trabajo torno, fresadora,arectificadora
TRANSCRIPT
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 1/33
Instituto Universitario de Tecnología
“ANTONIO JOSÉ DE SUCRE”
Extensión Guayana
MECANIZADO I: PLAN DE
MANTENIMIENTO PARA: EL TORNO,
LA FRESADORA Y LA RECTIFICADORA
Profesor: Estudiante:
Ing. Angel Darnott Blanca Romero
C.I.: 17.055.213
Ciudad Guayana, 10 de Junio del 2011
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 2/33
ÍNDICE
PÁG.
INTRODUCCIÓN……………………………………………………….……… 2
DESARROLLO…………………………………………………………..……… 3 - 331. EL TORNO……………………………………………………………………. 4
1.1 DESCRIPCIÓN Y FUNCIONAMIENTO………………………………. 4
1.2 NORMAS DE SEGURIDAD……………………………………………… 4 - 8
1.3 TIPOS DE HERRAMIENTAS……….….………………………………. 8
1.4 ACCESORIOS…………………………………………………………….. 8
1.5 OPERACIONES……………….…………………...……………………… 8 - 9
1.6 REFRIGERANTE…………………………………………………............ 9 - 10
1.7 VELOCIDA DE CORTE…………………………..………….................... 10
1.8 AVANCE Y PROFUNDIDAD DE CORTE……………………………… 11 - 12
2. LA FRESADORA……………………………………………………………..... 13
2.1 DESCRIPCIÓN Y FUNCIONAMIENTO………………………………… 13 - 14
2.2 MANTENIMIENTO……………………………………………………….. 14 - 15
2.3 NORMAS……………………………………………………………………. 15 - 17
2.4 TIPOS DE HERRAMIENTAS Y USOS………………………………….. 17
2.5 ACCESORIOS……………………………………………………………… 172.6 OPERACIONES……………………………………………………………. 17 - 20
2.7 REFRIGERANTES………………………………………………………… 21 - 23
2.8 VELOCIDAD DE CORTE DEL AVANCE Y PROFUNDIDAD………. 23 - 24
2.9 CÁLCULO DE ENGRANAJE……………………………………………. 25 - 31
2.10 EMPLEO DE APARATOS DIVISORES……………………………….. 31 - 33
CONCLUSIÓN……………………………..………………………………………. 34
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 3/33
INTRODUCCIÓN
A las máquinas más antiguas que el hombre ha construido como medio de ayuda para sutrabajo, pertenece el torno. El mismo se encuentra tanto en la moderna construcción demáquinas como también talleres de reparaciones y posibilita la fabricación de piezas sueltasy de series enteras.
El torno mecánico es una máquina universal especialmente adecuada para la fabricación depequeñas piezas torneadas. En él se pueden efectuar todos los trabajos de torneado posiblesy cortarse roscas.
Su ramo de aplicación es sobre todo la mecánica de precisión. También se lo encuentrafrecuentemente en pequeños talleres de reparaciones. Además también hay que tomar encuenta que la utilización de las fresadoras ha sido de gran ayuda en el trabajo industrial ya
que nos permite un mejor acabado en las diferentes piezas que se fabrican que se utilizan enla vida cotidiana así, como también el mejoramiento en su calidad y presentación yprecisión.
El manejo de la fresadora requiere de personal capacitado para que conozca y determine lamateria prima a utilizar dependiendo del producto a realizar.
Es muy importante que el operador de estas maquinarias conozca las medidas de seguridadque hay que tener al iniciar o poner en marcha este tipo de maquinaria así como también altermino del trabajo darle el mantenimiento adecuado para su mejor utilización.
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 4/33
DESARROLLO
1. EL TORNOEl torno es una máquina herramienta en la cual la pieza que se ha de mecanizar tieneun movimiento de rotación alrededor del eje. Así pues, en el torno la pieza verifica elmovimiento de corte, en tanto que la herramienta produce el avance.
1.1 DESCRIPCIÓN Y FUNCIONAMIENTO
El torno tiene cinco componentes principales:
Bancada: sirve de soporte para las otras unidades del torno. En su parte superiorlleva unas guías por las que se desplaza el cabezal móvil o contrapunto y el carroprincipal.
Cabezal fijo: contiene los engranajes o poleas que impulsan la pieza de trabajo y lasunidades de avance. Incluye el motor, el husillo, el selector de velocidad, el selectorde unidad de avance y el selector de sentido de avance. Además sirve para soporte yrotación de la pieza de trabajo que se apoya en el husillo.
Contrapunto: el contrapunto es el elemento que se utiliza para servir de apoyo ypoder colocar las piezas que son torneadas entre puntos, así como otros elementostales como portabrocas o brocas para hacer taladros en el centro de los ejes. Estecontrapunto puede moverse y fijarse en diversas posiciones a lo largo de la bancada.
Carro portaútil: consta del carro principal, que produce los movimientos de laherramienta en dirección axial; y del carro transversal, que se deslizatransversalmente sobre el carro principal en dirección radial. En los tornos paraleloshay además un carro superior orientable, formado a su vez por tres piezas: la base,el charriot y la torreta portaherramientas. Su base está apoyada sobre una plataformagiratoria para orientarlo en cualquier dirección.
Cabezal giratorio o chuck: su función consiste en sujetar la pieza a mecanizar.Hay varios tipos, como el chuck independiente de cuatro mordazas o el universal,mayoritariamente empleado en el taller mecánico, al igual que hay chucksmagnéticos y de seis mordazas.
PLAN DE MANTENIMIENTO DEL TORNO
En un torno industrial fundamentalmente lo que se debe hacer es evaluar:
Desgastes en las guías de la bancada, verificar el juego en el husilloprincipal.
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 5/33
Verificar los huelgos o ruidos extraños en la caja de velocidades del husilloy en la caja de avances. Aqui la trasmisión de movimiento esfundaentalmente por engranajes.
Verificar los conductos de lubricación hacia todos los lugares y garantizarque la lubricación llegue.
La verificación de la bancada cuando el desgaste no es perceptible es de la siguentemanera:
1.-Colocar un eje patrón correctamente centrado en el plato de garras y apoyarlo enel otro extremo en el contrapunto. Luego colocar un reloj comparador en el carrolongitudinal con el palpador en la parte superior del eje.
2.- Desplazar el carro longitudinal y verificar el movimiento de la aguja delcomparador. Esos desplazamientos del palpador darán una indicación del desgasteen la bancada. BREVE ESPECIFICACIÓN
Altura de puntos 175mm
Distancia entre puntos 1016mm
Volteo sobre bancada 350mm
Sobre carga total 230mm
En el escote (solamente tornos con escote) 500mm
Nariz del husillo 4pulg. D.1camlockPaso del husillo (diámetro máximo de barra) 40mm
Cono de los puntos Morse N° 3
Peso (aproximado) 1016mm entre puntos840kg
Accionamiento: motor de 2.2kw (3CV), de una sola velocidad.
Equipo estándar, suministrado con el torno: plato de arrastre, casquillo central parala nariz de husillo, dos puntos, cono Morse N° 3, cuanta hilos de rosca, juego deherramientas, comprendiendo un juego completo de llaves, cuadro de precisión del
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 6/33
torno.
COMPROBACIONES DE LUBRICACIONAsegurarse que el cabezal está lleno de aceite Shell Tellus 37, que la caja deengranajes este llena hasta el nivel correcto de la mirilla, también con aceite Tellus37, y que el dispositivo del dental este lleno hasta el nivel de la mirilla conlubricantes Shell Tonna T68. Lubricar el carro compuesto y el contra punto a travésde sus engrasadores.
PLATOS Y MONTAJE DEL PLATO
PRECAUCION UTILICE PLATOS PARA ALTA VELOCIDAD
Al colocar los platos de garras o platos de arrastre, asegurese primero que los conosdel husillo y del plato están rigurosamente limpios, y que todas las levas bloqueanen la posición correcta. Al montar un plato nuevo, puede ser necesario reajustar losesparragos camlock, para ello, quite los tornillos prisioneros de cabeza hexagonalinterior, y ajuste cada esparrago de manera que la marca anulaquede a haces con lacara posterior del plato – estando la ranura alineada con el agujero del tornilloprisionero.
A continuación, monte el plato de garras o plato de arrastre sobre la nariz delhusillo, y apriete sucesivamente las tres . levas. Cuando estén totalmente apretadas,la línea del bloqueo de bloqueo de leva de cada una debe señalar entre las dosmarcas del V, en la nariz del husillo.
Si cualquiera de las levas no queda totalmente apretada entre estas marcas limites,desmonte el plato de garras o plato de arrastre, y reajuste el esparrago según seindica en la instalación.
Monte y apriete los tornillos prisioneros de cada esparrago, antes de volver a montarel plato para trabajar.
En cada plato de garras o plato de arrastre correctamente ajustado, debe hacerse unamarca de referencia que debe coincidir con la marca de referencia trazada en lanariz del husillo. Esto facilitara posteriores montajes. NO INTERCAMBIEPLATOS DE GARRAS O PLATOS DE ARRASTRE DE UN TORNO A OTRO,SIN VERIFICAR EL BLOQUEO CORRECTO DE LAS LEVAS.
IMPORTANTE

8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 7/33
Observe cuidadosamente las limitaciones de velocidad, cuando utilice platos dearrastre; los platos de 305mm no deben girar a mas 1400rpm, y los platos de457mm, no deben girar a mas de 1050rpm
DESDE COMPROVACION DE LUBRICACION HASTA IMPORTANTE VA LA
IMAGEN Nº 4 BORRA ESTO NO HP
LIMPIEZA
Antes de accionar algún mando, quite el recubrimiento anti-corrosivo de todas lasguías y del tren del engranaje final, utilizando aguarrás o queroseno.Inmediatamente después de limpiar, aplique aceite a todas las superficiesmecanizadas brillantes, utilizando aceite viscoso o grasa en los engranajes finales.
LIMPIEZA FIG Nº 1 BORRA ESTO NO HPALZAMIENTO
Utilice las placas de sujeción de la bancada y la anilla, para levantar el torno situé elcarro y el contra punto en el extremo de la bancada, para lograr el equilibrio.IMPORTANTE: no utilice eslingas alrededor de la bancada, pues podrían doblar elhusillo patrón y el árbol de avance.
ALZAMIENTO FIG 2 BORRA ESTO NO HP
CONEXIÓN DE LA ACOMETIDA ELECTRICALa acometida eléctrica debe tener un interruptor propio, conectándose los hilos deentrada a los terminales principales del panel eléctrico, en la parte posterior delcabezal.
El sentido de giro del motor principal debe ser a derechas, mirando por el extremode la polea. Si el motor girase en sentido opuesto, intercambie dos cualquiera de lastres fases; en la sección de servicio y mantenimiento figura un esquema
MANDOS DEL DELANTAL
Ademas de manejarlo con el valonte, el carro principal puede tener movimientosmotorizados por medio de los mandos situados en el frente del delantal.
cilindrado, empujar hacia adentro para el cilindrado, tiras hacia afuera para elrefrentado.
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 8/33
La palanca (b) se lleva hacia arriba para acoplar el avance motorizado, y se bajapara el manejo, en los delantales de mano derecha, Y se baja para avancemotorizado y se levanta para operación manual en los delantales de mano izquierda.
La palanca (c) se empuja hacia abajo para acoplar la tuerca del husillo patrón, para
el roscado (véase “indicador cuentahílos “, anteriormente). Disparo del avance. En el delantal va incorporado un mecanismo de disparo, quepermite avanzar con el carro y/o el carro transversal, hasta un tope fijo.
El volante del delantal se puede desacoplar de su tren de engranajes durante elavance motorizado o durante el roscado, tirando del volante hacia afuera a otropunto de enclavamiento con bola y muelle.
CARRO TRANSVERSAL Y CARRO SUPERIORSobre el carro transversal va montado el carro superior enterizo como dotaciónstandard, sobre una base giratoria marcada 0-90-0-90°, para poderlo posicionar conprecisión.
