#131 2008 soldar conarco - esab argentina · recomendaciones técnicas para los procesos de...
TRANSCRIPT

N º 1 3 1 2 0 0 8 1
Productos
SOLDAR CONARCO#131|2008
Nuevas caretasNew Tech®
Estudios del comportamiento al desgaste oxidativo
Consejos para el soldador
Nuevas caretasNew Tech®
Estudios del comportamiento al desgaste oxidativo
Consejos para el soldador
SOLUCIONES GLOBALES PARA CLIENTES LOCALES, EN TODO LUGAR

N º 1 3 1 2 0 0 82
Productos

N º 1 3 1 2 0 0 8 3
EditorialEstimados lectores:
En esta última edición del año 2008, con un renovado diseño y con mayor extensión, presentamos la edición Nº 131 de nuestro boletín Soldar-Conarco, punto de unión en nuestra gran familia de la soldadura y corte.
Como es siempre nuestro objetivo, hoy también ponemos en el centro de nuestra atención al soldador, así pues le brindamos algunas recomendaciones técnicas para los procesos de soldadura manual con electrodos revestidos, como también alternativas para el uso del proceso de arco sumergido.
Delmismomodo,reafirmandonuestrocompromisoconlaseguridaden el ambiente de trabajo, ponemos a su disposición innovadores elementos de protección personal, incorporando a nuestro portafolio equipos de respiración autónoma y una nueva línea de caretas fotosensibles - los mejores de su serie - diseñados especialmente por y para soldadores.
Continuando con los desafíos tecnológicos presentamos una contribución técnica para las aplicaciones de recuperación y protección contra el desgaste en la industria del Cemento y un estudio del comportamiento al desgaste oxidativo.
Pero con especial énfasis queremos compartir con ustedes nuestros programas de capacitación, en especial en esta edición, brindados en conjunto con la Secretaría de Minería de la Nación a la industria minera en la provincia de San Juan. Esto es sólo parte de nuestro compromiso permanente con la industria y el soldador, en especial en momentos en que aires de cambios profundos a nivel global y amenazas repetidas de crisis a nivel local intentan minar nuestra profunda convicción de estar permanentemente presentes junto a Ustedes.
Alacercarseelfinaldeunnuevoaño,queremostambiéndeseara nuestros lectores y equipos de trabajo, nuestros votos de Esperanza, que no significan unamera expectativa de que nos vayamejor comocomunidad, sino nuestro compromiso activo en lograrla.
Quisiera compartir con ustedes los mejores augurios para el año que comienza.
Pablo AlvarezDirector General
Publicación institucional de CONARCO Alambres y Soldadura S.A.
Director Néstor Roizman
Coordinador General Eduardo Asta
Coordinador de Marketing Martín Petit
Colaboradores Eduardo Asta Ricardo Alvariños Juan Castilla Martín Petit Ana Laura Marmonti Romina Descalzo Ignacio Acevedo Werner Gehl Hernán Ghibaudo Alejo Cabezas
Producción Diagramación Dayan Gerardo
Impresión TalleresGráficosUniversalS.R.L.
Fotografía Gerardo Dayan Archivo ESAB
SOLDAR CONARCO#131|2008

N º 1 3 1 2 0 0 84
índiceEditorial
AgroActivA 2008
Estudio del comportamiento al desgaste oxidativo
Donaciones ESAB - coNArco
EXPotEc 2008
PrAXAir lanza “StArgoLD New generation”
consejos para el soldador
Nuevos Equipos de respiración
capacitación laboral en San Juan
Alternativas para el uso del proceso SAW
New tech®
La industria del cemento y sus Aplicaciones para recuperación y Protección contra el Desgaste
Fundación Lationamericana de Soldadura
página 3
página 5
página 6
página 13
página 14
página 16
página 17
página 21
página 23
página 24
página 28
página 30
página 34
página 14
página 15
página 24

N º 1 3 1 2 0 0 8 5
Productos
Agroactiva 2008
a edición 2008 de AgroActiva se llevó a cabo entre los días 20 y 23 de Agosto en Oncativo, Provincia de Córdoba. Siendo la muestra más grande del campo recibiendo un total de 182.900 visitantes, miles de ellos de diferentes países y con el objetivo de estar cerca de la más alta tecnología en maquinarias agrícolas. Uno de los principales objetivos es la completa demostración de las prestaciones que tienen las maquinarias, exhibiendo todo el potencial tecnológico y todas aquellas labores necesarias en las diferentes prácticas agrícolas.
La participación de ConarCo S.a. en Agroactiva permitió reforzar la presencia Institucional, generando nuevas relaciones comerciales y consolidando aquellas que continúan a nuestro lado.
Asimismo, EutECtiC - CaStolin nos acompañó junto a su línea de Soldaduras especiales y de mantenimiento afianzando su imagen en el mercado.
Nuestro Centro Móvil como punto de atención hacia los visitantes favoreció el alcance y disposición de los nuevos productos y tecnologías en soldadura y corte.
Siendo su primera participación, Conarco considera dicha exposición beneficiosa para su integración en el mercado Agroganadero.
L
Por: Ignacio Acevedo | Departamento de Marketing | ESAB - CONARCO

N º 1 3 1 2 0 0 86
Productos
resúmen e analizaron los efectos del gas de protección, el calor aportado y el tratamiento térmico post-soldadura (PWHT) sobre la resistencia al desgaste de un acero martensítico para herramientas depositado por soldadura semiautomática bajo protección gaseosa, empleando un alambre tubular metal-cored de 1,2 mm de diámetro.
Se soldaron 4 probetas de recargue, bajo distintas condiciones de proceso. Los gases de protección evaluados fueron Ar-2%CO2 y de Ar-18% CO2 y se analizaron dos niveles de aporte térmico: 2 kJ/mm y 3 kJ/mm. A su vez, se analizó la condición como soldada y con PWHT de 550 ºC, durante 2 horas. De dichos cupones se extrajeron probetas para ensayos de desgaste metal-metal en condición de deslizamiento puro con una carga de 500 N.
Se determinaron la composición química, la microestructura y la microdureza. La microestructura estuvo compuesta por martensita y austenita retenida, observándose un patrón de segregación dendrítico, que fue más fino para las condiciones soldadas con menor calor aportado. La probeta soldada con menor contenido de CO2 y menor calor aportado sin PWHT presentó el mayor contenido de austerita retenida (aprox. 16 %). Se observó una disminución de
la austenita retenida con el PWHT. Las probetas soldadas con menor aporte térmico presentaron menores durezas.
Las muestras con PWHT mostraron endurecimiento secundario asociado a fenómenos de precipitación. Sobre los cortes transversales de las probetas ensayadas se observaron oxidación, deformación plástica y abrasión. Debido a las bajas cargas actuantes el desgaste fue oxidativo suave. Las probetas como soldadas presentaron mejor resistencia al desgaste que las sometidas al PWHT y aquéllas soldadas con la mezcla más rica en CO2 y con mayor aporte térmico mostraron las mayores tasas de desgaste.
El debris recolectado estuvo formado por partículas pequeñas (decenas de micrones), provenientes del acero 1020 y partículas de mayor tamaño (centenas de micrones) con una morfología plana, correspondientes al material de recargue.
introducciónLa soldadura de recargue es un método muy utilizado para funcionalizar superficies sometidas a desgaste severo, corrosión u oxidación, que en los últimos tiempos se transformó en un campo de gran aplicación y desarrollo tecnológico tanto para la fabricación de nuevos componentes como para su reparación
Estudio del comportamiento al desgaste oxidativo
Por: Gualco, A.1; Svoboda, H. G. 2; Surian, E. S. 1, 3; de Vedia, L. A. 2, 4 SECRETARÍA DE INVESTIGACIÓN, Facultad de Ingeniería, Universidad Nacional de Lomas de Zamora, Lomas de Zamora, Buenos Aires, Argentina.
2 LABORATORIO DE MATERIALES Y ESTRUCTURAS Y DEPARTAMENTO DE INGENIERÍA MECÁNICA, Facultad de Ingeniería, Universidad de Buenos Aires, CONICET, Ciudad de Buenos Aires, Argentina.
3 DEYTEMA-CENTRO DE DESARROLLO Y TECNOLOGÍA DE MATERIALES, Facultad Regional San Nicolás, Universidad Tecnológica Nacional, San Nicolás, Buenos Aires, Argentina.
4 INSTITUTO DE TECNOLOGÍA PROF. JORGE A. SABATO, Universidad Nacional de San Martín-CNEA, CIC, San Martín, Buenos Aires, Argentina.
S
de depósitos de soldadura martensíticos a recargue

N º 1 3 1 2 0 0 8 7
Productos
y la extensión de su vida útil dentro de las más variadas industrias [1]. En este sentido, el estudio sistemático de diversos consumibles y procesos de soldadura aplicados a recargues duros es de gran interés para la optimización del diseño de los consumibles y para la evaluación y puesta a punto de procedimientos de soldadura. Así, el aporte térmico, la protección gaseosa utilizada, la temperatura de precalentamiento o el tratamiento térmico post-soldadura son algunas de las variables de estudio de mayor relevancia.
En el último tiempo, dentro de los consumibles de soldadura, los alambres tubulares se han constituido en una de las opciones más empleadas. Dichos consumibles presentan mayores productividad y flexibilidad de fabricación para grados aleados, presentando una alternativa económica para producciones importantes [2, 3]. Los alambres tubulares metal-cored son consumibles de última tecnología que suman la ventaja de una muy baja generación de escoria, menor tasa de formación de humos y mayores velocidades de deposición [4, 5]. Sin embargo es escasa la información disponible relacionada con estudios sistemáticos sobre este tipo de consumibles, en particular para materiales de recargue.
En general, el material recargado para aplicaciones relacionadas con el desgaste posee una estructura de alta dureza o endurecible por trabajado mecánico o tratamiento térmico, como martensita o una matriz blanda con partículas duras o segundas fases (carburos o boruros) de acuerdo con el tipo de aplicación buscada [6]. En particular para deslizamiento o rodadura metal-metal, donde el desgaste se debe fundamentalmente a fatiga sub-superficial y adhesión, usualmente se emplean materiales con contenidos de carbono de entre 0,1 a 0,7 % y hasta un 20 % de aleación (Cr, Mn, Mo, W y/o V) como aceros martensíticos para herramientas o aceros
inoxidables martensíticos [1, 7]. En este sentido, estos depósitos de soldadura a menudo requieren de un tratamiento térmico post-soldadura (PWHT). Estos tratamientos ajustan las propiedades mecánicas finales y permiten un alivio de tensiones, siendo de gran importancia para la vida útil del componente [8].Dentro de los diferentes mecanismos de desgaste, el oxidativo suave se caracteriza por la formación de capas de óxido en la superficie de deslizamiento entre dos piezas, que marcadamente influyen sobre el comportamiento al desgaste de ambas. Ver Apéndice.
El objetivo del presente trabajo fue estudiar sistemáticamente el efecto de los parámetros de soldadura y el PWHT sobre el comportamiento frente al desgaste a baja carga y velocidad intermedia, y la evolución microestructural del metal de soldadura martensítico depositado con alambre tubular metal-cored bajo protección gaseosa por el proceso GMAW.
Materiales y métodosA fin de estudiar el efecto del tratamiento térmico post-soldadura sobre el comportamiento al desgaste y la microestrucutra de depósitos de soldadura martensíticos resistentes al desgaste obtenidos con un alambre tubular del tipo metal-cored, se soldaron 4 probetas de recargue sobre una chapa de 375 x 75 mm de acero al carbono tipo AISI 1010 de 19 mm de espesor. Se depositaron cuatro capas con 5, 4, 4 y 3 cordones en cada una, según la secuencia mostrada en la figura 1.
El consumible empleado fue un alambre tubular de diámetro 1,2 mm del tipo metal-cored, depositado mediante el proceso GMAW, con un equipo automático Railtrac FW1000 Flexi Weaver, como indica la figura
Los parámetros de soldadura empleados se pueden ver en la tabla 1. La longitud libre del alambre fue de 20 mm y el caudal de gas de 20 L/min. La posición de soldadura fue bajo mano y las temperaturas
Figura 1|Secuencia de soldadura
Figura 2|Equipo Railtrac FW1000

