in kevlar stitch patterns d · this is the final report of the kevlar stitch seam pattern...
TRANSCRIPT
NWC TP 6761
CO CO
in
< i
D <
Kevlar Stitch Patterns
by R. I. Tubis
Aerosystems Department
SEPTEMBER 1986
NAVAL WEAPONS CENTER CHINA LAKE, CA 93555-6001
>*n
5 . i
Approved for public release; distribution is unlimited.
87 2 9 1 Q *
Naval Wsapons Center
FOREWORD
The research described in this report was performed between fiscal year.? 1983 and 1986. The work was supported by NAVAIR Task No. WF41451, program element 62241N, through the Naval Air Development Center, Warminster, PA.
This is the final report of the Kevlar stitch seam pattern efficiency study performed under the Kevlar Material Evaluation project. The report does not constitute an endorsement by the Naval Weapons Center of any commercial product.
This report was reviewed for technical accuracy by A. Karrer.
Approved by Under authority of C. V, BRYAN, Head J. A. BURT Aerosystems Department Capt., USN 11 September 1986 Commander
Released for publication by G. R. SCHIEFER Technical Director
NWC Technical Publication 6761
Published by Technical Information Department Collation Cover, 13 leaves First printing 120 copies
UNCLASSIFIED SECURITY CLASSIFICATION OF THIS PAGE AQ-Alibi? 2
REPORT DOCUMENTATION PAGE la. REPORT SECURITY CLASSIFICATION
UNCLASSIFIED lb. RESTRICTIVE MARKINGS
la SECURITY CLASSIFICATION AUTHORITY
2b. OECLASSIFICAT ON/DOWNGRADING SCHEDULE
3 DISTRIBUTION/AVAILABILITY OF REPORT
A Statement
4 PERFORMING ORGANIZATION REPORT NUMBER{S)
NWCTP6761
5 MONITORING ORGANIZATION REPORT NUMBER(S)
6a. NAME OF PERFORMING ORGANIZATION
Naval Weapons Center
6b OFFICE SYMBOL (If applicable)
7a. NAME OF MONITORING ORGANIZATION
6c AODRESS {City, Statt, and ZIPCode)
China Lake, CA 93555-6001
7b. ADDRESS (City, State, and ZIP Code)
8a. NAME OF FUNDING /SPONSORING ORGANIZATION
Naval Weapons Center
8b OFFICE SYMBOL (If applicable)
9 PROCUREMENT INSTRUMENT IDENTIFICATION NUMBER
8c ADDRESS (City, State, and ZIP Code)
China Lake, CA 93555-6001
10 SOURCE OF FUNDING NUMBERS
PROGRAM ELEMENT NO
62241N
PROJECT NO
TASK NO
WF41451
WORK UNIT NO
11 TITLE {include Security Classification)
KEVLAR STITCH PATTERNS
i> PERSONAL AUTHOR(S) Tubis, R. I.
13a TYPE OF REPORT Final
13b TIME COVERED FROM 1983 TO 1986
14 DATE OF REPORT (Year. Month, Day) 1986, September
15 PAGE COUNT 23
»6 SUPPLEMENTARY NOTATION
17 COSATI CODES
FIELD GROUP SU8-GROUP
18 SUBJECT TERMS (Continue on reverse if necessary and identify by block number)
Parachute Design, Kevlar Textile Materials
19 ABSTRACT (Continue on reverse if necessary and identify by block number)
(U) The results of a study of parachute design Kevlar stitch pattern efficiency are given (1) to serve as a foundation for future studies of parachute stitch seam efficiencies, and (2) to eliminate the need for project personnel to perform individual pattern efficiency studies for each project.
20 OiSTRliUTiON/AVAILABILITY OF ABSTRACT
D UNCLASSlf iEOAJNUMlTED D SAME AS «PT C?DTlC USERS
21 ABSTRACT SECURITY CLASSIFICATION
Unclassified :2* NAME OF RESPONSIBLE INDIVIDUAL
R. I. Tubis 22b TELEPHONE (include Arts Code)
(619)939-2377 22c OFFICE SYMBOL
Code 64331
OD FORM 1473.84 MAR 83 APR edition may b« used until exhausted SECURITY CLASStFiCATiQN OF THIS PAGE
NWC TP 6761
CONTENTS
jivuosaiuij rui-
KTIS"~GRAH DTIC TAB Unannounced Justification.
