programaÇÃo da produÇÃo: liÇÕes aprendidas a...
TRANSCRIPT
PROGRAMAÇÃO DA PRODUÇÃO: LIÇÕES
APRENDIDAS A PARTIR DO ESTUDO DE
CASO DO PROCESSO DE IMPLANTAÇÃO DE
UM SISTEMA APS EM UMA EMPRESA
INDUSTRIAL
JOSÉ HENRIQUE DE ANDRADE
UNIVERSIDADE FEDERAL DE SÃO CARLOS - UFSCAR
EDUARDO FERNANDO ZANONI
UNIVERSIDADE PAULISTA - UNIP
JOSADAK ASTORINO MARÇOLA
UNIVERSIDADE PAULISTA - UNIP
Resumo: O PRESENTE TRABALHO TEM COMO OBJETIVO APRESENTAR AS
LIÇÕES APRENDIDAS A PARTIR DO ESTUDO DE CASO DO PROCESSO
DE IMPLANTAÇÃO DE UM SISTEMA ADVANCED PLANNING
SYSTEM/SCHEDULING (APS) PARA MELHORIA DA PROGRAMAÇÃO DA
PRODUÇÃO EM UMA EMPRESA INDUUSTRIAL. PLANEJAR, PROGRAMAR
E CONTROLAR ADEQUADAMENTE AS NECESSIDADES E RECURSOS NO
CHÃO-DE-FÁBRICA SÃO FATORES PREPONDERANTES PARA QUE UMA
EMPRESA DE MANUFATURA POSSA RESPONDER ÀS DEMANDAS DO
MERCADO COM PRECISÃO E AGILIDADE. ESTAS ATIVIDADES PODEM
SER FORTEMENTE INFLUENCIADAS PELO ADEQUADO USO DE
FERRAMENTAS E SISTEMAS ALINHADOS AOS OBJETIVOS DE
DESEMPENHO DO SISTEMA DE PRODUÇÃO. A FIM DE ATINGIR O
OBJETIVO PROPOSTO FOI REALIZADA UMA REVISÃO BIBLIOGRÁFICA
SOBRE OS TEMAS DE INTERESSE E UM ESTUDO DE CASO DE
IMPLANTAÇÃO DE UM SISTEMA APS EM UMA EMPRESA DE
MANUFATURA LOCALIZADA NO INTERIOR DO ESTADO DE SÃO PAULO.
COMO PRINCIPAIS RESULTADOS FORAM OBSERVADOS
OPORTUNIDADES E DESAFIOS RELACIONADOS AO USO DE SISTEMAS
APS NO PROCESSO DE PROGRAMAÇÃO DA PRODUÇÃO E ASPECTOS
FUNDAMENTAIS RELACIONADOS AO PROCESSO DE IMPLANTAÇÃO.
Palavras-chaves: PROGRAMAÇÃO DA PRODUÇÃO; APS; CONTROLE DA
PRODUÇÃO
XVIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Sustentabilidade Na Cadeia De Suprimentos
Bauru, SP, Brasil, 7 a 9 de novembro de 2011
2
PRODUCTION SCHEDULING: LESSONS
LEARNED FROM THE CASE STUDY OF APS
PROCESS IMPLEMENTATION IN AN
INDUSTRIAL COMPANY
Abstract: THIS PAPER AIMS TO PRESENT THE LESSONS LEARNED FROM THE
CASE STUDY OF ADVANCED PLANNING SYSTEM / SCHEDULING (APS)
IMPLEMENTATION PROCESS THAT INTEND TO IMPROVE PRODUCTION
SCHEDULING IN A MANUFACTURING COMPANY. PLAN, SCHEDULE
AND CONTROL ADEEQUATELY THE NEEDS AND RESOURCES ON THE
SHOP-FLOOR ARE IMPORTANT FACTORS FOR A MANUFACTURING
COMPANY THAT CAN RESPOND TO MARKET DEMANDS WITH
PRECISION AND AGILITY. THESE ACTIVITIES CAN BE STRONGLY
INFLUENCED BY THE PROPER USE OF TOOLS AND SYSTEMS ALIGNED
WITH PERFORMANCE GOALS OF THE PRODUCTION SYSTEM. IN ORDER
TO REACH THE AIM OF THIS PAPER WAS ACCOMPLISHED A
LITERATURE REVIEW ON TOPICS OF INTEREST AND A CASE STUDY OF
IMPLEMENTATION OF AN APS SYSTEM IN A MANUFACTURING
COMPANY LOCATED WITHIN THE STATE OF SÃO PAULO. THE MAIN
RESULTS WERE OBSERVED ARE RELATED WITH OPPORTUNITIES AND
CHALLENGES TO USE OF APS SYSTEMS IN THE PROCESS OF
PRODUCTION SCHEDULING AND KEY ASPECTS RELATED TO THE
IMPLEMENTATION PROCESS.
Keyword: PRODUCTION SCHEDULING; APS; PRODUCTION CONTROL
XVIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Sustentabilidade Na Cadeia De Suprimentos
Bauru, SP, Brasil, 7 a 9 de novembro de 2011
3
1. Introdução
Além dos aspectos relacionados à competitividade do cenário externo em que atuam,
as companhias tem enfrentado desafios crescentes em virtude do aumento da variedade de
produtos, da necessidade de maior velocidade e confiabilidade de entrega e do uso eficiente
dos recursos, a fim de manterem os custos operacionais em nível adequado e atenderem a
demanda do mercado consumidor com excelência.
A máxima de Henry Ford ‘desde que seja Ford e seja preto’, dominante no início do
século XX, não é mais válida. A produção em massa baseada em altos volumes e baixa
variedade é gradualmente substituída por novos paradigmas de produção – manufatura
enxuta, manufatura responsiva, manufatura ágil (GODINHO FILHO e FERNANDES, 2005).
Somente custo não é mais suficiente; custo e qualidade já não bastam. Novos critérios
surgem. O mercado requer flexibilidade, pontualidade e velocidade. Além disso, o mercado
não pede, exige, pois a partir da década de 1980 é regido pela demanda, uma vez que há muito
mais oferta do que procura na maior parte dos mercados, acirrando a competição entre os
fabricantes e fornecedores.
Este novo cenário exige um novo posicionamento das empresas. Muda-se
paulatinamente a estratégia de resposta à demanda. De modo geral, a estratégia de fazer para
estoque e a partir de então atender o cliente, perde força, sendo substituída pelas estratégias de
fazer para pedido, nas suas múltiplas variantes (montar para pedido, fabricar para pedido,
projetar para pedido). Como a variedade de produtos finais é elevada não é viável e factível
ter todos os produtos em estoque.
