facultad de ingenierÍa quÍmica carrera de ingenierÍa quÍmica
TRANSCRIPT
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
TEMA:
“EVALUACIÓN DEL ALMIDÓN DE ARROZ (ORYZA SATIVA) Y SODA CÁUSTICA
COMO COAGULANTE PARA TRATAMIENTO DE EFLUENTES DE UNA INDUSTRIA
TEXTIL”
AUTORES:
ÁLVAREZ MORA RENÉ ANDRÉS
CORONEL GÓMEZ MÓNICA
DIRECTOR DE PROYECTO DE TITULACIÓN:
DRA. MARTHA BERMEO GARAY
GUAYAQUIL, ECUADOR
2020-2021
II
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
TRABAJO DE TITULACIÓN PARA LA OBTENCIÓN DEL TÍTULO DE
INGENIERO QUÍMICO
“EVALUACIÓN DEL ALMIDÓN DE ARROZ (ORYZA SATIVA) Y SODA CÁUSTICA
COMO COAGULANTE PARA TRATAMIENTO DE EFLUENTES DE UNA INDUSTRIA
TEXTIL”
AUTORES:
ÁLVAREZ MORA RENÉ ANDRÉS
CORONEL GÓMEZ MÓNICA
DIRECTOR DE PROYECTO DE TITULACIÓN:
DRA. MARTHA BERMEO GARAY
GUAYAQUIL, ECUADOR
2020-2021
III
REPOSITORIO NACIONAL EN CIENCIA Y TECNOLOGÍA
FICHA DE REGISTRO DE TRABAJO DE TITULACIÓN
TÍTULO Y SUBTÍTULO:
“EVALUACIÓN DEL ALMIDON DE ARROZ (ORYZA SATIVA) Y
SODA CAUSTICA COMO COAGULANTE PARA TRATAMIENTO DE
EFLUENTES DE UNA INDUSTRIA TEXTIL.”
AUTORES (apellidos/nombres): Álvarez Mora René y Coronel Gómez Mónica
REVISOR/TUTOR
(apellidos/nombres):
Dra. Bermeo Garay Martha
INSTITUCIÓN: Universidad de Guayaquil
UNIDAD/FACULTAD: Ingeniería Química
MAESTRÍA/ESPECIALIDAD: N/A
GRADO OBTENIDO: Tercer Grado
FECHA DE PUBLICACIÓN: Marzo 2021 No. DE PÁGINAS: 80
ÁREAS TEMÁTICAS: Investigación
PALABRAS
CLAVES/KEYWORDS:
Oryza Sativa, Almidón de arroz, Aguas Residuales, coagulantes orgánicos,
floculantes orgánicos, electrocoagulación.
RESUMEN/ABSTRACT: El propósito de este trabajo de titulación es demostrar la eficiencia del almidón de arroz como
tratamiento de coagulación-floculación en muestras de aguas residuales textiles. Los efluentes textiles son caracterizados por
poseer compuestos recalcitrantes convirtiéndolos en un desafío para los tratamientos de aguas comúnmente utilizados que a
pesar de su bajo costo pueden lograr eficiencias razonables, los costos de estos tratamientos son aproximadamente la mitad
respecto a procesos más avanzados como los tratamientos de oxidación (Electroquímica). Por ende, surge la necesidad de
combinar dichos procedimientos para la obtención de mejores eficiencias a menores costos. Para esta experimentación, se
utilizaron distintas dosificaciones en la muestra residual inicial, realizando procesos de coagulación-floculación,
posteriormente se analizó la eficacia del almidón de arroz como floculante y finalmente se analizó la eficiencia
como coadyuvante de coagulación luego de un proceso de electrocoagulación, el cual fue tomado en diferentes tiempos de
trabajo, siendo 1.30, 2.30 y 2.30 minutos. Logrando hasta un 97% de remoción de color y estar por debajo de los límites
permisibles en cuanto se refiere a DQO, pH, Turbiedad, Cromo hexavalente y Níquel. Concluyendo que la integración de un
tratamiento electroquímico junto con el almidón de arroz como floculante cumplen con los valores límites exigidos por el
Acuerdo Ministerial 097-A para la descarga de agua hacia alcantarillados públicos.
ADJUNTO PDF: SI X NO
CONTACTO CON AUTOR/ES:
Teléfono:
0963247221
0969721999
E-mail:
CONTACTO CON LA
INSTITUCIÓN:
Nombre: Dra. Martha Bermeo Garay
Teléfono:
E-mail: [email protected]
IV
DECLARACIÓN DE AUTORÍA Y DE AUTORIZACIÓN DE LICENCIA
GRATUITA INTRANSFERIBLE Y NO EXCLUSIVA PARA EL USO NO
COMERCIAL DE LA OBRA CON FINES NO ACADÉMICOS
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
LICENCIA GRATUITA INTRANSFERIBLE Y NO COMERCIAL DE LA OBRA CON FINES
NO ACADÉMICOS
Nosotros, Álvarez Mora René Andrés con C.I. No. 0922900329 y Coronel Gómez Mónica
con C.I. No. 0952522472, certificamos que los contenidos desarrollados en este trabajo de
titulación, cuyo título es “EVALUACIÓN DEL ALMIDON DE ARROZ (ORYZA SATIVA) Y
SODA CAUSTICA COMO COAGULANTE PARA TRATAMIENTO DE EFLUENTES DE UNA
INDUSTRIA TEXTIL.” son de nuestra absoluta propiedad y responsabilidad, en conformidad al
Art. 114 del CÓDIGO ORGÁNICO DE LA ECONOMÍA SOCIAL DE LOS
CONOCIMIENTOS, CREATIVIDAD E INNOVACIÓN*, autorizamos la utilización de una
licencia gratuita intransferible para el uso no comercial de la presente obra a favor de la
Universidad de Guayaquil.
_______________________________ _______________________________
Álvarez Mora René Andrés Coronel Gómez Mónica C.I. 0922900329 C.I. 0952522472
V
CERTIFICADO DEL DOCENTE-TUTOR DEL TRABAJO DE
TITULACIÓN
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
Guayaquil,
Sr. Ing. Luis Bonilla Abarca, Mg DIRECTOR (A) DE LA CARRERA DE INGENIERÍA QUÍMICA
FACULTAD DE INGENIERÍA QUÍMICA
UNIVERSIDAD DE GUAYAQUIL
Ciudad.-
De mis consideraciones:
Envío a Ud. el Informe correspondiente a la tutoría realizada al Trabajo de Titulación denominado:
“Evaluación del almidón de arroz (Oryza Sativa) y soda cáustica como coagulante para
tratamiento de efluentes de una industria textil.” De los estudiantes Álvarez Mora René y
Coronel Gómez Mónica, indicando que cumplido con todos los parámetros establecidos en la
normativa vigente:
• El trabajo es el resultado de una investigación.
• El estudiante demuestra conocimiento profesional integral.
• El trabajo presenta una propuesta en el área de conocimiento.
• El nivel de argumentación es coherente con el campo de conocimiento.
Adicionalmente, se adjunta el certificado de porcentaje de similitud y la valoración del trabajo de
titulación con la respectiva calificación.
Dando por concluida esta tutoría de trabajo de titulación, CERTIFICO, para los fines pertinentes,
que los estudiantes están aptos para continuar con el proceso de revisión final.
Atentamente,
Firmado electrónicamente por:
MARTHA MIRELLA
BERMEO GARAY
Dra. Martha Bermeo Garay
TUTOR DE TRABAJO DE TITULACIÓN
C.I. 0905104790 FECHA: Lunes, 4 de marzo del 2021
VI
CERTIFICADO PORCENTAJE DE SIMILITUD
Habiendo sido nombrado Dra. Martha Bermeo Garay, tutor del trabajo de titulación certifico
que el presente trabajo de titulación ha sido elaborado por Álvarez Mora René, CI: 0922900329
y Coronel Gómez Mónica, CI.: 0952522472, con mi respectiva supervisión como requerimiento
parcial para la obtención del título de INGENIERO QUÍMICO.
Se informa que el trabajo de titulación: “EVALUACIÓN DEL ALMIDÓN DE ARROZ
(ORYZA SATIVA) Y SODA CÁUSTICA COMO COAGULANTE PARA
TRATAMIENTO DE EFLUENTES DE UNA INDUSTRIA TEXTIL.”, ha sido orientado
durante todo el periodo de ejecución en el programa antiplagio (indicar el nombre del programa
antiplagio empleado) quedando el 0% de coincidencia.
https://secure.urkund.com/view/93067834-234028-774421
Firmado electrónicamente por:
MARTHA MIRELLA BERMEO GARAY
Dra. Martha Bermeo Garay TUTOR DE TRABAJO DE TITULACIÓN
C.I. 0905104790
FECHA: Lunes, 8 de marzo del 2021
VII
INFORME DEL DOCENTE REVISOR
Guayaquil,
Sr. Ing. Luis Bonilla
DIRECTOR DE LA CARRERA DE INGENIERÍA QUÍMICA
FACULTAD DE INGENIERÍA QUÍMICA
UNIVERSIDAD DE GUAYAQUIL
Ciudad.-
De mis consideraciones:
Envío a Ud. el Informe correspondiente a la REVISIÓN FINAL del Trabajo de Titulación “EVALUACIÓN
DEL ALMIDÓN DE ARROZ (ORYZA SATIVA) Y SODA CÁUSTICA COMO COAGULANTE PARA
TRATAMIENTO DE EFLUENTES DE UNA INDUSTRIA TEXTIL.” de los estudiantes Álvarez Mora
René y Coronel Gómez Mónica. Las gestiones realizadas me permiten indicar que el trabajo fue revisado
considerando todos los parámetros establecidos en las normativas vigentes, en el cumplimento de los
siguientes aspectos:
Cumplimiento de requisitos de forma:
El título tiene un máximo de 20 palabras.
La memoria escrita se ajusta a la estructura establecida.
El documento se ajusta a las normas de escritura científica seleccionadas por la Facultad.
La investigación es pertinente con la línea y sublíneas de investigación de la carrera.
Los soportes teóricos son de máximo 10 años.
La propuesta presentada es pertinente.
Cumplimiento con el Reglamento de Régimen Académico:
El trabajo es el resultado de una investigación.
El estudiante demuestra conocimiento profesional integral.
El trabajo presenta una propuesta en el área de conocimiento.
El nivel de argumentación es coherente con el campo de conocimiento.
Adicionalmente, se indica que fue revisado, el certificado de porcentaje de similitud, la valoración del
tutor, así como de las páginas preliminares solicitadas, lo cual indica el que el trabajo de investigación
cumple con los requisitos exigidos.
Una vez concluida esta revisión, considero que los estudiantes Álvarez Mora Rene Andrés y Coronel
Gómez Mónica están apto para continuar el proceso de titulación. Particular que comunicamos a usted para
los fines pertinentes.
Atentamente,

VIII
AGRADECIMIENTO
Este proyecto de lo dedico a mi madre Anabel Mora
quien siempre fue mi principal apoyo para seguir adelante
y cumplir mis objetivos, a mi padre René Álvarez que me
apoyó, me aconsejó y logró guiarme por el mejor camino,
a mi amiga y compañera de tesis Mónica Coronel por ese
esfuerzo admirable que demostró durante este periodo y la
Dra. Mirella Bermeo.
A mi familia que siempre estuvo en las buenas y en las
malas, especialmente a mi abuelita Bella Torres quien es el
pilar de esta hermosa familia.
A mis amigos y compañeros que me acompañaron a lo
largo de este camino brindándome su ayuda para seguir
adelante y nunca rendirme.
René Álvarez Mora
Cada una de las metas y pequeños objetivos
que me he trazado a lo largo de mi vida, es gracias a la
confianza y esfuerzo constante de mi familia,
es por ellos que este agradecimiento es dirigido para mis
padres, quienes me apoyan en cada uno de mis sueños
profesionales y personales.
Además, debo agradecer infinitamente
a la Dra. Mirella Bermeo, puesto que su gran amabilidad y su
amplio conocimiento hicieron concluir satisfactoriamente
este trabajo de investigación. Al Ing. Carlos Muñoz por su
apoyo y gentileza durante este proceso.
También al Ing. Alfredo Llopis por su ayuda y asesoría.
Finalmente agradecer a mis amigos
y compañeros de carrera, ya que hicieron de esta, una
maravillosa etapa.
Monica Coronel Gómez

IX
DEDICATORIA
Dedico este trabajo a mis padres en ofrenda de todo el
esfuerzo que han hecho por mí, a mi padre por toda la
paciencia y la sabiduría que me ha impartido y a mi
amada madre que sin su cariño, amor y apoyo
incondicional nunca hubiera logrado este objetivo.
Te amo madre.
René Álvarez Mora
A Dios por cuidarme y permitirme avanzar cada día en
su compañía.
Dedico con mucho cariño este trabajo de titulación
a mis padres Miguel Coronel y Bertha Gómez,
por su esfuerzo, paciencia, sacrificio
y fe hacia mí para cumplir con esta meta
propuesta.
Monica Coronel Gómez

X
ÍNDICE DE CONTENIDO
AGRADECIMIENTO ........................................................................................................... VIII
DEDICATORIA ...................................................................................................................... IX
RESUMEN: ............................................................................................................................. XX
ABSTRACT: ......................................................................................................................... XXI
INTRODUCCIÓN ............................................................................................................... XXII
CAPÍTULO I .............................................................................................................................. 1
1.1. EL PROBLEMA ............................................................................................................... 1
1.1.1. Planteamiento del problema .................................................................................. 1
1.2. FORMULACIÓN Y SISTEMATIZACIÓN DE LA INVESTIGACIÓN ....................... 1
1.3. JUSTIFICACIÓN DE LA INVESTIGACIÓN ................................................................ 1
1.3.1. Justificación teórica ............................................................................................... 1
1.3.2. Justificación metodológica .................................................................................... 2
1.3.3. Justificación practica ............................................................................................. 3
1.4. OBJETIVOS DE LA INVESTIGACIÓN ........................................................................ 3
1.4.1. Objetivo general .................................................................................................... 3
1.4.2. Objetivos específicos............................................................................................. 3
1.5. DELIMITACIÓN DE LA INVESTIGACIÓN ................................................................ 4
1.5.1. Delimitación temporal ........................................................................................... 4
1.5.2. Delimitación espacial ............................................................................................ 4
1.5.3. Delimitación del contenido ................................................................................... 5
1.6. HIPÓTESIS ...................................................................................................................... 5
1.7. VARIABLES .................................................................................................................... 5
1.7.1. Variables Independientes ...................................................................................... 5
1.7.2. Variables Dependientes ......................................................................................... 5
XI
1.7.3. Operacionalizaciones de las variables ................................................................... 6
CAPÍTULO II ............................................................................................................................ 7
2.1. ANTECEDENTES ............................................................................................................. 7
2.2. MARCO TEÓRICO ......................................................................................................... 8
2.2.1. Aguas residuales .................................................................................................... 8
2.2.2. Tipos de aguas residuales ...................................................................................... 9
2.2.3. Características de las aguas residuales .................................................................. 9
2.2.4. Efluente industrial textil ...................................................................................... 10
2.2.5. Proceso industrial textil ....................................................................................... 11
2.2.6. Características de los efluentes textiles ............................................................... 12
2.2.7. Tratamiento de aguas residuales ......................................................................... 12
2.2.8. Tratamiento primario........................................................................................... 12
2.2.9. Coagulacion y floculación ................................................................................... 12
2.2.10. Electroquimica ................................................................................................. 14
2.2.11. Electrocoagulación .......................................................................................... 14
2.2.12. Partes de la fuente: ........................................................................................... 15
2.2.13. Celdas de electrocoagulación .......................................................................... 16
2.2.14. Agentes naturales utilizados para la coagulacion ............................................ 17
2.2.15. Arroz ................................................................................................................ 17
2.2.16. Almidón de arroz ............................................................................................. 18
2.2.17. Amilosa ............................................................................................................ 19
2.2.18. Amilopectina ................................................................................................... 19
2.2.19. Mecanismo de coagulacion/floculación del almidón de arroz ........................ 20
2.2.20. pH metro .......................................................................................................... 23
2.2.21. Turbidímetro .................................................................................................... 24
XII
2.3. MARCO LEGAL ............................................................................................................ 24
2.4. MARCO CONCEPTUAL .............................................................................................. 24
2.4.1. Oryza sativa en Ecuador ...................................................................................... 25
2.4.2. Coagulantes utilizados en el Ecuador.................................................................. 25
2.4.3. Industrias textiles en el Ecuador.......................................................................... 26
2.5. MARCO CONTEXTUAL .............................................................................................. 27
CAPÍTULO III ......................................................................................................................... 28
3.1. Metodología de la investigación ..................................................................................... 28
3.2. Materiales, reactivos e insumos ...................................................................................... 28
3.3. Diseño de la investigación .............................................................................................. 29
3.3.1. Acondicionamiento de la materia ........................................................................ 29
3.4. Metodología para emplearse ........................................................................................... 29
3.4.1. Agua residual....................................................................................................... 29
3.4.1.1. Toma de la muestra ...................................................................................... 29
3.4.1.2. Procedimiento de toma de muestra ............................................................... 29
3.4.1.3. Análisis inicial de la muestra ........................................................................ 29
3.4.2. Extracción del almidón a partir del arroz ............................................................ 30
3.4.3. Preparación del coagulante.................................................................................. 31
3.4.4. Prueba de tratabilidad en el Test de Jarras .......................................................... 31
3.4.5. Ensayos de electrocoagulación............................................................................ 32
3.4.6. Análisis de Índice de Willcomb .......................................................................... 32
CAPÍTULO IV ......................................................................................................................... 33
4.1. Resultados experimentales .............................................................................................. 33
4.1.1. Análisis de agua cruda textil ............................................................................... 33
4.1.2. Elaboración de la solución de almidón de arroz e hidróxido de sodio ................ 34

XIII
4.1.3. Resultados de FeCl3 como coagulante y almidón como floculante. ................... 35
4.1.4. Resultados de electrocoagulación 1'30'' almidón como floculante ..................... 37
4.1.5. Resultados de electrocoagulación 2'30'' almidón como floculante ..................... 40
4.1.6. Experimentaciones finales................................................................................... 43
4.2. Análisis y discusión de resultados .................................................................................. 44
CAPÍTULO V .......................................................................................................................... 46
5.1. Conclusiones ................................................................................................................... 46
5.2. Recomendaciones ........................................................................................................... 48
REFERENCIAS BIBLIOGRÁFICAS ..................................................................................... 49
XIV
ÍNDICE DE TABLAS
Tabla 1: Operacionalización de las variables ............................................................................ 6
Tabla 2: Contaminantes físicos y químicos ............................................................................ 10
Tabla 3: Coagulantes sintéticos comunes ............................................................................... 13
Tabla 4: Composición química del arroz ................................................................................ 17
Tabla 5: Características del almidón de arroz ......................................................................... 18
Tabla 6: Temperatura óptima de gelatinización del almidón de arroz .................................... 22
Tabla 7: Materiales, equipos utilizados ................................................................................... 28
Tabla 8: Análisis del Índice de Willcomb ............................................................................... 32
Tabla 9: Análisis de agua cruda .............................................................................................. 33
Tabla 10: Resultados de FeCl3 como coagulante y almidón como floculante. ....................... 35
Tabla 11: Porcentaje de remoción usando FeCl3 y almidón como floculante. ....................... 36
Tabla 12: Resultados de electrocoagulación 1'30'' almidón como floculante ......................... 37
Tabla 13: Porcentaje de remoción con electrocoagulación 1'30'' ............................................ 38
Tabla 14: Porcentaje de remoción entre electrocoagulación 1'30'' y muestra final ................ 38
Tabla 15: Porcentaje de remoción entre muestra cruda y muestra final con 1'30'' ................. 39
Tabla 16: Resultados de electrocoagulación 2'30'' almidón como floculante ......................... 40
Tabla 17: Porcentaje de remoción con electrocoagulación 2'30'' ............................................ 41
Tabla 18: Porcentaje de remocion entre electrocoagulación 2'30'' y muestra final ................ 41
Tabla 19: Porcentaje de remoción entre muestra cruda y muestra final con 2'30'' ................. 42
Tabla 20: Análisis de agua residual tratada ............................................................................ 43
Tabla 21: Resultados con almidón de arroz como coagulante ................................................ 57
Tabla 22: Porcentaje de remoción con almidón de arroz como coagulante ............................ 58
Tabla 23: Resultados de electrocoagulación 3'30'' y almidón como floculante ...................... 59
Tabla 24: Porcentaje de remoción de electrocoagulación ....................................................... 60
XV
Tabla 25: Porcentaje de remoción entre electrocoagulación 3'30'' y muestra final ................. 60
Tabla 26: Porcentaje de remoción entre electrocoagulación 3'30'' y muestra final ................. 61
Tabla 27: Resultados entre muestra cruda y minutos de electrocoagulación .......................... 62
Tabla 28: Porcentaje de remoción entre muestra cruda y minutos de electrocoagulación...... 62
XVI
ÍNDICE DE FIGURAS
Figura 1: Ubicación de la facultad de Ingeniería Química ....................................................... 4
Figura 2: Proceso de coagulacion y floculación ..................................................................... 13
Figura 3: Sistemas de electrocoagulación ............................................................................... 16
Figura 4: Oryza sativa ............................................................................................................. 17
Figura 5: Estructura molecular de Amilosa ............................................................................ 19
Figura 6: Estructura molecular de Amilopectina .................................................................... 20
Figura 7: Mecanismo de coagulación por neutralización de cargas ....................................... 20
Figura 8: Test de jarras ........................................................................................................... 23
Figura 9: Distribución del sector textil en Ecuador ................................................................ 26
Figura 10: Diagrama de proceso para experimentación ......................................................... 27
Figura 11: Porcentaje de remoción usando FeCl3 y almidón como floculante ...................... 36
Figura 13: Porcentaje de remoción entre electroquímica 1’30” y muestra final .................... 39
Figura 14: Porcentaje de remoción entre muestra cruda y muestra final con 1'30'' ................ 39
Figura 15: Porcentaje de remoción con electrocoagulación 2'30'' .......................................... 41
Figura 16: Porcentaje de remoción entre electrocoagulación 2'30'' y muestra final ............... 42
Figura 17: Porcentaje de remoción entre muestra cruda y muestra final con 2'30'' ................ 42
Figura 18: Porcentaje de remoción de experimentación final ................................................ 43
Figura 19: Coagulante de almidón de arroz ............................................................................ 53
Figura 20: Proceso de experimentación .................................................................................. 53
Figura 21: Digestor ................................................................................................................. 53
Figura 22: Espectrofotómetro HACH ..................................................................................... 53
Figura 23: Balanza Analítica .................................................................................................. 53
Figura 24: Turbidímetro HACH ............................................................................................. 53
Figura 25: Equipo de electrocoagulación ............................................................................... 53
XVII
Figura 26: Kit de DQO ........................................................................................................... 53
Figura 27: Muestra luego de electrocoagulación .................................................................... 54
Figura 28: Muestra de flóculos suspendidos luego de electrocoagulación ............................. 54
Figura 29: Muestra sedimentada y filtrada luego de electrocoagulación ............................... 54
Figura 30: Resultado obtenido en 1'30'' de electrocoagulación más floculante orgánico. ...... 54
Figura 31: Resultados obtenidos en 2'30'' de electrocoagulación más floculante orgánico ... 54
Figura 32: Resultados obtenidos en 3'30''de electrocoagulación más floculante orgánico .... 54
Figura 33: Lodos en 1600ppm de 2'30'' tratamiento de electrocoagulación más floculante
orgánico .................................................................................................................................... 54
Figura 34: Análisis de DQO en pruebas de ensayo. ............................................................... 54
Figura 35: Diluciones realizadas para los análisis de Color, Turbiedad, Cromo y Níquel. .... 55
Figura 36: Muestra final del tratamiento (pulido) .................................................................. 55
Figura 37: Porcentaje de remoción con almidón de arroz como coagulante .......................... 58
Figura 38: Porcentaje de remoción de electrocoagulación 3'30'' y almidón como floculante. 60
Figura 39: Porcentaje de remoción entre electrocoagulación 3'30'' y muestra final ............... 61
Figura 40: Porcentaje de remoción entre muestra cruda y muestra final 3'30'' ...................... 61
Figura 41: Porcentaje de remoción entre muestra cruda y minutos de electrocoagulación .... 62
Figura 42: Análisis fisicoquímico de muestra cruda textil ..................................................... 63
Figura 43: Análisis fisicoquímico de muestra textil tratada ................................................... 64
XVIII
ÍNDICE DE ANEXOS
ANEXO 1: EVIDENCIA DE EXPERIMENTACIÓN ........................................................... 53
ANEXO 2: TABLA 8 ACUERDO MINISTERIAL 0.97-A ................................................... 56
ANEXO 3: RESULTADOS EXPERIMENTALES ................................................................ 57
ANEXO 4: REPORTE DE ANÁLISIS ................................................................................... 63
XIX
ABREVIATURA, SIGLAS Y SIMBOLOS
NTU: Unidades Nefelométrica de Turbidez
UPC: Unidades de Platino y Cobalto
pH: Potencial de Hidrógeno
ppm: Partes Por Millón
RPM: Revoluciones Por Minuto
mg/L Miligramos por
min Minutos
seg Segundos
Flocs Flóculos
NaOH Hidróxido de Sodio
% Tanto por ciento
°C Grados Celsius
Al2SO4 Sulfato de Aluminio
FeCl3 Cloruro Férrico
ml Mililitros
SSusp Sólidos Suspendidos
Cr6+ Cromo hexavalente

XX
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
“EVALUACIÓN DEL ALMIDÓN DE ARROZ (ORYZA SATIVA) Y SODA CÁUSTICA
COMO COAGULANTE PARA TRATAMIENTO DE EFLUENTES DE UNA INDUSTRIA
TEXTIL”
Autores: Álvarez Mora René; Coronel Gómez Mónica
Tutor: Dra. Bermeo Garay Martha Mirella
RESUMEN:
Esta investigación tiene como objeto la evaluación del almidón de arroz y soda caustica como
coagulante para tratamiento de efluentes de una industria textil. Esta agua tiene inicialmente 21350
Pt/Co, 212 NTU, 792 mg/L y 15 mg/L, los cuales están fuera de los parámetros permisibles. Se
realizaron experimentaciones usando test de jarras con distintas dosificaciones. En la primera
etapa, dosificando el almidón como coagulante se obtuvo una remoción de 6% de parámetros
donde se observó poca formación de floculo. En la segunda etapa se eliminó un 35% usando
Cloruro férrico como coagulante y almidón como floculante obteniendo una mejor formación de
flóculos, en la tercera etapa se usó electrocoagulación a 1.30, 2.30 y 3.30 minutos y almidón de
arroz como floculante, removiendo un 90% de estos contaminantes y logrando estar por debajo de
los límites permisibles de descarga cumpliendo con las normativas. Se concluye que el almidón
funciona mejor al ser utilizado luego de la aplicación de técnicas de electrocoagulación.
PALABRAS CLAVES: Oryza Sativa, Almidón de arroz, Aguas Residuales, coagulantes
orgánicos, floculantes orgánicos, electrocoagulación.

