realizar un Ánalisis del control de capacidad de …
TRANSCRIPT

REALIZAR UN ÁNALISIS DEL CONTROL DE CAPACIDAD DE PROCESO EN LÍNEAS DE PRODUCTO DE LA EMPRESA MANUFACTURERA-CALI
JUAN DAVID POLANIA PRICE 2157174
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE CIENCIAS ADMINISTRATIVAS
DEPARTAMENTO DE ADMINISTRACIÓN Y FINANZAS PROGRAMA ADMINISTRACIÓN DE EMPRESAS MODALIDAD DUAL
SANTIAGO DE CALI 2019
REALIZAR UN ÁNALISIS DEL CONTROL DE CAPACIDAD DE PROCESO EN LÍNEAS DE PRODUCTO DE LA EMPRESA MANUFACTURERA-CALI
JUAN DAVID POLANIA PRICE
Pasantía institucional para optar al título de
Administrador de Empresas
Director HERNAN SOTO GARCIA
Magister en Ingeniería Industrial
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE CIENCIAS ADMINISTRATIVAS
DEPARTAMENTO DE ADMINISTRACIÓN Y FINANZAS PROGRAMA ADMINISTRACIÓN DE EMPRESAS MODALIDAD DUAL
SANTIAGO DE CALI 2019
Nota de aceptación:
Aprobado por el Comité de Grado en cumplimiento de los requisitos exigidos por la Universidad Autónoma de Occidente para optar al título de Administrador de Empresas JAIME VALENCIA ARIAS Jurado NOYLAN FORERO
Jurado
Santiago de Cali, 27 de Agosto de 2019

4
AGRADECIMIENTOS
Gracias a mi universidad, gracias por haberme permitido fórmame y en ella, gracias a todas las personas que fueron participes de este proceso, ya sea de manera directa o indirecta, gracias a todos ustedes, fueron ustedes los responsables de realizar su pequeño aporte, que el día de hoy se vería reflejado en la culminación de mi paso por la universidad.
Gracias a mis padres’ que fueron mis mayores promotores durante este proceso, gracias a Dios, que fue mi principal apoyo y motivador para cada día continuar sin tirar la toalla.

5
CONTENIDO
GLOSARIO 9
ABSTRACT 13
INTRODUCCIÓN 14
1. PLANTEAMIENTO DEL PROBLEMA 16
1.1 FORMULACIÓN DEL PROBLEMA 17
1.2 SISTEMATIZACIÓN DEL PROBLEMA 17
2. PLANTEAMIENTO DE OBJETIVOS 18
2.1 OBJETIVO GENERAL 18
2.2 OBJETIVOS ESPECÍFICOS 18
3. JUSTIFICACIÓN 19
4. ANTECEDENTES 20
5. MARCO DE REFERENCIA 21
5.1 MARCO CONTEXTUAL 21
5.2 MARCO TEÓRICO 21
6. METODOLOGIA 26
6.1 TIPO DE ESTUDIO: 26
6.2 INSTRUMENTOS DE MEDICIÓN EMPLEADOS 26
6.3 DISEÑO DEL MUESTREO 26

6
6.4 FUENTES PRIMARIAS 26
6.5 FUENTES SECUNDARIAS 27
6.6 DESARROLLO METODOLÓGICO 27
7. DESARROLLO DE OBJETIVOS 28
7.1 DEFINIR EL TIPO DE ESTUDIO ESTADÍSTICO CON LA CANTIDAD MÍNIMA DE MUESTRAS POR REFERENCIA. 28
7.2 MUESTREO Y RECOPILACIÓN DE DATOS POR FAMILIA, FORMULA Y LÍNEA DE LLENADO. 30
7.3 ANÁLISIS DE LOS RESULTADOS CON BASE EN MODELOS ESTADÍSTICOS. 31
7.4 ANÁLISIS DE RESULTADOS, IDENTIFICACIÓN DE CAUSAS DEL COMPORTAMIENTO ACTUAL DEL PROCESO DE LLENADO Y FORMULACIÓN DE LAS RECOMENDACIONES Y OPORTUNIDADES DE MEJORA. 39
7.5 CAUSAS DE SOBRELLENADO Y PROPUESTA DE SOLUCIONES 47
7.6 CALCULAR EL COSTO DE LAS DESVIACIONES EN EL PROCESO DEL LLENADO. 51
8. CONCLUSIONES 52
9. RECOMENDACIONES 54
REFERENCIAS 56

7
LISTA DE FIGURAS
Figura 1. Variables. Variables que se tienen en cuenta para calcular el tamaño adecuado de muestra para una población. 25
Figura 2. Resultados muestreo producto A1. 32
Figura 3. Resultados muestreo producto A2. 33
Figura 4. Resultados muestreo producto A3. 34
Figura 5. Resultados muestreo producto A4 35
Figura 6. Resultados muestreo producto A5 36
Figura 7. Resultados muestreo producto A6 37
Figura 8.Resultados muestreo producto A7 38
Figura 9. Resultados muestreo producto A8 39
Figura 10. Promedio de Boquillas Línea 1 40
Figura 11. Promedio de Boquillas Línea 2. 41
Figura 12. Promedio de Boquillas Línea 3. 42
Figura 13. Promedio de Boquillas Línea 7 45
Figura 14. Cpk y Seis Sigma. 46
Figura 15. Resumen de Resultados Estadísticos. 47
Figura 16. Causas de Sobrellenado. 48
Figura 17. Maquina: Nivel de la tolva de mezclas. 49
Figura 18. Calculo de las pérdidas mensuales por sobrellenado en las líneas de producción. 51

8
LISTA DE TABLA
Tabla 1. No de muestras por producto / boquilla. 28
Tabla 2. Cálculo del tiempo real por turno 29
Tabla 3. Cálculo de los costos por producto 30
Tabla 4. Registro de muestras tomadas al llenado del producto A1. 31
Tabla 5. Plan de Acción. 50

9
GLOSARIO
BOQUILLA: tubo pequeño de forma alargada generalmente provisto de un filtro encargado de abastecer las materias primas que pasan por la línea de producción.
CALIDAD: es una herramienta básica e importante para una propiedad inherente de cualquier cosa que permite que la misma sea comparada con cualquier otra de su misma especie.
CAPACIDAD DE PROCESOS: grado de aptitud que tiene un proceso para cumplir con las especificaciones técnicas deseadas.
CONTROL: mecanismo preventivo y correctivo que permite la oportuna detección y solución de problemas.
COSTOS: gasto económico que representa la fabricación de un producto o la prestación de un servicio.
DESVIACIÓN ESTANDAR: medida de dispersión que indica que tan alejados están los datos con respecto a la media.
DIAGRAMA CAUSA-EFECTO: es una herramienta de apoyo busca la relación entre un problema y todas las posibles causas con el fin de identificarlas y plantearles posibles soluciones.
DIAGRAMA ISHIKAWA: herramienta para el análisis de los problemas que básicamente representa la relación entre un efecto (problema) y todas las posibles causas que lo ocasionan. También es denominado diagrama de espina de pescado por su parecido con el esqueleto de un pescado.
EFICACIA: capacidad de producir el efecto deseado de esa función, tarea o simplemente hacerla en el tiempo estipulado.
EFICIENCIA: hacer una función o tarea de forma adecuada.

10
EMPRESA MULTINACIONAL: organización con operaciones y productos en varios países.
ESTANDARIZACIÓN: es un proceso de unificación de características de un producto, proceso o servicio.
INVENTARIO: son el conjunto de mercancías o artículos que tiene la empresa para comerciar con aquellos, permitiendo la compra y venta o la fabricación primero antes de venderlos en un periodo de tiempo.
LIMITES DE LLENADO: punto o línea que señala el fin o término de una cosa. Suele indicar un punto que no debe o no puede sobrepasarse.
LÍNEAS DE PRODUCCIÓN: conjunto de operaciones secuenciales en una fábrica de materiales que se ejecutan a través de un proceso para producir un producto final que es adecuado para su posterior consumo.
LLENADORA: maquina encargada de cumplir con el proceso de llenado de una línea de producción en cadena.
MEDIA: valor promedio de un conjunto de datos.
MÉTODOS: son una serie de pasos que se realizan para cumplir unos objetivos determinados.
MINITAB: programa de análisis para datos estadísticos.
OPTIMIZACIÓN: mejorar algo utilizando o asignando todos los recursos que se necesitan para lograrlo de la mejor manera posible.
PCC: plan de control de calidad.
PLAN DE MEJORA: es un conjunto de medidas de cambio que se toman en una organización para mejorar su rendimiento.

11
PLANTA: sitio donde la compañía tiene sus líneas de producción para producir los productos que ofrece.
PROCESO: conjunto de operaciones planificadas de transformación de unos determinados factores o insumos en bienes o servicios mediante la aplicación de un procedimiento tecnológico.
RANGO: intervalo que hay entre un valor máximo y el valor mínimo de una determinada muestra.
REGISTRO: reconocimiento de una determinada situación que se considera relevante.
SISTEMAS: conjunto ordenado de normas y procedimientos que regulan el funcionamiento de un grupo o colectividad.
12
RESUMEN
El trabajo de investigación realizado comprendió específicamente un estudio de la capacidad de proceso para el llenado en todas las referencias de las líneas de producción de una empresa manufacturera.
La necesidad surgió debido a que los límites de llenado propuestos para cada referencia en los planes de control de calidad estaban desactualizados debido que las fórmulas de las mezclas para cada producto últimamente habían tenido algunas modificaciones y la gerencia quería conocer el nuevo comportamiento del proceso de llenado en cada referencia con el objetivo de saber si el proceso esta cumpliendo con las especificaciones planteadas por el área de calidad.
Durante 6 meses se le estuvo haciendo un análisis a cada una de las referencias de producto en un trabajo conjunto con las áreas de producción, calidad, mantenimiento y mezclas. Compilando información referente a las velocidades estándar de las maquinas, velocidades reales de acuerdo con los históricos, tamaño de lote por producto y número de boquillas de llenado.
Para cumplir con el objetivo propuesto se llevó a cabo el estudio en cuatro fases: En la primera se definió el tipo de estudio estadístico con el que se va a trabajar y la cantidad de muestras requeridas por referencias para tener información confiable sobre el desempeño del proceso de llenado en condiciones de operación normales.
En la segunda fase se inició con el muestreo teniendo en cuenta las boquillas para cada referencia. Seguidamente en la tercera fase del proyecto se analizaron los resultados obtenidos con la ayuda del programa estadístico MINITAB y EXCEL. En la cuarta fase se propusieron las acciones de mejora y recomendaciones en base a los resultados y a lo que estos representan para la compañía en sobrecostos ($) del estudio para la empresa manufacturera.
Se presentan algunas causas que están afectando el proceso junto con algunas recomendaciones. Al final se muestran los resultados del estudio de capabilidad para cada una de las referencias, el comportamiento de cada una de las boquillas y se plantea una propuesta con los nuevos límites de llenado de acuerdo con los análisis realizados con el programa MiniTab
Palabras clave: Calidad, capacidad de proceso, estudio estadístico, llenado, empresa manufacturera, MiniTab.

