engarzadora de terminales molex para usarse con … · una silla o banco de altura ajustable con...
TRANSCRIPT

Engarzadora de terminales MolexPara usarse con TM42, TM40 y Adaptador de la unidad de base
Descripción • Manejo • Mantenimiento
DOC No 638500090Release Date 99/07/01
Revision ARevision Date 99/07/01
ADVERTENCIANUNCA UTILICE ESTA ENGARZADORA DE TERMINALES EN UNA PRENSA SIN LAS
PROTECCIONES NI LOS DISPOSITIVOS DE SEGURIDAD CUYO OBJETIVO ESEVITAR HERIDAS. LA ENGARZADORA DE TERMINALES SE PROPORCIONA SINPROTECCIONES. UTILICE LAS PROTECCIONES QUE VIENEN CON LA PRENSA. SI SEUTILIZA LA PRENSA SIN LAS PROTECCIONES EN CUALQUIER CIRCUNSTANCIA,PUEDEN CAUSARSE LESIONES SERIAS.
NUNCA INSTALE, MANEJE, AJUSTE, O PROPORCIONE SERVICIO A ESTA ENGARZADORADE TERMINALES SIN LA CAPACITACIÓN CORRESPONDIENTE NI HABER LEIDO YCOMPRENDIDO PRIMERO LAS INSTRUCCIONES DESCRITAS EN ESTE MANUAL YLOS MANUALES DE LAS PRENSAS TM42, TM40 O 3BF CON EL ADAPTADOR DELA UNIDAD DE BASE.
NUNCA INSTALE, DESMONTE O PROPORCIONE SERVICIO AL HERRAMENTAL DE LAENGARZADORA DE TERMINALES MIENTRAS ESTÉ EN MOVIMIENTO EL VOLANTEO LA PRENSA TENGA CONECTADA LA ELECTRICIDAD.
NUNCA INSTALE, DESMONTE O DÉ SERVICIO AL HERRAMENTAL DE LA ENGARZADORADE TERMINALES SIN CICLAR MANUALMENTE LA PRENSA PARA VERIFICAR QUEEL CONTROL DEL EMBRAGUE SE ENCUENTRE EN LA POSICIÓN INMOVILIZADADESPUÉS DEL CENTRO MUERTO SUPERIOR. BLOQUEE LA CORREDERA EN LAPOSICIÓN SUPERIOR SI SOSPECHA QUE EL EMBRAGUE ESTÁ DESCOMPUESTO.
PRECAUCIÓN SIEMPRE DEBE CICLARSE A MANO LA PRENSA CON LA ENGARZADORA DETERMINALES INSTALADA ANTES DE INICIAR EL TRABAJO DE PRODUCCIÓN. CONESTE PROCEDIMIENTO SE EVITA DAÑAR LA HERRAMIENTA Y SE REDUCE ELDESGASTE DE LA MISMA.
TENGA PRESENTE LA SEGURIDAD EN TODO MOMENTO
SI NECESITA SERVICIO, COMUNÍQUESE CON LA SUCURSAL DE VENTAS DE LA LOCALIDAD
APPLICATION TOOLING GROUP1150 DIEHL ROAD,
NAPERVILLE, ILLINOIS 60563
TEL: (630) 969-4550FAX: (630) 505-0049
3
Engarzadora de terminales Molex
Tabla de materias
Sección
1. Descripción general
2. Instalación - Configuración - Manejo
3. Mantenimiento
Apéndice
A. Tipos de engarzadoras de terminales y plano de montaje del T2
B. Definiciones relativas al engarce
C. Control estadístico de procesos (resumen)
5

SECCIÓN 1
Descripción general
1.1 Descripción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
1.2 Características . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
1.3 Especificaciones técnicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
1.4 Revisión a la entrega . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
1.5 Herramientas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
1.6 Seguridad y revisión del área de trabajo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
7
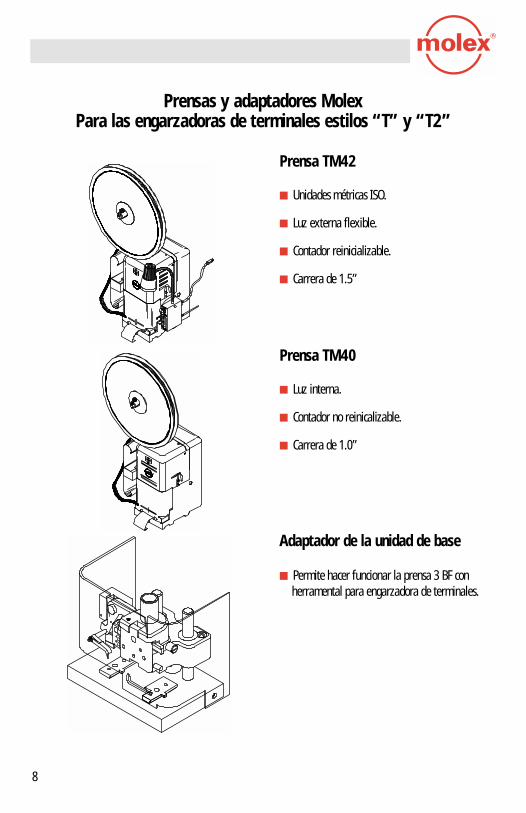
Prensas y adaptadores MolexPara las engarzadoras de terminales estilos “T” y “T2”
Prensa TM42
■ Unidades métricas ISO.
■ Luz externa flexible.
■ Contador reinicializable.
■ Carrera de 1.5”
Prensa TM40
■ Luz interna.
■ Contador no reinicalizable.
■ Carrera de 1.0”
Adaptador de la unidad de base
■ Permite hacer funcionar la prensa 3 BF con herramental para engarzadora de terminales.
8