Esse novo ambiente requer fornecimento personalizado, lotes de fabricação reduzidos,
baixo nível de estoque (matéria-prima, work-in-process e produto acabado), redução do lead
time, rapidez no atendimento e cumprimento de prazos prometidos.
Essas novas exigências aumentam consideravelmente a complexidade das atividades
de Planejamento e Controle da Produção (PCP), notadamente da Programação da Produção,
ressaltando ao mesmo tempo sua importância para competitividade das organizações.
Diante deste contexto, o presente trabalho tem como objetivo apresentar as lições
aprendidas a partir do estudo de caso do processo de implantação de um sistema Advanced
Planning System/Scheduling (APS) para melhoria da programação da produção em uma
empresa industrial. Para consecução do objetivo proposto foi realizada uma revisão
bibliográfica sob os temas de interesse e um estudo do caso de implantação desse sistema em
uma empresa industrial localizada no interior do Estado de São Paulo.
2. Referencial teórico
2.1 Programação da produção
De acordo com Fernandes e Godinho Filho (2010), o PCP envolve uma série de
decisões com o objetivo de definir o que, quanto e quando produzir, comprar e entregar, além
de quem, onde ou como produzir. Estas decisões são embasadas por um conjunto de
atividades organizadas segundo uma estrutura hierárquica, dentro da qual a Programação da
Produção se insere.
Segundo Corrêa, Gianesi e Caon (2010, p.328), “a programação da produção consiste
em decidir quais atividades produtivas (ou ordens/instruções de trabalho) detalhadas devem
ser realizadas, quando (momento de início ou prioridade na fila) e com quais recursos”, de
modo a atender à demanda. Os autores ressaltam, que conforme o sistema produtivo, esta
XVIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Sustentabilidade Na Cadeia De Suprimentos
Bauru, SP, Brasil, 7 a 9 de novembro de 2011
4
atividade pode ser demasiadamente complexa.
Vista de outro modo, a atividade de programação consiste em definir a carga dos
centros de trabalho e os momentos nos quais eles devem ser executados, a fim de cumprir os
prazos e os programas de entrega assumidos com os clientes. Esta atividade tem forte
interação com o planejamento e controle da capacidade e com o controle da produção
(Vollmann et al., 1997). Já Sipper e Bulfin (1997) definem a programação ou scheduling
como o processo de organizar, escolher e alocar no tempo o uso dos recursos para realizar a
produção no momento desejado, salietando que esta atividade deve atender a um grande
número de restrições e de relações entre atividades e recursos, resultando em grande
complexidade.
Fernandes e Godinho Filho (2010, p.187), ao conceituarem controle de chão-de-
fábrica, destacam que este é composto por três atividades principais: liberação; programação
de operações ou scheduling; apontamento da produção. Segundo estes autores, a liberação
refere-se ao processo de liberar ordens de compra, fabricação, montagem e serviços, enquanto
a programação refere-se ao processo de “alocar e sequenciar n tarefas em m recursos”. O
apontamento, por sua vez, diz respeito ao monitoramento da produção, cálculo de indicadores
de desempenho e realimentação de informações.
De um modo geral, as definições propostas pelos autores sobre programação da
produção são análogas, sendo que alguns autores enfatizam mais alguns aspectos em
detrimento de outros.
A complexidade inerente à atividade de programação da produção tem relação direta
com o volume de diferentes variáveis que podem estar envolvidas no processo e sua
influência nos diferentes objetivos de desempenho do sistema de produção, muitas vezes, até
mesmo conflitantes. Isto torna a programação da produção um problema combinatório, e
neste sentido, soluções intuitivas são inadequadas em virtude das limitações humanas em
administrar um elevado volume de dados e informações dinâmicos (CORRÊA, GIANESI e
CAON, 2010).
Cabe à programação da produção resgatar o plano mestre de produção e a carteira de
pedidos, estruturados de forma agregada e numa unidade de planejamento maior, e gerar um
programa de produção detalhado, em base diária, considerando todas as operações e seus
respectivos recursos fabris (máquinas, mão-de-obra, dispositivos, ferramentas) para
transformar matéria-prima em componentes, e componentes em produto acabado.
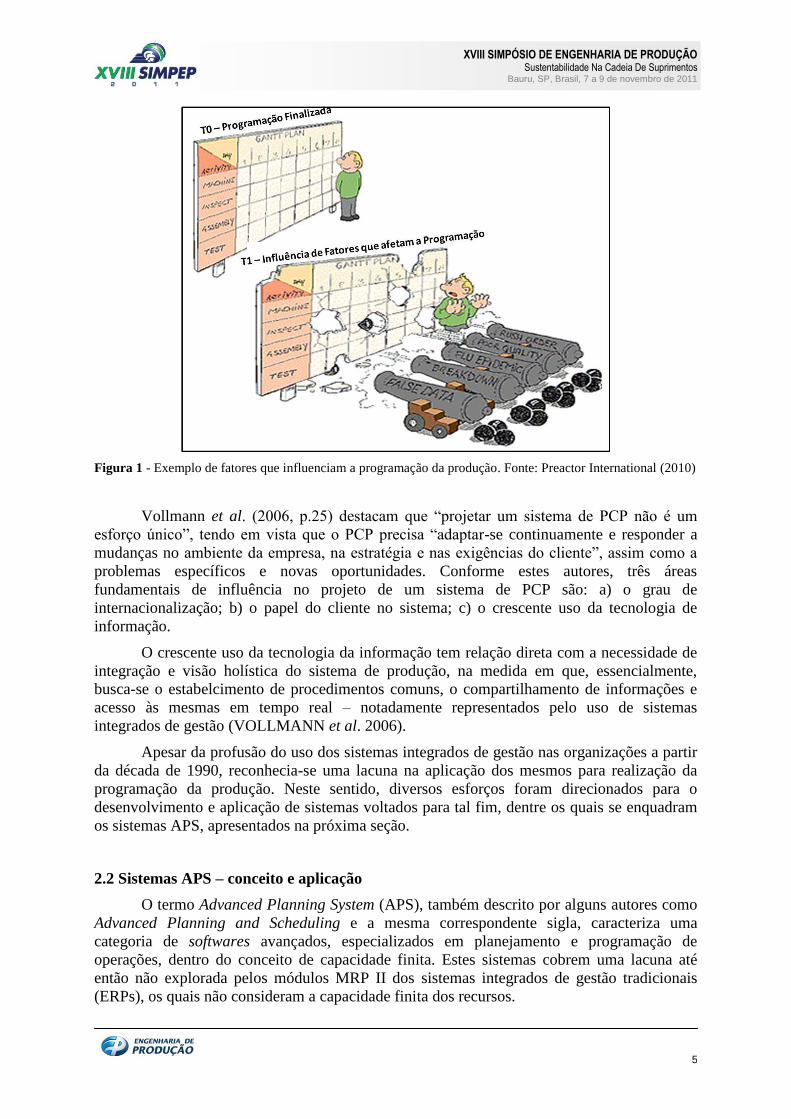
A programação da produção lida com uma elevada quantidade de variáveis, múltiplas
alternativas de programas resultantes e acelerada dinâmica do chão-de-fábrica, com pedidos
sendo introduzidos, cancelados, postergados ou antecipados; máquinas operatrizes entrando
em manutenção corretiva; atraso de insumos de fornecedores; absenteísmo de operários, entre
outros fatores, que colaboram por torná-la uma atividade extremamente complexa. A figura 1
mostra alguns dos fatores que influenciam o processo de programação da produção,
destacando-se que a existência de datas inconsistentes, problemas relacionados a quebra de
máquinas, ausência de funcionários, problemas de qualidade e entrada de pedidos/ordens
urgentes, comprometem todo o programa de produção elaborado.