Las escalas de los volantes están graduadas en pulgadas o divisiones métricas,deacerdo con la husillo patrón y tuerca que vaya montado en el torno.
DESDE MANDOS DEL DENTAL HASTA CARRO TRANSVERSAL YCARRO SUPERIOR FIG. Nº 14 BORRA ESTO NO HP!!!
CONTRAPUNTO
Puede desplazarse trnsversalmente para mecanizar con los esbeltos, o para volver aalinearlo, ofreciendo para ello los tornillos (a) que van a cada lado dela base. Soltarla palanca de bloqueo y aflojar los tornillos situados debajo del contrapunto, quesujetan la base sobre la bancada fundida, y después vovera a apretar y comprobar,una vez efectuado el ajuste transversal.
Para desplazar el contrapunto a lo largo de la bancada, se le deja libre empujando lapalanca de amarre (b). la caña del contrapunto se bloquea mediante la pañlanca (c).
CONTRA PUNTO FIG. Nº 16 BORRA ESTO NO HP!!!
TREN DE ENGRANAJE FINALES
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 9/33
La transmisión de cabezal, ala caja de engranes es a través de un tren de engranajes,que va cuvioerta por la tapa final del cabezal. Los engranajes intermedios van sobreel brazo basculas (a)
Los engranajes se deberán limpiar bien antes colocarlos, y para un engrane correcto
la holgura entre dientes debe mantenerse en .127mmLubrique periódicamente los engranajes con un aceite de maquinas vicosas o congrasas, y y engrane con aceitera el eje del engranaje intermedio.
TREN DE ENGRANAJE FINALES FIG. Nº 19 BORRA ESTO NO HP!!!
CORREAS DE TRANSMISION
Para modificar la tensión de las correas quite la tapa situada detrás del montante delcabezal, y ajuste los dos tornillos (a)de la plataforma articulada del motor, asegúreseque el eje del motor queda nivelado.
Apretando ligeramente con los dedos en un punto situado a mitad de recorrido entrelas poleas del motor y del cabezal, debe producir una deflexión de unos 19mm encada correo, si estas están correctamente tensadas
CORREAS DE TRANSMISION FIG. Nº 20 BORRA ESTO NO HP!!!
PROTECCION CONTRA SOBRE CARGA
La transmision queda protegida contra sobrecargas importantes, mediante pasadoresde cizalladura colocados en los arboles de accionamiento de la caja de cambios ydel hisillo patron.
SUBSTITUCION DE LOS PASADORES DE CIZALLADURA
Arbol de propulsion de la caja de engranes. Cortar el interruptor electrico y quitar laproteccion final. Desmontar el engranaje conducido y el distanciador, dejandovisible el casquillo. Quite del casquillo las cabezas cizalladas de los pasadores yretire el casquillo. Empuje el resto del pasador de cizalladura a travèz del agujero deposicionado del arbol propulsor. Vuelva a colocar el casquillo, alineando loscasquillos del arbol , coloque pasadores nuevos y monte de nuevo el distanciador yel engranaje de cambio.
ARBOL DE PROPULSION DEL HUSILLO PATRON
Acople el accionamiento del husillo patron, colocando la palanca del lado derechode la caja de engranajes , a continuacion, gire la brida con pestaña donde va el
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 10/33
pasador roto, hasta la ranura en la parte inferior del càrter de engranajes; empuje elcollarìn cargado con muelle hacia la derecha y empuje el pasador dentro de laranura. Gire la arandela hasta dejar vista la cabeza del pasador, para poderlo sacardel collarìn del husillo patron.
Alinee los agujeros de la brida y del collarìn, introdusca un pasador nuevo y gire laarandela para tapar y sujetar el nuevo pasador de cizalladura. Utilice exclusivamentepasadores de cizalladura de recambios correctos
2. LA FRESADORA
Una fresadora es una máquina herramienta utilizada para realizar mecanizados porarranque de viruta mediante el movimiento de una herramienta rotativa de varios filos decorte denominada fresa. En las fresadoras tradicionales, la pieza se desplaza acercando laszonas a mecanizar a la herramienta, permitiendo obtener formas diversas, desde superficies
planas a otras más complejas.Debido a la variedad de mecanizados que se pueden realizar en las fresadoras actuales, alamplio número de máquinas diferentes entre sí, tanto en su potencia como en suscaracterísticas técnicas, a la diversidad de accesorios utilizados y a la necesidad de cumplirespecificaciones de calidad rigurosas, la utilización de fresadoras requiere de personalcualificado profesionalmente, ya sea programador, preparador o fresador.3
El empleo de estas máquinas, con elementos móviles y cortantes, así como líquidos tóxicospara la refrigeración y lubricación del corte, requiere unas condiciones de trabajo quepreserven la seguridad y salud de los trabajadores y eviten daños a las máquinas, a lasinstalaciones y a los productos finales o semielaborados.
2.1 DESCRIPCIÓN Y FUNCIONAMIENTO
En las máquinas de fresar corrientemente usadas en los talleres de construccionesmecánicas, se distinguen las siguientes partes principales:
•Bastidor
•Husillo de trabajo
•Mesa
•Carro transversal
•Consola
•Caja de velocidades del husillo
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 11/33
•Caja de velocidades de los avances.
• El Bastidor: Es una especie de cajón de fundición, de base reforzada y de formageneralmente rectangular, por medio del cual la máquina se apoya en el suelo. Es laparte que sirve de sostén a los demás órganos de la fresadora.
• Husillo de trabajo: Es uno de los órganos esenciales de la máquina, puesto que es el quesirve de soporte a la herramienta y le dota de movimiento. Este eje recibe el movimientoa través de la caja de velocidades.
• La mesa: Es el órgano que sirve de sostén a las piezas que han de ser trabajadas,directamente montadas sobre ella o a través de accesorios de fijación, para lo cual lamesa está provista de ranuras destinadas a alojar los tornillos de fijación.
• Carro transversal: Es una estructura de fundición de forma rectangular, en cuya partesuperior se desliza y gira la mesa en un plano horizontal; en la base inferior, por mediode unas guias, está ensamblado a la consola, sobre la cual se desliza accionado a mano
por tornillo y tuerca, o automáticamente, por medio de la caja de avances. Un dispositivoadecuado permite su inmovilización.• La consola: Es el órgano que sirve de sostén a la mesa y sus mecanismos de
accionamiento. Es un cuerpo de fundición que se desliza verticalmente en el bastidor através de unas guías por medio de un tornillo telescopio y una tuerca fija. Cuando esnecesario para algunos trabajos, se inmoviliza por medio de un dispositivo de bloqueo.
• Caja de velocidades del husillo: Consta de una serie de engranajes que pueden acoplarsesegún diferentes relaciones de transmisiones, para permitir una extensa gama develocidades del husillo. Generalmente se encuentra alojada interiormente en la partesuperior del bastidor. El accionamiento es independiente de que efectúa la caja deavances, lo cual permite determinar más juiciosamente las mejores condiciones de corte.
• Caja de avances de la fresadora: Es un mecanismo constituido por una serie deengranajes ubicados en el interior del bastidor, en su parte central, aproximadamente.Recibe el movimiento directamente del accionamiento principal de la máquina. Pormedio de acoplamientos con ruedas correderas, pueden establecerse diversasvelocidades de avances. El enlace del mecanismo con el husillo de la mesa o la consolase realiza a través de un eje extensible de articulaciones cardán
2.2 MANTENIMIENTO
• Diario
Limpieza de máquina (operario)
Inspección visual (ruidos y vibraciones anormales, fugas de aceite, de líquido refrigerante,conexiones eléctricas, etc)
Comprobación del estado de herramienta
Comprobación de niveles de aceite y refrigerante
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 12/33
• Mensual
Cambio de filtros, si procede
Medición de consumo de corriente
Comprobación de funcionamiento
Calibración de posición
Comprobación de la seta de emergencia
Comprobación de la protección por derivación
Inspección visual de cuadros eléctricos (cables dañados, elementos en mal estado, estadodel ventilador, estado del filtro, etc)
Limpieza del cuadro eléctrico y de control
• Anual
Revisión completa del grupo hidráulico
Cambio de aceite y filtros
Limpieza del depósito de aceite y refrigerante
Revisión completa de herramientas
Revisión completa del cableado
Medición de aislamiento de motores (meger)
Limpieza por aspiración de cuadros eléctricos y de control
Reapriete de tornillos
Sustitución de filtros de cuadros eléctricos
Reparación de todas las averías y problemas de los que se tenga conocimiento
2.3 NORMAS
ANTES DE COMENZAR A FRESAR
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 13/33
Antes de poner la fresadora en marcha para comenzar el trabajo de mecanizado, se realizarán lascomprobaciones siguientes:
1. Que la mordaza, plato divisor, o dispositivo de sujeción de piezas de que se trate, estáfuertemente o a la mesa de la fresadora.
2. Que la pieza a trabajar está correcta y firmemente sujeta al dispositivo de sujeción.
3. Que la fresa está bien colocada en el eje de¡ cabeza¡ y firmemente sujeta.
4. Que la mesa no encontrará obstáculos en su recorrido.5. Que sobre la mesa de la fresadora no hay piezas o herramientas abandonadas que pudieran caer oser alcanzadas por la fresa.
6. Que las carcasas de protección de las poleas, engranajes, cárdanes y eje M cabezal, están en susitio y bien fijados.
7. Siempre que el trabajo lo permita, se protegerá la fresa con una cubierta que evite los contactos
accidentales y las proyecciones de fragmentos de la herramienta, caso de que se rompiera. Estaprotección es indispensable cuando el trabajo de fresado se realice a altas velocidades.
DURANTE EL FRESADO
1. Durante el mecanizado, se han de mantener las manos alejadas de la fresa que gira. Si el trabajose realiza en ciclo automático, las manos no deberán apoyarse en la mesa de la fresadora.
2. Todas las operaciones de comprobación, ajuste, etc., deben realizarse con la fresadora parada,especialmente las siguientes:
• alejarse o abandonar el puesto de trabajo.
•́ sujetar la pieza a trabajar.
• medir y calibrar.
• comprobar el acabado.
• limpiar y engrasar.
• ajustar protecciones.
• dirigir el chorro de líquido refrigerante.
3. Aun paradas, las fresas son herramientas cortantes. Al soltar o amarrar piezas se deben tomarprecauciones contra los cortes que pueden producirse en manos y brazos.
ORDEN LIMPIEZA Y CONSERVACION
1. La fresadora debe mantenerse en perfecto estado de conservación, limpia y correctamenteengrasada.
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 14/33
2. Asimismo debe cuidarse el orden y conservación de las herramientas, utillaje y accesorios; tenerun sitio para cada cosa y cada cosa en su sitio.
3. La zona de trabajo y las inmediaciones de la fresadora deberán mantenerse limpias y libres deobstáculos y manchas de aceite. Los objetos caídos y desperdigados pueden provocar tropezones yresbalones peligrosos, por lo que deberán ser recogidos antes de que esto suceda.
4. Las virutas deben ser retiradas con regularidad, sin esperar al final de la jornada.
5. Las herramientas deben guardarse en un armario o lugar adecuado. No debe dejarse ningunaherramienta u objeto suelto sobre la fresadora.6. Tanto las piezas en bruto como las ya mecanizadas han de apilarse de forma ordenada, o bienutilizar contenedores adecuados si las piezas son de pequeño tamaño.
Se dejará libre un amplio pasillo de entrada y salida a 1 a f resadora. No debe haber materialesapilados detrás del operario.
2.4 TIPOS DE HERRAMIENTAS Y USOS
Las herramientas de corte más utilizadas en una fresadora se denominan fresas, aunquetambién pueden utilizarse otras herramientas para realizar operaciones diferentes al fresado,como brocas para taladrar o escariadores. Las fresas son herramientas de corte de forma,material y dimensiones muy variadas de acuerdo con el tipo de fresado que se quierarealizar. Una fresa está determinada por su diámetro, su forma, material constituyente,números de labios o dientes que tenga y el sistema de sujección a la máquina.