N º 1 3 1 2 0 0 88
Productos
de precalentamiento y entre pasadas de 150°C. La probeta soldada se radiografió para evaluar la calidad del depósito.
De cada probeta soldada se extrajeron 6 cortes transversales de 10 mm de espesor, sobre 3 de los cuales se realizaron los tratamientos térmicos post-soldadura a 550 ºC, durante un período de 2 horas.
Se determinó la composición química sobre la superficie del último cordón por espectrometría de emisión (ES) y la composición local con energía dispersiva de rayos X (EDS). Para las distintas condiciones analizadas se caracterizó la microestructura mediante microscopías óptica (LM) y electrónica (SEM) y difracción de Rayos X (XRD).
A partir de los cortes tratados térmicamente y en condición como soldado (as welded-AW), se mecanizaron probetas para ensayo de desgaste. Dichos ensayos se realizaron con una máquina AMSLER en condición de deslizamiento puro, con una carga aplicada de 500 N y a 0,46 m.s-1 de velocidad. La geometría de la probeta se observa en figura 3.
Como material de referencia se empleó un acero SAE 1020. La rugosidad superficial para ambas probetas (placa y rueda) fue de Ra= 0.8 mm. Previo al ensayo las probetas se limpiaron con ultrasonido y se pesaron con una balanza analítica. Para cada condición de tratamiento térmico y para la condición AW se midió la microdureza (HV) sobre la superficie de desgaste, según lo indicado en la figura 4.
Se estudió el comportamiento al desgaste en función de la distancia recorrida durante
identif. Gas de tensión Corriente Velocidad Calor protección avance aportado (V) (a) (mm/s) (kJ/mm)
RC Ar-2%CO2 28 180 2,6 1,9
RH Ar-2%CO2 31 250 2,7 2,9
TC Ar-18%CO2 28 190 2,6 2,1
TH Ar-18%CO2 31 260 2,8 2,9
Figura 3|Esquema del par de desgaste (placa–rueda)
Figura 4|Esquema de barrido de dureza superficial
Figura 5|Corte transversal de las probetas soldadas
el deslizamiento de la rueda sobre la placa, determinándose la pérdida en peso para 275, 550, 825, 1100, 1375, 1650, 3300 y 4950 m recorridos. Se ensayaron 3 conjuntos (placa-rueda) para cada condición, promediándose los resultados obtenidos. Se recolectó el debris producido durante cada uno de los intervalos. Se midió la temperatura al cabo de 1 hora de ensayo continuo con una termocupla ubicada cercana a la zona de contacto entre ambas superficies.Finalmente se observaron la superficie desgastada y el debris recolectado mediante microscopias óptica y electrónica, así como cortes longitudinales a fin de determinar los mecanismos de desgaste involucrados.
resultados y discusiónCaracterización macroestructuralEn la figura 5 se muestra un corte transversal de las probetas soldadas observándose el metal base, el material recargado y la ausencia de defectos macroscópicos (poros, inclusiones de escoria, fisuras, etc). Este hecho fue confirmado por las radiografías donde el nivel de defectos reportado fue bajo.
Las probetas soldadas con menor calor aportado alcanzaron una altura total del depósito de soldadura aproximada de 18 mm, mientras que las de mayor calor aportado, fueron de 25 mm. En estudios previos realizados con este material [9] se determinó que a partir de los 13 mm se alcanzó la composición del metal de aporte puro del consumible. Esto permitiría el ahorro de una pasada, si se trabajara con el mayor aporte térmico utilizado en este trabajo.
Composición químicaEn la tabla 2 se muestra el resultado de la composición química medida sobre la superficie del último cordón, mediante espectrometría de emisión (ES).
Comparando las probetas soldadas con el mismo gas de protección, se obtuvieron menores valores de Mn y Si en aquéllas con mayor aporte térmico, como comportamiento general. Por otro lado, la composición química fue
TC
TH
RC
RH10 mm10 mm
10 mm10 mm

N º 1 3 1 2 0 0 8 9
Productos
Figura 6|Microestructuras de las diferentes condiciones soldadas
Figura 7|Agujas de martensita formadas desde la austenita durante el tratamiento
térmico a 550 ºC
Figura 8|Espectro de difracción de rayos X (XRD) de las probetas AW y con PWHT
Figura 9|Porcentaje de Austenita retenida para todas las condiciones
más rica en elementos de aleación para las probetas soldadas con menor contenido de CO2. En este sentido, al existir una mayor concentración de oxígeno en la atmósfera del arco, se consume mayor proporción de los elementos desoxidantes, por lo que en el metal de soldadura disminuye la concentración de dichos elementos [1].
Caracterización microestructuralEn la figura 6 se muestran las microestructuras del metal depositado para diferentes parámetros, obtenidas de un corte transversal a una distancia de 100 micrones de la superficie de desgaste sobre la línea central del depósito de la probeta, correspondiente a la zona identificada como 1 en la figura 4.
La microestructura para la condición AW estuvo compuesta por martensita y austenita retenida, observándose un patrón de segregación dendrítico más fino para la condiciones soldadas con menor calor aportado; estas observaciones son consistentes con lo esperado para este tipo de materiales [8-10]. Además, dado el aumento en el contenido de aleación detectado en la zona interdendrítica [9], se tuvo una disminución local de la temperatura de inicio de la transformación martensítica, por lo que se presentó austenita retenida en dicha zona [6]. Por otro lado, debido a que el depósito es en multipasadas, se observa en la figura 7a la precipitación de pequeños carburos, que pueden ser del tipo M7C3, M2C y MC, según lo reportado previamente [10, 11]. Esta precipitación produce el oscurecimiento de la martensita observada.Para las distintas condiciones soldadas con tratamiento térmico, se produjo la descomposición de la austenita retenida
Condición C Mn Si Cr Mo V W Gas de Calor protección aportado (kJ/mm)
RC 0,48 1,30 0,67 5,5 2,6 0,40 1,9 Ar-2%CO2 1,9
RH 0,44 1,20 0,60 5,3 2,4 0,34 1,8 Ar-2%CO2 2,9
TC 0,40 1,20 0,49 5,5 2,4 0,34 1,9 Ar-18%CO2 2,1
TH 0,47 1,10 0,49 5,3 2,3 0,36 1,8 Ar-18%CO2 2,9
en martensita. En la figura 7b se puede ver una imagen de la martensita formada desde la austenita en la muestra tratada térmicamente a 550 ºC.
Asimismo en la figura 8 se pueden ver los espectros de difracción de rayos X (XRD) obtenidos para la condición AW y con tratamiento térmico, detectándose martensita y austenita en la muestra AW. Los espectros de las probetas tratadas térmicamente muestran una disminución de los picos correspondientes a la austenita, consistentemente con lo observado metalográficamente.
Según el análisis realizado aplicando el método comparativo para cuantificar fases sobre los XRD (figura 9) la condición RC es la que presentó el mayor contenido de austerita retenida, 16 %, probablemente debido a que esta probeta fue la más rica en aleación con lo que es dable esperar mayores valores de austenita retenida. Las demás condiciones presentaron valores del orden del 10%. Con el tratamiento térmico la austenita retenida tendió a transformarse totalmente en martensita.
Propiedades mecánicasMicrodurezaEn la figura 10 se observa que en las condiciones soldadas con menor aporte térmico hubo una disminución de la dureza. Esto estaría relacionado con el incremento de la fracción de austenita retenida en RC (16 %) y la disminución del porcentaje de carbono (0,40 %) en la martensita para TC [8].
Además para todas las condiciones tratadas térmicamente se produjo un efecto de endurecimiento secundario acompañado de la transformación de la austerita retenida a martensita lo que
RC RH
TC TH
agujas de martensitacarburos fisuras

