programa francisco eduardo mourÃo saboya de … · damage, the main focus is to assure an adequate...
TRANSCRIPT

PROGRAMA FRANCISCO EDUARDO MOURÃO SABOYA DE PÓS-
GRADUAÇÃO EM ENGENHARIA MECÂNICA ESCOLA DE
ENGENHARIA UNIVERSIDADE FEDERAL FLUMINENSE
Dissertação de Mestrado
REPARO COM MATERIAL COMPÓSITO EM
SOLDAS DANIFICADAS POR CORROSÃO EM
TUBULAÇÕES DE AÇO SUPERDUPLEX
MAURO MISSAO WATANABE JUNIOR
MARÇO DE 2016

MAURO MISSAO WATANABE JUNIOR
REPARO COM MATERIAL COMPÓSITO EM SOLDAS
DANIFICADAS POR CORROSÃO EM TUBULAÇÕES DE AÇO
SUPERDUPLEX
Dissertação de Mestrado apresentada ao
Programa Francisco Eduardo Mourão Saboya
de Pós-Graduação em Engenharia Mecânica da
UFF como parte dos requisitos para a obtenção
do título de Mestre em Ciências em Engenharia
Mecânica
Orientadores: JOÃO MARCIANO LAREDO DOS REIS, (PGMEC/UFF) .
HERALDO SILVA DA COSTA MATTOS, (PGMEC/UFF).
UNIVERSIDADE FEDERAL FLUMINENSE
NITERÓI, MARÇO DE 2016

REPARO COM MATERIAL COMPÓSITO EM SOLDAS
DANIFICADAS POR CORROSÃO EM TUBULAÇÕES DE AÇO
SUPERDUPLEX
Esta Dissertação é parte dos pré-requisitos para a obtenção do título de
MESTRE EM ENGENHARIA MECÂNICA
Área de concentração: Mecânica dos Sólidos
Aprovada em sua forma final pela Banca Examinadora formada pelos professores:
Prof. JOÃO MARCIANO LAREDO DOS REIS (Ph.D)
Universidade Federal Fluminense
(Orientador)
Prof. HERALDO SILVA DA COSTA MATTOS (D.Sc.)
Universidade Federal Fluminense
(Orientador)
Prof. Pedro Manuel Calas Lopes Pacheco (D.Sc.)
Centro Federal de Educação Tecnológica Celso Suckow da Fonseca (CEFET-RJ)
Prof. Maria Laura Martins Costa (D.Sc.)
Universidade Federal Fluminense

A Deus.
Aos meus pais,
a minha companheira Anna Maciel
e aos meus amigos.

Agradecimentos
À Deus por me guiar nos momentos difíceis.
À Universidade Federal Fluminense.
Aos Professores Heraldo Silva da Costa Mattos e João Marciano Laredo Reis pela orientação,
apoio, atenção e amizade.
À Tecnofink LTDA, por ter fornecido os tubos de aço superduplex e o material do sistema de
reparo.
Aos meus colegas de trabalho, em especial à Emílio Cesar de Castro, pelo apoio e amizade.
Aos meus pais.
E a todos os meus amigos e colegas, que de certa forma contribuíram para realização deste
trabalho.

RESUMO
Em instalações offshore é crucial a utilização de tubulações para transporte de
diferentes fluidos. Em tal ambiente a corrosão é um dos principais fatores que danificam essas
linhas devido à fluidos e ambiente agressivos. Tubos de aço inoxidável Superduplex são cada
vez mais utilizados em plataformas offshore devido à combinação de boas propriedades
mecânicas com excelente resistência à corrosão. Entretanto, o processo de soldagem destas
ligas não é simples, e uma elevada susceptibilidade à corrosão pode ocorrer se alguns
parâmetros não forem adequadamente controlados. Danos por corrosão severa em cordões de
solda prejudicam a operação da linha, principalmente no caso de defeitos transpassantes que
causam vazamentos nas tubulações.
O objetivo deste trabalho é analisar o reforço de soldas circunferências corroídas
utilizando materiais compósitos para assegurar a integridade estrutural. No caso de danos
transpassantes o foco principal é assegurar uma aplicação adequada da luva de material
compósito de tal forma que o tubo não apresente vazamento após o reparo. Tubos de 4’’ de
diâmetro nominal com defeitos circunferenciais foram reparados e submetidos a testes
hidrostáticos (três tipos diferentes de defeitos). Estes defeitos artificiais foram usinados com o
objetivo de reproduzir danos de corrosão localizada normalmente encontrados nesse tipo de
juntas quando soldadas em campo. A metodologia é concebida para reparar adequadamente
juntas soldadas que apresentam perda de espessura de até 80% em toda a zona termicamente
afetada (ZTA) com defeitos transpassantes de até 50% do perímetro da tubulação. No teste
hidrostático, a pressão foi inicialmente aumentada até uma pressão fixa, chamada
arbitrariamente de "pressão de projeto, de 1,96 MPa e, após 30 minutos, foi realizado um
ensaio de ruptura. Todos os espécimes resistiram à pressão de projeto sem vazamento. Estes
exemplos relativos à utilização de sistemas de reparo com material compósito em diferentes
situações de danos por corrosão, atestam a possibilidade de utilização eficaz desse
procedimento alternativo de reparo seja para a extensão de vida bem como para reduzir o
tempo das paradas para manutenção corretiva.

ABSTRACT
In Offshore installations the use of piping is crucial for transporting different fluids. In
this kind of environment, corrosion is one of the major damage mechanisms of the pipelines,
due to aggressive fluid and atmosphere. Superduplex stainless steel pipes are increasingly
being used in offshore platforms due to the excellent material resistance to corrosion
combined with good mechanical properties. However, the welding process of these alloys is
not simple and a high susceptibility to corrosion may occur if some parameters are not very
well controlled. Severe corrosion damage in some weld beads eventually impairs the
serviceability, mainly through-wall defects that cause leaks in the pipelines.
The aim of this work is to analyze there inforcement of corroded circumferential welds
using composite materials to ensure structural integrity. In the case of trough-thickness
damage, the main focus is to assure an adequate application of the sleeve in such a way the
pipe wont leak after repair. Pipes 4' ' diameter with machined circumferential defects were
repaired and submitted to hydrostatic testing (three different types of defects). These artificial
defects aim at reproducing localized corrosion damage defects found in real welded joints.
This methodology is conceived to adequately repair weld joints presenting damage up to 80%
of the wall thickness at the heat affected zone (HAZ) and through-wall defect up to 50% of
the perimeter of the pipe. In the hydrostatic test, the pressure was initially increased up to a
fixed “design” pressure of 1.96 MPa and after 30 minutes a burst test was performed. All
specimen resisted the design pressure without leaking. These examples concerning the use of
composite repair systems in different damage situations show the possibility of effective use
of the proposed alternative procedure as reliable tool for lifetime extension and to reduce the
pipeline downtime.

SUMÁRIO
1-INTRODUÇÃO ......................................................................................................................... 1
1.1-CONSIDERAÇÕES GERAIS ........................................................................................... 1
1.2 – UM BREVE HISTÓRICO DOS TRABALHOS REALIZADOS NO BRASIL ............ 6
1.3-DESCRIÇÃO DO TRABALHO ....................................................................................... 8
2-MATERIAIS E MÉTODOS ...................................................................................................... 9
2.1 - DIMENSÕES DOS CORPOS DE PROVA E DEFEITOS ............................................. 9
2.2-APLICAÇÃO DO SISTEMA DE REPARO ................................................................... 12
2.3-TESTE HIDROSTÁTICO ............................................................................................... 19
3 – NORMAS PARA DIMENSIONAMENTO .......................................................................... 23
3.1-ASME B31.3 – PROCESS PIPING ................................................................................ 23
3.2-DETERMINAÇÃO DA DIMENSÃO DO DEFEITO .................................................... 24
3.3-PREVISÃO DE FALHA DO DEFEITO ......................................................................... 27
3.4-DIMENSIONAMENTO DO SISTEMA DE REPARO .................................................. 29
3.5-CÁLCULO DA PMTA E PRESSÃO DE FALHA DO TUBO ...................................... 37
3.6-CÁLCULO DA LUVA DE COMPÓSITO PARA SELAMENTO................................. 38
4-DISCUSSÃO DOS RESULTADOS ....................................................................................... 41
5-CONCLUSÕES E SUGESTÕES ............................................................................................ 43
6-REFERÊNCIAS BILBIOGRAFICAS ..................................................................................... 45
ANEXO A- DESENHO TÉCNICO DOS CORPOS DE PROVA ............................................. 51
A.1- CORPO DE PROVA DE AÇO A 106 GR.B ................................................................ 51
A.2- CORPO DE PROVA 1 .................................................................................................. 52
A.3- CORPO DE PROVA 2 .................................................................................................. 53
A.4- CORPO DE PROVA 3 .................................................................................................. 54
ANEXO B- PROPRIEDADES MECÂNICAS DO SISTEMA DE REPARO ........................... 55

Lista de Figuras
Figura 1: Corrosão em tubulação em instalações offshore .......................................................................1
Figura 2: Representação esquemática da seção transversal de uma junta soldada ...................................2
Figura 3: Vazamento em tubulação de aço Superduplex em pouco tempo de operação ..........................3
Figura 4: Corrosão severa na ZTA ...........................................................................................................3
Figura 5: Reparo de dupla calha soldada .................................................................................................4
Figura 6: Reparo de corte e substituição do trecho danificado ................................................................4
Figura 7: Reparo com material compósito ...............................................................................................5
Figura 8: Defeito usinado no CP4 ......................................................................................................... 10
Figura 9: CP1, perda de espessura com defeito transpassante de 3.175 mm de diâmetro .................... 11
Figura 10: CP2, perda de espessura com consumo de 25% do comprimento da circunferência pela
corrosão ................................................................................................................................................. 11
Figura 11: CP3, perda de espessura com consumo de 50% do comprimento da circunferência pela
corrosão ................................................................................................................................................. 12
Figura 12: Syntho Glass XT .................................................................................................................. 13
Figura 13: Aplicação da espuma polimérica na fenda do CP 1 ............................................................. 13
Figura 14: Aplicação da espuma polimérica na fenda do CP 2 ............................................................. 14
Figura 15: Aplicação da espuma polimérica na fenda do CP 3 ............................................................. 14
Figura 16: Medição de rugosidade média ............................................................................................. 15
Figura 17: Aplicação do MultiMetall UW ............................................................................................ 16
Figura 18: MultiMetall após 60 minutos de cura .................................................................................. 16
Figura 19: Aplicação da camada primer ............................................................................................... 17
Figura 20: Camada primer aplicada ...................................................................................................... 17
Figura 21: Aplicação do Syntho Glass XT ............................................................................................ 17
Figura 22: Filme de compressão aplicado ............................................................................................. 18

Figura 23: Aplicação do rolo perfurador ............................................................................................... 18
Figura 24: Reparo finalizado ................................................................................................................. 19
Figura 25: Sistema de controle e pressurização de ensaios hidrostáticos ............................................. 19
Figura 26: CP4 pronto para teste hidrostático ....................................................................................... 20
Figura 27: Pressão de falha registrada do CP4 ...................................................................................... 20
Figura 28: Corpo de prova rompido ...................................................................................................... 21
Figura 29: Corpos de prova para teste hidrostático ............................................................................... 21
Figura 30: Falha do sistema de reparo................................................................................................... 22
Figura 31: Pressão de falha registrada do CP 1 em psi ......................................................................... 22
Figura 32: Pressão de falha registrada do CP 2 em psi ......................................................................... 22
Figura 33: Pressão de falha registrada do CP 3 em psi ......................................................................... 23
Figura 34: Tipos de juntas soldadas ...................................................................................................... 25
Figura 35: Tipos de Chanfros ................................................................................................................ 25
Figura 36: Elementos do chanfro .......................................................................................................... 26
Figura 37: Dimensões e regiões de solda de topo ................................................................................. 26
Figura 38: Dimensões do defeito no tubo ............................................................................................. 27
Figura 39: Esquema do comprimento axial do reparo .......................................................................... 36
Figura 40: Comparação entre a PMTA com as pressões de falhas teóricas do CP4 ............................. 42
Figura 41: Comparação entre a pressão real de falha e as pressões de falha teóricas do CP4 .............. 42
Figura 42: Comparação entre a pressão de projeto do reparo e as pressões de falha ............................ 43

Lista de Tabelas
Tabela 1: Medição de Rugosidade ........................................................................................................ 15
Tabela 2: Tabela 2 da ISO TS 24817:2006-Classe de reparo ............................................................... 30
Tabela 3: Tabela 5 da ISO TS 24817:2006- Limite de temperatura de serviço para o laminado de
reparo..................................................................................................................................................... 30
Tabela 4: Tabela 6 da ISO TS 24817:2006 - Fator de classificação de temperatura para tensões
permissíveis em compósitos .................................................................................................................. 31
Tabela 5: Tabela 7 da ISO TS 24817:2006 – Fator de classificação de temperatura para danos
transpassantes ........................................................................................................................................ 31
Tabela 6: Tabela 8 da ISO TS 24817:2006 - Deformações permissíveis para o laminado de reparo em
função da vida útil do reparo. ................................................................................................................ 33
Tabela 7: Tabela 9 da ISO TS 24817:2006 - fator de serviço,𝑓𝑝𝑒𝑟𝑓, para dados de desempenho do
sistema de reparo .................................................................................................................................. 34
Tabela 8: Tabela 15 da ISO TS 24817:2006 - Fator de serviço ............................................................ 35
Tabela 9: Tabela 16 da ISO TS 24817 - Fator de serviço ..................................................................... 35

Lista de Símbolos
𝐷𝑒- Diâmetro externo;
𝐷𝑖- Diâmetro interno;
d – Profundidade do defeito;
𝑑𝑑- Diâmetro do defeito;
𝐸𝑠- Módulo de elasticidade do substrato;
𝐸𝑐- Módulo de elasticidade circunferêncial do laminado de reparo;
𝐸𝑎- Módulo de elasticidade axial do laminado de reparo;
𝐸𝑎𝑐- Módulo de elasticidade combinado do laminado de reparo;
𝐹𝑒𝑞- Carga axial equivalente;
𝐹𝑠ℎ- Carga cisalhante;
𝐹𝑎𝑥- Carga axial;
𝑓𝑇1- Fator de classificação de temperatura;
𝑓𝑇2- Fator de classificação de temperatura para danos transpassantes;
𝑓𝑙𝑒𝑎𝑘- Fator de classificação de serviço;
G – Módulo de cisalhamento;
L- Comprimento axial do defeito;
𝐿𝑍𝑇𝐴- Comprimento da zona termicamente afetada;
𝐿𝑟- Comprimento do reparo;
𝐿𝑜𝑣𝑒𝑟- Comprimento de ancoragem do sistema de reparo;
𝐿𝑡𝑎𝑝𝑒𝑟- Comprimento do afinamento;
𝑀𝑇𝑜- Momento de torção;
𝑀𝑎𝑥- Momento axial;
P- Pressão de projeto;
𝑃𝑒𝑞- Pressão interna equivalente;