Los labios cortantes de las fresas de acero rápido (HSS) pueden ser rectilíneos ohelicoidales, y las fresas que montan plaquitas intercambiables son de carburo metálicocomo el carburo de tungsteno, conocido como widia, de metalcerámica o, en casos
especiales, de nitruro de boro cúbico (CBN) o de diamante policristalino (PDC). Engeneral, los materiales más duros en los filos de corte permiten utilizar mayoresvelocidades de corte, pero al ser menos tenaces, exigen una velocidad de avance menor. Elnúmero de labios o plaquitas de las fresas depende de su diámetro, de la cantidad de virutaque debe arrancar, de la dureza del material y del tipo de fresa.
2.5 ACCESORIOS
Existen varios accesorios que se instalan en las fresadoras para realizar operaciones demecanizado diferentes o para una utilización con mayor rapidez, precisión y seguridad.
• Dispositivos de adición de ejes: cabezal multiangular (permite orientar el eje delportaherramientas), divisor universal con contrapunto y juego de engranes y mesacircular divisora.
• Dispositivos para sujeción de piezas: plato universal de 3 garras con contraplato;contrapunto y lunetas; mordaza giratoria graduada; mordaza hidráulica.
• Dispositivos para sujeción de herramientas: ejes porta-fresas largos y cortos, eje porta-pinzas y juego de pinzas.
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 15/33
• Dispositivos para operaciones especiales: aparato de mortajar giratorio, cabezal demandrinar.
• Dispositivos de control: visualización digital de cotas y palpadores de medida.
2.6 OPERACIONES
Con el uso creciente de las fresadoras de control numérico están aumentando lasoperaciones de fresado que se pueden realizar con este tipo de máquinas, siendo así que elfresado se ha convertido en un método polivalente de mecanizado. El desarrollo de lasherramientas ha contribuido también a crear nuevas posibilidades de fresado además deincrementar de forma considerable la productividad, la calidad y exactitud de lasoperaciones realizadas.
El fresado consiste principalmente en el corte del material que se mecaniza con unaherramienta rotativa de varios filos, que se llaman dientes, labios o plaquitas de metal duro,que ejecuta movimientos de avance programados de la mesa de trabajo en casi cualquier
dirección de los tres ejes posibles en los que se puede desplazar la mesa donde va fijada lapieza que se mecaniza.
Las herramientas de fresar se caracterizan por su diámetro exterior, el número de dientes, elpaso de los dientes (distancia entre dos dientes consecutivos) y el sistema de fijación de lafresa en la máquina.
En las fresadoras universales utilizando los accesorios adecuados o en las fresadoras decontrol numérico se puede realizar la siguiente relación de fresados:
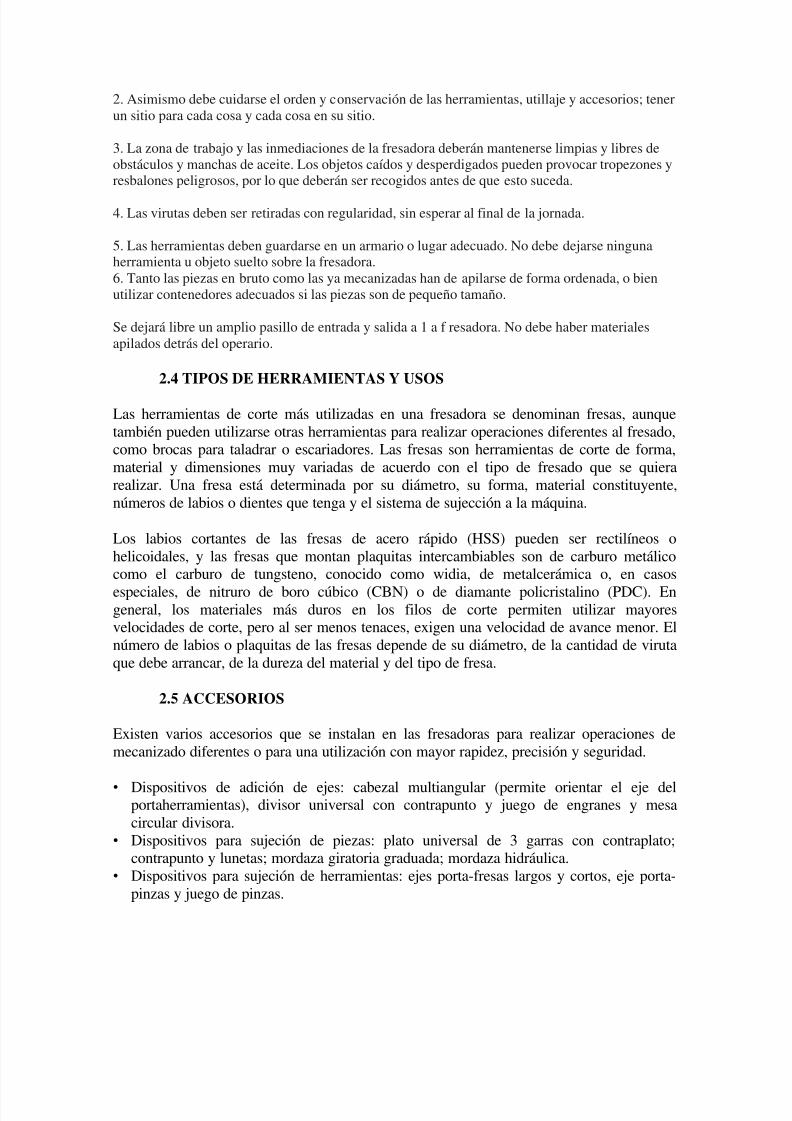
Fresa de planear de plaquitas de metal duro.
Planeado. La aplicación más frecuente de fresado es el planeado, que tiene porobjetivo conseguir superficies planas. Para el planeado se utilizan generalmentefresas de planear de plaquitas intercambiables de metal duro, existiendo una gamamuy variada de diámetros de estas fresas y del número de plaquitas que monta cadafresa. Los fabricantes de plaquitas recomiendan como primera opción el uso deplaquitas redondas o con ángulos de 45º como alternativa.
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 16/33
Fresado en escuadra. El fresado en escuadra es una variante del planeado queconsiste en dejar escalones perpendiculares en la pieza que se mecaniza. Para ello seutilizan plaquitas cuadradas o rómbicas situadas en el portaherramientas de formaadecuada.
Cubicaje. La operación de cubicaje es muy común en fresadoras verticales uhorizontales y consiste en preparar los tarugos de metal u otro material comomármol o granito en las dimensiones cúbicas adecuadas para operacionesposteriores. Este fresado también se realiza con fresas de planear de plaquitasintercambiables.
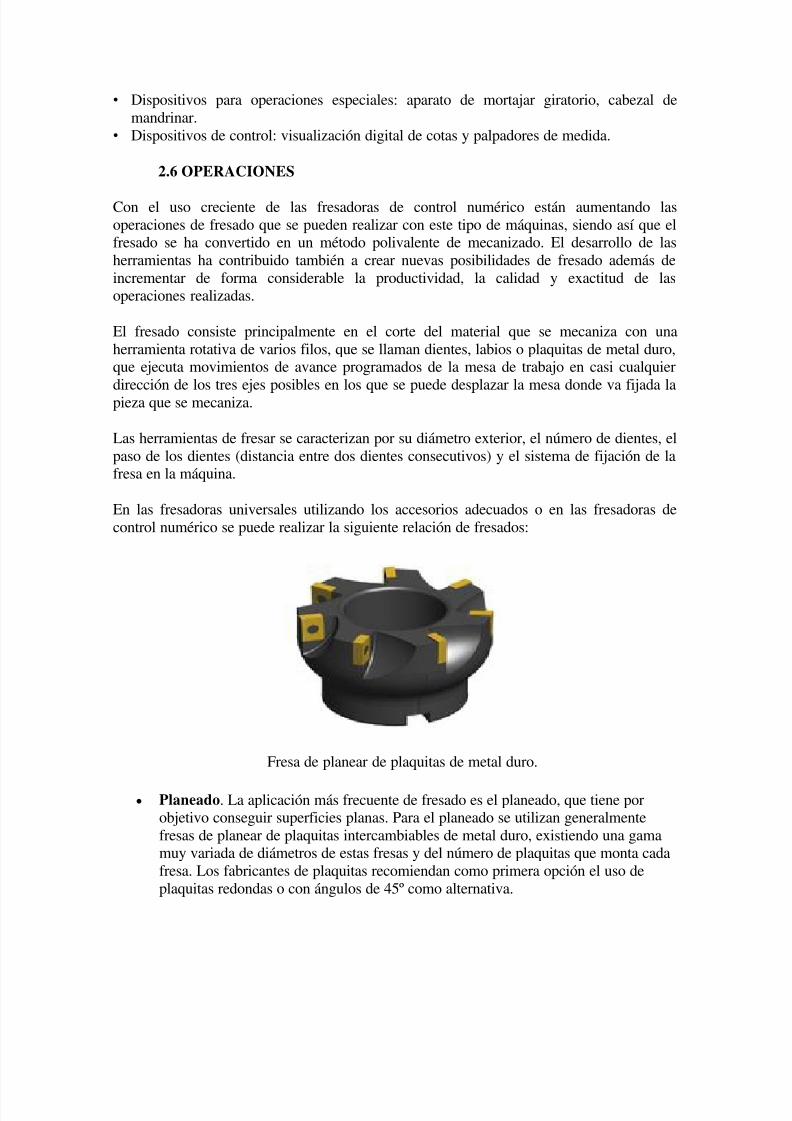
Corte. Una de las operaciones iniciales de mecanizado que hay que realizar consistemuchas veces en cortar las piezas a la longitud determinada partiendo de barras yperfiles comerciales de una longitud mayor. Para el corte industrial de piezas seutilizan indistintamente sierras de cinta o fresadoras equipadas con fresas cilíndricasde corte. Lo significativo de las fresas de corte es que pueden ser de acero rápido ode metal duro. Se caracterizan por ser muy delgadas (del orden de 3 mm aunquepuede variar), tener un diámetro grande y un dentado muy fino. Se utilizan fresas dedisco relativamente poco espesor (de 0,5 a 6 mm) y hasta 300 mm de diámetro conlas superficies laterales retranqueadas para evitar el rozamiento de estas con lapieza.
Fresa de disco para ranurar. Fresas para ranurado de chaveteros.
Ranurado recto. Para el fresado de ranuras rectas se utilizan generalmente fresascilíndricas con la anchura de la ranura y, a menudo, se montan varias fresas en el eje
portafresas permitiendo aumentar la productividad de mecanizado. Al montaje devarias fresas cilíndricas se le denomina tren de fresas o fresas compuestas. Lasfresas cilíndricas se caracterizan por tener tres aristas de corte: la frontal y las doslaterales. En la mayoría de aplicaciones se utilizan fresas de acero rápido ya que lasde metal duro son muy caras y por lo tanto solo se emplean en producciones muygrandes.
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 17/33
Ranurado de forma. Se utilizan fresas de la forma adecuada a la ranura, que puedeser en forma de T, de cola de milano, etc.
Ranurado de chaveteros. Se utilizan fresas cilíndricas con mango, conocidas en elargot como bailarinas, con las que se puede avanzar el corte tanto en dirección
perpendicular a su eje como paralela a este. Copiado. Para el fresado en copiado se utilizan fresas con plaquitas de perfil
redondo a fin de poder realizar operaciones de mecanizado en orografías y perfilesde caras cambiantes. Existen dos tipos de fresas de copiar: las de perfil de mediabola y las de canto redondo o tóricas.