Descripción general
1.1 Descripción
La engarzadora de terminales Molex es una herramienta fácil de usar empleada para terminar una variedad de terminales engarzadas Molex. Mediante el empleo de herramental intercambiable se logra flexibilidad en la producción. El herramental es económico, y a diferencia del aplicador modular, todos los ajustes relativos a la altura del engarce y a la alimentación de terminales se encuentran en la prensa. La matriz de la engarzadora de terminales puede instalarse en las prensas TM42 y TM40, así como en el adaptador de la unidad de base, y es ideal para producción mediana en banco.
La engarzadora de terminales Molex T2 es el modelo más moderno de la herramienta, y permite ajustar el carril. Contiene exactamente el mismo herramental desgastable que el aplicador Molex FineAdjust. (Con excepción del carro central.)
1.2 Características
■ Flexible y económico.
■ Superior productividad en el engarce.
■ Instalación sencilla.
■ Troqueles de liberación rápida.
■ En la engarzadora de terminales T2 se emplea herramental estándar con aplicador FineAdjust.
■ La engarzadora de terminales T2 tiene ajuste de carril que ofrece más control del tamaño del abocinamiento y de la longitud de la lengüeta de corte.
1.3 Especificaciones técnicas
Dimensiones
Ancho - 127.0 mm (5.0”)
Profundidad - 44.0 mm (1.8”)
Altura - 25.0 mm (1”)
Peso - 1.4 kg (3.0 lb)
9
1.4 Revisión a la entregaCant.
Engarzadora de terminales 1Terminales engarzadas de muestra 5Manual 1Documentos de configuración y especificaciones 1
1.5 Herramientas
Se recomiendan las siguientes herramientas para la instalación y ajuste de la herramienta de la engarzadora de terminales.
1. Juego de llaves Allen métricas.2. Juego de llaves Allen inglesas (para las herramientas de engarzadoras de terminales antiguas).3. Destornilladores grande y pequeño4. Llave Cresent5. Alicates de punta de aguja6. Micrómetro de engarces7. Lupa (10x)8. Pelahilos/Cortaalambre
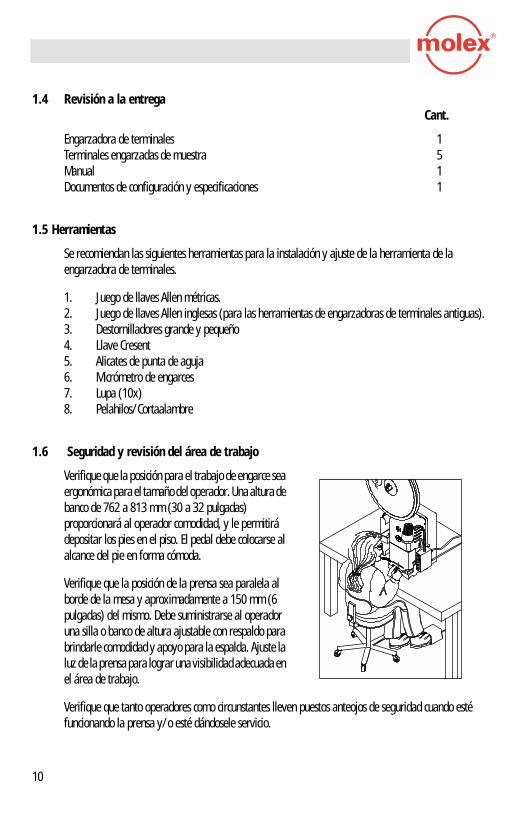
1.6 Seguridad y revisión del área de trabajo
Verifique que la posición para el trabajo de engarce sea ergonómica para el tamaño del operador. Una altura de banco de 762 a 813 mm (30 a 32 pulgadas) proporcionará al operador comodidad, y le permitirá depositar los pies en el piso. El pedal debe colocarse al alcance del pie en forma cómoda.
Verifique que la posición de la prensa sea paralela al borde de la mesa y aproximadamente a 150 mm (6 pulgadas) del mismo. Debe suministrarse al operador una silla o banco de altura ajustable con respaldo para brindarle comodidad y apoyo para la espalda. Ajuste la luz de la prensa para lograr una visibilidad adecuada en el área de trabajo.
Verifique que tanto operadores como circunstantes lleven puestos anteojos de seguridad cuando esté funcionando la prensa y/o esté dándosele servicio.
10

SECCIÓN 2
Configuración y manejoPágina
2.1 Montaje y desmontaje de la matriz de la engarzadora de terminales . . . . . . . . . . . . . . . . . . . . . . . . . 13
2.2 Cargar la tira de terminales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
2.3 Ciclado manual de la prensa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
2.4 Alineación de troqueles y yunques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
2.5 Ubicación de las uñas de alimentación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
2.6 Ajuste de la alimentación hacia adelante y hacia atrás. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
2.7 Ajuste del engarce de los conductores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
2.8 Ajuste del engarce del aislamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
2.9 Revisión final y manejo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
11

Corredera
Tornillo de cabeza cónica de 10-32 x 3/8” long. Pasador de liberación de troquel
Troquel de conductores
Troquel del aislamiento
Base de la engarzadora de terminales T2
Tornillo de cabeza hueca M6 x 20 longPlaca posicionadora derechaPlaca posicionadora izquierda
Placa de apoyo
Percutor delantero
INSTALACIÓN DE LA ENGARZADORA DE TERMINALESFigura 1
12

