materiales y procesos iii -...
TRANSCRIPT

MatyPro III - 2do. Cuatrimestre -2012
Materiales y procesos III
Clase 1 – Modulo 1

MatyPro III - 2do. Cuatrimestre -2012
Plásticos
Introducción a la tecnología del Plástico

MatyPro III - 2do. Cuatrimestre -2012
Algunas definiciones
• Según su procedencia, los plásticos pueden ser naturales o sintéticos:
• Los plásticos naturales se obtienen directamente de materias primas vegetales, por ejemplo, la celulosa y el látex o animales (como la caseína, una de las principales proteínas de la leche de vaca)
• Los plásticos sintéticos se elaboran a partir de compuestos derivados del petróleo, el gas natural o el carbón. La mayoría de los plásticos pertenecen a este grupo.

MatyPro III - 2do. Cuatrimestre -2012
Uso general
Los plásticos son materiales con múltiples aplicaciones que ocupan un lugar destacado en el desarrollo de sectores como el transporte, los envases y embalajes, las telecomunicaciones, la construcción, la medicina, la agricultura o las tecnologías de la información.

MatyPro III - 2do. Cuatrimestre -2012
Un poco de Historia
El invento del primer plástico se origina como resultado de un concurso realizado en 1860, cuando el fabricante estadounidense de bolas de billar Phelan and Collarderofreció una recompensa de 10 000 dólares aquien consiguiera un sustituto del marfil natural, destinado a la fabricación de bolas de billar. Una de las personas que compitieron fue el inventor norteamericano John Wesley Hyatt, quien desarrolló el celuloide disolviendo celulosa (material de origen natural) en una solución de alcanfor y etanol. Si bien Hyatt no ganó el premio, consiguió un producto muy comercial que sería vital para el posterior desarrollo de la industria cinematográfica de finales de siglo XIX.

MatyPro III - 2do. Cuatrimestre -2012
Un poco de Historia
En 1909 el químico norteamericano de origen belga Leo Hendrik Baekelandsintetizó un polímero de gran interés comercial, a partir de moléculas de fenol y formaldehído. Se bautizó con el nombre de baquelita y fue el primer plástico totalmente sintético de la historia, fue la primera de una serie de resinas sintéticas que revolucionaron la tecnología moderna iniciando la «era del plástico». A lo largo del siglo XX el uso del plástico se hizo extremadamente popular y llegó a sustituir a otros materiales tanto en el ámbito doméstico, como industrial y comercial.
En 1919 se produjo un acontecimiento que marcaría la pauta en el desarrollo de los materiales plásticos. El químico alemán Hermann Staudinger aventuró que éstos se componían en realidad de moléculas gigantes o macromoléculas.Los esfuerzos realizados para probar estas afirmaciones iniciaron numerosas investigaciones científicas que produjeron enormes avances en esta parte de la química.

MatyPro III - 2do. Cuatrimestre -2012
Propiedades y caracteristicas
El poliestireno es un polímero formado a partir de la unidad repetitiva conocida como estireno.
Los polímeros (del Griego: poly: muchos y mero: parte, segmento) son macromoléculas (generalmente orgánicas) formadas por la unión de moléculas más pequeñas llamadas monómeros.

MatyPro III - 2do. Cuatrimestre -2012
Clasificación de los plásticos
Según el monómero base
En esta clasificación se considera el origen del monómero del cual parte la producción del polímero.
Naturales: Son los polímeros cuyos monómeros son derivados de productos de origen natural con ciertas características como, por ejemplo, la celulosa, la caseína y el caucho. Dentro de dos de estos ejemplos existen otros plásticos de los cuales provienen:
Los derivados de la celulosa son: el celuloide, el celofán y el cellón.
Los derivados del caucho son: la goma y la ebonita.
Sintéticos: Son aquellos que tienen origen en productos elaborados por el hombre, principalmente derivados del petróleo como lo son las bolsas de polietileno

MatyPro III - 2do. Cuatrimestre -2012
Según su comportamiento frente al calor
Termoplásticos
Un termoplástico es un plástico que, a temperatura ambiente, es plástico o deformable, se convierte en un líquido cuando se calienta y se endurece en un estado vítreo cuando se enfría suficiente.La mayoría de los termoplásticos son polímeros de alto peso molecular, los que poseen cadenas asociadas por medio de débiles fuerzas Van derWaals (Polietileno); fuertes interacciones dipolo-dipolo y enlace de hidrógeno; o incluso anillos aromáticos apilados (poliestireno). Los polímeros termoplásticos difieren de los polímeros termoestables en que después de calentarse y moldearse éstos pueden recalentarse y formar otros objetos, ya que en el caso de los termoestables o termoduros, su forma después de enfriarse no cambia y este prefiere incendiarse..Sus propiedades físicas cambian gradualmente si se funden y se moldean varias veces.

MatyPro III - 2do. Cuatrimestre -2012
Termoplásticos
Los plásticos más utilizados pertenecen a este grupo.Sus macromoléculas están dispuestas libremente sin entrelazarse.
Gracias a esta disposición, se reblandecen con el calor adquiriendo la forma deseada, la cual se conserva al enfriarse

MatyPro III - 2do. Cuatrimestre -2012
Los principales son:
Resinas celulósicas: obtenidas a partir de la celulosa, el material constituyente de la parte leñosa de las plantas. Pertenece a este grupo el rayón.
Polietilenos y derivados: Emplean como materia prima el etileno obtenido del craqueo del petróleo que, tratado posteriormente, permite obtener diferentes monómeros como acetato de vinilo, alcoholvinílico, cloruro de vinilo, etc. Pertenecen a este grupo el PVC, el poliestireno, el metacrilato, etc.
Derivados de las proteínas: Pertenecen a este grupo el nailon yel perlón, obtenidos a partir de las diamidas.
Derivados del caucho: Son ejemplo de este grupo los llamados comercialmente pliofilmes, clorhidratos de caucho obtenidosadicionando ácido clorhídrico a los polímeros de caucho.

MatyPro III - 2do. Cuatrimestre -2012
Termoestables
Los plásticos termoestables son materiales que una vez que han sufrido el proceso de calentamiento-fusión y formación-solidificación, se convierten en materiales rígidos que no vuelven a fundirse. Generalmente para su obtención se parte de un aldehído.
Polímeros del fenol: Son plásticos duros, insolubles e infusibles pero, si durante su fabricación se emplea un exceso de fenol, se obtienen termoplásticos.
Resinas epoxi.
Resinas melamínicas.
Baquelita.
Aminoplásticos: Polímeros de urea y derivados. Pertenece a este grupo la melamina.
Poliésteres: Resinas procedentes de la esterificación de polialcoholes, que suelen emplearse en barnices. Si el ácido no está en exceso, se obtienen termoplásticos.

