ultra-cut 130, 200, 300, 400 xt® system ciĘcia
TRANSCRIPT

Thermal-Dynamics.com
®
Art # A-14323_AB
ULTRA-CUT 130, 200, 300, 400 XT® SYSTEM CIĘCIA PLAZMOWEGO AUTOMATYCZNE STEROWANIE GAZEM
Instrukcja obsługi
Wersja: AB Data wydania: 10 Czerwiec, 2020 Nr instrukcji: 0-5578PL
®
DOCENIAMY TWOJĄ DZIAŁALNOŚĆ GOSPODARCZĄ!Gratulujemy zakupu nowego produktu firmy Thermal Dynamics. Jesteśmy dumni, że jesteś naszym klientem i postaramy się zapewnić ci najlepsze w przemyśle usługi i niezawodność. Ten produkt jest objęty obszerną gwarancją i ogólnoświatową siecią usług. Aby skontaktować się z swoim najbliższym dystrybutorem lub agencją usługową zadzwoń na numer 1-800-752-7622 lub odwiedź naszą stronę internetową www.thermal-dynamics.com.
Celem niniejszej instrukcji obsługi jest poinstruowanie użytkownika o prawidłowym użytkowaniu i obsłudze produktu Thermal Dynamics. Twoje zadowolenie z tego produktu i jego bezpiecznej obsługi jest naszym ostatecznym celem. Dlatego należy poświęcić czas na przeczytanie całej instrukcji, szczególnie zasady bezpieczeństwa. Pomoże to uniknąć potencjalnych sytuacji nie-bezpiecznych, które mogą zaistnieć podczas pracy tego produktu.
ZNAJDUJESZ SIĘ W DOBRYM TOWARZYSTWIE!Marka wyboru ogólnoświatowych wykonawców i producentów.Thermal Dynamics jest globalną marką produktów do ręcznego i automatycznego cięcia pla-zmowego.
Odróżniamy się od naszych konkurentów tym, że nasze produkty są wiodące na rynku i nie-zawodne, które wytrzymały próbę czasu. Szczycimy się naszymi innowacjami technicznymi, konkurencyjnymi cenami, znakomitymi dostawami, pierwszorzędną obsługą klienta i pomocą techniczną wraz z doskonałością procesu sprzedaży i specjalistycznym marketingiem.
Nade wszystko, jesteśmy zaangażowani w technologicznym rozwoju zaawansowanych produk-tów w celu osiągnięcia bezpieczniejszego środowiska roboczego w przemyśle spawalniczym.

System Cięcia Plazmowego Automatyczne Sterowanie Gazem, Ultra-Cut XT™
130/200/300/400Instrukcja obsługi Nr. 0-5578PL
Opublikowana przez:Thermal Dynamics Corporation.2800 Airport Rd.Denton, Texas 76207
www.thermal-dynamics.com
© Prawo autorskie 2019 przezThermal Dynamics Corporation.
Wszelkie prawa zastrzeżone
Powielanie tego opracowania w całości lub w części bez pisemnego zezwolenia wydawcy jest zabronione.
Wydawca nie przyjmuje i niniejszym zrzeka się wszelkiej odpowiedzialności za straty lub szkody każdej części spowodowane jakimkolwiek błędem lub pominięciem treści zawartej w niniejszej instrukcji, bez względu na to, czy wynika ono z niedbalstwa, czy też z przypadkowych i innych przyczyn.
Do drukowania materiałów zgodnie ze specyfikacją, patrz dokument 47x1966.
Data pierwszego wydania: 16 Styczeń, 2019Data nowelizacji: 10 Czerwiec, 2020
Zapisz następujące informacje dla celów gwarancyjnych:
Gdzie zakupiono: ___________________________________
Data zakupu:______________________________________
Numer seryjny zasilacza elektrycznego #:_______________________________
Numer seryjny palnika #:_______________________________________
!!
OSTRZEŻENIEPrzed rozpoczęciem montażu, obsługi lub prac serwisowych należy przeczytać i zrozumieć całą instrukcję oraz procedury bezpieczeń-stwa pracodawcy. Podczas, gdy informacje zawarte w tej Instrukcji reprezentują najlepszą wiedzę producenta, producent nie bierze na siebie odpowiedzialności za jego stosowanie.
®
Należy upewnić się, że informacja ta dotrze do operatora.Można otrzymać dodatkowe kopie od dostawcy.
PRZESTROGANiniejsze INSTRUKCJE są przeznaczone dla doświadczonych operatorów. W przypadku niepełnego obeznania z zasadami działania oraz z praktykami bezpieczeństwa związany-mi ze spawaniem łukowym oraz dotyczącymi sprzętu służącego do cięcia, wskazane jest przeczytanie naszej broszury „Środki oraz praktyki bezpieczeństwa podczas łukowego spawania, cięcia oraz żłobienia", formularz 0-5407. Osobom niewykwalifikowanym NIE ze-zwala się na instalowanie, obsługiwanie ani dokonywanie konserwacji niniejszego sprzę-tu. NIE wolno rozpoczynać instalacji lub pracy ze sprzętem bez uprzedniego przeczytania oraz całkowitego zrozumienia niniejszych instrukcji. W przypadku niecałkowitego zrozu-mienia niniejszych instrukcji, należy skontaktować się z dostawcą w celu uzyskania dal-szych informacji. Przed rozpoczęciem instalacji lub pracy ze sprzętem należy zapoznać się ze Środkami ostrożności.
ODPOWIEDZIALNOŚĆ UŻYTKOWNIKAUrządzenie jest zgodne z opisem zawartym w tym podręczniku i towarzyszącymi etykietami i/lub wkład-kami w trakcie instalacji, eksploatacji, konserwacji i napraw prowadzonych zgodnie z przedstawionymi instrukcjami. To urządzenie musi być sprawdzane okresowo. Nie używać urządzenia uszkodzonego lub poddanego niewłaściwej konserwacji. Części uszkodzone, zagubione, zużyte, zniszczone lub zanieczysz-czone należy natychmiast wymienić. Jeśli konieczna jest naprawa lub wymiana, producent zaleca, aby telefonicznie lub pisemnie przekazać zgłoszenie usługi do autoryzowanego dystrybutora, od którego zakupiono produkt. Urządzenie ani żadna z jego części nie może być zmieniona bez uzyskania wcześniej zgody producenta. Użytkownik tego urządzenia ponosi wyłączną odpowiedzialność za każde uszkodzenie, które wynika z nieprawidłowego użycia, błędnej konserwacji, uszkodzenia, nieprawidłowej naprawy lub zmiany przez kogoś innego niż producent lub dział obsługi wyznaczony przez producenta.
!PRZED INSTALACJĄ I ROZRUCHEM URZĄDZENIA NALEŻY ZAPOZNAĆ SIĘ Z NINIEJSZĄ INSTRUKCJĄ.
CHROŃ SIEBIE I INNYCH!

DEKLARACJA ZGODNOŚCI
Zgodnie z
Dyrektywa niskonapięciowa 2014/35/UE, która weszła w życie dn. 20 kwietnia 2016 r.
Dyrektywa EMC 2014/30/UE, która weszła w życie dn. 20 kwietnia 2016 r.
Dyrektywa RoHS 2011/65/WE, która weszła w życie dn. 2 stycznia 2013 r.
Typ urządzenia ZASILACZ URZĄDZENIA DO CIĘCIA PLAZMOWEGO
Oznaczenie typu itd. UC130, UC200, UC300, i UC400 System plazmowy, od numeru seryjnego MX1723XXXXXX
Nazwa marki lub znak towarowy Thermal Dynamics
Producent lub jego upoważniony przedstawiciel mający siedzibę na terenie EOG Nazwa, adres, nr telefonu:Thermal Dynamics 2800 Airport Rd Denton TX 76207 Telefon: +01 800 426 1888, FAX +01 603 298 7402
W konstrukcji urządzenia zastosowano następującą normę zharmonizowaną obowiązującą na terenie EOG:
IEC/EN 60974-1:2017 / AMD1: 2019 Sprzęt do spawania łukowego - Część 1: Źródła energii do spawania. IEC/EN 60974-10:2014 / AMD1:2015 Opublikowano 2015-06-19 Sprzęt do spawania łukowego - Część 10: Wymagania dotyczą-ce kompatybilności elektromagnetycznej (EMC)
Dodatkowe informacje: Ograniczone użytkowanie, urządzenie klasy A, przeznaczone do użytku w pomieszczeniach innych niż mieszkalne.
Podpisując niniejszy dokument, producent lub jego autoryzowany przedstawiciel w EOG oświadcza, że urządze-nie, którego dotyczy niniejsza deklaracja, jest zgodne z wyżej wymienionymi wymaganiami bezpieczeństwa.
Data Podpis Położenie
1 Marsz 2019 John Boisvert Wiceprezes, Global Cutting Mechanized Cutting
2019

Ta strona została celowo pozostawiona pusta.
SPIS TREŚCIROZDZIAŁ 1: BEZPIECZEŃSTWA .........................................................................................1-1
1.01 Środki Ostrożności ............................................................................................................1-1
ROZDZIAŁ 2: DANE TECHNICZNE .......................................................................................2-1
2.01 Opis Ogólny Systemu ......................................................................................................2-12.02 Zasilacz Systemu Cięcia Plazmowego .......................................................................2-12.03 Zdalny Rozrusznik Łuku ..................................................................................................2-12.04 Moduł Sterowania Gazem..............................................................................................2-12.05 Palnik Do Precyzyjnego Cięcia Plazmowego ..........................................................2-12.06 Specyfikacje I Wymagania Elektryczne .....................................................................2-12,07 Rozmiary Zasilania Elektrycznego ..............................................................................2-52.08 Charakterystyka Tylnego Panelu Zasilania ..............................................................2-62.09 Wymagania Dotyczące Gazu ........................................................................................2-72.10 Zastosowania Gazu ..........................................................................................................2-92.11 Specyfikacje Palnika XT ............................................................................................... 2-10
ROZDZIAŁ 3: MONTAŻ .........................................................................................................3-1
3.01 Wymagania Dotyczące Montażu.................................................................................3-13.02 Rozmieszczenie Systemu 130 - 300 A ........................................................................3-33.03 Rozmieszczenie Systemu 400 A ...................................................................................3-43.04 Zalecane Gazowe Węże Zasilające ..............................................................................3-43.05 Przewody I Kable Pełen Amperaż ................................................................................3-53.06 Podnoszenie Zespołu Zasilacza Elektrycznego ......................................................3-63.07 Podłącz Kable Zespołu Zasilacza I Kable Systemu Uziemienia .........................3-73.08 Podłączenie Kabla Roboczego Oraz Przewodów Pilotujących Ujemnych ...3-93.09 Połączenia Uziomowe .....................................................................................................3-93.10 Podłączenie Przewodów Chłodziwa ....................................................................... 3-133.11 Podłączenie Kabli Sterowniczych Do Systemu Sterowania
Numerycznego CNC, Zdalnego Rozrusznika Łuku, DMC-3000 i HE 400 .... 3-143.12 Obsługa I Instalacja Przewodów Światłowodowych ......................................... 3-153.13 Podłączenie Kabla Światłowodowego DMC-3000 Do Modułu CCM ........... 3-193.14 Ustawienie Wyłączników W Module Sterowania I Poleceń ............................. 3-213.15 Przyłącza Do Sterowania Wysokością ..................................................................... 3-243.16 Chłodnica HE400XT ....................................................................................................... 3-253.17 Montaż Systemu Sterowania Kolektorem Gazowym DMC-3000 ................. 3-273.18 Montaż Systemu Sterowania Ciśnienia Gazu DPC-3000 .................................. 3-313.19 Montaż Kabla Światłowodowego Od Modułu CCM Do DMC-3000 ............. 3-343.20 Montaż Kabla Światłowodowego Od DMC-3000 Do DPC-3000 ................... 3-363.21 Instalacja Systemu Sterowania Ekranu Dotykowego TSC-3000 .................... 3-383.22 Montaż Zdalnego Rozrusznika Łuku ....................................................................... 3-393.23 Podłączenie Palnika ....................................................................................................... 3-463.24 Instalacja Materiałów Eksploatacyjnych Palnika ................................................ 3-473.25 Dzielnik Napięcia Dla Sterowania iHT Wysokości Palnika ............................... 3-493.26 Zakończenie Montażu .................................................................................................. 3-51
SPIS TREŚCIROZDZIAŁ 4: OBSŁUGA........................................................................................................4-1
4.01 Panel Sterowniczy Zasilania Elektrycznego.............................................................4-14.02 Działanie Systemu.............................................................................................................4-24.03 Funkcje Nawigacji TSC-3000 .........................................................................................4-34.04 TYLKO Konfiguracja Początkowa TSC-3000 .............................................................4-44.05 Wybór Nowego Procesu TSC-3000 .............................................................................4-54.06 Wybór Ostatnio Używanych Procesów TSC-3000 .................................................4-64.07 Tworzenie Procesu TSC-3000 Dostosowanego Do Potrzeb Użytkownika ...4-74.08 Kopia Zapasowa I Odtworzenie Procesów Dostosowanych Do Potrzeb
Użytkownika .......................................................................................................................4-94.09 Kolejność Operacji ......................................................................................................... 4-124.10 Wybór Gazu ...................................................................................................................... 4-154.11 Kody Stanu CCM ............................................................................................................. 4-174.12 Kody Stanu DMC-3000 ................................................................................................. 4-254.13 Kody Stanu DMC-3000 ................................................................................................. 4-284.14 Zdalne Rozwiązywanie Problemów Z Rozrusznikiem Łuku ........................... 4-31
ROZDZIAŁ 5: KONSERWACJA ..............................................................................................5-1
5.01 Konserwacja Ogólna ........................................................................................................5-15.02 Procedura Wymiany Zewnętrznego Filtra Chłodziwa..........................................5-15.03 Procedura Wymiany Chłodziwa ...................................................................................5-2
ROZDZIAŁ 6: CZĘŚCI I ZESPOŁY ZAMIENNE ......................................................................6-1
6.01 Wymienić Zasilanie...........................................................................................................6-16.02 Rozmieszczenie Systemu 130 - 300 A ........................................................................6-26.03 Rozmieszczenie Systemu 400 A ...................................................................................6-36.04 Zalecane Gazowe Węże Zasilające ..............................................................................6-36.05 Przewody I Kable Pełen Amperaż ................................................................................6-46.06 Zewnętrze Części Zamienne Zasilacza Elektrycznego ........................................6-66.07 Części Zamienne Zasilacza Elektrycznego - Górny Prawy ..................................6-76.08 Części Zamienne Zasilacza Elektrycznego - Dolny Z Prawej Strony ...............6-86.09 Części Zamienne Zasilacza Elektrycznego - Panel Tylny .....................................6-96.10 Części Zamienne Zasilacza Elektrycznego - Lewa Strona ................................ 6-106.11 Części Zamienne Transformatora Step Up/Step Down .................................... 6-116.12 DFC-3000 Wymiana Automatycznego Systemu Sterowania Gazem .......... 6-126.13 Części Zamienne Modułu Sterowania Gazem DMC-3000 ............................... 6-136.14 DPC-3000 Części Zamienne Modułu Sterowania Gazem ................................ 6-146.15 Sterowanie Zewnętrzne I Wewnętrzne Ekranu Dotykowego TSC-3000
Części Zamienne ............................................................................................................ 6-156.16 Części Zamienne Zdalnego Rozrusznika Łuku (RAS-1000 XT) ...................... 6-166.17 Wymiennik Ciepła HE 400XT - Części Zamienne ................................................ 6-17
ROZDZIAŁ 7: KONSERWACJA PALNIKA .............................................................................7-1
7.01 Usuwanie Materiałów Eksploatacyjnych ..................................................................7-17.02 Smarowanie Pierścieni O-Ring .....................................................................................7-27.03 Zużycie Części ....................................................................................................................7-37.04 Instalacja Materiałów Eksploatacyjnych Palnika ...................................................7-47.05 Wyciek Chłodziwa - Wykrywanie I Usuwanie Usterek ........................................7-6

SPIS TREŚCIZAŁĄCZNIK 1: ZŁĄCZA PCB MODUŁU STERUJĄCEGO CNC ............................................ A-1
ZAŁĄCZNIK 2: KOMUNIKACJA SZEREGOWA .................................................................... A-2
A2.01 Kable I Ustawienia Na 2 I 4 Przewód ........................................................................ A-2
ZAŁĄCZNIK 3: CNC .............................................................................................................. A-4
Funkcje CNC ........................................................................................................................................ A-4Opis Wejście / Wyjście CNC ........................................................................................................... A-6Uproszczony Obwód CNC .............................................................................................................. A-8Połączenia CNC ................................................................................................................................A-10Kod Koloru Kabel CNC ...................................................................................................................A-11
ZAŁĄCZNIK 4: ROZMIESZCZENIE PŁYTKI OBWODU DRUKOWANEGO DMC-3000 ..... A-12
ZAŁĄCZNIK 5: ROZMIESZCZENIE PŁYTKI OBWODU DRUKOWANEGO DPC-3000 ...... A-13
ZAŁĄCZNIK 6: UKŁAD PCB ZASILACZA DMC-3000 / DPC-3000 ................................... A-14
ZAŁĄCZNIK 7: ROZMIESZCZENIE PŁYTKI OBWODU DRUKOWANEGO TSC-3000 ....... A-15
ZAŁĄCZNIK 8: ROZMIESZCZENIE PŁYTKI OBWODU DRUKOWANEGO MODUŁU CCM CPU .................................................................................................................... A-16
ZAŁĄCZNIK 9: SCHEMAT PŁYTKA OBWODU DRUKOWANEGO WEJ/WYJ CCM ........... A-18
ZAŁĄCZNIK 10: SCHEMAT PŁYTKI OBWODU DRUKOWANEGO PILOTA ...................... A-20
ZAŁĄCZNIK 11: UKŁAD PŁYTKI OBWODU DRUKOWANEGO PRZEKAŹNIKA I INTERFEJSU ............................................................................................................... A-22
ZAŁĄCZNIK 12: SCHEMAT PŁYTKI OBWODU DRUKOWANEGO WYŚWIETLACZA ...... A-24
ZAŁĄCZNIK 13: PŁYTKA OBWODU DRUKOWANEGO ZASILANIA NASTAWCZEGO SYSTEMU .................................................................................................................... A-26
ZAŁĄCZNIK 14: SCHEMAT DOLNEJ PŁYTKI OBWODU DRUKOWANEGO GŁÓWNEGO FALOWNIKA ......................................................................................... A-28
ZAŁĄCZNIK 15: SCHEMAT GÓRNEJ PŁYTKI OBWODU DRUKOWANEGO GŁÓWNEGO FALOWNIKA ......................................................................................... A-30
ZAŁĄCZNIK 16: UKŁAD PŁYTKI OBWODU DRUKOWANEGO STERUJĄCA I ZWARCIOWA .............................................................................................................. A-32
ZAŁĄCZNIK 17: SCHEMAT DOLNEJ PŁYTKI OBWODU DRUKOWANEGO CAP BIAS ... A-34
ZAŁĄCZNIK 18: SCHEMAT GÓRNEJ PŁYTKI OBWODU DRUKOWANEGO CAP BIAS TOP ............................................................................................................ A-35
ZAŁĄCZNIK 19: UKŁAD PŁYTKI DRUKOWANEJ POMIJANIA ......................................... A-36
ZAŁĄCZNIK 20: WYKRES CHŁODZENIA .......................................................................... A-37
SPIS TREŚCIZAŁĄCZNIK 21: SCHEMAT ZDALNEGO ROZRUSZNIKA ŁUKU ...................................... A-38
ZAŁĄCZNIK 22: SCHEMAT AUTOMATYCZNEGO SYSTEMU GAZOWEGO DFC-3000 ... A-40
ZAŁĄCZNIK 23: SCHEMAT UKŁADU URZĄDZENIA 130A, 380-415V PG 1 ................... A-42
ZAŁĄCZNIK 24: SCHEMAT UKŁADU URZĄDZENIA 130A, 380-415V PG 2 ................... A-44
ZAŁĄCZNIK 25: SCHEMAT UKŁADU URZĄDZENIA 200A, 380-415V PG 1 ................... A-46
ZAŁĄCZNIK 26: SCHEMAT UKŁADU URZĄDZENIA 200A, 380-415V PG 2 ................... A-48
ZAŁĄCZNIK 27: SCHEMAT UKŁADU URZĄDZENIA 300A, 380-415V PG 1 ................... A-50
ZAŁĄCZNIK 28: SCHEMAT UKŁADU URZĄDZENIA 300A, 380-415V PG 2 ................... A-52
ZAŁĄCZNIK 29: SCHEMAT UKŁADU URZĄDZENIA 400A, 380-415V PG 1 ................... A-54
ZAŁĄCZNIK 30: SCHEMAT UKŁADU URZĄDZENIA 400A, 380-415V PG 2 ................... A-56
ZAŁĄCZNIK 31: ZAAWANSOWANE USUWANIE PROBLEMÓW ..................................... A-58
ZAŁĄCZNIK 32: SL100 WZAJEMNE POŁĄCZENIE.........................................................A-106
ZAŁĄCZNIK 33: POŁĄCZENIE HE 400 XT .......................................................................A-108
ZAŁĄCZNIK 34: SL100 OPCJA PALNIKA ........................................................................A-109
OŚWIADCZENIE W SPRAWIE GWARANCJI ........................................................................115
TYLNA OKŁADKA - MIĘDZYNARODOWE DANE KONTAKTOWE ............ TYLNA POKRYWA

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL BEZPIECZEŃSTWO INSTRUKCJE 1-1
BEZPIECZEŃSTW
A
ROZDZIAŁ 1: BEZPIECZEŃSTWA
1.01 Środki Ostrożności
! OSTRZEŻENIE: Przestrzeganie niniejszych zasad bezpieczeństwa ma służyć ochronie użytkownika. Stanowią one podsumowanie informacji o środkach ostrożności zawartych w rozdziale pt. Dodatkowe informacje nt. bezpieczeństwa. Przed przystąpieniem do jakichkolwiek czynności montażowych lub obsługi urządzenia
należy zapoznać się z poniższymi zasadami bezpieczeństwa, których należy przestrzegać, a także z wszelkimi innymi instrukcjami, kartami charakterystyki, etykietami itd. Nieprzestrzeganie niniejszych zasad bezpieczeństwa może do-prowadzić do obrażeń ciała lub śmierci.
CHROŃ SIEBIE I INNYCH – Niektóre prace podczas spawania, cięcia czy żłobienia są głośne i wymagają ochrony słuchu. Łuk elektryczny emituje, podobnie jak słońce, promieniowanie ultrafioletowe (UV) i inne, które mogą być szkodliwe dla skóry oraz oczu. Gorący metal może spowodować oparzenia. Aby
nie dopuścić do wypadku, niezbędne jest przejście odpowiedniego szkolenia w zakresie prawidłowego korzystania ze sprzętu i procesów technologicznych. Dlatego też:
Przebywając w strefie roboczej, zawsze należy mieć założone okulary ochronne z bocznymi osłonami, nawet wtedy, kiedy wymagany jest kask, osłona twarzy czy gogle.
Podczas wykonywania lub obserwowania prac należy korzystać z osłony twarzy wyposażonej w odpowiedni filtr i elementy chroniące oczy, twarz, szyję oraz uszy przed iskrami z łuku elektrycznego. Należy ostrzec inne osoby znajdujące się w pobliżu, aby nie patrzyły na łuk ani nie zbliżały się do miejsca iskrzenia bądź gorących elementów metalowych.
Aby zapewnić sobie odpowiednią ochronę przed iskrzeniem i gorącym metalem, należy założyć ognioodporne rękawice, koszulę z długim rękawem z grubej tkaniny, spodnie bez mankietów, wysokie buty oraz kask spa-walniczy bądź czapkę osłaniającą włosy. W niektórych sytuacjach może być wymagany ognioodporny fartuch, chroniący przed gorącem i iskrami.
Gorące iskry mogą przedostać się do podwiniętych rękawów, mankietów spodni lub kieszeni. Rękawy i kołnierz powinny być zapięte, a na przedniej części stroju nie powinny znajdować się otwarte kieszenie.
Chronić osoby postronne przed promieniem łuku elektrycznego oraz iskrami, ustawiając niepalną przegrodę lub zasłonę.
Podczas rozdrabniania żużlu lub szlifowania należy mieć założone na okularach ochronnych dodatkowe gogle. Rozdrabniany żużel może być gorący i potrafi daleko odpryskiwać. Ewentualne osoby postronne także powinny mieć założone gogle na okularach ochronnych.
POŻARY I WYBUCHY – Otwarte płomienie i łuki mogą wywołać pożar. Gorący żużel i iskry także mogą spo-wodować pożar bądź wybuch. Dlatego też:
Należy odsunąć odpowiednio daleko od miejsca pracy wszelkie palne materiały albo przykryć je niepalną płachtą. Do materiałów palnych zalicza się m.in. drewno, tkaniny, trociny, paliwa ciekłe i gazowe, rozpuszczalniki, farby i lakiery, papier itp.
Gorące iskry i rozgrzane metalowe elementy mogą przedostać się przez pęknięcia lub szczeliny w podłodze bądź ścianie oraz spowodować niewidoczny, tlący się pożar pod podłogą albo ścianą. Należy zadbać o to, by tego rodzaju szczeliny były odpowiednio zabezpieczone przed iskrami i elementami metalowymi.“
Przed przystąpieniem do spawania lub wykonywania innego rodzaju gorących prac należy dokładnie oczyścić obrabiany element z wszelkich substancji, które mogłyby stworzyć zagrożenie łatwopalnymi bądź toksycznymi oparami. Nie wykonywać gorących prac na zamkniętych pojemnikach. Może dojść do wybuchu.
Na czas wykonywania prac należy zapewnić sobie łatwy i szybki dostęp do sprzętu gaśniczego, takiego jak wąż ogrodowy, wiadro z wodą lub piaskiem albo przenośna gaśnica. Należy też wcześniej zapoznać się z jej obsługą.
Nie używać sprzętu ustawionego ponad jego wartości znamionowe. Na przykład przeciążony kabel spawalniczy może się przegrzać, stwarzając zagrożenie pożarowe.

ULTRA-CUT 130 XT/200 XT/300 XT/400
1-2 BEZPIECZEŃSTWO INSTRUKCJE 0-5578PL
BEZP
IECZ
EŃST
WA
Po zakończeniu pracy sprawdzić miejsce jej wykonywania pod kątem ewentualnej obecności gorących odprysków lub metalowych elementów, które mogłyby spowodować za jakiś czas pożar. W razie potrzeby poprosić inną osobę o dopilnowanie miejsca.
Więcej informacji na ten temat można znaleźć w normie NFPA Standard 51B, Fire Prevention in Use of Cutting and Welding Processes (Ochrona przeciwpożarowa w pracach szlifierskich i spawalniczych), którą można otrzymać od National Fire Protection Association (Narodowy Związek Ochrony Przeciwpożarowej) z siedzibą pod adresem: Battery March Park, Quincy, MA 02269, USA.
PORAŻENIE PRĄDEM – Kontakt z częściami pod napięciem lub obwodem uziomowym grozi poważnym obrażeniem ciała lub śmiercią. NIE używać przemiennego prądu spawania w miejscach wilgotnych, w sytu-acjach ograniczonej swobody ruchu lub istniejącego zagrożenia upadkiem.
Zadbać o to, by rama (obudowa) źródła zasilania była podłączona do układu uziomowego.
Podłączyć obrabiany element do prawidłowo zainstalowanego układu uziomowego.
Podłączyć kabel masy do obrabianego elementu. Nieprawidłowe połączenie lub jego brak może narazić użytkow-nika bądź osoby postronne na śmiertelne porażenie prądem.
Używany sprzęt powinien być w dobrym stanie. Zużyte lub uszkodzone kable należy na bieżąco wymieniać.
Wszystko, co jest związane z pracą, np. odzież, miejsce pracy, kable, uchwyt elektrody oraz źródło zasilania, powinno być suche.
Zadbać o to, by wszystkie części ciała były odizolowane od narzędzi i podłoża.
Nie stawać bezpośrednio na metalowych powierzchniach ani elementach układu uziomowego podczas pracy w ciasnych lub wilgotnych miejscach.; Należy wówczas stawać na suchej płycie lub platformie izolacyjnej w obuwiu z gumową podeszwą.
Przed włączeniem zasilania założyć suche rękawice bez otworów i dziur.
Przed zdjęciem rękawic wyłączyć zasilanie.
Szczegółowe zalecenia dotyczące uziemienia można znaleźć w normie ANSI/ASC Standard Z49.1 (zob. odnośnik na następnej stronie). Uważać na to, aby nie pomylić kabla masy z uziemieniem.
POLA ELEKTROMAGNETYCZNE — Może stwarzać zagrożenie. Prąd elektryczny płynący przez jakikolwiek przewodnik powoduje powstawanie lokalnego pola elektromagnetycznego (PEM). Prąd spawania oraz obrabiania tworzy PEM wokół kabli i urządzeń spawalniczych. Dlatego też:
Osoby korzystające z rozrusznika serca przed przystąpieniem do prac spawalniczych powinny skonsultować się z lekarzem. PEM może zakłócić pracę rozrusznika serca.
Narażenie na działanie PEM może mieć też inne skutki zdrowotne, które są obecnie nieznane.
Aby zminimalizować swój kontakt z PEM, każdy spawacz powinien przestrzegać następujących procedur:
A. Kabel elektrody i masy należy prowadzić razem. Jeśli to możliwe, skleić je taśmą.
B. W żadnym wypadku nie owijać kabla elektrody ani masy wokół części ciała.
C. Nie wkładać żadnych części ciała pomiędzy kablem elektrody a kablem masy. Poprowadzić kable po tej samej stronie ciała.
D. Podłączyć kabel masy do obrabianego elementu jak najbliżej spawanego obszaru.
E. Zachować jak największą odległość od źródła zasilania oraz kabli.
OPARY I GAZY – Opary i gazy mogą powodować złe samopoczucie, zwłaszcza w pomieszczeniach zamknię-tych. Nie wdychać oparów ani gazów. Gaz ekranujący może spowodować uduszenie się.
Dlatego też:
W miejscu pracy zawsze należy zapewnić odpowiednią wentylację, naturalną bądź mechaniczną. Do spawania, cięcia lub żłobienia takich materiałów, jak stal galwanizowana, stal nierdzewna, miedź, cynk, ołów, beryl lub kadm wymagana jest bezwzględnie mechaniczna wentylacja nawiewna. Nie wdychać oparów pochodzących z tego rodzaju materiałów.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL BEZPIECZEŃSTWO INSTRUKCJE 1-3
BEZPIECZEŃSTW
A
Nie spawać w pobliżu miejsc usuwania smarów lub rozpylania. Wysoka temperatura i promienie łuku w połączeniu z oparami węglowodorów chlorowanych mogą doprowadzić do wytworzenia tlenochlorku węgla (fosgenu), który jest bardzo toksycznym gazem, a także inne drażniące gazy.
Jeżeli w trakcie pracy pojawi się chwilowe podrażnienie oczu, nosa lub gardła, oznacza to, że wentylacja nie jest odpowiednia. Należy wówczas przerwać pracę i poprawić wentylację w miejscu jej wykonywania. Nie kontynuuj pracy, jeśli dyskomfort fizyczny się utrzymuje.
Szczegółowe zalecenia dotyczące wentylacji można znaleźć w normie ANSI/ASC Standard Z49.1 (zob. odnośnik poniżej).
OSTRZEŻENIE: Ten produkt zawiera substancje chemiczne, w tym ołów, które są Stanie Kalifornia uznane jako te, które powodują wady wrodzone oraz są w inny sposób szkodliwe dla rozrodu. Po pracy umyć ręce.
UŻYWANIE BUTLI – Nieprawidłowe używanie butli może doprowadzić do jej rozerwania i gwałtownego uwolnienia gazu. Nagłe rozerwanie butli, zaworu lub odprężacza może spowodować obrażenia ciała lub śmierć. Dlatego też:
Należy stosować odpowiedni gaz oraz prawidłowy reduktor ciśnienia przeznaczony do używania w połączeniu z butlą ze sprężonym gazem. Nie używać przejściówek. Utrzymywać węże i osprzęt w dobrym stanie. Przestrzegać instrukcji obsługi dołączonej przez producenta do reduktora ciśnienia zamontowanego na butli ze sprężonym gazem.
Butle należy zawsze umieścić w pozycji pionowej i przymocować łańcuchem lub pasem do odpowiedniego wózka ręcznego, platformy, stojaka, ściany, słupa lub regału. Nie przytwierdzać butli do stołu roboczego ani instalacji, jeżeli może ona stać się w ten sposób częścią obwodu elektrycznego.
Gdy butla nie jest używana, jej zawór powinien być zamknięty. Jeżeli nie jest podłączony reduktor ciśnienia, zawór powinien być osłonięty odpowiednią nasadką. Do przenoszenia i zabezpieczania butli należy używać odpo-wiednich wózków ręcznych. Z butlami zawsze należy obchodzić się ostrożnie.
Nie ustawiać butli w pobliżu źródeł ciepła, iskier lub otwartego płomienia. W żadnym wypadku nie kierować łuku w stronę butli.
Więcej informacji na ten temat można znaleźć w normie CGA Standard P-1, Precautions for Safe Handling of Com-pressed Gases in Cylinders (Zalecenia dotyczące bezpiecznego używania butli ze sprężonym gazem), którą można uzyskać od Compressed Gas Association (Federacja Gazu Sprężonego) z siedzibą pod adresem: 1235 Jefferson Davis Highway, Arlington, VA 22202, USA.
!KONSERWACJA SPRZĘTU – Wadliwy lub nieprawidłowo konserwowany sprzęt może spowodować obrażenia ciała lub śmierć. Dlatego też:
Wszelkie prace montażowe, naprawcze i konserwacyjne powinny być wykonywane przez odpowiednio wykwa-lifikowanych techników. Wszelkie prace związane z instalacją elektryczną muszą być wykonywane przez wy-kwalifikowanego elektryka.
Przed przystąpieniem do prac konserwacyjnych wewnątrz źródła zasilania należy odłączyć to źródło od sieci.
Kable, przewód uziemiający, połączenia, przewód zasilający oraz źródło zasilania należy utrzymywać w dobrym stanie. Nie używać wadliwych ani uszkodzonych urządzeń.
Nie nadużywać urządzeń ani akcesoriów. Chronić sprzęt przed źródłami ciepła (np. piecami), wodą (np. kałużami), olejami i smarami, warunkami powodującymi korozję oraz zewnętrznymi warunkami atmosferycznymi.
Wszystkie elementy zabezpieczające i osłony należy utrzymywać w dobrym stanie oraz przechowywać w odpo-wiednim miejscu.
Używać sprzętu tylko zgodnie z jego przeznaczeniem. Nie wprowadzać żadnych modyfikacji.
!DODATKOWE INFORMACJE NT. BEZPIECZEŃSTWA – Aby uzyskać więcej informacji na temat bezpiecznych praktyk spawania łukowego i sprzętu do cięcia, poproś dostawcę o kopię dokumentu „Środki ostrożności i bezpieczne praktyki dla spawania łukowego, cięcia i żłobienia”, formularz 52-529.

ULTRA-CUT 130 XT/200 XT/300 XT/400
1-4 BEZPIECZEŃSTWO INSTRUKCJE 0-5578PL
BEZP
IECZ
EŃST
WA Zalecane jest zapoznanie się z następującymi publikacjami, które można otrzymać od American Welding Society
(Amerykańskie Towarzystwo Spawalnicze) z siedzibą pod adresem: 550 N.W. LeJuene Road, Miami, FL 33126, USA:
ANSI/ASC Z49.1 - „Bezpieczeństwo spawania i cięcia”
AWS C5.1 - Recommended Practices for Plasma Arc Welding (Zalecane praktyki spawania plazmowego).
AWS C5.2 - Recommended Practices for Plasma Arc Cutting (Zalecane praktyki cięcia plazmowego).
AWS C5.3 - Recommended Practices for Air Carbon Arc Gouging and Cutting (Zalecane praktyki żłobienia i cięcia łukiem węglowym).
AWS C5.5 - Recommended Practices for Gas Tungsten Arc Welding (Zalecane praktyki spawania metodą TIG).
AWS C5.6 - Recommended Practices for Gas Metal Arc Welding (Zalecane praktyki spawania metodą MIG/MAG).
AWS SP - Safe Practices (Bezpieczne praktyki) przedruk z Podręcznika spawania.
ANSI/AWS F4.1, Recommended Safe Practices for Welding and Cutting of Containers That Have Held Hazardous Substances (Zalecane bezpieczne praktyki spawania i cięcia pojemników, w których przechowywane były niebezpieczne substancje).
Norma CSA Standard - W117.2 = Safety in Welding, Cutting and Allied Processes (Bezpieczeństwo w spawaniu, cięciu i procesach powiązanych).
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL BEZPIECZEŃSTWO INSTRUKCJE 1-5
BEZPIECZEŃSTW
A
Klasa obudowy
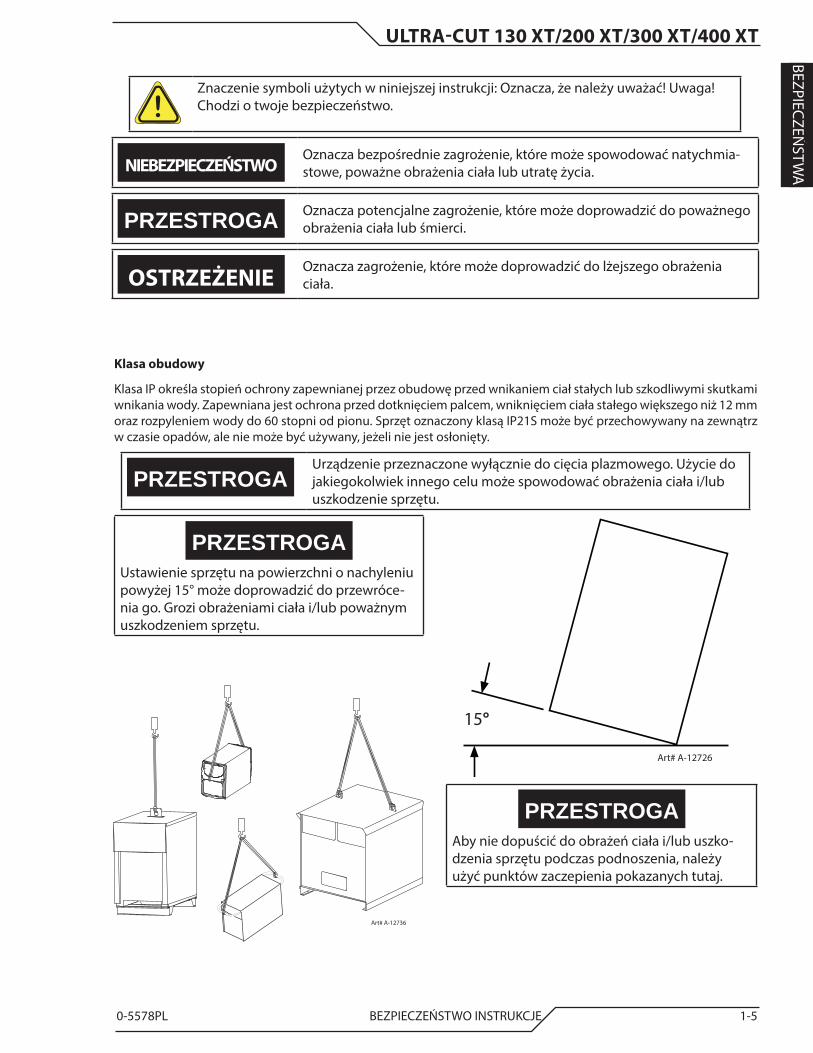
Klasa IP określa stopień ochrony zapewnianej przez obudowę przed wnikaniem ciał stałych lub szkodliwymi skutkami wnikania wody. Zapewniana jest ochrona przed dotknięciem palcem, wniknięciem ciała stałego większego niż 12 mm oraz rozpyleniem wody do 60 stopni od pionu. Sprzęt oznaczony klasą IP21S może być przechowywany na zewnątrz w czasie opadów, ale nie może być używany, jeżeli nie jest osłonięty.
PRZESTROGAUrządzenie przeznaczone wyłącznie do cięcia plazmowego. Użycie do jakiegokolwiek innego celu może spowodować obrażenia ciała i/lub uszkodzenie sprzętu.
PRZESTROGAUstawienie sprzętu na powierzchni o nachyleniu powyżej 15° może doprowadzić do przewróce-nia go. Grozi obrażeniami ciała i/lub poważnym uszkodzeniem sprzętu.
PRZESTROGAAby nie dopuścić do obrażeń ciała i/lub uszko-dzenia sprzętu podczas podnoszenia, należy użyć punktów zaczepienia pokazanych tutaj.
!Znaczenie symboli użytych w niniejszej instrukcji: Oznacza, że należy uważać! Uwaga! Chodzi o twoje bezpieczeństwo.
NIEBEZPIECZEŃSTWOOznacza bezpośrednie zagrożenie, które może spowodować natychmia-stowe, poważne obrażenia ciała lub utratę życia.
PRZESTROGA Oznacza potencjalne zagrożenie, które może doprowadzić do poważnego obrażenia ciała lub śmierci.
OSTRZEŻENIE Oznacza zagrożenie, które może doprowadzić do lżejszego obrażenia ciała.
15°
Art# A-12726
Art# A-12736

ULTRA-CUT 130 XT/200 XT/300 XT/400
1-6 BEZPIECZEŃSTWO INSTRUKCJE 0-5578PL
BEZP
IECZ
EŃST
WA
Ta strona została celowo pozostawiona pusta.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL SPECYFIKACJE 2-1
SPECYFIKA
CJE
ROZDZIAŁ 2: DANE TECHNICZNE
2.01 Opis Ogólny SystemuTypowa konfiguracja systemu Ultra-Cut XT™ obejmuje:
• Jeden zestaw zasilacza elektrycznego
• Zdalny rozrusznik łuku
• Sterowanie gazem - cyfrowe sterowanie kolektorem (DMC)
• Sterowanie gazem - cyfrowe sterowanie ciśnieniem (DPC)
• Palnik do precyzyjnego cięcia plazmowego
• Zestaw przewodów połączeniowych
• Zestaw części zamiennych palnika
• Sterowanie dotykowe (TSC) Opcjonalne
• Wymiennik ciepła (standardowo dla 400A, opcjonalnie dla wszystkich innych)
Komponenty są podłączane w czasie instalacji.
2.02 Zasilacz Systemu Cięcia PlazmowegoZasilacz zapewnia prąd konieczny do operacji cięcia. System zasilania elektrycznego posiada również funkcję monitoro-wania wydajności systemu oraz funkcję chłodzenia i wymuszonego obiegu cieczy chłodzącej przepływającej przez palnik i przewody.
2.03 Zdalny Rozrusznik ŁukuTo urządzenie wytwarza tymczasowy impuls wysokiej częstotliwości w celu uruchomienia łuku pilotującego. Łuk pilotujący tworzy ścieżkę do pracy głównego łuku. Po ustaleniu się łuku głównego łuk pilotujący zostaje wygaszony.
2.04 Moduł Sterowania GazemModuł ten umożliwia automatyczne zdalne ustawianie doboru gazu, ciśnienia i przepływów wraz z ustawieniem prądu cięcia.
2.05 Palnik Do Precyzyjnego Cięcia PlazmowegoPalnik dostarcza kontrolowany prąd potrzebny do przepływu przez łuk główny, który powoduje cięcie metalu.
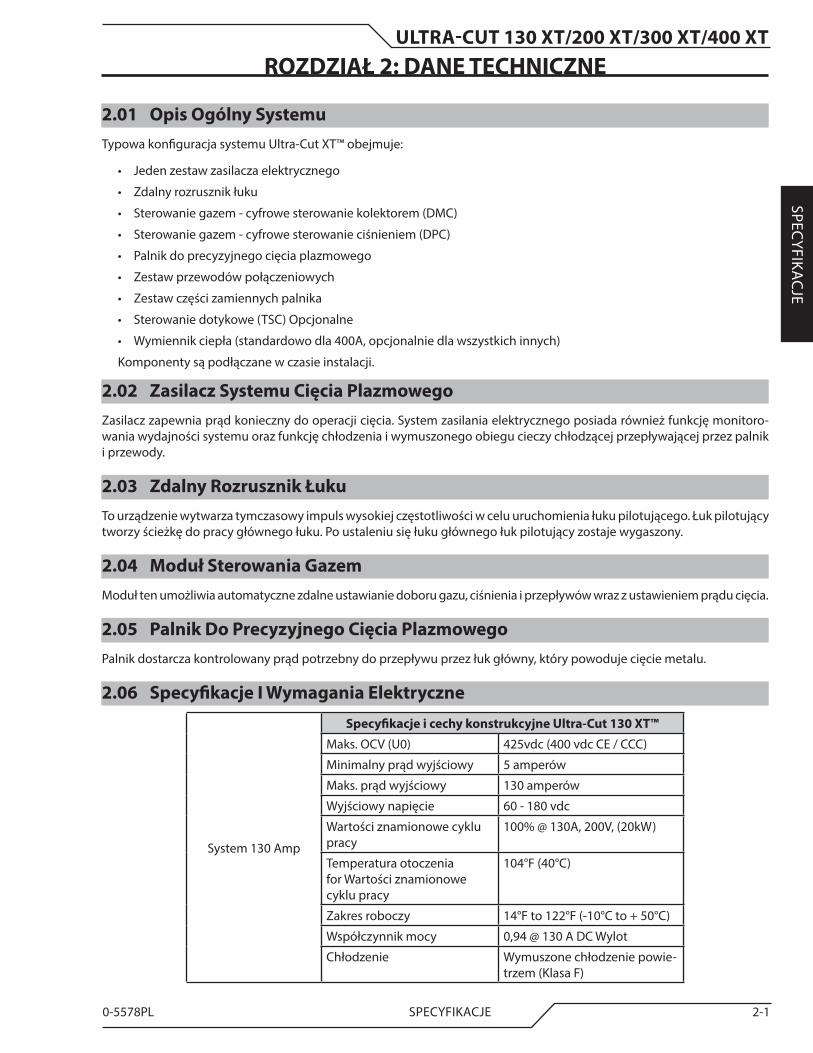
2.06 Specyfikacje I Wymagania Elektryczne
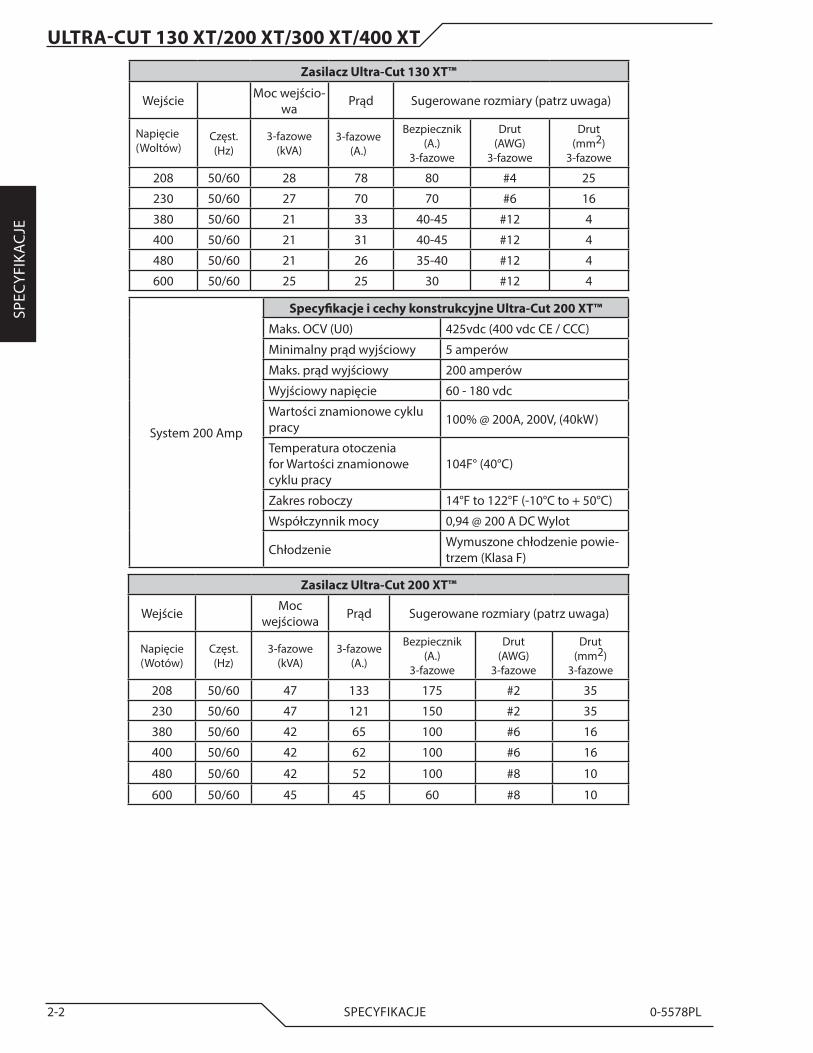
System 130 Amp
Specyfikacje i cechy konstrukcyjne Ultra-Cut 130 XT™
Maks. OCV (U0) 425vdc (400 vdc CE / CCC)
Minimalny prąd wyjściowy 5 amperów
Maks. prąd wyjściowy 130 amperów
Wyjściowy napięcie 60 - 180 vdc
Wartości znamionowe cyklu pracy
100% @ 130A, 200V, (20kW)
Temperatura otoczenia for Wartości znamionowe cyklu pracy
104°F (40°C)
Zakres roboczy 14°F to 122°F (-10°C to + 50°C)
Współczynnik mocy 0,94 @ 130 A DC Wylot
Chłodzenie Wymuszone chłodzenie powie-trzem (Klasa F)
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
2-2 SPECYFIKACJE 0-5578PL
SPEC
YFIK
AC
JE
Zasilacz Ultra-Cut 130 XT™
Wejście Moc wejścio-wa
Prąd Sugerowane rozmiary (patrz uwaga)
Napięcie (Woltów)
Częst. (Hz)
3-fazowe (kVA)
3-fazowe (A.)
Bezpiecznik (A.)
3-fazowe
Drut (AWG)
3-fazowe
Drut (mm2)
3-fazowe
208 50/60 28 78 80 #4 25
230 50/60 27 70 70 #6 16
380 50/60 21 33 40-45 #12 4
400 50/60 21 31 40-45 #12 4
480 50/60 21 26 35-40 #12 4
600 50/60 25 25 30 #12 4
System 200 Amp
Specyfikacje i cechy konstrukcyjne Ultra-Cut 200 XT™
Maks. OCV (U0) 425vdc (400 vdc CE / CCC)
Minimalny prąd wyjściowy 5 amperów
Maks. prąd wyjściowy 200 amperów
Wyjściowy napięcie 60 - 180 vdc
Wartości znamionowe cyklu pracy 100% @ 200A, 200V, (40kW)
Temperatura otoczenia for Wartości znamionowe cyklu pracy
104F° (40°C)
Zakres roboczy 14°F to 122°F (-10°C to + 50°C)
Współczynnik mocy 0,94 @ 200 A DC Wylot
Chłodzenie Wymuszone chłodzenie powie-trzem (Klasa F)
Zasilacz Ultra-Cut 200 XT™
Wejście Moc wejściowa Prąd Sugerowane rozmiary (patrz uwaga)
Napięcie (Wotów)
Częst. (Hz)
3-fazowe (kVA)
3-fazowe (A.)
Bezpiecznik (A.)
3-fazowe
Drut (AWG)
3-fazowe
Drut (mm2)
3-fazowe
208 50/60 47 133 175 #2 35
230 50/60 47 121 150 #2 35
380 50/60 42 65 100 #6 16
400 50/60 42 62 100 #6 16
480 50/60 42 52 100 #8 10
600 50/60 45 45 60 #8 10
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL SPECYFIKACJE 2-3
SPECYFIKA
CJE
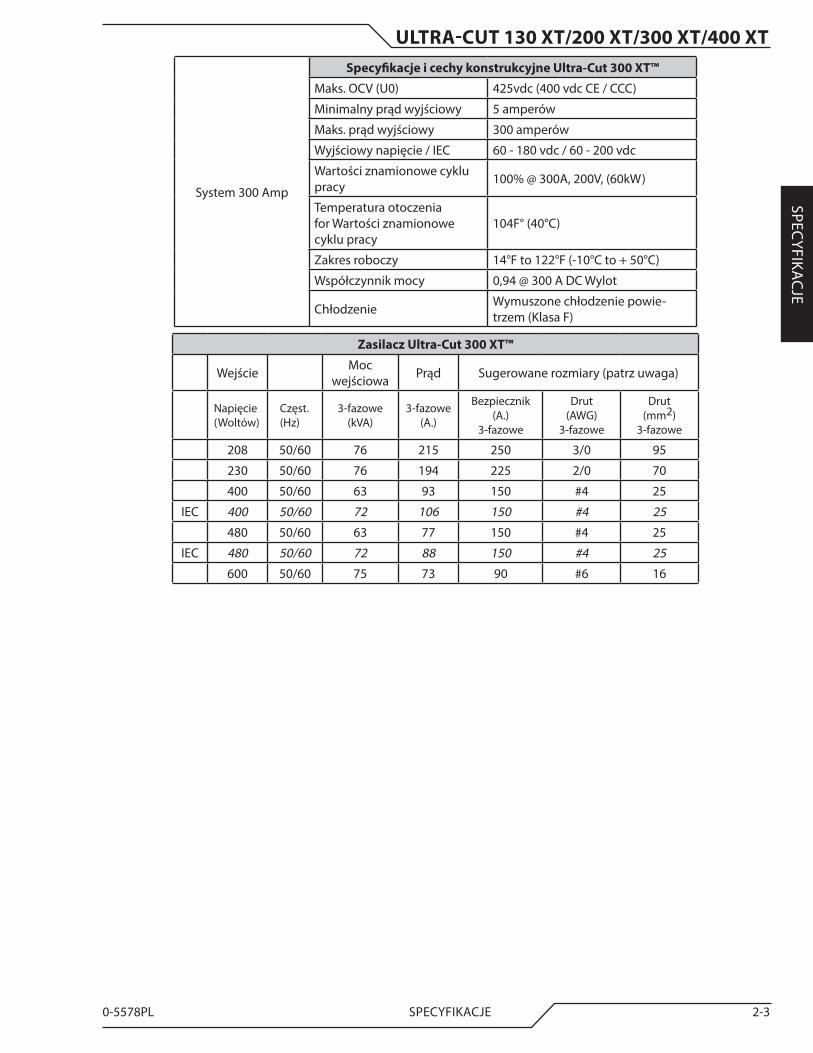
System 300 Amp
Specyfikacje i cechy konstrukcyjne Ultra-Cut 300 XT™
Maks. OCV (U0) 425vdc (400 vdc CE / CCC)
Minimalny prąd wyjściowy 5 amperów
Maks. prąd wyjściowy 300 amperów
Wyjściowy napięcie / IEC 60 - 180 vdc / 60 - 200 vdc
Wartości znamionowe cyklu pracy 100% @ 300A, 200V, (60kW)
Temperatura otoczenia for Wartości znamionowe cyklu pracy
104F° (40°C)
Zakres roboczy 14°F to 122°F (-10°C to + 50°C)
Współczynnik mocy 0,94 @ 300 A DC Wylot
Chłodzenie Wymuszone chłodzenie powie-trzem (Klasa F)
Zasilacz Ultra-Cut 300 XT™
Wejście Moc wejściowa Prąd Sugerowane rozmiary (patrz uwaga)
Napięcie (Woltów)
Częst. (Hz)
3-fazowe (kVA)
3-fazowe (A.)
Bezpiecznik (A.)
3-fazowe
Drut (AWG)
3-fazowe
Drut (mm2)
3-fazowe
208 50/60 76 215 250 3/0 95
230 50/60 76 194 225 2/0 70
400 50/60 63 93 150 #4 25
IEC 400 50/60 72 106 150 #4 25
480 50/60 63 77 150 #4 25
IEC 480 50/60 72 88 150 #4 25
600 50/60 75 73 90 #6 16

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
2-4 SPECYFIKACJE 0-5578PL
SPEC
YFIK
AC
JE
System 400 Amp
Specyfikacje i cechy konstrukcyjne Ultra-Cut 400 XT™
Maks. OCV (U0) 425vdc (400 vdc CE / CCC)
Minimalny prąd wyjściowy 5 amperów
Maks. prąd wyjściowy 400 amperów
Wyjściowy napięcie 60 - 200 vdc
Wartości znamionowe cyklu pracy
100% @ 400A, 200V, (80kW)
Temperatura otoczenia for Wartości znamionowe cyklu pracy
104F° (40°C)
Zakres roboczy 14°F to 122°F (-10°C to + 50°C)
Współczynnik mocy 0,94 @ 400 A DC Wylot
Chłodzenie Wymuszone chłodzenie powie-trzem (Klasa F)
Zasilacz Ultra-Cut 400 XT™
Wejście Moc wej-ściowa Prąd Sugerowane rozmiary (patrz uwaga)
Napięcie (Wol-tów)
Częst. (Hz)
3-fazowe (kVA)
3-fazowe (A.)
Bezpiecznik (A.)
3-fazowe
Drut (AWG)
3-fazowe
Drut (mm2)
3-fazowe
380 50/60 93 144 200 #1 50
400 50/60 93 137 200 #1 50
480 50/60 93 114 175 #3 35
600 50/60 98 96 125 #4 25
UWAGA!* Sugerowany rozmiar przewodu w oparciu o USA NFPA 70 National Electrical Code edycja 2011, opublikowany przez National Fire Prevention Association. Klasy obciążenia pochodzą z tabeli 400,5(A)(2) dla przewodu giętkiego do niektórych rodzajów obciążenia znamionowego przy 75°C, w temperaturze otoczenia do 30°C. Korzystanie z przewodów o mniejszej klasie temperaturowej lub innej izolacji może wymagać zastosowania prze-wodów większego rozmiaru. Obniżona moc znamionowa dla wyższej temperatury oto-czenia. Są to tylko sugestie. Właściwy ostateczny rodzaj i rozmiar okablowania musi być zawsze zgodny z przepisami lokalnymi i krajowymi, które mają zastosowanie w miejscu użytkowania.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL SPECYFIKACJE 2-5
SPECYFIKA
CJE
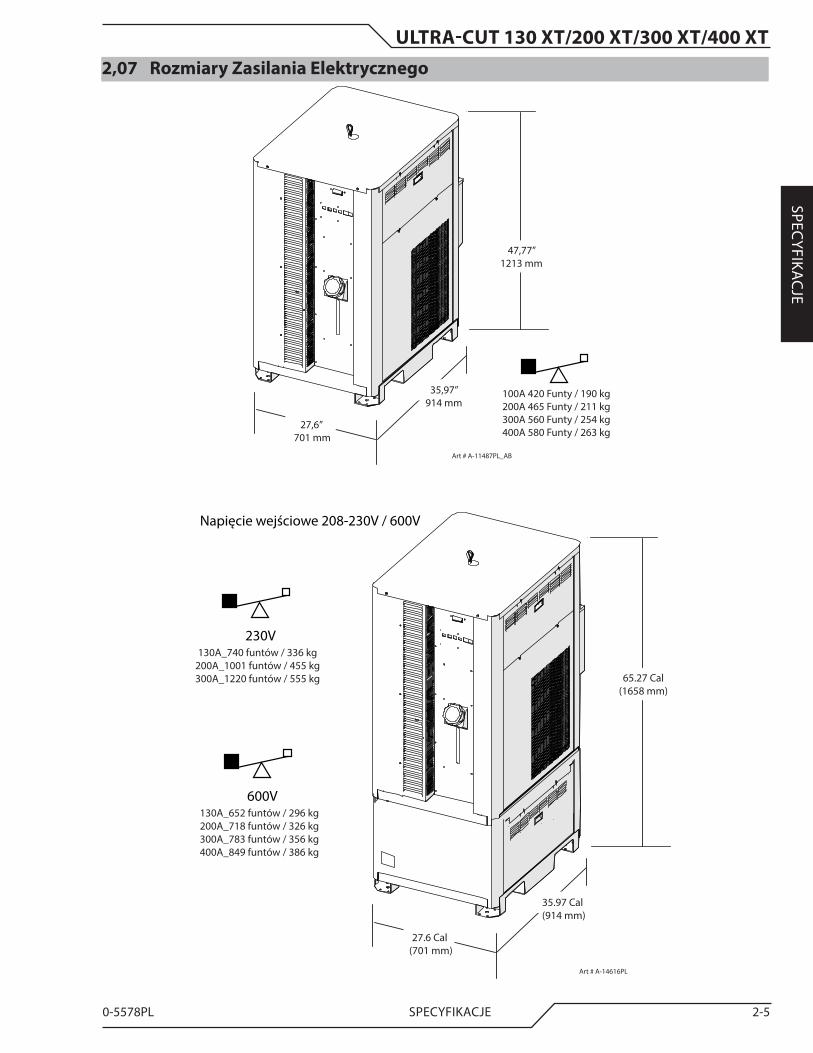
2,07 Rozmiary Zasilania Elektrycznego
Art # A-11487PL_AB
35,97”914 mm
27,6” 701 mm
47,77”1213 mm
100A 420 Funty / 190 kg200A 465 Funty / 211 kg300A 560 Funty / 254 kg400A 580 Funty / 263 kg
Art # A-14616PL
35.97 Cal (914 mm)
27.6 Cal (701 mm)
65.27 Cal(1658 mm)
130A_740 funtów / 336 kg200A_1001 funtów / 455 kg300A_1220 funtów / 555 kg
230V
130A_652 funtów / 296 kg200A_718 funtów / 326 kg300A_783 funtów / 356 kg400A_849 funtów / 386 kg
600V
Napięcie wejściowe 208-230V / 600V
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
2-6 SPECYFIKACJE 0-5578PL
SPEC
YFIK
AC
JE
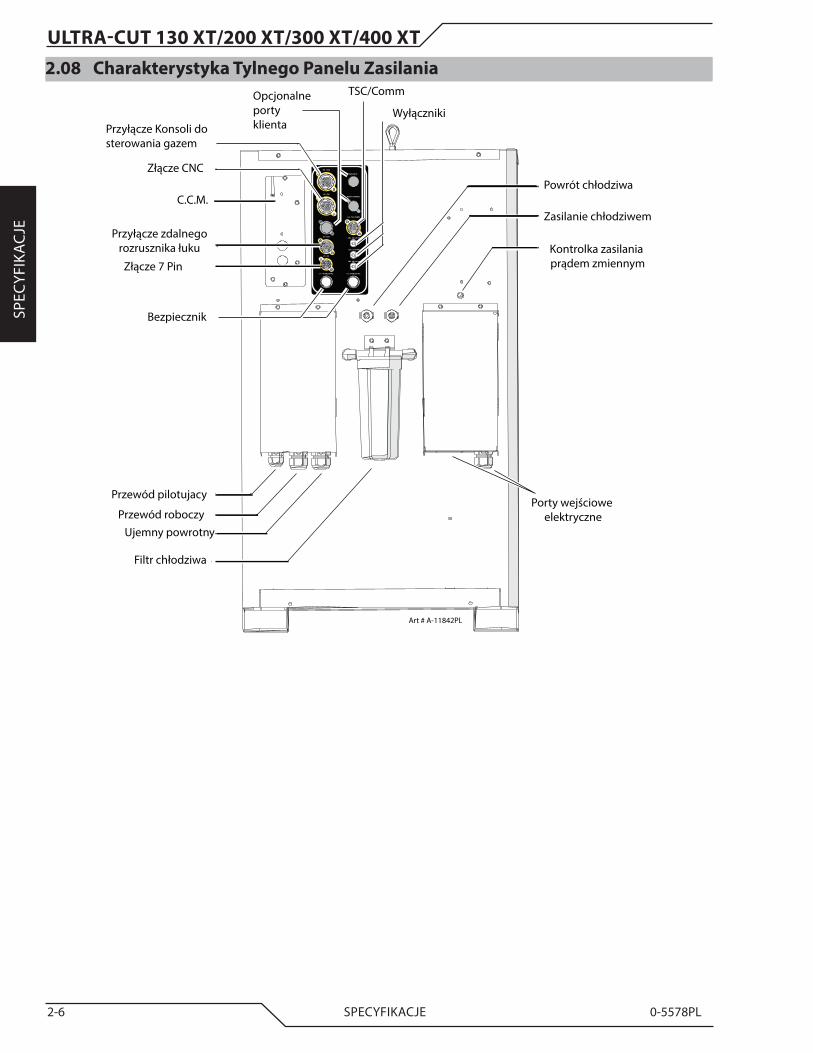
2.08 Charakterystyka Tylnego Panelu Zasilania
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Art # A-11842PL
Kontrolka zasilania prądem zmiennym
Ujemny powrotny
Filtr chłodziwa
C.C.M.
Wyłączniki
Porty wejściowe elektryczne
Przyłącze zdalnegorozrusznika łuku
Powrót chłodziwa
Zasilanie chłodziwem
Złącze 7 Pin
Opcjonalne porty klienta
Przewód pilotujacy
Przewód roboczy
Bezpiecznik
Złącze CNC
Przyłącze Konsoli dosterowania gazem
TSC/Comm
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL SPECYFIKACJE 2-7
SPECYFIKA
CJE
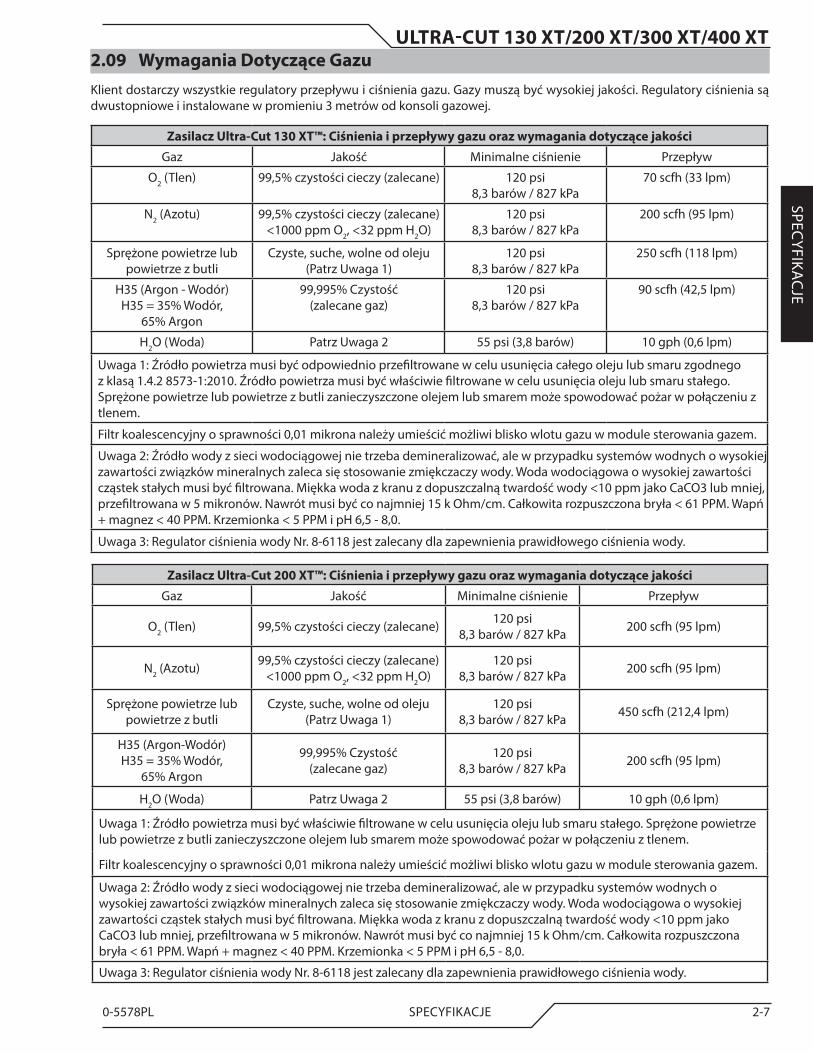
2.09 Wymagania Dotyczące GazuKlient dostarczy wszystkie regulatory przepływu i ciśnienia gazu. Gazy muszą być wysokiej jakości. Regulatory ciśnienia są dwustopniowe i instalowane w promieniu 3 metrów od konsoli gazowej.
Zasilacz Ultra-Cut 130 XT™: Ciśnienia i przepływy gazu oraz wymagania dotyczące jakości
Gaz Jakość Minimalne ciśnienie Przepływ
O2 (Tlen) 99,5% czystości cieczy (zalecane) 120 psi 8,3 barów / 827 kPa
70 scfh (33 lpm)
N2 (Azotu) 99,5% czystości cieczy (zalecane) <1000 ppm O2, <32 ppm H2O)
120 psi 8,3 barów / 827 kPa
200 scfh (95 lpm)
Sprężone powietrze lub powietrze z butli
Czyste, suche, wolne od oleju (Patrz Uwaga 1)
120 psi 8,3 barów / 827 kPa
250 scfh (118 lpm)
H35 (Argon - Wodór) H35 = 35% Wodór,
65% Argon
99,995% Czystość (zalecane gaz)
120 psi 8,3 barów / 827 kPa
90 scfh (42,5 lpm)
H2O (Woda) Patrz Uwaga 2 55 psi (3,8 barów) 10 gph (0,6 lpm)
Uwaga 1: Źródło powietrza musi być odpowiednio przefiltrowane w celu usunięcia całego oleju lub smaru zgodnego z klasą 1.4.2 8573-1:2010. Źródło powietrza musi być właściwie filtrowane w celu usunięcia oleju lub smaru stałego. Sprężone powietrze lub powietrze z butli zanieczyszczone olejem lub smarem może spowodować pożar w połączeniu z tlenem.
Filtr koalescencyjny o sprawności 0,01 mikrona należy umieścić możliwi blisko wlotu gazu w module sterowania gazem.
Uwaga 2: Źródło wody z sieci wodociągowej nie trzeba demineralizować, ale w przypadku systemów wodnych o wysokiej zawartości związków mineralnych zaleca się stosowanie zmiękczaczy wody. Woda wodociągowa o wysokiej zawartości cząstek stałych musi być filtrowana. Miękka woda z kranu z dopuszczalną twardość wody <10 ppm jako CaCO3 lub mniej, przefiltrowana w 5 mikronów. Nawrót musi być co najmniej 15 k Ohm/cm. Całkowita rozpuszczona bryła < 61 PPM. Wapń + magnez < 40 PPM. Krzemionka < 5 PPM i pH 6,5 - 8,0.
Uwaga 3: Regulator ciśnienia wody Nr. 8-6118 jest zalecany dla zapewnienia prawidłowego ciśnienia wody.
Zasilacz Ultra-Cut 200 XT™: Ciśnienia i przepływy gazu oraz wymagania dotyczące jakości
Gaz Jakość Minimalne ciśnienie Przepływ
O2 (Tlen) 99,5% czystości cieczy (zalecane) 120 psi 8,3 barów / 827 kPa 200 scfh (95 lpm)
N2 (Azotu) 99,5% czystości cieczy (zalecane) <1000 ppm O2, <32 ppm H2O)
120 psi 8,3 barów / 827 kPa 200 scfh (95 lpm)
Sprężone powietrze lub powietrze z butli
Czyste, suche, wolne od oleju (Patrz Uwaga 1)
120 psi 8,3 barów / 827 kPa 450 scfh (212,4 lpm)
H35 (Argon-Wodór) H35 = 35% Wodór,
65% Argon
99,995% Czystość (zalecane gaz)
120 psi 8,3 barów / 827 kPa 200 scfh (95 lpm)
H2O (Woda) Patrz Uwaga 2 55 psi (3,8 barów) 10 gph (0,6 lpm)
Uwaga 1: Źródło powietrza musi być właściwie filtrowane w celu usunięcia oleju lub smaru stałego. Sprężone powietrze lub powietrze z butli zanieczyszczone olejem lub smarem może spowodować pożar w połączeniu z tlenem.
Filtr koalescencyjny o sprawności 0,01 mikrona należy umieścić możliwi blisko wlotu gazu w module sterowania gazem.
Uwaga 2: Źródło wody z sieci wodociągowej nie trzeba demineralizować, ale w przypadku systemów wodnych o wysokiej zawartości związków mineralnych zaleca się stosowanie zmiękczaczy wody. Woda wodociągowa o wysokiej zawartości cząstek stałych musi być filtrowana. Miękka woda z kranu z dopuszczalną twardość wody <10 ppm jako CaCO3 lub mniej, przefiltrowana w 5 mikronów. Nawrót musi być co najmniej 15 k Ohm/cm. Całkowita rozpuszczona bryła < 61 PPM. Wapń + magnez < 40 PPM. Krzemionka < 5 PPM i pH 6,5 - 8,0.
Uwaga 3: Regulator ciśnienia wody Nr. 8-6118 jest zalecany dla zapewnienia prawidłowego ciśnienia wody.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
2-8 SPECYFIKACJE 0-5578PL
SPEC
YFIK
AC
JE
Zasilacz Ultra-Cut 300 XT™: Ciśnienia i przepływy gazu oraz wymagania dotyczące jakości
Gaz Jakość Minimalne ciśnienie Przepływ
O2 (Tlen) 99,5% czystości cieczy (zalecane)
120 psi 8,3 barów / 827 kPa 200 scfh (95 lpm)
N2 (Azotu)99,5% czystości cieczy (zalecane) <1000 ppm
O2, <32 ppm H2O)
120 psi 8,3 barów / 827 kPa 300 scfh (141,6 lpm)
Sprężone powietrze lub powietrze z butli
Czyste, suche, wolne od oleju (Patrz Uwaga 1)
120 psi 8,3 barów / 827 kPa 450 scfh (212,4 lpm)
H35 (Argon - Wodór) H35 = 35% Wodór,
65% Argon
99,995% Czystość (zalecane gaz)
120 psi 8,3 barów / 827 kPa 200 scfh (94,4 lpm)
H2O (Woda) Patrz Uwaga 2 55 psi (3,8 barów) 10 gph (0,6 lpm)
Uwaga 1: Źródło powietrza musi być właściwie filtrowane w celu usunięcia oleju lub smaru stałego. Sprężone powietrze lub powietrze z butli zanieczyszczone olejem lub smarem może spowodować pożar w połączeniu z tlenem.
Filtr koalescencyjny o sprawności 0,01 mikrona należy umieścić możliwi blisko wlotu gazu w module sterowania gazem.
Uwaga 2: Źródło wody z sieci wodociągowej nie trzeba demineralizować, ale w przypadku systemów wodnych o wysokiej zawartości związków mineralnych zaleca się stosowanie zmiękczaczy wody. Woda wodociągowa o wysokiej zawartości cząstek stałych musi być filtrowana. Miękka woda z kranu z dopuszczalną twardość wody <10 ppm jako CaCO3 lub mniej, przefiltrowana w 5 mikronów. Nawrót musi być co najmniej 15 k Ohm/cm. Całkowita rozpuszczona bryła < 61 PPM. Wapń + magnez < 40 PPM. Krzemionka < 5 PPM i pH 6,5 - 8,0.
Uwaga 3: Regulator ciśnienia wody Nr. 8-6118 jest zalecany dla zapewnienia prawidłowego ciśnienia wody.
Zasilacz Ultra-Cut 400 XT™: Ciśnienia i przepływy gazu oraz wymagania dotyczące jakości
Gaz Jakość Minimalne ciśnienie Przepływ
O2 (Tlen) 99,5% czystości cieczy (zalecane)
120 psi 8,3 barów / 827 kPa 200 scfh (95 lpm)
N2 (Azotu) 99,5% czystości cieczy (zalecane) <1000 ppm O2, <32
ppm H2O)
120 psi 8,3 barów / 827 kPa 300 scfh (141,6 lpm)
Sprężone powietrze lub powietrze z butli
Czyste, suche, wolne od oleju (Patrz Uwaga 1)
120 psi 8,3 barów / 827 kPa 500 scfh (236 lpm)
H35 (Argon - Wodór) H35 = 35% Wodór,
65% Argon
99,995% Czystość (zalecane gaz)
120 psi 8,3 barów / 827 kPa 200 scfh (95 lpm)
Ar (Argon) 99,995% Czystość (zalecane gaz)
120 psi 8,3 barów / 827 kPa 150 scfh (70,8 lpm)
H2O (Woda) Patrz Uwaga 2 55 psi (3,8 barów) 10 gph (0,6 lpm)
Uwaga 1: Źródło powietrza musi być właściwie filtrowane w celu usunięcia oleju lub smaru stałego. Sprężone powie-trze lub powietrze z butli zanieczyszczone olejem lub smarem może spowodować pożar w połączeniu z tlenem.
Filtr koalescencyjny o sprawności 0,01 mikrona należy umieścić możliwi blisko wlotu gazu w module sterowania gazem.
Uwaga 2: Źródło wody z sieci wodociągowej nie trzeba demineralizować, ale w przypadku systemów wodnych o wysokiej zawartości związków mineralnych zaleca się stosowanie zmiękczaczy wody. Woda wodociągowa o wyso-kiej zawartości cząstek stałych musi być filtrowana. Miękka woda z kranu z dopuszczalną twardość wody <10 ppm jako CaCO3 lub mniej, przefiltrowana w 5 mikronów. Nawrót musi być co najmniej 15 k Ohm/cm. Całkowita rozpusz-czona bryła < 61 PPM. Wapń + magnez < 40 PPM. Krzemionka < 5 PPM i pH 6,5 - 8,0.
Uwaga 3: Regulator ciśnienia wody Nr. 8-6118 jest zalecany dla zapewnienia prawidłowego ciśnienia wody.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL SPECYFIKACJE 2-9
SPECYFIKA
CJE
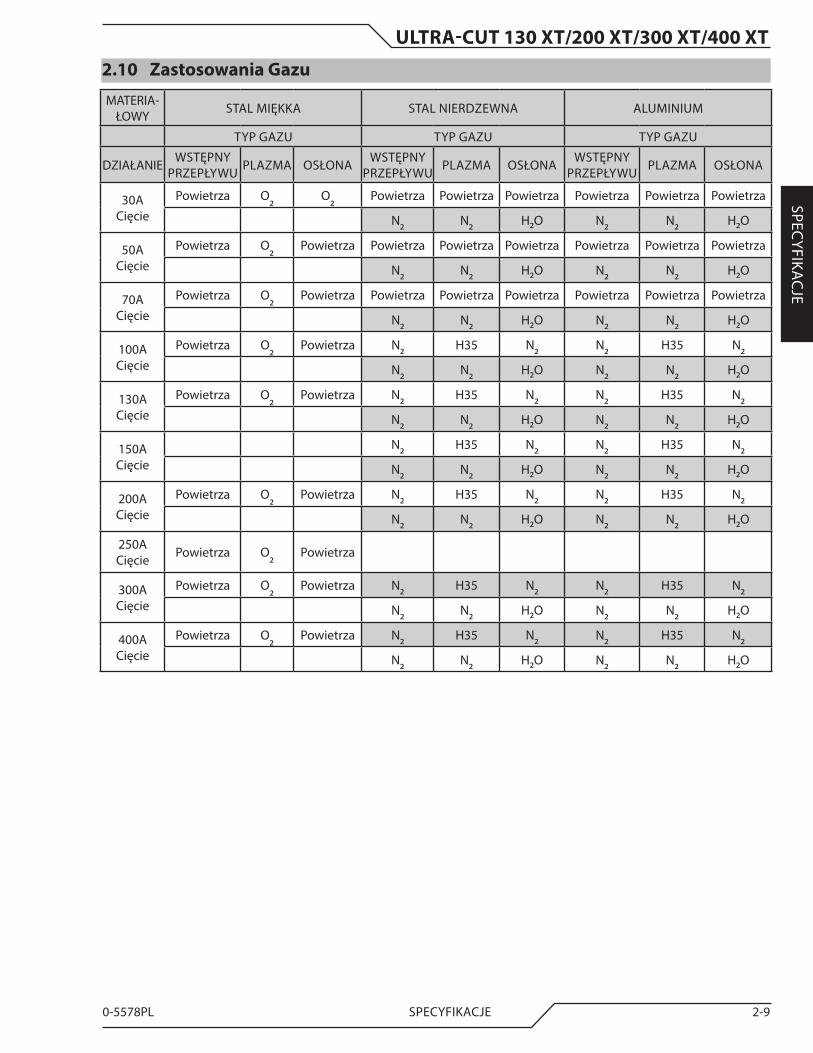
2.10 Zastosowania Gazu
MATERIA-ŁOWY STAL MIĘKKA STAL NIERDZEWNA ALUMINIUM
TYP GAZU TYP GAZU TYP GAZU
DZIAŁANIE WSTĘPNY PRZEPŁYWU PLAZMA OSŁONA WSTĘPNY
PRZEPŁYWU PLAZMA OSŁONA WSTĘPNY PRZEPŁYWU PLAZMA OSŁONA
30A Cięcie
Powietrza O₂ O₂ Powietrza Powietrza Powietrza Powietrza Powietrza Powietrza
N₂ N₂ H₂O N₂ N₂ H₂O
50A Cięcie
Powietrza O₂ Powietrza Powietrza Powietrza Powietrza Powietrza Powietrza Powietrza
N₂ N₂ H₂O N₂ N₂ H₂O
70A Cięcie
Powietrza O₂ Powietrza Powietrza Powietrza Powietrza Powietrza Powietrza Powietrza
N₂ N₂ H₂O N₂ N₂ H₂O
100A Cięcie
Powietrza O₂ Powietrza N₂ H35 N₂ N₂ H35 N₂
N₂ N₂ H₂O N₂ N₂ H₂O
130A Cięcie
Powietrza O₂ Powietrza N₂ H35 N₂ N₂ H35 N₂
N₂ N₂ H₂O N₂ N₂ H₂O
150A Cięcie
N₂ H35 N₂ N₂ H35 N₂
N₂ N₂ H₂O N₂ N₂ H₂O
200A Cięcie
Powietrza O₂ Powietrza N₂ H35 N₂ N₂ H35 N₂
N₂ N₂ H₂O N₂ N₂ H₂O
250A Cięcie Powietrza O₂ Powietrza
300A Cięcie
Powietrza O₂ Powietrza N₂ H35 N₂ N₂ H35 N₂
N₂ N₂ H₂O N₂ N₂ H₂O
400A Cięcie
Powietrza O₂ Powietrza N₂ H35 N₂ N₂ H35 N₂
N₂ N₂ H₂O N₂ N₂ H₂O
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
2-10 SPECYFIKACJE 0-5578PL
SPEC
YFIK
AC
JE
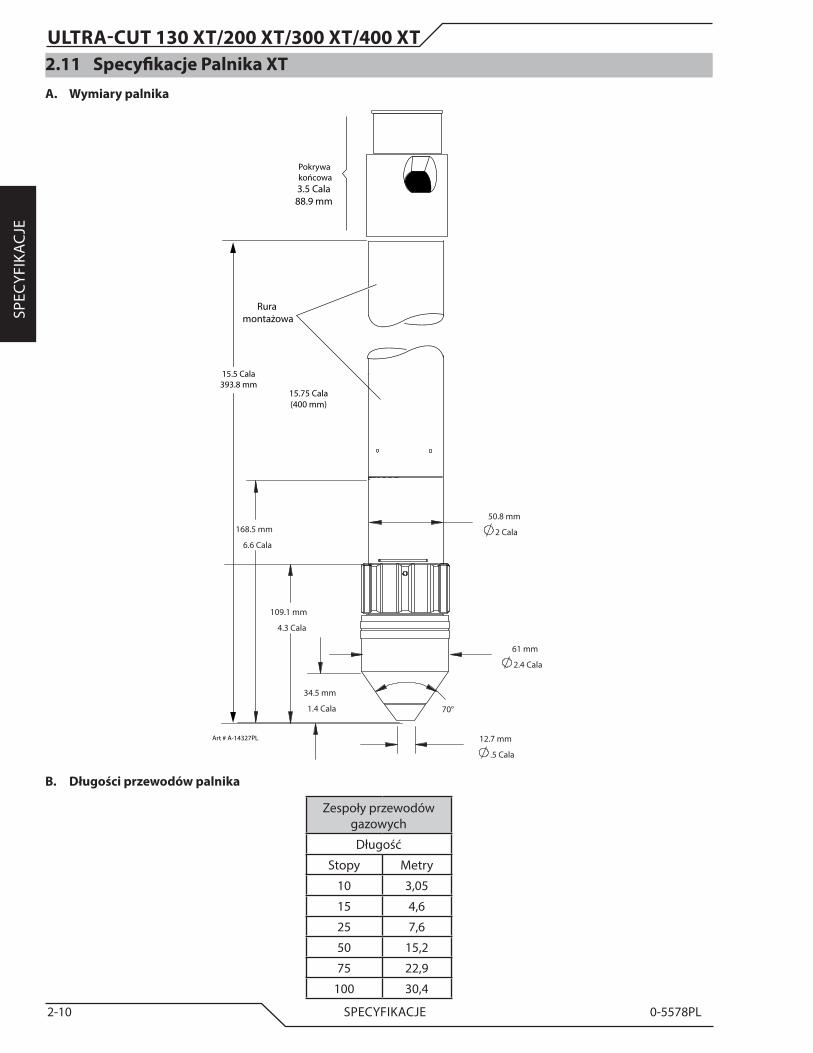
2.11 Specyfikacje Palnika XTA. Wymiary palnika
Art # A-14327PL
15.75 Cala(400 mm)
Pokrywa końcowa
Rura montażowa
.5 Cala
12.7 mm
2.4 Cala
61 mm
2 Cala
50.8 mm
1.4 Cala
34.5 mm
70°
4.3 Cala
109.1 mm
6.6 Cala
168.5 mm
15.5 Cala393.8 mm
3.5 Cala88.9 mm
B. Długości przewodów palnika
Zespoły przewodów gazowych
Długość
Stopy Metry
10 3,05
15 4,6
25 7,6
50 15,2
75 22,9
100 30,4

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL SPECYFIKACJE 2-11
SPECYFIKA
CJE
C. Części palnika (pokazano części generyczne)
WkładKielich osłony
Art # A-04741PL
ElektrodaKońcówka
Rozdzielacz gazu plazmowego
Rozdzielacz gazu osłonowego
Nasadka osłony
D. Części na miejscu (PIP)
Palnik jest zaprojektowany do pracy z zasilaczem, który wykrywa przepływ powrotny chłodziwa, aby potwierdzić cyrkulację chłodziwa. Jeżeli przepływ powrotu chłodziwa nie istnieje lub jest niedostateczny, zasilacz elektryczny nie dostarczy odpowiedniej mocy do palnika. Wyciek chłodziwa z palnika wskazuje również na to, że brak jest części palnika lub są zainstalowane nieprawidłowo.
E. Type of Chłodzenie
Kombinacja strumienia gazu w palniku i chłodzenie cieczą.
F. XT Palnik Dane
Znamiona palnika XT do użytku z zasilaczem Ultra-Cut XT™
Temperatura otoczenia 104° F 40° C
Cykl pracy 100% @ 400 amperów
Maksymalny prąd 400 amperów
Napięcie (Vszczyt.) 500V
Napięcie zajarzenia łuku 10kV
Prąd Do 400 A, DC, biegunowość prosta
XT Specyfikacje palnika gazowego
Gazy plazmowe: Sprężone powietrze, Tlen, Azotu, H35, Ar
Gazy osłonowe: Sprężone powietrze, Tlen, Azotu, Woda, H35
Ciśnienie robocze 125 psi ± 10 psi 8,6 barów ± 0,7 barów
Ciśnienie maksymalne wejściowe 135 psi / 9,3 barów
Przepływ gazu 10 - 500 scfh
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
2-12 SPECYFIKACJE 0-5578PL
SPEC
YFIK
AC
JE
Tę stronę celowo pozostawiono pustą

