Dow Water & Process Solutions
Page 1
Dow process for uranium recovery from phosphoric acid
Jean-François FerraroGlobal Commercial Development Leader
IAEA Vienna Nov. 4-6th, 2009
Dow Water & Process Solutions Page 2
Agenda• Background• Challenges• The resin• The process• Future• Q&A
Dow Water & Process Solutions Page 3
Dow Water and Process Solutions• April 1st, 2009: Dow and Rohm and Haas companies merge together
• Creation of the BU Dow Water and Process Solutions which encompass the membranes and ion exchange resins business of Dow and the ion exchange resin business Rohm and Haas
• ~$0.7-1 billion sales • Focus on hydrometallurgy segment with broad portfolio:• Uniform particle size gel resin for ISL and heap leach
• Uniform particle size MR resin for RIP process• Chelating resins (IDA, APA, picolylamine, Minix)• Process knowledge – numerous partnership in the industry at global level
Dow Water & Process Solutions Page 4
Background• Extraction of uranium with chelating resin from phosphoric acid studied 30 years ago by Duolite (later Rohm and Haas and now Dow) – Pilot plant at the Negev Nuclear Research Center with Duolite ES467 (1984-86).
• At the time the process was not economical vs. solvent extraction
• In the 90’s uranium recovery from phosphoric acid abandoned due to higher cost vs. Uranium market price.
• More recently Dow has improved the process and the resin used
• Ion Exchange Resins have the advantage to be environmentally friendly and safer than solvent extraction
Dow Water & Process Solutions Page 5
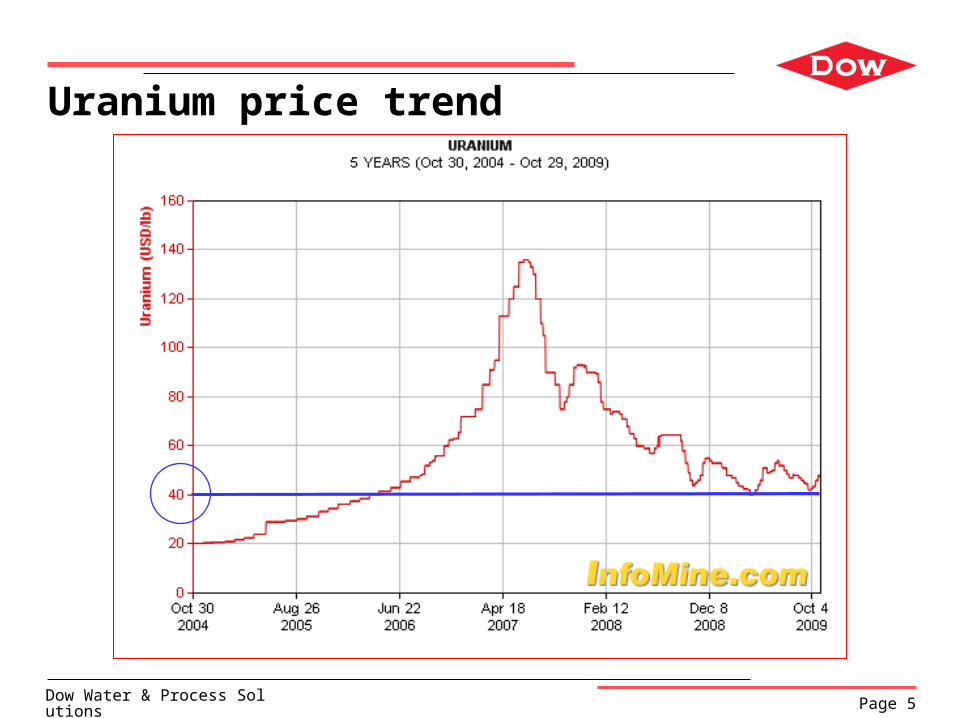
Uranium price trend
Dow Water & Process Solutions Page 6
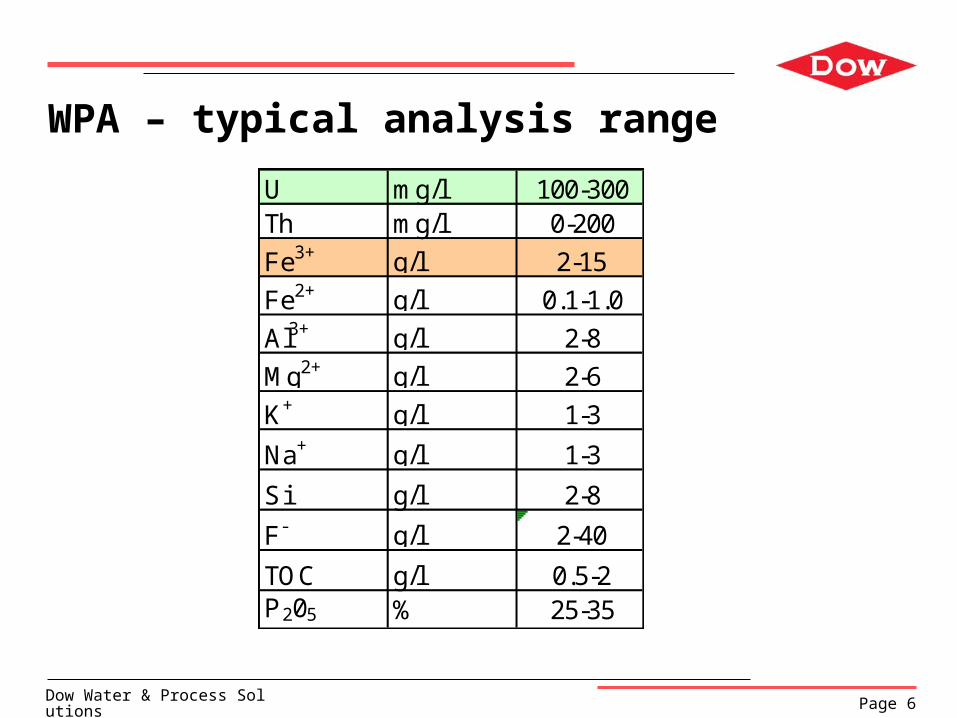