MatyPro III - 2do. Cuatrimestre -2012
Termoestables
Sus macromoléculas se entrecruzan formando una red de malla cerrada.
Esta disposición no permite nuevos cambios de forma mediante calor o presión: solo se pueden deformar una vez.

MatyPro III - 2do. Cuatrimestre -2012
Según su estructura molecular
Amorfos
Son amorfos los plásticos en los que las moléculas no presentan ningún tipo de orden; están dispuestas desordenadamente sin corresponder a ningún orden.
Al no tener orden entre cadenas se crean unos huecos por los que la luz pasa, por esta razón los polímeros amorfos son transparentes.

MatyPro III - 2do. Cuatrimestre -2012
Semicristalinos
Los polímeros semicristalinos Tienen zonas con cierto tipo de orden junto con zonas amorfas. En este caso al tener un orden existen menos huecos entre cadenas por lo que no pasa la luz a no ser que posean un espesor pequeño.

MatyPro III - 2do. Cuatrimestre -2012
Cristalizables
Según la velocidad de enfriamiento, puede disminuirse (enfriamiento rápido) o incrementarse (enfriamiento lento) el porcentaje de cristalinidad de un polímero semicristalino, sin embargo, un polímero amorfo, no presentará cristalinidad aunque su velocidad de enfriamiento sea extremadamente lenta.

MatyPro III - 2do. Cuatrimestre -2012
Comodities
Son aquellos que tienen una fabricación, disponibilidad, y demanda mundial, tienen un rango de precios internacional y no requieren gran tecnología para su fabricación y procesamiento.
De ingeniería
Son los materiales que se utilizan de manera muy específica, creados prácticamente para cumplir una determinada función, requieren tecnología especializada para su fabricación o su procesamiento y de precio relativamente alto.
Elastómeros o cauchos
Los elastómeros se caracterizan por su gran elasticidad y capacidad de estiramiento y rebote, recuperando su forma original una vez que se retira la fuerza que los deformaba. Comprenden los cauchos naturales obtenidos a partir del látex natural y sintéticos; entre estos últimos se encuentran el neopreno y el polibutadieno.
Los elastómeros son materiales de moléculas grandes las cuales después de ser deformadas a temperatura ambiente, recobran en mayor medida su tamaño y geometría al ser liberada la fuerza que los deformó.

MatyPro III - 2do. Cuatrimestre -2012
Elastómeros
Sus macromoléculas se ordenan en forma de red de malla con pocos enlaces.
Esta disposición permite obtener plásticos de gran elasticidad que recuperan su forma y dimensiones cuando deja de actuar sobre ellos una fuerza.

MatyPro III - 2do. Cuatrimestre -2012
Codificación de plásticos
Tabla 1. Codificación internacional para los distintos plásticos.
7654321Código
OtrosPSPPPEBD/ LDPEPVCPEAD/ HDPEPETAcrónimo
Otros
Poliestireno
Polipropileno
Polietileno de baja densidad
Policloruro de vinilo
Polietileno de alta densidad
Polietileno Tereftalato
Tipo de plástico:
Existe una gran variedad de plásticos y para clasificarlos, se usa un sistema de codificación que se muestra en la Tabla 1. Los productos llevan una marca que consiste en el símbolo internacional de reciclado con el código correspondiente en medio según el material específico. El objetivo principal de este código es la identificación del tipo de polímero del que esta hecho el plástico para su correcto reciclaje.El número presente en el código, está designado arbitrariamente para la identificación del polímero del que esta hecho el plástico y no tiene nada que ver con la dificultad de reciclaje ni dureza del plástico en cuestión.


Materiales Plásticos
Definición de los Plásticos Clasificación de los Plásticos Técnicas de Conformación
Por su naturaleza Por su estructura interna Extrusión
MoldeoTermoplásticosNaturales Moldeo
Calandrado
Conformación al vacio
Termoplásticos
Termoestables
Elastómeros
Naturales
Sintéticos

Clasificación internacional de los plásticosReciclaje y Reúso del Plástico Si bien existen más de cien tipos de plásticos, los más comunes son sólo seis, y se los identifica con un número dentro de un triángulo a los efectos de facilitar su clasificación para el reciclado, ya que las características diferentes de los plásticos exigen generalmente un reciclaje por separado.
7
VOLVER A ORGANIGRAMA

PET POLIETILENO TEREFTELATOSe elabora a partir del ac. Tereftálico y Etilenglicol, por condensación.
Ventajas y beneficios•Barrera a los gases• Transparente• Irrompible•Liviano• Impermeable•Atoxico
Aplicaciones:
•Envases de gaseosas, aceites, cosmética• Frascos varios (mayonesa, salsa, etc)• Bolsas para horno•Bandejas para microondas• Películas radiográficas
•Atoxico•Inerte (al contenido)
CLASIFICACIÓN INTERNACIONAL DE LOS PLÁSTICOS

PEAD (HDPE) POLIETILENO DE ALTA DENSIDADFabricado a partir del etileno. Es muy versátil y se lo puede transformar en diversas formas: inyección, soplado, extrusión y rotomoldeo.
Ventajas y beneficios•Resistencia a las bajas temperaturas• Irrompible•Liviano• Impermeable• Impermeable•Atóxico•Inerte (al contenido)
Aplicaciones:•Envases para detergentes, lavandina, aceites automotores, champú, lácteos.• Bolsas para supermercado• Baldes y tambores: para pintura, helados, aceites.• Bazar, cajones para pescados, gaseosas, cervezas.• Caños para gas, telefonía, agua.
CLASIFICACIÓN INTERNACIONAL DE LOS PLÁSTICOS

PVC POLICLORURO DE VINILO
Ventajas y beneficios•Ignífugo• Irrompible•Resistente a la intemperie• ImpermeableAtóxico
Se produce a partir de dos materias primas naturales: gas 43% y sal común (cloruro de sodio).Para su procesamiento es necesario el agregado de aditivos especiales. Se obtienen productos rígidos o totalmente flexibles ( inyección, extrusión, soplado).
•Atóxico•Inerte (al contenido)
Aplicaciones:• Envases para: agua mineral, jugos, aceites.• Perfiles para marcos de ventanas y puertas• Caños para desagües. Mangueras• Películas flexibles para envasado (Film)• Cables• Juguetes. Papel vinílico (decoración)• Bolsas para sangre y suero. Órganos artificiales
CLASIFICACIÓN INTERNACIONAL DE LOS PLÁSTICOS