Na realidade, quem ativa os recursos fabris existentes no chão-de-fábrica, local onde
se concentram a maior parte dos ativos das empresas de manufatura, é a programação da
produção. Ao direcionar, de forma coordenada e sequenciada, os recursos fabris para
realização das operações, atinge-se os objetivos de atendimento dos prazos de entrega,
diminuição dos estoques e melhor utilização dos recursos.
XVIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Sustentabilidade Na Cadeia De Suprimentos
Bauru, SP, Brasil, 7 a 9 de novembro de 2011
5
Figura 1 - Exemplo de fatores que influenciam a programação da produção. Fonte: Preactor International (2010)
Vollmann et al. (2006, p.25) destacam que “projetar um sistema de PCP não é um
esforço único”, tendo em vista que o PCP precisa “adaptar-se continuamente e responder a
mudanças no ambiente da empresa, na estratégia e nas exigências do cliente”, assim como a
problemas específicos e novas oportunidades. Conforme estes autores, três áreas
fundamentais de influência no projeto de um sistema de PCP são: a) o grau de
internacionalização; b) o papel do cliente no sistema; c) o crescente uso da tecnologia de
informação.
O crescente uso da tecnologia da informação tem relação direta com a necessidade de
integração e visão holística do sistema de produção, na medida em que, essencialmente,
busca-se o estabelcimento de procedimentos comuns, o compartilhamento de informações e
acesso às mesmas em tempo real – notadamente representados pelo uso de sistemas
integrados de gestão (VOLLMANN et al. 2006).
Apesar da profusão do uso dos sistemas integrados de gestão nas organizações a partir
da década de 1990, reconhecia-se uma lacuna na aplicação dos mesmos para realização da
programação da produção. Neste sentido, diversos esforços foram direcionados para o
desenvolvimento e aplicação de sistemas voltados para tal fim, dentre os quais se enquadram
os sistemas APS, apresentados na próxima seção.
2.2 Sistemas APS – conceito e aplicação
O termo Advanced Planning System (APS), também descrito por alguns autores como
Advanced Planning and Scheduling e a mesma correspondente sigla, caracteriza uma
categoria de softwares avançados, especializados em planejamento e programação de
operações, dentro do conceito de capacidade finita. Estes sistemas cobrem uma lacuna até
então não explorada pelos módulos MRP II dos sistemas integrados de gestão tradicionais
(ERPs), os quais não consideram a capacidade finita dos recursos.

XVIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Sustentabilidade Na Cadeia De Suprimentos
Bauru, SP, Brasil, 7 a 9 de novembro de 2011
6
Conforme destacam Corrêa, Gianesi e Caon (2010), o MRP II determina em quais
períodos as coisas devem ocorrer, não entrando no detalhe daquilo que deve ocorrer dentro
dos períodos, havendo portanto a necessidade de um sistema que possa lidar com tais
aspectos, respondendo, por exemplo, questões sobre o andamento de uma ordem enquanto
está em progresso e com restrições de capacidade de curtíssimo prazo. Além disto, uma série
de hipóteses e pressupostos assumidos pelo MRP II não são verificadas em um sistema real de
manufatura – lead times fixos, capacidade infinita dos recursos entre outros (CARIDI e
SIANESI, 1999).
Gadioli (2003, p.19) salienta que “uma deficiência percebida nas empresas em face
das novas condições de mercado é a ligação entre o planejamento e o controle da produção”.
Segundo o autor, isto ocorre porque o planejamento da produção não trabalha próximo à
dinâmica do chão-de-fábrica, motivo pelo qual foram desenvolvidos os sistemas
computacionais abordando o conceito de capacidade finita ou planejamento fino da produção.
Corrêa, Gianesi e Caon (2010) destacam que os APS são sistemas com capacidade
finita e tem como característica principal o fato de considerarem a capacidade produtiva e as
características tecnológicas do sistema produtivo como uma restrição a priori para a tomada
de decisão. Esta consideração busca garantir que o programa de produção obtido seja viável
perante a capacidade real do sistema de produção.
Esses sistemas são baseados na teoria Operations Scheduling, uma área de estudos já
de longa data desenvolvida com o uso de conceitos e técnicas da Pesquisa Operacional.
Alguns dos principais benefícios desses sistemas estão relacionados a melhor aproveitamento
da capacidade de produção instalada, mais entregas no tempo certo e produção mais suave
(FERNANDES e GODINHO FILHO, 2010).
De acordo com van Eck (2003), a adoção de um APS é um passo revolucinário para o
planejamento de uma empresa na medida em que técnicas de planejamento, programação e
sequenciamento passam a ser incorporadas, envolvendo a análise de disponibilidade de
materiais, capacidade real das máquinas e trabalhadores, nível de serviço requerido pelo
cliente, custos, nível de segurança dos estoques, necessidades da cadeia de distribuição e
eficiência da sequência de setups.
Importante destacar que um sistema APS não elimina o processo tradicional de PCP,
mas sim o complementa, na medida em que permite a interpretação visual do processo de
programação da produção, assim como a consideração das restrições reais do sistema
produtivo (GADIOLI, 2003).
Gadioli (2003) destaca que estes sistemas foram concebidos para utilizar todos os
avanços de hardware e software e, por este motivo, apesar da complexidade dos cálculos e
simulações realizados, são muito rápidos, proporcionando uma programação quase em tempo
real, facilitando a comunicação entre programadores e executores das tarefas.