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-1
INSTA
LACJA
ROZDZIAŁ 3: MONTAŻ
3.01 Wymagania Dotyczące MontażuZasilanie elektryczne
Zasilanie elektryczne z sieci, gaz i wodę musi spełniać lokalne normy bezpieczeństwa. Zgodność ta jest sprawdzana przez wykwalifikowany personel.
Zasilacz Ultra-Cut 130 XT™Wejście Moc wejściowa Prąd Sugerowane rozmiary (patrz uwaga)
Napięcie (Woltów)
Częst. (Hz)
3-Ph (kVA)
3-Ph (A.)
Bezpiecznik (A.) 3-Ph
Drut (AWG) 3-Ph
Drut (mm2) 3-Ph
208 50/60 28 78 80 #4 25
230 50/60 27 70 70 #6 16
380 50/60 21 33 40-45 #12 4
400 50/60 21 31 40-45 #12 4
480 50/60 21 26 35-40 #12 4
600 50/60 25 25 30 #12 4
Zasilacz Ultra-Cut 200 XT™Wejście Moc wejściowa Prąd Sugerowane rozmiary (patrz uwaga)
Napięcie (Woltów)
Częst. (Hz)
3-Ph (kVA)
3-Ph (A.)
Bezpiecznik (A.) 3-Ph
Drut (AWG) 3-Ph
Drut (mm2) 3-Ph
208 50/60 47 133 175 #2 35
230 50/60 47 121 150 #2 35
380 50/60 42 65 100 #6 16
400 50/60 42 62 100 #6 16
480 50/60 42 52 100 #8 10
600 50/60 45 45 60 #8 10
Zasilacz Ultra-Cut 300 XT™Wejście Moc wejściowa Prąd Sugerowane rozmiary (patrz uwaga)
Napięcie (Woltów)
Częst. (Hz)
3-Ph (kVA)
3-Ph (A.)
Bezpiecznik (A.) 3-Ph
Drut (AWG) 3-Ph
Drut (mm2) 3-Ph
208 50/60 76 213 250 3/0 95
230 50/60 76 194 225 2/0 70
400 50/60 63 93 150 #4 25
IEC 400 50/60 72 106 150 #4 25
480 50/60 63 77 150 #4 25
IEC 480 50/60 72 88 150 #4 25
600 50/60 75 73 90 #6 16
Zasilacz Ultra-Cut 400 XT™Wejście Moc wejściowa Prąd Sugerowane rozmiary (patrz uwaga)
Napięcie (Woltów)
Częst. (Hz)
3-Ph (kVA)
3-Ph (A.)
Bezpiecznik (A.) 3-Ph
Drut (AWG) 3-Ph
Drut (mm2) 3-Ph
380 50/60 93 144 200 #1 50
400 50/60 93 137 200 #1 50
480 50/60 93 114 175 #3 35
600 50/60 98 96 125 #4 25
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-2 INSTALACJA 0-5578PL
INST
ALA
CJA
UWAGA!* Sugerowany rozmiar przewodu w oparciu o USA NFPA 70 National Electrical Code edycja 2011, opublikowany przez National Fire Prevention Association. Klasy obciążenia pochodzą z tabeli 400.5(A)(2) dla przewodu giętkie-go do niektórych rodzajów obciążenia znamionowego przy 75°C, w temperaturze otoczenia do 30°C. Korzysta-nie z przewodów o mniejszej klasie temperaturowej lub innej izolacji może wymagać zastosowania przewodów większego rozmiaru. Obniżona moc znamionowa dla wyższej temperatury otoczenia. Są to tylko sugestie. Właściwy ostateczny rodzaj i rozmiar okablowania musi być zawsze zgodny z przepisami lokalnymi i krajowymi, które mają zastosowanie w miejscu użytkowania.
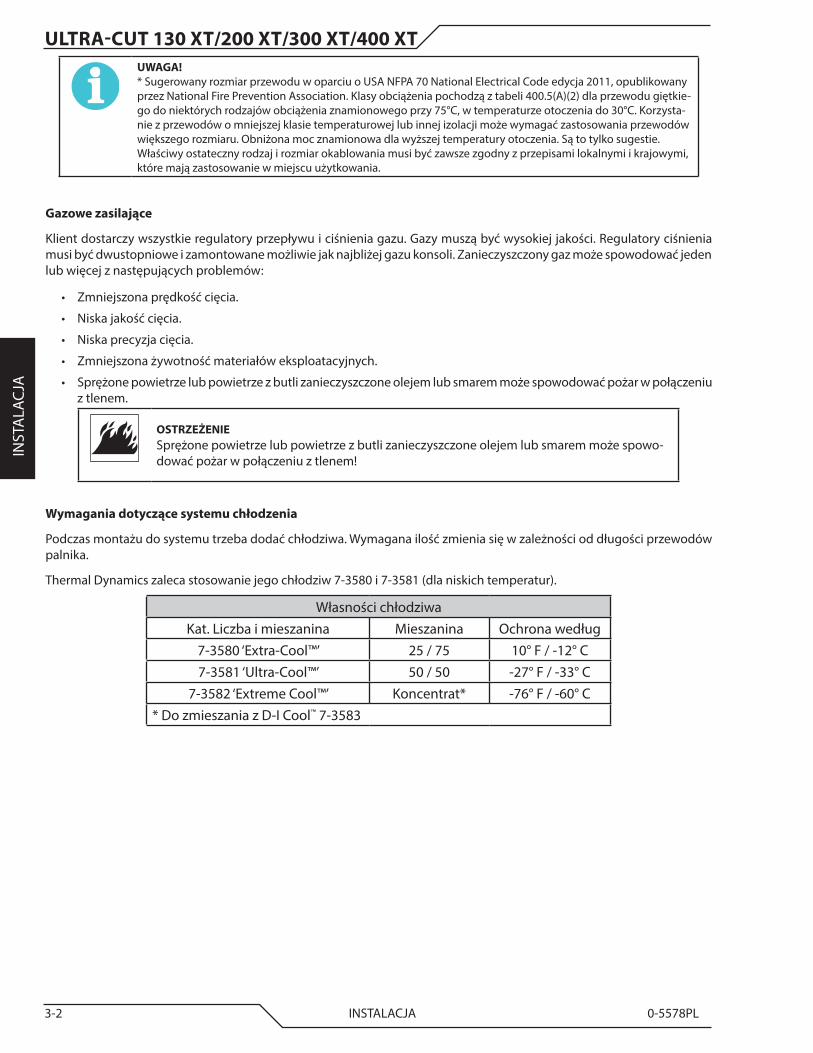
Gazowe zasilające
Klient dostarczy wszystkie regulatory przepływu i ciśnienia gazu. Gazy muszą być wysokiej jakości. Regulatory ciśnienia musi być dwustopniowe i zamontowane możliwie jak najbliżej gazu konsoli. Zanieczyszczony gaz może spowodować jeden lub więcej z następujących problemów:
• Zmniejszona prędkość cięcia.
• Niska jakość cięcia.
• Niska precyzja cięcia.
• Zmniejszona żywotność materiałów eksploatacyjnych.
• Sprężone powietrze lub powietrze z butli zanieczyszczone olejem lub smarem może spowodować pożar w połączeniu z tlenem.
OSTRZEŻENIESprężone powietrze lub powietrze z butli zanieczyszczone olejem lub smarem może spowo-dować pożar w połączeniu z tlenem!
Wymagania dotyczące systemu chłodzenia
Podczas montażu do systemu trzeba dodać chłodziwa. Wymagana ilość zmienia się w zależności od długości przewodów palnika.
Thermal Dynamics zaleca stosowanie jego chłodziw 7-3580 i 7-3581 (dla niskich temperatur).
Własności chłodziwaKat. Liczba i mieszanina Mieszanina Ochrona według
7-3580 ‘Extra-Cool™’ 25 / 75 10° F / -12° C7-3581 ‘Ultra-Cool™’ 50 / 50 -27° F / -33° C
7-3582 ‘Extreme Cool™’ Koncentrat* -76° F / -60° C * Do zmieszania z D-I Cool™ 7-3583
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-3
INSTA
LACJA
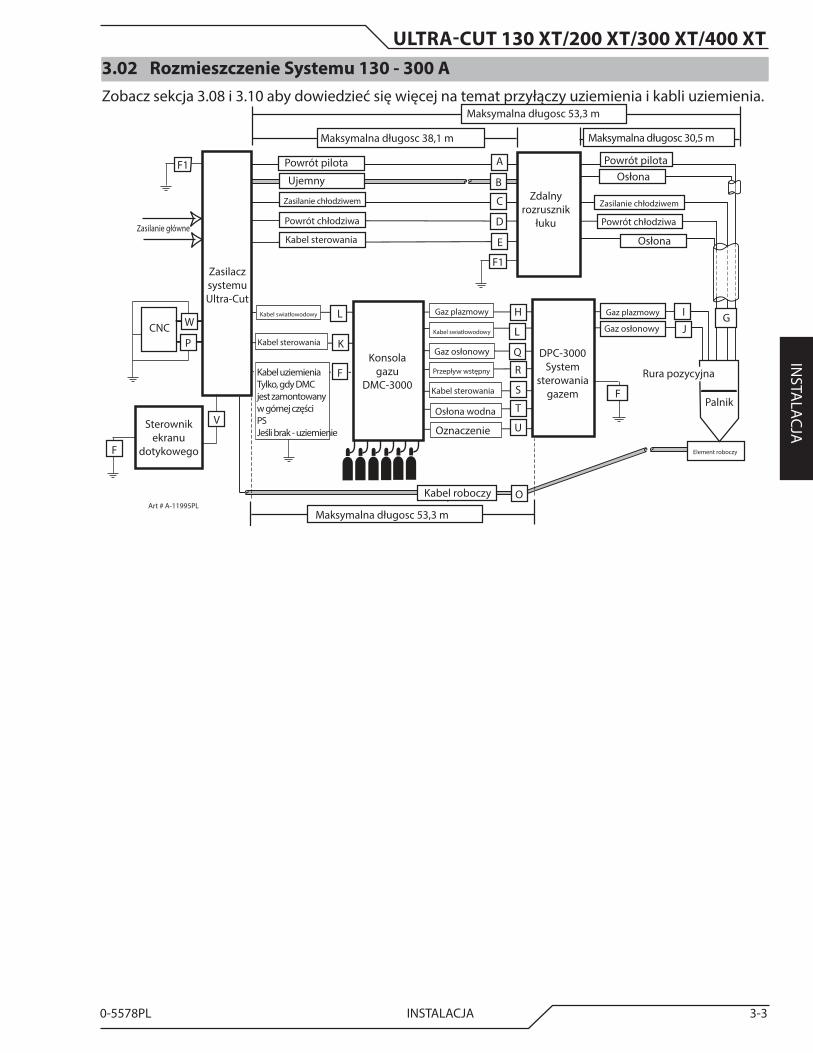
3.02 Rozmieszczenie Systemu 130 - 300 AZobacz sekcja 3.08 i 3.10 aby dowiedzieć się więcej na temat przyłączy uziemienia i kabli uziemienia.
Zasilanie główne
Element roboczy
CNC
Zdalnyrozrusznik
łuku
Art # A-11995PL
Palnik
Zasilanie chłodziwem
Powrót chłodziwa
Kabel sterowania
Powrót pilota
Zasilanie chłodziwem
Powrót chłodziwa
Gaz plazmowy
Gaz osłonowy
Kabel roboczy
Konsolagazu
DMC-3000
ZasilaczsystemuUltra-Cut
DPC-3000System
sterowaniagazem
Rura pozycyjna
Gaz plazmowy
Oznaczenie
Osłona
Gaz osłonowy
Ujemny
Powrót pilota
Kabel sterowania
Maksymalna długosc 30,5 m
Osłona
H
Q
R
U
S
A
B
C
D
E
P K
L
O
I
JG
Maksymalna długosc 53,3 m
Przepływ wstępny
Kabel swiatłowodowy L
Osłona wodna T
Maksymalna długosc 38,1 m
Maksymalna długosc 53,3 m
Kabel swiatłowodowy
Kabel sterowania
F
Sterownikekranu
dotykowego
V
W
F1
F1
F
F
Kabel uziemienia Tylko, gdy DMCjest zamontowanyw górnej częściPSJeśli brak - uziemienie
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-4 INSTALACJA 0-5578PL
INST
ALA
CJA
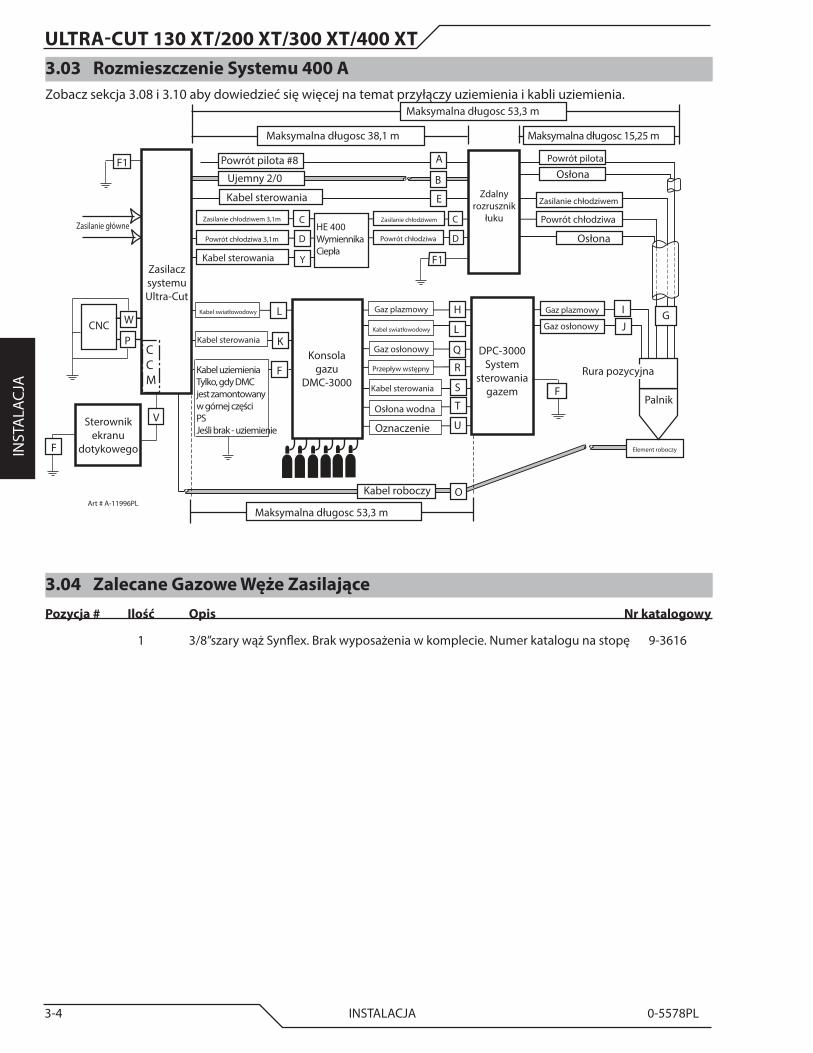
3.03 Rozmieszczenie Systemu 400 AZobacz sekcja 3.08 i 3.10 aby dowiedzieć się więcej na temat przyłączy uziemienia i kabli uziemienia.
CNC
Art # A-11996PL
H
Q
R
U
S
A
B
E
C
D
P K
L
O
I
JG
L
T
F
V
W
F1
F1
F
F
C
D
Y
CCM
Zasilanie chłodziwem 3,1m
Powrót chłodziwa 3,1m
Kabel sterowania
Ujemny 2/0
Powrót pilota #8
HE 400Wymiennika Ciepła
Kabel sterowania
Zasilanie chłodziwem
Powrót chłodziwa
Zasilanie główne
Element roboczy
Zdalnyrozrusznik
łuku
Palnik
Powrót pilota
Zasilanie chłodziwem
Powrót chłodziwa
Gaz plazmowy
Gaz osłonowy
Kabel roboczy
Konsolagazu
DMC-3000
ZasilaczsystemuUltra-Cut
DPC-3000System
sterowaniagazem
Rura pozycyjna
Gaz plazmowy
Oznaczenie
Osłona
Gaz osłonowy
Kabel sterowania
Maksymalna długosc 15,25 m
Osłona
Maksymalna długosc 53,3 m
Przepływ wstępny
Kabel swiatłowodowy
Osłona wodna
Maksymalna długosc 38,1 m
Maksymalna długosc 53,3 m
Kabel swiatłowodowy
Kabel sterowania
Sterownikekranu
dotykowego
Kabel uziemienia Tylko, gdy DMCjest zamontowanyw górnej częściPSJeśli brak - uziemienie
3.04 Zalecane Gazowe Węże ZasilającePozycja # Ilość Opis Nr katalogowy
1 3/8”szary wąż Synflex. Brak wyposażenia w komplecie. Numer katalogu na stopę 9-3616
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-5
INSTA
LACJA
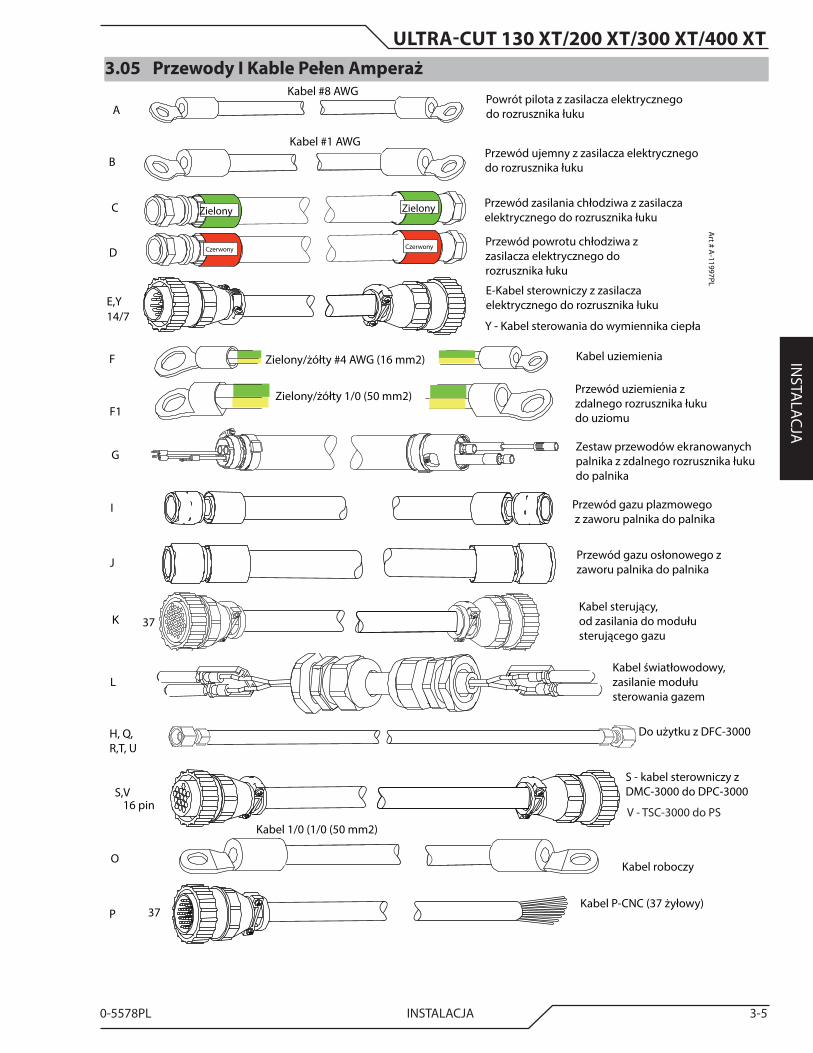
3.05 Przewody I Kable Pełen Amperaż
AA
rt # A-11997PL
B
C
D
F
F1
K
L
H, Q, R,T, U
37
O
P
Kabel światłowodowy, zasilanie modułu sterowania gazem
Kabel sterujący, od zasilania do modułu sterującego gazu
G
E,Y14/7
Y - Kabel sterowania do wymiennika ciepła
I
J
37
16 pinS,V
Zielony/żółty #4 AWG (16 mm2)
Zielony/żółty 1/0 (50 mm2)
Zielony
Kabel #8 AWG
Kabel #1 AWG
Kabel roboczy
Kabel P-CNC (37 żyłowy)
Przewód zasilania chłodziwa z zasilacza elektrycznego do rozrusznika łuku
Kabel 1/0 (1/0 (50 mm2)
Powrót pilota z zasilacza elektrycznego do rozrusznika łuku
Przewód ujemny z zasilacza elektrycznego do rozrusznika łuku
E-Kabel sterowniczy z zasilacza elektrycznego do rozrusznika łuku
Kabel uziemienia
Przewód uziemienia z zdalnego rozrusznika łuku do uziomu
Zielony
CzerwonyPrzewód powrotu chłodziwa z zasilacza elektrycznego do rozrusznika łuku
Zestaw przewodów ekranowanych palnika z zdalnego rozrusznika łuku do palnika
Do użytku z DFC-3000
S - kabel sterowniczy z DMC-3000 do DPC-3000
V - TSC-3000 do PS
Czerwony
Przewód gazu plazmowego z zaworu palnika do palnika
Przewód gazu osłonowego z zaworu palnika do palnika

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-6 INSTALACJA 0-5578PL
INST
ALA
CJA
3.06 Podnoszenie Zespołu Zasilacza Elektrycznego
OSTRZEŻENIENie dotykać części znajdujących się pod napięciem.Przed przemieszczeniem urządzenia należy odłączyć przewody wejściowe zasilania elektrycznego od linii zasilającej wyłączonej spod napięcia.UPADEK URZĄDZENIA może spowodować poważne obrażenie ciała i uszkodzenie urządzenia.
Użyj wózka widłowego, żurawia lub podnośnika w celu podniesienia palety transportowej, jak pokazano. Utrzymuj zespół zasilacza w położeniu stabilnym i pionowym. Nie podnoś go więcej niż potrzeba w celu usunięcia z palety transportowej. Upewnij się, że wszystkie panele i wkręty są zabezpieczone przed.
Art # A-11531_AC
Ustawić zespół zasilacza elektrycznego na stałej i równej powierzchni. Montażysta może przymocować zespół zasilacza elektrycznego do podłogi lub elementu wsporczego przy pomocy mocowań przechodzących przez poziome części stóp zespołu zasilacza.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-7
INSTA
LACJA
3.07 Podłącz Kable Zespołu Zasilacza I Kable Systemu UziemieniaSystemy 380-480 V
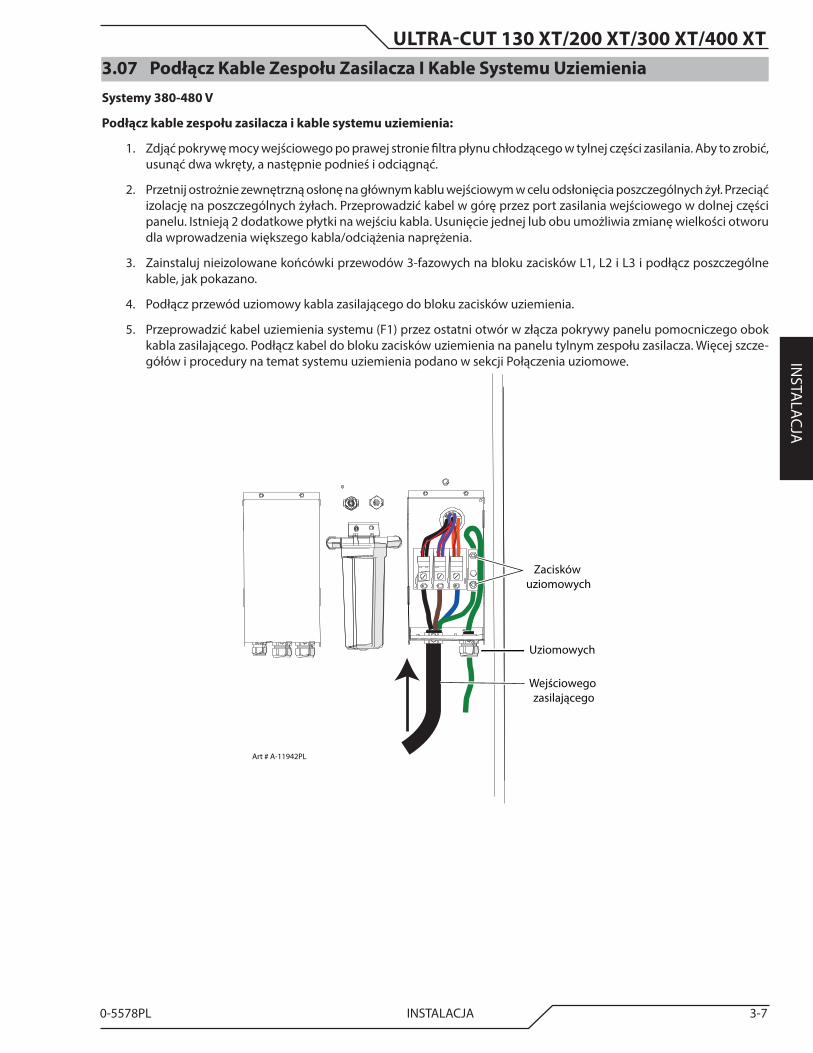
Podłącz kable zespołu zasilacza i kable systemu uziemienia:
1. Zdjąć pokrywę mocy wejściowego po prawej stronie filtra płynu chłodzącego w tylnej części zasilania. Aby to zrobić, usunąć dwa wkręty, a następnie podnieś i odciągnąć.
2. Przetnij ostrożnie zewnętrzną osłonę na głównym kablu wejściowym w celu odsłonięcia poszczególnych żył. Przeciąć izolację na poszczególnych żyłach. Przeprowadzić kabel w górę przez port zasilania wejściowego w dolnej części panelu. Istnieją 2 dodatkowe płytki na wejściu kabla. Usunięcie jednej lub obu umożliwia zmianę wielkości otworu dla wprowadzenia większego kabla/odciążenia naprężenia.
3. Zainstaluj nieizolowane końcówki przewodów 3-fazowych na bloku zacisków L1, L2 i L3 i podłącz poszczególne kable, jak pokazano.
4. Podłącz przewód uziomowy kabla zasilającego do bloku zacisków uziemienia.
5. Przeprowadzić kabel uziemienia systemu (F1) przez ostatni otwór w złącza pokrywy panelu pomocniczego obok kabla zasilającego. Podłącz kabel do bloku zacisków uziemienia na panelu tylnym zespołu zasilacza. Więcej szcze-gółów i procedury na temat systemu uziemienia podano w sekcji Połączenia uziomowe.
Uziomowych
Zacisków uziomowych
Art # A-11942PL
Wejściowego zasilającego
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-8 INSTALACJA 0-5578PL
INST
ALA
CJA
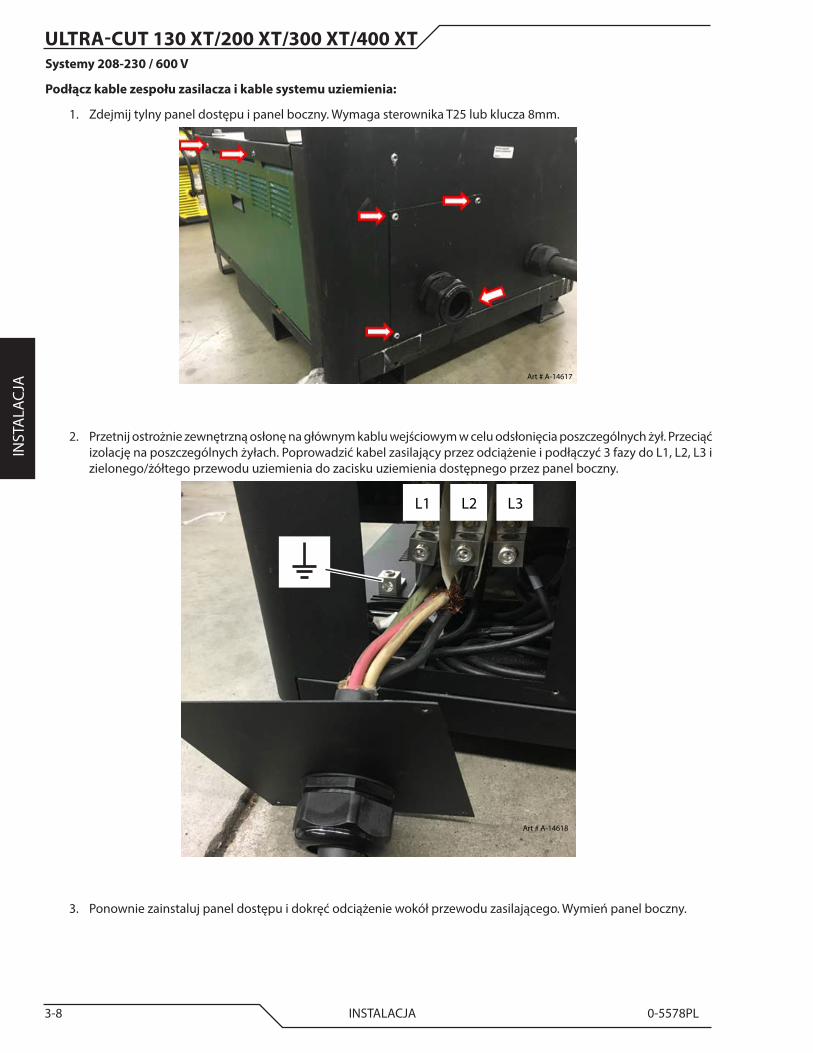
Systemy 208-230 / 600 V
Podłącz kable zespołu zasilacza i kable systemu uziemienia:
1. Zdejmij tylny panel dostępu i panel boczny. Wymaga sterownika T25 lub klucza 8mm.
Art # A-14617
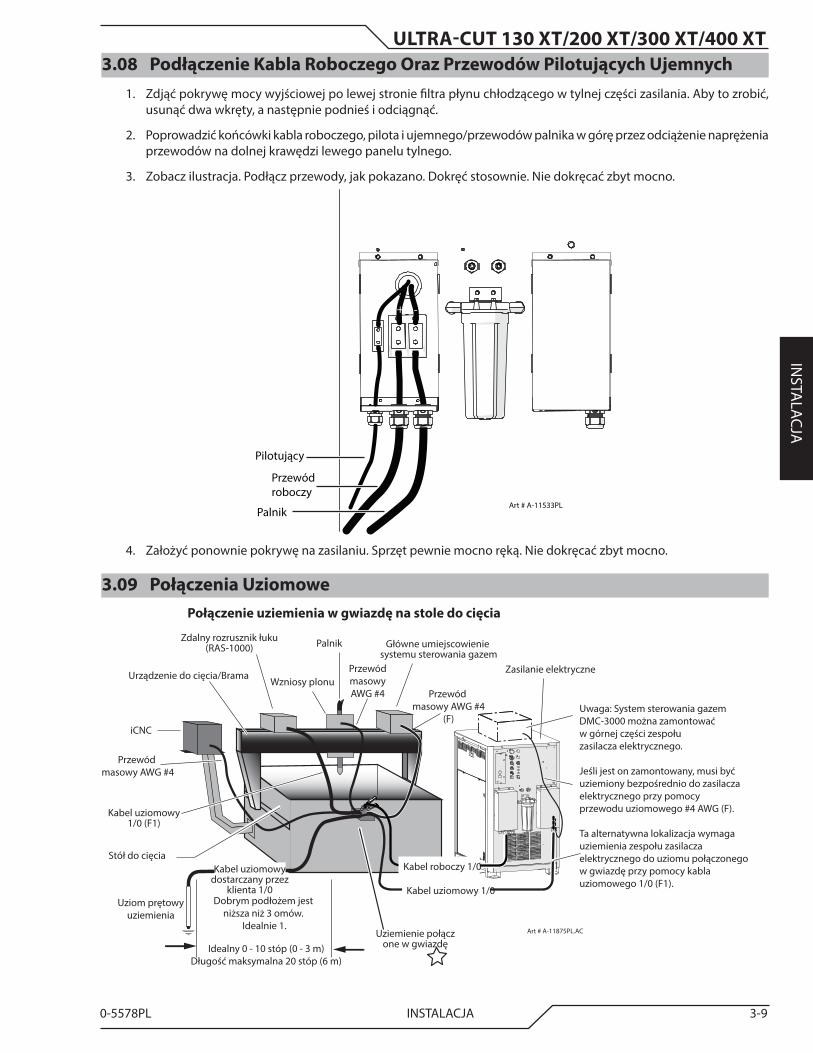
2. Przetnij ostrożnie zewnętrzną osłonę na głównym kablu wejściowym w celu odsłonięcia poszczególnych żył. Przeciąć izolację na poszczególnych żyłach. Poprowadzić kabel zasilający przez odciążenie i podłączyć 3 fazy do L1, L2, L3 i zielonego/żółtego przewodu uziemienia do zacisku uziemienia dostępnego przez panel boczny.
Art # A-14618
L1 L2 L3
3. Ponownie zainstaluj panel dostępu i dokręć odciążenie wokół przewodu zasilającego. Wymień panel boczny.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-9
INSTA
LACJA
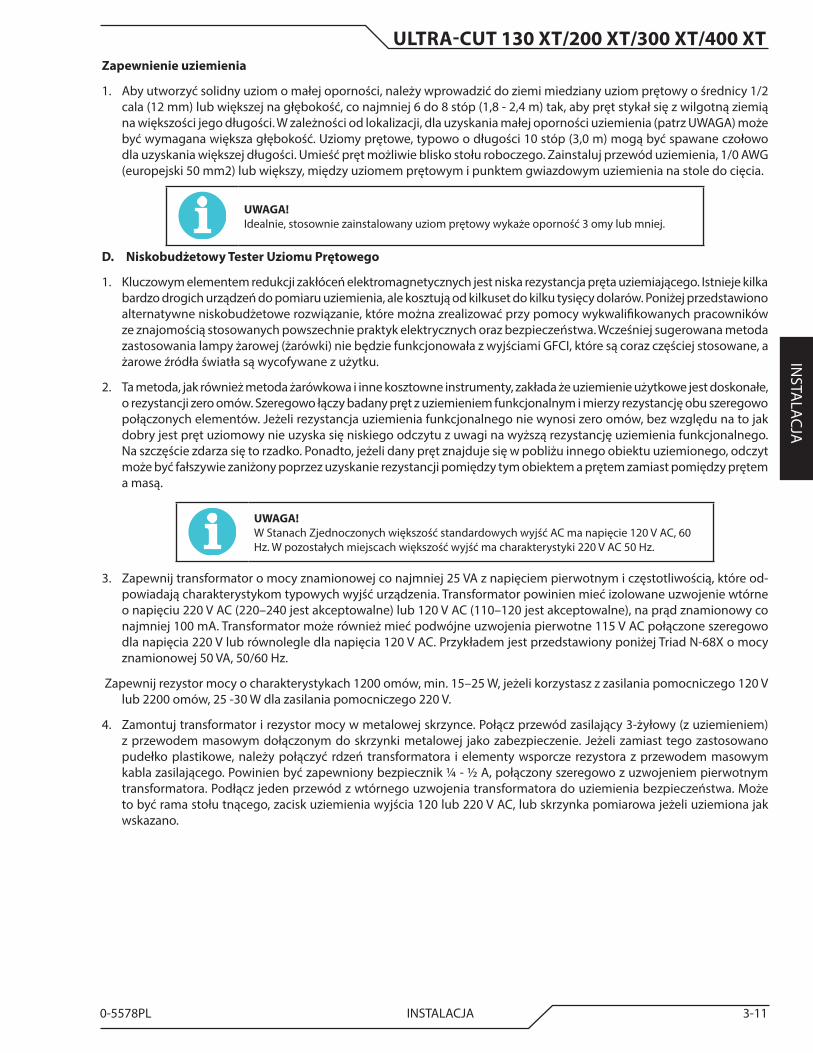
3.08 Podłączenie Kabla Roboczego Oraz Przewodów Pilotujących Ujemnych1. Zdjąć pokrywę mocy wyjściowej po lewej stronie filtra płynu chłodzącego w tylnej części zasilania. Aby to zrobić,
usunąć dwa wkręty, a następnie podnieś i odciągnąć.
2. Poprowadzić końcówki kabla roboczego, pilota i ujemnego/przewodów palnika w górę przez odciążenie naprężenia przewodów na dolnej krawędzi lewego panelu tylnego.
3. Zobacz ilustracja. Podłącz przewody, jak pokazano. Dokręć stosownie. Nie dokręcać zbyt mocno.
Art # A-11533PL
Pilotujący
Przewód roboczy
Palnik
+ -
4. Założyć ponownie pokrywę na zasilaniu. Sprzęt pewnie mocno ręką. Nie dokręcać zbyt mocno.
3.09 Połączenia Uziomowe
iCNC
Art # A-11875PL.AC
Połączenie uziemienia w gwiazdę na stole do cięcia
Uwaga: System sterowania gazem DMC-3000 można zamontować w górnej części zespołuzasilacza elektrycznego.
Jeśli jest on zamontowany, musi być uziemiony bezpośrednio do zasilacza elektrycznego przy pomocyprzewodu uziomowego #4 AWG (F).
Ta alternatywna lokalizacja wymaga uziemienia zespołu zasilacza elektrycznego do uziomu połączonego w gwiazdę przy pomocy kablauziomowego 1/0 (F1).
Uziemienie połączone w gwiazdę
Kabel roboczy 1/0
Kabel uziomowy 1/0
Idealny 0 - 10 stóp (0 - 3 m)Długość maksymalna 20 stóp (6 m)
Kabel uziomowydostarczany przez
klienta 1/0Uziom prętowy
uziemienia
Palnik
Stół do cięcia
Urządzenie do cięcia/Brama
Zdalny rozrusznik łuku(RAS-1000)
Kabel uziomowy1/0 (F1)
Dobrym podłożem jest niższa niż 3 omów.
Idealnie 1.
Wzniosy plonuPrzewód
masowy AWG #4(F)
Przewód masowy AWG #4
PrzewódmasowyAWG #4
Główne umiejscowienie systemu sterowania gazem
Zasilanie elektryczne

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-10 INSTALACJA 0-5578PL
INST
ALA
CJA
A. Zakłócenia elektromagnetyczne (EMI)
Uruchomienie łuku pilotującego powoduje generowanie zakłóceń elektromagnetycznych o pewnym poziomie (EMI), które zwane są powszechnie szumem częstotliwości radiowych. Ten szum radiowy może zakłócać pracę innych urządzeń elektronicznych, takich jak sterownik CNC, zdalny system sterowania, sterowniki wysokości, itd. Aby zminimalizować za-kłócenia rf, należy postępować zgodnie z tymi procedurami uziemienia podczas instalowania systemów automatyzacji (zemchanowanych).
B. Uziemienie
1. Preferowanym układem uziemienia jest pojedynczy punkt lub uziemienie połączone w gwiazdę. Pojedynczy punkt, zazwyczaj na stole do cięcia, jest podłączony przy pomocy przewodu 1/0 AWG (europejski 50 mm2) lub przewodem o większej średnicy w celu uzyskania uziomu o niskiej oporności (wynoszącej mniej niż 3 omy); idealny uziom posiada oporność 1 om lub mniej. Zobacz ustęp ‘C’, Tworzenie uziemienia. Uziom prętowy musi być umieszczony możliwie blisko stołu do cięcia, idealnie mniej niż 10 stóp (3,0 m), ale nie więcej niż 20 stóp (6,1 m) od stołu do cięcia.
UWAGA!Wszystkie przewody uziemienia powinny być możliwie krótkie. Długie przewody posiadają zwiększony opór w stosunku do częstotliwości radiowych. Mniejsza średnica przewodu zwiększa opór w stosunku do częstotliwości radiowych, więc stosowanie większych średnic przewodu jest korzystniejsze.
2. Uziemienie komponentów zamontowanych na stole do cięcia (sterownik CNC, sterowniki wysokości, system zdalnego sterowania plazmą, itp.) powinno być zgodne z zaleceniami producenta dotyczącymi rozmiaru i rodzaju przewodu elektrycznego oraz umiejscowienia punktów połączenia.
W przypadku komponentów Thermal Dynamics (za wyjątkiem zdalnego rozrusznika łuku i modułu sterowania gazem) zaleca się stosowanie przewodu minimum 10 AWG (europejski 6mm2) lub płaskiego splotu miedzianego o przekroju równym lub większym niż 10 AWG podłączonego do ramy stołu do cięcia. Zdalny rozrusznik łuku używa 1/0 drutu uziemiającego, a moduł sterujący gazem powinien używać minimalnego drutu # 4 AWG. Punktem połączenia musi być czysty odsłonięty metal; rdza i farba pogarszają jakość połączenia. Dla wszystkich komponentów, przewody o większej średnicy niż zalecane minimum mogą być używane i mogą polepszyć ochronę przed zakłóceniami.
3. Rama maszyny do cięcia jest następnie podłączona do punktu „Gwiazda” przy pomocy przewodu 1/0 AWG (europejski 50 mm2) lub o większej średnicy.
4. Rama maszyny do cięcia jest następnie podłączona do pKabel roboczy do zasilania łuku plazmy (patrz Uwaga) jest podłączony do stołu do cięcia w pojedynczym punkcie uziemienia połączonym w gwiazdę.nktu „Gwiazda” przy pomocy przewodu 1/0 AWG (europejski 50 mm2) lub o większej średnicy.
UWAGA!Nie podłączaj kabla roboczego bezpośrednio do uziomu prętowego. Nie zwijaj nadmiaru kabli uziemia-jących i zasilających. Tnij kable na prawidłową długość i przyłącz ponownie do zacisku, w razie potrzeby.
5. Upewnić się, że kabel roboczy i kable uziemiające są prawidłowo podłączone. Kabel roboczy musi mieć solidne połącze-nie z stołem tnącym. Złącza pracy i uziemienia muszą być wolne od rdzy, brudu, tłuszczu, oleju i farby. W razie potrzeby szlifować lub piaskować do gołego metalu. Użyć podkładek zabezpieczających aby połączenia pozostawały napięte. Zaleca się stosowanie środka na łączenia elektryczne zapobiegającego korozji.
6. Podwozie zasilacza łuku plazmy jest podłączone do uziemienia systemu rozdziału mocy według wymagań przepisów elektrycznych. Jeżeli zasilanie łuku plazmy znajduje się blisko stołu do cięcia (zobacz UWAGA), drugi uziom prętowy zwykle nie jest potrzebny, w rzeczywistości mógłby on być szkodliwy, ponieważ mógłby wywoływać prądy obwodowe uziemienia, które powodują zakłócenia.
Gdy zasilanie łuku plazmy znajduje się daleko od uziomu prętowego i występują zakłócenia, pomóc może zainstalowa-nie drugiego uziomu prętowego obok zasilania łuku plazmy. Podwozie układu zasilania łuku plazmy byłoby wówczas podłączone do tego uziomu prętowego.
UWAGA!Zaleca się, aby, w miarę możliwości, zasilanie łuku plazmy znajdowało się 20 - 30 stóp (6,1 - 9,1 m) od stołu do cięcia.
7. Kabel sterowniczy łuku plazmy powinien być ekranowany z ekranem podłączonym tylko do końcówki maszyny do cięcia. Podłączenie ekranów na obu końcach pozwoli na powstanie prądów obwodowych uziemienia, które mogą powodować więcej zakłóceń niż w przypadku bez ekranów.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-11
INSTA
LACJA
Zapewnienie uziemienia
1. Aby utworzyć solidny uziom o małej oporności, należy wprowadzić do ziemi miedziany uziom prętowy o średnicy 1/2 cala (12 mm) lub większej na głębokość, co najmniej 6 do 8 stóp (1,8 - 2,4 m) tak, aby pręt stykał się z wilgotną ziemią na większości jego długości. W zależności od lokalizacji, dla uzyskania małej oporności uziemienia (patrz UWAGA) może być wymagana większa głębokość. Uziomy prętowe, typowo o długości 10 stóp (3,0 m) mogą być spawane czołowo dla uzyskania większej długości. Umieść pręt możliwie blisko stołu roboczego. Zainstaluj przewód uziemienia, 1/0 AWG (europejski 50 mm2) lub większy, między uziomem prętowym i punktem gwiazdowym uziemienia na stole do cięcia.
UWAGA!Idealnie, stosownie zainstalowany uziom prętowy wykaże oporność 3 omy lub mniej.
D. Niskobudżetowy Tester Uziomu Prętowego
1. Kluczowym elementem redukcji zakłóceń elektromagnetycznych jest niska rezystancja pręta uziemiającego. Istnieje kilka bardzo drogich urządzeń do pomiaru uziemienia, ale kosztują od kilkuset do kilku tysięcy dolarów. Poniżej przedstawiono alternatywne niskobudżetowe rozwiązanie, które można zrealizować przy pomocy wykwalifikowanych pracowników ze znajomością stosowanych powszechnie praktyk elektrycznych oraz bezpieczeństwa. Wcześniej sugerowana metoda zastosowania lampy żarowej (żarówki) nie będzie funkcjonowała z wyjściami GFCI, które są coraz częściej stosowane, a żarowe źródła światła są wycofywane z użytku.
2. Ta metoda, jak również metoda żarówkowa i inne kosztowne instrumenty, zakłada że uziemienie użytkowe jest doskonałe, o rezystancji zero omów. Szeregowo łączy badany pręt z uziemieniem funkcjonalnym i mierzy rezystancję obu szeregowo połączonych elementów. Jeżeli rezystancja uziemienia funkcjonalnego nie wynosi zero omów, bez względu na to jak dobry jest pręt uziomowy nie uzyska się niskiego odczytu z uwagi na wyższą rezystancję uziemienia funkcjonalnego. Na szczęście zdarza się to rzadko. Ponadto, jeżeli dany pręt znajduje się w pobliżu innego obiektu uziemionego, odczyt może być fałszywie zaniżony poprzez uzyskanie rezystancji pomiędzy tym obiektem a prętem zamiast pomiędzy prętem a masą.
UWAGA!W Stanach Zjednoczonych większość standardowych wyjść AC ma napięcie 120 V AC, 60 Hz. W pozostałych miejscach większość wyjść ma charakterystyki 220 V AC 50 Hz.
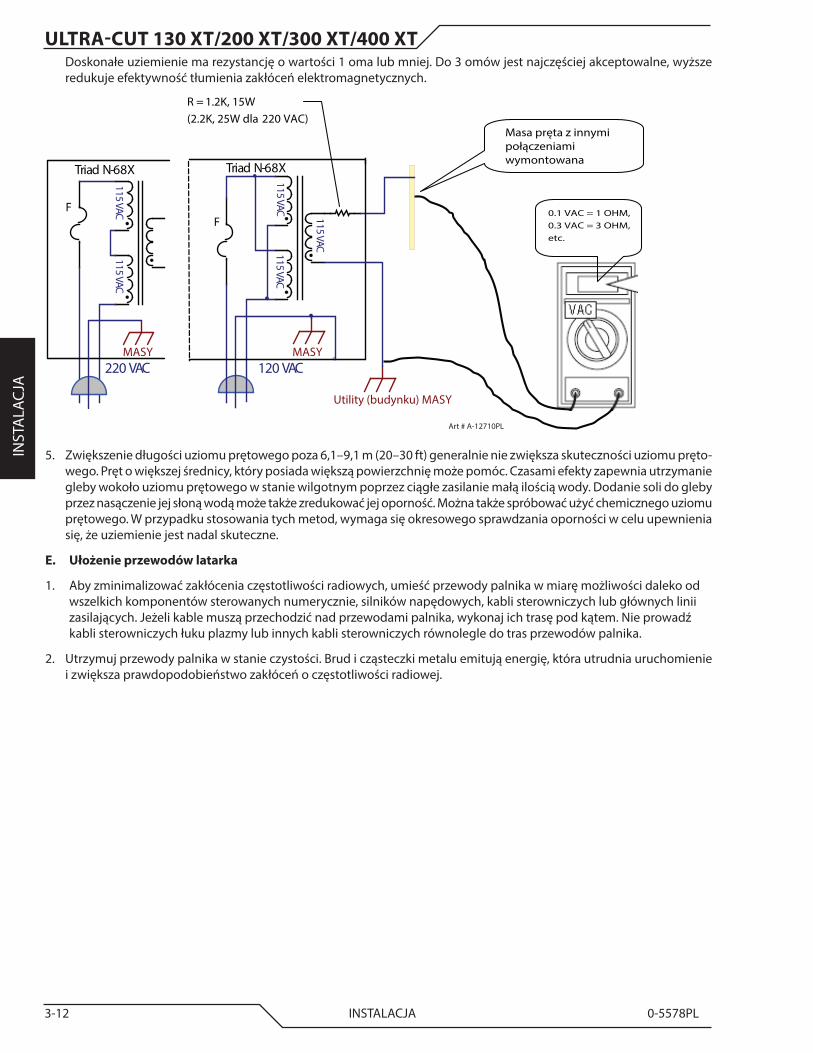
3. Zapewnij transformator o mocy znamionowej co najmniej 25 VA z napięciem pierwotnym i częstotliwością, które od-powiadają charakterystykom typowych wyjść urządzenia. Transformator powinien mieć izolowane uzwojenie wtórne o napięciu 220 V AC (220–240 jest akceptowalne) lub 120 V AC (110–120 jest akceptowalne), na prąd znamionowy co najmniej 100 mA. Transformator może również mieć podwójne uzwojenia pierwotne 115 V AC połączone szeregowo dla napięcia 220 V lub równolegle dla napięcia 120 V AC. Przykładem jest przedstawiony poniżej Triad N-68X o mocy znamionowej 50 VA, 50/60 Hz.
Zapewnij rezystor mocy o charakterystykach 1200 omów, min. 15–25 W, jeżeli korzystasz z zasilania pomocniczego 120 V lub 2200 omów, 25 -30 W dla zasilania pomocniczego 220 V.
4. Zamontuj transformator i rezystor mocy w metalowej skrzynce. Połącz przewód zasilający 3-żyłowy (z uziemieniem) z przewodem masowym dołączonym do skrzynki metalowej jako zabezpieczenie. Jeżeli zamiast tego zastosowano pudełko plastikowe, należy połączyć rdzeń transformatora i elementy wsporcze rezystora z przewodem masowym kabla zasilającego. Powinien być zapewniony bezpiecznik ¼ - ½ A, połączony szeregowo z uzwojeniem pierwotnym transformatora. Podłącz jeden przewód z wtórnego uzwojenia transformatora do uziemienia bezpieczeństwa. Może to być rama stołu tnącego, zacisk uziemienia wyjścia 120 lub 220 V AC, lub skrzynka pomiarowa jeżeli uziemiona jak wskazano.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-12 INSTALACJA 0-5578PL
INST
ALA
CJA
Doskonałe uziemienie ma rezystancję o wartości 1 oma lub mniej. Do 3 omów jest najczęściej akceptowalne, wyższe redukuje efektywność tłumienia zakłóceń elektromagnetycznych.
0.1 VAC = 1 OHM, 0.3 VAC = 3 OHM, etc.
Triad N-68X
Utility (budynku) MASY
115 VAC
220 VACMASY
Triad N-68X
FF
115 VAC115 VAC
115 VAC115 VAC
MASY120 VAC
R = 1.2K, 15W (2.2K, 25W dla 220 VAC)
Masa pręta z innymi połączeniami wymontowana
Art # A-12710PL
5. Zwiększenie długości uziomu prętowego poza 6,1–9,1 m (20–30 ft) generalnie nie zwiększa skuteczności uziomu pręto-wego. Pręt o większej średnicy, który posiada większą powierzchnię może pomóc. Czasami efekty zapewnia utrzymanie gleby wokoło uziomu prętowego w stanie wilgotnym poprzez ciągłe zasilanie małą ilością wody. Dodanie soli do gleby przez nasączenie jej słoną wodą może także zredukować jej oporność. Można także spróbować użyć chemicznego uziomu prętowego. W przypadku stosowania tych metod, wymaga się okresowego sprawdzania oporności w celu upewnienia się, że uziemienie jest nadal skuteczne.
E. Ułożenie przewodów latarka
1. Aby zminimalizować zakłócenia częstotliwości radiowych, umieść przewody palnika w miarę możliwości daleko od wszelkich komponentów sterowanych numerycznie, silników napędowych, kabli sterowniczych lub głównych linii zasilających. Jeżeli kable muszą przechodzić nad przewodami palnika, wykonaj ich trasę pod kątem. Nie prowadź kabli sterowniczych łuku plazmy lub innych kabli sterowniczych równolegle do tras przewodów palnika.
2. Utrzymuj przewody palnika w stanie czystości. Brud i cząsteczki metalu emitują energię, która utrudnia uruchomienie i zwiększa prawdopodobieństwo zakłóceń o częstotliwości radiowej.
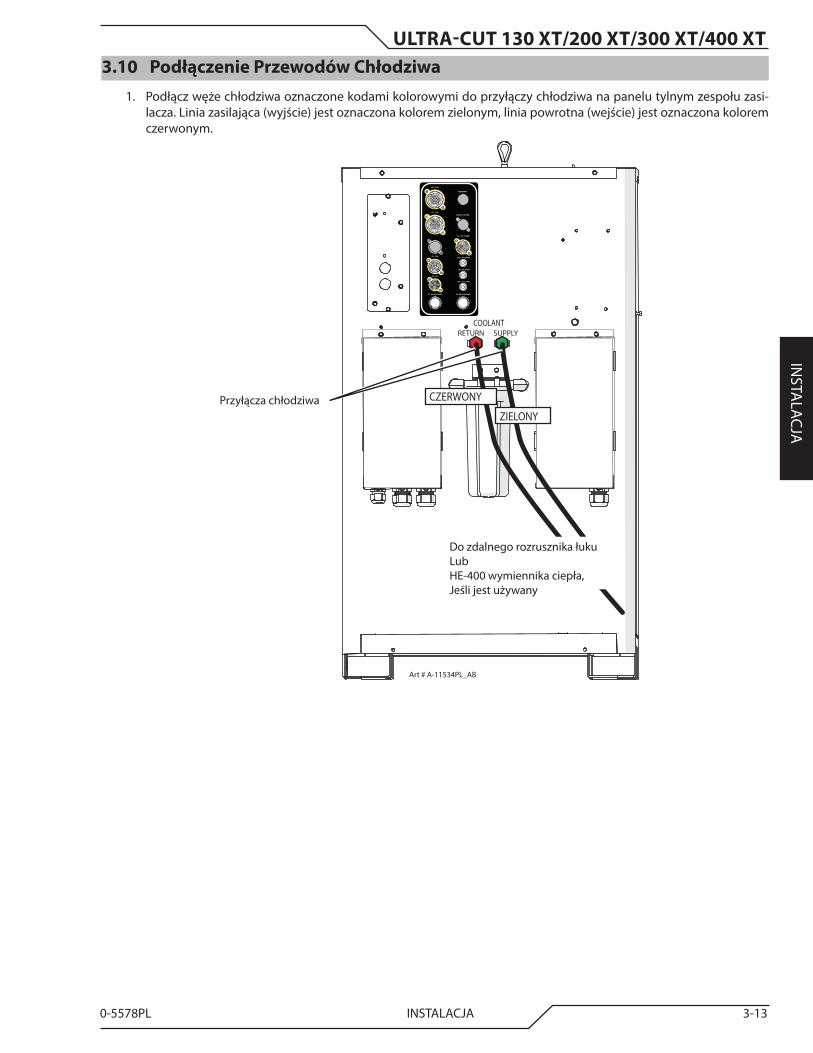
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-13
INSTA
LACJA
3.10 Podłączenie Przewodów Chłodziwa1. Podłącz węże chłodziwa oznaczone kodami kolorowymi do przyłączy chłodziwa na panelu tylnym zespołu zasi-
lacza. Linia zasilająca (wyjście) jest oznaczona kolorem zielonym, linia powrotna (wejście) jest oznaczona kolorem czerwonym.
COOLANTRETURN SUPPLY
Przyłącza chłodziwa CZERWONY
ZIELONY
Do zdalnego rozrusznika łukuLubHE-400 wymiennika ciepła, Jeśli jest używany
Art # A-11534PL_AB
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
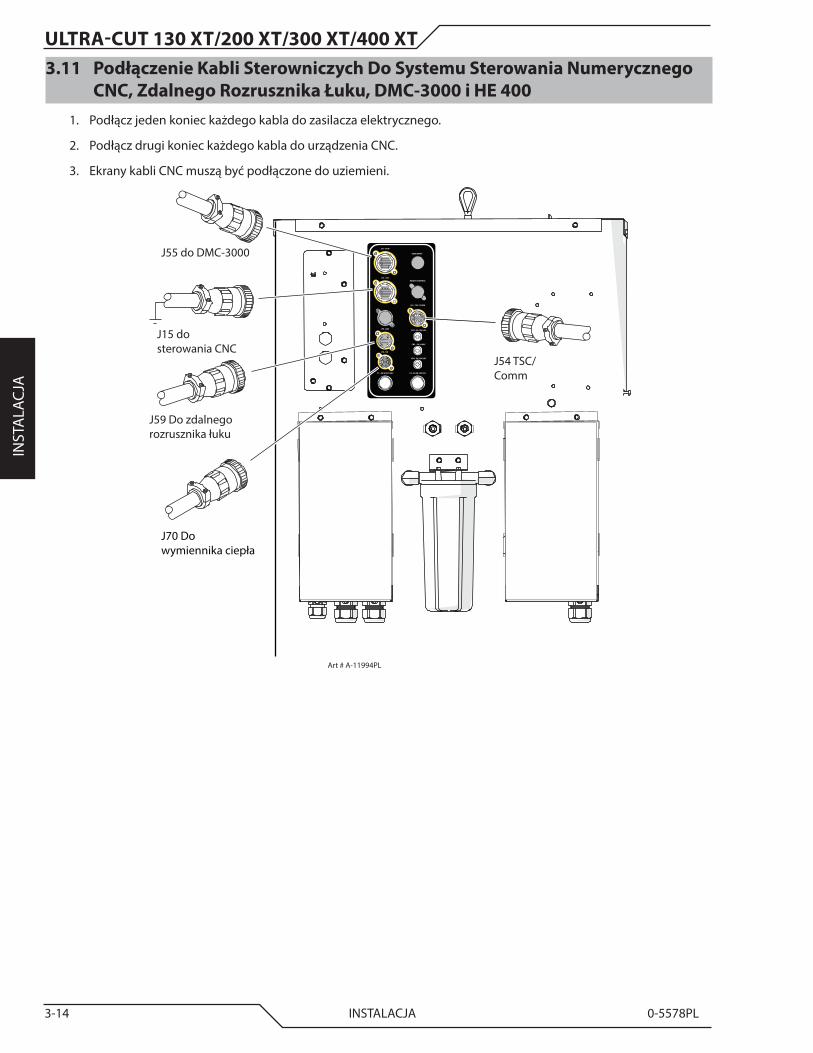
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-14 INSTALACJA 0-5578PL
INST
ALA
CJA
3.11 Podłączenie Kabli Sterowniczych Do Systemu Sterowania Numerycznego CNC, Zdalnego Rozrusznika Łuku, DMC-3000 i HE 400
1. Podłącz jeden koniec każdego kabla do zasilacza elektrycznego.
2. Podłącz drugi koniec każdego kabla do urządzenia CNC.
3. Ekrany kabli CNC muszą być podłączone do uziemieni.
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Art # A-11994PL
J15 do sterowania CNC
J59 Do zdalnego rozrusznika łuku
J55 do DMC-3000
J70 Dowymiennika ciepła
J54 TSC/Comm

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-15
INSTA
LACJA
3.12 Obsługa I Instalacja Przewodów ŚwiatłowodowychOgólne Informacja
Jest do zestaw do prawidłowej obsługi i instalacji przewodów światłowodowych, stosowanych w automatach gazowych Thermal Dynamics Ultra-Cut® modułach sterowania gazem.
Zamiast przewodu żyłowego stosuje się kabel światłowodowy, ponieważ zapewnia on znacznie lepszą odporność na szum elektryczny, ale jest bardziej delikatny i wymaga ostrożnego obchodzenia się. Z światłowodów sygnały elektryczne są przekształcane na światło za pomocą diody LED nadajnika. Światło przechodzi przez włókno, gdzie jest ono przekształcane ponownie na sygnał elektryczny po stronie odbiornika. Wszelkie uszkodzenia światłowodu spowodowane ostrymi zagię-ciami siłami, które rozciągają światłowód, mogą zmniejszyć jego zdolność do transmisji światła. Przez większość długości węża w jego wnętrzu znajduje się tkanina, aby chronić wąż przed ścieraniem, wypaleniami przez gorący metal lub ostrymi zagięciami, jednak końcówki są odsłonięte i należy obchodzić się z nimi ostrożnie.
WążOdciążenie naprężenia Światłowód Złącze z zatrzaskiem Pokrowce ochronne końcówki
Art # A-09416PL
Zdjąć pokrywy końcówek przewodów światłowodowych i wtyczek.
Art # A-12015
OSTRZEŻENIEOdłączyć zasilanie podstawowe u źródła.
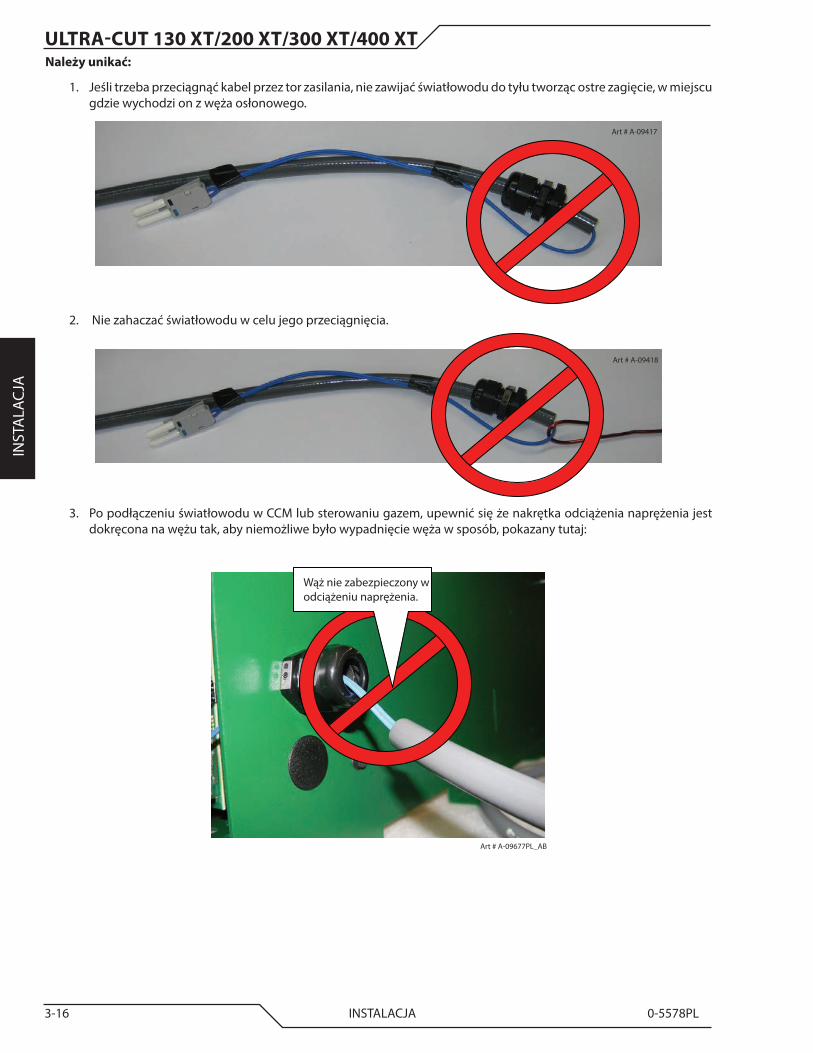
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-16 INSTALACJA 0-5578PL
INST
ALA
CJA
Należy unikać:
1. Jeśli trzeba przeciągnąć kabel przez tor zasilania, nie zawijać światłowodu do tyłu tworząc ostre zagięcie, w miejscu gdzie wychodzi on z węża osłonowego.
Art # A-09417
2. Nie zahaczać światłowodu w celu jego przeciągnięcia.
Art # A-09418
3. Po podłączeniu światłowodu w CCM lub sterowaniu gazem, upewnić się że nakrętka odciążenia naprężenia jest dokręcona na wężu tak, aby niemożliwe było wypadnięcie węża w sposób, pokazany tutaj:
Art # A-09677PL_AB
Wąż nie zabezpieczony w
odciążeniu naprężenia.
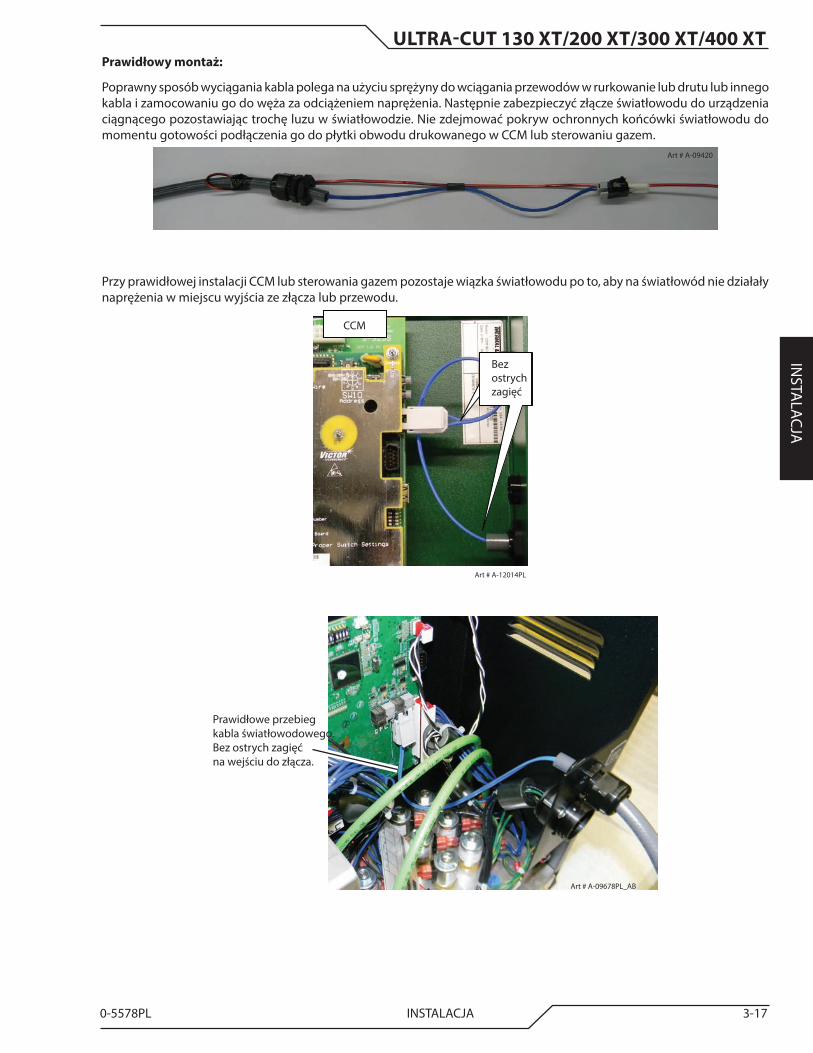
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-17
INSTA
LACJA
Prawidłowy montaż:
Poprawny sposób wyciągania kabla polega na użyciu sprężyny do wciągania przewodów w rurkowanie lub drutu lub innego kabla i zamocowaniu go do węża za odciążeniem naprężenia. Następnie zabezpieczyć złącze światłowodu do urządzenia ciągnącego pozostawiając trochę luzu w światłowodzie. Nie zdejmować pokryw ochronnych końcówki światłowodu do momentu gotowości podłączenia go do płytki obwodu drukowanego w CCM lub sterowaniu gazem.
Art # A-09420
Przy prawidłowej instalacji CCM lub sterowania gazem pozostaje wiązka światłowodu po to, aby na światłowód nie działały naprężenia w miejscu wyjścia ze złącza lub przewodu.
Art # A-12014PL
No sharp bends
CCM
Bez ostrych zagięć
Art # A-09678PL_AB
Prawidłowe przebieg kabla światłowodowego. Bez ostrych zagięć na wejściu do złącza.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-18 INSTALACJA 0-5578PL
INST
ALA
CJA
Wyłączanie złącza światłowodu.
Nie ciągnąć kabla światłowodowego!
Art # A-09423
W przypadku CCM chwycić przód i tył złącza światłowodowego ściskając dźwignię zatrzasku i wyjąć z gniazda.
Art # A-09424_AB
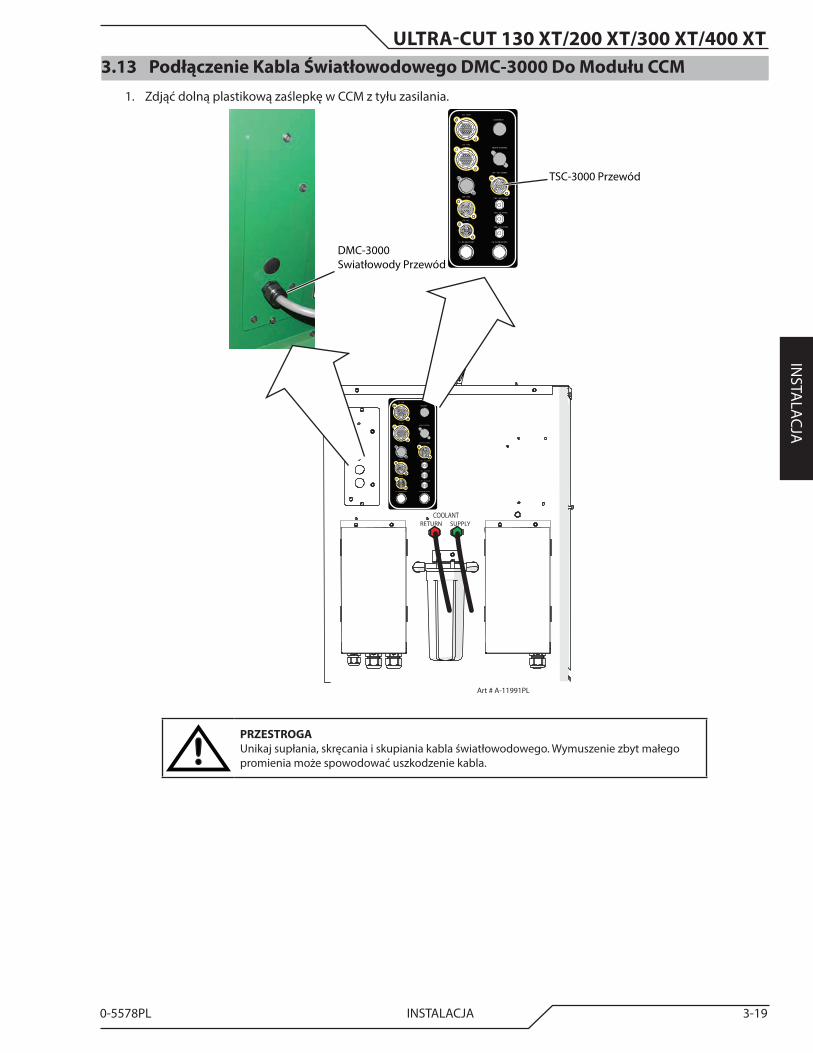
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-19
INSTA
LACJA
3.13 Podłączenie Kabla Światłowodowego DMC-3000 Do Modułu CCM1. Zdjąć dolną plastikową zaślepkę w CCM z tyłu zasilania.
COOLANTRETURN SUPPLY
Art # A-11991PL
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM TSC-3000 Przewód
DMC-3000 Swiatłowody Przewód
!!PRZESTROGAUnikaj supłania, skręcania i skupiania kabla światłowodowego. Wymuszenie zbyt małego promienia może spowodować uszkodzenie kabla.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-20 INSTALACJA 0-5578PL
INST
ALA
CJA
2. Usuń zewnętrzną cienką nakrętkę z ochraniacza otworów na jednym końcu kabla światłowodowego (L), który łączy część CCM zasilacza z DMC-3000.
3. Posuń wtyczkę kabla światłowodowego i przewodami przez otwór, w którym usunięto plastikową wtyczkę z etykietą GCM / DMC i przesuń cienką nakrętkę z powrotem na kabel światłowodowy.
4. Zabezpieczyć cienką nakrętkę na ochraniacz otwór przelotowy, aby obie powierzchnie nakrętek były mocno przy-legane do blachy wewnątrz i na zewnątrz.
5. Połącz kabel światłowodowy do płytki drukowanej, jak pokazano poniżej. Upewnij się, że zaczepy blokujące są włączone. Kabel światłowodowy dla DMC-3000 wchodzi do dolnej pary gniazd światłowodowych (U31 i U37).
Art # A-11998PL
Wtyczka kabla światłowodowego
Cienka nakrętka zabezpieczająca ochraniacz otworu przelotowego
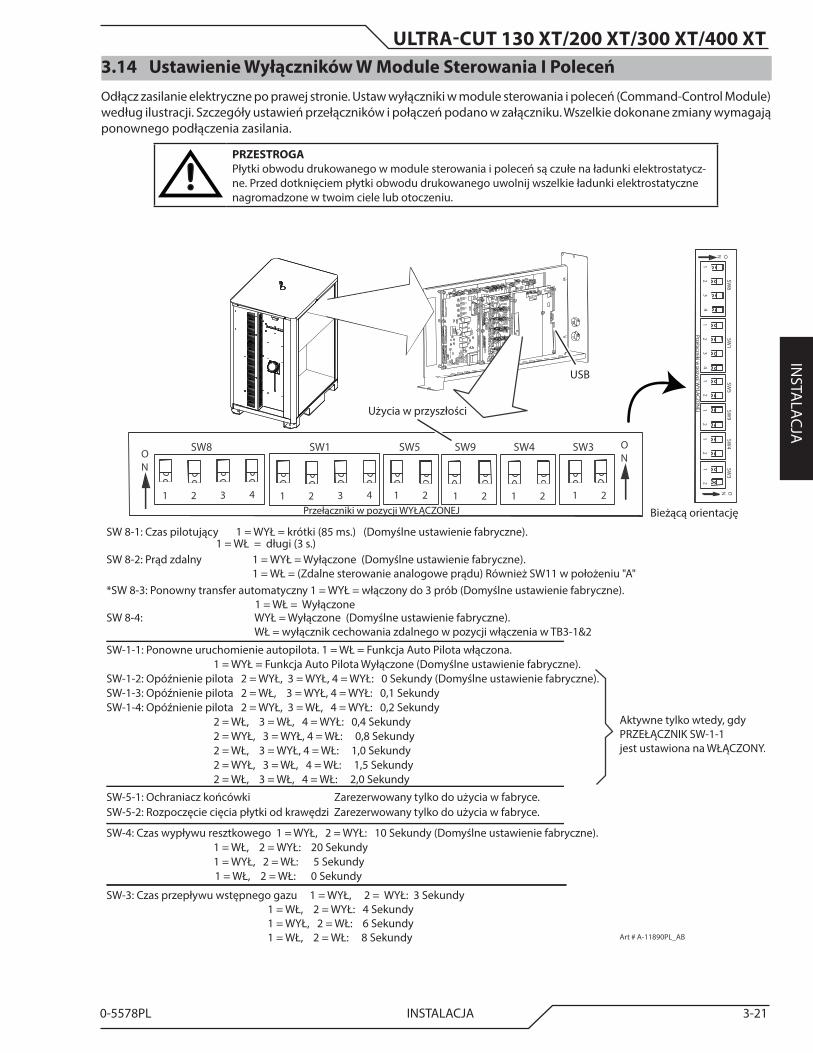
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-21
INSTA
LACJA
3.14 Ustawienie Wyłączników W Module Sterowania I PoleceńOdłącz zasilanie elektryczne po prawej stronie. Ustaw wyłączniki w module sterowania i poleceń (Command-Control Module) według ilustracji. Szczegóły ustawień przełączników i połączeń podano w załączniku. Wszelkie dokonane zmiany wymagają ponownego podłączenia zasilania.
!!PRZESTROGAPłytki obwodu drukowanego w module sterowania i poleceń są czułe na ładunki elektrostatycz-ne. Przed dotknięciem płytki obwodu drukowanego uwolnij wszelkie ładunki elektrostatyczne nagromadzone w twoim ciele lub otoczeniu.
USB
SW1 SW3SW4SW5SW8
3 41 2 3 41 2 1 2 1 2 1 2 1 2
SW-1-1: Ponowne uruchomienie autopilota. 1 = WŁ = Funkcja Auto Pilota włączona. 1 = WYŁ = Funkcja Auto Pilota Wyłączone (Domyślne ustawienie fabryczne).SW-1-2: Opóźnienie pilota 2 = WYŁ, 3 = WYŁ, 4 = WYŁ: 0 Sekundy (Domyślne ustawienie fabryczne).SW-1-3: Opóźnienie pilota 2 = WŁ, 3 = WYŁ, 4 = WYŁ: 0,1 SekundySW-1-4: Opóźnienie pilota 2 = WYŁ, 3 = WŁ, 4 = WYŁ: 0,2 Sekundy 2 = WŁ, 3 = WŁ, 4 = WYŁ: 0,4 Sekundy 2 = WYŁ, 3 = WYŁ, 4 = WŁ: 0,8 Sekundy 2 = WŁ, 3 = WYŁ, 4 = WŁ: 1,0 Sekundy 2 = WYŁ, 3 = WŁ, 4 = WŁ: 1,5 Sekundy 2 = WŁ, 3 = WŁ, 4 = WŁ: 2,0 Sekundy
SW-4: Czas wypływu resztkowego 1 = WYŁ, 2 = WYŁ: 10 Sekundy (Domyślne ustawienie fabryczne). 1 = WŁ, 2 = WYŁ: 20 Sekundy 1 = WYŁ, 2 = WŁ: 5 Sekundy 1 = WŁ, 2 = WŁ: 0 Sekundy
SW-5-1: Ochraniacz końcówki Zarezerwowany tylko do użycia w fabryce. SW-5-2: Rozpoczęcie cięcia płytki od krawędzi Zarezerwowany tylko do użycia w fabryce.
1 = WŁ = długi (3 s.)
ON
ON
Aktywne tylko wtedy, gdy PRZEŁĄCZNIK SW-1-1 jest ustawiona na WŁĄCZONY.
Art # A-11890PL_AB
SW 8-2: Prąd zdalny 1 = WYŁ = Wyłączone (Domyślne ustawienie fabryczne). 1 = WŁ = (Zdalne sterowanie analogowe prądu) Również SW11 w położeniu "A"*SW 8-3: Ponowny transfer automatyczny 1 = WYŁ = włączony do 3 prób (Domyślne ustawienie fabryczne). 1 = WŁ = WyłączoneSW 8-4: WYŁ = Wyłączone (Domyślne ustawienie fabryczne). WŁ = wyłącznik cechowania zdalnego w pozycji włączenia w TB3-1&2
Przełączniki w pozycji WYŁĄCZONEJ
SW9
SW 8-1: Czas pilotujący 1 = WYŁ = krótki (85 ms.) (Domyślne ustawienie fabryczne).
SW-3: Czas przepływu wstępnego gazu 1 = WYŁ, 2 = WYŁ: 3 Sekundy 1 = WŁ, 2 = WYŁ: 4 Sekundy 1 = WYŁ, 2 = WŁ: 6 Sekundy 1 = WŁ, 2 = WŁ: 8 Sekundy
Użycia w przyszłości
SW1
SW3
SW4
SW5
SW8
34
12
34
12
12
12
12
12
ON
ON
Przełączniki w pozycji W
YŁĄCZON
EJ SW9
Bieżącą orientację
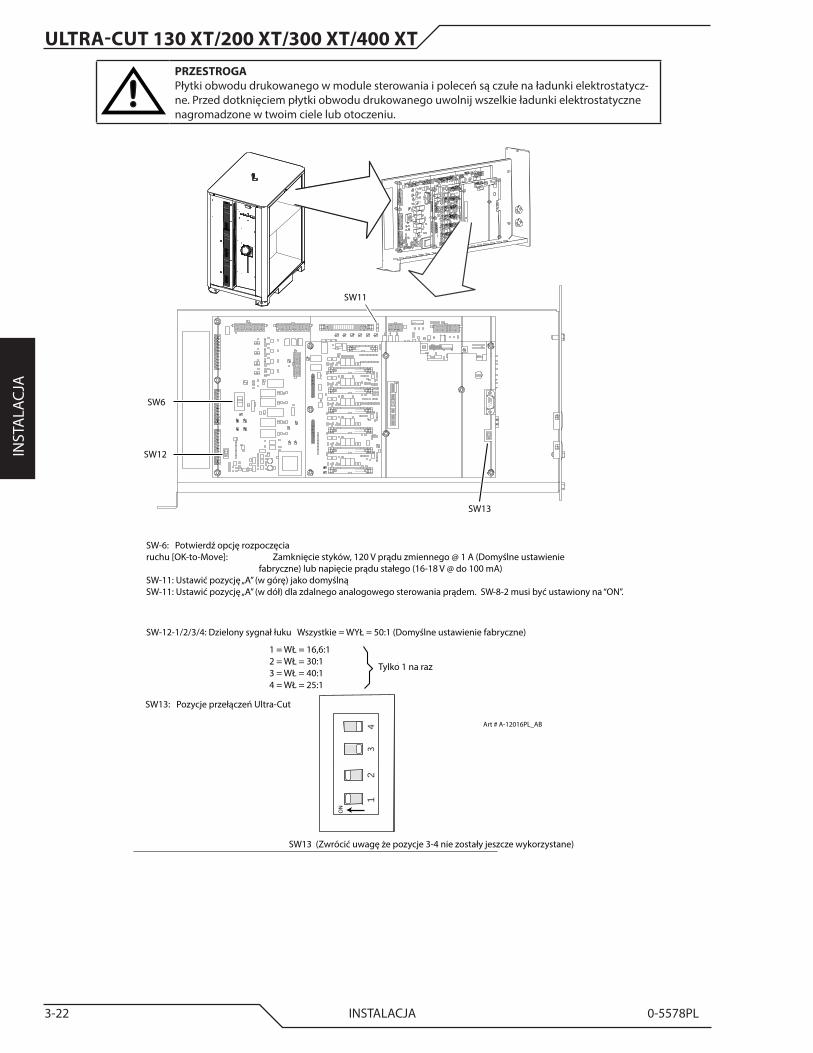
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-22 INSTALACJA 0-5578PL
INST
ALA
CJA
!!PRZESTROGAPłytki obwodu drukowanego w module sterowania i poleceń są czułe na ładunki elektrostatycz-ne. Przed dotknięciem płytki obwodu drukowanego uwolnij wszelkie ładunki elektrostatyczne nagromadzone w twoim ciele lub otoczeniu.
SW-6: Potwierdź opcję rozpoczęciaruchu [OK-to-Move]: Zamknięcie styków, 120 V prądu zmiennego @ 1 A (Domyślne ustawienie fabryczne) lub napięcie prądu stałego (16-18 V @ do 100 mA)SW-11: Ustawić pozycję „A” (w górę) jako domyślnąSW-11: Ustawić pozycję „A” (w dół) dla zdalnego analogowego sterowania prądem. SW-8-2 musi być ustawiony na “ON”.
SW-12-1/2/3/4: Dzielony sygnał łuku Wszystkie = WYŁ = 50:1 (Domyślne ustawienie fabryczne)
1 = WŁ = 16,6:1 2 = WŁ = 30:1 3 = WŁ = 40:1 4 = WŁ = 25:1
Art # A-12016PL_AB
Tylko 1 na raz
SW13: Pozycje przełączeń Ultra-Cut
SW13
SW6
SW12
SW13 (Zwrócić uwagę że pozycje 3-4 nie zostały jeszcze wykorzystane)
12
34
ON
SW11
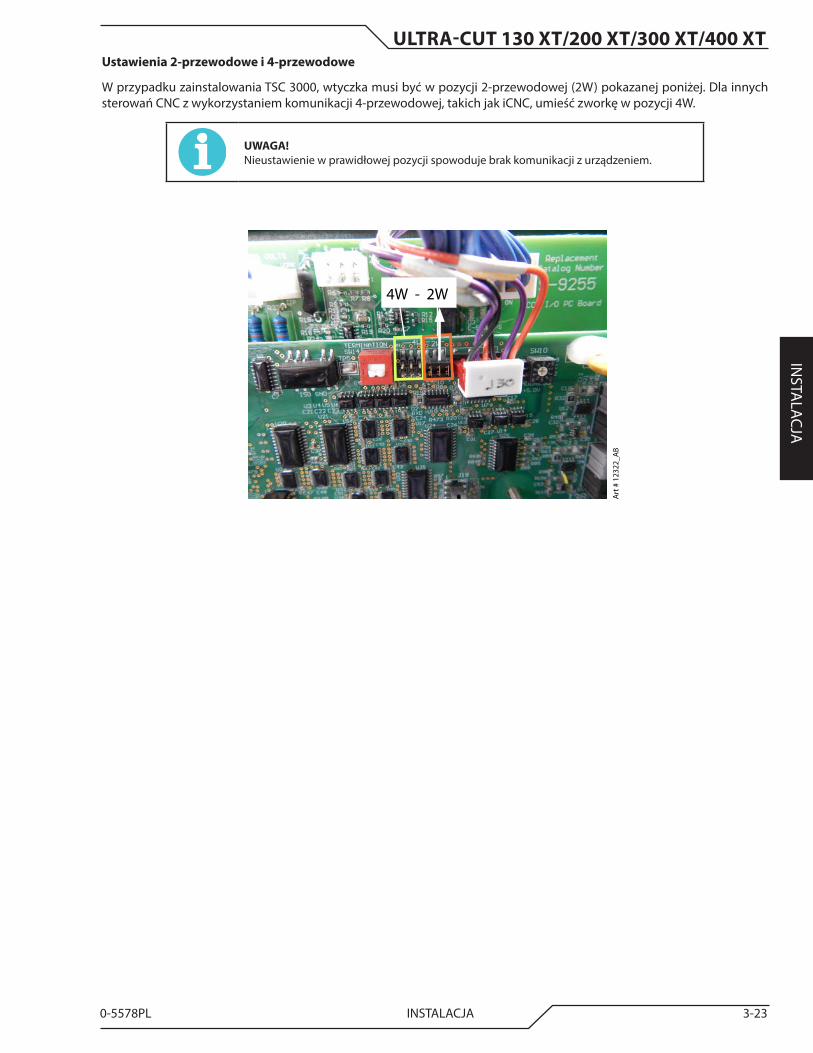
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-23
INSTA
LACJA
Ustawienia 2-przewodowe i 4-przewodowe
W przypadku zainstalowania TSC 3000, wtyczka musi być w pozycji 2-przewodowej (2W) pokazanej poniżej. Dla innych sterowań CNC z wykorzystaniem komunikacji 4-przewodowej, takich jak iCNC, umieść zworkę w pozycji 4W.
UWAGA!Nieustawienie w prawidłowej pozycji spowoduje brak komunikacji z urządzeniem.
Art
# 1
2322
_AB
4W - 2W
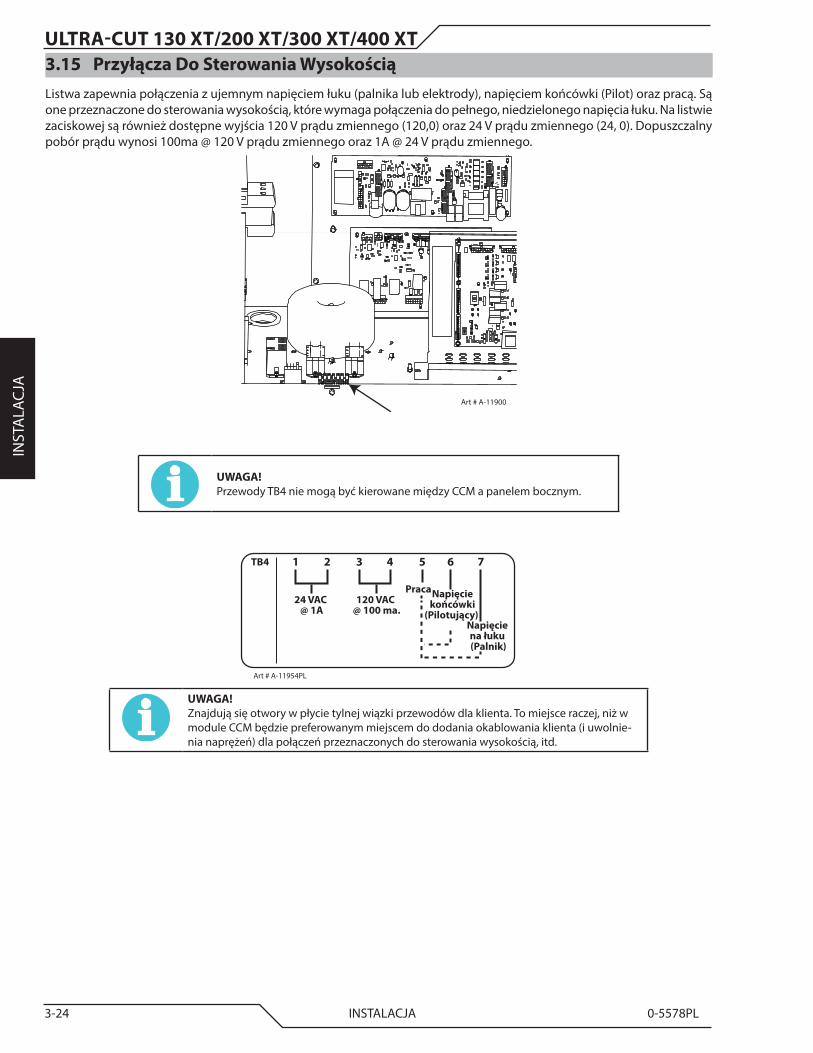
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-24 INSTALACJA 0-5578PL
INST
ALA
CJA
3.15 Przyłącza Do Sterowania WysokościąListwa zapewnia połączenia z ujemnym napięciem łuku (palnika lub elektrody), napięciem końcówki (Pilot) oraz pracą. Są one przeznaczone do sterowania wysokością, które wymaga połączenia do pełnego, niedzielonego napięcia łuku. Na listwie zaciskowej są również dostępne wyjścia 120 V prądu zmiennego (120,0) oraz 24 V prądu zmiennego (24, 0). Dopuszczalny pobór prądu wynosi 100ma @ 120 V prądu zmiennego oraz 1A @ 24 V prądu zmiennego.
Art # A-11900
UWAGA!Przewody TB4 nie mogą być kierowane między CCM a panelem bocznym.
24 VAC @ 1A
TB4 1 2 3 4 5 6 7
120 VAC @ 100 ma.
PracaNapięcie końcówki
(Pilotujący) Napięcie na łuku (Palnik)
Art # A-11954PL
UWAGA!Znajdują się otwory w płycie tylnej wiązki przewodów dla klienta. To miejsce raczej, niż w module CCM będzie preferowanym miejscem do dodania okablowania klienta (i uwolnie-nia naprężeń) dla połączeń przeznaczonych do sterowania wysokością, itd.
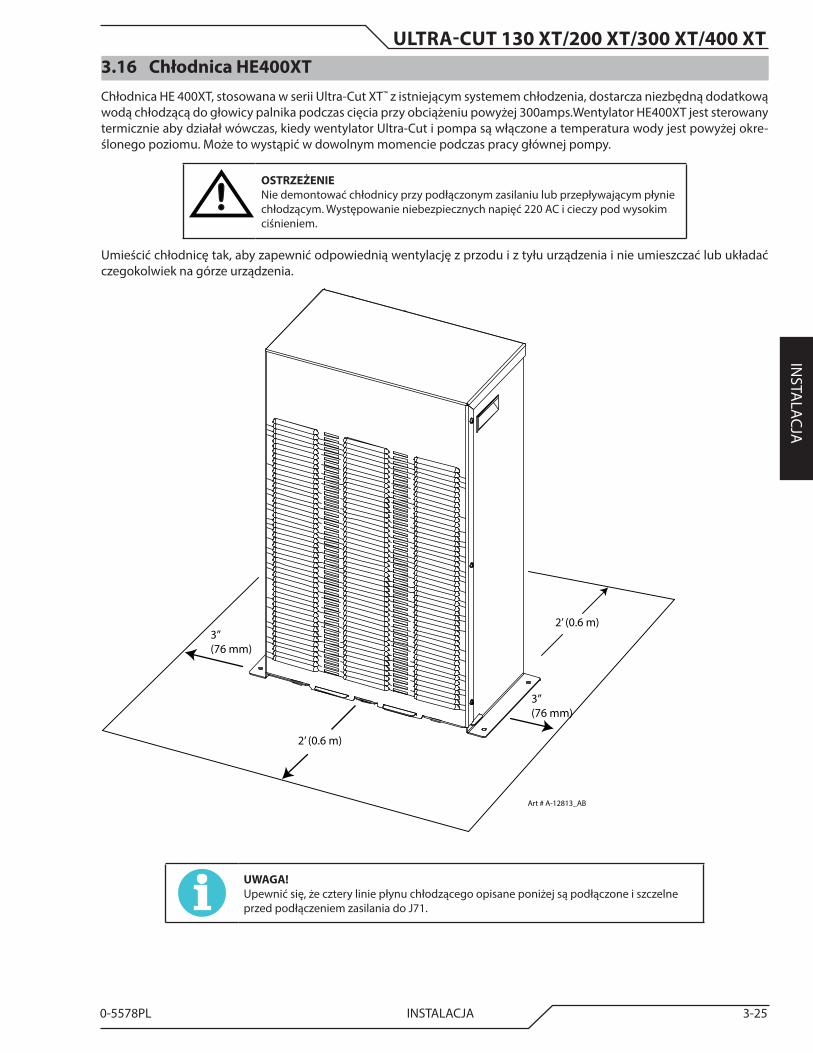
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-25
INSTA
LACJA
3.16 Chłodnica HE400XTChłodnica HE 400XT, stosowana w serii Ultra-Cut XT™ z istniejącym systemem chłodzenia, dostarcza niezbędną dodatkową wodą chłodzącą do głowicy palnika podczas cięcia przy obciążeniu powyżej 300amps.Wentylator HE400XT jest sterowany termicznie aby działał wówczas, kiedy wentylator Ultra-Cut i pompa są włączone a temperatura wody jest powyżej okre-ślonego poziomu. Może to wystąpić w dowolnym momencie podczas pracy głównej pompy.
!!
OSTRZEŻENIENie demontować chłodnicy przy podłączonym zasilaniu lub przepływającym płynie chłodzącym. Występowanie niebezpiecznych napięć 220 AC i cieczy pod wysokim ciśnieniem.
Umieścić chłodnicę tak, aby zapewnić odpowiednią wentylację z przodu i z tyłu urządzenia i nie umieszczać lub układać czegokolwiek na górze urządzenia.
2’ (0.6 m)
2’ (0.6 m)3” (76 mm)
3” (76 mm)
Art # A-12813_AB
UWAGA!Upewnić się, że cztery linie płynu chłodzącego opisane poniżej są podłączone i szczelne przed podłączeniem zasilania do J71.
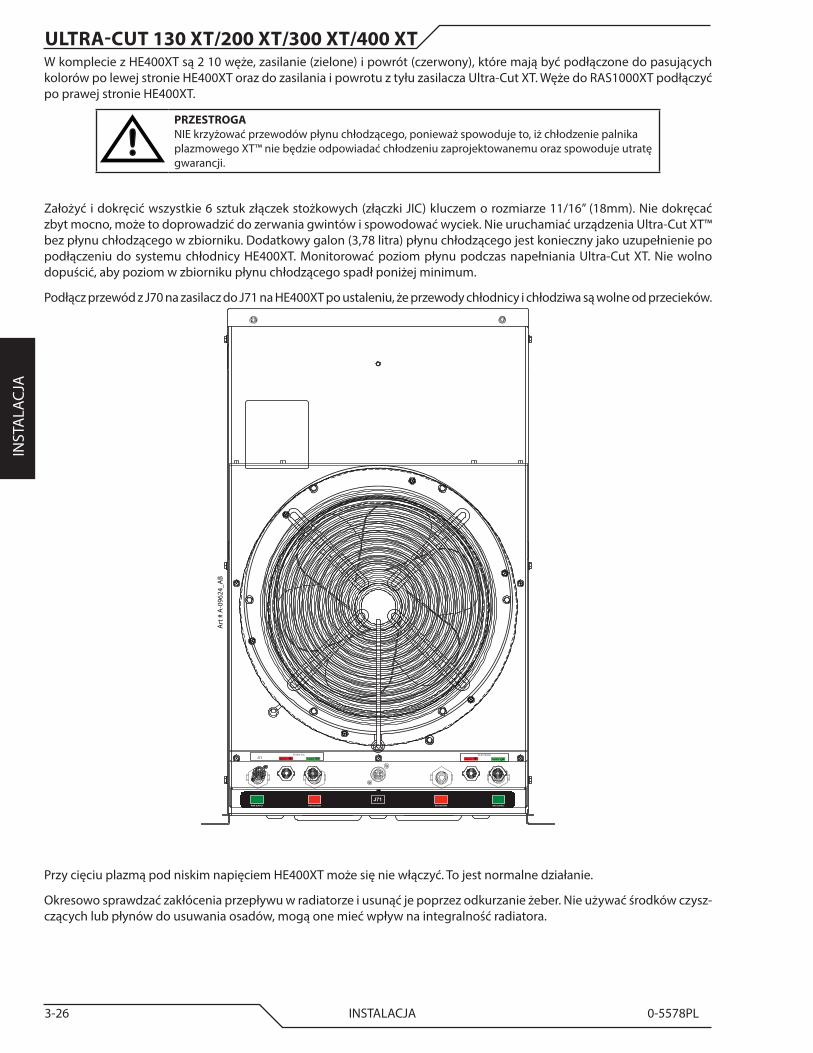
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-26 INSTALACJA 0-5578PL
INST
ALA
CJA
W komplecie z HE400XT są 2 10 węże, zasilanie (zielone) i powrót (czerwony), które mają być podłączone do pasujących kolorów po lewej stronie HE400XT oraz do zasilania i powrotu z tyłu zasilacza Ultra-Cut XT. Węże do RAS1000XT podłączyć po prawej stronie HE400XT.
!!PRZESTROGANIE krzyżować przewodów płynu chłodzącego, ponieważ spowoduje to, iż chłodzenie palnika plazmowego XT™ nie będzie odpowiadać chłodzeniu zaprojektowanemu oraz spowoduje utratę gwarancji.
Założyć i dokręcić wszystkie 6 sztuk złączek stożkowych (złączki JIC) kluczem o rozmiarze 11/16” (18mm). Nie dokręcać zbyt mocno, może to doprowadzić do zerwania gwintów i spowodować wyciek. Nie uruchamiać urządzenia Ultra-Cut XT™ bez płynu chłodzącego w zbiorniku. Dodatkowy galon (3,78 litra) płynu chłodzącego jest konieczny jako uzupełnienie po podłączeniu do systemu chłodnicy HE400XT. Monitorować poziom płynu podczas napełniania Ultra-Cut XT. Nie wolno dopuścić, aby poziom w zbiorniku płynu chłodzącego spadł poniżej minimum.
Podłącz przewód z J70 na zasilacz do J71 na HE400XT po ustaleniu, że przewody chłodnicy i chłodziwa są wolne od przecieków.
J71To Ultra-Cut
Return Supply
To Arc Starter
Return Supply
Art # A-09624_AB
Art
# A
-096
24_A
B
Przy cięciu plazmą pod niskim napięciem HE400XT może się nie włączyć. To jest normalne działanie.
Okresowo sprawdzać zakłócenia przepływu w radiatorze i usunąć je poprzez odkurzanie żeber. Nie używać środków czysz-czących lub płynów do usuwania osadów, mogą one mieć wpływ na integralność radiatora.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-27
INSTA
LACJA
3.17 Montaż Systemu Sterowania Kolektorem Gazowym DMC-3000System sterowania gazem DMC-3000 musi być instalowany w stosownym miejscu, gdzie jest łatwo dostępny dla operatora systemu. Maszynę należy zamontować na poziomej i równej powierzchni. Jeżeli moduł jest zamontowany na podporze, która podlega drganiom lub przemieszczaniu, montażysta musi zamocować moduł na wsporniku.
Moduł powinien znajdować się możliwie daleko od rozrusznika łuku, aby go uchronić przed zakłóceniami elektromagne-tycznymi. Dopuszcza się umieszczenie kabla sterowania w tej samej ścieżce, w której znajdują się kable zapłonnika łuku i z dala od przewodów palnika.
Moduł jest wyposażony w stopy, które unoszą panel dolny nad powierzchnię montażową. Żaluzje znajdujące się z tyłu panelu muszą również pozostawać w stanie niezablokowanym w celu umożliwienia swobodnego przepływu powietrza wentylacyjnego.
Wymiary montażowe
5,00 in[127,0 mm]
7,08 in[179,8 mm]
12,18 in[309,4 mm]
11,44 in[290,6 mm]
,30 in[7,62 mm]
Górna czesc DMC-3000
13,60 in[345,6 mm]
Pro�l DMC-3000
Art # A-09459PL

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-28 INSTALACJA 0-5578PL
INST
ALA
CJA
Przygotowanie
1. Wykręć śruby mocujące panel pokrywy do modułu.
Wykręć 2 śruby
Art
# A
-091
39PL
Poluzuj i wykręć 2 śruby
Demontaż pokrywy
2. Ostrożnie zdejmij pokrywę z modułu, zwracając się do dołączonej wiązki przewodów łączących się z J1. Zdejmij wiązkę drutu, a następnie ustaw pokrywę na bok.
Art # A-09140
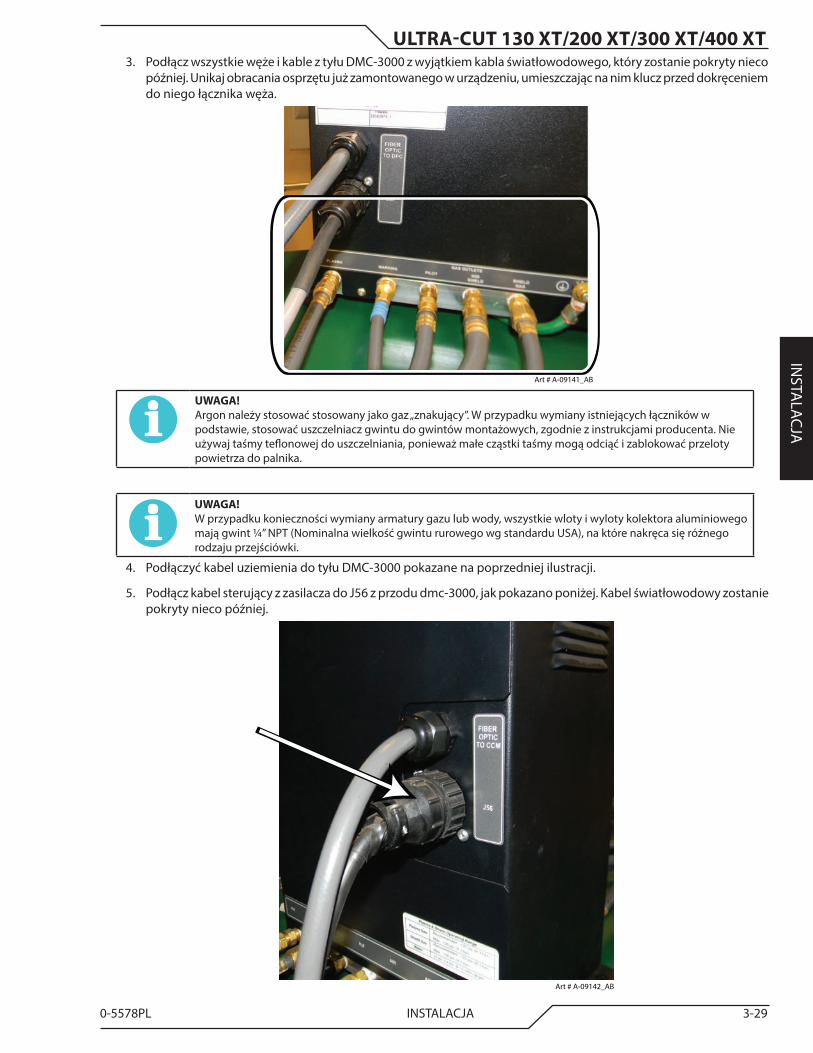
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-29
INSTA
LACJA
3. Podłącz wszystkie węże i kable z tyłu DMC-3000 z wyjątkiem kabla światłowodowego, który zostanie pokryty nieco później. Unikaj obracania osprzętu już zamontowanego w urządzeniu, umieszczając na nim klucz przed dokręceniem do niego łącznika węża.
Art # A-09141_AB
UWAGA!Argon należy stosować stosowany jako gaz „znakujący”. W przypadku wymiany istniejących łączników w podstawie, stosować uszczelniacz gwintu do gwintów montażowych, zgodnie z instrukcjami producenta. Nie używaj taśmy teflonowej do uszczelniania, ponieważ małe cząstki taśmy mogą odciąć i zablokować przeloty powietrza do palnika.
UWAGA!W przypadku konieczności wymiany armatury gazu lub wody, wszystkie wloty i wyloty kolektora aluminiowego mają gwint ¼” NPT (Nominalna wielkość gwintu rurowego wg standardu USA), na które nakręca się różnego rodzaju przejściówki.
4. Podłączyć kabel uziemienia do tyłu DMC-3000 pokazane na poprzedniej ilustracji.
5. Podłącz kabel sterujący z zasilacza do J56 z przodu dmc-3000, jak pokazano poniżej. Kabel światłowodowy zostanie pokryty nieco później.
Art # A-09142_AB

