publicación periódica de esab-conarco a xxx nº 128 · gas, el comportamiento de las mezclas, las...
TRANSCRIPT

1
AÑO XXX Nº 128Septiembre 2007
Publicación periódica de ESAB-CONARCO

2 SOLDAR CONARCO Nº 128 2007
SISTEMA ARISTOUN SIGLO DE INNOVACIÓN
EN SOLDADURA MIG CON LA APARIENCIA DE TIG
simulación gráfi ca de la apariencia del cordón con el Aristo SuperPulseTM
NUEVO! ARISTO SUPERPULSETM
Mínimo calor aportado.Soldaduras perfectas.
El nuevo proceso de soldadura Aristo SuperPulseTM maximiza la productividad en espesores fi nos y gruesos de aceros inoxidables y aleaciones de alumnio.
El control preciso del calor aportado combinado con la acción del pulsoelimina la distorsión y da terminaciones perfectas. Aristo SuperPulseTM permite elegir entre las combinaciones pulsado/pulsado, pulsado/corto circuito y spray/pulsado, además de MIG brazing para los espesores más fi nos.
Más fácil soldar en posicióntransferencia de calor y penetración uniformes minimizan los efectos de las variaciones en la preparación de la raíz. Combinable con sistemas automatizados y robotizados.
Extiende el rango de aplicación de los diámetros más grandes de alambre.
Revolucione la productividad de sus procesos de soldadura con Aristo SuperPulseTM.

3SOLDAR CONARCO Nº 128 2007
34
5
13
14
20
22
28
Indice
Editorial
Cómo seleccionar el gas de protección para obtener un mayor rendimiento en soldadura.
Curso de Soldadura de Mantenimiento en Rosario.
Análisis de soldaduras en servicio para cañerías aplicando diferentes procesos por arco.
Higiene y Seguridad en procesos de soldadura.Riesgo de incendio y proyecciones durante procesos de soldadura
La industria del cemento y sus aplicaciones para recuperación y protección contra el desgaste. Parte1
Eventos 2007
Origo™ Tig 3000i TA24 CA/CC Torcha TXH™ 250w TIG.
Contenido Año XXX Nº 128 Septiembre 2007
Registro de la Propiedad Intelectual en trámite.Director
Eduardo MaranielloCoordinador General
Eduardo AstaColaboradores
Alejandro Fernández - Eduardo Asta - G. Della Torre - Martín Petit - Mónica ZalazarDiagramación e Impresión
Dayan Gerardo - Talleres Gráfi cos Universal S.R.L.
Los lectores del Boletín SOLDAR CONARCO pueden, sin cargo, hacer copias de las páginas del mismo para uso personal o para
archivos, o pueden libremente hacer tantas copias como juzguen necesarias para propósitos educativos o de investigación. Este permiso para
producir total o parcialmente artículos incluídos aquí es concebido siempre que se haga expresar mención de los autores y de la fuente.
Queda prohibida la reproducción total o parcial con fi nes comerciales.
Nuestra Portada:Tecnología ESAB
31

4 SOLDAR CONARCO Nº 128 2007
Estimados lectores
Durante el corriente año continuamos con el compromiso asumido de llevar a cabo un programa de cursos y seminarios que se están realizando en forma conjunta con la Fundación Latinoamericana de Soldadura desde el año 2006.
Esta es otra de las actividades que permiten profundizar el compromiso de ESAB – CONARCO de mantenerse a la vanguardia en el mercado de soldadura, en este caso a través de la capacitación de los recursos humanos.
Efectivamente, conscientes del resurgimiento de la demanda, en función del crecimiento de la economía, hemos decidido profundizar más aún nuestra contribución al desarrollo y formación de personal.
Para ello hemos extendido el alcance de los programas de capacitación y perfeccionamiento de técnicos y soldadores. Esta actividad, la cual hoy potenciamos, viene siendo desarrollada por la Fundación Latinoamericana de Soldadura, la que tuvo sus orígenes a partir de la Escuela de Soldadura Conarco que fue creada en 1977, cumpliéndose en el presente 30 años de actividad ininterrumpida.
En este nuevo emprendimiento que estamos llevando a cabo, contamos con la participación de Escuelas Técnicas, Universidades, y en muchos casos con la colaboración de empresas clientes de ESAB - CONARCO.
Esta forma de actuar, sostenida a través de largos años en forma continua, es la que nos permitió mantener la posición de liderazgo que continuamos disponiendo.
Manteniendo nuestro compromiso de continuar brindando los mejores productos y servicios al mercado, me despido hasta la próxima edición de este Boletín.
Ernesto E. Aciar Director General

5SOLDAR CONARCO Nº 128 2007
Cómo seleccionar el gas de protección para obtener un mayor
rendimiento en soldadura
Resumen
En los procesos de soldadura eléctrica por arco bajo protección gaseosa, se emplean normalmente: gases puros como Argón, Helio y Anhídrido carbónico; o bien mezclas de gases con diferentes combinaciones de estos tres gases más la incorporación, en algunos casos, de Nitrógeno, Oxígeno e Hidrógeno. Estos gases pueden emplearse según sea el proceso al que se destinen y los materiales a soldar.
Consecuentemente, la selección de un gas o de una mezcla de los mismos se puede tornar un asunto complejo, a causa de la variedad de combinaciones posibles de ser utilizadas. El propósito de este artículo es mencionar las propiedades de cada gas, el comportamiento de las mezclas, las aplicaciones y cómo se clasifi can.
Introducción
Los procesos de soldadura eléctrica por arco que utilizan gases de protección ampliamente difundidos son el MIG/MAG y el TIG. Dependiendo de los materiales a soldar y de los parámetros de soldadura cada uno de los procesos mencionados utiliza como protección gaseosa gases inertes, gases activos o mezclas de ambos.
Entonces una primera clasifi cación de los gases es la siguiente:
Comportamiento del Gas de Protección
La función principal de gas es proteger el metal en solidifi cación, elbaño de fusión y el material de aparte de los efectos perjudiciales del airecircundante. Ello se logra a través de un caudal correcto del mismo, acorde a los parámetros de soldadura utilizados.
El gas de protección afecta sobre: La transferencia del material de aporte. La velocidad de soldadura. La geometría del cordón. La apariencia superfi cial. La estabilidad de arco. El medio ambiente de trabajo. Las propiedades mecánicas.
A continuación ampliaremos cada uno de estos puntos, a través de las propiedades de los gases y sus aplicaciones.
Por: Ing. Alejandro Fernández, ESAB - CONARCO Alambres y Soldaduras S.A. Gerente de Sucursal Córdoba - Argentina
e-mail: [email protected]
Propiedades de los gases
Las propiedades de los gases que afectan el comportamiento de los procesos por arco eléctrico son:
La conductividad térmica a alta temperatura, La reactividad, El potencial de ionización, El modo en que afecta cada gas a la transferencia del metal de aporte y a la penetración.
INERTES
ACTIVOS
REACCION LENTA
OXIDANTES
REDUCTORES
Argón (Ar)
Helio (He)
Anhídrido Carbónico (CO2)
Oxígeno (O2)
Hidrógeno (H2)
Nitrógeno (N2)

