evaluation of the basic exhaust gas parameters of a rail ... · content in % no more than 3...
TRANSCRIPT

POJAZDY SZYNOWE NR 1/2018
Ocena podstawowych parametrów gazów wylotowych silnika żurawia kolejowego
Evaluation of the basic exhaust gas parameters of a rail crane engine
The paper presents the research results and analysis of the TAKRAF ZU-EDK-300 rail crane operating conditions, and the basic exhaust gases parameters of its combustion engine while conducting selected track works supporting the modernization of the railway connection be-tween Poznan and Pila. The research results presented in this paper have allowed to determine the exhaust gas energy recovery potential, among other things. W artykule przedstawiono wyniki badań i dokonano analizy warunków użytkowania żurawia kolejowego TAKRAF ZU-EDK-300 oraz podstawowych parametrów gazów wylotowych jego silnika podczas prowadzenia wybranych prac torowych, wspomagających modernizację odcin-ka linii kolejowej wiodącej z Poznania do Piły. Przedstawione w opracowaniu rezultaty badań pozwoliły między innymi określić potencjał odzysku energii gazów wylotowych.
dr inż. Maciej Andrzejewski dr inż. Paweł Daszkiewicz prof. dr hab. inż. Jerzy Merkisz dr Włodzimierz Stawecki, prof. IPS dr inż. Jarosław Czerwiński mgr Dawid Gallas Instytut Pojazdów Szynowych „TABOR” Politechnika Poznańska
1. INTRODUCTION The largest railway infrastructure manager in Po-
land - PKP Polish Railway Lines S.A., with over 96% share in the total publicly available rail network, ac-cording to the "Safety Report for 2015", estimates that 18% of infrastructure is in unsatisfactory condition (including 2% in bad condition), and 27% in suffi-cient (Fig. 1) [4]. In total, this gives 45% of the infra-structure, for which there are more or less serious objections, although this only takes into account the railway surface. As a result of maintenance and repair works as well as investment works carried out in 2015, as of December 31, 2015, there was an im-provement of approx. 3% as compared to December 31, 2014. The above-mentioned assessment was made according to the following criteria [4]: - good grade – only maintenance required, neces-
sary single replacement of track elements, no re-strictions of driving speed,
- sufficient grade – the need to replace up to 30% of the track elements, decreasing timetable drive speeds or introducing restrictions of driving speed,
- unsatisfactory grade – wide-reaching track re-placement necessary, significant reduction of timetable speeds and a large number of driving speed restrictions.
1. WSTĘP Największy zarządca infrastruktury kolejowej w
Polsce – PKP Polskie Linie Kolejowe S.A., dysponu-jący ponad 96% udziałem w całości ogólnodostępnej sieci kolejowej, zgodnie z „Raportem w sprawie bez-pieczeństwa za rok 2015” ocenia, że 18% infrastruk-tury znajduje się w stanie niezadawalającym (w tym 2% w stanie złym), a 27% w dostatecznym (rys. 1) [4]. Łącznie daje to 45% infrastruktury, co do której istnieją mniej lub bardziej poważne zastrzeżenia, przy czym mowa tu wyłącznie o stanie nawierzchni kole-jowej. W wyniku przeprowadzonych w 2015 r. robót utrzymaniowo-naprawczych oraz inwestycyjnych, według stanu na dzień 31 grudnia 2015 r., odnotowa-no poprawę o ok. 3% w porównaniu ze stanem na dzień 31 grudnia 2014 r. Powyższa ocena dokonana została według następujących kryteriów [4]: - ocena dobra – wymagana tylko konserwacja,
niezbędne pojedyncze wymiany elementów na-wierzchni, brak ograniczeń prędkości jazdy,
- ocena dostateczna – potrzeba wymian elementów nawierzchni do 30%, obniżenie prędkości rozkła-dowych lub wprowadzenie ograniczeń prędkości jazdy,
- ocena niezadawalająca – konieczna wymiana kompleksowa, znaczne obniżenie prędkości roz-kładowych oraz duża ilość ograniczeń prędkości jazdy.
1

POJAZDY SZYNOWE NR 1/2018
Fig. 1. Assessment of the technical condition of PKP PLK railway infrastructure in 2010? 2015 [4]
Rys. 1. Ocena stanu technicznego infrastruktury kolejowej spółki PKP PLK w latach 2010–2015 [4]
Modernizacja i inne działania związane z poprawą stanu linii kolejowych to jedne z najważniejszych zadań realizowanych przez PKP PLK S.A., na które spółka – jako narodowy zarządca infrastruktury – czerpała fundusze zarówno z zasobów własnych, jak również z Funduszu Kolejowego. Spółka realizuje zakrojony na szeroką skalę program modernizacji i rewitalizacji linii kolejowych. Zakres przedmiotowy poszczególnych projektów inwestycyjnych obejmuje zwykle kompleksowe wymiany nawierzchni kolejo-wej, urządzeń SRK i elektroenergetyki (trakcyjnej i nietrakcyjnej), a także modernizacje przejazdów kole-jowo-drogowych w jednym poziomie oraz ich likwi-dacje i zastępowanie skrzyżowaniami dwupoziomo-wymi, do czego wykorzystywane są maszyny torowe i pojazdy dwudrogowe, które zaprojektowane są spe-cjalnie do celów budowy i utrzymania torów oraz infrastruktury [1, 3].
Artykuł zawiera wyniki badań i analizę warunków użytkowania żurawia kolejowego TAKRAF ZU-EDK-300 oraz podstawowych parametrów gazów wylotowych jego silnika podczas wykonywania prac torowych w trakcie modernizacji fragmentu linii kole-jowej w okolicach Poznania (trasa na Piłę).
2. OBIEKT BADAŃ I WARUNKI PROWA-
DZONYCH ANALIZ Obiektem badań był pojazd z grupy NRMM
(Non-Road Mobile Machinery) – żuraw kolejowy TAKRAF ZU-EDK-300 (rys. 2). Jest on zasadniczo przeznaczony do wykonywania prac torowych, służy do podnoszenia i przemieszczania ładunków oraz elementów służących do zabudowy torowiska. Umoż-liwia również wykonywanie wszelkich prac wymaga-jących podnoszenia i przemieszczania: ładunków, urządzeń, elementów nawierzchniowych zabudowa-nych w torze lub jego otoczeniu. Żuraw może praco-wać pod elektryczną siecią trakcyjną, ale pod warun-kiem jej wyłączenia. Maksymalny udźwig maszyny uzależniony jest od jej wysięgu i wynosi 50 Mg. Z grupy podstawowych parametrów eksploatacyjnych omawianego żurawia należy jeszcze wymienić mak-symalną moc użyteczną silnika wynoszącą 588 kW (800 KM).
Modernization and other activities related to the railway lines condition improvement are one of the most important tasks carried out by PKP PLK S.A., for which the company – as the national infrastructure manager – drew funds from its own resources as well as from the Rail Fund. The company implements a large-scale program for modernization and revitaliza-tion of railway lines. The scope of individual invest-ment projects usually includes comprehensive re-placement of railway surface, SRK equipment and power (traction and non-traction), as well as moderni-zation of one level railroad crossings and their re-placement with two-level intersections. For these tasks rail machines and two-rail vehicles are used, which are specially designed for the construction and maintenance of tracks and rail infrastructure [1, 3].
The article contains the results of research and analysis of the conditions of use of the TAKRAF ZU-EDK-300 rail crane and the basic parameters of its engine exhaust gases while conducting track works during the modernization of a part of the railway line near Poznan (the route to Pila).
2. RESEARCH OBJECT AND THE CONDI-
TIONS OF ANALYSIS The research vehicle belonged to the NRMM
(Non-Road Mobile Machinery) group – the TAKRAF ZU-EDK-300 railway crane (Fig. 2). It is essentially designed for performing track work, for lifting and moving loads and for track construction. It is also capable of carrying out any work that requires lifting and moving: loads, equipment, elements for building the track or its surroundings. The crane can operate under an electric traction network, but only when it is not powered. The maximum lifting capacity depends on its reach and is 50 Mg. In addition to the basic operating parameters of the mentioned crane, the maximum power output of the engine of 588 kW (800 HP) should be mentioned.
For the purposes of the article, the performed ana-lyzes included the assessment of the ZU-EDK-300 crane operating conditions and the exhaust gas parameters of the internal combustion engine during track work, carrying out the modernization of the rail-way section leading from Poznan to Pila (Fig. 3). On
2

POJAZDY SZYNOWE NR 1/2018
Na potrzeby podjętej w artykule analizy dokonano między innymi oceny warunków eksploatacji żurawia ZU-EDK-300 oraz parametrów gazów wylotowych silnika spalinowego podczas wykonywania prac to-rowych, wspomagających modernizację odcinka linii kolejowej wiodącej z Poznania do Piły (rys. 3). Tego dnia roboczego żuraw kolejowy był zasadniczo wyko-rzystywany do usuwania z torowiska i załadunku na platformę starych drewnianych podkładów kolejo-wych wraz z fragmentami zużytych szyn (rys. 4).
Fig. 2. Rail crane TAKRAF ZU-EDK-300 with a railway platform Rys. 2. Żuraw kolejowy TAKRAF ZU-EDK-300 wraz z platfor-
mą kolejową
Rys. 3. Miejsce prowadzenia prac przy wykorzystaniu żurawia ZU-EDK-300 (opracowano na podstawie Google Maps)
Fig. 3. Location of the performed work using the rail crane ZU-EDK-300 (developed on the basis of Google Maps)
3. RESULTS AND ANALYSIS The whole work cycle lasted about 4 hours. After
the crane engine was started and the steady operating state was achieved, the train traveled from the train station to the construction site. After completing the track work, due to the track being temporarily occu-pied, the crane made a few hundred meters drive to the waiting point followed by a return trip to the sta-tion. It should be noted that two short stops at railway crossings took place while the machine traveled.
Fig. 4. Rail crane ZU-EDK-300 during track work Rys. 4. Żuraw kolejowy ZU-EDK-300 w trakcie wykonywania
prac torowych
3. WYNIKI BADAŃ WRAZ Z ICH OMÓWIE-NIEM Cały cykl pracy maszyny trwał około 4 h. Po uru-
chomieniu silnika żurawia i osiągnięciu ustabilizowa-nego stanu cieplnego nastąpił przejazd z bazy taboro-wej na plac budowy. Po zakończeniu prac torowych, z uwagi na chwilową zajętość toru, nastąpił kilkusetme-trowy przejazd żurawiem do punktu oczekiwania, a następnie przejazd powrotny do bazy. Należy nad-mienić, że w trakcie przemieszczania się maszyny miały miejsce dodatkowo dwa krótkie postoje w oko-licach przejazdu kolejowego.
Na rysunkach 5 i 6 zaprezentowano przykładowe przebiegi (pierwsze 100 minut pracy maszyny) pod-stawowych parametrów gazów wylotowych silnika, stanowiącego źródło napędu i zasilania instalacji hy-draulicznej badanego żurawia. W pierwszej fazie testu występowała faza nagrzewania silnika i przygotowy-wanie do dalszej pracy. W końcowej fazie tego proce-su temperatura gazów wylotowych zawierała się w zakresie 170–190°C (rys. 5). W trakcie przejazdu na plac budowy temperatura gazów wylotowych była nieco mniejsza, gdyż zawierała się w większości w przedziale 160–170°C, na co wpływ miało chłodzące oddziaływanie układu wylotowego w trakcie ruchu pojazdu. Taki przebieg temperatury gazów wyloto-wych umożliwia zastosowanie generatora termoelek-trycznego TEG jako układu odzysku energii. Jak wspomniano we wstępie składa się on z modułów termoelektrycznych TEM wykonanych na bazie Bi2Te3. Jest to obecnie najpopularniejszy materiał wykorzystywany do budowy tzw. niskotemperaturo-wych modułów TEM – osiągają one współczynnik
Figures 5 and 6 show the first 100 minutes of the basic machine operation parameters of the engine exhaust gases, where the engine is the source of the source of propulsion and power supply to the tested crane’s hydraulic system. In the first phase of the test, there was an engine warm up phase and preparation
this working day, the railway crane was essentially used to remove old wooden sleepers from the track and load them onto the platform along with the pieces of used rails (Fig. 4).
3

POJAZDY SZYNOWE NR 1/2018
efektywności termoelektrycznej ZT = 1 dla tempera-tury 175°C.
Z analizy zarejestrowanych wartości natężenia przepływu gazów wylotowych wynika, iż silnik żu-rawia pracował w zakresie charakterystyki obciąże-niowej (zmiana warunków pracy żurawia kolejowe-go). Świadczą o tym widoczne fluktuacje wartości tego parametru od stałego poziomu wynoszącego około 430–440 kg/h (rys. 6).
for further work. At the end of this process, the ex-haust gas temperature was in the range of 170 - 190°C (Fig. 5). Then the exhaust gas temperature decreased during the journey to the construction site as it re-mained mostly in the range of 160 - 170°C, which was influenced by the cooling effect of the exhaust system due to vehicle movement. For exhaust gases at this temperature it is possible to use the thermoelec-tric generator (TEG) as an energy recovery system. As mentioned in the introduction, it consists of TEM thermocouple modules based on Bi2Te3 material. It is currently the most popular material used to construct TEM thermocouples, allowing them to achieve the thermoelectric efficiency factor ZT = 1 at 175°C.
It is clear from the analysis of the recorded ex-haust gas flow rate that the crane engine has been working in the range of engine load characteristics (changing the operating conditions of the crane). This is evidenced by the visible fluctuations in the value of this parameter from a constant level of approximately 430 - 440 kg/h (Fig. 6).
Fig. 5. The railway crane ZU-EDK-300 engine exhaust gases temperature Rys. 5. Temperatura gazów wylotowych silnika żurawia kolejowego ZU-EDK-300
4. PODSUMOWANIE Przeprowadzona ocena warunków pracy żurawia
kolejowego oraz podstawowych parametrów gazów wylotowych silnika spalinowego stanowi przyczynek do określenia potencjału odzysku energii. Aby zreali-zować ten cel kolejnym krokiem będzie wyznaczenie strumienia energii gazów wylotowych w poszczegól-nych częściach układu wylotowego badanego żura-wia. Przewidziane jest również rozszerzenie badań i wykonanie analiz przy innych pracach przytaczanej maszyny.
Na podstawie uzyskanych wyników analiz strumienia energii gazów wylotowych dokonany zostanie wybór metody odzysku i rekuperacji energii. W tym przy-padku przewidywane jest zastosowanie generatora termoelektrycznego TEG z komercyjnymi modułami termoelektrycznymi TEM [2, 5]. Dzięki temu możli-wy będzie wzrost efektywności spalinowego układu napędowego żurawia oraz ograniczenie negatywnego oddziaływania na środowisko naturalne maszyn de-dykowanych do prac kolejowych.
4. CONCLUSIONS The assessment of the railway crane operating
conditions and the basic exhaust gas parameters of the internal combustion engine contribute to the determi-nation of the energy recovery potential. To achieve this goal, the next step in research will be to deter-mine the exhaust gas energy flow in the various parts of the exhaust system of the tested crane. It is also
4

POJAZDY SZYNOWE NR 1/2018
possible to extend the study and carry out analyzes for other rail works of the cited machine.
The method of energy recovery and recuperation will be selected based on the obtained analysis results of the exhaust gases energy stream. In this case, the use of a TEG thermoelectric generator is expected using commercial TEM thermocouples [2, 5]. This will increase the efficiency of the crane's propulsion system and reduce the negative environmental impact of machines dedicated to railway work.
BIBLIOGRAPHY / LITERATURA 1. Gronowicz J., Ochrona środowiska w transporcie lą-
dowym. Wydawnictwo Politechniki Szczecińskiej, Szczecin 1996.
2. Kronenberg J., Bergier T. red., Wyzwania zrównowa-żonego rozwoju w Polsce. Fundacja Sendzimira, Kra-ków 2010.
3. Krzemieniecki A., Tabor kolejowy. WKiŁ, Warszawa 1976.
4. Urząd Transportu Kolejowego, Ocena funkcjonowania rynku transportu kolejowego i stanu bezpieczeństwa ru-chu kolejowego w 2015 roku, Warszawa.
5. Wojciechowski K.T., Zybala R., Tomankiewicz J., Fuc P., et al., Influence on Back Pressure on Net Efficiency of TEG Generator mounted in the Exhaust System of a Diesel Engine. Thermoelectric Goes Automotive II, Ex-pert Verlag, Renningen 2012, p. 177–188.
Rys. 6. Natężenie przepływu gazów wylotowych silnika żurawia kolejowego ZU-EDK-300 Fig. 6. The railway crane ZU-EDK-300 engine exhaust gases flow rate
5

POJAZDY SZYNOWE NR 1/2018
mgr inż. Roksana Licow Politechnika Gdańska, prof. dr hab. inż. Franciszek Tomaszewski Politechnika Poznańska
Costs of upgrading based on 131 railway line
In searching for the optimal use of the railway company's financial resources (PKP PLK) and the time of planning the repairs of the tracks, a track durability model was created. The model in its assumptions is based on the technical and operational parameters of the railway line No. 131. The article presents two variants of the process of track durability. The first variant concerns the cleaning of the track, the second one concerns the upgrading. For both variants, the costs of works related to the cleaning and upgrading works of the tracks were determined and the impact of these variants on the environment was determined. The article also presents the scope of upgrading works and works related to the continuous repairs of the railway surface.
Koszty modernizacji na przykładzie linii 131
W poszukiwaniu optymalnego wykorzystania środków finansowych przedsiębiorstwa kolejowe-go (PKP PLK) oraz czasu planowania napraw torowisk stworzono model trwałości toru. Model w swych założeniach opiera się na parametrach techniczno – eksploatacyjnych linii kolejowej nr 131. W artykule przedstawiono dwa warianty procesu trwałości toru. Pierwszy wariant za-kłada oczyszczenie toru, drugi przeprowadzenie modernizacji. Dla obu wariantów określono koszty prac związanych z oczyszczaniem i pracami modernizacyjnymi torowisk oraz określono wpływ tych wariantów na środowisko. W artykule przestawiono również zakres prac moderni-zacyjnych i prac związanych z naprawą ciągłą nawierzchni kolejowej.
1. Introduction Since 2010 there has been an increase of
expenditures on financing of rail infrastructure in Poland. Thanks to the possibility of obtaining more and more funds from EU Centers, there is an increase in the number of modernization projects of railway lines in Poland. Providing a high level of quality of modernization works, it is possible to estimate the time of railway surface life. In the article based on the track durability model, the calculations of estimated costs for two variants are carried out: upgrading and cleaning of the surface. The presented results can be used as the additional indicators in determining the profitability of investments in the context of the application of different technologies of implemen-tation.
2. Modernization of the railway lines in Po-land
Modernization and the related increase in technical and operational parameters of the existing railway infrastructure have the key importance for providing the transport needs of goods and services in Poland and in the world. In 2014 PKP Polish Railway Lines managed 18 516 km of railway lines, therefore Poland has the third place next after France and Germany in terms of the length of railway lines. An additional advantage of the Polish railway infrastructure is its
1. Wstęp Od 2010 roku nastepuje wzrost nakladów na
finansowanie infrastruktury kolejowej w Polsce. Dzięki możliwości pozyskania coraz większych funduszy z Ośrodków Unijnych następuje zwiększenie ilości projektów modernizacji linii kolejowych w Polsce. Przy zapewnieniu wysokiego poziomu jakości robót modernizacyjnych, możliwym jest oszacowanie czasu życia nawierzchni. W artukule na podstawie modelu trwałości toru, przeprowadzono obliczenia szacowanych kosztów dla dwóch wariantów: modernizacji i oczyszczenia nawierzchni. Przedsta-wione wyniki mogą posłużyć jako dodatkowe wskaźniki przy określaniu opłacalności inwestycji w kotekście zastosowania różnych technologii wyko-nania.
2. Modernizacja linii kolejowych w Polsce Modernizacja i związane z tym podniesienie para-
metrów techniczno – eksploatacyjnych istniejącej infrastruktury kolejowej ma kluczowe znaczenie dla zapewnienia potrzeb przewozowych towarów i usług w Polsce i na świecie. W roku 2014 PKP Polskie Li-nie Kolejowe zarządzały 18 516 km linii kolejowych w związku z czym Polska zajmuje trzecie miejsce zaraz po Francji i Niemczech pod względem długości linii kolejowych. Dodatkowym walorem polskiej in-
6

POJAZDY SZYNOWE NR 1/2018
central location in Europe. According to the Annual Report 2014, the condition of infrastructure has slightly improved compared to 2013, which is the result of the long-term process of modernization of the largest railway routes in Poland (Figure 1) [4].
The concept of modernization of the railway line is based mainly on increasing the technical and opera-tional parameters. This is mainly connected with the complete dismantling of individual elements of the railway infrastructure. An additional design require-ment is the use of previously occupied land or other railway plots. The modernization works also include the engineering elements and objects belonging to the railway infrastructure, such as viaducts, culverts and traction poles. The modernization process of the net-work of Polish Railway Lines is primarily regulated by the Technical Standards "Detailed Technical Con-ditions for modernization or construction of railway lines up to speed Vmax ? 200 km/h (for conventional rolling stock) or 250 km/h (for rolling stock with a tilting body)” [3].
Since 2005 there has been an increase in expendi-ture on railway investments, which reached an in-crease of 700% in 2014 compared to 2005 (Figure 2). A project from the Pendolino Program worth PLN 8 billion intended for modernization of railway lines implemented in 2011-2014 has included to the priority projects in recent years.
frastruktury kolejowej jest jej centralne położenie w Europie. Według Raportu Rocznego 2014 stan infrastruktury uległ niewielkiej poprawie w stosunku do roku 2013 co jest wynikiem przyjętego długolet-niego procesu modernizacji największych szlaków kolejowych w Polsce (rys. 1) [4].
Pojęcie modernizacji linii kolejowej opiera się głównie na zwiększeniu parametrów techniczno – eksploatacyjnych. Związane jest to przede wszystkim z całkowitym demontażem poszczególnych elemen-tów infrastruktury kolejowej. Dodatkowym wymo-giem projektowym jest wykorzystanie dotychczas zajmowanego terenu lub innych działek kolejowych. Prace modernizacyjne obejmują również elementy i obiekty inżynierskie przynależne do infrastruktury kolejowej takie jak wiadukty, przepusty czy słupy trakcyjne. Na sieci Polskich Linii Kolejowych proces modernizacji regulują przede wszystkim Standardy Techniczne „Szczegółowe Warunki Techniczne dla modernizacji lub budowy linii kolejowych do prędkości Vmax ? 200 km/h (dla taboru konwen-cjonalnego) lub 250 km/h (dla taboru z wychylnym pudłem)” [3].
Od 2005 roku następuje wzrost nakładów na inwe-stycje kolejowe, które osiągnęły wzrost na poziomie 700% w roku 2014 w stosunku do roku 2005 (rys. 2). Do priorytetowych projektów w ostatnich latach nale-żał projekt z Programu Pendolino o wartości 8 mld zł przeznaczony na modernizacje linii kolejowych reali-zowany w latach 2011 – 2014.
Fig. 2. Expenditures on railway investments in 2005 - 2014 in PLN billion Source: a study based on the Annual Report 2014 of
PKP PLK Rys. 2. Nakłady na inwestycje kolejowe w latach 2005 – 2014 w
mld zł Źródło: opracowanie na podstawie Raportu rocznego 2014 PKP PLK
Expenditures on railway investments are obtained from many sources, such as: operational programs, state budget, railway fund, etc. The list of funds for railway investments in 2014 is presented in table 1.
7
Fig. 1. Amount of modernized kilometers of railway lines in Poland in the years 2005 – 2014 Source: a study based on the
Annual Report 2014 of PKP PLK Rys. 1. Ilość zmodernizowanych kilometrów linii kolejowych w Polsce w latach 2005 – 2014 Źródło: opracowanie na podstawie
Raportu rocznego 2014 PKP PLK
Fig. 3. Expenditures on railway investments in 2005 - 2014 in PLN billion Source: a study based on the Annual Report 2014 of PKP PLK Rys. 3. Nakłady na inwestycje kolejowe w latach 2005 – 2014 w mld zł Źródło: opracowanie na podstawie Raportu rocznego 2014 PKP PLK

POJAZDY SZYNOWE NR 1/2018
L.p./ No Programy/ Programs
Nakłady na inwestycje [mln zł]/ Expenditures on investments [PLN billion]
1.
Program Operacyjny Infrastruktura i Środowi-sko/Operational Pro-gram- Infrastructure and Environment
5 755,7
2. Budżet Państwa/ State Budget 1 030,7
3. Fundusz Kolejowy/ Railway Fund 288,7
4. Regionalne Programy Operacyjne/ Regional Operational Programs
201,7
5. Pozostałe/ Others 7,2
6. TEN-T/ TEN-T 2,3
7.
Razem (z uwzględnie-niem robót w toku)/ Total (including works in progress)
7 286,3
The Operational Program Infrastructure and Envi-ronment has the largest share in financing of railway investments (Figure 3). The Railway Fund, i.e. the own resources of the railway company, is only 4% of the expenditures on financing of railway investments in Poland. In order to increase the technical and opera-tional parameters and parameters of railways mod-ernization, it is important to gradually increase the financial expenditures for these undertakings. Only the appropriate policy of a railway company and assis-tance from Government Programs can ensure an in-crease in financial expenditures and consequently, a dynamic development of the network of Polish Rail-way Lines [4].
3. Modernization costs on the example of the surface durability model
A surface durability model consisting of four cy-cles was developed by the authors for the case of the revitalized line No. 131 Chorzów Batory - Tczew at the premises of the Polish Railway Lines Department in Gdynia (Figure 4). After revitalization, the operat-ing speed of 160 km/h is valid on the line, the surface consists of reinforced concrete sleepers PS - 94 and raw rails (steel class 260) 60E1 and fastenings of SB type.
The construction of the railway line No. 131 began from 1852 and lasted for the war period until 1947. It was only in 2013, after 66 years of operation of the line, PKP Polish Railway Lines decided to revitalize it.
Nakłady na inwestycje kolejowe są pozyskiwane z wielu źródeł takich jak: programy operacyjne, budżet państwa, fundusz kolejowy, itp. Zestawienie funduszy na inwestycje kolejowe w 2014 roku przedstawiono w tabeli 1. Największy udział w finansowaniu inwestycji ko-lejowych ma Program Operacyjny Infrastruktura i Środowisko (rys. 3). Fundusz Kolejowy czyli środki własne przedsiębiorstwa kolejowego to zaledwie 4% nakładów na finansowanie inwestycji kolejowych w Polsce. W celu zwiększania parametrów techniczno – eksploatacyjnych i modernizacji dróg szynowych ważne jest sukcesywne zwiększanie nakładów finan-sowych na wymienione przedsięwzięcia. Tylko odpo-wiednia polityka przedsiębiorstwa kolejowego oraz pomoc z Programów Rządowych może zapewnić wzrost nakładów finansowych a co za tym idzie dy-namiczny rozwój sieci Polskich Linii Kolejowych [4].
3. Koszty modernizacji na przykładzie mode-lu trwałości nawierzchni
Model trwałości nawierzchni składający się z czte-rech cykli został opracowany przez autorów dla przy-padku linii rewitalizowanej nr 131 Chorzów Batory - Tczew na terenie Zakładu Polskich Linii Kolejowych w Gdyni (rys. 4). Po rewitalizacji, na linii obowiązuje prędkość eksploatacyjna 160 km/h, nawierzchnia składa się z podkładów żelbetowych PS – 94 i szyn surowych (klasa stali 260) 60E1 oraz przytwierdzeń typu SB.
Budowa linii kolejowej nr 131 rozpoczęła się w 1852 roku i trwała poprzez okres wojenny do roku 1947. Dopiero w 2013 roku, po 66 latach eksploatacji linii, spółka PKP Polskie Linie Kolejowe zadecydowały o jej rewitalizacji.
W modelu pierwszy cykl został obliczony dla ob-ciążenia przeniesionego przez szynę od odbioru eks-ploatacyjnego, gdzie Q = 0 do pierwszej naprawy ciągłej. Dla wszystkich cykli, graniczne odchylenie standardowe nierówności pionowych przyjęto na po-ziomie 2,1 mm [1]. Dla bardzo dobrego poziomu ja-kości, gdzie odchylenie standardowe nierówności pionowych po modernizacji wynosi 0,1 mm obliczono długość cyklu do pierwszej naprawy ciągłej. Długość ta wyniosła przeniesienie obciążenia na poziomie 383 Tg. Każdy kolejny cykl został określony od naprawy ciągłej do kolejnej naprawy ciągłej. Długość obliczo-nych cykli wynosi przeniesienie obciążenia na pozio-mie 155 Tg dla bardzo dobrego poziomu jakości po naprawie ciągłej [5].
W celu określenia granic eksploatacyjnych toru przedstawiono dwa warianty cyklu życia nawierzchni dla linii kolejowej nr 131 Chorzów Batory – Tczew (rys. 5). Pierwszy wariant zakłada przeprowadzenie dwóch modernizacji, gdzie pierwsza jest początkiem omawianego wariantu przy odbiorze eksploatacyjnym i obciążeniu Q = 0, natomiast druga modernizacja
8
Table 1. Financial expenditures for railway investments in 2014
Tabela. 1. Nakłady finansowe na inwestycje kolejowe w 2014 roku
Source: a study based on the Annual Report 2014 of PKP PLK Źródło: opracowanie na podstawie Raportu rocznego 2014 PKP PLK