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-30 INSTALACJA 0-5578PL
INST
ALA
CJA
6. Zainstalować zestaw zmiękczacza wody WMS na przewodzie, który zasila stronę wlotową DMC-3000. Zamontować zmiękczacz i wspornik na zasilaniu w miejscu, w którym dostarczony wąż 2’ jest w stanie dosięgnąć DMC-3000. Montaż w innym miejscu jest możliwy z wykorzystaniem węża, dostarczonego przez klienta. Poniżej widać typowy wąż i instalację, dodane przez klienta.
Art
# A
-096
557. Upewnić się, że wąż biegnący do DMC -3000 jest podłączony do na zmiękczaczu wody WMS z oznaczeniem „OUT”
oraz że zasilanie w wodę jest podłączone do portu z oznaczeniem „IN”. Nie montować nad jakimikolwiek urządze-niami elektronicznymi lub wylotami na wypadek wycieków w czasie pracy lub rozlania podczas wymiany elementu.
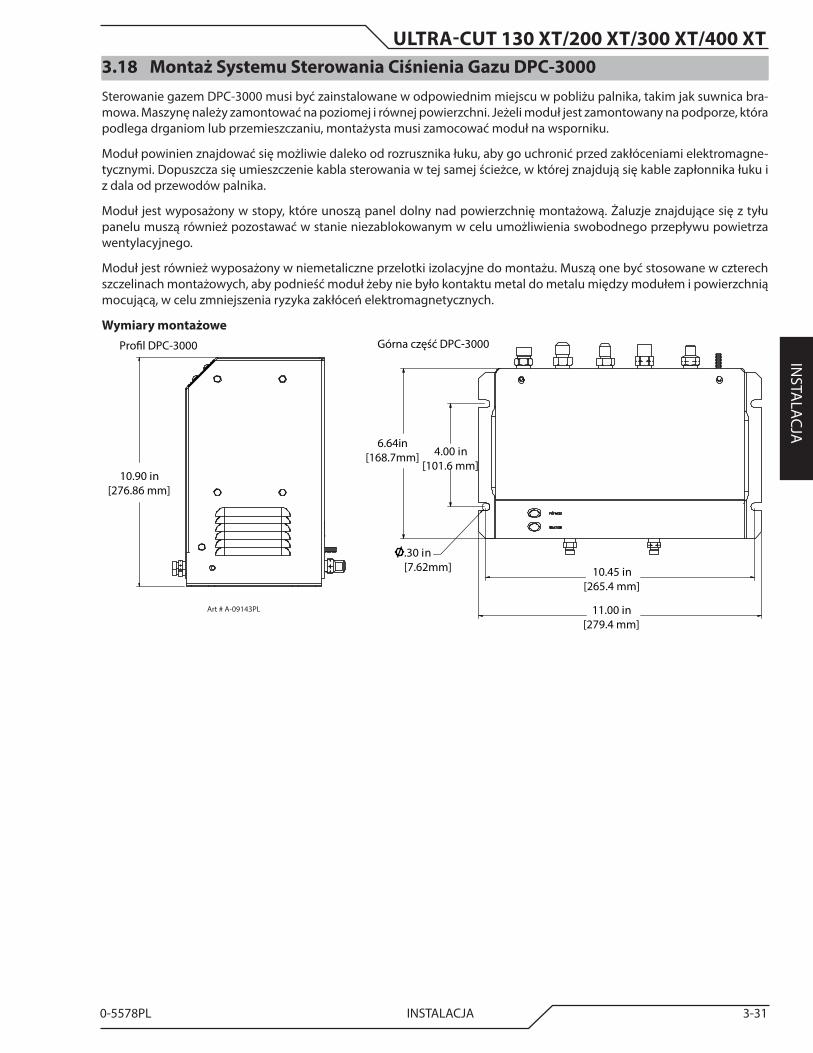
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-31
INSTA
LACJA
3.18 Montaż Systemu Sterowania Ciśnienia Gazu DPC-3000Sterowanie gazem DPC-3000 musi być zainstalowane w odpowiednim miejscu w pobliżu palnika, takim jak suwnica bra-mowa. Maszynę należy zamontować na poziomej i równej powierzchni. Jeżeli moduł jest zamontowany na podporze, która podlega drganiom lub przemieszczaniu, montażysta musi zamocować moduł na wsporniku.
Moduł powinien znajdować się możliwie daleko od rozrusznika łuku, aby go uchronić przed zakłóceniami elektromagne-tycznymi. Dopuszcza się umieszczenie kabla sterowania w tej samej ścieżce, w której znajdują się kable zapłonnika łuku i z dala od przewodów palnika.
Moduł jest wyposażony w stopy, które unoszą panel dolny nad powierzchnię montażową. Żaluzje znajdujące się z tyłu panelu muszą również pozostawać w stanie niezablokowanym w celu umożliwienia swobodnego przepływu powietrza wentylacyjnego.
Moduł jest również wyposażony w niemetaliczne przelotki izolacyjne do montażu. Muszą one być stosowane w czterech szczelinach montażowych, aby podnieść moduł żeby nie było kontaktu metal do metalu między modułem i powierzchnią mocującą, w celu zmniejszenia ryzyka zakłóceń elektromagnetycznych.
Wymiary montażowe
10.90 in[276.86 mm]
Pro�l DPC-3000
4.00 in[101.6 mm]
6.64in[168.7mm]
11.00 in[279.4 mm]
10.45 in[265.4 mm]
.30 in[7.62mm]
Górna część DPC-3000
Art # A-09143PL
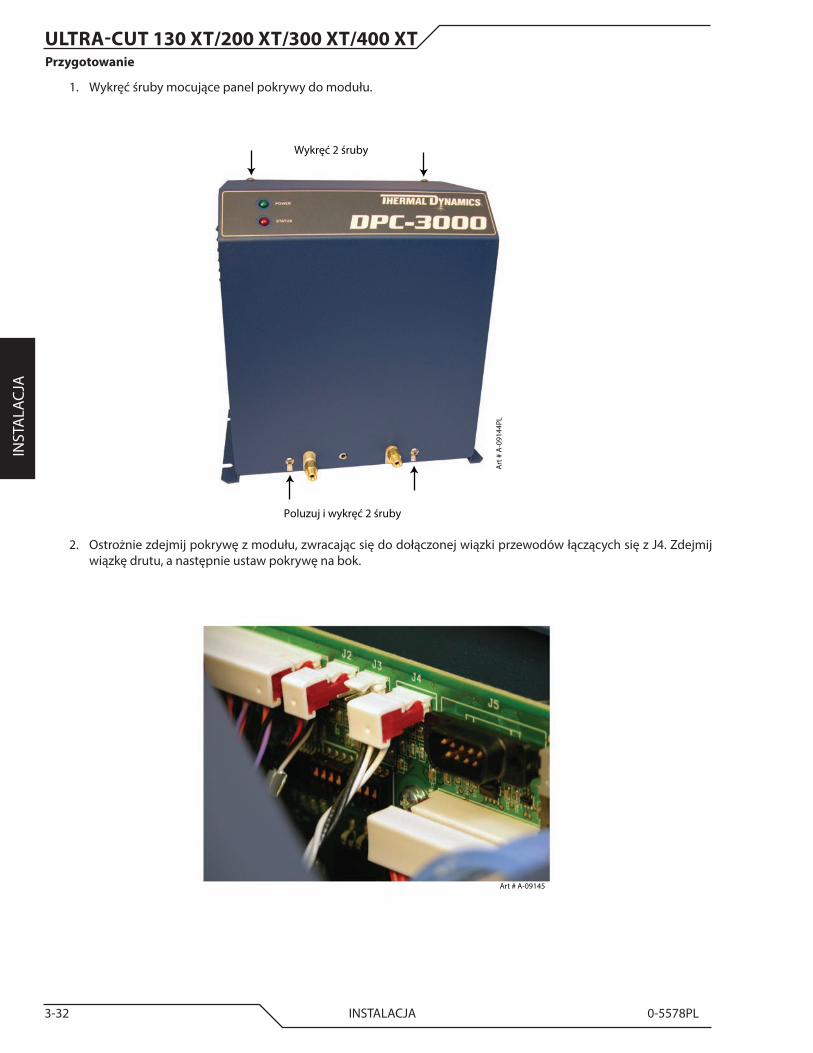
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-32 INSTALACJA 0-5578PL
INST
ALA
CJA
Przygotowanie
1. Wykręć śruby mocujące panel pokrywy do modułu.
Wykręć 2 śruby
Art
# A
-091
44PL
Poluzuj i wykręć 2 śruby
2. Ostrożnie zdejmij pokrywę z modułu, zwracając się do dołączonej wiązki przewodów łączących się z J4. Zdejmij wiązkę drutu, a następnie ustaw pokrywę na bok.
Art # A-09145

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-33
INSTA
LACJA
3. Podłącz wszystkie węże i kable z tyłu DPC-3000 z wyjątkiem kabla światłowodowego, który zostanie pokryty nieco później. Unikaj obracania osprzętu już zamontowanego w urządzeniu, umieszczając na nim klucz przed dokręce-niem do niego łącznika węża.
Nie podłączaj kabla światłowodowego aż dopiero później
Art # A-09146PL
4. Podłączyć węże z przodu DMC-3000, gdzie pokazano poniżej do palnika.
UWAGA!Jednym z pasowania z nacięciami jest gwint lewa ręka, a drugi jest standardowy prawy gwint.
Art #
A-0
9147
PL
NIE BLOKOWAĆ WENTYLACJI
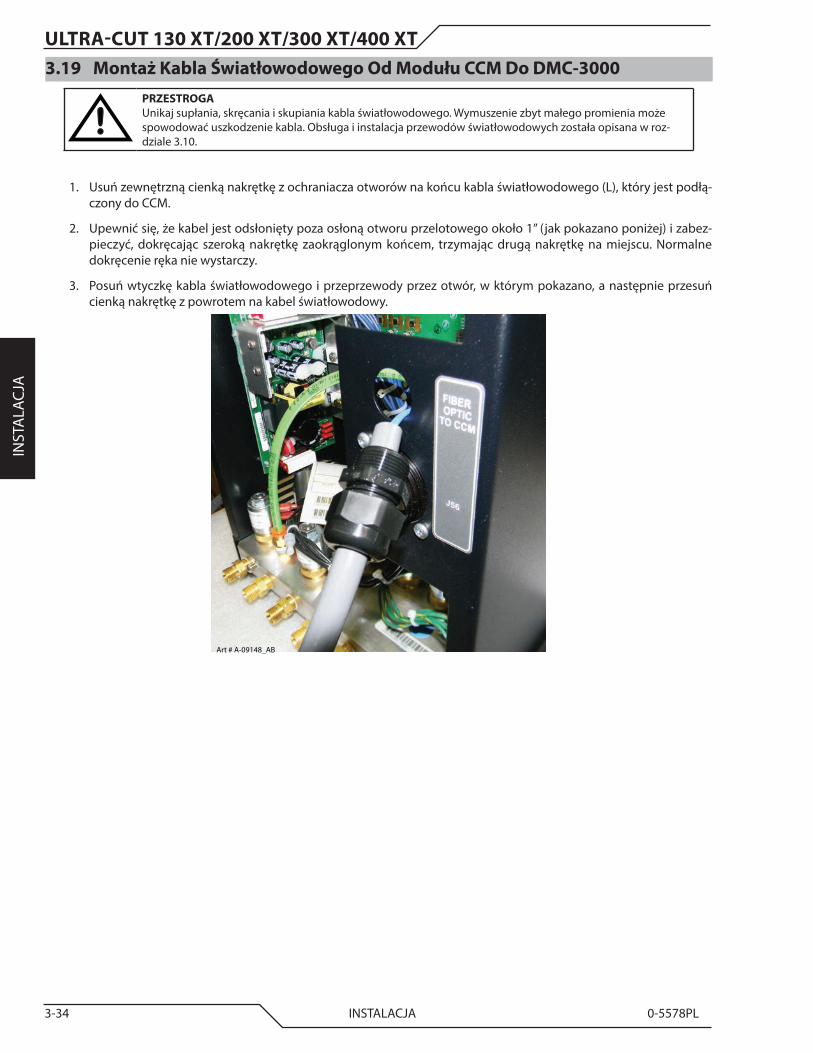
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-34 INSTALACJA 0-5578PL
INST
ALA
CJA
3.19 Montaż Kabla Światłowodowego Od Modułu CCM Do DMC-3000
!!PRZESTROGAUnikaj supłania, skręcania i skupiania kabla światłowodowego. Wymuszenie zbyt małego promienia może spowodować uszkodzenie kabla. Obsługa i instalacja przewodów światłowodowych została opisana w roz-dziale 3.10.
1. Usuń zewnętrzną cienką nakrętkę z ochraniacza otworów na końcu kabla światłowodowego (L), który jest podłą-czony do CCM.
2. Upewnić się, że kabel jest odsłonięty poza osłoną otworu przelotowego około 1” (jak pokazano poniżej) i zabez-pieczyć, dokręcając szeroką nakrętkę zaokrąglonym końcem, trzymając drugą nakrętkę na miejscu. Normalne dokręcenie ręka nie wystarczy.
3. Posuń wtyczkę kabla światłowodowego i przeprzewody przez otwór, w którym pokazano, a następnie przesuń cienką nakrętkę z powrotem na kabel światłowodowy.
Art # A-09148_AB

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-35
INSTA
LACJA
4. Zabezpieczyć cienką nakrętkę na ochraniacz otwór przelotowy, aby obie powierzchnie nakrętek były mocno przy-legane do blachy wewnątrz i na zewnątrz.
Art # A-09149_AB
5. Połącz kabel światłowodowy do płytki drukowanej, jak pokazano poniżej. Upewnij się, że zaczepy blokujące są włączone.
Kabel swiatłowodowy do / z gniazd modułu sterowania i polece przed
Art # A-11999PL

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-36 INSTALACJA 0-5578PL
INST
ALA
CJA
3.20 Montaż Kabla Światłowodowego Od DMC-3000 Do DPC-30001. Usuń zewnętrzne cienkie nakrętki z ochraniacza otworów na obu końcach kabla światłowodowego (L), który łączy
dcm-3000 i DPC-3000.
!!PRZESTROGAUnikaj supłania, skręcania i skupiania kabla światłowodowego. Wymuszenie zbyt małego promienia może spowodować uszkodzenie kabla.
2. Upewnić się, że zewnętrzna wąż / przewód ochronny jest wysunięty poza osłonę przelotu około 1” i zabezpieczyć przez dokręcenie szerokiej nakrętki o zaokrąglonym końcu, przytrzymując drugą nakrętkę w miejscu. Normalne dokręcenie ręka nie wystarczy.
3. Posuń wtyczkę kabla światłowodowego i przeprzewody przez tylną część każdego modułu (DMC-DPC), gdzie jest wskazany, i przesuń cienką nakrętkę z powrotem na kabel światłowodowy.
Światłowody do DMC-3000 przechodzą tutaj
Art # A-09152PL
Włóż tutaj kabel światłowodowy DCM-3000
Art # A-09153PL
4. Zabezpieczyć każdą z cienkich nakrętek na ochraniaczach otworów przelotowych, aby obie powierzchnie nakrętek były szczelne przed blachą wewnątrz i na zewnątrz.
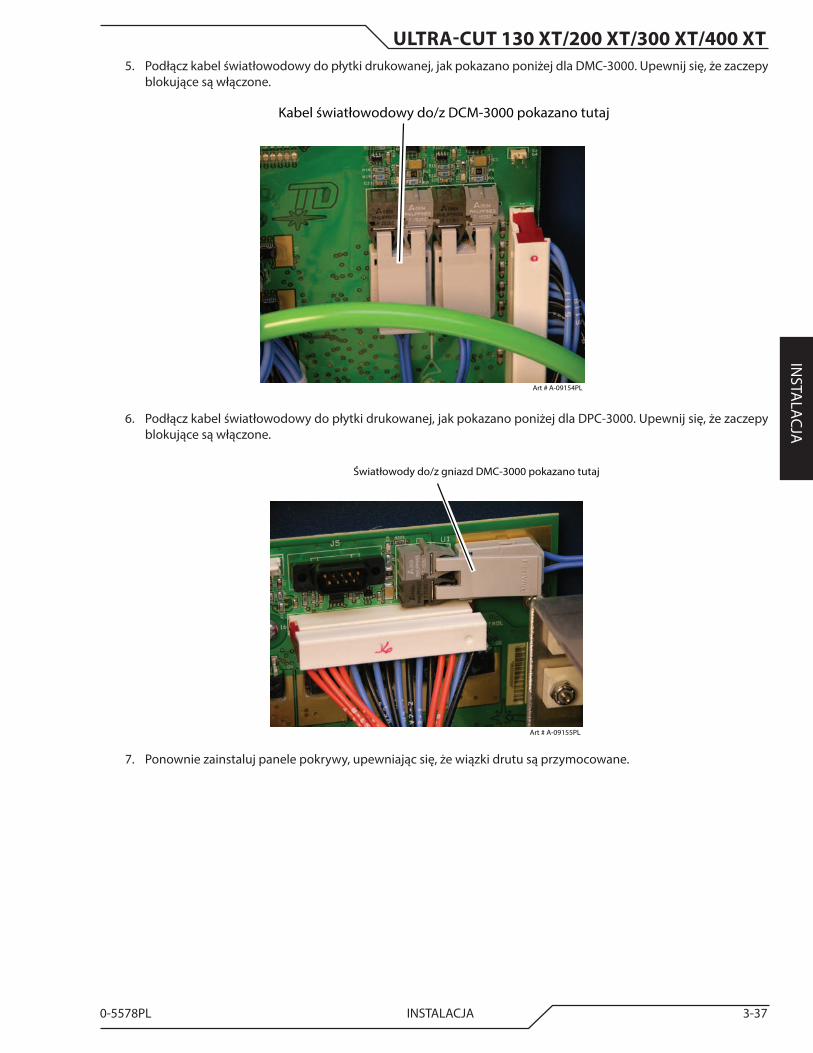
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-37
INSTA
LACJA
5. Podłącz kabel światłowodowy do płytki drukowanej, jak pokazano poniżej dla DMC-3000. Upewnij się, że zaczepy blokujące są włączone.
Kabel światłowodowy do/z DCM-3000 pokazano tutaj
Art # A-09154PL
6. Podłącz kabel światłowodowy do płytki drukowanej, jak pokazano poniżej dla DPC-3000. Upewnij się, że zaczepy blokujące są włączone.
Światłowody do/z gniazd DMC-3000 pokazano tutaj
Art # A-09155PL
7. Ponownie zainstaluj panele pokrywy, upewniając się, że wiązki drutu są przymocowane.
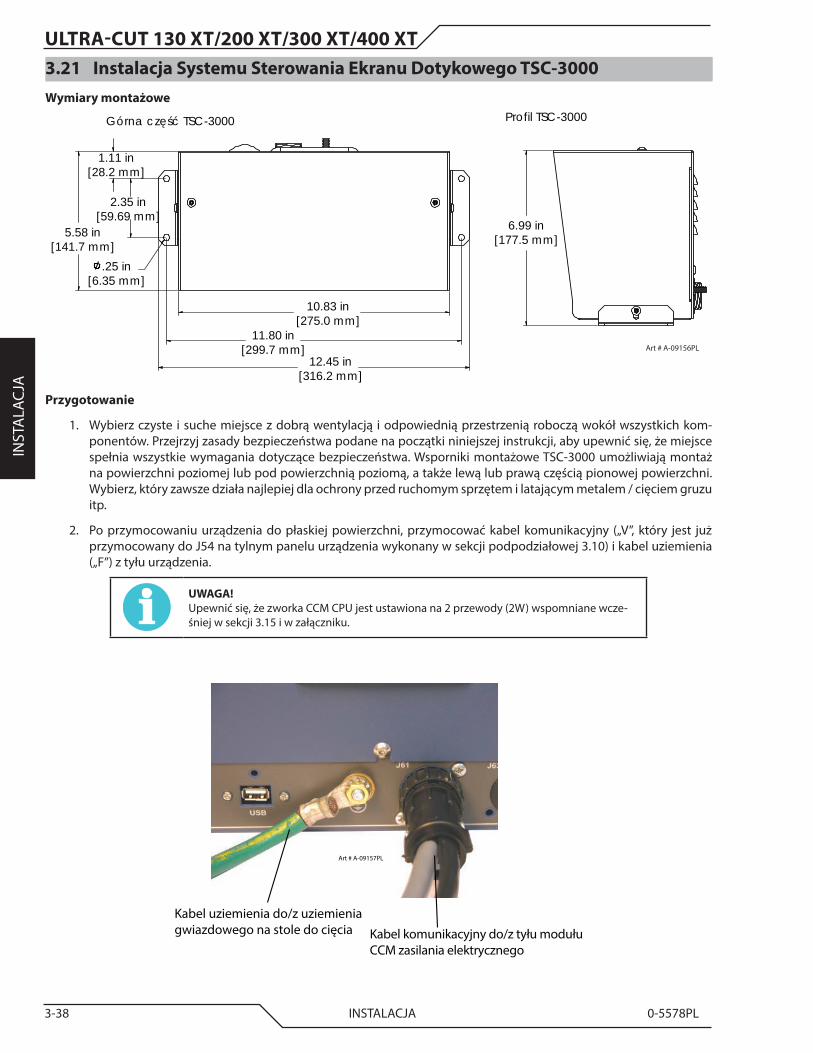
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-38 INSTALACJA 0-5578PL
INST
ALA
CJA
3.21 Instalacja Systemu Sterowania Ekranu Dotykowego TSC-3000Wymiary montażowe
6.99 in[177.5 mm]
Profil TSC-3000
5.58 in[141.7 mm]
2.35 in[59.69 mm]
1.11 in[28.2 mm]
12.45 in[316.2 mm]
.25 in[6.35 mm]
11.80 in[299.7 mm]
10.83 in[275.0 mm]
Górna część TSC-3000
Art # A-09156PL
Przygotowanie
1. Wybierz czyste i suche miejsce z dobrą wentylacją i odpowiednią przestrzenią roboczą wokół wszystkich kom-ponentów. Przejrzyj zasady bezpieczeństwa podane na początki niniejszej instrukcji, aby upewnić się, że miejsce spełnia wszystkie wymagania dotyczące bezpieczeństwa. Wsporniki montażowe TSC-3000 umożliwiają montaż na powierzchni poziomej lub pod powierzchnią poziomą, a także lewą lub prawą częścią pionowej powierzchni. Wybierz, który zawsze działa najlepiej dla ochrony przed ruchomym sprzętem i latającym metalem / cięciem gruzu itp.
2. Po przymocowaniu urządzenia do płaskiej powierzchni, przymocować kabel komunikacyjny („V”, który jest już przymocowany do J54 na tylnym panelu urządzenia wykonany w sekcji podpodziałowej 3.10) i kabel uziemienia („F”) z tyłu urządzenia.
UWAGA!Upewnić się, że zworka CCM CPU jest ustawiona na 2 przewody (2W) wspomniane wcze-śniej w sekcji 3.15 i w załączniku.
Kabel komunikacyjny do/z tyłu modułuCCM zasilania elektrycznego
Kabel uziemienia do/z uziemienia gwiazdowego na stole do cięcia
Art # A-09157PL
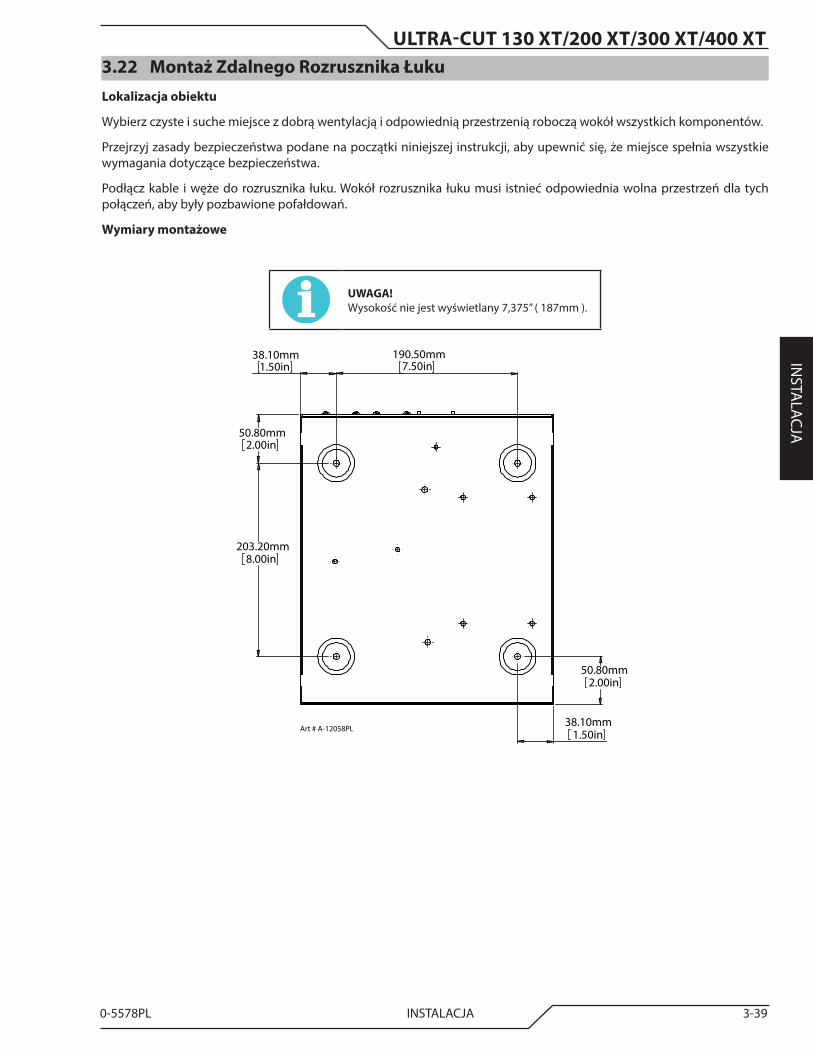
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-39
INSTA
LACJA
3.22 Montaż Zdalnego Rozrusznika ŁukuLokalizacja obiektu
Wybierz czyste i suche miejsce z dobrą wentylacją i odpowiednią przestrzenią roboczą wokół wszystkich komponentów.
Przejrzyj zasady bezpieczeństwa podane na początki niniejszej instrukcji, aby upewnić się, że miejsce spełnia wszystkie wymagania dotyczące bezpieczeństwa.
Podłącz kable i węże do rozrusznika łuku. Wokół rozrusznika łuku musi istnieć odpowiednia wolna przestrzeń dla tych połączeń, aby były pozbawione pofałdowań.
Wymiary montażowe
UWAGA!Wysokość nie jest wyświetlany 7,375” ( 187mm ).
38.10mm1.50in
190.50mm7.50in
50.80mm2.00in
203.20mm8.00in
50.80mm2.00in
38.10mm1.50in
Art # A-12058PL

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-40 INSTALACJA 0-5578PL
INST
ALA
CJA
Instalacja
Zdalny rozrusznik łuku musi być instalowany w stosownym miejscu, blisko głowicy palnika. Jeżeli rozrusznik łuku jest zamontowany do bramy lub innego elementu wsporczego, który podlega drganiom, zamocuj solidnie rozrusznik łuku.
1. Poluzuj, ale nie usuwaj dolnych śrub, mocując pokrywę do rozrusznika łuku. Wykręć śruby górne mocujące panel pokrywy do rozrusznika łuku.
UWAGA!Przewód uziemienia łączy pokrywę z podstawą rozrusznika łuku. Ten przewód musi pozostać na miejscu.
2. Zdejmij pokrywę panelu z rozrusznika łuku.
Art # A-12059PL
Śruby górne (2 po jednej stronie)
Pokrywa
Przewód uziemienia
Śruby dolne(2 po jednej stronie)
Demontaż pokrywy
3. Ustawić łuk rozrusznika na płaskiej, poziomej powierzchni montażowej.
4. Użyj nawiercone otwory w przynajmniej dwóch stóp na dole zapłonnik łuku aby zabezpieczyć zapłonnik łuku do powierzchni montażowej.
Art # A-12060PL
Minimalne 2
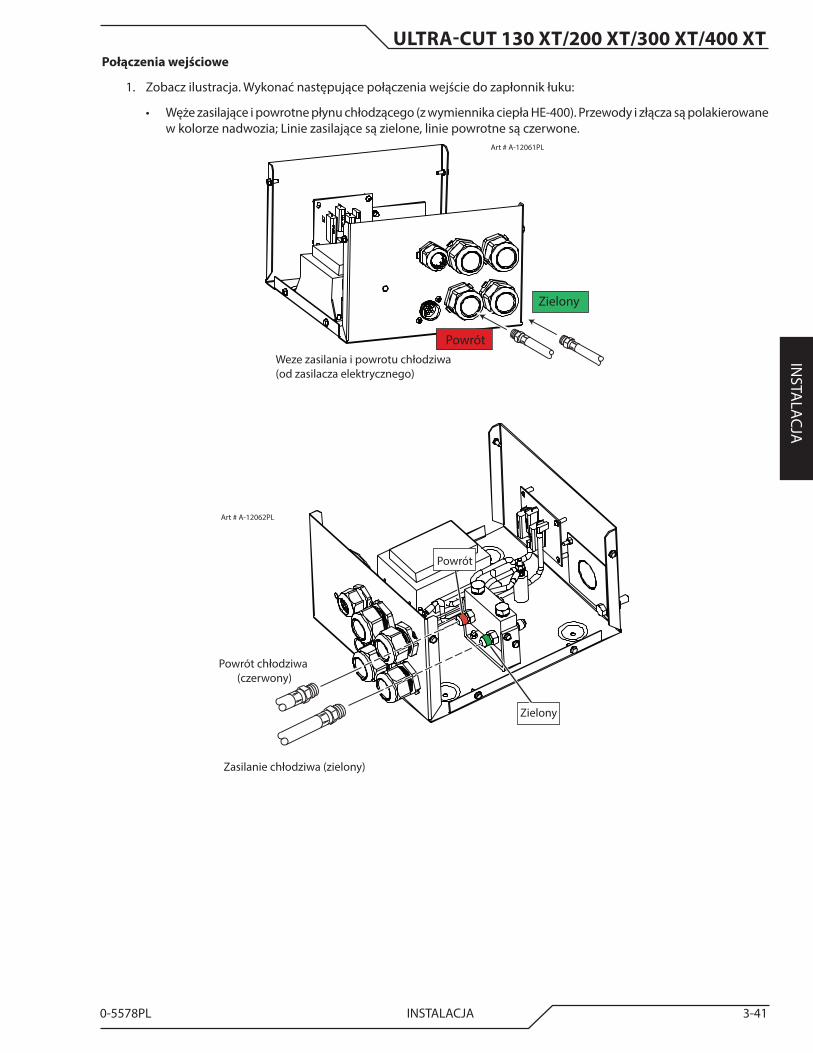
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-41
INSTA
LACJA
Połączenia wejściowe
1. Zobacz ilustracja. Wykonać następujące połączenia wejście do zapłonnik łuku:
• Węże zasilające i powrotne płynu chłodzącego (z wymiennika ciepła HE-400). Przewody i złącza są polakierowane w kolorze nadwozia; Linie zasilające są zielone, linie powrotne są czerwone.
Weze zasilania i powrotu chłodziwa (od zasilacza elektrycznego)
Art # A-12061PL
Zielony
Powrót
Powrót chłodziwa (czerwony)
Zasilanie chłodziwa (zielony)
Art # A-12062PL
Zielony
Powrót
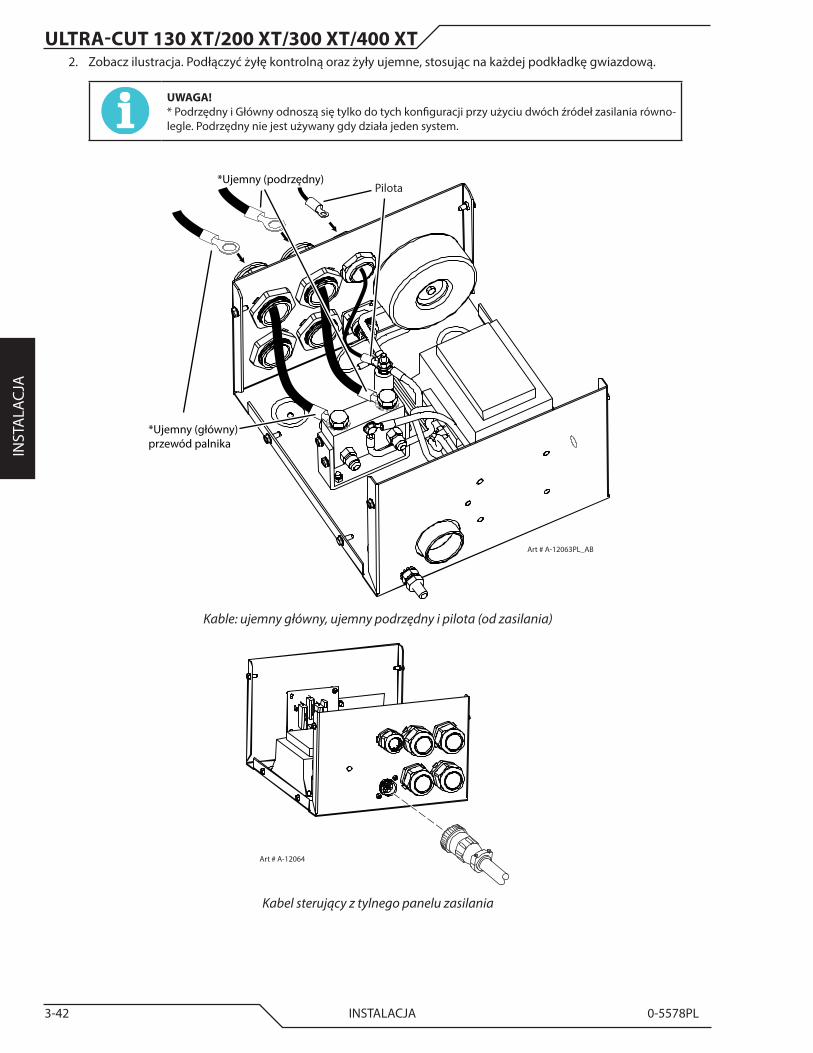
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-42 INSTALACJA 0-5578PL
INST
ALA
CJA
2. Zobacz ilustracja. Podłączyć żyłę kontrolną oraz żyły ujemne, stosując na każdej podkładkę gwiazdową.
UWAGA!* Podrzędny i Główny odnoszą się tylko do tych konfiguracji przy użyciu dwóch źródeł zasilania równo-legle. Podrzędny nie jest używany gdy działa jeden system.
*Ujemny (główny) przewód palnika
Pilota
Art # A-12063PL_AB
*Ujemny (podrzędny)
Kable: ujemny główny, ujemny podrzędny i pilota (od zasilania)
Art # A-12064
Kabel sterujący z tylnego panelu zasilania

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-43
INSTA
LACJA
Wyjście połączenia
1. Zobacz ilustracja. Wykonać następujące połączenia wyjście do zapłonnik łuku.
Przewód pilota
Art # A-12065PL
ZielonyPowrót
Powrót chłodziwa (czerwony)
Zasilanie chłodziwa (zielony)
Pilotowy kabel powrotny, węże zasilające chłodziwo i powrotne (z palnika)
2. Ponownie zamontować pokrywę Arc rozrusznik. Upewnij się, że przewód nie jest zaciśnięty pomiędzy pokrywą i obudową.
Art # A-12059PL
Śruby górne (2 po jednej stronie)
Pokrywa
Przewód uziemienia
Śruby dolne(2 po jednej stronie)
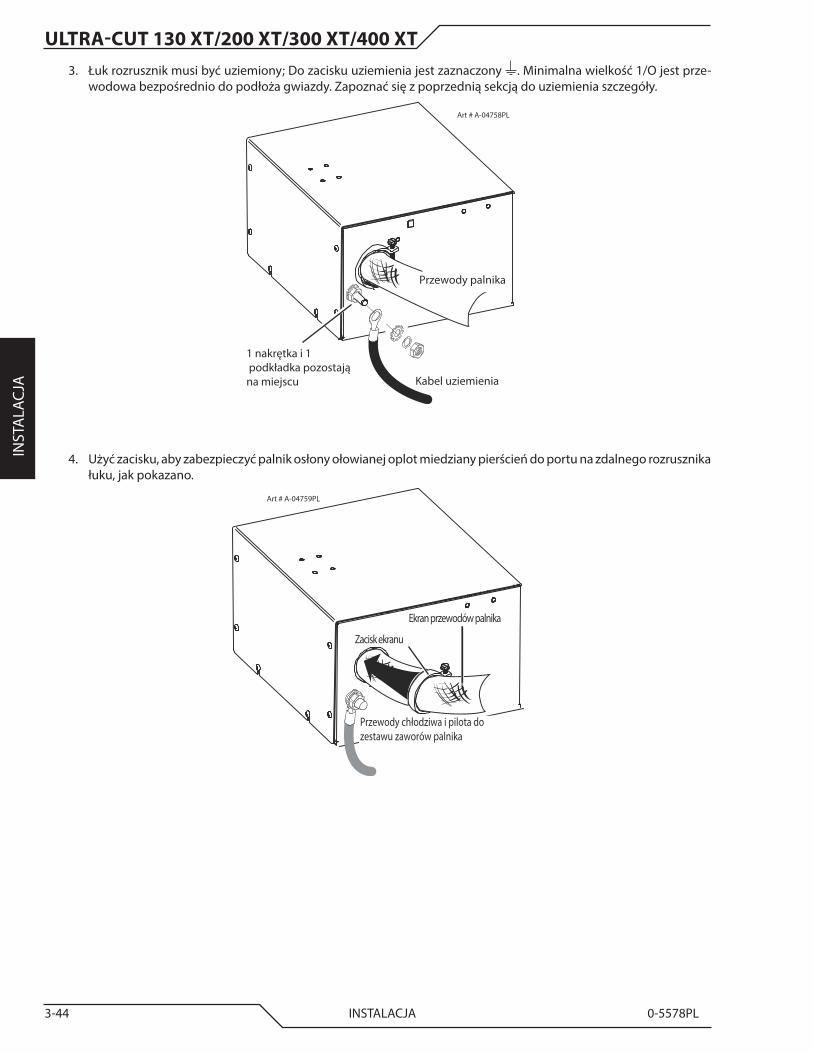
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-44 INSTALACJA 0-5578PL
INST
ALA
CJA
3. Łuk rozrusznik musi być uziemiony; Do zacisku uziemienia jest zaznaczony . Minimalna wielkość 1/O jest prze-wodowa bezpośrednio do podłoża gwiazdy. Zapoznać się z poprzednią sekcją do uziemienia szczegóły.
Kabel uziemienia
Art # A-04758PL
1 nakrętka i 1 podkładka pozostają na miejscu
Przewody palnika
4. Użyć zacisku, aby zabezpieczyć palnik osłony ołowianej oplot miedziany pierścień do portu na zdalnego rozrusznika łuku, jak pokazano.
Art # A-04759PL
Przewody chłodziwa i pilota do zestawu zaworów palnika
Ekran przewodów palnika
Zacisk ekranu
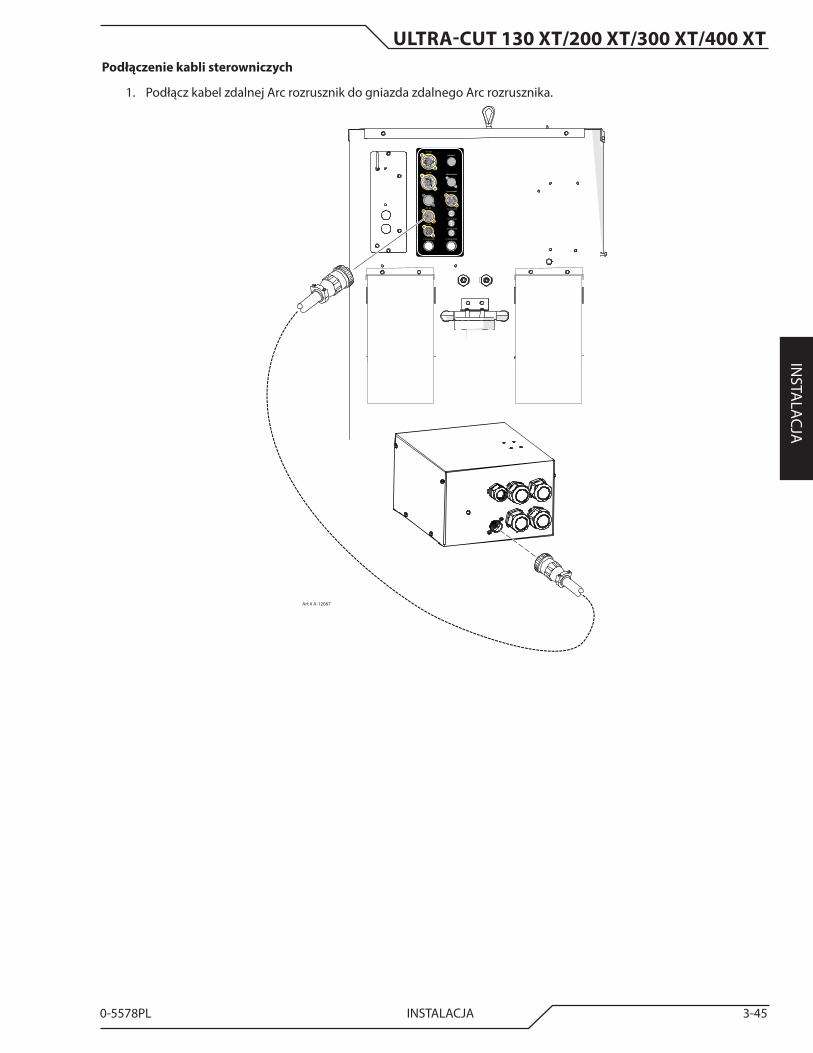
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-45
INSTA
LACJA
Podłączenie kabli sterowniczych
1. Podłącz kabel zdalnej Arc rozrusznik do gniazda zdalnego Arc rozrusznika.
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Art # A-12067
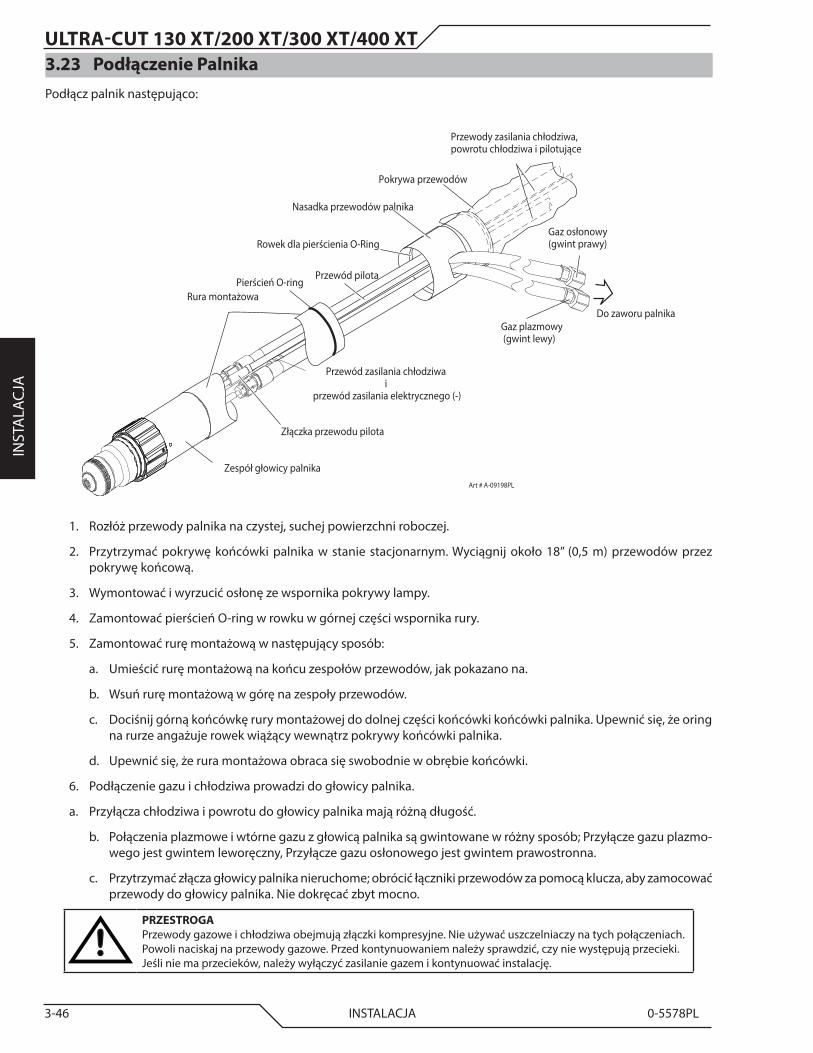
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-46 INSTALACJA 0-5578PL
INST
ALA
CJA
3.23 Podłączenie PalnikaPodłącz palnik następująco:
Art # A-09198PL
Złączka przewodu pilota
Zespół głowicy palnika
Rura montażowaPierścień O-ring
Nasadka przewodów palnika
Gaz plazmowy (gwint lewy)
Gaz osłonowy(gwint prawy)
Przewód zasilania chłodziwa i
przewód zasilania elektrycznego (-)
Przewód pilota
Przewody zasilania chłodziwa, powrotu chłodziwa i pilotujące
Pokrywa przewodów
Rowek dla pierścienia O-Ring
Do zaworu palnika
1. Rozłóż przewody palnika na czystej, suchej powierzchni roboczej.
2. Przytrzymać pokrywę końcówki palnika w stanie stacjonarnym. Wyciągnij około 18” (0,5 m) przewodów przez pokrywę końcową.
3. Wymontować i wyrzucić osłonę ze wspornika pokrywy lampy.
4. Zamontować pierścień O-ring w rowku w górnej części wspornika rury.
5. Zamontować rurę montażową w następujący sposób:
a. Umieścić rurę montażową na końcu zespołów przewodów, jak pokazano na.
b. Wsuń rurę montażową w górę na zespoły przewodów.
c. Dociśnij górną końcówkę rury montażowej do dolnej części końcówki końcówki palnika. Upewnić się, że oring na rurze angażuje rowek wiążący wewnątrz pokrywy końcówki palnika.
d. Upewnić się, że rura montażowa obraca się swobodnie w obrębie końcówki.
6. Podłączenie gazu i chłodziwa prowadzi do głowicy palnika.
a. Przyłącza chłodziwa i powrotu do głowicy palnika mają różną długość.
b. Połączenia plazmowe i wtórne gazu z głowicą palnika są gwintowane w różny sposób; Przyłącze gazu plazmo-wego jest gwintem leworęczny, Przyłącze gazu osłonowego jest gwintem prawostronna.
c. Przytrzymać złącza głowicy palnika nieruchome; obrócić łączniki przewodów za pomocą klucza, aby zamocować przewody do głowicy palnika. Nie dokręcać zbyt mocno.
!!PRZESTROGAPrzewody gazowe i chłodziwa obejmują złączki kompresyjne. Nie używać uszczelniaczy na tych połączeniach. Powoli naciskaj na przewody gazowe. Przed kontynuowaniem należy sprawdzić, czy nie występują przecieki. Jeśli nie ma przecieków, należy wyłączyć zasilanie gazem i kontynuować instalację.
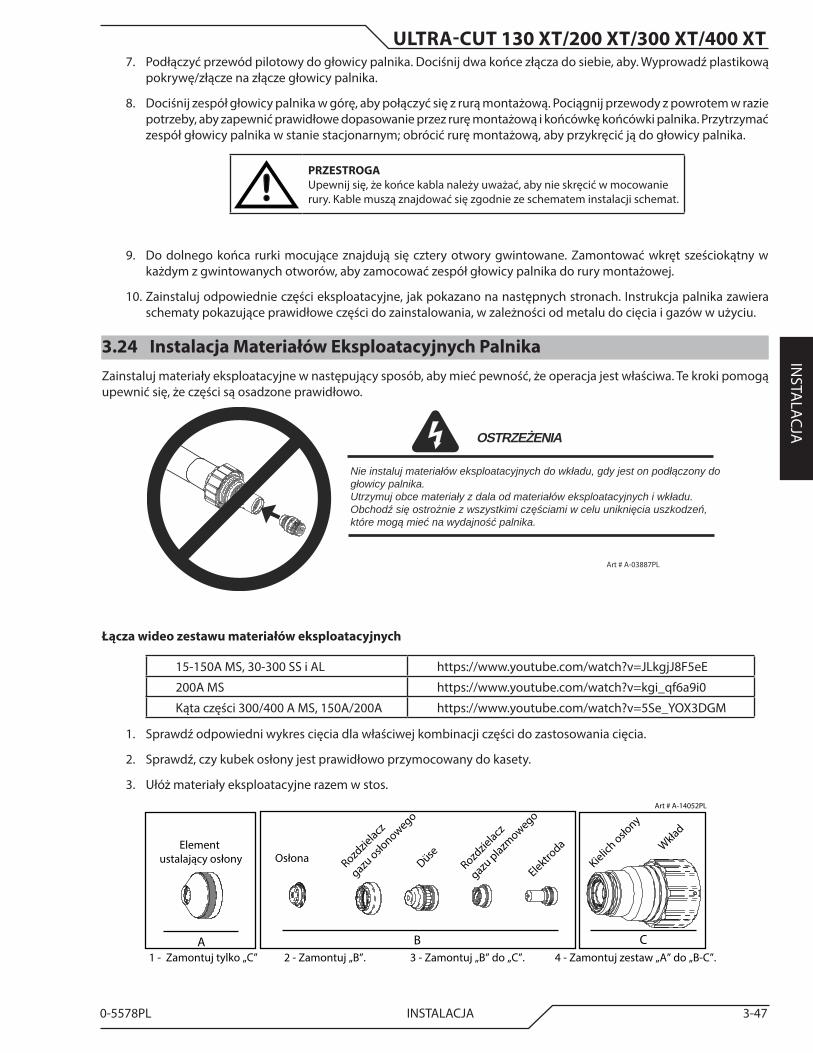
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-47
INSTA
LACJA
7. Podłączyć przewód pilotowy do głowicy palnika. Dociśnij dwa końce złącza do siebie, aby. Wyprowadź plastikową pokrywę/złącze na złącze głowicy palnika.
8. Dociśnij zespół głowicy palnika w górę, aby połączyć się z rurą montażową. Pociągnij przewody z powrotem w razie potrzeby, aby zapewnić prawidłowe dopasowanie przez rurę montażową i końcówkę końcówki palnika. Przytrzymać zespół głowicy palnika w stanie stacjonarnym; obrócić rurę montażową, aby przykręcić ją do głowicy palnika.
!!PRZESTROGAUpewnij się, że końce kabla należy uważać, aby nie skręcić w mocowanie rury. Kable muszą znajdować się zgodnie ze schematem instalacji schemat.
9. Do dolnego końca rurki mocujące znajdują się cztery otwory gwintowane. Zamontować wkręt sześciokątny w każdym z gwintowanych otworów, aby zamocować zespół głowicy palnika do rury montażowej.
10. Zainstaluj odpowiednie części eksploatacyjne, jak pokazano na następnych stronach. Instrukcja palnika zawiera schematy pokazujące prawidłowe części do zainstalowania, w zależności od metalu do cięcia i gazów w użyciu.
3.24 Instalacja Materiałów Eksploatacyjnych PalnikaZainstaluj materiały eksploatacyjne w następujący sposób, aby mieć pewność, że operacja jest właściwa. Te kroki pomogą upewnić się, że części są osadzone prawidłowo.
Art # A-03887PL
OSTRZEŻENIA
Nie instaluj materiałów eksploatacyjnych do wkładu, gdy jest on podłączony do głowicy palnika.Utrzymuj obce materiały z dala od materiałów eksploatacyjnych i wkładu.Obchodź się ostrożnie z wszystkimi częściami w celu uniknięcia uszkodzeń, które mogą mieć na wydajność palnika.
Łącza wideo zestawu materiałów eksploatacyjnych
15-150A MS, 30-300 SS i AL https://www.youtube.com/watch?v=JLkgjJ8F5eE
200A MS https://www.youtube.com/watch?v=kgi_qf6a9i0
Kąta części 300/400 A MS, 150A/200A https://www.youtube.com/watch?v=5Se_YOX3DGM
1. Sprawdź odpowiedni wykres cięcia dla właściwej kombinacji części do zastosowania cięcia.
2. Sprawdź, czy kubek osłony jest prawidłowo przymocowany do kasety.
3. Ułóż materiały eksploatacyjne razem w stos.
Element ustalający osłony Osłona Rozd
zielacz
gazu osło
nowego
DüseRozd
zielacz
gazu plazm
owego
Elektroda Wkład
1 - Zamontuj tylko „C” 2 - Zamontuj „B”. 3 - Zamontuj „B” do „C”. 4 - Zamontuj zestaw „A” do „B-C”.
Kielich osło
nyArt # A-14052PL
BA C

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-48 INSTALACJA 0-5578PL
INST
ALA
CJA
4. Włóż stos materiałów eksploatacyjnych do wkładu. Połowa płaskiej części zewnętrznej części dystrybutora gazu tarczowego powinna być ukryta, gdy części są prawidłowo osadzone.
5. Użyj narzędzia naboju do przytrzymania zespołu nabojów, obracając osłonę na zespół kasety. Obróć uchwyt tarczy na kubek osłony. Gdy ta grupa jest w pełni zmontowana, tarcza powinna wystawać z przodu uchwytu tarczy. Bez tego wystawania kielich osłony nie jest stosownie dokręcony na zespole wkładu.
6. Zabierz kasetę z tonerem. Zamocuj zespół wkładu na głowicy palnika.
7. Wyrównaj i zainstaluj kasetę palnika na korpusie palnika. Obróć kołnierz blokujący tylko ręcznie. Zatrzymaj się w dowolnym miejscu na całej długości tego gniazda.
Art # A-14038PL
PRZESTROGA
8. Wsuń zacisk oporowy na kielich ekranu, w przypadku stosowania czujnika oporowego wysokości palnika.
Art # A-03393PL
Zacisk omowy
9. Podłącz przewody z wykrywacza wysokości do zacisku omowego.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-49
INSTA
LACJA
3.25 Dzielnik Napięcia Dla Sterowania iHT Wysokości PalnikaDla uzyskania najlepszych wyników cięcia plazmowego, konieczne jest utrzymanie stałej wysokości (odsunięcia) powyżej metalu podczas cięcia. Stoły do cięcia wykorzystują Sterowanie Wysokością Palnika (THC), zwane także sterowaniem osią Z, z których większość wykorzystuje informację zwrotną z napięcia łuku dla sterowania wysokością. Kilka z nich, w tym IHC, część sterownika CNC Victor Technologies XT pochodzi z płytki obwodu drukowanego dzielnika napięcia, która musi być zainstalowana wewnątrz zasilania plazmy w celu podziału wysokiego napięcia łuku w dół do niższych poziomów, które można wykorzystać z obwodami sterującymi sterujących.
Jest to miejsce do montażu płytki obwodu drukowanego dzielnika napięcia, umieszczonej na górnej części wewnętrznego panelu pionowego blisko tylnego zasilania. Zapewnione są nawiercone otwory do montażu płytki iHT obwodu drukowa-nego dzielnika napięcia a także innego popularnego sterownika wysokości.
!!PRZESTROGAW przypadku korzystania z innej płytki, która nie pokrywa się z istniejącymi otworami, jeśli to możliwe przed nawiercaniem zdjąć panel. Jeśli to nie jest możliwe, wówczas należy podjąć wszelkie środki w celu zapobiegnięcia dostania się opiłków metalu do wewnątrz zasilania.
Zainstalować płytkę obwodu drukowanego dzielnika napięcia.
1. Umieścić płytkę obwodu drukowanego dzielnika napięcia, która powinna posiadać iCNC.
2. Wewnątrz zasilania zlokalizuj i usuń 2 śruby montażowe panelu oraz panel.
3. Zamontować dystanse płytki obwodu drukowanego dzielnika napięcia oraz płytkę obwodu drukowanego dzielnika napięci z XT iCNC, następnie ponownie przymocować panel 2 śrubami, zabezpieczając płytkę obwodu drukowa-nego dzielnika napięcia w jej docelowym miejscu. W przypadku korzystania z innej płytki obwodu drukowanego dzielnika napięcia, postępować zgodnie z dostępnymi instrukcjami podczas jej montażu w tym samym miejscu.
Miejsce na płytkę obwodu drukowanego dzielnika napięcia
Port kabla omowego zatrzaskowego
Złącze płytki obwodu drukowanego dzielnika napięcia
Zainstalowano płytkę obwodu drukowanego dzielnika napięcia
Art # A-12079PL
Płytka obwodu drukowanego dzielnika napięcia pokazana z opcjonalnymi wiązkami przewodów dla sterownika iHC
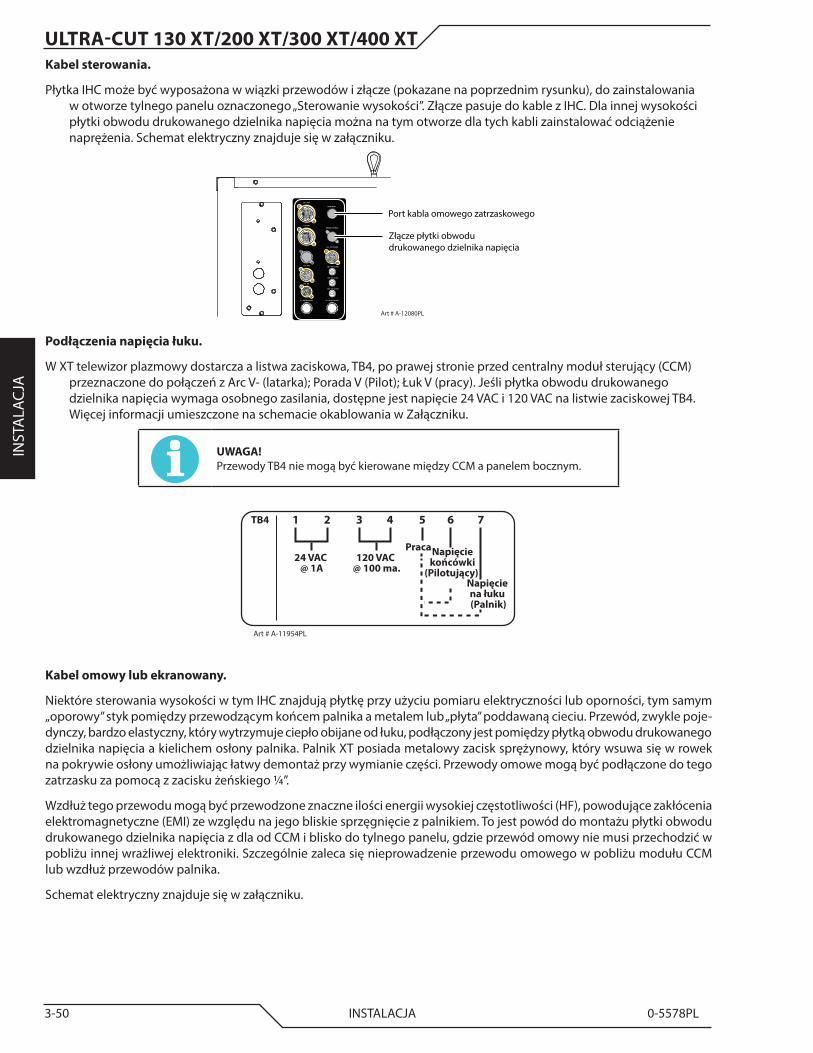
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-50 INSTALACJA 0-5578PL
INST
ALA
CJA
Kabel sterowania.
Płytka IHC może być wyposażona w wiązki przewodów i złącze (pokazane na poprzednim rysunku), do zainstalowania w otworze tylnego panelu oznaczonego „Sterowanie wysokości”. Złącze pasuje do kable z IHC. Dla innej wysokości płytki obwodu drukowanego dzielnika napięcia można na tym otworze dla tych kabli zainstalować odciążenie naprężenia. Schemat elektryczny znajduje się w załączniku.
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Port kabla omowego zatrzaskowego
Złącze płytki obwodu drukowanego dzielnika napięcia
Art # A-12080PL
Podłączenia napięcia łuku.
W XT telewizor plazmowy dostarcza a listwa zaciskowa, TB4, po prawej stronie przed centralny moduł sterujący (CCM) przeznaczone do połączeń z Arc V- (latarka); Porada V (Pilot); Łuk V (pracy). Jeśli płytka obwodu drukowanego dzielnika napięcia wymaga osobnego zasilania, dostępne jest napięcie 24 VAC i 120 VAC na listwie zaciskowej TB4. Więcej informacji umieszczone na schemacie okablowania w Załączniku.
UWAGA!Przewody TB4 nie mogą być kierowane między CCM a panelem bocznym.
24 VAC @ 1A
TB4 1 2 3 4 5 6 7
120 VAC @ 100 ma.
PracaNapięcie końcówki
(Pilotujący) Napięcie na łuku (Palnik)
Art # A-11954PL
Kabel omowy lub ekranowany.
Niektóre sterowania wysokości w tym IHC znajdują płytkę przy użyciu pomiaru elektryczności lub oporności, tym samym „oporowy” styk pomiędzy przewodzącym końcem palnika a metalem lub „płyta” poddawaną cieciu. Przewód, zwykle poje-dynczy, bardzo elastyczny, który wytrzymuje ciepło obijane od łuku, podłączony jest pomiędzy płytką obwodu drukowanego dzielnika napięcia a kielichem osłony palnika. Palnik XT posiada metalowy zacisk sprężynowy, który wsuwa się w rowek na pokrywie osłony umożliwiając łatwy demontaż przy wymianie części. Przewody omowe mogą być podłączone do tego zatrzasku za pomocą z zacisku żeńskiego ¼”.
Wzdłuż tego przewodu mogą być przewodzone znaczne ilości energii wysokiej częstotliwości (HF), powodujące zakłócenia elektromagnetyczne (EMI) ze względu na jego bliskie sprzęgnięcie z palnikiem. To jest powód do montażu płytki obwodu drukowanego dzielnika napięcia z dla od CCM i blisko do tylnego panelu, gdzie przewód omowy nie musi przechodzić w pobliżu innej wrażliwej elektroniki. Szczególnie zaleca się nieprowadzenie przewodu omowego w pobliżu modułu CCM lub wzdłuż przewodów palnika.
Schemat elektryczny znajduje się w załączniku.
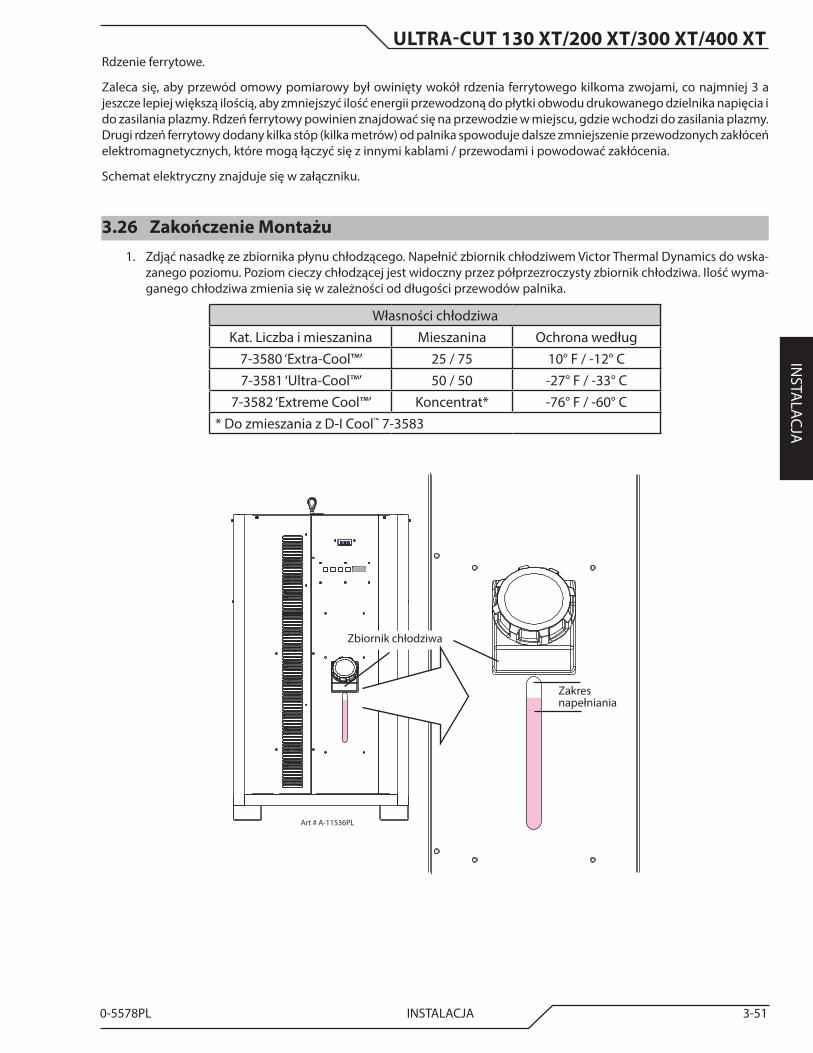
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INSTALACJA 3-51
INSTA
LACJA
Rdzenie ferrytowe.
Zaleca się, aby przewód omowy pomiarowy był owinięty wokół rdzenia ferrytowego kilkoma zwojami, co najmniej 3 a jeszcze lepiej większą ilością, aby zmniejszyć ilość energii przewodzoną do płytki obwodu drukowanego dzielnika napięcia i do zasilania plazmy. Rdzeń ferrytowy powinien znajdować się na przewodzie w miejscu, gdzie wchodzi do zasilania plazmy. Drugi rdzeń ferrytowy dodany kilka stóp (kilka metrów) od palnika spowoduje dalsze zmniejszenie przewodzonych zakłóceń elektromagnetycznych, które mogą łączyć się z innymi kablami / przewodami i powodować zakłócenia.
Schemat elektryczny znajduje się w załączniku.
3.26 Zakończenie Montażu1. Zdjąć nasadkę ze zbiornika płynu chłodzącego. Napełnić zbiornik chłodziwem Victor Thermal Dynamics do wska-
zanego poziomu. Poziom cieczy chłodzącej jest widoczny przez półprzezroczysty zbiornik chłodziwa. Ilość wyma-ganego chłodziwa zmienia się w zależności od długości przewodów palnika.
Własności chłodziwaKat. Liczba i mieszanina Mieszanina Ochrona według
7-3580 ‘Extra-Cool™’ 25 / 75 10° F / -12° C7-3581 ‘Ultra-Cool™’ 50 / 50 -27° F / -33° C
7-3582 ‘Extreme Cool™’ Koncentrat* -76° F / -60° C * Do zmieszania z D-I Cool™ 7-3583
Art # A-11536PL
Zakres napełniania
Zbiornik chłodziwa

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
3-52 INSTALACJA 0-5578PL
INST
ALA
CJA
2. Po całkowitym zainstalowaniu systemu, sprawdzić w następujący sposób, czy chłodziwo zostało przepompowane przez system (patrz UWAGA):
UWAGA!W zależności od długości przewodów palnika, system może wymagać więcej chłodziwa po włączeniu system po raz pierwszy.
a. Ustaw wyłącznik WŁ/WYŁ w położenie WŁ.
b. Po 4 minut system może zostać wyłączony, jeśli przewody nie będą wypełnione całkowicie chłodziwem.
c. Ustaw wyłącznik WŁ/WYŁ w położenie WYŁ. W razie potrzeby dodać więcej płynu chłodzącego.
d. Po 10 sekundach ustaw wyłącznik WŁ/WYŁ ponownie w położenie WŁ.
e. Powtórz kroki „b” do „d”, aż system przestanie być wyłączany. W zależności od długości latarka prowadzi ta se-kwencja może trzeba powtarzać.
f. Po ustabilizowaniu się pracy systemu, przed użyciem systemu należy umożliwić pracę pompy przez dziesięć minut, aby usunąć powietrze z rurociągów chłodziwa.
3. Napełnić zbiornik i ponownie założyć korek wlewu.
4. Przed wypaleniem palnika należy oczyścić chłodziwo z palnika. Przed użyciem upewnić się, że nie ma przecieków. Jeśli widoczne są przecieki, należy zapoznać się z przewodnikiem po rozwiązywaniu problemów z wyciekiem chłodziwa w sekcji konserwacji niniejszej instrukcji.
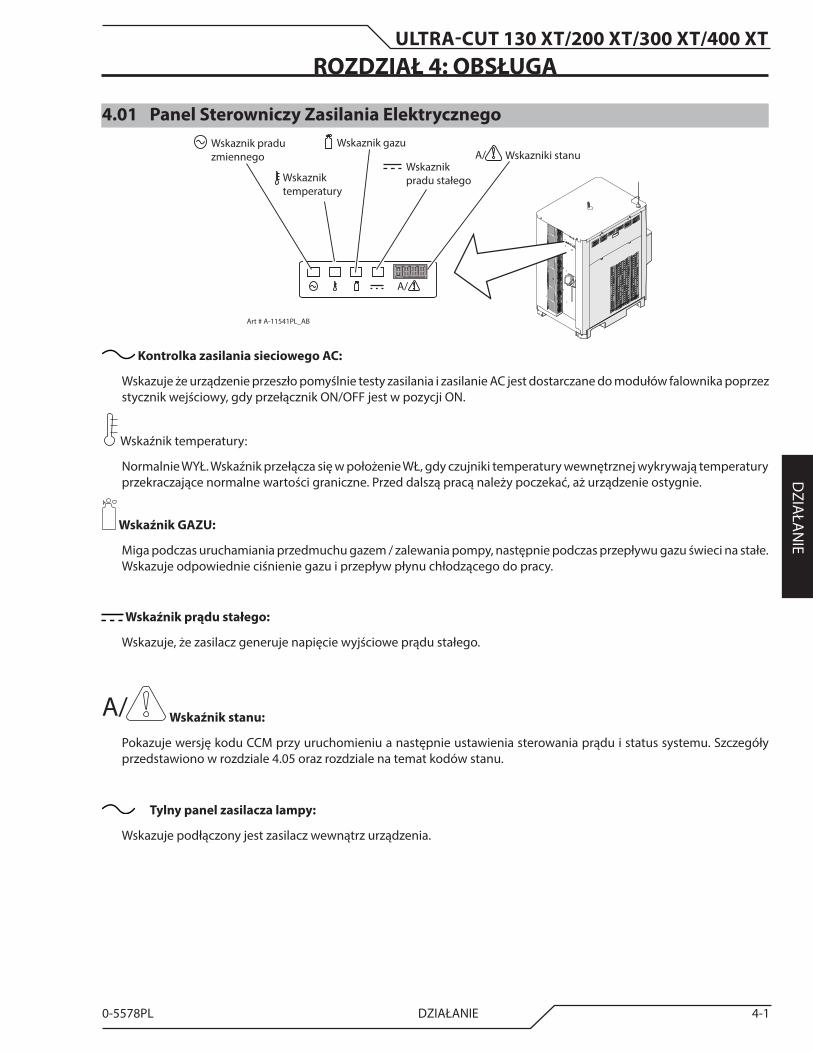
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-1
DZIA
ŁAN
IE
ROZDZIAŁ 4: OBSŁUGA
4.01 Panel Sterowniczy Zasilania Elektrycznego
Art # A-11541PL_AB
Wskaznik pradu zmiennego
Wskaznik temperatury
Wskaznik gazu
Wskaznik pradu stałego
A/ Wskazniki stanu
A/
Kontrolka zasilania sieciowego AC:
Wskazuje że urządzenie przeszło pomyślnie testy zasilania i zasilanie AC jest dostarczane do modułów falownika poprzez stycznik wejściowy, gdy przełącznik ON/OFF jest w pozycji ON.
Wskaźnik temperatury:
Normalnie WYŁ. Wskaźnik przełącza się w położenie WŁ, gdy czujniki temperatury wewnętrznej wykrywają temperatury przekraczające normalne wartości graniczne. Przed dalszą pracą należy poczekać, aż urządzenie ostygnie.
Wskaźnik GAZU:
Miga podczas uruchamiania przedmuchu gazem / zalewania pompy, następnie podczas przepływu gazu świeci na stałe. Wskazuje odpowiednie ciśnienie gazu i przepływ płynu chłodzącego do pracy.
Wskaźnik prądu stałego:
Wskazuje, że zasilacz generuje napięcie wyjściowe prądu stałego.
A/ Wskaźnik stanu:
Pokazuje wersję kodu CCM przy uruchomieniu a następnie ustawienia sterowania prądu i status systemu. Szczegóły przedstawiono w rozdziale 4.05 oraz rozdziale na temat kodów stanu.
Tylny panel zasilacza lampy:
Wskazuje podłączony jest zasilacz wewnątrz urządzenia.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-2 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
4.02 Działanie SystemuTa sekcja zawiera informacje operacyjne, które jest charakterystyczne dla zasilania.
OSTRZEŻENIEŚrodki ostrożności zostały opisane w rozdziale 1.Jeśli przewód zasilający posiada wtyczkę lub nie jest na stałe podłączony do zasilania, zasilanie gniazda musi być odłączone podczas wkładania wtyczki do gniazda.Odłączyć zasilanie podstawowe u źródła przed montażem lub demontażem zasilania, elementów palnika lub palnika i przewodów lub przed dodaniem płynu chłodzącego.Nie wystarczy po prostu przestawić przełącznik ON/OFF na urządzeniu do pozycji OFF, po zakończeniu cięcia. Wyłącznik zasilania należy zawsze otwierać pięć minut po wykonaniu ostatniego cięcia.
UWAGA!Przed uruchomieniem układu określić procesów, który ma być zastosowany. Proces ten zależy od rodzaju i grubości metalu do cięcia. Wybrać i zainstalować wymagane materiały eksploatacyjne, podłączyć do systemu niezbędne gazy.
1. Podłączyć system do głównego źródła zasilania. Po podłączeniu zasilania AC do urządzenia, zaświeci się wskaźnik na tylnym panelu. Umieścić włącznik plazmy (TSC 3000; zainstalowany użytkownika włącznik Plasma Enable/E-Stop) w pozycji włączenia.
2. Ustawić włącznik ON/OFF w pozycji ON (górnej). System przechodzi przez „sekwencję startową”.
• Przez około 10 sekund miejsca dziesiętne 4 cyfr migają na wyświetlaczu od prawej do lewej.
• Następne 4 prostokątne diody LED oraz 4 cyfry wyświetlania stanu zapalają wszystkie segmenty w ramach testu.
• Następnie na około 6 sekund na wyświetlaczu pojawi się litera „C” (kod), a następnie wersja kodu CCM. Przykład “C1.2.0”. W tym czasie przeprowadzane są różnego rodzaju testy napięcia wejściowego. Po odkryciu błędu jego kod jest wyświetlany a sekwencja uruchomienia zostaje wstrzymana. Usterki pokażą się jako „E” lub „L”. Jeśli pla-zma do tego momentu nie zostanie włączona, na wyświetlaczu pojawi się E101 a sekwencja startowa zostanie wstrzymana.
• Włącza się pompa płynu chłodzącego i miga wskaźnik gazu, a na wyświetlaczu pojawia się „0”, wskazując że nie załadowano żadnego procesu cięcia.
• Jeżeli urządzenie jest wyłączone, uruchamiane plazmy wyłączone, pompa nie uruchamia się i na wyświetlaczy na przemian pojawia się kod stanu E101 i „0”.
• Zakładając, że urządzenie nie jest wyłączone, jak tylko wystarczający przepływ płynu chłodzącego zostanie wykryty, zwykle po około 5 sekundach, dioda gazu LED przestaje migać i styczniki zamykają się oraz zaświeca się dioda LED wskaźnika AC.
• Jeśli w płynie chłodzącym są pęcherzyki, na wyświetlaczu pojawi się kod E406 na przemian z „0”, aż do zaniknięcia pęcherzyków. Jest to ostrzeżenie i można kontynuować.
• Jeżeli przepływ nie zostanie wykryty, pompa będzie pracować i dioda LED gazu miga do czasu wykrycia prze-pływu lub do 4 minut, po czym pompa się zatrzyma a na wyświetlaczu pojawi się E404, wskazując, iż nie udało się uzyskać właściwego przepływu płynu chłodzącego.
• Teraz wybrać i załadować proces cięcia przy użyciu TSC 3000 lub program zawarty w sterowaniu CNC. Po zała-dowaniu procesu rozpoczyna się przedmuch gazem. Czas przedmuchu zależy od długości przewodu palnika i procesu cięcia. Szczegóły zastosowania TSC 3000 opisano w rozdziałach 4.03 do 4.08, oprogramowanie CNC w instrukcji CNC. Kolejność operacji opisano w szczegółach w rozdziale 4.09.
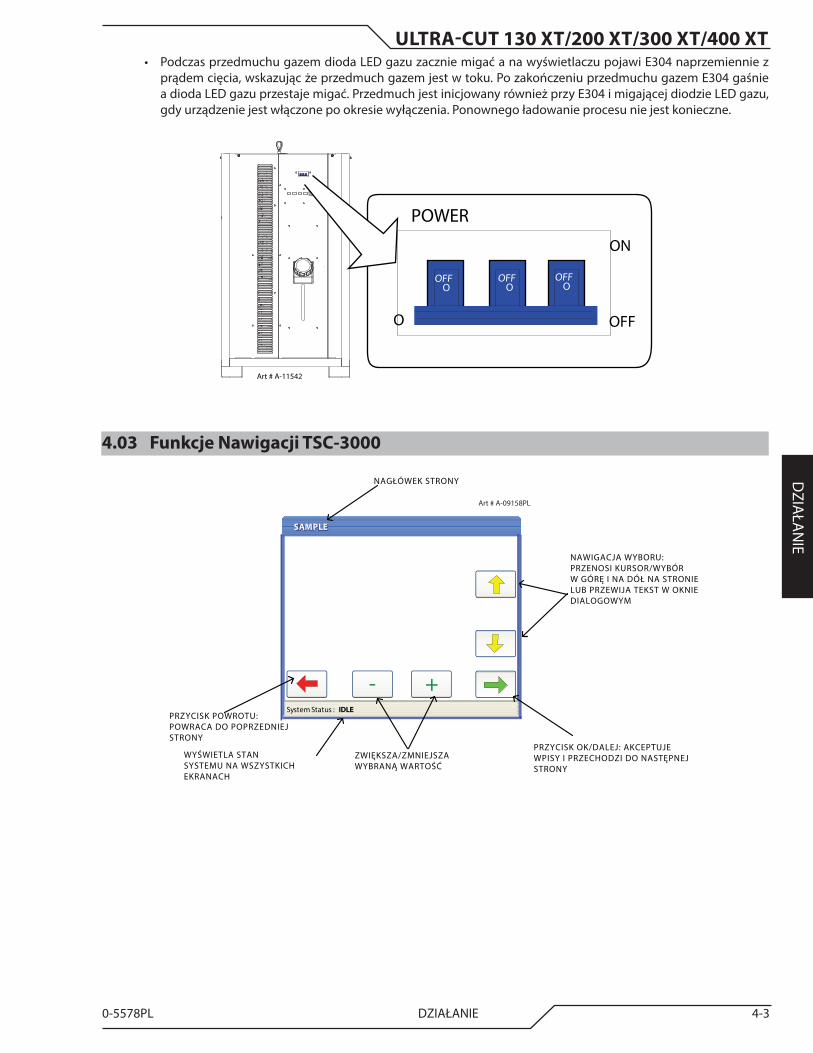
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-3
DZIA
ŁAN
IE
• Podczas przedmuchu gazem dioda LED gazu zacznie migać a na wyświetlaczu pojawi E304 naprzemiennie z prądem cięcia, wskazując że przedmuch gazem jest w toku. Po zakończeniu przedmuchu gazem E304 gaśnie a dioda LED gazu przestaje migać. Przedmuch jest inicjowany również przy E304 i migającej diodzie LED gazu, gdy urządzenie jest włączone po okresie wyłączenia. Ponownego ładowanie procesu nie jest konieczne.
POWER
ON
OFFO
I
OFFO
Art # A-11542
OFFO
OFFO
4.03 Funkcje Nawigacji TSC-3000
SAMPLESAMPLE
System Status : IDLE
- +
WYŚWIETLA STAN SYSTEMU NA WSZYSTKICH EKRANACH
PRZYCISK POWROTU:POWRACA DO POPRZEDNIEJ STRONY
ZWIĘKSZA/ZMNIEJSZA WYBRANĄ WARTOŚĆ
PRZYCISK OK/DALEJ: AKCEPTUJE WPISY I PRZECHODZI DO NASTĘPNEJ STRONY
NAGŁÓWEK STRONY
NAWIGACJA WYBORU: PRZENOSI KURSOR/WYBÓR W GÓRĘ I NA DÓŁ NA STRONIE LUB PRZEWIJA TEKST W OKNIE DIALOGOWYM
Art # A-09158PL
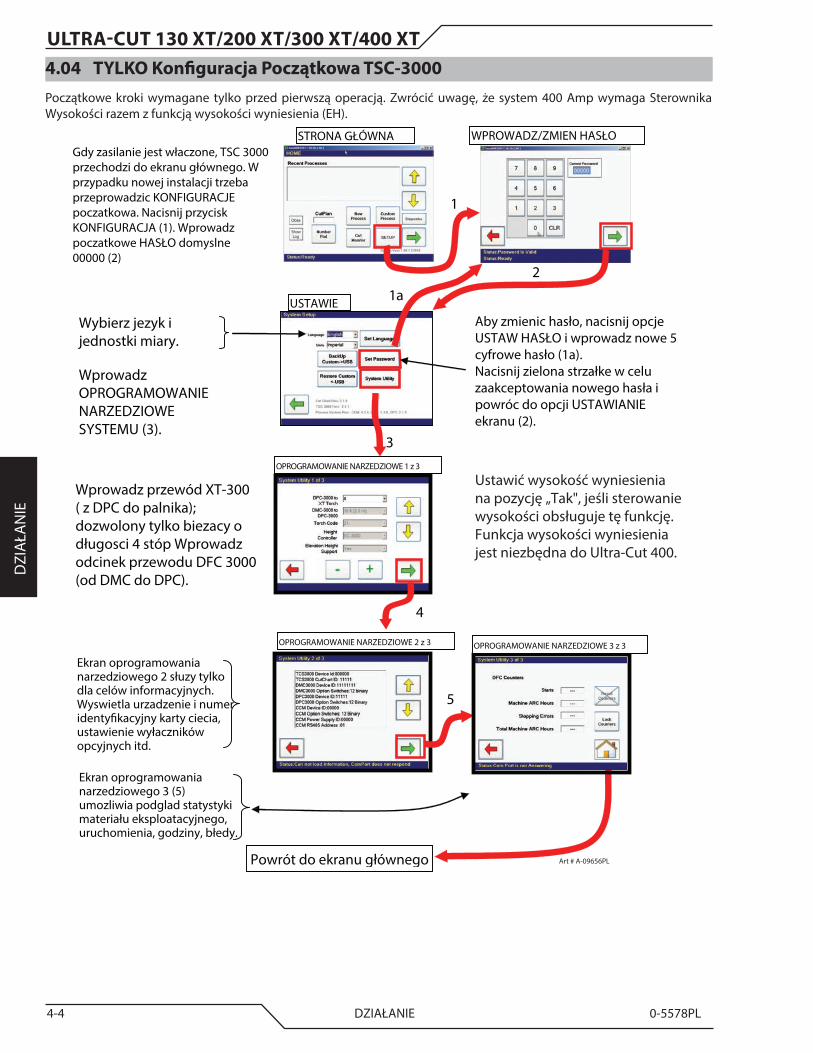
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-4 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
4.04 TYLKO Konfiguracja Początkowa TSC-3000Początkowe kroki wymagane tylko przed pierwszą operacją. Zwrócić uwagę, że system 400 Amp wymaga Sterownika Wysokości razem z funkcją wysokości wyniesienia (EH).
1a
5
4
2
1
Wybierz jezyk ijednostki miary.
WprowadzOPROGRAMOWANIENARZEDZIOWESYSTEMU (3).
3
Gdy zasilanie jest właczone, TSC 3000przechodzi do ekranu głównego. Wprzypadku nowej instalacji trzebaprzeprowadzic KONFIGURACJEpoczatkowa. Nacisnij przyciskKONFIGURACJA (1). Wprowadzpoczatkowe HASŁO domyslne00000 (2)
STRONA GŁÓWNA
Wprowadz przewód XT-300( z DPC do palnika);dozwolony tylko biezacy odługosci 4 stóp Wprowadzodcinek przewodu DFC 3000(od DMC do DPC).
Ekran oprogramowanianarzedziowego 2 słuzy tylkodla celów informacyjnych.Wyswietla urzadzenie i numeridenty�kacyjny karty ciecia,ustawienie wyłacznikówopcyjnych itd.
Ekran oprogramowanianarzedziowego 3 (5)umozliwia podglad statystykimateriału eksploatacyjnego,uruchomienia, godziny, błedy.
Powrót do ekranu głównego
WPROWADZ/ZMIEN HASŁO
USTAWIEAby zmienic hasło, nacisnij opcjeUSTAW HASŁO i wprowadz nowe 5cyfrowe hasło (1a).Nacisnij zielona strzałke w celuzaakceptowania nowego hasła ipowróc do opcji USTAWIANIEekranu (2).
Ustawić wysokość wyniesienia na pozycję „Tak", jeśli sterowanie wysokości obsługuje tę funkcję.Funkcja wysokości wyniesienia jest niezbędna do Ultra-Cut 400.
OPROGRAMOWANIE NARZEDZIOWE 1 z 3
OPROGRAMOWANIE NARZEDZIOWE 2 z 3 OPROGRAMOWANIE NARZEDZIOWE 3 z 3
Art # A-09656PL

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-5
DZIA
ŁAN
IE
4.05 Wybór Nowego Procesu TSC-3000
Art
# A
-091
60PL
Wybierz proces według # (2) lub według nazwy (3).W przypadku wyboru według nazwy, wybierz najpierw typ procesu; najlepsze cięcie, najszybsze cięcie, MAKS grubość cięcia, itd. Następnie naciśnij,aby zatwierdzić i przejść do opcji Materiały eksploatacyjne palnika. (4).
4
3
Materiał - Przewiń, aby wybrać, Grubość - Przewiń, aby wybrać,
Zatwierdź i przejdź do (1).
WYBIERZ PROCES
1
2
STRONA GŁÓWNA WYBIERZ MATERIAŁ, GRUBOŚĆ
WYBIERZ LICZBĘ PROCESÓW
6
Potwierdź, że wymienione materiały eksploatacyjne palnika są zainstalowane w palniku.
Przejdź do ustawień THC / CNC dotyczących cięcia (5).
Wybierz nowy proces standardowy według materiału; grubości; prądu w amperach (1) lub wprowadź proces #, używając wyskakującej klawiatury numerycznej (2).
5
MONITOROWANIE PROCESU
Przełącz między ustawieniami opcji Cięcie i Cechowanie (6).
Przejdź do opcji monitorowanie procesu (7).
7
MATERIAŁY EKSPLOATACYJNE PALNIKA Ustawienia THC/CNC (cięcie)
Ustawienia THC/CNC (cechowanie)
Teraz użytkownik jest gotowy do rozpoczęcia procesu cięcia. Wyświetlany zapotrzebowany amperaż jest ustawieniem prądu wyjściowego, a nie prądem rzeczywistym.Zaraz po uruchomieniu monitor procesu pokazuje napięcie wyjściowe, ciśnienia gazu, stan uruchomienia, sygnał rozpoczęcia ruchu [OK to Move] oraz sygnał włączenia gazu. Tutaj można przełączać między opcją Cechowanie plazmowe przy pomocy wybranych materiałów eksploatacyjnych oraz opcją Cięcie plazmowe.
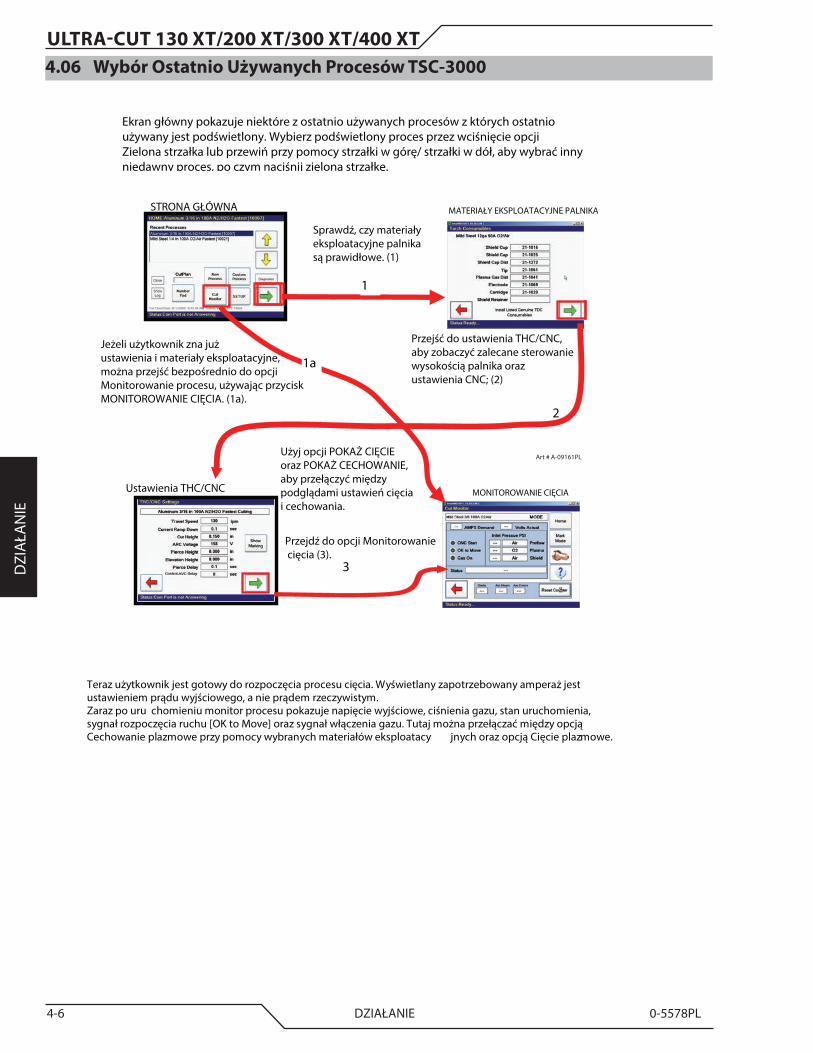
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-6 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
4.06 Wybór Ostatnio Używanych Procesów TSC-3000
Art # A-09161PL
STRONA GŁÓWNA
1
Sprawdź, czy materiały eksploatacyjne palnika są prawidłowe. (1)
2
3
MONITOROWANIE CIĘCIA
Jeżeli użytkownik zna już ustawienia i materiały eksploatacyjne, można przejść bezpośrednio do opcji Monitorowanie procesu, używając przyciskMONITOROWANIE CIĘCIA. (1a).
Ustawienia THC/CNC
MATERIAŁY EKSPLOATACYJNE PALNIKA
1
1a
Użyj opcji POKAŻ CIĘCIE oraz POKAŻ CECHOWANIE, aby przełączyć między podglądami ustawień cięcia i cechowania.
Przejdź do opcji Monitorowanie cięcia (3).
Ekran główny pokazuje niektóre z ostatnio używanych procesów z których ostatnioużywany jest podświetlony. Wybierz podświetlony proces przez wciśnięcie opcji Zielona strzałka lub przewiń przy pomocy strzałki w górę/ strzałki w dół, aby wybrać inny niedawny proces, po czym naciśnij zieloną strzałkę.
Przejść do ustawienia THC/CNC,aby zobaczyć zalecane sterowaniewysokością palnika oraz ustawienia CNC; (2)
Teraz użytkownik jest gotowy do rozpoczęcia procesu cięcia. Wyświetlany zapotrzebowany amperaż jest ustawieniem prądu wyjściowego, a nie prądem rzeczywistym.Zaraz po uru chomieniu monitor procesu pokazuje napięcie wyjściowe, ciśnienia gazu, stan uruchomienia, sygnał rozpoczęcia ruchu [OK to Move] oraz sygnał włączenia gazu. Tutaj można przełączać między opcją Cechowanie plazmowe przy pomocy wybranych materiałów eksploatacy jnych oraz opcją Cięcie plazmowe.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-7
DZIA
ŁAN
IE
4.07 Tworzenie Procesu TSC-3000 Dostosowanego Do Potrzeb UżytkownikaPoczyniono znaczne wysiłki w celu określenia najlepszych parametrów dla każdego procesu cięcia i znakowania. Jednak z różnych powodów, różnice w składzie materiału, różnice w wydajności stołu cięcia, preferencje użytkownika, itp. można zmodyfikować jeden lub więcej procesów. A może chcesz zachować ten sam prąd cięcia i ciśnienie gazu, ale zapisać różne parametry THC / CNC, takie jak prędkość cięcia, napięcie łuku, wysokość przebicia itp. To nadal będzie traktowane jako proces niestandardowy.
Tworzenie procesu niestandardowego rozpoczyna się od istniejącego procesu standardowego. Stamtąd można regulować prąd tnący i ciśnienie gazu. To do Ciebie, aby określić i wprowadzić poprawne wartości. Nie ma żadnych ograniczeń w tych wartości, jeśli zmienisz zbyt daleko może to spowodować błędy.
Można również zmienić wartości wyświetlane na ekranie Ustawień THC/CNC. Ustawienia THC / CNC na TSC-3000 w tej chwili są tylko w celu uzyskania informacji. Nie łączą się one z THC lub CNC, więc nie modyfikują automatycznie ustawienia w tych urządzeniach. Mimo to po określeniu prawidłowych wartości dla zmodyfikowanego (niestandardowego) procesu można je zarejestrować w tym miejscu.
Proces niestandardowy będzie miał taką samą nazwę jak standardowy proces podstawowy, ale zostanie automatycznie przypisany nowy numer, a cała nazwa i numer będą wyświetlane w czerwonym tekście, gdziekolwiek się pojawi.
Nie można zmienić typu gazu. Jeśli chcesz, aby różne typy gazu znaleźć standardowy proces, który używa tych typów i edytować go.
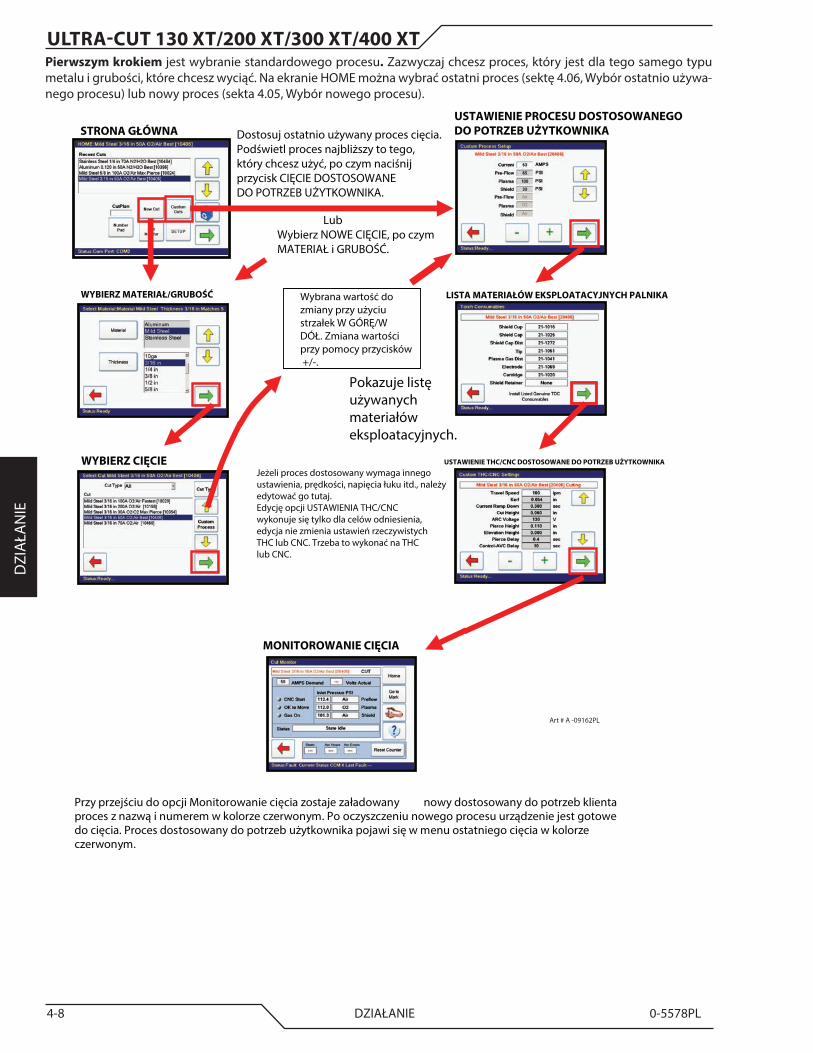
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-8 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
Pierwszym krokiem jest wybranie standardowego procesu. Zazwyczaj chcesz proces, który jest dla tego samego typu metalu i grubości, które chcesz wyciąć. Na ekranie HOME można wybrać ostatni proces (sektę 4.06, Wybór ostatnio używa-nego procesu) lub nowy proces (sekta 4.05, Wybór nowego procesu).
Art # A -09162PL
Dostosuj ostatnio używany proces cięcia. Podświetl proces najbliższy to tego, który chcesz użyć, po czym naciśnij przycisk CIĘCIE DOSTOSOWANE DO POTRZEB UŻYTKOWNIKA.
Lub Wybierz NOWE CIĘCIE, po czym MATERIAŁ i GRUBOŚĆ.
STRONA GŁÓWNA
Pokazuje listę używanych materiałów eksploatacyjnych.
USTAWIENIE PROCESU DOSTOSOWANEGO DO POTRZEB UŻYTKOWNIKA
Wybrana wartość do zmiany przy użyciu strzałek W GÓRĘ/W DÓŁ. Zmiana wartości przy pomocy przycisków +/-.
Jeżeli proces dostosowany wymaga innegoustawienia, prędkości, napięcia łuku itd., należyedytować go tutaj. Edycję opcji USTAWIENIA THC/CNCwykonuje się tylko dla celów odniesienia, edycja nie zmienia ustawień rzeczywistychTHC lub CNC. Trzeba to wykonać na THC lub CNC.
USTAWIENIE THC/CNC DOSTOSOWANE DO POTRZEB UŻYTKOWNIKA
WYBIERZ MATERIAŁ/GRUBOŚĆ
WYBIERZ CIĘCIE
LISTA MATERIAŁÓW EKSPLOATACYJNYCH PALNIKA
MONITOROWANIE CIĘCIA
Przy przejściu do opcji Monitorowanie cięcia zostaje załadowany nowy dostosowany do potrzeb klienta proces z nazwą i numerem w kolorze czerwonym. Po oczyszczeniu nowego procesu urządzenie jest gotowe do cięcia. Proces dostosowany do potrzeb użytkownika pojawi się w menu ostatniego cięcia w kolorze czerwonym.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-9
DZIA
ŁAN
IE
4.08 Kopia Zapasowa I Odtworzenie Procesów Dostosowanych Do Potrzeb Użytkownika
Użytkownicy mogą tworzyć własne niestandardowe procesy cięcia. Można je zgubić, przypadkowo usuwając je na TDC 3000 lub mogą być nadpisane podczas aktualizacji programów. Mogą one również zostać utracone, jeśli DSC 3000 powinny być zastąpione. Zalecamy tworzenie kopii zapasowych procesów niestandardowych za każdym razem, gdy tworzony jest nowy.
Tworzenie kopii zapasowej procesu niestandardowego:
1. W przypadku zdalnie zamontowanego systemu DSC 3000 włóż dysk flash do złącza USB z tyłu. W przypadku ko-rzystania z TSC 3000 zamontowanego w przednim panelu zasilania plazmowego złącze USB znajduje się z przodu pod przezroczystym plastikowym ekranem ochronnym.
2. Przejdź do ekranu GŁÓWNEGO. Wybierz pozycję SETUP. Wprowadź 5-cyfrowe hasło (00000), chyba że zostało zmie-nione.
3. Naciśnij przycisk „Back Up Custom>USB”.
4. Bardzo szybko, w zależności od liczby procesów niestandardowych, u dołu ekranu powinien zostać wyświetlony komunikat „Kopiuj do D:\TD\CustomFiles\Complete”, w którym to momencie można usunąć dysk flash.
Art # A-09234_AB

