enabling excellence to quality
TRANSCRIPT
Enabling Excellence to Quality
Quality is the foundation of any business relationship
Quality is a shared responsibility within an organization
Quality is related to process and data
Ryan Chen
Cut Through the Clutter and FocusThere is never enough time for everything, but there is plenty of time for focus …
1. Prevention 2. Consumer focus3. Process capability4. Process control5. Variation reduction6. The Pareto principle7. (Breakthrough improvement)
Prevention - 1It is about eliminating opportunities for error.
Prevention means successfully applying appropriate tools and processes to prevent the occurrence of defects, errors, and waste …
Prevention - 2It is about eliminating cost associated with poor quality, and minimizing the total cost of quality …
Prevention cost – “The Good”1. Strategic and business planning for quality2. Developing quality requirements and specifications3. Developing quality measurements and goals4. Education and training5. Design reviews 6. Product qualification7. New supplier quality evaluations8. Process capabilities studies9. Process control10 . Preventive maintenance
Prevention - 3Appraisal cost – “The Bad”
1. Incoming, in-process, and final inspection and test2. Product quality audits3. Maintenance of inspection equipment4. Materials and supplies for inspection5. Processing and reporting on inspection data6. Evaluation of stock for degradation7. Status measurement and reporting
Prevention - 4Internal failure cost – “The Ugly”
1. Scrap, including related labor, materials, and overhead2. Rework to correct defectives3. Re-inspection of reworked products4. 100% sorting inspection for defectives5. Engineering changes to correct a design error6. Manufacturing process changes to correct deficiencies7. Scrapping of obsolete product8. Difference between normal price & reduced price due to quality9. Unplanned downtime due to quality failures10. Inventory shrinkage11. Non-value-added activities
Prevention - 5External failure cost – “The Very Ugly”
1. Defective returns2. Complaint handling3. Warranty charges4. Product recalls5. Product liability lawsuits6. Allowance made to customer due to substandard product7. Profit margin lost due to customer defection for quality
The strategy must be to continually reduce the total cost of quality by investing resources in prevention …
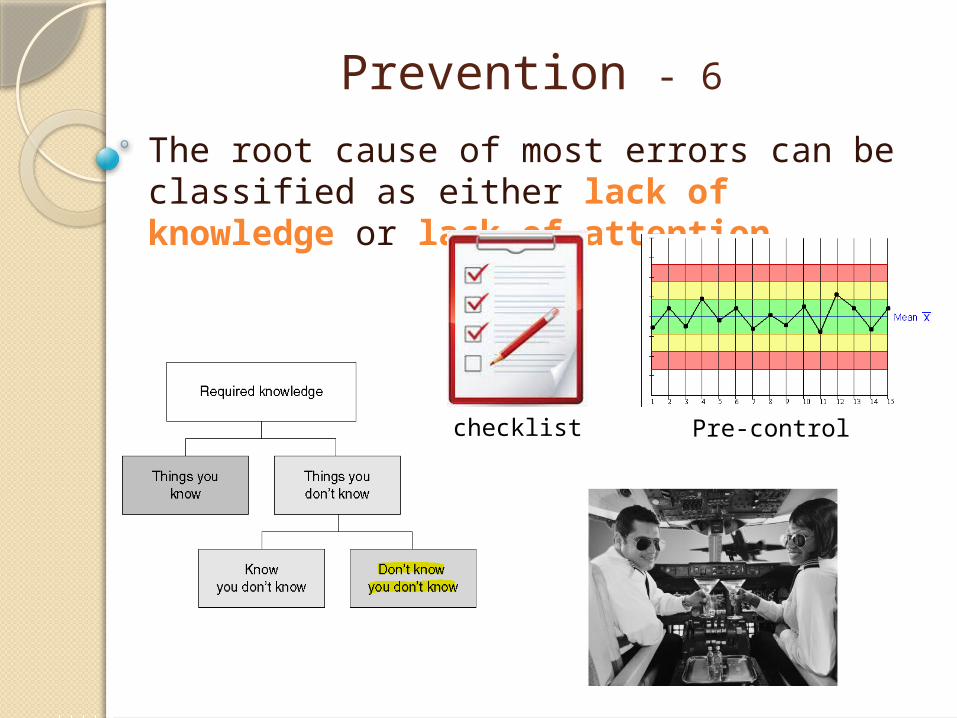
Prevention - 6The root cause of most errors can be classified as either lack of knowledge or lack of attention
checklist Pre-control
Prevention - 7Anticipate and eliminate potential failures
FMEA – Failure modes and effects analysisHow component / process can fail;
Determine how that failure will affect the quality/function of product;
Develop strategic partnershipsThe attitude and behavior of the supplier’s top management; Measure supplier’s performance (quality/delivery), and maintain it Quality plan – flow chart, FMEA, control plan, control chart, Cpk, calibration, preventive maintenance, MSA, CAPA, housekeeping; Share information, identify & control risk during design & production
Customer focusIt is all about building consumer loyalty
Earn and keep consumer loyalty 1. Spec. must be consumer focused. 2. Requirement shall be adequately communicated and fully understood. Build brands, not commoditiesgo beyond industry standards will result in delighting the consumer and differentiating your product from others.
