eco-efficient solutions in the finnish metallurgical industry · challenges of eco-efficiency,...
TRANSCRIPT

Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
Eco-efficient Solutions in theFinnish Metallurgical Industry
Juho Mäkinen,VTT Business Solutions
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
Structure of the presentation
1. Metallurgical industry in Finland2. Eco-efficient features in the Finnish
metallurcigal industry3. Harjavalta industrial park4. Outokumpu flash smelting technology5. Ferro-alloys technologies of Outokumpu6. Extraction of iron with low carbon dioxide
emissions

Challenges of Eco-efficiency 5.12.2006
Steel billets, BOFSteel billets, AOD
Steel billets, EAF
Harjavalta
Nickel and coarse copper
Aluminium
Cathode copper,copper half-products
Pipe factories
Cold rolling millHot rolling mill
Zinc
KemiCr
PRODUCERS OF STEEL ANDCOLOUR METALS IN FINLAND
Kuusakoski, Heinola
METALLINJALOSTAJAT09/2006
Tornio
Raahe
Kokkola
Stainless Tubular Products,Pietarsaari
Pori
Pulkkila
Oulainen
Hämeenlinna
LappohjaDalsbruk
Koverhar
HituraNi
OrivesiAu
Pori
Electrolysis
Imatra
1. Metallurgical industry in Finland

Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
2. Eco-efficient features in theFinnish metallurcigal industry§ Conservation of energy and intelligent use of
non-fossile energy sources§ Minimizing the impact on the environment; air,
water, soil§ 6 BAT´s = Best Available Technologies§ ASM Historical Landmark Award for the
Outokumpu Flash Smelting Process in 2002§ About 50 % of the World copper and 30 % of
nickel is produced by Flash Smelting
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
3. Harjavalta industrial park

Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
1944 Copper smelter is moved from Imatra to Harjavalta1945 The start up of the Outokumpu copper smelter
The history of Harjavalta industrial area
CuFeS2SiO2
ANODE FURNACE
Coppermatte
Blistercopper
Anode copperto electrolysis
Fe2SiO4 slagto disposal
Surplus energynot utilized
SO2 and metalcontaining flue dust
SO2 and metalcontaining flue dust
The Harjavalta copper smelter before Flash Smelting
PS-CONVERTERELECTRICFURNACE
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
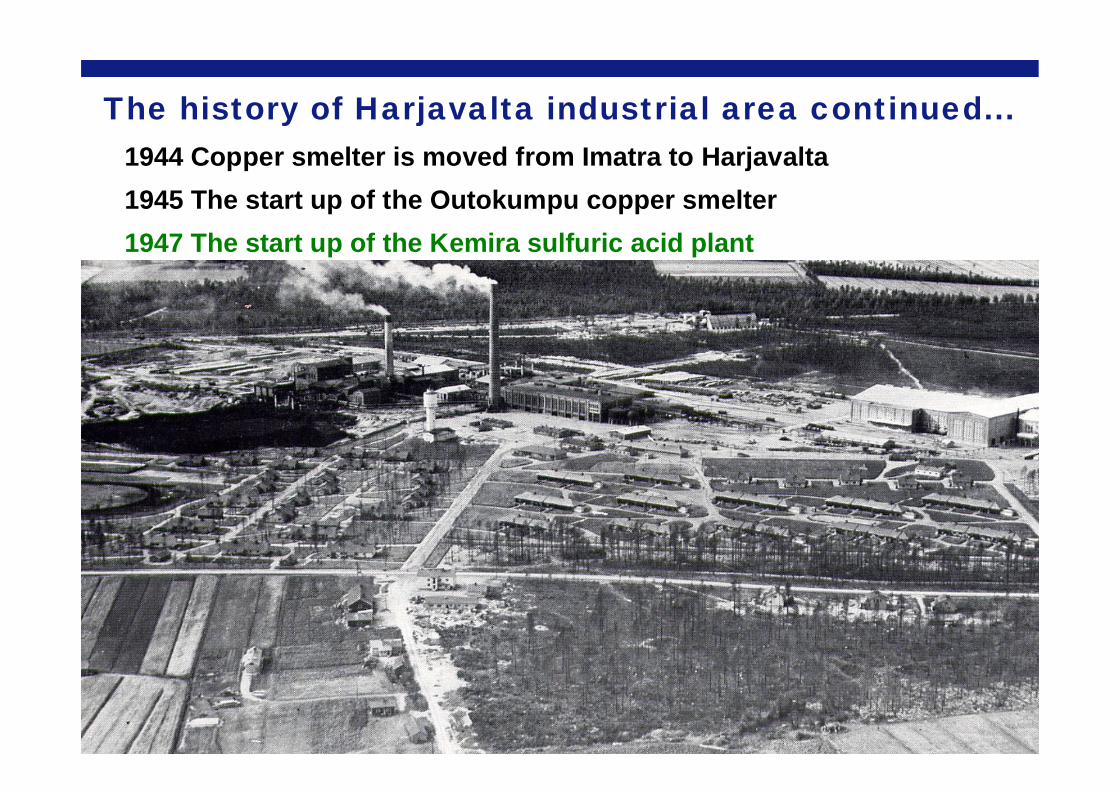
The history of Harjavalta industrial area continued...1944 Copper smelter is moved from Imatra to Harjavalta1945 The start up of the Outokumpu copper smelter1947 The start up of the Kemira sulfuric acid plant
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
The history of Harjavalta industrial area continued...
1944 Copper smelter is moved from Imatra to Harjavalta.1945 The start up of the Outokumpu copper smelter1947 The start up of the Kemira sulfuric acid plant1949 The start up of Outokumpu copper flash smelter
Challenges of Eco-efficiency5.12.2006
WHB EP
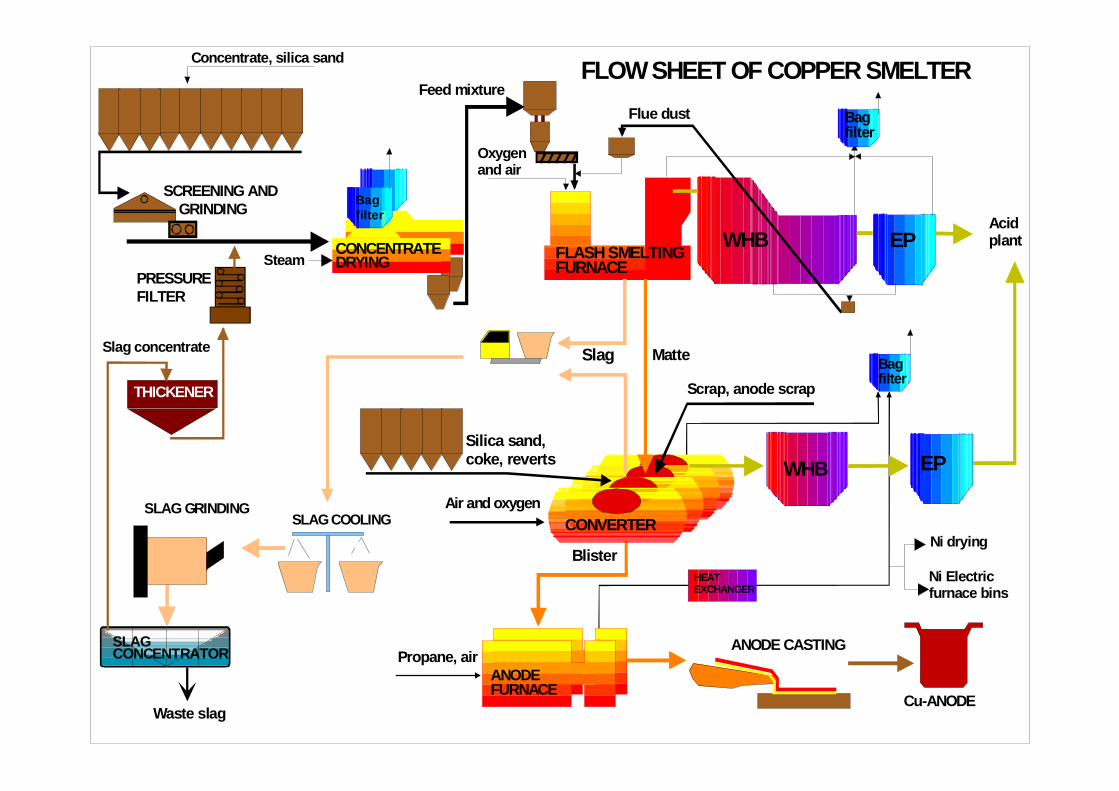