𝑃𝑠- Pressão máxima de trabalho (PMTA);
𝑅𝑖- Raio interno;
S - Tensão permissível do material do substrato;
𝑠𝑙𝑡 - Deformações em longo prazo com limite inferior de confiança;
t– Espessura nominal de parede;
𝑡𝑚𝑖𝑛 – Espessura mínima do sistema de reparo para defeitos tipo B;
𝑡𝑚𝑖𝑛,𝑐 – Espessura mínima no sentido circunferêncial do sistema de reparo;
𝑡𝑚𝑖𝑛,𝑎 – Espessura mínima no sentido axial do sistema de reparo;
𝑡𝑠 – Espessura remanescente do substrato;
𝑡𝑑𝑒𝑠𝑖𝑔𝑛 – Espessura mínima do sistema de reparo;
𝑇𝑚 – Limite superior de temperatura para o sistema de reparo;
𝑇𝑑 –Temperatura de projeto do sistema de reparo;
𝑇𝑔 – Temperatura de transição vítrea;
W– Largura da fenda circunferêncial;
𝛼 – Fator de concentração de tensão;
𝛼𝑠 – Coeficiente de expansão térmica do substrato;
𝛼𝑎 – Coeficiente de expansão térmica do laminado de reparo, sentido axial;
𝛼𝑐 – Coeficiente de expansão térmica do laminado de reparo, sentido circunferêncial;
𝛾𝐿𝐶𝐿- Taxa de liberação de energia;
𝜀𝑐- Deformação permissível circunferêncial do laminado de reparo;
𝜀𝑎- Deformação permissível axial do laminado de reparo;
𝜎𝑚𝑎𝑥 – Tensão normal máxima;
𝜎𝑢 – Limite de tração;
𝜎𝑦 – Limite de escoamento;
𝜈 – Coeficiente de Poisson do laminado de reparo;
𝜏 – Tensão de cisalhamento;

1
1-INTRODUÇÃO
1.1- CONSIDERAÇÕES GERAIS
No ambiente Offshore os equipamentos operam dia e noite em regime contínuo
e a paralisação de uma tubulação para reparo fora do cronograma de manutenção pode
gerar grandes prejuízos devido à parada de produção. As tubulações conduzindo
líquidos podem ser danificadas por impactos acidentais, por erosão devida a partículas
sólidas transportadas pelo fluido, por erosão causada por cavitação em curvas e
reduções ou podem ainda ser atacadas pelo próprio fluido de transporte. No ambiente
offshore, o processo corrosivo é extremamente severo nas tubulações metálicas,
podendo ocasionalmente levar à ruptura e ao vazamento do fluido de transporte. A
corrosão talvez seja o principal fator responsável pela necessidade de manutenção (ou
de substituição) dessas tubulações, atacando tanto a superfície interna como a externa.
Na figura 1 é possível verificar a agressividade do ambiente offshore.
Figura 1: Corrosão em tubulação em instalações offshore
FONTE: Tecnofink LTDA
2
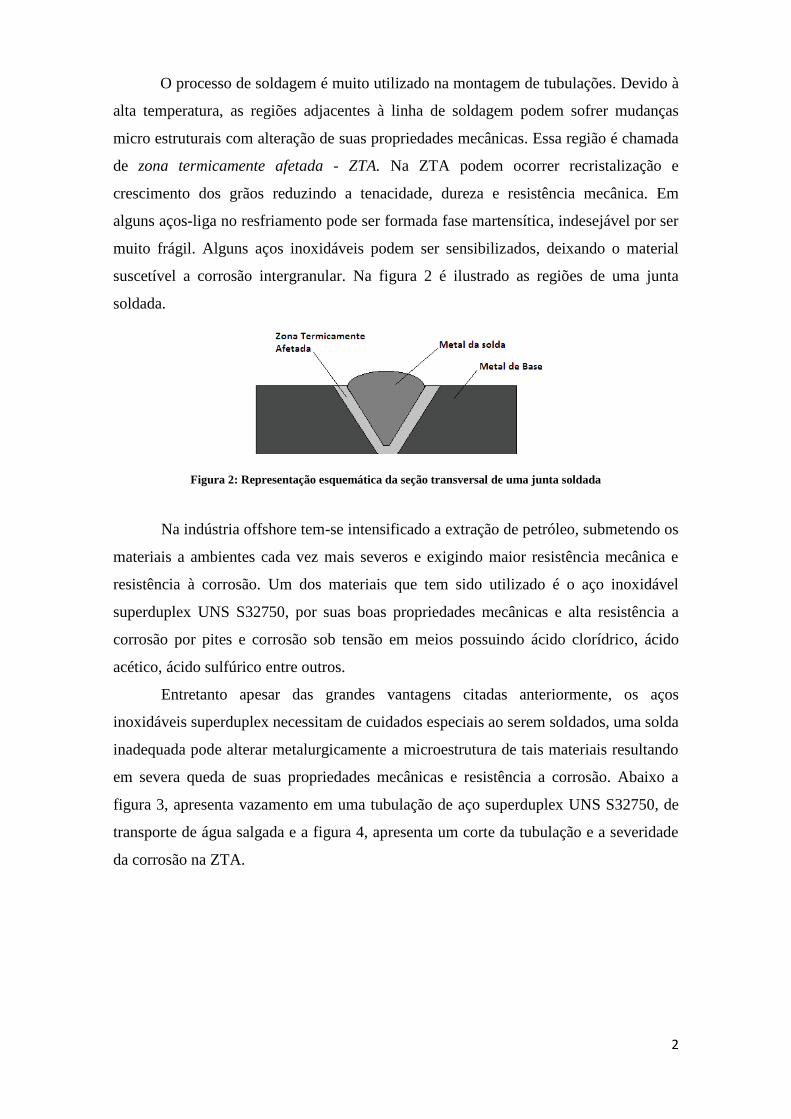
O processo de soldagem é muito utilizado na montagem de tubulações. Devido à
alta temperatura, as regiões adjacentes à linha de soldagem podem sofrer mudanças
micro estruturais com alteração de suas propriedades mecânicas. Essa região é chamada
de zona termicamente afetada - ZTA. Na ZTA podem ocorrer recristalização e
crescimento dos grãos reduzindo a tenacidade, dureza e resistência mecânica. Em
alguns aços-liga no resfriamento pode ser formada fase martensítica, indesejável por ser
muito frágil. Alguns aços inoxidáveis podem ser sensibilizados, deixando o material
suscetível a corrosão intergranular. Na figura 2 é ilustrado as regiões de uma junta
soldada.
Figura 2: Representação esquemática da seção transversal de uma junta soldada
Na indústria offshore tem-se intensificado a extração de petróleo, submetendo os
materiais a ambientes cada vez mais severos e exigindo maior resistência mecânica e
resistência à corrosão. Um dos materiais que tem sido utilizado é o aço inoxidável
superduplex UNS S32750, por suas boas propriedades mecânicas e alta resistência a
corrosão por pites e corrosão sob tensão em meios possuindo ácido clorídrico, ácido
acético, ácido sulfúrico entre outros.
Entretanto apesar das grandes vantagens citadas anteriormente, os aços
inoxidáveis superduplex necessitam de cuidados especiais ao serem soldados, uma solda
inadequada pode alterar metalurgicamente a microestrutura de tais materiais resultando
em severa queda de suas propriedades mecânicas e resistência a corrosão. Abaixo a
figura 3, apresenta vazamento em uma tubulação de aço superduplex UNS S32750, de
transporte de água salgada e a figura 4, apresenta um corte da tubulação e a severidade
da corrosão na ZTA.

3
Figura 3: Vazamento em tubulação de aço Superduplex em pouco tempo de operação
FONTE: Tecnofink LTDA
Figura 4: Corrosão severa na ZTA
FONTE: Tecnofink LTDA
Para reparar essas linhas o proprietário pode realizar trabalhos a quente, como
corte e substituição do trecho, reparo com dupla calha entre outras técnicas, conforme
apresentado na figura 5 e figura 6. Entretanto, na grande parte dos casos, para serem
executadas, essas técnicas requerem que a linha esteja fora de operação e drenada além
de demandar um tempo relativamente alto. Todavia, há técnicas de reparo com materiais
poliméricos e compósitos que minimizam o tempo (e o custo) de parada, na figura 7 é
apresentado um reparo com compósito realizado em um oleoduto. Hoje em dia é
possível reparar uma linha de óleo ou água com defeito transpassante em menos de 3
horas sem drená-la. Ao comparar as técnicas de reparo em tubulações, as técnicas “à

4
quente’’, que utilizam o processo de soldagem, possuem desvantagem em tempo de
execução em relação a técnica de reparo com material compósito. No entanto, a técnica
de reparo com material compósito é limitada pela temperatura, pois em geral resinas
poliméricas apresentam queda de suas propriedades mecânicas com o acréscimo de
temperatura, hoje no Brasil as empresas que oferecem esse tipo de reparo têm seus
reparos limitados a 150°C.
Figura 5: Reparo de dupla calha soldada
Figura 6: Reparo de corte e substituição do trecho danificado

5
Figura 7: Reparo com material compósito
FONTE: Tecnofink LTDA
Em tubulações de paredes finas submetidas apenas à pressão interna, as direções
principais dos esforços mecânicos estão na direção axial e circunferêncial. Com isso, é
utilizado um tecido de fibra bidirecional (com as fibras orientadas nessas direções), o
tecido é então impregnado com uma resina polimérica e aplicado na tubulação. As
normas ISO TS 24817 e ASME PCC2 parte 4, apresentam parâmetros para
dimensionamento do sistema de reparo, para que o reparo aplicado possa desempenhar
sua função. Assim o reforço estrutural aplicado possibilita que o proprietário da linha
possa voltar a operar com a linha nas mesmas condições de pressão e temperatura do
projeto original. Essas normas foram originariamente propostas para perdas de
espessura na parede e, posteriormente, adaptadas para defeitos transpassantes. Embora
esse procedimento de reparo esteja efetivamente sendo usado, ainda é um grande
desafio assegurar que a tubulação não vai vazar após o reparo de um defeito
transpassante arbitrário.
Neste trabalho o foco é a análise da aplicação de um determinado sistema de
reparo com material compósito em tubulações com defeitos transpassantes (três tipos
diferentes de defeitos). Inicialmente foi analisada a pressão de ruptura de uma tubulação
de 4’’ de diâmetro nominal com defeito circunferêncial de 80% da espessura na região
da ZTA. Verificou-se que, mesmo com uma perda de espessura dessa magnitude, a
pressão de falha é ainda bastante alta (muito acima das pressões normais de utilização),
e que a predição teórica da mesma é muito próxima da pressão experimental. Portanto, o

6
grande problema seriam os defeitos de corrosão com perda de espessura generalizada,
mas com regiões onde haveria defeitos transpassantes. Foram estudados defeitos
transpassantes de até 50% do perímetro da tubulação. Estes defeitos artificiais foram
usinados com o objetivo de reproduzir danos de corrosão localizada normalmente
encontrados nesse tipo de juntas quando soldadas em campo. Os tubos foram reparados
e submetidos a testes hidrostáticos. No teste hidrostático, a pressão foi inicialmente
aumentada até uma pressão fixa, chamada arbitrariamente de "pressão de projeto", de
1,96 MPa e, após 30 minutos, foi realizado um ensaio de ruptura. Para o estudo da
pressão de ruptura numa tubulação com 80% de perda de espessura (ensaio destrutivo),
foi utilizado um corpo de prova de aço ASTM A 106 Gr B. Para o estudo do reparo de
defeitos transpassantes visando a estanqueidade da linha foram utilizado corpos de
prova de aço inoxidável superduplex UNS S32750.
1.2 – UM BREVE HISTÓRICO DOS TRABALHOS REALIZADOS NO
BRASIL
A tentativa de reforçar tubulações metálicas com compósitos poliméricos é
relativamente recente. Os trabalhos pioneiros realizados no Brasil, visavam o reforço de
soldas em tubulações de alumínio, como, por exemplo, o trabalho apresentado em[1].
O uso desse tipo de técnica como reforço e reparo em tubulações metálicas com
defeitos localizados de corrosão tomou impulso em todo o mundo na última década e,
em particular no Brasil, principalmente motivado pela indústria de óleo e gás. No Brasil
grande parte do petróleo produzido é de origem offshore. Nesse ambiente tão suscetível
a diversos tipos de corrosão tem-se buscado utilizar ligas metálicas cada vez mais
resistentes a corrosão. Nesse cenário, ainda há muitas linhas construídas de aço carbono
que acabam sendo atacadas pelo processo corrosivo, tanto internamente como
externamente.
Estudos nessa área têm sido desenvolvidos no Laboratório de Mecânica Teórica
e Aplicada do Programa de Pós-Graduação em Engenharia Mecânica da UFF há mais
de uma década, seja através de teses e dissertações, seja através de publicações em
revistas e projetos em parceria com a indústria de óleo e gás ([2 – 21]). A maioria desses
trabalhos descreveu o comportamento dos dutos através da teoria da elasto-plasticidade
aplicada a tubos de paredes finas e grossas. Um resumo pode ser encontrado em [12].
Essa sequência de trabalhos levou à uma metodologia bastante simples para a
determinação da pressão de falha de tubulações com defeitos localizados de corrosão e

7
para o dimensionamento da espessura da luva de compósito para assegurar a integridade
e extensão de vida ([14], [20], [21], por exemplo).
Também em outras instituições foram feitos estudos e desenvolvimentos na área
de reparo com compósitos de dutos com defeitos localizados de corrosão. Um
extensivo estudo experimental do efeito de defeitos localizados em duto foi realizado
em [22 -27]. Em [28] encontra-se um estudo da confiabilidade de dutos com defeitos
localizados de corrosão. Estudo numérico sobre a falha de tubos corroídos com fissuras
axiais foi realizado em [29].
Em [30], foi desenvolvido um sistema de reparos em dutos e tubulações
industriais na qual é demonstrado a teoria de materiais compósitos, mecanismos de
adesão e dimensionamento do sistema de reparo como parâmetro encontrados em [31].
Na referência [32], é feita uma análise de três diferentes sistemas de reparo com
materiais compósitos em tubulações com defeitos transpassantes. Nessa análise, utilizou
a referência [31], que define critério de projeto de reparo, para realização de ensaios
experimentais. Assim, corpos de provas foram confeccionados para determinação das
propriedades mecânicas do compósito e a taxa deliberação de energia, um dado que é
fundamental para a determinação da espessura do sistema de reparo com defeitos
transpassantes, concluindo que o sistema de reparo com materiais compósitos é uma
opção confiável. Em [33] se encontra uma descrição geral dos trabalhos recentes
desenvolvidos nessa área fora do Brasil.
Foge ao escopo desse trabalho fazer uma revisão detalhada sobe processos de
soldagem em aços duplex e superduplex. Contudo, de uma forma sintética, é possível
encontrar em [34] um resumo sobre a soldabilidade dos aços inoxidáveis superduplex,
demonstrando as características dos aços austeno-ferríticos e avaliando a soldagem de
simples deposição simulando condições de operação entre 400°C e 750°C.
Em [35], também foi estudada a soldabilidade desses aços apresentando os
processos metalúrgicos que provocam a fragilização na ZTA e fixando parâmetros para
soldagem dessas ligas sem que haja sensitização na junta soldada. Assim fica evidente
que no processo de fabricação, montagem e manutenção na qual seja necessária a
utilização de soldagem, caso as especificações de soldagem não forem respeitadas, as
juntas soldadas de aços superduplex ficam suscetíveis a serem consumidas pela
corrosão.

