wet grinding and dispersing fundamental considerations
TRANSCRIPT
1
Wet grinding and dispersing
Fundamental Considerations
Carsten Schilde and Arno Kwade
Institute for Particle Technology
Technische Universität Braunschweig
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 2
Content
3.1 Description of grinding and dispersing results
•Product quality
•Productions capacity
•Results related to grinding time and specific energy
3.2 Stress mechanism and stress models
•Mill related stress models
•Product related stress models
•Relation between model parameters
3.3 General application of the stress models
•Particles between two grinding media
•Estimation of stress events and frequency
•Estimation of stress energy and intensity
•Comparison of stress intensity and particle strength
•Specific energy and efficiency factor
2
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 3
Introduction
Question
Which parameters can be changed if we want to design or optimize a stirred
media milling process?
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 4
Important operating parameters of stirred media
mills
1. Operating parameters of the mill• Grinding or dispersing time
• throughput
• Stirrer tip speed
• Grinding media size
• Grinding media material (density, elasticity and hardness)
• Filling ratio of the grinding media
2. Operation mode of the mill (One or multiple passage mode, pendulum or circuit operation)
3. Formulation (composition of the suspension)• Solids concentration of the pigments
• Fluid (water, solvents, resins and so on)
• Additives or dispersing agents (Reduction of the viscosity and/or avoidance of reagglomeration or flocculation)
4. Mill geometry• Type of the mill
• Size and dimensions of the mill
3
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 5
Main objectives
a) Product quality, which is defined among others by
Particle size distribution, gloss, intensity of colour, transparency
Product purity (no contamination by wear of mill and grinding media)
No product degradation (for example by too high temperatures)
Stability (against reagglomeration, flocculation, sedimentation and so on)
b) Economy, which is determined above all by
Investment costs
Operating costs (energy, cooling water, maintenance and so on)
Production capacity
Cleaning expenditure
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 6
Content
3.1 Description of grinding and dispersing results
•Product quality
•Productions capacity
•Results related to grinding time and specific energy
3.2 Stress mechanism and stress models
•Mill related stress models
•Product related stress models
•Relation between model parameters
3.3 General application of the stress models
•Particles between two grinding media
•Estimation of stress events and frequency
•Estimation of stress energy and intensity
•Comparison of stress intensity and particle strength
•Specific energy and efficiency factor
4
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 7
Description of product quality
Depending on the industry and on the product the quality is determined for
example by:
• Optical (visual) characteristics of the particles or pigments respectively
(intensity of color, glace, transparency)
• Mechanical characteristics of fillers
• Storage stability of dispersions and suspensions
• Reactivity of disperse solids because of larger surfaces
• Sintering activity of ceramic materials
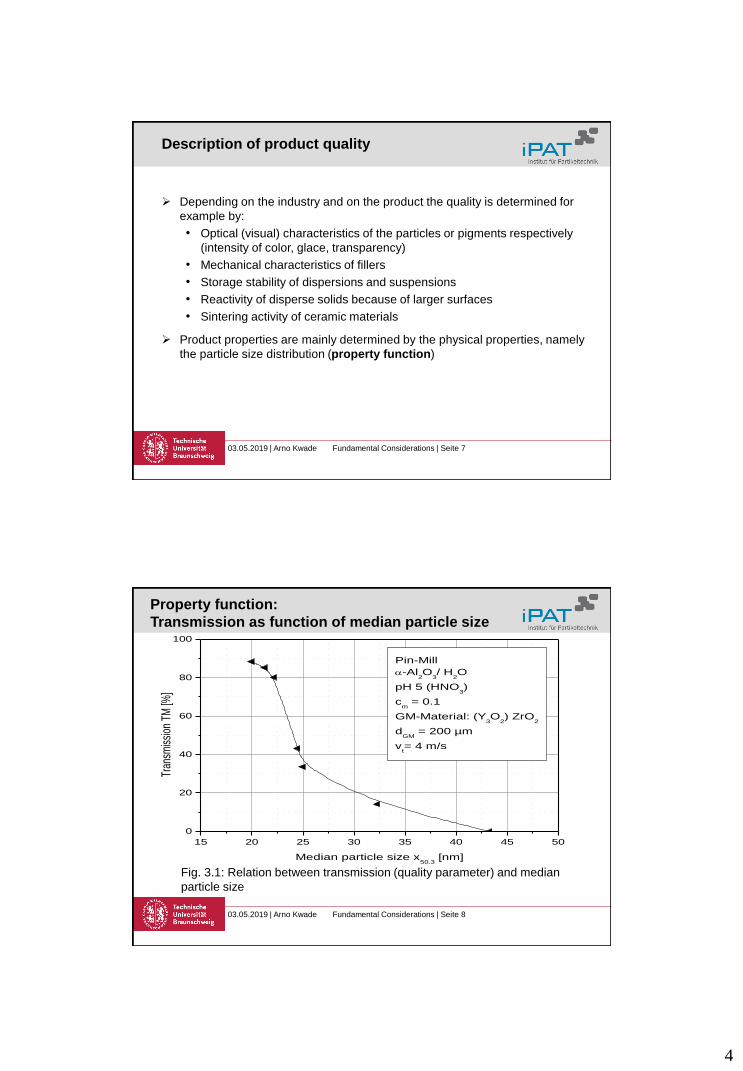
Product properties are mainly determined by the physical properties, namely
the particle size distribution (property function)
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 8
Property function:
Transmission as function of median particle size
Fig. 3.1: Relation between transmission (quality parameter) and median
particle size
15 20 25 30 35 40 45 50
0
20
40
60
80
100
Tran
smis
sion
TM
[%]
Median particle size x50.3
[nm]
Pin-Mill
-Al2O
3/ H
2O
pH 5 (HNO3)
cm = 0.1
GM-Material: (Y3O
2) ZrO
2
dGM
= 200 µm
vt= 4 m/s
5
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 9
Description of product quality
Depending on the industry and on the product the quality is determined for
example by:
• Optical (visual) characteristics of the particles or pigments respectively
(intensity of color, glace, transparency)
• Mechanical characteristics of fillers
• Storage stability of dispersions and suspensions
• Reactivity of disperse solids because of larger surfaces
• Sintering activity of ceramic materials
Product properties are mainly determined by the physical properties, namely
the particle size distribution (property function)
Particle size distribution is taken as main quality parameter
Product quality is described by characteristic numbers (e.g. median size x50
and characteristic size x90)
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 10
Specific energy
Energy transferred into the grinding chamber related to the stressed product
mass
Batch operation:
CP
0
P
t
0
0
P
CCm t
m
PP
m
dPP
m
tEtE
C
Continuous operation:
P
0stationarym
m
PPE
where P := mean power draw of the motor
P0 := no-load power
(3.2)
(3.4)
6
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 11
Question
Why is it important to minimize the specific energy consumption?
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 12
Basic equation of production rate
where := Solids mass throughput (solids mass flow rate)
mP,Batch := Mass of a batch
tBatch := Production time for a batch
P := Power draw of mill motor (gross power)
P0 := No-load power draw of mill motor (mill without content)
PGC := Power transferred into grinding chamber (net power)
Em := Specific energy for demanded product quality
Pm
m
GC
m
0
batch
batchP,P
E
P
E
PP
t
mm
0
mBatchP,Batch
PP
Emt
7
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 13
Example 1
Determination of production capacity
The installed motor power of the mill is 25 kW with a no-load power of 5 kW
for the stirrer tip speed under consideration.
The specific energy requirement of your product (related on solids mass) for
the given operating parameters is 100 kWh/t
Which product mass of solids can you produce per hour with your mill?
1. net power: 25 kW – 5 kW = 20 kW
2. Production rate:
You can produce 200 kg/h of mass of solids product per hour
t/h0.2kWh/t100
kW20
E
PPm
m
0P
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 14
Example 1
Determination of production capacity
The installed motor power of the mill is 25 kW with a no-load power of 5 kW
for the stirrer tip speed under consideration.
The specific energy requirement of your product (related on solids mass) for
the given operating parameters is 100 kWh/t
Which product mass of solids can you produce per hour with your mill?
1. net power: 25 kW – 5 kW = 20 kW
2. Production rate:
You can produce 200 kg/h of mass of solids product per hour
t/h0.2kWh/t100
kW20
E
PPm
m
0P
8
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 15
Example 2
The demanded production rate is 1 t/h of solid product
The specific energy requirement of your product (related on solids mass) for
the given operating parameters is 100 kWh/t
Which net power input must the mill or mills have under the assumptions,
that the specific energy requirement is independent on mill size?
1. net power:
The net power required is 100 kW whereas the operating parameters of the
production scale mill must be chosen in a way, that this net power is really
transferred into the grinding chamber
kW100t/h1
kWh/t 100
m
EPP
P
m0
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 16
Question
m
GC
m
0
batch
batchP,P
E
P
E
PP
t
mm
0
mBatchP,Batch
PP
Emt
When do we get the maximum possible production rate?