POJAZDY SZYNOWE NR 1/2018
In the model, the first cycle was calculated for the load transferred by the rail from the operational acceptance where Q = 0 to the first continuous repair. For all cycles, the limited standard deviation of vertical irregularities was assumed at 2.1 mm [1]. For a very good level of quality, where the standard deviation of vertical irregularities after modernization is 0.1 mm, the length of the cycle to the first continuous repair was calculated. This length amounted to a load transfer of 383 Tg. Each next cycle was determined from the continuous repair to another continuous repair. The length of the calculated cycles is a load transfer of 155 Tg for a very good level of quality after the continuous repair [5].
następuje po około 28 latach eksploatacji toru. Obcią-żenie roczne linii nr 131 wynosi około 30 Tg. Całko-wity cykl życia pierwszego wariantu wynosi w przy-bliżeniu 56 lat.
In order to determine the operational limits of the track, two variants of the life cycle of the surface for the railway line No. 131 Chorzów Batory - Tczew are presented (Figure 5). The first variant assumes carrying out two modernizations, where the first is the beginning of the discussed variant in the operational acceptance and load of Q = 0, while the second modernization takes place after about 28 years of track operation. The annual load of 131 line is approximately 30 Tg. The total life cycle of the first variant is approximately 56 years.
In the second variant, it is assumed that durability will be calculated from modernization and more precisely from the operational acceptance for Q = 0 to repair using the track cleaner. The track cleaning method will be used after 28 years of track use. The total life cycle for the second variant is about 48 years.
Based on Table 2, the estimated costs for the two listed variants are presented. The first variant from modernization to modernization includes a total cost of PLN 3 367 000 zl/km. The second variant with track cleaning gives cost of PLN 2 550 000 zl/km.
Nazwa zadania/ elementu Name of task/element
Cena jednostkowa w zł/ Unit price in zl
Jednostka miary/ Unit of measure
Materiał i balastowanie: / Material and ballasting - wysypanie tłucznia/ pouring crushed stone - wielokrotność podbicia/ multiple tamping - obsługa geodezyjna/ geodetic service - zgarniarka/ scraper
350 000 km
Montaż toru wraz z balastowaniem/ Track assembly with ballasting
45 000 km
Oczyszczenie toru/ Track cleaning 100 000 km
Podkład PS-94 i przytwierdzenie typu SB/ PS-94 sleeper and fastening of SB type
220 piece
Rozbiórka toru:/ Track disassembly - rozbiórka i pocięcie szyn/ disassembly and rails cutting - wywiezienie szyn na miejsce składowania odpadów/ removal of rails to place of waste storage
75 000 km
Szyna 60E1/ 60E1 rail 215 Metr/metre
9
Fig. 5. Variants of the track life cycles for modernization and continuous repair Source: own study
Rys. 5. Warianty cykli życia toru dla modernizacji i naprawy ciągłej Źródło: opracowanie własne
Fig. 4. Railway line No. 131 with the area of the Department of Polish Railway Lines in Gdynia [5]
Rys. 4. Linia kolejowa nr 131 z obszarem Zakładu Polskich Linii Kolejowych w Gdyni [5]
Table 2 Estimated costs of individual track works Tabela 2 Szacowane koszty poszczególnych robót torowych
Source: own study Źródło: opracowanie własne

POJAZDY SZYNOWE NR 1/2018
W drugim wariancie założono, że trwałość zostanie obliczona od modernizacji a dokładnie od odbioru eksploatacyjnego dla Q = 0 do naprawy z wykorzystaniem oczyszczarki torowej. Wykorzystanie metody oszczyszczenia toru nastąpi po 28 latach eksploatacji toru. Całkowity cykl życia dla drugiego wariantu wynosi około 48 lat.
Na podstawie tabeli 2, przedstawiono szacowane koszty dla dwóch wymienonych wariantów. Wariant pierwszy od modernizacji do modernizacji obejmuje całościowy koszt na poziomie 3 367 000 zł/km. Wa-riant drugi z przeprowadzeniem oczyszczenia toru daje koszt 2 550 000 zł/km.
In the cost analysis, the variant with carrying out a track cleaning turned out to be a much cheaper option than carrying out the modernization. However, during the modernization it is obtained an increase in the technical and operational parameters and according to the model calculations the working time of the surface extends by 10 years in relation to the variant with track cleaning.
4. Influence of modernization on environment 4.1. Environmental protection By 2014 in the process of submitting the applica-
tion for a building permission, environmental consid-erations were regulated by a document of decision on the environmental conditions of investment realization which is modernization based on the report on impact on environment. Since 2014, the report on impact on environment has been updated by the Polish Railway Lines into the Standard Requirements for Environ-mental Documentation [6]. The current changes in-clude: - definition of requirements for carrying out the tests and analyses of the quality of rainwater; - assessment of the undertaking's impact on Surface Water Uniform Elements (JCWP); - change of the record of calculations and the results of vibroacoustic measurements.
Due to the change of the content and detail of documents defining the environmental values of the areas close to the railway lines, Polish Railway Lines has started a project called "Preparation of environ-mental documentation for selected infrastructure pro-jects of the financial perspective 2014-2020". The undertaking is aimed at gathering as much as possible data about the resources and the state of the environ-ment in the nearby areas managed by PKP PLK [4].
An additional aspect that can be used in the ra-tional management of building material and its utiliza-tion is the assessment of the life cycle cost LCC (Life Cycle Cost), i.e. the cumulative cost of a specific product at every stage of its life. This cycle begins at the moment of undertaking the conceptual works on the object to its physical liquidation, e.g. scrapping and recycling. Using this method can reduce the costs incurred during operation and the number of necessary track closures. In addition, calculation of the ratios of surface disassembly, its recycling and scrapping may have a decisive impact on the natural environment's value while optimizing waste management [7].
4.2. Safety during the investment realization During carrying out the modernization works, one
of many important issues is the safety and comfort of travelers. Every investment carried out on the area of railway lines requires the track closures. Their timely planning and implementation is a key activity while providing the railway traffic safety. In addition, the appropriate organization of traffic by introducing the
W analizie kosztów wariant z przeprowadzeniem oczyszczenia toru okazał się wariantem tańszym wa-riantem niż przeprowadzenie modernizacji. Jednak to podczas modernizacji uzyskujemy podniesienie para-metrów techniczno – eksploatacyjnych oraz według obliczeń modelowych czas pracy nawierzchni wydłu-ża się o 10 lat w stosunku do wariantu z oczyszczeniem toru.
4. Wpływ modernizacji na otoczenie 4.1. Ochrona środowiska Do 2014 roku w procesie składania wniosku o po-
zwolenie na budowę względy środowiskowe regulo-wał dokument decyzji o środowiskowych uwarunko-waniach realizacji inwestycji jaką jest modernizacja w oparciu o raport o oddziaływaniu na środowisko. Od 2014 roku raport o oddziaływaniu na środowisko został przez Polskie Linie Kolejowe zaktualizowały do Standardowych Wymagań dla Dokumentacji Śro-dowiskowej [6]. Obecne zmiany obejmują: - określenie wymagań dotyczących wykonania badań i analizy jakości wód opadowych; - ocena oddziaływania przedsięwzięcia na Jednolite Części Wód Powierzchniowych (JCWP); - zmiana zapisu obliczeń oraz wyników pomiarów wibroakustycznych.
W związku ze zmianą zawartości i szczegółowości dokumentów określających walory środowiskowe terenów znajdujących się w bliskim sąsiedztwie linii kolejowych, Polskie Linie Kolejowe rozpoczęły pro-jekt o nazwie „Przygotowanie dokumentacji środowi-skowej dla wybranych projektów infrastrukturalnych perspektywy finansowej 2014-2020”. Przedsięwzięcie ma na celu zebranie jak najwięcej danych o zasobach i stanie środowiska na terenach pobliskich zarządza-nych przez PKP PLK [4].
Dodatkowym aspektem mogącym posłużyć w ra-cjonalnym zarządzaniu materiałem budowlanym i jego utylizacją jest ocena kosztu cyklu życia LCC (Life Cycle Cost) czyli skumulowany koszt określone-go produktu na każdym etapie jego życia. Cykl ten rozpoczyna się w momencie podjęcia prac koncepcyj-nych nad obiektem do jego fizycznej likwidacji np. złomowania, recyklingu. Zastosowanie tej metody
10

POJAZDY SZYNOWE NR 1/2018
restrictions in the movement of trains and changing the timetable in the case of long-term closures significantly increases the level of safety of the conducting investment. Fig. 6 presents the number of track closures in 2013 and 2014.
może zmniejszyć koszty ponoszone w czasie eksploa-tacji oraz ilości niezbędnych zamknięć torowych. Dodatkowo obliczenie wskaźników rozmontowania nawierzchni, jej recyklingu i złomowania może decy-dująco wpłynąć na walory środowiska naturalnego przy optymalnym zarządzaniu gospodarką odpadową [7].
4.2. Bezpieczeństwo podczas realizacji inwestycji Podczas prowadzenia prac modernizacyjnych jed-
ną z wielu ważnych kwestii jest kwestia bezpieczeń-stwa oraz komfortu podróżnych. Każda inwestycja prowadzona na obszarze linii kolejowych wymaga zamknięć torowych. Ich odpowiednie zaplanowanie w czasie i wdrożenie jest kluczową czynnością przy zapewnieniu bezpieczeństwa ruchu kolejowego. Do-datkowo odpowiednia organizacja ruchu poprzez wprowadzenie obostrzeń w ruchu pociągów oraz zmianę rozkładu jazdy w przypadku długotrwałych zamknięć wpływa znacząco podniesienie poziomu bezpieczeństwa prowadzonej inwestycji. Na rys. 6 przedstawiono ilość zamknięć torowy w latach 2013 i 2014. In 2014, the total number of closures increased by
13% compared to 2013, but the number of round-the-clock closures in 2014 increased by 26% compared to 2013. An increase in the number of closures is con-nected with an increasing number of modernization works on the network of Polish Railway Lines.
The problem of track closures does not only con-cern the modernization process but also includes the post-modernization works. During the final accep-tance of the modernized line there is a need to close the track in order to cut the stretch of rails and deter-mine the compatibility of temperatures and stresses in them.
Since 2014 PKP PLK has taken additional meas-ures to improve the safety of people working on the realization of investment works near the active rail-way tracks. These activities include, among others, increasing the staff of traffic posts for the period of the investment. An additional element is the implementa-tion of thematic audits in the field of railway traffic safety during the carrying out the investment works and the controls in this scope. 37 controls were carried out on existing investments in 2014. There were also introduced the stricter fines for contractors for inad-vertences and irregularities in the field of occupational hygiene and safety [4].
5. Maintenance technologies In order to maintain the assumed technical and op-
erational parameters in the modernized track, the Pol-ish Railway Lines are forced to react quickly even in case of small damages appearing in the infrastructure elements. Track works in damage removal can be divided into: - intervention including emergency, - contract.
W 2014 roku łączna liczba zamknięć wzrosła o 13% w stosunku do roku 2013, natomiast liczba za-mknięć całodobowych w roku 2014 wzrosła o 26% w stosunku do roku 2013. Wzrost liczby zamknięć zwią-zany jest z coraz większą ilością prac modernizacyj-nych na sieci Polskich Linii Kolejowych.
Problem zamknięć torowych nie dotyczy tylko procesu modernizacji lecz obejmuje również prace pomodernizacyjne. Podczas odbiorów końcowych zmodernizowanej linii następuje potrzeba zamknięcia toru w celu przecięcia toków szynowych i określenia zgodności temperatur i naprężeń w nich występują-cych.
Od 2014 roku Spółka PKP PLK przedsięwzięła dodatkowe środki w celu poprawy bezpieczeństwa osób pracujących przy realizacji prac inwestycyjnych w pobliżu czynnych torów kolejowych. Działania te obejmują między innymi zwiększenie obsad posterun-ków ruchu na czas prowadzenia inwestycji. Dodatko-wym elementem jest wdrożenie audytów tematycz-nych w zakresie bezpieczeństwa ruchu kolejowego w czasie wykonywania robót inwestycyjnych oraz kon-trole w tym zakresie. W roku 2014 przeprowadzono 37 kontroli na istniejących inwestycjach. Wprowa-dzono również zaostrzone kary pieniężne dla wyko-nawców za uchybienia i nieprawidłowości w zakresie bezpieczeństwa i higieny pracy [4].
5. Technologie utrzymania W celu utrzymania założonych parametrów tech-
niczno – eksploatacyjnych w zmodernizowanym to-rze, Polskie Linie Kolejowe są zmuszone do szybkiej reakcji w odniesieniu do drobnych uszkodzeń poja-wiających się w elementach infrastruktury. Prace to-rowe w usuwaniu uszkodzeń można podzielić na:
11
Fig. 6. Number of track closures in 2013 and 2014 Source: a study based on the Annual Report 2014 of PKP PLK
Rys. 6. Liczba zamknięć torowych w latach 2013 i 2014 Źródło: opracowanie na podstawie Raportu rocznego 2014 PKP
PLK

POJAZDY SZYNOWE NR 1/2018
The intervention works are all short-term activities aimed at maintaining the assumed technical and operational parameters, which cannot be predicted in long-term plans of contract work. The case of emer-gency works is work on removing the consequences of failures and natural disasters.
The contract works are all long-term works, planned in advance in order to organize the track clo-sures. The contract works include upgrading, revitali-zation and main repair of the track.
The most often performed works with using the heavy machines is the regulation of the track position. When using machines for forming a heap of crushed stone it is important to maintain the appropriate ma-chine efficiency, which is related to the length of the track closure (Figure 7). The duration of the closure of the track, taking into account the traffic procedures and the four kilometer distance of travel to the dam-aged place, is determined in the analysis. The longest working time is achieved by the UNIMAT turnout tamping machine, requiring by 100% longer closing of the route than the STOPFEXPRESS tamping machine. It results from the equipment of the STOPFEXPRESS tamping machine in the continuous working driving system. In addition, the machines equipped with re-corders make assessment of the parameters of the track before it is opened to traffic easier.
Despite the great versatility of the use of turnout tamping machines for turnouts and straight sections such as UNIMAT, they are excluded from interven-tion works on high traffic routes due to the long work-ing time.
- interwencyjne w tym awaryjne, - kontraktowe.
Prace interwencyjne są to wszelkie krótkotermi-nowe czynności mające na celu utrzymanie założo-nych parametrów techniczno – eksploatacyjnych, któ-re to czynności nie mogą być przewidziane w długoterminowych planach robót kontraktowych. W przypadku robót awaryjnych są to prace nad usuwa-niem skutków awarii i klęsk żywiołowych.
Prace kontraktowe są to wszelkie prace długoter-minowe, zaplanowane z czasowym wyprzedzeniem w celu organizacji zamknięć torowych. Do prac kon-traktowych możemy zaliczyć modernizację, rewitali-zację oraz naprawę główną toru.
Do najczęściej wykonywanych prac z użyciem ciężkich maszyn jest regulacja położenia toru. Przy zastosowaniu maszyn do formowania pryzmy tłucznia ważne jest zachowanie odpowiedniej wydajności ma-szyny, która wiąże się z długością zamknięcia torowe-go (rys. 7). W analizie określono czas trwania za-mknięcia toru uwzględniający procedury ruchowe oraz czterokilometrową odległość dojazdu do uszko-dzonego miejsca. Najdłuższy czas pracy osiągnęła podbijarka rozjazdowa UNIMAT, wymagająca o 100% dłuższego zamknięcia szlaku, niż podbijarka STOPFEXPRESS. Wynika to z wyposażenia podbi-jarki STOPFEXPRESS w system roboczej jazdy cią-głej. Dodatkowo, maszyny wyposażone w rejestratory ułatwiają ocenę parametrów toru przed otwarciem do ruchu.
Pomimo dużej uniwersalności z zastosowania pod-bijarek rozjazdowych do rozjazdów i odcinków pro-stych takich jak UNIMAT wyklucza się je z prac in-terwencyjnych na szlakach o dużym natężeniu ruchu ze względu na długi czas pracy.
German railways in the 1990s implemented a new type of automatic tamping machines equipped with a system of local faults removal. This aimed at reducing the costs of line maintenance. In addition the auto-matic tamping machines were equipped with a bearing
Koleje niemieckie w latach 90-tych wdrożyły no-wy typ podbijarek automatycznych wyposażonych w system likwidacji usterek miejscowych. Miało to na celu obniżenie kosztów utrzymania linii. Dodatkowo automatyczne podbijarki były wyposażone w układ namiarowy z odpowiednim oprogramowanie i rejestratorami dzięki czemu ręczny pomiar przed podbiciem i po jego zakończeniu nie był konieczny.
Na Polskich Liniach Kolejowych do robót inter-wencyjnych powinny być wykorzystywane podbijarki CSM-09-32 zakupione w latach 90. Czas zamknięcia toru jest najkrótszy z możliwych a co więcej wbudo-wane rejestratory powinny ułatwiać ocenę parametrów toru przed otwarciem do ruchu [2].
6. Wnioski Od 2005 roku nastąpił wzrost nakładów finan-
sowych na podniesienie poziomu jakości infrastruktu-ry kolejowej w Polsce dzięki czemu wzrasta ilość prowadzonych inwestycji. Największy udział w finan-sowaniu mają środki pozyskiwane z Funduszy Unij-nych.
12
Fig. 7. Time of closing the tamping route on a section of 1.5 km, depending on the machine type Source: own study
Rys. 7. Czas zamknięcia szlaku podbijanego na odcinku 1,5 km, zależny od typu maszyny Źródło: opracowanie na podstawie [2]

POJAZDY SZYNOWE NR 1/2018
system with appropriate software and recorders, thanks to which the manual measurement before tamping and after its completion was not necessary. The CSM-09-32 tamping machines purchased in the 1990s should be used on Polish Railway Lines for interventional works. The time of closing the track is the shortest possible and, what is more, the built-in recorders should make the assessment of the track parameters before opening to traffic easier [2].
6. Conclusions Since 2005 there has been an increase in financial
expenditures to improve the quality of rail infrastruc-ture in Poland, thanks to which the number of invest-ments is growing. The funds obtained from EU Funds have the largest share in financing
The possibility of obtaining additional financial expenditures should induce the railway companies to rationally use these means using appropriate technolo-gies. The use of appropriate technologies is connected with rational use of track closures on the most loaded lines in Poland.
The article presents the lengths of repair cycles for two variants: modernization and cleaning of the track. The estimated costs for these variants are also calcu-lated. It is shown that the variant with track cleaning needs less financial expenditures than modernization, but the time of surface life is 10 years shorter com-pared to the model with modernization. Calculation of these ratios leaves the question whether it is better to repair cheaper and shorter or more expensive and longer. It is worth to carry out the additional detailed analysis of the risks connected with the assessment of the profitability of two analyzed variants.
Możliwość uzyskania dodatkowych nakładów fi-nansowych powinna skłaniać przedsiębiorstwa kole-jowe do racjonalnego wykorzystywania tych środków przy zastosowaniu odpowiednich technologii. Użycie odpowiednich technologii wiąże się z racjonalnym wykorzystywaniem czasu zamknięć torowych na li-niach najbardziej obciążonych w Polsce.
W artykule przestawiono długości cykli napraw-czych dla dwóch wariantów: modernizacji i oczysz-czenia toru. Obliczono również szacowane koszty dla tych wariantów. Wykazano, że wariant z oczysz-czeniem toru potrzebuje mniejszych nakładów finan-sowych niż modernizacja jednak czas życia na-wierzchni jest krótszy o 10 lat w stosunku do modelu z modernizacją. Obliczenie tych wskaźników pozo-stawia pytanie czy lepiej remontować taniej i krócej czy drożej i dłużej. Warto przeprowadzić dodatkowo szczegółową analizę ryzyk związanych z oszacowa-niem opłacalności dwóch przeanalizowanych warian-tów.
Bibliography /Literatura [1] Bałuch M.: Jakość robót jako wyznacznik cykli napraw
nawierzchni. Problemy Kolejnictwa – Zeszyt 152, War-szawa 2013.
[2] Frączek R., Malara H.: Wybrane kierunki rozwoju technologii utrzymania dróg szynowych ze szczególnym uwzględnieniem robót interwencyjnych. Problemy Ko-lejnictwa - Zeszyt 137/138. Warszawa 2013.
[3] Licow R., Urbaniak M,: Wybrane aspekty wpływu mo-dernizacji i rewitalizacji infrastruktury kolejowej na środowisko. Zeszyty Naukowo – Techniczne SITK Kra-ków, (skierowany do druku).
[4] PKP Polskie Linie Kolejowe: Raport Roczny 2014. (http://www.plk-sa.pl/, online: 26.10.2015).
[5] Tomaszewski F., Licow R.: Wpływ modernizacji linii kolejowych na poprawę wybranych parametrów tech-niczno – eksploatacyjnych. Przegląd Komunikacyjny – Zeszyt 9, Wrocław 2015.
[6] Tomaszewski F., Wojciechowska E.: Transport kolejowy a ochrona środowiska. Technical Transactions – Zeszyt 4, Kraków 2011.
[7] Szwaczkiewicz K., Szmagliński J.: Ocena kosztu życia szyn kolejowych w modernizacji układów geometrycz-nych. Przegląd Komunikacyjny – Zeszyt 9, Wrocław 2015.
13

POJAZDY SZYNOWE NR 1/2018
dr inż. Marek Sobaś, prof. IPS Instytut Pojazdów Szynowych „TABOR”
Application of felt seals in modern nodes of running gear systems of railway vehicles
Zastosowanie uszczelnień filcowych we współczesnych węzłach układów biegowych pojazdów szynowych
W artykule przedstawiono problem bezpieczeństwa eksploatacyjnego, wynikającego zastoso-wania uszczelek filcowych w wybranych węzłach układów biegowych pojazdów tocznych oraz trakcyjnych. Jak wykazała długoletnia praktyka eksploatacyjna połączenia filcowe są wciąż stosowane w krajowym taborze kolejowym, pomimo że wiąże się to z trudnościami, a i czasami z brakiem osiągnięcia zamierzonego efektu.
The article presents the problem of operational safety, resulting from the use of felt seals in the selected nodes of running gear systems of rolling and traction vehicles. As the long-term opera-tion practice has shown the felt connections are still used in the domestic rolling stock, despite the fact that it is connected with the difficulties, and sometimes with the lack of obtaining the intended effect.
1. INTRODUCTION Operational safety widely understood is related to the reliability of all nodes of rail vehicle, including the running gear system, up to the planned periodic in-spection P1, P2, P3, P4 or P5. Operational safety has the particular importance in connection with the de-velopment of trans-border traffic, the aim of which is to increase the competitiveness of rail transport on the passenger and goods transport market. For this pur-pose, the railway infrastructure is an independent in terms of organizational and legal enterprise, independ-ent of carrier that use its services. To provide the har-monious cooperation with users, the operational safety has the highest importance in the current times. One of the important elements of detecting the damaged nodes of rolling stock is the development of a widely understood diagnostics, based on the installation of sensors and detectors on the vehicle and infrastructure, which send the data to the base, and then are evaluated using the specially developed software. Thus, the modern rail transport of people and goods will be con-trolled more and more to provide the preventive “on-time” operation, which consists in detecting the small disturbances and malfunctions to prevent the more serious threat to safe operation. The widely developed diagnostics in the railway system allows to detect the weak structural nodes, which may be a reason for their modernization in already used running gear systems of railway vehicles. This paper is devoted to felt seals that are still used in the bogies of traction diesel and electric locomotives and in bogies of freight wagons of type Y25. The use of felt seal is a source of contro-versy both among producers of rolling stock, carrying out the repairs and rolling stock users. The first node
1. WSTĘP Bezpieczeństwo eksploatacyjne szeroko pojęte wiąże się z niezawodnością wszystkich węzłów pojazdu szynowego, w tym układu biegowego, aż do planowa-nego przeglądu okresowego P1, P2, P3, P4 lub P5. Bezpieczeństwo eksploatacyjne nabiera szczególnego znaczenia w związku z rozwojem ruchu transgranicz-nego, którego celem jest zwiększenie konkurencyjno-ści transportu kolejowego na rynku przewozowym osób i towarów. W tym też celu infrastruktura kolejo-wa jest samodzielnym pod względem organizacyjnym i prawnym przedsiębiorstwem, niezależnym od korzy-stających z jej usług przewoźników. Aby zapewnić harmonijną współpracę z użytkownikami, bezpieczeń-stwo eksploatacyjne nabiera w obecnych czasach prio-rytetowego znaczenia. Jednym z istotnych elementów detekcji uszkodzonych węzłów taboru kolejowego jest rozwój szeroko pojętej diagnostyki, opartej na insta-lowaniu sensorów oraz czujników na pojeździe oraz w rejonie infrastruktury, które wysyłają dane do bazy, a następnie są oceniane przy pomocy specjalnie opra-cowanego oprogramowania. Tak więc nowoczesny transport kolejowy osób oraz towarów będzie coraz bardziej kontrolowany, aby zapewnić prewencyjne działanie „on–time”, co polega na wykrywaniu drob-nych zakłóceń i usterek, aby zapobiec bardziej poważ-nemu zagrożeniu bezpiecznej eksploatacji. Szeroko rozwinięta diagnostyka w kolejnictwie pozwala na wykrycie słabych węzłów konstrukcyjnych, co może być przyczynkiem do ich modernizacji w już użytko-wanych układach biegowych pojazdów szynowych. Niniejszy artykuł jest poświęcony uszczelnieniom filcowym, które są jeszcze wciąż stosowane w wóz-kach trakcyjnych lokomotyw spalinowych
14

POJAZDY SZYNOWE NR 1/2018
described in detail is the felt seal used between the stopper ring and the axle box body in the standard bogies of Y25 family.
2. FELT AS SEALING MATERIAL 2.1. Introduction Choosing a seal, it should be remembered that each of them shows a certain leak. There is no perfect sealing system. In the case of such an important element, from the point of view of constructional reliability, it can be only used the concept "effective sealing", adapted to the working conditions. Effective sealing in railway technology must meet the following criteria:
is characterized by relatively high strength, such that it can withstand the existing working pressure, works with the lowest possible friction, gener-
ating a minimum friction work, and thus the minimum amount of heat, is characterized by maximum effectiveness
with the lowest possible wear, shows resistance to commonly occurring
chemicals, such as sulfur compounds in the form of gas SO,SO2, carbon compounds CO,CO2, ozone (trioxide O3), salt fog, volatile substances, derived from the wear of GG cast iron brake pads, other impurities of air and dust, sand, etc., is appropriately flexible (elastic), thanks to
which it can compensate the defects of the surface completion, can work in a wide range of operating tem-
peratures, is resistant to atmospheric phenomena which
belong to except the extreme range of ambient temperature, rain, snow, ice, hail, etc., show the resistance and keep of the function
in the event of vibrations and shocks as well as impact loads generated by vertical and lat-eral irregularities of the track in the wheel-rail system.
Choosing the right seal for the nodes of running gear system is thus not an easy matter. The modern running gear systems in the freight transport must be adapted:
to speed of 120 km/h in the empty state of the wagon, to speed of 100 km/h in a loaded state corre-
sponding to the static load of a wheelset on track of 220 kN (track class D) and 245 kN (track class E).
The modern traction running gear systems in locomo-tives must be adapted to speeds of 160÷200 km/h and to the load of the wheelset on the track 220÷245 kN. An additional difficulty is the fact that the rolling and traction running gear systems are not stationary de-vices, In case of stationary devices, is easier to observe the condition of a felt sealing
i elektrycznych oraz w wózkach wagonów towaro-wych typu Y25. Stosowanie uszczelnienia filcowego budzi wiele kontrowersji, zarówno wśród producen-tów taboru kolejowego, wykonawców napraw oraz użytkowników taboru kolejowego. Jako pierwszy wę-zeł omówiono szczegółowo uszczelnienie filcowe stosowane pomiędzy pierścieniem oporowym i korpu-sem maźnicy w standardowych wózkach rodziny Y25.
2. FILC JAKO MATERIAŁ USZCZELNIAJĄCY 2.1. Wprowadzenie Dobierając uszczelnienie należy pamiętać, że każde z nich wykazuje pewną nieszczelność. Nie ma idealnego układu uszczelniającego. W przypadku takiego waż-nego elementu z punktu widzenia niezawodności kon-strukcyjnej można jedynie operować pojęciem „skutecznego uszczelniania”, dostosowanego do warunków pracy. Skuteczne uszczelnienie w technice kolejowej musi spełniać następujące kryteria:
cechuje się relatywnie wysoką wytrzymało-ścią, odporną na występujące ciśnienia robo-cze pracuje z możliwie najniższym tarciem, gene-
rując minimalną pracę tarcia, a tym samym minimalną ilość ciepła cechuje się maksymalną skutecznością przy
jak najmniejszym zużyciu wykazuje odporność na powszechnie
występujące substancje chemiczne, takie jak związki siarki w postaci gazowej SO,SO2, związki węgla CO,CO2, ozonu (tritlenu O3), mgłę solną, lotne substancje, pochodzące ze zużycia wstawek klocków hamulcowych z żeliwa GG, innych zanieczyszczeń powietrza oraz kurzu, pyłu, piasku itd. jest odpowiednio elastyczne (sprężyste), dzię-
ki czemu może skompensować wady wykoń-czenia powierzchni może pracować w szerokim zakresie tempera-
tury pracy jest odporne na zjawiska atmosferyczne do ja-
kich należą oprócz ekstremalnego zakresu temperatury otoczenia, deszcz, śnieg, oblo-dzenia, grad itd. wykazuje odporność i zachowuje funkcje w
przypadku wystąpienia drgań i wstrząsów oraz obciążeń udarowych, generowanych przez pionowe i poprzeczne nierówności toru w układzie koło–szyna.
Dobór prawidłowego uszczelnienia do węzłów układu biegowego nie jest zatem sprawą łatwą. Współczesne układy biegowe w transporcie towarowym muszą być przystosowane:
do prędkości 120 km/h w stanie próżnym wagonu do prędkości 100 km/h w stanie ładownym,
odpowiadającym statycznemu naciskowi ze-stawu kołowego na tor, wynoszącym 220 kN
15