Conforme Corrêa, Gianesi e Caon (2010), a decisão sobre a implantação de um
sistema de programação da produção com capacidade finita é uma decisão estratégica e,
portanto, é fundamental a adequação do sistema às necessidades estratégicas da companhia,
exigindo uma análise criteriosa dos investimentos e esforços organizacionais necessários e
dos sistemas disponíveis.
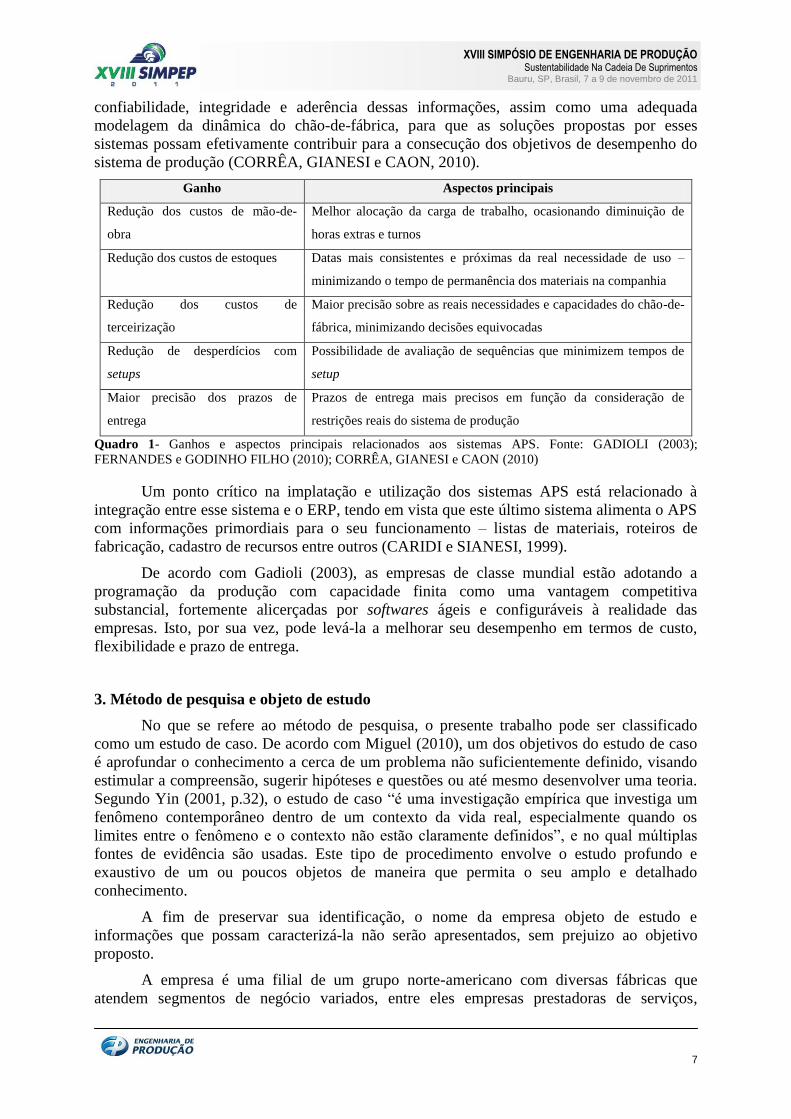
Um resumo dos possíveis ganhos e aspectos principais que podem ser alcançados com
a adequada implantação de um APS é apresentado no quadro 1.
Assim como diversos outros sistemas, os APS são fortemente influenciados pela
qualidade da informação que neles é alimentada, portanto é de fundamental importância a
XVIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Sustentabilidade Na Cadeia De Suprimentos
Bauru, SP, Brasil, 7 a 9 de novembro de 2011
7
confiabilidade, integridade e aderência dessas informações, assim como uma adequada
modelagem da dinâmica do chão-de-fábrica, para que as soluções propostas por esses
sistemas possam efetivamente contribuir para a consecução dos objetivos de desempenho do
sistema de produção (CORRÊA, GIANESI e CAON, 2010).
Ganho Aspectos principais
Redução dos custos de mão-de-
obra
Melhor alocação da carga de trabalho, ocasionando diminuição de
horas extras e turnos
Redução dos custos de estoques Datas mais consistentes e próximas da real necessidade de uso –
minimizando o tempo de permanência dos materiais na companhia
Redução dos custos de
terceirização
Maior precisão sobre as reais necessidades e capacidades do chão-de-
fábrica, minimizando decisões equivocadas
Redução de desperdícios com
setups
Possibilidade de avaliação de sequências que minimizem tempos de
setup
Maior precisão dos prazos de
entrega
Prazos de entrega mais precisos em função da consideração de
restrições reais do sistema de produção
Quadro 1- Ganhos e aspectos principais relacionados aos sistemas APS. Fonte: GADIOLI (2003);
FERNANDES e GODINHO FILHO (2010); CORRÊA, GIANESI e CAON (2010)
Um ponto crítico na implatação e utilização dos sistemas APS está relacionado à
integração entre esse sistema e o ERP, tendo em vista que este último sistema alimenta o APS
com informações primordiais para o seu funcionamento – listas de materiais, roteiros de
fabricação, cadastro de recursos entre outros (CARIDI e SIANESI, 1999).
De acordo com Gadioli (2003), as empresas de classe mundial estão adotando a
programação da produção com capacidade finita como uma vantagem competitiva
substancial, fortemente alicerçadas por softwares ágeis e configuráveis à realidade das
empresas. Isto, por sua vez, pode levá-la a melhorar seu desempenho em termos de custo,
flexibilidade e prazo de entrega.
3. Método de pesquisa e objeto de estudo
No que se refere ao método de pesquisa, o presente trabalho pode ser classificado
como um estudo de caso. De acordo com Miguel (2010), um dos objetivos do estudo de caso
é aprofundar o conhecimento a cerca de um problema não suficientemente definido, visando
estimular a compreensão, sugerir hipóteses e questões ou até mesmo desenvolver uma teoria.
Segundo Yin (2001, p.32), o estudo de caso “é uma investigação empírica que investiga um
fenômeno contemporâneo dentro de um contexto da vida real, especialmente quando os
limites entre o fenômeno e o contexto não estão claramente definidos”, e no qual múltiplas
fontes de evidência são usadas. Este tipo de procedimento envolve o estudo profundo e
exaustivo de um ou poucos objetos de maneira que permita o seu amplo e detalhado
conhecimento.
A fim de preservar sua identificação, o nome da empresa objeto de estudo e
informações que possam caracterizá-la não serão apresentados, sem prejuizo ao objetivo
proposto.
