tecnotransfer 15 sr - technology italiana · 2018-04-17 · 6.3 funzioni macro 5 6.4 programmazione...
TRANSCRIPT

TECNOTRANSFER 15 SR
Manuale dell’operatore

E’ assolutamente proibito effettuare copie di questo manuale, utilizzarne parti ocomunicarne il contenuto a terzi senza precedente autorizzazione dellaTECNOLOGY ITALIANA S.r.l.
Ogni cura è stata posta nella raccolta e nella verifica della documentazionecontenuta in questo manuale.
Tuttavia la TECNOLOGY ITALIANA S.r.l. non può assumersi responsabilitàderivante dell’uso della stessa.
2

INDICE
PRIMA PARTE - Operazioni preliminari
1 Operazioni preliminari
1.1 Descrizione della pulsantiera della consolle pag. 2
1.2 Accensione macchina 6
1.3 Azzeramento asse T 6
1.4 Sistema dei morsetti 7
1.5 Condizioni per spegnere la macchina 7
2 Ciclo automatico
2.1 Esecuzione del programma pag. 1
2.2 Inserimento di un programma da tastiera 1
2.3 Ricerca di un dato del programma 2
2.4 Cancellazione di un dato del programma 2
2.5 Alterazione di un dato del programma 3
2.6 Inserimento di un dato mancante 3
2.7 Inserimento di un intero blocco mancante 4
3 Memoria e trasmissione dati
3.1 Richiamo di un programma dalla memoria pag. 1
3.2 Cancellazione di un programma dalla memoria 1
3.3 Ricezione e trasmissione dati 1
3.4 Richiamo di tutti i programmi in memoria 2
3.5 Utilizzo dell’Handy File 3
3.6 Utilizzo del doppio processore 8
3
SECONDA PARTE – Programmazione
4 Funzioni di programmazione
4.1 Descrizione della pulsantiera della consolle pag. 2
4.2 Funzione di macchina “M” 5
4.3 Funzione “G” dei cicli di lavoro 6
4.4 Funzione di scarico pezzi con PIANETTO 6
4.5 Funzioni di avanzamento “G” 7
4.6 Funzioni varie 8
4.7 Assi programmabili 8
4.8 Note generali di programmazione 8
4.9 Descrizione delle funzioni “M” 10
4.10 Descrizione delle funzioni “G” 15
4.11 Punto decimale 18
4.12 Asse “C” - Rotazione utensili 19
4.13 Asse “T” - Cambio utensili 20
4.14 Asse “P” - Penetrazione utensili 23
4.15 Interpolazione 27
5 Punzonatura con macroistruzioni
5.1 G76 Posizionamento senza punzonatura pag. 1
5.2 G76 Punzonatura lineare 1
5.3 G77 Punzonatura su un arco di circonferenza 3
5.4 G26 Punzonatura su una circonferenza 5
5.5 G78 Grigliato su asse X 6
5.6 G79 Grigliato su asse Y 7
5.7 G86 Punzonatura di una cava rettangolare 8
5.8 G87 Punzonatura di una cava rettangolare con sfrido 11
5.9 Memorizzazione e richiamo di funzioni campione 13
5.10 Note sui cicli di lavoro. 14
5.11 Forzatura dell’avanzamento Rapido 17
4
6 Multipli e sottoprogrammi
6.1 Sottoprogrammi pag. 1
6.2 Salto in programma 4
6.3 Funzioni macro 5
6.4 Programmazione di pezzi multipli 7
7 Lavorazioni in roditura
7.1 Esecuzione di roditure con G01 G02 G03 pag. 1
7.2 Roditura lineare 2
7.3 Roditura circolare 3
7.4 Correzione raggio utensile G41 G42 G40 6
7.5 Esecuzione di roditure con l’aiuto delle macrofunzioni G68-G69 11
7.6 Interpolazione tre assi (X - Y - C) 16
7.7 Programmazione incrementale dopo i cicli di roditura G68-G69 16
8 Spostamenti origine e riposizione
8.1 Spostamenti origine pag. 1
8.2 Impostazione degli spostamenti origine 1
8.3 Riposizione (funzione di ripresa pezzo G75) 3
8.4 Riposizione negativa per il ritorno allo zero iniziale 7
8.5 Utilizzo del MULTITOOL 9
9 Ciclo semiautomatico e manuale
9.1 Ciclo semiautomatico pag. 1
9.2 Blocchi barrati 3
9.3 Stampaggio finestrelle aerazione 4
9.4 Utilizzo manuale della macchina 4
5

9.5 Distanze minime fra appoggio e centro stampo 5
9.6 Esecuzione di forature con l’utilizzo del sistema MDI 6
9.7 Norme relative all’uso del pianetto 7
10 Grafica di macchina
10.1 Visualizzazione dei pezzi e delle punzonature totali pag. 1
10.2 Funzione di grafica 2
10.3 Inserimento dei parametri di grafica 2
10.4 Inserimento degli utensili previsti dal programma 3
10.5 Visualizzazione del pannello programmato 5
10.6 Descrizione dei tasti funzionali di grafica 6
TERZA PARTE – Diagnostica e manutenzione macchina
11 Test di funzionamento sensori
11.1 Sensori forchette pag. 2
11.2 Sensore tasselli punzone 2
11.3 Sensore canotto punzone 3
11.4 Sensore canotto matrice 3
11.5 Sensore tasselli matice 3
11.6 By pass sensori forchette, canotto, tasselli 5
6
12 Sensori di fermata
pag. 1
13 Sensori piano mobile
pag. 1
14 Allarmi esterni
pag. 1
15 Programma O9010
pag. 1
16 Programma 09013
pag. 1
17 Programma 09014
pag. 1
7

1. OPERAZIONI PRELIMINARI
PRIMA PARTE
Operazioni preliminari
1 . 1

TECNOTRANSFER 15 SR – Manuale dell’operatore
1 . 2

1. OPERAZIONI PRELIMINARI
1 1 - Operazioni preliminari
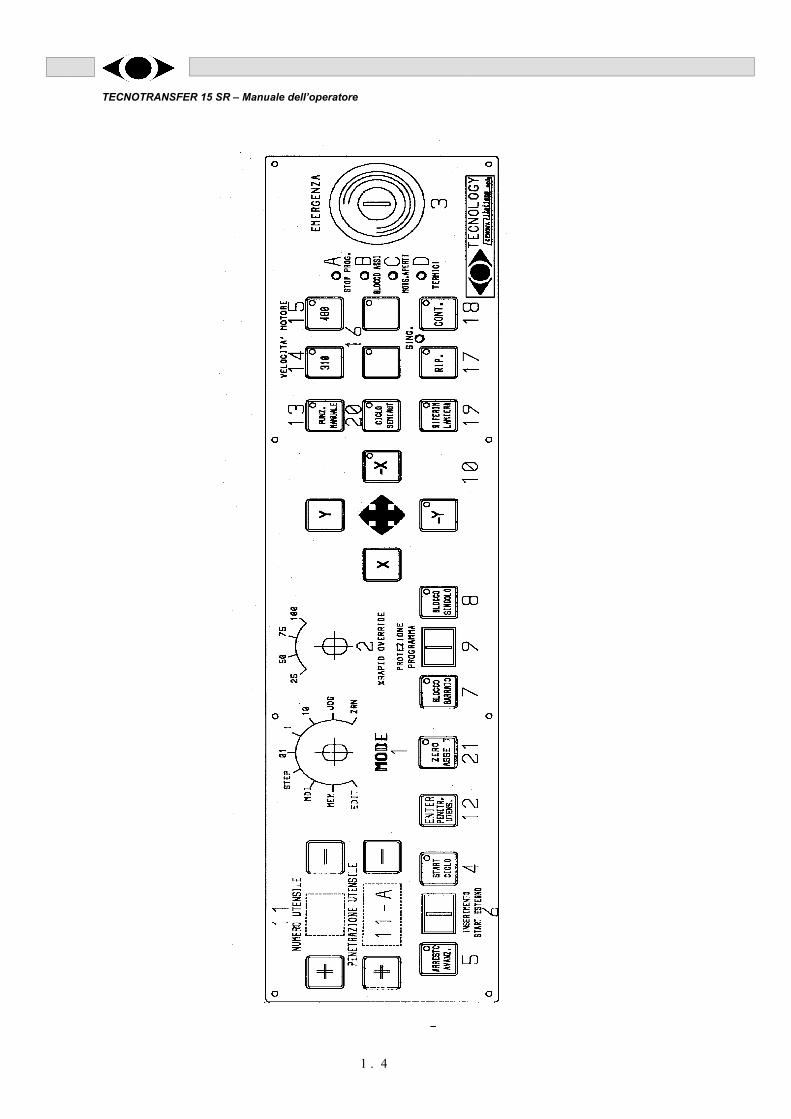
1.1 - DESCRIZIONE DELLA PULSANTERIA DELLA CONSOLLE
1) MODE (selettore modi di funzionamento); significato delle varie posizioni:
EDIT impostazione, correzione e cancellazione programma immissione ed
emissione dati
MEM automatico da memoria
MDI impostazione manuale dati
STEP incremento minimo di avanzamento manuale (ogni impulso uguale a
0.01 mm)
0.1 – 1 – 10 incrementi fissi di avanzamento manuale (mm)
JOG avanzamento manuale (velocità massima uguale a m/min. 10 e
abilitazione delle funzioni manuali)
ZERO RETURN ricerca punto di riferimento (zero macchina)
2) % RAPID OVERRIDE (override del rapido)
La macchina in rapido (G00) si sposta con una velocità di 60 m/min. per assi paralleli e 84m/min. per assi simultanei.
Il selettore % RAPID OVVERRIDE serve per la regolazione al di fuori del programma diquesta velocità. Essa può essere selezionata al 100%, 75%, 50%, e 25% ed esseremodificata in qualunque momento dell’esecuzione del programma.
3) EMERGENZA
Pulsante a chiave da premere in caso di pericolo. Per uscire dalla condizione diemergenza riportare il pulsante nella posizione alta (a mezzo chiave), premere il tastoRESET e rifare l’azzeramento dell’asse T.
4) START CICLO
Da premere alla partenza dell’esecuzione programma e dopo ogni STOPPROGRAMMATO (M00). Quando il programma è fermo su un M00 e quando le lamelle distop pinze sono in contatto, il pulsante START CICLO lampeggia; si spegne premendolo.
1 . 3
TECNOTRANSFER 15 SR – Manuale dell’operatore
1 . 4

TECNOTRANSFER 15 SR – Manuale dell’operatore
5) ARRESTO AVANZAMENTO
Può essere utilizzato per fermare la macchina in qualunque momento senza uscire dalprogramma che si sta eseguendo. Per ripartire con la lavorazione è sufficiente premere il pulsante START CICLO. L’arresto avanzamento si inserisceautomaticamente ogni volta che l’operatore abilita il selettore JOG T. La spia diARRESTO AVANZAMENTO lampeggia per segnalare che alla partenza del ciclo imorsetti sono aperti (si spegne chiudendo i morsetti) e per segnalare che le lamelle distop pinze sono in contatto (si spegne premendo RESET).
6) INSERIMENTO START ESTERNO
Disabilita i pulsanti START CICLO e ARRESTO AVANZAMENTO della consolle e abilitale stesse funzioni su una pulsantiera esterna.
7) BLOCCO BARRATO
Abilita o disabilita l’esecuzione dei blocchi del programma che presentano una barradavanti alla funzione N (n del blocco) vedi manuale di programmazione. Se il pulsante èspento esegue anche i blocchi barrati. Se il pulsante è acceso, i blocchi barrati nonvengono eseguiti.
8) BLOCCO SINGOLO
Se inserito, mediante gli impulsi del pulsante START CICLO, esegue il programma unblocco per volta.
9) PROTEZIONE PROGRAMMA (selettore a chiave)
Se inserito blocca l’impostazione della memoria, cioè non si può modificare o cancellarenulla di ciò che è presente in memoria, finché non viene escluso. Non permette altresìl’inserimento di alcun dato. La protezione programma è inserita se la chiave è verticale; èesclusa se la chiave è orizzontale.
10) PULSANTI PER IL MOVIMENTO MANUALE JOG degli assi “X” e “Y”
11) DISPLAY NUMERO UTENSILE
Il display indica il numero della stazione agganciata alla testa della macchina. I tasti “+” e“-” consentono di far scorrere sul display le stazioni dalla N° 1 alla N° 15.
1 . 4
TECNOTRANSFER 15 SR – Manuale dell’operatore
11A) DISPLAY PENETRAZIONE UTENSILE
Visualizza il valore di penetrazione assegnato all’utensile indicato nel display superiore. Itasti “+” e “-” consentono di impostare il valore di penetrazione da assegnare.
12) ENTER PENETRAZIONE UTENSILE
Premere questo tasto per far si che il valore di penetrazione impostato venga accettato.
13 – 14 – 15) SELETTORE PER L’ABILITAZIONE DELLA PUNZONATURA
TRAMITE PEDALE
- selettore MODE sulla posizione JOG
- selettore 13 di PUNZONATURA MANUALE acceso
- selettore 14 o 15 sulla velocità di motore scelta per la punzonatura (480 o 310 giri/min.).Eseguire la punzonatura sempre a 480.
- la spia luminosa SING. 16 (colpo singolo) si setta automaticamente.
NOTA
Le funzioni RIPOSIZIONE e CONTINUO 17 e 18 sonoutilizzate solo per una eventuale verifica di funzionalità
18) CONTINUO
Se inserito durante il ciclo automatico permette di eseguire il programma (spostamento eposizionamento) senza effettuare le operazioni di punzonatura.
19) RIFERIMENTO LAMIERA MANUALE
Consente, tramite impulso, la salita e la discesa del riferimento lamiera. Per l’abilitazionedel pulsante RIFERIMENTO LAMIERA MANUALE, il selettore MODE deve essere nellaposizione di JOG e i morsetti devono essere aperti. Solo se risulta inserito il ciclosemiautomatico si ha l’abilitazione alla discesa e salita azzeratore con il selettore MODEin EDIT e/o MEM.
1 . 6

1. OPERAZIONI PRELIMINARI
20) CICLO SEMIAUTOMATICO
Se viene inserito da l’abilitazione ad un ciclo semiautomatico di lavorazione (vedi manualedi programmazione).
21) ZERO ASSE T
Da utilizzarsi all’accensione della macchina per l’esecuzione dell’azzeramento delmagazzino utensili.
A) SPIA DI STOP PROGRAMMATO
Si accende quando il programma è fermo su uno STOP PROGRAMMATO
B) SPIA DI BLOCCO ASSI
segnala che gli assi sono fermi
C) SPIA MORSETTI APERTI
segnala che i morsetti sono aperti
D) SPIA DEI TERMICI
si accende quando si interrompe un fusibile o quando si apre il contatto di un termico. Sispegne ripristinando il circuito. Agisce solo sui termici del motore del cinematismo perALTA e BASSA velocità e sul termico del motore dell’elettropompa.
1.2 - ACCENSIONE MACCHINA
Per l’accensione della macchina:
1) interruttore generale di bordo macchina su “ I “
2) premere pulsante ON sulla consolle; attendere che sul video appaiano le quotereali in cui si trovano gli assi X, Y, C a quel punto la scritta NOT READY spariràe la macchina sarà pronta al funzionamento.
1.1 1.3 - AZZERAMENTO ASSE T
L’operazione di azzeramento si deve fare all’accensione della macchina e tutte le volteche il controllo perde lo zero a causa di eventuali allarmi SERVO o nel caso in cui vengapremuto il tasto di EMERGENZA. Portare il selettore MODE sulla posizione di ZERORETURN.
1 . 7

TECNOTRANSFER 15 SR – Manuale dell’operatore
Premere il pulsante ZERO ASSE T. Il magazzino si azzera sulla stazione n° 1. Prima dieffettuare questa operazione, assicurarsi che l’asse “Y” sia ad una quota superiore a 160mm.
Può accadere che premendo il pulsante ZERO ASSE “T” la macchina esegual’azzeramento dell’asse “C”. In tal caso, dopo aver terminato la rotazione dell’asse equindi eseguito l’azzeramento di quest’ultimo asse premere nuovamente il pulsanteZERO ASSE “T” per azzerare, questa volta, l’asse T.
1.2 1.4 - SISTEMAZIONE DEI MORSETTI
Portare il selettore MODE in JOG, quindi muovere gli assi mediante i pulsanti X, - X, Y,-Y, fino a portarli in una posizione comoda all’operatore per la sistemazione dei morsetti.
1.3 1.5 - CONDIZIONI PER SPEGNERE LA MACCHINA
1) Selettore JOG T escluso;
2) Il magazzino deve essere posizionato sulla stazione n°2;
3) Il pianetto centrale deve essere abbassato.
1 . 8
2. CICLO AUTOMATICO
1
2 2 - Ciclo automatico
2.1 - ESECUZIONE DEL PROGRAMMA
Portare il selettore MODE in MEM e quindi premere il pulsante START CICLO. A quelpunto il programma parte per l’esecuzione della lavorazione da svolgere.
Se il programma è impostato normalmente, dopo il primo START CICLO la macchina siporterà nella posizione prevista dal programmatore per il carico della lamiera, quindi,aprire le pinze per mezzo del pedale (a pinze aperte scenderà anche il riferimento lamieraasse “X”), caricare la lamiera e, sempre a mezzo del pedale, chiudere le pinze (dopo circa0.5 secondi di ritardo risalirà anche il riferimento lamiera asse “X”).
A carico lamiera eseguito premere ancora il pulsante START CICLO.
La prima esecuzione del programma avverrà sempre con il pre - rallentamento attivo,anche nel caso in cui la chiave di sicurezza assi risultasse esclusa.
A fine programma (se questo termina con M30) la macchina si ferma nella posizionedell’ultima foratura prevista dal programma, quindi, a mezzo pedale, aprire le pinze,scaricare la lamiera eseguita, richiudere le pinze (la macchina si può muovere solo con lepinze chiuse), premere il pulsante START CICLO (la macchina si porterà nuovamente inposizione di carico lamiera), riaprire le pinze, caricare la lamiera da eseguire, richiudere lepinze e premere ancora il pulsante START CICLO.
Se il programma termina invece con M99 (fine programma senza arresto di memoria), lamacchina non si ferma nella posizione dell’ultima foratura prevista dal programma, ma siporta automaticamente in posizione di carico lamiera, quindi aprire le pinze a mezzo delpedale, scaricare la lamiera eseguita e caricare quella da eseguire, richiudere le pinze,quindi premere il pulsante START CICLO.
3 2.2 - INSERIMENTO DI UN PROGRAMMA DA TASTIERA
Per l’inserimento di un programma direttamente da tastiera, portare il selettore MODE inEDIT. Poi premere i tasti
PRGRM O n del programma INSRT
Nel primo blocco e solo nel primo: EOB N10........ EOB INSRT
In tutti gli altri blocchi: N20........ EOB INSRT
Una volta inserito tutto il programma, premere il tasto RESET ed il programma tornaall’inizio per essere controllato ed eventualmente corretto. Per fare scorrere il programmadato dopo dato agire sul tasto
CURSOR ⇓⇓⇓⇓ CURSOR ⇑⇑⇑⇑
2 . 1
TECNOTRANSFER 15 SR – Manuale dell’operatore
Il video visualizza contemporaneamente dieci blocchi di informazioni (PAGINA). Per farescorrere pagina per pagina agire sul tasto
PAGE ⇓⇓⇓⇓ PAGE ⇑⇑⇑⇑
Le frecce dei tasti CURSOR e PAGE indicano il senso di scorrimento del programma.
1.1 2.3 - RICERCA DI UN DATO DEL PROGRAMMA
Se si vuole ricercare un dato ben preciso del programma (ad esempio un blocco intero,una quota X o Y, ecc.), senza svolgere tutto il programma si può agire come segue:
• selettore MODE in EDIT;
• scrivere il dato da ricercare (ad esempio N1250 o X300);
• premere il tasto CURSOR. ⇓
Nel caso della ricerca del blocco, il cursore si fermerà su quello richiesto (dato che nelprogramma non ci possono essere due blocchi aventi lo stesso numero). Nel caso diricerca di dati più volte presenti nel programma, il cursore si fermerà sul primo incontrato;per passare eventualmente agli altri, ripetere la stessa operazione.
La ricerca dei dati può essere effettuata solo agendo sul tasto CURSOR con la frecciarivolta verso il basso, cioè nel senso di svolgimento del programma.
1.2 2.4 - CANCELLAZIONE DI UN DATO DEL PROGRAMMA
Selettore MODE in EDIT.
Con i tasti
CURSOR ⇓⇓⇓⇓ CURSOR ⇑⇑⇑⇑
posizionare il cursore sul dato da cancellare, quindi premere il tasto DELETE. Se si vuolecancellare un intero blocco del programma, portare il cursore sul n del blocco che si vuolecancellare e quindi premere i tasti
EOB e DELETE
2 . 4
2. CICLO AUTOMATICO
ESEMPIO
N830 G01 X 89. Y 280.;
premendo DELETE diventerà
N830 G01 Y280.;
2.5 - ALTERAZIONE DI UN DATO DEL PROGRAMMA
Selettore MODE in EDIT. Come nel caso precedente portarsi con i tasti CURSOR suldato da alterare; quindi scrivere il dato esatto e poi premere il tasto ALTER.
ESEMPIO
N370 X 85. Y180. M21;
X86. ALTER
diventerà
N370 X86. Y180. M21;
1.3 2.6 - INSERIMENTO DI UN DATO MANCANTE
Selettore MODE in EDIT. Se si vuole inserire nel programma un dato mancante tra duegià esistenti:
• posizionare il cursore sul dato più a sinistra dei due già esistenti
• scrivere il dato mancante
• premere il tasto INSRT.
ESEMPIO
N480 X 915.;
Scrivendo Y312. INSRT diventerà
2 . 3
TECNOTRANSFER 15 SR – Manuale dell’operatore
2.7 - INSERIMENTO DI UN INTERO BLOCCO MANCANTE
Se si vuole inserire un intero blocco tra due già esistenti:
• selettore MODE in EDIT
• posizionare il cursore sul “;” finale del blocco precedente a quello che si vuoleinserire;
• scrivere il blocco;
• premere EOB e poi INSRT.
ESEMPIO
N220 X400. Y89.;
N230 X480. Y124.;
scrivendo: N221 X440. Y98. EOB e INSRT diventerà
N220 X400. Y89.;
N221 X440. Y98.;
N230 X480. Y124.;
2 . 4

TECNOTRANSFER 15 SR – Manuale dell’operatore
1 3 - Memoria e Trasmissione dati
3.1 - RICHIAMO DI UN PROGRAMMA DALLA MEMORIA.
Selettore MODE in EDIT.
PRGRM O n del programma CURSOR ⇓⇓⇓⇓
3.2 - CANCELLAZIONE DI UN PROGRAMMA DALLA MEMORIA.
Selettore MODE in EDIT. Richiamare il programma che si vuole cancellare.
Premere
PRGRM O n del programma DELET
1.1 3.3 - RICEZIONE E TRASMISSIONE DATI.
3.3.1 RICEZIONE:
Per la ricezione dei dati da una periferica esterna al controllo numerico agire comesegue:
• selettore MODE in EDIT.
• premere il tasto READ.
A quel punto in basso a destra del video inizierà a lampeggiare la scritta READ chesegnala la predisposizione del controllo alla ricezione dei dati.
3.3.2 TRASMISSIONE:
Per la trasmissione dei dati dal controllo numerico ad una periferica esterna, agirecome segue:
• selettore MODE in EDIT.
• richiamare sul video il programma che si vuole trasmettere.
• quindi fare:
PRGRM O n del programma PUNCH.
La scritta PUNCH comincerà a lampeggiare in basso a destra del video, segnalandoche i dati del programma sono in trasmissione.
3 . 1

3. MEMORIA E TRASMISSIONE DATI
1.2 3.4- RICHIAMO DI TUTTI I PROGRAMMI IN MEMORIA.
Se si vuole sapere quanti e quali programmi sono presenti nella memoria delcontrollo numerico e quante sono le memorie ancora libere per eventuali inserimenti,agire come segue:
• selettore MODE in EDIT
• premere il tasto PRGRM
• premere il tasto DIREC posto sotto il video
A quel punto sul video apparirà la Directory del controllo numerico
PRGRAM NO. USED: il numero dei programmi in memoria compresi isottoprogrammi.
FREE: numero dei programmi che ancora possono
essere inseriti.
MEMORIA AREA USED: numero dei caratteri di memoria occupati.
FREE: numero dei caratteri di memoria ancora liberi.
PROGRAM LIBRARY LIST: programmi presenti in memoria.
Per uscire dalla Directory premere il tasto TEXT.
3 . 2

TECNOTRANSFER 15 SR – Manuale dell’operatore
3.5 - UTILIZZO DELL’ HANDY FILE
3.5.1 Formattazione di un dischetto
Accendere l’Unità di archiviazione dati Handy File ed attendere che sul displayappaia la scritta:
“Set FD e close door”.
Inserire il dischetto da formattare e richiudere lo sportellino.
Attendere che appaia la scritta
“! FD format error ↓↓↓↓”.
Premere i tasti SHIFT e poi FUNC, apparirà
SELECT FUNCTION# 1: Initialize FD
Premere il tasto ENTER e verrà proposto il primo tipo di formattazione definita da#1......
Utilizzando le frecce ↓↑↓↑↓↑↓↑ selezionare il tipo di formattazione desiderata.
(Si consiglia # 4: 2HD, 1.44 MB se si usano dischetti da 1,44 Mbyte
e # 6: 2DD, 720 KB se si usano dischetti da 720 Kbyte)
Premere ENTER, apparirà la scritta
“SET FD for initial”
Premere START, apparirà
> EXECUTING
A quel punto inizierà la formattazione del dischetto.
Dopo circa 1 minuto (a formattazione completata), sul display dell’Handy Fileapparirà la scritta
> COMPLETE
3 . 3

3. MEMORIA E TRASMISSIONE DATI
A questo punto:
• premendo una volta soltanto il tasto END, viene riproposta la procedura diformattazione;
• premendo due volte il tasto END, invece, si esce da questa procedura e suldisplay apparirà la scritta
NO File
Ready
che indica che il dischetto è formattato ed è pronto per la ricezione e trasmissionedati.
3.5.2 Ricezione e trasmissione dati tra C.N. e Handy File
Per la ricezione e trasmissione dati tra C.N. e Handy File, si utilizza la funzioneFLOPPY DIRECTORY presente nel controllo numerico.
Per visualizzare la pagina di FLOPPY DIRECTORY sul C.N., posizionare il selettoreMODE su EDIT, quindi premere sotto il video del C.N. i tasti DIREC e poi FLOPPY.
A quel punto la pagina video del C.N. si presenterà così :
DIRECTORY (FLOPPY)
N. FILE NAME (METER) VOL.
(TEXT) (READ) (PUNCH) (DELETE) (SRHFILE)
TEXT Si ritorna sulla pagina del programma
READ Si utilizza per ricevere un programma dall’Handy File
PUNCH Si utilizza per trasmettere un programma all’Handy File
DELETE Si utilizza per cancellare un programma dall’Handy File
SRHFILE Si utilizza per visualizzare sul video del C.N. l’indice del dischetto
contenuto nell’Handy File.
(Viene visualizzata la prima pagina dei programmi, per proseguire usare PAGE ↓ )
3 . 4
TECNOTRANSFER 15 SR – Manuale dell’operatore
3.5.3 Trasmissione dati da C.N. a Handy File
Inserire nell’Handy File il dischetto ed attendere che nella seconda riga del displayappaia la scritta
READY
Predisporre il C.N. sulla pagina di FLOPPY DIRECTORY.
Premere il tasto PUNCH (sotto il video), apparirà
PUNCH
FILE NO = PROGRAM NO=
Posizionare il cursore sotto PROGRAM NO=, quindi scrivere il n° del programma datrasferire senza la “O” e gli zeri a sinistra.
(es. progr. O0015 scrivere 15)
Premere il tasto EXEC (sotto il video)
Durante la trasmissione sulla seconda riga del display dell’Handy File apparirà lascritta
WRITE > EXECUTING
Alla fine della trasmissione sulla seconda riga del display dell’Handy File riapparirà lascritta READY.
NOTA
durante la trasmissione da C.N. a Handy File, al programmaviene attribuito un numero di FILE di tre cifre, progressivorispetto agli eventuali programmi contenuti nel dischetto.
Sulla prima riga del display dell’Handy File apparirà sempre il n° di programmarelativo al FILE 001.
3 . 5

3. MEMORIA E TRASMISSIONE DATI
A fine trasmissione, sul video del C.N., appariranno tutti i programmi contenuti suldischetto (compreso quello appena trasmesso) a verifica dell’avvenuta trasmissione.
Per uscire dalla pagina FLOPPY DIRECTORY di trasmissione, premere la freccia asinistra sotto il video del C.N., quindi premere il tasto TEXT per la visualizzazione deltesto programma.
3.5.4 Ricezione dati da Handy File a C.N.
Inserire nell’Handy File il dischetto sul quale è contenuto il file che si vuole inviare alC.N., ed attendere che nella seconda riga del display appaia la scritta READY.
Quindi premere sulla tastiera dell’Handy File il tasto READ.
A quel punto scomparirà la scritta READY.
Con le frecce ↓↓↓↓ ↑↑↑↑ selezionare il programma da trasmettere al C.N.
Il numero del programma sarà come sempre preceduto dal n° di file assegnatogli.
Predisporre il C.N. sulla pagina di FLOPPY DIRECTORY.
Premere il tasto READ sotto il video, apparirà
READ
FILE NO = PROGRAM NO =
Posizionare il cursore su FILE NO e scrivere il numero di file (senza gli zeri asinistra) assegnato al programma da ricevere dall’Handy File; poi spostare il cursoresu PROGRAM NO e scrivere il n° del programma senza la “O” e senza gli zeri asinistra.
Quindi premere il tasto EXEC (sotto il video).
Durante la ricezione sul display dell’Handy File apparirà la scritta
READ > EXECUTING.
A fine ricezione premere il tasto END sulla tastiera dell’Handy File.
Sul display apparirà nuovamente la scritta READY.
Per uscire dalla pagina di FLOPPY DIRECTORY di trasmissione, premere la frecciaa sinistra, sotto il video del C.N., quindi premere il tasto TEXT per la visualizzazionedel testo del programma.
3 . 6

TECNOTRANSFER 15 SR – Manuale dell’operatore
3.5.5 Ricerca di un programma da dischetto
Il programma può essere ricercato utilizzando il numero di file attribuitogli o il suonumero.
Procedere come segue:
• premere il tasto READ dell’Handy File;
• posizionare (mediante il tasto CAN) il cursore a destra o a sinistra dei “ :” nella seconda riga del display, a seconda che si voglia ricercare ilprogramma con il suo n° (a destra) o con il n° di file (a sinistra).
• scrivere il numero, quindi premere ENTER.
•
Per visualizzare la directory del dischetto sul video del C.N. procedere come segue:
• Predisporre l’Handy File su READY, premendo eventualmente il tasto END.
• Predisporre il C.N. sulla pagina di FLOPPY DIRECTORY.
• Premere il tasto SRHFILE (sotto il video), apparirà:
SEARCH
FILE NO = 1
Premendo EXEC appariranno sul video del C.N. i primi 9 FILE contenuti sul
dischetto; gli altri FILE successivi sono visibili selezionando il tasto PAGE ↓
3.5.6 Cancellazione di un programma dal dischetto
Predisporre l’Handy File su READY.
Predisporre il C.N. sulla pagina di FLOPPY DIRECTORY.
Premere il tasto DELETE (sotto il video) apparirà:
DELETE
FILE NO =
Scrivere il n° di file corrispondente al programma da cancellare (senza gli zeri asinistra), quindi premere il tasto EXEC.
A fine cancellazione, sul display dell’Handy File riapparirà la scritta READY.
NOTA
non è possibile inserire nel dischetto due programmi aventilo stesso numero.
3 . 7
3. MEMORIA E TRASMISSIONE DATI
1.3 3.6 - UTILIZZO DEL DOPPIO PROCESSORE
Il controllo numerico FANUC 0P-C, grazie al doppio processore di cui dispone,consente l’inserimento di programmi in memoria anche mentre i programmi giàpresenti sono in fase di esecuzione.
In pratica si possono inserire nuovi programmi mentre la macchina lavora, e quindicon il selettore MODE nella posizione MEM. Perché ciò sia possibile, agire comesegue:
• Premere il tasto freccia a destra, posto sotto il video
• Premere il tasto segnalato ora con BG-EDT
• Apparirà in alto sul video
PROGRAM (BG-EDIT)
A questo punto possiamo richiamare sul video programmi diversi da quello inesecuzione, modificarli, cancellarli, o registrarli su dischetto.
Possiamo immettere in memoria un programma dal dischetto o da una perifericaesterna alla macchina. Possiamo scrivere un nuovo programma utilizzando latastiera del CN.
Finite queste operazioni, per visualizzare di nuovo il programma in esecuzionepremere il tasto
BG-END
NOTA
durante le operazioni in BG-EDIT non premere mai il tastoRESET, per evitare di resettare il programma in esecuzione.
3 . 8