WPA – typical analysis rangeU m g/l 100-300Th m g/l 0-200Fe3+ g/l 2-15Fe2+ g/l 0.1-1.0Al3+ g/l 2-8M g2+ g/l 2-6K+ g/l 1-3Na+ g/l 1-3Si g/l 2-8F- g/l 2-40TOC g/l 0.5-2P205 % 25-35
Dow Water & Process Solutions Page 7
Challenges
• Selective removal from Uranium• Iron III reduction in iron II• Phosphoric acid concentration• Separation from other ions (Thorium, vanadium…)
• Desired Uranium concentration for further processing
• Resin inventory - Capex
Dow Water & Process Solutions
Page 8
The Resin
Dow Water & Process Solutions Page 9
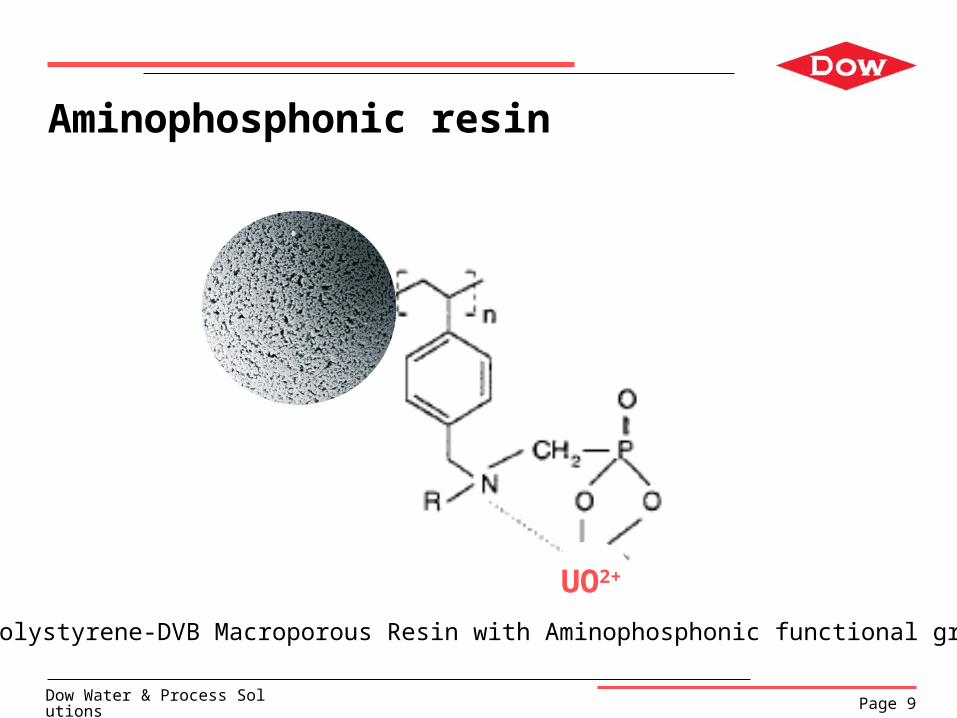
Aminophosphonic resin
UO2+
Polystyrene-DVB Macroporous Resin with Aminophosphonic functional groups
Dow Water & Process Solutions Page 10
Amberlite™ IRC747 - Key properties • Ionic affinity
• H+ >Fe3+ >Al3+>Pb2+ + >UO2+ >Cu2+ >Zn2+ >Fe2+ > Mg2+ > Ca2+ > Cd2+ > Ni2+ > Co2+ > Sr2+ >Na+
• pH• Stability: 0-14• Minimum operating pH: 2
• Temperature• Maximum: 80°C
