revista sltcaucho - edición n°11
DESCRIPTION
Industria y tecnología en América LatinaTRANSCRIPT

Industria y tecnología en América Latina
REVISTANúmero 11.
Febrero 2016.
Publicaciónbimestral.
© Sociedad Latinoamericana de Tecnología del Caucho
Elastómerosinteligentes
/ P. 38
Tablas técnicas para guardaR
/ P. 48
Fabricación de tejascon caucho reciclado
/ P. 18
ADEMÁS LEE:
LAS XIII JORNADAS DESDE ADENTROVuelve a vivir Antigua Guatemala en esta edición
/P. 6

Revista SLTCaucho
2
FEBRERO 2016Índice
26 TECNOLOGÍADEL LÁTEXControles en losprocesos productivos
SERVICIOS PARA SOCIOS44| Clasificauchos46| Ofertas de cursos y seminarios48| Tablas y gráficos útiles para técnicos44
38 CONVENIO CON ESPAÑARevista Caucho España
GACETA: SLTC SOCIAL62| Noticias SLTC63| En tinta, por Martín Keipert 64| ¡Éramos tan jóvenes!65| El muro de Espacio Caucho61
6 LAS XIII JORNADASLas XIII Jornadas desde adentro.Las XIII Jornadas en fotos.Patrocinadores.
16 NUEVASAUTORIDADESNuevo comité de la SLTC.
18 RECICLAJE DE CAUCHOFabricación de tejas con caucho reciclado
32 ARTÍCULOPROMOCIONADOPeróxidos: Mitos y hechos
22 GESTIÓNEMPRESARIALCreatividad einnovación en las pymes
52NOVEDADES52| Propiedad intelectual54| Noticias del mundo del caucho56| Cursos y eventos próximos59| Foro técnico

3
Organizar un evento de la categoría de las Jornadas Latinoamericanas de Tec-nología de Caucho en Guatemala fue un riesgo muy grande. Por una parte, el evento requería de una organiza-ción local sede. Guatemala no ofre-cía esto. Además requería de una industria local fuerte que justificara el esfuerzo de los patrocinadores y los técnicos visitantes. El país sede debía proveer un número interesante de participantes técnicos. Guatemala no ofrecía esto. En fin y además, las Jornadas Latinoamericanas de Tec-nología de Caucho habían sido tradicionalmente un evento de muy buen nivel técnico y organizativo, un evento de calidad. ¿Podríamos Guatemala y su mo-desto comité organizador, construido básicamente de voluntad y entusiasmo, proveer lo requerido? Se incurrió en un riesgo muy grande.
Hoy vemos desde la perspectiva del evento realizado. Recibimos cientos de visitantes en Antigua Guatemala y disfrutamos todos. La oferta técnica fue formidable. Esta vez incorporamos un grupo importante de téc-nicos de Asia y de Europa. Por esto hasta la organiza-ción del programa técnico fue un desafío. Se vivieron conferencias sobre temas técnicamente muy avanza-dos. También las pláticas sobre aplicaciones fueron bastante útiles y bien recibidas. Se presentaron cursos técnicos con excelente contenido para el aprendizaje. Las Pre-Jornadas requirieron todas agregar asientos adicionales, incluso tuvimos que mover una a un salón más grande. Guatemala no pudo proveer abundancia de tecnólogos industriales locales (aunque todos par-ticiparon), pero la asistencia internacional fue extraor-dinaria. Gracias a todos por venir. La sede Casa Santo Domingo en Antigua Guatemala también hizo lo suyo. Su magia. Dichosos los que pudimos compartir esos escenarios únicos tan hermosos y la cena de convi-vencia en el cerro Santo Domingo.
Las XIII Jornadas Latinoamericanas de Tecnología de Caucho en Antigua Guatemala 2015 fueron un éxito.
Pero el objetivo del grupo organizador en Guatemala también era inventar un esquema de Jornadas Lati-noamericanas para dejarlo a futuros países organiza-dores. Se ensayaron cambios importantes con buen resultado. El ritmo de dos conferencias y luego un café de 30 minutos servido en la zona de la muestra comercial fue un éxito. El adelantamiento de la cena de convivencia a ubicarse entre la Pre-Jornadas y las Jornadas fue otro logro importante. También apren-dimos mucho sobre cosas que necesitan mejorar. Hoy hablamos de empaquetar las Jornadas para que las futuras sedes puedan usar la experiencia adquiri-
da. En paralelo, la sede central en Buenos Aires estable-ció el nuevo esquema de acuerdo entre la SLTC y los futuros comités organizadores. Por primera vez ahora ya tene-mos establecidas las dos sedes siguientes: bienvenido Brasil 2017.
Quizás hay un paralelismo en la historia del estableci-miento de la Sociedad Latinoamericana de Tecnología de Caucho. Con poco más que buena voluntad y en-tusiasmo, un pequeño grupo de pioneros en Buenos Aires se dieron a la tarea de establecer lo que hoy es un grupo de unos 4500 tecnólogos, ya no solo de la zona Latinoamericana, sino también con alcances en otros continentes. No tenían los pre-requisitos que cualquie-ra pensaría que eran necesarios. También ellos incu-rrieron en un riesgo muy grande. Frecuentemente em-pleando fondos propios y siempre dando su tiempo personal, sin titubear nuestros próceres de la Sociedad Latinoamericana han creado un ente técnico y jurídico con excelente cobertura. 25 años de tesonero traba-jo más tarde, podemos ver ya 13 eventos exitosos de aprendizaje y confraternidad.
Hoy enfrentamos otro desafío con un riesgo impor-tante. Establecimos un nuevo comité de presidencia, ahora regional. A nuestra sede formal en Buenos Ai-res nuestro agradecimiento más profundo por el ex-celente trabajo realizado hasta hoy. La Sociedad Lati-noamericana de Tecnología del Caucho es un éxito gracias a todos, pero en particular por el esfuerzo de ustedes. Les pedimos su apoyo y guía en el nuevo emprendimiento que arrancamos. Trabajaremos con buena voluntad y entusiasmo.
GÜNTHER LOTTMANNPresidente de la SLTC.
EDITORIAL



Revista SLTCaucho
6
Las XIII Jornadasdesde adentro
Las XIII Jornadas
Entrevista con Günther Lottmann sobreel balance de las Jornadas en Guatemala
¿Por qué se decidieron realizar las XIII Jornadas en Guatemala?
Normalmente se busca un destino en el norte del continente y después uno en el sur. Es decir, ir alternando la sede de acuerdo a la geografía. Esto se hace para atraer a los mexicanos y estadou-nidenses, ya que si todas las Jornadas son organizadas en el Cono Sur, se hace muy difícil su asistencia. Como México ya había sido sede de las Jor-nadas (Guadalajara, 2009), se sugirió a Guatemala como país anfitrión.
Sin embargo, fue una decisión contro-versial ya que Guatemala es un merca-do muy chico en cuanto a industria de caucho. Visto esto, se pensó que lógica-mente, si Guatemala era insignificante en todo sentido como industria, por lo menos, tal vez, su producción de caucho natural podía ser un atractivo. Así fue que se utilizó la proveeduría de caucho natural con excelente reputación mun-dial para poder reparar en algo que las Jornadas anteriores no habían atendido.
¿Cuál es tu balance de las XIII Jornadas?
Las Pre-Jornadas atrajeron muchísima gente, más que las Jornadas propiamente dichas, como estaba previsto. Práctica-
Revista SLTCaucho entrevistó al Lic. Günther Lottmann, Presiden-te del Comité Organizador de las XIII Jornadas Latinoamericanas de Tecnología del Caucho, desarro-
lladas en Antigua Guatemala del 23 al 27 de noviembre de 2015. Nos contó cómo se desenvolvió el ansiado evento y los desafíos que se vienen para Brasil 2017.
mente en las tres Pre-Jornadas hubo que buscar sillas extras. Teníamos una partici-pación activa de números importantes de gente. En la Pre-Jornada de Plantaciones hubo alrededor de 300 personas. La Pre-Jornada de Tecnología del Caucho, dada por el Dr. Robert Schuster, tuvimos que cambiarla de salón porque no cabía en el que habíamos previsto. Y la Pre-Jornada de látex tuvo una asistencia muy buena, mejor de lo que imaginábamos.
¿Qué temas se trataron en las Pre-Jornadas?
La Pre-Jornada de Tecnología del Cau-cho, dirigida por los Dres. Robert Schuster y Claus Wrana, se enfocó en mezclado y, de alguna manera, intenta-ron una Pre-Jornada que pudiera ayudar a los usuarios a controlar sus costos, a entender la importancia de los proce-sos de mezclado en los resultados de los productos. En la Pre-Jornada de látex se hizo un repaso de todas las partes desde la elaboración de compuestos con algo sobre materias primas hasta algunos pro-cesos industriales típicos. Y, por último, en la de Plantaciones hicimos una reedi-ción de un Foro que ya habíamos hecho con la presentación de doce expositores de afuera de una categoría mundial. El asunto causó mucha expectativa. Se die-
ron temas comerciales como futuro de precios, temas técnicos como fertiliza-ción y sistemas de explotación y temas de procesamiento. De modo que las tres Pre-Jornadas fueron bastante completas.
¿Quiénes fueron los conferenciantes destacados de las Pre-Jornadas?
Es un tema un poco largo y va a ser difícil no dejar fuera alguno. Los Dres. Schuster y Wrana se presentan solos por su trayec-toria y experiencia y son bien conocidos regionalmente. Sin embargo, trajimos con mucho esfuerzo a expertos de países que normalmente no van a las Jornadas. La promesa de Guatemala fue abrir las Jornadas a los expertos de Asia con repre-sentantes de Singapur, Malasia, India y Tailandia. y se logró porque vino gente
Se utilizó la proveeduría de caucho natural con excelente reputación mundial para poder reparar en algo que las Jornadas anteriores no habían atendido.

7

Revista SLTCaucho
8
Gran nivel académico en las XIII Jornadas
¿Cómo se organiza el Programa Académico de las Jornadas?
El programa académico al principio, en el instante cero, es un tablero de aje-drez enorme sin piezas en donde hay
Las XIII Jornadas de Antigua Gua-temala finalizaron con éxito y ya se piensa en Brasil 2017. Sin em-bargo, una de las cuestiones obli-gatorias, terminado un evento de tamaña impronta, es realizar un
bastante buena. Tuvimos gente de diver-sos lugares del mundo: Singapur, Mala-sia, India, Tailandia, Francia, Alemania, Suiza, Inglaterra, Holanda. De manera que creo que, en esta oportunidad, des-de el punto de vista académico, la oferta fue quizás una de las mejores a lo largo de todas las Jornadas. En todas las Jor-nadas, ha habido presentaciones técnicas extraordinarias, pero este año abarcamos no solo más geografía sino también te-mas que normalmente no fueron abor-dados en el pasado.
¿Cómo resultó el cóctel y cena de bienvenida con la exposición del Dr. Hidde Smit?
El asunto logísticamente fue bastante di-fícil porque la cena ha sido siempre una actividad social. Ya que los acompañan-tes no tenían intención en oír a Hidde Smit sobre los precios del caucho. Enton-ces lo que se hizo fue desdoblar la confe-rencia de la cena. Primero se desarrolló la
conferencia del Dr. Smit durante un cóc-tel en el salón de convenciones. Y poste-riormente, se trasladó a los asistentes al lugar de la cena. Considero que el usar a una personalidad como Smit para ser parte del paquete de la cena resultó muy bien. Sobrevendimos la participación de Hidde y la cena. Asimismo la cena tam-bién tuvo su show con la participación del Ballet Nacional de Guatemala. El Ba-llet Guatemala es un grupo de categoría mundial. Va a muchos países y presenta estampas de las tradiciones guatemaltecas en forma de danzas.
Otro gran atractivo de las XIII Jornadas era la vista a plantaciones, ¿cómo se desarrolló?
La visita a plantaciones estaba bastante bien organizada por el grupo que estuvo a cargo. Tuvo tres etapas técnicas puras. Una sobre una forma de reproducir plan-taciones haciendo almácigo en una for-ma muy interesante e innovador para el
mundo. La segunda etapa consistía en un experimento de dos formas diferentes de explotación de plantaciones, comparando un sistema bastante novedoso con el siste-ma tradicional. Y luego, una tercera etapa que era sobre el manejo de la parte foliar de las plantaciones arriba de las hojas, la reducción de peligro de rotura por vientos fuertes, que es un tema que dependien-do de la zona y el país hay que manejar mucho. Y por último, compartimos un almuerzo entre todos, donde se sintió un espíritu de convivencia y satisfacción ex-celente. Asistieron a la visita alrededor de 80 personas, un número muy importante.
¿Qué desafíos quedan para Brasil 2017?
Brasil será un gran destino para las XIV Jornadas. El desafío es que Guatemala haya sido una grada y que ellos puedan tomar el liderazgo que se logró. Por ejemplo, seguir ampliando la cantidad de temas y la geografía. En Guatemala tuvimos a los Dres. Schuster y Wrana y, también, expertos de Inglaterra, Ho-landa, Francia, Suiza y Alemania. En Brasil esperamos la participación de co-legas de China.
Hay varias recomendaciones que se re-cibieron finalizadas las Jornadas y será interesante analizar cada una de ellas para que Brasil salga mucho mejor que Guatemala. Por ejemplo, entregando en las Pre-Jornadas diplomas por cada curso especializado que se haya hecho. Creo que eso agregaría valor y recono-cimiento tanto para las Jornadas como para la SLTC. Esperemos que en Bra-sil podamos aprovechar su excelente potencial industrial para generar unas Jornadas fructíferas para todo el rubro.
balance. Y si se hace dicho balan-ce, uno de los puntos sobresalien-tes de las Jornadas que acaban de pasar es el Programa Académico. Es por ello que Revista SLTCaucho habló con el Ing. Esteban Frie-
denthal, integrante del Comité de la SLTC, para que nos cuente todo sobre el nivel académico de las Jornadas y nos dé una mirada distinta de la SLTC y de las trece Jornadas que pasaron.
que ponerlas estratégicamente. Noso-tros tenemos establecido un formato de Jornadas pero siempre en la organiza-ción de cada jornada debatimos qué es lo mejor. Por ejemplo, en esta oportu-nidad se optó por hacerlas en dos días
con un tercero de visita a plantaciones. Pero en realidad,el formato estándar es de tres días de conferencias.
Una vez establecida la cantidad de días, se ubican las conferencias, las exposi-
Günther Lottmann en conferencia de prensa junto a Rolando Paiz (Presidente de Agexport), Víctor Dvoskin (Presidente de la SLTC), Ludwyg Reyes (integrante del Comité Organizador de las XIII Jornadas) y David Shaw (experto internacional en neumáticos (llantas) y caucho).
Las XIII Jornadas desde adentro

