scheduling in flexible robotic manufacturing cells hakan gÜltekİn
TRANSCRIPT
SCHEDULING IN FLEXIBLE ROBOTIC MANUFACTURING CELLS
HAKAN GÜLTEKİN

HAKAN GULTEKIN
Mc 1 Mc 2 Mc m
...Input Buffer Output Buffer
Robot Linear Tracks
Parts
The System:
HAKAN GULTEKIN
• Robot never loads an already loaded machine and never unloads an empty machine.
General Assumptions:
• No buffers between the workstations.
• Robot loads and unloads the machines and transports the parts between the machines.
HAKAN GULTEKIN
General Assumptions:
• Maximize production rate = minimize cycle time
• Cycle time: Long run average time to produce one part
• Loading and unloading times, i or
• Robot travel times are ij or.

HAKAN GULTEKIN
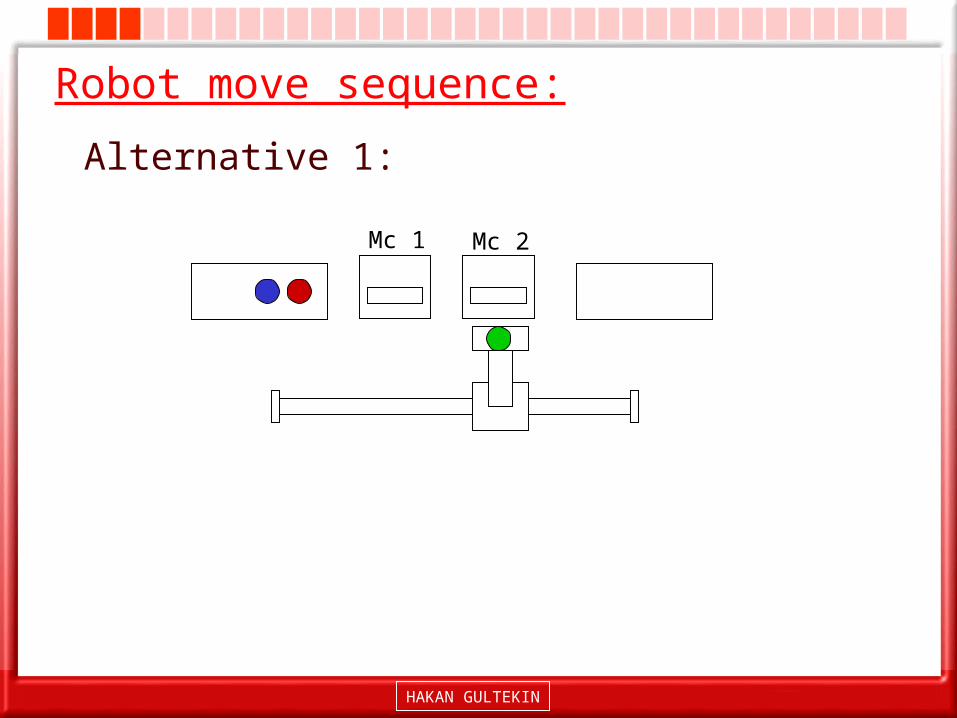
Mc 1 Mc 2
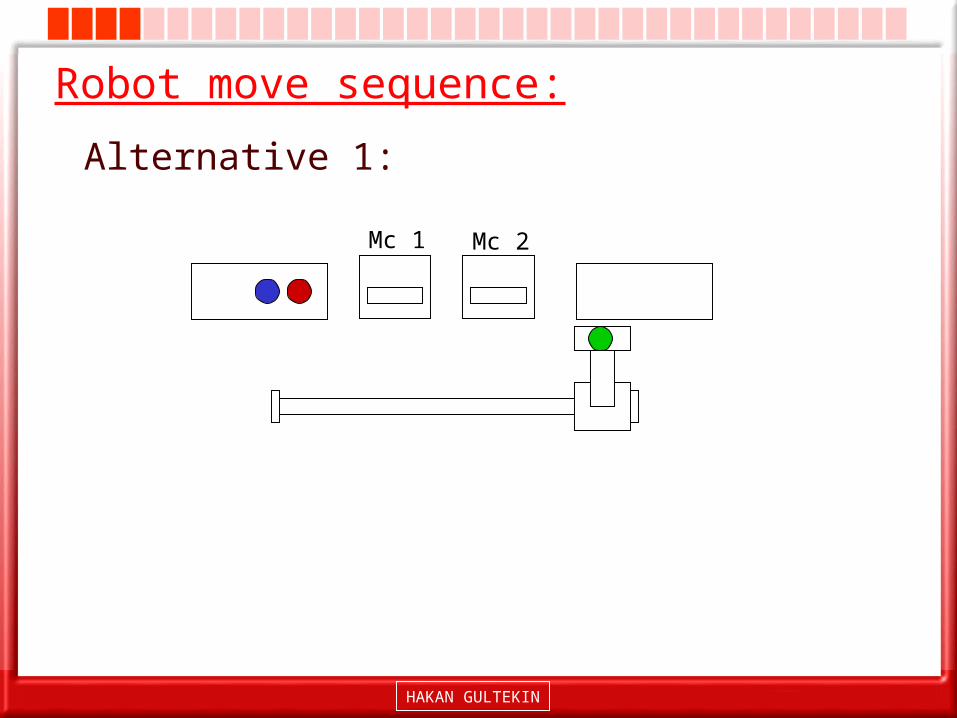
Robot move sequence:
Alternative 1:
HAKAN GULTEKIN
Mc 1 Mc 2
Alternative 1:
Robot move sequence:
HAKAN GULTEKIN
Mc 1 Mc 2
Alternative 1:
Robot move sequence:

HAKAN GULTEKIN
Mc 1 Mc 2
Alternative 1:
Robot move sequence:

HAKAN GULTEKIN
Mc 1 Mc 2
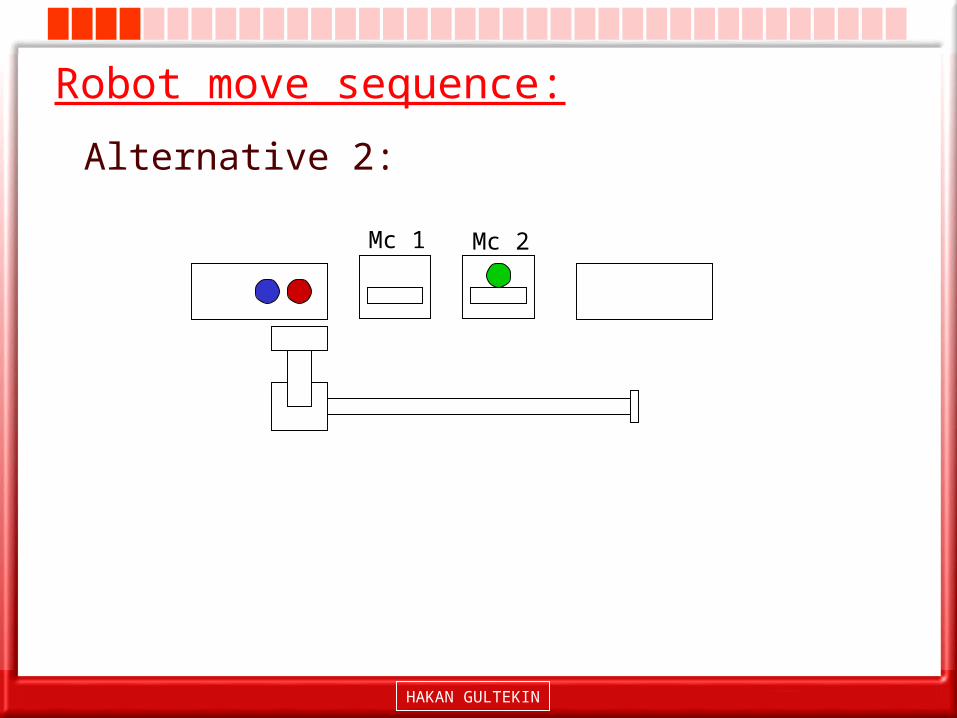
Alternative 2:
Robot move sequence:
HAKAN GULTEKIN
Mc 1 Mc 2
Alternative 2:
Robot move sequence:

HAKAN GULTEKIN
Mc 1 Mc 2
Alternative 2:
Robot move sequence:
HAKAN GULTEKIN
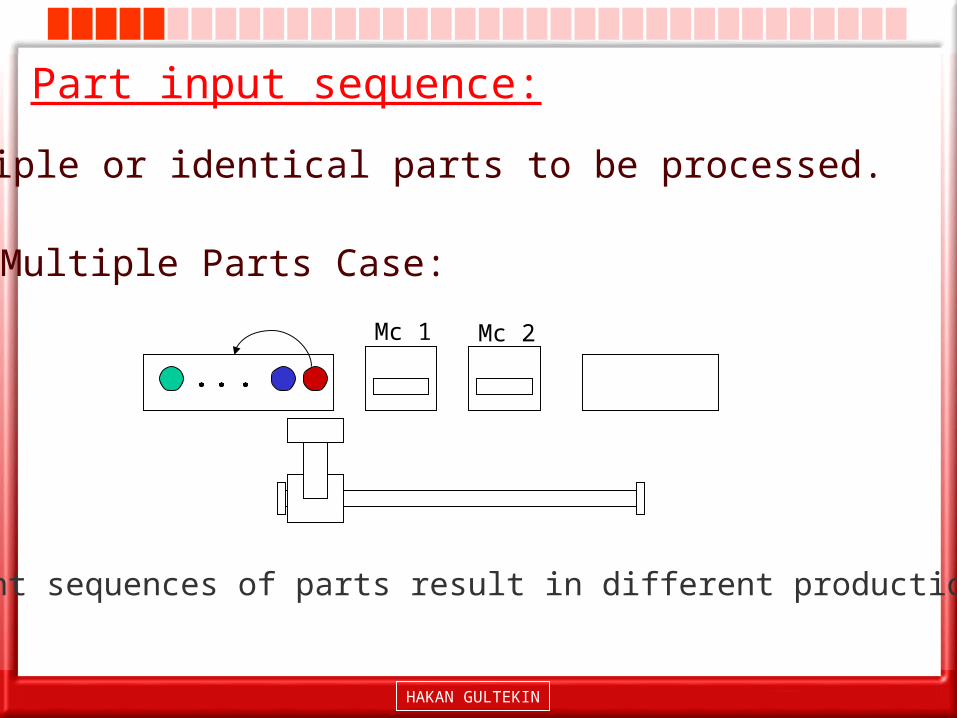
• Multiple or identical parts to be processed.
Mc 1 Mc 2
Multiple Parts Case:
Different sequences of parts result in different production rates.
Part input sequence:

HAKAN GULTEKIN
Mc 1 Mc 2
Identical Parts Case:
Different sequences of parts result in identical production rates.
• Multiple or identical parts to be processed.
Part input sequence:

HAKAN GULTEKIN
Robot move cycles:
• Cyclic production: Production by repeating a fixed sequence of robot moves. Easy to implement and control.
• n-unit cycle: Sequence of robot moves that load and unload each machine exactly n times in which the initialand final states of the cell are the same.
S1seminer.exe S2seminer.exe
S1:A0A1A2 S2:A0A2A1 S12S21:A0A1A0A2A1A2
S12s21.exe
HAKAN GULTEKIN
Previous results (identical parts):
• 1-unit cycles are optimal for two and three machine cells.
• If P1+P2 < 2, S1 is optimal. If P1+P2 > 2 S2 is optimal. If P1+P2 = 2both perform equally well.
• Six 1-unit cycles in three machine cells.

HAKAN GULTEKIN
Previous results (identical parts):
• 1-unit cycles need not be optimal for cells with four or greater number of machines.
• m! 1-unit cycles
• Algorithm to find the best 1-unit cycle.

HAKAN GULTEKIN
Previous results (multiple parts):
• 1-unit cycles need not be optimal even in two machine cells
• Algorithm that simultaneously finds the optimal part input sequence and robot move sequence.
• Two Machine Case:

HAKAN GULTEKIN
Previous results (multiple parts):
• Fix the robot move cycle to one of the six 1-unit robot move cycles and find the part input sequence.
• NP-Hard for 2 out of 6 1-unit cycles.
• Three Machine Case:
• Suboptimal! Worst case?

HAKAN GULTEKIN
Other special cell configurations:
• Parallel machines
• More than 1 robots
• Dual gripper robots
• Different assumptions on , and Pi’s
• Robotic cells with buffers in front of the machines
• Different objective functions

HAKAN GULTEKIN
• Each part has a number of operations to be performed on the machines.
Assumptions pertinent to this study:
• CNC machines.
• Operational flexibility: ability to interchange the ordering of operations.
• Process flexibility: ability to perform multiple operations on the same machine.
Cncasil.exe

HAKAN GULTEKIN
The problem: Find the allocation of the operations to the machines and the corresponding robot move sequence that jointly minimize the cycle time.