• Resistance to oxidation• Avoid prolonged contact with oxidants (<1ppm as 02)
Dow Water & Process Solutions Page 11
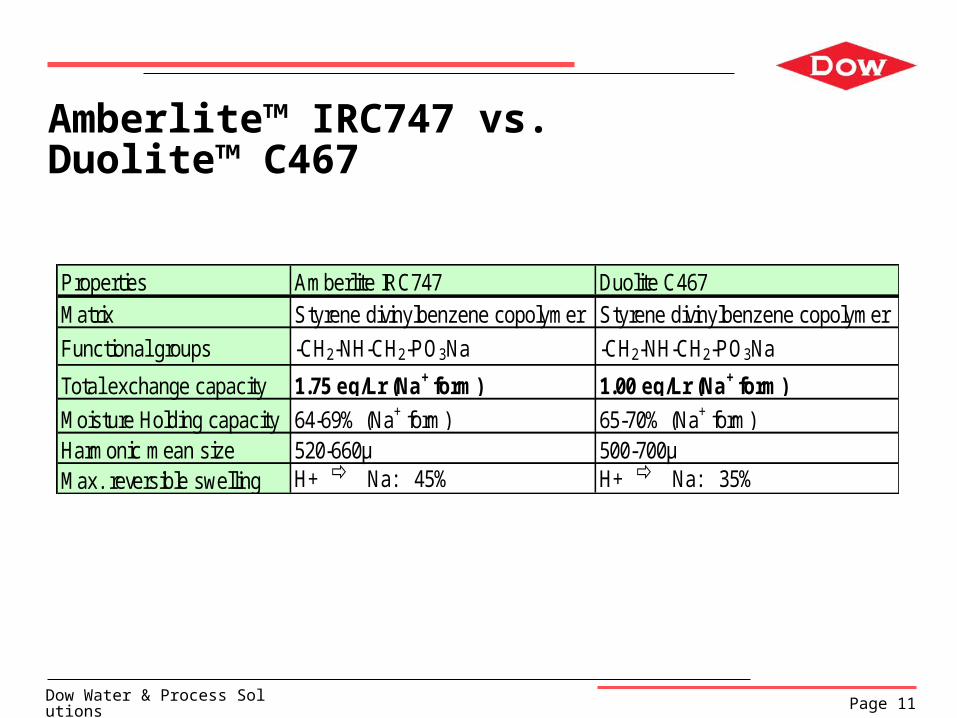
Amberlite™ IRC747 vs. Duolite™ C467
Properties Am berlite IRC747 Duolite C467M atrix Styrene divinylbenzene copolym er Styrene divinylbenzene copolym erFunctional groups -CH2-NH-CH2-PO 3Na -CH2-NH-CH2-PO 3NaTotal exchange capacity 1.75 eq/Lr (Na+ form ) 1.00 eq/Lr (Na+ form )M oisture Holding capacity 64-69% (Na+ form ) 65-70% (Na+ form )Harm onic m ean size 520-660µ 500-700µM ax. reversible swelling H+ Na: 45% H+ Na: 35%
Dow Water & Process Solutions Page 12
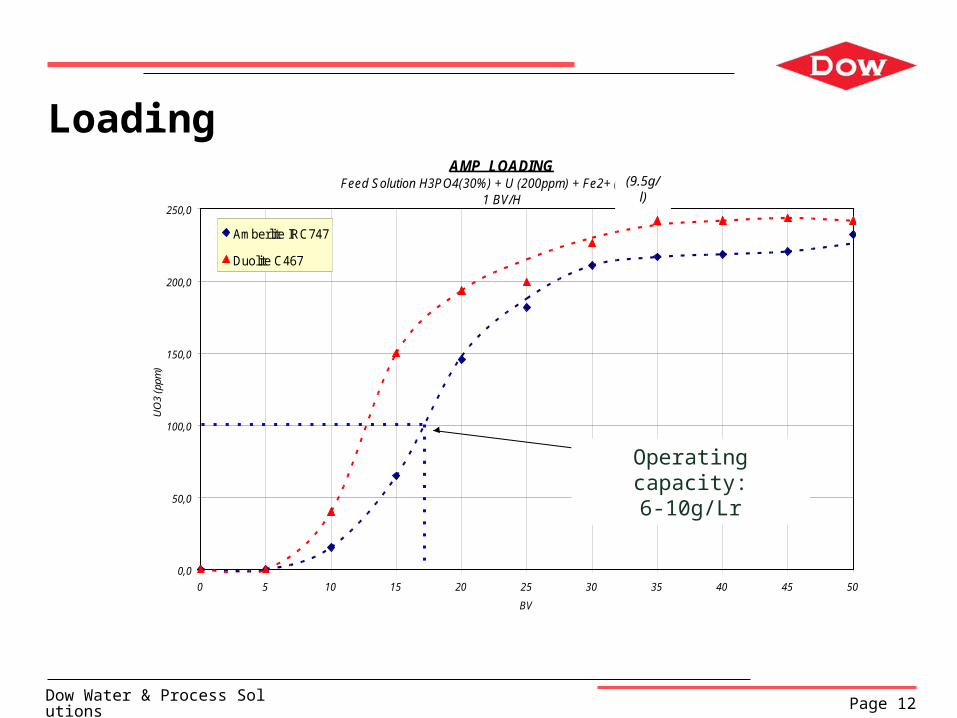
LoadingAMP LOADING
F eed S olution H3PO4(30%) + U (200ppm) + Fe2+ (9,5ppm)1 BV/H
0,0
50,0
100,0
150,0
200,0
250,0
0 5 10 15 20 25 30 35 40 45 50BV
UO3
(ppm
)
Am berlite IRC747
Duolite C467
O perating capacity
(9.5g/l)
Operating capacity: 6-10g/Lr