N º 1 3 1 2 0 0 810
Productos
le confiere al material un incremento de dureza respecto de la condición AW. La probeta RC mostró la mayor dureza asociada a la mayor composición química de la misma y la transformación de la austenita a martensita.
DesgasteA partir de los resultados obtenidos de los ensayos de desgaste se calculó la tasa de desgaste, obtenida de la pendiente de la rectas de ajuste. En la figura 11 se grafican los valores obtenidos para cada condición. Las probetas AW presentaron mejor resistencia al desgaste que las PWHT. Esto estaría asociado a que durante el tratamiento térmico el cromo en solución precipita formando carburos, disminuyendo la resistencia a la oxidación del metal [12-13]. Este resultado indicaría que siendo el mecanismo de desgaste oxidativo suave el que se desarrolló en las condiciones elegidas (baja carga y baja velocidad), no es la dureza la determinante del mismo.
Las probetas soldadas con la mezcla más rica en CO2 y con mayor aporte térmico (THP y TH) mostraron mayor tasa de desgaste (oxidación). Esto se debe a que su microestructura presentó mayor heterogeneidad química (productos microsegregados más ricos en elementos de aleación y martensita más pobre en aleantes), debido al patrón de segregación dendrítico más ancho, Figura 6.
Sobre los cortes transversales de las probetas ensayadas se observó oxidación, deformación plástica y abrasión [14], como se ve en la figura 12 a y b. Durante el ensayo la temperatura de equilibrio fue de alrededor de 130 ºC.
En la figura 13 se observa una imagen SEM del debris recolectado para 3320 m de distancia recorrida, correspondiente a las probetas RC y RH. Se pudo determinar la presencia de óxidos mediante EDS.
Las partículas observadas en la figura
Figura 10|Dureza para todas las condiciones
Figura 11|Pérdida de peso en función de la distancia recorrida
Figura 13|Imagen SEM del debris recolectado correspondiente a las probetas RC y RH
Figura 12|a) Corte transversal de RC b) Vista superior superficie de desgaste RC y TH
a
b
13 se presentan en dos grupos según su tamaño. Se observaron partículas pequeñas (decenas de micrones) y partículas de mayor tamaño (cien micrones) con una morfología plana, correspondientes al material de recargue, según lo determinado con EDS.
Sobre las superficies desgastadas de la rueda y de la probeta RC se realizó XRD (figura 14) a fin de identificar los óxidos formados sobre ambas, durante el proceso de desgaste. Se encontró que la austerita retenida sobre la superficie se transformó totalmente y que, además, óxidos del tipo Fe2O3 y Fe3O4 cubren parcialmente la superficie de desgaste mejorando ambos factores la resistencia al desgaste [16, 18].En la figura 15a se puede ver una imagen de la microestructura en un corte longitudinal cercano a la superficie de contacto del material de referencia (rueda: AISI 1020) para 5000 m, representativa de lo observado para los distintos casos analizados. Los principales mecanismos de desgaste observados sobre este material fueron delaminación, adhesión y abrasión. Se detectó un fuerte endurecimiento por deformación, aumentando la dureza de HV 250 a HV 440, como se indica en la figura 15 b.
ConclusionesGas de protección: Produjo variaciones en la composición química (mayor aleación en probetas con menor CO2) y en la microestructura de los depósitos
Calor aportado: Produjo variaciones en la macrostructura (mayor aporte de material en probetas calientes) y la microestructura (patrón dendrítico más grueso en probetas calientes), en la composición química (menor aleación en probetas calientes) y en el desgaste (menor resistencia al desgaste en probetas calientes).
Tratamiento térmico a 550º C por 2 horas: Produjo pérdida de la resistencia al desgaste y aumento de la dureza.
Mejor desempeño frente al desgaste:
RCabrasión
óxido
TC

N º 1 3 1 2 0 0 8 11
Productos
Figura 14|DRX realizado sobre las superficies desgastadas de la rueda y la placa (RC).
Probeta RC soldada bajo Ar/2 % CO2 con el menor calor aportado
Mejor resultado desde el punto de vista económico: Probeta TH soldada bajo Ar/20 % CO2 con el mayor aporte térmico
Si bien se presentaron diferencias en la resistencia al desgaste al variar el calor aportado y el gas de protección, ninguna de ellas invalidó el uso de estos parámetros. Estos resultados son una buena noticia para el usuario y el fabricante de consumibles:
Usuario: Podrá utilizar los parámetros más adecuados a su aplicación, sin riesgos de perder resistencia al desgaste y con la posibilidad de depositar menos capas de soldadura, con el mayor calor aportado.
Fabricante: Ofrece al mercado un producto robusto, tanto en su aplicación como en la fabricación, con lo cual esta última es más económica.
agradecimientosLos autores desean agradecer a EutECtiC - ConarCo Argentina por la provisión del consumible utilizado, a ESaB Brasil por la fabricación del mismo, especialmente elaborado para este trabajo. a air liQuiDE argentina por la donación de los gases de soldadura, al tallEr DE aPliCaCionES inDuStrialES de ConarCo-ESaB argentina por las facilidades para soldar, a ConarCo-ESaB argentina por la realización de los análisis químicos, al laBoratorio DE MiCroSCoPÍa ElECtrÓniCa DE inti-MECÁniCa argentina por la realización de la microscopía electrónica de barrido y a aPuEnFi (Asociación de Profesores Empresarios Área Mecánica de la FI-Universidad Nacional de Lomas de Zamora) por el apoyo económico al presente proyecto. Reconocen además a la anPCyt (Agencia Nacional de Promoción Científica y Tecnológica Argentina), por el soporte financiero.
Figura 15|Corte longitudinal de la superficie de desgaste del material de referencia
Referencias Bibliográficas[1] WELDING HANDBOOK – Vol 4: Materials and Applications - Part 2; American Welding Society 8ed., 1998, 422 P. [2] WELDING HANDBOOK, Chapter 5: Flux Cored Arc Welding, AWS, Miami, pp.158-190.[3] M. D. HUISMAN, “Flux- and metal-cored wires, a productive alternative to stick electrodes and solid wires”, Svetsaren, 1-2, 1996, pp. 6-14.[4] K. A. LYTTLE, “Metal Cored Wires: Where Do They Fit in Your Future?”, Welding Journal, Vol. 75, USA, pp. 35-38, October 1996. [5] D. MYERS, “Metal Cored Wires: Advantages and Disadvantages”, Welding Journal, Vol. 81, Sept. 2002, pp. 39-42.[6] W. WU, L. HWU, D. LIN AND J. LEE: “The relationship between alloying elements and retained austenite in martensitic stainless steel welds”; Scripta Materialia, 42, pp 1071-1076, 2000. [7] D. KOTEKI AND J. OGBORN: “Abrasión resistance of iron-based hardfacing alloys”; Welding Journal, pp 269s-278s, August 1995.[8] O. E. BORTONI, J.J. PATRONE, P. S. MARINO, “Recargues por soldadura de superficies sometidas a desgaste”, Siderurgia 49, pp 114-139, Abril 1989, Buenos Aires, Argentina.[9] A. GUALCO, H. G. SVOBODA, E. SURIAN, M. RAMINI, L. A. DE VEDIA., “Estudio de dilución en depósitos de soldadura para recargues duros”, 2005, SAM-CONAMET, Mar del Plata.[10] L.K. LESHCHINSKIY, S. S. SAMOTUGIN, “Mechanical properties of plasma-hardened 5% chromium tool steel deposited by arc welding”, Welding Research, vol 1, pp 25-30, 2001.[11] J. D. VERHOEVEN, “Fundamentos de Metalurgia Fisica”; 1987, Editorial Limusa, México.[12] EYRE, T.S.; MAYNARD, D., Surface aspects of unlubricated metal-to-metal, Wear, Netherlands, v. 18, p. 301-310, 1971.[13] VARDAVOULIAS, M., The role of hard second phases in the mild oxidational wear mechanism of high-speed steel-based materials, Wear, Netherlands, v. 173, p. 105-114, 1994.

N º 1 3 1 2 0 0 812
Productos
[14] P. L. HURRICKS, “Some aspects of the metallurgy and wear resistance of surface coating”, Wear 22, pp 291-320, 1972.[15] S. HODMARK, O. VINGSBO AND S. FRIDSTRÖM, “Mechanisms of dry wear of some martensitic steel”, Wear 31, pp 39-61, 1975.[16] G. A. FONTALVO, C: MITTERER, “The effect of oxide-forming alloying elements on the high temperature wear of a hot work steel”, Wear 258, pp 1491-1499, 2005. [17] T. QUINN, L. SULLIAN, D. ROWSON, “Origins and development of oxidational wear at low ambient temperatures”, Wear 94, pp 175-191, 1984. [18] H. SO, D.S. YU, C.Y. CHUANG, “Formation and wear mechanism of tribo-oxides and the regime of oxidational wear of steel”, Wear 253, pp 1004-1015, 2002.
apéndiceLa teoría de desgaste oxidativo fue desarrollada por Quinn, Sullivan y otros investigadores a través de extensos análisis microscópicos y cristalográficos de superficies desgastadas y debris, llevados a cabo en aceros al carbono y de baja aleación [A1-A4]. De acuerdo con esta teoría, en la etapa inicial del proceso de deslizamiento se produce desgaste severo por el que las superficies opuestas se acoplan, adquieren conformidad. El área real de contacto está constituida por varias mesetas amplias (Figura A1.a).Generada suficiente cantidad de calor por fricción, las mesetas se oxidan preferentemente, desarrollándose islas de óxido sobre las mesetas sometidas a cargas (Figura A1.b). Entonces las mesetas crecen en altura.
Luego de varias pasadas este incremento en altura se expande sobre toda la superficie (Figura A1.c); cuando se llega al espesor de capa crítico, las mesetas resultan inestables y se rompen, generando el debris (Figura A1.d). De esta manera otras mesetas se vuelven operativas y se reinicia el proceso de desgaste oxidativo suave, en las condiciones de baja carga y relativamente baja velocidad. Cuando la carga o la velocidad son altas, la capa de óxido no se forma, se destruye antes y el
desgaste es básicamente abrasivo.
El espesor de la capa de óxido es de gran importancia cuando está presente una segunda fase dura dentro de la matriz metálica del sustrato. La posibilidad de que la segunda fase contribuya a aumentar la resistencia al desgaste oxidativo depende de su tamaño medio de partícula (d). Específicamente cuando la oxidación avanza desde la interfase óxido-metal hacia el sustrato metálico la protección de la matriz depende de la relación entre d y ς, espesor crítico de la capa de óxido. Si d es menor o igual a ς las partículas de la segunda fase podrán ser incluidas totalmente en la capa de óxido (Figura A2.a) y eliminadas junto con ella cuando ésta se rompe formando el debris (Figura A2.b).
La segunda fase, entonces no es capaz de proteger el sustrato frente al desgaste, por eso, cuando este mecanismo se produce, un aumento de la dureza del material no está asociado a un aumento de la resistencia al desgaste.
referencias del apéndice[A1] T. F. J. Quinn, D. M. Rowson y J. L. Sullivan, Wear, 65 1-20, 1980.[A2] T. F. J. Quinn. Tribol. Int. 16 (5) 257-271, 1983.[A3] J. L. Sullivan. Proc. Tribology – Friction, Lubrication and Wear, Fifty YearsOon, Vol. 1, Institution of Mechanical Engineers, London, pp. 283-291, 1987.[A4] J. L. Sullivan. Proc. Tribology – Friction, Lubrication and Wear, Fifty YearsOon, Vol. 1, Institution of Mechanical Engineers, London, pp. 293-301, 1987.
Figura A1|Mecanismo de desgaste oxidativo: a) formación de la meseta b) desarrollo del óxido en la meseta c) expansión del óxidod) rotura del óxido generando debris
Figura A2|Desarrollo de la capa de óxido en presencia de una segunda fase dura de tamaño medio de partícula menor al espesor crítico de la capa de óxido: a) las partículas duras son rodeadas por el óxido b) las partículas duras se eliminan con el óxido cuando éste se rompe para formar el debris

N º 1 3 1 2 0 0 8 13
Productos
Donaciones ESAB - CONARCO
A
Algunas cartas de agradecimiento
lgunas de las cartas que llegaron a ESaB - ConarCo expresando el agradecimiento por las donaciones recibidas.