8
1.3-DESCRIÇÃO DO TRABALHO
Com a crescente utilização das técnicas de reparo em tubulações com materiais
compósitos por demonstrar confiabilidade e baixo tempo de execução, neste presente
trabalho deseja-se utilizar tal técnica para reparo em juntas soldadas de tubulações com
perda de espessura e com defeitos transpassantes. Para tal tarefa será definido a largura
do defeito em função da largura do cordão de solda, sendo o defeito considerado em
todo perímetro da circunferência com perda de espessura e com parte do perímetro
consumido pela corrosão. Considerando um tubo íntegro, serão utilizadas as equações
para cálculo da pressão máxima de trabalho, PMTA, conforme a referência [36]. Assim
serão utilizadas equações para previsão de falha da tubulação com um defeito
circunferêncial de largura já definida e de profundidade de 80% da parede nominal do
tubo. Com isso será verificado se a pressão prevista de falha é superior ou inferior a
PMTA. Sendo inferior verifica-se a necessidade de reforço estrutural no trecho para
reabilitação da tubulação ás condições originais de projeto. A próxima etapa do trabalho
prevê mesmas condições de defeito anterior, entretanto com diferentes etapas de
corrosão na qual haverá defeito transpassantes. Nessas condições será dimensionado o
reparo segundo os parâmetros da ISO TS 24817 para avaliação de estanqueidade do
trecho reparado.
Para o caso de perda de espessura sem defeito transpassante, será utilizado tubo
de aço carbono A 106 Gr. B, já para o caso de perda de espessura com defeito
transpassante, serão utilizados corpos de prova de aço superduplex UNS S32750. Essa
diferença se dá pelo fato de que o preparo de superfície no caso de reparos sobre
defeitos transpassantes ser uma das etapas mais importante para sucesso do reparo.
Como o aço superduplex possui elevada dureza as técnicas de preparo de superfície que
satisfaça o mínimo para a aplicação do sistema de reparo são limitadas. Outro motivo da
utilização do superduplex nos ensaios com defeitos transpassantes é que na prática tem
se observado mais casos desse tipo de defeito em soldas de tubulações feitas com o
superduplex do que em tubulações de aço carbono.
Para defeitos de perda de espessura sem defeito transpassante é esperado que os
mesmos resultados sejam alcançados experimentalmente independentes do tipo de
material do substrato, uma vez que as equações para dimensionamento do sistema de
reparo só dependam das propriedades mecânicas do material do substrato, do material
da luva e da geometria da tubulação. Entretanto já para defeitos transpassantes onde se

9
visa a estanqueidade do trecho, o substrato tem grande influência devido a fatores
envolvidos na etapa de preparo de superfície que afeta a aderência da resina ao
substrato. É importante salientar que nesse trabalho apenas as tensões geradas pela
pressão hidrostática interna serão levadas em consideração para dimensionamento do
sistema de reparo.
2-MATERIAIS E MÉTODOS
2.1 - DIMENSÕES DOS CORPOS DE PROVA E DEFEITOS
Para comparar os dados teóricos, que serão obtidos mais adiante neste trabalho,
com os experimentais, faz-se necessário a confecção de corpos de prova. A referência
[31], orienta utilizar em seus testes de qualificação corpos de prova com no mínimo 4’’
de diâmetro nominal, 3 mm de espessura nominal de parede e comprimento de no
mínimo seis vezes o diâmetro do tubo.
Para o caso de apenas perda de espessura onde não há defeito transpassante, o
intuito é utilizar uma luva de material compósito que impeça que a tubulação venha a
entrar em colapso devido perda de material. Por questões de custo foi utilizado um tubo
de aço A 106 Gr. B de 4’’ de diâmetro nominal e 6.02 mm de espessura nominal de
parede e comprimento de 700 mm, identificado como CP4. Para simular um defeito no
caso mais crítico, será considerada uma perda de espessura de aproximadamente 80 %
da parede do tubo em todo o comprimento da circunferência. A largura do defeito será
calculada conforme a equação 5, que será apresentada mais adiante neste trabalho.
Como a espessura do tubo pode variar alguns milímetros ao longo do
comprimento do tubo mesmo sendo novo, optou-se por mover 75% da espessura
nominal do tubo para garantir que os 80 % de perda de espessura não tenha sido
excedido, logo foi removido utilizando o processo de torneamento, cerca de 4.5 mm em
todo comprimento da circunferência e largura de 14 mm, como pode ser visto da figura
8.
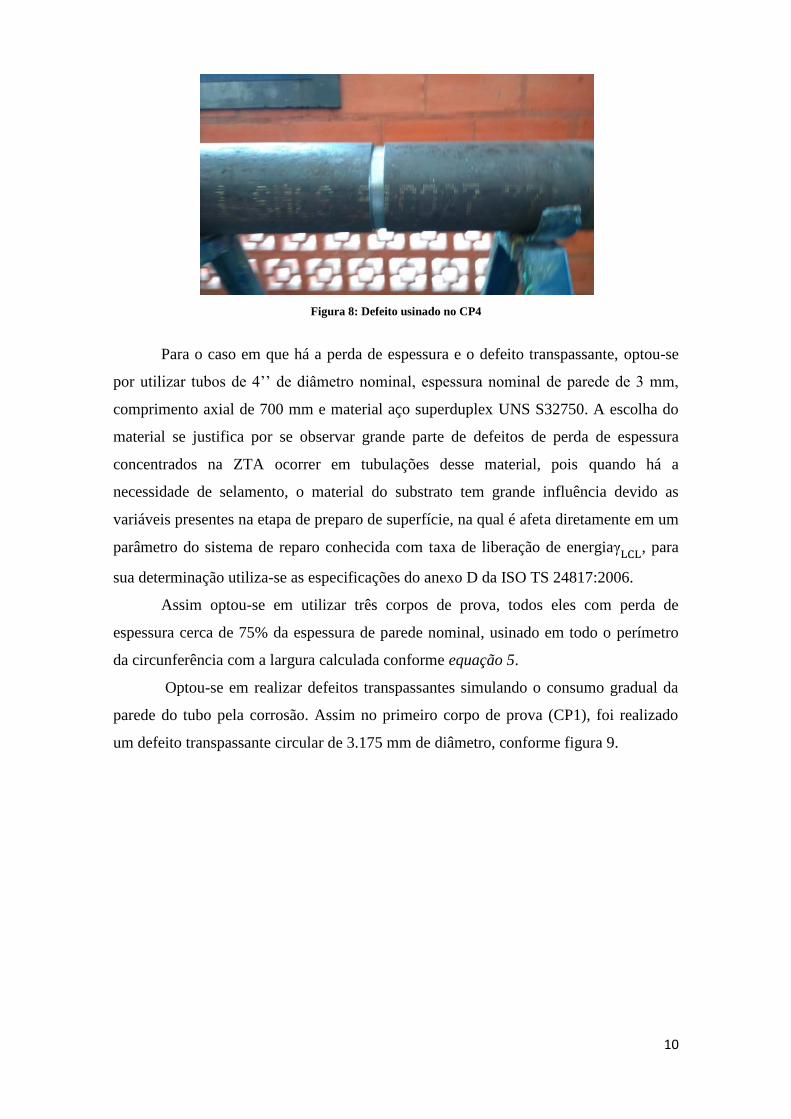
10
Figura 8: Defeito usinado no CP4
Para o caso em que há a perda de espessura e o defeito transpassante, optou-se
por utilizar tubos de 4’’ de diâmetro nominal, espessura nominal de parede de 3 mm,
comprimento axial de 700 mm e material aço superduplex UNS S32750. A escolha do
material se justifica por se observar grande parte de defeitos de perda de espessura
concentrados na ZTA ocorrer em tubulações desse material, pois quando há a
necessidade de selamento, o material do substrato tem grande influência devido as
variáveis presentes na etapa de preparo de superfície, na qual é afeta diretamente em um
parâmetro do sistema de reparo conhecida com taxa de liberação de energiaγLCL
, para
sua determinação utiliza-se as especificações do anexo D da ISO TS 24817:2006.
Assim optou-se em utilizar três corpos de prova, todos eles com perda de
espessura cerca de 75% da espessura de parede nominal, usinado em todo o perímetro
da circunferência com a largura calculada conforme equação 5.
Optou-se em realizar defeitos transpassantes simulando o consumo gradual da
parede do tubo pela corrosão. Assim no primeiro corpo de prova (CP1), foi realizado
um defeito transpassante circular de 3.175 mm de diâmetro, conforme figura 9.

11
Figura 9: CP1, perda de espessura com defeito transpassante de 3.175 mm de diâmetro
Para o segundo corpo de prova (CP2), foi usinada a perda de espessura com as
mesmas dimensões do CP1, entretanto foi realizado um defeito semelhante a uma fenda
de 25% do perímetro da circunferência, simulando o consumo de parte da ZTA pela
corrosão, conforme figura 10.
Figura 10: CP2, perda de espessura com consumo de 25% do comprimento da circunferência pela corrosão
Para o terceiro corpo de prova (CP3), foi usinada a perda de espessura com as
mesmas dimensões do CP2, entretanto foi realizado um defeito semelhante a uma fenda
de 50% do perímetro da circunferência, conforme figura 11.

12
Figura 11: CP3, perda de espessura com consumo de 50% do comprimento da circunferência pela corrosão
Dessa forma, os corpos de prova de aço superduplex, serão reparados para
posterior teste hidrostático, já o CP4 não será reparado e o teste hidrostático será
realizado até a falha do mesmo. Entretanto antes, será calculada a PMTA e
posteriormente sua pressão de falha, assim será avaliada se a pressão de falha ocorrerá
acima ou abaixo da PMTA. Caso a pressão de falha seja inferior a PMTA, será
necessária a confecção de outro corpo de prova nas mesmas dimensões do CP4 e
posteriormente reparado com material compósito para posterior ensaio hidrostático.
Entretanto caso a pressão de ruptura seja superior a PMTA, verifica-se indícios de que
defeitos dessa natureza só se tornam críticos caso seja combinado com defeitos
transpassantes.
2.2-APLICAÇÃO DO SISTEMA DE REPARO
O sistema de reparo utilizado foi o Syntho Glass XT fornecido pela empresa
Tecnofink LTDA. Tal sistema de reparo é composto por uma fita de fibra de vidro com
as fibras orientadas entre 0° e 90°, com uma resina poliuretana hidro ativada. Esse
produto possui vantagem de agilidade na aplicação do reparo, pois já é fornecido
impregnado com a resina, o aplicador apenas necessita de abrir a embalagem e molhar
com água para iniciar o processo de cura da mesma, a figura 12 apresenta o produto a
ser aplicado nos corpos de prova.

13
Figura 12: Syntho Glass XT
Para melhor simular a evolução da corrosão após a aplicação do sistema de
reparo, foi aplicada na fenda usinada dos três corpos de prova uma camada de espuma
polimérica, conforme pode ser observado nas figuras 13,14 e 15, com o intuito de
preencher o espaço que supostamente a corrosão irá consumir. Essa espuma não oferece
nenhuma resistência ao fluido, ou seja, o fluido ficará em contato direto com o sistema
de reparo.
Figura 13: Aplicação da espuma polimérica na fenda do CP 1

14
Figura 14: Aplicação da espuma polimérica na fenda do CP 2
Figura 15: Aplicação da espuma polimérica na fenda do CP 3
O preparo de superfície foi realizado com o Sponge-jet, para aplicação do
sistema de reparo a rugosidade média mínima deve ser de 40𝜇𝑚, para proporcionar o
mínimo de aderência exigido. Assim foram realizados a medição de rugosidade nos três
corpos de prova com o método de fitas replicas, como pode ser observado na figura 16,
em cada corpo de prova foram posicionadas três fitas a 120° em cada extremidade de
ancoragem do sistema de reparo. A tabela 1, apresenta os resultados obtidos.

15
Corpo de prova CP1 CP2 CP3
Rugosidade ponto 1 (𝜇𝑚) 51 56 43
Rugosidade ponto 2 (𝜇𝑚) 51 51 43
Rugosidade ponto 3 (𝜇𝑚) 46 46 41
Rugosidade ponto 4 (𝜇𝑚) 48 49 45
Rugosidade ponto 5 (𝜇𝑚) 51 53 42
Rugosidade ponto 6 (𝜇𝑚) 50 44 46
Média (𝝁𝒎) 49.5 50 43
Tabela 1: Medição de Rugosidade
Figura 16: Medição de rugosidade média
Posteriormente foi aplicado um desengordurador para eliminar resíduos de
oleosidade. Para selar vazamento ativo com a superfície contaminada com água, a
Tecnofink LTDA utiliza o MultiMetall UW, que é um polímero com elevadas
propriedades mecânicas e que adere em superfície contaminada com água. Assim foi
aplicado o MultiMetall UW em toda a extensão do defeito, conforme apresentado na
figura 17 e 18, simulando que todo o cordão de solda incluindo a ZTA fosse suavizado
com o polímero. A suavização é necessária para garantir o selamento caso futuramente
ocorra defeitos nessa região e não permitir espaços vazios entre o substrato e o laminado
de reparo.

16
Figura 17: Aplicação do MultiMetall UW
Figura 18: MultiMetall após 60 minutos de cura
Antes da aplicação do Syntho Glass XT, é necessário a aplicação da camada
primer com o produto SubSea LV, apresentado na figura 19 e 20, na qual promove
melhor aderência da bandagem ao substrato. É recomendado a aplicação de uma
camada de cerca de 1 mm de espessura.

17
Figura 19: Aplicação da camada primer
Figura 20: Camada primer aplicada
Após a camada primer, aplica-se o Syntho Glass XT, conforme apresentado na
figura 21.
Figura 21: Aplicação do Syntho Glass XT

18
Após a aplicação da bandagem, antes da cura da resina é necessário a aplicação
do filme de compressão, para manter o compósito compacto após cura. Na figura 22 é
apresentado o filme de compressão aplicado e na figura 23 a aplicação do rolo
perfurador.
Figura 22: Filme de compressão aplicado
Uma particularidade da resina poliuretana hidro ativada é a liberação de gases no
processo de cura, logo após a aplicação do filme de compressão é aplicado o rolo
perfurador para permitir a liberações desses gases.
Figura 23: Aplicação do rolo perfurador
A 25 °C é necessário 18 horas para a cura total do sistema de reparo, assim o
filme de compressão é removido e o reparo está pronto para o teste hidrostático em
laboratório, na figura 24 é apresentado o reparo finalizado.