6 SOLDAR CONARCO Nº 128 2007
La conductividad térmica de un gas determina el gradiente de potencial eléctrico necesario para sostener el arco y la energía desarrollada por el mismo. Altas conductividades térmicas requieren más tensión para mantener el arco. Por ejemplo, la conductividad térmica del helio es mucho más alta que la del argón. Un arco en atmósfera de helio transfi ere entonces más calor a la pileta líquida y esto se verifi ca a través de una mayor tensión de arco.
El hidrógeno y el nitrógeno poseen a su vez más altas conductividades térmicas que el helio, a causa de los efectos de las reacciones de disociación y recombinación molecular que se producen en plasmas de dichos gases. Ello resulta en un mayor desarrollo de calor, que los hace especialmente aptos para operaciones de corte de metales y algunas aplicaciones en soldadura.
El gas protector, puede también infl uenciar el encendido y la estabilidad del arco; por ejemplo, un arco en atmósfera de argón puede ser encendido fácilmente a causa del bajo potencial de ionización de dicho gas. Comparado con otros gases puros, el argón provee máxima estabilidad del arco en los procesos MIG y TIG.
En la soldadura MIG de aceros inoxidables, la estabilidad del arco y el comportamiento del proceso de soldadura se mejoran aún con la adición de pequeñas cantidades de oxígeno o anhídrido carbónico al argón o al helio.
La compatibilidad de cada gas con los metales base y/o de aporte determinan la utilización de algunos
gases reactivos para soldar y para cortar metales. Los electrodos no consumibles de tungsteno toleran mezclas ricas en hidrógeno o nitrógeno, pero estos gases producen porosidad en la soldadura de varios metales; de aquí que las mezclas que contienen aquellos gases se usan en corte por plasma pero tienen un uso muy limitado en soldadura.
El oxígeno y el anhídrido carbónico atacan a los electrodos de tungsteno oxidándolos, por lo que no pueden emplearse en soldadura TIG.
La capacidad oxidante del CO2 y del O2 es útil y a veces esencial en la soldadura MIG/MAG de los aceros al carbono, para promover una acción estable del cátodo y disminuir la tensión superfi cial del metal líquido en la pileta fundida.
El oxígeno es 10 veces más oxidante que el CO2, por lo que sus adiciones al argón generalmente no superan el 10 %, mientras que el CO2 puro puede utilizarse en la soldadura MAG de aceros al carbono de baja aleación. Los alambres usados en soldadura MAG contienen fuertes desoxidantes para contrarrestar la porosidad inducida por el uso de estos dos últimos gases.
Los gases de protección, afectan la velocidad de soldadura, la penetración y en particular en el MIG/MAG el modo de transferencia del metal de aporte a la pieza. Puede verifi carse que la transferencia spray no se obtiene cuando una mezcla gaseosa es rica en un gas activo. La penetración de la soldadura en el metal base está relacionada con el tipo de transferencia empleada. La transferencia spray, desarrolla una penetración aguda, mientras que la transferencia globular provoca una penetración más redondeada, como se puede ver en la Fig. 1.
Además de los aspectos técnicos, el aspecto económico es hoy en día sumamente importante en la selección de un gas. La causa principal del uso creciente del CO2 fue (y es) su relativamente bajo costo frente al argón. La declinación del precio de este último, en algunos países, ha hecho que aumente el uso de mezclas que lo contienen en la mayor parte, en detrimento del CO2. En lo que respecta al helio, su precio se mantiene relativamente alto y si sumamos que es más liviano que aire hay que utilizar caudales 2 a 3 veces mayores que el de otros gases de protección, lo que encarece adicionalmente a los procesos de soldadura que lo emplean.
Aplicaciones de los Gases de Protección
Proceso de Soldadura TIGArgón: es el gas inerte más utilizado en este proceso, por su más bajo costo frente al Helio y porque produce un arco de fácil manejo.
Debido a su bajo potencial de ionización y su baja conductividad térmica a alta temperatura, permite variar la longitud del arco sin que varíen signifi cativamente la energía entregada por la fuente y la forma del cordón de soldadura. Permite también un buen encendido del arco. En la soldadura con CA es superior al helio a causa de su mejor acción de “limpieza” de la superfi cie del metal base, lográndose con el mismo cordones de muy buen aspecto y calidad.
Fig. 1 | Comportamiento de las mezclas Ar-CO2 frente al CO2 puro
Fig. 2 | Comportamiento del Helio frente al Argón

7SOLDAR CONARCO Nº 128 2007
Puede utilizarse en soldadura TIG automatizada aunque en este caso se suele aditivar Helio o Hidrógeno para obtener mayor velocidad o penetración según se requiera.
Helio: por si sólo como gas de protección tiene muy pocas aplicaciones debido a su elevado costo ya que son muy pocos los países que lo producen, se utiliza para la soldadura TIG mecanizada de metales de espesor delgado como los usados en la fabricación de caños, o la soldadura TIG de metales de alta conductividad térmica. Aunque en la soldadura del aluminio con CA se usa ampliamente el argón, el helio se emplea exitosamente para la soldadura TIG mecanizada de dicho metal con CC (-), en la industria aeroespacial. Se obtienen soldaduras con penetración profunda y de alta calidad. Las juntas a soldar deben ser limpiadas previamente con mucho cuidado para obtener resultados aceptables.
Mezclas Argón-Helio: Con el propósito de incrementar la potencia térmica del arco, manteniendo las cualidades del argón, se suele aditivar a este último Helio.
La combinación más utilizada suele ser 80 % de Argón y 20 % de Helio, con la cual sin incidir demasiado en el costo de soldadura se logra incrementar la velocidad y la calidad de la unión, en especial cuando soldamos aluminio, donde lógicamente los mejores resultados se obtienen en
operaciones automatizadas.
Cuanto mayor sea la energía de arco que se requiera mayor debe ser el contenido de Helio en la mezcla.En materiales tales como el cobre y sus aleaciones las proporciones suelen estar entre un 70 y 90 % de He en Argón.
Mezclas Argón-Hidrógeno: Estas mezclas se emplean generalmente en la soldadura mecanizada de acero inoxidable debido a que con la gran energía de arco que proporciona el H2, se logra un importante aumento de la velocidad y la penetración de soldadura la cual puede incrementarse en forma directa con la proporción de H2 aditivado al Argón.
Las proporciones comúnmente utilizadas van desde un 2 a un 15 % de H2 en Argón.
Mezclas con un 5 % de H2 se pueden utilizar para soldadura TIG manual para obtener cordones con buen aspecto y limpieza superfi cial. También utilizados como gas de respaldo dan excelentes resultados.
Mezclas Argón-Helio-Hidrógeno: En este tipo de gases de protección se combinan las cualidades de los gases aditivados y su conjunto brinda resultados sumamente interesantes, en especial en procesos automatizados, donde se pueden aumentar signifi cativamente la velocidad de ejecución de una soldadura.
Básicamente se emplean en la soldadura de acero inoxidable y las combinaciones más utilizadas suelen ir entre un 2 a 5 % de H2 y 15 a 18 % de Helio en balance Argón.En particular con dichas proporciones se obtienen cordones desprovistos de óxido en la superfi cie, lo que favorece a reducir el tiempo de limpieza post soldadura en este tipo de materiales.
Mezclas Argón-Nitrógeno: Adiciones de hasta 20 % de N2 en argón se pueden emplear exitosamente en la soldadura de aceros inoxidables austeníticos, pero se obtienen mayores velocidades de soldadura con el empleo de helio puro o mezclas argón-hidrógeno.
Proceso de Soladura MIG/MAG
Metales no ferrosos
Argón: para este proceso de soldadura este gas se utiliza para soldar aluminio, aleaciones base níquel y metales reactivos como titanio y zirconio. El argón provee excelente estabilidad del arco, penetración y conformación del cordón. A veces se lo emplea mezclado con helio para incrementar la energía del arco y obtener soldaduras sanas en metales de alta conductividad y de gruesos espesores.
Helio: aunque se lo puede usar puro, generalmente es preferible usarlo mezclado con argón, pues estas mezclas combinan la alta energía de los arcos en atmósfera de helio con el bajo
Fig. 3 | Incremento de la energía de arco cuando utilizamos mezclas Ar-He que en este caso fue aprovechado como un aumento en la velocidad de soldadura
Fig. 4 | Incremento de penetración utilizando mezclas Ar-H2
Fig. 5 | A la izquierda se puede apreciar la raíz de soldadura protegida con Ar + 2% H2