PEBD(LPDE) POLIETILENO DE BAJA DENSIDADSe produce a partir del gas natural al igual que el PEAD. Versátil y se procesa de diversas formas: inyección, soplado, extrusión y rotomoldeo.
Ventajas y beneficios
• Flexible• Liviano• Económico• Transparente• Atóxico• Atóxico• Impermeable• Inerte (al contenido)
Aplicaciones:
• Bolsas de todo tipo: supermercado, panificación, congelado, industriales.• Películas para: agro, recubrimiento de acequias.• Envase automático de alimentos y prod. industriales• Stretch film, base para pañales descartables.• Bazar. Tubos y pomos (cosméticos, medicamentos, alimentos)• Tuberías para riego.
CLASIFICACIÓN INTERNACIONAL DE LOS PLÁSTICOS
PP POLIPROPILENOSe obtiene de la polimerización del propileno. Es rígido de alta cristalidad, elevado punto de fusión, excelente resistencia química y de mas baja densidad. Es transformado en la industria por los procesos de inyección, soplado y extrusión/termoformado.Ventajas y beneficios• Barrera a los aromas• Irrompible• Económico• Transparente en películas• Transparente en películas• Atóxico• Impermeable• Brillo• Resistente a la temp. Hasta 135º
Aplicaciones:• Película/film(alimentos, cigarrillos, chicles). Bolsas tejidas• Películas para: agro, recubrimiento de acequias• Envases industriales (bolsas grandes)• Hilos, cabos, cordelería. Fibras para tapicería• Bazar. Alfombras, cajas de batería, paragolpes y autopartes• Caños para agua caliente CLASIFICACIÓN INTERNACIONAL DE LOS PLÁSTICOS

PS POLIESTIRENO
Ventajas y beneficios
• Brillo• Liviano• Ignífugo• Irrompible• Atóxico• Impermeable
El PS es moldeable a través de procesos de Inyección, extrusión/termoformado, soplado. Existen dos tipos de PS: el PS Cristal y el PS alto impacto.
• Impermeable• Inerte• Fácil limpieza
Aplicaciones:
• Potes para lácteos, helados, dulces, etc.• Envases varios: vasos, bandejas, para cosmética, máquinas de afeitar.• Heladeras: contrapuertas, anaqueles.• Bazar: cubiertos, platos.• Juguetes, casetes, blíster.• Aislantes: planchas de PS espumado.
CLASIFICACIÓN INTERNACIONAL DE LOS PLÁSTICOS

MATERIALES Y PROCESOS III

TERMOFORMADODEFINICIÓN
Es un proceso de transformación secundario , en el cual una lámina de material termoplástico se moldea por la acción de temperatura y presión. La moldea por la acción de temperatura y presión. La temperatura ayuda a reblandecer la lámina y por medio de moldes y la intervención de vacío o presión, se adquiere la forma final.

TERMOFORMADO . Ventajas� Por ser un proceso secundario es de alta productividad � Uso de moldes muy sencillos en comparación de otros
procesos� La sencillez relativa en la construcción de moldes � La sencillez relativa en la construcción de moldes
ofrece al proceso una mayor agilidad e inversiones bajas cuando se cambia de diseño de producto

TERMOFORMADO
Restricciones� Como se parte del uso de lámina en lugar de
pellets, el costo de la materia prima es mucho mayor que para los procesos primarios
� Existe un límite en las dimensiones ( como es un � Existe un límite en las dimensiones ( como es un proceso basado en el estiramiento, la forma final esta restringida por las propiedades mecánicas de la lámina y al espesor de la lámina)

TERMOFORMADO
Restricciones� En los espesores del producto las láminas muy gruesas
no permiten el calentamiento uniforme en su parte interna debido a su baja conductividad térmica
� La inserción de partes metálicas o la producción de � La inserción de partes metálicas o la producción de piezas con perforaciones, no es posible directamente.

TERMOFORMADO
Aplicaciones� El mayor mercado del
proceso esta en productos de vida corta, tales como, aplicaciones para envase y embalaje de alimentos y
� Envase y embalaje
� Artículos de oficina
� Artículos de consumo
� Otrosaplicaciones para envase y embalaje de alimentos y medicinas , desechables y algunas aplicaciones de tipo industrial
� Otros

TERMOFORMADO
Materiales aptos� Se requieren ciertas características térmicas que
favorezcan el calentamiento-enfriamiento rápido (bajo calor específ ico) y buena transmisión del
calor (alta conductividad térmica).calor (alta conductividad térmica).
� Así, por ejemplo, el PEAD y BD no se utilizan habitualmente,
� Sí, en cambio, el PS, PVC, ABS y PMMA.
TERMOFORMADO
(descripción del proceso)
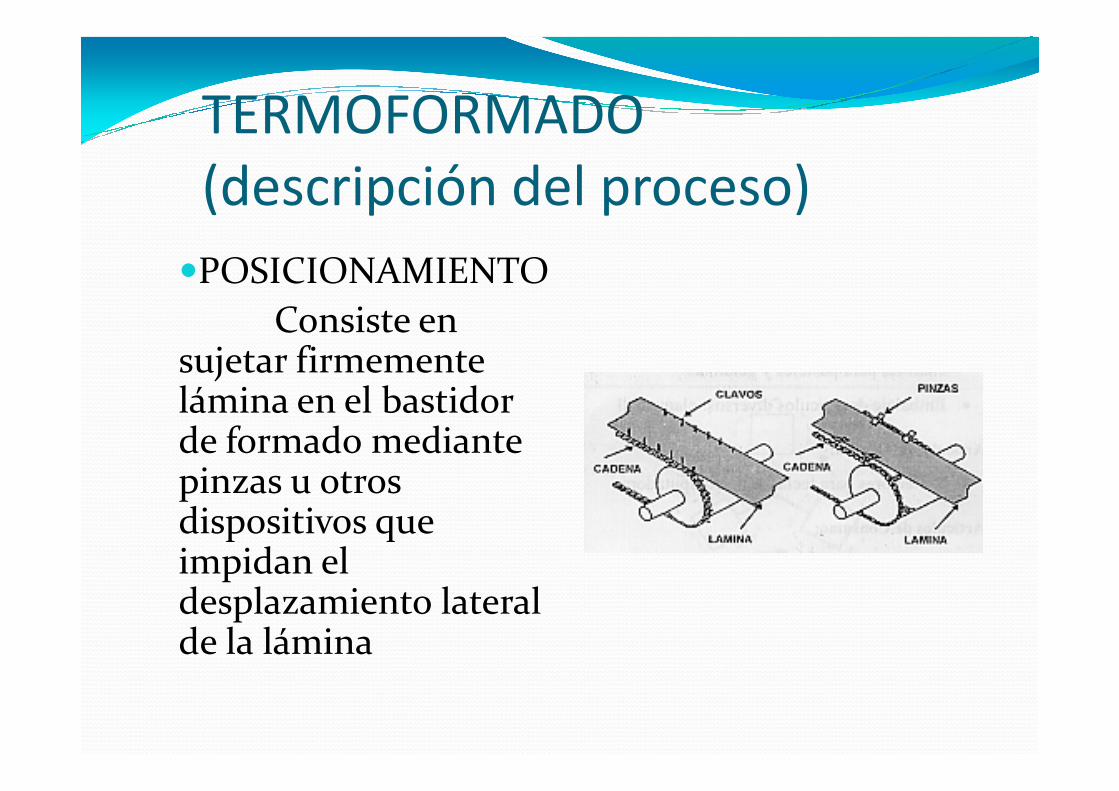
�POSICIONAMIENTOConsiste en
sujetar firmemente lámina en el bastidor lámina en el bastidor de formado mediante pinzas u otros dispositivos que impidan el desplazamiento lateral de la lámina