Montaje y desmontaje de la matriz de la engarzadora de terminales
PRECAUCIÓN
Siempre apague la prensa al montar o desmontar el herramental Molex; para ello, oprima el botón de paro de emergencia situado en el tablero frontal.
PASOS (Consulte la Fig. 1)
1. Retire la protección de la prensa. (Consulte el manual correspondiente a la prensa o a la unidad de base.)
2. Verifique que la engarzadora de terminales sea la adecuada para el producto especificado. (Consulte las hojas de especificaciones suministradas con la engarzadora de terminales.)
3. Asegúrese de que se ha retirado todo el herramental correspondiente a la configuración de producción anterior. (Vea el paso 11.)
4. Cargue primero todo el herramental superior, comenzando por el percutor posterior. (Vea la Fig. 16.)
5. Tire del pasador de liberación de troqueles para montar éstos en la cavidad correspondiente.
6. Monte el percutor delantero (si está especificado en la configuración de producción). Verifique que todos los componentes siguen la secuencia indicada en el plano de montaje.
7. Limpie de basura y rebabas la placa de apoyo para que no estorben en la instalación de la base de la engarzadora de terminales.
8. Retire el tornillo de cabeza hueca de 6 mm (en la TM42) y levante de la placa de apoyo la placa posicionadora derecha.
9. Coloque la base de la engarzadora de terminales en la placa de apoyo y deslícela hacia la izquierda. La ranura de la base quedará ubicada a la izquierda del bloque guía.
10. Vuelva a colocar la placa posicionadora derecha y apriete el tornillo de 6 mm.
11. Para desmontar la engarzadora de terminales, siga los pasos anteriores en sentido inverso.
13

Levante la uña de alimentaciónAlimentación de la tira de terminales
Armazón de arrastre
Gire la leva de alimentaciónen una o otra dirección para subir o bajar el armazón de arrastre
Primera terminal colocada arriba de los yunques
Uña de arrastre / uña de retención
Levántela para avanzar la tira de terminalesSuéltela para aplicar arrastre a la tira de terminales
Alimentación de la tira de terminales
Primera terminalcolocada arriba de los yunques
Estilo “T”
Estilo “T2”
Leva de arrastre
CARGAR LA TIRA DE TERMINALESFigura 2
14

Cargar la tira de terminales
Nota
El mecanismo de arrastre de la engarzadora de terminales puede variar según el producto seleccionado o tipo de engarzadora de terminales.
Pasos (Consulte la Fig. 2)
1. Verifique que el número de pieza corresponda con el indicado en la hoja de especificaciones.
2. Monte el carrete de terminales en el portacarretes de la prensa.
3. Levante la placa de arrastre (T2) y deslice la tira de terminales por debajo de la placa de cubierta y de la placa de arrastre.
4. Para las otras engarzadoras de terminales estilo “T”, levante la uña de arrastre y la de retención.
5. Deslice la tira de terminales hacia adelante hasta que la primera terminal quede sentada en los yunques.
6. Si se encuentra sólida resistencia o la tira de terminales no encaja, es posible que necesite ajustar la placa de cubierta.
Desmontaje de la tira de terminales
Pasos
1. Levante la placa de arrastre de terminales o la uña de retención y la de arrastre de la engarzadora de terminales estilo “T”.
2. Levante la uña de alimentación de la tira.
3. Suavemente tire de la tira de terminales hasta que abandone el carril.
15

Liberación del embrague de ciclado manual
Ciclado manual
CICLADO MANUALFigura 3
16