SECONDA PARTE
Programmazione
4 . 1
TECNOTRANSFER 15 SR – Manuale dell’operatore
1 4 – Funzioni di programmazione
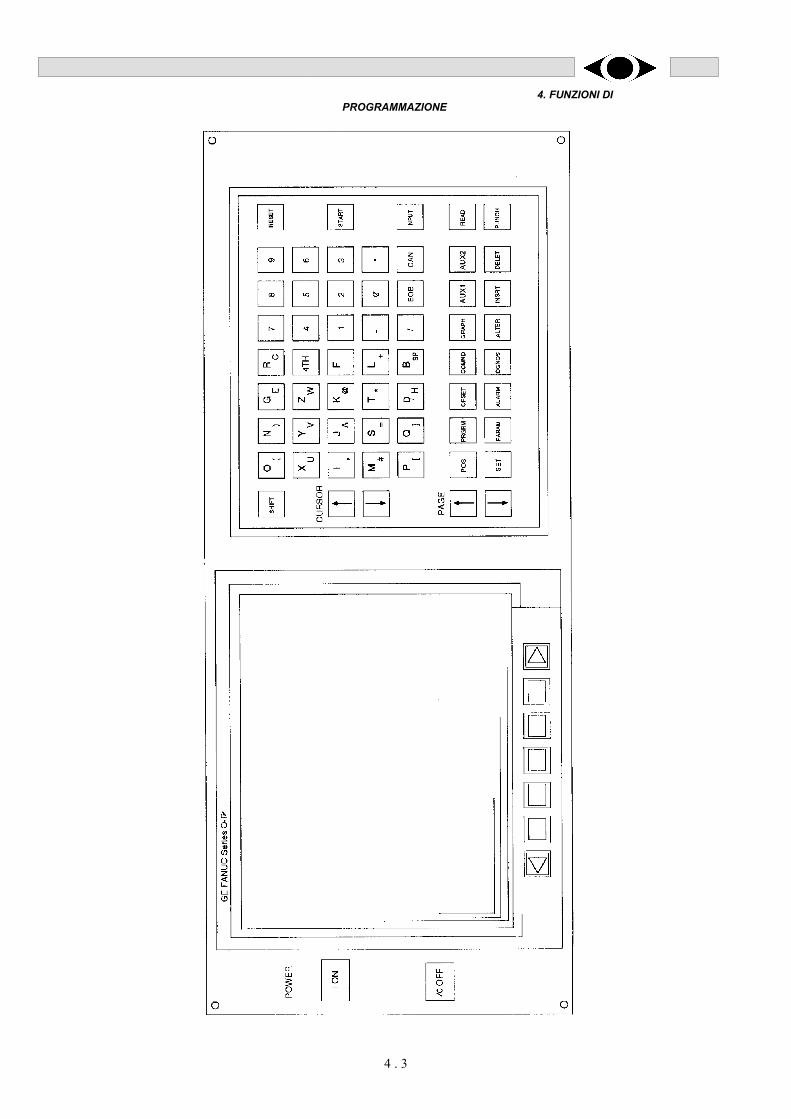
1.1 4.1 - DESCRIZIONE DELLA PULSANTERIA DEL VIDEO
POS Indica la posizione attuale.
SET Impostazione e visualizzazione dei dati di Setting e delle variabilidelle Custom Macro.
PRGRM Visualizzazione dei programmi in memoria nel modo EDIT.Visualizzazione dei blocchi in esecuzione, già eseguiti e daeseguire o visualizzazione della directory dei programmi.
PARAM Impostazione e visualizzazione dei parametri.
OFSET Impostazione e visualizzazione dei dati di offset.
ALARM Visualizzazione di un allarme. Allarme o messaggio esterno.
COMND Impostazione e visualizzazione dei dati di commando per mezzo di MDI.
DGNOS Visualizzazione delle informazioni per la diagnosi del C.N.
GRAPH Visualizzazione grafica.
Ogni capitolo selezionato include più pagine. Ogni pagina può essere selezionatacon il tasto PAGE.
4 . 2
4. FUNZIONI DI PROGRAMMAZIONE
4 . 3
TECNOTRANSFER 15 SR – Manuale dell’operatore
4.1.1 Funzione dei tasti.
RESET premere questo tasto per resettare il controllo numericocontinuo per togliere un allarme ecc.
START premere questo tasto per fare eseguire il comando impostatoin MDI.
tasti INDIRIZZI premere questi tasti per inserire i caratteri alfabetici e altri.
tasti NUMERI premere questi tasti per inserire i caratteri numerici e altri.
EOB tasto di fine linea.
INPUT premere questo tasto per inserire parametri, dati di offset ecc.e anche per inserire comandi nel modo MDI.
CAN premere questo tasto per cancellare i caratteri o i simboliinseriti nel buffer.
CURSOR ci sono due tasti per il cursore, uno serve per spostare ilcursore in avanti, uno serve per spostare il cursore indietro.
PAGE ci sono due tasti per la pagina, uno per svolgere le pagine inavanti, uno per svolgere le pagine indietro.
tasti ALTER
DELETE-INSERT questi tasti devono essere utilizzati per l’alterazione, lacancellazione o l’inserimento dei dati nell’editing delprogramma.
READ premere questo tasto per l’immissione del programma inmemoria.
PUNCH premere questo tasto per l’emissione del programma dallamemoria.
SHIFT questo tasto è usato per settare in assoluto o incrementale idati inseriti in MDI, e per la scrittura dei caratteri piccoli.
tasti di SOFTWARE I tasti di software hanno varie funzioni a seconda delleapplicazioni. Le funzioni dei tasti di software sono visualizzatenella parte bassa del video.
4 . 4

4. FUNZIONI DI PROGRAMMAZIONE
4.2 - FUNZIONI DI MACCHINA (M)
M00 stop programmato
M03 rotazione motore a 480 giri/min.
M04 rotazione motore a 310 giri/min.
M05 stop rotazione motore
M20 stop roditura
M21 roditura veloce
M22 roditura lenta
M28 discesa riferimento lamiera asse X (solo a pinze aperte)
M29 salita riferimento lamiera asse X
M30 fine programma con ritorno ed arresto all’inizio del programma
M32 chiusura pinze (non si usa in programmazione)
M33 apertura pinze (non si usa in programmazione)
M34 riposizione “ON”
M35 riposizione “OFF”
M40 “ON” elettropompa (non necessario in roditura con M21 e M22, G68 e
G69)
M41 “OFF” elettropompa
M42 chiusura pinze
M43 apertura pinze
M44 chiusura pinze su circuito di sinistra (opzionale)
M45 apertura pinze su circuito di sinistra (opzionale)
M46 chiusura pinze su circuito di destra (opzionale)
M47 apertura pinze su circuito di destra (opzionale)
M50 override attivo manuale
M51 override forzato al 100%
M52 override forzato al 75%
M53 override forzato al 50%
M54 override forzato al 25%
M70 “ON” elettro aspiratore con deviazione sotto matrice
4 . 5

TECNOTRANSFER 15 SR – Manuale dell’operatore
M71 “OFF” elettro aspiratore
M72 “ON” elettro aspiratore con deviazione sotto pianetto
M73 CHIAMATA al PONTE - (*) Comando opzionale da attivare a richiesta -
M74 CHIAMATA al PONTE - (*) Comando opzionale da attivare a richiesta -
M80 arretramento e discesa pianetto
M81 salita e rientro pianetto
M82 avanzamento extracorsa pianetto
M83 arretramento extracorsa pianetto
M98 richiamo di un sottoprogramma
M99 fine programma con ritorno all’inizio senza arresto - rientro nelprogramma principale se usato alla fine di un sottoprogramma
4.3 - FUNZIONI DI SCARICO PEZZO IN CASSETTI CON PIANETTO - OPZIONALE
M91 posizione cassetto n° 1 lottizzatore (* OPZIONE)
M92 posizione cassetto n° 2 lottizzatore (* OPZIONE)
M93 posizione cassetto n° 3 lottizzatore (* OPZIONE)
M94 posizione cassetto n° 4 lottizzatore (*OPZIONE)
M95 posizione cassetto n° 5 lottizzatore (*OPZIONE)
M96 posizione cassetto n° 6 lottizzatore (*OPZIONE)
4.4 - FUNZIONI “G” DEI CICLI DI LAVORO
G26 foratura su una circonferenza
G76 foratura su una retta
G77 foratura su un arco di circonferenza
G78 foratura di una griglia (primo movimento sull’asse X)
G79 foratura di una griglia (primo movimento sull’asse Y)
G68 roditura di circonferenze
G69 roditura lineare
G75 ripresa pezzo (riposizionamento)
G86 cava rettangolare
G87 cava rettangolare con sfrido
4 . 6
4. FUNZIONI DI PROGRAMMAZIONE
4.5 - FUNZIONI DI AVANZAMENTO (G)
G00 avanzamento rapido
G01 avanzamento lineare di lavoro (in traiettoria)
G02 avanzamento circolare antiorario di lavoro
G03 avanzamento circolare orario di lavoro
G04 tempo di sosta tra un blocco e l’altro del programma durante lasua esecuzione
G10 funzione per impostazione da programma di un parametro o diun dato di OFFSET.
G40 funzioni di correzione raggio utensile
G41 funzioni di correzione raggio utensile
G42 funzioni di correzione raggio utensile
G54 origine X=0 Y=0 (zero macchina = zero pezzo)
G55 G56 spostamenti origine
G57 G58 spostamenti origine
G59 spostamenti origine
G70 posizionamento senza foratura
G72 memorizzazione di un punto senza posizionamento
G73 esecuzione dei multipli a griglia in asse “X”
G74 esecuzione dei multipli a griglia in asse “Y”
G75 funzione di riposizionamento
G90 programmazione assoluta
G91 programmazione incrementale
G92 reset sistema di coordinate
G98 funzione per l’esecuzione di multipli
G120 funzione di verifica al cambio
G175 riposizionamento con arretramento dei morsetti di 1 mm.
G275 riposizionamento con avanzamento dei morsetti di 1 mm.
4 . 7

TECNOTRANSFER 15 SR – Manuale dell’operatore
4.6 - FUNZIONI VARIE
Q passo di roditura.
P identificazione del sottoprogramma nel richiamo; se usato con la funzione “G04” imposta il tempo di sosta
L n delle ripetizioni di un sottoprogramma
U apertura di una macro
V chiusura di una macro
W richiamo di una macro
4.7 - ASSI PROGRAMMABILI
X da -40 a 1550 mm per TECNOTRANSFER 1050da -40 a 1550 mm per TECNOTRANSFER 1550da -40 a 2050 mm per TECNOTRANSFER 1500/2000
Y da -40 a 1050 mm per TECNOTRANSFER 1050da -40 a 1550 mm per TECNOTRANSFER 1550da -40 a 1500 mm per TECNOTRANSFER 1500/2000
C da 0° a 360
T da T1 a T15
4.8 - NOTE GENERALI DI PROGRAMMAZIONE
4.8.1 Il programma
Affinché la macchina utensile esegua il ciclo di lavoro desiderato è necessario che ilcontrollo riceva le relative informazioni che sono:
• dati geometrici (posizione origine coordinate, posizione dei centristampi, raggi di roditura, ecc.)• dati di movimento (avanzamento rapido, avanzamento di lavorolineare, circolare, ecc.)• dati di operazioni (riposizione ON e OFF, inizio e fine roditura, ecc.)
Queste informazioni, riportate in una forma comprensibile al controllo numerico,costituiscono il programma.
4 . 8

4. FUNZIONI DI PROGRAMMAZIONE
In linea di massima tale programma dovrà nascere dalla successione:
• definizione della sequenza di lavoro;• rilevamento delle informazioni geometriche dal disegno
Queste informazioni geometriche vanno poi alternate con le opportune informazionidi movimento (funzioni G) e di operazione (funzioni M), ecc. Il complesso di questeinformazioni ordinate e trasformate in una ben definita sequenza di fasi (blocchi diinformazioni) costituisce il programma da trascrivere sul foglio relativo; ultimo passoè l’inserimento del programma nella memoria del controllo.
4.8.2 Il numero di programma
Ogni programma deve essere contraddistinto da un suo numero, indispensabile peril richiamo dalla memoria. Questo numero deve essere sempre di quattro cifreprecedute dalla lettera O.
ESEMPIO
programma n 1 si scriverà O 0 0 0 0 1
In memoria non possono essere inseriti due programmi che abbiano lo stessonumero.
4.8.3 Numero del blocco di programma
Il programma è diviso in blocchi di informazioni contraddistinti ognuno dalla lettera Nseguita da un numero. Nell’impostare la successione dei blocchi, invece di indicarlicon N1, N2, N3, ecc. è preferibile utilizzare la sequenza N10, N20, N30, ecc. inmodo da potervi inserire un blocco eventualmente dimenticato (es: N11 tra N10 eN20), o una variazione non proponibile in un unico blocco. Il numero N0 non èconsentito.
4.8.4 Blocco di programma
Ognuno di questi blocchi può contenere informazioni sull’utensile, di posizionamento,di lavoro e di macchina purché non contrastanti. Non è comunque possibile inserirepiù di una funzione M per blocco. Nell’esecuzione del programma il controllo “legge”ed esegue un blocco per volta e contemporaneamente ne mantiene in memoria tuttele informazioni relative, finché queste non vengono annullate o alterate dainformazioni contrarie o diverse.
4 . 9

TECNOTRANSFER 15 SR – Manuale dell’operatore
Per questa ragione non è necessario ripetere nei blocchi successive quote, comandidi avanzamento o comandi di macchina che rimangono invariati. Se si deve adesempio eseguire una successione di punzonature con la stessa coordinata X,questa deve essere inserita nel blocco riferito alla prima stampata, ma può essereomessa nei blocchi successivi.
Tutte le informazioni che esprimono quote in mm (cioè X, Y, R, I, J, Q ecc. ...)devono essere seguite dal punto decimale; in caso contrario il controllo le “legge”come centesimi di mm. Gli zeri seguenti il punto possono essere omessi.
Per quote contenenti anche decimali è sufficiente il punto che li separa dalle cifreintere.
1.2 4.9 - DESCRIZIONE DELLE FUNZIONI “M”
M00 stop programmato
• La M00 deve essere scritta come unica informazione del blocco. Siusa tutte le volte che l’operatore deve intervenire manualmente durantel’esecuzione del ciclo (es. carico e scarico lamiera, eliminazione di uno sfrido,ecc.). La macchina si ferma nell’ultima posizione raggiunta e la lavorazioneriprende soltanto con l’attivazione del comando “START CICLO”.
M03 rotazione motore principale a 480 giri/min.
M04 rotazione motore principale a 310 giri/min.
• Con una di queste funzioni deve sempre iniziare ogni programma. LaM04 si usa solo nel caso che sul pannello in lavorazione si debba eseguireesclusivamente roditura lenta (cioè a 310 colpi/min.); in tutti gli altri casi siutilizza la M03.
M20 stop roditura
• Deve essere inserita in un blocco assestante successivo a quello dellecoordinate di fine roditura. La funzione comanda anche il disinserimentodell’elettropompa di lubrificazione del roditore.
M21 roditura veloce
M22 roditura lenta
• Comandano l’inizio roditura rispettivamente a 480 e 310 colpi/min. econtemporaneamente l’inserimento dell’elettropompa lubrificazione roditore.Devono essere inserite sullo stesso blocco delle coordinate di inizio roditura.
4 . 10
4. FUNZIONI DI PROGRAMMAZIONE
M28 inserimento riferimento lamiera asse X
M29 disinserimento riferimento lamiera asse X
• Entrambe le funzioni devono essere riportate come unica informazione delblocco. La M28 va inserita dopo la posizione di caricamento lamiera. Ilconsenso al comando viene dato solo a morsetti aperti. Per la M29 si devonodistinguere due casi:
> esecuzione pannelli senza riposizione: la M29 è superflua in quanto ilriferimento asse X si disinserisce automaticamente con la chiusura deimorsetti;
> esecuzione pannelli con riposizione: l’inserimento della M29 ènecessario. In caso contrario l’apertura dei morsetti, comandata per lospostamento della barra asse X all’atto della riposizione,richiamerebbe l’inserimento (non voluto) del riferimento lamierarimasto in memoria dal momento del caricamento lamiera e nonannullato dalla M29.
M30 fine del programma con ritorno ed arresto all’inizio del programma
(v. anche M99)
• É naturalmente l’ultima informazione del programma. In pratica,terminata l’esecuzione dell’ultimo blocco, il programma ritornaautomaticamente all’inizio, senza comandarne la riesecuzione, mentre lamacchina rimane ferma sull’ultima posizione raggiunta. Inserire la M30 comefine programma comporta quindi la necessità quando si debbano eseguire piùpannelli, di ripetere per ognuno alcune delle operazioni di inizio programma. E’da preferire alla M99 nel caso di esecuzione di pannello singolo.
M32 chiusura morsetti
M33 apertura morsetti
• Entrambe le funzioni non devono essere impiegate nellaprogrammazione.
M34 ON riposizione
M35 OFF riposizione
• Entrambe le funzioni vanno scritte come unica informazione delblocco. La prima comanda la discesa del punzone al p.m.i., con blocco dellalamiera, la seconda comanda la risalita del punzone dopo lo spostamento dellabarra (v. riposizione).
4 . 11

TECNOTRANSFER 15 SR – Manuale dell’operatore
M40 ON elettropompa
M41 OFF elettropompa
• Queste funzioni sono state inserite per permettere la lubrificazione diutensili che, pur lavorando in punzonatura, risultino particolarmente sollecitati.In roditura provvedono già le funzioni M21 (o M22) ed M20 ad abbinareautomaticamente ON e OFF lubrificazione utensile roditore con l’inizio e la finedella roditura.
M42 chiusura pinze
M43 apertura pinze
• Entrambe le funzioni devono essere scritte come unica informazionedel blocco. Nelle operazioni di scarico lamiera, in cui è necessaria la presenzadell’operatore, conviene che sia quest’ultimo a comandare le due operazionitramite il comando a pedale.
M44 chiusura pinze su circuito di sinistra (opzionale)
M45 apertura pinze su circuito di sinistra (opzionale)
M46 chiusura pinze su circuito di destra (opzionale)
M47 apertura pinze su circuito di destra (opzionale)
• Nel caso in cui sulla macchina siano presenti quattro morsetti dibloccaggio lamiera, tali funzioni possono aprire separatamente tali morsetti inrelazione al circuito su cui sono innestati.•
da M50 a M54
• Forzatura dell’avanzamento rapido (Vedi pag. 56)
M70 “ON” elettro aspiratore con deviazione sotto matrice
M71 “OFF” elettro aspiratore
M72 “ON” elettro aspiratore con deviazione sotto pianetto
• Se l’aspiratore è stato acceso in precedenza con una M70, la funzioneM72 devia soltanto l’aspirazione da sotto la matrice a sotto il pianetto.
M73 CHIAMATA al PONTE di carico lamiera (opzionale)
M74 CHIAMATA al PONTE di scarico lamiera (opzionale)
• Queste due funzioni permettono la comunicazione tra la punzonatricee il ponte.
4 . 12
4. FUNZIONI DI PROGRAMMAZIONE
M 80 comando discesa pianetto
• Comanda l’arretramento prima, e la discesa poi, del pianetto centrale,consentendo quindi lo scarico dei pezzi ricavati nella lavorazione dei multipli.
M81 comando salita pianetto
• Comanda la salita prima, e il rientro poi, del pianetto centrale dopo loscarico del pezzo.
ESEMPIO DI SCARICO PEZZO CON PIANETTO
N... X... Y... Ultimo colpo del taglio
N... M72 Accensione aspiratore sotto pianetto o deviazioneda matrice a pianetto
N... G04 P100 Tempo di sosta prima della discesa pianetto (perdare il tempo all’aspiratore di bloccare il pezzo)
N... M80 Discesa pianetto
N... G04 P100 Tempo di sosta prima della salita pianetto (per
dare al pezzo il tempo di cadere)
N... M81 Salita pianetto
M82 Avanzamento extracorsa pianetto
• Comanda un ulteriore movimento in avanti del pianetto (verso ilcontenitore matrice) detta anche extracorsa in avanzamento del pianetto. Ciòconsente di scaricare pezzi di dimensioni ridotte rispetto all’uso normale delpianetto stesso.
NOTA A tale scopo è indispensabile uno speciale stampo da taglio la cui parteinferiore (matrice) ha dimensioni ridotte da consentire il suddettoavvicinamento del pianetto.
M83 Arretramento extracorsa pianetto
• Comanda per il ritorno del pianetto nella posizione di origine. l’operazione ditaglio.
NOTA
In caso di cambio utensile con pianetto in extracorsa avanti,l’arretramento avviene in maniera automatica.
.
4 . 13

TECNOTRANSFER 15 SR – Manuale dell’operatore
M91 Posizione 1 del carrello lottizzatore per scarico pezzi dalla punzonatrice. (*)
M92 Posizione 2 del carrello lottizzatore per scarico pezzi dalla punzonatrice. (*)
M93 Posizione 3 del carrello lottizzatore per scarico pezzi dalla punzonatrice. (*)
M94 Posizione 4 del carrello lottizzatore per scarico pezzi dalla punzonatrice. (*)
M95 Posizione 5 del carrello lottizzatore per scarico pezzi dalla punzonatrice. (*)
M96 Posizione 6 del carrello lottizzatore per scarico pezzi dalla punzonatrice. (*)
(*) OPZIONALE
Queste sei funzioni sono state inserite per consentire la fermata del lottizzatore in seiposizioni pre -impostate nel posizionatore dello stesso.
M98 richiamo di un sottoprogramma
• Vedi pag. 59
M99 fine programma con ritorno all’inizio senza arresto. Rientro nel
programma principale se usato alla fine di un sottoprogramma.
• La funzione M99 è in linea di massima preferibile alla M30 perchépermette un’esecuzione più rapida. Infatti la M99 fa si che, appena eseguital’ultima operazione del programma sul primo pannello, i carri si portino nellaposizione di caricamento lamiera per il pannello successivo, con l’eliminazionequindi di alcune operazioni intermedie necessarie invece con la M30 (v. M30). Ilsuo utilizzo può però presentare dei problemi, ad esempio nei casi in cui:
> l’ultima stampata sia stata eseguita nelle vicinanze dei morsetti;
> l’ultima stampata sia stata eseguita con stampo per feritoie;
> sul percorso di ritorno vi siano squarci di notevoli dimensioni.
Sono i casi cioè, in cui si possono presentare degli ostacoli per una traiettoria nonguidata. A questo si può ovviare impostando nel programma, prima della M99, unpercorso di ritorno alla posizione di caricamento lamiera oppure utilizzando la M30.
4 . 14

4. FUNZIONI DI PROGRAMMAZIONE
1.3 4.10 - DESCRIZIONE DELLE FUNZIONI “G”
G00 avanzamento rapido
• É la funzione che comanda lo spostamento lamiera alla max. velocità.Se lo spostamento è comandato in direzione parallela ad un asse, cioè X o Ycostanti, tale velocità è pari a 40 m/min. in quanto viene interessato un soloservomotore. Se invece lo spostamento è comandato tra due punti, conentrambe le coppie di coordinate X e Y diverse fra loro, il controllo mette inmovimento contemporaneamente entrambi i servomotori. Il risultato è unmovimento con inclinazione 45 gradi alla velocità di 56 m/min., fino alraggiungimento della coordinata X (o Y) più prossima al punto di arrivo,dopodiché segue uno spostamento parallelo alla direzione Y (o X) alla velocitàdi 40 m/min. fino al raggiungimento della seconda coordinata.
G01 avanzamento lineare
• A differenza della G00, la funzione G01 fa si che lo spostamento dellalamiera, comandato fra due punti qualsiasi, avvenga lungo la retta che licollega. E’ utilizzabile per l’esecuzione di roditure lineari comunque inclinate.
ESEMPIO
4 . 15

TECNOTRANSFER 15 SR – Manuale dell’operatore
G02 avanzamento circolare antiorario
G03 avanzamento circolare orario
• Comandano gli spostamenti lungo archi di circonferenza nei due sensidi percorrenza. Si noti che, per comodità di ragionamento, le diciture “in sensoorario e antiorario” si intendono riferite all’utensile, al contrario di quantoavviene in realtà durante la lavorazione. Si utilizzano per eseguire archi dicirconferenza o circonferenze complete in roditura.
G04 tempo di sosta
• Il G04 deve essere seguito dall’indirizzo “P”. La “P” indica, in centesimidi secondo, la durata della sosta programmata.
• ESEMPIO:
N... X100. Y500. N... G04 P100 N... X200. Y400.
dopo aver eseguito il foro a X100 e Y500, il programma si ferma per icentesimi di secondo indicati dalla lettera “P”, quindi va ad eseguire il foro aX200 e Y400.Se si vuole impostare da programma un parametro o un dato di offset, sirende necessario l’utilizzo della funzione G10.
G10 L2 = modifica dello zero di uno dei campi di lavoro(P1 = G54; P2 = G55; P3 = G56; P4 = G57; P5 = G58; P6 =G59)
G10 L1 = modifica di uno dei correttori nella funzione di correzione raggioutensili (P1 = D1 ÷ P32 = 32).
ESEMPI :
G10 L2 P2 X100. Y100 = impostazione da programma di uno shift dello zero delcampo G55 di 100 mm. in “X” e di 100 mm. in “Y”
G10 L1 P1 R5 = impostazione da programma del correttore D1 al valoredi 5 mm.
G54 riferimento all’origine coincidente con zero macchina
4 . 16
4. FUNZIONI DI PROGRAMMAZIONE
G55 a G59 spostamenti origini coordinate
• É evidente che le quote inserite in un programma in sé stesse nonhanno significato se non è precisato il sistema di coordinate, e quindi l’origine,a cui vanno riferite. Tale informazione, fornita con una di queste funzioni, deveessere quindi inserita tra le prime del programma (nel 1 blocco, subito dopo laM03 - rotazione motore -). Essendo il riferimento all’origine coincidente con lozero macchina di gran lunga il più usato, conviene mantenere la funzione G54corrispondente a tale posizione, cioè X0 e Y0. Le rimanenti funzioni possonoessere utilizzate per riferirsi ad altra origine che può essere in un puntoqualunque del pannello; è sufficiente che rimanga all’interno del campo dilavoro della macchina. Può essere il caso, ad esempio di figure complesse,con fori, ecc., le cui quote sono riferite al centro della figura stessa.
NOTAtutte le suddette funzioni possono essere utilizzate nello stessoprogramma: non ne possono comparire due nello stessoblocco..
G70 posizionamento senza foratura
• La macchina si posiziona alle coordinate X e Y impostate insieme allafunzione G70 senza effettuare la punzonatura.
G72 memorizzazione di un punto senza posizionamento
• Si adopera con le funzioni G26 - G77 - G68 - G86 - G87 cherichiedono la memorizzazione del centro o di un vertice.
G73 esecuzione dei multipli a griglia in asse X
G74 esecuzione dei multipli a griglia in asse Y
G92 reset sistema di coordinate
Si usa per riportare la macchina alla posizione reale dopo lo spostamento diriposizione.
G90 programmazione assoluta
• Con la funzione G90 le posizioni di tutti i punti programmati sonoriferite al punto zero che è stato settato
4 . 17

TECNOTRANSFER 15 SR – Manuale dell’operatore
G91 programmazione incrementale
• Con la funzione G91, invece, la posizione di ogni punto programmatoviene riferita alla posizione del punto immediatamente precedente. Con laprogrammazione incrementale delle quote, ogni informazione di percorsoesprime lo spostamento effettivo dell’asse senza alcun riferimento al puntozero del pezzo. Solo il segno ( + ) o (- ) che precede lo spostamentoprogrammato, consente una relazione con il sistema di coordinate dellamacchina:
(+) significa movimento in senso positivo dell’asse.
(-) significa movimento in senso negativo dell’asse.
NOTA
le due funzioni possono coesistere nello stesso programma.
G98 funzione per l’esecuzione dei multipli
G120 funzione da inserire sulla linea di cambio utensile
1.4 4.11 - PUNTO DECIMALE
Il FANUC 0P accetta la programmazione del punto decimale. Questo semplifical’impostazione dei programmi e rende più chiara la lettura dei valori impostati.L’impostazione del punto decimale è necessaria con tutte le istruzioni che prevedonovalori di quote espresse in millimetri, e angoli espressi in gradi.
Queste istruzioni sono:
X - Y - Q - R - I - J - P - K - C
Tali valori, se non si programma il punto decimale, vengono interpretati in:
0,01 mm.
0,01 gradi
4 . 18
4. FUNZIONI DI PROGRAMMAZIONE
4.12 - ASSE “C” - ROTAZIONE UTENSILI
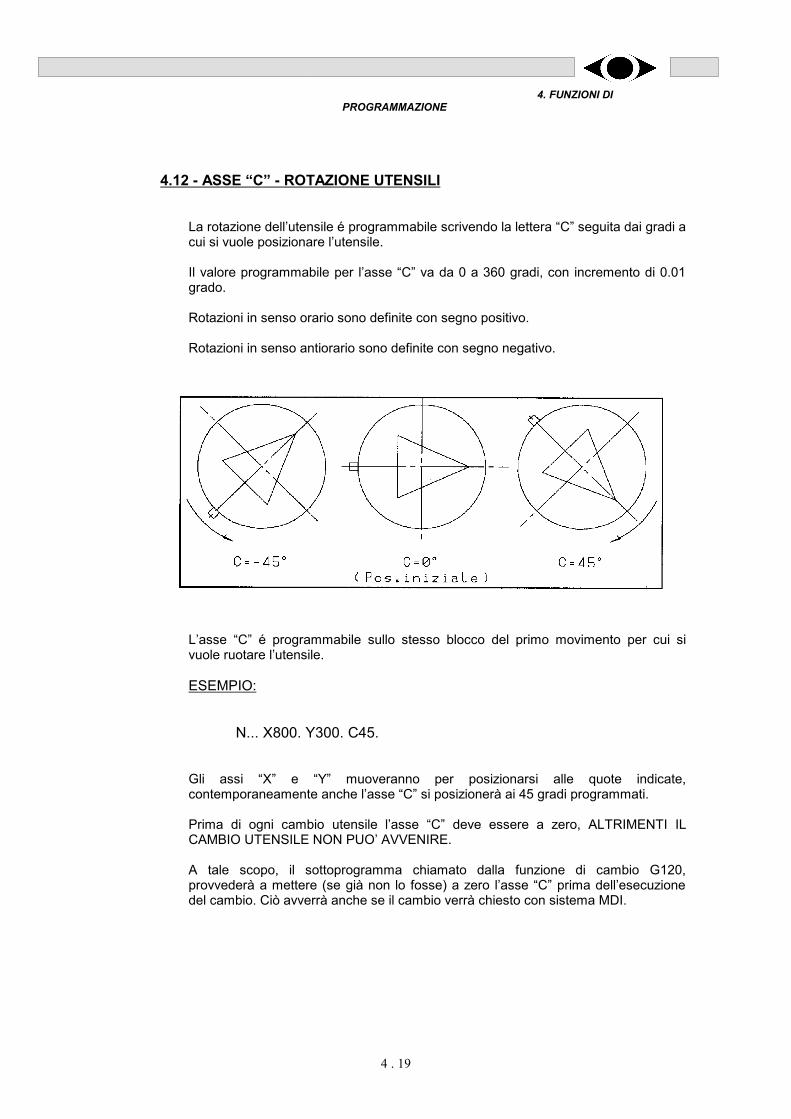
La rotazione dell’utensile é programmabile scrivendo la lettera “C” seguita dai gradi acui si vuole posizionare l’utensile.
Il valore programmabile per l’asse “C” va da 0 a 360 gradi, con incremento di 0.01grado.
Rotazioni in senso orario sono definite con segno positivo.
Rotazioni in senso antiorario sono definite con segno negativo.
L’asse “C” é programmabile sullo stesso blocco del primo movimento per cui sivuole ruotare l’utensile.
ESEMPIO:
N... X800. Y300. C45.
Gli assi “X” e “Y” muoveranno per posizionarsi alle quote indicate,contemporaneamente anche l’asse “C” si posizionerà ai 45 gradi programmati.
Prima di ogni cambio utensile l’asse “C” deve essere a zero, ALTRIMENTI ILCAMBIO UTENSILE NON PUO’ AVVENIRE.
A tale scopo, il sottoprogramma chiamato dalla funzione di cambio G120,provvederà a mettere (se già non lo fosse) a zero l’asse “C” prima dell’esecuzionedel cambio. Ciò avverrà anche se il cambio verrà chiesto con sistema MDI.
4 . 19

TECNOTRANSFER 15 SR – Manuale dell’operatore
4.13 - ASSE “T” - CAMBIO UTENSILI
Sulla TECNOTRANSFER non é necessario arretrare la lamiera per l’esecuzione delcambio utensili.
4.13.1 G120 Funzione di verifica al cambio
La funzione G120 deve essere sempre inserita nel blocco in cui é statoprogrammato un cambio utensile.
Il cambio dell’utensile può avvenire solo se programmato insieme ad un movimentodi “X” e/o “Y” superiore a 30 mm.
ESEMPI:
N...X500.Y500. PROGRAMMAZIONE ERRATAN...G120 T3
N...X800.Y400
Il cambio dell’utensile è statoprogrammato in un bloccosenza movimento
N...X500.Y500. PROGRAMMAZIONE ERRATAN...G120 X510. Y505. T3
N...X800.Y400
Il movimento programmatoinsieme al cambio utensile èinferiore a 30mm per entrambigli assi.
N...X500.Y500. PROGRAMMAZIONE ERRATAN...G120 X510. Y505. T3
N...X800.Y400
Il movimento programmatoinsieme al cambio utensile èinferiore a 30mm per entrambigli assi.
N...X500.Y500. PROGRAMMAZIONE ESATTAN...G120 X700. Y505. T3
N...X800.Y400
Il cambio dell’utensile è statoprogrammato insieme ad unmovimento che, per almeno unasse, è superiore a 30 mm
Se il cambio dell’utensile viene programmato senza che la suddetta condizione dimovimento assi “X’ e ”Y’ venga rispettata, interviene sul video:
4 . 20
4. FUNZIONI DI PROGRAMMAZIONE
ALLARME 002: MOV. X-Y IN C.U.A. INF. 30 mm
In questo caso:
> Selettore MODE in EDIT
> Premere RESET
> Modificare il programma
ATTENZIONE
Il cambio dell’utensile non può avvenire se l’asse “Y” si trovaad una quota inferiore a 160 mm (quota reale di macchina),o se la quota “Y” inserita sul blocco di cambio é uguale oinferiore a tale valore.
La funzione G120, che mettiamo all’inizio del blocco in cui éstato programmato il cambio, verifica che la suddettacondizione sia rispettata.
ALLARME 001: ZONA INTERDETTA AL CAMBIO
In questo caso agire come per l’allarme 002.
Se l’operatore dimentica di inserire sulla riga di programmazione del cambio lafunzione G120, interviene sul video:
ALLARME 1017: MANCA FUNZIONE G120.
In questo caso agire come per allarme 001.
Programmando:
N...G120 X...Y...T...
avviene:
> il posizionamento degli assi “X” e “Y”
> contemporaneamente, il cambio dell’utensile
> dopo l’aggancio dello stampo, avviene automaticamente lapunzonatura.
4 . 21
TECNOTRANSFER 15 SR – Manuale dell’operatore
4.13.2 Funzione M7
La funzione M7, se programmata insieme a G120 sul blocco di cambio, inibisce lapunzonatura dopo l’aggancio dello stampo appena cambiato.
ESEMPIO:
N...G120 M7 X...Y...T...
Tranne G120, M7, X, Y, T nessun’altra funzione “G” o “M” o “C” può essere scrittasul blocco di cambio.
ATTENZIONE
Il cambio dell’utensile non può avvenire se la testa dellamacchina, dopo un ciclo di punzonatura o di roditura, non sié fermata all’interno della zona di punto morto superiorestabilita per il consenso al cambio.
Se tale condizione non viene rispettata, interviene su video:
ALLARME 1025: PUNZONE NON AL P.M.S.
Per resettare tale allarme, agire come segue.
• riportare la testa della macchina al P.M.S.• tenere premuto il tasto arresto avanzamento per circa 2 secondi,finché l’allarme non sparisce •
A tale proposito, per evitare questo problema, vi consigliamo (ove ciò sia possibile)di eseguire almeno un’altra punzonatura dopo l’ultimo ciclo di roditura prima delcambio utensile.
NOTA
eseguendo un cambio utensile con sistema MDI, non énecessario programmare uno spostamento insieme alcambio.
Se, eseguendo un cambio utensile con sistema MDI o in JOG T, l’asse “Y” é ad unaquota inferiore a 160 mm, interviene su video:
4 . 22