A empresa é uma filial de um grupo norte-americano com diversas fábricas que
atendem segmentos de negócio variados, entre eles empresas prestadoras de serviços,
XVIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Sustentabilidade Na Cadeia De Suprimentos
Bauru, SP, Brasil, 7 a 9 de novembro de 2011
8
indústrias químicas e de processamento de alimentos. Na fábrica estudada são produzidos
equipamentos para indústria de processamento de alimentos. A empresa conta com um total
de 250 funcionários, sendo que 65 estão alocados diretamente no chão-de-fábrica, distribuidos
em até três turnos de produção. A empresa possui um lay-out funcional com 25 centros de
trabalho executando atividades de usinagem, caldeiraria, solda e montagem.
4. Estado atual e processo de implantação
Na empresa, os principais fatores que motivaram a implantação de um software APS
estão relacionados ao volume significativo de ordens de fabricação abertas simultaneamente
(700), sazonalidade pronunciada (65% da carga fabril anual concentrada em 4 meses),
necessidade de aumentar a confiabilidade e acuracidade da programação da produção,
limitações relacionadas à execução da programação da produção manualmente com auxílio de
planilhas MS-Excel e cronogramas MS-Project.
O processo de programação na empresa iniciava-se a partir do recebimento pelo
programador de produção das ordens de fabricação impressas pela equipe de planejamento. O
programador de produção separava as ordens manualmente, priorizando-as de acordo com
suas datas estimadas de conclusão e liberando imediatamente aquelas que possuissem
operações de corte de materiais. Importante destacar que estas ordens eram geradas no
sistema ERP da empresa, levando em conta as datas advindas dos pedidos de venda, as
relações de precedência da estrutura do produto e os tempos de processamento oriundos dos
roteiros de fabricação, também cadastrados no ERP.
Neste processo as planilhas MS-Excel serviam para agrupar as ordens de fabricação de
um mesmo projeto. Já os cronogramas em MS-Project, eram utilizados para identificar a
sequência de trabalhos a serem realizados e analisar a carga de trabalho alocada nos recursos
gargalos do processo.
Tal processo mostrava-se bastante complexo, tendo em vista a existência dos 25
centros de trabalho, 700 ordens de fabricação simultâneas (geradas sem levar em conta as
condições dinâmicas e restrições do chão-de-fábrica), elevado número de operações a serem
programadas, tendo em vista que cada ordem de fabricação tinha em média 5 operações a
serem realizadas, além das possíveis alternativas de roteiros de produção, seja em função de
quebra ou alta ocupação de máquinas no processo produtivo.
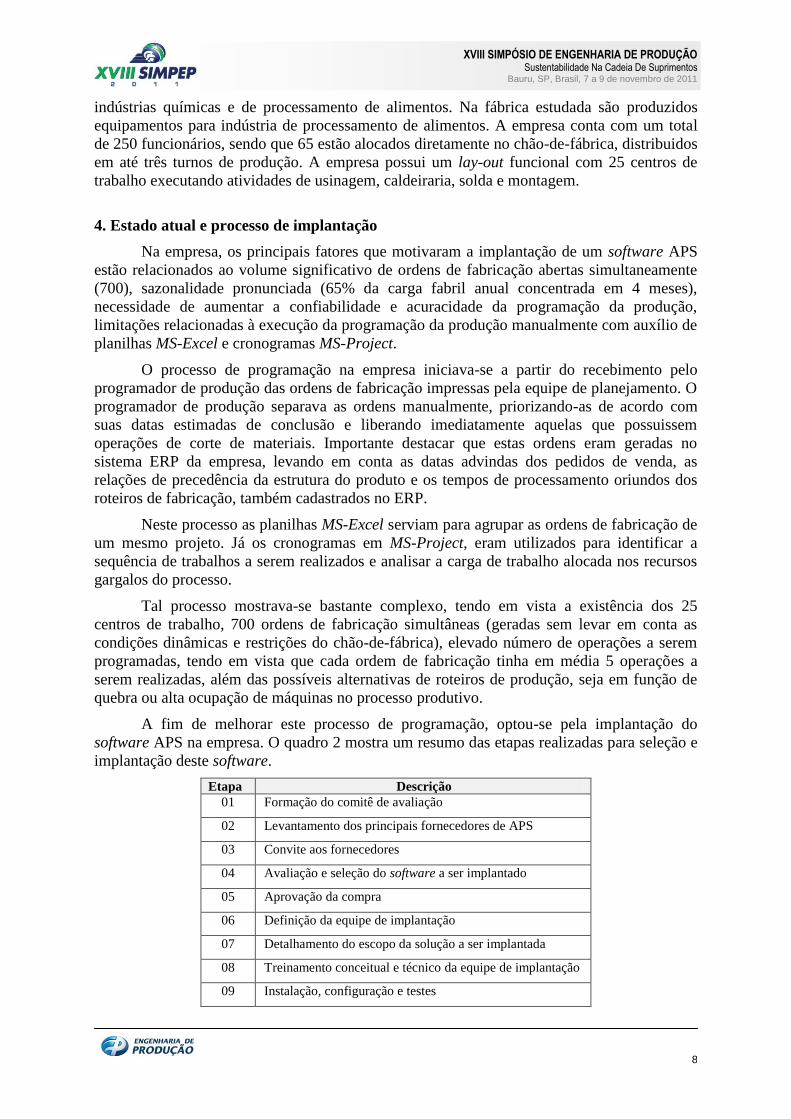
A fim de melhorar este processo de programação, optou-se pela implantação do
software APS na empresa. O quadro 2 mostra um resumo das etapas realizadas para seleção e
implantação deste software.
Etapa Descrição
01 Formação do comitê de avaliação
02 Levantamento dos principais fornecedores de APS
03 Convite aos fornecedores
04 Avaliação e seleção do software a ser implantado
05 Aprovação da compra
06 Definição da equipe de implantação
07 Detalhamento do escopo da solução a ser implantada
08 Treinamento conceitual e técnico da equipe de implantação
09 Instalação, configuração e testes
XVIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Sustentabilidade Na Cadeia De Suprimentos
Bauru, SP, Brasil, 7 a 9 de novembro de 2011
9
10 Entrada em produção
Quadro 2 – Etapas do processo de implantação na empresa.Fonte: Elaboração própria
Foram identificados três fornecedores potenciais do APS para fornecer a solução a ser
implantada. Estes três fornecedores foram convidados para apresentar seus softwares para o
comitê de avaliação da empresa. Este comitê contava com a participação de colaboradores das
áreas de Planejamento, Programação, Engenharia Industrial, Suprimentos, Assistência
Técnica e Tecnologia da Informação.
Das soluções que foram apresentadas ao comitê de avaliação, duas apresentaram
problemas considerados graves: 1. Processo de reprogramação totalmente manual; 2.
