencia.
https://secure.urkund.com/view/47059499-215503-202010
_________________________________________________
Docente Tutor
ING. MIROSLAV GONZALO ALULEMA CUESTA, MSc.
C.I.: 1709365116

VI
DEDICATORIA
Este logro se lo dedico principalmente a mi Abba Padre JEHOVA por haber cambiado mi
vida a través del Espíritu Santo convirtiéndome en la persona que soy ahora, dándole gracias por
su guianza y ayuda hasta terminar con éxito esta hermosa carrera.
A mis padres Joffre Santos y Alexandra Lema por ser mi inspiración y mi apoyo constante
siendo ese pilar fundamental e importante en todos estos años de estudio de mi formación
académica hasta alcanzar tan prestigioso honor de ser Ingeniero Químico. A mi hija Ruth por ser
mi razón de vivir y acompañarme en esta aventura. A mis hermanos Zuley, Abraham y Raquel
por ser parte importante en mi vida para todos Uds. es este logro obtenido.
Joffre Santos Lema

VII
DEDICATORIA
A Dios, quien por su infinita gracia y misericordia ha permitido que hoy yo pueda culminar
con mi carrera universitaria.
A mi familia, mis hermanos, mi padre Douglas Silva quien hace mucho tiempo partió de este
mundo, pero siempre ha estado presente en mis pensamientos y en mi corazón y de manera muy
especial a mi madre Bienvenida Arroyo que con su esfuerzo dedicación e incesante amor me ha
impulsado hasta la culminación de mis estudios académicos, gracias mamá esto es por ti.
Silva Arroyo Carlos

VIII
AGRADECIMIENTO
Agradezco a DIOS por darme sabiduría, la inteligencia y fortaleza necesarias en todos estos 5
años de estudio.
A mis padres por estar conmigo en todo momento, por haberme dado ánimo y fuerzas, por su
amor y confianza puesta en mí.
A mi tutor el ING. QUIM. Miroslav Alulema Cuesta por haber confiado y aceptado trabajar
conmigo, gracias por su predisposición, dedicación y por ayudarme a lograr mi objetivo;
expresándole mediante estas palabras mi agradecimiento y respeto hacia él.
A los Ingenieros Radium Avilez y Cecilia Uzca por la colaboración con sus respectivos
laboratorios para la realización de la parte experimental del trabajo de titulación.
A la Dra. Olga González docente de la Facultad de Ingeniería Química de la ESPOL y
responsable del Laboratorio de Espectroscopia por la disponibilidad y facilidad del equipo de
FTIR.
Termino agradeciendo a cada uno de mis profesores durante todos estos 5 años de estudio por
compartir conmigo sus enseñanzas y conocimientos. A mis compañeros de estudio, y por ultimo
al alma mater por abrirme sus puertas y permitirme alcanzar mi sueño de ser profesional.
MUCHAS GRACIAS.
Joffre Santos Lema

IX
AGRADECIMIENTO
A Dios por darme la vida, salud y fuerzas necesarias para culminar con mis estudios.
A mis familiares y amigos quienes con su apoyo y palabras de alimentos me motivaron a
continuar hasta el final de mi carrera.
A mi tutor Ing. Gonzalo Miroslav Alulema Cuesta cuyo apoyo y dirección fue fundamental
para la consecución y realización de este proyecto.
Al laboratorio de espectroscopia infrarroja de la Escuela Superior Politécnica del Litoral
(ESPOL) y a su directora, Dra. Olga González por toda la colaboración prestada en cuanto al
análisis de la celulosa obtenida.
Al departamento de microscopia electrónica de barrido del instituto nacional de investigación
en salud pública (INSPI), a su directora Dra. Linda Días Cevallos y a sus colaboradores por las
facilidades brindadas en el análisis de la nanocelulosa obtenida.
A todos mis maestros que han sido participes de mi proceso de formación y de manera
especial a aquellos que en esta última etapa me han brindado su apoyo y el espacio físico a su
cargo para culminar de manera satisfactoria este proyecto de investigación.
Silva Arroyo Carlos

X
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
UNIDAD DE TITULACIÓN
“OBTENCIÓN DE NANOCELULOSA A PARTIR DE LA CASCARILLA DE ARROZ
MEDIANTE HIDRÓLISIS ÁCIDA”
Autores: Santos Lema Joffre José
Silva Arroyo Carlos Alfredo
Tutor: Ing, Miroslav Alulema Cuesta Msc
Resumen
La presente investigación tiene como objetivo la obtención de nanocelulosa a partir de la
cascarilla de arroz mediante hidrólisis ácida, para lograrlo se procedió a obtener la celulosa
mediante hidrólisis básica para lo que se utilizaron soluciones de hidróxido de sodio al 5, 15 y
20% con cuatro réplicas y para cada réplica se utilizaron 20 gramos de cascarilla con un tiempo
de cocción de 90 minutos, se realizó el blanqueamiento de la celulosa obtenida aplicando una
solución de hipoclorito de sodio al 1% (p/p) y se removió hemicelulosas con solución de ácido
clorhídrico al 0.65% (p/p). La obtención de nanocelulosa se la llevó a cabo mediante la hidrólisis
ácida de la celulosa obtenida aplicando ácido sulfúrico al 64% (p/p) de concentración con un
tiempo de reacción de 45 minutos y 45 °C de temperatura, ácido sulfúrico al 60% (p/p) de
concentración y tiempo de reacción de 45 minutos y 45 °C de temperatura, se caracterizó la
celulosa y los nanocristales de celulosa obtenidos mediante espectroscopia de infrarrojos con
transformada de Fourier (FTIR) y microscopia electrónica de barrido (SEM) respetivamente,
mediante esta última técnica se pudo confirmar la obtención de nanocristales de celulosa con
tamaño que va de 10 x 5 nm hasta 500 x 100 nm. Se llevó a cabo el escalamiento industrial del
proceso de obtención de nanocristales de celulosa y se determinaron los indicadores financieros
del proyecto, obteniéndose para este último una tasa interna de retorno del 13% lo que indica que
se trata de un proyecto económicamente rentable.
Palabras Claves: cascarilla, hidrólisis, celulosa, nanocristales, nanopartículas

XI
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
UNIDAD DE TITULACIÓN
"OBTAINING NANOCELLULOSE FROM RICE HUSKS BY ACID HYDROLYSIS"
Author: Santos Lema Joffre José
Silva Arroyo Carlos Alfredo
Advisor: Ing, Miroslav Alulema Cuesta Msc
Abstract
The objective of this research is to obtain nanocellulose from rice husks by acid hydrolysis. To
achieve this, cellulose was obtained by basic hydrolysis, using sodium hydroxide 5 solutions, 15
and 20% with four replicates and for each replicate 20 grams of husk were used with a cooking
time of 90 minutes, bleaching was performed on the cellulose obtained by applying a solution of
sodium hypochlorite 1% (w/w) and removed hemicellulose with solution of hydrochloric acid to
0.65% (w/w). Nanocellulose was obtained by acid hydrolysis of the cellulose obtained by
applying 64% (w/w) sulfuric acid concentration with a reaction time of 45 minutes and 45 °C
temperature, 60% (w/w) sulfuric acid concentration and reaction time of 45 minutes and 45 °C
temperature, cellulose and cellulose nanocrystals obtained by Fourier Transform Infrared
Spectroscopy (FTIR) and Scanning Electron Microscopy (SEM) were characterized respectively,
the latter technique could confirm the obtaining of cellulose nanocrystals with size ranging from
10 x 5 nm to 500 x 100 nm. The industrial scaling-up of the process of obtaining cellulose
nanocrystals was carried out and the financial indicators of the project were determined,
obtaining for the latter an internal rate of return of 13%, which indicates that it is an
economically profitable project.
Keywords: husk, hydrolysis, cellulose, nanocrystals, nanoparticles

XII
ÍNDICE GENERAL
CERTIFICADO DEL TUTOR REVISOR .............................................................................. III
RENUNCIA DE DERECHO DE AUTOR .............................................................................. IV
CERTIFICADO PORCENTAJE DE SIMILITUD .................................................................. V
DEDICATORIA ...................................................................................................................... VI
DEDICATORIA ..................................................................................................................... VII
AGRADECIMIENTO ........................................................................................................... VIII
AGRADECIMIENTO .............................................................................................................. IX
ÍNDICE DE TABLAS ......................................................................................................... XVII
ÍNDICE DE FIGURAS ......................................................................................................... XIX
ÍNDICE DE GRÁFICAS ........................................................................................................ XX
ÍNDICE DE ANEXOS ............................................................................................................ XX
RESUMEN ............................................................................................................................ XXI
ABSTRACT ......................................................................................................................... XXII
INTRODUCCIÓN ..................................................................................................................... 1
ABREVIATURAS ..................................................................................................................... 2
CAPITULO I .............................................................................................................................. 4
1. GENERALIDADES .............................................................................................................. 4
1.1. Antecedentes ............................................................................................................. 4
1.2. Planteamiento del Problema ..................................................................................... 6
1.3. Justificación .............................................................................................................. 7
1.3.1. Justificación Teórica ............................................................................................. 7
1.3.2. Justificación Metodológica ................................................................................... 7
1.3.3. Justificación Práctica ............................................................................................. 7

XIII
1.4. Hipótesis o Premisa................................................................................................... 8
1.5. Variables ................................................................................................................... 8
1.5.1. Variable independiente .......................................................................................... 8
1.5.2. Variable dependiente ............................................................................................. 8
1.6. Operacionalización de las Variables ......................................................................... 9
1.7. Objetivos ................................................................................................................. 13
1.7.1. Objetivo general .................................................................................................. 13
1.7.2. Objetivos específicos........................................................................................... 13
CAPITULO II .......................................................................................................................... 14
2. MARCO TEÓRICO ....................................................................................................... 14
2.1. Actividad Agrícola en el Ecuador ........................................................................... 14
2.1.1. Cultivos permanentes .......................................................................................... 14
2.1.2. Cultivos transitorios y barbecho .......................................................................... 15
1.4. Producción Arrocera en el Ecuador ........................................................................ 15
2.3. Residuos Agroindustriales ...................................................................................... 18
2.3.1. Origen de los residuos agroindustriales .............................................................. 18
2.4. Materiales Lignocelulósicos ................................................................................... 19
2.4.1. Fibras lignocelulósicas no procedente de madera ............................................... 20
2.5. Cascarilla de Arroz ................................................................................................. 22
2.5.1. Producción de cascarilla de arroz en el Ecuador ................................................. 22
2.5.2. Propiedades Fisicoquímicas de la cascarilla del arroz ........................................ 23
2.5.3. Usos de la cascarilla del arroz ............................................................................. 24
2.6. Sustancias Macromoleculares ................................................................................. 25
2.6.1. Celulosa ............................................................................................................... 25
2.6.2. Hemicelulosas ..................................................................................................... 27

XIV
2.6.3. Lignina ................................................................................................................ 28
2.7. Obtención de Celulosa a Partir de la Madera .......................................................... 29
2.7.1. Tratamiento primario de la madera ..................................................................... 29
2.7.2. Fabricación de celulosa por el método químico Kraft ........................................ 30
2.7.3. Blanqueo de pasta de celulosa ............................................................................. 30
2.8. Nanocelulosa ........................................................................................................... 31
2.8.1. Origen de la nanocelulosa ................................................................................... 31
2.8.2. Descomposición de celulosa a nanocelulosa ....................................................... 31
2.9. Fundamentos de la Espectroscopia de Infrarrojos con Transformadas de Fourier . 33
2.10. Fundamentos de la Microscopia Electrónica de Barrido ........................................ 34
2.11. Tasa Interna de Retorno (TIR) ................................................................................ 35
2.12. Valor Actual Neto (VAN) ....................................................................................... 36
CAPITULO III ......................................................................................................................... 37
3. PARTE EXPERIMENTAL............................................................................................ 37
3.1. Descripción de la Metodología Empleada .............................................................. 37
3.1.1. Selección, Recolección y Acondicionamiento de la Materia Prima ................... 37
3.1.2. Caracterización de la Materia Prima ................................................................... 38
3.1.3. Determinación de las sustancias macromoleculares de la cascarilla................... 42
3.1.4. Obtención de Celulosa de la Cascarilla de Arroz ................................................ 47
3.1.5. Estudio de la Cinética de Hidrolisis Básica Para Obtención de Celulosa ........... 48
3.1.6. Obtención de Nanocelulosa a Partir de Celulosa de la Cascarilla de Arroz ....... 50
3.1.7. Análisis de celulosa y nanocelulosa obtenidas .................................................... 52
3.2. Método a Emplearse para el Desarrollo del Escalado Industrial ............................ 53
1.5. Método a emplearse para el análisis financiero del proyecto ................................. 55
CAPITULO IV ......................................................................................................................... 56
XV
4. ESCALADO A NIVEL INDUSTRIAL ......................................................................... 56
4.2. Introducción ............................................................................................................ 56
4.3. Proceso de Producción ............................................................................................ 56
4.3.1. Análisis y selección de alternativas de proceso .................................................. 56
4.3.2. Requerimientos de mano de obra ........................................................................ 57
4.4. Terreno Para la Planta ............................................................................................. 57
4.4.1. Área de Construcción .......................................................................................... 58
4.4.2. Distribución de la planta ..................................................................................... 58
4.4.3. Obras complementarias y servicios ..................................................................... 59
4.5. Inversiones Fijas ..................................................................................................... 59
4.5.1. Equipos de oficina ............................................................................................... 59
4.5.2. Imprevistos .......................................................................................................... 59
4.6. Inversiones Diferidas .............................................................................................. 59
4.6.1. Gastos de organización y constitución de la empresa ......................................... 59
4.7. Capital de Operación............................................................................................... 59
4.8. Resumen de Inversiones ......................................................................................... 60
4.9. Diseño y Dimensionamiento de Equipos ................................................................ 61
4.9.1. Diseño de un reactor para la obtención de celulosa ............................................ 61
4.9.2. Diseño de un reactor para la obtención de nanocelulosa .................................... 79
4.9.3. Diseño de un reactor para el lavado de celulosa. ................................................ 84
4.9.4. Dimensionamiento de un tanque agitado para remoción de hemicelulosas. ....... 89
4.9.5. Dimensionamiento de un molino de bolas .......................................................... 95
4.9.6. Dimensionamiento del secador de bandejas para cascarilla................................ 99
4.9.7. Dimensionamiento de un secador de bandejas para celulosa ............................ 105
4.10. Costos de equipos para la producción de nanocelulosa ........................................ 107

XVI
CAPÍTULO V ........................................................................................................................ 109
5. ANÁLISIS FINANCIERO DEL PROCESO DE OBTENCIÓN DE
NANOCELULOSA A NIVEL INDUSTRIAL .......................................................................... 109
5.1. Presupuesto Ingresos ............................................................................................. 109
5.2. Costos de Operación ............................................................................................. 109
5.2.1. Costos de fabricación ........................................................................................ 110
5.2.2. Gastos de fabricación ........................................................................................ 111
5.2.3. Gastos de administración .................................................................................. 111
5.2.4. Gastos de Venta ................................................................................................. 112
5.3. Flujo de Fondos Efectivos .................................................................................... 113
CAPITULO VI ....................................................................................................................... 116
6. RESULTADOS Y ANÁLISIS ..................................................................................... 116
6.1. Caracterización de la Materia Prima ..................................................................... 116
4.1.1. Obtención de celulosa a distintas concentraciones ............................................... 117
4.1.2. Cinética de la reacción de hidrólisis básica .......................................................... 121
4.1.3. Caracterización de la celulosa obtenida ................................................................ 132
4.1.4. Caracterización de la nanocelulosa obtenida ........................................................ 133
4.1.5. Indicadores financieros ......................................................................................... 138
CAPÍTULO VII ..................................................................................................................... 139
7. CONCLUSIONES Y RECOMENDACIONES ........................................................... 139
7.1. Conclusiones ......................................................................................................... 139
7.2. Recomendaciones ................................................................................................. 140
BIBLIOGRAFÍAS ................................................................................................................. 141
ANEXOS ................................................................................................................................ 146

XVII
ÍNDICE DE TABLAS
Tabla 1 Tasa de crecimiento agropecuario ............................................................................... 15
Tabla 2 Tasa de Crecimiento Agropecuario ............................................................................. 15
Tabla 3 Superficies Sembradas, Producción de Arroz y Ventas de arroz a nivel Nacional..... 16
Tabla 4 Superficie, Producción y Ventas, Según Región y Provincia ..................................... 17
Tabla 5 Composición química de varias fibras naturales ......................................................... 21
Tabla 6 Productos del Pilado de Arroz .................................................................................... 23
Tabla 7 Longitud de Onda para Distintos Rangos del Infrarrojo ............................................. 33
Tabla 8 Reducción del tamaño de la Cascarilla del Arroz ...................................................... 37
Tabla 9 Equipos y Materiales para Determinación de la Humedad ......................................... 39
Tabla 10 Determinación de extractivos en agua fría ................................................................ 40
Tabla 11 Determinación de extractivos en agua caliente ......................................................... 40
Tabla 12 Determinación del contenido de cenizas ................................................................... 41
Tabla 13 Determinación del Contenido de Sílice .................................................................... 42
Tabla 14 Determinación del Contenido de Lignina ................................................................. 43
Tabla 15 Determinación del Contenido de Holocelulosa ........................................................ 44
Tabla 16 Determinación del contenido de celulosa ................................................................. 45
Tabla 17 Costo de construcción de edificaciones ................................................................... 58
Tabla 18 Resumen de inversiones ........................................................................................... 60
Tabla 19 Dimensionamiento de los elementos de agitación ................................................... 64
Tabla 20 Dimensiones del tanque del reactor de hidrólisis acida ........................................... 80
Tabla 21 Dimensionamiento de la agitación del reactor de hidrólisis ácida ........................... 80
Tabla 22 Condiciones de mezcla en reactor de hidrolisis ácida .............................................. 81
Tabla 23 Temperatura y presión de diseño del reactor de hidrólisis acida ............................. 81
Tabla 24 Grosor de paredes y diámetro externo del reactor de hidrólisis ácida ..................... 82
Tabla 25 Cantidad de calor requerido en tanque de hidrólisis ácida ....................................... 83
Tabla 26 Propiedades del área de calentamiento del reactor de hidrolisis ácida .................... 83
Tabla 27 Dimensiones del tanque del reactor de lavado de celulosa ...................................... 85
Tabla 28 Dimensionamiento de la agitación del reactor de lavado de celulosa ...................... 85
Tabla 29 Condiciones de mezcla en reactor de lavado de celulosa ........................................ 86

XVIII
Tabla 30 Temperatura y presión de diseño del reactor de lavado de celulosa ........................ 86
Tabla 31 Grosor de paredes y diámetro externo del reactor de lavado de celulosa ................ 87
Tabla 32 Cantidad de calor requerido en tanque de lavado de celulosa ................................. 88
Tabla 33 Propiedades del área calentamiento del reactor de lavado de celulosa .................... 88
Tabla 34 Dimensionamiento de la agitación del reactor de remoción de hemicelulosas ....... 92
Tabla 35 Medida y espesor de bolas para molinos ................................................................. 97
Tabla 36 Dimensiones de las bandejas del secador de celulosa ............................................. 106
Tabla 37 Dimensiones de la cámara interna del secador de celulosa.................................... 106
Tabla 38 Dimensiones de la cámara externa del secador de celulosa ................................... 106
Tabla 39 Balance de energía del secador de celulosa ........................................................... 107
Tabla 40 Ventas netas de nanocelulosa y microfibra ............................................................ 109
Tabla 41 Gastos de fabricación de nanocelulosa y microfibra.............................................. 110
Tabla 42 Gastos de fabricación ............................................................................................. 111
Tabla 43 Amortización de la deuda y pago de intereses ....................................................... 113
Tabla 44 Indicadores financieros de flujo de fondos puros .................................................. 114
Tabla 45 Indicadores financiero de fondos financiados ........................................................ 115
Tabla 46 Resultados de la caracterización de la materia prima ............................................ 117
Tabla 47 Resultados de la obtención de celulosa primera experimentación ......................... 118
Tabla 48 Resultados de la obtención de celulosa segunda experimentación ........................ 118
Tabla 49 Resultados de la obtención de celulosa tercera experimentación .......................... 119
Tabla 50 Resultados de la obtención de celulosa cuarta experimentación ........................... 120
Tabla 51 Concentración de celulosa para solución al 5% ..................................................... 121
Tabla 52 Concentración de celulosa para solución al 15% ................................................... 122
Tabla 53 Concentración de celulosa para solución al 20% ................................................... 122
Tabla 54 Concentración de celulosa vs tiempo (solución de NaOH al 5%) ......................... 123
Tabla 55 Velocidad instantánea de la reacción vs tiempo (solución de NaOH al 5) ............ 124
Tabla 56 Concentración de celulosa vs tiempo (solución de NaOH al 15%) ....................... 126
Tabla 57 Velocidad instantánea de la reacción vs tiempo (solución de NaOH al 15) .......... 127
Tabla 58 Concentración de celulosa vs tiempo (solución de NaOH al 20%) ....................... 128
Tabla 59 Velocidad instantánea de la reacción vs (solución de NaOH al 20) ...................... 129
Tabla 60 Constante de velocidad de la reacción a diferentes concentraciones ...................... 130

XIX
Tabla 61 Ecuación de velocidad por el método integral ....................................................... 132
Tabla 62 Tamaño de nanocristales de celulosa y microfibra de celulosa .............................. 137
Tabla 63 Indicadores financieros de flujo puro ...................................................................... 138
Tabla 64 Indicadores financieros de flujo financiado ............................................................ 138
ÍNDICE DE FIGURAS
Figura 1 Uso del suelo en Ecuador .......................................................................................... 14
Figura 2 Porcentaje de superficie sembrada de arroz en cascara ............................................. 16
Figura 3 Producción de arroz según región y provincia .......................................................... 17
Figura 4.Esquema de los Materiales Lignocelulósicos ............................................................ 22
Figura 5 Estructura química de la celulosa .............................................................................. 25
Figura 6 Estructura de la fibra de celulosa .............................................................................. 26
Figura 7 Polimorfos de la celulosa y su obtención .................................................................. 27
Figura 8 Monómeros precursores de las hemicelulosas .......................................................... 28
Figura 9 Estructuras químicas de la lignina (alcohol p-coumaryl y alcohol coniferílico) ...... 29
Figura 10 Descomposición de celulosa a nanocelulosa ........................................................... 32
Figura 11 Grupo sulfato sobre la superficie de la nanocelulosa .............................................. 32
Figura 12 Componentes ópticos del SEM convencional ......................................................... 34
Figura 13 Diagrama de flujo para la obtención de celulosa .................................................... 47
Figura 14 Diagrama de flujo para la obtención de nanocelulosa ............................................ 51
Figura 15. Mapa de la zona de ubicación de la planta ............................................................. 57
Figura 16 Espectro de celulosa obtenida vs celulosa comercial ............................................ 132
Figura 17. SEM de nanocristales de celulosa al 64% ............................................................ 133
Figura 18. SEM microfibra de celulosa al 64% .................................................................... 134
Figura 19. SEM Nanocristales de celulosa al 64% ................................................................ 134
Figura 20 SEM microfibra de celulosa al 64% ..................................................................... 135
Figura 21 SEM Nanocristales de celulosa al 60% ................................................................ 135
Figura 22. SEM microfibra de celulosa al 60% .................................................................... 136

XX
ÍNDICE DE GRÁFICAS
Grafica 1 Rendimiento de celulosa ....................................................................................... 120
Grafica 2 Determinación de la ecuación exponencial (solución de NaOH al 5%) ............... 124
Grafica 3 Determinación del orden de reacción (solución de NaOH al 5%) ........................ 125
Grafica 4 Determinación de la ecuación exponencial (solución de NaOH al 15%) ............. 126
Grafica 5 Determinación del orden de reacción (solución de NaOH al 15%) ...................... 127
Grafica 6 Determinación de la ecuación exponencial (solución de NaOH al 20%) ............. 129
Grafica 7 Determinación del orden de reacción (solución de NaOH al 20%) ...................... 130
ÍNDICE DE CUADROS
Cuadro 1 Valores de las constantes KL y KT para tanque con cuatro deflectores ................. 65
Cuadro 2 Presión del acero inoxidable sometido a diferentes temperaturas .......................... 67
Cuadro 3 Ecuaciones para determinar el grosor de la tapa y fondo del reactor ..................... 68
ÍNDICE DE ANEXOS
Anexo A Resultados de microscopía electrónica de barrido.................................................. 146
Anexo B Procedimiento Experimental ................................................................................... 147
Anexo C Cotización de Equipos para la Producción de Nanocelulosa .................................. 152
Anexo D Costos de Fabricación de Reactores Para la Obtención de Nanocelulosa .............. 156
Anexo E Plano del equipo de hidrolisis básica de la cascarilla de arroz .............................. 162
Anexo F Plano del equipo de hidrolisis ácida ........................................................................ 163
Anexo G Plano del reactor de lavado de celulosa .................................................................. 164
Anexo H Plano Integral de la Planta de Producción de Nanocelulosa .................................. 165
Anexo I Diagrama de flujo del proceso de Obtención de Nanocelulosa a Nivel Industrial .. 166
Anexo J Producción de nanocelulosa a escala ...................................................................... 167
Anexo K Gastos operativo anual de la empresa de producción de nanocelulosa .................. 171

XXI
RESUMEN
La presente investigación tiene como objetivo la obtención de nanocelulosa a partir de la
cascarilla de arroz mediante hidrólisis ácida, para lograrlo primeramente se realizó la
caracterización de la materia prima y determinación de la cantidad de sustancias
macromoleculares tales como: Celulosa, hemicelulosa y lignina, para de esta manera comprobar
los resultados obtenidos en otras investigaciones en cuanto a la cantidad de estas sustancias
presentes en la cascarilla. Luego se procedió a obtener la celulosa mediante hidrólisis básica para
lo que se utilizaron soluciones de hidróxido de sodio al 5, 15 y 20% con cuatro réplicas y para
cada réplica se utilizaron 20 gramos de cascarilla con un tiempo de cocción de 90 minutos, se
realizó el blanqueamiento de la celulosa obtenida aplicando una solución de hipoclorito de sodio
al 1% (p/p) y se removió hemicelulosas con solución de ácido clorhídrico al 0.65% (p/p). La
obtención de nanocelulosa se la llevo a cabo mediante la hidrólisis ácida de la celulosa obtenida
aplicando ácido sulfúrico al 64% (p/p) de concentración con un tiempo de reacción de 45
minutos y 45 °C de temperatura, ácido sulfúrico al 60% (p/p) de concentración y tiempo de
reacción de 45 minutos y 45 °C de temperatura, ácido sulfúrico al 64% (p/p) de concentración,
tiempo de reacción de 1 hora y 45 °C de temperatura, se detuvo la reacción añadiendo 750 ml de
agua destilada, se sónico para tener una completa separación de la parte cristalina de la amorfa y
se realizó el lavado de las nanopartículas de celulosa mediante centrifugación, se caracterizó la
celulosa y los nanocristales de celulosa obtenidos mediante espectroscopia de infrarrojos con
transformada de Fourier (FTIR) y microscopia electrónica de barrido (SEM) respetivamente,
mediante esta última técnica se pudo confirmar la obtención de nanocristales de celulosa en
tamaño que va de 10 x 5 nm hasta 500 x 100 nm. Se llevó a cabo el escalamiento industrial del
proceso de obtención de nanocristales de celulosa y se determinaron los indicadores financieros
del proyecto obteniéndose para este último una tasa interna de retorno del 13% lo que indica que
se trata de un proyecto económicamente rentable.
Palabras claves: cascarilla, hidrólisis, celulosa, nanocristales, nanopartículas, microscopia,
espectroscopia.

XXII
ABSTRACT
The objective of this research is to obtain nanocellulose from rice husks by means of acid
hydrolysis. In order to achieve this, the raw material was first characterized and the amount of
macromolecular substances such as cellulose, hemicellulose and lignin was determined in order
to verify the results obtained in other researches regarding the amount of these substances
present in the husk. Then the cellulose was obtained by basic hydrolysis for which sodium
hydroxide solutions were used at 5, 15 and 20% with four replicates and for each replica were
used 20 grams of husk with a cooking time of 90 minutes, the bleaching of the cellulose obtained
by applying a solution of sodium hypochlorite at 1% (w/w) and removed hemicellulose with
hydrochloric acid solution at 0.65% (w/w). The obtaining of nanocellulose was carried out by
means of the acid hydrolysis of the obtained cellulose applying sulfuric acid to 64% (w/w) of
concentration with a time of reaction of 45 minutes and 45 °C of temperature, sulfuric acid to
60% (w/w) of concentration and time of reaction of 45 minutes and 45 °C of temperature,
sulfuric acid to 64% (w/w) of concentration, time of reaction of 1 hour and 45 °C of temperature,
the reaction was stopped adding 750 ml of distilled water, The cellulose and cellulose
nanocrystals obtained by Fourier Transform Infrared Spectroscopy (FTIR) and Scanning
Electron Microscopy (SEM) were characterized respectively, by means of this last technique it
was possible to confirm the obtaining of cellulose nanocrystals in sizes ranging from 10 x 5 nm
to 500 x 100 nm. The process of obtaining cellulose nanocrystals was industrially scaled and the
financial indicators of the project were determined, obtaining an internal rate of return of 13%
for the latter, which indicates that it is an economically profitable project.
Keywords: husk, hydrolysis, cellulose, nanocrystals, nanoparticles, microscopy, spectroscopy.

1
INTRODUCCIÓN
El arroz se encuentra entre los alimentos de mayor consumo a nivel mundial se trata de unos
de los cereales más completos en cuanto al aporte de calorías. El cultivo de este cereal es
característico de zonas húmedas y su rendimiento es dependiente de las condiciones climáticas y
el nivel de tecnificación al que esté sometido. (Delgado Ormaza, 2011).
Se trata de un cultivo transitorio que según la ESPAC para el año 2017 la superficie sembrada
del mismo fue de 370,406 hectáreas y una producción de 1.066. 614 toneladas, del peso total del
grano de arroz aproximadamente el 22% corresponde a cascarilla. La cascarilla del arroz es un
subproducto agrícola que luego del proceso de pilado es en parte utilizada por la industria como
fuente de energía alternativa en el proceso de secado del arroz, pero un gran porcentaje de ella es
quemada al aire libre. Análisis realizados a la cascarilla de arroz y que en el presente trabajo se
pudo verificar la fiabilidad de los mismos demuestran el contenido de sustancias
macromoleculares como celulosa, lignina y hemicelulosa. Estas sustancias son parte estructural
importante del subproducto y a las que se les puede dar valor agregado convirtiéndolas en
productos amigables con el medio ambiente y de alto valor comercial como son las
nanopartículas. (Gallego Suarez, Hormaza Anaguan, & Doria Herrer, 2013).
Los subproductos agrícolas han sido objeto en los últimos tiempos de incesantes
investigaciones en la búsqueda de encontrar posibles soluciones al problema ambiental que estos
suponen, la presente investigación pretende ayudar en esta tarea mediante el empleo de la
cascarilla de arroz para la obtención de nanopartículas de celulosa mediante hidrólisis ácida. Las
nanopartículas de celulosa o nanocelulosa son materiales derivados de la celulosa en este caso
proveniente de la cascarilla del arroz la misma que ha sido sometida a la acción de un ácido en
un proceso denominado hidrólisis ácida con lo que las partículas de celulosa pasan a ser de
tamaño nanométrico y en consecuencia sus propiedades se ven mejoradas en términos de dureza,
resistencia y aspecto. La utilización de cascarilla de arroz para llevar a cabo esta investigación
nace producto de la cantidad disponible de este subproducto, de la poca utilidad y del inadecuado
tratamiento que se le da al mismo y que como consecuencia acarrean daños medio ambientales.

2
ABREVIATURAS
∆Tm: Media logarítmica de temperatura
%H: porcentaje de humedad de la cascarilla
ab: Ancho de bandeja
ace: ancho de la cámara externa
aci: Ancho de la cámara interna
Atb: Área total de las bandejas
C.A: Tolerancia a la corrosión
Cb: Capacidad por bandeja
Cp: Capacidad calorífica
Da: Diámetro del agitador
DH: Altura del cilindro
Dt: Diámetro del tanque
E: Tolerancia a la corrosión
eb: Espesor de la bandeja
G: Grado de llenado
g: Gravedad
hb: Altura de la bandeja
Hholo: Humedad de holocelulosa
hi: Coeficiente de película interna
HL: Entalpia del liquido
ho: Coeficiente de película externa
HV: Entalpia del vapor
K: constante de velocidad
Kw: Kilovatios
lb: longitud de bandeja
lce: longitud de la cámara externa
lci: Longitud de la cámara interna
𝐿𝑠
𝐴 = Carga del sólido sobre las bandejas

3
mb: Masa de la bandeja
MOcel: Materia orgánica celulosa
MOholo: Materia orgánica de holocelulosa
MOlig: Materia orgánica de lignina
Np: Numero de potencia
Nu: Nusselt
P: Peso perdido de la cascarilla durante determinación
𝜌𝑐 = Densidad de la cascarilla
Pc: Presión del cilindro
Ph: peso de muestra húmeda
Pr: Número de prandlt
Ps: peso de muestra seca
Re: Número de Reynolds
Ri,c: radio interno del cilindro
S: Presión a la temperatura de diseño
SF: Altura de la tapa
tc: Espesor de las paredes del cilindro
TH: Altura total del cilindro
ttapa: Espesor de la tapa
Uo: Coeficiente global de trasmisión de calor
Vb: Volumen de bandejas
VT, m: Volumen de tanque de mezcla
W: Peso seco de muestra

4
CAPITULO I
1. GENERALIDADES
1.1. Antecedentes
Según (Beltramino Heffes, 2016) en los tiempos postreros la nanocelulosa ha sido un tema de
gran interés debido a la variedad de características que tiene para ofrecer. Esto se origina
producto a una serie de características físicas y químicas fundamentales mostradas por la misma.
La nanocelulosa es una nanofibra que puede obtenerse a partir de fibras de celulosa que aparece
como un novedoso compuesto de potencial relevancia. Esta nanocelulosa es obtenida a partir de
celulosa ya que es un compuesto que se encuentra principalmente formando parte de las paredes
de las células de los vegetales principalmente de la madera y de los subproductos
agroindustriales. La nanocelulosa se presenta de dos maneras cristalina o aleatoria. La primera se
la obtiene por un proceso de hidrólisis ácida y la segunda por un proceso de homogenización o
sometiendo la celulosa a altas presiones.
Según (Prieto, 2013) la nanocelulosa es un nano material que posee una resistencia ocho
veces mayor que la del acero y que además se presenta como un material flexible, ligero y es un
buen conductor de electricidad. Este material presenta una gran estabilidad con respecto a los
cambios de temperatura, es transparente y respetuosa con el medio ambiente.
Según (Valencia Payán, 2015) la nanocelulosa es aplicada como refuerzo y/o barrera de
distintos polímeros, nanopapel, nanofiltros, implantes médicos, y en aplicaciones que necesiten
de alta transparencia, baja expansión térmica y alta resistencia. Además de eso esta nanocelulosa
se la aplica en cosméticos y productos farmacéuticos, películas y recubrimientos de barrera,
tratamiento de aguas, electrónicos y más.
Según (Kaur, Santos, & Praveen, 2018) la nanocelulosa es un material libre y sostenible,
posee características importantes a conocer como son: El dimensionamiento a nano escala,
características rígidas y estabilidad en medios ofensivos, temperaturas elevadas, superficialidad,

5
cristalinidad y resistencia específica alta, esparcimiento térmico renovable bajo, patrón y bajo
costo. El singular complejo que tienen las partículas de nanocelulosa dependerá de las
características que presente la materia prima y las prácticas que se utilizan para su obtención que
se puede conseguir por medio de hidrólisis ácida fuerte que añade cargas negativas de sustancias
ácidas en la composición de la celulosa e hidroliza en fibras nanométricas la fracción amorfa.
Según (Carchi Maurat, 2014) en la época actual los materiales nanométricos ha despertado la
curiosidad entre los científicos, esto se debe a las magníficas características que poseen que son
mecánicas, termales, eléctricas, etc. Se puede concluir que estos materiales deberán poseer por la
condición de nanómetro por lo menos una de sus longitudes.
Según (Prieto, 2013) Durante un estudio realizado por el grupo de científicos de Malcom
Brown, de la Universidad de Texas se logró la adquisición de volúmenes pequeños de
nanocelulosa por medio de un alga que lo origina de forma espontánea, donde los nutrientes no son
necesarios. Esto se consiguió, mediante la inserción de genes en el alga provenientes de la bacteria
Acetobacter xylinum (bacteria típica que se utiliza para la obtención de vinagre) donde se
descubrió que por medio de este proceso se lograría la generación de volúmenes colosales de
nanocelulosa con bajos precios de operación, esto debido a que en el ecosistema se puede
encontrar fácilmente esta materia prima, abriendo la puerta a descubrimientos de procesos en
donde se utiliza la nanocelulosa como un ecológico y eficiente biocombustible, aparte de los
procesos indicados anteriormente nombradas.
Según (Cerrutti & Foresti, 2016) Se ha conseguido también adelantos en la creación de
nanocelulosa bacteriana mediante el uso de Gluconacetobacter xylinus (actualmente llamada
Komagateibacter xylinus). En la investigación realizada ellos indican que la bacteria utilizada en
la obtención de la nanocelulosa presenta una alta capacidad de producción de la misma por lo
que es muy conocida, por ende es el organismo ideal en los análisis en las operaciones regulantes
de la biosíntesis del polímero debido a su excelente desenvolvimiento. Además, mencionan que
este material obtenido se lo puede aplicar en muchas áreas como puede ser en la elaboración de
películas comestibles para packaging, papeles de resistencias altas y en membranas acústicas.