Concentrate, silica sand
Feed mixture
Oxygenand air
Flue dust
Slag
FLOW SHEET OF COPPER SMELTER
SLAG COOLING
Silica sand,coke, reverts
Air and oxygen
SCREENING AND GRINDING
SLAG GRINDING
SLAGCONCENTRATOR
Waste slag
Acidplant
Bagfilter
Propane, air
Matte
Bagfilter
Bagfilter
WHB
FLASH SMELTINGFURNACE
CONCENTRATEDRYINGSteam
THICKENER
BlisterHEATEXCHANGER
PRESSUREFILTER
Scrap, anode scrap
EP
CONVERTER
ANODEFURNACE
Ni drying
Ni Electricfurnace bins
ANODE CASTING
Cu-ANODE
Slag concentrate
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
The history of Harjavalta industrial area continued…
1944 Copper smelter is moved from Imatra to Harjavalta1945 The start up of the Outokumpu copper smelter1947 The start up of the Kemira sulfuric acid plant1949 The start up of Outokumpu copper flash smelter1959 The start up of Outokumpu nickel flash smelter1971 The start up of the oxygen plant1995 The start up of AGA hydrogen plant1995 The start up of Direct Outokumpu Nickel process (DON)2000 OMG Harjavalta Nickel Ltd is founded2000 Porin Lämpövoima Ltd starts the energy production2002 OMG starts the nickel chemical production2004 Boliden Harjavalta Oy is founded
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo

Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
Raw m aterialacquisition
Raw materialsrefining
Products making
Transporting
Sulphure chemicalsusing / Raw materialacquisition
Raw materialsrefining
Products making
Transporting
Copper deposit
Copper flashsmelting off gases
Surphurric acidplant
Ilmenite
Ilmenitedeposit
TiO 2-plant
Products using
Paint industry
Apatitemine
Potassiummine
AmmoniaNitricacid
Phosphorousacid
Sulphuricacid
Potassiumchloride
Fertilizer industry
Barley growing
Natural gas
Domestic market / Consumer
Foodproduction
Transporting
Products using
Bauxitedeposit
Bauxite
Al2(SO 4)3
Wastewatertreatment
Sugar- andstarch industry
Sulphurdioxide
Chem ical pulp(bleaching)
Paperindustry
ClO 2 -making
Cattlefeed
FeSO 4
TiO 2 .
The utilisation chain of sulphur starting from a copper mine to sulphurdioxide, sulphuric acid and ending at consumer’s dinner-table
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
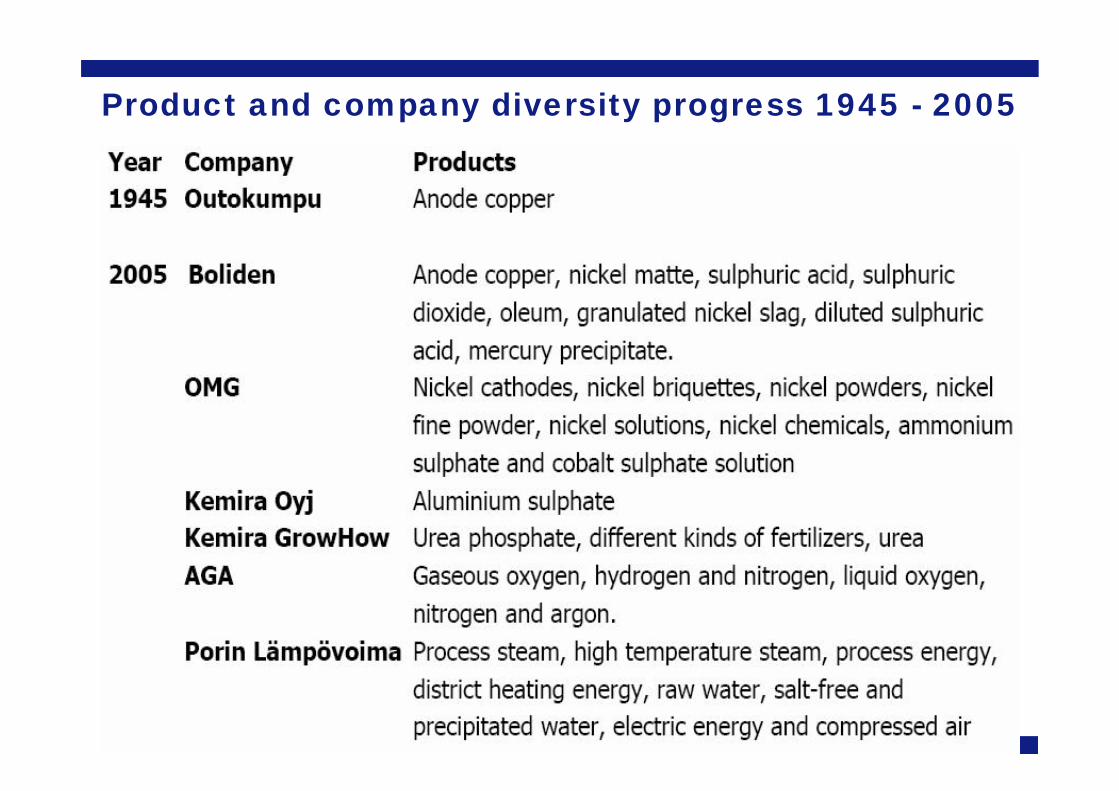
Product and company diversity progress 1945 - 2005
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
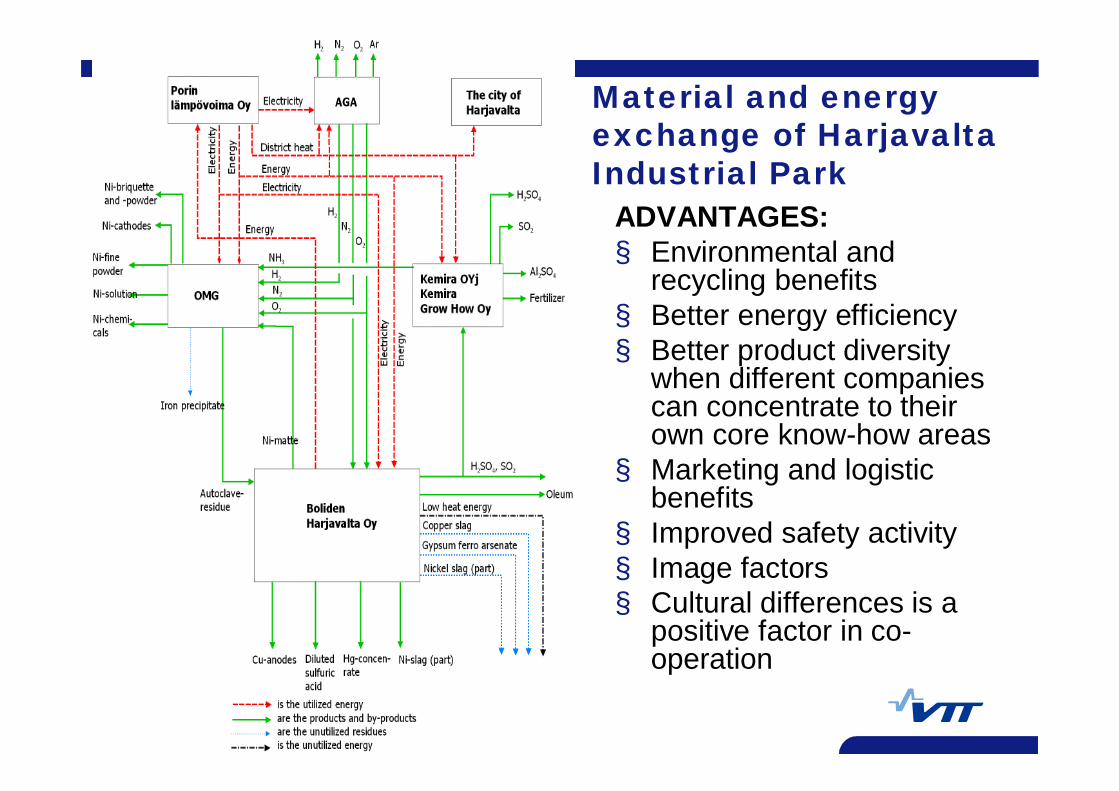
Material and energyexchange of HarjavaltaIndustrial Park
ADVANTAGES:§ Environmental and
recycling benefits§ Better energy efficiency§ Better product diversity
when different companiescan concentrate to theirown core know-how areas
§ Marketing and logisticbenefits
§ Improved safety activity§ Image factors§ Cultural differences is a
positive factor in co-operation
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
How to govern the eco-efficiency ofthe activities in an industrial park?