8 SOLDAR CONARCO Nº 128 2007
tenor de salpicaduras que asegura un relativamente alto contenido de argón. El helio puro se usa básicamente en la soldadura MIG de aluminio grueso con altas corrientes y en procesos automatizados.
Argón-Helio: como ya se mencionó, estas mezclas ofrecen juntas las ventajas de c/u de los gases componentes. Al igual que en TIG la más utilizada es la que posee 80 % de Argón y 20 % de He. En algunos procesos automatizados se puede emplear una combinación de hasta 30 % de He en Argón.
Para soldar cobre de más de 15 mm de espesor, se puede usar una mezcla con 90 % He y 10 % Ar, utilizable también para soldar inconel, monel y aluminio de más de 75 mm de espesor, obteniéndose un arco enérgico y soldaduras de calidad radiográfi ca.
Metales Ferrosos
Argón: en la soldadura de los aceros, el argón puro no presenta un arco con adecuada estabilidad y el metal fundido posee una tensión superfi cial algo elevada. Esto causa cordones mal conformados y con socavación, que puede evitarse con pequeñas adiciones de gases oxidantes como el O2 y/o CO2.
Argón-Oxígeno: el oxígeno se adiciona al argón para incrementar la estabilidad del arco y para disminuir la tensión superfi cial del metal fundido, lo que mejora la forma y aspecto de
los cordones. (Fig. 7).
Estas mezclas se usan principalmente para la soldadura MAG, con transferencia spray siendo ideal en procesos automatizados.
Cuando soldamos aceros inoxidable con proceso MAG es necesario aditivar al argón pequeñas cantidades de gases oxidantes (O2 ó CO2) para estabilizar el arco y mejorar la transferencia. Dicha incorporación de gases oxidantes no debe ser superior al 4 % para no afectar la resistencia a la corrosión del acero inoxidable.Ya con un 1 % de O2 se logra además mejorar la terminación superfi cial. El aumento del % de O2 mejora la “mojabilidad” del metal fundido, al provocar una disminución sustancial de la tensión superfi cial por la formación de óxidos.Para soldar aceros al carbono estructurales o de baja aleación, suele emplearse una proporción de 3 a 5 % de Oxígeno combinado con el Argón.
Anhídrido Carbónico (CO2): es un gas oxidante y su empleo como gas de protección está acotado a la soldadura MAG en forma manual de los aceros al carbono, con transferencia en cortocircuito y corrientes de hasta 250 Amp. Con corrientes superiores se produce con una transferencia globular no axial que produce una gran cantidad de salpicaduras.
El aporte para soldar con CO2 puro debe tener alto contenido de
desoxidantes como es el caso del alambre sólido ER70S-6.
Cuando soldamos con alambres tubulares generalmente se utiliza CO2 aunque las mezclas de argón cada vez más tienden a desplazar a este producto no sólo por su gran productividad sino también por la mayor resistencia mecánica que estas proveen. Sumando además el importante desarrollo que este tipo de material de aporte ha tenido en los últimos años.
Argón – CO2: Las mezclas de Argón - CO2 como así también las de Argón - O2 producen en soldadura MAG un arco suave y provocan menos cantidad proyecciones que las generadas por el anhídrido carbónico puro (Fig. 8).
También comparado con este último, puede obtenerse aproximadamente un 30 % de incremento en la velocidad de soldadura para procesos manuales y más del 50 % en procesos automatizados (Fig.9).
Fig. 6 | Se observa el efecto de las adiciones de helio al argón. Incrementando el % He aumenta la penetración y el ancho de los cordones.
Fig. 7 | Se observa el efecto de las adiciones de Comportamiento del CO2 (costura superior) frente a la mezcla Ar + 5% O2 (costura inferior)
Fig. 9 | A medida que disminuye el contenido de CO2 en la mezcla aumenta la velocidad de soldadura en proceso MAG
Fig. 8 | Cantidad de proyecciones en una costura realizada con CO2 puro

9SOLDAR CONARCO Nº 128 2007
Además con las mezclas de Ar - CO2 puede operarse tanto en transferencia corto circuito como en spray.
A medida que aumenta el contenido de CO2 en el Ar aumenta el tamaño de las gotas en que se transfi ere el metal de aporte por ello cuando se usa la transferencia en cortocircuito, un aumento en el % de CO2 aumenta el gradiente de tensión y la penetración, disminuyendo la tensión superfi cial del metal líquido. Esta propiedad se observa en la (Fig.10).
Argón con 3 a 10% CO2: se usa para la soldadura de aceros al carbono y de baja aleación. La unión tiende a oxidarse menos que con mezclas Argón - O2. Se logran excelentes resultados en procesos automatizados y transferencia spray.
Argón con 20 a 30% CO2: muy utilizadas en la soldadura de ceros al carbono y generalmente con transferencia en cortocircuito, especialmente chapa fi na. Las propiedades de la soldadura con alambres adecuados son excelentes.Sus principales ventajas son un incremento de la penetración y mejor estabilidad del arco a altas corrientes.
Argón- Helio - CO2: este tipo de mezclas fueron diseñadas en los últimos años con la evolución de los equipos MIG/MAG transistorizados que permiten trabajar con arco pulsado. Este modo de transferencia
se ve favorecido por la elevada conductividad térmica que tiene el helio.
El nivel de CO2 se mantiene bajo (1 a 2 %), lo que favorece en la soldadura de aceros inoxidables, a evitar la absorción de carbono por el metal de soldadura desde el punto de vista de su resistencia ala corrosión, principalmente en multipasadas. Dicho contenido de CO2 desarrolla una penetración de la soldadura ligeramente mayor que la que se obtendría con similar adición de O2.La mezcla comúnmente utilizada es 80 % Ar – 19 % He – 1 % CO2.
Argón- CO2 - O2: a los efectos de mejorar el comportamiento de la soldadura MAG de aceros al carbono se han desarrollado mezclas con dichos componentes aprovechando las cualidades de cada uno.Con transferencia en cortocircuito no funcionan tan bien como la mezcla 80 % Argón 20 % CO2, pero sí se comportan muy bien en transferencia spray, empleando alambres con alto contenido de desoxidantes. Las adiciones de oxígeno a las mezclas 80 % argón - 20 % CO2 mejoran el aspecto de los cordones y la velocidad de soldeo pero aumentan el riesgo de porosidad en soldaduras en multipasadas.Una proporción muy utilizada es 90 % Ar - 5 % CO2 - 5 % O2
El gas de protección y el medio ambiente de trabajo
El interés en el medio ambiente de trabajo ha aumentado en los últimos años. Las empresas han comenzado a comprender que su personal es el más importante de sus recursos. Por ello existe hoy una tendencia a mejorar el medio ambiente laboral.
Los procesos de soldadura suelen
traer aparejados diferentes riesgos para la salud y seguridad del soldador, entre los que podemos mencionar:
Radiación ultravioleta Humos de Soldadura Posturas forzadas Riesgos eléctricos Riesgos de accidentes
De los cuales los dos primeros son los que mayor importancia tienen.
Para la radiación ultravioleta tenemos que considerar que en los procesos de soldadura eléctrica por arco es muy intensa, por lo que debemos protegernos los ojos y la piel mediante una careta de soldadura que lleva un vidrio graduado con un número DIN que tiene que ser mayor de 10. Los últimos avances sobre este tema radican en las nuevas caretas fotosensibles que se oscurecen en fracciones de segundo facilitando la actividad de manipuleo y punteo de las piezas a soldar solucionando también en gran medida el problema de las cervicales que ocasiona el subir y bajar la careta.
En cuanto a los humos de soldadura podemos decir que su generación depende del material a soldar, del proceso de soldadura y de los parámetros de soldadura. Cuanto más fuerte soldemos mayor será la generación de humos.
Dichos humos están formados por partículas muy fi nas y también gases nocivos, como es el Ozono (O3), el Monóxido de Carbono (CO), y los Oxidos de Nitrógeno (NO y NO2).
Los extractores de humos cumplen la función retener dichas partículas a través de diferentes métodos de fi ltrado y también la desplazar los gases nocivos del ámbito del soldador. Existen extractores del tipo puntual móvil o aquellos montados
Fig. 10 | Cantidad de proyecciones en función del contenido de CO2 en la mezcla de Ar.