6
Según (Carvajal , 2015) en Ecuador se pudo obtener un primer gel de nanocelulosa
proveniente de biomasa como la tagua, esto se pudo lograr luego de 4 años de trabajo mediante
el análisis de esta materia prima que es representativa en el país. Este descubrimiento lo efectúo
Javier Carvajal científico de la Pontificia Universidad Católica del Ecuador (PUCE), que
también explica que la característica primordial de este gel es la de permanecer intacta ante la
combustión y por ende no sufre evaporación. “Este es un combustible nuevo’’. Los vapores
procedentes del etanol también son combustibles y al final, cuando ya se consume todo el
material el residuo es celulosa pura que puede ser reciclada”. Concluyendo Carvajal argumenta
que en el descubrimiento del gel por medio de la tagua el Ecuador es el único país en el mundo
que ha utilizado este material con propósito de aplicarlo industrialmente, por medio de avances a
través de plataformas químicas únicas, proceso que fue conseguido por su grupo de
investigaciones, en conjunto con científicos de origen francés.
1.2. Planteamiento del Problema
Actualmente entre uno de los mayores problemas ambientales en el Ecuador se encuentra la
generación de residuos sólidos agroindustriales, especialmente la cascarilla derivada del
procesamiento del arroz, generada en las piladoras.
Según el Instituto Nacional de Estadística y Censos (INEC) para el año 2016 la cantidad de
arroz producido a nivel nacional fue de 1.534.537 Tm, considerando el porcentaje de cascarilla
de 22 (%) se generaron 337598.14 Tm de cascarilla de arroz. En la actualidad la cascarilla
debido a su poder calorífico es empleada para calentar las calderas de la piladoras, sin que tenga
un valor agregado adicional. (Ballesteros, Cuichán, Márquez, Orbe, & Salazar , 2017)
Según Ramírez Bayas (Ramirez, 2012) los residuos provenientes del tratamiento
agroindustrial constituyen un problema serio de acumulación de residuos, debido a 2 factores
principales: un aumento en la producción y generación de nuevas regulaciones ambientales más
estrictas. Por esta razón se plantea como solución la conversión de estos residuos en productos
con valor agregado. Frente a esta problemática, el presente trabajo de titulación pretende generar

7
un nuevo producto con un mayor valor agregado, a partir del desecho antes mencionado,
concretamente la nanocelulosa, la misma que es una fibra natural que reemplazaría en muchas
aplicaciones a las fibras sintéticas (poliéster, fibra de vidrio, nylon, etc) que en muchas ocasiones
son focos de contaminación, colaborando con la sociedad ecuatoriana mediante la elaboración de
un producto de características sorprendentes y que contribuye con el cuidado del medio
ambiente.
1.3. Justificación
1.3.1. Justificación Teórica
La presente investigación se la está realizando con el propósito de comprobar la obtención de
celulosa mediante hidrólisis básica por medio del empleo de la soda cáustica y su posterior
conversión a nanocelulosa mediante el proceso de hidrólisis ácida con ácido sulfúrico. Cabe
señalar que las revisiones bibliográficas realizadas actualmente no se han encontrado procesos
para la obtención de nanocelulosa a partir de los subproductos agroindustriales del arroz.
1.3.2. Justificación Metodológica
La síntesis de obtención de nanocelulosa a partir de la cascarilla del arroz verificará los
métodos de hidrólisis básica y ácida que una vez demostrado experimentalmente su validez y
confiabilidad en el laboratorio pueden ser empleados con las variaciones correspondientes para la
obtención de nanocelulosa a partir de otros desechos agroindustriales generados en el Ecuador,
ricos en celulosa.
1.3.3. Justificación Práctica
En la actualidad la presente investigación tiene como estrategia ayudar a la disminución del
impacto ambiental generado a través de los desechos agroindustriales por medio de la
fabricación de la nanocelulosa. Esta nanocelulosa que se va a obtener presenta una resistencia
ocho veces mayor que la del acero y además de esto se presenta como un material flexible, ligero
siendo también un buen conductor de electricidad. Gracias a esto este producto podría estar
orientado a la sustitución de otros materiales de características similares como es el caso del

8
acero inoxidable y de la fibra de vidrio cuyas funciones y aplicaciones pueden ser suplidas de
manera formidable por este material. (Prieto, 2013)
1.4. Hipótesis o Premisa
Se puede obtener nanocelulosa a partir de la cascarilla del arroz mediante hidrólisis ácida.
1.5. Variables
1.5.1. Variable independiente
o Cascarilla del arroz,
o Tiempo
o Proceso
o Temperatura
o pH
1.5.2. Variable dependiente
o Nanocelulosa
9
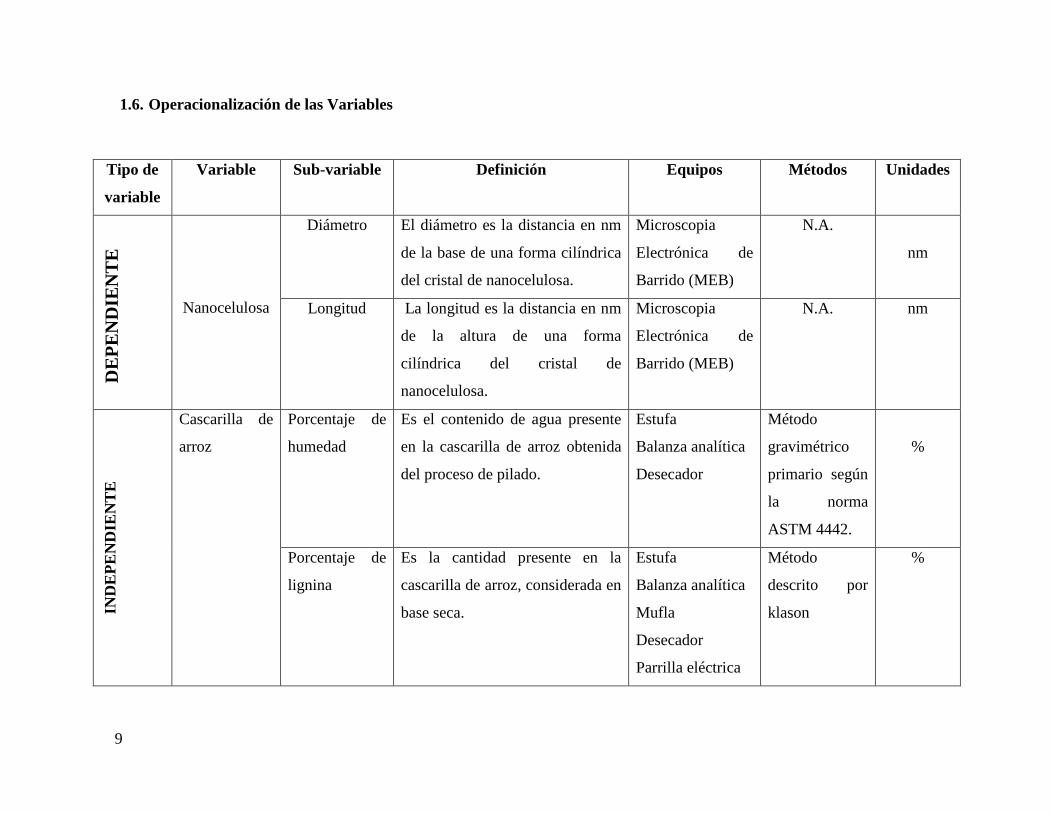
1.6. Operacionalización de las Variables
Tipo de
variable
Variable Sub-variable Definición Equipos Métodos Unidades
DE
PE
ND
IEN
TE
Nanocelulosa
Diámetro El diámetro es la distancia en nm
de la base de una forma cilíndrica
del cristal de nanocelulosa.
Microscopia
Electrónica de
Barrido (MEB)
N.A.
nm
Longitud La longitud es la distancia en nm
de la altura de una forma
cilíndrica del cristal de
nanocelulosa.
Microscopia
Electrónica de
Barrido (MEB)
N.A. nm
IND
EP
EN
DIE
NT
E
Cascarilla de
arroz
Porcentaje de
humedad
Es el contenido de agua presente
en la cascarilla de arroz obtenida
del proceso de pilado.
Estufa
Balanza analítica
Desecador
Método
gravimétrico
primario según
la norma
ASTM 4442.
%
Porcentaje de
lignina
Es la cantidad presente en la
cascarilla de arroz, considerada en
base seca.
Estufa
Balanza analítica
Mufla
Desecador
Parrilla eléctrica
Método
descrito por
klason
%

10
Porcentaje de
holocelulosa
Es el porcentaje de celulosa y
hemicelulosa contenida en la
muestra de cascarilla de arroz en
base seca.
Estufa
Balanza analítica
Mufla
Desecador
Parrilla eléctrica
Método
descrito por
Browning en
1967.
%
Porcentaje de
hemicelulosa
Es la diferencia entre la cantidad
de holocelulosa y celulosa que se
obtiene del proceso de
caracterización.
Estufa
Balanza analítica
N.A %
Porcentaje de
celulosa
Es la cantidad de celulosa
resultante después del tratamiento
de holocelulosa aplicando
solución de hidróxido de sodio a
diferentes concentraciones.
Estufa
Balanza analítica
Desecador
Mufla
Empleo de la
norma ASTM
1977 b.
%
Tiempo
Tiempo de
reacción para
la obtención
celulosa
Es el tiempo requerido para la
separación de la celulosa de la
cascarilla de arroz, mediante
hidrólisis básica.
Cronómetro
Hidrólisis
básica con
hidróxido de
sodio.
Hrs
Tiempo de
reacción de la
nanocelulosa
Es el tiempo requerido para la
conversión de celulosa en
nanocelulosa, mediante hidrólisis
ácida.
Cronómetro Hidrólisis
ácida con ácido
sulfúrico.
Min

11
Proceso Obtención de
celulosa
Es el proceso mediante el cual se
obtiene celulosa a partir de la
cascarilla de arroz, empleando las
siguientes operaciones unitarias:
Molienda, Tamizado, Lavado,
Secado, Hidrólisis básica.
Molino de Bolas
Tamizador
Estufa
Desecador
Agitador
magnético
Método de
hidrólisis
básica
empleando
hidróxido de
sodio.
%
Obtención de
nanocelulosa
Es el proceso de obtención de la
nanocelulosa a partir de la
celulosa mediante las siguientes
operaciones unitarias: Molienda,
Mezclado, Hidrólisis ácida,
lavado por centrifugación.
Baño ultrasónico
Centrifuga
Agitador
Magnético
Estufa
Método de
hidrólisis acida
empleando
ácido sulfúrico.
%
Temperatura
Temperatura
para la
obtención de
celulosa.
Es la temperatura que se logra
alcanzar durante el proceso de
cocción de la cascarilla de arroz y
soluciones de sosa caústica.
Termómetro
N.A.
℃
Temperatura
para la
obtención de
nanocelulosa
Es la temperatura que se logra
alcanzar durante el proceso de
cocción de la celulosa con ácido
sulfúrico a diferentes
concentraciones.
Termómetro
N.A.
℃

12
Fuente: Autores
pH
pH de celulosa
Es el pH que corresponde a la
celulosa obtenida, después del
proceso de lavado con agua
destilada.
Medidor de pH
N.A. >7ácido
<7 básico
=7 neutro
pH de la
nanocelulosa
Es el pH que corresponde a la
nanocelulosa obtenida, después
del proceso de centrifugación con
agua destilada
Medidor de pH
N.A. >7ácido
<7 básico
=7neutro

13
1.7. Objetivos
1.7.1. Objetivo general
Obtener nanocelulosa a partir de la cascarilla del arroz mediante hidrólisis ácida.
1.7.2. Objetivos específicos
o Obtener la celulosa y caracterizarla por métodos de espectroscopia de infrarrojo con
transformada de Fourier (FTIR).
o Medir la cinética de la reacción del proceso de obtención de celulosa.
o Obtener nanocelulosa por medio de hidrólisis ácida y determinar el tamaño de
partículas por medio de microscopia electrónica de barrido (MEB).
o Realizar el escalado industrial del proceso de obtención de nanocelulosa
o Determinar los indicadores financieros del proyecto de obtención de nanocelulosa
(VAN y TIR).

14
CAPITULO II
2. MARCO TEÓRICO
2.1. Actividad Agrícola en el Ecuador
Según la encuesta de superficie y producción agropecuaria continua (ESPAC) realizada por el
INEC y que tiene como objetivo fundamental el proporcionar información continua, confiable y
oportuna sobre áreas plantadas y/o sembradas, cosechadas, producción y ventas de los cultivos
permanentes y transitorios, para el año 2017 la superficie sembrada y que corresponde a:
Cultivos permanentes, cultivos transitorios y cultivos barbecho, pastos de origen natural, pastos
cultivados, páramos, montes y bosques entre otros fue de 12’355.146 millones de hectáreas.
(Ballesteros, Cuichán, Márquez, Orbe, & Salazar , 2017).
A continuación, la Figura 1 representa gráficamente el uso de suelo en Ecuador
correspondiente al año 2017 donde aparecen los porcentajes correspondiente a cada cultivo.
Figura 1 Uso del suelo en Ecuador
Fuente: ESPAC, 2017
2.1.1. Cultivos permanentes
Como muestra la figura anterior para el año 2017, el 11.58% del total de la superficie
sembrada es decir 1.430,497 hectáreas correspondieron a cultivos permanentes siendo los
cultivos de más alta producción la palma africana, el banano y la caña de azúcar. Las superficies

15
sembradas de cultivos permanentes han experimentado un decrecimiento en los últimos dos años
con respecto al año 2015, tal y como se evidencia en la Tabla 1.
Tabla 1
Tasa de crecimiento agropecuario
USO DEL
SUELO
CARACTERÍSTICAS PERÍODO
2015 2016 2017
CULTIVOS
PERMANENTES
Superficie (Ha) 1,483,366 1,439,117 1,430,497
Tasa de crecimiento anual 4.68% -2.98% -0.60%
Total participación en la
superficie
11.79% 11.62% 11.58%
Fuente: (Ballesteros, Cuichán, Márquez, Orbe, & Salazar , 2017)
2.1.2. Cultivos transitorios y barbecho
Los cultivos transitorios y barbecho para el año 2017 son el 7.32% lo que representa una
superficie a nivel nacional de 904,224 hectáreas donde el arroz, maíz duro seco y papa son los
productos de mayor producción a nivel nacional. En la Tabla 2 se indica el decrecimiento de los
cultivos transitorios en los últimos dos años con respecto al año 2015.
Tabla 2
Tasa de Crecimiento Agropecuario
USO DEL SUELO CARACTERÍSTICAS PERÍODO
2015 2016 2017
CULTIVOS
TRANSITORIOS
Y BARBECHO
Superficie (Ha) 950,649 849,685 904,224
Tasa de crecimiento anual 8.46% -10.62% 6.42%
Total participación en la superficie 7.55% 6.86% 7.32%
Fuente: (Ballesteros, Cuichán, Márquez, Orbe, & Salazar , 2017)
1.4. Producción Arrocera en el Ecuador
Debido a las condiciones geográficas, la producción de arroz favorece a la región Costa con
un 98% de la superficie cultivada, y el restante en diferentes puntos del país, viéndose distribuido
en las provincias del litoral ecuatoriano tales como: Guayas (64,32%), Los Ríos (29,66%), y

16
Manabí (3,86%), y el restante en diferentes partes del país. La Tabla 3 muestra la superficie de
arroz sembrada por hectárea dado por provincia y cantón. (Cuichán, Márquez, Orbe, Salazar, &
Villafuerte, 2016).
Tabla 3
Superficies Sembradas, Producción de Arroz y Ventas de arroz a nivel Nacional
NACIONAL
Año Superficie (Ha) Producción (Tm) Ventas(Tm)
Sembrada Cosechada
2014 375.820 354.136 1.379.954 1.282.065
2015 399.535 375.117 1.652.793 1.534.476
2016 385.039 366.194 1.534.537 1.432.318
2017 370.406 358.100 1.066.614 1.017.087
Fuente: (Financiera, 2017)
En la Figura 2 se muestra en un diagrama de pastel la superficie sembrada de arroz por
regiones, La superficie de arroz sembradas, así como las hectáreas cosechadas de la misma se
encuentran detalladas en la Tabla 4, donde además se puede observar la producción y la venta
del producto por región. En la Figura 3 se muestra de forma detallada la producción de arroz
según la región y la provincia.
Figura 2 Porcentaje de superficie sembrada de arroz en cascara
Fuente: (Ballesteros, Cuichán, Márquez, Orbe, & Salazar , 2017)
Región Sierra
0,21%
Región Costa
99,04%
Región
Oriental
0,75%
SUPERFICIE SEMBRADA DE ARROZ

17
Tabla 4
Superficie, Producción y Ventas, Según Región y Provincia
REGIÓN Y
PROVINCIA
SUPERFICIE
(Has.)
SUPERFICIE
(Has.)
PRODUCIDAS
(Tm.)
VENDIDAS
(Tm.)
SEMBRADAS COSECHADAS
TOTAL
NACIONAL
370.406 358.100 1.066.614 1.017.087
REGIÓN
SIERRA
783 783 2.302 2.296
REGIÓN COSTA 366.838 354.579 1.059.376 1.010.090
REGIÓN
ORIENTAL
2.786 2.739 4.936 4.701
ZONAS NO
DELIMITADAS
Fuente: Autores
Figura 3 Producción de arroz según región y provincia
Fuente: (Ballesteros, Cuichán, Márquez, Orbe, & Salazar , 2017)
18
2.3. Residuos Agroindustriales
Según (Saval S. , 2012) un residuo agroindustrial es cualquier tipo de material de naturaleza
sólida o líquida que se deriva de la utilización del producto primario para el consumo o de la
industrialización del mismo, estos residuos no son de utilidad dentro del proceso que los genera,
pero por lo general son utilizados para transformarlos en otros productos que generan interés de
carácter comercial y social. Estos derivados de la agroindustria son producidos en enormes
cantidades alrededor del mundo y se ha podido demostrar que son una gran fuente de biomasa
lignocelulósica, de fácil acceso y de muy bajo valor monetario. Esta enorme cantidad de residuo
no es aprovechada en su real dimensión ya que solo una pequeña parte es usada en la crianza de
animales como alimento de los mismos, como fuente de energía en hogares o plantas de
producción y una gran parte es quemada lo que genera un problema de contaminación ambiental.
2.3.1. Origen de los residuos agroindustriales
Los residuos agroindustriales son materiales que se pueden encontrar en estado sólido o
líquido y que se derivan de un proceso de industrialización de un producto primario o del
consumo directo del mismo, estos materiales ya no tienen utilidad alguna para el proceso que los
genera. Pero se han constituido en una fuente de estudio para el desarrollo de energías renovables
con lo que ganan valor económico y se crea conciencia social. El principal problema que
enfrentan los residuos agroindustriales es la falta de conciencia ambiental de las empresas que
los generan a esto se suma los pocos recursos destinados a la I+D, a la falta de tecnología y las
pobres políticas del gobierno en cuanto al manejo de dichos residuos. (Perez Perez & Vargas
Corredor , 2018)
Las características de los desechos agroindustriales son a menudo variadas y en gran medida
depende de los productos de donde se desprenden y de los procesos industriales de los cuales son
generados, sin embargo, la mayoría de residuos agroindustriales comparten la misma
composición de materia orgánica, aunque puede diferir en los porcentajes. La materia orgánica
de estos residuos está constituida principalmente por celulosa, lignina, hemicelulosa y pectina. A
menudo de los denomina ´´residuos orgánicos´´ por estar constituidos principalmente de materia
orgánica. (Galáan Hernández, Mejías Brizuela, & Orozco Cuillen, 2016)

19
Para concebir una idea sobre la cantidad de desechos agroindustriales que se derivan de los
procesos de varias industrias a nivel mundial se muestran los siguientes valores: La industria
cervecera utiliza en su proceso apenas un 8% del grano de cebada el 92% sobrante es desechado
como residuo; la industria que elabora aceite de palma solo utiliza el 9% de la pepa el 91%
restante es desechado; la industria del café solo utiliza el 9.5% y el 90.5% sobrante corresponde a
residuo, en la industria papelera se utiliza menos del 30% y lo que resta corresponde a residuos.
(Aguas M, Chams Ch, & Cury R, 2017)
2.4. Materiales Lignocelulósicos
Según la (FAO, 2004) en los últimos tiempos ha ido creciendo el interés por la utilización de
materiales lignocelulósicos los cuales son tratados químicamente para la obtención de nuevos
producto y también muchas veces son empleados para la generación de electricidad. Son dos las
áreas en las que se usa y aplica este tipo de materiales.
a) Obtención de productos químicos y energéticos mediante la utilización de fuentes
renovables las que sustituyen de forma parcial o total el empleo de materias primas
fósiles como petróleo, carbón o gas.
b) Aprovechamiento de residuos agroindustriales y de la industria de la madera para la
obtención de biopolímeros y derivados químicos.
En el primer caso el material lignocelulósico es utilizado para la obtención de energía para lo
que se emplean procesos como pirolisis, gasificación o reformado catalítico con vapor, también
se emplean procesos de hidrólisis química o enzimática. La rentabilidad de los productos
obtenidos de este tipo de material va de mano con los precios de los combustibles tradicionales
con los que se compite. En el segundo caso los componentes del material lignocelulósico
(celulosa, hemicelulosas y lignina) son separados mediante procesos químicos para la fabricación
de productos de alto valor agregado.
Según (Prínsen, Gutiérrez , & del Rio, 2010) de los materiales lignocelulósicos la madera es
el material por excelencia empleado para la producción de celulosa. El abuso en cuanto al uso de
este material ha acarreado una serie de problemas siendo el más grave el medioambiental debido
a la constante deforestación de los bosques derivado del uso de este material, esta situación ha
20
dado paso a la investigación de otros materiales lignocelulósicos que pudieren sustituir a la
madera. Anteriormente la mayoría de la fibra utilizada para la fabricación de pasta de celulosa
procedía de madera virgen, al presente día la mayor parte de la madera utilizada para la
obtención de pasta de celulosa procede de plantaciones de rápido crecimiento destinada para este
fin. Los residuos lignocelulósicos de origen residual contribuyen a la disminución de la
problemática de la deforestación ya que los mismos poseen un gran potencial industrial y que
hasta ahora no han sido explotados en su real dimensión.
2.4.1. Fibras lignocelulósicas no procedente de madera
En los materiales lignocelulósicos se encuentran tres materiales principales como lo son la
celulosa, la lignina y la hemicelulosas representadas en una relación de 4:3:3, la composición
puede variar de acuerdo a la especie, estos materiales han captado el interés industrial debido a la
cantidad de polímeros que contienen, así como la facilidad de degradación de sus derivados.
(Cuervo, Folch, & Quiroz , 2009)
Según (Saval S. , 2012) la principal dificultad en el uso de estos materiales es la recolección y
el almacenamiento. Las fibras lignocelulósicas no procedentes de la madera presentan muchas
cualidades que utilizadas de forma apropiada pueden contribuir en el desarrollo de pastas de
celulosa con propiedades innovadoras. En teoría casi cualquier planta o residuo con
características fibrosa pueden ser utilizadas para la producción de fibras de origen no maderero,
pero son tres los tipos de fibras mayormente utilizadas; fibras originarias de plantas anuales: lino,
yute, abacá; residuos agrícolas: cascarilla de arroz, paja de trigo, maíz, bagazo de caña y sisal;
residuos procedentes de hierba silvestre como pastos. Últimamente es creciente el interés de
investigar nuevos posibles usos de las fibras que se originan de las cosechas, esto debido al
aumento de la producción agrícola de estos residuos no madereros en comparación con la madera
por lo general poseen un menor contenido de lignina y un mayor contenido de sílice y cenizas
con un contenido equivalente de celulosa
Hasta hace poco el uso de las fibras no madereras estaban destinadas únicamente a la
fabricación de pasta para la producción de papel y de fibras textiles compitiendo con las fibras
madereras y las sintéticas (Giraldo Abad, Montenegro Gómez, & Peñaranda Gonzalez, 2017).

21
La mayor cantidad de fibras lignocelulósicas naturales son provenientes de plantas que se
encuentran situados en países subdesarrollados como la india, china y países de Latinoamérica.
Según fuentes bibliográficas la mayor disponibilidad de fibras naturales se encuentra en residuos
agroindustriales como; paja de cereales, tallos de maíz, sorgo y la fibra de caña de azúcar (Aguas
M, Cury R, Martinez M, & Olivero V, 2017)
2.4.1.1. Composición Química de las Fibras
Las fibras lignocelulósicas no madereras además de sus componentes más representativos
como lo son la celulosa, lignina y hemicelulosas cuenta también con componentes que están
presentes en menor cantidad como los que son extraídos empleando solventes orgánicos,
proteínas, almidón etc. Como se puede ver en la Tabla 5 la composición química de las fibras
lignocelulósicas se modifica dependiendo de las fuentes de las que estas son obtenidas, pero de
forma general se puede decir que el mayor componente presente en las mismas es la celulosa con
un porcentaje que fluctúa entre un 40 y un 50% aunque puede aumentar cuando procede de
materiales como el algodón. El contenido de ceniza en las fibras no madereras es mayor que el
que se encuentra en la madera. En el caso de los residuos agroindustriales como la cascara de
arroz el contenido de cenizas es de aproximadamente el 14% otras fibras como la hierba también
poseen un contenido alto de cenizas (Giraldo Abad, Montenegro Gómez, & Peñaranda Gonzalez,
2017)
Tabla 5
Composición química de varias fibras naturales
Tipo de fibra Celulosa (%) Lignina (%) Hemicelulosas (%) Ceniza (%) Sílice (%)
Fibras de paja
Arroz 28-36 12-16 ----- 15-20 9-14
Trigo 29-35 16-21 27 4.5-9 3-7
Fibras de caña
Azúcar 32-44 19-24 22 1.5-5 0.7-3.5
Bambú 26-43 21-31 15 1.7-5 0.7
Fibras de madera
Coníferas 40-45 26-34 ----- < 1 -----
Frondosas 38-49 23-30 ----- < 1 -----
Fuente: (Giraldo Abad, Montenegro Gómez, & Peñaranda Gonzalez, 2017)

22
Los componentes que conforman el material lignocelulósico se detallan en la Figura 4.
Figura 4.Esquema de los Materiales Lignocelulósicos
Fuente: (Giraldo Abad, Montenegro Gómez, & Peñaranda Gonzalez, 2017)
2.5. Cascarilla de Arroz
La cascarilla procedente del arroz es un tejido de origen vegetal y de constitución
lignocelulósica, principalmente celulosa, lignina y hemicelulosa. Cuando la cascarilla es
incinerada la ceniza resultante está en el orden del 13 al 29% y el contenido de sílice de la
misma entre un 87 y 97%, esta sílice debido a sus características está siendo altamente utilizada
en industrias como la del cemento como una fuente para la preparación de compuestos útiles
para el proceso de fabricación de componentes en esta industria. (Llanos, Jaramillo, Rodríguez,
& Ríos, 2016)
2.5.1. Producción de cascarilla de arroz en el Ecuador
El porcentaje que representa la cascarilla de arroz en relación a la producción total del arroz
en cáscara es del 22% es decir la cantidad de materia prima (cascarilla de arroz) disponible
durante el año 2016 fue de 337,598.14 toneladas. La Tabla 6 muestra el porcentaje de cascarilla
resultante luego del proceso de pilado del arroz.

23
Tabla 6
Productos del Pilado de Arroz
DESCRIPCIÓN PORCENTA
JE
Arroz pilado entero (18% pulido) 63
Arrocillo 5
Polvillo 8.5
Cascarilla 22
Impurezas 1,5
Fuente: (Financiera, 2017)
La mayor disponibilidad de materia prima en el Ecuador se la encontrará en la estación
invernal, que comprende los meses de diciembre hasta mayo con una producción de 27443.68
Ha. En la época de invierno comprendida entre junio y noviembre la producción de esta materia
prima será de 12202.3 Ha. Se da mayor producción en la época invernal debido a los factores
climatológicos que aparecen en comparación con el ciclo de verano.
2.5.2. Propiedades Fisicoquímicas de la cascarilla del arroz
Para la fabricación de la nanocelulosa la materia prima básica y única será la cascarilla del
arroz compuesta por la sílice y celulosa. La utilización de este subproducto agroindustrial
representa la grandiosa oportunidad de lograr crecimientos en todo tipo de técnicas o procesos
adecuados y de bajo presupuesto además de ayudar a conservar el hábitat natural porque el
producto que se obtendrá será amigable con el medio ambiente. (Valverde , Sarria, &
Monteagudo, 2012)
La materia prima a emplear tiene propiedades específicas, que la convierten en idónea para la
conversión de nanocelulosa, tales propiedades se detallaran a continuación
2.5.2.1. Porcentaje de humedad
El contenido de humedad de la cascarilla antes del proceso de pilado presenta un rango
comprendido entre el 5 y 40%, después del proceso de pilado la humedad desciende a un rango

24
comprendido entre el 8 y 15%. En algunas ocasiones, la cascarilla emerge de la operación de
pilado con un porcentaje de humedad mucho mayor, lo que obligatoriamente dará lugar a la
realización de procesos de preparación, previo al ingreso en el método de transformación
energética. (Morejón Jácome, 2017)
2.5.2.2. Características físico-químicas
La celulosa que se encuentra en la cascarilla del arroz es el compuesto que participa en la
combustión de dicha cascarilla (C6H10O5)n convirtiéndose en el elemento más importante de las
fibras de la cascarilla del arroz. Los estudios fisicoquímicos realizados determinaron los
siguientes composiciones obtenidas mundialmente: La celulosa tiene una proporción de 25.89 –
35.5 %; la Hemicelulosa de 18.1 – 21.35 % y por último la Lignina comprendida entre 18.20 –
24.6 %. (Morejón Jácome, 2017)
2.5.2.3. Porcentaje de energía
Este subproducto agrícola presenta un poder calorífico de: 13.24 - 14.22 kJ / kg por unidad de
masa, el mismos que servirá para establecer con cuanta biomasa energética se dispone. El
porcentaje de humedad se encuentra directamente relacionado con el poder calorífico debido a
que un alto contenido de humedad reducirá la eficacia de la combustión ya que el calor
desprendido es utilizado en la evaporación del agua. (Morejón Jácome, 2017)
2.5.3. Usos de la cascarilla del arroz
El residuo agroindustrial cascarilla del arroz tiene un sinfín de aplicaciones esto se debe a las
propiedades físicas y la composición química que contiene lo cual origina que su utilidad sea de
gran importancia. A continuación, se muestra la amplia gama en la que puede ser útil este
desecho agroindustrial:
Según (Morejón Jácome, 2017) menciona diversas aplicaciones no energéticas para la
cascarilla de arroz como: Creación de paneles de construcción, elaboración de materiales
aislante, material constructivo, material para el cultivo de hongos, ceniza en cultivos (Frutas),
fabricación de aglomerados (Tableros), tostado para su utilidad como sustrato en el cultivo de

25
flores, obtención de carbón activado, fabricación de etanol por ruta fermentativa, obtención de
productos de silicio debido a su alto contenido de sílice, combustible alternativo, utilización
como limpiador abrasivo de equipos constructivos y metal etc.
2.6. Sustancias Macromoleculares
Como se ha mencionado anteriormente el material lignocelulósico está compuesto
básicamente por sustancias que tienen un bajo peso molecular y por sustancias
macromoleculares, las sustancias macromoleculares tales como: Celulosa lignina y hemicelulosa,
las mismas que son detalladas a continuación:
2.6.1. Celulosa
La celulosa representa el biopolímero más abundante de la tierra con aproximadamente 1.5 ∗
1012 toneladas producidas al año (Tejada, y otros, 2010).
La celulosa es un polisacárido de naturaleza orgánica que forma una cadena lineal de glucosa
unida entre sí por enlaces glicosídicos en los enlaces de carbono 1 y 4 (Tabil L & Kashaninejad ,
2011).
De formula química (𝐶6𝐻10𝑂5)𝑛 el polímero de glucosa que conforma la celulosa es de
naturaleza lineal, este presenta características similares al de una cinta plana mantenida por
fuerzas de Van der Waals y que se encuentran estructuradas por puentes hidrógenos de
naturaleza inter e intramoleculares por lo que posee un aspecto cristalino (Brown Jr , Saxena I,
& Kudlicka , 1996). La estructura de la celulosa se puede observar en la Figura 5.
Figura 5 Estructura química de la celulosa
Fuente: (Siqueira , Bras , & Dufresne , 2010).

26
Cerca de 36 unidades de celulosas se unen de forma natural y dan lugar a unidades
denominadas fibras elementales conocidas como nanofibrillas estas fibras elementales se vuelven
a unir para formar largas unidades de celulosa microfibrilada que tienen un diámetro que oscila
entre 20 a 50 nm con varias micras de longitud. (Bras , Desloges , Dufresne , & Lavoine, 2012)
Las microfibrillas de celulosa se unen en sentido unidireccional para dar lugar a las fibras de
celulosa presentes en la pared celular. En la Figura 6 se pueden observar las fibras de celulosa,
las cuales poseen un ancho de 5 a 20 μm y una longitud que va desde los 0.5 milímetros en
adelante. (Kalia , Boufi , Celli , & Kango, 2014).
Figura 6 Estructura de la fibra de celulosa
Fuente: (Lavoine , Desloges , Dufresne , & Bras , 2012)
Existen cuatro tipos polimorfos de celulosa que se pueden convertir unas a otras (Figura 7).
El primer tipo de celulosa conocida como celulosa nativa ya que de esta forma se la localiza en la
naturaleza, esta celulosa es una especie de mezcla entre celulosas que se encuentran en algas y
bacterias y de las celulosas encontradas en plantas. (Sun, 2010).
El segundo tipo de celulosa se obtiene por medio del sometimiento de la celulosa de primer
tipo a un tratamiento con hidróxido de sodio acuoso. La diferencia entre el primer y segundo tipo
de celulosa radica en la manera como están dispuestos sus átomos ya que el segundo tipo de
celulosa posee sus átomos dispuestos en forma antiparalela contrario al primer tipo de celulosa
en la cual los átomos se encuentran dispuestos en forma paralela. (Aulin , Ahola , & osefsson ,
2009)

27
El tercer tipo de celulosa nace del sometimiento de la celulosa ya sea del primer o segundo
tipo a la acción del amoniaco líquido o de algún tipo de amina. Para la obtención del cuarto tipo
de celulosa se debe tratar la celulosa con glicerol a elevadas temperaturas. (O'SULLIVAN ,
1997)
Figura 7 Polimorfos de la celulosa y su obtención
Fuente. (O'SULLIVAN , 1997).
2.6.2. Hemicelulosas
A diferencia de la celulosa las hemicelulosas son formadas por diferentes unidades de
azucares que conforman una cadena más corta y ramificada. Como lo muestra la Figura 8 estos
azucares que conforman las hemicelulosas son capaces de dividirse en diferentes grupos como
las hexosas (glucosa, manosa, galactosa), las pentosas (xilosa, arabinosa), deoxihexosas
(ramnosa y fucosa) y ácidos hexurónicos (ácidos glucorónico, metilglucorónico y galacturónico).
La cadena principal de las hemicelulosas puede reconocerse como una sola unidad como
(homopolimeros) por ejemplo los xilanos o también pueden considerase en dos o más unidades
como (heteropolimeros) por ejemplo los glucomananos.
Al igual que la lignina y la celulosa la cantidad de hemicelulosas depende de la naturaleza del
material lignocelulósico. (Martinez Burgos , 2013)

28
Figura 8 Monómeros precursores de las hemicelulosas
Fuente: (Faneite, 2018)
2.6.3. Lignina
La lignina es un tipo de copolímeros que generalmente se derivan de tres principales unidades
de fenilpropano manométrica: alcohol p-cumarilico, alcohol coniferílico y alcohol sinapílico
estos alcoholes son repartidos a las diferentes áreas de la pared celular en las que se reorganizan
para formar biopolímeros y adoptan características que ayudan a reforzar la pared celular. Los
alcoholes se originan a partir de las reacciones que se producen en la pared celular generalmente
son reacciones de oxidación catalizadas por peroxidasa y que producen finalmente el polímero
lignina. (C. Sifontes & E. Domine, 2013).
Los alcoholes constituyentes de la lignina se muestran en la Figura 9.

