research article condition based maintenance optimization
TRANSCRIPT
Research ArticleCondition Based Maintenance Optimization of an AircraftAssembly Process Considering Multiple Objectives
J Li1 T Sreenuch2 and A Tsourdos3
1 Shanghai Aircraft Manufacturing Co Ltd Shanghai 200436 China2 Integrated Vehicle Health Management Centre Cranfield University Bedford MK43 0AL UK3Division of Engineering Sciences Cranfield University Bedford MK43 0AL UK
Correspondence should be addressed to T Sreenuch tsreenuchcranfieldacuk
Received 31 October 2013 Accepted 29 December 2013 Published 11 February 2014
Academic Editors V G M Annamdas C Bigelow R V Rao Y Shi and A Yesildirek
Copyright copy 2014 J Li et al This is an open access article distributed under the Creative Commons Attribution License whichpermits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
The Commercial Aircraft Cooperation of China (COMAC) ARJ21 fuselagersquos final assembly process is used as a case study Thefocus of this paper is on the condition based maintenance regime for the (semi-) automatic assembly machines and how theyimpact the throughput of the fuselage assembly process The fuselage assembly process is modeled and analyzed by using agentbased simulation in this paper The agent approach allows complex process interactions of assembly equipment and maintenanceto be captured and empirically studied In this paper the built network is modeled as the sequence of activities in each stage whichare parameterized by activity lead time and equipment used A scatter search is used to find multiobjective optimal solutions forthe CBM regime where the maintenance related cost and production rate are the optimization objectives In this paper in orderto ease computation intensity caused by running multiple simulations during the optimization and to simplify a multiobjectiveformulation multiple Min-Max weightings are used to trace Pareto frontThe empirical analysis reviews the trade-offs between theproduction rate and maintenance cost and how sensitive the design solution is to the uncertainties
1 Introduction
Nowadays aircraft manufacturers are operating in a globalcompetitive environment Increasing production rate andreducing costs are the key drivers in aircraft manufacturingIn order to meet the required production rate while meet-ing high quality requirements (semi-) automatic assemblymachines (eg Flexible Drilling Head [1] GRAWDE (GearRib Automated Wing Drilling Equipment) and HAWED(Horizontal Automated Wing Drilling Equipment) [2]) areincreasingly being used in the aircraft assembly line Thesemachines can deliver significant productivity gains on theshop floor by reducing the manual multistep processes andovercoming the restricted worker access [3] This in effecthas shifted the production throughput to be now very muchdependent on the operational availability of these (semi-)automatic machines [4] Consequently machine breakdownsandmaintenance are therefore amajor cause of bottlenecks in
the assembly line How to manage these machines in an effi-cient and cost-effective way to maximize the overall productrate is still a key challenge to the aircraft manufacturers [2]
Maintenance involves fixing when equipment becomesout of order (corrective maintenance) and also includesperforming routine actions which will keep the equipmentworking in order or prevent failures from arising (ie preven-tive maintenance) [5 6] A maintenance strategy in generalincludes identification of parameters inspection methodsplan execution and repair [7 8] In the recent decadeCondition Based Maintenance (CBM) has increasingly beenintegrated as part of the manufacturing system [4 9ndash12] Itsgoal is to minimize unscheduled downtime and shift towardsa more forward-looking approach by monitoring deteriora-tion of equipment conditions Examples of integratedCBM inmanufacturing system are found in the areas of measurementequipment [13] plastic injection [14] plastic yoghurt pots[15] food and drink industry [16] PBL (performance-based
Hindawi Publishing CorporationISRN Aerospace EngineeringVolume 2014 Article ID 204546 13 pageshttpdxdoiorg1011552014204546
2 ISRN Aerospace Engineering
logistics) contracts [17] and generic stochastically deteriorat-ing systems [18] In these examples it has been shown thatCBM can potentially improve the overall cost and productionrate of the manufacturing systems by increasing the machineavailability while reducing the maintenance cost [17 18]
In many cases manufacturing for an example wheremany high-value assets (machines) are part of it is imprac-tical and economically not feasible to experiment differentmanufacturing processes based on the real objects [9] Simu-lation could allow complex process interactions of assemblyequipment and maintenance to be captured and empiricallystudied in a virtual environment without having to build areal manufacturing system Agent Based Simulation (ABS)and Discrete Event Simulation (DES) have been used inthe manufacturing domain ABS is based on the dynamicinteraction of entities involved in the process Examples ofthe ABS are autonomic manufacturing execution system [19]and intelligent manufacturing (eg enterprise integrationand collaboration manufacturing process planning andscheduling) [20] DES is on the other hand based on a fixedsequence of operations or process being performed overentities [9] DES is more widely adopted in manufacturingas fixed sequence of operations can be naturally captured[9] However in a highly complex process it is simpler tomodel usingABS complex interactions between entities (egmachine service and process) can be naturally captured inABS without having to reformulate a problem into the queuetheory framework as required by DES [21 22] Both DESand ABS allow the important aspects like quality cost andtime to be simulated and analyzed which provide the basisin Manufacturing System Development (MSD) and ProductRealization Process (PRP) [23]
In simulation a model comprises several input variablesor model parameters such as scheduling properties processleap time and machine reliability The aim of MSD or PRPis to find optimal controllable parameters that will resultin the most desirable outputs of the process In the case of(semi-) automatic assembly lines examples of performanceindicators are maximum production rate and minimummaintenance cost To find an optimal solution the simulationis iterated until the most optimal combination of variables isfound at each iteration the controllable variables are adjustedthe model is simulated and the simulation output is thenevaluated against the design objectives [24 25] Evolutionarytechniques (eg scatter search and genetic algorithms) areoften applied to solve difficult simulation optimization prob-lems [26ndash28]
In this paper CBM is exploited as part of a designsolution for a (semi-) automatic aircraft assembly processthat demands high production rate and until now there areno studies of CBM in an aircraft assembly process reportedin the literature This and the simulation optimization ofa CBM integrated aircraft assembly process model will bethe contribution of this paper In this study CommercialAircraft Cooperation of China (COMAC) ARJ21 regional jetfinal assembly is used as a what-if representative example toillustrate the impact of CBM on the aircraft assembly process
The outline of this paper is as follows Section 2 describesan aircraft assembly process and identifies the key perfor-mance bottlenecks in the process Sections 3 and 4 explainCBM and how a CBM enabled aircraft assembly system ismodelled using agent concepts A multiobjective simulationoptimization approach is described in Section 5 Section 6describes performance measures and then evaluates trade-off between competing objectives and their relation to designparameters Finally the concluding remarks are made inSection 7
2 Aircraft Assembly Process
21 ARJ21 Structure Assembly ARJ21 is one of two ongoingCOMACrsquos regional jet development programs [29] It is a newtype of turbofan shortmedium range 78ndash90 seat regionalaircraft The ARJ21 program is in the ongoing certificationprocess and is currently in transition from development stageto batch serial production The ARJ21 has received a total of309 orders as of 2013 COMAC has planned to increase itsproduction rate to 30 aircrafts per year by 2015 Howeverat this state the production of ARJ21 is heavily relyingon manual processes and inevitably limited to 1-2 aircraftsper year To meet the delivery target (ie 30 aircrafts peryear) while maintaining quality and cost effectiveness themanufacturing and assembly processes of the ARJ21 have tobe less of manual work but more automated by adopting theconcept of (semi-) automatic assembly process
Similar to other integrated aircraft manufacturing net-works like B777 B787 A340 and A380 the main structurecomponents of the ARJ21 are manufactured and assembledacross China by three other ARJ21 consortium members(Tier-1) located in Xirsquoan Chengdu and Shenyang The partsare then transported and finally assembled by COMACitself in Shanghai This also means any delay from the Tier-1 airframe component suppliers or in the final assemblywill respectively cause holdup in the production rate oraccumulation of components from the suppliers Hence inorder to maximize the overall production rate it is importantthat disruptions in each assembly line at different sites willhave to be minimized
In this paper the subfinal assembly of ARJ21 fuselage jointis used as a case study to illustrate the impact of maintenanceon the assembly process performance This can be subse-quently extended to cover the whole final assembly processor applied to the other Tier-1 component-level assemblies Atthe ARJ21 final assembly line each ARJ21 arrives in sevensubstructures nose section front fuselage central fuselageaft fuselage rear fuselage (including tails) and both wingsThe components are uploaded to transporters and taken tothree specific assembly stations where in parallel the forwardfuselage is constructed of the nose section and front fuselagethe wings are joined to the central fuselage and the aftand rear fuselages are joined which form the aft fuselagesee Figure 1 The three main fuselage substructures are thentransported to the final assembly station where they arejoined together into a complete airframe In this paper wewill focus on the assembly processes (ie Stages 200A and200B) carried out this station
ISRN Aerospace Engineering 3
Nose Front fuselage Middle fuselage Wings Aft fuselage Rear fuselage
Front sectionMiddle section
Stage 200A Stage 200B Aft section
Final structure
Figure 1 COMAC ARJ21 structure assembly
Crane Rivet gunFlex track
Loadlocatealign Drill RivetManual
inspection
Laser Jack
Assembly sequence
Unload
sim67hours sim13hours sim13hours sim4hours sim8hours
Figure 2 ARJ21rsquos main sequence of final joints and related assembly machines
22 Fuselage Joining Process The main sequence of the finaljoints (Stages 200A and 200B) can be divided into 5 steps asshown Figure 2 The joint work starts by using an overheadcrane to move and prealign the fuselage components intoan assembly jig These components are then aligned withhigh accuracy by adjusting the supported jacks guided bymeasurement data from the laser tracking devices It takesapproximately 67 hours to complete this sequence The nextassembly step is to drill the joint structures that is front andmiddle sections and middle and aft sections In this processthe skins frames stringers and other joint parts of the struc-ture pair are drilled together and then deburred In manualdrilling this process relies on precision measurements anddrilling skills which is time consuming and often imperfect(eg oblique holes and excessive countersinks) In an (semi-) automated assembly line a light weight portable computernumerical control (CNC) drilling machine (aka Flex Track[30]) is used to reduce the lead time while maintaining therequired drilling quality This process is estimated to be 13hours assuming that 2 Flex Tracks are used In the third
step the joint fuselage sections are fastened using hammeredsolid rivets In this process ldquoHandheld Electromagnetic RivetGunsrdquo are used in place ofmanual riveting to reduce lead timeand noise hazard level For 2 pairs of rivet guns the lead timeof this process is estimated to be 13 hoursThe fourth step is tomanually inspect the riveting quality such as position depthand angle This process takes approximately 4 hours Finallythe jig and jacks are removed from the completed fuselageThe fuselage is then towed away from the assembly areaThisfinal unloading process takes about 8 hours
Table 1 details subprocesses of the main assemblysequence and their estimated lead time These values wereobtained from interviews of COMAC engineer Note thatthese estimates do not take into account any of processdisruptions which could be caused by part delays machinebreakdowns and maintenance or other factors
23 Bottlenecks During the design and development phasesmanual work is relevant and sufficient as the assembly process
4 ISRN Aerospace Engineering
Table 1 Estimated work process lead time
Work contents Assembly machines Lead time (Hrs)Loadlocatealign
Load middle section Crane 9Prelocate and -align Jig and middle section Jacks and lasers 19Load front section Crane 9Load aft section Crane 9Locate and align Jig and fuselage sections Jacks and lasers 21
Drill (in parallel)Front and middle sections
Load flex tracks Flex tracks 2Drill Flex tracks 10Unload flex tracks Flex tracks 1
Front and middle sectionsLoad flex tracks Flex tracks 2Drill Flex tracks 10Unload flex tracks Flex tracks 1
Rivet (in parallel)Front and middle sections
Load rivet guns Rivet guns 2Rivet Rivet guns 10Unload rivet guns Rivet guns 1
Middle and aft sectionsLoad rivet guns Rivet guns 2Rivet Rivet guns 10Unload rivet guns Rivet guns 1
Manual inspection 4Unload 8
is not finalized and the required production rate is limitedto 1 or 2 aircrafts per year To meet the delivery target of30 aircrafts per year the assembly process of the ARJ21has to be of less manual work but to be more automatedHowever disruption caused by machine breakdowns andmaintenance is one of the key performance bottlenecks ina (semi-) automatic assembly line [2] From interviews ofCOMAC engineers an overhead crane Flex Tracks and rivetguns are less reliable in relation to other types of assemblyequipment and will likely be the common causes of machinebreakdown
From Table 1 it can be seen that three of the mainprocesses of the ARJ21 fuselage joining process are heavilydependent on the overhead crane Flex Tracks and rivetguns Hence the downtime of these machines will essentiallyaffect the throughput of the assembly process Table 2 sum-marizes estimatedmaintenance parameters of these assemblymachines In this paper the crane Flex Tracks and rivet gunsare the focus of an application of CBM
3 Condition Based Maintenance
31 Degradation Process Machine failures can be dividedinto two categories random failures and those as a con-sequence of degradation In this paper we only consider
Table 2 Estimated maintenance parameters
Assemblymachines
MTBM1
(hrs)Maintenancetime (hrs)
Loss time2(hrs)
Overhead crane 720 1 169Flex track 900 2 506Rivet gun 1440 1 3361MTBM mean time before maintenance 2Loss time minimum downtimecaused by unexpected breakdown
the degradation failures in which preventive maintenancestrategies can be applied A simplified degradation pro-cess is illustrated in Figure 3 119877PM 119877
119865 and 119879
(119894)
119872are the
preventive maintenance threshold failure threshold andrequired duration to perform the 119894thmaintenance (or repair)respectivelyThe degradation process can be represented by astochastic process of increasing wear and hence decreasingin system reliability finally leading to machine failure Thedegradation stages can be modelled using either discretesteps or continuous process in time The failure occurs whenthe machine degradation stage reaches a certain reliabilitylevel In Figure 3 maintenances are used to intervene withthe degradation process and bring about an improvementto a certain reliability level before failures occur However
ISRN Aerospace Engineering 5
Time
Degradation rate
Imperfect maintenance
Syste
m re
liabi
lityR
RPM
RF
T(1)M T(2)
M
Figure 3 Degradation process
Time
Preventive maintenance zone
Syste
m re
liabi
lityR
RF
T(1)M
T(2)M
t(1)St(2)S
t(3)P t(4)S
RPM
Figure 4 Condition based maintenance (CBM) framework
when there is no ambiguity the term ldquomaintenancerdquo will alsoinclude ldquorepairrdquo operations in this paper The randomness(being stochastic) is from uncertainties in the degradationrate and maintenance The latter results from imperfectmaintenance
32 Maintenance Model The purpose of maintenance isto increase the mean time to failure It is assumed thatmaintenance will bring about an improvement to the condi-tions in the previous stage of degradation [31] see Figures3 and 4 In CBM framework a maintenance policy relieson continuous condition monitoring which can be carriedout by embedded sensors or periodic inspection (ie 119905(119894)
119878in
Figure 4) [11 14] This paper assumes that embedded sensorsare used to support online continuous condition monitoring(CM) In CBM instead of traditional fix schedule main-tenance interventions are performed only when the systemreliability degrades below a certain preventive maintenancethreshold In this way unnecessary maintenance actions andunexpected breakdowns can be reduced a real-time CMsystem provides an estimate for the reliability level due todegradation In CBM when to take maintenance actionsthat is defining the 119877PM level is essentially the main designmaintenance parameter This parameter will be based onboth the system reliability level at inspection time and the
potential evolution of the systemrsquos degradation process 119877PMmust be sufficiently high to allow maintenance actions to beperformed before the machine degrades to the failure level119877119865
4 Agent Based Model
DES is widely used in modelling and simulation of manu-facturing systems where fixed sequence of operations can benaturally captured However in a highly complex processit is simpler to model using ABS complex active inter-actions between entities (eg machine maintenance andprocess) can be naturally captured in ABS without havingto reformulate a problem into a series of discrete events asrequired by DES [21 22] In our case CM system whose self-aware (or active) properties are required in order to triggermaintenance activities is an example of entities that cannotstraightforwardly be modeled using DES the behaviour ofa CM system has to be determined by the system in a DESmodel (unintuitively being passive) For this reason ABS ispreferred to DES in this paper
In this paper for simplicity in the analysis a CBMenabledARJ21 assembled system is composed of minimally assemblymachines maintenance and the assembly process itself andthe interdependencies among these components In ABSthese entities are called agents Here we use statechart tomodel behaviours of an agent and a messaging concept tomodel interactions between agents [32]The statechart allowsactive stochastic behaviours of an agent to be modelled[33] In ABS agents independently evolve in parallel usingthe same universal time tick generated by the simulationenvironment
Figure 5 depicts a generic agent based model of theassembly machines described in Section 2 that is crane flextracks and rivet guns Δ119905 RUL Δ119877 X(sdot sdot) 120583RUL 120590RUL 120583Δ119877and 120590
Δ119877are the simulation time step remaining useful life
degradation rate random variable mean remaining usefullife aftermaintenance uncertainty caused by imperfectmain-tenance mean degradation rate threshold and degradationuncertainty respectively A machine can be in either ldquoInOperationrdquo or ldquoOut of Orderrdquo states When in operation themachine is ldquoIdlerdquo if it is not needed by an assembly processThe changes in state to ldquoBusyrdquo and back to ldquoIdlerdquo are triggeredby the messages ldquoIn Userdquo and ldquoWork Completedrdquo sent fromthe process respectively When the machine is in use thesystem reliability simRUL is decreasing at the rate of Δ119877 Notethat RUL is a function of operating hours not time
When the RUL falls below the preventive maintenancethreshold 119877PM if have not yet sent one a maintenanceorder that is the ldquoNeed Maintenancerdquo message is sent tothe related maintenance service The machine goes into ldquoOutof Orderrdquo triggered by either the breakdown (ie RUL le
0) or ldquoIn Maintenancerdquo messages from the related serviceand is changed back to be operable (either ldquoIdlerdquo or ldquoBusyrdquodepending on which one is the last state) after being main-tained or repaired triggered by the message ldquoMaintainedrdquoAfter maintenance the system reliability is brought back to acertain level randomly defined by the imperfect maintenance
6 ISRN Aerospace Engineering
Idle
Out of order
Busy
In operation
Process
Machine i
Service j
Δt
[ le 0]
[ le ]
= 119987(120583 120590RULRUL )ΔR = 119987(120583ΔR 120590ΔR)
RUL = RUL minus ΔR
RUL
RUL
RULor
RPM
In Use
WorkCompleted
NeedMaintenance
In Maintenance
Maintained
Figure 5 Agent based model of machines
Idle
Maintaining
Process
On the way
Service j
Machine i
TTM
TM[nUTM gt 0]
Needmaintenance
In maintenance
In maintenance
Maintained
Figure 6 Agent based model of services
parameters 120583RUL and 120590RUL Depending on the density func-tion120590
sdotsdotsdotcan be either a bound standard deviation or no value
depending on the probability distribution of the randomvariableX for normal In this model the stochasticity in thedegradation process is simulated by randomly resetting Δ119877
according to the degradation parameters 120583Δ119877
and 120590Δ119877
An agent based model for maintenance services is shownin Figure 6 119879TM 119879119872 and 119899UTM are the time to maintenancecaused by delay or travel maintenance time and number ofmachines that requiremaintenance respectively A transitionfrom ldquoIdlerdquo to ldquoOn theWayrdquo is triggered by themessage ldquoNeedMaintenancerdquo sent from one of the related machines Onaverage the service needs119879TM to respond to themaintenanceorder Before the service goes into the ldquoMaintainingrdquo state
a message ldquoIn Maintenancerdquo is sent to the machine at thefirst in the requested list for maintenance It takes on average119879TM for a maintenance action When the timer expires themessage ldquoMaintenance Completerdquo is sent to the maintainedmachine which causes a state transition from ldquoOut of Orderrdquoto ldquoIn Operationrdquo It is assumed that every triggered main-tenance action is completed successfully The servicersquos newstate now depends on the number of machines that requiredmaintenance If another machine is to be maintained (ie119899UTM gt 0) the service chooses the first machine in therequested list and as before maintains the machine Theservicersquos state goes into ldquoIdlerdquo if there are no more machinesin the requested list Whenever the ldquoNeed Maintenancerdquomessage is received the requested machine will be added to
ISRN Aerospace Engineering 7
Loading
Unloading
Drilling
Process (drill)
Machine i
Service jTL
TD = 119987(120583T119863 120590T119863)
Δt
TD = TD minus nUIOΔD
TUL
[TD le 0]
In Use
WorkCompleted
Figure 7 Partial agent based model of assembly process
the requested list for maintenance This allows the service torespond to the maintenance request even though it is not inthe ldquoIdlerdquo state
Figure 7 depicts an agent based model of the assemblyprocess For the sake of explanation it only shows the drillsubassembly process 119879
119871 119879119863 120583119879119863 120590119879119863 Δ119863 119879UL and 119899UIO
are the loading time required drill time mean required drilltime drilling process uncertainty drill rate and numberof machines currently in operation respectively After theloadlocatealign process is completed the state is transi-tioned to the ldquoDrillrdquo composite state inwhich ldquoLoadingrdquo is theentry state On average it needs 119879
119871to position the two Flex
Tracks at the fontmiddle andmiddleaft section jointsWhenthe timer expires the message ldquoIn Userdquo is sent to the FlexTrack machines which causes a state transition from ldquoIdlerdquoto ldquoBusyrdquo and the required drill time is set to a random valuedetermined by the process uncertainty parameters 120583
119879119863and
120590119879119863 In this paper it is assumed that maintenance actions
do not interrupt the ldquoLoadingrdquo and ldquoUnloadingrdquo processesWhen themachine is in use the required (or remaining) drilltime 119879
119863is decreasing at the rate of 119899UIOΔ119863 How fast the
task can be completed will depend on how many machinesare available (ie in operation) to perform the tasks Whenthe drill process is completed (ie 119879
119863le 0) the message
ldquoWork Completerdquo is sent to the related machines and theprocessrsquos new state is now ldquoUnloadingrdquo It takes on average119879UL to remove the machines (ie Flex Track in the drillcase) from the fuselage When the timer expires (also meansthe drill subassembly process completed) the state is thentransitioned to the ldquoRivetrdquo composite state
5 Optimization ConsideringMultiple Objectives
51 Simulation Optimization The agent based simulationmodel described in Section 4 is used to empirically study theimpact of CBM on the (semi-) automatic fuselage assembly
process Through simulation the aim is to find the bestCBM configuration that will maximize the production rateand at the same time minimize the maintenance cost ofthe assembly process A simulation optimization scheme isshown in Figure 8 997888119909 Δ 119891(sdot) 119892(sdot) and 119864[sdot] are the designvariable vector uncertainties objective function constraintfunction and mean (or expected) value respectively In ourcase the simulation model (ie the agent based simulationmodel of the fuselage assembly system) takes the controllablemaintenance design variables as the input and outputs thesimulated time series data which are then used to evaluate theperformance objectives of the assembly process In contrastto the deterministic simulation two successive simulationsof the same input variables return two different simulationresults due to the uncertainties in the machine degradationmaintenance and process lead time In the simulation opti-mization the optimization objective is therefore the mean ofthe objective evaluations 119864[119891(
997888119909 Δ)] from multiple simula-
tion runs (called Monte-Carlo simulation) of the model [35ndash37] Here ldquoOptimalrdquo means on average that this is the bestdesign solution
52 Scatter Search In this paper AnyLogic MultimethodSimulation Software is used to implement the agent basedfuselage assembly model described in Section 4 OptQuestscatter search package is the only built-in optimizationenginemethod in AnyLogic [38] Scatter search is apopulation-based metaheuristics for optimization andhas been successfully applied to many hard optimizationproblems [28 39] In contrast to Evolutionary Algorithmsscatter search does not emphasize randomization It isinstead designed to incorporate strategic responses bothdeterministic and probabilistic that remember whichsolutions worked well (ie both high quality solutions anddiverse solutions) and recombined them into new bettersolutions [40 41]
8 ISRN Aerospace Engineering
Assembly process model
Optimization algorithm
Uncertainties Δ
Stochastic simulation(Monte-Carlo method)
Constraint g(x)
Design objectives E[f(x Δ)]Design variables x
Figure 8 Simulation optimization
Diversification generationmethod
Solution combination method
Subset generation method
Diversification generation method
Reference set update method
No more new solutions
P
RefSet
Initialization
Repeat until P = Psize
Main loop
Stop if MaxIterreached
Figure 9 Scatter search optimization method [34]
Figure 9 outlines a simplified scatter search optimizationmethod The search consists of four methods (1) diver-sification generation (2) reference set update (3) subsetgeneration and (4) solution combination The search startswith the diversification generation method which is usedto generate a large set 119875 of diverse solutions (ie scatteredacross the parameter space) that are the basis for initializingthe search The process repeats until |119875| = 119875Size Theinitial RefSet is built according to the reference set updatemethod which can take the 119887 best solutions (as regards
their quality or diversity in the problem solving) from 119875 tocompose the RefSet The search is then initiated by applyingthe subset generation method which produces subsets ofreference solutions as the input to the combination methodThe solution combinationmethod uses these subsets to createnew combined solution vectors The reference set updatemethod is applied once more to build the new RefSet andthe main loop repeats again The iteration stops when themaximum iteration is reached However at the end of eachiteration if no more better solutions are found the new
ISRN Aerospace Engineering 9
O(2)
O(1)
Figure 10 Pareto optimal solutions corresponding to a set of targetvectors
RefSet is partially rebuilt by refilling the RefSet with a newdiverse solution generated using the diversification method[26 34 38 42]
53 Multiple Single Objective Pareto Sampling In additionto the production rate the cost of maintenance is anotherimportant objective in the integrated maintenance (semi-)automatic aircraft assembly process In deterministic multi-objective optimization nondominated ranking methods aregenerally used in finding the Pareto optimal solutions [43ndash45] These methods rely on a large number of populations tofind all Pareto solutions and consequently are practically notfeasible for simulation optimization primarily due to the add-on computational burden required by the Monte-Carlo sim-ulation Moreover the optimization experiment in AnyLogicin any case is limited to single objective optimization andpossibly because of the computational reasonThis limitationin fact applies tomost of the commercial of-the-shelf (COTS)DES or ABS software
In this paper a multiple single objective Pareto samplingmethod described in [46 47] is used to find the Paretooptimal solutions It is based on the classical weighed metricmethod The method locates some specific solutions on thePareto front corresponding to a given set of target vectors119881 =
997888V1
997888V119879 where 997888V
119894= (1119908
(1)
119894 1119908
(NOBJ)119894
) isthe direction corresponding to the given 119894th weight vectorand 119908
(119896)
119894is the weight of the 119896th objective see Figure 10 For
each rerun 997888V119894 the corresponding optimal solution is found
by minimizing the objective function [48ndash50]
119871119894(997888119909) = 119864 [119891
119894(997888119909 Δ)] (1)
where
119891119894(997888119909 Δ) = max 119908(1)
119894119874(1)
119894 119908
(NOBJ)119894
119874(NOBJ)119894
(2)
The uncertainties Δ represent a Monte-Carlo simulationreplication In this way the multiobjective optimization canbe carried out using the AnyLogic built-in optimizationengine and as well computationally is more plausible
The primary advantage of this method is that the targetvectors can be arbitrarily generated focusing on the regions ofinterest Note also that if the optimization process convergesto a solution that exactly matches the weight vector then119908(1)
119874(1)
= sdot sdot sdot = 119908(NOBJ)
119874(NOBJ) Thus the angle between
the vectors 997888V and 997888119874 indicates whether the solution lies in
where it was expected or not If the vector 997888V lies withina discontinuity of the Pareto set or is outside of the entireobjective space then the angle between the two vectors willbe significant By observing the distribution of the finalangular errors across the total weight set the limits of theobjective space and discontinuities within the Pareto set canbe identified
6 Results
61 Measures of Performance The agent based simulationmodel described in Section 4 is by design developed toempirically study the impact of CBM on the (semi-) auto-matic fuselage assembly process and find a best CBM systemconfiguration for maximizing production throughput whilekeeping related costs minimum From Table 1 it can be seenthat most parts of the fuselage joint sequence are dependenton the operational availability of the assembly machines thatis crane Flex Tracks and rivet guns The downtime of thesemachines will essentially incur loss in the production Forconsistency ldquoOptimizerdquo means ldquoMinimizerdquo in this paper
For the first performance measure in order to maximizethe production rate we seek to minimize the production lossobjective defined by
119874(1)
=119873119860minus 119899119860
120598119873119860
(3)
119899119860 119873119860 and 120598 are the number of aircrafts produced per year
maximum number of aircrafts per year without part delaysmachine breakdowns and maintenance or other factors andin percentage maximum allowable production loss frombreakdown and maintenance respectively The product 120598119873
119860
is the normalization factor of the incurred production lossBesides the production loss at what cost in keeping the
machines operable is another performance measure in theintegrated CBM aircraft assembly system In this paper themaintenance cost consists of the fixed maintenance cost andservice level related maintenance cost and its correspondingperformance objective is defined by
119874(2)
=119862119872
+ 119862MRT (119879119877)
119862119872
+ 119862MRT (119879NR) (4)
119862119872 119879119877 and 119879NR and 119862MRT(sdot) are the fixed maintenance cost
maintenance response time nominal maintenance responsetime and cost function related to required maintenanceresponse time defined by 120588119879
119877119879NR respectivelyThe response
time parameters 119879NR and 119879119877can be considered as the level
of service required for machine maintenance In simulationthese parameters define 119879TM the time to maintenance causedby delay or travel shown in Figure 6 For this objectivethe nominal maintenance cost 119862
119872+ 119862MRT(119879NR) is the
normalization factor
10 ISRN Aerospace Engineering
In this paper CBM is applied to multiple assemblymachines whichwill individually be contributing to the over-all maintenance costThe fixed and service level maintenancecosts can simply be defined as linearly formulated as
119862119872
=
119873
sum
119894=1
119862(119894)
119872
119862MRT =
119873
sum
119894=1
119862(119894)
MRT (119879(119894)
119877)
(5)
119873 and 119894th are the maximum number of assembly machines(ie 5 = 1 crane + 2 Flex Tracks + 2 pairs of rivet guns) andthe machinesrsquo index respectively 119894th indexes the machinespecific related costs and required response times
In CBM a maintenance order is triggered when thesystem reliability falls below a predefined preventive main-tenance threshold 119877PM see Section 3 Moreover togetherwith 119877PM when the maintenance is actually performed afterbeing triggered 119879
119877will essentially determine the operation
availability of the machine which indirectly determines theproduction rate of the aircraft assembly process The costof maintenance is determined by how frequent maintenanceis performed and maintenance service level These two costfactors are as well determined by the parameters 119877PM and119879119877 In this study there are 3 types of assembly machines
Hence 119877119862PM 119879119862
119877 119877FT
PM 119879FT119877 119877RG
PM and 119879RG119877
will be in total the6 design variables for the optimization of the CBM enabledARJ21 assembly process 119877119862PM and 119879
119862
119877are for the crane 119877FT
PMand 119879
FT119877
are for the two Flex Tracks 119877RGPM and 119879
RG119877
are for thetwo pairs of rivet guns In our ABS these design variables arecorresponding to the machine 119894rsquos 119877PM and service119895rsquos 119879TM
62 Trade-Off Analysis In the paper AnyLogic andOptQuest scatter search are employed for the simulationoptimization experiments of the agent based CBM enabledARJ21 assembly system described in Section 4 The targetvectors were distributedly formed to outline the Pareto frontusing the weights 119908
(1)isin [05 099] and 119908
(2)isin [001 05]
In this paper the uncertainties in lead time maintenanceand machine degradation are modelled using the triangulardistribution The lower and upper uncertainty bounds areassumed at plusmn25 of the mean values The design variablesare in the intervals 119877
(sdot)
PM 119879(sdot)
119877isin [0MTBM(sdot)] where the
subscript (sdot) is the machine specific type indices 119862 FTor RG Table 3 summarizes the other related simulationparameters required for the evaluation of the performanceobjectives 119874
(1) and 119874(2) defined in (3) and (4) It is not
possible to disclose related costs in term of money figuresdue to commercial reasons In this paper the ratios andnormalization values are alternatively used to quantify theparameters related to the maintenance cost
Figure 11 shows the Pareto optimal solutions obtained bymultiple simulation optimization runs for different weight-ings (or target vectors) The simulation optimization exper-iments were based on 20 and 100 Monte-Carlo replicationssee also Sections 51 and 53 Note that the optimizationprocess can be rerun to ensure the consistencies of the Pareto
Table 3 Parameters for evaluation of performance objectives
Simulation parameters ValuesMaximum number of aircraft per year119873
11986083429
Allowable production loss 120598 005Crane
Fixed maintenance cost 119862119862119872
1Ratio for service level maintenance cost 120588119862 1Nominal response time 119879119862NR 168 hrs
Flex trackFixed maintenance cost 119862FT
1198722
Ratio for service level maintenance cost 120588FT 15Nominal response time 119879FT
NR 504 hrsRivet gun
Fixed maintenance cost 119862RG119872
04Ratio for service level maintenance cost 120588RG 06Nominal response time 119879RG
NR 336 hrs
032 034 036 038 04 042 044 046 048 05 052
14
16
18
2
22
24
26
28Pareto optimal solutions
Production loss O(1)
Mai
nten
ance
costO(2)
20 replications100 replications
Figure 11 Trade-off surface of optimal CBM configurations
solution (for both 20 and 100 Monte-Carlo replications) Theuncertainties in the simulation can be observed from thefluctuations on the Pareto surfaces which is more apparent inthe case of 20 Monte-Carlo replications The resulting Paretooptimal solutions are more likely to represent a true Paretosurface if the optimization objectives are evaluated from alarge number of Monte-Carlo simulation runs and this canbe seen in the case of 100 replications shown in Figure 11
The Pareto surface shows the trade-off between theproduction loss and maintenance cost conflicting objectivesA reduction in product loss will generally increase in mainte-nance costThis is in particular when the production loss119874(1)is approximately less than 038 (ie 1585 per year) a smalldecrease in production loss will result in a very significantincrement in the maintenance cost As a mean to increasethe machinesrsquo operational availability with less number ofmaintenance performed the response time 119879
119877will have to be
relatively small so that the machines are maintained before
ISRN Aerospace Engineering 11
025 03 035 04 045 05 0550
5
10
15
20
25 Monte-Carlo simulation
120583 = 8120590 = 068
O
Figure 12 Monte-Carlo simulation results for production loss 119874(1)
breakdowns happenThis will essentially increase the servicelevel related maintenance cost 119862MRT This is an importantinsight as for 119874
(1)lt 038 a decision maker can avoid a
situation where a significant investment on the maintenanceis made for a very small gain in the production rate andpossibly in overall is not worth the investment
The trade-off surface also outlines the optimal boundaryfor the maintenance cost It can be seen that the maintenancecost 119874(2) approximately cannot be lower than 13 even whenwe deliberately set multiple target vectors to probe in thegt05 production loss objective space This result is from thefact that the assembly machines are essentially degrading nomatter whether CBM is applied or not From the ABS modelmaintenance will always be performed on the machinesregardless before or after the breakdown Consequently thiswill incur the minimum fixed maintenance cost In additionthere is also a minimum cost for the required maintenanceservice level These explain why the maintenance cost cannotbe lower than a certain level and effectively determine theboundary of the objective space
63 Monte-Carlo Experiment Suppose the optimal solution(0382 1608) in Figure 11 corresponding to theweights119908(1) =085 and 119908
(2)= 015 is preferred The resulting design
variables for this optimal solution are 119877119862
PM = 39054 119879119862119877
=
1398 119877FTPM = 4527 119879FT
119877= 25476 119877RG
PM = 45846 and 119879RG119877
=
33702 In paper a Monte-Carlo simulation experiment isused to evaluate whether the obtained optimal solution is theperformance expected from the system and how sensitive thedesign solution is to the uncertainties
Figures 12 and 13 show the results of 100 runs ofMonte-Carlo simulation The mean production loss andmaintenance cost are 03817 and 16077 respectively andthese follow what initially expected from the simulationoptimization result From the histograms 100 Monte-Carlosimulation runs (or samples) is sufficient to represent thetrue probability distribution of the performance objectivevaluesWithplusmn25of themean values for the lower and upperuncertainties the standard deviations of the production loss
15 155 16 165 17 1750
5
10
15
20
25
O
120583 = 077120590 = 39
Monte-Carlo simulation
Figure 13 Monte-Carlo simulation results for maintenance cost119874(2)
and maintenance cost are 004068 and 00339 respectively11 for the production loss and 2 for the maintenancecost in relation to the mean values This indicates very lowsensitivities for this design solution In terms of numberof aircrafts produced this means in sim70 of the cases theproduction loss will be between plusmn017 aircrafts per year fromthe expected value
7 Concluding Remarks
In a current competitive environment increasing produc-tion rate and reducing costs are the key drivers in aircraftmanufacturing More (semi-) automatic assembly machineshave increasingly been used in the aircraft assembly lines asa mean to deliver high production rate while meeting highquality requirements However the production throughput iseffectively dependent on the operational availability of thesemachines Integration of CBM into the assembly system haspotential benefits as a way to minimize the production lossand maintenance related cost Maintenance are performed asneeded hence avoiding unnecessary downtime and mainte-nance cost
In a CBM enabled aircraft assembly system there are self-active interactions between the subsystems for example CMsystem self-triggers a maintenance order when the systemreliability falls below a certain level This example of activeself-aware behavior cannot straightforwardly be modelledusing DESs In this case where besides the assembly processindependent entities are in addition parts of the system ABSis proved effective as it allows complex active interactionsbetween entities to be naturally captured
Production rate and maintenance cost are the competingobjectives in an integrated CBM aircraft assembly systemFinding trade-offs between the production rate and mainte-nance cost is equivalent to finding a Pareto optimal surfaceThe conventional nondominated ranking methods will notbe practically feasible due to the computational burdenrequired by the Monte-Carlo simulation This limitation canbe addressed by independently sampling the Pareto surface
12 ISRN Aerospace Engineering
using the weighted Min-Max method The approach allowsless number of populations to be used in the optimizationas it does not need to probe the whole Pareto front andhence effectively a reduction in the computation intensity isrequired
In our ARJ21 case study the preventive maintenancethreshold and required service level are the key designparameters that determine the overall performance of theassembly system Because of uncertainties increase produc-tion rate will require a high required service level (ie fastresponse time) to avoid breakdowns before the maintenanceis performed and consequently this will increase the main-tenance cost and sometimes can be significant Howevercompromising on the production rate does not always meana further decrease in maintenance cost The minimum costis from the actual cost in maintaining the machines and theminimum service level Pareto surface is an important pieceof information to the system designer Together with Monte-Carlo simulation it can be used to support decision makingin terms of cost-benefit of different design solutions and alsowhat could be achieved
In this example even though in small scale it can beseen that CBM has potential to be applicable in (semi-)automatic aircraft assembly lines However its claim has tobe further researched in comparison with other maintenanceregimes and with a high fidelity large-scale aircraft assemblyexample Moreover in terms of optimization other differentoptimization methods like genetic algorithms (GAs) sim-ulated annealing and teaching-learning-based optimization(TLBO) should also be used in the optimization to ensurethat the true Pareto font is found and consequently theirperformance in terms of computation and solution can becompared and analyzed
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
This work is part of a research program at Cranfield Univer-sity sponsored by Commercial AircraftCooperation of China(COMAC) and China Scholarship Council (CSC)
References
[1] MTorres Total Solution for Aircraft Automatic Assembly JigsMTorres Santa Ana Calif USA 2013
[2] P Lute An Investigation of Airbus A380 Stage 01 Wing BoxAssembly Using Discrete Event Simulation Cranfield UniversityBedfordshire UK 2007
[3] Electroimpact IncA380 Stage 1 GRAWDEMachine Electroim-pact Inc Mukilteo Wash USA 2003
[4] IBM Corporation Predictive Maintenance for Manufacturing2011
[5] Wikipedia ldquoPreventive maintenancerdquo Wikipedia httpenwikipediaorgwikiPreventive maintenance
[6] ResolveFM ldquoPreventivecorrective maintenancerdquo ResolveFMhttpwwwresolvecomau
[7] A Kelly Maintenance Strategy Butterworth-HeinemannOxford UK 1997
[8] NACE ldquoMaintenance strategiesrdquo 2013 httpwwwnaceorghttpeventsnaceorglibrarycorrosionInspectionStrategiesasp
[9] I Grigoryev AnyLogic 6 in Three Days A Quick Course inSimulation Modeling Anylogic North America 2012
[10] J B Leger E Neunreuthe B Iung and G Morel ldquoIntegrationof the predictive maintenance in manufacturing systemrdquo inAdvanced inManufacturing pp 133ndash144 Springer LondonUK1999
[11] Z Tian D Lin and BWu ldquoCondition basedmaintenance opti-mization considering multiple objectivesrdquo Journal of IntelligentManufacturing vol 23 no 2 pp 333ndash340 2009
[12] J Yulan J Zuhua and H Wenrui ldquoMulti-objective integratedoptimization research on preventive maintenance planningand production scheduling for a single machinerdquo InternationalJournal of AdvancedManufacturing Technology vol 39 no 9-10pp 954ndash964 2008
[13] D Achermann Modelling Simulation and Optimization ofMaintenance Strategies Under Consideration of Logistic Pro-cesses Sudwestdeutscher 2008
[14] S Valcuha A Goti J Uradnıcek and I Navarro ldquoMulti-equipment condition based maintenance optimization bymulti-objective genetic algorithmrdquo Journal of Achievements inMaterials andManufacturing Engineering vol 45 no 2 pp 188ndash193 2011
[15] L Tautou and H Pierreval ldquoUsing evolutionary algorithms andsimulation for the optimization of manufacturing systemsrdquo IIETransactions vol 29 no 3 pp 181ndash189 1997
[16] D Baglee ldquoMaintenance strategy development in the UKfood and drink industryrdquo International Journal of StrategicEngineering Asset Management vol 1 no 3 pp 289ndash300 2013
[17] J Reimann G Kacprzynski D Cabral and R Marini ldquoUsingcondition based maintenance to improve the profitability ofperformance based logistic contractsrdquo in Proceedings of theAnnual Conference of the Prognostics and Health ManagementSociety 2009
[18] A Grall C Berenguer and L Dieulle ldquoA condition-basedmaintenance policy for stochastically deteriorating systemsrdquoReliability Engineering and System Safety vol 76 no 2 pp 167ndash180 2002