13
ABSTRACT
The research work carried out specifically includes a study of the process capacity for filling in all references of the production lines of a manufacturing company.
The surgical need due to the load limits proposed for each reference in the quality control plans were outdated due to the formulas of the mixtures for each product that have recently had some modifications and management was aware of the new behavior of the loading process in each reference with the objective of saber if the process is complying with the specifications set by the quality area.
For 6 months an analysis was carried out on each of the product references in a joint work with the areas of production, quality, maintenance and mixtures. Collection of information regarding the standard speeds of the machines, actual speeds according to the historical, lot size per product and number of speed nozzles.
In order to fulfill the proposed objective, the study was carried out in four phases: In the first one, the type of statistical study with which it was going to work was defined and the quantity of samples required by references to have reliable information on the process performance of operation in normal operating conditions.
In the second phase you will see the sampling considering the nozzles for each reference. Then, in the third phase of the project, the results obtained with the help of the statistical program MINITAB and EXCEL will be analyzed. In the fourth phase, improvement actions and recommendations were proposed based on the results and what they represent for the company in over costs ($) of the study for the manufacturing company.
There are some causes that are affecting the process along with some recommendations. At the end, the results of the capacity study for each of the references, the behavior of each of the nozzles are shown and a proposal is proposed with the new limits according to the analyzes performed with the MiniTab analysis.
Keywords: Quality, process capacity, statistical study, capacity, manufacturing company, MiniTab.

14
INTRODUCCIÓN
Hoy en día vivimos en un mundo muy competitivo en el que las organizaciones se preocupan cada vez más por optimizar y darle una gestión adecuada a todos sus procesos, lineamientos y políticas en busca de la mejora continua. El tema de la calidad dentro de las empresas toma cada vez más fuerza y las organizaciones plantean gran parte de sus objetivos en el fortalecimiento de este tema para todas las áreas de la compañía que forman parte de la cadena de suministro.
Últimamente las áreas de manufactura de las empresas industriales se están enfocando en crear las estrategias más adecuadas en toda la planeación de la producción y de procesos con el fin de lograr eficacia, eficiencia y ahorro de tiempo, costos indirectos de fabricación y materia prima.
Sin embargo, en nuestro país a pesar de que algunas empresas manufactureras tienen gran parte de sus procesos estandarizados y documentados, los gerentes de producción se preocupan cada vez más por tener unos controles más estrictos de las unidades producidas, relacionados en temas como el llenado, torque en las tapas de los productos, pesos de cada referencia y resistencia de los empaques de cada unidad.
Actualmente la empresa multinacional donde se hizo este trabajo de investigación debe cumplir con ciertos estándares de calidad involucrados en la oferta de valor a los clientes, para no verse involucrada en sanciones de tipo legal sino se cumplen con los parámetros establecidos. Esto no solo con Colombia, sino también con todos los países a los que se exporta el producto terminado. Sin embargo, cuando se analizan los indicadores de control, se logra evidenciar que algunas veces no se logra mantener alguna de las variables dentro del rango de control establecido, por lo tanto, se opta por tener desviaciones por encima de los máximos permitidos con el fin de evitar sanciones por parte de agentes externos, pero incrementando los costos de producción y por ende reduciendo el margen de contribución del producto.
El presente trabajo de investigación tuvo como propósito determinar cómo se desempeña el proceso llenado de productos en una línea de producción, en condiciones normales de operación. Con el objetivo de saber si el proceso está en capacidad de cumplir con las especificaciones establecidas por los planes de control de calidad de la compañía.

15
El proyecto se ha denominado “Estudio de Capacidad de proceso y nivel de control requerido en el proceso de llenado, en todas las referencias de las líneas de producción de una empresa manufacturera”.
La situación de la empresa manufacturera en la que se hizo el análisis de capacidad se enmarca en un escenario que registra una situación de sobrellenado en la mayoría de las referencias de producto, causada por la variabilidad de los equipos de llenado empleados en las diferentes líneas de producción, que al ajustarse empiezan a variar por debajo del mínimo permitido, lo que actualmente obliga a la empresa a sacar los productos por encima del máximo de la variación permitida, afectando directamente los costos de producción ya que se le está regalando cierto margen de producto al cliente.
Para lograr ajustar esta parte del proceso y tener un ahorro en costos de producción, se realizó un análisis detallado del comportamiento del proceso de llenado por boquilla tomando muestras de cada referencia, y basados en algunos modelos de control aplicados en trabajos similares, se compilaron y analizaron los resultados con la ayuda de programas estadísticos que permitieron conocer la media del proceso en cada referencia junto con su desviación estándar y la probabilidad actual de que salgan unidades fuera de especificación.
Dado que todo proceso tiene una variabilidad natural y a su vez está siendo afectado por condiciones especiales de operación que afectan los resultados, se identificaron y analizaron las causas que los originan, proponiéndole a la compañía acciones de mejora encaminadas a eliminarlas a fin de tener el proceso bajo control estadístico.
De acuerdo con los resultados obtenidos y junto con la ayuda de las personas de la compañía involucradas en el proceso, se hicieron recomendaciones y se sacaron conclusiones permitentes que se convirtieron en oportunidades de mejora y planes de acción que si se empiezan a llevar a cabo junto con el adecuado seguimiento van a ajustar el proceso de llenado. Este trabajo de investigación es de tipo descriptivo ya que basados en la observación real de las operaciones y empleando modelos de control basados en pronósticos y estadísticas, se buscó costear el impacto del comportamiento actual de las desviaciones que se están teniendo.
16
1. PLANTEAMIENTO DEL PROBLEMA
Las grandes empresas manufactureras se preocupan cada vez más por encontrar e implementar los controles más adecuados que logren hacerle un seguimiento efectivo a las tareas de cada departamento de trabajo. Las áreas de empaque, calidad, dispensación, mezclas y producción de los departamentos de manufactura diariamente trabajan en conjunto para tener un producto terminado que cumpla con las especificaciones mínimas de calidad.
Para lograr hacer esta tarea eficientemente es necesario que haya un acercamiento entre estas áreas y el personal involucrado en el proceso productivo. Trabajando de la mano en busca de oportunidades de mejora que finalicen en planes de acción que aporten a la optimización de los productos y desarrollo de nuevos controles que permitan hacerles un seguimiento más efectivo a todas las partes del proceso.
Actualmente la empresa manufacturera en la cual se realizó este trabajo de investigación cuenta con 12 líneas de producción y exporta sus productos a más de 50 países a nivel mundial. Esta compañía garantiza la calidad de sus productos haciendo pruebas de resistencia a los empaques, torque, comportamiento del llenado, densidad de las mezclas, Calidad de la etiqueta, PH del agua, entre otros. Midiendo cada uno de estos en base a unos rangos que permiten conocer si el producto está cumpliendo con las especificaciones esperadas para cada caso.
La razón por la cual surgió la necesidad de realizar este proyecto fue porque algunas fórmulas de los productos fueron mejoradas y los rangos mencionados anteriormente no aplican debido a que en algunos casos se tiene un producto con más densidad o más viscosidad que al realizarle alguna de las pruebas de control de calidad va a tener unos resultados fuera de los rangos permitidos para cada referencia.
Únicamente este proyecto va a medir el comportamiento actual del proceso de llenado en todas las referencias de las líneas de producción debido a que es un tema crítico y la gerencia de la compañía tiene interés en saber si este proceso está en capacidad de cumplir con las especificaciones planteadas. Inicialmente se van a conocer las variaciones actuales del proceso, haciendo un muestreo en cada referencia e identificando las boquillas de llenado que actualmente están más críticas.

17
En base a los resultados obtenidos se le dirá a la compañía manufacturera si su proceso está en capacidad de cumplir con las especificaciones de llenado actuales basándonos en análisis estadísticos, planteando si el caso nuevos rangos de llenado. Identificando algunas causas que estén afectando el proceso y haciendo recomendaciones que permitan darle solución a esta problemática.
1.1 FORMULACIÓN DEL PROBLEMA
¿Cómo realizar un correcto análisis de la capacidad del proceso de llenado en las referencias de todas las líneas de una empresa MANUFACTURERA? 1.2 SISTEMATIZACIÓN DEL PROBLEMA
¿Cuál es la forma más indicada de definir el estudio estadístico con la cantidad de muestras requeridas por referencia? ¿De qué forma se deben analizar los resultados basándose en modelos estadísticos? ¿Cómo identificar y analizar adecuadamente las posibles causas del comportamiento actual del proceso de llenado? ¿Cómo se deben proponer correctamente las acciones de mejora y recomendaciones para optimizar el proceso de llenado?