POJAZDY SZYNOWE NR 1/2018
and performing the possible replacement in case of damage does not cause so much difficulties. The felt sealings have been used in domestic and foreign rail-ways for a long time. Their availability on the market and simplicity determined their widespread use. Types of felt are listed in PN-82/P-86012 [2].
2.2. Felt as a technical material Felt is a textile product that is obtained by felting, i.e. by the process of combining fibers into a compact mass, which uses the natural properties of animal fi-bers (wool, fur), plant (wood pulp) and some artificial fibers to create interconnections. Felting takes place in machines called felters or by fulling. During making a felt, additionally these connections are toughened by using in the process of felting:
hot steam, weak solutions or bases, high pressure or friction.
There are two types of felt: matted felts, which are obtained by felting of
the layer of wool fibers (fleece). Products of this type are reinforced by needling, consisting in piercing the fiber layer with specially cut needles; such products are also called needle felt, woven felts that are obtained by felting of the
outer layers of fabric made of sheep wool, llamas, goat hair and similar materials; as a re-sult of this the fabric loses its previous proper-ties, i.e. the internal structure of the fabric dis-appears and the new one is becomes, that is thicker, more durable, elastic, soft with very good thermal and sound-absorbing properties.
The felts are produced with thicknesses of a few mil-limeters (clothing products) up to a few centimeters (for technical applications). PN-82/P-86012 standard [2] applies to matted felts and includes technical filtra-tion, sealing and pad felts, white and grey. This stan-dard reserves the general implementation method in-cluded in subparagraph 3.1.: „ matted felts, technical filtration, sealing and white and grey pad, made from wool and wool-like fiber blends, should have the natu-ral color of the raw material from which they were made. The felt should be ironed and the surfaces should be even and clean. The humidity of felt in de-liveries should be:
white to 15%, grey to 12%”.
The felts are tested depending on the purpose: filtration felts according to Annex 1 of the
standard, sealing felts according to Annex 2 of the stan-
dard, pad felts according to Annex 3 of the standard.
A very important record regarding the quality of felts is included in subparagraph 3.4 and in 3.4.1 and 3.4.2. The 3.4.1 reads as follows: „in matted felts, technical
(klasa toru D) oraz 245 kN (klasa toru E). Współczesne trakcyjne układy biegowe w lokomoty-wach muszą być przystosowane do prędkości 160÷200 km/h oraz do nacisku zestawu kołowego na tor 220÷245 kN. Dodatkowym utrudnieniem jest fakt, że układy biegowe toczne oraz trakcyjne nie są urządze-niami stacjonarnymi. W przypadku urządzeń stacjo-narnych łatwej jest obserwować stan uszczelnienia filcowego, a wykonanie ewentualnej wymiany w przypadku uszkodzenia nie przysparza tylu trudności. Uszczelnienia filcowe są stosowane w kolejnictwie krajowym oraz zagranicznym od dawna. O ich po-wszechnym zastosowaniu zadecydowała powszechna dostępność na rynku i ich prostota. Rodzaje filcu są wymienione w PN-82/P-86012 [2]. 2.2. Filc jako materiał techniczny Filc jest wyrobem włókienniczym, który otrzymywany jest przez spilśnianie, czyli przez proces łączenia włó-kien w zwartą masę, w którym wykorzystuje się natu-ralne właściwości włókien zwierzęcych (wełny, sier-ści), roślinnych (ścieru drzewnego) i niektórych włó-kien sztucznych do tworzenia wzajemnych połączeń. Spilśnianie odbywa się w maszynach zwanych spil-śniarkami lub przez foliowanie. Przy wyrabianiu filcu połączenia te dodatkowo wzmacnia zastosowanie w procesie pilśnienia:
gorącej pary wodnej, słabych roztworów lub zasad, dużego nacisku lub tarcia.
Rozróżnia się dwa rodzaje filców: filce bite, które otrzymuje się przez spilśnianie
warstwy włókien wełnianych (runo). Wyroby tego rodzaju wzmacnia się przez igłowanie, polegające na przebijaniu warstwy włókien specjalnie naciętymi igłami; wyroby takie na-zywa się również filcami igłowanymi, filce tkane, które są otrzymywane przez spil-śnianie zewnętrznych warstw tkaniny wyko-nanej z wełny owczej, lam, sierści kóz i po-dobnych materiałów; w wyniku tego tkanina traci swoje dotychczasowe własności, czyli zanika struktura wewnętrzna tkaniny i twarzy się nowa, gęstsza, bardziej wytrzymała, ela-styczna, miękka o bardzo dobrych własno-ściach termicznych i dźwiękochłonnych.
Filce produkuje się o grubościach kilku milimetrów (wyroby odzieżowe) do kilku centymetrów (do zasto-sowań technicznych). Norma PN-82/P-86012 [2] do-tyczy filców bitych i obejmuje filce techniczne filtra-cyjne, uszczelkowe i podkładkowe, białe i szare. Norma ta zastrzega ogólny sposób wykonania zawarty w p.3.1.: „filce bite techniczne filtracyjne, uszczelkowe i podkładkowe białe i szare, wytwarzane z mieszanek włókien wełnianych i wełnopodobnych, powinny mieć naturalną barwę surowca, z którego zostały wyprodu-kowane. Filc powinien być wyprasowany, a po-wierzchnie równe i oczyszczone. Wilgotność filców w
16

POJAZDY SZYNOWE NR 1/2018
filtration, sealing and pad, white and gray, meeting the requirements of 3.1 and 3.2, there are two degrees of quality 1 and 2, depending on the number of errors given and characterized in 3.4.2, specified in PN-76/P-06731 [5], occurring at the length of 12 m of felt. " The permissible defects of sealing felts depending on the class (1 or 2) according to PN-82/P-86012 [2] are shown in Table 1.
dostawach powinna wynosić: białych do 15%, szarych do 12%”.
Filce w zależności od przeznaczenia są poddawane badaniom i tak:
filce filtracyjne wg załącznika 1 normy, filce uszczelkowe wg załącznika 2 normy, filce podkładkowe wg załącznika 3 normy.
Bardzo istotny zapis dotyczący jakości filców jest zawarty w pkt. 3.4 oraz w podpunktach 3.4.1 i 3.4.2. Punkt 3.4.1 ma brzmienie następujące: „w filcach bi-tych technicznych filtracyjnych, uszczelkowych i pod-kładkowych, białych i szarych, spełniających wyma-gania podane w 3.1 i 3.2, rozróżnia się dwa stopnie jakości 1 i 2, w zależności od liczby błędów podanych i scharakteryzowanych w 3.4.2, określonych w PN-76/P-06731 [5], występujących na długości 12 m fil-cu”. Dopuszczalne wady filców uszczelkowych w zależności od klasy (1 lub 2) wg PN-82/P-86012 [2] są przedstawione w tablicy 1.
Liczba dopuszczalnych błędów na długości 12 m filcu/ The number of per-
missible errors on the length of 12 m of felt
Jakość/ Quality
Nr błędu/ Error
No
Opis wady/ Description of defect Wymiary błędu
[mm]/ Dimensions of error [mm]
1 2
012 Zanieczyszczenia-plamy, najdłuższy wymiar, powyżej/ Pollutants-stains, the longest dimension, above 20÷120 1 2
021 Dziury duże, najdłuższy wymiar, powyżej/ Large holes, the longest dimension, above 3÷10 1 2
022 Dziury małe, najdłuższy wymiar (nie więcej niż 5 na 1
m2 liczy się jako 1 błąd)/ Small holes, the longest dimen-sion (no more than 5 per 1 m2 is counted as 1 error)
do/to 3 1 2
051 Rozwarstwienia, szczeliny o długości/ Delamination, cracks of a length do/to 200
Nie dopusz-cza się/ It is not allowed
2
070 Fałdy, na długości powyżej/ Folds, on the length above 50÷600
082
Nierównomierna powierzchnia, pocienienia i zgrubienia do 1/5 grubości nominalnej, najdłuższy wymiar/ Uneven surface, thinning and thickening up to 1/5 of the nominal
thickness, the longest dimension
do/to 150 2 4
084 Nierównomierna powierzchnia – odparzenia, najdłuższy wymiar/ Uneven surface - chafes, the longest dimension do/to 250
Nie dopusz-cza się/ It is not allowed
2
Łączna ilość dopuszczalnych błędów filcu na długości 12 m / Total number of permissible errors of felt on the length of 12 m 5 12
Dopuszczalne wady filców uszczelkowych w zależności od klasy (1 lub 2) wg PN-82/P-86012 [2] Permissible defects of sealing felts depending on the class (1 or 2) according to PN-82/P-86012 [2]
Tablica 1/ Table 1
The occurrence of errors in felts destined for seals and presented in Table 1 is subject to the following limita-tions:
it should be assumed that the above-mentioned errors are evenly distributed along the entire length of the felt, in case of gathering errors on the section up to
1 meter, this section should be cut out, in pieces shorter than 12 m of felt, the number
of errors should be proportionally smaller, while in longer ones proportionally greater.
The list of requirements and tests of sealing felts is presented in table 2. A list of the thickness of sealing felts is given in Table 3. Standard PN-82/P-86012 [2] also reserves the right to the method of felt marking, the method of storage, packaging and keeping. The marking at the end of each piece of sealing felt requires from the producer to place the appropriate marks. Marking at the inner end of each piece:
Występowanie błędów w filcach, przeznaczonych na uszczelki i przedstawione w tablicy 1 jest ograniczone następująco:
należy przyjąć założenie, że ww. błędy są równomiernie rozmieszczone na długości sztuki filcu, w przypadku skupienia błędów na odcinku do
1 metra, odcinek ten należy wyciąć, w sztukach krótszych niż 12 m filcu, liczba
błędów powinna być proporcjonalnie mniej-sza,
17

POJAZDY SZYNOWE NR 1/2018
Nazwa filcu/Name of felt Filc uszczelkowy/Sealing felt
Marka fabrycz-na/Factory brand F 4313 F4314 F4315 F4316 F4317 F4318 F4324
1 2 3 4 5 6 7 8 Długość fabryczna [m] nie mniej niż/ Factory
length [m] not less than 12
Szerokość w [mm]/ Width in [mm] 1700±15
Grubość przy nacisku mierniczym 4,9 kPa/
Thickness with a meas-uring force of 4.9 kPa
wg p.3.3 PN-82/P-86012 [2]/ according to section.3.3 PN-82/P-86012 [2]
Gęstość [g/cm3]/ Density [g/cm3] 0,24 0,28 0,32 0,36 0,40 0,44 0,28
Tolerancja gęstości [g/cm3]/ Density tole-
rance [g/cm3] ±0,02 ±0,02 ±0,02 ±0 ,02 ±0,02 ±0,02 ±0,02
Naprężenie zrywające [kPa],
w stanie aklimatyzowa-nym nie mniej niż/
Breaking stress [kPa], in an acclimatized state
no less than
1800 2200 2500 2900 3400 2500
Wydłużenie przy ze-rwaniu, [%] w stanie
aklimatyzowanym, nie więcej niż/ Elongation at breaking, [%] in an acclimatized state no
less than
140 110 120 130 120 110
Zawartość wolnych kwasów w % nie więcej niż/ Free acids content
in % no more than
0,5
Zawartość tłuszczu w % nie więcej niż/ Fat
content in % no more than
3
Zawartość zanieczysz-czeń roślinnych w % nie więcej niż/ Plant pollu-
tion content in % no more than
1,2 - 1,2 0,5 -
Zawartość popiołu w % nie więcej niż/ Ash
content in % no more than
1,5 - 1,5 -
Zestawienie wymagań i metod badań filców uszczelkowych wg PN-82/P-86012 [2] List of requirements and methods of sealing felts according to PN-82/P-86012 [2] Tablica 2/Table 2
trademark, quality control mark.
Marking at the outer end of each piece: thickness in mm, piece weight in kg, quality and quality control mark, production date (last two digits of the year).
natomiast w dłuższych proporcjonalnie więk-sza.
Zestawienie wymagań i badań filców uszczelkowych jest przedstawione w tablicy 2. Norma PN-82/P-86012 [2] zastrzega również sposób znakowania filcu, sposobu składowania i pakowania oraz przechowywania. Znakowanie na końcu każdej
18

POJAZDY SZYNOWE NR 1/2018
Marka fabryczna filcu uszczelkowego/ The factory brand of sealing felt F
Grubość filcu [mm]/ Thickness of felt
[mm] 4313 4314 4315 4316 4317 4318 4324 2,0 ±0,3 X X X X X X X 3,0±0,3 X X X X X X X 4,0±0,4 X X X X X X X 5,0±0,5 X X X X X X X 8,0±0,8 X X X X X X X 10,0±1,0 X X X X X X X 12,0±1,2 X X X X X X X 15,0±1,3 X X X X 18,0±1,5 X X X X 20,0±1,6 X X X X
Zestawienie grubości filców uszczelkowych List of thickness of sealing felts
Tablica 3/ Table 3
X- produkowane grubości filcu/ produced felt thickness
In the case of divided pieces, at the end of each sec-tion, should be given a quality control mark and at the opposite end at least:
a factory brand, quality and quality control mark.
The marking should be located as close as possible to the edge of the pieces. Storage and packaging of felt materials should be in accordance with subsection 4.1.2 of PN-82/P-86012 [2]. Each piece of felt should be rolled up into a cylin-der-shaped roll and tied with string at least in two places in a way that protects against unrolling. The white felts should be packed in wrapping paper. The tag containing at least the same data as at the outer end of the piece should be attached to each roll. Storage of felt materials should take place in dry, ventilated and sunny rooms, in conditions protecting against:
dirt, mechanical damage, chemical damage and insects and rodents.
The rolls should be laid in non-metallic trusses at a distance of at least 10 cm from the surface from the walls of the room, sewage pipes and water supply pipes. The distance from installations and energy and lighting devices should be in accordance with applica-ble fire regulations. With laying in multiple layers, the rolls should be laid parallel to avoid folds and creases. The transport of felt materials should be in accordance with 4.1.3 of PN-82/P-86012 [2]. Felt ma-terials should be loaded, transported and unloaded under protection conditions against:
getting wet, dirt, mechanical and chemical damage,
in accordance with applicable regulations on loading and unloading of the means of transport. As it turns
sztuki filcu uszczelkowego zobowiązuje wytwórcę do umieszczenia odpowiednich znaków. Znakowanie na końcu wewnętrznym każdej sztuki:
znak wytwórni, znak kontroli jakości.
Znakowanie na końcu zewnętrznym każdej sztuki: grubość w mm, masę sztuki w kg, jakość i znak kontroli jakości, datę produkcji (ostatnie dwie cyfry roku).
W przypadku sztuk dzielonych, na jednym końcu każ-dego odcinka podać znak kontroli jakości, a na końcu przeciwnym co najmniej:
markę fabryczną, jakość i znak kontroli jakości.
Znakowanie powinno być zlokalizowane jak najbliżej krawędzi sztuk. Składowanie i pakowanie materiałów filcowych po-winno być zgodne z p. 4.1.2 normy PN-82/P-86012 [2]. Każdą sztukę filcu należy zwinąć w zwój o kształ-cie walca i przywiązać sznurkiem co najmniej w dwóch miejscach w sposób zabezpieczający przed rozwinięciem. Białe filce należy pakować w papier pakowy. Do każdego zwoju należy przymocować przywieszką zawierającą co najmniej te same dane co na zewnętrznym końcu sztuki. Przechowywanie mate-riałów filcowych powinno odbywać się w pomiesz-czeniach suchych, przewiewnych i nasłonecznionych, w warunkach zabezpieczających przed:
zabrudzeniem, uszkodzeniem mechanicznym, uszkodzeniem chemicznym oraz owadami i gryzoniami.
Zwoje powinny być układane w kratownicach nieme-talowych w odległości co najmniej 10 cm od po-wierzchni od ścian pomieszczenia, przewodów kanali-zacyjnych i wodociągowych. Odległość od instalacji i
19

POJAZDY SZYNOWE NR 1/2018
out, the standard PN-82/P-86012 [2] (with the associated standards PN-76/P-06731 [5], PN-74/P-06708 [6], PN-81/P-04610 [7], PN-75-P-04612 [8], PN-71/P-04613 [9], PN-71/P-04686 [10], PN-75/P-04691 [11], PN-74/P-04692 [12] and PN-75/P-04689 [13]) is the only document based on which the felt materials intended for seals can be ordered. The standard PN-82/P-86012 [2] was finally withdrawn on 15.11.2012.
urządzeń energetycznych oraz oświetleniowych po-winna być zgodna z obowiązującymi przepisami prze-ciwpożarowymi. Przy układaniu wielowarstwowym, zwoje należy układać równolegle, w celu uniknięcia załamań i zagnieceń. Transport materiałów filco-wych powinien być zgodny z p. 4.1.3 normy PN-82/P-86012 [2]. Materiały filcowe powinny być załadowy-wane, przewożone i wyładowywane w warunkach zabezpieczających przed:
zamoczeniem, zabrudzeniem, uszkodzeniem mechanicznym i chemicznym,
zgodnie z obowiązującymi przepisami o ładowaniu i wyładowaniu środków transportu. Jak się okazuje norma PN-82/P-86012 [2] (wraz z normami przyna-leżnymi PN-76/P-06731 [5], PN-74/P-06708 [6], PN-81/P-04610 [7], PN-75-P-04612 [8], PN-71/P-04613 [9], PN-71/P-04686 [10], PN-75/P-04691 [11], PN-74/P-04692 [12] oraz PN-75/P-04689 [13]) jest jedy-nym dokumentem, w oparciu o który można zamawiać materiały filcowe, przeznaczone na uszczelki. Norma PN-82/P-86012 [2] została wycofana ostatecznie w dniu 15.11.2012.
2.3. Railway applications of sealing felts The sealing felts have a mass application in domestic rolling stock. One of the mass applications of felt seals is the family of standard bogies of Y25 type, devel-oped by European specialists within the ORE/ERRI committee, under the auspices of the UIC. It turns out that this type of sealing was adopted as standard within the accepted family of bogies of freight wag-ons, adapted to trans-border traffic. This solution is presented in Fig.1. The felt seal, item 1, is located in a special peripheral socket in the axle - box body, item 4, and leans its surface against the stopper ring, item 6, (Fig.1). The stopper ring is mounted on the axle by means of a push-in or a thermocompression bonding on the axle collar, and thus it is a part that rotates with the axle.
Legenda:/ Legend: 1 – pokrywa przednia/ front cover, 2 – pierścień przedni układu łożysk NJ+NJP/ front ring of the NJ+NJP bearings system, 3 – oś zestawu kołowego/ wheelset axle, 4 – korpus maźnicy/ axle- box body, 5 – uszczelka filcowa/ felt seal, 6 – pierścień oporowy/ stopper ring, 7 – pierścień dociskowy/pushed-in ring.
The sealing felt works, as is the operating practice presents, at very high rotational speeds, which are given in Table 4.
2.3. Zastosowania kolejowe filców uszczelkowych Filce uszczelkowe mają masowe zastosowanie w kra-jowym taborze kolejowym. Jednym z takich zastoso-wań uszczelek filcowych jest rodzina wózków stan-dardowych typu Y25, opracowanych przez specjali-stów europejskich w ramach komisji ORE/ERRI, pod auspicjami UIC. Okazuje się, że tego rodzaju uszczel-nienie było przyjęte jako standardowe w ramach przy-jętej dla rodziny wózków do wagonów towarowych, przystosowanych do ruchu transgranicznego. Rozwią-zanie to jest przedstawione na rys.1. Uszczelka filco-wa (poz.1) jest usytuowana w specjalnym gnieździe obwodowym w korpusie maźnicy (poz.4) i opiera się swoją powierzchnią na pierścieniu oporowym (poz.6) . Pierścień oporowy jest osadzony na osi za pomocą wcisku lub połączenia skurczowego na przedpiaściu osi, a więc jest częścią obracającą się wraz z osią. Filc uszczelkowy pracuje, jak wykazuje praktyka eks-ploatacyjna, przy bardzo dużych prędkościach obro-towych, które są podane w tablicy 4. Wynika z tego, że pierścień filcowy uszczelkowy pra-cuje przy prędkościach obwodowych (liniowych), które wynoszą 2,62÷6,30 m/s, co odpowiada prędkości liniowej wagonu 50÷120 km/h. Jak wynika z tablicy 4, zakres prędkości obwodowej przekracza zalecane kryterium dla uszczelek filcowych, które wynosi 4 m/s [4]. Prędkość obwodowa 4 m/s odpowiada prędkości liniowej wagonu, wynoszącej 76,13 km/h. Tak więc kryterium prędkości obwodowej jest przekroczone dla powyższego rozwiązania. Z kolei jak wynika z rys.1 warunkiem spełnienia funkcji przez filcowy pierścień uszczelniający jest jego prawidłowe osadzenie w kor-pusie maźnicy. Osadzenie musi być na tyle pewne, aby pierścień nie obracał się. Ruch pierścienia może
Fig. 1. A sealing felt ring in the axle- box of standard bogies of freight wagons of Y25 type
Rys. 1. Pierścień filcowy uszczelniający w maźnicy standardowych wózków wagonów towarowych typu Y25
20

POJAZDY SZYNOWE NR 1/2018
Parameter 1 2 3 4 5 6 7
50 km/h 60 km/h 70 km/h 80 km/h 90 km/h 100 km/h 120 km/h Prędkość liniowa wagonu I obrotowa
zestawu kołowe-go/Linear speed of
wagon 13,88 m/s 16,66 m/s 19,44 m/s 22,22 m/s 25 m/s 27,77 m/s 33,33 m/s
Promień koła w stanie nowym
[m]/Radius of new wheel [m]
0,460 m
Częstość kątowa obrotu osi z.k.
[obr./s]/ Angular frequency of axle
rotation of wheelset [rps]
30,17 36,21 42,26 48,30 54,34 60,36 72,45
Prędkość obrotowa
[obr/s]/Rotational speed [rps]
4,80 5,76 6,72 7,68 8,64 9,60 11,53
Średnica pierścienia oporowego
[m]/Diameter of stopper ring [m]
0,174 m
Prędkość liniowa
[m/s]/Linear speed [m/s]
2,62 3,15 3,67 4,20 4,72 5,25 6,30
Tablica 4/ Table 4
It appears that the sealing felt ring operates at periph-eral (linear) speeds, which amount to 2,62÷6,30 m/s, which corresponds to the linear speed of the wagon of 50÷120 km/h. As it is shown in Table 4, the peripheral speed range exceeds the recommended criterion for felt seals, which is 4 m/s [4]. The peripheral speed of 4 m/s corresponds to the linear speed of the wagon, amounting to 76,13 km/h. Thus, the peripheral speed criterion is exceeded for the above solution. Next, as it results from Fig. 1, the condition of fulfilling the func-tion by a felt sealing ring is its correct fastening in the axle - box body. The fastening must be strong enough so that the ring does not rotate. The movement of the ring can be caused by the rotation of the axle which is in contact with the surface of the sealing ring. Such a case that occurs in operation is very dangerous for several reasons and leads to:
loss of the sealing function of the felt seal, gradual degradation of the seal fastening in the
axle - box body, which leads to the loss of its dimensions as a result of friction of the felt against surface, risk of grease escaping towards the resistance
ring. It should be noted that the body of the axle -
box after such a faulty operation can only be regener-ated by enlarging the dimensions of the fastening on the felt ring. Regeneration on a scale consistent with the constructional documentation is practically impos-sible. A better solution is definitely a labyrinth sealing,
być wywołany obrotem osi, która jest w styku z po-wierzchnią pierścienia uszczelniającego. Taki przypa-dek, który pojawia się w eksploatacji jest bardzo nie-bezpieczny z kilku względów i prowadzi do:
utraty funkcji uszczelniającej uszczelki filco-wej, stopniowej degradacji osadzenia uszczelki w
korpusie maźnicy, co prowadzi do utraty jego wymiarów w wyniku tarcia filcu o powierzch-nię, zagrożenia wydostawania się smaru w kierun-
ku pierścienia oporowego. Należy zwrócić uwagę na to, że korpus maźnicy po takiej wadliwej eksploatacji, można zregenerować tylko poprzez powiększenie wymiarów osadzenia na pierścień filcowy. Regeneracja w skali, zgodnej z do-kumentacją konstrukcyjną jest praktycznie niemożli-wa. Lepszym rozwiązaniem na pewno jest uszczelnie-nie labiryntowe, pokazane na rys. 2, jednak cechuje się ono większą pracochłonnością, wynikającą z większej precyzji wykonania. Pierścień oporowy, jako część obracająca się, nie może wejść w kolizją w żadnym punkcie z korpusem maźnicy, jako częścią nie podle-gającą ruchowi obrotowemu. Jak wynika z praktyki przemysłowej, wykonanie ta-kiego rozwiązania nie stanowi żadnych kłopotów wy-konawczych. Można więc wyciągnąć wniosek, że zastosowanie uszczelek filcowych ogranicza się tylko i wyłącznie do smarów stałych. Służy ono przede wszystkim do zapobiegania zapyleniu i dostępu in-
A list of linear and rotational speeds at which the axle - box felt seal operates for a given speed of wagon
Zestawienie prędkości liniowych i obrotowych, przy których pracuje uszczelka filcowa maźnicy dla danej prędkości wagonu
21

POJAZDY SZYNOWE NR 1/2018
shown in Fig. 2, which, however, is characterized by a greater labor intensity resulting from the greater precision of the workmanship. The stopper ring, as a rotating part, cannot collide at any point with the axle - box body as a non-rotating part.
nych substancji zanieczyszczających do układu łożysk tj.:
NJ+NJP 120×240×80, NJ+NJP130×240×80, WJ+WJP 120×240×80, WJ+WJP 130×240×80.
Przy projektowaniu i wykonaniu uszczelnienia labi-ryntowego należy kierować się wytycznymi zawar-tymi w tablicy 5.
Legend:/Legenda: 1 – pokrywa przednia/ front cover, 2 – pierścień przedni układu łożysk NJ+NJP/ front ring of the NJ+NJP bearings system, 3 – oś zestawu kołowego/ wheelset axle, 4 – korpus maźnicy/ axle- box body, 5 – pierścień oporowy-labiryntowy/ labyrinth- stopper ring, 6 – pierścień dociskowy/ pushed-in ring.
Wymiary główne [mm]/ Main dimensions [mm] Luz [mm]/Clearance [mm]
L.p./Item Oznaczenie kompletu ło-żysk/Marking of a bearing set d D B r
Promieniowy 1)/ Radial
1)
Wzdłużny2)
L2/ Longitu-dinal2)
L2 1. 2. 3. 4. 5. 6. 7. 8. 1. NJ+NJP 120×240×80 MC4w 120 240 80 4 0,105÷0160 0,1÷1,0
2. NJ+NJP 130×240×80 MC4w 130 240 80 4 0,115÷0,180 0,5÷1,5
Luz poprzeczny oraz wzdłużny dla układu łożysk NJ+NJP Lateral and longitudinal clearance for the NJ + NJP bearing system Tablica 5/ Table 5
1) luz mierzony pod obciążeniem ±15daN/ clearance measured under a load of ±15daN 2) luz mierzony dla układu łożysk, przedstawionego na rys.1 lub rys.2 (układy łożysk bez pierścienia
dystansowego)/clearance measured for the bearing system shown in Fig. 1 or Fig. 2 (bearing systems without a distance ring)
Legend:/Legenda: d – wewnętrzna średnica nominalna pierścieni wewnętrznych łożyska/ internal nominal diameter of the inner rings of the bearing, D – zewnętrzna średnica nominalna pierścieni zewnętrznych łożyska/ outer nominal diameter of the outer rings of the bearing, B – szerokość pojedynczego łożyska NJ oraz NJP/ width of a single NJ and NJP bearings, r – promień zaokrąglenia pierścieni wewnętrznych i zewnętrznych łożysk NJ oraz NJP/ radius of rounding of inner and outer rings of NJ and NJP bearings.
Legend: /Legenda: 1 – pierścień oporowy-labiryntowy/ labyrinth- stopper ring, 2 – korpus maźnicy/ axle- box body, 3 – oś zestawu kołowego/ wheelset axle, 4 – łożysko NP (tylne)/ NP bearing (rear).
Fig.2. Labyrinth sealing in the axle-box node of Y25 bogies
Rys. 2. Uszczelnienie labiryntowe w węźle maźniczym wózków Y25
Fig. 3. L1 lateral clearances between the stopper ring and the axle- box body in the labyrinth sealing in the bearing node
Rys. 3. Luzy poprzeczne L1 pomiędzy pierścieniem oporowym oraz korpusem maźnicy w uszczelnieniu labiryntowym w węźle
łożyskowym
22

