tratamientos de lodos de galvanoplastia para la recuperacion de niquel y cromo
DESCRIPTION
mineriaTRANSCRIPT

Pg1
TRATAMIENTO DE LODOS DE GALVANOPLASTIA PARA LA RECUPERACIÓN DE NIQUEL Y CROMO UTILIZANDO UN
REACTOR ELECTROQUÍMICO-ELECTROCINÉTICO
Roel Cruz – e-mail: [email protected] de Metalurgia-Facultad de Ingeniería -UASLPSan Luis Potosí, S.L.P., MEXICO
Lisbeth Irianda – e-mail: [email protected] Facultad de Ingeniería -UASLPSan Luis Potosí, S.L.P., MEXICO
Roberto Briones – e-mail: [email protected] Instituto de Metalurgia-Facultad de Ingeniería –UASLPSan Luis Potosí, S.L.P., MEXICO
Israel Rodriguez – e-mail: [email protected] de Metalurgia-Facultad de Ingeniería –UASLPSan Luis Potosí, S.L.P., MEXICO
Resumo: La industria de la galvanoplastia genera anualmente grandes cantidades de lodos que contienen metales pesados en concentración importante. Por lo cual, se requieren procesos apropiadas para su tratamiento, ya sea por estabilización o recuperación. En este trabajo se evalúa el diseño y funcionamiento de un reactor electroquímico-electrocinético para de recuperación de níquel y cromo a partir de los lodos generados en la industria de recubrimiento de autopartes. Para dicho proceso se propone el empleo de NH4Cl como electrolito soporte y medio de lixiviación, basado esto, en el análisis de la capacidad de extracción de los metales en un sistema por lote. En base a un estudio sistemático se pudieron establecer los factores que determinan el comportamiento de los metales en el sistema y el funcionamiento adecuado del reactor. El sistema en estudio se propone como la base de un proceso de separación y/o concentración de los metales, que represente una alternativa para el tratamiento de lodos industriales con valores económicos y permita la reducción del contenido de estos y otros metales peligrosos en los materiales de desecho.
Palabras clave: Reactor electrocinético, Níquel, Cromo, Lodos de galvanoplastia

Pg2
1. INTRODUCCIÓN
En México, aproximadamente El 80% de las sustancias contaminantes principales son generadas por la industria química (http:// app1.semarnat.gob.mx ). En este sector, la industria de los recubrimientos electrolíticos es una de las fuentes más importante de generación de efluentes potencialmente contaminantes, ya que genera desde efluentes ácidos conteniendo metales pesados, hasta importantes cantidades de lodos de la planta de tratamiento de aguas residuales y del proceso de mantenimiento de las celdas electrolíticas. Actualmente, hay pocas opciones para el manejo de los desechos sólidos conteniendo metales, y estas involucran principalmente el tratamiento y el confinamiento de los sólidos como residuos peligrosos. Este tipo de tratamientos únicamente representan un costo en el proceso, sin que se aproveche el potencial reciclado de los metales de valor presentes en los residuos.
En los últimos años, el tratamiento hidrometalúrgico de residuos con contenido metálico ha sido investigado como una alternativa a los sistemas pirometalúrgicos de tratamiento, lo cual pudiera representar sistemas con menor costo energético y con menores emisiones a la atmosfera (ŚWIERK et al., 2006). Un tratamiento hidrometalúrgico deseable en la recuperación de metales a partir de residuos, debe de incluir el menor número de etapas, por ello, un sistema en el que los agentes químicos de lixiviación se generen in situ o puedan ser completamente recirculados a partir de la etapa de recuperación electrolítica, representaría una importante viabilidad económica para su implementación. Un sistema con tales características se podría lograr mediante la combinación de dos fenómenos, la electrólisis del agua y la migración electrocinética de iones a través del medio poroso que presentan los lodos. Ambos fenómenos se produce bajo la aplicación de un campo eléctrico a través de dos electrodos insertados en el lodo saturado con solución electrolítica. La migración electrocinética de iones a través de sólidos es la base del proceso llamado electro-remediación o electro-restauración de suelos contaminados con metales (VIRKUTYTE et al., 2002). En este trabajo se propone la utilización de un reactor electroquímico-electrocinético, en el cual, por medio de la electrólisis del agua se busca favorecer la generación de perfiles de ácidos que permitan la solubilización de metales en de la región cercana al ánodo (VIRKUTYTE et al., 2002), mientras que el transporte electrocinético de los cationes permite su recuperación y/o concentración la región cercana al cátodo. La configuración y condiciones adecuadas para el mejor funcionamiento del sistema son evaluadas en base al perfil de pH generado y la distribución del contenido de níquel en el sistema.