10 SOLDAR CONARCO Nº 128 2007
en la torcha de soldadura.
De los gases nocivos el Ozono tiene valor limite umbral de (0.1 ppm), lo que equivale a decir que la concentración media de Ozono a lo que un soldador durante su trabajo diario puede estar expuesto, no debe exceder las 0.1 ppm, o sea, 0.1 parte en volúmen por cada 1.000.000 de partes de aire (aun en bajas concentraciones del orden de 0.05 ppm, la presencia de ozono es facilmente determinada por su olor característico).
La formación de ozono (ver Fig. 11) es más intensa en torno de un radio de 10 a 15 cm del arco de soldadura. Ese ozono generado se eleva junto con una columna de humos y gases calientes. Así, puede alcanzar la zona de respiración del soldador, que quedará expuesto a altas concentraciones de este gas tóxico.
Las concentraciones sobre el límite de tolerancia producen, con el tiempo, síntomas como tos, dolores en el pecho, dolor de cabeza y falta de aire. A largo plazo, la exposición al ozono puede ocasionar enfermedades crónicas de las vías respiratorias y pulmonares.
Los últimos desarrollos en gases de protección han permitido determinar que el nivel de ozono
generado en el arco eléctrico puede reducirse sustancialmente a través del empleo de los gases de protección denominados de “Bajo Impacto Ambiental”. Estos gases contienen una pequeña proporción de óxido nítrico (NO), el cual reacciona con el Ozono (O3) disociando su molécula y reemplazándola por una molécula de NO2 y otra de O2.
Cabe destacar que el resultado fi nal de la soldadura tanto superfi cialmente como metalúrgicamente, no se ve afectado por la adición de Oxido Nítrico (NO).
Clasifi cación
Los gases de protección se clasifi can según las normas AWS A5.32 y la norma europea EN439.
El propósito de estas normas es clasifi car los gases de protección, de acuerdo con sus propiedades químicas, como base para la aprobación de las combinaciones del gas de protección y material de aporte.
La norma comprende gases y mezclas de gases utilizadas en la soldadura y en el corte de arco plasma MIG/MAG, TIG y de Respaldo.
Norma AWS A5.32:La tabla I muestra la clasifi cación y requerimientos de AWS para los gases puros utilizados como gases de protección.
Fig. 11 | Formación de Ozono en función del proceso de soldadura, del tipo de material a soldar y del modo de transferencia del material de aporte
Las mezclas de gases desarrolladas en base a los gases puros mencionados tienen la siguiente clasifi cación AWS:SG-XX-X SG signifi ca “Shielding Gas”, el primer dígito siguiente indica el tipo de gas balance, el segundo dígito denota el gas aditivado y el tercer dígito el porcentaje de dicho gas aditivado.
Ejemplos:
Mezcla 80 % Ar – 20 % CO2 SG-AC-20 Mezcla 90 % Ar – 5 % CO2 - 5 % O2 SG-ACO-5/5 Mezcla 95 % Ar – 5 % H2 SG-AH-5
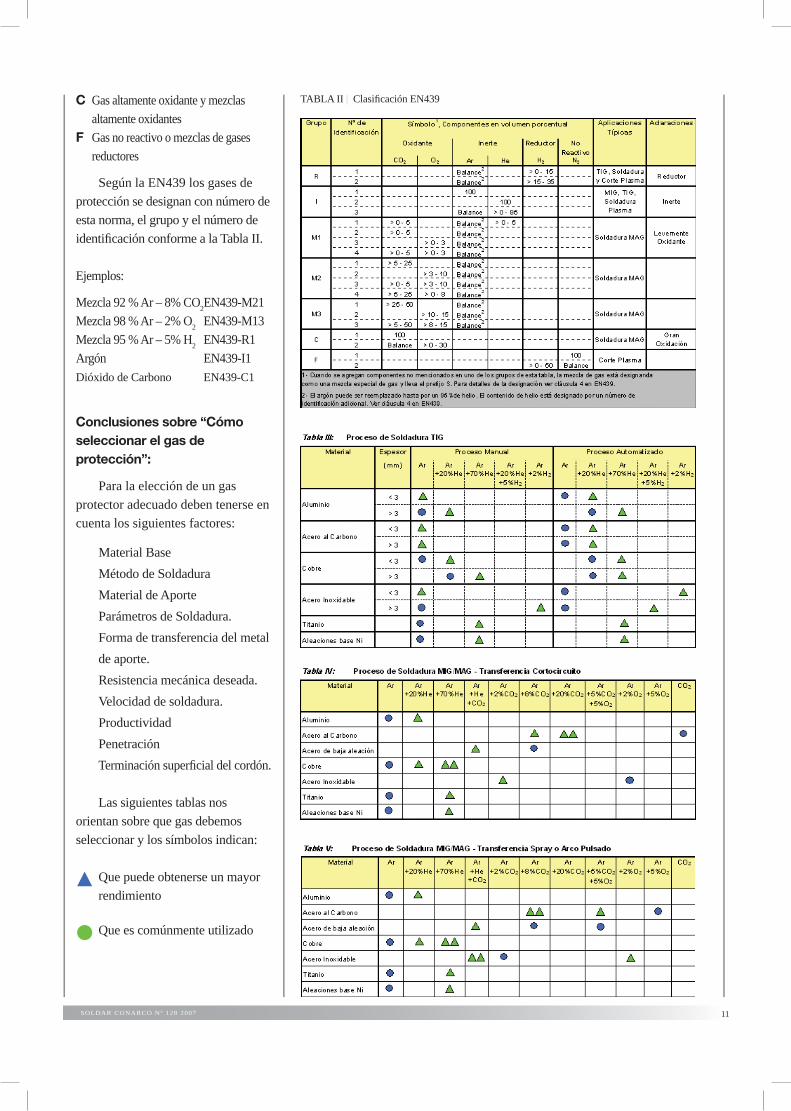
Norma europea EN439: La Tabla II muestra la clasifi cación de los gases de protección en grupos y por aplicaciones típicas. La clasifi cación está basada en la conducta de reacción de los gases de protección en la soldadura y en el corte, como se establece a continuación:
R Mezclas de gases reductoresI Gases inertes y mezclas de gases inertes
TABLA I | Clasifi cación AWS A5.32
11SOLDAR CONARCO Nº 128 2007
C Gas altamente oxidante y mezclas altamente oxidantesF Gas no reactivo o mezclas de gases reductores
Según la EN439 los gases de protección se designan con número de esta norma, el grupo y el número de identifi cación conforme a la Tabla II.
Ejemplos:
Mezcla 92 % Ar – 8% CO2EN439-M21Mezcla 98 % Ar – 2% O2 EN439-M13Mezcla 95 % Ar – 5% H2 EN439-R1Argón EN439-I1Dióxido de Carbono EN439-C1
Conclusiones sobre “Cómo seleccionar el gas de protección”:
Para la elección de un gas protector adecuado deben tenerse en cuenta los siguientes factores:
Material Base Método de Soldadura Material de Aporte Parámetros de Soldadura. Forma de transferencia del metal de aporte. Resistencia mecánica deseada. Velocidad de soldadura. Productividad Penetración Terminación superfi cial del cordón.
Las siguientes tablas nos orientan sobre que gas debemos seleccionar y los símbolos indican:
Que puede obtenerse un mayor rendimiento
Que es comúnmente utilizado
TABLA II | Clasifi cación EN439

12 SOLDAR CONARCO Nº 128 2007
Curso de Soldadura de Mantenimiento en Rosario
Continuando con el programa de cursos y seminarios desarrollados en forma conjunta entre la Fundación Latinoamericana de Soldadura (FLS) y la Gerencia Comercial de ESAB - CONARCO , destinados a diferentes niveles de personal involucrado en actividades de soldadura por arco, los días miércoles 4 y jueves 5 de julio del corriente año se realizó en la ciudad de Rosario el curso: Soldadura de Mantenimiento en Componentes y Estructuras de
Acero y Fundiciones de Hierro. Dicho curso ha sido desarrollado en las instalaciones del Departamento Mecánica perteneciente a la Facultad de Ciencias Exactas, Ingeniería y Agrimensura (FCEIA) de la Universidad Nacional de Rosario (UNR) en el marco del convenio existente entre FCEIA –UNR y FLS.
El evento ha sido organizado entre la Sucursal Rosario de ESAB - CONARCO , el Departamento Mecánica de UNR y FLS.

13SOLDAR CONARCO Nº 128 2007
La elaboración del curso y su dictado estuvo a cargo del Ingeniero Eduardo Asta y colaboraron en la parte práctica los asistentes técnicos Walter Donag y Marcelo Schanz de la Sucursal Rosario. Al curso asistieron 90 personas, la mitad proveniente de empresas de la zona, siendo la otra mitad alumnos, docentes de la universidad y de escuelas secundarias. El mismo ha tenido un gran éxito y elogios por parte de quienes asistieron, fundamentalmente por la transmisión de conocimientos teóricos y prácticos de gran utilidad para la actividad de mantenimiento industrial. Debemos destacar la organización del evento por parte del equipo de trabajo de la Sucursal Rosario contribuyendo de esta forma a mantener y mejorar la imagen institucional, posicionamiento dinámico y servicio al cliente de nuestra empresa. Así mismo, la buena predisposición y profesionalidad de toda la gente del Departamento Mecánica de UNR .