18
2. PLANTEAMIENTO DE OBJETIVOS
2.1 OBJETIVO GENERAL
Realizar un análisis de capacidad de proceso de la operación de llenado, mediante su caracterización, a fin de conocer y evaluar su desempeño en el proceso, identificando y analizando las posibles causas que influyen en el comportamiento del llenado en las líneas y los sobrecostos que se generan por el sobrellenado de los productos. 2.2 OBJETIVOS ESPECÍFICOS
Definir el tipo de estudio estadístico con la cantidad de muestras requeridas por referencias. Muestreo y recopilación de datos por familia, formula y línea de llenado. Análisis de los resultados con base en modelos estadísticos. Identificar y analizar las posibles causas del comportamiento actual del proceso de llenado. Calcular el costo de las desviaciones en el proceso del llenado.

19
3. JUSTIFICACIÓN
Anteriormente la compañía debido a una mejora en las fórmulas de sus productos no estaba cumpliendo con los parámetros establecidos por el área de calidad. En la mayoría de las referencias salían muchas unidades fuera especificación lo que estaba afectando directamente los costos de producción ya que se tenía un problema grave de sobrellenado. Con este proyecto se conoció el comportamiento actual del proceso de llenado en las líneas de producción a fin de garantizar que se estuviera cumpliendo con los estándares establecidos planteados por el área de control de calidad.
Se realizó principalmente con información suministrada por la empresa, se hizo trabajo de campo en la planta de producción haciéndose un muestreo por boquilla de llenado con ayuda de los operarios y se tuvo en cuenta el asesoramiento de parte de una empresa la cual hizo un proyecto similar en el pasado.
Al finalizar este trabajo la empresa pudo darse cuenta si su proceso de llenado estaba en capacidad de cumplir con los rangos planteados en el pasado y si la media del muestreo coincidía con la de los límites establecidos. Los resultados también se identificaron las boquillas que más probabilidad tienen de sobrellenar, algunas causas identificadas dentro de la planta que actualmente afectan este proceso y una serie de recomendaciones que pueden ayudar a estabilizarlo.
Con la realización de este trabajo logré enriquecer mi proyecto de vida profesional debido a que tuve la oportunidad de compartir con un equipo de trabajo altamente capacitado. También fortalecí mis competencias administrativas aplicando conceptos y temas vistos a lo largo de mi carrera, para que la compañía MANUFACTURERA pueda tener a la mano toda esta información en caso de una auditoría, incremente su eficiencia productiva y pueda continuar en su proceso de la mejora continua y generación de valor.

20
4. ANTECEDENTES
Los controles de la calidad en los procesos productivos son de vital importancia para que los productos cumplan con las especificaciones de diseño establecidas. Con el objetivo de hacer un seguimiento más efectivo de los resultados de las operaciones físicas que se realizan, incrementando la productividad y el crecimiento de la empresa. Desde el campo de la administración todos estos temas son herramientas que facilitan y apoyan una adecuada toma de decisiones, existen varios estudios relacionados con la capacidad de procesos y control de calidad que ya se han realizado anteriormente. A continuación, se presentarán algunos estudios realizados en trabajos similares
El trabajo de graduación presentado en octubre, por el ahora ingeniero Urrutia (2004), en la Facultad de Ingeniería de la Universidad de San Carlos de Guatemala, titulado: Diseño de un sistema de control de calidad en la producción de bolsas plásticas. El enfoque principal de este trabajo de graduación es el mostrar los beneficios y las necesidades de una empresa de contar con un sistema de calidad, además de presentar las principales características del concepto de calidad, mejora continua y control de calidad; el trabajo analiza los resultados de una prueba piloto utilizando el sistema de calidad que se diseñó. La principal conclusión de este trabajo radica en la importancia de los sistemas de calidad para las empresas que pretenden ser competitivas y su principal recomendación es la implementación del Departamento de Control de Calidad.
El trabajo de investigación presentado en octubre, por el Ingeniero Aranda (2016) titulado: Estudios de capacidad Cp y Cpk “El valor del control de procesos”. En el cual el autor da una definición muy completa de la capacidad de proceso a partir de datos variables. Haciendo un análisis comparativo de estudios a corto plazo vs largo plazo. Al final termina concluyendo que cuando se evalúa la capacidad de un proceso en el corto plazo será influenciado únicamente por causas aleatorias. Diferente cuando se hace un estudio a largo plazo en el cual el autor afirma que realmente se conoce el desempeño del proceso y pueden medirse con mayor exactitud variables como la media y desviación estándar a partir de graficas de control creadas en programas de modelos estadísticos.

21
5. MARCO DE REFERENCIA
5.1 MARCO CONTEXTUAL
Este proyecto se llevó a cabo en una empresa multinacional manufacturera, con más de 20 años de operación en Colombia, enfocada en la fabricación y comercialización a nivel Nacional de productos de aseo, cuidado personal y salud, durante 6 meses se estuvo compartiendo con los empleados y observando el comportamiento del proceso y el ambiente organizacional de la empresa, la cual está atravesando por un proceso de cambio debido a la llegada de un nuevo gerente general. Por tal motivo y por cuestiones de auditoría y calidad se están actualizando, documentando y optimizando todos los procesos de la empresa. Específicamente el trabajo se realizó en el área de manufactura dando soporte al área de producción y con la ayuda del tutor que me asignó mi universidad en el proceso de producción apoyando los objetivos de mejoramiento que la nueva administración quiere impulsar. Para realizar este trabajo de investigación se tuvieron en cuenta los límites de llenado actuales en el formato del plan de control de calidad de la empresa, también se utilizó una báscula para pesar cada una de las muestras tomadas y las llenadoras analizadas fueron marca MESPACK las cuales sacan productos en mililitros y gramos. También son llenadoras que llenan desde 12 gramos hasta 5000 ml. Trabajando desde 1 boquilla hasta 30 boquillas de llenado.
5.2 MARCO TEÓRICO
Los siguientes son algunas opiniones y conceptos de algunos autores con experiencia en el tema de capacidad, optimización y estandarización de procesos basados en la calidad y mejora continua, los cuales se tomaron como base para tener una idea teórico-práctica en la realización y cumplimiento de los objetivos planteados. Según Alcalá, Los grupos o clases de procesos más comunes en una organización se agrupan en procesos estratégicos, operativos y de soporte.
Procesos estratégicos: Son procesos destinados a definir y controlar las metas de la organización, sus políticas y estrategias. Permiten llevar adelante la organización. Están en relación muy directa con la visión y misión de la organización. Involucran personal de primer nivel de la organización, afectan a la organización en su totalidad. Ejemplos: Comunicación interna/externa, planificación, formulación estratégica,

22
seguimiento de resultados, reconocimiento y recompensa, proceso de calidad total, etc. Procesos operativos: Son los procesos que permiten generar el producto o servicio que se entrega al cliente, por lo que inciden directamente en la satisfacción del cliente final. Generalmente abarcan muchas funciones. Estos son procesos que valoran los clientes y los accionistas. Ejemplos: Desarrollo de producto, fidelización de clientes, producción, logística integral, atención al cliente, etc. Los procesos operativos también reciben el nombre de procesos clave. Procesos de soporte: Sirven de apoyo para los procesos operativos. Sus clientes son internos. Ejemplos: Control de calidad, selección de personal, formación de personal, compras, sistemas de información, etc. Los procesos de soporte también se les conocen como procesos de apoyo (2008).
“Los procesos en las empresas de hoy en día son las secuencias de actividades a generar un valor añadido con una entrada para conseguir un resultado y una salida que a su vez satisfaga las necesidades del cliente.” (Amozarrain, 1999). En el trabajo de grado Análisis de Capacidad de Proceso de una planta de producción de Bolsas de Polietileno realizado por Vidal (2012) se explica que la caracterización de las áreas de producción ayuda a comprender la aplicación y el estudio de todas las variables, tanto operacionales como de control sobre el proceso. Definiendo la línea de producción como un paso a paso que se entrelaza para conseguir la realización exitosa de un objeto que se puede clasificar como producto. Inicialmente lo que buscan las medianas y grandes empresas manufactureras con el adecuado soporte del departamento de calidad es tener más de una variable de medición del producto a las cuales se les haga seguimiento constantemente para ver cómo está el proceso versus las necesidades de los clientes. “Los estudios de capacidad tradicionales tratan a los productos como si solo tuvieran una variable crítica de interés. Sin embargo, la gran mayoría de los productos tienen múltiples características que son de interés para el cliente”, (Bothe, 1992). Complementando lo anterior, (Cariño, 2014) en su trabajo “seis sigma y la capacidad del proceso en proyectos” afirma que: “Para medir adecuadamente la capacidad de un determinado proceso es necesario tener en cuenta ciertas variables estadísticas como la media, la desviación estándar, los Cp y Cpk para evaluar realmente si el proceso esta bajo control estadístico”.

23
(Nahum, 2012) Explica de una forma muy sencilla la diferencia entre un Cp y un Cpk Afirmando que: “Cp nos dice que tan CAPAZ es un proceso (Repetibilidad de los datos sin importar que tan lejos este la media de esos datos respecto al punto medio de la tolerancia. El Cpk es la HABILIDAD del proceso, es decir además de ser CAPAZ, la media de los datos debe estar lo suficientemente cerca del punto medio de la tolerancia a fin de que ningún dato se salga de la misma.” (Guerrero, 2018) En su artículo “que es six sigma?” Define el concepto de seis sigmas como una metodología de mejora de procesos creada en Motorola por el ingeniero Bill Smith en la década de los 80, esta metodología está centrada en la reducción de la variabilidad, consiguiendo reducir o eliminar los defectos o fallos en la entrega de un producto o servicio al cliente. La meta de 6 Sigma es llegar a un máximo de 3,4 defectos por millón de eventos u oportunidades (DPMO), entendiéndose como defecto cualquier evento en que un producto o servicio no logra cumplir los requisitos del cliente. Por otro lado, (Guerrero, 2018) en el mismo artículo afirma que los límites de especificación son los valores máximos y mínimos que un valor puede tener para cumplir con las expectativas del cliente. En el libro de control de calidad publicado por (Hansen y Ghare, 1989) se da una visión holística acerca de la importancia que le dan los clientes a la calidad de los productos y de que, si una especificación no cumple con la promesa de valor del producto, inmediatamente el cliente percibe de forma negativa la calidad del producto. “La capacidad de proceso es un concepto muy completo que tiene en cuenta a todas las personas que interactúan en un determinado proceso (Maquinaria, Personas, Herramientas, Etc.) y cuyo objetivo principal es determinar la variación natural del proceso cuando se han minimizado los efectos de todos los factores ajenos a la operación”, (Hansen y Ghare, 1989). En esta parte es donde los controles estadísticos son aplicados para dar un primer estimado del comportamiento de la situación del proceso que queremos analizar. “Los controles de calidad en las empresas tienen como objetivo principal conocer los parámetros que tiene el proceso para cumplir con la labor productiva de un determinado producto, pues mediante su conocimiento se podrá determinar si el proceso que se está analizando está en capacidad de cumplir con las capacidades que le son exigidas al producto”, (Arvelo, 1998).