§ There is no umbrella organization togovern the activities of individualcompanies in the park§ The overall supervision is carried out by
the environmental authorities§ They have the final decision making power
in environmental permissions and theyalso monitor the emissions from varioussources in the park
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
4. Outokumpu Flash SmeltingTechnology

Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
Theory of Flash Smelting - reactions
§ Dissociation reactions –endothermic (require energy)
§ Oxidation reactions –exothermic (produce energy)
§ Oxidation reaction are notcompleted, the degree ofoxidation depends on theamount of available oxygen.
§ Iron sulphides are oxidizedeasier than copper sulphides.

Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
Flash smelting furnace
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
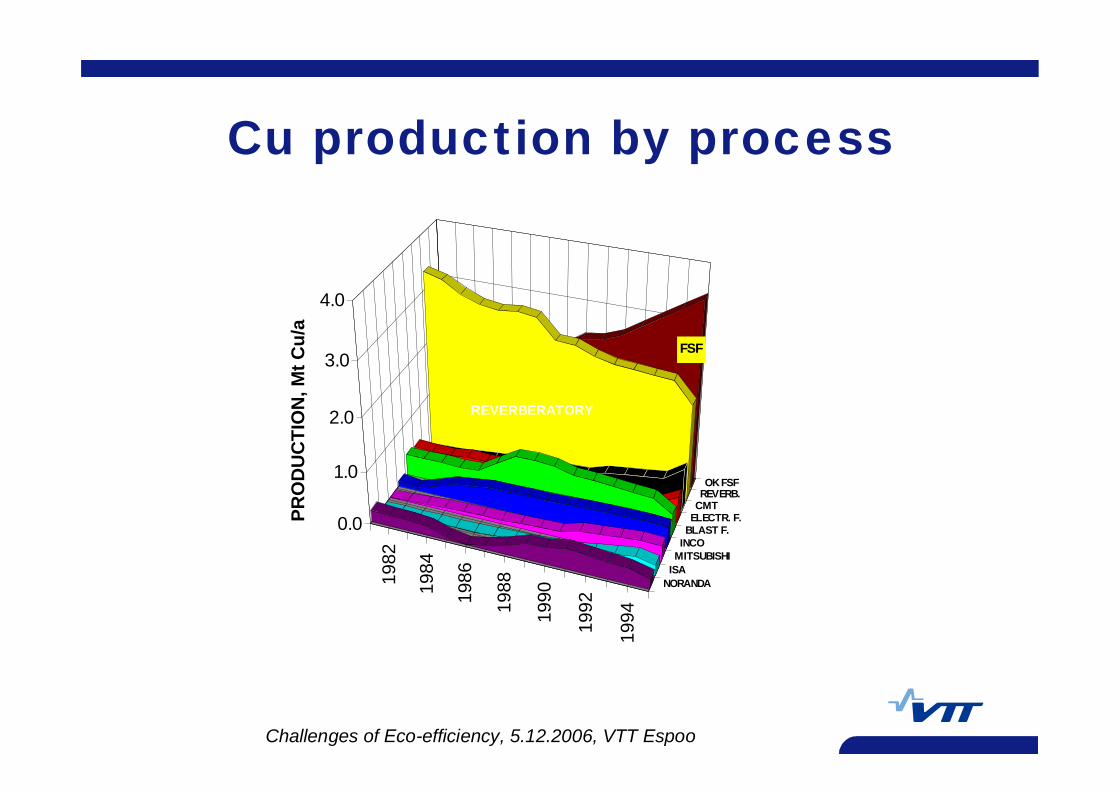
Cu production by process
1982
1984
1986
1988
1990
1992
1994
NORANDAISAMITSUBISHIINCOBLAST F.ELECTR. F.CMTREVERB.OK FSF
0.0
1.0
2.0
3.0
4.0PR
OD
UC
TIO
N, M
t Cu/
a
REVERBERATORY
FSF
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
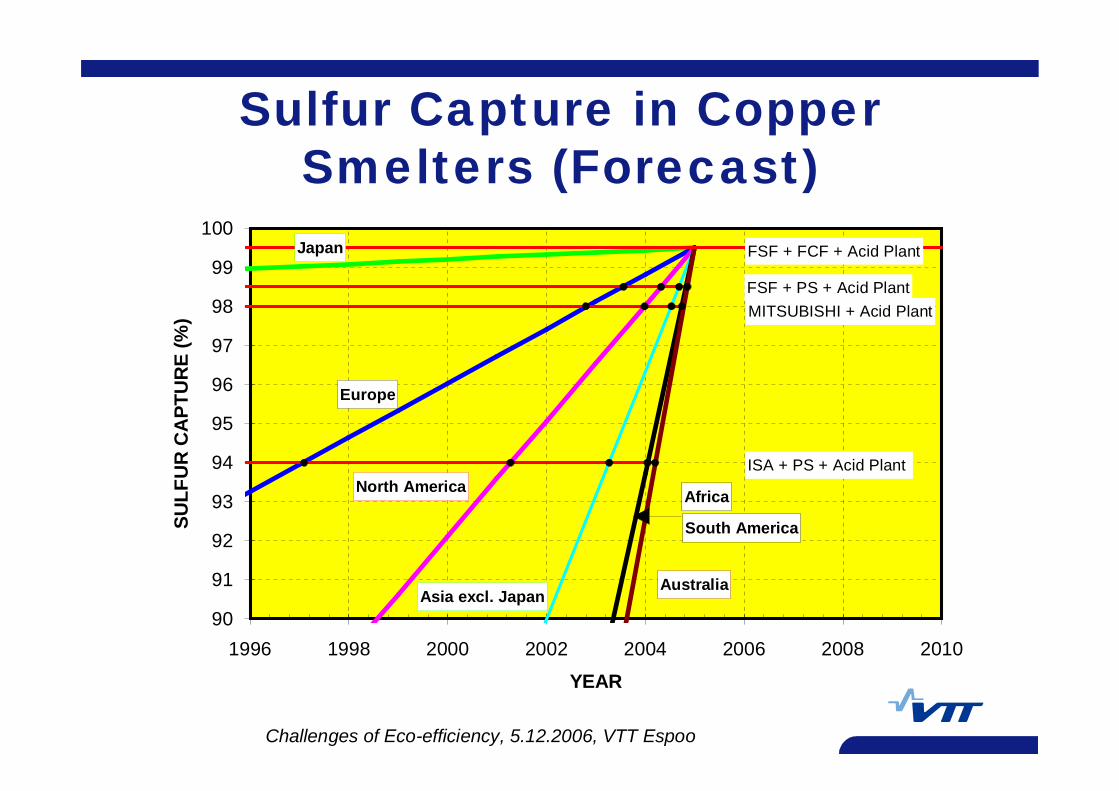
Sulfur Capture in CopperSmelters (Forecast)
YEAR
SULF
UR
CA
PTU
RE
(%)
90
91
92
93
94
95
96
97
98
99
100
1996 1998 2000 2002 2004 2006 2008 2010
South America
Australia
Africa
Asia excl. Japan
North America
Europe
ISA + PS + Acid Plant
Japan
MITSUBISHI + Acid PlantFSF + PS + Acid Plant
FSF + FCF + Acid Plant
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
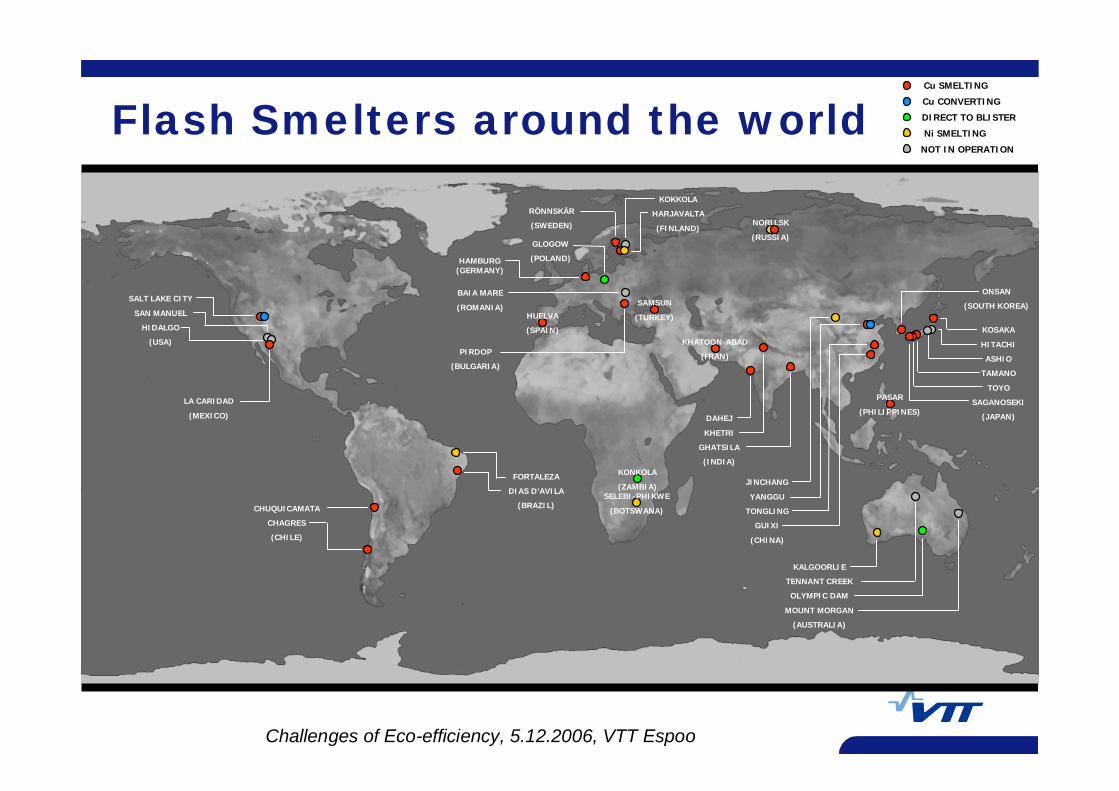
Flash Smelters around the world
KONKOLA
(ZAMBIA)
KHATOON-ABAD
(IRAN)
SALT LAKE CITY
SAN MANUEL
HIDALGO
(USA)
RÖNNSKÄR
(SWEDEN)
GLOGOW
(POLAND)
PIRDOP
(BULGARIA)
LA CARIDAD
(MEXICO)
PASAR
(PHILIPPINES)
FORTALEZA
DIAS D’AVILA
(BRAZIL)
ONSAN
(SOUTH KOREA)HUELVA
(SPAIN)
DAHEJ
KHETRI
GHATSILA
(INDIA)
SELEBI-PHIKWE
(BOTSWANA)
SAMSUN
(TURKEY)
KALGOORLIE
TENNANT CREEK
OLYMPIC DAM
MOUNT MORGAN
(AUSTRALIA)
HAMBURG(GERMANY)
KOSAKA
HITACHI
ASHIO
TAMANO
TOYO
SAGANOSEKI