4. FUNZIONI DI PROGRAMMAZIONE
ALLARME 2024: ZONA CAMBIO UTENSILI INTERDETTA
Per uscire da questo allarme:
> Premere RESET
> Portare il selettore MODE in JOG (se già non c’è)
> Spostare l’asse “Y” in positivo oltre i 160 mm
> Tenere premuto il pulsante ARRESTO AVANZAMENTO finché l’allarme nonscompare (circa 2 sec.).
4.14 - ASSE “P” - PENETRAZIONE UTENSILE
Viene definito asse “P” l’asse che consente la regolazione fine della penetrazionedell’utensile.
L’asse “P” non deve essere programmato all’interno del programma di lavoro, matramite gli appositi tasti presenti sulla consolle di macchina.
4 . 23
TECNOTRANSFER 15 SR – Manuale dell’operatore
4.14.1 Impostazione della penetrazione utensile:
> Selettore MODE in MDI.
> Sul display (1) viene visualizzato il numero della stazione del magazzino.
> Con i tasti (+ ) e (- ) selezionare la stazione per cui si vuole correggere lapenetrazione.
> Sul display (2) viene visualizzato il valore di correzione.
> Con i tasti (+ ) e (- ) impostare il valore desiderato (incremento = 0.04 mm).
> Una volta impostato il valore desiderato, premere il tasto (3) “ENTERPENETRAZIONE UTENSILE”.
L’asse “P” muoverà solo quando la stazione per cui è stata impostata lapenetrazione, verrà richiamata da un programma di lavoro attraverso la funzioneutensile “T” relativa.
Il rapporto tra i valori impostati sul display e i valori reali di correzione, è illustratosulla tabella della pagina seguente.
4 . 24

4. FUNZIONI DI PROGRAMMAZIONE
4 . 25
TECNOTRANSFER 15 SR – Manuale dell’operatore
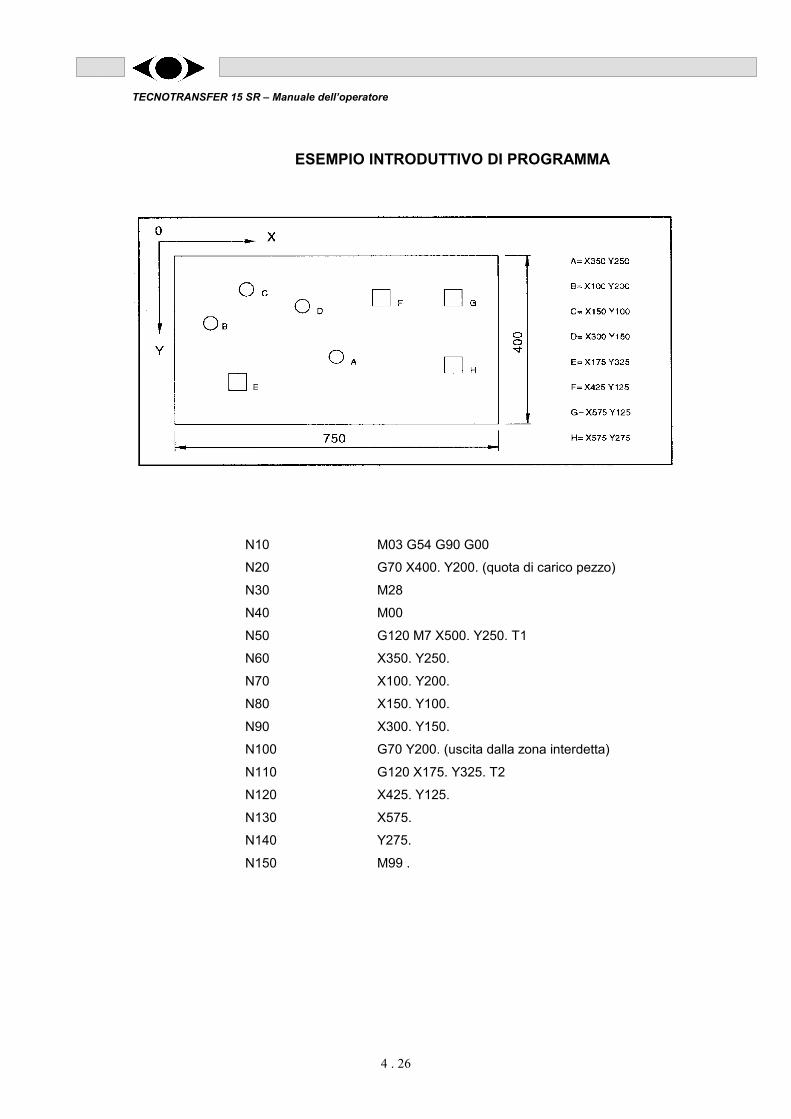
ESEMPIO INTRODUTTIVO DI PROGRAMMA
N10 M03 G54 G90 G00
N20 G70 X400. Y200. (quota di carico pezzo)
N30 M28
N40 M00
N50 G120 M7 X500. Y250. T1
N60 X350. Y250.
N70 X100. Y200.
N80 X150. Y100.
N90 X300. Y150.
N100 G70 Y200. (uscita dalla zona interdetta)
N110 G120 X175. Y325. T2
N120 X425. Y125.
N130 X575.
N140 Y275.
N150 M99 .
4 . 26
4. FUNZIONI DI PROGRAMMAZIONE
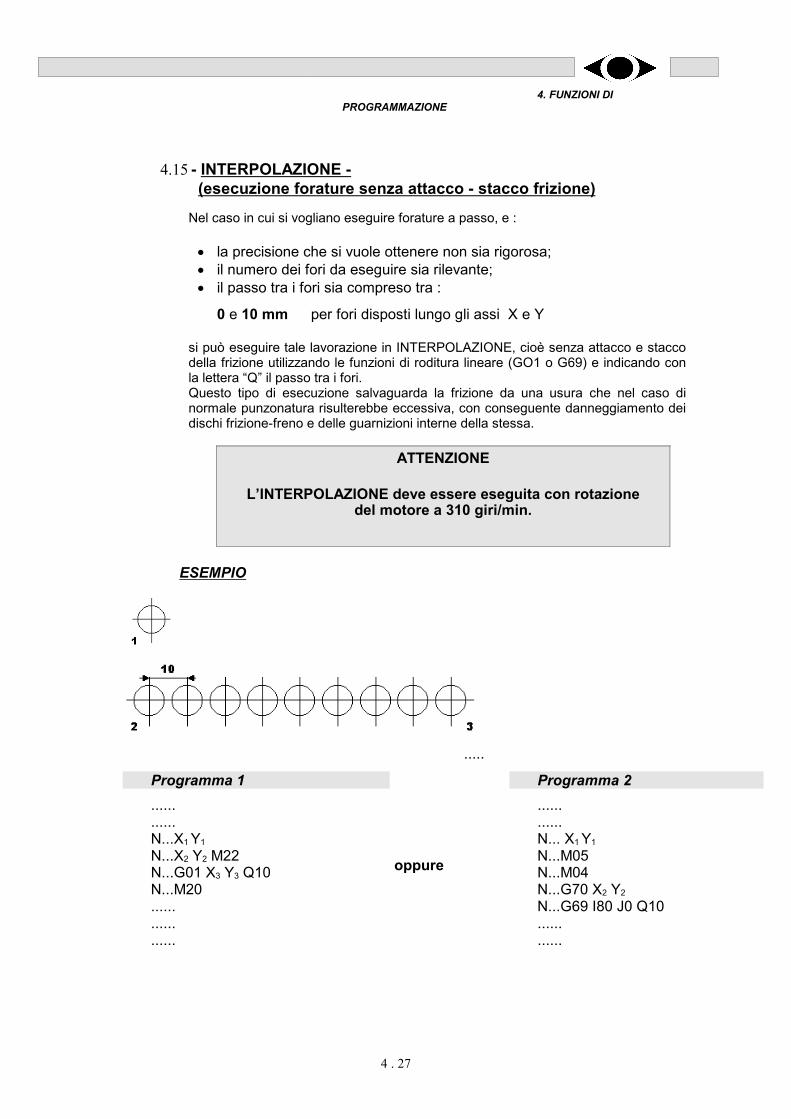
4.15 - INTERPOLAZIONE -
(esecuzione forature senza attacco - stacco frizione)
Nel caso in cui si vogliano eseguire forature a passo, e :
• la precisione che si vuole ottenere non sia rigorosa;• il numero dei fori da eseguire sia rilevante;• il passo tra i fori sia compreso tra :
0 e 10 mm per fori disposti lungo gli assi X e Y
si può eseguire tale lavorazione in INTERPOLAZIONE, cioè senza attacco e staccodella frizione utilizzando le funzioni di roditura lineare (GO1 o G69) e indicando conla lettera “Q” il passo tra i fori.Questo tipo di esecuzione salvaguarda la frizione da una usura che nel caso dinormale punzonatura risulterebbe eccessiva, con conseguente danneggiamento deidischi frizione-freno e delle guarnizioni interne della stessa.
ATTENZIONE
L’INTERPOLAZIONE deve essere eseguita con rotazione del motore a 310 giri/min.
ESEMPIO
.....
Programma 1 Programma 2
......
......N...X1 Y1
N...X2 Y2 M22N...G01 X3 Y3 Q10N...M20..................
oppure
......
......N... X1 Y1
N...M05N...M04N...G70 X2 Y2
N...G69 I80 J0 Q10............
4 . 27

TECNOTRANSFER 15 SR – Manuale dell’operatore
4 . 28

5. PUNZONATURA CON
MACROISTRUZIONI
1 5 – Punzonatura con Macroistruzioni
Premettiamo che per punzonature singole o che comunquenon rientrano a far parte dei cicli di foratura previsti dalsoftware del controllo numerico, è sufficiente impostare lecoordinate “X” e “Y” del centro stam
po. In tal modo, dopo che gli assi si saranno posizionati allequote desiderate, il controllo numerico emette il consensoalla punzonatura.
2
3 5.1 - G70 POSIZIONAMENTO SENZA PUNZONATURA
Quando nel programma si ha la necessità di posizionarsi in un punto qualunque delcampo di lavoro senza voler effettuare la punzonatura (es. posizione per il caricolamiera, ecc.) è sufficiente impostare la funzione G70 davanti alle coordinate “X” e/o“Y” del punto suddetto.
G70 X.....Y.....
4
5 5.2 - G76 PUNZONATURA LINEARE
La funzione G76 si utilizza per l’esecuzione di forature con passo costante
su di una retta comunque inclinata.
Tale funzione ha bisogno dei seguenti indirizzi:
I = passo di foratura;
J = angolo di inclinazione della retta su cui vengono eseguite leforature rispetto all’asse cartesiano + “X” passante per il forodi partenza;
K = numero dei fori.
Se il posizionamento sul foro di partenza è stato effettuato omettendo la funzione G70prima delle coordinate “X” e “Y” esso viene eseguito prima della lettura del bloccocontenente G76; per cui il numero dei fori da eseguire
G76 I.....J.....K.....
5 . 1

TECNOTRANSFER 15 SR – Manuale dell’operatore
ESEMPIO
Programma per l’esecuzione della fila 1
...............
...............
N...Xa Ya (punto di partenza)
N...G76 I40. J-30. K5
...............
...............
Programma per l’esecuzione della fila 2
................
N...Xa Ya (punto di partenza)
N...G76 I40. J30. K5
................
................
Abbiamo quindi visto che gli angoli di senso orario vengono definiti positivi e quelli disenso antiorario negativi.
5 . 2

5. PUNZONATURA CON
MACROISTRUZIONI
NOTE:
1) se il numero dei fori è = 0, viene segnalato allarme Nr. 151
2) se il passo di foratura I viene impostato con segno negativo, la rettaviene traslata di J+180.
6 5.3 - G77 PUNZONATURA SU UN ARCO DI CIRCONFERENZA
La funzione G77 si utilizza per l’esecuzione di forature con angolo costante
su di un arco di circonferenza.
Tale funzione ha bisogno dei seguenti indirizzi:
I = raggio della circonferenza
J = angolo di inclinazione tra la retta che unisce il primo foro alcentro e l’asse cartesiano + “X” passante per il centro. Taleangolo è positivo se è di senso orario ed è invece negativose è di senso antiorario.
P = angolo costante fra foro e foro (angolo di passo) unità: 0,01.Gli angoli in senso orario sono positivi, quelli in sensoantiorario sono negativi.
K = numero dei fori
G77 I.....J.....P..... K.....
ATTENZIONE
Prima dell’impostazione della funzione G77 con i relativiindirizzi, è necessaria la memorizzazione del centro dellacirconferenza. Tale memorizzazione avviene impostando suun blocco a se stante (precedente a quello del G77) lecoordinate “X” e “Y” del centro precedute dalla funzione G72
5 . 3

TECNOTRANSFER 15 SR – Manuale dell’operatore
ESEMPIO
Partendo dal foro 1, il programma sarà:
................
................
N...G72 Xc Yc (memorizzazione del centro)
N...G77 I100.J-30.P-45.K6
..............
..............
NOTE:
1) se il raggio del cerchio (I) e/o il numero dei fori (K) è stato impostatocon valore zero, viene segnalato allarme Nr. 152;
2) se si vuole eseguire la foratura anche nel centro, è sufficiente omettere lafunzione G72 che precede le coordinate “X” e “Y” del centro.
5 . 4

5. PUNZONATURA CON
MACROISTRUZIONI
7
8 5.4 - G26 PUNZONATURA SU UNA CIRCONFERENZA
La funzione G26 si utilizza per l’esecuzione di forature con angolo di passo
costante su di una circonferenza.
Tale funzione ha bisogno dei seguenti indirizzi:
I = raggio della circonferenza
J = angolo di inclinazione tra la retta che unisce il foro dipartenza al centro e l’asse cartesiano + “X” passante per ilcentro. Angoli di senso orario vengono definiti positivi, angolidi senso antiorario vengono definiti negativi
K = numero dei fori. Se esso viene impostato con segno positivola tranciatura avviene in senso orario; se viene impostatocon segno negativo in senso antiorario.
G26 I.....J..... K.....
Anche per questa funzione come per G77 è necessaria la memorizzazione del centrodella circonferenza (G72).
ESEMPIO
Partendo dal foro 1 e muovendo in senso antiorario, il programma sarà:
................
................
N...G72 Xc Yc (memorizzazione del centro)
N...G26 I100. J-30. K-6
5 . 5
TECNOTRANSFER 15 SR – Manuale dell’operatore
NOTE:
1) se il raggio della circonferenza (I) e/o il numero dei fori (K) è statoimpostato con valore zero, viene segnalato allarme Nr. 150
2) se si vuole eseguire la foratura anche nel centro, è sufficienteomettere la funzione G72 che precede le coordinate “X” e “Y” delcentro.
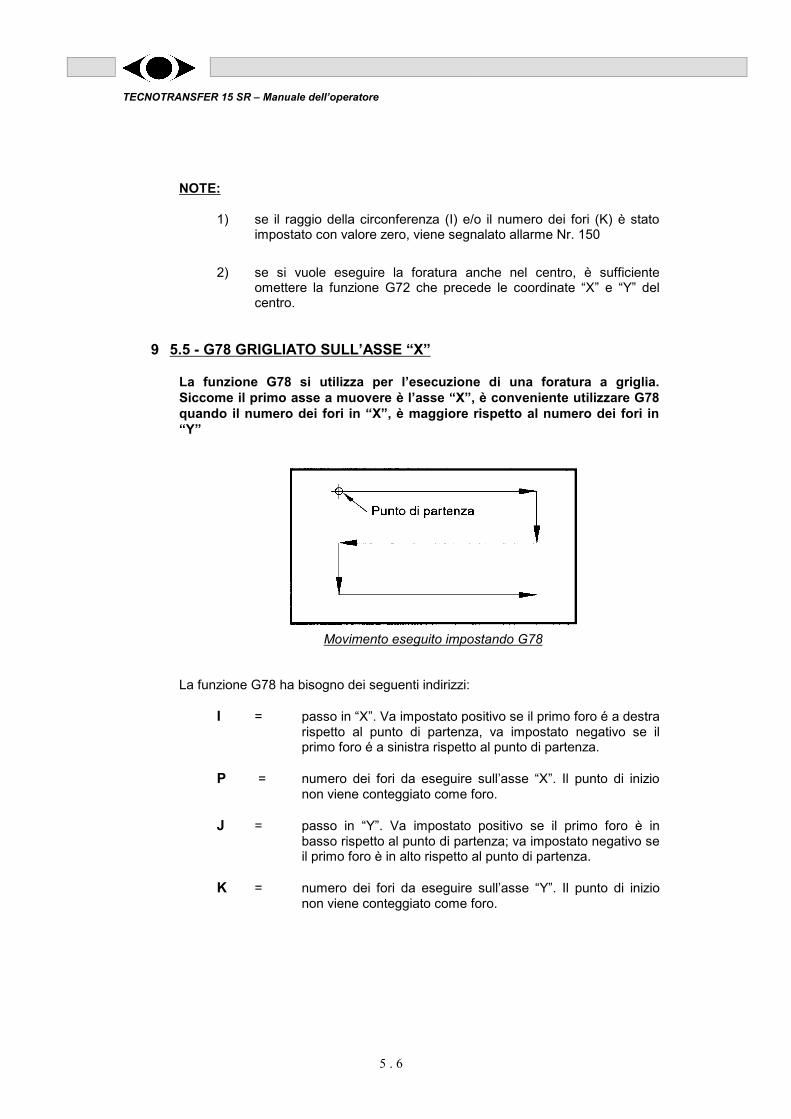
9 5.5 - G78 GRIGLIATO SULL’ASSE “X”
La funzione G78 si utilizza per l’esecuzione di una foratura a griglia.
Siccome il primo asse a muovere è l’asse “X”, è conveniente utilizzare G78
quando il numero dei fori in “X”, è maggiore rispetto al numero dei fori in
“Y”
Movimento eseguito impostando G78
La funzione G78 ha bisogno dei seguenti indirizzi:
I = passo in “X”. Va impostato positivo se il primo foro é a destrarispetto al punto di partenza, va impostato negativo se ilprimo foro é a sinistra rispetto al punto di partenza.
P = numero dei fori da eseguire sull’asse “X”. Il punto di inizionon viene conteggiato come foro.
J = passo in “Y”. Va impostato positivo se il primo foro è inbasso rispetto al punto di partenza; va impostato negativo seil primo foro è in alto rispetto al punto di partenza.
K = numero dei fori da eseguire sull’asse “Y”. Il punto di inizionon viene conteggiato come foro.
5 . 6

5. PUNZONATURA CON
MACROISTRUZIONI
I passi in “X” e “Y” seguono il sistema di coordinate e quindi possono avere segnopositivo o negativo
G78 I.....P.....J..... K.....
ESEMPIO
Il programma sarà:
N...XA YA (coordinate del punto di partenza)
N...G78 I40. P6 J-40. K3
NOTE:
1) se sul punto di partenza non si vuole eseguire il foro è necessarioimpostare davanti alle coordinate Xp e Yp del punto di partenza lafunzione G72.
2) se il numero dei fori in “X” oppure in “Y” viene impostato con valorezero, viene segnalato allarme Nr. 153.
10
11 5.6 - G79 GRIGLIATO SULL’ASSE “Y”
La funzione G79, ha la stessa utilità della funzione G78, solo che in questo caso ilprimo asse a muovere è l’"Y", per cui è conveniente utilizzarla quando il numero deifori in “Y” è maggiore rispetto al numero dei fori in “X”.
Movimento eseguito impostando G79
5 . 7

TECNOTRANSFER 15 SR – Manuale dell’operatore
Valgono gli esempi e le note già visti per la funzione G78.
G79 I.....P.....J..... K.....
12 5.7 - G86 PUNZONATURA DI UNA CAVA RETTANGOLARE
La funzione G86 si utilizza per l’esecuzione di cave rettangolari aventi un
lato di dimensione uguale ad uno dei due lati del punzone.
Prima dell’impostazione della funzione G86 con i relativi indirizzi, è necessaria lamemorizzazione di uno dei quattro vertici della cava. Tale memorizzazione avvieneimpostando (nel blocco precedente il G86) la funzione G72 seguita dalle coordinate Xe Y del vertice scelto.
La funzione G86 ha bisogno dei seguenti indirizzi:
I = lunghezza della cava
J = angolo di inclinazione della cava rispetto all’asse + Xpassante per il vertice di partenza
P = lato del punzone orientato sulla lunghezza della cava (v. nota1)
Q = lato del punzone orientato sulla larghezza della cava (daimpostare sempre positivo)
G86 I.....P.....J..... Q.....
NOTA
P dovrà avere valore positivo se il centro del punzone rimanea destra rispetto alla direzione di lavoro. Negativo se rimanea sinistra
5 . 8

5. PUNZONATURA CON
MACROISTRUZIONI
ESEMPIO
Il programma sarà:
N... G72 X50. Y100.
N... G86 I300. J0. P40. Q15.
ESEMPIO
Il programma sarà:
N... G72 X100. Y300.
N... G86 I100. J-90. P40. Q15.
5 . 9
TECNOTRANSFER 15 SR – Manuale dell’operatore
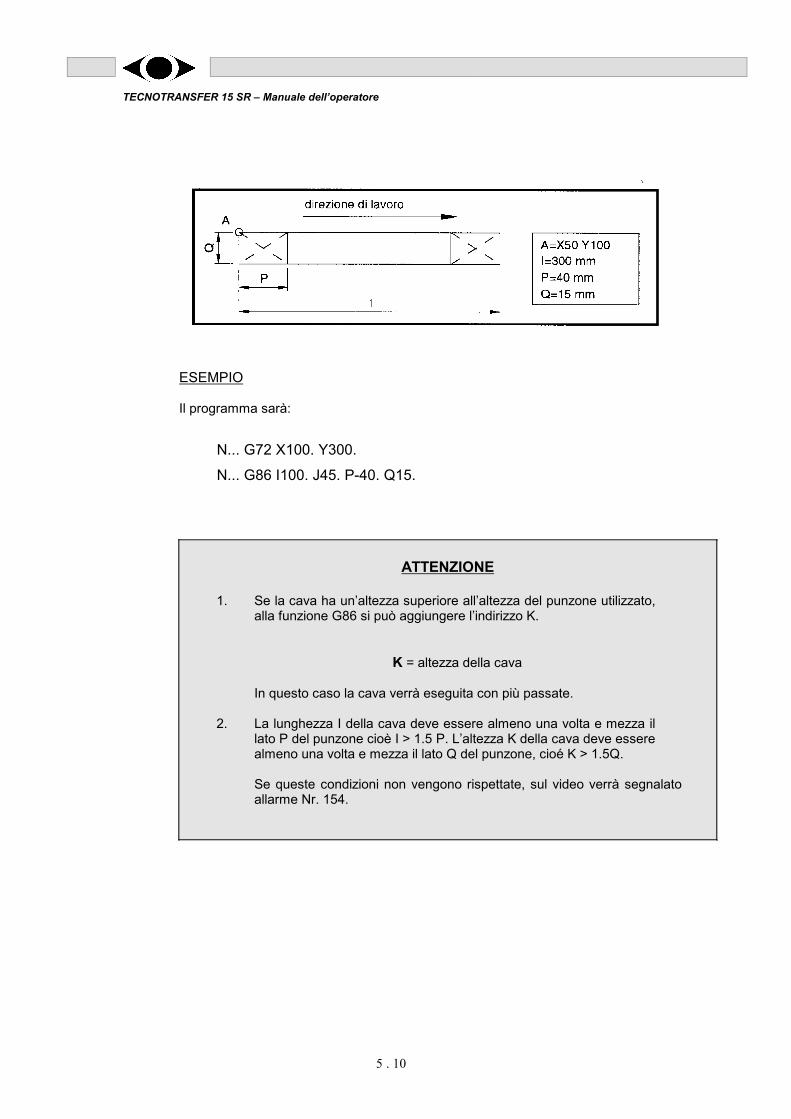
ESEMPIO
Il programma sarà:
N... G72 X100. Y300.
N... G86 I100. J45. P-40. Q15.
ATTENZIONE
1. Se la cava ha un’altezza superiore all’altezza del punzone utilizzato,alla funzione G86 si può aggiungere l’indirizzo K.
K = altezza della cava
In questo caso la cava verrà eseguita con più passate.
2. La lunghezza I della cava deve essere almeno una volta e mezza illato P del punzone cioè I > 1.5 P. L’altezza K della cava deve esserealmeno una volta e mezza il lato Q del punzone, cioé K > 1.5Q.
Se queste condizioni non vengono rispettate, sul video verrà segnalatoallarme Nr. 154.
5 . 10
5. PUNZONATURA CON
MACROISTRUZIONI
13
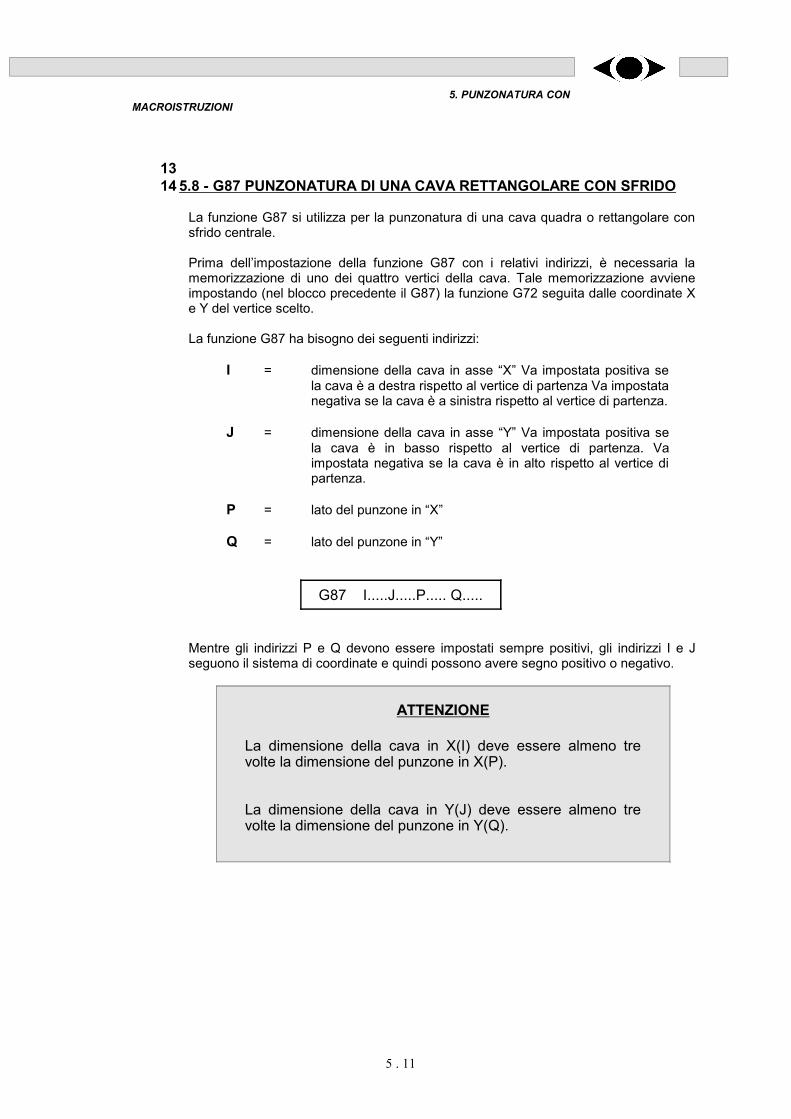
14 5.8 - G87 PUNZONATURA DI UNA CAVA RETTANGOLARE CON SFRIDO
La funzione G87 si utilizza per la punzonatura di una cava quadra o rettangolare consfrido centrale.
Prima dell’impostazione della funzione G87 con i relativi indirizzi, è necessaria lamemorizzazione di uno dei quattro vertici della cava. Tale memorizzazione avvieneimpostando (nel blocco precedente il G87) la funzione G72 seguita dalle coordinate Xe Y del vertice scelto.
La funzione G87 ha bisogno dei seguenti indirizzi:
I = dimensione della cava in asse “X” Va impostata positiva sela cava è a destra rispetto al vertice di partenza Va impostatanegativa se la cava è a sinistra rispetto al vertice di partenza.
J = dimensione della cava in asse “Y” Va impostata positiva sela cava è in basso rispetto al vertice di partenza. Vaimpostata negativa se la cava è in alto rispetto al vertice dipartenza.
P = lato del punzone in “X”
Q = lato del punzone in “Y”
G87 I.....J.....P..... Q.....
Mentre gli indirizzi P e Q devono essere impostati sempre positivi, gli indirizzi I e Jseguono il sistema di coordinate e quindi possono avere segno positivo o negativo.
ATTENZIONE
La dimensione della cava in X(I) deve essere almeno trevolte la dimensione del punzone in X(P).
La dimensione della cava in Y(J) deve essere almeno trevolte la dimensione del punzone in Y(Q).
5 . 11

TECNOTRANSFER 15 SR – Manuale dell’operatore
ESEMPIO
Il programma sarà:
N... G72 X50. Y200.
N... G87 I150. J-80. P40. Q15.
NOTA
Se la condizione su descritta non viene rispettata sul videoverrà segnalato allarme Nr. 155.
Se il punzone utilizzato è un punzone quadro, si puòomettere la scrittura dell’indirizzo Q (dimensione delpunzone in Y).
Se la cava è rettangolare il primo movimento avverràsull’asse “X”, se la dimensione della cava in “X” è maggioreche in “Y” e viceversa.
Se la cava è quadrata il primo movimento avverrà sempresull’asse “X”.
5 . 12

5. PUNZONATURA CON
MACROISTRUZIONI
15 5.9 - MEMORIZZAZIONE E RICHIAMO DI FUNZIONI CAMPIONE
Quando nell’esecuzione di un programma si ha la necessità di eseguire più volte unostesso ciclo di lavoro utilizzando una macrofunzione G, questa può esserememorizzata la prima volta che viene scritta, per poi essere richiamatasuccessivamente.
1) Memorizzazione. Per essere memorizzata, la macrofunzione G, deve essere preceduta dall’indirizzo Apiù un numero da 1 a 5. E’ chiaro quindi che abbiamo la possibilità di memorizzarefino a 5 diverse macrofunzioni.
2) Richiamo. E’ possibile richiamare la funzione precedentemente memorizzata con l’indirizzo A,scrivendo su un blocco a se stante l’indirizzo B seguito dal numero corrispondente allafunzione che si vuole richiamare.
ESEMPIO
N... G72 X100. Y200.
N... A01 G26 I30. J0 K8
N... G72 X100. Y400.
N... B01
N... X300. Y200.
N... A02 G76 I50. J-45. K6
N... X300. Y400.
N... B02
5 . 13
TECNOTRANSFER 15 SR – Manuale dell’operatore
16 5.10 - NOTE SUI CICLI DI LAVORO
1) nei cicli di lavoro non bisogna programmare alcuna funzione “M”
2) se il ciclo di lavoro viene eseguito in blocco singolo, si ha l’arresto del cicloal termine di ogni tranciatura.
3) se il ciclo di lavoro viene richiamato con una operazione in M.D.I. si ha soloil movimento in X e/o Y senza l’esecuzione delle tranciature.
4) il raggio, il Nr. dei fori, ed altri valori, non restano memorizzati nei cicli dilavoro, quindi essi devono essere ripetuti ad ogni richiamo del ciclo stesso.
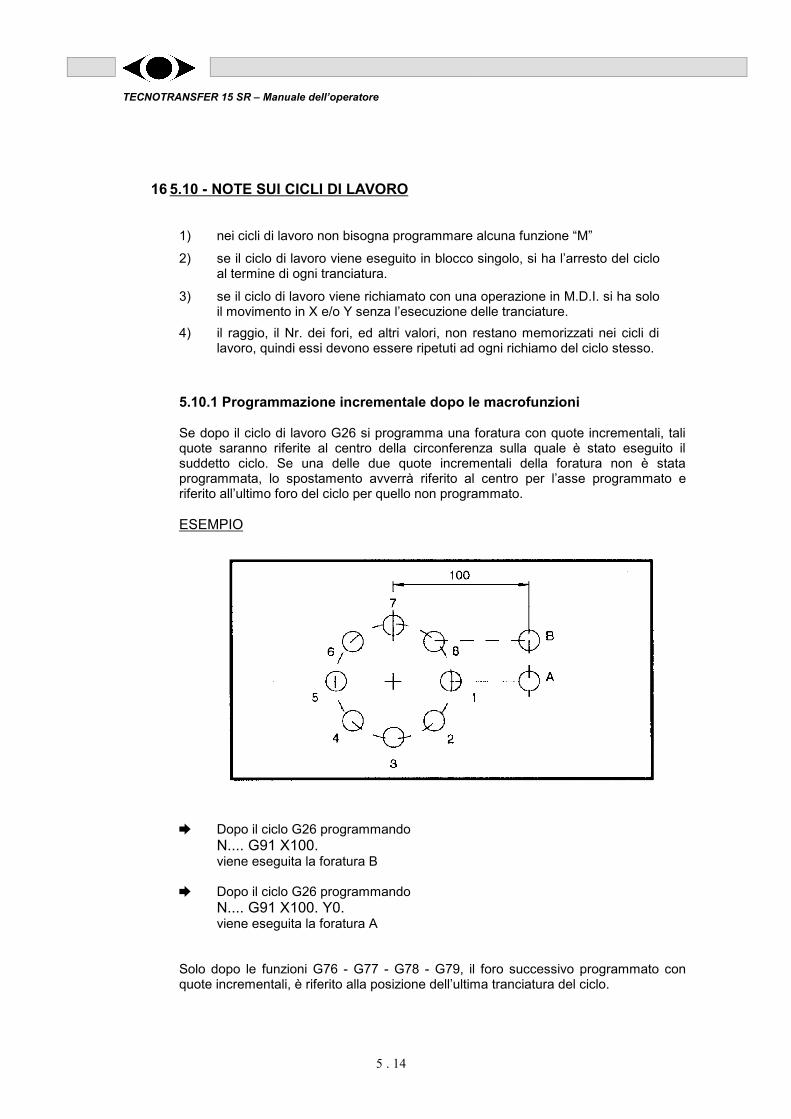
5.10.1 Programmazione incrementale dopo le macrofunzioni
Se dopo il ciclo di lavoro G26 si programma una foratura con quote incrementali, taliquote saranno riferite al centro della circonferenza sulla quale è stato eseguito ilsuddetto ciclo. Se una delle due quote incrementali della foratura non è stataprogrammata, lo spostamento avverrà riferito al centro per l’asse programmato eriferito all’ultimo foro del ciclo per quello non programmato.
ESEMPIO
� Dopo il ciclo G26 programmandoN.... G91 X100.viene eseguita la foratura B
� Dopo il ciclo G26 programmando N.... G91 X100. Y0.viene eseguita la foratura A
Solo dopo le funzioni G76 - G77 - G78 - G79, il foro successivo programmato conquote incrementali, è riferito alla posizione dell’ultima tranciatura del ciclo.
5 . 14