XXI
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
“EVALUACIÓN DEL ALMIDÓN DE ARROZ (ORYZA SATIVA) Y SODA CÁUSTICA
COMO COAGULANTE PARA TRATAMIENTO DE EFLUENTES DE UNA INDUSTRIA
TEXTIL”
Autores: Álvarez Mora René; Coronel Gómez Mónica
Tutor: Dra. Bermeo Garay Martha Mirella
ABSTRACT:
The objective of this research is the evaluation of rice starch and caustic soda as a coagulant for
the treatment of effluents from a textile industry. This water initially has 21350 Pt / Co, 212 NTU,
792 mg / L and 15 mg / L, which are outside the permissible parameters. Experiments were carried
out using jar tests with different dosages. In the first stage, dosing the starch as a coagulant, a 6%
removal of parameters was obtained where little flocculum formation was observed. In the second
stage, 35% was removed using ferric chloride as coagulant and starch as flocculant, obtaining
better floc formation, in the third stage, electrocoagulation was used at 1.30, 2.30 and 3.30 minutes
and rice starch as flocculant, removing 90%. of these pollutants and managing to be below the
permissible discharge limits complying with the regulations. It is concluded that starch works
better when used after the application of electrocoagulation techniques.
KEY WORDS: Oryza Sativa, Rice Starch, Wastewater, Organic Coagulants, Organic
Flocculants, Electrocoagulation.
XXII
INTRODUCCIÓN
El agua es el principal recurso de la vida, es por ello por lo que debe ser cuidada ya que cada
vez gran parte de esta se consume y no se recupera. Este es uno de los problemas ambientales más
complicados que tienen las industrias, debido a que por mucho tiempo los efluentes no eran
controlados y fueron usados y vertidos al ambiente sin un tratamiento previo, lo cual generaba
contaminación en el medio ambiente y peligros para la vida acuática, silvestre y humana.
Dependiendo del tipo de industria, el agua puede ser más o menos contaminante, aun así, todas
deben ser tratadas antes de su desecho. En Ecuador estos efluentes pueden ser vertidos en el
alcantarillado público o en cuerpos de agua dulce. [1]
Las aguas residuales provenientes de industria textil generan una gran cantidad de
contaminantes y poseen una fuerte coloración que puede anular los procesos de fotosíntesis que se
generan en el cuerpo de agua donde son descargados estos efluentes. Las moléculas de los
colorantes que se utilizan en la actualidad varían mucho y además son complejas. Se consideran
efluentes poco biodegradables debido a que son de origen sintético y muy solubles en agua, es por
ello que, a lo largo de la historia, las industrias se han visto en la necesidad de realizar un
tratamiento en sus aguas residuales. Otro de los problemas que tienen estas industrias es el uso de
compuestos inorgánicos como coagulantes, entre los más comunes están Sulfato de aluminio,
Cloruro férrico, Policloruro de aluminio, los cuales ayudan en gran manera, pero a su vez, generan
ciertos inconvenientes debido a que desde el punto de vista ambiental se ha registrado que
tratamientos de agua potable presentan cantidades considerables de sulfato de aluminio
representando un riesgo para la salud. Es allí en donde participan los coagulantes orgánicos, es
decir, coagulantes que no aportan con más contaminación a estas aguas, estos tipos de coagulantes
se producen a partir de agro productos como la yuca, maíz, moringa, arroz, entre otros. [2]
En este trabajo investigativo, se evaluará la efectividad del coagulante de almidón de arroz en
un agua residual textil, aplicando métodos como coagulación-floculación y el método de
electrocoagulación con el objetivo de disminuir la cantidad de compuestos contaminantes que
posee este efluente. La remoción de color en estas aguas es un parámetro difícil de reducir por
tratamiento convencionales y una de las mejores maneras de conseguirlo es mediante tratamientos
de electroquímica, debido a que las dimensiones de las macromoléculas orgánicas son muy
XXIII
grandes y esto dificulta que ingresen a la pared de la célula, impidiendo su reducción, mientras
que los procesos electroquímicos pueden romper estas grandes moléculas orgánicas formando
pequeñas cadenas de ácidos orgánicos que podrán penetrar en las células facilitando su
degradación. Una de las principales desventajas del uso prolongado tratamientos de
electrocoagulación son sus costos ya sea por el reemplazo constante del electrodo de sacrificio o
porque se deben aumentar la concentración de hierro o aluminio para evitar que una película de
oxido se estanque en el electrodo disminuyendo su eficiencia. Por eso nos vemos en la obligación
de combinar un tratamiento de aguas a base de un producto orgánico que contiene almidón junto
con electrocoagulación para obtener eficiencias óptimas. [3]
Se logró demostrar que el coagulante a base de almidón de arroz como coadyuvante de
coagulación para tratamiento de efluentes textiles junto con la electrocoagulación poseen
eficiencias que superan el 90% de remoción en parámetros específicos como color, turbiedad,
cromo y DQO. Junto a eso podemos recalcar que con la ayuda de este producto orgánico se pueden
disminuir los tiempos de tratamiento con electrocoagulación, lo que aumentará la duración del
electrodo de sacrificio.
1
CAPÍTULO I
1.1. EL PROBLEMA
1.1.1. Planteamiento del problema
La industria textil genera gran cantidad de aguas residuales, debido que se utiliza grandes
cantidades de agua para producir una pequeña cantidad de producto textil; Estas aguas residuales
contienen colorantes, surfactantes, sales inorgánicas y varios compuestos químicos usados durante
el proceso, elementos que, contaminan los cuerpos acuáticos, afectando a los seres vivos marinos,
por lo cual puede también, afectar a las personas. Los parámetros requeridos por la normativa
vigente detallan que estos efluentes deben tener un control al ser liberadas, por esto, es necesario
implementar productos coagulantes con el fin de generar coalescencia al material suspendido no
sedimentable al agua. Existen varios coagulantes químicos que alteran negativamente el pH,
requiriendo que se agreguen otros reactivos, para corregir esta acción. Debido a esto es importante
la evaluación de coagulantes orgánicos que no emitan los problemas ambientales y ni en sus
procesos. Además, esto ayuda significativamente en ámbitos, económicos, laboral y
socioambiental.
1.2. FORMULACIÓN Y SISTEMATIZACIÓN DE LA INVESTIGACIÓN
¿Cuál será la eficiencia de los coagulantes orgánicos a base de almidón de arroz en el
tratamiento de aguas residuales de una industria textil?
¿El almidón obtenido del arroz será una buena alternativa para reducir el uso de coagulantes
químicos en el efluente textil?
1.3.JUSTIFICACIÓN DE LA INVESTIGACIÓN
1.3.1. Justificación teórica
Hoy en día para estos tratamientos de aguas residuales se utilizan sales de aluminio como el
Al2(SO4)3, los mismos que causan algunas alteraciones en los efluentes, sin mencionar algunos los
problemas de salud.
En esta investigación se analizará y evaluará un tratamiento para las aguas residuales de la
industria textil a partir de la elaboración de un coagulante orgánico generado del almidón del arroz,

2
con el fin de reducir la carga contaminante a parámetros óptimos y sostenibles para el medio
ambiente.
El agua residual de la Industria textil contiene alto contenidos de contaminantes resultados de
los procesos textiles, su principal característica es el color, debido al uso de tensoactivos, ácidos,
productos alcalinos, metales pesados y aceites naturales, los mismos que se pueden encontrar de
forma disuelta. Esta agua residual al ser descargada provoca impactos ambientales negativos ya
que no cumple con los parámetros límites de la normativa vigente (Acuerdo Ministerial 097-A)
Al generar esta alternativa se analizarán diferentes campos científicos, tales como; mecánica de
fluido, tratamiento de aguas, análisis fisicoquímicos, así como reacciones químicas.
1.3.2. Justificación metodológica
La coagulación-floculación es la técnica utilizada en los tratamientos de aguas residuales, que
ayuda a neutralizar las cargas formando una masa gelatinosa que une las partículas, aumentando
su tamaño, y permitiendo que estas puedan quedar atrapadas y posteriormente ser eliminadas en
el proceso de filtrado.
Para cumplir el objetivo principal de esta investigación que es la evaluación del coagulante
orgánico, se analizarán las muestras obtenidas mediante análisis fisicoquímicos en laboratorios
certificados, para conocer si el coagulante elaborado genera beneficios apreciables en la calidad
del agua residual.
Se realizará también un test de jarras a la muestra de efluentes textiles para determinar la
cantidad de coagulante necesario para obtener la clarificación, se tomarán datos iniciales de
turbidez, pH y color para ser comparados con la muestra luego de haber aplicado el coagulante
orgánico a base de arroz para evaluar su eficiencia y proponer una nueva alternativa en cuanto se
refiere al uso de coagulantes en las industrias textiles. Finalmente se compararán los resultados
con los parámetros del Acuerdo Ministerial 097-A, y así evaluar correctamente el uso del
coagulante orgánico.

3
1.3.3. Justificación practica
Este trabajo experimental propone evaluar la eficiencia de un coagulante a base de almidón de
arroz y soda caustica para demostrar su factibilidad como método de clarificación de aguas residual
sin alterar niveles de pH, turbidez, color y DQO, debido a la presencia de residuos inorgánicos.
Al ser los resultados de esta investigación óptimos, las industrias textiles podrían implementar
el uso de coagulantes orgánicos en sus aguas residuales, y así disminuir el uso de compuestos
inorgánicos que tienen ciertas desventajas, y su gasto podría ser más rentables.
Todo esto con el objetivo de aprovechas materia prima barata y abundante como coagulante,
comprobar su eficiencia en el agua residual de industria textil y así proponer una alternativa natural
a los coagulantes que son los más utilizados actualmente y de este modo minimizar el impacto
ambiental.
1.4.OBJETIVOS DE LA INVESTIGACIÓN
1.4.1. Objetivo general
Evaluar la eficiencia del almidón de arroz (Oryza Sativa) y soda cáustica como coagulante para
tratamiento de efluentes de la industria textil.
1.4.2. Objetivos específicos
Caracterizar el efluente textil mediante análisis fisicoquímicos.
Obtener el coagulante a base de almidón de arroz.
Experimentar el coagulante orgánico con base de arroz en el agua residual de
industria textil mediante técnicas de coagulación-floculación y electrocoagulación.
Comparar la eficiencia de remoción de turbiedad, color, DQO, pH en el efluente
industrial, a fin de cumplir con la normativa vigente.
4
1.5. DELIMITACIÓN DE LA INVESTIGACIÓN
1.5.1. Delimitación temporal
La elaboración experimental y teórica de esta investigación se llevará a cabo en un periodo de
tiempo de 5 meses.
1.5.2. Delimitación espacial
El presente trabajo de titulación debido a los nuevos órdenes del país, se llevará a cabo en un
espacio privado acondicionado para la experimentación recomendado por el tutor. Los análisis
requeridos se harán en el Laboratorio de Aguas de la Facultad de Ingeniería Química de la
Universidad de Guayaquil, localizado en la Avenida Delta, y otra parte de estos se harán en
laboratorios privados de Aguas de la ciudad de Guayaquil, con el fin de cumplir cada uno de los
objetivos planteados.
Figura 1: Ubicación de la facultad de Ingeniería Química
Fuente: [4]

5
1.5.3. Delimitación del contenido
Campo: Ingeniería de Aguas y Medio Ambiente
Área: Ingeniería Química
Este trabajo de investigación se desarrollo
1.6. HIPÓTESIS
Se logrará evaluar al almidón de arroz y soda caustica como coagulante para la remoción
de contaminantes en el tratamiento del efluente industrial textil.
1.7.VARIABLES
1.7.1. Variables Independientes
Coagulante orgánico a base de arroz.
1.7.2. Variables Dependientes
Agua residual de la Industria textil.
6
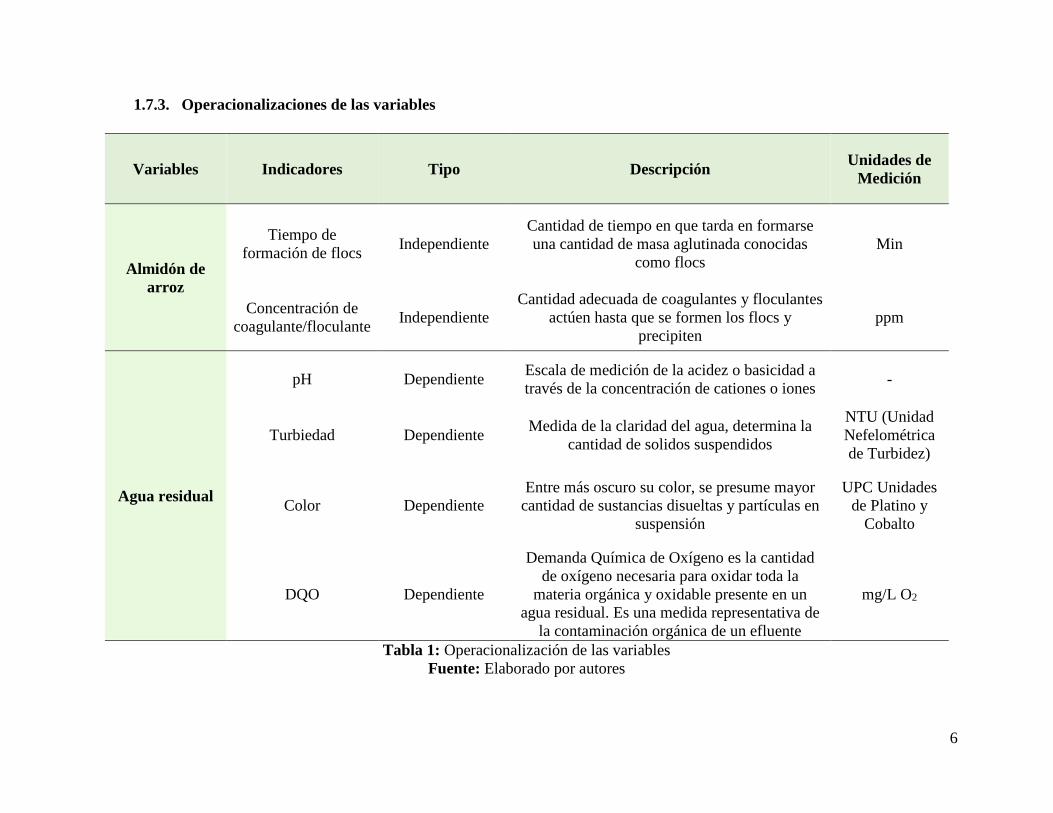
1.7.3. Operacionalizaciones de las variables
Variables Indicadores Tipo Descripción Unidades de
Medición
Almidón de
arroz
Tiempo de
formación de flocs Independiente
Cantidad de tiempo en que tarda en formarse
una cantidad de masa aglutinada conocidas
como flocs
Min
Concentración de
coagulante/floculante Independiente
Cantidad adecuada de coagulantes y floculantes
actúen hasta que se formen los flocs y
precipiten
ppm
Agua residual
pH Dependiente Escala de medición de la acidez o basicidad a
través de la concentración de cationes o iones -
Turbiedad Dependiente Medida de la claridad del agua, determina la
cantidad de solidos suspendidos
NTU (Unidad
Nefelométrica
de Turbidez)
Color Dependiente
Entre más oscuro su color, se presume mayor
cantidad de sustancias disueltas y partículas en
suspensión
UPC Unidades
de Platino y
Cobalto
DQO Dependiente
Demanda Química de Oxígeno es la cantidad
de oxígeno necesaria para oxidar toda la
materia orgánica y oxidable presente en un
agua residual. Es una medida representativa de
la contaminación orgánica de un efluente
mg/L O2
Tabla 1: Operacionalización de las variables
Fuente: Elaborado por autores
7
CAPÍTULO II
2.1. ANTECEDENTES
Actualmente, el uso de polímeros o de almidón en el tratamiento de aguas residuales es muy
común internacionalmente y en Ecuador, se considera una práctica bastante útil en las plantas de
tratamientos de aguas. Estos polímeros se obtienen de diferentes plantas nativas, algunas de estas
se utilizan como alimento debido a su alto contenido de nutrientes, entre los más comunes se
encuentran la yuca, papa, garbanzo, soya, avena, moringa, maíz, etc.
El primer estudio realizado se dio en 1986 mediante la utilización de la semilla de moringa
oleífera en manos del Ing. Mejía Gillen, y dio resultados positivos al compararse con coagulantes
sintetizados. Sin embargo, fue el Ing. Eddy Moran quien en el año de 1987 analizo el uso de fécula
de maíz en el proceso de coagulación del agua, cuando se emplea el sulfato de aluminio,
concluyendo así que es sustentable el uso de féculas o almidones como polielectrolitos naturales
para sustituir las sales de aluminio. [5]
Nacionalmente se ha realizado distintos tipos de estudio con coagulantes orgánicos entre los
más conocidos están la semilla de moringa, papa, yuca, aplicados en diferentes efluentes
superficiales e industriales.
En el Ecuador existen plantas de tratamiento de aguas que utilizan coagulantes orgánicos para
sus procesos de coagulación-floculación y una de las ventajas de su uso es el factor económico, ya
que al ser el arroz y producto muy comercializado en el país sus costos son relativamente bajos.
A nivel mundial se ha realizado practicas con almidón de arroz como coagulante en efluentes
textiles, es por ello que este trabajo investigativo desarrollara este producto orgánico con el fin de
conocer el rendimiento en aguas residuales de empresas ecuatorianas de este tipo.
8
2.2. MARCO TEÓRICO
2.2.1. Aguas residuales
Se conoce como aguas residuales a todas aquellas aguas que su composición se ve afectada y
son provenientes de las descargas industriales, comerciales, municipales, entre otras. En pocas
palabras estas aguas han sufrido una degradación en su calidad original. [6] Otra forma de
definirlas es como aquellas que por uso del hombre representar un peligro y deben ser desechadas
porque contienen gran cantidad de sustancias y/o microrganismos [7]
Los cuerpos de aguas receptores ya sean ríos, lagos o mares no son capaces de neutralizar la
cantidad de contaminantes que poseen las aguas residuales y por ende se han visto perjudicados
perdiendo sus características naturales y la capacidad para sostener la biodiversidad de la vida
acuática. Para evitar esto las entidades encargadas del medio ambiente exigen limites permisibles
para cada parámetro. [8]
En muchos lugares del mundo se puede apreciar como ha bajado la calidad del agua y esto
repercuta en el campo de la sanidad debido a que cierta cantidad de la población opta por recurrir
a recursos de aguas superficiales para su abastecimiento y en caso de que estos esten contaminados
podría causar problemas epidemiológicos. [8]
La Organización Mundial de la Salud indica que el agua contaminada es el mayor causante de
enfermedades y muertes en el mundo, anuelmente las enfermedades provocadas por la
contaminación de aguas causa la muerte de 3 millones de personas en el mundo. La mayoría de
las aguas residuales son evacuados a cuerpos de agua sin ningún tratamiento previo debido a que
no solo es dificil eliminar todos los contaminantes, esto tambíen implican costos elevados para las
industrias. Todos estos factores influyen directamente a la calidad del agua incluso después de su
potabilización. Debido a esto se han creado normas de calidad para el agua no solo para su
consumo, tambien hay guías que se deben cumplir cuando se trata de las descargas de aguas
residuales. Los beneficios de tener una agua de calidad son incalculables por eso el país se rige de
una norma que regula los parámetros de las descargas de aguas residuales a los cuerpos hídricos.
[9]
9
2.2.2. Tipos de aguas residuales
Existen 4 tipos de aguas residuales, y son:
Aguas residuales domesticas o aguas negras: aquellas que contienen heces y orina
humana, agua del aseo personal, de la limpieza de la cocina y de la casa en general.
Contienen grandes cantidades de materia orgánica y microorganismos, restos de
surfactantes, lejía y grasas.
Aguas blancas: aquellas que provienen de la lluvia, nieve o hielo, del riego de los lugares
públicos.
Aguas residuales industriales: son el residuo del sector industrial, contienen grasas,
detergentes, antibióticos, ácidos, y otros subproductos. Su composición varía dependiendo
del sector industrial.
Aguas residuales agrícolas: Proceden de zonas rurales, en las cuales se trabajan de forma
agrícola.
2.2.3. Características de las aguas residuales
Estas sustancias llamadas residuales que se forman en los líquidos cloacales pueden presentarse
como disueltas, suspendidas o en estado intermedio.
La procedencia de estas sustancias puede ser de naturaleza mineral u orgánica, en el caso de
estas sustancias orgánicas le comunican propiedades no deseables al líquido residual como los
microorganismos y en el caso de los minerales, estas sustancias provienen de los mismos minerales
que formaron parte de estas aguas abastecidas.
Estas sustancias minerales u orgánicas interfieren con los sistemas de recolección y transporte
que contienen a estas aguas, esta materia orgánica será compuesta por una acción bacteriana dando
origen a continuos cambios en la composición de dicha agua. Entre las sustancias biodegradables
del agua se encuentran los compuestos nitrogenados, no nitrogenados y los carbohidratos.
Las proteínas son muy complejas y se encuentran en toda materia viviente animal o vegetal, los
hidratos de carbono se encuentran formando azúcar, almidón, algodón, celulosas y fibras
vegetales; los hidratos de carbono en el papel higiénico y el algodón son altamente resistentes a la
descomposición, las grasas también son difícil de descomponer. [10]
10
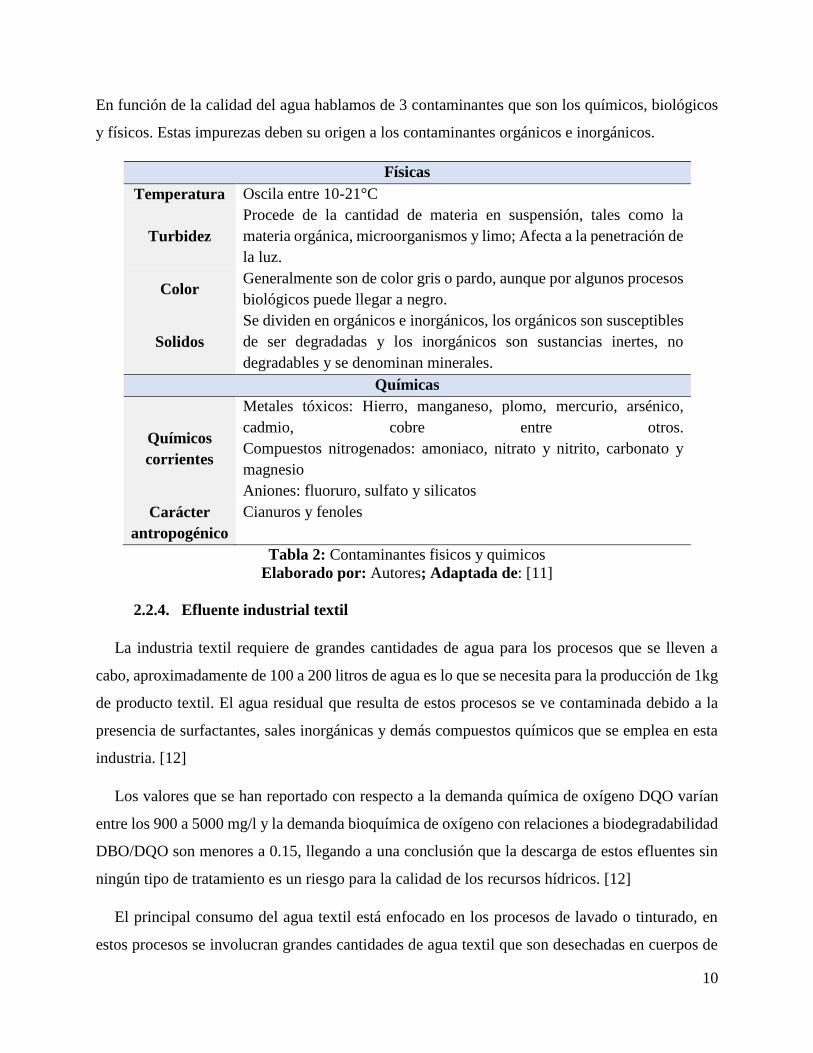
En función de la calidad del agua hablamos de 3 contaminantes que son los químicos, biológicos
y físicos. Estas impurezas deben su origen a los contaminantes orgánicos e inorgánicos.
Físicas
Temperatura Oscila entre 10-21°C
Turbidez
Procede de la cantidad de materia en suspensión, tales como la
materia orgánica, microorganismos y limo; Afecta a la penetración de
la luz.
Color Generalmente son de color gris o pardo, aunque por algunos procesos
biológicos puede llegar a negro.
Solidos
Se dividen en orgánicos e inorgánicos, los orgánicos son susceptibles
de ser degradadas y los inorgánicos son sustancias inertes, no
degradables y se denominan minerales.
Químicas
Químicos
corrientes
Metales tóxicos: Hierro, manganeso, plomo, mercurio, arsénico,
cadmio, cobre entre otros.
Compuestos nitrogenados: amoniaco, nitrato y nitrito, carbonato y
magnesio
Aniones: fluoruro, sulfato y silicatos
Carácter
antropogénico
Cianuros y fenoles
Tabla 2: Contaminantes fisicos y quimicos
Elaborado por: Autores; Adaptada de: [11]
2.2.4. Efluente industrial textil
La industria textil requiere de grandes cantidades de agua para los procesos que se lleven a
cabo, aproximadamente de 100 a 200 litros de agua es lo que se necesita para la producción de 1kg
de producto textil. El agua residual que resulta de estos procesos se ve contaminada debido a la
presencia de surfactantes, sales inorgánicas y demás compuestos químicos que se emplea en esta
industria. [12]
Los valores que se han reportado con respecto a la demanda química de oxígeno DQO varían
entre los 900 a 5000 mg/l y la demanda bioquímica de oxígeno con relaciones a biodegradabilidad
DBO/DQO son menores a 0.15, llegando a una conclusión que la descarga de estos efluentes sin
ningún tipo de tratamiento es un riesgo para la calidad de los recursos hídricos. [12]
El principal consumo del agua textil está enfocado en los procesos de lavado o tinturado, en
estos procesos se involucran grandes cantidades de agua textil que son desechadas en cuerpos de
11
agua y con un alto grado de contaminantes que varían dependiendo a la cantidad de colorantes que
se utilice en la materia prima. Los principales parámetros que sobrepasan los límites en el agua
textil son el pH, DQO, color, entre otros, causando cambios significativos en los cuerpos de agua
donde son desechados y alterando el equilibrio del ecosistema por ende un tratamiento de agua
previo al desfogue de estos efluentes debe ser obligatorio. [13]
2.2.5. Proceso industrial textil
Los procesos que se realizan en la industria textil son los siguientes:
Desengomado
Es un tratamiento que se utiliza para disminuir la mayor cantidad de sustancias gomosas que se
encuentran en las fibras de la ropa, este método es a partir de usos catiónicos que tienen como
característica las cantidades de alcalinidad elevadas. [14]
Lavado con piedra
El proceso de lavado con piedra tiene como objetivo generar un color blanquecino en la prenda
de vestir, logrando que la prenda obtenga un estilo envejecido. [14]
Teñido
La parte de teñido abarca algunos procedimientos entre esos está el proceso sucio el cual ayuda
a que el color quede impregnado en la ropa para que luego pueda lavarse con facilidad sin que el
color se desprenda de la fibra. Para el lavado de ropa la principal herramienta es el hipoclorito de
sodio que también le va a dar un cambio de tonalidad a la prenda logrando que se vea más clara.
[14]
Los colorantes utilizados en el teñido de la ropa son contaminantes importantes puesto que su
capacidad de autodepuración es muy baja, eso significa que el color se mantiene durante largos
periodos de tiempo en los cuerpos de agua. Uno de los principales problemas que causa el color
en los cuerpos hídricos es que afecta la fotosíntesis ya que la luz solar no puede penetrar de buena
manera. Otra de las causas de tener un color elevado es que los metabolitos de las aguas residuales
comienzan a mutar y a presentar características cancerígenas afectando la salud de la población
que se encuentra a su alrededor. [14]