29
Figura 9 Estructuras químicas de la lignina (alcohol p-coumaryl y
alcohol coniferílico)
Fuente: (Lee, Hamid, & Zain, 2014).
Los métodos que se aplican para aislar la lignina del material lignocelulósico son diversos,
pero son dos los métodos utilizados, el primero se solubiliza la hemicelulosa y la celulosa y se
obtiene la lignina como residuo insoluble mientras que el segundo método ocurre lo contrario al
primero, se obtiene la celulosa y la hemicelulosa de forma insoluble y la lignina de manera
soluble, obteniéndosela en estado líquido para posteriores tratamientos. Los procesos que puedan
utilizarse por la industria para la obtención de pasta de celulosa determinan la calidad de la de la
lignina industrialmente obtenida, en la actualidad hay tres diferentes tipos de proceso que se
aplica para la obtención de lignina: Sulfito, kraft y soda. (C. Sifontes & E. Domine, 2013)
2.7. Obtención de Celulosa a Partir de la Madera
En el proceso de fabricación de la pulpa de celulosa es esencial la separación de la lignina del
resto de polímeros presente en el material lignocelulósico. Esta pulpa será la que se utilice para
la fabricación del papel. (Sanz Tejedor, 2009, pág. 1)
2.7.1. Tratamiento primario de la madera
El proceso inicia con el acondicionamiento de la materia prima que consiste básicamente en el
triturado de la misma, para realizar este procedimiento se utilizan una serie de maquinarias

30
especializada. Culminado el proceso de acondicionamiento se astilla la materia prima y se hace
pasar por el tamiz para controlar el espesor ya que de este depende en gran medida la eficiencia
del proceso de separación de la celulosa, grosor de las astillas varía entre 3 y 4 mm pudiendo
llegar hasta los 8 mm. (Sanz Tejedor, 2009, págs. 1-2)
2.7.2. Fabricación de celulosa por el método químico Kraft
Las astillas de madera mediante una banda de transportación son llevadas hacia tolvas donde
son impregnadas con vapor de agua lo que permite eliminas el contenido de aire de la madera, en
esta parte se empieza agregar una disolución acuosa de hidróxido de sodio (NaOH) en
combinación con sulfato de sodio (Na2S) mezcla a la que se denomina licor blanco. La mezcla
de las astillas y el licor blanco se introducen en el digestor continuo dentro del que las astillas de
madera se someten a cocción con el licor blanco, la temperatura de cocción de la madera varía
entre 130 y 170 °C siendo en la parte superior del digestor donde se encuentra la temperatura
más alta El tiempo de cocción de la mezcla va de1 a 2 horas dependiendo del tipo de madera que
se procesa. La pasta procedente del proceso de cocción es sometida a un proceso de lavado a
altas temperaturas, este proceso se lo realiza dentro del digestor al que entra y sale agua a contra
corriente con lo que se logra la completa separación del licor negro que pudiere encontrase
presente en la pasta. (Sanz Tejedor, 2009, págs. 3-5)
2.7.3. Blanqueo de pasta de celulosa
Una vez culminada la etapa de lavado la pasta es sometida a un proceso de blanqueo con lo
que se persigue la eliminación total de la lignina contenida en la pasta, por lo general se suelen
emplear de 3 a 5 ciclos de blanqueo con aplicación de sucesivos tratamientos donde se emplean
sustancias de naturaleza oxidantes y extracciones en las que se aplica hidróxido de sodio (NaOH)
acuoso de esta forma la lignina y otros componentes responsables de la coloración de la pasta se
vuelven compuestos que se pueden disolver en el agua y se pueden eliminar por sucesivos
lavados. (Sanz Tejedor, 2009, págs. 3-5)

31
2.8. Nanocelulosa
2.8.1. Origen de la nanocelulosa
La nanocelulosa se obtiene a partir de fuentes renovables como son los residuos
agroindustriales es un material que por el aspecto y rigidez que posee ha sido objeto de estudio
para la elaboración de nanocompuestos cuyas propiedades mecánicas son aumentadas con
respecto al material original. Esta nanocelulosa se obtiene principalmente por dos medios el
primero es mediante hidrólisis acida de la celulosa para lo cual generalmente se utiliza un tipo de
ácido fuerte como el ácido sulfúrico (H2SO4), el segundo medio de obtención es a través de la
utilización de bacterias, para este último método se utilizan enzimas para realizar hidrolisis
enzimáticas. (Aouada, y otros, 2018)
La nanocelulosa se ha utilizado para elaborar materiales de singulares características, este
nanocompuesto puede ser utilizado como refuerzo mecánico, puede ser utilizado como
espesante, actúa como estabilizador en emulsiones, se presenta en forma de hidrogel y aerogel,
en la industria farmacéutica y automotriz. (Abitbol, y otros, 2016)
2.8.2. Descomposición de celulosa a nanocelulosa
La microfibra de celulosa está constituida de una parte amorfa y otra cristalina estas están
distribuidas de forma aleatoria en la estructura de la microfibra, la región amorfa de la microfibra
se encuentra en desorden dentro de la estructura por esta razón es de fácil rompimiento ante un
ataque con ácido o enzimas, la región cristalina se encuentra muy cohesionada por lo que su
separación se torna más compleja (Figura 10). Uno de los mecanismos más utilizados para la
obtención de la nanocelulosa es la oxidación de la celulosa mediante hidrólisis acida que consiste
básicamente en romper los enlaces glicosídicos de la misma. A menudo la hidrólisis acida se
lleva a cabo empleando acido mineral, el más común el (H2SO4 50-72%) la pureza de la
nanocelulosa obtenida depende en gran manera del tipo de ácido empleado para su obtención, del
tiempo de reacción, la procedencia de la celulosa empleada para realizar la reacción y de la
temperatura que se empleé para llevar a cabo la hidrólisis acida. (Lee, Hamid, & Zain, 2014)

32
Figura 10 Descomposición de celulosa a nanocelulosa
Fuente: (Lee, Hamid, & Zain, 2014)
Cunando se lleva a cabo la hidrólisis ácida de la celulosa además del rompimiento de las
regiones amorfas y cristalinas se genera un proceso de esterificación por parte de los grupos
hidroxilos con el ácido sulfúrico (H2SO4) lo que conlleva a la producción de sulfato de celulosa
lo que causa una sobrecarga negativa en la superficie de los Nanocristales. El control omniótico
de las fuerzas interpelantes de las capas electrónicas es el medio por el cual las suspensiones
coloides de los cristales llegan a estabilizarse como se puede observar en la Figura 11. No
obstante la nanocelulosa obtenida puede sufrir modificaciones químicas por el grupo de ésteres
de sulfato con lo que su funcionalidad podría sufrir alteraciones. (Brinchi, Cotana, Fortunati, &
Kenny, 2013)
Figura 11 Grupo sulfato sobre la superficie de la nanocelulosa
Fuente: (Lee, Hamid, & Zain, 2014)

33
2.9. Fundamentos de la Espectroscopia de Infrarrojos con Transformadas de Fourier
La Espectroscopia de Infrarrojos con Transformadas de Fourier se fundamenta por contar con
un interferograma que receptará diversos registros y análisis informativos de espectros adheridos
en el haz de infrarrojo. Este mecanismo es recomendado a los investigadores de la rama cuando
se trate de la cuantificación o identificación de los espectros. Es necesario analizar la muestra
que se obtenga con el espectro patrón del mismo lo cual ayudara a que la muestra obtenida tenga
una mejor identificación debido a que las moléculas de espectro patrón se presentan como
huellas digitales dentro de la espectroscopia de infrarrojo. (Bradley, 2014)
La espectroscopia IR con transformadas de Fourier es una técnica que se dedica al estudio de
la exposición o absorción de la energía luminosa provocada por la interacción dada por el
material que se estudia y la emisión electromagnética. (Pique & Vásquez , 2012)
El FTIR proporciona respuestas de carácter cualitativo, que permitirá conocer y comprobar
todos los conjuntos funcionales existentes en una molécula donde se verifican zonas
características situadas en territorios establecidos por el espectro formado en el ensayo,
permitiendo conocer de la existencia de modificaciones o a su vez de cualquier transformación
que se de en los conjuntos funcionales de la celulosa luego de haber pasado por los distintos
procesos. (Pulido Barragan , Morales Cepeda, Zamudio Aguilar , & Lugo del angel , 2016). A
continuación, la Tabla 7 muestra la longitud de onda para los distintos rangos de infrarrojo.
Tabla 7
Longitud de Onda para Distintos Rangos del Infrarrojo
Infrarrojo Cm-1
Lejano 10 a 650
Medio (IR) 650 a 4000
Próximo 4000 a 12500
Fuente: INTECIN

34
2.10. Fundamentos de la Microscopia Electrónica de Barrido
La microscopia electrónica de barrido (MEB) es una técnica de análisis en la cual su enfoque
se fundamenta en captar sobre una muestra electrodensa amplias imágenes y mediciones
cuantitativas superficiales de objetos. La MEB funciona mediante el recorrido de muestras
mediante un haz de electrones de gran concentración, de característica similar al barrido de un
haz de la misma a través del reflejo del monitor. Cuando la muestra empiece a ser barrida por
medio del haz de electrones, en la pantalla del monitor las imágenes estarán reflejadas. Este
equipo puede aumentar la imagen unas 200.000 veces (Lossada Toro, 2015)
La Figura 12 muestra los componentes característicos de este equipo de observación.
Figura 12 Componentes ópticos del SEM convencional
Fuente: (Faura & Renau Piqueras, 2003)
Adicional a esto se pondera sus propiedades electro físicas estructurales de estudios
elementales y semiconductoras. Este equipo micrográfico ofrece importantes informes en
relación al estudio de la muestra a la hora de proyectar las imágenes para el respectivo estudio ya
sea en progresiones o niveles nanométricos y micrométricos de los materiales, esto se consigue

35
por el contacto que se origina por medio de los átomos presentes superficialmente en la muestra
y el haz de electrones emitidas por el equipo. (Lossada Toro, 2015)
Los mecanismos de estudio presentan limitación esto obedece a que la muestra a realizar debe
estar en presencia de alto vació y tener características conductivas. Inversamente para las
muestras no conductivas se aplica la práctica de “Sputtering” cuya característica es la de
recubrirse por medio de un manto fino de metal conductivo. Para que no se vea afectado la
superficie de la muestra dicho manto tendrá que ser lo adecuadamente delgado o fino. (Lossada
Toro, 2015)
2.11. Tasa Interna de Retorno (TIR)
La tasa interna de retorno (TIR) es una tasa de reducción donde la ejecución de un trabajo de
inversión tiene que poseer un valor actual neto equivalente a cero. Por este motivo se puede decir
que la tasa interna de retorno es una medición rentable referente a una inversión. Definiéndolo
con mejor claridad como la tasa de beneficio donde continúan los costes de inversión que no han
sido despojadas del trabajo del mismo. (Santos , 2008)
El siguiente modelo intenta expresar una única tasa de interés donde sintetice las ventajas de
dicha inversión. La expresión “interna” nos quiere decir que la tasa solo será innata a un único
trabajo, esto se debe a que obedece solamente, como en el caso del valor actual neto, de las
normativas adecuadas del trabajo que se ejecute (Santos , 2008).
∑ 𝐹𝐹𝑡/(1 + 𝑖)𝑡 = 𝐼𝑜 [𝐸𝐶. 1]
𝑛
𝑡=1
Realizando:
𝐼𝑜 =𝐹1
(1 + 𝑖)1+
𝐹2
(1 + 𝑖)2+
𝐹3
(1 + 𝑖)3+ ⋯ +
𝐹𝐹𝑡
(1 + 𝑖)𝑡
Si i ≥ CMPC se puede concluir que el trabajo es aceptado. Dando a entender que, si se arranca
con un capital por medio de un precio intermedio de ponderación y de un financiamiento

36
estructurado acorde, el trabajo de estudio en ejecución, como requisito principal debe de tener la
capacidad de crear o forjar una rentabilización similar al coste propuesto con la intención
principal de conservar inalterable el total de valores de la compañía. (Altuve , 2004)
2.12. Valor Actual Neto (VAN)
El valor actual neto (VAN) es la tasa de valores de una inversión actualizada de la corriente
de salida de fondos donde esta se compromete en seguir avanzando durante su vida útil. Si el
VAN>0 se puede decir que una inversión es aceptable siempre y cuando el sumatorio total de los
flujos de caja estimados desde el año cero sobresale el coste inaugural del mismo. También se
dice que si este postrero antes mencionado se llegase a extender en el desarrollo de diversas
etapas se tendría que del mismo modo deducir su valor vigente. (Santos , 2008).
De esta manera se determina la viabilidad de un proyecto donde el resultado tendrá que ser el
valor actual neto. Si este es positivo el trabajo de inversión se lo llevara a cabo; si este es
negativo el trabajo de inversión no será aceptado y si fuesen dos trabajos de inversión en
conjunto este se lo ejecutara por medio del valor actual neto mayor. En el caso de que se aplique
este último razonamiento y el resultado de 0, repercutirá de igual manera la disposición de dar
apertura o el rechazo del trabajo del inversionista. (Santos , 2008)
La fórmula aplicada para determinar matemáticamente el valor actual neto es:
𝑉𝐴𝑁 = ∑ 𝐹𝐹𝑡/(1 + 𝑖)𝑡 − 𝐼𝑜
𝑛
𝑡=1
[𝐸𝐶. 2]
En teoría si el VAN es mayor o igual a cero se puede decir que el proyecto de inversión es
aprobado. (Altuve , 2004)

37
CAPITULO III
3. PARTE EXPERIMENTAL
3.1. Descripción de la Metodología Empleada
La parte experimental del proyecto se la llevará a cabo en cinco etapas que se describen a
continuación:
Primera etapa: selección, recolección y acondicionamiento de la materia prima.
Segunda etapa: Caracterización de la materia prima.
Tercera etapa: Hidrólisis básica de la cascarilla de arroz para la obtención de celulosa.
Cuarta etapa: Hidrólisis acida de la celulosa para la obtención de nanocelulosa.
Quinta etapa: Análisis de la celulosa a obtenerse por FTIR y determinación del tamaño de la
nanocelulosa por microscopia electrónica de barrido (SEM)
3.1.1. Selección, Recolección y Acondicionamiento de la Materia Prima
La materia prima seleccionada para llevar a cabo este proyecto será la cascarilla de arroz ya
que estudios realizados a la misma demuestran que se trata de un material de naturaleza
lignocelulósica. La cascarilla de arroz empleada en esta investigación será recolectada en la
empresa PORTIARROZ de la ciudad de Milagro y se trasladará al laboratorio de operaciones
unitarias de la facultad de Ingeniería Química de la universidad de Guayaquil en donde se
realizará la limpieza de la cascarilla.
Tabla 8
Reducción del tamaño de la Cascarilla del Arroz
Equipos/Materiales Sustancia
Molino de bolas Cascarilla de arroz
Estufa Agua
Tamiz vibratorio
Balanza
Fuente: Autores

38
Antes de empezar la reducción de tamaño de la cascarilla se realizará un secado de la misma
en dos tandas para lo que se usará una estufa a una temperatura de 65 °C y por un tiempo de 01 h
15 minutos cada tanda, esto con la finalidad de facilitar el proceso. Una vez transcurra el tiempo
de molienda será extraída la cascarilla del molino y con los tamices se procederá a la separación
de los diferentes tamaños de partículas, esta actividad se la repetirá por once ocasiones hasta que
se haya tamizado todo el material molido. Para llevar a cabo todas estas acciones se utilizarán los
materiales y equipos descritos en la Tabla 8.
3.1.1.1. Lavado de la cascarilla
El lavado de la cascarilla se lo realizará una vez terminado el proceso de molienda y tamizado
para limpiar cualquier tipo de impurezas que pudiere contener la cascarilla propia del proceso de
pilado o de los procesos de molienda y tamizado.
Se lavará la cascarilla haciendo uso de un vaso de precipitado con un agitador para remover el
material hasta que el agua del proceso de lavado de la misma no salga turbia, una vez se haya
terminado el lavado se procederá a secar en la estufa a una temperatura de 60 °C por un tiempo
de 7 horas para luego pesar y guardar en fundas herméticas que impidan el ingreso de humedad
proveniente del aire.
3.1.2. Caracterización de la Materia Prima
3.1.2.1. Determinación del contenido de humedad
El contenido de humedad en la cascarilla de arroz se lo determinará aplicando el método
gravimétrico primario según la norma ASTM 4442 que es utilizada comúnmente para determinar
el contenido de humedad en diferentes tipos de materiales. Para determinar el contenido de
humedad en la cascarilla de arroz se comenzará por seleccionar los materiales y equipos
registrados en la Tabla 9 para llevar a cabo el ensayo se procederá a registrar el peso de la
capsula de porcelana, se tara la balanza y se pesará 2 gramos de cascarilla. La cápsula con la
cascarilla se la colocará en la estufa regulada a una temperatura de 103° ± 2 °C durante dos

39
horas, luego se colocará en un desecador hasta enfriar y posteriormente se procederá a pesar. Se
repetirá el proceso hasta que el peso de la capsula resulte ser constante.
Tabla 9
Equipos y Materiales para Determinación de la Humedad
Equipos/Materiales Sustancias
Estufa Cascarilla de arroz
Balanza analítica
Espátula
Capsula de porcelana
Desecador
Fuente: Autores
El contenido de humedad se determinará a través de la siguiente ecuación:
ℎ𝑢𝑚𝑒𝑑𝑎𝑑 (%) =𝑝ℎ − 𝑝𝑠
𝑝ℎ∗ 100 [𝐸𝐶. 3]
3.1.2.2. Determinación del contenido de extractivos
El contenido de extractivos en la cascarilla de arroz se los determinará empleando dos
técnicas diferentes como lo son la determinación en agua fría y la terminación en agua caliente.
Los materiales y equipos que se emplearan para la aplicación de estas técnicas se detallan en las
Tablas 10 y 11 respectivamente.
Para la determinación del contenido de extractivos en agua fría se pesará 2 g de cascarilla y se
colocará en un vaso de precipitación con 300 ml de agua destilada, se lo dejará a temperatura
ambiente por un tiempo de 48 horas agitando cada cierto tiempo, transcurrido el tiempo se
filtrará el contenido del vaso de precipitado usando papel filtro previamente pesado, se lavará
con agua destilada, se secará en una estufa regulada a 105 °C por 2 horas, se registrará el peso y
se volverá a secar hasta alcanzar peso constante.

40
Tabla 10
Determinación de extractivos en agua fría
Equipos/Materiales Sustancias
Estufa Cascarilla de arroz
Balanza analítica Agua destilada
Desecador
Vaso de precipitado
Papel filtro
Fuente: Autores
Se determinará el contenido de extractivos en agua fría empleando la siguiente fórmula:
% 𝑠𝑜𝑙𝑢𝑏𝑙𝑒𝑠(𝑎𝑔𝑢𝑎 𝑓𝑟𝑖𝑎) =𝑃
𝑤∗ 100 [𝐸𝐶. 4]
Para la determinación del contenido de extractivos en agua caliente se empezará por pesar 2 g
de muestra y se los colocará en un matraz Erlenmeyer agregando 100 ml de agua destilada, se
colocará el matraz en un baño maría y se dejará hervir por tres horas. Terminado el tiempo se
filtrará la suspensión usando un papel filtro, se lavará el residuo con agua destilada caliente y se
llevará a la estufa para secar a una temperatura de 105 °C por 2 horas hasta que se obtenga peso
constante.
Tabla 11
Determinación de extractivos en agua caliente
Equipos/Materiales Sustancias
Estufa Cascarilla de arroz
Balanza analítica Agua destilada
Desecador
Matraz Erlenmeyer
Papel filtro
Fuente: Autores

41
El contenido de extractivos se determinará mediante la Ecuación 5.
% 𝑠𝑜𝑙𝑢𝑏𝑙𝑒𝑠(𝑎𝑔𝑢𝑎 𝑐𝑎𝑙𝑖𝑒𝑛𝑡𝑒) =𝑃
𝑤∗ 100 [𝐸𝐶. 5]
3.1.2.3. Determinación del contenido de cenizas
Para la determinación del contenido de cenizas en la cascarilla de arroz se pesarán 2 g de la
misma en un crisol de porcelana, se calentará en la estufa por 20 minutos y luego se introducirá
en la mufla por 2 horas a 600 °C de temperatura. Terminado el tiempo se dejará enfriar la mufla
para luego proceder a retirar el crisol, se colocará el crisol en el desecador para que enfrié por
completo y evitar que la muestra absorba humedad, luego se le registrará el peso. Los equipos
que se utilizaran para este ensayo se exponen en la Tabla 12.
Tabla 12
Determinación del contenido de cenizas
Equipos/Materiales Sustancias
Estufa Cascarilla de arroz
Balanza analítica
Mufla
Crisol
Desecador
Fuente: Autores
El contenido de cenizas se determinará por la fórmula siguiente:
% 𝑐𝑒𝑛𝑖𝑧𝑎𝑠 =𝑃𝑒𝑠𝑜 𝑑𝑒 𝑐𝑒𝑛𝑖𝑧𝑎𝑠
𝑝𝑒𝑠𝑜 𝑑𝑒 𝑙𝑎 𝑚𝑢𝑒𝑡𝑟𝑎 ∗ 100 [𝐸𝐶. 6]
3.1.2.4. Determinación del contenido de sílice
Al crisol de porcelana que contiene las cenizas, se agregarán 10 ml de ácido clorhídrico (HCl)
4 N tratando de mojar toda la ceniza adherida a las paredes; se llevará a ebullición en baño María
42
hasta que se seque. Se adicionarán 10 ml de agua destilada y se volverá a desecar, se agregarán
10 ml de HCl 1 N y se colocara la cápsula por un tiempo de 10 minutos en baño María para
luego filtrar a través de papel filtro y lavarlo con HCl al 1%. Se desecará el filtrado en una
parrilla eléctrica y luego se calcinará en una mufla a 600 °C por 2 horas; cumplido el tiempo se
pesará y registrará el peso del residuo insoluble. En la Tabla 13 se describen los materiales y
equipos que se utilizaran durante el proceso de determinación.
Tabla 13
Determinación del Contenido de Sílice
Equipos/Materiales Sustancias
Estufa Cascarilla de arroz
Mufla Ácido clorhídrico
Balanza analítica
Espátula
Crisol
Desecador
Pinzas
Parrilla eléctrica
Fuente: Autores
El contenido de sílice se determinará por la fórmula:
% 𝑠𝑖𝑙𝑖𝑐𝑒 =𝑃𝑒𝑠𝑜 𝑑𝑒 𝑟𝑒𝑠𝑖𝑑𝑢𝑜𝑠
𝑝𝑒𝑠𝑜 𝑑𝑒 𝑙𝑎 𝑚𝑢𝑒𝑡𝑟𝑎 ∗ 100 [𝐸𝐶. 7]
3.1.3. Determinación de las sustancias macromoleculares de la cascarilla
Las sustancias macromoleculares que se encuentran presente en la cascarilla de arroz son la
celulosa, hemicelulosa y lignina descritas en el segundo capítulo de este documento.

43
3.1.3.1. Determinación del contenido de lignina
Para la terminación del contenido de lignina se hará uso del método descrito por klason cuyo
principio radica en la cantidad de materia orgánica que permanece en un determinado material
luego de un ataque ácido. La Tabla 14 contiene todos los materiales, equipos y sustancias que
serán empleados para la determinación de este elemento.
Tabla 14
Determinación del Contenido de Lignina
Equipos/Materiales Sustancias
Estufa Cascarilla de arroz
Matraz Erlenmeyer Ácido sulfúrico
Balanza analítica Agua destilada
Mufla
Desecador
Pinzas /soporte
Parrilla eléctrica
Fuente: Autores
Para determinar el contenido de lignina en la cascarilla de arroz se procederá a pesar 1 gramo
de cascarilla en la balanza analítica y se mezclará con 15 ml de ácido sulfúrico al 72 % de
concentración, se dejará la mezcla en reposo por un espacio de tiempo de 12 horas para luego
bajar la concentración del ácido de 72% al 3% añadiendo para el efecto 360 ml de agua destilada.
La mezcla se trasladará a un matraz Erlenmeyer el mismo que será sometido a ebullición en
un baño María por un tiempo de 3 horas, pasado este tiempo se tomará la mezcla y se filtrará en
papel filtro con peso conocido y se lavará con agua destilada caliente hasta alcanzar pH neutro.
El sólido retenido en el papel filtro se secará en la estufa a 105 °C de temperatura hasta obtener
peso constante. Del sólido seco se pesará 100 mg y se calcinará en la mufla a 550 °C por dos
horas para poder determinar el contenido de materia orgánica de la lignina.

44
El contenido de lignina presente en la cascarilla de arroz se determinará empleando la
siguiente fórmula:
% 𝐿𝑖𝑔𝑛𝑖𝑛𝑎 =(𝑝3 − 𝑝2) ∗ (%𝑀𝑂𝑙𝑖𝑔) ∗ (100)
𝑝1 ∗ (100 − %𝐻) [𝐸𝐶. 8]
Donde:
P3: es el peso del papel filtro más el residuo seco
P2: es el peso del papel filtro
P1: es el peso de la muestra al inicio
%H: es el porcentaje de humedad de la cascarilla previamente obtenida
3.1.3.2. Determinación del contenido de holocelulosa
La holocelulosa es la denominación que se le ha dado al material luego de remover el
contenido de lignina presentes en el mismo. En la holocelulosa está contenida la celulosa y la
hemicelulosa, para la determinación del contenido de holocelulosa en la cascarilla de arroz se
usará el método descrito por Browning en 1967, para lo que será necesario el uso de los
materiales y sustancias descritos en la Tabla 15.
Tabla 15
Determinación del Contenido de Holocelulosa
Equipos/Materiales Sustancias
Estufa Cascarilla de arroz
Matraz Erlenmeyer Clorito de sodio (NaClO2)
Balanza analítica Ácido acético glacial (CH3COOH)
Gotero Agua destilada
Mufla
Desecador
Papel filtro
Parrilla eléctrica
Fuente: Autores

45
Para determinar el contenido de holocelulosa se pesarán 2 gramos de cascarilla de arroz en la
balanza analítica y se los colocará en un matraz Erlenmeyer de 500 ml de capacidad, se añadirán
al matraz 63 ml de una solución de clorito de sodio al 0.94%, se agregarán 7 gotas de ácido
acético glacial, se cubrirá el matraz con un vidrio reloj y se lo llevará a baño María a 80 °C
agitando cada cierto tiempo, el procedimiento se repetirá cada hora hasta completarse la tercera
hora del baño. Cumplida la tercera hora del baño María se introducirá el matraz en un recipiente
con agua helada con el fin de que la temperatura descienda rápidamente, se filtrará la mezcla en
papel filtro de peso conocido y se lavará con agua destilada hasta alcanzar pH neutro, luego el
sólido retenido se llevará a la estufa para secar a temperatura de 105 °C hasta alcanzar peso
constante. Del residuo seco se tomarán 100 mg y se calcinaran en la mufla a 550 °C para
determinar el contenido de materia orgánica de la holocelulosa del mismo modo que se hará con
la lignina. Adicionalmente se determinará el contenido de humedad de la holocelulosa aplicando
la norma descrita anteriormente.
El contenido de holocelulosa se lo determinará por medio de la siguiente fórmula:
% 𝐻𝑜𝑙𝑜𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎 =(𝑝3 − 𝑝2) ∗ (100 − %𝐻ℎ𝑜𝑙𝑜) ∗ (%𝑀𝑂ℎ𝑜𝑙𝑜)
𝑝1 ∗ (100 − %𝐻) [𝐸𝐶. 9]
3.1.3.3. Determinación del contenido de celulosa
El contenido de celulosa de la cascarilla de arroz se la determinará empleando la norma
ASTM 1977 b.
Tabla 16
Determinación del contenido de celulosa
Equipos/Materiales Sustancias
Estufa Holocelulosa
Matraz Erlenmeyer Hidróxido de sodio (NaOH)
Balanza analítica Ácido acético glacial (CH3COOH)
Desecador Agua destilada
Mufla
Papel filtro
Fuente: Autores

46
El contenido de celulosa presente en la cascarilla de arroz se lo obtendrá empleando la
holocelulosa obtenida mediante la técnica anterior y algunas sustancias que se describen en la
Tabla 16. Para llevar a cabo esta determinación se pesará 1 gramo de holocelulosa en la balanza
analítica y se colocará en un matraz Erlenmeyer de 250 ml, se prepararán 12.5 ml de hidróxido
de sodio al 17.5 % de concentración y se añadirán 5 ml de la solución al matraz para luego
agitar, cada 5 minutos se agregarán 2.5 ml de hidróxido de sodio al 17.5% de concentración
hasta completar 12.5 ml, se agitará y se dejará reposar por 30 minutos.
Pasado 30 minutos se añadirán 26.35 ml de agua destilada a la mezcla para pasar de una
concentración de 17.5% al 8.3%, se agitará la mezcla se la dejará por 1 hora a temperatura
ambiente agitando de vez en cuando, cumplido este tiempo se filtrará la mezcla en papel filtro de
peso conocido, se lavará primeramente con 50 ml de una solución de hidróxido de sodio al 8.3%
y luego con agua destilada, se repetirá este procedimiento una vez más y luego se agregaran 17.5
ml de ácido acético al 10% y se dejará en reposo por 10 minutos.
Transcurridos los 10 minutos de reposo se lavará con agua destilada hasta alcanzar pH neutro
y se llevará a la estufa a 105 °C hasta registrar peso constante. De la celulosa ya seca se tomarán
100 mg y se calcinarán a 550 °C por dos horas para determinar el contenido de materia orgánica
de la celulosa.
El contenido de celulosa en la cascarilla de arroz se determinará empleando la Ecuación 10
% 𝐶𝑒𝑙𝑢𝑙𝑜𝑠𝑎 =(𝑝3 − 𝑝2) ∗ (%𝑀𝑂𝑐𝑒𝑙) ∗ (%𝐻𝑜𝑙𝑜𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎) ∗ (100)
𝑝1 ∗ (%𝑀𝑂ℎ𝑜𝑙𝑜) ∗ (100 − %𝐻ℎ𝑜𝑙𝑜) [𝐸𝐶. 10]
3.1.3.4. Determinación del contenido de hemicelulosa
Para la determinación del contenido de hemicelulosas se tomará la diferencia entre la cantidad
de holocelulosa y celulosa que se obtendrá del proceso de caracterización.
% 𝐻𝑒𝑚𝑖𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎 = %𝐻𝑜𝑙𝑜𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎 − %𝐶𝑒𝑙𝑢𝑙𝑜𝑠𝑎 [𝐸𝐶. 11]

47
Todo el proceso de caracterización de la materia prima se lo realizará por triplicado con la
finalidad de llevar un registro estadístico de los resultados obtenidos y determinar la
confiabilidad de los mismos.
3.1.4. Obtención de Celulosa de la Cascarilla de Arroz
El proceso de obtención de celulosa empezará con la selección y recolección de la materia
prima seguido por el acondicionamiento de la misma cuyo procedimiento ya se detalló
anteriormente. La obtención de celulosa a partir de la cascarilla de arroz se lo describe en la
Figura 13.
Selección Cascarilla de
arroz Reducción de
tamaño Tamizado
Cascarilla
Selección de
tamañoLavado
Agua
Agua
residual
SecadoPesaje
Agua
Cocción
Cascarilla
NaOH
Lignina + NaOH
Blanqueamiento
Celulosa
Remoción de
hemicelulosa
NaClO al
1% Lignina + NaClO
HCl al 0.65% HCl +
Hemicelulosa
Secado Celulosa
Agua
Impurezas
Figura 13 Diagrama de flujo para la obtención de celulosa
Fuente: Autores
Para la obtención de celulosa se empleará la cascarilla de arroz de origen ecuatoriano, la
cascarilla recolectada será seleccionada y acondicionada mediante procesos de molienda,
tamizada y lavada. La cascarilla que se utilizará en el proceso de cocción será la retenida en el
48
tamiz de mayor diámetro, a la que se le realizará un proceso de lavado para remoción de
impurezas que pudieren estar presentes en la misma, posteriormente se secará a 80 °C por 3
horas.
El proceso de cocción de la cascarilla se llevará a cabo empleando hidróxido de sodio a tres
concentraciones diferentes 5, 15 y 20% con una relación cascarilla licor de 1:10. La cantidad de
cascarilla que se empleará para cada proceso de cocción fue de 20 gramos, el tiempo de cocción
será de 90 minutos y la temperatura de cocción variará con la concentración de la solución es así
que las temperaturas de cocción para las diferentes concentraciones serán 102, 110 y 113 °C
respectivamente. Para cada concentración de hidróxido de sodio se realizarán tres replicas.
La celulosa que se obtendrá luego del proceso de cocción será lavada con agua destilada hasta
llegar a pH neutro posteriormente se secará en la estufa a 105 °C por 3 horas, luego se trasladará
la celulosa a un desecador para enfriar e impedir que adquiera humedad, se pesará la celulosa y
se registrará el peso, esto se repetirá para todos los demás procesos de cocción.
La celulosa proveniente de la estufa y con peso conocido será sometida a un proceso de
blanqueamiento con 300 ml de hipoclorito de sodio (NaClO) al 1% y a 80 °C de temperatura por
un tiempo de 1.5 horas y manteniendo agitación constante. La celulosa se lavará con agua
destilada hasta pH neutro luego se secará en la estufa a 105 °C por 3 horas y cumplido el tiempo
de secado se pasará a un desecador para luego registrar el peso. A la celulosa blanqueada se le
realizará un tratamiento con ácido clorhídrico (HCl) al 0.65% por 1 hora para la remoción de
hemicelulosa, luego se lavará con agua destilada y se secará en la estufa a 105 °C por 3 horas y
posteriormente se registrará el peso. La celulosa que será obtenida se caracterizará por medio de
(FTIR) para determinar su grado de pureza.
3.1.5. Estudio de la Cinética de Hidrolisis Básica Para Obtención de Celulosa
3.1.5.1. Determinación de la concentración de celulosa
El método empleado para determinar el contenido de celulosa será el descrito en el apartado
referente a la caracterización de la cascarilla para lo cual será necesario la determinación del

49
contenido de holocelulosa como un paso previo para determinar la cantidad de celulosa
adicionalmente se obtendrá la cantidad de hemicelulosa presente en cada determinación.
Para la determinar la cinética de la reacción se hará reaccionar 30 gramos de cascarilla de
arroz con 300 ml de hidróxido de sodio al 5% de concentración, en una relación cascarilla-
solución de 1/10, una vez empiece el proceso de cocción cada 20 minutos se retirará una muestra
de la mezcla hasta completar cinco muestras, a estas muestras obtenidas se le determinará el
contenido de holocelulosa y por consiguiente el contenido de celulosa. El producto de la reacción
de la cascarilla con hidróxido de sodio es celulosa más lignina como se expresa en la siguiente
Ecuación 12.
𝐶𝑎𝑠𝑐𝑎𝑟𝑖𝑙𝑙𝑎 + 𝑁𝑎𝑂𝐻 → 𝐶6𝐻10𝑂5 + 𝐿𝑖𝑔𝑛𝑖𝑛𝑎 [𝐸𝑐. 12]
Luego del proceso de determinación del contenido de celulosa se obtendrá la cantidad de
celulosa en porcentaje peso (p/p), para obtener una gráfica de concentración vs tiempo será
necesario expresar la concentración en molaridad.
3.1.5.2. Determinación del orden de la reacción
Se determinará el orden de la reacción para las tres concentraciones con la que se obtuvo la
celulosa, se llevaran a cabo dos métodos gráficos para obtener un orden de la reacción para las
diferentes concentraciones. Primero se llevará a cabo el método integral y luego el método
diferencial. El primero consiste en graficar la integral de la concentración con respecto al
tiempo, el segundo método utiliza la derivada de la ecuación exponencial para obtener la
velocidad instantánea para un tiempo determinado y luego graficar el logaritmo natural de las
velocidades instantáneas vs el logaritmo natural de la concentración y cuya pendiente resultante
será tomado como el orden de la reacción.
3.1.5.3. Determinación de la constante de velocidad
La constante de velocidad se la determinará dividiendo el logaritmo del diferencial de la
velocidad instantánea entre el logaritmo del diferencial de la concentración y elevando el
resultado al exponente como se expresa en la Ecuación 13.

50
𝑙𝑛 𝐾 =𝑙𝑛𝑟𝑓 − 𝑙𝑛𝑟𝑖
𝑙𝑛𝐶𝑓 − 𝑙𝑛𝐶𝑖 [𝐸𝐶. 13]
Una vez se haya obtenido el logaritmo neperiano de la constante de velocidad para todas las
concentraciones y velocidades instantáneas se procederá a obtener el valor promedio del
logaritmo de la constante para luego elevarlo al exponente (Ecuación 14), el valor resultante de
dicha operación será la constante de velocidad de la reacción.
𝑒𝑙𝑛 𝐾 [𝐸𝐶. 14]
3.1.5.4. Determinación de la ecuación de velocidad de la reacción
Cuando ya se haya obtenido el orden de la reacción y la constante de velocidad para cada una
de las concentraciones con las que se llevará a cabo la reacción de hidrólisis básica ya es posible
obtener la velocidad de la misma.
3.1.6. Obtención de Nanocelulosa a Partir de Celulosa de la Cascarilla de Arroz
Para la obtención de nanocelulosa a partir de celulosa proveniente de la cascarilla de arroz se
tomará en cuenta el método empleado por Pulido Barragán que consiste en realizar una hidrólisis
ácida empleado ácido sulfúrico al 64% (p/p), por 45 minutos y 45 °C de temperatura. Antes de
realizar la hidrólisis ácida se procederá a la pulverización de la celulosa para obtener el mayor
rendimiento posible de nanocelulosa como se detalla en la Figura 14.

51
Reducción de
tamaño Celulosa
Hidrólisis ácida
45 °C
45 min.
Detención de
hidrólisis
H2SO4 al 64%
(p/p) Agua destilada
Lavado por
decantación
Agua
destilada Agua ácida
Lavado por
centrifugación
3600 rpm
Agua
destilada Agua ácida
Sedimento Sonicación
30 min.
Micro fibra
Centrifugación
3600 rpm
Sobren
adante
Secado
60 °C
3 horas
Agua
Agua
Nanocelulosa
Figura 14 Diagrama de flujo para la obtención de nanocelulosa
Fuente: Autores
La hidrólisis ácida de la celulosa se la llevará a cabo empleando ácido sulfúrico al 60 y 64%
con una relación celulosa /acido de 1/10, se colocará el ácido en un vaso de precipitación de
500 ml y se añadirá la celulosa posteriormente se colocará el matraz en la plancha de agitación y
se controlará la temperatura de manera que no exceda los 45 °C, se dejará reaccionar por 45
minutos cuidando de que la agitación sea constante, una vez haya transcurrido el tiempo de
reacción se procederá a agregar 650 ml de agua destilada a la mezcla para detener la reacción, se
dejará sedimentar y se realizará una decantación del líquido sobrenadante, este proceso se
repetirá hasta que el tiempo de sedimentación de la mezcla sea mayor, entonces se trasladará la
mezcla hasta un matraz Erlenmeyer y se le realizará un baño de ultrasonido a 28 (KHZ) de
amplitud para que se logre separar la parte cristalina de la amorfa por completo. Luego de la
sonicación se podrán observar dos etapas dentro del matraz, un sedimento y un sobrenadante.