9
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 17
Basic equation of production rate
Maximum production rate is achieved, if
• power input into grinding chamber, P – P0, is as high as possible
• specific energy for production of certain product quality, Em, is as
low as possible.
Minimum specific energy decreases relative mill and grinding media wear to
a minimum
Power input and specific energy requirement depend on several operating
parameters like vt, dGM, rGM, cm etc.
Problem: Finding set of operating parameters, which cause the
highest power input P – P0 and the lowest specific energy Em
Equation is also basis for transfer of results from laboratory mill to a
production mill (Scale-up)
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 18
Determination of power draw and
specific energy
Power draw
Highest possible power draw of a stirred media mill is restricted by
• installed motor power
• installed cooling capacity (in case of temperature sensitive product)
• wear of mill and grinding media.
Determination of operating parameters, at which the highest possible power
draw is really transferred into the grinding chamber using relation between
power number and Reynolds number
Specific energy
Determination of operating parameters, at which the specific energy
consumption for a certain product quality has a minimum value, using the so-
called stress model
10
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 19
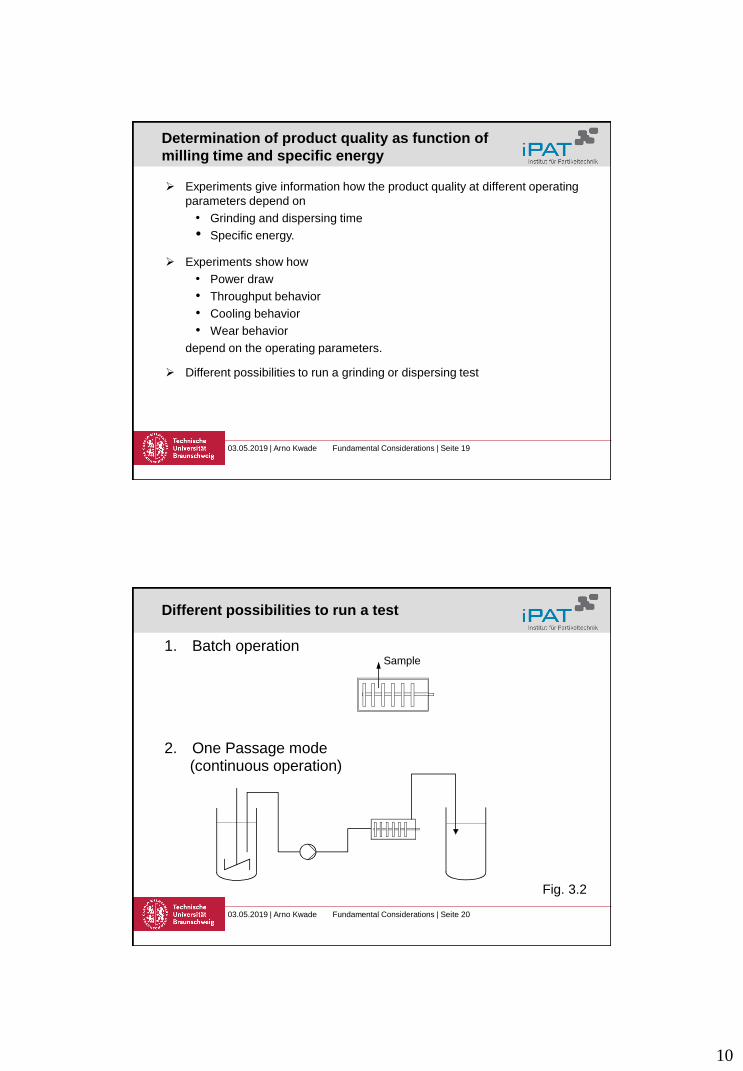
Determination of product quality as function of
milling time and specific energy
Experiments give information how the product quality at different operating
parameters depend on
• Grinding and dispersing time
• Specific energy.
Experiments show how
• Power draw
• Throughput behavior
• Cooling behavior
• Wear behavior
depend on the operating parameters.
Different possibilities to run a grinding or dispersing test
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 20
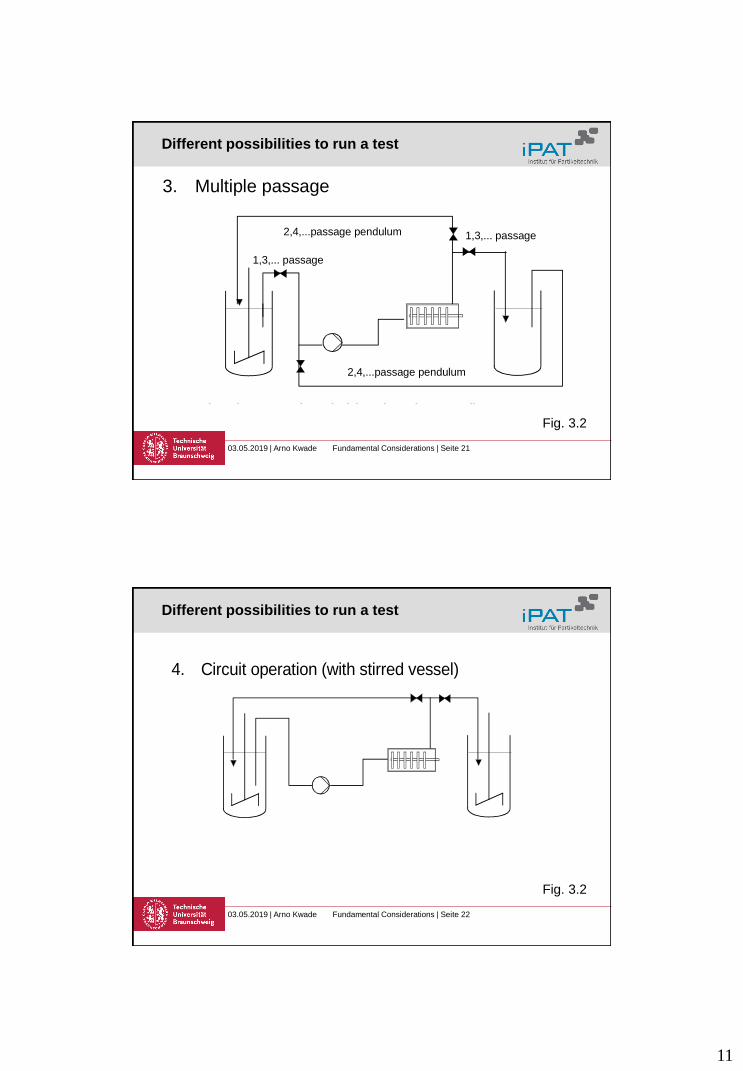
Different possibilities to run a test
1. Batch operation
2. One Passage mode (continuous operation)
3. Multiple passage
4. Circuit operation (with stirred vessel)
Sample
2,4,...passage pendulum
1,3,... passage
1,3,... passage
2,4,...passage pendulum
Fig. 3.2
11
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 21
Different possibilities to run a test
1. Batch operation
2. One Passage mode (continuous operation)
3. Multiple passage
4. Circuit operation (with stirred vessel)
Sample
2,4,...passage pendulum
1,3,... passage
1,3,... passage
2,4,...passage pendulum
Fig. 3.2
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 22
Different possibilities to run a test
1. Batch operation
2. One Passage mode (continuous operation)
3. Multiple passage
4. Circuit operation (with stirred vessel)
Sample
2,4,...passage pendulum
1,3,... passage
1,3,... passage
2,4,...passage pendulum
Fig. 3.2
12
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 23