Inexistência da funcionalidade relacionamento entre as ordens (pegging), sendo este um fator
preponderante, pois a empresa atende a demanda sob projetos com uma estrutura do produto
do tipo árvore de montagem com aproximadamente 6 níveis. Ao final deste processo, o
software selecionado foi o Preactor, que apresentou como características decisivas os
seguintes aspectos: facilidade de integração com o ERP existente; possibilidade de
configuração das regras de programação (heurísticas); robustez da solução para trabalhar com
grande volume de dados; interface com o usuário bastante intuitiva e amigável.
A partir da definição do software a ser implantado, realizou-se o processo interno de
aprovação da compra, seguido da formação da equipe de implantação. Esta equipe, formada
por representantes internos da empresa e por consultores de implantação da empresa
fornecedora do software, em função das características e necessidades da empresa, detalhou o
escopo da solução a ser implantada.
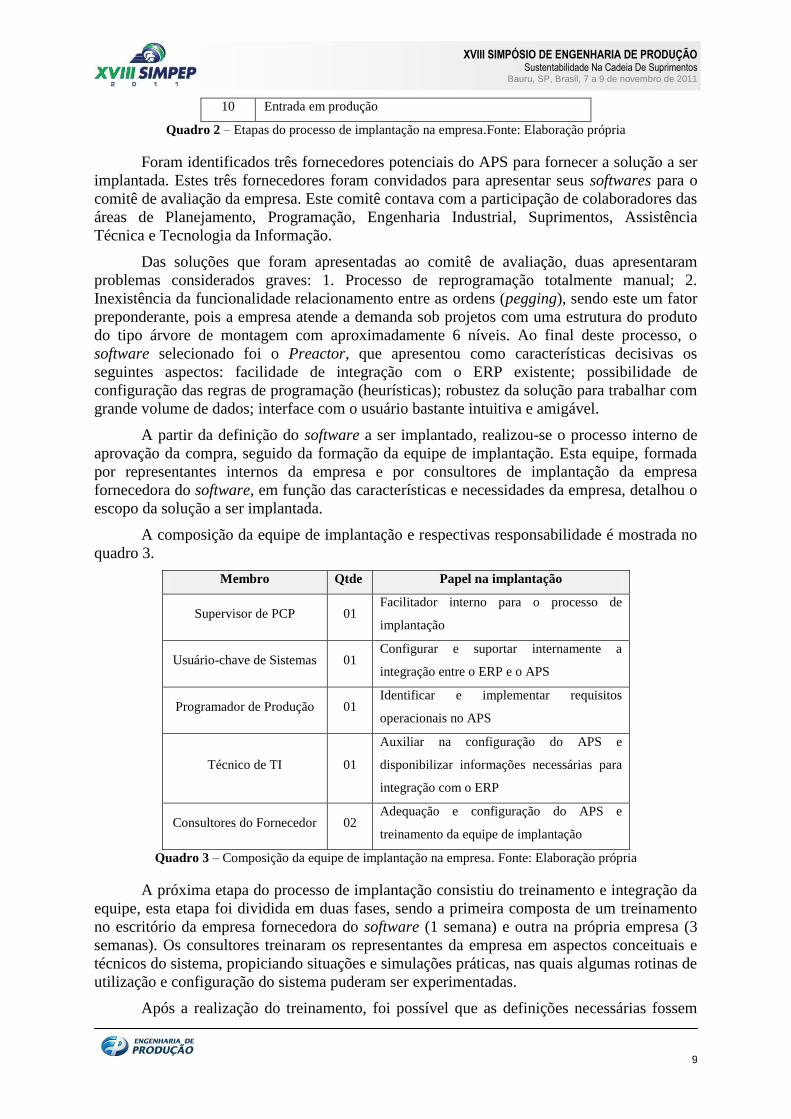
A composição da equipe de implantação e respectivas responsabilidade é mostrada no
quadro 3.
Membro Qtde Papel na implantação
Supervisor de PCP 01 Facilitador interno para o processo de
implantação
Usuário-chave de Sistemas 01 Configurar e suportar internamente a
integração entre o ERP e o APS
Programador de Produção 01 Identificar e implementar requisitos
operacionais no APS
Técnico de TI 01
Auxiliar na configuração do APS e
disponibilizar informações necessárias para
integração com o ERP
Consultores do Fornecedor 02 Adequação e configuração do APS e
treinamento da equipe de implantação
Quadro 3 – Composição da equipe de implantação na empresa. Fonte: Elaboração própria
A próxima etapa do processo de implantação consistiu do treinamento e integração da
equipe, esta etapa foi dividida em duas fases, sendo a primeira composta de um treinamento
no escritório da empresa fornecedora do software (1 semana) e outra na própria empresa (3
semanas). Os consultores treinaram os representantes da empresa em aspectos conceituais e
técnicos do sistema, propiciando situações e simulações práticas, nas quais algumas rotinas de
utilização e configuração do sistema puderam ser experimentadas.
Após a realização do treinamento, foi possível que as definições necessárias fossem
XVIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Sustentabilidade Na Cadeia De Suprimentos
Bauru, SP, Brasil, 7 a 9 de novembro de 2011
10
realizaddas, a fim modelar a dinâmica do chão-de-fábrica no sistema, a equipe de implantação
realizou o processo de instalação, configuração e testes do sistema. Esta etapa durou 8
semanas, envolvendo algumas customizações necessárias no sistema para as necessidades e
integração com o ERP.
Finalizados os testes e havendo um consenso entre a equipe de implantação sobre a
estabilidade e confiabilidade do sistema para atender as necessidades da operação, com base
nos testes realizados, foi realizada a etapa de entrada em produção – utilização efetiva do
sistema para condução da programação da produção.