9
LAS XIII JORNADAS Las XIII Jornadas desde adentro
ciones magistrales y las mesas redondas en los salones. Cada una dura, en prin-cipio, 45 minutos. Cuando armamos el “tablero de ajedrez” de cada Jornada, tratamos que las piezas sean de lo mejor para tener un excelente resultado.
¿Cómo es el proceso de aproba-ción de un paper?
Con todos los papers y presentaciones que nos llegaron se llevó un proceso de selección muy riguroso. Antes que nada, nombramos un jurado de no-tables de la industria del caucho con suma experiencia. Los papers fueron evaluados ellos y se fueron aprobando o rechazando uno por uno. No está de más decir que existe un reglamento para la aprobación de trabajos con toda una serie de pautas de entrega, de for-mato, de contenido y de duración.
En las Jornadas, además de las conferencias, se realizaron mesas redondas. ¿Qué son?
Una mesa redonda es un panel inte-grado por profesionales notables de un tema en particular que exponen uno tras otro. Luego de la exposición hay dos coordinadores que propician las preguntas del público, aspecto que no sucede en las conferencias. En estas, en general, se da de corrido la charla y no queda tiempo para preguntas. Las me-sas redondas justamente se nutren de las consultas y están para eso.
En Antigua se hizo una titulada “Las Materias Primas del Futuro”, con la Prof. Marly Jacobi, el Dr. Robert Schuster y el Dr. Kasilin gam Rajkumar y la coordinación de los Ing. Alberto Ramperti y María Alexandra Piña.
¿Cuál fue el nivel del Programa Académico de las XIII Jornadas?
Desde el primer instante intentamos que el nivel del Programa Académico sea el me-jor posible. En esta oportunidad vino gente muy idónea en el mundo como el Dr. Ro-bert Schuster, el Prof. Tim Osswald, la Dra. Marly Jacobi, la Prof. Ica Manas-Zloczower, los Ing. José Luis Sanchez Todoberto, Al-berto Ramperti y Paulo Garbelotto, etc. Realmente el nivel fue muy bueno, tanto en lo comercial, como en lo técnico y en lo científico, que fueron tres categorías dife-rentes del Programa Académico.
Hablando ya en términos más ge-nerales, ¿cuál es el objetivo de las Jornadas?
Las Jornadas tienen tres aspectos: el comercial, el científico-técnico (el co-nocimiento) y el social. Por un lado, sobre el aspecto comercial y el científi-co-técnico, el propósito es dar a cono-cer los nuevos productos y los avances tecnológicos de la Industria. Por otro lado, sobre el aspecto social, las Jorna-das tiene como objetivo promover la sensación física de la SLTC, no tanto virtual. Tenemos más de 4000 asocia-dos que estamos vinculados a través de los boletines, de la revista y de la web, es decir, virtualmente. Las Jornadas lo que intentan es materializar la sensa-ción física de ese vínculo.
Desde tu opinión, ¿cómo salieron las Jornadas?
Yo creo las Jornadas salieron muy bien, además de que Antigua Guatemala ofrecía una estadía maravillosa: el Ho-tel Casa Santo Domingo, los salones, todo el entorno bellísimo de vege-tación y luz, el volcán de fondo, etc. Creo que salieron muy bien y eso fue un gran desafío porque Guatemala no tiene industria del caucho. Había una cierta incertidumbre de cómo convo-car Jornadas en un lugar que práctica-mente no hay un polo industrial. Aun así y teniendo en cuenta el costo que supone desplazarse hasta allí, el balance es sumamente positivo.
Teniendo en cuenta tu trayectoria en la SLTC, ¿sentís que evoluciona-ron las Jornadas?
Yo asistí a las trece Jornadas que se hi-cieron, desde la primera en 1992 en Argentina hasta la última ahora en An-tigua. Creo que evolucionaron en ma-teria de entusiasmo y participación. Los técnicos ya saben lo que son las Jornadas Latinoamericanas. Saben que es una for-ma de estar actualizado en la tecnología del caucho, de ver cuáles son las últimas novedades en materias primas, equipos, técnicas, procedimientos y procesos. Es la forma que tenemos los caucheros de Latinoamérica de sentirnos actualiza-dos. Yo tengo más de 40 años de expe-riencia en la industria y siempre en las Jornadas aprendo algo nuevo.
¿Y a futuro cómo ves las Jornadas?
Siempre van a ser una forma de juntarnos todos los profesionales de la industria, de aprender, de socializar y pensar proyectos en común. Desde el Comité ya estamos trabajando en las XIV Jornadas en Brasil, pero ya pensando en lo que pueden llegar a ser las XV Jornadas en 2019. Una ciu-dad sede tentativa es Lima, Perú. Y esto es muy bueno, porque nunca proyecta-mos a cuatro años. Siempre hablábamos de la sede próxima. Esto es gracias a la profesionalización de la SLTC y las Jor-nadas en este último tiempo.
Por último, ya para finalizar, ¿qué sentís al formar parte del Comité de la SLTC?
Yo soy socio fundador de la SLTC. Es-tuve en Medellín en la reunión donde nació la SLTC con la idea de hacer un club de amigos. Pero jamás imagina-mos en esa época que iba a tomar tre-menda envergadura, con personería ju-rídica, con más de 4000 asociados, con sponsors, con instituciones, con trabajo muy importante en las Jornadas y en otros proyectos que tenemos.
La idea de la SLTC fue siempre nuclear a todos los caucheros en una sociedad: a los técnicos, a los empresarios, a los vendedores de materias primas, de equipos, etc. Y con el paso del tiempo fuimos creciendo. Todo esto, tanto yo como el resto del grupo, lo hacemos con una tremenda pasión y gran entu-siasmo. Verdaderamente es un orgullo pertenecer a la Organización y colabo-rar en todos los proyectos.
La SLTC me dio mucho. Incluso en lo personal, toda esta actividad me dio ami-gos y hasta me permitió contactarme con mucha gente para ofrecer lo que yo hago, que es capacitación y asesoramiento.El caucho para mí es como una llami-ta que hay que mantener prendida y la SLTC es uno de los factores que me ayudan a que no se apague.
Las Jornadas tienen tres aspectos: el comercial, el científico-técnico (el conocimiento) y el social.
Revista SLTCaucho
10
Turismo durante las Jornadas
¿Cómo fue concurrir a las Jorna-das como acompañante?
No es la primera vez que concurro a las jornadas como acompañante. Es una ma-nera de compartir con mi marido temas de su profesión que estoy acostumbrada a escuchar y me parecen interesantes.
Estoy al tanto de algunos aspectos de la tecnología del caucho y muchas veces le doy mi opinión desde un punto de vista más social o humanístico, ya que considero que estos influyen en toda relación interpersonal.
¿Había opciones turísticas? ¿A cuá-les fuiste y cuál te gustó más?
Desde que decidí ir a Antigua Guatema-la sabía que habían organizado algunas actividades para las acompañantes y eso me gustó y me alentó a ir. Fue mi segun-do viaje a la ciudad y esta vez logré un conocimiento más amplio y satisfactorio.
Uno de los paseos organizados fue para conocer una plantación de café. Allí pude ver el cuidado de las plantas desde su nacimiento hasta su desarro-llo completo. La explicación del guía abarcó también el proceso de selección de los granos y su industrialización.
Otra actividad consistió en una recorri-da por los pueblitos vecinos, quedados en el tiempo y dueños de una vegeta-ción hermosa que invitaba a tomar una fotografía de cada rincón.
Lo que más me gustó fue el City tour, el contacto con la gente, tan humilde y tra-bajadora, hacedores de artesanías que los hace únicos por su calidad y variedad.Degustar los platos típicos, servidos con buen gusto y elegancia aún en lugares modestos también fue muy agradable.
Me pareció fascinante alojarme en el Hotel Museo Casa Santo Domingo, un Convento del siglo XVI convertido en Hotel con el atractivo de sus ruinas, sus
En las Jornadas de Tecnología del Caucho, no todos son técnicos ni todo es teoría sobre elastómeros. También están quienes no perte-necen al rubro y solo viajan para acompañar a alguien. En las Jor-
nadas de Antigua, se pensó en ellos y se organizaron diversos tours turísticos por la bella ciudad colonial. Diana Friedenthal le con-tó a Revista SLTCaucho cómo es ser acompañante en las Jornadas.
claustros, la capilla y el mobiliario de la época. A cada paso algo sorprendente. No puedo dejar de mencionar además, la fiesta de cierre de las Jornadas, la decora-ción del lugar y la delicadeza del menú.
¿Con quién realizaste las excursiones?
Hice las excursiones con algunas seño-ras que conocía y otras a las que vi por primera vez. Me sentí muy cómoda con ellas. Pasamos buenos momentos juntas y compartimos algunas confidencias. Antes de despedirnos, formamos un grupo de WhatsApp con el nombre de “Chicas Grupo del Caucho”. Es muy gracioso recibir de Colombia, México, España y otros lugares saludos y buenos
deseos para las fiestas. Esto forma parte del viaje también.
¿Qué opinión te merece Antigua Guatemala?
Antigua Guatemala es un lugar maravi-lloso, mezcla de pasado y presente. Un destino turístico de gran potencial, que se renueva con su oferta de hotelería y excursiones. Nadie puede ser indiferen-te al encanto de sus calles empedradas, de veredas angostas, su clima y su gente. Tiene todo lo necesario para convertirse en un grato recuerdo y una buena reco-mendación para todas las edades. Podría definirla como “una leyenda viviente”.
Las XIII Jornadas desde adentro

11

Revista SLTCaucho
12
Las XIII Jornadas en fotos
1
4
7

13
LAS XIII JORNADAS Las XIII Jornadas en fotos
Imagen 1. En el primer día de las XIII Jornadas Latinoamericana de Tecnología del Caucho, 23 de noviembre de 2015, se ofreció a la tarde un Cóctel de Bienvenida para los asistentes.
Imagen 2. Segunda edición del Foro Internacional de Caucho Natural en el marco de las XIII Jornadas Latinoamericanas de Tecnología del Caucho. En la foto, Edgar Chávez de León da su charla titulada: "Podas estratégicas: 20 años de experimentos en Hevea Brasiliensis".
Imagen 3. El día 24 de noviembre a la noche se realizó una Cena de Bienvenida, montada de manera espectacular en el Salón Santo Domingo del Cerro.
Imagen 4: En la misma Cena de Bienvenida, se ofreció un espectáculo con danzas y bailes típicos de Guatemala.
Imagen 5: En la Ceremonia de Apertura de las XIII Jornadas. Los asistentes se paran para escu-char el Himno Nacional de Guatemala.
Imagen 6: Rocío Ralda, integrante del Comité Organizador de las XIII Jornadas, enunciando su discurso de bienvenida.
Imagen 7: Víctor Dvoskin, Presidente saliente de la SLTC, dirigiendo el Concurso de Vinos, el jue-ves 26 de noviembre. Dicho concurso contó con 35 participantes que trajeron vinos de América y el resto del mundo.
Imagen 8: Luego de una semana llena de conferencias, los asistentes pudieron disfrutar de una Visita a Plantaciones de Caucho Natural. El lugar elegido fue Popoyán, donde los presentes pu-dieron observar trabajos de almácigo y plantaciones en crecimiento y en explotación de caucho natural. Al finalizar, disfrutaron de un gran almuerzo y se sacaron esta excelente foto grupal. Cortesía de Dieter Lottmann.
2
5
3
6
8

Revista SLTCaucho
14
Patrocinadores de Espacio Caucho 2015.
¡Gracias a nuestros patrocinadores por hacer que las XIII Jornadas sean un éxito!
www.struktol.com
www.centrotrade.de
www.rcma-commodities.com
www.latexcentroamericana.com
www.agrocaucho.com www.causer.com.ar www.parabor.com.co
www.corporate.evonik.com www.gomaplast.com www.amster.cl
www.glassven.comwww.eagercentury.com
www.pelmar.comwww.hmls.com.ar
www.inpol.biz
www.desma.biz
www.resoco.com

15
LAS XIII JORNADAS Patrocinadores de Espacio Caucho 2015.
www.retilox.com.br www.lanxess.com
www.enmiendasagricolas.com www.quimicosypolimeros.com
www.repinjection.com www.llmargentina.com www.grupointrosa.com
www.lord.com
www.cabotcorp.com
www.quimicamiralles.cl www.arkema.comwww.quelaris.comwww.clavellinas.com

Revista SLTCaucho
16
Nuevo comitéde la SLTC
Nuevas autoridades
El pasado jueves 26 de noviembre, en el marco de las XIII Jornadas Latinoamericanas de Tec-nología del Caucho, se realizó la Asamblea de la Sociedad Latinoamericana de Tecnología del Caucho para decidir el futuro Comité de Presi-dencia, que tendrá mandato hasta 2017.
VICEPRESIDENTECleber Fernandes Pereira(Brasil)
SECRETARIAMaría Alexandra Piña(Venezuela)
TESOREROSergio Junovich(Argentina)
Ingeniero Químico especialista en optimización de com-puestos y procesos, con más de 40 años de experiencia en capacitación y asesoramiento de la industria del caucho, actividades desarrolladas en 16 países de América Latina y España. Socio fundador de la SLTC y Secretario saliente.
Ingeniera Química y estudió Tecnología del Caucho en el Ins-tituto Nacional de Formación y Educación Profesional de Tec-nología del Caucho (IFOCA) en París. Se desempeña como Gerente de Mercadeo y Ventas en Glassven C.A. y Gerente en Silkymia Colombia SAS. Especialista en sílicas, silanos, cargas, caracterización de sólidos, métodos de laboratorio, propieda-des físicas, químicas y dinámicas y patentometría.
Ingeniero Químico con más de 35 años de experiencia en el mercado del caucho. Formación en Administración de Ventas y Marketing. Desde hace 15 años, se desempe-ña como Gerente de Ventas de Parabor Brasil.
Técnico Químico especialista en refuerzos textiles para la industria del caucho.Presidente de HMLS S.A., compañía dedicada al trading y representaciones comerciales.
Como hecho destacado, el nuevo Comité de la SLTC fue constituido con el objetivo de ser más representativo a nivel regional. Es por ello, que las autoridades electas provienen de cinco paí-ses distintos de América Latina. A continuación un repaso por cada uno de los integrantes.
PRESIDENTEGünther Lottmann (Guatemala)

17
VOCALVíctor
Dvoskin(Argentina)
VOCALMyriamMurcia
(Colombia)
VOCALAlberto
Ramperti (Argentina)
VOCALEsteban
Friedenthal(Argentina)
Ingeniero Químico espe-cialista en optimización de compuestos y procesos,
con más de 40 años de ex-periencia en capacitación y asesoramiento de la indus-tria del caucho, actividades desarrolladas en 16 países
de América Latina y España. Socio fundador de la SLTC
y Secretario saliente.
Ingeniero Químico especia-lista en Auxiliares de Proce-sos para Caucho. Tiene más
de 50 años en la Industria del Caucho y se desempeña
como empresario y socio en Rubber Service S.R.L.
Fundador de la SLTC y Vice-presidente saliente.
Ingeniera Química, con diplomado en Gerencia de ventas. 26 años de
experiencia en el área de cauchos; los primeros tres en laboratorio de control
de calidad en cauchos y los demás en ventas
técnicas de materia prima. Actualmente Gerente de
Ventas en Silver Ltda., Divi-sión Químicos.
Ingeniero Químico, actual-mente Gerente Técnico para Latinoamérica de
Struktol Co. of América, compañía estadounidense especializada en aditivos
para las industrias del Caucho y del Plástico.
Socio fundador de la SLTC y presidente saliente.
NUEVAS AUTORIDADES Nuevo Comité de la SLTC
Revista SLTCaucho
18
Revista SLTCaucho entrevistó a la Dra. Arq. Ro-sana Gaggino, investigadora adjunta del CO-NICET en el Centro Experimental de la Vivien-da Económica de Córdoba, Argentina. Trabaja con su grupo desde hace dos años en un pro-
yecto para desarrollar tejas recicladas a base de deshechos de caucho y plástico. En esta entrevista podrás conocer más a fondo este plan de sustentabilidad ambiental y reutiliza-ción de materiales.
ENTREVISTA
¿Qué es el Centro Experimental de Vivienda Económica?
El Centro Experimental de Vivienda Económica (CEVE) es un instituto de investigación que depende del Consejo Nacional de Investigaciones Cientí-ficas y Técnicas (CONICET) y de la Asociación de Vivienda Económica (AVE). Fue creado en 1967 en la ciu-dad de Córdoba, Provincia de Córdo-ba, Argentina.
Para la realización de este proyecto el CEVE se asoció con otro centro de investigación también perteneciente a la ciudad de Córdoba: el Centro de Investigación, Desarrollo y Transferen-cia de Materiales y Calidad (CINTE-MAC), dependiente de la Facultad Regional Córdoba de la Universidad Tecnológica Nacional.
El equipo de trabajo está compuesto por profesionales de los dos centros de inves-tigación. Del CEVE: la Dra. Arq. Ro-sana Gaggino (Directora del Proyecto), el Dr. en Química Jerónimo Kreiker, la Arq. María Paz Sánchez Amono, la Arq. Julián González Laría y el Dr. en Quí-mica Ricardo Argüello. Y del CINTE-MAC: la Ing. María Josefina Positieri y el Ing. Carlos Baronetto.
El proyecto se realizó con el financia-miento otorgado por el Ministerio de Industria, Comercio, Minería y Desa-rrollo Científico Tecnológico del Go-bierno de la Provincia de Córdoba, al Proyecto de Investigación Orientado (PIO) “Residuos Sólidos 2010”.
¿Cuáles son los fundamentos que orientan su tarea?
Durante las últimas décadas ha surgido una fuerte preocupación ambiental de-bido a los problemas que ocasionan el destino final de los residuos. El manejo ineficiente que hoy se realiza con los mismos (quemas a cielo abierto, dispo-sición en vertederos de basura inefica-ces) provoca la contaminación de napas freáticas por la filtración de líquidos lixiviados, situaciones riesgosas como incendios o acumulaciones de gases y proliferación de vectores infecciosos que producen problemas de salud y da-ños al ambiente.
En lo que respecta a la construcción, las tecnologías tradicionales han sido en general concebidas siguiendo obje-tivos técnicos y económicos, sin tener en cuenta los ecológicos, por lo cual es discutible su sustentabilidad a largo plazo. Tanto los materiales empleados como los modos de producción, oca-
sionan un fuerte impacto medioam-biental. Involucran, en menor o mayor medida, la extracción de materias pri-mas que en su mayoría son recursos no renovables (arena, barro, piedras, etc).
En la última década surge el concepto de Construcción Sustentable, el cual propone una profunda innovación en el diseño y producción de los distin-tos elementos que conforman el hábi-tat humano, sin perjudicar a las gene-raciones futuras. Una de sus premisas es la implementación de nuevos pro-cedimientos de fabricación de compo-nentes constructivos, que resuelvan el destino final de los residuos y que, a su vez, sustituyan materias primas de origen natural.
¿Por qué encararon el diseño de tejas?
Es una investigación que adhiere a los objetivos y tuvo como resultado el desa-rrollo de un componente para cubiertas de techos. Aporta una tecnología alter-nativa, basada en el reciclado de dese-chos de caucho y plásticos, colaborando con la disminución del gran volumen que ocupan los neumáticos (llantas) fuera de uso como residuos. Es aplicable a viviendas y construcciones en gene-ral, con cumplimiento de las normas de construcción vigentes en Argentina.
Fabricaciónde tejas concaucho reciclado
Reciclaje de caucho Dra. Arq. Rosana Gagginoa [email protected]