2. MATERIALES Y MÉTODOS
2.1. Muestra de lodo
La muestra de lodo utilizada en este trabajo fue obtenida a partir de los residuos sólidos generados por una empresa dedicada al recubrimiento electrolítico de de autopartes, ubicada en el centro de México. Esta muestra es generada a partir de la mezcla de lodos de celda y los sólidos producidos por la neutralización del electrolito de desecho y aguas de lavado de las piezas. La matriz de los lodos fue determinada por medio de microscopia electrónica de barrido (Philips XL-30) y difracción de rayos X (Rigaku DMAX 2200), estableciéndose que el lodo se compone principalmente de óxidos de hierro y carbonatos de y sulfatos de calcio. La caracterización química del lodo indica que contiene un 31.07% de materia orgánica, un 29.59% de calcita, el 12.03% de yeso, 7.89% de óxido de hierro, el 5.39% de cromo y el 2.9% de níquel (Tabla 1). Otros metales como cobre, plomo, zinc y manganeso existen en menor proporción, y al igual que el níquel se considera que están formando óxidos y compuestos con las fases minerales que se encuentran en mayor proporción.

Pg3
Tabla 1.- Composición de la muestra de lodo (% wt)CaSO4 CaCO3 Fe2O3 Materia Orgánica Cr
12.0 ±3 0.3 29.59±1.4 7.890.22 31.07±0.11 5.39±0.54 Ni Zn Pb Mn Cu
2.9±0.5 0.39±0.30 0.05±0.01 0.04±0.01 0.03±0.01
2.2. Evaluación de la lixiviación de metales
Para definir la capacidad de lixiviación de la solución a emplear en el reactor propuesto, se realizó un análisis de extracción secuencial basado en el protocolo establecido por Tessier et al. (1979) y modificado por Keon et al. (2001), en el cual se emplean extractantes selectivos para establecer la solubilidad, asociación química y movilidad de especies presente en el sólido. Por este medio se busca conocer a que fracción se encuentran ligados los metales de interés. Venkateswaran et al. (2007), indicaron que el níquel y el cromo en los lodos de las industrias de galvanoplastia están asociadas con la fracción de carbonatos (CAR), óxidos de hierro y manganeso (OFM o reducible), y la residual (RES); por lo tanto, los metales asociados a estas fracciones fueron analizados para la muestra en estudio. Además de las pruebas realizadas en base a los protocolos establecidos, se realizó una serie de extracciones con la adición de NH4Cl, con el fin de evaluar el efecto complejante del electrolito soporte utilizado en el reactor, y su capacidad en la lixiviación de los metales.
Una lixiviación por lote fue realizada con la finalidad de establecer el intervalo de pH donde se pueda obtener la mayor extracción selectiva de Ni y Cr, para lo cual se utilizó una celda de vidrio conteniendo 150 mL de una solución 4M de NH4Cl y el 10% v/v (líquido-sólido) de la muestra de lodo. La solución se acidifica a pH 0 (con HCl 37.8%) y se toma una alícuota para analizar Ni y Cr cuando después de 15 minutos de que el sistema alcanza la condición de pH estable. El pH de la solución se incrementa consecutivamente (NH4OH al 28%) hasta pH 10 (en intervalos de 1), analizando los metales disueltos a cada intervalo. Las condiciones fueron obtenidas en un estudio previo. Las condiciones de lixiviación fueron establecidas en bases a la literatura y al análisis termodinámico de los sistemas amoniacales (OLPER, 1998; CRUZ-GAONA Y DREISINGER, 2003).