TERMOFORMADO
(descripción del proceso)� CALENTAMIENTO
La lámina se reblandece a su respectiva temperatura de formado por tres métodos diferentes
A) Radiación• Alambres en espiral níquel
• Placas de cerámica con alambres empotrados como resistencia
• Lámpara de radiación infrarrojas• Alambres en espiral níquel
cromo• Calentadores en barras de
acero• Calentadores en tubo de
cuarzo
infrarrojas
• b) Convección
• C) conducción

TERMOFORMADO
(descripción del proceso)� FORMADO
Consiste en formar la lámina previamente sujetada y calentada a tomar los contornos del molde. Para ello se requiere de una fuerza externa que puede ser de tres tipos
n b) Presión A través de aire a presión, se empuja la lamina hacia el molde para que se adhiera y adopte la forma
n c) Mecánico También conocido como formado externa que puede ser de tres tipos
a) Vacío Por medio de una bomba se acciona le vacío que jala la lámina hacia la superficie del molde hasta lograr que se adhiera a el
conocido como formado hembra macho y consiste en el uso de un molde y un contra molde y por medio del ensamble de ambos, se logra que la lámina reblandecida tome el contorno del molde

TERMOFORMADO
Descripción del procesoEl grado de estiramiento de la lámina depende de:
� Temperatura de lámina
� Nivel de fuerza aplicada durante el procesoNivel de fuerza aplicada durante el proceso
� Grado de orientación y orden molecular del material
� Comportamiento de esfuerzo estiramiento del material

TERMOFORMADO
(descripción del proceso)� ENFRIAMIENTOSe deja la pieza sostenida en el paso de formado
hasta que solidifique o bien dependiendo de los requerimientos del proceso se implementa un requerimientos del proceso se implementa un sistema de enfriamiento, que puede ser
- Introducir agua al molde- Forzando aires sobre la pieza terminada- Rociando agua presurizada (spray) sobre la pieza

TERMOFORMADO
(descripción del proceso)� DESMOLDE
Una vez enfriada la pieza se desmolda y se separa de las pinzas sujetadoras
� CORTE DEL DESPERDICIOCORTE DEL DESPERDICIO
Se eliminan las partes innecesarias y se puede realizar- Compresión- Desgarre- Calor- Abrasión

TERMOFORMADO
Tipos de procesos� Procesos Básicos o de un solo paso
� Procesos Multipasos
� Procesos con ayuda de pistón
Procesos especiales� Procesos especiales

TERMOFORMADO
Formado a Vacío Directo
� Este es un proceso que tiene un molde hembra sobre el que se coloca la lámina se coloca la lámina previamente calentada y bajo el que se aplica vacío, así la lámina baja y adquiere la forma final
TERMOFORMADO
(Formado a Vacío Directo)� VentajasSencillez de moldesFacilidad de procesamientoBajo costo
� AplicacionesCharolasPlatos desechablesProtectores y separadores de Bajo costo
� DesventajasNo se logra uniformidadProfundidad limitadaFondo y esquinas delgadas y
borde grueso
Protectores y separadores de frutas
Protecciones de cosméticosProtecciones de fármacosLa gran mayoría de blister
pack
TERMOFORMADO
(Formado a Vacío Molde macho)
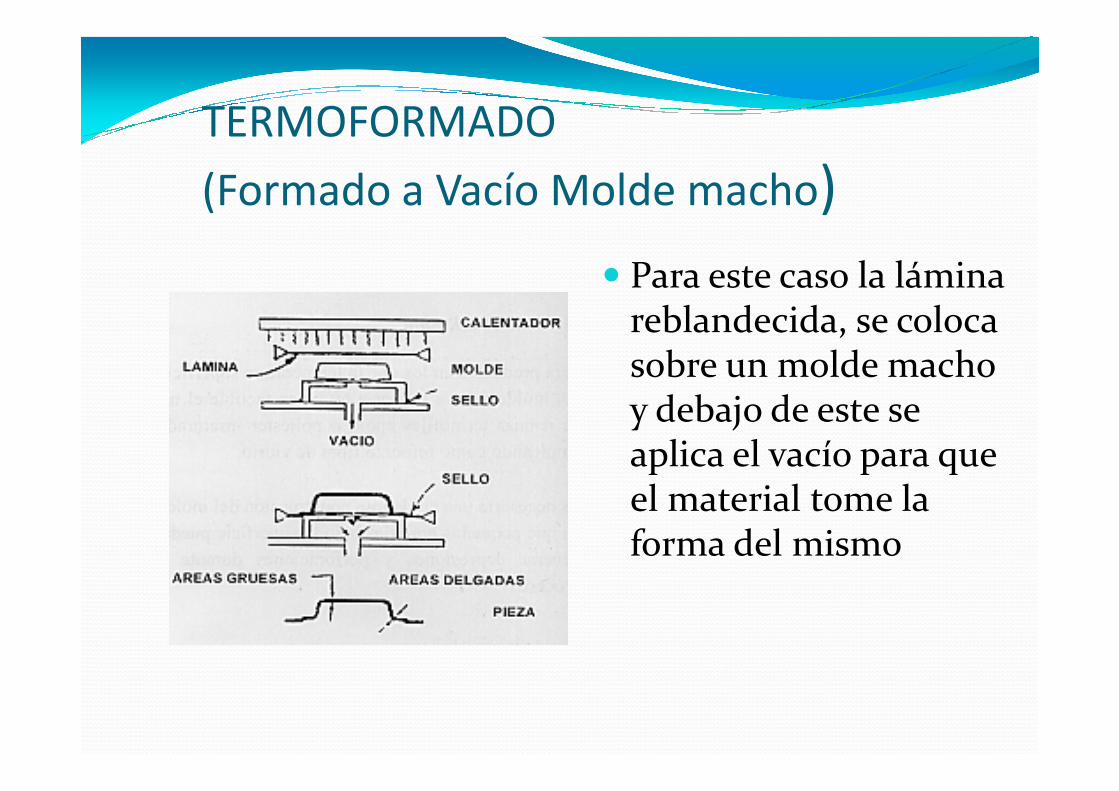
� Para este caso la lámina reblandecida, se coloca sobre un molde macho y debajo de este se y debajo de este se aplica el vacío para que el material tome la forma del mismo