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-10 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
Przywracanie procesów niestandardowych:
Podczas tworzenia kopii zapasowej plików (patrz poprzedni proces) folder i podfoldery o nazwie „TD” zostały umieszczone na dysku flash. Należy skopiować ten folder z jego podfolderami do bezpiecznego miejsca. Jeśli zajdzie taka potrzeba, aby przywrócić z tej kopii zapasowej, umieść cały folder TD w katalogu głównym (nie w innym folderze) na dysku flash USB i podłącz go do portu USB w TDC 3000.
1. W przypadku zdalnie zamontowanego systemu DSC 3000 włóż dysk flash do złącza USB z tyłu. W przypadku korzy-stania z TSC 3000 zamontowanego w przednim panelu zasilania plazmowego złącze USB znajduje się z przodu pod przezroczystym plastikowym ekranem ochronnym.
2. Przejdź do ekranu GŁÓWNEGO. Wybierz pozycję SETUP. Wprowadź 5-cyfrowe hasło (00000), chyba że zostało zmie-nione.
3. Naciśnij przycisk „Przywróć niestandardowy <USB.
Art # A-09235_AB
4. Wkrótce, niemal natychmiast, jeśli tylko kilka plików, powinieneś zobaczyć na dole „Status: Kopiuj do.\Files\Custom/Complete”, a następnie można usunąć dysk flash USB.
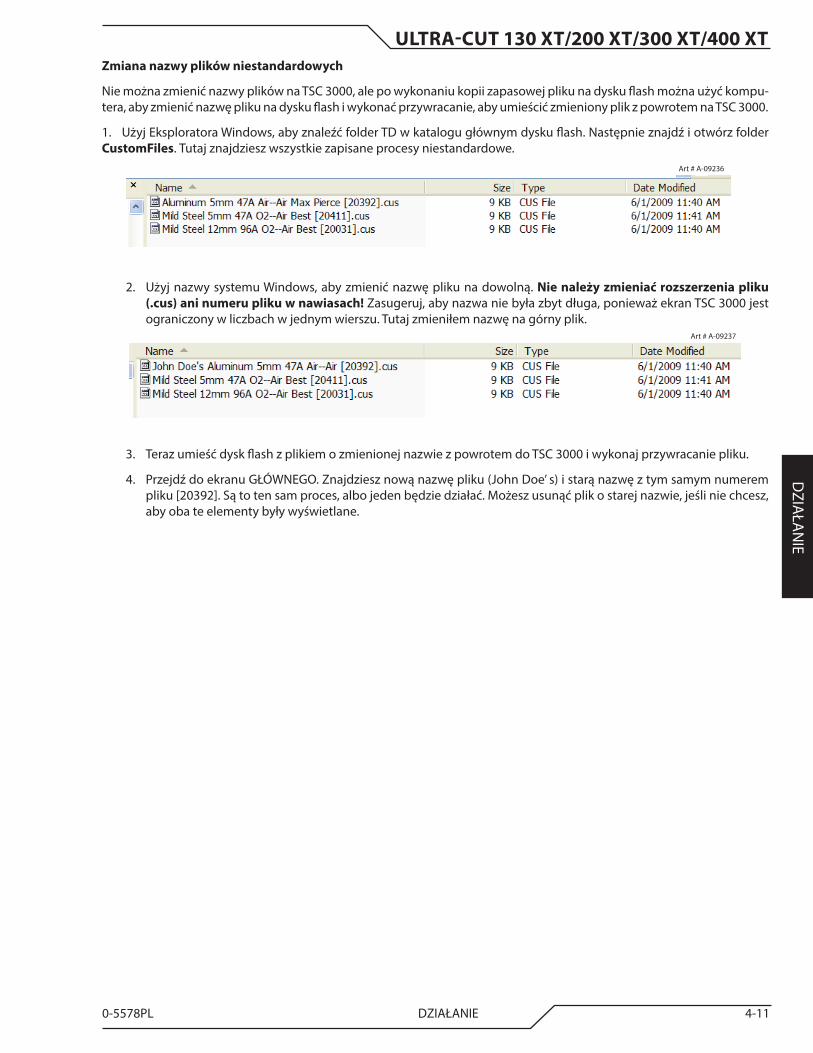
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-11
DZIA
ŁAN
IE
Zmiana nazwy plików niestandardowych
Nie można zmienić nazwy plików na TSC 3000, ale po wykonaniu kopii zapasowej pliku na dysku flash można użyć kompu-tera, aby zmienić nazwę pliku na dysku flash i wykonać przywracanie, aby umieścić zmieniony plik z powrotem na TSC 3000.
1. Użyj Eksploratora Windows, aby znaleźć folder TD w katalogu głównym dysku flash. Następnie znajdź i otwórz folder CustomFiles. Tutaj znajdziesz wszystkie zapisane procesy niestandardowe.
Art # A-09236
2. Użyj nazwy systemu Windows, aby zmienić nazwę pliku na dowolną. Nie należy zmieniać rozszerzenia pliku (.cus) ani numeru pliku w nawiasach! Zasugeruj, aby nazwa nie była zbyt długa, ponieważ ekran TSC 3000 jest ograniczony w liczbach w jednym wierszu. Tutaj zmieniłem nazwę na górny plik.
Art # A-09237
3. Teraz umieść dysk flash z plikiem o zmienionej nazwie z powrotem do TSC 3000 i wykonaj przywracanie pliku.
4. Przejdź do ekranu GŁÓWNEGO. Znajdziesz nową nazwę pliku (John Doe’ s) i starą nazwę z tym samym numerem pliku [20392]. Są to ten sam proces, albo jeden będzie działać. Możesz usunąć plik o starej nazwie, jeśli nie chcesz, aby oba te elementy były wyświetlane.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-12 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
4.09 Kolejność OperacjiUltra-Cut z DFC 3000 przy użyciu TSC 3000
Celem tej sekcji jest wyjaśnienie kroków, które operator powinien wykonać podczas korzystania z DFC 3000 z panelem ste-rowania ekranu dotykowego TSC 3000 dla określonego procesu cięcia. W zestawie znajdują się również kroki, które należy wykonać w celu wymiany materiałów eksploatacyjnych palnika.
UWAGA!W przypadku zespołów nieużywających TSC 3000, w których sterowanie jest wbudowane w kontroler tabeli tnącej, większość tej sekwencji nadal ma zastosowanie, z wyjątkiem części specyficznych dla TSC 3000. W przypadku tych sekcji należy zapoznać się z dokumentacją sterownika stołu tnącego.
UWAGA!W przypadku zainstalowania TSC 3000, J14 na CCM musi być ustawiony na komunikację 2-przewodową. Dla urządzeń, które nie używają TSC 3000, ustalić, czy do komunikacji wy-magane są 2 czy 4 przewodowy komunikacyjne i odpowiednio ustawić. Sterownik XT iCNC wymaga 4 ustawień przewodu. Patrz rozdział 3.13 i załącznik.
Zakłada to konfigurację systemu; język i jednostki, długości ołowiu itp., zostały już wykonane przez instalatora, a system został potwierdzony jako operacyjny.
1. Przed zastosowaniem zasilania:
a) Upewnij się, że wymagane gazy są podłączone do wlotu DMC 3000, a gazy są włączone i ustawione dla wyma-ganego ciśnienia wlotowego.
b) Upewnij się, że na palniku zainstalowano kasetę z palnikami.
Jeśli nie wiesz, jakich materiałów eksploatacyjnych potrzebujesz użyć i musisz wybrać proces cięcia, aby przeczytać listę materiałów eksploatacyjnych na TSC 3000, możesz rozpocząć pracę z wyłączonym plazmą. W takim przypadku sekwencja operacji zostanie pominięta w kroku 3.
c) Ustaw włącz funkcję Plazma Włącz PLAZMĘ na TSC 3000.
2. Włącz zasilanie 3-fazowe przy głównym odłączeniu (włącz plazmę na TSC 3000). Włącz/WYŁĄCZ przełącznik do pozycji ON (w górę). System następnie przejść przez sekwencję startową.
a) Przez około 10 sekund miejsca dziesiętne 4 cyfr migają na wyświetlaczu od prawej do lewej.
b) Następne 4 prostokątne diody LED oraz 4 cyfry wyświetlania stanu zapalają wszystkie segmenty w ramach testu.
c) Następnie na około 6 sekund na wyświetlaczu pojawi się litera „C” (kod), a następnie wersja kodu CCM. Przykład “C1.2.0”. W tym czasie przeprowadzane są różnego rodzaju testy napięcia wejściowego. Po odkryciu błędu jego kod jest wyświetlany a sekwencja uruchomienia zostaje wstrzymana. Usterki pokażą się jako „E” lub „L”. Jeśli plazma do tego momentu nie zostanie włączona, na wyświetlaczu pojawi się E101. Jeśli wyłączona pompa nie uruchomi się, dioda LED gazu nie miga i styczniki nie zamykają się (krok d i e). Jednak wydarzenia etapów f i g będą nadal występować i można wybrać i załadować proces cięcia. Do momentu załadowania procesu, na wyświetlaczu widnieje „0”, co oznacza, że żaden proces nie został załadowany. Jeśli usterka występuje, na wyświetlaczu pojawia się na przemian „0” i kod błędu.
d) Włącza się pompa płynu chłodzącego i miga wskaźnik gazu, a na wyświetlaczu pojawia się E304, podczas przedmuchu gazów do cięcia. Czas przedmuchu zależy od długości przewodu palnika i procesu cięcia. Długość przewodów ustalić zgodnie z rozdziałem 4.04. Kiedy przepłukiwanie gazem zostaje zakończone, E304 gaśnie ale dioda LED gazu może nadal migać jeśli przepływ płynu chłodzącego nie został osiągnięty.
e) Po wykryciu przepływu płynu chłodzącego, zazwyczaj w ciągu 5 sekund po uruchomieniu pompy, stycznik(-i) wejściowy(-e) W1 (W2) zamyka(-ją) się a wskaźnik AC świeci.
f ) W tym samym czasie DMC i DPC, zarówno green & red diody LED, również migać ich wersji oprogramowania układowego.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-13
DZIA
ŁAN
IE
g) Zgodnie ze wskazaniem wersji oprogramowania układowego, podczas gdy CCM nawiązuje komunikację z regulatorem gazu (Krok e.), pompa chłodziwa i wentylatory wchodzą na „prime” system. Wskaźnik „gazu” na panelu przednim miga do momentu wykrycia prawidłowego przepływu płynu chłodzącego. Zwykle trwa to tylko kilka sekund, ale może trwać do 4 minut, jeśli wystąpi problem. W przypadku wystąpienia problemu z zasysaniem układu chłodzenia, po 4 minutach wskaźnik stanu wyświetli kod 404, a pompa zatrzyma się, dopóki nie naprawisz problemu i nie oddasz zasilania.
UWAGA!Jeśli komunikacji nie uda się ustanowić w kroku g, pompa nie uruchomi się a wskaźnik gazu nie będzie migać. Zostanie wyświetlony kod błędu E501 (DMC) lub E301 (DPC).
h) Po nawiązaniu komunikacji z komponentami DFC zielony wskaźnik mocy zarówno DMC i DPC będzie włączony, a ich czerwony wskaźnik będzie wyłączony.
3. Przy włączaniu zasilania, podczas gdy wszystkie elementy w kroku 2 idą na TSC 3000 został uruchomienie systemu Windows XP™ co trwa około 2 ¼ minuty. Kolejne 15 sekund aplikacja uruchamia się i wyświetla ekran HOME.
4. Teraz musisz wybrać proces cięcia (i znakowania plazmowego). Instrukcje krok po kroku dotyczące wybierania nowych, ostatnio używanych lub procesów niestandardowych można znaleźć w sekcjach 4.05, 4.06 i 4.07.
5. Podczas wyboru procesu pojawi się ekran „Materiały eksploatacyjne z pochodniami”. W tym momencie, jeśli nie zainstalowano poprawnych materiałów eksploatacyjnych i „Plazma” nie jest jeszcze wyłączona, wyłącz (wyłącz) plazmę Włącz SW. Zainstaluj materiały eksploatacyjne, ustaw plazmę Włącz SW na „Włącz”.
a) Pompa płynu chłodzącego uruchamia się do uruchomienia systemu chłodzenia palnika. Wskaźnik „gazu” na panelu przednim miga do momentu wykrycia prawidłowego przepływu płynu chłodzącego. Zwykle tylko kilka sekund. Szczegółowe informacje można znaleźć w kroku 2 d i 2 e.
6. Następny ekran następujące materiały eksploatacyjne torch to tabela zalecanych ustawień CNC i THC (Torch Height Control). Możesz przełączać się między ustawieniami cięcia i znakowania za pomocą przycisku „Pokaż oznaczenie / Pokaż cięcie”. Ustaw kontroler stołu tnącego i regulację wysokości na zalecane ustawienie.
a) Jeśli wolisz inne ustawienia cięcia, możesz utworzyć proces „Niestandardowy”, w którym możesz edytować ustawienie CNC /THC cięcia, jeśli chcesz. Obecnie modyfikowanie ustawień znakowania CNC/THC jest niedo-zwolone. Proces niestandardowy nie musi zmieniać prądu cięcia lub ciśnienia gazu, chyba że chcesz. Możesz użyć zwyczajów, aby zmodyfikować zalecane ustawienia CNC / THC, jak również.
7. Kontynuuj wybór procesu, aż dojdziesz do ekranu Monitor wycinania. Jeśli nie ustawiono włącznika uruchamiania plazmy w pozycji „Włącz), należy to zrobić teraz.
a) Rozpoczyna się oczyszczanie gazów używanych do wybranego procesu. W zależności od długości potencjalnego klienta i rodzaju materiałów eksploatacyjnych może to zająć trochę czasu. Podczas trwania przedmuchu gazem, na wyświetlaczu pojawi się E304 i dioda LED gazu zacznie migać. Jeśli plazmy nie udało się uruchomić przed tym krokiem, pompa płynu chłodzącego uruchomi się rozpocznie i kiedy przepływ płynu chłodzącego będzie wystarczający, styczniki włączą się. Po zakończeniu przedmuchu gazem, zniknie E304 i jeśli nie ma problemów z przepływem płynu chłodzącego, dioda LED gazu przestanie migać.
Czasy oczyszczania dla różnych długości ołowiu zostały ustawione, aby dać czas na pełne ciśnienie przewodów i usunąć wszelkie chłodziwo, które dostaje się do materiałów eksploatacyjnych podczas wymiany części. Upewnij się, że pod-czas konfiguracji wybrano prawidłową długość potencjalnego klienta, domyślny czas jest dla maksymalnej długości potencjalnego klienta i może być dłuższy niż jest to wymagane.
8. Po zakończeniu czyszczenia jesteś gotowy do rozpoczęcia cięcia.
a) Jeśli oznaczenie jest pożądane, naciśnij przycisk „Przejdź do oznakowania”. Na ekranie pojawi się zalecane usta-wienie CNC/THC. Zielona strzałka prowadzi z powrotem do monitora wycinania skonfigurowany do oznaczania.
b) Aby powrócić do cięcia na Monitorze cięcia, wcisnąć przycisk „Przejdź do cięcia”. Podobnie, jak w przypadku cechowania, użytkownik jest skierowany do ekranu CNC/THC, za wyjątkiem tego, że wyświetlane są ustawienia cięcia.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-14 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
9. Po aktywowaniu uruchomienia CNC wentylator(-y) uruchomi(-mią) się i będzie(-dą) pracować podczas cięcia oraz kontynuować pracę przez 4 minuty po ostatnim cięciu. Wtedy zarówno pompa jak i wentylator(-y) zostanie(-ną) wyłączony. Przy aktywowanym CNC start dioda LED gazu włączy się i będzie świecić stałym światłem, wskazując, że gaz będzie płynąć i zaczyna się wstępny przepływ gazu. Pod koniec czasu wstępnego przepływu dioda LED DC włączy się wskazując, że falowniki są aktywne i na wyjściu jest napięcie DC. Na zakończenie cięcia wskaźnik gazu pozostaje włączony na czas przepływu powrotnego po czym wyłącza się.
10. Zmiana materiałów eksploatacyjnych palnika:
Po zmianie materiałów eksploatacyjnych lub inspekcji system rozpocznie czyszczenie gazu. Służy on do dwóch celów:
a) Usunąć chłodziwo, które dostało się do materiałów eksploatacyjnych w czasie ich usuwania.
b) Jeżeli rodzaj gazu został zmieniony, funkcja „Oczyszczanie” usuwa stary gaz z przewodów i zastępuje go nowym gazem. Jeżeli rodzaj gazu został zmieniony z paliwa gazowego, jak H35 do gazu oksydacyjnego, jak tlen lub powietrze, funkcja oczyszczania wprowadza bufor gazu obojętnego, azotu, więc gaz H35 i tlen nie mieszają się.
Można zmienić materiały eksploatacyjne poprzez wyłączenie zasilania lub użycie wyłącznika softwarowego „Wyłączenie plazmy”.
Jeśli usuniesz zasilanie, system nie pamięta, jakie gazy były ostatnio używane, więc musisz ponownie wybrać proces i zrobi to całkowite przeczyszczanie, w tym bufor azotowy, nawet jeśli nie zmienisz rodzajów gazu.
Przy użyciu wyłącznika softwarowego „Wyłączenie plazmy” system pamięta, co zostało użyte ostatnio i wykonuje tylko czyszczenie w zakresie potrzebnym, zaoszczędzając czas.
11. Stosowanie wyłącznika softwarowego „Wyłączenie plazmy”.
a) Można użyć wyłącznika softwarowego Wyłączenie plazmy podczas usuwania wkładu palnika, aby zmienić lub kontrolować materiały eksploatacyjne. Funkcja Wyłączenie plazmy zatrzymuje pompę chłodziwa, odcina zawory elektromagnetyczne gazu, odcina zasilanie elektryczne od falownika (zasilanie elektryczne) i obwodów pilotu-jących, wyłącza obwód zajarzenia rozrusznika łuku (HF). Nie odcina on zasilania elektrycznego od TSC 3000 lub systemów logicznych i obwodów łączności, więc nie trzeba realizować długiego procesu włączania zasilania elektrycznego po zamianie materiałów eksploatacyjnych.
b) W przypadku zmiany na proces z użyciem innego rodzaju gazu może zaistnieć potrzeba wybrania go przed włączeniem plazmy, w przeciwnym razie uruchomi on czyszczenie starego procesu i po wybraniu nowego procesu oczyści go ponownie, zajmując dużo czasu.
c) Jeżeli rodzaj gazu nie jest zmieniany, podczas wprowadzania procesu przez użytkownika może zaistnieć potrzeba włączenia najpierw plazmy w celu uruchomienia procesu czyszczenia podczas.
12. Odcięcie zasilania.
a) W przypadku wybrania opcji odcięcia zasilania elektrycznego lub zmiany materiałów eksploatacyjnych lub w jakimkolwiek innym celu, system nie pamięta, co użytkownik wykonywał ostatnio, więc rozpocznie wykonywanie pełnej sekwencji od początku, poczynając od kroku 1.
Sugestie operacyjne
1. Odczekać cztery minuty przed ustawieniem przełącznika ON/OFF na pozycję OFF po operacji. Dzięki temu wentyla-tory są w stanie usunąć ciepło operacyjne z zasilania.
2. Dla maksymalnej trwałości części, nie używać łuku pilotującego dłużej niż to konieczne.
3. Zachować ostrożność przy obsłudze przewodów palnika i chronić je przed uszkodzeniem.
4. W przypadku stosowania wody jako osłony, zwrócić uwagę na:
• Używać czystej wody jakości wody pitnej z kranu, aby zapobiec osadzaniu się cząstek stałych w armaturze układu wody osłonowej.• Zanieczyszczenia w postaci cząstek i osadu mogą obniżyć żywotność elementów eksploatacyjnych i przed-wcześnie uszkodzić palnik.
• Kasetowy filtr wodny cząstek stałych może pomóc w osiągnięciu optymalnej wydajności cięcia.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-15
DZIA
ŁAN
IE
4.10 Wybór GazuA. Gazy plazmowe
1. Powietrze, jako gaz plazmowy.
• Zapewnia zadowalające wyniki tylko na materiałach ze stali nierdzewnej i aluminium.2. Argon/wodór (H-35), jako gaz plazmowy.
• Zalecany do stosowania w stalach nierdzewnych o grubości 3/4 cala (19 mm) i grubszych. Zalecane do materiałów nieżelaznych o grubości 1/2 cala (12 mm) i grubszych. Ar/H₂ jest zwykle stosowany w metalach nieżelaznych o mniejszej grubości, ponieważ przy użyciu mniej kosztownych gazów można osiągnąć podobną jakość cięcia.
• Słaba jakość cięcia materiałów żelaznych.
• Zapewnia szybsze cięcie szybkości i jakości cięcia na grubsze materiały do wyrównania wyższe koszty.
• Należy stosować mieszaninę składającą się z 65% argonu i 35% wodoru.3. Tlen (O₂) Plazma.
• Tlen zaleca się stosować do cięcia materiałów żelaznych.
• Zapewnia większe prędkości cięcia.
• Zapewnia bardzo gładkiego wykończenia i minimalizuje azotek osadzania się na powierzchni cięcia (azotek nagromadzenie może spowodować trudności w generowaniu wysokiej jakości spawy, jeśli nie zostały usunięte).
4. Azotu (N₂) Plazma.
• Zapewnia lepszy jakość cięcia metali nieżelaznych, takich jak stal nierdzewna i aluminium.
• Należy stosować dobrze oczyszczony azot o dużej jakości.
• W przypadku użycia z mgłą wodną wtórną produkuje doskonałą prędkość cięcia i jakość cięcia na stali nierdzewnej i aluminium.
B. Gazy osłonowe
1. Sprężone powietrza, jako osłona.
• Osłona powietrza jest normalnie stosowana podczas operacji cięcia z użyciem powietrza, jako plazmy.
• Stosowany z plazmą powietrzną na stali nierdzewnej i aluminium.
• Polepsza jakość cięcia niektórych metali żelaznych.
• Niedrogi - redukuje koszty eksploatacji.2. Azotu (N₂) Osłona.
• Azot, jako osłonę stosuje się z gazem plazmowym Ar/H₂ (H35).
• Zapewnia gładkie powierzchnie cięcia metali nieżelaznych.
• Może redukować dym, gdy jest stosowany z plazmą gazową Ar/H₂.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-16 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
3. Osłona przeciwwodna, do stosowania z metalami nieżelaznym.
• Zwykle stosowany z plazmą azotu.
• Zapewnia bardzo gładkie powierzchnie cięcia.
• Redukuje dym i penetrację ciepła do obrabianego przedmiotu.
• Skuteczny w przypadku stosowania z N₂ do 2 cala (50mm) maksymalna grubość materiału dla stali nierdzewnej i aluminium.
• Woda wodociągowa zapewnia niskie koszty eksploatacyjne.
Sugestie operacyjne.1. Odczekać cztery minuty przed ustawieniem przełącznika ON/OFF na pozycję OFF po operacji. Umożliwia to wen-
tylatorów do pracy praca na odprowadzaniu ciepła z zasilacza.
2. Dla maksymalnej trwałości części, nie używać łuku pilotującego dłużej niż to konieczne.
3. Zachować ostrożność przy obsłudze przewodów palnika i chronić je przed uszkodzeniem.
4. W przypadku stosowania wody jako osłony, zwrócić uwagę na:
• Używać czystej wody jakości wody pitnej z kranu, aby zapobiec osadzaniu się cząstek stałych w armaturze układu wody osłonowej.
• Zanieczyszczenia w postaci cząstek i osadu mogą obniżyć żywotność elementów eksploatacyjnych i przedwcze-śnie uszkodzić palnik.
• Kasetowy filtr wodny cząstek stałych może pomóc w osiągnięciu optymalnej wydajności cięcia.
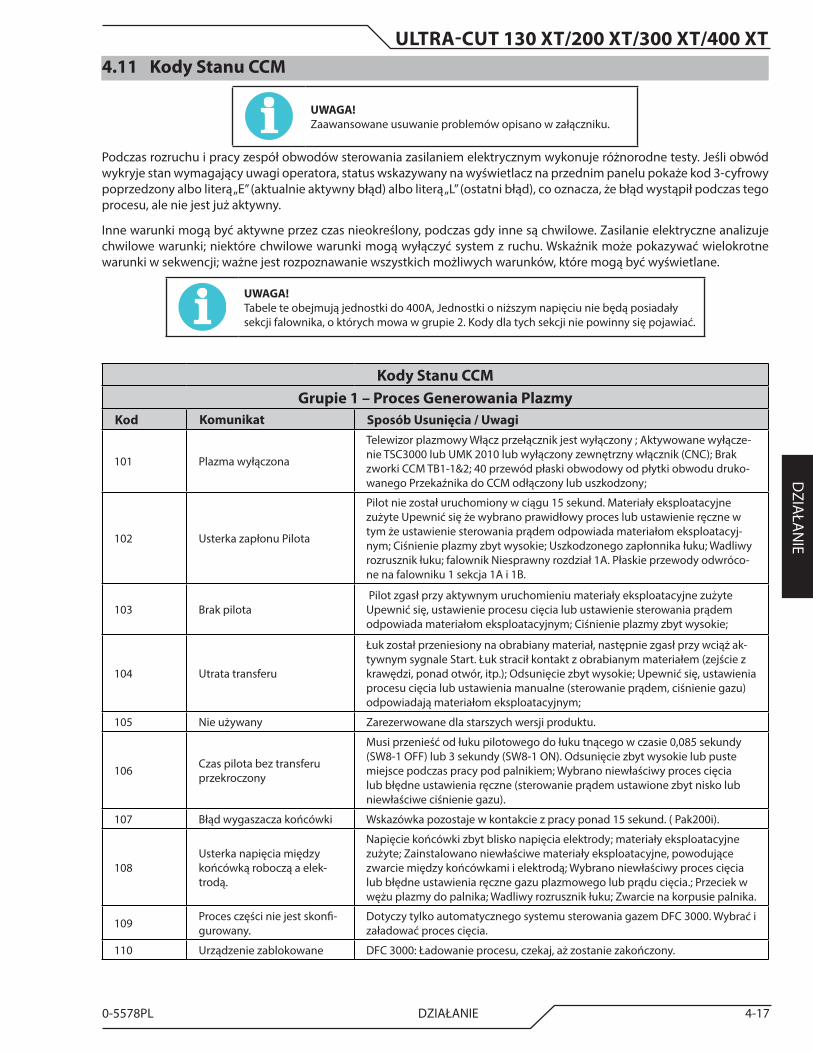
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-17
DZIA
ŁAN
IE
4.11 Kody Stanu CCM
UWAGA!Zaawansowane usuwanie problemów opisano w załączniku.
Podczas rozruchu i pracy zespół obwodów sterowania zasilaniem elektrycznym wykonuje różnorodne testy. Jeśli obwód wykryje stan wymagający uwagi operatora, status wskazywany na wyświetlacz na przednim panelu pokaże kod 3-cyfrowy poprzedzony albo literą „E” (aktualnie aktywny błąd) albo literą „L” (ostatni błąd), co oznacza, że błąd wystąpił podczas tego procesu, ale nie jest już aktywny.
Inne warunki mogą być aktywne przez czas nieokreślony, podczas gdy inne są chwilowe. Zasilanie elektryczne analizuje chwilowe warunki; niektóre chwilowe warunki mogą wyłączyć system z ruchu. Wskaźnik może pokazywać wielokrotne warunki w sekwencji; ważne jest rozpoznawanie wszystkich możliwych warunków, które mogą być wyświetlane.
UWAGA!Tabele te obejmują jednostki do 400A, Jednostki o niższym napięciu nie będą posiadały sekcji falownika, o których mowa w grupie 2. Kody dla tych sekcji nie powinny się pojawiać.
Kody Stanu CCMGrupie 1 – Proces Generowania Plazmy
Kod Komunikat Sposób Usunięcia / Uwagi
101 Plazma wyłączona
Telewizor plazmowy Włącz przełącznik jest wyłączony ; Aktywowane wyłącze-nie TSC3000 lub UMK 2010 lub wyłączony zewnętrzny włącznik (CNC); Brak zworki CCM TB1-1&2; 40 przewód płaski obwodowy od płytki obwodu druko-wanego Przekaźnika do CCM odłączony lub uszkodzony;
102 Usterka zapłonu Pilota
Pilot nie został uruchomiony w ciągu 15 sekund. Materiały eksploatacyjne zużyte Upewnić się że wybrano prawidłowy proces lub ustawienie ręczne w tym że ustawienie sterowania prądem odpowiada materiałom eksploatacyj-nym; Ciśnienie plazmy zbyt wysokie; Uszkodzonego zapłonnika łuku; Wadliwy rozrusznik łuku; falownik Niesprawny rozdział 1A. Płaskie przewody odwróco-ne na falowniku 1 sekcja 1A i 1B.
103 Brak pilota Pilot zgasł przy aktywnym uruchomieniu materiały eksploatacyjne zużyte Upewnić się, ustawienie procesu cięcia lub ustawienie sterowania prądem odpowiada materiałom eksploatacyjnym; Ciśnienie plazmy zbyt wysokie;
104 Utrata transferu
Łuk został przeniesiony na obrabiany materiał, następnie zgasł przy wciąż ak-tywnym sygnale Start. Łuk stracił kontakt z obrabianym materiałem (zejście z krawędzi, ponad otwór, itp.); Odsunięcie zbyt wysokie; Upewnić się, ustawienia procesu cięcia lub ustawienia manualne (sterowanie prądem, ciśnienie gazu) odpowiadają materiałom eksploatacyjnym;
105 Nie używany Zarezerwowane dla starszych wersji produktu.
106 Czas pilota bez transferu przekroczony
Musi przenieść od łuku pilotowego do łuku tnącego w czasie 0,085 sekundy (SW8-1 OFF) lub 3 sekundy (SW8-1 ON). Odsunięcie zbyt wysokie lub puste miejsce podczas pracy pod palnikiem; Wybrano niewłaściwy proces cięcia lub błędne ustawienia ręczne (sterowanie prądem ustawione zbyt nisko lub niewłaściwe ciśnienie gazu).
107 Błąd wygaszacza końcówki Wskazówka pozostaje w kontakcie z pracy ponad 15 sekund. ( Pak200i).
108Usterka napięcia między końcówką roboczą a elek-trodą.
Napięcie końcówki zbyt blisko napięcia elektrody; materiały eksploatacyjne zużyte; Zainstalowano niewłaściwe materiały eksploatacyjne, powodujące zwarcie między końcówkami i elektrodą; Wybrano niewłaściwy proces cięcia lub błędne ustawienia ręczne gazu plazmowego lub prądu cięcia.; Przeciek w wężu plazmy do palnika; Wadliwy rozrusznik łuku; Zwarcie na korpusie palnika.
109 Proces części nie jest skonfi-gurowany.
Dotyczy tylko automatycznego systemu sterowania gazem DFC 3000. Wybrać i załadować proces cięcia.
110 Urządzenie zablokowane DFC 3000: Ładowanie procesu, czekaj, aż zostanie zakończony.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-18 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
Kody Stanu CCMGrupa 2 – Zasilacz Systemu Cięcia Plazmowego
Kod Komunikat Sposób Usunięcia / Uwagi
201 Proces części nie jest skonfigurowany
Przepalony bezpiecznik naścienny, Przepalony bezpiecznik urządzenia F1 lub F2 lub tylny panel, Nieprawidłowe podłączenie kabla zasilającego; Niesprawna płytka obwodu druko-wanego Zasilania Nastawczego Systemu.
202 Nie używany Zarezerwowane dla starszych wersji produktu.
203 Nie używany Zarezerwowane dla starszych wersji produktu.
204 Nie używany Zarezerwowane dla starszych wersji produktu.
205 Niskie parametry prądu stałego na wyjściu
Mniej niż 60 VDC; Zwarcie robocze lub doziemne ujemnego przewodu; Niesprawny falow-nik (zwarcie na wyjściu); Czujnik napięcia CCM (J24) odłączony lub uszkodzony przewód.
206 Nie używany Zarezerwowane dla starszych wersji produktu.
207 Nieoczekiwany prąd w przewodzie roboczym
Prąd powyżej 8A w przewodzie roboczym przed zapłonem pilotażowym lub transferem. Zwarcie doziemne ujemnego przewodu lub obudowy zapłonnika łuku; Niesprawny czuj-nik prądu w przewodzie roboczym HCT1; Wadliwy płytka obwodu drukowanego przekaź-nika.
208 Nieoczekiwany prąd w obwodzie pilotującym
Prąd powyżej 6A w obwodzie pilotażowym przed zapłonem. Niewłaściwe lub niedopa-sowane materiały eksploatacyjne, powodujące zwarcie między końcówkami i elektrodą; Zwarcie przewodu pilota z masą na rurce palnika; Wadliwy płytka obwodu drukowanego przekaźnika; Wadliwy rozrusznik łuku; Prawdopodobnie zwarcie na palniku.
209 Nie używany Zarezerwowane dla starszych wersji produktu.
210 Prąd roboczy zbyt wysoki
Stwierdzono wartość przewodzonego prądu przewodem prądu roboczego przewyższają-cą o 16% wartość nastawy procesu. Prawdopodobnie niesprawny czujnik prądu w przewo-dzie roboczym HCT1 lub płytka obwodu drukowanego przekaźnika; Wymień moduł CCM.
211 Prąd roboczy zbyt niski
Stwierdzono poziom prądu roboczy więcej niż 16 % poniżej nastawy procesu. Prawdo-podobnie niesprawny czujnik prądu w przewodzie roboczym HCT1 lub płytka obwodu drukowanego przekaźnika; Prawdopodobnie niesprawna płytka obwodu drukowanego pilota (zwarcie IGBT);
212 Niski prąd wyjściowy falownika 1A
Prąd roboczy plazmy niski podczas cięcia i przypisywany niskiemu prądowi wyjściowemu sekcji A falownika 1; Wyjście falownika odłączone; Prawdopodobnie niesprawny płaski przewód; Jeśli problem nadal występuje wymienić moduł falownika 1.
213 Niski prąd wyjściowy falownika 1B
Prąd roboczy plazmy niski podczas cięcia i przypisywany niskiemu prądowi wyjściowemu sekcji B falownika 1; Wyjście falownika odłączone; Prawdopodobnie niesprawny płaski przewód; Jeśli problem nadal występuje wymienić moduł falownika 1.
214 Niski prąd wyjściowy falownika 2A
Prąd roboczy plazmy niski podczas cięcia i przypisywany niskiemu prądowi wyjściowemu sekcji A falownika 2; Wyjście falownika odłączone; Prawdopodobnie niesprawny płaski przewód; Jeśli problem nadal występuje wymienić moduł falownika 2.
215 Niski prąd wyjściowy falownika 2B
Prąd roboczy plazmy niski podczas cięcia i przypisywany niskiemu prądowi wyjściowemu sekcji B falownika 2; Wyjście falownika odłączone; Prawdopodobnie niesprawny płaski przewód; Jeśli problem nadal występuje wymienić moduł falownika 2.
216 Niski prąd wyjściowy falownika 3A
Prąd roboczy plazmy niski podczas cięcia i przypisywany niskiemu prądowi wyjściowemu sekcji A falownika 3; Wyjście falownika odłączone; Prawdopodobnie niesprawny płaski przewód; Jeśli problem nadal występuje wymienić moduł falownika 3.
217 Niski prąd wyjściowy falownika 3B
Prąd roboczy plazmy niski podczas cięcia i przypisywany niskiemu prądowi wyjściowemu sekcji B falownika 3; Wyjście falownika odłączone; Prawdopodobnie niesprawny płaski przewód; Jeśli problem nadal występuje wymienić moduł falownika 2.
218 Falownik 1A Prąd wyj-ściowy za wysokie
Prąd roboczy plazmy wysoki podczas cięcia i przypisywany wysokiemu prądowi wyjścio-wemu sekcji A falownika 1; Jeśli problem nadal występuje wymienić moduł falownika 1.
219 Falownik 1B Prąd wyj-ściowy za wysokie
Prąd roboczy plazmy wysoki podczas cięcia i przypisywany wysokiemu prądowi wyjścio-wemu sekcji B falownika 1; Jeśli problem nadal występuje wymienić moduł falownika 1.
220 Falownik 2A Prąd wyj-ściowy za wysokie
Prąd roboczy plazmy wysoki podczas cięcia i przypisywany wysokiemu prądowi wyjścio-wemu sekcji A falownika 2; Jeśli problem nadal występuje wymienić moduł falownika 2.
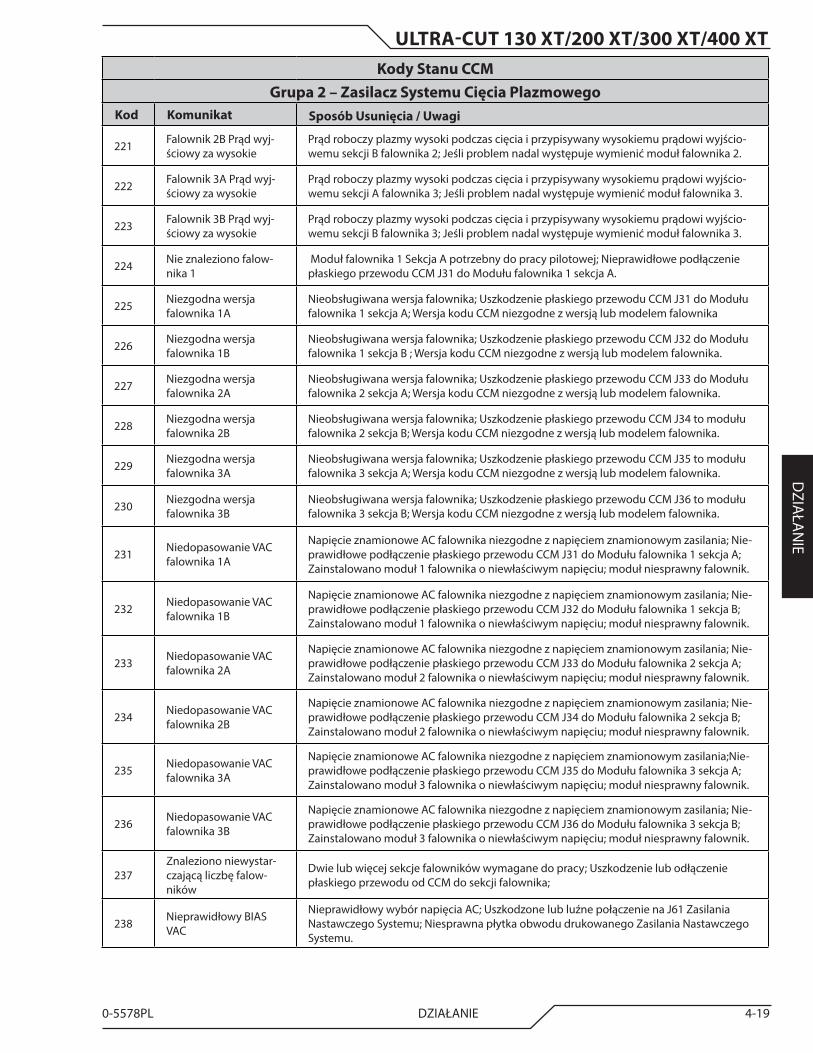
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-19
DZIA
ŁAN
IE
Kody Stanu CCMGrupa 2 – Zasilacz Systemu Cięcia Plazmowego
Kod Komunikat Sposób Usunięcia / Uwagi
221 Falownik 2B Prąd wyj-ściowy za wysokie
Prąd roboczy plazmy wysoki podczas cięcia i przypisywany wysokiemu prądowi wyjścio-wemu sekcji B falownika 2; Jeśli problem nadal występuje wymienić moduł falownika 2.
222 Falownik 3A Prąd wyj-ściowy za wysokie
Prąd roboczy plazmy wysoki podczas cięcia i przypisywany wysokiemu prądowi wyjścio-wemu sekcji A falownika 3; Jeśli problem nadal występuje wymienić moduł falownika 3.
223 Falownik 3B Prąd wyj-ściowy za wysokie
Prąd roboczy plazmy wysoki podczas cięcia i przypisywany wysokiemu prądowi wyjścio-wemu sekcji B falownika 3; Jeśli problem nadal występuje wymienić moduł falownika 3.
224 Nie znaleziono falow-nika 1
Moduł falownika 1 Sekcja A potrzebny do pracy pilotowej; Nieprawidłowe podłączenie płaskiego przewodu CCM J31 do Modułu falownika 1 sekcja A.
225 Niezgodna wersja falownika 1A
Nieobsługiwana wersja falownika; Uszkodzenie płaskiego przewodu CCM J31 do Modułu falownika 1 sekcja A; Wersja kodu CCM niezgodne z wersją lub modelem falownika
226 Niezgodna wersja falownika 1B
Nieobsługiwana wersja falownika; Uszkodzenie płaskiego przewodu CCM J32 do Modułu falownika 1 sekcja B ; Wersja kodu CCM niezgodne z wersją lub modelem falownika.
227 Niezgodna wersja falownika 2A
Nieobsługiwana wersja falownika; Uszkodzenie płaskiego przewodu CCM J33 do Modułu falownika 2 sekcja A; Wersja kodu CCM niezgodne z wersją lub modelem falownika.
228 Niezgodna wersja falownika 2B
Nieobsługiwana wersja falownika; Uszkodzenie płaskiego przewodu CCM J34 to modułu falownika 2 sekcja B; Wersja kodu CCM niezgodne z wersją lub modelem falownika.
229 Niezgodna wersja falownika 3A
Nieobsługiwana wersja falownika; Uszkodzenie płaskiego przewodu CCM J35 to modułu falownika 3 sekcja A; Wersja kodu CCM niezgodne z wersją lub modelem falownika.
230 Niezgodna wersja falownika 3B
Nieobsługiwana wersja falownika; Uszkodzenie płaskiego przewodu CCM J36 to modułu falownika 3 sekcja B; Wersja kodu CCM niezgodne z wersją lub modelem falownika.
231 Niedopasowanie VAC falownika 1A
Napięcie znamionowe AC falownika niezgodne z napięciem znamionowym zasilania; Nie-prawidłowe podłączenie płaskiego przewodu CCM J31 do Modułu falownika 1 sekcja A; Zainstalowano moduł 1 falownika o niewłaściwym napięciu; moduł niesprawny falownik.
232 Niedopasowanie VAC falownika 1B
Napięcie znamionowe AC falownika niezgodne z napięciem znamionowym zasilania; Nie-prawidłowe podłączenie płaskiego przewodu CCM J32 do Modułu falownika 1 sekcja B; Zainstalowano moduł 1 falownika o niewłaściwym napięciu; moduł niesprawny falownik.
233 Niedopasowanie VAC falownika 2A
Napięcie znamionowe AC falownika niezgodne z napięciem znamionowym zasilania; Nie-prawidłowe podłączenie płaskiego przewodu CCM J33 do Modułu falownika 2 sekcja A; Zainstalowano moduł 2 falownika o niewłaściwym napięciu; moduł niesprawny falownik.
234 Niedopasowanie VAC falownika 2B
Napięcie znamionowe AC falownika niezgodne z napięciem znamionowym zasilania; Nie-prawidłowe podłączenie płaskiego przewodu CCM J34 do Modułu falownika 2 sekcja B; Zainstalowano moduł 2 falownika o niewłaściwym napięciu; moduł niesprawny falownik.
235 Niedopasowanie VAC falownika 3A
Napięcie znamionowe AC falownika niezgodne z napięciem znamionowym zasilania;Nie-prawidłowe podłączenie płaskiego przewodu CCM J35 do Modułu falownika 3 sekcja A; Zainstalowano moduł 3 falownika o niewłaściwym napięciu; moduł niesprawny falownik.
236 Niedopasowanie VAC falownika 3B
Napięcie znamionowe AC falownika niezgodne z napięciem znamionowym zasilania; Nie-prawidłowe podłączenie płaskiego przewodu CCM J36 do Modułu falownika 3 sekcja B; Zainstalowano moduł 3 falownika o niewłaściwym napięciu; moduł niesprawny falownik.
237Znaleziono niewystar-czającą liczbę falow-ników
Dwie lub więcej sekcje falowników wymagane do pracy; Uszkodzenie lub odłączenie płaskiego przewodu od CCM do sekcji falownika;
238 Nieprawidłowy BIAS VAC
Nieprawidłowy wybór napięcia AC; Uszkodzone lub luźne połączenie na J61 Zasilania Nastawczego Systemu; Niesprawna płytka obwodu drukowanego Zasilania Nastawczego Systemu.
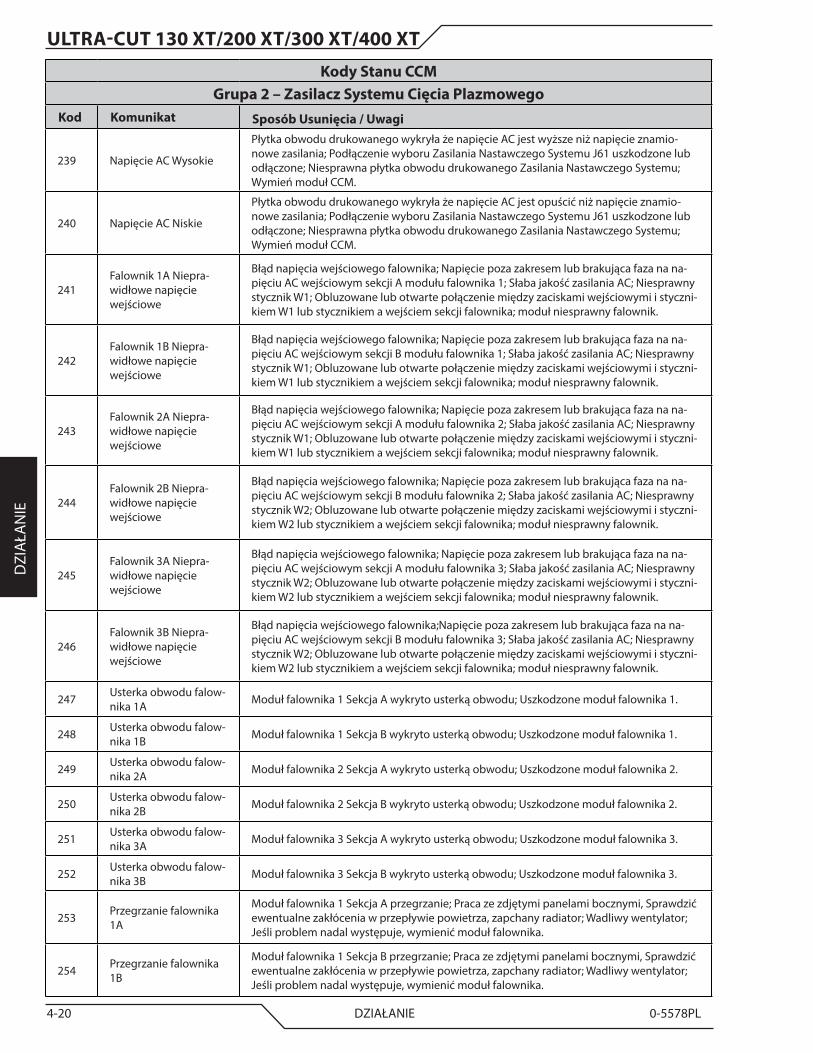
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-20 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
Kody Stanu CCMGrupa 2 – Zasilacz Systemu Cięcia Plazmowego
Kod Komunikat Sposób Usunięcia / Uwagi
239 Napięcie AC Wysokie
Płytka obwodu drukowanego wykryła że napięcie AC jest wyższe niż napięcie znamio-nowe zasilania; Podłączenie wyboru Zasilania Nastawczego Systemu J61 uszkodzone lub odłączone; Niesprawna płytka obwodu drukowanego Zasilania Nastawczego Systemu; Wymień moduł CCM.
240 Napięcie AC Niskie
Płytka obwodu drukowanego wykryła że napięcie AC jest opuścić niż napięcie znamio-nowe zasilania; Podłączenie wyboru Zasilania Nastawczego Systemu J61 uszkodzone lub odłączone; Niesprawna płytka obwodu drukowanego Zasilania Nastawczego Systemu; Wymień moduł CCM.
241Falownik 1A Niepra-widłowe napięcie wejściowe
Błąd napięcia wejściowego falownika; Napięcie poza zakresem lub brakująca faza na na-pięciu AC wejściowym sekcji A modułu falownika 1; Słaba jakość zasilania AC; Niesprawny stycznik W1; Obluzowane lub otwarte połączenie między zaciskami wejściowymi i styczni-kiem W1 lub stycznikiem a wejściem sekcji falownika; moduł niesprawny falownik.
242Falownik 1B Niepra-widłowe napięcie wejściowe
Błąd napięcia wejściowego falownika; Napięcie poza zakresem lub brakująca faza na na-pięciu AC wejściowym sekcji B modułu falownika 1; Słaba jakość zasilania AC; Niesprawny stycznik W1; Obluzowane lub otwarte połączenie między zaciskami wejściowymi i styczni-kiem W1 lub stycznikiem a wejściem sekcji falownika; moduł niesprawny falownik.
243Falownik 2A Niepra-widłowe napięcie wejściowe
Błąd napięcia wejściowego falownika; Napięcie poza zakresem lub brakująca faza na na-pięciu AC wejściowym sekcji A modułu falownika 2; Słaba jakość zasilania AC; Niesprawny stycznik W1; Obluzowane lub otwarte połączenie między zaciskami wejściowymi i styczni-kiem W1 lub stycznikiem a wejściem sekcji falownika; moduł niesprawny falownik.
244Falownik 2B Niepra-widłowe napięcie wejściowe
Błąd napięcia wejściowego falownika; Napięcie poza zakresem lub brakująca faza na na-pięciu AC wejściowym sekcji B modułu falownika 2; Słaba jakość zasilania AC; Niesprawny stycznik W2; Obluzowane lub otwarte połączenie między zaciskami wejściowymi i styczni-kiem W2 lub stycznikiem a wejściem sekcji falownika; moduł niesprawny falownik.
245Falownik 3A Niepra-widłowe napięcie wejściowe
Błąd napięcia wejściowego falownika; Napięcie poza zakresem lub brakująca faza na na-pięciu AC wejściowym sekcji A modułu falownika 3; Słaba jakość zasilania AC; Niesprawny stycznik W2; Obluzowane lub otwarte połączenie między zaciskami wejściowymi i styczni-kiem W2 lub stycznikiem a wejściem sekcji falownika; moduł niesprawny falownik.
246Falownik 3B Niepra-widłowe napięcie wejściowe
Błąd napięcia wejściowego falownika;Napięcie poza zakresem lub brakująca faza na na-pięciu AC wejściowym sekcji B modułu falownika 3; Słaba jakość zasilania AC; Niesprawny stycznik W2; Obluzowane lub otwarte połączenie między zaciskami wejściowymi i styczni-kiem W2 lub stycznikiem a wejściem sekcji falownika; moduł niesprawny falownik.
247 Usterka obwodu falow-nika 1A Moduł falownika 1 Sekcja A wykryto usterką obwodu; Uszkodzone moduł falownika 1.
248 Usterka obwodu falow-nika 1B Moduł falownika 1 Sekcja B wykryto usterką obwodu; Uszkodzone moduł falownika 1.
249 Usterka obwodu falow-nika 2A Moduł falownika 2 Sekcja A wykryto usterką obwodu; Uszkodzone moduł falownika 2.
250 Usterka obwodu falow-nika 2B Moduł falownika 2 Sekcja B wykryto usterką obwodu; Uszkodzone moduł falownika 2.
251 Usterka obwodu falow-nika 3A Moduł falownika 3 Sekcja A wykryto usterką obwodu; Uszkodzone moduł falownika 3.
252 Usterka obwodu falow-nika 3B Moduł falownika 3 Sekcja B wykryto usterką obwodu; Uszkodzone moduł falownika 3.
253 Przegrzanie falownika 1A
Moduł falownika 1 Sekcja A przegrzanie; Praca ze zdjętymi panelami bocznymi, Sprawdzić ewentualne zakłócenia w przepływie powietrza, zapchany radiator; Wadliwy wentylator; Jeśli problem nadal występuje, wymienić moduł falownika.
254 Przegrzanie falownika 1B
Moduł falownika 1 Sekcja B przegrzanie; Praca ze zdjętymi panelami bocznymi, Sprawdzić ewentualne zakłócenia w przepływie powietrza, zapchany radiator; Wadliwy wentylator; Jeśli problem nadal występuje, wymienić moduł falownika.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-21
DZIA
ŁAN
IE
Kody Stanu CCM
Grupa 2 – Zasilacz Systemu Cięcia PlazmowegoKod Komunikat Sposób Usunięcia / Uwagi
255 Przegrzanie falownika 2A
Moduł falownika 2 Sekcja A przegrzanie; Praca ze zdjętymi panelami bocznymi, Sprawdzić ewentualne zakłócenia w przepływie powietrza, zapchany radiator; Wadliwy wentylator; Jeśli problem nadal występuje, wymienić moduł falownika.
256 Przegrzanie falownika 2B
Moduł falownika 2 Sekcja B przegrzanie; Praca ze zdjętymi panelami bocznymi, Sprawdzić ewentualne zakłócenia w przepływie powietrza, zapchany radiator; Wadliwy wentylator; Jeśli problem nadal występuje, wymienić moduł falownika.
257 Przegrzanie falownika 3A
Moduł falownika 3 Sekcja A przegrzanie; Praca ze zdjętymi panelami bocznymi, Sprawdzić ewentualne zakłócenia w przepływie powietrza, zapchany radiator; Wadliwy wentylator; Jeśli problem nadal występuje, wymienić moduł falownika.
258 Przegrzanie falownika 3B
Moduł falownika 3 Sekcja B przegrzanie; Praca ze zdjętymi panelami bocznymi, Sprawdzić ewentualne zakłócenia w przepływie powietrza, zapchany radiator; Wadliwy wentylator; Jeśli problem nadal występuje, wymienić moduł falownika.
259Przekroczona tem-peratura otoczenia falownika 1A
Obwody elektryczne falownika przegrzane, prawdopodobna przyczyna to temperatura otoczenia przewyższająca 40°C; Zmniejszyć zasilanie cyklu roboczego cięcia; Zmniejszyć temperaturę powietrza atmosferycznego; Dodać pomocnicą chłodnicę.
260Przekroczona tem-peratura otoczenia falownika 1B
Obwody elektryczne falownika przegrzane, prawdopodobna przyczyna to temperatura otoczenia przewyższająca 40°C; Zmniejszyć zasilanie cyklu roboczego cięcia; Zmniejszyć temperaturę powietrza atmosferycznego; Dodać pomocnicą chłodnicę.
261Przekroczona tem-peratura otoczenia falownika 2A
Obwody elektryczne falownika przegrzane, prawdopodobna przyczyna to temperatura otoczenia przewyższająca 40°C; Zmniejszyć zasilanie cyklu roboczego cięcia; Zmniejszyć temperaturę powietrza atmosferycznego; Dodać pomocnicą chłodnicę.
262Przekroczona tem-peratura otoczenia falownika 2B
Obwody elektryczne falownika przegrzane, prawdopodobna przyczyna to temperatura otoczenia przewyższająca 40°C; Zmniejszyć zasilanie cyklu roboczego cięcia; Zmniejszyć temperaturę powietrza atmosferycznego; Dodać pomocnicą chłodnicę.
263Przekroczona tem-peratura otoczenia falownika 3A
Obwody elektryczne falownika przegrzane, prawdopodobna przyczyna to temperatura otoczenia przewyższająca 40°C; Zmniejszyć zasilanie cyklu roboczego cięcia; Zmniejszyć temperaturę powietrza atmosferycznego; Dodać pomocnicą chłodnicę.
264Przekroczona tem-peratura otoczenia falownika 3B
Obwody elektryczne falownika przegrzane, prawdopodobna przyczyna to temperatura otoczenia przewyższająca 40°C; Zmniejszyć zasilanie cyklu roboczego cięcia; Zmniejszyć temperaturę powietrza atmosferycznego; Dodać pomocnicą chłodnicę.
265 Brak zasilania wejścio-wego falownika 1A
Sekcja falownika może nie mieć zasilania wejściowego. Nie zamknięty stycznik W1; Nie-sprawny stycznik lub aktywacja CB4; Wejście sekcji falownika nie podłączone; Niesprawny falownik.
266 Brak zasilania wejścio-wego falownika 1B
Sekcja falownika może nie mieć zasilania wejściowego. Nie zamknięty stycznik W1; Nie-sprawny stycznik lub aktywacja CB4; Wejście sekcji falownika nie podłączone; Niesprawny falownik.
267 Brak zasilania wejścio-wego falownika 2A
Sekcja falownika może nie mieć zasilania wejściowego. Nie zamknięty stycznik W1; Nie-sprawny stycznik lub aktywacja CB4; Wejście sekcji falownika nie podłączone; Niesprawny falownik.
268 Brak zasilania wejścio-wego falownika 2B
Sekcja falownika może nie mieć zasilania wejściowego. Stycznik W2 nie jest zamknięta; Niesprawny stycznik lub aktywacja CB4; Wejście sekcji falownika nie podłączone; Nie-sprawny falownik.
269 Brak zasilania wejścio-wego falownika 3A
Sekcja falownika może nie mieć zasilania wejściowego. Stycznik W2 nie jest zamknięta; Niesprawny stycznik lub aktywacja CB4; Wejście sekcji falownika nie podłączone; Nie-sprawny falownik.
270 Brak zasilania wejścio-wego falownika 3B
Sekcja falownika może nie mieć zasilania wejściowego. Stycznik W2 nie jest zamknięta; Niesprawny stycznik lub aktywacja CB4; Wejście sekcji falownika nie podłączone; Nie-sprawny falownik.
271 Błąd odczytu ID falow-nika
CCM odnalazł wartości ID niezgodne podczas odczytywania. Odcinek przewodu od CCM do falownika uszkodzony lub odłączony; Niewłaściwe prowadzenie płaskiego przewodu.
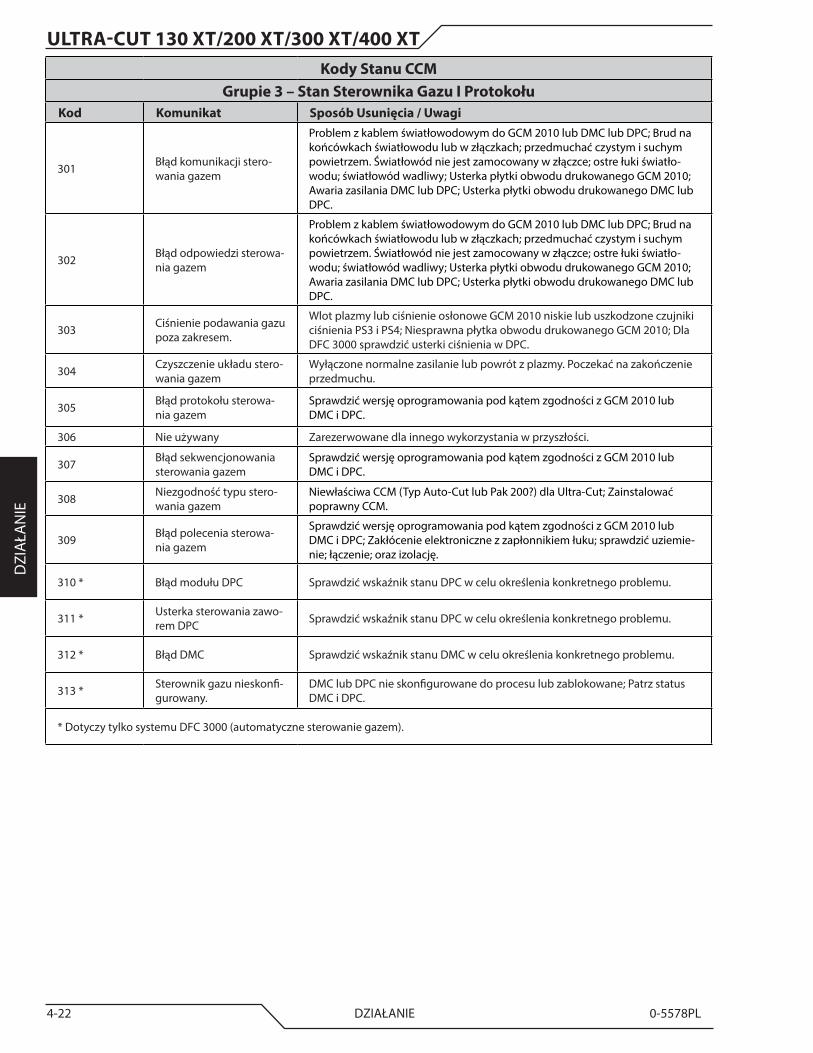
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-22 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
Kody Stanu CCMGrupie 3 – Stan Sterownika Gazu I Protokołu
Kod Komunikat Sposób Usunięcia / Uwagi
301 Błąd komunikacji stero-wania gazem
Problem z kablem światłowodowym do GCM 2010 lub DMC lub DPC; Brud na końcówkach światłowodu lub w złączkach; przedmuchać czystym i suchym powietrzem. Światłowód nie jest zamocowany w złączce; ostre łuki światło-wodu; światłowód wadliwy; Usterka płytki obwodu drukowanego GCM 2010; Awaria zasilania DMC lub DPC; Usterka płytki obwodu drukowanego DMC lub DPC.
302 Błąd odpowiedzi sterowa-nia gazem
Problem z kablem światłowodowym do GCM 2010 lub DMC lub DPC; Brud na końcówkach światłowodu lub w złączkach; przedmuchać czystym i suchym powietrzem. Światłowód nie jest zamocowany w złączce; ostre łuki światło-wodu; światłowód wadliwy; Usterka płytki obwodu drukowanego GCM 2010; Awaria zasilania DMC lub DPC; Usterka płytki obwodu drukowanego DMC lub DPC.
303 Ciśnienie podawania gazu poza zakresem.
Wlot plazmy lub ciśnienie osłonowe GCM 2010 niskie lub uszkodzone czujniki ciśnienia PS3 i PS4; Niesprawna płytka obwodu drukowanego GCM 2010; Dla DFC 3000 sprawdzić usterki ciśnienia w DPC.
304 Czyszczenie układu stero-wania gazem
Wyłączone normalne zasilanie lub powrót z plazmy. Poczekać na zakończenie przedmuchu.
305 Błąd protokołu sterowa-nia gazem
Sprawdzić wersję oprogramowania pod kątem zgodności z GCM 2010 lub DMC i DPC.
306 Nie używany Zarezerwowane dla innego wykorzystania w przyszłości.
307 Błąd sekwencjonowania sterowania gazem
Sprawdzić wersję oprogramowania pod kątem zgodności z GCM 2010 lub DMC i DPC.
308 Niezgodność typu stero-wania gazem
Niewłaściwa CCM (Typ Auto-Cut lub Pak 200?) dla Ultra-Cut; Zainstalować poprawny CCM.
309 Błąd polecenia sterowa-nia gazem
Sprawdzić wersję oprogramowania pod kątem zgodności z GCM 2010 lub DMC i DPC; Zakłócenie elektroniczne z zapłonnikiem łuku; sprawdzić uziemie-nie; łączenie; oraz izolację.
310 * Błąd modułu DPC Sprawdzić wskaźnik stanu DPC w celu określenia konkretnego problemu.
311 * Usterka sterowania zawo-rem DPC Sprawdzić wskaźnik stanu DPC w celu określenia konkretnego problemu.
312 * Błąd DMC Sprawdzić wskaźnik stanu DMC w celu określenia konkretnego problemu.
313 * Sterownik gazu nieskonfi-gurowany.
DMC lub DPC nie skonfigurowane do procesu lub zablokowane; Patrz status DMC i DPC.
* Dotyczy tylko systemu DFC 3000 (automatyczne sterowanie gazem).
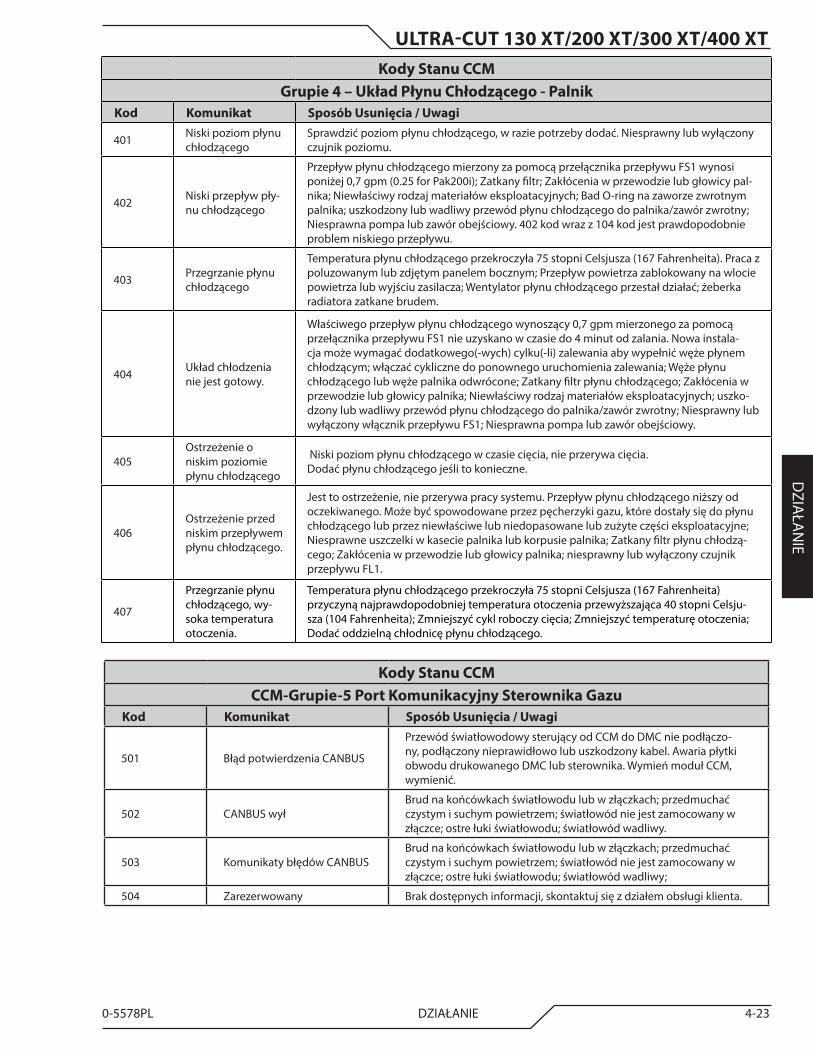
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-23
DZIA
ŁAN
IE
Kody Stanu CCMGrupie 4 – Układ Płynu Chłodzącego - Palnik
Kod Komunikat Sposób Usunięcia / Uwagi
401 Niski poziom płynu chłodzącego
Sprawdzić poziom płynu chłodzącego, w razie potrzeby dodać. Niesprawny lub wyłączony czujnik poziomu.
402 Niski przepływ pły-nu chłodzącego
Przepływ płynu chłodzącego mierzony za pomocą przełącznika przepływu FS1 wynosi poniżej 0,7 gpm (0.25 for Pak200i); Zatkany filtr; Zakłócenia w przewodzie lub głowicy pal-nika; Niewłaściwy rodzaj materiałów eksploatacyjnych; Bad O-ring na zaworze zwrotnym palnika; uszkodzony lub wadliwy przewód płynu chłodzącego do palnika/zawór zwrotny; Niesprawna pompa lub zawór obejściowy. 402 kod wraz z 104 kod jest prawdopodobnie problem niskiego przepływu.
403 Przegrzanie płynu chłodzącego
Temperatura płynu chłodzącego przekroczyła 75 stopni Celsjusza (167 Fahrenheita). Praca z poluzowanym lub zdjętym panelem bocznym; Przepływ powietrza zablokowany na wlocie powietrza lub wyjściu zasilacza; Wentylator płynu chłodzącego przestał działać; żeberka radiatora zatkane brudem.
404 Układ chłodzenia nie jest gotowy.
Właściwego przepływ płynu chłodzącego wynoszący 0,7 gpm mierzonego za pomocą przełącznika przepływu FS1 nie uzyskano w czasie do 4 minut od zalania. Nowa instala-cja może wymagać dodatkowego(-wych) cylku(-li) zalewania aby wypełnić węże płynem chłodzącym; włączać cykliczne do ponownego uruchomienia zalewania; Węże płynu chłodzącego lub węże palnika odwrócone; Zatkany filtr płynu chłodzącego; Zakłócenia w przewodzie lub głowicy palnika; Niewłaściwy rodzaj materiałów eksploatacyjnych; uszko-dzony lub wadliwy przewód płynu chłodzącego do palnika/zawór zwrotny; Niesprawny lub wyłączony włącznik przepływu FS1; Niesprawna pompa lub zawór obejściowy.
405Ostrzeżenie o niskim poziomie płynu chłodzącego
Niski poziom płynu chłodzącego w czasie cięcia, nie przerywa cięcia. Dodać płynu chłodzącego jeśli to konieczne.
406Ostrzeżenie przed niskim przepływem płynu chłodzącego.
Jest to ostrzeżenie, nie przerywa pracy systemu. Przepływ płynu chłodzącego niższy od oczekiwanego. Może być spowodowane przez pęcherzyki gazu, które dostały się do płynu chłodzącego lub przez niewłaściwe lub niedopasowane lub zużyte części eksploatacyjne; Niesprawne uszczelki w kasecie palnika lub korpusie palnika; Zatkany filtr płynu chłodzą-cego; Zakłócenia w przewodzie lub głowicy palnika; niesprawny lub wyłączony czujnik przepływu FL1.
407
Przegrzanie płynu chłodzącego, wy-soka temperatura otoczenia.
Temperatura płynu chłodzącego przekroczyła 75 stopni Celsjusza (167 Fahrenheita) przyczyną najprawdopodobniej temperatura otoczenia przewyższająca 40 stopni Celsju-sza (104 Fahrenheita); Zmniejszyć cykl roboczy cięcia; Zmniejszyć temperaturę otoczenia; Dodać oddzielną chłodnicę płynu chłodzącego.
Kody Stanu CCMCCM-Grupie-5 Port Komunikacyjny Sterownika Gazu
Kod Komunikat Sposób Usunięcia / Uwagi
501 Błąd potwierdzenia CANBUS
Przewód światłowodowy sterujący od CCM do DMC nie podłączo-ny, podłączony nieprawidłowo lub uszkodzony kabel. Awaria płytki obwodu drukowanego DMC lub sterownika. Wymień moduł CCM, wymienić.
502 CANBUS wył Brud na końcówkach światłowodu lub w złączkach; przedmuchać czystym i suchym powietrzem; światłowód nie jest zamocowany w złączce; ostre łuki światłowodu; światłowód wadliwy.
503 Komunikaty błędów CANBUSBrud na końcówkach światłowodu lub w złączkach; przedmuchać czystym i suchym powietrzem; światłowód nie jest zamocowany w złączce; ostre łuki światłowodu; światłowód wadliwy;
504 Zarezerwowany Brak dostępnych informacji, skontaktuj się z działem obsługi klienta.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-24 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
Kody Stanu CCMGrupie 6 – CCM
Kod Komunikat Sposób Usunięcia / Uwagi
601 Błąd analogowego sygnału napięciowego Wymień moduł CCM, wymienić.
602 Błąd ADC lub DAC Wymień moduł CCM, wymienić.
603 Zarezerwowany Brak dostępnych informacji, skontaktuj się z działem obsługi klienta.
604 Błąd pamięci danych Wymień moduł CCM, wymienić.
605 Błąd pamięci programu Wymień moduł CCM, wymienić.
606 +5V Logika niskie zasilanie Wymień moduł CCM, wymienić.
607 Przekroczenie temperatury procesora Zmniejszyć temperaturę otoczenia; Usterka modułu CCM; wymienić.
608Zasilanie 5V interfejsu ko-munikacyjnego RS 485/422 niskie.
Wymień moduł CCM, wymienić.
609 Błąd urządzenia aktualizacji oprogramowania Usterka modułu CCM; wymienić.
610 Błąd protokołu aktualizacji oprogramowania Usterka modułu CCM; wymienić.
611 Błąd sterownika USB Usterka modułu CCM; wymienić.
612 Błąd zasilania USB Niesprawne urządzenie USB podłączone do portu USB, wyjąć; Wymień moduł CCM.
613 Błąd tworzenia dziennika USB
Nie można było utworzyć pliku dziennika podczas ostatniej próby aktualizacji oprogramowania firmware na pamięci USB; Użyć innej pamięci USB lub sformato-wać.
614 Brak pliku USF Brak pliku VTCCMFW.USF na pamięci USB; Zapisać właściwe pliki na pamięć USB dla aktualizacji oprogramowania; Użyć innej pamięci USB lub sformatować.
615 Brak pliku aktualizującego CCM
Plik programowy CCM określony w VTCCMFW.USF nie znaleziony ; Dodaj odpo-wiednie pliki do Flash do aktualizacji oprogramowania układowego.
616 Błąd aktualizacji DPCWystąpiła usterka przy próbie aktualizacji oprogramowania DPC; Zapisać właściwe pliki na pamięć USB dla aktualizacji oprogramowania; Szczegóły w pliku CCM_LOG.TXT na pamięci USB.
617 DMC Błąd aktualizacjiWystąpił błąd podczas próby aktualizacji oprogramowania sprzętowego DMC; Zapisać właściwe pliki na pamięć USB dla aktualizacji oprogramowania; Szczegóły w pliku CCM_LOG.TXT na pamięci USB.
618 Błąd kalibracji ADC Błąd zbyt dużej kalibracji ADC; Usterka nadal występuje wadliwy CCM;
619 Usterka włącznika przepły-wu
Włącznik przepływu wykazuje przepływ płynu chłodzącego przy wyłączonej pompie;
620 Błąd pamięci trwałej Zapis pamięci trwałej uszkodzony lub wykasowany; Usterka nadal występuje wadliwy CCM.
621 Usterka formatu USB
Dysk flash USB został wykryty, ale nie może być odczytana przez moduł CCM. Wykonać kopię zapasową wszystkich plików na dysku flash, sformatuj urządzenie pamięci flash USB do plików FAT lub FAT32, wymienić tylko moduł CCM aktualiza-cja plików i spróbuj ponownie. Należy stosować różne pamięci flash USB sforma-towane w systemie plików FAT lub FAT32 system plików.
622Usterka umożliwiająca zdalne wykonanie kodu MODUŁU CCM
Możliwe EMI problemu hałasu lub kod usterki. Sprawdzić pod kątem prawidło-wego uziemienia instalacji i urządzeń i routingu z Latarka elektryczna przewody i kable do zmniejszenia emisji elektromagnetycznej interferencji do modułu CCM. Jeśli problem nadal występuje, sprawdzić kod MODUŁU CCM jest to najnowsza wersja obsługiwanych wersji. Wymień moduł CCM module.
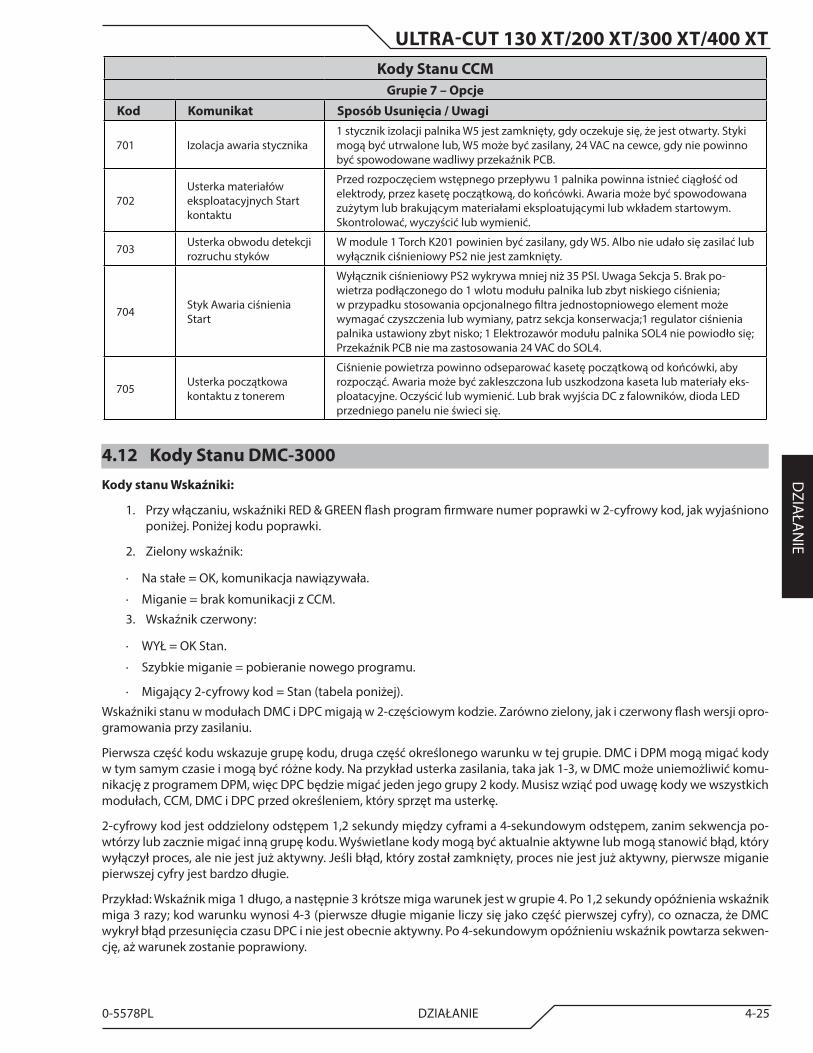
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-25
DZIA
ŁAN
IE
Kody Stanu CCMGrupie 7 – Opcje
Kod Komunikat Sposób Usunięcia / Uwagi
701 Izolacja awaria stycznika1 stycznik izolacji palnika W5 jest zamknięty, gdy oczekuje się, że jest otwarty. Styki mogą być utrwalone lub, W5 może być zasilany, 24 VAC na cewce, gdy nie powinno być spowodowane wadliwy przekaźnik PCB.
702Usterka materiałów eksploatacyjnych Start kontaktu
Przed rozpoczęciem wstępnego przepływu 1 palnika powinna istnieć ciągłość od elektrody, przez kasetę początkową, do końcówki. Awaria może być spowodowana zużytym lub brakującym materiałami eksploatującymi lub wkładem startowym. Skontrolować, wyczyścić lub wymienić.
703 Usterka obwodu detekcji rozruchu styków
W module 1 Torch K201 powinien być zasilany, gdy W5. Albo nie udało się zasilać lub wyłącznik ciśnieniowy PS2 nie jest zamknięty.
704 Styk Awaria ciśnienia Start
Wyłącznik ciśnieniowy PS2 wykrywa mniej niż 35 PSI. Uwaga Sekcja 5. Brak po-wietrza podłączonego do 1 wlotu modułu palnika lub zbyt niskiego ciśnienia; w przypadku stosowania opcjonalnego filtra jednostopniowego element może wymagać czyszczenia lub wymiany, patrz sekcja konserwacja;1 regulator ciśnienia palnika ustawiony zbyt nisko; 1 Elektrozawór modułu palnika SOL4 nie powiodło się; Przekaźnik PCB nie ma zastosowania 24 VAC do SOL4.
705 Usterka początkowa kontaktu z tonerem
Ciśnienie powietrza powinno odseparować kasetę początkową od końcówki, aby rozpocząć. Awaria może być zakleszczona lub uszkodzona kaseta lub materiały eks-ploatacyjne. Oczyścić lub wymienić. Lub brak wyjścia DC z falowników, dioda LED przedniego panelu nie świeci się.
4.12 Kody Stanu DMC-3000Kody stanu Wskaźniki:
1. Przy włączaniu, wskaźniki RED & GREEN flash program firmware numer poprawki w 2-cyfrowy kod, jak wyjaśniono poniżej. Poniżej kodu poprawki.
2. Zielony wskaźnik:
· Na stałe = OK, komunikacja nawiązywała.
· Miganie = brak komunikacji z CCM.3. Wskaźnik czerwony:
· WYŁ = OK Stan.
· Szybkie miganie = pobieranie nowego programu.
· Migający 2-cyfrowy kod = Stan (tabela poniżej).Wskaźniki stanu w modułach DMC i DPC migają w 2-częściowym kodzie. Zarówno zielony, jak i czerwony flash wersji opro-gramowania przy zasilaniu.
Pierwsza część kodu wskazuje grupę kodu, druga część określonego warunku w tej grupie. DMC i DPM mogą migać kody w tym samym czasie i mogą być różne kody. Na przykład usterka zasilania, taka jak 1-3, w DMC może uniemożliwić komu-nikację z programem DPM, więc DPC będzie migać jeden jego grupy 2 kody. Musisz wziąć pod uwagę kody we wszystkich modułach, CCM, DMC i DPC przed określeniem, który sprzęt ma usterkę.
2-cyfrowy kod jest oddzielony odstępem 1,2 sekundy między cyframi a 4-sekundowym odstępem, zanim sekwencja po-wtórzy lub zacznie migać inną grupę kodu. Wyświetlane kody mogą być aktualnie aktywne lub mogą stanowić błąd, który wyłączył proces, ale nie jest już aktywny. Jeśli błąd, który został zamknięty, proces nie jest już aktywny, pierwsze miganie pierwszej cyfry jest bardzo długie.
Przykład: Wskaźnik miga 1 długo, a następnie 3 krótsze miga warunek jest w grupie 4. Po 1,2 sekundy opóźnienia wskaźnik miga 3 razy; kod warunku wynosi 4-3 (pierwsze długie miganie liczy się jako część pierwszej cyfry), co oznacza, że DMC wykrył błąd przesunięcia czasu DPC i nie jest obecnie aktywny. Po 4-sekundowym opóźnieniu wskaźnik powtarza sekwen-cję, aż warunek zostanie poprawiony.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-26 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
Kluczyka Kody Stanu DMC-3000Grupie 1 - DMC
Kod Komunikat Przyczyna/Sposób Usunięcia1-1 Plazma wyłączona Włącz plazmę; Niesprawne zasilanie DMC (przekaźnik E-stop).
1-2 Błąd zasilania prą-dem stałym 24 V
Sprawdzić/wymienić bezpiecznik zasilania (F2) DMC; Wymienić zasilanie DMC; Wymie-nić płytkę obwodu drukowanego sterownika DMC.
1-3 Błąd zasilania prą-dem stałym 5 V
Sprawdzić/wymienić zasilanie DMC; Wymienić płytkę obwodu drukowanego sterowni-ka DMC.
1-4 Nie wybrano pro-ces gazu Wybrać i wysłać proces z TSC 3000 lub CNC;
1-5 Blokada DMC Ładowanie procesu, czekaj, aż zostanie zakończony.
1-6 Gaz nie przedmu-chany Przedmuch nie nastąpił z powodu błędu DPC, sprawdzić status błędu DPC.
Grupa 2 - Port Komunikacyjny DPC *
2-1 Błąd potwierdzenia DPC
Sprawdzić kabel światłowodowy pomiędzy DMC i DPC oraz połączenia; Zabrudzony lub niesprawny przewód światłowodowy;Płytka obwodu drukowanego zasilania DPC, bezpiecznik lub sterowania. Płytka obwodu drukowanego sterownika DMC.
2-2 Błąd wył. szyny DPC
Sprawdzić kabel światłowodowy pomiędzy DMC i DPC oraz połączenia; Zabrudzony lub niesprawny przewód światłowodowy;Płytka obwodu drukowanego zasilania DPC, bezpiecznik lub sterowania. Płytka obwodu drukowanego sterownika DMC.
2-3 Zarezerwowany Brak dostępnych informacji, skontaktuj się z działem obsługi klienta.
Grupie 3 - Port Komunikacyjny CCM *
3-1 Błąd potwierdzenia CCMSprawdzić kabel światłowodowy pomiędzy DMC i CCM oraz połączenia; Za-brudzony lub niesprawny przewód światłowodowy; Wymienić płytkę obwodu drukowanego sterownika DMC; Wymień moduł CCM.
3-2 CCM Magistrala odłączo-na error
Sprawdzić kabel światłowodowy pomiędzy DMC i CCM oraz połączenia; Za-brudzony lub niesprawny przewód światłowodowy; Wymienić płytkę obwodu drukowanego sterownika DMC; Wymień moduł CCM.
3-3 Zarezerwowany Brak dostępnych informacji, skontaktuj się z działem obsługi klienta.
Grupa 4 - Stan Kontrolera Gazu I Błędy Protokołu
4-1 Utrata połączenia CCM Utrata komunikacji z DPC lub DMC; Sprawdzić zabrudzenie lub niesprawność światłowodu podłączonego do DPC lub CCM; Patrz kody stanu DPC i CCM.
4-2 Czas oczekiwania modułu CCM przekroczony
Utrata komunikacji z DPC lub DMC, Sprawdzić zabrudzenie lub niesprawność światłowodu podłączonego do DPC lub CCM. Patrz kody stanu DPC i CCM.
4-3 Czas oczekiwania DPC przekroczony
Utrata komunikacji z DPC, sprawdzić zabrudzenie lub poprawność działania przewodu światłowodowego do DPC. Patrz kod stanu DPC.
4-4 Błąd modułu DPC Utrata komunikacji z DPC, sprawdzić zabrudzenie lub poprawność działania przewodu światłowodowego do DPC. Patrz kod stanu DPC.
4-5 Zarezerwowany Brak dostępnych informacji, skontaktuj się z działem obsługi klienta.
4-6 Zarezerwowany Brak dostępnych informacji, skontaktuj się z działem obsługi klienta.
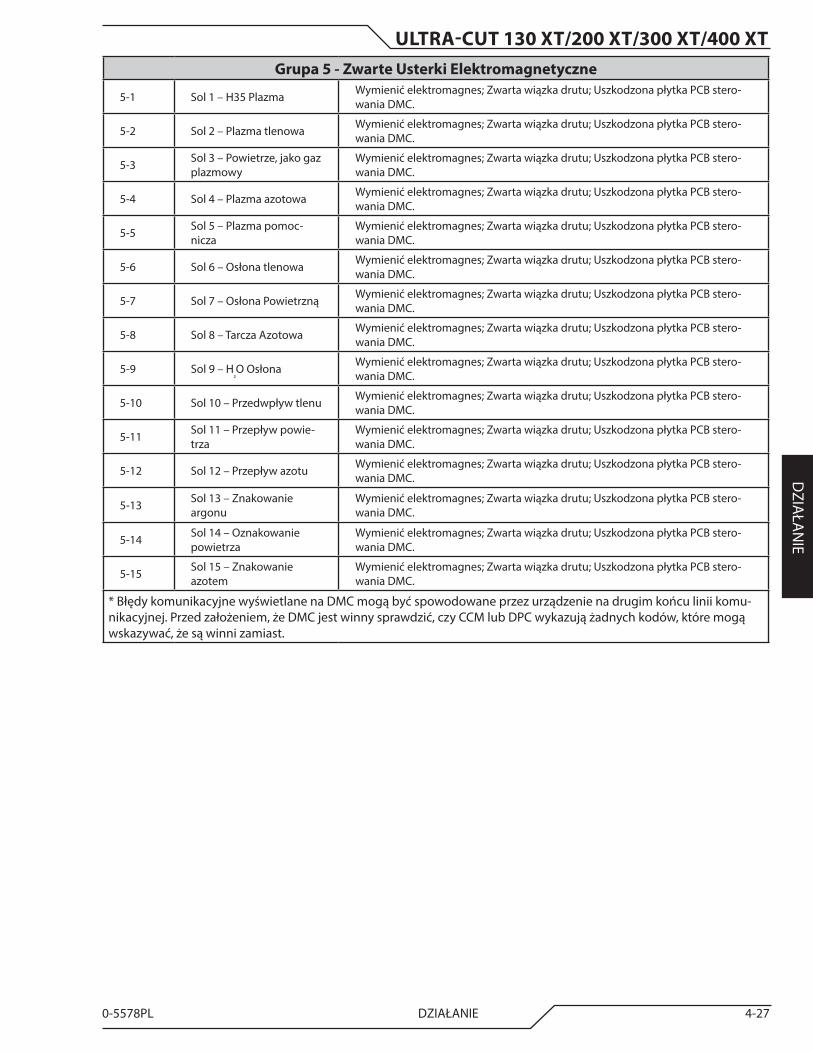
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-27
DZIA
ŁAN
IE
Grupa 5 - Zwarte Usterki Elektromagnetyczne
5-1 Sol 1 – H35 Plazma Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-2 Sol 2 – Plazma tlenowa Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-3 Sol 3 – Powietrze, jako gaz plazmowy
Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-4 Sol 4 – Plazma azotowa Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-5 Sol 5 – Plazma pomoc-nicza
Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-6 Sol 6 – Osłona tlenowa Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-7 Sol 7 – Osłona Powietrzną Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-8 Sol 8 – Tarcza Azotowa Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-9 Sol 9 – H₂O Osłona Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-10 Sol 10 – Przedwpływ tlenu Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-11 Sol 11 – Przepływ powie-trza
Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-12 Sol 12 – Przepływ azotu Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-13 Sol 13 – Znakowanie argonu
Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-14 Sol 14 – Oznakowanie powietrza
Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
5-15 Sol 15 – Znakowanie azotem
Wymienić elektromagnes; Zwarta wiązka drutu; Uszkodzona płytka PCB stero-wania DMC.
* Błędy komunikacyjne wyświetlane na DMC mogą być spowodowane przez urządzenie na drugim końcu linii komu-nikacyjnej. Przed założeniem, że DMC jest winny sprawdzić, czy CCM lub DPC wykazują żadnych kodów, które mogą wskazywać, że są winni zamiast.
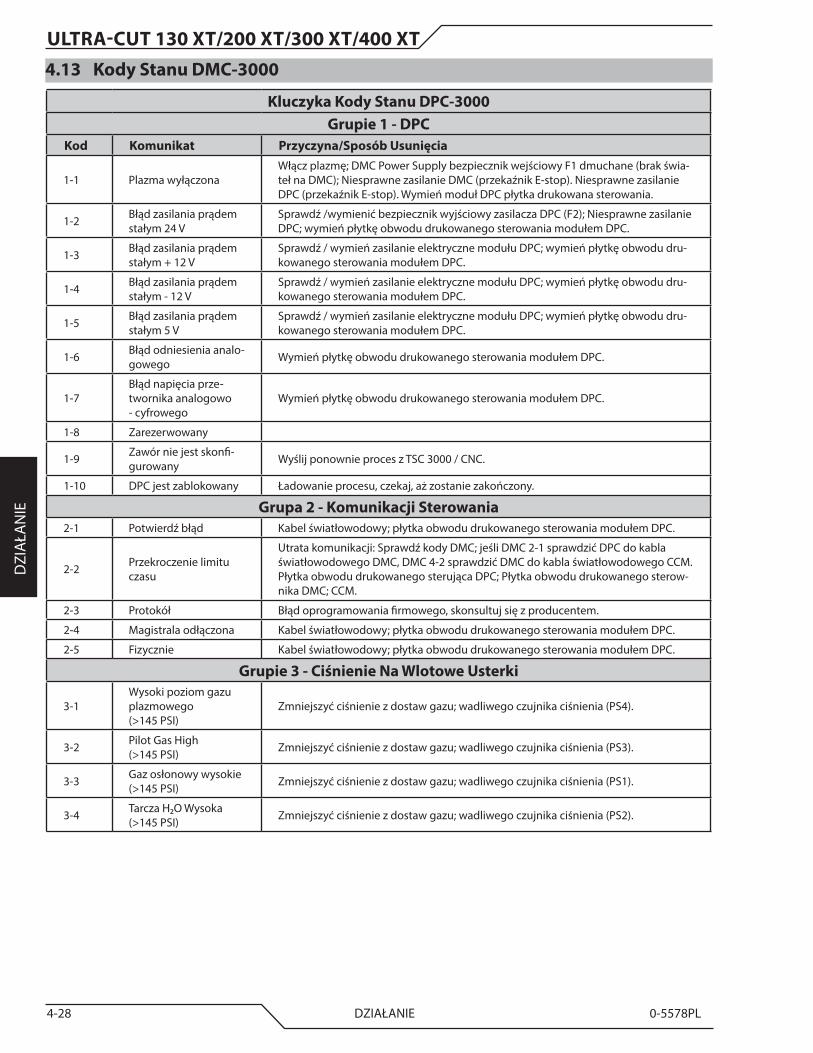
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-28 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
4.13 Kody Stanu DMC-3000
Kluczyka Kody Stanu DPC-3000Grupie 1 - DPC
Kod Komunikat Przyczyna/Sposób Usunięcia
1-1 Plazma wyłączonaWłącz plazmę; DMC Power Supply bezpiecznik wejściowy F1 dmuchane (brak świa-teł na DMC); Niesprawne zasilanie DMC (przekaźnik E-stop). Niesprawne zasilanie DPC (przekaźnik E-stop). Wymień moduł DPC płytka drukowana sterowania.
1-2 Błąd zasilania prądem stałym 24 V
Sprawdź /wymienić bezpiecznik wyjściowy zasilacza DPC (F2); Niesprawne zasilanie DPC; wymień płytkę obwodu drukowanego sterowania modułem DPC.
1-3 Błąd zasilania prądem stałym + 12 V
Sprawdź / wymień zasilanie elektryczne modułu DPC; wymień płytkę obwodu dru-kowanego sterowania modułem DPC.
1-4 Błąd zasilania prądem stałym - 12 V
Sprawdź / wymień zasilanie elektryczne modułu DPC; wymień płytkę obwodu dru-kowanego sterowania modułem DPC.
1-5 Błąd zasilania prądem stałym 5 V
Sprawdź / wymień zasilanie elektryczne modułu DPC; wymień płytkę obwodu dru-kowanego sterowania modułem DPC.
1-6 Błąd odniesienia analo-gowego Wymień płytkę obwodu drukowanego sterowania modułem DPC.
1-7Błąd napięcia prze-twornika analogowo - cyfrowego
Wymień płytkę obwodu drukowanego sterowania modułem DPC.
1-8 Zarezerwowany
1-9 Zawór nie jest skonfi-gurowany Wyślij ponownie proces z TSC 3000 / CNC.
1-10 DPC jest zablokowany Ładowanie procesu, czekaj, aż zostanie zakończony.
Grupa 2 - Komunikacji Sterowania2-1 Potwierdź błąd Kabel światłowodowy; płytka obwodu drukowanego sterowania modułem DPC.
2-2 Przekroczenie limitu czasu
Utrata komunikacji: Sprawdź kody DMC; jeśli DMC 2-1 sprawdzić DPC do kabla światłowodowego DMC, DMC 4-2 sprawdzić DMC do kabla światłowodowego CCM. Płytka obwodu drukowanego sterująca DPC; Płytka obwodu drukowanego sterow-nika DMC; CCM.
2-3 Protokół Błąd oprogramowania firmowego, skonsultuj się z producentem.
2-4 Magistrala odłączona Kabel światłowodowy; płytka obwodu drukowanego sterowania modułem DPC.
2-5 Fizycznie Kabel światłowodowy; płytka obwodu drukowanego sterowania modułem DPC.
Grupie 3 - Ciśnienie Na Wlotowe Usterki
3-1Wysoki poziom gazu plazmowego (>145 PSI)
Zmniejszyć ciśnienie z dostaw gazu; wadliwego czujnika ciśnienia (PS4).
3-2 Pilot Gas High (>145 PSI) Zmniejszyć ciśnienie z dostaw gazu; wadliwego czujnika ciśnienia (PS3).
3-3 Gaz osłonowy wysokie (>145 PSI) Zmniejszyć ciśnienie z dostaw gazu; wadliwego czujnika ciśnienia (PS1).
3-4 Tarcza H₂O Wysoka (>145 PSI) Zmniejszyć ciśnienie z dostaw gazu; wadliwego czujnika ciśnienia (PS2).
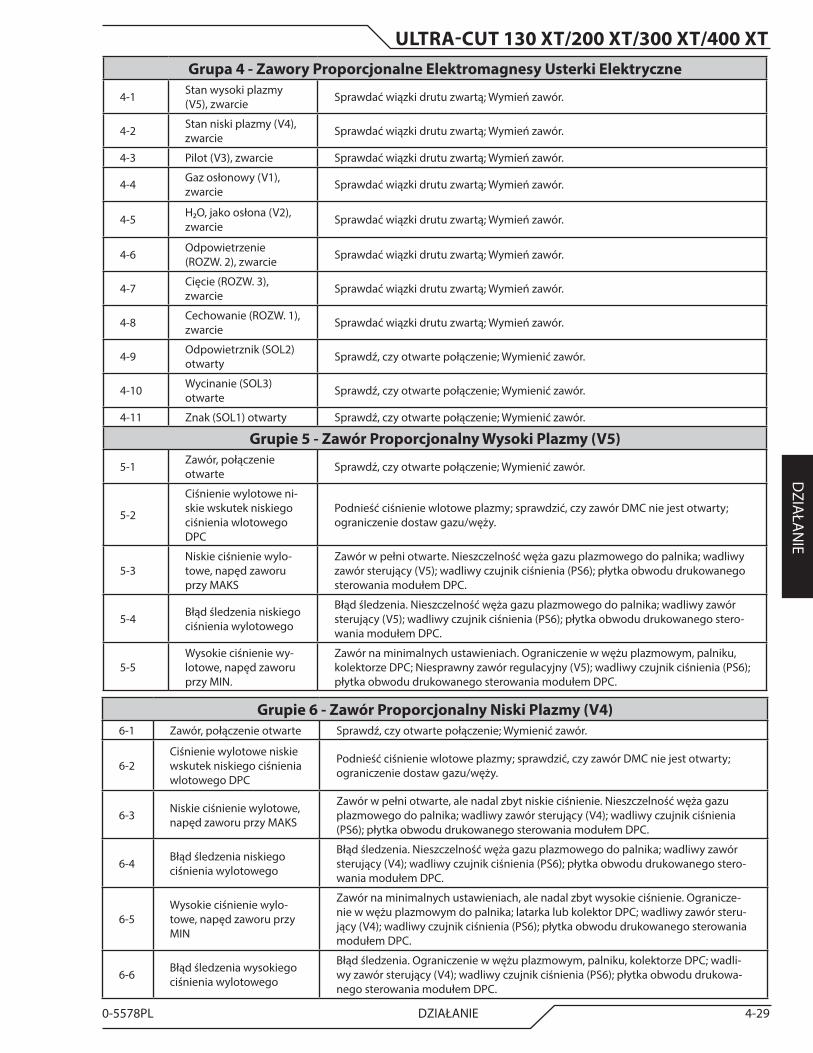
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-29
DZIA
ŁAN
IE
Grupa 4 - Zawory Proporcjonalne Elektromagnesy Usterki Elektryczne
4-1 Stan wysoki plazmy (V5), zwarcie Sprawdać wiązki drutu zwartą; Wymień zawór.
4-2 Stan niski plazmy (V4), zwarcie Sprawdać wiązki drutu zwartą; Wymień zawór.
4-3 Pilot (V3), zwarcie Sprawdać wiązki drutu zwartą; Wymień zawór.
4-4 Gaz osłonowy (V1), zwarcie Sprawdać wiązki drutu zwartą; Wymień zawór.
4-5 H₂O, jako osłona (V2), zwarcie Sprawdać wiązki drutu zwartą; Wymień zawór.
4-6 Odpowietrzenie (ROZW. 2), zwarcie Sprawdać wiązki drutu zwartą; Wymień zawór.
4-7 Cięcie (ROZW. 3), zwarcie Sprawdać wiązki drutu zwartą; Wymień zawór.
4-8 Cechowanie (ROZW. 1), zwarcie Sprawdać wiązki drutu zwartą; Wymień zawór.
4-9 Odpowietrznik (SOL2) otwarty Sprawdź, czy otwarte połączenie; Wymienić zawór.
4-10 Wycinanie (SOL3) otwarte Sprawdź, czy otwarte połączenie; Wymienić zawór.
4-11 Znak (SOL1) otwarty Sprawdź, czy otwarte połączenie; Wymienić zawór.
Grupie 5 - Zawór Proporcjonalny Wysoki Plazmy (V5)
5-1 Zawór, połączenie otwarte Sprawdź, czy otwarte połączenie; Wymienić zawór.
5-2
Ciśnienie wylotowe ni-skie wskutek niskiego ciśnienia wlotowego DPC
Podnieść ciśnienie wlotowe plazmy; sprawdzić, czy zawór DMC nie jest otwarty; ograniczenie dostaw gazu/węży.
5-3Niskie ciśnienie wylo-towe, napęd zaworu przy MAKS
Zawór w pełni otwarte. Nieszczelność węża gazu plazmowego do palnika; wadliwy zawór sterujący (V5); wadliwy czujnik ciśnienia (PS6); płytka obwodu drukowanego sterowania modułem DPC.
5-4 Błąd śledzenia niskiego ciśnienia wylotowego
Błąd śledzenia. Nieszczelność węża gazu plazmowego do palnika; wadliwy zawór sterujący (V5); wadliwy czujnik ciśnienia (PS6); płytka obwodu drukowanego stero-wania modułem DPC.
5-5Wysokie ciśnienie wy-lotowe, napęd zaworu przy MIN.
Zawór na minimalnych ustawieniach. Ograniczenie w wężu plazmowym, palniku, kolektorze DPC; Niesprawny zawór regulacyjny (V5); wadliwy czujnik ciśnienia (PS6); płytka obwodu drukowanego sterowania modułem DPC.
Grupie 6 - Zawór Proporcjonalny Niski Plazmy (V4)6-1 Zawór, połączenie otwarte Sprawdź, czy otwarte połączenie; Wymienić zawór.
6-2Ciśnienie wylotowe niskie wskutek niskiego ciśnienia wlotowego DPC
Podnieść ciśnienie wlotowe plazmy; sprawdzić, czy zawór DMC nie jest otwarty; ograniczenie dostaw gazu/węży.
6-3 Niskie ciśnienie wylotowe, napęd zaworu przy MAKS
Zawór w pełni otwarte, ale nadal zbyt niskie ciśnienie. Nieszczelność węża gazu plazmowego do palnika; wadliwy zawór sterujący (V4); wadliwy czujnik ciśnienia (PS6); płytka obwodu drukowanego sterowania modułem DPC.
6-4 Błąd śledzenia niskiego ciśnienia wylotowego
Błąd śledzenia. Nieszczelność węża gazu plazmowego do palnika; wadliwy zawór sterujący (V4); wadliwy czujnik ciśnienia (PS6); płytka obwodu drukowanego stero-wania modułem DPC.
6-5Wysokie ciśnienie wylo-towe, napęd zaworu przy MIN
Zawór na minimalnych ustawieniach, ale nadal zbyt wysokie ciśnienie. Ogranicze-nie w wężu plazmowym do palnika; latarka lub kolektor DPC; wadliwy zawór steru-jący (V4); wadliwy czujnik ciśnienia (PS6); płytka obwodu drukowanego sterowania modułem DPC.
6-6 Błąd śledzenia wysokiego ciśnienia wylotowego
Błąd śledzenia. Ograniczenie w wężu plazmowym, palniku, kolektorze DPC; wadli-wy zawór sterujący (V4); wadliwy czujnik ciśnienia (PS6); płytka obwodu drukowa-nego sterowania modułem DPC.
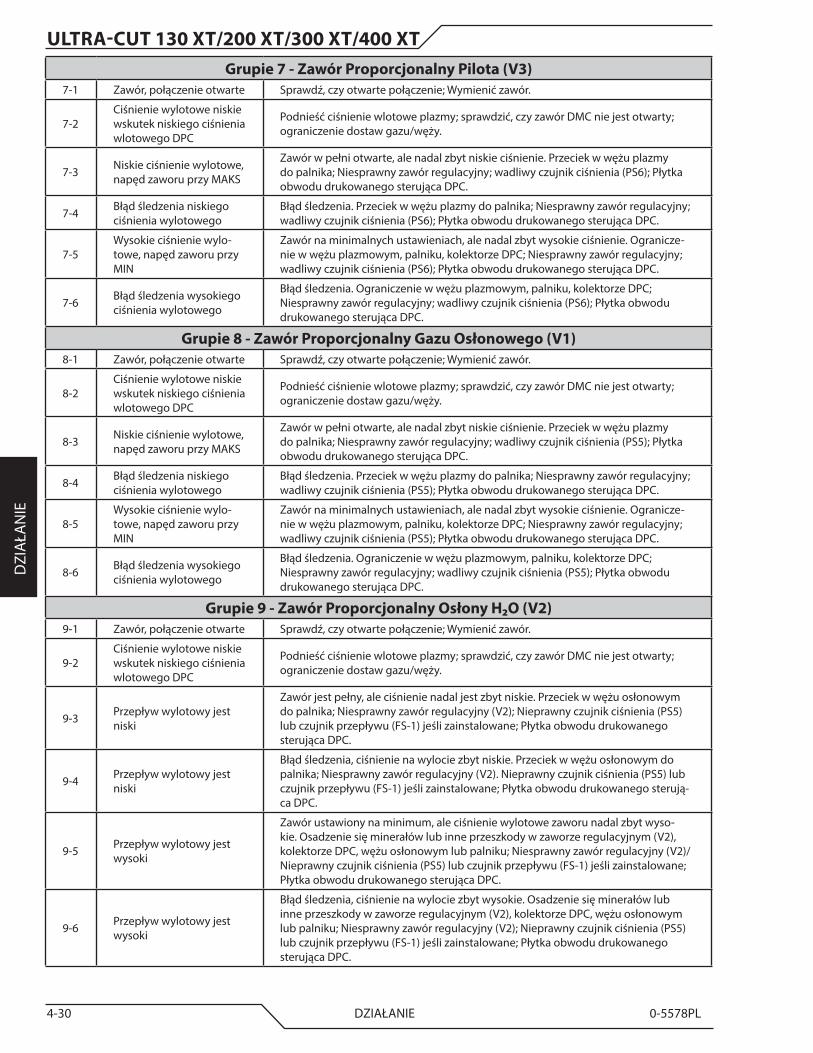
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-30 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
Grupie 7 - Zawór Proporcjonalny Pilota (V3)7-1 Zawór, połączenie otwarte Sprawdź, czy otwarte połączenie; Wymienić zawór.
7-2Ciśnienie wylotowe niskie wskutek niskiego ciśnienia wlotowego DPC
Podnieść ciśnienie wlotowe plazmy; sprawdzić, czy zawór DMC nie jest otwarty; ograniczenie dostaw gazu/węży.
7-3 Niskie ciśnienie wylotowe, napęd zaworu przy MAKS
Zawór w pełni otwarte, ale nadal zbyt niskie ciśnienie. Przeciek w wężu plazmy do palnika; Niesprawny zawór regulacyjny; wadliwy czujnik ciśnienia (PS6); Płytka obwodu drukowanego sterująca DPC.
7-4 Błąd śledzenia niskiego ciśnienia wylotowego
Błąd śledzenia. Przeciek w wężu plazmy do palnika; Niesprawny zawór regulacyjny; wadliwy czujnik ciśnienia (PS6); Płytka obwodu drukowanego sterująca DPC.
7-5Wysokie ciśnienie wylo-towe, napęd zaworu przy MIN
Zawór na minimalnych ustawieniach, ale nadal zbyt wysokie ciśnienie. Ogranicze-nie w wężu plazmowym, palniku, kolektorze DPC; Niesprawny zawór regulacyjny; wadliwy czujnik ciśnienia (PS6); Płytka obwodu drukowanego sterująca DPC.
7-6 Błąd śledzenia wysokiego ciśnienia wylotowego
Błąd śledzenia. Ograniczenie w wężu plazmowym, palniku, kolektorze DPC; Niesprawny zawór regulacyjny; wadliwy czujnik ciśnienia (PS6); Płytka obwodu drukowanego sterująca DPC.
Grupie 8 - Zawór Proporcjonalny Gazu Osłonowego (V1)8-1 Zawór, połączenie otwarte Sprawdź, czy otwarte połączenie; Wymienić zawór.
8-2Ciśnienie wylotowe niskie wskutek niskiego ciśnienia wlotowego DPC
Podnieść ciśnienie wlotowe plazmy; sprawdzić, czy zawór DMC nie jest otwarty; ograniczenie dostaw gazu/węży.
8-3 Niskie ciśnienie wylotowe, napęd zaworu przy MAKS
Zawór w pełni otwarte, ale nadal zbyt niskie ciśnienie. Przeciek w wężu plazmy do palnika; Niesprawny zawór regulacyjny; wadliwy czujnik ciśnienia (PS5); Płytka obwodu drukowanego sterująca DPC.
8-4 Błąd śledzenia niskiego ciśnienia wylotowego
Błąd śledzenia. Przeciek w wężu plazmy do palnika; Niesprawny zawór regulacyjny; wadliwy czujnik ciśnienia (PS5); Płytka obwodu drukowanego sterująca DPC.
8-5Wysokie ciśnienie wylo-towe, napęd zaworu przy MIN
Zawór na minimalnych ustawieniach, ale nadal zbyt wysokie ciśnienie. Ogranicze-nie w wężu plazmowym, palniku, kolektorze DPC; Niesprawny zawór regulacyjny; wadliwy czujnik ciśnienia (PS5); Płytka obwodu drukowanego sterująca DPC.
8-6 Błąd śledzenia wysokiego ciśnienia wylotowego
Błąd śledzenia. Ograniczenie w wężu plazmowym, palniku, kolektorze DPC; Niesprawny zawór regulacyjny; wadliwy czujnik ciśnienia (PS5); Płytka obwodu drukowanego sterująca DPC.
Grupie 9 - Zawór Proporcjonalny Osłony H₂O (V2)9-1 Zawór, połączenie otwarte Sprawdź, czy otwarte połączenie; Wymienić zawór.
9-2Ciśnienie wylotowe niskie wskutek niskiego ciśnienia wlotowego DPC
Podnieść ciśnienie wlotowe plazmy; sprawdzić, czy zawór DMC nie jest otwarty; ograniczenie dostaw gazu/węży.
9-3 Przepływ wylotowy jest niski
Zawór jest pełny, ale ciśnienie nadal jest zbyt niskie. Przeciek w wężu osłonowym do palnika; Niesprawny zawór regulacyjny (V2); Nieprawny czujnik ciśnienia (PS5) lub czujnik przepływu (FS-1) jeśli zainstalowane; Płytka obwodu drukowanego sterująca DPC.
9-4 Przepływ wylotowy jest niski
Błąd śledzenia, ciśnienie na wylocie zbyt niskie. Przeciek w wężu osłonowym do palnika; Niesprawny zawór regulacyjny (V2). Nieprawny czujnik ciśnienia (PS5) lub czujnik przepływu (FS-1) jeśli zainstalowane; Płytka obwodu drukowanego sterują-ca DPC.
9-5 Przepływ wylotowy jest wysoki
Zawór ustawiony na minimum, ale ciśnienie wylotowe zaworu nadal zbyt wyso-kie. Osadzenie się minerałów lub inne przeszkody w zaworze regulacyjnym (V2), kolektorze DPC, wężu osłonowym lub palniku; Niesprawny zawór regulacyjny (V2)/ Nieprawny czujnik ciśnienia (PS5) lub czujnik przepływu (FS-1) jeśli zainstalowane; Płytka obwodu drukowanego sterująca DPC.
9-6 Przepływ wylotowy jest wysoki
Błąd śledzenia, ciśnienie na wylocie zbyt wysokie. Osadzenie się minerałów lub inne przeszkody w zaworze regulacyjnym (V2), kolektorze DPC, wężu osłonowym lub palniku; Niesprawny zawór regulacyjny (V2); Nieprawny czujnik ciśnienia (PS5) lub czujnik przepływu (FS-1) jeśli zainstalowane; Płytka obwodu drukowanego sterująca DPC.
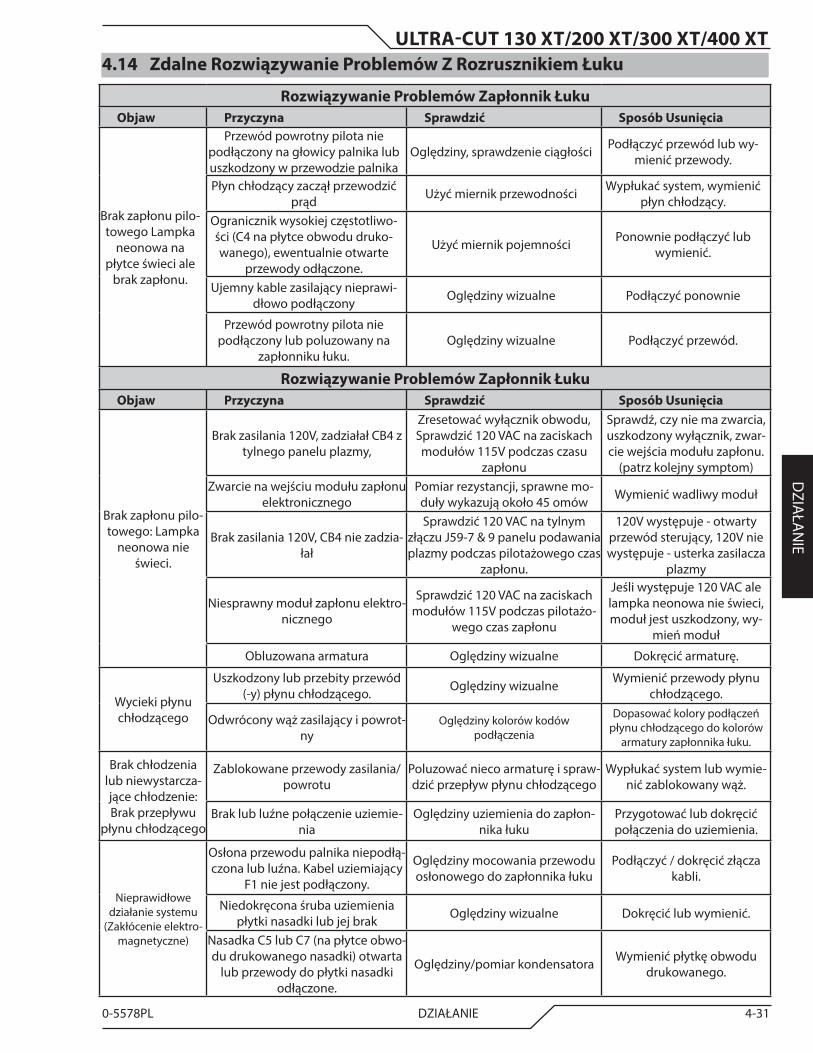
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL DZIAŁANIE 4-31
DZIA
ŁAN
IE
4.14 Zdalne Rozwiązywanie Problemów Z Rozrusznikiem Łuku
Rozwiązywanie Problemów Zapłonnik ŁukuObjaw Przyczyna Sprawdzić Sposób Usunięcia
Brak zapłonu pilo-towego Lampka
neonowa na płytce świeci ale
brak zapłonu.
Przewód powrotny pilota nie podłączony na głowicy palnika lub uszkodzony w przewodzie palnika
Oględziny, sprawdzenie ciągłości Podłączyć przewód lub wy-mienić przewody.
Płyn chłodzący zaczął przewodzić prąd Użyć miernik przewodności Wypłukać system, wymienić
płyn chłodzący.Ogranicznik wysokiej częstotliwo-ści (C4 na płytce obwodu druko-wanego), ewentualnie otwarte
przewody odłączone.
Użyć miernik pojemności Ponownie podłączyć lub wymienić.
Ujemny kable zasilający nieprawi-dłowo podłączony Oględziny wizualne Podłączyć ponownie
Przewód powrotny pilota nie podłączony lub poluzowany na
zapłonniku łuku.Oględziny wizualne Podłączyć przewód.
Rozwiązywanie Problemów Zapłonnik ŁukuObjaw Przyczyna Sprawdzić Sposób Usunięcia
Brak zapłonu pilo-towego: Lampka
neonowa nie świeci.
Brak zasilania 120V, zadziałał CB4 z tylnego panelu plazmy,
Zresetować wyłącznik obwodu, Sprawdzić 120 VAC na zaciskach modułów 115V podczas czasu
zapłonu
Sprawdź, czy nie ma zwarcia, uszkodzony wyłącznik, zwar-cie wejścia modułu zapłonu.
(patrz kolejny symptom)Zwarcie na wejściu modułu zapłonu
elektronicznegoPomiar rezystancji, sprawne mo-duły wykazują około 45 omów Wymienić wadliwy moduł
Brak zasilania 120V, CB4 nie zadzia-łał
Sprawdzić 120 VAC na tylnym złączu J59-7 & 9 panelu podawania plazmy podczas pilotażowego czas
zapłonu.
120V występuje - otwarty przewód sterujący, 120V nie występuje - usterka zasilacza
plazmy
Niesprawny moduł zapłonu elektro-nicznego
Sprawdzić 120 VAC na zaciskach modułów 115V podczas pilotażo-
wego czas zapłonu
Jeśli występuje 120 VAC ale lampka neonowa nie świeci, moduł jest uszkodzony, wy-
mień moduł
Obluzowana armatura Oględziny wizualne Dokręcić armaturę.
Wycieki płynu chłodzącego
Uszkodzony lub przebity przewód (-y) płynu chłodzącego. Oględziny wizualne Wymienić przewody płynu
chłodzącego.
Odwrócony wąż zasilający i powrot-ny
Oględziny kolorów kodów podłączenia
Dopasować kolory podłączeń płynu chłodzącego do kolorów
armatury zapłonnika łuku.
Brak chłodzenia lub niewystarcza-jące chłodzenie: Brak przepływu
płynu chłodzącego
Zablokowane przewody zasilania/powrotu
Poluzować nieco armaturę i spraw-dzić przepływ płynu chłodzącego
Wypłukać system lub wymie-nić zablokowany wąż.
Brak lub luźne połączenie uziemie-nia
Oględziny uziemienia do zapłon-nika łuku
Przygotować lub dokręcić połączenia do uziemienia.
Nieprawidłowe działanie systemu
(Zakłócenie elektro-magnetyczne)
Osłona przewodu palnika niepodłą-czona lub luźna. Kabel uziemiający
F1 nie jest podłączony.
Oględziny mocowania przewodu osłonowego do zapłonnika łuku
Podłączyć / dokręcić złącza kabli.
Niedokręcona śruba uziemienia płytki nasadki lub jej brak Oględziny wizualne Dokręcić lub wymienić.
Nasadka C5 lub C7 (na płytce obwo-du drukowanego nasadki) otwarta
lub przewody do płytki nasadki odłączone.
Oględziny/pomiar kondensatora Wymienić płytkę obwodu drukowanego.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
4-32 DZIAŁANIE 0-5578PL
DZI
AŁA
NIE
Tę stronę celowo pozostawiono pustą.
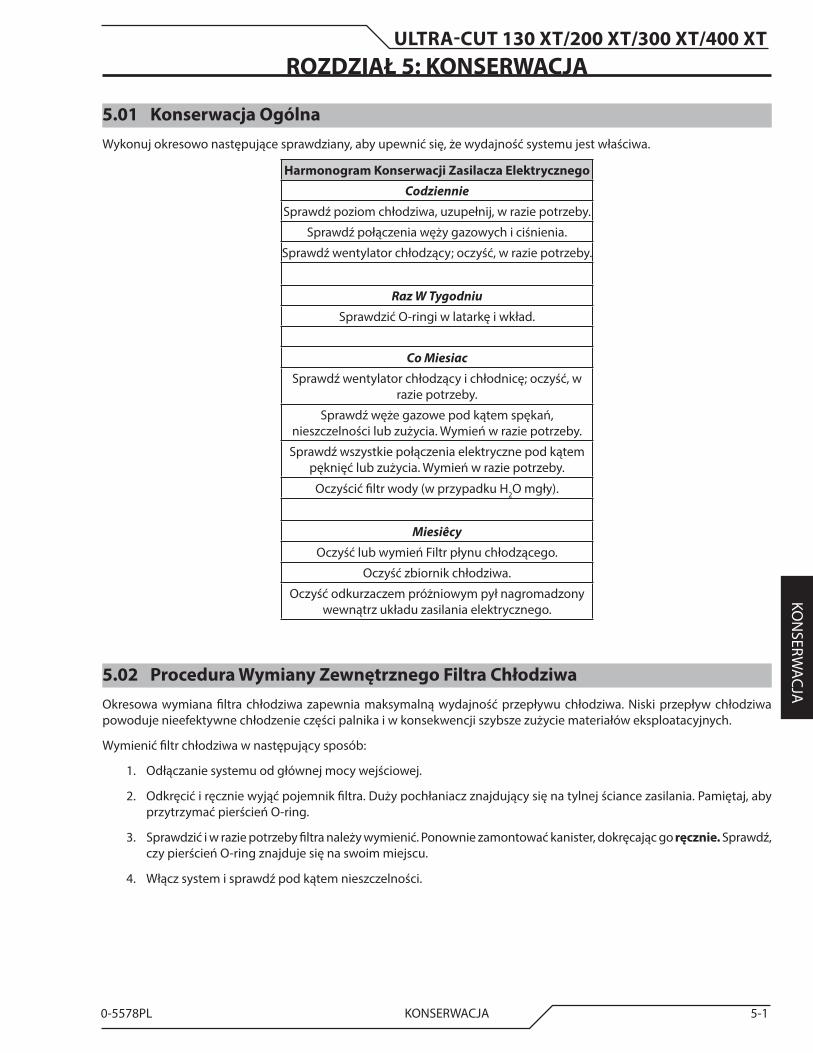
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL KONSERWACJA 5-1
KON
SERWACJA
ROZDZIAŁ 5: KONSERWACJA
5.01 Konserwacja OgólnaWykonuj okresowo następujące sprawdziany, aby upewnić się, że wydajność systemu jest właściwa.
Harmonogram Konserwacji Zasilacza Elektrycznego
Codziennie
Sprawdź poziom chłodziwa, uzupełnij, w razie potrzeby.
Sprawdź połączenia węży gazowych i ciśnienia.
Sprawdź wentylator chłodzący; oczyść, w razie potrzeby.
Raz W Tygodniu
Sprawdzić O-ringi w latarkę i wkład.
Co Miesiac
Sprawdź wentylator chłodzący i chłodnicę; oczyść, w razie potrzeby.
Sprawdź węże gazowe pod kątem spękań, nieszczelności lub zużycia. Wymień w razie potrzeby.
Sprawdź wszystkie połączenia elektryczne pod kątem pęknięć lub zużycia. Wymień w razie potrzeby.
Oczyścić filtr wody (w przypadku H2O mgły).
Miesiêcy
Oczyść lub wymień Filtr płynu chłodzącego.
Oczyść zbiornik chłodziwa.
Oczyść odkurzaczem próżniowym pył nagromadzony wewnątrz układu zasilania elektrycznego.
5.02 Procedura Wymiany Zewnętrznego Filtra ChłodziwaOkresowa wymiana filtra chłodziwa zapewnia maksymalną wydajność przepływu chłodziwa. Niski przepływ chłodziwa powoduje nieefektywne chłodzenie części palnika i w konsekwencji szybsze zużycie materiałów eksploatacyjnych.
Wymienić filtr chłodziwa w następujący sposób:
1. Odłączanie systemu od głównej mocy wejściowej.
2. Odkręcić i ręcznie wyjąć pojemnik filtra. Duży pochłaniacz znajdujący się na tylnej ściance zasilania. Pamiętaj, aby przytrzymać pierścień O-ring.
3. Sprawdzić i w razie potrzeby filtra należy wymienić. Ponownie zamontować kanister, dokręcając go ręcznie. Sprawdź, czy pierścień O-ring znajduje się na swoim miejscu.
4. Włącz system i sprawdź pod kątem nieszczelności.
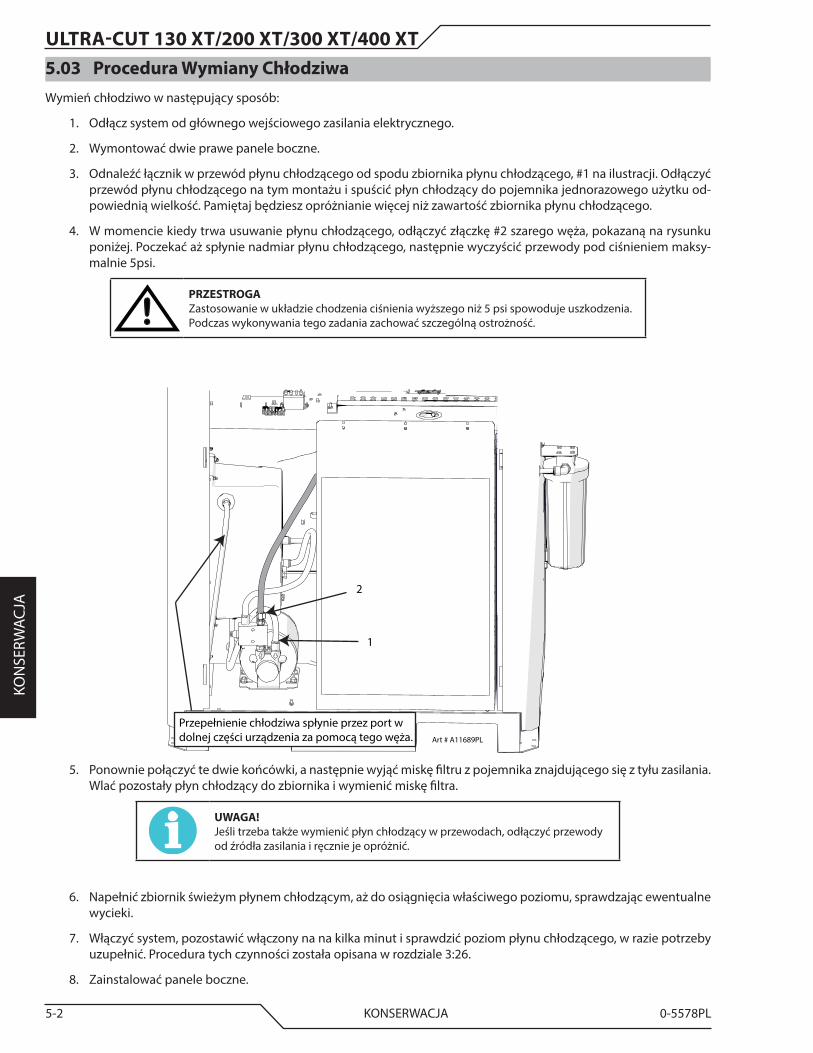
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
5-2 KONSERWACJA 0-5578PL
KON
SERW
ACJA
5.03 Procedura Wymiany ChłodziwaWymień chłodziwo w następujący sposób:
1. Odłącz system od głównego wejściowego zasilania elektrycznego.
2. Wymontować dwie prawe panele boczne.
3. Odnaleźć łącznik w przewód płynu chłodzącego od spodu zbiornika płynu chłodzącego, #1 na ilustracji. Odłączyć przewód płynu chłodzącego na tym montażu i spuścić płyn chłodzący do pojemnika jednorazowego użytku od-powiednią wielkość. Pamiętaj będziesz opróżnianie więcej niż zawartość zbiornika płynu chłodzącego.
4. W momencie kiedy trwa usuwanie płynu chłodzącego, odłączyć złączkę #2 szarego węża, pokazaną na rysunku poniżej. Poczekać aż spłynie nadmiar płynu chłodzącego, następnie wyczyścić przewody pod ciśnieniem maksy-malnie 5psi.
!!PRZESTROGAZastosowanie w układzie chodzenia ciśnienia wyższego niż 5 psi spowoduje uszkodzenia. Podczas wykonywania tego zadania zachować szczególną ostrożność.
2
1
Art # A11689PL
Przepełnienie chłodziwa spłynie przez port w dolnej części urządzenia za pomocą tego węża.
5. Ponownie połączyć te dwie końcówki, a następnie wyjąć miskę filtru z pojemnika znajdującego się z tyłu zasilania.
Wlać pozostały płyn chłodzący do zbiornika i wymienić miskę filtra.
UWAGA!Jeśli trzeba także wymienić płyn chłodzący w przewodach, odłączyć przewody od źródła zasilania i ręcznie je opróżnić.
6. Napełnić zbiornik świeżym płynem chłodzącym, aż do osiągnięcia właściwego poziomu, sprawdzając ewentualne wycieki.
7. Włączyć system, pozostawić włączony na na kilka minut i sprawdzić poziom płynu chłodzącego, w razie potrzeby uzupełnić. Procedura tych czynności została opisana w rozdziale 3:26.
8. Zainstalować panele boczne.
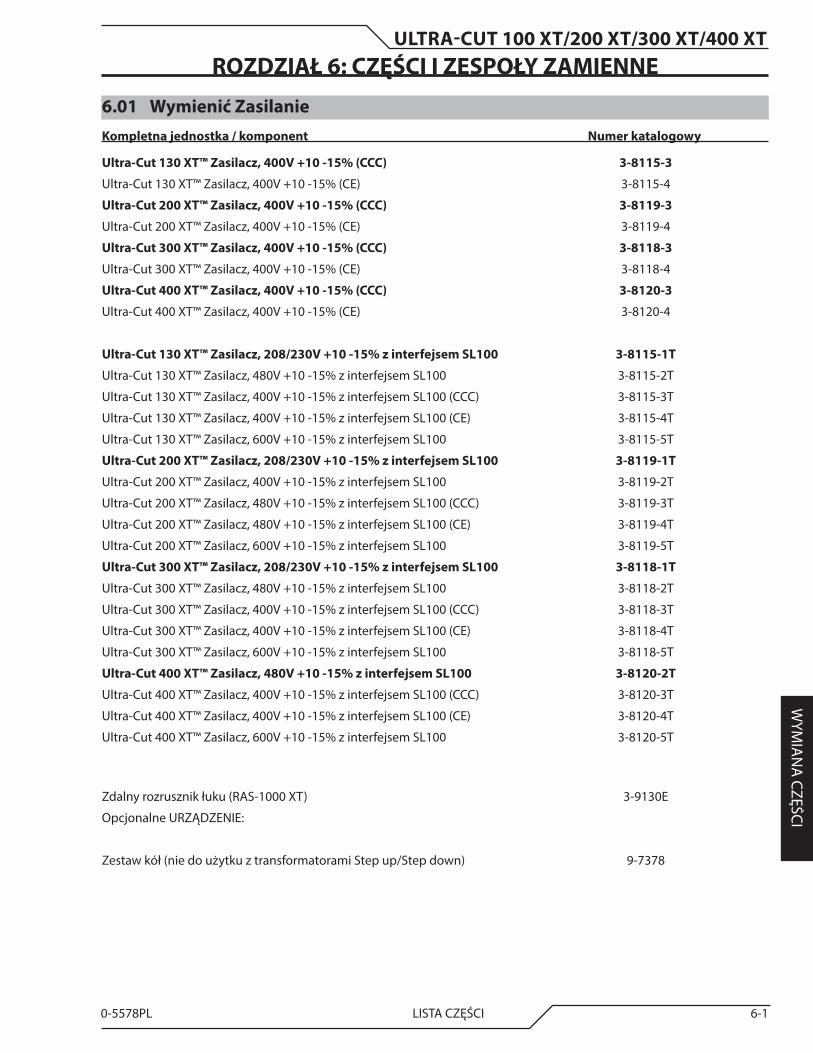
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5578PL LISTA CZĘŚCI 6-1
WYM
IAN
A CZĘŚCI
ROZDZIAŁ 6: CZĘŚCI I ZESPOŁY ZAMIENNE
6.01 Wymienić ZasilanieKompletna jednostka / komponent Numer katalogowy
Ultra-Cut 130 XT™ Zasilacz, 400V +10 -15% (CCC) 3-8115-3
Ultra-Cut 130 XT™ Zasilacz, 400V +10 -15% (CE) 3-8115-4
Ultra-Cut 200 XT™ Zasilacz, 400V +10 -15% (CCC) 3-8119-3
Ultra-Cut 200 XT™ Zasilacz, 400V +10 -15% (CE) 3-8119-4
Ultra-Cut 300 XT™ Zasilacz, 400V +10 -15% (CCC) 3-8118-3
Ultra-Cut 300 XT™ Zasilacz, 400V +10 -15% (CE) 3-8118-4
Ultra-Cut 400 XT™ Zasilacz, 400V +10 -15% (CCC) 3-8120-3
Ultra-Cut 400 XT™ Zasilacz, 400V +10 -15% (CE) 3-8120-4
Ultra-Cut 130 XT™ Zasilacz, 208/230V +10 -15% z interfejsem SL100 3-8115-1T
Ultra-Cut 130 XT™ Zasilacz, 480V +10 -15% z interfejsem SL100 3-8115-2T
Ultra-Cut 130 XT™ Zasilacz, 400V +10 -15% z interfejsem SL100 (CCC) 3-8115-3T
Ultra-Cut 130 XT™ Zasilacz, 400V +10 -15% z interfejsem SL100 (CE) 3-8115-4T
Ultra-Cut 130 XT™ Zasilacz, 600V +10 -15% z interfejsem SL100 3-8115-5T
Ultra-Cut 200 XT™ Zasilacz, 208/230V +10 -15% z interfejsem SL100 3-8119-1T
Ultra-Cut 200 XT™ Zasilacz, 400V +10 -15% z interfejsem SL100 3-8119-2T
Ultra-Cut 200 XT™ Zasilacz, 480V +10 -15% z interfejsem SL100 (CCC) 3-8119-3T
Ultra-Cut 200 XT™ Zasilacz, 480V +10 -15% z interfejsem SL100 (CE) 3-8119-4T
Ultra-Cut 200 XT™ Zasilacz, 600V +10 -15% z interfejsem SL100 3-8119-5T
Ultra-Cut 300 XT™ Zasilacz, 208/230V +10 -15% z interfejsem SL100 3-8118-1T
Ultra-Cut 300 XT™ Zasilacz, 480V +10 -15% z interfejsem SL100 3-8118-2T
Ultra-Cut 300 XT™ Zasilacz, 400V +10 -15% z interfejsem SL100 (CCC) 3-8118-3T
Ultra-Cut 300 XT™ Zasilacz, 400V +10 -15% z interfejsem SL100 (CE) 3-8118-4T
Ultra-Cut 300 XT™ Zasilacz, 600V +10 -15% z interfejsem SL100 3-8118-5T
Ultra-Cut 400 XT™ Zasilacz, 480V +10 -15% z interfejsem SL100 3-8120-2T
Ultra-Cut 400 XT™ Zasilacz, 400V +10 -15% z interfejsem SL100 (CCC) 3-8120-3T
Ultra-Cut 400 XT™ Zasilacz, 400V +10 -15% z interfejsem SL100 (CE) 3-8120-4T
Ultra-Cut 400 XT™ Zasilacz, 600V +10 -15% z interfejsem SL100 3-8120-5T
Zdalny rozrusznik łuku (RAS-1000 XT) 3-9130E
Opcjonalne URZĄDZENIE:
Zestaw kół (nie do użytku z transformatorami Step up/Step down) 9-7378