HAKAN GULTEKIN
Definitions:
k-allocation type : Part operations (o1,o2,o3,o4,o5)
(o1,o2)
k
M1 M2
(o3,o4,o5)(o2,o3,o5) (o1,o4)
(o4) (o1,o2,o3,o5)
(o1,o2)
k
(o3,o4,o5)(o2,o3,o5) (o1,o4)
(o4) (o1,o2,o3,o5)

HAKAN GULTEKIN
Example:
• Let =1, =2, o1=13, o2=17, o3=10, o4=5, o5=5 P = 50
• Assume a 2-m/c robotic cell and consider robot move cycle S2.
1-allocation S2: P1=o1+o3=23, P2=o2+o4+o5=27
TS2(1)= 4+4+max{2+4, P1, P2} = 39
2-allocation S2: P11=o1+o3=23, P12=o2+o4+o5 = 27, P21=o2+o4+o5=27, P22=o1+o3 = 23.
TS2(2)= 4+4+1/2max{2+4, P11, P22} +1/2max{2+4, P21, P12} = 37
HAKAN GULTEKIN
2-machine case:
• Limited tool magazine capacity
• In most cases number of required tools exceeds the tool magazine capacity
Then for each part we have 3 sets of operations:1. Operations that can only be processed on the first
machine with total processing time P1.2. Operations that can only be processed on the second
machine with total processing time P2.3. Operations that can be processed on both machines
with total processing time P.

HAKAN GULTEKIN
2-machine case:
The problem: Find the allocation of the operations that are in the third set to the machines and the corresponding robot move sequence that jointly minimize the cycle time.

HAKAN GULTEKIN
1. If P1 + P2 ≥ 2then S2 gives the minimum cycle time,2. Else, 2.1. If 2P + P1 + P2 ≤ 2, then S1 gives the minimum cycle time 2.2. Else, 2.2.1. If 2P1 + P2 + P ≤ 2 + 6then S12S21 gives the minimum cycle time, 2.2.2. Else, depending on the allocations of the operations for S2 either S2 or S12S21 gives the minimum cycle time.
Theorem:
2-machine case:

HAKAN GULTEKIN
P2 = P1
2-machine case:
Grafik.exe

HAKAN GULTEKIN
• Note that whenever P = 0, then there is no allocation problem and the result reduces to:
S1 is optimal if P1+P2 < 2and S2 is optimal otherwise.
The problem as well as the result becomes identical to two machine identical parts case.
2-machine case:

HAKAN GULTEKIN
Duplicate all cutting tools: P1 = P2 = 0.
2-machine case:
HAKAN GULTEKIN
A new robot move cycle:
3_mc_proposed.exe
• Tproposed= 4+2(m+1)+1/m(max{0, P-2(m-1)-(m-1)(m+2)})
Lower bound: max{2(m+1)(+)+min{P, }, 4+4+P/m}
- Load and unload all machines once: 2(m+1)
- Travel from input buffer to output buffer and return back: 2(m+1)
- For all machines either wait or do some other activity: ∑min{Pi,} ≥ min{P,}.
First component:
HAKAN GULTEKIN
- Either wait or do some other activity: Pi,- Unload Mi: - Transport to M(i+1): - Load M(i+1): - Transport to M(i-1): 2- Unload M(i-1): - Transport to Mi: - Load Mi: 4+4+maxi{Pi} ≥ 4+4+P/m
Second component:
Lower bound:
max{2(m+1)(+)+min{P, }, 4+4+P/m}
HAKAN GULTEKIN

HAKAN GULTEKIN
• The new robot move cycle gives the minimum cycle time.
• Changing the layout from in-line robotic cell to robot-centered cell reduces the cycle time of the new cycle even further.
2-machine case:

HAKAN GULTEKIN
Example:
o1 = 40, o2 = 45, o3 = 50, o4 = 60, o5 = 50, o6 = 55= 2, = 10
Allocation: M1 M2 M3 o1,o4 P1=100 o2,o6 P2=100 o3,o5 P3=100
TS6 = 4+4+max{4+8, P1, P2, P3} = 148
Tproposed = 1/3(max{12+24, P+8+14}) = 152
HAKAN GULTEKIN
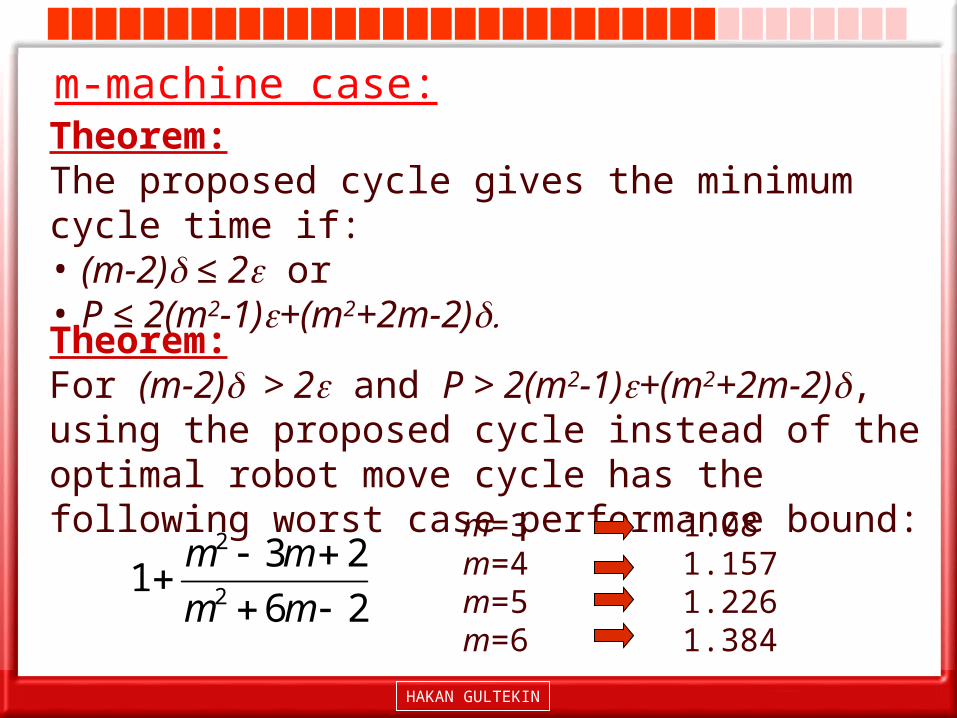
Theorem: The proposed cycle gives the minimum cycle time if:• (m-2) ≤ 2 or • P ≤ 2(m2-1)+(m2+2m-2)
Theorem: For (m-2) > 2 and P > 2(m2-1)+(m2+2m-2), using the proposed cycle instead of the optimal robot move cycle has the following worst case performance bound:
26
231
2
2
mm
mmm=3 1.08m=4 1.157m=5 1.226m=6 1.384
m-machine case:

HAKAN GULTEKIN
Optimal number of machines:
Theorem: The optimal number of machines, m*, for the proposed cycle is either or )2(2/1
Theorem: Proposed cycle with optimal number of machines dominates all traditional robot move cycles with optimal number of machines.
P 417204 22 where .
1 )2(2/1
HAKAN GULTEKIN
Bicriteria Robotic Cell Scheduling:
• No existing studies considering cost objectives in robotic cell scheduling literature.
• Minimize manufacturing cost vs Minimize cycle time.
• Manufacturing Cost = Machining Cost+Tooling Cost

HAKAN GULTEKIN
Cut
ting
spee
d,
Cut
ting
spee
d, vv
Bicriteria Robotic Cell Scheduling:

HAKAN GULTEKIN
Cost
Processing time
Total cost
Machining cost
Tooling cost
PuPl
Bicriteria Robotic Cell Scheduling:

HAKAN GULTEKIN
• Increasing the processing times reduces the cost but may increase the cycle time.
• Reducing the processing times increases the cost but may reduce the cycle time.
• Find the set of efficient solutions.
Bicriteria Robotic Cell Scheduling:

HAKAN GULTEKIN
Cycle timeTl Tu
Manufacturingcost
Cl
A
B
C
Dominated Solution
Nondominated Solutions
Bicriteria Robotic Cell Scheduling:

HAKAN GULTEKIN
Cycle time
Manufacturingcost
S1
S2
Bicriteria Robotic Cell Scheduling:
T
C
HAKAN GULTEKIN
www.ie.bilkent.edu.tr/~robot
QUESTIONS