5. PUNZONATURA CON
MACROISTRUZIONI
ESEMPI
Ciclo G76 Cicli G77
� Dopo il ciclo G76 programmando N.... G91 X50. Y50. verrà eseguito il foro 7
� Dopo il ciclo G77 programmando N.... G91 X50. Y50. verrà eseguito il foro 6
� Dopo il ciclo G78 G79 programmando N.... G91 X50. Y-20.verrà eseguito il foro 3
Per l’esecuzione di forature su circonferenze che abbiano lo stesso centro e diversoraggio, la memorizzazione del centro (G72) è necessaria solo nel blocco precedente aquello del primo ciclo G26.
5 . 15
TECNOTRANSFER 15 SR – Manuale dell’operatore
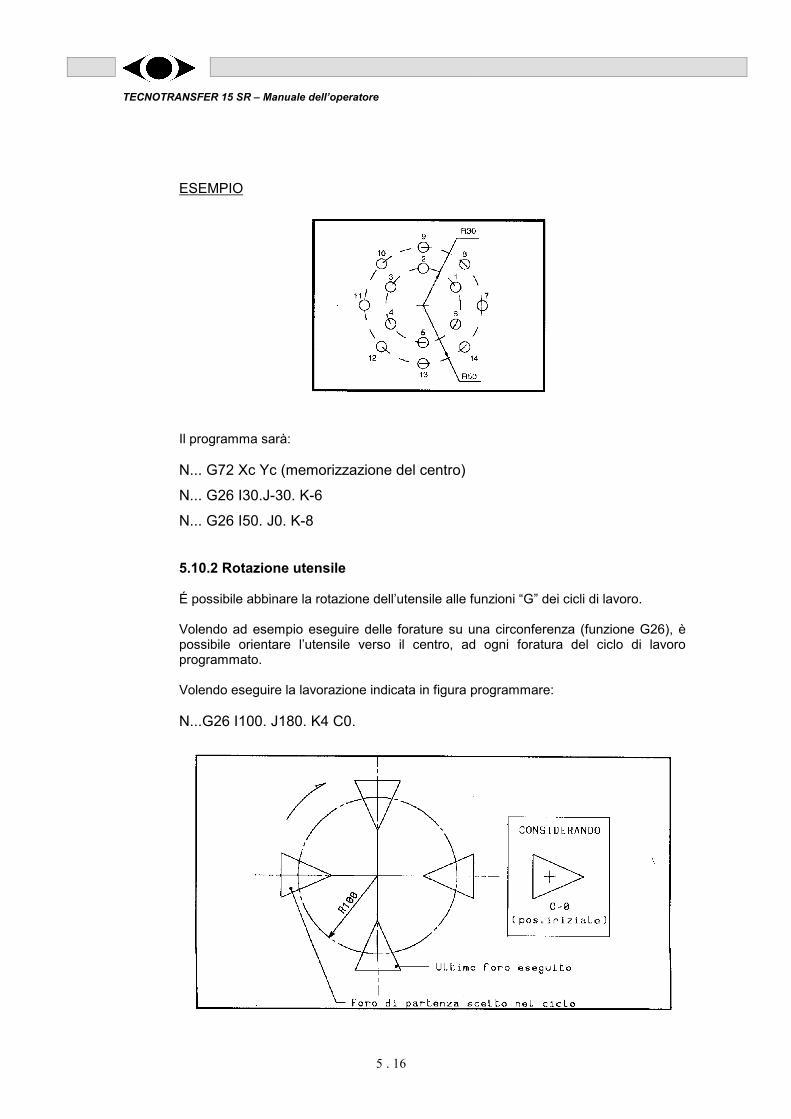
ESEMPIO
Il programma sarà:
N... G72 Xc Yc (memorizzazione del centro)
N... G26 I30.J-30. K-6
N... G26 I50. J0. K-8
5.10.2 Rotazione utensile
É possibile abbinare la rotazione dell’utensile alle funzioni “G” dei cicli di lavoro.
Volendo ad esempio eseguire delle forature su una circonferenza (funzione G26), èpossibile orientare l’utensile verso il centro, ad ogni foratura del ciclo di lavoroprogrammato.
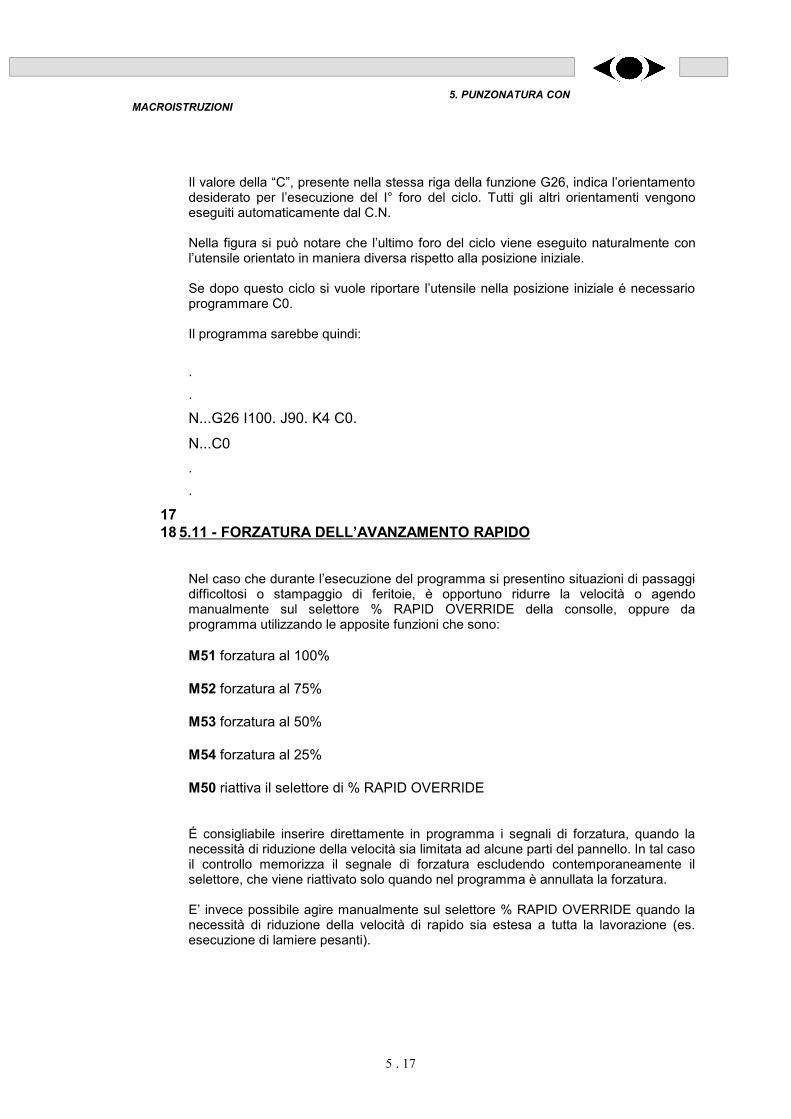
Volendo eseguire la lavorazione indicata in figura programmare:
N...G26 I100. J180. K4 C0.
5 . 16
5. PUNZONATURA CON
MACROISTRUZIONI
Il valore della “C”, presente nella stessa riga della funzione G26, indica l’orientamentodesiderato per l’esecuzione del I° foro del ciclo. Tutti gli altri orientamenti vengonoeseguiti automaticamente dal C.N.
Nella figura si può notare che l’ultimo foro del ciclo viene eseguito naturalmente conl’utensile orientato in maniera diversa rispetto alla posizione iniziale.
Se dopo questo ciclo si vuole riportare l’utensile nella posizione iniziale é necessarioprogrammare C0.
Il programma sarebbe quindi:
.
.
N...G26 I100. J90. K4 C0.
N...C0
.
.
17
18 5.11 - FORZATURA DELL’AVANZAMENTO RAPIDO
Nel caso che durante l’esecuzione del programma si presentino situazioni di passaggidifficoltosi o stampaggio di feritoie, è opportuno ridurre la velocità o agendomanualmente sul selettore % RAPID OVERRIDE della consolle, oppure daprogramma utilizzando le apposite funzioni che sono:
M51 forzatura al 100%
M52 forzatura al 75%
M53 forzatura al 50%
M54 forzatura al 25%
M50 riattiva il selettore di % RAPID OVERRIDE
É consigliabile inserire direttamente in programma i segnali di forzatura, quando lanecessità di riduzione della velocità sia limitata ad alcune parti del pannello. In tal casoil controllo memorizza il segnale di forzatura escludendo contemporaneamente ilselettore, che viene riattivato solo quando nel programma è annullata la forzatura.
E’ invece possibile agire manualmente sul selettore % RAPID OVERRIDE quando lanecessità di riduzione della velocità di rapido sia estesa a tutta la lavorazione (es.esecuzione di lamiere pesanti).
5 . 17
TECNOTRANSFER 15 SR – Manuale dell’operatore
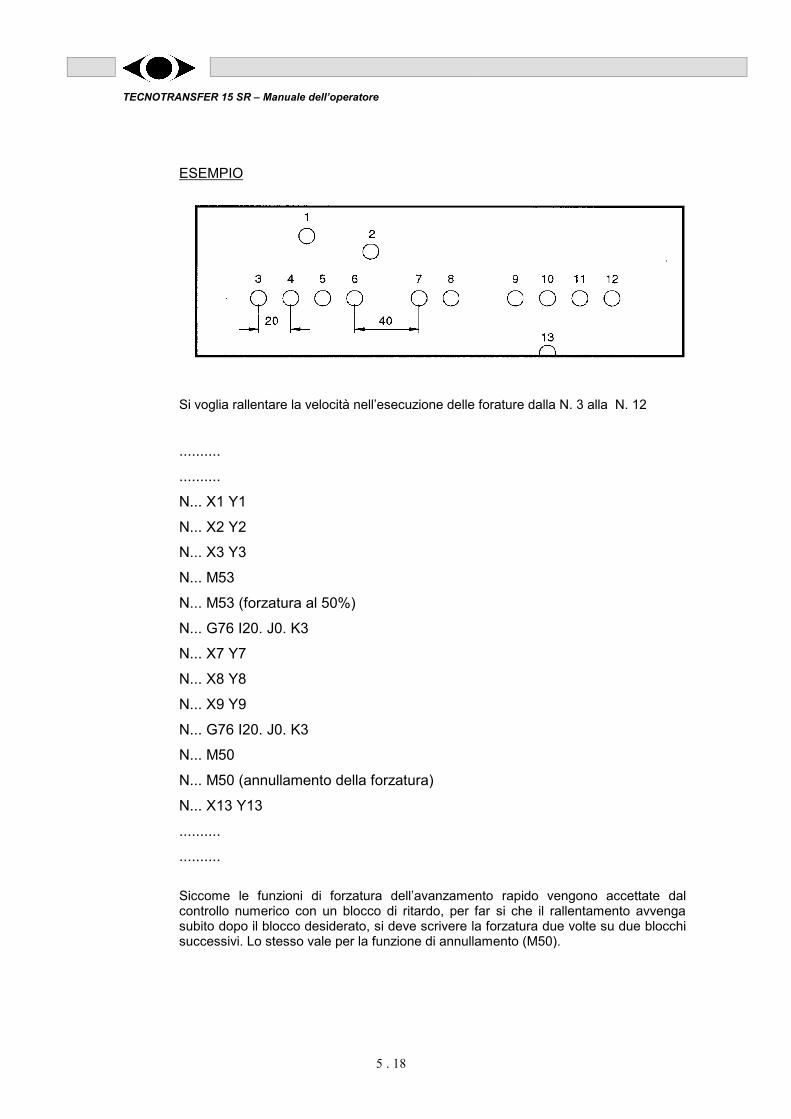
ESEMPIO
Si voglia rallentare la velocità nell’esecuzione delle forature dalla N. 3 alla N. 12
..........
..........
N... X1 Y1
N... X2 Y2
N... X3 Y3
N... M53
N... M53 (forzatura al 50%)
N... G76 I20. J0. K3
N... X7 Y7
N... X8 Y8
N... X9 Y9
N... G76 I20. J0. K3
N... M50
N... M50 (annullamento della forzatura)
N... X13 Y13
..........
..........
Siccome le funzioni di forzatura dell’avanzamento rapido vengono accettate dalcontrollo numerico con un blocco di ritardo, per far si che il rallentamento avvengasubito dopo il blocco desiderato, si deve scrivere la forzatura due volte su due blocchisuccessivi. Lo stesso vale per la funzione di annullamento (M50).
5 . 18
6. MULTIPLI E
SOTTOPROGRAMMI
1 6 – Multipli e sottoprogrammi
2
3
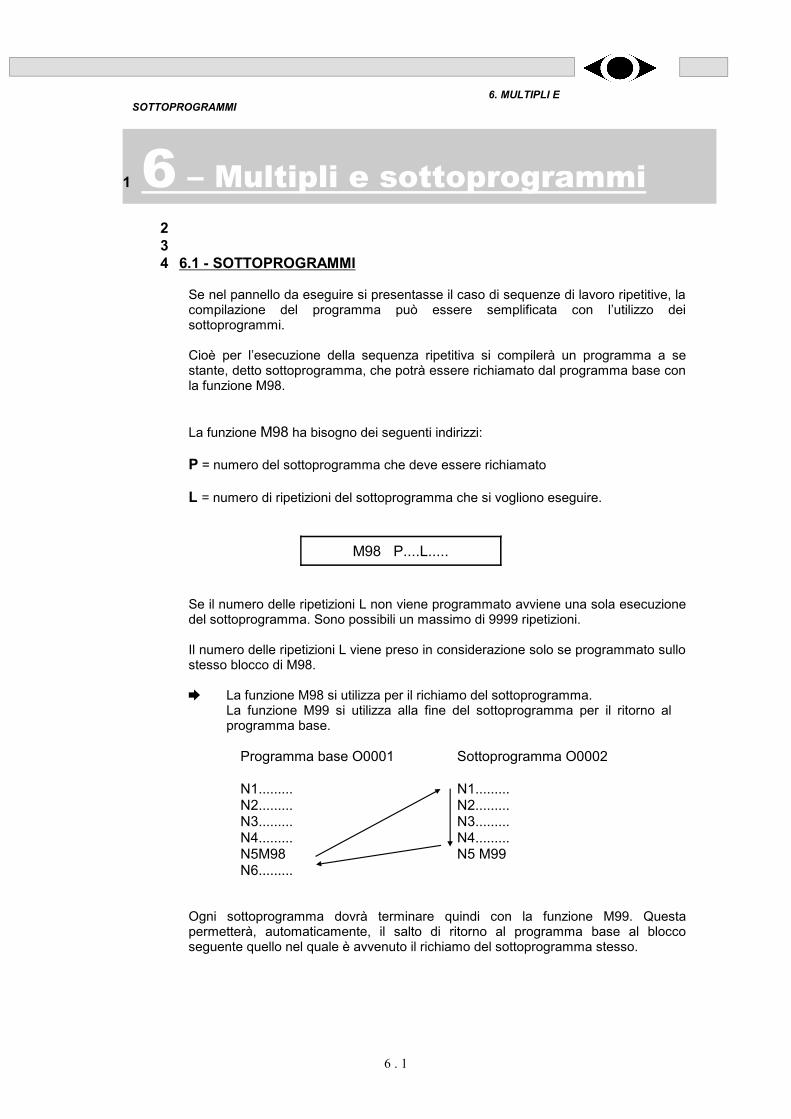
4 6.1 - SOTTOPROGRAMMI
Se nel pannello da eseguire si presentasse il caso di sequenze di lavoro ripetitive, lacompilazione del programma può essere semplificata con l’utilizzo deisottoprogrammi.
Cioè per l’esecuzione della sequenza ripetitiva si compilerà un programma a sestante, detto sottoprogramma, che potrà essere richiamato dal programma base conla funzione M98.
La funzione M98 ha bisogno dei seguenti indirizzi:
P = numero del sottoprogramma che deve essere richiamato
L = numero di ripetizioni del sottoprogramma che si vogliono eseguire.
M98 P....L.....
Se il numero delle ripetizioni L non viene programmato avviene una sola esecuzionedel sottoprogramma. Sono possibili un massimo di 9999 ripetizioni.
Il numero delle ripetizioni L viene preso in considerazione solo se programmato sullostesso blocco di M98.
� La funzione M98 si utilizza per il richiamo del sottoprogramma. La funzione M99 si utilizza alla fine del sottoprogramma per il ritorno alprogramma base.
Programma base O0001 Sottoprogramma O0002
N1......... N1.........N2......... N2.........N3......... N3.........N4......... N4.........N5M98 N5 M99N6.........
Ogni sottoprogramma dovrà terminare quindi con la funzione M99. Questapermetterà, automaticamente, il salto di ritorno al programma base al bloccoseguente quello nel quale è avvenuto il richiamo del sottoprogramma stesso.
6 . 1

TECNOTRANSFER 15 SR – Manuale dell’operatore
E’ possibile anche il salto di ritorno al programma base ad un blocco diverso daquello successivo al richiamo del sottoprogramma.
In questo caso, alla fine del sottoprogramma insieme alla funzione M99, bisognaspecificare con l’indirizzo P il numero del blocco al quale si vuole tornare.
Programma base O0001 Sottoprogramma O0002
N1......... N1.........N2......... N2.........N3......... N3.........N4......... N4.........N5M98 P2 L1 N5 M99 P8N6.........N7.........N8.........
In questo caso i blocchi N6 e N7 non vengono eseguiti.
Durante l’esecuzione di un sottoprogramma è possibile richiamare un secondosottoprogramma.
In totale è possibile un doppio inscatolamento di sottoprogrammi.
Il sottoprogramma deve essere impostato con la funzione G91 di conteggio
incrementale e deve prevedere alla fine la funzione G90 di conteggio assoluto.
ESEMPIO
Il sottoprogramma dovrà prevedere tutte le forature del ciclo più lo spostamentodall’ultimo foro al primo del ciclo successivo. Quest’ultimo dovrà esserecorrispondente al primo foro del ciclo iniziale.
6 . 2

6. MULTIPLI E
SOTTOPROGRAMMI
Programma base O 0001
N10 G00 M03 G54 G90
N20 G70 X20. Y60. (punto di partenza 1)
N30 M98 P2 L5
N40 G70 X20. Y140. (punto di partenza 6)
N50 M98 P2 L5
N60 M30 (M99)
Sottoprogramma O 0002
N10 G00 G91 X0. Y0.
N20 X40.
N30 X-20. Y-20.
N40 X-20. Y-20.
N50 X40.
N60 G70 X40. Y40. (spostamento)
N70 G90 M99
NOTA
L’indirizzo P di richiamo deve essere seguito dal numero delprogramma che si vuole richiamare senza la O e senza glizeri a sinistra (il programma 00002 si richiama con P2).
ESEMPIO
6 . 3

TECNOTRANSFER 15 SR – Manuale dell’operatore
Programma base O 0003
N10 G00 M03 G54 G90
N20 G70 X75. Y75. (punto di partenza 1)
N30 M98 P4 L4
N40 G70 X75. Y375. (punto di partenza 2)
N50 M98 P4 L4
N60 M30 (M99)
Sottoprogramma O 0004
N10 G00 G91 G72X0. Y0.
N20 G87 I100. J150. P25. Q25.
N30 M00 (stop per rimozione sfrido)
N40 G70 X300. (spostamento)
N50 G90 M99
5 6.2 - SALTO IN PROGRAMMA
Programmando la funzione M99 a fine programma si ha un salto indirizzato al bloccoidentificato con l’indirizzo P. Questo comporta pertanto una ripetizione automatica diuna parte o di tutto il programma.
N10 ..............
N20 ..............
N30 ..............
N40 ..............
N50 M99 P20
• Se viene programmata solo la funzione M99 senza l’indirizzo di saltoP, avviene un salto nel primo blocco di programma indipendentemente dal suonumero di blocco.
•
• Se il blocco al quale si deve saltare non è presente in memoria, vienesegnalato allarme Nr. 078.
•
• Altre istruzioni contenute nel blocco dell’M99 vengono eseguite primadel salto.
6 . 4

6. MULTIPLI E
SOTTOPROGRAMMI
6 6.3 - FUNZIONI MACRO
La funzione macro rende possibile la memorizzazione di più blocchi e il loro richiamoquando ciò si rende necessario.
6.3.1 Memorizzazione di macro
Per memorizzare più blocchi come una singola macro, è necessario impostare primadei blocchi stessi la lettera “U” seguita da un numero di due cifre (da 01 a 89) eterminare con la lettera “V” seguita dallo stesso numero. Quindi, ricapitolando, iblocchi compresi tra la lettera U più il numero e la lettera V più il numero verrannoeseguiti quando opportunamente richiamati.
I numeri che seguono la lettera U e V sono detti: Numeri Macro.
Se il numero macro è compreso tra 01 e 59, i blocchi compresi tra la U e la V sonomemorizzati e poi eseguiti al momento del richiamo.
Se il numero macro è compreso tra 60 e 89, i blocchi compresi tra la U e la V sonomemorizzati ma anche se richiamati non vengono eseguiti.
Nei blocchi compresi tra U e V sono ammessi tutti i comandi di macchina e tutte lefunzioni del controllo numerico ad eccezione di M30 ed M99 che sono i comandi difine programma. Gli indirizzi “U” e “V” seguiti dai numeri macro, devono essereinseriti in blocchi a se stanti.
Non è possibile scrivere una macro all’interno di un’altra macro
U01
..........
..........
U02 (ciò non è possibile)
..........
..........
V02
..........
..........
V01
6.3.2 Richiamo di macro
Per il richiamo delle macro è necessario impostare su un blocco a se stante lalettera “W” seguita dal numero della macro che si vuole richiamare. Solo nel casodella funzione G73 o G74 (che si utilizza per l’esecuzione dei multipli), l’indirizzo Wdeve essere inserito sul blocco di tali funzioni.
6 . 5

TECNOTRANSFER 15 SR – Manuale dell’operatore
6.3.3 Inscatolamento di macro
Una macro può richiamare un’altra macro e questa ultima può richiamarneun’ulteriore. E’ possibile un massimo di tre inscatolamenti di macro.
ESEMPIO
U05
..........
..........
..........
V05
U20
..........
W05
..........
V20
U50
...........
W20
............
V50
............
W50
6.3.4 Capacita’ del controllo numerico per la memorizzazione di macro
La capacità totale del controllo numerico per la memorizzazione di macro è limitato a3000 caratteri. Vi consigliamo quindi di cancellare dalla memoria del controllonumerico le macro già utilizzate al fine di lasciare spazio alle nuove macro.
Se nella macro vi sono inseriti dei blocchi barrati, questi verranno memorizzati se ilselettore di BLOCCO BARRATO è nella posizione INSERITO.
Non vengono memorizzati se questo è nella posizione di ESCLUSO.
6 . 6
6. MULTIPLI E
SOTTOPROGRAMMI
6.3.5 Memorizzazione e richiamo di macro multiple (numeri macro dal 90 al 99)
Con i numeri macro dal 90 al 99, più macro possono essere memorizzate erichiamate come una singola macro.
Le macro numerate dal 90 al 99 devono essere utilizzate solo per racchiudere al lorointerno altre macro (fino a 15) ma non possono racchiudere alcun comandoesecutivo.
ESEMPIO
U90
U01
........
........
V01
U02
........
........
V02
U03
........
........
V03
V90
7
8 6.4 - PROGRAMMAZIONE DI PEZZI MULTIPLI
Utilizzando apposite funzioni, il software del controllo numerico consente larealizzazione di più pezzi uguali disposti in linea o a griglia su di un’unica lamieraprogrammando soltanto uno dei pezzi da eseguire in multiplo.
Il pezzo da programmare è quello che occupa la zona in alto a sinistra della lamierae viene denominato “pezzo campione”
6.4.1 Funzione per l’impostazione del punto base nell’esecuzione deimultipli (G98)
Il punto base deve sempre essere il vertice in alto a sinistra del pezzo campione
Il primo blocco di un programma che prevede l’esecuzione di pezzi in multiplo deveessere impostato come segue:
6 . 7
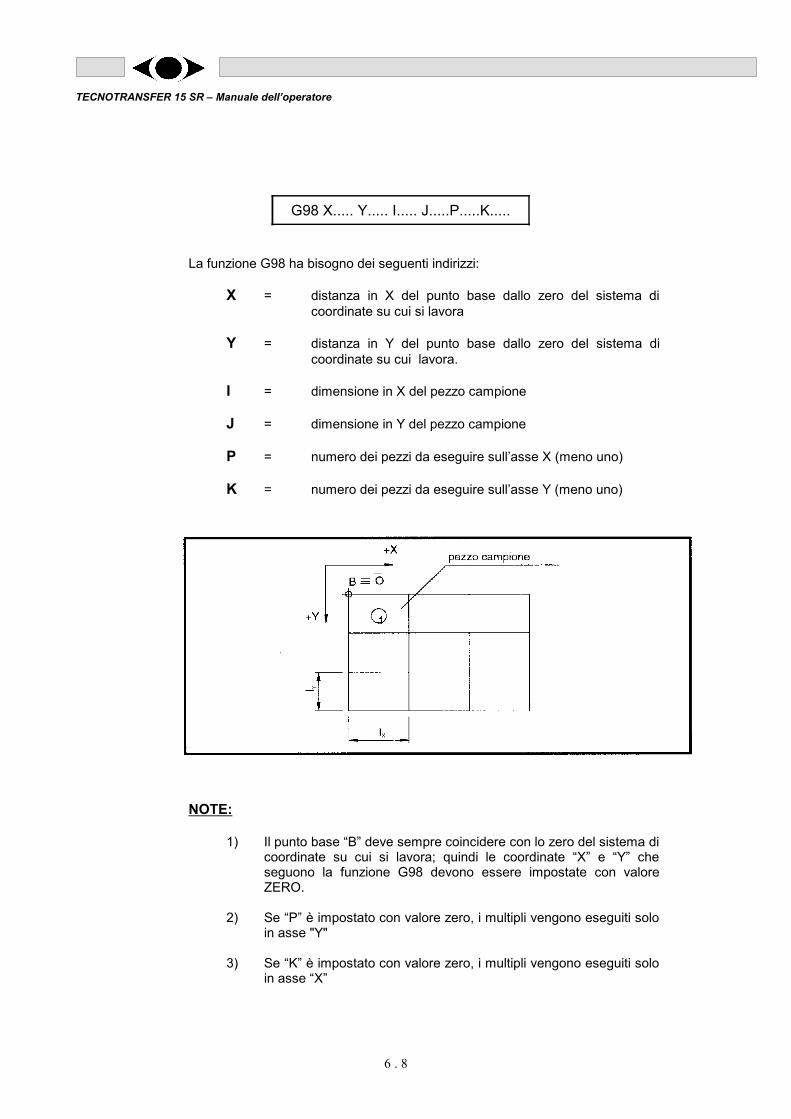
TECNOTRANSFER 15 SR – Manuale dell’operatore
G98 X..... Y..... I..... J.....P.....K.....
La funzione G98 ha bisogno dei seguenti indirizzi:
X = distanza in X del punto base dallo zero del sistema di
coordinate su cui si lavora
Y = distanza in Y del punto base dallo zero del sistema di
coordinate su cui lavora.
I = dimensione in X del pezzo campione
J = dimensione in Y del pezzo campione
P = numero dei pezzi da eseguire sull’asse X (meno uno)
K = numero dei pezzi da eseguire sull’asse Y (meno uno)
NOTE:
1) Il punto base “B” deve sempre coincidere con lo zero del sistema dicoordinate su cui si lavora; quindi le coordinate “X” e “Y” cheseguono la funzione G98 devono essere impostate con valoreZERO.
2) Se “P” è impostato con valore zero, i multipli vengono eseguiti soloin asse "Y"
3) Se “K” è impostato con valore zero, i multipli vengono eseguiti soloin asse “X”
6 . 8

6. MULTIPLI E
SOTTOPROGRAMMI
6.4.2 Utilizzo delle macro
Per l’esecuzione di un programma che prevede la lavorazione di pezzi in multiplo,vengono utilizzate le funzioni macro viste precedentemente.
Per ogni utensile previsto nella lavorazione, si dovrà creare una macro contenentetutte le istruzioni necessarie all’esecuzione delle varie forature previste perquell’utensile.
Tutte le coordinate vanno riferite in valore assoluto al punto base che è come giàdetto il vertice in alto a sinistra del pezzo campione.
E’ evidente quindi che il numero delle macro da utilizzare sarà pari al numero degliutensili previsti dal pezzo campione. Dopo la funzione G98 inizieremo a scrivere lemacro relative ai vari utensili, ordinandole secondo la sequenza scelta per lapunzonatura del pezzo, cosicché la prima macro rispecchierà le lavorazioni del T1 ecosì via.
6.4.3 Comandi per il richiamo e l’esecuzione delle macro (G73-G74)
Per l’esecuzione delle varie macro precedentemente memorizzate, è necessarioimpostare su un blocco a se stante una delle due funzioni di esecuzione che sono
G73 e G74, insieme alla funzione di richiamo di macro “W” (seguita dal numeromacro) a all’indirizzo “Q” che determina da quale dei quattro pezzi d’angolo inizieràlo svolgimento della macro richiamata.
Utilizzando G73 l’esecuzione della macro richiamata avverrà a griglia in asse “X”.
Utilizzando G74 l’esecuzione della macro richiamata avverrà a griglia in asse “Y”.
6 . 9
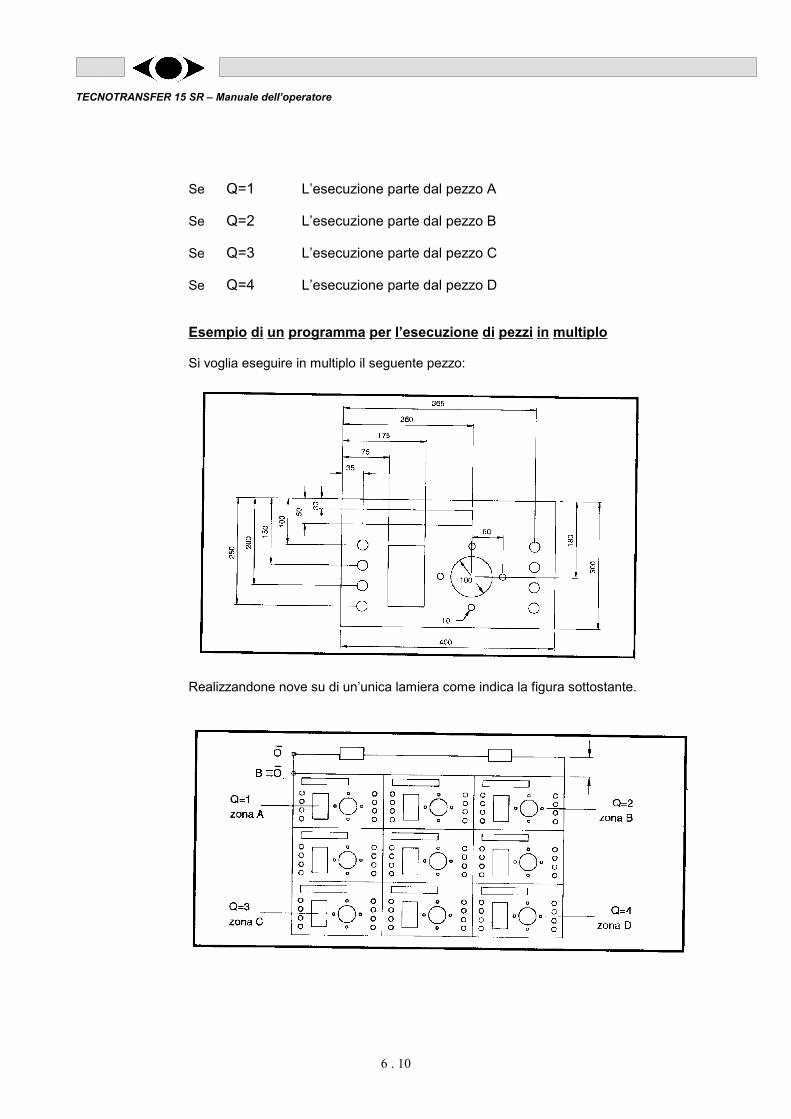
TECNOTRANSFER 15 SR – Manuale dell’operatore
Se Q=1 L’esecuzione parte dal pezzo A
Se Q=2 L’esecuzione parte dal pezzo B
Se Q=3 L’esecuzione parte dal pezzo C
Se Q=4 L’esecuzione parte dal pezzo D
Esempio di un programma per l’esecuzione di pezzi in multiplo
Si voglia eseguire in multiplo il seguente pezzo:
Realizzandone nove su di un’unica lamiera come indica la figura sottostante.
6 . 10