2.3. Reactor electroquímico-electrocinético
El reactor fue construido en acrílico con geometría cilíndrica, de 3.88 cm de diámetro interno y 20 cm de largo, el cual se divide en tres compartimientos; anolito, carga de muestra sólida y catolito. La secciones de carga de anolito y catolito estaban separadas de la carga de lodo por discos de acrílico con orificios que funcionan como dispersores de flujo, adicionalmente se colocó papel filtro Whatman No. 5 sobre estos discos para evitar la salida de los sólidos. Los electrodos son mallas de Ti/RuO2. Se utilizaron dos configuraciones, una abierta, la cual permite el seguimiento de los perfiles de pH y una cerrada, la cual podría ayudar a favorecer el incremento de la presión interna del sistema. En la Figura 1 se detalla las partes del reactor en configuración abierta.
Para el empaquetamiento de la celda se utilizaron 65 g de muestra previamente secada a 105°C y humectada en una relación de 1:1 (peso muestra/volumen electrolito). Se utilizó una trampa de 17 g caolín humectada en una relación de 3:2, con el fin de evitar regular la conductividad hidráulica de la salida del electrolito en la región del cátodo. El caolín también fue utilizado como lodo sintético con el fin de evaluar el efecto de diversas condiciones (sección 2.4). Se trabajó un amperaje de 0.02A (~1.7 mA /cm2) y el tiempo de tratamiento varió en función del sistema analizado.

Pg4
2.4. Estrategia de análisis del sistema de tratamiento del lodo
Con el fin de establecer el efecto de diversas condiciones y de cada uno de los componentes principales del lodo de galvanizado, se estableció una estrategia experimental basada en el análisis del comportamiento de un lodo sintético reconstruido y la comparación de éste con el comportamiento del lodo real. De tal forma se evaluó el efecto aditivo de:
1) Tipo y concentración del electrolito en función del desarrollo de perfil de pH en un sistema base (caolín).2) Reconstrucción sintética con níquel y carbonatos y en basa caolín.3) Comportamiento del níquel y cromo en el sistema con la muestra problema.4) Eliminación de la materia orgánica en el sistema por medio de tratamiento térmico de la muestra de lodo.
3.88 cm
Figura 1 – Esquema descriptivo del reactor electroquímico-electrocinético (abierto).
3. RESULTADOS Y DISCUSION
3.1. Pruebas de extracción y lixiviación
Los resultados de la extracción secuencial indican que la mayoría de los metales presentes en la muestra están asociados a fases de carbonatos (CAR) y a las especies de óxidos reducibles de hierro o manganeso (OFM), resultados similares han sido obtenidos por Venkateswaran et al. (2007). Los resultados de la Figura 2a parecen señalar que una parte importante de los metales están asociados a fase más complejas de baja solubilidad (residual), ya que para el caso del níquel y el cromo solo se recupera el 43.5% y el 25.5 %, respectivamente. Sin embargo, cuando se adiciona el NH4Cl al sistema de extracción, se observa que la disolución de los metales incrementa importantemente, lo cual podría ser debido a que la complejación de estos con el amoniaco evita la re-precipitación de estos causada

Pg5
por el alto contenido de carbonatos. De tal manera que en presencia del NH4Cl una disolución del 88 y el 61.6 se puede lograra para el níquel y el cromo, respectivamente (Figura 2b).