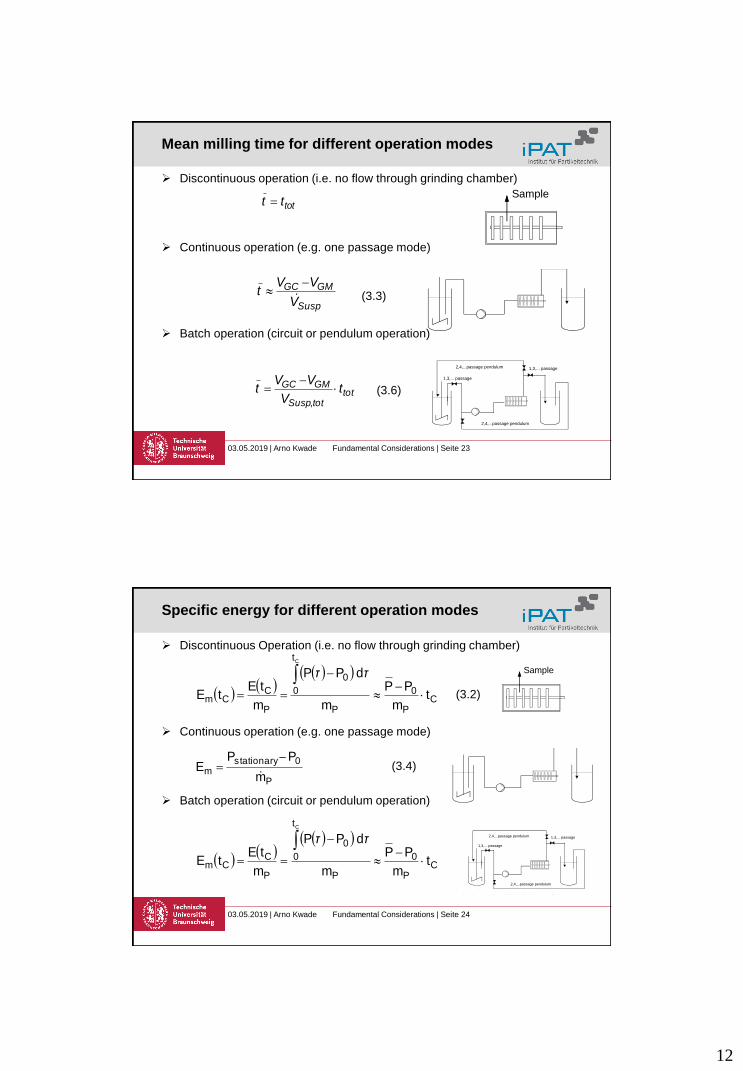
Mean milling time for different operation modes
Discontinuous operation (i.e. no flow through grinding chamber)
Continuous operation (e.g. one passage mode)
Batch operation (circuit or pendulum operation)
tottt
Susp
GMGC
V
VVt
tottotSusp
GMGC tV
VVt
,
1. Batch operation
2. One Passage mode (continuous operation)
3. Multiple passage
4. Circuit operation (with stirred vessel)
Sample
2,4,...passage pendulum
1,3,... passage
1,3,... passage
2,4,...passage pendulum
1. Batch operation
2. One Passage mode (continuous operation)
3. Multiple passage
4. Circuit operation (with stirred vessel)
Sample
2,4,...passage pendulum
1,3,... passage
1,3,... passage
2,4,...passage pendulum
1. Batch operation
2. One Passage mode (continuous operation)
3. Multiple passage
4. Circuit operation (with stirred vessel)
Sample
2,4,...passage pendulum
1,3,... passage
1,3,... passage
2,4,...passage pendulum
(3.3)
(3.6)
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 24
Discontinuous Operation (i.e. no flow through grinding chamber)
Continuous operation (e.g. one passage mode)
Batch operation (circuit or pendulum operation)
Specific energy for different operation modes
CP
0
P
t
0
0
P
CCm t
m
PP
m
dPP
m
tEtE
C
ττ
P
0stationarym
m
PPE
CP
0
P
t
0
0
P
CCm t
m
PP
m
dPP
m
tEtE
C
ττ
1. Batch operation
2. One Passage mode (continuous operation)
3. Multiple passage
4. Circuit operation (with stirred vessel)
Sample
2,4,...passage pendulum
1,3,... passage
1,3,... passage
2,4,...passage pendulum
1. Batch operation
2. One Passage mode (continuous operation)
3. Multiple passage
4. Circuit operation (with stirred vessel)
Sample
2,4,...passage pendulum
1,3,... passage
1,3,... passage
2,4,...passage pendulum
1. Batch operation
2. One Passage mode (continuous operation)
3. Multiple passage
4. Circuit operation (with stirred vessel)
Sample
2,4,...passage pendulum
1,3,... passage
1,3,... passage
2,4,...passage pendulum
(3.4)
(3.2)
13
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 25
Example 3
Discontinuous operation
Grinding time 20 min, Mass 1 kg, net power 2 kW
Mean residence time:
Specific energy:
min20tt tot
kWh/t 666h 0.33tm
PP
m
dPP
m
tEtE C
P
0
P
t
0
0
P
CCm
C
kg
kWττ
1
2
1. Batch operation
2. One Passage mode (continuous operation)
3. Multiple passage
4. Circuit operation (with stirred vessel)
Sample
2,4,...passage pendulum
1,3,... passage
1,3,... passage
2,4,...passage pendulum
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 26
Example 3
Continuous operation
Volume flow rate of suspension 5 l/h,
solids concentration by volume 20%, solids density 2 kg/l,
mill volume 1 l,
grinding media filling ratio 0.8, porosity of bulk grinding media 0.4
net power at stationary operation 2 kW
Mean residence time:
Specific energy:
min6h0.1l/h5
1l0.4)(10.8l1
V
VVt
Susp
GMGC
kWh/t1000kg/l20.2l/h5
kW2
m
PPE
P
0stationarym
14
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 27
Example 3
Batch operation (circuit or pendulum operation)