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-2 LISTA CZĘŚCI 0-5578PL
WYM
IAN
A C
ZĘŚC
I
6.02 Rozmieszczenie Systemu 130 - 300 AZobacz sekcja 3.08 i 3.10 aby dowiedzieć się więcej na temat przyłączy uziemienia i kabli uziemienia.
Zasilanie główne
Element roboczy
CNC
Zdalnyrozrusznik
łuku
Art # A-11995PL
Palnik
Zasilanie chłodziwem
Powrót chłodziwa
Kabel sterowania
Powrót pilota
Zasilanie chłodziwem
Powrót chłodziwa
Gaz plazmowy
Gaz osłonowy
Kabel roboczy
Konsolagazu
DMC-3000
ZasilaczsystemuUltra-Cut
DPC-3000System
sterowaniagazem
Rura pozycyjna
Gaz plazmowy
Oznaczenie
Osłona
Gaz osłonowy
Ujemny
Powrót pilota
Kabel sterowania
Maksymalna długosc 30,5 m
Osłona
H
Q
R
U
S
A
B
C
D
E
P K
L
O
I
JG
Maksymalna długosc 53,3 m
Przepływ wstępny
Kabel swiatłowodowy L
Osłona wodna T
Maksymalna długosc 38,1 m
Maksymalna długosc 53,3 m
Kabel swiatłowodowy
Kabel sterowania
F
Sterownikekranu
dotykowego
V
W
F1
F1
F
F
Kabel uziemienia Tylko, gdy DMCjest zamontowanyw górnej częściPSJeśli brak - uziemienie
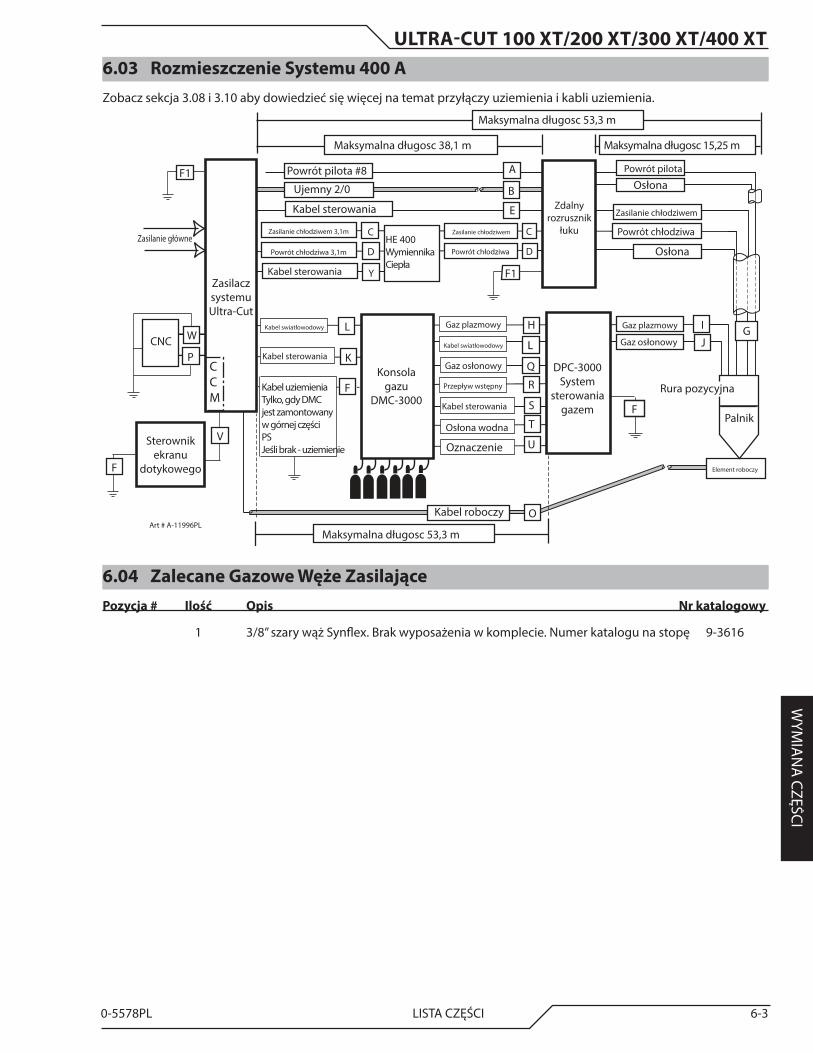
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5578PL LISTA CZĘŚCI 6-3
WYM
IAN
A CZĘŚCI
6.03 Rozmieszczenie Systemu 400 AZobacz sekcja 3.08 i 3.10 aby dowiedzieć się więcej na temat przyłączy uziemienia i kabli uziemienia.
CNC
Art # A-11996PL
H
Q
R
U
S
A
B
E
C
D
P K
L
O
I
JG
L
T
F
V
W
F1
F1
F
F
C
D
Y
CCM
Zasilanie chłodziwem 3,1m
Powrót chłodziwa 3,1m
Kabel sterowania
Ujemny 2/0
Powrót pilota #8
HE 400Wymiennika Ciepła
Kabel sterowania
Zasilanie chłodziwem
Powrót chłodziwa
Zasilanie główne
Element roboczy
Zdalnyrozrusznik
łuku
Palnik
Powrót pilota
Zasilanie chłodziwem
Powrót chłodziwa
Gaz plazmowy
Gaz osłonowy
Kabel roboczy
Konsolagazu
DMC-3000
ZasilaczsystemuUltra-Cut
DPC-3000System
sterowaniagazem
Rura pozycyjna
Gaz plazmowy
Oznaczenie
Osłona
Gaz osłonowy
Kabel sterowania
Maksymalna długosc 15,25 m
Osłona
Maksymalna długosc 53,3 m
Przepływ wstępny
Kabel swiatłowodowy
Osłona wodna
Maksymalna długosc 38,1 m
Maksymalna długosc 53,3 m
Kabel swiatłowodowy
Kabel sterowania
Sterownikekranu
dotykowego
Kabel uziemienia Tylko, gdy DMCjest zamontowanyw górnej częściPSJeśli brak - uziemienie
6.04 Zalecane Gazowe Węże ZasilającePozycja # Ilość Opis Nr katalogowy
1 3/8” szary wąż Synflex. Brak wyposażenia w komplecie. Numer katalogu na stopę 9-3616
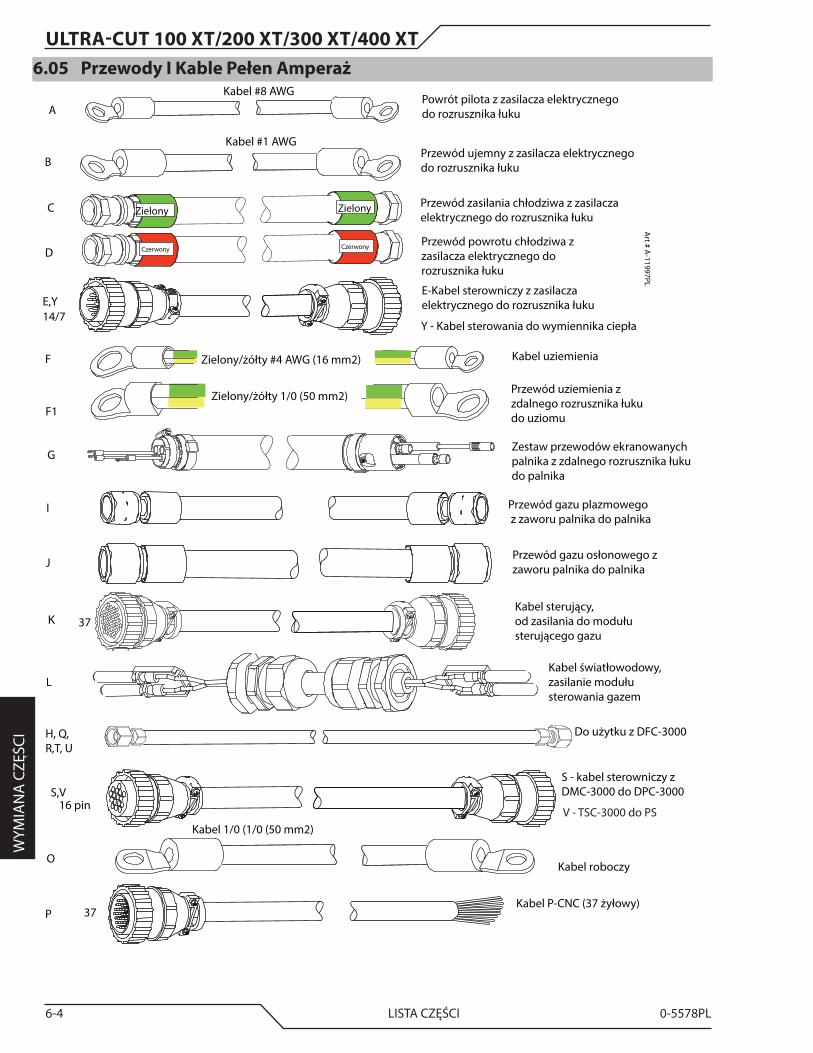
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-4 LISTA CZĘŚCI 0-5578PL
WYM
IAN
A C
ZĘŚC
I
6.05 Przewody I Kable Pełen Amperaż
A
Art # A
-11997PLB
C
D
F
F1
K
L
H, Q, R,T, U
37
O
P
Kabel światłowodowy, zasilanie modułu sterowania gazem
Kabel sterujący, od zasilania do modułu sterującego gazu
G
E,Y14/7
Y - Kabel sterowania do wymiennika ciepła
I
J
37
16 pinS,V
Zielony/żółty #4 AWG (16 mm2)
Zielony/żółty 1/0 (50 mm2)
Zielony
Kabel #8 AWG
Kabel #1 AWG
Kabel roboczy
Kabel P-CNC (37 żyłowy)
Przewód zasilania chłodziwa z zasilacza elektrycznego do rozrusznika łuku
Kabel 1/0 (1/0 (50 mm2)
Powrót pilota z zasilacza elektrycznego do rozrusznika łuku
Przewód ujemny z zasilacza elektrycznego do rozrusznika łuku
E-Kabel sterowniczy z zasilacza elektrycznego do rozrusznika łuku
Kabel uziemienia
Przewód uziemienia z zdalnego rozrusznika łuku do uziomu
Zielony
CzerwonyPrzewód powrotu chłodziwa z zasilacza elektrycznego do rozrusznika łuku
Zestaw przewodów ekranowanych palnika z zdalnego rozrusznika łuku do palnika
Do użytku z DFC-3000
S - kabel sterowniczy z DMC-3000 do DPC-3000
V - TSC-3000 do PS
Czerwony
Przewód gazu plazmowego z zaworu palnika do palnika
Przewód gazu osłonowego z zaworu palnika do palnika

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5578PL LISTA CZĘŚCI 6-5
WYM
IAN
A CZĘŚCI
Ult
ra-C
ut 1
00, 2
00, 3
00, 4
00 X
T Pr
zew
ody
Kluc
zyka
Opi
s4
ft
1,2
m10
ft
3,05
m15
ft
4,5
m20
ft
6 m
25 ft
7,
6 m
30 ft
9,
1 m
35 ft
10
,6 m
40 ft
12
m50
ft
15,2
m60
ft
18,3
m75
ft
22,8
m10
0 ft
30
,5 m
125
ft
38,1
m15
0 ft
45
,7 m
175
ft
53,3
m20
0 ft
61
m22
5 ft
68
,6 m
A,B
,C,
D,E
Zest
aw p
rzew
odu
zasi
lani
a (U
wag
a 1)
4-30
964-
3097
4-30
984-
3099
4-31
004-
3101
4-31
054-
3102
4-31
034-
3104
4-31
094-
3110
A
Prze
wód
pow
rotn
y pi
lota
9-48
909-
4891
9-47
909-
4791
9-94
269-
4792
4-32
009-
4793
9-47
949-
4796
9-74
549-
7455
BPr
zew
ód u
jem
ny9-
7356
9-
7357
9-73
589-
7359
9-73
609-
7361
4-32
019-
7362
9-73
639-
7364
9-74
569-
7457
CW
ąż, c
hłod
ziw
a Za
sila
nie
9-48
059-
4887
9-48
069-
4807
9-94
249-
4808
4-32
029-
4809
9-48
109-
4812
9-74
589-
7465
DW
ąż, P
owró
t pły
nu c
hłod
zące
go9-
4813
9-48
899-
4814
9-48
159-
9425
9-48
164-
3203
9-48
179-
4818
9-48
209-
7466
9-74
67
EKa
bel s
tero
wan
ia d
o Za
płon
nik
łuku
9-49
419-
4916
9-49
179-
4918
9-94
289-
4942
4-32
059-
4943
9-49
449-
4922
9-74
689-
7469
FPr
zew
ód u
ziem
ieni
a, P
S do
GCM
9-49
239-
4924
9-49
259-
4926
9-49
279-
4928
9-49
299-
4930
F1Pr
zew
ód u
ziem
ieni
a, Z
daln
y A
S na
zi
emię
9-49
319-
4932
9-49
339-
4934
9-49
359-
4936
9-49
379-
4938
GZe
staw
, Prz
ewód
pal
nika
4-52
004-
5201
4-52
024-
5203
4-52
044-
5205
4-52
064-
5207
4-30
16
ILi
nia
do p
lazm
y9-
3333
JPr
zew
ody
osło
ny9-
3334
K Ka
bel s
tero
wan
ia, P
S do
DM
C-30
009-
4907
9-49
089-
4909
9-93
329-
4910
9-49
119-
4912
9-49
139-
4914
9-49
679-
4968
OPr
zew
ód ro
bocz
y9-
7350
9-73
519-
7352
9-73
53
PKa
bel s
tero
wan
ia, C
NC
do P
S9-
7368
9-73
699-
7370
9-73
719-
7372
H,L
,Q,
R,S,
T, U
Auto
mat
yczn
y ze
staw
prz
ewod
ów
gazo
wyc
h (u
wag
a 2)
4-
3086
4-30
874-
3088
4-30
894-
3090
4-30
914-
3092
4-30
934-
3094
4-30
95
H
Wąż
gaz
u pl
azm
oweg
o9-
7103
9-71
048-
0149
9-72
709-
7271
9-72
729-
7273
9-72
749-
7275
9-72
76
LPr
zew
ód s
teru
jący
św
iatło
wód
9-48
989-
4899
9-49
009-
9335
9-49
019-
4902
9-49
039-
4904
9-49
059-
4906
9-49
679-
4968
QO
słon
owy
wąż
gaz
owy
9-72
779-
7278
9-72
799-
7280
9-72
819-
7282
9-72
839-
7284
9-72
859-
7286
RW
ąż g
azu
pilo
tow
ego/
wst
ępne
go
prze
pływ
u9-
6956
9-69
579-
6959
9-69
619-
6963
9-69
649-
7080
9-70
819-
4876
9-48
77
SKa
bel s
tero
wan
ia9-
7093
9-70
949-
7095
9-70
969-
7097
9-70
989-
7099
9-71
009-
7101
9-71
02
TO
słon
a w
odna
9-69
859-
6986
9-69
879-
6988
9-69
899-
6996
9-69
919-
6992
9-69
939-
7073
9-70
749-
7075
9-70
76
UKa
bel O
znac
zeni
e9-
4725
9-47
269-
4727
9-47
289-
4729
9-47
309-
4731
9-47
329-
4733
9-47
349-
7077
9-70
789-
7079
VSt
erow
nik
zdal
ny K
abel
ste
row
ania
9-92
309-
9231
9-92
329-
9233
9-92
349-
9235
9-92
369-
9237
9-92
389-
9239
WKa
bel s
tero
wan
ia k
omun
ikac
ją, C
NC
9-86
749-
8675
9-86
769-
8677
9-86
789-
8679
9-86
80
UW
AGA
1: Z
esta
wy
prze
wod
ów z
asila
jący
ch o
bejm
ują
prze
wód
pow
rotn
y pi
lota
, prz
ewód
uje
mny
, węż
e za
sila
jące
i po
wro
tne
płyn
u ch
łodz
ąceg
o i p
rzew
ód s
tero
wan
ia.
UW
AGA
2: Z
esta
wy
prze
wod
ów a
utom
atyc
zneg
o ga
zu o
bejm
ują
wąż
gaz
owy
plaz
mow
y, w
ąż g
azow
y Sh
ield
, kab
el ś
wia
tłow
odow
y, w
ąż g
azow
y pr
zedb
iego
wy,
osł
onę
wod
y i k
able
ste
rują
ce in
dyw
idua
lnie
, a n
ie
połą
czon
e.
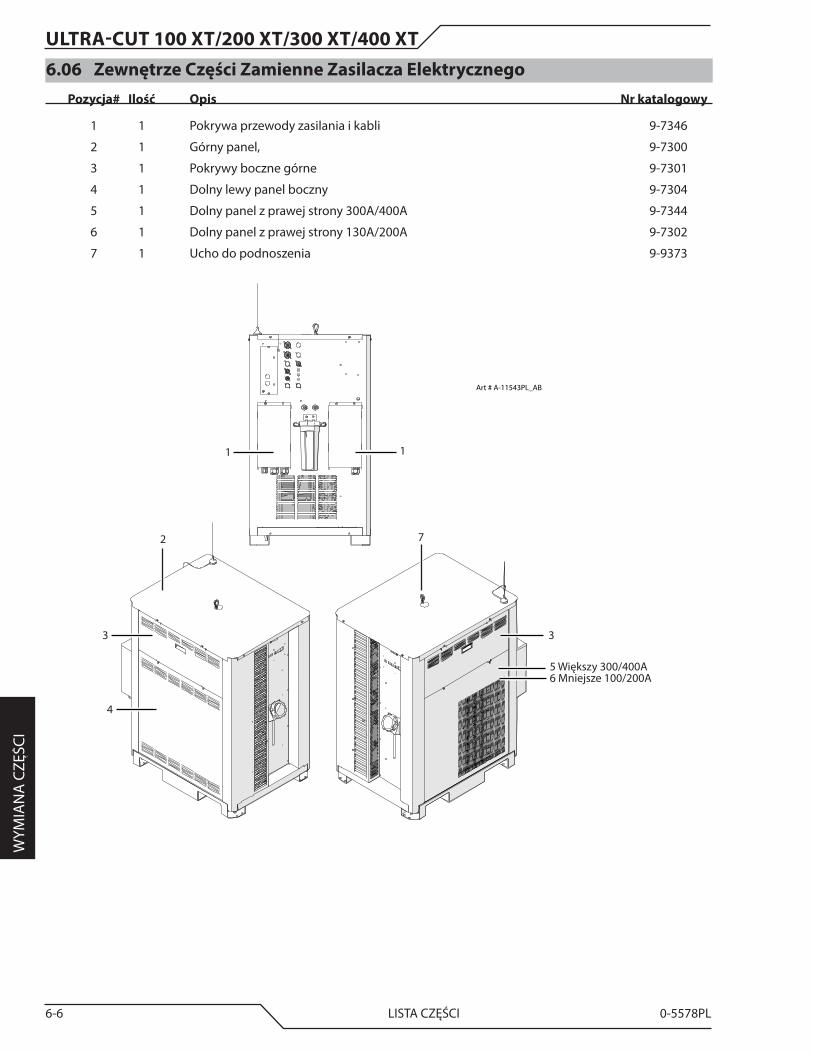
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-6 LISTA CZĘŚCI 0-5578PL
WYM
IAN
A C
ZĘŚC
I
6.06 Zewnętrze Części Zamienne Zasilacza Elektrycznego Pozycja# Ilość Opis Nr katalogowy
1 1 Pokrywa przewody zasilania i kabli 9-7346
2 1 Górny panel, 9-7300
3 1 Pokrywy boczne górne 9-7301
4 1 Dolny lewy panel boczny 9-7304
5 1 Dolny panel z prawej strony 300A/400A 9-7344
6 1 Dolny panel z prawej strony 130A/200A 9-7302
7 1 Ucho do podnoszenia 9-9373
2
5 Większy 300/400A
1
6 Mniejsze 100/200A
4
7
Art # A-11543PL_AB
1
3 3
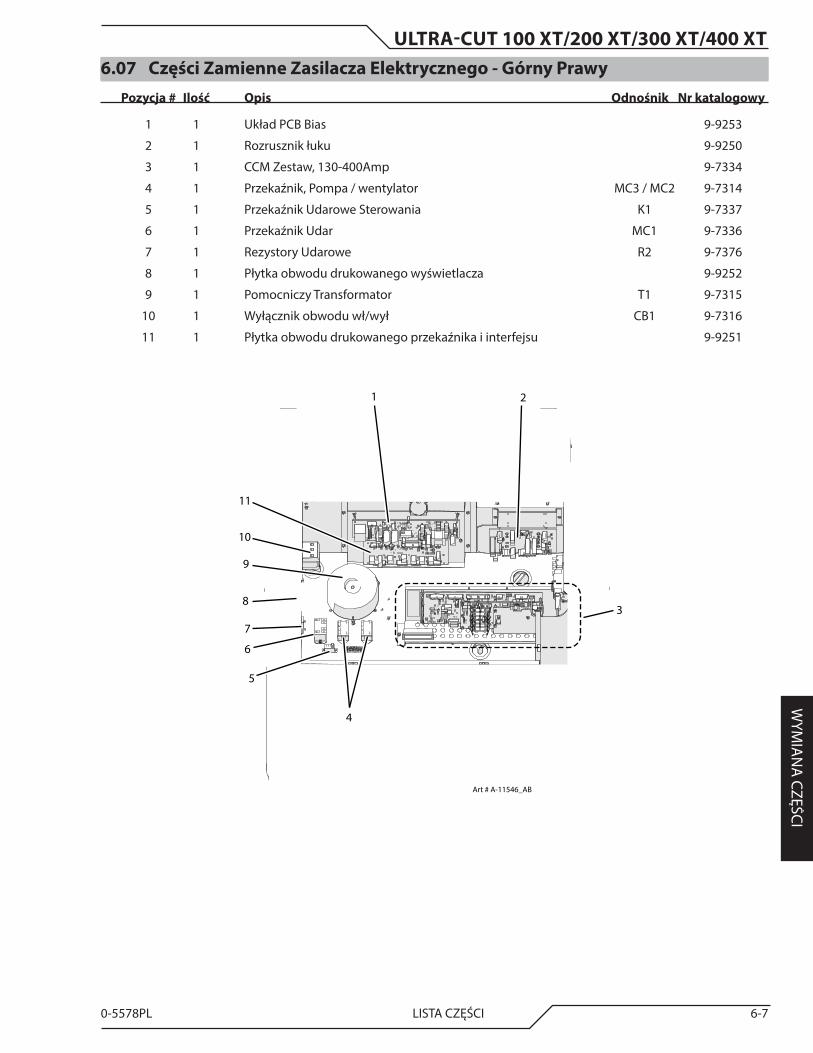
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5578PL LISTA CZĘŚCI 6-7
WYM
IAN
A CZĘŚCI
6.07 Części Zamienne Zasilacza Elektrycznego - Górny Prawy Pozycja # Ilość Opis Odnośnik Nr katalogowy
1 1 Układ PCB Bias 9-9253
2 1 Rozrusznik łuku 9-9250
3 1 CCM Zestaw, 130-400Amp 9-7334
4 1 Przekaźnik, Pompa / wentylator MC3 / MC2 9-7314
5 1 Przekaźnik Udarowe Sterowania K1 9-7337
6 1 Przekaźnik Udar MC1 9-7336
7 1 Rezystory Udarowe R2 9-7376
8 1 Płytka obwodu drukowanego wyświetlacza 9-9252
9 1 Pomocniczy Transformator T1 9-7315
10 1 Wyłącznik obwodu wł/wył CB1 9-7316
11 1 Płytka obwodu drukowanego przekaźnika i interfejsu 9-9251
1 2
3
4
5
6
7
9
10
Art # A-11546_AB
11
8

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-8 LISTA CZĘŚCI 0-5578PL
WYM
IAN
A C
ZĘŚC
I
6.08 Części Zamienne Zasilacza Elektrycznego - Dolny Z Prawej Strony Pozycja # Ilość Opis Odnośnik Nr katalogowy
1 1 Pokrywa zbiornika płynu chłodzącego 8-5142
2 1 Zbiornik płynu chłodzącego 9-7306
3 1 Czujnik poziomu płynu chłodzącego 9-7307
4 1 Sterowanie pompą zestaw (z silnikiem) 9-7309
1 Sterowanie pompą zestaw (silnik nie jest dołączony) 9-7422
5 1 Silnik pompy (tylko silnik) 9-7424
6 1 Wentylator(-y)
Chłodzące Pojedyncze duże dla systemów 300A / 400A 9-7348
Dwa mniejsze dla systemów 130A / 200A 9-7312
7 1 Chłodnica
Systemów 300A / 400A 9-7349
Systemów 130A / 200A 9-7311
8 1 Za chłodzenie wentylatory (nie pokazano) FS1 9-7310
9 1 Przetwornik prądowe, 300A (nie pokazano) HCT1 W7005324
23
4
5
6
7
1
Art # A-11984_AB
8
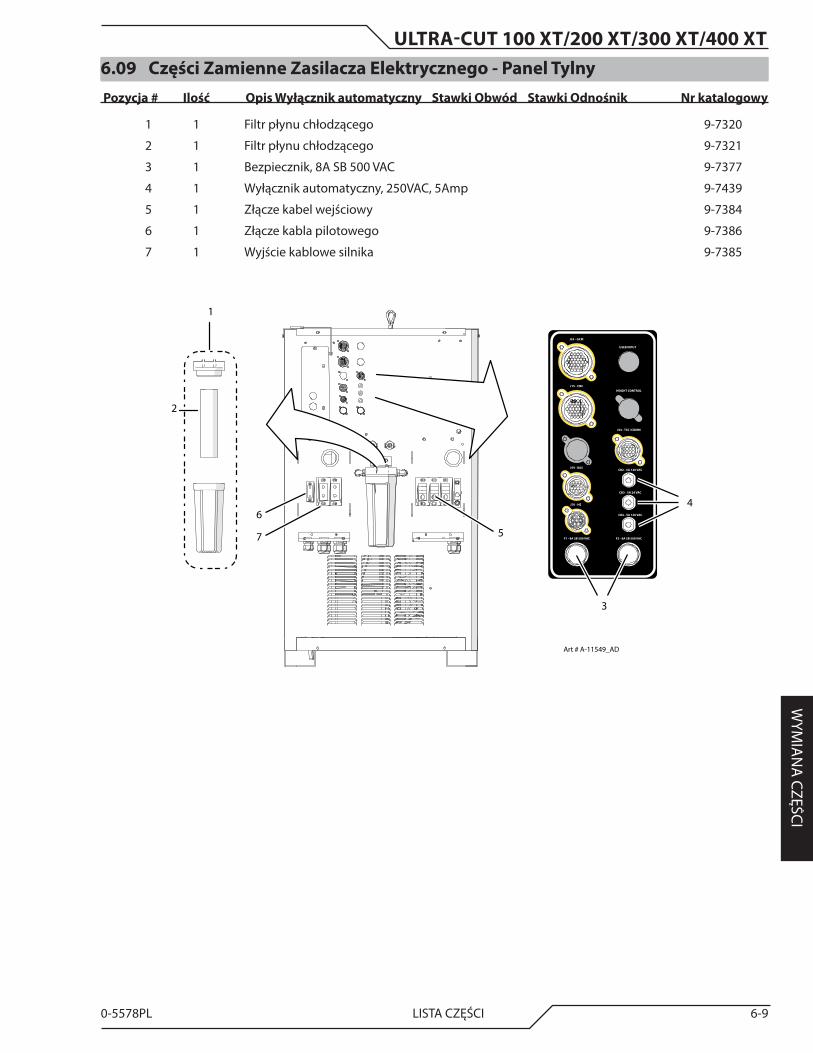
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5578PL LISTA CZĘŚCI 6-9
WYM
IAN
A CZĘŚCI
6.09 Części Zamienne Zasilacza Elektrycznego - Panel Tylny Pozycja # Ilość Opis Wyłącznik automatyczny Stawki Obwód Stawki Odnośnik Nr katalogowy
1 1 Filtr płynu chłodzącego 9-7320
2 1 Filtr płynu chłodzącego 9-7321
3 1 Bezpiecznik, 8A SB 500 VAC 9-7377
4 1 Wyłącznik automatyczny, 250VAC, 5Amp 9-7439
5 1 Złącze kabel wejściowy 9-7384
6 1 Złącze kabla pilotowego 9-7386
7 1 Wyjście kablowe silnika 9-7385
Art # A-11549_AD
1
2
3
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 500 VAC F2 - 8A SB 500 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
46
7 5
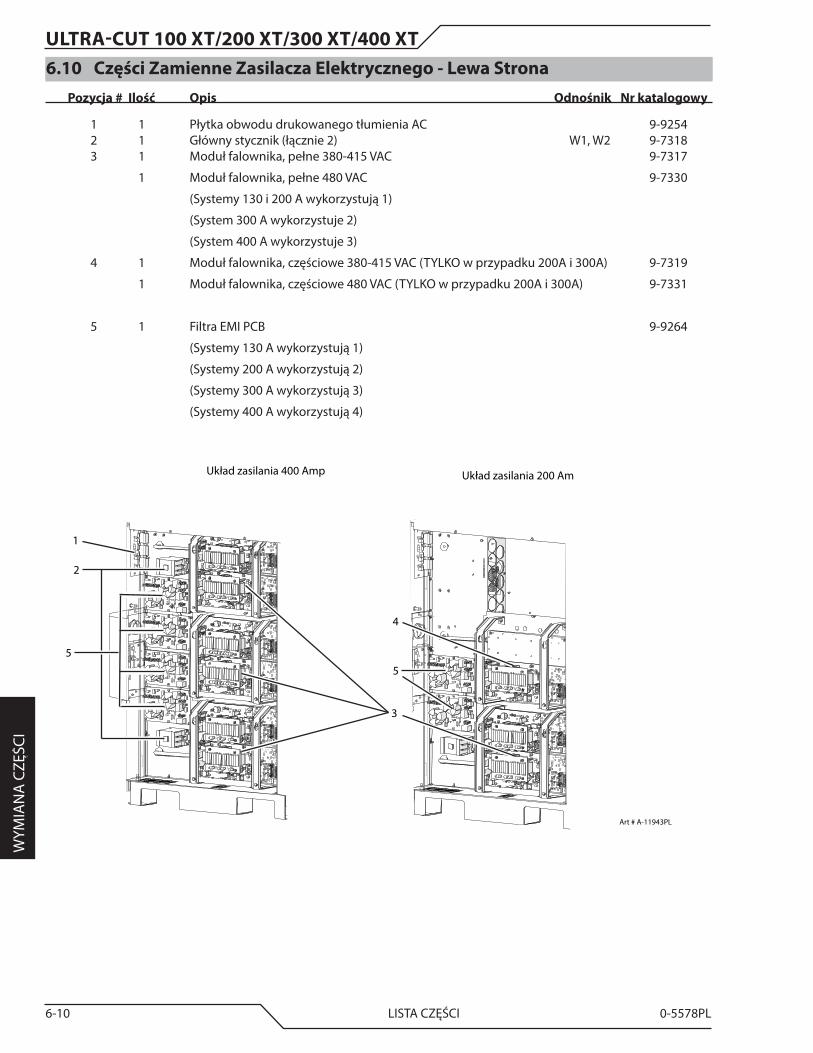
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-10 LISTA CZĘŚCI 0-5578PL
WYM
IAN
A C
ZĘŚC
I
6.10 Części Zamienne Zasilacza Elektrycznego - Lewa Strona Pozycja # Ilość Opis Odnośnik Nr katalogowy
1 1 Płytka obwodu drukowanego tłumienia AC 9-9254 2 1 Główny stycznik (łącznie 2) W1, W2 9-7318 3 1 Moduł falownika, pełne 380-415 VAC 9-7317
1 Moduł falownika, pełne 480 VAC 9-7330
(Systemy 130 i 200 A wykorzystują 1)
(System 300 A wykorzystuje 2)
(System 400 A wykorzystuje 3)
4 1 Moduł falownika, częściowe 380-415 VAC (TYLKO w przypadku 200A i 300A) 9-7319
1 Moduł falownika, częściowe 480 VAC (TYLKO w przypadku 200A i 300A) 9-7331
5 1 Filtra EMI PCB 9-9264
(Systemy 130 A wykorzystują 1)
(Systemy 200 A wykorzystują 2)
(Systemy 300 A wykorzystują 3)
(Systemy 400 A wykorzystują 4)
1
2
3
4
Układ zasilania 400 Amp Układ zasilania 200 Am
Art # A-11943PL
5
5

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5578PL LISTA CZĘŚCI 6-11
WYM
IAN
A CZĘŚCI
6.11 Części Zamienne Transformatora Step Up/Step Down Pozycja # Ilość Opis Nr katalogowy
1 1 Transformator 130/200A 230V-480V 9-7408 2 1 Transformator 130/200A 600V-480V 9-7411 3 1 Transformator 300A 230V-480V 9-7409 4 1 Transformator 300A 600V-480V 9-7416 5 1 Transformator 400A 600V-480V 9-7417
Art# A-14615
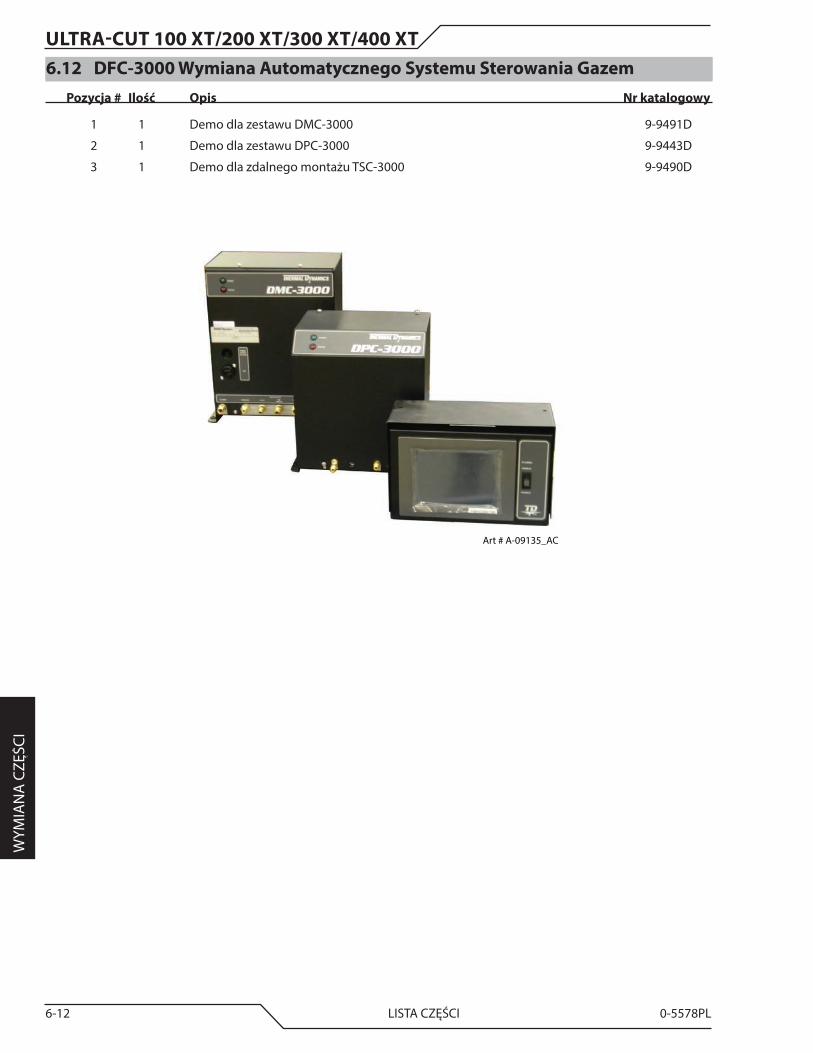
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-12 LISTA CZĘŚCI 0-5578PL
WYM
IAN
A C
ZĘŚC
I
6.12 DFC-3000 Wymiana Automatycznego Systemu Sterowania Gazem Pozycja # Ilość Opis Nr katalogowy
1 1 Demo dla zestawu DMC-3000 9-9491D
2 1 Demo dla zestawu DPC-3000 9-9443D
3 1 Demo dla zdalnego montażu TSC-3000 9-9490D
Art # A-09135_AC
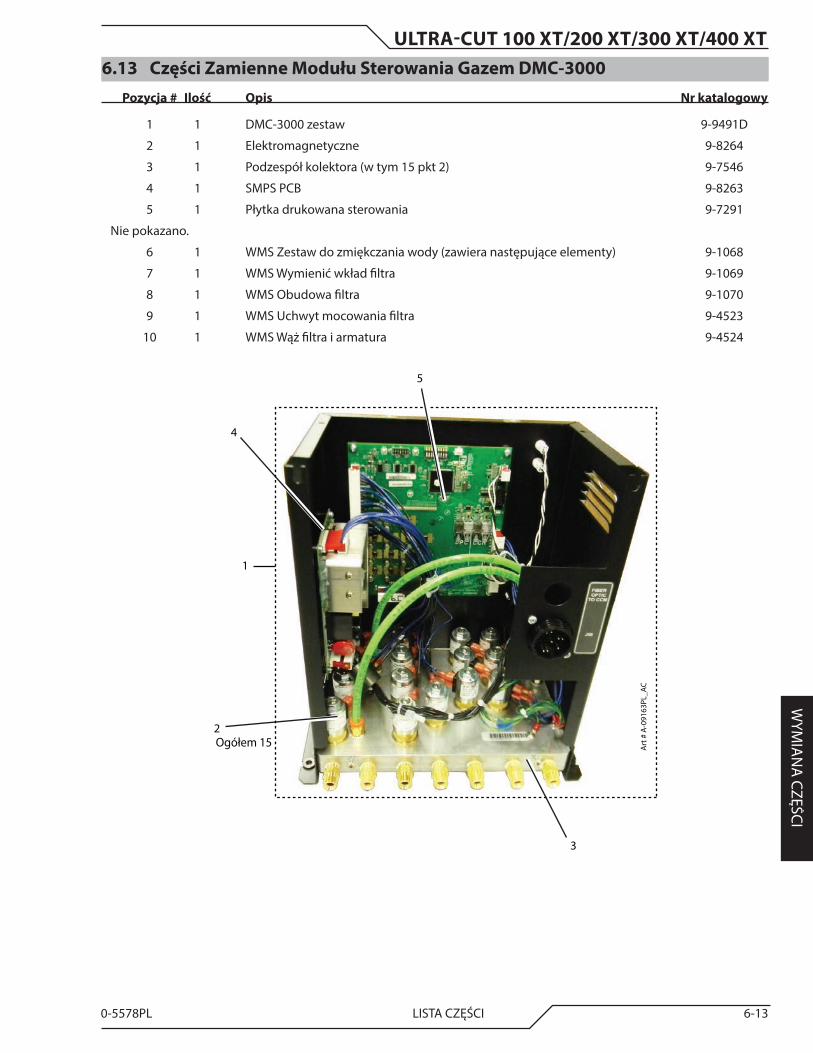
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5578PL LISTA CZĘŚCI 6-13
WYM
IAN
A CZĘŚCI
6.13 Części Zamienne Modułu Sterowania Gazem DMC-3000 Pozycja # Ilość Opis Nr katalogowy
1 1 DMC-3000 zestaw 9-9491D
2 1 Elektromagnetyczne 9-8264
3 1 Podzespół kolektora (w tym 15 pkt 2) 9-7546
4 1 SMPS PCB 9-8263
5 1 Płytka drukowana sterowania 9-7291
Nie pokazano.
6 1 WMS Zestaw do zmiękczania wody (zawiera następujące elementy) 9-1068
7 1 WMS Wymienić wkład filtra 9-1069
8 1 WMS Obudowa filtra 9-1070
9 1 WMS Uchwyt mocowania filtra 9-4523
10 1 WMS Wąż filtra i armatura 9-4524
Ogółem 15 Art
# A
-091
63PL
_AC
1
2
3
4
5
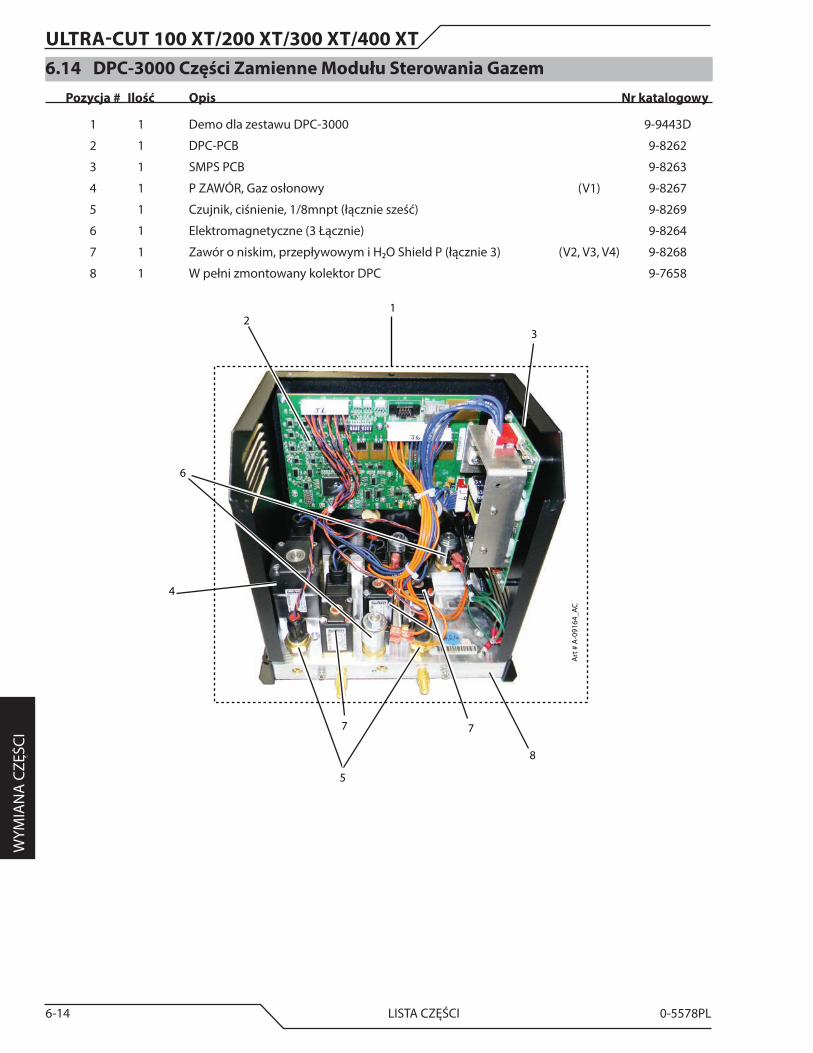
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-14 LISTA CZĘŚCI 0-5578PL
WYM
IAN
A C
ZĘŚC
I
6.14 DPC-3000 Części Zamienne Modułu Sterowania Gazem Pozycja # Ilość Opis Nr katalogowy
1 1 Demo dla zestawu DPC-3000 9-9443D
2 1 DPC-PCB 9-8262
3 1 SMPS PCB 9-8263
4 1 P ZAWÓR, Gaz osłonowy (V1) 9-8267
5 1 Czujnik, ciśnienie, 1/8mnpt (łącznie sześć) 9-8269
6 1 Elektromagnetyczne (3 Łącznie) 9-8264
7 1 Zawór o niskim, przepływowym i H₂O Shield P (łącznie 3) (V2, V3, V4) 9-8268
8 1 W pełni zmontowany kolektor DPC 9-7658
Art
# A
-091
64_A
C
12
3
4
5
7
8
7
6
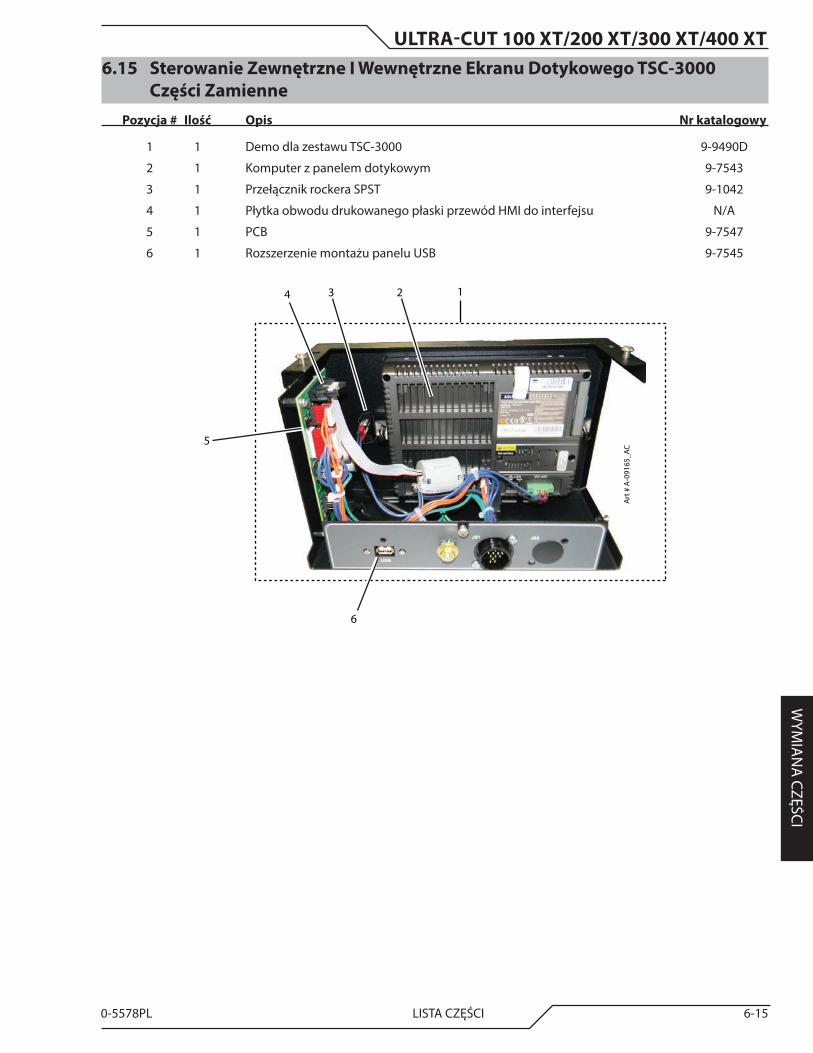
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5578PL LISTA CZĘŚCI 6-15
WYM
IAN
A CZĘŚCI
6.15 Sterowanie Zewnętrzne I Wewnętrzne Ekranu Dotykowego TSC-3000 Części Zamienne
Pozycja # Ilość Opis Nr katalogowy
1 1 Demo dla zestawu TSC-3000 9-9490D
2 1 Komputer z panelem dotykowym 9-7543
3 1 Przełącznik rockera SPST 9-1042
4 1 Płytka obwodu drukowanego płaski przewód HMI do interfejsu N/A
5 1 PCB 9-7547
6 1 Rozszerzenie montażu panelu USB 9-7545
Art
# A
-091
65_A
C
1234
5
6
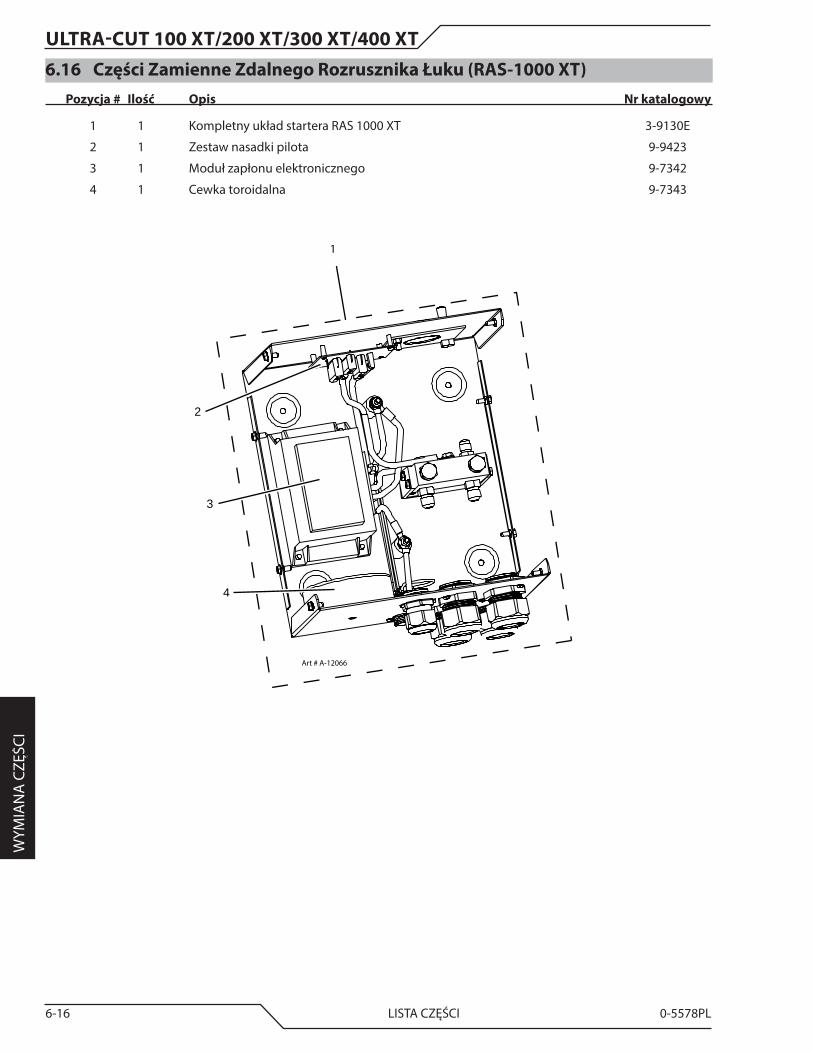
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-16 LISTA CZĘŚCI 0-5578PL
WYM
IAN
A C
ZĘŚC
I
6.16 Części Zamienne Zdalnego Rozrusznika Łuku (RAS-1000 XT) Pozycja # Ilość Opis Nr katalogowy
1 1 Kompletny układ startera RAS 1000 XT 3-9130E
2 1 Zestaw nasadki pilota 9-9423
3 1 Moduł zapłonu elektronicznego 9-7342
4 1 Cewka toroidalna 9-7343
Art # A-12066
3
4
2
1
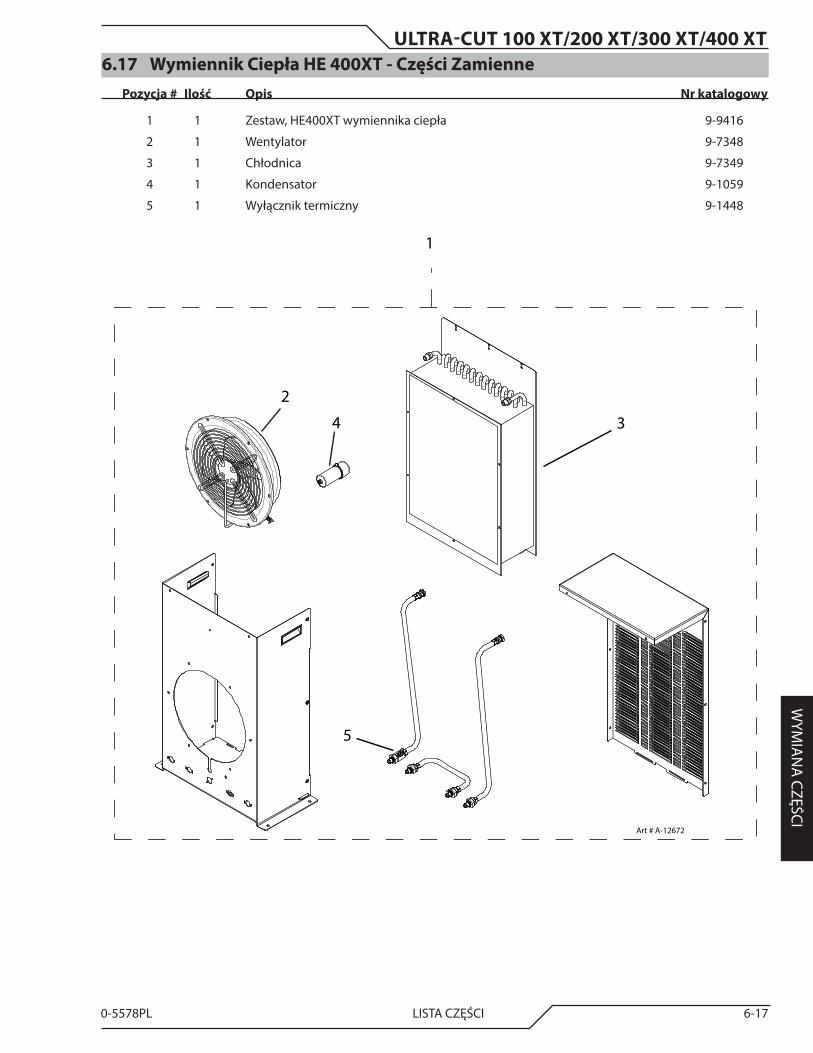
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
0-5578PL LISTA CZĘŚCI 6-17
WYM
IAN
A CZĘŚCI
6.17 Wymiennik Ciepła HE 400XT - Części Zamienne Pozycja # Ilość Opis Nr katalogowy
1 1 Zestaw, HE400XT wymiennika ciepła 9-9416
2 1 Wentylator 9-7348
3 1 Chłodnica 9-7349
4 1 Kondensator 9-1059
5 1 Wyłącznik termiczny 9-1448
1
2
34
5
Art # A-12672