12
Las etapas que generan que los parámetros de DBO, DQO y color aumenten son las de lavado
y teñido, mientras que la problemática de los sólidos en suspensión se da cuando se trabaja con
lavanderías de lana considerando que las fibras obtenidas en este proceso se mantienen en
suspensión causando malos olores y afectan a todo tipo de vida que se encuentre en el cuerpo de
agua donde se va a depositar. [14]
2.2.6. Características de los efluentes textiles
Las principales características que presentan los efluentes de las aguas textiles son:
Bajo contenido de material coloidal.
Su carga orgánica DQO aproximadamente es el doble de un efluente urbano.
Gran variabilidad de caudal y carga contaminante.
Exentas de microorganismos patógenos.
Entre sus principales características está su elevada coloración y salinidad.
2.2.7. Tratamiento de aguas residuales
Su fin es eliminar los contaminantes presentes en el agua y se logra mediante una serie de
procesos químicos, biológicos y físicos. Para lograr aclarar un efluente completamente, existen 3
etapas del tratamiento, estas son Tratamiento Primario, Tratamiento Secundario y Tratamiento
Terciario.
Esta investigación se centrará en tratamientos primarios.
2.2.8. Tratamiento primario
En esta primera etapa, se logra reducir aceites, grasas, arenas y solidos gruesos mediante
procesos de filtración, cribado, maceración y sedimentación. Para eliminar ciertos contaminantes,
se utilizan el proceso de coagulación-floculación.
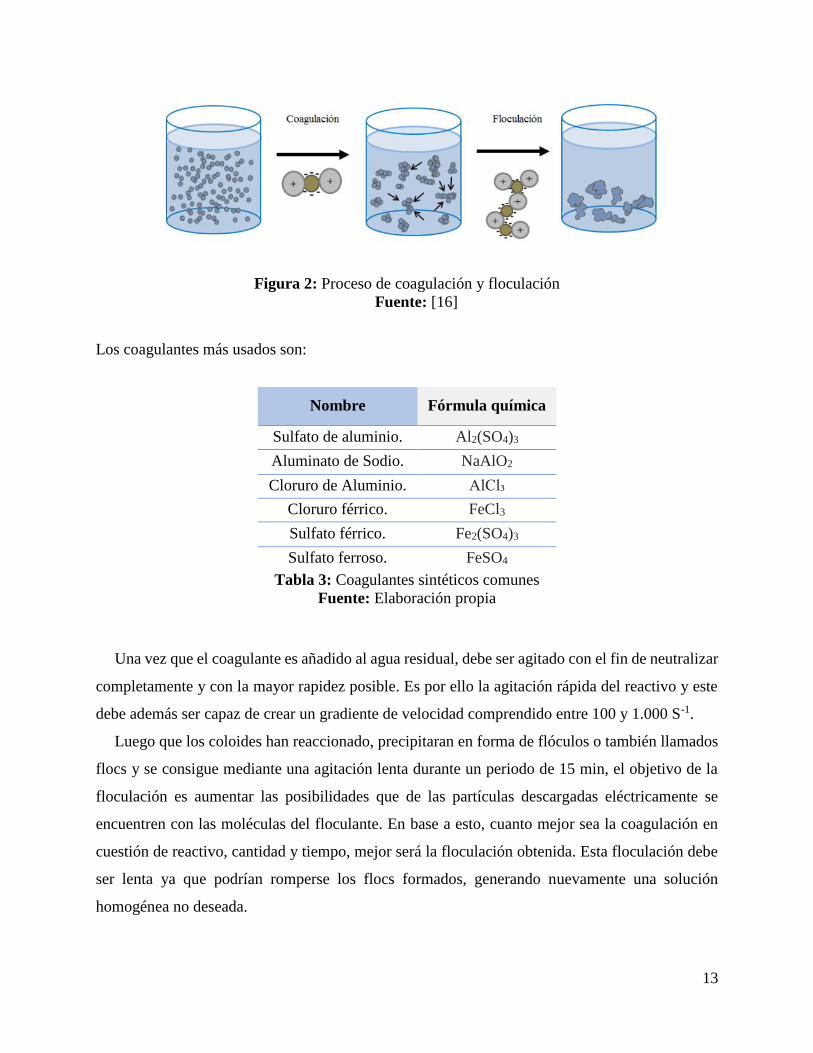
2.2.9. Coagulacion y floculación
La coagulación y floculación son procesos que eliminar la fracción coloidal que se encuentra
presente en aguas. La coagulación es el fenómeno de desestabilización de las partículas coloidales
que puede conseguirse especialmente por medio de la neutralización de sus cargas. [15]
13
Figura 2: Proceso de coagulación y floculación
Fuente: [16]
Los coagulantes más usados son:
Nombre Fórmula química
Sulfato de aluminio. Al2(SO4)3
Aluminato de Sodio. NaAlO2
Cloruro de Aluminio. AlCl₃
Cloruro férrico. FeCl3
Sulfato férrico. Fe2(SO4)3
Sulfato ferroso. FeSO4
Tabla 3: Coagulantes sintéticos comunes
Fuente: Elaboración propia
Una vez que el coagulante es añadido al agua residual, debe ser agitado con el fin de neutralizar
completamente y con la mayor rapidez posible. Es por ello la agitación rápida del reactivo y este
debe además ser capaz de crear un gradiente de velocidad comprendido entre 100 y 1.000 S-1.
Luego que los coloides han reaccionado, precipitaran en forma de flóculos o también llamados
flocs y se consigue mediante una agitación lenta durante un periodo de 15 min, el objetivo de la
floculación es aumentar las posibilidades que de las partículas descargadas eléctricamente se
encuentren con las moléculas del floculante. En base a esto, cuanto mejor sea la coagulación en
cuestión de reactivo, cantidad y tiempo, mejor será la floculación obtenida. Esta floculación debe
ser lenta ya que podrían romperse los flocs formados, generando nuevamente una solución
homogénea no deseada.
14
Existen distintos tipos de floculantes, y estos pueden clasificarse de diversas maneras, una de
las más comunes es según su carga eléctrica, siendo floculantes aniónicos o cationes, además de
este, se conocen según su naturaleza, siendo así un mineral o un material orgánico. [15]
2.2.10. Electroquimica
La electricidad es una de las formas usadas por la facilidad que tiene para transformarse en otro
tipo de energía. Hay sistemas de electricidad que no necesitan de una red eléctrica como las boyas
marinas, así mismo existen otro tipo de sistemas que requieren de baterías. Este dispositivo
denominado batería básicamente es un recipiente que contiene sustancias químicas que producen
electrones y estas reacciones se las denominan reacciones electroquímicas. [17]
En pocas palabras la electroquímica es una disciplina científica que estudia las reacciones que
ocurren en la interfase que se forma entre un material conductor que puede ser un metal junto con
un electrolito que permite la conducción de la corriente eléctrica. [18]
Celdas galvánicas
Es un dispositivo que se encuentra formado por dos semiceldas conectadas por medio de un
circuito ubicado en la parte externa por donde pasan los electrones. En cada una de estas celdas
ocurren reacciones de redox. La primera experimentación con estas reacciones ocurrió con discos
de zinc y cobre dentro de un electrolito que es una sustancia que conduce electricidad al mezclarse
con agua formando una pila.
La reacción se produce cuando una tira de zinc se introduce sumerge en una solución de sulfato
de cobre y lo que sucede básicamente es que el zinc le sede electrones a cobre transformándose en
iones de zinc con valencia más dos y mientras la reacción va avanzando el zinc se disuelve
haciendo que la temperatura aumente significativamente. [19]
2.2.11. Electrocoagulación
La electrocoagulación se genera aplicando una corriente eléctrica a un agua residual. Esta
corriente eléctrica causa que las partículas emulsionadas o suspendidas se desestabilicen. La
electrocoagulación implica una adición electrolítica de coagulantes denominados iones metálicos,
estos con carga positiva se absorben con los coloides negativos ayudando a la coagulación. [20]
15
El método se basa en inducir una corriente eléctrica que actuará en el agua residual a través de
placas metálicas de distintos materiales que pueden ser el hierro o el aluminio, esto provoca una
fuerza electromotriz que causa una reacción química que desestabiliza las partículas contaminantes
presentes en el agua residual. Entonces los contaminantes que se encuentran presentes en el agua
residual forman agregados produciendo partículas que son menos coloidales o solubles, estos
componentes se precipitan o floten haciendo que su remoción sea más sencilla por un método de
tipo secundario. [21]
Al momento de ocurrir la electrolisis suceden una serie de procesos físicos o químicos donde
el lado positivo sufre reacciones anódicas y en el lado negativo ocurren reacciones catódicas. Las
placas de hierro o aluminio se denominan un electrodo de sacrificio porque aporte iones al agua
residual los cuales neutralizan la carga de las partículas iniciando la coagulación. [21]
Una de las principales ventajas del método de electrocoagulación es que el área donde se opera
puede ser relativamente pequeña, también posee un tiempo de residencia corto en comparación a
otros tratamientos y no se utilizan productos químicos.
Este método básicamente está compuesto de tres etapas que son la formación de coagulantes
debido a la oxidación que produce el electrodo, luego ocurre una desestabilización en los
contaminantes debido a que se rompen las emulsiones y como último es la formación de flóculos.
2.2.12. Partes de la fuente:
Las partes de la fuente usada son:
Sistemas de alimentación de energía: Comprende cable coaxial de 3x2, fusible
térmico para 10 amperios, interruptor, foco piloto.
Transformador de tensión monofásico: trabaja con una tensión de alimentación de
entre 110 a 127 voltios de corriente alterna y cuenta con salidas de baja tensión de 12
voltios, con una intensidad máxima de 40 amperios máximos de trabajo.
Sistema de rectificador de corriente: Consta de un puente de diodos de onda
completa de 600 voltios y 60 amperios
16
Filtro de corriente: Un banco de capacitores electrolíticos para 60 voltios y 3800 uF.
Sistema de refrigeración forzada: Un ventilador de 0.45 watts
Medidores de presión: voltímetro analógico, y amperímetro analógico.
Terminales de conexión al electrodo.
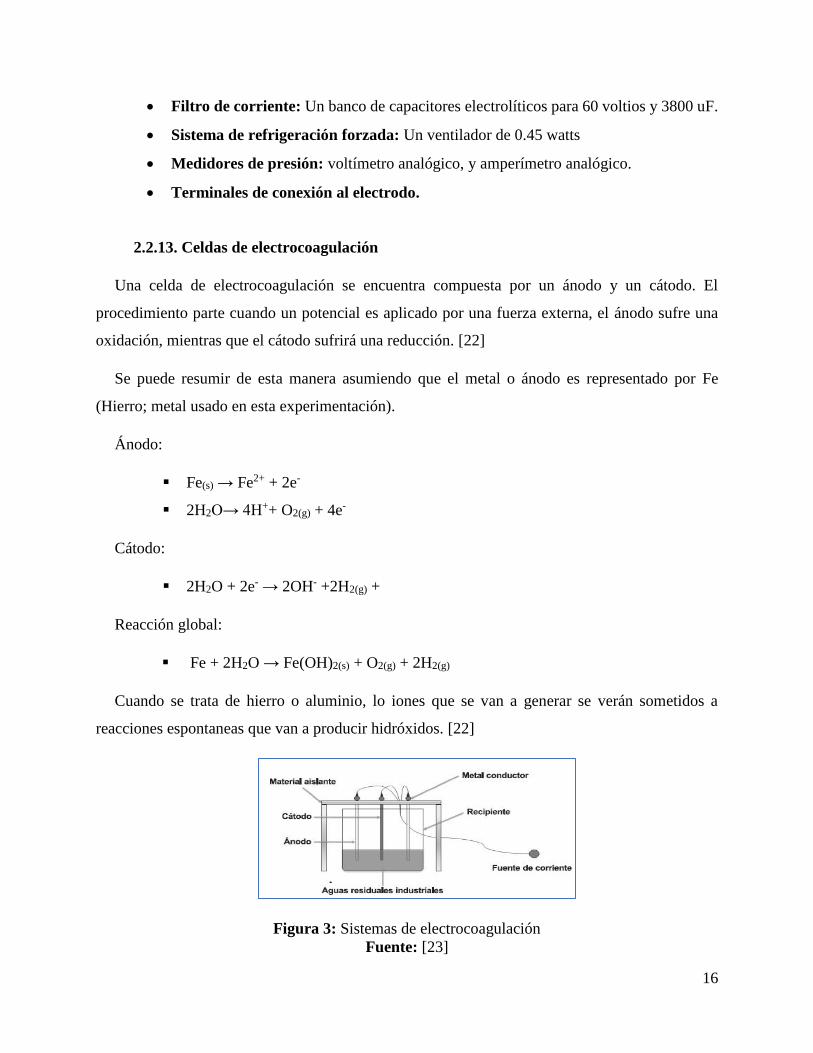
2.2.13. Celdas de electrocoagulación
Una celda de electrocoagulación se encuentra compuesta por un ánodo y un cátodo. El
procedimiento parte cuando un potencial es aplicado por una fuerza externa, el ánodo sufre una
oxidación, mientras que el cátodo sufrirá una reducción. [22]
Se puede resumir de esta manera asumiendo que el metal o ánodo es representado por Fe
(Hierro; metal usado en esta experimentación).
Ánodo:
Fe(s) → Fe2+ + 2e-
2H2O→ 4H++ O2(g) + 4e-
Cátodo:
2H2O + 2e- → 2OH- +2H2(g) +
Reacción global:
Fe + 2H2O → Fe(OH)2(s) + O2(g) + 2H2(g)
Cuando se trata de hierro o aluminio, lo iones que se van a generar se verán sometidos a
reacciones espontaneas que van a producir hidróxidos. [22]
Figura 3: Sistemas de electrocoagulación
Fuente: [23]
17
2.2.14. Agentes naturales utilizados para la coagulación
Se consideran sustancias solubles en agua, su origen puede ser vegetal o animal, y su forma de
acción es igual a de coagulantes químicos, los cuales generan la aglomeración de partículas
suspendidas, facilitando a la sedimentación y turbidez.
Los polisacáridos, es decir almidón y celulosa, son agentes coagulantes y floculantes, y al ser
de origen vegetal son inofensivos con el medio ambiente, estos polisacáridos tienen buenos
resultados al ser dosificados en el efluente, y su rendimiento es igual o superior a coagulantes y
floculantes inorgánicos.
2.2.15. Arroz
Es una de las plantas más antiguas mundialmente y pertenece a la familia de las gramíneas. El
arroz pertenece al género Oryza, y su especie más conocida es Sativa, la cual se caracteriza por
tener inflorescencia del tipo panícula.
Figura 4: Oryza sativa
Fuente: [24]
Un análisis proximal en muestras de arroz blanco indica los siguientes parámetros [25]
Arroz blanco %Humedad %Cenizas %Proteínas %Grasas %Carbohidratos
Crudo 10.87 0.67 7.87 1.14 79.45
Cocido 70.12 0.28 2.96 0.44 26.20
Tabla 4: Composición química del arroz
Fuente: [25]
18
La aceptación que tiene el arroz en el sector comercial varía en función del contenido de amilosa
que este posea debido a que guarda relación directa con la expansión del grano y su volumen,
también influye en la cocción, la blancura y la consistencia. En lo que va al rendimiento del arroz
a nivel industrial varía dependiendo los métodos de cosecha, el tratamiento que le den antes de la
cosecha y como lo procesen en la industria. El rendimiento del arroz elaborado varía entre un 52%
a 70%, luego le viene el hollejo que es la piel fina que contiene el arroz y está a un rendimiento de
16% a 25%, el pulido tiene 10% a 12% y este está compuesto de afrecho, harinilla y germen. [26]
2.2.16. Almidón de arroz
El almidón se encuentra dentro de las células del arroz y este tiene propiedades gelificantes y
espesantes lo nos resulta útil para su utilización como coagulante.
El almidón de arroz está compuesto básicamente por dos polímeros que son la amilosa y la
amilopectina, además tiene como otros constituyentes como proteínas, lípidos y componentes
fosfóricos. Este se conserva en el endospermo de los granos de arroz y se encuentran 4 tipos de
proteínas que son glutelina, prolamina, globulina y albumina las cuales se adhieren a la superficie
del almidón. [27]
La composición química del almidón básicamente es la misma que la de un polisacárido que se
encuentra formado por diversas unidades de glucósidos, en pocas palabras es una macromolécula
que posee grandes cantidades de moléculas de glucosa. [28]
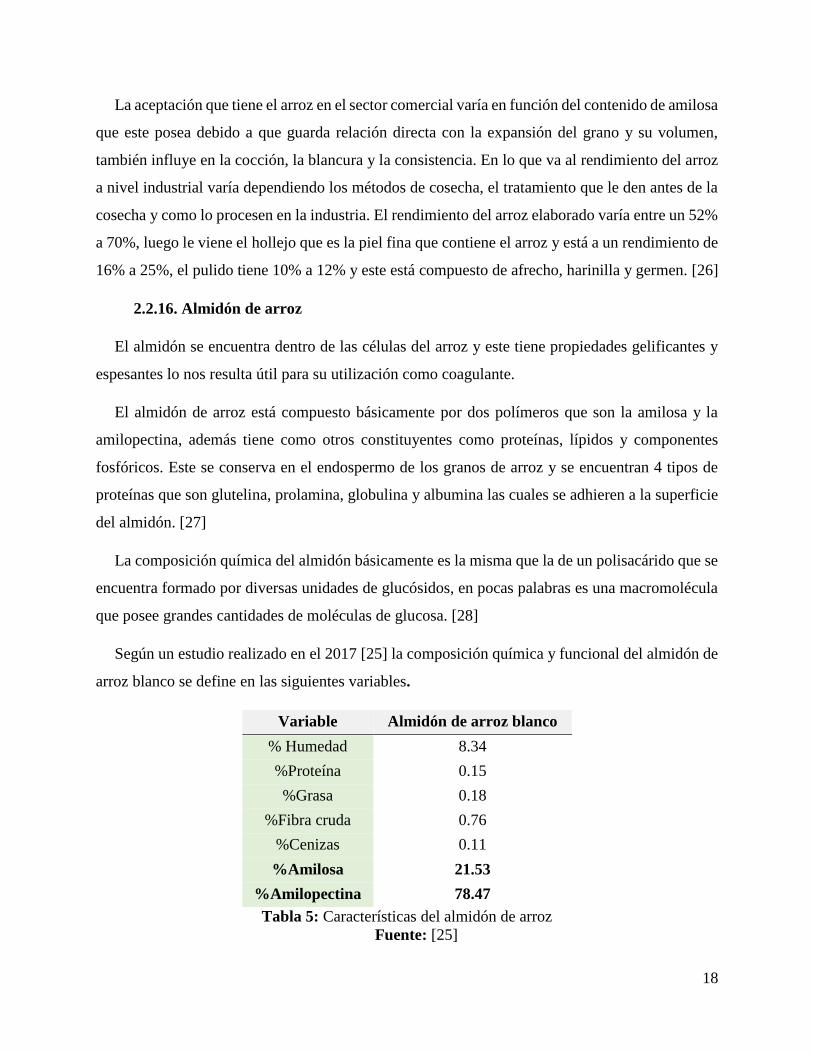
Según un estudio realizado en el 2017 [25] la composición química y funcional del almidón de
arroz blanco se define en las siguientes variables.
Variable Almidón de arroz blanco
% Humedad 8.34
%Proteína 0.15
%Grasa 0.18
%Fibra cruda 0.76
%Cenizas 0.11
%Amilosa 21.53
%Amilopectina 78.47
Tabla 5: Características del almidón de arroz
Fuente: [25]
19
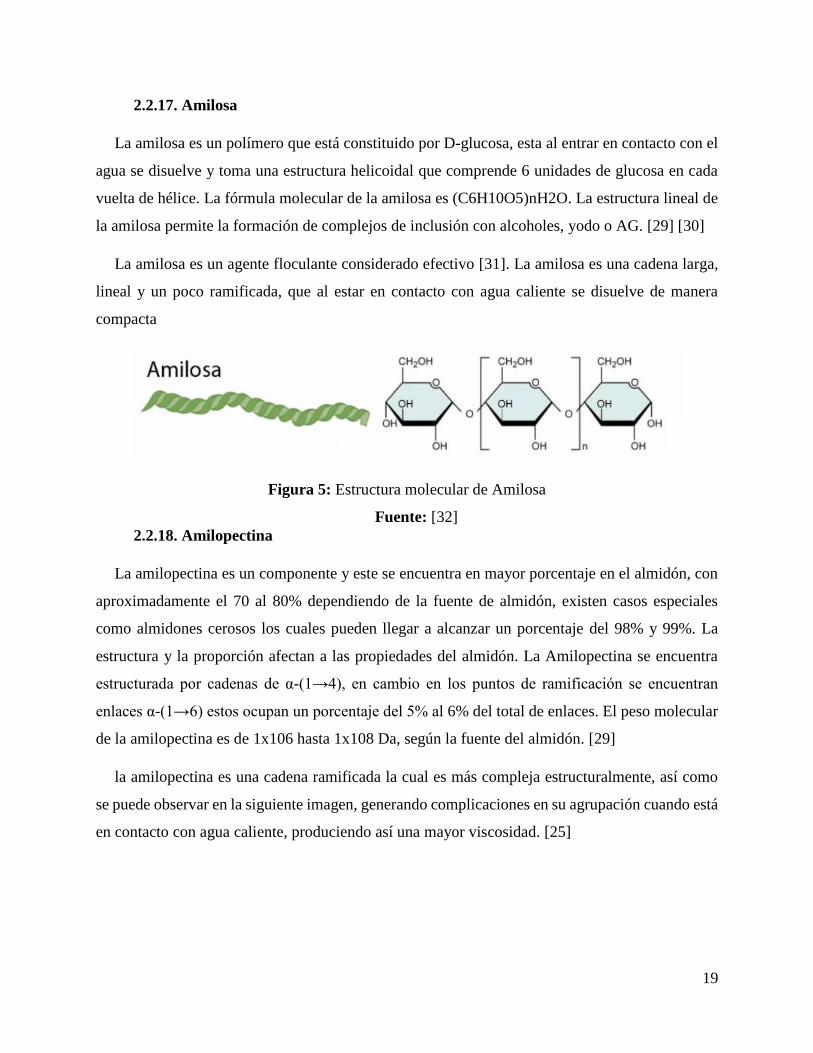
2.2.17. Amilosa
La amilosa es un polímero que está constituido por D-glucosa, esta al entrar en contacto con el
agua se disuelve y toma una estructura helicoidal que comprende 6 unidades de glucosa en cada
vuelta de hélice. La fórmula molecular de la amilosa es (C6H10O5)nH2O. La estructura lineal de
la amilosa permite la formación de complejos de inclusión con alcoholes, yodo o AG. [29] [30]
La amilosa es un agente floculante considerado efectivo [31]. La amilosa es una cadena larga,
lineal y un poco ramificada, que al estar en contacto con agua caliente se disuelve de manera
compacta
Figura 5: Estructura molecular de Amilosa
Fuente: [32]
2.2.18. Amilopectina
La amilopectina es un componente y este se encuentra en mayor porcentaje en el almidón, con
aproximadamente el 70 al 80% dependiendo de la fuente de almidón, existen casos especiales
como almidones cerosos los cuales pueden llegar a alcanzar un porcentaje del 98% y 99%. La
estructura y la proporción afectan a las propiedades del almidón. La Amilopectina se encuentra
estructurada por cadenas de α-(1→4), en cambio en los puntos de ramificación se encuentran
enlaces α-(1→6) estos ocupan un porcentaje del 5% al 6% del total de enlaces. El peso molecular
de la amilopectina es de 1x106 hasta 1x108 Da, según la fuente del almidón. [29]
la amilopectina es una cadena ramificada la cual es más compleja estructuralmente, así como
se puede observar en la siguiente imagen, generando complicaciones en su agrupación cuando está
en contacto con agua caliente, produciendo así una mayor viscosidad. [25]
20
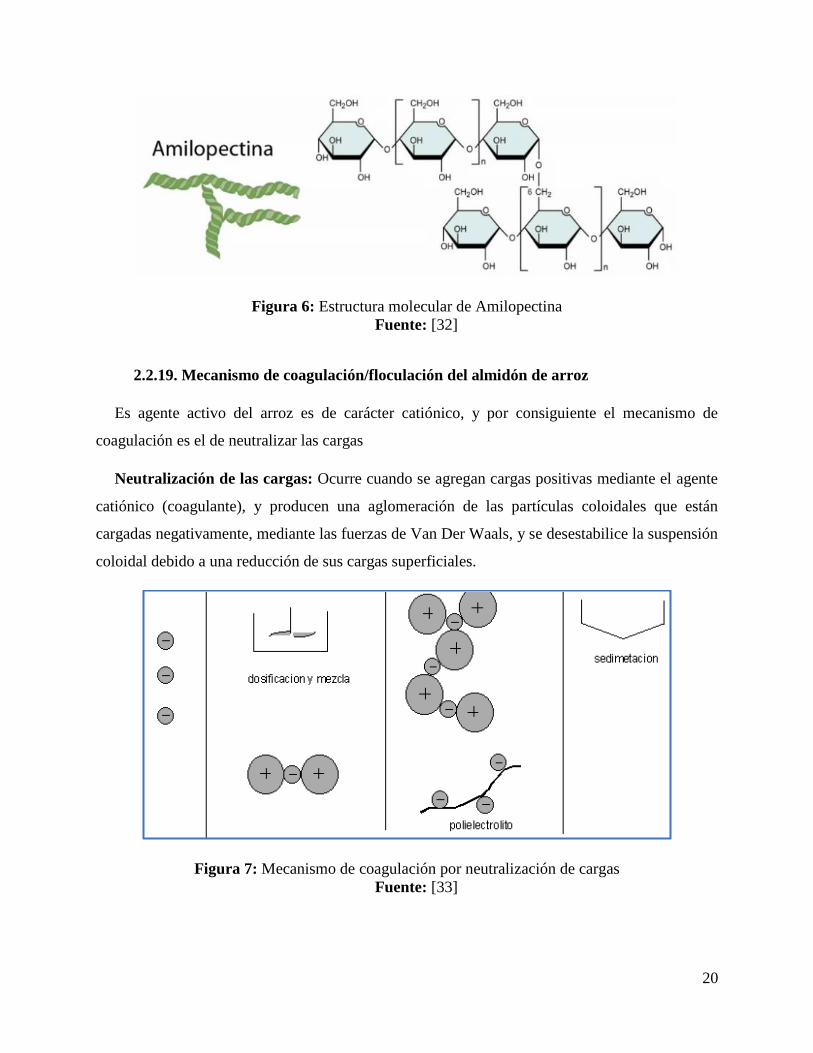
Figura 6: Estructura molecular de Amilopectina
Fuente: [32]
2.2.19. Mecanismo de coagulación/floculación del almidón de arroz
Es agente activo del arroz es de carácter catiónico, y por consiguiente el mecanismo de
coagulación es el de neutralizar las cargas
Neutralización de las cargas: Ocurre cuando se agregan cargas positivas mediante el agente
catiónico (coagulante), y producen una aglomeración de las partículas coloidales que están
cargadas negativamente, mediante las fuerzas de Van Der Waals, y se desestabilice la suspensión
coloidal debido a una reducción de sus cargas superficiales.
Figura 7: Mecanismo de coagulación por neutralización de cargas
Fuente: [33]
21
Retrogradación y gelatinización
El hinchamiento se produce cuando el grano de almidón entra en contacto con agua a
temperaturas ligeramente elevadas logrando que su estructura se rompa y esto se desarrolla en 3
etapas. En la primera etapa al ocurrir un hinchamiento leve va a hacer que su viscosidad no
aumente significativamente causando que el grano conserve su apariencia y no se logre diferenciar
un cambio significativo al someterse al secado. En la segunda etapa el grano empieza a incrementar
su tamaño considerablemente debido a que la temperatura aumenta aproximadamente a 65°C y
una porción de este contenido se solubiliza. En la tercera etapa las temperaturas muy elevadas
logran que los fenómenos producidos en el grano se acentúen más produciendo una disminución
en la viscosidad de la solución.
El almidón posee una estructura ordenada por ende cuando entra en contacto con agua fría es
totalmente insoluble, pero si la temperatura del agua comienza a subir a 70 grados centígrados
empieza un proceso donde el agua es absorbida por zonas que son menos organizadas y más
accesibles, este proceso se lo conoce como gelatinización. Mientras la temperatura del agua
comienza a aumentar, esta se va reteniendo en el grano empezando a hincharse hasta llegar a un
volumen máximo donde ya se pierde birrefringencia. Cuando se produce el hinchamiento del grano
se extrae la amilosa quedando en dispersión coloidal. [34]
Mientras mayor sea la absorción de calor el granulo hinchado se empezará a romper liberando
cantidades de amilosa y amilopectina que se van a dispersar en la solución formando una especie
de gel que contiene cadenas de amilosa hidratadas.
La retrogradación es un fenómeno donde las moléculas de amilosa se precipitan a causa de que
sus cadenas se encuentran unidas de forma paralela gracias a los puentes de hidrógeno. La
retrogradación depende de la cantidad de amilosa que posee el grano y existen dos caminos para
lograrlo que son el camino rápido donde la solución empieza a enfriarse formando un gel rígido y
el camino lento que consiste en formar un precipitado dejando enfriar lentamente la muestra hasta
que tome la temperatura ambiente.
22
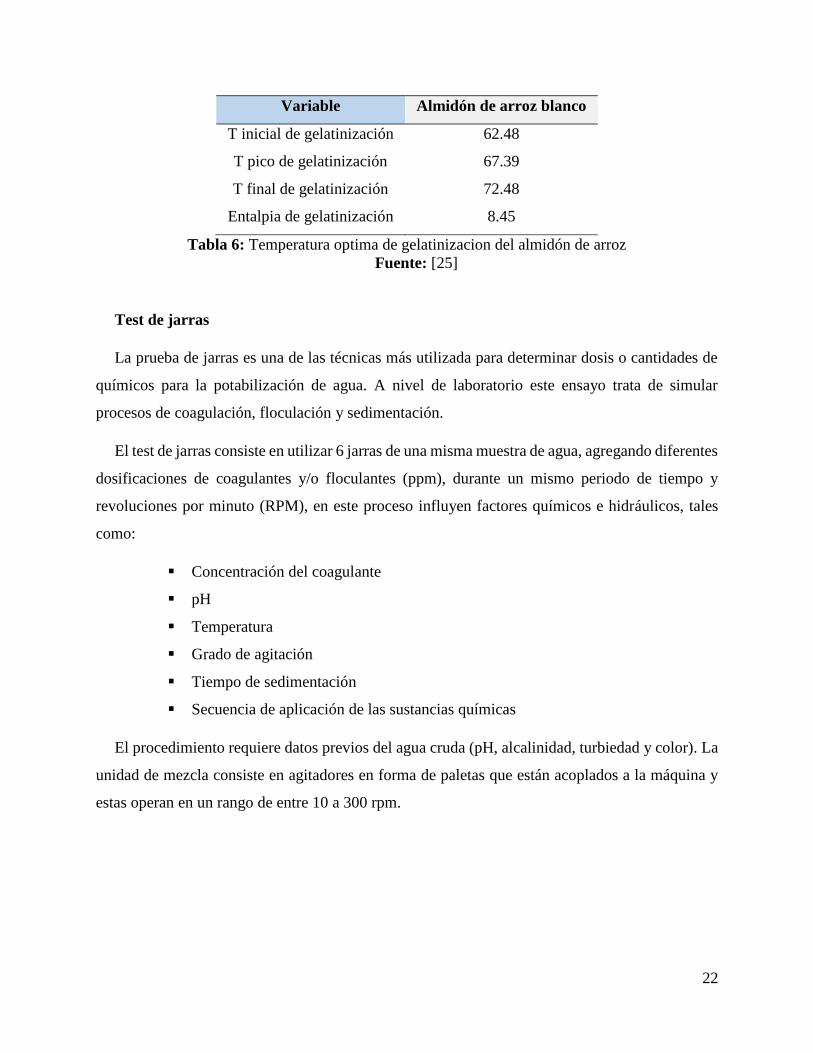
Variable Almidón de arroz blanco
T inicial de gelatinización 62.48
T pico de gelatinización 67.39
T final de gelatinización 72.48
Entalpia de gelatinización 8.45
Tabla 6: Temperatura optima de gelatinizacion del almidón de arroz
Fuente: [25]
Test de jarras
La prueba de jarras es una de las técnicas más utilizada para determinar dosis o cantidades de
químicos para la potabilización de agua. A nivel de laboratorio este ensayo trata de simular
procesos de coagulación, floculación y sedimentación.
El test de jarras consiste en utilizar 6 jarras de una misma muestra de agua, agregando diferentes
dosificaciones de coagulantes y/o floculantes (ppm), durante un mismo periodo de tiempo y
revoluciones por minuto (RPM), en este proceso influyen factores químicos e hidráulicos, tales
como:
Concentración del coagulante
pH
Temperatura
Grado de agitación
Tiempo de sedimentación
Secuencia de aplicación de las sustancias químicas
El procedimiento requiere datos previos del agua cruda (pH, alcalinidad, turbiedad y color). La
unidad de mezcla consiste en agitadores en forma de paletas que están acoplados a la máquina y
estas operan en un rango de entre 10 a 300 rpm.
23
Figura 8: Test de jarras
Fuente: Elaboración propia
2.2.20. pH metro
Este es un instrumento que mide la actividad del ion de hidrógeno indicando su
grado de acidez o alcalinidad. En esta investigación es utilizado debido a que
trabajamos con una base que en este caso es el NaOH obteniendo una solución de pH
alcalino, siendo nuestro objetivo la neutralización de pH combinándola con una
solución de un ácido para obtener un pH cercano a 7. [35]
Manejo del pH metro
1. Primero enjuagamos el electrodo con agua destilada para comenzar con la
calibración.
2. Al momento de calibrar empezamos con la solución de buffer con pH 7.1 y
aplastamos el botón de calibrar.
3. Después de nuestra primera calibración enjuagamos el electrodo con agua
destilada y continuamos con el mismo procedimiento a calibrar con las soluciones
buffer 4.1 y 10.1 respectivamente.
4. Ya calibrado el pHmetro lo sumergimos en la muestra a ser probada para la
medición de pH.
5. La pantalla nos mostrará valores de pH que se ven variados hasta que se logre
estabilizar y así obtener el valor real de la medición.
6. Después de usar el pHmetro enjuagamos el electrodo con abundante agua
destilada y lo colocamos en una solución HI 70300 para almacenarlo.