Grinding time 10 h,
solids concentration by volume 20%, solids density 2 kg/l,
mill volume 1 l, suspension volume 50 l
grinding media filling ratio 0.8, porosity of bulk grinding media 0.4
net power 2 kW, Grinding time 10 h
Mean residence time:
Specific energy:
kWh/t 1000h 102kg/l0.250l
kW2t
m
PP
m
dτPτP
tE CP
0
P
t
0
0
Cm
C
min60.1h10h50l
1l0.4)(10.81lt
V
VVt tot
totSusp,
GMGC
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 28
Question
What diagrams would you plot after running the grinding or
dispersing tests?
15
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 29
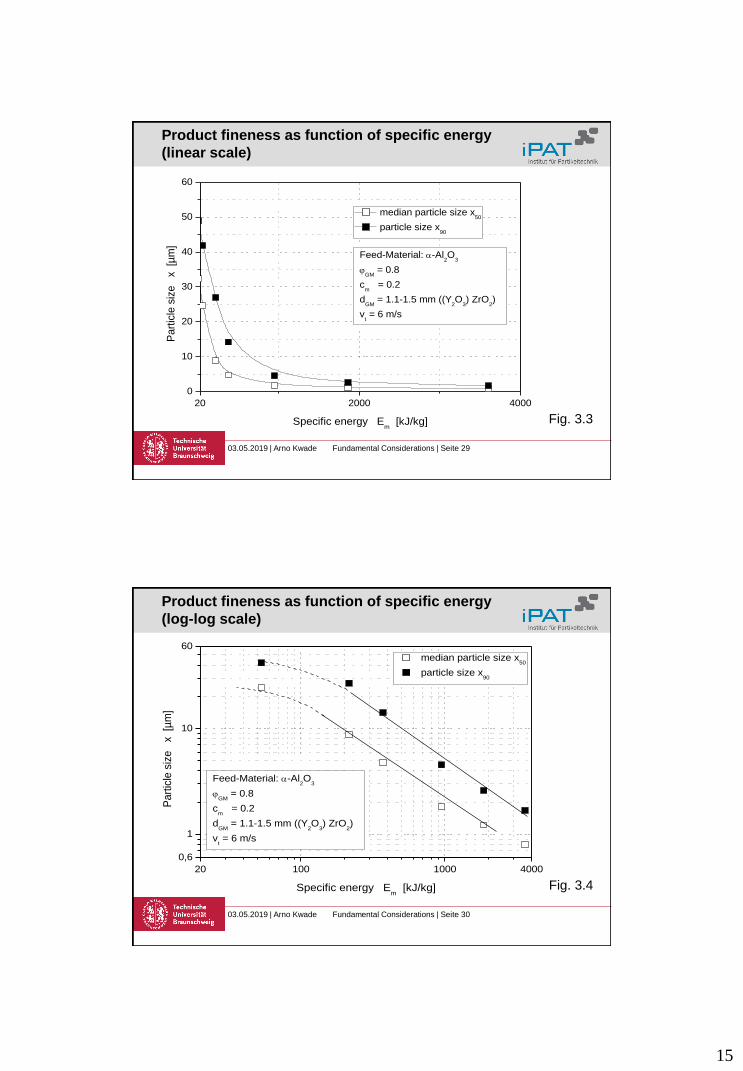
Product fineness as function of specific energy
(linear scale)
Fig. 3.3
20 2000 4000
0
10
20
30
40
50
60
median particle size x50
particle size x90
Feed-Material: -Al2O
3
GM
= 0.8
cm = 0.2
dGM
= 1.1-1.5 mm ((Y2O
3) ZrO
2)
vt = 6 m/s
Part
icle
siz
e x
[µ
m]
Specific energy Em [kJ/kg]
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 30
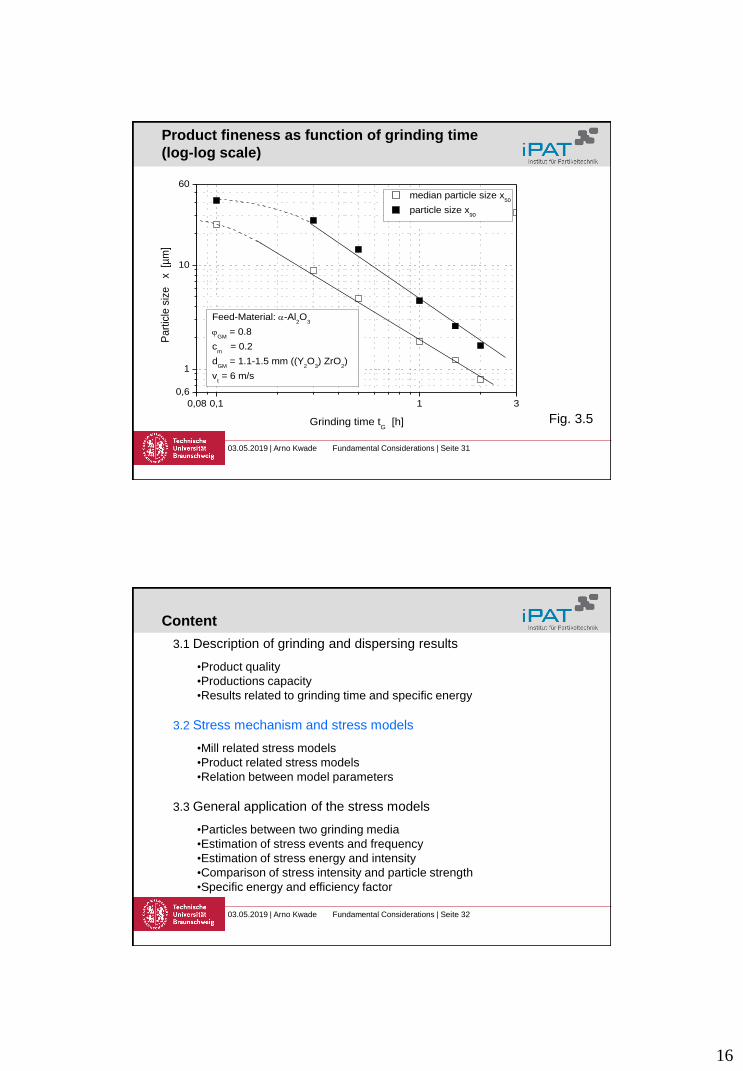
Product fineness as function of specific energy
(log-log scale)
Fig. 3.4
20 100 1000 4000
0,6
1
10
60
median particle size x50
particle size x90
Feed-Material: -Al2O
3
GM
= 0.8
cm = 0.2
dGM
= 1.1-1.5 mm ((Y2O
3) ZrO
2)
vt = 6 m/s
Part
icle
siz
e x
[µ
m]
Specific energy Em [kJ/kg]
16
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 31
Product fineness as function of grinding time
(log-log scale)
Fig. 3.5
0,08 0,1 1 3
0,6
1
10
60
median particle size x50
particle size x90
Feed-Material: -Al2O
3
GM
= 0.8
cm = 0.2
dGM
= 1.1-1.5 mm ((Y2O
3) ZrO
2)
vt = 6 m/s
Part
icle
siz
e x
[µ
m]
Grinding time tG [h]
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 32
Content
3.1 Description of grinding and dispersing results
•Product quality
•Productions capacity
•Results related to grinding time and specific energy
3.2 Stress mechanism and stress models
•Mill related stress models
•Product related stress models
•Relation between model parameters
3.3 General application of the stress models
•Particles between two grinding media
•Estimation of stress events and frequency
•Estimation of stress energy and intensity
•Comparison of stress intensity and particle strength
•Specific energy and efficiency factor
17
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 33
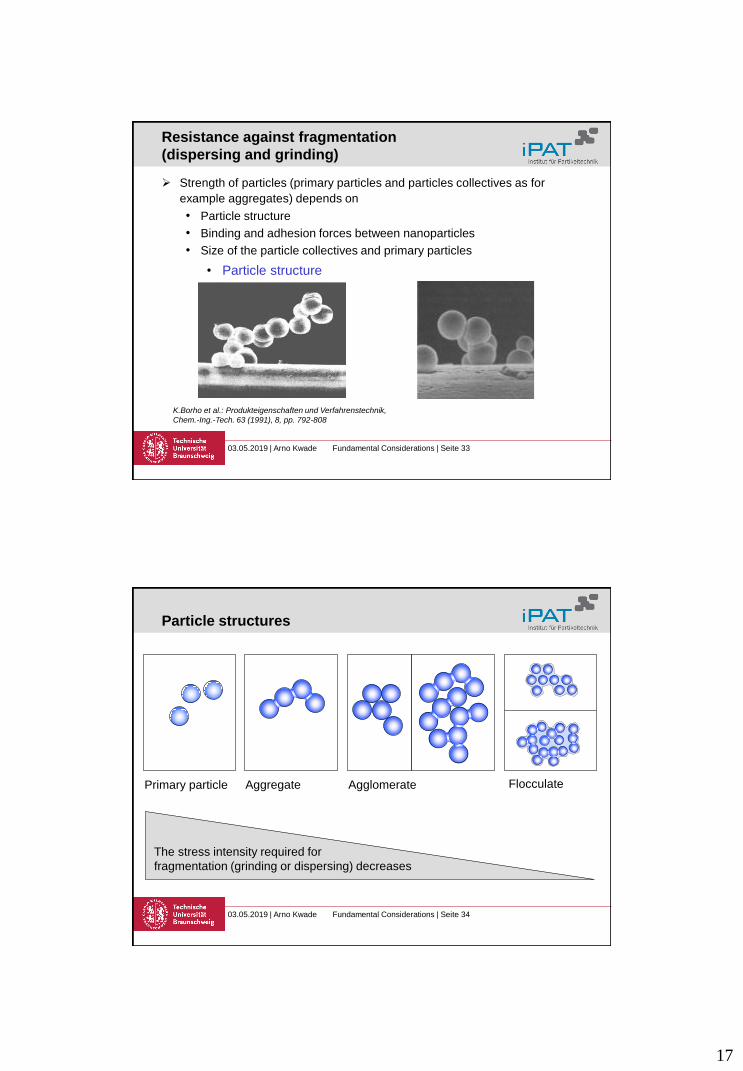
Resistance against fragmentation
(dispersing and grinding)
Strength of particles (primary particles and particles collectives as for
example aggregates) depends on
• Particle structure
• Binding and adhesion forces between nanoparticles
• Size of the particle collectives and primary particles
• Particle structure
K.Borho et al.: Produkteigenschaften und Verfahrenstechnik,
Chem.-Ing.-Tech. 63 (1991), 8, pp. 792-808
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 34
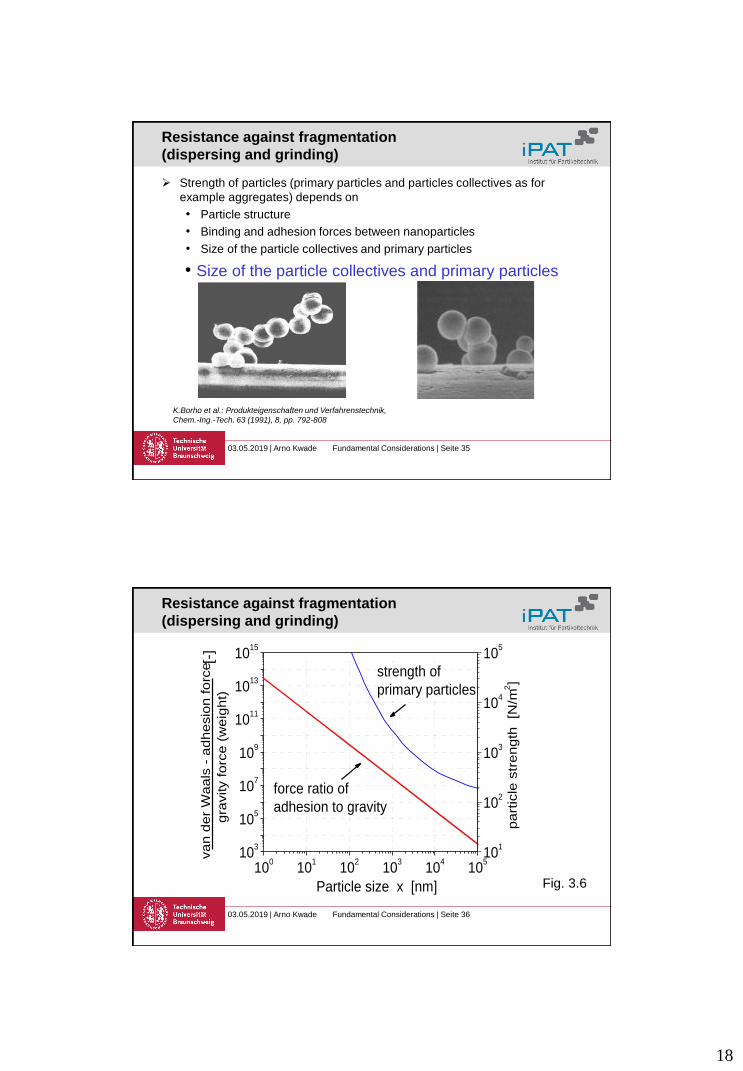
Particle structures
Primary particle Aggregate Agglomerate Flocculate
The stress intensity required for
fragmentation (grinding or dispersing) decreases