6. MULTIPLI E
SOTTOPROGRAMMI
Il programma sarà:
N10 G98 X0. Y0. I400. J300. P2 K2 O = zero pezzo
N20 U01 B = punto base
N30 X35. Y100. O1 = zero del sistema di
N40 G79 I330. P1 J50. K3 coordinate utilizzate nel
N50 V01 programma
N60 U02N70 G72 X35. Y30.N80 G86 I225. J0. P20. Q20.
N90 G72 X75. Y100.N100 G87 I100. J150. P20. Q20. Stabiliamo che :
N110 M00 T1 = tondo diam. 20 mm.
N120 V02 T2 = quadro 20x20 mm.
N130 U03 T3 = roditore diam. 10 mm
N140 G72 X260. Y180.N150 G26 I60. J0. K4N160 G72 X260. Y180.N170 G68 I50. J0. K360. P-10. Q2N180 M00N190 V03N200 M03 G55 G90 G00 (G55 impostato a X=0 Y=50)N210 G70 X600. Y200.N220 M28N230 M00N240 G120 M7 X500. Y250. T1 (tondo ø 20)
N250 G74 W01 Q1 [richiamo della macro 1 con partenza dalla zona (A)]N260 G120 M7 X500. Y250. T2 (quadro 20 x 20)
N270 G73 W02 Q4 [ richiamo della macro 2 con partenza dalla zona (D)]N 280 G120 M7 X500. Y250. T3 (roditore ø 10)
N290 G74 W03 Q3 [richiamo della macro 3 con partenza dalla zona C]N300 M99
6 . 11
TECNOTRANSFER 15 SR – Manuale dell’operatore
PARAMETRO 435
Agendo sul parametro di macchina nr. 435, si ha la possibilità di far realizzare allamacchina soltanto il pezzo campione in modo da poterne verificare l’esattezza primache questo venga eseguito in multiplo.
Se il parametro 435 è impostato a:
0 E’ esclusa la possibilità di programmare i multipli.
1 Viene eseguito solo il pezzo campione.
2 Vengono eseguiti tutti i pezzi tranne quello campione.
3 Vengono eseguiti tutti i pezzi.
6 . 12

TECNOTRANSFER 15 SR – Manuale dell’operatore
1 7 – Lavorazioni in roditura
2
3 7.1- ESECUZIONE DI RODITURE CON G01 - G02 - G03
La roditura può essere eseguita a 310 o 480 colpi/min., a seconda dello spessore.
• per lamiera fino a 3 mm di spessore: roditura veloce (480 colpi/min.) funzione M21
• per lamiera oltre a 3 mm di spessore: roditura lenta (310 colpi/min.)funzione M22
Qualunque sia il percorso da eseguire in roditura, lineare o circolare, il relativoprogramma sarà composto da tre blocchi così suddivisi:
1° blocco
• Le coordinate di inizio roditura più le funzioni di comando inizio roditura
M21 o M22.
2° blocco
Per la roditura lineare:
•
• funzione G01
• coordinate punto di fine roditura
• Q...passo della roditura.
Per la roditura circolare:
•
• funzione G02 o G03, a seconda del verso di percorrenza• coordinate del punto di fine rodi tura
• raggio o indicazioni sulla posizione del centro secondo i casi
• Q...passo della roditura
3° blocco •
• Funzione M20, comando stop roditura.
4° blocco•
• Funzione G00, avanzamento rapido.
•
7 . 1

7. LAVORAZIONI IN RODITURA
NOTE:
Il valore di Q viene fissato dall’operatore in base al grado di finitura desiderato e allospessore della lamiera da lavorare.
- Nel caso che la roditura si sviluppi su più percorsi consecutivi dello stessotipo, non è necessario ripetere la funzione G in ogni percorso, come giàvisto per altre informazioni.
- L’ingombro dell’utensile roditore di serie, al cui centro andranno riferite tuttele coordinate (inizio e fine roditura, I e J) e il raggio R di roditura, è Ø 10.
4 7.2 - RODITURA LINEARE
Nella roditura lineare, per percorsi paralleli agli assi o comunque inclinati, si utilizza lafunzione di avanzamento G01 (lavoro in traiettoria).
La funzione G01 ha bisogno dei seguenti indirizzi:
X = coordinata del punto di arrivo in asse X
Y = coordinata del punto di arrivo in asse Y
Q = passo di roditura in mm
G01 X.....Y.....Q.....
• ESEMPIO:
7 . 2

7. LAVORAZIONI IN RODITURA
N... X100. Y100. M21
N... G01 X600. Q2.
N... X900. Y400.
N... M20
N... G00
5
6 7.3 - RODITURA CIRCOLARE
Nella roditura circolare si utilizzano due funzioni di avanzamento, dipendenti dal sensoin cui viene percorsa la circonferenza o l’arco di circonferenza:
G02 avanzamento in senso antiorario
G03 avanzamento in senso orario
Per comodità di ragionamento il senso di rotazione si intende applicato all’utensileroditore, al contrario di quanto avviene nella realtà.
Distinguiamo i casi:
• roditura di archi di circonferenza minori o uguali a 180°
• roditura di archi di circonferenza maggiori di 180°
• roditura di circonferenze complete
7.3.1 Roditura di archi di circonferenza minori o uguali a 180°
Nel secondo blocco andrà specificato il valore del raggio R di roditura.
R = raggio dell’arco di circonferenza
3
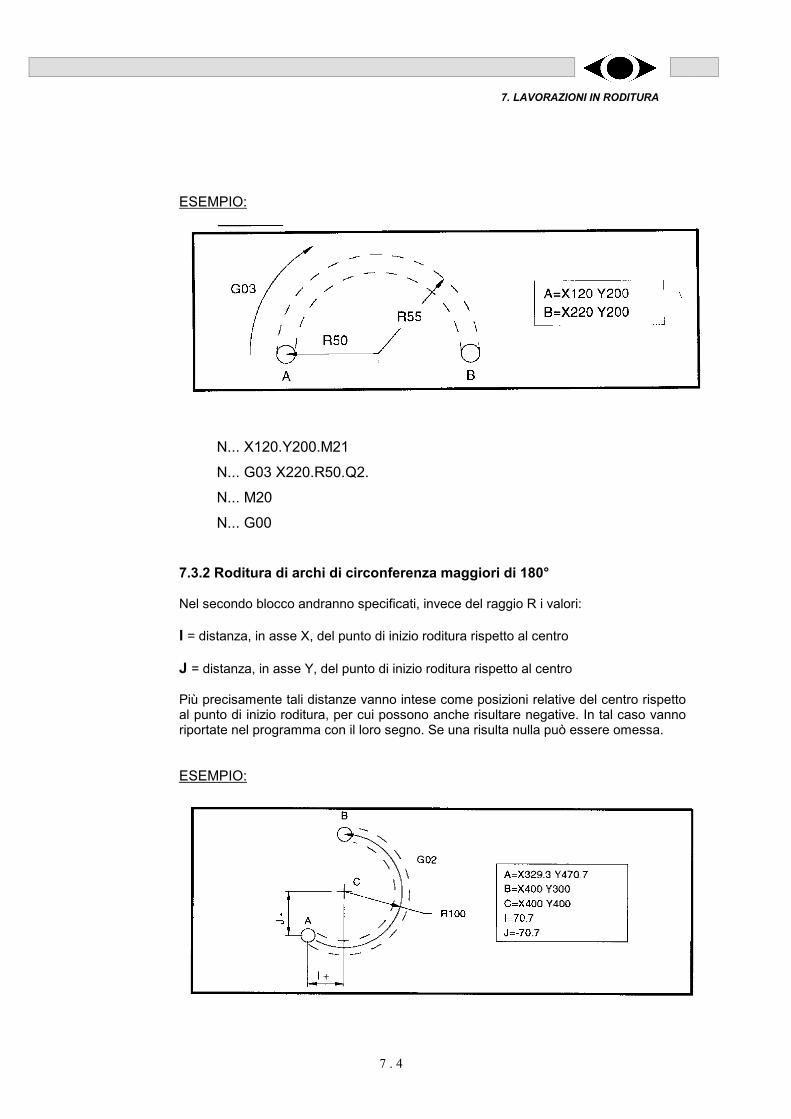
7. LAVORAZIONI IN RODITURA
ESEMPIO:
N... X120.Y200.M21
N... G03 X220.R50.Q2.
N... M20
N... G00
7.3.2 Roditura di archi di circonferenza maggiori di 180°
Nel secondo blocco andranno specificati, invece del raggio R i valori:
I = distanza, in asse X, del punto di inizio roditura rispetto al centro
J = distanza, in asse Y, del punto di inizio roditura rispetto al centro
Più precisamente tali distanze vanno intese come posizioni relative del centro rispettoal punto di inizio roditura, per cui possono anche risultare negative. In tal caso vannoriportate nel programma con il loro segno. Se una risulta nulla può essere omessa.
ESEMPIO:
7 . 4

7. LAVORAZIONI IN RODITURA
N... X329.3 Y470.7 M21
N... G02 X400. Y300. I 70.7 J-70.7Q2
N... M20
N... G00
Più semplicemente
per l’esecuzione di archi di circonferenza superiori a 180° ma che comunquenon raggiungano i 360° della circonferenza completa, è possibileprogrammare (invece degli indirizzi “I” e “J”), il raggio R relativo all’arco dicirconferenza che si vuole ottenere preceduto dal segno “-” (meno).
Tale sistema di programmazione è evidentemente più semplice di quello esaminato inprecedenza.
G02 X.....Y.....R-.....Q.....
G03 X.....Y.....R-.....Q.....
Il programma relativo all’esecuzione della roditura in figura sarà:
N... Xa Ya M21
N... G03 Xb Yb R-100.Q2.
N... M20
N... G00
Se viene programmato il raggio R verrà eseguita la circonferenza ______ passanteper i punti A e B ed inferiore a 180°
Se viene programmato il raggio R con segno negativo prima del valore numerico,verrà eseguita la circonferenza ______ sempre passante per i punti A e B masuperiore a 180°
5

7. LAVORAZIONI IN RODITURA
7.3.3 Roditura di circonferenze
Come impostazione il programma è analogo a quello per la roditura di archi dicirconferenza superiori a 180°. Per la posizione di inizio roditura conviene,evidentemente, riferirsi a quella di più semplice calcolo (cioè uno dei due punti conX=Xc, oppure uno dei due con Y=Yc) in tal caso i valori di I e J risulteranno uno nullo,uguale al raggio di roditura l’altro. La posizione di fine roditura sarà naturalmente,coincidente con quella di inizio.
G02 X.....Y.....I......J.....Q.....
G03 X.....Y.....I.....J.....Q......
ESEMPIO:
N... X200. Y200. M21
N... G02 X200. Y200. I 50. Q2.
N... M20
N... G00
7.4 - CORREZIONE RAGGIO UTENSILE G41, G42, G40
Per l’esecuzione di contorni in roditura, è presente nel controllo numerico l’opzionedella correzione raggio utensile. Fino ad ora abbiamo visto che il raggio del punzoneutilizzato per la roditura doveva essere (nel caso di roditure circolari) sommato osottratto al raggio della circonferenza da ottenere a seconda che si volesse lavorareesternamente o internamente a tale circonferenza.
7 . 6
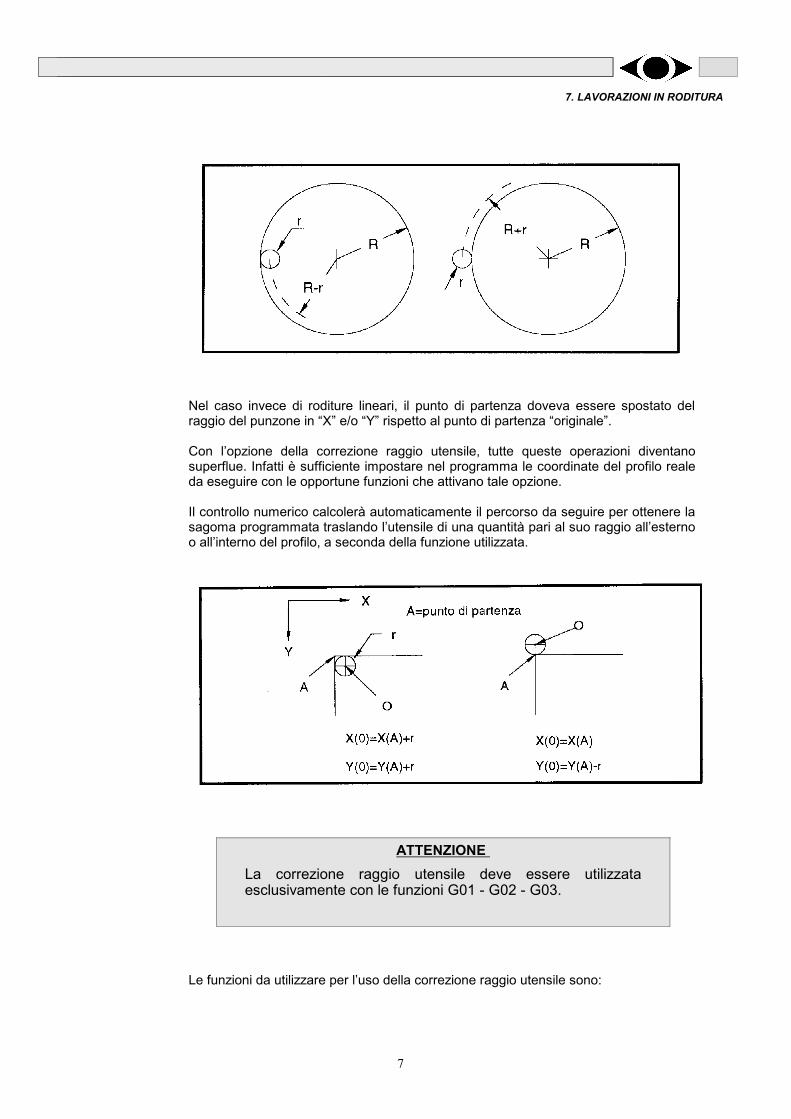
7. LAVORAZIONI IN RODITURA
Nel caso invece di roditure lineari, il punto di partenza doveva essere spostato delraggio del punzone in “X” e/o “Y” rispetto al punto di partenza “originale”.
Con l’opzione della correzione raggio utensile, tutte queste operazioni diventanosuperflue. Infatti è sufficiente impostare nel programma le coordinate del profilo realeda eseguire con le opportune funzioni che attivano tale opzione.
Il controllo numerico calcolerà automaticamente il percorso da seguire per ottenere lasagoma programmata traslando l’utensile di una quantità pari al suo raggio all’esternoo all’interno del profilo, a seconda della funzione utilizzata.
ATTENZIONE
La correzione raggio utensile deve essere utilizzataesclusivamente con le funzioni G01 - G02 - G03.
Le funzioni da utilizzare per l’uso della correzione raggio utensile sono:
7

7. LAVORAZIONI IN RODITURA
G 41 - G42 Attivazione correzione
G 40 Annullamento correzione
Seguendo la direzione della roditura:
G41 = utensile a destra del profilo
G42 = utensile a sinistra del profilo
Insieme alle funzioni G41 - G42 deve essere inserito uno dei correttori D1 - D36 chedeve essere preimpostato nei dati di Offset. Il punzone sarà traslato, a sinistra o adestra del profilo reale, della quota impostata nel correttore richiamato.
E’ quindi chiaro che nei correttori bisognerà impostare i raggi degli utensili che siusano per la roditura.
Perché venga attivata la correzione del raggio utensile, questa deve essereprogrammata nel blocco di avvicinamento al punto di inizio della roditura. Talepercorso di avvicinamento non deve essere inferiore al raggio del punzone.
Al termine della roditura, la correzione raggio utensile deve essere annullata nellospostamento successivo a tale operazione.
7 . 8
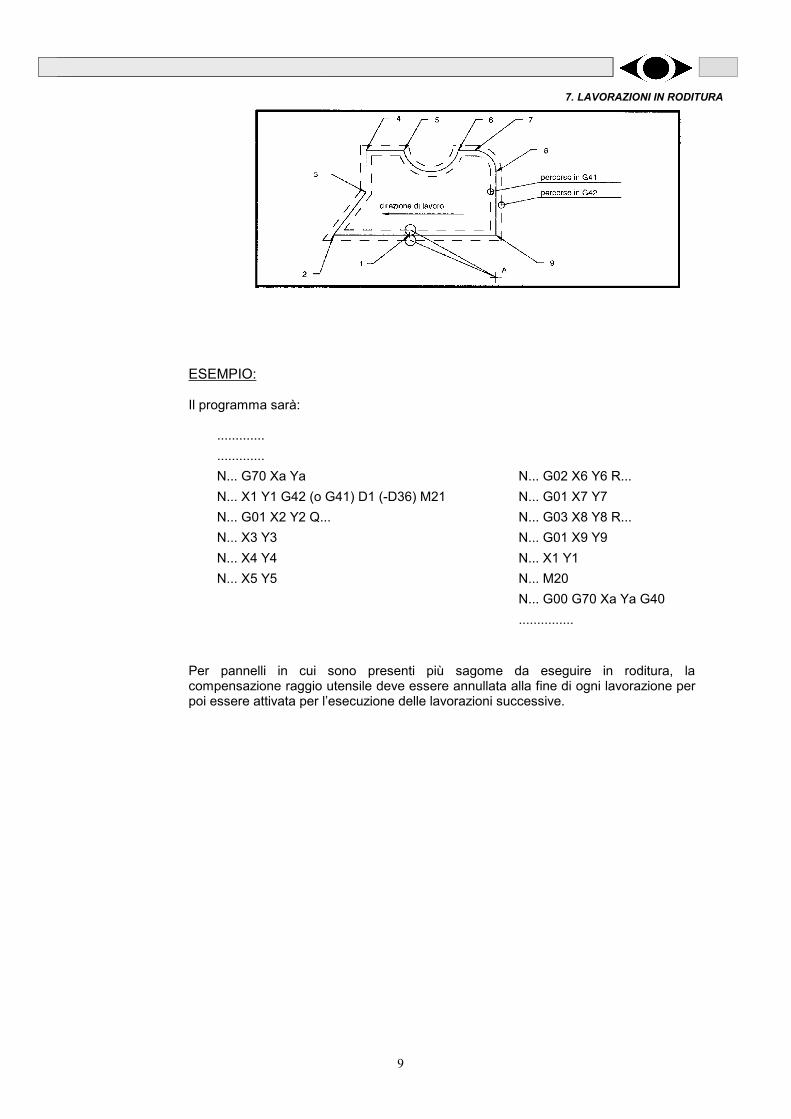
7. LAVORAZIONI IN RODITURA
ESEMPIO:
Il programma sarà:
.............
.............
N... G70 Xa Ya N... G02 X6 Y6 R...
N... X1 Y1 G42 (o G41) D1 (-D36) M21 N... G01 X7 Y7
N... G01 X2 Y2 Q... N... G03 X8 Y8 R...
N... X3 Y3 N... G01 X9 Y9
N... X4 Y4 N... X1 Y1
N... X5 Y5 N... M20
N... G00 G70 Xa Ya G40
...............
Per pannelli in cui sono presenti più sagome da eseguire in roditura, lacompensazione raggio utensile deve essere annullata alla fine di ogni lavorazione perpoi essere attivata per l’esecuzione delle lavorazioni successive.
9

7. LAVORAZIONI IN RODITURA
7 . 10
7. LAVORAZIONI IN RODITURA
Nella fase di attivazione della correzione raggio utensile, il punzone si posiziona con ilcentro a 90° rispetto alla successiva direzione di lavoro
Se si deve eseguire una lavorazione all’esterno del profilo reale, si può partire da unpunto qualunque del perimetro.
Se si deve invece eseguire una lavorazione all’interno del profilo reale,
non si può partire da un vertice di questo.
Nell’ultimo blocco di lavoro con compensazione attiva, il punzone lavora fino a portareil suo centro a 90° rispetto al punto finale di quel blocco.
7.4.1 Preimpostazione dei correttori nei dati di offset
Premendo il tasto OFSET, sullo schermo video viene visualizzata la pagina relativa aicorrettori raggio utensile (pagina OFSET 01)
Selettore MODE in EDIT
Posizionare il cursore sul correttore da impostare
01 = D1
02 = D2
03 = D3
04 = D4
.............
.............
36 = D36
Quindi premere i tasti
P + il valore (raggio del punzone) + INPUT
7 7.5 - ESECUZIONE DELLE RODITURE CON L’UTILIZZO DELLE
MACROFUNZIONI
7.5.1 Roditure lineari G69
La funzione G69 si utilizza per l’esecuzione di roditure lineari su rette comunqueinclinate.
Tale funzione ha bisogno dei seguenti indirizzi:
11

7. LAVORAZIONI IN RODITURA
I = lunghezza della roditura
J = angolo di inclinazione della retta su cui viene eseguita laroditura rispetto all’asse cartesiano + “X” passante per ilpunto di partenza.
P = diametro del punzone. (nota 1)
Q = passo di roditura
G69 I.....J.....P.....Q
NOTA: (1)
Se P è impostato positivo, il centro del punzone è traslato di d/2 a destra dellaretta programmata.
Se P è impostato negativo, il centro del punzone è traslato di d/2 a sinistra dellaretta programmata.
Se P è impostato con valore uguale a zero, il centro del punzone seguirà laretta programmata.
ESEMPIO:
7 . 12

7. LAVORAZIONI IN RODITURA
A = punto di partenza
B = punto di arrivo
L = 100 mm
I = L-d = 100-10 = 90 mm
J = 45 gradi
P = 10 mm
Q = 2 mm
Il programma sarà
N... G70 Xa Ya
N... G69 I90. J-45. P0. Q2.
7.5.2 Roditure circolari G68
La funzioni G68 si utilizza per l’esecuzione di roditure di settori di circonferenze o dicirconferenze complete.Tale funzione ha bisogno dei seguenti indirizzi:
I = raggio
J = angolo di inclinazione tra la retta che unisce il punto dipartenza al centro e l’asse cartesiano + “X” passante per ilcentro
K = angolo di roditura
P = diametro del punzone (nota 2)
Q = passo di roditura
G68 I.....J.....K......P.....Q
ESEMPIO:
13
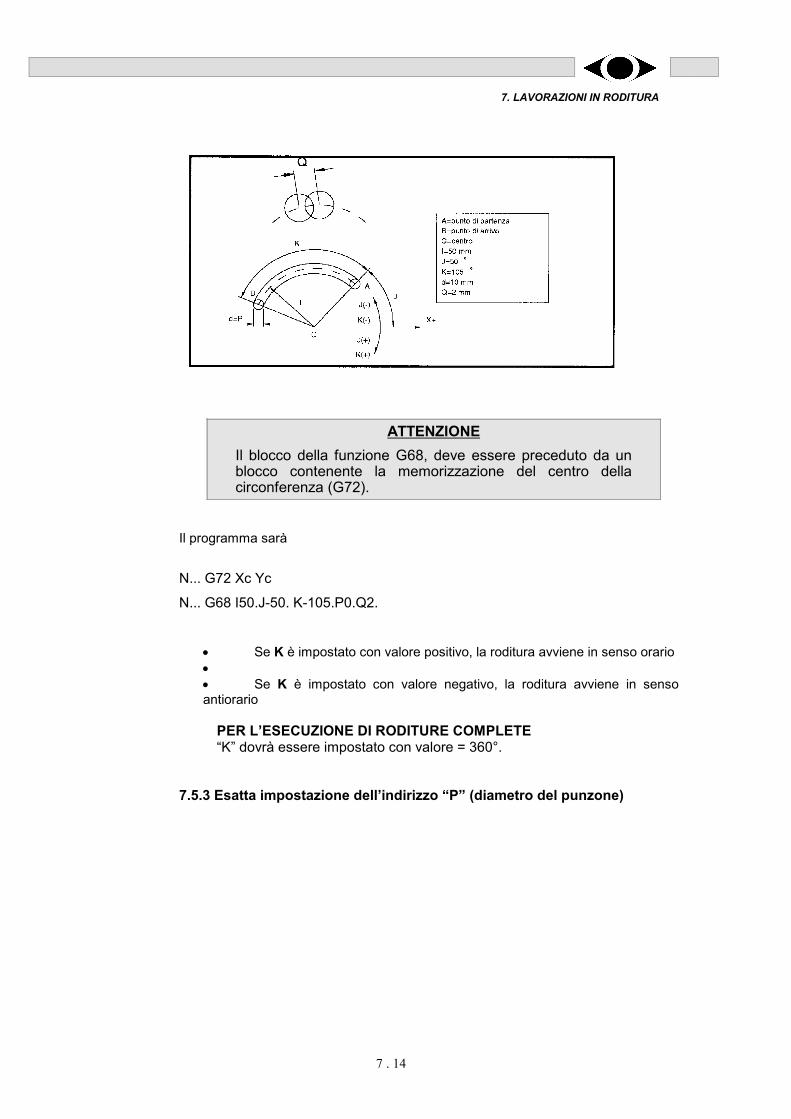
7. LAVORAZIONI IN RODITURA
ATTENZIONE
Il blocco della funzione G68, deve essere preceduto da unblocco contenente la memorizzazione del centro dellacirconferenza (G72).
Il programma sarà
N... G72 Xc Yc
N... G68 I50.J-50. K-105.P0.Q2.
• Se K è impostato con valore positivo, la roditura avviene in senso orario
•
• Se K è impostato con valore negativo, la roditura avviene in sensoantiorario
PER L’ESECUZIONE DI RODITURE COMPLETE “K” dovrà essere impostato con valore = 360°.
7.5.3 Esatta impostazione dell’indirizzo “P” (diametro del punzone)
7 . 14
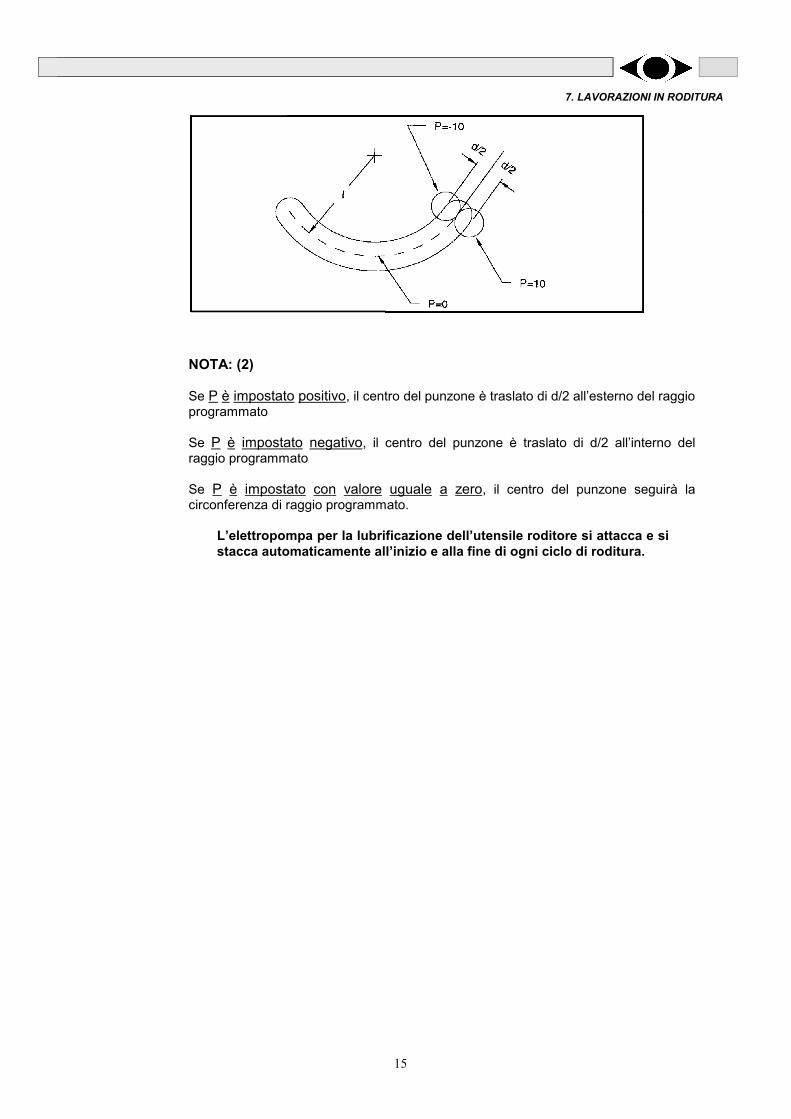
7. LAVORAZIONI IN RODITURA
NOTA: (2)
Se P è impostato positivo, il centro del punzone è traslato di d/2 all’esterno del raggioprogrammato
Se P è impostato negativo, il centro del punzone è traslato di d/2 all’interno delraggio programmato
Se P è impostato con valore uguale a zero, il centro del punzone seguirà lacirconferenza di raggio programmato.
L’elettropompa per la lubrificazione dell’utensile roditore si attacca e si
stacca automaticamente all’inizio e alla fine di ogni ciclo di roditura.
15
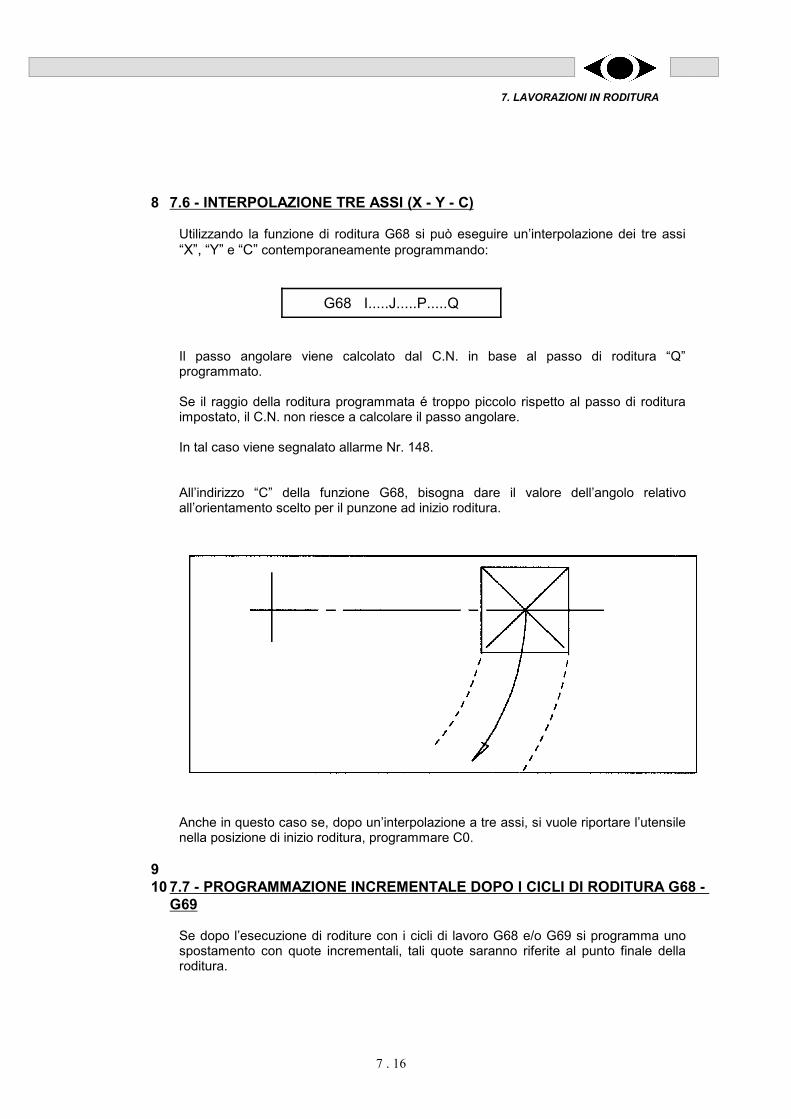
7. LAVORAZIONI IN RODITURA
8 7.6 - INTERPOLAZIONE TRE ASSI (X - Y - C)
Utilizzando la funzione di roditura G68 si può eseguire un’interpolazione dei tre assi
“X”, “Y” e “C” contemporaneamente programmando:
G68 I.....J.....P.....Q
Il passo angolare viene calcolato dal C.N. in base al passo di roditura “Q”programmato.
Se il raggio della roditura programmata é troppo piccolo rispetto al passo di rodituraimpostato, il C.N. non riesce a calcolare il passo angolare.
In tal caso viene segnalato allarme Nr. 148.
All’indirizzo “C” della funzione G68, bisogna dare il valore dell’angolo relativoall’orientamento scelto per il punzone ad inizio roditura.
Anche in questo caso se, dopo un’interpolazione a tre assi, si vuole riportare l’utensilenella posizione di inizio roditura, programmare C0.
9
10 7.7 - PROGRAMMAZIONE INCREMENTALE DOPO I CICLI DI RODITURA G68 -
G69
Se dopo l’esecuzione di roditure con i cicli di lavoro G68 e/o G69 si programma unospostamento con quote incrementali, tali quote saranno riferite al punto finale dellaroditura.
7 . 16
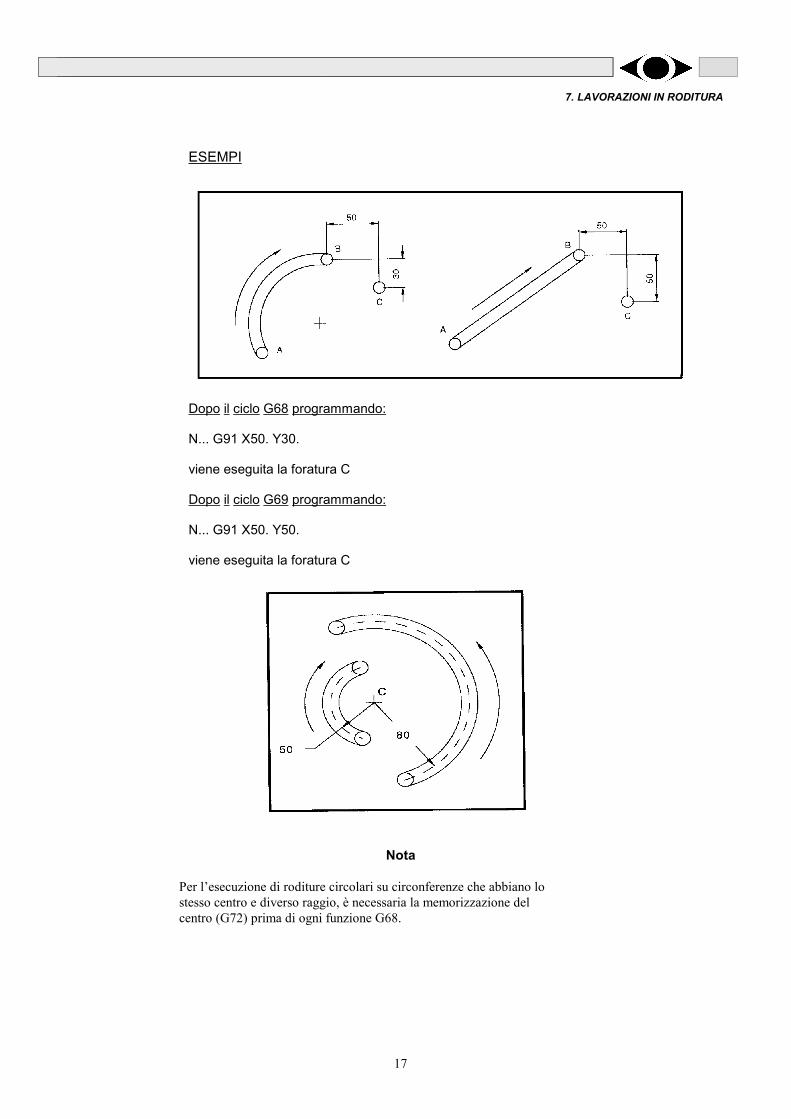
7. LAVORAZIONI IN RODITURA
ESEMPI
Dopo il ciclo G68 programmando:
N... G91 X50. Y30.
viene eseguita la foratura C
Dopo il ciclo G69 programmando:
N... G91 X50. Y50.
viene eseguita la foratura C
Nota
Per l’esecuzione di roditure circolari su circonferenze che abbiano lo
stesso centro e diverso raggio, è necessaria la memorizzazione del
centro (G72) prima di ogni funzione G68.
17
8. SPOSTAMENTI ORIGINE E
RIPOSIZIONE
5. PUNZONATURA CON MACROISTRUZIONI
1 8 – Spostamenti origine e riposizione
2
3 8.1 - SPOSTAMENTI ORIGINE
Abbiamo visto in precedenza che, all’inizio di ogni programma, è necessario fareriferimento al sistema di coordinate in cui si vuole lavorare.
Il controllo Fanuc OP da la possibilità di impostare le informazioni di percorso su seidiversi sistemi di coordinate, tramite le funzioni:
G54, G55, G56, G57, G58, G59
Le origini di questi sistemi di coordinate vengono impostate come distanze rispetto alpunto zero macchina.
Tale impostazione si effettua tramite i dati di OFFSET e resta inserita in memoriacome dato di macchina, (è comunque alterabile in qualsiasi momento dall’operatore).
Nel programma andrà semplicemente inserita la funzione o le funzioni “G”corrispondenti al sistema fissato.
All’atto della consegna della macchina, le origini di tutti e sei i sistemi di coordinatesono coincidenti con il punto zero macchina.
4
5 8.2 - IMPOSTAZIONE DEGLI SPOSTAMENTI ORIGINE
• Selettore MODE nella posizione EDIT•
• Premere il pulsante OFFSET finché sul video non appare la paginarelativa agli spostamenti origine
•
• Posizionare il cursore sul sistema di coordinate di cui si vuole modificarela posizione zero.
•
• Impostare il valore della “X” o/e della “Y” seguiti dal punto decimale,
quindi premere il tasto INPUT.
8 . 1