[19] M Rolon and E Martınez ldquoAgent-based modeling and sim-ulation of an autonomic manufacturing execution systemrdquoComputers in Industry vol 63 no 1 pp 53ndash78 2012
[20] W Shen Q Hao H J Yoon and D H Norrie ldquoApplications ofagent-based systems in intelligent manufacturing an updatedreviewrdquo Advanced Engineering Informatics vol 20 no 4 pp415ndash431 2006
[21] M A Majid U Aickelin and P O Siebers ldquoComparingsimulation output accuracy of discrete event and agent basedmodels a quantitave approachrdquo in Proceedings of the SummerComputer Simulation Conference (SCSC rsquo09) Vista Calif USA2009
[22] P O Siebers C M MacAl J Garnett D Buxton and MPidd ldquoDiscrete-event simulation is dead long live agent-basedsimulationrdquo Journal of Simulation vol 4 no 3 pp 204ndash2102010
ISRN Aerospace Engineering 13
[23] LHolst IntegratingDiscrete-Event Simulation into theManufac-turing System Development Process Division of Robotics LundSweden 2001
[24] J A B Montevechi R d C Miranda and J D FriendldquoSensitivity analysis in discrete-event simulation using designof experimentsrdquo inDiscrete Event Simulations-Development andApplications InTech Rijeka Croatia 2012
[25] Y Carson and A Maria ldquoSimulation optimization methodsand applicationsrdquo in Proceedings of the Winter SimulationConference pp 118ndash126 Atlanta Ga USA December 1997
[26] R Martı and M Laguna ldquoScatter search basic design andadvanced strategiesrdquo Revista Iberoamericana de InteligenciaArtificial vol 7 no 19 pp 123ndash130 2003
[27] A Ghosh and S Dehuri ldquoEvolution algorithms for multi-criterion optimization a surveyrdquo International Journey of Com-puting and Information Sciences vol 2 no 1 2004
[28] M Laguna R Martı M Gallego and A Duarte ldquoThe scattersearch methodologyrdquo in Wiley Encyclopedia of OperationsResearch and Management Science Wiley-Blackwell HobokenNJ USA 2011
[29] COMAC ldquoARJ21 regional jet programrdquo 2013 httpenglishcomacccproductsrjpi2indexshtml
[30] Electroimpact Flex Track Electroimpact Mukilteo WashUSA 2013
[31] IEEEPES Task Force on Impact of Maintenance Strategy onReliability of the Reliability Risk and Probability ApplicationsSubcommittee S Aboresheid R N Allan et al ldquoThe presentstatus of maintenance strategies and the impact of maintenanceon reliabilityrdquo IEEE Transactions on Power Systems vol 16 no4 pp 638ndash646 2001
[32] M Kaegi R Mock and W Kroger ldquoAnalyzing maintenancestrategies by agent-based simulations a feasibility studyrdquo Relia-bility Engineering and System Safety vol 94 no 9 pp 1416ndash14212009
[33] A BorshchevDesigning State-Based Behavior Statecharts Any-logic 2013
[34] Process Engineering Group Introduction to SSm Instituto deInvestigaciones Marinas (CSIC) Vigo Spain 2009
[35] J April F Glover J P Kelly and M Laguna ldquoPracticalintroduction to simulation optimizationrdquo in Proceedings of theWinter Simulation Conference pp 71ndash78 Boulder Colo USADecember 2003
[36] W Abo-Hamad and A Arisha ldquoSimulation optimisation meth-ods in supply chain applications a reviewrdquo Irish Journal ofManagement vol 30 no 2 pp 95ndash124 2011
[37] C-H Chen and L H Lee ldquoIntroduction to stochastic simu-lation optimizationrdquo in Stochastic Simulation Optimization AnOptimal Computing Budget Allocation System Engineering andOperations Research World Scientific Hackensack NJ USA2010
[38] M Laguna OptQuest Optimization of Complex Systems Opt-Tek Systems 2011
[39] R Martı M Laguna and F Glover ldquoPrinciples of scattersearchrdquo European Journal of Operational Research vol 169 no2 pp 359ndash372 2006
[40] OptTek ldquoHow the OptQuest engine worksrdquo OptTek httpwwwopttekcom
[41] FGlover andAReinholz ldquoMetaheuristics in science and indus-try new developmentsrdquo in Proceedings of the MetaheuristicsInternational Conference Montreal Canada June 2007
[42] I Boussaıd J Lepagnot and P Siarry ldquoA survey on optimizationmetaheuristicsrdquo Information Sciences vol 237 pp 82ndash117 2013
[43] K DebMulti-Objective Optimization Using Evolutionary Algo-rithms Wiley-Blackwell Chichester UK 2001
[44] M Gen and R Cheng Genetic Algorithms and EngineeringOptimization John Wiley amp Sons New York NY USA 2000
[45] A Ghosh and S Dehui ldquoEvolutionary algorithms for multi-criterion optimization a surveyrdquo International Journal of Com-puting and Information Sciences vol 2 no 1 pp 38ndash57 2004
[46] E J Hughes ldquoMultiple single objective pareto samplingrdquoEvolutionary Computation vol 4 pp 2678ndash2684 2003
[47] T Screenuch A Tsourdos E J Hughes and B AWhite ldquoFuzzygain-scheduled missile autopilot design using evolutionaryalgorithmsrdquo IEEE Transactions on Aerospace and ElectronicSystems vol 42 no 4 pp 1323ndash1339 2006
[48] Y Jin and J Branke ldquoEvolutionary optimization in uncertainenvironmentsmdasha surveyrdquo IEEE Transactions on EvolutionaryComputation vol 9 no 3 pp 303ndash317 2005
[49] J E Fieldsend andRM Everson ldquoMulti-objective optimisationin the presence of uncertaintyrdquo in Proceedings of the IEEECongress on Evolutionary Computation vol 1 pp 243ndash250Edinburgh UK September 2005
[50] OptTek ldquoMulti-objective optimizationrdquo OptTek httpwwwopttekcom
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

2 ISRN Aerospace Engineering
logistics) contracts [17] and generic stochastically deteriorat-ing systems [18] In these examples it has been shown thatCBM can potentially improve the overall cost and productionrate of the manufacturing systems by increasing the machineavailability while reducing the maintenance cost [17 18]
In many cases manufacturing for an example wheremany high-value assets (machines) are part of it is imprac-tical and economically not feasible to experiment differentmanufacturing processes based on the real objects [9] Simu-lation could allow complex process interactions of assemblyequipment and maintenance to be captured and empiricallystudied in a virtual environment without having to build areal manufacturing system Agent Based Simulation (ABS)and Discrete Event Simulation (DES) have been used inthe manufacturing domain ABS is based on the dynamicinteraction of entities involved in the process Examples ofthe ABS are autonomic manufacturing execution system [19]and intelligent manufacturing (eg enterprise integrationand collaboration manufacturing process planning andscheduling) [20] DES is on the other hand based on a fixedsequence of operations or process being performed overentities [9] DES is more widely adopted in manufacturingas fixed sequence of operations can be naturally captured[9] However in a highly complex process it is simpler tomodel usingABS complex interactions between entities (egmachine service and process) can be naturally captured inABS without having to reformulate a problem into the queuetheory framework as required by DES [21 22] Both DESand ABS allow the important aspects like quality cost andtime to be simulated and analyzed which provide the basisin Manufacturing System Development (MSD) and ProductRealization Process (PRP) [23]
In simulation a model comprises several input variablesor model parameters such as scheduling properties processleap time and machine reliability The aim of MSD or PRPis to find optimal controllable parameters that will resultin the most desirable outputs of the process In the case of(semi-) automatic assembly lines examples of performanceindicators are maximum production rate and minimummaintenance cost To find an optimal solution the simulationis iterated until the most optimal combination of variables isfound at each iteration the controllable variables are adjustedthe model is simulated and the simulation output is thenevaluated against the design objectives [24 25] Evolutionarytechniques (eg scatter search and genetic algorithms) areoften applied to solve difficult simulation optimization prob-lems [26ndash28]
In this paper CBM is exploited as part of a designsolution for a (semi-) automatic aircraft assembly processthat demands high production rate and until now there areno studies of CBM in an aircraft assembly process reportedin the literature This and the simulation optimization ofa CBM integrated aircraft assembly process model will bethe contribution of this paper In this study CommercialAircraft Cooperation of China (COMAC) ARJ21 regional jetfinal assembly is used as a what-if representative example toillustrate the impact of CBM on the aircraft assembly process
The outline of this paper is as follows Section 2 describesan aircraft assembly process and identifies the key perfor-mance bottlenecks in the process Sections 3 and 4 explainCBM and how a CBM enabled aircraft assembly system ismodelled using agent concepts A multiobjective simulationoptimization approach is described in Section 5 Section 6describes performance measures and then evaluates trade-off between competing objectives and their relation to designparameters Finally the concluding remarks are made inSection 7
2 Aircraft Assembly Process
21 ARJ21 Structure Assembly ARJ21 is one of two ongoingCOMACrsquos regional jet development programs [29] It is a newtype of turbofan shortmedium range 78ndash90 seat regionalaircraft The ARJ21 program is in the ongoing certificationprocess and is currently in transition from development stageto batch serial production The ARJ21 has received a total of309 orders as of 2013 COMAC has planned to increase itsproduction rate to 30 aircrafts per year by 2015 Howeverat this state the production of ARJ21 is heavily relyingon manual processes and inevitably limited to 1-2 aircraftsper year To meet the delivery target (ie 30 aircrafts peryear) while maintaining quality and cost effectiveness themanufacturing and assembly processes of the ARJ21 have tobe less of manual work but more automated by adopting theconcept of (semi-) automatic assembly process
Similar to other integrated aircraft manufacturing net-works like B777 B787 A340 and A380 the main structurecomponents of the ARJ21 are manufactured and assembledacross China by three other ARJ21 consortium members(Tier-1) located in Xirsquoan Chengdu and Shenyang The partsare then transported and finally assembled by COMACitself in Shanghai This also means any delay from the Tier-1 airframe component suppliers or in the final assemblywill respectively cause holdup in the production rate oraccumulation of components from the suppliers Hence inorder to maximize the overall production rate it is importantthat disruptions in each assembly line at different sites willhave to be minimized
In this paper the subfinal assembly of ARJ21 fuselage jointis used as a case study to illustrate the impact of maintenanceon the assembly process performance This can be subse-quently extended to cover the whole final assembly processor applied to the other Tier-1 component-level assemblies Atthe ARJ21 final assembly line each ARJ21 arrives in sevensubstructures nose section front fuselage central fuselageaft fuselage rear fuselage (including tails) and both wingsThe components are uploaded to transporters and taken tothree specific assembly stations where in parallel the forwardfuselage is constructed of the nose section and front fuselagethe wings are joined to the central fuselage and the aftand rear fuselages are joined which form the aft fuselagesee Figure 1 The three main fuselage substructures are thentransported to the final assembly station where they arejoined together into a complete airframe In this paper wewill focus on the assembly processes (ie Stages 200A and200B) carried out this station
ISRN Aerospace Engineering 3
Nose Front fuselage Middle fuselage Wings Aft fuselage Rear fuselage
Front sectionMiddle section
Stage 200A Stage 200B Aft section
Final structure
Figure 1 COMAC ARJ21 structure assembly
Crane Rivet gunFlex track
Loadlocatealign Drill RivetManual
inspection
Laser Jack
Assembly sequence
Unload
sim67hours sim13hours sim13hours sim4hours sim8hours
Figure 2 ARJ21rsquos main sequence of final joints and related assembly machines
22 Fuselage Joining Process The main sequence of the finaljoints (Stages 200A and 200B) can be divided into 5 steps asshown Figure 2 The joint work starts by using an overheadcrane to move and prealign the fuselage components intoan assembly jig These components are then aligned withhigh accuracy by adjusting the supported jacks guided bymeasurement data from the laser tracking devices It takesapproximately 67 hours to complete this sequence The nextassembly step is to drill the joint structures that is front andmiddle sections and middle and aft sections In this processthe skins frames stringers and other joint parts of the struc-ture pair are drilled together and then deburred In manualdrilling this process relies on precision measurements anddrilling skills which is time consuming and often imperfect(eg oblique holes and excessive countersinks) In an (semi-) automated assembly line a light weight portable computernumerical control (CNC) drilling machine (aka Flex Track[30]) is used to reduce the lead time while maintaining therequired drilling quality This process is estimated to be 13hours assuming that 2 Flex Tracks are used In the third
step the joint fuselage sections are fastened using hammeredsolid rivets In this process ldquoHandheld Electromagnetic RivetGunsrdquo are used in place ofmanual riveting to reduce lead timeand noise hazard level For 2 pairs of rivet guns the lead timeof this process is estimated to be 13 hoursThe fourth step is tomanually inspect the riveting quality such as position depthand angle This process takes approximately 4 hours Finallythe jig and jacks are removed from the completed fuselageThe fuselage is then towed away from the assembly areaThisfinal unloading process takes about 8 hours
Table 1 details subprocesses of the main assemblysequence and their estimated lead time These values wereobtained from interviews of COMAC engineer Note thatthese estimates do not take into account any of processdisruptions which could be caused by part delays machinebreakdowns and maintenance or other factors
23 Bottlenecks During the design and development phasesmanual work is relevant and sufficient as the assembly process
4 ISRN Aerospace Engineering
Table 1 Estimated work process lead time
Work contents Assembly machines Lead time (Hrs)Loadlocatealign
Load middle section Crane 9Prelocate and -align Jig and middle section Jacks and lasers 19Load front section Crane 9Load aft section Crane 9Locate and align Jig and fuselage sections Jacks and lasers 21
Drill (in parallel)Front and middle sections
Load flex tracks Flex tracks 2Drill Flex tracks 10Unload flex tracks Flex tracks 1
Front and middle sectionsLoad flex tracks Flex tracks 2Drill Flex tracks 10Unload flex tracks Flex tracks 1
Rivet (in parallel)Front and middle sections
Load rivet guns Rivet guns 2Rivet Rivet guns 10Unload rivet guns Rivet guns 1
Middle and aft sectionsLoad rivet guns Rivet guns 2Rivet Rivet guns 10Unload rivet guns Rivet guns 1
Manual inspection 4Unload 8
is not finalized and the required production rate is limitedto 1 or 2 aircrafts per year To meet the delivery target of30 aircrafts per year the assembly process of the ARJ21has to be of less manual work but to be more automatedHowever disruption caused by machine breakdowns andmaintenance is one of the key performance bottlenecks ina (semi-) automatic assembly line [2] From interviews ofCOMAC engineers an overhead crane Flex Tracks and rivetguns are less reliable in relation to other types of assemblyequipment and will likely be the common causes of machinebreakdown
From Table 1 it can be seen that three of the mainprocesses of the ARJ21 fuselage joining process are heavilydependent on the overhead crane Flex Tracks and rivetguns Hence the downtime of these machines will essentiallyaffect the throughput of the assembly process Table 2 sum-marizes estimatedmaintenance parameters of these assemblymachines In this paper the crane Flex Tracks and rivet gunsare the focus of an application of CBM
3 Condition Based Maintenance
31 Degradation Process Machine failures can be dividedinto two categories random failures and those as a con-sequence of degradation In this paper we only consider
Table 2 Estimated maintenance parameters
Assemblymachines
MTBM1
(hrs)Maintenancetime (hrs)
Loss time2(hrs)
Overhead crane 720 1 169Flex track 900 2 506Rivet gun 1440 1 3361MTBM mean time before maintenance 2Loss time minimum downtimecaused by unexpected breakdown
the degradation failures in which preventive maintenancestrategies can be applied A simplified degradation pro-cess is illustrated in Figure 3 119877PM 119877
119865 and 119879
(119894)
119872are the
preventive maintenance threshold failure threshold andrequired duration to perform the 119894thmaintenance (or repair)respectivelyThe degradation process can be represented by astochastic process of increasing wear and hence decreasingin system reliability finally leading to machine failure Thedegradation stages can be modelled using either discretesteps or continuous process in time The failure occurs whenthe machine degradation stage reaches a certain reliabilitylevel In Figure 3 maintenances are used to intervene withthe degradation process and bring about an improvementto a certain reliability level before failures occur However
ISRN Aerospace Engineering 5
Time
Degradation rate
Imperfect maintenance
Syste
m re
liabi
lityR
RPM
RF
T(1)M T(2)
M
Figure 3 Degradation process
Time
Preventive maintenance zone
Syste
m re
liabi
lityR
RF
T(1)M
T(2)M
t(1)St(2)S
t(3)P t(4)S
RPM
Figure 4 Condition based maintenance (CBM) framework
when there is no ambiguity the term ldquomaintenancerdquo will alsoinclude ldquorepairrdquo operations in this paper The randomness(being stochastic) is from uncertainties in the degradationrate and maintenance The latter results from imperfectmaintenance
32 Maintenance Model The purpose of maintenance isto increase the mean time to failure It is assumed thatmaintenance will bring about an improvement to the condi-tions in the previous stage of degradation [31] see Figures3 and 4 In CBM framework a maintenance policy relieson continuous condition monitoring which can be carriedout by embedded sensors or periodic inspection (ie 119905(119894)
119878in
Figure 4) [11 14] This paper assumes that embedded sensorsare used to support online continuous condition monitoring(CM) In CBM instead of traditional fix schedule main-tenance interventions are performed only when the systemreliability degrades below a certain preventive maintenancethreshold In this way unnecessary maintenance actions andunexpected breakdowns can be reduced a real-time CMsystem provides an estimate for the reliability level due todegradation In CBM when to take maintenance actionsthat is defining the 119877PM level is essentially the main designmaintenance parameter This parameter will be based onboth the system reliability level at inspection time and the
potential evolution of the systemrsquos degradation process 119877PMmust be sufficiently high to allow maintenance actions to beperformed before the machine degrades to the failure level119877119865
4 Agent Based Model
DES is widely used in modelling and simulation of manu-facturing systems where fixed sequence of operations can benaturally captured However in a highly complex processit is simpler to model using ABS complex active inter-actions between entities (eg machine maintenance andprocess) can be naturally captured in ABS without havingto reformulate a problem into a series of discrete events asrequired by DES [21 22] In our case CM system whose self-aware (or active) properties are required in order to triggermaintenance activities is an example of entities that cannotstraightforwardly be modeled using DES the behaviour ofa CM system has to be determined by the system in a DESmodel (unintuitively being passive) For this reason ABS ispreferred to DES in this paper
In this paper for simplicity in the analysis a CBMenabledARJ21 assembled system is composed of minimally assemblymachines maintenance and the assembly process itself andthe interdependencies among these components In ABSthese entities are called agents Here we use statechart tomodel behaviours of an agent and a messaging concept tomodel interactions between agents [32]The statechart allowsactive stochastic behaviours of an agent to be modelled[33] In ABS agents independently evolve in parallel usingthe same universal time tick generated by the simulationenvironment
Figure 5 depicts a generic agent based model of theassembly machines described in Section 2 that is crane flextracks and rivet guns Δ119905 RUL Δ119877 X(sdot sdot) 120583RUL 120590RUL 120583Δ119877and 120590
Δ119877are the simulation time step remaining useful life
degradation rate random variable mean remaining usefullife aftermaintenance uncertainty caused by imperfectmain-tenance mean degradation rate threshold and degradationuncertainty respectively A machine can be in either ldquoInOperationrdquo or ldquoOut of Orderrdquo states When in operation themachine is ldquoIdlerdquo if it is not needed by an assembly processThe changes in state to ldquoBusyrdquo and back to ldquoIdlerdquo are triggeredby the messages ldquoIn Userdquo and ldquoWork Completedrdquo sent fromthe process respectively When the machine is in use thesystem reliability simRUL is decreasing at the rate of Δ119877 Notethat RUL is a function of operating hours not time
When the RUL falls below the preventive maintenancethreshold 119877PM if have not yet sent one a maintenanceorder that is the ldquoNeed Maintenancerdquo message is sent tothe related maintenance service The machine goes into ldquoOutof Orderrdquo triggered by either the breakdown (ie RUL le
0) or ldquoIn Maintenancerdquo messages from the related serviceand is changed back to be operable (either ldquoIdlerdquo or ldquoBusyrdquodepending on which one is the last state) after being main-tained or repaired triggered by the message ldquoMaintainedrdquoAfter maintenance the system reliability is brought back to acertain level randomly defined by the imperfect maintenance
6 ISRN Aerospace Engineering
Idle
Out of order
Busy
In operation
Process
Machine i
Service j
Δt
[ le 0]
[ le ]
= 119987(120583 120590RULRUL )ΔR = 119987(120583ΔR 120590ΔR)
RUL = RUL minus ΔR
RUL
RUL
RULor
RPM
In Use
WorkCompleted
NeedMaintenance
In Maintenance
Maintained
Figure 5 Agent based model of machines
Idle
Maintaining
Process
On the way
Service j
Machine i
TTM
TM[nUTM gt 0]
Needmaintenance
In maintenance
In maintenance
Maintained
Figure 6 Agent based model of services
parameters 120583RUL and 120590RUL Depending on the density func-tion120590
sdotsdotsdotcan be either a bound standard deviation or no value
depending on the probability distribution of the randomvariableX for normal In this model the stochasticity in thedegradation process is simulated by randomly resetting Δ119877
according to the degradation parameters 120583Δ119877
and 120590Δ119877
An agent based model for maintenance services is shownin Figure 6 119879TM 119879119872 and 119899UTM are the time to maintenancecaused by delay or travel maintenance time and number ofmachines that requiremaintenance respectively A transitionfrom ldquoIdlerdquo to ldquoOn theWayrdquo is triggered by themessage ldquoNeedMaintenancerdquo sent from one of the related machines Onaverage the service needs119879TM to respond to themaintenanceorder Before the service goes into the ldquoMaintainingrdquo state
a message ldquoIn Maintenancerdquo is sent to the machine at thefirst in the requested list for maintenance It takes on average119879TM for a maintenance action When the timer expires themessage ldquoMaintenance Completerdquo is sent to the maintainedmachine which causes a state transition from ldquoOut of Orderrdquoto ldquoIn Operationrdquo It is assumed that every triggered main-tenance action is completed successfully The servicersquos newstate now depends on the number of machines that requiredmaintenance If another machine is to be maintained (ie119899UTM gt 0) the service chooses the first machine in therequested list and as before maintains the machine Theservicersquos state goes into ldquoIdlerdquo if there are no more machinesin the requested list Whenever the ldquoNeed Maintenancerdquomessage is received the requested machine will be added to
ISRN Aerospace Engineering 7
Loading
Unloading
Drilling
Process (drill)
Machine i
Service jTL
TD = 119987(120583T119863 120590T119863)
Δt
TD = TD minus nUIOΔD
TUL
[TD le 0]
In Use
WorkCompleted
Figure 7 Partial agent based model of assembly process
the requested list for maintenance This allows the service torespond to the maintenance request even though it is not inthe ldquoIdlerdquo state
Figure 7 depicts an agent based model of the assemblyprocess For the sake of explanation it only shows the drillsubassembly process 119879
119871 119879119863 120583119879119863 120590119879119863 Δ119863 119879UL and 119899UIO
are the loading time required drill time mean required drilltime drilling process uncertainty drill rate and numberof machines currently in operation respectively After theloadlocatealign process is completed the state is transi-tioned to the ldquoDrillrdquo composite state inwhich ldquoLoadingrdquo is theentry state On average it needs 119879
119871to position the two Flex
Tracks at the fontmiddle andmiddleaft section jointsWhenthe timer expires the message ldquoIn Userdquo is sent to the FlexTrack machines which causes a state transition from ldquoIdlerdquoto ldquoBusyrdquo and the required drill time is set to a random valuedetermined by the process uncertainty parameters 120583
119879119863and
120590119879119863 In this paper it is assumed that maintenance actions
do not interrupt the ldquoLoadingrdquo and ldquoUnloadingrdquo processesWhen themachine is in use the required (or remaining) drilltime 119879
119863is decreasing at the rate of 119899UIOΔ119863 How fast the
task can be completed will depend on how many machinesare available (ie in operation) to perform the tasks Whenthe drill process is completed (ie 119879
119863le 0) the message
ldquoWork Completerdquo is sent to the related machines and theprocessrsquos new state is now ldquoUnloadingrdquo It takes on average119879UL to remove the machines (ie Flex Track in the drillcase) from the fuselage When the timer expires (also meansthe drill subassembly process completed) the state is thentransitioned to the ldquoRivetrdquo composite state
5 Optimization ConsideringMultiple Objectives
51 Simulation Optimization The agent based simulationmodel described in Section 4 is used to empirically study theimpact of CBM on the (semi-) automatic fuselage assembly
process Through simulation the aim is to find the bestCBM configuration that will maximize the production rateand at the same time minimize the maintenance cost ofthe assembly process A simulation optimization scheme isshown in Figure 8 997888119909 Δ 119891(sdot) 119892(sdot) and 119864[sdot] are the designvariable vector uncertainties objective function constraintfunction and mean (or expected) value respectively In ourcase the simulation model (ie the agent based simulationmodel of the fuselage assembly system) takes the controllablemaintenance design variables as the input and outputs thesimulated time series data which are then used to evaluate theperformance objectives of the assembly process In contrastto the deterministic simulation two successive simulationsof the same input variables return two different simulationresults due to the uncertainties in the machine degradationmaintenance and process lead time In the simulation opti-mization the optimization objective is therefore the mean ofthe objective evaluations 119864[119891(
997888119909 Δ)] from multiple simula-
tion runs (called Monte-Carlo simulation) of the model [35ndash37] Here ldquoOptimalrdquo means on average that this is the bestdesign solution
52 Scatter Search In this paper AnyLogic MultimethodSimulation Software is used to implement the agent basedfuselage assembly model described in Section 4 OptQuestscatter search package is the only built-in optimizationenginemethod in AnyLogic [38] Scatter search is apopulation-based metaheuristics for optimization andhas been successfully applied to many hard optimizationproblems [28 39] In contrast to Evolutionary Algorithmsscatter search does not emphasize randomization It isinstead designed to incorporate strategic responses bothdeterministic and probabilistic that remember whichsolutions worked well (ie both high quality solutions anddiverse solutions) and recombined them into new bettersolutions [40 41]
8 ISRN Aerospace Engineering
Assembly process model
Optimization algorithm
Uncertainties Δ
Stochastic simulation(Monte-Carlo method)
Constraint g(x)
Design objectives E[f(x Δ)]Design variables x
Figure 8 Simulation optimization
Diversification generationmethod
Solution combination method
Subset generation method
Diversification generation method
Reference set update method
No more new solutions
P
RefSet
Initialization
Repeat until P = Psize
Main loop
Stop if MaxIterreached
Figure 9 Scatter search optimization method [34]
Figure 9 outlines a simplified scatter search optimizationmethod The search consists of four methods (1) diver-sification generation (2) reference set update (3) subsetgeneration and (4) solution combination The search startswith the diversification generation method which is usedto generate a large set 119875 of diverse solutions (ie scatteredacross the parameter space) that are the basis for initializingthe search The process repeats until |119875| = 119875Size Theinitial RefSet is built according to the reference set updatemethod which can take the 119887 best solutions (as regards
their quality or diversity in the problem solving) from 119875 tocompose the RefSet The search is then initiated by applyingthe subset generation method which produces subsets ofreference solutions as the input to the combination methodThe solution combinationmethod uses these subsets to createnew combined solution vectors The reference set updatemethod is applied once more to build the new RefSet andthe main loop repeats again The iteration stops when themaximum iteration is reached However at the end of eachiteration if no more better solutions are found the new
ISRN Aerospace Engineering 9
O(2)
O(1)
Figure 10 Pareto optimal solutions corresponding to a set of targetvectors
RefSet is partially rebuilt by refilling the RefSet with a newdiverse solution generated using the diversification method[26 34 38 42]
53 Multiple Single Objective Pareto Sampling In additionto the production rate the cost of maintenance is anotherimportant objective in the integrated maintenance (semi-)automatic aircraft assembly process In deterministic multi-objective optimization nondominated ranking methods aregenerally used in finding the Pareto optimal solutions [43ndash45] These methods rely on a large number of populations tofind all Pareto solutions and consequently are practically notfeasible for simulation optimization primarily due to the add-on computational burden required by the Monte-Carlo sim-ulation Moreover the optimization experiment in AnyLogicin any case is limited to single objective optimization andpossibly because of the computational reasonThis limitationin fact applies tomost of the commercial of-the-shelf (COTS)DES or ABS software
In this paper a multiple single objective Pareto samplingmethod described in [46 47] is used to find the Paretooptimal solutions It is based on the classical weighed metricmethod The method locates some specific solutions on thePareto front corresponding to a given set of target vectors119881 =
997888V1
997888V119879 where 997888V
119894= (1119908
(1)
119894 1119908
(NOBJ)119894
) isthe direction corresponding to the given 119894th weight vectorand 119908
(119896)
119894is the weight of the 119896th objective see Figure 10 For
each rerun 997888V119894 the corresponding optimal solution is found
by minimizing the objective function [48ndash50]
119871119894(997888119909) = 119864 [119891
119894(997888119909 Δ)] (1)
where
119891119894(997888119909 Δ) = max 119908(1)
119894119874(1)
119894 119908
(NOBJ)119894
119874(NOBJ)119894
(2)
The uncertainties Δ represent a Monte-Carlo simulationreplication In this way the multiobjective optimization canbe carried out using the AnyLogic built-in optimizationengine and as well computationally is more plausible
The primary advantage of this method is that the targetvectors can be arbitrarily generated focusing on the regions ofinterest Note also that if the optimization process convergesto a solution that exactly matches the weight vector then119908(1)
119874(1)
= sdot sdot sdot = 119908(NOBJ)
119874(NOBJ) Thus the angle between
the vectors 997888V and 997888119874 indicates whether the solution lies in
where it was expected or not If the vector 997888V lies withina discontinuity of the Pareto set or is outside of the entireobjective space then the angle between the two vectors willbe significant By observing the distribution of the finalangular errors across the total weight set the limits of theobjective space and discontinuities within the Pareto set canbe identified
6 Results
61 Measures of Performance The agent based simulationmodel described in Section 4 is by design developed toempirically study the impact of CBM on the (semi-) auto-matic fuselage assembly process and find a best CBM systemconfiguration for maximizing production throughput whilekeeping related costs minimum From Table 1 it can be seenthat most parts of the fuselage joint sequence are dependenton the operational availability of the assembly machines thatis crane Flex Tracks and rivet guns The downtime of thesemachines will essentially incur loss in the production Forconsistency ldquoOptimizerdquo means ldquoMinimizerdquo in this paper
For the first performance measure in order to maximizethe production rate we seek to minimize the production lossobjective defined by
119874(1)
=119873119860minus 119899119860
120598119873119860
(3)
119899119860 119873119860 and 120598 are the number of aircrafts produced per year
maximum number of aircrafts per year without part delaysmachine breakdowns and maintenance or other factors andin percentage maximum allowable production loss frombreakdown and maintenance respectively The product 120598119873
119860
is the normalization factor of the incurred production lossBesides the production loss at what cost in keeping the
machines operable is another performance measure in theintegrated CBM aircraft assembly system In this paper themaintenance cost consists of the fixed maintenance cost andservice level related maintenance cost and its correspondingperformance objective is defined by
119874(2)
=119862119872
+ 119862MRT (119879119877)
119862119872
+ 119862MRT (119879NR) (4)
119862119872 119879119877 and 119879NR and 119862MRT(sdot) are the fixed maintenance cost
maintenance response time nominal maintenance responsetime and cost function related to required maintenanceresponse time defined by 120588119879
119877119879NR respectivelyThe response
time parameters 119879NR and 119879119877can be considered as the level
of service required for machine maintenance In simulationthese parameters define 119879TM the time to maintenance causedby delay or travel shown in Figure 6 For this objectivethe nominal maintenance cost 119862
119872+ 119862MRT(119879NR) is the
normalization factor
10 ISRN Aerospace Engineering
In this paper CBM is applied to multiple assemblymachines whichwill individually be contributing to the over-all maintenance costThe fixed and service level maintenancecosts can simply be defined as linearly formulated as
119862119872
=
119873
sum
119894=1
119862(119894)
119872
119862MRT =
119873
sum
119894=1
119862(119894)
MRT (119879(119894)
119877)
(5)
119873 and 119894th are the maximum number of assembly machines(ie 5 = 1 crane + 2 Flex Tracks + 2 pairs of rivet guns) andthe machinesrsquo index respectively 119894th indexes the machinespecific related costs and required response times
In CBM a maintenance order is triggered when thesystem reliability falls below a predefined preventive main-tenance threshold 119877PM see Section 3 Moreover togetherwith 119877PM when the maintenance is actually performed afterbeing triggered 119879
119877will essentially determine the operation
availability of the machine which indirectly determines theproduction rate of the aircraft assembly process The costof maintenance is determined by how frequent maintenanceis performed and maintenance service level These two costfactors are as well determined by the parameters 119877PM and119879119877 In this study there are 3 types of assembly machines
Hence 119877119862PM 119879119862
119877 119877FT
PM 119879FT119877 119877RG
PM and 119879RG119877
will be in total the6 design variables for the optimization of the CBM enabledARJ21 assembly process 119877119862PM and 119879
119862
119877are for the crane 119877FT
PMand 119879
FT119877
are for the two Flex Tracks 119877RGPM and 119879
RG119877
are for thetwo pairs of rivet guns In our ABS these design variables arecorresponding to the machine 119894rsquos 119877PM and service119895rsquos 119879TM
62 Trade-Off Analysis In the paper AnyLogic andOptQuest scatter search are employed for the simulationoptimization experiments of the agent based CBM enabledARJ21 assembly system described in Section 4 The targetvectors were distributedly formed to outline the Pareto frontusing the weights 119908
(1)isin [05 099] and 119908
(2)isin [001 05]
In this paper the uncertainties in lead time maintenanceand machine degradation are modelled using the triangulardistribution The lower and upper uncertainty bounds areassumed at plusmn25 of the mean values The design variablesare in the intervals 119877
(sdot)
PM 119879(sdot)
119877isin [0MTBM(sdot)] where the
subscript (sdot) is the machine specific type indices 119862 FTor RG Table 3 summarizes the other related simulationparameters required for the evaluation of the performanceobjectives 119874
(1) and 119874(2) defined in (3) and (4) It is not
possible to disclose related costs in term of money figuresdue to commercial reasons In this paper the ratios andnormalization values are alternatively used to quantify theparameters related to the maintenance cost
Figure 11 shows the Pareto optimal solutions obtained bymultiple simulation optimization runs for different weight-ings (or target vectors) The simulation optimization exper-iments were based on 20 and 100 Monte-Carlo replicationssee also Sections 51 and 53 Note that the optimizationprocess can be rerun to ensure the consistencies of the Pareto
Table 3 Parameters for evaluation of performance objectives
Simulation parameters ValuesMaximum number of aircraft per year119873
11986083429
Allowable production loss 120598 005Crane
Fixed maintenance cost 119862119862119872
1Ratio for service level maintenance cost 120588119862 1Nominal response time 119879119862NR 168 hrs
Flex trackFixed maintenance cost 119862FT
1198722
Ratio for service level maintenance cost 120588FT 15Nominal response time 119879FT
NR 504 hrsRivet gun
Fixed maintenance cost 119862RG119872
04Ratio for service level maintenance cost 120588RG 06Nominal response time 119879RG
NR 336 hrs
032 034 036 038 04 042 044 046 048 05 052
14
16
18
2
22
24
26
28Pareto optimal solutions
Production loss O(1)
Mai
nten
ance
costO(2)
20 replications100 replications
Figure 11 Trade-off surface of optimal CBM configurations
solution (for both 20 and 100 Monte-Carlo replications) Theuncertainties in the simulation can be observed from thefluctuations on the Pareto surfaces which is more apparent inthe case of 20 Monte-Carlo replications The resulting Paretooptimal solutions are more likely to represent a true Paretosurface if the optimization objectives are evaluated from alarge number of Monte-Carlo simulation runs and this canbe seen in the case of 100 replications shown in Figure 11
The Pareto surface shows the trade-off between theproduction loss and maintenance cost conflicting objectivesA reduction in product loss will generally increase in mainte-nance costThis is in particular when the production loss119874(1)is approximately less than 038 (ie 1585 per year) a smalldecrease in production loss will result in a very significantincrement in the maintenance cost As a mean to increasethe machinesrsquo operational availability with less number ofmaintenance performed the response time 119879
119877will have to be
relatively small so that the machines are maintained before
ISRN Aerospace Engineering 11
025 03 035 04 045 05 0550
5
10
15
20
25 Monte-Carlo simulation
120583 = 8120590 = 068
O
Figure 12 Monte-Carlo simulation results for production loss 119874(1)
breakdowns happenThis will essentially increase the servicelevel related maintenance cost 119862MRT This is an importantinsight as for 119874
(1)lt 038 a decision maker can avoid a
situation where a significant investment on the maintenanceis made for a very small gain in the production rate andpossibly in overall is not worth the investment
The trade-off surface also outlines the optimal boundaryfor the maintenance cost It can be seen that the maintenancecost 119874(2) approximately cannot be lower than 13 even whenwe deliberately set multiple target vectors to probe in thegt05 production loss objective space This result is from thefact that the assembly machines are essentially degrading nomatter whether CBM is applied or not From the ABS modelmaintenance will always be performed on the machinesregardless before or after the breakdown Consequently thiswill incur the minimum fixed maintenance cost In additionthere is also a minimum cost for the required maintenanceservice level These explain why the maintenance cost cannotbe lower than a certain level and effectively determine theboundary of the objective space
63 Monte-Carlo Experiment Suppose the optimal solution(0382 1608) in Figure 11 corresponding to theweights119908(1) =085 and 119908
(2)= 015 is preferred The resulting design
variables for this optimal solution are 119877119862
PM = 39054 119879119862119877
=
1398 119877FTPM = 4527 119879FT
119877= 25476 119877RG
PM = 45846 and 119879RG119877
=
33702 In paper a Monte-Carlo simulation experiment isused to evaluate whether the obtained optimal solution is theperformance expected from the system and how sensitive thedesign solution is to the uncertainties
Figures 12 and 13 show the results of 100 runs ofMonte-Carlo simulation The mean production loss andmaintenance cost are 03817 and 16077 respectively andthese follow what initially expected from the simulationoptimization result From the histograms 100 Monte-Carlosimulation runs (or samples) is sufficient to represent thetrue probability distribution of the performance objectivevaluesWithplusmn25of themean values for the lower and upperuncertainties the standard deviations of the production loss
15 155 16 165 17 1750
5
10
15
20
25
O
120583 = 077120590 = 39
Monte-Carlo simulation
Figure 13 Monte-Carlo simulation results for maintenance cost119874(2)
and maintenance cost are 004068 and 00339 respectively11 for the production loss and 2 for the maintenancecost in relation to the mean values This indicates very lowsensitivities for this design solution In terms of numberof aircrafts produced this means in sim70 of the cases theproduction loss will be between plusmn017 aircrafts per year fromthe expected value
7 Concluding Remarks
In a current competitive environment increasing produc-tion rate and reducing costs are the key drivers in aircraftmanufacturing More (semi-) automatic assembly machineshave increasingly been used in the aircraft assembly lines asa mean to deliver high production rate while meeting highquality requirements However the production throughput iseffectively dependent on the operational availability of thesemachines Integration of CBM into the assembly system haspotential benefits as a way to minimize the production lossand maintenance related cost Maintenance are performed asneeded hence avoiding unnecessary downtime and mainte-nance cost
In a CBM enabled aircraft assembly system there are self-active interactions between the subsystems for example CMsystem self-triggers a maintenance order when the systemreliability falls below a certain level This example of activeself-aware behavior cannot straightforwardly be modelledusing DESs In this case where besides the assembly processindependent entities are in addition parts of the system ABSis proved effective as it allows complex active interactionsbetween entities to be naturally captured
Production rate and maintenance cost are the competingobjectives in an integrated CBM aircraft assembly systemFinding trade-offs between the production rate and mainte-nance cost is equivalent to finding a Pareto optimal surfaceThe conventional nondominated ranking methods will notbe practically feasible due to the computational burdenrequired by the Monte-Carlo simulation This limitation canbe addressed by independently sampling the Pareto surface
12 ISRN Aerospace Engineering
using the weighted Min-Max method The approach allowsless number of populations to be used in the optimizationas it does not need to probe the whole Pareto front andhence effectively a reduction in the computation intensity isrequired
In our ARJ21 case study the preventive maintenancethreshold and required service level are the key designparameters that determine the overall performance of theassembly system Because of uncertainties increase produc-tion rate will require a high required service level (ie fastresponse time) to avoid breakdowns before the maintenanceis performed and consequently this will increase the main-tenance cost and sometimes can be significant Howevercompromising on the production rate does not always meana further decrease in maintenance cost The minimum costis from the actual cost in maintaining the machines and theminimum service level Pareto surface is an important pieceof information to the system designer Together with Monte-Carlo simulation it can be used to support decision makingin terms of cost-benefit of different design solutions and alsowhat could be achieved
In this example even though in small scale it can beseen that CBM has potential to be applicable in (semi-)automatic aircraft assembly lines However its claim has tobe further researched in comparison with other maintenanceregimes and with a high fidelity large-scale aircraft assemblyexample Moreover in terms of optimization other differentoptimization methods like genetic algorithms (GAs) sim-ulated annealing and teaching-learning-based optimization(TLBO) should also be used in the optimization to ensurethat the true Pareto font is found and consequently theirperformance in terms of computation and solution can becompared and analyzed
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
This work is part of a research program at Cranfield Univer-sity sponsored by Commercial AircraftCooperation of China(COMAC) and China Scholarship Council (CSC)
References
[1] MTorres Total Solution for Aircraft Automatic Assembly JigsMTorres Santa Ana Calif USA 2013
[2] P Lute An Investigation of Airbus A380 Stage 01 Wing BoxAssembly Using Discrete Event Simulation Cranfield UniversityBedfordshire UK 2007
[3] Electroimpact IncA380 Stage 1 GRAWDEMachine Electroim-pact Inc Mukilteo Wash USA 2003
[4] IBM Corporation Predictive Maintenance for Manufacturing2011
[5] Wikipedia ldquoPreventive maintenancerdquo Wikipedia httpenwikipediaorgwikiPreventive maintenance
[6] ResolveFM ldquoPreventivecorrective maintenancerdquo ResolveFMhttpwwwresolvecomau
[7] A Kelly Maintenance Strategy Butterworth-HeinemannOxford UK 1997
[8] NACE ldquoMaintenance strategiesrdquo 2013 httpwwwnaceorghttpeventsnaceorglibrarycorrosionInspectionStrategiesasp
[9] I Grigoryev AnyLogic 6 in Three Days A Quick Course inSimulation Modeling Anylogic North America 2012
[10] J B Leger E Neunreuthe B Iung and G Morel ldquoIntegrationof the predictive maintenance in manufacturing systemrdquo inAdvanced inManufacturing pp 133ndash144 Springer LondonUK1999
[11] Z Tian D Lin and BWu ldquoCondition basedmaintenance opti-mization considering multiple objectivesrdquo Journal of IntelligentManufacturing vol 23 no 2 pp 333ndash340 2009
[12] J Yulan J Zuhua and H Wenrui ldquoMulti-objective integratedoptimization research on preventive maintenance planningand production scheduling for a single machinerdquo InternationalJournal of AdvancedManufacturing Technology vol 39 no 9-10pp 954ndash964 2008
[13] D Achermann Modelling Simulation and Optimization ofMaintenance Strategies Under Consideration of Logistic Pro-cesses Sudwestdeutscher 2008