19

Revista SLTCaucho
20
¿Cuáles son las diferencias con res-pecto a las tejas tradicionales?
Las tejas de cubiertas inclinadas utiliza-das tradicionalmente en la construcción, son principalmente las de cerámica y las de hormigón. En mucha menor propor-ción se utilizan tejas compuestas de ma-teriales plásticos diferentes a los de esta investigación, fabricadas por inyección.
En el CEVE, se desarrolló un produc-to novedoso con una composición de materiales diferente y con otro proce-dimiento de fabricación.
Las tejas desarrolladas en este proyecto con respecto a las tradicionales ofrecen diversas ventajas como menor densi-dad, menor absorción de agua y mayor resistencia al impacto duro (granizo) y a la flexión.
Es importante el aspecto ecológico, ya que contribuyen a la descontaminación del medio ambiente al estar íntegra-mente constituidas por materiales de desecho reciclados, en lugar de utilizar materias primas no renovables.
¿Hay antecedentes de productos si-milares?
Como ejemplo de la utilización de partículas de plástico y de caucho re-ciclados en elementos constructivos en distintas partes del mundo, podemos mencionar los siguientes productos que sirvieron como punto de partida de esta investigación:
- Pizarra elaborada con una mezcla de plásticos: PVC, CPVC, PVDC, ABS, ASA y EVA1. - Tejas desarrolladas con la combinación de va-rios materiales: Embalajes de larga vida compuestos por una láminas de cartón y plásticos, secciones arqueadas de trozos de neu-máticos (llantas), polietileno de ultra baja densidad como ligante y un mate-rial de carga con caucho reciclado del tipo EPDM y SBR2.- Tejas curvas elaboradas con caucho y plásticos:Moldeadas por compresión, que po-seen crestas y conectores para formar una sola pieza que cubre un techo3.- Chapas para techo: Elaboradas con fibras de nylon que si-mulan tejas4.
- Los componentes para techos:Elaborados con polietileno, polipropi-leno, caucho y áridos diversos5.- Mezcla de bitumen:Proveniente de neumáticos (llantas) en desuso con polietileno reciclado, para la ejecución de techados e impermea-bilizantes6.
¿Qué materiales se utilizaron en el desarrollo de las tejas?
Para la elaboración de las tejas, se emplean dos tipos de materia prima provenien-tes de reciclado: plásticos procedentes de desechos industriales (Figura 1) y caucho procedente de neumáticos (llantas) fuera de uso –NFU– (Figura 2).
¿Qué proceso de fabricación se utiliza?
El procedimiento de fabricación con-siste en el termo-moldeo y compac-tación de la mezcla de partículas de plásticos y de caucho.
¿Cómo es este proceso?
La primera etapa es la obtención de la mezcla conformada por las dos mate-
La prensa neumática utilizada se diseñó especialmente para este proceso.
El aire es forzado en un tubo que al llenarse aplica la presión que hace que la prensa se desplace hacia abajo. La presión se mantiene durante cuatro minutos luego de los cuales resortes mecánicos hacen que la bomba actúe desplazando la tapa de la prensa de nuevo hacia arriba. Posteriormente la teja se retira del molde y se enfría en un bastidor especial durante 10 minutos. (Figuras 5 y 6).
Figura 1. Partículas de plásticos reciclados.
Figura 3. Equipamiento para fabricar tejas.
Figura 2. Partículas de caucho reciclado.
rias primas mencionadas anteriormen-te. Las mismas ingresan en estado só-lido a una tolva que descarga en una extrusora para plásticos. Al pasar por el tornillo, la mezcla avanza por tres zo-nas de calentamiento hasta el extremo final del equipo donde se encuentra el punto de mayor temperatura, llegan-do a esa posición transformada en una mezcla viscosa.
Esta mezcla se coloca en la matriz (molde), y es sometida a un proceso de compactación mediante el uso de la prensa neumática, aplicando una pre-sión de 10 t/cm2. (Figuras 3 y 4)
Figura 4. Mezcla vertida sobre matriz.
Fabricación de tejas con caucho reciclado

21
RECICLAJE DE CAUCHO Fabricación de tejas con caucho reciclado
Figura 5. Bastidor para enfriamiento de tejas.
Figura 6. Teja a base de NFU y plásticos.
Figura 7. Teja durante el ensayo de flexión
(*) La información sobre las tejas de cerámica y las de hormigón fue suministrada por los fabricantes
(**) Las tejas elaboradas con materiales reciclados, resisten cargas mayores que las tejas cerá-micas y de hormigón pero con una deformación excesiva. Esto se debe a que el ensayo está diseñado para materiales rígidos y no flexibles como los incluidos en este desarrollo. Debería diseñarse una normativa específica para este producto.
¿Cómo son las propiedades de estas tejas con respecto a las tradicionales?
Se realizó una comparación entre las propiedades de las tejas con material reciclado desarrolladas y las de hor-migón y cerámicas tradicionales. Los ensayos fueron realizados en el Labo-ratorio del CINTEMAC y en el de la Facultad de Ciencias Exactas, Físicas y Naturales de la Universidad Nacional de Córdoba.
Conclusión
Se puede concluir que este producto es un avance en el aprovechamiento de materiales posibles de ser reciclados y cuyo tratamiento como residuo supone altos costos para los gobiernos munici-pales y el ambiente.
Es también el inicio de un camino tec-nológico que implicará la revisión de las normativas vigentes para elementos de construcción.
PropiedadesTejas de
materialesreciclados
Tejas cerámicas Tejas dehormigón
Dimensiones (mm)Largo: 408Ancho: 230
Largo: 427,3 Ancho: 224,7
Largo: 420,6 Ancho: 331,3
Masa (kg) 1,29 2,68 4,8
Permeabilidad al agua - Norma
IRAM 11632-1
No se desprenden gotas de agua de la parte inferior de las tejas durante la duración del ensayo.
Resistencia a la he-ladicidad - Norma
IRAM 11632-2No se observan deterioros ni descascaramientos
Permeabilidad al aire - Norma Suiza
SIA 262/2003
Permeabilidadmuy baja
Permeabilidad alta y moderada,
según diseño
Permeabilidad, alta, moderada o baja,
según diseño
Absorción de agua - Norma Iram 12528-03 (%) (máx.
15%)
0,3 10 3,5
Resistencia al impacto- Norma
IRAM 12528-2(importante para evaluar el efecto
del granizo)
No se observan en ninguna muestra defectos superfi-ciales tales como:
ampollado, astillado, cráteres, desper-
fecto de rebabado, fisura superficial,
microfisuración su-perficial del esmalte o del engobe (cuar-
teo) ni rebabas.
En gran parte de las muestras se obser-van defectos super-ficiales tales como:
ampollado, astillado, cráteres, desperfecto de rebabado, fisura superficial, microfi-suración superficial del esmalte o del
engobe (cuarteo) ni rebabas
No se observan en ninguna muestra defectos superfi-ciales tales como:
ampollado, astillado, cráteres, desper-
fecto de rebabado, fisura superficial,
microfisuración su-perficial del esmalte o del engobe (cuar-
teo) ni rebabas
Conductividad térmica- Norma
IRAM 11559W/m. ºC. (*)
0,33 0,65 1,2
Resistencia a la fle-xión- Norma IRAM
12528-2 (**)
Cumple con la Norma, la cual establece que ninguna de las tejas ensayadas deben romperse bajo
una carga menor o igual a 1200 N.
REFERENCIAS
1 Zhang C. Plastic roof tiles. Patente Europea número WO2001CA00243 20010227. Fecha: 20 de septiembre de 2001.
2 Fiorelli J., Morceli J., Vaz R. y Dias A. “Avaliação da eficiência térmica de telha re-ciclada à base de embalagens longa vida”. Revista Brasileira de Engenharia Agrícola e Ambiental. Vol.13 no.2 Campina Grande Marzo / Abril 2009.
3 Meyer et al. “Curved roofing tile structure” Patente EE.UU. 6,706,366. Fecha: 16 de marzo 2004.
4 Bacon F. “Roofing materials made with nylon fiber composites”. Patente de EE.UU. número: 20050170141, fecha: 4 de Agosto de 2005.
5 Boor B. Composite material roofing structure. Patente europea número WO 2009152213 (A1). Fecha: 17 de diciembre de 2009.
6 Navarro F., Partal P., Martínez-Boza F. y Gallegos C. “Novel recycled polyethylene/ground tire rubber/bitumen blends for use in roofing applications: Thermo-mechanical properties”. Polymer Testing Volume 29, Is-sue 5, August 2010, Pages 588-595.

Revista SLTCaucho
22
Actualmente las peque-ñas y medianas empre-
sas (Pymes), constituyen el 99.9% del total de las empresas en Colombia, correspondiendo al 38% del aporte al PIB total, cifra que según Rafael Ig-nacio Pérez-Uribe, director del grupo de investigación G3 Pymes es muy baja comparada con economías desarrolla-das donde este aporte corresponde en-tre un 50 y 60%, Adicionalmente Pé-rez considera que el principal problema que enfrentan este tipo de empresas es “la poca importancia que le dan a la inno-vación y al conocimiento, los cuales deberían ser el centro y el corazón que hacen mover los ítems de importancia en las organizacio-nes” (Pérez, 2015).
El mercado global y la alta competi-tividad en el entorno externo deben llevar a las pymes a analizarla manera como deben enfrentar este contexto, a través de la creatividad generada por su propio capital humano, y cómo convertir la creati-
vidad en verdadera innovación dentro de la empresa, siendo la innovación un “conjunto de actividades que incrementan significativamente el valor agregado en la producción de bienes, servicios, procesos de producción y métodos de trabajo” (Miranda & Medina, 2008).
A lo largo de los años, las Pymes han tenido que enfrentar diferentes esce-narios políticos, económicos, tecno-lógicos y competitivos. Sin embargo a pesar del gran espíritu empresarial que tenemos los colombianos, gran parte de las pequeñas empresas de este país no sobreviven el primer año (50%) y solo el 20% al tercero (Pérez, 2015).
Las Pymes en Colombia han centrado sus esfuerzos y recursos en mantener rentabilidades a corto plazo, pero po-
cas dedican tiempo para pensar en la creatividad e innovación como herra-mienta para permanecer de una mane-ra sostenible en el tiempo.
Considero que la creatividad es una de las fortalezas que poseen las Pymes, puesto que con pocos recursos deben enfrentar diversas vicisitudes. Esto puede permitir, con mayor facilidad en este tipo de organizaciones, un ambiente creativo para resolver todos estos problemas. Sin embargo, muchas veces esta creatividad se canaliza solo para resolver situaciones del día a día y no llega a convertirse en una verdadera fuente de innovación para la empresa.
Es por esto la importancia de conocer e implementar técnicas o metodologías que permitan capitalizar la capacidad creativa de las organizaciones y con-vertirlas en realidades que generen va-
lor a la compañía.
La técnica sinecmática es una metodología para la creativi-
Creatividade innovaciónen las pymes
Gestión empresarial
Diana Betancourt
Ingeniera Química por la Universidad Nacional de Colombia
Experiencia por más de 12 añosen la venta de materias primas
en la industria del caucho.Actualmente trabaja
en Parabor Colombia

23

Revista SLTCaucho
24
dad e innovación que ha demostrado ser de utilidad para la creación de nuevo conoci-miento competitivo en las organizaciones (Prada Daza, 2004), siendo un gran reto para los líderes promover el espíritu crea-tivo, ser facilitadores de espacios para este fin y, a la vez, romper paradigmas que es-tán fuertemente arraigados. Frases como: “siempre se ha hecho de esta manera y ha fun-cionado”, “Hay que hacerlo así”, etc. se han convertido en creencias y no permiten que nuestro recurso humano sea la principal fuente de ideas creativas e innovadoras.
Es importante recalcar que “Investigaciones sobre la creatividad y sobre el potencial cerebral de las personas para la creatividad ha compro-bado que todos poseemos cualidades creativas esenciales que, desafortunadamente, permane-cen sin explorar...” (Prada Daza, 2004). Esto conduce a replantear la visión que tienen los líderes responsables de un área o de una organización, a valorar y tomar con cuidado los espacios que deben promover para la escucha de todos sus colaboradores.
Es importante bajo esta perspectiva re-conocer que:
como fuente esencial para lograr ideas o acciones que se conviertan en ven-tajas competitivas dentro de una orga-nización, es fundamental que hoy las empresas Pymes replanteen sus estruc-turas administrativas y planeen de ma-nera estratégica cada una de las activi-dades que realizan.
Otro asunto importante es la alinea-ción de la estrategia de la compañía a un mismo objetivo. El fenómeno de territorialismo dentro de una misma empresa no permite que se realicen cambios, ya que muchas veces un cam-bio dentro de un área implica la movi-lización de procesos dentro de otra, ge-nerando dicotomías en lo que se debe mantener y lo que debe permanente-mente estar monitoreándose para el cambio. La alineación de la estrategia permite que la compañía se vea como un todo y no como pequeños territo-rios dentro de la misma organización.
Mi vida laboral ha transcurrido dentro de empresas Pymes y soy garante que la creatividad y las buenas ideas siempre
• La motivación para la creatividad de cada uno de los empleados es un fenó-meno intrínseco, es decir que la mo-tivación debe surgir desde el interior de la persona. Sin embargo, es respon-sabilidad de la dirección promover el autoconocimiento para realizar una correcta alineación entre los intereses personales y los organizacionales.
• El entendimiento de la creatividad y la vivencia de la libertad comodones que tienen las personas para desarrollarse, son esenciales para capitalizar la creati-vidad y entender que toda idea debe te-ner un fin y un alto componente social.
• El reto que tienen todas las organi-zaciones es eliminar las barreras que hacen que la motivación no surja y no permita la vivencia de la libertad y el “dejar actuar” a los trabajadores en una clima de estímulos, de liderazgo y re-conocimiento (Prada Daza, 2004).
Podemos decir que, teniendo en cuen-ta la importancia de la creatividad y la innovación dentro de las empresas
Creatividad e innovación en las Pymes

25
Creatividad e innovación en las PymesGESTIÓN EMPRESARIAL
surgen, mientras exista una ambiente abierto y favorable. Pero a pesar de esto, en la mayoría de los casos no existen re-ferentes metodológicos para que estas lle-guen al lugar indicado y se tomen con la seriedad que muchas de estas lo merecen.
Actualmente trabajo en una empresa que se dedica a la comercialización de materias primas. Hace unos años, este tipo de compañías comercializadoras o intermediarias se habían fortalecido por la importancia que tenían en la cadena de abastecimiento para las empresas locales; esto por la dificultad que conllevaba la búsqueda o acceso a la información. Hoy ante un mundo que se ha hecho pequeño a causa de la tecnología, nuestros clien-tes puede acceder sin el mínimo trabajo a cualquiera de nuestros proveedores o incluso conseguir productos sustitutos en Asia directamente o a través de em-presas como Alibaba (la empresa online mayorista más grande del mundo), ame-nazando con la desaparición de esta in-termediación y por ende de la existencia de este tipo de compañías.
Es por esto y otros tipos de ejemplos que si no se analizan bajo metodologías constructivas, estas amenazas tarde o temprano se harán realidad en las com-pañías que no hayan logrado un cam-bio estructural para la generación de espacios de creatividad e innovación. La bibliografía hace referencia a varias metodologías como Sinecmática, Pen-samiento Inventivo Sistemático Avan-zado, P.I.S.A, Análisis Morfológico, descriptas en “Técnicas de creatividad para la innovacion en la Pymes” (AME-CREA, 2013). Estas pueden ser el pun-to de partida para establecer la técnica que más se identifique con la compañía.
Por tanto, el reto actual de los líderes de las Pymes se convierte en lograr que sus empresas mantengan espacios que pro-muevan la creatividad e innovación con el uso adecuado delas herramientas o metodologías ampliamente documenta-das y comprobadas para asegurar su utili-dad. Garantizando que la estrategia cor-porativa esté diseñada bajo la premisa de que actualmente estamos inmersos en un mundo que velozmente está cambiando.
Bibliografía
Pérez, R. I. (2015). “¿Por qué fracasan las pymes en Colombia?” en Revista Dinero
AMECREA. (2013). Tecnicas de crea-tividad para la innovacion en la Pymes. Alianza Mexicana de la Creatividad, A. C., 43.
Florida, R., & Goodnight, J. (2005). Ges-tionar para fomentar Creatividad. Harvard Business School Publishing Corporation.
Gordon, W. J. (1963). Sinéctica. El de-sarrollo de la capacidad Creadora. Herrero Hermanos Sucesores.
Miranda, L. F., & Medina, E. (2008). Proyectos de Innovacion: Formulación desde el Enfoque de procesos. Journal of Technolo-gy Management & innovation, 15.
Prada Daza, R. (2004). La gestión de las habilidades creativas en las Organizaciones. Harvard Deusto Business Review, 8.

Revista SLTCaucho
26
s conveniente recordar el concepto de control y no
confundirlo con ensayos.
Control: comprobación, inspección. Dispositivo para hacer funcionar o comprobar el funcionamiento de una máquina. Observación de las normas de fabricación de un producto.
Ensayo: examen de una cosa. Análi-sis de un producto químico(el capítulo referente al laboratorio será tratado en capítulos venideros).
En nuestros tipos de industrias y, sobre-todo, aquellas en series continúas y de producciones importantes (algunas de millones de unidades al día), es impres-cindible para su buena productividad, calidad y positivos resultados económi-cos, establecer, mantener y revisar con detenimiento los controles establecidos para el óptimo funcionamiento fabril. Por supuesto estos controles han sido minuciosamente estudiados, compro-bados y plasmados en fichas para su ob-servación y meticuloso cumplimiento. Existe, por desgracia, el tremendo error de rutinariamente creer que se están cumpliendo estas obligaciones pero no hay un seguimiento veraz y concreto de las observancias exigidas por nor-ma. Hay que estar continuamente re-visando lo establecido y analizando los resultados. Para ello la presencia de su-pervisores, bien preparados y educados para el caso, es una obligación. El he-cho no es rellenar una hoja de trabajo y archivarla, auto-convenciéndonos que
hemos cumplido la norma. Es rellenar la hoja y comprobar que lo expuesto en ella está bien ejecutado.
Pero no todo son solo grandes indus-trias con grandes producciones. Tam-bién en otras más pequeñas, pero que seguramente tienen semejantes pro-blemas, hay que proceder a conservar unos controles que nos permitan man-tener los resultados esperados, tanto en calidad como en costos. Los desastres son iguales, proporcionalmente para todo tipo de empresa, y nadie desea trabajar a pérdidas.
En estos días puede verse y compro-barse que las calidades y costos de los productos están en la diferencia entre los detalles.Hace tiempoleí un artícu-lo que se titulaba “Tretas en el super-mercado para que comprescosas que no pensabas”. No cabe duda de que el mercado que emplee la psicología y los detalles para aumentar sus ventas ten-drá mejores resultados que el que no lo emplee. Pero no vamos a hablar de mercados sino del látex y su industria.
Para que nuestro producto sea atractivo y competitivo no solo basta tener una buena calidad, hay que progresar en di-seños, colores, variedades, costos y aten-der los mínimos detalles de presencia y aspecto. Para ello debemos apoyarnos en las modernas tecnologías. El tener automatizada la producción hace que se cumplan con cabalidad los tiempos y con ello la desaparición de espacios muertos o innecesarios. Debemos co-
nocer los deseos y preferencias del usua-rio ofreciéndole productos atractivos en todos los aspectos. Para ello es preciso tener una participación con ingenio e inspiración y creo imprescindible aspi-rar a ser líderes en el sector.
Para llevar a buen fin todo lo expuesto, en la empresa se debe actuar en for-ma piramidal involucrando a todos los elementos de la misma. Que cada uno sepa el porqué y para qué trabaja, cuál es la importancia de su cometido den-tro de la misma,el porqué es necesario el apoyo entre los elementos y su res-ponsabilidad ante el trabajo.
Para ir definiendo situaciones es preci-so indicar por medio de un organigra-ma la posición clara y concreta de cada actor en el seno de la empresa y tener el conocimiento del ente encargado de la verificación y controles (ver figura1).
Estos organigramas pueden ir, si así se desea, personalizados con nombre y foto de la persona responsable del des-pacho correspondiente, quedando así bien identificados.
Y, por otro lado, un flujograma indi-cando las zonas más significativas del proceso (ver figura 2).
Indudablemente es preciso comenzar conociendo cuales son las característi-cas a supervisar: • Controlar los requisitos exigidos para las mismas. • Los métodos de controles a emplear.
Controles en los procesosproductivos
Tecnología del látex
José Luis Feliú
Ingeniero Químico IndustrialProfesor de Tecnología del látex en la
Universidad Simón Bolívar de Caracasy de Elastómeros en la Universidad
Central de Venezuela.Asesor y consultor independiente.
Presidente de la CámaraVenezolana de la Goma.