Fresado de cavidades. En este tipo de operaciones es recomendable realizar untaladro previo y a partir del mismo y con fresas adecuadas abordar el mecanizado dela cavidad teniendo en cuenta que los radios de la cavidad deben ser al menos un15% superior al radio de la fresa.
Torno-fresado. Este tipo de mecanizado utiliza la interpolación circular enfresadoras de control numérico y sirve tanto para el torneado de agujeros deprecisión como para el torneado exterior. El proceso combina la rotación de la piezay de la herramienta de fresar siendo posible conseguir una superficie de revolución.Esta superficie puede ser concéntrica respecto a la línea central de rotación de lapieza. Si se desplaza la fresa hacia arriba o hacia abajo coordinadamente con el girode la pieza pueden obtenerse geometrías excéntricas, como el de una leva, o inclusoel de un árbol de levas o un cigüeñal. Con el desplazamiento axial es posiblealcanzar la longitud requerida.
Fresado de roscas. El fresado de roscas requiere una fresadora capaz de realizarinterpolación helicoidal simultánea en dos grados de libertad: la rotación de la piezarespecto al eje de la hélice de la rosca y la traslación de la pieza en la dirección dedicho eje. El perfil de los filos de corte de la fresa deben ser adecuados al tipo derosca que se mecanice.
Fresado frontal. Consiste en el fresado que se realiza con fresas helicoidalescilíndricas que atacan frontalmente la operación de fresado. En las fresadoras decontrol numérico se utilizan cada vez más fresas de metal duro totalmente integralesque permiten trabajar a velocidades muy altas.
Fresado de engranajes. El fresado de engranajes apenas se realiza ya en fresadorasuniversales mediante el plato divisor, sino que se hacen en máquinas especialesllamadas talladoras de engranajes y con el uso de fresas especiales del módulo dediente adecuado.
Taladrado, escariado y mandrinado. Estas operaciones se realizan habitualmenteen las fresadoras de control numérico dotadas de un almacén de herramientas yutilizando las herramientas adecuadas para cada caso.
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 18/33
Mortajado. Consiste en mecanizar chaveteros en los agujeros, para lo cual seutilizan brochadoras o bien un accesorio especial que se acopla al cabezal de lasfresadoras universales y transforma el movimiento de rotación en un movimientovertical alternativo.
Fresado en rampa. Es un tipo de fresado habitual en el mecanizado de moldes quese realiza con fresadoras copiadoras o con fresadoras de control numérico
2.7 REFRIGERANTES
Empleo de líquidos refrigerantes durante el fresado.
Los líquidos lubricantes-refrigeradores se usan, principalmente, para la extracción del calordel instrumento cortante. Ellos hacen descender la temperatura en la zona de maquinado,con lo que elevan la resistencia de la herramienta, mejora la calidad de la superficie que setrata y protegen contra la corrosión la herramienta cortantes y la pieza bruta que se trabaja.
A los líquidos lubricantes- refrigerantes se presentan los siguientes requisitos: elevadascalidades refrigerantes y lubricantes, resistencia anticorrosiva, aseguramiento de correctascondiciones sanitarias e higiénicas de trabajo. Además dichos líquidos no deben deteriorarlos recubrimientos de la laca y pintura de la máquina herramienta, en el proceso de trabajono debe descomponerse en fases por separado, debe ser resistente a la contaminaciónbacteriológica, etc. Las nuevas marcas de líquidos lubricantes refrigerantes confeccionadasen los últimos tiempos, como regla, satisfacen estos requisitos:
La alimentación de los líquidos lubricantes-refrigerantes a la zona de corte se realiza“regando” dicha zona, con flujo a presión por la parte posterior de la herramienta, por pulverización y/o por otros métodos.
Las fresas equipadas con plaquitas de aleaciones duras trabajan, por regla, sin líquidoslubricantes-refrigeradores o bien con refrigeración abundante con emulsión.
En una serie de casos se ha obtenido resultados positivos al efectuar la refrigeración conlíquido pulverizado o con aire comprimido
Medios de refrigeración y lubricación para el trabajo de los metales.
Para el trabajo de los metales. Ya sea con o sin desprendimiento de viruta, se necesitadisponer de medios de refrigeración y lubricación. Estos medios, que llamaremos derefrigeración y engrase, han de cumplir las siguientes misiones:
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 19/33
•Evacuación del calor de la herramienta y del útil, lubricación entre la herramienta y lapieza, disminución de la resistencia al rozamiento y con ello disminución del consumo defuerza. Sirven además para elevar el tiempo de duración del útil, para la obtención de unasuperficie exterior de mejor calidad y para el arrastre de las virutas.
Los aceites de corte son aceites minerales, animales o vegetales o también una mezcla deellos. Los aceites de corte no deben mezclarse con agua.
Los aceites para taladrar, que se utilizan predominantemente a modo de refrigerantes, sondisoluciones de jabón en aceites minerales. La relación de mezcla se rige por el objetivoque se persiga y oscila entre el 5 y 25 % de contenido de jabón, según que deba predominarla acción refrigerante o la lubricante.
La llamada emulsión de aceite para taladrar, y más generalmente Taladrina, es una mezclade agua con aproximadamente un 1º% a un 12% de aceite para taladrar. Se caracteriza poruna gran eficacia refrigeradora y es de inflamación muy difícil. Para la preparación de lataladrina se emplea agua blanda y no demasiada fría. Si se emplea agua caliente sevolatilizarían componentes importantes del aceite para taladrar.
La taladrina es uno de los medios de lubricación más usados en los talleres, por suscualidades químicas y por ser uno de los más económicos en el mercado.
Los líquidos lubricantes-refrigeradores confeccionados en los últimos tiempos tienen, porlo general, elevadas propiedades anticorrosivas. Así, por ejemplo, para el maquinado dehierro fundido se puede emplear Ukrinol- 1.
Este líquido es una mezcla de aceite mineral, emulsificadores e inhibidores de la corrosión;se caracteriza por buenas propiedades de explotación e higiénicas.
Al fresar aleaciones de aluminio con fresas de aleaciones duras se recomienda refrigerarlascon emulsión “Ukrinol-1”, aceite o emulsión pulverizados.
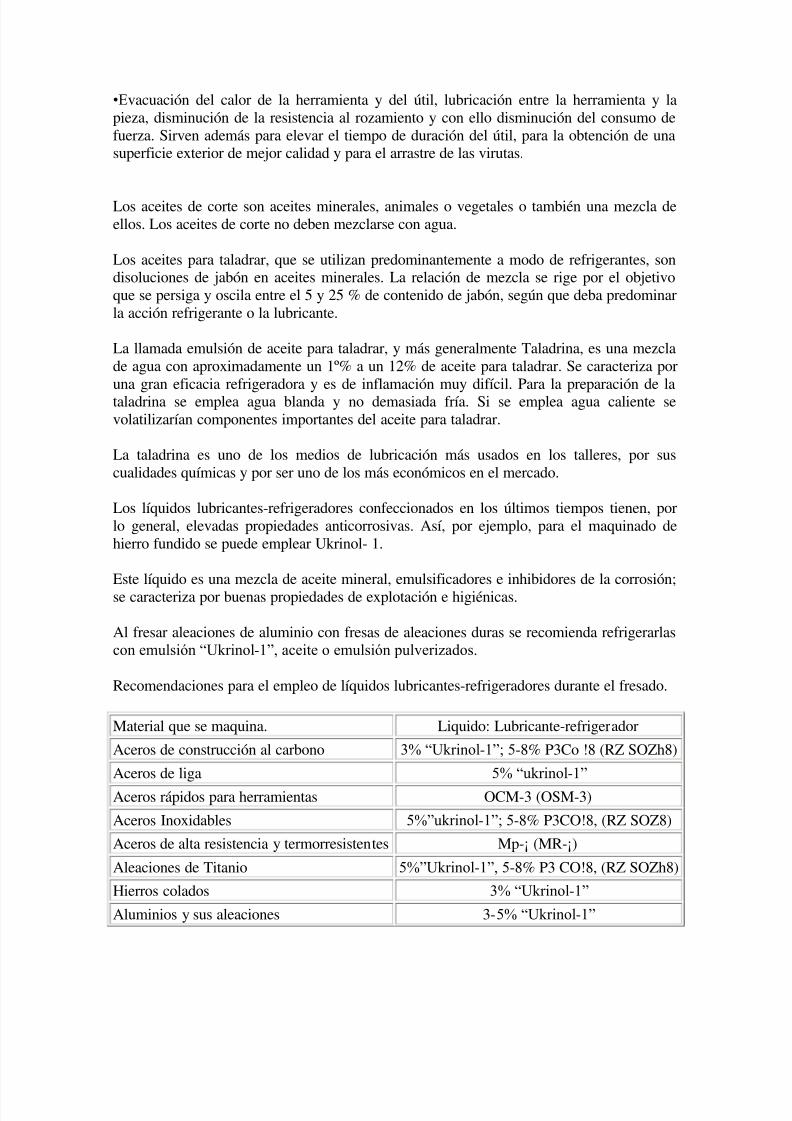
Recomendaciones para el empleo de líquidos lubricantes-refrigeradores durante el fresado.
Material que se maquina. Liquido: Lubricante-refrigerador
Aceros de construcción al carbono 3% “Ukrinol-1”; 5-8% P3Co !8 (RZ SOZh8)
Aceros de liga 5% “ukrinol-1”
Aceros rápidos para herramientas OCM-3 (OSM-3)
Aceros Inoxidables 5%”ukrinol-1”; 5-8% P3CO!8, (RZ SOZ8)
Aceros de alta resistencia y termorresistentes Mp-¡ (MR-¡)
Aleaciones de Titanio 5%”Ukrinol-1”, 5-8% P3 CO!8, (RZ SOZh8)
Hierros colados 3% “Ukrinol-1”
Aluminios y sus aleaciones 3-5% “Ukrinol-1”
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 20/33
Cobre y sus aleaciones MP-4 (MR-4)
Lubricantes grafitados: Que son igualmente lubricantes sólidos, son aceites de engrase conpequeña adición de grafito muy finamente molido. La especial acción de la lubricacióngrafitica consiste en que el grafito aplana y alisa las rugosidades de las superficies de
rodamiento o de deslizamiento. En virtud de esta acción de pulimento y de sus buenaspropiedades lubricantes se emplean lubricantes grafíticos para el funcionamiento (enrodaje) de ruedas dentadas, y para soportes que hayan de estar sometidos a presionesextraordinariamente elevadas. Se caracterizan por una resistencia muy elevada a latemperatura y por rechazar el polvo.
El molicote; también un lubricante sólido, es un material lubricante de levado rendimientoque está compuesto por una mezcla de disulfuro de molibdeno (MoS2) con aceites y grasas.Se utiliza para elevadas presiones en los soportes, para altas temperaturas, así como paradisminuir el roce en la embutición profunda. Los cristales de disulfuro de molibdenoconstan de pequeñísimas plaquitas que se adhieren muy fuertemente a las superficies de los
metales mientras que se desplazan fácilmente entre sí aun en el caso de altas presiones.
Los lubricantes sintéticos: (aceites, como por ejemplo los aceites de silicona y grasas) sefabrican de primeras materias
brutas, tales como los aceites minerales. Tienen frente a los lubricantes de base vegetal, acausa de los inalterables aceites
que son su base, mayor uniformidad. La película que forman tienen gran resistencia, buenafacilidad de “mojar” las superficies, bajo coeficiente de rozamiento y reducida variación dela viscosidad cuando cambia la temperatura. La pureza química de los materiales de partida
impiden la resinficación, disminuye el peligro de corrosión y permite un engrase a grandesintervalos de tiempo.