Dow Water & Process Solutions Page 13
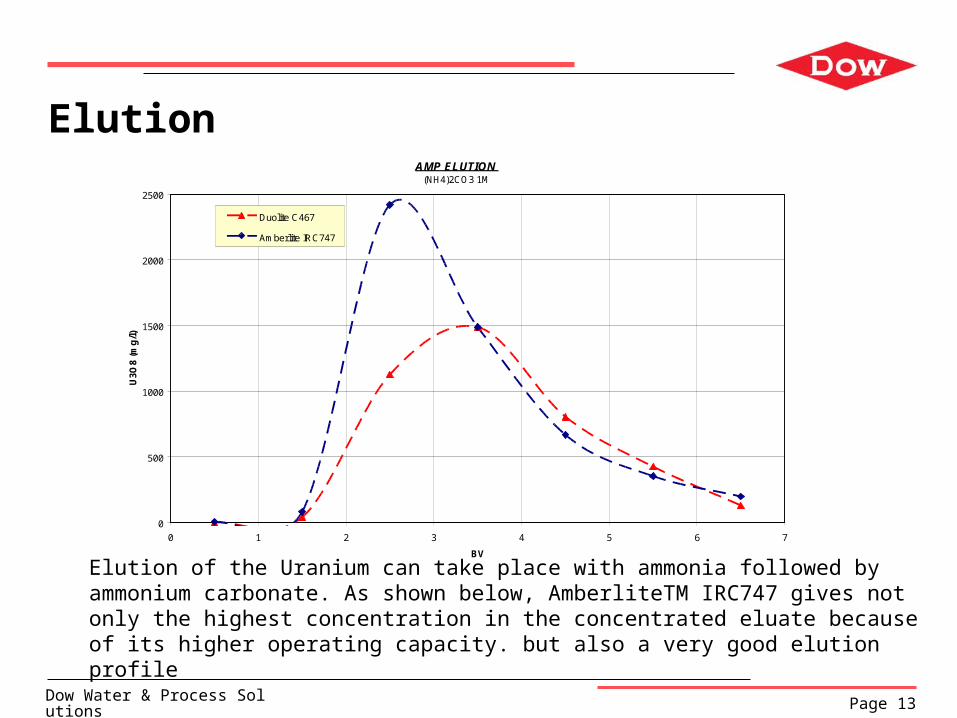
ElutionAMP E LUTION (NH4)2CO 3 1M
0
500
1000
1500
2000
2500
0 1 2 3 4 5 6 7BV
U3O8
(mg/l)
Duolite C467
Am berlite IRC747
Elution of the Uranium can take place with ammonia followed by ammonium carbonate. As shown below, AmberliteTM IRC747 gives not only the highest concentration in the concentrated eluate because of its higher operating capacity. but also a very good elution profile
Dow Water & Process Solutions Page 14
The process
Dow Water & Process Solutions Page 15
Requirements
• Adjustment of Phosphoric acid concentration to 30% max.
• Feed: Reduction of Iron III in iron II by metal addition (iron, zinc) or by electrochemical process.
• Temperature 50-60°C• Prevention of feed oxidation (nitrogen blanket)• Loading at 1 BV/h• Elution: neutralization with NH3 followed by elution with a solution of 1M Carbonate de Sodium.