POJAZDY SZYNOWE NR 1/2018
As it results from the industrial practice, the imple-mentation of such a solution does not make any im-plementation problems. Therefore, it can be concluded that the use of felt seals is limited only to greases. First of all it serves to prevent pollution and access of other pollutants to the bearing system, i.e.:
NJ+NJP 120×240×80, NJ+NJP130×240×80, WJ+WJP 120×240×80, WJ+WJP 130×240×80.
During designing and performing a labyrinth sealing, it should be guided by the guidelines included in Table 5. Correct selection of clearances in the labyrinth sealing is shown in Fig.3. The assembly clearance L1, between the axle - box body and the surfaces of the labyrinth ring must be smaller than the longitudinal clearance L2 in the bearing system NJ + NJP. The same rule con-cerns the radial clearance. It should be noted here that the labyrinth seal must "reconcile" two conflicting requirements. Too big assembly clearances between the axle - box body and the labyrinth ring guarantee more reliable assembly and make inaccuracies in the execution of constructional elements have small im-portance. At the same time, with the increase of as-sembly clearances, the ability to seal the discussed node decreases. With the reduction of assembly clear-ances, the node’s sensitivity to the loss of the sealing function decreases, but the risk of mutual collision due to incorrect assembly increases. It can be concluded that the labyrinth seal is more effective due to its func-tion, provided that the parts and assembly are made with precision. In this case, the sealing plays an impor-tant role in terms of operational safety. The sealing, that is leaky and allows the grease to get out, makes the friction work in the working system of bearing system increase. This work causes the increase of the temperature of the bearing system, which may addi-tionally cause the "lubricant degradation" and then makes the larger wear of the bearing elements, which leads to increased radial and lateral clearances.
2.4. Guidelines for the selection of felt seals In the case when the felt material is intended for seal-ing in the axle-box node of the Y25 standard bogies, it is extremely important to precisely order the material by the contractor of the axle-box wheelsets or carrying out the repair of the axle-box node. It is paid attention to the fact that PN-82/P-86012 [2] is the only docu-ment that can be the basis for the order. This standard was annulled on 15.11.2012 in connection with the validity of PN-EN 1514-1:2001/Ap1 standard [3]. The European standard cannot serve as a basis for ordering of felt seals due to the fact that the information is too general. Therefore, the order should contain:
precise marking of felt material in accordance with paragraph 2.2 of PN-82/P-86012 stan-dard [2],
Prawidłowy dobór luzów w uszczelnieniu labirynto-wym jest przedstawiony na rys.3. Luz montażowy L1, pomiędzy korpusem maźnicy i powierzchniami pier-ścienia labiryntowego musi być mniejszy od luzu wzdłużnego L2 w układzie łożyska NJ+NJP. Taka sama reguła dotyczy luzu promieniowego. Należy tutaj zwrócić uwagę na to, że uszczelnienie labirynto-we musi „pogodzić” dwa sprzeczne ze sobą wymaga-nia. Zbyt duże luzy montażowe pomiędzy korpusem maźnicy oraz pierścieniem labiryntowym gwarantują pewniejszy montaż i sprawiają, że niedokładności w wykonaniu elementów konstrukcyjnych nie mają większego znaczenia. Jednocześnie wraz ze zwiększe-niem luzów montażowych maleje zdolność do uszczelniania omawianego węzła. Wraz ze zmniejsze-niem luzów montażowych maleje wrażliwość węzła na utratę funkcji uszczelnienia, natomiast rośnie za-grożenie wzajemnej kolizji z tytułu nieprawidłowego montażu. Można stąd wyciągnąć wniosek, że uszczel-nienie labiryntowe jest skuteczniejsze ze względu na pełnioną funkcję, pod warunkiem precyzji wykonania części oraz montażu. Uszczelnienie w tym wypadku pełni istotną rolę, jeśli chodzi o bezpieczeństwo eks-ploatacyjne. Uszczelnienie, które jest nieszczelne i umożliwia wydostawanie się smaru na zewnątrz po-woduje zwiększenie pracy tarcia w układzie pracy układu łożysk. Praca ta powoduje wzrost temperatury układu łożyskowego, co dodatkowo może przyczyniać się do „degradacji środka smarnego”, a następnie do coraz większych zużyć elementów łożysk, co prowa-dzi do zwiększenia luzów promieniowych oraz po-przecznych.
2.4. Wytyczne do doboru uszczelek filcowych W przypadku, kiedy materiał filcowy jest przeznaczo-ny na uszczelnienie w węźle maźniczym wózków standardowych wózków Y25 niezwykle ważną sprawą jest precyzyjne zamówienie materiału przez wyko-nawcę omaźnicowanych zestawów kołowych lub wy-konujących naprawę węzła maźniczego. Zwraca się uwagę na fakt, że norma PN-82/P-86012 [2] jest jedy-nym dokumentem, który może być podstawą do za-mówienia. Norma ta została unieważniona w dniu 15.11.2012 w związku z obowiązywaniem normy PN-EN 1514-1:2001/Ap1 [3]. Norma europejska nie może służyć jako podstawa do zamówienia uszczelek filco-wych ze względu na fakt zbyt ogólnych informacji. Zamówienie powinno więc zawierać:
precyzyjne oznaczenie materiału filcowego zgodnie z p.2.2 normy PN-82/P-86012 [2] określenie maksymalnej wilgotności określenia stopnia jakości 1, jako wykonania
dopuszczającego mniejszą ilość wad a zatem gwarantującego większą trwałość uszczelnie-nia prawidłowymi warunkami transportowymi,
chroniącymi przed uszkodzeniami.
23

POJAZDY SZYNOWE NR 1/2018
3. CONCLUSIONS Felt sealing in axle-box nodes of standard bogies plays a very responsible role, which, inter alia, the opera-tional safety depends on. This solution is a standard solution ORE/ERRI/UIC. However, it should be taken into account that the standardization of bogies began in the sixties and ended at the beginning of the nineties of the last century. Since then, the constructors in-volved in the field of sealing have made the gigantic progress. The offered seals are definitely safer, more reliable and show longer durability. The labyrinth seal is definitely safer, although it requires high precision of performance. It is also necessary to take into ac-count the availability of rolling stock as an important criterion for the market position of rail freight trans-port. Another challenge is trans-border traffic, which is associated with the interoperability of rolling stock. The transition to a different type of sealing, e.g. a labyrinth sealing, is associated with a small investment expenditures, in relation to the benefits associated with the reliability of the discussed constructional node. In connection with the increasing requirements of loads transport, such as the time of delivery of a load to the customer, the reliability and availability of a freight wagon becomes decisive. According to the develop-ment trends of rolling stock, including the freight wagons, the aim is to ensure that the constructional nodes are maintenance-free and have high durability. The felt seals used in the axle-box node is outdated from today's state of the art. Modernization of this axle-box node should be considered. This is con-nected with the additional costs, but such moderniza-tion makes the reliability of axle-box node increase. The correct quality of felt seal is difficult to guarantee even if the legal status is taken into account. The na-tional standard PN-82/P-86012 [2] is officially with-drawn. Due to the lack of other documents, it is still used in industry. In the case of used felt seals, a safer methodology is development of the technical condi-tions of producing and acceptance, which take into account the new production technologies and it should be noted that the technology of producing according to PN-82/P-86012 [2] and the acceptance tests of felt according to PN-74/P-06708 [6] reflect the state of the art from the second half of the seventies and eighties of the last century. At present, the producing and test
determination of the maximum humidity, determining the quality level 1, as a perform-
ance allowing fewer defects and thus guaranteeing a bigger durability of sealing,
Poza tym należy zwrócić uwagę na właściwe prze-chowywanie materiałów filcowych zarówno u produ-centa jak i klienta; pomieszczenia powinny być czyste i chroniące materiał na uszczelki przed nadmiernym zawilgoceniem i warunkami atmosferycznymi. 3. WNIOSKI Uszczelnienie filcowe w węzłach maźniczych wózków standardowych pełni bardzo odpowiedzialną rolę, od niego zależy między innymi bezpieczeństwo eksplo-atacyjne. Rozwiązanie to jest rozwiązaniem standar-dowym ORE/ERRI/UIC. Należy jednak wziąć pod uwagę, że standaryzacja wózków zaczęła się w latach sześćdziesiątych i skończyła z początkiem lat dzie-więćdziesiątych ubiegłego wieku. Od tego czasu kon-struktorzy zajmujący się dziedziną uszczelnień doko-nali gigantycznego postępu. Oferowane uszczelnienia są zdecydowanie bardziej bezpieczne, niezawodne i wykazują większą trwałość. Zdecydowanie bezpiecz-niejsze jest uszczelnienie labiryntowe, choć wymaga dużej precyzji wykonania. Należy również wziąć pod uwagę dyspozycyjność taboru kolejowego, jako ważne kryterium dla pozycji rynkowej transportu kolejowego ładunków. Kolejnym wyzwaniem jest ruch transgra-niczny, który wiąże się z interoperacyjnością taboru kolejowego. Przejście na inny rodzaj uszczelnienia np. uszczelnie-nie labiryntowe jest związane z niewielkimi nakładami inwestycyjnymi, w stosunku do korzyści związanych z niezawodnością omawianego węzła konstrukcyjnego. W związku ze zwiększającymi się wymaganiami przewozowymi ładunków jak np. czas dostarczenia ładunku do klienta niezawodność i dyspozycyjność wagonu towarowego nabiera decydującego znaczenia. Zgodnie z tendencjami rozwojowymi taboru kolejo-wego, w tym wagonów towarowych dąży się do tego, aby węzły konstrukcyjne były bezobsługowe oraz wykazywały dużą trwałość. Uszczelnienie filcowe, stosowane w układzie węzła maźniczego jest przestarzałe z punktu widzenia dzi-siejszego stanu techniki. Należy rozważyć moderniza-cję tego węzła maźniczego. Wiąże się to z dodatko-wymi kosztami, ale modernizacja taka przyczynia się do zwiększenia niezawodności węzła maźniczego. Prawidłową jakość uszczelnienia filcowego trudno jest zagwarantować choćby biorąc pod uwagę stan praw-ny. Norma krajowa PN-82/P-86012 [2] jest oficjalnie wycofana. Z braku innych dokumentów jest ona dalej stosowana w przemyśle. W przypadku stosowanych uszczelnień filcowych, bezpieczniejszą metodyką postępowania jest opracowanie warunków technicz-nych wykonania i odbioru, które uwzględniają nowe technologie produkcji . Należy zwrócić uwagę, że technologia wykonania wg PN-82/P-86012 [2] oraz badania odbiorcze filcu wg PN-74/P-06708 [6] odzwierciedlają stan techniki z drugiej połowy lat siedemdziesiątych i osiemdziesiątych ubiegłego
Additionally special attention should be paid on proper storage of felt materials at both the producer's and the client's; the rooms should be clean and protect the material for seals against excessive moisture and weather conditions.
24

POJAZDY SZYNOWE NR 1/2018
techniques have achieved the significant progress. A serious problem is the use of felt seals in the electric drive systems of diesel and electric locomotives, where the sealing task refers to another medium such as oil. This issue will be the subject of a separate publication.
Poważnym problemem jest stosowanie uszczelnień filcowych w elektrycznych układach napędowych lokomotyw spalinowych i elektrycznych, gdzie zada-nie uszczelniające odnosi się do innego medium jakim jest olej. Zagadnienie to będzie przedmiotem oddziel-nej publikacji.
4. BIBLIOGRAPHY / LITERATURA [1] Sobaś M.: Zawieszenia i układy biegowe wagonów towarowych. Instytut Pojazdów Szynowych „TABOR”.
Poznań 2014 [2] PN-82/P-86012. Filce bite. Filce techniczne filtracyjne uszczelkowe i podkładkowe [3] PN-EN 1514-1:2001/Ap1. Kołnierze i ich połączenia. Wymiary uszczelek do kołnierzy. Część 1: Uszczelki
niemetalowe płaskie z wkładkami lub bez wkładek [4] www.nskeurope.com Technical Insight. Publikacja NSK Europe. [5] PN-76/P-06731. Filce. Błędy [6] PN-74/P-06708. Filce bite. Badania odbiorcze [7] PN-81/P-04610. Metody badań wyrobów włókienniczych. Płaskie wyroby włókiennicze. [8] PN-75/P-04612. Metody badań wyrobów włókienniczych. Pomiar grubości [9] PN-71/P-04613. Metody badań wyrobów włókienniczych. Tkaniny. Wyznaczanie masy liniowej i powierzch-
niowej [10] PN-71/P-04686. Metody badań wyrobów włókienniczych. Filce bite. Wyznaczanie naprężenia zrywającego
i wydłużenia [11] PN-75/P-04691. Metody badań wyrobów włókienniczych. Filce bite. Wyznaczanie zawartości tłuszczu [12] PN-74/P-04692. Metody badań wyrobów włókienniczych. Filce bite. Wyznaczanie zawartości zanieczysz-
czeń roślinnych [13] PN-75/P-04689. Metody badań wyrobów włókienniczych. Filce bite. Wyznaczanie zawartości popiołu.
wieku. Obecnie techniki wytwarzania oraz badawcze osiągnęły znaczny postęp.
25

POJAZDY SZYNOWE NR 1/2018
Zasobniki energii dla pojazdów metra
dr hab. inż. Zygmunt Giziński Instytut Pojazdów Szynowych TABOR mgr inż. Paweł Giziński Inteco SA
Energy storage devices for subway trains
1. Initial remarks Intensive development of alternative sources of elec-tricity, so-called "green energy" produced by hydroe-lectric, wind, and solar power plants also brings to attention the energy lost in the resistors of urban and railway transport fleet. Energy consumption by urban transport is a significant part of the overall electricity generated in the country. The reduction of energy con-sumption from trams, trolleybuses and subway rolling stock can be achieved by reducing the energy losses during braking of the vehicles lost partly in the brak-ing systems. Trains used by Metro Warszawskie on the first line consume about 20 million kWh for their traction needs. The energy recovered during braking from the amount consumed by other trains is about 20%, the rest of the braking energy is lost in the brak-ing resistors and on supplying the train auxiliary sys-tems. The use of energy storage devices installed on the rolling stock or in the power supply network would allow a significant portion of the energy wasted to be returned to the storage systems and recovered for later use. In the London Metro (consuming approx. 200 MWh per day) URENCO - POWER tanks with a ca-pacity of approximately 100 - 200kW with a high-speed flywheel mounted on traction substations, which were tested as early as in the year 2000, were used. The test results showed that the train (with the power of 2,200 kW) consumes approximately 10 kWh during
1. Uwagi wstępne Intensywny rozwój alternatywnych źródeł energii elektrycznej tzw. „zielonej energii” wytwarzanej przez elektrownie wodne, wiatrowe, a także solarne zwraca coraz większą uwagę też na energię traconą bezuży-tecznie w opornicach taboru komunikacji miejskiej i kolejowej. Zużycie energii przez transport miejski stanowi znaczącą część wytwarzanej w kraju energii elektrycznej. Zmniejszenie zużycia energii przez tramwaje, trolejbusy i tabor metra można uzyskać po przez zmniejszenie strat energii podczas hamowania pojazdów traconej częściowo w opornicach hamowa-nia. Pociągi eksploatowane przez Metro Warszawskie na pierwszej linii zużywają na cele trakcyjne ok. 20 mln kWh. Odzysk energii podczas hamowania pobie-ranej przez inne pociągi wynosi ok. 20 %, reszta ener-gii hamowania tracona jest w opornicach hamowania oraz zasila obwody pomocnicze pociągu. Zastosowa-nie zasobników energii instalowanych na taborze lub na sieci zasilającej pozwoliłoby znaczną część traco-nej energii zwrócić do zasobników i odzyskać podczas ponownego rozruchu. W Metrze Londyńskim (zuży-wającym ok. 200 MWh dziennie) zastosowano zasob-niki firmy URENCO – POWER o mocy około 100 - 200kW z szybkoobrotowym kołem zamachowym montowane na podstacjach trakcyjnych, które były testowane już w 2000 roku. Wyniki badań testowych wykazały, że pociąg (o mocy 2200 kW) pobiera pod-
W artykule omówiono zagadnienia związane z zastosowaniem zasobników energii na przykła-dzie Metra Warszawskiego. Na podstawie wstępnych wyliczeń energii hamowania dla eksplo-atowanych w Warszawie pociągów metra zaproponowano zastosowanie stacjonarnych lub pojazdowych zasobników energii. Zwrot inwestycyjnych nakładów finansowych dla obu typów zasobników następuje w przeciągu około 5 lat.
The article discusses the issues related to the use of energy storages on the example of Warsaw Metro. The application of stationary or vehicle energy storages is proposed based on the preliminary calculations of braking energy for metro trains operated in Warsaw. The return of financial expenditures for both types of energy storages occurs within approximately 5 years.
26

POJAZDY SZYNOWE NR 1/2018
the start-up, while during braking (with the power of 3,200 kW) generates energy of about 7.3 kWh, approx. 10% of the energy consumed supplies auxil-iary train systems, and about 5% is used due to fric-tion. Fitting a 1MW storage tank can recover about 40% of the braking energy, which at a price of 0.06GBP/kWh gives a payback period of around 4 years. Currently, a number of global companies offer storage tanks consisting of super capacitors with a capacity of several to several dozen Farads. Such sets with nomi-nal voltage of 800 - 900 V have a large capacity of 8 - 10 farads and can accumulate the energy of 0.7 - 1.0 kWh. The useful energy of such storage tanks, when discharging up to 50% of the rated voltage, is 0.55 - 0.75 kWh. The peak power for the rated current of the storage tanks is approx. 120 kW and for the maximum current of the storage tanks (around 750 A) it can reach approx. 600 kW. Capacitor tanks have been installed on trams and trolleybuses in Warsaw, Lublin and Kowno and have passed operational tests. For additional energy savings in the Metro, it is possi-ble to use storage devices installed in trains or on the supply network: - flywheel energy storage (FES) with a capacity of 1000 kW (due to its large mass of approx. 5 Mg more likely installed in the power grid) - capacitor units with the power of 200 -400 kW in trains or about 1 MW at substations or between them. - batteries - other modern Energy storage systems This article will discuss capacitor and flywheel energy storage devices. 2. Warsaw metro rolling stock The INSPIRO Simens trains, weighing 158 Mg, pow-ered by 16 140 kW engines with a total power of 2240 kW (35 trains, 210 wagons) and 18 METROPOLIS trains by Alstom, with a total capacity of 16x 180 = 2,880 kW with a weight of 174 Mg, are operated on the first line of the Metro. The passenger mass at 100% load is around 110 Mg (and for 50% load this value is 55 Mg) For calculating the kinetic energy of a train as a func-tion of speed according to the formula:
(Q in Mg, V in m/s, E in kWs) the following assump-tions were made: - train mass Q = 160 Mg - passenger mass 55 Mg - flat route 0 % - the efficiency of the vehicle drivetrain and internal friction 0.85 - 50% of the energy returned by the braking process is taken over by other traveling trains, and 10% con-sumed by own auxiliary systems (converters, com-pressors, ventilation, lighting and control).
czas rozruchu energię ok 10 kWh, a podczas hamowa-nia (z mocą 3200 kW) generuje energię ok 7,3 kWh., z czego ok. 10% pobranej energii zasila odbiory po-mocnicze pociągu, a ok.5% idzie na opory ruchu. In-stalacja zasobnika o mocy 1MW może odzyskiwać ok. 40 % energii hamowania, co przy cenie 0,06GBP/kWh daje czas zwrotu nakładów ok. 4 lata Obecnie szereg firm światowych oferuje zestawy za-sobnikowe składające się z super kondensatorów o pojemności kilku do kilkudziesięciu faradów. Zestawy takie na napięcie znamionowe 800 – 900 V charakte-ryzują się dużą pojemnością 8 - 10 faradów i mogą akumulować energię 0,7 - 1,0 kWh. Energia użyteczna takich zasobników, podczas rozładowywania do 50 % napięcia znamionowego, wynosi 0,55 – 0,75 kWh. Moc szczytowa dla prądu znamionowego zasobników wynosi ok. 120 kW a natomiast dla prądu maksymal-nego zasobników (około 750 A) może osiągnąć ok. 600 kW. Zasobniki kondensatorowe zostały zamonto-wane w tramwajach i trolejbusach w Warszawie, Lu-blinie i Kownie i pomyślnie przeszły badania eksplo-atacyjne. Dla uzyskania dodatkowych oszczędności energii w Metrze można więc zastosować zasobniki montowane w pociągach lub na sieci zasilającej: - zasobniki bezwładnikowe o mocy 1000 kW (ze względu na dużą masę ok. 5 Mg raczej na sieci) - zasobniki kondensatorowe o mocy 200 -400 kW w pociągach lub ok. 1 MW na podstacjach trakcyjnych lub między podstacjami. - zasobniki akumulatorowe - inne nowoczesne rozwiązania zasobników energii W niniejszym artykule omówione będą zasobniki kondensatorowe oraz bezwładnikowe. 2. Tabor metra warszawskiego Na pierwszej linii Metra eksploatowane są pociągi INSPIRO Simensa o masie 158 Mg napędzane 16 silnikami 140 kW o łącznej mocy2240 kW (35 pocią-gów, 210 wagonów) oraz 18 pociągów typu METRO-POLIS firmy Alstom o łącznej mocy 16x 180=2880 kW o masie 174 Mg. Masa pasażerów przy 100 % zapełnieniu wynosi ok. 110 Mg (a dla 50 % jak przyjęto do obliczeń 55 Mg) Do obliczeń energii kinetycznej pociągu w funkcji prędkości wg wzoru:
(Q w Mg, V w m/s, E w kWs) przyjęto następujące założenia: - masa pociągu Q = 160 Mg - masa pasażerów 55 Mg - trasa płaska 0 % - sprawność układu napędowego opory ruchu pociągu 0,85 - 50 % energii zwracanej przez pociąg hamujący przejmowana jest przez inne jadące pociągi, a 10 %
27

POJAZDY SZYNOWE NR 1/2018
The storage system should therefore absorb about 40% of the braking energy after taking into account the efficiency of the drive system and the friction values. The graph of the braking energy as a function of the vehicle speed is shown in Fig. 1.
pobierają własne pomocnicze (przetwornice, sprężar-ki, wentylacja, oświetlenie i sterowanie). Zasobnik powinien więc przejmować ok. 40 % energii hamowania po uwzględnieniu sprawności napędu oraz oporów ruchu. Wykres zależności energii hamowania od prędkości jednostki pokazany jest na rys. 1.
Fig. 1. Braking Energy function E=f(V) for a train weighing 160 Mg and a 55 Mg passenger weight
- the line --- shows the energy as a function of speed - the line --- presents the same function after taking into account the drive efficiency - 0.85 - the line --- presents the function after subtracting own system’s consumption - 10 % - the line --- presents the function after adjusting for the 50% energy consumed by other trains.
Rys. 1. Charakterystyka energii hamowania E=f(V) dla pociągu 160 Mg oraz 55 Mg masy pasażerów
- charakterystyka --- przedstawia zależność energii od prędkości - charakterystyka --- przedstawia zależność po uwzględnieniu sprawności napędu -0,85 - charakterystyka --- przedstawia zależność po uwzględnieniu potrzeb własnych - 10 % - charakterystyka --- uwzględnia odbiór 50% energii przez inne pociągi, czyli energię do akumulacji.
Zasobnik powinien przejąć ok. 40 % energii hamowa-nia pojazdu, czyli dla prędkości hamowania: - V = 80km/h energię ok 6,0 kWh - V = 70 km/h energię ok 4,5 kWh - V = 60 km/h energię ok 3,2 kWh. Badania ruchowe tramwaju 116 N z zasobnikiem kon-densatorowym 9 F wykazały oszczędność energii ok. 30-40 % 3. Zasobniki kondensatorowe 3.1. Super kondensatory Super kondensator jest elektrochemicznym kondensa-torem dwuwarstwowym z dwiema elektrodami zanu-rzonymi w elektrolicie. Gdy elektrody są naładowane, to jony elektrolitu poruszają się pod wpływem pola elektrycznego do elektrod o przeciwnym ładunku. Część anionów i kationów lokują się w pobliżu elek-trod równoważąc nadmiar ładunku w zaktywizowa-nym węglu. Tworzą się więc między elektrodą wę-glową a elektrolitem dwie warstwy o przeciwnym ładunku. Duża wartość pojemności osiągnięta jest dzięki zastosowaniu elektrod węglowych o bardzo dużej powierzchni (ok. 200 m2 z 1 grama przez stoso-wanie proszkowej lub tkaninowej struktury) oraz bar-dzo małej odległości pomiędzy przeciwnymi ładun-kami rzędu nanometrów (2 – 5 nm). Wartość napięcia
Parametry Maxwell HTM390
Maxwell HTM125
Batscap M54V150F
LS LS 190V41.7F
Maksymalne napięcie 394V 130V 54V 190V
Znamionowa pojemność 17.8F 63F 150F 41.7F
Oporność szeregowa DC 65mW 18mW 4mW 28.8mW
Dostępna energia 282Wh 101.7Wh 45.6Wh 156.81Wh
Gęstość energii [kg] 2.28Wh/kg 2.36Wh/kg 3.57Wh/kg 2.01Wh/kg
Gęstość energii [l] 1.58Wh/l 1.59Wh/l 3.28Wh/l 2.11Wh/l
Maksymalny prąd ciągły 150A 150A b.d. 150A
Maksymalny prąd 950A 750A b.d. 750A
Żywotność cykli >1mln >1mln >1mln >1mln
Napięcie izolacji [V] 3 500 4 000 2 000 5 250
Min temperatura pracy -40°C -40°C -30°C -40°C
Max temperatura pracy +65°C +65°C +60°C +65°C
Masa [kg] 165 58 17 104
Wymiary [mm] 1200 / 664 / 299 762 / 425 / 265 428 / 333 / 130 918 / 453 / 238
ogniwa nie jest więc wysoka i wynosi ok 2,5 V, co powoduje konieczność szeregowego łączenia ogniw dla uzyskania wymaganych dla trakcji napięć. Parameters of selected energy storage systems Table 1
Parametry wybranych zasobników energii Tablica 1
28