f By. Distribution/
Availability Codes
Avail and/or Special
Introduction 3
Summary 3
Test Equipment 3
Test Materials 4
Test Method *
Results and Discussion 4 Fabric Seams 5 Webbing-to-Webbing Seams 6 Cord-to-Cord Seams 6
Conclusions 7
Recommendations 7
References 23
Figures: 1. Kevlar Fabric Seam Efficiency for Flat Fell and Overlap
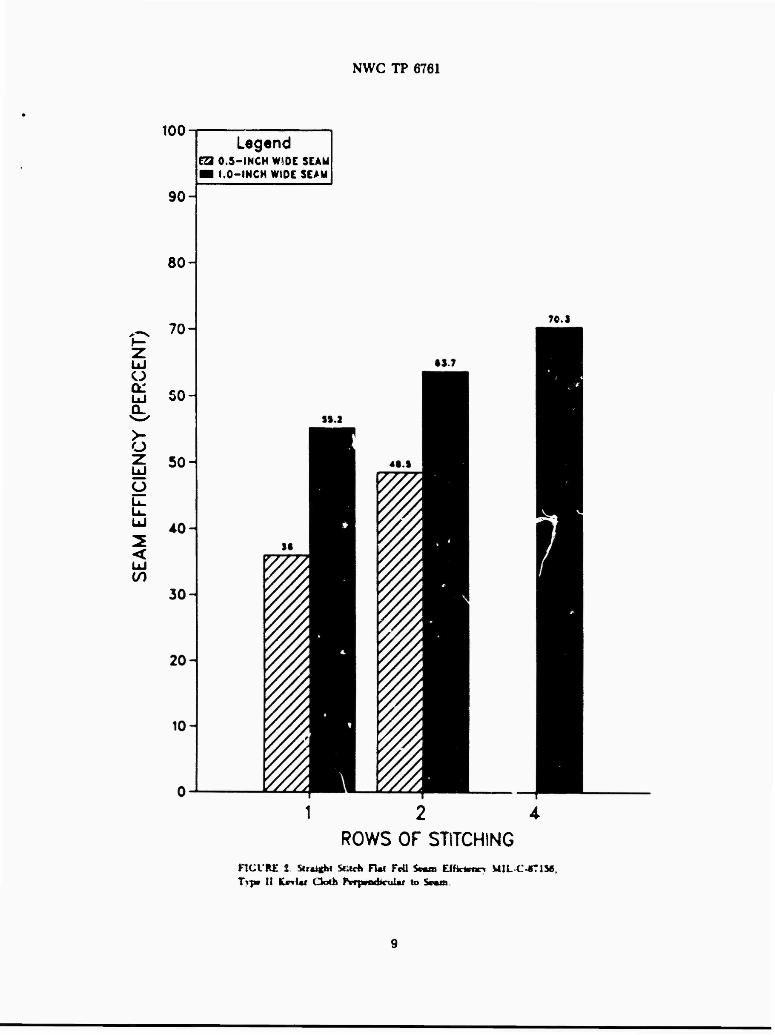
Seams—1-Inch Crab Method 8 2. Straight Stitch Flat Fell Seam Efficiency MIL-C-87156,
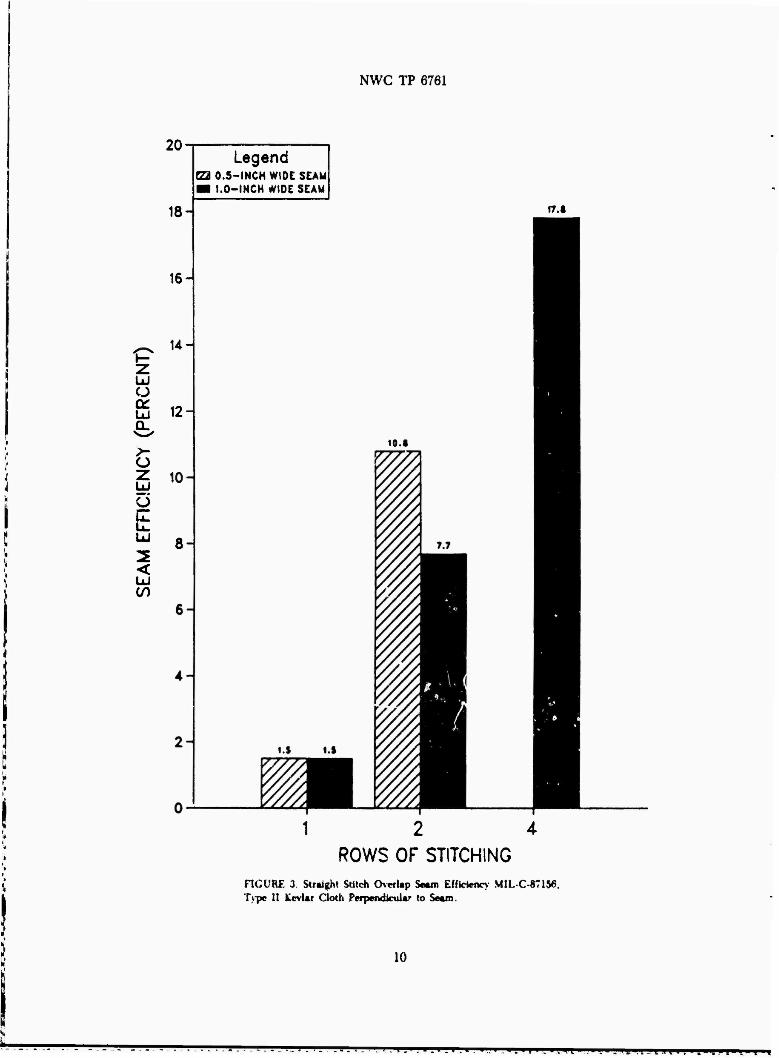
Type II Kevlar Cloth Perpendicular to Seam 9 3. Straight Stitch Overlap Seam Efficiency MIL-C-87156,
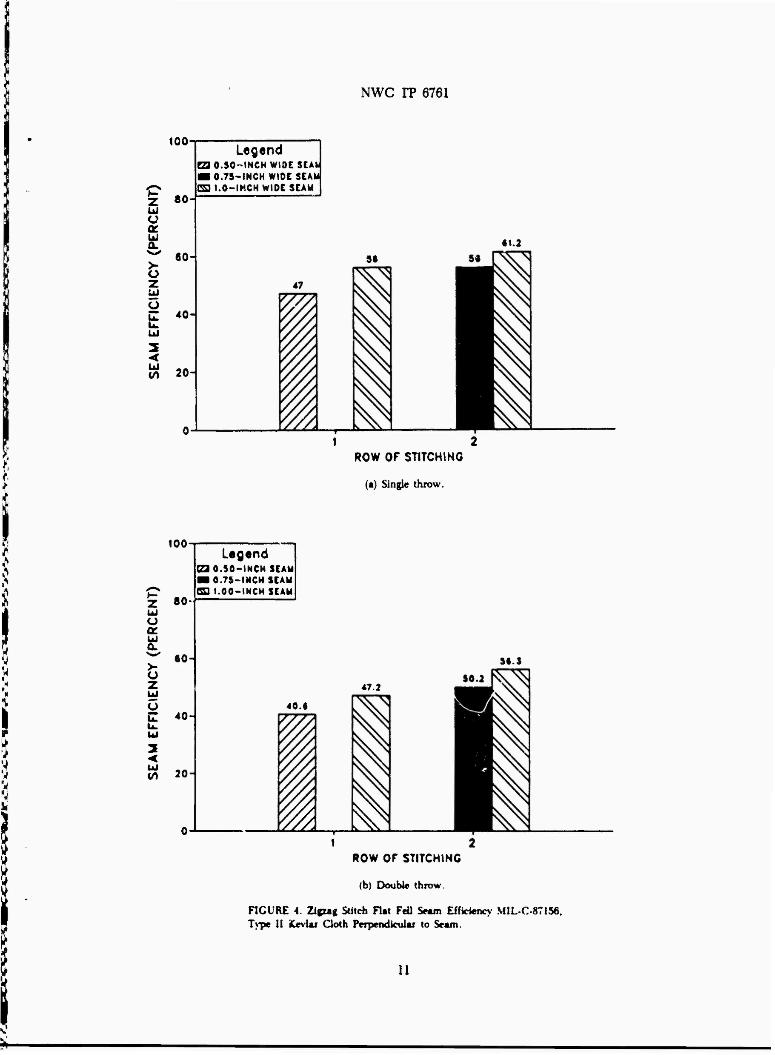
Type II Kevlar Cloth Perpendicular to Seam 10 4. Zigzag Stitch Flat Fell Seam Efficiency MIL-C-87156,
Type II Kevlar Cloth Perpendicular to Seam 11 5. Zigzag Stitch Overlap Seam Efficiency MIL-C-87156,
Type II Kevlar Cloth Perpendicular to Seam 12 6. Sample Design for Along-the-Axis Seam Efficiency Test 13 7. Flat Fell Seam Efficiency 2.0 oz/yd2 Kevlar Cloth Parallel to Seam 14 8. Tape Seam Efficiency MIL-T-87130, Type XI, Class 9A Knlar
Tape 1000-lb Break Strength 15 9. Tape Seam Efficiency MIL-T-87130, Type XI, Class 9A Kevlar
Tape 1000-lb Break Strength 16 10. Tape Seam Efficiency- MIL-T-87130. Type XI, Class 9A Kevlar
Tape 1000-lb Break Strength 17
{'»**
He Copy
*creo
NWC TP 6761
11. Tape Seam Efficiency MIL-T-87130, Type XI, Class 9A Kevlar Tape 1000-lb Break Strength 18
12. Tape Seam Efficiency MIL-T-87130, Type VI, Class 5 Kevlar Tape 1500-lb Break Strength 19
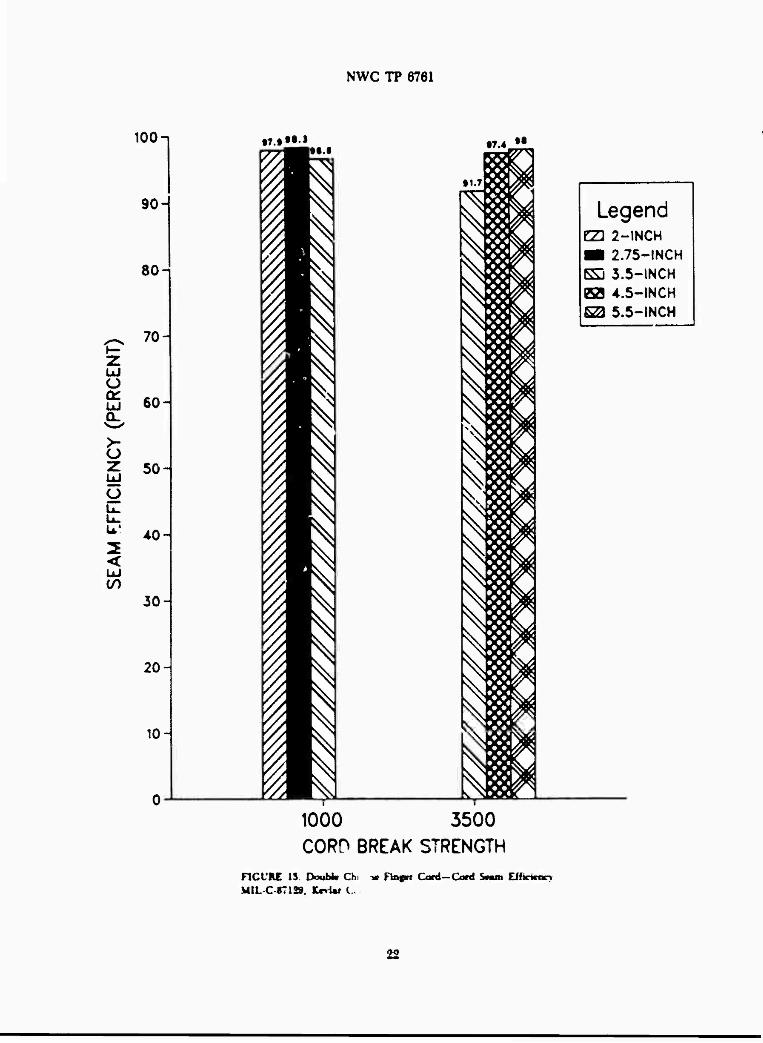
13. Straight Stitch Cord 20 14. Zigzag Stitch Cord 21 15. Double Chinese Finger Cord—Cord Seam Efficiency MIL-C-87129,