Ciclado manual de la prensa
Nota
El ciclado a mano es necesario para verificar la alineación de la herramienta y el ajuste de alimentación de terminales, así como para dar a la persona encargada de la de configuración de la máquina la capacidad de intervenir manualmente en el ciclo de la prensa.
Pasos (Consulte la Fig. 3)
1. Siempre apague la prensa; para ello, oprima el botón de paro de emergencia situado en el tablero frontal.
2. Afloje el embrague; para ello, inserte la punta de un destornillador en el orificio de acceso con el fin de disparar el accionador, el cual se encuentra bloqueado.
3. Introduzca la llave hexagonal de 10 mm suministrada con la prensa en el orificio situado en el centro de la cubierta posterior e insértela en el tornillo de cabeza hueca de 12 mm.
4. Gire el volante de la prensa para mover la corredera según desee.
ADVERTENCIA
Cuando se desengrana el accionador, la corredera queda libre para descender. Debido al peso de ésta, es posible que inicie un movimiento descendiente.
Debe tenerse cuidado de retirar los dedos y herramientas de mano del área situada al frente de la prensa.
Nunca inserte ningún objeto a través de las protecciones de la prensa mientras esté en movimiento el volante.
17
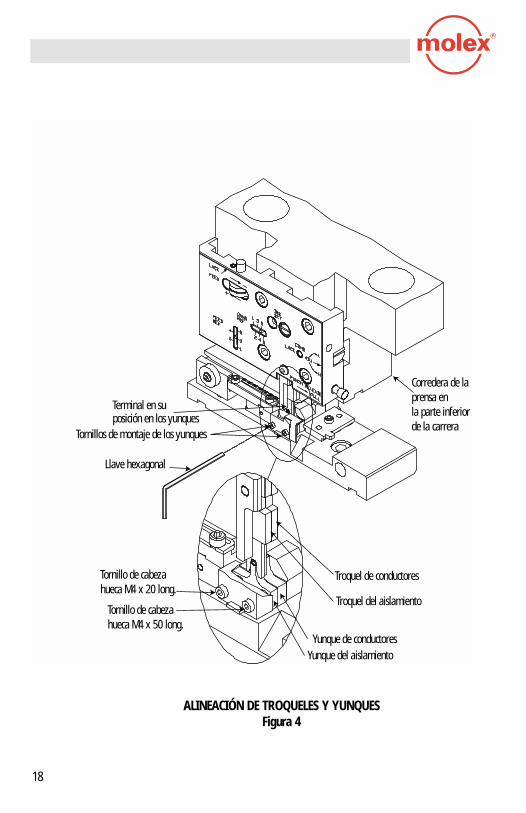
Corredera de laprensa en la parte inferior de la carrera
Terminal en su posición en los yunques
Llave hexagonal
Troquel de conductores
Troquel del aislamiento
Yunque de conductoresYunque del aislamiento
Tornillo de cabeza hueca M4 x 20 long.
Tornillo de cabeza hueca M4 x 50 long.
Tornillos de montaje de los yunques
ALINEACIÓN DE TROQUELES Y YUNQUESFigura 4
18
Alineación de troqueles y yunques
Nota
Con la correcta alineación de los troqueles y yunques se logran engarces de óptima calidad y una larga vida útil de las herramientas.
Pasos (Consulte la Fig. 4)
1. Afloje ligeramente los tornillos de montaje de cada yunque
2. Coloque la llave de ciclado manual en el orificio situado en el centro de la cubierta posterior.
3. Suavemente descienda la corredera de la prensa hasta que esté completamente en la posición inferior; con una terminal descansando en los yunques, el troquel alinea el herramental inferior.
4. Con la corredera completamente en la posición inferior apriete los tornillos de montaje de los yunques.
5. Suba la corredera al centro muerto superior y asegúrese de que el accionador esté enganchado en el cuello del embrague.
6. Repita la operación de ciclado a mano para verificar la alineación.
19
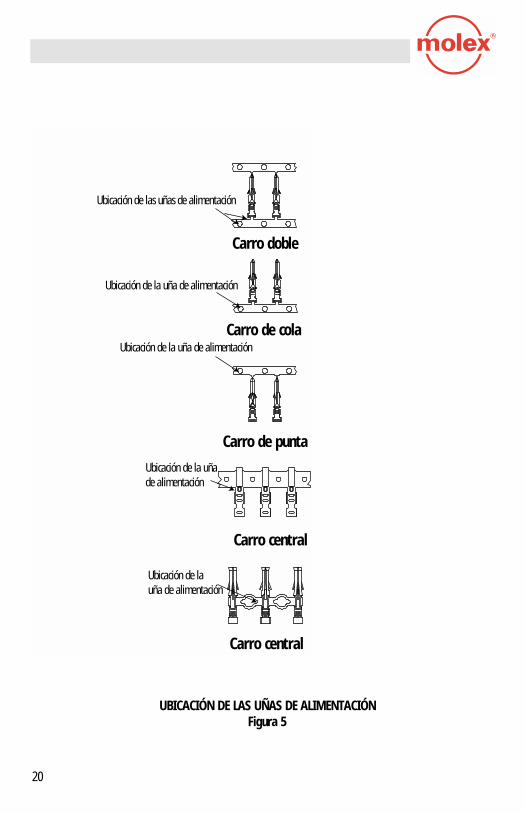
Carro doble
Carro de cola
Carro de punta
Carro central
Carro central
Ubicación de las uñas de alimentación
Ubicación de la uña de alimentación
Ubicación de la uña de alimentación
Ubicación de la uñade alimentación
Ubicación de lauña de alimentación
UBICACIÓN DE LAS UÑAS DE ALIMENTACIÓNFigura 5
20
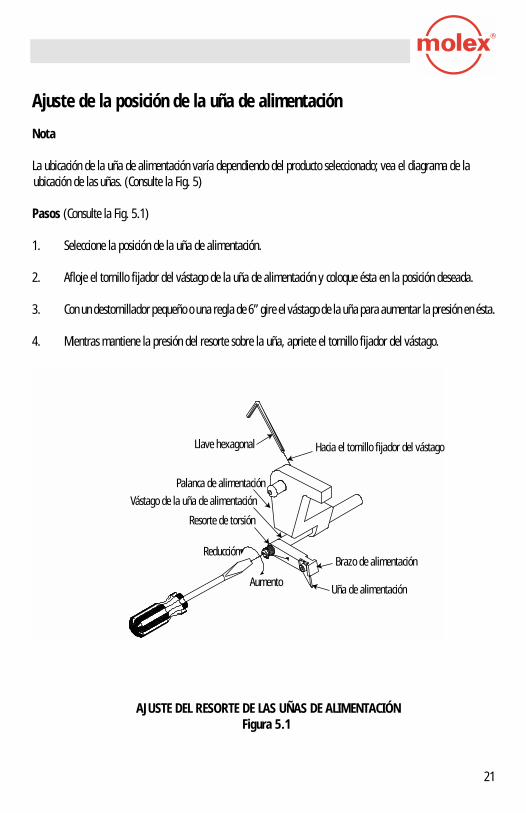
Ajuste de la posición de la uña de alimentación
Nota
La ubicación de la uña de alimentación varía dependiendo del producto seleccionado; vea el diagrama de la ubicación de las uñas. (Consulte la Fig. 5)
Pasos (Consulte la Fig. 5.1)
1. Seleccione la posición de la uña de alimentación.
2. Afloje el tornillo fijador del vástago de la uña de alimentación y coloque ésta en la posición deseada.
3. Con un destornillador pequeño o una regla de 6” gire el vástago de la uña para aumentar la presión en ésta.
4. Mientras mantiene la presión del resorte sobre la uña, apriete el tornillo fijador del vástago.
Llave hexagonal Hacia el tornillo fijador del vástago
Palanca de alimentación
Vástago de la uña de alimentación
Resorte de torsión
Reducción
AumentoUña de alimentación
Brazo de alimentación
AJUSTE DEL RESORTE DE LAS UÑAS DE ALIMENTACIÓNFigura 5.1
21
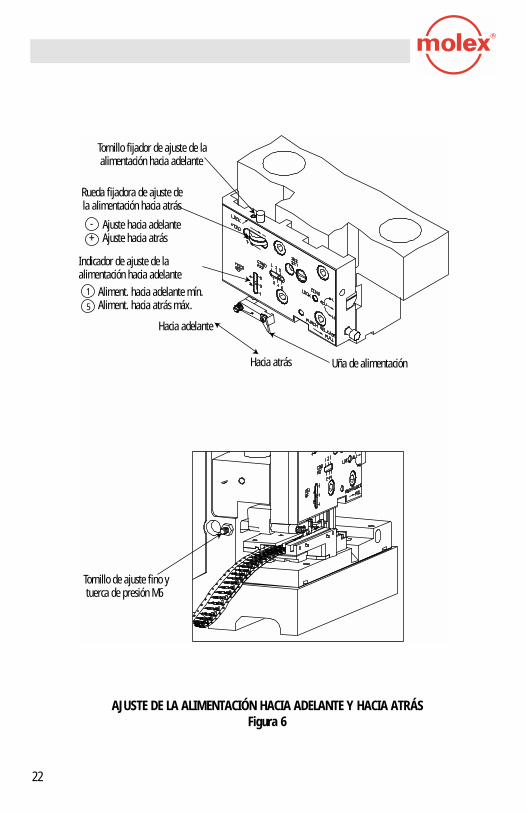