14 SOLDAR CONARCO Nº 128 2007
Análisis de soldaduras en servicio para cañerías aplicando diferentes
procesos por arco.Por: Inga. Mónica Zalazar, UNCo- Facultad de Ingeniería e Ing.Eduardo P. Asta, UTN-FRH y ESAB- CONARCO
Resumen
En muchas ocasiones, debido a necesidades de operación, es imprescindible realizar soldaduras en tuberías que están en funcionamiento con presión y fl ujo interior. Este tipo de unión se denomina “soldadura en servicio”, y se utiliza tanto en reparación como en extensión de líneas de gas o petróleo en operación.
La califi cación de muchos de los procedimientos de soldadura utilizados en estas tareas se realiza de acuerdo al apéndice “B” de la Norma API 1104.
Las dos consideraciones más importantes vinculadas con este tipo de soldadura son: (1) evitar el quemado o perforación de la cañería (“burn through” o “blowout”) producido por el arco de soldadura, (2) evitar la “fi suración en frío asistida por hidrógeno”, debido a que las soldaduras realizadas en servicio enfrían a una velocidad acelerada, como resultado de la remoción de calor provocada por el fl uido desde la pared de la cañería.
Muchos métodos para predecir aporte térmico, penetración de la soldadura y dureza en el metal base han sido desarrollados, incluyendo modelos computacionales de análisis térmico los cuales en ningún caso substituyen la califi cación del procedimiento.
En este trabajo se realizan
soldaduras de acuerdo a los requisitos de la Norma API 1104 utilizándose distintos procesos de soldadura por arco eléctrico. Se colocan termocuplas para medir las temperaturas en la dirección del espesor de la cañería. Se caracteriza la macroestructura obtenida en las distintas posiciones de soldadura obteniéndose correlaciones ente los parámetros de soldadura, espesor de la cañería, dureza y penetración de la soldadura.
Introduccion
La soldadura en servicio es una parte esencial del “Hot Tapping”, una técnica que permite colocar una derivación en la cañería principal y también es importante para el mantenimiento de la cañería, mediante la colocación de camisas alrededor de la sección dañada (encamisado), permitiendo reemplazar pérdida de espesor por corrosión o por daño local [1-7]
Dos factores principales hacen difi cultosa la soldadura de cañerías en servicio:
Primero el fl ujo interno crea una mayor pérdida de calor a través del espesor de la cañería, resultando en un enfriamiento acelerado de la soldadura. Una cañería con mayor carbono equivalente es más sensible a la velocidad de enfriamiento, lo cuál incrementa la dureza y posibilidades de fi suras en la zona afectada por calor.
El segundo problema está vinculado con el calentamiento localizado en la cañería que produce pérdida de resistencia mecánica del material durante el proceso de soldadura. Si la disminución de resistencia es importante (lo que puede originarse por una gran penetración de la soldadura, siendo el caso extremo la perforación del ducto) la presión interna del fl uido puede producir la explosión de la cañería.
Estos factores están estrechamente vinculados debido a que los enfriamientos rápidos en el metal base pueden ser compensados por un incremento en el aporte térmico, pero esto puede promover mayor penetración en la soldadura y posible perforación. Es por ello que se deberán establecer procedimientos de soldadura adecuados que permitan un balance de modo tal que la dureza en la zona afectada por calor no sea tan elevada como para producir fi suras en la cañería logrado esto con un adecuado nivel en el aporte térmico y penetración de modo tal de no comprometer la integridad estructural de la cañería [8-9].
Un factor extra en el análisis de este tema esta relacionado con la metalurgia en el desarrollo de los aceros, la soldadura con fl uido puede ser realizada sobre aceros existentes con composiciones químicas que generan un mayor carbono equivalente y por lo tanto mayor riesgo de fi suración o en aceros microaleados laminados termomecànicamente, para la construcción de cañerías, con elevadas tensiones

15SOLDAR CONARCO Nº 128 2007
Tabla 1| Propiedades mecánicas de los aceros utilizados Aceros Espesor Diámetro Tensión de Tensión de Relación de API 5L exterior Fluencia(σy) Rotura(σr) tensiones mm mm (“) MPa MPa σy/σr X52 5,56 356 (14) 531 758 0,70 X60 11,50 203 (8) 565 745 0,76 X60 8,80 406 (16) 560 730 0,77 Tabla 2| Composición química (% en peso) de los aceros utilizados
Elemento X52 X60a X60b
C ,% 0,08 0,13 0,13Mn, % 1,13 1,20 1,22P , % 0,011 0,007 0,011S , % 0,002 0,001 0,002Si, % 0,018 0,27 0,15Cr ,% 0,02 0,03 0,01Ni, % 0,01 0,04 0,02Mo, % 0,05 0,01 NdCu, % 0,01 0,11 0,01Al, % 0,033 0,023 0,026Ti, % 0,021 0,020V ,% 0,01 0,08 0,07Nb, % 0,0027 0,02 0,03B, % <0,0001 <0,0001CEIIW 0,284 0,364 0,330Pcm 0,142 0,186 0,211
a diámetro 203 mm (8”); b diámetro 406 mm (16”)
de fl uencia y una reducción en los espesores que implicaría, en el caso que estamos evaluando, un mayor riesgo de perforación.
Es por ello que la realización de este tipo de soldaduras, debe enfocarse desde un punto de vista de la seguridad durante la ejecución e integridad durante el funcionamiento posterior de las mismas.
La norma utilizada en la califi cación de los procedimientos de soldadura para cañerías “en servicio” es la API 1104 en su apéndice B [2], que permite la aplicación en cañerías de espesores mayores que 6,4 mm.
En este trabajo se realizan soldaduras “tipo encamisado” en tres espesores de cañería con fl uido circulando en su interior y con tres procesos de soldadura por arco eléctrico. Se colocan termocuplas en el espesor de la cañería principal con el fi n de determinar la temperatura de calentamiento de la pared interna.
Se realiza una pasada de soldadura sobre la cañería principal “bead on plate” para cada proceso aplicado. Se miden profundidad de penetración de soldadura y la dureza obtenida en la zona afectada por el calor (ZAC), se correlaciona la misma con ecuaciones disponibles en la bibliografía.
Desarrollo experimental
Metal base
Se utilizaran tres aceros de cañería de acuerdo a la norma API 5L[3], dos de ellos X60 y uno X52; se determina la composición química y propiedades mecánicas de los mismos previo a realizar las soldaduras tal como se observa en las tablas 1 y 2 respectivamente.
Las ecuaciones 1 y 2 fueron las
utilizadas para determinar CEIIW, y el índice Pcm respectivamente.
CE IIW C Mn (Ni +Cu) (Cr +Mo +V) (1) 6 15 5
Pcm C Si (Mn+Cu+Cr) Ni Mo V 5B (2) 30 20 60 15 10
Realización de las soldaduras
Como es normal que este tipo de soldaduras sea utilizado como refuerzo en la cañería principal cuando existe disminución de espesor por corrosión o alguna otra discontinuidad que permita su reparación con esta técnica, los códigos permiten utilizar dos mitades de cañerías para realizar el encamisado
descartando la zona de la costura longitudinal.
Este tipo de conexión por lo general tiene asociada una soldadura longitudinal horizontal y soldaduras de fi lete circunferenciales, con progresiónascendente.
La soldadura longitudinal, consiste en una junta a tope con bisel en V y

16 SOLDAR CONARCO Nº 128 2007
un medio ángulo entre 10º y 30º. La posición del electrodo generalmente es horizontal. Si esta soldadura no necesita involucrar el caño principal se utiliza un respaldo metálico en la raíz, que generalmente es un acero de muy bajo carbono.
En el caso de espesores importantes puede utilizarse un diseño como el mostrado en la fi gura1. Durante la ejecución de las soldaduras se utilizan dos soldadores en simultáneo.
Como lo requiere la Norma API 1104 durante la realización de las soldaduras, para califi cación, por el interior de la cañería circula agua en forma continua. La fi gura 2 muestra un esquema general de las soldaduras realizadas en cada camisa.
Para las cañerías de aceros X52 y X60 con diámetros 356 mm (14”) y 406 mm (16”) respectivamente se sueldan tres camisas utilizando los procesos de soldadura manual con electrodo revestido (SMAW), soldadura con alambre macizo y protección gaseosa (GMAW) y soldadura con alambre tubular y protección gaseosa (FCAW), para la cañería de acero X60 con diámetro 203 mm (8”) no se utiliza el proceso SMAW.
La tabla 3 indica los parámetros utilizados para cada proceso de soldadura aplicado.
Caracterización de las soldaduras
Se obtienen probetas metalográfi cas de las soldaduras de fi lete circunferencial y de las soldaduras sobre la cañería principal en distintas posiciones. Se mide la penetración en las isotermas correspondientes a la línea de fusión, zona de grano crecido y zona revenida tanto de la segunda pasada de fi lete como de la primera.
Posteriormente se obtienen valores
Fig. 2 | Esquema de la soldadura tipo encamisadoFig. 1 | Diseño de junta utilizado en la soldaduralongitudinal de las camisas
Tabla 3| Parámetros de soldadura utilizados en cada proceso
de dureza Vickers con 1Kg de carga tanto en forma horizontal como a través del espesor.
Se realizan macrografìas en las posiciones de las termocuplas para determinar la penetración donde ocurre la medición de temperatura.
Fig. 3 | Soldadura tipo encamisado y macrografi as
Resultados y discusión Macrografías
La fi gura 3a muestra el momento de realización de la soldadura de una de las camisas, el estado fi nal de las mismas y dos macrografi as de la soldadura de fi lete.