[14] S Valcuha A Goti J Uradnıcek and I Navarro ldquoMulti-equipment condition based maintenance optimization bymulti-objective genetic algorithmrdquo Journal of Achievements inMaterials andManufacturing Engineering vol 45 no 2 pp 188ndash193 2011
[15] L Tautou and H Pierreval ldquoUsing evolutionary algorithms andsimulation for the optimization of manufacturing systemsrdquo IIETransactions vol 29 no 3 pp 181ndash189 1997
[16] D Baglee ldquoMaintenance strategy development in the UKfood and drink industryrdquo International Journal of StrategicEngineering Asset Management vol 1 no 3 pp 289ndash300 2013
[17] J Reimann G Kacprzynski D Cabral and R Marini ldquoUsingcondition based maintenance to improve the profitability ofperformance based logistic contractsrdquo in Proceedings of theAnnual Conference of the Prognostics and Health ManagementSociety 2009
[18] A Grall C Berenguer and L Dieulle ldquoA condition-basedmaintenance policy for stochastically deteriorating systemsrdquoReliability Engineering and System Safety vol 76 no 2 pp 167ndash180 2002
[19] M Rolon and E Martınez ldquoAgent-based modeling and sim-ulation of an autonomic manufacturing execution systemrdquoComputers in Industry vol 63 no 1 pp 53ndash78 2012
[20] W Shen Q Hao H J Yoon and D H Norrie ldquoApplications ofagent-based systems in intelligent manufacturing an updatedreviewrdquo Advanced Engineering Informatics vol 20 no 4 pp415ndash431 2006
[21] M A Majid U Aickelin and P O Siebers ldquoComparingsimulation output accuracy of discrete event and agent basedmodels a quantitave approachrdquo in Proceedings of the SummerComputer Simulation Conference (SCSC rsquo09) Vista Calif USA2009
[22] P O Siebers C M MacAl J Garnett D Buxton and MPidd ldquoDiscrete-event simulation is dead long live agent-basedsimulationrdquo Journal of Simulation vol 4 no 3 pp 204ndash2102010
ISRN Aerospace Engineering 13
[23] LHolst IntegratingDiscrete-Event Simulation into theManufac-turing System Development Process Division of Robotics LundSweden 2001
[24] J A B Montevechi R d C Miranda and J D FriendldquoSensitivity analysis in discrete-event simulation using designof experimentsrdquo inDiscrete Event Simulations-Development andApplications InTech Rijeka Croatia 2012
[25] Y Carson and A Maria ldquoSimulation optimization methodsand applicationsrdquo in Proceedings of the Winter SimulationConference pp 118ndash126 Atlanta Ga USA December 1997
[26] R Martı and M Laguna ldquoScatter search basic design andadvanced strategiesrdquo Revista Iberoamericana de InteligenciaArtificial vol 7 no 19 pp 123ndash130 2003
[27] A Ghosh and S Dehuri ldquoEvolution algorithms for multi-criterion optimization a surveyrdquo International Journey of Com-puting and Information Sciences vol 2 no 1 2004
[28] M Laguna R Martı M Gallego and A Duarte ldquoThe scattersearch methodologyrdquo in Wiley Encyclopedia of OperationsResearch and Management Science Wiley-Blackwell HobokenNJ USA 2011
[29] COMAC ldquoARJ21 regional jet programrdquo 2013 httpenglishcomacccproductsrjpi2indexshtml
[30] Electroimpact Flex Track Electroimpact Mukilteo WashUSA 2013
[31] IEEEPES Task Force on Impact of Maintenance Strategy onReliability of the Reliability Risk and Probability ApplicationsSubcommittee S Aboresheid R N Allan et al ldquoThe presentstatus of maintenance strategies and the impact of maintenanceon reliabilityrdquo IEEE Transactions on Power Systems vol 16 no4 pp 638ndash646 2001
[32] M Kaegi R Mock and W Kroger ldquoAnalyzing maintenancestrategies by agent-based simulations a feasibility studyrdquo Relia-bility Engineering and System Safety vol 94 no 9 pp 1416ndash14212009
[33] A BorshchevDesigning State-Based Behavior Statecharts Any-logic 2013
[34] Process Engineering Group Introduction to SSm Instituto deInvestigaciones Marinas (CSIC) Vigo Spain 2009
[35] J April F Glover J P Kelly and M Laguna ldquoPracticalintroduction to simulation optimizationrdquo in Proceedings of theWinter Simulation Conference pp 71ndash78 Boulder Colo USADecember 2003
[36] W Abo-Hamad and A Arisha ldquoSimulation optimisation meth-ods in supply chain applications a reviewrdquo Irish Journal ofManagement vol 30 no 2 pp 95ndash124 2011
[37] C-H Chen and L H Lee ldquoIntroduction to stochastic simu-lation optimizationrdquo in Stochastic Simulation Optimization AnOptimal Computing Budget Allocation System Engineering andOperations Research World Scientific Hackensack NJ USA2010
[38] M Laguna OptQuest Optimization of Complex Systems Opt-Tek Systems 2011
[39] R Martı M Laguna and F Glover ldquoPrinciples of scattersearchrdquo European Journal of Operational Research vol 169 no2 pp 359ndash372 2006
[40] OptTek ldquoHow the OptQuest engine worksrdquo OptTek httpwwwopttekcom
[41] FGlover andAReinholz ldquoMetaheuristics in science and indus-try new developmentsrdquo in Proceedings of the MetaheuristicsInternational Conference Montreal Canada June 2007
[42] I Boussaıd J Lepagnot and P Siarry ldquoA survey on optimizationmetaheuristicsrdquo Information Sciences vol 237 pp 82ndash117 2013
[43] K DebMulti-Objective Optimization Using Evolutionary Algo-rithms Wiley-Blackwell Chichester UK 2001
[44] M Gen and R Cheng Genetic Algorithms and EngineeringOptimization John Wiley amp Sons New York NY USA 2000
[45] A Ghosh and S Dehui ldquoEvolutionary algorithms for multi-criterion optimization a surveyrdquo International Journal of Com-puting and Information Sciences vol 2 no 1 pp 38ndash57 2004
[46] E J Hughes ldquoMultiple single objective pareto samplingrdquoEvolutionary Computation vol 4 pp 2678ndash2684 2003
[47] T Screenuch A Tsourdos E J Hughes and B AWhite ldquoFuzzygain-scheduled missile autopilot design using evolutionaryalgorithmsrdquo IEEE Transactions on Aerospace and ElectronicSystems vol 42 no 4 pp 1323ndash1339 2006
[48] Y Jin and J Branke ldquoEvolutionary optimization in uncertainenvironmentsmdasha surveyrdquo IEEE Transactions on EvolutionaryComputation vol 9 no 3 pp 303ndash317 2005
[49] J E Fieldsend andRM Everson ldquoMulti-objective optimisationin the presence of uncertaintyrdquo in Proceedings of the IEEECongress on Evolutionary Computation vol 1 pp 243ndash250Edinburgh UK September 2005
[50] OptTek ldquoMulti-objective optimizationrdquo OptTek httpwwwopttekcom
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of
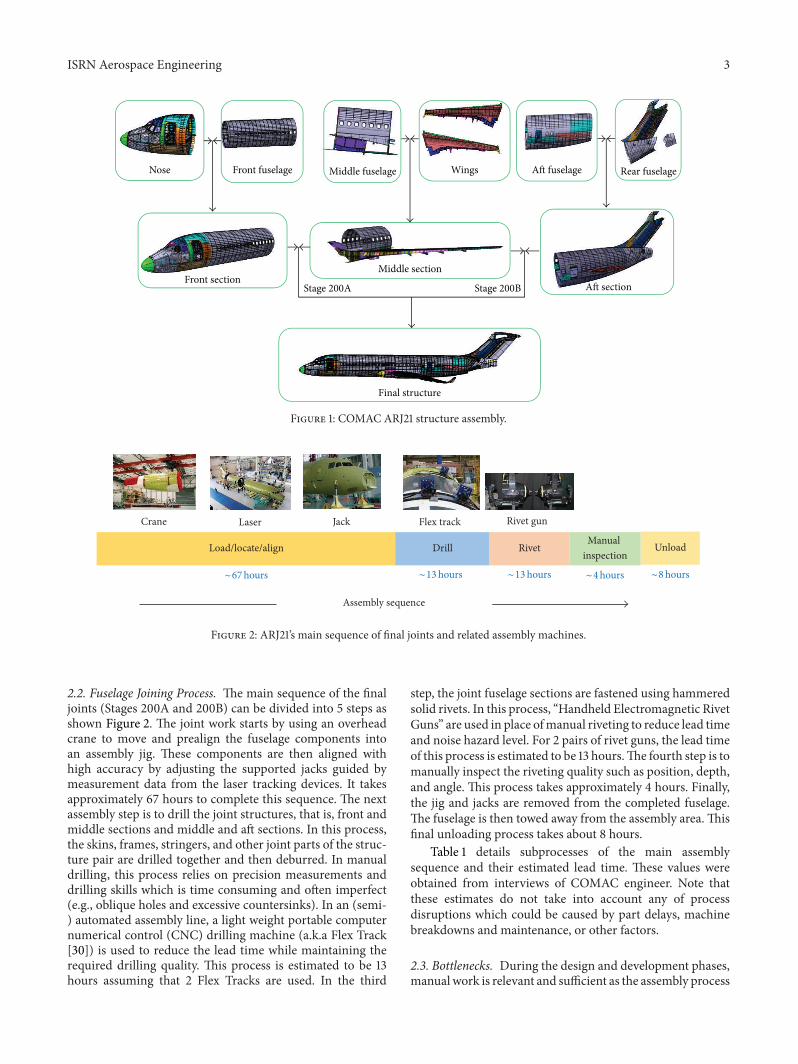
ISRN Aerospace Engineering 3
Nose Front fuselage Middle fuselage Wings Aft fuselage Rear fuselage
Front sectionMiddle section
Stage 200A Stage 200B Aft section
Final structure
Figure 1 COMAC ARJ21 structure assembly
Crane Rivet gunFlex track
Loadlocatealign Drill RivetManual
inspection
Laser Jack
Assembly sequence
Unload
sim67hours sim13hours sim13hours sim4hours sim8hours
Figure 2 ARJ21rsquos main sequence of final joints and related assembly machines
22 Fuselage Joining Process The main sequence of the finaljoints (Stages 200A and 200B) can be divided into 5 steps asshown Figure 2 The joint work starts by using an overheadcrane to move and prealign the fuselage components intoan assembly jig These components are then aligned withhigh accuracy by adjusting the supported jacks guided bymeasurement data from the laser tracking devices It takesapproximately 67 hours to complete this sequence The nextassembly step is to drill the joint structures that is front andmiddle sections and middle and aft sections In this processthe skins frames stringers and other joint parts of the struc-ture pair are drilled together and then deburred In manualdrilling this process relies on precision measurements anddrilling skills which is time consuming and often imperfect(eg oblique holes and excessive countersinks) In an (semi-) automated assembly line a light weight portable computernumerical control (CNC) drilling machine (aka Flex Track[30]) is used to reduce the lead time while maintaining therequired drilling quality This process is estimated to be 13hours assuming that 2 Flex Tracks are used In the third
step the joint fuselage sections are fastened using hammeredsolid rivets In this process ldquoHandheld Electromagnetic RivetGunsrdquo are used in place ofmanual riveting to reduce lead timeand noise hazard level For 2 pairs of rivet guns the lead timeof this process is estimated to be 13 hoursThe fourth step is tomanually inspect the riveting quality such as position depthand angle This process takes approximately 4 hours Finallythe jig and jacks are removed from the completed fuselageThe fuselage is then towed away from the assembly areaThisfinal unloading process takes about 8 hours
Table 1 details subprocesses of the main assemblysequence and their estimated lead time These values wereobtained from interviews of COMAC engineer Note thatthese estimates do not take into account any of processdisruptions which could be caused by part delays machinebreakdowns and maintenance or other factors
23 Bottlenecks During the design and development phasesmanual work is relevant and sufficient as the assembly process
4 ISRN Aerospace Engineering
Table 1 Estimated work process lead time
Work contents Assembly machines Lead time (Hrs)Loadlocatealign
Load middle section Crane 9Prelocate and -align Jig and middle section Jacks and lasers 19Load front section Crane 9Load aft section Crane 9Locate and align Jig and fuselage sections Jacks and lasers 21
Drill (in parallel)Front and middle sections
Load flex tracks Flex tracks 2Drill Flex tracks 10Unload flex tracks Flex tracks 1
Front and middle sectionsLoad flex tracks Flex tracks 2Drill Flex tracks 10Unload flex tracks Flex tracks 1
Rivet (in parallel)Front and middle sections
Load rivet guns Rivet guns 2Rivet Rivet guns 10Unload rivet guns Rivet guns 1
Middle and aft sectionsLoad rivet guns Rivet guns 2Rivet Rivet guns 10Unload rivet guns Rivet guns 1
Manual inspection 4Unload 8
is not finalized and the required production rate is limitedto 1 or 2 aircrafts per year To meet the delivery target of30 aircrafts per year the assembly process of the ARJ21has to be of less manual work but to be more automatedHowever disruption caused by machine breakdowns andmaintenance is one of the key performance bottlenecks ina (semi-) automatic assembly line [2] From interviews ofCOMAC engineers an overhead crane Flex Tracks and rivetguns are less reliable in relation to other types of assemblyequipment and will likely be the common causes of machinebreakdown
From Table 1 it can be seen that three of the mainprocesses of the ARJ21 fuselage joining process are heavilydependent on the overhead crane Flex Tracks and rivetguns Hence the downtime of these machines will essentiallyaffect the throughput of the assembly process Table 2 sum-marizes estimatedmaintenance parameters of these assemblymachines In this paper the crane Flex Tracks and rivet gunsare the focus of an application of CBM
3 Condition Based Maintenance
31 Degradation Process Machine failures can be dividedinto two categories random failures and those as a con-sequence of degradation In this paper we only consider
Table 2 Estimated maintenance parameters
Assemblymachines
MTBM1
(hrs)Maintenancetime (hrs)
Loss time2(hrs)
Overhead crane 720 1 169Flex track 900 2 506Rivet gun 1440 1 3361MTBM mean time before maintenance 2Loss time minimum downtimecaused by unexpected breakdown
the degradation failures in which preventive maintenancestrategies can be applied A simplified degradation pro-cess is illustrated in Figure 3 119877PM 119877
119865 and 119879
(119894)
119872are the
preventive maintenance threshold failure threshold andrequired duration to perform the 119894thmaintenance (or repair)respectivelyThe degradation process can be represented by astochastic process of increasing wear and hence decreasingin system reliability finally leading to machine failure Thedegradation stages can be modelled using either discretesteps or continuous process in time The failure occurs whenthe machine degradation stage reaches a certain reliabilitylevel In Figure 3 maintenances are used to intervene withthe degradation process and bring about an improvementto a certain reliability level before failures occur However
ISRN Aerospace Engineering 5
Time
Degradation rate
Imperfect maintenance
Syste
m re
liabi
lityR
RPM
RF
T(1)M T(2)
M
Figure 3 Degradation process
Time
Preventive maintenance zone
Syste
m re
liabi
lityR
RF
T(1)M
T(2)M
t(1)St(2)S
t(3)P t(4)S
RPM
Figure 4 Condition based maintenance (CBM) framework
when there is no ambiguity the term ldquomaintenancerdquo will alsoinclude ldquorepairrdquo operations in this paper The randomness(being stochastic) is from uncertainties in the degradationrate and maintenance The latter results from imperfectmaintenance
32 Maintenance Model The purpose of maintenance isto increase the mean time to failure It is assumed thatmaintenance will bring about an improvement to the condi-tions in the previous stage of degradation [31] see Figures3 and 4 In CBM framework a maintenance policy relieson continuous condition monitoring which can be carriedout by embedded sensors or periodic inspection (ie 119905(119894)
119878in
Figure 4) [11 14] This paper assumes that embedded sensorsare used to support online continuous condition monitoring(CM) In CBM instead of traditional fix schedule main-tenance interventions are performed only when the systemreliability degrades below a certain preventive maintenancethreshold In this way unnecessary maintenance actions andunexpected breakdowns can be reduced a real-time CMsystem provides an estimate for the reliability level due todegradation In CBM when to take maintenance actionsthat is defining the 119877PM level is essentially the main designmaintenance parameter This parameter will be based onboth the system reliability level at inspection time and the
potential evolution of the systemrsquos degradation process 119877PMmust be sufficiently high to allow maintenance actions to beperformed before the machine degrades to the failure level119877119865
4 Agent Based Model
DES is widely used in modelling and simulation of manu-facturing systems where fixed sequence of operations can benaturally captured However in a highly complex processit is simpler to model using ABS complex active inter-actions between entities (eg machine maintenance andprocess) can be naturally captured in ABS without havingto reformulate a problem into a series of discrete events asrequired by DES [21 22] In our case CM system whose self-aware (or active) properties are required in order to triggermaintenance activities is an example of entities that cannotstraightforwardly be modeled using DES the behaviour ofa CM system has to be determined by the system in a DESmodel (unintuitively being passive) For this reason ABS ispreferred to DES in this paper
In this paper for simplicity in the analysis a CBMenabledARJ21 assembled system is composed of minimally assemblymachines maintenance and the assembly process itself andthe interdependencies among these components In ABSthese entities are called agents Here we use statechart tomodel behaviours of an agent and a messaging concept tomodel interactions between agents [32]The statechart allowsactive stochastic behaviours of an agent to be modelled[33] In ABS agents independently evolve in parallel usingthe same universal time tick generated by the simulationenvironment
Figure 5 depicts a generic agent based model of theassembly machines described in Section 2 that is crane flextracks and rivet guns Δ119905 RUL Δ119877 X(sdot sdot) 120583RUL 120590RUL 120583Δ119877and 120590
Δ119877are the simulation time step remaining useful life
degradation rate random variable mean remaining usefullife aftermaintenance uncertainty caused by imperfectmain-tenance mean degradation rate threshold and degradationuncertainty respectively A machine can be in either ldquoInOperationrdquo or ldquoOut of Orderrdquo states When in operation themachine is ldquoIdlerdquo if it is not needed by an assembly processThe changes in state to ldquoBusyrdquo and back to ldquoIdlerdquo are triggeredby the messages ldquoIn Userdquo and ldquoWork Completedrdquo sent fromthe process respectively When the machine is in use thesystem reliability simRUL is decreasing at the rate of Δ119877 Notethat RUL is a function of operating hours not time
When the RUL falls below the preventive maintenancethreshold 119877PM if have not yet sent one a maintenanceorder that is the ldquoNeed Maintenancerdquo message is sent tothe related maintenance service The machine goes into ldquoOutof Orderrdquo triggered by either the breakdown (ie RUL le
0) or ldquoIn Maintenancerdquo messages from the related serviceand is changed back to be operable (either ldquoIdlerdquo or ldquoBusyrdquodepending on which one is the last state) after being main-tained or repaired triggered by the message ldquoMaintainedrdquoAfter maintenance the system reliability is brought back to acertain level randomly defined by the imperfect maintenance
6 ISRN Aerospace Engineering
Idle
Out of order
Busy
In operation
Process
Machine i
Service j
Δt
[ le 0]
[ le ]
= 119987(120583 120590RULRUL )ΔR = 119987(120583ΔR 120590ΔR)
RUL = RUL minus ΔR
RUL
RUL
RULor
RPM
In Use
WorkCompleted
NeedMaintenance
In Maintenance
Maintained
Figure 5 Agent based model of machines
Idle
Maintaining
Process
On the way
Service j
Machine i
TTM
TM[nUTM gt 0]
Needmaintenance
In maintenance
In maintenance
Maintained
Figure 6 Agent based model of services
parameters 120583RUL and 120590RUL Depending on the density func-tion120590
sdotsdotsdotcan be either a bound standard deviation or no value
depending on the probability distribution of the randomvariableX for normal In this model the stochasticity in thedegradation process is simulated by randomly resetting Δ119877
according to the degradation parameters 120583Δ119877
and 120590Δ119877
An agent based model for maintenance services is shownin Figure 6 119879TM 119879119872 and 119899UTM are the time to maintenancecaused by delay or travel maintenance time and number ofmachines that requiremaintenance respectively A transitionfrom ldquoIdlerdquo to ldquoOn theWayrdquo is triggered by themessage ldquoNeedMaintenancerdquo sent from one of the related machines Onaverage the service needs119879TM to respond to themaintenanceorder Before the service goes into the ldquoMaintainingrdquo state
a message ldquoIn Maintenancerdquo is sent to the machine at thefirst in the requested list for maintenance It takes on average119879TM for a maintenance action When the timer expires themessage ldquoMaintenance Completerdquo is sent to the maintainedmachine which causes a state transition from ldquoOut of Orderrdquoto ldquoIn Operationrdquo It is assumed that every triggered main-tenance action is completed successfully The servicersquos newstate now depends on the number of machines that requiredmaintenance If another machine is to be maintained (ie119899UTM gt 0) the service chooses the first machine in therequested list and as before maintains the machine Theservicersquos state goes into ldquoIdlerdquo if there are no more machinesin the requested list Whenever the ldquoNeed Maintenancerdquomessage is received the requested machine will be added to
ISRN Aerospace Engineering 7
Loading
Unloading
Drilling
Process (drill)
Machine i
Service jTL
TD = 119987(120583T119863 120590T119863)
Δt
TD = TD minus nUIOΔD
TUL
[TD le 0]
In Use
WorkCompleted
Figure 7 Partial agent based model of assembly process
the requested list for maintenance This allows the service torespond to the maintenance request even though it is not inthe ldquoIdlerdquo state
Figure 7 depicts an agent based model of the assemblyprocess For the sake of explanation it only shows the drillsubassembly process 119879
119871 119879119863 120583119879119863 120590119879119863 Δ119863 119879UL and 119899UIO
are the loading time required drill time mean required drilltime drilling process uncertainty drill rate and numberof machines currently in operation respectively After theloadlocatealign process is completed the state is transi-tioned to the ldquoDrillrdquo composite state inwhich ldquoLoadingrdquo is theentry state On average it needs 119879
119871to position the two Flex
Tracks at the fontmiddle andmiddleaft section jointsWhenthe timer expires the message ldquoIn Userdquo is sent to the FlexTrack machines which causes a state transition from ldquoIdlerdquoto ldquoBusyrdquo and the required drill time is set to a random valuedetermined by the process uncertainty parameters 120583
119879119863and
120590119879119863 In this paper it is assumed that maintenance actions
do not interrupt the ldquoLoadingrdquo and ldquoUnloadingrdquo processesWhen themachine is in use the required (or remaining) drilltime 119879
119863is decreasing at the rate of 119899UIOΔ119863 How fast the
task can be completed will depend on how many machinesare available (ie in operation) to perform the tasks Whenthe drill process is completed (ie 119879
119863le 0) the message
ldquoWork Completerdquo is sent to the related machines and theprocessrsquos new state is now ldquoUnloadingrdquo It takes on average119879UL to remove the machines (ie Flex Track in the drillcase) from the fuselage When the timer expires (also meansthe drill subassembly process completed) the state is thentransitioned to the ldquoRivetrdquo composite state
5 Optimization ConsideringMultiple Objectives
51 Simulation Optimization The agent based simulationmodel described in Section 4 is used to empirically study theimpact of CBM on the (semi-) automatic fuselage assembly
process Through simulation the aim is to find the bestCBM configuration that will maximize the production rateand at the same time minimize the maintenance cost ofthe assembly process A simulation optimization scheme isshown in Figure 8 997888119909 Δ 119891(sdot) 119892(sdot) and 119864[sdot] are the designvariable vector uncertainties objective function constraintfunction and mean (or expected) value respectively In ourcase the simulation model (ie the agent based simulationmodel of the fuselage assembly system) takes the controllablemaintenance design variables as the input and outputs thesimulated time series data which are then used to evaluate theperformance objectives of the assembly process In contrastto the deterministic simulation two successive simulationsof the same input variables return two different simulationresults due to the uncertainties in the machine degradationmaintenance and process lead time In the simulation opti-mization the optimization objective is therefore the mean ofthe objective evaluations 119864[119891(
997888119909 Δ)] from multiple simula-
tion runs (called Monte-Carlo simulation) of the model [35ndash37] Here ldquoOptimalrdquo means on average that this is the bestdesign solution
52 Scatter Search In this paper AnyLogic MultimethodSimulation Software is used to implement the agent basedfuselage assembly model described in Section 4 OptQuestscatter search package is the only built-in optimizationenginemethod in AnyLogic [38] Scatter search is apopulation-based metaheuristics for optimization andhas been successfully applied to many hard optimizationproblems [28 39] In contrast to Evolutionary Algorithmsscatter search does not emphasize randomization It isinstead designed to incorporate strategic responses bothdeterministic and probabilistic that remember whichsolutions worked well (ie both high quality solutions anddiverse solutions) and recombined them into new bettersolutions [40 41]
8 ISRN Aerospace Engineering
Assembly process model
Optimization algorithm
Uncertainties Δ
Stochastic simulation(Monte-Carlo method)
Constraint g(x)
Design objectives E[f(x Δ)]Design variables x
Figure 8 Simulation optimization
Diversification generationmethod
Solution combination method
Subset generation method
Diversification generation method
Reference set update method
No more new solutions
P
RefSet
Initialization
Repeat until P = Psize
Main loop
Stop if MaxIterreached
Figure 9 Scatter search optimization method [34]
Figure 9 outlines a simplified scatter search optimizationmethod The search consists of four methods (1) diver-sification generation (2) reference set update (3) subsetgeneration and (4) solution combination The search startswith the diversification generation method which is usedto generate a large set 119875 of diverse solutions (ie scatteredacross the parameter space) that are the basis for initializingthe search The process repeats until |119875| = 119875Size Theinitial RefSet is built according to the reference set updatemethod which can take the 119887 best solutions (as regards
their quality or diversity in the problem solving) from 119875 tocompose the RefSet The search is then initiated by applyingthe subset generation method which produces subsets ofreference solutions as the input to the combination methodThe solution combinationmethod uses these subsets to createnew combined solution vectors The reference set updatemethod is applied once more to build the new RefSet andthe main loop repeats again The iteration stops when themaximum iteration is reached However at the end of eachiteration if no more better solutions are found the new
ISRN Aerospace Engineering 9
O(2)
O(1)
Figure 10 Pareto optimal solutions corresponding to a set of targetvectors
RefSet is partially rebuilt by refilling the RefSet with a newdiverse solution generated using the diversification method[26 34 38 42]
53 Multiple Single Objective Pareto Sampling In additionto the production rate the cost of maintenance is anotherimportant objective in the integrated maintenance (semi-)automatic aircraft assembly process In deterministic multi-objective optimization nondominated ranking methods aregenerally used in finding the Pareto optimal solutions [43ndash45] These methods rely on a large number of populations tofind all Pareto solutions and consequently are practically notfeasible for simulation optimization primarily due to the add-on computational burden required by the Monte-Carlo sim-ulation Moreover the optimization experiment in AnyLogicin any case is limited to single objective optimization andpossibly because of the computational reasonThis limitationin fact applies tomost of the commercial of-the-shelf (COTS)DES or ABS software
In this paper a multiple single objective Pareto samplingmethod described in [46 47] is used to find the Paretooptimal solutions It is based on the classical weighed metricmethod The method locates some specific solutions on thePareto front corresponding to a given set of target vectors119881 =
997888V1
997888V119879 where 997888V
119894= (1119908
(1)
119894 1119908
(NOBJ)119894
) isthe direction corresponding to the given 119894th weight vectorand 119908
(119896)
119894is the weight of the 119896th objective see Figure 10 For
each rerun 997888V119894 the corresponding optimal solution is found
by minimizing the objective function [48ndash50]
119871119894(997888119909) = 119864 [119891
119894(997888119909 Δ)] (1)
where
119891119894(997888119909 Δ) = max 119908(1)
119894119874(1)
119894 119908
(NOBJ)119894
119874(NOBJ)119894
(2)
The uncertainties Δ represent a Monte-Carlo simulationreplication In this way the multiobjective optimization canbe carried out using the AnyLogic built-in optimizationengine and as well computationally is more plausible
The primary advantage of this method is that the targetvectors can be arbitrarily generated focusing on the regions ofinterest Note also that if the optimization process convergesto a solution that exactly matches the weight vector then119908(1)
119874(1)
= sdot sdot sdot = 119908(NOBJ)
119874(NOBJ) Thus the angle between
the vectors 997888V and 997888119874 indicates whether the solution lies in
where it was expected or not If the vector 997888V lies withina discontinuity of the Pareto set or is outside of the entireobjective space then the angle between the two vectors willbe significant By observing the distribution of the finalangular errors across the total weight set the limits of theobjective space and discontinuities within the Pareto set canbe identified
6 Results
61 Measures of Performance The agent based simulationmodel described in Section 4 is by design developed toempirically study the impact of CBM on the (semi-) auto-matic fuselage assembly process and find a best CBM systemconfiguration for maximizing production throughput whilekeeping related costs minimum From Table 1 it can be seenthat most parts of the fuselage joint sequence are dependenton the operational availability of the assembly machines thatis crane Flex Tracks and rivet guns The downtime of thesemachines will essentially incur loss in the production Forconsistency ldquoOptimizerdquo means ldquoMinimizerdquo in this paper
For the first performance measure in order to maximizethe production rate we seek to minimize the production lossobjective defined by
119874(1)
=119873119860minus 119899119860
120598119873119860
(3)
119899119860 119873119860 and 120598 are the number of aircrafts produced per year
maximum number of aircrafts per year without part delaysmachine breakdowns and maintenance or other factors andin percentage maximum allowable production loss frombreakdown and maintenance respectively The product 120598119873
119860
is the normalization factor of the incurred production lossBesides the production loss at what cost in keeping the
machines operable is another performance measure in theintegrated CBM aircraft assembly system In this paper themaintenance cost consists of the fixed maintenance cost andservice level related maintenance cost and its correspondingperformance objective is defined by
119874(2)
=119862119872
+ 119862MRT (119879119877)
119862119872
+ 119862MRT (119879NR) (4)
119862119872 119879119877 and 119879NR and 119862MRT(sdot) are the fixed maintenance cost
maintenance response time nominal maintenance responsetime and cost function related to required maintenanceresponse time defined by 120588119879
119877119879NR respectivelyThe response
time parameters 119879NR and 119879119877can be considered as the level
of service required for machine maintenance In simulationthese parameters define 119879TM the time to maintenance causedby delay or travel shown in Figure 6 For this objectivethe nominal maintenance cost 119862
119872+ 119862MRT(119879NR) is the
normalization factor
10 ISRN Aerospace Engineering
In this paper CBM is applied to multiple assemblymachines whichwill individually be contributing to the over-all maintenance costThe fixed and service level maintenancecosts can simply be defined as linearly formulated as
119862119872
=
119873
sum
119894=1
119862(119894)
119872
119862MRT =
119873
sum
119894=1
119862(119894)
MRT (119879(119894)
119877)
(5)
119873 and 119894th are the maximum number of assembly machines(ie 5 = 1 crane + 2 Flex Tracks + 2 pairs of rivet guns) andthe machinesrsquo index respectively 119894th indexes the machinespecific related costs and required response times
In CBM a maintenance order is triggered when thesystem reliability falls below a predefined preventive main-tenance threshold 119877PM see Section 3 Moreover togetherwith 119877PM when the maintenance is actually performed afterbeing triggered 119879
119877will essentially determine the operation
availability of the machine which indirectly determines theproduction rate of the aircraft assembly process The costof maintenance is determined by how frequent maintenanceis performed and maintenance service level These two costfactors are as well determined by the parameters 119877PM and119879119877 In this study there are 3 types of assembly machines
Hence 119877119862PM 119879119862
119877 119877FT
PM 119879FT119877 119877RG
PM and 119879RG119877
will be in total the6 design variables for the optimization of the CBM enabledARJ21 assembly process 119877119862PM and 119879
119862
119877are for the crane 119877FT
PMand 119879
FT119877
are for the two Flex Tracks 119877RGPM and 119879
RG119877
are for thetwo pairs of rivet guns In our ABS these design variables arecorresponding to the machine 119894rsquos 119877PM and service119895rsquos 119879TM
62 Trade-Off Analysis In the paper AnyLogic andOptQuest scatter search are employed for the simulationoptimization experiments of the agent based CBM enabledARJ21 assembly system described in Section 4 The targetvectors were distributedly formed to outline the Pareto frontusing the weights 119908
(1)isin [05 099] and 119908
(2)isin [001 05]
In this paper the uncertainties in lead time maintenanceand machine degradation are modelled using the triangulardistribution The lower and upper uncertainty bounds areassumed at plusmn25 of the mean values The design variablesare in the intervals 119877
(sdot)
PM 119879(sdot)
119877isin [0MTBM(sdot)] where the
subscript (sdot) is the machine specific type indices 119862 FTor RG Table 3 summarizes the other related simulationparameters required for the evaluation of the performanceobjectives 119874
(1) and 119874(2) defined in (3) and (4) It is not
possible to disclose related costs in term of money figuresdue to commercial reasons In this paper the ratios andnormalization values are alternatively used to quantify theparameters related to the maintenance cost
Figure 11 shows the Pareto optimal solutions obtained bymultiple simulation optimization runs for different weight-ings (or target vectors) The simulation optimization exper-iments were based on 20 and 100 Monte-Carlo replicationssee also Sections 51 and 53 Note that the optimizationprocess can be rerun to ensure the consistencies of the Pareto
Table 3 Parameters for evaluation of performance objectives
Simulation parameters ValuesMaximum number of aircraft per year119873
11986083429
Allowable production loss 120598 005Crane
Fixed maintenance cost 119862119862119872
1Ratio for service level maintenance cost 120588119862 1Nominal response time 119879119862NR 168 hrs
Flex trackFixed maintenance cost 119862FT
1198722
Ratio for service level maintenance cost 120588FT 15Nominal response time 119879FT
NR 504 hrsRivet gun
Fixed maintenance cost 119862RG119872
04Ratio for service level maintenance cost 120588RG 06Nominal response time 119879RG
NR 336 hrs
032 034 036 038 04 042 044 046 048 05 052
14
16
18
2
22
24
26
28Pareto optimal solutions
Production loss O(1)
Mai
nten
ance
costO(2)
20 replications100 replications
Figure 11 Trade-off surface of optimal CBM configurations
solution (for both 20 and 100 Monte-Carlo replications) Theuncertainties in the simulation can be observed from thefluctuations on the Pareto surfaces which is more apparent inthe case of 20 Monte-Carlo replications The resulting Paretooptimal solutions are more likely to represent a true Paretosurface if the optimization objectives are evaluated from alarge number of Monte-Carlo simulation runs and this canbe seen in the case of 100 replications shown in Figure 11
The Pareto surface shows the trade-off between theproduction loss and maintenance cost conflicting objectivesA reduction in product loss will generally increase in mainte-nance costThis is in particular when the production loss119874(1)is approximately less than 038 (ie 1585 per year) a smalldecrease in production loss will result in a very significantincrement in the maintenance cost As a mean to increasethe machinesrsquo operational availability with less number ofmaintenance performed the response time 119879
119877will have to be
relatively small so that the machines are maintained before
ISRN Aerospace Engineering 11
025 03 035 04 045 05 0550
5
10
15
20
25 Monte-Carlo simulation
120583 = 8120590 = 068
O
Figure 12 Monte-Carlo simulation results for production loss 119874(1)
breakdowns happenThis will essentially increase the servicelevel related maintenance cost 119862MRT This is an importantinsight as for 119874
(1)lt 038 a decision maker can avoid a
situation where a significant investment on the maintenanceis made for a very small gain in the production rate andpossibly in overall is not worth the investment
The trade-off surface also outlines the optimal boundaryfor the maintenance cost It can be seen that the maintenancecost 119874(2) approximately cannot be lower than 13 even whenwe deliberately set multiple target vectors to probe in thegt05 production loss objective space This result is from thefact that the assembly machines are essentially degrading nomatter whether CBM is applied or not From the ABS modelmaintenance will always be performed on the machinesregardless before or after the breakdown Consequently thiswill incur the minimum fixed maintenance cost In additionthere is also a minimum cost for the required maintenanceservice level These explain why the maintenance cost cannotbe lower than a certain level and effectively determine theboundary of the objective space
63 Monte-Carlo Experiment Suppose the optimal solution(0382 1608) in Figure 11 corresponding to theweights119908(1) =085 and 119908
(2)= 015 is preferred The resulting design
variables for this optimal solution are 119877119862
PM = 39054 119879119862119877
=
1398 119877FTPM = 4527 119879FT
119877= 25476 119877RG
PM = 45846 and 119879RG119877
=
33702 In paper a Monte-Carlo simulation experiment isused to evaluate whether the obtained optimal solution is theperformance expected from the system and how sensitive thedesign solution is to the uncertainties
Figures 12 and 13 show the results of 100 runs ofMonte-Carlo simulation The mean production loss andmaintenance cost are 03817 and 16077 respectively andthese follow what initially expected from the simulationoptimization result From the histograms 100 Monte-Carlosimulation runs (or samples) is sufficient to represent thetrue probability distribution of the performance objectivevaluesWithplusmn25of themean values for the lower and upperuncertainties the standard deviations of the production loss
15 155 16 165 17 1750
5
10
15
20
25
O
120583 = 077120590 = 39
Monte-Carlo simulation
Figure 13 Monte-Carlo simulation results for maintenance cost119874(2)
and maintenance cost are 004068 and 00339 respectively11 for the production loss and 2 for the maintenancecost in relation to the mean values This indicates very lowsensitivities for this design solution In terms of numberof aircrafts produced this means in sim70 of the cases theproduction loss will be between plusmn017 aircrafts per year fromthe expected value
7 Concluding Remarks
In a current competitive environment increasing produc-tion rate and reducing costs are the key drivers in aircraftmanufacturing More (semi-) automatic assembly machineshave increasingly been used in the aircraft assembly lines asa mean to deliver high production rate while meeting highquality requirements However the production throughput iseffectively dependent on the operational availability of thesemachines Integration of CBM into the assembly system haspotential benefits as a way to minimize the production lossand maintenance related cost Maintenance are performed asneeded hence avoiding unnecessary downtime and mainte-nance cost
In a CBM enabled aircraft assembly system there are self-active interactions between the subsystems for example CMsystem self-triggers a maintenance order when the systemreliability falls below a certain level This example of activeself-aware behavior cannot straightforwardly be modelledusing DESs In this case where besides the assembly processindependent entities are in addition parts of the system ABSis proved effective as it allows complex active interactionsbetween entities to be naturally captured
Production rate and maintenance cost are the competingobjectives in an integrated CBM aircraft assembly systemFinding trade-offs between the production rate and mainte-nance cost is equivalent to finding a Pareto optimal surfaceThe conventional nondominated ranking methods will notbe practically feasible due to the computational burdenrequired by the Monte-Carlo simulation This limitation canbe addressed by independently sampling the Pareto surface
12 ISRN Aerospace Engineering
using the weighted Min-Max method The approach allowsless number of populations to be used in the optimizationas it does not need to probe the whole Pareto front andhence effectively a reduction in the computation intensity isrequired
In our ARJ21 case study the preventive maintenancethreshold and required service level are the key designparameters that determine the overall performance of theassembly system Because of uncertainties increase produc-tion rate will require a high required service level (ie fastresponse time) to avoid breakdowns before the maintenanceis performed and consequently this will increase the main-tenance cost and sometimes can be significant Howevercompromising on the production rate does not always meana further decrease in maintenance cost The minimum costis from the actual cost in maintaining the machines and theminimum service level Pareto surface is an important pieceof information to the system designer Together with Monte-Carlo simulation it can be used to support decision makingin terms of cost-benefit of different design solutions and alsowhat could be achieved
In this example even though in small scale it can beseen that CBM has potential to be applicable in (semi-)automatic aircraft assembly lines However its claim has tobe further researched in comparison with other maintenanceregimes and with a high fidelity large-scale aircraft assemblyexample Moreover in terms of optimization other differentoptimization methods like genetic algorithms (GAs) sim-ulated annealing and teaching-learning-based optimization(TLBO) should also be used in the optimization to ensurethat the true Pareto font is found and consequently theirperformance in terms of computation and solution can becompared and analyzed
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
This work is part of a research program at Cranfield Univer-sity sponsored by Commercial AircraftCooperation of China(COMAC) and China Scholarship Council (CSC)
References
[1] MTorres Total Solution for Aircraft Automatic Assembly JigsMTorres Santa Ana Calif USA 2013
[2] P Lute An Investigation of Airbus A380 Stage 01 Wing BoxAssembly Using Discrete Event Simulation Cranfield UniversityBedfordshire UK 2007
[3] Electroimpact IncA380 Stage 1 GRAWDEMachine Electroim-pact Inc Mukilteo Wash USA 2003
[4] IBM Corporation Predictive Maintenance for Manufacturing2011
[5] Wikipedia ldquoPreventive maintenancerdquo Wikipedia httpenwikipediaorgwikiPreventive maintenance
[6] ResolveFM ldquoPreventivecorrective maintenancerdquo ResolveFMhttpwwwresolvecomau
[7] A Kelly Maintenance Strategy Butterworth-HeinemannOxford UK 1997
[8] NACE ldquoMaintenance strategiesrdquo 2013 httpwwwnaceorghttpeventsnaceorglibrarycorrosionInspectionStrategiesasp
[9] I Grigoryev AnyLogic 6 in Three Days A Quick Course inSimulation Modeling Anylogic North America 2012
[10] J B Leger E Neunreuthe B Iung and G Morel ldquoIntegrationof the predictive maintenance in manufacturing systemrdquo inAdvanced inManufacturing pp 133ndash144 Springer LondonUK1999
[11] Z Tian D Lin and BWu ldquoCondition basedmaintenance opti-mization considering multiple objectivesrdquo Journal of IntelligentManufacturing vol 23 no 2 pp 333ndash340 2009
[12] J Yulan J Zuhua and H Wenrui ldquoMulti-objective integratedoptimization research on preventive maintenance planningand production scheduling for a single machinerdquo InternationalJournal of AdvancedManufacturing Technology vol 39 no 9-10pp 954ndash964 2008
[13] D Achermann Modelling Simulation and Optimization ofMaintenance Strategies Under Consideration of Logistic Pro-cesses Sudwestdeutscher 2008
[14] S Valcuha A Goti J Uradnıcek and I Navarro ldquoMulti-equipment condition based maintenance optimization bymulti-objective genetic algorithmrdquo Journal of Achievements inMaterials andManufacturing Engineering vol 45 no 2 pp 188ndash193 2011
[15] L Tautou and H Pierreval ldquoUsing evolutionary algorithms andsimulation for the optimization of manufacturing systemsrdquo IIETransactions vol 29 no 3 pp 181ndash189 1997
[16] D Baglee ldquoMaintenance strategy development in the UKfood and drink industryrdquo International Journal of StrategicEngineering Asset Management vol 1 no 3 pp 289ndash300 2013
[17] J Reimann G Kacprzynski D Cabral and R Marini ldquoUsingcondition based maintenance to improve the profitability ofperformance based logistic contractsrdquo in Proceedings of theAnnual Conference of the Prognostics and Health ManagementSociety 2009
[18] A Grall C Berenguer and L Dieulle ldquoA condition-basedmaintenance policy for stochastically deteriorating systemsrdquoReliability Engineering and System Safety vol 76 no 2 pp 167ndash180 2002
[19] M Rolon and E Martınez ldquoAgent-based modeling and sim-ulation of an autonomic manufacturing execution systemrdquoComputers in Industry vol 63 no 1 pp 53ndash78 2012
[20] W Shen Q Hao H J Yoon and D H Norrie ldquoApplications ofagent-based systems in intelligent manufacturing an updatedreviewrdquo Advanced Engineering Informatics vol 20 no 4 pp415ndash431 2006
[21] M A Majid U Aickelin and P O Siebers ldquoComparingsimulation output accuracy of discrete event and agent basedmodels a quantitave approachrdquo in Proceedings of the SummerComputer Simulation Conference (SCSC rsquo09) Vista Calif USA2009
[22] P O Siebers C M MacAl J Garnett D Buxton and MPidd ldquoDiscrete-event simulation is dead long live agent-basedsimulationrdquo Journal of Simulation vol 4 no 3 pp 204ndash2102010
ISRN Aerospace Engineering 13
[23] LHolst IntegratingDiscrete-Event Simulation into theManufac-turing System Development Process Division of Robotics LundSweden 2001
[24] J A B Montevechi R d C Miranda and J D FriendldquoSensitivity analysis in discrete-event simulation using designof experimentsrdquo inDiscrete Event Simulations-Development andApplications InTech Rijeka Croatia 2012
[25] Y Carson and A Maria ldquoSimulation optimization methodsand applicationsrdquo in Proceedings of the Winter SimulationConference pp 118ndash126 Atlanta Ga USA December 1997
[26] R Martı and M Laguna ldquoScatter search basic design andadvanced strategiesrdquo Revista Iberoamericana de InteligenciaArtificial vol 7 no 19 pp 123ndash130 2003
[27] A Ghosh and S Dehuri ldquoEvolution algorithms for multi-criterion optimization a surveyrdquo International Journey of Com-puting and Information Sciences vol 2 no 1 2004
[28] M Laguna R Martı M Gallego and A Duarte ldquoThe scattersearch methodologyrdquo in Wiley Encyclopedia of OperationsResearch and Management Science Wiley-Blackwell HobokenNJ USA 2011
[29] COMAC ldquoARJ21 regional jet programrdquo 2013 httpenglishcomacccproductsrjpi2indexshtml
[30] Electroimpact Flex Track Electroimpact Mukilteo WashUSA 2013
[31] IEEEPES Task Force on Impact of Maintenance Strategy onReliability of the Reliability Risk and Probability ApplicationsSubcommittee S Aboresheid R N Allan et al ldquoThe presentstatus of maintenance strategies and the impact of maintenanceon reliabilityrdquo IEEE Transactions on Power Systems vol 16 no4 pp 638ndash646 2001
[32] M Kaegi R Mock and W Kroger ldquoAnalyzing maintenancestrategies by agent-based simulations a feasibility studyrdquo Relia-bility Engineering and System Safety vol 94 no 9 pp 1416ndash14212009
[33] A BorshchevDesigning State-Based Behavior Statecharts Any-logic 2013
[34] Process Engineering Group Introduction to SSm Instituto deInvestigaciones Marinas (CSIC) Vigo Spain 2009
[35] J April F Glover J P Kelly and M Laguna ldquoPracticalintroduction to simulation optimizationrdquo in Proceedings of theWinter Simulation Conference pp 71ndash78 Boulder Colo USADecember 2003
[36] W Abo-Hamad and A Arisha ldquoSimulation optimisation meth-ods in supply chain applications a reviewrdquo Irish Journal ofManagement vol 30 no 2 pp 95ndash124 2011
[37] C-H Chen and L H Lee ldquoIntroduction to stochastic simu-lation optimizationrdquo in Stochastic Simulation Optimization AnOptimal Computing Budget Allocation System Engineering andOperations Research World Scientific Hackensack NJ USA2010
[38] M Laguna OptQuest Optimization of Complex Systems Opt-Tek Systems 2011
[39] R Martı M Laguna and F Glover ldquoPrinciples of scattersearchrdquo European Journal of Operational Research vol 169 no2 pp 359ndash372 2006
[40] OptTek ldquoHow the OptQuest engine worksrdquo OptTek httpwwwopttekcom
[41] FGlover andAReinholz ldquoMetaheuristics in science and indus-try new developmentsrdquo in Proceedings of the MetaheuristicsInternational Conference Montreal Canada June 2007
[42] I Boussaıd J Lepagnot and P Siarry ldquoA survey on optimizationmetaheuristicsrdquo Information Sciences vol 237 pp 82ndash117 2013
[43] K DebMulti-Objective Optimization Using Evolutionary Algo-rithms Wiley-Blackwell Chichester UK 2001