2.8 VELOCIDAD DE CORTE DEL AVANCE Y PROFUNDIDAD
Se define como velocidad de corte la velocidad lineal de la periferia de la fresa u otraherramienta que se utilice en el fresado. La velocidad de corte, que se expresa en metrospor minuto (m/min), tiene que ser elegida antes de iniciar el mecanizado y su valoradecuado depende de muchos factores, especialmente de la calidad y tipo de fresa que seutilice, de la dureza y la maquinabilidad que tenga el material que se mecanice y de lavelocidad de avance empleada. Las limitaciones principales de la máquina son su gama de
velocidades, la potencia de los motores y de la rigidez de la fijación de la pieza y de laherramienta.
Como cada filo de corte de la fresa trabaja intermitentemente sobre la pieza, cortandoúnicamente durante una fracción de cada revolución de la herramienta, los filos de cortealcanzan temperaturas inferiores a las que se alcanzan en un torno y, en consecuencia, seutilizan velocidades de corte mayores. No obstante, el trabajo de la fresa en conjunto puedeno considerarse intermitente, pues siempre hay un filo de corte en fase de trabajo
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 21/33
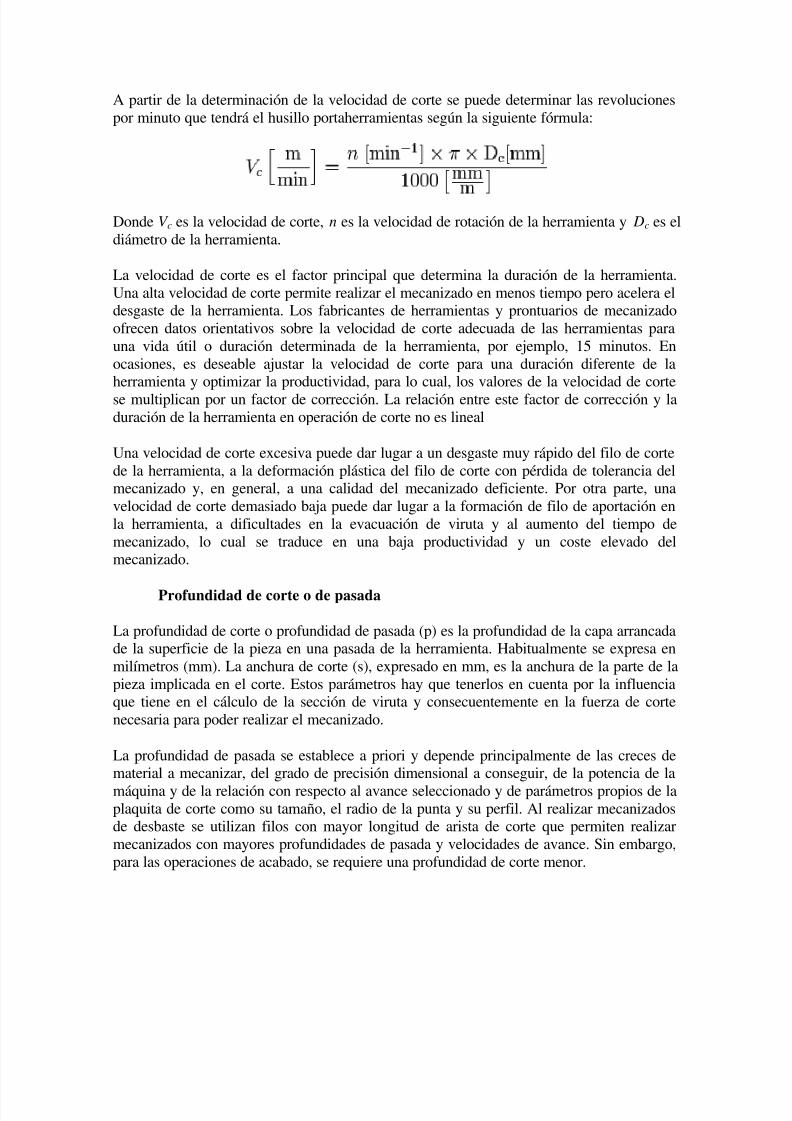
A partir de la determinación de la velocidad de corte se puede determinar las revolucionespor minuto que tendrá el husillo portaherramientas según la siguiente fórmula:
Donde V c es la velocidad de corte, n es la velocidad de rotación de la herramienta y Dc es eldiámetro de la herramienta.
La velocidad de corte es el factor principal que determina la duración de la herramienta.Una alta velocidad de corte permite realizar el mecanizado en menos tiempo pero acelera eldesgaste de la herramienta. Los fabricantes de herramientas y prontuarios de mecanizadoofrecen datos orientativos sobre la velocidad de corte adecuada de las herramientas parauna vida útil o duración determinada de la herramienta, por ejemplo, 15 minutos. Enocasiones, es deseable ajustar la velocidad de corte para una duración diferente de laherramienta y optimizar la productividad, para lo cual, los valores de la velocidad de cortese multiplican por un factor de corrección. La relación entre este factor de corrección y laduración de la herramienta en operación de corte no es lineal
Una velocidad de corte excesiva puede dar lugar a un desgaste muy rápido del filo de cortede la herramienta, a la deformación plástica del filo de corte con pérdida de tolerancia delmecanizado y, en general, a una calidad del mecanizado deficiente. Por otra parte, unavelocidad de corte demasiado baja puede dar lugar a la formación de filo de aportación enla herramienta, a dificultades en la evacuación de viruta y al aumento del tiempo demecanizado, lo cual se traduce en una baja productividad y un coste elevado delmecanizado.
Profundidad de corte o de pasada
La profundidad de corte o profundidad de pasada (p) es la profundidad de la capa arrancadade la superficie de la pieza en una pasada de la herramienta. Habitualmente se expresa enmilímetros (mm). La anchura de corte (s), expresado en mm, es la anchura de la parte de lapieza implicada en el corte. Estos parámetros hay que tenerlos en cuenta por la influenciaque tiene en el cálculo de la sección de viruta y consecuentemente en la fuerza de cortenecesaria para poder realizar el mecanizado.
La profundidad de pasada se establece a priori y depende principalmente de las creces dematerial a mecanizar, del grado de precisión dimensional a conseguir, de la potencia de la
máquina y de la relación con respecto al avance seleccionado y de parámetros propios de laplaquita de corte como su tamaño, el radio de la punta y su perfil. Al realizar mecanizadosde desbaste se utilizan filos con mayor longitud de arista de corte que permiten realizarmecanizados con mayores profundidades de pasada y velocidades de avance. Sin embargo,para las operaciones de acabado, se requiere una profundidad de corte menor.
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 22/33
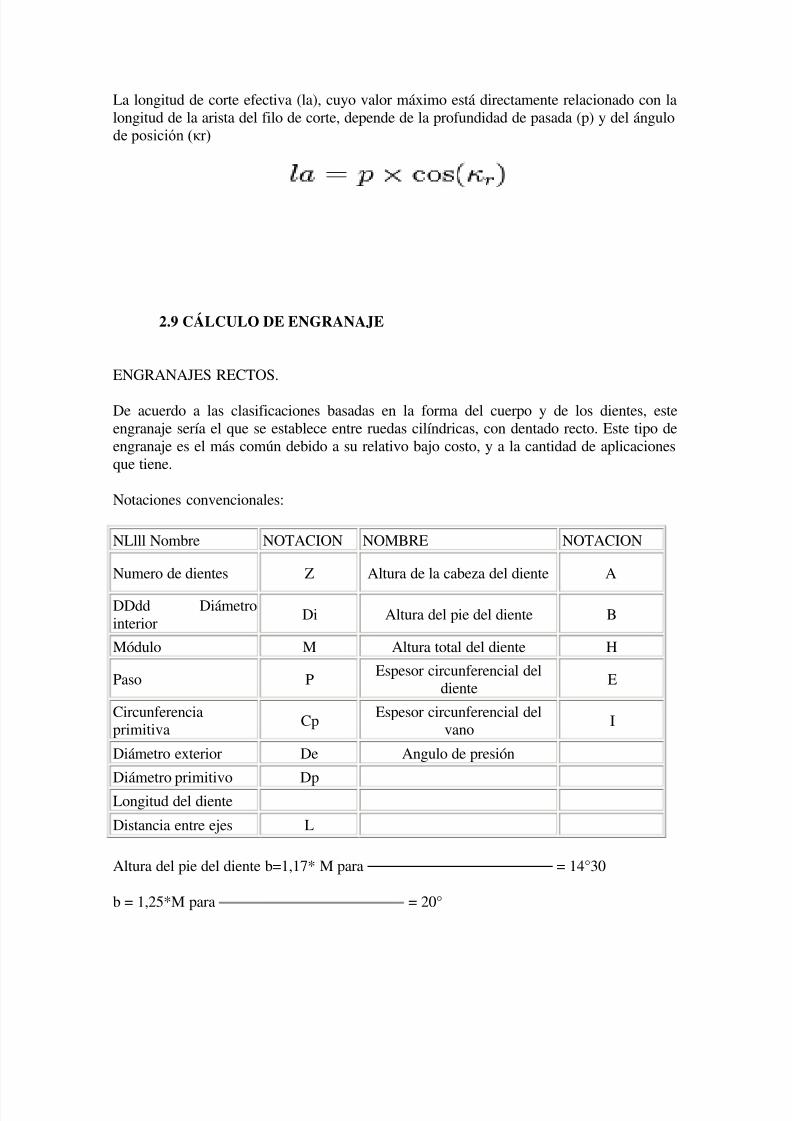
La longitud de corte efectiva (la), cuyo valor máximo está directamente relacionado con lalongitud de la arista del filo de corte, depende de la profundidad de pasada (p) y del ángulode posición (κr)
2.9 CÁLCULO DE ENGRANAJE
ENGRANAJES RECTOS.
De acuerdo a las clasificaciones basadas en la forma del cuerpo y de los dientes, esteengranaje sería el que se establece entre ruedas cilíndricas, con dentado recto. Este tipo deengranaje es el más común debido a su relativo bajo costo, y a la cantidad de aplicacionesque tiene.
Notaciones convencionales:
NLlll Nombre NOTACION NOMBRE NOTACION
Numero de dientes Z Altura de la cabeza del diente A
DDdd Diámetrointerior
Di Altura del pie del diente B
Módulo M Altura total del diente H
Paso PEspesor circunferencial del
dienteE
Circunferenciaprimitiva
CpEspesor circunferencial del
vanoI
Diámetro exterior De Angulo de presión
Diámetro primitivo Dp
Longitud del diente
Distancia entre ejes L
Altura del pie del diente b=1,17* M para = 14°30
b = 1,25*M para = 20°
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 23/33
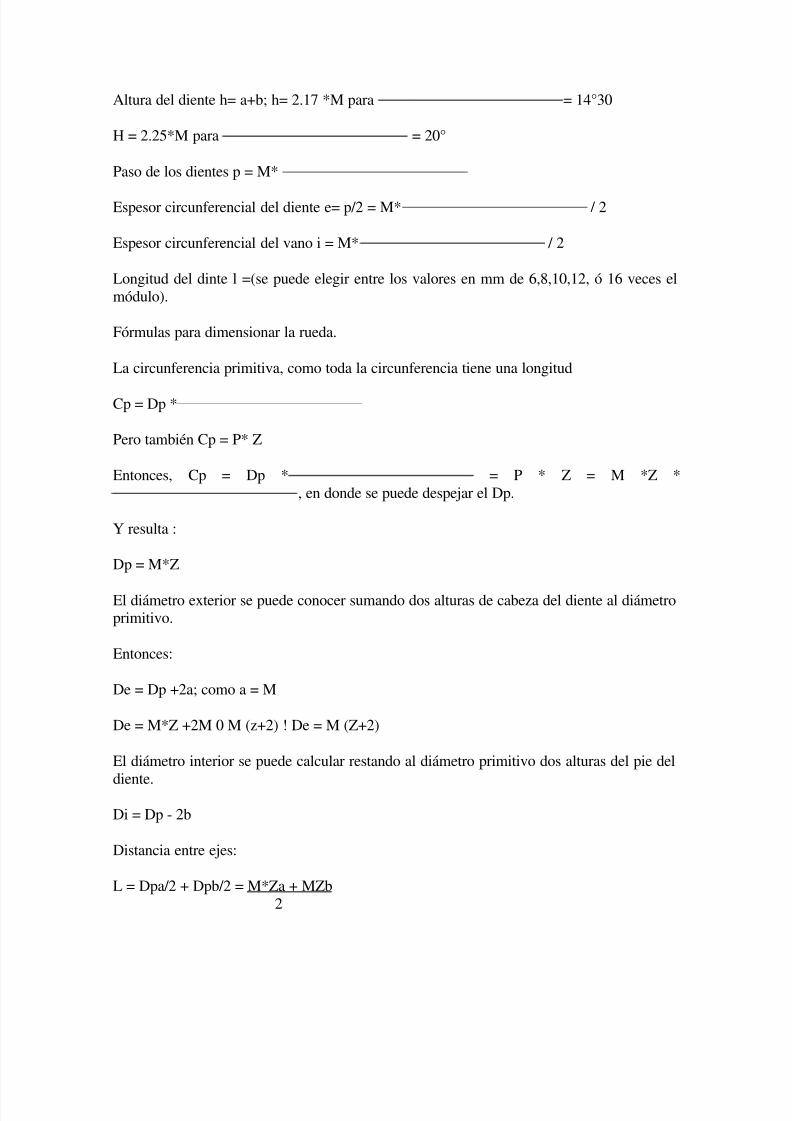
Altura del diente h= a+b; h= 2.17 *M para = 14°30
H = 2.25*M para = 20°
Paso de los dientes p = M*
Espesor circunferencial del diente e= p/2 = M* / 2
Espesor circunferencial del vano i = M* / 2
Longitud del dinte l =(se puede elegir entre los valores en mm de 6,8,10,12, ó 16 veces elmódulo).