POJAZDY SZYNOWE NR 1/2018
The storage device should take about 40% of the brak-ing energy of the vehicle, i.e. for the different braking speeds: - V = 80km/h the energy equal to 6.0 kWh - V = 70 km/h the energy equal to 4.5 kWh - V = 60 km/h the energy equal to 3.2 kWh. The operating tests of the 116 N tramline with a 9 F capacitor based storage system showed energy savings of around 30-40%
3. Capacitor systems 3.1. Supercapacitors The super capacitor is a two-layer electrochemical capacitor with two electrodes immersed in an electro-lyte. When the electrodes are charged, the electrolyte ions move under the influence of the electric field to the electrodes with the opposite charge. Some of the anions and cations locate near the electrodes, balanc-ing the excess charge in the activated carbon. Thus, two layers with an opposite charge are formed be-tween the carbon electrode and the electrolyte. The large capacity value is achieved by using carbon elec-trodes with a very large surface area (about 200 m2 from 1 gram by using a powder or fabric structure) and a very small distance between opposite charges in the order of nanometers (2 - 5 nm). Thus, the voltage value of the cell is not high and amounts to about 2.5 V, which makes it necessary to connect the cells in series to obtain the voltage required for traction. The development of a high-capacity capacitor manu-facturing technology, in the order of thousands of far-ads and cell voltage of approx. 2.5 - 2.7 V, when con-nected in series, enabled the energy storage systems for applications in public transport vehicles to accumulate braking energy to be constructed. Currently, systems operating in voltage ranges from 54 V to 390 V are available with an excess cell voltage control system and operating temperature control. Such energy storage systems are manufactured by a number of global companies, and with larger orders they can be made in the desired configuration. The Electrotechnical Institute used storage devices with a nominal voltage of 780V in trams and trolleybuses. In a container solution (mounted at or outside of substations), Korean LS 190 V 41.7 F systems were used. These solutions have successfully passed operational tests in Warsaw, Lublin, Gdynia and Kowno. An example set of parameters for some of the energy storage systems is shown in Table 1. 3.2. Rail systems The braking of the train should be carried out the en-ergy being returned to other trains moving or driving at that time, at a voltage equal to the supply voltage. However, if this energy is not received, the voltage value is stabilized by the capacitor bank converters, and the system current value is limited by the maxi-mum value of the capacitor current. Assuming the maximum train braking voltage value to
Rozwój technologii wytwarzania kondensatorów dużej pojemności rzędu tysięcy faradów i napięciu ogniwa ok. 2,5 – 2,7 V umożliwił, przy szeregowym ich łą-czeniu, budowę zasobników dla zastosowań w pojaz-dach komunikacji miejskiej do gromadzenia energii hamowania. Obecnie dostępne są zestawy od 54 V do 390V z systemem kontroli nadmiarowej dopuszczalnej wartości napięcia ogniw oraz dopuszczalnej tempera-tury pracy. Zestawy takie produkowane są przez sze-reg firm światowych, a przy większych zamówieniach mogą być wykonane w żądanej konfiguracji. Instytut Elektrotechniki zastosował w tramwajach i trolejbu-sach zasobniki o napięciu znamionowym 780V. W rozwiązaniu kontenerowym (montowanym na podsta-cjach lub poza nimi) zasobniki Koreańskie typu LS 190 V 41,7 F. Rozwiązania te pomyślnie przeszły badania eksploatacyjne w Warszawie, Lublinie, Gdyni i w Kownie. Przykładowe zestawienie parametrów niektórych zasobników pokazane jest w tablicy 1. 3.2. Zasobniki taborowe Hamowanie pociągu powinno być realizowane ze zwrotem energii do innych pociągów ruszających lub jadących w tym czasie, przy napięciu równym napię-ciu zasilania. Natomiast przy braku odbioru tej energii wartość napięcia jest stabilizowana przekształtnikami zasobnika kondensatorowego, a wartość prądu zasob-nika ograniczona jest maksymalną wartością prądu kondensatorów. Przyjmując maksymalną wartość napięcia hamowania pociągu 900 V przy braku poboru prądu przez inne pociągi zasobniki zamontowane na taborze powinny przejąć ok. 4 -6 kWh (rys.1) przy hamowaniu z pręd-kości 60 – 80 km/h. Na rys. 2 przedstawione są cha-rakterystyki energii maksymalnej zasobnika o pojem-ności 9 F w funkcji napięcia kondensatorów, oraz energii użytecznej w funkcji różnicy napięcia począt-kowego 850 V i napięcia końcowego rozładowania.
Fig. 2. The relation between the 9f storage device Uc voltage energy and the usable energy values to the storage device energy
discharge level Rys. 2. Zależność energii zasobnika 9F napięcia Uc oraz energii
użytecznej od głębokości rozładowania zasobnika
Przyjmując wartość napięcia zasobnika 850 V energia maksymalna wynosi ok. 0,9 kWh a przy rozładowaniu do wartości minimalnej 450 V energia użyteczna wy-nosi ok. 0,7 kWh. Z porównania energii wymaganej (rys. 1) oraz energii
29

POJAZDY SZYNOWE NR 1/2018
be 900 V in the absence of power demand from other trains, the energy storage systems mounted on the rolling stock should be able to take in around 4 - 6 kWh (Fig.1) when braking at 60 - 80 km/h. Fig. 2 shows the maximum energy characteristics of the 9 F energy storage as a function of the capacitor voltage, and the useful energy as a function of the voltage difference between the initial value of 850 V and the final discharge voltage.
możliwej do przejęcia przez zasobnik 9 F (rys. 2) wy-nika, że dla hamowania z V= 60 km/h należy przyjąć 2 zasobniki po 2 x 9 F, natomiast dla V = 80km/h 3 za-sobniki. Przyjmując maksymalną wartość prądu kon-densatorów 750 A (10 sek.), a minimalną wartość napięcia zasobnika 425 V wartość prądu Iz zasobnika 2 x 9F wynosi ok 750 A (bowiem Iz = Ic max * Uc/Uzn), więc prawie połowa prądu będzie tracona w opornicach. Przy napięciu ponad 850 V prąd zasobni-ka może osiągać wartość 1500 A. Schemat włączenia zasobnika w obwód główny jednostki pokazany jest na rys. 3, a schemat blokowy przekształtników tranzysto-rowych na rys. 4.
Assuming the device voltage value to be 850 V, the maximum energy is about 0.9 kWh and when dis-charged to a minimum value of 450 V, the usable en-ergy is about 0.7 kWh.
From the comparison of the required energy (Fig. 1) and the energy capacity of the 9 F storage device (Fig. 2) it follows that for braking at V = 60 km/h, 2 con-tainers with 2 x 9 F devices should be used, while for V = 80 km/h it should be 3 containers. Assuming the maximum value of the 750 A capacitor current (10 sec), and the minimum 425 V reservoir voltage, the Iz 2 x 9F current is around 750 A (because Iz = Ic max * Uc/Uzn), so almost half of the current will be lost in the resistors. At over 850 V, the device current can reach 1500 A. The schematic depiction of integrating the storage system into the main circuit of the vehicle is shown in Fig. 3, and the block diagram of transistor converters can be found in Fig. 4.
Rys. 3. Schemat włączenia zasobnika w obwód jednostki Fig. 3. Schematic of storage unit integration into the system
Fig. 4. Diagram of the PT converter
Rys. 4. Schemat przekształtnika PT
Zasobnik składa się z styczników ST1 i ST2, prze-kształtników tranzystorowych PT1 i PT2 oraz dwóch zestawów kondensatorowych po 18 F każdy. Schemat napędowy jednostki nie ulega zmianie. W schemacie sterowania należy wprowadzić tylko uzależnienie włączenia styczników ST1 i ST2 od włączenia wy-łączników W1 i W2. Przekształtniki PT posiadają własne zabezpieczenia prądowe i napięciowe oraz sterowanie umożliwiające podbijanie napięcia podczas rozruchu pociągu i rozładowywania kondensatorów do
The storage device consists of ST1 and ST2 contac-tors, PT1 and PT2 converters, and two capacitor sets of 18 F each. The vehicle's drivetrain schematic does not change. The control scheme requires only the addi-tion of the ST1 and ST2 contactors control by switch-ing on circuit breakers W1 and W2. PT converters have their own current and voltage protection as well as control enabling voltage boosting during train start up and discharging of capacitors up to approx. 400 V. The usable energy of each storage device is approx. 1.4 kWh. The weight of the 2 x 9 F container is about
30

POJAZDY SZYNOWE NR 1/2018
ok.400 V. Energia użyteczna każdego zasobnika wynosi ok. 1,4 kWh. Masa zasobnika 2 x 9 F wynosi ok. 400 – 500 kg, a przekształtnika ok. 200 kg. Łączna masa dodatkowa dla jednostki wynosi więc ok. 2,5 Mg co stanowi ok. 1,5 % masy jednostki. Całkowity koszt zasobnika energii wyniesie ok. 1 mln zł. Przy przebiegu rocznym pociągu ok 150 tyś km. i cenie 1 kWh 0,5 zł. zwrot nakładów wyniesie ok. 4 – 5 lat. Rysunek 4 przedstawia schemat obwodu elektryczne-go przekształtnika PT. Składa się on z tranzystora T1 ładowania kondensatorów do napięcia ok 850 V, tran-zystora T2, który wraz z dławikiem L0 powoduje pod-bijanie napięcia zasobnika do wartości napięcia zasi-lania podczas rozruchu, członów pomiaru prądu I oraz napięcia kondensatorów Uc. Układ taki został zbadany eksploatacyjnie w tramwa-jach i trolejbusach. Przykładowe przebiegi rozruchu i hamowania tramwaju 116N pokazane są na rysunkach 5 i 6.
400 - 500 kg, and the inverter about 200 kg. The total additional weight for the unit is therefore approx. 2.5 Mg, which is approx. 1.5% of the vehicle’s own weight. The total cost of the energy storage system will amount to approx. PLN 1 million. During the annual train operation distance, about 150 000 km, and the price of 1 kWh being 0.5 PLN, the return of expenditures is expected to take about 4 - 5 years. Figure 4 shows the PT converter electrical circuit dia-gram. It consists of T1 transistor charging capacitors up to about 850 V, T2 transistor, which together with L0 stuffing box, raises the accumulator voltage to the supply voltage value during start up, current meas-urement elements I and the voltage of capacitors Uc. Such a system was tested in operation on trams and trolleybuses. Examples of starting and braking patterns of tram 116N are shown in Figures 5 and 6.
Fig. 5. Starting and braking the tram UZ = 700V, UC = 720 – 400V, ISh = 2x 220A, ISr = 2x 290A, maximum speed of about 50km/h
Where: IS – motor group current 100 A/dz. IZ – traction network current 100 A/dz. IC – storage device current 100 A/dz. UZ – storage device voltage 100 V/dz. Time scale 5 s/dz.
Rys. 5. Rozruch i hamowanie tramwaju UZ = 700V, UC = 720 – 400V, ISh = 2x 220A, ISr = 2x 290A, prędkość maksymalna ok. 50km/h
Oznaczenia: IS – prąd grupy silników 100 A/dz. IZ – prąd sieci trakcyjnej 100 A/dz. IC – prąd zasobnika 100 A/dz. UZ – napięcie zasobnika 100 V/dz. Skala czasu 5 s/dz.
Rys. 6. Hamowanie tramwaju IS = 200A, UZ = 650V, UCo = 400V Oznaczenia: IS – prąd grupy silników 100 A/dz. IZ – prąd sieci trakcyjnej 100 A/dz. IC – prąd zasobnika 100 A/dz. UZ – napięcie zasobnika 100 V/dz. Skala czasu 2 s/dz.
Fig. 6. Tram braking IS = 200A, UZ = 650V, UCo = 400V Where: IS – motor group current 100 A/dz. IZ – traction network current 100 A/dz. IC – storage device current 100 A/dz. UZ – storage device voltage 100 V/dz. Time scale 2 s/dz.
31

POJAZDY SZYNOWE NR 1/2018
3.3. Traction network energy storage units Another solution is the use of stationary energy stor-age devices installed on intermediate stations (without power substations) or at other network locations, pref-erably at the end of the power line. Such a storage device should take over 50% of the braking energy of one train, or about 6 kWh, with a braking voltage of 600 - 900 V. At the same time, it would return energy to the traction network, reducing voltage drops, espe-cially in places distant from the power substation. From the graph shown in Fig. 2 it follows that for a voltage difference of 200-250 V the usable energy of the 9 F storage device is approx. 0.4 kWh, so 12 con-tainers of 9 F should be used. Fig. 7 and 8 show two possible solutions: - a solution with a transistor current control system for the current returned to the 2 x 9 F storage device and a fixed connection (via a diode) with the traction net-work enabling the return of energy. (Fig. 7) - the second possible solution (Figure 8) is to connect the storage device with contactors (two or three) di-rectly to the traction network after pre-charging the capacitors through additional resistors up to 600 V. The weight of the storage devices would be approx. 4 Mg, continuous current equal to 12 x 150 = 1800 A, power of approx. 1350 kW, and the application cost of approx. 1.5 million PLN.
Fig. 7. Network storage device with transistor regulation Fig. 8. Network storage device switched on with contactors
The train frequency in rush hour means one train ar-rives every 2.5 minutes, the number of brakes per one storage device would be more than 50 per hour, so with a 10-hour long train drive the energy accumula-tion will reach around E = 0.4 kWh x 12 x 50 x 10 = 2400 kWh. Taking the cost of 1 kWh as approx. PLN 0.5 daily savings will amount to approximately PLN 1,200 or approximately PLN 240,000 to 300,000 a year. Thus the full investment cost return would take about 5 years. The number and location of the storage devices depends on the supply network and the techni-cal and economic possibilities.
3.3. Zasobniki sieciowe Innym rozwiązaniem jest zastosowanie zasobników stacjonarnych instalowanych na stacjach pośrednich (bez podstacji zasilających) lub w innych miejscach sieci, najkorzystniej na krańcu linii zasilającej. Zasob-nik taki powinien przejąć 50 % energii hamowania jednego pociągu, czyli ok. 6 kWh, przy napięciu ha-mowania 600 – 900 V. Jednocześnie zwracałby ener-gię do sieci trakcyjnej zmniejszając spadki napięcia, zwłaszcza w miejscach odległych od podstacji zasila-jącej. Z wykresu pokazanego na rys. 2 wynika, że dla różnicy napięć 200 - 250 V energia użyteczna zasob-nika 9 F wynosi ok. 0,4 kWh, należałoby więc zasto-sować 12 zasobników 9 F. Na rys. 7 i 8 pokazane są dwa możliwe do zastosowa-nia rozwiązania: - rozwiązanie z tranzystorowym układem regulującym prąd zwracany do zasobnika 2 x 9 F i stałym połącze-niem (przez diodę) z siecią trakcyjna umożliwiającym zwrot energii. (rys. 7) - drugie możliwe rozwiązanie (rys. 8) to włączanie zasobnika stycznikami (dwoma lub trzema) bezpo-średnio do sieci trakcyjnej po wstępnym naładowani kondensatorów poprzez dodatkowe oporniki do 600 V. Masa zasobnika wynosiłaby ok. 4 Mg, prąd ciągły 12 x 150 = 1800 A, moc ok. 1350 kW, a koszt ok. 1,5 mln. zł.
Rys. 7. Zasobnik sieciowy z regulacją tranzystorową Rys. 8. Zasobnik sieciowy włączany stycznikami
Dla częstotliwości ruchu pociągów w godzinach szczytu co 2,5 min. liczba hamowań na jeden zasobnik będzie wynosiła więcej niż 50 na 1 godzinę, więc przy 10 godzinnym ruchu pociągu akumulacja energii wy-niesie ok. E = 0,4 kWh x.12 x 50 x 10 = 2400 kWh. Przyjmując koszt 1 kWh ok. 0,5 zł. oszczędność dzienna wyniesie ok. 1200 zł., czyli rocznie ok 240 - 300 tys. zł., zatem zwrot nakładów nastąpiłby po ok. 5 latach. Liczba i miejsce instalowania zasobników za-leżna jest od sieci zasilającej oraz możliwości tech-nicznych i ekonomicznych. 4. Zasobniki bezwładnikowe (Szybkoobrotowe koła zamachowe). W metrze londyńskim na Piccadilly Line w 2002 roku zastosowano do akumulacji energii hamowania pocią-gów szybkoobrotowe koła zamachowe. Zasobniki takie zwracają energię podczas rozruchu pociągu, co zmniejsza spadki napięcia zasilania i znacznie zmniej-szają wartość energii pobieranej przez pociągi. Typo-
4. Flywheel energy storage device (High-speed fly-wheels). High-speed flywheels were used to accumulate the braking energy of trains by the Piccadilly Line trains of the London subway in 2002. Such storage devices return energy during the train start-up, which reduces the voltage drop in the power supply and significantly
32

POJAZDY SZYNOWE NR 1/2018
wy pociąg (wg. badań angielskich) pobiera podczas rozruchu ok. 10 kWh, a w czasie hamowania może generować ok. 7,3 kWh. Instalacja zasobnika o mocy 1 MW może odzyskiwać do 40 % energii hamowania, dając okres zwrotu kosztów instalacji ok 4 lat. Koło zamachowe produkowane przez firmę URENCO posiada rotor wykonany z kompozytu włókien węglo-wych z obudową z włókna szklanego. Stojan jest wy-konany z wysokokrzemowych stalowych laminatów, z uzwojeniem połączonym w gwiazdę i zasilane z fa-lownika IGBT. Wysoka próżnia oraz bezłożyskowy wirnik zapewniają ok 20 letnią bezobsługową pracę. Masa zasobnika 1 MW składającego się z 5 kół zama-chowych o mocy 200 kW wynosi ok. 5 Mg.
reduces the energy consumed by the trains. A typical train (according to tests performed in England) takes about 10 kWh of power during start-up, and during braking it can generate approx. 7.3 kWh. Installation of a 1 MW storage device can recover up to 40% of the braking energy, giving an investment costs return time of about 4 years. The flywheel produced by URENCO has a rotor made of a carbon fiber composite with a glass fiber casing. The stator is made of high silicon steel laminates, with a star-connected winding and powered with an IGBT inverter. The high vacuum and bearingless rotor en-sure approximately 20 years of unattended operation. The weight of the 1 MW storage device consisting of 5 flywheels with a power of 200 kW is approx. 5 Mg.
5. Conclusions A technical and economic analysis of two possible types of energy storage devices - supercapacitor and inertial with a flywheel, enabling the absorption of the train braking energy and returning this energy during start-up was carried out. a) Supercapacitor storage devices
- Storage devices mounted on the train, with a ca-pacity of 2 x 18 F with an energy of approx. 1.2 kWh with IGBT converters enabling full utiliza-tion of the stored capacitors energy by adjusting the charging voltage to 850 V and discharging to 450 V;
- Stationary storage devices located at stations, that do not have power supply units, with a capacity of approx. 50 F, powered by IGBT converters or con-tactors. The voltage will then be equal to the volt-age of the overhead line in a place further away from the power substation. The device will there-fore take in excess energy while braking the train and return this energy during the start-up. The voltage difference caused by the traffic volume will be about 150 - 250 V, and the useful energy of the storage device approx. 40 kWh. It seems that due to the lack of interference in the electric system of the wagons and the lack of addi-tional train weight (additional energy consump-tion), the use of stationary storage devices will be a more convenient solution.
b) Flywheel energy storage A flywheel storage device with a capacity of 5 x 200 kW installed on the power supply line (ac-cording to preliminary test data of the London metro) also fulfills the task of energy saving. However, current operating data are still required.
c) Other solutions utilizing modern batteries cur-rently used in hybrid cars and buses should also be considered, paying particular attention to the costs and durability as well as losses on the battery re-sistance.
5. Wnioski Przeprowadzono analizę techniczną i ekonomiczną dwóch możliwych do zastosowania rodzajów zasobni-ków energii - superkondensatorowych oraz bezwład-nikowych z kołem zamachowym, umożliwiających przejmowanie energii hamowania pociągów i zwrot tej energii podczas rozruchu. a) Zasobniki kondensatorowe
- Zasobniki montowane w pociągu, o pojemności 2 x 18 F o energii ok. 1,2 kWh z przekształtnikami IGBT umożliwiające pełne wykorzystanie energii użytecznej kondensatorów poprzez regulację na-pięcia ładowania do 850 V oraz rozładowania do 450 V;
- Zasobników stacjonarnych usytuowanych na sta-cjach nie posiadających zespołów zasilających o pojemności ok. 50 F zasilanych poprzez prze-kształtniki IGBT lub styczniki. Napięcie będzie wówczas równe napięciu sieci trakcyjnej w miej-scu odległym od podstacji zasilającej. Zasobnik będzie więc przejmować nadmiar energii podczas hamowania pociągu, a zwracać energię podczas rozruchu. Różnica napięć zależna od natężenia ru-chu będzie wynosić ok. 150 – 250 V, a energia użyteczna zasobnika ok. 40 kWh. Wydaje się, że ze względu na brak ingerencji w układ elektryczny wagonów oraz brak dodatkowej masy pociągu (dodatkowe zużycie energii) ko-rzystniejszym rozwiązaniem będzie zastosowanie zasobników stacjonarnych.
b) Zasobniki bezwładnikowe Zasobniki z kołem zamachowym o mocy 5 x 200 kW montowane na linii zasilającej (wg. wstęp-nych danych testowych metra Londyńskiego) spełniają również zadanie oszczędności energii. Wymagają jednak aktualnych danych eksploata-cyjnych.
c) Należy rozpatrzyć również inne rozwiązania z nowoczesnymi akumulatorami stosowanymi obec-nie w samochodach z napędem hybrydowym oraz w autobusach zwracając uwagę zwłaszcza na koszty i trwałość oraz straty na rezystancji baterii.
33

POJAZDY SZYNOWE NR 1/2018
Bibliography / Literatura
[1] Chris Jackson: „Szybkoobrotowe koła zamachowe tną rachunki za energię” [tłumaczenie polskie] Rail-way Gazette Internationale. Kwiecień 2001 r.
[2] Zygmunt Giziński, Marcin Żuławnik, Paweł Giziński: „ Kondensatorowe zasobniki energii w pojazdach komunikacji miejskiej.” Materiały Konferencji SEMTRAK. Zakopane 2010 r.
[3] Zygmunt Giziński, Marcin Gąsiewski, Paweł Giziński: „Zasobnikowe układy zasilania w pojazdach szy-nowych„ Pojazdy Szynowe nr. 3 2011 r.
[4] Zygmunt Giziński, Adam Szeląg, Paweł Giziński: „Zasobniki sieciowe„ wyd.: Polski Produkt Przyszłości. Październik 2011 r. www.parp.gov.pl
[5] Zygmunt Giziński: „ Super kondensatorowe zasobniki dla tramwajów i trolejbusów”. Referaty wygłoszone na konferencji w Kownie (2008 r.) oraz na spotkaniu Grupy Roboczej Unii Europejskiej [-541 COST] do spraw super kondensatorów. Liege - Belgia. 2006 r.
[6] Materiały reklamowe firmy URENCO POWER: e-mail: [email protected] lub www.theflywell.com [7] David Kelsall: „Zastosowanie magazynu energii koła zamachowego w systemach komunikacji masowej.
29. 06 1999 r. [8] Colin Davies: „ Nowy system zasilania stawia londyńskie metro w czołówce światowej”
34

POJAZDY SZYNOWE NR 1/2018
dr hab. inż Marian Medwid, prof. IPS mgr inż. Wojciech Jakuszko mgr inż. Krzysztof Łukaszewski mgr inż. Karol Bryk Instytut Pojazdów Szynowych TABOR
Zaprezentowano koncepcję szynowego układu jezdnego z bębnowym, ciernym napędem rolek szynowego układu jezdnego, przeznaczonego do zastosowania w pojazdach szynowo – drogo-wych. Przedstawiono strukturę układu oraz rozkład sił w elementach nośnych konstrukcji. Prze-prowadzono analizę porównawczą istniejących rozwiązań. Zaproponowano dalsze kierunki badań w tej dziedzinie.
Rail running gear with friction – drum drive Szynowy układ jezdny z napędem ciernym - bębnowym
The concept of a rail running gear is presented, with a friction – drum drive of the rail running gear rollers, designed for use in road-rail vehicles. The structure of the system and the distribu-tion of forces in the load-bearing elements of the structure are presented. Comparative analysis of existing solutions are carried out. Future research directions in this field are proposed.
1 Wstęp Pojazdy szynowo - drogowe to pojazdy hybrydowe o podobnych właściwościach trakcyjnych na drogach kołowych i torach kolejowych. Zaprojektowane w Instytucie pojazdy wykonano na bazie seryjnie wy-produkowanych samochodów o małej i średniej ła-downości oraz ciągników rolniczych. Seryjnie pro-dukowane pojazdy, a zwłaszcza podwozia samocho-dów ciężarowych adaptowane na pojazdy szynowo - drogowe mają szereg ograniczeń utrudniających przystosowanie podwozia do trakcji kolejowej. Istot-nym ograniczeniem jest identyfikacja wolnej prze-strzeni do zabudowy szynowego układu jezdnego oraz budowa układu przeniesienia napędu z silnika spalinowego na opony samochodu. Ze wzglądu na pożądane terenowe właściwości pojazdu oraz speł-nienie wymagań dolnego zarysu skrajni kolejowej korzystny jest wybór podwozia ze sztywnymi mo-stami napędowymi, pojedynczymi oponami i napę-dem 4x4. Newralgiczne miejsca i elementy konstrukcyjne pod-wozia utrudniające zabudowę szynowego układu jezdnego to zazwyczaj przy przednim moście napę-dowym:
- odległość opony od ramy podwozia, - kąt skrętu kół, - podłużny drążek kierowniczy, - przeguby przeniesienia napędu, - cylindry hamulca i przewody zasilające, - tłumiki usprężynowania, - poprzeczny drążek kierowniczy, - stabilizator kołysania, - stopnie kabiny kierowcy.
1 Introduction Road-rail vehicles are hybrid vehicles, the traction properties of which on the roads and railway tracks are comparable. The vehicles designed in the Institute have been made on the basis of series-manufactured cars of low and medium load capacity as well as agri-cultural tractors. The vehicles produced in series, and particularly the truck chassis intended to be adapted to road-rail traffic, are distinguished by many con-straints impeding their adaptation to the railway trac-tion. A significant limitation is due to difficulties in finding free space for installing the rail running gear and to the design of the drivetrain delivering power from the engine to the drive wheels. Taking into ac-count the desirable on and off-road capability of the vehicle and meeting the requirements of the lower outline of the railway gauge, the choice of a chassis with rigid motor axles, single tyres and a 4×4 drive proved to be advantageous. Critical points and the chassis structural parts that impede embedding of the rail running gear into the chassis are usually located at the front axle:
− the distance between the tyre and the chassis frame;
− wheel turning angle; − longitudinal steering rod; − powertrain joints; − brake cylinders and power pipes; − suspension dampers; − transverse steering rod; − rocking stabilizer; − steps of the driver's cab.
35