[44] M Gen and R Cheng Genetic Algorithms and EngineeringOptimization John Wiley amp Sons New York NY USA 2000
[45] A Ghosh and S Dehui ldquoEvolutionary algorithms for multi-criterion optimization a surveyrdquo International Journal of Com-puting and Information Sciences vol 2 no 1 pp 38ndash57 2004
[46] E J Hughes ldquoMultiple single objective pareto samplingrdquoEvolutionary Computation vol 4 pp 2678ndash2684 2003
[47] T Screenuch A Tsourdos E J Hughes and B AWhite ldquoFuzzygain-scheduled missile autopilot design using evolutionaryalgorithmsrdquo IEEE Transactions on Aerospace and ElectronicSystems vol 42 no 4 pp 1323ndash1339 2006
[48] Y Jin and J Branke ldquoEvolutionary optimization in uncertainenvironmentsmdasha surveyrdquo IEEE Transactions on EvolutionaryComputation vol 9 no 3 pp 303ndash317 2005
[49] J E Fieldsend andRM Everson ldquoMulti-objective optimisationin the presence of uncertaintyrdquo in Proceedings of the IEEECongress on Evolutionary Computation vol 1 pp 243ndash250Edinburgh UK September 2005
[50] OptTek ldquoMulti-objective optimizationrdquo OptTek httpwwwopttekcom
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

4 ISRN Aerospace Engineering
Table 1 Estimated work process lead time
Work contents Assembly machines Lead time (Hrs)Loadlocatealign
Load middle section Crane 9Prelocate and -align Jig and middle section Jacks and lasers 19Load front section Crane 9Load aft section Crane 9Locate and align Jig and fuselage sections Jacks and lasers 21
Drill (in parallel)Front and middle sections
Load flex tracks Flex tracks 2Drill Flex tracks 10Unload flex tracks Flex tracks 1
Front and middle sectionsLoad flex tracks Flex tracks 2Drill Flex tracks 10Unload flex tracks Flex tracks 1
Rivet (in parallel)Front and middle sections
Load rivet guns Rivet guns 2Rivet Rivet guns 10Unload rivet guns Rivet guns 1
Middle and aft sectionsLoad rivet guns Rivet guns 2Rivet Rivet guns 10Unload rivet guns Rivet guns 1
Manual inspection 4Unload 8
is not finalized and the required production rate is limitedto 1 or 2 aircrafts per year To meet the delivery target of30 aircrafts per year the assembly process of the ARJ21has to be of less manual work but to be more automatedHowever disruption caused by machine breakdowns andmaintenance is one of the key performance bottlenecks ina (semi-) automatic assembly line [2] From interviews ofCOMAC engineers an overhead crane Flex Tracks and rivetguns are less reliable in relation to other types of assemblyequipment and will likely be the common causes of machinebreakdown
From Table 1 it can be seen that three of the mainprocesses of the ARJ21 fuselage joining process are heavilydependent on the overhead crane Flex Tracks and rivetguns Hence the downtime of these machines will essentiallyaffect the throughput of the assembly process Table 2 sum-marizes estimatedmaintenance parameters of these assemblymachines In this paper the crane Flex Tracks and rivet gunsare the focus of an application of CBM
3 Condition Based Maintenance
31 Degradation Process Machine failures can be dividedinto two categories random failures and those as a con-sequence of degradation In this paper we only consider
Table 2 Estimated maintenance parameters
Assemblymachines
MTBM1
(hrs)Maintenancetime (hrs)
Loss time2(hrs)
Overhead crane 720 1 169Flex track 900 2 506Rivet gun 1440 1 3361MTBM mean time before maintenance 2Loss time minimum downtimecaused by unexpected breakdown
the degradation failures in which preventive maintenancestrategies can be applied A simplified degradation pro-cess is illustrated in Figure 3 119877PM 119877
119865 and 119879
(119894)
119872are the
preventive maintenance threshold failure threshold andrequired duration to perform the 119894thmaintenance (or repair)respectivelyThe degradation process can be represented by astochastic process of increasing wear and hence decreasingin system reliability finally leading to machine failure Thedegradation stages can be modelled using either discretesteps or continuous process in time The failure occurs whenthe machine degradation stage reaches a certain reliabilitylevel In Figure 3 maintenances are used to intervene withthe degradation process and bring about an improvementto a certain reliability level before failures occur However
ISRN Aerospace Engineering 5
Time
Degradation rate
Imperfect maintenance
Syste
m re
liabi
lityR
RPM
RF
T(1)M T(2)
M
Figure 3 Degradation process
Time
Preventive maintenance zone
Syste
m re
liabi
lityR
RF
T(1)M
T(2)M
t(1)St(2)S
t(3)P t(4)S
RPM
Figure 4 Condition based maintenance (CBM) framework
when there is no ambiguity the term ldquomaintenancerdquo will alsoinclude ldquorepairrdquo operations in this paper The randomness(being stochastic) is from uncertainties in the degradationrate and maintenance The latter results from imperfectmaintenance
32 Maintenance Model The purpose of maintenance isto increase the mean time to failure It is assumed thatmaintenance will bring about an improvement to the condi-tions in the previous stage of degradation [31] see Figures3 and 4 In CBM framework a maintenance policy relieson continuous condition monitoring which can be carriedout by embedded sensors or periodic inspection (ie 119905(119894)
119878in
Figure 4) [11 14] This paper assumes that embedded sensorsare used to support online continuous condition monitoring(CM) In CBM instead of traditional fix schedule main-tenance interventions are performed only when the systemreliability degrades below a certain preventive maintenancethreshold In this way unnecessary maintenance actions andunexpected breakdowns can be reduced a real-time CMsystem provides an estimate for the reliability level due todegradation In CBM when to take maintenance actionsthat is defining the 119877PM level is essentially the main designmaintenance parameter This parameter will be based onboth the system reliability level at inspection time and the
potential evolution of the systemrsquos degradation process 119877PMmust be sufficiently high to allow maintenance actions to beperformed before the machine degrades to the failure level119877119865
4 Agent Based Model
DES is widely used in modelling and simulation of manu-facturing systems where fixed sequence of operations can benaturally captured However in a highly complex processit is simpler to model using ABS complex active inter-actions between entities (eg machine maintenance andprocess) can be naturally captured in ABS without havingto reformulate a problem into a series of discrete events asrequired by DES [21 22] In our case CM system whose self-aware (or active) properties are required in order to triggermaintenance activities is an example of entities that cannotstraightforwardly be modeled using DES the behaviour ofa CM system has to be determined by the system in a DESmodel (unintuitively being passive) For this reason ABS ispreferred to DES in this paper
In this paper for simplicity in the analysis a CBMenabledARJ21 assembled system is composed of minimally assemblymachines maintenance and the assembly process itself andthe interdependencies among these components In ABSthese entities are called agents Here we use statechart tomodel behaviours of an agent and a messaging concept tomodel interactions between agents [32]The statechart allowsactive stochastic behaviours of an agent to be modelled[33] In ABS agents independently evolve in parallel usingthe same universal time tick generated by the simulationenvironment
Figure 5 depicts a generic agent based model of theassembly machines described in Section 2 that is crane flextracks and rivet guns Δ119905 RUL Δ119877 X(sdot sdot) 120583RUL 120590RUL 120583Δ119877and 120590
Δ119877are the simulation time step remaining useful life
degradation rate random variable mean remaining usefullife aftermaintenance uncertainty caused by imperfectmain-tenance mean degradation rate threshold and degradationuncertainty respectively A machine can be in either ldquoInOperationrdquo or ldquoOut of Orderrdquo states When in operation themachine is ldquoIdlerdquo if it is not needed by an assembly processThe changes in state to ldquoBusyrdquo and back to ldquoIdlerdquo are triggeredby the messages ldquoIn Userdquo and ldquoWork Completedrdquo sent fromthe process respectively When the machine is in use thesystem reliability simRUL is decreasing at the rate of Δ119877 Notethat RUL is a function of operating hours not time
When the RUL falls below the preventive maintenancethreshold 119877PM if have not yet sent one a maintenanceorder that is the ldquoNeed Maintenancerdquo message is sent tothe related maintenance service The machine goes into ldquoOutof Orderrdquo triggered by either the breakdown (ie RUL le
0) or ldquoIn Maintenancerdquo messages from the related serviceand is changed back to be operable (either ldquoIdlerdquo or ldquoBusyrdquodepending on which one is the last state) after being main-tained or repaired triggered by the message ldquoMaintainedrdquoAfter maintenance the system reliability is brought back to acertain level randomly defined by the imperfect maintenance
6 ISRN Aerospace Engineering
Idle
Out of order
Busy
In operation
Process
Machine i
Service j
Δt
[ le 0]
[ le ]
= 119987(120583 120590RULRUL )ΔR = 119987(120583ΔR 120590ΔR)
RUL = RUL minus ΔR
RUL
RUL
RULor
RPM
In Use
WorkCompleted
NeedMaintenance
In Maintenance
Maintained
Figure 5 Agent based model of machines
Idle
Maintaining
Process
On the way
Service j
Machine i
TTM
TM[nUTM gt 0]
Needmaintenance
In maintenance
In maintenance
Maintained
Figure 6 Agent based model of services
parameters 120583RUL and 120590RUL Depending on the density func-tion120590
sdotsdotsdotcan be either a bound standard deviation or no value
depending on the probability distribution of the randomvariableX for normal In this model the stochasticity in thedegradation process is simulated by randomly resetting Δ119877
according to the degradation parameters 120583Δ119877
and 120590Δ119877
An agent based model for maintenance services is shownin Figure 6 119879TM 119879119872 and 119899UTM are the time to maintenancecaused by delay or travel maintenance time and number ofmachines that requiremaintenance respectively A transitionfrom ldquoIdlerdquo to ldquoOn theWayrdquo is triggered by themessage ldquoNeedMaintenancerdquo sent from one of the related machines Onaverage the service needs119879TM to respond to themaintenanceorder Before the service goes into the ldquoMaintainingrdquo state
a message ldquoIn Maintenancerdquo is sent to the machine at thefirst in the requested list for maintenance It takes on average119879TM for a maintenance action When the timer expires themessage ldquoMaintenance Completerdquo is sent to the maintainedmachine which causes a state transition from ldquoOut of Orderrdquoto ldquoIn Operationrdquo It is assumed that every triggered main-tenance action is completed successfully The servicersquos newstate now depends on the number of machines that requiredmaintenance If another machine is to be maintained (ie119899UTM gt 0) the service chooses the first machine in therequested list and as before maintains the machine Theservicersquos state goes into ldquoIdlerdquo if there are no more machinesin the requested list Whenever the ldquoNeed Maintenancerdquomessage is received the requested machine will be added to
ISRN Aerospace Engineering 7
Loading
Unloading
Drilling
Process (drill)
Machine i
Service jTL
TD = 119987(120583T119863 120590T119863)
Δt
TD = TD minus nUIOΔD
TUL
[TD le 0]
In Use
WorkCompleted
Figure 7 Partial agent based model of assembly process
the requested list for maintenance This allows the service torespond to the maintenance request even though it is not inthe ldquoIdlerdquo state
Figure 7 depicts an agent based model of the assemblyprocess For the sake of explanation it only shows the drillsubassembly process 119879
119871 119879119863 120583119879119863 120590119879119863 Δ119863 119879UL and 119899UIO
are the loading time required drill time mean required drilltime drilling process uncertainty drill rate and numberof machines currently in operation respectively After theloadlocatealign process is completed the state is transi-tioned to the ldquoDrillrdquo composite state inwhich ldquoLoadingrdquo is theentry state On average it needs 119879
119871to position the two Flex
Tracks at the fontmiddle andmiddleaft section jointsWhenthe timer expires the message ldquoIn Userdquo is sent to the FlexTrack machines which causes a state transition from ldquoIdlerdquoto ldquoBusyrdquo and the required drill time is set to a random valuedetermined by the process uncertainty parameters 120583
119879119863and
120590119879119863 In this paper it is assumed that maintenance actions
do not interrupt the ldquoLoadingrdquo and ldquoUnloadingrdquo processesWhen themachine is in use the required (or remaining) drilltime 119879
119863is decreasing at the rate of 119899UIOΔ119863 How fast the
task can be completed will depend on how many machinesare available (ie in operation) to perform the tasks Whenthe drill process is completed (ie 119879
119863le 0) the message
ldquoWork Completerdquo is sent to the related machines and theprocessrsquos new state is now ldquoUnloadingrdquo It takes on average119879UL to remove the machines (ie Flex Track in the drillcase) from the fuselage When the timer expires (also meansthe drill subassembly process completed) the state is thentransitioned to the ldquoRivetrdquo composite state
5 Optimization ConsideringMultiple Objectives
51 Simulation Optimization The agent based simulationmodel described in Section 4 is used to empirically study theimpact of CBM on the (semi-) automatic fuselage assembly
process Through simulation the aim is to find the bestCBM configuration that will maximize the production rateand at the same time minimize the maintenance cost ofthe assembly process A simulation optimization scheme isshown in Figure 8 997888119909 Δ 119891(sdot) 119892(sdot) and 119864[sdot] are the designvariable vector uncertainties objective function constraintfunction and mean (or expected) value respectively In ourcase the simulation model (ie the agent based simulationmodel of the fuselage assembly system) takes the controllablemaintenance design variables as the input and outputs thesimulated time series data which are then used to evaluate theperformance objectives of the assembly process In contrastto the deterministic simulation two successive simulationsof the same input variables return two different simulationresults due to the uncertainties in the machine degradationmaintenance and process lead time In the simulation opti-mization the optimization objective is therefore the mean ofthe objective evaluations 119864[119891(
997888119909 Δ)] from multiple simula-
tion runs (called Monte-Carlo simulation) of the model [35ndash37] Here ldquoOptimalrdquo means on average that this is the bestdesign solution
52 Scatter Search In this paper AnyLogic MultimethodSimulation Software is used to implement the agent basedfuselage assembly model described in Section 4 OptQuestscatter search package is the only built-in optimizationenginemethod in AnyLogic [38] Scatter search is apopulation-based metaheuristics for optimization andhas been successfully applied to many hard optimizationproblems [28 39] In contrast to Evolutionary Algorithmsscatter search does not emphasize randomization It isinstead designed to incorporate strategic responses bothdeterministic and probabilistic that remember whichsolutions worked well (ie both high quality solutions anddiverse solutions) and recombined them into new bettersolutions [40 41]
8 ISRN Aerospace Engineering
Assembly process model
Optimization algorithm
Uncertainties Δ
Stochastic simulation(Monte-Carlo method)
Constraint g(x)
Design objectives E[f(x Δ)]Design variables x
Figure 8 Simulation optimization
Diversification generationmethod
Solution combination method
Subset generation method
Diversification generation method
Reference set update method
No more new solutions
P
RefSet
Initialization
Repeat until P = Psize
Main loop
Stop if MaxIterreached
Figure 9 Scatter search optimization method [34]
Figure 9 outlines a simplified scatter search optimizationmethod The search consists of four methods (1) diver-sification generation (2) reference set update (3) subsetgeneration and (4) solution combination The search startswith the diversification generation method which is usedto generate a large set 119875 of diverse solutions (ie scatteredacross the parameter space) that are the basis for initializingthe search The process repeats until |119875| = 119875Size Theinitial RefSet is built according to the reference set updatemethod which can take the 119887 best solutions (as regards
their quality or diversity in the problem solving) from 119875 tocompose the RefSet The search is then initiated by applyingthe subset generation method which produces subsets ofreference solutions as the input to the combination methodThe solution combinationmethod uses these subsets to createnew combined solution vectors The reference set updatemethod is applied once more to build the new RefSet andthe main loop repeats again The iteration stops when themaximum iteration is reached However at the end of eachiteration if no more better solutions are found the new
ISRN Aerospace Engineering 9
O(2)
O(1)
Figure 10 Pareto optimal solutions corresponding to a set of targetvectors
RefSet is partially rebuilt by refilling the RefSet with a newdiverse solution generated using the diversification method[26 34 38 42]
53 Multiple Single Objective Pareto Sampling In additionto the production rate the cost of maintenance is anotherimportant objective in the integrated maintenance (semi-)automatic aircraft assembly process In deterministic multi-objective optimization nondominated ranking methods aregenerally used in finding the Pareto optimal solutions [43ndash45] These methods rely on a large number of populations tofind all Pareto solutions and consequently are practically notfeasible for simulation optimization primarily due to the add-on computational burden required by the Monte-Carlo sim-ulation Moreover the optimization experiment in AnyLogicin any case is limited to single objective optimization andpossibly because of the computational reasonThis limitationin fact applies tomost of the commercial of-the-shelf (COTS)DES or ABS software
In this paper a multiple single objective Pareto samplingmethod described in [46 47] is used to find the Paretooptimal solutions It is based on the classical weighed metricmethod The method locates some specific solutions on thePareto front corresponding to a given set of target vectors119881 =
997888V1
997888V119879 where 997888V
119894= (1119908
(1)
119894 1119908
(NOBJ)119894
) isthe direction corresponding to the given 119894th weight vectorand 119908
(119896)
119894is the weight of the 119896th objective see Figure 10 For
each rerun 997888V119894 the corresponding optimal solution is found
by minimizing the objective function [48ndash50]
119871119894(997888119909) = 119864 [119891
119894(997888119909 Δ)] (1)
where
119891119894(997888119909 Δ) = max 119908(1)
119894119874(1)
119894 119908
(NOBJ)119894
119874(NOBJ)119894
(2)
The uncertainties Δ represent a Monte-Carlo simulationreplication In this way the multiobjective optimization canbe carried out using the AnyLogic built-in optimizationengine and as well computationally is more plausible
The primary advantage of this method is that the targetvectors can be arbitrarily generated focusing on the regions ofinterest Note also that if the optimization process convergesto a solution that exactly matches the weight vector then119908(1)
119874(1)
= sdot sdot sdot = 119908(NOBJ)
119874(NOBJ) Thus the angle between
the vectors 997888V and 997888119874 indicates whether the solution lies in
where it was expected or not If the vector 997888V lies withina discontinuity of the Pareto set or is outside of the entireobjective space then the angle between the two vectors willbe significant By observing the distribution of the finalangular errors across the total weight set the limits of theobjective space and discontinuities within the Pareto set canbe identified
6 Results
61 Measures of Performance The agent based simulationmodel described in Section 4 is by design developed toempirically study the impact of CBM on the (semi-) auto-matic fuselage assembly process and find a best CBM systemconfiguration for maximizing production throughput whilekeeping related costs minimum From Table 1 it can be seenthat most parts of the fuselage joint sequence are dependenton the operational availability of the assembly machines thatis crane Flex Tracks and rivet guns The downtime of thesemachines will essentially incur loss in the production Forconsistency ldquoOptimizerdquo means ldquoMinimizerdquo in this paper
For the first performance measure in order to maximizethe production rate we seek to minimize the production lossobjective defined by
119874(1)
=119873119860minus 119899119860
120598119873119860
(3)
119899119860 119873119860 and 120598 are the number of aircrafts produced per year
maximum number of aircrafts per year without part delaysmachine breakdowns and maintenance or other factors andin percentage maximum allowable production loss frombreakdown and maintenance respectively The product 120598119873
119860
is the normalization factor of the incurred production lossBesides the production loss at what cost in keeping the
machines operable is another performance measure in theintegrated CBM aircraft assembly system In this paper themaintenance cost consists of the fixed maintenance cost andservice level related maintenance cost and its correspondingperformance objective is defined by
119874(2)
=119862119872
+ 119862MRT (119879119877)
119862119872
+ 119862MRT (119879NR) (4)
119862119872 119879119877 and 119879NR and 119862MRT(sdot) are the fixed maintenance cost
maintenance response time nominal maintenance responsetime and cost function related to required maintenanceresponse time defined by 120588119879
119877119879NR respectivelyThe response
time parameters 119879NR and 119879119877can be considered as the level
of service required for machine maintenance In simulationthese parameters define 119879TM the time to maintenance causedby delay or travel shown in Figure 6 For this objectivethe nominal maintenance cost 119862
119872+ 119862MRT(119879NR) is the
normalization factor
10 ISRN Aerospace Engineering
In this paper CBM is applied to multiple assemblymachines whichwill individually be contributing to the over-all maintenance costThe fixed and service level maintenancecosts can simply be defined as linearly formulated as
119862119872
=
119873
sum
119894=1
119862(119894)
119872
119862MRT =
119873
sum
119894=1
119862(119894)
MRT (119879(119894)
119877)
(5)
119873 and 119894th are the maximum number of assembly machines(ie 5 = 1 crane + 2 Flex Tracks + 2 pairs of rivet guns) andthe machinesrsquo index respectively 119894th indexes the machinespecific related costs and required response times
In CBM a maintenance order is triggered when thesystem reliability falls below a predefined preventive main-tenance threshold 119877PM see Section 3 Moreover togetherwith 119877PM when the maintenance is actually performed afterbeing triggered 119879
119877will essentially determine the operation
availability of the machine which indirectly determines theproduction rate of the aircraft assembly process The costof maintenance is determined by how frequent maintenanceis performed and maintenance service level These two costfactors are as well determined by the parameters 119877PM and119879119877 In this study there are 3 types of assembly machines
Hence 119877119862PM 119879119862
119877 119877FT
PM 119879FT119877 119877RG
PM and 119879RG119877
will be in total the6 design variables for the optimization of the CBM enabledARJ21 assembly process 119877119862PM and 119879
119862
119877are for the crane 119877FT
PMand 119879
FT119877
are for the two Flex Tracks 119877RGPM and 119879
RG119877
are for thetwo pairs of rivet guns In our ABS these design variables arecorresponding to the machine 119894rsquos 119877PM and service119895rsquos 119879TM
62 Trade-Off Analysis In the paper AnyLogic andOptQuest scatter search are employed for the simulationoptimization experiments of the agent based CBM enabledARJ21 assembly system described in Section 4 The targetvectors were distributedly formed to outline the Pareto frontusing the weights 119908
(1)isin [05 099] and 119908
(2)isin [001 05]
In this paper the uncertainties in lead time maintenanceand machine degradation are modelled using the triangulardistribution The lower and upper uncertainty bounds areassumed at plusmn25 of the mean values The design variablesare in the intervals 119877
(sdot)
PM 119879(sdot)
119877isin [0MTBM(sdot)] where the
subscript (sdot) is the machine specific type indices 119862 FTor RG Table 3 summarizes the other related simulationparameters required for the evaluation of the performanceobjectives 119874
(1) and 119874(2) defined in (3) and (4) It is not
possible to disclose related costs in term of money figuresdue to commercial reasons In this paper the ratios andnormalization values are alternatively used to quantify theparameters related to the maintenance cost
Figure 11 shows the Pareto optimal solutions obtained bymultiple simulation optimization runs for different weight-ings (or target vectors) The simulation optimization exper-iments were based on 20 and 100 Monte-Carlo replicationssee also Sections 51 and 53 Note that the optimizationprocess can be rerun to ensure the consistencies of the Pareto
Table 3 Parameters for evaluation of performance objectives
Simulation parameters ValuesMaximum number of aircraft per year119873
11986083429
Allowable production loss 120598 005Crane
Fixed maintenance cost 119862119862119872
1Ratio for service level maintenance cost 120588119862 1Nominal response time 119879119862NR 168 hrs
Flex trackFixed maintenance cost 119862FT
1198722
Ratio for service level maintenance cost 120588FT 15Nominal response time 119879FT
NR 504 hrsRivet gun
Fixed maintenance cost 119862RG119872
04Ratio for service level maintenance cost 120588RG 06Nominal response time 119879RG
NR 336 hrs
032 034 036 038 04 042 044 046 048 05 052
14
16
18
2
22
24
26
28Pareto optimal solutions
Production loss O(1)
Mai
nten
ance
costO(2)
20 replications100 replications
Figure 11 Trade-off surface of optimal CBM configurations
solution (for both 20 and 100 Monte-Carlo replications) Theuncertainties in the simulation can be observed from thefluctuations on the Pareto surfaces which is more apparent inthe case of 20 Monte-Carlo replications The resulting Paretooptimal solutions are more likely to represent a true Paretosurface if the optimization objectives are evaluated from alarge number of Monte-Carlo simulation runs and this canbe seen in the case of 100 replications shown in Figure 11
The Pareto surface shows the trade-off between theproduction loss and maintenance cost conflicting objectivesA reduction in product loss will generally increase in mainte-nance costThis is in particular when the production loss119874(1)is approximately less than 038 (ie 1585 per year) a smalldecrease in production loss will result in a very significantincrement in the maintenance cost As a mean to increasethe machinesrsquo operational availability with less number ofmaintenance performed the response time 119879
119877will have to be
relatively small so that the machines are maintained before
ISRN Aerospace Engineering 11
025 03 035 04 045 05 0550
5
10
15
20
25 Monte-Carlo simulation
120583 = 8120590 = 068
O
Figure 12 Monte-Carlo simulation results for production loss 119874(1)
breakdowns happenThis will essentially increase the servicelevel related maintenance cost 119862MRT This is an importantinsight as for 119874
(1)lt 038 a decision maker can avoid a
situation where a significant investment on the maintenanceis made for a very small gain in the production rate andpossibly in overall is not worth the investment
The trade-off surface also outlines the optimal boundaryfor the maintenance cost It can be seen that the maintenancecost 119874(2) approximately cannot be lower than 13 even whenwe deliberately set multiple target vectors to probe in thegt05 production loss objective space This result is from thefact that the assembly machines are essentially degrading nomatter whether CBM is applied or not From the ABS modelmaintenance will always be performed on the machinesregardless before or after the breakdown Consequently thiswill incur the minimum fixed maintenance cost In additionthere is also a minimum cost for the required maintenanceservice level These explain why the maintenance cost cannotbe lower than a certain level and effectively determine theboundary of the objective space
63 Monte-Carlo Experiment Suppose the optimal solution(0382 1608) in Figure 11 corresponding to theweights119908(1) =085 and 119908
(2)= 015 is preferred The resulting design
variables for this optimal solution are 119877119862
PM = 39054 119879119862119877
=
1398 119877FTPM = 4527 119879FT
119877= 25476 119877RG
PM = 45846 and 119879RG119877
=
33702 In paper a Monte-Carlo simulation experiment isused to evaluate whether the obtained optimal solution is theperformance expected from the system and how sensitive thedesign solution is to the uncertainties
Figures 12 and 13 show the results of 100 runs ofMonte-Carlo simulation The mean production loss andmaintenance cost are 03817 and 16077 respectively andthese follow what initially expected from the simulationoptimization result From the histograms 100 Monte-Carlosimulation runs (or samples) is sufficient to represent thetrue probability distribution of the performance objectivevaluesWithplusmn25of themean values for the lower and upperuncertainties the standard deviations of the production loss
15 155 16 165 17 1750
5
10
15
20
25
O
120583 = 077120590 = 39
Monte-Carlo simulation
Figure 13 Monte-Carlo simulation results for maintenance cost119874(2)
and maintenance cost are 004068 and 00339 respectively11 for the production loss and 2 for the maintenancecost in relation to the mean values This indicates very lowsensitivities for this design solution In terms of numberof aircrafts produced this means in sim70 of the cases theproduction loss will be between plusmn017 aircrafts per year fromthe expected value
7 Concluding Remarks
In a current competitive environment increasing produc-tion rate and reducing costs are the key drivers in aircraftmanufacturing More (semi-) automatic assembly machineshave increasingly been used in the aircraft assembly lines asa mean to deliver high production rate while meeting highquality requirements However the production throughput iseffectively dependent on the operational availability of thesemachines Integration of CBM into the assembly system haspotential benefits as a way to minimize the production lossand maintenance related cost Maintenance are performed asneeded hence avoiding unnecessary downtime and mainte-nance cost
In a CBM enabled aircraft assembly system there are self-active interactions between the subsystems for example CMsystem self-triggers a maintenance order when the systemreliability falls below a certain level This example of activeself-aware behavior cannot straightforwardly be modelledusing DESs In this case where besides the assembly processindependent entities are in addition parts of the system ABSis proved effective as it allows complex active interactionsbetween entities to be naturally captured
Production rate and maintenance cost are the competingobjectives in an integrated CBM aircraft assembly systemFinding trade-offs between the production rate and mainte-nance cost is equivalent to finding a Pareto optimal surfaceThe conventional nondominated ranking methods will notbe practically feasible due to the computational burdenrequired by the Monte-Carlo simulation This limitation canbe addressed by independently sampling the Pareto surface
12 ISRN Aerospace Engineering
using the weighted Min-Max method The approach allowsless number of populations to be used in the optimizationas it does not need to probe the whole Pareto front andhence effectively a reduction in the computation intensity isrequired
In our ARJ21 case study the preventive maintenancethreshold and required service level are the key designparameters that determine the overall performance of theassembly system Because of uncertainties increase produc-tion rate will require a high required service level (ie fastresponse time) to avoid breakdowns before the maintenanceis performed and consequently this will increase the main-tenance cost and sometimes can be significant Howevercompromising on the production rate does not always meana further decrease in maintenance cost The minimum costis from the actual cost in maintaining the machines and theminimum service level Pareto surface is an important pieceof information to the system designer Together with Monte-Carlo simulation it can be used to support decision makingin terms of cost-benefit of different design solutions and alsowhat could be achieved
In this example even though in small scale it can beseen that CBM has potential to be applicable in (semi-)automatic aircraft assembly lines However its claim has tobe further researched in comparison with other maintenanceregimes and with a high fidelity large-scale aircraft assemblyexample Moreover in terms of optimization other differentoptimization methods like genetic algorithms (GAs) sim-ulated annealing and teaching-learning-based optimization(TLBO) should also be used in the optimization to ensurethat the true Pareto font is found and consequently theirperformance in terms of computation and solution can becompared and analyzed
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
This work is part of a research program at Cranfield Univer-sity sponsored by Commercial AircraftCooperation of China(COMAC) and China Scholarship Council (CSC)
References
[1] MTorres Total Solution for Aircraft Automatic Assembly JigsMTorres Santa Ana Calif USA 2013
[2] P Lute An Investigation of Airbus A380 Stage 01 Wing BoxAssembly Using Discrete Event Simulation Cranfield UniversityBedfordshire UK 2007
[3] Electroimpact IncA380 Stage 1 GRAWDEMachine Electroim-pact Inc Mukilteo Wash USA 2003
[4] IBM Corporation Predictive Maintenance for Manufacturing2011
[5] Wikipedia ldquoPreventive maintenancerdquo Wikipedia httpenwikipediaorgwikiPreventive maintenance
[6] ResolveFM ldquoPreventivecorrective maintenancerdquo ResolveFMhttpwwwresolvecomau
[7] A Kelly Maintenance Strategy Butterworth-HeinemannOxford UK 1997
[8] NACE ldquoMaintenance strategiesrdquo 2013 httpwwwnaceorghttpeventsnaceorglibrarycorrosionInspectionStrategiesasp
[9] I Grigoryev AnyLogic 6 in Three Days A Quick Course inSimulation Modeling Anylogic North America 2012
[10] J B Leger E Neunreuthe B Iung and G Morel ldquoIntegrationof the predictive maintenance in manufacturing systemrdquo inAdvanced inManufacturing pp 133ndash144 Springer LondonUK1999
[11] Z Tian D Lin and BWu ldquoCondition basedmaintenance opti-mization considering multiple objectivesrdquo Journal of IntelligentManufacturing vol 23 no 2 pp 333ndash340 2009
[12] J Yulan J Zuhua and H Wenrui ldquoMulti-objective integratedoptimization research on preventive maintenance planningand production scheduling for a single machinerdquo InternationalJournal of AdvancedManufacturing Technology vol 39 no 9-10pp 954ndash964 2008
[13] D Achermann Modelling Simulation and Optimization ofMaintenance Strategies Under Consideration of Logistic Pro-cesses Sudwestdeutscher 2008
[14] S Valcuha A Goti J Uradnıcek and I Navarro ldquoMulti-equipment condition based maintenance optimization bymulti-objective genetic algorithmrdquo Journal of Achievements inMaterials andManufacturing Engineering vol 45 no 2 pp 188ndash193 2011
[15] L Tautou and H Pierreval ldquoUsing evolutionary algorithms andsimulation for the optimization of manufacturing systemsrdquo IIETransactions vol 29 no 3 pp 181ndash189 1997
[16] D Baglee ldquoMaintenance strategy development in the UKfood and drink industryrdquo International Journal of StrategicEngineering Asset Management vol 1 no 3 pp 289ndash300 2013
[17] J Reimann G Kacprzynski D Cabral and R Marini ldquoUsingcondition based maintenance to improve the profitability ofperformance based logistic contractsrdquo in Proceedings of theAnnual Conference of the Prognostics and Health ManagementSociety 2009
[18] A Grall C Berenguer and L Dieulle ldquoA condition-basedmaintenance policy for stochastically deteriorating systemsrdquoReliability Engineering and System Safety vol 76 no 2 pp 167ndash180 2002
[19] M Rolon and E Martınez ldquoAgent-based modeling and sim-ulation of an autonomic manufacturing execution systemrdquoComputers in Industry vol 63 no 1 pp 53ndash78 2012
[20] W Shen Q Hao H J Yoon and D H Norrie ldquoApplications ofagent-based systems in intelligent manufacturing an updatedreviewrdquo Advanced Engineering Informatics vol 20 no 4 pp415ndash431 2006
[21] M A Majid U Aickelin and P O Siebers ldquoComparingsimulation output accuracy of discrete event and agent basedmodels a quantitave approachrdquo in Proceedings of the SummerComputer Simulation Conference (SCSC rsquo09) Vista Calif USA2009
[22] P O Siebers C M MacAl J Garnett D Buxton and MPidd ldquoDiscrete-event simulation is dead long live agent-basedsimulationrdquo Journal of Simulation vol 4 no 3 pp 204ndash2102010
ISRN Aerospace Engineering 13
[23] LHolst IntegratingDiscrete-Event Simulation into theManufac-turing System Development Process Division of Robotics LundSweden 2001
[24] J A B Montevechi R d C Miranda and J D FriendldquoSensitivity analysis in discrete-event simulation using designof experimentsrdquo inDiscrete Event Simulations-Development andApplications InTech Rijeka Croatia 2012
[25] Y Carson and A Maria ldquoSimulation optimization methodsand applicationsrdquo in Proceedings of the Winter SimulationConference pp 118ndash126 Atlanta Ga USA December 1997
[26] R Martı and M Laguna ldquoScatter search basic design andadvanced strategiesrdquo Revista Iberoamericana de InteligenciaArtificial vol 7 no 19 pp 123ndash130 2003
[27] A Ghosh and S Dehuri ldquoEvolution algorithms for multi-criterion optimization a surveyrdquo International Journey of Com-puting and Information Sciences vol 2 no 1 2004
[28] M Laguna R Martı M Gallego and A Duarte ldquoThe scattersearch methodologyrdquo in Wiley Encyclopedia of OperationsResearch and Management Science Wiley-Blackwell HobokenNJ USA 2011
[29] COMAC ldquoARJ21 regional jet programrdquo 2013 httpenglishcomacccproductsrjpi2indexshtml
[30] Electroimpact Flex Track Electroimpact Mukilteo WashUSA 2013
[31] IEEEPES Task Force on Impact of Maintenance Strategy onReliability of the Reliability Risk and Probability ApplicationsSubcommittee S Aboresheid R N Allan et al ldquoThe presentstatus of maintenance strategies and the impact of maintenanceon reliabilityrdquo IEEE Transactions on Power Systems vol 16 no4 pp 638ndash646 2001
[32] M Kaegi R Mock and W Kroger ldquoAnalyzing maintenancestrategies by agent-based simulations a feasibility studyrdquo Relia-bility Engineering and System Safety vol 94 no 9 pp 1416ndash14212009
[33] A BorshchevDesigning State-Based Behavior Statecharts Any-logic 2013
[34] Process Engineering Group Introduction to SSm Instituto deInvestigaciones Marinas (CSIC) Vigo Spain 2009
[35] J April F Glover J P Kelly and M Laguna ldquoPracticalintroduction to simulation optimizationrdquo in Proceedings of theWinter Simulation Conference pp 71ndash78 Boulder Colo USADecember 2003
[36] W Abo-Hamad and A Arisha ldquoSimulation optimisation meth-ods in supply chain applications a reviewrdquo Irish Journal ofManagement vol 30 no 2 pp 95ndash124 2011
[37] C-H Chen and L H Lee ldquoIntroduction to stochastic simu-lation optimizationrdquo in Stochastic Simulation Optimization AnOptimal Computing Budget Allocation System Engineering andOperations Research World Scientific Hackensack NJ USA2010
[38] M Laguna OptQuest Optimization of Complex Systems Opt-Tek Systems 2011
[39] R Martı M Laguna and F Glover ldquoPrinciples of scattersearchrdquo European Journal of Operational Research vol 169 no2 pp 359ndash372 2006
[40] OptTek ldquoHow the OptQuest engine worksrdquo OptTek httpwwwopttekcom
[41] FGlover andAReinholz ldquoMetaheuristics in science and indus-try new developmentsrdquo in Proceedings of the MetaheuristicsInternational Conference Montreal Canada June 2007
[42] I Boussaıd J Lepagnot and P Siarry ldquoA survey on optimizationmetaheuristicsrdquo Information Sciences vol 237 pp 82ndash117 2013
[43] K DebMulti-Objective Optimization Using Evolutionary Algo-rithms Wiley-Blackwell Chichester UK 2001
[44] M Gen and R Cheng Genetic Algorithms and EngineeringOptimization John Wiley amp Sons New York NY USA 2000
[45] A Ghosh and S Dehui ldquoEvolutionary algorithms for multi-criterion optimization a surveyrdquo International Journal of Com-puting and Information Sciences vol 2 no 1 pp 38ndash57 2004
[46] E J Hughes ldquoMultiple single objective pareto samplingrdquoEvolutionary Computation vol 4 pp 2678ndash2684 2003
[47] T Screenuch A Tsourdos E J Hughes and B AWhite ldquoFuzzygain-scheduled missile autopilot design using evolutionaryalgorithmsrdquo IEEE Transactions on Aerospace and ElectronicSystems vol 42 no 4 pp 1323ndash1339 2006
[48] Y Jin and J Branke ldquoEvolutionary optimization in uncertainenvironmentsmdasha surveyrdquo IEEE Transactions on EvolutionaryComputation vol 9 no 3 pp 303ndash317 2005
[49] J E Fieldsend andRM Everson ldquoMulti-objective optimisationin the presence of uncertaintyrdquo in Proceedings of the IEEECongress on Evolutionary Computation vol 1 pp 243ndash250Edinburgh UK September 2005
[50] OptTek ldquoMulti-objective optimizationrdquo OptTek httpwwwopttekcom
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of
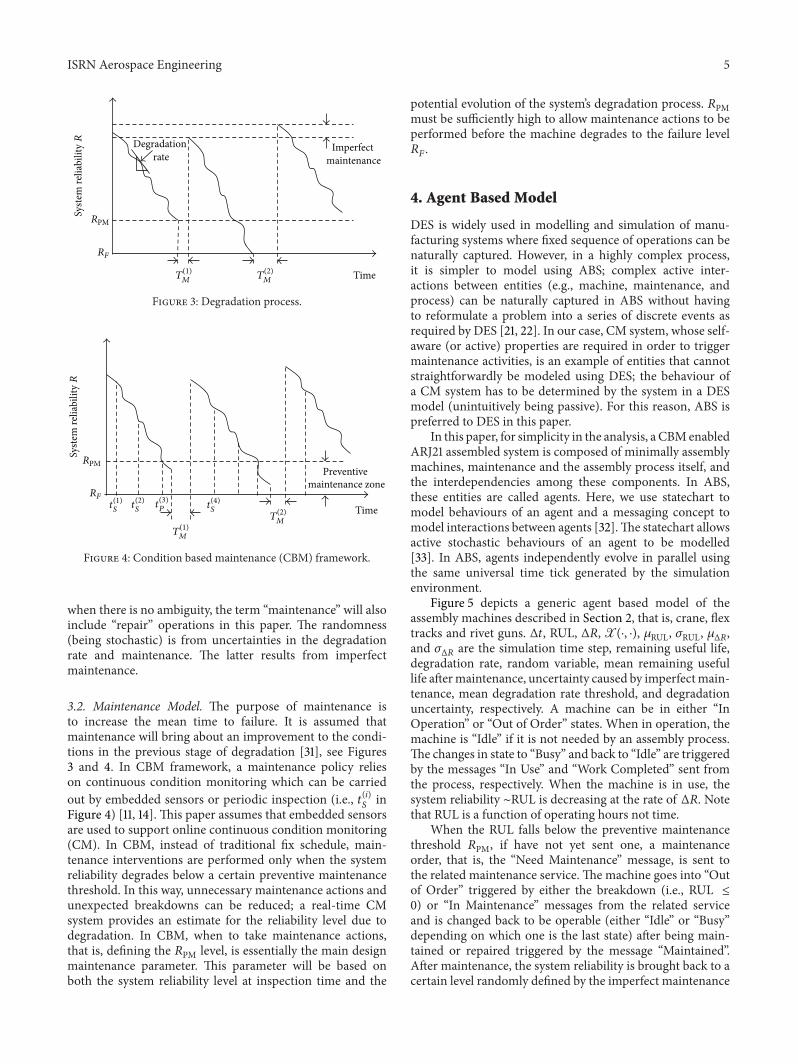
ISRN Aerospace Engineering 5
Time
Degradation rate
Imperfect maintenance
Syste
m re
liabi
lityR
RPM
RF
T(1)M T(2)
M
Figure 3 Degradation process
Time
Preventive maintenance zone
Syste
m re
liabi
lityR
RF
T(1)M
T(2)M
t(1)St(2)S
t(3)P t(4)S
RPM
Figure 4 Condition based maintenance (CBM) framework
when there is no ambiguity the term ldquomaintenancerdquo will alsoinclude ldquorepairrdquo operations in this paper The randomness(being stochastic) is from uncertainties in the degradationrate and maintenance The latter results from imperfectmaintenance
32 Maintenance Model The purpose of maintenance isto increase the mean time to failure It is assumed thatmaintenance will bring about an improvement to the condi-tions in the previous stage of degradation [31] see Figures3 and 4 In CBM framework a maintenance policy relieson continuous condition monitoring which can be carriedout by embedded sensors or periodic inspection (ie 119905(119894)
119878in
Figure 4) [11 14] This paper assumes that embedded sensorsare used to support online continuous condition monitoring(CM) In CBM instead of traditional fix schedule main-tenance interventions are performed only when the systemreliability degrades below a certain preventive maintenancethreshold In this way unnecessary maintenance actions andunexpected breakdowns can be reduced a real-time CMsystem provides an estimate for the reliability level due todegradation In CBM when to take maintenance actionsthat is defining the 119877PM level is essentially the main designmaintenance parameter This parameter will be based onboth the system reliability level at inspection time and the
potential evolution of the systemrsquos degradation process 119877PMmust be sufficiently high to allow maintenance actions to beperformed before the machine degrades to the failure level119877119865
4 Agent Based Model
DES is widely used in modelling and simulation of manu-facturing systems where fixed sequence of operations can benaturally captured However in a highly complex processit is simpler to model using ABS complex active inter-actions between entities (eg machine maintenance andprocess) can be naturally captured in ABS without havingto reformulate a problem into a series of discrete events asrequired by DES [21 22] In our case CM system whose self-aware (or active) properties are required in order to triggermaintenance activities is an example of entities that cannotstraightforwardly be modeled using DES the behaviour ofa CM system has to be determined by the system in a DESmodel (unintuitively being passive) For this reason ABS ispreferred to DES in this paper
In this paper for simplicity in the analysis a CBMenabledARJ21 assembled system is composed of minimally assemblymachines maintenance and the assembly process itself andthe interdependencies among these components In ABSthese entities are called agents Here we use statechart tomodel behaviours of an agent and a messaging concept tomodel interactions between agents [32]The statechart allowsactive stochastic behaviours of an agent to be modelled[33] In ABS agents independently evolve in parallel usingthe same universal time tick generated by the simulationenvironment
Figure 5 depicts a generic agent based model of theassembly machines described in Section 2 that is crane flextracks and rivet guns Δ119905 RUL Δ119877 X(sdot sdot) 120583RUL 120590RUL 120583Δ119877and 120590
Δ119877are the simulation time step remaining useful life
degradation rate random variable mean remaining usefullife aftermaintenance uncertainty caused by imperfectmain-tenance mean degradation rate threshold and degradationuncertainty respectively A machine can be in either ldquoInOperationrdquo or ldquoOut of Orderrdquo states When in operation themachine is ldquoIdlerdquo if it is not needed by an assembly processThe changes in state to ldquoBusyrdquo and back to ldquoIdlerdquo are triggeredby the messages ldquoIn Userdquo and ldquoWork Completedrdquo sent fromthe process respectively When the machine is in use thesystem reliability simRUL is decreasing at the rate of Δ119877 Notethat RUL is a function of operating hours not time
When the RUL falls below the preventive maintenancethreshold 119877PM if have not yet sent one a maintenanceorder that is the ldquoNeed Maintenancerdquo message is sent tothe related maintenance service The machine goes into ldquoOutof Orderrdquo triggered by either the breakdown (ie RUL le
0) or ldquoIn Maintenancerdquo messages from the related serviceand is changed back to be operable (either ldquoIdlerdquo or ldquoBusyrdquodepending on which one is the last state) after being main-tained or repaired triggered by the message ldquoMaintainedrdquoAfter maintenance the system reliability is brought back to acertain level randomly defined by the imperfect maintenance
6 ISRN Aerospace Engineering
Idle
Out of order
Busy
In operation
Process
Machine i
Service j
Δt
[ le 0]
[ le ]
= 119987(120583 120590RULRUL )ΔR = 119987(120583ΔR 120590ΔR)
RUL = RUL minus ΔR
RUL
RUL
RULor
RPM
In Use
WorkCompleted
NeedMaintenance
In Maintenance
Maintained
Figure 5 Agent based model of machines
Idle
Maintaining
Process
On the way
Service j
Machine i
TTM
TM[nUTM gt 0]
Needmaintenance
In maintenance
In maintenance
Maintained
Figure 6 Agent based model of services
parameters 120583RUL and 120590RUL Depending on the density func-tion120590
sdotsdotsdotcan be either a bound standard deviation or no value
depending on the probability distribution of the randomvariableX for normal In this model the stochasticity in thedegradation process is simulated by randomly resetting Δ119877
according to the degradation parameters 120583Δ119877
and 120590Δ119877
An agent based model for maintenance services is shownin Figure 6 119879TM 119879119872 and 119899UTM are the time to maintenancecaused by delay or travel maintenance time and number ofmachines that requiremaintenance respectively A transitionfrom ldquoIdlerdquo to ldquoOn theWayrdquo is triggered by themessage ldquoNeedMaintenancerdquo sent from one of the related machines Onaverage the service needs119879TM to respond to themaintenanceorder Before the service goes into the ldquoMaintainingrdquo state