52
El sobrenadante resultante corresponderá a los Nanocristales de celulosa y la parte
sedimentada a la microfibra de celulosa, el método que se pondrá en consideración para el lavado
de los dos productos obtenidos fue la centrifugación, no es un método de lavado muy eficiente,
pero en comparación al lavado mediante diálisis es mucho más económico y se puede obtener un
potencial de hidrogeno neutro de manera más acelerada.
Adicional a la obtención de Nanocristales de celulosa mediante la aplicación de ácido
sulfúrico al 64% también se experimentará con concentración del 60% manteniendo los mismos
parámetros de temperatura y tiempo. Esto con la finalidad de poder observar y determinar las
variaciones que se podrían derivar con respecto al cambio de concentración de la reacción.
También se llevarán a cabo reacciones a concentración de 64% manteniendo la misma
temperatura de reacción, pero aumentando el tiempo de reacción, estas dos últimas variaciones
permitirán determinar las mejores condiciones en cuanto a concentración, tiempo y temperatura
para la reacción de hidrólisis. Para caracterizar la nanocelulosa y microfibra de celulosa
obtenidas se empleará un microscopio electrónico de barrido (SEM).
3.1.7. Análisis de celulosa y nanocelulosa obtenidas
3.1.7.1. Análisis de la celulosa obtenida por (FTIR)
Una vez se obtenga la celulosa a partir de la cascarilla de arroz a diferentes concentraciones
de hidróxido de sodio se procederá a tomar una muestra de celulosa a una concentración dada
para realizar un análisis de la misma empleando para este fin la espectroscopia de infrarrojo con
transformada de Fourier (FTIR) con lo que se podrá determinar la estructura de la muestra luego
de que sea sometida a un proceso de cocción y de haber pasado por otros procesos como el de
blanqueamiento y la remoción de hemicelulosa además, esta técnica de análisis permitirá
conocer las diferencias y semejanzas entre la celulosa extraída de la cascarilla de arroz y la
celulosa comercial obtenida de la madera, este procedimiento se detalla a continuación:
Antes de proceder analizar la muestra de celulosa esta debe encontrarse en estado sólido y
bien seca, luego con la ayuda de un mortero se procederá a pulverizar un tanto de la muestra la

53
misma que se mezclará con una pequeña cantidad de bromuro de potasio, para luego seguir
moliendo hasta que la muestra quede homogénea.
Cuando la muestra de celulosa esta lo más pulverizada posible se realiza una pastilla y se la
introduce a la cámara de lecturas del espectrofotómetro, todo este procedimiento es repetido con
la celulosa comercial (patrón).
Una vez se han introducido las muestras se comenzará con la lectura que quedaran registradas
en la computadora.
3.1.7.2. Determinación del tamaño de partícula por microscopia electrónica de
barrido (SEM)
La nanocelulosa y la microfibra de celulosa que se obtenga a partir de la celulosa proveniente
de la cascarilla de arroz será analizada por microscopia electrónica de barrido para la
determinación de su tamaño en un proceso descrito a continuación:
La nanocelulosa y microfibra de celulosa obtenidas serán codificadas con un rótulo en el tubo
de ensayo para su respectiva identificación luego se procederá a tomar una muestra de cada tubo
y se colocaran en una claqueta de vidrio las cuales deberán tener el mismo código que el tubo de
ensayo de donde provenga la muestra y se dejará secar al ambiente al menos durante 24 horas.
Cuando las muestras se encuentren bien secas se procederán a tomar cada una de ellas para
recubrirlas con oro por un tiempo no mayor a 2 minutos para luego pasarlas al microscopio para
captar las muestras y capturar las micrografías donde se podrán observar la forma de los
nanocristales y de la microfibra y el tamaño de dichos materiales.
3.2. Método a Emplearse para el Desarrollo del Escalado Industrial
Una meta de esta investigación será la realización del escalado industrial del proceso de
obtención de nanocelulosa, adoptando como base las condiciones de proceso y método empleado
para la obtención de este producto a nivel de laboratorio. En el escalado industrial para la

54
obtención del producto se tomarán en cuenta algunas variables de suma importancia para un
correcto funcionamiento del proceso.
Primeramente, antes de tener en cuenta cualquier proceso productivo se procederá a realizar el
correspondiente estudio de mercado que proporcionará la cantidad de producto que es ofertado y
demandado a nivel nacional como internacional, luego de la demanda del producto a nivel
nacional se tomará el 30% que será la producción en el primer año de implementación del
proyecto con un crecimiento del 7% anual hasta llegar al décimo año en donde será la máxima
producción. Mediante el proceso de producción se podrá identificar los equipos necesarios que
se utilizarán, la cantidad de producto a manufacturarse, así como las condiciones de operación
que se emplearán para la fabricación de un producto con las especificaciones preestablecidas.
Conociendo la cantidad de equipos a emplearse, la características de los mismos y la cantidad
a producirse, se procederá al diseño y dimensionamiento de los equipos con lo que se podrá
determinar el costo de los mismos también se podrá calcular el requerimiento de mano de obra
para la operación de la planta, también se determinará la cantidad de personas necesarias para
las áreas administrativas, para la determinación de la cantidad total de obreros a emplearse se
considerará que la planta de producción operará 24 horas al día.
La ubicación de la planta se la determinará teniendo en cuenta la disponibilidad de la materia
prima a emplearse, las facilidades que otorgue la zona para la movilidad de la materia prima, la
adecuada disposición de servicios básicos entre otros. Luego encontrar el terreno adecuado para
la ubicación de la planta se procederá a determinar el área de construcción para lo que se tendrá
en cuenta la influencia de cada área dentro del proceso productivo además se situará cada área de
manera estratégica previniendo la no interferencia entre un área y la otra.
Una vez conocido el costo de los equipos del proceso productivo, del terreno y determinada la
superficie de construcción de la planta con la correspondiente delimitación de sus áreas referidas
a cada etapa de producción, se empezará a determinar el monto de inversión para los activos fijos
a los que se le sumarán los equipos de oficina y de transporte. Se fijará un imprevisto
correspondiente al 5% de estos activos.

55
Se calculará un capital de operación tomando en cuenta: la cantidad de materiales directos a
utilizarse en el proceso, los gastos derivados de la comercialización del producto, egresos totales
y administrativos y carga fabril.
1.5. Método a emplearse para el análisis financiero del proyecto
El análisis financiero es el mecanismo que se empleará para la determinación de los indicadores
financieros del proyecto de obtención de nanocelulosa a nivel industrial, para la obtención de
estos indicadores se deberá considerar algunos rubros tanto de ingresos como de egresos.
El presupuesto de ingresos se lo determinarán teniendo como base el precio de venta de
nanocelulosa sumando los ingresos que obtendrán por la venta de microfibra de celulosa y los
egresos correspondientes a los costos de operación.
Se determinarán los costos de fabricación que encierran todo lo referente a materia prima,
materiales, directos y mano de obra directa. También se procederá a encontrar los gastos de
fabricación, gastos financieros y gastos de carácter administrativo.
Para la determinación de los flujos de fondos efectivos se sumarán otros aspectos como la
amortización de activos diferidos, depreciación, utilidades e impuestos que sumados a los
mencionados anteriormente contribuyen para dicho propósito. Para el cálculo de estos flujos se
tendrá en cuenta una taza de interés del 10% a 10 años plazo.
56
CAPITULO IV
4. ESCALADO A NIVEL INDUSTRIAL
4.2. Introducción
Para la consecución del proyecto la materia prima utilizada fue la cascarilla de arroz adquirida
a la empresa arrocera PORTIARROZ S. A, ubicada en la ciudad de Milagro. Además de la
cascarilla de arroz para la obtención de nanocelulosa se requirió de otros tipos de insumos que
son muy importantes dentro del proceso productivo, estos insumos se encuentran detallados en el
Anexo G, Tabla 73
4.3. Proceso de Producción
4.3.1. Análisis y selección de alternativas de proceso
Para la producción de nanocelulosa se requirió de una serie de equipos que son necesarios
para la consecución de un producto de calidad. Puesto que para la fabricación de este producto se
tomó la celulosa contenida en la cascarilla de arroz, se necesitó equipos de similares
características a los utilizados en la obtención de celulosa a partir de la madera. En el Anexo C
se especifican los equipos que se utilizaron para la obtención de nanocelulosa.
4.3.1.1. Consideraciones del proceso
Dentro del proceso de producción de nanocelulosa se tomó en cuenta varios aspectos
importantes que podría afectar la calidad del producto obtenido. La materia prima empleada para
la producción debió cumplir con varios requisitos y estándares de calidad. El proceso contó con
condicionantes, las mismas que de no cumplirse podrían perjudicar al proceso de producción y
alterar la calidad del producto.
Dentro de las principales condicionantes del proceso se consideró las siguientes:
o Presión
o Temperatura

57
o Tiempo de residencia
o Concentración de las soluciones
4.3.2. Requerimientos de mano de obra
En la fase de operación el proyecto contempló emplear a 28 personas entre personal
administrativo y personal de planta, el costo salarial que se ha presupuestado son 16,870 dólares
mensuales lo que equivales a 202,440 dólares al año, estos valores corresponden al sueldo que
percibirán los trabajadores durante el primer año de funcionamiento de la planta. El tipo de mano
obra, así como la cantidad de personal requerido y el sueldo que percibirá cada uno de ellos se
encuentra detallado en el Anexo G-Tabla 74.
4.4. Terreno Para la Planta
La planta se ubicará sobre un terreno de 3 hectáreas localizado en el cantón Daule
perteneciente a la provincia del Guayas (Figura 15), se escogió este lugar dado que es donde
existe la mayor cantidad de materia prima lo que supone una ventaja por lo complejo que se
tornaría el traslado de la materia prima por el volumen de la misma a utilizarse en el proceso de
producción.
Figura 15. Mapa de la zona de ubicación de la planta
Fuente: Google maps

58
El cálculo del área de construcción de la planta fue de 18,069 m2, dentro de los que se incluyó
áreas: administrativas, de producción, parqueaderos, vías internas y almacenamiento de materia
prima y de producto terminado. Los 11,931 m2 restantes fueron destinados a áreas verdes de
recreación.
4.4.1. Área de Construcción
Para la distribución de las áreas de la planta se tuvo en cuenta la influencia de cada área
dentro de la misma por esta razón se destinó 4000 m2 al área de producción donde se incluye;
ingeniería del producto, ingeniería de la planta, manufactura y el departamento de control de
calidad. La Tabla 17 muestra la superficie de construcción y los precios de las edificaciones y
obras completarías, los detalles de las áreas que se construirán se encuentran en el Anexo G-
Tabla 75.
Tabla 17
Costo de construcción de edificaciones
Rubro Superficie de construcción Unidad Precio (USD)
Terreno 3 Ha. 120,000
Edificaciones 16,119 m2 3,448,950
Obras complementarias y de servicios 1,950 m2 191,650
Total 18,069 m2 3,760,600
Fuente: Autores
4.4.2. Distribución de la planta
La distribución de la planta dispuso de la siguiente manera: La sección administrativa del
edificio se encuentra independiente de la zona de producción para evitar contaminación durante
el proceso productivo, así como para evitar el ruido de la misma. Las bodegas de materia prima,
producto terminado y empaque se situaron cercanas al área producción con la finalidad de
reducir tiempo y esfuerzo a la hora de trasladar tanto la materia prima como el producto
terminado.

59
4.4.3. Obras complementarias y servicios
Los servicios complementarios de la planta de nanocelulosa serán de mucha utilidad ya que
los mismos ayudaran a que la planta sea más funcional y que además cumpla con todas las
normas de seguridad exigidas por la cámara de la construcción y el ministerio de industrias y
comercio, por lo antes expresado las obras complementarias en la planta estarán constituidas por:
vías internas, provisión de agua corriente, eliminación de aguas servidas e industriales y
provisión de energía eléctrica.
4.5. Inversiones Fijas
4.5.1. Equipos de oficina
Los equipos de oficina son todos los enseres requeridos principalmente por las áreas de
administración de la empresa para un correcto funcionamiento, el rubro que se destinó para este
fin fue de $11,907.00.
4.5.2. Imprevistos
Para la etapa de implementación del proyecto se estimó un 5% en caso de imprevistos de
cualquier índole, este valor será tomado de la inversión en activos fijos que realice la empresa de
donde se calculó la suma de 397,269.17 dólares.
4.6. Inversiones Diferidas
4.6.1. Gastos de organización y constitución de la empresa
En esta sección el proyecto cubrirá todo tipo de inversión que guarde relación con
ordenamiento y legitimación de la empresa que vislumbrará todo lo que respecta a tributaciones
fiscalizadoras, asesoría jurídica, creación de un documento público previo a una escritura,
asesoría contable etc. Este valor se fijó en $ 20,000.00 dólares.
4.7. Capital de Operación
Los aspectos que se tuvo en cuenta para la etapa de operación del proyecto, para garantizar y
permitir un adecuado manejo de los gastos e identificar en cualquier momento cual el

60
patrimonio de la empresa. Estos aspectos que se enlistan a continuación se encuentran detallados
en el Anexo G-Tabla 78.
o Egresos de comercialización
o Egresos totales y administrativos
o Provisión de materiales
o Carga fabril
4.8. Resumen de Inversiones
Todas las inversiones de carácter fijo que se consideraron para el arranque del proyecto de
obtención de nanocelulosa a partir de la cascarilla de arroz se las puede observar en detalle en la
Tabla 18. Estas inversiones son las que representan el mayor gasto de constitución del proyecto.
Tabla 18
Resumen de inversiones
DETALLE VALOR (USD)
A. Inversiones Fijas 7945383,47
Terreno 120000,00
Obras civiles 3760600,00
Maquinarias y Equipos 2591735,98
Equipos de oficina 11907,00
Vehículos 390000,00
B. Otros Activos 1071140,49
C. Capital de Trabajo 5926387,49
Inversión Total ( A+B+C) 14942911,45
Fuente: Autores

61
4.9. Diseño y Dimensionamiento de Equipos
4.9.1. Diseño de un reactor para la obtención de celulosa
El proyecto contempla la producción de 250 toneladas de nanocelulosa al llegar al año 2028
para cumplir con esta cifra se emplearán 3,071.39 toneladas de cascarilla de arroz, este valor se
lo estableció luego del proceso de caracterización de la materia prima mediante el que se pudo
determinar que la cantidad de celulosa presente en la cascarilla era de un 37%. La hidrólisis
básica se la realizará empleando una solución de hidróxido de sodio a una concentración del 5%
(p/v), con una relación cascarilla/hidróxido de 1/8.5 y con un tiempo de residencia en el reactor
de 1.5 horas.
4.9.1.1. Volumen del reactor
Para determinar el volumen del reactor fue primordial conocer la cantidad de material
reactante que ingresará al mismo para lo cual se determinó los caudales volumétricos de entrada
al reactor tanto de cascarilla como de la solución de hidróxido de sodio. Como medida de
prevención y pensando en una futura expansión de la planta se sobredimensionaron los equipos
en 20% con respecto a su capacidad.
𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 𝑄𝑐𝑎𝑠𝑐𝑎𝑟𝑖𝑙𝑙𝑎 + 𝑄𝑁𝑎𝑂𝐻(𝑎𝑐) [𝐸𝐶. 15]
𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 426.58𝑘𝑔
ℎ∗
1𝑚3
1420 𝑘𝑔+ 3.626
𝑚3
ℎ
𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 0.300𝑚3
ℎ+ 3.626
𝑚3
ℎ= 3.926
𝑚3
ℎ
El volumen de la mezcla dentro del reactor se lo determinó mediante la Ecuación 16.
𝑉𝑚𝑒𝑧𝑐𝑙𝑎 = 𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 ∗ 𝑡𝑚𝑒𝑧𝑐𝑙𝑎 [𝐸𝐶. 16]
𝑉𝑚𝑒𝑧𝑐𝑙𝑎 = 3.926𝑚3
ℎ∗ 1.5 h

62
𝑉𝑚𝑒𝑧𝑐𝑙𝑎 = 5.889 𝑚3
Como medida de seguridad, a pesar de que el reactor contará con bafles para descartar la
formación de vórtices y en consecuencia un posible derrame del líquido por las paredes del
mismo, se dejó un margen de seguridad del 15% del volumen total del reactor, este porcentaje es
el que más se maneja según las literaturas consultadas. Este margen de volumen sirvió para más
adelante determinar el porcentaje de carga del reactor. El volumen mínimo del reactor
considerando el margen de seguridad se lo determinó mediante la Ecuación 17. (Cálculos, 2016,
pág. 75)
𝑉𝑇,𝑚 =𝑉𝑚𝑒𝑧𝑐𝑙𝑎
(1 − 0.15) [𝐸𝐶. 17]
𝑉𝑇,𝑚 =5.889 𝑚3
(1 − 0.15)= 6.928 𝑚3
4.9.1.2. Dimensionamiento del reactor
Para empezar a calcular el tamaño de la parte cilíndrica del reactor fue necesario tomar en
cuenta el tipo de agitador que se usará para el mismo y los factores de forma que determinarán
las dimensiones del reactor y que ayudarán a que la agitación dentro del reactor sea mucho más
eficiente.
Para el tipo de sustancias que se pretende mezclar favorece la aplicación de un agitador de
turbina de seis palas para el cual se aplicaron los factores de forma siguientes. (Harriot, Smith, &
McCabe, 2007).
𝐷𝑎
𝐷𝑡=
1
3 [𝐸𝐶. 18]
H
𝐷𝑡= 1 [𝐸𝐶. 19]
j
𝐷𝑡=
1
12 [𝐸𝐶. 20]
E
𝐷𝑡=
1
3 [𝐸𝐶. 21]
w
𝐷𝑎=
1
5 [𝐸𝐶. 22]
L
𝐷𝑎=
1
4 [𝐸𝐶. 23]

63
Para determinar el volumen del tanque del reactor se empleó la Ecuación 24.
𝑉𝑡𝑎𝑛𝑞𝑢𝑒 =𝜋
4∗ 𝐷2 ∗ 𝐻 [𝐸𝐶. 24]
En este caso se hizo una pequeña modificación en cuanto a la relación altura/diámetro del
tanque sin alterar de manera significativa el diseño estandarizado del reactor, en este sentido la
relación altura diámetro del tanque fue de H
𝐷𝑡= 1.6. Se obtuvo el diámetro del tanque aplicando
la Ecuación 25.
𝐷 = √4 ∗ 𝑉𝑡𝑎𝑛𝑞𝑢𝑒
2 ∗ 𝜋
3
[𝐸𝐶. 25]
𝐷 = √4 ∗ 6.928 𝑚3
2 ∗ 𝜋
3
1.64 m
Como la relación altura/diámetro del tanque es 1.6 entonces se obtuvo para la altura del
tanque el siguiente valor:
𝐷 = 1.6 ∗ 1.64 = 2.62 𝑚 [𝐸𝐶. 26]
Con los datos de altura y diámetro calculados anteriormente se procedió a calcular las
dimensiones reales del tanque del reactor, pero para tener medidas estandarizadas se redondeó el
diámetro del reactor a 2 m y la altura a 3 m y se calculó el volumen real del reactor con dichas
medidas. Aplicando la fórmula anterior se tuvo que el volumen real del tanque fue:
𝑉𝑟𝑒𝑎𝑙 =𝜋
4∗ 𝐷2 ∗ 𝐻 [𝐸𝐶. 27]
𝑉𝑟𝑒𝑎𝑙 =𝜋
4∗ (2)2 ∗ (3)
𝑉𝑟𝑒𝑎𝑙 = 9.42 𝑚3

64
4.9.1.3. Capacidad de ocupación del tanque
La capacidad de ocupación del tanque se la determinó una vez se hubo calculado todos los
volúmenes, para determinar esta capacidad se empleó la Ecuación 28.
% 𝑉𝑜𝑐𝑢𝑝𝑎𝑑𝑜 =
𝑉𝑚𝑒𝑧𝑐𝑙𝑎
# tanques
𝑉𝑟𝑒𝑎𝑙∗ 100 [𝐸𝐶. 28]
% 𝑉𝑜𝑐𝑢𝑝𝑎𝑑𝑜 =
5.889 𝑚3
1
9.42 𝑚3∗ 100 = 61.21%
4.9.1.4. Agitación y potencia del motor
Tomando en cuenta los factores de forma anteriormente mencionados se procedió a
dimensionar los elementos que conformaran el mecanismo de agitación, para los que se realizó
un despeje de las ecuaciones vistas en la página 64, se pueden encontrar las dimensiones de cada
uno de los elementos de agitación en la Tabla 19 por ejemplo, para determinar el diámetro del
agitador se realiza un despeje de la Ecuación 18 que quedó planteada de la siguiente manera:
𝐷𝑎 =1
3∗ 𝐷𝑡 [𝐸𝐶. 29]
Tabla 19
Dimensionamiento de los elementos de agitación
Factor Ecuación # de Ecuación Medida Unidad
Diámetro del agitador 𝐷𝑎 =
1
3∗ 2
[𝐸𝐶. 30] 0.67 m
Ancho de los bafles 𝑗 =
1
12∗ 2
[𝐸𝐶. 31] 0.17 m
Distancia del agitador al
fondo del tanque 𝐸 =
1
3∗ 2
[𝐸𝐶. 32] 0.67 m
Altura de las aspas 𝑤 =
1
5∗ 0.67
[𝐸𝐶. 33] 0.134 m
Longitud de las aspas 𝐿 =
1
4∗ 0.67
[𝐸𝐶. 34] 0.17 m
Fuente: Autores

65
Para determinar la potencia del motor de agitación se procedió a calcular el número de
Reynolds y número de potencia, se tuvo en consideración que este tipo de agitador tiene un
rango de velocidad que va de 50 a 500 rpm. Por la naturaleza de la mezcla con la que trabajará se
optó por una velocidad de agitación de 240 rpm.
𝜇 = 4.2 𝑐𝑝 = 4.2 ∗ 10−3𝑘𝑔
𝑚 ∗ 𝑠 𝜌 = 1.15
𝑔
𝑚𝑙= 1150
𝑘𝑔
𝑚3
𝑛 = 240 𝑟𝑝𝑚 = 4 𝑟𝑝𝑠 𝐷𝑎2 = 0.4489 m2
𝑅𝑒 =𝜌 ∗ 𝑛 ∗ 𝐷𝑎
2
𝜇 [𝐸𝐶. 35]
𝑅𝑒 =1150
𝑘𝑔
𝑚3 ∗ 4 𝑟𝑝𝑠 ∗ (0.67)2
4.2 ∗ 10−3 𝑘𝑔
𝑚∗𝑠
= 491652.38
El valor de Reynolds que se obtuvo fue mayor a 10000, de acuerdo a (Harriot, Smith, &
McCabe, 2007) cuando 𝑅𝑒˃104 entonces 𝑁𝑝 = 𝐾𝑇 (Cuadro 1), en este caso para un agitador
tipo turbina de seis aspas 𝑁𝑝 = 5.75.
Cuadro 1 Valores de las constantes KL y KT para tanque con
cuatro deflectores
Fuente: (Harriot, Smith, & McCabe, 2007)

66
La potencia del motor se la obtuvo por la Ecuación 36
𝑃 =𝑁𝑝 ∗ 𝐷𝑎
5 ∗ n3 ∗ 𝜌
𝑔 [𝐸𝐶. 36]
𝑃 =5.75 ∗ (0.67 𝑚)5 ∗ (4 𝑟𝑝𝑠)3 ∗ 1150
𝑘𝑔
𝑚3
9.81 𝑚
𝑠2
= 5824.39 𝑤
𝑃 = 5.824 𝑘𝑤 = 7.81 ℎ𝑝
4.9.1.5. Determinación del grosor de las paredes del cilindro y grosor de la tapa
y fondo del reactor.
La temperatura al interior del reactor estará en el rango de 102 a 120 °C, este rango de
temperatura se lo determinó como resultado de la fase de experimentación del proceso de
obtención de celulosa mediante el empleo de solución de hidróxido de sodio. La presión
correspondiente a dicho rango de temperatura ser estimó en el rango de 5 a 6 bares, tomando
como referencia la presión medida en la fase de experimentación; para determinar el grosor de
las paredes del tanque se tomó el mayor valor de temperatura y presión. A partir de estos valores
se procedió a determinar tanto la temperatura de diseño como la presión.
Temperatura de diseño: La temperatura de diseño fue 50 °C mayor a la temperatura de
trabajo al interior del reactor (Cálculos, 2016), así la temperatura de diseño fue igual a:
𝑇𝑑𝑖𝑠𝑒ñ𝑜 = 𝑇𝑡𝑟𝑎𝑏𝑎𝑗𝑜 + 50 °𝐶 [𝐸𝐶. 37]
𝑇𝑑𝑖𝑠𝑒ñ𝑜 = 120 °𝐶 + 50 °𝐶 = 170°𝐶
Presión de diseño: Para determinar la presión de diseño del reactor se aumentó la presión de
trabajo en un 10% (Sieir Pereira, Garcia Casassas, & Tkatchenko, 2016) de esta manera la
presión de diseño será:

67
𝑃𝑑𝑖𝑠𝑒ñ𝑜 = 1.1 ∗ 𝑃𝑡𝑟𝑎𝑏𝑎𝑗𝑜 [𝐸𝐶. 38]
𝑃𝑑𝑖𝑠𝑒ñ𝑜 = 1.1 ∗ 6 𝑏𝑎𝑟 = 6.6 𝑏𝑎𝑟
Conociendo la temperatura de diseño fue posible determinar la presión a dicha temperatura
para lo cual se empleó el Cuadro 2. Esta presión se la remplazó en la Ecuación 39 para
determinar el grosor de las paredes del cilindro.
Cuadro 2 Presión del acero inoxidable sometido a diferentes temperaturas
Fuente: (Cálculos, 2016)
Cilindro: El material de construcción del reactor será acero inoxidable 304 L el cual se
adapta mejor a las condiciones de operación del reactor. Según la normativa ASME el grosor de
las paredes de un reactor se calcula aplicando la Ecuación 39.
𝑡𝑐 =𝑃𝑐 ∗ 𝑅𝑖,𝑐
𝑆 ∗ 𝐸 − 0.6 ∗ 𝑃𝑐+ 𝐶. 𝐴 [𝐸𝐶. 39]
La tolerancia a la corrosión tiene un valor establecido de 2 mm y el factor de soldadura que es
un número adimensional tiene un valor de 0.85 entonces.
𝑡𝑐 =6.6 𝑏𝑎𝑟 ∗ 1000 𝑚𝑚
1038.73 𝑏𝑎𝑟 ∗ 0.85 − 0.6 ∗ 6.6 bar+ 2 = 9.51 𝑚𝑚
Diámetro externo del cilindro:

68
Para la determinación del diámetro externo del cilindro se aplicó la Ecuación 40 como se
recomienda en (Cálculos, 2016, pág. 82)
𝐷𝑒𝑥𝑡𝑒𝑟𝑛𝑜 = 𝐷𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜 + 2 ∗ 𝑡𝑐 [𝐸𝐶. 40]
𝐷𝑒𝑥𝑡𝑒𝑟𝑛𝑜 = 2000 𝑚𝑚 + 2 ∗ 9.51 mm
𝐷𝑒𝑥𝑡𝑒𝑟𝑛𝑜 = 2019 𝑚𝑚 = 2.019 𝑚
Tapa y fondo: Para determinar el espesor del fondo y el cabezal del reactor se tomó como
referencia los parámetros propuesto por la ASME indicados en el Cuadro 3.
Cuadro 3 Ecuaciones para determinar el grosor de la tapa y fondo del
reactor
Fuente: (Cálculos, 2016)
La relación L/r para hallar M (Cuadro 3) se encontró mediante el empleo de la Ecuación 41,
42 y 43. (Cálculos, 2016, pág. 80)

69
𝐿 = 100% ∗ 𝐷 = 2 𝑚 [𝐸𝐶. 41]
𝑟 = 10% ∗ D = 0.2 m [𝐸𝐶. 42]
𝐿
𝑟=
2
0.2= 10 [𝐸𝐶. 43]
Para esa cantidad obtenida L/r el Cuadro 3 mostró un valor de M de 1.54. La ecuación a
empleada para determinar el grosor de la tapa y el fondo del reactor es la misma que se encuentra
en el Cuadro 3 sumado la tolerancia a la corrosión. (Cálculos, 2016, pág. 80)
𝑡𝑡𝑎𝑝𝑎 =𝑃𝑐 ∗ L ∗ M
2 ∗ 𝑆 ∗ 𝐸 − 0.2 ∗ 𝑃𝑐+ 𝐶. 𝐴 [𝐸𝐶. 44]
𝑡𝑡𝑎𝑝𝑎 =6.6 𝑏𝑎𝑟 ∗ 2000 𝑚𝑚 ∗ 1.54
2 ∗ 1038.73 𝑏𝑎𝑟 ∗ 0.85 − 0.2 ∗ 6.6 bar+ 2 𝑚𝑚 = 13.52 𝑚𝑚
Este grosor solo se lo empleará para la tapa del reactor ya que para el fondo del mismo se
utilizará el mismo diámetro externo del cilindro.
Diámetro externo de la tapa y fondo:
El diámetro externo de la tapa y el fondo del reactor se lo obtuvo sumando el espesor obtenido
de la tapa y fondo del reactor con el diámetro interno del cilindro del reactor como se detalla en
la Ecuación 45. (Cálculos, 2016, pág. 81)
𝐷𝑒𝑥𝑡𝑒𝑟𝑛𝑜 = 𝐷𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜 + 2 ∗ 𝑡𝑐 [𝐸𝐶. 45]
𝐷𝑒𝑥𝑡𝑒𝑟𝑛𝑜 = 2000 𝑚𝑚 + 2 ∗ 13.52 mm
𝐷𝑒𝑥𝑡𝑒𝑟𝑛𝑜 = 2027 𝑚𝑚 = 2.027 𝑚

70
Altura de la tapa y fondo: La empresa fabricante de los cabezales ´´Koenig-co’’ ofrece las
ecuaciones que permiten el cálculo del diámetro y altura de la tapa y fondo del reactor.
𝐷𝐻 = 0.1935 ∗ 𝐷𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜 − 0.455 ∗ 𝑡𝑡𝑎𝑝𝑎 [𝐸𝐶. 46]
𝐷𝐻 = 0.1935 ∗ 2000 𝑚𝑚 − 0.455 ∗ 13.52 = 380.85 𝑚𝑚
𝑆𝐹 = 3.5 ∗ 𝑡𝑡𝑎𝑝𝑎 [𝐸𝐶. 47]
𝑆𝐹 = 3.5 ∗ 13.52 mm = 47.32 mm
𝑇𝐻 = 47.32 mm + 380.85 𝑚𝑚 = 428.17 = 0.428 𝑚 [𝐸𝐶. 48]
Altura del cilindro del reactor: Una vez obtenida la altura de la tapa y fondo del reactor se
procedió a calcular la altura total del cilindro. (Cálculos, 2016, pág. 83)
𝐻𝑡𝑜𝑡𝑎𝑙 = H + 2 ∗ 𝐻𝑡𝑎𝑝𝑎 [𝐸𝐶. 49]
𝐻𝑡𝑜𝑡𝑎𝑙 = 3000 mm + 2 ∗ 428 mm
𝐻𝑡𝑜𝑡𝑎𝑙 = 3856 mm = 3.856 m
4.9.1.6. Diseño del sistema de calentamiento del reactor
Cantidad de calor requerido:
𝑄𝑐𝑒𝑑𝑖𝑑𝑜 = 𝑄𝑔𝑎𝑛𝑎𝑑𝑜 [𝐸𝐶. 50]
𝑄𝑐𝑒𝑑𝑖𝑑𝑜 = 𝑚 ∗ (𝐻𝑣 − 𝐻𝑐) = 𝑄𝑔𝑎𝑛𝑎𝑑𝑜 = 𝑚 ∗ 𝑐𝑝 ∗ (∆𝑇)

71
Calor ganado: La cantidad de calor ganado se obtuvo producto de la suma del calor
requerido por la cascarilla y el calor requerido del hidróxido de sodio.
Cascarilla:
𝑄𝑔𝑎𝑛𝑎𝑑𝑜 = 𝑚 ∗ 𝑐𝑝 ∗ (∆𝑇) [𝐸𝐶. 51]
𝑄𝑔𝑎𝑛𝑎𝑑𝑜 = 426.58 𝑘𝑔 ∗ 3.60𝑘𝑐𝑎𝑙
𝑘𝑔 °𝐶∗ (120 − 30)
𝑄𝑔𝑎𝑛𝑎𝑑𝑜 = 138211.92 𝑘𝑐𝑎𝑙
ℎ
Hidróxido:
𝑄𝑔𝑎𝑛𝑎𝑑𝑜 = 𝑚 ∗ 𝑐𝑝 ∗ (∆𝑇) [𝐸𝐶. 52]
𝑄𝑔𝑎𝑛𝑎𝑑𝑜 = 4397.12 𝑘𝑔 ∗ 0.969kal
𝑘𝑔 °𝐶∗ (120 − 30)
𝑄𝑔𝑎𝑛𝑎𝑑𝑜 = 383472.83𝑘𝑐𝑎𝑙
ℎ
Calor total:
𝑄𝑡𝑜𝑡𝑎𝑙 = 𝑄𝑔𝑎𝑛𝑎𝑑𝑜,𝐶 + 𝑄𝑔𝑎𝑛𝑎𝑑𝑜,𝐻 [𝐸𝐶. 53]
𝑄𝑡𝑜𝑡𝑎𝑙 = 138211.92kcal
h+ 383472.83
𝑘𝑎𝑙
ℎ= 521684.75
𝑘𝑐𝑎𝑙
ℎ
Masa de vapor requerido: La temperatura de entrada del vapor de agua será de 270 °C con
una presión correspondiente a dicha temperatura de 55 bares y los valores para 𝐻𝑣 y 𝐻𝐿 fueron
665.9 y 283.0 kcal/h respectivamente.