Tornillo fijador de ajuste de la alimentación hacia adelante
Rueda fijadora de ajuste de la alimentación hacia atrás
Ajuste hacia adelanteAjuste hacia atrás+
5
1
Indicador de ajuste de laalimentación hacia adelante
Aliment. hacia adelante mín.Aliment. hacia atrás máx.
Hacia adelante
Hacia atrás Uña de alimentación
Tornillo de ajuste fino y tuerca de presión M6
AJUSTE DE LA ALIMENTACIÓN HACIA ADELANTE Y HACIA ATRÁSFigura 6
22
Ajuste de la alimentación hacia adelante y hacia atrás
Nota
Debido a los varios avances de los terminales, es posible que sea necesario ajustar la alimentación.
Pasos (Consulte la Fig. 6)
1. Asegúrese de que la corredera de la prensa se encuentre completamente en la posición superior y de que el accionador esté enganchado en el cuello del embrague.
2. Deslice la tira de terminales completamente hacia adelante hasta que quede centrada arriba de los yunques.
3. Vea la ubicación de la uña de alimentación (Fig. 5) y observe su posición.
4. Con un destornillador pequeño o una regla de 6” gire el vástago de la uña para lograr la presión deseada en ésta y luego apriete el tornillo fijador del vástago.
5. Afloje el tornillo fijador de 6 mm de la rueda de ajuste de alimentación.
6. Gire la rueda de ajuste de alimentación si es necesario para posicionar la terminal arriba de los yunques.
7. Coloque la llave Allen hexagonal de 10 mm en el tornillo de cabeza hueca de 12 mm situado en la parte posterior de la prensa y lentamente cicle manualmente la prensa hasta llevar la corredera completamente a la posición inferior.
8. La uña de alimentación debe comenzar a retroceder un paso, de lo contrario afloje la tuerca de presión de 6 mm y extraiga el tornillo fijador para permitir a la uña moverse al siguiente punto de recogida.
9. Si la uña de alimentación está retrocediendo más de un paso, gire hacia la derecha el tornillo fijador de 6 mm hasta que la uña esté en el punto de recogida correcto.
10. Cicle manualmente la prensa unas cuantas veces y si es necesario haga los ajustes correspondientes.
11. Apriete la tuerca de presión M6 y el tornillo fijador de ajuste de 6 mm.
23
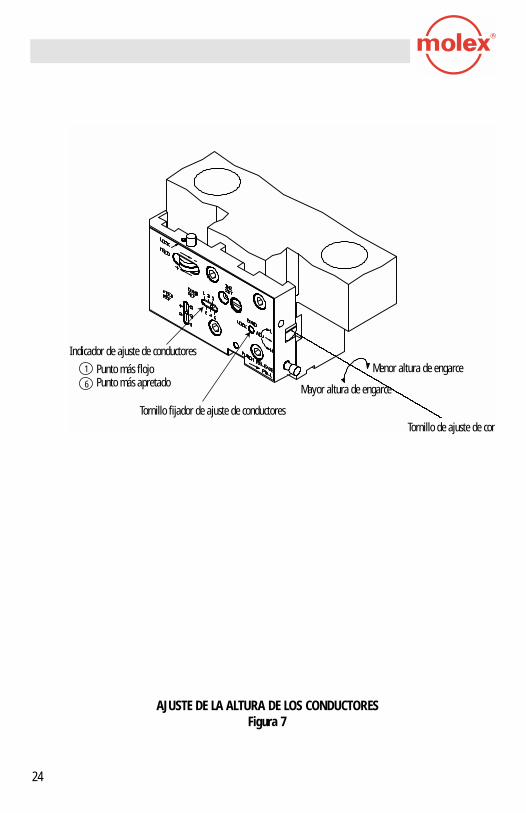
6
1
Indicador de ajuste de conductores
Punto más flojoPunto más apretado
Tornillo fijador de ajuste de conductores
Mayor altura de engarce
Menor altura de engarce
Tornillo de ajuste de con
AJUSTE DE LA ALTURA DE LOS CONDUCTORESFigura 7
24
Ajuste de la altura de los conductores
Nota
Conviene ajustar la rueda de ajuste de los conductores completamente hasta el (1) del indicador con el fin de evitar un choque del troquel antes de comenzar este proceso.
Pasos (Consulte la Fig. 7)
1. Vuelva a colocar la protección de la prensa.
2. Prepare el alambre para el engarzado. El alambre seleccionado debe satisfacer los parámetros indicados en la hoja de especificaciones.
3. Asegúrese de retirar la llave Allen de 10 mm de la parte posterior de la prensa.
4. Encienda la prensa.
5. Pase el cable a través de la ranura de la protección de la prensa, hasta el tope correspondiente.
6. Accione el pedal, para empujar el alambre ya engarzado hacia la derecha.
7. Mida el alambre ya engarzado y verifique la altura del engarce para ver si es la especificada en la hoja de especificaciones.
8. Si se requieren ajustes a la altura del engarce, apague la prensa y retire la protección.
9. Afloje el tornillo fijador de altura del engarce y gire el tornillo de ajuste de conductores. Girando a la derecha este tornillo una vuelta completa se aprieta la altura del engarce 0.03 mm (0.001”) aproximadamente.
10. Repita los pasos 1 al 9 hasta lograr la altura de engarce deseada.
11. Una vez que logre la altura de engarce correcta, apriete el tornillo fijador de 6 mm.
12. Reemplace la protección de la prensa.
25