19
Figura 24: Reparo finalizado
2.3-TESTE HIDROSTÁTICO
O teste hidrostático foi realizado na Universidade Federal Fluminense na LED
(Laboratório de Ensaio de Dutos), na qual possui uma máquina para teste hidrostático
Fultrol modelo FLUASF100-MS7, conforme apresentado na figura 25.
Figura 25: Sistema de controle e pressurização de ensaios hidrostáticos
FONTE: [8]
A máquina possui um sistema na qual utiliza ar comprimido para comprimir o
fluido liquido no interior dos corpos de prova. Possui três saídas de baixa pressão e uma
saída de alta pressão. Para cada saída possui dois marcadores de pressão, um analógico

20
e outro digital. Logo a cima da máquina um computador recebe os dados da câmera,
assim todo o ensaio é gravado.
O primeiro teste hidrostático realizado foi com o CP4. Como será apresentado
mais adiante neste trabalho, sua pressão de falha calculada foi 33.4 MPa, sendo assim
foi necessário a utilização da saída de alta pressão e o corpo de prova foi colocado em
um poço. Na figura 26 é apresentado o CP4 pronto para realização do teste hidrostático.
Figura 26: CP4 pronto para teste hidrostático
Assim o corpo de prova foi pressurizado e falhou com 4913 psi que equivale a
33.87 MPa, conforme apresentado na figura 27.
Figura 27: Pressão de falha registrada do CP4

21
Conforme previsto a ruptura ocorreu na seção com perda de espessura, como
pode ser visto na figura 28.
Figura 28: Corpo de prova rompido
Após tempo de cura do sistema de reparo, os corpos de prova com defeito
transpassante foram submetidos ao teste hidrostático, na figura 29 são apresentados os
corpos de prova laminados prontos para serem submetidos ao teste hidrostático.
Figura 29: Corpos de prova para teste hidrostático

22
Os três corpos de provas apresentaram falha pelas extremidades do reparo
conforme figura 30, com pressões de falha bastante distintas.
Figura 30: Falha do sistema de reparo
Com as imagens gravadas durante o teste hidrostático foi possível registrar a
pressão de falha dos três corpos de prova, conforme apresentado nas figuras 31, 32 e 33.
Figura 31: Pressão de falha registrada do CP 1 em psi
Figura 32: Pressão de falha registrada do CP 2 em psi
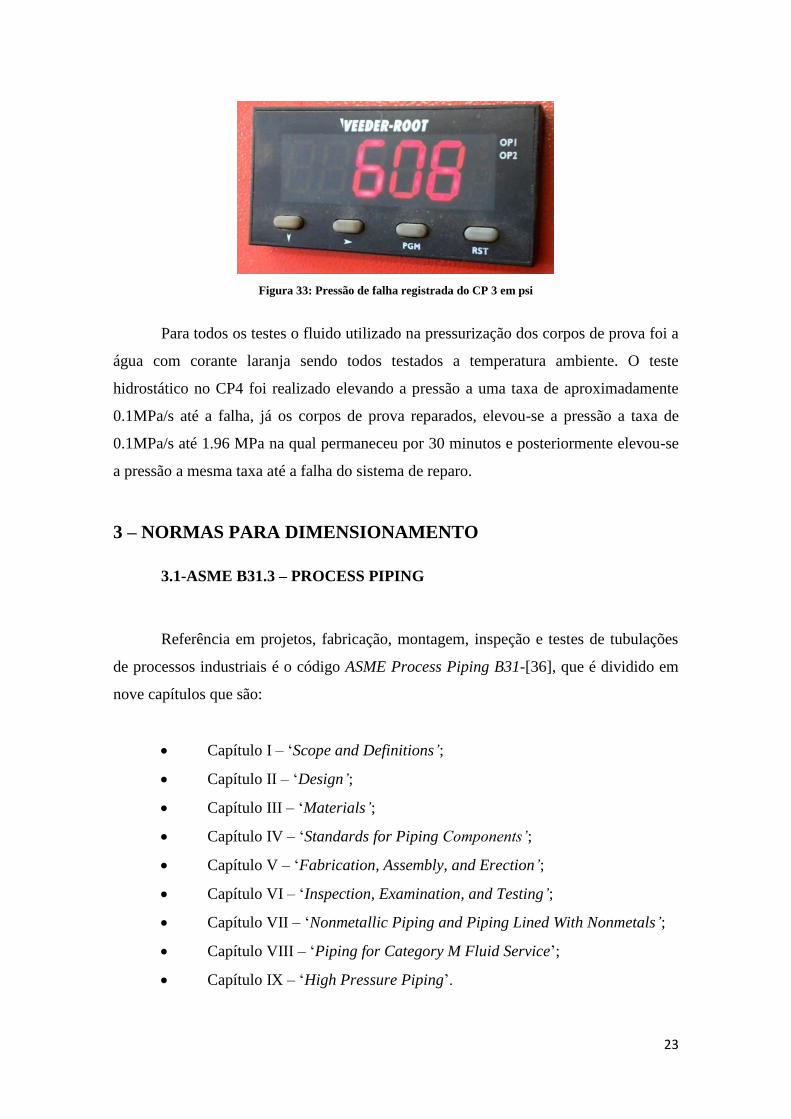
23
Figura 33: Pressão de falha registrada do CP 3 em psi
Para todos os testes o fluido utilizado na pressurização dos corpos de prova foi a
água com corante laranja sendo todos testados a temperatura ambiente. O teste
hidrostático no CP4 foi realizado elevando a pressão a uma taxa de aproximadamente
0.1MPa/s até a falha, já os corpos de prova reparados, elevou-se a pressão a taxa de
0.1MPa/s até 1.96 MPa na qual permaneceu por 30 minutos e posteriormente elevou-se
a pressão a mesma taxa até a falha do sistema de reparo.
3 – NORMAS PARA DIMENSIONAMENTO
3.1-ASME B31.3 – PROCESS PIPING
Referência em projetos, fabricação, montagem, inspeção e testes de tubulações
de processos industriais é o código ASME Process Piping B31-[36], que é dividido em
nove capítulos que são:
Capítulo I – ‘Scope and Definitions’;
Capítulo II – ‘Design’;
Capítulo III – ‘Materials’;
Capítulo IV – ‘Standards for Piping Components’;
Capítulo V – ‘Fabrication, Assembly, and Erection’;
Capítulo VI – ‘Inspection, Examination, and Testing’;
Capítulo VII – ‘Nonmetallic Piping and Piping Lined With Nonmetals’;
Capítulo VIII – ‘Piping for Category M Fluid Service’;
Capítulo IX – ‘High Pressure Piping’.

24
No contexto deste trabalho a serão utilizados parâmetros do capítulo II para
determinação da espessura mínima de parede para uma tubulação submetida a uma
pressão interna, posteriormente essa equação será manipulada convenientemente para a
determinação PMTA. Para a determinação da espessura de parede da tubulação o
parágrafo 304.1.2‘Straight Pipe Under Internal Pressure’, define a maior espessura
encontrada entre as equações 1 e 2:
𝑡 =𝑃 × 𝐷𝑒
2 × (𝑆 × 𝐸 × 𝑊 + 𝑃 × 𝑌) (1)
𝑡 =𝑃 × (𝐷𝑖 + 2 × 𝑐)
2 × [𝑆 × 𝐸 × 𝑊 − 𝑃 × (1 − 𝑌)] (2)
Válidas para 𝑡 <𝐷𝑒
6
Mais adiante neste trabalho será necessário conhecer a pressão máxima de
trabalho da tubulação em função da espessura de parede nominal, para isso as equações
(1) e (2) serão expressas em função da espessura.
𝑃𝑀𝑇𝐴 =2 × 𝑆 × 𝐸 × 𝑊 × 𝑡
𝐷𝑒 − 2 × 𝑌 × 𝑡 (3)
Ou
𝑃𝑀𝑇𝐴 =2 × 𝑆 × 𝐸 × 𝑊 × 𝑡
(𝐷𝑖 + 2 × 𝑐) + 2 × 𝑡 × (1 − 𝑌) (4)
3.2-DETERMINAÇÃO DA DIMENSÃO DO DEFEITO
O processo de soldagem é uma técnica crucial no ambiente industrial
principalmente nas etapas de montagem e manutenção de equipamentos. A soldagem

25
pode ser executada de duas formas, por aproximação de duas peças submetidas a uma
ação externa que possibilite a ligação dos átomos na interface, tendo como exemplo o
processo de cladeamento, que pode ser realizado por laminação ou explosão. A outra
forma de soldagem é a aproximação de duas peças na qual a região a ser unida seja
aquecida ao ponto de fundir as duas peças. Ao fundir o metal de base, algumas técnicas
utilizam metal de adição e outras não.
Assim no processo de fusão a região onde as peças serão unidas é chamada de
junta, na qual as principais juntas são apresentadas na figura 34.
Figura 34: Tipos de juntas soldadas
Por restrição de projeto, há casos que deve-se remover material de uma das
peças ou ambas as peças na junta com o intuito de aumento da penetração da solda para
melhor eficiência da junta soldada. Desta forma esses entalhes podem assumir as
configurações conforme a figura 35, tais entalhes que são denominados chanfros.
Figura 35: Tipos de Chanfros
Neste contexto a figura 36, apresenta elementos do chanfro e a figura 37,
apresenta alguns termos técnicos para uma junta de topo.

26
Figura 36: Elementos do chanfro
Figura 37: Dimensões e regiões de solda de topo
A ZTA é influenciada pela temperatura e tempo na qual é exposta, assim muitos
fatores contribuem para o aumento ou diminuição da extensão da mesma. Como foi
apresentado existem várias configurações de juntas e chanfros, nos quais irão necessitar
de mais ou menos metal de adição para execução da soldagem. Quanto maior a
quantidade metal de adição e passes de solda, maior será o aporte de calor envolvido.
Assim neste trabalho optou-se a considerar que a ZTA possuirá 1.5 vezes a largura da
solda. Em união de tubulações é comum utilizar o chanfro em V, logo para a largura do
defeito tem-se:
𝐿𝑍𝑇𝐴 = 3 × (𝑡 − 𝐹) × tan 𝛽 (5)
Onde t é a espessura nominal do tubo, 𝐹 é a face do chanfro e 𝛽 é o ângulo de
bisel. Nesta expressão é considerado que o defeito ocorre na ZTA, na qual por
observação em várias juntas soldadas em tubulações de aço superduplex, a região
corroída possui em média 1.5 a largura do cordão de solda. Assim a equação (5), apenas
deve ser utilizada a fim de estimar a largura do defeito, pois na prática ao se deparar
com uma tubulação com defeito transpassante na junta soldada, dificilmente o
proprietário da linha possuirá informações que relate as condições reais que a junta foi
soldada na qual é possível determinar com certa precisão a largura da ZTA.

27
3.3-PREVISÃO DE FALHA DO DEFEITO
Para uma perda de espessura de até 80% e maior do que 10% da espessura
nominal do tubo, a referência [11], apresenta alguns critérios experimentais para
determinação da pressão de falha da tubulação devido a perda de espessura conforme as
equações apresentadas abaixo.
𝜎𝑚𝑎𝑥 = 𝛼 ×𝑃 × 𝑅𝑖
𝑡 (6)
Onde 𝛼 é um fator que depende da geometria do defeito e 𝜎𝑚𝑎𝑥 é o limite
máximo de resistência a tração. Para prever a pressão de ruptura da tubulação, será
utilizado o critério RSTRENG 0.85 ou ASME B31G 1991 modificado, por considerar um
defeito com descontinuidades próximas as encontradas em uma superfície corroída e o
critério Ritchie e Last ou Shell 92, por considerar um defeito sem descontinuidades
sendo assim o mais adequado para prever a pressão de ruptura de um corpo de prova na
qual uma perda de espessura foi usinada. Para determinar o defeito, em geral, as normas
para dutos corroídos aproximam as áreas danificadas por elipses ou retângulos com
profundidade correspondendo a maior encontrada nessa região, conforme apresentado
em D. R. Stephens e R. B. Francini [37] e ilustrado na figura 38.
Figura 38: Dimensões do defeito no tubo
Pelo critério ASME B31G 1991 Modificado tem-se:
𝑃 =𝑡 × (𝜎𝑦 + 69𝑀𝑃𝑎)
𝛼 × 𝑅𝑖 (7)

28
𝛼 =1 − 0.85 × (
𝑑
𝑡) × (𝑀𝑇2)−1
1 − 0.85 × (𝑑
𝑡)
(8)
Para 𝐿2
𝐷𝑖×𝑡≤ 50, tem-se:
𝑀𝑇2 = √1 + 0.6275 × (𝐿2
𝐷𝑖 × 𝑡) − 0.003375 × (
𝐿2
𝐷𝑖 × 𝑡)
2
(9)
Para 𝐿2
𝐷𝑖×𝑡> 50, tem-se:
𝑀𝑇2 = 0.032 × (𝐿2
𝐷𝑖 × 𝑡) + 3.3 (10)
Pelo critério Ritchie e Last, tem-se:
𝑃 =0.9 × 𝑡 × 𝜎𝑢
𝛼 × 𝑅𝑖 (11)
𝛼 =1 − (
𝑑
𝑡) × (𝑀𝑇1)−1
1 − (𝑑
𝑡)
(12)
𝑀𝑇1 = √1 + 0.8 × (𝐿2
𝐷𝑖 × 𝑡) (13)
Nesses critérios as tensões longitudinais não são levadas em consideração, uma
vez que é coerente considerar que tubulações com grandes comprimentos ou que
estejam ancoradas nos suporte a tensão longitudinal é desprezível ao comparar com as
tensões circunferências.

29
3.4-DIMENSIONAMENTO DO SISTEMA DE REPARO
A ISO TS 24817- Petroleum, petrochemical and natural gas industries —
Composite repairs for pipework — Qualification and design, installation, testing and
inspection-[31],estabelece os procedimentos de qualificação, projeto, instalação, testes e
inspeção para sistemas de reparos comumente encontrados em dutos de óleo e gás.
Basicamente as orientações encontradas na mesma convergem para a
determinação de dois valores, a espessura mínima do sistema de reparo e o
comprimento axial mínimo do sistema de reparo. Em seus anexos há especificações de
teste a serem realizados para determinação de propriedades do sistema de reparo para
posterior aplicação em equações de dimensionamento além de recomendação de teste de
qualificação e orientações no treinamento e qualificação do aplicador do sistema de
reparo.
Em condições apropriadas, os procedimentos apresentados nesta norma não só
se aplicam em tubulações de óleo e gás, como também em caissons e tanques de
armazenamento. Nos defeitos na qual a mesma aborda são considerados causados por
perda espessura com defeito transpassante ou não devido ao processo corrosivo ou
erosão tanto externo como interno, ou fortalecimento da linha em pontos localizados.
Os reparos são classificados em três classes, na qual os critérios para avaliação
são fluidos transportado, pressão e temperatura. A tabela 2 da ISO TS 24817:2006
apresenta as classificações dos reparos.
Classe de reparo Serviço típico Pressão de
projeto
Temperatura de
projeto
Classe 1 Sistemas de baixo risco,
por exemplo, “cabeça
estática”, drenos, sistemas
de refrigeração, água do
mar (serviço), diesel e
outras linhas de
hidrocarbonetos.
< 1 MPa
<40 °C
Classe 2 Água para combate a
incêndio/sistemas de
inundação
< 2 MPa <100 °C
30
Classe 3 Água e hidrocarbonetos
produzidos, fluidos
inflamáveis, sistemas de
gás. Também cobre
condições de operação mais
críticas do aqui descritas
Limite superior
qualificado
Limite superior
qualificado
Tabela 2: Tabela 2 da ISO TS 24817:2006-Classe de reparo
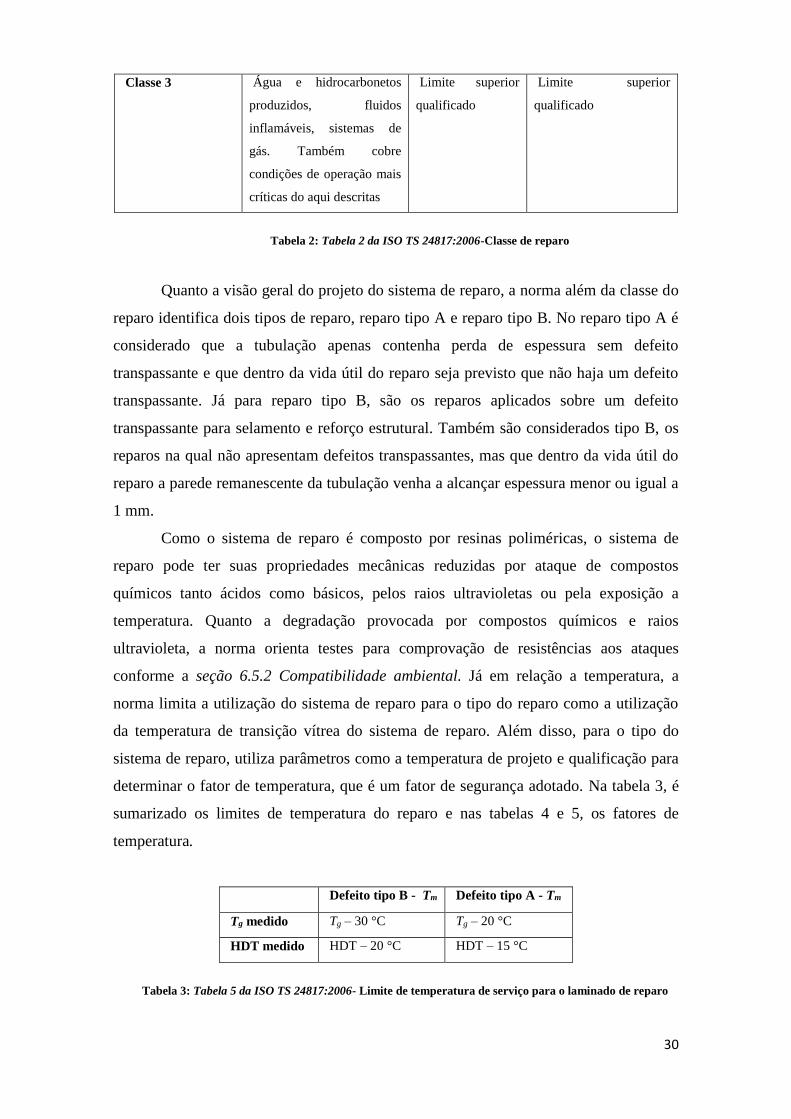
Quanto a visão geral do projeto do sistema de reparo, a norma além da classe do
reparo identifica dois tipos de reparo, reparo tipo A e reparo tipo B. No reparo tipo A é
considerado que a tubulação apenas contenha perda de espessura sem defeito
transpassante e que dentro da vida útil do reparo seja previsto que não haja um defeito
transpassante. Já para reparo tipo B, são os reparos aplicados sobre um defeito
transpassante para selamento e reforço estrutural. Também são considerados tipo B, os
reparos na qual não apresentam defeitos transpassantes, mas que dentro da vida útil do
reparo a parede remanescente da tubulação venha a alcançar espessura menor ou igual a
1 mm.
Como o sistema de reparo é composto por resinas poliméricas, o sistema de
reparo pode ter suas propriedades mecânicas reduzidas por ataque de compostos
químicos tanto ácidos como básicos, pelos raios ultravioletas ou pela exposição a
temperatura. Quanto a degradação provocada por compostos químicos e raios
ultravioleta, a norma orienta testes para comprovação de resistências aos ataques
conforme a seção 6.5.2 Compatibilidade ambiental. Já em relação a temperatura, a
norma limita a utilização do sistema de reparo para o tipo do reparo como a utilização
da temperatura de transição vítrea do sistema de reparo. Além disso, para o tipo do
sistema de reparo, utiliza parâmetros como a temperatura de projeto e qualificação para
determinar o fator de temperatura, que é um fator de segurança adotado. Na tabela 3, é
sumarizado os limites de temperatura do reparo e nas tabelas 4 e 5, os fatores de
temperatura.
Defeito tipo B - Tm Defeito tipo A - Tm
Tg medido Tg – 30 °C Tg – 20 °C
HDT medido HDT – 20 °C HDT – 15 °C
Tabela 3: Tabela 5 da ISO TS 24817:2006- Limite de temperatura de serviço para o laminado de reparo