a message ldquoIn Maintenancerdquo is sent to the machine at thefirst in the requested list for maintenance It takes on average119879TM for a maintenance action When the timer expires themessage ldquoMaintenance Completerdquo is sent to the maintainedmachine which causes a state transition from ldquoOut of Orderrdquoto ldquoIn Operationrdquo It is assumed that every triggered main-tenance action is completed successfully The servicersquos newstate now depends on the number of machines that requiredmaintenance If another machine is to be maintained (ie119899UTM gt 0) the service chooses the first machine in therequested list and as before maintains the machine Theservicersquos state goes into ldquoIdlerdquo if there are no more machinesin the requested list Whenever the ldquoNeed Maintenancerdquomessage is received the requested machine will be added to
ISRN Aerospace Engineering 7
Loading
Unloading
Drilling
Process (drill)
Machine i
Service jTL
TD = 119987(120583T119863 120590T119863)
Δt
TD = TD minus nUIOΔD
TUL
[TD le 0]
In Use
WorkCompleted
Figure 7 Partial agent based model of assembly process
the requested list for maintenance This allows the service torespond to the maintenance request even though it is not inthe ldquoIdlerdquo state
Figure 7 depicts an agent based model of the assemblyprocess For the sake of explanation it only shows the drillsubassembly process 119879
119871 119879119863 120583119879119863 120590119879119863 Δ119863 119879UL and 119899UIO
are the loading time required drill time mean required drilltime drilling process uncertainty drill rate and numberof machines currently in operation respectively After theloadlocatealign process is completed the state is transi-tioned to the ldquoDrillrdquo composite state inwhich ldquoLoadingrdquo is theentry state On average it needs 119879
119871to position the two Flex
Tracks at the fontmiddle andmiddleaft section jointsWhenthe timer expires the message ldquoIn Userdquo is sent to the FlexTrack machines which causes a state transition from ldquoIdlerdquoto ldquoBusyrdquo and the required drill time is set to a random valuedetermined by the process uncertainty parameters 120583
119879119863and
120590119879119863 In this paper it is assumed that maintenance actions
do not interrupt the ldquoLoadingrdquo and ldquoUnloadingrdquo processesWhen themachine is in use the required (or remaining) drilltime 119879
119863is decreasing at the rate of 119899UIOΔ119863 How fast the
task can be completed will depend on how many machinesare available (ie in operation) to perform the tasks Whenthe drill process is completed (ie 119879
119863le 0) the message
ldquoWork Completerdquo is sent to the related machines and theprocessrsquos new state is now ldquoUnloadingrdquo It takes on average119879UL to remove the machines (ie Flex Track in the drillcase) from the fuselage When the timer expires (also meansthe drill subassembly process completed) the state is thentransitioned to the ldquoRivetrdquo composite state
5 Optimization ConsideringMultiple Objectives
51 Simulation Optimization The agent based simulationmodel described in Section 4 is used to empirically study theimpact of CBM on the (semi-) automatic fuselage assembly
process Through simulation the aim is to find the bestCBM configuration that will maximize the production rateand at the same time minimize the maintenance cost ofthe assembly process A simulation optimization scheme isshown in Figure 8 997888119909 Δ 119891(sdot) 119892(sdot) and 119864[sdot] are the designvariable vector uncertainties objective function constraintfunction and mean (or expected) value respectively In ourcase the simulation model (ie the agent based simulationmodel of the fuselage assembly system) takes the controllablemaintenance design variables as the input and outputs thesimulated time series data which are then used to evaluate theperformance objectives of the assembly process In contrastto the deterministic simulation two successive simulationsof the same input variables return two different simulationresults due to the uncertainties in the machine degradationmaintenance and process lead time In the simulation opti-mization the optimization objective is therefore the mean ofthe objective evaluations 119864[119891(
997888119909 Δ)] from multiple simula-
tion runs (called Monte-Carlo simulation) of the model [35ndash37] Here ldquoOptimalrdquo means on average that this is the bestdesign solution
52 Scatter Search In this paper AnyLogic MultimethodSimulation Software is used to implement the agent basedfuselage assembly model described in Section 4 OptQuestscatter search package is the only built-in optimizationenginemethod in AnyLogic [38] Scatter search is apopulation-based metaheuristics for optimization andhas been successfully applied to many hard optimizationproblems [28 39] In contrast to Evolutionary Algorithmsscatter search does not emphasize randomization It isinstead designed to incorporate strategic responses bothdeterministic and probabilistic that remember whichsolutions worked well (ie both high quality solutions anddiverse solutions) and recombined them into new bettersolutions [40 41]
8 ISRN Aerospace Engineering
Assembly process model
Optimization algorithm
Uncertainties Δ
Stochastic simulation(Monte-Carlo method)
Constraint g(x)
Design objectives E[f(x Δ)]Design variables x
Figure 8 Simulation optimization
Diversification generationmethod
Solution combination method
Subset generation method
Diversification generation method
Reference set update method
No more new solutions
P
RefSet
Initialization
Repeat until P = Psize
Main loop
Stop if MaxIterreached
Figure 9 Scatter search optimization method [34]
Figure 9 outlines a simplified scatter search optimizationmethod The search consists of four methods (1) diver-sification generation (2) reference set update (3) subsetgeneration and (4) solution combination The search startswith the diversification generation method which is usedto generate a large set 119875 of diverse solutions (ie scatteredacross the parameter space) that are the basis for initializingthe search The process repeats until |119875| = 119875Size Theinitial RefSet is built according to the reference set updatemethod which can take the 119887 best solutions (as regards
their quality or diversity in the problem solving) from 119875 tocompose the RefSet The search is then initiated by applyingthe subset generation method which produces subsets ofreference solutions as the input to the combination methodThe solution combinationmethod uses these subsets to createnew combined solution vectors The reference set updatemethod is applied once more to build the new RefSet andthe main loop repeats again The iteration stops when themaximum iteration is reached However at the end of eachiteration if no more better solutions are found the new
ISRN Aerospace Engineering 9
O(2)
O(1)
Figure 10 Pareto optimal solutions corresponding to a set of targetvectors
RefSet is partially rebuilt by refilling the RefSet with a newdiverse solution generated using the diversification method[26 34 38 42]
53 Multiple Single Objective Pareto Sampling In additionto the production rate the cost of maintenance is anotherimportant objective in the integrated maintenance (semi-)automatic aircraft assembly process In deterministic multi-objective optimization nondominated ranking methods aregenerally used in finding the Pareto optimal solutions [43ndash45] These methods rely on a large number of populations tofind all Pareto solutions and consequently are practically notfeasible for simulation optimization primarily due to the add-on computational burden required by the Monte-Carlo sim-ulation Moreover the optimization experiment in AnyLogicin any case is limited to single objective optimization andpossibly because of the computational reasonThis limitationin fact applies tomost of the commercial of-the-shelf (COTS)DES or ABS software
In this paper a multiple single objective Pareto samplingmethod described in [46 47] is used to find the Paretooptimal solutions It is based on the classical weighed metricmethod The method locates some specific solutions on thePareto front corresponding to a given set of target vectors119881 =
997888V1
997888V119879 where 997888V
119894= (1119908
(1)
119894 1119908
(NOBJ)119894
) isthe direction corresponding to the given 119894th weight vectorand 119908
(119896)
119894is the weight of the 119896th objective see Figure 10 For
each rerun 997888V119894 the corresponding optimal solution is found
by minimizing the objective function [48ndash50]
119871119894(997888119909) = 119864 [119891
119894(997888119909 Δ)] (1)
where
119891119894(997888119909 Δ) = max 119908(1)
119894119874(1)
119894 119908
(NOBJ)119894
119874(NOBJ)119894
(2)
The uncertainties Δ represent a Monte-Carlo simulationreplication In this way the multiobjective optimization canbe carried out using the AnyLogic built-in optimizationengine and as well computationally is more plausible
The primary advantage of this method is that the targetvectors can be arbitrarily generated focusing on the regions ofinterest Note also that if the optimization process convergesto a solution that exactly matches the weight vector then119908(1)
119874(1)
= sdot sdot sdot = 119908(NOBJ)
119874(NOBJ) Thus the angle between
the vectors 997888V and 997888119874 indicates whether the solution lies in
where it was expected or not If the vector 997888V lies withina discontinuity of the Pareto set or is outside of the entireobjective space then the angle between the two vectors willbe significant By observing the distribution of the finalangular errors across the total weight set the limits of theobjective space and discontinuities within the Pareto set canbe identified
6 Results
61 Measures of Performance The agent based simulationmodel described in Section 4 is by design developed toempirically study the impact of CBM on the (semi-) auto-matic fuselage assembly process and find a best CBM systemconfiguration for maximizing production throughput whilekeeping related costs minimum From Table 1 it can be seenthat most parts of the fuselage joint sequence are dependenton the operational availability of the assembly machines thatis crane Flex Tracks and rivet guns The downtime of thesemachines will essentially incur loss in the production Forconsistency ldquoOptimizerdquo means ldquoMinimizerdquo in this paper
For the first performance measure in order to maximizethe production rate we seek to minimize the production lossobjective defined by
119874(1)
=119873119860minus 119899119860
120598119873119860
(3)
119899119860 119873119860 and 120598 are the number of aircrafts produced per year
maximum number of aircrafts per year without part delaysmachine breakdowns and maintenance or other factors andin percentage maximum allowable production loss frombreakdown and maintenance respectively The product 120598119873
119860
is the normalization factor of the incurred production lossBesides the production loss at what cost in keeping the
machines operable is another performance measure in theintegrated CBM aircraft assembly system In this paper themaintenance cost consists of the fixed maintenance cost andservice level related maintenance cost and its correspondingperformance objective is defined by
119874(2)
=119862119872
+ 119862MRT (119879119877)
119862119872
+ 119862MRT (119879NR) (4)
119862119872 119879119877 and 119879NR and 119862MRT(sdot) are the fixed maintenance cost
maintenance response time nominal maintenance responsetime and cost function related to required maintenanceresponse time defined by 120588119879
119877119879NR respectivelyThe response
time parameters 119879NR and 119879119877can be considered as the level
of service required for machine maintenance In simulationthese parameters define 119879TM the time to maintenance causedby delay or travel shown in Figure 6 For this objectivethe nominal maintenance cost 119862
119872+ 119862MRT(119879NR) is the
normalization factor
10 ISRN Aerospace Engineering
In this paper CBM is applied to multiple assemblymachines whichwill individually be contributing to the over-all maintenance costThe fixed and service level maintenancecosts can simply be defined as linearly formulated as
119862119872
=
119873
sum
119894=1
119862(119894)
119872
119862MRT =
119873
sum
119894=1
119862(119894)
MRT (119879(119894)
119877)
(5)
119873 and 119894th are the maximum number of assembly machines(ie 5 = 1 crane + 2 Flex Tracks + 2 pairs of rivet guns) andthe machinesrsquo index respectively 119894th indexes the machinespecific related costs and required response times
In CBM a maintenance order is triggered when thesystem reliability falls below a predefined preventive main-tenance threshold 119877PM see Section 3 Moreover togetherwith 119877PM when the maintenance is actually performed afterbeing triggered 119879
119877will essentially determine the operation
availability of the machine which indirectly determines theproduction rate of the aircraft assembly process The costof maintenance is determined by how frequent maintenanceis performed and maintenance service level These two costfactors are as well determined by the parameters 119877PM and119879119877 In this study there are 3 types of assembly machines
Hence 119877119862PM 119879119862
119877 119877FT
PM 119879FT119877 119877RG
PM and 119879RG119877
will be in total the6 design variables for the optimization of the CBM enabledARJ21 assembly process 119877119862PM and 119879
119862
119877are for the crane 119877FT
PMand 119879
FT119877
are for the two Flex Tracks 119877RGPM and 119879
RG119877
are for thetwo pairs of rivet guns In our ABS these design variables arecorresponding to the machine 119894rsquos 119877PM and service119895rsquos 119879TM
62 Trade-Off Analysis In the paper AnyLogic andOptQuest scatter search are employed for the simulationoptimization experiments of the agent based CBM enabledARJ21 assembly system described in Section 4 The targetvectors were distributedly formed to outline the Pareto frontusing the weights 119908
(1)isin [05 099] and 119908
(2)isin [001 05]
In this paper the uncertainties in lead time maintenanceand machine degradation are modelled using the triangulardistribution The lower and upper uncertainty bounds areassumed at plusmn25 of the mean values The design variablesare in the intervals 119877
(sdot)
PM 119879(sdot)
119877isin [0MTBM(sdot)] where the
subscript (sdot) is the machine specific type indices 119862 FTor RG Table 3 summarizes the other related simulationparameters required for the evaluation of the performanceobjectives 119874
(1) and 119874(2) defined in (3) and (4) It is not
possible to disclose related costs in term of money figuresdue to commercial reasons In this paper the ratios andnormalization values are alternatively used to quantify theparameters related to the maintenance cost
Figure 11 shows the Pareto optimal solutions obtained bymultiple simulation optimization runs for different weight-ings (or target vectors) The simulation optimization exper-iments were based on 20 and 100 Monte-Carlo replicationssee also Sections 51 and 53 Note that the optimizationprocess can be rerun to ensure the consistencies of the Pareto
Table 3 Parameters for evaluation of performance objectives
Simulation parameters ValuesMaximum number of aircraft per year119873
11986083429
Allowable production loss 120598 005Crane
Fixed maintenance cost 119862119862119872
1Ratio for service level maintenance cost 120588119862 1Nominal response time 119879119862NR 168 hrs
Flex trackFixed maintenance cost 119862FT
1198722
Ratio for service level maintenance cost 120588FT 15Nominal response time 119879FT
NR 504 hrsRivet gun
Fixed maintenance cost 119862RG119872
04Ratio for service level maintenance cost 120588RG 06Nominal response time 119879RG
NR 336 hrs
032 034 036 038 04 042 044 046 048 05 052
14
16
18
2
22
24
26
28Pareto optimal solutions
Production loss O(1)
Mai
nten
ance
costO(2)
20 replications100 replications
Figure 11 Trade-off surface of optimal CBM configurations
solution (for both 20 and 100 Monte-Carlo replications) Theuncertainties in the simulation can be observed from thefluctuations on the Pareto surfaces which is more apparent inthe case of 20 Monte-Carlo replications The resulting Paretooptimal solutions are more likely to represent a true Paretosurface if the optimization objectives are evaluated from alarge number of Monte-Carlo simulation runs and this canbe seen in the case of 100 replications shown in Figure 11
The Pareto surface shows the trade-off between theproduction loss and maintenance cost conflicting objectivesA reduction in product loss will generally increase in mainte-nance costThis is in particular when the production loss119874(1)is approximately less than 038 (ie 1585 per year) a smalldecrease in production loss will result in a very significantincrement in the maintenance cost As a mean to increasethe machinesrsquo operational availability with less number ofmaintenance performed the response time 119879
119877will have to be
relatively small so that the machines are maintained before
ISRN Aerospace Engineering 11
025 03 035 04 045 05 0550
5
10
15
20
25 Monte-Carlo simulation
120583 = 8120590 = 068
O
Figure 12 Monte-Carlo simulation results for production loss 119874(1)
breakdowns happenThis will essentially increase the servicelevel related maintenance cost 119862MRT This is an importantinsight as for 119874
(1)lt 038 a decision maker can avoid a
situation where a significant investment on the maintenanceis made for a very small gain in the production rate andpossibly in overall is not worth the investment
The trade-off surface also outlines the optimal boundaryfor the maintenance cost It can be seen that the maintenancecost 119874(2) approximately cannot be lower than 13 even whenwe deliberately set multiple target vectors to probe in thegt05 production loss objective space This result is from thefact that the assembly machines are essentially degrading nomatter whether CBM is applied or not From the ABS modelmaintenance will always be performed on the machinesregardless before or after the breakdown Consequently thiswill incur the minimum fixed maintenance cost In additionthere is also a minimum cost for the required maintenanceservice level These explain why the maintenance cost cannotbe lower than a certain level and effectively determine theboundary of the objective space
63 Monte-Carlo Experiment Suppose the optimal solution(0382 1608) in Figure 11 corresponding to theweights119908(1) =085 and 119908
(2)= 015 is preferred The resulting design
variables for this optimal solution are 119877119862
PM = 39054 119879119862119877
=
1398 119877FTPM = 4527 119879FT
119877= 25476 119877RG
PM = 45846 and 119879RG119877
=
33702 In paper a Monte-Carlo simulation experiment isused to evaluate whether the obtained optimal solution is theperformance expected from the system and how sensitive thedesign solution is to the uncertainties
Figures 12 and 13 show the results of 100 runs ofMonte-Carlo simulation The mean production loss andmaintenance cost are 03817 and 16077 respectively andthese follow what initially expected from the simulationoptimization result From the histograms 100 Monte-Carlosimulation runs (or samples) is sufficient to represent thetrue probability distribution of the performance objectivevaluesWithplusmn25of themean values for the lower and upperuncertainties the standard deviations of the production loss
15 155 16 165 17 1750
5
10
15
20
25
O
120583 = 077120590 = 39
Monte-Carlo simulation
Figure 13 Monte-Carlo simulation results for maintenance cost119874(2)
and maintenance cost are 004068 and 00339 respectively11 for the production loss and 2 for the maintenancecost in relation to the mean values This indicates very lowsensitivities for this design solution In terms of numberof aircrafts produced this means in sim70 of the cases theproduction loss will be between plusmn017 aircrafts per year fromthe expected value
7 Concluding Remarks
In a current competitive environment increasing produc-tion rate and reducing costs are the key drivers in aircraftmanufacturing More (semi-) automatic assembly machineshave increasingly been used in the aircraft assembly lines asa mean to deliver high production rate while meeting highquality requirements However the production throughput iseffectively dependent on the operational availability of thesemachines Integration of CBM into the assembly system haspotential benefits as a way to minimize the production lossand maintenance related cost Maintenance are performed asneeded hence avoiding unnecessary downtime and mainte-nance cost
In a CBM enabled aircraft assembly system there are self-active interactions between the subsystems for example CMsystem self-triggers a maintenance order when the systemreliability falls below a certain level This example of activeself-aware behavior cannot straightforwardly be modelledusing DESs In this case where besides the assembly processindependent entities are in addition parts of the system ABSis proved effective as it allows complex active interactionsbetween entities to be naturally captured
Production rate and maintenance cost are the competingobjectives in an integrated CBM aircraft assembly systemFinding trade-offs between the production rate and mainte-nance cost is equivalent to finding a Pareto optimal surfaceThe conventional nondominated ranking methods will notbe practically feasible due to the computational burdenrequired by the Monte-Carlo simulation This limitation canbe addressed by independently sampling the Pareto surface
12 ISRN Aerospace Engineering
using the weighted Min-Max method The approach allowsless number of populations to be used in the optimizationas it does not need to probe the whole Pareto front andhence effectively a reduction in the computation intensity isrequired
In our ARJ21 case study the preventive maintenancethreshold and required service level are the key designparameters that determine the overall performance of theassembly system Because of uncertainties increase produc-tion rate will require a high required service level (ie fastresponse time) to avoid breakdowns before the maintenanceis performed and consequently this will increase the main-tenance cost and sometimes can be significant Howevercompromising on the production rate does not always meana further decrease in maintenance cost The minimum costis from the actual cost in maintaining the machines and theminimum service level Pareto surface is an important pieceof information to the system designer Together with Monte-Carlo simulation it can be used to support decision makingin terms of cost-benefit of different design solutions and alsowhat could be achieved
In this example even though in small scale it can beseen that CBM has potential to be applicable in (semi-)automatic aircraft assembly lines However its claim has tobe further researched in comparison with other maintenanceregimes and with a high fidelity large-scale aircraft assemblyexample Moreover in terms of optimization other differentoptimization methods like genetic algorithms (GAs) sim-ulated annealing and teaching-learning-based optimization(TLBO) should also be used in the optimization to ensurethat the true Pareto font is found and consequently theirperformance in terms of computation and solution can becompared and analyzed
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
This work is part of a research program at Cranfield Univer-sity sponsored by Commercial AircraftCooperation of China(COMAC) and China Scholarship Council (CSC)
References
[1] MTorres Total Solution for Aircraft Automatic Assembly JigsMTorres Santa Ana Calif USA 2013
[2] P Lute An Investigation of Airbus A380 Stage 01 Wing BoxAssembly Using Discrete Event Simulation Cranfield UniversityBedfordshire UK 2007
[3] Electroimpact IncA380 Stage 1 GRAWDEMachine Electroim-pact Inc Mukilteo Wash USA 2003
[4] IBM Corporation Predictive Maintenance for Manufacturing2011
[5] Wikipedia ldquoPreventive maintenancerdquo Wikipedia httpenwikipediaorgwikiPreventive maintenance
[6] ResolveFM ldquoPreventivecorrective maintenancerdquo ResolveFMhttpwwwresolvecomau
[7] A Kelly Maintenance Strategy Butterworth-HeinemannOxford UK 1997
[8] NACE ldquoMaintenance strategiesrdquo 2013 httpwwwnaceorghttpeventsnaceorglibrarycorrosionInspectionStrategiesasp
[9] I Grigoryev AnyLogic 6 in Three Days A Quick Course inSimulation Modeling Anylogic North America 2012
[10] J B Leger E Neunreuthe B Iung and G Morel ldquoIntegrationof the predictive maintenance in manufacturing systemrdquo inAdvanced inManufacturing pp 133ndash144 Springer LondonUK1999
[11] Z Tian D Lin and BWu ldquoCondition basedmaintenance opti-mization considering multiple objectivesrdquo Journal of IntelligentManufacturing vol 23 no 2 pp 333ndash340 2009
[12] J Yulan J Zuhua and H Wenrui ldquoMulti-objective integratedoptimization research on preventive maintenance planningand production scheduling for a single machinerdquo InternationalJournal of AdvancedManufacturing Technology vol 39 no 9-10pp 954ndash964 2008
[13] D Achermann Modelling Simulation and Optimization ofMaintenance Strategies Under Consideration of Logistic Pro-cesses Sudwestdeutscher 2008
[14] S Valcuha A Goti J Uradnıcek and I Navarro ldquoMulti-equipment condition based maintenance optimization bymulti-objective genetic algorithmrdquo Journal of Achievements inMaterials andManufacturing Engineering vol 45 no 2 pp 188ndash193 2011
[15] L Tautou and H Pierreval ldquoUsing evolutionary algorithms andsimulation for the optimization of manufacturing systemsrdquo IIETransactions vol 29 no 3 pp 181ndash189 1997
[16] D Baglee ldquoMaintenance strategy development in the UKfood and drink industryrdquo International Journal of StrategicEngineering Asset Management vol 1 no 3 pp 289ndash300 2013
[17] J Reimann G Kacprzynski D Cabral and R Marini ldquoUsingcondition based maintenance to improve the profitability ofperformance based logistic contractsrdquo in Proceedings of theAnnual Conference of the Prognostics and Health ManagementSociety 2009
[18] A Grall C Berenguer and L Dieulle ldquoA condition-basedmaintenance policy for stochastically deteriorating systemsrdquoReliability Engineering and System Safety vol 76 no 2 pp 167ndash180 2002
[19] M Rolon and E Martınez ldquoAgent-based modeling and sim-ulation of an autonomic manufacturing execution systemrdquoComputers in Industry vol 63 no 1 pp 53ndash78 2012
[20] W Shen Q Hao H J Yoon and D H Norrie ldquoApplications ofagent-based systems in intelligent manufacturing an updatedreviewrdquo Advanced Engineering Informatics vol 20 no 4 pp415ndash431 2006
[21] M A Majid U Aickelin and P O Siebers ldquoComparingsimulation output accuracy of discrete event and agent basedmodels a quantitave approachrdquo in Proceedings of the SummerComputer Simulation Conference (SCSC rsquo09) Vista Calif USA2009
[22] P O Siebers C M MacAl J Garnett D Buxton and MPidd ldquoDiscrete-event simulation is dead long live agent-basedsimulationrdquo Journal of Simulation vol 4 no 3 pp 204ndash2102010
ISRN Aerospace Engineering 13
[23] LHolst IntegratingDiscrete-Event Simulation into theManufac-turing System Development Process Division of Robotics LundSweden 2001
[24] J A B Montevechi R d C Miranda and J D FriendldquoSensitivity analysis in discrete-event simulation using designof experimentsrdquo inDiscrete Event Simulations-Development andApplications InTech Rijeka Croatia 2012
[25] Y Carson and A Maria ldquoSimulation optimization methodsand applicationsrdquo in Proceedings of the Winter SimulationConference pp 118ndash126 Atlanta Ga USA December 1997
[26] R Martı and M Laguna ldquoScatter search basic design andadvanced strategiesrdquo Revista Iberoamericana de InteligenciaArtificial vol 7 no 19 pp 123ndash130 2003
[27] A Ghosh and S Dehuri ldquoEvolution algorithms for multi-criterion optimization a surveyrdquo International Journey of Com-puting and Information Sciences vol 2 no 1 2004
[28] M Laguna R Martı M Gallego and A Duarte ldquoThe scattersearch methodologyrdquo in Wiley Encyclopedia of OperationsResearch and Management Science Wiley-Blackwell HobokenNJ USA 2011
[29] COMAC ldquoARJ21 regional jet programrdquo 2013 httpenglishcomacccproductsrjpi2indexshtml
[30] Electroimpact Flex Track Electroimpact Mukilteo WashUSA 2013
[31] IEEEPES Task Force on Impact of Maintenance Strategy onReliability of the Reliability Risk and Probability ApplicationsSubcommittee S Aboresheid R N Allan et al ldquoThe presentstatus of maintenance strategies and the impact of maintenanceon reliabilityrdquo IEEE Transactions on Power Systems vol 16 no4 pp 638ndash646 2001
[32] M Kaegi R Mock and W Kroger ldquoAnalyzing maintenancestrategies by agent-based simulations a feasibility studyrdquo Relia-bility Engineering and System Safety vol 94 no 9 pp 1416ndash14212009
[33] A BorshchevDesigning State-Based Behavior Statecharts Any-logic 2013
[34] Process Engineering Group Introduction to SSm Instituto deInvestigaciones Marinas (CSIC) Vigo Spain 2009
[35] J April F Glover J P Kelly and M Laguna ldquoPracticalintroduction to simulation optimizationrdquo in Proceedings of theWinter Simulation Conference pp 71ndash78 Boulder Colo USADecember 2003
[36] W Abo-Hamad and A Arisha ldquoSimulation optimisation meth-ods in supply chain applications a reviewrdquo Irish Journal ofManagement vol 30 no 2 pp 95ndash124 2011
[37] C-H Chen and L H Lee ldquoIntroduction to stochastic simu-lation optimizationrdquo in Stochastic Simulation Optimization AnOptimal Computing Budget Allocation System Engineering andOperations Research World Scientific Hackensack NJ USA2010
[38] M Laguna OptQuest Optimization of Complex Systems Opt-Tek Systems 2011
[39] R Martı M Laguna and F Glover ldquoPrinciples of scattersearchrdquo European Journal of Operational Research vol 169 no2 pp 359ndash372 2006
[40] OptTek ldquoHow the OptQuest engine worksrdquo OptTek httpwwwopttekcom
[41] FGlover andAReinholz ldquoMetaheuristics in science and indus-try new developmentsrdquo in Proceedings of the MetaheuristicsInternational Conference Montreal Canada June 2007
[42] I Boussaıd J Lepagnot and P Siarry ldquoA survey on optimizationmetaheuristicsrdquo Information Sciences vol 237 pp 82ndash117 2013
[43] K DebMulti-Objective Optimization Using Evolutionary Algo-rithms Wiley-Blackwell Chichester UK 2001
[44] M Gen and R Cheng Genetic Algorithms and EngineeringOptimization John Wiley amp Sons New York NY USA 2000
[45] A Ghosh and S Dehui ldquoEvolutionary algorithms for multi-criterion optimization a surveyrdquo International Journal of Com-puting and Information Sciences vol 2 no 1 pp 38ndash57 2004
[46] E J Hughes ldquoMultiple single objective pareto samplingrdquoEvolutionary Computation vol 4 pp 2678ndash2684 2003
[47] T Screenuch A Tsourdos E J Hughes and B AWhite ldquoFuzzygain-scheduled missile autopilot design using evolutionaryalgorithmsrdquo IEEE Transactions on Aerospace and ElectronicSystems vol 42 no 4 pp 1323ndash1339 2006
[48] Y Jin and J Branke ldquoEvolutionary optimization in uncertainenvironmentsmdasha surveyrdquo IEEE Transactions on EvolutionaryComputation vol 9 no 3 pp 303ndash317 2005
[49] J E Fieldsend andRM Everson ldquoMulti-objective optimisationin the presence of uncertaintyrdquo in Proceedings of the IEEECongress on Evolutionary Computation vol 1 pp 243ndash250Edinburgh UK September 2005
[50] OptTek ldquoMulti-objective optimizationrdquo OptTek httpwwwopttekcom
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of
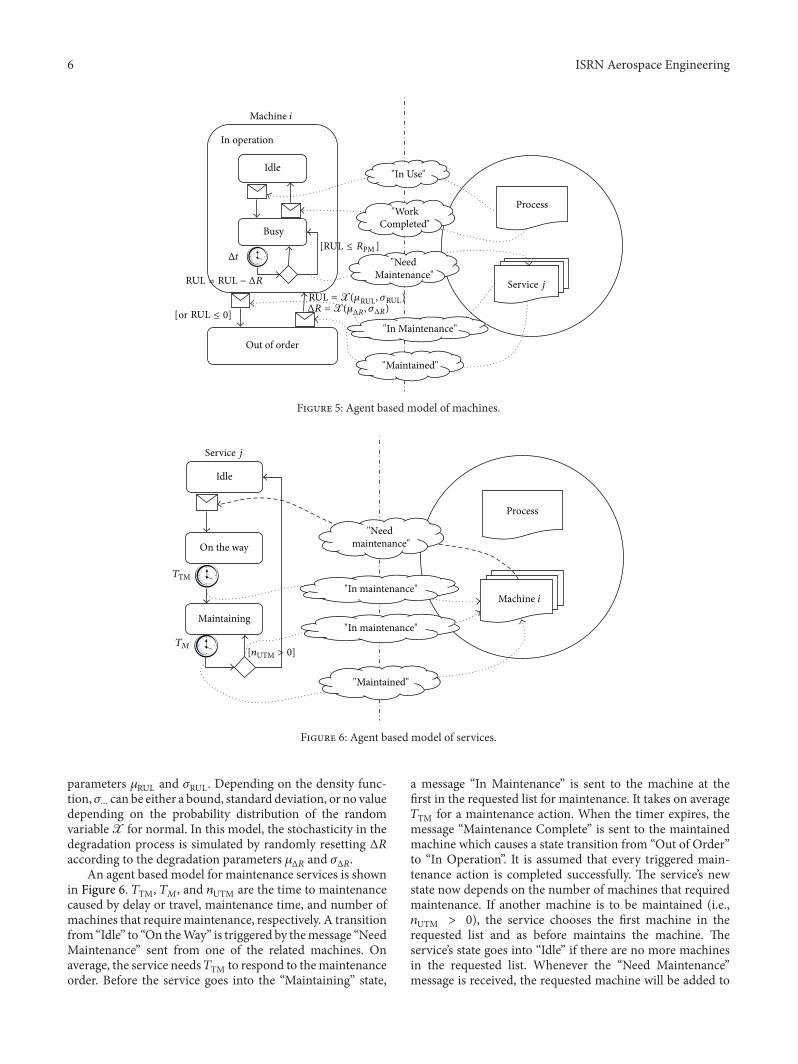
6 ISRN Aerospace Engineering
Idle
Out of order
Busy
In operation
Process
Machine i
Service j
Δt
[ le 0]
[ le ]
= 119987(120583 120590RULRUL )ΔR = 119987(120583ΔR 120590ΔR)
RUL = RUL minus ΔR
RUL
RUL
RULor
RPM
In Use
WorkCompleted
NeedMaintenance
In Maintenance
Maintained
Figure 5 Agent based model of machines
Idle
Maintaining
Process
On the way
Service j
Machine i
TTM
TM[nUTM gt 0]
Needmaintenance
In maintenance
In maintenance
Maintained
Figure 6 Agent based model of services
parameters 120583RUL and 120590RUL Depending on the density func-tion120590
sdotsdotsdotcan be either a bound standard deviation or no value
depending on the probability distribution of the randomvariableX for normal In this model the stochasticity in thedegradation process is simulated by randomly resetting Δ119877
according to the degradation parameters 120583Δ119877
and 120590Δ119877
An agent based model for maintenance services is shownin Figure 6 119879TM 119879119872 and 119899UTM are the time to maintenancecaused by delay or travel maintenance time and number ofmachines that requiremaintenance respectively A transitionfrom ldquoIdlerdquo to ldquoOn theWayrdquo is triggered by themessage ldquoNeedMaintenancerdquo sent from one of the related machines Onaverage the service needs119879TM to respond to themaintenanceorder Before the service goes into the ldquoMaintainingrdquo state
a message ldquoIn Maintenancerdquo is sent to the machine at thefirst in the requested list for maintenance It takes on average119879TM for a maintenance action When the timer expires themessage ldquoMaintenance Completerdquo is sent to the maintainedmachine which causes a state transition from ldquoOut of Orderrdquoto ldquoIn Operationrdquo It is assumed that every triggered main-tenance action is completed successfully The servicersquos newstate now depends on the number of machines that requiredmaintenance If another machine is to be maintained (ie119899UTM gt 0) the service chooses the first machine in therequested list and as before maintains the machine Theservicersquos state goes into ldquoIdlerdquo if there are no more machinesin the requested list Whenever the ldquoNeed Maintenancerdquomessage is received the requested machine will be added to
ISRN Aerospace Engineering 7
Loading
Unloading
Drilling
Process (drill)
Machine i
Service jTL
TD = 119987(120583T119863 120590T119863)
Δt
TD = TD minus nUIOΔD
TUL
[TD le 0]
In Use
WorkCompleted
Figure 7 Partial agent based model of assembly process
the requested list for maintenance This allows the service torespond to the maintenance request even though it is not inthe ldquoIdlerdquo state
Figure 7 depicts an agent based model of the assemblyprocess For the sake of explanation it only shows the drillsubassembly process 119879
119871 119879119863 120583119879119863 120590119879119863 Δ119863 119879UL and 119899UIO
are the loading time required drill time mean required drilltime drilling process uncertainty drill rate and numberof machines currently in operation respectively After theloadlocatealign process is completed the state is transi-tioned to the ldquoDrillrdquo composite state inwhich ldquoLoadingrdquo is theentry state On average it needs 119879
119871to position the two Flex
Tracks at the fontmiddle andmiddleaft section jointsWhenthe timer expires the message ldquoIn Userdquo is sent to the FlexTrack machines which causes a state transition from ldquoIdlerdquoto ldquoBusyrdquo and the required drill time is set to a random valuedetermined by the process uncertainty parameters 120583
119879119863and
120590119879119863 In this paper it is assumed that maintenance actions
do not interrupt the ldquoLoadingrdquo and ldquoUnloadingrdquo processesWhen themachine is in use the required (or remaining) drilltime 119879
119863is decreasing at the rate of 119899UIOΔ119863 How fast the
task can be completed will depend on how many machinesare available (ie in operation) to perform the tasks Whenthe drill process is completed (ie 119879
119863le 0) the message
ldquoWork Completerdquo is sent to the related machines and theprocessrsquos new state is now ldquoUnloadingrdquo It takes on average119879UL to remove the machines (ie Flex Track in the drillcase) from the fuselage When the timer expires (also meansthe drill subassembly process completed) the state is thentransitioned to the ldquoRivetrdquo composite state
5 Optimization ConsideringMultiple Objectives
51 Simulation Optimization The agent based simulationmodel described in Section 4 is used to empirically study theimpact of CBM on the (semi-) automatic fuselage assembly
process Through simulation the aim is to find the bestCBM configuration that will maximize the production rateand at the same time minimize the maintenance cost ofthe assembly process A simulation optimization scheme isshown in Figure 8 997888119909 Δ 119891(sdot) 119892(sdot) and 119864[sdot] are the designvariable vector uncertainties objective function constraintfunction and mean (or expected) value respectively In ourcase the simulation model (ie the agent based simulationmodel of the fuselage assembly system) takes the controllablemaintenance design variables as the input and outputs thesimulated time series data which are then used to evaluate theperformance objectives of the assembly process In contrastto the deterministic simulation two successive simulationsof the same input variables return two different simulationresults due to the uncertainties in the machine degradationmaintenance and process lead time In the simulation opti-mization the optimization objective is therefore the mean ofthe objective evaluations 119864[119891(
997888119909 Δ)] from multiple simula-
tion runs (called Monte-Carlo simulation) of the model [35ndash37] Here ldquoOptimalrdquo means on average that this is the bestdesign solution
52 Scatter Search In this paper AnyLogic MultimethodSimulation Software is used to implement the agent basedfuselage assembly model described in Section 4 OptQuestscatter search package is the only built-in optimizationenginemethod in AnyLogic [38] Scatter search is apopulation-based metaheuristics for optimization andhas been successfully applied to many hard optimizationproblems [28 39] In contrast to Evolutionary Algorithmsscatter search does not emphasize randomization It isinstead designed to incorporate strategic responses bothdeterministic and probabilistic that remember whichsolutions worked well (ie both high quality solutions anddiverse solutions) and recombined them into new bettersolutions [40 41]
8 ISRN Aerospace Engineering
Assembly process model
Optimization algorithm
Uncertainties Δ
Stochastic simulation(Monte-Carlo method)
Constraint g(x)
Design objectives E[f(x Δ)]Design variables x
Figure 8 Simulation optimization
Diversification generationmethod
Solution combination method
Subset generation method
Diversification generation method
Reference set update method
No more new solutions
P
RefSet
Initialization
Repeat until P = Psize
Main loop
Stop if MaxIterreached
Figure 9 Scatter search optimization method [34]
Figure 9 outlines a simplified scatter search optimizationmethod The search consists of four methods (1) diver-sification generation (2) reference set update (3) subsetgeneration and (4) solution combination The search startswith the diversification generation method which is usedto generate a large set 119875 of diverse solutions (ie scatteredacross the parameter space) that are the basis for initializingthe search The process repeats until |119875| = 119875Size Theinitial RefSet is built according to the reference set updatemethod which can take the 119887 best solutions (as regards
their quality or diversity in the problem solving) from 119875 tocompose the RefSet The search is then initiated by applyingthe subset generation method which produces subsets ofreference solutions as the input to the combination methodThe solution combinationmethod uses these subsets to createnew combined solution vectors The reference set updatemethod is applied once more to build the new RefSet andthe main loop repeats again The iteration stops when themaximum iteration is reached However at the end of eachiteration if no more better solutions are found the new
ISRN Aerospace Engineering 9
O(2)
O(1)
Figure 10 Pareto optimal solutions corresponding to a set of targetvectors
RefSet is partially rebuilt by refilling the RefSet with a newdiverse solution generated using the diversification method[26 34 38 42]
53 Multiple Single Objective Pareto Sampling In additionto the production rate the cost of maintenance is anotherimportant objective in the integrated maintenance (semi-)automatic aircraft assembly process In deterministic multi-objective optimization nondominated ranking methods aregenerally used in finding the Pareto optimal solutions [43ndash45] These methods rely on a large number of populations tofind all Pareto solutions and consequently are practically notfeasible for simulation optimization primarily due to the add-on computational burden required by the Monte-Carlo sim-ulation Moreover the optimization experiment in AnyLogicin any case is limited to single objective optimization andpossibly because of the computational reasonThis limitationin fact applies tomost of the commercial of-the-shelf (COTS)DES or ABS software
In this paper a multiple single objective Pareto samplingmethod described in [46 47] is used to find the Paretooptimal solutions It is based on the classical weighed metricmethod The method locates some specific solutions on thePareto front corresponding to a given set of target vectors119881 =
997888V1
997888V119879 where 997888V
119894= (1119908
(1)
119894 1119908
(NOBJ)119894
) isthe direction corresponding to the given 119894th weight vectorand 119908
(119896)
119894is the weight of the 119896th objective see Figure 10 For
each rerun 997888V119894 the corresponding optimal solution is found
by minimizing the objective function [48ndash50]
119871119894(997888119909) = 119864 [119891
119894(997888119909 Δ)] (1)
where
119891119894(997888119909 Δ) = max 119908(1)
119894119874(1)
119894 119908
(NOBJ)119894
119874(NOBJ)119894
(2)
The uncertainties Δ represent a Monte-Carlo simulationreplication In this way the multiobjective optimization canbe carried out using the AnyLogic built-in optimizationengine and as well computationally is more plausible
The primary advantage of this method is that the targetvectors can be arbitrarily generated focusing on the regions ofinterest Note also that if the optimization process convergesto a solution that exactly matches the weight vector then119908(1)
119874(1)
= sdot sdot sdot = 119908(NOBJ)
119874(NOBJ) Thus the angle between
the vectors 997888V and 997888119874 indicates whether the solution lies in
where it was expected or not If the vector 997888V lies withina discontinuity of the Pareto set or is outside of the entireobjective space then the angle between the two vectors willbe significant By observing the distribution of the finalangular errors across the total weight set the limits of theobjective space and discontinuities within the Pareto set canbe identified
6 Results
61 Measures of Performance The agent based simulationmodel described in Section 4 is by design developed toempirically study the impact of CBM on the (semi-) auto-matic fuselage assembly process and find a best CBM systemconfiguration for maximizing production throughput whilekeeping related costs minimum From Table 1 it can be seenthat most parts of the fuselage joint sequence are dependenton the operational availability of the assembly machines thatis crane Flex Tracks and rivet guns The downtime of thesemachines will essentially incur loss in the production Forconsistency ldquoOptimizerdquo means ldquoMinimizerdquo in this paper
For the first performance measure in order to maximizethe production rate we seek to minimize the production lossobjective defined by
119874(1)
=119873119860minus 119899119860
120598119873119860
(3)
119899119860 119873119860 and 120598 are the number of aircrafts produced per year
maximum number of aircrafts per year without part delaysmachine breakdowns and maintenance or other factors andin percentage maximum allowable production loss frombreakdown and maintenance respectively The product 120598119873
119860
is the normalization factor of the incurred production lossBesides the production loss at what cost in keeping the
machines operable is another performance measure in theintegrated CBM aircraft assembly system In this paper themaintenance cost consists of the fixed maintenance cost andservice level related maintenance cost and its correspondingperformance objective is defined by
119874(2)
=119862119872
+ 119862MRT (119879119877)
119862119872
+ 119862MRT (119879NR) (4)
119862119872 119879119877 and 119879NR and 119862MRT(sdot) are the fixed maintenance cost
maintenance response time nominal maintenance responsetime and cost function related to required maintenanceresponse time defined by 120588119879
119877119879NR respectivelyThe response
time parameters 119879NR and 119879119877can be considered as the level
of service required for machine maintenance In simulationthese parameters define 119879TM the time to maintenance causedby delay or travel shown in Figure 6 For this objectivethe nominal maintenance cost 119862
119872+ 119862MRT(119879NR) is the
normalization factor
10 ISRN Aerospace Engineering
In this paper CBM is applied to multiple assemblymachines whichwill individually be contributing to the over-all maintenance costThe fixed and service level maintenancecosts can simply be defined as linearly formulated as
119862119872
=
119873
sum
119894=1
119862(119894)
119872
119862MRT =
119873
sum
119894=1
119862(119894)
MRT (119879(119894)
119877)
(5)
119873 and 119894th are the maximum number of assembly machines(ie 5 = 1 crane + 2 Flex Tracks + 2 pairs of rivet guns) andthe machinesrsquo index respectively 119894th indexes the machinespecific related costs and required response times
In CBM a maintenance order is triggered when thesystem reliability falls below a predefined preventive main-tenance threshold 119877PM see Section 3 Moreover togetherwith 119877PM when the maintenance is actually performed afterbeing triggered 119879
119877will essentially determine the operation
availability of the machine which indirectly determines theproduction rate of the aircraft assembly process The costof maintenance is determined by how frequent maintenanceis performed and maintenance service level These two costfactors are as well determined by the parameters 119877PM and119879119877 In this study there are 3 types of assembly machines
Hence 119877119862PM 119879119862
119877 119877FT
PM 119879FT119877 119877RG
PM and 119879RG119877
will be in total the6 design variables for the optimization of the CBM enabledARJ21 assembly process 119877119862PM and 119879
119862
119877are for the crane 119877FT
PMand 119879
FT119877
are for the two Flex Tracks 119877RGPM and 119879
RG119877
are for thetwo pairs of rivet guns In our ABS these design variables arecorresponding to the machine 119894rsquos 119877PM and service119895rsquos 119879TM
62 Trade-Off Analysis In the paper AnyLogic andOptQuest scatter search are employed for the simulationoptimization experiments of the agent based CBM enabledARJ21 assembly system described in Section 4 The targetvectors were distributedly formed to outline the Pareto frontusing the weights 119908
(1)isin [05 099] and 119908
(2)isin [001 05]
In this paper the uncertainties in lead time maintenanceand machine degradation are modelled using the triangulardistribution The lower and upper uncertainty bounds areassumed at plusmn25 of the mean values The design variablesare in the intervals 119877
(sdot)
PM 119879(sdot)
119877isin [0MTBM(sdot)] where the
subscript (sdot) is the machine specific type indices 119862 FTor RG Table 3 summarizes the other related simulationparameters required for the evaluation of the performanceobjectives 119874
(1) and 119874(2) defined in (3) and (4) It is not
possible to disclose related costs in term of money figuresdue to commercial reasons In this paper the ratios andnormalization values are alternatively used to quantify theparameters related to the maintenance cost
Figure 11 shows the Pareto optimal solutions obtained bymultiple simulation optimization runs for different weight-ings (or target vectors) The simulation optimization exper-iments were based on 20 and 100 Monte-Carlo replicationssee also Sections 51 and 53 Note that the optimizationprocess can be rerun to ensure the consistencies of the Pareto
Table 3 Parameters for evaluation of performance objectives
Simulation parameters ValuesMaximum number of aircraft per year119873
11986083429
Allowable production loss 120598 005Crane
Fixed maintenance cost 119862119862119872
1Ratio for service level maintenance cost 120588119862 1Nominal response time 119879119862NR 168 hrs
Flex trackFixed maintenance cost 119862FT
1198722
Ratio for service level maintenance cost 120588FT 15Nominal response time 119879FT
NR 504 hrsRivet gun
Fixed maintenance cost 119862RG119872
04Ratio for service level maintenance cost 120588RG 06Nominal response time 119879RG
NR 336 hrs
032 034 036 038 04 042 044 046 048 05 052
14
16
18
2
22
24
26
28Pareto optimal solutions
Production loss O(1)
Mai
nten
ance
costO(2)
20 replications100 replications
Figure 11 Trade-off surface of optimal CBM configurations