TECNOTRANSFER 15 SR – Manuale dell’operatore
L’offset 01 corrisponde a G54
L’offset 02 corrisponde a G55
L’offset 03 corrisponde a G56
L’offset 04 corrisponde a G57
L’offset 05 corrisponde a G58
L’offset 06 corrisponde a G59
ESEMPIO:
8 . 2
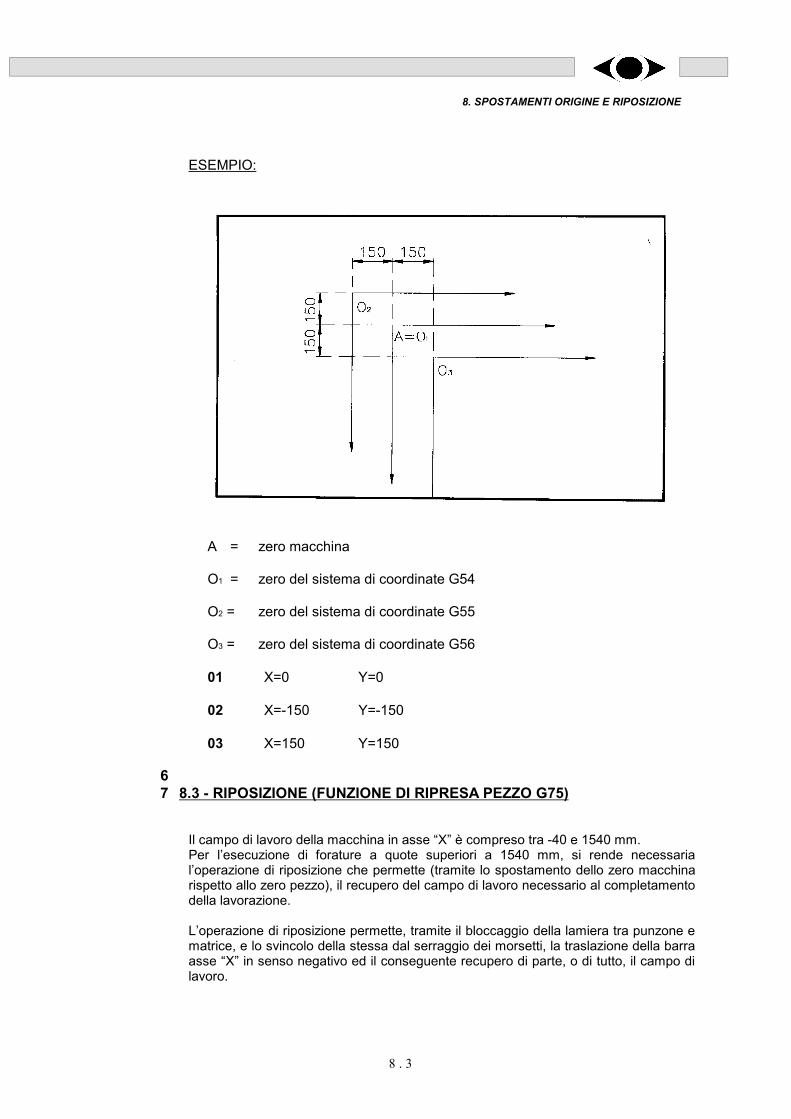
8. SPOSTAMENTI ORIGINE E RIPOSIZIONE
ESEMPIO:
A = zero macchina
O1 = zero del sistema di coordinate G54
O2 = zero del sistema di coordinate G55
O3 = zero del sistema di coordinate G56
01 X=0 Y=0
02 X=-150 Y=-150
03 X=150 Y=150
6
7 8.3 - RIPOSIZIONE (FUNZIONE DI RIPRESA PEZZO G75)
Il campo di lavoro della macchina in asse “X” è compreso tra -40 e 1540 mm.Per l’esecuzione di forature a quote superiori a 1540 mm, si rende necessarial’operazione di riposizione che permette (tramite lo spostamento dello zero macchinarispetto allo zero pezzo), il recupero del campo di lavoro necessario al completamentodella lavorazione.
L’operazione di riposizione permette, tramite il bloccaggio della lamiera tra punzone ematrice, e lo svincolo della stessa dal serraggio dei morsetti, la traslazione della barraasse “X” in senso negativo ed il conseguente recupero di parte, o di tutto, il campo dilavoro.
8 . 3
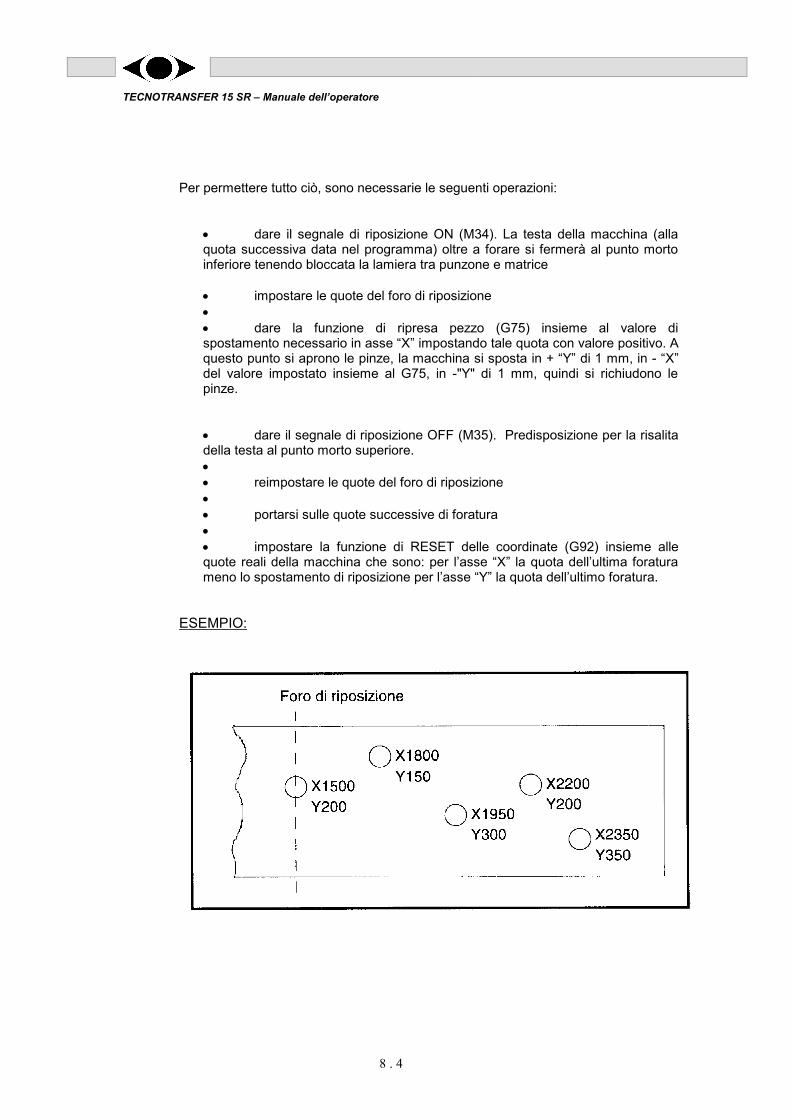
TECNOTRANSFER 15 SR – Manuale dell’operatore
Per permettere tutto ciò, sono necessarie le seguenti operazioni:
• dare il segnale di riposizione ON (M34). La testa della macchina (allaquota successiva data nel programma) oltre a forare si fermerà al punto mortoinferiore tenendo bloccata la lamiera tra punzone e matrice
• impostare le quote del foro di riposizione
•
• dare la funzione di ripresa pezzo (G75) insieme al valore dispostamento necessario in asse “X” impostando tale quota con valore positivo. Aquesto punto si aprono le pinze, la macchina si sposta in + “Y” di 1 mm, in - “X”del valore impostato insieme al G75, in -"Y" di 1 mm, quindi si richiudono lepinze.
• dare il segnale di riposizione OFF (M35). Predisposizione per la risalitadella testa al punto morto superiore.
•
• reimpostare le quote del foro di riposizione
•
• portarsi sulle quote successive di foratura
•
• impostare la funzione di RESET delle coordinate (G92) insieme allequote reali della macchina che sono: per l’asse “X” la quota dell’ultima foraturameno lo spostamento di riposizione per l’asse “Y” la quota dell’ultimo foratura.
ESEMPIO:
8 . 4
8. SPOSTAMENTI ORIGINE E RIPOSIZIONE
N....M34
N....X1500. Y200.
N....G75 X1000.
N....M35
N....X1500. Y200.
N....X1800. Y150.
N....X1950. Y300.
N....X2200. Y200.
N....X2350. Y350.
N....G92 X1350. Y350.
N....M99
ATTENZIONE
Per i programmi che prevedono la riposizione, è necessarioinserire all’inizio del programma la funzione M29 (riferimentolamiera OFF) che annulla la funzione M28 (riferimentolamiera ON), in caso contrario, durante l’operazione diriposizione (all’atto dell’apertura delle pinze), si avrebbe ladiscesa del riferimento lamiera con conseguentespostamento della stessa.
N... M28
N... M00
N... M29
8 8.3.1 - RIPOSIZIONE CON ARRETRAMENTO MORSETTI DI UN MILLIMETRO
(G175)
Per risolvere il problema della riposizione su lamiere troppo storte lungo la linea deimorsetti, è necessario far arretrare di due millimetri l’asse Y, durante la riposizione, edi farlo avanzare di un solo millimetro alla fine della stessa, in modo tale che la lamieranon venga ad appoggiarsi sui morsetti dando luogo ad errori di posizionamento.Per ottenere quanto sopra utilizzare la funzione di riposizione G175 appositamentecreata per ovviare all’inconveniente.La funzione G175 richiama un programma protetto nominato O9013 così sviluppato :
8 . 5

TECNOTRANSFER 15 SR – Manuale dell’operatore
M33 ;G70 G91 Y2 ;G70 G91 X-#24 ;G70 G91 Y-1 ;M32 ;G90 ;M99 ;
Perché la funzione G175 possa funzionare, è necessario che il parametro 326 siaimpostato ad un valore pari a 175.
910
11 NOTE 12
1. se si usa la funzione G175, è necessario che il valore della Y scritto sulla linea della funzione G92 die reset delle coordinate, sia aumentato di un millimetro rispetto all’ultima posizione raggiunta.
2. nel caso di più riposizioni, la funzione G175 si deve utilizzare solo nella prima riposizione, per le successive (positive e/o negative) si deve utilizzare la funzione G75.
3. siccome dopo la riposizione, i morsetti non toccheranno più la lamiera, è necessario che la stessa sia perfettamente bloccata, a tal fine risulta necessario effettuare la riposizione con uno stampo figurato (preferibilmente della serie 70 o 100) e che il foro scelto per questa operazione sia posizionato tra i due morsetti.
4. se si è eseguita una riposizione positiva con G175 ed una negativa con G75, risulta comunque necessario usare a fine programma la funzione G92. In tal caso, il valore della X sarà uguale all’ultima posizione raggiunta, mentre per la Y, come già detto, il valore deve essere aumentato di un millimetro. 13
14 8.3.2 - RIPOSIZIONE CON AVANZAMENTO MORSETTI DI UN MILLIMETRO (G185)
Per risolvere il problema della riposizione su lamiere troppo storte lungo la linea deimorsetti, è necessario far arretrare di due millimetri l’asse Y, durante la riposizione, edi farlo avanzare di un solo millimetro alla fine della stessa, in modo tale che la lamieranon venga ad appoggiarsi sui morsetti dando luogo ad errori di posizionamento.Per ottenere quanto sopra utilizzare la funzione di riposizione G185 appositamentecreata per ovviare all’inconveniente.La funzione G185 richiama un programma protetto nominato O9014 così sviluppato :
15
M33 ;G70 G91 Y1 ;G70 G91 X-#24 ;G70 G91 Y-2 ;M32 ;G90 ;M99 ;
8 . 6

8. SPOSTAMENTI ORIGINE E RIPOSIZIONE
Perché la funzione G185 possa funzionare, è necessario che il parametro 327 siaimpostato ad un valore pari a 185.
16
17 NOTE 18
1. se si usa la funzione G185, è necessario che il valore della Y scritto sulla linea della funzione G92 die reset delle coordinate, sia diminuito di un millimetro rispetto all’ultima posizione raggiunta.
2. nel caso di più riposizioni, la funzione G185 si deve utilizzare solo nella prima riposizione, per le successive (positive e/o negative) si deve utilizzare la funzione G75.
3. se si è eseguita una riposizione positiva con G185 ed una negativa con G75, risulta comunque necessario usare a fine programma la funzione G92. In tal caso, il valore della X sarà uguale all’ultima posizione raggiunta, mentre per la Y, come già detto, il valore deve essere diminuito di un millimetro.
19
20
21 8.4 - RIPOSIZIONE NEGATIVA PER IL RITORNO ALLO ZERO INIZIALE
Se nella lavorazione di un pannello si avesse la necessità di riportare lo zeromacchina in coincidenza con lo zero pezzo, è necessaria una seconda riposizione conuna conseguente traslazione dell’asse “X” in senso opposto a quello effettuato per laprima riposizione.
Il valore in “X” da impostare insieme al G75 della seconda riposizione deve essereuguale ma con segno negativo al valore in “X” impostato insieme al G75 della primariposizione.
Il foro sul quale deve essere effettuata la seconda riposizione, deve avere una quotain asse “X” inferiore a quella del foro sul quale è stata effettuata la prima riposizionema in ogni caso superiore alla quota scritta insieme al G75.
Se la lavorazione viene ultimata nella prima parte del pannello non è necessario ilreset delle coordinate (G92) dato che lo zero macchina è stato riportato in coincidenzacon lo zero pezzo.
ESEMPIO:
8 . 7

TECNOTRANSFER 15 SR – Manuale dell’operatore
Il programma sarà:
N...G120 M7 X... Y... T1 (tondo)
N...X150. Y400.
N...X300. Y150.
N...X700. Y300.
N...M34
N...X1400. Y200.
N...G75 X700.
N...M35
N...X1400. Y200.
N...X1900. Y300.
N...G120 M7 X... Y... T2 (quadro)
N...X2000. Y150.
N...X1650. Y150.
N...X1250. Y400.
N...M34
N...X1000. Y150.
N...G75 X-700.
N...M35
N...X1000. Y150.
N...X500. Y200.
N...M99
8 . 8
8. SPOSTAMENTI ORIGINE E RIPOSIZIONE
22 8.5 - UTILIZZO DEL “MULTITOOL”
Con il “Multitool” potremo programmare codici T di 1, 2, 3 o 4 cifre. Codici T di 3 o 4cifre indicheranno la richiesta per il “Multitool”. La prima cifra o le prime dueindicheranno la stazione del magazzino in cui esso è stato alloggiato, le seconde duela sottostazione del “Multitool” che si vuole far lavorare.
ESEMPIO
T 1 2 0 3
stazione del magazzino
sottostazione delMULTITOOL
1) Nessun comando relativo all’asse “C” deve essere presente nelprogramma dal momento in cui viene inserito il Multitool e fino a quandoquesto non è sostituito da un altro utensile.
2) Quando si programma il G120 per il richiamo delle sottostazioni del“Multitool”, non esistono vincoli né di “ZONA INTERDETTA ALCAMBIO”, né di “MOVIMENTO X-Y INFERIORE A 30 mm”. Questivincoli naturalmente esistono quando si inserisce per la prima volta il“Multitool” e quando questo si sostituisce con un altro utensile.
3) Se il “Multitool” è stato l’ultimo utensile utilizzato nel programma, ènecessario che quest’ultimo venga chiuso con M30.
8 . 9

TECNOTRANSFER 15 SR – Manuale dell’operatore
8 . 10
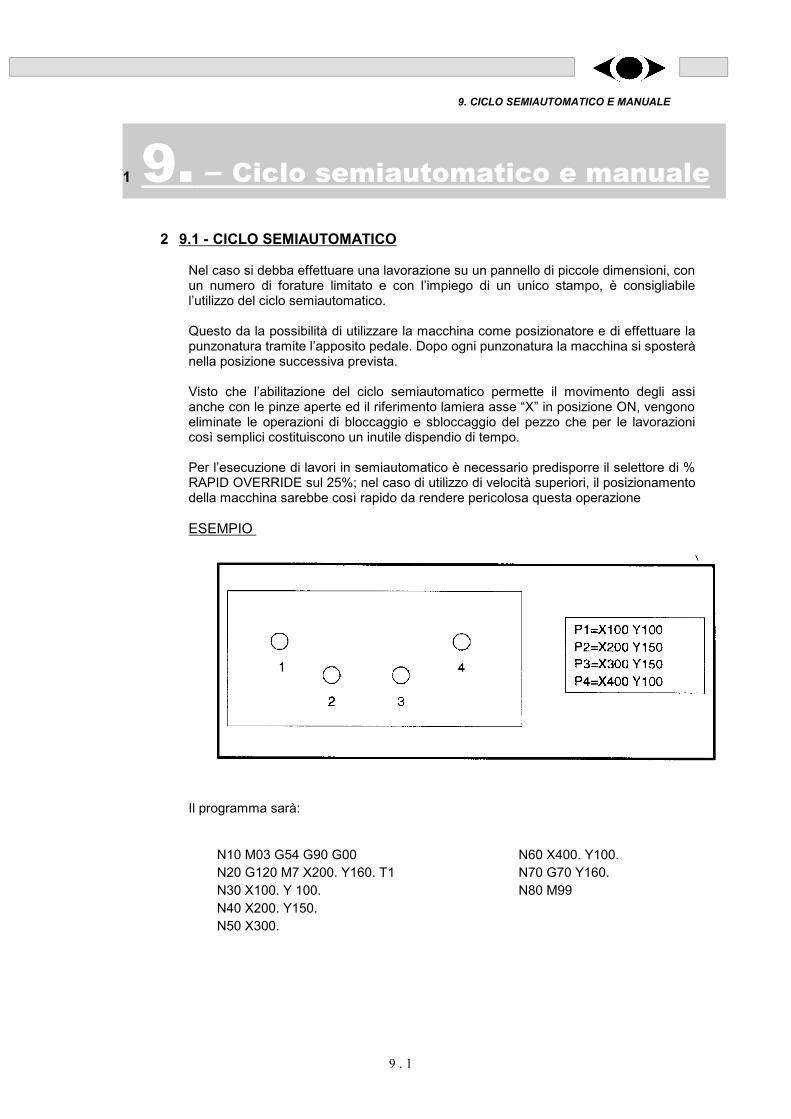
9. CICLO SEMIAUTOMATICO E MANUALE
1 9. – Ciclo semiautomatico e manuale
2 9.1 - CICLO SEMIAUTOMATICO
Nel caso si debba effettuare una lavorazione su un pannello di piccole dimensioni, conun numero di forature limitato e con l’impiego di un unico stampo, è consigliabilel’utilizzo del ciclo semiautomatico.
Questo da la possibilità di utilizzare la macchina come posizionatore e di effettuare lapunzonatura tramite l’apposito pedale. Dopo ogni punzonatura la macchina si sposterànella posizione successiva prevista.
Visto che l’abilitazione del ciclo semiautomatico permette il movimento degli assianche con le pinze aperte ed il riferimento lamiera asse “X” in posizione ON, vengonoeliminate le operazioni di bloccaggio e sbloccaggio del pezzo che per le lavorazionicosì semplici costituiscono un inutile dispendio di tempo.
Per l’esecuzione di lavori in semiautomatico è necessario predisporre il selettore di %RAPID OVERRIDE sul 25%; nel caso di utilizzo di velocità superiori, il posizionamentodella macchina sarebbe così rapido da rendere pericolosa questa operazione
ESEMPIO
Il programma sarà:
N10 M03 G54 G90 G00 N60 X400. Y100.N20 G120 M7 X200. Y160. T1 N70 G70 Y160.N30 X100. Y 100. N80 M99N40 X200. Y150.N50 X300.
9 . 1
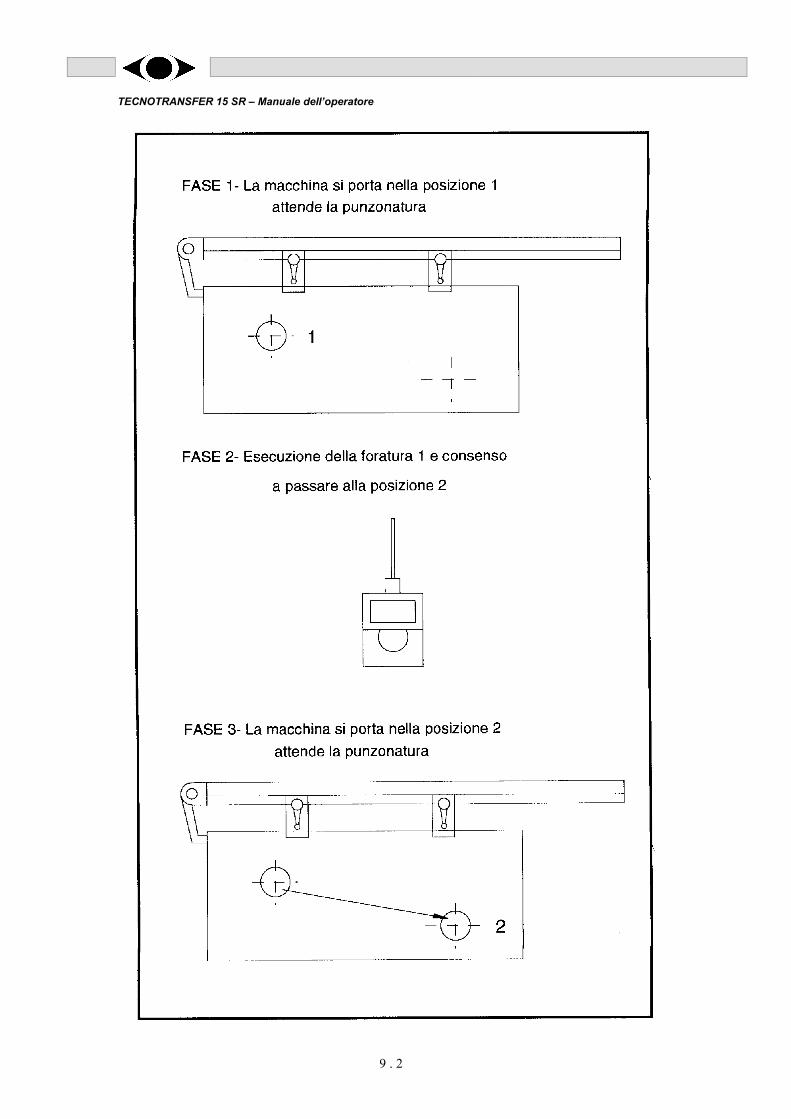
TECNOTRANSFER 15 SR – Manuale dell’operatore
9 . 2

9. CICLO SEMIAUTOMATICO E MANUALE
Il selettore di ciclo semiautomatico fa si che la macchina dopo la partenza del ciclo sifermi sulla prima posizione prevista dal programma. Si ha il consenso per ilposizionamento successivo solo dopo la punzonatura che avviene, come già detto,tramite l’utilizzo dell’apposito pedale. Dopo l’esecuzione dell’ultimo foro, la macchina siriporta automaticamente nella posizione di partenza.
Posizionamento della pulsantiera di consolle:
• selettore MODE nella posizione MEM•
• selettore CICLO SEMIAUTOMATICO inserito (deve essere acceso illed.)•
• selettore RIFERIMENTO LAMIERA inserito (deve essere acceso il led).3
4 9.2 - BLOCCHI BARRATI
I blocchi barrati sono blocchi contrassegnati da una barra “/” prima dell’indirizzo N.
A seconda che il pulsante di BLOCCO BARRATO presente sulla consolle, sia accesoo spento, si ha l’esecuzione o la soppressione dei blocchi barrati.
Con l’ausilio dei blocchi barrati è possibile quindi escludere dal programma fasi dilavorazione che non devono essere eseguite in tutti i pezzi.
N50 X1 Y1 /N90 X5 Y5 N130 X9 Y9
N60 X2 Y2 /N100 X6 Y6
N70 X3 Y3 N110 X7 Y7
/N80 X4 Y4 N120 X8 Y8
Le forature 4, 5, 6, vengono eseguite solo se la funzione di blocco barrato è stataabilitata tramite pulsante sulla consolle.
NOTA
Nella ricerca dei blocchi possono essere ricercati anche iblocchi barrati.
La barra “/” può essere programmata in qualsiasi punto delblocco, in questo caso diventa escludibile solo la parte diblocco seguente la barra.
9 . 3

TECNOTRANSFER 15 SR – Manuale dell’operatore
5 9.3 - STAMPAGGIO FINESTRELLE AEREAZIONE
Nello stampaggio delle finestrelle di aerazione si deve tener conto di due importantifattori, che le differenziano dalle forature eseguite con gli altri tipi di stampi. Eseguita lastampata, la lamiera si trova, anche dopo la risalita del punzone, “incuneata” tra lepieghe della matrice dello stampo e può essere liberata soltanto con uno spostamentodiretto nel verso delle aperture, come indicato in figura.
È consigliato l’uso di questo stampo come ultima fase della lavorazione, in quantocome abbiamo visto, è soggetto a problematiche di percorso.
Oltre a ciò è importante che durante lo stampaggio di finestrelle di aerazione, lavelocità degli assi sia ridotta al 25%.
6
7 9.4 - UTILIZZO MANUALE DELLA MACCHINA
Per la punzonatura manuale eseguire l’azzeramento assi, quindi:
1) selettore MODE in JOGselettore PUNZONATURA MANUALE acceso selettore velocità motore su 480 giri/min. deve essere acceso il led SING.
2) aprire i morsetti tramite l’apposito pedale
3) fare abbassare il riferimento lamiera asse X tramite il pulsante
4) posizionare e serrare il pezzo
5) con i pulsanti X, - X, Y, -Y, portarsi alle quote di foratura desiderate che appaionosul video premendo il tasto POS (le quote reali sono quelle visualizzate nellapagina ACTUAL POSITION ABSOLUTE), quindi eseguire la punzonaturatramite il pedale COMANDO PUNZONE
Il pedale COMANDO PUNZONE non da il consenso alla punzonatura se l’operatorenon ha prima imputato in MDI il numero della stazione con cui vuole lavorare.
9 . 4

9. CICLO SEMIAUTOMATICO E MANUALE
.
8 9.5 - DISTANZE MINIME FRA APPOGGIO MORSETTI E CENTRO STAMPO
9 . 5
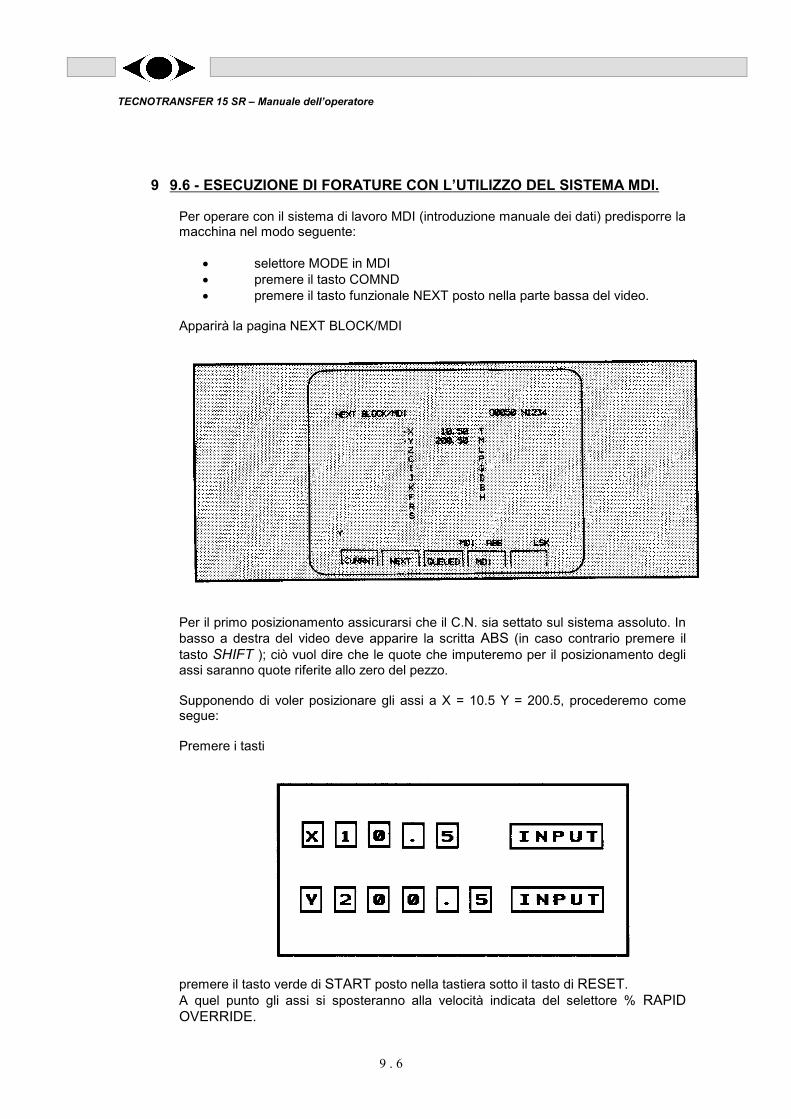
TECNOTRANSFER 15 SR – Manuale dell’operatore
9 9.6 - ESECUZIONE DI FORATURE CON L’UTILIZZO DEL SISTEMA MDI.
Per operare con il sistema di lavoro MDI (introduzione manuale dei dati) predisporre lamacchina nel modo seguente:
• selettore MODE in MDI• premere il tasto COMND• premere il tasto funzionale NEXT posto nella parte bassa del video.
Apparirà la pagina NEXT BLOCK/MDI
Per il primo posizionamento assicurarsi che il C.N. sia settato sul sistema assoluto. Inbasso a destra del video deve apparire la scritta ABS (in caso contrario premere iltasto SHIFT ); ciò vuol dire che le quote che imputeremo per il posizionamento degliassi saranno quote riferite allo zero del pezzo.
Supponendo di voler posizionare gli assi a X = 10.5 Y = 200.5, procederemo comesegue:
Premere i tasti
premere il tasto verde di START posto nella tastiera sotto il tasto di RESET.A quel punto gli assi si sposteranno alla velocità indicata del selettore % RAPIDOVERRIDE.
9 . 6
9. CICLO SEMIAUTOMATICO E MANUALE
Una volta imputato il numero della stazione con cui si desidera lavorare ,si può quindiprocedere alla punzonatura utilizzando il pedale COMANDO PUNZONE, dopo averovviamente acceso il motore a 480 giri/min.
Procedere analogamente per le successive posizioni che si vogliono raggiungere.
Per passare da sistema assoluto a sistema incrementale, premere il tasto SHIFT.
Nella parte in basso a destra del video apparirà la scritta INC. Ciò vuol dire che lequote che inseriremo da quel momento in poi non saranno più riferite allo zero pezzo,ma saranno riferite al punto precedente. Quando si vuol tornare a posizionare gli assinuovamente in un punto riferito allo zero pezzo, ripremere il tasto SHIFT e imputare lequote.
10 9.7 - NORME RELATIVE ALL’USO DEL PIANETTO
1) Se viene selezionato il “JOG T” del magazzino, senza aver precedentemente abbassatoil pianetto, interviene su video:
ALLARME 2015: IMPUTARE FUNZIONE M80 IN MDI
In questo caso, per abbassare il pianetto:
• Portare il selettore MODE in MDI
• Premere il tasto COMND
• Selezionare la pagina MDI
• Imputare la funzione M80
• Premere il tasto verde di START (sotto RESET)
2) Non é possibile spegnere il controllo numerico se il pianetto é alzato.
In questo caso, prima di spegnere, imputare la funzione M80 in MDI seguendo lastessa procedura vista in precedenza.
9 . 7