En base a la mejora en la extracción de metales al adicionar una concentración pequeña de NH4Cl, es de esperarse que en la lixiviación por lote en intervalos de pH de 0 a 10, con una concentración tan alta como 4M, la cantidad de amoniaco sea suficiente para disolver una mayor cantidad de los metales de interés. La selectividad de dicha lixiviación para níquel y cromo se puede observar en los resultados de la lixiviación por lote mostrados en la Figura 3. En esta figura se observa que el níquel es mayormente disuelto que el cromo (región ácida), pero aun más interesante es el hecho de que a parir de pH 5 se vuelve a precipitar, posiblemente por la formación de cromita (Cr 2O3). Si este mismo comportamiento se presentará en el reactor electroquímico-electrocinético, conforme se incrementará el pH en el lodo cargado en el reactor, se pudiera alcanzar la separación selectiva del níquel y el cromo, a partir de la región donde el pH del líquido intersticial sea mayor a 5. La figura 3 también indica que la concentración del níquel disminuye con el pH, lo cual pudiera estar asociado a la generación de especies tipo Ni(OH)2. Lo cual es un efecto que debería evitarse en el funcionamiento del reactor, al buscar alcanzar un gradiente de pH menor a 8.
a) b)
Figura 2. Porcentaje de extracción de metales asociados a las fases CAR y OFM utilizando protocolos de extracción sin (a) y con NH4Cl (b).
Figura 3. Porcentaje de extracción de níquel y cromo en reactor por lote incrementando consecutivamente el pH.
3.2. Caracterización del funcionamiento del reactor
Los resultados de la caracterización del funcionamiento del reactor se describen en la secuencia que estos fueron determinados con el fin de resaltar los diferentes hallazgos del estudio.
Pg6
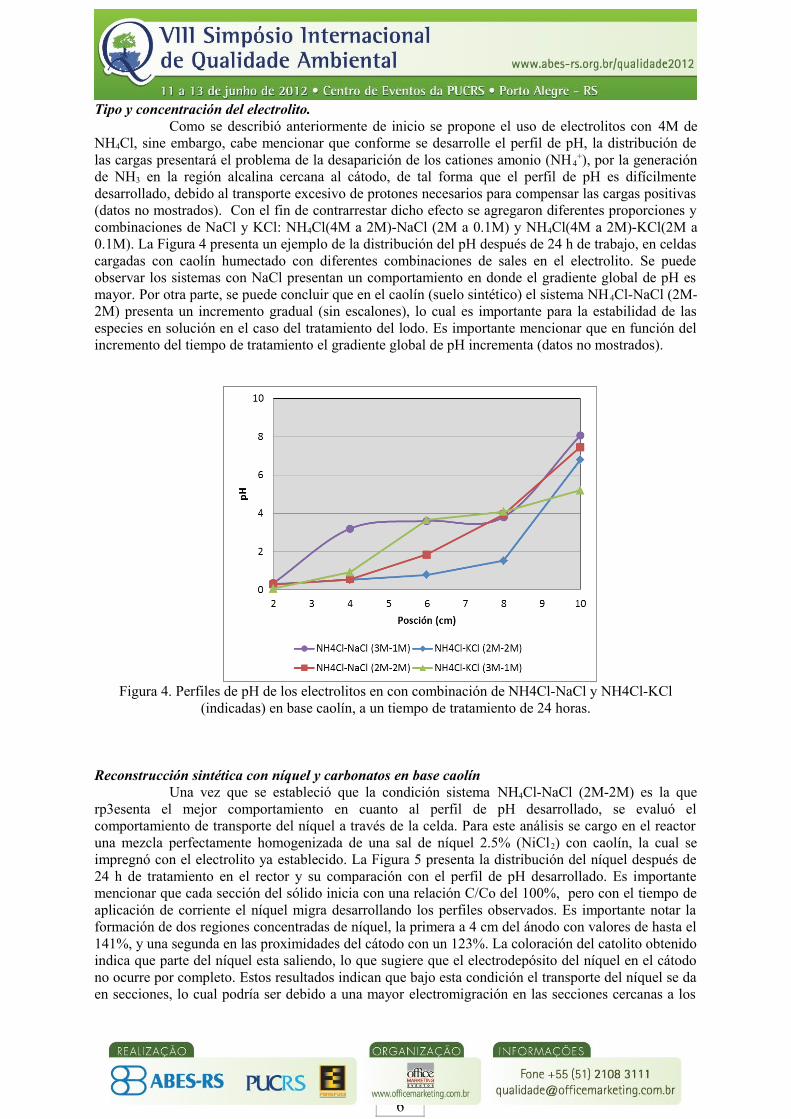
Tipo y concentración del electrolito. Como se describió anteriormente de inicio se propone el uso de electrolitos con 4M de
NH4Cl, sine embargo, cabe mencionar que conforme se desarrolle el perfil de pH, la distribución de las cargas presentará el problema de la desaparición de los cationes amonio (NH 4
+), por la generación de NH3 en la región alcalina cercana al cátodo, de tal forma que el perfil de pH es difícilmente desarrollado, debido al transporte excesivo de protones necesarios para compensar las cargas positivas (datos no mostrados). Con el fin de contrarrestar dicho efecto se agregaron diferentes proporciones y combinaciones de NaCl y KCl: NH4Cl(4M a 2M)-NaCl (2M a 0.1M) y NH4Cl(4M a 2M)-KCl(2M a 0.1M). La Figura 4 presenta un ejemplo de la distribución del pH después de 24 h de trabajo, en celdas cargadas con caolín humectado con diferentes combinaciones de sales en el electrolito. Se puede observar los sistemas con NaCl presentan un comportamiento en donde el gradiente global de pH es mayor. Por otra parte, se puede concluir que en el caolín (suelo sintético) el sistema NH4Cl-NaCl (2M-2M) presenta un incremento gradual (sin escalones), lo cual es importante para la estabilidad de las especies en solución en el caso del tratamiento del lodo. Es importante mencionar que en función del incremento del tiempo de tratamiento el gradiente global de pH incrementa (datos no mostrados).