72
𝑄𝑐𝑒𝑑𝑖𝑑𝑜 = 𝑚 ∗ (𝐻𝑣 − 𝐻𝐿) [𝐸𝐶. 54]
521684.75 = 𝑚 ∗ (665.9 − 283.0)
𝑚𝑣 = 1,362.46𝑘𝑔
ℎ
Ecuación de diseño para la chaqueta:
𝑄 = 𝑈 ∗ 𝐴 ∗ ∆𝑇𝑙𝑛 [𝐸𝐶. 55]
Conociendo ya las dimensiones del reactor se pudo calcular el coeficiente global de
transmisión de calor y el área para la transferencia de calor para lo cual se determinaron
previamente las propiedades a continuación:
𝑅𝑒 =𝜌 ∗ 𝑛 ∗ 𝐷𝑎
2
𝜇 [𝐸𝐶. 56]
𝑅𝑒 =1150
𝑘𝑔
𝑚3 ∗ 4 𝑟𝑝𝑠 ∗ (0.67)2
4.2 ∗ 10−3 𝑘𝑔
𝑚∗𝑠
= 491652.38
El número de Prandt se lo determinó empleando el calor específico de la mezcla, la viscosidad
de la misma, así como la conductividad térmica del acero como se muestra en la Ecuación 57.
𝑃𝑟 =𝐶𝑝 ∗ 𝜇
𝐾=
0.11𝑘𝑐𝑎𝑙
𝑘𝑔.°𝐶 ∗ 15.12
kg
𝑚.ℎ
12.81𝑘𝑐𝑎𝑙
ℎ.𝑚.°𝐶
= 0.30 [𝐸𝐶. 57]
El valor del número de Reynolds (Ecuación 58) indica que se trata de un régimen turbulento
entonces Nusseltl quedara expresado de la siguiente manera:
𝑁𝑢 = 0.027 ∗ (𝑅𝑒)0.8 ∗ (𝑃𝑟)1
3 ∗ (𝜇𝐿
𝜇𝑣)
0.14
[𝐸𝐶. 58]

73
Como los valores de viscosidad del fluido y del vapor son muy parecidos, entonces expresión
siguiente se simplifica a 1.
𝜇𝐿
𝜇𝑣= 1
𝑁𝑢 = 0.027 ∗ (491652.38)0.8 ∗ (0.30)1
3 = 646.24
𝑁𝑢 =ℎ𝑖 ∗ 𝐷𝑖
𝑘 [𝐸𝐶. 59]
ℎ𝑖 =646.24 ∗ 12.81
2 = 4139
𝑘𝑐𝑎𝑙
h. 𝑚. °𝐶 [𝐸𝐶. 60]
Para poder obtener el coeficiente global de transmisión de calor se asumió un valor de para ℎ𝑜
en este caso fue de 5000 kcal/h. m °C.
U =1
𝐷𝑜
𝐷𝑖∗ℎ𝑖+
𝐷𝑜∗𝑙𝑛𝐷𝑜𝐷𝑖
2∗𝑘+
1
ℎ𝑜
[𝐸𝐶. 61]
U =1
2.019 m
2∗4139𝑘𝑐𝑎𝑙
h.𝑚.°𝐶
+2.019 m∗𝑙𝑛
2.019 m
2 m
2∗12.81𝑘𝑐𝑎𝑙
h.𝑚.°𝐶
+1
5000 𝑘𝑐𝑎𝑙
h.𝑚.°𝐶
= 841𝑘𝑐𝑎𝑙
h. 𝑚. °𝐶
U = 841𝑘𝑐𝑎𝑙
ℎ. 𝑚2. °𝐶
Media logarítmica de temperatura:
La chaqueta operará como un intercambiador der calor de flujo paralelo, las Ecuaciones 62 y
63, son específicamente para intercambiadores de este tipo donde los subíndices ce y fe hacen
referencia a los fluido caliente y frio respectivamente, a la entrada del intercambiador y los

74
subíndices Cs y fs se refieren a los fluidos caliente y frio a la salida del intercambiador. (J.
Chapman, 1984, pág. 572)
∆𝑇1 = 𝑇𝐶𝑒 − 𝑇𝑓𝑒 [𝐸𝑐. 62]
∆𝑇1 = 270 °C − 30 °𝐶 = 240 °𝐶
∆𝑇2 = 𝑇𝐶𝑠 − 𝑇𝑓𝑠 [𝐸𝑐. 63]
∆𝑇2 = 170°C − 120 °C = 50 °C
∆𝑇𝑙𝑛 =∆𝑇1 − ∆𝑇2
𝒍𝒏 (∆𝑇1
∆𝑇2)
[𝐸𝐶. 64]
∆𝑇𝑙𝑛 =240 − 50
𝒍𝒏 (240
50)
= 121.12°𝐶
Área de calentamiento:
521684.75𝑘𝑐𝑎𝑙
ℎ= 841
𝑘𝑐𝑎𝑙
ℎ. 𝑚2. °𝐶∗ 𝐴 ∗ 87.85 °𝐶
𝐴 = 5.12 𝑚2
Determinación del peso del reactor
Para la determinación del peso del tanque se procedió a calcular el volumen de la pared del
cilindro del reactor y los volúmenes de la pared de la tapa y el fondo del reactor para luego
utilizando la densidad del material de construcción proceder a determinar el peso del reactor.
Volumen de la pared del cilindro del reactor

75
Para encontrar el volumen del reactor se tuvo que calcular el volumen interno y externo de la
parte cilíndrica del reactor utilizando las Ecuaciones 65 y 66. (Cálculos, 2016, pág. 90)
𝑉𝑖,𝑐 = 𝜋 ∗ (𝐷𝑡,𝑖
2)
2
∗ 𝐻 [𝐸𝑐. 65]
𝑉𝑖,𝑐 = 𝜋 ∗ (2 m
2)
2
∗ 3 𝑚 = 9.42 𝑚3
𝑉𝑒,𝑐 = 𝜋 ∗ (𝐷𝑡,𝑒
2)
2
∗ 𝐻 [𝐸𝑐. 66]
𝑉𝑒,𝑐 = 𝜋 ∗ (2.019 m
2)
2
∗ 3 𝑚 = 9.60 𝑚3
La diferencia de ambos diámetros resultó ser el volumen del cilindro (Ecuación 67).
(Cálculos, 2016, pág. 91)
𝑉,𝑐 = 𝑉𝑒,𝑐 − 𝑉𝑖,𝑐 [𝐸𝑐. 67]
𝑉,𝑐 = 9.60 𝑚3 − 9.42 𝑚3 = 0.18 𝑚3
Volumen de la pared de la tapa y fondo del reactor
Para determinar el volumen de la pared de la tapa y fondo del reactor se debió calcular tanto
el volumen interno como externo de ambos mediante las Ecuaciones 68 y 69. (Cálculos, 2016,
pág. 89)
𝑉𝑖 (𝑡,𝑓) = 0.1 ∗ (𝐷𝑡,𝑖)3
[𝐸𝑐. 68]
𝑉𝑖 (𝑡,𝑓) = 0.1 ∗ (2 m)3 = 0.8 𝑚3

76
𝑉𝑒 (𝑡,𝑓) = 0.1 ∗ (𝐷𝑖,𝑖 + 𝑡𝑡𝑎𝑝𝑎)3
[𝐸𝑐. 69]
𝑉𝑒 (𝑡,𝑓) = 0.1 ∗ (2 m + 0.01352 m)3 = 0.82 𝑚3
El volumen de la pared de la tapa y fondo del reactor se lo determinó empleando la Ecuación
70. (Cálculos, 2016, pág. 89)
𝑉 (𝑡,𝑓) = 𝑉𝑒 (𝑡,𝑓) − 𝑉𝑖 (𝑡,𝑓) [𝐸𝑐. 70]
𝑉 (𝑡,𝑓) = 0.82 𝑚3 − 0.80 𝑚3 = 0.02 𝑚3
Determinación del volumen de las paredes del reactor de hidrólisis básica
El volumen del reactor de hidrólisis básica se lo determinó empleando la Ecuación 71.
(Cálculos, 2016, pág. 91)
𝑉𝑅 = 𝑉,𝑐 + 2 ∗ 𝑉 (𝑡,𝑓) [𝐸𝑐. 71]
𝑉𝑅 = 0.18 𝑚3 + 2 ∗ 0.02 = 0.22 𝑚3
Determinación del volumen de la pared de la chaqueta
Para determinar el volumen de la chaqueta del reactor se consideró la misma altura que para el
cilindro del reactor. El volumen de la chaqueta se determinó empleando las Ecuaciones 72 y 73.
𝑉𝑖,𝑐ℎ = 𝜋 ∗ (𝐷𝑡,𝑐ℎ
2)
2
∗ 𝐻 [𝐸𝑐. 72]
𝑉𝑖,𝑐 = 𝜋 ∗ (2.3 m
2)
2
∗ 3 𝑚 = 12.46 𝑚3
𝑉𝑒,𝑐ℎ = 𝜋 ∗ (𝐷𝑒,𝑐ℎ
2)
2
∗ 𝐻 [𝐸𝑐. 73]

77
𝑉𝑒,𝑐ℎ = 𝜋 ∗ (2.3086 m
2)
2
∗ 3 𝑚 = 12.56 𝑚3
Volumen de la chaqueta
𝑉,𝑐ℎ = 𝑉𝑒,𝑐ℎ − 𝑉𝑖,𝑐ℎ [𝐸𝑐. 74]
𝑉,𝑐ℎ = 12.56 𝑚3 − 12.46 𝑚3 = 0.10 𝑚3
Volumen de la pared del fondo de la chaqueta
𝑉 (𝑓,𝑐ℎ) = 𝑉𝑒 (𝑓,𝑐ℎ) − 𝑉𝑖 (𝑓,𝑐ℎ) [𝐸𝑐. 75]
𝑉 (𝑓,𝑐ℎ) = 1.24 𝑚3 − 1.22 𝑚3 = 0.02 𝑚3
Volumen de la pared de la chaqueta del reactor
El volumen de las paredes de la chaqueta del reactor se lo obtuvo empleando la Ecuación 76.
𝑉𝑐ℎ = 𝑉,𝑐,𝑐ℎ + 𝑉 (𝑓,𝑐ℎ) [𝐸𝑐. 76]
𝑉𝑐ℎ = 0.10 𝑚3 + 0.02 𝑚3 = 0.12 𝑚3
Volumen total de las paredes del reactor
El volumen total del reactor se lo obtuvo mediante la Ecuación 77, donde se sumó tanto el
volumen de las paredes del tanque de agitación como de la chaqueta.
𝑉𝑇,𝑅 = 𝑉,𝑅 + 𝑉 𝑐ℎ [𝐸𝑐. 77]
𝑉𝑇,𝑅 = 0.22 𝑚3 + 0.12 𝑚3 = 0.34 𝑚3
Masa del reactor

78
Para determinar el peso del reactor se usó la densidad del material de construcción del reactor
el cual es acero inoxidable 304 L y cuya densidad es de 7900 kg/m3 la Ecuación 78 corresponde
al cálculo del peso del reactor.
𝑚𝑅 = 𝑉𝑇,𝑅 ∗ 𝜌𝑎𝑐𝑒𝑟𝑜 [𝐸𝑐. 78]
𝑚𝑅 = 0.34 𝑚3 ∗ 7900
kg
𝑚3 = 2,686 𝑘𝑔
𝑚𝑅 = 2.686 𝑇𝑜𝑛.
Ese peso obtenido del reactor corresponde netamente al peso del equipo vació.
Peso del reactor en operación
Para determinar el peso del reactor mientras este se encuentre en operación solo se tuvo que
multiplicar el volumen de la mezcla por la densidad de la misma y sumar la masa del reactor
vació como se observa en la Ecuación 79. (Cálculos, 2016, pág. 92)
𝑚𝑅,𝑂 = 𝑚𝑅 + 𝑉𝑚𝑒𝑧𝑐𝑙𝑎 ∗ 𝜌𝑚𝑒𝑧𝑐𝑙𝑎 [𝐸𝑐. 79]
𝑚𝑅,𝑂 = 2,686 kg + 5.889 𝑚3 ∗ 1150𝑘𝑔
𝑚3 = 9,458.35 𝑘𝑔
𝑚𝑅,𝑂 = 9.46 𝑇𝑜𝑛.
El peso del reactor en operación será de 9.46 toneladas.
4.9.1.7. Estructura de costos para construcción de reactor de hidrólisis básica.
La cotización de los materiales para la fabricación del reactor se la realizó tomando en cuenta
los valores referenciales que otorga en su catálogo digital Alibaba. A estos precios referenciales
se les sumaron los costos de importación, motivo por el cual se duplicó el valor del precio

79
referencial. También se pudo cotizar el precio de un reactor de similares características para
comparar entre uno y otro costo. Además de la construcción del reactor se planteó construir una
estructura metálica que le brinde soporte al reactor, el material del que estará construida esta
estructura será acero al carbono de alto espesor y un diámetro adecuado para soportar el peso del
reactor.
El costo de construcción de este reactor asciende a 35,837.06 dólares la estructura de costos se
detalla en el Anexo D-Tabla 69-72.
4.9.2. Diseño de un reactor para la obtención de nanocelulosa
Para el diseño de este reactor se siguió la misma hoja de ruta que para el reactor de hidrólisis
básica, pero con dimensiones más pequeñas ya que este procesará 1363.7 toneladas de celulosa
al año, teniendo en consideración un 20% más de la capacidad de producción. Se plantea
producir 157.83 kilogramos de nanocelulosa por hora para ello se llevará a cabo una hidrólisis
ácida con ácido sulfúrico al 64% en una relación celulosa ácido de 1:8 y un tiempo de hidrólisis
de 45 minutos.
4.9.2.1. Caudal de entrada
𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 𝑄𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎 + 𝑄𝐻2𝑆𝑂4 [𝐸𝐶. 15]
𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 157.83𝑘𝑔
ℎ∗
1𝑚3
1500 𝑘𝑔+ 1.263
𝑚3
ℎ
𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 0.105𝑚3
ℎ+ 1.263
𝑚3
ℎ= 1.368
𝑚3
ℎ
4.9.2.2. Volumen y dimensionamiento del reactor
Para el volumen del reactor se aumentó como medida de seguridad un 15% respecto al
volumen de la mezcla y para el dimensionamiento se consideró la relación altura-diámetro (H/D)
de 1.6. Tabla 20.

80
Tabla 20
Dimensiones del tanque del reactor de hidrólisis ácida
Volumen Unidad
Volumen de mezcla 1.98 𝑚3
Volumen mínimo del reactor 2.33 𝑚3
Diámetro del reactor 1.14 m
Altura del reactor 1.82 m
Volumen real del reactor 3.53 𝑚3
% ocupación del reactor 56.02 %
Fuente: Autores
Por motivos de estándares es más factible trabajar con un diámetro del reactor de 1.5 en lugar
de 1.14 y la altura del mismo pasará de 1.82 a 2 metros, estos valores fueron los utilizados para
continuar los cálculos en lugar de los obtenidos.
4.9.2.3. Agitación y potencia del motor
Para la agitación y potencia del motor se consideró los mismos factores de forma que en el
caso del reactor anterior y que de detallan en la Tabla 21.
Tabla 21
Dimensionamiento de la agitación del reactor de hidrólisis ácida
Fuente: Autores
Dimensionamiento de los elementos de agitación
Factor Ecuación # de ecuación Medida Unidad
Diámetro del agitador 𝐷𝑎 =
1
3∗ 1.5
[EC. 30] 0.50 m
Ancho de los bafles 𝑗 =
1
12∗ 1.5
[EC. 31] 0.125 m
Distancia del agitador al
fondo del tanque 𝐸 =
1
3∗ 1.5
[EC. 32] 0.50 m
Altura de las aspas 𝑤 =
1
5∗ 0.50
[EC. 33] 0.10 m
Longitud de las aspas 𝐿 =
1
4∗ 0.50
[EC. 34] 0.125 m

81
Para encontrar el número de Reynolds y el número de potencia se consideraron las
propiedades y condiciones que se detallan en la Tabla 22.
Tabla 22
Condiciones de mezcla en reactor de hidrólisis ácida
Cantidad Unidad
Viscosidad 1.4 ∗ 10−2 Kg/m.s
Velocidad de agitación 5 𝑟𝑝𝑠
Densidad de la mezcla 1450 Kg/𝑚3
Número de Reynolds 258928.57 ----
Número de potencia 5.75 ----
Potencia del agitador 4.45 hp
Fuente: Autores
4.9.2.4. Determinación del grosor de las paredes del cilindro y grosor de la tapa
y fondo del reactor
La temperatura al interior del reactor estará a 45 °C y la presión de 3 a 4 bares, a partir de
estos valores se procedió a determinar tanto la temperatura de diseño como la presión.
Tabla 23
Temperatura y presión de diseño del reactor de hidrólisis
ácida
Temperatura
Cantidad Unidad
De trabajo 45 °C
De diseño 95 °C
Presión
De trabajo 4 𝑃𝑎
De diseño 4.4 𝑃𝑎
Fuente: Autores

82
Grosor del cilindro, tapa y fondo del reactor:
El material de construcción del reactor será acero inoxidable 304 L al igual que el reactor
anterior. Tanto el grosor de las paredes del cilindro, así como el de la tapa y fondo del mismo se
presentan en la Tabla 24.
Tabla 24
Grosor de paredes y diámetro externo del reactor de hidrólisis ácida
Cilindro
Tamaño Unidad
Grosor 5.59 mm
Diámetro externo 1505.6 mm
Tapa
Grosor 7.52 mm
Diámetro externo 1507.5 mm
Altura 313.14 mm
Fondo
Grosor 5.59 mm
Diámetro externo 1504.4 mm
Altura 313.14
Altura final del reactor 2626.28 mm
Fuente: Autores
El diámetro externo del fondo del tanque se consideró el mismo que el diámetro externo del
cilindro. La altura total del cilindro fue de 2.63 m.
4.9.2.5. Diseño del sistema de calentamiento
La sustancia escogida para el calentamiento de la mezcla dentro del reactor será el vapor de
agua a 120 °C y 2 bares de presión. A estas condiciones se determinó la cantidad de calor
requerido por la mezcla para el proceso de hidrólisis ácida, en la Tabla 25 se muestra la cantidad
de vapor encontrado para calentar la mezcla.

83
Tabla 25
Cantidad de calor requerido en tanque de hidrólisis ácida
Fuente: Autores
Ecuación de diseño para la chaqueta:
𝑄 = 𝑈𝑜 ∗ 𝐴 ∗ ∆𝑇𝑙𝑛 [𝐸𝐶. 69]
Tabla 26
Propiedades del área de calentamiento del reactor de hidrólisis ácida
Propiedad Valor Unidad
Reynolds 258928.57 -----
Prandtl 0.43 -----
Nusselt 436 -----
Coeficiente de película interna 3723 Kcal/h.m.°C
Coeficiente de película externa (asumido) 4200 Kcal/h.m2.°C
Coeficiente de trasferencia de calor 1376 Kcal/h.m2.°C
Diferencia media logarítmica de temperatura 61.65 °C
Área de calentamiento 3.58 m2
Peso del reactor vacío 0.59 Tm
Peso del reactor en operación 3.46 Tm
Fuente: Autores
Cantidad de calor requerido
Calor ganado
Cantidad Unidad
Celulosa 11874.57 Kcal/h
𝑯𝟐𝑺𝑶𝟒 18512.32 Kcal/h
Total 30386.89 Kcal/h
Calor cedido
Vapor 30386.89 Kcal/h
Cantidad de calor
Masa de vapor 57.80 Kg/h

84
4.9.2.6. Estructura de costos para construcción de reactor de hidrólisis ácida
Para la determinación del costo de los materiales para la construcción de este reactor al igual
que en el reactor de hidrólisis básica se tomaron como referencia los precios de materiales y
equipos catalogados en Alibaba. El valor destinado a la construcción de este reactor será de
26,553.43 dólares, los detalles de los gastos se los encuentra en el Anexo D-Tabla 73-76.
4.9.3. Diseño de un reactor para el lavado de celulosa.
El proceso de lavado de celulosa se lo llevará a cabo empleando como agente blanqueador
hipoclorito de sodio (NaClO) al 1% de concentración y a una temperatura de 70% con lo cual se
buscará acelerar y hacer más eficiente el proceso de lavado. La relación celulosa – hipoclorito
será de 1:10 con un caudal másico de entrada al reactor de 213.29 kg/h y tiempo de lavado de 1.2
horas.
Teniendo en consideración todo lo mencionado anteriormente el caudal volumétrico de
ingreso al reactor se determinó en:
𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 𝑄𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎 + 𝑄NaClO [𝐸𝐶. 15]
𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 213.29𝑘𝑔
ℎ∗
1𝑚3
1500 𝑘𝑔+ 2.133
𝑚3
ℎ
𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 0.142𝑚3
ℎ+ 2.133
𝑚3
ℎ= 2.275
𝑚3
ℎ
4.9.3.1. Volumen y dimensionamiento del reactor
Para el volumen y dimensionamiento de este reactor se tomó en cuenta las mismas
consideraciones que se tuvo en cuenta para el diseño de los reactores de hidrólisis básica e
hidrólisis ácida (Tabla 27).

85
Tabla 27
Dimensiones del tanque del reactor de lavado de celulosa
Volumen Unidad
Volumen de mezcla 2.73 𝑚3
Volumen mínimo del reactor 3.21 𝑚3
Diámetro del reactor 1.27 m
Altura del reactor 2.03 m
Volumen real del reactor 4.42 𝑚3
% ocupación del reactor 62 %
Fuente: Autores
Por consideraciones de diseño se tomó el diámetro del agitador como 1.5 y la altura de 2.5 y
no los calculados (Tabla 28).
4.9.3.2. Agitación y potencia del motor
Para la agitación y potencia del motor se consideraron los mismos factores de forma que en el
caso del reactor anterior, para este caso las dimensiones se muestran en la Tabla 28.
Tabla 28
Dimensionamiento de la agitación del reactor de lavado de celulosa
Fuente: Autores
Dimensionamiento de los elementos de agitación
Factor Ecuación # Ecuación Medida Unidad
Diámetro del agitador 𝐷𝑎 =
1
3∗ 1.5
[EC.30] 0.50 m
Ancho de los bafles 𝑗 =
1
12∗ 1.5
[EC.31] 0.125 m
Distancia del agitador al fondo del tanque 𝐸 =
1
3∗ 1.5
[EC.32] 0.50 m
Altura de las aspas 𝑤 =
1
5∗ 0.50
[EC.33] 0.10 m
Longitud de las aspas 𝐿 =
1
4∗ 0.50
[EC.34] 0.125 m

86
Para encontrar el número de Reynolds y el número de potencia se consideraron las
propiedades y condiciones que se presentan en la Tabla 29.
Tabla 29
Condiciones de mezcla en reactor de lavado de celulosa
Cantidad Unidad
Viscosidad 3.6 ∗ 10−3 Kg/m.s
Velocidad de agitación 4 𝑟𝑝𝑠
Densidad de la mezcla 1450 Kg/𝑚3
Número de Reynolds 281250 ----
Número de potencia 5.75 ----
Potencia del agitador 2.28 = 3 hp
Fuente: Autores
4.9.3.3. Determinación del grosor de las paredes del cilindro y grosor de la tapa
y fondo del reactor.
La temperatura al interior del reactor estará a 70 °C y la presión de 5 bares, a partir de estos
valores se procedió a determinar tanto la temperatura de diseño y la presión.
Tabla 30
Temperatura y presión de diseño del reactor de lavado de
celulosa
Temperatura
Cantidad Unidad
De trabajo 70 °C
De diseño 120 °C
Presión
De trabajo 5 𝑃𝑎
De diseño 5.5 𝑃𝑎
Fuente: Autores

87
Grosor del cilindro, tapa y fondo del reactor:
El material de construcción del reactor será acero inoxidable 304 L al igual que el reactor
anterior. Los diámetros y espesor de las paredes del cilindro y de la tapa y fondo del mismo asi
como la altura que tendrá el reactor aparecen detallados en la Tabla 31.
Tabla 31
Grosor de paredes y diámetro externo del reactor de lavado de
celulosa
Cilindro
Tamaño Unidad
Grosor 6.55 mm
Diámetro externo 1,506.55 mm
Tapa
Grosor 8.99 mm
Diámetro externo 1,508.99 mm
Altura 210.85 mm
Fondo
Grosor 6.55 mm
Diámetro externo 1513.1 mm
Altura 210.85 mm
Altura final del reactor 2,921.7 mm
Fuente: Autores
El diámetro externo del fondo del tanque se considera el mismo que el diámetro externo del
cilindro. La altura total del cilindro será 2.92 m.
4.9.3.4. Diseño del sistema de calentamiento
La sustancia escogida para el calentamiento de la sustancia dentro del reactor fue el vapor de
agua a 140 °C y 3.76 bares de presión.
La masa de agua requerida para calentar este reactor se muestra en la Tabla 32.

88
Tabla 32
Cantidad de calor requerido en tanque de lavado de celulosa
Fuente: Autores
Ecuación de diseño para la chaqueta:
𝑄 = 𝑈 ∗ 𝐴 ∗ ∆𝑇𝑙𝑛 [𝐸𝐶. 69]
Tabla 33
Propiedades del área calentamiento del reactor de lavado de celulosa
Propiedad Valor Unidad
Reynolds 281250 -----
Prandtl 5.05 -----
Nusselt 1059.42 -----
Coeficiente de película interna 9050 kcal/h.m.°C
Coeficiente de película externa (asumido) 10020 kcal/h.m.°C
Coeficiente de trasferencia de calor (𝑼𝒐) 1379.98 Kcal/h.m2.°C
Diferencia media logarítmica de temperatura 55.81 °C
Área de calentamiento 3.97 m2
Peso del reactor vacío 0.93 Tm
Peso del reactor en operación 4.90 Tm
Fuente: Autores
Cantidad de calor requerido
Calor ganado
Cantidad Unidad
Celulosa 42658 Kcal/h
NaClO 109200 Kcal/h
Total 151858 Kcal/h
Calor cedido
Vapor 151858 Kcal/h
Cantidad de calor
Masa de vapor 300.94 Kg/h
89
4.9.3.5. Estructura de costos para construcción de reactor de lavado de celulosa
Al igual que los otros dos reactores, para este reactor la cotización de los materiales para la
construcción del mismo se la realizó por medio del portal de compra en línea Alibaba y tomando
como base los costos de los materiales consultados se realizó una estructura de costos mediante
la cual se pudo obtener un valor de construcción para este equipo de 27,244.49, el desglose de
esta suma se la puede encontrar en el Anexo D-Tabla 77-80.
4.9.4. Dimensionamiento de un tanque agitado para remoción de hemicelulosas.
El contenido de hemicelulosa se determinó en un rango que va del 12 al 19%, como valor
intermedio, para este caso consideró un 15.9% lo cual asegura de que se cumpla con el caudal de
entrada al reactor de hidrólisis ácida. La carga proveniente del proceso de blanqueamiento y que
luego ingresa al tanque agitado para la remoción de celulosa será de 187.70 kg/h y del cual
saldrán 157.83 kg/h de celulosa para el proceso de hidrólisis ácida.
Para la remoción de hemicelulosa se empleará ácido clorhídrico al 0.7%, un tiempo de
agitación de 1 hora y una relación celulosa - ácido de 1:10.
4.9.4.1. Caudal de alimentación
𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 𝑄𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎 + 𝑄HCl [𝐸𝐶. 15]
𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 187.70𝑘𝑔
ℎ∗
1𝑚3
1500 𝑘𝑔+ 1.877
𝑚3
ℎ
𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 0.125𝑚3
ℎ+ 1.877
𝑚3
ℎ= 2.00
𝑚3
ℎ
4.9.4.2. Volumen de la mezcla
𝑉𝑚𝑒𝑧𝑐𝑙𝑎 = 𝑄𝑒𝑛𝑡𝑟𝑎𝑑𝑎 ∗ 𝑡𝑚𝑒𝑧𝑐𝑙𝑎 [𝐸𝐶. 16]

90
𝑉𝑚𝑒𝑧𝑐𝑙𝑎 = 2.00𝑚3
ℎ∗ 1 h ⇒ 𝑉𝑚𝑒𝑧𝑐𝑙𝑎 = 2.00 𝑚3
Volumen mínimo del tanque agitado dejando como margen de seguridad 15% con respecto al
volumen de mezcla.
𝑉𝑇,𝑚 =𝑉𝑚𝑒𝑧𝑐𝑙𝑎
(1 − 0.15) [𝐸𝐶. 17]
𝑉𝑇,𝑚 =2.00 𝑚3
(1 − 0.15)= 2.35 𝑚3
4.9.4.3. Dimensionamiento del reactor
Para el tipo de sustancias que se pretende mezclar favorece la aplicación de un agitador de
turbina de seis palas para el cual se adoptó los factores de forma siguientes. (Harriot, Smith, &
McCabe, 2007).
𝐷𝑎
𝐷𝑡=
1
3 [𝐸𝐶. 18]
H
𝐷𝑡= 1 [𝐸𝐶. 19]
j
𝐷𝑡=
1
12 [𝐸𝐶. 20]
E
𝐷𝑡=
1
3 [𝐸𝐶. 21]
w
𝐷𝑎=
1
5 [𝐸𝐶. 22]
L
𝐷𝑎=
1
4 [𝐸𝐶. 23]
El factor de forma altura-diámetro del tanque se lo alteró un poco con la finalidad de
optimizar espacio dentro de la planta para este caso se utilizó H/Dt =1.6 que es la relación con la
que se ha venido trabajando en los reactores anteriores.
Diámetro del tanque:
𝐷 = √4 ∗ 𝑉𝑡𝑎𝑛𝑞𝑢𝑒
2 ∗ 𝜋
3
[𝐸𝐶. 25]

91
𝐷 = √4 ∗ 2.35 𝑚3
2 ∗ 𝜋
3
1.22 m
Como la relación altura/diámetro del tanque fue 1.6 entonces la altura del tanque resultó ser:
𝐷 = 1.6 ∗ 1.22 = 1.95 𝑚 [𝐸𝐶. 26]
Para hacer que el tanque fuese más estandarizado se redondeó el diámetro del mismo a 1.5
metro y la altura a 2 metros.
𝑉𝑟𝑒𝑎𝑙,𝑡 =𝜋
4∗ 𝐷2 ∗ 𝐻 [𝐸𝐶. 27]
𝑉𝑟𝑒𝑎𝑙 =𝜋
4∗ (1.5 𝑚)2 ∗ (2 𝑚) = 3.53 𝑚3
Capacidad de ocupación del tanque:
% 𝑉𝑜𝑐𝑢𝑝𝑎𝑑𝑜 =
𝑉𝑚𝑒𝑧𝑐𝑙𝑎
# tanques
𝑉𝑟𝑒𝑎𝑙∗ 100 [𝐸𝐶. 28]
% 𝑉𝑜𝑐𝑢𝑝𝑎𝑑𝑜 =
2.00 𝑚3
1
3.53 𝑚3∗ 100 ⇒ % 𝑉𝑜𝑐𝑢𝑝𝑎𝑑𝑜 = 56.66%
4.9.4.4. Dimensionamiento de la agitación y potencia del motor

92
Tabla 34
Dimensionamiento de la agitación del reactor de remoción de hemicelulosas
Dimensionamiento de los elementos de agitación
Factor Ecuación # Ecuación Medida Unidad
Diámetro del agitador 𝐷𝑎 =
1
3∗ 1.5
[EC.30] 0.50 m
Ancho de los bafles 𝑗 =
1
12∗ 1.5
[EC.31] 0.125 m
Distancia del agitador al fondo del tanque 𝐸 =
1
3∗ 1.5
[EC.32] 0.50 m
Altura de las aspas 𝑤 =
1
5∗ 0.50
[EC.33] 0.10 m
Longitud de las aspas 𝐿 =
1
4∗ 0.50
[EC.34] 0.125 m
Fuente: Autores
Para determinar la potencia que se requiere de parte del reactor, a parte del diámetro del
agitador fue necesario tener presente las siguientes propiedades y condiciones.
𝜇 = 1.16 ∗ 10−2𝑘𝑔
𝑚 ∗ 𝑠 𝜌 = 1.52
𝑔
𝑚𝑙= 1520
𝑘𝑔
𝑚3
𝑛 = 240 𝑟𝑝𝑚 = 4 𝑟𝑝𝑠
𝑅𝑒 =𝜌 ∗ 𝑛 ∗ 𝐷𝑎
2
𝜇 [𝐸𝐶. 35]
𝑅𝑒 =1520
𝑘𝑔
𝑚3 ∗ 4 𝑟𝑝𝑠 ∗ (0.50)2
1.16 ∗ 10−2 𝑘𝑔
𝑚∗𝑠
= 131034
Según (Harriot, Smith, & McCabe, 2007) cuando 𝑅𝑒˃104 entonces 𝑁𝑝 = 𝐾𝑇, en este caso
para un agitador tipo turbina de seis aspas 𝑁𝑝 = 5.75
Potencia del agitador:

93
𝑃 =𝑁𝑝 ∗ 𝐷𝑎
5 ∗ n3 ∗ 𝜌
𝑔 [𝐸𝐶. 36]
𝑃 =5.75 ∗ (0.50 𝑚)5 ∗ (4 𝑟𝑝𝑠)3 ∗ 1520
𝑘𝑔
𝑚3
9.81 𝑚
𝑠2
= 1781.85 𝑤 ⇒ 𝑃 = 2.39 ℎ𝑝
La cantidad de potencia requerida para una agitación es directamente proporcional al diámetro
del agitador, a mayor diámetro la potencia requerida será mayor.
4.9.4.5. Espesor de las paredes del tanque de agitación
El tanque agitado se operará a temperatura ambiente (30 °C) y a 3.5 bares de presión.
Temperatura de diseño:
𝑇𝑑𝑖𝑠𝑒ñ𝑜 = 𝑇𝑡𝑟𝑎𝑏𝑎𝑗𝑜 + 50 °𝐶 [𝐸𝐶. 37]
𝑇𝑑𝑖𝑠𝑒ñ𝑜 = 30 °𝐶 + 50 °𝐶 = 80°𝐶
Presión de diseño:
𝑃𝑑𝑖𝑠𝑒ñ𝑜 = 1.1 ∗ 𝑃𝑡𝑟𝑎𝑏𝑎𝑗𝑜 [𝐸𝐶. 38]
𝑃𝑑𝑖𝑠𝑒ñ𝑜 = 1.1 ∗ 3.5 𝑏𝑎𝑟 = 3.85 𝑏𝑎𝑟
Cilindro: El espesor de las paredes del tanque agitado se calculó según los parámetros de la
norma ASME según la Ecuación 38.
𝑡𝑐 =𝑃𝑐 ∗ 𝑅𝑖,𝑐
𝑆 ∗ 𝐸 − 0.6 ∗ 𝑃𝑐+ 𝐶. 𝐴 [𝐸𝐶. 39]

94
𝑡𝑐 =3.85 𝑏𝑎𝑟 ∗ 750 𝑚𝑚
1082.75 𝑏𝑎𝑟 ∗ 0.85 − 0.6 ∗ 3.85 bar+ 2 = 5.15 𝑚𝑚
4.9.4.6. Espesor de la tapa y el fondo del tanque agitado
Se determinó el grosor de la tapa y fondo según la normativa ASME, El Cuadro 3 muestra
las ecuaciones correspondientes, así como los valores de M.
La relación L/r para hallar M se la encontró con las siguientes ecuaciones:
𝐿 = 100% ∗ 𝐷 = 2 𝑚 [𝐸𝐶. 41]
𝑟 = 10% ∗ D = 0.2 m [𝐸𝐶. 42]
𝐿
𝑟=
1.5
0.15= 10 [𝐸𝐶. 43]
𝑡𝑡𝑎𝑝𝑎 =𝑃𝑐 ∗ L ∗ M
2 ∗ 𝑆 ∗ 𝐸 − 0.2 ∗ 𝑃𝑐+ 𝐶. 𝐴 [𝐸𝐶. 44]
𝑡𝑡𝑎𝑝𝑎,𝑓𝑜𝑛𝑑𝑜 =3.85 𝑏𝑎𝑟 ∗ 1500 𝑚𝑚 ∗ 1.54
2 ∗ 1082.75 𝑏𝑎𝑟 ∗ 0.85 − 0.2 ∗ 3.85 bar+ 2 𝑚𝑚 = 6.83 𝑚𝑚
Para el fondo del tanque se consideró el mismo espesor que para el cilindro y en consecuencia
el mismo diámetro externo.
Diámetro externo de la tapa:
𝐷𝑒𝑥𝑡𝑒𝑟𝑛𝑜 = 𝐷𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜 + 2 ∗ 𝑡𝑐 [𝐸𝐶. 45]
𝐷𝑒𝑥𝑡𝑒𝑟𝑛𝑜 = 1500𝑚𝑚 + 2 ∗ 6.83 mm ⇒ 𝐷𝑒𝑥𝑡𝑒𝑟𝑛𝑜 = 1513.66 𝑚𝑚 = 1.51366 𝑚

95
4.9.4.7. Altura total del tanque agitado
𝐻𝑡𝑜𝑡𝑎𝑙 = H + 2 ∗ 𝐻𝑡𝑎𝑝𝑎 [𝐸𝐶. 49]
𝐻𝑡𝑜𝑡𝑎𝑙 = 2000 mm + 2 ∗ 311 mm
𝐻𝑡𝑜𝑡𝑎𝑙 = 2622 mm = 2.622 m
4.9.5. Dimensionamiento de un molino de bolas
Este molino será utilizado como un procedimiento anterior al de hidrólisis básica para la
reducción del tamaño de la cascarilla de arroz lo cual ayuda a optimizar el proceso de extracción
de celulosa. Al molino ingresaran 426.58 kg/h de cascarilla lo cual representa un volumen de
0.300 m3/h este volumen se utilizó para encontrar el volumen, diámetro y longitud del cilindro
del molino. Antes de empezar a dimensionar el molino se tomaron en cuenta algunas
consideraciones:
4.9.5.1. Llenado del molino
Según (Quintana Silva , 2015), las bolas dentro del cilindro ocuparan de un 30 al 40% la
capacidad del mismo. La carga del material a ser reducido ocupará del 40 al 50% de la capacidad
del molino y teniendo en cuenta que se debe dejar un margen de seguridad al momento de
llenado.
4.9.5.2. Volumen del cilindro
Se calculó en primer lugar el volumen mínimo del cilindro teniendo en cuenta un volumen de
ocupación de las bolas dentro del mismo del 40% de su capacidad y de carga del 50%
𝑉𝑚.𝑐 =𝑉𝑒𝑛𝑡𝑟𝑎𝑑𝑎
(1 − 0.40) [𝐸𝐶. 79]

96
𝑉𝑚,𝑐 =0.300 𝑚3
(1 − 0.40)= 0.5 𝑚3
A este volumen obtenido se le multiplicó por 1.5 ya que se plantea que para una mayor
eficiencia el molino este opere al 50% de capacidad con lo que el volumen mínimo del cilindro
será 0.75 m3.
4.9.5.3. Diámetro del cilindro
Conociendo el volumen mínimo del cilindro se puedo obtener el diámetro del mismo
empleando la Ecuación 25.
𝐷 = √4 ∗ 𝑉𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜
2 ∗ 𝜋
3
[𝐸𝐶. 25]
𝐷 = √4 ∗ 0.75 𝑚3
2 ∗ 𝜋
3
= 0.78 m
Para encontrar la longitud del cilindro se empleó la siguiente relación altura – diámetro del
cilindro.
𝐻
𝐷𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜= 3
La altura del cilindro fue:
𝐻 = 3 ∗ 0.78 𝑚 = 2.34 𝑚
Para tener una mejor relación de diseño se redondeó para un diámetro de 1 m y una longitud
de 2.5 m.