N º 1 3 1 2 0 0 814
Productos
EXPOTEC 2008
Por: Ignacio Acevedo | Departamento de Marketing | ESAB - CONARCO
L a primera edición de ExpoTec se llevó a cabo en Puerto Madryn Provincia de Chubut desde el 28 al 30 de Agosto de 2008.
Durante tres días, la ciudad y áreas de influencia se convirtieron en el Centro Tecnológico de la Patagonia Argentina. Más de 50 Empresas Productoras y de Servicios, Entes Oficiales (Gobernación, Municipio y Universidad), junto con Empresas importantes, creyeron e hicieron de esta muestra un evento de mucha importancia para Puerto Madryn.
El nivel de convocatoria y concurrencia ha sido muy bueno, y mejor recibido ya que fue la primera exposición
industrial que se hacía en esa ciudad. Las conferencias que se dictaron por diversos expositores, tuvieron un alto grado de concurrencia e interés por parte del público visitante.
En la inauguración estuvo presente el intendente de Puerto Madryn, Sr. Carlos Eliceche, conjuntamente con autoridades de la Gobernación y los organizadores de Fortín República y Publicaciones Antar.
Nuestra participación con el Centro móvil de capacitación nos permitió poder mostrar todos nuestros productos de soldadura y corte y a la vez cumplir con nuestros objetivos con respecto a afianzar el mercado en la zona, generando nuevas relaciones comerciales y fortaleciendo la relación y dedicación con los clientes que nos acompañan hace tiempo.
Asimismo, Eutectic - Castolin nos acompañó junto a su línea de Soldaduras especiales y de mantenimiento afianzando su imagen en el mercado.
Siendo la primera exposición en la zona, consideramos que la misma ha sido beneficiosa para la integración de la compañía el mercado de la Patagonia.

N º 1 3 1 2 0 0 8 15
Productos

N º 1 3 1 2 0 0 816
Productos
una línea de gases pensada para procesos de soldadura
D La línea Stargold New Generation está compuesta de Stargold Robot para sistemas robotizados, Stargold SS para aceros inoxidables, Stargold Premium para soldaduras en chapas finas, Stargold Plus para distintas aplicaciones de soldadura MAG, Stargold Doble Alambre para soldadura MIG/MAG, Stargold para soldadura plasma y Stargold Speed.
Pensando siempre en la comodidad de sus clientes, Praxair dispone de un equipo de ingenieros especializados, dispuesto a ofrecer el soporte que sus clientes necesitan.
al mercado Stargold New Generation, la mayor innovación en mezclas de gases pensados para procesos de soldadura.
El lanzamiento fue realizado en Córdoba los días 23 y 24 de Septiembre, en Buenos Aires los días 14 y 15 de octubre y, consecutivamente, en Rosario los días 16 y 17. El evento tuvo una demostración teórica, a cargo de ingenieros especialistas del centro tecnológico de Praxair y otra práctica donde los representantes de cada empresa pudieron comprobar los beneficios de los gases Stargold New Generation.
En línea con su estrategia de negocio orientada a la innovación, calidad y seguridad, Praxair pone al alcance de sus clientes esta nueva generación de gases que además de asegurar la homogeneidad de la mezcla, garantiza la reducción de la concentración de humos de soldadura, brinda mayor estabilidad del arco eléctrico, favorece la reducción de costos por kilogramo de material depositado y la disminución de proyecciones, ofreciendo mayor productividad y alta calidad del producto final.
urante los meses de Septiembre y octubre Praxair Argentina lanzó
PRAXAIR LANZA “STARGOLD NEW GENERATION”
Para mayor información comunicarse con el
CEntro DE atEnCiÓn al CliEntE DE
Praxair: 0800-444-7729.

N º 1 3 1 2 0 0 8 17
Productos
Consejos para el soldadorComo reconocer un electrodo revestido y
calcular la corriente con la cual soldar
Figura 2|Clasificación de electrodos para soldadura manual de aceros al
carbono según AWS 5.1
Figura 1|Rotulado del electrodo para su correcta identificación
aceros al carbono uchas veces nos encontramos ante la situación en la cual no conocemos la identificación del electrodo a utilizar.
Esto puede suceder, por ejemplo, cuando el envoltorio en el cual se encuentra el consumible ha sido dañado en la etiqueta o simplemente se desconoce su nomenclatura. Para ello daremos algunos consejos a tener en cuenta a la hora de querer soldar y no saber que electrodo sirve para cada aplicación:
Por lo general el electrodo, si está normalizado se encuentra identificado en el revestimiento, en el extremo cercano a la punta con un rotulado compuesto por una letra y cuatro números. Dicha sigla pertenece, en general, a la norma americana de soldadura AWS (American Welding Society o Sociedad Americana de Soldadura). Otra forma de reconocerlo es el color con el que esta pintada la
punta del mismo. Un ejemplo del mismo sería el electrodo E 6013, el cual tiene la punta de color azul. No obstante los colores de punta responden a una clasificación propia de cada fabricante.
La Figura 1 muestra el rotulado que se realiza en los electrodos.
En lo que respecta a las siglas de la norma AWS 5.1 para electrodos revestidos de acero al carbono, podemos observar que la letra “E”, nos indica que se trata de un electrodo revestido, los siguientes dos números nos dan la resistencia mínima a la tracción (por 1000), medida en psi o en las versiones métricas de la norma AWS, identificadas como M, los dos números se multiplican por 10, donde dicha resistencia se mide en MPa ( 1 MPa = 0,102 Kg/mm2). En nuestro caso, utilizando el ejemplo de un electrodo clasificado como E 6013, el mismo corresponde a una mínima resistencia a la tracción de 60.000 psi (alrededor de
M
Por: Ing.Werner Gehl | Departamento de Asistencia Técnica | ESAB - CONARCO
Electrodo Indican resistencia a la tracción (por 1.000 psi) Indica la posición de soldadura 1| TODA POSICION 2| POSICION PLANA y HORIZONTAL 3| POSICION VERTICAL 4| TODA POSICION INCLUSIVE VERTICAL DESCENDENTE
E XX (X)-YZ Indica el grado de utilización del electrodo, el tipo de corriente y el tipo de revestimiento

N º 1 3 1 2 0 0 818
Productos
42 Kg / mm2 o 415 MPa
El tercer número nos da la posición de soldadura. Esta nos permite trabajar en la posición deseada, dependiendo de la aplicación a realizar. Para nuestro caso, en la clasificación E6013, el número uno (1), nos indica que podemos soldar en todas las posiciones existentes.
En caso de haber tenido un dos (2), las posiciones de soldadura se limitan a horizontal y bajo mano solamente. Otra opción hubiese sido tener como identificación un cuatro (4). En dicho caso las posiciones de soldadura serían todas, incluida en la vertical la progresión descendente. La Figura 2 nos ayuda a visualizar la clasificación descripta
El cuarto número es el muy importante a la hora de conocer un electrodo revestido, el mismo nos permite saber entre otras cosas: La corriente con la cual soldar y la polaridad a utilizar si es que la hubiese. La corriente puede ser continua o alterna. En caso de ser continua, existen dos (2) tipos de polaridades; positiva (+) o negativa (-).
El tipo de escoria que se deposita en la soldadura. La misma puede ser orgánica (celulósica), rutílica, básica o mineral.
El tipo de arco que se produce al soldar; si este es enérgico, suave o medio.
La penetración que produce sobre la chapa base, la cual puede ser poca, mediana o profunda.
La cantidad de polvo de hierro. El mismo puede llegar hasta un 50 %.
La Tabla 1 muestra las características operativas correspondientes para cada designación del último dígito.
Además de la clasificación descripta, la norma AWS permite, fundamentalmente para electrodos de revestimiento básico, utilizar una clasificación opcional.Dichos electrodos, utilizan una sigla que se agrega a la clasificación básica de la
norma AWS. Las siglas mencionadas son: la R y la HZ. En el caso de la primer sigla, se refiere a un electrodo resistente a la humedad.
R = Electrodo resistente a la humedad. En la condición de temperatura ambiente = 26,7 ºC, humedad relativa 80 %, para una exposición de 9 horas la humedad absorvida por el recubrimiento debe ser < 0,4 %.
Ejemplo: E7018r
En lo que respecta a la segunda sigla, estamos hablando del nivel de hidrógeno del electrodo.
HZ – siendo Z = Nivel de hidrógeno (16, 8, 4 ml (H2) / 100 grs. Ejemplo: E7018H4
A continuación en la Tabla 2 se muestran las posibles clasificaciones opcionales en relación con el contenido de hidrógeno difusibleEstos son solo algunos de los ejemplos que podemos encontrar en la industria, para más información le recomendamos consultar en la norma AWS 5.1, o comunicarse con nuestro departamento de asistencia técnica.
Forma sencilla de calcular la corriente para soldar:Además de estos significados que pertenecen a la norma AWS, existen otras situaciones que debemos conocer, como por ejemplo, determinar la corriente en función del diámetro del electrodo. Para ello una forma muy fácil es calcular una corriente de soldadura de 30 A por cada milímetro de diámetro.
Igualmente cabe destacar que si bien ésta es una corriente promedio, la misma podrá incrementar o disminuir de acuerdo a la aplicación a realizar.
Finalmente la Tabla 3 muestra una guía para establecer la corriente de soldadura en electrodos.