Process Capability - 1Maintain balance and control with precise, timely adjustments
The tightrope walker need to make body-position adjustments to maintain balance.
A Type 2 error occurs when a “special cause” change occurs but no action is taken.
When a gust of wind comes up ...
A Type 1 error occurs when there is not a special cause of variation(change), but action is taken because a change is imagined.
To prevent neglecting the process
To prevent tampering with the process
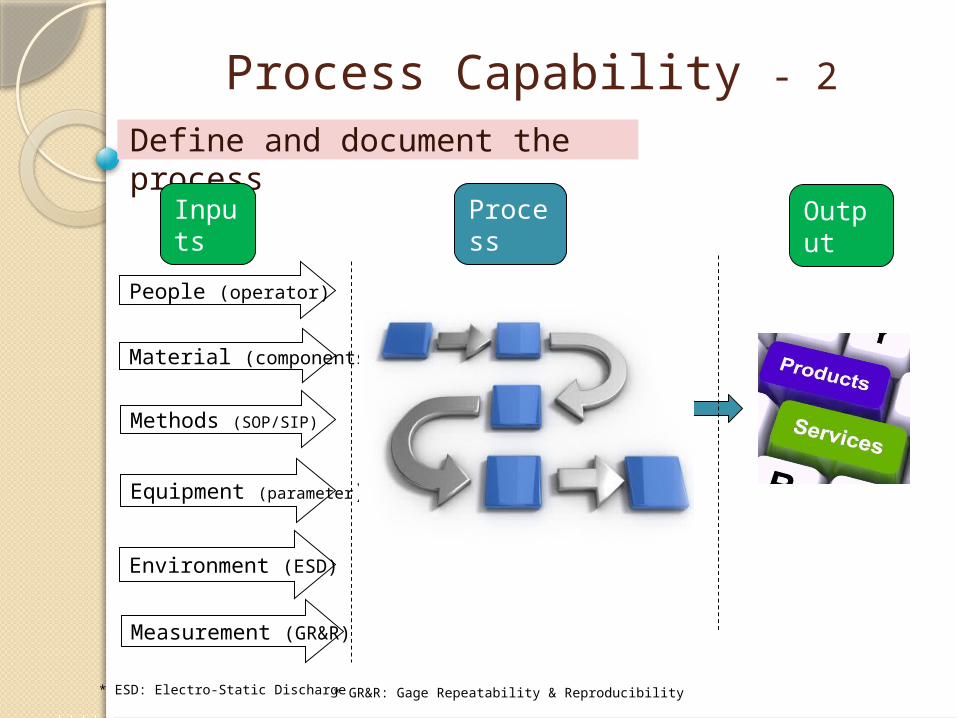
Process Capability - 2Define and document the process
People (operator)
Material (components)
Methods (SOP/SIP)
Equipment (parameter)