TERMOFORMADO
(Formado a Vacío Molde macho)� VentajasFácil desmoldeoSe pueden utilizar moldes
mas complicados
� Aplicaciones
Blister en los que se desee proteger el producto
Blister unido con cartónmas complicadosMoldes mas económicos que
en el caso anterior� DesventajasNo se logra uniformidad en
el espesorFondo y esquinas gruesas y
paredes delgadas
Blister unido con cartón

TERMOFORMADO
(Formado a Presión libre)
� En este proceso se carecen de moldes, un sensor determina el tamaño de la burbuja, se tamaño de la burbuja, se fija la lámina reblandecida sobre la cámara de presión y se le inyecta aire hasta que al burbuja alcanza la altura deseada

TERMOFORMADO
(Formado a Presión libre)� Ventajas Muy bajo costoFacilidad de moldeoNo se requieren moldes
� Aplicaciones
Todo el bubble pack y protecciones que sean medio esfericasNo se requieren moldes
� Desventajas Solo se pueden obtener
burbujasEl control del tamaño de la
burbuja depende de la exactitud del sensor y la habilidad del operario
medio esfericas

TERMOFORMADO
(Formado a Presión)Este proceso sigue el
principio de vacío. Para ayudar a bajar la lamina hasta el fondo del molde se coloca sobre ésta una cámara de sobre ésta una cámara de presión y se inyecta aire; de esta forma la lámina alcanza la profundidad total y se puede reducir un poco el adelgazamiento de las paredes, al ejercer dos fuerzas en el momento del formado

TERMOFORMADO
(Formado a Presión)� Ventajas
Se alcanzan mayores profundidades
La dif. con el espesor de las
� Aplicaciones
Para piezas de superficies muy detalladas
Para materiales difíciles de La dif. con el espesor de las paredes se reduce
� Desventajas
Se requieren dos sistemas (Vacío e inyección de aire)
Costoso
Para materiales difíciles de procesar como el PP

TERMOFORMADO
(Formado Mecánico)
� Se logra al presionar la lámina reblandecida entre un juego de moldes juego de moldes hembra macho. La presión que se aplica es de casi 50 PSI y puede llegar hasta 150 PSI

TERMOFORMADO
(Procesos multipasos)� Estos son procesos de dos o más pasos, en los cuales se
involucran fuerzas para el formado, obteniendo productos de mayor calidad. Esto en función de que una primera fuerza estira la lámina y una segunda lo forma, logrando que el producto terminado tenga forma, logrando que el producto terminado tenga uniformidad en el espesor de sus paredes

TERMOFORMADO
(Formado al vacio con colchon de aire)
� Sigue el principio de formado a vacío directo, antes de aplicarlo se forma aplicarlo se forma una burbuja inyectando aire que estira la lámina

TERMOFORMADO
(Formado a Presión con colchón de aire)
� Se forma una burbuja y cuando la lámina toca el molde, este baja hasta cerrar la baja hasta cerrar la cámara y logra que la presión haga que la lámina se adhiera a él

TERMOFORMADO
(Formado a vacío con retorno)
� Se genera una burbuja que en lugar de generarse por presión, se produce al aplicar vacío y esta no toca el molde vacío y esta no toca el molde hasta que se cierra la cámara; es entonces cuando nuevamente se aplica vacío, pero en sentido inverso para lograr que el material se adhiera al molde

TERMOFORMADO
(Formado a presión con retorno)
� La presión crea la burbuja y la fuerza que logra que la lámina adquiera la lámina adquiera la forma del molde. Genera una cavidad inversa a la cavidad final del recipiente

TERMOFORMADO
(Procesos con ayuda de pistón)
� En algunos casos además del uso de aire ay sea como presión o fuerza de vacío para lograr un previo estiramiento, el proceso se auxilia de medios mecánicos como un pistón, para alcanzar grandes mecánicos como un pistón, para alcanzar grandes profundidades antes de efectuar el proceso de formado total

TERMOFORMADO
(Procesos con ayuda de pistón)