27

Revista SLTCaucho
28
Figura 1.
Figura 2.
• Los detalles de las máquinas y equi-pos a utilizar.• Situaciones personales.
Los requisitos a controlar serán:• El proveedor de materia prima• Productos: látex y químicos• Dispersiones, emulsiones y soluciones• Línea de producción• Coagulante• Látex• Preparación de mezclas• Producto terminado• Empaque• Despacho
Sobre el proveedor de nuestra materia prima es muy recomendable y conve-niente conocer el historial de la empre-sa, la calidad de su personal, sus instala-ciones, la producción y la operatividad con que se desarrolla. Se da por hecho que la calidad del producto escogido es óptima. De esta situación ya hablamos en el capítulo de la edición nº9 de Re-vista SLTCaucho (septiembre 2015), explicando con más detalle la impor-tancia de tener un proveedor fiable.
Al igual que en la buena mesa, para el látex necesitamos producto de prime-ra calidad. Para ello es indispensable solicitar del proveedor los certificados
de calidad y las hojas de seguridad. Ya en fábrica tendremos bien controlado la verificación del lote y la buena rota-ción en almacén. Muy importante los cálculos costos/beneficios. No hay que olvidar nunca que el látex es muy sen-sible ante productos extraños y no cabe duda que los productos químicos son desconocidos para él.
Importantísimo la recepción de la mate-ria prima. Dependiendo del volumen de
la empresa, el látex se recibirá en bido-nes, tambores o envases de 200 kg o en mayor cantidad en tanques o cisternas de unos 20 mil kg aproximadamente.
Controlar la calidad de un látex en tam-bores es complicado en el sentido que analizar uno a uno si son muchos tarda su tiempo. En este caso se hace aleato-riamente en tres, cuatro o más y se da por bueno el resto. El olor y el color son determinantes en la mayoría de los casos.
Controles en los procesos productivos
29
TECNOLOGÍA DEL LÁTEX Controles en los procesos productivos
El amoníaco es identificado inmediata-mente, aun si es de bajo contenido. En cuanto al color existe un sencillo método que consiste en gotear con una disper-sión de dióxido de titanio sobre látex. La diferencia en colores se evidencia inme-diatamente, sobre todo en colores grises o cremas signo de envejecimiento o pu-trefacción. En las cisternas es más rápido y seguro, ya que en un momento pueden analizarse los tres compartimentos que normalmente traen.
Tan solo en una ocasión recuerdo la necesidad de devolver una por venir contaminada de aceite para máquina. Después de alguna desagradable con-versación, el chofer confesó que con la premura del tiempo solo echo un poco de agua y no vaporizo y lavo a fondo el interior de la misma. Es recomendable que estos embarques no entren en plan-ta hasta no verificar la calidad del con-tenido. Una vez dentro, obligarlo a salir puede, en algunos casos, ser conflictivo.
En la recepción de productos químicos la cuestión es menos complicada ya que cada
producto hoy día viene muy bien identifi-cado y acompañado de la documentación exigida por los controles de calidad.
En la preparación de productos quími-cos, gran cantidad de problemas que nos surgen al trabajar con látex, provie-nen de la falta de control, sobre todo en las dispersiones. Es muy convenien-te mantener un conocimiento claro de que no existan sedimentaciones de los sólidos. La posible separación de fases que pueda ocurrir en las emulsiones, es muy normal que visualmente pue-da observarse este fenómeno. En ese caso, recomiendo desechar la emulsión completa. Más vale perder esta que toda una mezcla de látex. Y con las so-luciones es poco probable tener erro-res. De todas formas, en la edición Nº7 de Revista SLTCaucho (Mayo 2015), aparece todo relacionado con estas tres preparaciones y su control.
Todo el agua que tengamos que utilizar en el látex, ya sea para rebajar viscosidad, preparar dispersiones, etc., debe ser agua “blanda”. Puede ser destilada, desmine-
ralizada o incluso agua de lluvia pero esta, con algunos limitantes. Entenda-mos por agua “blanda” aquella que casi no contiene sales de magnesio y calcio.
En la sección de preparación de las mezclas con el látex se debe cuidar mu-cho lo siguiente:- Establecer periódicamente el calibra-do de todos los elementos de pesaje.- Mantener una estricta limpieza en los utensilios a utilizar.- Realizar, esporádicamente, una su-pervisión de las pesadas.- Verificar una vez terminada la mezcla, el contenido en solidos de la misma. - Igualmente las estabilidades, tanto mecánica como química, la viscosidad y el pH.- Importante el punto de cloroformo y una prueba rápida de hinchamiento.- Los tanques de preparación de mezclas deben tener una agitación lenta pero continua. Es preciso controlar que los niveles cubran siempre las aspas del agi-tador evitando la inclusión de aire y en consecuencia la formación de espuma.- Dependiendo de la cantidad a pre-

Revista SLTCaucho
30
parar de látex, hay casos en los que se debe tener dos tanques de mezclado. Cuando se vacía uno, este se aprovecha para su limpieza y posterior tiempo de maduración de la nueva mezcla.
Por lo que he comprobado a lo largo de mis años profesionales, al coagulante hay que prestarle una mayor atención.- Por una rápida desecación hay que verificar el contenido en sólidos.- Comprobar densidad de la mezcla y valoración o titulación química.- Revisar la temperatura. Muchos tan-ques o bien tienen un serpentín en su fondo por donde enviaremos agua a la temperatura deseada o una doble ca-misa con recirculación de agua.- Por peso, el poder de coagulación con el que estamos trabajando, siempre con un mismo molde.
He podido observar en muchas líneas de producción visitadas, la falta de mol-des, sobre todo en la de bastidores. Si se hace un cálculo del número de faltas existentes y la cantidad de veces que se hacen las inmersiones, podríamos com-
probar, quizás con asombro, la pérdida que por ese fallo se está teniendo.
En estas líneas tenemos que volver a mencionar:- Los controles de temperaturas en moldes, mezclas tanto de látex como coagulante.- En el secado y vulcanización de las películas depositadas en los moldes
es preciso la revisión controlada de la temperatura en varios sectores del pro-ceso y vigilar constantemente un lógi-co gradiente de temperatura.- Muy aconsejable el conocimiento inmediato de la temperatura ambiente y la humedad relativa del aire. Existen lugares donde pueden alcanzarse tem-peraturas de unos 40ºC y fuerte hu-
Controles en los procesos productivos

31
TECNOLOGÍA DEL LÁTEX Controles en los procesos productivos
Imagen 4.
Imagen 5.
Como se observa en la imagen 4, al hinchar con aire se infla la mano pero muy levemente los dedos.Si en alguno de estos existiera un diminuto orificio difícilmente se detectaría.
Muy importante tener clara informa-ción del rechazo que se obtenga y la evaluación del mismo. Desgraciada-mente suceden casos en que hay que suspender la producción, hasta tener el problema totalmente resuelto.
Por ultimo no podemos olvidar la im-portancia en cuidar los más mínimos de-talles al escoger, diseñar y buscar lo más positivo para un buen empaque y emba-laje. Como decíamos al principio la dife-rencia entre los detalles son básicos para lograr buenos resultados comerciales. La entrega en los despachos debe ser muy controlada para satisfacción del cliente.
Pasamos a describir las necesidades de útiles y equipos a emplear en toda ins-talación para trabajar con el látex.
Contenido en solidos: balanza, vidrio de reloj, estufa y desecador.
pH: Peachímetro digital o móvil.Viscosidad: viscosímetro rotacional o de copa.Punto de fusión de sólidos: termó-metro y tubo Thiele. Ejemplo de algu-nos productos.
- Azufre: 119ºC- Dietilditiocarbamato: no inferior a 175ºC- Dibutilditiocarbamato: no infe-rior a 104ºC- 22-metilen butilfenol: no inferior a 124ºC
Estabilidad mecánica: estabilómetro homologado.Estabilidad química: instrumental de laboratorio.Punto de cloroformo: vaso de preci-pitado.Densidad: densímetro convencional.Hinchamiento: instrumental de labo-ratorio.Control de temperaturas: termómetros digitales e higrómetros para la humedad.Niveles constantes: sensores ópticos.
Tiempos de inmersión: temporizadores.
Por último, y también con la necesidad de un estricto control, debo mencio-nar algo que he podido comprobar en muchas empresas. Estas justifican, mo-tivadas por una absurda teoría, que los productos químicos y el látex ensucia las plantas de producción. El orden y la limpieza son el 50% de la calidad y las zonas de trabajo deben mantenerse or-denadas y limpias. A nadie le agrada un espacio de trabajo incómodo y sucio.
La foto del envase con agitador es una muestra de lo que no debe permitirse (ver imagen 4). Da tristeza observar en algunas plantas de inmersión los moldes sucios por los residuos del coagulante. Estos depósitos dañan el producto final.
He tenido la ocasión de visitar muchas veces una empresa de neumáticos (llan-tas).El negro de humo es uno de los ma-yores aditivos que se emplean y por su naturaleza muy contaminante. Es muy re confortable ver como los propios opera-dores mantienen sus áreas de trabajo en perfecto estado. ¡Si se quiere se puede!
Por consultas sobre látex puedes enviar un email a:
medad y en el mismo lugar, en otras épocas, 0ºC y menos. Esto influye fuertemente en la fabricación.- Mantener los niveles constantes y los tiempos de inmersión y, sobre todo, en las líneas en continuo, la velocidad de la cadena.
Sobre el producto final vamos a tener en principio un examen visual que nos ofrezca la calidad exigida del artículo, textura, color, tamaño, peso, etc.
En artículos muy delgados como los fabricados por inmersión (preservati-vos, globos, guantes, sobre todo en los quirúrgicos) hay que prestar especial atención a los orificios, aunque, la ma-yoría de las veces, imposibles de detec-tar visualmente. En ese caso es preciso recurrir a otros métodos con buenos resultados, especialmente efectivo el empleado por inspección eléctrica. El inflado por aire, por lo general muy empleado en la industria, y el inflado con agua no son tan seguros.

Revista SLTCaucho
32
A través de esta presentación, se pretende derribar cuatro mitos en torno a los peróxidos y demostrar la realidad a través de hechos y es-tadísticas constatables.
Dicha presentación fue expuesta en las XIII Jornadas Latinoamericanas de Tec-nología del Caucho en Antigua Gua-temala por el Ing. Antonio D’Angelo, fundador de la compañía Retilox Quí-mica Ltda., empresa brasileña dedicada a la fabricación de peróxidos orgánicos modificados, coagentes y aditivos ex-clusivos para cura/modificación.
1º mito. Los peróxidos más importantes en cuanto a la cantidad que de ellos se co-mercializa son el peróxido de dicumilo y el 1,3 bis tercbutil peróxido de iso-propil benceno. Por lo tanto, el primer mito que se intenta derrumbar es: ¿el bis peróxido es más eficiente que el peróxido de dicumilo?
Hecho.Sin duda, el peróxido más eficiente es el peróxido de dicumilo. Algunas de sus características son:
• Peróxido estable• Peso molar:270,37 g/mol• Oxígeno activo 5,68 • Punto de fusión 38 – 40®C• Único 100% eficiente• 30% más productivo• Cuesta cerca de 80% menos que el Bis peróxido
Gráfico 1. Peróxido de dicumilo
Gráfico 2. Fórmula del Bis Peróxido
• Elevado rendimiento de reticulación• Aprobado por la Food and Drug Administration (F.D.A.)• No causa blooming• Temperatura ideal de cura: 179°C• Uno de los productos de descomposición es la acetofenona que causa el olor• Existen grandes modificados sin olor• Sus propiedades físicas son mejores con una excelente seguridad de proceso• Es el tipo más utilizado en cables eléctricos de media y alta tensión, además de los compuestos de XLPE
Por otro lado, las características principales del 1,3 BIS Terc Butil Peróxido de Isopropil Benceno son:• Peróxido estable• Peso molar: 338,5 g/mol• Oxigeno activo 9,45%• Punto de fusión 46 – 52®C• 85% de eficiencia• Cuesta 80% más que el dicumilo• Buen rendimiento de reticulación• No es aprobado por la F.D.A.• Causa blooming• Temperatura ideal de cura 183°C• Consumo mayor de energía• Excelente seguridad de proceso
El peróxido de dicumilo es más eficiente y comprende un mayor ahorro respecto al Bis peróxido, sin embargo debemos preguntarnos porque el dicumilo está siendo sistemáticamente prohibido por empresas de diversos segmentos: calza-dos, específicamente en EVA, automo-vilístico, mangueras de radiadores, etc. ¿A quién interesa?
2º mito. Comúnmente se sostiene que el peróxi-do es malo para la abrasión, el desga-rre y la elongación.
Hecho.No es la realidad actual, conforme se muestra en las formulas industriales y pro-piedades físicas obtenidas, abajo indicadas.
Fórmula y resultado para Alta Solicitación
FORMULACIÓN (EM PHR) AZUFRE RETILOX
TC 40 MI
Caucho Natural 30 30
BUNA 132 - Alto Cis
70 70
Silice 45 45
AT Peg 4000 2,3 2,3
Aceite Nafténico 5 5
Antioxidante 1 0,5
ZnO 3 -
Estearina 1 -
Azufre 1,5 -
MBTS 0,7 -
MBT 0,2 -
ZBEC 0,2 -
PVI 0,3
RETILOX TC 40 MI
- 1,7
TOTAL 160,2 154,5
Peróxidos:Mitos y hechos
Artículo promocionado
Antonio D'Angelo
Fundador y Director Técnico Comercial de Retilox
Ing. Químico y Lic. en Administración de empresas