POJAZDY SZYNOWE NR 1/2018
Tylny most napędowy jest łatwiejszy do zabudowy. W tym przypadku ograniczenia stanowią: 1. odległość opon od resorów, 2. odległość resorów od ramy podwozia, 3. lokalizacja stabilizatora kołysania, 4. lokalizacja cylindra hamulca pneumatycznego. Dodatkowe utrudnienia mogą stanowić:
- przebieg wyprowadzenia rury wydechowej, - inne urządzenia zamocowane do ramy pod-
wozia jak np. zbiornik paliwa, skrzynia aku-mulatorów.
Istotą polskich koncepcji szynowych układów jezd-nych jest ich powiązanie z mostami napędowymi podwozia tak, aby podczas jazdy po torze kolejowym usprężynowanie podwozia pracowało jak podczas jazdy drogowej. Spotykane rozwiązania zagraniczne zazwyczaj wyłączają z pracy usprężynowanie na torze kolejowym. Do prostych i tanich rozwiązań konstrukcyjnych szy-nowego układu jezdnego należy zaliczyć rozwiąza-nie, w którym opony podwozia są oparte na szynach toru i realizują napęd i hamowanie pojazdu. Rolki szynowego układu jezdnego pełnią funkcję prowa-dzenia pojazdu w torze. Warunkiem implementacji takiego rozwiązania jest, aby poprzeczny rozstaw opon pojazdu był zbliżony do rozstawu szyn toru. Pojazdy o zmniejszonym rozstawie poprzecznym opon charakteryzuje ograniczona stabilność po-przeczna, przy kołysaniu nadwozia podczas jazdy drogowej a zwłaszcza w nierównym terenie. Podczas jazdy torowej zużywające się opony w procesie tarcia „opona/szyna” pozostawiają na główkach szyn dro-biny gumy, które mogą niekorzystnie wpływać na przewodzenie prądu między szynami, a kołami ze-stawów kołowych pojazdów elektrycznych. Standardowe pojazdy samochodowe o dopuszczalnej masie całkowitej (DMC) 10÷15 ton i powyżej, mają przeważnie poprzeczny rozstaw opon dużo większy od rozstawu szyn (np. 2100 mm), co zapewnia wy-maganą stabilność poprzeczną pojazdu na zakrętach o małych promieniach łuku drogi oraz nierównym tere-nie. Dla pojazdów o standardowym rozstawie opon są stosowane napędy cierne-bębnowe lub napędy hy-drauliczne o większym stopniu skomplikowania. Dla pojazdów o DMC większym od 15 ton, przeważ-nie trzyosiowych, są instalowane szynowe układy jezdne w postaci wózków podwieszanych pod ramą nośną podwozia.
2 Struktura zespołów szynowego układu jezdne-go
Przedmiotem niniejszej publikacji jest popularyzacja innowacyjnego rozwiązania szynowego układu bie-gowego (jezdnego) do zastosowania w podwoziach samochodów ciężarowych wyposażonych w przedni i tylny most napędowy z pojedynczymi oponami na
The rear axle may be modified more easily. In this case, the following restrictions occur:
− distance between the tyres and leaf springs; − distance between the leaf springs and the
chassis frame, − location of the rocking stabilizer, − location of the pneumatic brake cylinder.
Additional difficulties may include: • layout of the exhaust pipe; • other devices attached to the chassis frame,
such as a fuel tank, battery box. The essence of the Polish concepts of rail running gear consists in such its connection to the chassis axles as to ensure equal suspension operation on the railway track and on the road. Common foreign solutions usually exclude the suspension operation on the railway track. A simple and inexpensive design solution of the rail running gear consists in the idea that the tyres rest on the track rails and drive and brake the vehicle. The rollers of the rail running gear only guide the vehicle on the track. Such a solution may be implemented provided that the vehicle wheel track is close to the rail track gauge. Vehicles with small wheel track are distinguished by limited lateral stability while rocking the body during road use, especially on uneven terrain. During rail track driving, the tyres, due to wearing out in result of the tire/rail friction, leave rubber particles on the railheads. This may adversely affect electric conductivity between the rails and the wheelsets of electric vehicles. The wheel track of standard motor vehicles with gross vehicle mass (GVM) of 10 ÷ 15 tons and above is usually much larger than the track gauge (eg 2100 mm). This ensures the required lateral stability of the vehicle at curves with small radii of the road and on uneven terrain. In case of the vehicles with standard wheel track the friction-drum drive is used, while more complicated vehicles are rather fitted with hydraulic drive. For vehicles with GVM exceeding 15 tons, mostly of three-axle structure, the rail running gears have a form of trolleys suspended under the chassis load frame.
2 Structure of the assemblies of the rail running gear
The present publication is devoted to popularization of an innovative solution of the rail running gear intended for use in the chassis of the trucks axles with front and rear drivetrains, with single tyres in the rear one. An exemplary implementation of a rail running gear fitted on a MAN chassis, with gross vehicle mass of 14.1 tons, is illustrated in Figures 1, 2 and 3. Figure 1 shows a vehicle with raised axles of a rail running
36
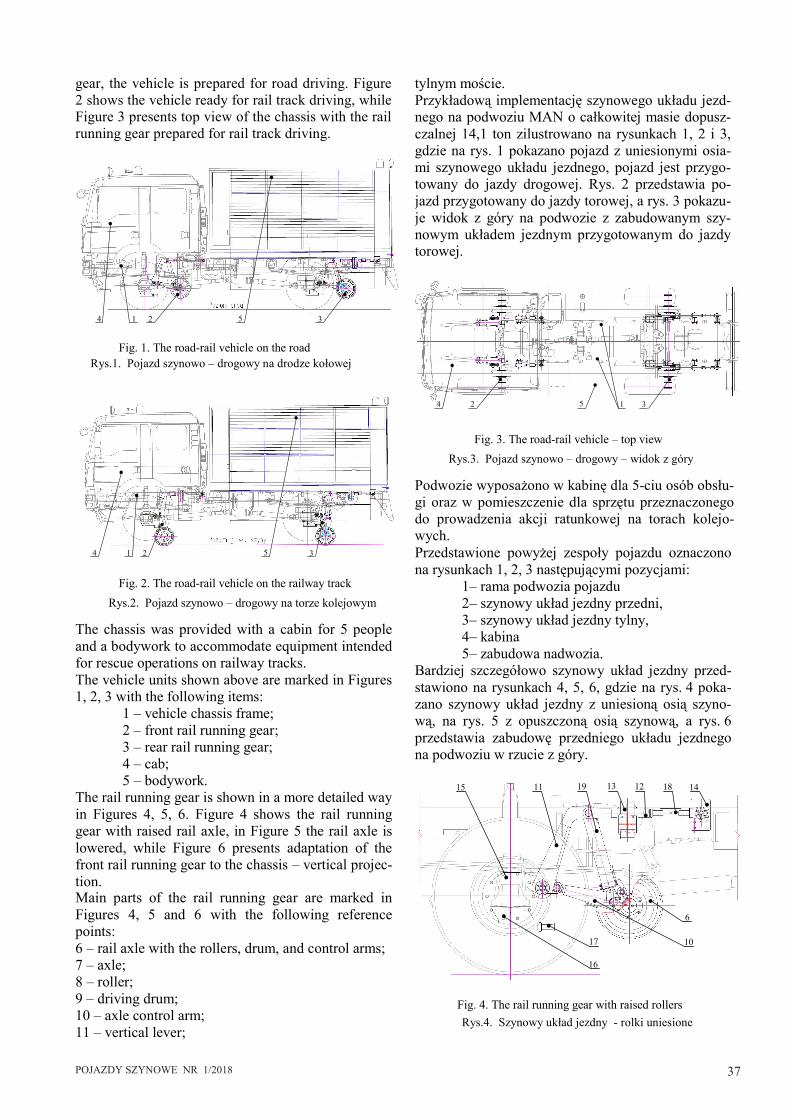
POJAZDY SZYNOWE NR 1/2018
tylnym moście. Przykładową implementację szynowego układu jezd-nego na podwoziu MAN o całkowitej masie dopusz-czalnej 14,1 ton zilustrowano na rysunkach 1, 2 i 3, gdzie na rys. 1 pokazano pojazd z uniesionymi osia-mi szynowego układu jezdnego, pojazd jest przygo-towany do jazdy drogowej. Rys. 2 przedstawia po-jazd przygotowany do jazdy torowej, a rys. 3 pokazu-je widok z góry na podwozie z zabudowanym szy-nowym układem jezdnym przygotowanym do jazdy torowej.
gear, the vehicle is prepared for road driving. Figure 2 shows the vehicle ready for rail track driving, while Figure 3 presents top view of the chassis with the rail running gear prepared for rail track driving.
1 4 2 5 3
Rys.1. Pojazd szynowo – drogowy na drodze kołowej Fig. 1. The road-rail vehicle on the road
1 4 2 5 3
1 4 2 5 3
Rys.2. Pojazd szynowo – drogowy na torze kolejowym
Rys.3. Pojazd szynowo – drogowy – widok z góry
Fig. 2. The road-rail vehicle on the railway track
Fig. 3. The road-rail vehicle – top view
Przedstawione powyżej zespoły pojazdu oznaczono na rysunkach 1, 2, 3 następującymi pozycjami:
1– rama podwozia pojazdu 2– szynowy układ jezdny przedni, 3– szynowy układ jezdny tylny, 4– kabina 5– zabudowa nadwozia.
Bardziej szczegółowo szynowy układ jezdny przed-stawiono na rysunkach 4, 5, 6, gdzie na rys. 4 poka-zano szynowy układ jezdny z uniesioną osią szyno-wą, na rys. 5 z opuszczoną osią szynową, a rys. 6 przedstawia zabudowę przedniego układu jezdnego na podwoziu w rzucie z góry.
The chassis was provided with a cabin for 5 people and a bodywork to accommodate equipment intended for rescue operations on railway tracks. The vehicle units shown above are marked in Figures 1, 2, 3 with the following items:
1 – vehicle chassis frame; 2 – front rail running gear; 3 – rear rail running gear; 4 – cab; 5 – bodywork.
The rail running gear is shown in a more detailed way in Figures 4, 5, 6. Figure 4 shows the rail running gear with raised rail axle, in Figure 5 the rail axle is lowered, while Figure 6 presents adaptation of the front rail running gear to the chassis – vertical projec-tion.
6
14
16
18
17
12 11 19 13 15
10
Rys.4. Szynowy układ jezdny - rolki uniesione Fig. 4. The rail running gear with raised rollers
Main parts of the rail running gear are marked in Figures 4, 5 and 6 with the following reference points: 6 – rail axle with the rollers, drum, and control arms; 7 – axle; 8 – roller; 9 – driving drum; 10 – axle control arm; 11 – vertical lever;
Podwozie wyposażono w kabinę dla 5-ciu osób obsłu-gi oraz w pomieszczenie dla sprzętu przeznaczonego do prowadzenia akcji ratunkowej na torach kolejo-wych.
37

POJAZDY SZYNOWE NR 1/2018
12 – track bar; 13 – track bar guide; 14 – fastening bracket of the track bar; 15 – bracket of the control arm and lever; 16 – stop bracket; 17 – stop; 18 – adjustment nut; 19 – hydraulic cylinder.
Rys.5 Szynowy układ jezdny - rolki opuszczone 8
7
13
14 19
11 18
12
9
Rys.6 Szynowy układ jezdny na torze (widok z góry)
Główne zespoły szynowego układu jezdnego ozna-czono na rysunkach 4, 5 i 6 następującymi pozycja-mi:
6 – oś szynowa z rolkami, bębnem i waha-czami, 7 – oś, 8 – rolka toczna, 9 – bęben napędowy, 10 – wahacz osi, 11 – dźwignia pionowa, 12 – drążek reakcyjny, 13 – prowadnica drążka, 14 – wspornik mocowania drążka, 15 – wspornik wahacza i dźwigni, 16 – wspornik ogranicznika, 17 – ogranicznik, 18 – nakrętka regulacyjna, 19 – cylinder hydrauliczny.
Podwozie samochodu MAN ma pod resorem fa-brycznie zamontowany klocek dystansowy, który zaznaczono strzałką na zdjęciu rys. 7.
Fig. 5. The rail running gear with lowered rollers
Fig. 6. The rail running gear on the rail track (vertical projection)
The MAN chassis is provided with a factory-installed spacer block located under the springs, marked in Fig. 7 with an arrow.
klocek dystansowy
Rys.7 Widok oparcia resora na moście napędowym Fig. 7. View of the spring support on the motor axle
In order to assemble the rail running gear the spacer block was replaced with the bracket (Item 15 Fig. 4) to which the lower end of the vertical lever (11) and the axle control arm (10) were hinged. The upper end of the lever was connected to the track bar (12) while the other was hinged to the bracket (14). In order to maintain vertical plane of the track bar displacement the guide (13) was used, that is attached
Do zabudowy szynowego układu jezdnego w miejsce klocka dystansowego zamontowano wspornik (poz.15 na rys. 4), do którego obrotowo zamocowano dolny koniec dźwigni pionowej (poz.11) oraz wahacz osi (poz.10). Górny koniec dźwigni połączono z drążkiem reakcyjnym (poz.12), a drugi koniec drążka reakcyjnego zamocowano przegubowo do wspornika (poz.14). W celu utrzymania pionowej płaszczyzny przemiesz-czeń drążka reakcyjnego zastosowano prowadnicę (poz.13) przymocowaną do ramy podwozia, a do regulacji wysokości położenia rolek prowadzących w stanie uniesionym, śrubę rzymską z nakrętką regula-cyjną 18. W węźle połączenia dźwigni pionowej z drążkiem reakcyjnym zamontowano ucho korpusu cylindra hydraulicznego (poz.19), a ucho tłoczyska połączono ze wspornikiem osi (poz.7 na rys. 6). Do dolnej płaszczyzny mostu za pomocą strzemion resorów, zamocowano wspornik (poz.16) z ogranicznikiem (poz.17) o regulowanym wysuwie.
38
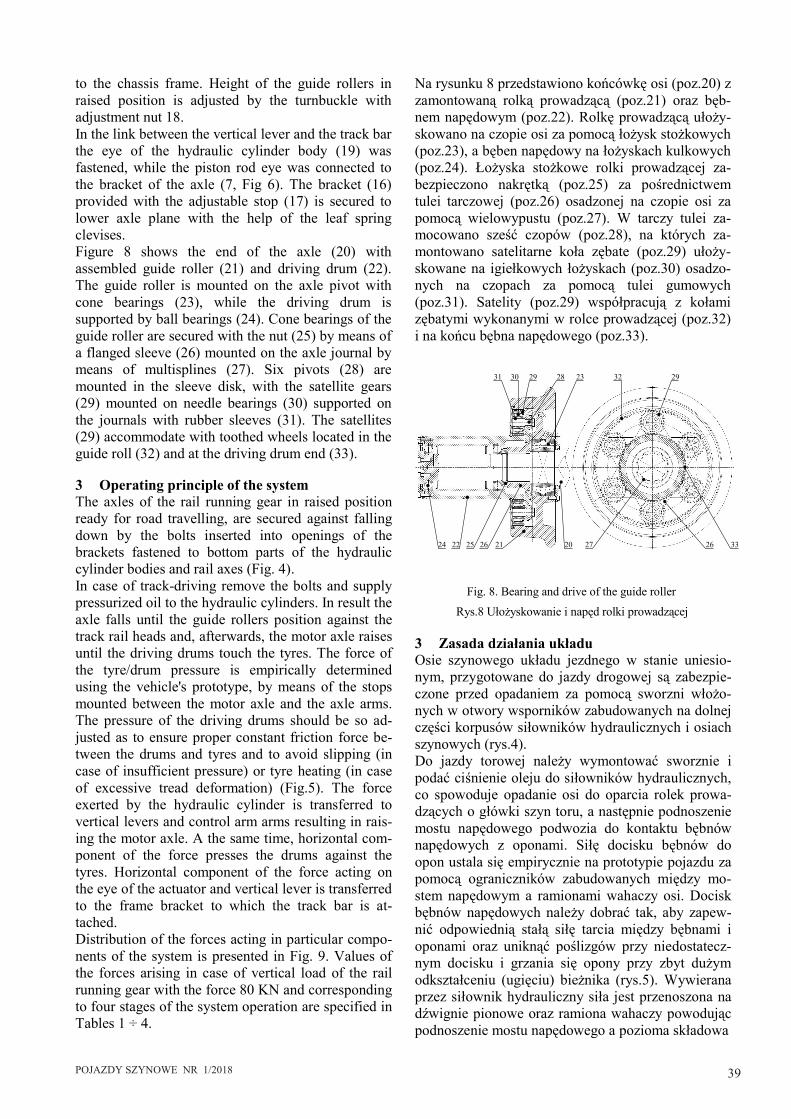
POJAZDY SZYNOWE NR 1/2018
to the chassis frame. Height of the guide rollers in raised position is adjusted by the turnbuckle with adjustment nut 18. In the link between the vertical lever and the track bar the eye of the hydraulic cylinder body (19) was fastened, while the piston rod eye was connected to the bracket of the axle (7, Fig 6). The bracket (16) provided with the adjustable stop (17) is secured to lower axle plane with the help of the leaf spring clevises. Figure 8 shows the end of the axle (20) with assembled guide roller (21) and driving drum (22). The guide roller is mounted on the axle pivot with cone bearings (23), while the driving drum is supported by ball bearings (24). Cone bearings of the guide roller are secured with the nut (25) by means of a flanged sleeve (26) mounted on the axle journal by means of multisplines (27). Six pivots (28) are mounted in the sleeve disk, with the satellite gears (29) mounted on needle bearings (30) supported on the journals with rubber sleeves (31). The satellites (29) accommodate with toothed wheels located in the guide roll (32) and at the driving drum end (33).
24 22 25 26 21 20 27 26 33
31 30 29 28 23 32 29
Na rysunku 8 przedstawiono końcówkę osi (poz.20) z zamontowaną rolką prowadzącą (poz.21) oraz bęb-nem napędowym (poz.22). Rolkę prowadzącą ułoży-skowano na czopie osi za pomocą łożysk stożkowych (poz.23), a bęben napędowy na łożyskach kulkowych (poz.24). Łożyska stożkowe rolki prowadzącej za-bezpieczono nakrętką (poz.25) za pośrednictwem tulei tarczowej (poz.26) osadzonej na czopie osi za pomocą wielowypustu (poz.27). W tarczy tulei za-mocowano sześć czopów (poz.28), na których za-montowano satelitarne koła zębate (poz.29) ułoży-skowane na igiełkowych łożyskach (poz.30) osadzo-nych na czopach za pomocą tulei gumowych (poz.31). Satelity (poz.29) współpracują z kołami zębatymi wykonanymi w rolce prowadzącej (poz.32) i na końcu bębna napędowego (poz.33).
Rys.8 Ułożyskowanie i napęd rolki prowadzącej Fig. 8. Bearing and drive of the guide roller
3 Operating principle of the system The axles of the rail running gear in raised position ready for road travelling, are secured against falling down by the bolts inserted into openings of the brackets fastened to bottom parts of the hydraulic cylinder bodies and rail axes (Fig. 4). In case of track-driving remove the bolts and supply pressurized oil to the hydraulic cylinders. In result the axle falls until the guide rollers position against the track rail heads and, afterwards, the motor axle raises until the driving drums touch the tyres. The force of the tyre/drum pressure is empirically determined using the vehicle's prototype, by means of the stops mounted between the motor axle and the axle arms. The pressure of the driving drums should be so ad-justed as to ensure proper constant friction force be-tween the drums and tyres and to avoid slipping (in case of insufficient pressure) or tyre heating (in case of excessive tread deformation) (Fig.5). The force exerted by the hydraulic cylinder is transferred to vertical levers and control arm arms resulting in rais-ing the motor axle. A the same time, horizontal com-ponent of the force presses the drums against the tyres. Horizontal component of the force acting on the eye of the actuator and vertical lever is transferred to the frame bracket to which the track bar is at-tached. Distribution of the forces acting in particular compo-nents of the system is presented in Fig. 9. Values of the forces arising in case of vertical load of the rail running gear with the force 80 KN and corresponding to four stages of the system operation are specified in Tables 1 ÷ 4.
3 Zasada działania układu Osie szynowego układu jezdnego w stanie uniesio-nym, przygotowane do jazdy drogowej są zabezpie-czone przed opadaniem za pomocą sworzni włożo-nych w otwory wsporników zabudowanych na dolnej części korpusów siłowników hydraulicznych i osiach szynowych (rys.4). Do jazdy torowej należy wymontować sworznie i podać ciśnienie oleju do siłowników hydraulicznych, co spowoduje opadanie osi do oparcia rolek prowa-dzących o główki szyn toru, a następnie podnoszenie mostu napędowego podwozia do kontaktu bębnów napędowych z oponami. Siłę docisku bębnów do opon ustala się empirycznie na prototypie pojazdu za pomocą ograniczników zabudowanych między mo-stem napędowym a ramionami wahaczy osi. Docisk bębnów napędowych należy dobrać tak, aby zapew-nić odpowiednią stałą siłę tarcia między bębnami i oponami oraz uniknąć poślizgów przy niedostatecz-nym docisku i grzania się opony przy zbyt dużym odkształceniu (ugięciu) bieżnika (rys.5). Wywierana przez siłownik hydrauliczny siła jest przenoszona na dźwignie pionowe oraz ramiona wahaczy powodując podnoszenie mostu napędowego a pozioma składowa
39

POJAZDY SZYNOWE NR 1/2018
siły dociska bębny do opon. Pozioma składowa siły działającej na ucho siłownika i dźwigni pionowej jest odbierana na wsporniku ramy, do którego zamoco-wano drążek reakcyjny. Rozkład sił działających w poszczególnych podze-społach układu przedstawiono rys.9, a wartości sił dla czterech etapów działa układu podano w tabelach 1÷4 przy obciążeniu pionowym szynowego układu jezdnego siłą 80kN.
Rys.9 Rozkład sił w szynowo – drogowym układzie jezdnym Fig. 9. Distribution of the forces arising in road-rail running gear
Tabela 1 – Początek unoszenia, kąt nachylenia wahacza do poziomu 49,5 [deg]
Oznaczenie Nazwa Fx [kN] Fz [kN] |F| [kN] α [deg] M [kNm] Q Oddziaływanie szyny na rolkę 0.00 -40.00 40.00 -90.00 -
Fsi Oddziaływanie siłownika na wahacz 2.58 54.50 54.56 87.29 - Fod Oddziaływanie ogranicznika na wahacz 0.00 0.00 0.00 0.00 - Fop Oddziaływanie opony na bęben 0.00 0.00 0.00 0.00 -
Fmw Oddziaływanie mostu na wahacz -2.58 -14.50 14.72 -100.08 -
Fst Oddziaływanie drążka reakcyjnego na dźwignię pionową 36.31 0.00 36.31 0.00 -
Fmr Oddziaływanie mostu na dźwignię pionową -33.74 54.50 64.09 121.76 -
Fre, Mre Oddziaływanie resora na most -36.31 40.00 54.02 132.23 13.02
Tabela 2 – Unoszenie, siłownik w pozycji pionowej, kąt nachylenia wahacza do poziomu 56,4 [deg]
Oznaczenie Nazwa Fx [kN] Fz [kN] |F| [kN] α [deg] M [kNm] Q Oddziaływanie szyny na rolkę 0.00 -40.00 40.00 -90.00 -
Fsi Oddziaływanie siłownika na wahacz 0.00 - Fod Oddziaływanie ogranicznika na wahacz 0.00 0.00 0.00 0.00 - Fop Oddziaływanie opony na bęben 0.00 0.00 0.00 0.00 -
Fmw Oddziaływanie mostu na wahacz 0.00 -11.58 11.58 -90.00 -
Fst Oddziaływanie drążka reakcyjnego na dźwignię pionową 31.93 0.00 31.93 0.00 -
Fmr Oddziaływanie mostu na dźwignię pionową -31.93 51.58 60.67 121.76 -
Fre, Mre Oddziaływanie resora na most -31.93 40.00 51.18 128.60 12.67
Oznaczenie Nazwa Fx [kN] Fz [kN] |F| [kN] α [deg] M [kNm] Q Oddziaływanie szyny na rolkę 0.00 -40.00 40.00 -90.00 -
Fsi Oddziaływanie siłownika na wahacz 0.00 - Fod Oddziaływanie ogranicznika na wahacz 0.00 0.00 0.00 0.00 - Fop Oddziaływanie opony na bęben 0.00 0.00 0.00 0.00 -
Fmw Oddziaływanie mostu na wahacz 0.00 -11.58 11.58 -90.00 -
Fst Oddziaływanie drążka reakcyjnego na dźwignię pionową 31.93 0.00 31.93 0.00 -
Fmr Oddziaływanie mostu na dźwignię pionową -31.93 51.58 60.67 121.76 -
Fre, Mre Oddziaływanie resora na most -31.93 40.00 51.18 128.60 12.67
Tabela 3 – Docisk bębna do opony 10 kN, siła w siłowniku 70 kN, obciążenie ogranicznika 5,24 kN, kąt nachylenia wahacza do poziomu 78,2 [deg]
Table 2 –Lifting, vertical position of the actuator, control arm inclination angle to horizontal plane 56.4 [deg]
Table 1 – Beginning of lifting, control arm inclination angle to horizontal plane 49.5 [deg]
Table 3 – Drum/tyre contact pressure 10 kN, actuator force 70 kN, stop load 5.24 kN, control arm inclination angle to horizontal plane 78.2 [deg]
Siły styczne na obwodzie opon wywołane momentem obrotowym napędu pojazdu są przekazywane na bęb-ny obrotowe, a z bębnów za pośrednictwem prze-kładni satelitarnej na rolki prowadzące, przywracając kierunek obrotu rolek prowadzących zgodny z kie-runkiem obrotów opon.
40

POJAZDY SZYNOWE NR 1/2018
Tabela 4 – Docisk bębna do opony 13,31 kN, siła w siłowniku 70 kN, brak obciążenia ogranicznika, kąt nachylenia wahacza do poziomu 78,2 [deg]
Oznaczenie Nazwa Fx [kN] Fz [kN] |F| [kN] α [deg] M [kNm] Q Oddziaływanie szyny na rolkę 0.00 -40.00 40.00 -90.00 -
Fsi Oddziaływanie siłownika na wahacz -10.95 69.14 70.00 99.00 - Fod Oddziaływanie ogranicznika na wahacz 0.00 0.00 0.00 -7.00 - Fop Oddziaływanie opony na bęben 9.08 -9.74 13.31 -47.00 -
Fmw Oddziaływanie mostu na wahacz 1.87 -19.40 19.49 -84.49 -
Fst Oddziaływanie drążka reakcyjnego na dźwignię pionową 31.85 0.00 31.85 0.00 -
Fmr Oddziaływanie mostu na dźwignię pionową -42.80 69.14 81.31 121.76 -
Fre, Mre Oddziaływanie resora na most -31.85 40.00 51.13 128.53 5,04
Table 4 – Drum/tyre contact pressure 13.31 kN, actuator force 70 kN, stop unloaded, control arm inclination angle to horizontal plane 78.2 [deg]
The tangential forces acting on the tyre circumfer-ence, caused by the torque of vehicle drive, are transmitted to the rotating drums and, afterwards, from the drums via the satellite gear to the guide roll-ers, reinstating direction of rotation of the guide roll-ers complying with the motion of tyres. The satellites are mounted on the journals with rub-ber sleeves in order to ensure even load distribution of the gear wheels. Six satellites allow to reduce the load of the gears, thus extending directly their life-time.
Satelity zamocowano na czopach za pomocą tulejek gumowych, aby zagwarantować równomierny roz-kład obciążeń kół zębatych przekładni, a sześć sateli-tów pozwala zmniejszyć obciążenie zębów kół zęba-tych, co ma bezpośredni wpływ na wydłużenie trwa-łości przekładni
4 Analiza porównawcza szynowych układów jezdnych
Spośród znanych rozwiązań konstrukcyjnych szyno-wych układów jezdnych można wyróżnić rozwiąza-nia przedstawione na (rys.10), gdzie pokazano sche-mat struktury polskiego rozwiązania (rys.10a i 10d) oraz rozwiązaia stosowane przez zagranicznych pro-ducentów pojazdów szynowych –( rys.10b i 10c).
4 Comparative analysis of the rail running gears Among the known design solutions of the rail run-ning gears, the ones shown in Fig. 10 can be distin-guished, where the scheme of the Polish solution presented in Fig. 10a and 10d and solutions used by foreign manufacturers of rail vehicles are shown – in Fig. 10b and 10c.
a)
b)
c)
d)
drążek reakcyjny track bar rama podwozia chassis frame resor leaf spring dźwignia pionowa vertical lever siłownik actuator rolka z bębnem roller with a drum most napędowy Motor axle opona tyre wahacz z osią control arm with an axle ∆z uniesienie opony ∆z tyre/rail head clearance wspornik bracket
Fig. 10 Schemes of the rail running gears Rys.10 Schematy układów jezdnych
41

POJAZDY SZYNOWE NR 1/2018
Analizując strukturę prezentowanych rozwiązań można wyróżnić ich cechy charakterystyczne. Rozwiązanie „a)” charakteryzuje się tym, że szynowy układ jezdny jest zawieszony na moście napędowym pojazdu. Elementy szynowego układu jezdnego (wahacz, dźwignia pionowa, siłownik) tworzą trójkąt sił (ele-ment kratownicy), co powoduje korzystne obciążenie elementów siłami rozciągającymi i ściskającymi. Oddziaływanie siłowe między bębnem napędowym i oponą oraz pionowa siła unosząca most napędowy są odbierane na zawieszeniu resorów oraz na poziomych drążkach reakcyjnych. Brak momentów zginających w elementach szynowego układu jezdnego sprawia, że ich konstrukcja jest odpowiednio lekka przy rów-noczesnym spełnieniu wymagań wytrzymałościo-wych. Istotną cechą rozwiązania jest możliwość pracy usprężynowania pojazdu podczas jazdy torowej przy utrzymaniu stałego docisku bębnów napędowych do opon, również na torze zwichrowanym, co ma ważne znaczenie dla spełnienia wymagań bezpieczeństwa jazdy pojazdu na torach o złym stanie utrzymania. Prezentowaną koncepcję szynowego układu jezdnego wdrożono do eksploatacji na pojazdach marki TAR-PAN, STAR z napędem opona/szyna oraz IVECO napędem bębnowym. Rozwiązanie „b)”. Szynowy układ jezdny zabudowany częściowo na moście napędowym i ramie podwozia. Charakteryzu-je go mniejsza masa nieusprężynowania (masa mostu napędowego) w odniesieniu do rozwiązania „a)”. Połączenie siłownika hydraulicznego z ramą podwo-zia powoduje usztywnienie (wyłączenie z pracy) usprężynowania pojazdu. Podczas jazdy drogowej, przy uniesionej osi szyno-wej, na nierównym terenie duża amplituda drgań pionowych osi szynowej powoduje znaczący przyrost pionowych sił bezwładności osi szynowej. Problem ten nie występuje w rozwiązaniu „a)”, gdzie amplitu-da pionowych drgań mostu napędowego jest podczas jazdy drogowej znacznie mniejsza od amplitudy drgań ramy podwozia. Przy podnoszeniu mostu napędowego do jazdy toro-wej dociskając bębny do opon należy pokonać siłę pionową od nacisku opony na podłoże, która czę-ściowo jest wprowadzona w most napędowy za po-średnictwem ramion wahaczy osi. W rozwiązaniu „a)” most napędowy jest unoszony siłą wywieraną na dźwignię pionową a siła docisku bębnów do oporu jest regulowana i w niewielkim stopniu zależna od pionowej siły unoszącej most napędowy. Rozwiązanie „c)”. W tym rozwiązaniu szynowy układ jezdny w całości zabudowany na ramie podwozia, przez co wyłącza z pracy usprężynowanie nadwozia podczas jazdy toro-
Analysis of the presented solutions allows to distin-guish their characteristic features. In the “a)” solution the rail running gear is suspended on the vehicle motor axle. The parts of the rail running gear (i.e. control arm, vertical lever, actuator) make a triangle of forces (a truss web), resulting in advantageous load of the parts with tensile and compressive forces. The force of interaction between the driving drum and the tyre as well as the vertical force lifting the motor axle are transferred to the suspension of the springs and to horizontal track bars. The lack of bending moments in the elements of the rail running gear makes their construction light enough, complying, in the same time, with the strength requirements. An essential feature of the solution is the fact that suspension of the vehicle is able to operate during track-driving with constant pressure between the driving drums and tyres, even on distorted track. This is important to meet the vehicle's safety requirements on tracks with poor maintenance. The presented idea of the rail running gear was implemented for use on TARPAN, STAR vehicles with tyre/rail drive and IVECO with drum drive. The “b)” solution The rail running gear is partially mounted on the motor axle and chassis frame. It is distinguished by smaller unsprung mass (mass of the motor axle) as compared to the "a)" solution. The connection of the hydraulic cylinder to the chassis frame results in stiffening (disengagement) of the vehicle suspension. During road travel mode with raised rail axis on uneven terrain high amplitude of vertical vibrations of the rail axis causes a significant increase in vertical inertial forces of the rail axis. The problem does not occur in the "a)" solution, in which the amplitude of vertical vibration of the motor axle during road travel is significantly lower than the amplitude of the chassis frame vibration. In order to push the drums against the tyres when raising the motor axle for track driving the vertical force resulting from the tyre pressure on the ground must be overcome. It is partially introduced into the motor axle via the axle control arms. In the "a)" solution the drivetrain is lifted by the force exerted on vertical lever, while the pressure of the drums to the stop is adjusted and only to small extent depends on vertical force lifting the drivetrain. The “c)” solution In this solution the rail running gear is fully mounted on the chassis frame, thus excluding suspension of the chassis while track driving. The force necessary for lifting the drivetrain is generated by drum pressure against the tyres. Once the running gear is raised the driving force is transferred in the drum/tyre contact area from the tyres to the rail running gear drums.
42