(JAPAN)
BAIA MARE
(ROMANIA)
KOKKOLA
HARJAVALTA
(FINLAND)
CHUQUICAMATA
CHAGRES
(CHILE)
JINCHANG
YANGGU
TONGLING
GUIXI
(CHINA)
Cu SMELTING
Cu CONVERTING
DIRECT TO BLISTER
Ni SMELTING
NOT IN OPERATION
NORILSK
(RUSSIA)

Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
Flash Smelting & FlashConverting References 1/3
1. Outokumpu Oy, Harjavalta, Finland Cu smelting 19492. Outokumpu Oy, Harjavalta, Finland Ni smelting 19593. Furukawa Co Ltd., Ashio, Japan Cu smelting 19564. Outokumpu Oy, Kokkola, Finland Pyrite smelting 19625. Combinatul Chimico Metalurgic, Baia Mare, Romania Cu smelting 19666. The Dowa Mining Co Ltd., Kosaka, Japan Cu smelting 19677. Nippon Mining Co Ltd., Saganoseki, Japan Cu smelting 19708. Sumitomo Metal Mining Co Ltd., Toyo, Japan Cu smelting 19719. Hindustan Copper Ltd., Ghatsila, India Cu smelting 197110. Peko Wallsend Metals Ltd., Mount Morgan, Australia Cu smelting 197211. Hibi Kyodo Smelting Co Ltd., Tamano, Japan Cu smelting 197212. Norddeutsche Affinerie AG, Hamburg, Germany Cu smelting 197213. Nippon Mining Co Ltd., Hitachi, Japan Cu smelting 197214. Western Mining Corporation, Kalgoorlie, Australia Ni smelting 197215. Karadeniz Bakir Isletmeleri AS, Samsun, Turkey Cu smelting 197316. Peko Wallsend Metals Ltd., Tennant Creek, Australia Cu smelting 197317. Nippon Mining Co Ltd., Saganoseki, Japan Cu smelting 197218. BCL Limited, Selebi-Phikwe, Botswana Ni smelting 1973
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
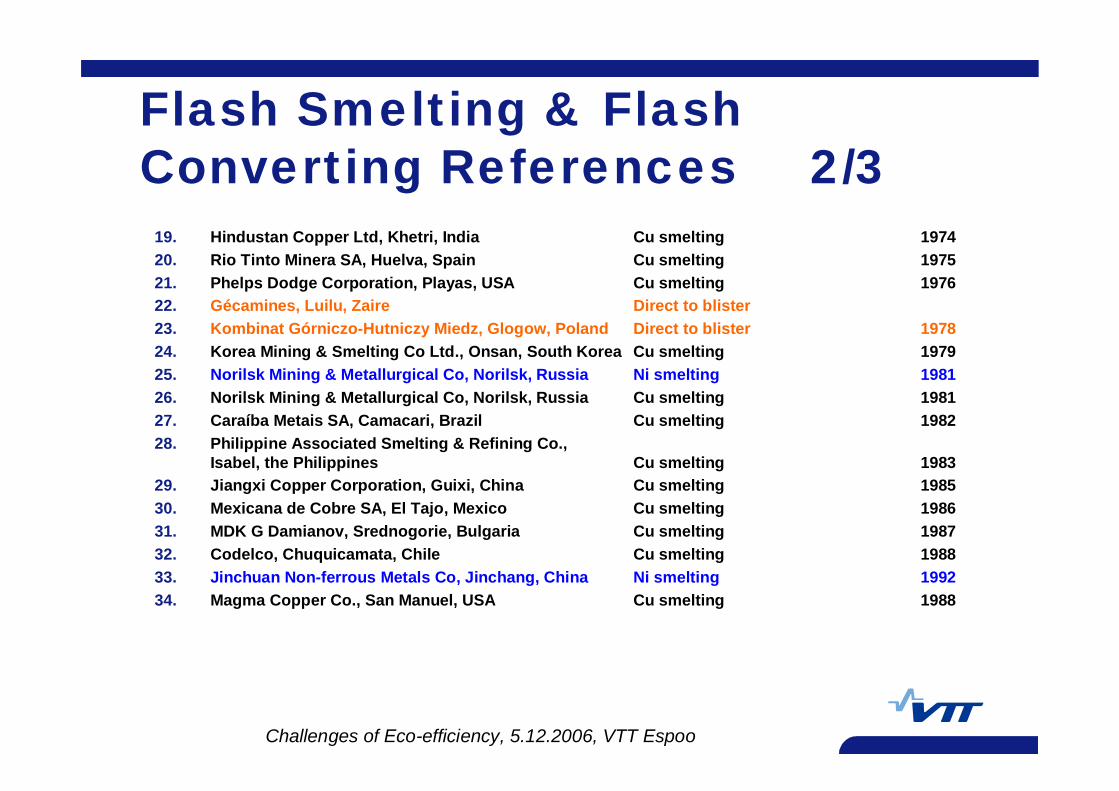
Flash Smelting & FlashConverting References 2/3
19. Hindustan Copper Ltd, Khetri, India Cu smelting 197420. Rio Tinto Minera SA, Huelva, Spain Cu smelting 197521. Phelps Dodge Corporation, Playas, USA Cu smelting 197622. Gécamines, Luilu, Zaire Direct to blister23. Kombinat Górniczo-Hutniczy Miedz, Glogow, Poland Direct to blister 197824. Korea Mining & Smelting Co Ltd., Onsan, South Korea Cu smelting 197925. Norilsk Mining & Metallurgical Co, Norilsk, Russia Ni smelting 198126. Norilsk Mining & Metallurgical Co, Norilsk, Russia Cu smelting 198127. Caraíba Metais SA, Camacari, Brazil Cu smelting 198228. Philippine Associated Smelting & Refining Co.,