24
2.2.21. Turbidímetro
El turbidímetro es un instrumento que a través de un análisis óptico logra determinar la
cantidad de sustancias de un líquido, se emplea principalmente para la medición de partículas
en suspensión a través de una fuente de haz lumínico y un detector de luz. Este instrumento es
encontrado en cualquier laboratorio básico de análisis de agua. [36]
Manejo del turbidímetro
1. Encendemos el turbidímetro para poder calibrarlo iniciando con el estándar 0.1
NTU y luego continuamos con los otros 3 estándares que son 15, 100 y 750 NTU
respectivamente.
2. Luego de ser calibrado el turbidímetro podemos empezar a medir nuestra muestra
colocando 10 ml en una cubeta limpia con su respectiva tapa y eliminamos las
huellas dactilares o suciedad con un paño sin pelusa.
3. Colocamos la cubeta dentro del turbidímetro y automáticamente el valor de la
medición se va a ver reflejado en la pantalla, este cambiará de manera continua.
4. Anotamos el valor que se repita dentro de las mediciones para tomarlo como
nuestro valor real de turbiedad.
2.2.22. Espectrofotómetro
El espectrofotómetro es la herramienta analítica perfecta usada para medir cuanta luz absorbe
una sustancia, mediante la intensidad de la luz cuando un haz luminoso pasa a través de la solución
muestra, con base en la ley de Beer-Lambert. Este equipo aprovecha la absorción de radiación
electromagnética en la zona del ultravioleta y visible del espectro y promueve la transición del
analito hacia un estado excitado, transmitiendo un haz de menor energía radiante.
2.3. MARCO LEGAL
Para esta experimentación se usará como guía la Tabla 8 del Acuerdo Ministerial 097 A, la cual
indica los límites permisibles de descarga al alcantarillado público. (Ver ANEXO 2)
2.4. MARCO CONCEPTUAL

25
2.4.1. Oryza sativa en Ecuador
De acuerdo a la Organización de las Naciones Unidas para la alimentación y la Agricultura,
Ecuador se ubica en el puesto 26 entre países productores.
Muchos de los cantones en el Ecuador se dedican a la agricultura y se considera a algunos de
estos cantones arroceros. En el Ecuador se cultiva 2400 km2 aproximadamente, siendo el principal
cantón Samborondón, que pertenece a la provincia del Guayas, y produce alrededor de 30 mil
hectáreas, esto se debe a su incremento de hectáreas cultivadas ha sido constante. Solo en este
cantón se cosecha dos veces al año, y en su primera cosecha se produce 600.000 quintales y en la
segunda aproximadamente 800.000 quintales. [37]
Otro dato revelado por el Instituto Nacional de Investigaciones agropecuarias, indica que en el
2016 Ecuador sembró 385.039 hectáreas de arroz, la mayor superficie sembrada corresponde a
cinco provincias: Guayas (70.5%), Los Ríos (23.5%), Manabí (4%), Loja (1.4%) y El Oro (0.6%).
[38]
2.4.2. Coagulantes utilizados en el Ecuador
El impacto de la población sobre los sistemas ecológicos que hay en el planeta han ido
apareciendo en los últimos años, poniendo en temas de discusión la estrecha relación que existe
entre los niveles de contaminación ambiental y la salud de la población. Según la información
facilitada por la organización de la salud considerando básicamente las enfermedades diarreicas
que están asociadas al consumo de aguas contaminadas aproximadamente 2 millones de personas
mueren al año alrededor del mundo. [39]
La población del Ecuador especialmente la parte rural es parte de este número de perjudicados
a nivel mundial por el no tratamiento de aguas residuales por ende en la actualidad se realizan
tratamientos más exhaustivos tanto en la población de consumo o en el momento antes de ser
vertidas al cuerpo hídrico con la finalidad de garantizar un mejor futuro para la vida. [31]. En el
Ecuador se utilizan diferentes tipos de coagulantes tanto en la potabilización como en el
tratamiento de aguas residuales, entre ellos prevalecen los coagulantes inorgánicos ya redactados
en la sección del marco teórico, en base a esos estudios se logra una determinación de la dosis
optima de dichos coagulantes garantizando la calidad del agua. [31]