31
Temperatura (°C) Fator de temperatura,fT1
Td = Tm 0,70
Td = Tm – 20 0,75
Td = Tm – 40 0,85
Td = Tm-50 0,90
Td = Tm – 60 1,00
Tabela 4: Tabela 6 da ISO TS 24817:2006 - Fator de classificação de temperatura para tensões permissíveis
em compósitos
Temperatura (°C) Fator de temperatura,fT2
Td – (Ttest – Tamb) = Tm 0,70
Td - (Ttest – Tamb) = Tm – 20 0,75
Td - (Ttest – Tamb) = Tm – 40 0,85
Td - (Ttest – Tamb) = Tm-50 0,90
Td - (Ttest – Tamb) = Tm – 60 1,00
Tabela 5: Tabela 7 da ISO TS 24817:2006 – Fator de classificação de temperatura para danos
transpassantes
Para o cálculo da espessura mínima do sistema de reparo, são apresentadas
quatro metodologias, nas quais são encontradas nas seções 6.5.4, 6.5.5, 6.5.6 e 6.5.7 da
ISO TS 24817:2006. A escolha de utilização de cada seção é particularidade de cada
projeto de reparo.
Para a seção 6.5.4 - Projeto baseado nas tensões permissíveis do substrato
(defeito Tipo A), na qual baseia-se na capacidade de carga do substrato. A espessura
mínima do reparo em mm é calculada segundo a equação 14 e 15.
No sentido circunferêncial:
𝑡𝑚𝑖𝑛,𝑐 =𝐷𝑒
2 × 𝑆× (
𝐸𝑠
𝐸𝑐) × (𝑃𝑒𝑞 − 𝑃𝑠) (14)
Para o sentido axial tem-se:
𝑡𝑚𝑖𝑛,𝑎 =𝐷𝑒
2 × 𝑆× (
𝐸𝑠
𝐸𝑎) × (
2 × 𝐹𝑒𝑞
𝜋 × 𝐷𝑒2 − 𝑃𝑠) (15)
Onde:

32
𝑃𝑒𝑞 = 𝑃 × [1 +16
(𝜋 × 𝐷𝑒2 × 𝑃)
2 × (𝐹𝑠ℎ +2
𝐷𝑒× 𝑀𝑡𝑜)
2
] (16)
𝐹𝑒𝑞 =𝜋 × 𝐷𝑒
2 × 𝑃
4+ √𝐹𝑎𝑥
2 + 4 × 𝐹𝑠ℎ2 +
4
𝐷𝑒× √𝑀𝑎𝑥
2 + 𝑀𝑡𝑜2 (17)
Para a seção 6.5.5 - Projeto baseado nas tensões permissíveis do laminado de
reparo (defeito Tipo A), na qual a capacidade de carga do substrato é ignorada. Assim a
espessura mínima do reparo em mm é calculada segundo a equação 18 e 19.
No sentido circunferêncial:
𝑡𝑚𝑖𝑛,𝑐 =1
𝜀𝑐× (
𝑃𝑒𝑞 × 𝐷𝑒
2 × 𝐸𝑐−
𝐹𝑒𝑞 × 𝜈
𝜋 × 𝐷𝑒 × 𝐸𝑐) (18)
Para o sentido axial tem-se:
𝑡𝑚𝑖𝑛,𝑎 =1
𝜀𝑎× (
𝐹𝑒𝑞
𝜋 × 𝐷𝑒 × 𝐸𝑎−
𝑃𝑒𝑞 × 𝐷𝑒 × 𝜈
2 × 𝐸𝑐) (19)
Onde:
𝜀𝑐 = 𝑓𝑇1 × 𝜀𝑐0 − |Δ𝑇 × (𝛼𝑠 − 𝛼𝑐)| (20)
𝜀𝑎 = 𝑓𝑇1 × 𝜀𝑎0 − |Δ𝑇 × (𝛼𝑠 − 𝛼𝑎)| (21)
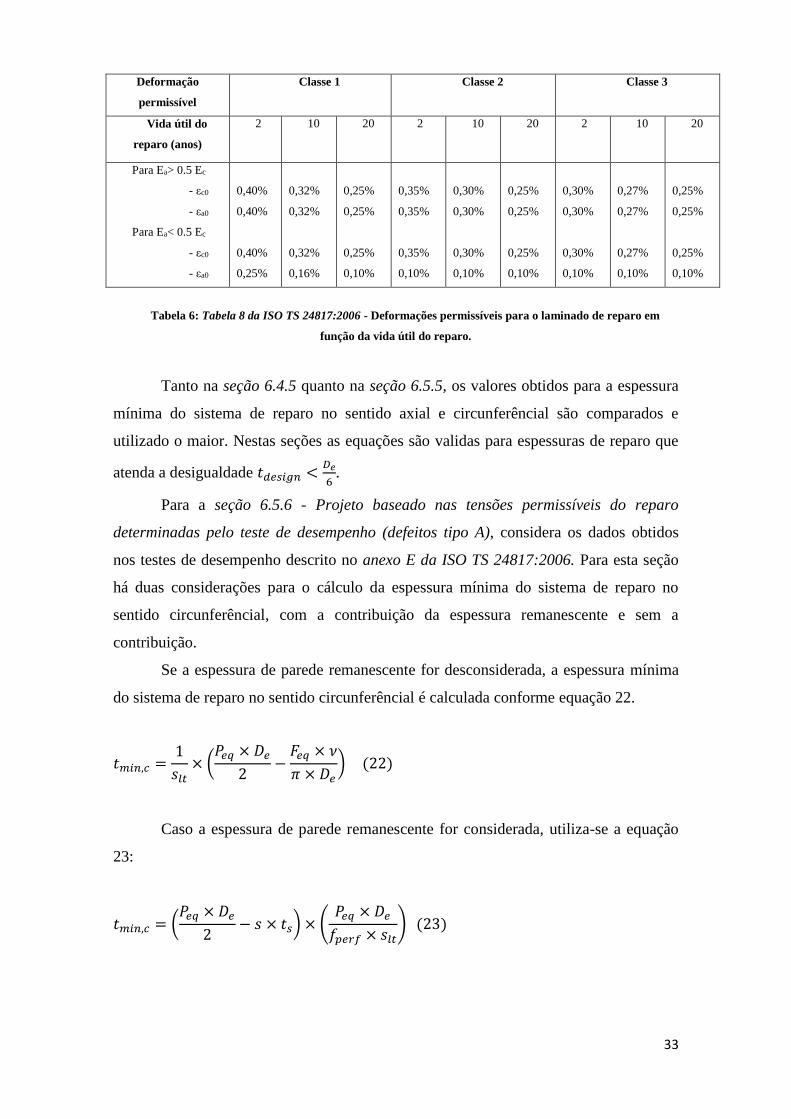
Na tabela 6, são apresentados os valores das deformações permissíveis para o
sistema de reparo em função do tempo de vida útil e classe do sistema de reparo. Esses
valores só podem ser utilizados se a deformação de falha em curto prazo do laminado de
reparo for superior a 1%.
33
Deformação
permissível
Classe 1 Classe 2 Classe 3
Vida útil do
reparo (anos)
2 10 20 2 10 20 2 10 20
Para Ea> 0.5 Ec
- εc0
- εa0
Para Ea< 0.5 Ec
- εc0
- εa0
0,40%
0,40%
0,40%
0,25%
0,32%
0,32%
0,32%
0,16%
0,25%
0,25%
0,25%
0,10%
0,35%
0,35%
0,35%
0,10%
0,30%
0,30%
0,30%
0,10%
0,25%
0,25%
0,25%
0,10%
0,30%
0,30%
0,30%
0,10%
0,27%
0,27%
0,27%
0,10%
0,25%
0,25%
0,25%
0,10%
Tabela 6: Tabela 8 da ISO TS 24817:2006 - Deformações permissíveis para o laminado de reparo em
função da vida útil do reparo.
Tanto na seção 6.4.5 quanto na seção 6.5.5, os valores obtidos para a espessura
mínima do sistema de reparo no sentido axial e circunferêncial são comparados e
utilizado o maior. Nestas seções as equações são validas para espessuras de reparo que
atenda a desigualdade 𝑡𝑑𝑒𝑠𝑖𝑔𝑛 <𝐷𝑒
6.
Para a seção 6.5.6 - Projeto baseado nas tensões permissíveis do reparo
determinadas pelo teste de desempenho (defeitos tipo A), considera os dados obtidos
nos testes de desempenho descrito no anexo E da ISO TS 24817:2006. Para esta seção
há duas considerações para o cálculo da espessura mínima do sistema de reparo no
sentido circunferêncial, com a contribuição da espessura remanescente e sem a
contribuição.
Se a espessura de parede remanescente for desconsiderada, a espessura mínima
do sistema de reparo no sentido circunferêncial é calculada conforme equação 22.
𝑡𝑚𝑖𝑛,𝑐 =1
𝑠𝑙𝑡× (
𝑃𝑒𝑞 × 𝐷𝑒
2−
𝐹𝑒𝑞 × 𝜈
𝜋 × 𝐷𝑒) (22)
Caso a espessura de parede remanescente for considerada, utiliza-se a equação
23:
𝑡𝑚𝑖𝑛,𝑐 = (𝑃𝑒𝑞 × 𝐷𝑒
2− 𝑠 × 𝑡𝑠) × (
𝑃𝑒𝑞 × 𝐷𝑒
𝑓𝑝𝑒𝑟𝑓 × 𝑠𝑙𝑡) (23)

34
No cálculo da espessura mínima no sentido axial as equações descritas nas
seções 6.5.4 e 6.5.5, devem ser utilizadas com considerações apropriadas. Assim a
espessura mínima no sentido axial e circunferêncial são comparadas e utilizadas a
maior. O fator de serviço 𝑓𝑝𝑒𝑟𝑓, pode ser encontrado na tabela 7.
Fator de serviço (fperf ) Classe 1 Classe 2 Classe 3
Vida útil do reparo
(anos)
2 10 20 2 10 20 2 10 20
Dados do teste 1000
horas
Dados da vida do
projeto
0,83
1
0,65
0,83
0,5
0,67
0,67
0,83
0,58
0,75
0,5
0,67
0,6
0,75
0,55
0,71
0,5
0,67
Tabela 7: Tabela 9 da ISO TS 24817:2006 - fator de serviço,𝒇𝒑𝒆𝒓𝒇, para dados de desempenho do sistema de
reparo
As equações das seções 6.5.4, 6.5.5 e 6.5.6, são para defeitos tipo A e apenas são
aplicáveis para dimensionamento de um reparo para reabilitação estrutural da tubulação,
não sendo apropriada para selamento. Sendo assim, ao projetar um reparo para uma
tubulação com defeito transpassante, deve-se utilizar as equações para cálculo de
espessura mínima no sentido axial e circunferêncial para garantir integridade estrutural,
e utilizar a metodologia da seção 6.5.7 - Projeto de reparos para defeitos
transpassantes (defeitos do tipo B), para o selamento, após o cálculo as três espessuras
calculadas deverão ser comparadas e utilizada a maior. Para um defeito circular, a
espessura mínima do sistema de reparo é calculada com a equação 24.
𝑃 = 𝑓𝑇2 × 𝑓𝑙𝑒𝑎𝑘 × √0.001 × 𝛾𝐿𝐶𝐿
(1−𝜈2)
𝐸𝑎𝑐× (
3×𝑑𝑑4
512×𝑡𝑚𝑖𝑛3 +
𝑑𝑑
𝜋) +
3×𝑑𝑑2
64×𝐺×𝑡𝑚𝑖𝑛
(24)
Essa equação é válida para tamanho do defeito que satisfaça a desigualdade
𝑑𝑑 ≤ √6 × 𝐷𝑒 × 𝑡.
Para um defeito transpassante tipo fenda no sentido circunferêncial, as equações
25 e 26 deverão ser utilizadas.