Measurement (GR&R)
Environment (ESD)
Inputs Process Output
* ESD: Electro-Static Discharge * GR&R: Gage Repeatability & Reproducibility
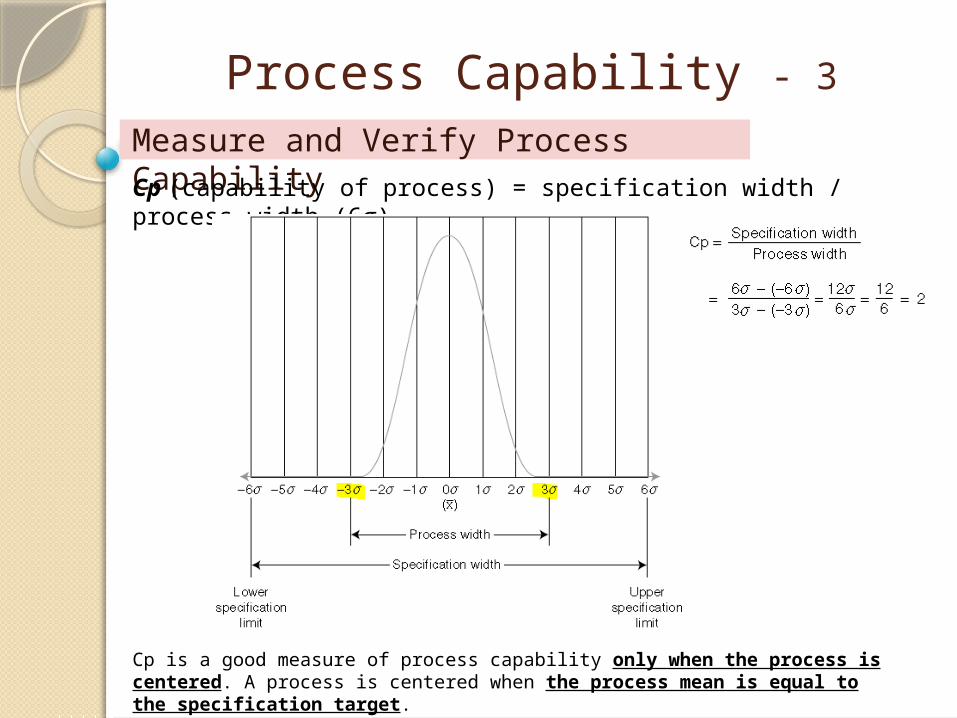
Process Capability - 3Measure and Verify Process CapabilityCp (capability of process) = specification width / process width (6σ)
Cp is a good measure of process capability only when the process is centered. A process is centered when the process mean is equal to the specification target.
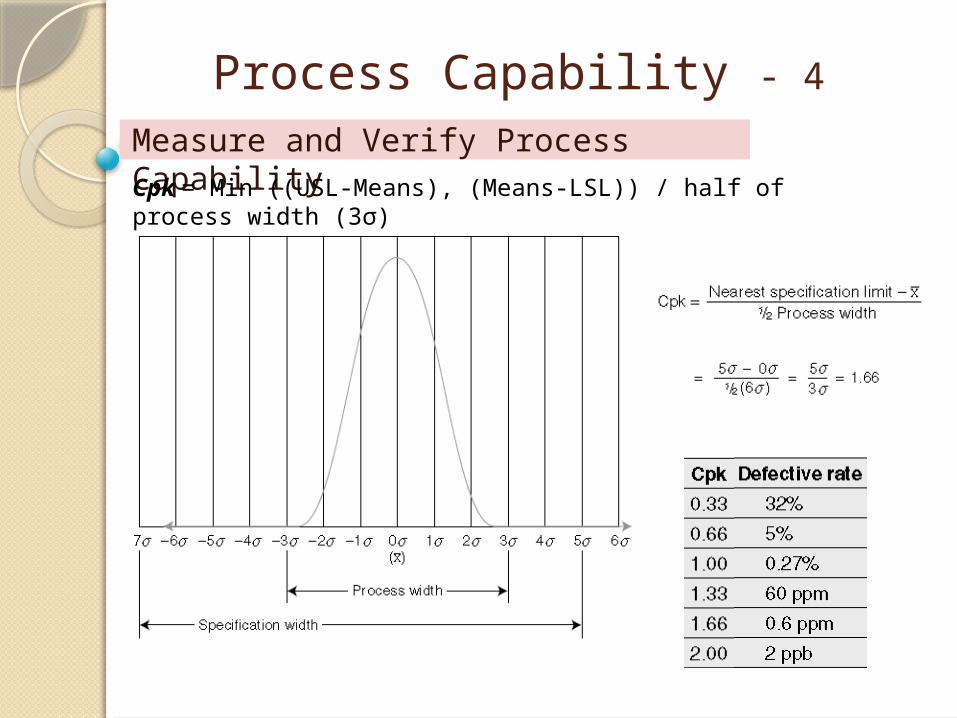
Process Capability - 4Measure and Verify Process CapabilityCpk = Min ((USL-Means), (Means-LSL)) / half of process width (3σ)