26
2.4.3. Industrias textiles en el Ecuador
Las empresas dedicadas a la fabricación de hilados y tejidos se han asentado en todo el territorio
nacional, entre las provincias con más empresas textileras se encuentran Pichincha, Guayas,
Tungurahua Azuay e Imbabura. En Ecuador existen 18.946 empresas textiles, representando el
29% de las empresas manufactureras del país, el 87% pertenecen a la confección y el 13% fabrican
hilados y tejidos. [40]
Figura 9: Distribución del sector textil en Ecuador
Fuente: [40]
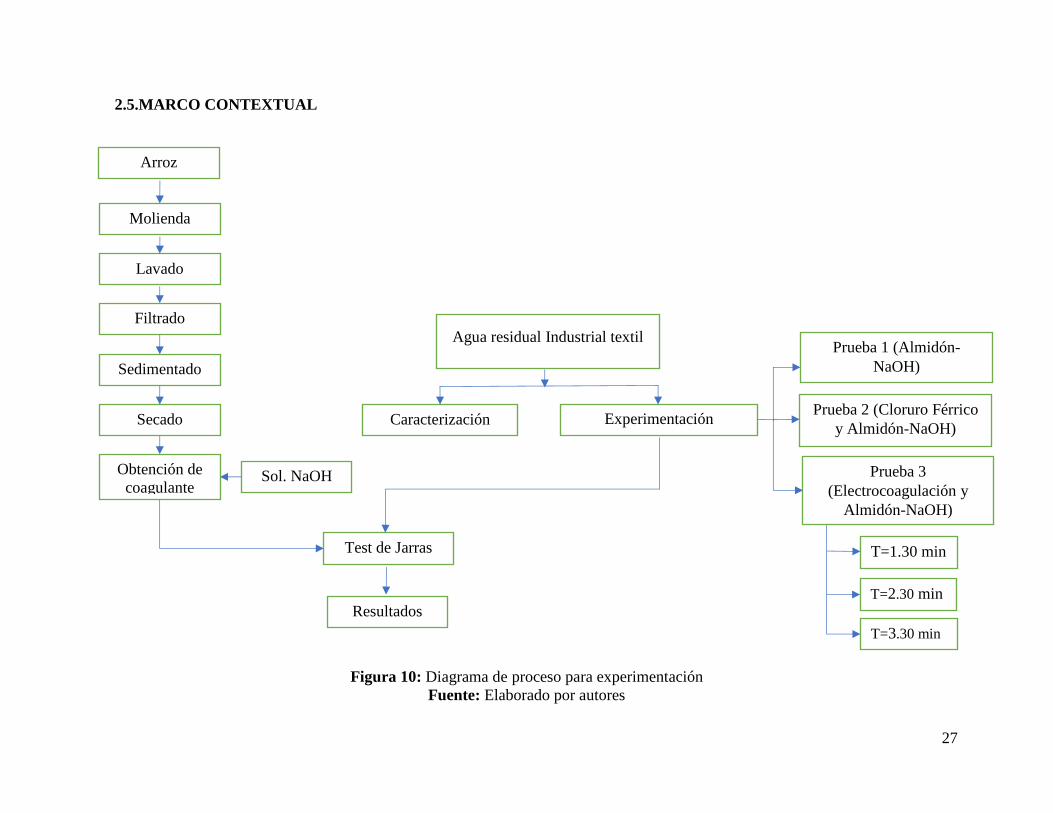
27
2.5.MARCO CONTEXTUAL
Figura 10: Diagrama de proceso para experimentación
Fuente: Elaborado por autores
Arroz
Molienda
Lavado
Filtrado
Sedimentado
Secado
Obtención de
coagulante
Agua residual Industrial textil
Caracterización Experimentación
Test de Jarras
Resultados
Prueba 1 (Almidón-
NaOH)
Prueba 2 (Cloruro Férrico
y Almidón-NaOH)
Prueba 3
(Electrocoagulación y
Almidón-NaOH)
T=1.30 min
T=2.30 min
T=3.30 min
Sol. NaOH
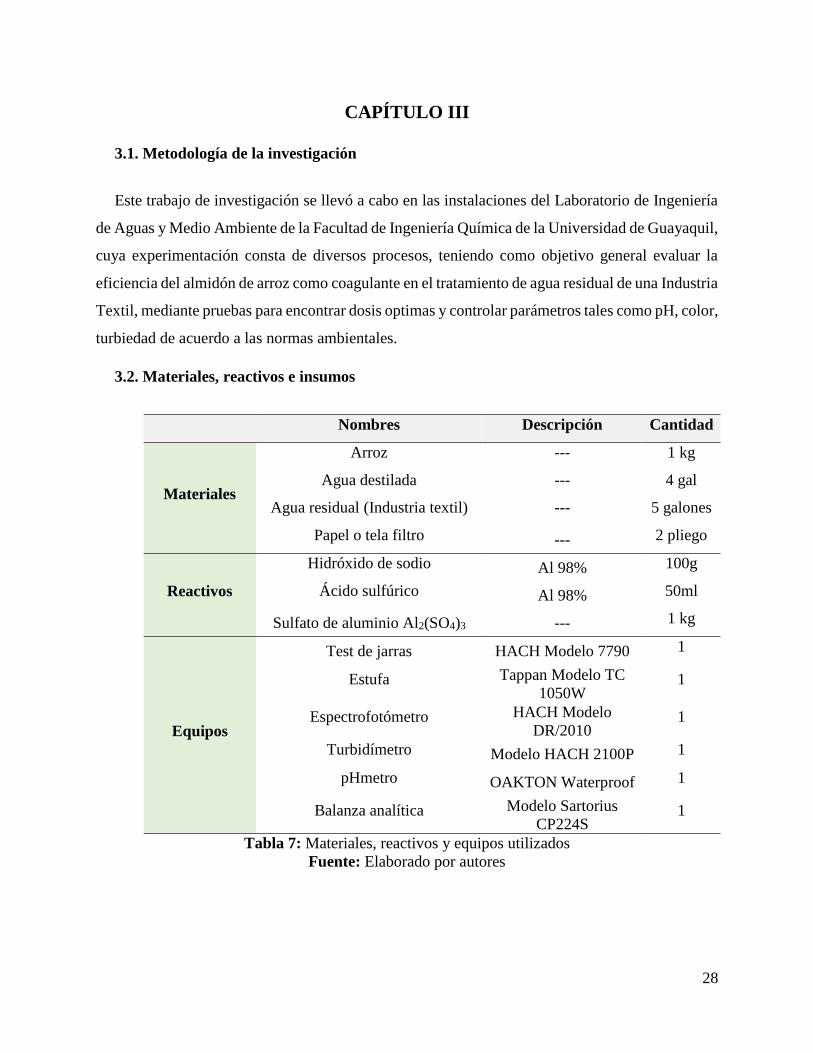
28
CAPÍTULO III
3.1. Metodología de la investigación
Este trabajo de investigación se llevó a cabo en las instalaciones del Laboratorio de Ingeniería
de Aguas y Medio Ambiente de la Facultad de Ingeniería Química de la Universidad de Guayaquil,
cuya experimentación consta de diversos procesos, teniendo como objetivo general evaluar la
eficiencia del almidón de arroz como coagulante en el tratamiento de agua residual de una Industria
Textil, mediante pruebas para encontrar dosis optimas y controlar parámetros tales como pH, color,
turbiedad de acuerdo a las normas ambientales.
3.2. Materiales, reactivos e insumos
Nombres Descripción Cantidad
Materiales
Arroz --- 1 kg
Agua destilada --- 4 gal
Agua residual (Industria textil) --- 5 galones
Papel o tela filtro --- 2 pliego
Reactivos
Hidróxido de sodio Al 98% 100g
Ácido sulfúrico Al 98% 50ml
Sulfato de aluminio Al2(SO4)3 --- 1 kg
Equipos
Test de jarras HACH Modelo 7790 1
Estufa Tappan Modelo TC
1050W 1
Espectrofotómetro HACH Modelo
DR/2010 1
Turbidímetro Modelo HACH 2100P 1
pHmetro OAKTON Waterproof 1
Balanza analítica Modelo Sartorius
CP224S 1
Tabla 7: Materiales, reactivos y equipos utilizados
Fuente: Elaborado por autores
29
3.3. Diseño de la investigación
3.3.1. Acondicionamiento de la materia
El arroz obtenido será obtenido en un mercado mayorista de la cuidad de Guayaquil y para su
trabajo no se realizó ningún acondicionamiento primario.
3.4.Metodología para emplearse
3.4.1. Agua residual
3.4.1.1.Toma de la muestra
Una caneca de 20 litros de agua residual será obtenida de una Industria textil cuyo nombre
se mantendrá por motivos de confidencialidad.
Para la toma de muestra, se seguirán los parámetros establecidos por las siguientes normas:
NTE INEN 2 169:98 “AGUA. CALIDAD DEL AGUA. MUESTREO. MANEJO
Y CONSERVSACIÓN DE MUESTRAS”
NTE INEN 2 176:1998 “AGUA. CALIDAD DEL AGUA. MUESTREO.
TÉCNICAS DE MUESTREO”
3.4.1.2. Procedimiento de toma de muestra
1. Se enjuago 3 veces la caneca con el Efluente Industrial Textil.
2. Se llenó completamente las canecas, con el objetivo de evitar el exceso de aire
dentro de las canecas
3. Posteriormente se rotulo la caneca especificando: Nombre de la muestra, Fecha,
Hora y Lugar donde se recolecto.
3.4.1.3. Análisis inicial de la muestra
A esta agua se analizarán los siguientes parámetros.
pH
Turbidez
Color
DQO
30
Solidos Suspendidos (SS)
Cromo VI
Posterior a su análisis se mantendrá almacenada a 3°C, para evitar su descomposición.
3.4.2. Extracción del almidón a partir del arroz
Para la obtención de estas materias primas, el arroz se conseguirá en un mercado de Guayaquil
y el Hidróxido de sodio (NaOH) será comprado en una distribuidora de productos químicos.
El presente estudio tendrá un diseño de tipo experimental en conjunto con un diseño
bibliográfico debido a que las características de estos se adaptan a las necesidades de este estudio.
Existen varias metodologías que pueden ser establecidas como diseño experimental [41] [42].
Para esta investigación, la extracción del almidón del arroz se utilizará un método propuesto
anteriormente [43] [44]. (Ver figura 10)
1. Molienda de grano: Es necesario obtener una harina de arroz, y para esto se procedió a
moler los granos de arroz.
2. Lavado con agua: Se mezclaron 500 g de harina de arroz con 750 ml de agua destilada
con agitación durante 20 min a temperatura ambiente, se dejó en reposo 1 hora.
3. Filtrado: Se procedió a filtrar la muestra con una tela filtrante, obteniendo el material
filtrado y el agua como producto.
4. Sedimentado: Posteriormente, se retiró el exceso de agua (sobrenadante) con una jeringa,
con el fin de eliminar el exceso de agua y obtener el mayor porcentaje de almidón, el
cual se encuentra suspendido en el fondo del recipiente.
5. Secado: Se colocó en un recipiente y se dejó secar de forma natural por 5 h, eliminando
el exceso de humedad y quedando una masa de color blanco y apariencia espesa.
6. Almacenamiento: Se colocó el almidón en fundas herméticas para reversar en
refrigeración, y detener su deterioro.

31
3.4.3. Preparación del coagulante
1. En un vaso de precipitación (VASO I), se pesó 100 gramos de almidón previamente
obtenido, y se mezcló con 125 ml de agua destilada
2. En un vaso de precipitación (VASO II), se colocó 20 ml de agua destilada con 8 g
de NaOH, hasta obtener una mezcla homogénea.
3. Se adiciono lentamente el VASO II en el VASO I, agitando lentamente, para evitar
grumos, generando así el proceso de gelatinización.
4. Posteriormente, se completa con agua destilada el VASO I hasta que este llegue a
1000 ml.
5. La solución final tendrá una concentración de 100000mg/L a partir de la cual se
preparó una solución de 10000mg/L
6. Finalmente, se agregará una solución acida lentamente, hasta obtener un pH neutro.
3.4.4. Prueba de tratabilidad en el Test de Jarras
Se realizaron varios Test de Jarras con el fin de realizar obtener varios resultados y conocer
la eficiencia del almidón.
Test de Jarras #1
1. Se tararon 6 vasos de precipitación y se adiciono 400 ml de agua residual de Industria
textil en cada vaso.
2. Se colocaron bajo las paletas de agitación, se encendió el equipo y se programó la
velocidad de agitación rápida de 100 RPM y tiempo de 1 minuto.
3. Se agregó diferentes dosis del coagulante y se bajó la velocidad del equipo hasta 30
RPM durante 10 minutos.
4. Posteriormente, se dejó reposar la muestra durante 15 minutos.
Test de Jarras #2
5. Para el Segundo Test de Jarra, se dosificó Cloruro Férrico como coagulante y el
producto a partir de almidón de arroz se agregó como floculante en distintas dosis,
con el fin de conocer sus resultados como coadyuvante de coagulación.

32
Test de Jarras #3
6. Para el tercer análisis, el agua residual fue tratada por electrocoagulación en
diferentes minutos (1.30, 2.30, 3.30), luego de esto se dosificó el producto con base
de almidón de arroz como floculante en diferentes dosificaciones, finalmente se dejó
reposar por 5 minutos, para observar los resultados.
3.4.5. Ensayos de electrocoagulación
7. El primer ensayo tuvo como propósito establecer las condiciones fijas del proceso de
electrocoagulación.
8. Una vez conseguida la configuración de trabajo, se obtuvo un arreglo del electrodo
de 3 celdas en serie por 2 en paralelo, el material empleado para la construcción del
electrodo hierro negro, las medidas de las placas son de 10x10cm y su espesor es de
2mm, la configuración del electrodo nos proporciona un volumen útil de trabajo de
aproximadamente 1 litro de muestra. Se intentó mantener en las 3 pruebas una
intensidad 19 amperios, manteniendo una separación entre placas de 9mm. La fuente
empleada para desarrollar el ensayo tiene las siguientes características: AC/DC
120/12.
3.4.6. Análisis de Índice de Willcomb
Finalmente se realizó una evaluación visual en base al Índice de Willcomb
Número Descripción
0 No se visualiza la presencia de aglutinación.
2 Visible. Los flóculos son tan mínimos o diminutos que son casi imperceptibles
a simple vista.
4 Dispersos. Los flóculos están bien formados, pero precipita muy lentamente e
inclusive no precipitan
6 Claro. Los flóculos son de mayor tamaño, pero aún sedimenta con lentitud
8 Bueno. Los flóculos precipitan en poco tiempo y son grandes.
10 Excelentes. Los flóculos sedimentan con facilidad y el agua se torna más
cristalina.
Tabla 8: Análisis del Índice de Willcomb
Fuente: [45]
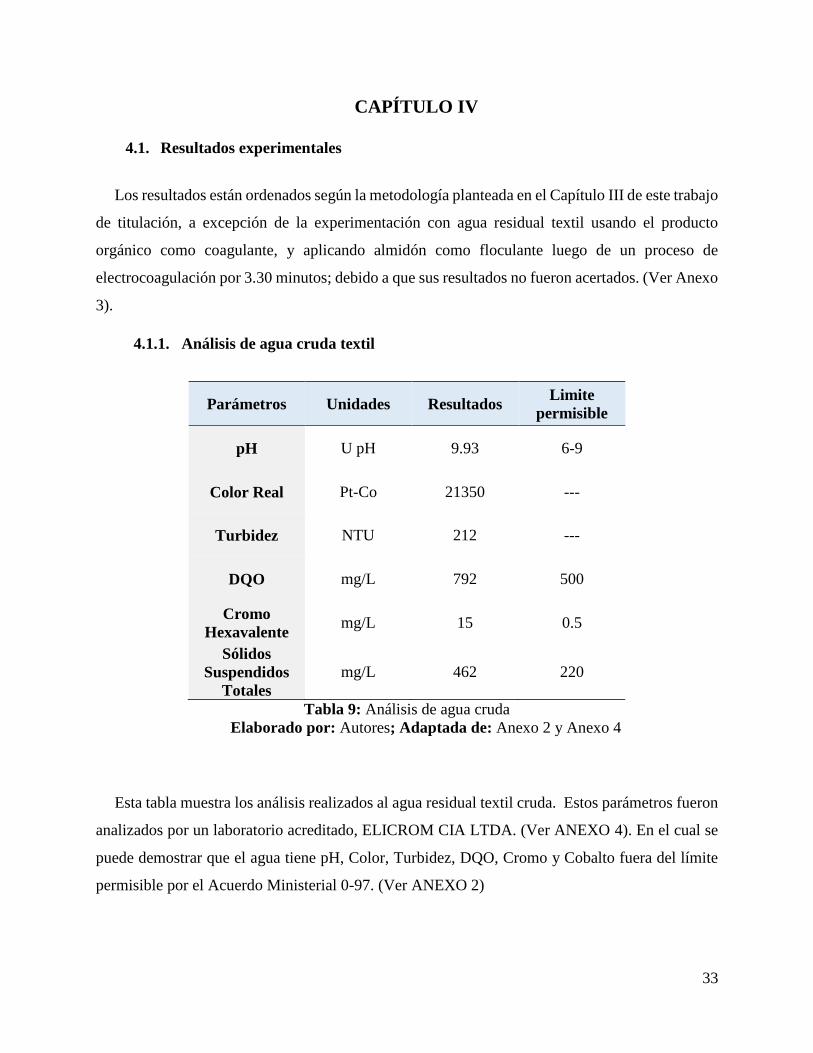
33
CAPÍTULO IV
4.1. Resultados experimentales
Los resultados están ordenados según la metodología planteada en el Capítulo III de este trabajo
de titulación, a excepción de la experimentación con agua residual textil usando el producto
orgánico como coagulante, y aplicando almidón como floculante luego de un proceso de
electrocoagulación por 3.30 minutos; debido a que sus resultados no fueron acertados. (Ver Anexo
3).
4.1.1. Análisis de agua cruda textil
Parámetros Unidades Resultados Limite
permisible
pH U pH 9.93 6-9
Color Real Pt-Co 21350 ---
Turbidez NTU 212 ---
DQO mg/L 792 500
Cromo
Hexavalente mg/L 15 0.5
Sólidos
Suspendidos
Totales
mg/L 462 220
Tabla 9: Análisis de agua cruda
Elaborado por: Autores; Adaptada de: Anexo 2 y Anexo 4
Esta tabla muestra los análisis realizados al agua residual textil cruda. Estos parámetros fueron
analizados por un laboratorio acreditado, ELICROM CIA LTDA. (Ver ANEXO 4). En el cual se
puede demostrar que el agua tiene pH, Color, Turbidez, DQO, Cromo y Cobalto fuera del límite
permisible por el Acuerdo Ministerial 0-97. (Ver ANEXO 2)
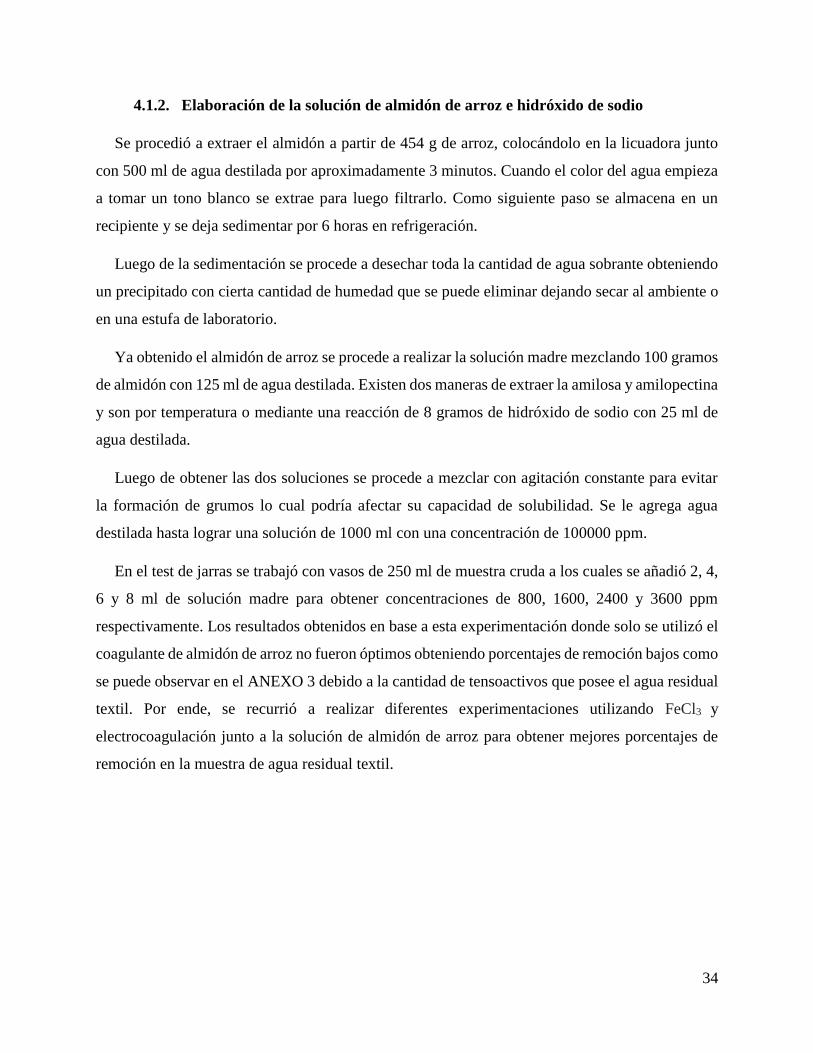
34
4.1.2. Elaboración de la solución de almidón de arroz e hidróxido de sodio
Se procedió a extraer el almidón a partir de 454 g de arroz, colocándolo en la licuadora junto
con 500 ml de agua destilada por aproximadamente 3 minutos. Cuando el color del agua empieza
a tomar un tono blanco se extrae para luego filtrarlo. Como siguiente paso se almacena en un
recipiente y se deja sedimentar por 6 horas en refrigeración.
Luego de la sedimentación se procede a desechar toda la cantidad de agua sobrante obteniendo
un precipitado con cierta cantidad de humedad que se puede eliminar dejando secar al ambiente o
en una estufa de laboratorio.
Ya obtenido el almidón de arroz se procede a realizar la solución madre mezclando 100 gramos
de almidón con 125 ml de agua destilada. Existen dos maneras de extraer la amilosa y amilopectina
y son por temperatura o mediante una reacción de 8 gramos de hidróxido de sodio con 25 ml de
agua destilada.
Luego de obtener las dos soluciones se procede a mezclar con agitación constante para evitar
la formación de grumos lo cual podría afectar su capacidad de solubilidad. Se le agrega agua
destilada hasta lograr una solución de 1000 ml con una concentración de 100000 ppm.
En el test de jarras se trabajó con vasos de 250 ml de muestra cruda a los cuales se añadió 2, 4,
6 y 8 ml de solución madre para obtener concentraciones de 800, 1600, 2400 y 3600 ppm
respectivamente. Los resultados obtenidos en base a esta experimentación donde solo se utilizó el
coagulante de almidón de arroz no fueron óptimos obteniendo porcentajes de remoción bajos como
se puede observar en el ANEXO 3 debido a la cantidad de tensoactivos que posee el agua residual
textil. Por ende, se recurrió a realizar diferentes experimentaciones utilizando FeCl3 y
electrocoagulación junto a la solución de almidón de arroz para obtener mejores porcentajes de
remoción en la muestra de agua residual textil.
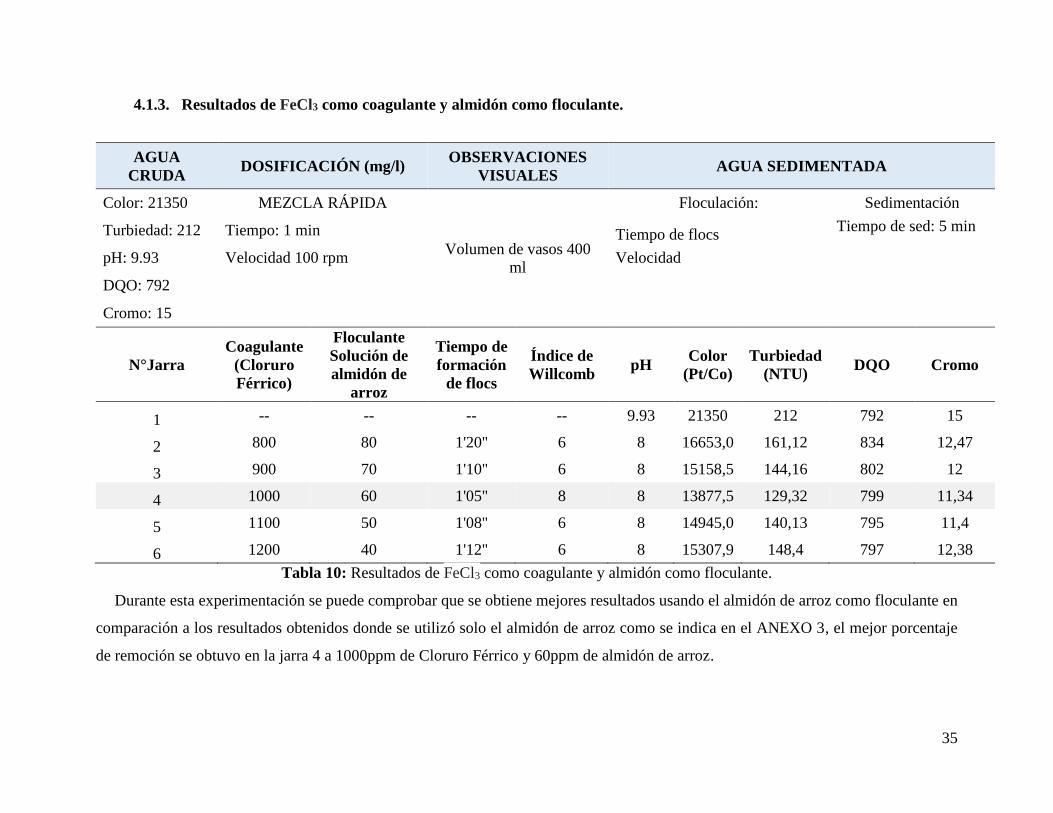
35
4.1.3. Resultados de FeCl3 como coagulante y almidón como floculante.
AGUA
CRUDA DOSIFICACIÓN (mg/l)
OBSERVACIONES
VISUALES AGUA SEDIMENTADA
Color: 21350 MEZCLA RÁPIDA
Volumen de vasos 400
ml
Floculación: Sedimentación
Turbiedad: 212 Tiempo: 1 min Tiempo de flocs Tiempo de sed: 5 min
pH: 9.93 Velocidad 100 rpm Velocidad
DQO: 792
Cromo: 15
N°Jarra
Coagulante
(Cloruro
Férrico)
Floculante
Solución de
almidón de
arroz
Tiempo de
formación
de flocs
Índice de
Willcomb pH
Color
(Pt/Co)
Turbiedad
(NTU) DQO Cromo
1 -- -- -- -- 9.93 21350 212 792 15
2 800 80 1'20'' 6 8 16653,0 161,12 834 12,47
3 900 70 1'10'' 6 8 15158,5 144,16 802 12
4 1000 60 1'05'' 8 8 13877,5 129,32 799 11,34
5 1100 50 1'08'' 6 8 14945,0 140,13 795 11,4
6 1200 40 1'12'' 6 8 15307,9 148,4 797 12,38
Tabla 10: Resultados de FeCl3 como coagulante y almidón como floculante.
Durante esta experimentación se puede comprobar que se obtiene mejores resultados usando el almidón de arroz como floculante en
comparación a los resultados obtenidos donde se utilizó solo el almidón de arroz como se indica en el ANEXO 3, el mejor porcentaje
de remoción se obtuvo en la jarra 4 a 1000ppm de Cloruro Férrico y 60ppm de almidón de arroz.
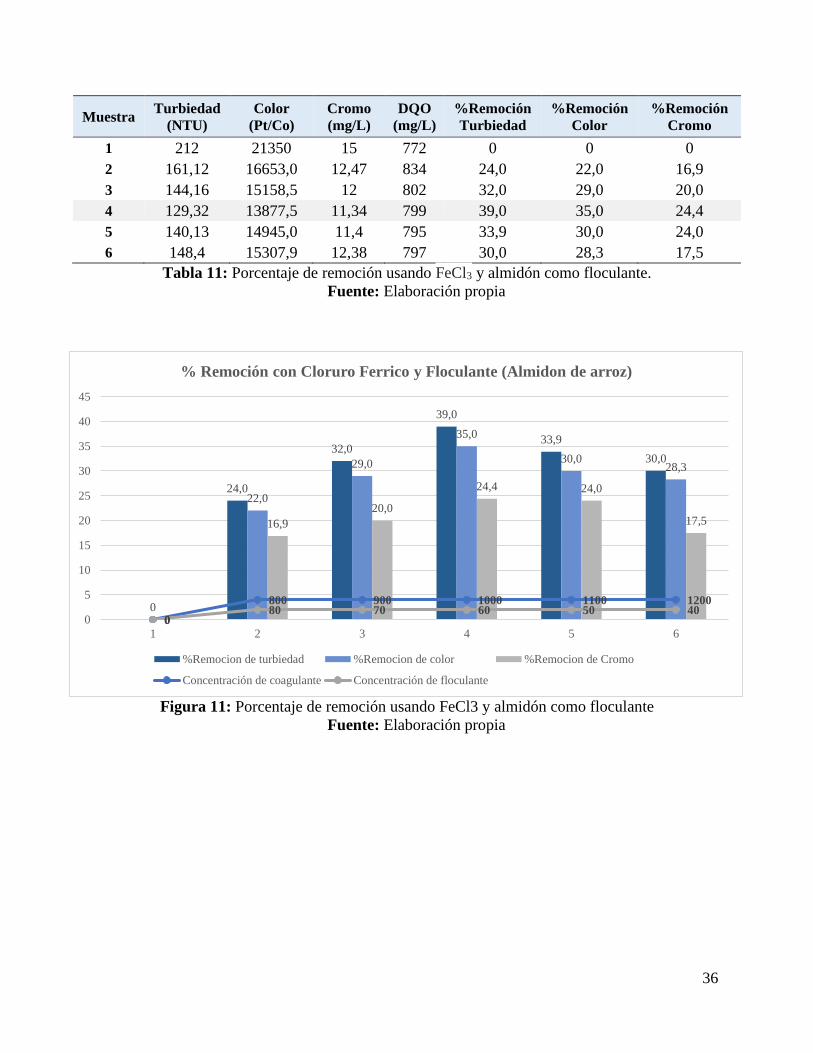
36
Muestra Turbiedad
(NTU)
Color
(Pt/Co)
Cromo
(mg/L)
DQO
(mg/L)
%Remoción
Turbiedad
%Remoción
Color
%Remoción
Cromo
1 212 21350 15 772 0 0 0
2 161,12 16653,0 12,47 834 24,0 22,0 16,9
3 144,16 15158,5 12 802 32,0 29,0 20,0
4 129,32 13877,5 11,34 799 39,0 35,0 24,4
5 140,13 14945,0 11,4 795 33,9 30,0 24,0
6 148,4 15307,9 12,38 797 30,0 28,3 17,5
Tabla 11: Porcentaje de remoción usando FeCl3 y almidón como floculante.
Fuente: Elaboración propia
Figura 11: Porcentaje de remoción usando FeCl3 y almidón como floculante
Fuente: Elaboración propia
24,0
32,0
39,0
33,9
30,0
0
22,0
29,0
35,0
30,028,3
16,9
20,0
24,4 24,0
17,5
0
800 900 1000 1100 1200
080 70 60 50 40
0
5
10
15
20
25
30
35
40
45
1 2 3 4 5 6
% Remoción con Cloruro Ferrico y Floculante (Almidon de arroz)
%Remocion de turbiedad %Remocion de color %Remocion de Cromo
Concentración de coagulante Concentración de floculante
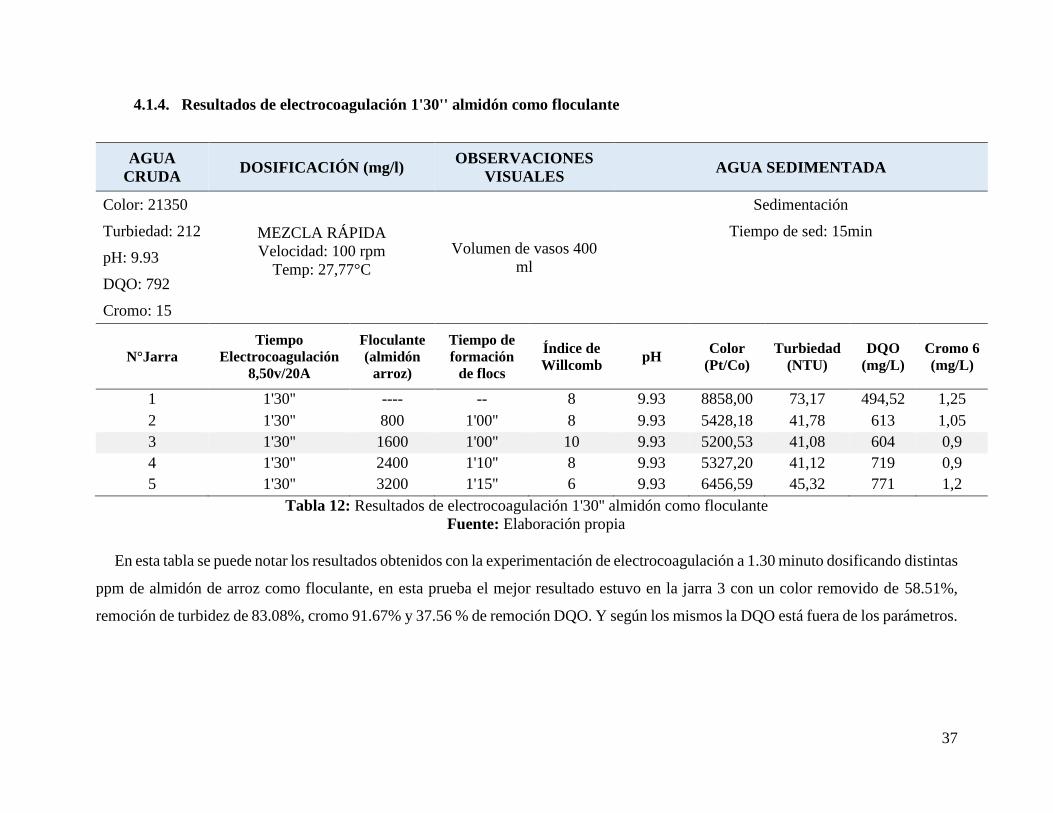
37
4.1.4. Resultados de electrocoagulación 1'30'' almidón como floculante
AGUA
CRUDA DOSIFICACIÓN (mg/l)
OBSERVACIONES
VISUALES AGUA SEDIMENTADA
Color: 21350
MEZCLA RÁPIDA
Velocidad: 100 rpm
Temp: 27,77°C
Volumen de vasos 400
ml
Sedimentación
Turbiedad: 212 Tiempo de sed: 15min
pH: 9.93
DQO: 792
Cromo: 15
N°Jarra
Tiempo
Electrocoagulación
8,50v/20A
Floculante
(almidón
arroz)
Tiempo de
formación
de flocs
Índice de
Willcomb pH
Color
(Pt/Co)
Turbiedad
(NTU)
DQO
(mg/L)
Cromo 6
(mg/L)
1 1'30'' ---- -- 8 9.93 8858,00 73,17 494,52 1,25
2 1'30'' 800 1'00'' 8 9.93 5428,18 41,78 613 1,05
3 1'30'' 1600 1'00'' 10 9.93 5200,53 41,08 604 0,9
4 1'30'' 2400 1'10'' 8 9.93 5327,20 41,12 719 0,9
5 1'30'' 3200 1'15'' 6 9.93 6456,59 45,32 771 1,2
Tabla 12: Resultados de electrocoagulación 1'30'' almidón como floculante
Fuente: Elaboración propia
En esta tabla se puede notar los resultados obtenidos con la experimentación de electrocoagulación a 1.30 minuto dosificando distintas
ppm de almidón de arroz como floculante, en esta prueba el mejor resultado estuvo en la jarra 3 con un color removido de 58.51%,
remoción de turbidez de 83.08%, cromo 91.67% y 37.56 % de remoción DQO. Y según los mismos la DQO está fuera de los parámetros.
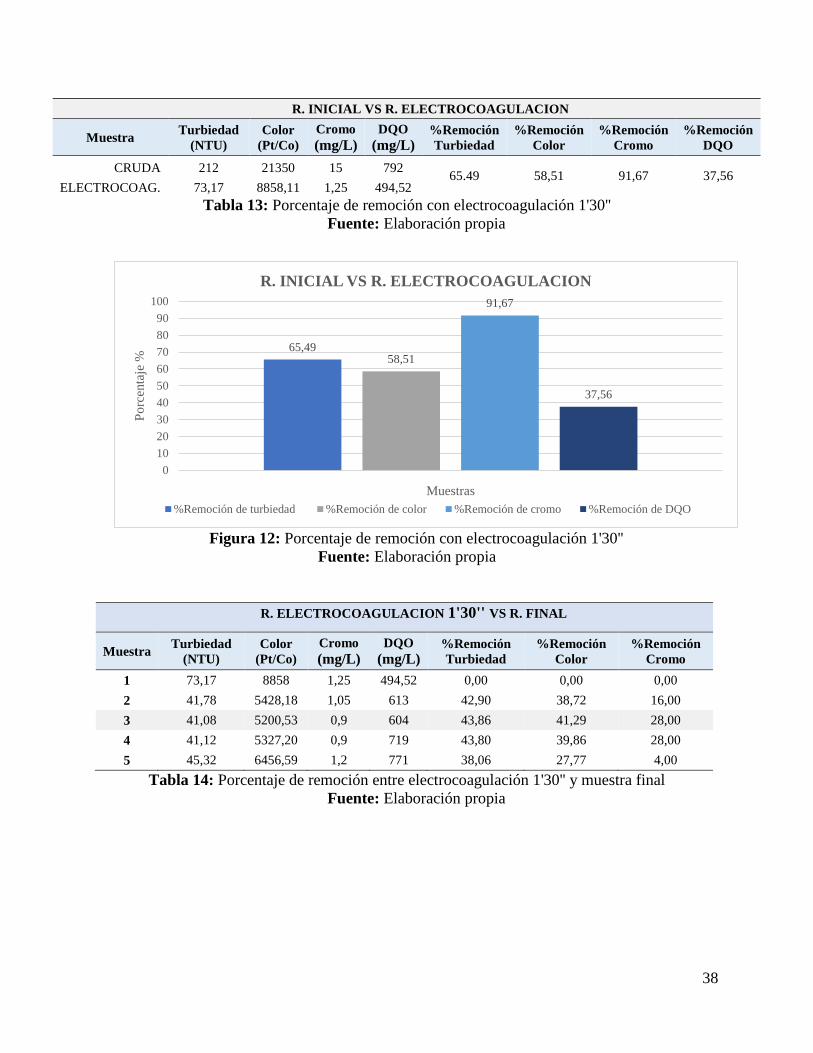
38
Tabla 13: Porcentaje de remoción con electrocoagulación 1'30''
Fuente: Elaboración propia
Figura 12: Porcentaje de remoción con electrocoagulación 1'30''
Fuente: Elaboración propia
R. ELECTROCOAGULACION 1'30'' VS R. FINAL
Muestra Turbiedad
(NTU)
Color
(Pt/Co)
Cromo
(mg/L)
DQO
(mg/L) %Remoción
Turbiedad
%Remoción
Color
%Remoción
Cromo
1 73,17 8858 1,25 494,52 0,00 0,00 0,00
2 41,78 5428,18 1,05 613 42,90 38,72 16,00
3 41,08 5200,53 0,9 604 43,86 41,29 28,00
4 41,12 5327,20 0,9 719 43,80 39,86 28,00
5 45,32 6456,59 1,2 771 38,06 27,77 4,00
Tabla 14: Porcentaje de remoción entre electrocoagulación 1'30'' y muestra final
Fuente: Elaboración propia
65,4958,51
91,67
37,56
0
10
20
30
40
50
60
70
80
90
100
Po
rcen
taje
%
Muestras
R. INICIAL VS R. ELECTROCOAGULACION
%Remoción de turbiedad %Remoción de color %Remoción de cromo %Remoción de DQO
R. INICIAL VS R. ELECTROCOAGULACION
Muestra Turbiedad
(NTU)
Color
(Pt/Co)
Cromo
(mg/L)
DQO
(mg/L) %Remoción
Turbiedad
%Remoción
Color
%Remoción
Cromo
%Remoción
DQO
CRUDA 212 21350 15 792 65.49 58,51 91,67 37,56
ELECTROCOAG. 73,17 8858,11 1,25 494,52
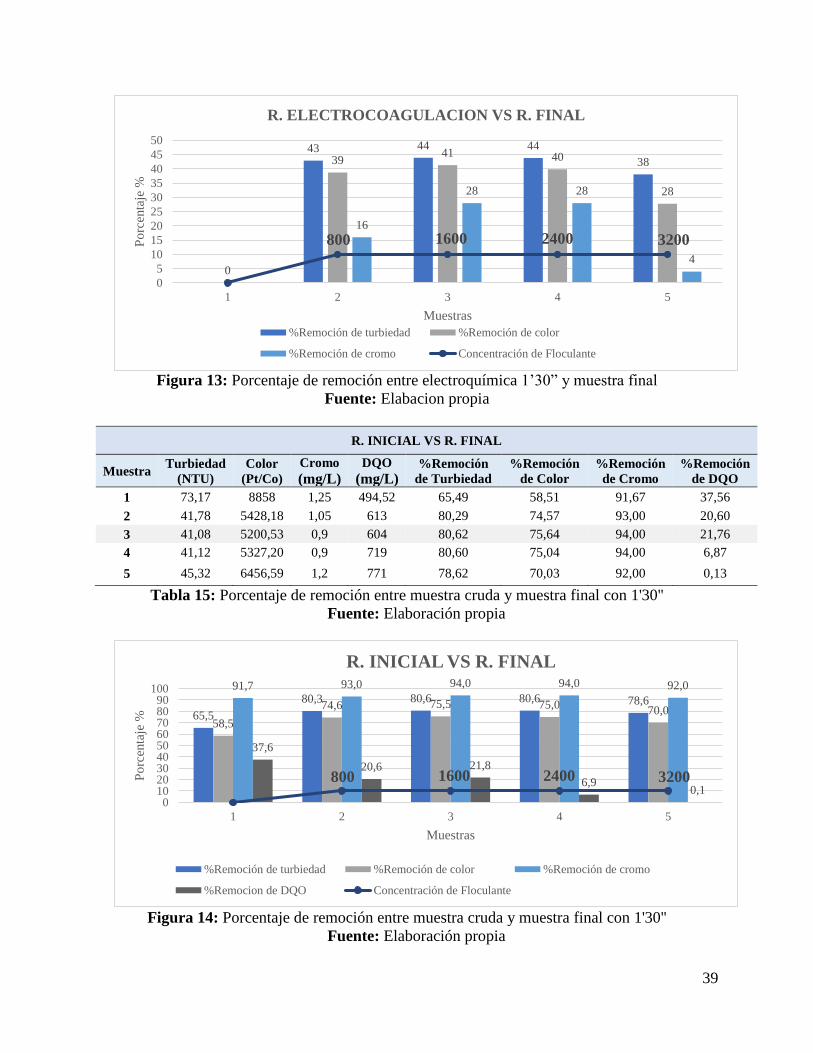
39
Figura 13: Porcentaje de remoción entre electroquímica 1’30” y muestra final
Fuente: Elabacion propia
R. INICIAL VS R. FINAL
Muestra Turbiedad
(NTU)
Color
(Pt/Co)
Cromo
(mg/L)
DQO
(mg/L) %Remoción
de Turbiedad
%Remoción
de Color
%Remoción
de Cromo
%Remoción
de DQO
1 73,17 8858 1,25 494,52 65,49 58,51 91,67 37,56
2 41,78 5428,18 1,05 613 80,29 74,57 93,00 20,60
3 41,08 5200,53 0,9 604 80,62 75,64 94,00 21,76
4 41,12 5327,20 0,9 719 80,60 75,04 94,00 6,87
5 45,32 6456,59 1,2 771 78,62 70,03 92,00 0,13
Tabla 15: Porcentaje de remoción entre muestra cruda y muestra final con 1'30''
Fuente: Elaboración propia
Figura 14: Porcentaje de remoción entre muestra cruda y muestra final con 1'30''
Fuente: Elaboración propia
43 44 44
38
0
3941 40
28
16
28 28
4
800 1600 2400 3200
0
5
10
15
20
25
30
35
40
45
50
1 2 3 4 5
Po
rcen
taje
%
Muestras
R. ELECTROCOAGULACION VS R. FINAL
%Remoción de turbiedad %Remoción de color
%Remoción de cromo Concentración de Floculante
65,5
80,3 80,6 80,6 78,6
58,5
74,6 75,5 75,070,0
91,7 93,0 94,0 94,0 92,0
37,6
20,6 21,8
6,90,1
800 1600 2400 3200
0102030405060708090
100
1 2 3 4 5
Po
rcen
taje
%
Muestras
R. INICIAL VS R. FINAL
%Remoción de turbiedad %Remoción de color %Remoción de cromo
%Remocion de DQO Concentración de Floculante