18
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 35
Resistance against fragmentation
(dispersing and grinding)
Strength of particles (primary particles and particles collectives as for
example aggregates) depends on
• Particle structure
• Binding and adhesion forces between nanoparticles
• Size of the particle collectives and primary particles
• Size of the particle collectives and primary particles
K.Borho et al.: Produkteigenschaften und Verfahrenstechnik,
Chem.-Ing.-Tech. 63 (1991), 8, pp. 792-808
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 36
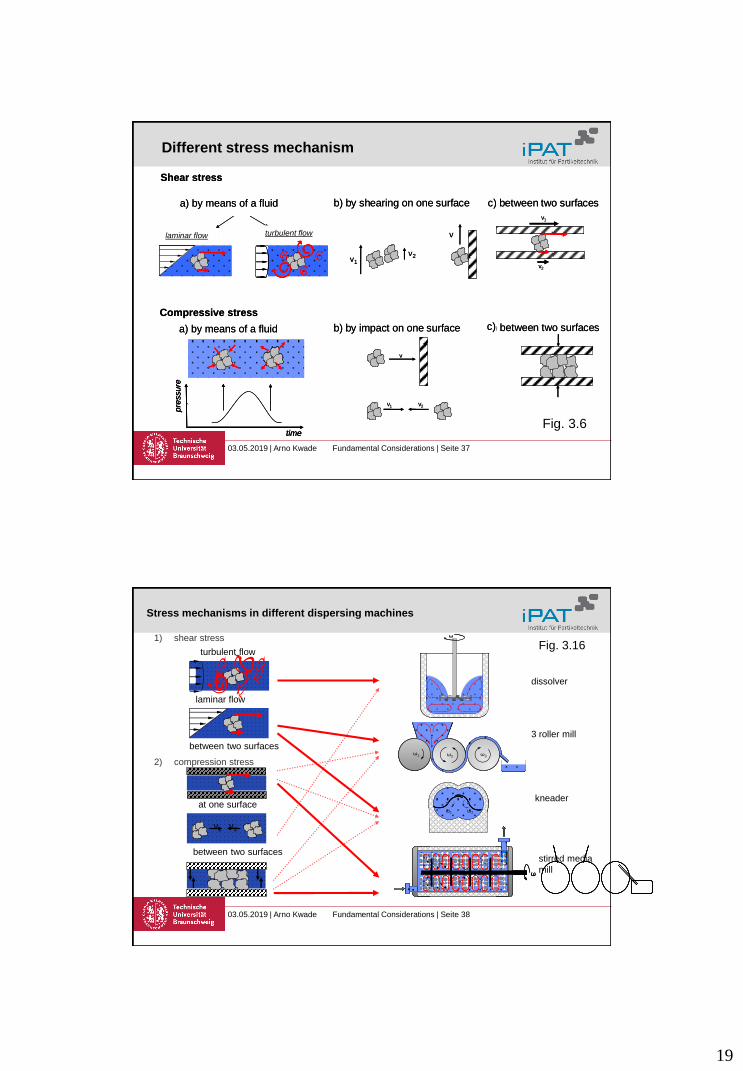
Resistance against fragmentation
(dispersing and grinding)
100
101
102
103
104
105
103
105
107
109
1011
1013
1015
[-]
va
n d
er
Wa
als
- a
dh
esio
n fo
rce
g
ravity fo
rce
(w
eig
ht)
Particle size x [nm]
101
102
103
104
105
force ratio of
adhesion to gravity
strength of
primary particles
part
icle
str
ength
[N
/m2]
Fig. 3.6
19
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 37
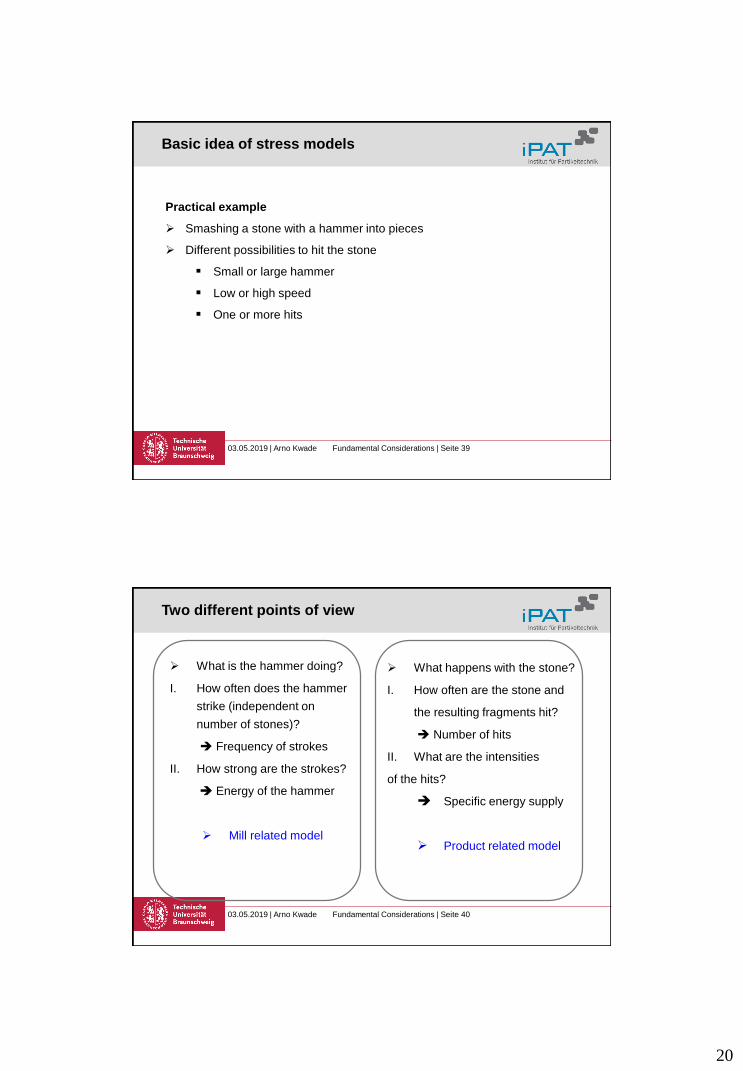
Different stress mechanism
b) by shearing on one surface
v
v1
v2
b) by shearing on one surface
v
v1
v2
c) between two surfaces
v1
v2
c) between two surfaces
v1
v2
b) by impact on one surface
v
v1 v2
b) by impact on one surface
v
v1 v2
c) between two surfacesc) between two surfaces
Shear stress
a) by means of a fluid
laminar stream turbulent stream
Shear stress
a) by means of a fluid
laminar stream turbulent stream
Compressive stress
a) by means of a fluid
pre
ssu
re
time
Compressive stress
a) by means of a fluid
pre
ssu
re
time
pre
ssu
re
time
laminar flow turbulent flow
c) between two surfaces
v1
v2
c) between two surfaces
v1
v2
Fig. 3.6
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 38
Stress mechanisms in different dispersing machines
1) shear stress
2) compression stress
laminar flow
turbulent flow
v1 v2
at one surface
between two surfaces
dissolver
Antrieb
ω
Antrieb
ω
ω2ω1 ω3ω2ω1 ω3ω2ω1 ω3
3 roller mill
kneader
ω2ω1 ω2ω1
between two surfaces
ω2ω1 ω3ω2ω1 ω3ω2ω1 ω3
Antrieb
ω
Antrieb
ω
ω2ω1 ω2ω1
dissolver
stirred media mill 3-roll-mill
kneader
ω
high-pressure-homogeniser
Ultrasonic-
homogeniser
ω2ω1 ω3ω2ω1 ω3ω2ω1 ω3
Antrieb
ω
Antrieb
ω
ω2ω1 ω2ω1
dissolver
stirred media mill 3-roll-mill
kneader
ωω
high-pressure-homogeniser
Ultrasonic-
homogeniser
stirred media
mill
Fig. 3.16
20
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 39
Basic idea of stress models
Practical example
Smashing a stone with a hammer into pieces
Different possibilities to hit the stone
Small or large hammer
Low or high speed
One or more hits
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 40
Two different points of view
What is the hammer doing?
I. How often does the hammer
strike (independent on
number of stones)?
Frequency of strokes
II. How strong are the strokes?
Energy of the hammer
Mill related model
What happens with the stone?
I. How often are the stone and
the resulting fragments hit?