24
De otro lado “La calidad de productos y/o servicios constituye un elemento importante en la supervivencia y posicionamiento de las empresas en el mercado. El estudio de la calidad ha evolucionado, de un inicio, centrado en el control de la calidad a, finalmente, la implementación de la Calidad Total y a sistemas de gestión empresariales estrechamente relacionados con la mejora continua.” Afirman (Cabrera y León, 2018) en su tesis “modelo para la mejora de procesos en contribución a la integración de sistemas LAN”. De igual forma en su libro Capacidad de procesos industriales (Arvelo, 1998) explica de forma detallada lo que se debe tener en cuenta en un análisis de capacidad de procesos con herramientas de control estadístico y distribución normal. Afirmando que el objetivo principal de estos estudios es reducir el mayor porcentaje de variación en los productos para así lograr tener el proceso estable y un producto más homogéneo. “El control estadístico de procesos supone que si se estudia un grupo de datos y se encuentra de que se ajustan a una distribución normal, entonces no existen causas asignables, y se dice que el proceso está bajo control estadístico debido a que es posible pronosticar con un alto grado de certeza su variabilidad” (Arvelo, 1998). Para complementar la idea anterior, “El control estadístico de proceso establece especificaciones y monitorea el comportamiento de la producción respecto a dichas especificaciones mediante la toma de mediciones de uno o varios parámetros de calidad, además de aplicar medidas correctivas de como un producto está siendo producido. La aplicación de este tipo de control requiere un compromiso de cambio y la creación de un ambiente adecuado para su aplicación”. (Pola, 1993). “Para confirmar lo anterior se tiene que realizar una toma de muestras de forma periódica y verificar todas las características, para mantener estos parámetros se implementan los procedimientos operacionales estándar, los cuales sirven para aumentar la uniformidad en la producción, reducir los productos defectuosos y, principalmente, para determinar los lineamientos generales que permitan controlar la calidad de los productos que surgen del proceso”. (Vidal, 2012). Acorde a lo publicado por el Centro de Análisis de Confiabilidad o RAC (2001) existen siete herramientas básicas de la calidad, estas son las técnicas gráficas más útiles en la solución de problemas relacionados con la calidad. Estas siete herramientas básicas son: Diagrama de Pareto, diagrama de Ishikawa (causa efecto), gráficas de control, diagrama de dispersión, graficas de control, histograma y diagrama de flujo. (Rodríguez, 2017) Define la media como el promedio de una determinada población y la desviación estándar como una medida de dispersión que sirve para mirar que tan alejados están los datos con respecto a la media. Al final de su trabajo de control estadístico el autor afirma que estos indicadores son el complemento de las herramientas estadísticas mencionadas anteriormente.

25
“Un proceso industrial está sometido a una serie de factores de carácter aleatorio que hacen imposible fabricar dos productos exactamente iguales. Dicho de otra manera, las características del producto fabricado no son uniformes y presentan una variabilidad. Esta variabilidad es claramente indeseable y el objetivo ha de ser reducirla lo más posible o al menos mantenerla dentro de unos límites”. (Ruiz, 2016). (Sampieri y Fernández, 2016) En la sexta edición de su libro metodología de la investigación explican que inicialmente para seleccionar una muestra lo primero que hay que definir es la unidad de análisis (personas, organizaciones, periódicos, situaciones, eventos). Una vez que se ha definido cuál será la unidad de análisis, se procede a delimitar la población que va a ser estudiada, y sobre la cual se pretende generalizar los resultados. Algo muy importante que vale la pena resaltar es que “Un estudio no será mejor por tener una población más grande; la calidad de un trabajo investigativo estriba en delimitar claramente la población con base en el planteamiento del problema.” En la pagina llamada unidad de emprendimiento virtual (2010), el autor especifica cada una de las variables que se tienen en cuenta para calcular el tamaño adecuado de muestra para una población.
Figura 1. Variables. Variables que se tienen en cuenta para calcular el tamaño adecuado de muestra para una población.
Tomado de Unidad de Emprendimiento Virtual Recuperado http://hachepe57.blogspot.com/2010/05/l-calculo-del-tamano-de-la-muestra.html.
Para concluir, podemos afirmar que de acuerdo con las opiniones de los autores citados el control estadístico de procesos es parte fundamental para llevar un control de lo que se produce, teniendo una mejor planeación de la operación y facilitando la toma de decisiones.

26
6. METODOLOGIA
6.1 TIPO DE ESTUDIO
El tipo de estudio para la realización de este trabajo de carácter Descriptivo ya que se basa en la observación real de las operaciones físicas que se llevan a cabo en el proceso de producción y en los controles que se realizan para supervisar el estado y comportamiento de las variables en las líneas de producción de todas las referencias de productos. El estudio se centra en el muestreo de la operación de llenado de las líneas de producción para conocer las variaciones y la capacidad del proceso para mantenerse dentro de los límites de control establecidos. 6.2 INSTRUMENTOS DE MEDICIÓN EMPLEADOS
Debido a que solo se monitoreo el comportamiento del llenado, el único instrumento de medición empleado fue la báscula en la que se pesaron las muestras.
6.3 DISEÑO DEL MUESTREO
Muestreo Aleatorio Simple Se hizo el cálculo para determinar el tamaño de la muestra para cada referencia y en promedio el resultado obtenido fueron 100 muestras con un nivel de confianza del 95%. Sin embargo, a petición de la empresa se tomaron 315 muestras por línea teniendo en cuenta el número de boquillas para cada una. 6.4 FUENTES PRIMARIAS
Información proporcionada por el Gerente de la empresa, personal encargado del área de producción, trabajadores involucrados en el proceso productivo. Se realizará una observación directa, para tomar los datos necesarios en los procesos de llenado.

27
6.5 FUENTES SECUNDARIAS
Se realizaron consultas a profesores de nuestra respectiva unidad académica relacionados con el tema de estudio, consultas en revistas, textos obtenidos de internet, y bibliografía de libros sobre sistema de gestión y control de inventarios.
6.6 DESARROLLO METODOLÓGICO
El desarrollo metodológico está basado en los objetivos del proyecto, los cuales se realizó en cinco fases:
FASE 1: Con la ayuda del plan de producción de la compañía, se realizó el trabajo de campo durante tres meses con el fin de medir el comportamiento actual del proceso de llenado en todas las referencias.
FASE 2: Una vez se culminó la toma de las muestras se procedió a su análisis estadístico con la ayuda de los programas EXCEL y MINITAB. Calculando las variaciones, graficando y compilando todas las muestras.
FASE 3: Con base en el análisis estadístico se realizaron recomendaciones y se identificaron oportunidades de mejora para que la gerencia con toda la información pueda proceder a tomar la decisión más adecuada en el ajuste de este proceso.
FASE 4: Por último, se calculó el impacto en costo ($) que se está teniendo actualmente en el proceso de llenado para que a la empresa se le facilite decidir qué hacer en cada línea.

28
7. DESARROLLO DE OBJETIVOS
7.1 DEFINIR EL TIPO DE ESTUDIO ESTADÍSTICO CON LA CANTIDAD MÍNIMA DE MUESTRAS POR REFERENCIA.
Fase 1.
De acuerdo con la investigación a realizar, el tipo de muestreo será, muestreo aleatorio simple o probabilístico, donde las unidades de análisis tienen que estar dispuestas de modo tal que el proceso de selección dé una equiprobabilidad de selección a todas y cada una de las unidades que figuran en la población. Cada uno de los elementos de la población tiene la misma probabilidad de integrar parte de la muestra.
Se calculó el tamaño de la muestra, para el caso de muestreo aleatorio simple cuando no se conoce toda la población, aplicando la fórmula vista en el marco teórico: Para el caso del proyecto, la Gerencia de la empresa decidió ampliar el tamaño de la muestra, con el fin de contar con mayor información de la situación por máquina, producto y boquilla en las diferentes líneas de producción, en principio se planearon tomar 1.445 muestras distribuidas por máquina producto boquilla, como aparece en el grafico 1, que se muestra a continuación:
Tabla 1. No de muestras por producto / boquilla.
La velocidad estándar se sacó del manual del fabricante y para la velocidad real se hizo un promedio con base a la información del histórico de velocidades trabajadas por máquina.

29
Tabla 2. Cálculo del tiempo real por turno
Las unidades para producir son el resultado de la multiplicación del tiempo programado en un turno (480 minutos; 8 horas) por la velocidad estándar. Sin embargo, en todas las plantas de manufacturera hay paradas planeadas y no planeadas, que por distintas circunstancias afectan el tiempo real trabajado, como se puede ver en grafico 2, donde se muestra las paradas que se tuvieron en cuenta para el muestreo y en base a eso se calculó el tiempo real trabajado con sus cantidades reales por turno. Para terminar de definir el estudio estadístico se tuvo en cuenta el número de boquillas con el que trabaja cada referencia y la cantidad de muestras requeridas por boquilla. Se muestra también en el grafico 3, el cálculo de los costos unitarios del producto de cada línea, necesarios para costear posteriormente, el valor del costo del sobrellenado en un mes de producción.