40
4.1.5. Resultados de electrocoagulación 2'30'' almidón como floculante
AGUA
CRUDA DOSIFICACIÓN (mg/l)
OBSERVACIONES
VISUALES AGUA SEDIMENTADA
Color: 21350 MEZCLA RÁPIDA
Velocidad: 100 rpm
Temp: 26,67°C
Volumen de vasos 400
ml
Sedimentación
Tiempo de sed: 15min
Temp Final: 29,44°C
Turbiedad: 212
pH: 9.93
DQO: 792
Cromo: 15
N°Jarra
Tiempo
ELECTROCOAGULACIÓN
9v/16A
Floculante
solución de
almidón arroz
Tiempo de
formación
de flocs
Índice de
Willcomb pH
Color
(Pt/Co)
Turbiedad
(NTU)
DQO
(mg/L)
Cromo 6
(mg/L)
1 2'30'' ---- -- 8 9.93 7011,34 49,34 433 1,25
2 2'30'' 800 1'10'' 8 9.93 3450 20,78 473 1,2
3 2'30'' 1600 1'00'' 10 9.93 1800 17,32 470 0,3
4 2'30'' 2400 1'20'' 10 9.93 2580 18,69 472 0,6
5 2'30'' 3200 1'25'' 8 9.93 2640 18,96 562 0,45
Tabla 16: Resultados de electrocoagulación 2'30'' almidón como floculante
Fuente: Elaboración propia
En esta tabla se presentan los mejores resultados obtenidos después de 2'30'' de tratamiento con electrocoagulación, los mismo que
presentaron mejores resultados en comparación a pruebas realizadas a 1'30' y 3'30' como se pude observar en el Anexo 2.