Figura 4. Perfiles de pH de los electrolitos en con combinación de NH4Cl-NaCl y NH4Cl-KCl (indicadas) en base caolín, a un tiempo de tratamiento de 24 horas.
Reconstrucción sintética con níquel y carbonatos en base caolínUna vez que se estableció que la condición sistema NH4Cl-NaCl (2M-2M) es la que
rp3esenta el mejor comportamiento en cuanto al perfil de pH desarrollado, se evaluó el comportamiento de transporte del níquel a través de la celda. Para este análisis se cargo en el reactor una mezcla perfectamente homogenizada de una sal de níquel 2.5% (NiCl2) con caolín, la cual se impregnó con el electrolito ya establecido. La Figura 5 presenta la distribución del níquel después de 24 h de tratamiento en el rector y su comparación con el perfil de pH desarrollado. Es importante mencionar que cada sección del sólido inicia con una relación C/Co del 100%, pero con el tiempo de aplicación de corriente el níquel migra desarrollando los perfiles observados. Es importante notar la formación de dos regiones concentradas de níquel, la primera a 4 cm del ánodo con valores de hasta el 141%, y una segunda en las proximidades del cátodo con un 123%. La coloración del catolito obtenido indica que parte del níquel esta saliendo, lo que sugiere que el electrodepósito del níquel en el cátodo no ocurre por completo. Estos resultados indican que bajo esta condición el transporte del níquel se da en secciones, lo cual podría ser debido a una mayor electromigración en las secciones cercanas a los

Pg7
electrodos, ya se por la mayor disolución en la región acida o la formación de complejos amoniacales en la región neutra.
Para evaluar el efecto de carbonatos, la mezcal níquel-caolín se complemento con Na2(CO3) en un 17%. La mezcla fue homogenizada, impregnada con electrolito NH4Cl-NaCl (2M-2M) y cargada en el reactor. Es importante mencionar que a un tiempo de tratamiento de 24 horas los perfiles de pH observados en el sistema fueron completamente distintos a los obtenidos en ausencia de carbonatos, siendo estos principalmente de neutros a alcalinos, presentando solo acidez en la zona vecina al ánodo (datos no mostrados). Lo anterior es debido carácter básico (buffer) que presentan los bicarbonatos solubles generados por la disolución del bicarbonato de sodio. Como es de esperarse la migración del níquel fue también baja a esta condición (datos no mostrados).