33
3º mito. Este mito afirma que no es recomen-dable la reticulación vía peróxidos en Policloroprenos (CR).
Hecho.Retilox ha desarrollado un comparativo entre la cura convencional con azufre, sin azufre, y con peróxido, en el cual se excluyó el sistema clásico con Etile-
FORMULACIÓN Sistema sin azufre Sistema con azufre Sistema peróxido
Phr's Phr's Phr's
Neoprene W 100,0 100,0 100,0
Ac. Esteárico 0,5 0,5 0,5
Óx. Magnésio 4,0 4,0 4,0
Agerite Stalite S 2,0 2,0
Vanax 100 - - 2,0
Vanplast PL 5,0 5,0 5,0
N. Humo N 990 75,0 75,0 75,0
Óx. Zinc 5,0 5,0 5,0
Vanax NP 1,0 - -
Azufre - 1,0 -
MBTS - 1,0 -
DOTG - 1,0 -
RETILOX HP 2006 - - 1,0
TOTAL 192,5 194,5 192,5
PROPIEDADES Sistema sin azufre Sistema con azufre Sistema peróxido
Tensión (Mpa) 13,3 13,0 14,6
Elongación (%) 530 590 340
Módulo 200% 4,3 4,1 4,8
Scorth (min.) - 121ºC 11 40 13
Resistencia al desgarro k (N/m3) 39,6 56,3 51,0
Deformación remanente 22 hs / 100ºC (%) 25 59 15
Dureza Shore A 56 57 58
PROPIEDADESFÍSICAS AZUFRE RETILOX TC
40 MI NORMAS IBTeC
Alargamiento (%) 456 380DIN 53.504/1975
Tracción (KgF/mm²) 0,77 0,85
Rasgo (KgF/cm) 38,6 51 DIN 53.507/74
Dureza (Shore A) 66 68 DIN 53505
Densidad (g/cm³) 1,13 1,08 DIN 53.479/1976 - A
Abrasión (mm³) 65 40 DIN 53.516/1987
PROMOCIONADO Peróxidos: Mitos y hechos
no Tiurea, Óxido de Zinc y Óxido de Magnesio debido a la alta toxicidad.
Como se puede notar en el comparati-vo, la reticulación vía peróxidos orgá-nicos es perfectamente aplicable en la cura de Policroropreno (CR).
Comparativo realizado en Policroropreno: sin Azufre / con Azufre / con Peróxido.
Es importante destacar que las propieda-des de adhesión caucho/metal mejoran con la cura con peróxido, así como la mezcla hecha con peróxido posee la resis-tencia a la pre cura, comparada con otros sistemas convencionales.
4º mito.Otro mito que se intenta refutar es que el que dice la reticulación vía peróxidos no puede reemplazar la vulcanización con azufre más aceleradores por ser más cara.
Hecho.Sí puede y con ventajas en las propiedad físicas y también en costo. Se debe escoger correctamente los tipos de EPDM, dismi-nuir al máximo o eliminar los ácidos, ade-cuar los tipos de antioxidantes y aceites y sacar el azufre y los aceleradores. Con estas precauciones para la reticulación vía pe-róxidos, seguramente se superarán todas las propiedades de la vulcanización tradi-cional y a un costo global competitivo.
Propiedades físicas de las mezclas
Revista SLTCaucho
34
Peróxidos: Mitos y hechos
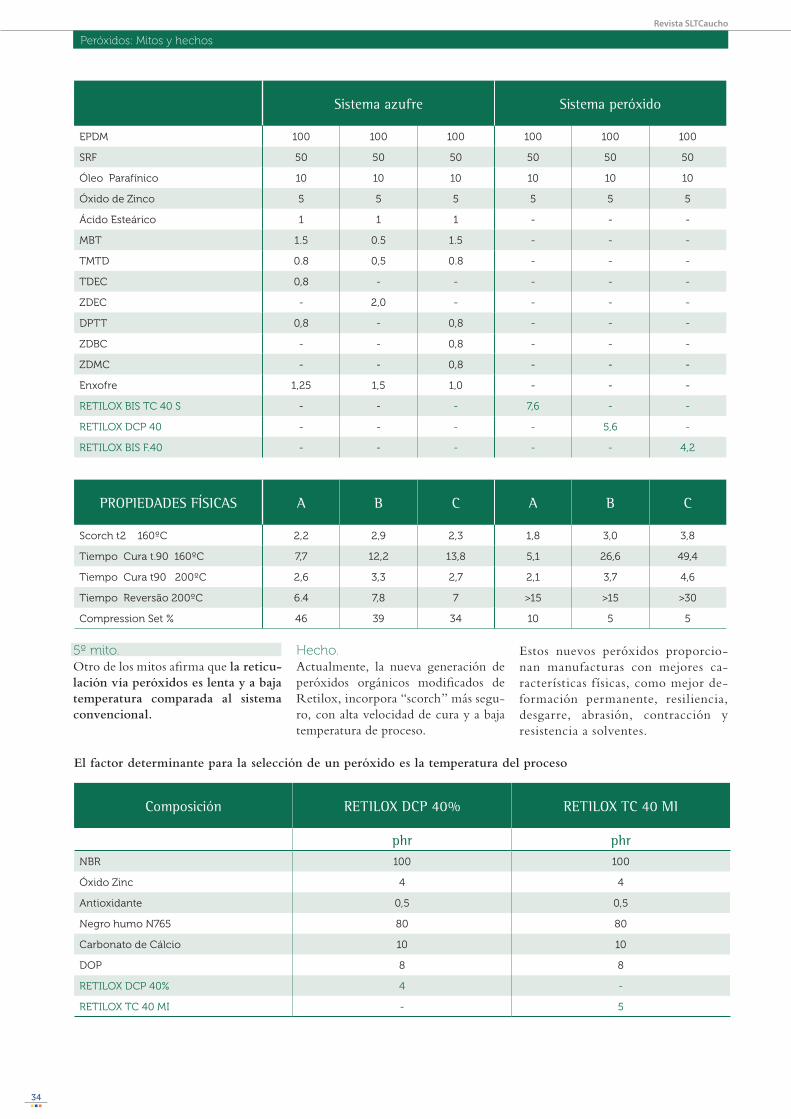
Sistema azufre Sistema peróxido
EPDM 100 100 100 100 100 100
SRF 50 50 50 50 50 50
Óleo Parafínico 10 10 10 10 10 10
Óxido de Zinco 5 5 5 5 5 5
Ácido Esteárico 1 1 1 - - -
MBT 1.5 0.5 1.5 - - -
TMTD 0.8 0,5 0.8 - - -
TDEC 0,8 - - - - -
ZDEC - 2,0 - - - -
DPTT 0,8 - 0,8 - - -
ZDBC - - 0,8 - - -
ZDMC - - 0,8 - - -
Enxofre 1,25 1,5 1,0 - - -
RETILOX BIS TC 40 S - - - 7,6 - -
RETILOX DCP 40 - - - - 5,6 -
RETILOX BIS F.40 - - - - - 4,2
PROPIEDADES FÍSICAS A B C A B C
Scorch t2 160ºC 2,2 2,9 2,3 1,8 3,0 3,8
Tiempo Cura t.90 160ºC 7,7 12,2 13,8 5,1 26,6 49,4
Tiempo Cura t90 200ºC 2,6 3,3 2,7 2,1 3,7 4,6
Tiempo Reversão 200ºC 6.4 7,8 7 >15 >15 >30
Compression Set % 46 39 34 10 5 5
Composición RETILOX DCP 40% RETILOX TC 40 MI
phr phrNBR 100 100
Óxido Zinc 4 4
Antioxidante 0,5 0,5
Negro humo N765 80 80
Carbonato de Cálcio 10 10
DOP 8 8
RETILOX DCP 40% 4 -
RETILOX TC 40 MI - 5
5º mito.Otro de los mitos afirma que la reticu-lación vía peróxidos es lenta y a baja temperatura comparada al sistema convencional.
Hecho.Actualmente, la nueva generación de peróxidos orgánicos modificados de Retilox, incorpora “scorch” más segu-ro, con alta velocidad de cura y a baja temperatura de proceso.
El factor determinante para la selección de un peróxido es la temperatura del proceso
Estos nuevos peróxidos proporcio-nan manufacturas con mejores ca-racterísticas f ísicas, como mejor de-formación permanente, resiliencia, desgarre, abrasión, contracción y resistencia a solventes.

35
Peróxidos: Mitos y hechos
Gráfico 3. RETILOX DCP 40 160 °C
Gráfico 4. RETILOX DCP 40 180 °C
Gráfico 5. RETILOX TC 40 MI 160 °C
PROPIEDADES FÍSICAS
RETILOX DPC 40% 160o C
RETILOX DCP40% 180o C
RETILOX TC 40 MI -
160o C
Tracción (MPa) 13,1 15 19,9
Alargamiento (%) 130 140 200
Dureza (Shore A) 77 79 76
PROMOCIONADO

Revista SLTCaucho
36
COMPOSICIÓNPERÓXIDO AZUFRE
Phr Phr
EPDM 100 100
ZnO 5 5
Negro de humo N 550
160 200
Aceite Parafínico 76 95
Caulim 70 60
Óxido de Cálcio - 7
RETISEC 6 -
Estearina - 1,5
RETIFLUX 3 -
Aux. Flujo - 1,7
Antioxidante 2 2
MBT - 1,1
DPTT - 1,8
DTDM - 1,2
Azufre - 1,7
RETILOX BIS 2007 / AR
10 -
TOTAL 432 478
PROPIEDADES ESPECIFICADO CHRYSLER PERÓXIDO AZUFRE
Dureza Shore A 70 +-5 72 78
Densidad 1,27 +- 0,02 1,27 1,32
Tracción (N/mm2) 7 N/mm2min 8,63 7,87
Alargamiento (%) 200% mín. 326% 310%
Resistencia al Rasgo 5 N/mm mín. 6,56 6,85
Deformación Permanente a Compresión 22 h à 70 +- 2ºC
35% Máx. 26,1% 41,6%
Peróxidos: Mitos y hechos
6º mito.El sexto mito afirma que los peróxidos orgánicos no pueden ser utilizados en la vulcanización continua por Túnel de Aire Caliente.
Hecho.Retilox ha desarrollado diversos tipos de peróxidos sintetizados y modifica-
7º mito.El último mito sostiene que la cura con peróxidos no es indicada para la ob-
dos, serie / AR (patente) que asegu-ra la alta performance y resistencia a la presencia de oxígeno en el proceso de vulcanización continua en túnel de aire caliente y que proporcionan me-jores propiedades físicas y excelente ganancia de productividad, sin generar porosidad al artefacto final.
Formulación perfil – epdm
PROPIEDADESCURVA REOMÉTRICA - 12 min
RETILOX DPC 40% 160o C
RETILOX DCP 40% 180o C
RETILOX TC 40 MI - 160o C
Tiempo T1 1'08'' 36'' 34''
Tiempo T 90 9'48'' 3'30'' 2'27''
Torque 47.80 57.00 43.80
tención de propiedades dinámicas. Retilox ha aceptado el desafío de probar lo contrario.
Antonio D'Angelo, director de Retilox, disertando en las XIII Jornadas Latinoamericanas del Caucho
37

Revista SLTCaucho
38
Este acuerdo con Revista del Caucho de España,que pertenece al Consorcio Nacional de Industrialesdel Caucho, nos permite intercambiar artículos técnicosy de índole social entre las dos publicaciones.
Convenio de colaboración conRevista del Caucho de España
Elastómeros inteligentes: Desarrollo y aplicaciones
externo, modificando sus propiedades. Pueden catalogarse como materiales in-teligentes aquellos que muestran propie-dades autoreparadoras, piezoeléctricos, materiales con memoria de forma y/o temperatura, materiales electro-activos, etc., que pueden tener diversas aplicacio-nes como sensores, actuadores, músculos artificiales o textiles inteligentes (entre
urante los últimos años ha surgido un enorme in-terés tanto a nivel acadé-
mico como industrial en el desarrollo de materiales y estructuras inteligentes que respondan de forma reversible y contro-lable ante un estímulo físico o químico
A. González-Jiménez ([email protected]), M. A. Malmierca, A. Marcos-Fernández, R. Verdejo, J.L. Va-
lentín Instituto de Ciencia y Tecnología de Polímeros (CSIC). C/ Juan de la Cierva 3, 28006 Madrid
otros) en diferentes áreas como robótica, micro-válvulas, biomedicina, adhesivos, ropa y calzado… Los elastómeros son materiales poliméricos únicos caracteri-zados por sus propiedades elastoméricas. Estas propiedades hacen que los elastó-meros sean materiales con un amplio abanico de aplicaciones como neumá-ticos (llantas), juntas, amortiguadores,
Figura 1. Esquema de la actuación de un elastómero dieléctrico al ser sometido a un voltaje. Imagen mostrando un 40% en área de deformación de un actuador en base silicona con una configuración plana circular.
1. INTRODUCCIÓN

39
Revista Caucho de EspañaCONVENIO
39393939
mangueras, recubrimientos, aplicacio-nes bio-sanitarias, etc. A pesar de poseer unas características visco-elásticas únicas dentro de los materiales blandos, los elas-tómeros suelen ser considerados materia-les estructurales de bajo valor añadido, donde difícilmente se han explorado su aplicabilidad como materiales funciona-les para aplicaciones avanzadas. En este trabajo se pretende repasar algunos de los trabajos más recientes desarrollados en el Instituto de Ciencia y Tecnología de Polímeros del CSIC para el diseño y desarrollo de elastómeros inteligentes. Dentro de este amplio campo de inves-tigación cabría destacar el desarrollo de los primeros elastómeros con memoria de forma y temperatura basados en elas-tómeros iónicos, donde por primera vez se ha empleado la transición iónica como desencadenante de estos efectos en elas-tómeros. En paralelo, se han desarrollado elastómeros dieléctricos para ser utiliza-dos como actuadores electro-activos en aplicaciones como músculos artificiales.
Polímeros El ectro-Activos: Los Elastómeros Dieléctricos
Los polímeros electro-activos pueden clasificarse como iónicos y eléctricos atendiendo al tipo de mecanismo que gobierna la respuesta mecánica fren-te al estímulo externo. De entre estos últimos, destacan llamativamente los elastómeros dieléctricos (DE) debido a que presentan respuestas más rápidas y mayor grado de deformación mecá-nica. Comparados con los materiales inteligentes convencionales, como las aleaciones con memoria de forma, los DEs pueden desarrollar varios grados de deformación (de 10 a 300%), con baja histéresis, a las altas densidades de energía disponibles (superiores a los 8 MJ/m3), además son relativamente ba-ratos, ligeros, mecánicamente robustos y escalables. Sin embargo, a día de hoy, uno de los principales inconvenientes que está retrasando la aparición de dis-positivos comerciales es la necesidad de un campo eléctrico alto, aproximada-mente de 100 V/ μm, para inducir la deformación mecánica1.
Los actuadores basados en DEs son condensadores flexibles, que constan de una membrana elastomérica situada entre dos electrodos maleables. La apli-cación de un voltaje induce un campo eléctrico entre los electrodos, introdu-
Donde P es la presión efectiva produci-da por los electrodos sobre la membra-na en función del voltaje aplicado, ε0 y εr son, respectivamente, la permiti-vidad del vacío y la relativa del elastó-mero, Ε es el campo eléctrico aplicado, V es el voltaje aplicado, Y es el módu-lo de Young del elastómero y z es el espesor de la membrana elastomérica. La ecuación anterior establece la rela-ción entre las propiedades dieléctricas y mecánicas del polímero en el rendi-miento de un actuador. Así, un elastó-mero dieléctrico ideal ha de poseer una constante dieléctrica alta y un módulo elástico relativamente bajo. Dos re-quisitos adicionales de los DEs es que deben ser capaces de soportar grandes voltajes y poseer unas pérdidas dieléc-tricas bajas, para maximizar la eficien-
Figura 2. Esquema de un ciclo de memoria de forma de un polímero semicristalino. Por una parte, existe un tipo de interacciones (puntos granates) que no se ven afectadas por la transi-ción térmica responsable del efecto de memoria de forma, y proporcionan la forma original.Por otra parte, debe haber otro tipo de interacciones reversibles (rectángulos negros) que fijen la forma temporal, dependiendo de si el polímero se encuentra por debajo o por encima de Ttrans. En este caso las interacciones reversibles serán dominios semi-cristalinos y Ttrans será la fusión/cristalización de los mismos.
(1)
ciendo fuerzas electrostáticas o esfuer-zos de Maxwell (p) que actúan perpen-dicularmente a la superficie del filme, y provocan la respuesta mecánica del polímero (Figura 1).
En general, la respuesta electro-mecá-nica (Sz) de un actuador basado en DEs viene dada por la siguiente expresión2:
cia energética y de almacenado y evitar fallos prematuros. En el Instituto de Ciencia y Tecnología de Polímeros del CSIC se está explorando la capacidad de siliconas y ionómeros elastoméricos como actuadores electro-activos. En los últimos años se está trabajando con el objetivo de desarrollar toda una nue-va generación de actuadores electro-mecánicos basados en estos elastóme-ros dieléctricos, mediante el empleo de cargas orgánicas e inorgánicas. En este sentido, es importante destacar que los materiales desarrollados han alcanza-do bajo unas condiciones de 45 V/μm unos porcentajes de actuación de hasta 35% frente al 3% de la silicona sin mo-dificar. Estos resultados abren la puerta para el desarrollo de nuevos elastóme-ros electroactivos de elevadas presta-ciones para el desarrollo de músculos artificiales en el sector de la robótica.
Elastómeros con memoria de forma
En las últimas décadas, los materiales con memoria de forma han sido foco de aten-ción de numerosos grupos de investiga-ción y en algunos sectores de la industria, debido a su excelente funcionalidad y las enormes posibilidades que ofrecen como materiales inteligentes 3–5. Desde un punto de vista más formal, el efecto de

Revista SLTCaucho
40
Revista Caucho de España
Fig. 3. Serie de fotografías del efecto de memoria de forma macroscópico de diferentes muestras de la red recuperando la palabra “rubber” (caucho), cuyas letras fueron previa-mente deformadas.
memoria de forma es la respuesta mecá-nica de un material debido a la aplicación de un estímulo externo. Estos materiales poseen una forma permanente que puede ser deformada hasta alcanzar una forma temporal estable. La forma temporal se retiene hasta que el material se expone a un estímulo apropiado, recuperándose la forma original3,4. Aunque la temperatu-ra es el estímulo más comúnmente utili-zado, también se puede obtener el efecto de memoria de forma mediante otros es-tímulos, tales como campos magnéticos, campos eléctricos, disolventes, variacio-nes de pH o luz. Para obtener el efecto de memoria de forma es necesario tener una forma permanente, fijada por una red es-table con entrecruzamientos químicos o físicos, y una forma temporal que se fija debido a la formación de una segunda red dominada por una transición térmica reversible. Esta transición térmica gene-ralmente es una fusión/cristalización o una transición vítrea. Existen diferentes tipos de polímeros con memoria de for-ma dependiendo de los tipos de entre-cruzamientos y de la transición involu-crada. Los dos grandes grupos en lo que pueden dividirse estos materiales son po-límeros entrecruzados químicamente o polímeros termoplásticos, con una tran-sición térmica que sirva de “interruptor” del efecto de memoria de forma. Para evaluar el efecto de memoria de forma
de un material es imprescindible realizar un ensayo de referencia que contemple los pasos imprescindibles que se realizan en un ciclo. La Figura 2 representa un diagrama que explica, de manera cuali-tativa, los principales pasos en un ciclo de memoria de forma y las transformacio-nes que sufre el polímero en cada uno de ellos, concretamente, para un polímero semicristalino estimulado térmicamente.
Existen numerosas aplicaciones en las que los polímeros con memoria de for-ma pueden utilizarse6. Entre ellas, se encuentran los tejidos inteligentes, en los cuales se incorporan fibras o filmes que varían su forma ante la aplicación de un estímulo. Por ejemplo, estos ma-teriales pueden utilizarse en ropa de-portiva para impermeabilizar frente a la humedad, ya que las fibras cambian de forma con algún estímulo externo y se obtienen tejidos transpirables o im-permeabilizantes reversibles.
Sin embargo, las principales aplicacio-nes de estos polímeros inteligentes son las de uso biomédico, como por ejem-plo suturas biodegradables, actuadores, catéteres o productos de ortodoncia.
Los elastómeros son los mejores candi-datos para obtener un efecto de memoria de forma, debido a su comportamiento
único en cuanto a elasticidad y sus ex-traordinarias propiedades obtenidas por la formación de una red tridimensional de entrecruzamientos. Sin embargo, el gran déficit de estos materiales para el desarrollo del efecto memoria de forma es la falta de transiciones térmicas rever-sibles capaces de fijar la forma temporal y posteriormente desencadenar el efecto memoria de forma. Entre ellos, los elastómeros iónicos son elastómeros que poseen en su estruc-tura asociaciones iónicas de carácter termo-lábil, pudiéndose situar dentro del grupo de elastómeros termoplásti-cos, puesto que se pueden reprocesar aaltas temperaturas7. Estos materiales contienen una concentración relativa-mente pequeña de grupos ionizables (por ejemplo, carboxílicos, sulfónicos, etc.) incorporados o pendientes de las cadenas principales no polares8–10.
Generalmente, se encuentran neutrali-zados con cationes metálicos, formán-dose así pares iónicos, que constituyen las interacciones inter- o intra-cadenas más simples. Los pares iónicos tienden a agregarse en estructuras más comple-jas, denominadas multipletes, debido a la diferencia de polaridad respecto a las cadenas poliméricas.
En el Grupo de Elastómeros del Ins-tituto de Ciencia y Tecnología de Polímeros del CSIC se han utilizado elastómeros iónicos con entrecruza-mientos covalentes añadidos para de-sarrollar materiales de forma y tempe-ratura térmicamente estimulados con potencial capacidad de auto-reparación (Figura 3). En este caso, se ha utiliza-do por primera vez la transición ióni-ca como transición térmica reversible que permite obtener este efecto en un material elastomérico, desarrollando de esta forma toda una nueva familia de polímeros con memoria de forma y temperatura 11,12.
Estos nuevos elastómeros inteligentes preservan además su naturaleza elástica tanto en la forma original como en la forma transitoria, exhibiendo excelen-tes propiedades mecánicas. Al mismo tiempo, mientras que la mayoría de los polímeros con memoria de forma son sintetizados, con la correspondiente utilización de disolventes y una com-plicada preparación de las muestras, los elastómeros con memoria de forma