30
Tabla 3. Cálculo de los costos por producto
7.2 MUESTREO Y RECOPILACIÓN DE DATOS POR FAMILIA, FORMULA Y LÍNEA DE LLENADO.
Fase 2: Con la ayuda del plan de producción de la compañía, se realizó durante tres meses, el trabajo de campo con el fin de medir el comportamiento actual del proceso de llenado en todas las referencias. En esta segunda fase se hizo un muestreo aleatorio simple de acuerdo con el número de muestras requeridas por referencia y teniendo en cuenta: Los limites inferior y superior establecidos en el plan de control de calidad.
Numero de boquillas que tiene la maquina donde se tomaron las muestras calculando su respectiva variación.
Fecha y hora de los muestreos
Lote de mezcla y producto terminado.
A continuación, en la Tabla 1, se muestra a vía de ilustración, el registro de las muestras tomadas al llenado de los productos correspondientes a un lote de producción en sus diferentes boquillas durante un turno de observación, también se muestra la diferencia entre las muestras con respecto al limite inferior para conocer la variación que está teniendo el proceso.

31
Tabla 4. Registro de muestras tomadas al llenado del producto A1.
7.3 ANÁLISIS DE LOS RESULTADOS CON BASE EN MODELOS ESTADÍSTICOS.
FASE 3: Una vez terminado el muestreo se procedió al análisis estadístico de los resultados, para esto se contó con la ayuda de los programas EXCEL y MINITAB. Se calcularon las variaciones, desviación estándar, media, valores de Cp y Cpk del proceso graficando y compilando todas las muestras. Los siguientes son los resultados obtenidos en cada una de las líneas de producción:
El primer producto A1, trabajado en la línea 1, es una referencia de presentación 1800 ml, la cual trabaja con 8 boquillas de llenado y donde de acuerdo con el primer estudio se tomaron 360 muestras, un total de 45 muestras por boquilla. Los resultados obtenidos se muestran en el grafico 4.

32
Figura 2. Resultados muestreo producto A1.
El Segundo producto A2, trabajado en la línea 2 es una referencia de presentación 38 grs. la cual trabaja con 4 boquillas de llenado y donde de acuerdo con el primer estudio se tomaron 200 muestras, un total de 50 muestras por boquilla. Los resultados obtenidos se muestran en el grafico 5.
33
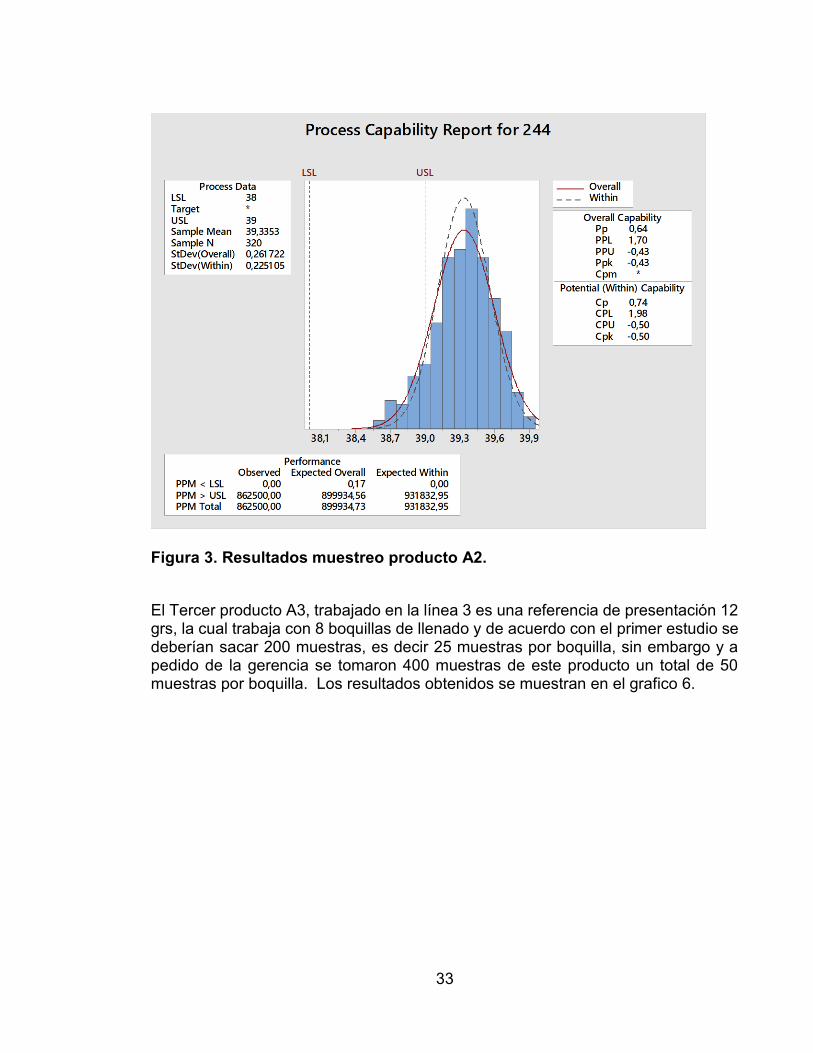
Figura 3. Resultados muestreo producto A2.
El Tercer producto A3, trabajado en la línea 3 es una referencia de presentación 12 grs, la cual trabaja con 8 boquillas de llenado y de acuerdo con el primer estudio se deberían sacar 200 muestras, es decir 25 muestras por boquilla, sin embargo y a pedido de la gerencia se tomaron 400 muestras de este producto un total de 50 muestras por boquilla. Los resultados obtenidos se muestran en el grafico 6.

34
Figura 4. Resultados muestreo producto A3.
El Cuarto producto A4, trabajado en la línea 4 es una referencia de presentación 130 mls, la cual trabaja con 2 boquillas de llenado y de acuerdo al primer estudio se tomarían 130 muestras, un total de 65 muestras por boquilla, sin embargo, debido a una solicitud de la gerencia realmente se sacaron 260 muestras un total de 130 muestras por boquilla. Los resultados obtenidos se muestran en el grafico 7.

35
Figura 5. Resultados muestreo producto A4
El Quinto producto A5, trabajado en la línea 5 es una referencia de presentación 500 mls, la cual trabaja con 1 boquilla de llenado y donde de acuerdo con el primer estudio se tomaron 280 muestras. Los resultados obtenidos se muestran en el grafico 8.

36
Figura 6. Resultados muestreo producto A5
El Sexto producto A6, trabajado en la línea 6 es una referencia de presentación 300 mls, la cual trabaja con 2 boquillas de llenado y donde de acuerdo con el primer estudio se tomaron 200 muestras, 100 muestras por boquilla. Los resultados obtenidos se muestran en el grafico 9.

37
Figura 7. Resultados muestreo producto A6
El Séptimo producto A7, trabajado en la línea 7 es una referencia de presentación 275 grs, la cual trabaja con 4 boquillas de llenado y donde de acuerdo con el primer estudio se tomaron 240 muestras, 60 muestras por boquilla. Los resultados obtenidos se muestran en el grafico 10.
38
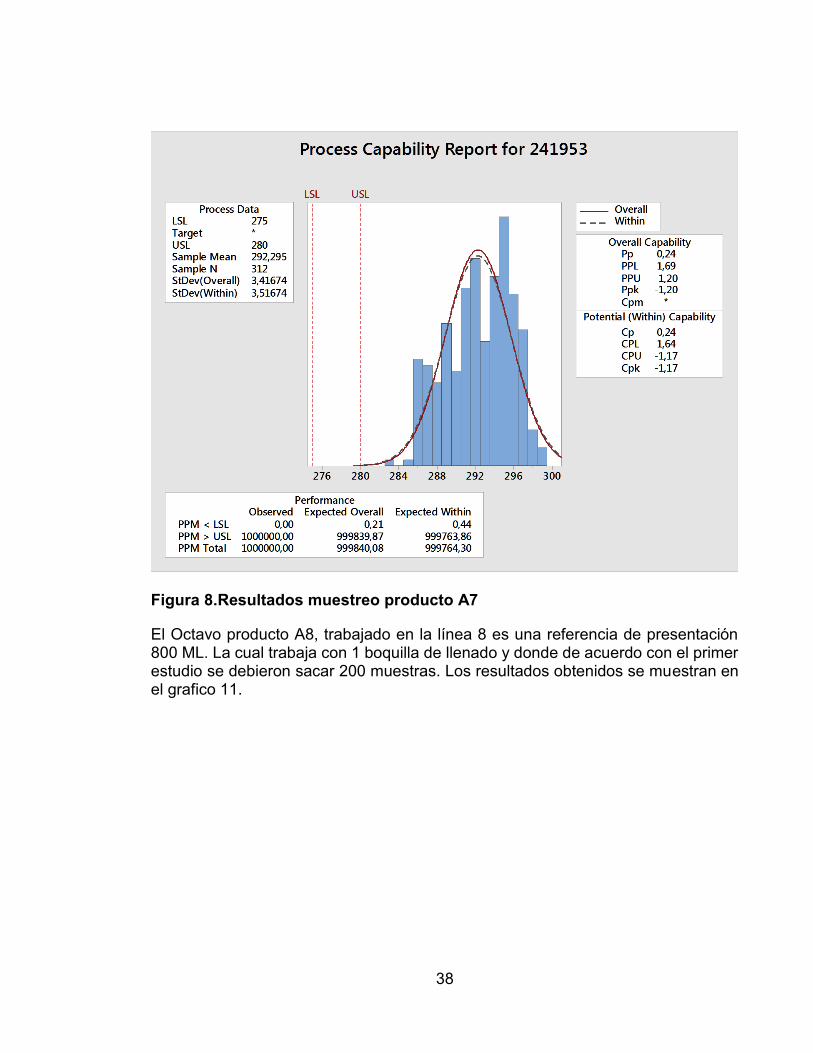
Figura 8.Resultados muestreo producto A7
El Octavo producto A8, trabajado en la línea 8 es una referencia de presentación 800 ML. La cual trabaja con 1 boquilla de llenado y donde de acuerdo con el primer estudio se debieron sacar 200 muestras. Los resultados obtenidos se muestran en el grafico 11.