0
1
2
3
4
5
6
7
0
20
40
60
80
100
120
140
160
2 4 6 8 10
C/Co, (%)
Posición del ánodo hacia el cátodo (cm)
Concentración final del níquel en el sólido en porcentaje Perfil de pH en el sólido a 24 h
pH
Figura 5. Distribución de níquel (C/Co) en función del pH desarrollado después de 24 h de tratamiento electroquímico-electrocinético con el electrolito NH4Cl-NaCl (2M-2M).
Con el fin de mejorar la distribución de la acidez y de la electromigración del níquel, se incremento el tiempo de tratamiento hasta 148, este tiempo se estableció un vez que se alcanzó un perfil de pH adecuado, lo cual fue monitoreado utilizando con un pH metro para suelos. La Figura 6 presenta. Con el aumento del tiempo de tratamiento se generó un amplio frente ácido (2/5 partes del total) y en la región próxima al cátodo se alcanzó un pH ligeramente alcalino cercano a 8. Cabe mencionar que en forma similar al sistema sin carbonatos, se alcanza una región de mayor concentración en la región inmediata a donde se presenta la zona de mayor acidez. Por otra parte, el hecho de que en la región alcalina se presente concentraciones menores a las iniciales, indica que el níquel esta saliendo del sistema con el catolito.

Pg8
0
1
2
3
4
5
6
7
8
9
0
20
40
60
80
100
120
140
160
180
2 4 6 8 10
C/Co, (%)
Posición del ánodo hacia el cátodo (cm)
Concentración final del níquel en el sólido en porcentaje Perfil de pH en el sólido a 148 h
pH
Figura 6. Distribución de níquel (C/Co) en el lodo sintético reconstruido, en función del pH desarrollado después de 148 h de tratamiento electroquímico-electrocinético con el electrolito NH4Cl-
NaCl (2M-2M).
Efecto de la configuración del reactorUna vez determinadas las condiciones de trabajo para conseguir el mejor perfil de pH y
una migración de níquel aceptable, se prosiguió analizar el efecto del reactor en una configuración cerrada. Para ello se evaluó el lodo sintético en un reactor similar al reactor abierto, con la diferencia de que este nuevo reactor no presenta ventanas de monitoreo de pH y que en el compartimento del anolito se agregó una salida para el gas que se pudiera acumular. Con este tipo de configuración se buscó aprovechar la presión generada por el gas producido en el sistema. La Figura 7 presenta los resultados obtenidos después de 148 h de tratamiento, se puede observar que el perfil de pH e encuentra en la región ácida de 0 a 5.40, siendo 0 en la primera mitad del empaque del sólido. Cabe mencionar que bajo esta condición la mayoría del níquel se remueve del lodo sintético, siendo la mas alta apenas el 34.26% de la concentración inicial en la sección próxima al cátodo. Cabe señalar que para este caso se pudo observar una mayor electrodepositación del níquel sobre el cátodo, tal como lo muestra la imagen de la Figura 8. El análisis del níquel disuelto en el flujo de salida, el sólido final y del níquel depositado en el cátodo, indica que se obtiene en cada uno de estos productos el 20.3%, 62.0 % y el 17.7% del níquel total, respectivamente. La alta disolución y migración del níquel en el sistema esta asociada a la mayor presión en el interior de reactor, así como a la más alta acidificación resultante del CO2 que satura el electrolito.

Pg9
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0
5
10
15
20
25
30
35
2 4 6 8 10
C/Co, (%)
Posición del ánodo hacia el cátodo (cm)
Concentración final del níquel en el sólido en porcentaje Perfil de pH en el sólido a 148 h
pH
Figura 7. Distribución de níquel (C/Co) en el lodo sintético reconstruido, en función del pH desarrollado después de 148 h de tratamiento en un reactor electroquímico-electrocinético cerrado.
Figura 8. Imagen del níquel electrodepositado sobre el cátodo.
Comportamiento de la muestra de lodoAl realizar el tratamiento la muestra real de lodo de galvanoplastia, las condiciones de
humectación a una relación de 1:1 (muestra: electrolito) y el tiempo de operación se estableció en base a lograr los perfiles de pH anteriormente alcanzados. De tal forma que se estableció como tiempo de tratamiento 210 horas, lo cual parece ser un efecto importante de la alta cantidad de carbonatos presentes en la muestra.