97
4.9.5.4. Volumen real del cilindro
Conocidas ya las dimensiones del cilindro ya es posible encontrar el volumen real mediante el
empleo de la Ecuación 27. .
𝑉𝑅,𝐶 =𝜋
4∗ 𝐷2 ∗ 𝐻 [𝐸𝐶. 27]
𝑉𝑅,𝐶 =𝜋
4∗ (1 𝑚)2 ∗ 2.5 𝑚 = 1.96 𝑚3
𝑜𝑐𝑢𝑝𝑎𝑐𝑖ó𝑛 =𝑉𝑚,𝑐
𝑉𝑅,𝐶∗ 100 𝑛 [𝐸𝐶. 28]
𝑃𝑜𝑟𝑐𝑒𝑛𝑡𝑎𝑗𝑒 𝑑𝑒 𝑜𝑐𝑢𝑝𝑎𝑐𝑖ó𝑛 =0.75 𝑚3
1.96 𝑚3∗ 100 = 38.26 %
4.9.5.5. Espesor de las paredes del cilindro
Para obtener el espesor de las paredes del cilindro se pone en consideración la información de
la Tabla 35.
Tabla 35
Medida y espesor de bolas para molinos
Diámetro del tambor de molino Espesor
Hasta 1.6 m 18 mm
1.6 m a 2.0 m 20 mm
2.0 m a 2.2 m 25.5 mm
2.2 m a 2.4 m 28 mm
2.5 m a 3.5 m 38 mm
3.5 m a 4.25 m 52 mm
4.25 m a 4.50 m 58 mm
5 m 63.5 mm
Fuente: (Quintana Silva , 2015)
98
Como el diámetro del cilindro fue de 1 metro, entonces correspondió un grosor de la pared de
18 mm (0.018 m).
4.9.5.6. Correccióndel diámetro del cílindro
Por el concepto de seguridad se recubre el interior del cilidro con planchas de acero del
mismo espesor que la de las paredes del cilindro y del mismo material (acero al carbono) de
7854 kg/m3 de densidad. Las tapas que cubriran los extremos del cilindro tendrán el doble de
espesor de las paredes del cilindro (2*18 mm) ya que serán las que soporten los ejes de rotación.
El diámetro corregido del cilindro fue de 0.982 m y el volumen real de 1.89 m3, la ocupación
del mismo resultó ser de de 41.72%.
4.9.5.7. Diámetro de las bolas
Se prevé que el material del que esten construidas las bolas sea acero al carbono-silicio con
densidad de 7817 kg/m3 y con 80 mm de diámetro.
El peso de las bolas en el cilindro se lo obtiene con la Ecuación 80.
𝑚𝑏𝑜𝑙𝑎𝑠 = 𝜌𝑏 ∗ 𝑉𝑚,𝑐 ∗ 0.4 [𝐸𝐶. 80]
𝑚𝑏𝑜𝑙𝑎𝑠 = 7817kg
𝑚3∗ 0.75 𝑚3 ∗ 0.4 = 2345.1 𝑘𝑔
4.9.5.8. Velocidad critica de molienda
La velocidad critica es la velocidad máxima a la que puede operar el molino y que permite
que las bolas en el interior se mantengan adheridas a la pared del mismo, para el cálculo de esta
velocidad el diámetro del cilindro estará expresado en pies (3.22 ft). La velocidad critica se la
calculó con la Ecuacion 81.
𝑣𝑐𝑟𝑖𝑡𝑖𝑐𝑎 =76.6
√𝐷𝑖
[𝐸𝐶. 81]

99
𝑣𝑐𝑟𝑖𝑡𝑖𝑐𝑎 =76.6
√3.22= 42.67 𝑟𝑝𝑚
Se trabajará a una velocidad de operación correspondiente al 80% de la velocidad critica es
decir 34.14 rpm.
4.9.5.9. Potencia del motor
La potencia del motor se la encontró empleando la Ecuación 82.
p = 𝑐 ∗ 𝐺 ∗ √𝐷𝑖 [𝐸𝐶. 82]
Para el diámetro utilizado en las bolas y el porcentaje de ocupación en el cilindro le
corresponde un grado de llenado de 8.5. (Quintana Silva , 2015)
p = 8.5 ∗ 2.3451 𝑇𝑚 ∗ √0.982 m
p = 19.75 𝐶𝑉 = 19.48 ℎ𝑝
La potencia requerida para operar el molino redondeando será de 20 hp.
4.9.6. Dimensionamiento del secador de bandejas para cascarilla
El dimensionamiento del secador de bandejas para el precalentamiento de la cascarilla de
arroz se lo hizo para manejar una carga de material de 426.58 kg/h, se estima según la
experimentación que el tiempo de secado del material será de 0.42 horas y la temperatura de
secado de 105 °C.
4.9.6.1. Carga del sólido sobre las bandejas
Según (Ruiz Sepa, 2016), la fórmula para la carga del sólido sobre las bandejas es la
siguiente:

100
𝐿𝑠
𝐴= 𝜌𝑐 ∗ 𝑡 [𝐸𝐶. 83]
𝐿𝑠
𝐴= 1420
𝑘𝑔
𝑚3∗ 0,005 𝑚 = 7.1
𝑘𝑔
𝑚2
4.9.6.2. Área total de las bandejas
Según (Ruiz Sepa, 2016):
𝐴𝑡𝑏 = 𝐿𝐿𝑠
𝐴
[𝐸𝐶. 84]
𝐴𝑡𝑏 = 426.58 𝑘𝑔
7.1 𝑘𝑔
𝑚2
= 60 𝑚2
4.9.6.3. Área para una bandeja
Para determinar el área de cada bandeja se dividió el área total de las bandejas para el número
de las mismas es así que el área para una bandeja es 6 m2. Conociendo el área para una bandeja
ya fue posible establecer tanto la longitud como el ancho de las mismas, estas dimensiones
fueron de 3 y 2 metros respectivamente.
4.9.6.4. Espesor de las bandejas
Según (Ruiz Sepa, 2016):
𝑃 = 𝐶𝐵 𝑥 𝑔
𝑎𝐵 𝑥 𝑙𝐵 [𝐸𝐶. 85]
𝑃 = 42,65 𝑘𝑔 𝑥 9,8 𝑚/𝑠2
2 𝑚 𝑥 3 𝑚= 70
𝑁
𝑚2= 0.014
𝑙𝑏
𝑝𝑢𝑙𝑔2
4.9.6.5. Volumen de las bandejas

101
El volumen de las bandejas se lo obtuvo sumando los tres volúmenes de la bandeja tomando
como referencia: la altura, ancho, longitud de bandeja y espesor.
𝑉𝐵 = 𝑉1 + 𝑉2 + 𝑉3 [𝐸𝐶. 86]
𝑉1 = 𝑎𝐵 ∗ 𝑙𝐵 ∗ 𝑒𝐵
𝑉1 = 2m ∗ 3m ∗ 0.002m
𝑉1 = 0.012 𝑚3
𝑉2 = 𝑎𝐵 ∗ ℎ𝐵 ∗ 𝑒𝐵
𝑉2 = 2m ∗ 0.26m ∗ 0.002m
𝑉2 = 0.00104 𝑚3
𝑉3 = 𝑙𝐵 ∗ ℎ𝐵 ∗ 𝑒𝐵
𝑉3 = 3m ∗ 0.26m ∗ 0.002m
𝑉3 = 0.00156 𝑚3
Obtenidos los tres volúmenes y reemplazando en la Ecuación 87 se pudo obtener el volumen
de la bandeja que será el siguiente:
𝑉𝐵 = 0.012 𝑚3 + 0.00104 𝑚3 + 0.00156 𝑚3 [𝐸𝐶. 87]
𝑉𝐵 = 0.0146 𝑚3
4.9.6.6. Masa de la bandeja
Una vez determinado el volumen de la bandeja fue posible determinar la masa de la misma
para lo cual se usó la densidad del material del que estarán fabricadas, en este caso acero
inoxidable 304 L cuya densidad es de 7900 kg/m3 entonces la masa de la bandeja resultó ser de:
𝜌 = 𝑚𝐵
𝑉𝐵⇒ 𝑚𝐵 = 𝜌 ∗ 𝑉𝐵 [𝐸𝐶. 88]
𝑚𝐵 = 7900 𝑘𝑔
𝑚3 𝑥 0.0146 𝑚3
𝑚𝐵 = 115.34 𝑘𝑔
4.9.6.7. Longitud de la cámara interna

102
La longitud, así como el ancho del secador fue de un 30% más de la longitud y ancho de las
bandejas (Ruiz Sepa, 2016).
𝑙𝑐𝑖 = 𝑙𝐵 ∗ 1.3 [𝐸𝐶. 89]
𝑙𝑐𝑖 = 300 𝑐𝑚 ∗ 1.3
𝑙𝑐𝑖 = 390 𝑐𝑚 = 3.9 𝑚
4.9.6.8. Ancho de la cámara interna
Según (Ruiz Sepa, 2016)
𝑎𝑐𝑖 = 𝑎𝑏 ∗ 1.3 [𝐸𝐶. 90]
𝑎𝑐𝑖 = 200 𝑐𝑚 ∗ 1.3
𝑎𝑐𝑖 = 260 𝑐𝑚 = 2.6 𝑚
4.9.6.9. Altura de la cámara interna
Según (Ruiz Sepa, 2016)
ℎ𝑐𝑖 = 𝑛𝑏 𝑥 ℎ𝑏 + 11 𝑥 𝑒𝑠𝑝 [𝐸𝐶. 91]
ℎ𝑐𝑖 = 10 𝑥 0.26 𝑚 + 11 𝑥 0.3 𝑚
ℎ𝑐𝑖 = 4.08 𝑚 = 408 𝑐𝑚
4.9.6.10. Área de la cámara interna
Según (Ruiz Sepa, 2016)

103
𝐴𝑐𝑖 = 2(𝑎𝑐𝑖 ∗ ℎ𝑐𝑖 + 𝑙𝑐𝑖 ∗ ℎ𝑐𝑖 + 𝑎𝑐𝑖 ∗ 𝑙𝑐𝑖) [𝐸𝐶. 92]
𝐴𝑐𝑖 = 2(2.6 ∗ 4.08 + 3.9 ∗ 4.08 + 2.6 ∗ 3.9)𝑚
𝐴𝑐𝑖 = 73.32 𝑚2
4.9.6.11. Volumen de la cámara interna
Según (Ruiz Sepa, 2016)
𝑉𝑐𝑖 = 𝑎𝑐𝑖 𝑥 ℎ𝑐𝑖 𝑥 𝑙𝑐𝑖 [ 𝐸𝐶. 93]
𝑉𝑐𝑖 = 2.6 𝑚 𝑥 4.08 𝑚 𝑥 3.9 𝑚
V𝑐𝑖 = 41,37𝑚3
4.9.6.12. Longitud de la cámara externa
Según (Ruiz Sepa, 2016)
𝑙𝑐𝑒 = 𝑙𝑐𝑖 + 𝑒𝑠𝑝𝑡 + 2 (𝑒𝑠𝑝𝑚) + 𝑒𝑠𝑝𝑣 [𝐸𝐶. 94]
𝑙𝑐𝑒 = 3.9 𝑚 + 0.003 𝑚 + 2(0.003 𝑚) + 0.27𝑚
𝑙𝑐𝑒 = 4.1 𝑚 = 410 𝑐𝑚
4.9.6.13. Ancho de la cámara externa
Según (Ruiz Sepa, 2016)
𝑎𝑐𝑒 = 𝑎𝑐𝑖 + 4 (𝑒𝑠𝑝𝑚) + 2 (𝑒𝑠𝑝𝑎) [𝐸𝐶. 95]
𝑎𝑐𝑒 = 2.6 𝑚 + 4 (0.003 𝑚) + 2 (0.04 𝑚)

104
𝑎𝑐𝑒 = 2.9 𝑚 = 290 𝑐𝑚
4.9.6.14. Altura de la cámara externa
Según (Ruiz Sepa, 2016)
ℎ𝑐𝑒 = ℎ𝑐𝑖 + 𝑒𝑠𝑝𝑟 + 𝑒𝑠𝑝𝑎 + 4 (𝑒𝑠𝑝𝑚) [𝐸𝐶. 96]
ℎ𝑐𝑒 = 4.08 𝑚 + 0.12 𝑚 + 0.04 𝑚 + 4 (0.003 𝑚)
ℎ𝑐𝑖 = 4. 2𝑚 = 420 𝑐𝑚
4.9.6.15. Área de la cámara externa
Según (Ruiz Sepa, 2016)
𝐴𝑐𝑒 = 2(𝑎𝑐𝑒 ∗ ℎ𝑐𝑒 + 𝑙𝑐𝑒 ∗ ℎ𝑐𝑒 + 𝑎𝑐𝑒 ∗ 𝑙𝑐𝑒) [𝐸𝐶. 97]
𝐴𝑐𝑒 = 2(2.6 𝑚 ∗ 4.2 𝑚 + 4.1 𝑚 ∗ 4.2 𝑚 + 2.6 𝑚 ∗ 4.1 𝑚)
𝐴𝑐𝑒 = 77.6 𝑚2
4.9.6.16. Volumen de la cámara externa
Según (Ruiz Sepa, 2016)
𝑉𝑐𝑒 = 𝑎𝑐𝑒 ∗ ℎ𝑐𝑒 ∗ 𝑙𝑐𝑒 [𝐸𝐶. 98]
𝑉𝑐𝑒 = 3 𝑚 ∗ 4.4 𝑚 ∗ 4.3 𝑚
𝑉𝑐𝑒 = 56.76 𝑚3

105
4.9.6.17. Cantidad de calor requerido
El calor requerido para calentar el sólido en el secador se lo calculó tomando en cuenta la
temperatura de secado, el calor especifico del sólido y por supuesto la masa del mismo.
𝑄 = 𝑚. 𝐶𝑝𝑐𝑎𝑠𝑐𝑎𝑟𝑖𝑙𝑙𝑎 . ∆𝑇 [𝐸𝐶. 99]
𝑄 = (426. 58 𝑘𝑔). (3.6 𝑘𝑐𝑎𝑙
𝑘𝑔 ℃ ). (105℃ − 30℃)
𝑄 = 115176.6 𝐾𝑐𝑎𝑙
4.9.6.18. Cantidad de energía eléctrica
Conociendo la cantidad de calor que se requiere es posible ahora determinar el consumo de
energía eléctrica del secador.
𝐸 = 115176.6𝐾𝑐𝑎𝑙 𝑋 1.16
𝑤
ℎ
1 𝐾𝑐𝑎𝑙= 133604.8
𝑤
ℎ [𝐸𝐶. 100]
4.9.6.19. Potencia de la resistencia
La potencia de la resistencia requerida para secar la cantidad de sólido deseado fue de:
𝑃 = 133604.8 𝑤
ℎ 𝑥 0.25 ℎ [𝐸𝐶. 101]
𝑃 = 33401.2 𝑊
ℎ𝑝 = 44.79
4.9.7. Dimensionamiento de un secador de bandejas para celulosa
La carga para este secador será la procedente del proceso de blanqueamiento de la celulosa la
cual será de 131.53 kg/h a una temperatura de secado de 105 °C y una duración del secado de 1.5
horas. Las dimensiones del secador que se empleará para el secado de este material se detallan en
las Tablas 36, 37,38 y 39.

106
Tabla 36
Dimensiones de las bandejas del secador de celulosa
Parámetro Valor Unidad
Longitud 1.75 m
Ancho 1 m
Espesor 0.002 m
Área 1.75 m2
Volumen 0.005 m3
Fuente: Autores
Tabla 37
Dimensiones de la cámara interna del secador de celulosa
Parámetro Valor Unidad
Longitud 2.3 m
Ancho 1.3 m
Altura 2.5 m
Área 24 m2
Volumen 7.47 m3
Fuente: Autores
Tabla 38
Dimensiones de la cámara externa del secador de celulosa
Parámetro Valor Unidad
Longitud 2.6 m
Ancho 1.4 m
Altura 2.7 m
Área 29 m2
Volumen 14.8 m3
Fuente: Autores

107
Tabla 39
Balance de energía del secador de celulosa
Parámetro Valor Unidad
Calor necesario para calentar el
sólido
49323.75 𝐾𝑐𝑎𝑙
Cantidad de energía eléctrica
necesaria
57215.55 𝑤
ℎ
Potencia de la resistencia 85823.3 𝑊
Fuente: Autores
El secador que se empleará para el secado de la nanocelulosa será del mismo tipo y
dimensiones que el utilizado en el secado de celulosa.
4.10. Costos de equipos para la producción de nanocelulosa
Los costos de los equipos para la producción de nanocelulosa se los obtuvo a partir de los
valores obtenidos para la construcción de los tres reactores y de la cotización del resto de equipos
que se la realizó a partir del dimensionamiento de los mismos. Los precios para los equipos
cotizados y que se prevé importar fueron duplicados por motivos de impuestos y gastos de
aduana. Los precios de los reactores obtenidos a partir del diseño de los mismos se compararán
con precios de equipos que guarden las mismas características de los equipos diseñados.
Los costos de los equipos que conforman la planta de producción de nanocelulosa se detallan
en el Anexo C-Tabla 65-68.
Se realizó también la cotización de los equipos diseñados y de los que se obtuvo el costo de
fabricación en base a una estructura de gastos realizada que otorgó como resultado un valor de
89,634.98 dólares, este valor es más bajo que el obtenido producto de la cotización 96,444
dólares mostrando una diferencia de 6,809.02 dólares. A pesar de la diferencia se decide trabajar
con los valores obtenidos de la cotización ya que los materiales para la construcción de los
equipos son importados, el tiempo de fabricación y operación será mucho mayor.

108
El costo de los principales equipos para el montaje de la planta es de 1,075,514 millones de
dólares, a esta cifra se le debe sumar otros valores de equipos complementarios detallados en el
apartado referente al análisis Financiero.

109
CAPÍTULO V
5. ANÁLISIS FINANCIERO DEL PROCESO DE OBTENCIÓN DE NANOCELULOSA
A NIVEL INDUSTRIAL
5.1. Presupuesto Ingresos
Para la determinación de los ingresos del proyecto se tuvo en cuenta la cantidad de producto a
elaborar y el precio del mismo, en este caso además de los ingresos por venta de nanocelulosa se
percibirá un ingreso por la venta de microfibra de celulosa que es un producto derivado del
proceso de obtención de nanocelulosa tal como se visualiza en la Tabla 40. Los valores que
ingresan por la venta de nanocelulosa y microfibra de celulosa por año se detallan en el Anexo
K-Tabla 89.
Tabla 40
Ventas netas de nanocelulosa y microfibra
VENTAS NETAS
VALOR EN (USD)
CAPACIDAD DE PRODUCCION 250 (TM)
Producto Precio de venta TM Importe
Nanocelulosa 18750 250 4.687.500
Microfibra de celulosa 9892 886,4 8.768.268,8
Suma 28642 1136,4 13.455.768,8
Fuente: Autores
5.2. Costos de Operación
Estos costos son todos los gastos que se requieren para la fabricación de la nanocelulosa, los
mismos encierran una serie de rubros, así como los gastos de comercialización, administración,
operación, entre otros. Este costo de operación asciende a 493,865.62 dólares mensuales es decir
5,926,387.44 millones de dólares al año, los rubros que forman parte de costo se detallan en el
Anexo K-Tabla 87.

110
5.2.1. Costos de fabricación
Entre los costos de fabricación más importantes dentro del proceso de obtención de
nanocelulosa se calcularon:
5.2.1.1. Materia prima
Para este caso la materia prima principal dentro del proceso de obtención de nanocelulosa fue
la cascarilla de arroz un subproducto agroindustrial.
5.2.1.2. Materiales directos
Son todos los insumos necesarios dentro del proceso de obtención de nanocelulosa, fueron: el
ácido clorhídrico, el ácido sulfúrico, el hidróxido d sodio, entre otros. En el Anexo J-Tabla 81 se
obtienen los costos por cada año de producción.
5.2.1.3. Mano de obra directa
La mano de obra directa es el personal que se requiere en la empresa para que esta desempeñe
un correcto funcionamiento y es la que se encargará de que la empresa cumpla con las metas
planteadas al inicio de cada año de operación, el número de trabajadores que requiere la empresa
se lo determinó de acuerdo con la producción que plantea alcanzar la empresa hasta el año 2018,
los costos de producción se revelan en la Tabla 41. Los detalles de los costos se presentan en el
Anexo J-Tabla 82.
Tabla 41
Gastos de fabricación de nanocelulosa y microfibra
Fuente: Autores
Ítems
Valor total
Producto
Nanocelulosa Microfibra
Materiales directos 1,763,550.82 1,234,485.58 529,065.25
Mano de obra directa 314,050.88 219,835.62 94,215.27
Carga fabril 2,486,981.39 1,740,886.97 746,094.42
Total 4,564,583.10 3,195,208.17 1,369.374.93

111
5.2.2. Gastos de fabricación
Recipientes: Son materiales de empaque donde se coloca el producto terminado y su rubro
disminuye o aumenta en relación a la producción.
Combustibles y lubricante: Se utilizan para el mantenimiento de los equipos para prevenir
posibles aficiones futuras en los ismos por falta de grasa u otro lubricante.
Mano de obra indirecta: Es el personal que no tiene dependencia directa de la planta de
producción y aparece solo en los momentos necesarios tales como los mecánicos.
Depreciación de maquinaria: El costo de depreciación de las maquinarias y equipos que se
calculó fue considerando un tiempo de deprecación a diez años para los equipos y de veinte años
para los edificios.
La Tabla 42 contiene los valores correspondientes a los gastos de fabricación que son detallados
en el Anexo K-Tabla 90-99.
Tabla 42
Gastos de fabricación
Denominación Valor (USD)
Recipientes 5,681.99
Combustibles y lubricantes 130,200
Mano de obra indirecta 34,080
Depreciación de maquinarias 539,425.71
Total 709,387.70
Fuente: Autores
5.2.3. Gastos de administración
Sueldos y salarios: Corresponde al valor que se le cancela al personal encargado de la
operación y administración de la planta y la empresa.

112
Energía eléctrica: Este rubro es muy importante y que conforma uno de los principales
suministros de la empresa, vale destacar que la empresa productora de nanocelulosa cuenta con
una planta de cogeneración de energía eléctrica, el costo por la utilización del servicio de energía
eléctrica se calculó en 250,369.56 dólares al año, los detalles de este costo se encuentran en el
Anexo K-Tabla 90-99.
Depreciación de equipo de oficina: Desde el primer día de funcionamiento de la planta y a
partir del día de la adquisición de los equipos y durante su vida útil establecida para efectos del
proyecto de 10 años (muebles y Enseres).
Depreciación de edificios: Se estipuló que la vida útil de las edificaciones sea de 20 años 10
años más que los equipos y maquinarias para este valor se consideró una carga anual de
188,030.00 dólares. Anexo K-Tabla 90-99.
5.2.4. Gastos de Venta
Este rubro corresponde a los gastos que realizará la empresa por concepto de publicidad,
promoción y venta del producto.
5.2.5. Gastos financieros
Intereses de largo plazo: Gasto en el que se incurrirá por hacer uso del dinero en calidad de
préstamo de parte de una entidad financiera durante diez años, previo cumplimiento de los
requisitos exigidos. Específicamente referida al personal de supervisión y apoyo que
intervendrán en la Producción (jefe de Producción).
5.2.6. Depreciación de maquinaria
La depreciación de las maquinarias, así como de los equipos de oficina se estimó que sea a 10
años, para ese tiempo se consideró el cambio de dichos activos que pudieren llegar a ser
remplazados por otros nuevos, la carga anual destinada para este rubro se estableció en
259,173.60 dólares. Estos valores aparecen detallados en el Anexo K-Tabla 90-99.

113
5.3. Flujo de Fondos Efectivos
Los flujos de fondos efectivos permiten conocer que tan rentable es un proyecto de inversión
además en base a ellos se puede tomar decisiones sobre la operatividad y el financiamiento del
proyecto. Mediante el conocimiento del flujo de caja los inversionistas no solo podrán identificar
los ingresos y egresos del proyecto, sino que podrán también conocer sobre las necesidades de
financiamiento del mismo.
Los flujos de fondos tanto puros como financiados del proyecto se muestran en las Tablas 44
y 45 respectivamente.
La amortización de la deuda y el pago de intereses del proyecto se detallan en la Tabla 43.
Esta deuda será cancelada en su totalidad en un plazo de 10 años.
Tabla 43
Amortización de la deuda y pago de intereses
Fuente: Autores
SALDO AMORTIZACION CUOTA SALDO
INICIAL DE CAPITAL (INTERES + AMORTIZACION) FINAL
1 5926387,49 $ 1.422.333,00 $ 187.286,45 $ 1.609.619,45 $ 5.739.101,04
2 $ 5.739.101,04 $ 1.377.384,25 $ 232.235,20 $ 1.609.619,45 $ 5.506.865,84
3 $ 5.506.865,84 $ 1.321.647,80 $ 287.971,65 $ 1.609.619,45 $ 5.218.894,19
4 $ 5.218.894,19 $ 1.252.534,61 $ 357.084,84 $ 1.609.619,45 $ 4.861.809,35
5 $ 4.861.809,35 $ 1.166.834,24 $ 442.785,20 $ 1.609.619,45 $ 4.419.024,15
6 $ 4.419.024,15 $ 1.060.565,80 $ 549.053,65 $ 1.609.619,45 $ 3.869.970,50
7 $ 3.869.970,50 $ 928.792,92 $ 680.826,53 $ 1.609.619,45 $ 3.189.143,97
8 $ 3.189.143,97 $ 765.394,55 $ 844.224,90 $ 1.609.619,45 $ 2.344.919,07
9 $ 2.344.919,07 $ 562.780,58 $ 1.046.838,87 $ 1.609.619,45 $ 1.298.080,20
10 $ 1.298.080,20 $ 311.539,25 $ 1.298.080,20 $ 1.609.619,45 $ 0,00
AÑO INTERESES
TABLA DE AMORTIZACIÓN

114
Tabla 44
Indicadores financieros de flujo de fondos puros
Fuente: Autores
AÑO 2018 2019 2020 2021 2022 2023 2024 2025 2026 2027 2028
Ingresos de operación (+) $ 7.319.141,38 $ 7.831.481,28 $ 8.379.684,97 $ 8.966.262,91 $ 9.593.901,32 $ 10.265.474,41 $ 10.984.057,62 $ 11.752.941,65 $ 12.575.647,57 $ 13.455.942,90
Costo de operación (incluyes impuestos indirectos) ( - ) $ 3.092.458,87 $ 3.169.955,87 $ 3.252.675,22 $ 3.340.972,36 $ 3.435.227,11 $ 3.535.845,35 $ 3.643.260,79 $ 3.757.901,16 $ 3.880.349,89 $ 4.011.086,69
Depreciación ( - ) $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41
Amortización de activos diferidos ( - ) $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00
Utilidad antes de participación e impuestos ( = ) $ 3.672.186,10 $ 4.107.029,00 $ 4.572.513,34 $ 5.070.794,14 $ 5.604.177,80 $ 6.175.132,65 $ 6.786.300,42 $ 7.440.544,08 $ 8.140.801,27 $ 8.890.359,80
Participación (15%) ( - ) $ 550.827,92 $ 616.054,35 $ 685.877,00 $ 760.619,12 $ 840.626,67 $ 926.269,90 $ 1.017.945,06 $ 1.116.081,61 $ 1.221.120,19 $ 1.333.553,97
Utilidad antes de impuestos ( = ) $ 3.121.358,19 $ 3.490.974,65 $ 3.886.636,34 $ 4.310.175,02 $ 4.763.551,13 $ 5.248.862,75 $ 5.768.355,36 $ 6.324.462,47 $ 6.919.681,08 $ 7.556.805,83
Impuesto a la renta 35% ( - ) $ 1.092.475,36 $ 1.221.841,13 $ 1.360.322,72 $ 1.508.561,26 $ 1.667.242,90 $ 1.837.101,96 $ 2.018.924,37 $ 2.213.561,86 $ 2.421.888,38 $ 2.644.882,04
Utilidad neta ( = ) $ 2.028.882,82 $ 2.269.133,52 $ 2.526.313,62 $ 2.801.613,76 $ 3.096.308,23 $ 3.411.760,79 $ 3.749.430,98 $ 4.110.900,60 $ 4.497.792,70 $ 4.911.923,79
Ganancia neta ( = ) $ 2.028.882,82 $ 2.269.133,52 $ 2.526.313,62 $ 2.801.613,76 $ 3.096.308,23 $ 3.411.760,79 $ 3.749.430,98 $ 4.110.900,60 $ 4.497.792,70 $ 4.911.923,79
Depreciación ( + ) $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41
Amortización de activos diferidos ( + ) $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00
Costos de inversión ( - ) 6352335,98
Capital de trabajo) ( +/-) 5926387,49
FLUJO DE FONDOS FINANCIADO 12278723,47 $ 2.583.379,23 $ 2.823.629,93 $ 3.080.810,03 $ 3.356.110,17 $ 3.650.804,64 $ 3.966.257,20 $ 4.303.927,39 $ 4.665.397,01 $ 5.052.289,11 $ 5.466.420,20
FLUJO DE FONDOS FINANCIADO

115
Tabla 45
Indicadores financiero de fondos financiados
Fuente: Autores
AÑO 2018 2019 2020 2021 2022 2023 2024 2025 2026 2027 2028
Ingresos de operación $ 7.319.141,38 $ 7.831.481,28 $ 8.379.684,97 $ 8.966.262,91 $ 9.593.901,32 $ 10.265.474,41 $ 10.984.057,62 $ 11.752.941,65 $ 12.575.647,57 $ 13.455.942,90
(-) Costo de operación (incluyes impuestos indirectos) $ 3.092.458,87 $ 3.169.955,87 $ 3.252.675,22 $ 3.340.972,36 $ 3.435.227,11 $ 3.535.845,35 $ 3.643.260,79 $ 3.757.901,16 $ 3.880.349,89 $ 4.011.086,69
(-) Depreciación $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41
(-) Amortización de activos diferidos $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00
(-) Gastos financieros (intereses sobre creditos recibidos) $ 731.914,14 $ 783.148,13 $ 837.968,50 $ 896.626,29 $ 959.390,13 $ 1.026.547,44 $ 1.098.405,76 $ 1.175.294,17 $ 1.257.564,76 $ 1.345.594,29
Utilidad antes de participación e impuestos $ 2.940.271,96 $ 3.323.880,87 $ 3.734.544,84 $ 4.174.167,85 $ 4.644.787,67 $ 5.148.585,21 $ 5.687.894,66 $ 6.265.249,92 $ 6.883.236,51 $ 7.544.765,51
(-) Participación (15%) $ 441.040,79 $ 498.582,13 $ 560.181,73 $ 626.125,18 $ 696.718,15 $ 772.287,78 $ 853.184,20 $ 939.787,49 $ 1.032.485,48 $ 1.131.714,83
Utilidad antes de impuestos $ 2.499.231,17 $ 2.825.298,74 $ 3.174.363,12 $ 3.548.042,67 $ 3.948.069,52 $ 4.376.297,43 $ 4.834.710,46 $ 5.325.462,43 $ 5.850.751,04 $ 6.413.050,68
(-) Impuesto a la renta 35% $ 874.730,91 $ 988.854,56 $ 1.111.027,09 $ 1.241.814,94 $ 1.381.824,33 $ 1.531.704,10 $ 1.692.148,66 $ 1.863.911,85 $ 2.047.762,86 $ 2.244.567,74
Utilidad neta $ 1.624.500,26 $ 1.836.444,18 $ 2.063.336,03 $ 2.306.227,74 $ 2.566.245,19 $ 2.844.593,33 $ 3.142.561,80 $ 3.461.550,58 $ 3.802.988,17 $ 4.168.482,94
Ganancia neta $ 1.624.500,26 $ 1.836.444,18 $ 2.063.336,03 $ 2.306.227,74 $ 2.566.245,19 $ 2.844.593,33 $ 3.142.561,80 $ 3.461.550,58 $ 3.802.988,17 $ 4.168.482,94
(+) Depreciación $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41 $ 553.496,41
(+) Amortización de activos diferidos $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00 $ 1.000,00
(-) Costos de inversión 6352335,98
(+/- Capital de trabajo) 5926387,49 5926387,49
(+) Creditos recibidos 5926387,49
(-) Amortizaciones de créditos (pagos de capital) $ 187.286,45 $ 232.235,20 $ 287.971,65 $ 357.084,84 $ 442.785,20 $ 549.053,65 $ 680.826,53 $ 844.224,90 $ 1.046.838,87 $ 1.298.080,20
FLUJO DE FONDOS PURO 6352335,98 $ 1.991.710,22 $ 2.158.705,39 $ 2.329.860,79 $ 2.503.639,30 $ 2.677.956,39 $ 2.850.036,09 $ 3.016.231,68 $ 3.171.822,09 $ 3.310.645,71 $ 9.351.286,64
FLUJOS DE FONDOS FINANCIADO

116
CAPITULO VI
6. RESULTADOS Y ANÁLISIS
6.1. Caracterización de la Materia Prima
En el desarrollo de la parte experimental para encontrar la humedad de la cascarilla de arroz
que es parte de la caracterización de la misma se obtuvo un porcentaje de 6.83%, este valor
comparado con el obtenido bibliográficamente por (Valverde , Sarria, & Monteagudo , 2007) en
cuyo experimento determinó que el porcentaje de humedad de la cascarilla fue del 8%. Este valor
no es tan distante con el obtenido de la presente investigación.
Para los solubles tanto en agua fría como en agua caliente se obtuvieron valores de 5.5% y
9.5% respectivamente, estos valores corresponden a sustancias ajenas que se encuentran
presentes en la cascarilla y que su remoción permite una mejor calidad de los productos
obtenidos posteriormente, estos valores no se lo pueden comparar con investigaciones
relacionadas al tema debido a que no se encuentra información concreta al respecto. En la Tabla
46 se reportan los resultados obtenidos luego de la caracterización de la cascarilla de arroz.
El contenido de cenizas obtenido experimentalmente fue de 21.5% respecto al peso de la
muestra analizada lo que guarda concordancia con lo obtenido por (Valverde , Sarria, &
Monteagudo , 2007) que obtuvo un 24.6%. Para el sílice se obtuvo un 90.69% respecto a la
muestra analizada, este valor tiene similitud con el obtenido por Quiceno que fue de 91.14%
(Quiceno Villada & Mosquera Gutierrez, 2010).
La cantidad de lignina en la cascarilla de arroz reportada en la bibliografía es de 26.6%
(Quiceno Villada & Mosquera Gutierrez, 2010), experimentalmente se pudo determinar que el
contenido de lignina que se encuentra en la cascarilla de arroz fue de 26.10%. Se obtuvo para la
holocelulosa 56.71% resultado que supera en relación a lo mencionado por (Rezanezhad,
Nazanezhad, & Asadpur , 2013) que señala un valor del 56%. Experimentalmente se obtuvo
33.46% para la celulosa, este resultado en comparación con el conocido (36%) por Vargas (Vega

117
& Vargas , 2013) determina que la misma se encuentra dentro de los porcentajes proporcionados
de las fuentes bibliográficas.
Tabla 46
Resultados de la caracterización de la materia prima
Parámetros
Porcentajes
Experimentación Fuente
Bibliográfica
Porcentaje de Error respecto a
las Fuentes Bibliográficas
Humedad 6.83 8.8 22.38
Solubles en agua fría 5.5 --------- --------
Solubles en agua caliente 9.5 --------- --------
Cenizas 21.5 24.6 12.60
Sílice 90.69 91.14 0.49
Lignina 26.10 26.6 1.88
Holocelulosa 56.71 56 1.25
Celulosa 36.82 36 2.22
Hemicelulosa 23.23 31.6 26.49
Fuente: Autores
Finalizando con la parte de la caracterización de la materia prima se determinó que la misma
posee un valor de 23.23% de Hemicelulosa resultado que dista un poco con el resultado obtenido
por (Albernaz , Joanitti, Lopes, & Silva , 2015) que señala un 31.6%.
4.1.1. Obtención de celulosa a distintas concentraciones
En este primer ensayo se puede observar que con hidróxido de sodio al 5% de concentración
fue donde se obtuvo el mayor rendimiento de celulosa con un 34%, seguida por la solución de
hidróxido de sodio al 20% con un 33% y con la solución de hidróxido de sodio al 15% el
rendimiento de celulosa fue del 32%. Estos valores son los que se reportan en la Tabla 47.

118
Tabla 47
Resultados de la obtención de celulosa primera experimentación
EXPERIMENTO #1
Concentración
NaOH
(%)
Peso cascarilla
(gr)
Tratamiento
alcalino (gr)
Blanqueamiento
(gr)
Remoción de
Hemicelulosa (gr)
5 20 10.03 8.13 6.84
15 20 8.02 7.67 6.39
20 20 9.62 8.04 6.65
Rendimiento del material lignocelulósico respecto al Peso de cascarilla (%)
5 50 41 34
15 40 38 32
20 48 40 33
Fuente: Autores
Para la segunda experimentación (Tabla 48). La celulosa obtenida con solución de hidróxido
de sodio al 15% de concentración proporcionó un rendimiento de 35% seguida de la extraída con
solución a concentración del 5% donde se obtuvo un rendimiento del 34.3% y finalmente en la
obtención de celulosa con la solución de hidróxido al 20% se obtuvo un rendimiento del 36%.
Tabla 48
Resultados de la obtención de celulosa segunda experimentación
EXPERIMENTO #2
Concentración
(%)
Peso cascarilla
(gr)
Tratamiento
alcalino (gr)
Blanqueamiento
(gr)
Remoción de
Hemicelulosa (gr)
5 20 11.1 8.16 6.86
15 20 9.63 8.37 7.09
20 20 9.82 8.2 6.72
Rendimiento del material lignocelulósico respecto al Peso de la cascarilla (%)
5 56 40.8 34.3
15 48 42 35
20 49 41 33.6
Fuente: Autores

119
El tercer experimento proporcionó rendimientos del 43.8% para la celulosa obtenida con
solución de hidróxido de sodio al 5%, este rendimiento es mayor a los obtenidos con solución de
hidróxido de sodio al 15% y 20% que fueron del 38.9% y 35.6% respectivamente. En la Tabla
49 se detallan los rendimientos de celulosa para cada concentración de hidróxido de sodio
conforme se fueron realizando los distintos tratamientos a los que se sometió la celulosa obtenida
a partir de la cascarilla de arroz.
Tabla 49
Resultados de la obtención de celulosa tercera experimentación
EXPERIMENTO #3
Concentració
n
(%)
Peso cascarilla
(gr)
Tratamiento
alcalino (gr)
Blanqueamiento
(gr)
Remoción de
Hemicelulosa (gr)
5 20 12.03 10.5 8.77
15 20 10.30 8.6 7.12
20 20 11.21 9.3 7.79
Rendimiento del material lignocelulósico respecto al Peso de la cascarilla (%)
5 60 52.5 43.8
15 51 43 35.6
20 56 46 38.9
Fuente: Autores
Finalizando con la obtención de la celulosa a distintas concentraciones, para la última
experimentación que se realizó se tuvo un rendimiento del 38% de celulosa con solución de
hidróxido de sodio al 15%, este rendimiento es mayor a los obtenidos con solución de hidróxido
de sodio al 5% y 20% de concentración que resultaron ser de 36% y 26% respectivamente. Estos
rendimientos se detallan en la Tabla 50.