Kevlar Cord 22

NWC TP 6761
INTRODUCTION
The goal of this study was to reduce or eliminate the need for parachute design project personnel to perform separate, individual stitch seam pattern efficiency studies for each project. This report is intended to serve as a resource for parachute design personnel using Kevlar textile materials and as a foundation for anyone investigating the seam efficiencies of Kevlar for stitch patterns.
Kevlar became commercially available in the early 1970s. Since then it has been used in tire cords, composites, and parachute fabrics, cords, tapes, and threads. However, no reports or handbooks of Kevlar stitch patterns and their efficiencies have been published, as has been done for nylon (Reference 1). Because of this lack of documentation, each design project has been forced to do its own stitch pattern efficiency study. Limited amounts of seam efficiency information obtained in this fashion were published. This information was usually incomplete, duplicated other efforts, and dealt only with the areas of interest. This study into parachute sHtch seam efficiencies was performed in order to eliminate some of this duplication and to give a good foundation for future studies.
SUMMARY
Tr seam efficiencies of many stitch patterns using Kevlar fabric, cords, tapes, and threads were determined. The highest seam efficiencies for each material were as follows:
1. Cord—double Chinese finger, d8% 2. Fabric—four rows, straight stitch flat fell seam, 70% 3. Tapes—4- and 5-point diamond and horizontal diamond, 100%
Other stitch patterns were tested, including box strtch, double W, and single and double throw zigzag.