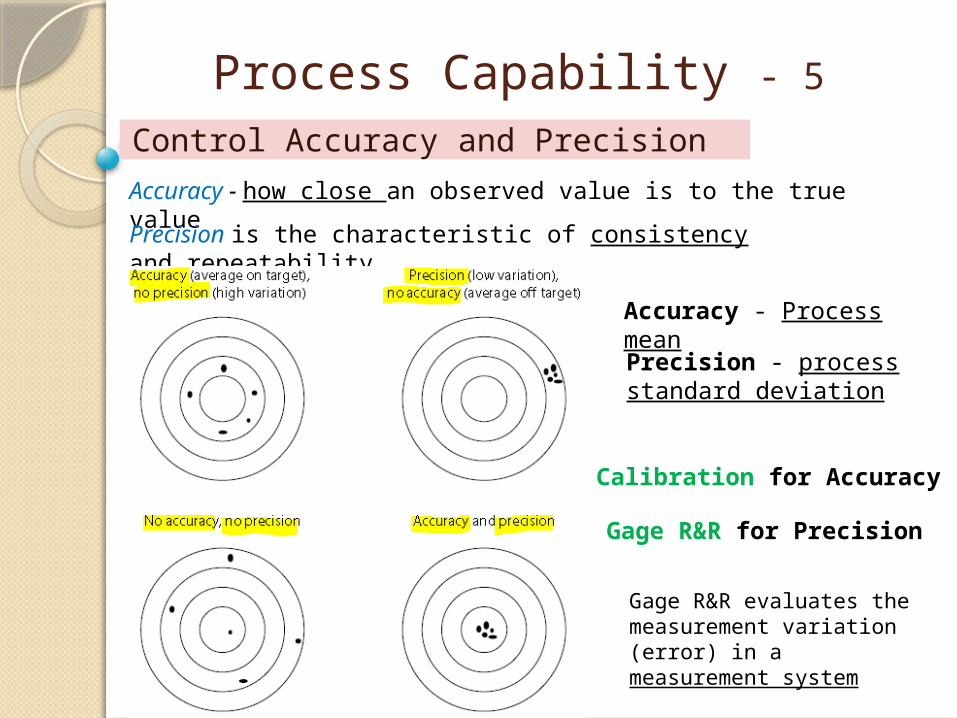
Process Capability - 5Control Accuracy and PrecisionAccuracy - how close an observed value is to the true valuePrecision is the characteristic of consistency and repeatability.
Accuracy - Process meanPrecision - process standard deviation
Calibration for Accuracy
Gage R&R for Precision
Gage R&R evaluates themeasurement variation (error) in a measurement system
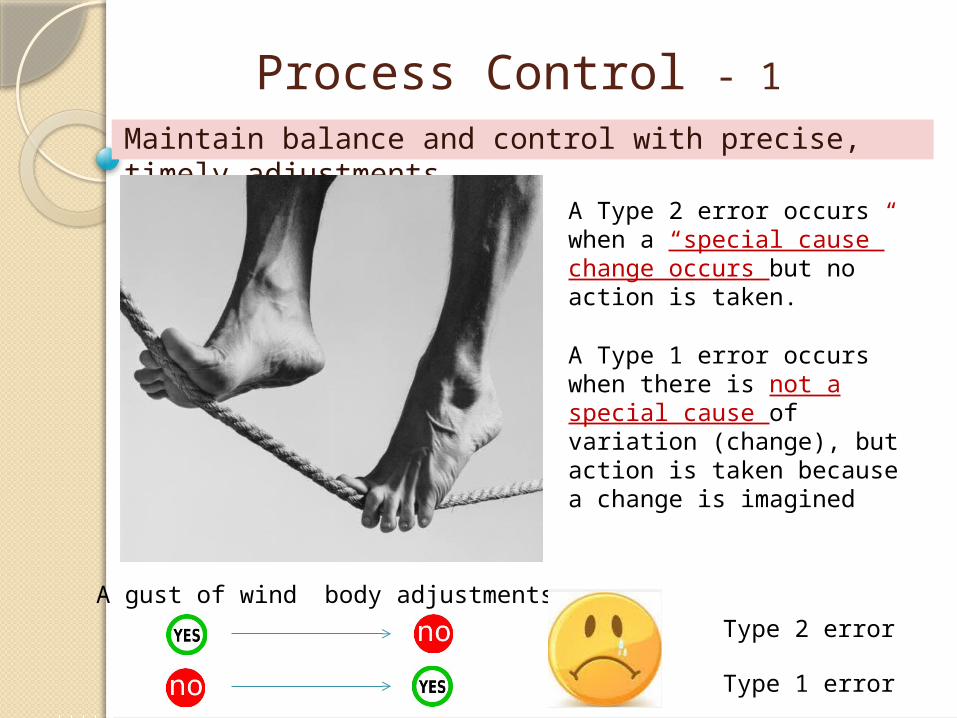
Process Control - 1Maintain balance and control with precise, timely adjustments
A gust of wind body adjustmentsType 2 error
Type 1 error
A Type 2 error occurs when a “special cause” change occurs but no action is taken.