TECNOTRANSFER 15 SR – Manuale dell’operatore
9 . 8

10. GRAFICA DI MACCHINA
1 10. – Grafica di macchina
2 10.1 - VISUALIZZAZIONE DEL NUMERO DEI PEZZI ESEGUITI E DELLE
PUNZONATURE TOTALI
Per visualizzare i pezzi eseguiti dalla macchina ed i colpi di punzonatura totali premereil tasto POS, oltre alla visualizzazione delle quote appariranno sul video:
PART COUNT (pezzi eseguiti).Durante la lavorazione, sul video vengono indicati il numero dei pezzi eseguiti fino aquel momento. Questo numero viene incrementato di 1 ogni volta che il C.N. legge lafunzione M30 di fine programma. Nell’esecuzione di pannelli con la funzione dimultipli, dopo M30, vengono sommati il numero dei pezzi eseguiti in multiplo. Perazzerare PART COUNT premere i tasti P e poi CAN
RUN TIME (ore di lavoro). Indica le ore di lavoro della macchina nel funzionamento MEM escluso il tempo in cuila macchina è ferma all’inizio del programma. Per azzerare RUN TIME premere i tastiQ e poi CAN
CYCLE TIME (tempo per un ciclo). Indica il tempo necessario alla realizzazione del programma in esecuzione. Parte conlo START CICLO a inizio programma e si ferma quando il C.N. legge M30. Si azzeraad ogni esecuzione del programma o spegnendo il C.N.
10 . 1

TECNOTRANSFER 15 SR – Manuale dell’operatore
PUNCH COUNT (conteggio colpi). Visualizza il numero di punzonature eseguite dalla macchina. Anche in roditura, perogni colpo, questo numero viene incrementato di 1. Per azzerare PUNCH COUNTpremere i tasti D/H e CAN
10.2 - FUNZIONE DI GRAFICA
Premessa: la visualizzazione grafica del pannello da eseguire rende possibileverificare l’esattezza del programma relativo.
La funzione di grafica può visualizzare:
• la lamiera da eseguire
• le sagome degli utensili previsti nella lavorazione (tondi, rettangoli oquadri, asole; utensili con forme differenti possono essere rappresentati con ilsimbolo *)
• le pinze di serraggio della lamiera
• il tracciato seguito dalla macchina per spostarsi da una lavorazione adun’altra
3 10.3 - INSERIMENTO DEI PARAMETRI DI GRAFICA
Premendo il tasto GRAPH appariranno sul video i parametri di grafica che andrannoimpostati come segue:
AXES: dovrà avere un valore uguale a 1 per settare il sistema dicoordinate con lo zero pezzo in alto a sinistra
RANGE: unità di impostazione = 0.01. Per X e Y (MAX) impostareun valore di circa 50 mm superiore alle dimensioni delpannello che si vuole visualizzare. Per X e Y (MIN)impostare un valore di 50 mm con segno negativo.
10 . 2
10. GRAFICA DI MACCHINA
SCALE: si setta automaticamente dopo aver impostato i dati diRANGE. L’operatore può eventualmente modificarla(diminuendo il valore si riduce il disegno).
CRT CENTER: si setta automaticamente dopo aver impostato i valori diRANGE
START POINT: deve rimanere impostato con valori X = 0 e Y = 0
WORK LENGHT: unità di impostazione = 0.01. Per “X” impostare ledimensioni del pannello in asse X. Per “Y” impostare ledimensioni del pannello in asse Y
RAPID PATH: se impostato a zero, nella visualizzazione del pannello nonappare il tracciato tra una lavorazione e l’altra. Seimpostato a 1 viene visualizzato il tracciato con una lineatratteggiata (————)
HOLDER POSITION: unità di impostazione 0.01 X1 = posizione del primomorsetto X2 = posizione del secondo morsetto (ilriferimento è al centro del morsetto)
HOLDER LENGHT: unità di impostazione 0.01 “X” = dimensione del morsettoin asse X ;“Y” = dimensione del morsetto in asse Y Ivalori normali sono: X = 8000 Y = 5000
Per impostare i dati di grafica procedere come segue:
• selettore MODE in MDI
• posizionare il cursore sotto il parametro da impostare
• premere i tasti P, il valore da impostare, INPUT
4
5 10.4 - INSERIMENTO DEGLI UTENSILI PREVISTI DAL PROGRAMMA
10.4.1 Definizione degli utensili.
Gli utensili, ai fini della rappresentazione grafica sul video del C.N., vengono definiticon i codici indicati nella tabella seguente:
10 . 3
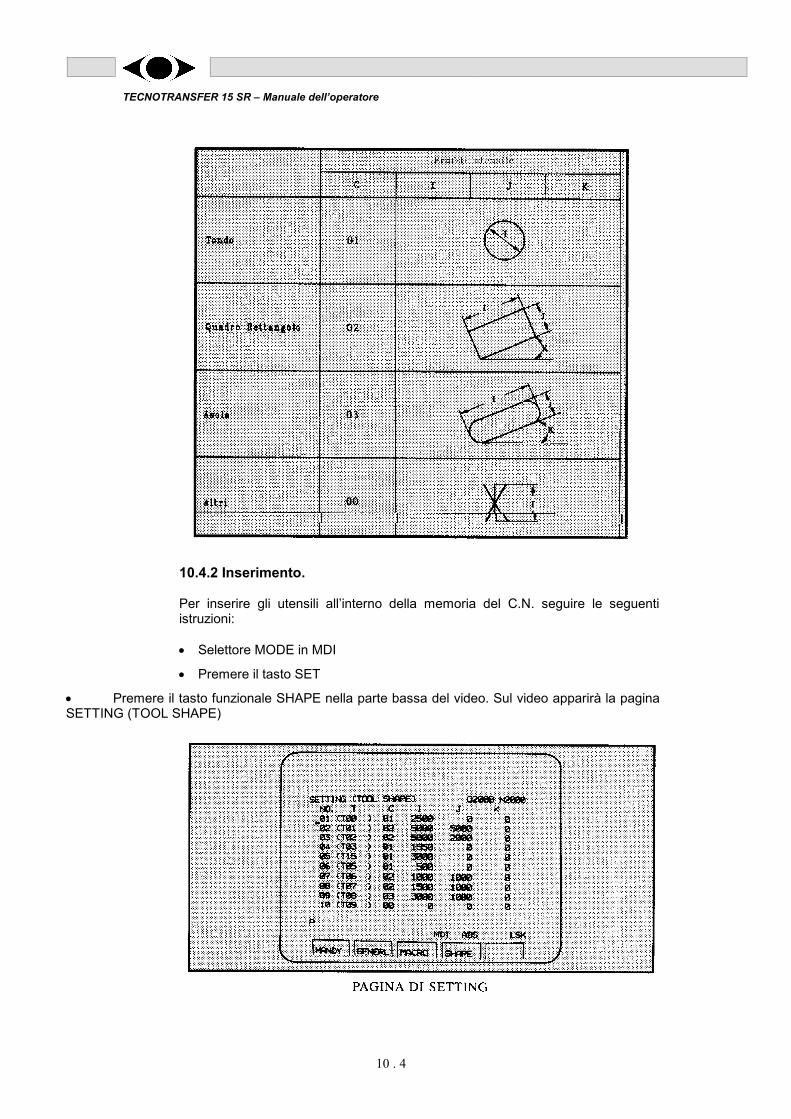
TECNOTRANSFER 15 SR – Manuale dell’operatore
10.4.2 Inserimento.
Per inserire gli utensili all’interno della memoria del C.N. seguire le seguentiistruzioni:
• Selettore MODE in MDI
• Premere il tasto SET
• Premere il tasto funzionale SHAPE nella parte bassa del video. Sul video apparirà la paginaSETTING (TOOL SHAPE)
10 . 4

10. GRAFICA DI MACCHINA
• Posizionare il cursore sotto il numero dell’utensile da definire (01= T1, 02=T2....)
• Premere il tasto 4TH (in basso a sinistra del video apparirà la lettera C) poi inumeri di definizione dell’utensile ( 00 oppure 01 oppure ......) e quindi premereil tasto INPUT.
• Definire con I, J, K le dimensioni dell’utensile, riferendosi alla tabella vistaprecedentemente (unità di impostazione = 0.01)
Ripetere questa operazione per tutti gli utensili previsti nel programma.
ESEMPIO.
Inserimento di un utensile quadro 25x25 inclinato a 45°
4 TH 0 2 INPUT
I 2 5 0 0 INPUT
J 2 5 0 0 INPUT
K 4 5 0 0 INPUT
6
7 10.5 - VISUALIZZAZIONE DEL PANNELLO PROGRAMMATO
Dopo aver impostato i parametri di grafica ed i parametri utensili, procedere comesegue:
• Posizionare gli assi “X” e “Y” a zero
• Selettore MODE in EDIT
• Richiamare sul video il programma relativo al pannello che si vuole
visualizzare; il programma deve terminare con M30
• Chiudere le pinze
• Premere il tasto GRAPH della tastiera
• Premere il tasto funzionale GRAPH nella parte bassa del video
• Premere il tasto funzionale ERASE nella parte bassa del video
A questo punto saranno visualizzati il contorno del pannello e le pinze. Per vedereanche la rappresentazione delle lavorazioni del pannello procedere come segue:
10 . 5

TECNOTRANSFER 15 SR – Manuale dell’operatore
• Selettore MODE in MEM
• Premere il tasto funzionale START nella parte bassa del video
8
9 10.6 - DESCRIZIONE DEI TASTI FUNZIONALI DI GRAFICA
START: Partenza della visualizzazione.
STOP: Interruzione della visualizzazione.
SBK: Esecuzione della visualizzazione fase per fase (per passare alla fasesuccessiva premere il tasto START)
SEQ: Esecuzione continua della visualizzazione.
ERASE: Ridisegna il profilo del pannello.
10 . 6

TERZA PARTE
Diagnostica e Manutenzione
Macchina
11 .1

11. TEST DI FUNZIONAMENTO SENSORI FORCHETTE TESSILI
CANOTTO
11 . 2

TECNOTRANSFER 15 SR – Manuale dell’operatore
1 11. – Test di funzionamento sensori
forchette tasselli canotto
2
3 11.1 - SENSORI FORCHETTE : (Contrinex DW-AD-503-C8 )
Sono quattro, due per il magazzino superiore, due per il magazzino inferiore. Hannouna distanza di rilevamento di circa 3 mm, e il loro contatto è di tipo normalmenteaperto (NO). Il loro cambiamento di stato logico è determinato dal posizionamentodei cilindretti fissati sulle forchette quando queste sono chiuse. Il loro relativofunzionamento va controllato su :
STATO LOGICO
FORCHETTA DGNS. N° ASSE “C”
INSERITO
ASSE “T”
INSERITO
Punzone DX 4.3 0 1
Punzone SX 4.6 0 1
Matrice DX 6.6 0 1
Matrice SX 0.7 0 1
4
5 11.2 - SENSORE TASSELLI PUNZONE : (Baluff BES-516-347-M0Y )
E’ unico e serve per diagnosticare l’effettivo bloccaggio dello stampo del magazzinosuperiore. Il contatto è di tipo normalmente aperto ( NO ) ed il suo cambiamento distato logico è determinato dal corretto bloccaggio dello stampo nella testa dellamacchina.
DGNS. N°STATO LOGICO
ASSE “C” INSERITO ASSE “T” INSERITO
2.4 1 O
11 . 3

11. TEST DI FUNZIONAMENTO SENSORI FORCHETTE TESSILI
CANOTTO
6 11.3 - SENSORE CANOTTO PUNZONE : (Baluff BES-516-347-MOY )
E’ unico e serve come quello dei tasselli per diagnosticare il corretto bloccaggio dellostampo del magazzino superiore.
DGNS. N°STATO LOGICO
ASSE “C” INSERITO ASSE “T” INSERITO
6.3 0 1
7 11.4 - SENSORE CANOTTO MATRICE : (SIEMENS 3RG4011/OBBOO)
Sono due, uno posizionato nella parte superiore del canotto e uno nella parteinferiore, questo per verificare con certezza che il canotto si trovi nella condizioneottimale sia per permettere la rotazione dell’utensile quando questo è bloccato , siaper quella di cambio utensile quando è libero. Il contatto è normalmente aperto( NO ) e cambio di stato logico a seconda della posizione in cui si viene a trovare ilcanotto. Il canotto dovrà essere tutto giù se è inserito l’asse T, tutto sù se è inseritol’asse C.
STATO LOGICO
CANOTTO DGNS. N° ASSE “C” INSERITO
ASSE “T” INSERITO
Matrice superiore 0.4 0 1
Matrice inferiore 6.7 0 1
8 11.5- SENSORE TASSELLI MATRICE : (Baluff BES-516-324-EOC 03)
E’ unico e consente di determinare il preciso bloccaggio dello stampo nelmagazzino inferiore.
DGNS. N°STATO LOGICO
ASSE “C” INSERITO ASSE “T” INSERITO
4.4 1 0
11 . 4

TECNOTRANSFER 15 SR – Manuale dell’operatore
11 . 5
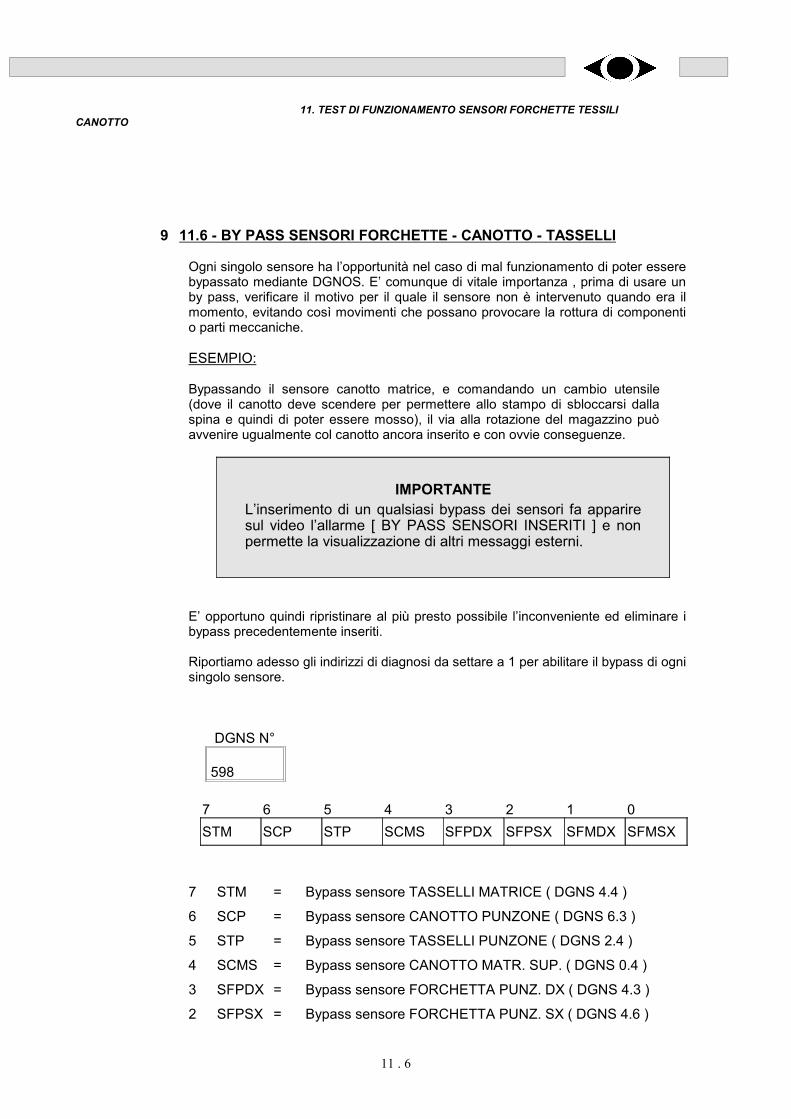
11. TEST DI FUNZIONAMENTO SENSORI FORCHETTE TESSILI
CANOTTO
9 11.6 - BY PASS SENSORI FORCHETTE - CANOTTO - TASSELLI
Ogni singolo sensore ha l’opportunità nel caso di mal funzionamento di poter esserebypassato mediante DGNOS. E’ comunque di vitale importanza , prima di usare unby pass, verificare il motivo per il quale il sensore non è intervenuto quando era ilmomento, evitando così movimenti che possano provocare la rottura di componentio parti meccaniche.
ESEMPIO:
Bypassando il sensore canotto matrice, e comandando un cambio utensile(dove il canotto deve scendere per permettere allo stampo di sbloccarsi dallaspina e quindi di poter essere mosso), il via alla rotazione del magazzino puòavvenire ugualmente col canotto ancora inserito e con ovvie conseguenze.
IMPORTANTE
L’inserimento di un qualsiasi bypass dei sensori fa appariresul video l’allarme [ BY PASS SENSORI INSERITI ] e nonpermette la visualizzazione di altri messaggi esterni.
E’ opportuno quindi ripristinare al più presto possibile l’inconveniente ed eliminare ibypass precedentemente inseriti.
Riportiamo adesso gli indirizzi di diagnosi da settare a 1 per abilitare il bypass di ognisingolo sensore.
DGNS N°
598
7 6 5 4 3 2 1 0
STM SCP STP SCMS SFPDX SFPSX SFMDX SFMSX
7 STM = Bypass sensore TASSELLI MATRICE ( DGNS 4.4 )
6 SCP = Bypass sensore CANOTTO PUNZONE ( DGNS 6.3 )
5 STP = Bypass sensore TASSELLI PUNZONE ( DGNS 2.4 )
4 SCMS = Bypass sensore CANOTTO MATR. SUP. ( DGNS 0.4 )
3 SFPDX = Bypass sensore FORCHETTA PUNZ. DX ( DGNS 4.3 )
2 SFPSX = Bypass sensore FORCHETTA PUNZ. SX ( DGNS 4.6 )
11 . 6

TECNOTRANSFER 15 SR – Manuale dell’operatore
1 SFMDX = Bypass sensore FORCHETTA MATR. DX ( DGNS 6.6 )
0 SFMSX = Bypass sensore FORCHETTA MATR. SX ( DGNS 0.7 )
DGNS N°
599
7 6 5 4 3 2 1 0
SCMI
2 SCMI = Bypass sensore CNOTTO MATR. INF. ( DGNS 6.7 )
11 . 7

11. TEST DI FUNZIONAMENTO SENSORI FORCHETTE TESSILI
CANOTTO
11 . 8

12. SENSORI FERMATA – RIPOSIZIONE – INTERPOLAZIONE – P.M.S.
1 12. – Sensori fermata – riposizione –
interpolazione – P.M.S.
Sono cinque e sono posti su una squadretta di fissaggio collocata sul lato destrodella macchina (vista frontalmente), all’altezza del rocchetto portacamme che,girando, determina il cambiamento di stato logico.
Sono così ubicati :
POSIZ. SENSORESTATO LOGICO
MARCA E MODELLON° FILO
1 Punto morto superiore NO Siemens 3RG4012/3AB00 149
2 Riposizione NC Siemens 3RG4012/3AA00 135
3 Fermata velocità 310 NC Siemens 3RG4012/3AA00 134
4 Fermata velocità 480 NC Siemens 3RG4012/3AA00 133
5 Interpolazione NO Siemens 3RG4012/3AB00 139
12 . 1
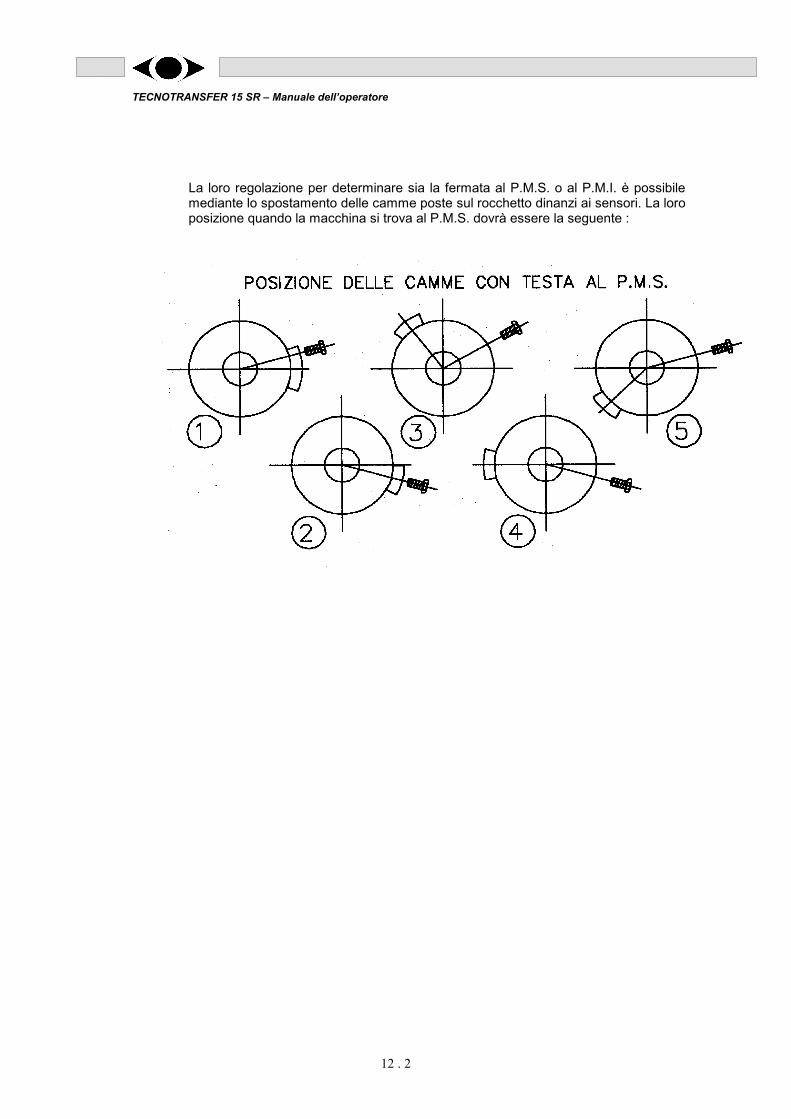
TECNOTRANSFER 15 SR – Manuale dell’operatore
La loro regolazione per determinare sia la fermata al P.M.S. o al P.M.I. è possibilemediante lo spostamento delle camme poste sul rocchetto dinanzi ai sensori. La loroposizione quando la macchina si trova al P.M.S. dovrà essere la seguente :
12 . 2

TECNOTRANSFER 15 SR – Manuale dell’operatore
1 13. – Sensori piano mobile
Sono due e la loro lettura determina il movimento in ordine del piano mobile quandoquesto è comandato. Il piano mobile esegue due movimenti SU-GIU’, AVANTI-INDIETRO, e i due sensori posti come in figura hanno il compito di eccitare le elettrovalvole in modo tale da far eseguire al piano mobile un movimento alla volta inpreciso ordine.
I sensori usati sono :
SENSORE MARCA e MODELLO CONTATTO
A Contrinex DW - AS - 613 - M8 NO
B Contrinex DW - AS - 613 - M8 NO
C Contrinex DW - AS - 613 - M8 NO
Il loro cambiamento di stato logico come detto determina il movimento del pianetto.Vediamo quindi di analizzare le condizioni di lavoro e lo schema di funzionamento.
13 . 1
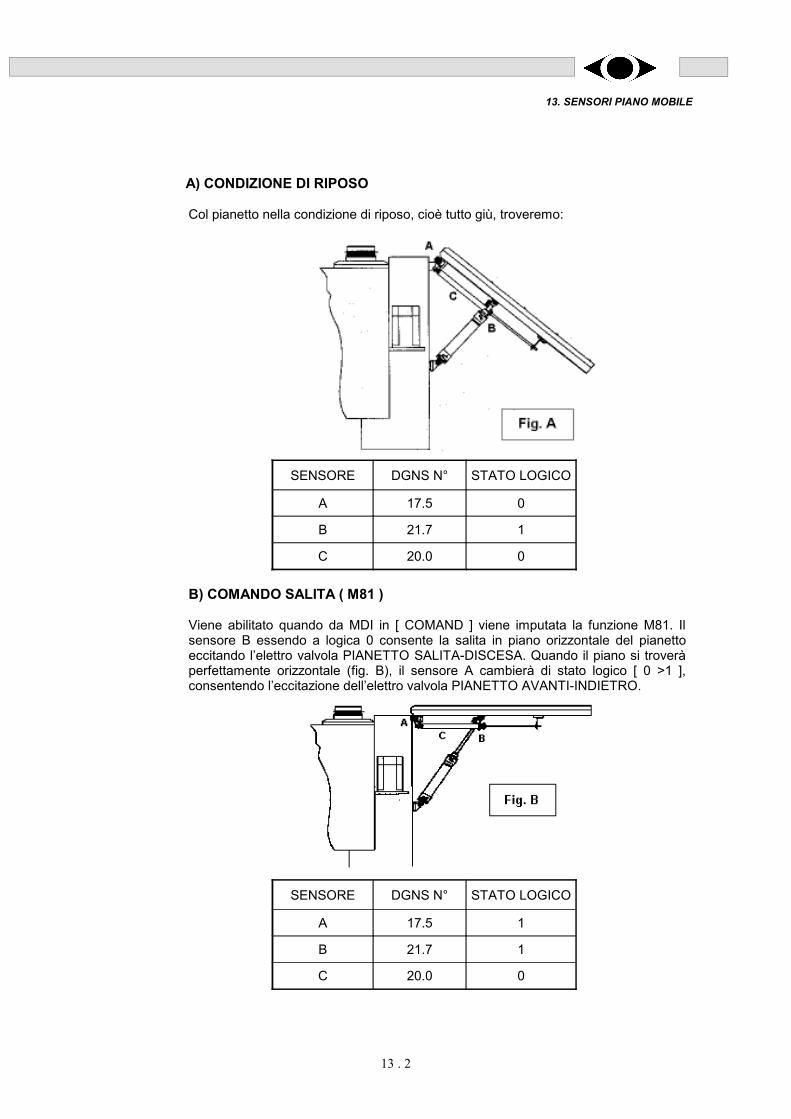
13. SENSORI PIANO MOBILE
A) CONDIZIONE DI RIPOSO
Col pianetto nella condizione di riposo, cioè tutto giù, troveremo:
SENSORE DGNS N° STATO LOGICO
A 17.5 0
B 21.7 1
C 20.0 0
B) COMANDO SALITA ( M81 )
Viene abilitato quando da MDI in [ COMAND ] viene imputata la funzione M81. Ilsensore B essendo a logica 0 consente la salita in piano orizzontale del pianettoeccitando l’elettro valvola PIANETTO SALITA-DISCESA. Quando il piano si troveràperfettamente orizzontale (fig. B), il sensore A cambierà di stato logico [ 0 >1 ],consentendo l’eccitazione dell’elettro valvola PIANETTO AVANTI-INDIETRO.
SENSORE DGNS N° STATO LOGICO
A 17.5 1
B 21.7 1
C 20.0 0
13 . 2
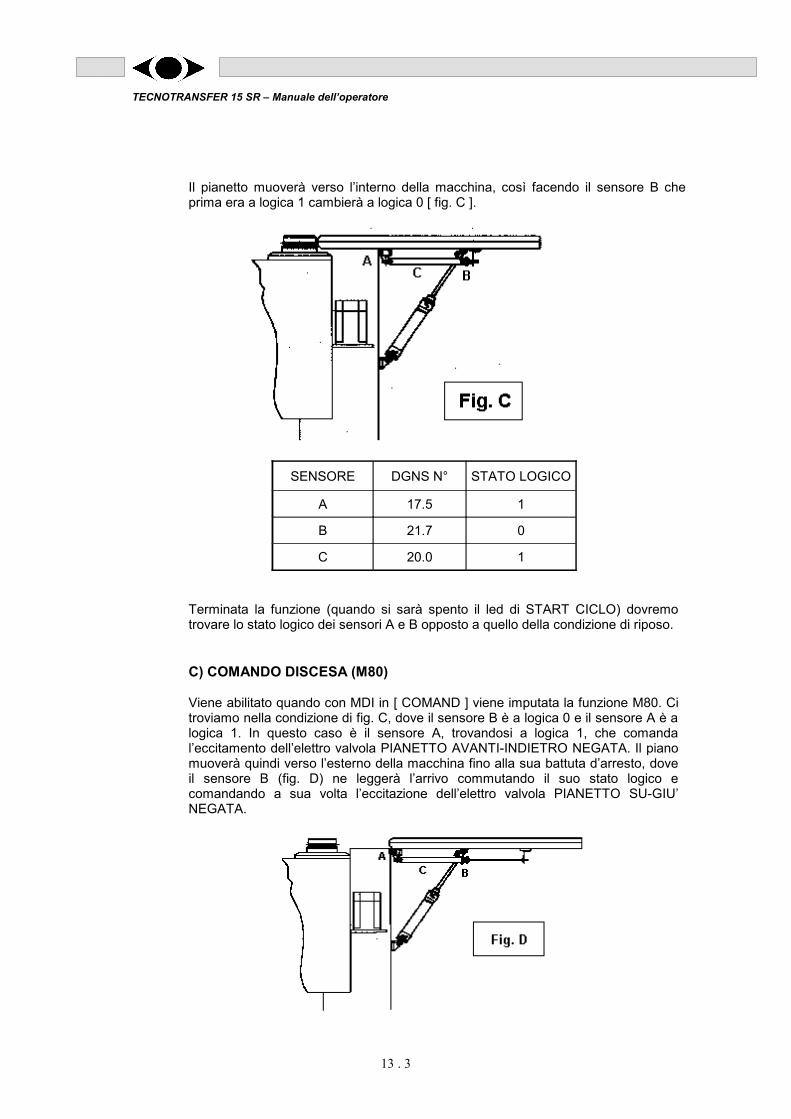
TECNOTRANSFER 15 SR – Manuale dell’operatore
Il pianetto muoverà verso l’interno della macchina, così facendo il sensore B cheprima era a logica 1 cambierà a logica 0 [ fig. C ].
SENSORE DGNS N° STATO LOGICO
A 17.5 1
B 21.7 0
C 20.0 1
Terminata la funzione (quando si sarà spento il led di START CICLO) dovremotrovare lo stato logico dei sensori A e B opposto a quello della condizione di riposo.
C) COMANDO DISCESA (M80)
Viene abilitato quando con MDI in [ COMAND ] viene imputata la funzione M80. Citroviamo nella condizione di fig. C, dove il sensore B è a logica 0 e il sensore A è alogica 1. In questo caso è il sensore A, trovandosi a logica 1, che comandal’eccitamento dell’elettro valvola PIANETTO AVANTI-INDIETRO NEGATA. Il pianomuoverà quindi verso l’esterno della macchina fino alla sua battuta d’arresto, doveil sensore B (fig. D) ne leggerà l’arrivo commutando il suo stato logico ecomandando a sua volta l’eccitazione dell’elettro valvola PIANETTO SU-GIU’NEGATA.
13 . 3
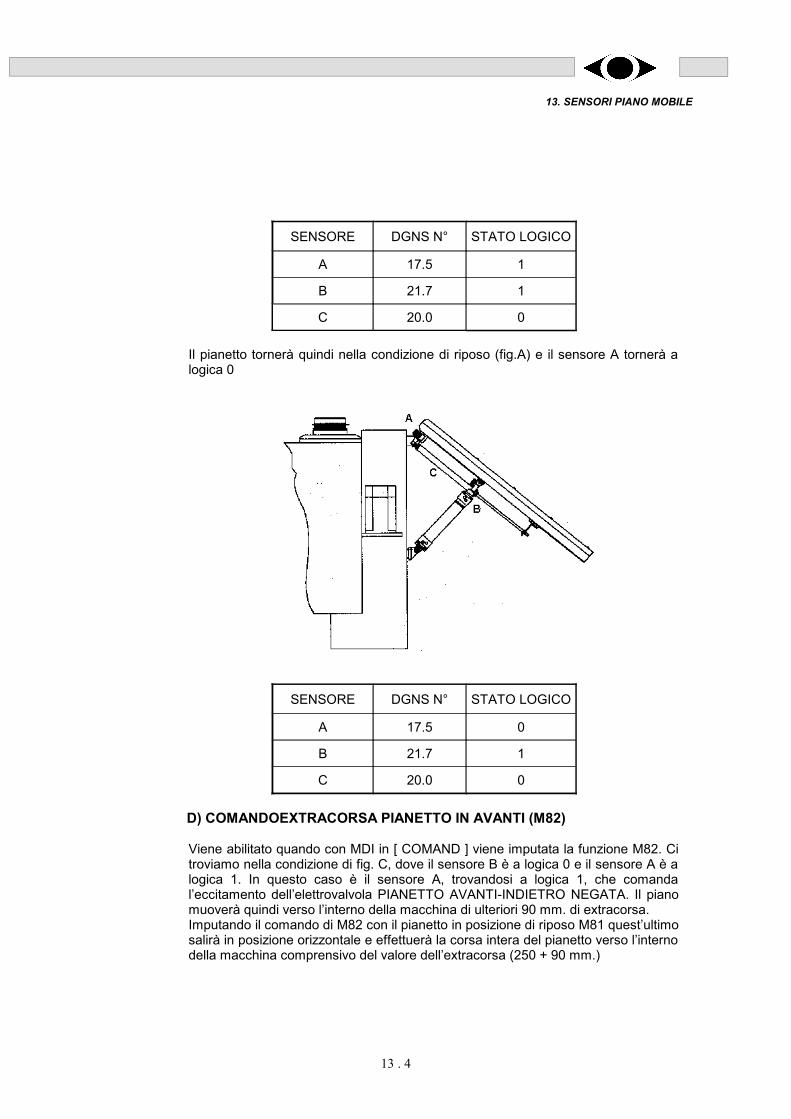
13. SENSORI PIANO MOBILE
SENSORE DGNS N° STATO LOGICO
A 17.5 1
B 21.7 1
C 20.0 0
Il pianetto tornerà quindi nella condizione di riposo (fig.A) e il sensore A tornerà alogica 0
SENSORE DGNS N° STATO LOGICO
A 17.5 0
B 21.7 1
C 20.0 0
D) COMANDOEXTRACORSA PIANETTO IN AVANTI (M82)
Viene abilitato quando con MDI in [ COMAND ] viene imputata la funzione M82. Citroviamo nella condizione di fig. C, dove il sensore B è a logica 0 e il sensore A è alogica 1. In questo caso è il sensore A, trovandosi a logica 1, che comandal’eccitamento dell’elettrovalvola PIANETTO AVANTI-INDIETRO NEGATA. Il pianomuoverà quindi verso l’interno della macchina di ulteriori 90 mm. di extracorsa.Imputando il comando di M82 con il pianetto in posizione di riposo M81 quest’ultimosalirà in posizione orizzontale e effettuerà la corsa intera del pianetto verso l’internodella macchina comprensivo del valore dell’extracorsa (250 + 90 mm.)
13 . 4