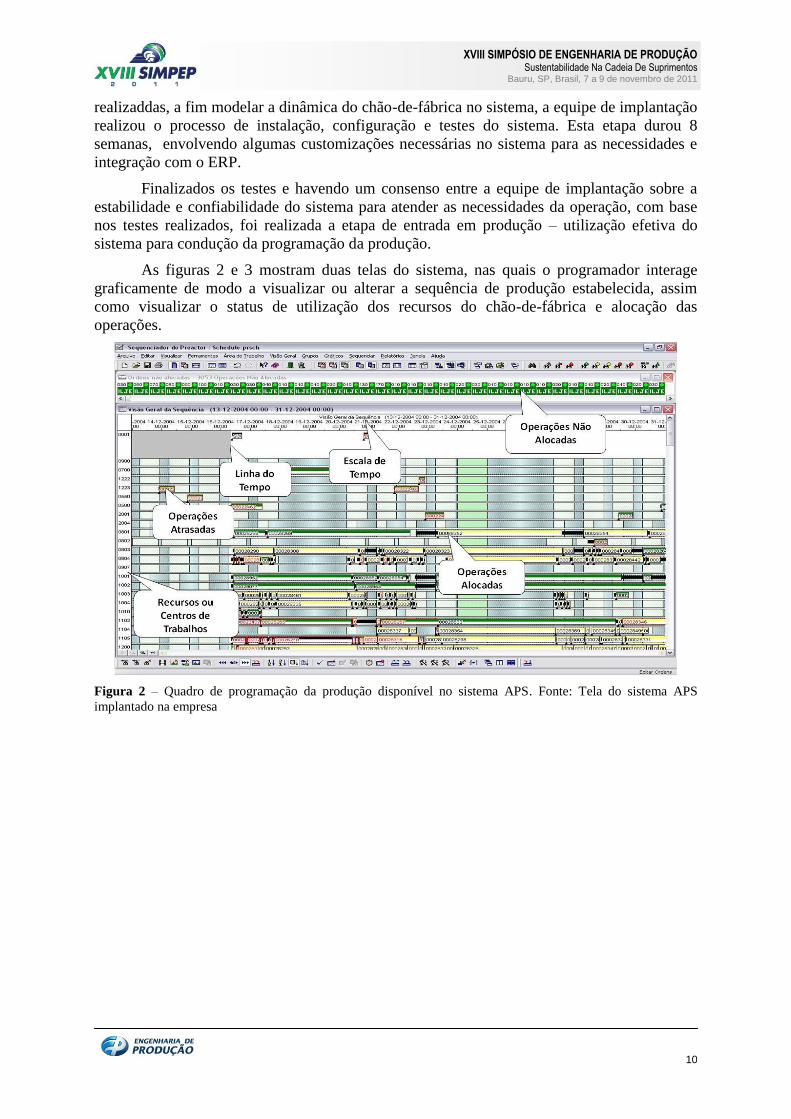
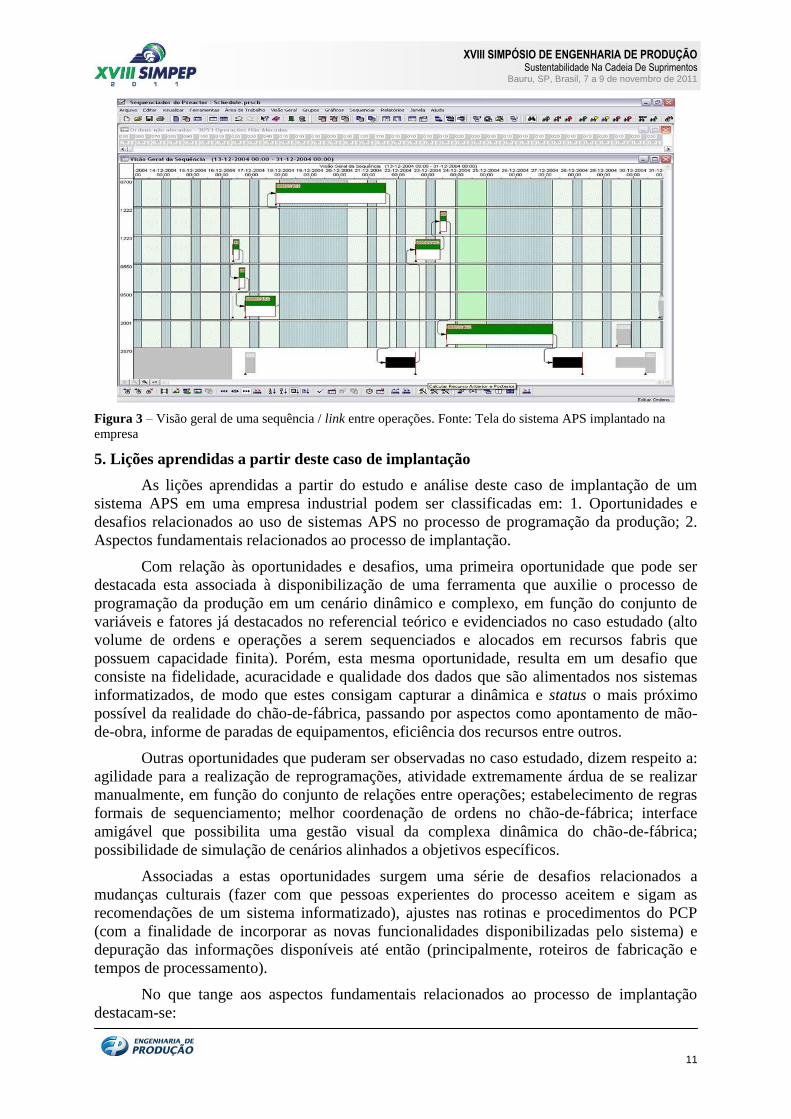
As figuras 2 e 3 mostram duas telas do sistema, nas quais o programador interage
graficamente de modo a visualizar ou alterar a sequência de produção estabelecida, assim
como visualizar o status de utilização dos recursos do chão-de-fábrica e alocação das
operações.
Figura 2 – Quadro de programação da produção disponível no sistema APS. Fonte: Tela do sistema APS
implantado na empresa
XVIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Sustentabilidade Na Cadeia De Suprimentos
Bauru, SP, Brasil, 7 a 9 de novembro de 2011
11
Figura 3 – Visão geral de uma sequência / link entre operações. Fonte: Tela do sistema APS implantado na
empresa
5. Lições aprendidas a partir deste caso de implantação
As lições aprendidas a partir do estudo e análise deste caso de implantação de um
sistema APS em uma empresa industrial podem ser classificadas em: 1. Oportunidades e
desafios relacionados ao uso de sistemas APS no processo de programação da produção; 2.
Aspectos fundamentais relacionados ao processo de implantação.
Com relação às oportunidades e desafios, uma primeira oportunidade que pode ser
destacada esta associada à disponibilização de uma ferramenta que auxilie o processo de
programação da produção em um cenário dinâmico e complexo, em função do conjunto de
variáveis e fatores já destacados no referencial teórico e evidenciados no caso estudado (alto
volume de ordens e operações a serem sequenciados e alocados em recursos fabris que
possuem capacidade finita). Porém, esta mesma oportunidade, resulta em um desafio que
consiste na fidelidade, acuracidade e qualidade dos dados que são alimentados nos sistemas
informatizados, de modo que estes consigam capturar a dinâmica e status o mais próximo
possível da realidade do chão-de-fábrica, passando por aspectos como apontamento de mão-
de-obra, informe de paradas de equipamentos, eficiência dos recursos entre outros.