TEST EQUIPMENT
The following equipment was used in this study:
1. Model 1115 Instron Universal Testing Instrument 2. Instron Microcon II Data Computer 3. Digital Equipment Corporation VAX 11780 Minicomputer
NWC TP 6761
TEST MATERIALS
The following Kevlar 29 textile materials were used:
1. MIL-T-87128 E thread, 25-lb break strength 2. MIL-T-87128 F thread, 35-lb break strength 3. MIL-T-87128 FF thread, 60-lb break strength 4. MIL-T-87128 3 cord, 80-lb break strength 5. MIL-C-87129, type VII cord, 1000-lb break strength 6. MIL-C-87129, type X cord, 3500-lb break strength 7. MIL-T-87130, type VI, class 5 tape, 1500-lb break strength 8. MIL-T-87130, type XI, class 9A tape, 1000-lb break strength 9. MIL-C-87156, type II cloth, 2.25 oz/yd2
10. 2.0 oz/yd2 Kevlar cloth similar to item 9 above
TEST METHOD
The procedure used was Federal Test Method Standard 191C, Method 5110. Since this method is only for fabric samples and no other Federal test method was available for testing the seam efficiencies in cords and tapes, the Method 5110 procedure was also used for cord and tape testing. The approach taken was to rr*ke and test the stitch patterns as the patterns would be produced under production environment and not the "perfect" laboratory environment. We wanted the results to be realistic for everyday use.
The only deviations were as follows:
1. The number öf stitches per inch was eight instead of 12. 2. The stitch patterns were inspected only to ensure normal construction, not for perfect
construction. 3. Different length stitch patterns were used to determine the minimum length for
maximum efficiency.
RESULTS AND DISCUSSION
Three main areas of stitch seam patterns are being studied for Kevlar in parachute applications:
1. Overlap and flat fell fabric seams 2. Webbing-to-webbing seams 3. Cord-to-cord seams
This study was not meant to cover all areas or even the above areas completely. We were only trying to lay a solid foundation.
NWC TP 6761
FABRIC SEAMS
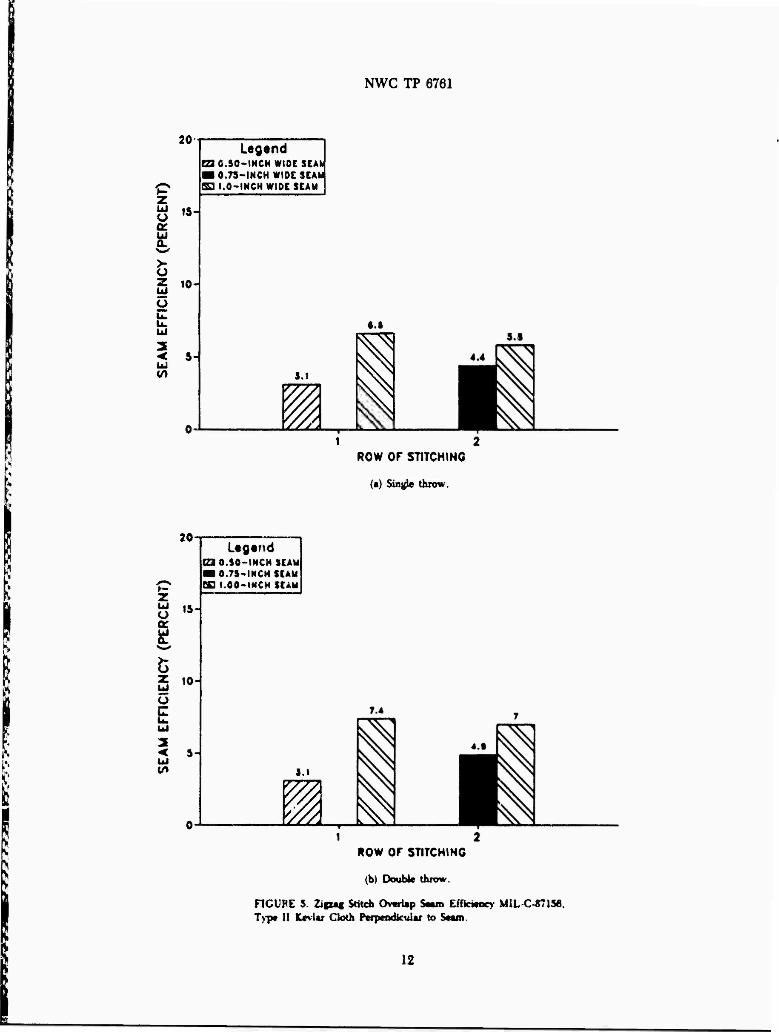
The two seam types studied were the flat fell (LSa) and the overlap (LSc and modified LSc) seams (Reference 2). The latter is used exclusively throughout the parachute canopy, while the former is not used at all in parachute canopy construction because of its weakness. The overlap seam type is added strictly as a comparison or control, since it is the simplest seam. The modified LSc type seam uses zigzag stitching instead of straight stitching.
The stitch patterns that were studied (Reference 2) were
1. 1-, 2-, and 4-row straight stitch, Type 301 2. 1- and 2-row zigzag stitch, Type 304 3. 1- and 2-row double throw zigzag stitch, Type 308
Ten samples of each seam-stitch pattern combination were fabricated at eight stitches per inch using Kevlar FF thread and MIL-C-87156, Type II 2.25 oz/yd2 Kevlar cloth. Two material control samples were taken from the same material area in an effort to minimize material variations. The samples were tested using the 1-inch grab method, and their seam efficiencies were calculated in accordance with Method 5110 for fabric seam efficiency perpendicular to the seam.
From the results of these tests, shown in Figures 1 through 5, it is readily seen that the overlap seam is very inefficient compared to the flat fell seam (as would be expected). Also, the wider the seam and the more rows of stitching, the stronger the stitch pattern, with the strongest stitch pattern being the flat fell with four rows of straight stitches at 70.3% efficiency. In comparison, a four-row Type 301 flat fell seam using MIL-C-7020, Type I nylon parachute canopy fabric and nylon £ thread has an efficiency of 87% (Reference 3). In this case, Kevlar efficiency is approximately 80% that of nylon fabric.