TECNOTRANSFER 15 SR – Manuale dell’operatore
SENSORE DGNS N° STATO LOGICO
A 17.5 1
B 21.7 0
C 20.0 0
E) COMANDOEXTRACORSA PIANETTO INDIETRO (M83)
Viene abilitato quando con MDI in [ COMAND ] viene imputata la funzione M83. Citroviamo nella condizione di fig. C, dove il sensore B è a logica 0 e il sensore A è alogica 1. In questo caso è il sensore A, trovandosi a logica 1, che comandal’eccitamento dell’elettrovalvola PIANETTO AVANTI-INDIETRO NEGATA. Il piano
FIGURA IN ELABORAZIONE
13 . 5

13. SENSORI PIANO MOBILE
13 . 6

TECNOTRANSFER 15 SR – Manuale dell’operatore
1 14. – Allarmi esterni
ALARM N° DESCRIZIONE INDIRIZZO
2000 Asse C inserito AX0000 R810.0
2001 In ciclo semiautomatico AX001 R810.1
2002 Termiche motore cinematismo AX002 R810.2
2003 Manca olio roditura AX003 R810.3
1004 Errore trasmissione Power Mate A AX004 R810.4
2005 Esegui zero asse C AX005 R810.5
2006 Esegui zero asse T AX006 R810.6
2007 Esegui zero assi X - Y AX007 R810.7
1010 Anomalia sensore FMDX AX010 R815.0
1011 Anomalia sensore FMSX AX011 R815.1
1012 Anomalia sensore FPDX AX012 R815.2
1013 Anomalia sensore FPSX AX013 R815.3
2014 By pass sensori inseriti AX014 R815.4
2015 Inputare M80 da MDI AX015 R815.5
1016 Anomalia sensore CMI AX016 R815.6
1017 Manca funzione G 120 AX017 R815.7
1020 Anomalia sensore CP AX020 R820.0
1021 Anomalia sensore BTS AX021 R820.1
1022 Anomalia sensore CMS AX022 R820.2
1023 Anomalia sensore BTI AX023 R820.3
2024 Zona C.U. interdetta AX024 R820.4
1025 Punzone non al P.M.S. AX025 R820.5
2026 Magazzino non azzerato AX026 R820.6
2027 Selettore ( SJT ) inserito AX027 R820.7
14 . 1
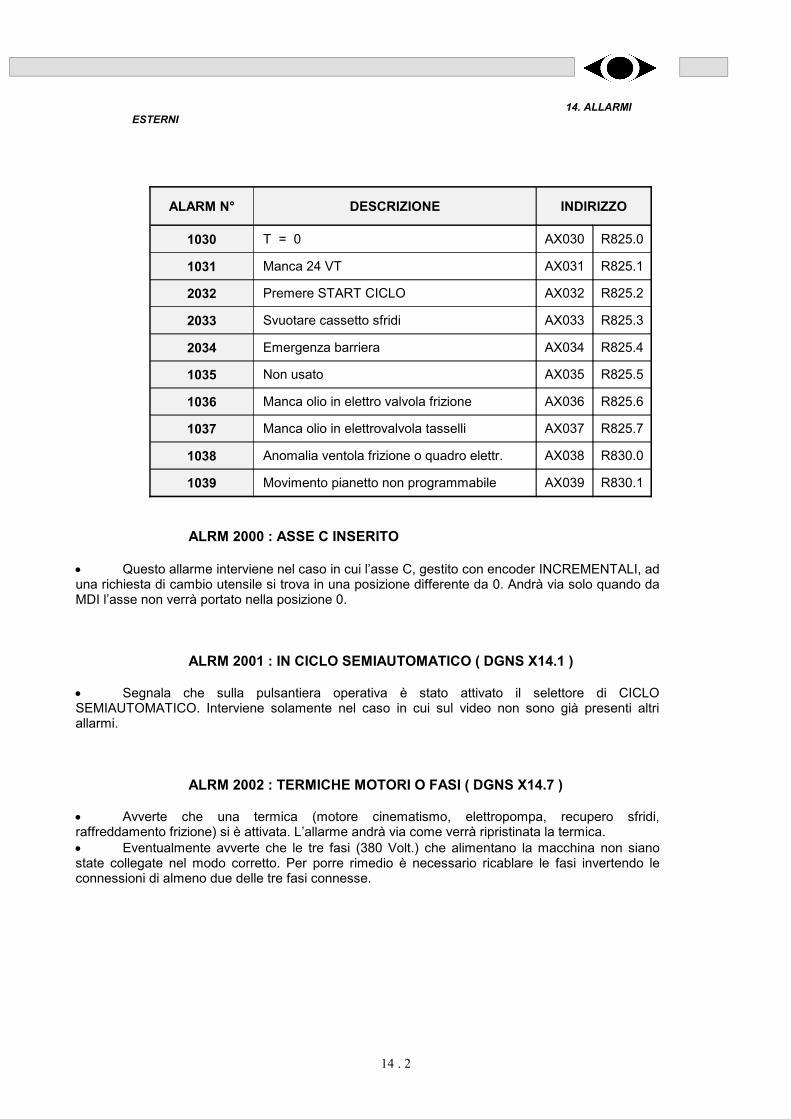
14. ALLARMI
ESTERNI
ALARM N° DESCRIZIONE INDIRIZZO
1030 T = 0 AX030 R825.0
1031 Manca 24 VT AX031 R825.1
2032 Premere START CICLO AX032 R825.2
2033 Svuotare cassetto sfridi AX033 R825.3
2034 Emergenza barriera AX034 R825.4
1035 Non usato AX035 R825.5
1036 Manca olio in elettro valvola frizione AX036 R825.6
1037 Manca olio in elettrovalvola tasselli AX037 R825.7
1038 Anomalia ventola frizione o quadro elettr. AX038 R830.0
1039 Movimento pianetto non programmabile AX039 R830.1
ALRM 2000 : ASSE C INSERITO
• Questo allarme interviene nel caso in cui l’asse C, gestito con encoder INCREMENTALI, aduna richiesta di cambio utensile si trova in una posizione differente da 0. Andrà via solo quando daMDI l’asse non verrà portato nella posizione 0.
ALRM 2001 : IN CICLO SEMIAUTOMATICO ( DGNS X14.1 )
• Segnala che sulla pulsantiera operativa è stato attivato il selettore di CICLOSEMIAUTOMATICO. Interviene solamente nel caso in cui sul video non sono già presenti altriallarmi.
ALRM 2002 : TERMICHE MOTORI O FASI ( DGNS X14.7 )
• Avverte che una termica (motore cinematismo, elettropompa, recupero sfridi,raffreddamento frizione) si è attivata. L’allarme andrà via come verrà ripristinata la termica.
• Eventualmente avverte che le tre fasi (380 Volt.) che alimentano la macchina non sianostate collegate nel modo corretto. Per porre rimedio è necessario ricablare le fasi invertendo leconnessioni di almeno due delle tre fasi connesse.
14 . 2
TECNOTRANSFER 15 SR – Manuale dell’operatore
ALRM 2003 : MANCA OLIO RODITURA ( DGNS X12.0 )
• Interviene quando il galleggiante dell’elettropompa avverte che l’olio per la roditura haraggiunto il livello minimo. Il contatto si ristabilisce appena verrà eseguito il rabbocco necessario algalleggiante per ritornare al livello ottimale e l’allarme andrà via simultaneamente.
ALRM 1039 : MOVIMENTO PIANETTO NON PROGRAMMATO
• Interviene quando il pianetto frontale di scarico pezzo trovandosi in posizione orizzontale(tutto su) venga sollecitato o forzato (vedi caso di puntamento della lamiera o simili) a compiere unmovimento verso l’esterno della macchina senza che questo sia stato preventivamenteprogrammato.
ALRM 1038: MALFUNZIONAMENTO VENTOLA
• Interviene quando la ventola di raffreddamento frizione e la ventola relativa al quadroelettrico non funzionano.
ALRM 1004 : ERRORE TRASMISSIONE P.M. ( DGNOS X18.7 )
• Si visualizza quando ad una richiesta di cambio utensile, quindi allo start Power Mate, iltrasferimento dei dati tra CNC e P.M. non risulta essere corretto. Verificata la causa, per resettarel’allarme è necessario premere per circa 3 secondi il pulsante di [ ARRESTO AVANZAMENTO ].
ALRM 1007 : ALLARME SU POWER MATE
• Controllare sul CN del Power Mate il tipo di allarme a video.
ALRM 2005 : ESEGUI ZERO ASSE C
• Compare quando viene premuto il pulsante ZERO ASSE T dalla consolle che da l’avvioall’operazione di azzeramento dell’asse C (Asse di rotazione stampi). Completata correttamentel’azzeramento l’allarme sparirà automaticamente dal video.
• In caso persista l’allarme provare nuovamente l’operazione di azzeramento ripetendo laprocedura dall’inizio.
ALRM 2006 : ESEGUI ZERO ASSE T
• Si visualizza all’accensione del CNC se l’asse C è in posizione 0. Premere il pulsante[ZERO ASSE T] e il magazzino ruoterà alla stazione T1 (0). Quando sarà in posizione l’allarmeandrà via.
14 . 3
14. ALLARMI
ESTERNI
ALRM 2007 : ESEGUI ZERO ASSI X, Y
• Interviene nel caso in cui gli assi X e Y sono gestiti con encoder INCREMENTALI, dopoaver eseguito lo 0 dell’asse C e dell’asse T. Scomparirà una volta eseguiti i rispettivi azzeramenti.
ALRM 1010 : ANOMALIA SENSORE FMDX (matrice dx)
ALRM 1011 : ANOMALIA SENSORE FMSX (matrice sx)
ALRM 1012 : ANOMALIA SENSORE FPDX (punzone dx)
ALRM 1013 : ANOMALIA SENSORE FPSX (punzone sx)
• La comparsa di uno o più di questi allarmi ha il compito di segnalare all’operatore chedurante l’apertura o la chiusura delle forchette di un cambio utensile, il sensore che comparirà sulvideo come anomalo in realtà ha “visto” una condizione difettosa nello svolgimento dell’operazionedi cambio dell’utensile. I casi per cui si visualizzano questi allarmi sono due. Il primo è dovuto allanon perfetta chiusura della forchetta che si posiziona sotto la testa della macchina quando l’asse Tè inserito, il secondo si verifica se all’inserimento dell’asse C la forchetta non si è perfettamenteaperta. Il resettaggio dell’allarme avviene per le macchine con la logica precedente la TCNT 06 (15-5-92) nella seguente maniera:
Se durante l’inserimento dell’asse C una forchetta non si apre perfettamenteè necessario ripristinare la forchetta difettosa e premere per circa tre secondiil pulsante di [ARRESTO AVANZAMENTO]. Se l’anomalia si presenta adasse T inserito sul video non compare nessun allarme ma la macchina siferma ugualmente. Al ripristino della forchetta è bene far attenzione poiché lamacchina riparte immediatamente . Se la macchina gira con la logica TCNT06 l’allarme compare sia che l’anomalia si presenta con l’asse C inserito siache si presenti con l’asse T inserito. Sarà necessario, per resettare l’allarmepremere per circa tre secondi il pulsante di [ARRESTO AVANZAMENTO].Per terminare il ciclo interrotto bisognerà premere il pulsante [STARTCICLO].
ALRM 2014 : BY PASS SENSORI INSERITI
• Si visualizza ogni qual volta che si by passa un sensore o più sensori. E’ opportuno trovaree eliminare l’anomalia del sensore, ripristinare il bypass il più rapidamente possibile, allo scopo dipoter lavorare con un sistema operativo efficiente e sicuro.
ALRM 2015 : INPUTARE FUNZIONE M80 DA MDI
• Interviene se l’operatore durante il caricamento degli stampi, (nella condizione di JOG e colselettore SJT inserito) preme uno dei due pulsanti [+T] o [-T] senza che il piano mobile sia nellacondizione di riposo. L’allarme scompare una volta inputata da MDI la funzione M80.
14 . 4
TECNOTRANSFER 15 SR – Manuale dell’operatore
ALRM 1016 : ANOMALIA SENSORE CMI (canotto matrice inferiore)
• Interviene quando il canotto matrice non risulta essere in posizione regolare a secondadell’asse inserito. Se l’asse inserito è il C il canotto dovrà essere tutto su, se invece èl’asse T inserito dovrà trovarsi tutto giù. Per il resettaggio dell’allarme operare come daallarme “ALRM 1010 ANOMALIA SENSORE”, tenendo presente la logica che èmontata sulla macchina.
ALRM 1017 : MANCA FUNZIONE G120
• Si visualizza se nel blocco di programma dove è inserito un cambio utensile non èstata inserita la funzione G120. Sarà necessario mettere in EDIT il selettoreoperazionale e inputare G120 nel blocco dove è mancante.
ALRM 1020 : ANOMALIA SENSORE CP (canotto punzone)
• Si visualizza quando il canotto non è bloccato correttamente a macchina predispostaalla rotazione e alla punzonatura. Una volta verificata l’anomalia, ripristinare il sistema.Per resettare l’allarme, premere per circa 3 secondi il pulsante di arrestoavanzamento.
ALRM 1021: ANOMALIA SENSORE BTS (Tasselli punzone)
• Si visualizza quando i tasselli del contenitore punzone non lo bloccano correttamentenella sua sede. Verificare l’anomalia e ripristinare il sistema. Per resettare l’allarme,premere per circa 3 secondi il pulsante di arresto avanzamento.
ALRM 1022: ANOMALIA SENSORE CANOTTO MATRICE SUPERIORE
Vedi ALRM 1016.
ALRM 1023: ANOMALIA SENSORE BTI (Tasselli matrice)
Vedi ALRM 1021.
ALRM 1031: MANCA 24 VT
• Si visualizza quando l’alimentatore di asservimento nel quadro elettromeccanico nonfornisce un’alimentazione pari a 24 Vt alle elettro valvole.
• Intervenire controllando con in primo luogo i fusibili dell’alimentatore.
14 . 5
14. ALLARMI
ESTERNI
ALRM 2024: ZONA CAMBIO UTENSILE INTERDETTA
• Si visualizza se la richiesta di cambio utensile avviene quando l’asse Ysi trova inposizione inferiore a 160 mm. Per resettare l’allarme portare l’asse Y in posizione > di160 mm e premere il pulsante di arresto avanzamento per circa 3 secondi. A questopunto si può reimpostare la funzione T desiderata. Tale allarme si visualizza solo inMDI, JOG e 0 ASSE T. In programma [MEM], il controllo dell’allarme viene eseguitodalla funzione G120.
ALRM 1025: PUNZONE NON AL PMS
• Si visualizza quando, alla richiesta di un cambio utensile, il segnale X19.5 non è alogica 1, ovvero non ci troviamo al PMS; di conseguenza l’operazione di movimentodell’asse T non può essere eseguita. Per il ripristino occorre portare la macchina inzona di PMS agendo sul selettore di innesto elettro valvola frizione. Dopo questaoperazione premere il pulsante di arresto avanzamento per circa 3 secondi.
ALRM 2026: MAGAZZINO NON AZZERATO
• Compare nel caso in cui, nella condizione MDI, viene richiesta una funzione T senzache il magazzino utensili non sia stato in precedenza azzerato.
ALRM 2027: SELETTORE JOG T INSERITO
• Si visualizza quando, nella condizione di JOG, si vuole abilitare il magazzino utensilialla rotazione manuale, nell’istante in cui viene girata la chiave di selezione. L’allarmescompare quando la chiave viene riportata nella condizione iniziale. Qualora la chiavedovesse restare nella posizione di abilitazione di rotazione manuale del magazzinoutensili è praticamente impossibile procedere allo spegnimento della macchina.
ALRM 1030: T = 0
ALRM 2032: PREMERE START CICLO
• Se, durante l’esecuzione del cambio utensile, la logica operativa viene interrottadall’intervento degli allarmi che segnalano anomalie dei sensori, questo allarmeinterviene dopo il loro ripristino per indicare che occorre premere il pulsante STARTCICLO per completare il ciclo.
14 . 6

TECNOTRANSFER 15 SR – Manuale dell’operatore
ALRM 2033: SVUOTARE CASSETTO SFRIDI
• Segnala all’operatore che gli sfridi all’interno del cassetto di raccolta hanno raggiunto illimite massimo, e quindi occorre scaricare il cassetto. L’attivazione dell’allarmeprovoca l’automatico spegnimento dell’aspiratore sfridi. Per far ripartire l’esecuzionedella lavorazione e attivare automaticamente l’aspiratore di sfridi procedere comesegue:
• reinserire il cassetto
• premere il pulsante di arresto avanzamento per circa 3 secondi.
ALRM 2034: EMERGENZA BARRIERA (OPZIONALE)
• Interviene nel caso in cui la macchina sia dotata di apposite fotocellule che delimitanoil campo di lavoro per garantire la sicurezza dell’operatore oppure che la stessa siadotata di cabina fonoassorbente dotata di micro di rilevamento porta (aperta - chiusa)interfacciati con il controllo della macchina.
ALRM 1036: MANCA OLIO NELL’ELETTROVALVOLA FRIZIONE
ALRM 1037: MANCA OLIO NELL’ELETTROVALVOLA TASSELLI
• Segnalano che il livello dell’olio lubrificatore ha raggiunto la soglia minima nelbicchierino. Rabboccare il bicchiere portando il livello dell’olio in condizione ottimale,poi premere il pulsante di arresto avanzamento per circa 3 secondi per resettarel’allarme.
14 . 7

14. ALLARMI
ESTERNI
14 . 8
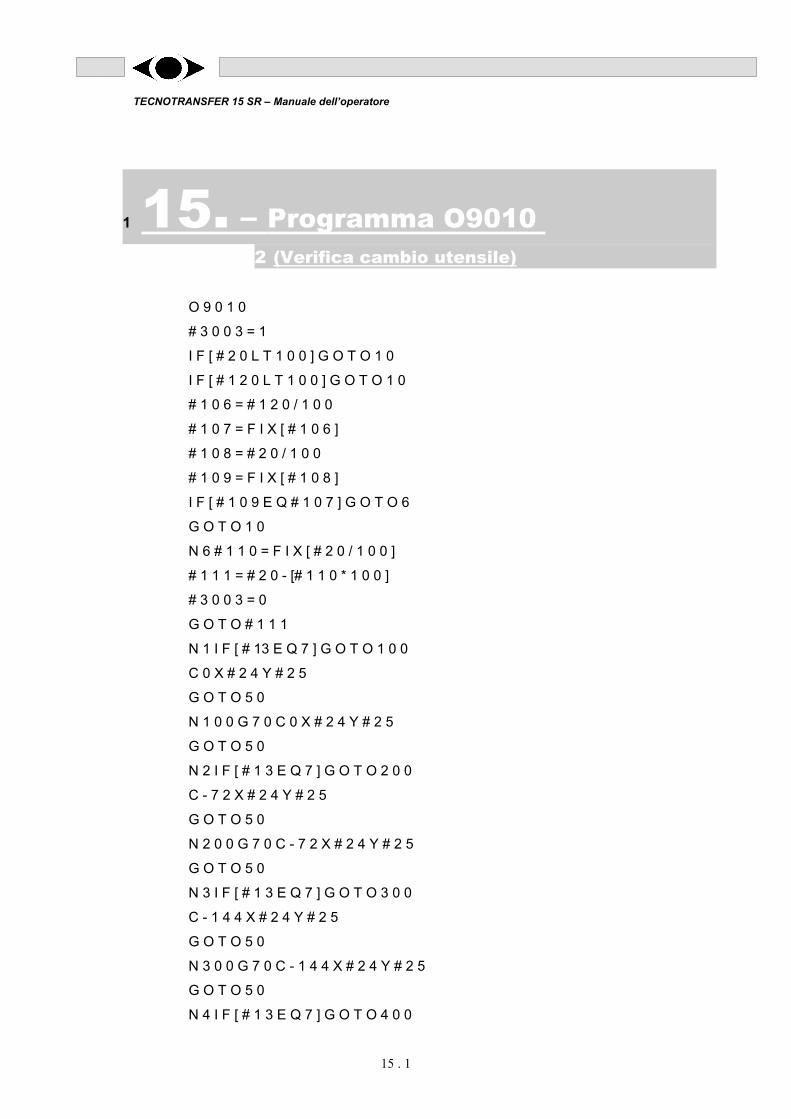
TECNOTRANSFER 15 SR – Manuale dell’operatore
1 15. – Programma O9010 2 (Verifica cambio utensile)
O 9 0 1 0
# 3 0 0 3 = 1
I F [ # 2 0 L T 1 0 0 ] G O T O 1 0
I F [ # 1 2 0 L T 1 0 0 ] G O T O 1 0
# 1 0 6 = # 1 2 0 / 1 0 0
# 1 0 7 = F I X [ # 1 0 6 ]
# 1 0 8 = # 2 0 / 1 0 0
# 1 0 9 = F I X [ # 1 0 8 ]
I F [ # 1 0 9 E Q # 1 0 7 ] G O T O 6
G O T O 1 0
N 6 # 1 1 0 = F I X [ # 2 0 / 1 0 0 ]
# 1 1 1 = # 2 0 - [# 1 1 0 * 1 0 0 ]
# 3 0 0 3 = 0
G O T O # 1 1 1
N 1 I F [ # 13 E Q 7 ] G O T O 1 0 0
C 0 X # 2 4 Y # 2 5
G O T O 5 0
N 1 0 0 G 7 0 C 0 X # 2 4 Y # 2 5
G O T O 5 0
N 2 I F [ # 1 3 E Q 7 ] G O T O 2 0 0
C - 7 2 X # 2 4 Y # 2 5
G O T O 5 0
N 2 0 0 G 7 0 C - 7 2 X # 2 4 Y # 2 5
G O T O 5 0
N 3 I F [ # 1 3 E Q 7 ] G O T O 3 0 0
C - 1 4 4 X # 2 4 Y # 2 5
G O T O 5 0
N 3 0 0 G 7 0 C - 1 4 4 X # 2 4 Y # 2 5
G O T O 5 0
N 4 I F [ # 1 3 E Q 7 ] G O T O 4 0 0
15 . 1
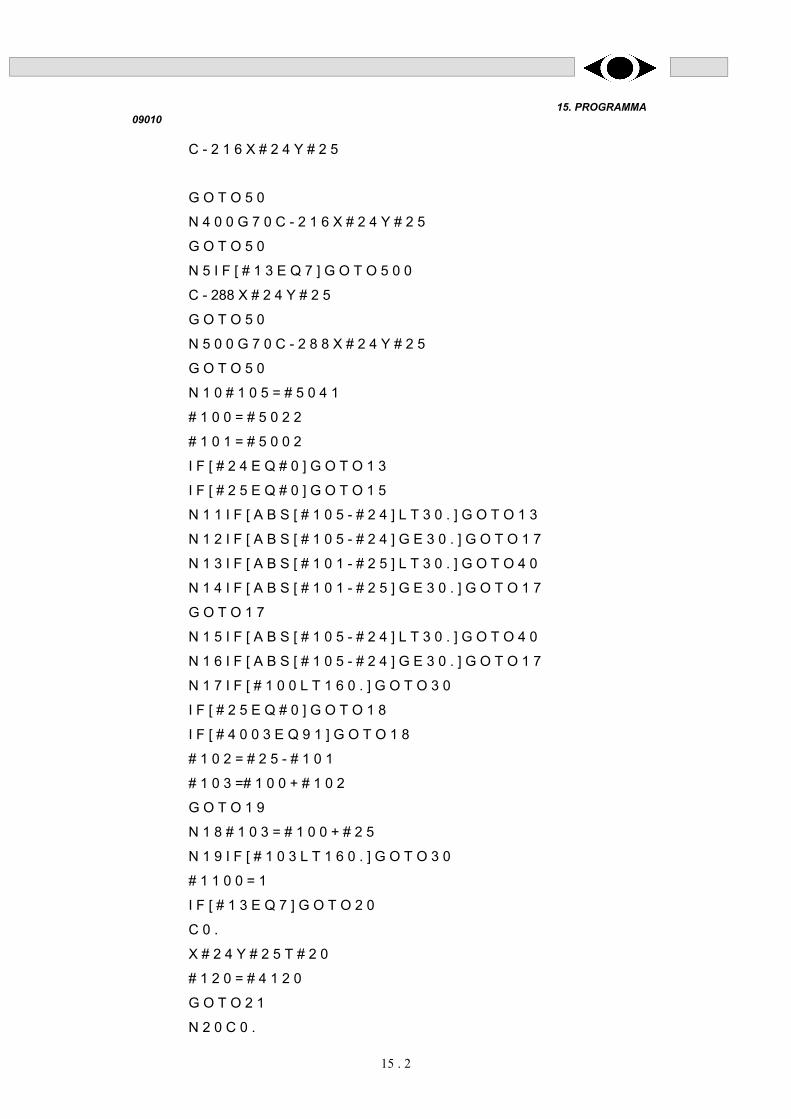
15. PROGRAMMA
09010
C - 2 1 6 X # 2 4 Y # 2 5
G O T O 5 0
N 4 0 0 G 7 0 C - 2 1 6 X # 2 4 Y # 2 5
G O T O 5 0
N 5 I F [ # 1 3 E Q 7 ] G O T O 5 0 0
C - 288 X # 2 4 Y # 2 5
G O T O 5 0
N 5 0 0 G 7 0 C - 2 8 8 X # 2 4 Y # 2 5
G O T O 5 0
N 1 0 # 1 0 5 = # 5 0 4 1
# 1 0 0 = # 5 0 2 2
# 1 0 1 = # 5 0 0 2
I F [ # 2 4 E Q # 0 ] G O T O 1 3
I F [ # 2 5 E Q # 0 ] G O T O 1 5
N 1 1 I F [ A B S [ # 1 0 5 - # 2 4 ] L T 3 0 . ] G O T O 1 3
N 1 2 I F [ A B S [ # 1 0 5 - # 2 4 ] G E 3 0 . ] G O T O 1 7
N 1 3 I F [ A B S [ # 1 0 1 - # 2 5 ] L T 3 0 . ] G O T O 4 0
N 1 4 I F [ A B S [ # 1 0 1 - # 2 5 ] G E 3 0 . ] G O T O 1 7
G O T O 1 7
N 1 5 I F [ A B S [ # 1 0 5 - # 2 4 ] L T 3 0 . ] G O T O 4 0
N 1 6 I F [ A B S [ # 1 0 5 - # 2 4 ] G E 3 0 . ] G O T O 1 7
N 1 7 I F [ # 1 0 0 L T 1 6 0 . ] G O T O 3 0
I F [ # 2 5 E Q # 0 ] G O T O 1 8
I F [ # 4 0 0 3 E Q 9 1 ] G O T O 1 8
# 1 0 2 = # 2 5 - # 1 0 1
# 1 0 3 =# 1 0 0 + # 1 0 2
G O T O 1 9
N 1 8 # 1 0 3 = # 1 0 0 + # 2 5
N 1 9 I F [ # 1 0 3 L T 1 6 0 . ] G O T O 3 0
# 1 1 0 0 = 1
I F [ # 1 3 E Q 7 ] G O T O 2 0
C 0 .
X # 2 4 Y # 2 5 T # 2 0
# 1 2 0 = # 4 1 2 0
G O T O 2 1
N 2 0 C 0 .
15 . 2

TECNOTRANSFER 15 SR – Manuale dell’operatore
G 7 0 X # 2 4 Y # 2 5 T # 2 0
# 1 2 0 = # 4 1 2 0
N 2 1 # 1 1 0 0 = 0
# 3 0 0 3 = 0
M 9 9
N 3 0 # 3 0 0 0 = 1 ( ZONA INTERDETTA AL CAMBIO )
N 4 0 # 3 0 0 0 = 2 ( MOV. X-Y IN C.U.A. INF. 30 mm )
N 5 0 M 9 9
15 . 3

15. PROGRAMMA
09010
15 . 4

TECNOTRANSFER 15 SR – Manuale dell’operatore
1 16. – Programma O9013 2 (Sottoprogramma per riposizionamento)
O 9 0 1 3
M 3 3
G 7 0 G 9 1 Y 2
G 7 0 G 9 1 X - # 2 4
G 7 0 G 9 1 Y – 1
M 3 2
G 9 0
M 9 9
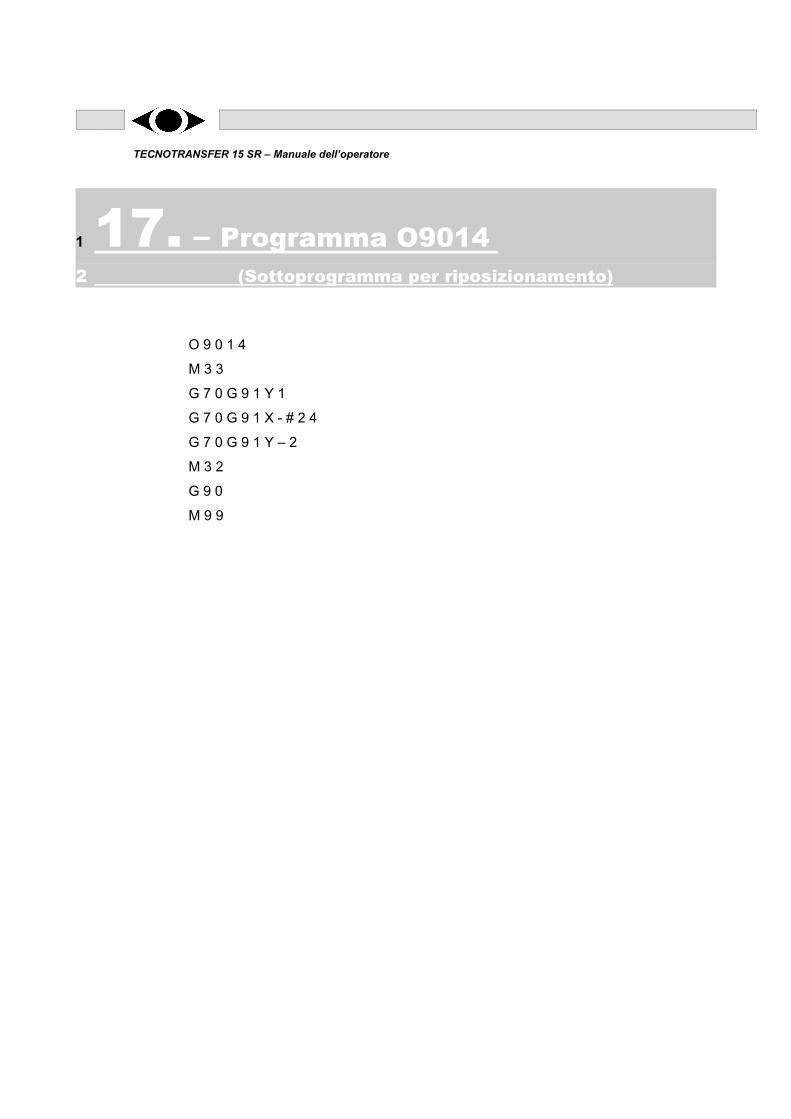
TECNOTRANSFER 15 SR – Manuale dell’operatore
1 17. – Programma O9014 2 (Sottoprogramma per riposizionamento)
O 9 0 1 4
M 3 3
G 7 0 G 9 1 Y 1
G 7 0 G 9 1 X - # 2 4
G 7 0 G 9 1 Y – 2
M 3 2
G 9 0
M 9 9