El sistema con la muestra real no se comportó de igual manera a los sistemas idealizados con caolín, a pesar de que se lograron los perfiles de pH deseables, se observó que el flujo del electrolito ocurría en forma inversa, es decir del cátodo al ánodo, permeando el frente alcalino hasta la región intermedia del reactor y limitando la lixiviación y migración de los metales, la cual solo se presentó en la región cercana al ánodo (Figura 9).
El flujo electroosmotico inverso puede estar asociado A la generación de cargas superficiales a positivas en el material del lodo, lo que genera que la capa de líquido inmediata a la superficie presente un contendido importante de contraiones (aniones) que hacen que el líquido fluya en dirección hacia el ánodo. Sin embargo, debido a la fuerza iónica tan alta que posee el electrolito, la capa de Stern disminuye importantemente es evitando la generación de potencial zeta alto y consecuentemente una baja distribución de las cargas. Lo anterior descarta el efecto del potencial zeta en el flujo inverso. Otro factor que pudiera generar el flujo inverso es el alto contenido de materia orgánica, ya que los radicales orgánicos comúnmente presentan carga negativa. Con el fin de evaluar

Pg10
si la materia orgánica es la que determina el flujo electroosmotico inverso, se procedió a dar un tratamiento térmico a la muestra con el fin de eliminar la materia orgánica.
Figura 9. Distribución de níquel y cromo en el lodo real en función del pH desarrollado después de 210 h de tratamiento en un reactor electroquímico-electrocinético cerrado.
Efecto de la eliminación de la materia orgánica del lodoDurante el proceso de galvanoplastia se utilizan diversos aditivos orgánicos de alto peso
molecular (desengrasantes, nivelantes, abrillantadores, etc.). Con el fin de eliminar dichos compuestos se realizó un tratamiento térmico, el cual consistió en introducir la muestra en una mufla a temperatura de 550°C durante 2 horas. Una vez enfriado el lodo se humecto con electrolito al 1:1, se cargo en el reactor cerrado y se aplicó la corriente. Como resultado del tratamiento se logró la eliminación de la materia orgánica y el flujo electroosmótico se presentó en forma similar al loso sintético (del ánodo al cátodo), lo cual permitió establecer que la gran cantidad de materia orgánica es la causa del flujo inverso. Adicionalmente, el tratamiento térmico provocó la oxidación de todo el cromo presente en la muestra a CrO4
2- como lo indicó la coloración inicial del electrolito. A pesar de que este ion presenta carga negativa, este migra hacia el cátodo, lo cual puede ser provocado por el arrastre con flujo electroosmótico. Por otra parte, cabe mencionar que el flujo en el reactor se interrumpió a las 110 h de operación, lo cual fue asociado al taponamiento del sistema debido a la formación de costras de Ca(OH)2, según la caracterización por microscopia electrónica realizada al sólido formado en cantidades importantes sobre la malla del cátodo (datos no mostrados). Cabe mencionar que el calcio al igual que el níquel forma complejos muy estables con cloruro y amoniaco y solo se precipita en este tipo de electrolitos en soluciones de alta alcalinidad (pH > 12). Por otra parte, se observó que debido al tratamiento térmico el calcio alcanzó concentraciones de hasta el 17% de la muestra de lodo, lo que hace que alcance una rápida saturación.
Los resultados obtenidos para este sistema se presentan en la Figura 10, en la cual se puede apreciar que un importante gradiente de pH se generó a través del reactor. La distribución del níquel y el cromo siguen tendencias similares a pesar de que el primero esta presente como catión y el otro como un oxianión. Lo anterior indica que bajo las condiciones de operación la principal fuerza de transporte es el flujo electroosmótico, por encima de la migración electrocinética. De acuerdo a los resultados obtenidos se puede deducir que la disolución de los metales es baja y solo se presenta en la región ácida, y se acumula en la región neutra y alcalina, posiblemente debido al taponamiento que se presenta en el sistema.