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-18 LISTA CZĘŚCI 0-5578PL
WYM
IAN
A C
ZĘŚC
I
Tę stronę celowo pozostawiono pustą
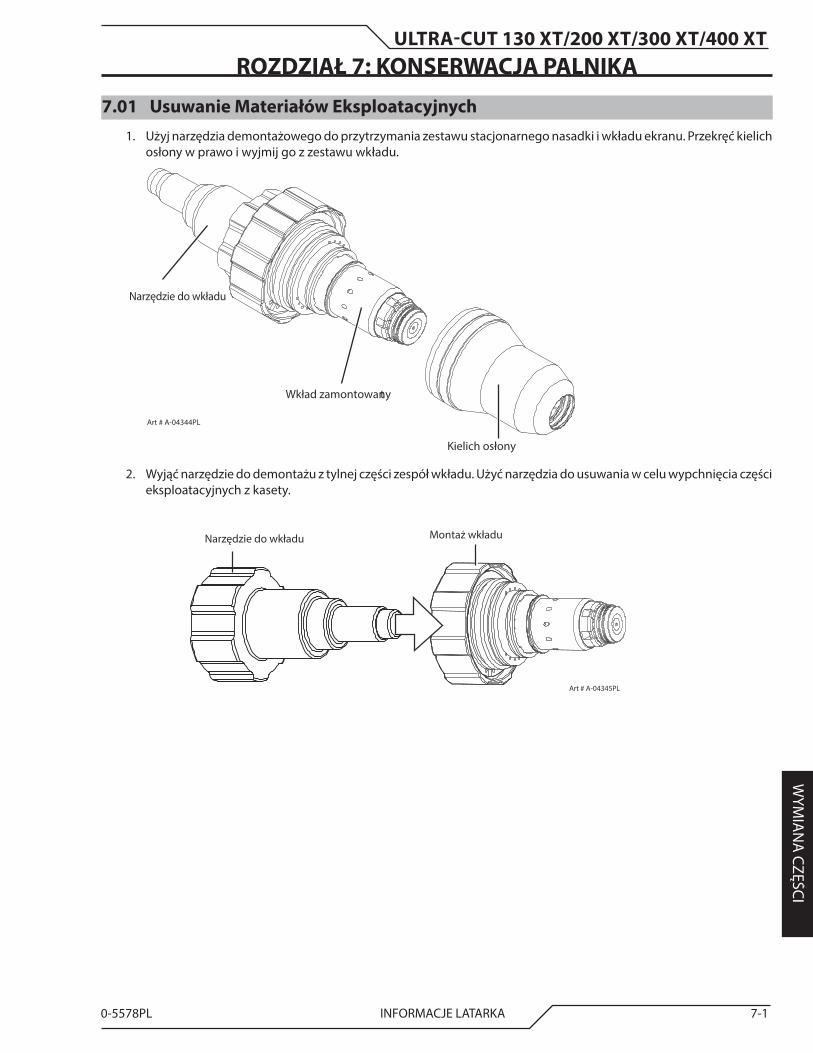
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INFORMACJE LATARKA 7-1
WYM
IAN
A CZĘŚCI
ROZDZIAŁ 7: KONSERWACJA PALNIKA
7.01 Usuwanie Materiałów Eksploatacyjnych1. Użyj narzędzia demontażowego do przytrzymania zestawu stacjonarnego nasadki i wkładu ekranu. Przekręć kielich
osłony w prawo i wyjmij go z zestawu wkładu.
Wkład zamontowanyt
Narzędzie do wkładu
Kielich osłony
Art # A-04344PL
2. Wyjąć narzędzie do demontażu z tylnej części zespół wkładu. Użyć narzędzia do usuwania w celu wypchnięcia części eksploatacyjnych z kasety.
Narzędzie do wkładu Montaż wkładu
Art # A-04345PL
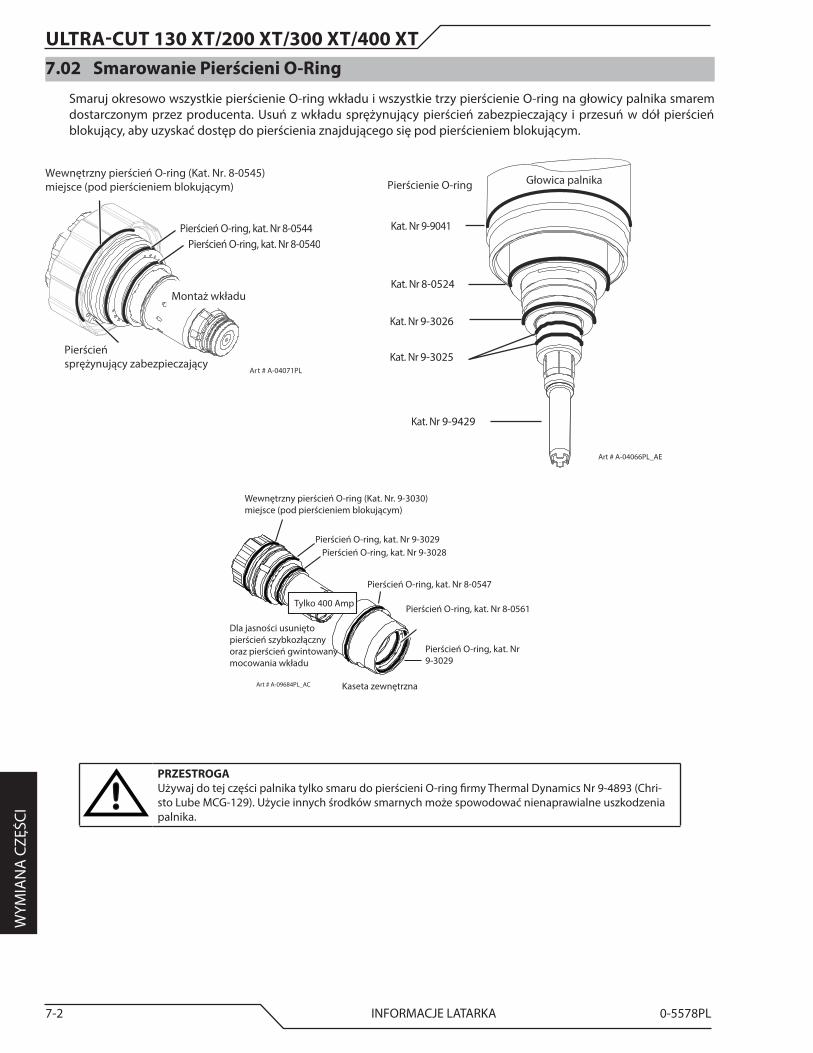
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
7-2 INFORMACJE LATARKA 0-5578PL
WYM
IAN
A C
ZĘŚC
I
7.02 Smarowanie Pierścieni O-RingSmaruj okresowo wszystkie pierścienie O-ring wkładu i wszystkie trzy pierścienie O-ring na głowicy palnika smarem dostarczonym przez producenta. Usuń z wkładu sprężynujący pierścień zabezpieczający i przesuń w dół pierścień blokujący, aby uzyskać dostęp do pierścienia znajdującego się pod pierścieniem blokującym.
Pierścień O-ring, kat. Nr 8-0544
Wewnętrzny pierścień O-ring (Kat. Nr. 8-0545) miejsce (pod pierścieniem blokującym)
Pierścień O-ring, kat. Nr 8-0540
Art # A-04071PL
Pierścień sprężynujący zabezpieczający
Montaż wkładu
Pierścienie O-ring
Art # A-04066PL_AE
Kat. Nr 8-0524
Kat. Nr 9-3026
Kat. Nr 9-3025
Głowica palnika
Kat. Nr 9-9041
Kat. Nr 9-9429
Pierścień O-ring, kat. Nr 9-3029
Wewnętrzny pierścień O-ring (Kat. Nr. 9-3030)miejsce (pod pierścieniem blokującym)
Pierścień O-ring, kat. Nr 9-3028
Art # A-09684PL_AC
Pierścień O-ring, kat. Nr9-3029
Pierścień O-ring, kat. Nr 8-0561
Pierścień O-ring, kat. Nr 8-0547
Dla jasności usunięto pierścień szybkozłączny oraz pierścień gwintowany mocowania wkładu
Kaseta zewnętrzna
Tylko 400 Amp
!!PRZESTROGAUżywaj do tej części palnika tylko smaru do pierścieni O-ring firmy Thermal Dynamics Nr 9-4893 (Chri-sto Lube MCG-129). Użycie innych środków smarnych może spowodować nienaprawialne uszkodzenia palnika.
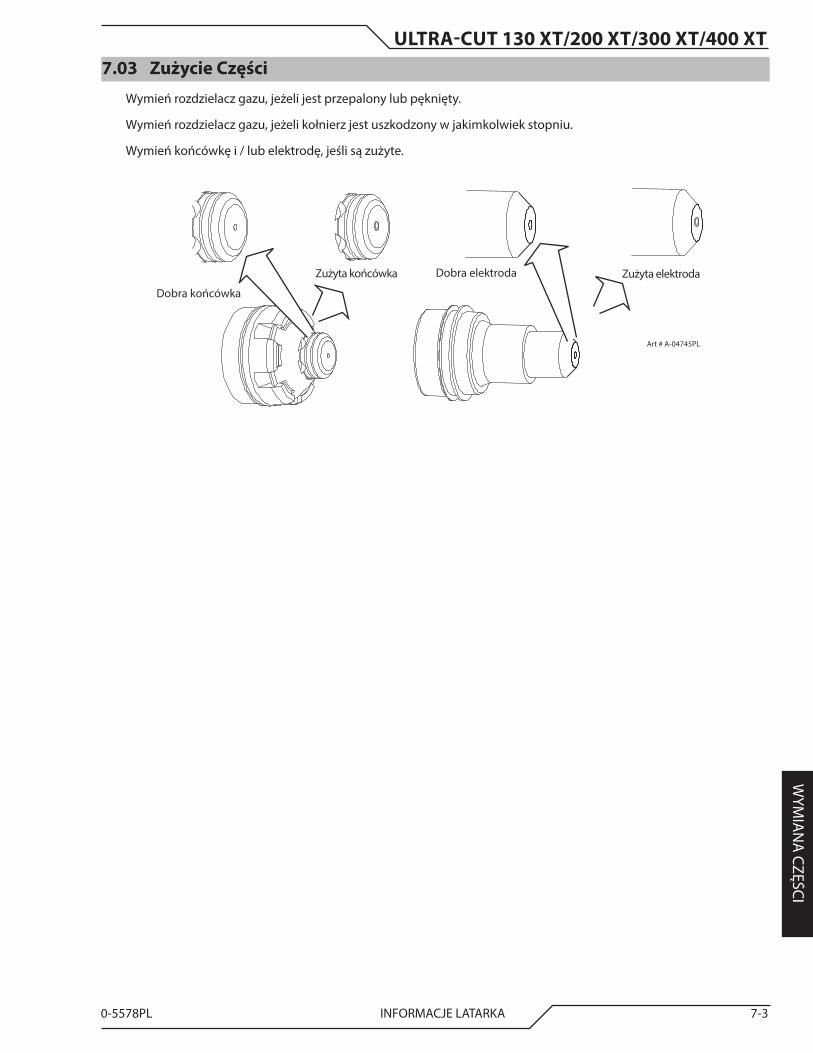
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INFORMACJE LATARKA 7-3
WYM
IAN
A CZĘŚCI
7.03 Zużycie CzęściWymień rozdzielacz gazu, jeżeli jest przepalony lub pęknięty.
Wymień rozdzielacz gazu, jeżeli kołnierz jest uszkodzony w jakimkolwiek stopniu.
Wymień końcówkę i / lub elektrodę, jeśli są zużyte.
Dobra elektroda Zużyta elektroda Zużyta końcówka
Art # A-04745PL
Dobra końcówka
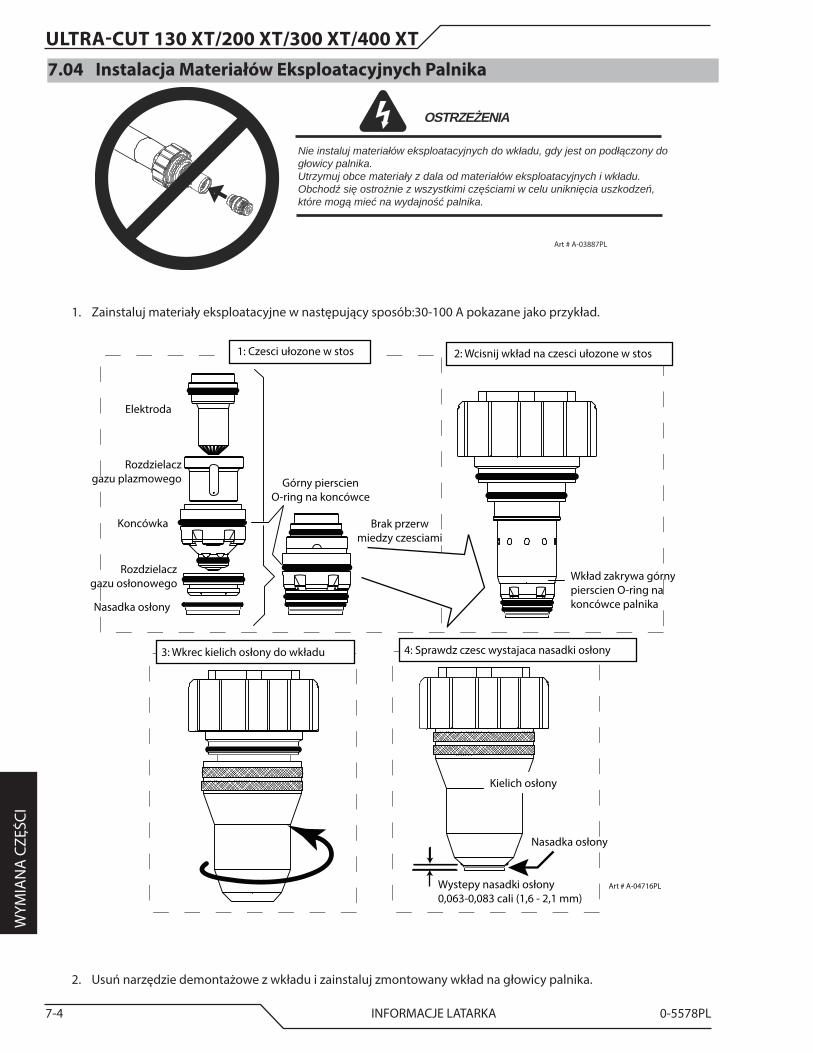
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
7-4 INFORMACJE LATARKA 0-5578PL
WYM
IAN
A C
ZĘŚC
I
7.04 Instalacja Materiałów Eksploatacyjnych Palnika
Art # A-03887PL
OSTRZEŻENIA
Nie instaluj materiałów eksploatacyjnych do wkładu, gdy jest on podłączony do głowicy palnika.Utrzymuj obce materiały z dala od materiałów eksploatacyjnych i wkładu.Obchodź się ostrożnie z wszystkimi częściami w celu uniknięcia uszkodzeń, które mogą mieć na wydajność palnika.
1. Zainstaluj materiały eksploatacyjne w następujący sposób:30-100 A pokazane jako przykład.
Wkład zakrywa górnypierscien O-ring nakoncówce palnika
Wystepy nasadki osłony 0,063-0,083 cali (1,6 - 2,1 mm)
Elektroda
Rozdzielaczgazu plazmowego
Koncówka
Rozdzielaczgazu osłonowego
Nasadka osłony
Górny pierscienO-ring na koncówce
1: Czesci ułozone w stos 2: Wcisnij wkład na czesci ułozone w stos
4: Sprawdz czesc wystajaca nasadki osłony
Art # A-04716PL
Brak przerwmiedzy czesciami
3: Wkrec kielich osłony do wkładu
Nasadka osłony
Kielich osłony
2. Usuń narzędzie demontażowe z wkładu i zainstaluj zmontowany wkład na głowicy palnika.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INFORMACJE LATARKA 7-5
WYM
IAN
A CZĘŚCI
!!PRZESTROGAZestaw wkładu musi zakryć pierścień O-ring na głowicy palnika.Nie aplikuj zbyt dużej siły, jeśli wkład nie zostanie wkręcony całkowicie. Wyjmij zestaw wkładu i oczyść gruntownie gwint na głowicy palnika drucianą szczotką. Posmaruj gwinty smarem kompatybilnym do tlenu (dostarczony z palnikiem).
Pierscien O-ring głowicy palnika
Głowica palnika
Art # A-07202PL
Wystep0,063 - 0,083 cali
(1,6 – 2,1 mm)
Instalacja zmontowanego wkładu na głowicy palnika
3. Wsuń zacisk oporowy na kielich ekranu, w przypadku stosowania czujnika oporowego wysokości palnika.
UWAGA!Stosowanie omowego czujnika wysokości nie jest zalecane w przypadku użycia osłony wodnej. Woda na płycie koliduje elektrycznie z obwodem czujnika omowego.
Art # A-03393PL
Zacisk omowy
4. Podłącz przewody z wykrywacza wysokości do zacisku omowego.
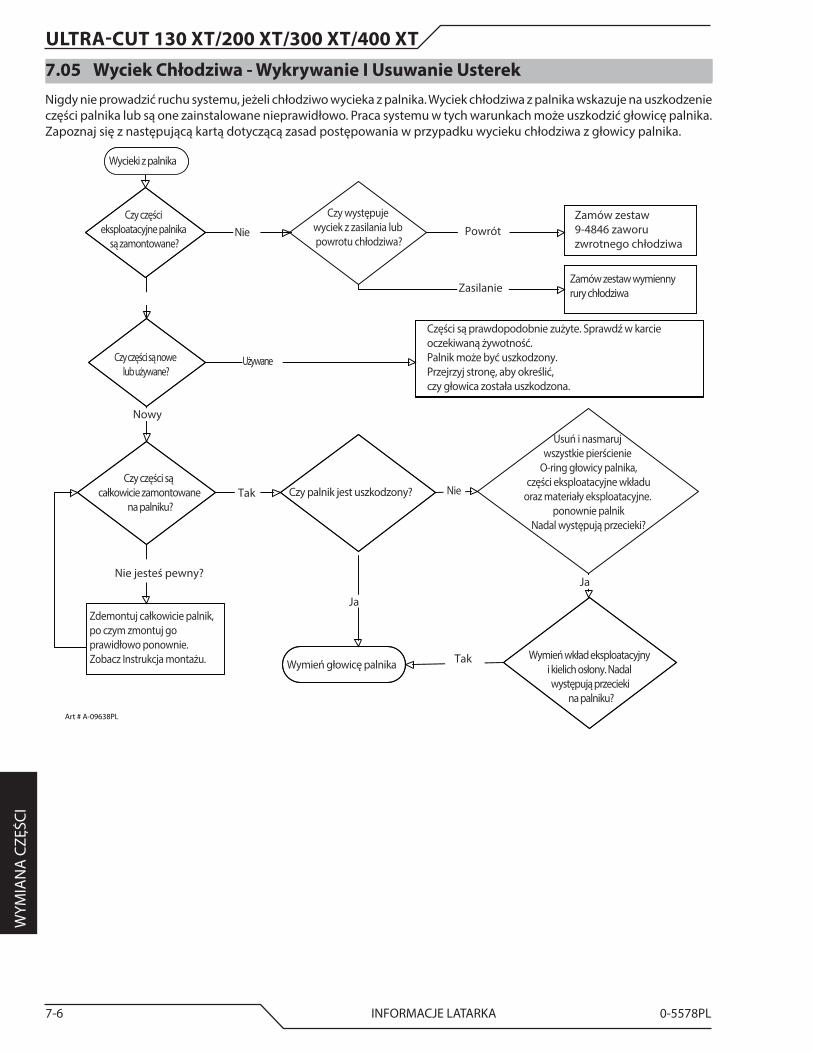
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
7-6 INFORMACJE LATARKA 0-5578PL
WYM
IAN
A C
ZĘŚC
I
7.05 Wyciek Chłodziwa - Wykrywanie I Usuwanie Usterek Nigdy nie prowadzić ruchu systemu, jeżeli chłodziwo wycieka z palnika. Wyciek chłodziwa z palnika wskazuje na uszkodzenie części palnika lub są one zainstalowane nieprawidłowo. Praca systemu w tych warunkach może uszkodzić głowicę palnika. Zapoznaj się z następującą kartą dotyczącą zasad postępowania w przypadku wycieku chłodziwa z głowicy palnika.
Art # A-09638PL
Nie
Ja
Czy części są nowe lub używane?
Czy części są całkowicie zamontowane
na palniku?
Nie jesteś pewny?
Zdemontuj całkowicie palnik, po czym zmontuj go prawidłowo ponownie. Zobacz Instrukcja montażu. Wymień głowicę palnika
Czy palnik jest uszkodzony?
Wymień wkład eksploatacyjny i kielich osłony. Nadal występują przecieki
na palniku?
Usuń i nasmaruj wszystkie pierścienie
O-ring głowicy palnika, części eksploatacyjne wkładu oraz materiały eksploatacyjne.
ponownie palnikNadal występują przecieki?
Części są prawdopodobnie zużyte. Sprawdź w karcie oczekiwaną żywotność. Palnik może być uszkodzony. Przejrzyj stronę, aby określić, czy głowica została uszkodzona.
Zamów zestaw wymienny rury chłodziwa
Czy występuje wyciek z zasilania lub powrotu chłodziwa?
Tak
Tak
Ja
Nie Powrót
Zasilanie
Używane
Zamów zestaw 9-4846 zaworu zwrotnego chłodziwa
Nowy
Wycieki z palnika
Czy części eksploatacyjne palnika
są zamontowane?
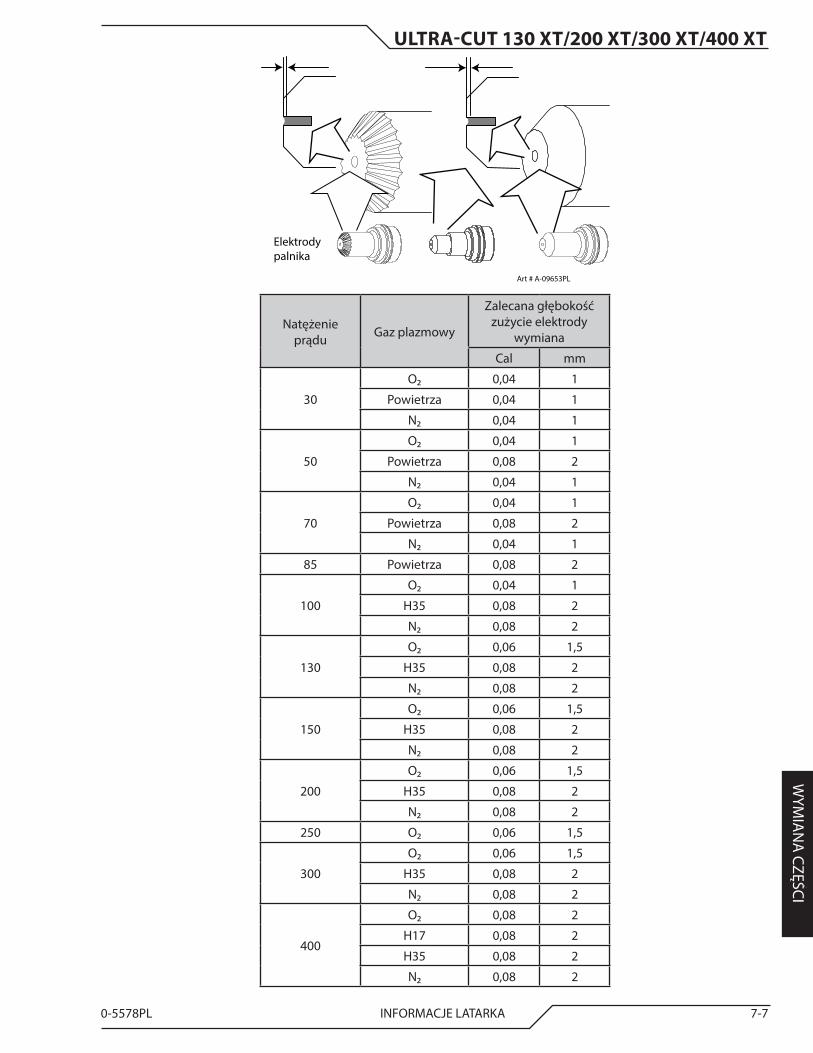
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL INFORMACJE LATARKA 7-7
WYM
IAN
A CZĘŚCI
Elektrody palnika
Art # A-09653PL
Natężenie prądu Gaz plazmowy
Zalecana głębokość zużycie elektrody
wymiana
Cal mm
30
O₂ 0,04 1
Powietrza 0,04 1
N₂ 0,04 1
50
O₂ 0,04 1
Powietrza 0,08 2
N₂ 0,04 1
70
O₂ 0,04 1
Powietrza 0,08 2
N₂ 0,04 1
85 Powietrza 0,08 2
100
O₂ 0,04 1
H35 0,08 2
N₂ 0,08 2
130
O₂ 0,06 1,5
H35 0,08 2
N₂ 0,08 2
150
O₂ 0,06 1,5
H35 0,08 2
N₂ 0,08 2
200
O₂ 0,06 1,5
H35 0,08 2
N₂ 0,08 2
250 O₂ 0,06 1,5
300
O₂ 0,06 1,5
H35 0,08 2
N₂ 0,08 2
400
O₂ 0,08 2
H17 0,08 2
H35 0,08 2
N₂ 0,08 2

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
7-8 INFORMACJE LATARKA 0-5578PL
WYM
IAN
A C
ZĘŚC
I
Tę stronę celowo pozostawiono pustą
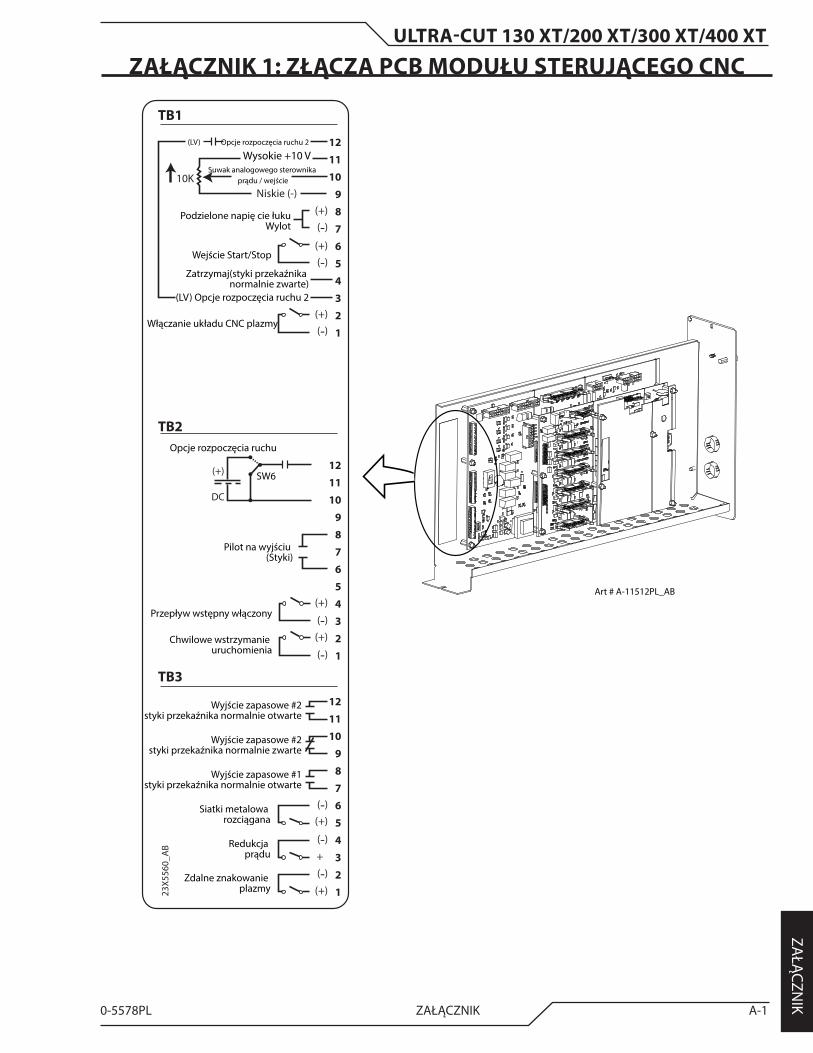
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-1
ZAŁĄCZN
IK
ZAŁĄCZNIK 1: ZŁĄCZA PCB MODUŁU STERUJĄCEGO CNC
Art # A-11512PL_AB
121110
987654321
121110
987654321
121110
987654321
23X5
560_
AB
(-)
(+)
(+)
(+)
(+)
Zdalne znakowanie plazmy
(-)
+ Redukcja
prądu
(-)
(-)
(-)
(+)(-)
(+)(-)
(+)
(-)
Siatki metalowa rozciągana
Wyjście zapasowe #1styki przekaźnika normalnie otwarte
Wyjście zapasowe #2styki przekaźnika normalnie otwarte
Chwilowe wstrzymanie uruchomienia
Włączanie układu CNC plazmy
(LV) Opcje rozpoczęcia ruchu 2
Przepływ wstępny włączony
Wejście Start/Stop
Pilot na wyjściu (Styki)
Wyjście zapasowe #2styki przekaźnika normalnie zwarte
Podzielone napię cie łukuWylot
TB1
(LV) Opcje rozpoczęcia ruchu 2
Zatrzymaj(styki przekaźnika normalnie zwarte)
Wysokie +10 V
Niskie (-)10K
Suwak analogowego sterownika prądu / wejście
TB2
TB3
SW6
DC
(+)
Opcje rozpoczęcia ruchu
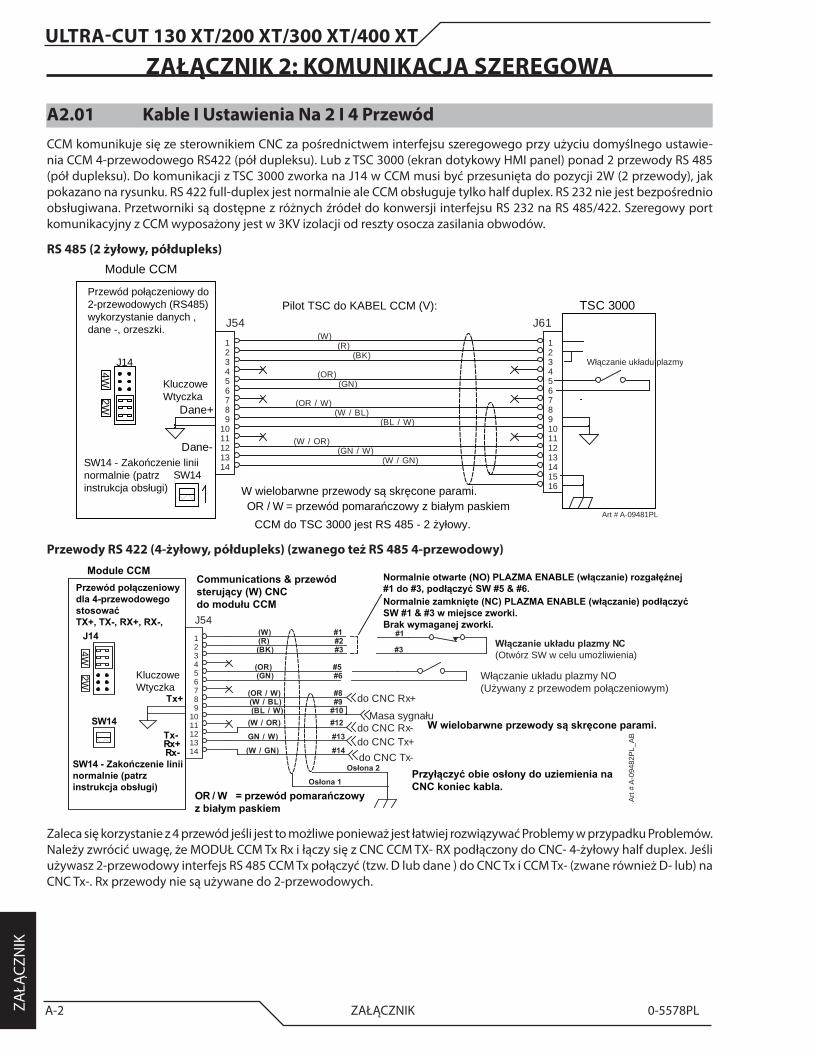
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-2 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 2: KOMUNIKACJA SZEREGOWA
A2.01 Kable I Ustawienia Na 2 I 4 Przewód CCM komunikuje się ze sterownikiem CNC za pośrednictwem interfejsu szeregowego przy użyciu domyślnego ustawie-nia CCM 4-przewodowego RS422 (pół dupleksu). Lub z TSC 3000 (ekran dotykowy HMI panel) ponad 2 przewody RS 485 (pół dupleksu). Do komunikacji z TSC 3000 zworka na J14 w CCM musi być przesunięta do pozycji 2W (2 przewody), jak pokazano na rysunku. RS 422 full-duplex jest normalnie ale CCM obsługuje tylko half duplex. RS 232 nie jest bezpośrednio obsługiwana. Przetworniki są dostępne z różnych źródeł do konwersji interfejsu RS 232 na RS 485/422. Szeregowy port komunikacyjny z CCM wyposażony jest w 3KV izolacji od reszty osocza zasilania obwodów.
RS 485 (2 żyłowy, półdupleks)
Art # A-09481PL
Module CCM
Przewód połączeniowy do 2-przewodowych (RS485) wykorzystanie danych , dane -, orzeszki.
2W4W
J14
SW14SW14 - Zakończenie linii normalnie (patrz instrukcja obsługi)
Kluczowe Wtyczka
Włączanie układu plazmy
TSC 3000J54123456789
1011121314
Pilot TSC do KABEL CCM (V):
(OR / W)(W / BL)
J6112345678910111213141516
(BK)(R)
(W)
(GN)(OR)
Dane-
Dane+
W wielobarwne przewody są skręcone parami.
CCM do TSC 3000 jest RS 485 - 2 żyłowy.OR / W = przewód pomarańczowy z białym paskiem
(W / OR)
(W / GN) (GN / W)
(BL / W)
Przewody RS 422 (4-żyłowy, półdupleks) (zwanego też RS 485 4-przewodowy)
Art #
A-0
9482
PL_A
B
4W
Przewód połączeniowy dla 4-przewodowego stosować TX+, TX-, RX+, RX-,
2W
(W / GN) #14
Normalnie otwarte (NO) PLAZMA ENABLE (włączanie) rozgałęźnej #1 do #3, podłączyć SW #5 & #6.Normalnie zamknięte (NC) PLAZMA ENABLE (włączanie) podłączyć SW #1 & #3 w miejsce zworki. Brak wymaganej zworki.
(W / OR) #12
Osłona 1
#1
Osłona 2
SW14
SW14 - Zakończenie linii normalnie (patrz instrukcja obsługi)
Module CCM
J54123456789
1011121314
Communications & przewód sterujący (W) CNC do modułu CCM
Rx+Rx-
(W / BL) #9(OR / W) #8
Tx-
Tx+
Włączanie układu plazmy NC(Otwórz SW w celu umożliwienia)#3
J14
Przyłączyć obie osłony do uziemienia na CNC koniec kabla.
OR / W = przewód pomarańczowy z białym paskiem
Włączanie układu plazmy NO(Używany z przewodem połączeniowym)
do CNC Rx+
(OR) #5
do CNC Rx-
(BL / W) #10
do CNC Tx-
#6(GN)
do CNC Tx+GN / W) #13W wielobarwne przewody są skręcone parami.
Masa sygnału
(W) #1(R) #2(BK) #3
Kluczowe Wtyczka
Zaleca się korzystanie z 4 przewód jeśli jest to możliwe ponieważ jest łatwiej rozwiązywać Problemy w przypadku Problemów. Należy zwrócić uwagę, że MODUŁ CCM Tx Rx i łączy się z CNC CCM TX- RX podłączony do CNC- 4-żyłowy half duplex. Jeśli używasz 2-przewodowy interfejs RS 485 CCM Tx połączyć (tzw. D lub dane ) do CNC Tx i CCM Tx- (zwane również D- lub) na CNC Tx-. Rx przewody nie są używane do 2-przewodowych.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-3
ZAŁĄCZN
IK
Zakończenie linii:
RS 485 i RS 422 są zarówno „multi-drop” protokołów, mogą mieć wiele urządzeń na tej samej linii. Nie mamy obecnie ob-sługują więcej niż jeden CENTRALNY MODUŁ STERUJĄCY. Dopóki nie mamy zrobić zakończenie linii powinno być zawsze.
RS 485 zaleca się, aby linie komunikacyjne będą zakończony na obu końcach linii charakterystycznych impedancji. Na RS 422 zaleca się zakończyć w linii po stronie odbiornika.
CCM posiada zakończenie linii przełącznik SW14 którego domyślnej pozycji. W CCMs, nie na końcu linii (np. CCM #1 i #2 poniżej) wyłączyć SW14.
RS 485 z wieloma CCMs:
120
120
Masa sygnału wymagana również ale nie pokazano.
SW14 WYŁ. SW14 WYŁ.SW14 Wł.
TSC 3000 (HMI) lub CNC za pomocą 2-przewodowy interfejs RS 485
CCM #1 CCM #2 CCM # (Ostatnia linia w)
Dane+
Dane-
Art # A-09483PL
Przewód RS 422 4 Półdupleks:
Tx-Tx+
Rx-Rx+
Tx Tx TxRxRxRx
Masa sygnału wymagana również ale nie pokazano.
120
120SW14 WYŁ. SW14 Wł.
CCM #1
CNC za pomocą RS 422 półdupleks
SW14 WYŁ.
CCM # (Ostatnia linia w)CCM #2Art # A-09484PL_AB
Adres modułu CCM:
Gdy więcej niż jedno urządzenie jest używane równolegle na linię komunikacji szeregowej każdy musi mieć unikatowy adres. MODUŁ CCM posiada przełącznik SW10 do ustawiania adresu każdego CCM. „0” ustawienie fabryczne jest prawidłowa dla systemu z jednym” (jeden CCM). Gdy dostępne szczegółowe informacje dotyczące innych adresów zostaną uwzględnione w zaktualizowanej instrukcji instalacji i konfiguracji wyjaśniając z systemów równoległych.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-4 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 3: CNC
Funkcje CNCObwody WE/WY CNC zapewniają, co najmniej 1000V izolację galwaniczną od systemu zasilania elektrycznego łuku plazmy.
Podczas, gdy obwody CNC są wyodrębnione od zasilania elektrycznego, wiele sygnałów powrotu na J15 oraz TB1, TB2 i 2 są wspólne dla każdego z nich. Piny J15 1, 4, 5, 10 i 17 oraz styki TB1-1, 5, 7, 9, jak również TB2-1 i 3 są wszystkie wspólne. Pin J15 12 oraz styk TB2-10 są również podłączone do innych, gdy SW6 (wybór opcji rozpoczęcia ruchu [OK to Move]) jest ustawiony na wartość napięcia.
Złącze CNC J15 panelu tylnego:
Standard 37 obwodów zdalnych (A CPC):
One również są powielane na połączeniu TB1, TB2 I TB3 użycie jednego lub drugiego.
Uziemienie podwozia (dla ekranu kabla SC-11) 1
Uruchamianie/Zatrzymywanie 3 (+); 4 (-)
Opcje rozpoczęcia ruchu [OK to Move] (zamknięcie styków lub wybór zakresu napięcia 1) 12(-); 14 (+)
Podzielone napięcia łuku (możliwe wybory proporcji 50:1; 40:1; 30:1; 16,6:1, 25:1) 5 (-); 6 (+)
Wstępny przepływu WŁ 7 (+); 9 (-)
Redukcja prądu 10 (+); 11 (-)
Obwód izolowany Comm (dla SC-11) 8
Uziemienie podwozia 13
Zatyczka 15
Początek fazy docisku 16(+); 17 (-)
Znakowanie plazmy 21 (+); 22 (-)
Cięcie siatki metalowej rozciąganej 23 (+); 24 (-)
Włączanie układu CNC plazmy2 25 (+); 26 (-)
Zdalne analogowe sterowanie prądem 3 29 (+); 30 (Sygnał); 31 (-)
Zatrzymania (zatrzaśnięte) SW4 32 (+); 33 (-)(comm.)
Pilot włączony (Styki) 34; 35
Zapasowe (styk) 36; 37
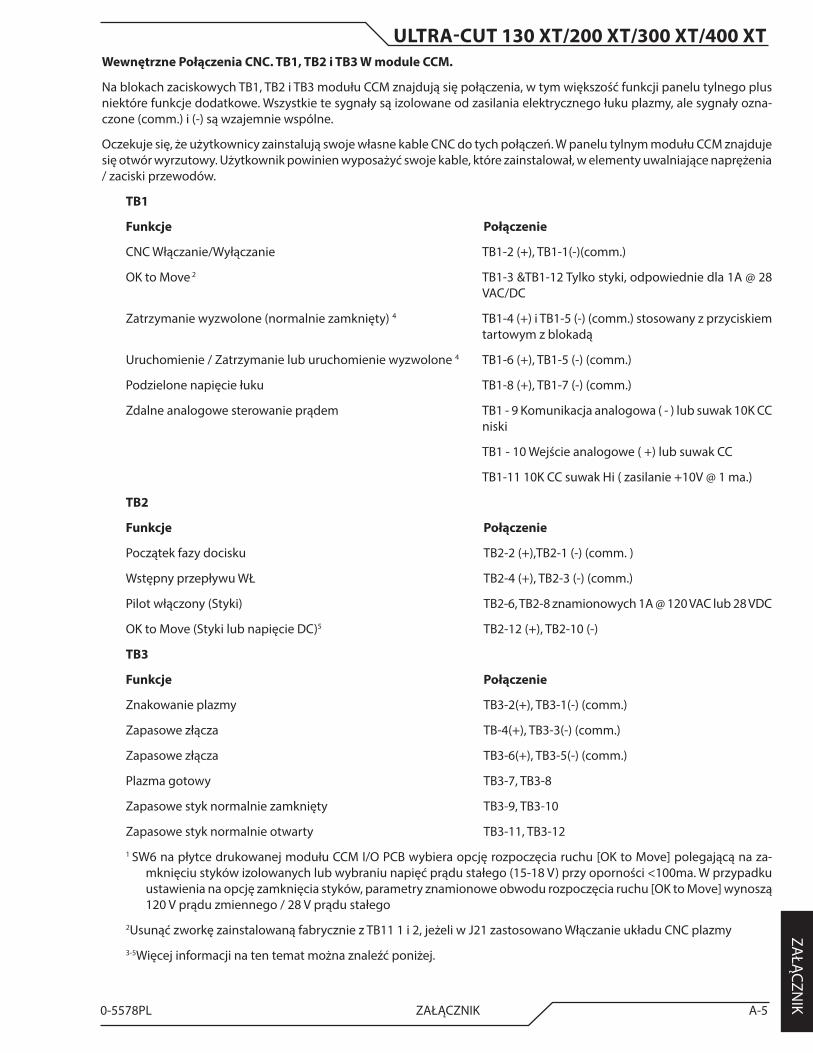
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-5
ZAŁĄCZN
IK
Wewnętrzne Połączenia CNC. TB1, TB2 i TB3 W module CCM.
Na blokach zaciskowych TB1, TB2 i TB3 modułu CCM znajdują się połączenia, w tym większość funkcji panelu tylnego plus niektóre funkcje dodatkowe. Wszystkie te sygnały są izolowane od zasilania elektrycznego łuku plazmy, ale sygnały ozna-czone (comm.) i (-) są wzajemnie wspólne.
Oczekuje się, że użytkownicy zainstalują swoje własne kable CNC do tych połączeń. W panelu tylnym modułu CCM znajduje się otwór wyrzutowy. Użytkownik powinien wyposażyć swoje kable, które zainstalował, w elementy uwalniające naprężenia / zaciski przewodów.
TB1
Funkcje Połączenie
CNC Włączanie/Wyłączanie TB1-2 (+), TB1-1(-)(comm.)
OK to Move 2 TB1-3 &TB1-12 Tylko styki, odpowiednie dla 1A @ 28 VAC/DC
Zatrzymanie wyzwolone (normalnie zamknięty) 4 TB1-4 (+) i TB1-5 (-) (comm.) stosowany z przyciskiem tartowym z blokadą
Uruchomienie / Zatrzymanie lub uruchomienie wyzwolone 4 TB1-6 (+), TB1-5 (-) (comm.)
Podzielone napięcie łuku TB1-8 (+), TB1-7 (-) (comm.)
Zdalne analogowe sterowanie prądem TB1 - 9 Komunikacja analogowa ( - ) lub suwak 10K CC niski
TB1 - 10 Wejście analogowe ( +) lub suwak CC
TB1-11 10K CC suwak Hi ( zasilanie +10V @ 1 ma.)
TB2
Funkcje Połączenie
Początek fazy docisku TB2-2 (+),TB2-1 (-) (comm. )
Wstępny przepływu WŁ TB2-4 (+), TB2-3 (-) (comm.)
Pilot włączony (Styki) TB2-6, TB2-8 znamionowych 1A @ 120 VAC lub 28 VDC
OK to Move (Styki lub napięcie DC)5 TB2-12 (+), TB2-10 (-)
TB3
Funkcje Połączenie
Znakowanie plazmy TB3-2(+), TB3-1(-) (comm.)
Zapasowe złącza TB-4(+), TB3-3(-) (comm.)
Zapasowe złącza TB3-6(+), TB3-5(-) (comm.)
Plazma gotowy TB3-7, TB3-8
Zapasowe styk normalnie zamknięty TB3-9, TB3-10
Zapasowe styk normalnie otwarty TB3-11, TB3-12
1 SW6 na płytce drukowanej modułu CCM I/O PCB wybiera opcję rozpoczęcia ruchu [OK to Move] polegającą na za-mknięciu styków izolowanych lub wybraniu napięć prądu stałego (15-18 V) przy oporności <100ma. W przypadku ustawienia na opcję zamknięcia styków, parametry znamionowe obwodu rozpoczęcia ruchu [OK to Move] wynoszą 120 V prądu zmiennego / 28 V prądu stałego
2Usunąć zworkę zainstalowaną fabrycznie z TB11 1 i 2, jeżeli w J21 zastosowano Włączanie układu CNC plazmy
3-5Więcej informacji na ten temat można znaleźć poniżej.
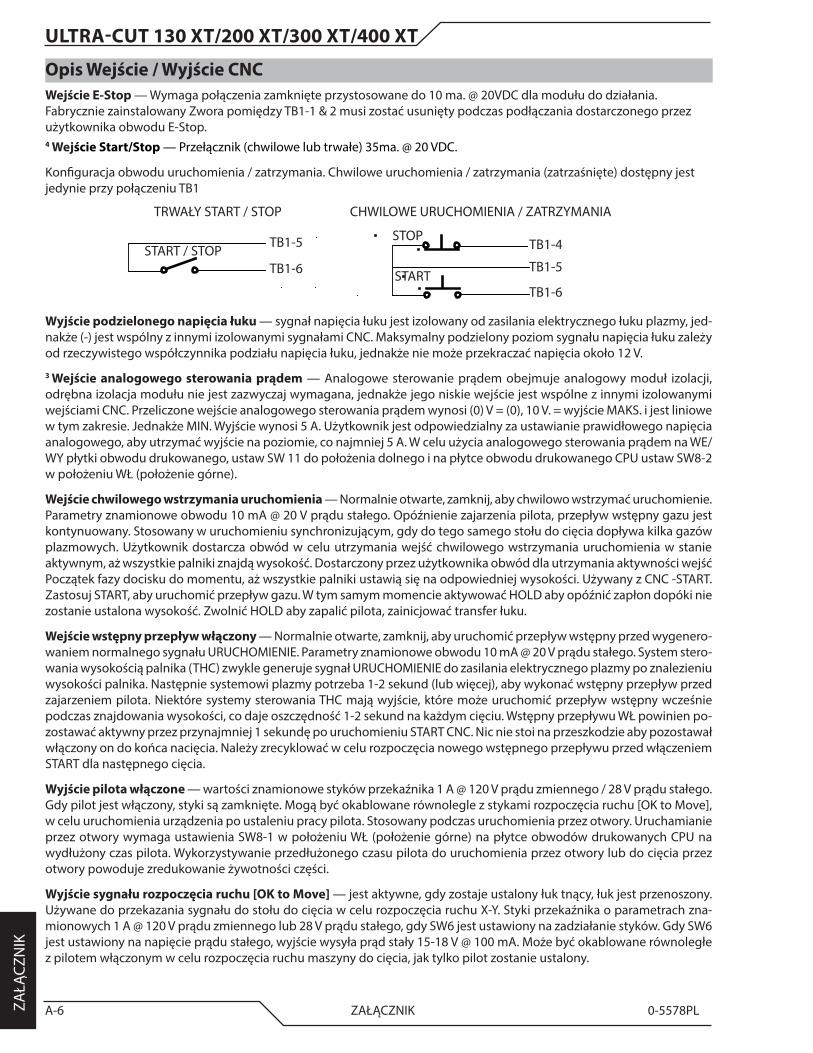
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-6 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Opis Wejście / Wyjście CNCWejście E-Stop — Wymaga połączenia zamknięte przystosowane do 10 ma. @ 20VDC dla modułu do działania. Fabrycznie zainstalowany Zwora pomiędzy TB1-1 & 2 musi zostać usunięty podczas podłączania dostarczonego przez użytkownika obwodu E-Stop.4 Wejście Start/Stop — Przełącznik (chwilowe lub trwałe) 35ma. @ 20 VDC.
Konfiguracja obwodu uruchomienia / zatrzymania. Chwilowe uruchomienia / zatrzymania (zatrzaśnięte) dostępny jest jedynie przy połączeniu TB1
TRWAŁY START / STOP
START / STOPSTOPTB1-5 TB1-4
TB1-5
TB1-6
TB1-6 START
CHWILOWE URUCHOMIENIA / ZATRZYMANIA
Wyjście podzielonego napięcia łuku — sygnał napięcia łuku jest izolowany od zasilania elektrycznego łuku plazmy, jed-nakże (-) jest wspólny z innymi izolowanymi sygnałami CNC. Maksymalny podzielony poziom sygnału napięcia łuku zależy od rzeczywistego współczynnika podziału napięcia łuku, jednakże nie może przekraczać napięcia około 12 V.
3 Wejście analogowego sterowania prądem — Analogowe sterowanie prądem obejmuje analogowy moduł izo lacji, odrębna izolacja modułu nie jest zazwyczaj wymagana, jednakże jego niskie wejście jest wspólne z innymi izolowanymi wejściami CNC. Przeliczone wejście analogowego sterowania prądem wynosi (0) V = (0), 10 V. = wyjście MAKS. i jest liniowe w tym zakresie. Jednakże MIN. Wyjście wynosi 5 A. Użytkownik jest odpowiedzialny za ustawianie prawidłowego napięcia analogowego, aby utrzymać wyjście na poziomie, co najmniej 5 A. W celu użycia analogowego sterowania prądem na WE/WY płytki obwodu drukowanego, ustaw SW 11 do położenia dolnego i na płytce obwodu drukowanego CPU ustaw SW8-2 w położeniu WŁ (położenie górne).
Wejście chwilowego wstrzymania uruchomienia — Normalnie otwarte, zamknij, aby chwilowo wstrzymać uru chomienie. Parametry znamionowe obwodu 10 mA @ 20 V prądu stałego. Opóźnienie zajarzenia pilota, przepływ wstępny gazu jest kontynuowany. Stosowany w uruchomieniu synchronizującym, gdy do tego samego stołu do cięcia dopływa kilka gazów plazmowych. Użytkownik dostarcza obwód w celu utrzymania wejść chwilowego wstrzymania uruchomienia w stanie aktywnym, aż wszystkie palniki znajdą wysokość. Dostarczony przez użytkownika obwód dla utrzymania aktywności wejść Początek fazy docisku do momentu, aż wszystkie palniki ustawią się na odpowiedniej wysokości. Używany z CNC -START. Zastosuj START, aby uruchomić przepływ gazu. W tym samym momencie aktywować HOLD aby opóźnić zapłon dopóki nie zostanie ustalona wysokość. Zwolnić HOLD aby zapalić pilota, zainicjować transfer łuku.
Wejście wstępny przepływ włączony — Normalnie otwarte, zamknij, aby uruchomić przepływ wstępny przed wygenero-waniem normalnego sygnału URUCHOMIENIE. Parametry znamionowe obwodu 10 mA @ 20 V prądu stałego. System stero-wania wysokością palnika (THC) zwykle generuje sygnał URUCHOMIENIE do zasilania elektrycznego plazmy po znalezieniu wysokości palnika. Następnie systemowi plazmy potrzeba 1-2 sekund (lub więcej), aby wykonać wstępny przepływ przed zajarzeniem pilota. Niektóre systemy sterowania THC mają wyjście, które może uruchomić przepływ wstępny wcześnie podczas znajdowania wysokości, co daje oszczędność 1-2 se kund na każdym cięciu. Wstępny przepływu WŁ powinien po-zostawać aktywny przez przynajmniej 1 sekundę po uruchomieniu START CNC. Nic nie stoi na przeszkodzie aby pozostawał włączony on do końca nacięcia. Należy zrecyklować w celu rozpoczęcia nowego wstępnego przepływu przed włączeniem START dla następnego cięcia.
Wyjście pilota włączone — wartości znamionowe styków przekaźnika 1 A @ 120 V prądu zmiennego / 28 V prądu stałego. Gdy pilot jest włączony, styki są zamknięte. Mogą być okablowane równolegle z stykami rozpoczęcia ruchu [OK to Move], w celu uruchomienia urządzenia po ustaleniu pracy pilota. Stosowany podczas uruchomienia przez otwory. Uruchamianie przez otwory wymaga ustawienia SW8-1 w położeniu WŁ (położenie górne) na płytce obwo dów drukowanych CPU na wydłużony czas pilota. Wykorzystywanie przedłużonego czasu pilota do uruchomienia przez otwory lub do cięcia przez otwory powoduje zredukowanie żywotności części.
Wyjście sygnału rozpoczęcia ruchu [OK to Move] — jest aktywne, gdy zostaje ustalony łuk tnący, łuk jest prze noszony. Używane do przekazania sygnału do stołu do cięcia w celu rozpoczęcia ruchu X-Y. Styki przekaźnika o parametrach zna-mionowych 1 A @ 120 V prądu zmiennego lub 28 V prądu stałego, gdy SW6 jest ustawiony na zadziałanie styków. Gdy SW6 jest ustawiony na napięcie prądu stałego, wyjście wysyła prąd stały 15-18 V @ 100 mA. Może być okablowane równoległe z pilotem włączonym w celu rozpoczęcia ruchu maszyny do cięcia, jak tylko pilot zostanie ustalony.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-7
ZAŁĄCZN
IK
5 OK to Move2 — zapewnia drugi zestaw styków normalnie otwartych, które zostają zamknięte, gdy wykryty zostanie transfer łuku. Styki mają następujące parametry maksymalne: prąd zmienny 24 V /prąd stały @ 1A. Uproszczony obwód CNC.
5 +10V @ 10ma. W przypadku potencjometru zdalnego sterowania prądem — W poprzednich wersjach modułu CCM, jeżeli ktoś chciał użyć potencjometru do wejścia zdalnego analogowego sterowania prądem (CC), wymagane było zewnętrzne zasilanie 10 V dla wysokich ustawień potencjometru.
Teraz zapewnione jest zasilanie izolowane (z głównych obwodów plazmy) 10V. Zalecana wartość potencjometru wynosi 5K lub 10K.
Ext. +10V
11 10 9
TB1
+10V SUWAK
Art # A-09246PL
5 Wybór cechowania plazmą (zdalny) — Wybór cechowania plazmą (zdalny) - Cechowanie plazmą, dostępne tylko z DFC 3000, może być aktywowane przez zamknięcie styku między TB3-1 i TB3-2, jeżeli SW8-4, przełącznik na tablicy CPU (mniejsza z dwóch tablic modułu CCM), jest także włączony. Otwarcie połączenia między TB3-1 i TB3-2 przełączonymi z powrotem do nor malnego trybu cięcia. W przypadku zasilania elektrycznego modułu Ultracięcie można pozostawić SW8-4 w stanie włączonym, niezależnie od tego czy jest wykonywane cechowanie lub też nie.
Następujące funkcje mogą jeszcze nie być dostępne w zakupionym systemie. *
*Redukcja prądu (wejście) — Po aktywacji, zazwyczaj od narożnika sterownika stołu lub sterowania wysokości wysyłany jest sygnał hamowania, sygnalizujący, że prędkość cięcia jest zmniejszona aby przejść do narożnika albo do małego pro-mienia, prąd cięcia jest redukowany ze stałą prędkością do z góry określonego poziomu, co zapewnia lepsze cięcie przy niższej prędkości.
*Cięcie siatki metalowej rozciąganej (wejście) — Normalnie zasilanie plazmy jest zoptymalizowane dla przebijania, dużej wysokości przebijania bezpośrednio powyżej metalu, który ma być cięty, krótkiego czasu pilotażowego, itp. Aktywowanie tego wejścia reguluje dopływ plazmy w celu optymalizacji jej parametrów do cięcia siatki metalowej rozciąganej, blachy perforowanej, prowadzenia od krawędzi itp. A Spośród innych zmian wysokość transferu jest zredukowana do tej samej wysokości co wysokość cięcia Oprócz aktywacji Cięcia Siatki metalowej rozciąganej, włącznik wejściowy CCM SW-1 należy przełączyć na automatyczne ponownie uruchomienie pilota a włącznik SW8-1 ustawić na dłuższy czas pracy pilotażowej. Oprócz aktywacji Cięcia Siatki metalowej rozciąganej, włącznik wejściowy CCM SW-1 należy przełączyć na automatyczne ponownie uruchomienie pilota a włącznik SW8-1 ustawić na dłuższy czas pracy pilotażowej.
*Zapasowe styki — Nie jest aktualnie aktywowany. Planowane do przyszłej wersji kodu CCM.
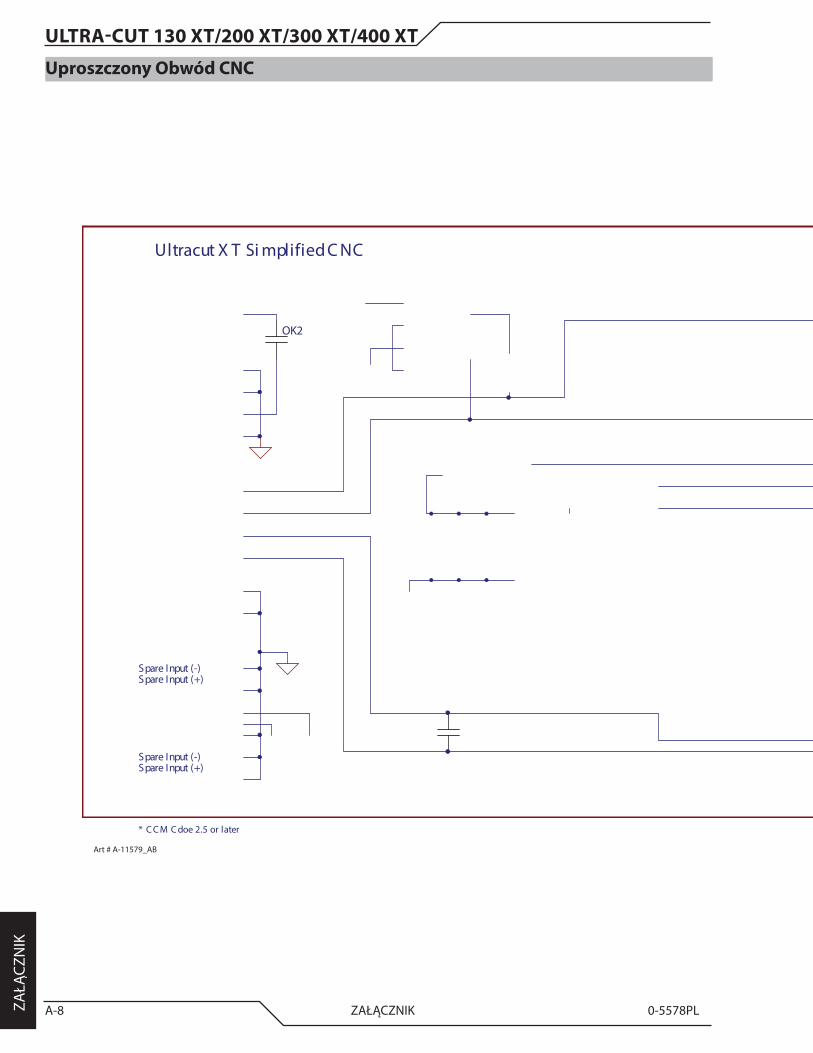
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-8 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Uproszczony Obwód CNC
Art # A-11579_AB Art # A-11579_AB
15 - K ey Plug
123456789
1011121314151617181920
J22
123456789
101112131415161718
J21G ND
G ND
8- C OMM R ef (1K Ohm)
* Us ed with Momentary CNC Sta rt SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CN C
4- / C NC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- R emote C C (analog)29- R emote C C Pot High
31- R emote C C Pot L ow
16- / Hold Start (+)17- / Hold Start (-)
3- / C NC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / C NC Plasma E nable (+)26- / C NC Plasma E nable (-)
32- Stop SW (momentary) *33- Stop SW R et34- Pilot is ON (a)35- Pilot is ON (b)36- 37 Plasma is R eady (a)
Normally Open C ontact
(132)
(133)
(137)
(132)
(133)
C has s is
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
* Plasma R eady (a) J15-1 to chassis used forSC -11 cable shield
+10V (CC Pot Hi)CC Pot WiperCC Pot L owDiv A rc V (+)Div A rc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK 2 (contact)/ CNC E nable (+)/ CNC E nable (-)
OK 2 (contact)
OK to MO V E (+)
OK to MO V E (-)
PIL OT is ON
PIL OT is ON
Preflow ON (+)Preflow ON (-)
Hold Start (-)Hold Start (+)
/ Plasma Marking (+)/ Plasma Marking (-)
Spare Input (-)Spare Input (+)
/ SL AV E UNIT*Plasma R eady (b)
123456789
101112
T B 2
123456789
101112
T B 1
123456789
101112
T B 2
+10V
AL L SW OFF f or 50: 1 ( def aul t )SW12A ( 1) ON = 16. 7: 1 ( SC- 11)SW12B ( 2) ON = 30: 1SW12C ( 3) ON = 40: 1SW12D ( 4) ON = 25: 1
18
SW12
A
V OLTAGE DI V I DE R
27
SW12
B
36
SW12
C
45
SW12
D
-4
+35
B
DC VOLTS
C ONTAC TS
18 VDC or Contacts
SW6B
SW6A
OK TO MOVE SELECT
+18VDC
OK
Ultracut X T Si mplified C NC
1234567891011121314
J54 - Re mote HMI & CN C CO MM
7 - Ke y Plug
1 - 24 VAC2 - 24 VAC Ret
8 - Tx +
12 - Tx -13 - Rx +14 - Rx -
9 - GND10 - GND
R S 485/ 422C omm
(115)(116)(117)
(118)(119)(120)
Harness to C PU PC B
(100)
(108)(109)
6-HM I Plasma Enable SW5-HM I Plasma Enable SW
3- Jumper to 24 VAC
(101)(102)Harness to R elay PC B
J15-13 connects SC -11chassis to PS chassis.
T he C OMM R ef at pin8 is also for the SC -11
Preflow ON
R em POT L ow
OK2
10- / Spare digital I nput (+)11- / Spare digital I nput (-)
Spare Input (-)Spare Input (+)
Spare Input (-)Spare Input (+)
* C C M C doe 2.5 or later * C C M C doe 2.5 or later
23- / Spare digital I nput (+)24- / Spare digital I nput (-)

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-9
ZAŁĄCZN
IK
Art # A-11579_AB Art # A-11579_AB
15 - K ey Plug
123456789
1011121314151617181920
J22
123456789
101112131415161718
J21G ND
G ND
8- C OMM R ef (1K Ohm)
* Us ed with Momentary CNC Sta rt SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CN C
4- / C NC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- R emote C C (analog)29- R emote C C Pot High
31- R emote C C Pot L ow
16- / Hold Start (+)17- / Hold Start (-)
3- / C NC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / C NC Plasma E nable (+)26- / C NC Plasma E nable (-)
32- Stop SW (momentary) *33- Stop SW R et34- Pilot is ON (a)35- Pilot is ON (b)36- 37 Plasma is R eady (a)
Normally Open C ontact
(132)
(133)
(137)
(132)
(133)
C has s is
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
* Plasma R eady (a) J15-1 to chassis used forSC -11 cable shield
+10V (CC Pot Hi)CC Pot WiperCC Pot L owDiv A rc V (+)Div A rc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK 2 (contact)/ CNC E nable (+)/ CNC E nable (-)
OK 2 (contact)
OK to MO V E (+)
OK to MO V E (-)
PIL OT is ON
PIL OT is ON
Preflow ON (+)Preflow ON (-)
Hold Start (-)Hold Start (+)
/ Plasma Marking (+)/ Plasma Marking (-)
Spare Input (-)Spare Input (+)
/ SL AV E UNIT*Plasma R eady (b)
123456789
101112
T B 2
123456789
101112
T B 1
123456789
101112
T B 2
+10V
AL L SW OFF f or 50: 1 ( def aul t )SW12A ( 1) ON = 16. 7: 1 ( SC- 11)SW12B ( 2) ON = 30: 1SW12C ( 3) ON = 40: 1SW12D ( 4) ON = 25: 1
18
SW12
A
V OLTAGE DI V I DE R
27
SW12
B
36
SW12
C
45
SW12
D
-4
+35
B
DC VOLTS
C ONTAC TS
18 VDC or Contacts
SW6B
SW6A
OK TO MOVE SELECT
+18VDC
OK
Ultracut X T Si mplified C NC
1234567891011121314
J54 - Re mote HMI & CN C CO MM
7 - Ke y Plug
1 - 24 VAC2 - 24 VAC Ret
8 - Tx +
12 - Tx -13 - Rx +14 - Rx -
9 - GND10 - GND
R S 485/ 422C omm
(115)(116)(117)
(118)(119)(120)
Harness to C PU PC B
(100)
(108)(109)
6-HM I Plasma Enable SW5-HM I Plasma Enable SW
3- Jumper to 24 VAC
(101)(102)Harness to R elay PC B
J15-13 connects SC -11chassis to PS chassis.
T he C OMM R ef at pin8 is also for the SC -11
Preflow ON
R em POT L ow
OK2
10- / Spare digital I nput (+)11- / Spare digital I nput (-)
Spare Input (-)Spare Input (+)
Spare Input (-)Spare Input (+)
* C C M C doe 2.5 or later * C C M C doe 2.5 or later
23- / Spare digital I nput (+)24- / Spare digital I nput (-)

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-10 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Połączenia CNC
Ruch uruchamiający(Opcje rozpoczęcia ruchu)
Urządzenie do cięcia Kabel CNC Zasilanie elektryczne
Osłona
J15
1
34
9
678
13
14
12
5
Opcje rozpoczęcia ruchu
2
(1)
34
9
67
14
12
5
2Uruchamianie/Zatrzymywanie
*( )( )( )( )( )( )
( )
( )
( ){ *
*NC.......... Źródło, 16 V prądu stałego, 10 ma.
... Podzielone napięcia łuku (-)....................
..........
Chwilowe wstrzymanie uruchomienia (+)
Chwilowe wstrzymanie uruchomienia (-)1011
1011
( )
( )..........
Podzielone napięcia łuku (+)
Redukcja prądu (-)
Redukcja prądu (+)...
przekaźnika DCV (-)styk lub(1A @ DCV (+)120 V prądu stałego ( 15 - 18 V prądu stałegolub 28 V prądu stałego) @ do 100 ma.)
* Uziemienie zasilania nie jest zastosowane dla przewodu CNC Nigdzie nie podłączać przewodu nr 1.
** Przewód uziemiający ekranu kable musi być podłączony do masy na maszynie tnącej.
**Art # A-11901PL
SW6
DC
(+)
1819
17
1516
2324
22
2021
2829
27
2526
3334
32
3031
37
35
36
10 K
(17)
(16)
(23)(24)
(22)(21)
(25)(26)
(29)
(33)(34)
(32)
(30)(31)
(37)
(35)
(36)
Reprezentuje przełącznik, przekaźnik, tranzystor otwarty kolektorowy, itd.
Koło zapasowe, #1 (b)
........................
............................................................
......................................................................
..........
..........Koło zapasowe, #1 (a)
Pilot włączony (b)
Zatrzymaj SW RetPilot włączony (a) przekaźnika styk 1A @
120 VAC lub 28
Zatrzymaj SW (Chwilowa)Zdalne CC Garnek niski (-)Sygnał zdalnego sterowania CC 0-10 V lub w naczyniu wycieraczkiZdalne CC Garnek wysoki (+10V prądu stałego)
/Włączanie układu CNC plazmy (-)/Włączanie układu CNC plazmy (+)/Cięcie siatki metalowej rozciągane (-)/Cięcie siatki metalowej rozciągane (+)/cechowanie plazmą (-)/cechowanie plazmą (+)
/Przepływ wstępny włączony(+)/Przepływ wstępny włączony(-)
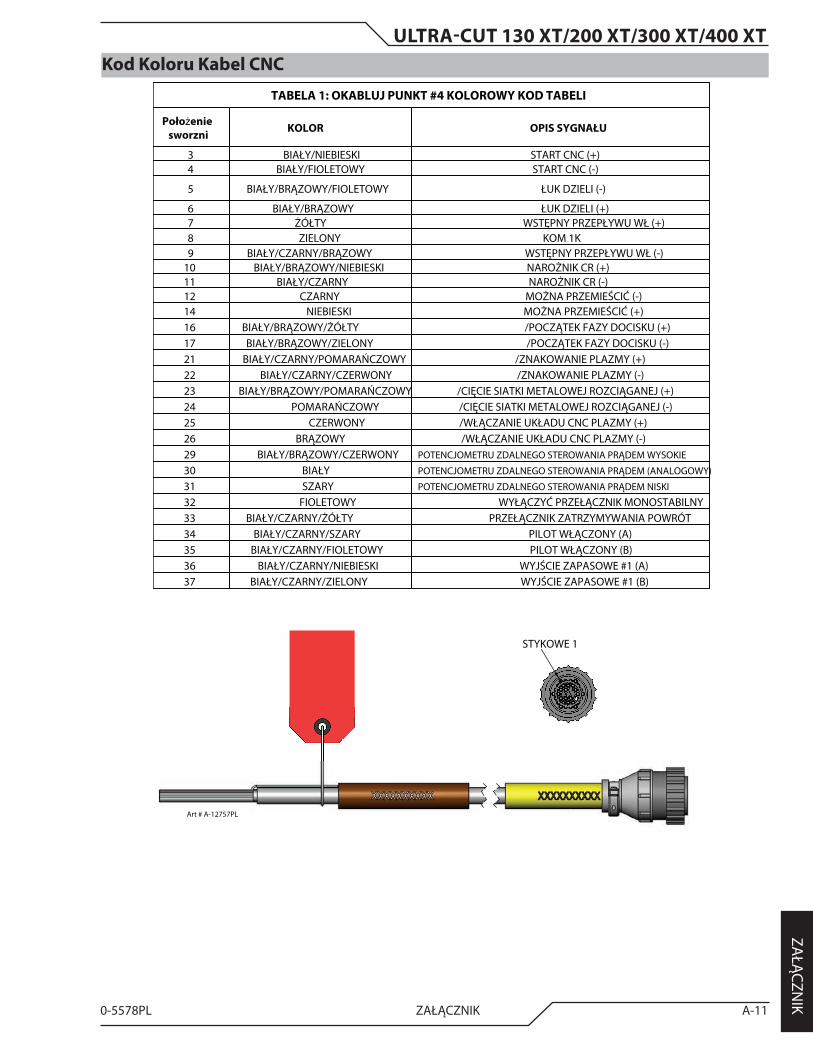
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-11
ZAŁĄCZN
IK
Kod Koloru Kabel CNC
STYKOWE 1
Art # A-12757PL
TABELA 1: OKABLUJ PUNKT #4 KOLOROWY KOD TABELI
Położenie sworzni KOLOR OPIS SYGNAŁU
3 BIAŁY/NIEBIESKI START CNC (+)4 BIAŁY/FIOLETOWY START CNC (-)
5 BIAŁY/BRĄZOWY/FIOLETOWY ŁUK DZIELI (-)
6 BIAŁY/BRĄZOWY ŁUK DZIELI (+)7 ŻÓŁTY WSTĘPNY PRZEPŁYWU WŁ (+)8 ZIELONY KOM 1K9 BIAŁY/CZARNY/BRĄZOWY WSTĘPNY PRZEPŁYWU WŁ (-)
10 BIAŁY/BRĄZOWY/NIEBIESKI NAROŻNIK CR (+)11 BIAŁY/CZARNY NAROŻNIK CR (-)12 CZARNY MOŻNA PRZEMIEŚCIĆ (-)14 NIEBIESKI MOŻNA PRZEMIEŚCIĆ (+)16 BIAŁY/BRĄZOWY/ŻÓŁTY /POCZĄTEK FAZY DOCISKU (+)17 BIAŁY/BRĄZOWY/ZIELONY /POCZĄTEK FAZY DOCISKU (-)21 BIAŁY/CZARNY/POMARAŃCZOWY /ZNAKOWANIE PLAZMY (+)22 BIAŁY/CZARNY/CZERWONY /ZNAKOWANIE PLAZMY (-)23 BIAŁY/BRĄZOWY/POMARAŃCZOWY /CIĘCIE SIATKI METALOWEJ ROZCIĄGANEJ (+)24 POMARAŃCZOWY /CIĘCIE SIATKI METALOWEJ ROZCIĄGANEJ (-)25 CZERWONY /WŁĄCZANIE UKŁADU CNC PLAZMY (+)26 BRĄZOWY /WŁĄCZANIE UKŁADU CNC PLAZMY (-)29 BIAŁY/BRĄZOWY/CZERWONY POTENCJOMETRU ZDALNEGO STEROWANIA PRĄDEM WYSOKIE
30 BIAŁY POTENCJOMETRU ZDALNEGO STEROWANIA PRĄDEM (ANALOGOWY)
31 SZARY POTENCJOMETRU ZDALNEGO STEROWANIA PRĄDEM NISKI
32 FIOLETOWY WYŁĄCZYĆ PRZEŁĄCZNIK MONOSTABILNY33 BIAŁY/CZARNY/ŻÓŁTY PRZEŁĄCZNIK ZATRZYMYWANIA POWRÓT34 BIAŁY/CZARNY/SZARY PILOT WŁĄCZONY (A)35 BIAŁY/CZARNY/FIOLETOWY PILOT WŁĄCZONY (B)36 BIAŁY/CZARNY/NIEBIESKI WYJŚCIE ZAPASOWE #1 (A)37 BIAŁY/CZARNY/ZIELONY WYJŚCIE ZAPASOWE #1 (B)

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-12 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 4: ROZMIESZCZENIE PŁYTKI OBWODU DRUKOWANEGO DMC-3000
J1
J9
TP6J5J6 SW2
J8
TP5
J2
TP3 TP2TP4
J3
J4
SW1
TP7
TP1
Art # A-09188_AC
LEDD1D-17
LEDD_E1D_E15
D21
D22
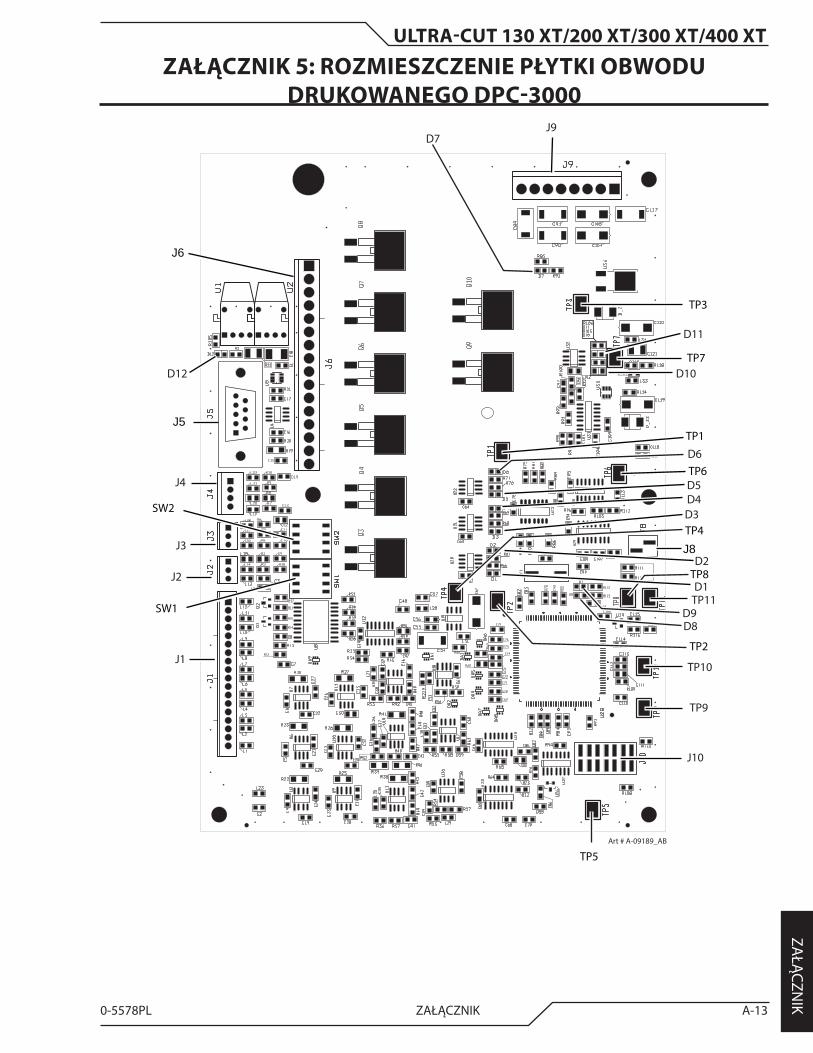
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-13
ZAŁĄCZN
IK
ZAŁĄCZNIK 5: ROZMIESZCZENIE PŁYTKI OBWODU DRUKOWANEGO DPC-3000
TP6
J5
J6
SW2
TP5
TP3
TP2
TP4
SW1
TP8
TP1
Art # A-09189_AB
J1
J2
J3
J4
J9
J8
TP7
TP9
TP10
TP11
J10
D7
D12
D11
D10
D5D4D3
D2
D1
D9D8
D6

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-14 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 6: UKŁAD PCB ZASILACZA DMC-3000 / DPC-3000F2J2
D7D6 TP1
TP6 D5D9
TP7
D16
TP8
J1 F1
TP4
TP5
TP2
TP3
Art # A-09597_AB
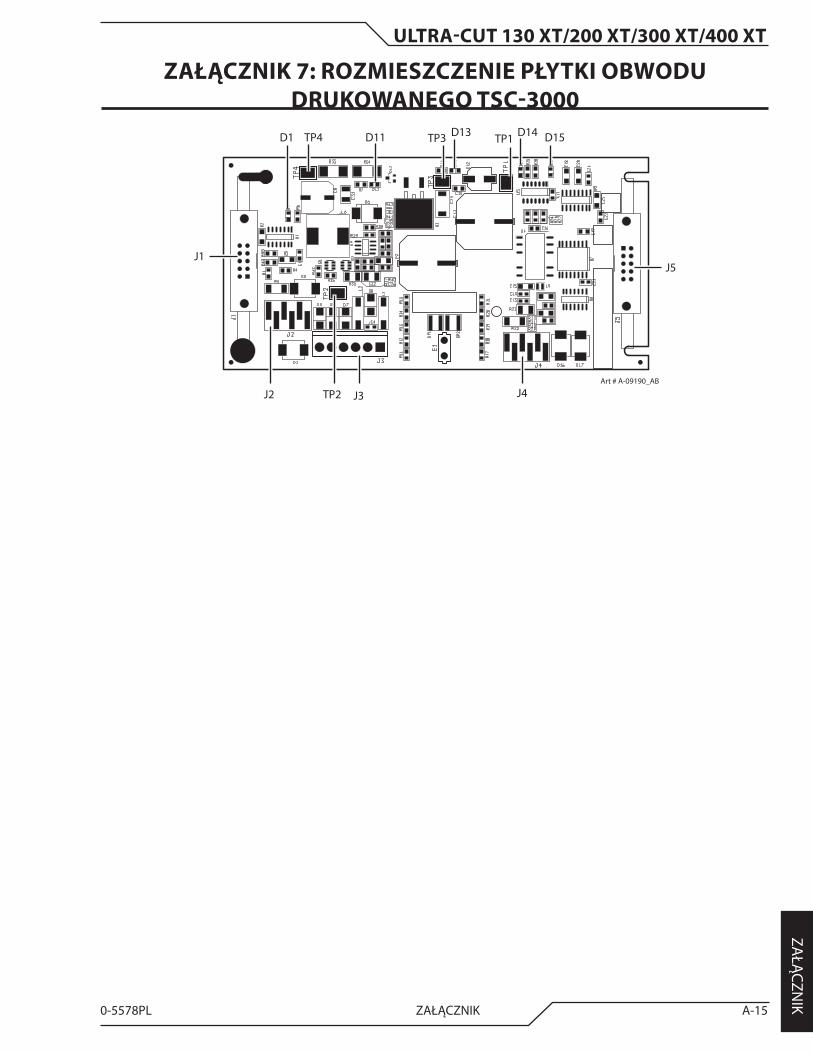
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-15
ZAŁĄCZN
IK
ZAŁĄCZNIK 7: ROZMIESZCZENIE PŁYTKI OBWODU DRUKOWANEGO TSC-3000
TP4 TP1TP3
J1
J2 J3TP2 J4
J5
Art # A-09190_AB
D1 D11 D13 D14 D15
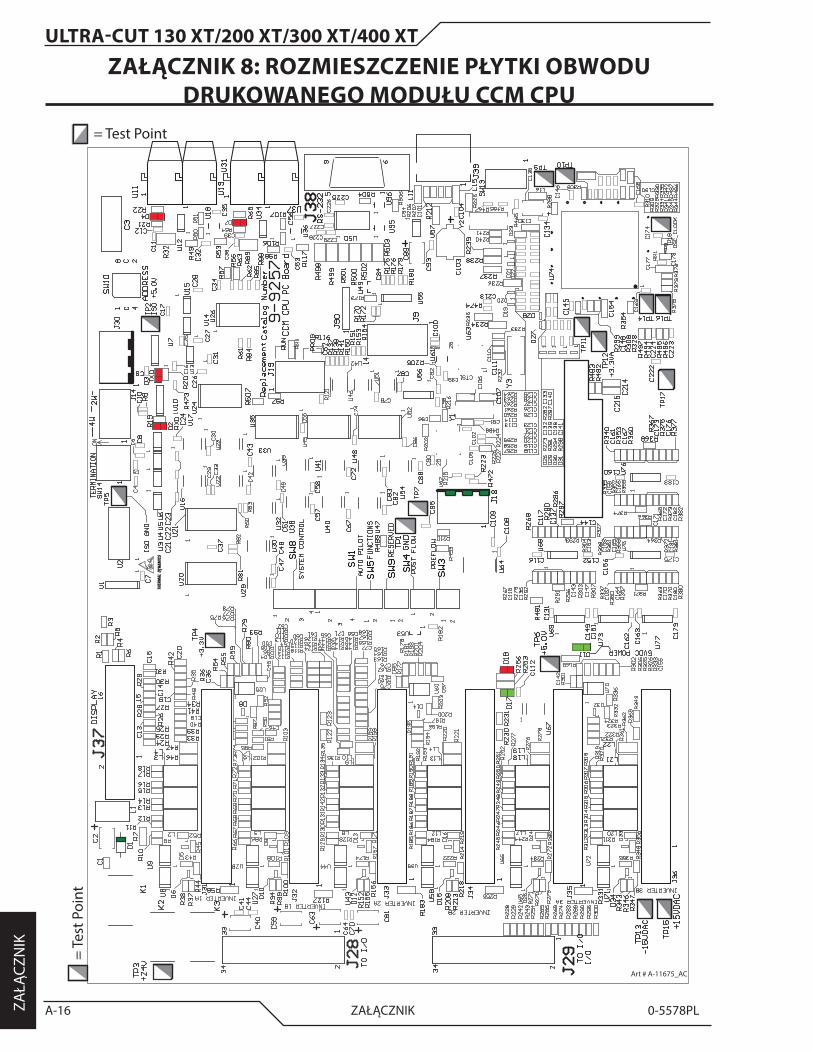
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-16 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 8: ROZMIESZCZENIE PŁYTKI OBWODU DRUKOWANEGO MODUŁU CCM CPU
= Te
st P
oint
= Test Point
Art # A-11675_AC
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-17
ZAŁĄCZN
IK
Płytka obwodu drukowanego CPU CCM
Punkty kontrolne
TP1 UZIEMIENIE
TP2 ISO +5,0V
TP3 +24V
TP4 +3,3V
TP5 ISO UZIEMIENIE
TP6 +5,0V
TP7 CAŁKOWITEGO ZAPOTRZEBOWANIA 3,3V=400A
TP9 /WR
TP10 /RD
TP11 CZUJNIKA TEMPERATURY PROCESORA
TP12 +3,3VA
TP13 -15VDAC
TP14 PC2
TP15 +15VDAC
TP16 CLKO
TP18 OSC_ZEGARA
Opis diod LED
D2 Czerwony RXD
D3 Czerwony TXD
D4 Czerwony Światłowód 2
D7 Czerwony Światłowód 1
D11 Zielony Użycia w przyszłości
D17 Zielony Użycia w przyszłości

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-18 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 9: SCHEMAT PŁYTKA OBWODU DRUKOWANEGO WEJ/WYJ CCM
= Te
st P
oint
= Test Point
Art
# A
-116
76_A
D
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-19
ZAŁĄCZN
IK
Płytka obwodu drukowanego Wej/Wyj CCM
Punkty kontrolne
TP1 UZIEMIENIE
TP2 /CHŁODZĄCEGO WENTYLATORY WŁĄCZANIA
TP3 /POMPY PALNIKA WŁĄCZANIA
TP4 NISKI PRZEPŁYW PŁYNU CHŁODZĄCEGO (SW)
TP5 PRZEPŁYW PŁYNU CHŁODZĄCEGO (KRÓTKI)
TP6 +15V IZOLOWANY
TP7 -15V IZOLOWANY
TP8 +18V IZOLOWANY
TP9 PRĄD ANALOGOWY STEROWANIA 0-3,3V
TP10 IZOLOWANY UZIEMIENIA
TP11 /PILOT WŁĄCZANIE
TP12 +5VDC
TP13 -15VDC
TP14 +15VDC
TP15 24VDC
TP18 +5V IZOLOWANY
TP19 NATĘŻENIA ROBOCZEGO
Opis diod LED
D2 Zielony WŁĄCZENIE PLAZMY
D3 Zielony E-STOP_PS
D4 Zielony GAZU WŁĄCZANIA
D6 Zielony START CNC
D8 Zielony POCZĄTEK FAZY DOCISKU
D12 Zielony WSTĘPNY PRZEPŁYWU WŁ
D13 Zielony CSD
D18 Zielony MARK
D20 Zielony KOŁO ZAPASOWE1
D25 Zielony SIATKA METALOWA
D33 Zielony MOŻNA PRZEMIEŚCIĆ
D37 Zielony PSR
D41 Zielony WYJŚCIE ZAPASOWE POLA 2
D43 Zielony WYJŚCIE ZAPASOWE POLA 1
Złącza J
J21 PODSTAWOWE CNC
J22 ROZSZERZONY CNC
J23 PRZEKAŹNIK - PŁYTKI INTERFEJSU
J24 ARC / PORADA V.
J25 TEST
J26 GAZU POLE WYBORU
J28 DO CNC
J29 DO CNC
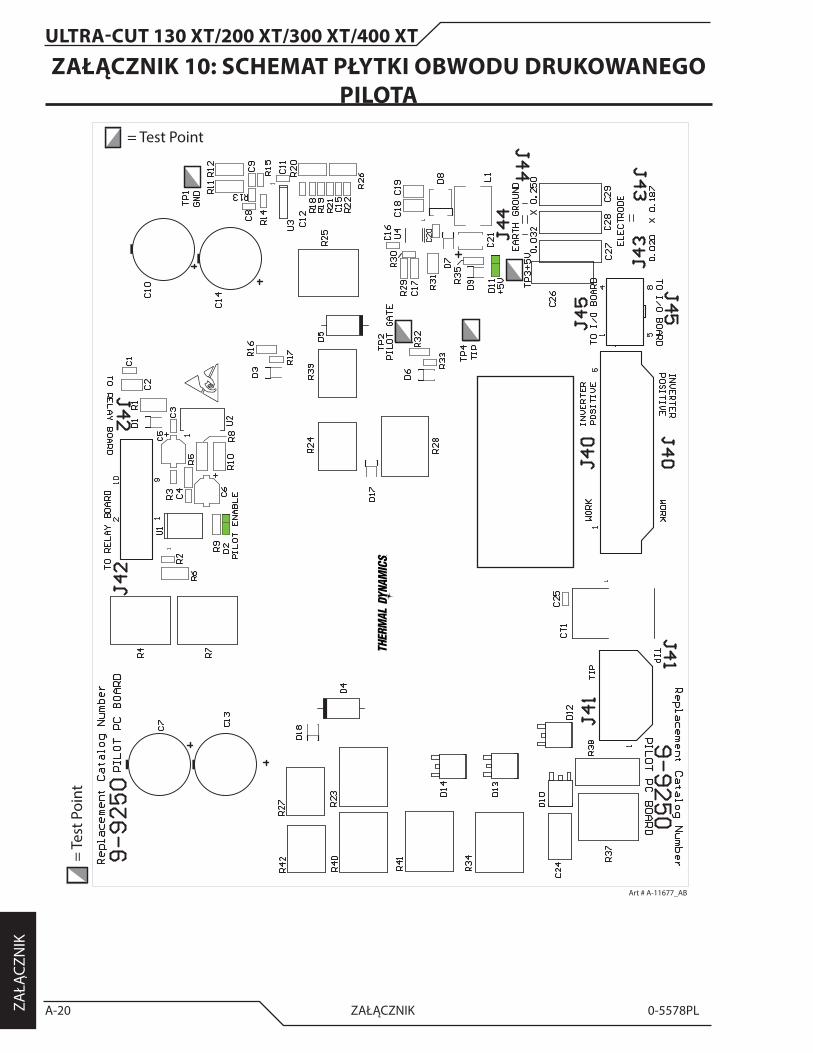
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-20 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 10: SCHEMAT PŁYTKI OBWODU DRUKOWANEGO PILOTA
Art # A-11677_AB
= Te
st P
oint
= Test Point