A Type 1 error occurs when there is not a special cause of variation (change), but action is taken because a change is imagined
Process Control - 2Avoid Tampering and Neglect
A gust of wind body adjustmentsType 2 error
Type 1 error
Tampering - making an adjustment when without any special causes of variation.
Neglecting - not making an adjustment when something has caused it to change
Common causes are inherent in the process
Special causes are not inherent in the process
Special causes
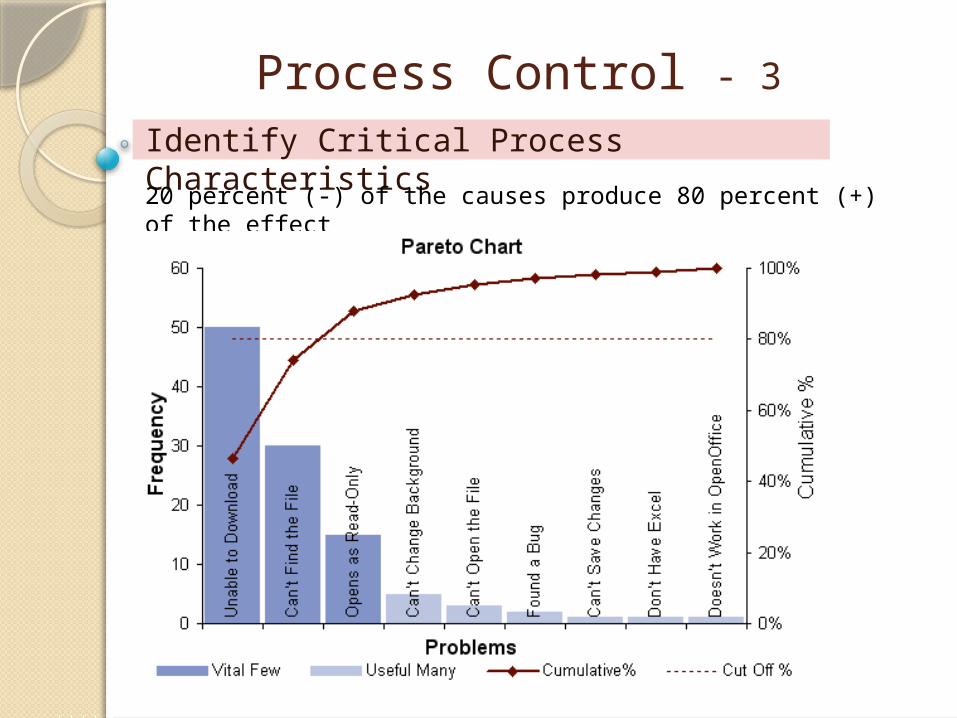
Process Control - 3Identify Critical Process Characteristics20 percent (-) of the causes produce 80 percent (+) of the effect
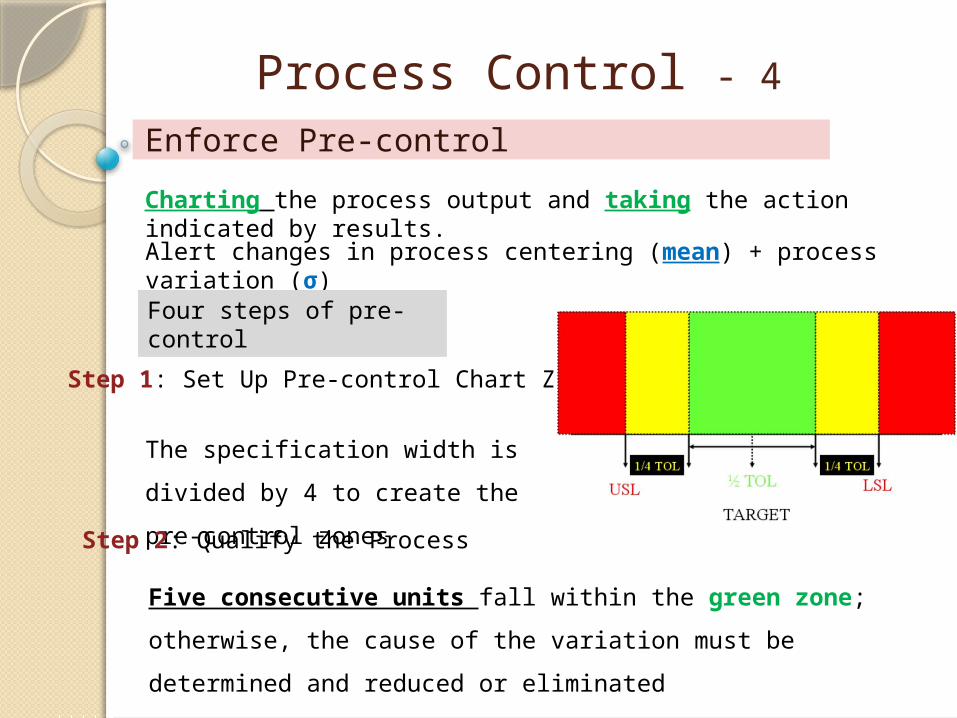
Process Control - 4Enforce Pre-controlCharting the process output and taking the action indicated by results.Alert changes in process centering (mean) + process variation (σ)Four steps of pre-control
Step 1: Set Up Pre-control Chart Zones