N º 1 3 1 2 0 0 8 19
Productos
Clasificación IRAM-IAS o ANSI/AWS Diámetro E XX10 E XX12 E XX13 E XX14 E XX24 E XX15 E XX18 (mm) E XX11 E XX10-XX E XX16 E XX18-XX
Corriente de soldadura (A)
1,60 - 25-40 30-50 - - - - 2,00 - 40-65 40-65 - - - 45-70 2,50 55-75 60-85 60-85 60-90 80-120 65-90 70-90 3,25 90-130 100-130 100-130 100-140 180-225 100-130 100-140 4,00 130-160 140-180 140-180 140-180 270-320 130-170 130-190 5,00 160-200 200-250 200-250 200-250 300-340 180-230 180-250 6,00 180-220 280-350 270-350 230-300 320-360 230-300 230-310
Ultimo dígito 0 1 2 3 4 5 6 7 8Corriente yPolaridad CC(+) CA/CC(+) CA/CC(-) CA/CC(+/-) CA/CC(+/-) CC(+) CA/CC(+) CA/CC(-) CA/CC(+)Escoria Orgánica Orgánica Rutílica Rutílica Rutílica Básica Básica Mineral BásicaArco Enérgico Enérgico Medio Suave Suave Medio Medio Suave MedioPenetración Profunda Profunda Mediana Poca Poca Mediana Mediana Mediana MedianaPolvo de Fe 0 - 10 % --- 0 - 10 % 0 - 10 % 30 - 50 % --- --- 50% 30 -50 %
Tabla 1| Características operativas en función del último dígito
Tabla 3| Corriente de soldadura en electrodos
Tabla 2| Clasificación opcional en función del contenido de hidrógeno del electrodo
Clasificación Designación Contenido promedio AWS Hidrógeno de hidrógeno difusible, difusible H2, ml /100 g
E7015 H16 / H8 / H4 16, 8, 4
E7016 H16 / H8 / H4 16, 8, 4
E7018 H16 / H8 / H4 16, 8, 4
E7028 H16 / H8 / H4 16, 8, 4
E7048 H16 / H8 / H4 16, 8, 4

20
Productos
N º 1 3 0 2 0 0 8

N º 1 3 1 2 0 0 8 21
Productos
Nuevos Equipos de Respiraciónponen a disposición del soldador los elementos de protección personal de alto rango
introducción on el objetivo de poner a disposición del soldador los elementos de protección personal de más alto rango, ESaB incorporó a su portafolio Equipos de Respiración. Con sus dos modelos: air160® y air200®, ESaB se dispone a crear un ambiente seguro y libre de humos de soldadura que contribuya a cuidar la salud del soldador. sus dos modelos: air160® y Air200®,
ESaB se dispone a crear un ambiente seguro y libre de humos de soldadura que contribuya a cuidar la salud del soldador.
Los humos de soldadura están constituidos por finas partículas (zinc, cobre, magnesio, cadmio, etc.) transportadas por el aire. Más del 90 % de los humos son causados por la vaporización del electrodo consumible, alambre o varilla al mismo tiempo que el material de aporte es transferido a través del arco.
La exposición crónica a los humos de soldadura tiene efectos nocivos en el aparato respiratorio como ser tos, resuello y baja en el rendimiento pulmonar. Estos efectos son reales y están probados por los entes nacionales e internacionales de Salud y Seguridad en el trabajo. Es por esta razón que ESaB pone a disposición del soldador los Equipos de Respiración air160® y air200®. Estos serán los encargados de protegerlo durante toda su jornada laboral suministrándole aire fresco en forma continua.
Siempre protegidoLos equipos de respiración air160® y air200® protegen al soldador durante su jornada laboral en todo momento. Los equipos de respiración toman aire del ambiente mediante una unidad motora incorporada en ellos. Luego este aire es refinado mediante un sistema de filtros. En primer lugar el aire se encuentra con el pre-filtro para luego pasar a una segunda instancia en la que pasa a través del filtro principal.
“La fracción respirable de partículas (especialmente aquellas menores que 3 micrones) son potencialmente las más dañinas ya que pueden llegar a las partes más recónditas de los pulmones.”
Finalmente, el aire ya purificado es enviado hacia la zona de respiración del soldador mediante una manguera que se adapta a su careta.
Es un sistema de desplazamiento positivo ya que el mismo aire que ingresa a la careta es el encargado de ir quitando de ella el aire que ya fue respirado manteniendo así
C
Por: Alejo Cabezas | Departamento de Marketing | ESAB - CONARCO
La fracción respirable de partículas (especialmente aquellas menores que 3 micrones) son potencialmentelas más dañinas ya que pueden llegar a las partes más recónditas de los pulmones.
Los equipos de respiración Air160® y Air200® protegen al soldador durante su jornada laboral en todo momento. Están protegidos siempre.

N º 1 3 1 2 0 0 822
Productos
un flujo continuo de aire fresco.
Diseño superiorLos equipos de respiración air160® y air200® fueron diseñados pensando en el soldador. Poseen las siguientes características constructivas: Compactas: Sus dimensiones permiten que el soldador se mueva con comodidad en su puesto de trabajo.
Livianas: El air160® pesa sólo 1 Kg mientras que el air200® pesa 1,35 Kg. Esta característica es de gran importancia ya que reduce la fatiga de los soldadores.
Fácil puesta en marcha: Para empezar a utilizarla, sólo es necesario colocar el filtro, el pre-filtro y la batería. Ya está lista para proteger al soldador.
Seguras: Su diseño contempla los peligros que rodean al soldador. La batería posee un sistema de traba doble que debe ser accionado conjuntamente para quitarla. Si el soldador choca o golpea contra algún objeto accionando una de las trabas, la batería permanecerá en su lugar evitando riesgo alguno de desprendimiento o caída.
Por otra parte, la manguera es ajustada firmemente mediante el trabado de dos o-ring (uno en cada extremo de ella) tanto en la entrada del equipo de respiración como en la entrada de la careta. De esta manera la vía de transporte de aire es inamovible. Finalmente, el tope del botón de encendido/apagado está en un nivel inferior al de un aro protector de plástico que lo rodea. De esta manera no hay riesgo de que la unidad se apague accidentalmente cuando está en uso.Estas medidas de seguridad se traducen en seguridad y confianza en el soldador a la hora de realizar su trabajo.
air160® vs. air200®
Ambos equipos de respiración brindan seguridad y un alto confort al soldador en todo momento. El air160® suministra 160 litros de aire fresco por minuto a la zona de respiración del soldador. El flujo se puede controlar en forma mecánica mediante un indicador que se coloca en la salida de aire. Generalmente este proceso lo lleva a cabo el soldador antes de iniciar su turno de trabajo verificando que el equipo esté apto. El equipo no posee alarma de bajo flujo.
Su diseño contempla los peligros que rodean al soldador.
Ambos equipos de respiración brindan seguridad y un alto confort al soldador en todo momento
Los equipos de respiración ESAB le ofrecen al soldador todo lo que necesita: máxima seguridad, protección de alto rango y elevado confort
El air200® suministra 200 litros de aire fresco por minuto a la zona de respiración del soldador. A diferencia del air160®, está dotado de un sistema electrónico que controla su funcionamiento. Gracias a este sistema se logra mantener un flujo uniforme de 200 litros de aire fresco por minuto en todo momento.
Si por ejemplo el filtro está saturado llegando al final del turno y esto impide suministrar 200 litros de aire fresco con la potencia de régimen, entonces el sistema electrónico hará que ésta aumente para poder llegar a la zona de respiración con 200 litros efectivos de aire fresco por minuto. El air200® también posee alarmas de bajo flujo o filtro bloqueado y de baja batería. Ambas son sonoras y visibles indicando de forma inmediata al soldador cuando su equipo de respiración necesita ser recargado o revisado en su defecto.
Capacidad filtranteEl air160® y el air200® se equipan con el mismo sistema de filtros. Poseen filtro y pre-filtro internos estilo “cassette” fáciles de colocar. La cámara trasera de la puerta del equipo asegura un buen ajuste de filtro. El pre-filtro además de refinar el aire en una primera instancia, sirve como protección para el filtro prolongando su vida útil.
El medio de filtro particulado está hecho de fibras sintéticas. Las propiedades electrostáticas mejoran la retención de polvo manteniendo al mismo tiempo una baja resistencia al flujo de aire y alta eficiencia.
Energía confiableLos equipos de respiración pueden ser equipados con baterías estándar o baterías grandes. Su duración será en función de su tamaño: Air160-Estándar: 8 horas. Air160-Grande: 16 horas. Air200-Estándar: 7-8 horas. Air200-Grande: 12 hs.
Las baterías son híbridas de níquel sin “efecto memoria”. No contienen cadmio, poseen protección cortocircuito (para evitar descarga explosiva) y trabas de seguridad para prevenir el desprendimiento. El equipo no tiene que ser desarmado para reemplazar la batería lo que lo hace aún más versátil y efectivo.

N º 1 3 1 2 0 0 8 23
Productos
ESAB CONARCO inicia capacitación laboral en San Juan
a Secretaría de Minería de la Nac ión jun to con ESaB - ConarCo y otras empresas prestadoras de servicios de todo el país dio inicio al Programa Nacional de Capacitación Laboral en el que participaron 250 personas. La primera etapa se desarrolló en cuatro ciudades de San Juan.
El programa se inició en San Juan, donde el sector metalúrgico creció de manera exponencial en los últimos cinco años de la mano de la minería metalífera.
Para el dictado de los cursos se realizaron jornadas teórico-prácticas de tres días de duración.
La parte teórica sobre procesos de soldadura
L
Por: Alejo Cabezas | Departamento de Marketing | ESAB - CONARCO
estuvo a cargo de Oscar Linardelli, Gerente Regional de ESaB - ConarCo. En cuanto a la práctica, los cursos fueron dictados por Omar Gómez de ESaB - ConarCo y la Fundación Latinoamericana de Soldadura. Para tal propósito ESaB - ConarCo desplazó su centro móvil de capacitación hacia las localidades de Calingasta, Angaco, Chimbas y Los Berros (Provincia de San Juan).
Dentro del centro móvil de capacitación se trasladó equipamiento de soldadura de última generación y elementos de seguridad y prevención de riesgo. Esto da una clara señal acerca de la fuerte apuesta que ESaB - ConarCo está realizando para crear nuevas oportunidades de trabajo sustentable para las comunidades industriales del país.
Oscar Linardelli destacó la necesidad de personal calificado en la zona de influencia de la minería argumentando que “hoy en día la demanda de personal superó ampliamente la oferta”.
El resultado del programa fue exitoso ya que las personas de la región mostraron un profundo interés con respecto a los temas expuestos y vieron en éste la oportunidad de mejorar sus ingresos a través de trabajos mejor remunerados en la industria minera.
El compromiso de ESaB - ConarCo no es sólo con nuestros clientes en productos sino también con la comunidad.