41
aquí propuestos presentan ventajas adi-cionales desde el punto de vista tecno-lógico. Los materiales de este trabajo se han preparado con una metodologíalibre de disolventes, siguiendo el típico proceso (rápido y barato) que suele uti-lizarse en cualquier elastómero dentro del ámbito de la ciencia y tecnología del caucho.Finalmente, se ha explorado la adición de nano-partículas carbonosas (negro de carbono, grafeno y/o nanotubos de carbono) a este tipo de materiales. El re-sultado ha sido una mejora en la conduc-tividad térmica de estas matrices y con ello su respuesta a la temperatura, a lo que hay que unir un incremento de va-rios ordenes de magnitud en su conduc-tividad eléctrica, lo que permite abrir la posibilidad de activar el efecto memoria de forma a través de campos eléctricos.
ConclusionesLos materiales inteligentes capaces de modificar sus propiedades atendiendo a las condiciones ambientales son sin duda uno de los principales retos de los próximos años. Dentro de este ámbi-to, el Instituto de Ciencia y Tecnología de Elastómeros (ICTP) del CSIC está trabajando en el desarrollo y optimiza-ción de elastómeros inteligentes.Los elastómeros con memoria de forma, debido a sus propiedades elásticas únicas han sido desarrollados con el fin de pa-liar la escasez de materiales blandos con memoria de forma. La principal nove-dad de los elastómeros con memoria de forma desarrollados en el Grupo de Elastómeros del ICTP se basa en el uso (por primera vez) de la transición iónica (propia de los ionómeros elastoméricos) como transición térmica reversible capaz de activar y desactivar el efecto memo-ria de forma. Debido a las características intrínsecas de esta transición y las pro-piedades de los elastómeros iónicos, es posible desarrollar materiales inteligen-tes multifuncionales con propiedades de memoria de forma y temperatura y potencial capacidad de auto-reparación. El bajo coste de estos polímeros, unido a su baja densidad, elevada deformación elástica y baja dureza, representan unas propiedades únicas de estos elastómeros respecto a otros materiales con memoria de forma para aplicaciones ingenieriles, textiles o espaciales.
En este sentido, el futuro de los polí-meros con memoria de forma, y por
consiguiente de los elastómeros con memoria de forma, debe basarse en la adición de nano-cargas para optimizar y modular las propiedades de memoria de forma y generar multifuncionali-dades en estos materiales, tal y como se ha demostrado con las recientes in-vestigaciones realizadas en el Grupo de Elastómeros del ICTP.
Por otra parte, los EAPs representan una categoría importante de materiales sensibles para la transducción entre las energías eléctricas y mecánicas. Mu-chos EAPs exhiben tensiones y defor-maciones de actuación en un orden de magnitud semejante al de los músculos naturales. Dentro de ellos, los elastó-meros dieléctricos (DEs) parecen re-producir mejor la multifuncionalidad de los músculos con elevada tensión de actuación, alta deformación, densidad de energía específica, y un notable fun-cionamiento mecánico.
La tecnología emergente a través del uso de DEs que hemos revisado pre-senta interesantes posibilidades a través de una amplia gama de aplicaciones y nuevas perspectivas en robótica autó-noma, a través de la incorporaciónde la robótica “blanda”. Pero, para lograr una funcionalidad totalmente blanda y sensible en un sistema útil y robusto, hay algunos retos clave aún por resolver que incluyen mejoras en las matrices elastoméricas, la fiabilidad, la fabricación (a través del desarrollo de procesos de fabricación y montaje compatibles) y la capacidad para mi-niaturizar, de cara a abrir la puerta a nuevas micro-aplicaciones.
La aparición de los músculos artifi-ciales blandos, fiables, inteligentes y escalables con circuitos intrínsecos nos permitirá imitar algunas de las capacidades más avanzadas de los sis-temas biológicos. Aunque aún quedan obstáculos importantes antes de que el potencial de esta tecnología se haga plenamente efectivo, ya se ha llegado a una etapa con claros objetivos de in-vestigación para la creación de estos dispositivos multifuncionales blandos.
Continuamente se están desarrollando nuevas formulaciones de elastómeros disponibles comercialmente. Se espera que la investigación centrada en el de-sarrollo de materiales específicos para
DEs proporcione en un futuro próximo los candidatos óptimos para un mejor rendimiento de materiales capaces de funcionar como músculos artificiales.
Revista Caucho de EspañaCONVENIO
Referencias
[1] L. J. Romasanta, P. Leret, L. Casaban, M. Hernández, M. A. de la Rubia, J. F. Fernán-dez, J. M. Kenny, M. A. Lopez-Manchado and R. Verdejo, J. Mater. Chem., 2012, 22, 24705.
[2] R. Pelrine, Science., 2000, 287, 836–839.
[3] A. Lendlein and S. Kelch, Angew. Che-mie - Int. Ed., 2002, 41, 2035–2057.
[4] C. Liu, H. Qin and P. T. Mather, J. Mater. Chem., 2007, 17, 1543.
[5] X. Luo and P. T. Mather, Macromolecu-les, 2010, 6, 2146.
[6] J. Leng and S. Du, Eds., Shape-Memory Polymers and Multifunctional Composites, CRC Press, 2010.
[7] I. Mora-Barrantes, M. A. a. Malmierca, J. L. Valentin, a. Rodriguez and L. Ibarra, Soft Matter, 2012, 8, 5201.
[8] L. Ibarra, A. Rodríguez and I. Mora-Barrantes, J. Appl. Polym. Sci., 2008, 108, 2197–2205.
[9] L. Ibarra, A. Rodríguez and I. Mora-Ba-rrantes, Polym. Int., 2009, 58, 218–226.
[10] P. Posadas, M. Alonso-Malmierca, I. Mora-Barrantes, L. M. Ibarra and J. Lopez-Valentin, in Constitutive Models for Rubber VIII - Proceedings ofthe 8th European Conference on Consti-tutive Models for Rubbers, ECCMR 2013, 2013, pp. 569–575.
[11] M. A. Malmierca, I. Mora-Barrantes, P. Posadas, A. Gonzalez-Jimenez, A. Ro-driguez, L. M. Ibarra and J. L. Valentin, in Constitutive Models forRubber VIII - Proceedings of the 8th European Conference on Constitutive Models for Rubbers, ECCMR 2013, 2013, pp. 689–692.
[12] M. A. Malmierca, I. Mora-Barrantes, P. Posadas, A. González-Jiménez, A. Marcos-Fernández, A. Rodríguez, L. Ibarra and J. L. Valentín, Rev. PlásticosMod., 2012, 104, 105–112.

Revista SLTCaucho
42
Revista Caucho de España
Sistemas de Sílices / Silanos para la Industria del Caucho
vinilo no funcionalizado y de un BR de alto contenido en cis, plastificante 35 phr y una carga de sílice de 90 phr. Es comúnmente conocido que cuanto más elevado es el SSA de una sílice se requiere generalmente una concentra-ción más alta de silano.
En el caso del mercaptosilano Si 363®, después de un ajuste adecuado del conte-nido de sílice y del sistema de aceleración, los valores de pérdida de histéresis se re-ducen de modo importante en más de un 30 % al compararse con los valores de los compuestos con Si 266® (Figura 1).
ctualmente están en discusión diferentes eti-quetas para los neumá-ticos (llantas) en todo
el mundo, o bien ya está en vigor. La normas de la EU para el etiquetado de neumáticos,en combinación con unos requerimientos mínimos en la legisla-ción, tienen como objetivo mejorar la eficiencia y en especial la seguridad de los neumáticos.Desde principios de los años 90 el uso de cargas reforzantes a base de sílice/si-lano en bandas de rodamiento de neu-máticos para turismos han contribuido significativamente a una reducción de la resistencia al rodamiento (menor consumo de combustible, disminución de emisiones de CO2). Además, una mejora en la adherencia de los neumá-ticos en superficies mojadas (mayor se-guridad) está en el objetivo final.
El tamaño de la partícula de las cargas de alto poder reforzante, así como la superficie específica (SSA), es conside-rado como uno de los parámetros más importantes para mejorar la resistencia a la abrasión en compuestos de bandas de rodamiento.
Cuanto más alto es el SSA de un sílice activa más alto es su poder reforzante. En el caso de una alta SSA se requieren adecuadas cantidades de organosilanos bifuncionales .Cantidades ajustadas de silanos también mejoran la procesabi-lidad y en conjunto todo el desarrollo.
Combinaciones de sílices estándar de alta dispersión (HDS) ULTRASIL® 7000 GR y (HDS) ULTRASIL® 9100GR de alta SSA (Tabla 1), con silano disulfuro Si 266® y el mercaptosila-no Si 363®, demuestran un potencial para mejorar aún más el rendimiento de modernos neumáticos para turis-mos. Los ensayos han sido hechos en una típica formulación para una banda de rodamiento de neumáticos para tu-rismos basada en una mezcla 70:30 de un S-BRR con un alto contenido en
André Wehmeier y Didier Bidet - Evonik Resource Efficiency GmbH, Brühler Straße 2 - 50389 Wesseling, Alemania
Tabla 1: Datos típicos de los grados de HDS
ULTRASIL®7000 GR
ULTRASIL®9100 GR
CTAB área superficial específica m² / g 160 200
BET área superficial específica m² / g 175 235
Pérdida al secado (2 h / 105 °C) % 5,2 5,5
pH (5 %en agua) - 6,5 6,5
La combinación del ULTRASIL® 9100 GR con el mercaptosilano Si 363® muestra la más alta resistencia dinámica, requisito previo para una buena conduc-ción en seco.Los indicadores de resisten-cia al rodamiento se mantienen en el ni-vel bajo deseado. La mejora del desgaste de los neumáticos es un objetivo econó-mico y un desafío técnico. Un requisito previo es una excelente dispersión que ya proporcionan las dos sílices investi-gadas en los compuestos de caucho. Se logra aún una mejor resistencia a la abra-
Figura 1. Con la combinación de ULTRASIL® 9100 GR y Si 363® se consigue un Módulo dinámico más elevado y una pérdida mínima de energía

43
Revista Caucho de EspañaCONVENIO
Figura 2. Aumento de la resistencia a la abrasión con ULTRASIL® 9100 GR, con un contenido reducido de carga y la misma cantidad de Si 69® (ambos 7,2 phr) – LAT 100 (sistema de Grosch)
Figura 3: RPA; 2º barrido de deformación a 60 °C; 1,6 Hz; ambas HDS con 7,2 phr Si 69®
sión con alta SSA HDS ULTRASIL® 9100 GR, debido a su alto potencial de refuerzo. Esto puede demostrarse en un segundo experimento con el LAT 100 (sistema de Grosch)1 como se ve en la Figura 2. Con un contenido reducido de carga y la misma cantidad de silano se consigue con ULTRASIL® 9100 GR una mejor resistencia frente a la abrasión en más de un 10 % al compararse con ULTRASIL® 7000 GR.
Adicionalmente, el compuesto con una carga de 80 phr de HSA HDS ULTRA-SIL® 9100 GR proporciona una pérdida máxima inferior al 10 % de tan d a 60 °C al compararse con 90 phr de ULTRA-SIL® 7000 GR. Esto está de acuerdo con la previsión de que la resistencia al rodamiento está dominada por el conte-nido de carga y el desgaste está más rela-cionado con el SSA de la sílice. Cuanto más bajo sea el contenido en carga, me-nor será el efecto Payne2, 3. La Figura 3 muestra la diferencia en la deformación de vulcanizados a 60 °C en el analizador de procesos de caucho (RPA).
-En resumen puede decirse que el com-portamiento más equilibrado en rela-ción a la adherencia en superficies secas y mojadas, a la abrasión y a la resistencia al rodamiento, puede lograrse usando la sílice ULTRASIL® 9100 GR de alta dispersión y de alta superficie específica en combinación con el mercaptosilano Si 363®. En los experimentos comenta-
Referencias
1. M. Heinz, K.A. Grosch. A laboratory method to evaluate comprehensively abrasion, traction and rolling resistance of tire tread compounds; Rubber Chemistryand Technology; Volume 80; Sep.-Oct. 2007; p. 580 – 607
2. A.R. Payne, R.E. Whittaker, Low Strain Dynamic Properties of Filled Rubbers;
dos puede demostrarse que variaciones en el sistema sílices/silanos ofrecen un amplio rango de compuestos y ajustes para lograr las prestaciones requeridas.
Rubber Chemistry and Technology 44, 440 (1971)
3. H.-D. Luginsland, J. Fröhlich, A. Weh-meier, Influence of Different Silanes on the Reinforcement of Silica-filled Rubber Compounds; Rubber Chemistry andTechnology; Volume 75; Sep.-Oct. 2002; p. 563 – 579

Revista SLTCaucho
44
PE
DID
OS
OFR
EC
IDO
S
Búsqueda de distribuidor
Empresa internacional se encuentra en la búsqueda de un distribuidor o agente en todos los países de Latinoamérica para vender caucho sintético fuera de norma. Trabaja BR, CR, EPDM, EVM (Levapren), FKM, IIR (BIIR y CIIR), NBR y SBR.
Interesados enviar un email a: [email protected]
Oportunidad de negocios para empresas
Empresa comercializadora y representante, domici-liada en San José (Costa Rica) busca fábricas y pro-ductores a nivel latinoamericano de los siguientes artículos, para ofrecer y comercializar en Costa Rica y Centroamérica.Las empresas deben contar con certificación ISO y con trayectoria en la elaboración de los productos descritos como bases, apoyos o cojinetes de caucho:• Neopreno simple• Neopreno reforzado• Neopreno con anclajes• Neopreno SlideFlon• Neopreno Pot
Compañías interesadas en contratar los servicios de los postulantes, o
solicitantes con interés en las ofertas de empleo, por favor contactarse a
con el código del anuncio en el asunto del correo.
CLASIFICAUCHOS Pedidos y ofrecidosde la industria del caucho
Las industrias interesadas favor de contactarse a:- [email protected] [email protected]
Profesional recomendado
Técnico experto ofrece sus servicios de consultoría en asesoramiento técnico y optimización de eficien-cia en roles de gerenciamiento de procesos de pro-ducción, control de calidad y comerciales, propios de las industrias química, textil, caucho y afines.
Puedes descargar su hoja de vida haciendo click aquíLos interesados pueden contactarse a través del email [email protected]
REF: CC4334
Revista SLTCaucho
Servicios para el socioClasificauchos Laboratorios especializadosOfertas de cursos y seminarios

45

Revista SLTCaucho
46
Ofertas de cursos y seminarios
LA SLTC TIENE EL AGRADO DE OFRECER ESTE SEMINARIO DE FORMACIÓN PARA TODO EL PERSONALDE LA INDUSTRIA DEL CAUCHO PARA DESARROLLAR DENTRO DE LAS COMPAÑÍAS DEL RUBRO.
El alcance de esta capacitación abarca, entre otros, los siguientes campos de aplicación: neumáticos (llantas); reencauche; bandas transportadoras; correas de transmisión; mangueras; perfiles extruídos;
calzado; autopartes; productos para la minería; y artículos industriales del caucho.El contenido del Seminario está diseñado para cada una de estas aplicaciones y comprende cinco módulos que cubren práctica-
mente todos los aspectos posibles sobre la tecnología utilizada en materiales y procesos específicos de la industria del caucho.
Cada uno de estos cinco módulos dura una jornada completa (8hs.) y su contenido se resume como sigue:• Módulo 1: Control, ajuste y optimización de las formulaciones utilizadas en la industria.• Módulo 2: El laboratorio como herramienta de monitoreo, diagnóstico y prevención de problemas.• Módulo 3: El mezclado y su impacto sobre la calidad y productividad de los procesos.• Módulo 4: Extrusión de perfiles: excelencia en la operación de una extrusora.• Módulo 5: Calandrado, refuerzos textiles, vulcanización. Tipificación de defectos y Organización de todos los
aspectos de la fábrica para minimizar defectos y aumentar la productividad de la planta fabril.
La modalidad de cada uno de estos cinco módulos es independiente del resto, es decir, el personal puede asistir a uno de ellos, a algunos o a la totalidad del programa, según las necesidades de cada asistente. El alcance es total: técnicos, laboratoristas, operadores de máqui-
nas, supervisión de producción, mantenimiento, compras, comercialización, ingeniería industrial, seguridad, mejora continua, etc.
Para ver el programa completo de los módulos, ingresa a: www.sltcaucho.org/seminario-tecnologia-caucho/
El docente de este Seminario es el Ing. Esteban Friedenthal, profesional argentino de más de 40 años de experiencia en la tecnología del caucho, cuya trayectoria en nuestra industria se puede observar en el sitio web: www.consultorencaucho.com - Consultas: [email protected]
SEMINARIO INTEGRAL DE CAPACITACIÓNEN TECNOLOGÍA DEL CAUCHO

47

Revista SLTCaucho
48
Elastómeros y sus propiedades
Tablas y gráficos útiles para técnicos
Comparación de elastómerosDenominación química y siglas utilizadas frecuentemente en la bibliografía en base a diferentes normas
Siglas según
Nombre químico de polímero básico
DIN 3760DIN 3770DIN 7728
ASTM D 1418 ISO 1629
Caucho acril-nitrilo-butadieno NB NBR NBR
Caucho de cloro-butadieno CR CR CR
Caucho de acrilato AC ACM ACM
Caucho de siliconaVinil-metil-polisiloxanFenil-vinil-metil-polisiloxan
SI VMQ MVQ
PVMQ MPVQ
Caucho de fluorsiliconaFluormetil-polisiloxan
FVMQ MFQ
Caucho de flúor FP FKM
Caucho de perfluoro FFKM
Caucho de poliuretanoCaucho de poliéster-uretanoCaucho de poliéter-uretano
PUR
AU AU
EU EU
Caucho de etilen-óxido-epiclorhidrina ECO ECO
Polietileno clorosulfonado CSM CSM
Caucho natural NR NR
Caucho de polibutadieno BR BR
Caucho de estireno-butadieno SBR SBR
Caucho de etilen-propilen-dieno EPDM EPDM
Etilen-vinilacetato EAM (EVA) EAM
Etilen-propilen-copolímero EPM EPM
Caucho de butilo IIR IIR IIR
Caucho de clorobutilo CIIR CIIR
ASTM: American Society for Testing and Materials
ISO: International Organization for Standardization
DIN: Deutsche Industrie Norm
Indicación de las propiedades de resistencia en tablas o en forma de gráficos
- Las indicaciones solo se pueden dar en forma muy simplificada debido a la enorme cantidad de materiales existen-tes en el mercado.- Solo se pueden dar indicaciones preci-sas sobre un material determinado con composición definida. Recuérdese que el
empleo de fluidificantes o el tipo de reti-culación pueden dar grandes variaciones.- Al establecer la temperatura de uso continuo, cada ramo de la industria tiene sus propios conceptos. En la in-dustria automotriz por ejemplo, se to-man como base 1.000 a 2.000hs. En la construcción de maquinarias y en
ingeniería civil son habituales tiempos más prolongados (10.000 y 200.000 hs. respectivamente). En estos casos, las indicaciones de las temperaturas se de-ben reducir en forma correspondiente.- Como base se puede decir: al dupli-carse o triplicarse el tiempo de uso, se debe reducir la temperatura 10 K.
Este artículo es parte de una serie de presentaciones que se hicieron en Buenos Aires en 1984 por un grupo de técnicos alemanes del Deutsches Institut für Kautschukte-chnologie e.V. a través de un acuer-do con la Federación Argentina de Tecnología del Caucho. La colec-ción, estudiada y seleccionada para Revista SLTCaucho por Juan Sibe-mhart, permanece vigente y cuenta con un alto nivel técnico.
El Sr. Sibemhart se recibió de ingeniero quí-mico en la Universidad de Buenos Aires y desde 1994 es el Director Comercial de la empresa A Z Chaitas SACIF. Se especializa en PU de Colada (Cast PU).”