Number of hits
II. What are the intensities
of the hits?
Specific energy supply
Product related model
21
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 41
Mill related stress model
The grinding behaviour of a mill is determined by
• the type of stress (e.g. impact or compression and shear)
• frequency of strokes or stress events
stress frequency, SFM
• the energy made available at each stress event
stress energy, SE
Total number of stress events: SNM = SFM · tc
where tc is comminution time for a certain product quality
Stress energy is not constant for all stress events
Frequency distribution of the stress energy
(3.13)
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 42
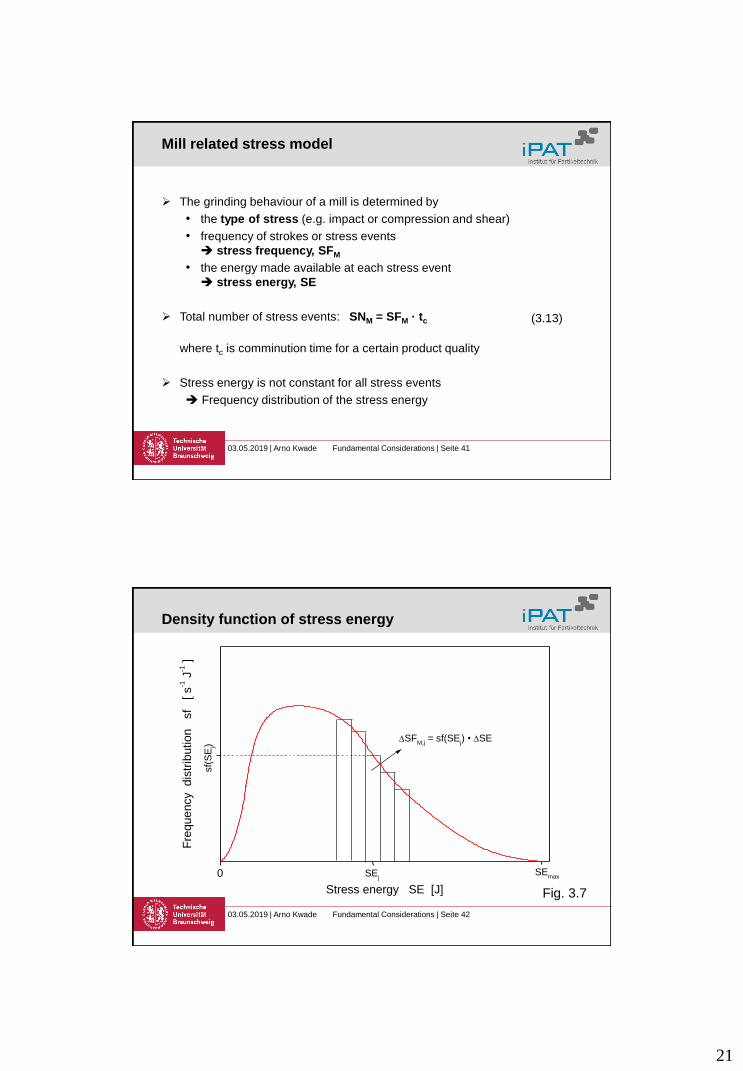
Density function of stress energy
SEmax0
sf(
SE
j)
SEj
SFM,j
= sf(SEj) • SE
verwzeit-vwzc6-2
Fre
quency dis
trib
ution s
f [ s
-1 J
-1 ]
Stress energy SE [J] Fig. 3.7
22
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 43
Product related stress model
The product quality and fineness achieved in a grinding or dispersion
process is determined by
• how the feed particles and the resulting fragments are stressed
type of stress (e.g. impact or compression and shear)
• how often each feed particle and the resulting fragments are stressed
stress number per feed particle, SNF
• how high the specific energy or specific force at each stress event is
stress intensity, SI
Number of stress events and stress intensities are not constant for all
particles and can only be characterized by distributions
The stress intensity determines, how effective the specific energy
transferred to the product is transposed into product quality and product
fineness.
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 44
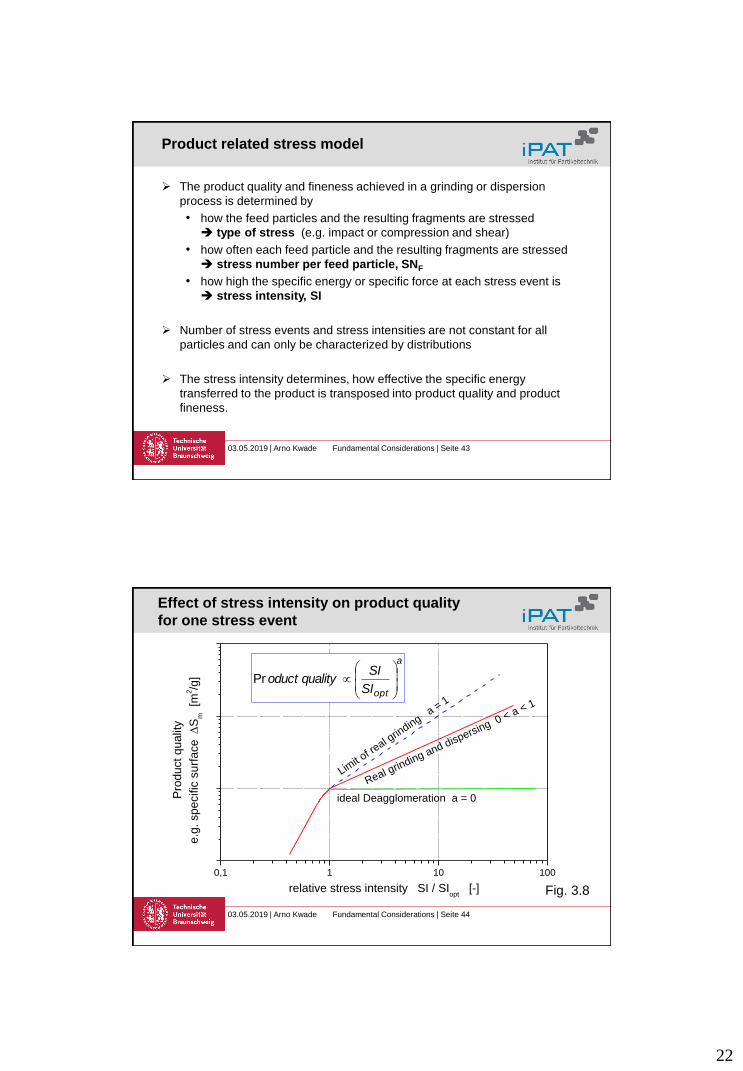
0,1 1 10 100
Limit o
f real g
rinding
a = 1
Real grinding and dispersing 0
< a < 1
ideal Deagglomeration a = 0
PM5_glas-dmkopt5n-9
Pro
duct qualit
y
e.g
. specific
surf
ace
Sm [m
2/g
]
relative stress intensity SI / SIopt
[-]
Effect of stress intensity on product quality
for one stress event
a
optSI
SIqualityoduct
Pr
Fig. 3.8
23
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 45
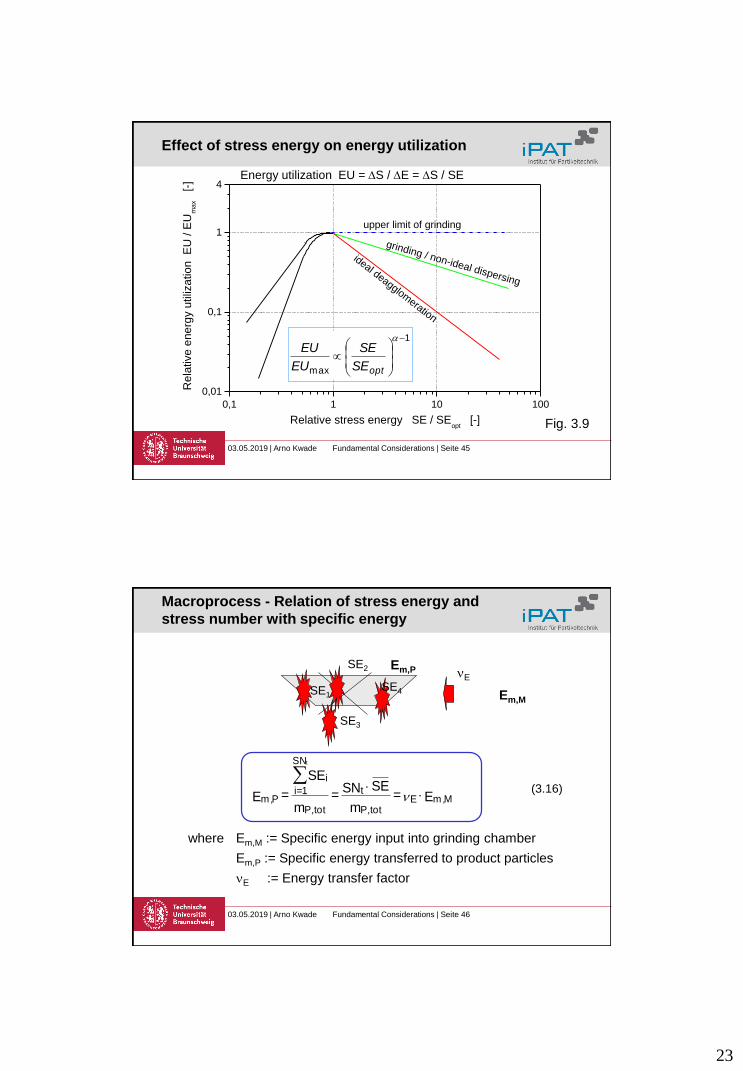
0,1 1 10 100
0,01
0,1
1
4
upper limit of grinding
grinding / non-ideal dispersing
ideal deagglomeration
Relative energy utilization as a function of the relative stress intensity
Re
lative
en
erg
y u
tiliz
atio
n E
U / E
Um
ax [-]
Relative stress energy SE / SEopt
[-]
Effect of stress energy on energy utilization
Energy utilization EU = S / E = S / SE
1
max
optSE
SE
EU
EU
Fig. 3.9
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 46
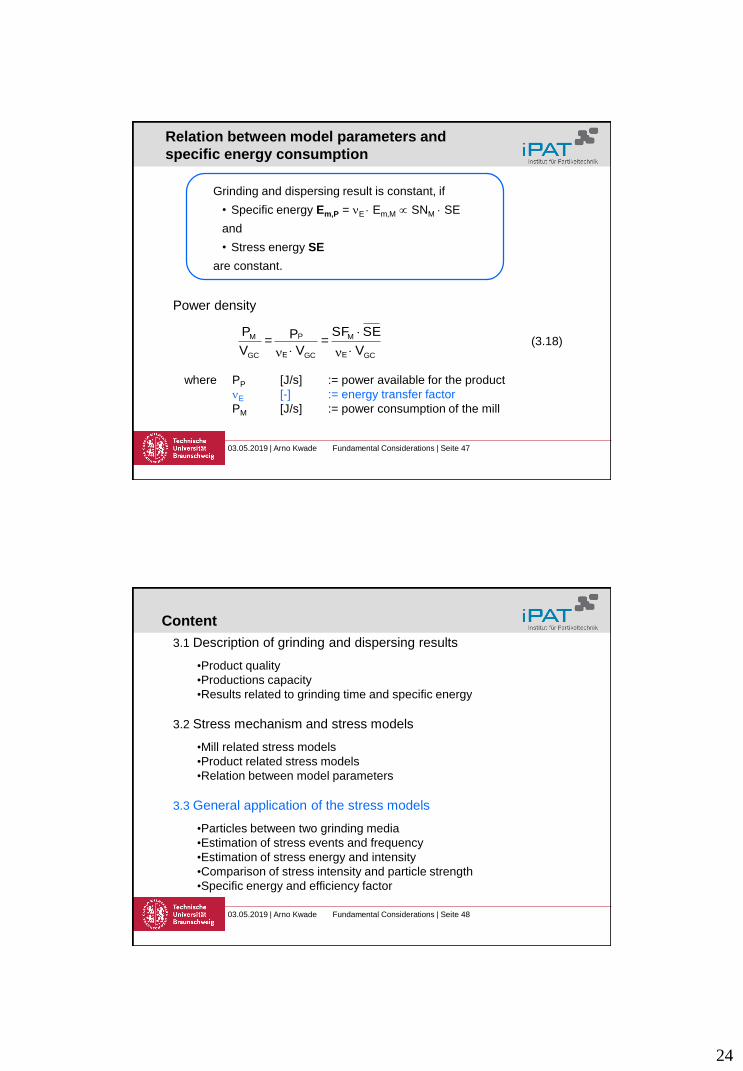
Macroprocess - Relation of stress energy and
stress number with specific energy
E = m
SE SN =
m
SE
= E Mm,EtotP,
t
totP,
i