POJAZDY SZYNOWE NR 1/2018
wej. Przy podnoszeniu mostu napędowego, dociska-jąc bębny do opon w miejscu styku bębnów i opon przekazywana jest na opony siła unosząca most na-pędowy i składowa przekazująca napęd z opon na bębny szynowego układu jezdnego. Cechy dynamiczne układu podczas jazdy drogowej są podobne do tych wymienionych w opisie rozwiązania „b)”. Rozwiązanie jest pozbawione możliwości regulacji siły docisku bębnów do opon. Rozwiązanie „d)” W tym przykładzie przedstawiono schemat struktury układu jezdnego z podwójnymi zestawami osi szy-nowych w całości zabudowanego na moście napędo-wym pojazdu. Takie rozwiązanie można zaimple-mentować przy naciskach osi na tor równych i więk-szych od 100kN, przy ograniczonej średnicy rolek szynowego układu jezdnego. Według przepisów kolejowych dopuszczalny nacisk rolki szynowego układu jezdnego na tor jest uzależ-niony od średnicy tocznej rolek i na przykład dla nacisku 75kN średnica rolki winna wynosić 390-470mm dla prędkości ruchu pojazdu do 120km/h, a dla nacisku 100kN średnica rolki winna być zawarta w przedziale 470-550mm. Aby pojazd był zdolny do przejazdu przez odpo-wiednie łuki torowe, jedna z osi szynowych (oś we-wnętrzna) winna mieć rolki toczne z obrzeżem o mniejszej grubości lub rolki bez obrzeża o profilu walcowym.
5 Podsumowanie Przedstawione w artykule rozwiązanie jest zmodyfi-kowaną koncepcją zaimplementowaną w przeszłości w podwoziu IVECO o DMC 15 ton przeznaczonym do zabudowy cysterny paliwowej. Podwozie wypo-sażono w tradycyjne resory piórowe o dwuzakreso-wej charakterystyce sztywności pionowej. Obecnie coraz częściej mają zastosowanie resory parabolicz-ne, gdzie liczba piór nośnych jest mniejsza w porów-naniu z resorem tradycyjnym przez co pakiet piór zawiera mniejszą liczbę piór resorowych, a wysokość pakietu w miejscu mocowania do mostu jest dużo mniejsza. Aby zachować zamienność resorów: trady-cyjnego i parabolicznego, producenci podwozi pod resorem parabolicznym montują odpowiedni klocek dystansowy (patrz rys. 7). W prezentowanej koncepcji w miejsce klocka dystan-sowego zastosowano wspornik o tej samej wysokości jak klocek fabryczny. W ten sposób do wspornika zamocowano dźwignię pionową i ramię wahacza osi szynowej. Rozwiązanie ma cechy innowacyjne i zo-stało zgłoszone do ochrony w Urzędzie Patentowym R.P. Koncepcja znalazła zastosowanie w podwoziu samochodu MAN o DMC 14,1 t, gdzie naciski na mosty napędowe wynoszą: przód – 63KN, tył – 78KN.
Dynamic features of the system during road travel are similar to the ones specified for the “b)” solution. The drum pressure against the tyres cannot be adjusted in this case. The “d)” solution This example shows the structure diagram of the running gear with double sets of rail axles entirely mounted on the vehicle's motor axle. Such a solution can be implemented in case of axial loads on the track equal to or exceeding 100kN, with limited diameter of rail rollers of the running gear. According to the railway regulations, the permissible pressure of the rail roller of the running gear depends on the roll diameter. For example, in case of 75 kN pressure, the diameter should amount to 390-470mm for vehicle speed up to 120km/h. Assuming the pressure of 100kN the roll diameter should be in the range of 470-550mm. In order for the vehicle to be able to pass through the respective track curves, one of the rail axes (the inner axle) should have the rollers with a rim of smaller thickness or rollers without flanges, with cylindrical profile.
5 Summary The solution presented in the article is a modified concept implemented before in the IVECO chassis of 15-tonnes GVM designed for fuel tanker. The chassis is provided with traditional leaf springs of dual range vertical stiffness characteristics. At present parabolic springs are becoming more and more popular. The number of load-bearing plates is smaller compared to the traditional spring. Thus, the height of the spring plate package in the axle attachment area is much lower. In order to ensure interchangeability between traditional and parabolic springs the chassis manufacturers provide an appropriate spacing block under the parabolic spring (see Fig. 7). In the presented concept, a bracket with the same height as the factory-made block was used instead of the spacer block. So, the vertical lever and the control arm of the rail axle are attached to the bracket. The solution has innovative features and has been reported for protection at the Patent Office of the Republic of Poland. The concept was applied in the MAN vehicle chassis of GVM 14.1 tonnes, where the motor axle pressures amount to 63 kN for front axle and 78 kN for the rear one. The solution may be also implemented to other brands of vehicle chassis. Important feature of the solution consists in ability of accurate adjustment of the tyre/drum pressure owing to vertical lever located at each wheel of the axle, which transfers the force required for raising the axle. In consequence, the tyre is relieved from the lifting force, while the tyre/drum pressure is adjusted by the stoppers positioning the rail control arms.
43

POJAZDY SZYNOWE NR 1/2018
Rozwiązanie może być również implementowane do innych marek podwozi samochodowych. Ważną cechą charakterystyczną rozwiązania jest możliwość precyzyjnej regulacji docisku bębnów do opon przez wprowadzenie dźwigni pionowej przy każdym kole mostu, która bierze na siebie funkcję unoszenia mostu, przez co opona jest odciążona od siły unoszenia, a siła docisku bębnów do opon jest regulowana za pomocą ograniczników ustalających położenie wahaczy osi szynowych. Drugą istotną cechą rozwiązania jest przekładnia zębata w rolce prowadzącej, która zmienia stopień przełożenia obrotów między bębnem i rolką oraz przywraca kierunek obrotów rolek zgodny z kierun-kiem obrotów opon. Dzięki temu napęd bębnowy według zaprezentowa-nej koncepcji może mieć zastosowanie w seryjnie produkowanych podwoziach pojazdów. Prezentowane rozwiązanie konstrukcyjne wymaga dalszych szczegółowych badań symulacyjnych w różnych konfiguracjach zabudowy osi szynowych na mostach napędowych, minimalizacji masy układu zawieszonego na mostach napędowych. Należy zainicjować teoretyczne badania symulacyjne dynamiki i bezpieczeństwa ruchu w celu ustalenia maksymalnej dopuszczalnej prędkości jazdy po to-rach większej od deklarowanej dotychczas prędkości 50-60km/h. Ze względu na to, że rolki szynowego układu jezdne-go obracają się na osiach szynowych niezależnie należy zbadać celowość stosowania stożkowego pro-filu powierzchni tocznych rolek (brak wężykowania osi szynowej) oraz zwiększenie kąta pochylenia obrzeża rolki np. do 80o. Obecnie wg wymagań nor-my kąt ten wynosi 70o (poprawa poziomu bezpie-czeństwa przed wykolejeniem). Jest pożądane prowadzenie dalszych poszukiwań innowacyjnych koncepcji szynowych układów jezd-nych ze względu na dynamiczny rozwój wykorzysta-nia pojazdów szynowo-drogowych w różnym kon-tekście ich zastosowania w gospodarce.
Bibliography / Bibliografia
[1] Marciniak Z., Medwid M.: Pojazdy szynowo-drogowe. Wydawnictwo IPS „Tabor” Poznań 1999.
[2] Medwid M.: Pojazdy szynowo-drogowe polskiej konstrukcji. Przegląd Mechaniczny nr 5-6/93, 1993.
[3] Medwid M., Pohl K.: Pojazd szynowo-drogowy UNISTAR do ratownictwa kolejowego. Przegląd Mechaniczny nr 13/95, 1995.
[4] Medwid M., Pohl K.: Pojazd szynowo-drogowy UNISTAR do ratownictwa technicznego przystoso-wany do jazdy po torach tramwajowych. Pojazdy Szynowe nr 2/98, 1998.
[5] Medwid M., Sienicki A.: Pojazd szynowo-drogowy z bębnowym napędem ciernym szynowego układu jezdnego. Pojazdy Szynowe nr 1/03, 2003.
[6] Medwid M., Przepióra K.: Pojazd szynowo-drogowy do czyszczenia infrastruktury tramwajo-wej. Pojazdy Szynowe nr 4/03, 2003.
[7] Medwid M.; Hybrydowe pojazdy kolejowo-drogowe zaprojektowane i wytwarzane w Polsce. Technika Transportu Szynowego Nr 7-8/2005.
[8] Medwid M., Chyrek W., Cichy R., Przepióra K.: Wielozadaniowy ciągnik szynowo-drogowy do pro-wadzenia prac manewrowych na torach kolejowych i tramwajowych. Politechnika Warszawska, Zeszyty Naukowe Instytutu Pojazdów nr 2 / 2006
[9] Medwid M., Cichy R.: Ciągnik szynowo-drogowy o zwiększonej wytrzymałości mechanicznej na działa-nie sił wzdłużnych. Pojazdy Szynowe nr 1 / 2010.
[10] Medwid M., Cichy R., Jakuszko W.: Modelowanie kolumnowej struktury szynowego układu jezdnego na przykładzie maszyny roboczej typu „Merlo”. Pojazdy Szynowe nr 1 / 2014.
[11] Medwid M., Stawecki W., Czerwiński J., Jakusz-ko W.; Wielozadaniowy ciągnik szynowo-drogowy nowej generacji. XXII Konferencja Naukowa. Pojaz-dy Szynowe 2016. Bydgoszcz, Gniew 30.05 ÷ 01.06.2016.
[12] Medwid M., Jakuszko W., Kazimierczak E.: Cechy konstrukcyjne ciągnika bazowego wybranego do ad-aptacji na pojazd szynowo-drogowy. Pojazdy Szyno-we nr 2 / 2017.
[13] Medwid M., Stawecki W., Jakuszko W., Kazimierczak E.: Modelowanie struktury manewrowego ciągnika szynowo-drogowego CLAAS ARION 620. Pojazdy Szynowe nr 2 / 2017.
Another important feature of the solution is the toothed gear in the guide roll, which changes the rotation ratio between the drum and roller and rein-states direction of rotation of the rollers complying with rotation of the tyres. As a result, the drum drive conforming to the presented concept can be used in serial production of the vehicle chassis. The presented structural solution requires further detailed simulation tests on various configurations of axle assemblies in the motor axles. Moreover, minimization of the mass of the system suspended on the motor axles is also necessary. Theoretical simulation studies of dynamics and traffic safety should be undertaken in order to increase maximum permitted speed on the tracks above currently accepted value of 50-60km/h. Due to the fact that the rollers of the running rail rotate on the rail axes independently, examination of purposefulness of the use of conical roll surface profile (rocking-free) and of the increase in the roll flank angle, e.g. up to 80°, becomes necessary. Currently, according to standard requirements the angle amounts to 70° (with a view to improve the safety against derailment). Further search for innovative concepts of rail running systems is desirable, taking into account dynamic development of the use of rail-road vehicles in various circumstances and applications in the economy.
44

POJAZDY SZYNOWE NR 1/2018
dr inż. Rafał Cichy mgr inż. Małgorzata Magnucka-Blandzi mgr inż. Maciej Nowicki Instytut Pojazdów Szynowych „TABOR”
Badania wytrzymałościowe pojazdów szynowo - drogowych w celu uzyskania dopuszczenia do eksploatacji
Durability tests of road-rail vehicles to receive operation admission
The subject of the article is presenting the rules for the admission of road-rail vehicles in Poland to service in relation to current standards and regulations. The article presents categories of road-rail vehicles depending on their construction and purpose, along with providing examples of design solutions for each group of vehicles. The article outlines the requirements for rail vehicles in relation to road-rail vehicles in the aspect of conducting durability tests for the vehicle type approval process. The main focus is placed on the construction and testing of vehicles built on the basis of existing road vehicles.
Przedmiotem opracowania jest prezentacja zasad dopuszczania pojazdów szynowo - drogowych w Polsce w odniesieniu do obecnie obowiązujących norm i przepisów. W artykule przedstawiono kategorie pojazdów szynowo - drogowych w zależności od ich budowy i przeznaczenia oraz pokazano przykłady rozwiązań konstrukcyjnych w odnie-sieniu do każdej grupy pojazdów. e Zaprezentowano wymagania stawiane pojazdom szynowym w odniesieniu do pojazdów szynowo - drogowych w aspekcie przeprowadzenia procesu homologacji pojazdów w obszarze badań wytrzymałościowych. Główny nacisk położono na konstrukcje i badania pojazdów budowanych na bazie istniejących pojaz-dów drogowych.
1. Wstęp Pojazdy szynowo - drogowe na trwałe wpisały się
w kolejowy krajobraz Polski. Istnieje duże zapotrze-bowanie na nowoczesne pojazdy szynowo - drogowe, które mogą świadczyć usługi dla kolejnictwa jak re-monty torowisk oraz wykonywać wiele prac jak prace manewrowe. Pojazdy szynowo - drogowe tak jak wszystkie pojazdy poruszające się po liniach kolejo-wych muszą posiadać zezwolenie do eksploatacji wydane przez Prezesa Urzędu Transportu Kolejowego (UTK). W Instytucie Pojazdów Szynowych w Pozna-niu w ciągu ostatnich trzydziestu lat opracowano sze-reg konstrukcji pojazdów szynowo - drogowych, w tym pojazdy do ratownictwa technicznego i kolejowego, czyszczenia infrastruktury kolejowej i tramwajowej, dostarczających paliwo do spalinowych pojazdów szynowych oraz pojazdy do prowadzenia prac manewrowych na bocznicach kolejowych.
W Polsce do adaptacji pojazdu samochodowego na pojazd szynowo - drogowy wykorzystuje się naj-częściej standardowe pojazdy drogowe co istotnie ogranicza ich możliwości funkcjonalne jako pojazdu szynowo - drogowego.
1. Introduction Road-rail vehicles have become permanently en-
trenched in the Polish railway landscape. There is a great demand for modern road-rail vehicles that can provide railway services, such as track repairs, as well as perform many works such as shunting operations. Road-rail vehicles, like all vehicles moving on railway lines, must have an authorization admitting them to service issued by the President of the Office of Rail Transport (UTK). At the Rail Vehicles Institute in Poznań, over the past thirty years, a series of road-rail vehicle structures has been developed, including tech-nical and railway rescue vehicles, railway and tram-way infrastructure maintenance, supplying fuel to diesel rail vehicles and vehicles for shunting opera-tions on railway sidings.
In Poland, standard road vehicles are adapted to a road-rail vehicle, which significantly limits their func-tional capabilities as a road-rail vehicle.
The scope of tests necessary to pass the tests was specified in the Regulation of the Minister of Infra-structure and Construction of April 21, 2017 on the interoperability of the railway system [1]. According
45

POJAZDY SZYNOWE NR 1/2018
Zakres badań koniecznych do skontrolowania zo-stał określony w Rozporządzeniu Ministra Infrastruk-tury i Budownictwa z dnia 21 kwietnia 2017 r. w sprawie interoperacyjności systemu kolei [1]. Zgodnie z §14 w przypadku pojazdu kolejowego niezgodnego z TSI, przystosowanego do poruszania się po torach kolejowych i drogach publicznych (pojazdu szynowo - drogowego), wymagany zakres parametrów ko-niecznych do skontrolowania obejmuje wyłącznie pkt 1, 2, 3, 4, 7, 11 i 13 załącznika nr 4 do rozporządze-nia.
Punkty omówione w załączniku 4 do rozporzą-dzenia to:
– dokumentacja ogólna z uwzględnieniem opisu nowego, odnowionego lub zmodernizowane-go pojazdu i jego przeznaczenia, projektu, na-praw, informacji dotyczących eksploatacji i utrzymania, dokumentacji technicznej (pkt. 1).
– konstrukcja i części mechaniczne, w tym inte-gralność mechaniczna i interfejs między po-jazdami z uwzględnieniem urządzeń cięgło-wo-zderznych, przejść międzywagonowych, wytrzymałość konstrukcji pojazdu i jego wy-posażenia, pojemność ładunkowa, bezpie-czeństwo bierne, w tym zewnętrzna i we-wnętrzna wytrzymałość zderzeniowa.
– współdziałanie pojazdu z torem i zagadnienia skrajni, w tym interfejsy mechaniczne z infrastrukturą z uwzględnieniem zachowania statycznego i dynamicznego, skrajni budowli i skrajni ładunkowej, szerokości toru, układów biegowych.
– urządzenia hamowania, w tym urządzenia za-pobiegające poślizgowi kół i urządzenia ste-rowania hamowaniem, oraz skuteczność ha-mowania służbowego, nagłego i postojowego.
– wymogi w zakresie zewnętrznych systemów ostrzegania, oznakowania, funkcji i integral-ności oprogramowania: zewnętrzne systemy ostrzegania, oznakowanie, funkcjonalność i integralność oprogramowania, w tym funkcje dotyczące bezpieczeństwa mające wpływ na zachowanie pociągu oraz magistrala komuni-kacyjna pociągu.
– obsługa, w tym urządzenia pokładowe i inter-fejsy przeznaczone dla czynności obsługo-wych.
– wymogi eksploatacyjne, w tym szczególne wymogi eksploatacyjne dla pojazdów z uwzględnieniem trybu pracy podczas awarii i przywracania sprawności pojazdu.
Powyższe wymagania skorelowane są z Listą Pre-zesa UTK [2], gdzie przypisano do nich normy i wy-magania precyzyjnie określające zakres czynności do wykonania podczas homologacji pojazdu. Należy zwrócić uwagę, że wymagania obowiązują dla pojaz-dów poruszających się po tzw. torze czynnym, czyli
to §14, in the case of a railway vehicle not conforming to the TSI, adapted to move on railway tracks and public roads (road-rail vehicle), the required range of parameters subject to evaluation only covers points 1, 2, 3, 4, 7, 11 and 13 of Annex 4 to the Regulation.
The points discussed in Annex 4 to the Regulation are:
– general documentation including a description of a new, renewed or modernized vehicle and its destination, design, repairs, information on operation and maintenance, technical documentation (point 1).
– the construction and mechanical parts, including mechanical integrity and interface between vehicles with regard to pushback couplers, gangways, strength of the vehicle structure and its equipment, load capacity, passive safety, including external and internal crashworthiness.
– vehicle interaction with the track and the gauge issues, including mechanical interfaces with the infrastructure taking into account static and dynamic behavior, vehicle structure gauge and loading gauge, track gauge, gear systems.
– braking devices, including wheel anti-slip devices and braking control devices, and service braking, emergency and parking braking performance.
– external warning systems, markings, functions and integrity requirements of the software: external warning systems, labeling, functionality and integrity of the software, including safety functions affecting the behavior of the train and the train communication bus.
– operation, including on-board equipment and interfaces for service activities.
– performance requirements, including specific operational requirements for vehicles, including the operating mode in the case of system failure as well as vehicle repairs.
The above requirements are correlated with the List of the President of UTK [2], where they were assigned norms and requirements precisely defining the scope of activities to be performed during vehicle type approval tests. It should be noted that the requirements apply to vehicles moving on the so-called active track, i.e. track which is used for normal rail vehicle traffic.
2. Road-rail vehicles According to the provisions of EN 15746 [3],
road-rail vehicles can be divided into two categories 8 and 9. Table 1 presents the categorization of ma-chines.
46

POJAZDY SZYNOWE NR 1/2018
po takim po którym odbywa się normalny ruch pojaz-dów. 2. Pojazdy szynowo - drogowe
Zgodnie z zapisami normy EN 15746 [3] pojazdy dwudrogowe można podzielić na dwie kategorie 8 i 9. W tabeli 1 przedstawiono kategoryzację maszyn.
Tabela 1. Kategorie pojazdów dwudrogowych [3] Table 1. Road-rail vehicles categories [3]
Należy zwrócić uwagę, że maszyny kategorii 8 są przeznaczone do obsługi systemów sygnalizacji i ste-rowania torami. Maszyny kategorii 9A nie są zobo-wiązane do obsługi systemów sygnalizacji i sterowa-nia toru i mogą prowadzić prace kolejowe w grani-cach określonych przez zarządcę infrastruktury.
Pierwszą grupą pojazdów zgodnie z zapisami normy EN 15746 [3] są pojazdy kategorii 8, które mogą być włączane do składu pociągu. Zapis ten oznacza, że ich budowa winna odpowiadać typowym pojazdom kolejowym. Zgodnie z zasadami konstruk-cji pojazdy takie muszą być wyposażone we wszystkie elementy, które umożliwią ich eksploatację na torze kolejowym tj.: układ zderzno-pociągowy, układ ha-mulcowy, wzmocniona rama główna pojazdu itd. Przykład takiego pojazdu pokazano na rysunku 1.
Rys. 1. Przykład pojazdu kategorii 8 mogącego poruszać się w składzie pociągu [3] Fig. 1. Example of a category 8 vehicle that can be pulled by a train [3]
Drugą grupę stanowią pojazdy kategorii 9B które nie mogą być włączane do składu pociągu. Zgodnie z zapisami normy [3] dozwolone jest holowanie maszyn oraz pojazdów szynowych, jeśli zostały odpowiednio zaprojektowane a ich parametry zatwierdzone przez jednostkę upoważnioną. Zgodnie z polskimi przepi-sami prace homologacyjne mogą prowadzić jednostki upoważnione przez Prezesa Urzędu Transportu Kole-jowego i wymienione w Rozporządzeniu w sprawie interoperacyjności systemu kolei [1]. W grupie tej możemy wyróżnić 3 typy pojazdów.
a) Pierwszy typ stanowią pojazdy kategorii 9A gdzie jazda i hamowanie odbywa się za pomocą szy-nowego układu jezdnego, a obciążenie pionowe prze-noszone jest przez koła kolejowe. Przykładem rozwią-zania konstrukcyjnego szynowego układu jezdnego tej grupy pojazdów jest układ zastosowany na pojeździe IVECO EUROCARGO, gdzie koła drogowe są uno-szone na odpowiednią wysokość od poziomu toru a
Samobieżna pręd-kość jazdy (v) Włączenie do
pociągu
Konfiguracja koła drogowego
i kolejowego v < 100 km/h v ≤ 60 km/h
Może być włą-czony do pocią-gu <100 km/h
wszystkie Kategoria 8
Hamowanie i napęd bezpośrednio na szyny, całkowite
obciążenie przeno-szone przez koła
kolejowe
Kategoria 9 A
Hamowanie i napęd pośrednie, od kół jezdnych do kół
kolejowych, całkowi-te obciążenie przeno-
szone przez koła kolejowe
Kategoria 9 B
Nie można włączyć do
pociągu. Do-zwolone jest holowanie
maszyn/ pojaz-dów szyno-wych, jeśli
zostały zapro-jektowane
i zatwierdzone przez
upoważniony organ
Hamowanie i trakcja na kołach drogo-wych, obciążenie
dzielone między koła drogowe i kolejowe
Kategoria 9 C
Vehicle speed (v) Attached to train
Configuration of road and railway
wheels v < 100 km/h v ≤ 60 km/h
Can be moved at speeds of <100 km/h
all Category 8
Braking and drive directly on the rails,
total load transmitted by the railway
wheels
Category 9 A
Indirect braking and drive, from road
wheels to railway wheels, total load
transmitted by rail-way wheels
Category 9 B
Cannot be at-tachet to train. Towing ma-chines/rail vehicles is
permitted if they have been de-
signed and approved by an authorized body
Braking and drive using road wheels,
shared load between road and rail wheels
Category 9 C
47

POJAZDY SZYNOWE NR 1/2018
napęd i hamowanie pojazdu na torze zapewniają silni-ki hydrauliczne zamontowane bezpośrednio w rolkach prowadzących. Rozwiązanie to można wykorzystać podczas projektowania pojazdów zarówno do infra-struktury kolejowej i tramwajowej. Jako szczególnie korzystne zastosowanie można uznać w projektowa-niu pojazdu szynowo - drogowego do czyszczenia infrastruktury tramwajowej. Z uwagi na przeznaczenie pojazdu, eksploatacja na torach tramwajowych gdzie minimalny promień łuku toru wynosi 18m, konstruk-cja szynowego układu jezdnego musi umożliwić prze-jezdność pojazdu przez tak ciasne łuki torów. Dlatego czterorolkowe szynowe układy jezdne zamontowane na przednim i tylnym moście podwozia mają możli-wość obrotu względem mostów napędowych o kąt ±7° co zapewnia dobre wpisywanie się szynowego układu jezdnego w łuki o tak małych promieniach. Szynowy układ jezdny z napędem hydraulicznym rolek prowa-dzących należy do najbardziej skomplikowanych i zaawansowanych technologicznie rozwiązań zasto-sowanych dotychczas na polskich pojazdach szynowo - drogowych. Szczegółowo szynowy układ jezdny zaprezentowano w pracy [11]. Na rysunku 2 pokazano pojazd z hydraulicznym napędem własnym, a na ry-sunku 3 pokazano szynowy układ jezdny z napędem hydraulicznym na torach kolejowych.
It should be noted that category 8 vehicles are in-tended for the management of signaling and track control systems. Category 9A machines are not obliged to operate signaling and track control systems and may carry out railway works within the limits set by the infrastructure manager.
The first group of vehicles in accordance with the provisions of EN 15746 [3] are category 8 vehicles that can be included as a part of the composition pulled by a train. This provision means that their con-struction should correspond to typical railway vehi-cles. In accordance with the principles of construction, such vehicles must be equipped with all the elements that will enable their operation on the railway track, i.e. buffer-braking system, braking system, reinforced main frame of the vehicle, etc. An example of such a vehicle is shown in Figure 1.
The second group is category 9B vehicles that cannot be included in the train composition. Accord-ing to the provisions of the issued standard [3] towing of machines and railway vehicles is permitted if they have been properly designed and their parameters approved by the authorized body. According to Polish regulations, type approval may be carried out by units authorized by the President of the Office of Rail Transport and listed in the Regulation on the interop-erability of the railway system [1]. Three types of vehicles can be distinguished in this group.
a) The first type is category 9A vehicles where driving and braking takes place by means of a rail drivetrain, and the vertical load is transmitted by rail-way wheels onto the track. An example of a railroad chassis construction solution in this group of vehicles is the system used on the IVECO EUROCARGO vehicle, where road wheels are raised to the appropri-ate height from the track level and the drive and brak-ing of the vehicle on the track are provided by hydrau-lic motors mounted directly in the guide rollers. This solution can be used while designing vehicles for both railway and tram infrastructure. As a particularly ad-vantageous application, it can be considered in the design of a road-rail vehicle for cleaning and mainte-nance of the tramway infrastructure. Due to the pur-pose of the vehicle, operation on tramway tracks where the minimum radius of the track arch is 18m, the design of the rail running gear must enable the vehicle to pass through such narrow arches of tracks. Therefore, four-roller swivel systems mounted on the front and rear chassis bridge have the ability to rotate relative to the drive axles by an angle of ± 7°, which ensures good traction of the rail drivetrain in arcs with such small radii. The rail chassis with guide rollers hydraulic drive is one of the most complex and tech-nologically advanced solutions used so far in Polish road-rail vehicles. The detailed chassis description is presented in [11]. Figure 2 shows a vehicle with a hydraulic drive, and Figure 3 shows a rail drivetrain with a hydraulic drive on railway tracks.
Fig. 2. Rail drivetrain equipped with a hydraulic drive
Fig. 3. Rail drivetrain with a hydraulic drive
Rys. 2. Szynowy układ jezdny z własnym napędem hydraulicznym
Rys. 3. Szynowy układ jezdny z napędem hydraulicznym
48