49

Revista SLTCaucho
50
Relación entre la resistencia a la temperatura y la resistencia al hinchamiento
Límite inferior y superior de la temperatura de elastómeros
Elastómero Tr en Cº Límite máx. de temperatura en ºC ~ tiempo de ensayo
Clase Tipo Valor de frío(DIN 53 520) 5 h 102 h 103 h
R NR/IR - 45 150 90 70
NR/IRb - 45 190 120 100
BR - 72 170 100 75
CR - 25 180 110 90
CRo - 25 195 125 100
SBR - 28 150 100 80
SBRo - 28 195 130 100
NBR - 28 / - 10 170 115 80
NBRo - 28 / - 10 190 120 100
(X) IIR - 38 200 140 110
M EPDM - 35 200 160 130
EVAM - 18 200 160 130
FKM - 10 280 230 195
ACM - 10 240 180 150
CSM - 10 / + 5 200 130 120
CPE - 12 170 150 110
O ECO - 25 220 150 130
U AU - 22 170 100 80
EU - 35 170 100 80
T OT - 30 170 120 60
Q MVQ - 85 280 195 170
- Valores orientativos de varias bibliografías, por lo general sin indicaciones de las condiciones de ensayo.- Especialidades
Elastómeros y sus propiedades

51

Revista SLTCaucho
52
María Alexandra PiñaIng. Química
Gerente en Silkymia Colombia [email protected]
PATENTES YVIGILANCIATECNOLÓGICA
Masterbatch de caucho modificado, compuesto de caucho y caucho vulcanizado producido a partir del mismo y procesos de preparación para los mismos
› Número:US 9,200,149
› Fecha:1º de diciembre de 2015
› Inventores:Jinliang Oiao (Beijing, CN), Yuexin Cong (Shandong, CN), Xiaohong Zhang (Beijing, CN).
› Asignado:China Petroleum & Chemical Corporation y Beijing Research Institute Of Chemical In-dustry (Beijing, China).
AbstractLa presente aplicación se relaciona con un masterbatch de caucho modificado y un método de preparación, compues-
NovedadesPropiedad intelectualNoticiasAgendaForo técnico
to de caucho preparado con el mismo y caucho vulcanizado y método de preparación. El componente de caucho modificado comprende un caucho sin reticular y partículas de caucho con una estructura reticulada dispersas en la primera, donde las partículas de cau-cho con estructura reticulada son de caucho sintético y/o de natural, con una tamaño de partícula promedio de 20 -500 nmy un contenido de gel de 60% en peso o mayor, y donde el cau-cho sin reticular es estireno – butadie-no. El ratio en peso de las partículas de caucho con estructura reticulada en relación al no reticulado es mayor que 20:80 y menor o igual a 80:20. El compuesto de caucho comprende una mezcla del caucho modificado y elba-se, en el cual el masterbatch de caucho modificado está presente en una canti-dad de 1 a 70 phr. El caucho vulcaniza-do del compuesto mencionado no sólo tiene una baja resistencia al rodamiento y una excelente resistencia al desliza-miento en húmedo, sino también una excelente resistencia al desgaste y, por tanto, puede ser usado para producir un caucho para banda de rodamiento de alto desempeño.
Compuesto de elastómero fluorado y caucho fluorado esponjado
› Número:9,200,127
› Fecha:1º de diciembre de 2015
› Inventores:Makoto Honda (Chiyoda-ku, JP), Hiro-shi Funaki(Chiyoda-ku, JP), Yasuhiko Matsuoka(Chiyoda-ku, JP)
› Asignado:Asahi Glass Company, Limited (Chiyoda-ku, JP)
AbstractSe proporciona un compuesto fluora-doelastomérico, el cual puede mejorar en la producción de caucho fluorado esponjado al esponjar y vulcanizar un elastómero fluorado, usando un pe-róxido orgánico como agente de vul-canización, el estado esponjado y las propiedades físicas del caucho fluorado esponjado. El compuesto de elastóme-ro fluorado que comprende 100 phr de elastómero fluorado, de 0.1 a 20 phr de un agente esponjado y de 0.05 a 10 phr de un agente vulcanizante com-prendiendo un peróxido, y el cual no contiene ayuda de vulcanización, y un compuesto que posee al menos dos gru-
pos de dobles enlaces carbono-carbono en la misma molécula, en un conteni-do de al menos 0.3 phr, es esponjado y vulcanizado para producir un caucho esponjado fluorado.

53
Método de devulcanización microbial y/o enzimático de caucho
› Número:9,193,853
› Fecha:24 de noviembre de 2015
› Inventores:Georg Bohmñ (Akron, Oio, USA), Gregory Stephanopoulos (Winchester, Massachusetts, USA)
› Asignado:Llc Appia (Akron, Ohio, USA)
AbstractUn método para la devulcanizaciónmi-crobial y/o enzimática de caucho que incluye: proporcionar un compuesto de caucho vulcanizado particulado, hinchar el compuesto de caucho vulca-nizado en un solvente e introducir un microbio o enzima en el solvente que contiene el caucho vulcanizado parti-culado de forma de devulcanizarlo.
Correa de transmisión y sistema accesorio de correa automotriz usando la misma
› Número:US 9,169,897
› Fecha:27 de octubre de 2015
› Inventores:Tomoyuki Fujikawa (Kobe, JP),Shigeki Okuno (Kobe, JP), Ejiro Nakashima(Kobe, JP)
› Asignado:Bando Chemical Industries, LTD. (Kobe-Shi, Hyogo, JP)
AbstractUna correa de transmisión (B) incluye fi-bras cortas (14) y negro de humo (18), am-bos dispersos de forma que estén expues-tos en la superficie de al menos una parte de contacto (13) del cuerpo de caucho de la correa (10) con la polea. Las fibras cortas (14) incluyen fibras cortas de alto módu-
lo, hechas de polímeros con una cadena principal que no contiene compuestos aromáticos y que tienen una resistencia a la tensión inicial, medida de acuerdo a la norma JIS L 1013, igual o mayor que 100 cN/dtex; un negro de humo (18) de gran diámetro de tamaño de partícula con un número de absorción de Yodo, medido de acuerdo a JIS K 6217-1, igual o menor que 40 g/Kg; y/o área superficial, medida por absorción de nitrógeno de acuerdo a JIS K 6217-2, igual o menor que 40 m2/g.
Patentes y vigilancia tecnológicaNOVEDADES

Revista SLTCaucho
54
NEGOCIOS
Riesgos de la salud impulsan la demanda de guantes de látex
Diferentes futuros previstos para cauchos natural y sintético en aplicaciones que no sean de neumáticos
Se espera que el mercado global de guantes de látex crezca a una tasa compuesta anual de 8,5% entre 2014 y 2022. Los factores como el aumento de los gastos de atención médica, el incre-mento de amenazas para la salud y el crecimiento de la conciencia de higie-ne y reglamentos de salud están impul-sando el auge del mercado.
Sin embargo, los riesgos cambiarios, el aumento de los costos de las mate-rias primas y la competencia de precios obstaculizan el crecimiento. Por lo tanto, algunos de los retos para el fu-turo son el fortalecimiento del dólar y la reducción de los precios del petróleo crudo, la consolidación de la industria y los planes de expansión de las empre-sas productoras.
EE.UU. representa el mayor mercado para los guantes, aunque los mercados asiáticos son los de más rápido creci-miento. El consumo de guantes de lá-tex aumenta en Asia, particularmente en India, Pakistán y China,debido a que la conciencia de la salud se convir-tió en un asunto crucial. Mientras que
El consumo mundial de elastómeros (cauchos) para aplicaciones que no sean neumáticos (llantas) alcanzará 16,3 mi-llones de toneladas en 2020, según el último análisis de Smithers Rapra.
En su nuevo informe de mercado “El futuro de los cauchos natural y sintético para aplicaciones que no sean neumáti-cos a 2020” (The Future of Natural and Synthetic Rubber for Non-Tire Applications to 2020), Smithers Rapra detectó una tendencia al alza en desarrollo.
El mercado mundial de elastómeros, ex-ceptuando neumáticos, fue de alrededor de 12,8 millones de toneladas en 2012 y creció a 13,2 millones de toneladas en
Noticias de actualidad
Fuente
Fuente
Rubber Journal Asia
Smithers Rapra
el crecimiento en otras regiones como Estados Unidos y Europa servirá tam-bién para impulsar las exportaciones.
La industria está entrando en una trans-formación tecnológica y la mayoría de las plantas están siendo altamente auto-matizadas y con menos trabajo intensi-vo. Sin embargo, la electricidad, el gas y el agua siguen siendo los principales retos para la industria, además de la
depresión en el promedio de ventas de guantes de caucho natural y sintético.Los principales actores en el merca-do de guantes son Hartalega Holdings Berhad, Kossan Rubber Industries, Su-permax Corporation Berhad, Top Glo-ve Corporation, CLEANWRAP Co. Ltd, Frank Healthcare Co. Ltd, AYA Union Co. Ltd, Jinjiang Jiaxing Groups Co. Ltd, PKJ Group Houseware and Shanghai Neo-Medical Co. Ltd.
2013, un aumento del 2,8%. En 2014, el consumo total creció a 13,5 millones de toneladas, un incremento del 2,9%. El promedio de aumento año a año para el período que estudia Smithers (2013 a 2020) se prevé en un 3,1%, ya que si esta tendencia continúa,el consumo to-tal culminará en 16,3 millones de tone-ladas para 2020.
El estudio de Smithers Rapra propor-ciona una visión global de este mer-cado global cambiante y examina la naturaleza compleja y amplia variedad de aplicaciones que no sean de neumá-ticos. El informe proporciona previ-siones y tendencias del mercado de uso final y la región geográfica, así como
las aplicaciones emergentes y las tasas de consumo globales.
Para saber más, puede ingresar a su sitio web oficial: www.smithersrapra.com
Noticias de actualidad

55
Noticias de actualidad
Dunlop tiene un nuevo neumático de invierno
Desarrollan un neumático que se repara a sí mismo
Bridgestone produce los primeros neumáticos a base de caucho natural de Guayule
Dunlop anuncia el lanzamiento del nuevo neumático Winter Sport 5, una cubierta con el agarre y las prestaciones perfectas para enfrentarse a las dife-rentes superficies propias del invierno, como pueden ser las carreteras moja-das, heladas o cubiertas de nieve.
El nuevo neumático de invierno ya está disponible en el mercado en las principales medidas y se convierte en
Se trata de un nuevo material que se autorepara y que puede ser utilizado en la confección de neumáticos, desarro-llado por un equipo de investigadores del Instituto Leibniz para la investiga-ción de Polímeros y nuevos materiales de Dresden, en Alemania, y la Univer-sidad de Tampere, en Finlandia.
Los investigadores lograron crear una goma sin necesidad de vulcanización, un proceso mediante el cual se calienta el caucho crudo en presencia de azufre para que se torne más duro y resistente al frío.
Este proceso hace a la goma más du-rable sin afectar su elasticidad, pero cuando se rompe no puede repararse de forma definitiva.
El material nuevo, en cambio, está modificado químicamente con la adi-ción de carbono y nitrógeno, de modo que cuando se daña, las largas hebras de moléculas que conforman la goma vuelven a unirse por sí mismas.
Actualmente, el material puede em-plearse solo para la cubierta interior del neumático.Para la parte externa, aun hay que llevar a cabo más pruebas, ya que los neumáticos son un produc-to de ingeniería complejo, para el que hay que tomar en cuenta otros factores como el agarre al suelo, la eficiencia en el uso de combustible, etc.
Bridgestone Corporation anunció re-cientemente su exitosa producción de neumáticos para automóviles fabri-cados con 100% de componentes de caucho natural derivados del guayule, un arbusto del desierto que crece en regiones áridas. Fabricados en el Cen-tro Técnico de Bridgestone en Japón, estos neumáticos son particularmente únicos al ser desarrollados utilizando el caucho natural del guayule, culti-vado por Bridgestone en su Centro de Investigación para el Proceso del Bio Caucho en Mesa, Arizona, EE.UU.
Como un esfuerzo inicial a nivel global, Bridgestone fabricó neumáticos simi-lares para automóviles en sus operacio-nes en Roma, Italia a principios de este verano. Para la construcción de dichos neumáticos, todos los principales com-ponentes naturales del caucho, aplicados en la banda de rodadura y costado y re-lleno de ceja, fueron reemplazados por caucho natural extraído del guayule, cultivado y cosechado por Bridgestone.
Fuente
Fuente
Fuente
Vulco
BBC
Bridgestone
alternativa a las cadenas en condicio-nes de nieve o hielo o una temperatura ambiente inferior a 7 grados.
El Winter Sport 5 ha sido diseñado para ayudar a los conductores a hacer frente a carreteras y condiciones imprevistas, propias del invierno, como el hielo, el aguanieve, las placas de hielo, la nie-ve derretida o los charcos. Tiene, para ello, un mayor número de bloques,
que ofrecen mejores prestaciones en carreteras nevadas, y canales centrales en ángulo que proporcionan un agarre lateral excepcional en superficies desli-zantes. Además, la mayor profundidad de los surcos protege contra el aqua-planing, mientras que la optimización de la estructura y de la distribución del peso mejora la eficiencia energética.
Se espera que la demanda de neumáti-cos aumente junto con el crecimiento de la población mundial y con el avance de la motorización de naciones en desarro-llo. Hoy día, aproximadamente el 90% de todo el caucho natural se cosecha del árbol Hevea brasiliensis, que se cultiva principalmente en las regiones tropicales del sureste asiático. Por el contrario, el guayule crece en regiones áridas, princi-palmente en el suroeste de Estados Uni-dos y México. El caucho natural a base de guayule es un biomaterial de origen vegetal, similar al del Hevea.
El caucho natural es la principal mate-ria prima utilizada para la producción de neumáticos en todo el mundo y se consume en grandes cantidades. Los proyectos futuros de investigación de Bridgestone se centrarán en la optimi-zación del contenido de caucho natural en cada árbol del guayule, así como en evaluar sus aplicaciones en una amplia gama de tipos de neumáticos y com-puestos de hule.
NOVEDADES