35
𝑃 = 𝑓𝑇2 × 𝑓𝑙𝑒𝑎𝑘 ×√
0.001 × 𝛾𝐿𝐶𝐿
(1−𝜈2)
𝐸𝑎𝑐× (
𝑊4
24×𝑡𝑚𝑖𝑛3 +
𝜋×𝑊
4) +
3×𝑊2×(4
5+
𝜈
2)
16×𝐺×𝑡𝑚𝑖𝑛×(1+𝜈)
(25)
𝑃 =𝑓𝑇2 × 𝑓𝑙𝑒𝑎𝑘
𝐷𝑒× √0.008 × 𝐸𝑎𝑐 × 𝑡𝑚𝑖𝑛 × 𝛾𝐿𝐶𝐿 (26)
Deverá ser utilizado o menor valor encontrado entre as duas. Para um defeito
tipo fenda no sentido axial a equação 27 deverá ser utilizada:
𝑃 = 𝑓𝑇2 × 𝑓𝑙𝑒𝑎𝑘 ×√
0.001 × 𝛾𝐿𝐶𝐿
(1−𝜈2)
𝐸𝑎𝑐× [
𝜋×𝐷𝑒×𝜙
8+
𝐷𝑒4×𝜙4
384×𝑡𝑚𝑖𝑛3 +
𝐷𝑒4×(
𝐸
4×𝐺+2)×𝜙6
11520×𝑡𝑚𝑖𝑛3 ]
(27)
Essa equação é válida se 1 , onde é o ângulo subentendido axialmente pela
fenda (radianos). Quando os valores do teste de desempenho não estão disponíveis, a
tabela 8, pode ser utilizada.
Classe 1 Classe 2 Classe 3
fleak = 0.83*10-0.02088(tlifetime- 1) fleak = 0.75*10-0.01856(tlifetime- 1) fleak = 0.666*10-0.01584(tlifetime- 1)
Tabela 8: Tabela 15 da ISO TS 24817:2006 - Fator de serviço
Quando os dados do teste de desempenho estão disponíveis, a tabela 9 pode ser
utilizada para determinação do fator de serviço.
Classe 1 Classe 2 Classe 3
fleak = 0.83Df fleak = 0.75Df fleak = 0.666Df
Tabela 9: Tabela 16 da ISO TS 24817 - Fator de serviço
Com a espessura mínima do sistema de reparo calculada, deve-se calcular o
comprimento axial, na qual a seção 6.5.8 - Extensão axial do reparo, fornece
parâmetros para o cálculo. O comprimento axial do reparo é a soma do comprimento do
defeito com o comprimento de ancoragem do sistema de reparo, conforme apresentado
na equação 28 e ilustrado na figura 39.

36
𝐿𝑟 = 2 × 𝐿𝑜𝑣𝑒𝑟 + 𝐿 + 2 × 𝐿𝑡𝑎𝑝𝑒𝑟 (28)
Figura 39: Esquema do comprimento axial do reparo
O comprimento de ancoragem do sistema de reparo deverá ser o maior entre 50
mm e 𝐿𝑜𝑣𝑒𝑟 . Para defeitos tipo fenda o comprimento de ancoragem do sistema de reparo
deverá ser calculado com a equação 29 ou 30.
𝐿𝑜𝑣𝑒𝑟 = 2 × √𝐷𝑒 × 𝑡 (29)
Para defeitos circulares:
𝐿𝑜𝑣𝑒𝑟 = 4 × 𝑑𝑑 (30)
Onde 𝑑𝑑 < 0.5 × √𝐷𝑒 × 𝑡, caso essa equação não for satisfeita, utilizar a
equação 29. O comprimento de afinamento é recomendado onde cargas axiais estão
presentes, assim a norma recomenda um comprimento de afinamento de 5:1, ou seja,
𝐿𝑡𝑎𝑝𝑒𝑟 = 5 × 𝑡𝑑𝑒𝑠𝑖𝑔𝑛. Para assegurar que o comprimento do sistema de reparo seja
suficiente para transmitir as cargas axiais do substrato para o reparo a desigualdade deve
ser satisfeita:
𝐿𝑜𝑣𝑒𝑟 >𝐸𝑎 × 𝜀𝑎 × 𝑡𝑚𝑖𝑛,𝑎
𝜏 (31)
37
Assim para projetos que não haja carregamentos cíclicos, comprimento
disponível para ancoragem do sistema de reparo e que seja aplicado com o equipamento
fora de operação, as seções descritas são aplicáveis para o dimensionamento do sistema
de reparo com materiais compósitos.
3.5-CÁLCULO DA PMTA E PRESSÃO DE FALHA DO TUBO
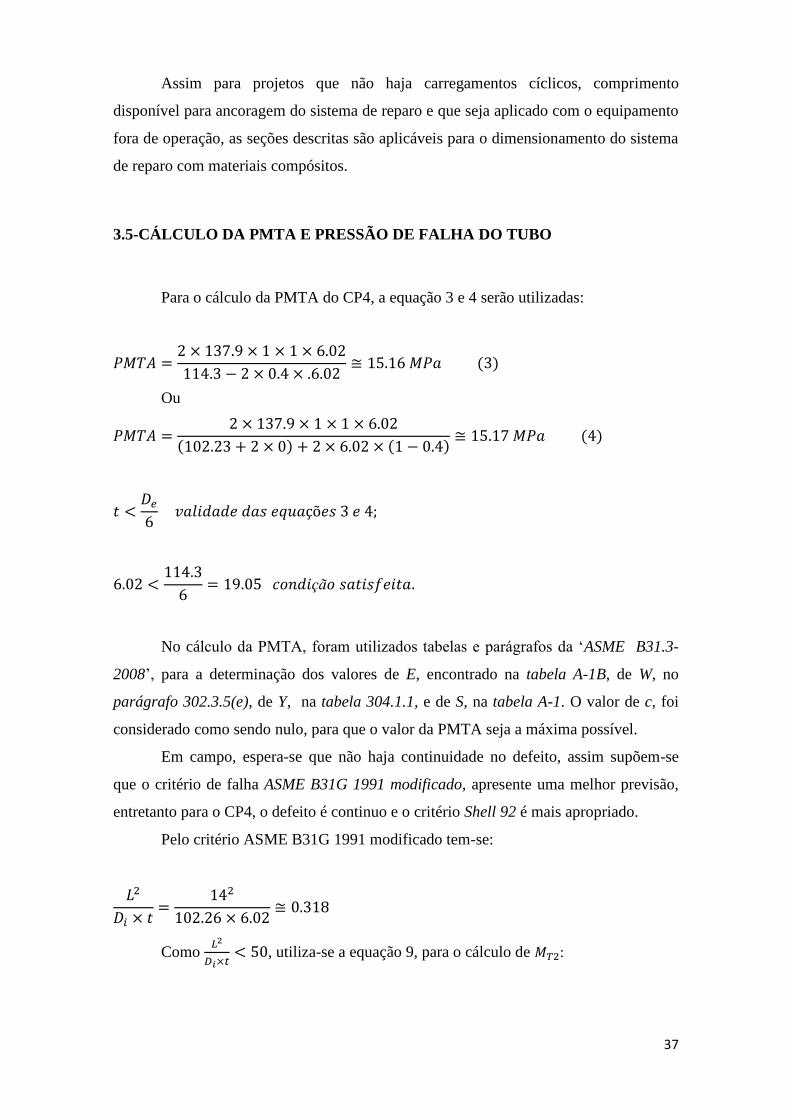
Para o cálculo da PMTA do CP4, a equação 3 e 4 serão utilizadas:
𝑃𝑀𝑇𝐴 =2 × 137.9 × 1 × 1 × 6.02
114.3 − 2 × 0.4 × .6.02≅ 15.16 𝑀𝑃𝑎 (3)
Ou
𝑃𝑀𝑇𝐴 =2 × 137.9 × 1 × 1 × 6.02
(102.23 + 2 × 0) + 2 × 6.02 × (1 − 0.4)≅ 15.17 𝑀𝑃𝑎 (4)
𝑡 <𝐷𝑒
6 𝑣𝑎𝑙𝑖𝑑𝑎𝑑𝑒 𝑑𝑎𝑠 𝑒𝑞𝑢𝑎çõ𝑒𝑠 3 𝑒 4;
6.02 <114.3
6= 19.05 𝑐𝑜𝑛𝑑𝑖çã𝑜 𝑠𝑎𝑡𝑖𝑠𝑓𝑒𝑖𝑡𝑎.
No cálculo da PMTA, foram utilizados tabelas e parágrafos da ‘ASME B31.3-
2008’, para a determinação dos valores de E, encontrado na tabela A-1B, de W, no
parágrafo 302.3.5(e), de Y, na tabela 304.1.1, e de S, na tabela A-1. O valor de c, foi
considerado como sendo nulo, para que o valor da PMTA seja a máxima possível.
Em campo, espera-se que não haja continuidade no defeito, assim supõem-se
que o critério de falha ASME B31G 1991 modificado, apresente uma melhor previsão,
entretanto para o CP4, o defeito é continuo e o critério Shell 92 é mais apropriado.
Pelo critério ASME B31G 1991 modificado tem-se:
𝐿2
𝐷𝑖 × 𝑡=
142
102.26 × 6.02≅ 0.318
Como 𝐿2
𝐷𝑖×𝑡< 50, utiliza-se a equação 9, para o cálculo de 𝑀𝑇2:

38
𝑀𝑇2 = √1 + 0.6275 × (142
102.26 × 6.02) − 0.003375 × (
142
102.26 × 6.02)
2
≅ 1.095
Utilizando a equação 8:
𝛼 =1 − 0.85 × (
4.5
6.02) × (1.095)−1
1 − 0.85 × (4.5
6.02)
≅ 1.15
Assim para o cálculo da pressão de falha segundo o critério da ASME B31G
Modificado, utiliza-se a equação 7:
𝑃𝐵31𝐺 =6.02 × (240 + 69)
1.15 × 51.13≅ 31.6 𝑀𝑃𝑎
Já pelo critério Shell 92, utilizando as equações 11,12 e 13:
𝑀𝑇1 = √1 + 0.8 × (142
102.26 × 6.02) ≅ 1.12
𝛼 =1 − (
4.5
6.02) × (1.12)−1
1 − (4.5
6.02)
≅ 1.317
Logo para a pressão de falha tem-se:
𝑃𝑆ℎ𝑒𝑙𝑙 =0.9 × 6.02 × 415
1.317 × 51.13≅ 33.4 𝑀𝑃𝑎
3.6-CÁLCULO DA LUVA DE COMPÓSITO PARA SELAMENTO
De acordo com a referência [31], para determinação da espessura mínima do
sistema de reparo tipo B, deve-se utilizar a metodologia para defeitos tipo A com o
intuito de garantir a integridade estrutural e a metodologia para defeitos transpassantes,
posteriormente serão comparados os resultados e utilizado o maior.

39
Para defeitos tipo A há três metodologias, neste trabalho serão utilizadas a
metodologia da seção 6.5.5, pois desconsidera a contribuição do substrato e considera
as deformações causadas pela variação de temperatura. Para o dimensionamento, será
considerada temperatura de projeto de 30 °C e tempo de vida útil o mínimo exigido por
norma, pois tanto a instalação do reparo quanto o teste hidrostático em laboratório, a
temperatura não excederá os 30ºC.
Logo no sentido circunferêncial tem-se:
𝑃𝑒𝑞 = 1.96 × [1 +16
(𝜋×114.32×1.96)2× (0 +
2
114.3× 0)
2
] ≅ 1.96 𝑀𝑃𝑎
𝐹𝑒𝑞 =𝜋×114.32×1.96
4+ √02 + 4 × 02 +
4
𝐷× √02 + 02 ≅ 20111.2 𝑁
Os valores de 𝐹𝑠ℎ, 𝐹𝑎𝑥, 𝑀𝑡𝑜 e 𝑀𝑎𝑥, foram considerados como nulos porque não
foram considerados carregamentos externos, apenas os carregamentos provocados pela
pressão hidrostática interna.
𝜀𝑐 = 1 × 0.0025 − |(30 − 27) × (0.000012 − 0.00001165)|
𝜀𝑐 ≅ 0.00249 𝑚𝑚/𝑚𝑚
Fazendo uso da equação 18:
𝑡𝑚𝑖𝑛,𝑐 =1
0.00249× (
1.96 × 114.3
2 × 24788.23−
20111.2 × 0.1326
𝜋 × 114.3 × 24788.23) ≅ 1.69 𝑚𝑚
No sentido axial:
𝜀𝑎 = 1 × 0.001 − |(30 − 27) × (0.000012 − 0.0000522)|
𝜀𝑎 ≅ 0.00088 𝑚𝑚/𝑚𝑚
Utilizando a equação 19:
𝑡𝑚𝑖𝑛,𝑎 =1
0.00088× (
20111.2
𝜋 × 114.3 × 13499.1−
1.96 × 114.3 × 0.1326
2 × 24788.23) ≅ 4.03 𝑚𝑚
O defeito será modelado como sendo uma fenda circunferêncial, logo pela
metodologia da seção 6.5.7 tem-se:
40
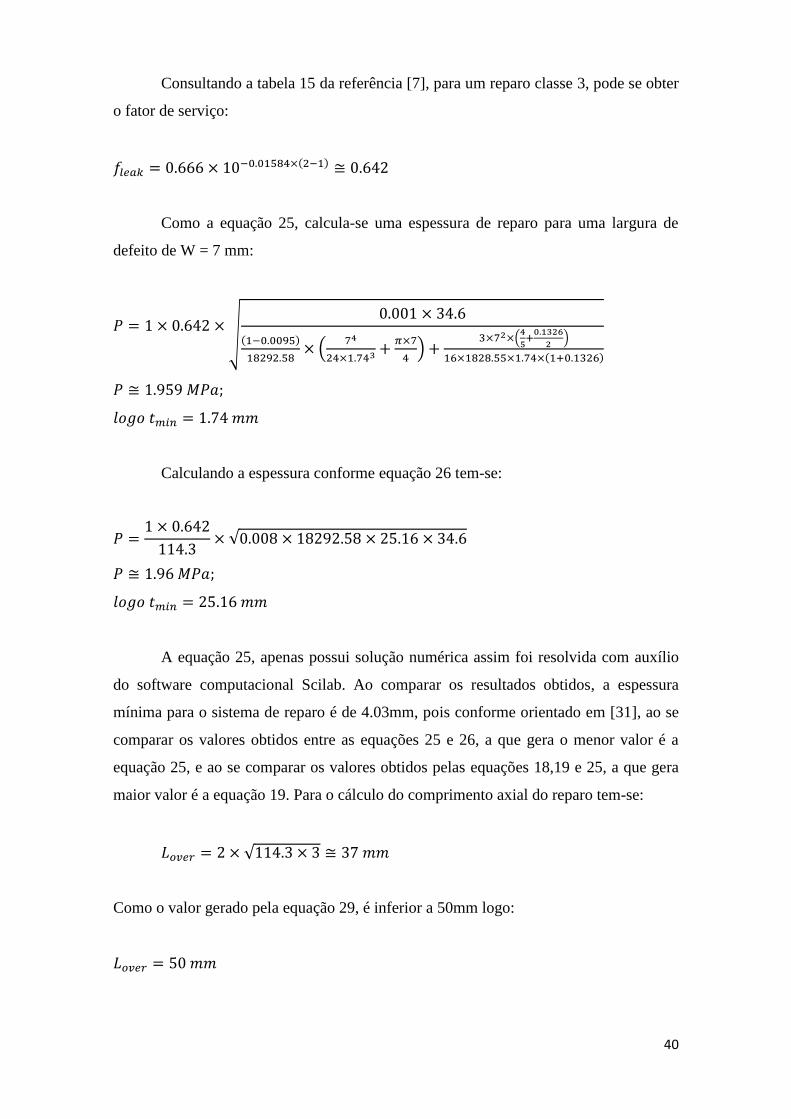
Consultando a tabela 15 da referência [7], para um reparo classe 3, pode se obter
o fator de serviço:
𝑓𝑙𝑒𝑎𝑘 = 0.666 × 10−0.01584×(2−1) ≅ 0.642
Como a equação 25, calcula-se uma espessura de reparo para uma largura de
defeito de W = 7 mm:
𝑃 = 1 × 0.642 ×√
0.001 × 34.6
(1−0.0095)
18292.58× (
74
24×1.743+
𝜋×7
4) +
3×72×(4
5+
0.1326
2)
16×1828.55×1.74×(1+0.1326)
𝑃 ≅ 1.959 𝑀𝑃𝑎;
𝑙𝑜𝑔𝑜 𝑡𝑚𝑖𝑛 = 1.74 𝑚𝑚
Calculando a espessura conforme equação 26 tem-se:
𝑃 =1 × 0.642
114.3× √0.008 × 18292.58 × 25.16 × 34.6
𝑃 ≅ 1.96 𝑀𝑃𝑎;
𝑙𝑜𝑔𝑜 𝑡𝑚𝑖𝑛 = 25.16 𝑚𝑚
A equação 25, apenas possui solução numérica assim foi resolvida com auxílio
do software computacional Scilab. Ao comparar os resultados obtidos, a espessura
mínima para o sistema de reparo é de 4.03mm, pois conforme orientado em [31], ao se
comparar os valores obtidos entre as equações 25 e 26, a que gera o menor valor é a
equação 25, e ao se comparar os valores obtidos pelas equações 18,19 e 25, a que gera
maior valor é a equação 19. Para o cálculo do comprimento axial do reparo tem-se:
𝐿𝑜𝑣𝑒𝑟 = 2 × √114.3 × 3 ≅ 37 𝑚𝑚
Como o valor gerado pela equação 29, é inferior a 50mm logo:
𝐿𝑜𝑣𝑒𝑟 = 50 𝑚𝑚