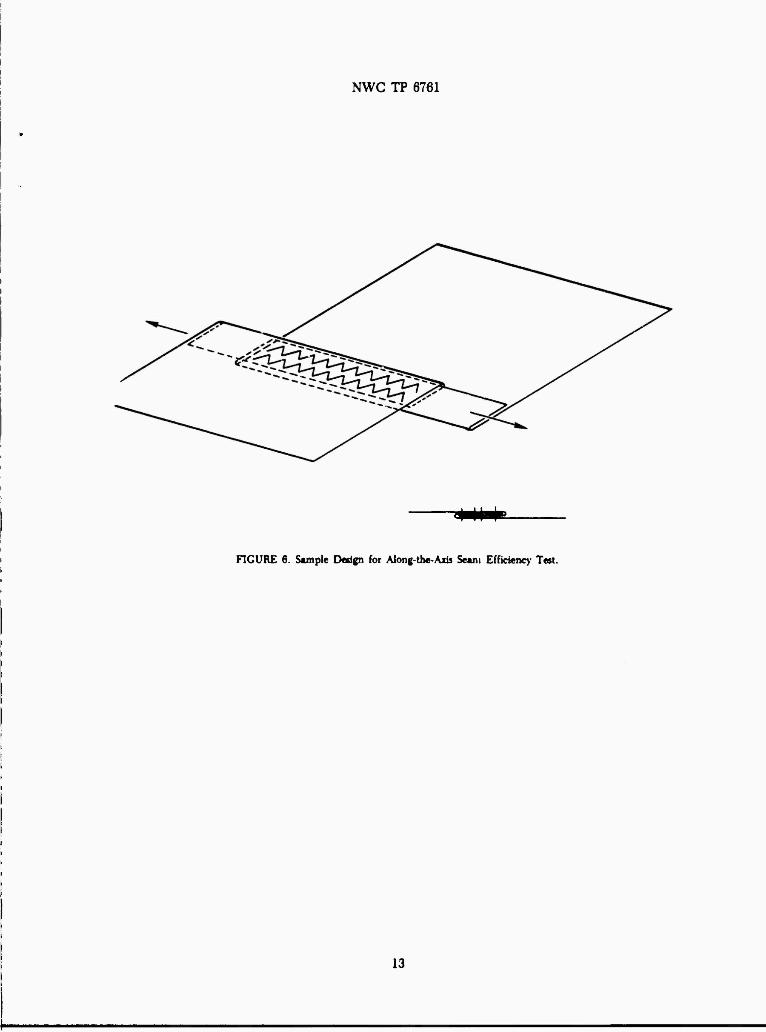
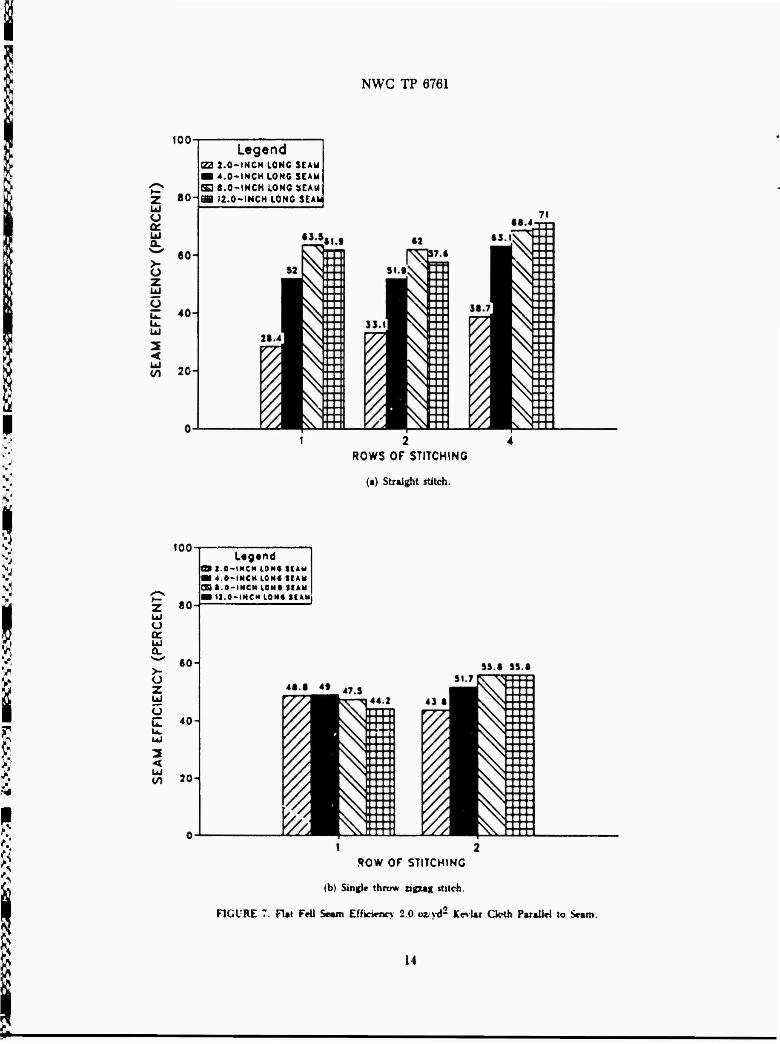
A second stitch seam test was performed on 2.0 oz/yd2 Kevlar cloth parallel to the seam. The seams were constructed, as shown in Figure 6, for straight stitch and single throw zigzag patterns 2.0, 4.0, 8.0, and 12.0 inches in length. The results in Figure 7 show the straight stitch efficiency to be very dependent on the stitch seam length and independent of the number of rows of stitches, while the single throw zigzag seam efficiency is essentially independent of both the number of rows of stitching and their length.
An interesting result of the seam efficiency tests parallel to the seam is that the straight stitch proves to be stronger than the zigzag stitch. This is exactly opposite to the experience of parachute designers. One possible explanation is th&. off-axis leading of the seam (a load not perpendicular to or parallel with the seam, but somewhere in between) causes each stitch of the straight stitch to be loaded almost one at a time. Another explanation is that the straight stitch seam efficiency decreases as the rate of loading increases because the thread does not have enough time to elongate to load the other stitches before it breaks. Thus the straight stitch "unzips" or rips out from one end to the other. However, because of the ability of the zigzag stitching to shift its orientation slightly, more stitches load up simultaneously. This results in the higher survivability of the zigzag over the straight stitch seen in parachute testing and evervdav use.