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-21
ZAŁĄCZN
IK
Punkty kontrolne płytki obwodu drukowanego pilota
TP1 UZIEMIENIE
TP2 PILOT BRAMKA
TP3 +5V
TP4 KOŃCÓWKA
Opis diod LED
D2 Zielony PILOT WŁĄCZANIE
D11 Zielony +5V
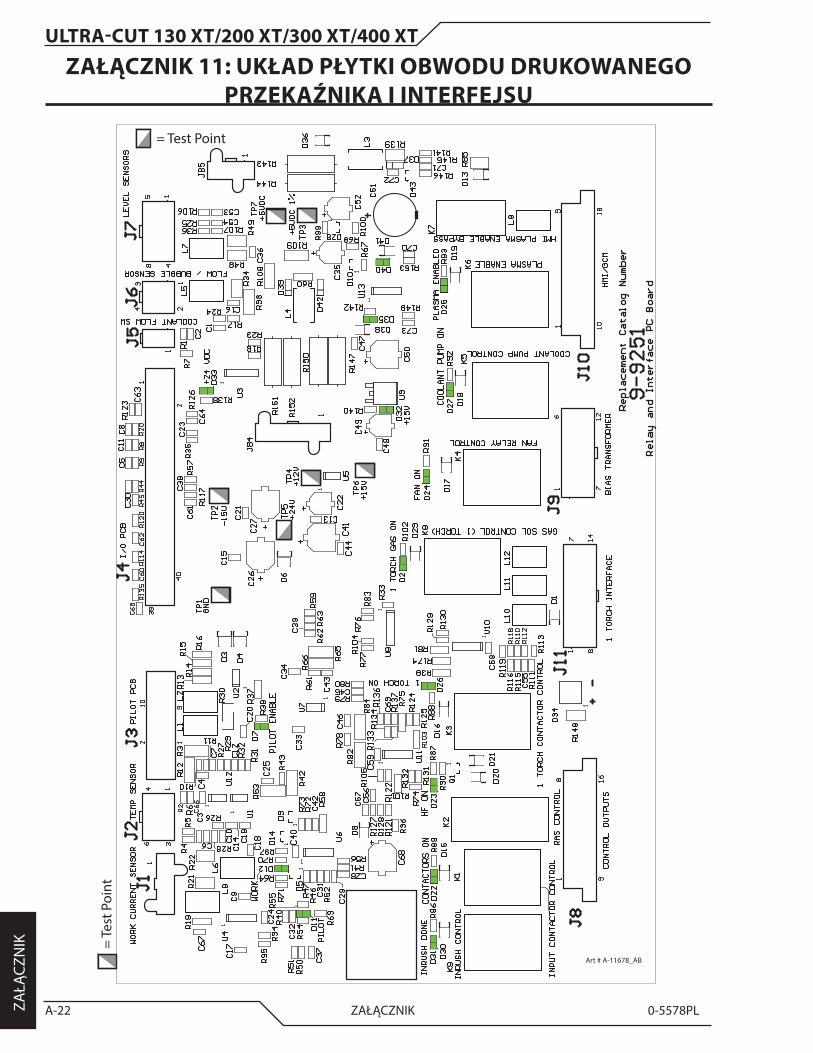
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-22 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 11: UKŁAD PŁYTKI OBWODU DRUKOWANEGO PRZEKAŹNIKA I INTERFEJSU
= Te
st P
oint
= Test Point
Art # A-11678_AB
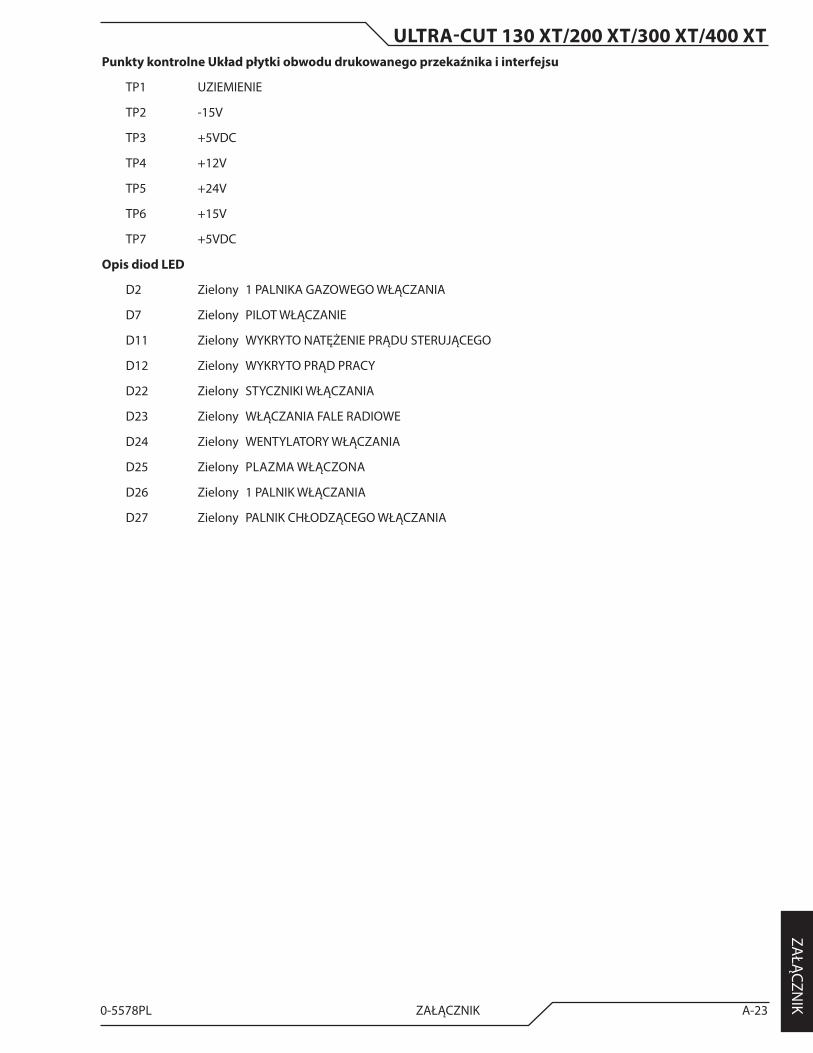
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-23
ZAŁĄCZN
IK
Punkty kontrolne Układ płytki obwodu drukowanego przekaźnika i interfejsu
TP1 UZIEMIENIE
TP2 -15V
TP3 +5VDC
TP4 +12V
TP5 +24V
TP6 +15V
TP7 +5VDC
Opis diod LED
D2 Zielony 1 PALNIKA GAZOWEGO WŁĄCZANIA
D7 Zielony PILOT WŁĄCZANIE
D11 Zielony WYKRYTO NATĘŻENIE PRĄDU STERUJĄCEGO
D12 Zielony WYKRYTO PRĄD PRACY
D22 Zielony STYCZNIKI WŁĄCZANIA
D23 Zielony WŁĄCZANIA FALE RADIOWE
D24 Zielony WENTYLATORY WŁĄCZANIA
D25 Zielony PLAZMA WŁĄCZONA
D26 Zielony 1 PALNIK WŁĄCZANIA
D27 Zielony PALNIK CHŁODZĄCEGO WŁĄCZANIA
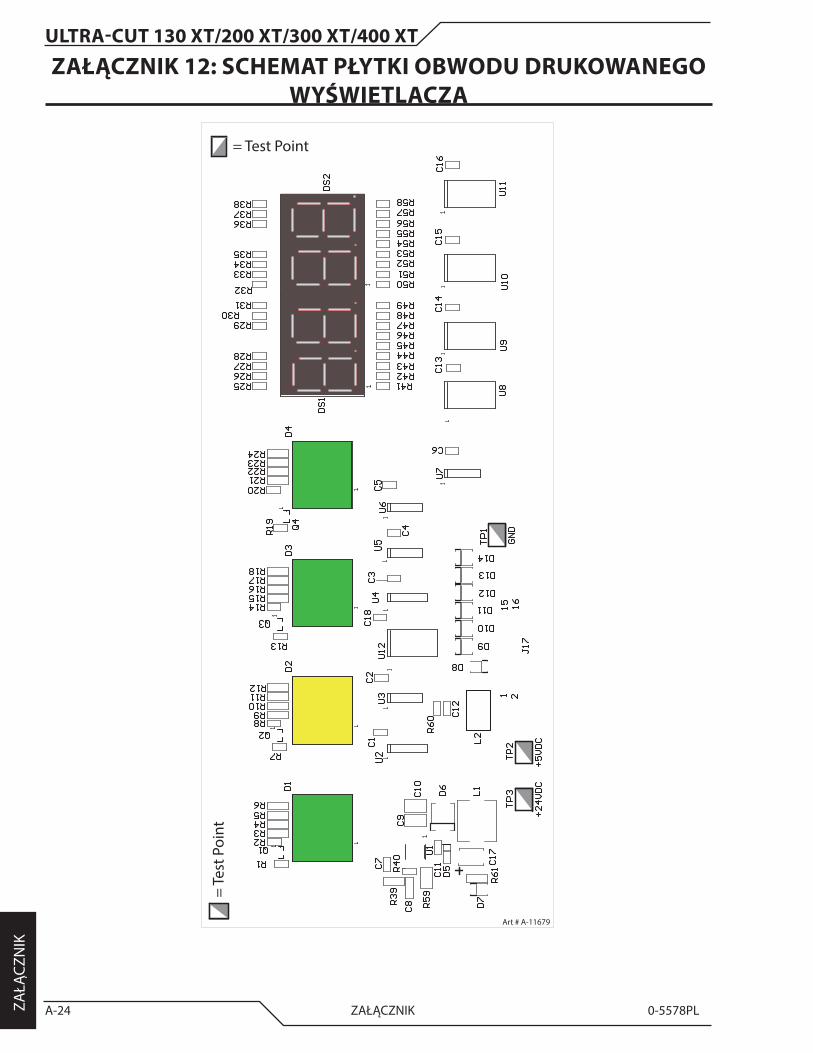
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-24 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 12: SCHEMAT PŁYTKI OBWODU DRUKOWANEGO WYŚWIETLACZA
= Te
st P
oint
= Test Point
Art # A-11679

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-25
ZAŁĄCZN
IK
Punkty kontrolne płytki obwodu drukowanego wyświetlacza
TP1 UZIEMIENIE
TP2 +5VDC
TP3 +24VDC

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-26 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 13: PŁYTKA OBWODU DRUKOWANEGO ZASILANIA NASTAWCZEGO SYSTEMU
= Te
st P
oint
= Test Point
Art # A-11680_AB
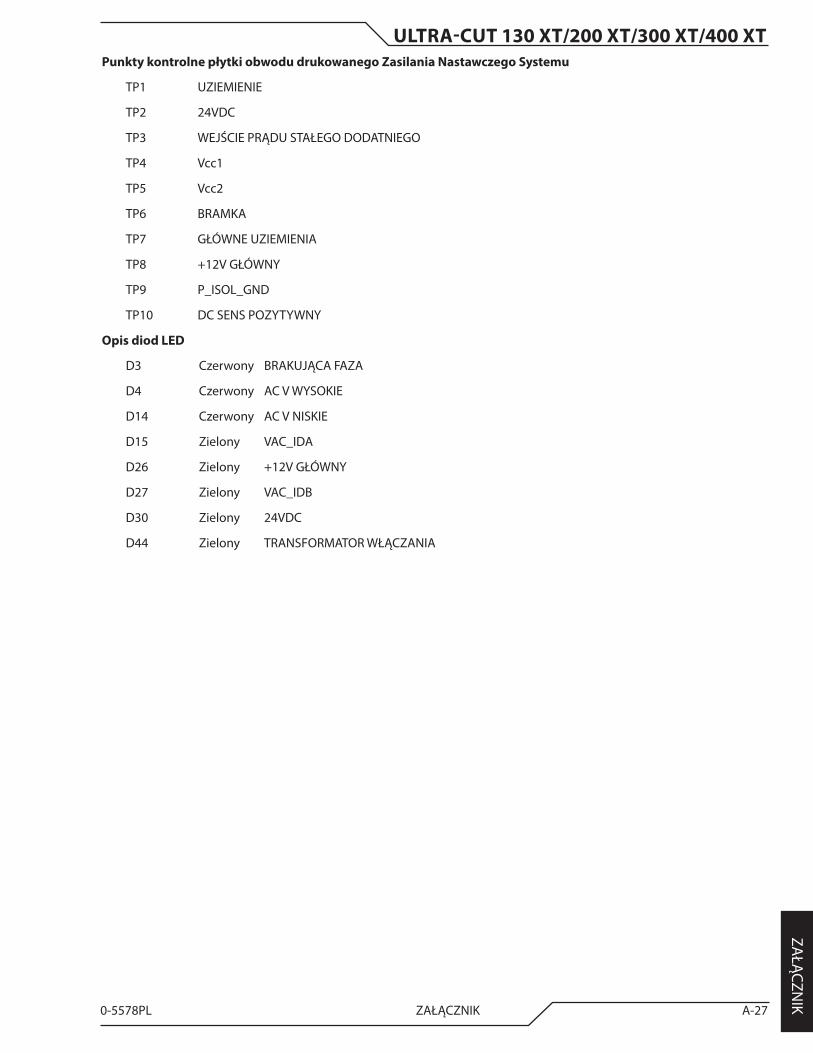
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-27
ZAŁĄCZN
IK
Punkty kontrolne płytki obwodu drukowanego Zasilania Nastawczego Systemu
TP1 UZIEMIENIE
TP2 24VDC
TP3 WEJŚCIE PRĄDU STAŁEGO DODATNIEGO
TP4 Vcc1
TP5 Vcc2
TP6 BRAMKA
TP7 GŁÓWNE UZIEMIENIA
TP8 +12V GŁÓWNY
TP9 P_ISOL_GND
TP10 DC SENS POZYTYWNY
Opis diod LED
D3 Czerwony BRAKUJĄCA FAZA
D4 Czerwony AC V WYSOKIE
D14 Czerwony AC V NISKIE
D15 Zielony VAC_IDA
D26 Zielony +12V GŁÓWNY
D27 Zielony VAC_IDB
D30 Zielony 24VDC
D44 Zielony TRANSFORMATOR WŁĄCZANIA
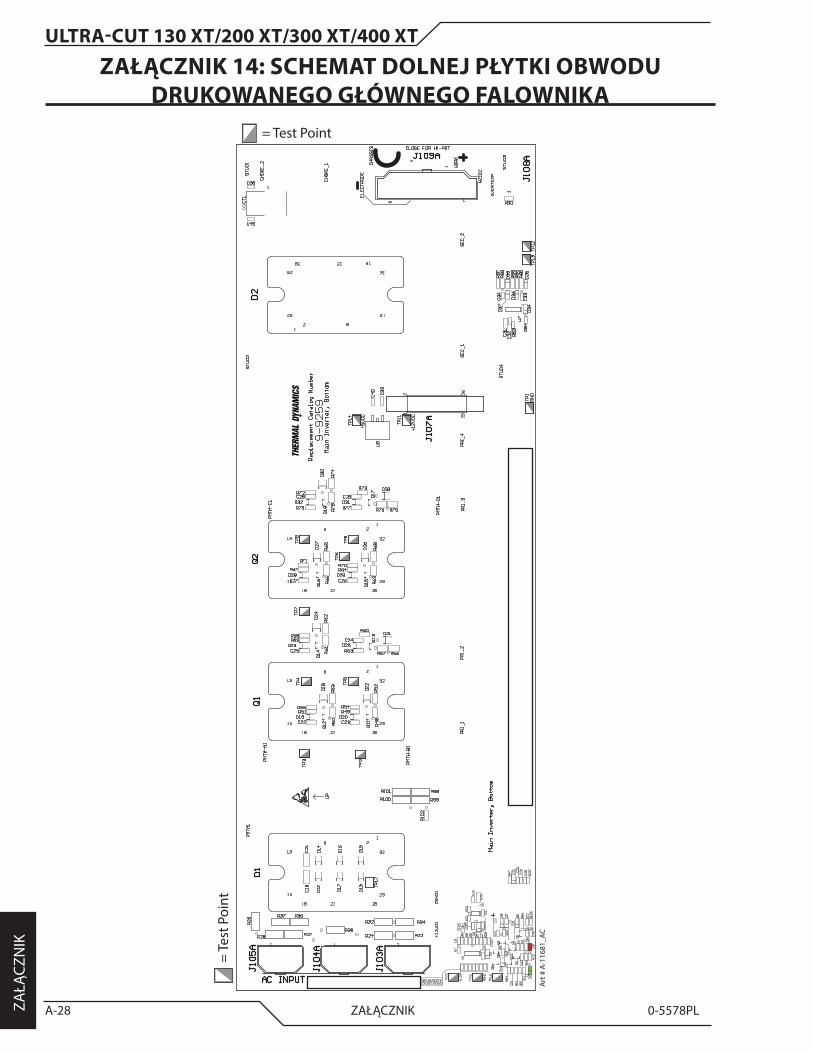
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-28 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 14: SCHEMAT DOLNEJ PŁYTKI OBWODU DRUKOWANEGO GŁÓWNEGO FALOWNIKA
= Te
st P
oint
= Test Point
Art
# A
-116
81_A
C
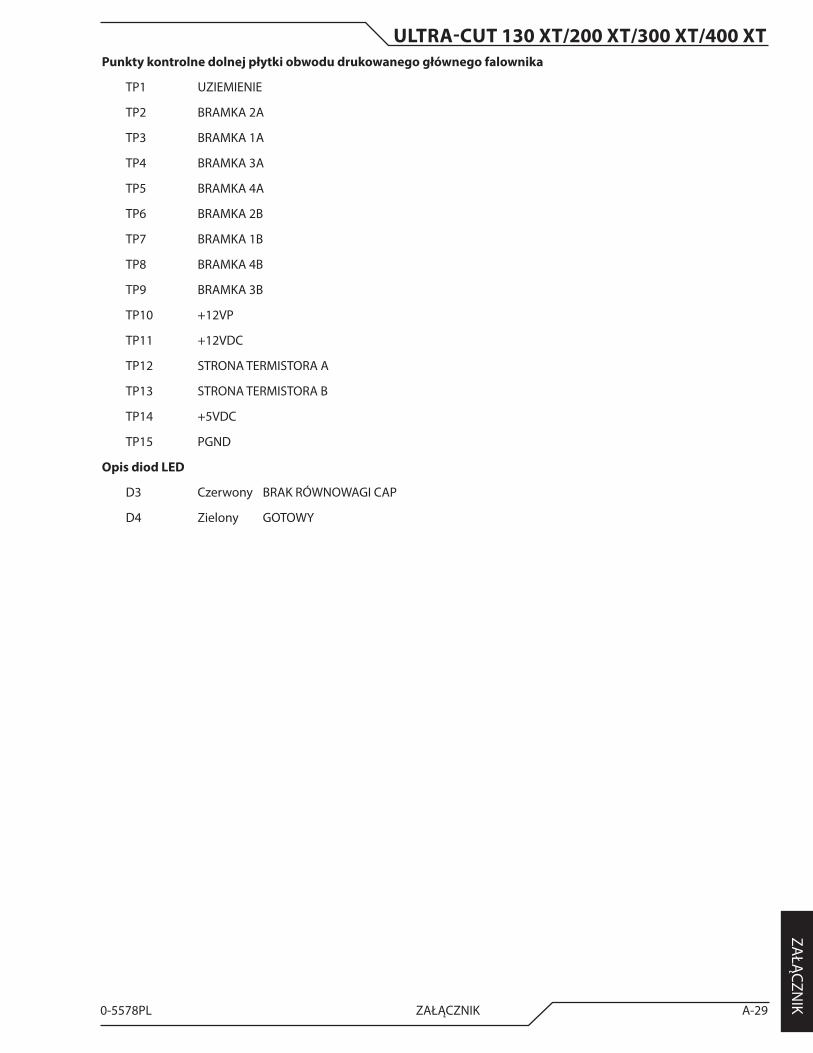
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-29
ZAŁĄCZN
IK
Punkty kontrolne dolnej płytki obwodu drukowanego głównego falownika
TP1 UZIEMIENIE
TP2 BRAMKA 2A
TP3 BRAMKA 1A
TP4 BRAMKA 3A
TP5 BRAMKA 4A
TP6 BRAMKA 2B
TP7 BRAMKA 1B
TP8 BRAMKA 4B
TP9 BRAMKA 3B
TP10 +12VP
TP11 +12VDC
TP12 STRONA TERMISTORA A
TP13 STRONA TERMISTORA B
TP14 +5VDC
TP15 PGND
Opis diod LED
D3 Czerwony BRAK RÓWNOWAGI CAP
D4 Zielony GOTOWY
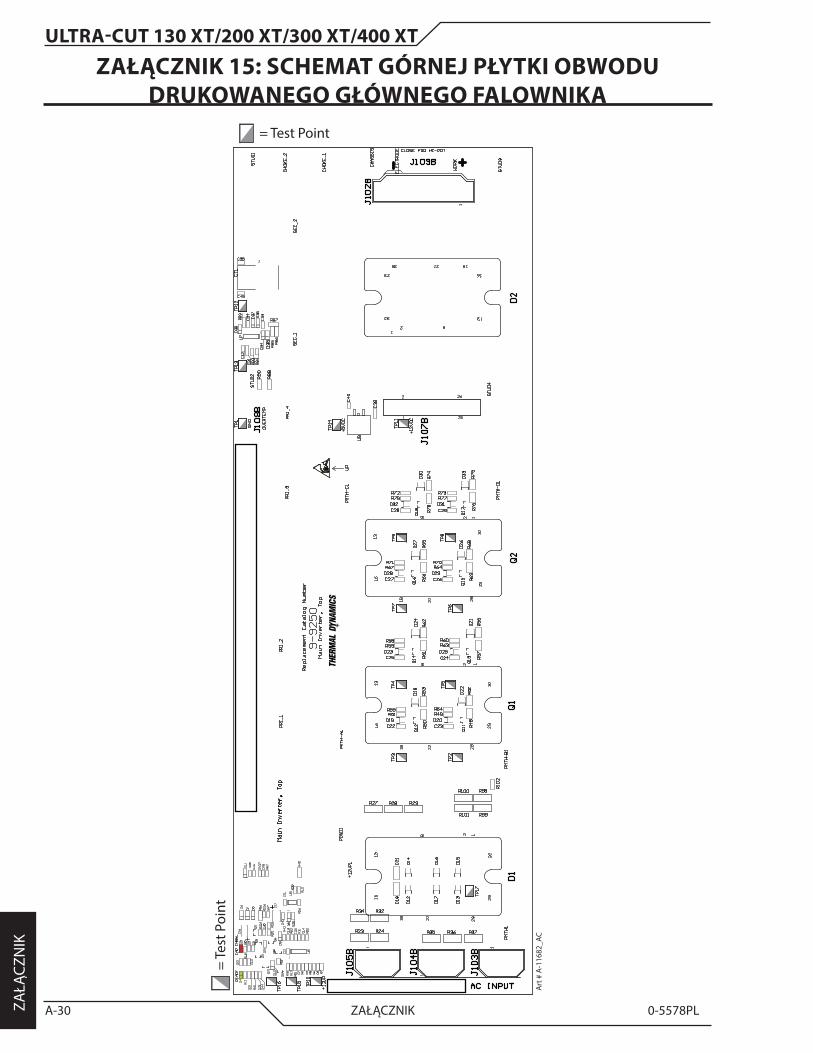
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-30 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 15: SCHEMAT GÓRNEJ PŁYTKI OBWODU DRUKOWANEGO GŁÓWNEGO FALOWNIKA
= Te
st P
oint
= Test Point
Art
# A
-116
82_A
C
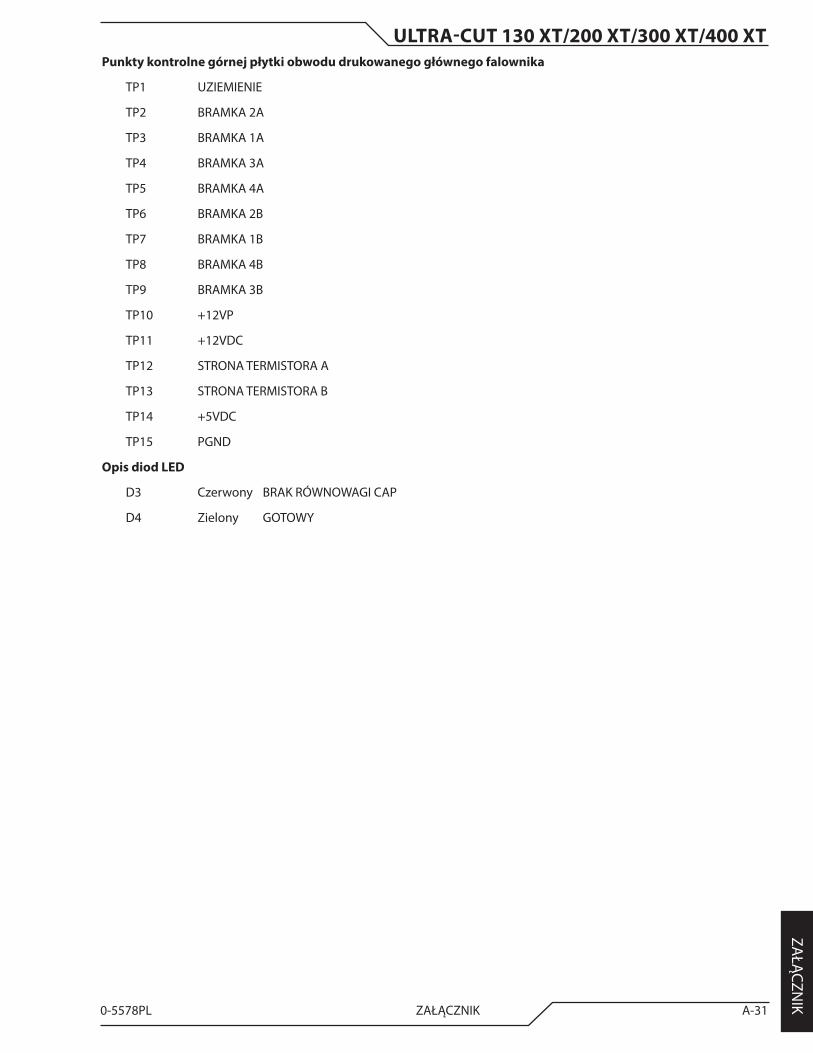
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-31
ZAŁĄCZN
IK
Punkty kontrolne górnej płytki obwodu drukowanego głównego falownika
TP1 UZIEMIENIE
TP2 BRAMKA 2A
TP3 BRAMKA 1A
TP4 BRAMKA 3A
TP5 BRAMKA 4A
TP6 BRAMKA 2B
TP7 BRAMKA 1B
TP8 BRAMKA 4B
TP9 BRAMKA 3B
TP10 +12VP
TP11 +12VDC
TP12 STRONA TERMISTORA A
TP13 STRONA TERMISTORA B
TP14 +5VDC
TP15 PGND
Opis diod LED
D3 Czerwony BRAK RÓWNOWAGI CAP
D4 Zielony GOTOWY
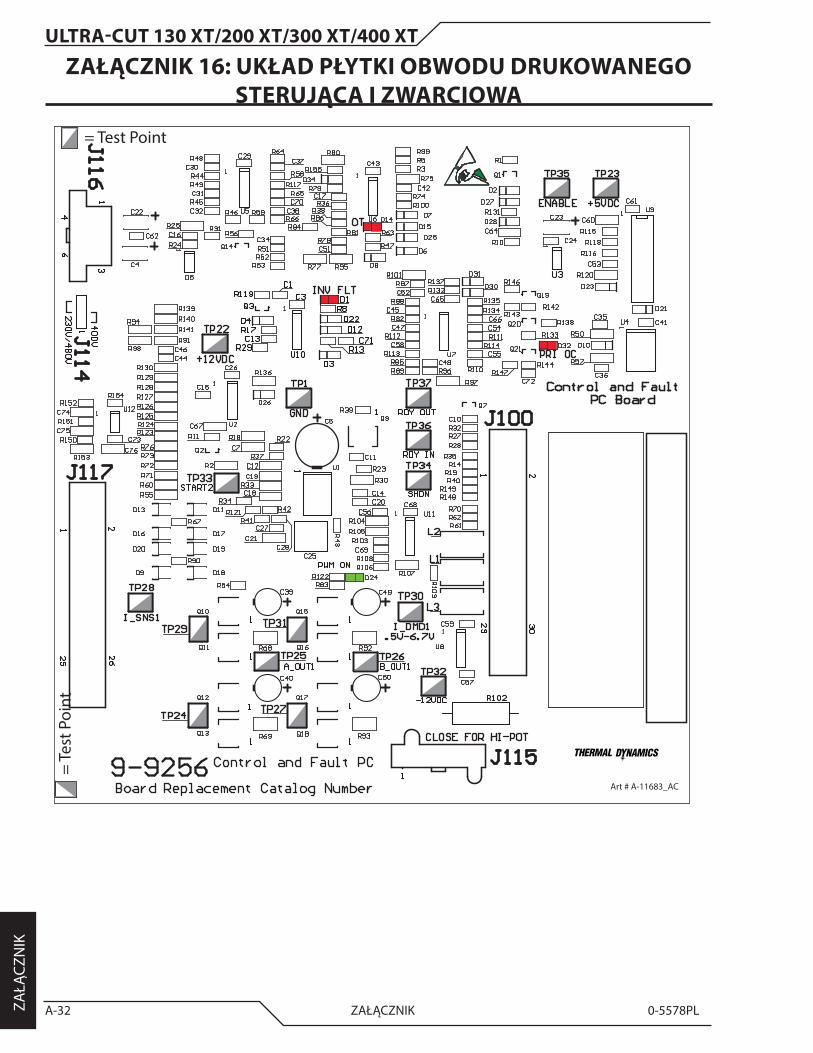
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-32 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 16: UKŁAD PŁYTKI OBWODU DRUKOWANEGO STERUJĄCA I ZWARCIOWA
= Te
st P
oint
= Test Point
Art # A-11683_AC
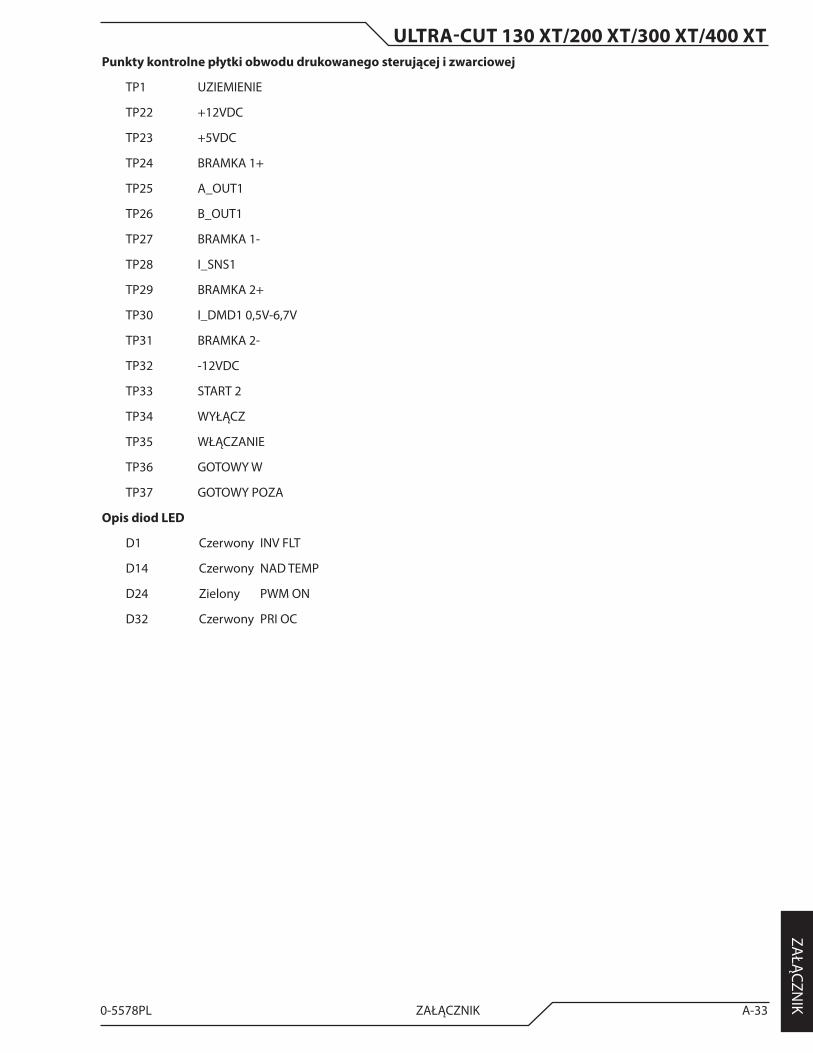
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-33
ZAŁĄCZN
IK
Punkty kontrolne płytki obwodu drukowanego sterującej i zwarciowej
TP1 UZIEMIENIE
TP22 +12VDC
TP23 +5VDC
TP24 BRAMKA 1+
TP25 A_OUT1
TP26 B_OUT1
TP27 BRAMKA 1-
TP28 I_SNS1
TP29 BRAMKA 2+
TP30 I_DMD1 0,5V-6,7V
TP31 BRAMKA 2-
TP32 -12VDC
TP33 START 2
TP34 WYŁĄCZ
TP35 WŁĄCZANIE
TP36 GOTOWY W
TP37 GOTOWY POZA
Opis diod LED
D1 Czerwony INV FLT
D14 Czerwony NAD TEMP
D24 Zielony PWM ON
D32 Czerwony PRI OC
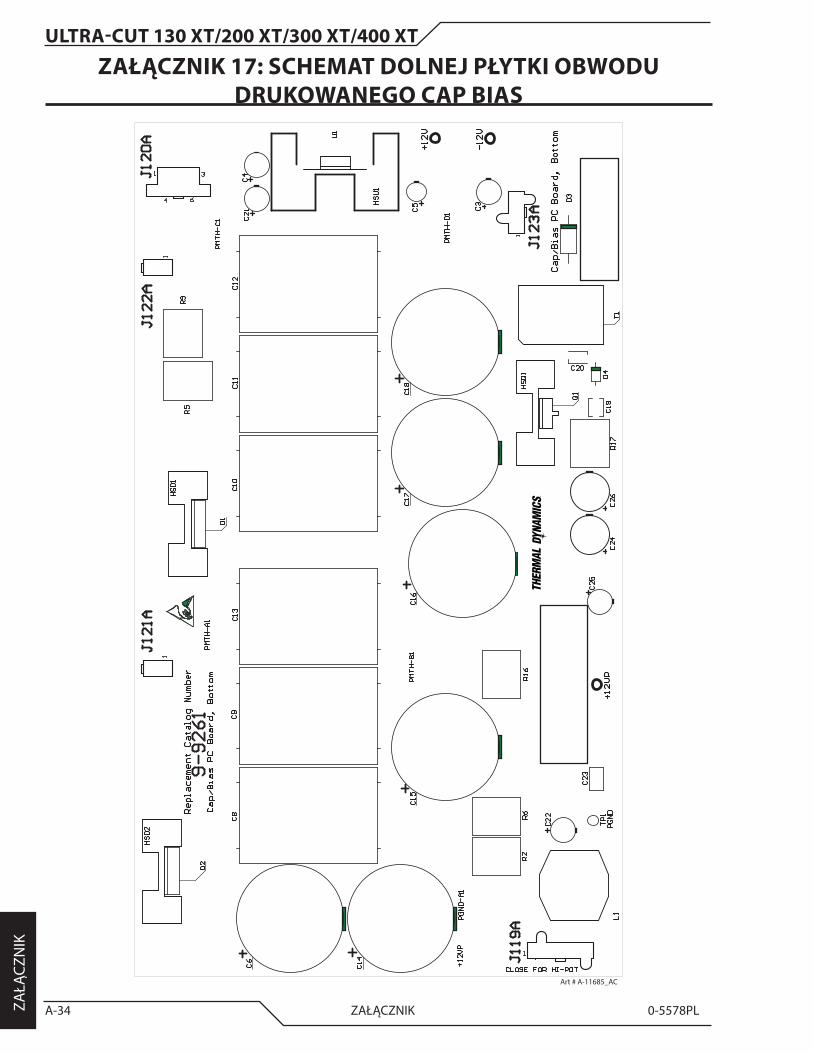
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-34 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 17: SCHEMAT DOLNEJ PŁYTKI OBWODU DRUKOWANEGO CAP BIAS
Art # A-11685_AC
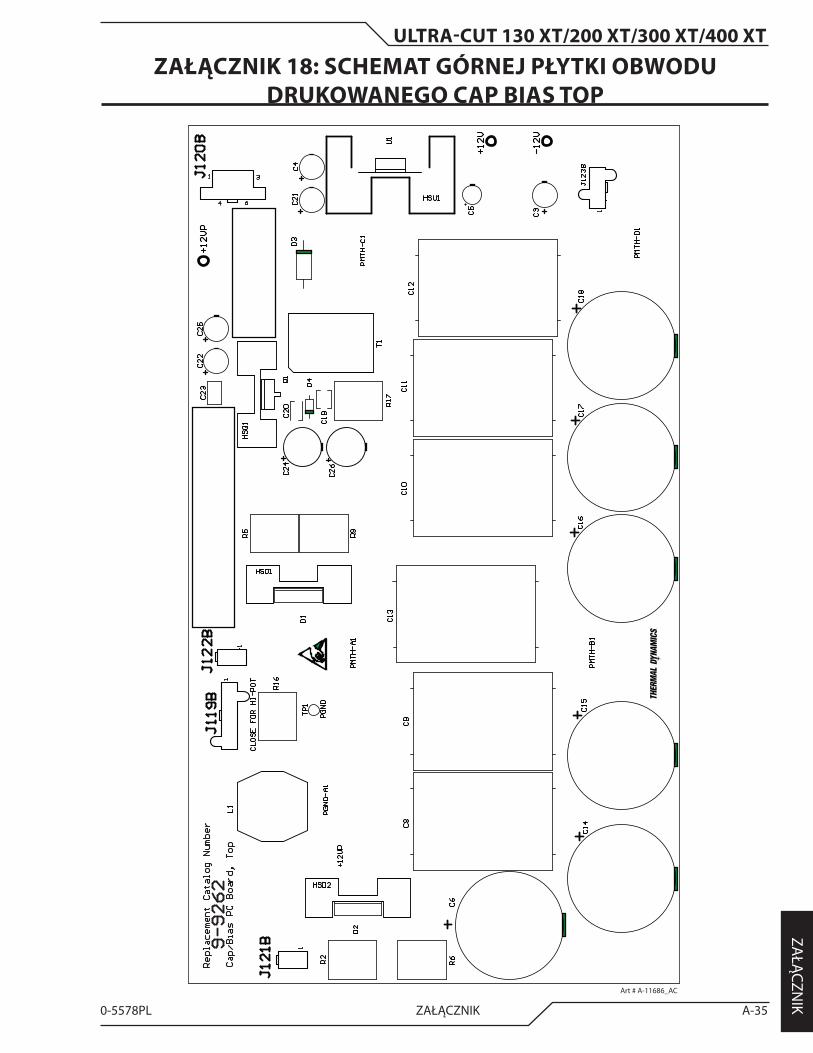
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-35
ZAŁĄCZN
IK
ZAŁĄCZNIK 18: SCHEMAT GÓRNEJ PŁYTKI OBWODU DRUKOWANEGO CAP BIAS TOP
Art # A-11686_AC

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-36 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 19: UKŁAD PŁYTKI DRUKOWANEJ POMIJANIA
Art # A-11684_AC
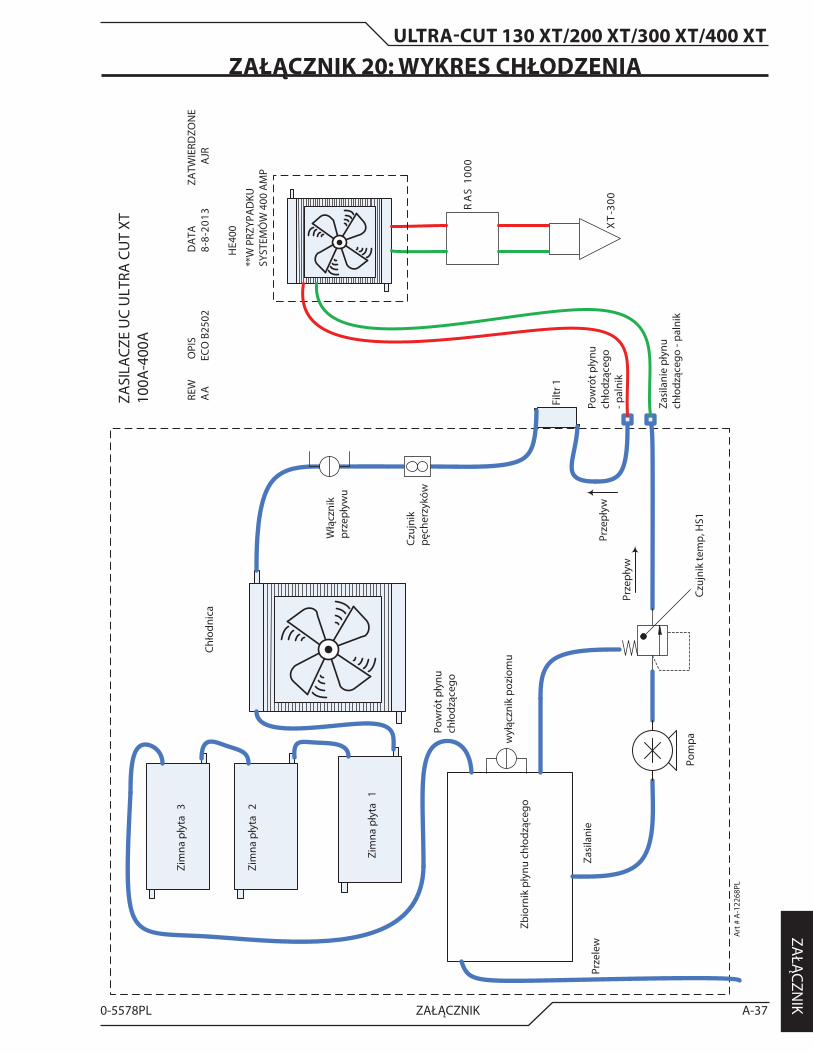
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-37
ZAŁĄCZN
IK
ZAŁĄCZNIK 20: WYKRES CHŁODZENIA
Art
# A
-122
68PL
Czuj
nik
tem
p, H
S1
Włą
czni
k pr
zepł
ywu
Czuj
nik
pęch
erzy
ków
wył
ączn
ik p
ozio
mu
HE4
00
Zasi
lani
e pł
ynu
chło
dząc
ego
- pal
nik
Pow
rót p
łynu
ch
łodz
ąceg
o - p
alni
k
Zim
na p
łyta
1
Zim
na p
łyta
2
Zim
na p
łyta
3
Chło
dnic
a
Pom
pa
Zbio
rnik
pły
nu c
hłod
zące
go
Filtr
1
Prze
lew
Zasi
lani
e
RA
S10
00
XT
-300
**W
PRZ
YPA
DKU
SY
STEM
ÓW
400
AM
P
Pow
rót p
łynu
ch
łodz
ąceg
o
Prze
pływ
Prze
pływ
ZASI
LACZ
E U
C U
LTRA
CU
T XT
10
0A-4
00A
REW
OPI
SD
ATA
ZATW
IERD
ZON
E
AA
ECO
B25
028-
8-20
13A
JR
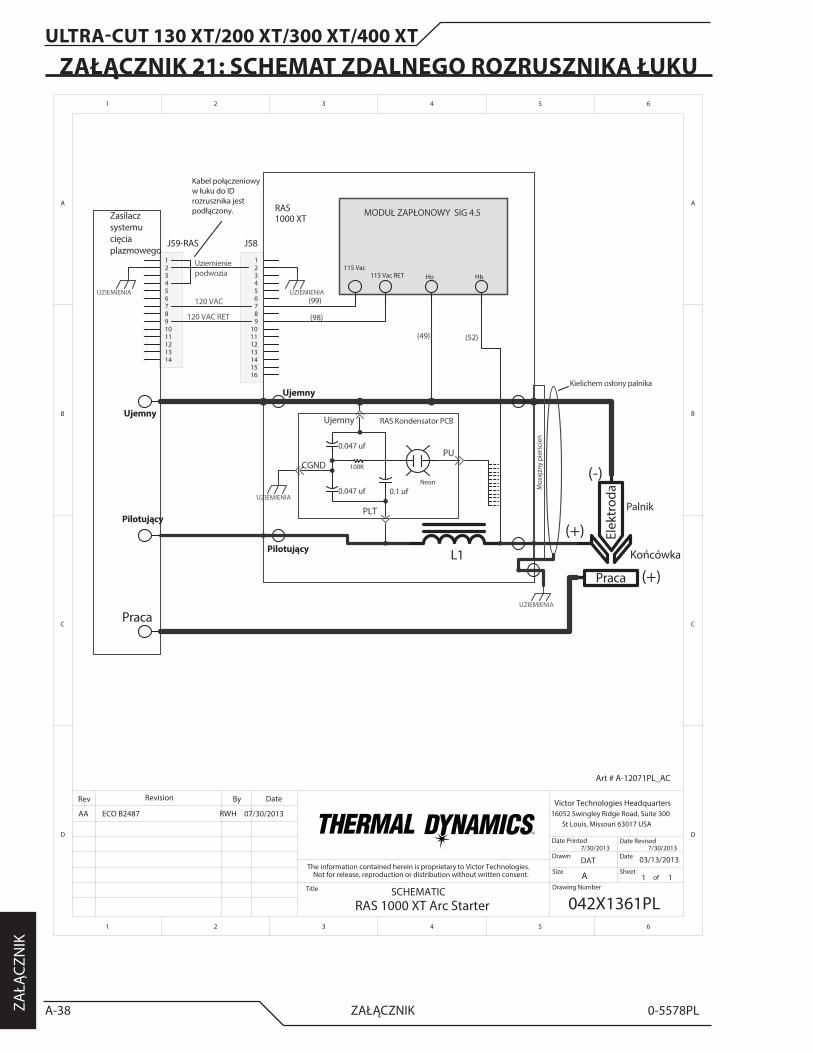
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-38 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 21: SCHEMAT ZDALNEGO ROZRUSZNIKA ŁUKU
Art # A-12071PL_AC
1
1
2
2
3
3
4
4
5
5
6
6
D D
C C
B B
A A
Rev Revision By Date
042X1361PL
A 1 1
03/13/2013DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICRAS 1000 XT Arc Starter
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
7/30/2013Date Printed Date Revised
7/30/2013
AA ECO B2487 RWH 07/30/2013
1234567891011121314
J59-RAS
123456789
10111213141516
J58
UZIEMIENIA120 VAC
120 VAC RET
Uziemienie podwozia
Kabel połączeniowy w łuku do ID rozrusznika jest podłączony.
Ujemny
Pilotujący
Praca
Praca
Końcówka
Elek
trod
a
(+)
(+)
(-)
Palnik
L1
HbHo115 Vac
115 Vac RET
MODUŁ ZAPŁONOWY SIG 4.5
Pilotujący
Ujemny
0.1 uf0.047 uf
0.047 uf
UZIEMIENIA
Ujemny
PLT
CGND
Zasilacz systemu cięcia plazmowego
UZIEMIENIA
RAS1000 XT
Mos
iężn
y pi
erśc
ień
Kielichem osłony palnika
UZIEMIENIA
100K
Neon
(99)
(98)
(49) (52)
RAS Kondensator PCB
PU