41
Para avaliar se o comprimento de ancoragem do sistema de reparo é suficiente
para suportar as cargas axiais transferidas do substrato para o reparo, utiliza-se a
equação 31:
13499.1 × 0.00088 × 4.03
7.1= 6.74 𝑚𝑚
𝐿𝑜𝑣𝑒𝑟 > 6.74 𝑚𝑚
Como o comprimento de ancoragem do sistema de reparo é superior ao valor
gerado pela equação 31, o comprimento mínimo de ancoragem será mantido.
Quando há presente carregamentos axiais, é recomendável utilizar um
afinamento nas bordas do reparo de no mínimo cinco vezes a espessura do reparo:
𝐿𝑡𝑎𝑝𝑒𝑟 = 4.03 × 5 ≅ 20𝑚𝑚
Utilizando a equação 28, o comprimento axial mínimo do sistema de reparo
deverá ser:
𝐿𝑟 = 2 × 50 + 19 + 2 × 20 ≅ 160 𝑚𝑚
Assim o reparo deverá possuir no mínimo 4.03 mm de espessura e 160 mm de
comprimento axial. Foi utilizada a pressão de projeto de 1.96 MPa, pois há grande
número de linhas que operam com pressão de projeto igual ou menor a essa pressão,
além de que o sistema de reparo tem custo elevado, se fosse utilizada uma pressão de
projeto maior, consequentemente a espessura de reparo seria maior e inviabilizaria este
trabalho. As propriedades mecânicas utilizadas para o cálculo são disponibilizadas no
anexo B deste trabalho.
4-DISCUSSÃO DOS RESULTADOS
Ao comparar a PMTA do CP4 com a previsão de falha dos dois métodos
apresentados, verificou-se que a pressão de falha foi muito superior a PMTA, mesmo
com o tubo apresentando um defeito em toda sua circunferência de 80 % de perda de
espessura. O resultado apresentado no teste hidrostático foi coerente com as previsões
42
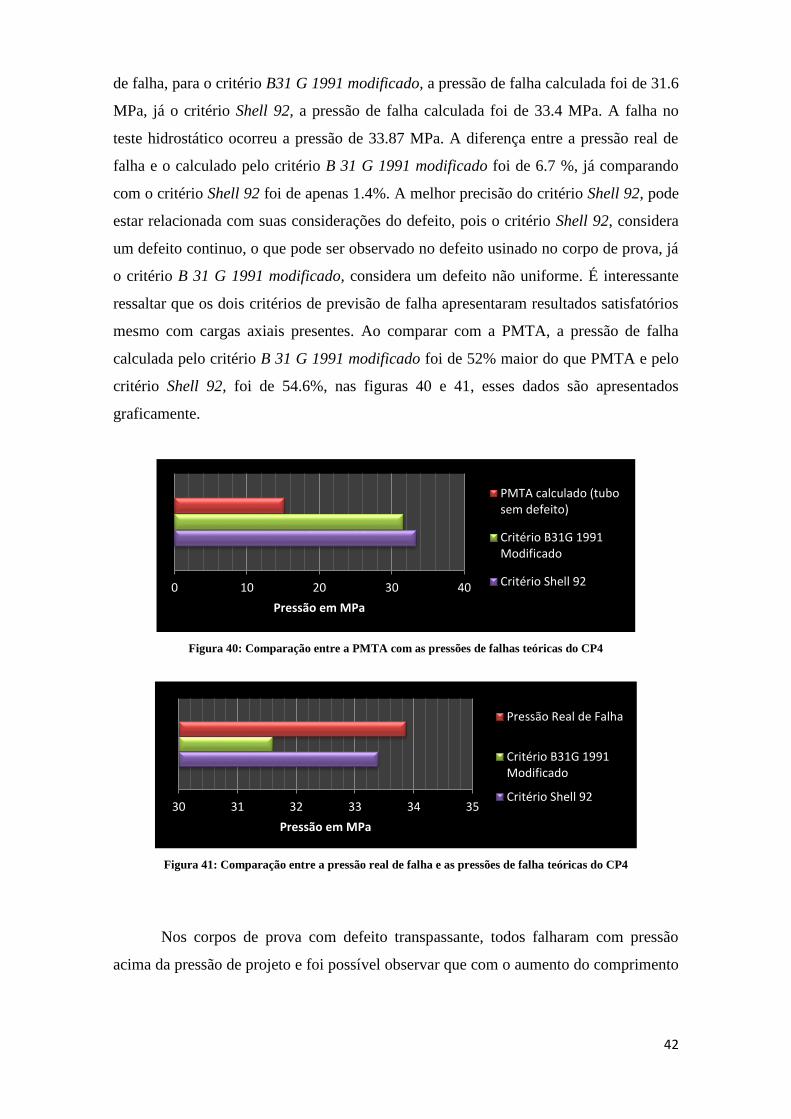
de falha, para o critério B31 G 1991 modificado, a pressão de falha calculada foi de 31.6
MPa, já o critério Shell 92, a pressão de falha calculada foi de 33.4 MPa. A falha no
teste hidrostático ocorreu a pressão de 33.87 MPa. A diferença entre a pressão real de
falha e o calculado pelo critério B 31 G 1991 modificado foi de 6.7 %, já comparando
com o critério Shell 92 foi de apenas 1.4%. A melhor precisão do critério Shell 92, pode
estar relacionada com suas considerações do defeito, pois o critério Shell 92, considera
um defeito continuo, o que pode ser observado no defeito usinado no corpo de prova, já
o critério B 31 G 1991 modificado, considera um defeito não uniforme. É interessante
ressaltar que os dois critérios de previsão de falha apresentaram resultados satisfatórios
mesmo com cargas axiais presentes. Ao comparar com a PMTA, a pressão de falha
calculada pelo critério B 31 G 1991 modificado foi de 52% maior do que PMTA e pelo
critério Shell 92, foi de 54.6%, nas figuras 40 e 41, esses dados são apresentados
graficamente.
Figura 40: Comparação entre a PMTA com as pressões de falhas teóricas do CP4
Figura 41: Comparação entre a pressão real de falha e as pressões de falha teóricas do CP4
Nos corpos de prova com defeito transpassante, todos falharam com pressão
acima da pressão de projeto e foi possível observar que com o aumento do comprimento
0 10 20 30 40
Pressão em MPa
PMTA calculado (tubosem defeito)
Critério B31G 1991Modificado
Critério Shell 92
30 31 32 33 34 35
Pressão em MPa
Pressão Real de Falha
Critério B31G 1991Modificado
Critério Shell 92

43
da fenda na qual o fluido entra em contato direto com o reparo, a pressão de falha reduz.
Na figura 42, é realizado uma comparação gráfica dos resultados.
Figura 42: Comparação entre a pressão de projeto do reparo e as pressões de falha
No CP2, o comprimento na qual o fluido entra em contato direto com o reparo é
de 25% do comprimento da circunferência, no CP3 é de 50 % e no CP1 de 100%.
Observa-se que o consumo da parede do tubo na região do defeito além dos 80% da
espessura nominal, não foi relevante na redução da pressão de falha do sistema de
reparo, pois no CP1 havia uma redução de 80% da espessura nominal do tubo, mas com
apenas um pequeno furo para permitir a passagem do fluido em todo comprimento da
circunferência e apresentou a menor pressão de falha. No CP 3 esperava-se uma menor
pressão de falha, pois 50 % do comprimento da circunferência do tubo foi totalmente
removida permanecendo apenas 50% do comprimento da circunferência com apenas
20% da espessura nominal do tubo.
5-CONCLUSÕES E SUGESTÕES
Reparos em tubulações com material compósito estão se tornando uma
alternativa de reparo rápida e confiável, nesse trabalho foi avaliada a possibilidade de
sua utilização em cordões de solda degradados pelo processo corrosivo na ZTA. A
particularidade desse defeito é uma corrosão muito acentuada na ZTA no sentido
circunferêncial, provocando baixa espessura nessa região e em suas proximidades
verifica-se uma espessura de parede integra próxima da nominal. Esse tipo de defeito é
comum de ser observado em juntas soldadas em tubulações de aço inoxidável
superduplex. Tal material possui elevada dureza, dificultando o processo de preparo de
superfície que é fundamental para a aplicação do sistema de reparo. Para o estudo do
0 2 4 6 8 10
Pressão em MPa
Pressão de Projeto
Pressão de Falha CP1
Pressão de Falha CP2
Pressão de Falha CP3

44
sistema de reparo com material compósito neste contexto, primeiramente foi necessário
verificar como o defeito influencia na integridade estrutural da tubulação. Com isso,
determinou-se um defeito próximo da realidade para posteriormente ser usinado em um
corpo de prova. Para um caso com apenas perda de espessura, foi calculada a PMTA
dessa tubulação e posteriormente a pressão de falha para um defeito usinado no CP4. A
PMTA encontrada foi muito abaixo das pressões de falha calculadas com o defeito,
entretanto o teste hidrostático do corpo de prova foi necessário para comparar os
resultados.
Assim o CP4, foi submetido ao teste hidrostático a temperatura ambiente na qual
apresentou falha com 33.87 MPa, pressão 6.7 % maior do que o valor teoricamente
calculado segundo o critério de falha B 31 G 1991 modificado e apenas 1.4% maior do
que o critério Shell 92.Os dois critérios de falha apresentaram resultados satisfatórios,
pois a diferença percentual foi pequena. O critério Shell 92 apresentou melhor precisão
do que o B 31 G 1991 modificado, diferença que pode ser atribuída pela consideração de
que o defeito é uniforme para o critério Shell 92 e não uniforme para o B31 G 1991
modificado. Com esse resultado é possível concluir que um defeito dessa natureza não
tem grande efeito quando apenas os carregamentos axiais e circunferêncial provocados
pela pressão hidrostática interna estão presentes, assim a tubulação requer apenas um
reforço estrutural para atender as exigências de segurança.
A segunda etapa desse trabalho foi dimensionar um reparo com material
compósito com a finalidade de estanqueidade e integridade estrutural. Para tal foram
utilizados os parâmetros da referência [31], para dimensionar um reparo para três corpos
de prova de aço superduplex UNS S32750.
Devido a geometria do defeito, o mesmo foi modelado com uma fenda e
utilizados as equações da seção 6.5.7 da ISO TS 24817:2006, para defeitos
transpassantes tipo fenda circunferêncial, na qual a equação apenas é função da largura
do defeito em termos geométricos do mesmo, ou seja, não importa se a fenda se estende
a 25 % do comprimento da tubulação ou se a mesma se estende por toda a
circunferência, a espessura do reparo calculado é a mesma. Como o sistema de reparo
fornecido pela empresa Tecnofink LTDA, o reparo foi aplicado nos três corpos de
prova, para uma pressão de projeto de 1.96 MPa.
Após cura do sistema de reparo os mesmos foram submetidos ao teste
hidrostático, na qual foram registradas as falhas dos CP1, CP2 e CP3 com 2.8 MPa,
7.72 MPa e 4.18 MPa respectivamente. Com isso pode-se observar que o comprimento

45
da fenda tem grande influência na pressão de falha do reparo, pois o CP2 apresentou
uma pressão de falha de quase quatro vezes a pressão de projeto, possuindo cerca de 25
% do comprimento da circunferência interna do reparo em contato direto com o fluido.
Para o CP3 que possuía 50% do comprimento da circunferência interna do reparo em
contato com o fluido apresentou uma pressão de falha cerca de 2 vezes a pressão de
projeto. Já para o CP 1 que possuía todo o comprimento da circunferência interna do
reparo em contato com o fluido a pressão de falha foi apenas 43% maior do que a
pressão de projeto.
Contudo os resultados obtidos apontam que é uma técnica de possível utilização,
uma vez que o espaço amostral foi pequeno para que se afirme que a metodologia
adotada é totalmente eficiente e confiável. Um estudo estatístico se faz necessário para
tal validação, pois nesse trabalho apenas um corpo de prova para cada tipo de defeito foi
testado, devido ao alto custo tanto do sistema de reparo quanto dos corpos de prova.
Entretanto esse trabalho demostra grande contribuição, pois é relevante o estudo e
desenvolvimento de sistemas de reparos com materiais compósitos neste contexto, uma
vez que esse tipo de defeito é comum de ser encontrado em tubulações de aço
inoxidável superduplex. Também verificou-se que defeitos dessa natureza só se tornam
um problema do ponto de vista operacional, quando há presença de defeitos
transpassantes, pois para uma perda de espessura sem o defeito transpassante a pressão
de falha é muito acima das pressões normais de utilização.
Para trabalhos futuros, sugere-se realizar um estudo estatístico da metodologia
apresentada neste trabalho. Também é sugerido um estudo de reparos neste mesmo
escopo de defeito, entretanto além das cargas axiais e circunferências devido a pressão
hidrostática interna, considerar a combinação desses carregamentos com cargas
cisalhantes e momentos fletores atuando na seção danificada.
Como há tendência de redução das propriedades mecânicas de materiais
poliméricos e compósitos com o acréscimo da temperatura, o estudo de reparos
apresentados neste trabalho com temperaturas acima de 80ºC seria de grande utilidade.
6-REFERÊNCIAS BILBIOGRAFICAS
[1] S.M.N. LOUREIRO. Reforço de Vasos de Pressão com Material Compósito de
Matriz Polimérica. Rio de Janeiro, 1999. Dissertação (Mestrado em Engenharia
Metalúrgica e de Materiais) - Universidade Federal do Rio de Janeiro.