NWC TP 6761
WEBBING-TO-WEBBING SEAMS
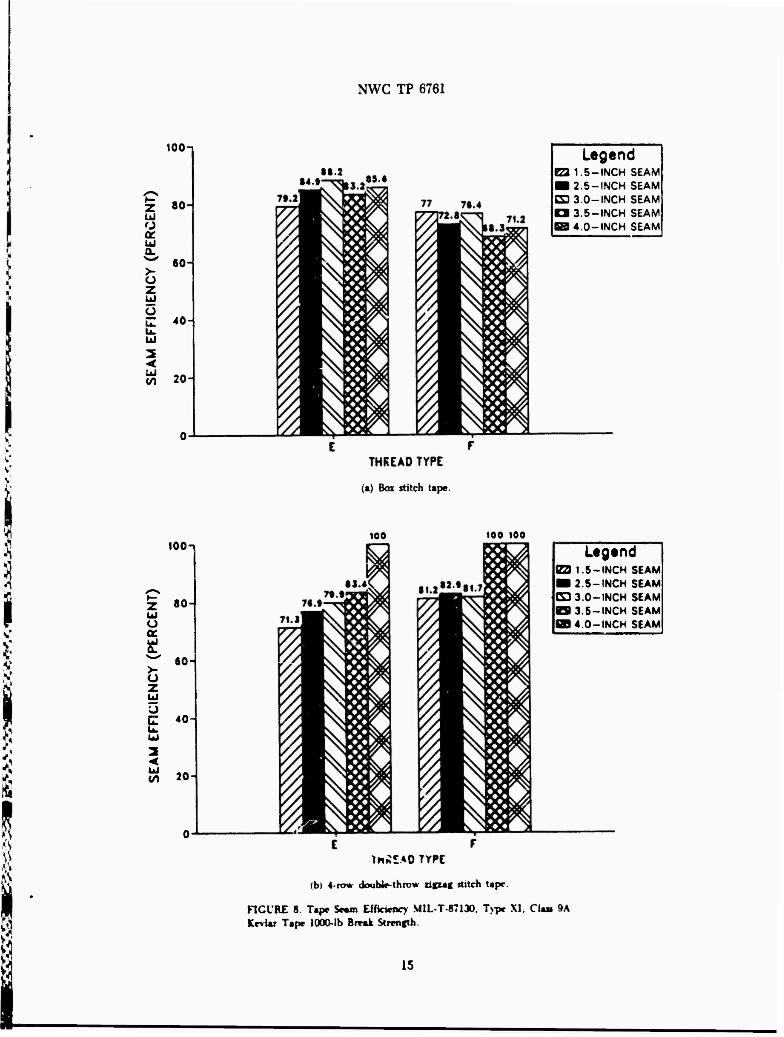
Four types of webbing stitch patterns were tested using a simple webbing-webbing overlap seam structure on 1000-lb 2-inch-wide and 1500-lb 1-inch-wide Kevlar webbings:
1. Box stitch 2. Double W stitch 3. Diamond stitch 4. Horizontal diamond stitch
Ten samples of each stitch pattern were fabricated at eight stitches per inch for various seam lengths ranging from 1.25 to 4 inches. E and F thread was used for the 1000-lb webbing and for the 1500-lb webbing F, FF, and S cord. These are the thread sizes normally used for these weights of webbings. Two material controls were taken for every 10 stitch patterns fabricated. The samples were tested in accordance with Method 4A08 and the seam efficiencies calculated in accordance with Method 5110.
Figures 8 through 11 show the seam efficiencies for the 1000-lb Kevlar webbing. The box stitch had the lowest seam efficiencies ranging from 68.3% to 88.2%, while the 5-point horizontal diamond had the highest seam efficiencies ranging from 90.9% to 100%. The 5-point diamond was almost as efficient, ranging from 75% to 100%. Most seams showed a significant improvement in efficiency as the seam length was increased. However, once the maximum efficiency for each stitch pattern was reached, no further increase in seam length caused any further improvement. This maximum efficiency length seems to be between 3 and 5 inches for the 1000-lb, 2-inch-wide webbing.
Figure 12 contains the only data for the 1500-lb 1-inch-wide webbing. The stitch pattern lengths ranged from 1.25 to 2.25 inches. Both the box stitch and the 3-point double W stitch patterns show a steady rise in seam efficiency, with no indication of the maximum seam efficiency limit being reached. The highest efficiency was achieved both for using F thread and a 2.25-inch-length seam, 60 7% for the box stitch and 62.6% for the 3-point double W stitch,
CORD-TO-CORD SEAMS
Three stitch seam patterns were tested using both 1000- and 3500-pound Kevlar cord:
1. Straight stitch 2. Single throw zigzag stitch 3. Double Chinese finger
The results are contained in Figures 13 through 15.
As would be expected, the do ible Chinese finger was the strongest cord-cord attachment »nethod, with efficiencies ranging iium 91.7% to 98.3%. The straight stitch with FF thread did reach a seam efficiency of 99.1% at a length of 16 inches for 1000-lb cord, but was only 15.7% for the 3500-lb cord. Perhaps the 3500-lb cord efficiency would have been better if 6-cord thread was used. The zigzag seam efficiency was fairly good for the 1000-lb cord, ranging roughly in order of seam length from 41% to 88.7%. As with the straight stitch, the 3500-lb cord efficiency was less. It ranged from 20.3% to 52.6% roughly in order of increasing seam length and thread strength. Three cord and 6 co*d should do better.
NWC TP 6761
CONCLUSIONS
The seam patterns that are very efficient with nylon parachute materials are also efficient with Kevlar; for example, the diamond stitch patterns and the double Chinese finger. The seam patterns that are inefficient with nylon are very inefficient with Kevlar; for example, the box stitch and overlap seams. The stitch patterns with fair to good efficiencies in nylon for Kevlar depend on their use, how they are loaded, their length, and the thread strength. Extreme care must be taken in choosing a stitch pattern for Kevlar materials because of its low elongation, poor flexural strength, and poor compression strength. Test it before you use it!