Dow Water & Process Solutions Page 16
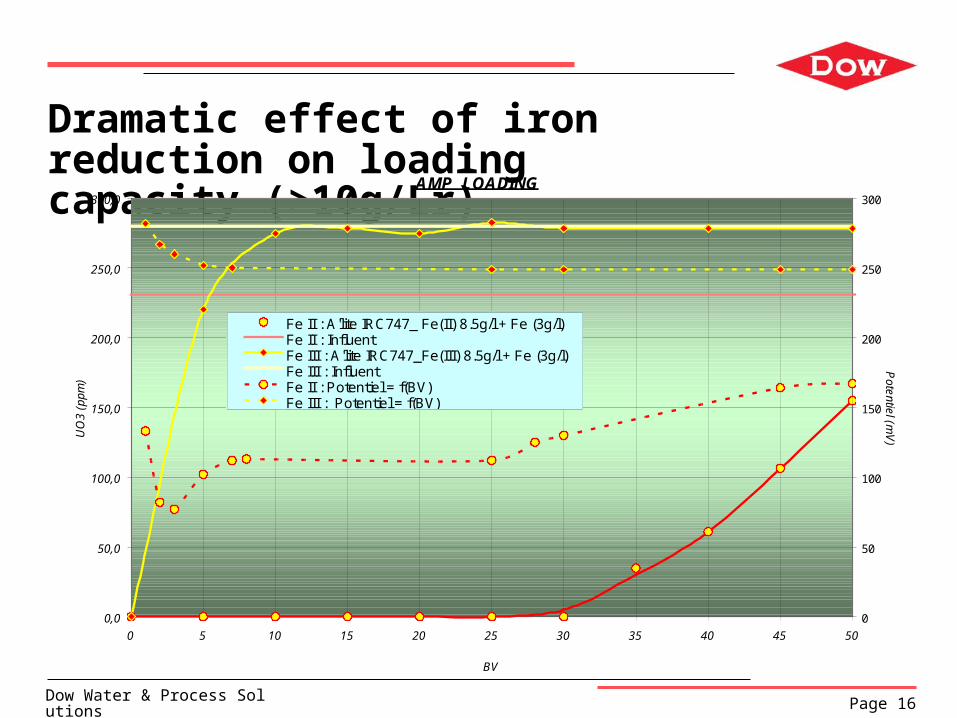
Dramatic effect of iron reduction on loading capacity (>10g/Lr)AMP LOADING
0,0
50,0
100,0
150,0
200,0
250,0
300,0
0 5 10 15 20 25 30 35 40 45 50
BV
UO3
(ppm
)
0
50
100
150
200
250
300
Potentiel (mV)
Fe II : A'lite IRC747_ Fe(II) 8.5g/l + Fe (3g/l)Fe II : InfluentFe III : A'lite IRC747_Fe(III) 8.5g/l + Fe (3g/l)Fe III : InfluentFe II : Potentiel = f(BV)Fe III : Potentiel = f(BV)
Dow Water & Process Solutions Page 17
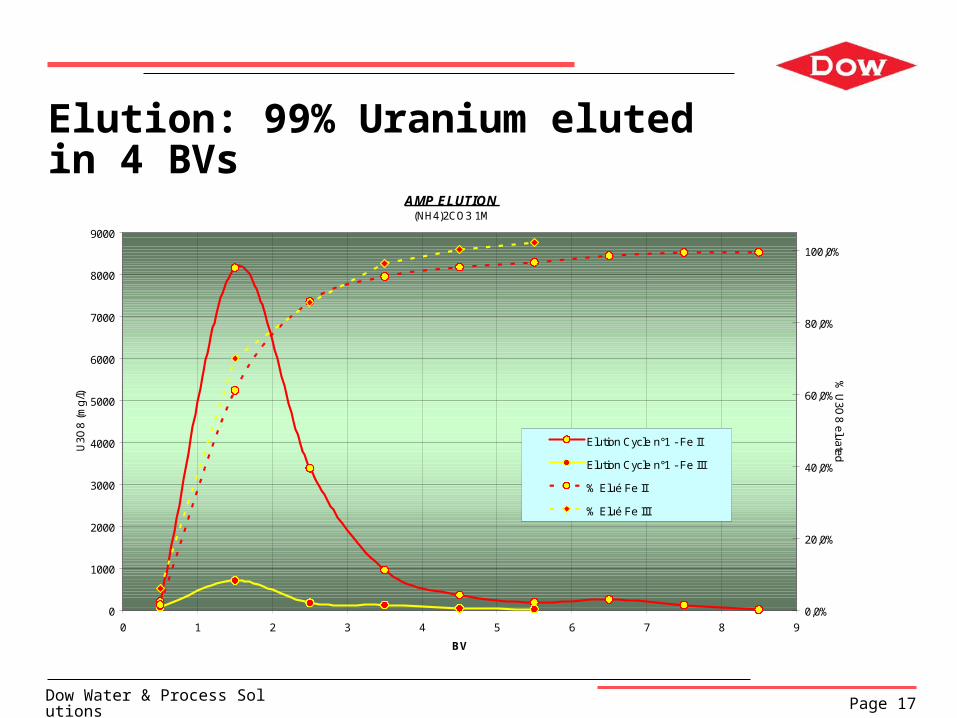
Elution: 99% Uranium eluted in 4 BVs
AMP ELUTION (NH4)2CO 3 1M
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
0 1 2 3 4 5 6 7 8 9BV
U3O8
(mg/l)
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
% U3O8 eluated
Elution Cycle n°1 - Fe II
Elution Cycle n°1 - Fe III
% Elué Fe II
% Elué Fe III
Dow Water & Process Solutions Page 18