solution (for both 20 and 100 Monte-Carlo replications) Theuncertainties in the simulation can be observed from thefluctuations on the Pareto surfaces which is more apparent inthe case of 20 Monte-Carlo replications The resulting Paretooptimal solutions are more likely to represent a true Paretosurface if the optimization objectives are evaluated from alarge number of Monte-Carlo simulation runs and this canbe seen in the case of 100 replications shown in Figure 11
The Pareto surface shows the trade-off between theproduction loss and maintenance cost conflicting objectivesA reduction in product loss will generally increase in mainte-nance costThis is in particular when the production loss119874(1)is approximately less than 038 (ie 1585 per year) a smalldecrease in production loss will result in a very significantincrement in the maintenance cost As a mean to increasethe machinesrsquo operational availability with less number ofmaintenance performed the response time 119879
119877will have to be
relatively small so that the machines are maintained before
ISRN Aerospace Engineering 11
025 03 035 04 045 05 0550
5
10
15
20
25 Monte-Carlo simulation
120583 = 8120590 = 068
O
Figure 12 Monte-Carlo simulation results for production loss 119874(1)
breakdowns happenThis will essentially increase the servicelevel related maintenance cost 119862MRT This is an importantinsight as for 119874
(1)lt 038 a decision maker can avoid a
situation where a significant investment on the maintenanceis made for a very small gain in the production rate andpossibly in overall is not worth the investment
The trade-off surface also outlines the optimal boundaryfor the maintenance cost It can be seen that the maintenancecost 119874(2) approximately cannot be lower than 13 even whenwe deliberately set multiple target vectors to probe in thegt05 production loss objective space This result is from thefact that the assembly machines are essentially degrading nomatter whether CBM is applied or not From the ABS modelmaintenance will always be performed on the machinesregardless before or after the breakdown Consequently thiswill incur the minimum fixed maintenance cost In additionthere is also a minimum cost for the required maintenanceservice level These explain why the maintenance cost cannotbe lower than a certain level and effectively determine theboundary of the objective space
63 Monte-Carlo Experiment Suppose the optimal solution(0382 1608) in Figure 11 corresponding to theweights119908(1) =085 and 119908
(2)= 015 is preferred The resulting design
variables for this optimal solution are 119877119862
PM = 39054 119879119862119877
=
1398 119877FTPM = 4527 119879FT
119877= 25476 119877RG
PM = 45846 and 119879RG119877
=
33702 In paper a Monte-Carlo simulation experiment isused to evaluate whether the obtained optimal solution is theperformance expected from the system and how sensitive thedesign solution is to the uncertainties
Figures 12 and 13 show the results of 100 runs ofMonte-Carlo simulation The mean production loss andmaintenance cost are 03817 and 16077 respectively andthese follow what initially expected from the simulationoptimization result From the histograms 100 Monte-Carlosimulation runs (or samples) is sufficient to represent thetrue probability distribution of the performance objectivevaluesWithplusmn25of themean values for the lower and upperuncertainties the standard deviations of the production loss
15 155 16 165 17 1750
5
10
15
20
25
O
120583 = 077120590 = 39
Monte-Carlo simulation
Figure 13 Monte-Carlo simulation results for maintenance cost119874(2)
and maintenance cost are 004068 and 00339 respectively11 for the production loss and 2 for the maintenancecost in relation to the mean values This indicates very lowsensitivities for this design solution In terms of numberof aircrafts produced this means in sim70 of the cases theproduction loss will be between plusmn017 aircrafts per year fromthe expected value
7 Concluding Remarks
In a current competitive environment increasing produc-tion rate and reducing costs are the key drivers in aircraftmanufacturing More (semi-) automatic assembly machineshave increasingly been used in the aircraft assembly lines asa mean to deliver high production rate while meeting highquality requirements However the production throughput iseffectively dependent on the operational availability of thesemachines Integration of CBM into the assembly system haspotential benefits as a way to minimize the production lossand maintenance related cost Maintenance are performed asneeded hence avoiding unnecessary downtime and mainte-nance cost
In a CBM enabled aircraft assembly system there are self-active interactions between the subsystems for example CMsystem self-triggers a maintenance order when the systemreliability falls below a certain level This example of activeself-aware behavior cannot straightforwardly be modelledusing DESs In this case where besides the assembly processindependent entities are in addition parts of the system ABSis proved effective as it allows complex active interactionsbetween entities to be naturally captured
Production rate and maintenance cost are the competingobjectives in an integrated CBM aircraft assembly systemFinding trade-offs between the production rate and mainte-nance cost is equivalent to finding a Pareto optimal surfaceThe conventional nondominated ranking methods will notbe practically feasible due to the computational burdenrequired by the Monte-Carlo simulation This limitation canbe addressed by independently sampling the Pareto surface
12 ISRN Aerospace Engineering
using the weighted Min-Max method The approach allowsless number of populations to be used in the optimizationas it does not need to probe the whole Pareto front andhence effectively a reduction in the computation intensity isrequired
In our ARJ21 case study the preventive maintenancethreshold and required service level are the key designparameters that determine the overall performance of theassembly system Because of uncertainties increase produc-tion rate will require a high required service level (ie fastresponse time) to avoid breakdowns before the maintenanceis performed and consequently this will increase the main-tenance cost and sometimes can be significant Howevercompromising on the production rate does not always meana further decrease in maintenance cost The minimum costis from the actual cost in maintaining the machines and theminimum service level Pareto surface is an important pieceof information to the system designer Together with Monte-Carlo simulation it can be used to support decision makingin terms of cost-benefit of different design solutions and alsowhat could be achieved
In this example even though in small scale it can beseen that CBM has potential to be applicable in (semi-)automatic aircraft assembly lines However its claim has tobe further researched in comparison with other maintenanceregimes and with a high fidelity large-scale aircraft assemblyexample Moreover in terms of optimization other differentoptimization methods like genetic algorithms (GAs) sim-ulated annealing and teaching-learning-based optimization(TLBO) should also be used in the optimization to ensurethat the true Pareto font is found and consequently theirperformance in terms of computation and solution can becompared and analyzed
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
This work is part of a research program at Cranfield Univer-sity sponsored by Commercial AircraftCooperation of China(COMAC) and China Scholarship Council (CSC)
References
[1] MTorres Total Solution for Aircraft Automatic Assembly JigsMTorres Santa Ana Calif USA 2013
[2] P Lute An Investigation of Airbus A380 Stage 01 Wing BoxAssembly Using Discrete Event Simulation Cranfield UniversityBedfordshire UK 2007
[3] Electroimpact IncA380 Stage 1 GRAWDEMachine Electroim-pact Inc Mukilteo Wash USA 2003
[4] IBM Corporation Predictive Maintenance for Manufacturing2011
[5] Wikipedia ldquoPreventive maintenancerdquo Wikipedia httpenwikipediaorgwikiPreventive maintenance
[6] ResolveFM ldquoPreventivecorrective maintenancerdquo ResolveFMhttpwwwresolvecomau
[7] A Kelly Maintenance Strategy Butterworth-HeinemannOxford UK 1997
[8] NACE ldquoMaintenance strategiesrdquo 2013 httpwwwnaceorghttpeventsnaceorglibrarycorrosionInspectionStrategiesasp
[9] I Grigoryev AnyLogic 6 in Three Days A Quick Course inSimulation Modeling Anylogic North America 2012
[10] J B Leger E Neunreuthe B Iung and G Morel ldquoIntegrationof the predictive maintenance in manufacturing systemrdquo inAdvanced inManufacturing pp 133ndash144 Springer LondonUK1999
[11] Z Tian D Lin and BWu ldquoCondition basedmaintenance opti-mization considering multiple objectivesrdquo Journal of IntelligentManufacturing vol 23 no 2 pp 333ndash340 2009
[12] J Yulan J Zuhua and H Wenrui ldquoMulti-objective integratedoptimization research on preventive maintenance planningand production scheduling for a single machinerdquo InternationalJournal of AdvancedManufacturing Technology vol 39 no 9-10pp 954ndash964 2008
[13] D Achermann Modelling Simulation and Optimization ofMaintenance Strategies Under Consideration of Logistic Pro-cesses Sudwestdeutscher 2008
[14] S Valcuha A Goti J Uradnıcek and I Navarro ldquoMulti-equipment condition based maintenance optimization bymulti-objective genetic algorithmrdquo Journal of Achievements inMaterials andManufacturing Engineering vol 45 no 2 pp 188ndash193 2011
[15] L Tautou and H Pierreval ldquoUsing evolutionary algorithms andsimulation for the optimization of manufacturing systemsrdquo IIETransactions vol 29 no 3 pp 181ndash189 1997
[16] D Baglee ldquoMaintenance strategy development in the UKfood and drink industryrdquo International Journal of StrategicEngineering Asset Management vol 1 no 3 pp 289ndash300 2013
[17] J Reimann G Kacprzynski D Cabral and R Marini ldquoUsingcondition based maintenance to improve the profitability ofperformance based logistic contractsrdquo in Proceedings of theAnnual Conference of the Prognostics and Health ManagementSociety 2009
[18] A Grall C Berenguer and L Dieulle ldquoA condition-basedmaintenance policy for stochastically deteriorating systemsrdquoReliability Engineering and System Safety vol 76 no 2 pp 167ndash180 2002
[19] M Rolon and E Martınez ldquoAgent-based modeling and sim-ulation of an autonomic manufacturing execution systemrdquoComputers in Industry vol 63 no 1 pp 53ndash78 2012
[20] W Shen Q Hao H J Yoon and D H Norrie ldquoApplications ofagent-based systems in intelligent manufacturing an updatedreviewrdquo Advanced Engineering Informatics vol 20 no 4 pp415ndash431 2006
[21] M A Majid U Aickelin and P O Siebers ldquoComparingsimulation output accuracy of discrete event and agent basedmodels a quantitave approachrdquo in Proceedings of the SummerComputer Simulation Conference (SCSC rsquo09) Vista Calif USA2009
[22] P O Siebers C M MacAl J Garnett D Buxton and MPidd ldquoDiscrete-event simulation is dead long live agent-basedsimulationrdquo Journal of Simulation vol 4 no 3 pp 204ndash2102010
ISRN Aerospace Engineering 13
[23] LHolst IntegratingDiscrete-Event Simulation into theManufac-turing System Development Process Division of Robotics LundSweden 2001
[24] J A B Montevechi R d C Miranda and J D FriendldquoSensitivity analysis in discrete-event simulation using designof experimentsrdquo inDiscrete Event Simulations-Development andApplications InTech Rijeka Croatia 2012
[25] Y Carson and A Maria ldquoSimulation optimization methodsand applicationsrdquo in Proceedings of the Winter SimulationConference pp 118ndash126 Atlanta Ga USA December 1997
[26] R Martı and M Laguna ldquoScatter search basic design andadvanced strategiesrdquo Revista Iberoamericana de InteligenciaArtificial vol 7 no 19 pp 123ndash130 2003
[27] A Ghosh and S Dehuri ldquoEvolution algorithms for multi-criterion optimization a surveyrdquo International Journey of Com-puting and Information Sciences vol 2 no 1 2004
[28] M Laguna R Martı M Gallego and A Duarte ldquoThe scattersearch methodologyrdquo in Wiley Encyclopedia of OperationsResearch and Management Science Wiley-Blackwell HobokenNJ USA 2011
[29] COMAC ldquoARJ21 regional jet programrdquo 2013 httpenglishcomacccproductsrjpi2indexshtml
[30] Electroimpact Flex Track Electroimpact Mukilteo WashUSA 2013
[31] IEEEPES Task Force on Impact of Maintenance Strategy onReliability of the Reliability Risk and Probability ApplicationsSubcommittee S Aboresheid R N Allan et al ldquoThe presentstatus of maintenance strategies and the impact of maintenanceon reliabilityrdquo IEEE Transactions on Power Systems vol 16 no4 pp 638ndash646 2001
[32] M Kaegi R Mock and W Kroger ldquoAnalyzing maintenancestrategies by agent-based simulations a feasibility studyrdquo Relia-bility Engineering and System Safety vol 94 no 9 pp 1416ndash14212009
[33] A BorshchevDesigning State-Based Behavior Statecharts Any-logic 2013
[34] Process Engineering Group Introduction to SSm Instituto deInvestigaciones Marinas (CSIC) Vigo Spain 2009
[35] J April F Glover J P Kelly and M Laguna ldquoPracticalintroduction to simulation optimizationrdquo in Proceedings of theWinter Simulation Conference pp 71ndash78 Boulder Colo USADecember 2003
[36] W Abo-Hamad and A Arisha ldquoSimulation optimisation meth-ods in supply chain applications a reviewrdquo Irish Journal ofManagement vol 30 no 2 pp 95ndash124 2011
[37] C-H Chen and L H Lee ldquoIntroduction to stochastic simu-lation optimizationrdquo in Stochastic Simulation Optimization AnOptimal Computing Budget Allocation System Engineering andOperations Research World Scientific Hackensack NJ USA2010
[38] M Laguna OptQuest Optimization of Complex Systems Opt-Tek Systems 2011
[39] R Martı M Laguna and F Glover ldquoPrinciples of scattersearchrdquo European Journal of Operational Research vol 169 no2 pp 359ndash372 2006
[40] OptTek ldquoHow the OptQuest engine worksrdquo OptTek httpwwwopttekcom
[41] FGlover andAReinholz ldquoMetaheuristics in science and indus-try new developmentsrdquo in Proceedings of the MetaheuristicsInternational Conference Montreal Canada June 2007
[42] I Boussaıd J Lepagnot and P Siarry ldquoA survey on optimizationmetaheuristicsrdquo Information Sciences vol 237 pp 82ndash117 2013
[43] K DebMulti-Objective Optimization Using Evolutionary Algo-rithms Wiley-Blackwell Chichester UK 2001
[44] M Gen and R Cheng Genetic Algorithms and EngineeringOptimization John Wiley amp Sons New York NY USA 2000
[45] A Ghosh and S Dehui ldquoEvolutionary algorithms for multi-criterion optimization a surveyrdquo International Journal of Com-puting and Information Sciences vol 2 no 1 pp 38ndash57 2004
[46] E J Hughes ldquoMultiple single objective pareto samplingrdquoEvolutionary Computation vol 4 pp 2678ndash2684 2003
[47] T Screenuch A Tsourdos E J Hughes and B AWhite ldquoFuzzygain-scheduled missile autopilot design using evolutionaryalgorithmsrdquo IEEE Transactions on Aerospace and ElectronicSystems vol 42 no 4 pp 1323ndash1339 2006
[48] Y Jin and J Branke ldquoEvolutionary optimization in uncertainenvironmentsmdasha surveyrdquo IEEE Transactions on EvolutionaryComputation vol 9 no 3 pp 303ndash317 2005
[49] J E Fieldsend andRM Everson ldquoMulti-objective optimisationin the presence of uncertaintyrdquo in Proceedings of the IEEECongress on Evolutionary Computation vol 1 pp 243ndash250Edinburgh UK September 2005
[50] OptTek ldquoMulti-objective optimizationrdquo OptTek httpwwwopttekcom
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of
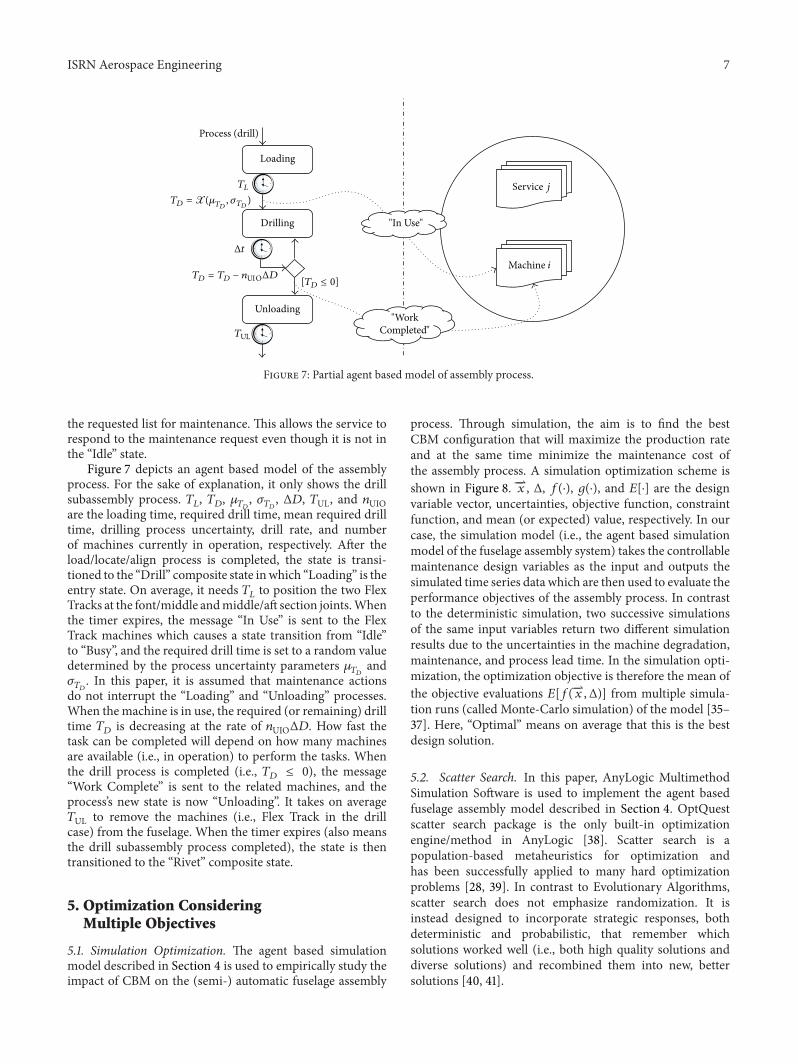
ISRN Aerospace Engineering 7
Loading
Unloading
Drilling
Process (drill)
Machine i
Service jTL
TD = 119987(120583T119863 120590T119863)
Δt
TD = TD minus nUIOΔD
TUL
[TD le 0]
In Use
WorkCompleted
Figure 7 Partial agent based model of assembly process
the requested list for maintenance This allows the service torespond to the maintenance request even though it is not inthe ldquoIdlerdquo state
Figure 7 depicts an agent based model of the assemblyprocess For the sake of explanation it only shows the drillsubassembly process 119879
119871 119879119863 120583119879119863 120590119879119863 Δ119863 119879UL and 119899UIO
are the loading time required drill time mean required drilltime drilling process uncertainty drill rate and numberof machines currently in operation respectively After theloadlocatealign process is completed the state is transi-tioned to the ldquoDrillrdquo composite state inwhich ldquoLoadingrdquo is theentry state On average it needs 119879
119871to position the two Flex
Tracks at the fontmiddle andmiddleaft section jointsWhenthe timer expires the message ldquoIn Userdquo is sent to the FlexTrack machines which causes a state transition from ldquoIdlerdquoto ldquoBusyrdquo and the required drill time is set to a random valuedetermined by the process uncertainty parameters 120583
119879119863and
120590119879119863 In this paper it is assumed that maintenance actions
do not interrupt the ldquoLoadingrdquo and ldquoUnloadingrdquo processesWhen themachine is in use the required (or remaining) drilltime 119879
119863is decreasing at the rate of 119899UIOΔ119863 How fast the
task can be completed will depend on how many machinesare available (ie in operation) to perform the tasks Whenthe drill process is completed (ie 119879
119863le 0) the message
ldquoWork Completerdquo is sent to the related machines and theprocessrsquos new state is now ldquoUnloadingrdquo It takes on average119879UL to remove the machines (ie Flex Track in the drillcase) from the fuselage When the timer expires (also meansthe drill subassembly process completed) the state is thentransitioned to the ldquoRivetrdquo composite state
5 Optimization ConsideringMultiple Objectives
51 Simulation Optimization The agent based simulationmodel described in Section 4 is used to empirically study theimpact of CBM on the (semi-) automatic fuselage assembly
process Through simulation the aim is to find the bestCBM configuration that will maximize the production rateand at the same time minimize the maintenance cost ofthe assembly process A simulation optimization scheme isshown in Figure 8 997888119909 Δ 119891(sdot) 119892(sdot) and 119864[sdot] are the designvariable vector uncertainties objective function constraintfunction and mean (or expected) value respectively In ourcase the simulation model (ie the agent based simulationmodel of the fuselage assembly system) takes the controllablemaintenance design variables as the input and outputs thesimulated time series data which are then used to evaluate theperformance objectives of the assembly process In contrastto the deterministic simulation two successive simulationsof the same input variables return two different simulationresults due to the uncertainties in the machine degradationmaintenance and process lead time In the simulation opti-mization the optimization objective is therefore the mean ofthe objective evaluations 119864[119891(
997888119909 Δ)] from multiple simula-
tion runs (called Monte-Carlo simulation) of the model [35ndash37] Here ldquoOptimalrdquo means on average that this is the bestdesign solution
52 Scatter Search In this paper AnyLogic MultimethodSimulation Software is used to implement the agent basedfuselage assembly model described in Section 4 OptQuestscatter search package is the only built-in optimizationenginemethod in AnyLogic [38] Scatter search is apopulation-based metaheuristics for optimization andhas been successfully applied to many hard optimizationproblems [28 39] In contrast to Evolutionary Algorithmsscatter search does not emphasize randomization It isinstead designed to incorporate strategic responses bothdeterministic and probabilistic that remember whichsolutions worked well (ie both high quality solutions anddiverse solutions) and recombined them into new bettersolutions [40 41]
8 ISRN Aerospace Engineering
Assembly process model
Optimization algorithm
Uncertainties Δ
Stochastic simulation(Monte-Carlo method)
Constraint g(x)
Design objectives E[f(x Δ)]Design variables x
Figure 8 Simulation optimization
Diversification generationmethod
Solution combination method
Subset generation method
Diversification generation method
Reference set update method
No more new solutions
P
RefSet
Initialization
Repeat until P = Psize
Main loop
Stop if MaxIterreached
Figure 9 Scatter search optimization method [34]
Figure 9 outlines a simplified scatter search optimizationmethod The search consists of four methods (1) diver-sification generation (2) reference set update (3) subsetgeneration and (4) solution combination The search startswith the diversification generation method which is usedto generate a large set 119875 of diverse solutions (ie scatteredacross the parameter space) that are the basis for initializingthe search The process repeats until |119875| = 119875Size Theinitial RefSet is built according to the reference set updatemethod which can take the 119887 best solutions (as regards
their quality or diversity in the problem solving) from 119875 tocompose the RefSet The search is then initiated by applyingthe subset generation method which produces subsets ofreference solutions as the input to the combination methodThe solution combinationmethod uses these subsets to createnew combined solution vectors The reference set updatemethod is applied once more to build the new RefSet andthe main loop repeats again The iteration stops when themaximum iteration is reached However at the end of eachiteration if no more better solutions are found the new
ISRN Aerospace Engineering 9
O(2)
O(1)
Figure 10 Pareto optimal solutions corresponding to a set of targetvectors
RefSet is partially rebuilt by refilling the RefSet with a newdiverse solution generated using the diversification method[26 34 38 42]
53 Multiple Single Objective Pareto Sampling In additionto the production rate the cost of maintenance is anotherimportant objective in the integrated maintenance (semi-)automatic aircraft assembly process In deterministic multi-objective optimization nondominated ranking methods aregenerally used in finding the Pareto optimal solutions [43ndash45] These methods rely on a large number of populations tofind all Pareto solutions and consequently are practically notfeasible for simulation optimization primarily due to the add-on computational burden required by the Monte-Carlo sim-ulation Moreover the optimization experiment in AnyLogicin any case is limited to single objective optimization andpossibly because of the computational reasonThis limitationin fact applies tomost of the commercial of-the-shelf (COTS)DES or ABS software
In this paper a multiple single objective Pareto samplingmethod described in [46 47] is used to find the Paretooptimal solutions It is based on the classical weighed metricmethod The method locates some specific solutions on thePareto front corresponding to a given set of target vectors119881 =
997888V1
997888V119879 where 997888V
119894= (1119908
(1)
119894 1119908
(NOBJ)119894
) isthe direction corresponding to the given 119894th weight vectorand 119908
(119896)
119894is the weight of the 119896th objective see Figure 10 For
each rerun 997888V119894 the corresponding optimal solution is found
by minimizing the objective function [48ndash50]
119871119894(997888119909) = 119864 [119891
119894(997888119909 Δ)] (1)
where
119891119894(997888119909 Δ) = max 119908(1)
119894119874(1)
119894 119908
(NOBJ)119894
119874(NOBJ)119894
(2)
The uncertainties Δ represent a Monte-Carlo simulationreplication In this way the multiobjective optimization canbe carried out using the AnyLogic built-in optimizationengine and as well computationally is more plausible
The primary advantage of this method is that the targetvectors can be arbitrarily generated focusing on the regions ofinterest Note also that if the optimization process convergesto a solution that exactly matches the weight vector then119908(1)
119874(1)
= sdot sdot sdot = 119908(NOBJ)
119874(NOBJ) Thus the angle between
the vectors 997888V and 997888119874 indicates whether the solution lies in
where it was expected or not If the vector 997888V lies withina discontinuity of the Pareto set or is outside of the entireobjective space then the angle between the two vectors willbe significant By observing the distribution of the finalangular errors across the total weight set the limits of theobjective space and discontinuities within the Pareto set canbe identified
6 Results
61 Measures of Performance The agent based simulationmodel described in Section 4 is by design developed toempirically study the impact of CBM on the (semi-) auto-matic fuselage assembly process and find a best CBM systemconfiguration for maximizing production throughput whilekeeping related costs minimum From Table 1 it can be seenthat most parts of the fuselage joint sequence are dependenton the operational availability of the assembly machines thatis crane Flex Tracks and rivet guns The downtime of thesemachines will essentially incur loss in the production Forconsistency ldquoOptimizerdquo means ldquoMinimizerdquo in this paper
For the first performance measure in order to maximizethe production rate we seek to minimize the production lossobjective defined by
119874(1)
=119873119860minus 119899119860
120598119873119860
(3)
119899119860 119873119860 and 120598 are the number of aircrafts produced per year
maximum number of aircrafts per year without part delaysmachine breakdowns and maintenance or other factors andin percentage maximum allowable production loss frombreakdown and maintenance respectively The product 120598119873
119860
is the normalization factor of the incurred production lossBesides the production loss at what cost in keeping the
machines operable is another performance measure in theintegrated CBM aircraft assembly system In this paper themaintenance cost consists of the fixed maintenance cost andservice level related maintenance cost and its correspondingperformance objective is defined by
119874(2)
=119862119872
+ 119862MRT (119879119877)
119862119872
+ 119862MRT (119879NR) (4)
119862119872 119879119877 and 119879NR and 119862MRT(sdot) are the fixed maintenance cost
maintenance response time nominal maintenance responsetime and cost function related to required maintenanceresponse time defined by 120588119879
119877119879NR respectivelyThe response
time parameters 119879NR and 119879119877can be considered as the level
of service required for machine maintenance In simulationthese parameters define 119879TM the time to maintenance causedby delay or travel shown in Figure 6 For this objectivethe nominal maintenance cost 119862
119872+ 119862MRT(119879NR) is the
normalization factor
10 ISRN Aerospace Engineering
In this paper CBM is applied to multiple assemblymachines whichwill individually be contributing to the over-all maintenance costThe fixed and service level maintenancecosts can simply be defined as linearly formulated as
119862119872
=
119873
sum
119894=1
119862(119894)
119872
119862MRT =
119873
sum
119894=1
119862(119894)
MRT (119879(119894)
119877)
(5)
119873 and 119894th are the maximum number of assembly machines(ie 5 = 1 crane + 2 Flex Tracks + 2 pairs of rivet guns) andthe machinesrsquo index respectively 119894th indexes the machinespecific related costs and required response times
In CBM a maintenance order is triggered when thesystem reliability falls below a predefined preventive main-tenance threshold 119877PM see Section 3 Moreover togetherwith 119877PM when the maintenance is actually performed afterbeing triggered 119879
119877will essentially determine the operation
availability of the machine which indirectly determines theproduction rate of the aircraft assembly process The costof maintenance is determined by how frequent maintenanceis performed and maintenance service level These two costfactors are as well determined by the parameters 119877PM and119879119877 In this study there are 3 types of assembly machines
Hence 119877119862PM 119879119862
119877 119877FT
PM 119879FT119877 119877RG
PM and 119879RG119877
will be in total the6 design variables for the optimization of the CBM enabledARJ21 assembly process 119877119862PM and 119879
119862
119877are for the crane 119877FT
PMand 119879
FT119877
are for the two Flex Tracks 119877RGPM and 119879
RG119877
are for thetwo pairs of rivet guns In our ABS these design variables arecorresponding to the machine 119894rsquos 119877PM and service119895rsquos 119879TM
62 Trade-Off Analysis In the paper AnyLogic andOptQuest scatter search are employed for the simulationoptimization experiments of the agent based CBM enabledARJ21 assembly system described in Section 4 The targetvectors were distributedly formed to outline the Pareto frontusing the weights 119908
(1)isin [05 099] and 119908
(2)isin [001 05]
In this paper the uncertainties in lead time maintenanceand machine degradation are modelled using the triangulardistribution The lower and upper uncertainty bounds areassumed at plusmn25 of the mean values The design variablesare in the intervals 119877
(sdot)
PM 119879(sdot)
119877isin [0MTBM(sdot)] where the
subscript (sdot) is the machine specific type indices 119862 FTor RG Table 3 summarizes the other related simulationparameters required for the evaluation of the performanceobjectives 119874
(1) and 119874(2) defined in (3) and (4) It is not
possible to disclose related costs in term of money figuresdue to commercial reasons In this paper the ratios andnormalization values are alternatively used to quantify theparameters related to the maintenance cost
Figure 11 shows the Pareto optimal solutions obtained bymultiple simulation optimization runs for different weight-ings (or target vectors) The simulation optimization exper-iments were based on 20 and 100 Monte-Carlo replicationssee also Sections 51 and 53 Note that the optimizationprocess can be rerun to ensure the consistencies of the Pareto
Table 3 Parameters for evaluation of performance objectives
Simulation parameters ValuesMaximum number of aircraft per year119873
11986083429
Allowable production loss 120598 005Crane
Fixed maintenance cost 119862119862119872
1Ratio for service level maintenance cost 120588119862 1Nominal response time 119879119862NR 168 hrs
Flex trackFixed maintenance cost 119862FT
1198722
Ratio for service level maintenance cost 120588FT 15Nominal response time 119879FT
NR 504 hrsRivet gun
Fixed maintenance cost 119862RG119872
04Ratio for service level maintenance cost 120588RG 06Nominal response time 119879RG
NR 336 hrs
032 034 036 038 04 042 044 046 048 05 052
14
16
18
2
22
24
26
28Pareto optimal solutions
Production loss O(1)
Mai
nten
ance
costO(2)
20 replications100 replications
Figure 11 Trade-off surface of optimal CBM configurations
solution (for both 20 and 100 Monte-Carlo replications) Theuncertainties in the simulation can be observed from thefluctuations on the Pareto surfaces which is more apparent inthe case of 20 Monte-Carlo replications The resulting Paretooptimal solutions are more likely to represent a true Paretosurface if the optimization objectives are evaluated from alarge number of Monte-Carlo simulation runs and this canbe seen in the case of 100 replications shown in Figure 11
The Pareto surface shows the trade-off between theproduction loss and maintenance cost conflicting objectivesA reduction in product loss will generally increase in mainte-nance costThis is in particular when the production loss119874(1)is approximately less than 038 (ie 1585 per year) a smalldecrease in production loss will result in a very significantincrement in the maintenance cost As a mean to increasethe machinesrsquo operational availability with less number ofmaintenance performed the response time 119879
119877will have to be
relatively small so that the machines are maintained before
ISRN Aerospace Engineering 11
025 03 035 04 045 05 0550
5
10
15
20
25 Monte-Carlo simulation
120583 = 8120590 = 068
O
Figure 12 Monte-Carlo simulation results for production loss 119874(1)
breakdowns happenThis will essentially increase the servicelevel related maintenance cost 119862MRT This is an importantinsight as for 119874
(1)lt 038 a decision maker can avoid a
situation where a significant investment on the maintenanceis made for a very small gain in the production rate andpossibly in overall is not worth the investment
The trade-off surface also outlines the optimal boundaryfor the maintenance cost It can be seen that the maintenancecost 119874(2) approximately cannot be lower than 13 even whenwe deliberately set multiple target vectors to probe in thegt05 production loss objective space This result is from thefact that the assembly machines are essentially degrading nomatter whether CBM is applied or not From the ABS modelmaintenance will always be performed on the machinesregardless before or after the breakdown Consequently thiswill incur the minimum fixed maintenance cost In additionthere is also a minimum cost for the required maintenanceservice level These explain why the maintenance cost cannotbe lower than a certain level and effectively determine theboundary of the objective space
63 Monte-Carlo Experiment Suppose the optimal solution(0382 1608) in Figure 11 corresponding to theweights119908(1) =085 and 119908
(2)= 015 is preferred The resulting design
variables for this optimal solution are 119877119862
PM = 39054 119879119862119877
=
1398 119877FTPM = 4527 119879FT
119877= 25476 119877RG
PM = 45846 and 119879RG119877
=
33702 In paper a Monte-Carlo simulation experiment isused to evaluate whether the obtained optimal solution is theperformance expected from the system and how sensitive thedesign solution is to the uncertainties
Figures 12 and 13 show the results of 100 runs ofMonte-Carlo simulation The mean production loss andmaintenance cost are 03817 and 16077 respectively andthese follow what initially expected from the simulationoptimization result From the histograms 100 Monte-Carlosimulation runs (or samples) is sufficient to represent thetrue probability distribution of the performance objectivevaluesWithplusmn25of themean values for the lower and upperuncertainties the standard deviations of the production loss
15 155 16 165 17 1750
5
10
15
20
25
O
120583 = 077120590 = 39
Monte-Carlo simulation
Figure 13 Monte-Carlo simulation results for maintenance cost119874(2)
and maintenance cost are 004068 and 00339 respectively11 for the production loss and 2 for the maintenancecost in relation to the mean values This indicates very lowsensitivities for this design solution In terms of numberof aircrafts produced this means in sim70 of the cases theproduction loss will be between plusmn017 aircrafts per year fromthe expected value
7 Concluding Remarks
In a current competitive environment increasing produc-tion rate and reducing costs are the key drivers in aircraftmanufacturing More (semi-) automatic assembly machineshave increasingly been used in the aircraft assembly lines asa mean to deliver high production rate while meeting highquality requirements However the production throughput iseffectively dependent on the operational availability of thesemachines Integration of CBM into the assembly system haspotential benefits as a way to minimize the production lossand maintenance related cost Maintenance are performed asneeded hence avoiding unnecessary downtime and mainte-nance cost
In a CBM enabled aircraft assembly system there are self-active interactions between the subsystems for example CMsystem self-triggers a maintenance order when the systemreliability falls below a certain level This example of activeself-aware behavior cannot straightforwardly be modelledusing DESs In this case where besides the assembly processindependent entities are in addition parts of the system ABSis proved effective as it allows complex active interactionsbetween entities to be naturally captured
Production rate and maintenance cost are the competingobjectives in an integrated CBM aircraft assembly systemFinding trade-offs between the production rate and mainte-nance cost is equivalent to finding a Pareto optimal surfaceThe conventional nondominated ranking methods will notbe practically feasible due to the computational burdenrequired by the Monte-Carlo simulation This limitation canbe addressed by independently sampling the Pareto surface
12 ISRN Aerospace Engineering
using the weighted Min-Max method The approach allowsless number of populations to be used in the optimizationas it does not need to probe the whole Pareto front andhence effectively a reduction in the computation intensity isrequired
In our ARJ21 case study the preventive maintenancethreshold and required service level are the key designparameters that determine the overall performance of theassembly system Because of uncertainties increase produc-tion rate will require a high required service level (ie fastresponse time) to avoid breakdowns before the maintenanceis performed and consequently this will increase the main-tenance cost and sometimes can be significant Howevercompromising on the production rate does not always meana further decrease in maintenance cost The minimum costis from the actual cost in maintaining the machines and theminimum service level Pareto surface is an important pieceof information to the system designer Together with Monte-Carlo simulation it can be used to support decision makingin terms of cost-benefit of different design solutions and alsowhat could be achieved
In this example even though in small scale it can beseen that CBM has potential to be applicable in (semi-)automatic aircraft assembly lines However its claim has tobe further researched in comparison with other maintenanceregimes and with a high fidelity large-scale aircraft assemblyexample Moreover in terms of optimization other differentoptimization methods like genetic algorithms (GAs) sim-ulated annealing and teaching-learning-based optimization(TLBO) should also be used in the optimization to ensurethat the true Pareto font is found and consequently theirperformance in terms of computation and solution can becompared and analyzed
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
This work is part of a research program at Cranfield Univer-sity sponsored by Commercial AircraftCooperation of China(COMAC) and China Scholarship Council (CSC)
References
[1] MTorres Total Solution for Aircraft Automatic Assembly JigsMTorres Santa Ana Calif USA 2013
[2] P Lute An Investigation of Airbus A380 Stage 01 Wing BoxAssembly Using Discrete Event Simulation Cranfield UniversityBedfordshire UK 2007
[3] Electroimpact IncA380 Stage 1 GRAWDEMachine Electroim-pact Inc Mukilteo Wash USA 2003
[4] IBM Corporation Predictive Maintenance for Manufacturing2011
[5] Wikipedia ldquoPreventive maintenancerdquo Wikipedia httpenwikipediaorgwikiPreventive maintenance
[6] ResolveFM ldquoPreventivecorrective maintenancerdquo ResolveFMhttpwwwresolvecomau
[7] A Kelly Maintenance Strategy Butterworth-HeinemannOxford UK 1997
[8] NACE ldquoMaintenance strategiesrdquo 2013 httpwwwnaceorghttpeventsnaceorglibrarycorrosionInspectionStrategiesasp
[9] I Grigoryev AnyLogic 6 in Three Days A Quick Course inSimulation Modeling Anylogic North America 2012
[10] J B Leger E Neunreuthe B Iung and G Morel ldquoIntegrationof the predictive maintenance in manufacturing systemrdquo inAdvanced inManufacturing pp 133ndash144 Springer LondonUK1999
[11] Z Tian D Lin and BWu ldquoCondition basedmaintenance opti-mization considering multiple objectivesrdquo Journal of IntelligentManufacturing vol 23 no 2 pp 333ndash340 2009
[12] J Yulan J Zuhua and H Wenrui ldquoMulti-objective integratedoptimization research on preventive maintenance planningand production scheduling for a single machinerdquo InternationalJournal of AdvancedManufacturing Technology vol 39 no 9-10pp 954ndash964 2008
[13] D Achermann Modelling Simulation and Optimization ofMaintenance Strategies Under Consideration of Logistic Pro-cesses Sudwestdeutscher 2008
[14] S Valcuha A Goti J Uradnıcek and I Navarro ldquoMulti-equipment condition based maintenance optimization bymulti-objective genetic algorithmrdquo Journal of Achievements inMaterials andManufacturing Engineering vol 45 no 2 pp 188ndash193 2011
[15] L Tautou and H Pierreval ldquoUsing evolutionary algorithms andsimulation for the optimization of manufacturing systemsrdquo IIETransactions vol 29 no 3 pp 181ndash189 1997
[16] D Baglee ldquoMaintenance strategy development in the UKfood and drink industryrdquo International Journal of StrategicEngineering Asset Management vol 1 no 3 pp 289ndash300 2013
[17] J Reimann G Kacprzynski D Cabral and R Marini ldquoUsingcondition based maintenance to improve the profitability ofperformance based logistic contractsrdquo in Proceedings of theAnnual Conference of the Prognostics and Health ManagementSociety 2009
[18] A Grall C Berenguer and L Dieulle ldquoA condition-basedmaintenance policy for stochastically deteriorating systemsrdquoReliability Engineering and System Safety vol 76 no 2 pp 167ndash180 2002
[19] M Rolon and E Martınez ldquoAgent-based modeling and sim-ulation of an autonomic manufacturing execution systemrdquoComputers in Industry vol 63 no 1 pp 53ndash78 2012
[20] W Shen Q Hao H J Yoon and D H Norrie ldquoApplications ofagent-based systems in intelligent manufacturing an updatedreviewrdquo Advanced Engineering Informatics vol 20 no 4 pp415ndash431 2006
[21] M A Majid U Aickelin and P O Siebers ldquoComparingsimulation output accuracy of discrete event and agent basedmodels a quantitave approachrdquo in Proceedings of the SummerComputer Simulation Conference (SCSC rsquo09) Vista Calif USA2009
[22] P O Siebers C M MacAl J Garnett D Buxton and MPidd ldquoDiscrete-event simulation is dead long live agent-basedsimulationrdquo Journal of Simulation vol 4 no 3 pp 204ndash2102010
ISRN Aerospace Engineering 13
[23] LHolst IntegratingDiscrete-Event Simulation into theManufac-turing System Development Process Division of Robotics LundSweden 2001
[24] J A B Montevechi R d C Miranda and J D FriendldquoSensitivity analysis in discrete-event simulation using designof experimentsrdquo inDiscrete Event Simulations-Development andApplications InTech Rijeka Croatia 2012
[25] Y Carson and A Maria ldquoSimulation optimization methodsand applicationsrdquo in Proceedings of the Winter SimulationConference pp 118ndash126 Atlanta Ga USA December 1997
[26] R Martı and M Laguna ldquoScatter search basic design andadvanced strategiesrdquo Revista Iberoamericana de InteligenciaArtificial vol 7 no 19 pp 123ndash130 2003
[27] A Ghosh and S Dehuri ldquoEvolution algorithms for multi-criterion optimization a surveyrdquo International Journey of Com-puting and Information Sciences vol 2 no 1 2004
[28] M Laguna R Martı M Gallego and A Duarte ldquoThe scattersearch methodologyrdquo in Wiley Encyclopedia of OperationsResearch and Management Science Wiley-Blackwell HobokenNJ USA 2011
[29] COMAC ldquoARJ21 regional jet programrdquo 2013 httpenglishcomacccproductsrjpi2indexshtml
[30] Electroimpact Flex Track Electroimpact Mukilteo WashUSA 2013
[31] IEEEPES Task Force on Impact of Maintenance Strategy onReliability of the Reliability Risk and Probability ApplicationsSubcommittee S Aboresheid R N Allan et al ldquoThe presentstatus of maintenance strategies and the impact of maintenanceon reliabilityrdquo IEEE Transactions on Power Systems vol 16 no4 pp 638ndash646 2001
[32] M Kaegi R Mock and W Kroger ldquoAnalyzing maintenancestrategies by agent-based simulations a feasibility studyrdquo Relia-bility Engineering and System Safety vol 94 no 9 pp 1416ndash14212009
[33] A BorshchevDesigning State-Based Behavior Statecharts Any-logic 2013
[34] Process Engineering Group Introduction to SSm Instituto deInvestigaciones Marinas (CSIC) Vigo Spain 2009
[35] J April F Glover J P Kelly and M Laguna ldquoPracticalintroduction to simulation optimizationrdquo in Proceedings of theWinter Simulation Conference pp 71ndash78 Boulder Colo USADecember 2003
[36] W Abo-Hamad and A Arisha ldquoSimulation optimisation meth-ods in supply chain applications a reviewrdquo Irish Journal ofManagement vol 30 no 2 pp 95ndash124 2011
[37] C-H Chen and L H Lee ldquoIntroduction to stochastic simu-lation optimizationrdquo in Stochastic Simulation Optimization AnOptimal Computing Budget Allocation System Engineering andOperations Research World Scientific Hackensack NJ USA2010
[38] M Laguna OptQuest Optimization of Complex Systems Opt-Tek Systems 2011
[39] R Martı M Laguna and F Glover ldquoPrinciples of scattersearchrdquo European Journal of Operational Research vol 169 no2 pp 359ndash372 2006
[40] OptTek ldquoHow the OptQuest engine worksrdquo OptTek httpwwwopttekcom
[41] FGlover andAReinholz ldquoMetaheuristics in science and indus-try new developmentsrdquo in Proceedings of the MetaheuristicsInternational Conference Montreal Canada June 2007
[42] I Boussaıd J Lepagnot and P Siarry ldquoA survey on optimizationmetaheuristicsrdquo Information Sciences vol 237 pp 82ndash117 2013
[43] K DebMulti-Objective Optimization Using Evolutionary Algo-rithms Wiley-Blackwell Chichester UK 2001
[44] M Gen and R Cheng Genetic Algorithms and EngineeringOptimization John Wiley amp Sons New York NY USA 2000
[45] A Ghosh and S Dehui ldquoEvolutionary algorithms for multi-criterion optimization a surveyrdquo International Journal of Com-puting and Information Sciences vol 2 no 1 pp 38ndash57 2004
[46] E J Hughes ldquoMultiple single objective pareto samplingrdquoEvolutionary Computation vol 4 pp 2678ndash2684 2003
[47] T Screenuch A Tsourdos E J Hughes and B AWhite ldquoFuzzygain-scheduled missile autopilot design using evolutionaryalgorithmsrdquo IEEE Transactions on Aerospace and ElectronicSystems vol 42 no 4 pp 1323ndash1339 2006
[48] Y Jin and J Branke ldquoEvolutionary optimization in uncertainenvironmentsmdasha surveyrdquo IEEE Transactions on EvolutionaryComputation vol 9 no 3 pp 303ndash317 2005
[49] J E Fieldsend andRM Everson ldquoMulti-objective optimisationin the presence of uncertaintyrdquo in Proceedings of the IEEECongress on Evolutionary Computation vol 1 pp 243ndash250Edinburgh UK September 2005
[50] OptTek ldquoMulti-objective optimizationrdquo OptTek httpwwwopttekcom
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of
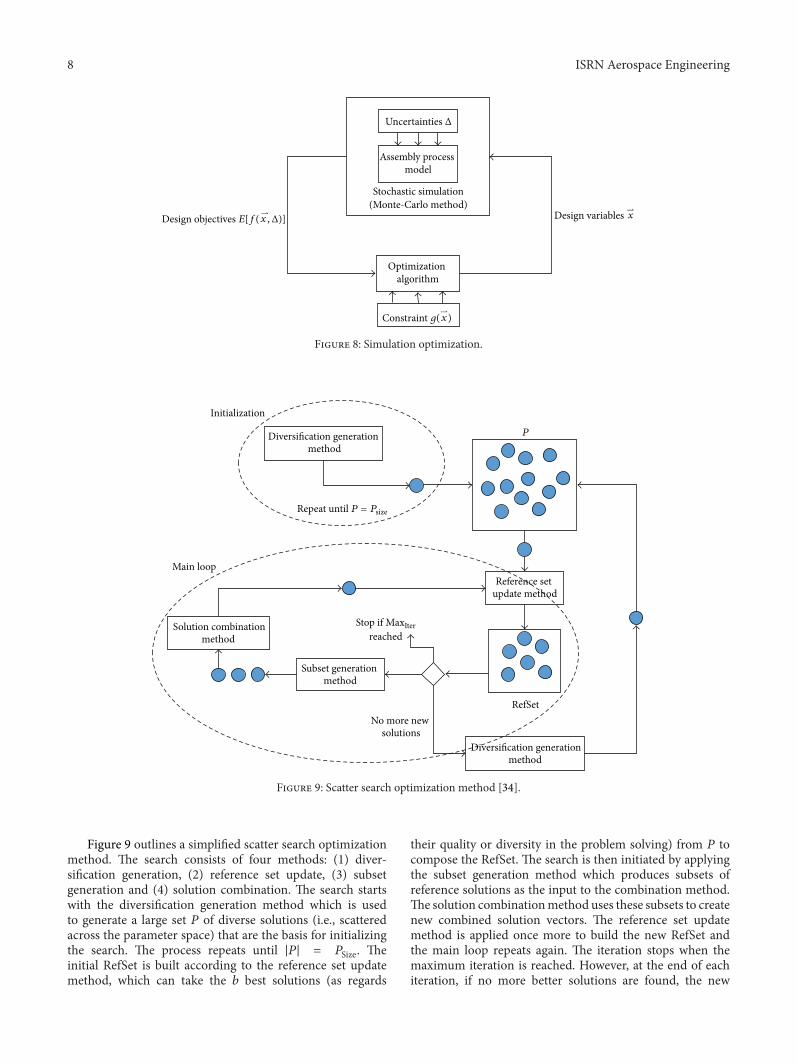
8 ISRN Aerospace Engineering
Assembly process model
Optimization algorithm
Uncertainties Δ
Stochastic simulation(Monte-Carlo method)
Constraint g(x)
Design objectives E[f(x Δ)]Design variables x
Figure 8 Simulation optimization
Diversification generationmethod
Solution combination method
Subset generation method
Diversification generation method
Reference set update method
No more new solutions
P
RefSet
Initialization
Repeat until P = Psize
Main loop
Stop if MaxIterreached
Figure 9 Scatter search optimization method [34]
Figure 9 outlines a simplified scatter search optimizationmethod The search consists of four methods (1) diver-sification generation (2) reference set update (3) subsetgeneration and (4) solution combination The search startswith the diversification generation method which is usedto generate a large set 119875 of diverse solutions (ie scatteredacross the parameter space) that are the basis for initializingthe search The process repeats until |119875| = 119875Size Theinitial RefSet is built according to the reference set updatemethod which can take the 119887 best solutions (as regards
their quality or diversity in the problem solving) from 119875 tocompose the RefSet The search is then initiated by applyingthe subset generation method which produces subsets ofreference solutions as the input to the combination methodThe solution combinationmethod uses these subsets to createnew combined solution vectors The reference set updatemethod is applied once more to build the new RefSet andthe main loop repeats again The iteration stops when themaximum iteration is reached However at the end of eachiteration if no more better solutions are found the new
ISRN Aerospace Engineering 9
O(2)
O(1)
Figure 10 Pareto optimal solutions corresponding to a set of targetvectors
RefSet is partially rebuilt by refilling the RefSet with a newdiverse solution generated using the diversification method[26 34 38 42]
53 Multiple Single Objective Pareto Sampling In additionto the production rate the cost of maintenance is anotherimportant objective in the integrated maintenance (semi-)automatic aircraft assembly process In deterministic multi-objective optimization nondominated ranking methods aregenerally used in finding the Pareto optimal solutions [43ndash45] These methods rely on a large number of populations tofind all Pareto solutions and consequently are practically notfeasible for simulation optimization primarily due to the add-on computational burden required by the Monte-Carlo sim-ulation Moreover the optimization experiment in AnyLogicin any case is limited to single objective optimization andpossibly because of the computational reasonThis limitationin fact applies tomost of the commercial of-the-shelf (COTS)DES or ABS software