SN
1=iPm,
t
SE1
SE2
SE4
SE3
Em,M
Em,P E
where Em,M := Specific energy input into grinding chamber
Em,P := Specific energy transferred to product particles
E := Energy transfer factor
(3.16)
24
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 47
Relation between model parameters and
specific energy consumption
Grinding and dispersing result is constant, if
• Specific energy Em,P = E Em,M SNM SE
and
• Stress energy SE
are constant.
V
SE SF =
V
P =
V
P
GCE
M
GCE
P
GC
M
Power density
where PP [J/s] := power available for the product
E [-] := energy transfer factor
PM [J/s] := power consumption of the mill
(3.18)
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 48
Content
3.1 Description of grinding and dispersing results
•Product quality
•Productions capacity
•Results related to grinding time and specific energy
3.2 Stress mechanism and stress models
•Mill related stress models
•Product related stress models
•Relation between model parameters
3.3 General application of the stress models
•Particles between two grinding media
•Estimation of stress events and frequency
•Estimation of stress energy and intensity
•Comparison of stress intensity and particle strength
•Specific energy and efficiency factor
25
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 49
Number of stress events
Number of stress events of each feed particle and the resulting fragments, SN:
P
SC
N
PNSN
where Nc := Number of grinding media contacts
PS := Probability, that a particle is caught and sufficiently stressed
NP := Number of feed particles in the process
Probability, that a particle is caught and sufficiently stressed:
2
GMS dP
GMS dP
Desagglomeration/ Desintegration:
Real grinding:
(3.23)
(3.25)
(3.26)
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 50
Stress number
Deagglomeration/Disintegration:
Real grinding:
GMvGM
GM
d
tn
c))1(1(
)1(SN
2
GMvGM
GM
d
tn
c))1(1(
)1(SN
where n [s-1] := rotational stirrer speed
t [s] := grinding or dispersing time
GM [-] := filling ratio of the grinding media
[-] := porosity of the bulk grinding media
cV [-] := solids concentration by volume
(3.28)
(3.29)
26
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 51
Energy and intensity of stress events
Kinetic energy is consumed for
• Displacement of the suspension between two grinding media
• Deformation of the grinding media during stressing
• Deformation and stressing of the product particles
2
2
1vmE GMkin
232
62
1
2
1vdvmE GMGMGMkin r
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 52
Stress energy of the grinding media
Conditions
• Only one particle is stressed intensively
• The tangential velocity of the grinding media is proportional to
the stirrer tip speed
• The mill geometry and size is constant
• The displacement of the suspension does not result in a
decrease of grinding media velocity