Outras oportunidades que puderam ser observadas no caso estudado, dizem respeito a:
agilidade para a realização de reprogramações, atividade extremamente árdua de se realizar
manualmente, em função do conjunto de relações entre operações; estabelecimento de regras
formais de sequenciamento; melhor coordenação de ordens no chão-de-fábrica; interface
amigável que possibilita uma gestão visual da complexa dinâmica do chão-de-fábrica;
possibilidade de simulação de cenários alinhados a objetivos específicos.
Associadas a estas oportunidades surgem uma série de desafios relacionados a
mudanças culturais (fazer com que pessoas experientes do processo aceitem e sigam as
recomendações de um sistema informatizado), ajustes nas rotinas e procedimentos do PCP
(com a finalidade de incorporar as novas funcionalidades disponibilizadas pelo sistema) e
depuração das informações disponíveis até então (principalmente, roteiros de fabricação e
tempos de processamento).
No que tange aos aspectos fundamentais relacionados ao processo de implantação
destacam-se:
XVIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Sustentabilidade Na Cadeia De Suprimentos
Bauru, SP, Brasil, 7 a 9 de novembro de 2011
12
a) Representatividade e conhecimento da equipe de implantação, do lado da empresa,
mostrou-se fundamental a participação de representantes que conheçam a dinâmica do
chão-de-fábrica (a fim de modelá-la no sistema), assim como as características e
funcionalidades já disponíveis nos sistemas em uso antes da implantação do APS (com
objetivo de promover a integração necessária);
b) Suporte técnico de qualidade, representado pela capacidade da equipe da empresa
fornecedora do sistema em auxiliar e coordenar o processo de implantação e resolução de
possíveis lacunas e promoção das configurações necessárias do sistema para explorar as
funcionalidades do sistema APS implantado;
c) Dedicação intensiva às atividades de treinamento, de modo a promover um entendimento
amplo dos usuários sobre a ferramenta e funcionalidades disponibilizadas (evitando que os
mesmos sejam focados apenas na transição de telas);
d) Atenção à etapa de configuração do sistema, mostrando-se crítica, neste caso, os aspectos
referentes à integração com o ERP;
e) Exaustiva execução de testes, com intuito de minimizar situações inesperadas ou não
previstas, quando da entrada em produção do sistema;
f) Apoio da alta administração a fim de que o uso efetivo do sistema ocorra – aspecto
comum à implantação de qualquer sistema que objetive o apoio na tomada de decisões
com cunho gerencial.
6. Considerações finais
Os ganhos que podem ser obtidos a partir de uma boa programação da produção são
evidentes, pois afetam diretamente o objetivos de produção relacionados ao prazo de entrega
(confiabilidade de entrega e flexibilidade) que em conjunto com os objetivos custo, qualidade
e rapidez é fundamental para a competitividade do empreendimento.
O presente trabalho teve como foco de análise o processo de implantação de um
sistema APS visando promover melhorias na programação da produção de uma empresa
industrial. As lições aprendidas a partir do estudo e análise desta implantação mostram a
complexidade inerente ao processo e destacam uma série de observações que são
fundamentais para a consecução de uma implantação bem sucedida destes sistemas.
Por se tratar de um estudo de caso em uma única empresa, as constatações deste
trabalho não podem ser generalizadas, sendo esta uma das limitações do mesmo. Entretanto,
servem como subsidios para trabalhos futuros que tratem do tema programação da produção
com uso de sistemas APS.
Como recomendação para trabalhos futuros, os autores sugerem a realização de
trabalhos que consolidem lições aprendidas em outras empresas, industrias e prestadoras de
serviços, a fim de consolidar um corpo de conhecimentos sólido que auxilie as demais
organizações na implantação destes sistemas, assim como a ampliação da base de
conhecimento sobre o assunto.
Referências
CARIDI, M.; SIANESI, A. Trends in planning and control systems: APS – ERP integration. In: MERTINS, K.;
KRAUSE, O.; SCHALLOCK, B. Global production management. Massachusetts: Kluwer Academic Publishers,
1999. Disponível em: http://books.google.com.br/books?hl=pt-
BR&lr=&id=dDOqe8nlNzAC&oi=fnd&pg=PA105&dq=Turbide+Advanced+Planning+System&ots=x6y4xcgZ
h4&sig=oYDod4UyDtS_krZmRQLL_eZQ0d4#v=onepage&q=Turbide%20Advanced%20Planning%20System
&f=false (acesso jan/2011)
CORRÊA, H. L., GIANESI, I. G. N.; CAON, M. Planejamento, programação e controle da produção: MRP
XVIII SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO Sustentabilidade Na Cadeia De Suprimentos
Bauru, SP, Brasil, 7 a 9 de novembro de 2011
13
II/ERP – conceitos, uso e implantação. 5a. Ed. São Paulo: Editora Atlas, 2010.
FERNANDES, F. C. F.; GODINHO FILHO, M. Planejamento e controle da produção – dos fundamentos ao
essencial. São Paulo: Editora Atlas, 2010.
GADIOLI, J. A. S. Programação com capaicade finita e APS no setor de serviços. Dissertação de Mestrado.
Florianópolis, UFSC, 2003.
GODINHO FILHO, M; FERNANDES, F. C. F. Paradigmas estratégicos de gestão da manufatura (PEGEMs):
elementos-chave e modelo conceitual. Gestão e Produção, Vol. 12, n.3, p. 333-345, set.-dez., 2005.
MIGUEL, P. A. C. (org.). Metodologia de pesquisa em engenharia de produção e gestão de operações. Rio de
Janeiro: Elsevier, 2010.
PREACTOR INTERNATIONAL – http://www.preactor.com (Acesso nov/2010)
SIPPER, D; BULFIN, R. Production: Planning, Control and Integration. McGraw-Hill, 1997.
VAN ECK, M. Advanced planning and scheduling – is logistics everything? BWI Paper, Vrije Universiteit
Amsterdam: April, 2003. Disponível em: http://www.math.vu.nl/en/Images/vaneck_tcm72-94452.doc (acesso
jan/2011)
VOLLMANN, T. E.; BERRY, W. L.; WHYBARK, D. C. Manufacturing planning and control systems. 4a. ed.
New York : Irwin/McGraw-Hill, 1997
VOLLMANN, T. E.; BERRY, W. L.; WHYBARK, D. C.; JACOBS, F. R. Sistemas de planejamento &
Controle da produção para o gerenciamento da cadeia de suprimentos. 5a. Ed. Porto Alegre: Bookman, 2006.
YIN, R. K. Estudo de caso: planejamento e métodos. 2a. Ed. Porto Alegre-RS: Bookman, 2001.