8
1
Indicador de ajuste del aislamiento
Punto más flojoPunto más apretado
Mayor altura de engarce
Menor altura de engarceLeva de ajuste de aislamiento
AJUSTE DEL ENGARCE DEL AISLAMIENTOFigura 8
26

Ajuste del engarce del aislamiento
Nota
El engarce del aislamiento protege contra los dobleces el engarce de los conductores. La calidad del engarce del aislamiento depende del diámetro del aislamiento y del durómetro. Consulte la hoja de especificaciones para ver los parámetros del diámetro del aislamiento.
Pasos (Consulte la Fig. 8)
1. Coloque un alambre pelado contra el tope correspondiente y engárcelo a presión.
2. Inspeccione la muestra para determinar si se necesita efectuar ajustes.
3. Si es necesario efectuar ajustes, apague la prensa; para ello, oprima el botón de paro de emergencia situado en la parte frontal del tablero de control.
4. Retire la protección de la prensa.
5. Gire la leva de ajuste del aislamiento para lograr la envoltura requerida del aislamiento.
6. Gire la leva hacia la izquierda para apretar la envoltura del aislamiento.
7. Cada incremento representa aproximadamente 0.1 mm (0.004”).
8. La apretura del engarce del aislamiento va del No. 1 (el más flojo) al No. 8 (el más apretado).
9. Vuelva a colocar la protección de la prensa.
10. Repita los pasos descritos arriba hasta lograr el engarce deseado del aislamiento.
27

MANEJOFigura 9
28

Manejo
Nota
Verifique que se hayan seguido todos los pasos de preparación y que se hayan apretado todos los tornillos fijadores. Siga las instrucciones de seguridad para el área de trabajo.
Pasos (Consulte la Fig. 9)
1. Debe estar colocada la protección de la prensa.
2. El alambre debe estar pelado y preparado para la operación de engarce.
3. Pase el alambre ya pelado a través del orificio de la protección de la prensa.
4. Coloque el alambre ya pelado contra el tope.
5. Oprima el pedal una vez.
6. Deslice hacia la derecha el alambre ya engarzado.
7. Revise el alambre y verifique que satisface las especificaciones de la engarzadora de terminales y la inspección visual.
29

SECCIÓN 3
MantenimientoNota
Dando mantenimiento a la engarzadora de terminales se aumenta la vida útil de la herramienta y se producen engarces uniformes y sólidos. Al final de cada operación debe seguirse el siguiente procedimiento.
Pasos
1. Apague la prensa.
2. Retire la protección de la prensa.
3. Asegúrese de que el accionador esté enganchado en el cuello del embrague.
4. Con un cepillo pequeño limpie los yunques de la engarzadora de terminales.
5. Inspeccione el herramental desgastable para ver el grado de desgaste y posibles fracturas.
Molex recomienda tener un juego de herramental de repuesto en las instalaciones.
La engarzadora de terminales debe estar limpia de lengüetas de la tira de terminales que puedan haberse acumulado durante la producción.
30