Isabel, the Philippines Cu smelting 198329. Jiangxi Copper Corporation, Guixi, China Cu smelting 198530. Mexicana de Cobre SA, El Tajo, Mexico Cu smelting 198631. MDK G Damianov, Srednogorie, Bulgaria Cu smelting 198732. Codelco, Chuquicamata, Chile Cu smelting 198833. Jinchuan Non-ferrous Metals Co, Jinchang, China Ni smelting 199234. Magma Copper Co., San Manuel, USA Cu smelting 1988
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
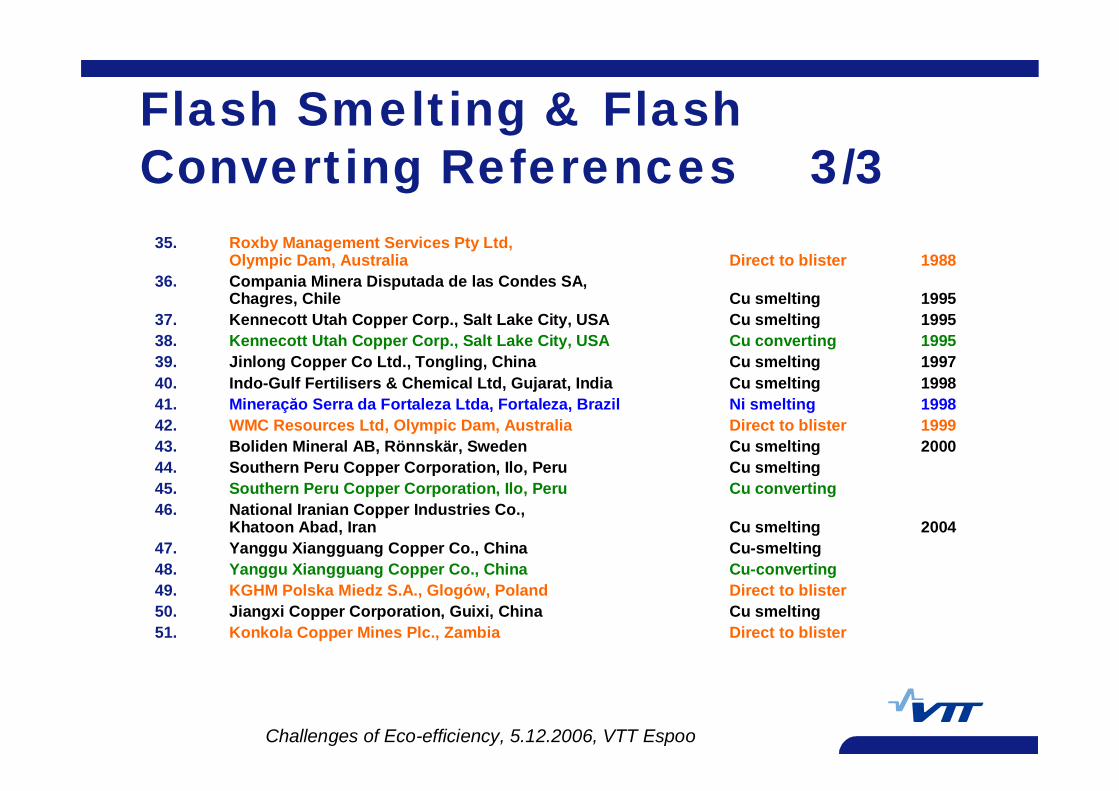
Flash Smelting & FlashConverting References 3/3
35. Roxby Management Services Pty Ltd,Olympic Dam, Australia Direct to blister 1988
36. Compania Minera Disputada de las Condes SA,Chagres, Chile Cu smelting 1995
37. Kennecott Utah Copper Corp., Salt Lake City, USA Cu smelting 199538. Kennecott Utah Copper Corp., Salt Lake City, USA Cu converting 199539. Jinlong Copper Co Ltd., Tongling, China Cu smelting 199740. Indo-Gulf Fertilisers & Chemical Ltd, Gujarat, India Cu smelting 199841. Mineraç o Serra da Fortaleza Ltda, Fortaleza, Brazil Ni smelting 199842. WMC Resources Ltd, Olympic Dam, Australia Direct to blister 199943. Boliden Mineral AB, Rönnskär, Sweden Cu smelting 200044. Southern Peru Copper Corporation, Ilo, Peru Cu smelting45. Southern Peru Copper Corporation, Ilo, Peru Cu converting46. National Iranian Copper Industries Co.,
Khatoon Abad, Iran Cu smelting 200447. Yanggu Xiangguang Copper Co., China Cu-smelting48. Yanggu Xiangguang Copper Co., China Cu-converting49. KGHM Polska Miedz S.A., Glogów, Poland Direct to blister50. Jiangxi Copper Corporation, Guixi, China Cu smelting51. Konkola Copper Mines Plc., Zambia Direct to blister
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
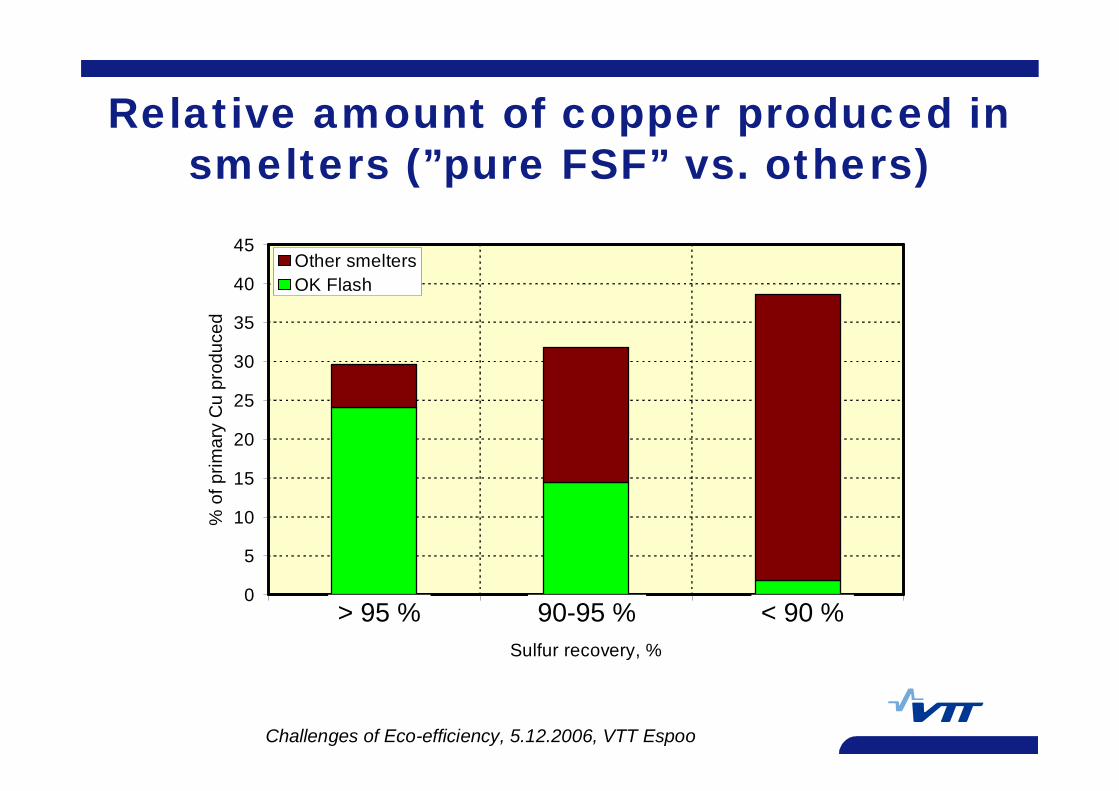
Relative amount of copper produced insmelters (”pure FSF” vs. others)
0
5
10
15
20
25
30
35
40
45
> 95 % > 90 % < 90 %Sulfur recovery, %
% o
f prim
ary
Cu
prod
uced
Other smeltersOK Flash
90-95 % < 90 %> 95 %
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