120
Tabla 50
Resultados de la obtención de celulosa cuarta experimentación
EXPERIMENTO #4
Concentració
n
(%)
Peso cascarilla
(gr)
Tratamiento
alcalino (gr)
Blanqueamiento
(gr)
Remoción de
Hemicelulosa (gr)
5 20 10.54 8.5 7.2
15 20 10.26 8.8 7.52
20 20 9.94 6.4 5.27
Rendimiento del material lignocelulósico (%) respecto al Peso de la cascarilla
5 53 42.5 36
15 51 44 38
20 50 32 26
Fuente: Autores
Para apreciar de mejor manera los resultados en cuanto a la obtención de celulosa y poder
observar la variación que existe de una experimentación a otra, se realizó la Gráfica 1 donde se
puede constatar los cambios en cuanto a la cantidad de celulosa luego de ir pasando por las
diferentes etapas.
Grafica 1 Rendimiento de celulosa
Fuente: Autores
Hidrólisis básica Blanqueamiento Remoción de hemicelulosa
Experimentación #1 50 40 48 41 38 40 34 32 33
Experimentación #2 56 48 49 40,8 42 41 34,3 35 33,6
Experimentación #3 60 51 56 52,5 43 46 43,8 35,6 38,9
Experimentación #4 53 51 50 42,5 44 32 36 38 26
010203040506070
RENDIMIENTO DE CELULOSA

121
En esta grafica se incluyó una tabla para la mayor compresión de los datos obtenidos, las tres
primeras columnas de la tabla corresponden a la hidrólisis básica realizada sobre la cascarilla
para cada una de las experimentaciones realizados, de la cuarta a la sexta correspondieron a la
etapa de blanqueamiento y de la séptima a la novena correspondieron a la etapa de remoción de
hemicelulosa. Las claves de leyendas muestran la coloración que correspondieron a cada
experimentación.
4.1.2. Cinética de la reacción de hidrólisis básica
La concentración molar de celulosa tanto incorporada como aislada con respecto al tiempo de
cocción con hidróxido de sodio al 5% de concentración. Esto se detalla en la Tabla 51.
Tabla 51
Concentración de celulosa para solución al 5%
Fuente: Autores
En la Tabla 52 se describen los valores obtenidos de celulosa tanto incorporada como aislada
de la cascarilla de arroz en relación al tiempo de cocción con una solución de hidróxido de sodio
al 15% de concentración.
Concentración de NaOH al 5%
Tiempo (min) [C6H10O5] (M) [C6H10O5] (M)
Incorporada Aislada
0 3.49 0
20 3.41 0.08
40 3.28 0.21
60 3.22 0.27
80 3.14 0.35
100 3.09 0.40

122
Tabla 52
Concentración de celulosa para solución al 15%
Fuente: Autores
La Tabla 53 describe los valores de la celulosa tanto incorporada como aislada obtenidos de
la cascarilla de arroz en relación al tiempo de cocción con una solución de hidróxido de sodio al
20% de concentración.
Tabla 53
Concentración de celulosa para solución al 20%
Fuente: Autores
El método que se empleo fue el diferencial por medio del cual fue posible la obtención del
orden de la reacción mediante la representación gráfica de la velocidad instantánea con respecto
Concentración de NaOH al 15%
Tiempo (min) [C6H10O5] (M) [C6H10O5] (M)
Incorporada Aislada
0 3.74 0
20 3.70 0.04
40 3.52 0.22
60 3.28 0.46
80 3.27 0.47
100 2.95 0.79
Concentración de NaOH al 20%
Tiempo (min) [C6H10O5] (M) [C6H10O5] (M)
Incorporada Aislada
0 3.45 0
20 3.41 0.04
40 3.36 0.09
60 3.31 0.14
80 3.26 0.19
100 3.20 0.25

123
a la concentración donde la pendiente resultante correspondió al orden de la reacción. Para la
obtención de celulosa con solución de hidróxido de sodio al 5% de concentración, la Gráfica 3
muestra una pendiente de 0.9317. Este valor corresponde al orden de la reacción y puede
perfectamente redondearse al número más próximo superior es decir que n=1.
La determinación del orden de la reacción a través del método diferencial implicó la inclusión
de algunos procesos complementarios antes de la obtención del orden de la reacción. La Tabla
54 muestra el tiempo y la concentración de la celulosa obtenida con solución de hidróxido de
sodio al 5%, tanto la columna del tiempo y la concentración se graficaron para obtener una línea
de tendencia exponencial con una ecuación exponencial Gráfica 2.
Tabla 54
Concentración de celulosa vs tiempo (solución de
NaOH al 5%)
Fuente: Autores
Orden de la reacción
Tiempo [C6H10O5] Pendiente
0 3,49 -0,0041
20 3,41
40 3,28
60 3,22
80 3,14
100 3,09

124
Grafica 2 Determinación de la ecuación exponencial (solución
de NaOH al 5%)
Fuente: Autores
Mediante la derivación de la ecuación resultante en la gráfica, se obtuvo la Ecuación 102 a
través de la cual se pudo determinar la velocidad instantánea para cada tiempo de reacción
(Tabla 55).
𝑦′ = 𝑉𝑖𝑛𝑠𝑡 = 3,4793(−0.001)𝑒−0.001𝑥 [𝐸𝑐. 102]
Tabla 55
Velocidad instantánea de la reacción vs tiempo (solución de
NaOH al 5)
Fuente: Autores
y = 3,4793e-0,001x
R² = 0,9849
3,00
3,10
3,20
3,30
3,40
3,50
3,60
0 20 40 60 80 100 120
[C6H
10O
5]
Tiempo
CINETICA DE LA REACCIÓN
Orden de la reacción
Tiempo [C6H10O5] ln[C6H10O5] lnV(inst.)
0 3,49 1,24990 5,6549
20 3,41 1,22671 5,6839
40 3,28 1,18784 5,7138
60 3,22 1,16938 5,7446
80 3,14 1,14422 5,7446
100 3,09 1,12817 5,7763

125
En la Gráfica 3 se obtuvo el orden de reacción para la obtención de celulosa empleando
hidróxido de sodio a concentración de 5%
Grafica 3 Determinación del orden de reacción (solución de
NaOH al 5%)
Fuente: Autores
La reacción llevada a cabo con solución de hidróxido de sodio al 15% de concentración
mostró un orden de 0.7488 según la Gráfica 4. Este orden perfectamente podría expresarse como
fracción 3/4 lo cual tiene lógica porque el orden de la reacción también puede ser un número
fraccionario.
En la Tabla 56 se muestra la concentración de celulosa obtenida a diferentes tiempos con
solución de hidróxido de sodio al 15%, estos datos se graficaron y se obtuvo una ecuación
exponencial.
y = -0,9317x + 6,8232
R² = 0,967
5,64
5,66
5,68
5,7
5,72
5,74
5,76
5,78
5,8
1,12000 1,14000 1,16000 1,18000 1,20000 1,22000 1,24000 1,26000
lnV
(inst
.)
ln[C6H10O5]
ORDEN DE LA REACCIÓN

126
Tabla 56
Concentración de celulosa vs tiempo (solución de
NaOH al 15%)
Fuente: Autores
Mediante la Gráfica 4 se pudo obtener la ecuación exponencial que al derivarse hizo posible
la obtención de las velocidades instantáneas para cada tiempo de reacción.
Grafica 4 Determinación de la ecuación exponencial (solución de
NaOH al 15%)
Fuente: Autores
La Ecuación 103 es la derivada de la ecuación obtenida en la Gráfica 4.
y = 3,8177e-0,002x
R² = 0,9367
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
0 20 40 60 80 100 120
[C6H
10O
5]
Tiempo
CINETICA DE LA REACCIÓN
Orden de la reacción
Tiempo [C6H10O5] Pendiente
0 3,74 -0,007829
20 3,70
40 3,52
60 3,28
80 3,27
100 2,95

127
𝑦′ = 𝑉𝑖𝑛𝑠𝑡 = 3,8177(−0.002)𝑒−0.002𝑥 [𝐸𝑐. 103]
Tabla 57
Velocidad instantánea de la reacción vs tiempo (solución de
NaOH al 15)
Orden de la reacción
Tiempo [C6H10O5] ln[C6H10O5] lnV(inst.)
0 3,74 1,3190 4,8796
20 3,70 1,3083 4,9198
40 3,52 1,2584 4,9618
60 3,28 1,1878 4,9908
80 3,27 1,1847 5,0359
100 2,95 1,0818 5,0672
Fuente: Autores
Con los datos de velocidad y de concentración presentes en la Tabla 57 se obtuvo el orden de
la reacción reflejado en la Gráfica 5.
Grafica 5 Determinación del orden de reacción (solución de
NaOH al 15%)
Fuente: Autores
y = -0,7488x + 5,8919
R² = 0,914
4,85
4,9
4,95
5
5,05
5,1
0,0000 0,2000 0,4000 0,6000 0,8000 1,0000 1,2000 1,4000
lnV
(inst
.)
ln[C6H10O5]
ORDEN DE LA REACCIÓN

128
El orden de la reacción para una solución de hidróxido de sodio de concentración al 20% es
de 1.3597 tal y como se observa en la Gráfica 7, este número redondeado al número próximo
inferior fue de 1.
En la Tabla 58 se muestra la concentración de la celulosa obtenidas a diferentes tiempos de
reacción con solución de hidróxido de sodio al 20%, estos datos se graficaron y se obtuvo una
ecuación exponencial (Gráfica 6).
Tabla 58
Concentración de celulosa vs tiempo (solución de
NaOH al 20%)
Orden de la reacción
Tiempo [C6H10O5] Pendiente
0 3,45 -0,0025
20 3,41
40 3,36
60 3,31
80 3,26
100 3,20
Fuente: Autores
Mediante la Gráfica 6 se pudo obtener la ecuación exponencial que al derivarse hizo posible
la obtención de las velocidades instantáneas para cada tiempo de reacción.

129
Grafica 6 Determinación de la ecuación exponencial (solución
de NaOH al 20%)
Fuente: Autores
La Ecuación 104 es la derivada de la ecuación que se obtuvo en la Gráfica 6.
𝑦′ = 𝑉𝑖𝑛𝑠𝑡 = 3,4581(−0.0008)𝑒−0.0008𝑥 [𝐸𝑐. 104]
Tabla 59
Velocidad instantánea de la reacción vs (solución de NaOH al
20)
Fuente: Autores
y = 3,4581e-8E-04x
R² = 0,9957
3,15
3,20
3,25
3,30
3,35
3,40
3,45
3,50
0 20 40 60 80 100 120
[C6H
10O
5]
Tiempo
CINETICA DE LA REACCIÓN
Orden de la reacción
Tiemp
o
[C6H10O5] ln[C6H10O5] lnV(inst
.)
0 3,45 1,2383 5,8781
20 3,41 1,2267 5,9145
40 3,36 1,2119 5,9145
60 3,31 1,1969 5,9522
80 3,26 1,1817 5,9522
100 3,20 1,1631 5,9914

130
Con los datos de las velocidades y de las concentraciones presentes en la Tabla 59 se obtuvo
el orden de la reacción reflejado en la Gráfica 7.
Grafica 7 Determinación del orden de reacción (solución de
NaOH al 20%)
Fuente: Autores
En la Tabla 60 se muestran las constantes de velocidad derivadas del proceso de obtención de
celulosa a partir de la cascarilla de arroz a diferentes concentraciones de hidróxido de sodio.
Tabla 60
Constante de velocidad de la reacción a diferentes concentraciones
Concentración (%) Constante (K) Unidad
5 0.4492 𝑀 ∗ 𝑠−1
15 0.3710 𝑀 ∗ 𝑠−1
20 0.4152 𝑀 ∗ 𝑠−1
Fuente: Autores
La ecuación de velocidad de la reacción para las diferentes concentraciones de hidróxido de
sodio (NaOH) a las que se obtuvo celulosa se señala a continuación:
o Con solución de hidróxido al 5% de concentración:
y = -1,3597x + 7,5697
R² = 0,9359
5,86
5,88
5,9
5,92
5,94
5,96
5,98
6
1,14 1,16 1,18 1,2 1,22 1,24 1,26
lnV
(inst
.)
ln[C6H10O5]
ORDEN DE LA REACCIÓN

131
𝑣 = 0.4492 𝑀 ∗ 𝑠−1 ∗ [𝐶6𝐻10𝑂5]1
La constante de velocidad para la conversión de celulosa esta concentración fue de 0.4492
M*S-1 y el orden de la reacción obtenido por el método grafico diferencial fue de 0.9317 que
puede ser redondeado a 1.
o Con solución de hidróxido al 15% de concentración
𝑣 = 0.3710𝑀 ∗ 𝑠−1 ∗ [𝐶6𝐻10𝑂5]3
4
Para la reacción con 15% de concentración de hidróxido de sodio la contante de velocidad
resultó ser 0.3710 m*S-1 y el orden de 0.7488 o ¾, este valor esta algo distante del orden
anterior, pero tiene lógica ya que el orden de una reacción también podría ser fraccionario.
o Con solución de hidróxido al 20% de concentración:
𝑣 = 0.4152 𝑀 ∗ 𝑠−1 ∗ [𝐶6𝐻10𝑂5]1
La reacción con solución al 20% de concentración resulto ser de primer orden y su constante
de velocidad de 0.4152 se puede notar que tanto el orden como la constante de velocidad para la
reacción a las diferentes concentraciones son muy similares y esto era de esperarse ya que se
trata de la misma reacción llevada a cabo a diferentes concentraciones de NaOH.
4.1.2.1. Cinética de la obtención de celulosa por el método integral
Para la determinación de la cinética de la reacción por el método integral en la obtención de
celulosa a partir de la cascarilla de arroz se obtuvieron los resultados que se muestran en la
Tabla 61. Estos resultados no fueron considerados ya los obtenidos mediantes el método
diferencial mostraron un mayor nivel de confianza en relación a los resultados esperados. La
inclusión de estos resultados en el presente análisis se lo hizo con la intención de comparar la
eficacia entre un método y otro.
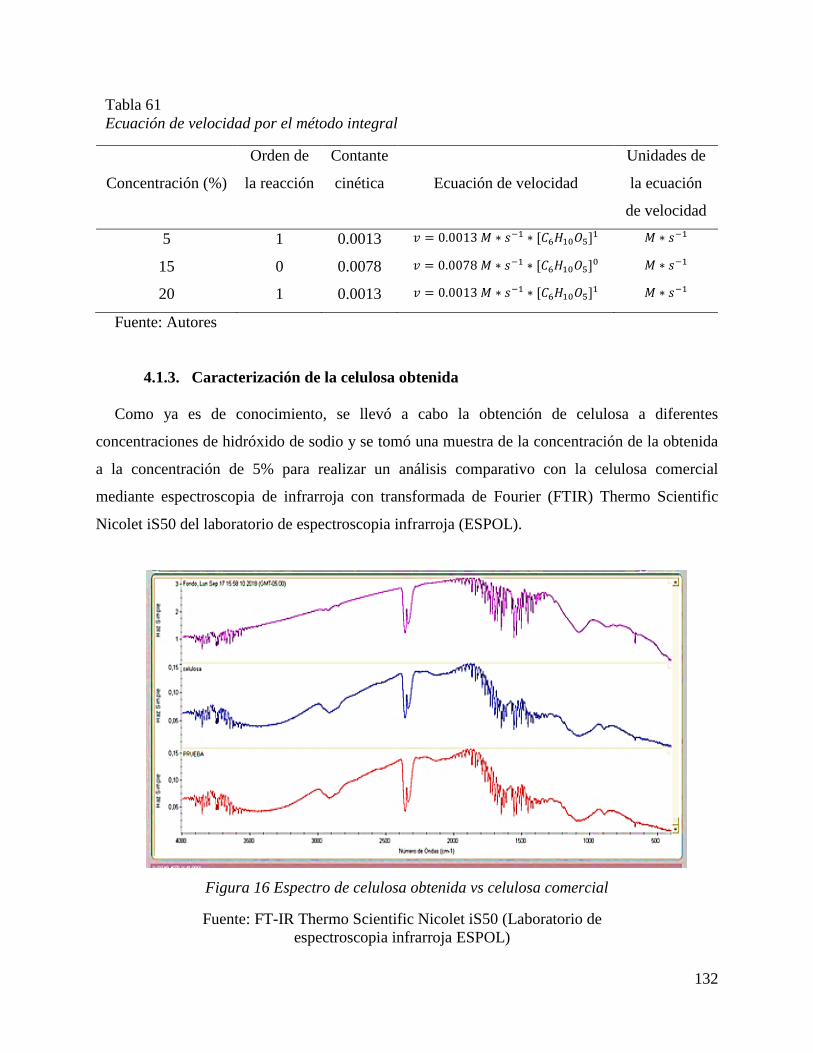
132
Tabla 61
Ecuación de velocidad por el método integral
Concentración (%)
Orden de
la reacción
Contante
cinética
Ecuación de velocidad
Unidades de
la ecuación
de velocidad
5 1 0.0013 𝑣 = 0.0013 𝑀 ∗ 𝑠−1 ∗ [𝐶6𝐻10𝑂5]1 𝑀 ∗ 𝑠−1
15 0 0.0078 𝑣 = 0.0078 𝑀 ∗ 𝑠−1 ∗ [𝐶6𝐻10𝑂5]0 𝑀 ∗ 𝑠−1
20 1 0.0013 𝑣 = 0.0013 𝑀 ∗ 𝑠−1 ∗ [𝐶6𝐻10𝑂5]1 𝑀 ∗ 𝑠−1
Fuente: Autores
4.1.3. Caracterización de la celulosa obtenida
Como ya es de conocimiento, se llevó a cabo la obtención de celulosa a diferentes
concentraciones de hidróxido de sodio y se tomó una muestra de la concentración de la obtenida
a la concentración de 5% para realizar un análisis comparativo con la celulosa comercial
mediante espectroscopia de infrarroja con transformada de Fourier (FTIR) Thermo Scientific
Nicolet iS50 del laboratorio de espectroscopia infrarroja (ESPOL).
Figura 16 Espectro de celulosa obtenida vs celulosa comercial
Fuente: FT-IR Thermo Scientific Nicolet iS50 (Laboratorio de
espectroscopia infrarroja ESPOL)
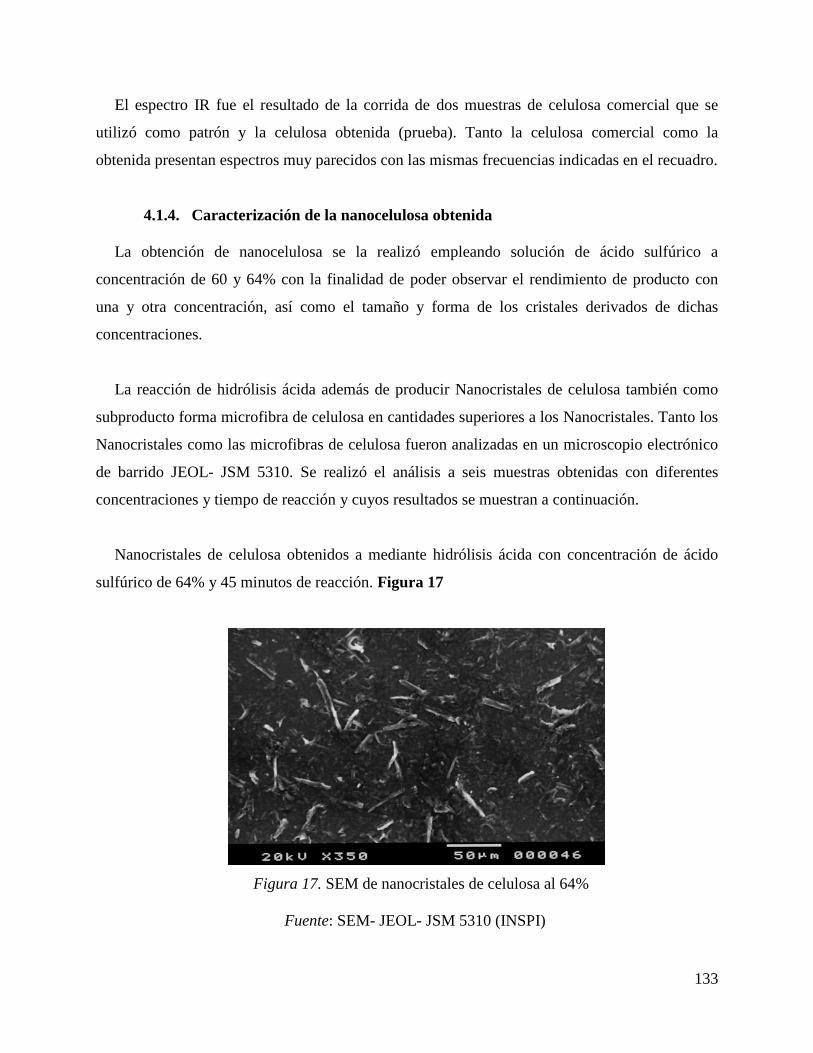
133
El espectro IR fue el resultado de la corrida de dos muestras de celulosa comercial que se
utilizó como patrón y la celulosa obtenida (prueba). Tanto la celulosa comercial como la
obtenida presentan espectros muy parecidos con las mismas frecuencias indicadas en el recuadro.
4.1.4. Caracterización de la nanocelulosa obtenida
La obtención de nanocelulosa se la realizó empleando solución de ácido sulfúrico a
concentración de 60 y 64% con la finalidad de poder observar el rendimiento de producto con
una y otra concentración, así como el tamaño y forma de los cristales derivados de dichas
concentraciones.
La reacción de hidrólisis ácida además de producir Nanocristales de celulosa también como
subproducto forma microfibra de celulosa en cantidades superiores a los Nanocristales. Tanto los
Nanocristales como las microfibras de celulosa fueron analizadas en un microscopio electrónico
de barrido JEOL- JSM 5310. Se realizó el análisis a seis muestras obtenidas con diferentes
concentraciones y tiempo de reacción y cuyos resultados se muestran a continuación.
Nanocristales de celulosa obtenidos a mediante hidrólisis ácida con concentración de ácido
sulfúrico de 64% y 45 minutos de reacción. Figura 17
Figura 17. SEM de nanocristales de celulosa al 64%
Fuente: SEM- JEOL- JSM 5310 (INSPI)

134
Microfibra de celulosa obtenida mediante hidrólisis ácida con concentración de ácido
sulfúrico de 64% y 45 minutos de reacción. Figura 18
Figura 18. SEM microfibra de celulosa al 64%
Fuente: SEM- JEOL- JSM 5310 (INSPI)
Nanocristales de celulosa obtenidos a mediante hidrólisis ácida con concentración de ácido
sulfúrico de 64% y una hora de reacción. Figura 19
Figura 19. SEM Nanocristales de celulosa al 64%
Fuente: SEM- JEOL- JSM5310 (INSPI)

135
Microfibra de celulosa obtenida mediante hidrólisis ácida con concentración de ácido
sulfúrico de 64% y una hora de reacción. Figura 20
Figura 20 SEM microfibra de celulosa al 64%
Fuente: SEM- JEOL- JSM 5310 (INSPI)
Nanocristales de celulosa obtenidos a mediante hidrólisis ácida con concentración de ácido
sulfúrico de 60% y 45 minutos de reacción. Figura 21
Figura 21 SEM Nanocristales de celulosa al 60%
Fuente: SEM- JEOL- JSM 5310 (INSPI)

136
Microfibra de celulosa obtenida mediante hidrólisis ácida con concentración de ácido
sulfúrico de 60% y 45 minutos de reacción. Figura 22
Figura 22. SEM microfibra de celulosa al 60%
Fuente: SEM- JEOL- JSM 5310 (INSPI)
La caracterización morfológica estructural de los Nanocristales y microfibra de celulosa
obtenidos a concentraciones de ácido sulfúrico al 60 y 64% revela que la microfibra de celulosa
obtenida presenta morfología alargada, filiforme y cilíndrica con tamaño variable de longitud
1100 nm y diámetro de 10-100 nm. Los Nanocristales de celulosa obtenidos también presentan
morfología en barra alargada, cilíndrica y con tamaño de longitud 10 x 5 hasta 100 x 50 nm.
ANEXO A.
Los análisis de SEM obtenidos por * (Dai, Huang, Huang, & Ou, 2018) en su estudio sobre la
¨utilización de la cascara de piña para la producción de nanocelulosa demuestran unas
dimensiones de los nanocristales de celulosa obtenidos con ácido sulfúrico al 64% de 189 nm de
longitud por 15 nm de diámetro que comparado con las dimensiones de los nanocristales
obtenidos en la presente investigación a esa concentración (100 x 10) de ácido presentan unas
dimensiones superiores lo cual es bueno ya que las dimensiones más pequeñas indican la
eficacia del método y de la materia prima empleada para su obtención.

137
En cuanto a la nanocelulosa obtenida con concentración de ácido sulfúrico al 60% se puede
observar que sus dimensiones son menores a las obtenidas con concentración de ácido sulfúrico
al 64%, tanto para la presente investigación como para la obtenida por (Dai, Huang, Huang, &
Ou, 2018) en su investigación. En la Tabla 62 se puede observar las dimensiones de los
Nanocristales de celulosa tanto de los obtenidos como de la referencia.
Tabla 62
Tamaño de nanocristales de celulosa y microfibra de celulosa
Material/concentración Tiempo /
Temperatura
Dimensiones
obtenidas (L*D)
Unidad Dimensiones
de referencia
(L*D)
Nanocristales de celulosa al 64% 45 (min) /45 °C 100 x 10 Nm * 189 x 15
Microfibra de celulosa al 64% 45 (min) /45 °C 1000 x 45 Nm *1100 x 40
Nanocristales de celulosa al 64% 60 (min) /45 °C 100 x 10 Nm *189 x 15
Microfibra de celulosa al 64% 60 (min) /45 °C 900 x 20 Nm *1100 x 40
Nanocristales de celulosa al 60% 45 (min) /45 °C 80 x 5 Nm *189 x 15
Microfibra de celulosa al 60% 45 (min) /45 °C 900 x 20 Nm *1100 x 40
Fuente: Autores
En cuanto a la nanocelulosa obtenida con concentración de ácido sulfúrico al 60% se puede
observar que sus dimensiones son menores a las obtenidas con concentración de ácido sulfúrico
al 64%, en cuanto a los obtenidos en la presente investigación como en los obtenidos por (Dai,
Huang, Huang, & Ou, 2018) en su investigación.
Las dimensiones obtenidas por (Carchi Maurat, 2014) en su investigación sobre el
¨Aprovechamiento de los Residuos Agrícolas provenientes del cultivo de Banano para obtener
Nanocelulosa¨ obtuvo dimensiones para la nanofibra de celulosa de 1100 nm de longitud por 40
nm de diámetro. Estas nanofibras fueron obtenidas con solución de ácido sulfúrico al 64% y
guardan similitud con las dimensiones de nanofibras (100 x 45), obtenidas con la misma
concentración de ácido sulfúrico en la presente investigación. En la Tabla 62 se observan las
dimensiones de las nanofibras de celulosa, tanto de las obtenidas asi como de la referencia.

138
4.1.5. Indicadores financieros
Tabla 63
Indicadores financieros de flujo puro
VAN TIR (%)
Flujo de efectivo del Proyecto $ 9.232.093,79 19%
Fuente: Autores
Tabla 64
Indicadores financieros de flujo financiado
VAN TIR (%)
Flujo de efectivo del Proyecto $ 2.489.526,32 13%
Fuente: Autores
Los indicadores financieros reportados para el proyecto (Tabla 63 y 64) muestran cifras
favorables ya que la tasa de interés a la que se adquiere la deuda para el financiamiento del
proyecto es del 10% y la tasa interna de retorno TIR reportada para el caso del flujo financiado
es de 13% tres puntos por encima del interés adquirido, así mismo el valor actual neto reporta
una cifra positiva lo cual indica que se trata de un proyecto económicamente viable ya que basta
que la cifra sea superior a cero para serlo. Por otra parte para los indicadores de flujo puro del
proyecto se obtuvo una tasa interna de retorno (TIR) de 19% y un valor actual neto de
9.232.093,79 millones de dólares estos números son mejores que los obtenidos de los
indicadores financiados pero en la elección de un indicador u otro se debe tener en cuenta que el
presente proyecto no será autofinanciado sino que requerirá de financiamiento por medio de
préstamos bancarios.

139
CAPÍTULO VII
7. CONCLUSIONES Y RECOMENDACIONES
7.1. Conclusiones
El mejor método para la obtención de la nanocelulosa fue 5% de NaOH y 60% de H2SO4.
Estos nanocristales de celulosa presentaron morfología en barra alargada, con un tamaño de
longitud de 80 nm, con un diámetro de 5 nm en relación al H2SO4 al 64% que presento una
longitud de 100 nm, con un diámetro de 10 nm.
Los resultados obtenidos después de analizar y comparar la muestra al 5% de concentración
de hidróxido de sodio con la de la celulosa comercial (patrón) a través de la Espectroscopia de
Infrarrojo con Transformadas de Fourier (FTIR) determinaron que la celulosa que se obtuvo
experimentalmente posee semejanza en los espectros y en las frecuencias con respecto la
celulosa patrón.
En la espectroscopia de infrarrojo con transformadas de Fourier (FTIR) por medio del
interferograma se pudo observar y a su vez obtener resultados satisfactorios de la muestra
analizada gracias a la corrida de una muestra de celulosa comercial que se utilizó como patrón y
la celulosa obtenida en la parte experimental concluyendo que ambos espectros poseen cierto
grado de similitud.
En relación al estudio cinético de la reacción de hidrólisis básica para la obtención de celulosa
fue el método diferencial con el que se obtuvo los mejores resultados, obteniéndose un orden de
reacción 1 con una desviación estándar de: 0.31 y un valor de constante de velocidad promedio
de 0.41, con una desviación estándar de 0.03.
Mediante la realización del escalado industrial se pudo determinar que la capacidad de los
reactores de: hidrólisis básica, hidrólisis acida y lavado de celulosa fueron 9.42, 3.53 y 4.42 m3
respectivamente, los mismos que fueron implementados con reactores comerciales de

140
capacidades de: 10, 4 y 5 m3 para la implementación futura y determinación de los indicadores
financieros.
Tanto el flujo de caja financiado que tiene una tasa de interés del 13% como el flujo de caja
puro que presenta una tasa de interés del 19% sobrepasan la tasa de interés existente en el
mercado que es del 10%, así mismo el valor actual neto ($ 2.489.526,32 y $ 9.232.093,79)
respectivamente reportan una cifra positiva lo cual indica que se trata de un proyecto
económicamente viable, pero ante la falta de liquidez existente en la actualidad es recomendable
optar por el flujo de caja financiero.
7.2. Recomendaciones
La obtención de nanocelulosa en esta investigación se la realizó utilizando ácido sulfúrico a
concentraciones de 60 y 64% con tiempo de reacción de 45 minutos. Para futuras investigaciones
sería recomendable probar con concentraciones de ácido sulfúrico más bajas y variar los tiempos
de reacción a fin de determinar las mejores condiciones para la obtención de este.
Para que los indicadores financieros del proyecto sean favorables para la inversión se
recomienda la mayor cantidad de producción posible ya que a mayor producción los costos de la
misma disminuyen y los ingresos aumentan, por consiguiente, se obtendrá una rentabilidad
mucho más alta.
Cuando se lleve a cabo el análisis del FTIR es aconsejable incluir la materia prima para
observar los cambios que se producen en la estructura de la misma luego de haberse sometido a
la cocción con hidróxido de sodio (NaOH) o cualquier otro tipo de compuesto utilizado para tal
fin.
Se recomienda obtener nanocelulosa de otros materiales lignocelulósicos de origen
agroindustrial tales como: caña guadua, cascara de maní, hoja de piña etc. Para determinar los
mejores rendimientos de los mencionados materiales.

141
BIBLIOGRAFÍAS
Abitbol, T., Rivkin, A., Cao, Y., Nevo, Y., Abraham, E., BenShalom, T., . . . Shoseyov, O.
(2016). Curr, Opin. Biotechnology, 76-83.
Aguas M, Y., Cury R, K., Martinez M, A., & Olivero V, R. (2017). Residuos agroindustriales su
impacto, manejo y aprovechamiento. Ciencia Animal, IX(530), 122-132.
Aguas M, Y., Chams Ch, L., & Cury R, K. (2017). Residuos agroindustriales su impacto, manejo
y aprovechamiento. Ciencia animal, 123-124.
Albernaz , V., Joanitti, G., Lopes, C., & Silva , L. (2015). Cellulose Nanocrystals Obtained from
Rice By-Products and Their Binding Potential to Metallic Ions. Hindawi Publishing
Corporation , Volume 2015, 1.
Altuve , J. G. (2004). El uso del valor actual neto y la tasa interna de retorno para la valoración
de las decisiones de inversión. Actualidad Contable FACES, 12.
Aouada, F., Azeredo, H., Dufresne, A., Feitosa, J., Figueirêdo, M., Nascimento, D., & Nunes, Y.
(2018). Nanocellulose nanocomposite hydrogels: technological and environmental issues.
Green Chemistry, 1-3.
Arias Ortiz, R., & Meneses Cruz, J. (23 de Diciembre de 2016). repositorio unan. Recuperado el
04 de Junio de 2018, de http://repositorio.unan.edu.ni/3793/1/53860.pdf
Arroyo Rosas, K. (2009). Biocompuestos de almidon termoplastico con microfibra de celulosa.
Atalla , D., & Vnderhart , R. (1998). Native cellulose: a composite of two distinct crystalline.
cience, 223(28), 3-5.
Aulin , C., Ahola , S., & osefsson , P. (2009). anoscale Cellulose Films with Different
Crystallinities and Mesostructures Their Surface Properties and Interaction with Water.
Langmuir, 25(76), 25-85.
Ballesteros, C., Cuichán, M., Márquez, J., Orbe, D., & Salazar , D. (2017). Encuesta de
Superficie y Producción Agropecuaria Continua ESPAC. Quito: DIRECCIÓN DE
COMUNICACIÓN SOCIAL .
Beltramino Heffes, F. (2016). Enzymatic-assisted preparation of nanocrystalline cellulose from
non-wood fibers. En Universidad Politecnica de Cataluña (pág. 47). Terrassa.
Bradley, M. (2014). Thermo Fisher.

142
Bras , J., Desloges , I., Dufresne , A., & Lavoine, N. (2012). Microfibrillated cellulose–Its barrier
properties and applications in cellulosic materials. Carbohydrate Polymers, 63-64.
Brinchi, L., Cotana, F., Fortunati, E., & Kenny, J. (2013). Production of nanocrystalline cellulose
from lignocellulosic biomass: technology and applications. Carbohydrate Polymers,
94(1), 154-169.
Brown Jr , M., Saxena I, M., & Kudlicka , K. (1996). Cellulose biosynthesis in higher plants.
Trends in plant science, 1(17), 149-156.
C. Sifontes, M., & E. Domine, M. (2013). Lignina, estructura y aplicaciones: Metodos de
despolimerización para la obtención de derivados aromáticos de interés industrial.
Avances en Ciencias e Ingeniería, 17-21.
Cálculos, M. (12 de Septiembre de 2016). Van industry. Obtenido de Van industry:
file:///H:/diseño%20del%20reactor/TFG_VamIndustry_v11.pdf
Carchi Maurat, D. (2014). Aprovechamiento de los Residuos Agrícolas provenientes del cultivo
de Banano para obtener Nanocelulosa . Cuenca .
Carvajal , J. (8 de Marzo de 2015). La Nanocelulosa, el material del futuro. El Telégrafo.
Casebier, R., Hamilton, J., Herrick, F., & Sandberg, K. (1983). Applied Polymer Symposia.
Journal of Applied Polymer Science, 1983(37), 797-813.
Cerrutti, P., & Foresti, M. L. (2016). La Nanocelulosa Bacteriana una gran promesa para
aplicaciones en el área Biomédica. Iberoamérica Divulga , 1.
Cuervo, L., Folch, J., & Quiroz , R. (2009). Lignocelulosa como fuente de azúcares para la
producción de etanol. BioTecnología, III(13), 11-25.
Cuichán, M., Márquez, J., Orbe, D., Salazar, D., & Villafuerte, W. (2016). Encuesta de
Superficie y Producción Agropecuaria Continua. Quito: Unidad de Estadisticas
Agropecuarias.
Dai, H., Huang, H., Huang, Y., & Ou, S. (2018). Utilization of pineapple peel for production of
nanocellulose and film application. Springer, 10-12.
Delgado Ormaza, F. (2011). Arroz del Ecuador panorama nacional. Manabí: Departamentio de
arroz Ecuaquímica.
Faneite, A. (22 de Junio de 2018). ResearchGate. Obtenido de ResearchGate:
https://www.researchgate.net/figure/Figura-N25-monomeros-precursores-de-la-
hemicelulosa-32_fig5_317341876

143
FAO. (27 de Agosto de 2004). Recuperado el 03 de Junio de 04, de
http://www.fao.org/tempref/docrep/fao/011/i0100s/i0100s02.pdf
Faura, M., & Renau Piqueras, J. (2003). Principios básicos del Microscopio Electrónico de
Barrido. Valencia : Hospital "La Fé".
Financiera, C. (2017). Cultivo de arroz molienda o pilado de arroz. Guayaquil.
Foresti , L., & Cerrutti, P. (2016). Nanocelulosa. Iberoamerica , II(14), 3-4.
Galáan Hernández, N., Mejías Brizuela, N., & Orozco Cuillen, E. (2016). Aprovechamiento de
los residuos agroindustriales y su contribución al desarrollo sostenible de México.
Ciencias Ambientales y Recursos Naturales, 29-32.
Gallego Suarez, D., Hormaza Anaguan, A., & Doria Herrer, G. (2013). Caracterización
estructural de la cascarilla de arroz modificada como adsorbente alternativo y eficiente
para la remoción de Cr (VI) en solución. Revista de Investigación Agraria y Ambiental,
25-28.
Giraldo Abad, P., Montenegro Gómez, S., & Peñaranda Gonzalez, L. (2017). Aprovechamiento
de residuos agroindustriales en Colombia. Revista de Investigación Agraria y Ambiental,
8(2), 2-10.
Grande Cruz, C. (2014). Desarrollo de nanocompuestos basados en celulosa bacteriana para
aplcaciones biomédicas . Valencia: .
Harriot, P., Smith, J., & McCabe, W. (2007). Operaciones unitarias en ingeníeria química.
Mexico: McGRAW-HILL INTERAMERICANA.
J. Chapman, A. (1984). Transmisión de calor . Madrid: Libreria Editorial Bellisco.
Kalia , S., Boufi , S., Celli , A., & Kango, S. (2014). Nanofibrillated cellulose: surface
modification and potential applications. Colloid and Polymer Science, II(29), 631.
Kaur, M., Santos, K., & Praveen, S. (2018). Chemically Modified Nanocellulose from Rice
Husk: Synthesis and Characterisation. Advances in Research, 2.
Lavoine , N., Desloges , I., Dufresne , A., & Bras , J. (2012). Microfibrillated cellulose–Its
barrier properties and applications in cellulosic materials. Polymers, 90(7), 35-64.
Lee, H., Hamid, S., & Zain, S. (2014). Conversion of Lignocellulosic Biomass to Nanocellulose:
Structure and Chemical Process. The Scientific World Journal, 2014(ID 631013), 1-16.
Llanos, O., Jaramillo, C., Rodríguez, L., & Ríos, A. (2016). La cascarilla de arroz como una
alternativa en procesos de descontaminación. Producción + Limpia, 153-156.