Tipos de engarzadoras de terminales
Nota
Molex suministra diferentes tipos de engarzadoras de terminales dependiendo del modelo. Las siguientes ilustraciones se suministran como guía genérica de la herramienta que usted pueda tener.
1. Ajuste de carril . . . . . . . . . . . . . . . . . . . . . . . . . . . .Fig. 10
2. Carro de la cola T2 . . . . . . . . . . . . . . . . . . . . . . . . .Fig. 11
3. Carro doble T2 . . . . . . . . . . . . . . . . . . . . . . . . . . . .Fig. 12
4. Carro central “T” . . . . . . . . . . . . . . . . . . . . . . . . . .Fig. 13
5. Microterminal “T” . . . . . . . . . . . . . . . . . . . . . . . . .Fig. 15
6. Conjunto de engarzadora de terminales T2 . . . . . . .Fig. 15
7. Instalación del percutor posterior . . . . . . . . . . . . . .Fig. 16
31
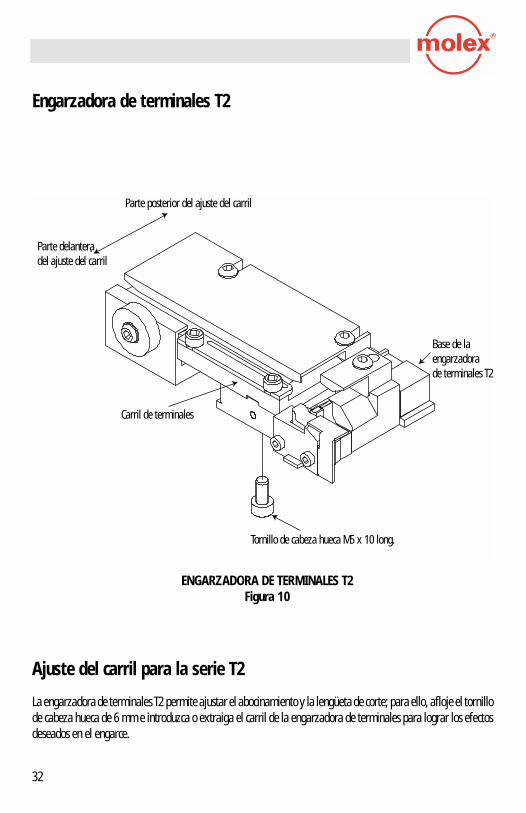
Engarzadora de terminales T2
Ajuste del carril para la serie T2
La engarzadora de terminales T2 permite ajustar el abocinamiento y la lengüeta de corte; para ello, afloje el tornillo de cabeza hueca de 6 mm e introduzca o extraiga el carril de la engarzadora de terminales para lograr los efectos deseados en el engarce.
Parte posterior del ajuste del carril
Parte delanteradel ajuste del carril
Carril de terminales
Tornillo de cabeza hueca M5 x 10 long.
Base de laengarzadora de terminales T2
ENGARZADORA DE TERMINALES T2Figura 10
32
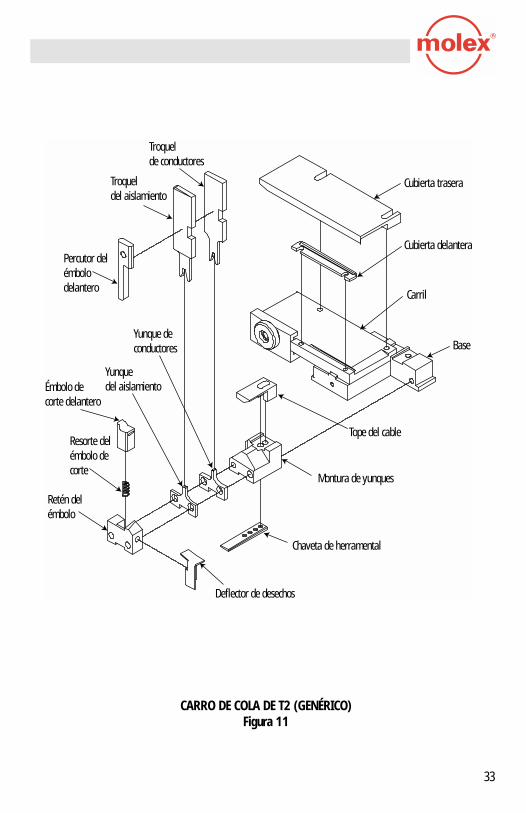
Troquel de conductores
Troquel del aislamiento
Percutor del émbolo delantero
Yunque de conductores
Émbolo de corte delantero
Resorte del émbolo de corte
Retén del émbolo
Deflector de desechos
Chaveta de herramental
Montura de yunques
Tope del cable
Base
Carril
Cubierta delantera
Cubierta trasera
Yunque del aislamiento
CARRO DE COLA DE T2 (GENÉRICO)Figura 11
33
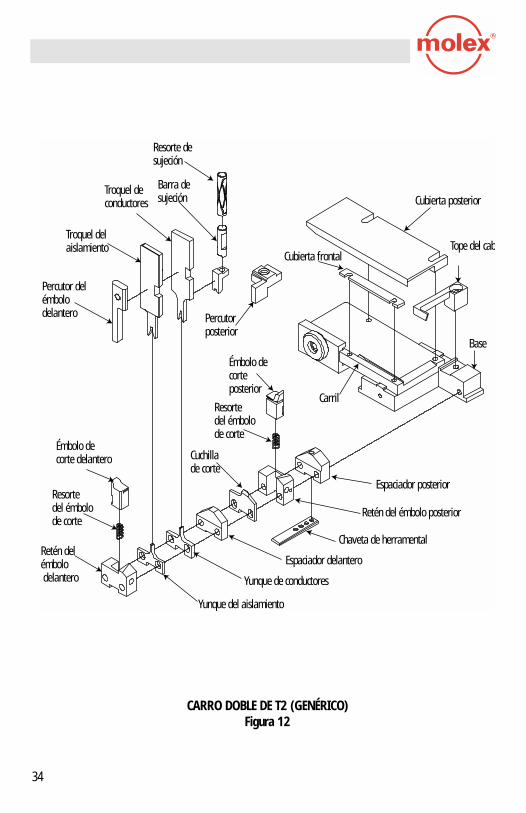
Resorte desujeción
Barra desujeción
Troquel deconductores
Troquel del aislamiento
Percutor delémbolodelantero
Émbolo decorte delantero
Resorte del émbolode corte
Retén del émbolo delantero
Yunque del aislamiento
Yunque de conductores
Espaciador delantero
Chaveta de herramental
Retén del émbolo posterior
Espaciador posterior
Cuchilla de corte
Resortedel émbolo de corte
Émbolo de corteposterior
Percutor posterior
Carril
Base
Tope del cab
Cubierta posterior
Cubierta frontal
CARRO DOBLE DE T2 (GENÉRICO)Figura 12
34
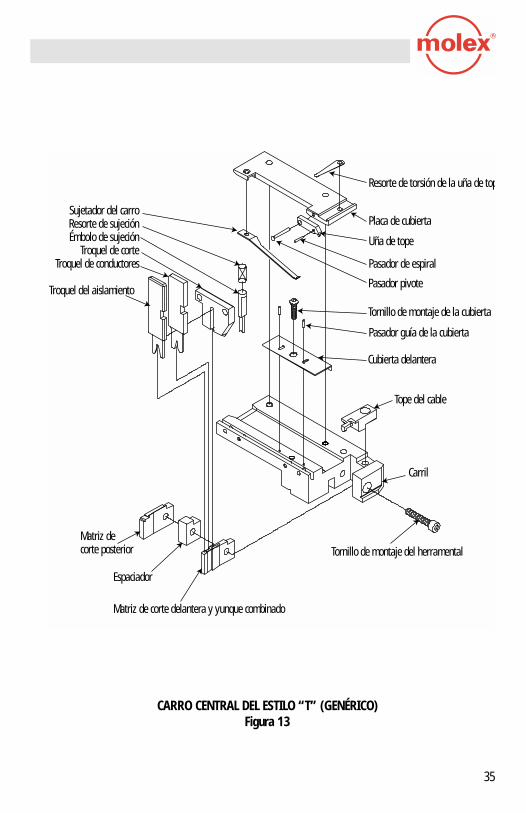
Sujetador del carroResorte de sujeciónÉmbolo de sujeción
Troquel de corteTroquel de conductores
Troquel del aislamiento
Matriz decorte posterior
Espaciador
Matriz de corte delantera y yunque combinado
Tornillo de montaje del herramental
Carril
Tope del cable
Cubierta delantera
Pasador guía de la cubierta
Tornillo de montaje de la cubierta
Pasador pivote
Pasador de espiral
Uña de tope
Placa de cubierta
Resorte de torsión de la uña de top
CARRO CENTRAL DEL ESTILO “T” (GENÉRICO)Figura 13
35