Fórmulas para dimensionar la rueda.
La circunferencia primitiva, como toda la circunferencia tiene una longitud
Cp = Dp *
Pero también Cp = P* Z
Entonces, Cp = Dp * = P * Z = M *Z *, en donde se puede despejar el Dp.
Y resulta :
Dp = M*Z
El diámetro exterior se puede conocer sumando dos alturas de cabeza del diente al diámetroprimitivo.
Entonces:
De = Dp +2a; como a = M
De = M*Z +2M 0 M (z+2) ! De = M (Z+2)
El diámetro interior se puede calcular restando al diámetro primitivo dos alturas del pie del
diente.Di = Dp - 2b
Distancia entre ejes:
L = Dpa/2 + Dpb/2 = M*Za + MZb2
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 24/33
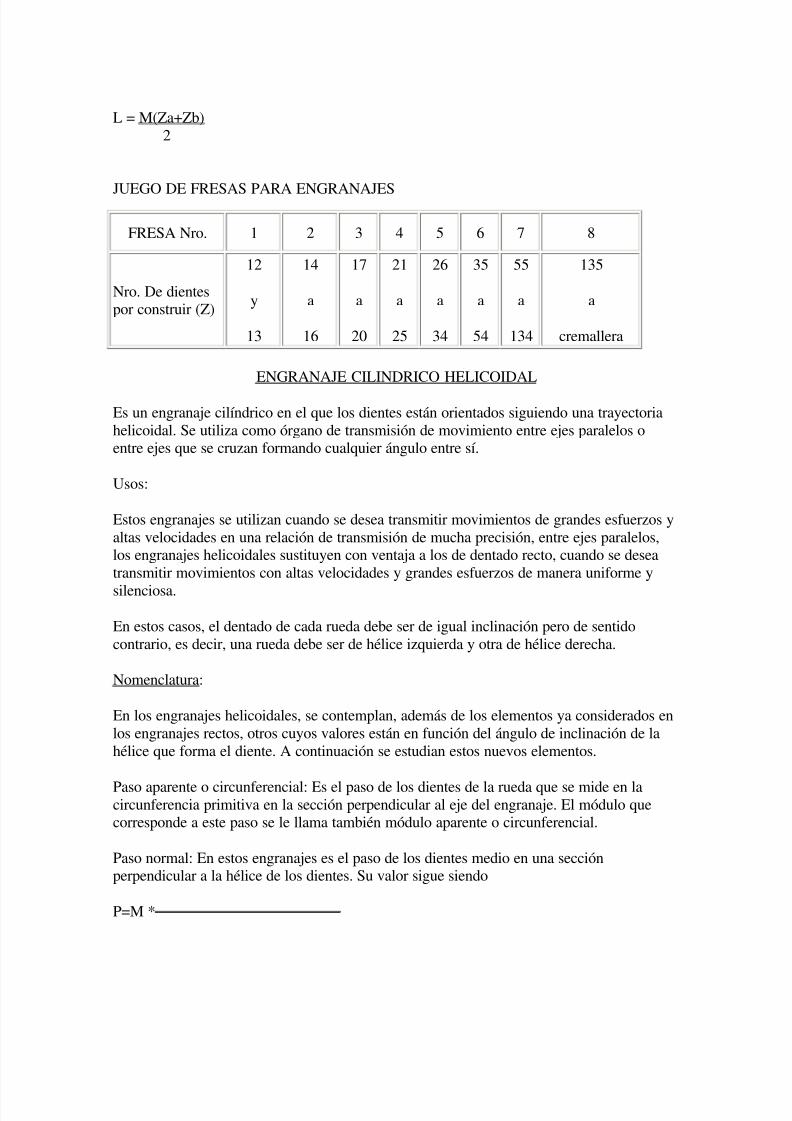
L = M(Za+Zb)
2
JUEGO DE FRESAS PARA ENGRANAJES
FRESA Nro. 1 2 3 4 5 6 7 8
Nro. De dientespor construir (Z)
12
y
13
14
a
16
17
a
20
21
a
25
26
a
34
35
a
54
55
a
134
135
a
cremallera
ENGRANAJE CILINDRICO HELICOIDAL
Es un engranaje cilíndrico en el que los dientes están orientados siguiendo una trayectoriahelicoidal. Se utiliza como órgano de transmisión de movimiento entre ejes paralelos oentre ejes que se cruzan formando cualquier ángulo entre sí.
Usos:
Estos engranajes se utilizan cuando se desea transmitir movimientos de grandes esfuerzos yaltas velocidades en una relación de transmisión de mucha precisión, entre ejes paralelos,los engranajes helicoidales sustituyen con ventaja a los de dentado recto, cuando se deseatransmitir movimientos con altas velocidades y grandes esfuerzos de manera uniforme y
silenciosa.
En estos casos, el dentado de cada rueda debe ser de igual inclinación pero de sentidocontrario, es decir, una rueda debe ser de hélice izquierda y otra de hélice derecha.
Nomenclatura:
En los engranajes helicoidales, se contemplan, además de los elementos ya considerados enlos engranajes rectos, otros cuyos valores están en función del ángulo de inclinación de lahélice que forma el diente. A continuación se estudian estos nuevos elementos.
Paso aparente o circunferencial: Es el paso de los dientes de la rueda que se mide en lacircunferencia primitiva en la sección perpendicular al eje del engranaje. El módulo quecorresponde a este paso se le llama también módulo aparente o circunferencial.
Paso normal: En estos engranajes es el paso de los dientes medio en una secciónperpendicular a la hélice de los dientes. Su valor sigue siendo
P=M *
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 25/33
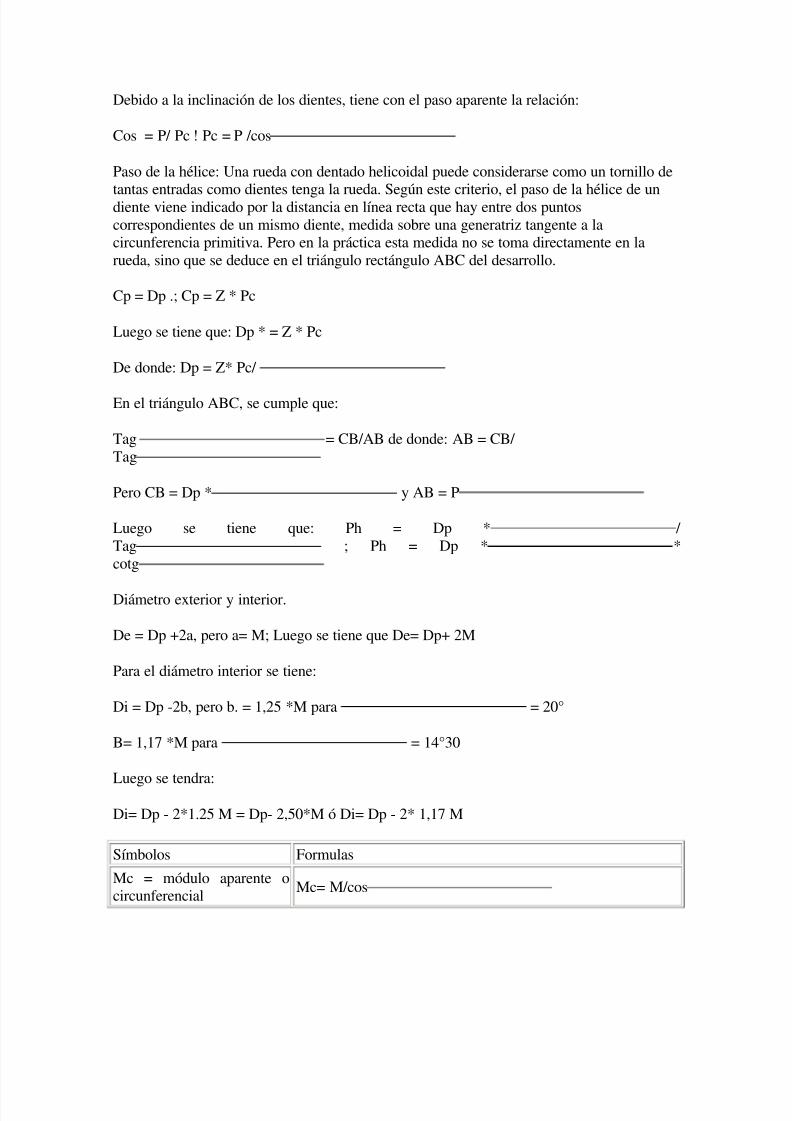
Debido a la inclinación de los dientes, tiene con el paso aparente la relación:
Cos = P/ Pc ! Pc = P /cos
Paso de la hélice: Una rueda con dentado helicoidal puede considerarse como un tornillo de
tantas entradas como dientes tenga la rueda. Según este criterio, el paso de la hélice de undiente viene indicado por la distancia en línea recta que hay entre dos puntoscorrespondientes de un mismo diente, medida sobre una generatriz tangente a lacircunferencia primitiva. Pero en la práctica esta medida no se toma directamente en larueda, sino que se deduce en el triángulo rectángulo ABC del desarrollo.
Cp = Dp .; Cp = Z * Pc
Luego se tiene que: Dp * = Z * Pc
De donde: Dp = Z* Pc/
En el triángulo ABC, se cumple que:
Tag = CB/AB de donde: AB = CB/ Tag
Pero CB = Dp * y AB = P
Luego se tiene que: Ph = Dp * / Tag ; Ph = Dp * *cotg
Diámetro exterior y interior.