39
Figura 9. Resultados muestreo producto A8
7.4 ANÁLISIS DE RESULTADOS, IDENTIFICACIÓN DE CAUSAS DEL COMPORTAMIENTO ACTUAL DEL PROCESO DE LLENADO Y FORMULACIÓN DE LAS RECOMENDACIONES Y OPORTUNIDADES DE MEJORA.
FASE 4: En base al análisis estadístico se realizarán recomendaciones y se identificarán oportunidades de mejora para que la gerencia con toda la información pueda proceder a tomar la decisión más adecuada en el ajuste de este proceso.

40
LINEA 1: PCC: Lim Inf 1843 ml y Lim Sup 1851 ml. Media del muestreo: 1877 ml Desviación estandar: 17,6 Observando el grafico 4 podemos evidenciar un proceso que no está en capacidad de cumplir con las especificaciones requeridas debido a que el resultado de la media junto con la desviación estándar fue negativo. El primero porque está por encima del límite superior y el segundo porque presenta mucha dispersión entre los datos. PPM < LSL: 0.4% Es la probabilidad de tener unidades por debajo del limite inferior PPM > USL: 96 % Es la probabilidad de tener unidades por encima del límite superior PPM TOTAL: 96.4% Probabilidad total de tener una unidad fuera de especificación. Cpk: -0.60 La teoría presentada de six sigma nos dice que un cpk < 1 es un proceso que no cumple con los requerimientos mínimos y que debe ser intervenido inmediatamente. Complementando lo anterior se logró identificar que las primeras 4 boquillas de esta línea son las que llenan a un porcentaje mayor con relación a las boquillas 5,6,7 y 8. El grafico 12 muestra los promedios terminado el muestreo de cada una de las boquillas de llenado en esta línea.
Figura 10. Promedio de Boquillas Línea 1
1 2 3 4 5 6 7 8
LIM INF 1843 1843 1843 1843 1843 1843 1843 1843
LIM SUP 1851 1851 1851 1851 1851 1851 1851 1851
PROMEDIO 1888 1885 1890 1892 1871 1867 1881 1877
1810182018301840185018601870188018901900
PROMEDIO BOQUILLAS DE LLENADO LINEA 1
LIM INF LIM SUP PROMEDIO
41
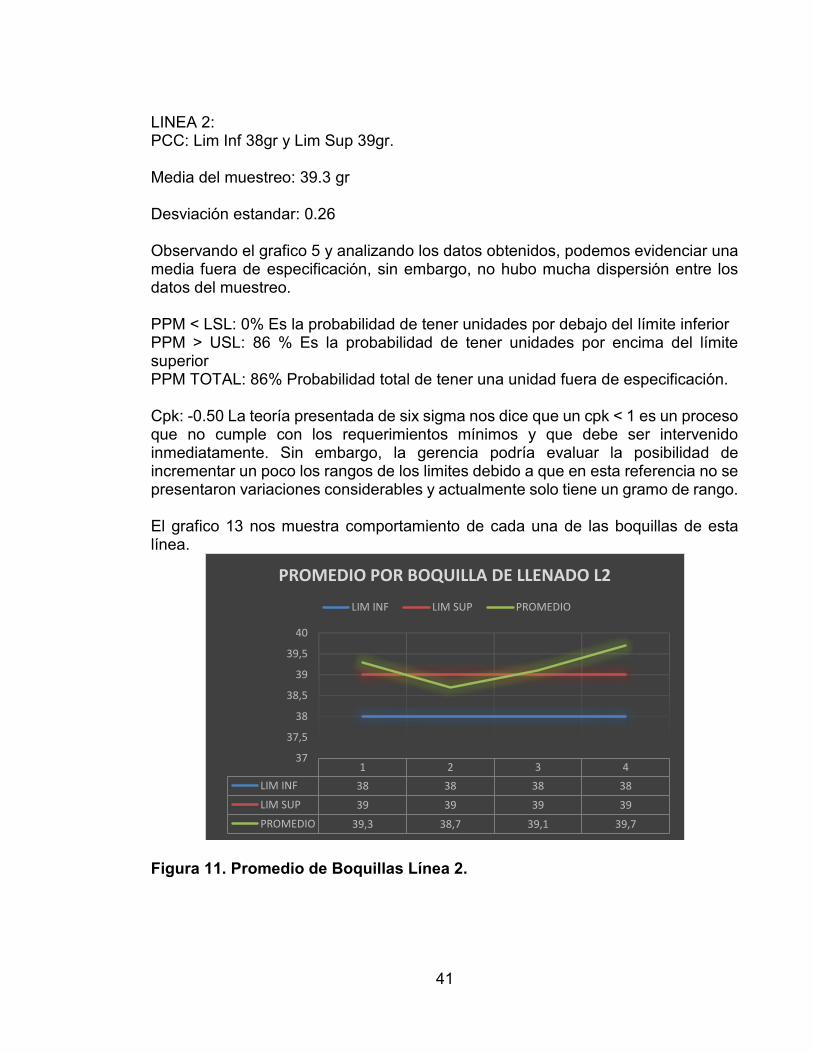
LINEA 2: PCC: Lim Inf 38gr y Lim Sup 39gr. Media del muestreo: 39.3 gr Desviación estandar: 0.26 Observando el grafico 5 y analizando los datos obtenidos, podemos evidenciar una media fuera de especificación, sin embargo, no hubo mucha dispersión entre los datos del muestreo. PPM < LSL: 0% Es la probabilidad de tener unidades por debajo del límite inferior PPM > USL: 86 % Es la probabilidad de tener unidades por encima del límite superior PPM TOTAL: 86% Probabilidad total de tener una unidad fuera de especificación. Cpk: -0.50 La teoría presentada de six sigma nos dice que un cpk < 1 es un proceso que no cumple con los requerimientos mínimos y que debe ser intervenido inmediatamente. Sin embargo, la gerencia podría evaluar la posibilidad de incrementar un poco los rangos de los limites debido a que en esta referencia no se presentaron variaciones considerables y actualmente solo tiene un gramo de rango. El grafico 13 nos muestra comportamiento de cada una de las boquillas de esta línea.
Figura 11. Promedio de Boquillas Línea 2.
1 2 3 4
LIM INF 38 38 38 38
LIM SUP 39 39 39 39
PROMEDIO 39,3 38,7 39,1 39,7
37
37,5
38
38,5
39
39,5
40
PROMEDIO POR BOQUILLA DE LLENADO L2
LIM INF LIM SUP PROMEDIO

42
LINEA 3: PCC: Lim Inf 12gr y Lim Sup 13gr. Media del muestreo: 12.4 gr Desviación estandar: 0.25 Observando el grafico 6 y analizando los datos obtenidos, podemos evidenciar una media que actualmente está cumpliendo con los límites establecidos con unos datos que tienen una dispersión mínima. PPM < LSL: 0% Es la probabilidad de tener unidades por debajo del límite inferior PPM > USL: 2.4 % Es la probabilidad de tener unidades por encima del límite superior PPM TOTAL: 2.4% Probabilidad total de tener una unidad fuera de especificación. Cpk: 1.37 La teoría presentada de six sigma nos dice que un cpk >1 es un proceso que a la fecha está bajo control debido a la poca probabilidad de que se tengan unidades fuera de especificación.
Figura 12. Promedio de Boquillas Línea 3.
En el grafico 14 podemos evidenciar, que el comportamiento de las boquillas, durante el muestreo no se presentaron variaciones significativas entre las boquillas de la línea. Se tiene un proceso centrado con respecto a los límites establecidos.
12 12 12 12 12 12 12 12
13 13 13 13 13 13 13 13
12,37 12,29 12,28 12,3 12,26 12,36 12,37 12,44
11,5
12
12,5
13
13,5
1 2 3 4 5 6 7 8
Promedio Boquillas Linea 3 (PRODUCTO A3)
LIM INF LIM SUP PROMEDIO
43
LINEA 4: PCC: Lim Inf 133ml y Lim Sup 135ml. Media del muestreo: 134.6 ml Desviación estandar: 0.74 Observando el grafico 7 y analizando los datos obtenidos, podemos evidenciar una media que actualmente está cumpliendo con los límites establecidos con unos datos que tienen una dispersión mínima. PPM < LSL: 0.4% Es la probabilidad de tener unidades por debajo del límite inferior PPM > USL: 30.3 % Es la probabilidad de tener unidades por encima del límite superior PPM TOTAL: 30.7% Probabilidad total de tener una unidad fuera de especificación. Cpk: 0.19 La teoría presentada de six sigma nos dice que un cpk >1 es un proceso que a la fecha está bajo control debido a la poca probabilidad de que salgan unidades fuera de especificación. Con este Cpk: 019 el proceso tiene falencias mínimas que si se corrigen pueden estabilizar la línea. LINEA 5: PCC: Lim Inf 499ml y Lim Sup 506ml. Media del muestreo: 506.3 ml Desviación estandar: 1.96 Observando el grafico 8 y analizando los datos obtenidos, podemos evidenciar una media que actualmente no está cumpliendo con los límites establecidos y una desviación estándar que a pesar de que no muestra mucha dispersión es negativa. PPM < LSL: 0% Es la probabilidad de tener unidades por debajo del límite inferior PPM > USL: 54.9 % Es la probabilidad de tener unidades por encima del límite superior PPM TOTAL: 54.9% Probabilidad total de tener una unidad fuera de especificación. Cpk: -0.06 La teoría presentada de six sigma nos dice que un cpk <1 es un proceso que no está bajo control y al cual deben hacerle modificaciones lo mas pronto posible.