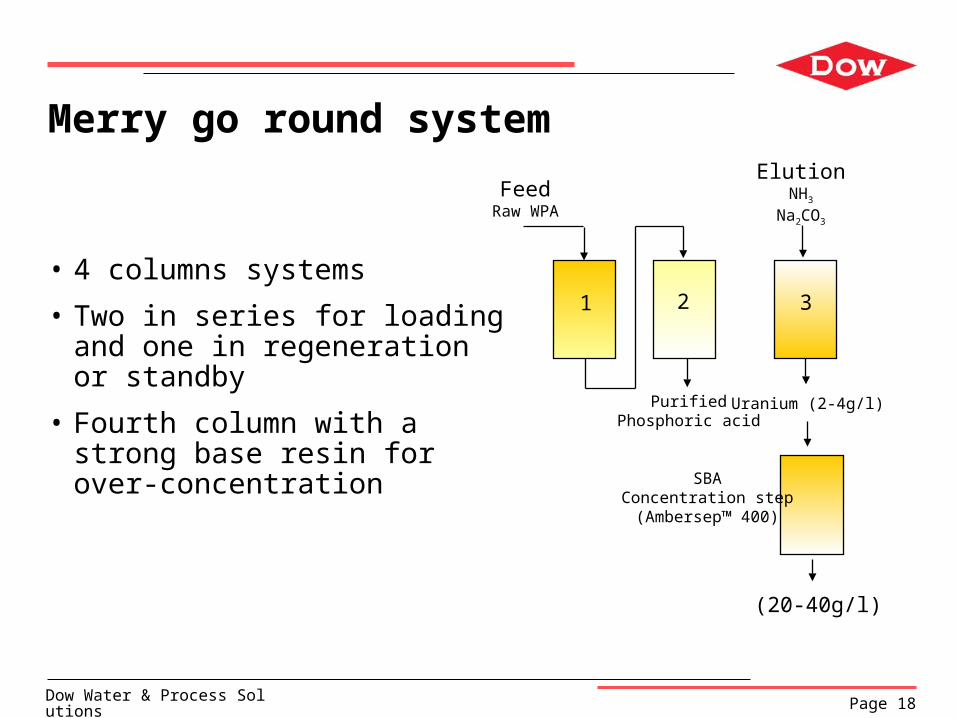
Merry go round system
• 4 columns systems• Two in series for loading and one in regeneration or standby
• Fourth column with a strong base resin for over-concentration
ElutionNH3
Na2CO3
Uranium (2-4g/l)
FeedRaw WPA
SBAConcentration step(Ambersep™ 400)
PurifiedPhosphoric acid
2 31
(20-40g/l)
Dow Water & Process Solutions Page 19
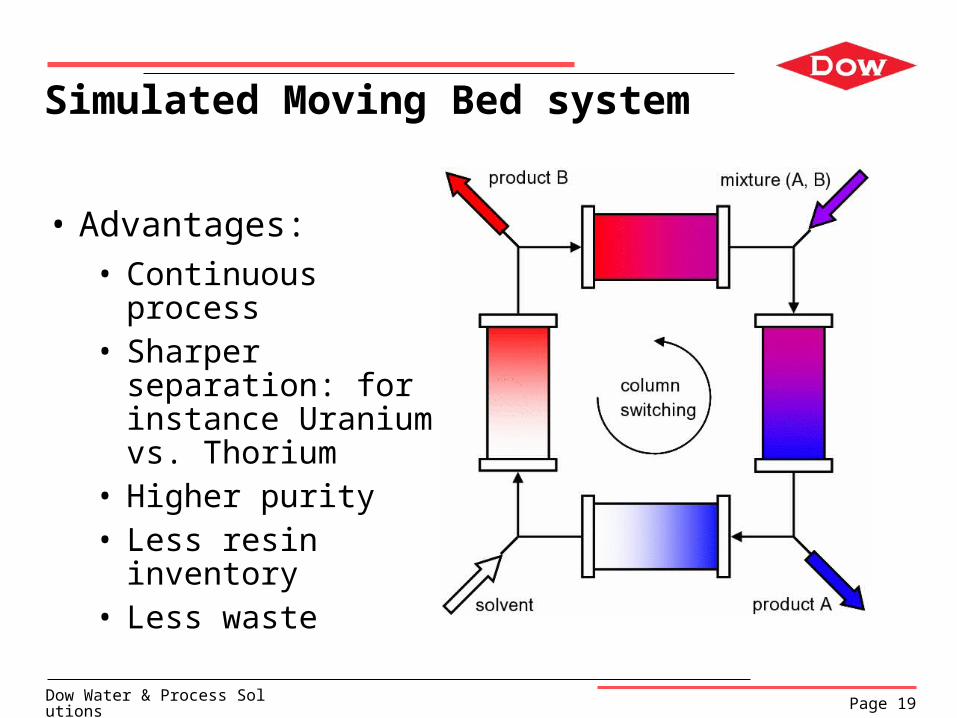
Simulated Moving Bed system
• Advantages:• Continuous process
• Sharper separation: for instance Uranium vs. Thorium
• Higher purity• Less resin inventory
• Less waste
Dow Water & Process Solutions Page 20
What next?
• Several joint development programs with key partners
• Uniform particle size capability
• New chelating resin with higher selectivity vs. Iron
Dow Water & Process Solutions Page 21
Q&A
Dow Water & Process Solutions Page 22
Thank you!