17SOLDAR CONARCO Nº 128 2007
En la fi gura 4 se observa una macrografía de la costura longitudinal, con el respaldo metálico para evitar su unión a la cañería principal.
La identifi cación asignada a cada camisa soldada se muestra en la tabla 4, como se observa en la fi gura 3a hay dos soldaduras de fi lete (izquierda y derecha) y a su vez se suelda todo el perímetro de la cañería, lo que genera las conocidas posiciones horarias del electrodo o torcha de soldadura tal como se esquematiza en la fi gura 3b.
Tabla 4| Identifi cación asignada a cada camisa soldada
Metal base Proceso Proceso Proceso SMAW GMAW FCAWAPI 5L X52(Ø 356 mm) 5S 5G 5FAPI 5L X60 (Ø 406 mm) 6S 6G 6FAPI 5L X60(Ø 203 mm) 6G(8) 6F(8)
Se obtienen probetas de la soldadura de fi lete de ambos lados y a las mismas se les realiza medición de la penetración de la soldadura.
Las macrografi as en la fi gura 5 muestran el esquema de medición en la soldadura de fi lete y en la pasada de soldadura sobre la cañería principal (soldadura bead on plate).
Las distintas líneas indicadas en la fi gura 5 corresponden a la zona
fundida, a la zona del metal base de grano crecido y a la zona del metal base recristalizado. Estas ultimas regiones se pueden asociar a temperaturas características del metal base a soldar, estas son: la temperatura de fusión y la temperatura correspondiente a la línea critica superior. La micrografía presente en la fi gura 5 muestra en detalle la transición de microestructura entre la zona fundida y la zona de grano crecido del metal base.
Se observan problemas asociados con la penetración en los procesos FCAW y GMAW, principalmente originados por limpieza insufi ciente en la cañería principal que difi culta la fusión de la misma.
Los valores totales de penetración correspondientes al fi lete de mayor penetración se muestran en la fi gura 6.
Se observa lo siguiente: Las pasadas sobre la cañería principal son una buena referencia para establecer parámetros de penetración, ya que generalmente la penetración medida fue mayor en las mismas.
En los casos donde se produjo la fusión en el metal base la penetración fue mayor en el proceso FCAW. En los tres espesores analizados la penetración máxima es de alrededor 3 - 3,5 mm.
3.3 Mediciones de Dureza Vickers
La fi gura 7 muestra alguna de las improntas realizadas las cuales corresponden a las distintas microestructuras en la zona afectada por el calor para las probetas de soldadura tipo fi lete.
Fig. 4 | Macrografía de la soldadura longitudinal, con junta a tope y respaldo en la raíz.
Fig. 5 | Esquema de medición de penetración en las soldaduras
Fig. 3b | Posiciones para la soldadura de cañerías
Fig. 6 | Mediciones de la penetración en las distintas soldaduras realizadas
Fig. 7 | Ubicación de las improntas en la ZAC

18 SOLDAR CONARCO Nº 128 2007
La Norma API 1104 en su apéndice B requiere valores de dureza Vickers inferiores a HV350, asociado únicamente a problemas de fi suración en frío.
La fi gura 8 permite observar los resultados obtenidos en dos de los aceros; encontrándose, generalmente para igual proceso, durezas superiores en las soldaduras sobre la cañería principal.
En el acero API X60 (Ø 406 mm) los procesos GMAW y FCAW muestran valores levemente superiores, los cuales podrían asociarse a la mayor velocidad de enfriamiento que producen los procesos con protección gaseosa.
Por su parte la medición de microdureza en la ZAC se compara con dos de las ecuaciones disponibles en la bibliografía para evaluar el riesgo a fi suración asistida por hidrógeno, estas
Fig. 8 | Mediciones de dureza Vickers
Fig. 9 | Comparación de los valores de dureza medidos y calculados con las ecuaciones (3) y (4)
El término ΔH es introducido con el fi n de tener en cuenta el fuerte efecto endurecedor del Boro y sus valores son:
ΔH = 0 Cuando B < 1 ppm
ΔH = 1,5(0,02-N) Cuado B < 2 ppm
ΔH = 3(0,02-N) Cuado B < 3 ppm y
ΔH = 4,5(0,02-N) Cuado B > 4 ppm
La ecuación (4) desarrollada por D. Nolan y colaboradores [12], presentada en un documento del IIW como más apropiada para cañerías con fl uido circulando y que surge de modelos numéricos, se basa en el concepto de carbono equivalente “normal “ y se denomina HVCEN.
HVCEN (-1,389 x2 11,681x 239,58)ln(CEN) (-2,428x2 15,543x 645,6) (4)
Siendo: x = t8/5
La Figura 9 compara las durezas medidas con las calculadas según las ecuaciones (3) y (4), se observa que la ecuación HVCEN aparece como un límite superior de distribución de durezas con lo cual podría resultar más apropiada y conservativa en el caso de soldaduras con fl uido interior.
Se deberá controlar la penetración de la soldadura con modelos disponibles a los fi nes de justifi car su aplicación en la práctica para espesores menores que 6,4 mm.
son:
La ecuación (3) desarrollada por Yurioka y colaboradores [10,11] la cual es ampliamente aceptada para el cálculo de durezas en aceros de cañería y se basa en el concepto de dureza máxima:
Siendo:
HVmáx 442 C 92 CEII 206 (402 C 90 CEII 80) ar cotang(x) (3)
CEI C Si Mn Cu Ni Cr Mo ΔH 24 6 15 12 8 4
CEII C Si Mn Cu Ni Cr Mo V Nb 24 5 10 18 5 2,5 5 3
CEIII C Mn Cu Ni Cr Mo 3,6 20 9 5 4
x (log(t8/5) 2,30 CEI 1,35 CEIII 0,882) 1,15 CEI 0,673 CEIII 0,601

19SOLDAR CONARCO Nº 128 2007
Medición de la temperatura en espesor de pared de la cañería
La fi gura 10 muestra la ubicación de una de las termocuplas colocadas en la cañería principal.
Se registraron los ciclos de temperaturas durante la realización de las soldaduras encontrándose temperaturas máximas inferiores a 400 ºC. Las fi guras 11(a, b y c) muestran los registros de temperatura adquiridos para cada soldadura realizada.
Fig. 11 | Registros de temperatura
Fig. 10 | Posición de la termocupla en la cañería principal
Conclusiones
La medición con termocuplas en las soldaduras con fl uido circulando, para los tres espesores y diámetros de cañerías evaluados, aplicando procesos SMAW, GMAW y FCAW verifi ca una distribución de temperaturas, en la dirección del espesor de pared de las cañerías, inferior a lo informado o recomendado por la bibliografía como de riesgo a la perforación.
La profundidad de penetración también resulta conservativa, no superando para los casos evaluados 3,5 mm.
En cuanto a la evaluación de dureza, no se observan diferencias
Referencias
1. P. N Sabapathy., et al – The prediction of burn –through during in- service welding of gas pipelines – IJPVP 77 (2000) pp 669-667.
2. API standard 1104. Welding of pipelines and related facilities.
3. API specifi cation 5L. Specifi cation for linepipe American Petroleum Institute.
4. Cisilino, A.P. et al – Minimum thickness for circumferential sleeve repair fi llet welds in corroded gas pipelines - IJPVP 79 (2002) pp 67 - 76
5. Chapetti, M. D. J.L Otegui, et al – Full scale experimental analysis of stress states in sleeve repair of gas pipelines - IJPVP 79 (2001) pp 379 – 387.
6. Repair and hot tap welding on pressurized pipelines, ASME, NY, PD-Vol. 14 1987, pp 1-10.
7. J Kiefer and R. Fischer – Pipeline in – service repair manual – PRCI Nº L51716.
8. Zalazar, Mónica. Consideraciones relativas a las soldaduras en servicio. Cuaderno 01/05 Facultad de Ingeniería UNC.
9. W. Bruce. Industry Standards catch up with In – Service Welding. Welding Journal, Nov 1999- pp 43 -46.
10. N Yurioka and T. Kasuya, Welding in the world,35, 1995, p327
11. N Yurioka, m Okumura, T. Kasuya and HJ Cotton, Prediction of HAZ Hardness of transformable Steels , Metals Construction, April, 1987, pp217R -223R
12. D. Nolan, Z. Sterjovski and D. Dunne, Modelling of HAZ hardness in C-Mn Pipeline steels subjected in – service welding procedures. IIW Document Nº IX-2165-05.
substanciales entre los tres procesos utilizados, registrando valores máximos no superiores a los 380 - 400 HV.
La ecuación HVCEN de Nolan y colaboradores resulta más conservativa para la predicción de la distribución de dureza para este tipo de soldaduras.
Los procesos GMAW (MAG - MIG) y FCAW (alambres tubulares) resultan una alternativa productiva adecuada para su utilización en soldaduras con fl uido circulando, obteniendo adecuada penetración y distribución de temperaturas en relación con el espesor de pared de la cañería.