The specification width is divided by 4 to create the pre-control zonesStep 2: Qualify the Process
Five consecutive units fall within the green zone; otherwise, the cause of the variation must be determined and reduced or eliminated
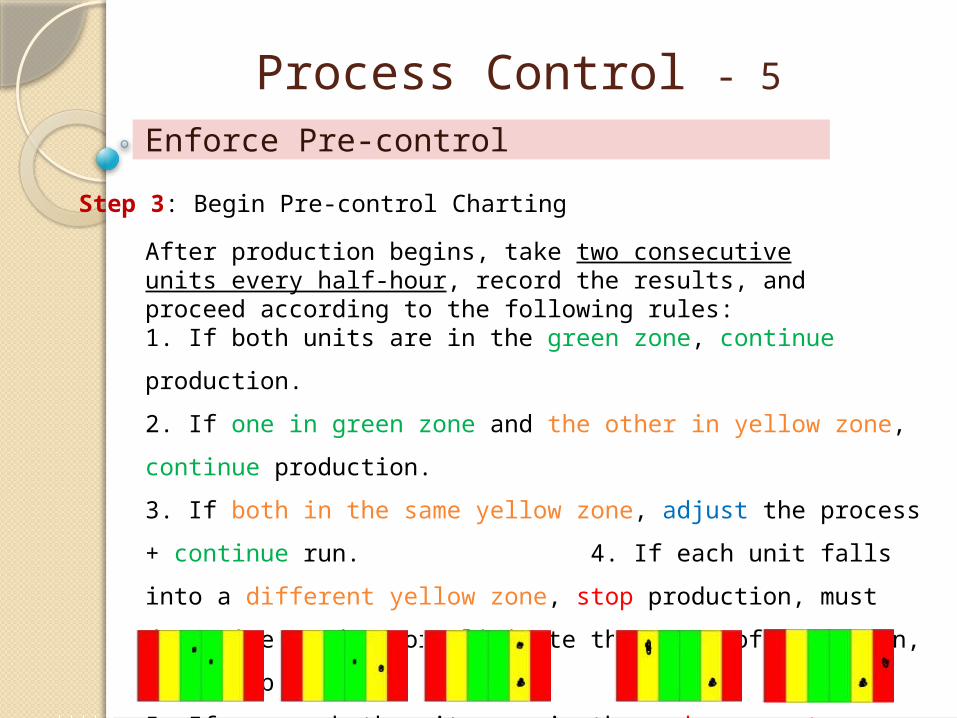
Process Control - 5Enforce Pre-control
Step 3: Begin Pre-control ChartingAfter production begins, take two consecutive units every half-hour, record the results, and proceed according to the following rules:1. If both units are in the green zone, continue production.2. If one in green zone and the other in yellow zone, continue production.3. If both in the same yellow zone, adjust the process + continue run. 4. If each unit falls into a different yellow zone, stop production, must determine, reduce or eliminate the cause of variation, then step 2 again.5. If one or both units are in the red zone, stop production. must determine, reduce or eliminate the cause of variation, then step 2 again.