Pg11
Figura 10. Distribución de níquel y cromo en el lodo real con tratamiento térmico en función del pH desarrollado, después de 210 h de tratamiento en un reactor electroquímico-electrocinético cerrado.
4. CONCLUSIONES
En el presente trabajo se logró establecer los efectos de diversos factores en el comportamiento de los iones metálicos en sistemas que simulan condiciones de tratamiento electrocinético. Entre los factores que se establecieron es el contenido de especies complejantes y conductoras en el sistema NH4Cl-NaCl; así mismo fue posible establecer las condiciones de tratamiento (amperaje, tiempo, relación de solidos y líquidos) que permiten la mejor migración de los metales en el sistema sintético bajo una configuración de reactor cerrado. Dichas condiciones fueron la base para el análisis del lodo real, sin embargo, este sistema presentó complicaciones adicionales, como lo es el efecto de la materia orgánica en el flujo electroosmótico inverso en el sistema de lodo real. El flujo electroosmótico inverso se pudo eliminar a través de un tratamiento térmico, sin embargo, este tratamiento trae consigo la oxidación del cromo a dicromato y la concentración del calcio, lo primero presenta el problema que de ser una especia altamente soluble lo que limita la separación selectiva del níquel, al menos bajo las condiciones aquí evaluadas. El hecho de que el calcio se concentre genera taponamientos en el sistema, los cuales detiene el flujo y por consiguiente el proceso.
Como perspectivas a este estudio se contempla evaluar lo siguiente: a) manejo de condiciones que permita eliminar la alta disolución de calcio a partir del uso de electrolitos alternativos como base sulfatos amoniacales; y b) disolución sólida de la muestra y el manejo de la generación de perfiles de pH que evite la generación de Ca(OH)2 y el taponamiento del sistema.
AgradecimentosLos autores agradecen al CONACyT-México por la beca de maestría otorgada a Lisbeth
Irianda Araujo. Se agradece a la Red Iberoamericana de Investigaciones sobre Reciclado de Metales –CYTED, por el apoyo para la participación y presentación del trabajo en el simposio.
REFERENCIAS
CRUZ-GAONA R. AND DREISINGER D. Study of cathodic process during nickel electrowinning ftom ammonia-ammoniumk solutions. In: DOYLE; F., KELSALL G. , WOODS, R. (eds) Electrochemistry in Mineral and Metals Processing VI. The electrochemnical Society Co. USA. 2003. P 2902-303.
Dirección General de Estadística e Información Ambiental, Informe de la situación del medio ambiente en México, Chap 8: Disponible en: http://app1.semarnat.gob.mx/dgeia/informe_04/08_residuos/index_residuos.html

Pg12
OLPER, M., “The Ezinex® process the electrolytic process for zinc recovery from EAF flue dust”, In: G. WARREN (Ed.) EPD Congress. The minerals, metals and materials Society, 1998, p. 1232-1237
KEON N., SWARTZ C. BRABANDER D., HARVEY C. Y HEMOND H., Validation of an arsenic sequential extraction method for evaluating mobility in sediments. Environ. Sci. Tech. 2001. v. 35, 13, p. 2778-2784.
ŚWIERK, K., BIELICKA, A., BOJANOWSKA, I., MAĆKIEWICZ, Z., Investigation of Heavy Metals Leaching from Industrial Wastewater Sludge, Polish J. of Environ. Stud., 2007, v. 16, 3,p. 447-451.
TESSIER A., CAMPBELL C. Y BISSON M., Sequential extraction procedure for the speciation of particulate trace metals. Anal. Chem. 1979. p. 844-851.
VENKATESWARAN P., VELLAICHAMY S. Y PALANIVELU K., Speciation of heavy metals in electroplating industry sludge and wastewater residue using inductively coupled plasma. Environ. Sci. Tech., 2007. v. 4, 4. p. 497-504.
VIRKUTYTE,J., SILLANPÄÄ, M., LATOSTENMAA P., Electrokinetic soil remediation - critical overview. The Science of the Total Environment 2002, 289 p. 97-121