In this paper a multiple single objective Pareto samplingmethod described in [46 47] is used to find the Paretooptimal solutions It is based on the classical weighed metricmethod The method locates some specific solutions on thePareto front corresponding to a given set of target vectors119881 =
997888V1
997888V119879 where 997888V
119894= (1119908
(1)
119894 1119908
(NOBJ)119894
) isthe direction corresponding to the given 119894th weight vectorand 119908
(119896)
119894is the weight of the 119896th objective see Figure 10 For
each rerun 997888V119894 the corresponding optimal solution is found
by minimizing the objective function [48ndash50]
119871119894(997888119909) = 119864 [119891
119894(997888119909 Δ)] (1)
where
119891119894(997888119909 Δ) = max 119908(1)
119894119874(1)
119894 119908
(NOBJ)119894
119874(NOBJ)119894
(2)
The uncertainties Δ represent a Monte-Carlo simulationreplication In this way the multiobjective optimization canbe carried out using the AnyLogic built-in optimizationengine and as well computationally is more plausible
The primary advantage of this method is that the targetvectors can be arbitrarily generated focusing on the regions ofinterest Note also that if the optimization process convergesto a solution that exactly matches the weight vector then119908(1)
119874(1)
= sdot sdot sdot = 119908(NOBJ)
119874(NOBJ) Thus the angle between
the vectors 997888V and 997888119874 indicates whether the solution lies in
where it was expected or not If the vector 997888V lies withina discontinuity of the Pareto set or is outside of the entireobjective space then the angle between the two vectors willbe significant By observing the distribution of the finalangular errors across the total weight set the limits of theobjective space and discontinuities within the Pareto set canbe identified
6 Results
61 Measures of Performance The agent based simulationmodel described in Section 4 is by design developed toempirically study the impact of CBM on the (semi-) auto-matic fuselage assembly process and find a best CBM systemconfiguration for maximizing production throughput whilekeeping related costs minimum From Table 1 it can be seenthat most parts of the fuselage joint sequence are dependenton the operational availability of the assembly machines thatis crane Flex Tracks and rivet guns The downtime of thesemachines will essentially incur loss in the production Forconsistency ldquoOptimizerdquo means ldquoMinimizerdquo in this paper
For the first performance measure in order to maximizethe production rate we seek to minimize the production lossobjective defined by
119874(1)
=119873119860minus 119899119860
120598119873119860
(3)
119899119860 119873119860 and 120598 are the number of aircrafts produced per year
maximum number of aircrafts per year without part delaysmachine breakdowns and maintenance or other factors andin percentage maximum allowable production loss frombreakdown and maintenance respectively The product 120598119873
119860
is the normalization factor of the incurred production lossBesides the production loss at what cost in keeping the
machines operable is another performance measure in theintegrated CBM aircraft assembly system In this paper themaintenance cost consists of the fixed maintenance cost andservice level related maintenance cost and its correspondingperformance objective is defined by
119874(2)
=119862119872
+ 119862MRT (119879119877)
119862119872
+ 119862MRT (119879NR) (4)
119862119872 119879119877 and 119879NR and 119862MRT(sdot) are the fixed maintenance cost
maintenance response time nominal maintenance responsetime and cost function related to required maintenanceresponse time defined by 120588119879
119877119879NR respectivelyThe response
time parameters 119879NR and 119879119877can be considered as the level
of service required for machine maintenance In simulationthese parameters define 119879TM the time to maintenance causedby delay or travel shown in Figure 6 For this objectivethe nominal maintenance cost 119862
119872+ 119862MRT(119879NR) is the
normalization factor
10 ISRN Aerospace Engineering
In this paper CBM is applied to multiple assemblymachines whichwill individually be contributing to the over-all maintenance costThe fixed and service level maintenancecosts can simply be defined as linearly formulated as
119862119872
=
119873
sum
119894=1
119862(119894)
119872
119862MRT =
119873
sum
119894=1
119862(119894)
MRT (119879(119894)
119877)
(5)
119873 and 119894th are the maximum number of assembly machines(ie 5 = 1 crane + 2 Flex Tracks + 2 pairs of rivet guns) andthe machinesrsquo index respectively 119894th indexes the machinespecific related costs and required response times
In CBM a maintenance order is triggered when thesystem reliability falls below a predefined preventive main-tenance threshold 119877PM see Section 3 Moreover togetherwith 119877PM when the maintenance is actually performed afterbeing triggered 119879
119877will essentially determine the operation
availability of the machine which indirectly determines theproduction rate of the aircraft assembly process The costof maintenance is determined by how frequent maintenanceis performed and maintenance service level These two costfactors are as well determined by the parameters 119877PM and119879119877 In this study there are 3 types of assembly machines
Hence 119877119862PM 119879119862
119877 119877FT
PM 119879FT119877 119877RG
PM and 119879RG119877
will be in total the6 design variables for the optimization of the CBM enabledARJ21 assembly process 119877119862PM and 119879
119862
119877are for the crane 119877FT
PMand 119879
FT119877
are for the two Flex Tracks 119877RGPM and 119879
RG119877
are for thetwo pairs of rivet guns In our ABS these design variables arecorresponding to the machine 119894rsquos 119877PM and service119895rsquos 119879TM
62 Trade-Off Analysis In the paper AnyLogic andOptQuest scatter search are employed for the simulationoptimization experiments of the agent based CBM enabledARJ21 assembly system described in Section 4 The targetvectors were distributedly formed to outline the Pareto frontusing the weights 119908
(1)isin [05 099] and 119908
(2)isin [001 05]
In this paper the uncertainties in lead time maintenanceand machine degradation are modelled using the triangulardistribution The lower and upper uncertainty bounds areassumed at plusmn25 of the mean values The design variablesare in the intervals 119877
(sdot)
PM 119879(sdot)
119877isin [0MTBM(sdot)] where the
subscript (sdot) is the machine specific type indices 119862 FTor RG Table 3 summarizes the other related simulationparameters required for the evaluation of the performanceobjectives 119874
(1) and 119874(2) defined in (3) and (4) It is not
possible to disclose related costs in term of money figuresdue to commercial reasons In this paper the ratios andnormalization values are alternatively used to quantify theparameters related to the maintenance cost
Figure 11 shows the Pareto optimal solutions obtained bymultiple simulation optimization runs for different weight-ings (or target vectors) The simulation optimization exper-iments were based on 20 and 100 Monte-Carlo replicationssee also Sections 51 and 53 Note that the optimizationprocess can be rerun to ensure the consistencies of the Pareto
Table 3 Parameters for evaluation of performance objectives
Simulation parameters ValuesMaximum number of aircraft per year119873
11986083429
Allowable production loss 120598 005Crane
Fixed maintenance cost 119862119862119872
1Ratio for service level maintenance cost 120588119862 1Nominal response time 119879119862NR 168 hrs
Flex trackFixed maintenance cost 119862FT
1198722
Ratio for service level maintenance cost 120588FT 15Nominal response time 119879FT
NR 504 hrsRivet gun
Fixed maintenance cost 119862RG119872
04Ratio for service level maintenance cost 120588RG 06Nominal response time 119879RG
NR 336 hrs
032 034 036 038 04 042 044 046 048 05 052
14
16
18
2
22
24
26
28Pareto optimal solutions
Production loss O(1)
Mai
nten
ance
costO(2)
20 replications100 replications
Figure 11 Trade-off surface of optimal CBM configurations
solution (for both 20 and 100 Monte-Carlo replications) Theuncertainties in the simulation can be observed from thefluctuations on the Pareto surfaces which is more apparent inthe case of 20 Monte-Carlo replications The resulting Paretooptimal solutions are more likely to represent a true Paretosurface if the optimization objectives are evaluated from alarge number of Monte-Carlo simulation runs and this canbe seen in the case of 100 replications shown in Figure 11
The Pareto surface shows the trade-off between theproduction loss and maintenance cost conflicting objectivesA reduction in product loss will generally increase in mainte-nance costThis is in particular when the production loss119874(1)is approximately less than 038 (ie 1585 per year) a smalldecrease in production loss will result in a very significantincrement in the maintenance cost As a mean to increasethe machinesrsquo operational availability with less number ofmaintenance performed the response time 119879
119877will have to be
relatively small so that the machines are maintained before
ISRN Aerospace Engineering 11
025 03 035 04 045 05 0550
5
10
15
20
25 Monte-Carlo simulation
120583 = 8120590 = 068
O
Figure 12 Monte-Carlo simulation results for production loss 119874(1)
breakdowns happenThis will essentially increase the servicelevel related maintenance cost 119862MRT This is an importantinsight as for 119874
(1)lt 038 a decision maker can avoid a
situation where a significant investment on the maintenanceis made for a very small gain in the production rate andpossibly in overall is not worth the investment
The trade-off surface also outlines the optimal boundaryfor the maintenance cost It can be seen that the maintenancecost 119874(2) approximately cannot be lower than 13 even whenwe deliberately set multiple target vectors to probe in thegt05 production loss objective space This result is from thefact that the assembly machines are essentially degrading nomatter whether CBM is applied or not From the ABS modelmaintenance will always be performed on the machinesregardless before or after the breakdown Consequently thiswill incur the minimum fixed maintenance cost In additionthere is also a minimum cost for the required maintenanceservice level These explain why the maintenance cost cannotbe lower than a certain level and effectively determine theboundary of the objective space
63 Monte-Carlo Experiment Suppose the optimal solution(0382 1608) in Figure 11 corresponding to theweights119908(1) =085 and 119908
(2)= 015 is preferred The resulting design
variables for this optimal solution are 119877119862
PM = 39054 119879119862119877
=
1398 119877FTPM = 4527 119879FT
119877= 25476 119877RG
PM = 45846 and 119879RG119877
=
33702 In paper a Monte-Carlo simulation experiment isused to evaluate whether the obtained optimal solution is theperformance expected from the system and how sensitive thedesign solution is to the uncertainties
Figures 12 and 13 show the results of 100 runs ofMonte-Carlo simulation The mean production loss andmaintenance cost are 03817 and 16077 respectively andthese follow what initially expected from the simulationoptimization result From the histograms 100 Monte-Carlosimulation runs (or samples) is sufficient to represent thetrue probability distribution of the performance objectivevaluesWithplusmn25of themean values for the lower and upperuncertainties the standard deviations of the production loss
15 155 16 165 17 1750
5
10
15
20
25
O
120583 = 077120590 = 39
Monte-Carlo simulation
Figure 13 Monte-Carlo simulation results for maintenance cost119874(2)
and maintenance cost are 004068 and 00339 respectively11 for the production loss and 2 for the maintenancecost in relation to the mean values This indicates very lowsensitivities for this design solution In terms of numberof aircrafts produced this means in sim70 of the cases theproduction loss will be between plusmn017 aircrafts per year fromthe expected value
7 Concluding Remarks
In a current competitive environment increasing produc-tion rate and reducing costs are the key drivers in aircraftmanufacturing More (semi-) automatic assembly machineshave increasingly been used in the aircraft assembly lines asa mean to deliver high production rate while meeting highquality requirements However the production throughput iseffectively dependent on the operational availability of thesemachines Integration of CBM into the assembly system haspotential benefits as a way to minimize the production lossand maintenance related cost Maintenance are performed asneeded hence avoiding unnecessary downtime and mainte-nance cost
In a CBM enabled aircraft assembly system there are self-active interactions between the subsystems for example CMsystem self-triggers a maintenance order when the systemreliability falls below a certain level This example of activeself-aware behavior cannot straightforwardly be modelledusing DESs In this case where besides the assembly processindependent entities are in addition parts of the system ABSis proved effective as it allows complex active interactionsbetween entities to be naturally captured
Production rate and maintenance cost are the competingobjectives in an integrated CBM aircraft assembly systemFinding trade-offs between the production rate and mainte-nance cost is equivalent to finding a Pareto optimal surfaceThe conventional nondominated ranking methods will notbe practically feasible due to the computational burdenrequired by the Monte-Carlo simulation This limitation canbe addressed by independently sampling the Pareto surface
12 ISRN Aerospace Engineering
using the weighted Min-Max method The approach allowsless number of populations to be used in the optimizationas it does not need to probe the whole Pareto front andhence effectively a reduction in the computation intensity isrequired
In our ARJ21 case study the preventive maintenancethreshold and required service level are the key designparameters that determine the overall performance of theassembly system Because of uncertainties increase produc-tion rate will require a high required service level (ie fastresponse time) to avoid breakdowns before the maintenanceis performed and consequently this will increase the main-tenance cost and sometimes can be significant Howevercompromising on the production rate does not always meana further decrease in maintenance cost The minimum costis from the actual cost in maintaining the machines and theminimum service level Pareto surface is an important pieceof information to the system designer Together with Monte-Carlo simulation it can be used to support decision makingin terms of cost-benefit of different design solutions and alsowhat could be achieved
In this example even though in small scale it can beseen that CBM has potential to be applicable in (semi-)automatic aircraft assembly lines However its claim has tobe further researched in comparison with other maintenanceregimes and with a high fidelity large-scale aircraft assemblyexample Moreover in terms of optimization other differentoptimization methods like genetic algorithms (GAs) sim-ulated annealing and teaching-learning-based optimization(TLBO) should also be used in the optimization to ensurethat the true Pareto font is found and consequently theirperformance in terms of computation and solution can becompared and analyzed
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
This work is part of a research program at Cranfield Univer-sity sponsored by Commercial AircraftCooperation of China(COMAC) and China Scholarship Council (CSC)
References
[1] MTorres Total Solution for Aircraft Automatic Assembly JigsMTorres Santa Ana Calif USA 2013
[2] P Lute An Investigation of Airbus A380 Stage 01 Wing BoxAssembly Using Discrete Event Simulation Cranfield UniversityBedfordshire UK 2007
[3] Electroimpact IncA380 Stage 1 GRAWDEMachine Electroim-pact Inc Mukilteo Wash USA 2003
[4] IBM Corporation Predictive Maintenance for Manufacturing2011
[5] Wikipedia ldquoPreventive maintenancerdquo Wikipedia httpenwikipediaorgwikiPreventive maintenance
[6] ResolveFM ldquoPreventivecorrective maintenancerdquo ResolveFMhttpwwwresolvecomau
[7] A Kelly Maintenance Strategy Butterworth-HeinemannOxford UK 1997
[8] NACE ldquoMaintenance strategiesrdquo 2013 httpwwwnaceorghttpeventsnaceorglibrarycorrosionInspectionStrategiesasp
[9] I Grigoryev AnyLogic 6 in Three Days A Quick Course inSimulation Modeling Anylogic North America 2012
[10] J B Leger E Neunreuthe B Iung and G Morel ldquoIntegrationof the predictive maintenance in manufacturing systemrdquo inAdvanced inManufacturing pp 133ndash144 Springer LondonUK1999
[11] Z Tian D Lin and BWu ldquoCondition basedmaintenance opti-mization considering multiple objectivesrdquo Journal of IntelligentManufacturing vol 23 no 2 pp 333ndash340 2009
[12] J Yulan J Zuhua and H Wenrui ldquoMulti-objective integratedoptimization research on preventive maintenance planningand production scheduling for a single machinerdquo InternationalJournal of AdvancedManufacturing Technology vol 39 no 9-10pp 954ndash964 2008
[13] D Achermann Modelling Simulation and Optimization ofMaintenance Strategies Under Consideration of Logistic Pro-cesses Sudwestdeutscher 2008
[14] S Valcuha A Goti J Uradnıcek and I Navarro ldquoMulti-equipment condition based maintenance optimization bymulti-objective genetic algorithmrdquo Journal of Achievements inMaterials andManufacturing Engineering vol 45 no 2 pp 188ndash193 2011
[15] L Tautou and H Pierreval ldquoUsing evolutionary algorithms andsimulation for the optimization of manufacturing systemsrdquo IIETransactions vol 29 no 3 pp 181ndash189 1997
[16] D Baglee ldquoMaintenance strategy development in the UKfood and drink industryrdquo International Journal of StrategicEngineering Asset Management vol 1 no 3 pp 289ndash300 2013
[17] J Reimann G Kacprzynski D Cabral and R Marini ldquoUsingcondition based maintenance to improve the profitability ofperformance based logistic contractsrdquo in Proceedings of theAnnual Conference of the Prognostics and Health ManagementSociety 2009
[18] A Grall C Berenguer and L Dieulle ldquoA condition-basedmaintenance policy for stochastically deteriorating systemsrdquoReliability Engineering and System Safety vol 76 no 2 pp 167ndash180 2002
[19] M Rolon and E Martınez ldquoAgent-based modeling and sim-ulation of an autonomic manufacturing execution systemrdquoComputers in Industry vol 63 no 1 pp 53ndash78 2012
[20] W Shen Q Hao H J Yoon and D H Norrie ldquoApplications ofagent-based systems in intelligent manufacturing an updatedreviewrdquo Advanced Engineering Informatics vol 20 no 4 pp415ndash431 2006
[21] M A Majid U Aickelin and P O Siebers ldquoComparingsimulation output accuracy of discrete event and agent basedmodels a quantitave approachrdquo in Proceedings of the SummerComputer Simulation Conference (SCSC rsquo09) Vista Calif USA2009
[22] P O Siebers C M MacAl J Garnett D Buxton and MPidd ldquoDiscrete-event simulation is dead long live agent-basedsimulationrdquo Journal of Simulation vol 4 no 3 pp 204ndash2102010
ISRN Aerospace Engineering 13
[23] LHolst IntegratingDiscrete-Event Simulation into theManufac-turing System Development Process Division of Robotics LundSweden 2001
[24] J A B Montevechi R d C Miranda and J D FriendldquoSensitivity analysis in discrete-event simulation using designof experimentsrdquo inDiscrete Event Simulations-Development andApplications InTech Rijeka Croatia 2012
[25] Y Carson and A Maria ldquoSimulation optimization methodsand applicationsrdquo in Proceedings of the Winter SimulationConference pp 118ndash126 Atlanta Ga USA December 1997
[26] R Martı and M Laguna ldquoScatter search basic design andadvanced strategiesrdquo Revista Iberoamericana de InteligenciaArtificial vol 7 no 19 pp 123ndash130 2003
[27] A Ghosh and S Dehuri ldquoEvolution algorithms for multi-criterion optimization a surveyrdquo International Journey of Com-puting and Information Sciences vol 2 no 1 2004
[28] M Laguna R Martı M Gallego and A Duarte ldquoThe scattersearch methodologyrdquo in Wiley Encyclopedia of OperationsResearch and Management Science Wiley-Blackwell HobokenNJ USA 2011
[29] COMAC ldquoARJ21 regional jet programrdquo 2013 httpenglishcomacccproductsrjpi2indexshtml
[30] Electroimpact Flex Track Electroimpact Mukilteo WashUSA 2013
[31] IEEEPES Task Force on Impact of Maintenance Strategy onReliability of the Reliability Risk and Probability ApplicationsSubcommittee S Aboresheid R N Allan et al ldquoThe presentstatus of maintenance strategies and the impact of maintenanceon reliabilityrdquo IEEE Transactions on Power Systems vol 16 no4 pp 638ndash646 2001
[32] M Kaegi R Mock and W Kroger ldquoAnalyzing maintenancestrategies by agent-based simulations a feasibility studyrdquo Relia-bility Engineering and System Safety vol 94 no 9 pp 1416ndash14212009
[33] A BorshchevDesigning State-Based Behavior Statecharts Any-logic 2013
[34] Process Engineering Group Introduction to SSm Instituto deInvestigaciones Marinas (CSIC) Vigo Spain 2009
[35] J April F Glover J P Kelly and M Laguna ldquoPracticalintroduction to simulation optimizationrdquo in Proceedings of theWinter Simulation Conference pp 71ndash78 Boulder Colo USADecember 2003
[36] W Abo-Hamad and A Arisha ldquoSimulation optimisation meth-ods in supply chain applications a reviewrdquo Irish Journal ofManagement vol 30 no 2 pp 95ndash124 2011
[37] C-H Chen and L H Lee ldquoIntroduction to stochastic simu-lation optimizationrdquo in Stochastic Simulation Optimization AnOptimal Computing Budget Allocation System Engineering andOperations Research World Scientific Hackensack NJ USA2010
[38] M Laguna OptQuest Optimization of Complex Systems Opt-Tek Systems 2011
[39] R Martı M Laguna and F Glover ldquoPrinciples of scattersearchrdquo European Journal of Operational Research vol 169 no2 pp 359ndash372 2006
[40] OptTek ldquoHow the OptQuest engine worksrdquo OptTek httpwwwopttekcom
[41] FGlover andAReinholz ldquoMetaheuristics in science and indus-try new developmentsrdquo in Proceedings of the MetaheuristicsInternational Conference Montreal Canada June 2007
[42] I Boussaıd J Lepagnot and P Siarry ldquoA survey on optimizationmetaheuristicsrdquo Information Sciences vol 237 pp 82ndash117 2013
[43] K DebMulti-Objective Optimization Using Evolutionary Algo-rithms Wiley-Blackwell Chichester UK 2001
[44] M Gen and R Cheng Genetic Algorithms and EngineeringOptimization John Wiley amp Sons New York NY USA 2000
[45] A Ghosh and S Dehui ldquoEvolutionary algorithms for multi-criterion optimization a surveyrdquo International Journal of Com-puting and Information Sciences vol 2 no 1 pp 38ndash57 2004
[46] E J Hughes ldquoMultiple single objective pareto samplingrdquoEvolutionary Computation vol 4 pp 2678ndash2684 2003
[47] T Screenuch A Tsourdos E J Hughes and B AWhite ldquoFuzzygain-scheduled missile autopilot design using evolutionaryalgorithmsrdquo IEEE Transactions on Aerospace and ElectronicSystems vol 42 no 4 pp 1323ndash1339 2006
[48] Y Jin and J Branke ldquoEvolutionary optimization in uncertainenvironmentsmdasha surveyrdquo IEEE Transactions on EvolutionaryComputation vol 9 no 3 pp 303ndash317 2005
[49] J E Fieldsend andRM Everson ldquoMulti-objective optimisationin the presence of uncertaintyrdquo in Proceedings of the IEEECongress on Evolutionary Computation vol 1 pp 243ndash250Edinburgh UK September 2005
[50] OptTek ldquoMulti-objective optimizationrdquo OptTek httpwwwopttekcom
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of
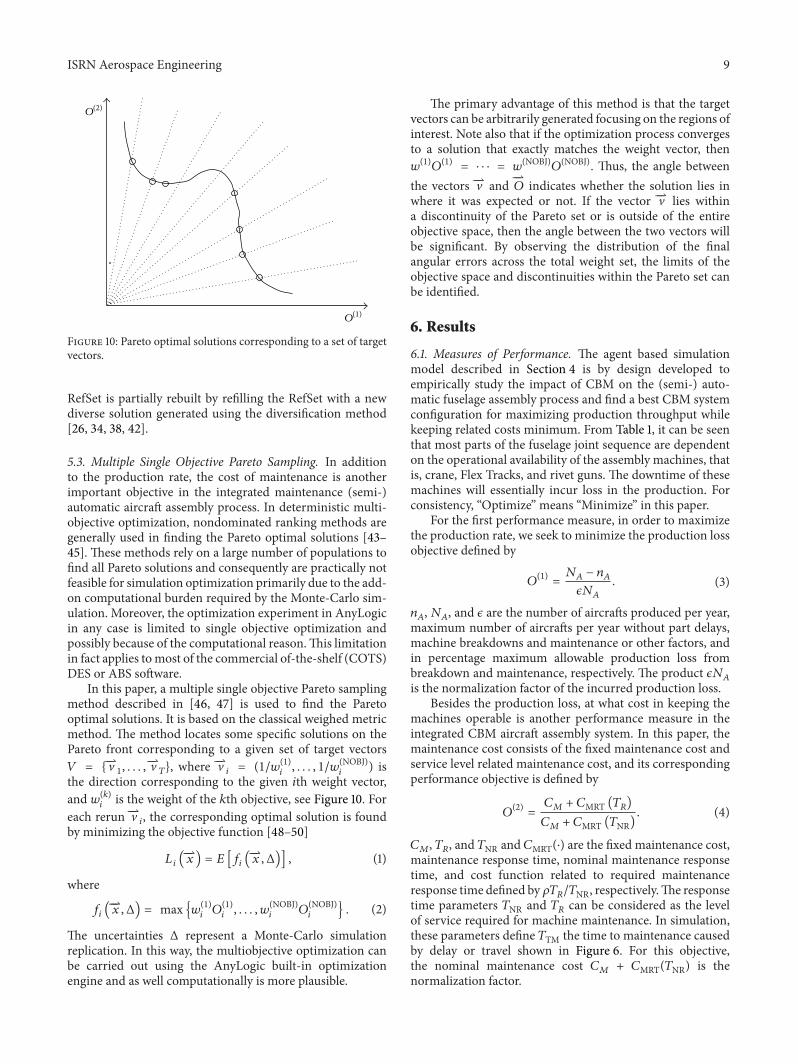
ISRN Aerospace Engineering 9
O(2)
O(1)
Figure 10 Pareto optimal solutions corresponding to a set of targetvectors
RefSet is partially rebuilt by refilling the RefSet with a newdiverse solution generated using the diversification method[26 34 38 42]
53 Multiple Single Objective Pareto Sampling In additionto the production rate the cost of maintenance is anotherimportant objective in the integrated maintenance (semi-)automatic aircraft assembly process In deterministic multi-objective optimization nondominated ranking methods aregenerally used in finding the Pareto optimal solutions [43ndash45] These methods rely on a large number of populations tofind all Pareto solutions and consequently are practically notfeasible for simulation optimization primarily due to the add-on computational burden required by the Monte-Carlo sim-ulation Moreover the optimization experiment in AnyLogicin any case is limited to single objective optimization andpossibly because of the computational reasonThis limitationin fact applies tomost of the commercial of-the-shelf (COTS)DES or ABS software
In this paper a multiple single objective Pareto samplingmethod described in [46 47] is used to find the Paretooptimal solutions It is based on the classical weighed metricmethod The method locates some specific solutions on thePareto front corresponding to a given set of target vectors119881 =
997888V1
997888V119879 where 997888V
119894= (1119908
(1)
119894 1119908
(NOBJ)119894
) isthe direction corresponding to the given 119894th weight vectorand 119908
(119896)
119894is the weight of the 119896th objective see Figure 10 For
each rerun 997888V119894 the corresponding optimal solution is found
by minimizing the objective function [48ndash50]
119871119894(997888119909) = 119864 [119891
119894(997888119909 Δ)] (1)
where
119891119894(997888119909 Δ) = max 119908(1)
119894119874(1)
119894 119908
(NOBJ)119894
119874(NOBJ)119894
(2)
The uncertainties Δ represent a Monte-Carlo simulationreplication In this way the multiobjective optimization canbe carried out using the AnyLogic built-in optimizationengine and as well computationally is more plausible
The primary advantage of this method is that the targetvectors can be arbitrarily generated focusing on the regions ofinterest Note also that if the optimization process convergesto a solution that exactly matches the weight vector then119908(1)
119874(1)
= sdot sdot sdot = 119908(NOBJ)
119874(NOBJ) Thus the angle between
the vectors 997888V and 997888119874 indicates whether the solution lies in
where it was expected or not If the vector 997888V lies withina discontinuity of the Pareto set or is outside of the entireobjective space then the angle between the two vectors willbe significant By observing the distribution of the finalangular errors across the total weight set the limits of theobjective space and discontinuities within the Pareto set canbe identified
6 Results
61 Measures of Performance The agent based simulationmodel described in Section 4 is by design developed toempirically study the impact of CBM on the (semi-) auto-matic fuselage assembly process and find a best CBM systemconfiguration for maximizing production throughput whilekeeping related costs minimum From Table 1 it can be seenthat most parts of the fuselage joint sequence are dependenton the operational availability of the assembly machines thatis crane Flex Tracks and rivet guns The downtime of thesemachines will essentially incur loss in the production Forconsistency ldquoOptimizerdquo means ldquoMinimizerdquo in this paper
For the first performance measure in order to maximizethe production rate we seek to minimize the production lossobjective defined by
119874(1)
=119873119860minus 119899119860
120598119873119860
(3)
119899119860 119873119860 and 120598 are the number of aircrafts produced per year
maximum number of aircrafts per year without part delaysmachine breakdowns and maintenance or other factors andin percentage maximum allowable production loss frombreakdown and maintenance respectively The product 120598119873
119860
is the normalization factor of the incurred production lossBesides the production loss at what cost in keeping the
machines operable is another performance measure in theintegrated CBM aircraft assembly system In this paper themaintenance cost consists of the fixed maintenance cost andservice level related maintenance cost and its correspondingperformance objective is defined by
119874(2)
=119862119872
+ 119862MRT (119879119877)
119862119872
+ 119862MRT (119879NR) (4)
119862119872 119879119877 and 119879NR and 119862MRT(sdot) are the fixed maintenance cost
maintenance response time nominal maintenance responsetime and cost function related to required maintenanceresponse time defined by 120588119879
119877119879NR respectivelyThe response
time parameters 119879NR and 119879119877can be considered as the level
of service required for machine maintenance In simulationthese parameters define 119879TM the time to maintenance causedby delay or travel shown in Figure 6 For this objectivethe nominal maintenance cost 119862
119872+ 119862MRT(119879NR) is the
normalization factor
10 ISRN Aerospace Engineering
In this paper CBM is applied to multiple assemblymachines whichwill individually be contributing to the over-all maintenance costThe fixed and service level maintenancecosts can simply be defined as linearly formulated as
119862119872
=
119873
sum
119894=1
119862(119894)
119872
119862MRT =
119873
sum
119894=1
119862(119894)
MRT (119879(119894)
119877)
(5)
119873 and 119894th are the maximum number of assembly machines(ie 5 = 1 crane + 2 Flex Tracks + 2 pairs of rivet guns) andthe machinesrsquo index respectively 119894th indexes the machinespecific related costs and required response times
In CBM a maintenance order is triggered when thesystem reliability falls below a predefined preventive main-tenance threshold 119877PM see Section 3 Moreover togetherwith 119877PM when the maintenance is actually performed afterbeing triggered 119879
119877will essentially determine the operation
availability of the machine which indirectly determines theproduction rate of the aircraft assembly process The costof maintenance is determined by how frequent maintenanceis performed and maintenance service level These two costfactors are as well determined by the parameters 119877PM and119879119877 In this study there are 3 types of assembly machines
Hence 119877119862PM 119879119862
119877 119877FT
PM 119879FT119877 119877RG
PM and 119879RG119877
will be in total the6 design variables for the optimization of the CBM enabledARJ21 assembly process 119877119862PM and 119879
119862
119877are for the crane 119877FT
PMand 119879
FT119877
are for the two Flex Tracks 119877RGPM and 119879
RG119877
are for thetwo pairs of rivet guns In our ABS these design variables arecorresponding to the machine 119894rsquos 119877PM and service119895rsquos 119879TM
62 Trade-Off Analysis In the paper AnyLogic andOptQuest scatter search are employed for the simulationoptimization experiments of the agent based CBM enabledARJ21 assembly system described in Section 4 The targetvectors were distributedly formed to outline the Pareto frontusing the weights 119908
(1)isin [05 099] and 119908
(2)isin [001 05]
In this paper the uncertainties in lead time maintenanceand machine degradation are modelled using the triangulardistribution The lower and upper uncertainty bounds areassumed at plusmn25 of the mean values The design variablesare in the intervals 119877
(sdot)
PM 119879(sdot)
119877isin [0MTBM(sdot)] where the
subscript (sdot) is the machine specific type indices 119862 FTor RG Table 3 summarizes the other related simulationparameters required for the evaluation of the performanceobjectives 119874
(1) and 119874(2) defined in (3) and (4) It is not
possible to disclose related costs in term of money figuresdue to commercial reasons In this paper the ratios andnormalization values are alternatively used to quantify theparameters related to the maintenance cost
Figure 11 shows the Pareto optimal solutions obtained bymultiple simulation optimization runs for different weight-ings (or target vectors) The simulation optimization exper-iments were based on 20 and 100 Monte-Carlo replicationssee also Sections 51 and 53 Note that the optimizationprocess can be rerun to ensure the consistencies of the Pareto
Table 3 Parameters for evaluation of performance objectives
Simulation parameters ValuesMaximum number of aircraft per year119873
11986083429
Allowable production loss 120598 005Crane
Fixed maintenance cost 119862119862119872
1Ratio for service level maintenance cost 120588119862 1Nominal response time 119879119862NR 168 hrs
Flex trackFixed maintenance cost 119862FT
1198722
Ratio for service level maintenance cost 120588FT 15Nominal response time 119879FT
NR 504 hrsRivet gun
Fixed maintenance cost 119862RG119872
04Ratio for service level maintenance cost 120588RG 06Nominal response time 119879RG
NR 336 hrs
032 034 036 038 04 042 044 046 048 05 052
14
16
18
2
22
24
26
28Pareto optimal solutions
Production loss O(1)
Mai
nten
ance
costO(2)
20 replications100 replications
Figure 11 Trade-off surface of optimal CBM configurations
solution (for both 20 and 100 Monte-Carlo replications) Theuncertainties in the simulation can be observed from thefluctuations on the Pareto surfaces which is more apparent inthe case of 20 Monte-Carlo replications The resulting Paretooptimal solutions are more likely to represent a true Paretosurface if the optimization objectives are evaluated from alarge number of Monte-Carlo simulation runs and this canbe seen in the case of 100 replications shown in Figure 11
The Pareto surface shows the trade-off between theproduction loss and maintenance cost conflicting objectivesA reduction in product loss will generally increase in mainte-nance costThis is in particular when the production loss119874(1)is approximately less than 038 (ie 1585 per year) a smalldecrease in production loss will result in a very significantincrement in the maintenance cost As a mean to increasethe machinesrsquo operational availability with less number ofmaintenance performed the response time 119879
119877will have to be
relatively small so that the machines are maintained before
ISRN Aerospace Engineering 11
025 03 035 04 045 05 0550
5
10
15
20
25 Monte-Carlo simulation
120583 = 8120590 = 068
O
Figure 12 Monte-Carlo simulation results for production loss 119874(1)
breakdowns happenThis will essentially increase the servicelevel related maintenance cost 119862MRT This is an importantinsight as for 119874
(1)lt 038 a decision maker can avoid a
situation where a significant investment on the maintenanceis made for a very small gain in the production rate andpossibly in overall is not worth the investment
The trade-off surface also outlines the optimal boundaryfor the maintenance cost It can be seen that the maintenancecost 119874(2) approximately cannot be lower than 13 even whenwe deliberately set multiple target vectors to probe in thegt05 production loss objective space This result is from thefact that the assembly machines are essentially degrading nomatter whether CBM is applied or not From the ABS modelmaintenance will always be performed on the machinesregardless before or after the breakdown Consequently thiswill incur the minimum fixed maintenance cost In additionthere is also a minimum cost for the required maintenanceservice level These explain why the maintenance cost cannotbe lower than a certain level and effectively determine theboundary of the objective space
63 Monte-Carlo Experiment Suppose the optimal solution(0382 1608) in Figure 11 corresponding to theweights119908(1) =085 and 119908
(2)= 015 is preferred The resulting design
variables for this optimal solution are 119877119862
PM = 39054 119879119862119877
=
1398 119877FTPM = 4527 119879FT
119877= 25476 119877RG
PM = 45846 and 119879RG119877
=
33702 In paper a Monte-Carlo simulation experiment isused to evaluate whether the obtained optimal solution is theperformance expected from the system and how sensitive thedesign solution is to the uncertainties
Figures 12 and 13 show the results of 100 runs ofMonte-Carlo simulation The mean production loss andmaintenance cost are 03817 and 16077 respectively andthese follow what initially expected from the simulationoptimization result From the histograms 100 Monte-Carlosimulation runs (or samples) is sufficient to represent thetrue probability distribution of the performance objectivevaluesWithplusmn25of themean values for the lower and upperuncertainties the standard deviations of the production loss
15 155 16 165 17 1750
5
10
15
20
25
O
120583 = 077120590 = 39
Monte-Carlo simulation
Figure 13 Monte-Carlo simulation results for maintenance cost119874(2)
and maintenance cost are 004068 and 00339 respectively11 for the production loss and 2 for the maintenancecost in relation to the mean values This indicates very lowsensitivities for this design solution In terms of numberof aircrafts produced this means in sim70 of the cases theproduction loss will be between plusmn017 aircrafts per year fromthe expected value
7 Concluding Remarks
In a current competitive environment increasing produc-tion rate and reducing costs are the key drivers in aircraftmanufacturing More (semi-) automatic assembly machineshave increasingly been used in the aircraft assembly lines asa mean to deliver high production rate while meeting highquality requirements However the production throughput iseffectively dependent on the operational availability of thesemachines Integration of CBM into the assembly system haspotential benefits as a way to minimize the production lossand maintenance related cost Maintenance are performed asneeded hence avoiding unnecessary downtime and mainte-nance cost
In a CBM enabled aircraft assembly system there are self-active interactions between the subsystems for example CMsystem self-triggers a maintenance order when the systemreliability falls below a certain level This example of activeself-aware behavior cannot straightforwardly be modelledusing DESs In this case where besides the assembly processindependent entities are in addition parts of the system ABSis proved effective as it allows complex active interactionsbetween entities to be naturally captured
Production rate and maintenance cost are the competingobjectives in an integrated CBM aircraft assembly systemFinding trade-offs between the production rate and mainte-nance cost is equivalent to finding a Pareto optimal surfaceThe conventional nondominated ranking methods will notbe practically feasible due to the computational burdenrequired by the Monte-Carlo simulation This limitation canbe addressed by independently sampling the Pareto surface
12 ISRN Aerospace Engineering
using the weighted Min-Max method The approach allowsless number of populations to be used in the optimizationas it does not need to probe the whole Pareto front andhence effectively a reduction in the computation intensity isrequired
In our ARJ21 case study the preventive maintenancethreshold and required service level are the key designparameters that determine the overall performance of theassembly system Because of uncertainties increase produc-tion rate will require a high required service level (ie fastresponse time) to avoid breakdowns before the maintenanceis performed and consequently this will increase the main-tenance cost and sometimes can be significant Howevercompromising on the production rate does not always meana further decrease in maintenance cost The minimum costis from the actual cost in maintaining the machines and theminimum service level Pareto surface is an important pieceof information to the system designer Together with Monte-Carlo simulation it can be used to support decision makingin terms of cost-benefit of different design solutions and alsowhat could be achieved
In this example even though in small scale it can beseen that CBM has potential to be applicable in (semi-)automatic aircraft assembly lines However its claim has tobe further researched in comparison with other maintenanceregimes and with a high fidelity large-scale aircraft assemblyexample Moreover in terms of optimization other differentoptimization methods like genetic algorithms (GAs) sim-ulated annealing and teaching-learning-based optimization(TLBO) should also be used in the optimization to ensurethat the true Pareto font is found and consequently theirperformance in terms of computation and solution can becompared and analyzed
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
This work is part of a research program at Cranfield Univer-sity sponsored by Commercial AircraftCooperation of China(COMAC) and China Scholarship Council (CSC)
References
[1] MTorres Total Solution for Aircraft Automatic Assembly JigsMTorres Santa Ana Calif USA 2013
[2] P Lute An Investigation of Airbus A380 Stage 01 Wing BoxAssembly Using Discrete Event Simulation Cranfield UniversityBedfordshire UK 2007
[3] Electroimpact IncA380 Stage 1 GRAWDEMachine Electroim-pact Inc Mukilteo Wash USA 2003
[4] IBM Corporation Predictive Maintenance for Manufacturing2011
[5] Wikipedia ldquoPreventive maintenancerdquo Wikipedia httpenwikipediaorgwikiPreventive maintenance
[6] ResolveFM ldquoPreventivecorrective maintenancerdquo ResolveFMhttpwwwresolvecomau
[7] A Kelly Maintenance Strategy Butterworth-HeinemannOxford UK 1997
[8] NACE ldquoMaintenance strategiesrdquo 2013 httpwwwnaceorghttpeventsnaceorglibrarycorrosionInspectionStrategiesasp
[9] I Grigoryev AnyLogic 6 in Three Days A Quick Course inSimulation Modeling Anylogic North America 2012
[10] J B Leger E Neunreuthe B Iung and G Morel ldquoIntegrationof the predictive maintenance in manufacturing systemrdquo inAdvanced inManufacturing pp 133ndash144 Springer LondonUK1999
[11] Z Tian D Lin and BWu ldquoCondition basedmaintenance opti-mization considering multiple objectivesrdquo Journal of IntelligentManufacturing vol 23 no 2 pp 333ndash340 2009
[12] J Yulan J Zuhua and H Wenrui ldquoMulti-objective integratedoptimization research on preventive maintenance planningand production scheduling for a single machinerdquo InternationalJournal of AdvancedManufacturing Technology vol 39 no 9-10pp 954ndash964 2008
[13] D Achermann Modelling Simulation and Optimization ofMaintenance Strategies Under Consideration of Logistic Pro-cesses Sudwestdeutscher 2008
[14] S Valcuha A Goti J Uradnıcek and I Navarro ldquoMulti-equipment condition based maintenance optimization bymulti-objective genetic algorithmrdquo Journal of Achievements inMaterials andManufacturing Engineering vol 45 no 2 pp 188ndash193 2011
[15] L Tautou and H Pierreval ldquoUsing evolutionary algorithms andsimulation for the optimization of manufacturing systemsrdquo IIETransactions vol 29 no 3 pp 181ndash189 1997
[16] D Baglee ldquoMaintenance strategy development in the UKfood and drink industryrdquo International Journal of StrategicEngineering Asset Management vol 1 no 3 pp 289ndash300 2013
[17] J Reimann G Kacprzynski D Cabral and R Marini ldquoUsingcondition based maintenance to improve the profitability ofperformance based logistic contractsrdquo in Proceedings of theAnnual Conference of the Prognostics and Health ManagementSociety 2009
[18] A Grall C Berenguer and L Dieulle ldquoA condition-basedmaintenance policy for stochastically deteriorating systemsrdquoReliability Engineering and System Safety vol 76 no 2 pp 167ndash180 2002
[19] M Rolon and E Martınez ldquoAgent-based modeling and sim-ulation of an autonomic manufacturing execution systemrdquoComputers in Industry vol 63 no 1 pp 53ndash78 2012
[20] W Shen Q Hao H J Yoon and D H Norrie ldquoApplications ofagent-based systems in intelligent manufacturing an updatedreviewrdquo Advanced Engineering Informatics vol 20 no 4 pp415ndash431 2006
[21] M A Majid U Aickelin and P O Siebers ldquoComparingsimulation output accuracy of discrete event and agent basedmodels a quantitave approachrdquo in Proceedings of the SummerComputer Simulation Conference (SCSC rsquo09) Vista Calif USA2009
[22] P O Siebers C M MacAl J Garnett D Buxton and MPidd ldquoDiscrete-event simulation is dead long live agent-basedsimulationrdquo Journal of Simulation vol 4 no 3 pp 204ndash2102010
ISRN Aerospace Engineering 13
[23] LHolst IntegratingDiscrete-Event Simulation into theManufac-turing System Development Process Division of Robotics LundSweden 2001
[24] J A B Montevechi R d C Miranda and J D FriendldquoSensitivity analysis in discrete-event simulation using designof experimentsrdquo inDiscrete Event Simulations-Development andApplications InTech Rijeka Croatia 2012
[25] Y Carson and A Maria ldquoSimulation optimization methodsand applicationsrdquo in Proceedings of the Winter SimulationConference pp 118ndash126 Atlanta Ga USA December 1997
[26] R Martı and M Laguna ldquoScatter search basic design andadvanced strategiesrdquo Revista Iberoamericana de InteligenciaArtificial vol 7 no 19 pp 123ndash130 2003
[27] A Ghosh and S Dehuri ldquoEvolution algorithms for multi-criterion optimization a surveyrdquo International Journey of Com-puting and Information Sciences vol 2 no 1 2004
[28] M Laguna R Martı M Gallego and A Duarte ldquoThe scattersearch methodologyrdquo in Wiley Encyclopedia of OperationsResearch and Management Science Wiley-Blackwell HobokenNJ USA 2011
[29] COMAC ldquoARJ21 regional jet programrdquo 2013 httpenglishcomacccproductsrjpi2indexshtml
[30] Electroimpact Flex Track Electroimpact Mukilteo WashUSA 2013
[31] IEEEPES Task Force on Impact of Maintenance Strategy onReliability of the Reliability Risk and Probability ApplicationsSubcommittee S Aboresheid R N Allan et al ldquoThe presentstatus of maintenance strategies and the impact of maintenanceon reliabilityrdquo IEEE Transactions on Power Systems vol 16 no4 pp 638ndash646 2001
[32] M Kaegi R Mock and W Kroger ldquoAnalyzing maintenancestrategies by agent-based simulations a feasibility studyrdquo Relia-bility Engineering and System Safety vol 94 no 9 pp 1416ndash14212009
[33] A BorshchevDesigning State-Based Behavior Statecharts Any-logic 2013
[34] Process Engineering Group Introduction to SSm Instituto deInvestigaciones Marinas (CSIC) Vigo Spain 2009
[35] J April F Glover J P Kelly and M Laguna ldquoPracticalintroduction to simulation optimizationrdquo in Proceedings of theWinter Simulation Conference pp 71ndash78 Boulder Colo USADecember 2003
[36] W Abo-Hamad and A Arisha ldquoSimulation optimisation meth-ods in supply chain applications a reviewrdquo Irish Journal ofManagement vol 30 no 2 pp 95ndash124 2011
[37] C-H Chen and L H Lee ldquoIntroduction to stochastic simu-lation optimizationrdquo in Stochastic Simulation Optimization AnOptimal Computing Budget Allocation System Engineering andOperations Research World Scientific Hackensack NJ USA2010
[38] M Laguna OptQuest Optimization of Complex Systems Opt-Tek Systems 2011
[39] R Martı M Laguna and F Glover ldquoPrinciples of scattersearchrdquo European Journal of Operational Research vol 169 no2 pp 359ndash372 2006
[40] OptTek ldquoHow the OptQuest engine worksrdquo OptTek httpwwwopttekcom
[41] FGlover andAReinholz ldquoMetaheuristics in science and indus-try new developmentsrdquo in Proceedings of the MetaheuristicsInternational Conference Montreal Canada June 2007
[42] I Boussaıd J Lepagnot and P Siarry ldquoA survey on optimizationmetaheuristicsrdquo Information Sciences vol 237 pp 82ndash117 2013
[43] K DebMulti-Objective Optimization Using Evolutionary Algo-rithms Wiley-Blackwell Chichester UK 2001
[44] M Gen and R Cheng Genetic Algorithms and EngineeringOptimization John Wiley amp Sons New York NY USA 2000
[45] A Ghosh and S Dehui ldquoEvolutionary algorithms for multi-criterion optimization a surveyrdquo International Journal of Com-puting and Information Sciences vol 2 no 1 pp 38ndash57 2004
[46] E J Hughes ldquoMultiple single objective pareto samplingrdquoEvolutionary Computation vol 4 pp 2678ndash2684 2003
[47] T Screenuch A Tsourdos E J Hughes and B AWhite ldquoFuzzygain-scheduled missile autopilot design using evolutionaryalgorithmsrdquo IEEE Transactions on Aerospace and ElectronicSystems vol 42 no 4 pp 1323ndash1339 2006
[48] Y Jin and J Branke ldquoEvolutionary optimization in uncertainenvironmentsmdasha surveyrdquo IEEE Transactions on EvolutionaryComputation vol 9 no 3 pp 303ndash317 2005
[49] J E Fieldsend andRM Everson ldquoMulti-objective optimisationin the presence of uncertaintyrdquo in Proceedings of the IEEECongress on Evolutionary Computation vol 1 pp 243ndash250Edinburgh UK September 2005
[50] OptTek ldquoMulti-objective optimizationrdquo OptTek httpwwwopttekcom