41
R. INICIAL VS R. ELECTROCOAGULACION 2'30''
Muestra Turbiedad
(NTU)
Color
(Pt/Co) Cromo DQO
%Remoción
Turbiedad
%Remoción
Color
%Remoción
Cromo
%Remoción
DQO
CRUDA 212 21350 15 792 76,73 67,16 91,67 45,21
ELECTROCOAG. 49,34 7011,34 1,25 433,9
Tabla 17: Porcentaje de remoción con electrocoagulación 2'30''
Fuente: Elaboración propia
Figura 15: Porcentaje de remoción con electrocoagulación 2'30''
Fuente: Elaboración propia
R. ELECTROCOAGULACIÓN 2'30'' VS R. FINAL
Muestra Turbiedad
(NTU)
Color
(Pt/Co) Cromo DQO
%Remoción
Turbiedad
%Remoción
Color
%Remoción
Cromo
1 24,46 7011,34 1,25 433 0,00 0,00 0,00
2 26,87 3450 1,2 473 45,54 50,79 4,00
3 17,32 1800 0,3 470 64,90 74,33 76,00
4 19,69 2580 0,6 472 60,09 63,20 52,00
5 20,06 2640 0,45 562 59,34 62,35 64,00
Tabla 18: Porcentaje de remocion entre electrocoagulación 2'30'' y muestra final
Fuente: Elaboración propia
76,73
67,16
91,67
45,21
0
10
20
30
40
50
60
70
80
90
100
Po
rcen
taje
%
Muestras
R. INICIAL VS R. ELECTROCOAGULACION
%Remoción de turbiedad %Remoción de color %Remoción de cromo %Remoción de DQO
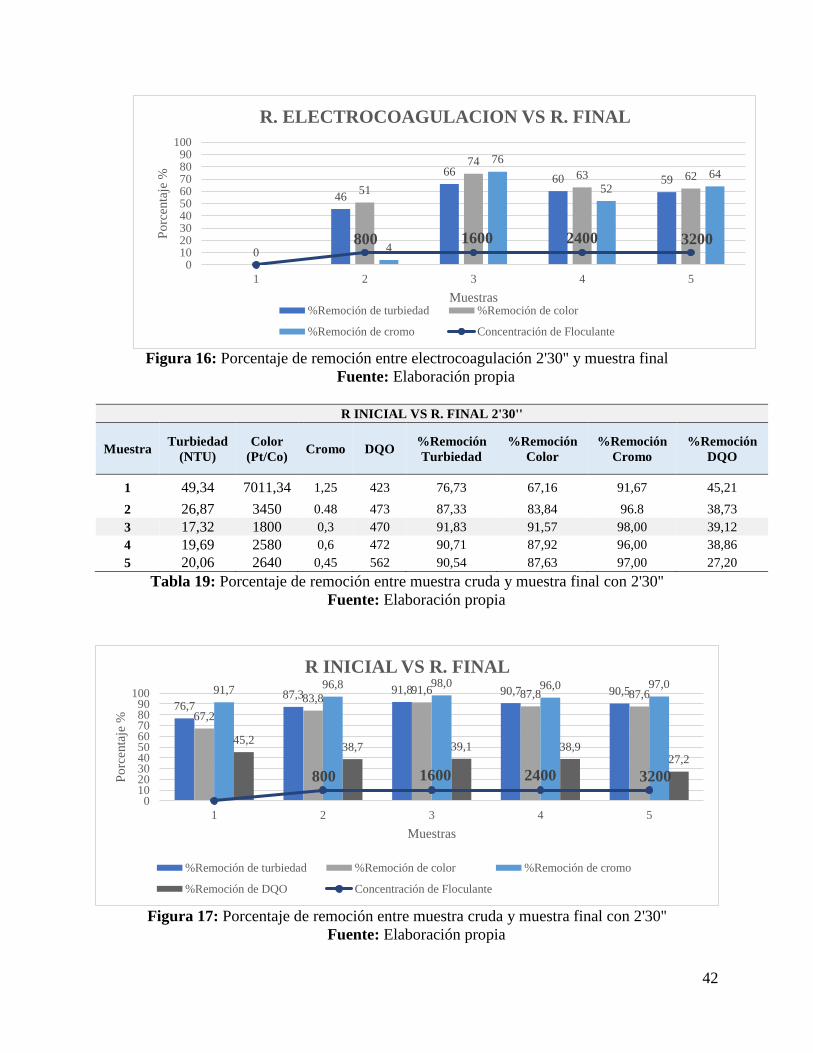
42
Figura 16: Porcentaje de remoción entre electrocoagulación 2'30'' y muestra final
Fuente: Elaboración propia
R INICIAL VS R. FINAL 2'30''
Muestra Turbiedad
(NTU)
Color
(Pt/Co) Cromo DQO
%Remoción
Turbiedad
%Remoción
Color
%Remoción
Cromo
%Remoción
DQO
1 49,34 7011,34 1,25 423 76,73 67,16 91,67 45,21
2 26,87 3450 0.48 473 87,33 83,84 96.8 38,73
3 17,32 1800 0,3 470 91,83 91,57 98,00 39,12
4 19,69 2580 0,6 472 90,71 87,92 96,00 38,86
5 20,06 2640 0,45 562 90,54 87,63 97,00 27,20
Tabla 19: Porcentaje de remoción entre muestra cruda y muestra final con 2'30''
Fuente: Elaboración propia
Figura 17: Porcentaje de remoción entre muestra cruda y muestra final con 2'30''
Fuente: Elaboración propia
46
6660 59
0
51
74
63 62
4
76
52
64
800 1600 2400 3200
0102030405060708090
100
1 2 3 4 5
Po
rcen
taje
%
Muestras
R. ELECTROCOAGULACION VS R. FINAL
%Remoción de turbiedad %Remoción de color
%Remoción de cromo Concentración de Floculante
76,787,3 91,8 90,7 90,5
67,2
83,891,6 87,8 87,691,7
96,8 98,0 96,0 97,0
45,238,7 39,1 38,9
27,2
800 1600 2400 3200
0102030405060708090
100
1 2 3 4 5
Po
rcen
taje
%
Muestras
R INICIAL VS R. FINAL
%Remoción de turbiedad %Remoción de color %Remoción de cromo
%Remoción de DQO Concentración de Floculante
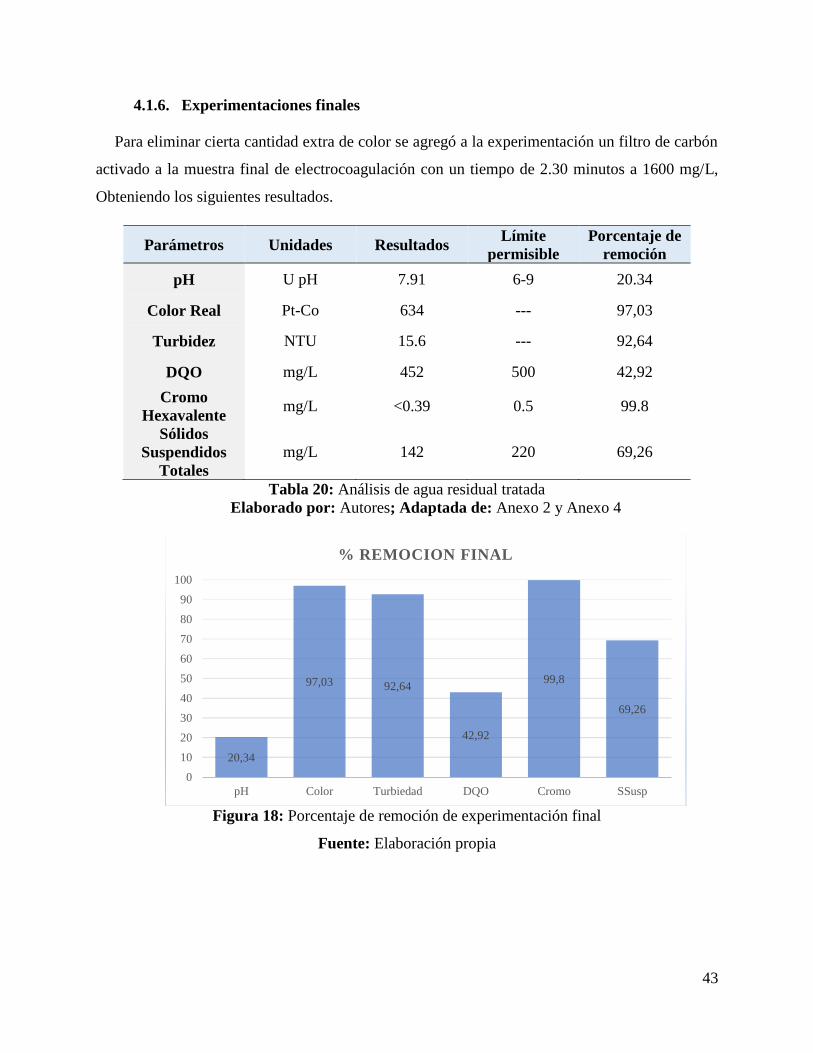
43
4.1.6. Experimentaciones finales
Para eliminar cierta cantidad extra de color se agregó a la experimentación un filtro de carbón
activado a la muestra final de electrocoagulación con un tiempo de 2.30 minutos a 1600 mg/L,
Obteniendo los siguientes resultados.
Parámetros Unidades Resultados Límite
permisible
Porcentaje de
remoción
pH U pH 7.91 6-9 20.34
Color Real Pt-Co 634 --- 97,03
Turbidez NTU 15.6 --- 92,64
DQO mg/L 452 500 42,92
Cromo
Hexavalente mg/L <0.39 0.5 99.8
Sólidos
Suspendidos
Totales
mg/L 142 220 69,26
Tabla 20: Análisis de agua residual tratada
Elaborado por: Autores; Adaptada de: Anexo 2 y Anexo 4
Figura 18: Porcentaje de remoción de experimentación final
Fuente: Elaboración propia
20,34
97,03 92,64
42,92
99,8
69,26
0
10
20
30
40
50
60
70
80
90
100
pH Color Turbiedad DQO Cromo SSusp
% REMOCION FINAL
44
4.2. Análisis y discusión de resultados
En la tabla 9 se muestra un resumen de los resultados de la muestra cruda obtenidos en base a
los análisis fisicoquímicos realizados en el laboratorio (Anexo 4) donde se puede apreciar que los
parámetros de pH, color, turbidez y DQO no cumplen con los límites permisibles por la normativa
vigente, y es por esto que se debe realizar un tratamiento a estas aguas altamente contaminadas.
De acuerdo con la tabla 10 se observa los resultados de la experimentación utilizando cloruro
férrico como coagulante y almidón de arroz como floculante, obteniendo 39% de remoción de
turbiedad, 35% de remoción de color y 24.4% de remoción de cromo a una dosificación de 1000
ppm de coagulante y 60 ppm de floculante, así como se muestra en la figura 11. Demostrando que
debido a la cantidad de contaminantes que posee el agua cruda se obtuvieron porcentajes de
remoción relativamente bajos.
En la tabla 12 se realizó 1'30'' de electrocoagulación añadiendo el almidón de arroz como
floculante y se obtuvo buenos resultados a una dosificación de 1600 ppm.
Según la tabla 13 se indica los porcentajes de remoción obtenidos entre la muestra cruda y luego
de 1'30'' de electrocoagulación obteniendo un 65.49% de remoción de turbiedad, mientras que el
porcentaje de remoción de color fue de 58.51%, cromo disminuyó un 91.67% y DQO bajó un
37.56% como se muestra en la figura 12.
La tabla 14 da a entender los porcentajes de remoción obtenidos luego de agregar el almidón
de arroz como floculante a la muestra tratada con 1'30'' de electrocoagulación. Con una
dosificación de 1600 ppm se logró remover turbiedad, color y cromo a 43.86%, 41.29% y 28%
respectivamente, como se ve en la figura 13.
A juzgar por la tabla 15 donde se comparó la muestra cruda con la muestra tratada luego de
1'30' de electrocoagulación y almidón de arroz como floculante, se logró apreciar porcentajes de
remoción de turbiedad, color, cromo y DQO por 80.62%, 75,64%, 94% y 21.76% respectivamente
con una dosis de 1600 ppm de floculante como se aprecia en la figura 14.
45
En la tabla 16 se puede apreciar los resultados obtenidos luego de 2'30'' de electrocoagulación
añadiendo almidón de arroz como floculante, obteniendo altos contenidos de remoción a una
concentración de 1600ppm de almidón de arroz como floculante.
Según la tabla 17 indica los valores obtenidos en el tratamiento del agua cruda a 2'30'' de
electrocoagulación obteniendo altos porcentajes de remoción, estos son 76.73% de turbiedad,
67.16% de color, 91,67% de cromo y 45.21% de DQO tal como indica la figura 15.
La tabla 18 muestra los análisis obtenidos luego del tratamiento de electrocoagulación a 2'30''
y los resultados finales posterior a su tratamiento con el almidón de arroz como floculante donde
el ensayo o jarra 3 presentó una remoción de 64.90% de turbiedad, 74.33% de color y 76% de
cromo, con estos porcentajes de remoción, los resultados obtenidos están dentro de los parámetros
de la tabla 8 del Acuerdo Ministerial 097-A.
En la tabla 19 se puede apreciar los resultados finales entre la muestra cruda versus la muestra
tratada con electrocoagulación a 2'30'' y el almidón de arroz como floculante. La figura 17 permite
comparar los resultados finales siendo la mejor dosificación a 1600 ppm de almidón de arroz con
un 91.83% de remoción de turbiedad, 91.57% de remoción del color, 98% remoción de cromo y
39.12% de remoción de DQO.
46
CAPÍTULO V
5.1. Conclusiones
El efluente industrial textil, fue caracterizado mediante análisis fisicoquímicos
obteniendo pH, color, turbidez, DQO y cromo hexavalente con valores de 9.93 U pH,
21350 Pt/Co, 212 NTU, 792 mg/L y 15 mg/L respectivamente.
Para la elaboración del coagulante primero se extrajo el almidón de arroz, a partir de
454g de arroz se trituro obteniendo 100g de harina de arroz con un rendimiento de 22%.
Continuando con la elaboración se mezcló con 125 ml de agua destilada, en otro vaso
se agregó 8g de NaOH en 25 ml de agua destilada y se vertió a la solución de almidón,
para que las moléculas de amilosa y amilopectina se precipiten logrando una solución
madre de 100000 mg/l. Luego se elaboró una solución hija a 10 000mg/L.
El producto elaborado a partir de almidón de arroz, al ser utilizado como coagulante en
este efluente, obtuvo una remoción de 5% de color, 6.40% de turbiedad y 6% de Cromo
concluyendo que los resultados no fueron óptimos, debido a la gran cantidad de
contaminantes contenidos.
Para las aguas residuales textiles, el almidón de arroz es útil como floculante en Cloruro
férrico como coagulante, ya que elimina 39% de turbiedad, 35% de color y 24.4% de
cromo hexavalente. Lo cual indica que este producto orgánico podría tener buenos
resultados en aguas con menos carga contaminantes.
El almidón de arroz obtuvo mejores porcentajes de remoción luego de la aplicación de
electrocoagulación durante 2.30 minutos con una dosificación de 1600mg/L, logrando
una remoción final de 91.83% de turbiedad, 91.57% de remoción de color, 98% de
remoción de cromo y 39.12% de remoción de DQO. Estos resultados fueron analizados
según los límites de descarga del Acuerdo Ministerial 097-A y cumplen con ellos.
47
Las tecnologías más prometedoras para la eliminación de contaminantes en aguas
residuales textiles son mediante procesos y/o técnicas electroquímicas, es por ello por
lo que se optó utilizar un tratamiento de electrocoagulación para poder medir la
eficiencia de almidón de arroz como floculante.
El producto elaborado a partir de almidón de arroz ayuda a la remoción de turbiedad,
color y cromo. Ya que luego del proceso de 2,30 minutos de electrocoagulación y
dosificación de almidón de arroz se obtuvo porcentajes remoción de 64.90% turbiedad,
74.33% color y 76.0% cromo hexavalente.
El coagulante elaborado a base de almidón de arroz al ser un producto orgánico aumenta
las cantidades de DQO, por ende, se utilizó de electrocoagulación hasta obtener una
remoción del 45.21%, para luego de este agregar el producto orgánico y disminuya a
39.12%, con lo cual los resultados siguen estando bajo los límites permisibles del
Acuerdo Ministerial 097-A, logrando adicionalmente la remoción de otros parámetros.

48
5.2. Recomendaciones
Un factor que debe ser muy considerado en la electrocoagulación es el tiempo, debido
a que entre mayor tiempo más elevado será el consumo energético, lo cual afectara el
factor económico, además que, si un efluente se mantiene durante mucho tiempo en el
proceso, se puede generar reacciones indeseables.
Se recomienda una agitación rápida y constante al momento de preparar la solución de
almidón de arroz con NaOH, para evitar la formación de grumos los cuales generan una
disminución de eficiencia.
Experimentar las propiedades coagulantes y floculantes del almidón de arroz en
distintos tipos de aguas residuales sean estas superficiales y/o industriales.
Realizar experimentaciones en las que se combine procesos de electrocoagulación con
otros floculantes orgánicos con el fin de evaluar su eficiencia.
49
REFERENCIAS BIBLIOGRÁFICAS
[1] GOBIERNO DEL ECUADOR, 2015. [En línea]. Available:
https://www.gob.ec/regulaciones/acuerdo-ministerial-097-anexos-normativa-reforma-
libro-vi-texto-unificado-legislacion-secundaria-ministerio-ambiente.
[2] J. B. P. N. I. C. H. H. I. Pablo Esteban Zaruma Arias, «Instituto Politécnico Nacional, Centro
Interdisciplinario de Investigación para el Desarrollo,» 2018. [En línea]. Available:
https://publicaciones.ucuenca.edu.ec/ojs/index.php/quimica/article/download/2216/1506/.
[3] F. R. Ruiz, «Umiversidad de Granada,» 2014. [En línea]. Available:
https://hera.ugr.es/tesisugr/24452968.pdf.
[4] G. maps, 2021. [En línea]. Available:
https://www.google.com.ec/maps/place/Facultad+de+Ingenier%C3%ADa+Qu%C3%AD
mica/@-2.1819078,-
79.9014681,17z/data=!3m1!4b1!4m5!3m4!1s0x902d6de7a9edb003:0x119fa42e0ed501c7
!8m2!3d-2.1819132!4d-79.8992794.
[5] M. F. Desiderio Moreira, 2017. [En línea]. Available:
https://www.dspace.espol.edu.ec/retrieve/102855/D-CD102897.pdf.
[6] M. M. M. B. Garay, TRATAMIENTO DE AGAUS RESIDUALES: Técnicas
convencionales, Guayaquil-Ecuador, 2016.
[7] T. Romero Lopez y D. Vargas Mato, «SCIELO,» Universidad Tecnológica de La Habana
José Antonio Echeverría, 2017. [En línea]. Available:
http://scielo.sld.cu/pdf/riha/v38n3/riha08317.pdf.
[8] M. E. G. y. J. A. P. Lopez, «cidta.usal,» 2016. [En línea]. Available:
https://cidta.usal.es/cursos/edar/modulos/edar/unidades/LIBROS/logo/pdf/Aguas_Residua
les_composicion.pdf.
[9] M. Y. d. l. Vega, «Instituto Nacional de Desarrollo Social, Eficiencia de Plantas de
Tratamientos de Agua,» 2012. [En línea]. Available:
http://indesol.gob.mx/cedoc/pdf/III.%20Desarrollo%20Social/Agua%20y%20Saneamient
o/Eficiencia%20en%20Plantas%20de%20Tratamiento%20de%20Aguas%20Residuales.p
df.
[10] H. R. Pimentel, «iagua,» 13 Marzo 2017. [En línea]. Available:
https://www.iagua.es/blogs/hector-rodriguez-pimentel/aguas-residuales-y-efectos-
contaminantes.
[11] E. R. Lecca, «Universidad Nacional Mayor de San,» 20 Marzo 2014. [En línea]. Available:
https://www.redalyc.org/pdf/816/81640855010.pdf.
50
[12] P. E. A.-C. J. D. M.-A. y. Edison GILPAVAS, «scielo.org,» Junio 2017. [En línea].
Available: http://www.scielo.org.mx/pdf/rica/v34n1/0188-4999-rica-34-01-157.pdf.
[13] C. F. Cuadrado, «Repositorio de la Universidad Nacional de Chimborazo,» 2017. [En línea].
Available: http://dspace.unach.edu.ec/bitstream/51000/3875/1/UNACH-EC-ING-AMB-
2017-0004.pdf.
[14] A. G. Lara, «Universidad Politécnica del Chimborazo,» 2018. [En línea]. Available:
http://dspace.espoch.edu.ec/bitstream/123456789/10526/1/96T00512.pdf.
[15] TIMSA, 2018. [En línea]. Available: https://www.timsa.com/coagulacion-floculacion-
agua/.
[16] A. Quiroga Almaguer, H. Rodriguez Badillo, P. Rangel Rivera y G. Rangel Porras. [En
línea]. Available:
http://congresos.cio.mx/memorias_congreso_mujer/archivos/extensos/sesion2/S2-
BYQ10.pdf.
[17] J. A. González Sánchez y L. R. Dzib Pérez, 4 junio 2015. [En línea]. Available:
https://repositoriodepublicaciones.encrym.edu.mx/pdf/Sistemas%20Constructivos_Capitul
o%207.pdf.
[18] L. R. D. Jorge Antonio Gonzalez, «Repositorio de publicaciones,» 2014. [En línea].
Available:
https://www.repositoriodepublicaciones.encrym.edu.mx/pdf/Sistemas%20Constructivos_
Capitulo%207.pdf.
[19] «Universidad Nacional de Educación a Distancia,» 2017. [En línea]. Available:
http://portal.uned.es/Publicaciones/htdocs/pdf.jsp?articulo=0162105UD01A02.
[20] H. G. G. Calderon, «Universidad Tecnica de Pereira,» Julio 2018. [En línea]. Available:
http://repositorio.utp.edu.co/dspace/bitstream/handle/11059/9368/T628.162%20G633.pdf
?sequence=1&isAllowed=y.
[21] Á. Arango Ruiz, «Revista Lasallista de la Investigación,» Junio 2010. [En línea]. Available:
https://www.redalyc.org/pdf/695/69520109.pdf.
[22] P. S. R. Bello, «Coorporación Universitaria Minuto de Dios,» 2017. [En línea]. Available:
https://core.ac.uk/download/pdf/160120161.pdf.
[23] G. A. Nelly Morales, «Universidad Militar Nueva Granada,» 2010. [En línea]. Available:
https://revistas.unimilitar.edu.co/index.php/rcin/article/view/282/1923.
[24] Expogourmet Magazine, 2010. [En línea]. Available: https://gourmet.expob2b.es/es/n-
/17773/los-diferentes-tipos-de-arroz-y-sus-caracteristicas.
[25] J. Martinez Giron , 2017. [En línea]. Available:
https://alimentoshoy.acta.org.co/index.php/hoy/article/viewFile/446/364.
51
[26] M. R. Almarza, «Universidad Austral de Chile,» 2010. [En línea]. Available:
http://cybertesis.uach.cl/tesis/uach/2007/far696d/sources/far696d.pdf.
[27] Mosquera Bejarano, 2012. [En línea]. Available:
https://www.dspace.espol.edu.ec/bitstream/123456789/21239/2/CAPITULO%201%2C2
%2C3%20y%204.pdf.
[28] B. V. Torres, «Universidad Nacional de Trujillo,» 2019. [En línea]. Available:
https://dspace.unitru.edu.pe/bitstream/handle/UNITRU/12681/V%C3%81SQUEZ%20TO
RRES,%20BREIDY%20TATIANA;%20ZAPATA%20LLONTOP,%20TANIA%20SOL
EDAD.pdf?sequence=1&isAllowed=y.
[29] J. E. R. H. Willian Antonio Cuadros Santana, «Repositorio UG,» Septiembre 2018. [En
línea]. Available: http://repositorio.ug.edu.ec/bitstream/redug/33216/1/401-1321%20-
%20Sustitucion%20coagulantes%20metalicos%20aplicando%20almidon%20yuca%20M
oringa.pdf.
[30] G. León Méndez, D. León Méndez, M. R. Monroy Arellano, S. De La Espriella Angarita y
A. Herrera Barros, 15 Julio 2020. [En línea]. Available:
https://www.revistaavft.com/images/revistas/2020/avft_5_2020/17_modificacion.pdf.
[31] A. S. G. Yulexy Cedeño Lenis, «Repositorio UG,» 2018. [En línea]. Available:
http://repositorio.ug.edu.ec/bitstream/redug/39930/1/401-1354%20-
%20Tratam%20agua%20residual%20procedente%20indust%20cafetera.pdf.
[32] K. García. [En línea]. Available: https://www.trainerclub.es/blog/almidon-resistente-que-
es-tipos-y-beneficios.
[33] F. Ramírez Quirós. [En línea]. Available: http://www.elaguapotable.com/coagulacion-
floculacion.htm.
[34] «Universidad Nacional Autónoma de Mexico,» 2018. [En línea]. Available:
http://depa.fquim.unam.mx/amyd/archivero/Seminario-
Gelatinizacionyretrogrdacion_25483.pdf.
[35] «Omega Engineering,» 2017. [En línea]. Available:
https://mx.omega.com/prodinfo/medidores-de-
pH.html#:~:text=El%20medidor%20de%20pH%20es,soluci%C3%B3n%2C%20tambi%C
3%A9n%20llamado%20de%20pH.&text=El%20valor%20del%20pH%20de,%2B%5D%
20e%20hidroxilo%20%5BOH%2D%5D..
[36] «LabProcess,» 2020. [En línea]. Available: https://www.labprocess.es/instrumentos-de-
laboratorio/turbidimetros.
[37] H. E. Mendoza Aviles, 2019. [En línea]. Available:
http://scielo.sld.cu/scielo.php?script=sci_arttext&pid=S2218-36202019000100324.
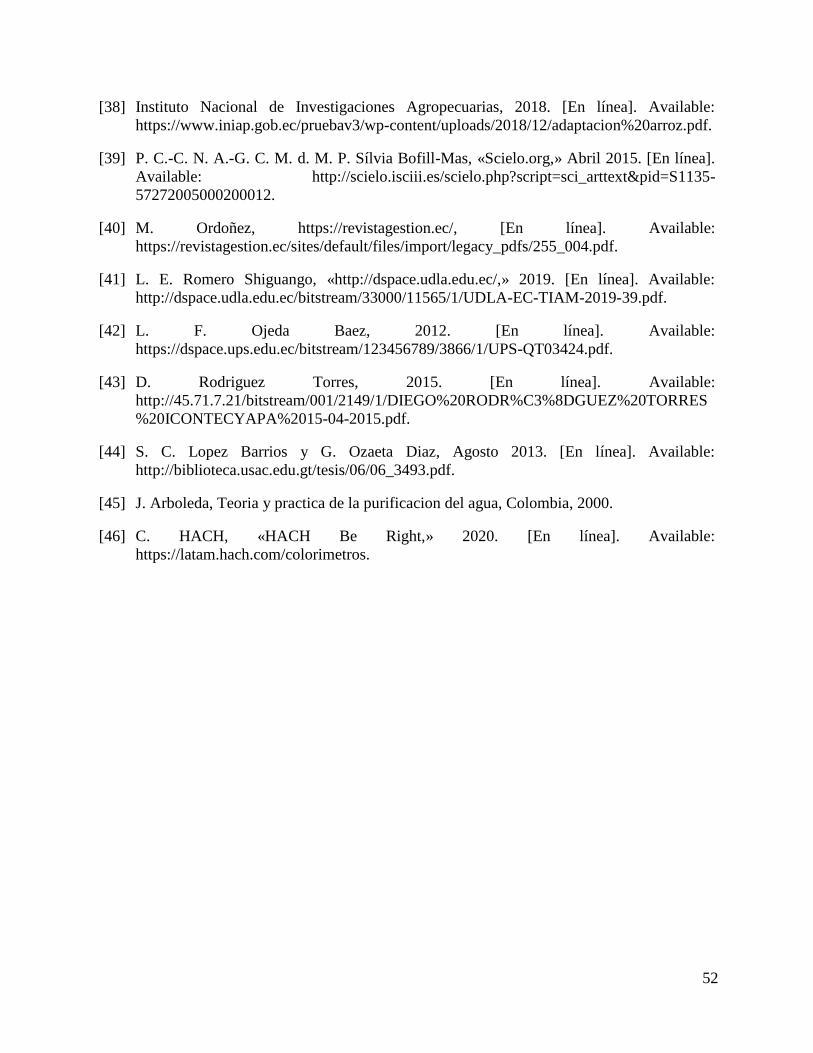
52
[38] Instituto Nacional de Investigaciones Agropecuarias, 2018. [En línea]. Available:
https://www.iniap.gob.ec/pruebav3/wp-content/uploads/2018/12/adaptacion%20arroz.pdf.
[39] P. C.-C. N. A.-G. C. M. d. M. P. Sílvia Bofill-Mas, «Scielo.org,» Abril 2015. [En línea].
Available: http://scielo.isciii.es/scielo.php?script=sci_arttext&pid=S1135-
57272005000200012.
[40] M. Ordoñez, https://revistagestion.ec/, [En línea]. Available:
https://revistagestion.ec/sites/default/files/import/legacy_pdfs/255_004.pdf.
[41] L. E. Romero Shiguango, «http://dspace.udla.edu.ec/,» 2019. [En línea]. Available:
http://dspace.udla.edu.ec/bitstream/33000/11565/1/UDLA-EC-TIAM-2019-39.pdf.
[42] L. F. Ojeda Baez, 2012. [En línea]. Available:
https://dspace.ups.edu.ec/bitstream/123456789/3866/1/UPS-QT03424.pdf.
[43] D. Rodriguez Torres, 2015. [En línea]. Available:
http://45.71.7.21/bitstream/001/2149/1/DIEGO%20RODR%C3%8DGUEZ%20TORRES
%20ICONTECYAPA%2015-04-2015.pdf.
[44] S. C. Lopez Barrios y G. Ozaeta Diaz, Agosto 2013. [En línea]. Available:
http://biblioteca.usac.edu.gt/tesis/06/06_3493.pdf.
[45] J. Arboleda, Teoria y practica de la purificacion del agua, Colombia, 2000.
[46] C. HACH, «HACH Be Right,» 2020. [En línea]. Available:
https://latam.hach.com/colorimetros.
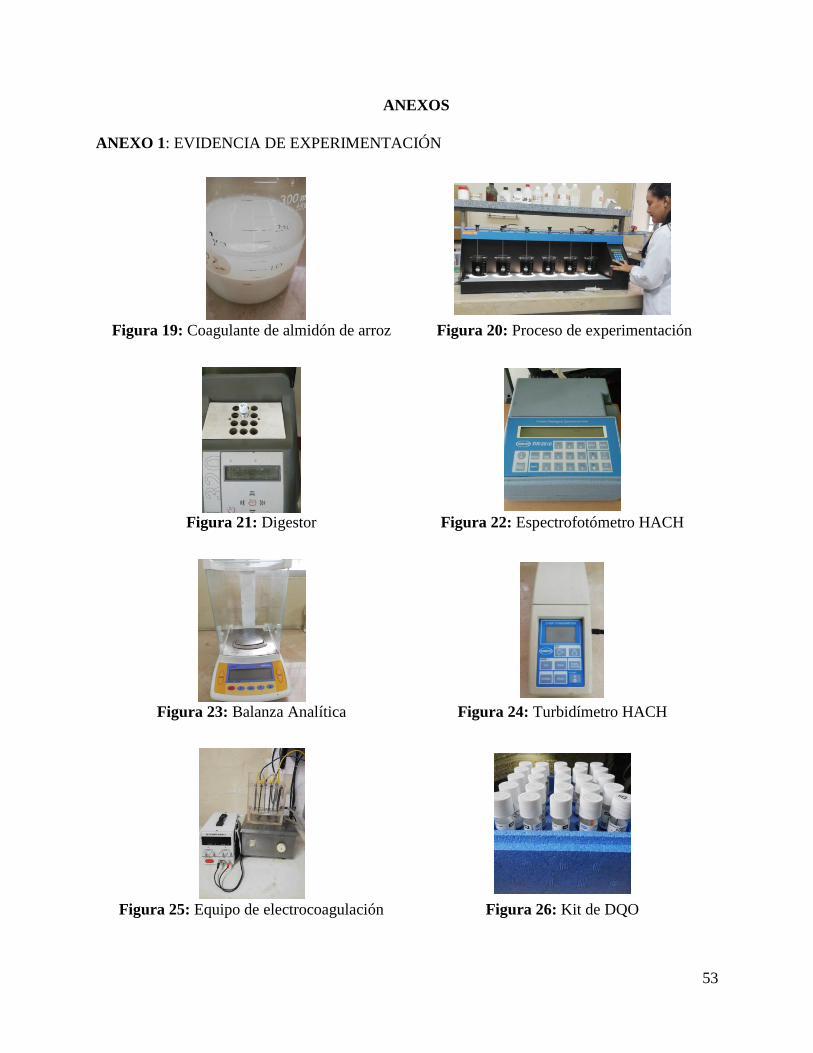
53
ANEXOS
ANEXO 1: EVIDENCIA DE EXPERIMENTACIÓN
Figura 19: Coagulante de almidón de arroz Figura 20: Proceso de experimentación
Figura 21: Digestor Figura 22: Espectrofotómetro HACH
Figura 23: Balanza Analítica Figura 24: Turbidímetro HACH
Figura 25: Equipo de electrocoagulación Figura 26: Kit de DQO
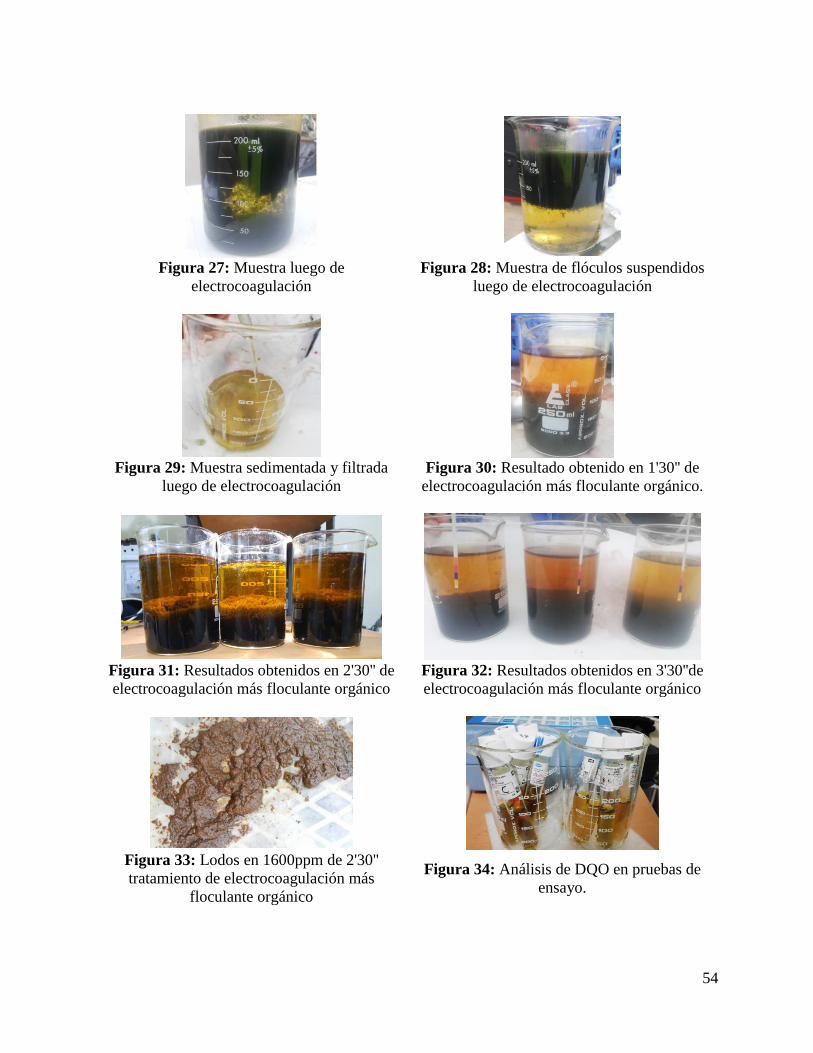
54
Figura 27: Muestra luego de
electrocoagulación
Figura 28: Muestra de flóculos suspendidos
luego de electrocoagulación
Figura 29: Muestra sedimentada y filtrada
luego de electrocoagulación
Figura 30: Resultado obtenido en 1'30'' de
electrocoagulación más floculante orgánico.
Figura 31: Resultados obtenidos en 2'30'' de
electrocoagulación más floculante orgánico
Figura 32: Resultados obtenidos en 3'30''de
electrocoagulación más floculante orgánico
Figura 33: Lodos en 1600ppm de 2'30''
tratamiento de electrocoagulación más
floculante orgánico
Figura 34: Análisis de DQO en pruebas de
ensayo.