RECOMMENDATIONS
1. All government agencies and government contractors should (1) publish and make retrievable via computer database all future stitch pattern data for Kevlar, and (2) send a copy of the report containing the stitch pattern data (cr the stitch pattern dat» itself) to the Textiles Engineering Branch. Aerosystems Department, Naval Weapons Center, China Lake. California. This will allow NWC to serve as a focal point for Kevlar stitch pattern data.
2. Kevlar seam and joint efficiencies should be tested to prevent the use of unexpectedly weak stitch seam joints.

NWC TP 6781
frCOljco ^=~g
86Ss|SAAV-g£ ijcclrs. —^—— S5 H- 1&9S1^ -"
«^IMI U'to I*
«NU.
FWSt
W9Cl- -» u.
8rn|«==| -1
> u 2 O
2 Z Z c ui K
<
H!
i u
O
2 <
x X I »VA I
i Ö
8 S 8 * 'A3N3I3I4J3 WV3S
8
NWC TP 6761
100
90 H
80
P 70H Z ÜJ O £] 50 QL
Ö Z 50 UJ
O
E Id
< ÜJ
Legend CT 0.5-INCH W!0E SCAM
I 1.0-INCH WIDE SEAM
70. J
1 2 A
ROWS OF STITCHING FICl'AE 1 Srslcbf Stiich FUf FcQ Sem EUktoncr MIL-C-TTISB. Trp* It Knimt Oocb tVrywtttlkuUr to Snua.
NWC TP 6761
20
18H
16 H
? u
Ld O on Ld 12 a. S-^
> O z 10 ÜJ o E Ld 8 2 < LJ (fl
Legend E3 0.5-INCH WIDE SCAM
I 1.0-INCH WtDE SEAM
10.1
17. •
1 2 4 ROWS OF STITCHING
FIGURE 3. Straight Stitch Overlap Seam Efficiency MiLC-87156. Tv-pe II Kcvlar Cloth Perpendicular to Seam.
10
^^^^^^^r^^^^^fT^TTTW
NWC IT 6761
too-
G3 0.50-INCH WIDE SCAM i 0.75-INCH WIDE SEAMj
IGS 1.0-IMCH WIDE SCAM
60H
5 «o-f UJ O a. UJ CL
z o u. UJ
< ft 20H
Legend
• 1.2
1 2 ROW OF STITCHIMO
(a) Single throw.
100
5 80 UJ U a IÜ
o z UJ u
€0H
2 < UJ iA
40 H
20H
Legend CZ3 0.50-INCH SCAU
I 0.75-IHCH StAU S3 1.00-INCH SCAU
54.3
472
40.1
1 S ROW OF STITCHING
(b) Double throw.
F1CURE 4. Zigzag Stitch Rat FeU Seam Efficiency MIL-C 87156. T>*pe II Kevlar Goth Perpendicular to Seam.
11
NWC TP 6761
20
U
z u
15H
ioH
5H
Legend |CZ2 O.SO~INCH WIOE SEAlJ
I0.73-IHCH WIDE SEAM S3 1.0-INCH WIDE SEAM
S.f
V?. CA
«.ft
I 1 2
ROW OF STITCHING
(a) Single throw.
20
w IS
u E Ü3
Legend cza O.SO-INCH SEAyj
I0.7S-IMCMIEAU CE3 1.00-INCH SEAM
J.I
33, N? ROW OF STITCHING
(b) Doublt throw.
nCUBE S. Zipaf Stitch Overlap Seam Efficiency MIL-C-Ä7158. Typ* II Kaviar Cloth Patpandkular to Seam.
12
NWC TP 6761
FIGURE 6. Sample Design for Along-the-Axis Seam Efficiency Test.
13
NWC TP 6761
too
80H
Legend E2 2.0-INCH LONG SCAM ■ 4.0-INCH LONG SCAM Sie.O-lNCH LONG SEAM
12.0-INCH LONG SEAMJ
1 2 4 ROWS OF STITCHING
(a) Straight stitch.
100
80
U
a.
o
u C
2 <
60H
*0H
20-4
Lagtnd l.O-IMCM UM« SCAM 4,0-IMCM LOM« SCAW
jODA.O-IMCM ION« S(AU 12.0-INCM LONC SCAM
ROW OF STITCHING
(b) Single throw zigzag stitch.
FIGURE 7. Flat Fell Se»m Efficiency 2.0 any*' Kevlar Cloth Parallel to Srai».
14
NWC TP 6761
100-1
z 8<H u 5 &
t> Z UJ
C 40H
60H
</> 20-
o-1-
100-1
u or
u z UJ
804
60H
40H
UJ S5 20-
•4.1 • 12
85.«
(a) Box stitch tape.
100 100 100
Legend m 1.5-INCH SEAM
2.5-INCH SEAM D 3.0-INCH SEAM
3.5-INCH SEAM 4.0-INCH SEAM
Ltgond 23 1.5-INCH SEAM,
2.5-INCH SEAM CD 3.0-INCH SEAM
3.5-INCH SEAM! 4.0-INCH SEAM
IfinlAO TYPE
<b> 4-row double-throw zigzag stitch tape
F1CURE 8 Tape Seam Efficiency M1L-T-ÄT130. Type XI. Cla« 9A Kevlar Tape 1000-lb Break Strength.
15

NWC TP 6761
100-i
80-
60-
99.9
Z LU o LU 0. >—'
Ö z Ü C 40-
ÜJ
W 20-
Legtnd CZ3 1.6-INCH SEAM
12.5-INCH SEAM C3 3.0-INCH SEAM
13.5-INCH SEAM 0 4.0-INCH SEAM
(a) 3-point double W stitch tape.
100-1
Z «<H Ul a or
z u o E LU
2 < LU 5! 20-
10-
40-
>4IM.791.9 94.9 9I.J Legend
69 1.5- -INCH SEAM ■ 2.5- -INCH SEAM CS3 0- -INCH SEAM 0 3 5- -INCH SEAM SB 4 0- -INCH SEAM
THREAD TYPE
<b) 4-pt*nt doubt« \V ttitrh tape.