5. Ferro-alloys Technology ofOutokumpu
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
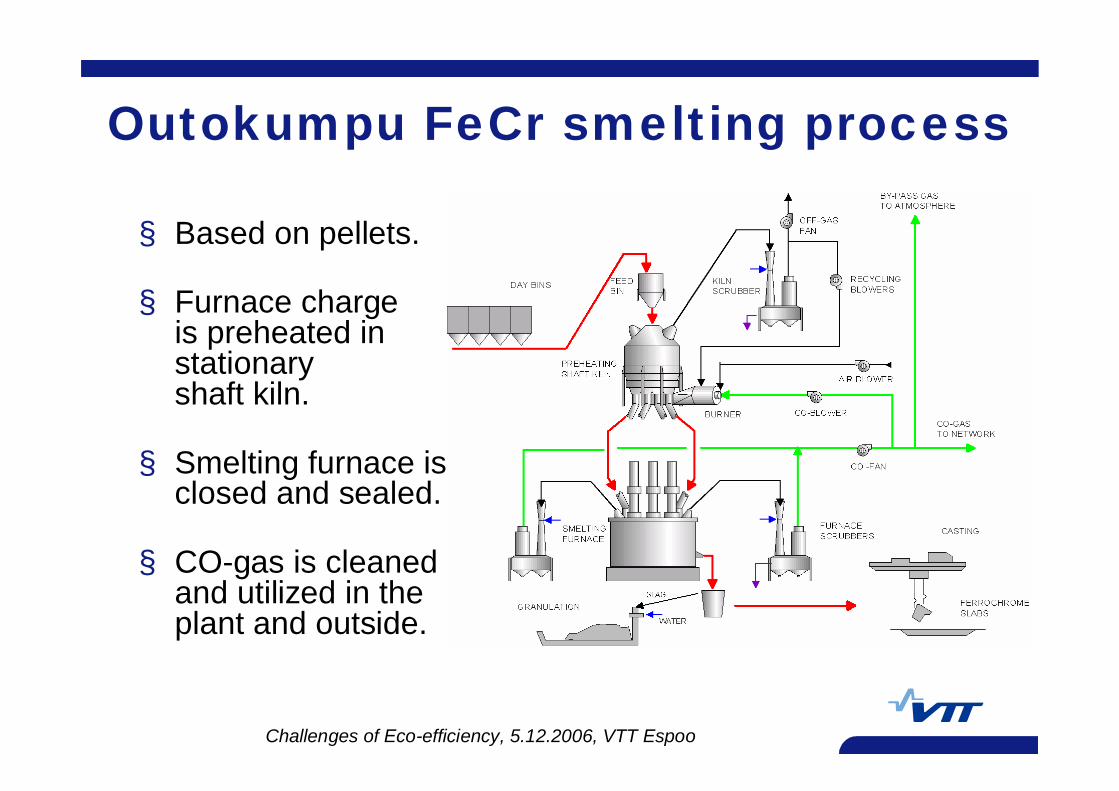
Outokumpu FeCr smelting process
§ Based on pellets.
§ Furnace chargeis preheated instationaryshaft kiln.
§ Smelting furnace isclosed and sealed.
§ CO-gas is cleanedand utilized in theplant and outside.

Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
Outokumpu Tornio Works§ Full capacity after last expansion:
FeCr 270 000 tonsSlabs 1 600 000 tonsCoil products 1 200 000 tonsof which:Hot rolled 300 000 tonsSemi-cold rolled 150 000 tonsCold rolled 750 000 tons
§ Specialized in:– Custom-made volume production in
selected product areas– Supplying cost efficiently high
quality volume products– Using best available technology– New products from RAP line
§ About 2 300 employees

Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
The most integrated stainless steel works inthe world (Outokumpu Tornio works)
§ Own chrome – safe supply§ Stable FeCr quality§ Liquid FeCr and use of own CO saves primary energies§ FeCr-converter increase melting capacity and saves energy§ Hot slab charging in Hot Rolling Mill§ Short processing time and lower logistical costs§ Savings in product handling§ Integrated southbound and northbound logistics§ Terneuzen Mill close to main markets
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
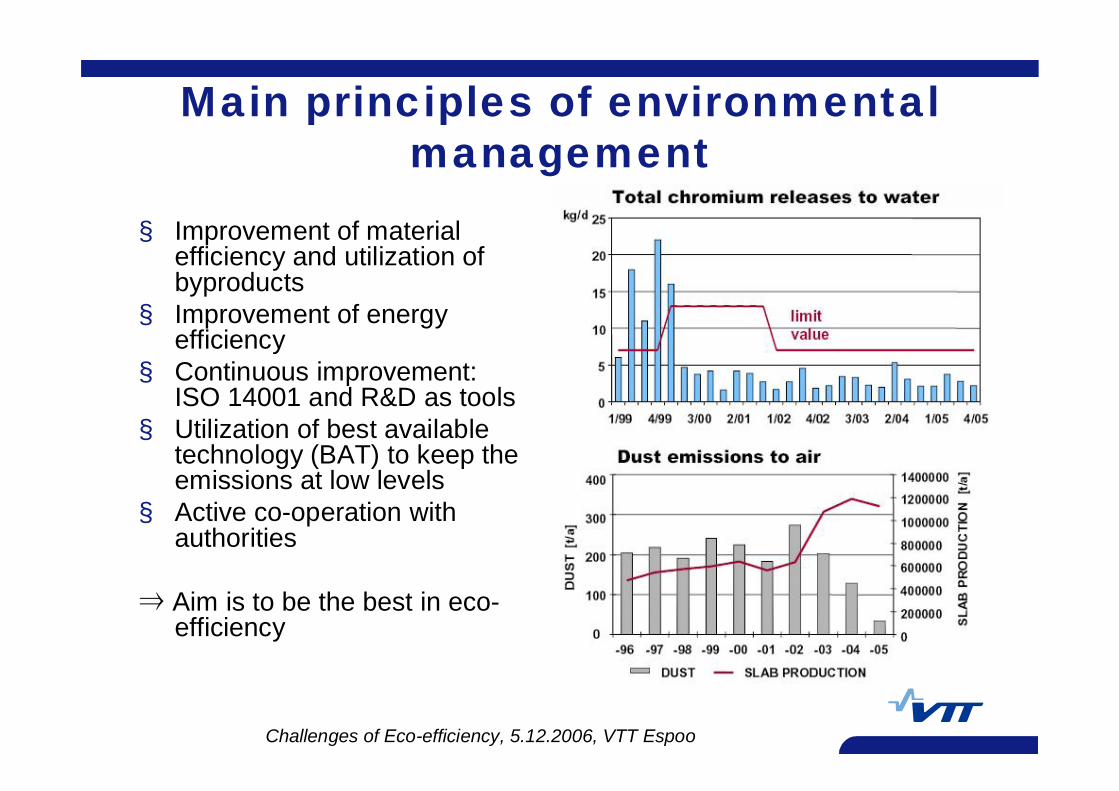
Main principles of environmentalmanagement
§ Improvement of materialefficiency and utilization ofbyproducts
§ Improvement of energyefficiency
§ Continuous improvement:ISO 14001 and R&D as tools
§ Utilization of best availabletechnology (BAT) to keep theemissions at low levels
§ Active co-operation withauthorities
Aim is to be the best in eco-efficiency

Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
The ecological balance of TornioFeCr -plant
EMISSIONS TO WATERSOLIDS 13,8 gCr 0,4 “Zn 1,0 “CN 0,7 “OIL 0 “
EMISSIONS TO WATERSOLIDS 13,8 gCr 0,4 “Zn 1,0 “CN 0,7 “OIL 0 “
OUTFeCr 1000 kgSLAG 1181 “CO 708 Nm3
(CO EQUALS 196 kg OIL)