De = Dp +2a, pero a= M; Luego se tiene que De= Dp+ 2M
Para el diámetro interior se tiene:
Di = Dp -2b, pero b. = 1,25 *M para = 20°
B= 1,17 *M para = 14°30
Luego se tendra:Di= Dp - 2*1.25 M = Dp- 2,50*M ó Di= Dp - 2* 1,17 M
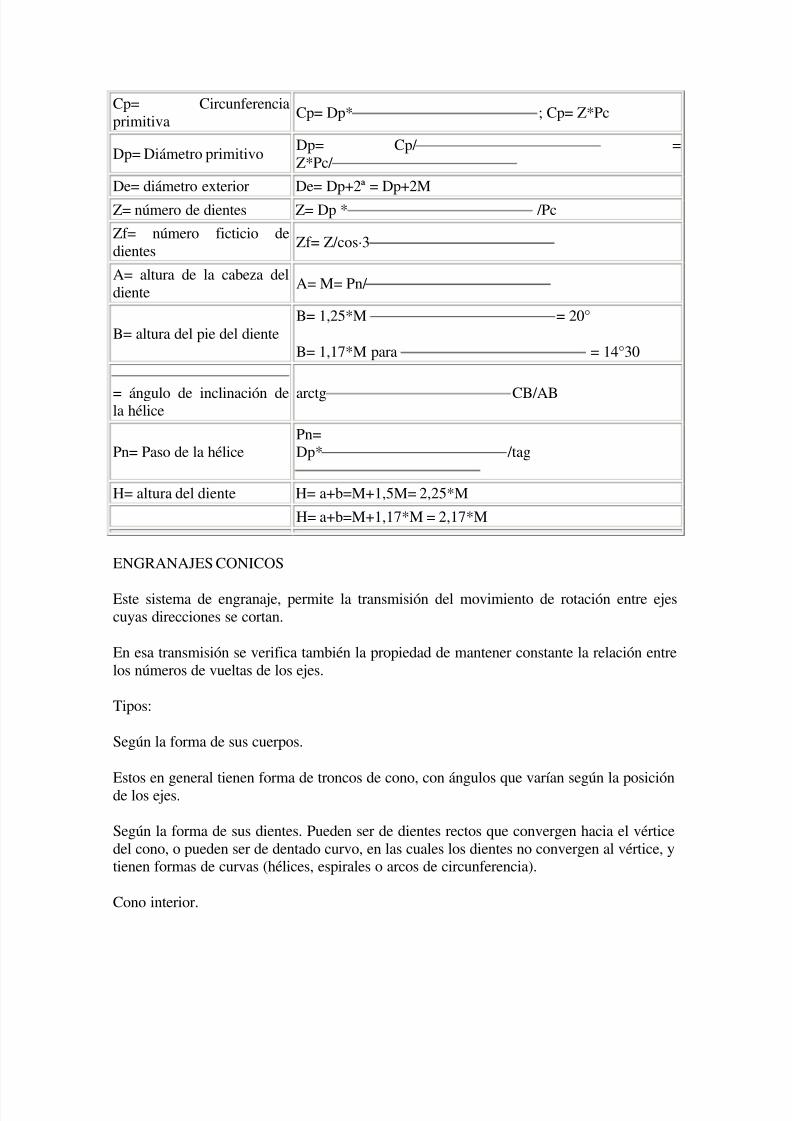
Símbolos Formulas
Mc = módulo aparente ocircunferencial
Mc= M/cos
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 26/33
Cp= Circunferenciaprimitiva
Cp= Dp* ; Cp= Z*Pc
Dp= Diámetro primitivoDp= Cp/ =Z*Pc/
De= diámetro exterior De= Dp+2ª = Dp+2M
Z= número de dientes Z= Dp * /Pc
Zf= número ficticio dedientes
Zf= Z/cos·3
A= altura de la cabeza deldiente
A= M= Pn/
B= altura del pie del dienteB= 1,25*M = 20°
B= 1,17*M para = 14°30
= ángulo de inclinación dela hélice
arctg CB/AB
Pn= Paso de la hélicePn=Dp* /tag
H= altura del diente H= a+b=M+1,5M= 2,25*M
H= a+b=M+1,17*M = 2,17*M
ENGRANAJES CONICOS
Este sistema de engranaje, permite la transmisión del movimiento de rotación entre ejescuyas direcciones se cortan.
En esa transmisión se verifica también la propiedad de mantener constante la relación entrelos números de vueltas de los ejes.
Tipos:
Según la forma de sus cuerpos.
Estos en general tienen forma de troncos de cono, con ángulos que varían según la posiciónde los ejes.
Según la forma de sus dientes. Pueden ser de dientes rectos que convergen hacia el vérticedel cono, o pueden ser de dentado curvo, en las cuales los dientes no convergen al vértice, ytienen formas de curvas (hélices, espirales o arcos de circunferencia).
Cono interior.
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 27/33
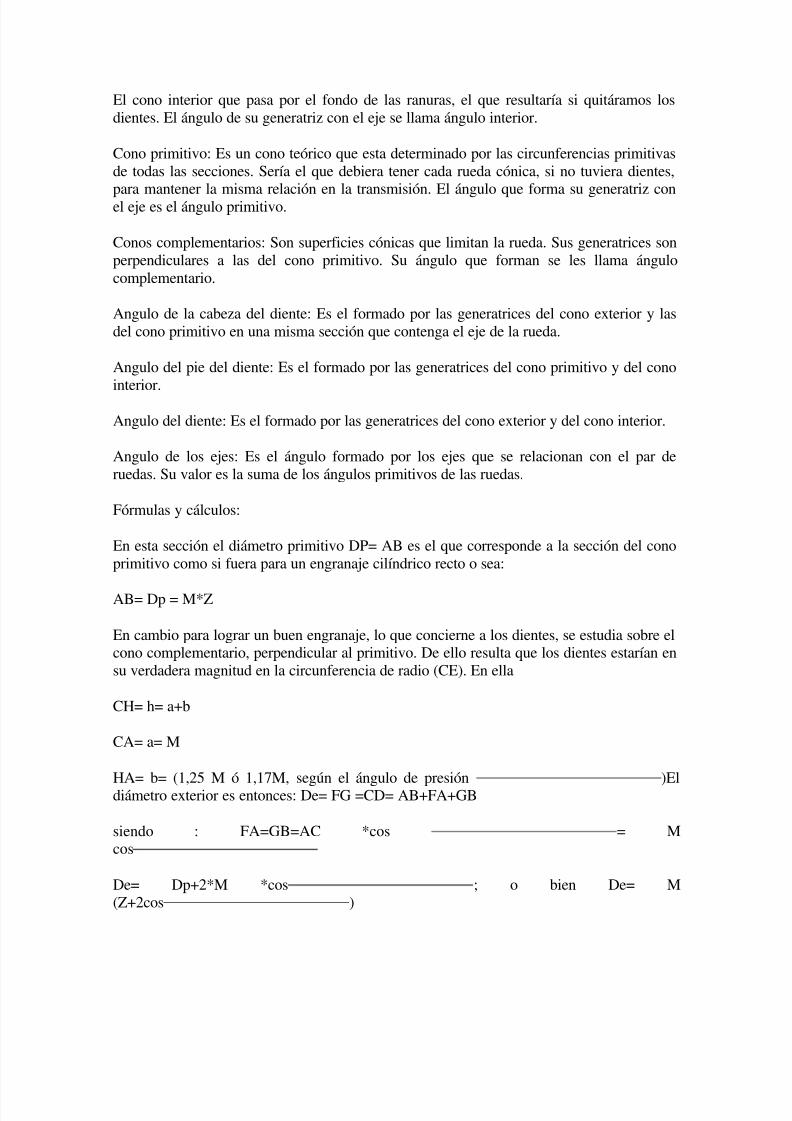
El cono interior que pasa por el fondo de las ranuras, el que resultaría si quitáramos losdientes. El ángulo de su generatriz con el eje se llama ángulo interior.
Cono primitivo: Es un cono teórico que esta determinado por las circunferencias primitivasde todas las secciones. Sería el que debiera tener cada rueda cónica, si no tuviera dientes,
para mantener la misma relación en la transmisión. El ángulo que forma su generatriz conel eje es el ángulo primitivo.
Conos complementarios: Son superficies cónicas que limitan la rueda. Sus generatrices sonperpendiculares a las del cono primitivo. Su ángulo que forman se les llama ángulocomplementario.
Angulo de la cabeza del diente: Es el formado por las generatrices del cono exterior y lasdel cono primitivo en una misma sección que contenga el eje de la rueda.
Angulo del pie del diente: Es el formado por las generatrices del cono primitivo y del cono
interior.
Angulo del diente: Es el formado por las generatrices del cono exterior y del cono interior.
Angulo de los ejes: Es el ángulo formado por los ejes que se relacionan con el par deruedas. Su valor es la suma de los ángulos primitivos de las ruedas.
Fórmulas y cálculos:
En esta sección el diámetro primitivo DP= AB es el que corresponde a la sección del conoprimitivo como si fuera para un engranaje cilíndrico recto o sea:
AB= Dp = M*Z
En cambio para lograr un buen engranaje, lo que concierne a los dientes, se estudia sobre elcono complementario, perpendicular al primitivo. De ello resulta que los dientes estarían ensu verdadera magnitud en la circunferencia de radio (CE). En ella
CH= h= a+b
CA= a= M
HA= b= (1,25 M ó 1,17M, según el ángulo de presión )Eldiámetro exterior es entonces: De= FG =CD= AB+FA+GB
siendo : FA=GB=AC *cos = Mcos
De= Dp+2*M *cos ; o bien De= M(Z+2cos )
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 28/33
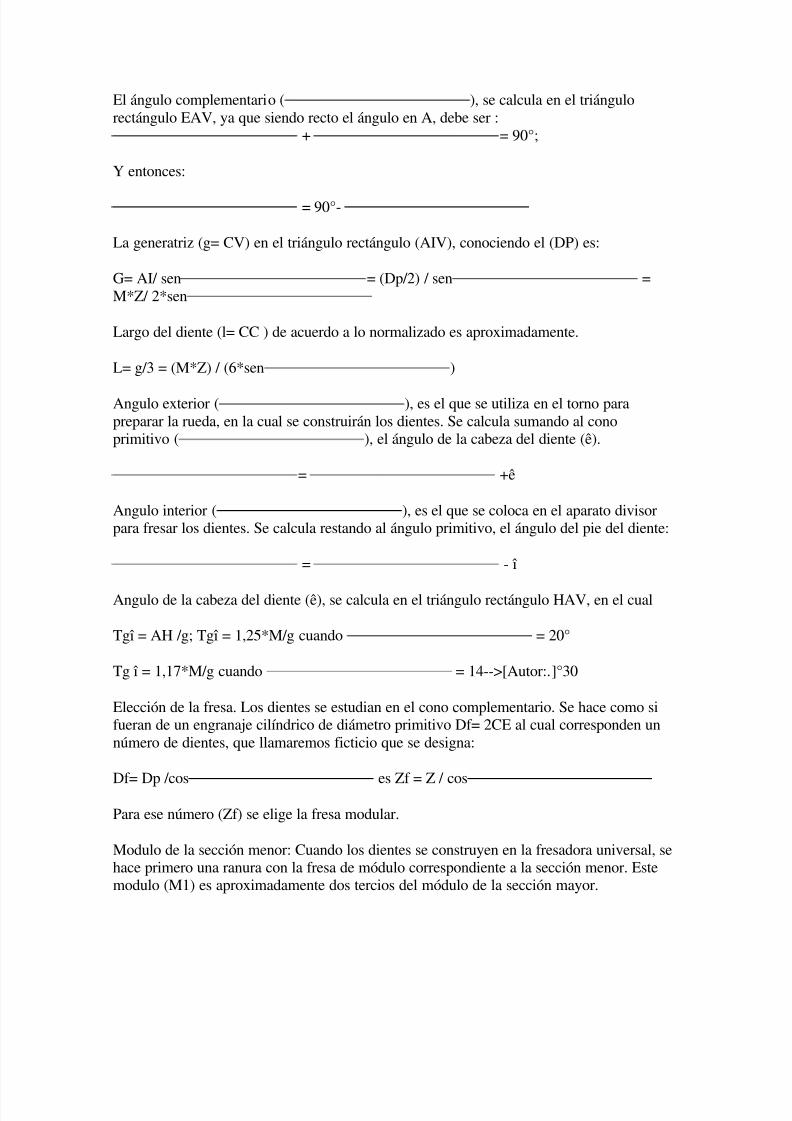
El ángulo complementario ( ), se calcula en el triángulorectángulo EAV, ya que siendo recto el ángulo en A, debe ser :
+ = 90°;
Y entonces:
= 90°-
La generatriz (g= CV) en el triángulo rectángulo (AIV), conociendo el (DP) es:
G= AI/ sen = (Dp/2) / sen =M*Z/ 2*sen
Largo del diente (l= CC ) de acuerdo a lo normalizado es aproximadamente.