44
LINEA 6: PCC: Lim Inf 307.5ml y Lim Sup 309.5ml. Media del muestreo: 311.5 ml Desviación estandar: 1.20 Observando el grafico 9 y analizando los datos obtenidos, podemos evidenciar una media que actualmente no está cumpliendo con los límites establecidos y una desviación estándar que a pesar de que no muestra mucha dispersión es negativa. PPM < LSL: 0.6 % Es la probabilidad de tener unidades por debajo del límite inferior PPM > USL: 94.9 % Es la probabilidad de tener unidades por encima del límite superior PPM TOTAL: 94.9% Probabilidad total de tener una unidad fuera de especificación. Cpk: -0.55 La teoría presentada de six sigma nos dice que un cpk <1 es un proceso que no está bajo control y al cual deben hacerle modificaciones lo más pronto posible. LINEA 7: PCC: Lim Inf 275gr y Lim Sup 280gr. Media del muestreo: 292.2 gr Desviación estandar: 3.4 Observando el grafico 10 y analizando los datos obtenidos, podemos evidenciar una media que actualmente no está cumpliendo con los límites establecidos y una desviación estándar muestra mucha dispersión entre los datos. PPM < LSL: 0 % Es la probabilidad de tener unidades por debajo del límite inferior PPM > USL: 100 % Es la probabilidad de tener unidades por encima del límite superior PPM TOTAL: 100% Probabilidad total de tener una unidad fuera de especificación. Cpk: -1.17 La teoría presentada de six sigma nos dice que un cpk <1 es un proceso que no está bajo control y al cual deben hacerle modificaciones lo más pronto posible.

45
Figura 13. Promedio de Boquillas Línea 7
En el grafico 15 podemos evidenciar, que el comportamiento de las boquillas, durante el muestreo. Se puede evidenciar un proceso fuera de control, las boquillas más críticas de esta línea son la boquilla 1,4 y 7. LINEA 8: PCC: Lim Inf 818ml y Lim Sup 821ml. Media del muestreo: 829.9 ml Desviación estandar: 6.39 Observando el grafico 11 y analizando los datos obtenidos, podemos evidenciar una media que actualmente no está cumpliendo con los límites establecidos y una desviación estándar muestra mucha dispersión entre los datos. PPM < LSL: 4.7% Es la probabilidad de tener unidades por debajo del límite inferior PPM > USL: 92.3% Es la probabilidad de tener unidades por encima del límite superior PPM TOTAL: 97% Probabilidad total de tener una unidad fuera de especificación. Cpk: -0.74 La teoría presentada de six sigma nos dice que un cpk <1 es un proceso que no está bajo control y al cual deben hacerle modificaciones lo más pronto posible.
1 2 3 4 5 6 7 8
LIM INF 275 275 275 275 275 275 275 275
LIM SUP 280 280 280 280 280 280 280 280
PROMEDIO 297 289 291 295 287 292 294 290
260
265
270
275
280
285
290
295
300
PROMEDIO DE LLENADO POR BOQUILLA LINEA 7
LIM INF LIM SUP PROMEDIO

46
Resumen De Resultados A continuación, el grafico 16 nos ilustra como interpretar los datos relacionados con el Cpk y el seis sigma.
Figura 14. Cpk y Seis Sigma.
Tomado de Capacidad De Procesos. Recuperado de: https://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-industrial/gesti%C3%B3n-y-control-de-calidad/capacidad-de-proceso/
En base al grafico anterior y a los resultados obtenidos se realizó la Figura 14.

47
Figura 15. Resumen de Resultados Estadísticos.
En base a los resultados obtenidos, la compañía únicamente tiene bajo control el proceso de llenado en la línea 3. Las demás líneas tienen un proceso que no cumple con los estándares mínimos de calidad y que de acuerdo con el grafico 16 requiere de modificaciones serias. En las ultimas 2 columnas de la Figura 14 se muestran los rangos que debería tener cada línea para tener su proceso bajo control, dato que se calculó basados en la desviación estándar y la media de los resultados. 7.5 CAUSAS DE SOBRELLENADO Y PROPUESTA DE SOLUCIONES
Se hizo una reunión con todas las personas involucradas en el proceso donde salieron las causas del sobrellenado y sus respectivas soluciones las cuales se presentan a continuación:
Luego de hacer el análisis de cada una de las líneas, se organizaron diferentes reuniones con los expertos y personas involucradas, donde se lograron identificar algunas causas que afectan el proceso de llenado. A continuación, el grafico 18 resalta las causas que afectan el proceso en color rojo:
48
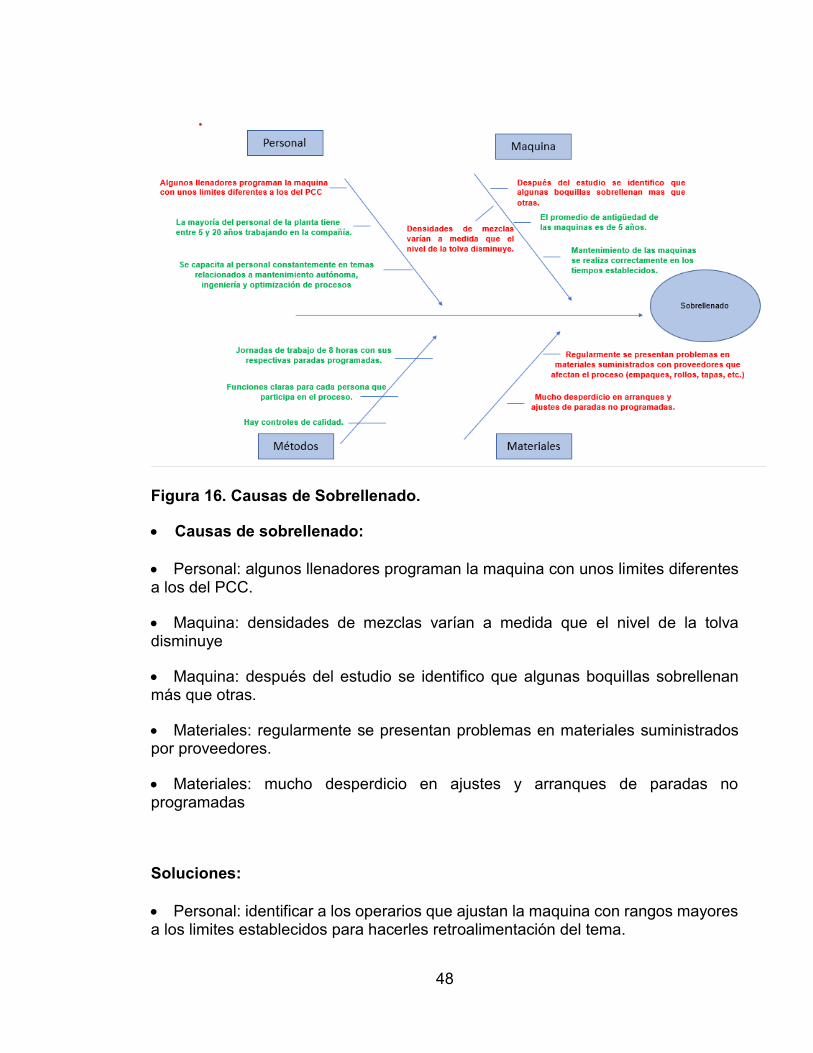
Figura 16. Causas de Sobrellenado.
Causas de sobrellenado: Personal: algunos llenadores programan la maquina con unos limites diferentes a los del PCC.
Maquina: densidades de mezclas varían a medida que el nivel de la tolva disminuye
Maquina: después del estudio se identifico que algunas boquillas sobrellenan más que otras.
Materiales: regularmente se presentan problemas en materiales suministrados por proveedores.
Materiales: mucho desperdicio en ajustes y arranques de paradas no programadas
Soluciones: Personal: identificar a los operarios que ajustan la maquina con rangos mayores a los limites establecidos para hacerles retroalimentación del tema.

49
Figura 17. Maquina: Nivel de la tolva de mezclas.
Tomado de Tolvas y Ciclones Recuperado de: https://www.seepsa.com.mx/tolvas-ciclones.html
La imagen 1 nos muestra el diseño de la tolva que se tiene actualmente en la empresa, ubicada en el área de mezclas. Dentro de la misma el operario de mezclas introduce los componentes de la mezcla del producto que posteriormente llega a cada una de las boquillas de llenado. Con la ayuda del personal de mantenimiento y los operarios se logró identificar que entre más bajo sea el nivel de la tolva, es decir, entre menos mezcla se tenga dentro de la misma la densidad del producto va a variar, lo que está generando que los niveles de llenado sean inestables. Con los operarios de mezclas se llegó a la conclusión de que la mejor solución a esta problemática es parametrizar todas las tolvas que conectan a las líneas. La propuesta seria dividir cada tolva de mezcla en 4 partes colocando cinta de colores, para identificar el comportamiento de la densidad a medida que la tolva se va vaciando y calcular las densidades promedio en cada una de las partes donde se divide la tolva y así anticiparse a las posibles variaciones de densidad que puedan afectar el llenado. Con la implementación de esto también se disminuirían las paradas y por ende la maquina sería más estable.
Maquina: se identificaron las boquillas que tienen mas problemas de sobrellenado en cada línea.