OUTFeCr 1000 kgSLAG 1181 “CO 708 Nm3
(CO EQUALS 196 kg OIL)
EMISSIONS TO AIRDUST 0,20 kg
CO2 593 “
NO2 0,87 “
SO2 0,38 “
EMISSIONS TO AIRDUST 0,20 kg
CO2 593 “
NO2 0,87 “
SO2 0,38 “
FeCr - PLANTECOLOGICAL BALANCE 2002
INELECTRICITY 3469 kWh
(12,18 GJ)COKE 507 kgLIQUID NATURAL GAS 0,06 “OIL 0 “LUMPY ORE 769 “FINE CONCENTRATE 1532 “QUARTZ 306 “ELECTRODE PASTE 7 “OTHER 15 “
INELECTRICITY 3469 kWh
(12,18 GJ)COKE 507 kgLIQUID NATURAL GAS 0,06 “OIL 0 “LUMPY ORE 769 “FINE CONCENTRATE 1532 “QUARTZ 306 “ELECTRODE PASTE 7 “OTHER 15 “
DUMPING PLACEWASTE 35 kg
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
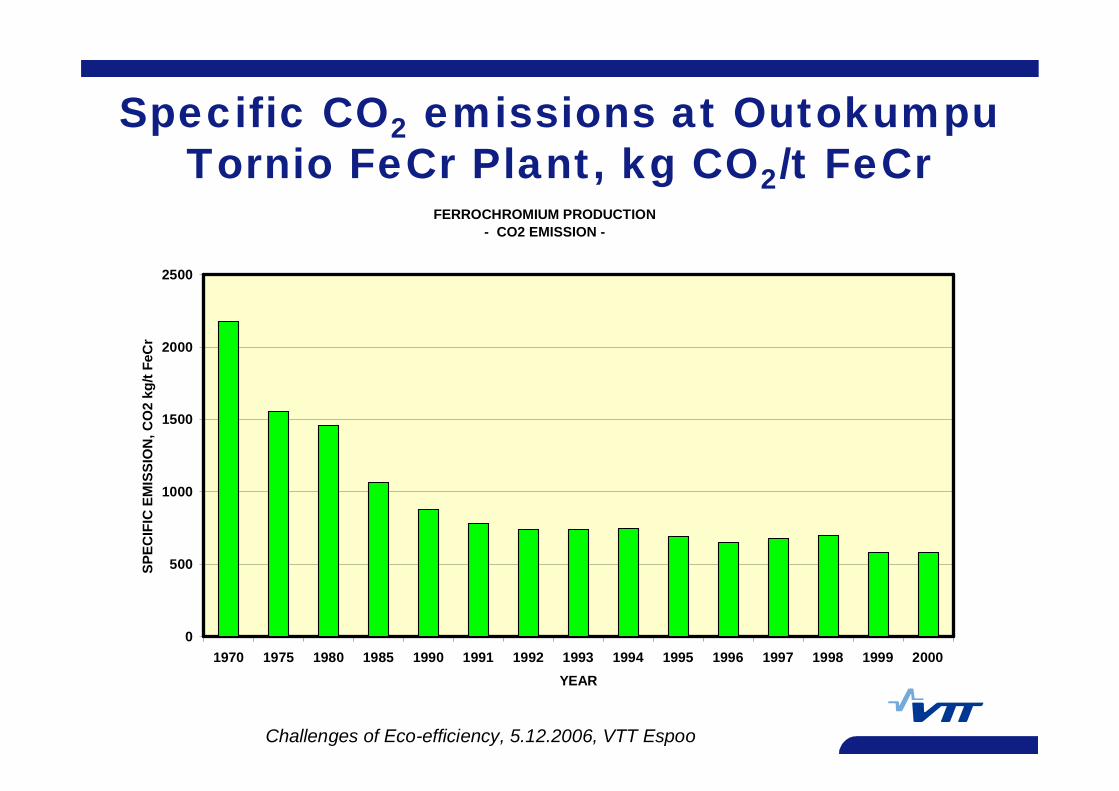
Specific CO2 emissions at OutokumpuTornio FeCr Plant, kg CO2/t FeCr
FERROCHROMIUM PRODUCTION- CO2 EMISSION -
0
500
1000
1500
2000
2500
1970 1975 1980 1985 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000YEAR
SPEC
IFIC
EM
ISSI
ON
, CO
2 kg
/t Fe
Cr
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
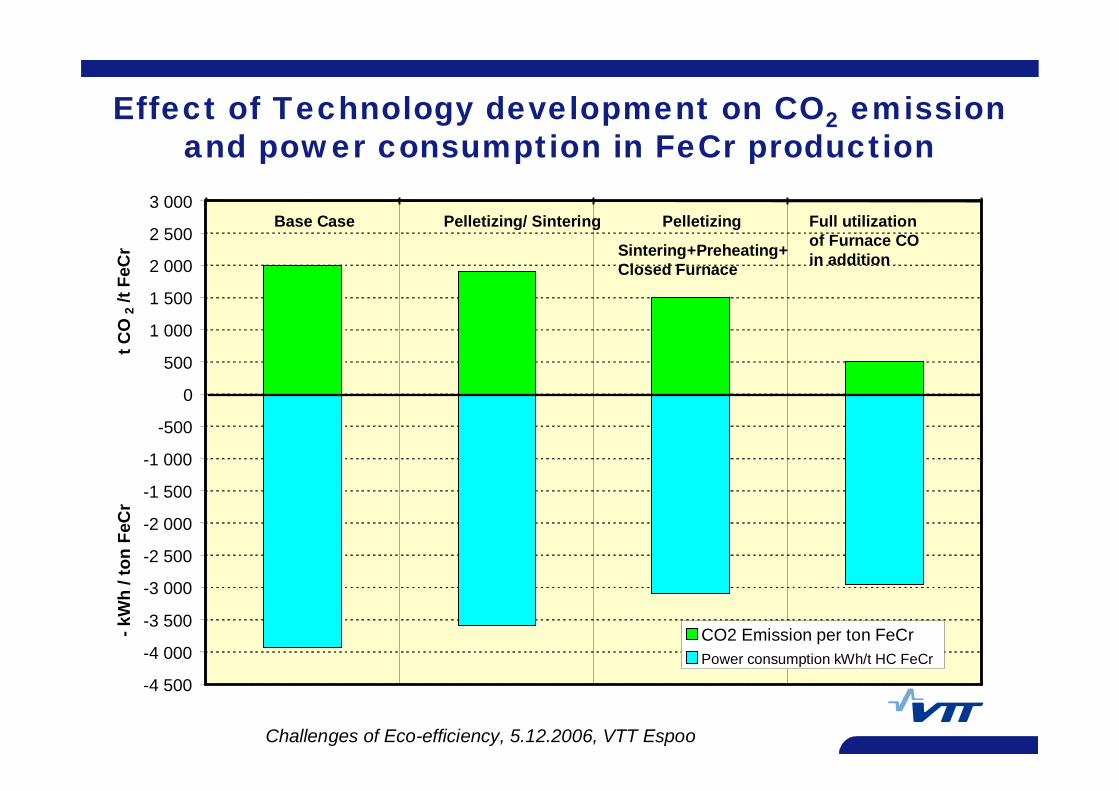
Effect of Technology development on CO2 emissionand power consumption in FeCr production
-4 500
-4 000
-3 500
-3 000
-2 500
-2 000
-1 500
-1 000
-500
0
500
1 000
1 500
2 000
2 500
3 000Base Case Pelletizing/ Sintering Pelletizing
Sintering+Preheating+Closed Furnace
Full utilizationof Furnace COin addition
-kW
h / t
onFe
Cr
t CO
2/t
FeC
r
CO2 Emission per ton FeCrPower consumption kWh/t HC FeCr
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
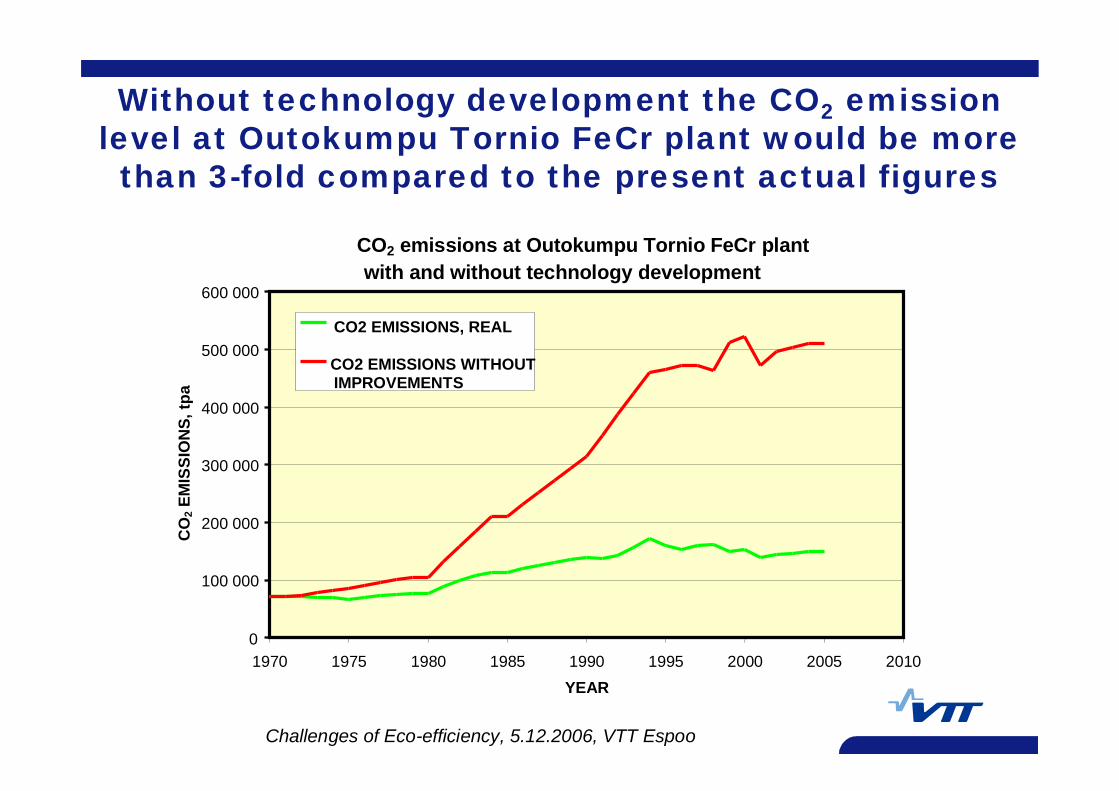
Without technology development the CO2 emissionlevel at Outokumpu Tornio FeCr plant would be morethan 3-fold compared to the present actual figures
CO2 emissions at Outokumpu Tornio FeCr plantwith and without technology development
0
100 000
200 000
300 000
400 000
500 000
600 000
1970 1975 1980 1985 1990 1995 2000 2005 2010YEAR
CO
2EM
ISSI
ON
S,tp
a
CO2 EMISSIONS, REAL
CO2 EMISSIONS WITHOUTIMPROVEMENTS

Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
Effect of technology development on cumulative CO2emission reduction at Outokumpu Tornio FeCr plant
CO2 EMISSION REDUCTION IN FeCr PRODUCTION IN TORNIO