Cubierta posterior
Cubierta frontal
Pasador del tornillo de ajuste
Troquel de conductores
Troquel deaislamiento
Percutor del émbolo
Tornillo de ajuste
Retén del émboloTornillo demontaje delherramental
Placa del resorte
Resorte del émbolo de corte
Émbolo de corte
Yunque combinado
Bloque de montaje de yunques
Base
Tope del cable
Soporte del tope del cable
Barra ajustadora
Carril
MICROTERMINAL (GENÉRICA)Figura 14
36

7
8
6
5
4
9
1
2
3
Lista de materiales de la engarzadora de terminales T2
No. de artículo No. de catálogo Descripción Cant.1 638008501 Base de la engarzadora de terminales T2 12 638000108 Carril de terminales 13 690280660 Resortes de arrastre 24 638000316 Pasador guía - Armazón de arrastre 25 638000312 Armazón de arrastre 16 638000115 Tubo espaciador 17 638000313 Leva de arrastre 18 Tornillo de cabeza cónica M4 x 12 long. 19 Tornillo de cabeza hueca M5 x 10 long. 1
CONJUNTO DE LA ENGARZADORA DE TERMINALES T2Figura 15
37
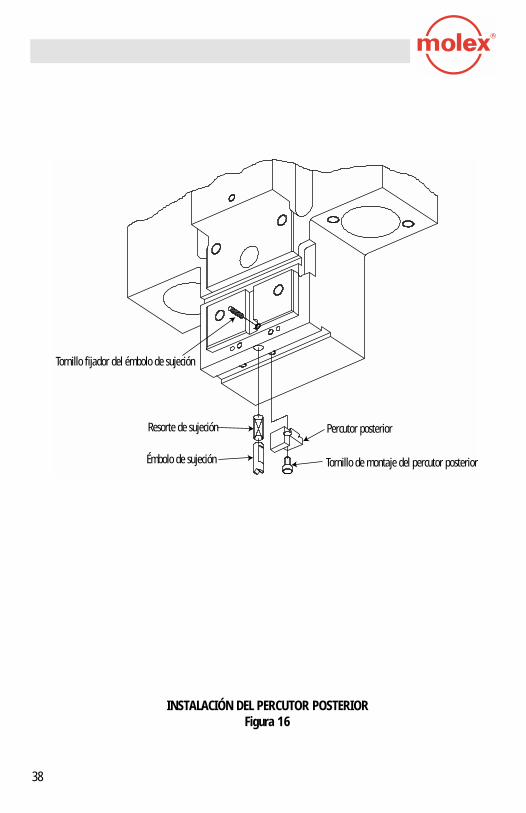
Tornillo fijador del émbolo de sujeción
Resorte de sujeción
Émbolo de sujeción Tornillo de montaje del percutor posterior
Percutor posterior
INSTALACIÓN DEL PERCUTOR POSTERIORFigura 16
38

Terminales engarzadas
40

Definiciones
Anatomía de una terminal engarzada
Abocinamiento (ensanchamiento)El ensanchamiento que se forma en el borde del engarce de los conductores sirve de embudo para los alambres del cable. El embudo reduce la posibilidad de que algún borde afilado del engarce de los conductores corte o hienda las hebras del alambre.
Doblamiento hacia arriba / Hacia abajo / Hacia los lados / TorceduraSi la terminal se dobla hacia arriba, hacia abajo o hacia los lados, o se tuerce, es señal de que la punta de la terminal está siendo afectada en el proceso de engarzado.
EscobillaLa escobilla de conductores está formada por los alambres del cable que sobrepasan el engarce de los conductores.
Engarce de los conductoresEs la compresión de la terminal alrededor de los alambres conductores del cable.
Altura del engarceLa altura del engarce de los conductores se mide de la parte superior del engarce a la parte inferior del mismo.
Longitud de la lengüeta de corteEs el material que sobresale del engarce del aislamiento después de que la terminal se separa de la tira en que venía.
Engarce del aislamientoEl engarce del aislamiento sirve de protección contra el doblamiento a los conductores engarzados y de apoyo a la hora de la inserción en la conexión.
Longitud de la tiraLa longitud de la tira es la longitud predeterminada de alambre pelado que queda expuesto para el engarce.
41

Control estadístico de procesos (resumen)
Verificación del procesoMolex recomienda que antes de la producción se efectúe un estudio del proceso con 25 piezas para analizar la altura del engarce y la fuerza de tracción.
Configuración / Inspección visualDebe revisarse la altura del engarce en una muestra de 5 piezas como mínimo para ver si satisface la hoja de especificaciones.
Inspeccione visualmente el abocinamiento, la escobilla de alambres conductores, la posición del aislamiento, la longitud de la lengüeta de corte y el engarce del aislamiento para ver si satisfacen los lineamientos de la hoja de especificaciones con el fin de lograr la configuración óptima.
ProducciónInspeccione visualmente cada haz de alambres conductores; para ello, ábralos en abanico.
Revise la altura del engarce cada 250 o 500 piezas.
Molex recomienda llevar un gráfico de control de la altura del engarce para las corridas de producción grandes.
Ejemplo de gráfico de control
Nota: Si desea más información, consulte el Manual Molex de Engarzado, No. de catálogo 63800-0029.
Gráfico X y RLímite de control para muestra de 5 = Prom. (Prom. de 5 mediciones) + 0.577 x Prom. (Interv.)
42

Terminator Crimping Manual
Manual de engarzado de terminales
Corporate Headquarters2222 Wellington CourtLisle, IL, 60532, U.S.ATel : 630-969-4550
Application Tooling Division 1150 E. Diehl RdNaperville, IL, 60563Tel : 630-969-4550
European HeadquartersMunich, GermanyTel : 49-89-413092-0
Far East North HeadquartersKanagawa, JapanTel : 81-462-2324
Far East South HeadquartersJurong Town, SingaporeTel : 65-268-6868
Printed in U.S.A 1999 Molex Incorporated
Order Number - 638500090 7/00