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of
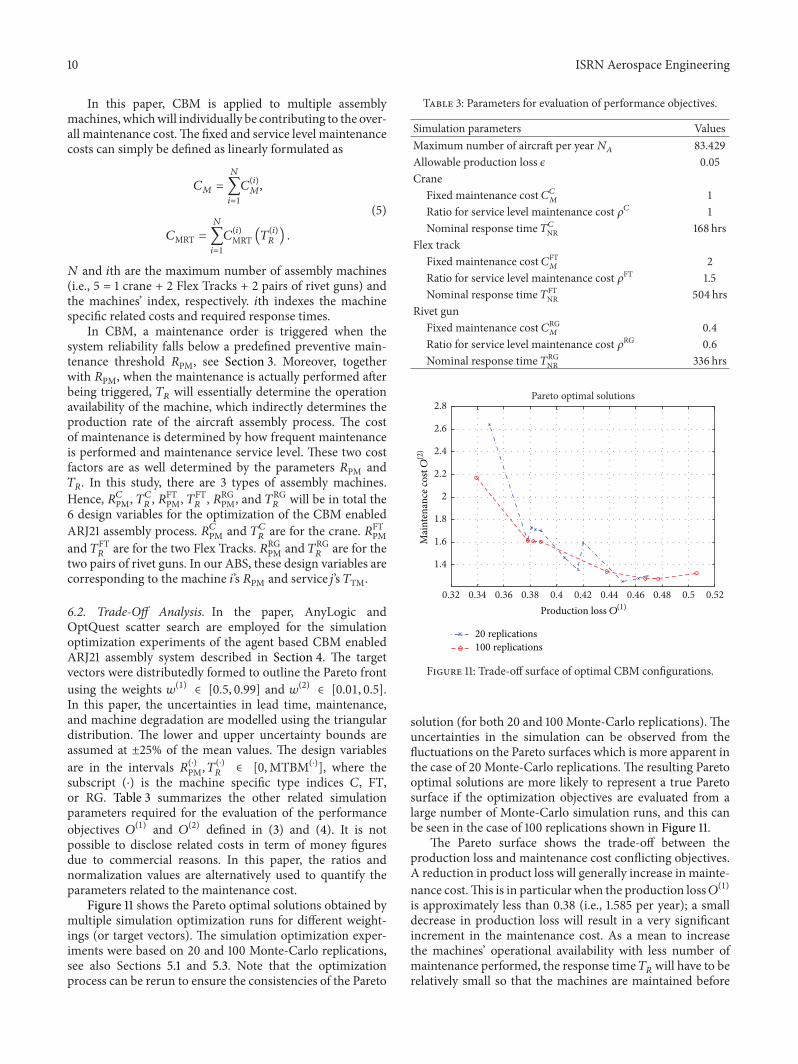
10 ISRN Aerospace Engineering
In this paper CBM is applied to multiple assemblymachines whichwill individually be contributing to the over-all maintenance costThe fixed and service level maintenancecosts can simply be defined as linearly formulated as
119862119872
=
119873
sum
119894=1
119862(119894)
119872
119862MRT =
119873
sum
119894=1
119862(119894)
MRT (119879(119894)
119877)
(5)
119873 and 119894th are the maximum number of assembly machines(ie 5 = 1 crane + 2 Flex Tracks + 2 pairs of rivet guns) andthe machinesrsquo index respectively 119894th indexes the machinespecific related costs and required response times
In CBM a maintenance order is triggered when thesystem reliability falls below a predefined preventive main-tenance threshold 119877PM see Section 3 Moreover togetherwith 119877PM when the maintenance is actually performed afterbeing triggered 119879
119877will essentially determine the operation
availability of the machine which indirectly determines theproduction rate of the aircraft assembly process The costof maintenance is determined by how frequent maintenanceis performed and maintenance service level These two costfactors are as well determined by the parameters 119877PM and119879119877 In this study there are 3 types of assembly machines
Hence 119877119862PM 119879119862
119877 119877FT
PM 119879FT119877 119877RG
PM and 119879RG119877
will be in total the6 design variables for the optimization of the CBM enabledARJ21 assembly process 119877119862PM and 119879
119862
119877are for the crane 119877FT
PMand 119879
FT119877
are for the two Flex Tracks 119877RGPM and 119879
RG119877
are for thetwo pairs of rivet guns In our ABS these design variables arecorresponding to the machine 119894rsquos 119877PM and service119895rsquos 119879TM
62 Trade-Off Analysis In the paper AnyLogic andOptQuest scatter search are employed for the simulationoptimization experiments of the agent based CBM enabledARJ21 assembly system described in Section 4 The targetvectors were distributedly formed to outline the Pareto frontusing the weights 119908
(1)isin [05 099] and 119908
(2)isin [001 05]
In this paper the uncertainties in lead time maintenanceand machine degradation are modelled using the triangulardistribution The lower and upper uncertainty bounds areassumed at plusmn25 of the mean values The design variablesare in the intervals 119877
(sdot)
PM 119879(sdot)
119877isin [0MTBM(sdot)] where the
subscript (sdot) is the machine specific type indices 119862 FTor RG Table 3 summarizes the other related simulationparameters required for the evaluation of the performanceobjectives 119874
(1) and 119874(2) defined in (3) and (4) It is not
possible to disclose related costs in term of money figuresdue to commercial reasons In this paper the ratios andnormalization values are alternatively used to quantify theparameters related to the maintenance cost
Figure 11 shows the Pareto optimal solutions obtained bymultiple simulation optimization runs for different weight-ings (or target vectors) The simulation optimization exper-iments were based on 20 and 100 Monte-Carlo replicationssee also Sections 51 and 53 Note that the optimizationprocess can be rerun to ensure the consistencies of the Pareto
Table 3 Parameters for evaluation of performance objectives
Simulation parameters ValuesMaximum number of aircraft per year119873
11986083429
Allowable production loss 120598 005Crane
Fixed maintenance cost 119862119862119872
1Ratio for service level maintenance cost 120588119862 1Nominal response time 119879119862NR 168 hrs
Flex trackFixed maintenance cost 119862FT
1198722
Ratio for service level maintenance cost 120588FT 15Nominal response time 119879FT
NR 504 hrsRivet gun
Fixed maintenance cost 119862RG119872
04Ratio for service level maintenance cost 120588RG 06Nominal response time 119879RG
NR 336 hrs
032 034 036 038 04 042 044 046 048 05 052
14
16
18
2
22
24
26
28Pareto optimal solutions
Production loss O(1)
Mai
nten
ance
costO(2)
20 replications100 replications
Figure 11 Trade-off surface of optimal CBM configurations
solution (for both 20 and 100 Monte-Carlo replications) Theuncertainties in the simulation can be observed from thefluctuations on the Pareto surfaces which is more apparent inthe case of 20 Monte-Carlo replications The resulting Paretooptimal solutions are more likely to represent a true Paretosurface if the optimization objectives are evaluated from alarge number of Monte-Carlo simulation runs and this canbe seen in the case of 100 replications shown in Figure 11
The Pareto surface shows the trade-off between theproduction loss and maintenance cost conflicting objectivesA reduction in product loss will generally increase in mainte-nance costThis is in particular when the production loss119874(1)is approximately less than 038 (ie 1585 per year) a smalldecrease in production loss will result in a very significantincrement in the maintenance cost As a mean to increasethe machinesrsquo operational availability with less number ofmaintenance performed the response time 119879
119877will have to be
relatively small so that the machines are maintained before
ISRN Aerospace Engineering 11
025 03 035 04 045 05 0550
5
10
15
20
25 Monte-Carlo simulation
120583 = 8120590 = 068
O
Figure 12 Monte-Carlo simulation results for production loss 119874(1)
breakdowns happenThis will essentially increase the servicelevel related maintenance cost 119862MRT This is an importantinsight as for 119874
(1)lt 038 a decision maker can avoid a
situation where a significant investment on the maintenanceis made for a very small gain in the production rate andpossibly in overall is not worth the investment
The trade-off surface also outlines the optimal boundaryfor the maintenance cost It can be seen that the maintenancecost 119874(2) approximately cannot be lower than 13 even whenwe deliberately set multiple target vectors to probe in thegt05 production loss objective space This result is from thefact that the assembly machines are essentially degrading nomatter whether CBM is applied or not From the ABS modelmaintenance will always be performed on the machinesregardless before or after the breakdown Consequently thiswill incur the minimum fixed maintenance cost In additionthere is also a minimum cost for the required maintenanceservice level These explain why the maintenance cost cannotbe lower than a certain level and effectively determine theboundary of the objective space
63 Monte-Carlo Experiment Suppose the optimal solution(0382 1608) in Figure 11 corresponding to theweights119908(1) =085 and 119908
(2)= 015 is preferred The resulting design
variables for this optimal solution are 119877119862
PM = 39054 119879119862119877
=
1398 119877FTPM = 4527 119879FT
119877= 25476 119877RG
PM = 45846 and 119879RG119877
=
33702 In paper a Monte-Carlo simulation experiment isused to evaluate whether the obtained optimal solution is theperformance expected from the system and how sensitive thedesign solution is to the uncertainties
Figures 12 and 13 show the results of 100 runs ofMonte-Carlo simulation The mean production loss andmaintenance cost are 03817 and 16077 respectively andthese follow what initially expected from the simulationoptimization result From the histograms 100 Monte-Carlosimulation runs (or samples) is sufficient to represent thetrue probability distribution of the performance objectivevaluesWithplusmn25of themean values for the lower and upperuncertainties the standard deviations of the production loss
15 155 16 165 17 1750
5
10
15
20
25
O
120583 = 077120590 = 39
Monte-Carlo simulation
Figure 13 Monte-Carlo simulation results for maintenance cost119874(2)
and maintenance cost are 004068 and 00339 respectively11 for the production loss and 2 for the maintenancecost in relation to the mean values This indicates very lowsensitivities for this design solution In terms of numberof aircrafts produced this means in sim70 of the cases theproduction loss will be between plusmn017 aircrafts per year fromthe expected value
7 Concluding Remarks
In a current competitive environment increasing produc-tion rate and reducing costs are the key drivers in aircraftmanufacturing More (semi-) automatic assembly machineshave increasingly been used in the aircraft assembly lines asa mean to deliver high production rate while meeting highquality requirements However the production throughput iseffectively dependent on the operational availability of thesemachines Integration of CBM into the assembly system haspotential benefits as a way to minimize the production lossand maintenance related cost Maintenance are performed asneeded hence avoiding unnecessary downtime and mainte-nance cost
In a CBM enabled aircraft assembly system there are self-active interactions between the subsystems for example CMsystem self-triggers a maintenance order when the systemreliability falls below a certain level This example of activeself-aware behavior cannot straightforwardly be modelledusing DESs In this case where besides the assembly processindependent entities are in addition parts of the system ABSis proved effective as it allows complex active interactionsbetween entities to be naturally captured
Production rate and maintenance cost are the competingobjectives in an integrated CBM aircraft assembly systemFinding trade-offs between the production rate and mainte-nance cost is equivalent to finding a Pareto optimal surfaceThe conventional nondominated ranking methods will notbe practically feasible due to the computational burdenrequired by the Monte-Carlo simulation This limitation canbe addressed by independently sampling the Pareto surface
12 ISRN Aerospace Engineering
using the weighted Min-Max method The approach allowsless number of populations to be used in the optimizationas it does not need to probe the whole Pareto front andhence effectively a reduction in the computation intensity isrequired
In our ARJ21 case study the preventive maintenancethreshold and required service level are the key designparameters that determine the overall performance of theassembly system Because of uncertainties increase produc-tion rate will require a high required service level (ie fastresponse time) to avoid breakdowns before the maintenanceis performed and consequently this will increase the main-tenance cost and sometimes can be significant Howevercompromising on the production rate does not always meana further decrease in maintenance cost The minimum costis from the actual cost in maintaining the machines and theminimum service level Pareto surface is an important pieceof information to the system designer Together with Monte-Carlo simulation it can be used to support decision makingin terms of cost-benefit of different design solutions and alsowhat could be achieved
In this example even though in small scale it can beseen that CBM has potential to be applicable in (semi-)automatic aircraft assembly lines However its claim has tobe further researched in comparison with other maintenanceregimes and with a high fidelity large-scale aircraft assemblyexample Moreover in terms of optimization other differentoptimization methods like genetic algorithms (GAs) sim-ulated annealing and teaching-learning-based optimization(TLBO) should also be used in the optimization to ensurethat the true Pareto font is found and consequently theirperformance in terms of computation and solution can becompared and analyzed
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
This work is part of a research program at Cranfield Univer-sity sponsored by Commercial AircraftCooperation of China(COMAC) and China Scholarship Council (CSC)
References
[1] MTorres Total Solution for Aircraft Automatic Assembly JigsMTorres Santa Ana Calif USA 2013
[2] P Lute An Investigation of Airbus A380 Stage 01 Wing BoxAssembly Using Discrete Event Simulation Cranfield UniversityBedfordshire UK 2007
[3] Electroimpact IncA380 Stage 1 GRAWDEMachine Electroim-pact Inc Mukilteo Wash USA 2003
[4] IBM Corporation Predictive Maintenance for Manufacturing2011
[5] Wikipedia ldquoPreventive maintenancerdquo Wikipedia httpenwikipediaorgwikiPreventive maintenance
[6] ResolveFM ldquoPreventivecorrective maintenancerdquo ResolveFMhttpwwwresolvecomau
[7] A Kelly Maintenance Strategy Butterworth-HeinemannOxford UK 1997
[8] NACE ldquoMaintenance strategiesrdquo 2013 httpwwwnaceorghttpeventsnaceorglibrarycorrosionInspectionStrategiesasp
[9] I Grigoryev AnyLogic 6 in Three Days A Quick Course inSimulation Modeling Anylogic North America 2012
[10] J B Leger E Neunreuthe B Iung and G Morel ldquoIntegrationof the predictive maintenance in manufacturing systemrdquo inAdvanced inManufacturing pp 133ndash144 Springer LondonUK1999
[11] Z Tian D Lin and BWu ldquoCondition basedmaintenance opti-mization considering multiple objectivesrdquo Journal of IntelligentManufacturing vol 23 no 2 pp 333ndash340 2009
[12] J Yulan J Zuhua and H Wenrui ldquoMulti-objective integratedoptimization research on preventive maintenance planningand production scheduling for a single machinerdquo InternationalJournal of AdvancedManufacturing Technology vol 39 no 9-10pp 954ndash964 2008
[13] D Achermann Modelling Simulation and Optimization ofMaintenance Strategies Under Consideration of Logistic Pro-cesses Sudwestdeutscher 2008
[14] S Valcuha A Goti J Uradnıcek and I Navarro ldquoMulti-equipment condition based maintenance optimization bymulti-objective genetic algorithmrdquo Journal of Achievements inMaterials andManufacturing Engineering vol 45 no 2 pp 188ndash193 2011
[15] L Tautou and H Pierreval ldquoUsing evolutionary algorithms andsimulation for the optimization of manufacturing systemsrdquo IIETransactions vol 29 no 3 pp 181ndash189 1997
[16] D Baglee ldquoMaintenance strategy development in the UKfood and drink industryrdquo International Journal of StrategicEngineering Asset Management vol 1 no 3 pp 289ndash300 2013
[17] J Reimann G Kacprzynski D Cabral and R Marini ldquoUsingcondition based maintenance to improve the profitability ofperformance based logistic contractsrdquo in Proceedings of theAnnual Conference of the Prognostics and Health ManagementSociety 2009
[18] A Grall C Berenguer and L Dieulle ldquoA condition-basedmaintenance policy for stochastically deteriorating systemsrdquoReliability Engineering and System Safety vol 76 no 2 pp 167ndash180 2002
[19] M Rolon and E Martınez ldquoAgent-based modeling and sim-ulation of an autonomic manufacturing execution systemrdquoComputers in Industry vol 63 no 1 pp 53ndash78 2012
[20] W Shen Q Hao H J Yoon and D H Norrie ldquoApplications ofagent-based systems in intelligent manufacturing an updatedreviewrdquo Advanced Engineering Informatics vol 20 no 4 pp415ndash431 2006
[21] M A Majid U Aickelin and P O Siebers ldquoComparingsimulation output accuracy of discrete event and agent basedmodels a quantitave approachrdquo in Proceedings of the SummerComputer Simulation Conference (SCSC rsquo09) Vista Calif USA2009
[22] P O Siebers C M MacAl J Garnett D Buxton and MPidd ldquoDiscrete-event simulation is dead long live agent-basedsimulationrdquo Journal of Simulation vol 4 no 3 pp 204ndash2102010
ISRN Aerospace Engineering 13
[23] LHolst IntegratingDiscrete-Event Simulation into theManufac-turing System Development Process Division of Robotics LundSweden 2001
[24] J A B Montevechi R d C Miranda and J D FriendldquoSensitivity analysis in discrete-event simulation using designof experimentsrdquo inDiscrete Event Simulations-Development andApplications InTech Rijeka Croatia 2012
[25] Y Carson and A Maria ldquoSimulation optimization methodsand applicationsrdquo in Proceedings of the Winter SimulationConference pp 118ndash126 Atlanta Ga USA December 1997
[26] R Martı and M Laguna ldquoScatter search basic design andadvanced strategiesrdquo Revista Iberoamericana de InteligenciaArtificial vol 7 no 19 pp 123ndash130 2003
[27] A Ghosh and S Dehuri ldquoEvolution algorithms for multi-criterion optimization a surveyrdquo International Journey of Com-puting and Information Sciences vol 2 no 1 2004
[28] M Laguna R Martı M Gallego and A Duarte ldquoThe scattersearch methodologyrdquo in Wiley Encyclopedia of OperationsResearch and Management Science Wiley-Blackwell HobokenNJ USA 2011
[29] COMAC ldquoARJ21 regional jet programrdquo 2013 httpenglishcomacccproductsrjpi2indexshtml
[30] Electroimpact Flex Track Electroimpact Mukilteo WashUSA 2013
[31] IEEEPES Task Force on Impact of Maintenance Strategy onReliability of the Reliability Risk and Probability ApplicationsSubcommittee S Aboresheid R N Allan et al ldquoThe presentstatus of maintenance strategies and the impact of maintenanceon reliabilityrdquo IEEE Transactions on Power Systems vol 16 no4 pp 638ndash646 2001
[32] M Kaegi R Mock and W Kroger ldquoAnalyzing maintenancestrategies by agent-based simulations a feasibility studyrdquo Relia-bility Engineering and System Safety vol 94 no 9 pp 1416ndash14212009
[33] A BorshchevDesigning State-Based Behavior Statecharts Any-logic 2013
[34] Process Engineering Group Introduction to SSm Instituto deInvestigaciones Marinas (CSIC) Vigo Spain 2009
[35] J April F Glover J P Kelly and M Laguna ldquoPracticalintroduction to simulation optimizationrdquo in Proceedings of theWinter Simulation Conference pp 71ndash78 Boulder Colo USADecember 2003
[36] W Abo-Hamad and A Arisha ldquoSimulation optimisation meth-ods in supply chain applications a reviewrdquo Irish Journal ofManagement vol 30 no 2 pp 95ndash124 2011
[37] C-H Chen and L H Lee ldquoIntroduction to stochastic simu-lation optimizationrdquo in Stochastic Simulation Optimization AnOptimal Computing Budget Allocation System Engineering andOperations Research World Scientific Hackensack NJ USA2010
[38] M Laguna OptQuest Optimization of Complex Systems Opt-Tek Systems 2011
[39] R Martı M Laguna and F Glover ldquoPrinciples of scattersearchrdquo European Journal of Operational Research vol 169 no2 pp 359ndash372 2006
[40] OptTek ldquoHow the OptQuest engine worksrdquo OptTek httpwwwopttekcom
[41] FGlover andAReinholz ldquoMetaheuristics in science and indus-try new developmentsrdquo in Proceedings of the MetaheuristicsInternational Conference Montreal Canada June 2007
[42] I Boussaıd J Lepagnot and P Siarry ldquoA survey on optimizationmetaheuristicsrdquo Information Sciences vol 237 pp 82ndash117 2013
[43] K DebMulti-Objective Optimization Using Evolutionary Algo-rithms Wiley-Blackwell Chichester UK 2001
[44] M Gen and R Cheng Genetic Algorithms and EngineeringOptimization John Wiley amp Sons New York NY USA 2000
[45] A Ghosh and S Dehui ldquoEvolutionary algorithms for multi-criterion optimization a surveyrdquo International Journal of Com-puting and Information Sciences vol 2 no 1 pp 38ndash57 2004
[46] E J Hughes ldquoMultiple single objective pareto samplingrdquoEvolutionary Computation vol 4 pp 2678ndash2684 2003
[47] T Screenuch A Tsourdos E J Hughes and B AWhite ldquoFuzzygain-scheduled missile autopilot design using evolutionaryalgorithmsrdquo IEEE Transactions on Aerospace and ElectronicSystems vol 42 no 4 pp 1323ndash1339 2006
[48] Y Jin and J Branke ldquoEvolutionary optimization in uncertainenvironmentsmdasha surveyrdquo IEEE Transactions on EvolutionaryComputation vol 9 no 3 pp 303ndash317 2005
[49] J E Fieldsend andRM Everson ldquoMulti-objective optimisationin the presence of uncertaintyrdquo in Proceedings of the IEEECongress on Evolutionary Computation vol 1 pp 243ndash250Edinburgh UK September 2005
[50] OptTek ldquoMulti-objective optimizationrdquo OptTek httpwwwopttekcom
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of
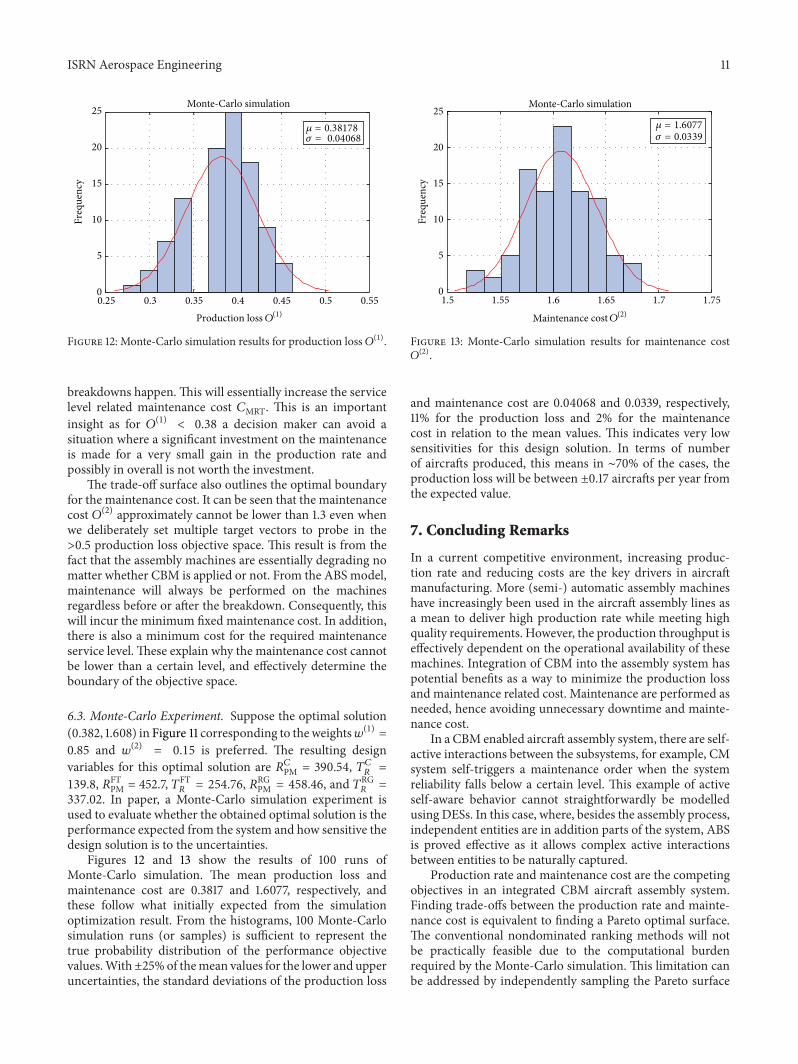
ISRN Aerospace Engineering 11
025 03 035 04 045 05 0550
5
10
15
20
25 Monte-Carlo simulation
120583 = 8120590 = 068
O
Figure 12 Monte-Carlo simulation results for production loss 119874(1)
breakdowns happenThis will essentially increase the servicelevel related maintenance cost 119862MRT This is an importantinsight as for 119874
(1)lt 038 a decision maker can avoid a
situation where a significant investment on the maintenanceis made for a very small gain in the production rate andpossibly in overall is not worth the investment
The trade-off surface also outlines the optimal boundaryfor the maintenance cost It can be seen that the maintenancecost 119874(2) approximately cannot be lower than 13 even whenwe deliberately set multiple target vectors to probe in thegt05 production loss objective space This result is from thefact that the assembly machines are essentially degrading nomatter whether CBM is applied or not From the ABS modelmaintenance will always be performed on the machinesregardless before or after the breakdown Consequently thiswill incur the minimum fixed maintenance cost In additionthere is also a minimum cost for the required maintenanceservice level These explain why the maintenance cost cannotbe lower than a certain level and effectively determine theboundary of the objective space
63 Monte-Carlo Experiment Suppose the optimal solution(0382 1608) in Figure 11 corresponding to theweights119908(1) =085 and 119908
(2)= 015 is preferred The resulting design
variables for this optimal solution are 119877119862
PM = 39054 119879119862119877
=
1398 119877FTPM = 4527 119879FT
119877= 25476 119877RG
PM = 45846 and 119879RG119877
=
33702 In paper a Monte-Carlo simulation experiment isused to evaluate whether the obtained optimal solution is theperformance expected from the system and how sensitive thedesign solution is to the uncertainties
Figures 12 and 13 show the results of 100 runs ofMonte-Carlo simulation The mean production loss andmaintenance cost are 03817 and 16077 respectively andthese follow what initially expected from the simulationoptimization result From the histograms 100 Monte-Carlosimulation runs (or samples) is sufficient to represent thetrue probability distribution of the performance objectivevaluesWithplusmn25of themean values for the lower and upperuncertainties the standard deviations of the production loss
15 155 16 165 17 1750
5
10
15
20
25
O
120583 = 077120590 = 39
Monte-Carlo simulation
Figure 13 Monte-Carlo simulation results for maintenance cost119874(2)
and maintenance cost are 004068 and 00339 respectively11 for the production loss and 2 for the maintenancecost in relation to the mean values This indicates very lowsensitivities for this design solution In terms of numberof aircrafts produced this means in sim70 of the cases theproduction loss will be between plusmn017 aircrafts per year fromthe expected value
7 Concluding Remarks
In a current competitive environment increasing produc-tion rate and reducing costs are the key drivers in aircraftmanufacturing More (semi-) automatic assembly machineshave increasingly been used in the aircraft assembly lines asa mean to deliver high production rate while meeting highquality requirements However the production throughput iseffectively dependent on the operational availability of thesemachines Integration of CBM into the assembly system haspotential benefits as a way to minimize the production lossand maintenance related cost Maintenance are performed asneeded hence avoiding unnecessary downtime and mainte-nance cost
In a CBM enabled aircraft assembly system there are self-active interactions between the subsystems for example CMsystem self-triggers a maintenance order when the systemreliability falls below a certain level This example of activeself-aware behavior cannot straightforwardly be modelledusing DESs In this case where besides the assembly processindependent entities are in addition parts of the system ABSis proved effective as it allows complex active interactionsbetween entities to be naturally captured
Production rate and maintenance cost are the competingobjectives in an integrated CBM aircraft assembly systemFinding trade-offs between the production rate and mainte-nance cost is equivalent to finding a Pareto optimal surfaceThe conventional nondominated ranking methods will notbe practically feasible due to the computational burdenrequired by the Monte-Carlo simulation This limitation canbe addressed by independently sampling the Pareto surface
12 ISRN Aerospace Engineering
using the weighted Min-Max method The approach allowsless number of populations to be used in the optimizationas it does not need to probe the whole Pareto front andhence effectively a reduction in the computation intensity isrequired
In our ARJ21 case study the preventive maintenancethreshold and required service level are the key designparameters that determine the overall performance of theassembly system Because of uncertainties increase produc-tion rate will require a high required service level (ie fastresponse time) to avoid breakdowns before the maintenanceis performed and consequently this will increase the main-tenance cost and sometimes can be significant Howevercompromising on the production rate does not always meana further decrease in maintenance cost The minimum costis from the actual cost in maintaining the machines and theminimum service level Pareto surface is an important pieceof information to the system designer Together with Monte-Carlo simulation it can be used to support decision makingin terms of cost-benefit of different design solutions and alsowhat could be achieved
In this example even though in small scale it can beseen that CBM has potential to be applicable in (semi-)automatic aircraft assembly lines However its claim has tobe further researched in comparison with other maintenanceregimes and with a high fidelity large-scale aircraft assemblyexample Moreover in terms of optimization other differentoptimization methods like genetic algorithms (GAs) sim-ulated annealing and teaching-learning-based optimization(TLBO) should also be used in the optimization to ensurethat the true Pareto font is found and consequently theirperformance in terms of computation and solution can becompared and analyzed
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
This work is part of a research program at Cranfield Univer-sity sponsored by Commercial AircraftCooperation of China(COMAC) and China Scholarship Council (CSC)
References
[1] MTorres Total Solution for Aircraft Automatic Assembly JigsMTorres Santa Ana Calif USA 2013
[2] P Lute An Investigation of Airbus A380 Stage 01 Wing BoxAssembly Using Discrete Event Simulation Cranfield UniversityBedfordshire UK 2007
[3] Electroimpact IncA380 Stage 1 GRAWDEMachine Electroim-pact Inc Mukilteo Wash USA 2003
[4] IBM Corporation Predictive Maintenance for Manufacturing2011
[5] Wikipedia ldquoPreventive maintenancerdquo Wikipedia httpenwikipediaorgwikiPreventive maintenance
[6] ResolveFM ldquoPreventivecorrective maintenancerdquo ResolveFMhttpwwwresolvecomau
[7] A Kelly Maintenance Strategy Butterworth-HeinemannOxford UK 1997
[8] NACE ldquoMaintenance strategiesrdquo 2013 httpwwwnaceorghttpeventsnaceorglibrarycorrosionInspectionStrategiesasp
[9] I Grigoryev AnyLogic 6 in Three Days A Quick Course inSimulation Modeling Anylogic North America 2012
[10] J B Leger E Neunreuthe B Iung and G Morel ldquoIntegrationof the predictive maintenance in manufacturing systemrdquo inAdvanced inManufacturing pp 133ndash144 Springer LondonUK1999
[11] Z Tian D Lin and BWu ldquoCondition basedmaintenance opti-mization considering multiple objectivesrdquo Journal of IntelligentManufacturing vol 23 no 2 pp 333ndash340 2009
[12] J Yulan J Zuhua and H Wenrui ldquoMulti-objective integratedoptimization research on preventive maintenance planningand production scheduling for a single machinerdquo InternationalJournal of AdvancedManufacturing Technology vol 39 no 9-10pp 954ndash964 2008
[13] D Achermann Modelling Simulation and Optimization ofMaintenance Strategies Under Consideration of Logistic Pro-cesses Sudwestdeutscher 2008
[14] S Valcuha A Goti J Uradnıcek and I Navarro ldquoMulti-equipment condition based maintenance optimization bymulti-objective genetic algorithmrdquo Journal of Achievements inMaterials andManufacturing Engineering vol 45 no 2 pp 188ndash193 2011
[15] L Tautou and H Pierreval ldquoUsing evolutionary algorithms andsimulation for the optimization of manufacturing systemsrdquo IIETransactions vol 29 no 3 pp 181ndash189 1997
[16] D Baglee ldquoMaintenance strategy development in the UKfood and drink industryrdquo International Journal of StrategicEngineering Asset Management vol 1 no 3 pp 289ndash300 2013
[17] J Reimann G Kacprzynski D Cabral and R Marini ldquoUsingcondition based maintenance to improve the profitability ofperformance based logistic contractsrdquo in Proceedings of theAnnual Conference of the Prognostics and Health ManagementSociety 2009
[18] A Grall C Berenguer and L Dieulle ldquoA condition-basedmaintenance policy for stochastically deteriorating systemsrdquoReliability Engineering and System Safety vol 76 no 2 pp 167ndash180 2002
[19] M Rolon and E Martınez ldquoAgent-based modeling and sim-ulation of an autonomic manufacturing execution systemrdquoComputers in Industry vol 63 no 1 pp 53ndash78 2012
[20] W Shen Q Hao H J Yoon and D H Norrie ldquoApplications ofagent-based systems in intelligent manufacturing an updatedreviewrdquo Advanced Engineering Informatics vol 20 no 4 pp415ndash431 2006
[21] M A Majid U Aickelin and P O Siebers ldquoComparingsimulation output accuracy of discrete event and agent basedmodels a quantitave approachrdquo in Proceedings of the SummerComputer Simulation Conference (SCSC rsquo09) Vista Calif USA2009
[22] P O Siebers C M MacAl J Garnett D Buxton and MPidd ldquoDiscrete-event simulation is dead long live agent-basedsimulationrdquo Journal of Simulation vol 4 no 3 pp 204ndash2102010
ISRN Aerospace Engineering 13
[23] LHolst IntegratingDiscrete-Event Simulation into theManufac-turing System Development Process Division of Robotics LundSweden 2001
[24] J A B Montevechi R d C Miranda and J D FriendldquoSensitivity analysis in discrete-event simulation using designof experimentsrdquo inDiscrete Event Simulations-Development andApplications InTech Rijeka Croatia 2012
[25] Y Carson and A Maria ldquoSimulation optimization methodsand applicationsrdquo in Proceedings of the Winter SimulationConference pp 118ndash126 Atlanta Ga USA December 1997
[26] R Martı and M Laguna ldquoScatter search basic design andadvanced strategiesrdquo Revista Iberoamericana de InteligenciaArtificial vol 7 no 19 pp 123ndash130 2003
[27] A Ghosh and S Dehuri ldquoEvolution algorithms for multi-criterion optimization a surveyrdquo International Journey of Com-puting and Information Sciences vol 2 no 1 2004
[28] M Laguna R Martı M Gallego and A Duarte ldquoThe scattersearch methodologyrdquo in Wiley Encyclopedia of OperationsResearch and Management Science Wiley-Blackwell HobokenNJ USA 2011
[29] COMAC ldquoARJ21 regional jet programrdquo 2013 httpenglishcomacccproductsrjpi2indexshtml
[30] Electroimpact Flex Track Electroimpact Mukilteo WashUSA 2013
[31] IEEEPES Task Force on Impact of Maintenance Strategy onReliability of the Reliability Risk and Probability ApplicationsSubcommittee S Aboresheid R N Allan et al ldquoThe presentstatus of maintenance strategies and the impact of maintenanceon reliabilityrdquo IEEE Transactions on Power Systems vol 16 no4 pp 638ndash646 2001
[32] M Kaegi R Mock and W Kroger ldquoAnalyzing maintenancestrategies by agent-based simulations a feasibility studyrdquo Relia-bility Engineering and System Safety vol 94 no 9 pp 1416ndash14212009
[33] A BorshchevDesigning State-Based Behavior Statecharts Any-logic 2013
[34] Process Engineering Group Introduction to SSm Instituto deInvestigaciones Marinas (CSIC) Vigo Spain 2009
[35] J April F Glover J P Kelly and M Laguna ldquoPracticalintroduction to simulation optimizationrdquo in Proceedings of theWinter Simulation Conference pp 71ndash78 Boulder Colo USADecember 2003
[36] W Abo-Hamad and A Arisha ldquoSimulation optimisation meth-ods in supply chain applications a reviewrdquo Irish Journal ofManagement vol 30 no 2 pp 95ndash124 2011
[37] C-H Chen and L H Lee ldquoIntroduction to stochastic simu-lation optimizationrdquo in Stochastic Simulation Optimization AnOptimal Computing Budget Allocation System Engineering andOperations Research World Scientific Hackensack NJ USA2010
[38] M Laguna OptQuest Optimization of Complex Systems Opt-Tek Systems 2011
[39] R Martı M Laguna and F Glover ldquoPrinciples of scattersearchrdquo European Journal of Operational Research vol 169 no2 pp 359ndash372 2006
[40] OptTek ldquoHow the OptQuest engine worksrdquo OptTek httpwwwopttekcom
[41] FGlover andAReinholz ldquoMetaheuristics in science and indus-try new developmentsrdquo in Proceedings of the MetaheuristicsInternational Conference Montreal Canada June 2007
[42] I Boussaıd J Lepagnot and P Siarry ldquoA survey on optimizationmetaheuristicsrdquo Information Sciences vol 237 pp 82ndash117 2013
[43] K DebMulti-Objective Optimization Using Evolutionary Algo-rithms Wiley-Blackwell Chichester UK 2001
[44] M Gen and R Cheng Genetic Algorithms and EngineeringOptimization John Wiley amp Sons New York NY USA 2000
[45] A Ghosh and S Dehui ldquoEvolutionary algorithms for multi-criterion optimization a surveyrdquo International Journal of Com-puting and Information Sciences vol 2 no 1 pp 38ndash57 2004
[46] E J Hughes ldquoMultiple single objective pareto samplingrdquoEvolutionary Computation vol 4 pp 2678ndash2684 2003
[47] T Screenuch A Tsourdos E J Hughes and B AWhite ldquoFuzzygain-scheduled missile autopilot design using evolutionaryalgorithmsrdquo IEEE Transactions on Aerospace and ElectronicSystems vol 42 no 4 pp 1323ndash1339 2006
[48] Y Jin and J Branke ldquoEvolutionary optimization in uncertainenvironmentsmdasha surveyrdquo IEEE Transactions on EvolutionaryComputation vol 9 no 3 pp 303ndash317 2005
[49] J E Fieldsend andRM Everson ldquoMulti-objective optimisationin the presence of uncertaintyrdquo in Proceedings of the IEEECongress on Evolutionary Computation vol 1 pp 243ndash250Edinburgh UK September 2005
[50] OptTek ldquoMulti-objective optimizationrdquo OptTek httpwwwopttekcom
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

12 ISRN Aerospace Engineering
using the weighted Min-Max method The approach allowsless number of populations to be used in the optimizationas it does not need to probe the whole Pareto front andhence effectively a reduction in the computation intensity isrequired
In our ARJ21 case study the preventive maintenancethreshold and required service level are the key designparameters that determine the overall performance of theassembly system Because of uncertainties increase produc-tion rate will require a high required service level (ie fastresponse time) to avoid breakdowns before the maintenanceis performed and consequently this will increase the main-tenance cost and sometimes can be significant Howevercompromising on the production rate does not always meana further decrease in maintenance cost The minimum costis from the actual cost in maintaining the machines and theminimum service level Pareto surface is an important pieceof information to the system designer Together with Monte-Carlo simulation it can be used to support decision makingin terms of cost-benefit of different design solutions and alsowhat could be achieved
In this example even though in small scale it can beseen that CBM has potential to be applicable in (semi-)automatic aircraft assembly lines However its claim has tobe further researched in comparison with other maintenanceregimes and with a high fidelity large-scale aircraft assemblyexample Moreover in terms of optimization other differentoptimization methods like genetic algorithms (GAs) sim-ulated annealing and teaching-learning-based optimization(TLBO) should also be used in the optimization to ensurethat the true Pareto font is found and consequently theirperformance in terms of computation and solution can becompared and analyzed
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
This work is part of a research program at Cranfield Univer-sity sponsored by Commercial AircraftCooperation of China(COMAC) and China Scholarship Council (CSC)
References
[1] MTorres Total Solution for Aircraft Automatic Assembly JigsMTorres Santa Ana Calif USA 2013
[2] P Lute An Investigation of Airbus A380 Stage 01 Wing BoxAssembly Using Discrete Event Simulation Cranfield UniversityBedfordshire UK 2007
[3] Electroimpact IncA380 Stage 1 GRAWDEMachine Electroim-pact Inc Mukilteo Wash USA 2003
[4] IBM Corporation Predictive Maintenance for Manufacturing2011
[5] Wikipedia ldquoPreventive maintenancerdquo Wikipedia httpenwikipediaorgwikiPreventive maintenance
[6] ResolveFM ldquoPreventivecorrective maintenancerdquo ResolveFMhttpwwwresolvecomau
[7] A Kelly Maintenance Strategy Butterworth-HeinemannOxford UK 1997
[8] NACE ldquoMaintenance strategiesrdquo 2013 httpwwwnaceorghttpeventsnaceorglibrarycorrosionInspectionStrategiesasp
[9] I Grigoryev AnyLogic 6 in Three Days A Quick Course inSimulation Modeling Anylogic North America 2012
[10] J B Leger E Neunreuthe B Iung and G Morel ldquoIntegrationof the predictive maintenance in manufacturing systemrdquo inAdvanced inManufacturing pp 133ndash144 Springer LondonUK1999
[11] Z Tian D Lin and BWu ldquoCondition basedmaintenance opti-mization considering multiple objectivesrdquo Journal of IntelligentManufacturing vol 23 no 2 pp 333ndash340 2009
[12] J Yulan J Zuhua and H Wenrui ldquoMulti-objective integratedoptimization research on preventive maintenance planningand production scheduling for a single machinerdquo InternationalJournal of AdvancedManufacturing Technology vol 39 no 9-10pp 954ndash964 2008
[13] D Achermann Modelling Simulation and Optimization ofMaintenance Strategies Under Consideration of Logistic Pro-cesses Sudwestdeutscher 2008
[14] S Valcuha A Goti J Uradnıcek and I Navarro ldquoMulti-equipment condition based maintenance optimization bymulti-objective genetic algorithmrdquo Journal of Achievements inMaterials andManufacturing Engineering vol 45 no 2 pp 188ndash193 2011
[15] L Tautou and H Pierreval ldquoUsing evolutionary algorithms andsimulation for the optimization of manufacturing systemsrdquo IIETransactions vol 29 no 3 pp 181ndash189 1997
[16] D Baglee ldquoMaintenance strategy development in the UKfood and drink industryrdquo International Journal of StrategicEngineering Asset Management vol 1 no 3 pp 289ndash300 2013
[17] J Reimann G Kacprzynski D Cabral and R Marini ldquoUsingcondition based maintenance to improve the profitability ofperformance based logistic contractsrdquo in Proceedings of theAnnual Conference of the Prognostics and Health ManagementSociety 2009
[18] A Grall C Berenguer and L Dieulle ldquoA condition-basedmaintenance policy for stochastically deteriorating systemsrdquoReliability Engineering and System Safety vol 76 no 2 pp 167ndash180 2002
[19] M Rolon and E Martınez ldquoAgent-based modeling and sim-ulation of an autonomic manufacturing execution systemrdquoComputers in Industry vol 63 no 1 pp 53ndash78 2012
[20] W Shen Q Hao H J Yoon and D H Norrie ldquoApplications ofagent-based systems in intelligent manufacturing an updatedreviewrdquo Advanced Engineering Informatics vol 20 no 4 pp415ndash431 2006
[21] M A Majid U Aickelin and P O Siebers ldquoComparingsimulation output accuracy of discrete event and agent basedmodels a quantitave approachrdquo in Proceedings of the SummerComputer Simulation Conference (SCSC rsquo09) Vista Calif USA2009
[22] P O Siebers C M MacAl J Garnett D Buxton and MPidd ldquoDiscrete-event simulation is dead long live agent-basedsimulationrdquo Journal of Simulation vol 4 no 3 pp 204ndash2102010
ISRN Aerospace Engineering 13
[23] LHolst IntegratingDiscrete-Event Simulation into theManufac-turing System Development Process Division of Robotics LundSweden 2001
[24] J A B Montevechi R d C Miranda and J D FriendldquoSensitivity analysis in discrete-event simulation using designof experimentsrdquo inDiscrete Event Simulations-Development andApplications InTech Rijeka Croatia 2012
[25] Y Carson and A Maria ldquoSimulation optimization methodsand applicationsrdquo in Proceedings of the Winter SimulationConference pp 118ndash126 Atlanta Ga USA December 1997
[26] R Martı and M Laguna ldquoScatter search basic design andadvanced strategiesrdquo Revista Iberoamericana de InteligenciaArtificial vol 7 no 19 pp 123ndash130 2003
[27] A Ghosh and S Dehuri ldquoEvolution algorithms for multi-criterion optimization a surveyrdquo International Journey of Com-puting and Information Sciences vol 2 no 1 2004
[28] M Laguna R Martı M Gallego and A Duarte ldquoThe scattersearch methodologyrdquo in Wiley Encyclopedia of OperationsResearch and Management Science Wiley-Blackwell HobokenNJ USA 2011
[29] COMAC ldquoARJ21 regional jet programrdquo 2013 httpenglishcomacccproductsrjpi2indexshtml
[30] Electroimpact Flex Track Electroimpact Mukilteo WashUSA 2013
[31] IEEEPES Task Force on Impact of Maintenance Strategy onReliability of the Reliability Risk and Probability ApplicationsSubcommittee S Aboresheid R N Allan et al ldquoThe presentstatus of maintenance strategies and the impact of maintenanceon reliabilityrdquo IEEE Transactions on Power Systems vol 16 no4 pp 638ndash646 2001
[32] M Kaegi R Mock and W Kroger ldquoAnalyzing maintenancestrategies by agent-based simulations a feasibility studyrdquo Relia-bility Engineering and System Safety vol 94 no 9 pp 1416ndash14212009
[33] A BorshchevDesigning State-Based Behavior Statecharts Any-logic 2013
[34] Process Engineering Group Introduction to SSm Instituto deInvestigaciones Marinas (CSIC) Vigo Spain 2009
[35] J April F Glover J P Kelly and M Laguna ldquoPracticalintroduction to simulation optimizationrdquo in Proceedings of theWinter Simulation Conference pp 71ndash78 Boulder Colo USADecember 2003
[36] W Abo-Hamad and A Arisha ldquoSimulation optimisation meth-ods in supply chain applications a reviewrdquo Irish Journal ofManagement vol 30 no 2 pp 95ndash124 2011
[37] C-H Chen and L H Lee ldquoIntroduction to stochastic simu-lation optimizationrdquo in Stochastic Simulation Optimization AnOptimal Computing Budget Allocation System Engineering andOperations Research World Scientific Hackensack NJ USA2010
[38] M Laguna OptQuest Optimization of Complex Systems Opt-Tek Systems 2011
[39] R Martı M Laguna and F Glover ldquoPrinciples of scattersearchrdquo European Journal of Operational Research vol 169 no2 pp 359ndash372 2006
[40] OptTek ldquoHow the OptQuest engine worksrdquo OptTek httpwwwopttekcom
[41] FGlover andAReinholz ldquoMetaheuristics in science and indus-try new developmentsrdquo in Proceedings of the MetaheuristicsInternational Conference Montreal Canada June 2007
[42] I Boussaıd J Lepagnot and P Siarry ldquoA survey on optimizationmetaheuristicsrdquo Information Sciences vol 237 pp 82ndash117 2013
[43] K DebMulti-Objective Optimization Using Evolutionary Algo-rithms Wiley-Blackwell Chichester UK 2001
[44] M Gen and R Cheng Genetic Algorithms and EngineeringOptimization John Wiley amp Sons New York NY USA 2000
[45] A Ghosh and S Dehui ldquoEvolutionary algorithms for multi-criterion optimization a surveyrdquo International Journal of Com-puting and Information Sciences vol 2 no 1 pp 38ndash57 2004
[46] E J Hughes ldquoMultiple single objective pareto samplingrdquoEvolutionary Computation vol 4 pp 2678ndash2684 2003
[47] T Screenuch A Tsourdos E J Hughes and B AWhite ldquoFuzzygain-scheduled missile autopilot design using evolutionaryalgorithmsrdquo IEEE Transactions on Aerospace and ElectronicSystems vol 42 no 4 pp 1323ndash1339 2006
[48] Y Jin and J Branke ldquoEvolutionary optimization in uncertainenvironmentsmdasha surveyrdquo IEEE Transactions on EvolutionaryComputation vol 9 no 3 pp 303ndash317 2005
[49] J E Fieldsend andRM Everson ldquoMulti-objective optimisationin the presence of uncertaintyrdquo in Proceedings of the IEEECongress on Evolutionary Computation vol 1 pp 243ndash250Edinburgh UK September 2005
[50] OptTek ldquoMulti-objective optimizationrdquo OptTek httpwwwopttekcom
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of
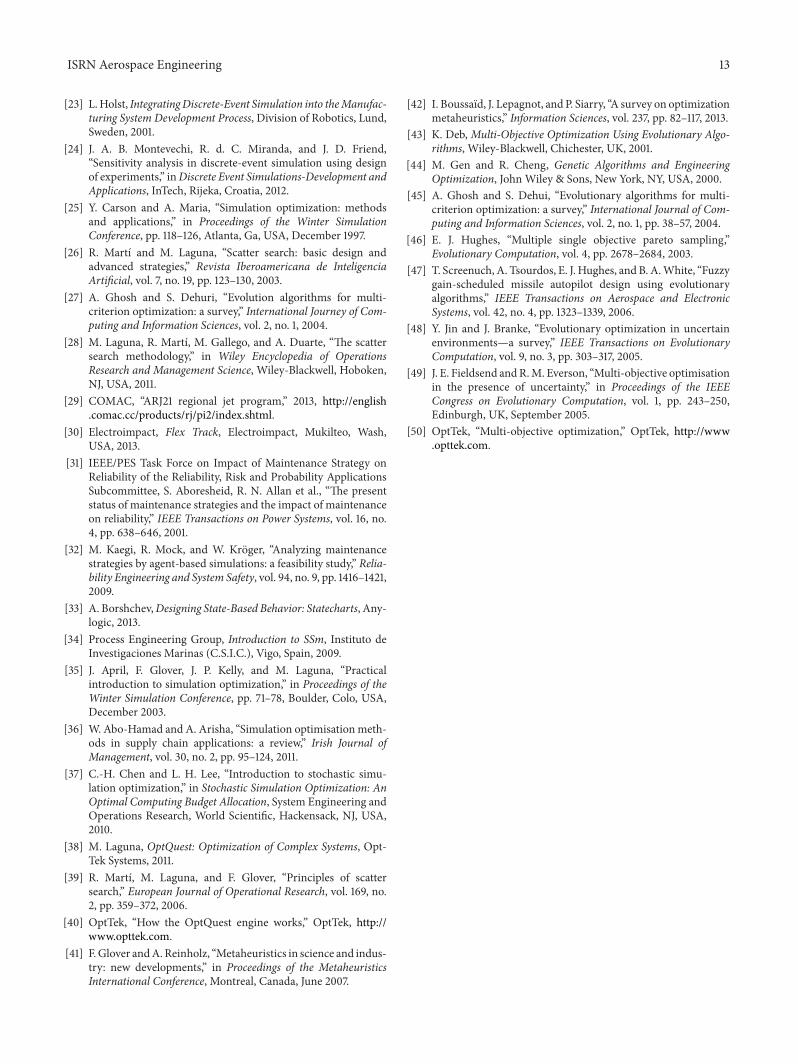
ISRN Aerospace Engineering 13
[23] LHolst IntegratingDiscrete-Event Simulation into theManufac-turing System Development Process Division of Robotics LundSweden 2001
[24] J A B Montevechi R d C Miranda and J D FriendldquoSensitivity analysis in discrete-event simulation using designof experimentsrdquo inDiscrete Event Simulations-Development andApplications InTech Rijeka Croatia 2012
[25] Y Carson and A Maria ldquoSimulation optimization methodsand applicationsrdquo in Proceedings of the Winter SimulationConference pp 118ndash126 Atlanta Ga USA December 1997
[26] R Martı and M Laguna ldquoScatter search basic design andadvanced strategiesrdquo Revista Iberoamericana de InteligenciaArtificial vol 7 no 19 pp 123ndash130 2003
[27] A Ghosh and S Dehuri ldquoEvolution algorithms for multi-criterion optimization a surveyrdquo International Journey of Com-puting and Information Sciences vol 2 no 1 2004
[28] M Laguna R Martı M Gallego and A Duarte ldquoThe scattersearch methodologyrdquo in Wiley Encyclopedia of OperationsResearch and Management Science Wiley-Blackwell HobokenNJ USA 2011
[29] COMAC ldquoARJ21 regional jet programrdquo 2013 httpenglishcomacccproductsrjpi2indexshtml
[30] Electroimpact Flex Track Electroimpact Mukilteo WashUSA 2013
[31] IEEEPES Task Force on Impact of Maintenance Strategy onReliability of the Reliability Risk and Probability ApplicationsSubcommittee S Aboresheid R N Allan et al ldquoThe presentstatus of maintenance strategies and the impact of maintenanceon reliabilityrdquo IEEE Transactions on Power Systems vol 16 no4 pp 638ndash646 2001
[32] M Kaegi R Mock and W Kroger ldquoAnalyzing maintenancestrategies by agent-based simulations a feasibility studyrdquo Relia-bility Engineering and System Safety vol 94 no 9 pp 1416ndash14212009
[33] A BorshchevDesigning State-Based Behavior Statecharts Any-logic 2013
[34] Process Engineering Group Introduction to SSm Instituto deInvestigaciones Marinas (CSIC) Vigo Spain 2009
[35] J April F Glover J P Kelly and M Laguna ldquoPracticalintroduction to simulation optimizationrdquo in Proceedings of theWinter Simulation Conference pp 71ndash78 Boulder Colo USADecember 2003
[36] W Abo-Hamad and A Arisha ldquoSimulation optimisation meth-ods in supply chain applications a reviewrdquo Irish Journal ofManagement vol 30 no 2 pp 95ndash124 2011
[37] C-H Chen and L H Lee ldquoIntroduction to stochastic simu-lation optimizationrdquo in Stochastic Simulation Optimization AnOptimal Computing Budget Allocation System Engineering andOperations Research World Scientific Hackensack NJ USA2010
[38] M Laguna OptQuest Optimization of Complex Systems Opt-Tek Systems 2011
[39] R Martı M Laguna and F Glover ldquoPrinciples of scattersearchrdquo European Journal of Operational Research vol 169 no2 pp 359ndash372 2006
[40] OptTek ldquoHow the OptQuest engine worksrdquo OptTek httpwwwopttekcom
[41] FGlover andAReinholz ldquoMetaheuristics in science and indus-try new developmentsrdquo in Proceedings of the MetaheuristicsInternational Conference Montreal Canada June 2007
[42] I Boussaıd J Lepagnot and P Siarry ldquoA survey on optimizationmetaheuristicsrdquo Information Sciences vol 237 pp 82ndash117 2013
[43] K DebMulti-Objective Optimization Using Evolutionary Algo-rithms Wiley-Blackwell Chichester UK 2001
[44] M Gen and R Cheng Genetic Algorithms and EngineeringOptimization John Wiley amp Sons New York NY USA 2000
[45] A Ghosh and S Dehui ldquoEvolutionary algorithms for multi-criterion optimization a surveyrdquo International Journal of Com-puting and Information Sciences vol 2 no 1 pp 38ndash57 2004
[46] E J Hughes ldquoMultiple single objective pareto samplingrdquoEvolutionary Computation vol 4 pp 2678ndash2684 2003
[47] T Screenuch A Tsourdos E J Hughes and B AWhite ldquoFuzzygain-scheduled missile autopilot design using evolutionaryalgorithmsrdquo IEEE Transactions on Aerospace and ElectronicSystems vol 42 no 4 pp 1323ndash1339 2006
[48] Y Jin and J Branke ldquoEvolutionary optimization in uncertainenvironmentsmdasha surveyrdquo IEEE Transactions on EvolutionaryComputation vol 9 no 3 pp 303ndash317 2005
[49] J E Fieldsend andRM Everson ldquoMulti-objective optimisationin the presence of uncertaintyrdquo in Proceedings of the IEEECongress on Evolutionary Computation vol 1 pp 243ndash250Edinburgh UK September 2005
[50] OptTek ldquoMulti-objective optimizationrdquo OptTek httpwwwopttekcom
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Submit your manuscripts athttpwwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of