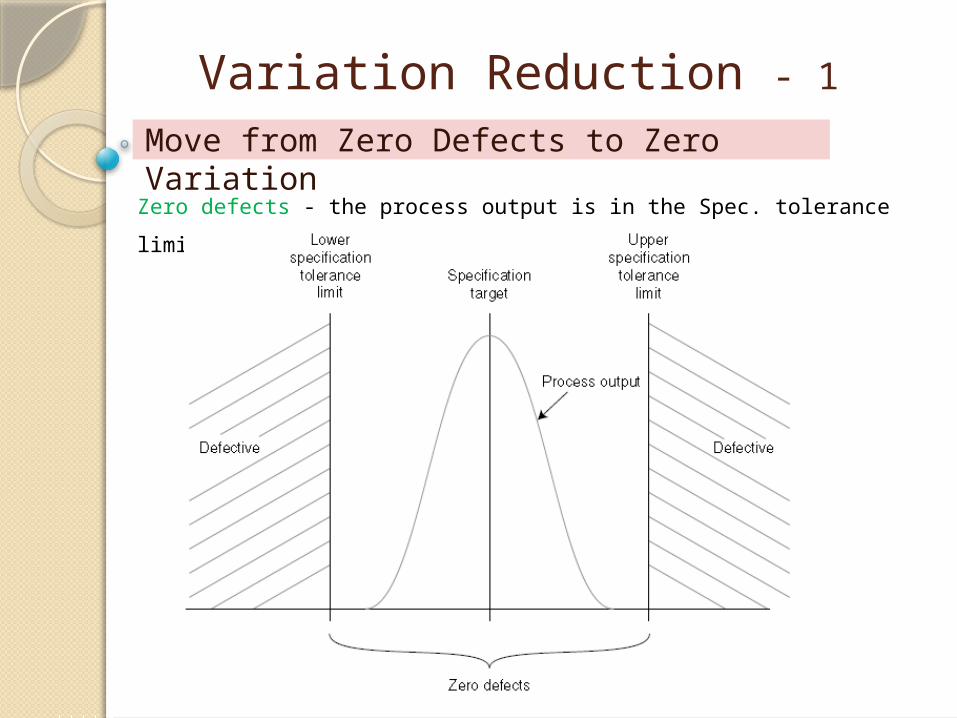
Variation Reduction - 1Move from Zero Defects to Zero Variation
Zero defects - the process output is in the Spec. tolerance limit.
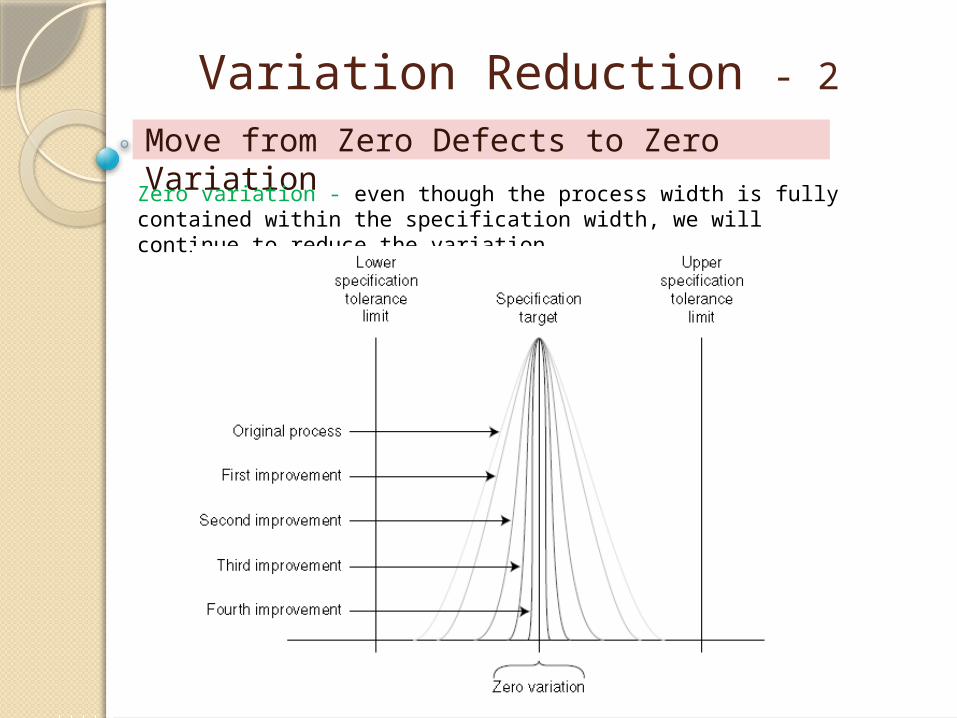
Variation Reduction - 2Move from Zero Defects to Zero Variation
Zero variation - even though the process width is fully contained within the specification width, we will continue to reduce the variation..
The Pareto Principle -1Focus on the vital few, not on the trivial many.
Not All Problems Are Created Equal
There are always the most important few, called the vital few, that account for the vast majority of cost or loss. The vital fewproblems are like the diamonds in the dirt, and our attention and efforts must be focused on them.