144
Lossada Toro, F. J. (2015). Obtención de materiales compuestos de nanocelulosa . Sartenejas .
Martinez Burgos , L. (23 de Agosto de 2013). Obtenido de
file:///F:/Hemicelulosa/Tesis_Caracterizacion_Quimica_y_Estructural.Image.Marked.pdf
Morejón Jácome, S. (2017). Obtención de grafeno a partir de la cascarilla de arroz ecuatoriana.
Guayaquil.
O'SULLIVAN , A. (1997). Cellulose: the structure slowly unravels. Cellulose, 4, 173-207.
Perez Perez , L., & Vargas Corredor , Y. (2018). Aprovechamiento de resioduos agroindustriales
en el mejoramiento de la calidad del ambiente. Facultad de Ciencias Básicas, 14(1), 2-5.
Pique, T., & Vásquez , A. (2012). Uso de Espectroscopía Infrarroja con Transformada de Fourier
(FTIR) en el estudio de la hidratación del cemento. Scielo , vol.3(no.2), 1.
Prieto, E. (2013). Nanocelulosa Cristalina. Arquitectura Viva, I(8), 12-15.
Prínsen, P., Gutiérrez , A., & del Rio, J. (2010). Composicio´n química de diversos materiales
lignocelulósico de interés industrial y análisis estructural de sus ligninas.
Pulido Barragan , E., Morales Cepeda, B., Zamudio Aguilar , M., & Lugo del angel , F. (2016).
Obtención y Caracterización de nanocelulosa a partir de tule (typha domingensis).
Revista de Energia Quimica y Fisica, Vol.3 No.6 31-38 , 4.
Quiceno Villada, D., & Mosquera Gutierrez, M. J. (2010). Alternativas Tecnologicas para el uso
de la cascarilla del arroz como combustible . Santiago de Cali.
Quintana Silva , N. (5 de Enero de 2015). Obtenido de
file:///H:/molino%20de%20bola/UCD0007_01.pdf
Ramirez, B. (2012). Aprovechamiento de residuos agroindustriales, cascarilla del arroz (oriza
sativa) y residuos de papa (solanum tuberosum) para la producción de trichoderma spp.
Revista Ciencia, I(4), 22-23.
Rezanezhad, S., Nazanezhad, N., & Asadpur , G. (2013). Isolation of Nanocellulose from Rice
Waste via Ultrasonication. Lignocellulose, 283.
Ruiz Sepa, L. (2016). "Diseño de un secador de bandejas para la Deshidrataciòn de Plàtano en
la parroquia veracruz del Cantòn Pastaza". Riobamba.
Santos , S. T. (2008). Estudio de la Factibilidad de un proyecto de inversión: Etapas de Estudio .
eumed.net, 1.
Sanz Tejedor, A. (27 de Agosto de 2009). Química Orgánica Industrial. Obtenido de Química
Orgánica Industrial: https://www.eii.uva.es/organica/qoi/tema-03.php

145
Saval, S. (2012). Aprovechamiento de Residuos Agroindustriales: Pasado, Presente y Futuro.
BioTecnología, 16(2), 15-18.
Saval, S. (2012). Aprovechamiento de residuos agroindustriales: pasado, presente y futuro. .
BioTecnología, II(16), 14-46.
Sieir Pereira, B., Garcia Casassas, G., & Tkatchenko, R. (22 de novienbre de 2016). manual de
cálculos: Planta de produción de ácido fórmico. Obtenido de
file:///F:/diseño%20del%20reactor/TFG_AFOR_v11.pdf
Siqueira , G., Bras , j., & Dufresne , A. (2010). Cellulosic bionanocomposites. preparation,
properties and applications. Polymers, II(10), 28-65.
Sun, R. (2010). Cereal straw as a resource for sustainable biomaterials and biofuels: chemistry,
extractives, lignins, hemicelluloses and cellulose. Elsevier, 15-17.
T, T., F.L, A., Adeleke , J., & Subash C.B, G. (2017). Synthesis and characterization of cotton
fiber-based nanocellulose. ELSEVIER, 2018(109), 832-836.
Tabil L, A., & Kashaninejad , M. (2011). Biomass feedstock pre-processing–part 1: pre-
treatment. Biofuel’s Engineering Process Technology.
Tejada, L., Tejada, C., Villabona, A., Alvear , M., Castilo, D., & Henao, D. (2010). Producción
de bioetanol a partir de la fermentación alcohólica de jarabes glucosados derivados de
cáscaras de naranja y piña. Educación en Ingeniería, iv(5), 120-150.
Valencia Payán, J. (2015). Revolución de los bionanomateriales . Divulgación, 54.
Valverde , A., Sarria, B., & Monteagudo , J. (2007). Análisis Comparativo de las caracteristicas
Fisicoquimicas de la cascarilla del arroz . Scientia et Technica Año XIII(No 37), 256.
Valverde , A., Sarria, B., & Monteagudo, J. (2012). Analisis comparativo de las caracteristicas
fisico quimicas de la cascarilla de arroz. Scientia et Technica , 255.
Vega , B., & Vargas , L. (2013). Caracterización del subproducto cascarillas de arroz en
búsqueda de posibles aplicaciones como materia prima en procesos. REVISTA
CIENTÍFICA, VOL. 23(No 1), 99.

146
ANEXOS
Anexo A Resultados de microscopía electrónica de barrido

147
Anexo B Procedimiento Experimental
B-1 Caracterización de la materia prima.

149
B-3 Obtención de Nanocelulosa

150

151
B-4 Caracterización de nanocelulosa por microscopia electrónica de barrido (SEM)

152
Anexo C Cotización de Equipos para la Producción de Nanocelulosa
Tabla 65
Costo del equipo de secado
Fuente: Autores

148
B-2 Obtención de Celulosa

153
Tabla 66
Costos de equipo de molienda, centrifugación y tanque agitado
Fuente: Autores

154
Tabla 67
Costo del equipo de reacción
Fuente: Autores

155
Tabla 68
Costo del equipo de bombeo y generación de vapor
Fuente: Autores

156
Anexo D Costos de Fabricación de Reactores Para la Obtención de Nanocelulosa
Tabla 69
Costo de materiales y equipos para construcción de reactor de hidrólisis básica.
Fuente: Autores

157
Tabla 70
Costo de mano de obra para reactor de hidrólisis básica
Fuente: Autores
Tabla 71
Costo de personal administrativo para reactor de hidrólisis básica
Fuente: Autores
Tabla 72
Costo de construcción del reactor más estructura reactor de
hidrólisis básica
Fuente: Autores

158
Tabla 73
Costo de materiales y equipos para construcción de reactor de hidrólisis ácida
Fuente: Autores

159
Tabla 74
Costo de mano de obra para reactor de hidrólisis ácida
Fuente: Autores
Tabla 75
Costo de personal administrativo para reactor de hidrólisis ácida
Fuente: Autores
Tabla 76
Costo de construcción del reactor más estructura reactor de
hidrólisis ácida
Fuente: Autores

160
Tabla 77 Costo de materiales y equipos para construcción de reactor de lavado
Fuente: Autores

161
Tabla 78
Costo de materiales y equipos para reactor de lavado
Fuente: Autores
Tabla 79
Costo de personal administrativo para reactor de lavado
Fuente: Autores
Tabla 80
Costo de construcción del reactor más estructura reactor de
lavado
Fuente: Autores

162
Anexo E Plano del equipo de hidrólisis básica de la cascarilla de arroz
Fuente: Autores

163
Anexo F Plano del equipo de hidrólisis ácida
Fuente: Autores

164
Anexo G Plano del reactor de lavado de celulosa
Fuente: Autores

165
Anexo H Plano Integral de la Planta de Producción de Nanocelulosa
Fuente: Autores

166
Anexo I Diagrama de flujo del proceso de Obtención de Nanocelulosa a Nivel Industrial
Cascarilla de arroz
341.26 kg/h
Tamizado Impurezas
Molienda
Hidrólisis
básica
2.9 m3 de
NaOH al 5%Lignina +
NaOH
Secado Aire caliente
105 °C
Aire
húmedo
Lavado 1.71 m3 de NaClO al 1%
Vapor de agua a 140 °C
NaClO +
lignina
Remoción de
hemicelulosa
1.5 m3 de
HCl al 0.7%
Hemicelulosa +
HCl
Lavado Agua Hemicelulosa +
HCl
Secado Aire caliente
105 °C
Aire
húmedo
Celulosa
126.26 kg
1.01 m3 de H2SO4
al 64%Hidrólisis acida
Microfibra de
celulosa
Nanocristales de
celulosa
Neutralización Agua Agua
acidificada
Sonicación
Centrifugación Agua Lavado Agua
Agua acida Agua
acida
pH = 7
pH <
7
Acidez Acidez
pH <
7
pH = 7
Secado Secado
Nanocelulosa y
microfibra de
celulosa

167
Anexo J Producción de nanocelulosa a escala
Tabla 81
Requerimiento de materia prima
Fuente: Autores
Tabla 82
Requerimiento de mano de obra
Cargo Cantidad Sueldo mensual Total sueldo
mensual
Total anual
Jefe de producción 1 $ 1,450 $ 1,450 $ 17,400
Jefe de planta 1 $ 1,120 $ 1,120 $ 13,440
Jefe de laboratorio 1 $ 1,120 $ 1,120 $ 13,440
Jefe de bodega 1 $ 875 $ 875 $ 10,500
Jefe de RR.HH 1 $ 985 $ 985 $ 11,820
Analista de laboratorio 2 $ 725 $ 1,450 $ 17,400
Auxiliar de laboratorio 2 $ 685 $ 1,370 $ 16,440
Supervisor 4 $ 600 $ 2,400 $ 28,800
Prevencionistas 2 $ 450 $ 900 $ 10,800
Operarios de bodega 3 $ 400 $ 1,200 $ 14,400
Operario de planta 10 $ 400 $ 4,000 $ 48,000
Total 28 $ 16,870 $ 202,440
Fuente: Autores
MATERIALES DIRECTOS
Materia Cantidad Unidad Precio unitario (USD) Total (USD)
Cascarilla de arroz 1670.63 Tm 80 133650.40
Ácido sulfúrico (GR) 2057.2 Tm 240 493728.00
Hidróxido de sodio (5%) 389.2 Tm 400 155680.00
Sulfuro de sodio 166.8 Tm 520 86736,00
Hipoclorito de sodio (1%) 417 Tm 214.2 89321.40
Ácido clorhídrico 0.695 Tm 200 139.00
Total de costos 959254.80

168
Tabla 83
Áreas de construcción de la planta de precisión de nanocelulosa
Fuente: Autores
Rubro Área Sub-area Superficie Unidad Precio unitario(USD) Precio total(USD)
Terreno Terreno 3 Ha. 40000 120000
Suma terreno 120000
Ingenieria del producto
Manufactura
Departamento de control
de calidad
Departamento de
producto terminado
Investigacion de
mercados
Ventas
Promoción
Publicidad
Reparto
Gerencia de finanzas
Tesoreria
Empleo
Administracion de
sueldos y salarios
Servicio al personal
Planeacion de recursos
humanos
Comedor
Investigacion de
materiales y compras
Depatamento d compras
Almacenamiento
Control de inventario y
recepcion
Canchas deportivas
Piscinas
Áreas verdes
Suma edificaciones 16119 m 2̂ 3448950
VÍa interna1950 m 2̂ 40 78000
Provisión de agua
corriente 65200
Eliminación de aguas
negras e industriales 19500
Provision fde luz electrica 28950Suman obras
complementarias y
servicios191650
Valor total 18069 m 2̂ 3760600
6750
3844 m 2̂ 300 1153200
2500 m 2̂ 260 650000
100 m 2̂ 260 26000
Área de adquisición y
abastecimiento
Área de recreacion
Obras
complementarias y
servicios
5625 m 2̂ 90
Área de
mercadotecnia 50 m 2̂ 260 13000
Área de produccion 4000 m 2̂ 400 1600000
Edificaciones
Área de finanzas
Área de personal

169
Tabla 84
Gastos en maquinarias y equipos
Fuente: Autores
Lista de maquinarias y equipos
Costo de planta
Maquinarias y equipos (USD)
Tanques 100000
Reactores 96444
Secadores 267930
Tanques con agitación 55200
Caldero 100000
Molino de bolas 64000
Baño de ultrasónico 27940
Centrifugas 340000
Tamiz 15000
Bombas 9000
Subtotal 1075514
Control automático 55000
Tuberías y accesorios 310422
Montaje 53775,7
Repuestos 21510,28
Total 2591735,98

170
Tabla 85
Otros activos de inversiones
OTROS ACTIVOS
Denominación (USD)
Equipos de laboratorio 316640
Vehículos 390000
Montaje e instalación 129586,80
Equipos y muebles de oficina 11907
Constitución y organización de la
sociedad
20000
Intereses durante la construcción 152000
Imprevistos (5% de otros activos) 51006,69
Total 1071140,49
Fuente: Autores
Tabla 86
Capital de trabajo mensual
CAPITAL DE TRABAJO
(CAPACIDAD DE PRODUCCIÒN DE 250 TM/AÑO
Materiales directos 1 mes 146962,57
Mano de obra directa 1 mes 26170,91
Carga Fabril 1 mes 207248,45
Gastos de venta 1 mes 69480,00
Gastos de administración y generales 1 mes 26013,18
Reserva de venta al costo 1 mes 17990,52
TOTAL 493865,62
Fuente: Autores

171
Anexo K Gastos operativo anual de la empresa de producción de nanocelulosa
Tabla 87
Costos de producción de nanocelulosa y microfibra
Fuente: Autores
Tabla 88
Ingresos por venta de celulosa y nanocelulosa
VENTAS NETAS
VALOR EN (USD)
CAPACIDAD DE PRODUCCION 250 (TM)
Producto Precio de venta TM Importe
Nanocelulosa 18750 250 4.687.500
Microfibra de celulosa 9892 886,4 8.768.268,8
Suma 28642 1136,4 13.455.768,8
Fuente: Autores.
1. MATERIALES DIRECTOS 1763550,82 1234485,58 529065,25
2. MANO DE OBRA DIRECTA 314050,88 219835,62 94215,27
3. CARGA FABRIL
a) Materiales Indirectos 5681,99 3.977,39 1704,60
b) Mano de Obra Indirecta 34080,00 23.856,00 10224,00
c) Depreciación 539425,71 377.597,99 161827,71
d) Reparación y Mantenimiento 269712,85 188.799,00 80913,86
e) Suministros 884419,56 619.093,69 265325,87
f) Gastos de Impacto ambiental 635233,60 444.663,52 190570,08
g) Imprevistos 118427,69 82.899,38 35528,31
TOTAL DE CARGA FABRIL 2486981,39 1740886,97 746094,42
TOTAL 4564583,10 3195208,17 1369374,93
TONELADAS PRODUCIDAS 1136,40 250,00 886,40
COSTO POR UNIADAD 4016,70 12780,83268 1544,87
COSTO DE PRODUCCIÓN
AÑO 2028
NANOCELULOSA MICROFIBRA DE CELULOSA VALOR TOTAL

172
Tabla 89
Ingresos de ventas por año
Fuente: Autores
AÑO NANOCELULOSA NANOFIBRA DE CELULOSA INGRESO POR VENTAS DE NANOCELULOSA INGRESO POR VENTAS DE MICROFIBRAS INGRESO POR VENTAS TOTAL
TM TM USD USD USD
2019 135,99 482,14 2549812,50 4769328,88 7319141,38
2020 145,51 515,89 2728299,38 5103181,90 7831481,28
2021 155,69 552,00 2919280,33 5460404,63 8379684,97
2022 166,59 590,64 3123629,95 5842632,96 8966262,91
2023 178,26 631,99 3342284,05 6251617,27 9593901,32
2024 190,73 676,23 3576243,93 6689230,47 10265474,41
2025 204,08 723,56 3826581,01 7157476,61 10984057,62
2026 218,37 774,21 4094441,681 7658499,97 11752941,65
2027 233,66 828,41 4381052,60 8194594,97 12575647,57
2028 250,01 886,39 4687726,28 8768216,62 13455942,90

173
Tabla 90
Gastos de fabricación para el año 2019
Fuente: Autores
Denominación Precio Unitario Cantidad Valor
Etiquetas 0,17 618,13 105,08
Envases para microfibra de celulosa 4,5 482,14 2169,64
Envases para nanocelulosa 6 135,99 815,93
TOTAL 3090,65
b) Mano de Obra Indirecta
Denominación Sueldo Mensual (USD) Número Total Anual (USD)
Mecánicos 600 2 14400
Ayudante de Laboratorio 410 2 9840
Electricistas 410 2 9840
TOTAL 34080
c) Depreciación
Denominación Costo en Planta Vida Util (años) Carga Anual (USD)
Edificios y Construcciones 3760600 20 188030,00
Maquinaria y Equipo 2591735,98 10 259173,598
Repuestos (5% de Maquinarias y equipos) 129586,799 10 12958,68
Equipo de Laboratorio 316640 10 31664,00
Montaje e Instalación (5% de Maquinarias y equipos)129586,799 10 12958,68
Imprevistos (5% del subtotal del Literal b) 346407,4789 10 34640,75
TOTAL 539425,71
d) Reparación y mantenimiento (50% del valor de la depreciación) 269712,85
e) Suministros
Denominación Costo Unitario (USD) Cantidad UNIDADES USD
Energía Eléctrica 0,04 6259239 Kw 250369,56
Agua 0,4 1259625 m3 503850
Combustible 1 30000 gl 30000
Lubricantes 6 16700 kg 100200
TOTAL 884419,56
f) Gastos de Impacto ambiental (10% Maquinarias, Equipos & Obra civil) 635233,598
SUBTOTAL 2365962,37
g) Imprevistos (5% de subtotal) 118298,12
TOTAL DE CARGA FABRIL ANUAL 2484260,48
TOTAL DE CARGA FABRIL MENSUAL 207021,71
CARGA FABRIL
AÑO 2019
a) Materiales Indirectos

174
Tabla 91
Gastos de fabricación para el año 2020
Fuente: Autores
CARGA FABRIL
AÑO 2020
a) Materiales Indirectos
Denominación Precio Unitario Cantidad Valor
Etiquetas 0,17 661,40 112,44
Envases para microfibra de celulosa 4,5 515,89 2321,51
Envases para nanocelulosa 6 145,51 873,05
TOTAL 3307,00
b) Mano de Obra Indirecta
Denominación Sueldo Mensual (USD) Número Total Anual (USD)
Mecánicos 600 2 14400
Ayudante de Laboratorio 410 2 9840
Electricistas 410 2 9840
TOTAL 34080
c) Depreciación
Denominación Costo en Planta Vida Util (años) Carga Anual (USD)
Edificios y Construcciones 3760600 20 188030,00
Maquinaria y Equipo 2591735,98 10 259173,598
Repuestos (5% de Maquinarias y equipos) 129586,799 10 12958,68
Equipo de Laboratorio 316640 10 31664,00Montaje e instalacion (5% de maquinaria 129586,799 10 12958,68
Imprevistos (5% del subtotal del Literal b) 346407,4789 10 34640,75
TOTAL 539425,71
d) Reparación y mantenimiento (50% del valor de la depreciación) 269712,85
e) Suministros
Denominación Costo Unitario (USD) Cantidad UNIDADES USD
Energía Eléctrica 0,04 6259239 Kw 250369,56
Agua 0,4 1259625 m3 503850
Combustible 1 30000 gl 30000
Lubricantes 6 16700 Kg 100200
TOTAL 884419,56
f) Gastos de Impacto ambiental (10% Maquinarias, Equipos & Obra civil) 635233,598
SUBTOTAL 2366178,71
g) Imprevistos (5% de subtotal) 118308,94
TOTAL DE CARGA FABRIL ANUAL 2484487,65
TOTAL DE CARGA FABRIL MENSUAL 207040,64

175
Tabla 92
Gastos de fabricación para el año 2021
Fuente: Autores
CARGA FABRIL
AÑO 2021
a) Materiales Indirectos
Denominación Precio Unitario Cantidad Valor
Etiquetas 0,17 707,70 120,31
Envases para microfibra de celulosa 4,5 552,00 2484,0166
Evases para nanocelulosa 6 155,69 934,16
TOTAL 3538,49
b) Mano de Obra Indirecta
Mecánicos 600 2 14400
Ayudante de Laboratorio 410 2 9840
Electricistas 410 2 9840
TOTAL 34080
c) Depreciación
Denominación Costo en Planta Vida Util (años) Carga Anual (USD)
Edificios y Construcciones 3760600 20 188030,00
Maquinaria y Equipo 2591735,98 10 259173,598
Repuestos (5% de Maquinarias y equipos) 129586,799 10 12958,68
Equipo de Laboratorio 316640 10 31664,00
Montaje e Instalación (5% de Maquinarias y equipos)129586,799 10 12958,68
Imprevistos (5% del subtotal del Literal b) 346407,4789 10 34640,75
TOTAL 539425,71
d) Reparación y mantenimiento (50% del valor de la depreciación) 269712,85
e) Suministros
Denominación Costo Unitario (USD) Cantidad UNIDADES USD
Energía Eléctrica 0,04 6259239 Kw 250369,56
Agua 0,4 1259625 m3 503850
Combustible 1 30000 gl 30000
Lubricantes 6 16700 Kg 100200
TOTAL 884419,56
f) Gastos de Impacto ambiental (10% Maquinarias, Equipos & Obra civil) 635233,598
SUBTOTAL 2366410,20
g) Imprevistos (5% de subtotal) 118320,51
TOTAL DE CARGA FABRIL ANUAL 2484730,71
TOTAL DE CARGA FABRIL MENSUAL 207060,89
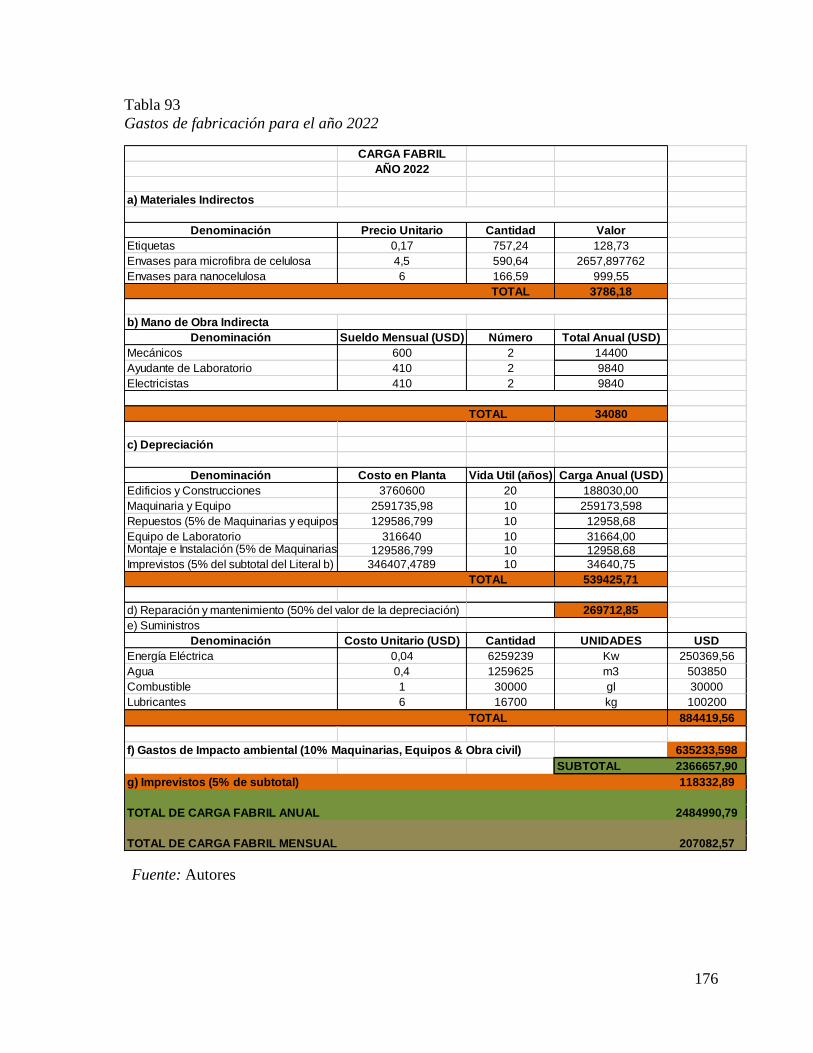
176
Tabla 93
Gastos de fabricación para el año 2022
Fuente: Autores
CARGA FABRIL
AÑO 2022
a) Materiales Indirectos
Denominación Precio Unitario Cantidad Valor
Etiquetas 0,17 757,24 128,73
Envases para microfibra de celulosa 4,5 590,64 2657,897762
Envases para nanocelulosa 6 166,59 999,55
TOTAL 3786,18
b) Mano de Obra Indirecta
Denominación Sueldo Mensual (USD) Número Total Anual (USD)
Mecánicos 600 2 14400
Ayudante de Laboratorio 410 2 9840
Electricistas 410 2 9840
TOTAL 34080
c) Depreciación
Denominación Costo en Planta Vida Util (años) Carga Anual (USD)
Edificios y Construcciones 3760600 20 188030,00
Maquinaria y Equipo 2591735,98 10 259173,598
Repuestos (5% de Maquinarias y equipos) 129586,799 10 12958,68
Equipo de Laboratorio 316640 10 31664,00Montaje e Instalación (5% de Maquinarias y equipos)129586,799 10 12958,68
Imprevistos (5% del subtotal del Literal b) 346407,4789 10 34640,75
TOTAL 539425,71
d) Reparación y mantenimiento (50% del valor de la depreciación) 269712,85
e) Suministros
Denominación Costo Unitario (USD) Cantidad UNIDADES USD
Energía Eléctrica 0,04 6259239 Kw 250369,56
Agua 0,4 1259625 m3 503850
Combustible 1 30000 gl 30000
Lubricantes 6 16700 kg 100200
TOTAL 884419,56
f) Gastos de Impacto ambiental (10% Maquinarias, Equipos & Obra civil) 635233,598
SUBTOTAL 2366657,90
g) Imprevistos (5% de subtotal) 118332,89
TOTAL DE CARGA FABRIL ANUAL 2484990,79
TOTAL DE CARGA FABRIL MENSUAL 207082,57

177
Tabla 94
Gastos de fabricación para el año 2023
Fuente: Autores
CARGA FABRIL
AÑO 2023
a) Materiales Indirectos
Denominación Precio Unitario Cantidad Valor
Etiquetas 0,17 810,24 137,74
Envases para microfibra de celulosa 4,5 631,99 2843,950605Envases para nanocelulosa 6 178,25 1069,52
TOTAL 4051,21
b) Mano de Obra Indirecta
Denominación Sueldo Mensual (USD) Número Total Anual (USD)
Mecánicos 600 2 14400
Ayudante de Laboratorio 410 2 9840
Electricistas 410 2 9840
TOTAL 34080
c) Depreciación
Denominación Costo en Planta Vida Util (años) Carga Anual (USD)
Edificios y Construcciones 3760600 20 188030,00
Maquinaria y Equipo 2591735,98 10 259173,598
Repuestos (5% de Maquinarias y equipos) 129586,799 10 12958,68
Equipo de Laboratorio 316640 10 31664,00
Montaje e Instalación (5% de Maquinarias y equipos)129586,799 10 12958,68
Imprevistos (5% del subtotal del Literal b) 346407,4789 10 34640,75
TOTAL 539425,71
d) Reparación y mantenimiento (50% del valor de la depreciación) 269712,85
e) Suministros
Denominación Costo Unitario (USD) Cantidad UNIDADES USD
Energía Eléctrica 0,04 6259239,00 Kw 250369,56
Agua 0,4 1259625,00 m3 503850,00
Combustible 1 30000,00 gl 30000,00
Lubricantes 6 16700,00 kg 100200,00
TOTAL 884419,56
f) Gastos de Impacto ambiental (10% Maquinarias, Equipos & Obra civil) 635233,598
SUBTOTAL 2366922,93
g) Imprevistos (5% de subtotal) 118346,15
TOTAL DE CARGA FABRIL ANUAL 2485269,07
TOTAL DE CARGA FABRIL MENSUAL 207105,76

178
Tabla 95
Gastos de fabricación para el año 2024
Fuente: Autores
CARGA FABRIL
AÑO 2024
a) Materiales Indirectos
Denominación Precio Unitario Cantidad Valor
Etiquetas 0,17 866,96 147,38
Envases para microfibra de celulosa 4,5 676,23 3043,03Envases para nanocelulosa 6 190,73 1144,39
TOTAL 4334,80
b) Mano de Obra Indirecta
Denominación Sueldo Mensual (USD) Número Total Anual (USD)
Mecánicos 600 2 14400
Ayudante de Laboratorio 410 2 9840
Electricistas 410 2 9840
TOTAL 34080
c) Depreciación
Denominación Costo en Planta Vida Util (años) Carga Anual (USD)
Edificios y Construcciones 3760600,00 20 188030,00
Maquinaria y Equipo 2591735,98 10 259173,60
Repuestos (5% de Maquinarias y equipos) 129586,80 10 12958,68
Equipo de Laboratorio 316640,00 10 31664,00
Montaje e Instalación (5% de Maquinarias y equipos)129586,80 10 12958,68
Imprevistos (5% del subtotal del Literal b) 346407,48 10 34640,75
TOTAL 539425,71
d) Reparación y mantenimiento (50% del valor de la depreciación) 269712,85
e) Suministros
Denominación Costo Unitario (USD) Cantidad UNIDADES USD
Energía Eléctrica 0,04 6259239 Kw 250369,56
Agua 0,4 1259625 m3 503850
Combustible 1 30000 gl 30000
Lubricantes 6 16700 Kg 100200
TOTAL 884419,56
f) Gastos de Impacto ambiental (10% Maquinarias, Equipos & Obra civil) 635233,598
SUBTOTAL 2367206,51
g) Imprevistos (5% de subtotal) 118360,33
TOTAL DE CARGA FABRIL ANUAL 2485566,84
TOTAL DE CARGA FABRIL MENSUAL 207130,57

179
Tabla 96
Gastos de fabricación para el año 2025
Fuente: Autores
CARGA FABRIL
AÑO 2025
a) Materiales Indirectos
Denominación Precio Unitario Cantidad Valor
Etiquetas 0,17 927,65 157,70
Envases para microfibra de celulosa 4,5 723,56 3256,039048Envases para nanocelulosa 6 204,08 1224,49
TOTAL 4638,23
b) Mano de Obra Indirecta
Denominación Sueldo Mensual (USD) Número Total Anual (USD)
Mecánicos 600 2 14400
Ayudante de Laboratorio 410 2 9840
Electricistas 410 2 9840
TOTAL 34080
c) Depreciación
Denominación Costo en Planta Vida Util (años) Carga Anual (USD)
Edificios y Construcciones 3760600 20 188030,00
Maquinaria y Equipo 2591735,98 10 259173,598
Repuestos (5% de Maquinarias y equipos) 129586,799 10 12958,68
Equipo de Laboratorio 316640 10 31664,00
Montaje e Instalación (5% de Maquinarias y equipos)129586,799 10 12958,68
Imprevistos (5% del subtotal del Literal b) 346407,4789 10 34640,75
TOTAL 539425,71
d) Reparación y mantenimiento (50% del valor de la depreciación) 269712,85
e) Suministros
Denominación Costo Unitario (USD) Cantidad UNIDADES USD
Energía Eléctrica 0,04 6259239 Kw 250369,56
Agua 0,4 1259625 m3 503850
Combustible 1 30000 gl 30000
Lubricantes 6 16700 gl 100200
TOTAL 884419,56
f) Gastos de Impacto ambiental (10% Maquinarias, Equipos & Obra civil) 635233,598
SUBTOTAL 2367509,95
g) Imprevistos (5% de subtotal) 118375,50
TOTAL DE CARGA FABRIL ANUAL 2485885,45
TOTAL DE CARGA FABRIL MENSUAL 207157,12

180
Tabla 97
Gastos de fabricación para el año 2026
Fuente: Autores
CARGA FABRIL
AÑO 2026
a) Materiales Indirectos
Denominación Precio Unitario Cantidad Valor
Etiquetas 0,17 992,58 168,74Envases para microfibra de celulosa 4,5 766,64 3449,88
Envases para nanocelulosa 6 218,37 1310,21
TOTAL 4928,83
b) Mano de Obra Indirecta
Denominación Sueldo Mensual (USD) Número Total Anual (USD)
Mecánicos 600 2 14400
Ayudante de Laboratorio 410 2 9840
Electricistas 410 2 9840
TOTAL 34080
c) Depreciación
Denominación Costo en Planta Vida Util (años) Carga Anual (USD)
Edificios y Construcciones 3760600 20 188030,00
Maquinaria y Equipo 2591735,98 10 259173,598
Repuestos (5% de Maquinarias y equipos) 129586,799 10 12958,68
Equipo de Laboratorio 316640 10 31664,00
Montaje e Instalación (5% de Maquinarias y equipos)129586,799 10 12958,68
Imprevistos (5% del subtotal del Literal b) 346407,4789 10 34640,75
TOTAL 539425,71
d) Reparación y mantenimiento (50% del valor de la depreciación) 269712,85
e) Suministros
Denominación Costo Unitario (USD) Cantidad UNIDADES USD
Energía Eléctrica 0,04 6259239 Kw 250369,56
Agua 0,4 1259625 m3 503850
Combustible 1 30000 gl 30000
Lubricantes 6 16700 Kg 100200
TOTAL 884419,56
f) Gastos de Impacto ambiental (10% Maquinarias, Equipos & Obra civil) 635233,598
SUBTOTAL 2367800,54
g) Imprevistos (5% de subtotal) 118390,03
TOTAL DE CARGA FABRIL ANUAL 2486190,57
TOTAL DE CARGA FABRIL MENSUAL 207182,55

181
Tabla 98
Gastos de fabricación para el año 2027
Fuente: Autores
CARGA FABRIL
AÑO 2027
a) Materiales Indirectos
Denominación Precio Unitario Cantidad Valor
Etiquetas 0,17 1062,06 180,55Envases para microfibra de celulosa 4,5 824,34 3709,53
Envases para nanocelulosa 6 233,65 1401,92
TOTAL 5292,00
b) Mano de Obra Indirecta
Denominación Sueldo Mensual (USD) Número Total Anual (USD)
Mecánicos 600 2 14400
Ayudante de Laboratorio 410 2 9840
Electricistas 410 2 9840
TOTAL 34080
c) Depreciación
Denominación Costo en Planta Vida Util (años) Carga Anual (USD)
Edificios y Construcciones 3760600 20 188030,00
Maquinaria y Equipo 2591735,98 10 259173,598
Repuestos (5% de Maquinarias y equipos) 129586,799 10 12958,68
Equipo de Laboratorio 316640 10 31664,00
Montaje e Instalación (5% de Maquinarias y equipos)129586,799 10 12958,68
Imprevistos (5% del subtotal del Literal b) 346407,4789 10 34640,75
TOTAL 539425,71
d) Reparación y mantenimiento (50% del valor de la depreciación) 269712,85
e) Suministros
Denominación Costo Unitario (USD) Cantidad UNIDADES USD
Energía Eléctrica 0,04 6259239 Kw 250369,56
Agua 0,4 1259625 m3 503850
Combustible 1 30000 gl 30000
Lubricantes 6 16700 Kg 100200
TOTAL 884419,56
f) Gastos de Impacto ambiental (10% Maquinarias, Equipos & Obra civil) 635233,598
SUBTOTAL 2368163,72
g) Imprevistos (5% de subtotal) 118408,19
TOTAL DE CARGA FABRIL ANUAL 2486571,91
TOTAL DE CARGA FABRIL MENSUAL 207214,33

182
Tabla 99
Gastos de fabricación para el año 2028
Fuente: Autores
CARGA FABRIL
AÑO 2028
a) Materiales Indirectos
Denominación Precio Unitario Cantidad ValorEtiquetas 0,17 1136,41 193,19
Envases para microfibra de celulosa 4,5 886,40 3988,8
Envases para nanocelulosa 6 250,00 1500,00
TOTAL 5681,99
b) Mano de Obra Indirecta
Denominación Sueldo Mensual (USD) Número Total Anual (USD)
Mecánicos 600 2 14400
Ayudante de Laboratorio 410 2 9840
Electricistas 410 2 9840
TOTAL 34080
c) Depreciación
Denominación Costo en Planta Vida Util (años) Carga Anual (USD)
Edificios y Construcciones 3760600 20 188030,00
Maquinaria y Equipo 2591735,98 10 259173,598
Repuestos (5% de Maquinarias y equipos) 129586,799 10 12958,68
Equipo de Laboratorio 316640 10 31664,00
Montaje e Instalación (5% de Maquinarias y equipos)129586,8 10 12958,68
Imprevistos (5% del subtotal del Literal b) 346407,48 10 34640,75
TOTAL 539425,71
d) Reparación y mantenimiento (50% del valor de la depreciación) 269712,85
e) Suministros
Denominación Costo Unitario (USD) Cantidad UNIDADES USD
Energía Eléctrica 0,04 6259239 Kw 250369,56
Agua 0,4 1259625 m3 503850
Combustible 1 30000 gl 30000
Lubricantes 6 16700 gl 100200
TOTAL 884419,56
f) Gastos de Impacto ambiental (10% Maquinarias, Equipos & Obra civil) 635233,598
SUBTOTAL 2368553,71
g) Imprevistos (5% de subtotal) 118427,69
TOTAL DE CARGA FABRIL ANUAL 2486981,39
TOTAL DE CARGA FABRIL MENSUAL 207248,45