Capitulo II
UMSS – Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
129
2.3.8 TERMOFORMADO
El termoformado es un proceso en el cual se usa una lámina plana de material termoplástico para
darle la forma deseada. El proceso se usa ampliamente en el empaque de productos de consumo para
fabricar grandes artículos como tinas de baño, domos grandes para tragaluces y revestimiento internos
para refrigeradores.
El termoformado consta de dos pasos principales: calentamiento y formado. El calentamiento se
realiza generalmente mediante radiadores eléctricos en uno o ambos lados de la lámina de plástico
inicial, a una distancia aproximada de 125 mm. La duración del ciclo de calentamiento necesita ser
suficiente para ablandar la lámina, dependiendo del polímero, su espesor y color. Los métodos de
formado pueden clasificarse en tres categorías básicas: 1) termoformado al vacío, 2) termoformado a
presión y 3) termoformado mecánico Describirnos aquí los métodos para el formado de material laminar;
pero en la industria del empaque la mayoría de las operaciones de termoformado se realizan con
películas delgadas.
2.3.8.1 Termoformado al vacío
El método más antiguo es el termoformado al vació (llamado simplemente formado al vacío en sus
inicios, en los años cincuenta) en el cual se usa presión negativa para adherir la lámina precalentada
dentro la cavidad del molde. El proceso se explica en la figura 2.57 en su forma más básica. Los agujeros
para hacer el vacío en el molde son del orden de 0.8 mm de diámetro, así sus efectos en la superficie del
plástico son menores.
2.3.8.2 Termoformado a presión
Una alternativa del formado al vacío involucra presión positiva para forzar al plástico caliente dentro
de la cavidad del molde. Esto se llama termoformado a presión o formado por soplado; su ventaja sobre
el formado al vacío radica en que se pueden desarrollar presiones más altas, ya que en el método
anterior este parámetro se limita a un máximo teórico de una atmósfera. Son comunes las presiones de
formado de tres a cuatro atmósferas. La secuencia del proceso es similar a la anterior, la diferencia es
que la lámina se presiona desde arriba hacia la cavidad del molde. Los agujeros de ventilación en el
molde dejan salir el aire atrapado. La parte del formado de la secuencia (pasos 2 y 3) se ilustra en la
figura 2.58.

Capitulo II
UMSS – Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
130
FIGURA 2.57 Termoformado al vacío: (1) se suaviza una lámina plana de plástico por
calentamiento; (2) se coloca sobre la cavidad de un molde cóncavo; (3) el vacío atrae la
lámina hacia la cavidad, y (4) el plástico se endurece al contacto con la superficie fría del
molde, la parte se retira y luego se recorta de la hoja.
FIGURA 2.58 Termoformado a presión. La secuencia es similar a la de la figura 2.70; la
diferencia está en (2), la lámina se coloca sobre una cavidad M molde y en (3) la presión
positiva fuerza a la lámina dentro de la cavidad.

Capitulo II
UMSS – Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
131
Es conveniente distinguir aquí entre moldes negativos y positivos. Los moldes que se muestran en
las figuras 2.57 y 2.58 son moldes negativos porque tienen cavidades cóncavas. Un molde positivo tiene
una forma convexa. Ambos tipos se usan en termoformado. En el caso del molde positivo, la lámina
caliente recubre la forma convexa, y se usa presión negativa o positiva para forzar al plástico contra la
superficie del molde. El molde positivo se muestra en la figura 2.59 para el caso de formado al vacío.
FIGURA 2.59 Uso de un molde positivo en termoformado al vacío, (1) la lámina de
plástico caliente se coloca sobre el molde positivo y (2) la mordaza desciende en
posición, cubriendo el molde con la lámina mientras el vacío fuerza a la lámina contra la
superficie del molde.
La diferencia entre moldes positivos y negativos puede parecer poco importante ya que las formas
de las partes son virtualmente idénticas, como se muestra en los diagramas. Sin embargo, si la parte es
embutida dentro de un molde negativo, entonces la superficie exterior tendrá el contorno exacto de la
cavidad del molde. La superficie interna poseerá una aproximación del contorno y un acabado
correspondiente al de la lámina u hoja inicial. Al contrario, si la lámina recubre un molde positivo,
entonces la superficie interior será idéntica a la del molde convexo y la superficie exterior la seguirá
aproximadamente. Dependiendo de los requerimientos del producto esta distinción puede ser importante
Otra diferencia es el adelgazamiento de la lámina de plástico, el cual constituye un problema en
termoformado que debe tomarse en cuenta. A menos que el contorno del molde sea poco profundo,
habrá diferencias significativas si la lámina se estira para ser conformada en el contorno del molde. Los
moldes positivos y negativos producen diferentes modelos de adelgazamiento en una pieza. Por ejemplo,
considérese una tina. En el molde positivo, al colocar la lámina sobre la forma convexa, la porción que
hace contacto con la superficie superior (correspondiente a la base de la tina) solidifica rápidamente y no
experimenta prácticamente ningún estiramiento. Esto da corno resultado tina base gruesa, pero un
adelgazamiento significativo en las paredes de la tina. Por el contrario, un molde negativo producirá una
distribución más pareja del estiramiento y adelgazamiento de la lámina, antes de que ésta entre en
contacto con la superficie fría del molde.
Una manera de mejorar la distribución del adelgazamiento en un molde positivo es estirando
previamente la lámina antes de recubrir la forma convexa. Como se muestra en la figura 2.60, la lámina

Capitulo II
UMSS – Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
132
de plástico caliente se estira uniformemente por presión de vacío en una forma esférica antes de ponerla
sobre el molde.
El paso descrito en el primer cuadro de la figura 2.60 se puede utilizar como un método para
producir partes en forma de globo como domos transparentes o tragaluces. En el proceso se aplica
presión de aire estrechamente controlada para soplar la lámina suave. La presión se mantiene hasta que
la forma soplada se haya solidificado.
FIGURA 2.60 Estirado previo de la lámina, (1) antes de cubrir el molde positivo y aplicar
el vacío en (2).
FIGURA 2.61 Termoformado mecánico: (1) 1,1 lámina caliente de plástico se coloca
sobre el molde negativo y (2) se cierra el molde para conformar la lámina.