• The elasticity of the product particles is much higher than the
elasticity of the grinding media
Definition of the stress energy of the grinding media
SE SEGM = dGM3 · rGM · vt
2
SEGM is a measure for the real maximum stress energy in the
grinding chamber
(3.30)
27
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 53
Example 4
Calculation of stress energy of grinding media
a) Grinding media size 1 mm, grinding media density 6000 kg/m3, Stirrer tip
speed 10 m/s
SEGM = dGM3 · rGM · vt
2 = (110-3 m)3 6000 kg/m3 (10 m/s)2
= 10-9 6000 100 kg m2 / s2 = 6 10-4 J = 0.6 mJ
b) Grinding media size 2 mm, grinding media density 6000 kg/m3, Stirrer tip
speed 10 m/s
SEGM = dGM3 · rGM · vt
2 = (210-3 m)3 6000 kg/m3 (10 m/s)2
= 8 10-9 6000 100 kg m2 / s2 = 48 10-4 J = 4.8 mJ
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 54
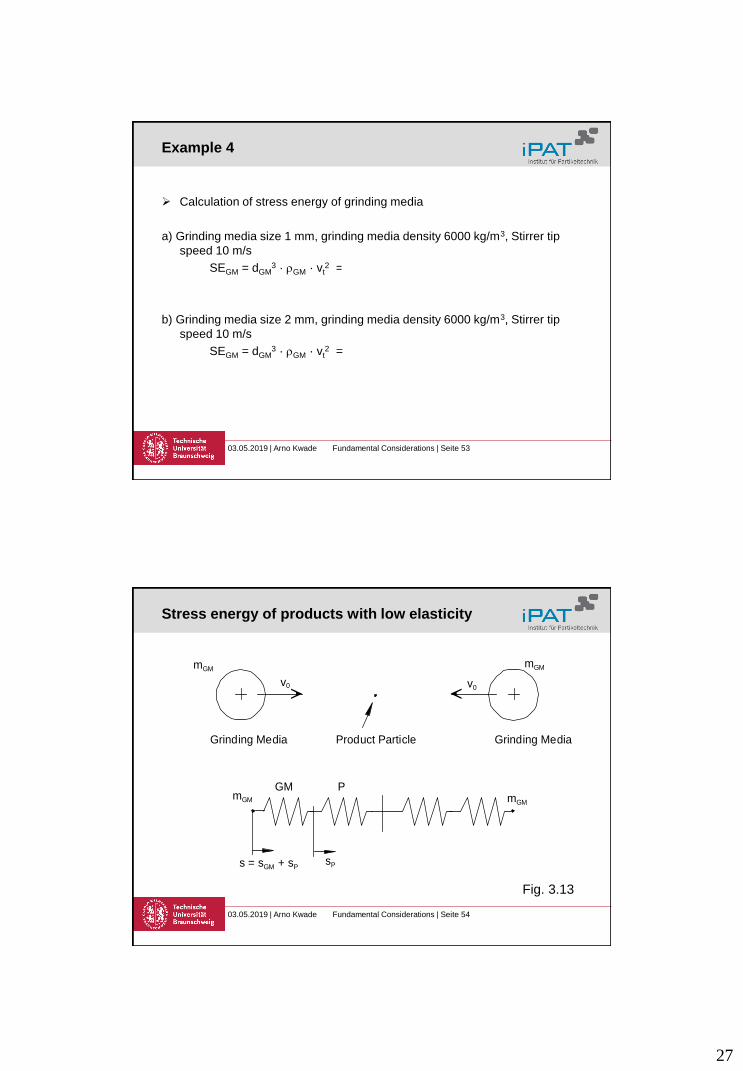
Stress energy of products with low elasticity
mGM
v0 v0
Grinding Media Grinding MediaProduct Particle
s = sGM + sPsP
GM P
mGM
mGM mGM
Fig. 3.13
28
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 55
Stress energy of products with low elasticity
1
GM
P2
tGM
3
GMPmax,P,VEl
El1vdSEE
r
1
GM
P
GMP
GM
max,GM,Vmax,P,V
max,P,V
rel,PEl
El1
ElEl
El
EE
EE
Part of the energy, which is transferred to the product particles:
Measure for the stress energy transferred to the product:
(3.32)
(3.34)
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 56
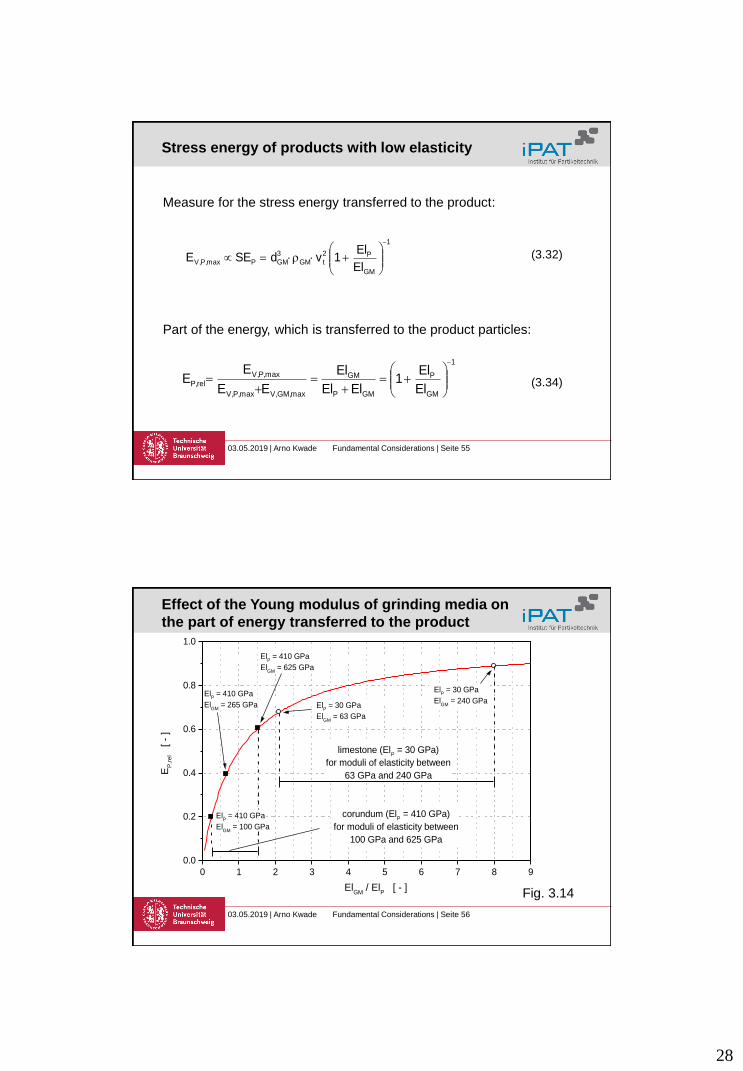
Effect of the Young modulus of grinding media on
the part of energy transferred to the product
0 1 2 3 4 5 6 7 8 9
0.0
0.2
0.4
0.6
0.8
1.0
Relative volume-related energy of the feed material EP,rel
as a function of the ratio of moduli of elasticity EIGM
/EIP
ElP = 410 GPa
ElGM
= 100 GPa
ElP = 410 GPa
ElGM
= 265 GPa
ElP = 410 GPa
ElGM
= 625 GPa
ElP = 30 GPa
ElGM
= 63 GPa
ElP = 30 GPa
ElGM
= 240 GPa
corundum (ElP = 410 GPa)
for moduli of elasticity between
100 GPa and 625 GPa
limestone (ElP = 30 GPa)
for moduli of elasticity between
63 GPa and 240 GPa
EP
,rel
[ -
]
ElGM
/ ElP [ - ]
Fig. 3.14
29
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 57
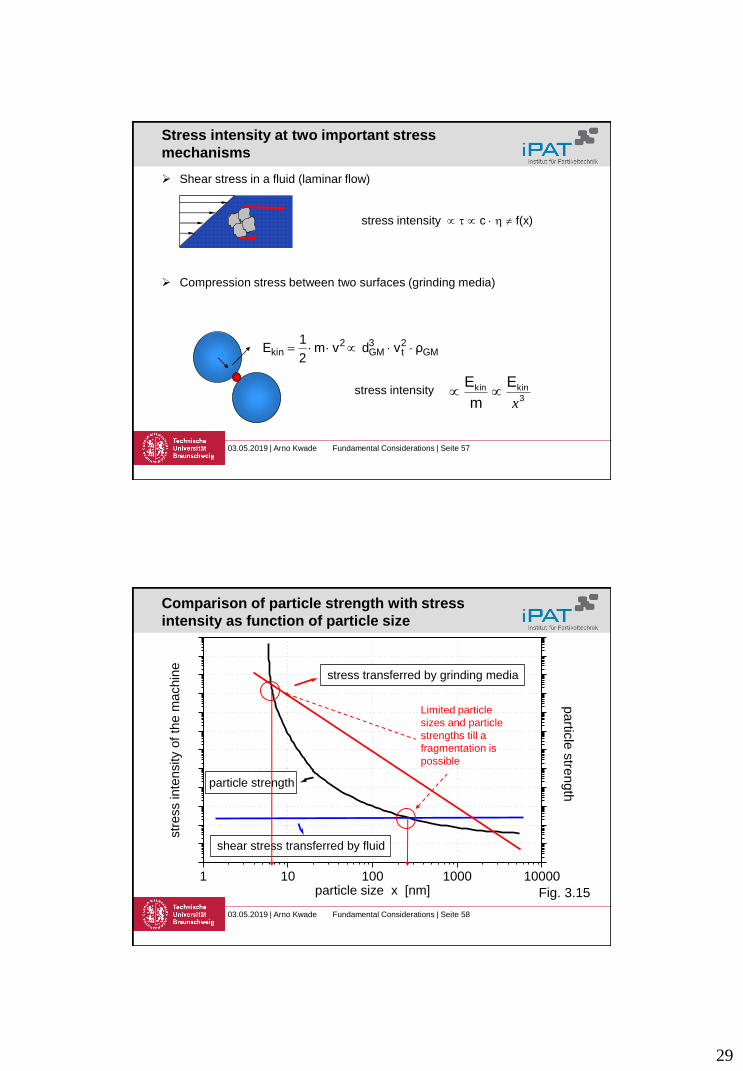
Stress intensity at two important stress
mechanisms
Shear stress in a fluid (laminar flow)
Compression stress between two surfaces (grinding media)
GM2t
3GM
2kin ρvdvm
2
1E
stress intensity c f(x)
3
kinkin E
m
E
xstress intensity
03.05.2019 | Arno Kwade Fundamental Considerations | Seite 58
1 10 100 1000 10000
particle strength
shear stress transferred by fluid
stress transferred by grinding media
str
ess in
ten
sity o
f th
e m
achin
e
particle size x [nm]
pa
rticle
stre
ngth
Comparison of particle strength with stress
intensity as function of particle size
Limited particle
sizes and particle
strengths till a
fragmentation is
possible
Fig. 3.15