L= g/3 = (M*Z) / (6*sen )
Angulo exterior ( ), es el que se utiliza en el torno parapreparar la rueda, en la cual se construirán los dientes. Se calcula sumando al conoprimitivo ( ), el ángulo de la cabeza del diente (ê).
= +ê
Angulo interior ( ), es el que se coloca en el aparato divisorpara fresar los dientes. Se calcula restando al ángulo primitivo, el ángulo del pie del diente:
= - î
Angulo de la cabeza del diente (ê), se calcula en el triángulo rectángulo HAV, en el cual
Tgî = AH /g; Tgî = 1,25*M/g cuando = 20°
Tg î = 1,17*M/g cuando = 14-->[Autor:.]°30
Elección de la fresa. Los dientes se estudian en el cono complementario. Se hace como sifueran de un engranaje cilíndrico de diámetro primitivo Df= 2CE al cual corresponden unnúmero de dientes, que llamaremos ficticio que se designa:
Df= Dp /cos es Zf = Z / cosPara ese número (Zf) se elige la fresa modular.
Modulo de la sección menor: Cuando los dientes se construyen en la fresadora universal, sehace primero una ranura con la fresa de módulo correspondiente a la sección menor. Estemodulo (M1) es aproximadamente dos tercios del módulo de la sección mayor.
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 29/33
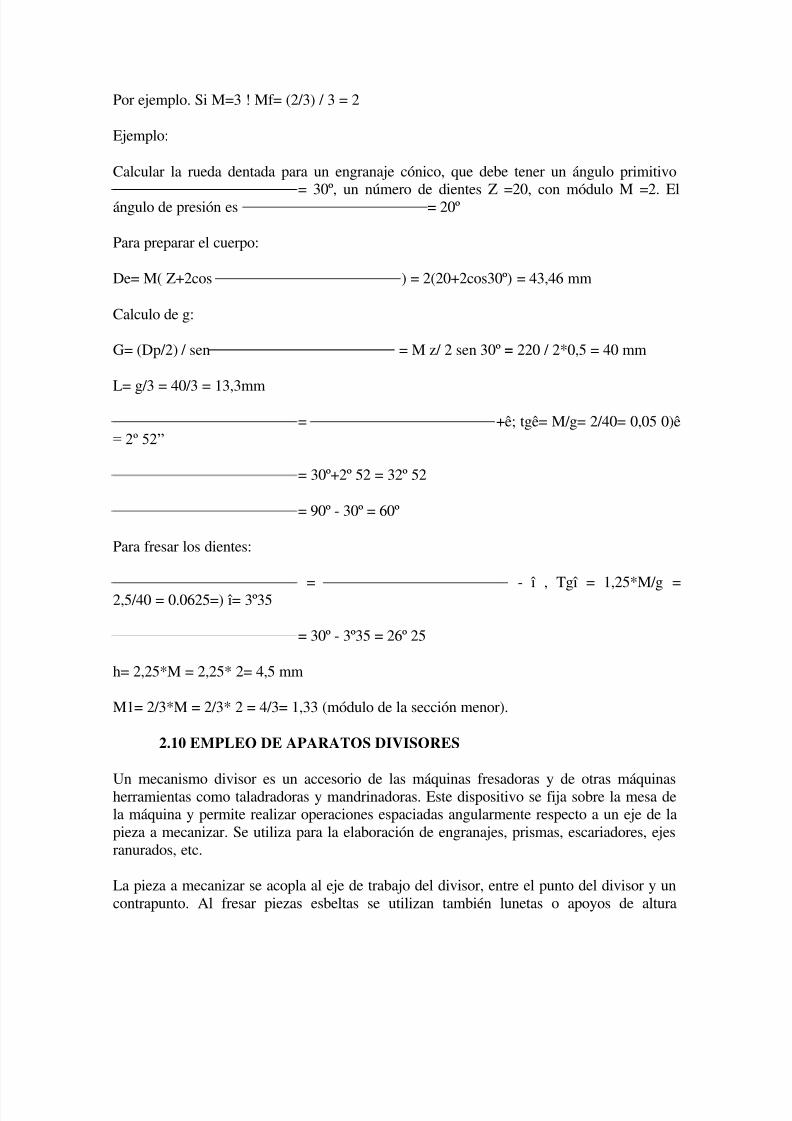
Por ejemplo. Si M=3 ! Mf= (2/3) / 3 = 2
Ejemplo:
Calcular la rueda dentada para un engranaje cónico, que debe tener un ángulo primitivo
= 30º, un número de dientes Z =20, con módulo M =2. Elángulo de presión es = 20º
Para preparar el cuerpo:
De= M( Z+2cos ) = 2(20+2cos30º) = 43,46 mm
Calculo de g:
G= (Dp/2) / sen = M z/ 2 sen 30º = 220 / 2*0,5 = 40 mm
L= g/3 = 40/3 = 13,3mm= +ê; tgê= M/g= 2/40= 0,05 0)ê
= 2º 52”
= 30º+2º 52 = 32º 52
= 90º - 30º = 60º
Para fresar los dientes:
= - î , Tgî = 1,25*M/g =2,5/40 = 0.0625=) î= 3º35
= 30º - 3º35 = 26º 25
h= 2,25*M = 2,25* 2= 4,5 mm
M1= 2/3*M = 2/3* 2 = 4/3= 1,33 (módulo de la sección menor).
2.10 EMPLEO DE APARATOS DIVISORES
Un mecanismo divisor es un accesorio de las máquinas fresadoras y de otras máquinasherramientas como taladradoras y mandrinadoras. Este dispositivo se fija sobre la mesa dela máquina y permite realizar operaciones espaciadas angularmente respecto a un eje de lapieza a mecanizar. Se utiliza para la elaboración de engranajes, prismas, escariadores, ejesranurados, etc.
La pieza a mecanizar se acopla al eje de trabajo del divisor, entre el punto del divisor y uncontrapunto. Al fresar piezas esbeltas se utilizan también lunetas o apoyos de altura
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 30/33
regulable para que las deformaciones no sean excesivas. El divisor directo incorpora undisco o platillo con varias circunferencias concéntricas, en cada una de las cuales hay unnúmero diferente de agujeros espaciados regularmente. En uno de estos agujeros seposiciona un pasador que gira solidariamente con la manivela del eje de mando. Si eldivisor está automatizado, la división se realiza de forma automática, utilizando un disco
apropiado para cada caso. Este sistema se emplea en mecanizar grandes cantidades de ejesranurados por ejemplo. La relación de transmisión entre el eje de mando y el eje de trabajodepende del tipo de mecanismo divisor que se utilice. Hay tres tipos de mecanismosdivisores: divisor directo, divisor semiuniversal y divisor universal.
Un divisor directo tiene un árbol que, por un extremo tiene una punta cónica para centrar eleje la pieza, y por el otro se acciona directamente por la manivela. Algunos de estosdivisores, en lugar de tener discos intercambiables con agujeros circunferenciales, tienenranuras periféricas y el pasador de retención se sitúa perpendicularmente al eje de mando.
Un divisor semiuniversal se utiliza básicamente para mecanizar ejes y engranajes demuchos dientes cuando es posible establecer una relación exacta entre el movimiento degiro de la pieza y el giro de la palanca sobre el platillo de agujeros. Para que ello seaposible, este tipo de divisor incorpora un mecanismo interior de tornillo sin fin y ruedahelicoidal cuya relación de transmisión (i) usualmente es de 40:1 ó 60:1, así como variosdiscos intercambiables. En estos casos, la manivela de mando debe dar 40 ó 60 vueltas paracompletar una vuelta en el eje de trabajo del divisor. Para girar el eje de trabajo unafracción de vuelta de valor determinado debe calcularse previamente el giro que ha derealizar la manivela. Por ejemplo, para el tallado de un piñón de 20 dientes, la maniveladebe girar 40/20 = 2 vueltas para avanzar de un diente al siguiente. Si se desea tallar unengranaje de 33 dientes, la solución es 40/33 = 1+7/33, con lo cual hay que instalar unplatillo que tenga 33 agujeros y habrá que dar un giro a la manivela de una vuelta completamás 7 agujeros del platillo de 33 agujeros.
El divisor universal es de constitución parecida al divisor semiuniversal y se diferencia deeste último en que incorpora un tren exterior de engranajes intercambiables que permiterealizar la división diferencial y tallar engranajes helicoidales cuando se establece unarelación de giro del plato divisor con el avance de la mesa de la fresadora. La divisióndiferencial se utiliza cuando el engranaje que se desea tallar tiene un número de dientes queno es posible hacerlo de forma directa con los platillos disponibles porque no se dispone delnúmero de agujeros que puedan conseguir un cociente exacto entre el giro del eje deldivisor y el de la manivela del platillo.[13]
Para el mecanizado de grandes producciones de ejes ranurados o escariadores, existenmecanismos divisores automáticos con discos ranurados según el número de estrías de losejes. Estos discos agilizan el trabajo de forma considerable. El tallado de engranajes conestos mecanismos apenas se utiliza en la actualidad porque existen máquinas para el talladode engranajes que consiguen mayores niveles de calidad y productividad. Algunasfresadoras modernas de control numérico (CNC) disponen de mesas giratorias o cabezalesorientables para que las piezas puedan ser mecanizadas por diferentes planos y ángulos deaproximación, lo cual hace innecesario utilizar el mecanismo divisor en estas máquinas.
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 31/33
CONCLUSION
Después del desarrollo de esta investigación con fines didácticos podemos concluirque el torno es una de la máquina herramienta más usada en las empresasmetalmecánicas por la gran cantidad de aplicaciones mecánicas que se puedenaplicar en él.
8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 32/33
El torno, es la máquina giratoria más común y más antigua, sujeta una pieza demetal o de madera y la hace girar mientras un útil de corte da forma al objeto. El útilpuede moverse paralela o perpendicularmente a la dirección de giro, para obtenerpiezas con partes cilíndricas o cónicas, o para cortar acanaladuras. Empleando útilesespeciales, un torno se puede utilizar también para obtener superficies lisas, como
las producidas por una fresadora, o para taladrar orificios en la pieza.Podemos decir que la fresa posee una amplia gama de procesos para mecanizardebido a las distintos tipos de herramienta de corte que posee( fresas) además detener la cualidad de trabajar de forma cilíndrica y frontal lo que la diferencia de lasdemás maquinas y tiene la ventaja sobre el torno que la herramienta de corte a lahora de mecanizar tiene un menor calentamiento como también un menor desgastedebido a que gira lo que hace que trabajen todos los dientes en el corte a diferenciadel torno que solo trabaja uno.
El tiempo de mecanizado debido a la inexperiencia y otros factores de error humanovaría el tiempo teórico con el real.
De las fresadoras podemos obtener variadas funciones que permiten fabricar piezasmuy complejas donde se caracterizan sus ángulos, profundidades, alturas, etc. Lamayoría de las piezas que se necesitan fabrican hoy en día tienen estascaracterísticas, ya que cada día la tecnología obliga a diseñar piezas que permitancomplementar enormes inventos diseñados para la vida útil, Producción, etc, graciasa las fresadoras universales la obtención de dichas piezas es posible fabricarlas y así tener un avance tecnológico en la ciencia del hombre.

8/3/2019 Trabajo Torno, Fresadora,Arectificadora
http://slidepdf.com/reader/full/trabajo-torno-fresadoraarectificadora 33/33