Capitulo II
UMSS – Facultad de Ciencias y Tecnología Ing. Mecánica – Tecnología Mecánica II
133
2.3.8.3 Termoformado mecánico
El tercer método, llamado termoformado mecánico, usa un par de moldes (positivo y negativo) que
se aplican contra la lámina u hoja de plástico caliente, forzándola a asumir su forma. En el método de
formado mecánico puro no se usa vacío ni presión de aire. El proceso se ilustra en la figura 2.61.
Sus ventajas son un mejor control dimensional y la posibilidad de detallar la superficie en ambos
lados de la pieza. La desventaja es que se requieren las dos mitades del molde, por tanto, los moldes
para los otros dos métodos son menos costosos.
Aplicaciones El termoformado es un proceso secundario, el proceso primario es el que produce la
lámina o película. Solamente se pueden termoformar los termoplásticos ya que las láminas extruidas de
polímeros termofijos o elastómeros están encadenados transversalmente y no pueden ablandarse por
recalentamiento. Los plásticos termoformados comunes son el poliestireno, el acetato de celulosa y el
acetato butirato de celulosa, ABS, PVC, el acrílico (polimetil nieta acrilato), el polietileno y el polipropileno.
En la industria del empaque se realizan operaciones de producción en masa de termoformados. Las
láminas o películas iniciales se alimentan rápidamente a través de cámaras de calentamiento y luego se
forman mecánicamente en la forma deseada. Con frecuencia, las operaciones se diseñan para producir
varias partes en cada golpe de una prensa que usa moldes con punzones y cavidades múltiples En
algunos casos, la máquina de extrusión que produce la lámina o película se localiza inmediatamente
antes del proceso de termoformado eliminando así la necesidad de precalentar el plástico. Para mayor
eficiencia, el proceso de llenado de alimentos consumibles en el envase se localiza inmediatamente
después del termoformado.
Los artículos empacados en películas delgadas que se producen masivamente por termoformado
incluyen empaques de ampolla (blisters) y empaques de película. Ofrecen formas atractivas para exhibir
ciertos productos de consuno como cosméticos, herramientas pequeñas, artículos para baño y
sujetadores (uñas, tornillos, etc.). Las aplicaciones de los termoformados incluyen partes grandes que
pueden ser producidas de láminas más gruesas, Algunos ejemplos incluyen cubiertas para máquinas de
negocios, cascos de bote, casetas para regadera, difusores para luz, anuncios luminosos y señales, tinas
y ciertos juguetes. Hemos mencionado previamente tragaluces contorneados y revestimientos internos
para puertas de refrigeradores. Éstos podrían manufacturarse respectivamente con acrílico (por su
transparencia) y ABS (porque es fácil de formar y es resistente a los aceites y grasas que se encuentran
en los refrigeradores).
2.3.9 FUNDICIÓN (COLADO) DE PLÁSTICO
En el conformado de polímeros, la fundición o colado del plástico implica vaciar una resina líquida
en un molde usando la fuerza de gravedad para llenar la cavidad y dejando que el polímero endurezca.
Tanto los termoplásticos como los termofijos se funden. Ejemplos de los primeros son los acrílicos, el

El termoformado es un proceso que
consiste en dar forma a una lámina
plástica por medio de calor (120 ºC a
180 ºC) y vacío (600 a 760 mmHg)
utilizando un molde o matriz (madera,
resina epóxica o aluminio).
Un exceso de temperatura puede
"fundir" la lámina y la falta de calor o
una mala calidad de vacío incurrirá en
una pieza defectuosa y sin detalles
definidos.
Descripción

A diferencia de otros procesos como la inyección, el soplado y el
rotomoldeado, el termoformado parte de una lámina rígida de
espesor uniforme realizada por el proceso de extrusión, y permite
realizar pequeñas producciones por su bajo costo en matricería
llegando a ser rentable en altas producciones también.
Los materiales más utilizados son PP, PS, PET, ABS, PEAD,
PVC.También se puede termoformar PVC espumado,
policarbonato, acrílico, etc. Los espesores más comunes van de
0,2 mm (envases desechables) a 6mm o más (carcazas para
maquinaria).
Una restricción característica de este proceso es que la pieza a
termoformar debe ser fácilmente "desmoldable" esto significa que
la matriz debe ser más ancha en la base y más angosta en la
parte superior. Esto se denomina ángulo de desmolde o de salida
y generalmente es de 5 grados como mínimo.
Descripción

El proceso de termoformado se encuentra las siguientes áreas de la industria:
EMPAQUES: Tambien conocido como BLISTER, ésta área es la que tiene mayores volúmenes de producción, y se utiliza para el empacado de alimentos, autopartes, cosméticos, juguetes, esferas, etc.
ALIMENTICIA: El termoformado se utiliza para la fabricación de platos y vasos desechables así como para los empaques de materiales médicos, ampolletas, cápsulas, pastillas, verduras, huevo, frutas, carnes frías, etc.
AUTOMOTRÍZ: En esta área de la industria encontramos piezas internas fabricadas por termoformado para automóviles o externas que no sean estructurales.
PUBLICIDAD: Su uso puede ser para señalización y material punto de venta, para piezas con impresión y que generalmente van ensambladas con otros materiales como por ejemplo estructuras de alambrón.
LINEA BLANCA Y ELECTRÓNICOS: Actualmente se utiliza el termoformado para recubrimiento de refrigeradores, lavaplatos, para gabinetes de televisión, radio, ventiladores, etc.
MEDICA: Generalmente para charolas o empaque, contando con regulaciones estrictas de producción, como por ejemplo, el no uso de materiales reciclados.

Variantes del proceso
Formado a vacío, molde hembra y ayuda mecánica Pre-estirado a presión de aire ,
ayuda mecánica y vacíoPre-estirado a presión de aire,
molde hembra, ayuda mecánica y vacío