POJAZDY SZYNOWE NR 1/2018
b) Drugim rozwiązaniem konstrukcyjnym szyno-wego układu jezdnego jest układ z napędem ciernym bębnowym, który znalazł zastosowanie na seryjnie produkowanym podwoziu terenowym IVECO EU-ROCARGO. Rozstaw poprzeczny opon większości seryjnie produkowanych podwozi samochodów cięża-rowych jest większy od rozstawu szyn toru. W pod-woziu IVECO EUROCARGO wynosi on 2060mm dla kół przednich i 2040mm dla kół tylnych między środ-kami opon. Mimo szerokich opon zamontowanych w tym podwoziu nie ma możliwości postawienia opon na szynach toru. Dlatego zastosowano tu szynowy układ jezdny z napędem ciernym bębnowym. Szyno-we osie wyposażone w rolki zamontowano odpowied-nio na przednim i tylnym moście napędowym podwo-zia. Na końcach osi szynowych ułożyskowano bębny napędowe sprzężone z rolkami prowadzącymi za po-średnictwem przekładni satelitarnej zabudowanej w rolkach prowadzących. Przekładnia satelitarna zmie-nia kierunek obrotów rolki prowadzącej oraz redukuje obroty rolki w stosunku do bębna napędowego. Pod-czas jazdy na drodze osie szynowe są uniesione i wi-szą na tłoczyskach siłowników hydraulicznych odpo-wiednio zamontowanych na szynowym układzie jezd-nym przednim i tylnym. Do jazdy po torach kolejo-wych osie szynowe są opuszczane na tor siłownikami hydraulicznymi i dociskane bębnami napędowymi do opon, a opony unoszone na odpowiednią wysokość od poziomu toru. Napęd i hamowanie pojazdu realizowa-ne są z wykorzystaniem siły tarcia na powierzchni styku opon z bębnami napędowymi. Budowę i zasadę działania szynowego układu jezdnego z napędem ciernym bębnowym przedstawiono bardziej szczegó-łowo w pracy [6], [7]. Na rysunku 4 pokazano przy-kład rozwiązania pojazdu z napędem za pomocą na-pędu rolek.
b) The second design solution of the rail drivetrain system is the drum motor friction drive system, which has been used in the mass-produced IVECO EURO-CARGO off-road chassis. The gauge of the tires of most series-produced truck chassis is greater than the track gauge. In the IVECO EUROCARGO chassis is 2060mm for the front wheels and 2040mm for the rear wheels between the tire centers. Despite the wide tires mounted in this chassis, it is not possible to put tires on the track rails. Therefore, a tracked undercarriage with a friction drive was used in this case. Rail axles equipped with rollers are mounted on the front and rear driving gear of the chassis. At the ends of the rail axles, drive drums coupled with guide rollers have been mounted by means of a satellite transmission installed in the guide rollers. The satellite gear changes the direction of rotation of the guide roller and reduces the rotation of the roller in relation to the drive drum. When driving on road, the rail axles are raised and hang on the piston rods of hydraulic cylin-ders appropriately mounted on the front and rear run-ner frame. For driving on railway tracks, the rail axles are lowered onto the track via hydraulic cylinders and are pressed against the driving drums for the tires, and the tires are raised at the appropriate height from the track level. The drive and braking of the vehicle is carried out using the friction force at the contact sur-face of the tires with the driving drums. The construc-tion and principle of operation of the rail drivetrain system with friction drive is presented in more detail in [6] and [7]. Figure 4 shows an example of a vehicle solution with a drivetrin using a roller drive.
Fig. 4. Vehicle with a rail drivetrain system with friction drum drive
Rys. 4. Pojazd z szynowym układem jezdnym z napędem bębnowym ciernym
c) The last group (9C) are vehicles equipped with a rail roller drive system, where the rollers are pressed with appropriate vertical force to the track and guide the vehicle on the track, and the drive and braking of the vehicle on the track is carried out by the tires of the road wheels that are pressed to the rails. The verti-cal pressure of road wheels to the track resulting from the weight of the vehicle is reduced by the sum of the
c) Ostatnią grupę (9C) stanowią pojazdy wyposa-żone w szynowy układ jezdny rolkowy, gdzie rolki są dociskane odpowiednią siłą pionową do toru i prowa-dzą pojazd w torze, a napęd i hamowanie pojazdu na torze są realizowane przez koła drogowe, które są oparte na szynach. Docisk pionowy kół drogowych do toru wynikający z masy pojazdu, jest pomniejszony o sumę docisku pionowego przypadającą na rolki pro-wadzące. Takie rozwiązanie konstrukcyjne szynowe-go układu jezdnego należy do najprostszych i najtań-szych rozwiązań, jednak warunkiem jego zastosowa-nia jest aby rozstaw poprzeczny kół drogowych po-jazdu w przybliżeniu wynosił ~1500mm. Warunek ten spełniają ciągniki drogowe oraz samochody terenowe wybranych marek pojazdów lub w przypadku, gdy producenci pojazdów drogowych decydują się na przerobienie nadwozia pojazdu. Takie rozwiązanie konstrukcyjne szynowego układu jezdnego zastoso-wano między innymi w pojazdach budowanych na bazie podwozia STAR po zwężeniu rozstawu kół do wartości 1600mm, przez producenta podwozia STAR.
49

POJAZDY SZYNOWE NR 1/2018
vertical pressures of each of the rollers. Such a structural solution of the rail drive system belongs to the simplest and cheapest solutions, but the condition for its use is that the spacing of the road wheels of the vehicle is approximately ~ 1500mm. This condition is met by road tractors and off-road vehicles of selected vehicle manufacturers or when road vehicle manufacturers decide to convert the vehicle body to match this criterion. Such a structural solution of the rail drive system was used in vehicles built on the basis of the STAR chassis after narrowing the wheelbase by the manufacturer of the chassis to the value of 1600mm. A detailed description of the construction solutions of the rail drive system of this type is presented in [8] and [9]. An example of such a vehicle is shown in Figure 5.
Szczegółowy opis rozwiązań konstrukcyjnych szynowych układów jezdnych tego typu przedstawio-no w pracach [8] i [9]. Przykład takiego pojazdu po-kazano na rysunku 5.
Fig. 5. Rail drive system used to guide the vehicle on the track. Rys. 5. Szynowy układ jezdny prowadzący pojazd w torze.
3. Obliczenia i badania pojazdów szynowo - dro-gowych kategorii 9 Zgodnie z zapisami normy [3] pojazdów kategorii
9 nie można włączyć do pociągu. Dozwolone jest holowanie maszyn lub pojazdów szynowych, jeśli zostały zaprojektowane i zatwierdzone przez upoważ-niony organ. W Polsce organami upoważnionymi są jednostki uprawnione do przeprowadzania badań nie-zbędnych do dopuszczenia do eksploatacji pojazdów kolejowych niezgodnych z TSI a ich wykaz znajduje się w rozporządzeniu [1].
Objęte punktem 2 rozporządzenia [1] zagadnienia związane z konstrukcją i częściami mechanicznymi a w szczególności: wytrzymałość pojazdu, obciążenie i rozkład masy, naciski, mocowanie urządzeń do pudła, sprzęgi. Przepisy prawa w zakresie wytrzymałości odnoszą się głównie do norm PN-EN 12663-1+A1 [5] oraz PN-EN 14033 [4] oraz normy PN-EN-15746-1 [3]. W przypadku dwóch pierwszych norm oznacza to, że każda maszyna robocza szynowo - drogowa winna przenosić obciążenia jak pojazd kolejowy. Tak posta-wione wymagania mogą odnosić się do pojazdów szynowo - drogowych kategorii 8. Dla pojazdów ka-tegorii 9 zwłaszcza opartych na konstrukcjach samo-chodowych nie jest możliwe do spełnienia. Rozwiąza-niem mogłoby być zastosowanie wymagań normy [3]. W normie tej [3] znajdujemy zapisy mówiące, że z wyjątkiem przypadków określonych w normie nie ma specjalnych wymogów dotyczących wytrzymałości ramy maszyny w odniesieniu do jej zastosowania na torach kolejowych. W przypadku, gdy maszyna jest konwertowana z pojazdu drogowego na tory, kon-strukcja tej konwersji nie narusza wytrzymałości kon-strukcji pojazdu bazowego i jest wystarczająca do spełnienia wymagań.
Maszyny szynowo - drogowe pełnią różne funkcje w systemie kolejowym. Niektóre z nich są przezna-czone do prowadzenia prac związanych z przetacza-niem wagonów kolejowych na bocznicach. Równie
3. Calculation and testing of category 9 road-rail vehicles According to the provisions of the standard [3],
category 9 vehicles cannot be included as a part of the train composition. Towing of machinery or rail vehi-cles is permitted if it has been designed and approved by an authorized body. In Poland, these bodies are authorized to carry out tests necessary for obtaining the permission for operation of railway vehicles not complying with the TSI and their list can be found in regulation [1].
The issues related to the construction and me-chanical parts covered in point 2 of the Regulation [1], are specifically: vehicle durability, load and mass distribution, exerted wheel pressure, fixing devices to the box, couplers. The legal regulations in terms of material strength durability apply mainly to PN-EN 12663-1+A1 [5], PN-EN 14033 [4], and PN-EN-15746-1 [3]. In the case of the first two standards, this means that each road-rail machine should transfer its loads like a railway vehicle. Such requirements may apply to category 8 road-rail vehicles. Whereas for vehicles of category 9, especially those based on automotive chassis structures, these requirements simply cannot be met. The solution could be to apply the requirements of the standard [3]. This standard states that except for the cases specified in the stan-dard, there are no special requirements regarding the strength and durability of the machine frame with regard to its use on railway tracks. In the case when the machine is converted from a road vehicle for use on rail tracks, the design of this conversion does not affect the strength of the basic vehicle structure and is sufficient to meet the requirements.
Road-rail machines perform various functions in the railway system. Some of them are designed to carry out works related to shunting wagons on sidings. Equally often, the producers, in order to increase the attractiveness of the machine, equip it with devices that allow the maneuvering of single wagons. Such a
50
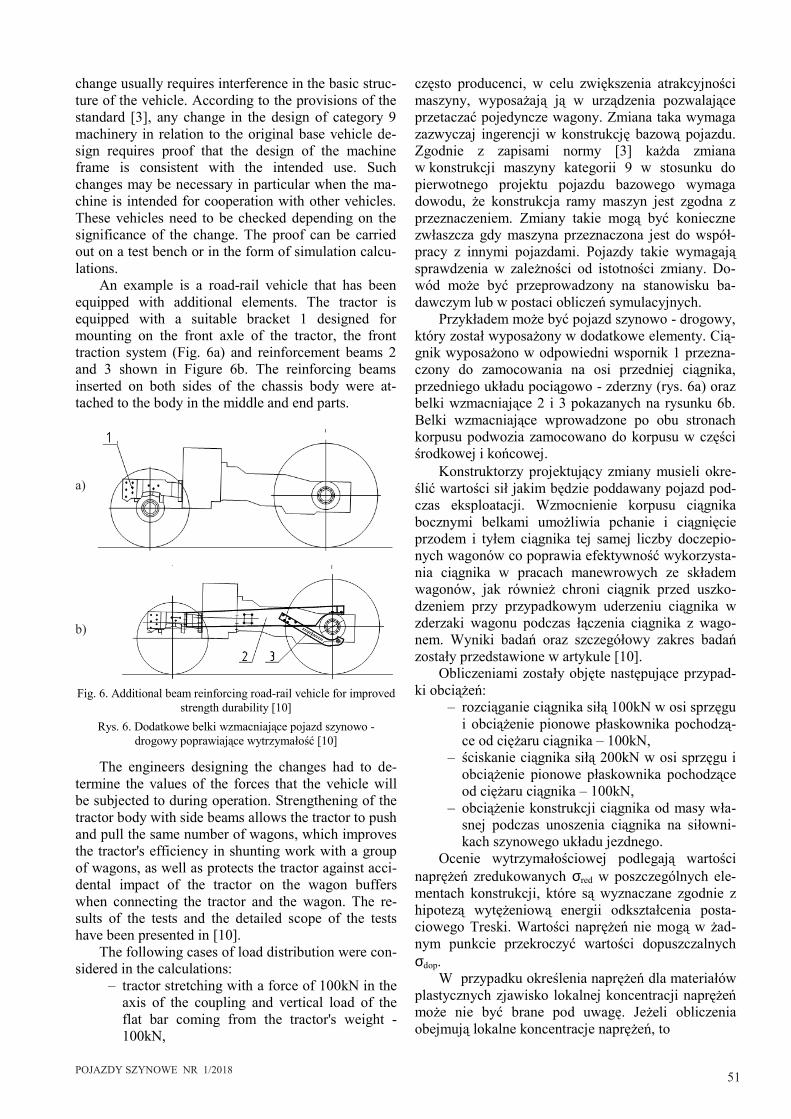
POJAZDY SZYNOWE NR 1/2018
często producenci, w celu zwiększenia atrakcyjności maszyny, wyposażają ją w urządzenia pozwalające przetaczać pojedyncze wagony. Zmiana taka wymaga zazwyczaj ingerencji w konstrukcję bazową pojazdu. Zgodnie z zapisami normy [3] każda zmiana w konstrukcji maszyny kategorii 9 w stosunku do pierwotnego projektu pojazdu bazowego wymaga dowodu, że konstrukcja ramy maszyn jest zgodna z przeznaczeniem. Zmiany takie mogą być konieczne zwłaszcza gdy maszyna przeznaczona jest do współ-pracy z innymi pojazdami. Pojazdy takie wymagają sprawdzenia w zależności od istotności zmiany. Do-wód może być przeprowadzony na stanowisku ba-dawczym lub w postaci obliczeń symulacyjnych.
Przykładem może być pojazd szynowo - drogowy, który został wyposażony w dodatkowe elementy. Cią-gnik wyposażono w odpowiedni wspornik 1 przezna-czony do zamocowania na osi przedniej ciągnika, przedniego układu pociągowo - zderzny (rys. 6a) oraz belki wzmacniające 2 i 3 pokazanych na rysunku 6b. Belki wzmacniające wprowadzone po obu stronach korpusu podwozia zamocowano do korpusu w części środkowej i końcowej.
change usually requires interference in the basic struc-ture of the vehicle. According to the provisions of the standard [3], any change in the design of category 9 machinery in relation to the original base vehicle de-sign requires proof that the design of the machine frame is consistent with the intended use. Such changes may be necessary in particular when the ma-chine is intended for cooperation with other vehicles. These vehicles need to be checked depending on the significance of the change. The proof can be carried out on a test bench or in the form of simulation calcu-lations.
An example is a road-rail vehicle that has been equipped with additional elements. The tractor is equipped with a suitable bracket 1 designed for mounting on the front axle of the tractor, the front traction system (Fig. 6a) and reinforcement beams 2 and 3 shown in Figure 6b. The reinforcing beams inserted on both sides of the chassis body were at-tached to the body in the middle and end parts.
a)
b)
Rys. 6. Dodatkowe belki wzmacniające pojazd szynowo - drogowy poprawiające wytrzymałość [10]
Fig. 6. Additional beam reinforcing road-rail vehicle for improved strength durability [10]
The engineers designing the changes had to de-termine the values of the forces that the vehicle will be subjected to during operation. Strengthening of the tractor body with side beams allows the tractor to push and pull the same number of wagons, which improves the tractor's efficiency in shunting work with a group of wagons, as well as protects the tractor against acci-dental impact of the tractor on the wagon buffers when connecting the tractor and the wagon. The re-sults of the tests and the detailed scope of the tests have been presented in [10].
The following cases of load distribution were con-sidered in the calculations:
– tractor stretching with a force of 100kN in the axis of the coupling and vertical load of the flat bar coming from the tractor's weight - 100kN,
Konstruktorzy projektujący zmiany musieli okre-ślić wartości sił jakim będzie poddawany pojazd pod-czas eksploatacji. Wzmocnienie korpusu ciągnika bocznymi belkami umożliwia pchanie i ciągnięcie przodem i tyłem ciągnika tej samej liczby doczepio-nych wagonów co poprawia efektywność wykorzysta-nia ciągnika w pracach manewrowych ze składem wagonów, jak również chroni ciągnik przed uszko-dzeniem przy przypadkowym uderzeniu ciągnika w zderzaki wagonu podczas łączenia ciągnika z wago-nem. Wyniki badań oraz szczegółowy zakres badań zostały przedstawione w artykule [10].
Obliczeniami zostały objęte następujące przypad-ki obciążeń:
– rozciąganie ciągnika siłą 100kN w osi sprzęgu i obciążenie pionowe płaskownika pochodzą-ce od ciężaru ciągnika – 100kN,
– ściskanie ciągnika siłą 200kN w osi sprzęgu i obciążenie pionowe płaskownika pochodzące od ciężaru ciągnika – 100kN,
– obciążenie konstrukcji ciągnika od masy wła-snej podczas unoszenia ciągnika na siłowni-kach szynowego układu jezdnego.
Ocenie wytrzymałościowej podlegają wartości naprężeń zredukowanych σred w poszczególnych ele-mentach konstrukcji, które są wyznaczane zgodnie z hipotezą wytężeniową energii odkształcenia posta-ciowego Treski. Wartości naprężeń nie mogą w żad-nym punkcie przekroczyć wartości dopuszczalnych σdop.
W przypadku określenia naprężeń dla materiałów plastycznych zjawisko lokalnej koncentracji naprężeń może nie być brane pod uwagę. Jeżeli obliczenia obejmują lokalne koncentracje naprężeń, to
51

POJAZDY SZYNOWE NR 1/2018
– compressing the tractor with a force of 200kN in the axis of the coupling and vertical load on the flat bar coming from the tractor's weight - 100kN,
– loading of the tractor structure from its own weight while lifting the tractor on the rail drive system actuator cylinders.
The strength durability assessment is performed on the reduced stresses value σred in individual struc-tural elements, which are determined in accordance with the straining hypothesis of Treska’s strain en-ergy. Stress values must not exceed the limit values σdop at any point.
However, if stresses are determined for plastic materials, the phenomenon of local stress concentra-tion may not be taken into account. If the calculations include local stress concentrations, then the theoretical stresses may exceed the yield point or the conven-tional yield point at 0.2% elongation. The area of local plastic deformations associated with the stress concen-tration should, however, be small enough that signifi-cant permanent deformations will not remain once the load is removed.
Table 2 presents the material characteristics of steel used for the construction of pushback couplers and flat bar mechanisms.
wówczas dopuszcza się, aby naprężenia teoretyczne przekraczały granicę plastyczności albo umowną gra-nicę plastyczności przy 0,2 % wydłużenia. Obszar lokalnych plastycznych deformacji związanych z kon-centracją naprężeń powinny być jednak dostatecznie małe, aby po zdjęciu obciążenia nie pozostały znaczą-ce trwałe deformacje.
W tablicy 2 przedstawiono charakterystykę mate-riałową stali zastosowanej do budowy mechanizmów cięgłowo-zderznych i płaskowników.
Typ stali Grubość elementu
[mm]
Granica plastycz-ności
Re [MPa]
Wytrzymałość doraźna
Rm [MPa]
do 16 355
18G2A E355
16 - 30 345 490 – 625
Steel type Element thickness
[mm]
Plasticity limit Re [MPa]
Fatigue strength Rm [MPa]
up to 16 355
18G2A E355
16 - 30 345 490 – 625
Tabela 2. Podstawowe charakterystyki materiałowe stali18G2A Table 2 Basic material characteristics of 18G2A steel
The values of the permitted stresses for each load case were taken at the yield point Re.
When modeling the object, the geometrical di-mensions and shapes of the model of the front and rear pushback coupler mechanism, all elements that play a significant role in the operation of the vehicle and the correct introduction of forces were taken into account. The model of the engine body as well as the transmission was made on the basis of sketches and is an approximate model. An example schematic of transfering individual loads is shown in Figure 7. Fig-ure 8 presents an example of the distribution of the reduced stresses of the load-bearing structure of the tractor.
Fig.7. Loading schematic of the calculation model with longitudinal force and vertical load from the weight of the tractor
Rys.7. Schemat obciążenia modelu obliczeniowego siłą wzdłużną i obciążeniem pionowym pochodzącym od ciężaru ciągnika
Rys. 8. Rozkład naprężeń zredukowanych w [MPa] powstających podczas rozciągania ciągnika siłą 100kN w osi
sprzęgu i obciążenia pionowego pochodzącego od ciężaru ciągnika – widok ogólny modelu, skala deformacji 250
Fig. 8. Reduced stresses distribution in [MPa] arising during tractor stretching with a force of 100kN in the axis of the coupling and vertical load derived from the tractor's weight - general view
of the model, the scale of deformation is 250
Wartości naprężeń dopuszczalnych dla każdego przypadku obciążenia przyjęto na poziomie granicy plastyczności Re.
Podczas modelowania obiektu uwzględniono wymiary geometryczne i kształty modelu mechanizmu cięgłowo-zderznego przedniego i tylnego, uwzględ-niono wszystkie elementy odgrywające istotne zna-czenie dla pracy obiektu i poprawnego wprowadzenia sił. Model korpusu silnika, jak i przekładni został wykonany na podstawie szkiców i jest modelem przy-bliżonym. Przykładowy schemat wprowadzenia i ode-brania poszczególnych obciążeń przedstawiono na rysunku 7. Na rysunku 8 przedstawiono przykładowy rozkład zredukowanych naprężeń konstrukcji nośnej ciągnika.
52

POJAZDY SZYNOWE NR 1/2018
A comprehensive analysis of structure loads is presented in [10]. By analyzing the results of calcula-tions the authors of the article concluded, that it is possible to state that the road-rail tractor construction together with the pushback coupling mechanisms and the additional flat bar meets the strength criteria for individual load cases specified in table 2. It is impor-tant, however, that in the described solution there is the possibility of creating such a support system that isolates the engine body and the tractor's transmission from the transmission of longitudinal forces. Flat bars together with the tractor adapter and pullback cou-pling mechanisms form such a system and minimize the share of the tractor block in the transmission of longitudinal forces.
The described change was qualified as significant. The vehicle underwent both computer simulations and stationary bench tests.
Figure 9 shows the tests of a road-rail vehicle on a test bench.
The example presented above may provide guidelines for the manufacturers seeking type ap-proval for category 9 road-rail vehicles according to the standard [3], which include the possibility of tow-ing other vehicles. The presented course of proceed-ings covers the project, numerical calculations and laboratory tests. The results obtained this way, includ-ing blueprints and schematics, results of calculations and bench tests are evidence in proceedings that will allow obtaining an operational permission for a road-rail vehicle intended for towing other vehicles.
4. Conclusions Obtaining a vehicle operating permit is one of
the most important parts of the entire life cycle of the machine. The range of requirements set for road-rail vehicles presented in the article is just one of the pre-requisites for a selected group of vehicles in the type approval process. However, in the given example it has already been shown how much work should be performed into properly conducting the type approval process. The strength durability requirement for vehi-cles intended for towing other vehicles presented in the article is important due to the numbers of vehicles equipped with traction devices and the lack of appro-priate evidence for their structural safety. A big prob-lem is The prominence of vehicle series manufactured in small numbers or individual units is a real problem, which is associated with significant costs of design and research works. However, safety requirements should be a priority when producing road-rail vehi-cles.
At present, the vehicle type approval process does not distinguish between vehicle categories in the same way as the available normative provisions. As a result, in accordance with the applicable regulations, all types of vehicles are subject to the same require-
Całościowa analiza obciążeń konstrukcji zo-stała przedstawiona w artykule [10]. Autorzy artykułu analizując wyniki obliczeń doszli do wniosku, że można stwierdzić, iż konstrukcja podwozia ciągnika szynowo - drogowego wraz z mechanizmami cięgło-wo-zderznymi oraz dodatkowym płaskownikiem spełnia kryteria wytrzymałości dla poszczególnych przypadków obciążeń określonych tabeli 2. Istotne jest jednak to, iż w opisanym rozwiązaniu istnieje możliwość stworzenia takiego układu nośnego, który odizoluje korpus silnika i przekładnię ciągnika od przenoszenia sił wzdłużnych. Płaskowniki wraz z adapterem ciągnika i mechanizmami cięgłowo-zderznymi tworzą taki układ i minimalizują udział bloku ciągnika w przenoszeniu sił wzdłużnych.
Opisana zmiana została zakwalifikowana jako istotna. Pojazd został poddany zarówno symulacjom komputerowym jak i badaniom stanowiskowym.
Na rysunku 9 przedstawiono badania pojazdu dwudrogowego na stanowisku badawczym.
Przedstawiony powyżej przykład stanowić może wytyczne do postępowania dla producentów ubiegających się o homologację dla pojazdów szyno-wo - drogowych kategorii 9 wg normy [3], w których przewidziano możliwość holowania innych pojazdów. Przedstawiony tok postępowania obejmuje projekt, obliczenia numeryczne i badania stanowiskowe. Uzy-skane tą drogą wyniki obejmujące rysunki konstruk-cyjne, wyniki obliczeń i badań stanowiskowych są dowodami w postępowaniu, które umożliwi uzyskanie zezwolenia na eksploatację pojazdu szynowo - dro-gowego przeznaczonego do holowania innych pojaz-dów.
Rys. 9. Próba rozciągania pojazdu szynowo drogowego [archiwum IPS „TABOR]
Fig. 9. Tensile test of a road-rail vehicle [archives of IPS „TA-BOR]
4. Podsumowanie Uzyskanie zezwolenia na eksploatację pojaz-
dów stanowi jeden z najistotniejszych elementów w
53

POJAZDY SZYNOWE NR 1/2018
ments. It is particularly necessary to separate the re-quirements for category 8 and 9 vehicles.
An important aspect of vehicle type approval is the involvement of the line operator on which the vehicle operates in the type approval process. These operators know the track characteristics best along with all restrictions that may occur on them and should be accounted for.
The UTK has recently, with the support of au-thorized units, taken measures to allow the type ap-proval of road-rail vehicles. These activities are to lead to the creation of a list of regulations allowing the safe operation of road-rail vehicles.
całym cyklu życia maszyny. Zaprezentowany w arty-kule zakres wymagań stawianych pojazdom szynowo - drogowym to tylko jedno z wymagań stawianych wybranej grupie pojazdów w procesie homologacji. Niemniej już na tym przykładzie można pokazać jak wiele prac należy wykonać aby właściwie przeprowa-dzić proces dopuszczenia. Prezentowany w artykule zakres obejmujący wytrzymałość pojazdów przezna-czonych do holowania innych pojazdów jest istotny z uwagi na częste wyposażanie pojazdów w urządze-nia pociągowe i braku odpowiednich dowodów na bezpieczeństwo konstrukcji. Dużym utrudnieniem jest fakt występowania niewielkich serii pojazdów lub pojedynczych sztuk, co wiąże się ze znacznymi kosz-tami prac projektowych i badawczych. Niemniej wy-magania bezpieczeństwa powinny być priorytetem podczas produkcji pojazdów dwudrogowych.
Obecnie proces homologacji pojazdu nie roz-granicza kategorii pojazdów tak jak dostępne przepisy normatywne. Powoduje to, że zgodnie z obowiązują-cymi przepisami wszystkie typy pojazdów podlegają tym samym wymaganiom. Szczególnie niezbędne jest rozdzielenie wymagań dla pojazdów kategorii 8 i 9.
Istotnym elementem dla homologacji pojaz-dów jest zaangażowanie w proces dopuszczenia po-jazdu operatora linii, po której porusza się pojazd. Podmioty te najlepiej znają charakterystykę torów wraz ze wszystkimi ograniczeniami, które mogą się na nich pojawić.
W ostatnim czasie UTK przy wsparciu jedno-stek upoważnionych podjęło działania mające umoż-liwić homologację pojazdów szynowo - drogowych. Działania te mają doprowadzić do stworzenia wykazu przepisów pozwalających na bezpieczną eksploatację pojazdów dwudrogowych.
Bibliography / Literatura: [1] Rozporządzenie Ministra Infrastruktury i Budownic-
twa z dnia 21 kwietnia 2017 r. w sprawie interopera-cyjności systemu kolei (DZ. U. 2017 poz.934).
[2] Lista Prezesa Urzędu Transportu Kolejowego w sprawie właściwych krajowych specyfikacji tech-nicznych i dokumentów normatywnych, których za-stosowanie umożliwia spełnienie zasadniczych wy-magań dotyczących interoperacyjności systemu kole-i.
[3] Norma PN-EN-15746-1+A1:2012. Kolejnictwo. Tor. Maszyny drogowo torowe i ich wyposażenie – część 1: Wymagania techniczne dla ruchu i pracy.
[4] Norma PN-EN 14033. Kolejnictwo. Tor – Maszyny do budowy i utrzymania toru.
[5] Norma PN-EN 12663-1+A1 Kolejnictwo. Wymaga-nia konstrukcyjno-wytrzymałościowe dotyczące pu-deł kolejowych pojazdów szynowych. Część 1: Lo-komotywy i tabor pasażerski (i metoda alternatywna dla wagonów towarowych)
[6] Medwid M.: Przykład zastosowania pojazdu szyno-wo-drogowego w służbach budowy i utrzymania in-frastruktury kolejowej PKP. Pojazdy Szynowe 4/02r.
[7] Medwid M., Sienicki A.: Pojazd szynowo-drogowy z bębnowym napędem ciernym szynowego układu jezdnego. Pojazdy Szynowe 1/03r.
[8] Medwid M., Cichy R., Przepióra K.: Ciągnik szyno-wo drogowy do prowadzenia prac manewrowych na bocznicach kolejowych, Zeszyty Naukowe Instytutu Pojazdów 2(61)/2006Wydział Samochodów i Maszyn Roboczych, Politechnika Warszawska
[9] Medwid M., Cichy R., Jakuszko W.: Modelowanie kolumnowej struktury szynowego układu jezdnego na przykładzie maszyny roboczej typu „MERLO”. Po-jazdy Szynowe 01/2014.
[10] Medwid M., Cichy R.: Ciągnik szynowo drogowy o zwiększonej wytrzymałości mechanicznej na działa-nie sił wzdłużnych. Pojazdy Szynowe 1/2010
[11] Medwid M., Przepióra K.: Pojazd szynowo-drogowy do oczyszczania infrastruktury tramwajowej. Pojaz-dy Szynowe, nr 4/03, 2003, s. 1-20.
54