50
Línea 1: boquillas 1,2,3 y 4 se identifico que presentaron mayores debido a que tienen su ciclo de vida casi cumplido. Es decir que se deben cambiar.
Línea 2 boquilla 1y 4; Línea 7 boquilla 1,4 y 7: presentaron problemas en la válvula que ejerce la presión para llenar el producto. El personal de mantenimiento debe hacerles seguimiento a las válvulas de presión de todas las boquillas para evitar estas variaciones.
Materiales: el personal que recibe la materia prima debe inspeccionar el productoantes de recibirlo con el objetivo de evitar problemas cuando este trabajando en lalínea.
Solucionando estas 4 problemáticas identificadas, el proceso se estabilizaría, las perdidas serán menores, la empresa será más eficiente a la hora de realizar su proceso de producción y el producto terminado cumplirá con los parámetros establecidos por el área de calidad. Aumentaría la capacidad productiva de las líneas de producción debido a que la planta en general podría sacar más unidades de producto terminado en el mismo tiempo, variable que afecta directamente el OEE de cada línea volviendo a la empresa más competitiva con relación a su competencia.
Tabla 5. Plan de Acción.
Problemática Solución Responsable Fecha Personal Hacer controles periódicos de
cómo están realizando las funciones los operarios de las
líneas.
Área de Producción y
Recursos Humanos
Mensual
Maquina Cambiar y hacer mantenimiento a las boquillas de llenado que lo
requieran.
Área de Mantenimiento
Septiembre 2019
Materiales Programar reunión con
proveedores para hacer un trabajo conjunto en la recepción y calidad de la materia prima.
Área de Compras, Producción,
Bodega, Calidad, EHS
Agosto 2019
Maquina Parametrizar todas las tolvas de llenado.
Área de Producción,
Mantenimiento y operarios de
mezclas
Diciembre 2019

51
7.6 CALCULAR EL COSTO DE LAS DESVIACIONES EN EL PROCESO DEL LLENADO.
Por último, se calcularon los costos de las variaciones en el proceso de llenado de cada una de las líneas de la compañía:
Figura 18. Calculo de las pérdidas mensuales por sobrellenado en las líneas de producción.
Para realizar la gráfica se tuvieron en cuenta los límites de llenado de cada una de las líneas y de acuerdo con las variaciones de las muestras tomadas por línea se calculó el total de mililitros y gramos de perdida en sobrellenado por lote, luego cada uno se convirtió en unidades y por último se multiplico por el costo. Teniendo en cuenta que en la compañía en promedio se saca un lote de producción diario por línea, este valor se multiplico por los 30 días que tiene un mes para sacar el estimado mensual por línea como se muestra en la gráfica 19.
Según el estudio realizado, el sobrecosto estimado durante un mes en el proceso de llenado para la compañía actualmente tiene un valor en pesos colombianos de: $ 183.294.877.
$18.584.438
$34.303.500
$13.565.475
$20.488.522
$13.903.313
$21.628.901
$31.946.076 $28.874.662
PERDIDAS MENSUALES POR SOBRELLENADO

52
8. CONCLUSIONES
Hoy en día, gran parte de las empresas manufactureras grandes y medianas están preocupándose cada vez más por volver más eficientes sus procesos de producción. Trabajando en conjunto para lograr este objetivo con áreas como calidad, mezclas y planeación. Ya que se dieron cuenta de la importancia que esto conlleva no solo para temas de calidad sino también para proyectar una buena imagen hacia sus grupos de interés.
Es por esa razón que es de vital importancia tener todos los procesos, funciones e información de la compañía documentada, estandarizada y funcionando de la manera más eficiente posible.
Con este análisis de la capacidad del proceso de llenado se logró plasmar en la compañía la situación actual de cada una de las líneas de producción. Con la ayuda de los resultados de este estudio estadístico la gerencia podrá tenerlos en cuenta a la hora de tomar las mejores decisiones en busca de la optimización de este proceso.
Este proyecto fue un gran aporte para esta empresa manufacturera debido a que se pudo conocer el comportamiento que está teniendo el proceso de llenado en las líneas de producción a fin de garantizar que se esté cumpliendo con los estándares establecidos planteados por el área de control de calidad.
Luego de hacer este análisis logramos concluir que el proceso de llenado en toda la planta de producción se inclina hacia la derecha. Es decir que la empresa en la mayoría de sus referencias tiene problemas de llenado.
Después de compilar los resultados del muestreo se evidencio que únicamente la línea 3 de la compañía está cumpliendo con los estándares de llenado ya establecidos. Para revertir esta situación, se identificaron las causas a estas desviaciones en el llenado junto a algunas soluciones que podrían ser de gran utilidad para la compañía.
Al finalizar este estudio se concluyó que, si la empresa manufacturera desea realmente optimizar su proceso de, debe iniciar haciendo una gestión y evaluando de las soluciones planteadas en este trabajo, debido a que si estas posibles soluciones son aprobadas e implementadas por la compañía el proceso se podría

53
ajustar significativamente, habría un ahorro en costos, aumentaría la capacidad de producción y en general la empresa sería mucho más competitiva frente a su competencia.
54
9. RECOMENDACIONES
Capacitar periódicamente a los operarios de las líneas de producción en cursos de mantenimiento autónomo, SMED y reingeniería para que ellos mismos en retribución a la empresa aporten lo aprendido en la optimización y mejora de procesos. Implementar la tecnología SMED para no perder tanto tiempo en el ajuste y cambios de referencia de cada línea.
Parametrizar otras partes del proceso como el tapado, armado de corrugado y sellado.
Sacar un histórico de promedios de densidades para hacer seguimiento a las variaciones que se puedan presentar en un futuro.
Realizar al menos una vez al mes reunión con la gerencia y empleados de la planta para revisar los objetivos y escuchar las propuestas de mejora que puedan tener.
En un futuro se le recomienda a la empresa realizar un análisis similar al de este trabajo, pero en el tema de torque de los envases de producto. Ya que se evidenciaron muchas oportunidades de mejora en este tema.
Realizar otro análisis de capacidad para conocer el desempeño de otros procesos. Evaluar la posibilidad de cambiar los rangos de llenado debido a que en algunas referencias hay muy poco rango de movimiento.
Motivar continuamente a los operarios de las líneas y todas las personas involucradas en el proceso con pequeñas bonificaciones para generar un ambiente de sana competencia en la planta y mejora continua.
Implementar y hacerles seguimiento a las soluciones propuestas para mejorar el tema de llenado en la planta de la compañía. Con el objetivo principal de disminuir el desperdicio en producto y costos.
Retener el personal directo de la planta debido a la gran experiencia y conocimiento que este posee del proceso y líneas de producción.

55
Contratar a una persona especialista en temas estadísticos para que realice análisis de datos y haga seguimiento a las acciones de mejora.
Tener en cuenta las fechas planteadas para el plan de acción
La gerencia debe reunirse con el personal de mantenimiento para generar un cronograma con el fin de hacerle un adecuado mantenimiento a cada una de las líneas de producción al menos una vez cada 3 meses.

56
REFERENCIAS
Arvelo Lopez, Á (1997). La Capacidad de los procesos industriales, métodos estadísticos de acuerdo con la norma ISO 9000, 1; 2-4”. Recuperado de http://www.arvelo.com.ve/pdf/capacidad-de-procesos-iso-9000-arvelo.pdf.
Carola, M. (diciembre de 1997) Aseguramiento de la calidad a través del control
estadístico del proceso. (Trabajo de grado) Universidad Autónoma De Nuevo León Recuperado de http://eprints.uanl.mx/7177/
Castellanos, P (abril 2009). Estandarización de procesos de producción en una
fábrica de bolsas plásticas, para la reducción de costos.(Trabajo de grado) Universidad de San Carlos de Guatemala Recuperado de https://www.academia.edu/36570072/Fabricacion_de_bolsas_plasticas
Cruz, G. C., y Rodríguez Medina, M. A. (2014). Propuesta Para Evaluar La
Capacidad De Procesos De Manufactura Multivariados. Revista Ingeniería Industrial, 13(2), 35–47.
Han, C. (2006). Effect of Testing Normality on Estimating Process Capability Indices.
Quality Engineering, 18; 391-395. Hansen; Bertrand L. (marzo de 1989). Teoría y práctica del control de calidad.
Segunda edición Barcelona Editorial Hispano-europea, Herrera Acosta, R y Fontalvo Herrera, T. (febrero de 2011). Seis Sigma Métodos
Estadísticos y sus Aplicaciones. Colombia (trabajo de grado) Universidad Autónoma Del Caribe”. Recuperado de http://cdigital.dgb.uanl.mx/te/1080080888/1080080888_MA.PDF
Herrera, Bernardo y Vilcamisa, K. (Julio de 2016). Aplicación de la metodología seis
sigmas para mejorar el proceso de matricula en la universidad autónoma del Perú” .(Trabajo de grado) Universidad Autónoma del Perú Recuperado de http://repositorio.autonoma.edu.pe/handle/AUTONOMA/339

57
Hosking, J. y Wallis, J. (1987). Parameter and Quantile Estimation for the
Generalized Pareto Distribution. Technometrics, 29(3); 339-349. Kane, V. (1986). Process Capability Indices. Journal of Quality Technology, 18; 4152 Lopez Perez, S. (2012). Administración Integral para la Calidad. México Mantilla Celis, O y Sanchez García, J. (julio-septiembre 2012) Modelo tecnológico
para el desarrollo de proyectos logísticos usando Lean Six Sigma.” estudios gerenciales, 28, (124) 23-43; Recuperado de http://www.scielo.org.co/pdf/eg/v28n124/v28n124a03.pdf.
Nieto Zambrano, A (mayo de 2014) “Implementación de la metodología seis sigmas
para el mejoramiento continuo del proceso de venta de servicios tecnológicos y comunicacionales en Telecomm S.A”. (Trabajo de grado) Universidad Politécnica Salesiana Recuperado de https://dspace.ups.edu.ec/bitstream/123456789/6863/1/UPS-GT000664.pdf.
Pande, P y Larry, H. (2002) What is six sigma? New York: McGraw-Hill. Urrutia Leal, J. (octubre de 2004). Diseño de un sistema de control de calidad en la
producción de bolsas plásticas”. .(Trabajo de grado) Universidad de San Carlos de Guatemala Recuperado de http://biblioteca.usac.edu.gt/tesis/08/08_1332_IN.pdf.
Vidal V, (Julio de 2012). Análisis de Capacidad de Proceso de una planta de
producción de Bolsas de Polietileno”. (Trabajo de grado) Universidad de San Carlos de Guatemala Recuperado de http://biblioteca.usac.edu.gt/tesis/08/08_1261_Q.pdf.