N º 1 3 1 2 0 0 824
Productos
Alternativas para el uso del proceso SAW
para la soldadura a tope de chapas de acero calidad F-24
objetivo l objetivo de este documento es exponer las siguientes técnicas de soldaduras que pueden ser empleadas para la unión de chapas por proceso de soldadura SAW (Arco Sumergido). Como opcional se menciona la soldadura por proceso GMAW (Semiautomático) con alambre tubular y respaldo cerámico muy utilizado en la industria naval.
introducciónEn este caso en particular serán analizados y propuestos distintos sistemas de soldadura de chapas. Las consideraciones generales que se tuvieron en cuenta fueron las siguientes:
Soldadura a tope de penetración total
Posición de soldadura 1F (bajo mano)
Única calidad de material base (F-24)
Único espesor de material base (12,7 mm)
Único proceso de soldadura (SAW)
En el este documento se expondrán técnicamente las alternativas, que a nuestro parecer, son las más viables.
Los procedimientos que se proponen para este sistema de soldadura son los siguientes:
(1) Chapas con preparación de bordes, en simple V y utilización de respaldo cerámico para la realización de soldaduras de un solo lado (sin virado del conjunto).
Por: Ing. Hernán Ghibaudo | Departamento de Asistencia Técnica | ESAB-CONARCO
E (2) Chapas sin preparación de bordes y sin uso de respaldos cerámicos para la realización de soldaduras de ambos lados (con virado del conjunto).
Como todos conocemos dichas técnicas tienen sus ventajas y desventajas las cuales son mencionadas en el cuadro resúmen.
DesarrolloSe presenta a continuación el detalle técnico de cada uno de los procedimientos mencionados. En el Anexo I de este trabajo se realiza una breve descripción del procedimiento de arco sumergido y de los parámetros mas influyentes en la obtención de juntas soldadas sanas.
Preparación de bordes con bisel en simple VEn este procedimiento es muy importante lograr una buena uniformidad en el ángulo del bisel, así como también en la separación de las piezas a ser soldadas. Se debe recordar que para este sistema es utilizado un respaldo, el cual posee una forma oblicua, o de panza, en la superficie de contacto con el acero base. Dicha panza dará la forma final de la raíz una vez realizada la soldadura.
La muy buena alineación de las piezas es un factor importante en la raíz lograda, debido a que variaciones en la separación se verán reflejadas en la cantidad de material aportado, el cual pasa a ser parte de la raíz de la soldadura.

N º 1 3 1 2 0 0 8 25
Productos
Figura 1 | Preparación propuesta
Este sistema demanda mayores tiempos muertos en la preparación de las piezas a soldar, pero posee como gran ventaja que no se debe virar el conjunto para realizar soldaduras del lado posterior al de la cara del bisel.Otro aspecto importante a tener en cuenta es que la primer pasada (sobre el respaldo) puede realizarse en una dirección de avance y una vez terminada el largo a soldar puede realizarse la segunda pasada en la dirección opuesta a la primera. Logrando así una alineación perfecta sin tener que correr el carro de soldadura.
Con respecto a la forma del bisel, se puede mencionar que para la soldadura por proceso de SAW (Arco sumergido), es aconsejable preparar biseles cuando el espesor del conjunto a soldar supera los 12 mm. Para espesores mayores a 12 mm y menores que 19 mm se
aconseja la preparación en simple V y para espesores mayores que 19 mm la preparación en doble V o en doble J.
En este caso en particular se aconseja realizarlo con preparación de bisel en simple V. Con respecto al talón, el cual puede ser variable y depende directamente de los parámetros operativos a los cuales se quiera realizar la soldadura, se aconseja dejar los biseles en ángulo vivo sin talón cuando se utiliza con respaldo cerámico.
En la figura 1 se puede apreciar la preparación propuesta.
Los cálculos de la preparación de juntas propuesta se detallan en la tabla 1:
Con diseño de junta y soldadura de un solo lado
Diseño de junta en todas las piezas a ser soldadas
Aplicación de respaldo cerámico
No es necesario virar el conjunto
No es necesario realizar un amolado para buscar raíz. Solo cepillado de la junta para quitar escoria
El carro de soldadura no debe ser desplazado de su lugar, ya que el mismo puede realizar soldaduras en ambas direcciones
Sin necesidad de puente grúa para realizar la totalidad de las operaciones
Menor cantidad de operarios para realizar la soldadura (operario + ayudante)
Procedimiento más seguro debido a que no se requiere el movimiento del conjunto una vez presentado
Sin diseño de junta y soldadura de ambos lados
No necesita diseño de junta, por lo cual permite una rápida su presentación
Sin respaldo cerámico
Debe ser virado el conjunto para poder realizar la soldadura de cierre
Es necesario realizar un amolado en búsqueda de la raíz, una vez virado el conjunto. Posibles defectos por escoria atrapada, fisuración del cordón y/o falta de penetración
El carro de soldadura debe ser desplazado fuera de la zona de soldadura para permitir el virado del conjunto
Es necesario puente grúa par realizar la totalidad de las operaciones
Mayor cantidad de operarios para realizar la soldadura, debido al viraje del sistema (operario + ayudante + puente grúa)
Procedimiento menos seguro tanto para el personal involucrado como par el sistema ya que es necesario el viraje del conjunto
Ventajas y desventajas de los distintos procedimientos de soldadura

N º 1 3 1 2 0 0 826
Sin preparación de bordes. Soldadura de ambos lados
Con este tipo de procedimiento de soldadura se disminuyen los tiempos parciales de la operación de presentación de los planos (chapas) a ser soldados, debido a que solo deben presentarse las chapas a soldar sin ningún tipo de preparación de juntas. Sin embargo debe tenerse en cuenta que para poder lograr un buen contacto eléctrico y por ende una correcta soldadura, en ambos procedimientos, debe removerse la capa de pintura protectora de las chapas tanto en el borde de las mismas como en los lugares de contacto eléctrico (masas del sistema).
Como el sistema a ser soldado son chapas de 12,7 mm de espesor y de un largo de 12000 mm mover o virar el conjunto es una tarea sumamente importante, no solo por el hecho de ser necesaria; sino también por la seguridad tanto de las personas como de los equipos utilizados para la soldadura, ya que el equipo de soldadura debe ser
Material base F-24Espesor (mm) 12.5Tipo de corriente/polaridad D.C – E.PMetal de Aporte F7A0-EL12Posición de soldadura 1FStick out 30 – 40Precalentamiento Sacar humedad
Parámetros de Soldadura
n° Proceso tipo abertura Ø Corriente Voltaje Velocidad Energíapasadas Junta raíz mm a V cm/min Kj/mm2 SAW V 4 – 4.5 4 550–600 26 -32 45 – 55 1,4–1,7
Área Junta aporte rendimiento aporte total tiempo de arco tiempo de Soldadura(mm2) (kg/h) (n) (kg/h) (h/pieza)85 7,5 0,65 4,87 13 1,56
retirado de la plataforma de soldadura para poder invertir el conjunto.
Como se muestra en la tabla 2, si bien el tiempo de soldadura se acorta, el tiempo total de ejecución es mayor debido a que debe tenerse en cuenta el tiempo de viraje del sistema y también la tarea adicional introducida al tener que hacer retoma de raíz y amolar la superficie para poder realizar la segunda pasada.
Como otra desventaja de este procedimiento se puede mencionar que disminuir o recortar tiempos de limpieza en la retoma de raíz puede traer acarreado problemas de falta de fusión en la misma o escoria atrapada, discontinuidades que solo serán percibidas con ensayos no destructivos del conjunto.
ConsumiblesLos consumibles utilizados para realizar las soldaduras son según AWS A5.23, deben verificar una combinación alambre
Tabla 1| Preparación con junta en V

N º 1 3 1 2 0 0 8 27
Figura 2| Soldaduras obtenidas con la combinación de alambre-flux
Figura 3| La fuente de poder ESAB LAF 635 DC con un cabezal A2-A6
Parámetros de Soldadura
n° Proceso tipo abertura Ø Corriente Voltaje Velocidad Energíapasadas Junta raíz mm a V cm/min Kj/mm2 SAW S.P 4 – 4.5 4 550–600 26 -32 45 – 55 1,4–1,7
Área Junta aporte rendimiento aporte total tiempo de arco tiempo de Soldadura(mm2) (kg/h) (n) (kg/h) (h/pieza)63,3 7,5 0,65 4,87 10 1,17
- fundente clasificada como F7A0-EL12.
Conclusiones1) Se recomienda el uso de soldadura con respaldo (cerámico o metálico) con soldadura de un solo lado y preparación de junta.
2) Si por motivos de desalineación en las juntas debido a problemas de presentación o de estiramiento de las bobinas de chapa, que serán utilizadas como material base, se aconseja realizar la soldadura de un solo dado con preparación de juntas en simple V sin talón y con separación de 4 mm, en la cual se debería realizar una pasada de raíz con alambre tubular y respaldo cerámico y una pasada final con arco sumergido, no será necesario tener que virar el conjunto y realizar una limpieza del primer cordón con cepillo de acero y amolado del cordón.
observacionesEl material base utilizado para realizar todas las soldaduras es un acero al carbono calidad F-24.
Por ser un mismo material base, los materiales de aporte utilizados serán siempre los mismos. El proceso de soldadura utilizado para realizar las uniones ha sido el proceso SAW (Arco sumergido) en posición 1F.El espesor de la chapa base fué de 12,7 mm.
En la figura 2 se muestran fotografías de las soldaduras obtenidas con la combinación de alambre-flux mencionado, donde fue utilizada una fuente de poder ESAB LAF 635 DC con un cabezal A2-A6 (figura 3).
Los parámetros del equipo fueron 460 A, 28 V y 45 cm/min.
Tabla 2| Sin preparación de junta

N º 1 3 1 2 0 0 828
Productos
New-Tech La Nueva Tecnología en caretas fotosensibles
Introducción n ESaB tenemos un alto nivel de conciencia acerca del constante crecimiento de las exigencias de las normas de seguridad a nivel mundial.
De esta manera, pretendemos acompañarlo asiduamente haciendo un continuo seguimiento de estos avances y concentrando nuestros esfuerzos en estar siempre a la vanguardia.
Siempre protegidoEn mayo de 2008 ESaB hizo el lanzamiento mundial de una nueva careta de soldadura: la New-Tech®. Esta careta da una clara señal al mercado acerca de dónde está posicionado ESaB en el marco de los elementos de protección personal actualmente y del objetivo de la compañía a futuro.
Nuevas característicasLa New-Tech® logra una excelente combinación confort - tecnología de protección. Incorpora avances tecnológicos que están no sólo destinados a proteger al soldador sino también a brindarle una alternativa diferente de confort en su trabajo diario.
Mayor campo visualLa New-Tech® posee un campo visual muy amplio: 45 x 95 mm. Se amplió un 22 % con respecto a la Eye-Tech, su antecesora. Esta mejora fue desarrollada en busca de un mayor bienestar para el
Por: Alejo Cabezas | Departamento de Marketing | ESAB - CONARCO
Esoldador.
La careta más livianaEs la careta más liviana de la línea ESaB. Con un peso de entre 440 y 465 gramos, la New-Tech® está diseñada para cuidar la salud del soldador.
Al ser tan liviana reduce las tensiones en el cuello del soldador de manera que el grado de stress al finalizar el turno se reduce considerablemente.
Diseño de la carcazaLa carcaza de la New-Tech® cuenta con un diseño concebido especialmente para el ambiente de trabajo del soldador.
Está confeccionada para deflectar el calor y los humos de soldadura reduciendo ampliamente el porcentaje de éstos que llegan al soldador.
En todas las caretas que se comercializan actualmente la formación de CO2 se ve beneficiada por el pequeño espacio que hay entre el área nariz-boca y la careta.
La New-Tech® posee un mayor espacio libre en esa área previniendo eficientemente ese fenómeno.Brinda además protección efectiva de la cabeza cubriendo totalmente las orejas y mejillas. Cuenta con un balance perfecto.
Más que un ArnésEl arnés de la Eye-Tech se caracteriza
La New-Tech® es una careta fotosensible de alto rango que ofrece al soldador nuevas opciones y por sobre todas las cosas, la mejor protección del mercado.
La New-Tech® logra una excelente combinación confort - tecnología de protección.