0
1 000 000
2 000 000
3 000 000
4 000 000
5 000 000
6 000 000
7 000 000
1970
1972
1974
1976
1978
1980
1982
1984
1986
1988
1990
1992
1994
1996
1998
2000
2002
2004
YEAR
CU
MU
LAT
CO
2 EM
ISSI
ON
RED
UC
TIO
N, t
ons
CO
2
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
Outokumpu Technology’s latests FeCr technologytransfer project references
§ Ferrometals 1998 South Africa§ Hernic 1999 South Africa§ Assmang 2001 South Africa§ Tubatse 2002 South Africa§ SA Chrome 2002 South Africa§ Hernic 2 2005 South Africa§ Donskoy GOK 2005 Kazakhstan§ IFM 2007 South Africa§ Xstrata Wonderkop 2007 South Africa
§ Already now about 5-7 million tons less CO2 emissions
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
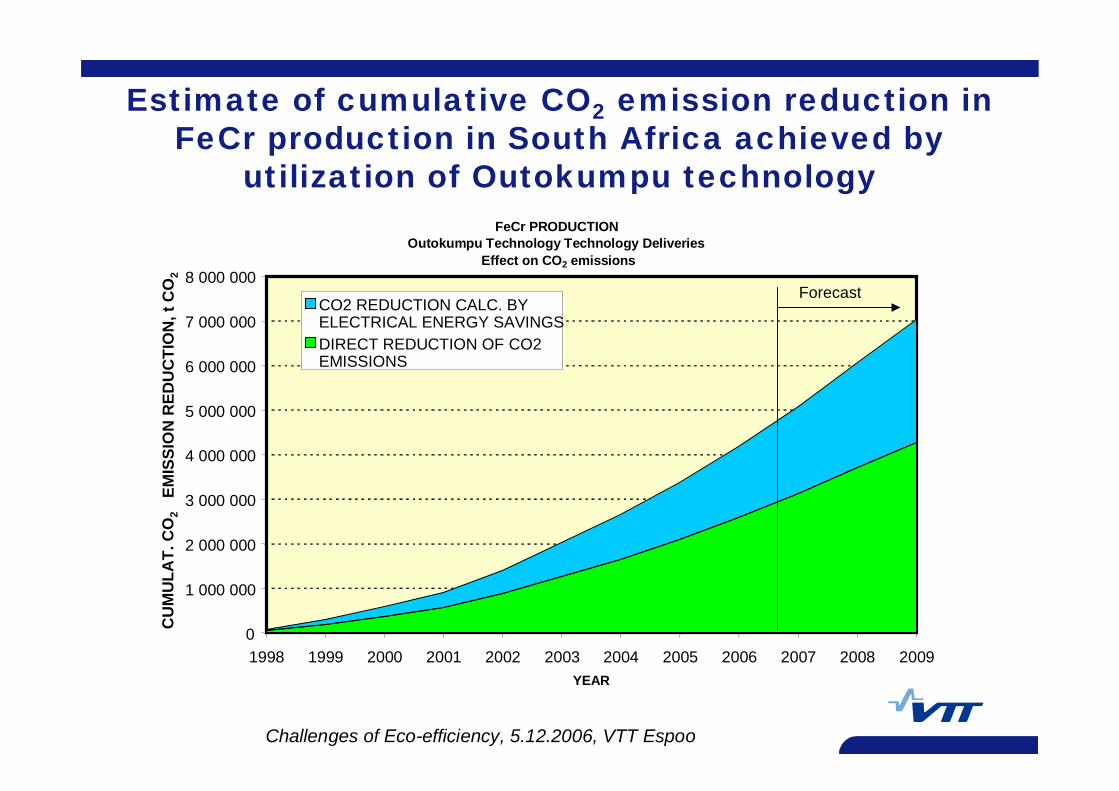
Estimate of cumulative CO2 emission reduction inFeCr production in South Africa achieved by
utilization of Outokumpu technologyFeCr PRODUCTION
Outokumpu Technology Technology DeliveriesEffect on CO2 emissions
0
1 000 000
2 000 000
3 000 000
4 000 000
5 000 000
6 000 000
7 000 000
8 000 000
1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009YEAR
CU
MU
LAT.
CO
2EM
ISSI
ON
RED
UC
TIO
N, t
CO
2
CO2 REDUCTION CALC. BYELECTRICAL ENERGY SAVINGSDIRECT REDUCTION OF CO2EMISSIONS
Forecast
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
6. Extraction of Iron With LowCarbon Dioxide Emissions
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
Reduction of iron ores§ Conventional blast furnace reduction of iron oxides
– Pelletizing– Sintering– Coking– Oxygen removed as CO– 95 % of primary iron production
§ Direct reduction by natural gas– Oxygen removed as H O+CO– 3-4 % of primary iron production
§ Direct reduction by hydrogen– Oxygen removed as H O– 1-2 % of primary iron production
2
2
2
2
Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
View of Circored plant inPoint Lisas, Trinidad

Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
Circored® : Gas Based DirectReduction of Iron Ore Fines

Challenges of Eco-efficiency, 5.12.2006, VTT Espoo
Basic reactions in the bath