20 SOLDAR CONARCO Nº 128 2007
Higiene y Seguridad en procesos de soldadura
Riesgo de incendio y proyecciones durante procesos de soldadura
Riesgo asociado con proyecciones En ciertos casos, las proyecciones producidas por la soldadura puede causar incomodidad e incluso hasta quemaduras. Existe el riesgo, por ejemplo, de que se proyecten partículas grandes y las mismas entren en contacto con material de madera.
El riesgo aumenta cuando se suelda sobre cabeza o cuando se suelda en espacios confi nados donde el soldador necesita incluso recostarse para acceder mejor a la pieza.
Acciones Preventivas Utilizando un buen ajuste de los parámetros de soldadura, el gas de protección apropiado con alto contenido de Argón y la técnica de trabajo adecuada, se evita la formación de gotas gruesas. Las gotas fi nas son menos dañinas.
Use la ropa apropiada, la misma debe estar fabricada con materiales resistentes al calor y testeada según la Norma EN 470-1
Riesgo de Incendio Los incendios generados en procesos de soldadura y corte son
principalmente causados por falta de conocimiento, por descuido y/o por el uso de protección insufi ciente. Los programas de protección y el entrenamiento son vitales en este contexto.
La experiencia revela que el riesgo es mayor en trabajos esporádicos en áreas no designadas para trabajos de soldadura.
Los trabajos de soldadura y corte son realizados con frecuencia en ambientes variados, lo cual genera un riesgo debido al calor que debe ser extraído del área y a la generación de partículas calientes y chispas que pueden causar un incendio.
Los ambientes de trabajo que pueden resultar particularmente riesgosos a la hora de realizar trabajos de soldadura son:
Por : G. Della Torre, Jefe de Higiene, Seguridad y Medio Ambiente,Gerencia de Calidad, ESAB-CONARCO
Fig. 1 | Es importante proteger las áreas que pueden estar expuestas a riesgo de fuego cuando se está soldando.

21SOLDAR CONARCO Nº 128 2007
Ambientes donde se manipulen productos infl amables, tal como combustibles y aceites, o gases infl amables.
Depósitos conteniendo material de empaque o pallets.
Sitios en construcción donde las chispas pueden esparcirse por distintas áreas de difícil acceso, tal como paredes de madera o conteniendo aislación infl amable.
Cuando se trabaje en sitios de este tipo, deben realizarse inspecciones en los sectores. En algunos casos, es necesaria la aprobación del municipio o la compañía de seguro para el desarrollo de los trabajos.
Combustión lenta En otros lugares donde el material es menos infl amable, el incendio puede comenzar por una combustión lenta, que luego puede derivar en un incendio con llama abierta.
La extinción del fuego es más difícil, incluso teniendo el equipo de ataque al fuego disponible, cuando el incendio se descubre luego de haber transcurrido un período largo de tiempo, y se complica aún mas cuando el fuego se inicia en un lugar de difícil acceso.
Propagación del fuego en diferentes ambientes Los fuegos con presencia de PVC, plástico que es muy usado como aislante de cables y para diseño interior, generan vapores de cloruro de hidrógeno que se combinan con la humedad ambiente para producir ácido clorhídrico. Este compuesto
es un potente irritante y altamente corrosivo en contacto con metales. Adicionalmente puede causar daño a los equipos electrónicos.
Existe la posibilidad de riesgo de explosión cuando sustancias infl amables como combustibles (nafta, gas oil, etc.) son calentados.
Si estas sustancias no arden inicialmente y se vaporizan, hay un riesgo real de explosión.
Cabe recordar que el calor producido durante la soldadura o el corte de una cañería puede viajar hacía una pared vecina y causar un incendio, incluso si la temperatura es relativamente baja.
Una chispa de tamaño considerable producida durante la soldadura o corte puede causar un incendio, aún no estando al rojo.
Los incendios en espacios cerrados pueden propagarse en forma relativamente lenta. Siempre pida ayuda a la brigada de incendios si ocurre un incendio de este tipo.
Llame a la brigada de incendios aunque el fuego aparente estar apagado, ya que es importante controlar que no quede fuente posible de re-ignición.
Acciones preventivas Si deben realizarse trabajos de soldadura o corte en lugares donde existan riesgos de incendio, el personal de seguridad debe determinar las medidas preventivas a adoptar
Limpieza y remoción de material infl amable en la zona de riesgo.
Todo agujero de pasaje o grieta en depósitos de infl amables debe
ser cerrado o cubierto para evitar la dispersión de chispas
Use agua para humedecer el sector antes y quizás después de la tarea.
Revise el sector.
Asegure la existencia de equipos de ataque al fuego sufi cientes en el sector.
Lleve adelante un inspección por un miembro de la brigada de incendios una hora luego de culminada la tarea.
Asegure que el personal este familiarizado con las regulaciones que aplican y como los riesgos pueden ser evitados.

22 SOLDAR CONARCO Nº 128 2007
CURSO DURACION PROCESO DESCRIPCION DEL CURSO E1 80 hs Electrodo Básico. revestido Soldadura de fi lete en chapa E2 80 hs Electrodo Perfeccionamiento. revestido Soldadura de chapa a tope E3 80 hs Electrodo Soldadura de cañería. Posición horizontal revestido fi ja (5G) Progresión ascendente E4 80 hs Electrodo Soldadura de cañería. Posición a 45º revestido (6G) Progresión ascendente E5 80 hs Electrodo Soldadura de cañería. Posición horizontal revestido fi ja (5G) progresión descendente. Básico T1 80 hs TIG Básico. Soldadura de fi lete en chapa y chapa a tope T2 80 hs TIG Perfeccionamiento. Soldadura de chapa a tope y cañería T3 80 hs TIG Soldadura de cañerías. Posición a 45º (6G)
GM1 80 hs Semiautomática Básico. MIG/MAG Soldadura de fi lete en chapa y chapa a tope

23SOLDAR CONARCO Nº 128 2007
LINEA ORIGODiseño práctico:
facilita el transporte del rectifi cador para su utilización casi en cualquier parte.
Diseño robusto: estructura estable para resistir a ambientes adversos y corrosivos.
Panel de control de fácil manejo: permite un ajuste rápido de los parámetros
IP 23- Protección para la utilización en obra.
Soldadura TIG con HF ignition o LiftArcTM posibilita la elección del método de arranque más adecuado, asegurando siempre un inicio seguro.
6 Modelos permiten elgir el ideal para cada aplicaciónOrigo Arc | Soldadura con electrodo revestido - todos los materiales
Origo Tig Lift Arc | La mejor opción TIG DC para mantenimiento y montajesOrigo Tig HF | Soldadura Tig de cañerías
Soldadura MMACon el equipo OrigoArc se puede soldar la mayoría de los metales, desde aceros aleados y no aleados, aceros inoxidables y hierro fundido.
Con la OrigoArc 150, se pueden usar electrodos de hasta 3,25 mm, mientras que con la OrigoArc 200 pueden ser hasta 4,00 mm.
Suelda la mayoría de los materiales en TIG y MMA
Con el equipo OrigoTig se puede soldar aceros no aleados e inoxidables y la mayoría de otros materiales, con un espesor desde de 0,5 mm hasta 5 mm.
ORIGO ARC 200
ORIGO ARC 150
ORIGOTIG 150 - LIFT ARC, con torcha HW12
ORIGOTIG 200 - LIFT ARC, con torcha HW12
ORIGOTIG 150 HF, con torcha BTF150
ORIGOTIG 200 HF, con torcha BTF200
SOLICITE LOS KITS
CON ACCESORIOS!!!

24 SOLDAR CONARCO Nº 128 2007
Eventos 2007
Siguiendo con nuestra tradición de brindar al mercado toda la tecnología del grupo ESAB hemos participado en las exposiciones más importantes del rubro a nivel nacional y regional.
Es así como estuvimos presentes en la 22° edición de EMAQH, Exposición Internacional de la Máquina Herramienta, Herramientas y Afi nes que tuvo lugar del 13 al 18 de Julio en el predio La Rural de Buenos Aires.
También hemos formado parte de la 1° edición de EMHEPAC (Exposición de Máquinas, Herramientas, Plástico y Cauchos para las Industrias de la Región Centro). Dicho evento se llevó a cabo en el precio ferial parque de la independencia en Rosario, y fue muy importante la repercusión que tomó la muestra a lo largo de los 4 días en toda la región centro de nuestro país.
Del mismo modo, participamos de FISA (Feria de la Producción, el Trabajo, el Comercio y los Servicios del Sur Argentino) que se desarrolló en la ciudad de Bahía Blanca. A través de esta feria logramos acercarnos a nuestros clientes del sur del país, llevando nuestra completa línea de consumibles y equipos de última tecnología. Cabe resaltar que en FISA fue el debut en exposiciones de nuestro Centro Móvil de Capacitación en Soldadura y Corte.
Por: Departamento de Marketing, ESAB - CONARCO
| EMAQH
| Equipo de Conarco y Kime Bahía Blanca en FISA| EMAQH