46
[2] C.V.M. dos Santos, Análise de Tensões Sob Regime Elasto-Plástico em Vasos de
Pressão de Paredes Finas, Niterói, 1999. Dissertação de Mestrado - Pós-graduação
em Engenharia Mecânica. Universidade Federal Fluminense.
[3] R.M.A. Cortes, Dimensionamento de Reforços em Dutos Com Materiais
Compósitos de Matriz Polimérica. Niterói, 2001. Dissertação de Mestrado- Pós-
graduação em Engenharia Mecânica. Universidade Federal Fluminense.
[4] C.J. Silva. Aplicação de Reforços a Base de Materiais Compósitos de Matriz
Polimérica para a Extensão de Vida de Dutos Elasto-Plásticos, Niterói, 2002.
Dissertação de Mestrado- Pós-graduação em Engenharia Mecânica. Universidade
Federal Fluminense.
[5] A.T.M. dos Santos, Análise Simplificada do Efeito das Extremidades em Ensaios
de Ruptura de Dutos Elasto-Plásticos Com Pressão Interna, Niterói, 2006.
Dissertação de Mestrado- Pós-graduação em Engenharia Mecânica. Universidade
Federal Fluminense.
[6] R.F. Sampaio, Análise da Influência do Fechamento em Dutos Elasto-Plásticos
Reforçados com Materiais Compósitos de Matriz Polimérica. Niterói, 2006.
Dissertação de Mestrado- Pós-graduação em Engenharia Mecânica. Universidade
Federal Fluminense.
[7] R.F. Sampaio. Desenvolvimento de Uma Metodologia de Reparo de Defeitos
Transpassantes em Dutos Metálicos Com Adesivos Epóxi. Niterói, 2009. Tese de
Doutorado - Pós-graduação em Engenharia Mecânica. Universidade Federal
Fluminense.
[8] L.M. Paim, Algumas Observações sobre Ensaios Hidrostáticos de Longa Duração
em Tubulações de Água Produzida Utilizadas na Exploração de Petróleo
Offshore, Niterói, 2011. Dissertação de Mestrado- Pós-graduação em Engenharia
Mecânica. Universidade Federal Fluminense.

47
[9] M.L. da Silva, Previsão da pressão de ruptura em dutos com defeitos de corrosão.
Niterói, 2013. Dissertação de Mestrado- Pós-graduação em Engenharia Mecânica.
Universidade Federal Fluminense.
[10] R.L. Junior, Estimativa da pressão de falha de tubulações corroídas reparadas
com compósitos. Niterói, 2015. Dissertação de Mestrado- Pós-graduação em
Engenharia Mecânica. Universidade Federal Fluminense.
[11] M.L. da Silva, Análise de Dutos Metálicos com Defeitos de Corrosão. Niterói,
2015. Tese de Doutorado - Pós-graduação em Engenharia Mecânica. Universidade
Federal Fluminense.
[12] H.S. da Costa Mattos, J.M.L. Reis, R.F. Sampaio, V.A. Perrut, An alternative
methodology to repair localized corrosion damage in metallic pipelines with
epoxy resins, Materials & Design. Elsevier Ltd 30 (2009) 3581–91.
[13] H.S. da Costa Mattos, L.M. Paim, J.M.L. Reis, Analysis of burst tests and long-
term hydrostatic tests in produced water pipelines. Engineering Failure Analysis,
Elsevier Ltd 22 (2012) 128–40.
[14] M.L. da Silva, H.S. da Costa Mattos, Failure pressure estimations for corroded
pipelines, MaterSciForum 758 (2013) 65–76.
[15] J.M.L. Reis, F.L. Chaves, H.S. da Costa Mattos, Tensile behaviour of glass fiber
reinforced polyurethane at different strain rates, Materials & Design, Elsevier Ltd
49 (2013), 192–196.
[16] H.S. da Costa Mattos, J.M.L. Reis, L.M. Paim, M.L. da Silva, F.C. Amorim, V.A.
Perrut, Analysis of a glass fiber reinforced polyurethane composite repair system
for corroded pipelines at elevated temperatures, Composite Structures 114 (2014)
117–123.
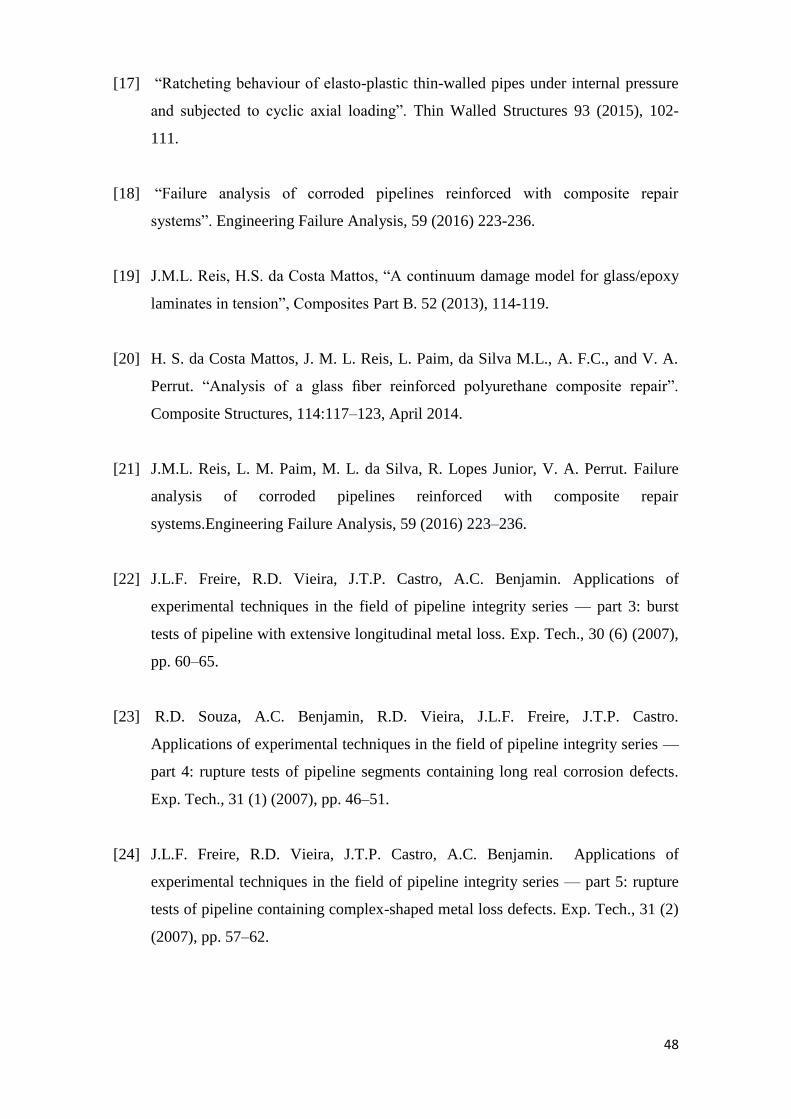
48
[17] “Ratcheting behaviour of elasto-plastic thin-walled pipes under internal pressure
and subjected to cyclic axial loading”. Thin Walled Structures 93 (2015), 102-
111.
[18] “Failure analysis of corroded pipelines reinforced with composite repair
systems”. Engineering Failure Analysis, 59 (2016) 223-236.
[19] J.M.L. Reis, H.S. da Costa Mattos, “A continuum damage model for glass/epoxy
laminates in tension”, Composites Part B. 52 (2013), 114-119.
[20] H. S. da Costa Mattos, J. M. L. Reis, L. Paim, da Silva M.L., A. F.C., and V. A.
Perrut. “Analysis of a glass fiber reinforced polyurethane composite repair”.
Composite Structures, 114:117–123, April 2014.
[21] J.M.L. Reis, L. M. Paim, M. L. da Silva, R. Lopes Junior, V. A. Perrut. Failure
analysis of corroded pipelines reinforced with composite repair
systems.Engineering Failure Analysis, 59 (2016) 223–236.
[22] J.L.F. Freire, R.D. Vieira, J.T.P. Castro, A.C. Benjamin. Applications of
experimental techniques in the field of pipeline integrity series — part 3: burst
tests of pipeline with extensive longitudinal metal loss. Exp. Tech., 30 (6) (2007),
pp. 60–65.
[23] R.D. Souza, A.C. Benjamin, R.D. Vieira, J.L.F. Freire, J.T.P. Castro.
Applications of experimental techniques in the field of pipeline integrity series —
part 4: rupture tests of pipeline segments containing long real corrosion defects.
Exp. Tech., 31 (1) (2007), pp. 46–51.
[24] J.L.F. Freire, R.D. Vieira, J.T.P. Castro, A.C. Benjamin. Applications of
experimental techniques in the field of pipeline integrity series — part 5: rupture
tests of pipeline containing complex-shaped metal loss defects. Exp. Tech., 31 (2)
(2007), pp. 57–62.
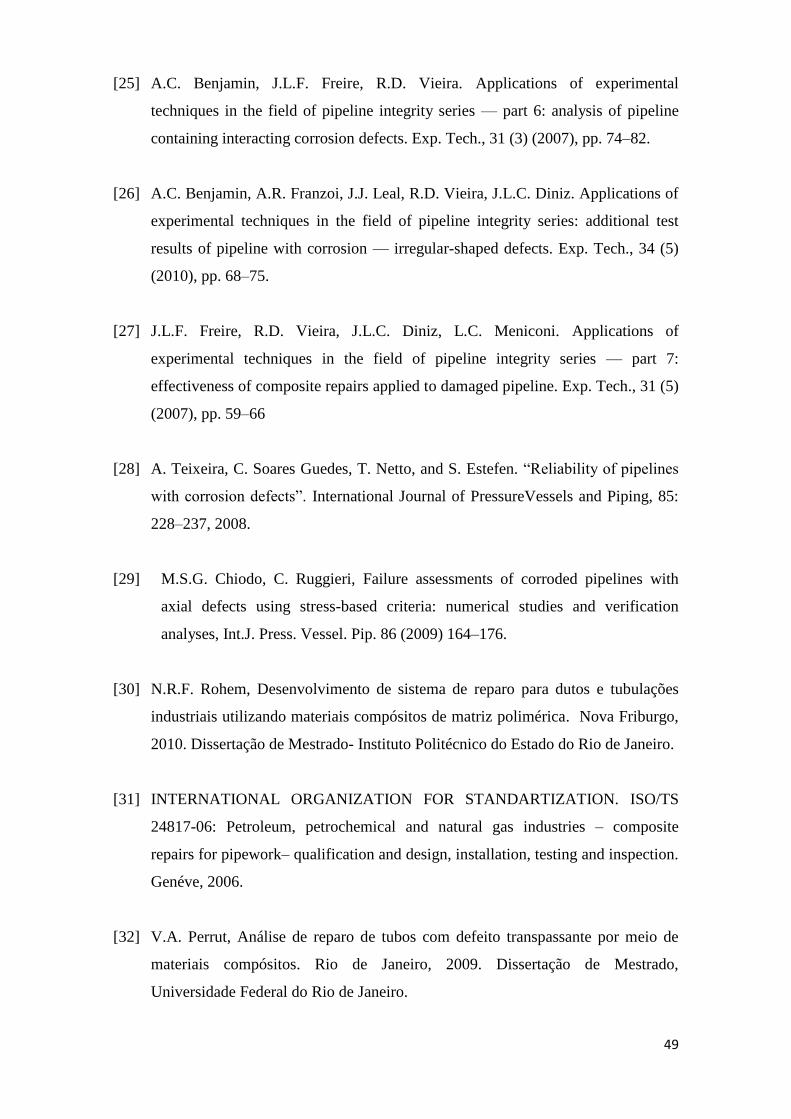
49
[25] A.C. Benjamin, J.L.F. Freire, R.D. Vieira. Applications of experimental
techniques in the field of pipeline integrity series — part 6: analysis of pipeline
containing interacting corrosion defects. Exp. Tech., 31 (3) (2007), pp. 74–82.
[26] A.C. Benjamin, A.R. Franzoi, J.J. Leal, R.D. Vieira, J.L.C. Diniz. Applications of
experimental techniques in the field of pipeline integrity series: additional test
results of pipeline with corrosion — irregular-shaped defects. Exp. Tech., 34 (5)
(2010), pp. 68–75.
[27] J.L.F. Freire, R.D. Vieira, J.L.C. Diniz, L.C. Meniconi. Applications of
experimental techniques in the field of pipeline integrity series — part 7:
effectiveness of composite repairs applied to damaged pipeline. Exp. Tech., 31 (5)
(2007), pp. 59–66
[28] A. Teixeira, C. Soares Guedes, T. Netto, and S. Estefen. “Reliability of pipelines
with corrosion defects”. International Journal of PressureVessels and Piping, 85:
228–237, 2008.
[29] M.S.G. Chiodo, C. Ruggieri, Failure assessments of corroded pipelines with
axial defects using stress-based criteria: numerical studies and verification
analyses, Int.J. Press. Vessel. Pip. 86 (2009) 164–176.
[30] N.R.F. Rohem, Desenvolvimento de sistema de reparo para dutos e tubulações
industriais utilizando materiais compósitos de matriz polimérica. Nova Friburgo,
2010. Dissertação de Mestrado- Instituto Politécnico do Estado do Rio de Janeiro.
[31] INTERNATIONAL ORGANIZATION FOR STANDARTIZATION. ISO/TS
24817-06: Petroleum, petrochemical and natural gas industries – composite
repairs for pipework– qualification and design, installation, testing and inspection.
Genéve, 2006.
[32] V.A. Perrut, Análise de reparo de tubos com defeito transpassante por meio de
materiais compósitos. Rio de Janeiro, 2009. Dissertação de Mestrado,
Universidade Federal do Rio de Janeiro.

50
[33] M. Shamsuddoha, M.M. Islam, T. Aravinthana, A. Manalo, K. Lau, Effectiveness
of using fibre-reinforced polymer composites for underwater steel pipeline
repairs, Compos. Struct. 100 (2013) 40–54.
[34] D.B.P.L. de Lima. Avaliação da Soldabilidade do Aço Inoxidável superduplex
UNS S32750. Curitiba,2006. Dissertação de Mestrado, Universidade Federal do
Paraná.
[35] J.P.B. de Souza, A.G. Arias, J.M Pardal, F.B. Mainier, M.L.R Ferreira, S.S.
Tavares. Análise da Resistência à Corrosão por Pite em Soldas de Reparo pelo
Processo TIG em Aço Inoxidável Superduplex UNS S32750. Soldagem &
Inspeção. São Paulo, Vol.16, No. 2, p.104-113, Abr/Jun 2011.
[36] AMERICAN SOCIETY OF MECHANICAL ENGINEERS. ASME B31.3-2008:
Process piping.New York, 2008.
[37] D. R. Stephens e R. B. Francini. A review and evaluation of remaining strength
criteria for corrosion defects in transmission pipelines. ETCE2000/OGPT-10255,
Proceedings of ETCE/OMAE2000 Joint Conference, Energy for the New
Millennium, New Orleans, LA, February 2000.

51
ANEXO A- DESENHO TÉCNICO DOS CORPOS DE PROVA
A.1- CORPO DE PROVA DE AÇO A 106 GR.B

52
A.2- CORPO DE PROVA 1

53
A.3- CORPO DE PROVA 2
54
A.4- CORPO DE PROVA 3

55
ANEXO B- PROPRIEDADES MECÂNICAS DO SISTEMA DE
REPARO
𝑬𝒂=13.5GPa
𝜺𝒂 = 0.001 mm/mm
𝑬𝒄 = 24.78GPa
𝜺𝒄 =0.0025 mm/mm
𝑻𝒎= 90 °C
𝜸𝑳𝑪𝑳 = 34.6 J/m2
𝝂 =0.132
𝜶𝒂 = 5.22 × 10−5°𝐶−1
𝜶𝒄 =1.16 × 10−5°𝐶−1
G =1.83 GPa
𝝉 =7.1 MPa