Revista SLTCaucho
56
16° Congresode Tecnologíadel Caucho
Nombre original (portugués): 16° Congresso de Tecnologia da Borracha Fecha: 28 y 29 de junio de 2016Lugar: San Pablo, Brasil| Más información
Cursos y eventos próximos
Agenda 2016FE
B
ABR
MAY
JUL
JUN
MAR
Tire Technology Expo 2016Fecha: 16 al 18 de febrero de 2016Lugar: Deutsche Messe, Hannover, Alemania| Más información.
Rubber and Tyre Vietnam 2016Fecha: 26 al 28 de abril de 2016Lugar: Vietnam Exhibition & Fair Center VEFAC, Hanoi, Vietnam| Más información.
Rubber Tech Europe 2016: 2nd International Trade Fair for Tyre Manufacturing ExpertsOrganizadores: China United Rubber Corporation y Messe Essen GmbHFecha: 24 al 27 de mayo de 2016Lugar: Messe Essen, Germany| Más información.
USA Rubber Industry Forum 2016Fecha: 18 al 22 de julio de 2016Lugar: Pittsburgh, Pennsylvania, USA| Más información.
Argenplás 2016: 16° Exposición Internacional de PlásticosFecha: 13 al 16 de junio de 2016Lugar: Centro Costa Salguero - Buenos Aires, Argentina| Más información.
USA Rubber ProcessingEducation Week 2016Fecha: 1º al 5 de febrero de 2016Lugar: Holiday Inn Express & Suites Mt. Juliet, Nashville, Estados Unidos| Más información.
Plastics & Rubber Vietnam 2016: The 6th International Plastics & Rubber Technologies and Mate-rials Exhibition for VietnamFecha: 1 al 3 de marzo de 2016Lugar: Saigon Exhibition and Con-vention Center (SECC), Ho Chi Minh City, Vietnam.| Más información.
Tyrexpo Africa 2016Fecha: 8 al 10 de marzoLugar: Sandton Convention Centre, Johannesburgo, Sudáfrica| Más información
3rd World Elastomer SummitFecha: 9 y 10 de marzo de 2016Lugar: Dusseldorf, AlemaniaMás información
GRTE2016: 3º InternationalExhibition for Rubber, Latex & Tire Expo 2016Organizador: Techno Biz y China United Rubber CorporationFecha: 9 al 11 de marzo de 2016Lugar: Bangkok International Trade & Exhibition Center (BITEC), Bangkok, Tailandia| Más información.
23rd European Tyre Recycling ConferenceFecha: 16 al 18 de marzo de 2016Lugar: NH du Grand Sablon, Bruselas, Bélgica| Más información
Tire & Rubber Indonesia 2016: The 5º Indonesia International Tyre and Rubber Industry ExhibitionFecha: 29 de marzo al 1º de abril de 2016Lugar: Jakarta International Expo ( JIExpo) Kemayoran, Jakarta, Indonesia| Más información

57
Cursos y eventos próximos
XIV JornadasLatinoamericanasde Tecnología del Caucho
Bento GonçalvesRio Grande do Sul, Brasil
2017
MAR
JUL
AGO
ENE
OCT
OCT
Tyrexpo Asia 2017Fecha: 24 al 26 de marzo de 2017Lugar: Singapore EXPO, Singapur| Más información.
Tyrexpo India 2017Fecha: 7 al 9 de julio de 2017Lugar: Chennai, India| Más información.
Cambo PlasFecha: 26 al 29 de agosto de 2016Lugar: Diamond Island Convention and Exhibition Centre, Phnom Penh, Camboya| Más información.
Arab Plast 2017Fecha: 8 al 10 de enero de 2017Lugar: Dubai International Convention & Exhibition Centre, Emiratos Árabes| Más información.
9th India Rubber Expo &Tyre Show 2017Fecha: 19 al 21 de enero de 2017Lugar: Chennai, India| Más información
Conferencia Internacional de Elastómeros 2017Nombre original (inglés): 2017 Inter-nacional Elastomer Conference Fecha: 9 al 12 de octubre de 2017Lugar: Cleveland Convention Center, Cleveland, USA| Más información.
Asian Retread Conference 2016Fecha: 4 y 5 de octubre de 2016Lugar: Sime Darby Convention Centre, Kuala Lumpur, Malasia| Más información.
Conferencia Internacional de Elastómeros 2016Nombre original (inglés): 2016 Internacional Elastomer ConferenceFecha: 10 al 13 de octubre de 2016Lugar: Kentucky International Conven-tion Center, Kentucky, USA| Más información
Conferencia internacional de Caucho 2016Fecha: 9 y 10 de marzo de 2016Lugar: Dusseldorf, AlemaniaMás información
GRTE2016: 3º InternationalExhibition for Rubber, Latex & Tire Expo 2016Nombre original (inglés): The Inter-nacional Rubber Conference 2016Organizador: Techno Biz y China United Rubber CorporationFecha: 24 a 28 de octubre de 2016Lugar: Kitakyushu International Confe-rence Center - Kitakyushu, Japón| Más información.
NOVEDADES

Revista SLTCaucho
58

59
NOVEDADES Foro técnico
Foro técnico
PLANTEO DEL PROBLEMA
Buenos días,
Soy nueva en el grupo y agradezco por par-ticipar en este Foro. Muchas gracias. Estos intercambios de información y experiencias nos engrandecen.
¿Alguien podrá indicarme cómo trabajar con esponjas de caucho en prensas?
Tengo una formulación con esponjante TSH y mis dudas son:
1) ¿Moldeo Directo o por Transferencia?
2) El peso de la pieza con formulacion “nor-mal” con PE de 1,2 es de 90 gramos. ¿Cuál sería el peso de la carga de molde para for-mulación esponjosa? ¿Cerca de 50 gramos?
3) ¿Temperatura de vulcanización a usar?
Test realizado a 160ºC y 6 min, la pieza sale incompleta con fallas, ¿qué debo hacer para obtener una pieza terminada esponjada sin agujeros y marcas? He realizado tests con temperatura de 145º y también se obtuvie-ron piezas con marcas, agujeros e incom-pletas. ¿Cómo debería ajustar?
4) ¿Sugieren algún otro parámetro a controlar?
Agradezco a todos!
Abrazos,
Mariana
A continuación reproducimos una conversación del Fórum Técnico sobre Borracha en Yahoo! Groups, que se ha desarrollado a lo largo de los días entre colegas brasileños a partir de la consulta de uno de ellos sobre el desarrollo tecnológico y la renovación de la industria. En un mercado competitivo donde la información y el conocimiento técnico a menudo no se actualizan, la discusión de cuestiones relacionadas con los elastómeros, su procesamiento y composición, y el intercambio de experiencias pueden ser las soluciones a las distintas problemáticas del día a día.
Buenas tardes Mariana,
1) Se pueden utilizar los 2 procesos.
2) La densidad de la esponja depende de: cantidad de esponjante, sis-tema de aceleración y la temperatura de descomposición del espon-jante usando óxido de zinc como catalizador, por ejemplo, (existen otros). Además la viscosidad del compuesto, que puede determinar si la esponja será de poros abiertos o cerrados. Tener en cuenta también la granulometría del esponjante, pues el TSH da un acabamiento un poco áspero, aunque creo que tiene baja temperatura de descompo-sición. Si quisieras lograr esponjas de células cerradas, el sistema de cura debe ser rápido, usando EPDM con alto dieno.
3) Los parametros son los nombrados, pero no son fáciles de ajustar. Sugiero usar un proceso DOE (Design of Experiments) y luego al-gunos tests de producción. Si el elastómero que estás usando fuera EPDM, la temperatura parece estar baja, por eso le estoy aconsejan-do utilizar un proceso DOE para definir mejor las variables.
También puedes utilizar otros esponjantes como OBSH cuya temperatura de descomposición es más alta, dando poros me-nores para una misma velocidad de cura.
Utilice siempre la forma pre-dispersa del esponjante que es más estable y tenga un control rígido de producción. Lo mismo para las materias primas, pues la esponja varía conforme al humor del día.El asunto es complejo pues requiere un balance de los ingredien-tes, que va a depender mucho dela experiencia del formulador.Estimo que sobre este tema varios colegas podrán contribuir.
Att.Carlos Alberto Corrêa
ESPONJA: SUS PROBLEMAS DE FABRICACIÓN
Bueno, primero preciso saber cuál es el caucho(s) que esta usando. NR, SBR, BR, NBR, EPDM o mezclas de ellos y sus proporciones
Lo necesito para definir el sistema de vulcanización.
Es preciso ajustarla curva de reticu-lación con la curva/velocidad de ex-
Mariana,
La esponja es un caso aparte en la in-dustria del caucho.
Dicen que cuando una persona mala muere y es retornada para pagar los pecados, vuelve a trabajar a una fá-brica de caucho. Pero si la persona es muy, pero muy malvada, vuelve para trabajar en una fabrica que solamente hace esponja de caucho.
pansion del agente(s) esponjante(s) en cuestión.
En caso de utilizar la AZDC - Azodicar-bonamida tenga en mente que a 200ºC genera 220cm3 de gas por gramo.Si usara OBSH – Oxi- bis- Benceno Sulfonil Hidrazina a 160ºC genera 120cm3 de gas por gramo.

Revista SLTCaucho
60
Foro técnico
Si usara TSH – Tolueno SulfonilHidra-zina a 110ºC genera 110cm3 de gas por gramo.
Si usara BSH – Benzeno Sulfonil Hi-drazina a 95-100ºC genera 110 cm3 de gas por gramo.
Con estas informaciones y a partir del peso específico del compuesto, cal-cula la cantidad de esponjante (o es-ponjantes) en gramos (luego se pasa a phr) para lograr la densidad final del producto esponjado.
Cada tipo de esponjante requiere un sistema de cura de acuerdo a la tempe-ratura de descomposición y a la tempe-ratura de proceso de reticulación.
En general, una mezcla de AZDC con OBSH (quicker, aumenta la velocidad de descomposición de la AZDC) es bastante útil.
En este caso considerala proporción en uso (generalmente en una rela-
ción 3:1) y vulcanización a 165ºC, ob-viamente considerando en la misma proporción los respectivos volumes de gases, y un sistema de cura ajus-tado para tal.
Es decir, el ajuste vulcanización/es-ponjado es clave. Claro que también depende si el producto será de células abiertas o cerrradas.
En algunos casos se hace una pre-cu-ra en un molde de menor volumen y la reticulación se completa en el mol-de final.
El moldeo por transferencia se usa, principalmente, cuando la película puede ser delgada.
La viscosidad del compuesto también influye en la expansión, pre-forma-ción del encapsulamiento de los ga-ses y expansión final.
La reología es importante y los auxi-liares de flujo son una alternativa en
este caso. Amidas de ácido oleico son adecuadas pues también cataliza tan-to la reticulación como la acción de los agentes esponjantes derivados de hidratos de hidrazina.
En un analisis rápido de su caso co-mentado, parece que uno o los dos procesos está ocurriendo:
1- Expansión prematura-TSH iniciando la descomposición tempranamente.2- Falta de reticulación - gases se di-funden a través de la mezcla por falta de película (interna e externa).
Saludos,
Marco Antonio CardelloDiretor-presidente/Director-CEOMagMa-Mix Ltdawww.magma-mix.com.br

61
SLTC social
Gaceta N°89

Revista SLTCaucho
62
Noticias SLTC
Seminario de capacitación en FUNSA
Publican artículo del Ing. Alberto Ramperti en prestigiosa revista alemana
Entre el 9 y el 13 de Noviembre de 2015 se desarrolló en FUNSA, fábrica de neu-máticos (llantas) situada en Montevideo (Uruguay) el Curso Completo de Tec-nología del Caucho en cinco módulos, que ha sido lanzado recientemente por la SLTC, a cargo del Ing. Esteban Frie-denthal, profesional argentino con más de 40 años de experiencia en la capaci-tación y asesoramiento de la industria del caucho latinoamericana y española.
El programa se adecuó a las necesidades de la empresa para facilitar la convocatoria del personal: como se puede observar en las fotografías, la asistencia varió según la temática de los módulos del programa.
El resultado de esta actividad fue altamen-te satisfactorio, debido al gran entusiasmo e interés desarrollados durante el evento.
Este Seminario Integral de Capacitación en Tecnología del Caucho está orienta-do para todo el personal de la industria.
Un artículo del Ing. Alberto Ramper-ti, vicepresidente saliente de la Socie-dad Latinoamericana de Tecnología del Caucho, fue publicado en la Re-vista alemana del caucho GAK Gum-mi Fasern Kunststoffe en la edición de agosto de 2015.
La publicación del artículo titulado Rubberserv DA203 – Agente de disper-sión para compuestos de Caucho natural cargados con Silicese generó por pedido de los editores de la revista y como con-secuencia de su presentación en el Inter-national Seminar on Elastomers 2014 en Bratislava, Eslovaquia.
Este artículo fue publicado anterior-mente en diversas revistas del rubro del caucho de todo el mundo, como por ejemplo Rubber World de Estados
El contenido comprende cinco módulos que cubren prácticamente todos los as-pectos posibles sobre la tecnología utili-zada en materiales y procesos específicos del rubro. Cada módulo dura una jorna-da completa de 8 hs y están hechos para darse in situ, de acuerdo a las exigencias de cada empresa.
Para mayor información ingrese a www.consultorencaucho.com
Unidos, Tire Technology International de Reino Unido, La Gomma de Italia y otras publicaciones de Latinoamérica.
Felicitamos alIng. Alberto Ramperti
por este reconocimientoa nivel mundial.

63
GACETA En tinta, por Martín Keipert
Lars Larsen (Estados Unidos)
Lars Larsen, por muchos años Gerente para Lati-
noamérica de Struktol Co. of America. Apoyó a la
SLTC como sponsor, como amigo y como técnico.
Cuando se jubiló en el 2009, se le entregó un di-
ploma como miembro sobresaliente de la “Mafia”.
[email protected]://dibujosmk.wix.com/mkilustraciones

Revista SLTCaucho
64
¡ÉRAMOSTAN JÓVENES!
Cena en Santiago de Chile, 10 de octubre de 1997.
De izquierda a derecha, hemos identificado a Javier Troncoso, Carlos de la Cruz, Luis Troncoso, Manuel Pazos, Don Pepe Teixido, HernanLeng (al fondo detrás de la vela), María Cristina Teixido (elegante como siempre), el inolvidable Leonidas Calvi, Mario Paucay, Eduardo Ovejero (más oscuro que de costumbre) y al fondo dos de los próceres de la industria chilena del
caucho: Eduardo Willenbrick (junto a su hijo Eduardo) y Mario Kwiatovsky
La foto destacada
Si quieres enviarnos tu mensaje, puedes mandarlo a [email protected] escribirnos tus sugerencias en soportesltc.com

65
Si quieres enviarnos tu mensaje, puedes mandarlo a [email protected] escribirnos tus sugerencias en soportesltc.com
¡A EMPEZAR A HABLAR DE BENTO GONÇALVES!Querido Víctor:
Que buenos días hemos pasado junto a tantos viciosos de la goma. Bajo mi punto de vista las Jornadas fueron un éxito.
Pienso que después de unos días normales de relajo, ya hay que empezar a hablar y escribir sobre BENTO GONÇALVES y darle la máxima divulgación. No es ni Buenos Aires, Medellín o Guadalajara que suenan
bien y se conocen.Es un lugar que la inmensa mayoría no conoce.
Oí charlas para congresos de científicos, vi gente que iba por conocimientos y a desarrollar mejores productos. Nunca creí que en el salón de látex hubiera que poner más sillas.
En fin, gracias a vuestra labor se logró lo que se buscaba.
Las reuniones de la mafia organizadas o no, dan un gran atractivo de hermandad y cariño.
Como siempre un fuerte abrazo para ti y si lo permites a Luisa.
José Luis FeliúSocio Nº 8
Mensaje enviado desde Malasia a Ludwyg Reyes, integrante del Comité Organizador de las XIII Jornadas.
Este email fue enviado de parte
del Ing. Edgar Guzmán Ontiveros
de la empresa Crepé del Bajío SA
de CV de México a Deisy Santana
de Eager Century, patrocinador de las
XIII Jornadas.
EXCELENTE NIVEL EN LAS JORNADASDeisy,
Hola, buen día!
Te envío un cordial saludo y espero que te encuentres bien. Te comento quefue una muy grata experiencia el haber asistido a las jornadas de SLTC.
Un evento muy bien organizado, excelentes expositores, conferencistas de alto nivel con temas muy atractivos, etc.; además de poder relacionarse y conocer a personas interesantes, como Uds. por ejemplo. Yo en lo personal, lo disfruté
bastante y espero que haya más experiencias como esta.
Fue un gusto haberte conocido y espero que estemos en contacto y más aún ahora que se va a reanudar la relación comercial con Uds.
Quedo a tus órdenes y a la espera de tener noticias tuyas.
Saludos,
Ing. Edgar Guzmán OntiverosSocio Nº 4316
¡CONGRATULATIONS FROM MALAYSIA!Dear Ludwyg,
Back home with pleasant memories from Guatemala and Columbia. There is more good than bad aspects in the event.
My comments:
I wish to congratulate the team under Mr. Günther for this successful event which would have involved a lot of sacrifice and hard work. The city of Antiqua was a unique place for the event and all the papers presented were really excellent. Notwithstanding the current low prevailing NR prices, the enthusiasm show by
the participants at the seminar augers well for NR in the Latin American countries. Again for the success of Jornadas Latinoamericanas de Tecnología del Caucho
en Guatemala, the team deserves our best wishes. However, the food should have been included in the package without the participants having to pay for it.
Sri Daran
El muro de

Revista SLTCaucho
66
Noticias SLTC
Nuevos patrocinadores de la SLTC
A partir del 2016 la SLTC contará con los patrocinios categoría oro de Quimipol y el patrocinio categoría plata de REP.
¡Sigamos potenciando juntosla industria del caucho!
SLTC y Quimipol, vuelven a asociarse luego de las Jornadas, y presentan un nuevo convenio que los ligará por un año más.
De esta manera, Quimipol (Quími-cos y Polímeros Corporation S.A. de C.V.) se convirtió oficialmente en nue-vo patrocinador clase oro de la SLTC.
Quimipol, con sede central en Méxi-co, cuenta con representaciones en una diversidad muy amplia de productos: látex de estireno butadieno en solución y en emulsión, poliisoprenos, nitrilos, EPDM, termoplásticos, polibutadie-nos, resina PVA, hule natural, negro de humo, adhesivos hule a metal, sílica, hule químicos, y otros.
Luego de acompañar a la SLTC varios años, REP Injection confirmó su pre-sencia como patrocinador PLATA para todo el 2016.
REP fue sponsor en las XII y XIII Jornadas Latinoamericanas de Tecno-logía del Caucho, que se celebraron en Buenos Aires y Antigua Guatemala, respectivamente.
Con oficina central en Francia y más de 30 subsidiarias y agentes en todo el mun-do, REP se dedica al diseño, fabricación, comercialización y servicio postventa de prensas de inyección o compresión del caucho y máquinas desvulcanizantes.
Contacto:
Carlos B. Zetina No. 2, Col. Industrial Xalostoc.Ecatepec, Estado de México (CP 55348), México.
+ 52 (55) 8283.4570 al 75
Contacto:
15 rue du Dauphiné69964 CORBAS, Francia
www.repinjection.com
+33 (0) 4 72 21 53 53
Químicos y PolímerosCorporation S.A. de C.V. REP International

67