25SOLDAR CONARCO Nº 128 2007
con electrodo celulósico. Probada y aprobada por los mayores contratistas de pipeline.
Disponemos un equipo para realizar demostraciones en su lugar de trabajo.
ESAB KHH 300 IDREL ahora más potencia en esta motosoldadora compacta. 300 Amp para soldar y 7 kVA trifásicos ó 4 kVA monofásicos como generador.
ESAB Arc Diesel 601w Motor Deutz F4L912 , apta hasta 4000 m de altura y - 40°C. Ideal para aplicaciones en minería y obras en altitud*.
ESAB KHH 600 P con motor turboalimentado. Se importará a pedido*.
* Disponemos de un equipo para demostraciones.
En todas las exposiciones nos hemos focalizado en la exhibición y demostración de equipos con alto nivel tecnológico.
Conseguimos complacer al público visitante y enseñar los atributos de nuestros equipos, a través de las numerosas demostraciones que nuestros profesionales han efectuado tanto en MIG y TIG de aluminio e inoxidable.
Agradecemos y felicitamos a la gran cantidad de personas que se animaron a demostrar también sus habilidades.
Pusimos al alcance del mercado nuestra amplia gama de accesorios y protección para el Soldador.
Mostrando la calidad y vanguardia en diseño y seguridad que nos defi nen como empresa líder del rubro.
Se presentó el Nuevo equipo TIG CA/CC ESAB Origo™ Tig 3000i TA24 CA/CC y la torcha TXH™ 250w TIG para aplicaciones exigentes de soldadura TIG Este equipo equipado con un gran número de funciones estándar con los últimos avances, esta nueva unidad de soldadura de ESAB proporciona un arranque excelente y un arco de gran estabilidad, esenciales para unos trabajos consistentes y de la máxima calidad en los modos de corriente alterna (CA) y corriente contínua (CC). (vea información adicional sobre este equipo en página 30).
Línea de equipos de corte por plasma con tecnología de alta gama tipo inversor. Con capacidades de corte hasta 38mm. Menos cantidad de consumibles en stock para todo el rango de espesores de corte.
PowerCut 650 hasta 16 mm PowerCut 875 hasta 22 mm PowerCut 1250 hasta 30 mm PowerCut 1500 hasta 38 mm
Se presentó también la nueva línea de motosoldadoras:
ESAB ARC Diesel 450 equipada con el confi able motor Deutz F3L912 a un precio mucho más competitivo. Ideal por su bajo mantenimiento (no posee placa de control) y muy buena soldabilidad

26 SOLDAR CONARCO Nº 128 2007
Presentación del equipo Aristo U5000i que agrega el proceso TIG y permite en Superpulso™ soldar hasta 1mm de espesor en inoxidable y aluminio con alambres de 1,2 mm.
Dicho equipo fue adquirido por la fi rma Máximo Bauducco de El Trébol – Provincia de Santa Fe.
Novedades Máquinas & Equipos EMAQH 2007
Bantam 2000 y Super Bantam 250
Ahora Fabricadas en Chascomús!
S-BANTAM2000 S-SUPERBANTAM Nuevos Kits Smashweld con Torchas MXL
Se reemplazaron las torchas PLUS de toda la línea Smashweld por torchas de la línea MXL alineándonos con la política global del grupo ESAB.
Todos los equipos compactos ESAB del mundo están equipados hoy con las mismas torchas.
Los equipos MIG LAI 400 y 550 se entregan ahora con la línea de torchas PSF únicas con True Voltage™
QSet El sistema de regulación para soldadura cortocircuito que asegura la calidad. Disponible en Origo Mig C3000i MA23. Obtenga la miksma calidad siempre en todas las condiciones.
Nuevas torchas para alambres autoprotegidos con factor de servicio al 100 %.
MT300GL MT400GL MT500GL
Crece la familia de alimentadores
Origo™ Feed 304 P4 & P5 Más prestaciones, aseguran velocidad de alimentación constante (tacómetro).
Origo™ Feed 484 P5. Ideal para alambres 2,4 mm.
Relanzamiento 653CVCC Ahora compatible con todos los Origo™ Feed 304 P3 P4 y P5 y 484 P5. Ideal para astilleros, minería y calderería pesada. Origen USA !!
Automatización Nuevos elementos para automatizar la soldura Mig en caldererías y astilleros. Miggytrac 1500 Miggytrac 2K Mechtrac 3000
Corte Lanzamiento Silohuette 2000. Un pantógrafo simple y confi able con lector óptico. Confi gurable según las necesidades para oxicorte o corte con plasma. Acepta control CNC.
Corte Plasma Mecanizado: sistema m3, ofrecemos el sistema más simple y económico de corte plasma y marcado de precisión.
Próximos eventos
Expo Metalmecánica 2007 Mendoza – Argentina
5° Exposición de Máquinas, Equipos y Servicios para la Industria que se desarrollará en la ciudad de Mendoza entre los días 6 y 9 de Septiembre de 2007.
En esta oportunidad estaremos presentes en el stand N° 33 con el Demo Truck exponiendo nuestros consumibles, máquinas y elementos de seguridad y accesorios para el soldador. Como siempre también estaremos brindando a todos los visitantes información sobre nuevas tecnologías en soldadura y corte.
Tandil Demuestra 2007
Junto con nuestro C.I.S.Co. (Centro Integral de Soldadura Conarco) de la localidad de Tandil participaremos de la 2° Exposición “Tandil de Muestra” que se llevará a cabo entre el 12 y el 15 de Octubre en el predio del Hipódromo de Tandil.

27SOLDAR CONARCO Nº 128 2007
LINEA ORIGONuevo equipo TIG CA/CC
Origo™ Tig 3000i TA24 CA/CC y la torcha TXH™ 250w TIG
Para aplicaciones exigentes de soldadura TIG Ya está aquí: una solución moderna para la soldadura TIG de alta calidad prácticamente en cualquier material. No importa de qué aplicación se trate; reparaciones o mantenimiento, trabajos en fábrica, calderería, transporte, construcción naval o soldadura en la industria pesada;
la unidad Origo™Tig 3000i TA24 CA/CC junto con la torcha TXH™ 250w es perfecta para usted. Equipada con un gran número de funciones estándar con los últimos avances, esta nueva unidad de soldadura de ESAB proporciona un arranque excelente y un arco de gran estabilidad, esenciales para unos trabajos consistentes y de la máxima calidad en los modos de corriente alterna (CA) y corriente continua (CC).
En el modo de CA, la tecnología QWave™ de ESAB no sólo permite mantener una elevada estabilidad del arco, sino que además asegura unos niveles de ruido reducidos.
En el modo de CC, la soldadura TIG por impulsos proporciona un control sencillo de la energía térmica producida y del baño de fusión. También en el modo de CA los controles avanzados del equilibrio y la frecuencia hacen que resulte más sencillo optimizar el baño de fusión.
Gracias a la función de programa doble de ESAB es posible introducir y almacenar en la memoria de la unidad dos juegos diferentes de parámetros de soldadura, de modo que el soldador puede alternar entre ellos sin interrumpir el proceso de soldadura.
Esta función proporciona una mayor efi cacia y un aumento de la satisfacción del operario. La unidad TA 24 CA/CC muestra todos los parámetros de soldadura de un modo fácil de entender y los controles directos permiten efectuar los ajustes sin ningún esfuerzo.
Cuando se utiliza para soldadura manual por arco con electrodo revestido (MMA), la unidad TA24 CA/CC puede utilizarse con electrodos de hasta 5 mm de diámetro e incluye las funciones de arranque en caliente, fuerza del arco e interruptor de polaridad.
En resúmen, son muchas las tareas que el nuevo paquete CA/CC de ESAB desempeña muy bien, fi jando nuevos niveles para las aplicaciones de soldadura TIG más exigentes.
TXH™ – la nueva torcha TIG de ESAB
La torcha TXH es un producto original de ESAB. Puede adquirirlo y utilizarlo con toda confi anza, con la garantía de que se ha fabricado de acuerdo con las directrices de calidad más exigentes; las de ESAB. Diseñado para ofrecer una larga vida de servicio, la torcha TXH está perfectamente adaptada para el uso con los equipos TIG de ESAB.
Respaldada por más de 100 años de experiencia en la industria del soldadura, todas las torchas TXH cumplen la promesa de ofrecer las mejores soldaduras TIG, combinando conocimientos, experiencia y tecnología.
Para su tranquilidad, elija una torcha TXH.Origo™Tig 3000i TA24 CA/CC

28 SOLDAR CONARCO Nº 128 2007