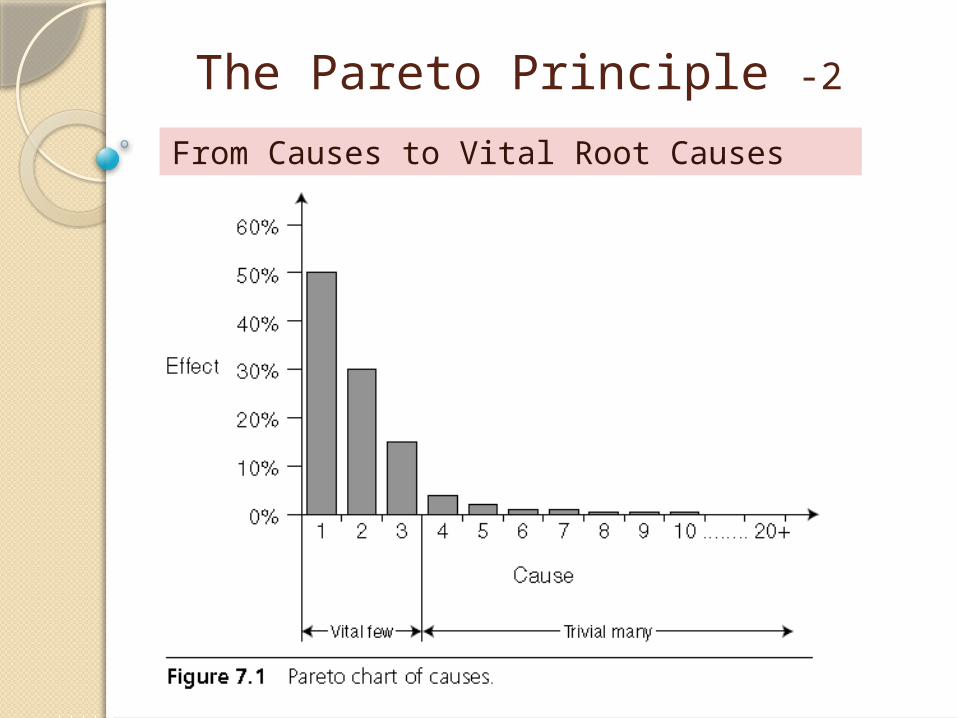
The Pareto Principle -2From Causes to Vital Root Causes
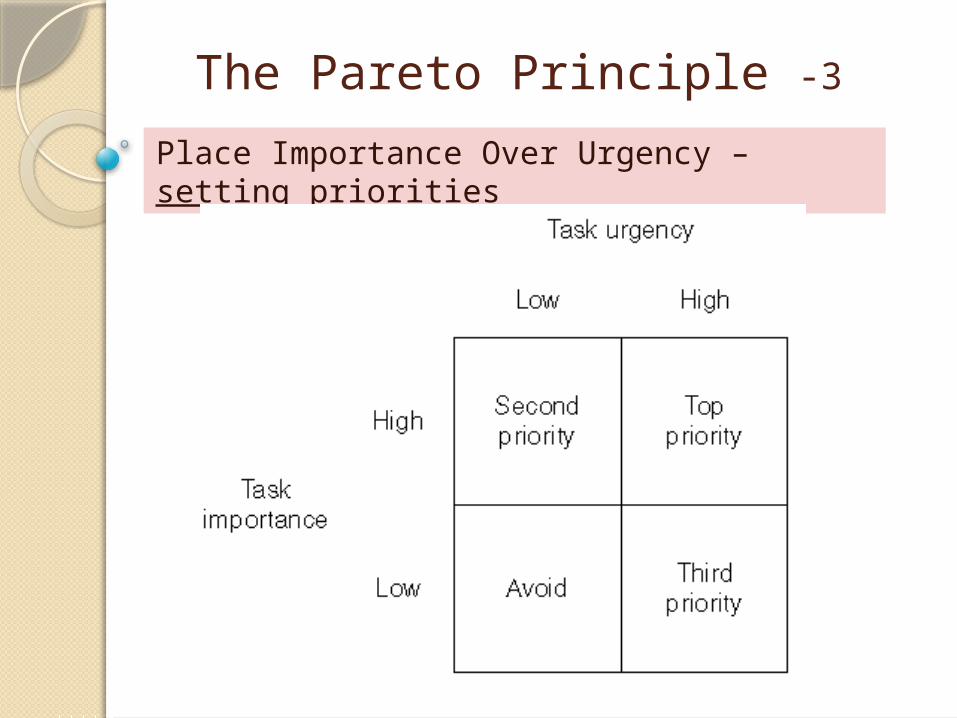
The Pareto Principle -3Place Importance Over Urgency – setting priorities