Inon Rettig




















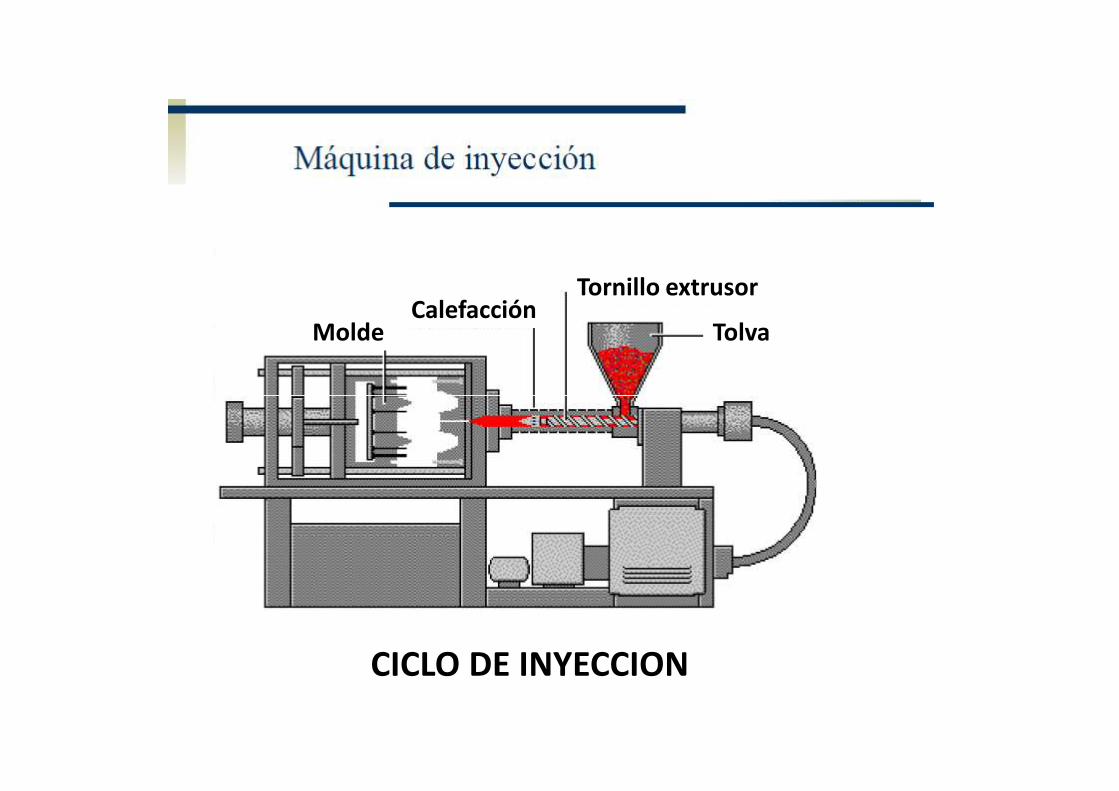
Tolva
Tornillo extrusor
MoldeCalefacción
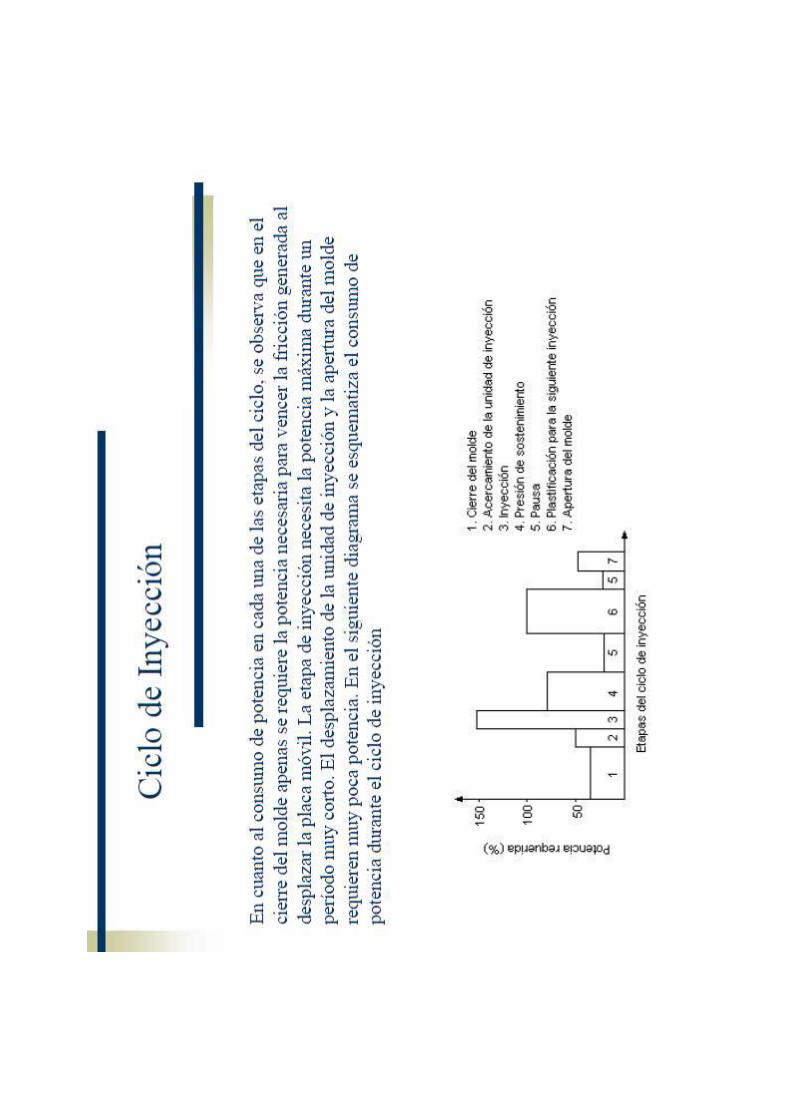
CICLO DE INYECCION









Refrigeración (línea de agua)
Boquilla de inyección
PARTES DEL MOLDE
Boquilla de inyección
Colada
Expulsor
Cavidad (pieza inyectada)
Ventilación

Expulsor Colada
Pieza
Pieza
Pieza
Pieza













VARIABLES PROCESO
INYECCIÓN TERMOFORMADO
1. ESPESOR.
Constante. Variable.
2. ÁNGULOS DE SALIDA DEL MOLDE. 0.5° a 1°. 3°- 5°.
3. TEMPERATURA DE MOLDEO .
200° C - 240° C. 160° C - 180°C.
4. TOLERANCIA DIMENSIONAL.
Excelente. Relativamente buena, no para piezas de precisión.
5. INSERTOS.
Es posible la inserción de elementos en otros materiales.
Se puede preparar la superficie del molde para admitir insertos.
6. ACABADO SUPERFICIAL .
Se pueden lograr superficies lisas o con cualquier textura.
Sólo superficies lisas y algunas texturas no muy profundas.
7. PRODUCCIÓN.
Alta producción, cientos o miles de piezas diarias.
Media producción algunas decenas de piezas diarias.
8. MOLDE. De acero con aleaciones o tratados alto costo, diseño complejo, molde macho hembra.
Variedad de materiales, costo relativamente bajo, diseño sencillo, se puede utilizar molde hembra o macho.
9. POSIBILIDAD DE HACER NERVADURAS, AGUJEROS DE TODO TIPO, ROSCAS, ETC.
Si. No.
10. SCRAP. DESPERDICIO DE MATERIAL.
Muy poco. Es recuperable.
Depende de la forma de la pieza, aproximadamente un 25% de desperdicio y es recuperable.
11. RADIOS
Es necesario redondear las aristas, aproximadamente 1.5 del espesor del material.
Se requieren radios comparativamente más grandes, desde 1cm. a 5 cm. depende de la forma y profundidad.
12. TIEMPO DE DESARROLLO DE LA PIEZA (DESDE EL DISEÑO, MOLDE Y PRUEBAS).
De 3 a 6 meses. 1 mes máximo.
13. TRATAMIENTO Y ACABADOS
POSTERIORES.
Se puede aplicar cualquier tratamiento o acabado (pintado, hot-stamping, metalizado, serigrafía, etc.).
Se puede aplicar cualquier tratamiento o acabado (pintado, hot-stamping, metalizado, serigrafía, etc.) .