N º 1 3 1 2 0 0 8 29
Productos
por ser multifuncional. Su principal característica es la de ser un arnés robusto con una excelente ergonomía.
Permite un ajuste preciso entre la careta y la cabeza del soldador formando un único cuerpo de trabajo. El arnés brinda la posibilidad de acercar o alejar la careta de la cara y una vincha anti-transpiración confortable.
Incorpora en forma adicional una característica única que surgió de charlas y aportes de los soldadores: un mecanismo de sujeción de la careta que se acciona de forma automática cuando es levantada. De esta manera no hay riesgo de que la careta resbale y golpee contra el pecho del soldador.Un arnés, muchas prestaciones.
Tecnología ADC La tecnología ADC (Angular Dependence Compensation: Compensación de la Dependencia Angular) aplicada a los cassettes fotosensibles permite obtener un nivel de sombra uniforme a través de todo el área de visión. Es una de las prestaciones más sofisticadas que incorpora la New-Tech®.
Los cassettes tradicionales no poseen esta tecnología sino que la sombra en ellos tiene una orientación determinada. Esto conduce a que el soldador tenga que compensar con excesivos movimientos de cuello o de ojos para lograr un determinado ángulo de visión y así mantener siempre el mismo nivel de sombra en sus ojos.
Mayor controlLa New-Tech® ofrece al soldador un control absoluto sobre las variables que influyen en el rendimiento efectivo de la careta. Ellas son: Selector de sombra: permite seleccionar el nivel de sombra con el que se va a trabajar.
Regulación de sensibilidad: define como reaccionará el cassette frente a fuentes de iluminación del ambiente.
Regulación de tiempo de vuelta a claro:
Con la tecnología ADC cualquiera sea el ángulo con el que se enfoque, el nivel de sombra será uniforme siempre.
La New-Tech® brinda la mejor protección al soldador. Es la más confortable del mercado. Es capaz de combinar estos dos aspectos en uno: La New-Tech®
tiempo que tardará el cassette en aclararse una vez apagado el arco de soldadura.
Modo desbaste: permite que el soldador pueda desbastar una pieza sin que el cassette oscurezca en forma automática por la luz de las chispas.
Las variables controlables varían según el modelo de careta New-Tech®. Son controladas desde el exterior de la careta en los modelos “6-13 ADC” y “9-13 ADC” y desde el interior en el “9-13” mediante diferentes perillas.

N º 1 3 1 2 0 0 830
Productos
La Industria del Cemento y sus Aplicaciones para Recuperación y Protección contra el Desgaste
Parte 3
Figura 1|Molino de bolas
Molinos para acabadoMolinos de Bolas l molino de bolas está compuesto de un gran cilindro (diámetro 4,5 a 6 metros, y largo 9 a 12 metros o más) con revestimientos atornillados que pueden contener 70 toneladas o más de bolas de hierro, con un diámetro de hasta 100 mm, accionado por un motor de potencia igual o mayor que 1000 HP. El molino se apoya sobre fundiciones pesadas en sus extremos, que también actúan como muñones. Las bolas se encuentran en constante movimiento a medida que el molino gira, pudiendo elevarse mediante segmentos para permitir que las bolas caigan sobre la mezcla a fin de potenciar su fuerza de pulverización.
El clinker mezclado se introduce en el molino, junto con otros materiales, por el centro del muñón frontal y se pulveriza hasta alcanzar un grado lo suficientemente fino como para ser aspirado por el centro del muñón trasero. Las bolas de hierro y los fragmentos gruesos son retenidos en el molino por medio de mallas pesadas de fundición con ranuras cónicas situadas en la sección posterior del molino. La enorme energía liberada durante dicha operación, añadida a la fricción generada en el interior del molino, puede producir temperaturas de más de 90 °C.
SeparadoresEl separador es básicamente un gran ventilador autónomo que aspira finos desde el molino de acabado y separa el producto terminado de los materiales más gruesos (que vuelven al molino de acabado para una pulverización adicional).
Cuando se introducen los finos en el separador, la materia más pesada y más gruesa se impulsa hacia afuera contra las placas de impacto de fundición endurecida y cae al cono de material separado central pasando al molino de acabado para ser nuevamente triturado Las partículas más finas que se ajustan a los requisitos dimensionales correspondientes al cemento en producción se bombean al almacenamiento directamente o previo paso por un sistema de recogida de polvos.
Separadores – Tubería de AspiraciónUna vez pulverizado en el molino de acabado hasta aproximadamente malla 325, el cemento pasa a ser procesado en el separador, separando las partículas que son demasiado gruesas para incorporarse al producto terminado.
A continuación, el producto de dimensiones correctas se succiona extrayéndolo del separador a través de una serie de
E
Por: Juan Castilla, | División Eutectic-Castolin | ESAB-CONARCO
(50) Fundiciones del muñón de alimentación
(49) Retenes del muñón de alimentación
N º 1 3 1 2 0 0 8 31
Productos
Figura 2|Esquema del separador
grandes tuberías y transportándolo bien directamente a los silos de almacenamiento o bien mediante grandes tuberías de aspiración a un aspirador colector de polvos para su almacenamiento intermedio, bombeándose desde dicho punto a los silos de almacenamiento.
Las tuberías de succión suelen trazar un recorrido tortuoso, encontrándose suspendidas sobre los equipos principales. Es por esta razón que las paredes de las tuberías son muy finas con constantes cambios de dirección provocando de esta forma grandes desgastes interiores y frecuentes perforaciones, especialmente en codos, curvas, empalmes etcétera.
almacenamiento del ProductoEl proceso de traslado a los silos de almacenamiento del producto terminado puede efectuarse mediante cintas transportadoras o mediante bombeo a través una tubería de diámetro 200 a 300 mm. La mayoría de las cementeras bombean el cemento terminado a través tuberías, consiguiendo así un mejor control y mayor flexibilidad y evitando pérdidas de producto y contaminación, si bien los desgastes producidos en los husillos de las bombas y las tuberías pueden resultar problemáticos y costosos.
Existe también un sistema Fuller de “fase densa” que utiliza aire comprimido a para soplar el cemento desde la zona de acabado hasta los silos de almacenamiento.
Guía de aplicaciones de recuperación y ProtecciónMolinos De BolasRevestimientos de molinos de bolasLos revestimientos del molino de bolas protegen su cubierta contra el desgaste, que debilitaría la cubierta y requeriría la sustitución del molino. Los parches con chapas CDP-4666 cortadas a medida,
conformadas según el contorno del molino y soldadas con electrodos NucleoTec 2222 son una muy buena alternativa antidesgaste.
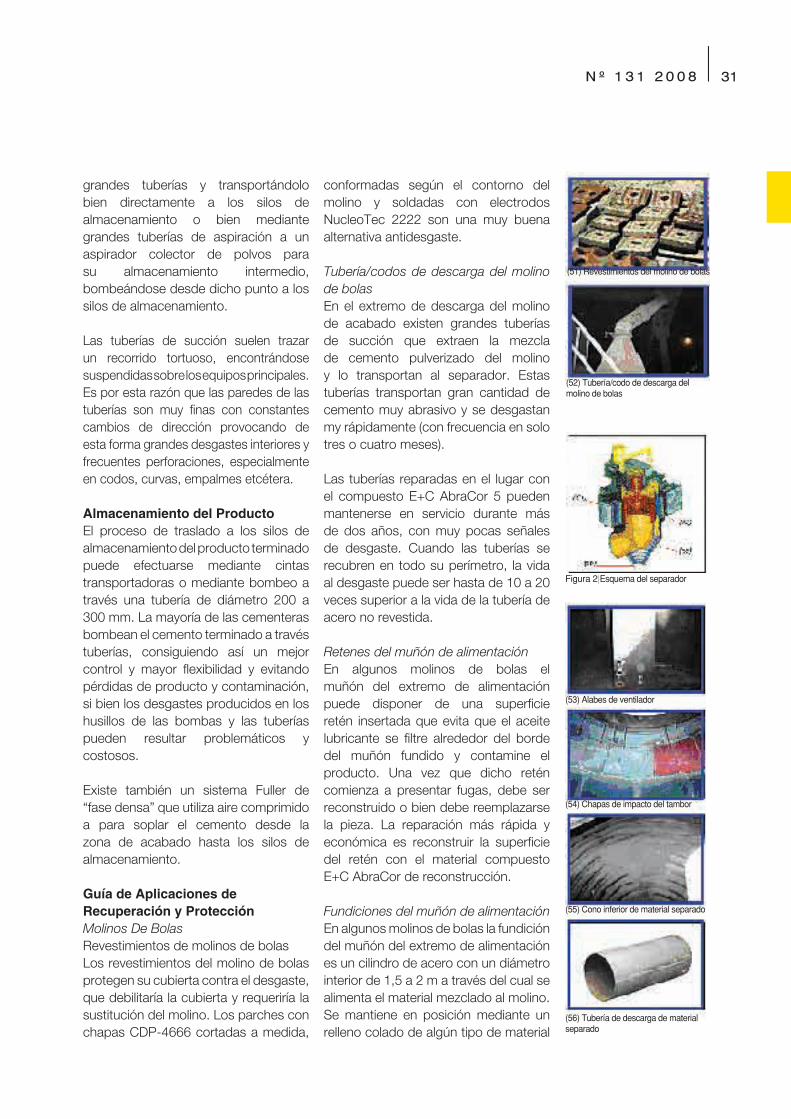
Tubería/codos de descarga del molino de bolasEn el extremo de descarga del molino de acabado existen grandes tuberías de succión que extraen la mezcla de cemento pulverizado del molino y lo transportan al separador. Estas tuberías transportan gran cantidad de cemento muy abrasivo y se desgastan my rápidamente (con frecuencia en solo tres o cuatro meses).
Las tuberías reparadas en el lugar con el compuesto E+C AbraCor 5 pueden mantenerse en servicio durante más de dos años, con muy pocas señales de desgaste. Cuando las tuberías se recubren en todo su perímetro, la vida al desgaste puede ser hasta de 10 a 20 veces superior a la vida de la tubería de acero no revestida.
Retenes del muñón de alimentaciónEn algunos molinos de bolas el muñón del extremo de alimentación puede disponer de una superficie retén insertada que evita que el aceite lubricante se filtre alrededor del borde del muñón fundido y contamine el producto. Una vez que dicho retén comienza a presentar fugas, debe ser reconstruido o bien debe reemplazarse la pieza. La reparación más rápida y económica es reconstruir la superficie del retén con el material compuesto E+C AbraCor de reconstrucción.
Fundiciones del muñón de alimentaciónEn algunos molinos de bolas la fundición del muñón del extremo de alimentación es un cilindro de acero con un diámetro interior de 1,5 a 2 m a través del cual se alimenta el material mezclado al molino. Se mantiene en posición mediante un relleno colado de algún tipo de material
(51) Revestimientos del molino de bolas
(52) Tubería/codo de descarga del molino de bolas
(56) Tubería de descarga de material separado
(54) Chapas de impacto del tambor
(55) Cono inferior de material separado
(53) Alabes de ventilador