55
Figura 35: Diluciones realizadas para los
análisis de Color, Turbiedad, Cromo y
Níquel.
Figura 36: Muestra final del tratamiento
(pulido)
56
ANEXO 2: TABLA 8 ACUERDO MINISTERIAL 0.97-A
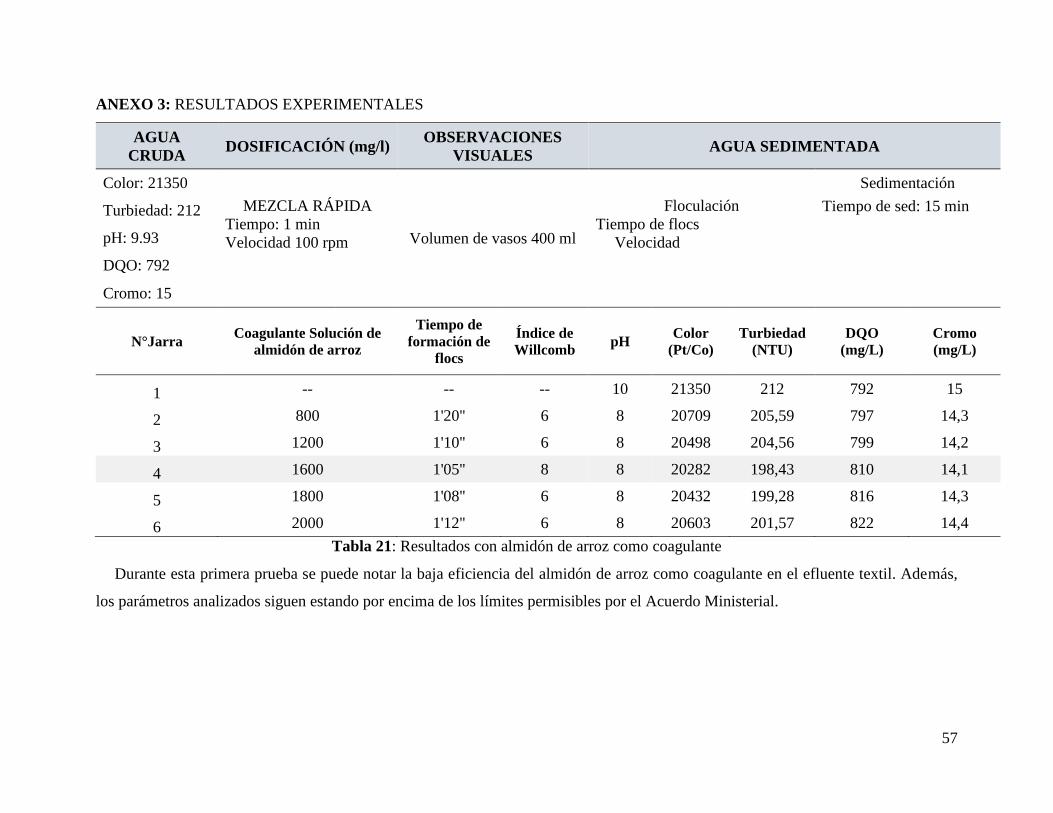
57
ANEXO 3: RESULTADOS EXPERIMENTALES
AGUA
CRUDA DOSIFICACIÓN (mg/l)
OBSERVACIONES
VISUALES AGUA SEDIMENTADA
Color: 21350
MEZCLA RÁPIDA
Tiempo: 1 min
Velocidad 100 rpm Volumen de vasos 400 ml
Floculación
Tiempo de flocs
Velocidad
Sedimentación
Turbiedad: 212 Tiempo de sed: 15 min
pH: 9.93
DQO: 792
Cromo: 15
N°Jarra Coagulante Solución de
almidón de arroz
Tiempo de
formación de
flocs
Índice de
Willcomb pH
Color
(Pt/Co)
Turbiedad
(NTU)
DQO
(mg/L)
Cromo
(mg/L)
1 -- -- -- 10 21350 212 792 15
2 800 1'20'' 6 8 20709 205,59 797 14,3
3 1200 1'10'' 6 8 20498 204,56 799 14,2
4 1600 1'05'' 8 8 20282 198,43 810 14,1
5 1800 1'08'' 6 8 20432 199,28 816 14,3
6 2000 1'12'' 6 8 20603 201,57 822 14,4
Tabla 21: Resultados con almidón de arroz como coagulante
Durante esta primera prueba se puede notar la baja eficiencia del almidón de arroz como coagulante en el efluente textil. Además,
los parámetros analizados siguen estando por encima de los límites permisibles por el Acuerdo Ministerial.

58
Muestra Turbiedad
(NTU)
Color
(Pt/Co)
Cromo
+6 DQO
%Remoción
Turbiedad
%Remoción
Color
%Remoción
Cromo
1 212 21350 15 792 0,00 0,00 0,00
2 205,59 20709 14,3 797 3,02 3,00 4,67
3 204,56 20498 14,2 799 3,51 3,99 5,33
4 198,43 20282 14,1 810 6,40 5,00 6,00
5 199,28 20432 14,3 816 6,00 4,30 4,67
6 201,57 20603 14,4 822 4,92 3,50 4,00
Tabla 22: Porcentaje de remoción con almidón de arroz como coagulante
Fuente: Elaboración propia
Figura 37: Porcentaje de remoción con almidón de arroz como coagulante
Fuente: Elaboración propia
1 2 3 4 5 6
%Remocion de turbiedad 0,00 3,02 3,51 6,40 6,00 4,92
%Remocion de color 0,00 3,00 3,99 5,00 4,30 3,50
%Remocion de Cromo 0,00 4,67 5,33 6,00 4,67 4,00
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
%Remoción con Coagulante (Almidón de arroz)

59
AGUA CRUDA DOSIFICACIÓN (mg/l) OBSERVACIONES
VISUALES AGUA SEDIMENTADA
Color: 21350 MEZCLA RÁPIDA
Velocidad: 100 rpm
Temp: 26,67°C
Tiempo: 1 min
Volumen de vasos
400 ml
Sedimentación
Tiempo de sed: 15min
Temp Final: 29,44°C
Turbiedad: 212
pH: 9.93
DQO: 792
Cromo: 15
N°Jarra
Tiempo
ELECTROCOAGULACION
8v/15A
Floculante
solución de
almidón arroz
Tiempo de
formación
de flocs
Índice de
Willcomb pH
Color
(Pt/Co)
Turbiedad
(NTU)
DQO
(mg/L)
Cromo
(mg/L)
1 3,3 ---- -- 8 9.93 4321,24 35,21 632 0,45
2 3,3 200 1'10'' 8 9.93 2554,71 22,51 635 0,42
3 3,3 400 1'00'' 10 9.93 3722,32 29,7 665 0,42
4 3,3 800 1'20'' 10 9.93 3949,18 29,98 638 0,4
5 3,3 1600 1'25'' 8 9.93 4181,23 31,15 668 0,41
Tabla 23: Resultados de electrocoagulación 3'30'' y almidón como floculante
Fuente: Elaboración propia
Esta tabla demuestra los resultados obtenidos aplicando a un agua residual textil, electrocoagulación durante 3.30 minutos y almidón
de arroz como floculante, obteniendo grandes porcentajes de remoción de color, turbidez y cromo, a diferencia de DQO que en
comparación con 2.30, este fue más elevado, concluyendo en un valor no dentro del límite permisible por el Acuerdo Ministerial.
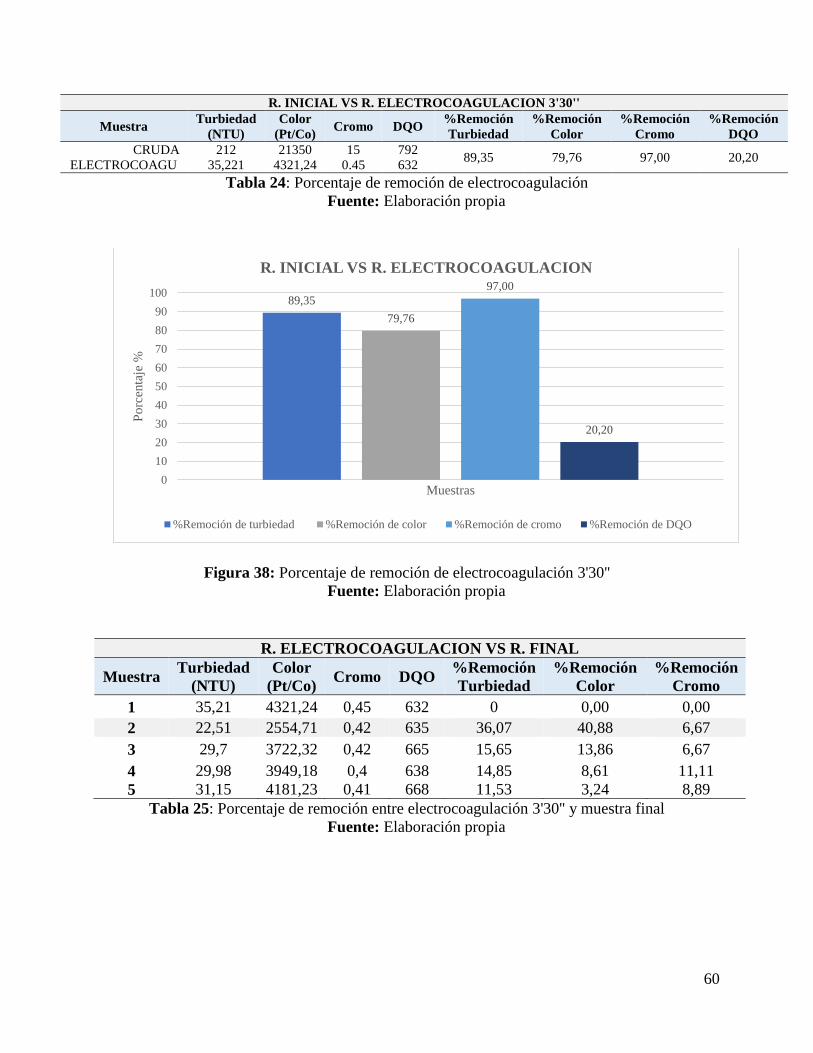
60
R. INICIAL VS R. ELECTROCOAGULACION 3'30''
Muestra Turbiedad
(NTU)
Color
(Pt/Co) Cromo DQO
%Remoción
Turbiedad
%Remoción
Color
%Remoción
Cromo
%Remoción
DQO
CRUDA 212 21350 15 792 89,35 79,76 97,00 20,20
ELECTROCOAGU 35,221 4321,24 0.45 632
Tabla 24: Porcentaje de remoción de electrocoagulación
Fuente: Elaboración propia
Figura 38: Porcentaje de remoción de electrocoagulación 3'30''
Fuente: Elaboración propia
R. ELECTROCOAGULACION VS R. FINAL
Muestra Turbiedad
(NTU)
Color
(Pt/Co) Cromo DQO
%Remoción
Turbiedad
%Remoción
Color
%Remoción
Cromo
1 35,21 4321,24 0,45 632 0 0,00 0,00
2 22,51 2554,71 0,42 635 36,07 40,88 6,67
3 29,7 3722,32 0,42 665 15,65 13,86 6,67
4 29,98 3949,18 0,4 638 14,85 8,61 11,11
5 31,15 4181,23 0,41 668 11,53 3,24 8,89
Tabla 25: Porcentaje de remoción entre electrocoagulación 3'30'' y muestra final
Fuente: Elaboración propia
89,35
79,76
97,00
20,20
0
10
20
30
40
50
60
70
80
90
100
Po
rcen
taje
%
Muestras
R. INICIAL VS R. ELECTROCOAGULACION
%Remoción de turbiedad %Remoción de color %Remoción de cromo %Remoción de DQO
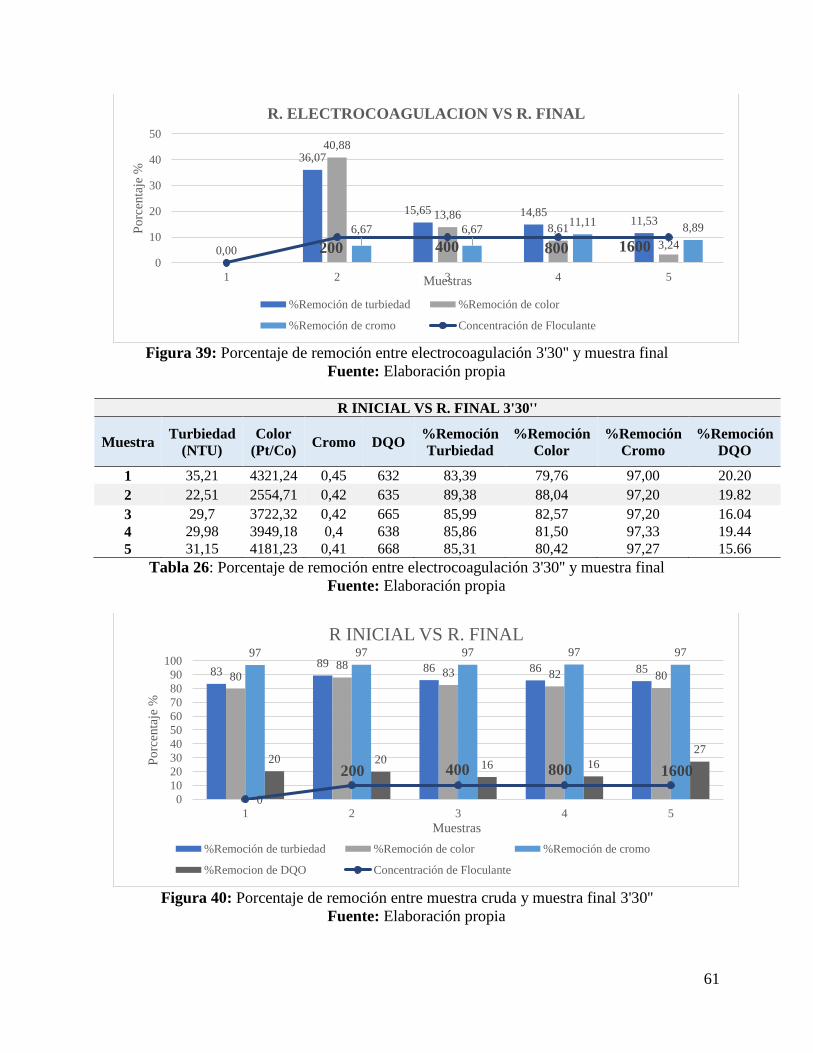
61
Figura 39: Porcentaje de remoción entre electrocoagulación 3'30'' y muestra final
Fuente: Elaboración propia
R INICIAL VS R. FINAL 3'30''
Muestra Turbiedad
(NTU)
Color
(Pt/Co) Cromo DQO
%Remoción
Turbiedad
%Remoción
Color
%Remoción
Cromo
%Remoción
DQO
1 35,21 4321,24 0,45 632 83,39 79,76 97,00 20.20
2 22,51 2554,71 0,42 635 89,38 88,04 97,20 19.82
3 29,7 3722,32 0,42 665 85,99 82,57 97,20 16.04
4 29,98 3949,18 0,4 638 85,86 81,50 97,33 19.44
5 31,15 4181,23 0,41 668 85,31 80,42 97,27 15.66
Tabla 26: Porcentaje de remoción entre electrocoagulación 3'30'' y muestra final
Fuente: Elaboración propia
Figura 40: Porcentaje de remoción entre muestra cruda y muestra final 3'30''
Fuente: Elaboración propia
36,07
15,65 14,8511,53
0,00
40,88
13,868,61
3,24
6,67 6,6711,11
8,89
200 400 800 16000
10
20
30
40
50
1 2 3 4 5
Po
rcen
taje
%
Muestras
R. ELECTROCOAGULACION VS R. FINAL
%Remoción de turbiedad %Remoción de color
%Remoción de cromo Concentración de Floculante
8389 86 86 85
8088
83 82 80
97 97 97 97 97
20 20 16 16
27
0
200 400 800 1600
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5
Po
rcen
taje
%
Muestras
R INICIAL VS R. FINAL
%Remoción de turbiedad %Remoción de color %Remoción de cromo
%Remocion de DQO Concentración de Floculante

62
Tabla 27: Resultados entre muestra cruda y minutos de electrocoagulación
Fuente: Elaboración propia
Porcentaje Pruebas de electrocoagulación
Tiempo pH Color Turbidez DQO Cromo
1'30'' 9.93 67,4 83,0 39,1 91,6
2'30'' 9.93 74,2 88,4 46,5 91,6
3'30'' 9.93 84,1 91,6 20,2 97
Tabla 28: Porcentaje de remoción entre muestra cruda y minutos de electrocoagulación
Fuente: Elaboración propia
Figura 41: Porcentaje de remoción entre muestra cruda y minutos de electrocoagulación
Fuente: Elaboración propia
67,474,2
84,18388,4
91,6
39,146,5
20,2
91,6 91,697
0
10
20
30
40
50
60
70
80
90
100
1'30'' 2'30'' 3'30''
%REMOCION CON ELECTROCOAGULACION
Porcentaje Pruebas de electrocoagulación Color Porcentaje Pruebas de electrocoagulación Turbidez
Porcentaje Pruebas de electrocoagulación DQO Porcentaje Pruebas de electrocoagulación Cromo
Pruebas de electrocoagulación
Tiempo Tensión Amperaje pH Color Turbidez DQO Cromo
1'30'' 8,50 v 20 A 9.93 8858.11 73.17 494.52 1.25
2'30'' 9 v 16 A 9.93 7011.34 49.34 433.9 1.25
3'30'' 8 v 15 A 9.93 4321.24 35.21 632 0.45

63
ANEXO 4: REPORTE DE ANÁLISIS
Figura 42: Análisis fisicoquímico de muestra cruda textil
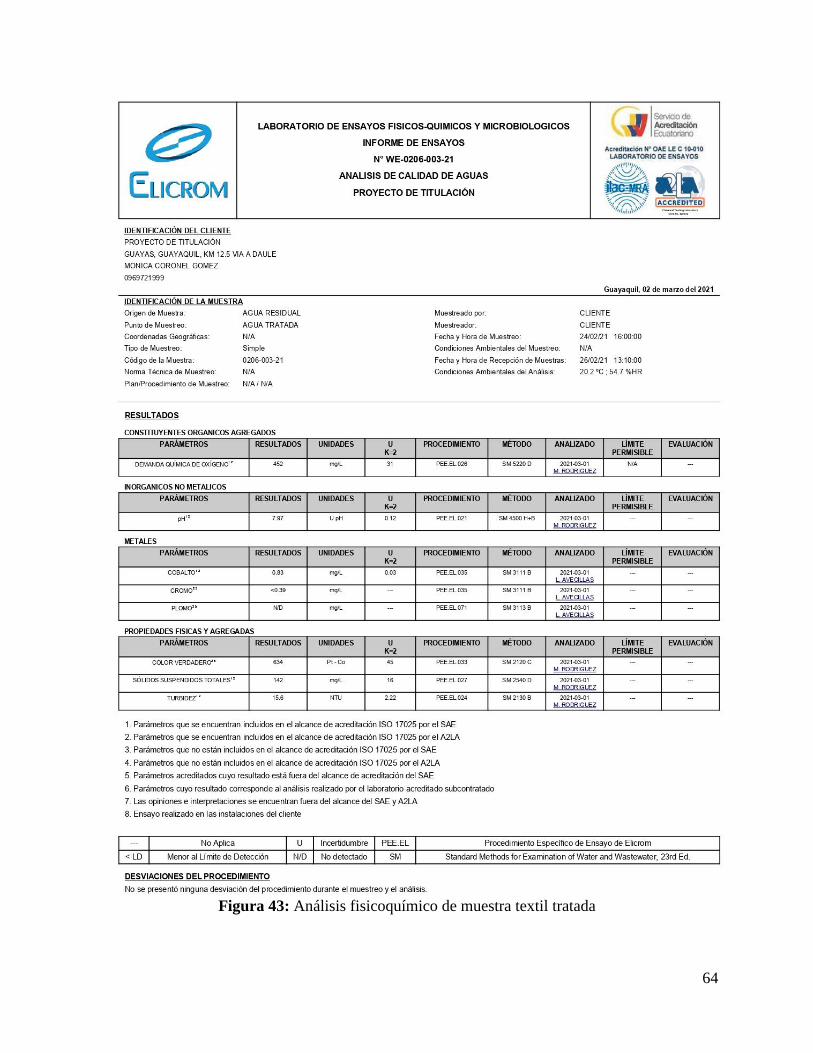
64
Figura 43: Análisis fisicoquímico de muestra textil tratada