FIGURE 9. Tape S«un Efficteocy MIL T «7130. Type XI. da» 9A KevUr Tape l00O-lb Break Strength
16
NWC TP 6761
100-1
o 0£ ÜJ 0. >-•
>- o z UJ
o E < UJ
Ltgond 1.1-NCM SEAM 2.B-INCH SEAM
CO JO-INCH SEAMl 3.S-INCH SEAM 4.0-INCH SEAM
t f THREAD TYPE
(■) 3-point diamond stitch tape.
17.4
Legend 11 §-INCH «AM
12 ft-INCH SEAMJ ISO-INCH SEAM
I 3 S-IWCM SEAM »4 0-*CM SEAM
E r THREAD TYPE
(b) 4-point diamond stitch tape.
? UJ O or x
100-, M.t"l % ■•
U z O
* »©■
31 <
CtfinS i It ft-MCMStAtfJ I) t-MCMStAMi MO-MCMSSAJ 13 *-l»C»t StAMJ UB-KM S&AMJ
E r THREA0 TYPE
<c) 5-paiaf diamond rfitch tape.
nCURC 10 Tape Swrn Eiffc*no MIL-T^TI». Tvp» XI, Gas 9A KoUr Tape 1000. ib Bnmk Strength
NWC TP 6761
100-1
It.S
1 Ugtnd B1I- • MCH KAM ■ M- ■ INCH SCAM C3B3 0- -MUCH KAM 031- .INCH KAM (■4 0- • INCH SEAM
z r THREAD TYPE
(a) 3-point horizontal diamond ttitch tape.
tfUOOO 101
•MM*
Ugond o It-MCHttAM ■ M~ttCHMAM Bi 1.0-MCM KAM B 3 t-MCMKAM ■ 4 O-MCH KAM
t r THRCAO TYPE
(b) 4-poin* horizontal diamond stitch tape.
Ugoftd
U i~*C» MAM I )0-«C>i tuw, I ) »-MC» I« 0
CBSO-MCM tuw OH-MCM StAMJ KM 8-WCw KAMj
c r TXRCAO TYPC
(c) Vpoint horizontal diamond rtitch Up».
nCtRE 11 Tap» Swn Efficiency MIL T-#7130. Type XI. CU» 9A Keviar T«p» 1000-tb Btwmk Stmkfih
18
NWC TP 6761
100-1
UJ o
«OH
40 H
z UJ
Ü
E UJ
3 < <n 20H
Legend 3 1.25-INCH SCAM!
1.50-INCH SCAM GS 1.75-INCH SEAM BS 2.00-INCH SEAti
2.25-INCH SEAM
M.4J.J)
FT THREAD TYPE
(a) Bat stitch tape.
3 CORD
lOO-i
P 5
5 U
E UJ
2
Legend 3 1.25-INCH SEAMl
1.50-INCH SCAM] SOHoa 1.75-INCH SCAM
O 2.0-INCH SCAy 2.25-INCH SCAÜ
THREAD TYPE 3 CORD
lb) 3-f*xM (iouhi. W ilttch Upr
nCLRE IZ. Tap» Swa Effk-uc> MIL T-TT130. Tvp» VI. da» 5 Ktfviar Tap» IS»-lb Btmmk Strength.
19
NWC TP 6761
100-
2 80-
O
Ö 60-
UJ U
E UJ
< UJ
TZ *0-
20-
Legend O 2-INCH SEAM
5-INCH SCAM CO 6-INCH SUM SO 11-INCH SCAM BS 16-INCH SCAM
cc.i
THRCAD *VPC
(•) Cord mm efficiency MIL-C-87129. type VII KevUr cord 1000-lb break strength.
100-
•0-
O
*
>- u 2 UJ O
2 <
«0-
40-
5! JO-
Legend (Z3 2-INCH SEAM ■i 5-INCH SCAM E3 8-INCH SEAM GS 11-INCH SEAM
U.fW* 11.7
• 7 C.I C.S C.I C.I C.t It
sakm_£äS8 THRCAO TYPE
lb) Card *»m cftktonry MIL C «7129. type X KcvUr cord 3S0O-lb break rfrmtfh
FlCl'RE 13. Strelghl Stttrh Cord
20

NWC TP 6761
100-1
z UJ U
>- o z ui u
80-
60-
40-
3
</> 20
Ltgend ES 2-INCH SCAM
I 9-INCH SCAM GD SMNCMSCAM OB It-INCH SCAM 09 U-INCM SCAM
• t.7
THREAD TYPE
(a) Cord scam efficiency MIL-C-87129. type VI! Kevlar cord 1000-lb break strength.
100-1
80-
O a:
u z UJ
o c Ui
UJ
60-
Ugend (23 1 -INCM SCAM
I J-INCN SUM C3J-INCM SCAM
I ll-INCN SCAM
TMtEAO TYPE
tb) Card mm efficiency MIL-C-S7123. type X Knlw cord 1500-lb br**k rfrrfsjth
Hei HK 14. Zijw( StitrK Card
21
NWC TP 6761
100-1
90 H
80
70 A
5 o £ 60-
5 so- O
< LÜ
10 A
30
20 H
10 A
!?.§•••« 97.4 ft
• 1,7
s
1000 3500 CORD BREAK STRENGTH
nCt'RE 15 Doubl« Ch, * flag« Coed-Cord Stan EJÜrtrorv MIL-C-*7l». Kerb* U
Legend EZ3 2-INCH ■1 2.75-INCH EJ 3.5-INCH S3 4.5-INCH
|E2 5.5-INCH
22
NWC TP 6761
REFERENCES
1. Wright Air Development Division. Handbook of Fibrous Materials, by Harry Mileaf. Wright-Patterson Air Force Base, Ohio, WADD, October I960. (WADD-TR-584, publication UNCLASSIFIED) Also published by McGraw-Hill Book Co.
2. Federal Standard No. 751a, Stitches, Seams, and Stitching, 25 January 1959.
3. Wright Air Development Center. A Study of Parachutr Seam Design Criteria. Part 1, Investigation of the Strength of Nylon and Rayon Cloth Seams, by Fabric Research Laboratories, Boston, Mass. Wright-Patterson Air Force Base, Ohio, WADC, June 1956. (WADC-TR-56-313, publication UNCLASSIFIED.)
23