N º 1 3 1 2 0 0 832
Productos
con base epoxy, o en algunos casos, hormigón.
Cuando se perfora por desgaste, el relleno puede degradarse y contaminar el material que se pulveriza. Su extracción para la reparación o sustitución es costosa y requiere tiempo. Algunas reparaciones realizadas con el compuesto E+C AbraCor 5 han ampliado la vida útil de las piezas fundidas del muñón de alimentación de dos a tres años. SeparadoresAlabes de ventiladoresMuchos álabes de separadores sufren desgaste erosivo a velocidades periféricas de más de 180 m/ s. Los álabes de acero dulce o chapa calidad comercial, con frecuencia se desgastan lo suficiente para dejar el separador desequilibrado y provocar su sustitución en menos de seis meses.
El objetivo es desarrollar álabes que duren todo un año, de forma que pudieran reemplazarse en la parada anual. Los álabes revestidos con PE-3029 y los bordes sellados con polvos 10112, pueden superar dicha expectativa de servicio a tiempos del orden de los dos años.
SeparadoresLa carcaza superior de algunos separadores está recubierta con fundiciones antidesgaste del tipo Ni-Hard. Dicha carcaza no sólo se perfora por desgaste, sino que con frecuencia se rompe en unas pocas semanas cuando una pieza de metal o una bola de metal ha sido arrastrada al separador desde el molino de acabado.
Las placas CDP-4666 de 12 mm de espesor constituyen una excelente alternativa de reparación y alternativa en servicio en donde no muestran literalmente desgaste alguno y además no se rompen.
Cono inferior de material separadoEl cono inferior de algunos separadores sufre un alto grado de desgaste concentrado. Los conos inferiores de diversos separadores se pueden revestir con el compuesto E+C AbraCor 5.
Tubería de descarga de material separadoBajo el cono de material separado existe una tubería de 300 mm. de diámetro interior que devuelve el material separado (demasiado grueso para ser considerado producto acabado) al molino de acabado para una nueva pulverización. Tan pronto como dicha tubería desarrolla una fisura (4-6 meses o menos) contamina el producto final y el separador debe ser cerrado para reparar la tubería.
Para remediar este problema, se fabrica una tubería de 300 mm de diámetro interior con placa CDP-4666 de 10 mm de espesor obteniendo de esta forma excelentes resultados en reducción del desgaste y evitar fugas. Separadores: Tubería de SucciónGrasshoppers del molino de acabadoTras succionar el producto acabado desde el molino se transporta 18 m en dirección recta hacia arriba a un grasshopper con un ángulo de 70° en la parte superior, desde el que se envía el cemento pulverizado a los separadores. Justo debajo del lado inferior del grasshopper existe un área de aproximadamente 60 mm de largo que se desgasta muy rápidamente. Se efectúan parches continuamente hasta que la tubería original se ha desgastado completamente y debe ser sustituida.
Los grasshoppers desgastados recubiertos con el compuesto E+C AbraCor 5 permiten una duración de alrededor de dos años sin mostrar fugas.
Figura 3|Secciones de tuberías de succión
(59) Tuberías de succión
(58) Tubería de descarga
(57) Grasshoppers del molino acabado

N º 1 3 1 2 0 0 8 33
Productos
Escape del separador / tuberías de descargaLos finos se extraen del separador mediante succión a través de tuberías de escape de 400 a 450 mm de diámetro que incorporan un codo de 45° justo en el punto en que salen del separador. Debido al cambio de dirección de flujo estas tuberías se desgastan muy rápidamente, reduciendo la eficacia del sistema y desperdiciando grandes cantidades de producto acabado.
El revestimiento de estos codos con el compuesto E+C AbraCor 5 elimina este problema durante al menos dos a tres años en lugar de la necesidad de reparación cada pocas semanas.
Tuberías de succión a los colectores de polvosEstas tuberías transportan el cemento acabado al sistema colector de polvo, que a continuación lo alimenta a los transportadores o a las bombas de cemento que a su vez lo envían a los silos de almacenamiento. Al igual que las demás tuberías de esta área de acabado las mismas están también sometidas a erosión severa por lo que se reparaban o sustituían constantemente.
Empleando el compuesto AbraCor 5 también para reparar y proteger estas tuberías, se puede obtener una operación en servicio durarante dos años sin mostrarse indicios de fugas en ninguna de las reparaciones.
Almacenamiento de ProductoHusillos de bombas de cementoLos husillos de bombas de cemento entregan el cemento pulverizado al almacenamiento a través de tuberías de 250 a 300 mm de diámetro. La alta presión desarrollada, combinada con la naturaleza extremadamente abrasiva del polvo de cemento que se bombeaba, ataca los husillos de la bomba, cojinetes y collares.
Figura 4|Bombeo de polvo de cemento seco
El revestimiento tradicional resiste razonablemente bien en los husillos, pero sufre un desgaste demasiado rápidamente por la mayor producción que se demanda en la mayor parte de las plantas en la actualidad. La utilización de aleaciones E+C de tungsteno con contenido de carburo y base níquel aplicadas mediante procesos PTA o Eutalloy ® da como resultado una mejor vida de servicio.
Tuberías de alta presiónLas tuberías de alta presión para el bombeo del polvo de cemento constituyen una fuente de problemas aún mayor que las tuberías de succión, requiriendo su constante reparación. Mientras que las tuberías de succión pierden cemento cuando desarrollan fugas, una tubería de alta presión expulsa el cemento en una corriente uniforme pudiendo desperdiciar grandes cantidades de producto muy rápidamente.
El revestimiento de estas tuberías con el compuesto AbraCor 5 ofrece tan buenos resultados como en el caso de las tuberías de succión. Algunas han estado en servicio durante más de dos años sin fugas en las áreas reparadas.
NOTA: Para los molinos de acabado del tipo vertical ver artículo técnico Revista Soldar - CONARCO Nº 116.
(62) Sistemas de fase densa (codos)
(61) Tuberías de alta presión
(60) Husillos de bomba de cemento
(60) Husillos de bomba de cemento(61) Tuberías de alta presión

N º 1 3 1 2 0 0 834
Productos
CURSO DURACION PROCESO DESCRIPCION DEL CURSO E1 80 hs Electrodo Básico. revestido Soldaduradefileteenchapa E2 80 hs Electrodo Perfeccionamiento. revestido Soldadura de chapa a tope E3 80 hs Electrodo Soldadura de cañería. Posición horizontal revestido fija(5G)Progresiónascendente E4 80 hs Electrodo Soldadura de cañería. Posición a 45º revestido (6G)Progresiónascendente E5 80 hs Electrodo Soldadura de cañería. Posición horizontal revestido fija(5G)progresióndescendente.Básico T1 80hs TIG Básico. Soldaduradefileteenchapaychapaa tope T2 80hs TIG Perfeccionamiento. Soldadura de chapa a tope y cañería T3 80hs TIG Soldaduradecañerías.Posicióna45º(6G)
GM1 80hs Semiautomática Básico. MIG/MAG Soldaduradefileteenchapaychapaatope
Fundación Latinoamericana de Soldadura: Capacitación
Fundación Latinoamericana de Soldadura
Ingeniería
Especialistas en la Formación de Soldadores
ExperienciayConfiabilidadenCalificaciónyCertificación
Capacitación os cursos prácticos, dictados por instructores especializados, fueron concebidos en forma modular y tienen por objeto brindar a la industria argentina mano de obra especializada en la realización de uniones soldadas. Los cursos están destinados tanto a aquellos que no tienen conocimientos previos de soldadura o que cuentan con una experiencia práctica limitada, como a aquellas personas que, a partir de su experiencia práctica desean adquirir nuevas técnicas y perfeccionarse.
Estos cursos se dictan tambien en empresas y obradores, con la posibilidad de aunar los contenidos preestablecidos con programas especiales que respondan a necesidades específicas.
Servicios l departamento de Ingeniería y Servicios de la Fundación Latinoamericana de Soldadura (FLS) desarrolla tareas en el área de ingeniería de soldadura.
Entre los servicios ofrecidos a nuestros clientes podemos destacar: Especificación de procedimientos de soldadura Calificación de procedimientos de soldadura Calificación de soldadores y operadores de soldadura Asesoramiento especializado Análisis y/o realización de proyectos especiales Supervisión de soldadura Ensayos y estudios metalográficos
Los cursos prácticos se dictan durante todo el año en el horario de 8.00 a 12.00 h y de 13.00 a 17.00 h.Reserve su vacante con anticipación.
Cuenta con personal propio y expertos asociados que le permiten cubrir una extensa variedad de actividades.Experiencia en códigos, normas y especificaciones nacionales e internacionales. (ASME, API, AWS, IRAM, NAG, TOTAL AUSTRAL, PHILIPS, EEMMUA, SAUDI ARAMCO, etc).
Experiencia en supervisión, control e inspección de obras.
La FLS pone toda su capacidad e infraestructura a disposición de aquellos clientes que deseen contratar un servicio determinado. De esta manera su empresa puede disponer de un completo sistema de ingeniería a un costo moderado.
L
EHabilitada como ente calificador y certificador
de soldadores y operadores de
soldadura según la norma
IRAM-IAS U 500 138

N º 1 3 1 2 0 0 8 35
Productos

N º 1 3 1 2 0 0 836
Productos