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-39
ZAŁĄCZN
IK
Tę stronę celowo pozostawiono pustą.
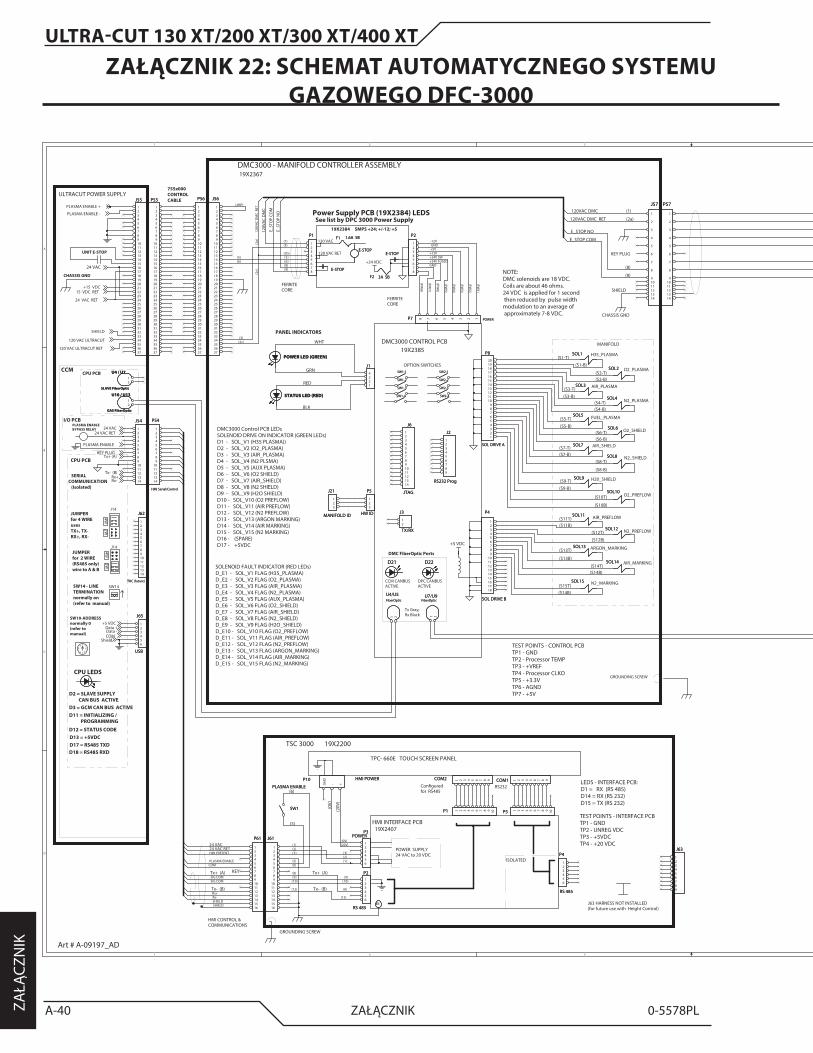
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-40 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 22: SCHEMAT AUTOMATYCZNEGO SYSTEMU GAZOWEGO DFC-3000
Art # A-09197_AD
Art # A-09197_AD
1
1
2
2
3
3
4
4
5
5
6
6
A A
B B
C C
D D
BLK
PURPLE
ORANGE
BLK
PURPLE
ORANGE
BLK
PURPLE
ORANGE
BLK
PURPLE
ORANGE
BLK
PURPLE
BLK
PURPLE
ORANGE
BLACK/SHIELD
WHITE
RED
ORANGE
(WHT)
(WHT)(BLK)
(WH
T)
(S15T)
(S14B)(S14T)
(S13T)
(S12B)
(S12T)
(S11T)
(S10B)
(S10T)
(S9-B)
(S9-T)
(S8-B)
(S8-T)
(S7-B)(S7-T)
(S6-B)(S6-T)
(S5-B)
(S5-T)
(S4-T)
(S3-T)
(S2-T)
(S1-T)
(S1-B)
(S2-B)
(S3-B)
(S4-B)
(S11B)
(S13B)
(S14B)
(S2-B)
(2a)120VAC DMC RET
GRN
BLK
(1)120VAC DMC(JMP)
(3)
(8)(9)
(2b)
E_STOP NO
E_STOP COM
(8)
(9)
+5V
(PW3)
120 VAC )1()1(
(2a)
120 VAC RET (2a)
(9)
E_STOP COM (9)
(2c)
(2c)
(8)E_STOP NO
(S2-B)
(V5-1)
(V5-2)
(V1-1)
(V1-2)
(V2-1)
(V2-2)
(V3-1)
(V3-2)
(S1-T)
(S1-B)
(V4-1)
(V4-B)
-12VDC(PW1)
GND(PW2)
+5VDC(PW3)
+24 VDC_FUSED(PW6)
-12V
(PW1)
GND
+12V
(PW4)
+24V SW
(PW5)
+24V FUSED
(PW6)
GND
SHIELDRx-Rx+Tx- (B)
SIG COMSIG COMTx+ (A)
COMPLASMA ENABLE
HMI PRESENT24 VAC RET24 VAC
RED
)5()5()6()6(
120V
AC
DM
C
E_ST
OP
COM
E_ST
OP
NO
120V
AC
DM
C R
ET(2
a)
WHT
(S3-B)
(5)
(5)
(6)
(6)
)9()9((8) Tx+ (A)
(12) Tx- (B)
(12)
(1)(2)
)3()3(
(8)
)01()01(
(1)(2)
(20V)
(20V
)
(0V)
(0V)
+12VDC(PW4)
E-STOP(PW8)
+24VDC SW(PW5)
GND(PW7)
(S3-T)
(1)(3)
(8)
(PW2)
(PW8)
(PW7)
SHIELD
+24 VDC
+5 VDC
+24 VDC
+5V
+12V
+15 VDC15 VDC RET
120 VAC ULTRACUT
120 VAC ULTRACUT RET
24 VAC RET
24 VAC
PLASMA ENABLE +
PLASMA ENABLE -
SHIELD
24 VAC24 VAC RET
PLASMA ENABLE
KEY PLUGTx+ (A)
Tx- (B)Rx+Rx-
+5 VDCData +Data -COM
Shield
DWG No:
Sheetof
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:
Last Modi�ed:SizeSCHEMATIC,
Thermal Dynamics Corporation 2800 Airport Rd.Denton, Texas 76207 USA
42X1292Monday, April 19, 2010
1 1
Friday, December 08, 2006
14:00:59
DWG No:
Sheetof
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:
Last Modi�ed:SizeSCHEMATIC,
42X1292Monday, April 19, 2010
1 1
Friday, December 08, 2006
14:00:59
DWG No:
Sheetof
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:
Last Modi�ed:SizeSCHEMATIC,
42X1292Monday, April 19, 2010
1 1
Friday, December 08, 2006
14:00:59
DPC3000 CONTROL PCB
DFC 3000 SYSTEM SCHEMATIC
DPC3000 - PRESSURE CONTROL ASSEMBLYPANEL INDICATORS
GROUNDING SCREW
19X2382
19X2383
CHASSIS GND
PLASMA_VENT
PLASMA_MARK
FUEL_PLASMA
H35_PLASMA
O2_PLASMA
O2_SHIELD
AIR_PREFLOW
AIR_PLASMA
AIR_SHIELD
AIR_MARKING
N2_PREFLOW
N2_PLASMA
N2_SHIELD
O2_PREFLOW
N2_MARKING
H20_SHIELD
ARGON_MARKING
DMC3000 - MANIFOLD CONTROLLER ASSEMBLY19X2367
MANIFOLD (partial)
MANIFOLD (partial)
FERRITECORE
FERRITECORE
ULTRACUT POWER SUPPLY
MANIFOLD
PANEL INDICATORS
GROUNDING SCREW
GROUNDING SCREW
NOTE:1: DO NOT DAISY CHAIN GROUNDS. USE A SEPARATE GROUND CONDUCTOR FOR EACH ASSEMBLY TO STAR GND.2: KEEP GROUNDS AS SHORT AS POSSIBLE.3: USE #4 OR GREATER SIZE CABLE FOR GROUNDING4: MAKE SURE ASSEMBLIES ARE SECURED PROPERLY BEFORE USE5: ALL COVERS MUST BE FULLY INSTALLED BEFORE USE.
OPTION SWITCHES
LEDs Listed Below
CCM
DMC FiberOptic Ports
DPC FiberOptic Port
19X2385DMC3000 CONTROL PCB
DMC3000 Control PCB LEDsSOLENOID DRIVE ON INDICATOR (GREEN LEDs)D1 - SOL_V1 (H35 PLASMA))D2 - SOL_V2 (O2_PLASMA)D3 - SOL_V3 (AIR_PLASMA)D4 - SOL_V4 (N2 PLSMA)D5 - SOL_V5 (AUX PLASMA)D6 - SOL_V6 (O2 SHIELD)D7 - SOL_V7 (AIR_SHIELD)D8 - SOL_V8 (N2 SHIELD)D9 - SOL_V9 (H2O SHIELD)D10 - SOL_V10 (O2 PREFLOW)D11 - SOL_V11 (AIR PREFLOW)D12 - SOL_V12 (N2 PREFLOW)D13 - SOL_V13 (ARGON MARKING)D14 - SOL_V14 (AIR MARKING)D15 - SOL_V15 (N2 MARKING)D16 - (SPARE)D17 - +5VDC
DPC3000 Control PCB LEDs
D1 - PLASMA_PWMD2 - PLASMA_VENT_PWMD3 - SHIELD_H20_PWMD4 - SHIELD_GAS_PWMD5 - MARKING_PWMD6 - PLASMA_PILOT_PWMD7 - +5VDCD8 - DPC STATUSD9 - SHIELD_H20_FLOWD10 - PLASMA_CUT_PWMD11 - PLASMA_LOW_PWMD12 - CANBUS COMMUNICATION
SOLENOID FAULT INDICATOR (RED LEDs)D_E1 - SOL_V1 FLAG (H35_PLASMA)D_E2 - SOL_V2 FLAG (O2_PLASMA)D_E3 - SOL_V3 FLAG (AIR_PLASMA)D_E4 - SOL_V4 FLAG (N2_PLASMA)D_E5 - SOL_V5 FLAG (AUX_PLASMA)D_E6 - SOL_V6 FLAG (O2_SHIELD)D_E7 - SOL_V7 FLAG (AIR_SHIELD)D_E8 - SOL_V8 FLAG (N2_SHIELD)D_E9 - SOL_V9 FLAG (H2O_SHIELD)D_E10 - SOL_V10 FLAG (O2_PREFLOW)D_E11 - SOL_V11 FLAG (AIR_PREFLOW)D_E12 - SOL_V12 FLAG (N2_PREFLOW)D_E13 - SOL_V13 FLAG (ARGON_MARKING)D_E14 - SOL_V14 FLAG (AIR_MARKING)D_E15 - SOL_V15 FLAG (N2_MARKING)
MANAFOLD ID
SOL1
SOL2
V1
V2
V3
V4
PRE-FLOW >
MARKING >
PLASMA >
GAS SHIELD >
H2O SHIELD >
SHIELD OUT
PLASMA OUT
VENT
19X2384 SMPS +24; +/-12; +5
755x000CONTROLCABLE
CHASSIS GND
UNIT E-STOP
SHIELD
120 VAC
120 VAC RET
FERRITECORE
OPTION SWITCHES
19X2384 SMPS +24; +/-12; +5
120 VAC
120 VAC RET
DPC MANIFOLD
PLASMA_CUTTING
SOL3
PLASMA ENABLEBYPASS RELAY
I/O PCB
CPU PCBI
CPU PCB
JUMPERfor 2 WIRE(RS485 only) wire to A & B
SERIAL COMMUNICATION (Isolated)
JUMPERfor 4 WIRE usesTX+, TX-RX+, RX-
4W2W
J14
J14
SW14 - LINE TERMINATIONnormally on(refer to manual)
0
5
987
6
123
4
SW10-ADDRESSnormally 0(refer tomanual)
POWER SUPPLY24 VAC to 20 VDC
ISOLATED
HMI INTERFACE PCB 19X2407
KEY
RS232Con�guredfor RS485
TPC- 660E TOUCH SCREEN PANEL
J63 HARNESS NOT INSTALLED(for future use with Height Control)
GROUNDING SCREW
TSC 3000 19X2200
FERRITECORE
Plasma_Cut_Hi
HMI CONTROL &COMMUNICATIONS
4W2W
SW14
DAT
N/A
4/24/2009
SOL# = ON/OFF CONTROL VALVEV# = PROPORTIONAL VALVEPS# = PRESSURE SENSORFS# = FLOW SENSOR (LIQUID)
NOTE:DMC solenoids are 18 VDC. Coils are about 46 ohms.24 VDC is applied for 1 second then reduced by pulse width modulation to an average of approximately 7-8 VDC.
Proportional valves V1-V5 powered by up to 24 VDCActual average voltage isproportional to the amountvalve opening. Coil resistance (cold): V1 = 23 ohms; V2= 59 ohms; V3 & 4 = 42 ohmsV5 = 55 ohms.
NOTE:DPC SOL solenoids are 18 VDC. Coils are about 46 ohms.24 VDC is applied for about 0.1 second then reduced by pulse width modulation to an averageof approximately 9-10 VDC.
KEY PLUG
KEY PLUG
TEST POINTS - CONTROL PCBTP1 - GNDTP2 - FLOW (H2O Shield)TP3 - +5VTP4 - +VREFTP5 - +24V FusedTP6 - +3.3VATP7 - 3.3VTP8 - +12VTP9 - Processor CLKOTP10 - Processor TEMPTP11 - -12V
TEST POINTS - CONTROL PCBTP1 - GNDTP2 - Processor TEMPTP3 - +VREFTP4 - Processor CLKOTP5 - +3.3VTP6 - AGNDTP7 - +5V
TEST POINTS - INTERFACE PCBTP1 - GNDTP2 - UNREG VDCTP3 - +5VDCTP4 - +20 VDC
LEDS - INTERFACE PCB:D1 = RX (RS 485)D14 = RX (RS 232)D15 = TX (RS 232)
SOL#
H35 >
O2 >
AUX >
H2O >
AIR >
ARGON >
N2 >
DMC MANIFOLD
1
> GAS SHIELD
2 3 4
5 6 7 8
9
10 11
> H2O SHIELD
> PREFLOW12
13 14 15 > MARKING
> PLASMA
INLET PASSAGESOUTLET PASSAGES HOSE
AA ECO-B1391 DAT 4-24-2009
D5 = +VDC Fused (24VDC )D6 = +12VDCD7 = +24VDC SW (24VDC to Valves & Solenoids through E-Stop RelayD9 = +5VDCD16 = -12VDC
Power Supply PCB (19X2384) LEDS
Power Supply PCB (19X2384) LEDSSee list by DPC 3000 Power Supply
CCM CANBUSACTIVE
DPC CANBUSACTIVE
Tx Gray;Rx Black
Tx Gray;Rx Black DPC CANBUS
ACTIVE
D2 = SLAVE SUPPLY CAN BUS ACTIVED3 = GCM CAN BUS ACTIVED11 = INITIALIZING / PROGRAMMING
D12 = STATUS CODED13 = +5VDCD17 = RS485 TXDD18 = RS485 RXD
CPU LEDS
AB ECO-B1507 - added text DAT 4-19-2010
J65
USB
J65
USB
123456
SW2-2SW2-2
SW2-4SW2-4STATUS LED (RED)STATUS LED (RED)
SOL8SOL8
PS3PS3
J62
THC (future)
J62
THC (future)
1234567891011121314
J60J60123456789
10111213141516
SOL4SOL4
E-STOPE-STOPPS3
Plas_Pilot_P-in
PS3
Plas_Pilot_P-in
1
2
3
SOL14SOL14
P1P11
2
3
4
5
6
7
8
PS5PS5
J56J56
123456789
10111213141516171819202122232425262728293031323334353637
U7/U9FiberOptic
U7/U9FiberOptic
1 2
F3 1.6A SBF3 1.6A SB
U4 / U7
SLAVE FiberOptic
U4 / U7
SLAVE FiberOptic
12
J21
MANIFOLD ID
J21
MANIFOLD ID
123
FS-1
H2O_Shield_FlowSensor
FS-1
H2O_Shield_FlowSensor
1
2
3
P8
SOL DRIVE A
P8
SOL DRIVE A
123456789
1011121314151617181920
PS6PS6
PS2
Shield_Water_P-in
PS2
Shield_Water_P-in
1
2
3
SOL12SOL12
SW2-1SW2-1
V4
Plasma_Cut_Lo
V4
Plasma_Cut_Lo
1
2
3
SW2-3SW2-3
J3
TX/RX
J3
TX/RX
12
J54J54
1234567891011121314
SOL3SOL3
COM1COM1 1 2 3 4 5 6 7 8 9
P5
HW ID
P5
HW ID
123
P1P1 1 2 3 4 5 6 7 8 109
J5
PROG via RS232
J5
PROG via RS232
123456789
P5P5 1 2 3 4 5 6 7 8 109
J6
JTAG
J6
JTAG
1234567891011121314
J57J57
1
2
3
4
5
6
7
8
91011121314
SOL10SOL10
F2 3A SBF2 3A SB
P7 POWERP7 POWER12345678
D21D21
SOL11SOL11
SW1-3SW1-3
P61P61
12345678910111213141516
PS6
Plasma_P-out
PS6
Plasma_P-out
1
2
3
P1P1
12345678
SW1-4SW1-4
E-STOPE-STOP
SW2-2SW2-2
SOL2SOL2
SOL13SOL13
P2-WFSP2-WFS1
2
3
COM2COM2 1 2 3 4 5 6 7 8 9
SW1-1SW1-1
P2P2
1
2
3
4
5
6
7
8
J10
JTAG
J10
JTAG
1234567891011121314
E-STOPE-STOP
E-STOPE-STOP
D12D12
P4
RS 485
P4
RS 485
123456
SOL7SOL7
J8
TX/RX
J8
TX/RX
12
STATUS LED (RED)STATUS LED (RED)
E-STOPE-STOP
SW1-3SW1-3
SW1
PLASMA ENABLE
SW1
PLASMA ENABLE
SOL3SOL3
P55P55123456789
10111213141516171819202122232425262728293031323334353637
SW2-1SW2-1
U1/U2
FiberOptic
U1/U2
FiberOptic
12
SOL1SOL1
U4/U5FiberOptic
U4/U5FiberOptic
1 2
P54
HMI Serial/Control
P54
HMI Serial/Control
123456789
1011121314
PS5
Shield_Gas_P-out
PS5
Shield_Gas_P-out
1
2
3
P9P9
1
2
3
4
5
6
7
8
P2P2
12345678
POWER LED (GREEN)POWER LED (GREEN)
F4 3A SBF4 3A SB
SOL9SOL9
SW2-4SW2-4
SOL6SOL6
J55J5512345678910111213141516171819202122232425262728293031323334353637
V5V5
1
2
3
D22D22
SW1-2SW1-2
P4
STATUS LEDS
P4
STATUS LEDS
1234F1 1.6A SBF1 1.6A SB
SOL1SOL1
SOL15SOL15
P2
RS 485
P2
RS 485
123456
V1
SHIELD
V1
SHIELD
1
2
3
P56P56
12345678910111213141516171819202122232425262728293031323334353637
J1J1
1234
U10 / U13
GAS FiberOptic
U10 / U13
GAS FiberOptic
12
P6
Valves
P6
Valves
12345678910111213141516
P1
Press_sensors
P1
Press_sensors
123456789
101112131415161718
J63J63
123456789
E-STOPE-STOP
PS4
Plasma_Cut/Mark_P-in
PS4
Plasma_Cut/Mark_P-in
1
2
3
SW1-4SW1-4
SOL5SOL5
SW2-3SW2-3
V2
SHIELD_H2O
V2
SHIELD_H2O
1
2
3
J2
RS232 Prog
J2
RS232 Prog
123456789
J23J23
1
2
3
P3POWER
P3POWER
123456
E1E1
P60P6012345678910111213141516
P10 HMI POWERP10 HMI POWER
GN
D
- +
SW1-2SW1-2
PS1
Shield_Gas_P-in
PS1
Shield_Gas_P-in
1
2
3
J61J61
123456789
10111213141516
PS4PS4
SW1-1SW1-1
V3
Plasma_PILOT
V3
Plasma_PILOT
1
2
3
SOL2SOL2
PS1PS1
POWER LED (GRN)POWER LED (GRN)
P3 - HWIDP3 - HWID
1
2
3
P4
SOL DRIVE B
P4
SOL DRIVE B
123456789
101112131415161718
P57P57
1
2
3
4
5
6
7
8
91011121314
PS2PS2
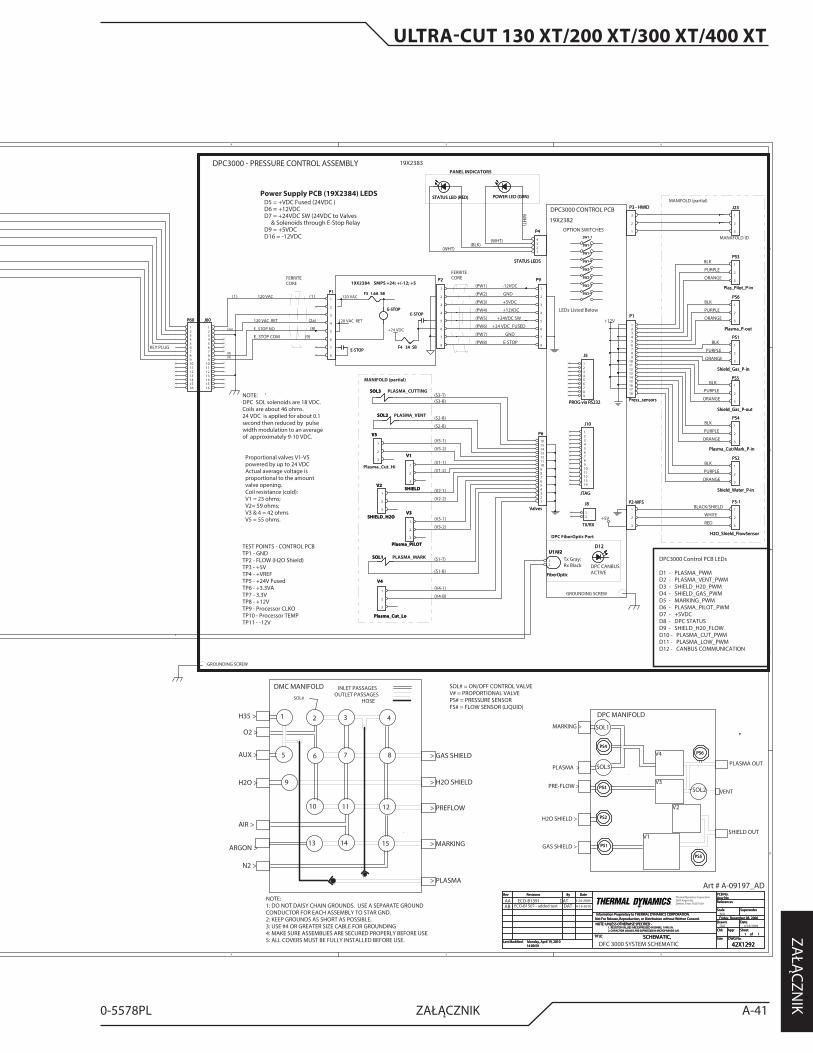
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-41
ZAŁĄCZN
IK
Art # A-09197_AD
Art # A-09197_AD
1
1
2
2
3
3
4
4
5
5
6
6
A A
B B
C C
D D
BLK
PURPLE
ORANGE
BLK
PURPLE
ORANGE
BLK
PURPLE
ORANGE
BLK
PURPLE
ORANGE
BLK
PURPLE
BLK
PURPLE
ORANGE
BLACK/SHIELD
WHITE
RED
ORANGE
(WHT)
(WHT)(BLK)
(WH
T)
(S15T)
(S14B)(S14T)
(S13T)
(S12B)
(S12T)
(S11T)
(S10B)
(S10T)
(S9-B)
(S9-T)
(S8-B)
(S8-T)
(S7-B)(S7-T)
(S6-B)(S6-T)
(S5-B)
(S5-T)
(S4-T)
(S3-T)
(S2-T)
(S1-T)
(S1-B)
(S2-B)
(S3-B)
(S4-B)
(S11B)
(S13B)
(S14B)
(S2-B)
(2a)120VAC DMC RET
GRN
BLK
(1)120VAC DMC(JMP)
(3)
(8)(9)
(2b)
E_STOP NO
E_STOP COM
(8)
(9)
+5V
(PW3)
120 VAC )1()1(
(2a)
120 VAC RET (2a)
(9)
E_STOP COM (9)
(2c)
(2c)
(8)E_STOP NO
(S2-B)
(V5-1)
(V5-2)
(V1-1)
(V1-2)
(V2-1)
(V2-2)
(V3-1)
(V3-2)
(S1-T)
(S1-B)
(V4-1)
(V4-B)
-12VDC(PW1)
GND(PW2)
+5VDC(PW3)
+24 VDC_FUSED(PW6)
-12V
(PW1)
GND
+12V
(PW4)
+24V SW
(PW5)
+24V FUSED
(PW6)
GND
SHIELDRx-Rx+Tx- (B)
SIG COMSIG COMTx+ (A)
COMPLASMA ENABLE
HMI PRESENT24 VAC RET24 VAC
RED
)5()5()6()6(
120V
AC
DM
C
E_ST
OP
COM
E_ST
OP
NO
120V
AC
DM
C R
ET(2
a)
WHT
(S3-B)
(5)
(5)
(6)
(6)
)9()9((8) Tx+ (A)
(12) Tx- (B)
(12)
(1)(2)
)3()3(
(8)
)01()01(
(1)(2)
(20V)
(20V
)
(0V)
(0V)
+12VDC(PW4)
E-STOP(PW8)
+24VDC SW(PW5)
GND(PW7)
(S3-T)
(1)(3)
(8)
(PW2)
(PW8)
(PW7)
SHIELD
+24 VDC
+5 VDC
+24 VDC
+5V
+12V
+15 VDC15 VDC RET
120 VAC ULTRACUT
120 VAC ULTRACUT RET
24 VAC RET
24 VAC
PLASMA ENABLE +
PLASMA ENABLE -
SHIELD
24 VAC24 VAC RET
PLASMA ENABLE
KEY PLUGTx+ (A)
Tx- (B)Rx+Rx-
+5 VDCData +Data -COM
Shield
DWG No:
Sheetof
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:
Last Modi�ed:SizeSCHEMATIC,
Thermal Dynamics Corporation 2800 Airport Rd.Denton, Texas 76207 USA
42X1292Monday, April 19, 2010
1 1
Friday, December 08, 2006
14:00:59
DWG No:
Sheetof
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:
Last Modi�ed:SizeSCHEMATIC,
42X1292Monday, April 19, 2010
1 1
Friday, December 08, 2006
14:00:59
DWG No:
Sheetof
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:
Last Modi�ed:SizeSCHEMATIC,
42X1292Monday, April 19, 2010
1 1
Friday, December 08, 2006
14:00:59
DPC3000 CONTROL PCB
DFC 3000 SYSTEM SCHEMATIC
DPC3000 - PRESSURE CONTROL ASSEMBLYPANEL INDICATORS
GROUNDING SCREW
19X2382
19X2383
CHASSIS GND
PLASMA_VENT
PLASMA_MARK
FUEL_PLASMA
H35_PLASMA
O2_PLASMA
O2_SHIELD
AIR_PREFLOW
AIR_PLASMA
AIR_SHIELD
AIR_MARKING
N2_PREFLOW
N2_PLASMA
N2_SHIELD
O2_PREFLOW
N2_MARKING
H20_SHIELD
ARGON_MARKING
DMC3000 - MANIFOLD CONTROLLER ASSEMBLY19X2367
MANIFOLD (partial)
MANIFOLD (partial)
FERRITECORE
FERRITECORE
ULTRACUT POWER SUPPLY
MANIFOLD
PANEL INDICATORS
GROUNDING SCREW
GROUNDING SCREW
NOTE:1: DO NOT DAISY CHAIN GROUNDS. USE A SEPARATE GROUND CONDUCTOR FOR EACH ASSEMBLY TO STAR GND.2: KEEP GROUNDS AS SHORT AS POSSIBLE.3: USE #4 OR GREATER SIZE CABLE FOR GROUNDING4: MAKE SURE ASSEMBLIES ARE SECURED PROPERLY BEFORE USE5: ALL COVERS MUST BE FULLY INSTALLED BEFORE USE.
OPTION SWITCHES
LEDs Listed Below
CCM
DMC FiberOptic Ports
DPC FiberOptic Port
19X2385DMC3000 CONTROL PCB
DMC3000 Control PCB LEDsSOLENOID DRIVE ON INDICATOR (GREEN LEDs)D1 - SOL_V1 (H35 PLASMA))D2 - SOL_V2 (O2_PLASMA)D3 - SOL_V3 (AIR_PLASMA)D4 - SOL_V4 (N2 PLSMA)D5 - SOL_V5 (AUX PLASMA)D6 - SOL_V6 (O2 SHIELD)D7 - SOL_V7 (AIR_SHIELD)D8 - SOL_V8 (N2 SHIELD)D9 - SOL_V9 (H2O SHIELD)D10 - SOL_V10 (O2 PREFLOW)D11 - SOL_V11 (AIR PREFLOW)D12 - SOL_V12 (N2 PREFLOW)D13 - SOL_V13 (ARGON MARKING)D14 - SOL_V14 (AIR MARKING)D15 - SOL_V15 (N2 MARKING)D16 - (SPARE)D17 - +5VDC
DPC3000 Control PCB LEDs
D1 - PLASMA_PWMD2 - PLASMA_VENT_PWMD3 - SHIELD_H20_PWMD4 - SHIELD_GAS_PWMD5 - MARKING_PWMD6 - PLASMA_PILOT_PWMD7 - +5VDCD8 - DPC STATUSD9 - SHIELD_H20_FLOWD10 - PLASMA_CUT_PWMD11 - PLASMA_LOW_PWMD12 - CANBUS COMMUNICATION
SOLENOID FAULT INDICATOR (RED LEDs)D_E1 - SOL_V1 FLAG (H35_PLASMA)D_E2 - SOL_V2 FLAG (O2_PLASMA)D_E3 - SOL_V3 FLAG (AIR_PLASMA)D_E4 - SOL_V4 FLAG (N2_PLASMA)D_E5 - SOL_V5 FLAG (AUX_PLASMA)D_E6 - SOL_V6 FLAG (O2_SHIELD)D_E7 - SOL_V7 FLAG (AIR_SHIELD)D_E8 - SOL_V8 FLAG (N2_SHIELD)D_E9 - SOL_V9 FLAG (H2O_SHIELD)D_E10 - SOL_V10 FLAG (O2_PREFLOW)D_E11 - SOL_V11 FLAG (AIR_PREFLOW)D_E12 - SOL_V12 FLAG (N2_PREFLOW)D_E13 - SOL_V13 FLAG (ARGON_MARKING)D_E14 - SOL_V14 FLAG (AIR_MARKING)D_E15 - SOL_V15 FLAG (N2_MARKING)
MANAFOLD ID
SOL1
SOL2
V1
V2
V3
V4
PRE-FLOW >
MARKING >
PLASMA >
GAS SHIELD >
H2O SHIELD >
SHIELD OUT
PLASMA OUT
VENT
19X2384 SMPS +24; +/-12; +5
755x000CONTROLCABLE
CHASSIS GND
UNIT E-STOP
SHIELD
120 VAC
120 VAC RET
FERRITECORE
OPTION SWITCHES
19X2384 SMPS +24; +/-12; +5
120 VAC
120 VAC RET
DPC MANIFOLD
PLASMA_CUTTING
SOL3
PLASMA ENABLEBYPASS RELAY
I/O PCB
CPU PCBI
CPU PCB
JUMPERfor 2 WIRE(RS485 only) wire to A & B
SERIAL COMMUNICATION (Isolated)
JUMPERfor 4 WIRE usesTX+, TX-RX+, RX-
4W2W
J14
J14
SW14 - LINE TERMINATIONnormally on(refer to manual)
0
5
987
6
123
4
SW10-ADDRESSnormally 0(refer tomanual)
POWER SUPPLY24 VAC to 20 VDC
ISOLATED
HMI INTERFACE PCB 19X2407
KEY
RS232Con�guredfor RS485
TPC- 660E TOUCH SCREEN PANEL
J63 HARNESS NOT INSTALLED(for future use with Height Control)
GROUNDING SCREW
TSC 3000 19X2200
FERRITECORE
Plasma_Cut_Hi
HMI CONTROL &COMMUNICATIONS
4W2W
SW14
DAT
N/A
4/24/2009
SOL# = ON/OFF CONTROL VALVEV# = PROPORTIONAL VALVEPS# = PRESSURE SENSORFS# = FLOW SENSOR (LIQUID)
NOTE:DMC solenoids are 18 VDC. Coils are about 46 ohms.24 VDC is applied for 1 second then reduced by pulse width modulation to an average of approximately 7-8 VDC.
Proportional valves V1-V5 powered by up to 24 VDCActual average voltage isproportional to the amountvalve opening. Coil resistance (cold): V1 = 23 ohms; V2= 59 ohms; V3 & 4 = 42 ohmsV5 = 55 ohms.
NOTE:DPC SOL solenoids are 18 VDC. Coils are about 46 ohms.24 VDC is applied for about 0.1 second then reduced by pulse width modulation to an averageof approximately 9-10 VDC.
KEY PLUG
KEY PLUG
TEST POINTS - CONTROL PCBTP1 - GNDTP2 - FLOW (H2O Shield)TP3 - +5VTP4 - +VREFTP5 - +24V FusedTP6 - +3.3VATP7 - 3.3VTP8 - +12VTP9 - Processor CLKOTP10 - Processor TEMPTP11 - -12V
TEST POINTS - CONTROL PCBTP1 - GNDTP2 - Processor TEMPTP3 - +VREFTP4 - Processor CLKOTP5 - +3.3VTP6 - AGNDTP7 - +5V
TEST POINTS - INTERFACE PCBTP1 - GNDTP2 - UNREG VDCTP3 - +5VDCTP4 - +20 VDC
LEDS - INTERFACE PCB:D1 = RX (RS 485)D14 = RX (RS 232)D15 = TX (RS 232)
SOL#
H35 >
O2 >
AUX >
H2O >
AIR >
ARGON >
N2 >
DMC MANIFOLD
1
> GAS SHIELD
2 3 4
5 6 7 8
9
10 11
> H2O SHIELD
> PREFLOW12
13 14 15 > MARKING
> PLASMA
INLET PASSAGESOUTLET PASSAGES HOSE
AA ECO-B1391 DAT 4-24-2009
D5 = +VDC Fused (24VDC )D6 = +12VDCD7 = +24VDC SW (24VDC to Valves & Solenoids through E-Stop RelayD9 = +5VDCD16 = -12VDC
Power Supply PCB (19X2384) LEDS
Power Supply PCB (19X2384) LEDSSee list by DPC 3000 Power Supply
CCM CANBUSACTIVE
DPC CANBUSACTIVE
Tx Gray;Rx Black
Tx Gray;Rx Black DPC CANBUS
ACTIVE
D2 = SLAVE SUPPLY CAN BUS ACTIVED3 = GCM CAN BUS ACTIVED11 = INITIALIZING / PROGRAMMING
D12 = STATUS CODED13 = +5VDCD17 = RS485 TXDD18 = RS485 RXD
CPU LEDS
AB ECO-B1507 - added text DAT 4-19-2010
J65
USB
J65
USB
123456
SW2-2SW2-2
SW2-4SW2-4STATUS LED (RED)STATUS LED (RED)
SOL8SOL8
PS3PS3
J62
THC (future)
J62
THC (future)
1234567891011121314
J60J60123456789
10111213141516
SOL4SOL4
E-STOPE-STOPPS3
Plas_Pilot_P-in
PS3
Plas_Pilot_P-in
1
2
3
SOL14SOL14
P1P11
2
3
4
5
6
7
8
PS5PS5
J56J56
123456789
10111213141516171819202122232425262728293031323334353637
U7/U9FiberOptic
U7/U9FiberOptic
1 2
F3 1.6A SBF3 1.6A SB
U4 / U7
SLAVE FiberOptic
U4 / U7
SLAVE FiberOptic
12
J21
MANIFOLD ID
J21
MANIFOLD ID
123
FS-1
H2O_Shield_FlowSensor
FS-1
H2O_Shield_FlowSensor
1
2
3
P8
SOL DRIVE A
P8
SOL DRIVE A
123456789
1011121314151617181920
PS6PS6
PS2
Shield_Water_P-in
PS2
Shield_Water_P-in
1
2
3
SOL12SOL12
SW2-1SW2-1
V4
Plasma_Cut_Lo
V4
Plasma_Cut_Lo
1
2
3
SW2-3SW2-3
J3
TX/RX
J3
TX/RX
12
J54J54
1234567891011121314
SOL3SOL3
COM1COM1 1 2 3 4 5 6 7 8 9
P5
HW ID
P5
HW ID
123
P1P1 1 2 3 4 5 6 7 8 109
J5
PROG via RS232
J5
PROG via RS232
123456789
P5P5 1 2 3 4 5 6 7 8 109
J6
JTAG
J6
JTAG
1234567891011121314
J57J57
1
2
3
4
5
6
7
8
91011121314
SOL10SOL10
F2 3A SBF2 3A SB
P7 POWERP7 POWER12345678
D21D21
SOL11SOL11
SW1-3SW1-3
P61P61
12345678910111213141516
PS6
Plasma_P-out
PS6
Plasma_P-out
1
2
3
P1P1
12345678
SW1-4SW1-4
E-STOPE-STOP
SW2-2SW2-2
SOL2SOL2
SOL13SOL13
P2-WFSP2-WFS1
2
3
COM2COM2 1 2 3 4 5 6 7 8 9
SW1-1SW1-1
P2P2
1
2
3
4
5
6
7
8
J10
JTAG
J10
JTAG
1234567891011121314
E-STOPE-STOP
E-STOPE-STOP
D12D12
P4
RS 485
P4
RS 485
123456
SOL7SOL7
J8
TX/RX
J8
TX/RX
12
STATUS LED (RED)STATUS LED (RED)
E-STOPE-STOP
SW1-3SW1-3
SW1
PLASMA ENABLE
SW1
PLASMA ENABLE
SOL3SOL3
P55P55123456789
10111213141516171819202122232425262728293031323334353637
SW2-1SW2-1
U1/U2
FiberOptic
U1/U2
FiberOptic
12
SOL1SOL1
U4/U5FiberOptic
U4/U5FiberOptic
1 2
P54
HMI Serial/Control
P54
HMI Serial/Control
123456789
1011121314
PS5
Shield_Gas_P-out
PS5
Shield_Gas_P-out
1
2
3
P9P9
1
2
3
4
5
6
7
8
P2P2
12345678
POWER LED (GREEN)POWER LED (GREEN)
F4 3A SBF4 3A SB
SOL9SOL9
SW2-4SW2-4
SOL6SOL6
J55J5512345678910111213141516171819202122232425262728293031323334353637
V5V5
1
2
3
D22D22
SW1-2SW1-2
P4
STATUS LEDS
P4
STATUS LEDS
1234F1 1.6A SBF1 1.6A SB
SOL1SOL1
SOL15SOL15
P2
RS 485
P2
RS 485
123456
V1
SHIELD
V1
SHIELD
1
2
3
P56P56
12345678910111213141516171819202122232425262728293031323334353637
J1J1
1234
U10 / U13
GAS FiberOptic
U10 / U13
GAS FiberOptic
12
P6
Valves
P6
Valves
12345678910111213141516
P1
Press_sensors
P1
Press_sensors
123456789
101112131415161718
J63J63
123456789
E-STOPE-STOP
PS4
Plasma_Cut/Mark_P-in
PS4
Plasma_Cut/Mark_P-in
1
2
3
SW1-4SW1-4
SOL5SOL5
SW2-3SW2-3
V2
SHIELD_H2O
V2
SHIELD_H2O
1
2
3
J2
RS232 Prog
J2
RS232 Prog
123456789
J23J23
1
2
3
P3POWER
P3POWER
123456
E1E1
P60P6012345678910111213141516
P10 HMI POWERP10 HMI POWER
GN
D
- +
SW1-2SW1-2
PS1
Shield_Gas_P-in
PS1
Shield_Gas_P-in
1
2
3
J61J61
123456789
10111213141516
PS4PS4
SW1-1SW1-1
V3
Plasma_PILOT
V3
Plasma_PILOT
1
2
3
SOL2SOL2
PS1PS1
POWER LED (GRN)POWER LED (GRN)
P3 - HWIDP3 - HWID
1
2
3
P4
SOL DRIVE B
P4
SOL DRIVE B
123456789
101112131415161718
P57P57
1
2
3
4
5
6
7
8
91011121314
PS2PS2
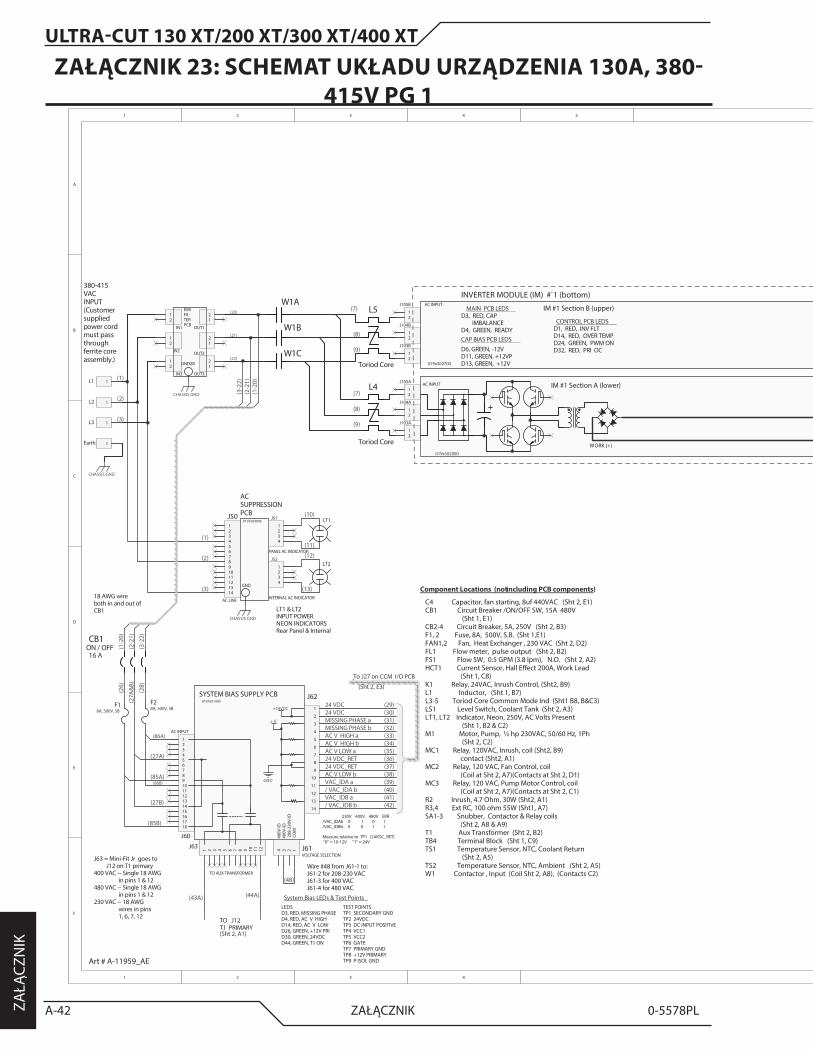
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-42 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 23: SCHEMAT UKŁADU URZĄDZENIA 130A, 380-415V PG 1
Art # A-11959_AE
Art # A-11959_AE
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1354
C 1 2
10/03/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 130A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
18 AWG wire both in and out of CB1
(50)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12J46-
F
12
J46-
M
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch O ption
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31& 32) - INVERTER (J100)
Component Locations (not including PCB components)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
(Sht 2, A1)
(Sht 2, E3)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF16 A
(27A
&B)
(26)
(28)
(27B)
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
TO CCM CPU PCB J31
TO CCM CPU PCB J32
(49B)
(49A)
(51B)
(50)
(Sht 2, C3)
(Sht 2, C3)
W1A
W1B
W1C
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
(7)
(8)
(9)
(7)
(8)
(9) ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
L5
Toriod Core
L4
Toriod Core
CHASSIS GND
1L1
1L2
1L3
1Earth
(22)
(21)
(20)
(3)
(2)
(1)
CHASSIS GND
(3-2
2)
(1-2
0)
(2-2
1)
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-3 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
(51)
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
12
J41
TIP
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
1
TORCH
1
PILOT
1
WORK
PILOT PCB
10 ckt Ribbon
SHIELD
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(52)
(55)
(53)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
L3
TO J3 on RELAY PCB
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
CHASSIS GND
CHASSIS GND
CHASSIS GND
(3-2
2)
(1-2
0)(2
-21)
PILOT BOARDLED'SD2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
(49)
(51)(51)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
DAT 10/17/2014AB ECO-B2687
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
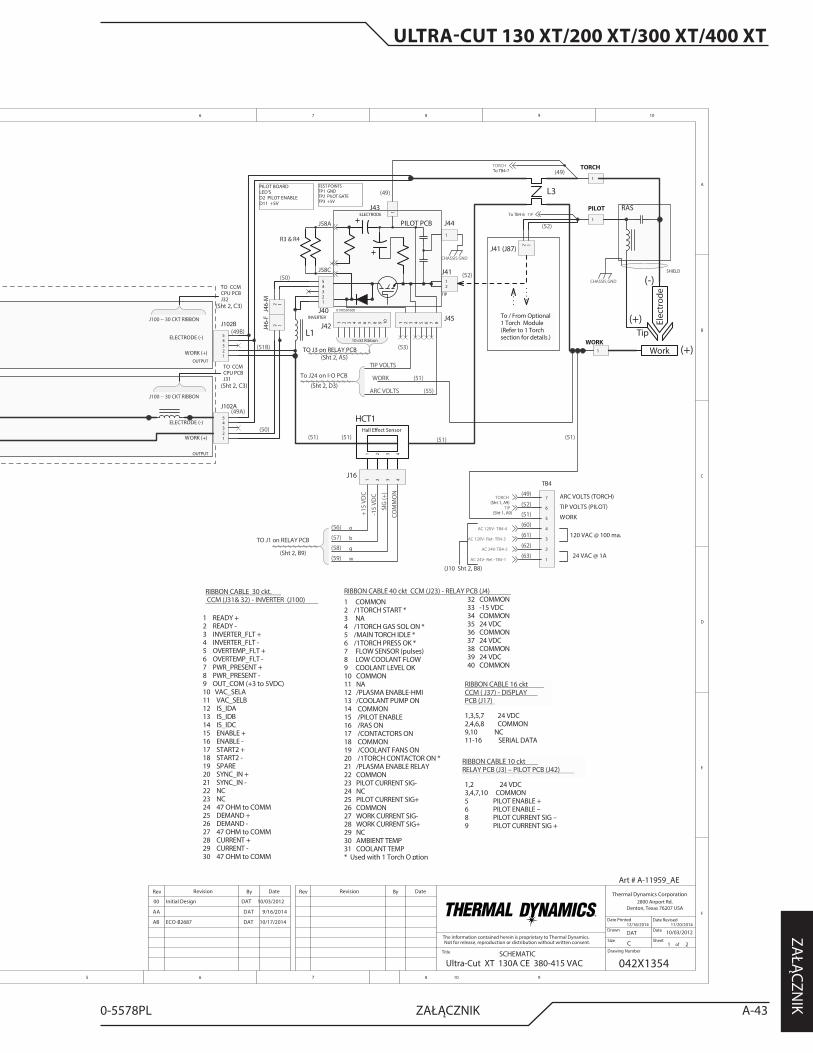
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-43
ZAŁĄCZN
IK
Art # A-11959_AE
Art # A-11959_AE
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1354
C 1 2
10/03/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 130A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
18 AWG wire both in and out of CB1
(50)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12J46-
F
12
J46-
M
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch O ption
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31& 32) - INVERTER (J100)
Component Locations (not including PCB components)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
(Sht 2, A1)
(Sht 2, E3)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF16 A
(27A
&B)
(26)
(28)
(27B)
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
TO CCM CPU PCB J31
TO CCM CPU PCB J32
(49B)
(49A)
(51B)
(50)
(Sht 2, C3)
(Sht 2, C3)
W1A
W1B
W1C
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
(7)
(8)
(9)
(7)
(8)
(9) ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
L5
Toriod Core
L4
Toriod Core
CHASSIS GND
1L1
1L2
1L3
1Earth
(22)
(21)
(20)
(3)
(2)
(1)
CHASSIS GND
(3-2
2)
(1-2
0)
(2-2
1)
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-3 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
(51)
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
12
J41
TIP
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
1
TORCH
1
PILOT
1
WORK
PILOT PCB
10 ckt Ribbon
SHIELD
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(52)
(55)
(53)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
L3
TO J3 on RELAY PCB
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
CHASSIS GND
CHASSIS GND
CHASSIS GND
(3-2
2)
(1-2
0)(2
-21)
PILOT BOARDLED'SD2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
(49)
(51)(51)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
DAT 10/17/2014AB ECO-B2687
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-44 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 24: SCHEMAT UKŁADU URZĄDZENIA 130A, 380-415V PG 2
Art # A-11960_AE
Art # A-11960_AE
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1354
C 2 2
10/3/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 130A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM )
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6 TORCH FLOW SENSOR
123456
J2TEMP SENSOR
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
Mini-Fit
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Mini-Fit Jr
From Sys Bias J63 (Sht 1, F2)
Harness from System Bias PCB J62
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A) (44A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)
(69)
(70)
(64B
)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(96)
(97)
(98)(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1, E3)
(Sht 1, B8)
(A9)
(A9)
(Sht
1, C
8)
(Sht 1, B8)(D2)
(D2)
(Sht 1, B&C- 5&6)
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
N/C
N/CN/C
N/C
(64A)
(64B)
MC1A
R24.7 30W (87)
1 2 3 45 6 7 8
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC(61)
(63)
(62)
(60)
(107)
(107)
(61)
4102/61/9TADAA
FAN2
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
(166)
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
120VAC_1
120VAC_2
24VAC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
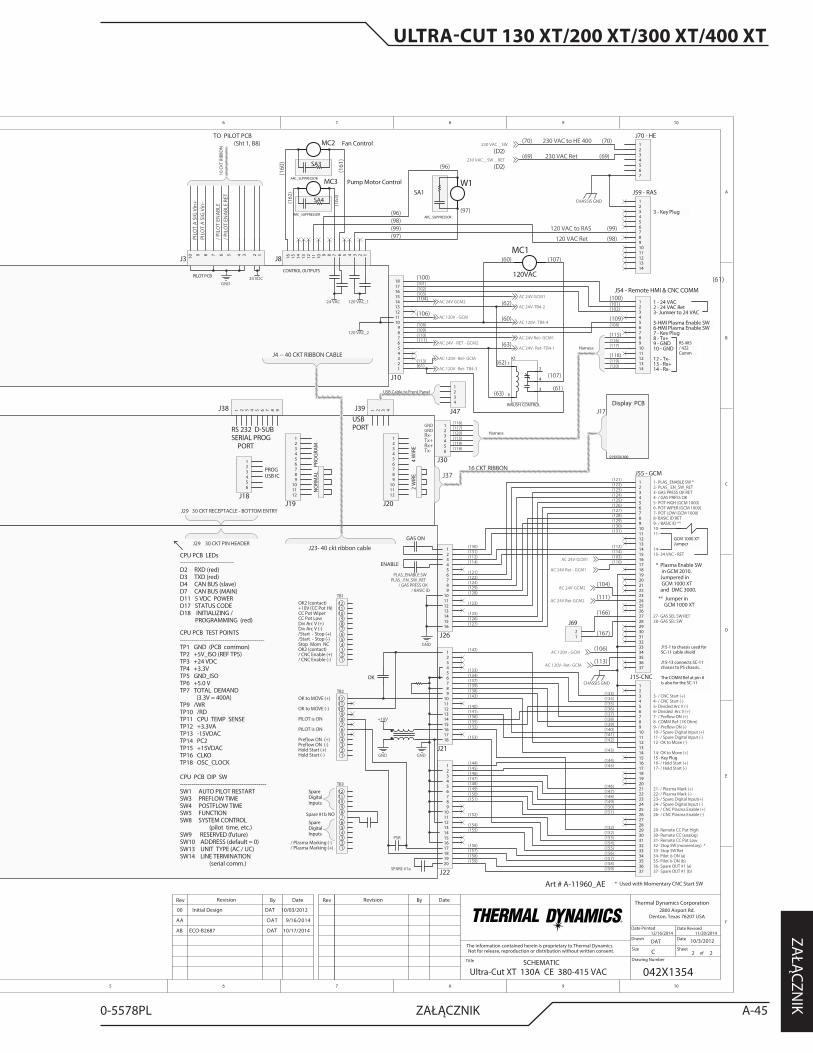
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-45
ZAŁĄCZN
IK
Art # A-11960_AE
Art # A-11960_AE
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1354
C 2 2
10/3/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 130A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM )
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6 TORCH FLOW SENSOR
123456
J2TEMP SENSOR
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
Mini-Fit
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Mini-Fit Jr
From Sys Bias J63 (Sht 1, F2)
Harness from System Bias PCB J62
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A) (44A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)
(69)
(70)
(64B
)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(96)
(97)
(98)(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1, E3)
(Sht 1, B8)
(A9)
(A9)
(Sht
1, C
8)
(Sht 1, B8)(D2)
(D2)
(Sht 1, B&C- 5&6)
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
N/C
N/CN/C
N/C
(64A)
(64B)
MC1A
R24.7 30W (87)
1 2 3 45 6 7 8
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC(61)
(63)
(62)
(60)
(107)
(107)
(61)
4102/61/9TADAA
FAN2
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
(166)
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
120VAC_1
120VAC_2
24VAC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
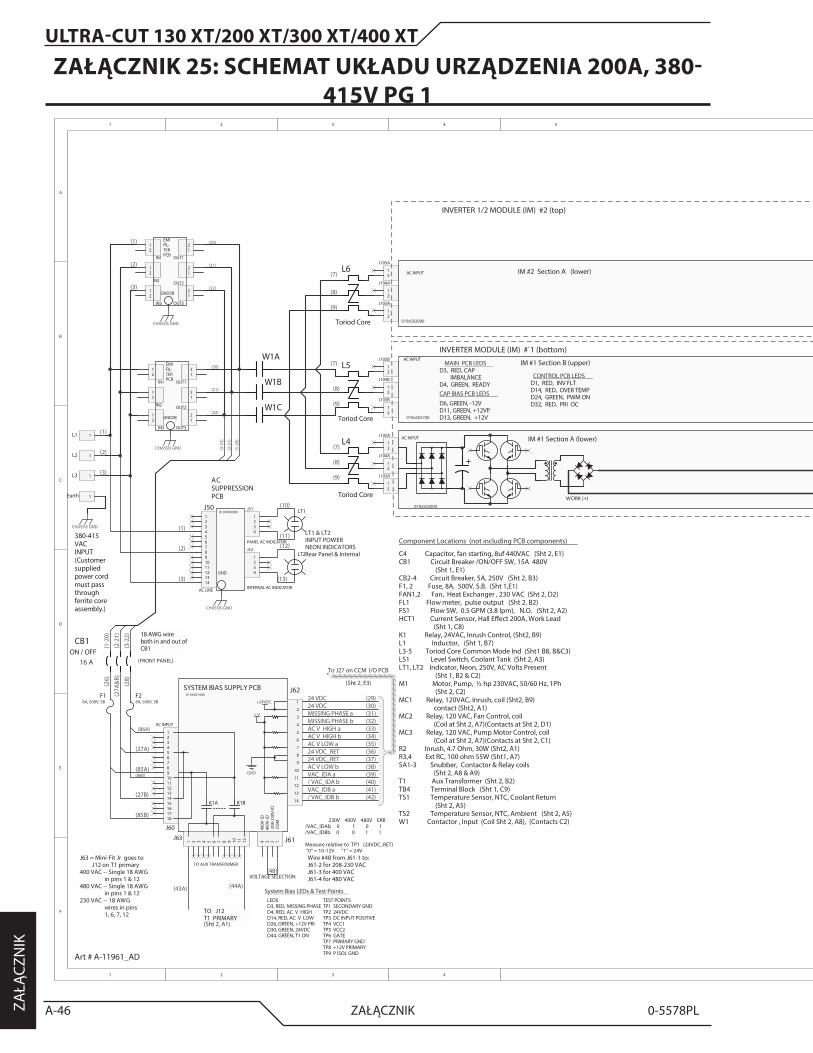
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-46 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 25: SCHEMAT UKŁADU URZĄDZENIA 200A, 380-415V PG 1
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
Art # A-11961_AD
Art # A-11961_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1353
C 1 2
10/04/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
CB1ON / OFF
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
18 AWG wire both in and out of CB1(3
-22)
(1-2
0)
(2-2
1)
(51C)(51F)
(49C)
(49B)
(49A)
(51B
)
(50)
(50)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(FRONT PANEL)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M 230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(27A
&B)
(26)
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(28)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
(27B)
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12
J46-
F
12
J46-
M
(48)
1234 J61
VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
16 A
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
W1A
W1B
W1C
12
J105A
AC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
(7)
(8)
(9)
(7)
(8)
(9)
INVERTER 1/2 MODULE (IM) #2 (top)
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
CHASSIS GND
CHASSIS GND (1-2
0)
(2-2
1)
(3-2
2)
(7)
(8)
(9)
1L1
1L2
1L3
1Earth
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.) CHASSIS GND
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
PILOT PCB
10 ckt Ribbon SHIELD
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(55)
(53)
(49)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
L3
TO J3 on RELAY PCB
(22)
(22)
(21)
(21)
(20)
(20)
(3)
(2)
(1)
(3)
(2)
(1)
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-3 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
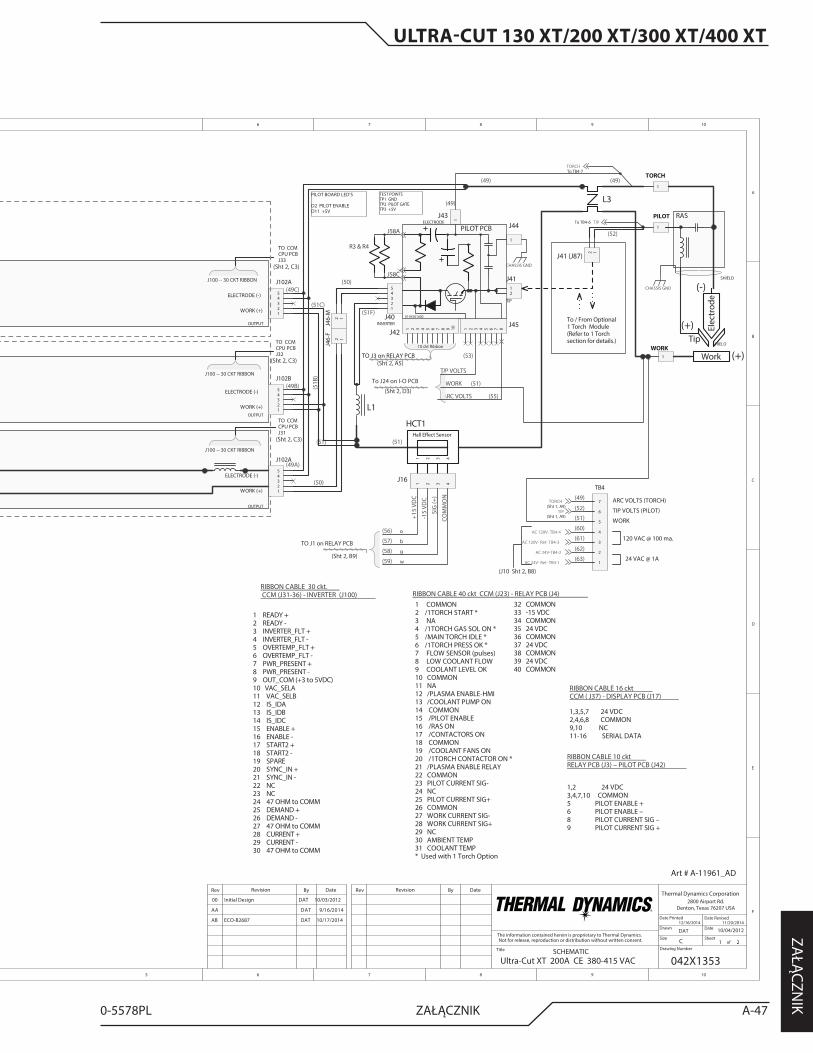
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-47
ZAŁĄCZN
IK
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
Art # A-11961_AD
Art # A-11961_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1353
C 1 2
10/04/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
CB1ON / OFF
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
18 AWG wire both in and out of CB1(3
-22)
(1-2
0)
(2-2
1)
(51C)(51F)
(49C)
(49B)
(49A)
(51B
)
(50)
(50)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(FRONT PANEL)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M 230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(27A
&B)
(26)
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(28)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
(27B)
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12
J46-
F
12
J46-
M
(48)
1234 J61
VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
16 A
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
W1A
W1B
W1C
12
J105A
AC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
(7)
(8)
(9)
(7)
(8)
(9)
INVERTER 1/2 MODULE (IM) #2 (top)
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
CHASSIS GND
CHASSIS GND (1-2
0)
(2-2
1)
(3-2
2)
(7)
(8)
(9)
1L1
1L2
1L3
1Earth
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.) CHASSIS GND
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
PILOT PCB
10 ckt Ribbon SHIELD
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(55)
(53)
(49)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
L3
TO J3 on RELAY PCB
(22)
(22)
(21)
(21)
(20)
(20)
(3)
(2)
(1)
(3)
(2)
(1)
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-3 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
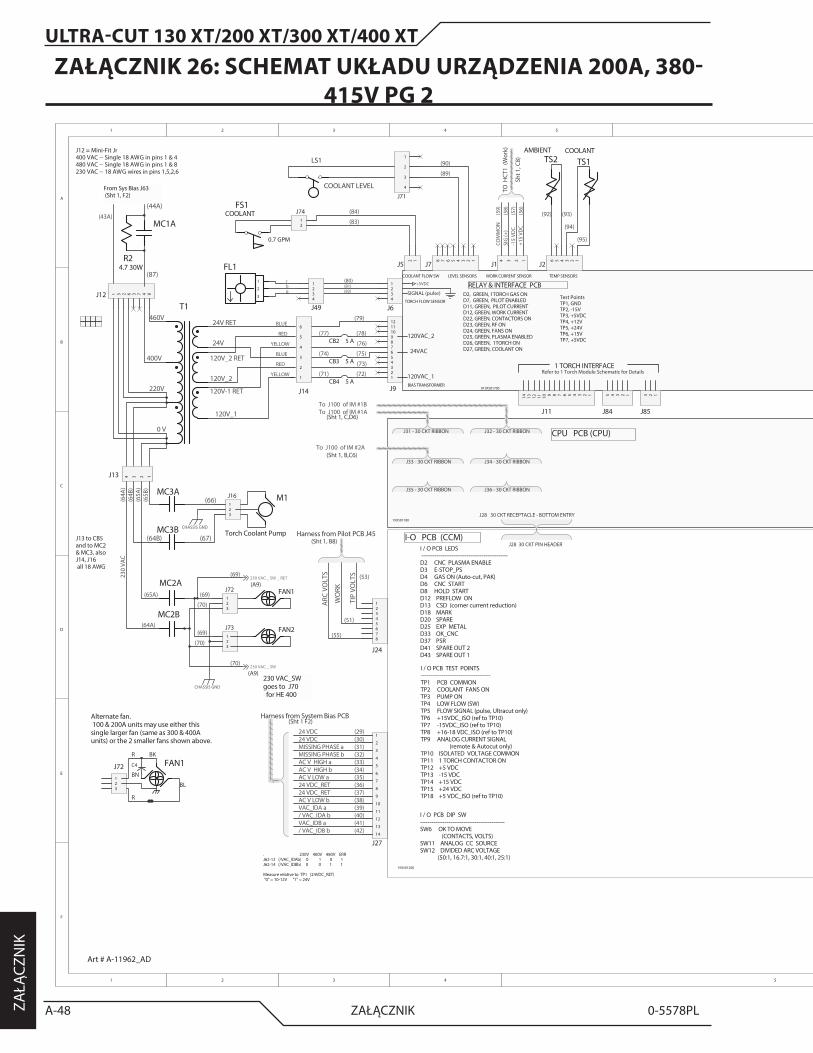
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-48 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 26: SCHEMAT UKŁADU URZĄDZENIA 200A, 380-415V PG 2
Art # A-11962_AD
Art # A-11962_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1353
C 2 2
10/4/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CPU)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6TORCH FLOW SENSOR
123456
J2TEMP SENSORS
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)(64B)
(69)
(70)
(64B
)
(64A)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(97)
(98)(99)
(100)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456
89
101112
TB2
1234
6789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
Sht 1, B8)
Sht 1
, C8)
FAN2
4102/61/9TADAA
(44A)
MC1A
R24.7 30W
(87)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60)
(62)
(63)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
5
7
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-49
ZAŁĄCZN
IK
Art # A-11962_AD
Art # A-11962_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1353
C 2 2
10/4/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CPU)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6TORCH FLOW SENSOR
123456
J2TEMP SENSORS
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)(64B)
(69)
(70)
(64B
)
(64A)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(97)
(98)(99)
(100)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456
89
101112
TB2
1234
6789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
Sht 1, B8)
Sht 1
, C8)
FAN2
4102/61/9TADAA
(44A)
MC1A
R24.7 30W
(87)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60)
(62)
(63)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
5
7
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-50 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 27: SCHEMAT UKŁADU URZĄDZENIA 300A, 380-415V PG 1
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
Art # A-11963_AD
Art # A-11963_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1352
C 1 2
10/04/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 300A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
10/20/2014
00 Initial Design DAT 10/03/2012
TO CCM CPU PCB J33
TO CCM CPU PCB J36
(49F)
(51F)
(51E
)(5
1C)
(49E)
(49A)
(51B
)
(50)
(50)
12
J46-F
12 J46-M
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
(Sht 2, C3)
4102/61/9TADAA
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
(Sht 2, A1)
(Sht 2, E3)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
SYSTEM BIAS SUPPLY PCB
(3-22)(2-21)
(1-20)
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
12345
J102BOUTPUT
12345
J102AOUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J35
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49C)
(49B)
IM #3 Section B
IM #3 Section A
(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
019X502700
019X502000
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L8
Toriod Core
L9
Toriod Core
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
PILOT PCB
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(55)
(53)
(51F)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
L1
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
CHASSIS GND CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
(49)
DAT 10/17/2014AB ECO 1 Torch Option
L3
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-51
ZAŁĄCZN
IK
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
Art # A-11963_AD
Art # A-11963_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1352
C 1 2
10/04/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 300A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
10/20/2014
00 Initial Design DAT 10/03/2012
TO CCM CPU PCB J33
TO CCM CPU PCB J36
(49F)
(51F)
(51E
)(5
1C)
(49E)
(49A)
(51B
)
(50)
(50)
12
J46-F
12 J46-M
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
(Sht 2, C3)
4102/61/9TADAA
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
(Sht 2, A1)
(Sht 2, E3)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
SYSTEM BIAS SUPPLY PCB
(3-22)(2-21)
(1-20)
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
12345
J102BOUTPUT
12345
J102AOUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J35
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49C)
(49B)
IM #3 Section B
IM #3 Section A
(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
019X502700
019X502000
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L8
Toriod Core
L9
Toriod Core
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
PILOT PCB
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(55)
(53)
(51F)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
L1
(51)
1
2
3
4
5
6
7
TB4
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(J10 Sht 2, B8)
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
CHASSIS GND CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
(49)
DAT 10/17/2014AB ECO 1 Torch Option
L3
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
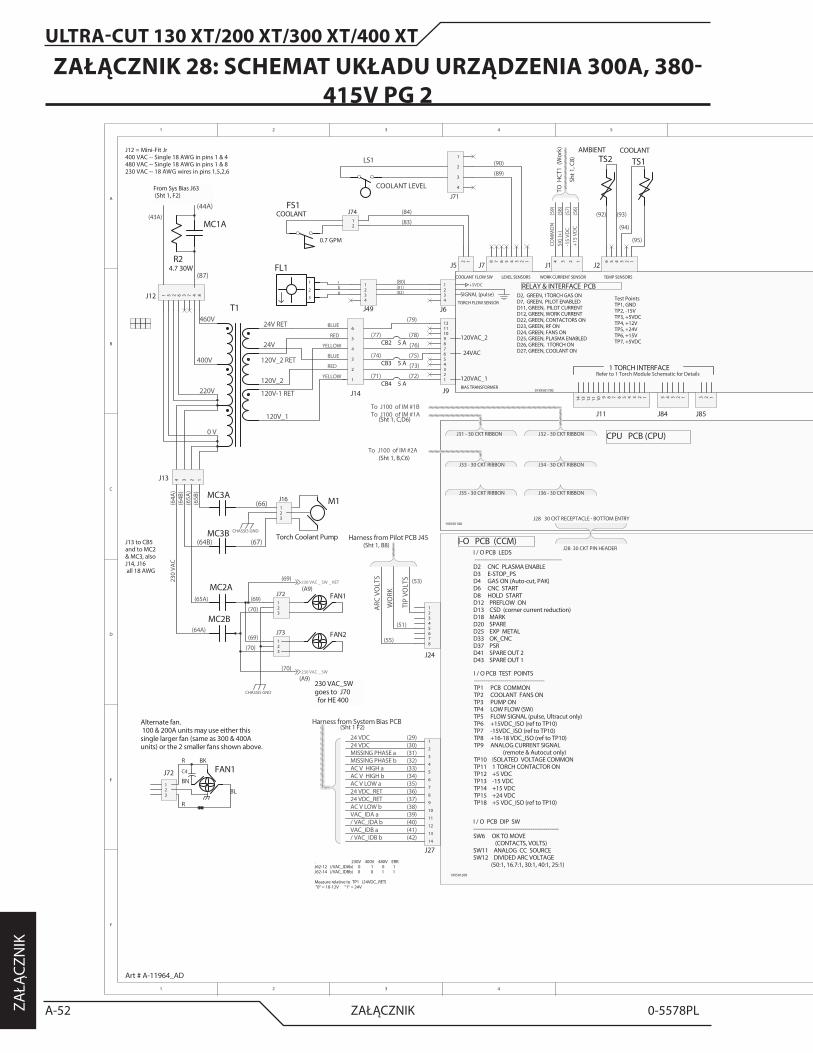
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-52 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 28: SCHEMAT UKŁADU URZĄDZENIA 300A, 380-415V PG 2
Art # A-11964_AD
Art # A-11964_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1353
C 2 2
10/4/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CPU)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6TORCH FLOW SENSOR
123456
J2TEMP SENSORS
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)(64B)
(69)
(70)
(64B
)
(64A)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(97)
(98)(99)
(100)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
Sht 1, B8)
Sht 1
, C8)
FAN2
4102/61/9TADAA
(44A)
MC1A
R24.7 30W
(87)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60)
(62)
(63)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
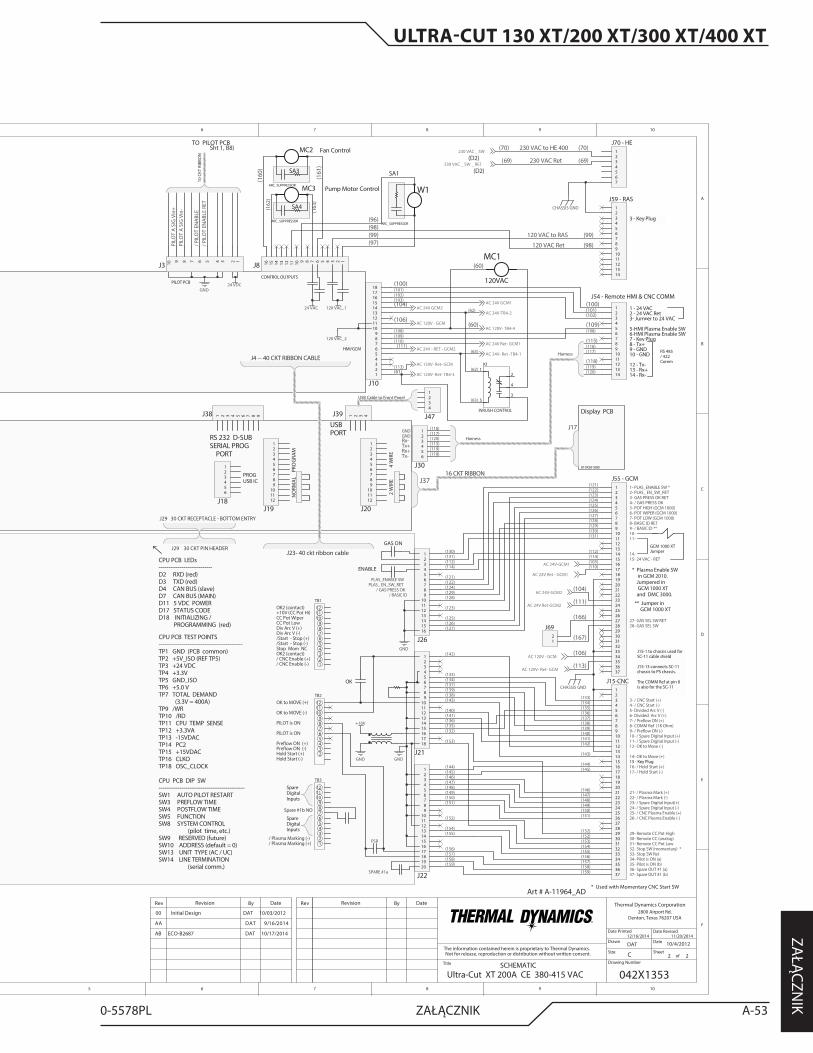
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-53
ZAŁĄCZN
IK
Art # A-11964_AD
Art # A-11964_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1353
C 2 2
10/4/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CPU)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6TORCH FLOW SENSOR
123456
J2TEMP SENSORS
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)(64B)
(69)
(70)
(64B
)
(64A)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(97)
(98)(99)
(100)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
Sht 1, B8)
Sht 1
, C8)
FAN2
4102/61/9TADAA
(44A)
MC1A
R24.7 30W
(87)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60)
(62)
(63)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
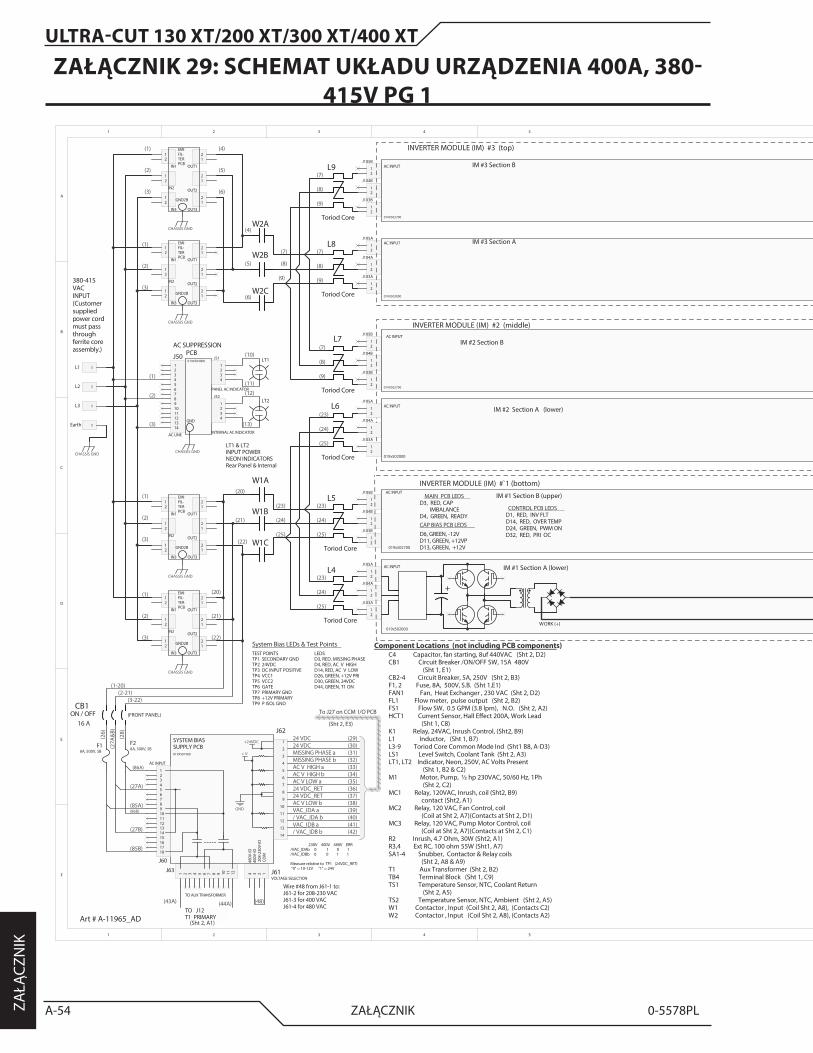
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-54 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 29: SCHEMAT UKŁADU URZĄDZENIA 400A, 380-415V PG 1
Art # A-11965_AD
Art # A-11965_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1341
C 1 2
10/03/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 400A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104B
12
J103B
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
J100 -- 30 CKT RIBBON
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
TO CCM CPU PCB J34
TO CCM CPU PCB J35
TO CCM CPU PCB J36
IM #2 Section B
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E
)
(55)
(53)
(51D
)(5
1C)
(51F)
(49E)
(49D)
(49C)
(49B)
(49A)
(51B
)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
12
J46-F
12 J46-M
IM #3 Section B
IM #3 Section A
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502700
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L7
Toriod Core
L8
Toriod Core
L9
Toriod Core
SYSTEM BIAS SUPPLY PCB
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)
(3-22)(2-21)
(1-20)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
CHASSIS GNDCHASSIS GND
(22)
(21)
(20)
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
4102/61/9TADAA
DAT 10/17/2014AB ECO-B2687
1
J44
CHASSIS GND
L3
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
Work
Tip
Elec
trod
e
(+)
(+)
(-)
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
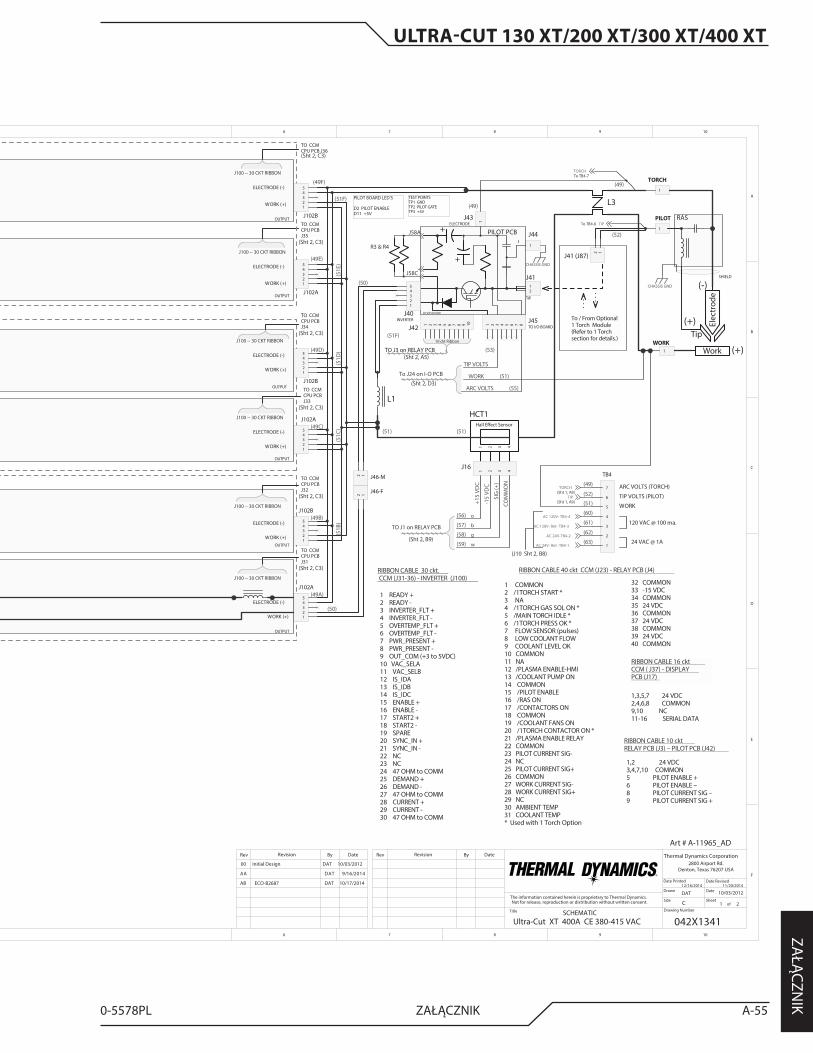
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-55
ZAŁĄCZN
IK
Art # A-11965_AD
Art # A-11965_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1341
C 1 2
10/03/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 400A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104B
12
J103B
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
J100 -- 30 CKT RIBBON
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
TO CCM CPU PCB J34
TO CCM CPU PCB J35
TO CCM CPU PCB J36
IM #2 Section B
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E
)
(55)
(53)
(51D
)(5
1C)
(51F)
(49E)
(49D)
(49C)
(49B)
(49A)
(51B
)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
12
J46-F
12 J46-M
IM #3 Section B
IM #3 Section A
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502700
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L7
Toriod Core
L8
Toriod Core
L9
Toriod Core
SYSTEM BIAS SUPPLY PCB
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)
(3-22)(2-21)
(1-20)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
CHASSIS GNDCHASSIS GND
(22)
(21)
(20)
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
4102/61/9TADAA
DAT 10/17/2014AB ECO-B2687
1
J44
CHASSIS GND
L3
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
Work
Tip
Elec
trod
e
(+)
(+)
(-)
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
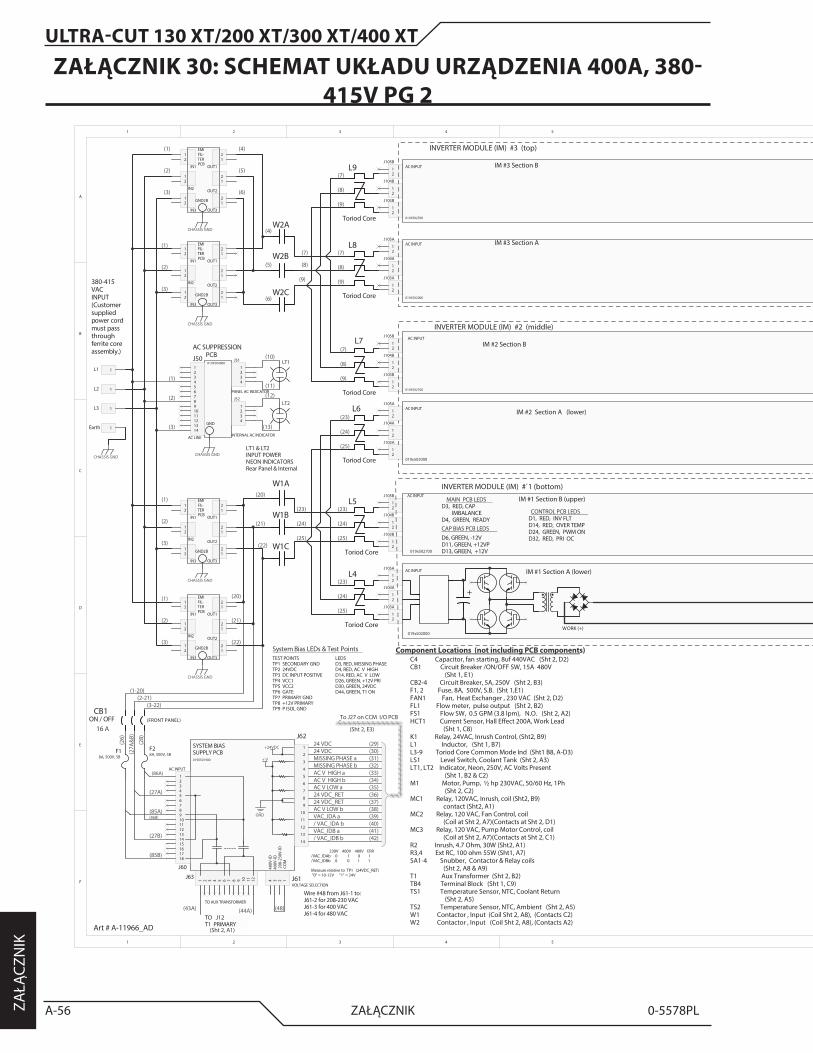
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-56 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 30: SCHEMAT UKŁADU URZĄDZENIA 400A, 380-415V PG 2
Art # A-11966_AD
Art # A-11966_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1341
C 1 2
10/03/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 400A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104B
12
J103B
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
J100 -- 30 CKT RIBBON
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
TO CCM CPU PCB J34
TO CCM CPU PCB J35
TO CCM CPU PCB J36
IM #2 Section B
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E
)
(55)
(53)
(51D
)(5
1C)
(51F)
(49E)
(49D)
(49C)
(49B)
(49A)
(51B
)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
12
J46-F
12 J46-M
IM #3 Section B
IM #3 Section A
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502700
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L7
Toriod Core
L8
Toriod Core
L9
Toriod Core
SYSTEM BIAS SUPPLY PCB
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)
(3-22)(2-21)
(1-20)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
CHASSIS GNDCHASSIS GND
(22)
(21)
(20)
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
4102/61/9TADAA
DAT 10/17/2014AB ECO-B2687
1
J44
CHASSIS GND
L3
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
Work
Tip
Elec
trod
e
(+)
(+)
(-)
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
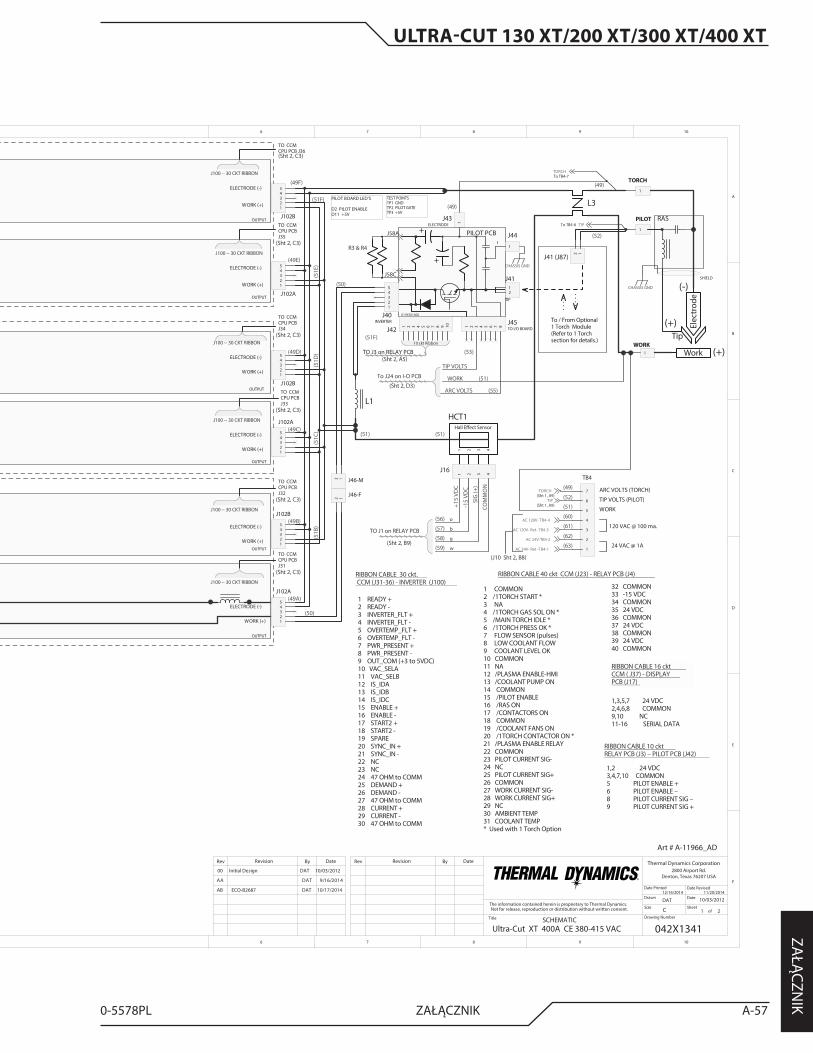
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-57
ZAŁĄCZN
IK
Art # A-11966_AD
Art # A-11966_AD
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1341
C 1 2
10/03/2012DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 400A CE 380-415 VAC
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1 2 3 4 5 6 7 8 9 10J42
1 2 3 4
Hall E�ect Sensor
HCT1
W1A
W1B
W1C
12
J105BAC INPUT
12
J104B
12
J103B
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104B
12
J103B
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
J100 -- 30 CKT RIBBON
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
TO CCM CPU PCB J34
TO CCM CPU PCB J35
TO CCM CPU PCB J36
IM #2 Section B
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E
)
(55)
(53)
(51D
)(5
1C)
(51F)
(49E)
(49D)
(49C)
(49B)
(49A)
(51B
)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
12
J46-F
12 J46-M
IM #3 Section B
IM #3 Section A
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)(24)
(23)
(25)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502700
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (FRONT PANEL)
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
12
J105AAC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #`1 (bottom)
J100 -- 30 CKT RIBBON
12345
J102A
OUTPUT
12345
J102B
OUTPUT
12345
J102A
OUTPUT
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
IM #1 Section B (upper)
IM #1 Section A (lower)J100 -- 30 CKT RIBBON
IM #2 Section A (lower)
ELECTRODE (-)
WORK (+)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
WORK (+)
019x502000
019x502700
019x502000
CONTROL PCB LEDS
CAP BIAS PCB LEDS
MAIN PCB LEDS
L6
Toriod Core
L5
Toriod Core
L4
Toriod Core
L7
Toriod Core
L8
Toriod Core
L9
Toriod Core
SYSTEM BIAS SUPPLY PCB
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
12
IN1
12
IN2
12
IN3
12
OUT1
12
OUT2
12
OUT3
GND2B
EMIFIL-TERPCB
CHASSIS GND
380-415 VAC INPUT(Customer supplied power cord must pass through ferrite core assembly.)
(20)
(21)
(22)
(3-22)(2-21)
(1-20)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(3)
(2)
(1)
(6)
(5)
(4)
(6)
(5)
(4)
CHASSIS GNDCHASSIS GND
(22)
(21)
(20)
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
4102/61/9TADAA
DAT 10/17/2014AB ECO-B2687
1
J44
CHASSIS GND
L3
RAS
1
TORCH
1
PILOT
1
WORK
SHIELD
CHASSIS GND
(49)
12
J41 (J87)
(52)
To TB4-6 TIP
TORCHTo TB4-7
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
Work
Tip
Elec
trod
e
(+)
(+)
(-)
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
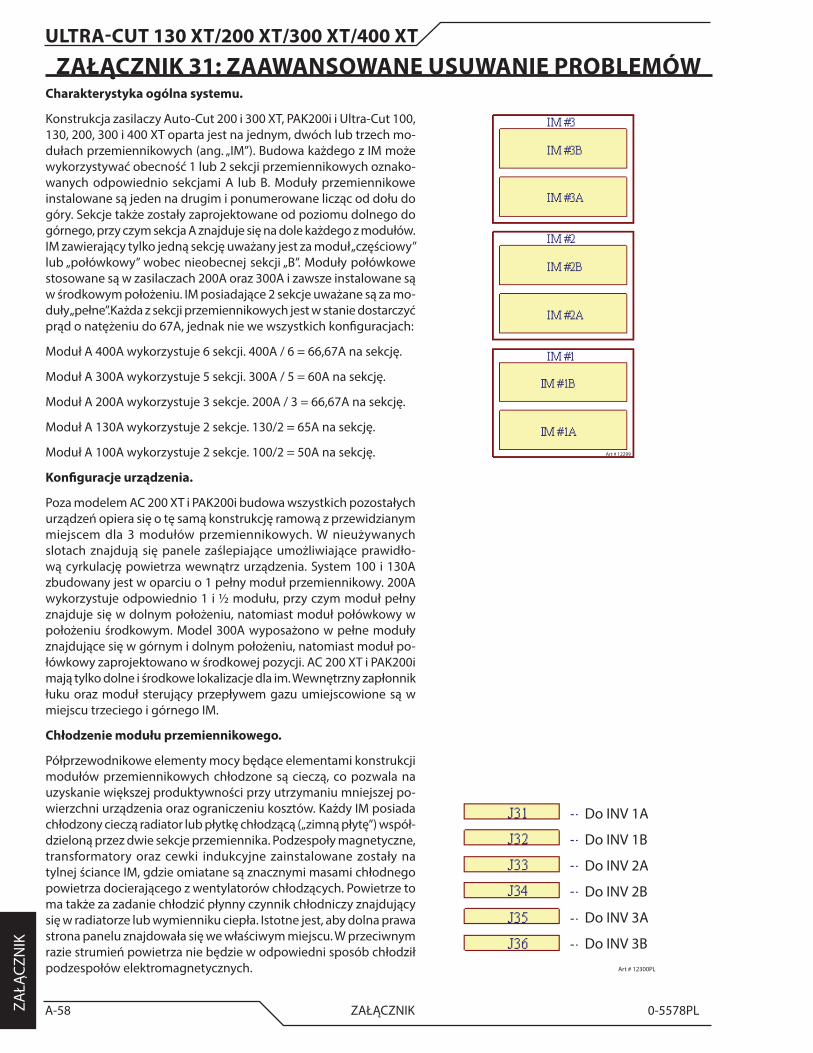
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-58 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 31: ZAAWANSOWANE USUWANIE PROBLEMÓWCharakterystyka ogólna systemu.
Konstrukcja zasilaczy Auto-Cut 200 i 300 XT, PAK200i i Ultra-Cut 100, 130, 200, 300 i 400 XT oparta jest na jednym, dwóch lub trzech mo-dułach przemiennikowych (ang. „IM”). Budowa każdego z IM może wykorzystywać obecność 1 lub 2 sekcji przemiennikowych oznako-wanych odpowiednio sekcjami A lub B. Moduły przemiennikowe instalowane są jeden na drugim i ponumerowane licząc od dołu do góry. Sekcje także zostały zaprojektowane od poziomu dolnego do górnego, przy czym sekcja A znajduje się na dole każdego z modułów. IM zawierający tylko jedną sekcję uważany jest za moduł „częściowy” lub „połówkowy” wobec nieobecnej sekcji „B”. Moduły połówkowe stosowane są w zasilaczach 200A oraz 300A i zawsze instalowane są w środkowym położeniu. IM posiadające 2 sekcje uważane są za mo-duły „pełne”.Każda z sekcji przemiennikowych jest w stanie dostarczyć prąd o natę żeniu do 67A, jednak nie we wszystkich konfiguracjach:
Moduł A 400A wykorzystuje 6 sekcji. 400A / 6 = 66,67A na sekcję.
Moduł A 300A wykorzystuje 5 sekcji. 300A / 5 = 60A na sekcję.
Moduł A 200A wykorzystuje 3 sekcje. 200A / 3 = 66,67A na sekcję.
Moduł A 130A wykorzystuje 2 sekcje. 130/2 = 65A na sekcję.
Moduł A 100A wykorzystuje 2 sekcje. 100/2 = 50A na sekcję.
Konfiguracje urządzenia.
Poza modelem AC 200 XT i PAK200i budowa wszystkich pozostałych urządzeń opiera się o tę samą konstrukcję ramową z przewidzianym miejscem dla 3 modułów przemiennikowych. W nieużywanych slotach znajdują się panele zaślepiające umożliwiające prawidło-wą cyrkulację powietrza wewnątrz urządzenia. System 100 i 130A zbudowany jest w oparciu o 1 pełny moduł przemiennikowy. 200A wykorzystuje odpowiednio 1 i ½ modułu, przy czym moduł pełny znajduje się w dolnym położeniu, natomiast moduł połówkowy w położeniu środkowym. Model 300A wyposażono w pełne moduły znajdujące się w górnym i dolnym położeniu, natomiast moduł po-łówkowy zaprojektowano w środkowej pozycji. AC 200 XT i PAK200i mają tylko dolne i środkowe lokalizacje dla im. Wewnętrzny zapłonnik łuku oraz moduł sterujący przepływem gazu umiejscowione są w miejscu trzeciego i górnego IM.
Chłodzenie modułu przemiennikowego.
Półprzewodnikowe elementy mocy będące elementami konstrukcji modułów przemiennikowych chłodzone są cieczą, co pozwala na uzy skanie większej produktywności przy utrzymaniu mniejszej po-wierzchni urządzenia oraz ograniczeniu kosztów. Każdy IM posiada chłodzony cieczą radiator lub płytkę chłodzącą („zimną płytę”) współ-dzieloną przez dwie sekcje przemiennika. Podzespoły magnetyczne, transformatory oraz cewki indukcyjne zainstalowane zostały na tylnej ściance IM, gdzie omiatane są znacznymi masami chłodnego powietrza docierającego z wentylatorów chłodzących. Powietrze to ma także za zadanie chłodzić płynny czynnik chłodniczy znajdujący się w radiatorze lub wymienniku ciepła. Istotne jest, aby dolna prawa strona panelu znajdowała się we właściwym miejscu. W przeciwnym razie strumień powietrza nie będzie w odpowiedni sposób chłodził podzespołów elektromagnetycznych.
Art # 12299
Art # 12300PL
Do INV 1A
Do INV 1B
Do INV 2A
Do INV 2B
Do INV 3A
Do INV 3B
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-59
ZAŁĄCZN
IK
Sterowanie modułem przemiennikowym.
Sekcje przemiennika funkcjonują jako oddzielne przemienniki z wyjściami podłączonymi równolegle. Pracą przemienników steruje się niezależnie z poziomu modułu poleceń i sterowania (ang. SSM), stanowiącego „mózg” całego systemu. Każda z sekcji przetwornika posiada odrębną CCM wstęgowy podłączony kabel. CCM kable wstęgowe posiada 6 złącza J31-J36 odpowiednie do przetwornika sekcje 1A do 3B. Wstążka kable są oznaczone na przetworniku kończy jako INV z liczbą i sekcji (INV 1A, 1B, itd.). Urządzenia 100 i 130A będzie wyposażone jedynie w przewody taśmowe w złączach J31 oraz J32.; Urządzenie 200A będzie wyposażone w przewody wpięte w złącza J31-J33, podczas gdy pozostałe gniazda złącz będą puste. W urządzenie serii 300A przewody taśmowe wpięte będą we wszystkie gniazda oprócz złącza J34.
Pozostałe płytki drukowane systemu obejmują moduły: zasilania kompensacji systemu, przekaźnika i interfejsu, wyświe-tlacza, pilotujący oraz tłumienia stanów nieustalonych sieci prądu przemiennego. Moduł CCM (poleceń i sterowania) składa się z 2 płytek, modułu I/O (we/wy) oraz z płytki z CPU (centralna jednostka przetwarzająca). Urządzenia z serii CE będą także miały więcej niż jedną płytkę z filtrem EMI na wejściu zasilającym.
Płytka drukowana obwodu zasilania kompensacji systemu zasilana jest 3-fazowym prądem przemiennym o zakresach napięcia roboczego od około 150V do 600V, obejmując wszystkie standardowe zakresy napięć. Obwód może także być zasilany dwufazowym źródłem napięcia (o pojedynczej fazie), dostarczając zasilanie skompensowane. Konstrukcja obwodu pozwala na wysłanie przez niego sygnału o usterce w przypadku nieobecności fazy. Moduł kompensacji systemu zawiera ponadto obwody pozwalające na wykrycie brakującej fazy i określenie, czy wartość dostarczonego prądu przemiennego pozostaje w odpowiednim przedziale. Moduł kompensacji systemu zawiera ponadto obwody pozwalające na wykrycie brakującej fazy i określenie, czy wartość dostarczonego prądu przemiennego pozostaje w odpowiednim przedziale. Obwód drukowany zasilający moduł kompensacji systemu zawiera przekaźnik K1, który pozwala na przyłożenie napięcia wyłącznie do uzwojenia pierwotnego transformatora pomocniczego T1, jeśli wartość napięcia wejściowego znajduje się w odpowiednim przedziale.
Obwód drukowany przekaźnika i interfejsu przejmuje i przekazuje napięcie wyjściowe transformatora pomocniczego. Na obwodzie znajduje się przekaźnik pozwalający na sterowanie pracą pompy, wentylatorów, styczników wejściowych, rozrusznika pompy oraz przekaźników rozruchowych. Obwód płytki drukowanej przekaźnika przyjmuje sygnał wejściowy od czujnika prądu roboczego HCT1 oraz czujnika prądu modułu pilotującego (znajdującego się w obwodzie drukowanym modułu pilotującego) i przesyła sygnał aktywujący do bipolarnych tranzystorów przełączają cych z izolowaną bramką (IGBT) przez przewód taśmowy wpięty od złącza J3 do J42. Pozostałe wejścia na płytce przekaźnika obejmują również wejścia czujników ujemnego współczynnika temperaturowego temperatury otoczenia oraz czynnika chłodzącego. Przełącznik poziomu w zbiorniku płynu chłodzącego oraz przełącznik przepływu płynu chłodzącego stanowią o tym, czy wartość raty przepływu znajduje się powyżej minimalnego wymaganego wskaźnika. Innym zadaniem przełączników jest przesyłanie sygnałów do płytki drukowanej przekaźnika. Konstrukcja urządzeń serii Ultra-Cut przewiduje także obecność czujnika przepływu, którego sygnał wyjściowy przekazywany do płytki przekaźnika składa się z serii impulsów, których częstotliwość wskazuje na wartość raty przepływu. Czujnik jest także zdolny do wykrycia pęcherzyków gazu w chłodziwie. Wszystkie sygnały docierają do CCM za pośrednictwem 40-pinowego przewodu taśmowego biegnącego do płytki I/O modułu CCM.
Płytkę obwodu wyświetlacza wyposażono w diody LED służące wizualnemu przedstawieniu stanów prądu przemiennego (AC), temperatury (TEMP), gazu roboczego (GAS) oraz prądu stałego (DC). W obwód wbudowano ponadto 4-cyfrowy sied-miosegmentowy wyświetlacz statusu urządzenia i komunikatów o usterkach. Dioda LED stanu prądu zmiennego wskazuje, iż do styczników wejściowych przemienników popłynął sygnał zamknięcia, co nie oznacza jednak, iż znajdują się one w stanie zamkniętym. Podświetlenie diody TEMP oznacza, iż temperatura jednego lub większej liczby przemienników prze-kroczyła dozwoloną wartość. Kontrolka GAS sygnalizuje status „OK” przepływu gazu oraz czynnika chłodzącego. Kontrolka DC sygnalizuje, iż napięcie wyjściowe na przemienniku przekroczyło wartość 60 woltów.
Pierwszy segment wyświetlacza wyświetla literę „C”, „E”, „L” lub pozostaje wygaszony. Podczas rozruchu inicjującego sekwencja znaków rozpoczynająca się od litery C, po której następują 3 cyfry, oznacza sprawdzenie kodu statusu modułu CCM. Kody statusu lub usterek, mogących pojawić się podczas sekwencji rozruchu urządzenia lub w dowolnym momencie po etapie rozruchu, rozpoczynają się od liter „E” dla aktywnej usterki lub od litery „L” (od angielskiego „latched”-zamknięty i zabloko-wany lub „last”-ostatni) dla usterki, która spowodowała zatrzymanie procesu, lecz w danym momencie nie jest aktywna. Na czas nieobecności usterek lub aktywnego kodu statusu, ustawienie bieżącego prądu wyjściowego przedstawione jest za pomocą niepodświetlonej pierwszej cyfry wyświetlacza. W przypadku systemu Ultra Cut XT wyposażonego w funkcję Auto Gas Control (automatycznej kontroli przepływu gazu) DFC 3000, wyświetlacz wskazywać będzie wartość „0” do chwili załadowania procesu. W przypadku obecności usterki lub innego symbolu wskazującego na status urządzenia, wyświetlacz pokaże naprzemiennie kod ustawień bieżących oraz kod usterki.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-60 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Płytka drukowana obwodu pilotującego składa się z pary podłączonych równolegle tranzystorów IGBT dzia łających jako elektroniczny układ przełącznika pozwalającego na podłączenie i odłączenie końcówki palnika od pierwszej sekcji przemiennika.
Po zamknięciu elektronicznego przełącznika układu pilotującego i zapłonie układu przez zapłonnik łuku, prąd od sekcji pierwszej przepływa pomiędzy elektrodą i końcówką palnika. Po rozpoczęciu procesu transferu, prąd drugiego przemiennika o niewielkim natężeniu przepływa pomiędzy elektrodą a obrabianym elementem. Po wykryciu procesu transferu następuje otwarcie przełącznika pilotującego, co powoduje nieograniczony przepływ natężenia od sekcji pierwszej do elementu ob-rabianego przez diodę, także znajdującą się w obwodzie układu pilotującego. PAK200i i opcjonalny 1Torch są wyjątkami, ponieważ druga sekcja nie jest włączona podczas pilotażu. Zarówno pilot, jak i początkowy transfer pochodzą z pierwszej sekcji. Inne sekcje są stopniowo wprowadzane jako bieżące rampy do poziomu końcowego. Na płytce układu pilotującego znajduje się również czujnik wykrycia i pomiaru wartości natężenia przepływającego przez ten układ. Dodatkowe obwody RC (rezystora/kondensatora) na płytce drukowanej układu pilotującego wspomagają i stabilizują działanie samego układu oraz transferowanych łuków.
Art # 12301PL
1st USZKODZONE(INV 1 A)
2nd USZKODZONE(INV 1 B)
PILOT SW (IGBT)
ROBOCZE
(+)
Końcówka
ELEKTROD
A
(+)
W płytkę układu tłumienia stanów nieustalonych sieci prądu przemiennego wlutowano kondensatory oraz inne kom-ponenty tłumiące stany nieustalone charakterystyki natężenia doprowadzonego prądu w celu ochrony całego systemu. Zapewnia również zasilanie neonowych wskaźników prądu przemiennych, które świecą, gdy zasilanie prądem zmiennym jest podłączone nawet wtedy, gdy wyłącznik ON-OFF, CB1, jest wyłączony.
Różnice między poszczególnymi modelami.
Jednostki Auto-Cut 200, PAK200i i 300 XT wykorzystują podstawowe obwody sterowania gazem/łuku składające się z poje-dynczych wlotów gazu, jeden dla plazmy, jeden dla osłony gazowej. Również dołączone do Auto-Cut 300 XT i opcjonalne dla Auto-Cut 200XT to trzeci wlot zapewniający wodę dla tarczy H2O Mist.
W każdym układzie dolotowym znajduje się regulator ciśnienia, manometr oraz miernik przepływu wody przy wykorzysta-niu funkcji osłony mgłą wodną. Pracą wszystkich trzech kanałów dolotowych sterują zawory elektromagnetyczne. Zmiana typu gazu roboczego pociąga za sobą konieczność podłączenia źródła wymaganego gazu roboczego do tylnego panelu i ustawienia przełącznika na odpowiedni typ gazu plazmowego. W tym przypadku nie ma konieczności osobnego dopro-wadzenia gazu układu pilotującego (przed przepływem gazu właściwego).
Auto-Cut 200 XT, Auto-Cut 300 XT i PAK200i Arc Starter to konwencjonalny typ szczeliny iskrowej z chłodzoną wodą cewką, którą używaliśmy od kilku lat. Nasza firma stosuje to rozwiązanie od kilku lat. Ten zapłonnik łuku powoduje zajarzenie łuku pilotującego HF na elektrodzie palnika za pomocą przewodu ujemnego. Urządzenia linii Ultra-Cut XT wykorzystują zdalny zapłonnik łuku RAS 1000 XT. Zamiast zapalnika iskrowego RAS 1000 XT wykorzystywany jest półprzewodnikowy moduł zapłonowy w celu wytworzenia impulsów HF, które zostają wstrzyknięte na końcówkę, a następnie za pośrednictwem elek-trody wracają w przeciw nym kierunku, niż ma to miejsce w przypadku rozwiązania zastosowanego w Auto-Cut, Auto-Cut XT oraz starszego RAS 1000 stosowanego w urządzeniach serii Ultra-Cut.
AC 200 XT i PAK200i mają sterowanie gazem i rozrusznik łukowy wbudowany w główną obudowę w obszarze, który jest używany do górnego modułu falownika w innych jednostkach tej rodziny. Model AC 300 XT posiada oddzielny moduł ste-rowania przepływem gazu (zapłonnik łuku), dla których przewidziano miejsce na wierzchu głównej obudowy urządzenia, podobnie jak miało to miejsce w modelach GCM 1000 naszej wczesnej linii urządzeń Auto-Cut. W rzeczywistości moduł nazywa się GCM 1000 XT. Oba modele serii Auto Cut XT i PAK200i posiadają analogowy układ sterowania wartością pły-nącego prądu (potencjometr). Znajduje się on na przednim panelu głównego modułu AC 200 XT i PAK200i oraz w górnej obudowie (GCM 1000 XT) dla wersji AC 300 XT. W każdym przypadku wartość ustawionego amperażu wskazana jest na wyświetlaczu cyfrowym na przednim panelu urządzeń.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-61
ZAŁĄCZN
IK
Oba modele Auto-Cut wyposażone są w regulator gazu umiejscowiony w tylnej części urządzenia. W przypadku AC 300 XT znajduje się on obok dolotów gazu na module GCM 1000 XT. W urządzeniu AC 200 XT znajduje się on w pobliżu złączek, bezpieczników i automatycznych wyłączników zasilania urządzenia. Pozycja przełącznika powinna być ustalona zgodnie z typem dołączonego gazu roboczego: powietrze/tlen lub azot (N2), wodór (H35) lub inny nieutleniający gaz, wykorzystywany do wytworzenia plazmy. Podczas próby uruchomienia w określonym trybie spowoduje usterki L303, zwykle oznacza to niskie ciśnienie gazu ale w PAK 200i również wskazuje próby uruchomienia w zestawie.
W urządzeniu AC 200 XT i PAK200i, płytka modułu łuku pilotującego zainstalowana jest w górnej sekcji drugiego modułu przemiennika (IM #2) – modułu połówkowego, w miejscu sekcji drugiej lub sekcji „B”, w przypadku gdyby był to moduł pełny. Modele AC 300 XT oraz wszystkie modele Ultra-Cut XT wyposażono w płytkę modułu zapłonnika łuku pilotującego umiejscowioną po przeciwnej stronie przemienników, po stronie wyłączników zasilania urządzenia, w górnej tylnej czę-ści obudowy, za modułem CCM. Prosimy zapoznać się z częścią „Podzespoły Zamienne”, zawierającą ilustracje lokalizacji wszystkich podzespołów.
Urządzenia z serii Ultra-Cut XT 100, 200, 300 oraz 400A mogą korzystać z modułu z funkcją „ręcznego” sterowania przepływem gazu GCM 2010 lub modułu DFC 3000 Auto Gas Control. Te układy sterujące przepływem gazu pozostają niezmienione od wczesnych konstrukcji z serii Ultra-Cut.
Urządzenia Ultra-Cut XT używają tych samych przełączników przepływu FS1, co urządzenia serii Auto-Cut XT w celu wykrycia i przeciwdziałania pracy urządzenia, podczas której rata przepływu czynnika chłodzącego znajdować się będzie poniżej wartości minimalnej wynoszącej 2,8 l/m. W konstrukcji urządzenia Ultra-Cut XT przewidziano jednak obecność czujnika przepływu chłodziwa - FL1, który odpowiada za pomiar raty przepływu chłodziwa oraz może wykryć w nim obecność pęcherzyków gazu, co może prowadzić do obniżenia trwałości podzespołów wymienialnych urządzenia. Wykrycie pęche-rzyków gazu lub niskiej raty przepływu NIE uniemożliwi cięcia, lecz spowoduje wyświetlenie kodu błędu ostrzegającego przed nieprawidłowym stanem roboczym urządzenia. Oznaczenie tego kodu to: E406.
Urządzenia serii Ultra-Cut XT wyposażone są w standardowe podzespoły wymienne dla natężeń tnących niższych niż te wykorzystywane przy Auto-Cut XT, 15A wobec 55A oraz funkcję trasowania przy niższych natężeniach. W celu poprawy jakości pracy przy tych niższych natężeniach, dodatkowa cewka wyjściowa L1 instalowana jest w serii urządzeń z pierwszą sekcją przemiennika (IM#1A).
Opcjonalne 1Torch module.
Począwszy od początku 2015 wszystkie Auto-Cut 300 XT i Ultra-Cut XT modele mogą być zamawiane z fabryki z opcjonal-nym modułem umożliwiającym podłączenie SL100 „1Torch”, który tnie na stałym 100A. Moduł jest wbudowany w przedni panel zasilania XT tuż nad pokrywą wlewu zbiornika płynu chłodzącego. Podłącz dopływ powietrza do sklepu i palnik SL100 i możesz używać tej latarki z relatywnie niskim kosztem materiałów eksploatacyjnych do ręcznego wycinania złomu lub cokolwiek chcesz bez noszenia wyższych kosztów materiałów eksploatacyjnych palnika XT.
Kody statusu urządzeń.
Kody zasilaczy wyświetlone są na 4-cyfrowym wyświetlaczu numerycznym obwodu drukowanego ekranu. Niektóre z tych kodów dotyczą układu sterowania przepływem gazu, bardziej szczegółowe kody sterowania przepływem gazu znajdować się będą na indywidualnych układach sterujących. Układy sterujące przepływem gazu stosowane w rodzinie produktów serii XT generatorów plazmy nie uległy zmianie. Generatory te posiadają własny zestaw kodów statusu, które zostaną omówione w kolejnej części. W niniejszej instrukcji założono, iż Użytkownik zapozna się w pierwszej kolejności z tabelami kodów statusu zamieszczonymi w części „Praca urządzenia” niniejszej instrukcji. Poszczególne kody odnosić się będą do odmiennych sekcji przemiennika, instrukcja ta natomiast grupuje kody zbliżone do siebie. Przykładowo: kod E (lub L) 249 oznacza usterkę przemiennika w module 2A. Niniejsza instrukcja zestawia i opisuje kody 247-252 w jednej sekcji, jako iż różnią się one jedynie numerem przemiennika i sekcji, do której się odnoszą.
Kody są podzielone na 7 grup.
Grupa 1 Proces generowania plazmy – odnoszący się do modułu pilotującego, transferu, napięć palnika itp.
Grupa 2 Zasilacz generatora plazmy – głównie do poszczególnych sekcji przemiennika
Grupa 3 Interfejs modułów sterujących przepływem gazu – głównie DFC 3000
Grupa 4 System chłodzenia – System chłodzenia chłodziwem płynnym palnika i przemienników
Grupa 5 CCM – port komunikacji z modułami sterowania przepływem gazów
Grupa 6 CCM – Status
Grupa 7 Akcesoria – 1Torch
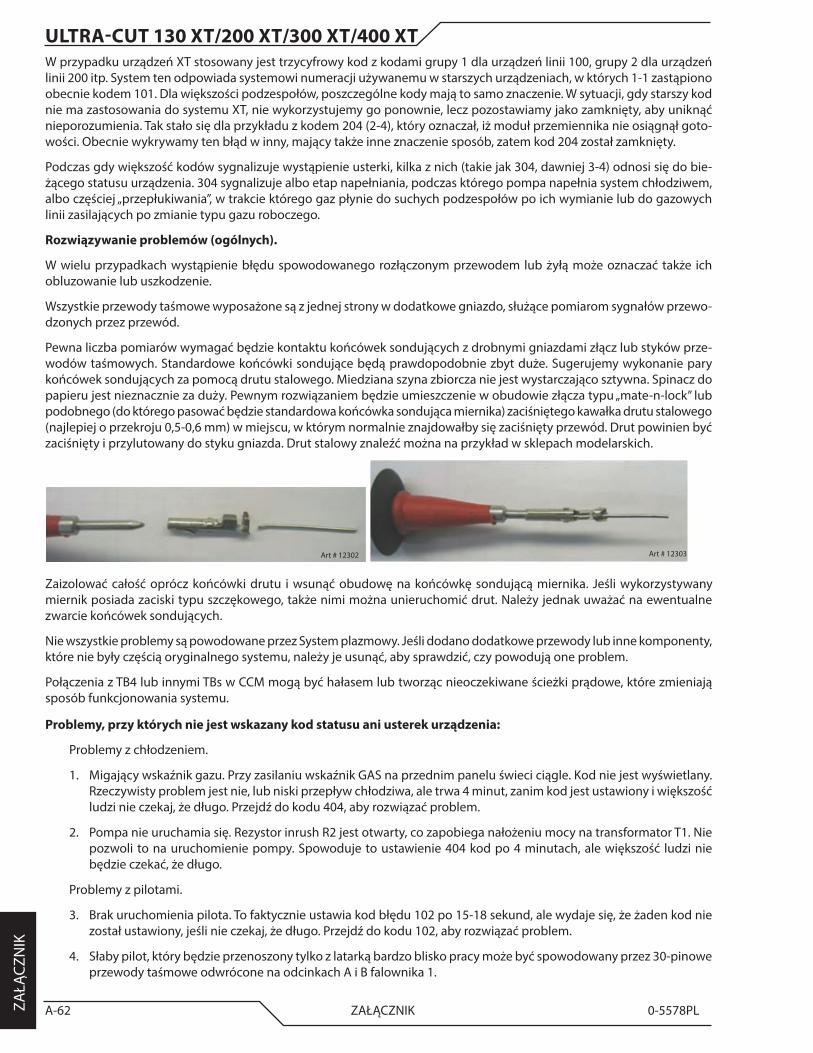
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-62 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
W przypadku urządzeń XT stosowany jest trzycyfrowy kod z kodami grupy 1 dla urządzeń linii 100, grupy 2 dla urządzeń linii 200 itp. System ten odpowiada systemowi numeracji używanemu w starszych urządzeniach, w których 1-1 zastąpiono obecnie kodem 101. Dla większości podzespołów, poszczególne kody mają to samo znaczenie. W sytuacji, gdy starszy kod nie ma zastosowania do systemu XT, nie wykorzystujemy go ponownie, lecz pozostawiamy jako zamknięty, aby uniknąć nieporozumienia. Tak stało się dla przykładu z kodem 204 (2-4), który oznaczał, iż moduł przemiennika nie osiągnął goto-wości. Obecnie wykrywamy ten błąd w inny, mający także inne znaczenie sposób, zatem kod 204 został zamknięty.
Podczas gdy większość kodów sygnalizuje wystąpienie usterki, kilka z nich (takie jak 304, dawniej 3-4) odnosi się do bie-żącego statusu urządzenia. 304 sygnalizuje albo etap napełniania, podczas którego pompa napełnia system chłodziwem, albo częściej „przepłukiwania”, w trakcie którego gaz płynie do suchych podzespołów po ich wymianie lub do gazowych linii zasilających po zmianie typu gazu roboczego.
Rozwiązywanie problemów (ogólnych).
W wielu przypadkach wystąpienie błędu spowodowanego rozłączonym przewodem lub żyłą może oznaczać także ich obluzowanie lub uszkodzenie.
Wszystkie przewody taśmowe wyposażone są z jednej strony w dodatkowe gniazdo, służące pomiarom sygnałów przewo-dzonych przez przewód.
Pewna liczba pomiarów wymagać będzie kontaktu końcówek sondujących z drobnymi gniazdami złącz lub styków prze-wodów taśmowych. Standardowe końcówki sondujące będą prawdopodobnie zbyt duże. Sugerujemy wyko nanie pary końcówek sondujących za pomocą drutu stalowego. Miedziana szyna zbiorcza nie jest wystarczająco sztywna. Spinacz do papieru jest nieznacznie za duży. Pewnym rozwiązaniem będzie umieszczenie w obudowie złącza typu „mate-n-lock” lub podobnego (do którego pasować będzie standardowa końcówka sondująca miernika) zaciśniętego kawałka drutu stalowego (najlepiej o przekroju 0,5-0,6 mm) w miejscu, w którym normalnie znajdowałby się zaciśnięty przewód. Drut powinien być zaciśnięty i przylutowany do styku gniazda. Drut stalowy znaleźć można na przykład w sklepach modelarskich.
Art # 12302 Art # 12303
Zaizolować całość oprócz końcówki drutu i wsunąć obudowę na końcówkę sondującą miernika. Jeśli wykorzystywany miernik posiada zaciski typu szczękowego, także nimi można unieruchomić drut. Należy jednak uważać na ewentualne zwarcie końcówek sondujących.
Nie wszystkie problemy są powodowane przez System plazmowy. Jeśli dodano dodatkowe przewody lub inne komponenty, które nie były częścią oryginalnego systemu, należy je usunąć, aby sprawdzić, czy powodują one problem.
Połączenia z TB4 lub innymi TBs w CCM mogą być hałasem lub tworząc nieoczekiwane ścieżki prądowe, które zmieniają sposób funkcjonowania systemu.
Problemy, przy których nie jest wskazany kod statusu ani usterek urządzenia:
Problemy z chłodzeniem.
1. Migający wskaźnik gazu. Przy zasilaniu wskaźnik GAS na przednim panelu świeci ciągle. Kod nie jest wyświetlany. Rzeczywisty problem jest nie, lub niski przepływ chłodziwa, ale trwa 4 minut, zanim kod jest ustawiony i większość ludzi nie czekaj, że długo. Przejdź do kodu 404, aby rozwiązać problem.
2. Pompa nie uruchamia się. Rezystor inrush R2 jest otwarty, co zapobiega nałożeniu mocy na transformator T1. Nie pozwoli to na uruchomienie pompy. Spowoduje to ustawienie 404 kod po 4 minutach, ale większość ludzi nie będzie czekać, że długo.
Problemy z pilotami.
3. Brak uruchomienia pilota. To faktycznie ustawia kod błędu 102 po 15-18 sekund, ale wydaje się, że żaden kod nie został ustawiony, jeśli nie czekaj, że długo. Przejdź do kodu 102, aby rozwiązać problem.
4. Słaby pilot, który będzie przenoszony tylko z latarką bardzo blisko pracy może być spowodowany przez 30-pinowe przewody taśmowe odwrócone na odcinkach A i B falownika 1.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-63
ZAŁĄCZN
IK
Problemy z uruchamieniem również zgłaszane jako niepowodzenie w przypadku problemów z pilotami.
5. Brak odpowiedzi na wyzwalacz CNC Start lub Pak200i. Sprawdź na płycie CCM I/O dla D6 START CNC LED jest cały czas. Jeśli jest włączony, albo zewnętrzny sygnał startowy CNC jest włączony lub CCM jest uszkodzony. Wyjmij przewód CNC z J15 lub jeśli Start jest stosowany za pośrednictwem listwy zaciskowej TB na. Jeśli D6 jest nadal na wymianie CCM.
6. Brak odpowiedzi na opcjonalny wyzwalacz 1Torch (Start). Przejdź na początek grupy kodów 700, aby rozwiązać problem.
Problemy z komunikacją.
7. Brak komunikacji z TSC 3000 lub kontrolerem stołu tnącego nad RS 485 może być spowodowany brakiem zestawu zworek J14 _ 4W/2W (4 drut/2 przewody). TSC3000 potrzebuje 2W. Kontroler iCNC potrzebuje 4W. Patrz rozdział _____ w podręczniku.
Kody stanu zasilacza elektrycznego
Grupie 1, Kody przetwarzania
101 Plazma wyłączona
Kod 101 pojawia się w sytuacji występowania otwartego obwodu pomiędzy TB1 i 2 w układzie we/wy CCM lub wyłą-czonego przełącznika aktywacji plazmy w modułach GCM 2010 lub na TSC 3000. Urządzenie serii TB1-1 i 2 opuszcza zakład produkcyjny z zainstalowaną zworką. Instalator urządzenia może usunąć zworkę i podłączyć osobny przełącznik aktywujący przepływ plazmy lub wykorzystać w tym celu żyły układu aktywującego plazmę obecne w 37 stykowym przewodzie CNC stosowanym w urządzeniach serii Ultra-Cut XT i Auto-Cut 300XT. Urządzenie Auto Cut 200XT, wyko-rzystujące 14-stykowy przewód CNC, nie jest wyposażone w żyły służące aktywacji plazmy wewnątrz tego przewodu. Opisywane żyły mogą być także wykorzystane do podłączenia przycisku zatrzymania awaryjnego stołu tnącego. W każdym przypadku wykorzystania dodatkowych żył przewodu CNC, ze złącz TB1-1 i 2 należy usunąć zworkę. Kod 101 nie jest kodem blokującym dalsze funkcjonowanie maszyny.
Przyczyny wywołania błędu 101 (poza rozłączonymi przełącznikami aktywacji plazmy - dokładny opis poniżej):
• Nie podłączony przewód układu sterowania przepływem gazu od złącza J55.
• Zbyt wysokie napięcie wejściowe, zasilanie nie jest stosowane do GCM 2010.
• Nie podłączony przewód taśmowy od płytki przekaźnika do płytki we/wy.
• Nie podłączony przewód CNC (podczas wykorzystywania przełącznika aktywacji plazmy lub wyjścia stołu tnącego lub robota).
• Wadliwy płytka obwodu drukowanego przekaźnika.
• Wadliwy obwód drukowany we/wy modułu CCM.
Przypadek specjalny: wyświetlacz pokazuje naprzemiennie „E101” oraz „—-”. Taka sytuacja ma miejsce, gdy przełącznik aktywacji plazmy jest rozłączony przy nieobecnej fazie zasilającej. Sytuacja prawdopodobnie zachodzi w wyniku usterki oprogramowania fabrycznego urządzenia - wyświetlacz powinien naprzemiennie pokazywać kody E101 oraz E201 (kod nieobecności fazy zasilającej). Usterka kodu zostanie najprawdopodobniej naprawiona podczas kolejnej aktualizacji, prosimy jednak o niej pamiętać.
Napięcie wejściowe jest wykrywany na PCB system bias, który będzie światło jego D4 (czerwona dioda LED) i nie będzie pobudzać jego K1 przekaźnik w ten sposób T1 transformator nie odbiera zasilania i wszelkie zasilane prądem zmiennym części, w tym kontroli gazu nie będzie miał moc. Może to spowodować, że GCM 2010 nie spełnia obwodu włączania plazmy i fałszywie zgłasza (E101) jako usterkę.
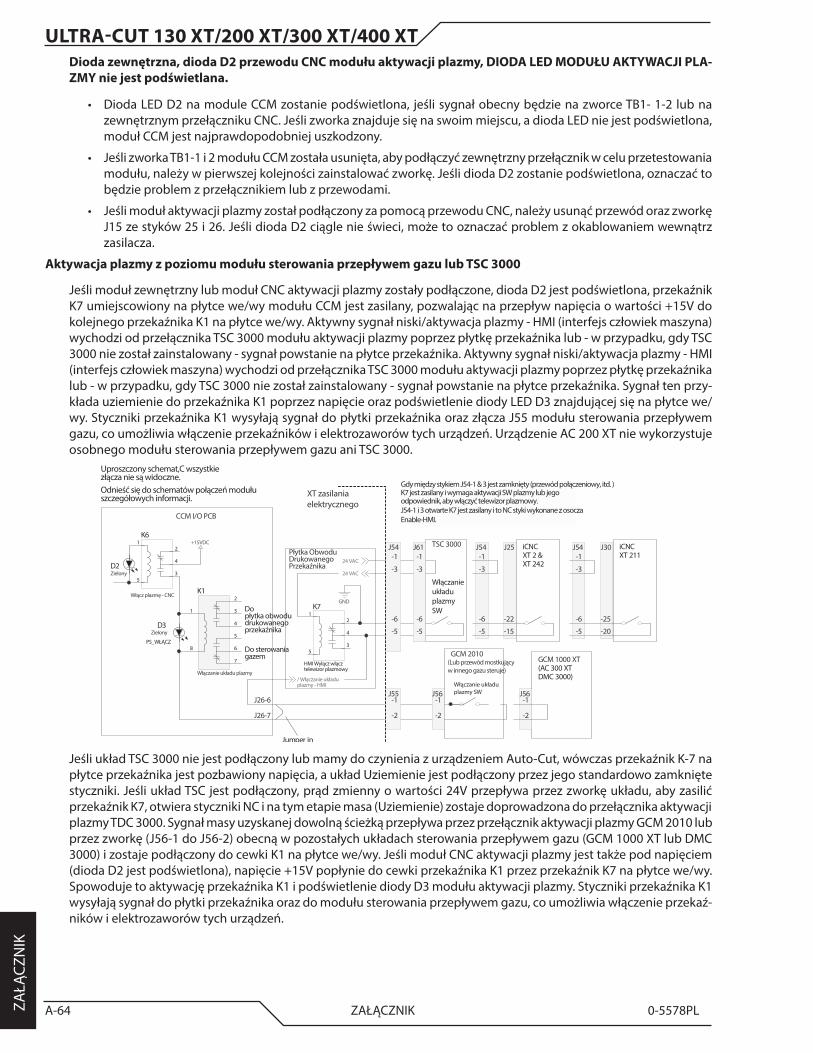
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-64 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Dioda zewnętrzna, dioda D2 przewodu CNC modułu aktywacji plazmy, DIODA LED MODUŁU AKTYWACJI PLA-ZMY nie jest podświetlana.
• Dioda LED D2 na module CCM zostanie podświetlona, jeśli sygnał obecny będzie na zworce TB1- 1-2 lub na zewnętrznym przełączniku CNC. Jeśli zworka znajduje się na swoim miejscu, a dioda LED nie jest podświetlona, moduł CCM jest najprawdopodobniej uszkodzony.
• Jeśli zworka TB1-1 i 2 modułu CCM została usunięta, aby podłączyć zewnętrzny przełącznik w celu przetestowania modułu, należy w pierwszej kolejności zainstalować zworkę. Jeśli dioda D2 zostanie podświetlona, oznaczać to będzie problem z przełącznikiem lub z przewodami.
• Jeśli moduł aktywacji plazmy został podłączony za pomocą przewodu CNC, należy usunąć przewód oraz zworkę J15 ze styków 25 i 26. Jeśli dioda D2 ciągle nie świeci, może to oznaczać problem z okablowaniem wewnątrz zasilacza.
Aktywacja plazmy z poziomu modułu sterowania przepływem gazu lub TSC 3000
Jeśli moduł zewnętrzny lub moduł CNC aktywacji plazmy zostały podłączone, dioda D2 jest podświetlona, prze kaźnik K7 umiejscowiony na płytce we/wy modułu CCM jest zasilany, pozwalając na przepływ napięcia o wartości +15V do kolejnego przekaźnika K1 na płytce we/wy. Aktywny sygnał niski/aktywacja plazmy - HMI (interfejs człowiek maszyna) wychodzi od przełącznika TSC 3000 modułu aktywacji plazmy poprzez płytkę przekaźnika lub - w przypadku, gdy TSC 3000 nie został zainstalowany - sygnał powstanie na płytce przekaźnika. Aktywny sygnał niski/aktywacja plazmy - HMI (interfejs człowiek maszyna) wychodzi od przełącznika TSC 3000 modułu aktywacji plazmy poprzez płytkę przekaźnika lub - w przypadku, gdy TSC 3000 nie został zainstalowany - sygnał powstanie na płytce przekaźnika. Sygnał ten przy-kłada uziemienie do przekaźnika K1 poprzez napięcie oraz podświetlenie diody LED D3 znajdującej się na płytce we/wy. Styczniki przekaźnika K1 wysyłają sygnał do płytki przekaźnika oraz złącza J55 modułu sterowania przepływem gazu, co umożliwia włączenie przekaźników i elektrozaworów tych urządzeń. Urządzenie AC 200 XT nie wykorzystuje osobnego modułu sterowania przepływem gazu ani TSC 3000.
Art # A-12304PL
1
53
2
4
K71
8
4
2
6
7
3
5
Włączanie układu plazmy
K1
/ Włączanie układu plazmy - HMI
GND
24 VAC
24 VAC
TSC 3000Płytka Obwodu Drukowanego Przekaźnika
1
53
2
4
Włącz plazmę - CNC
K6+15VDC
ZielonyD3
PS_WŁĄCZ
Do płytka obwodu drukowanego przekaźnika
Do sterowania gazem
CCM I/O PCB
ZielonyD2
Włączanie układu plazmy SW
GCM 2010(Lub przewód mostkujący w innego gazu steruje)
-1
-3
-5
-6
J54
J55
XT zasilania elektrycznego
Uproszczony schemat,C wszystkie złącza nie są widoczne.Odnieść się do schematów połączeń modułu szczegółowych informacji.
J61
J56-1
-2
Jumper in AC 200 XT
J26-6
J26-7
GCM 1000 XT
J56
J54
Gdy między stykiem J54-1 & 3 jest zamknięty (przewód połączeniowy, itd. ) K7 jest zasilany i wymaga aktywacji SW plazmy lub jego odpowiednik, aby włączyć telewizor plazmowy.J54-1 i 3 otwarte K7 jest zasilany i to NC styki wykonane z osocza Enable-HMI.
-1
-2-2
-1
-5
-6
-3
-1
-5
-6
-3
-1
(AC 300 XTDMC 3000)
J25
-15
-22
J30
-20
-25
Włączanie układu plazmySW
iCNCXT 2 & XT 242
J54
-5
-6
-3
-1iCNCXT 211
HMI Wyłącz włącz telewizor plazmowy
Jeśli układ TSC 3000 nie jest podłączony lub mamy do czynienia z urządzeniem Auto-Cut, wówczas przekaźnik K-7 na płytce przekaźnika jest pozbawiony napięcia, a układ Uziemienie jest podłączony przez jego standardowo zamknięte styczniki. Jeśli układ TSC jest podłączony, prąd zmienny o wartości 24V przepływa przez zworkę układu, aby zasilić przekaźnik K7, otwiera styczniki NC i na tym etapie masa (Uziemienie) zostaje doprowadzona do przełącznika aktywacji plazmy TDC 3000. Sygnał masy uzyskanej dowolną ścieżką przepływa przez przełącznik aktywacji plazmy GCM 2010 lub przez zworkę (J56-1 do J56-2) obecną w pozostałych układach sterowania przepływem gazu (GCM 1000 XT lub DMC 3000) i zostaje podłączony do cewki K1 na płytce we/wy. Jeśli moduł CNC aktywacji plazmy jest także pod napięciem (dioda D2 jest podświetlona), napięcie +15V popłynie do cewki przekaźnika K1 przez przekaźnik K7 na płytce we/wy. Spowoduje to aktywację przekaźnika K1 i podświetlenie diody D3 modułu aktywacji plazmy. Styczniki przekaźnika K1 wysyłają sygnał do płytki przekaźnika oraz do modułu sterowania przepływem gazu, co umożliwia włączenie przekaź-ników i elektrozaworów tych urządzeń.
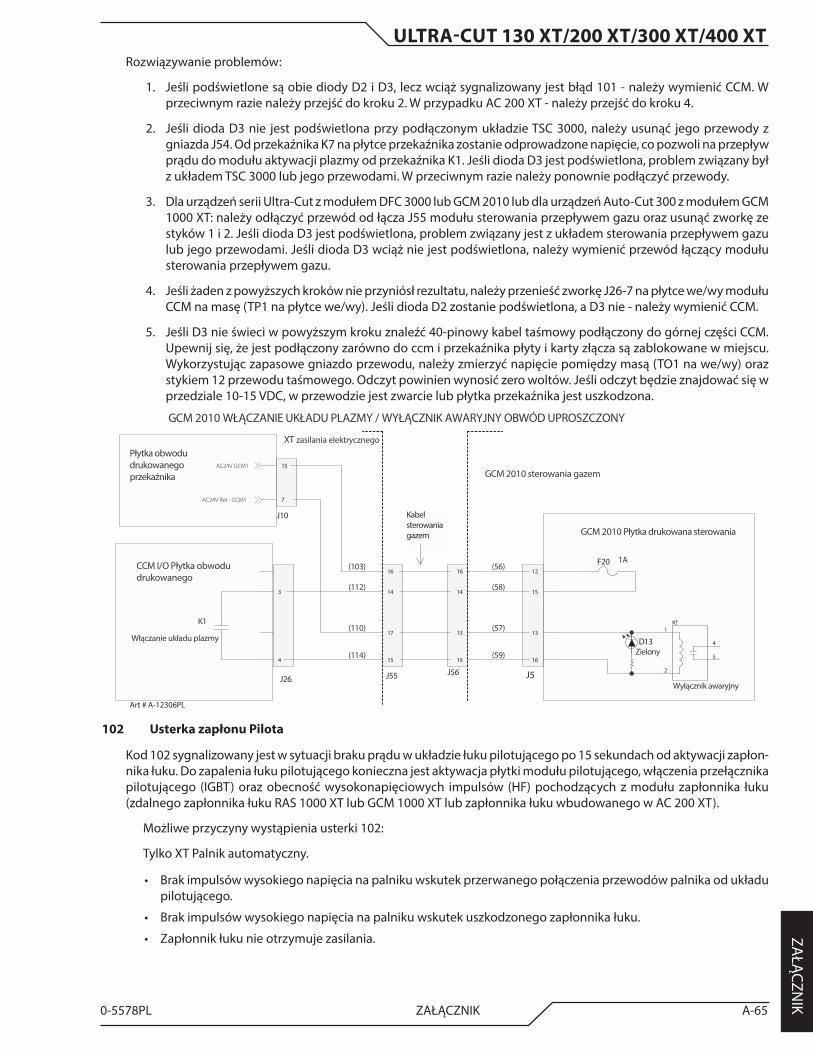
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-65
ZAŁĄCZN
IK
Rozwiązywanie problemów:
1. Jeśli podświetlone są obie diody D2 i D3, lecz wciąż sygnalizowany jest błąd 101 - należy wymienić CCM. W przeciwnym razie należy przejść do kroku 2. W przypadku AC 200 XT - należy przejść do kroku 4.
2. Jeśli dioda D3 nie jest podświetlona przy podłączonym układzie TSC 3000, należy usunąć jego przewody z gniazda J54. Od przekaźnika K7 na płytce przekaźnika zostanie odprowadzone napięcie, co pozwoli na przepływ prądu do modułu aktywacji plazmy od przekaźnika K1. Jeśli dioda D3 jest podświetlona, problem związany był z układem TSC 3000 lub jego przewodami. W przeciwnym razie należy ponownie podłączyć przewody.
3. Dla urządzeń serii Ultra-Cut z modułem DFC 3000 lub GCM 2010 lub dla urządzeń Auto-Cut 300 z modułem GCM 1000 XT: należy odłączyć przewód od łącza J55 modułu sterowania przepływem gazu oraz usunąć zworkę ze styków 1 i 2. Jeśli dioda D3 jest podświetlona, problem związany jest z układem sterowania przepływem gazu lub jego przewodami. Jeśli dioda D3 wciąż nie jest podświetlona, należy wymienić przewód łączący modułu sterowania przepływem gazu.
4. Jeśli żaden z powyższych kroków nie przyniósł rezultatu, należy przenieść zworkę J26-7 na płytce we/wy modułu CCM na masę (TP1 na płytce we/wy). Jeśli dioda D2 zostanie podświetlona, a D3 nie - należy wymienić CCM.
5. Jeśli D3 nie świeci w powyższym kroku znaleźć 40-pinowy kabel taśmowy podłączony do górnej części CCM. Upewnij się, że jest podłączony zarówno do ccm i przekaźnika płyty i karty złącza są zablokowane w miejscu. Wykorzystując zapasowe gniazdo przewodu, należy zmierzyć napięcie pomiędzy masą (TO1 na we/wy) oraz stykiem 12 przewodu taśmowego. Odczyt powinien wynosić zero woltów. Jeśli odczyt będzie znajdować się w przedziale 10-15 VDC, w przewodzie jest zwarcie lub płytka przekaźnika jest uszkodzona.
1
2
4
5
Wyłącznik awaryjny
K?
ZielonyD13
(59)
12
15
13
16
J5
1AF2016
14
13
15
J56
(57)
(56)
(58)
16
14
17
15
J55
Kabel sterowania gazem
3
4
J26
AC24V GCM1 15
7
J10
AC24V Ret - GCM1
(114)
K1
Włączanie układu plazmy
(112)
CCM I/O Płytka obwodu drukowanego
Płytka obwodu drukowanego przekaźnika
(103)
(110)
GCM 2010 sterowania gazem
XT zasilania elektrycznego
GCM 2010 Płytka drukowana sterowania
GCM 2010 WŁĄCZANIE UKŁADU PLAZMY / WYŁĄCZNIK AWARYJNY OBWÓD UPROSZCZONY
Art # A-12306PL
102 Usterka zapłonu Pilota
Kod 102 sygnalizowany jest w sytuacji braku prądu w układzie łuku pilotującego po 15 sekundach od aktywacji zapłon-nika łuku. Do zapalenia łuku pilotującego konieczna jest aktywacja płytki modułu pilotującego, włączenia przełącznika pilotującego (IGBT) oraz obecność wysokonapięciowych impulsów (HF) pochodzących z modułu zapłonnika łuku (zdalnego zapłonnika łuku RAS 1000 XT lub GCM 1000 XT lub zapłonnika łuku wbudowanego w AC 200 XT).
Możliwe przyczyny wystąpienia usterki 102:
Tylko XT Palnik automatyczny.
• Brak impulsów wysokiego napięcia na palniku wskutek przerwanego połączenia przewodów palnika od układu pilotującego.
• Brak impulsów wysokiego napięcia na palniku wskutek uszkodzonego zapłonnika łuku.
• Zapłonnik łuku nie otrzymuje zasilania.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-66 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
XT Torch lub 1Torch opcja:
• Płytka układu pilotującego nie jest aktywowana.
• Uszkodzona płytka modułu pilotującego.
• Uszkodzona płytka przekaźnika.
• Przewód czujnika prądu roboczego jest uszkodzony.
• Moduł CCM wadliwy.
• W4, stycznik izolacji końcówki, niezasilany w celu automatyzacji cięcia, patrz grupa kodów 700.
Tylko 1Torch:
• W5, 1Torch izolacyjny stycznik, nie zasilany dla 1cięcie palnika, patrz 700 grupa kodów.
Rozwiązywanie problemów.
1. Ustalić, czy problem dotyczy braku impulsów HF (zapłonnik łuku), czy nastąpił wskutek usterki obwodu modułu pilotującego.
Zapłonnik łuku urządzenia Auto-Cut XT (znajdujący się wewnątrz głównej ramy AC200 XT lub wewnątrz GCM1000XT dla AC300XT) oparty jest o lukę z otwartą iskrą. Jeśli moduł iskrowy produkuje iskry, oznacza to, iż jest zasilany. Kilka wczesnych urządzeń Ultra-Cut XT wyprodukowanych zostało z zapłonnikiem łuku typu RAS1000. Procedurę ustalenia i rozwiązywania usterek należy przeprowadzić w sposób identyczny z podanym poniżej (dotyczącym GCM1000XT). Większość urządzeń Ultra-Cut XT obecnie wykorzystuje zapłonnik łuku typu RAS1000XT, którego konstrukcja nie jest oparta o lukę iskrową. Moduł ten omówiony zostanie w kolejnej części.
Zapłonnik łuku z luką iskrową (Auto-Cut).
No spark at spark gap:
1. Sprawdzić, czy rozstaw luki iskrowej znajduje się w przedziale 0,062” +/- 0,002”. Jeśli rozstaw luki jest zbyt duży, napięcie dostarczane od T1 może być niewystarczające do zajarzenia iskry.
2. Sprawdzić napięcie dochodzące do transformatora wysokiej częstotliwości (HF) (T2 w AC 200 XT; T1 w GCM1000XT) w trakcie 15-sekundowego okresu następującego po fazie przepływu wstępnego (fazie zapłonu). Napięcie zasilające zapłonnik łuku przechodzi przez umiejscowiony na tylnym panelu rozłącznik obwodu CB4 - sprawdzić czy rozłącznik nie został rozłączony.
a. Dla urządzeń GCM1000XT (AC300XT) napięcie przemienne o wartości 120V od J59-7 i 9 złączach umiejscowionych na tylnym panelu zasilacza przepływa do złączy J58-7 i 9 modułu GCM 1000XT. Patrz poniższy schemat. Sygnał od złącza J58 na module GCM1000XT płynie bezpośrednio do filtra liniowego, a następnie do transformatora T1. Podczas fazy zapłonu należy sprawdzić czy prąd o przebiegu przemiennym i napięciu 120 V jest obecny po stronie transformatora T1 filtra liniowego.
b. W przypadku urządzenia AC200XT transformator wysokiej częstotliwości T2 posiada izolowane konektory na swoim uzwojeniu pierwotnym. Odłączyć je i zmierzyć na obecność prądu o wartości 120 VAC na uzwojeniu transformatora podczas fazy zapłonu.
3. Jeśli 120 VAC nie jest obecne - przejść do kroku 4.
a. Jeśli 120 VAC jest obecne, a pomimo tego iskra nie jest wytwarzana, transformator T1 (T2 w przypadku AC200XT) może być uszkodzony. Odłączyć zasilanie i zmierzyć rezystancję uzwojenia pierwotnego i wtórnego transfor-matora T1 (T2 w przypadku AC200XT). Rezystancja uzwojenia pierwotnego powinna wynosić około 3 7 omów. Rezystancja uzwojenia wtórnego powinna wynosić około 25-35 kiloomów. Jeśli jakakolwiek z tych wartości nie jest odpowiednia, należy wymienić transformator T1 (T2 w przypadku AC200XT).
b. Jeśli pomiar transformatora T1 (T2 w przypadku AC200XT) wskazuje wartość prawidłową, sprawdzić na obecność zwarć na kondensatorach C1-C3 (wysoce nieprawdopodobne).
4. Brak napięcia 120 VAC na uzwojeniu pierwotnym transformatora T1 (T2 w przypadku AC200XT) podczas fazy zapło-nu (15 sekund po fazie przepływu wstępnego) - sprawdzić na obecność napięcia 120 VAC na filtrze linii (wyłącznie GCM1000XT). Jeśli napięcie jest obecne - należy wymienić filtr. Jeśli napięcie 120 VAC nie jest obecne na filtrze linii lub w przypadku urządzenia AC200XT, należy przejść do poniższego kroku 5 w części „Moduł zapłonu łuku”.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-67
ZAŁĄCZN
IK
Zapłonnik łuku bez luki iskrowej (Ultra-Cut):
1. Sprawdzić obecność zasilania na module zapłonowym RAS 1000XT’s w trakcie 15-sekundowego okresu następują-cego po przepływie wstępnym (fazie zapłonu). Napięcie zasilające zapłonnik łuku przechodzi przez umiejscowiony na tylnym panelu rozłącznik obwodu CB4 - sprawdzić czy rozłącznik nie został rozłączony.
a. Podczas fazy zapłonu należy sprawdzić obecność 120 VAC na zaciskach wejściowych modułu zapłonowego oznakowanych 120 VAC - szara prostokątna obudowa z zaciskami skręcanymi po jednej ze stron.
OSTRZEŻENIENie należy dopuścić, aby sondy miernika (lub dłonie Użytkownika) weszły w kontakt z pozostałymi zaciskami oznakowanymi Hb oraz Ho lub drugim końcem przewodów do nich podłączonych. Mogą być pod napięciem rzędu 10 tys. woltów, co może skutkować obrażeniami fizycznymi oraz uszkodzeniem miernika.
2. Jeśli 120 VAC nie jest obecne - należy przejść do kroku 3.
a. Jeśli 120 VAC jest obecne, a pomimo tego iskra nie jest wytwarzana, moduł iskrowy może być uszko dzony.
3. Prąd o napięciu 120 VAC do zdalnego zapłonnika łuku płynie od styków J59-7 i 9 złączy zasilających umiejscowio-nych na tylnym panelu zasilacza, skąd przepływa do złączy J58-7 i 9 modułu RAS1000XT. Odłączyć przewód od J59 i w trakcie fazy zapłonu zmierzyć obecność prądu 120 VAC pomiędzy stykami 7 i 9.
a. Jeśli prąd 120 VAC jest obecny, problem tkwi w przewodzie biegnącym do modułu RAS 1000 XT lub w złączu J58 oraz wewnętrznej wiązce zapłonnika łuku.
b. Jeśli 120 VAC jest obecne - należy przejść do kolejnego kroku.
4. Prąd 120 VAC płynący do J59 przepływa od J8-3 płytki przekaźnika z powrotem po styku 11. Na płytce przekaźnika, dioda aktywacji RF (D23) powinna być podświetlona podczas fazy zapłonu. Jeśli nie jest - należy przejść do kolejnego kroku.
a. Jeśli dioda D23 jest podświetlona, lecz prąd 120 VAC nie jest obecny na złączach J8-3 oraz 11, płytka przekaźnika jest uszkodzona.
Moduł zapłonu łuku:
5. Sygnał „/RAS ON” nie jest obecny. Moduł CCM wysyła aktywny sygnał niski „/RAS ON” po 40-stykowym przewodzie taśmowym poprzez styk 16 do płytek przekaźnika i interfejsu. Na płytce przekaźnika przekaźnik sterowania RAS (K2) zamyka się (podświetlone diody WŁĄCZANIA FALE RADIOWE LED, D23), wysyłając sygnał 120 VAC do styku J8-3 i z powrotem po J8-11. Stąd płynie do transformatora wysokich częstotliwości T2 (AC200XT) lub do J59, zgodnie z powyższym opisem.
a. Zmierzyć sygnał „/RAS ON”na styku 16 należącym do 40-stykowego przewodu taśmowego właściwego dla TP1 albo na płytce we/wy modułu CCM lub na płytce przekaźnika. Jeśli sygnał ma niską wartość (poniżej 1V) - należy przejść do kroku 6. W przeciwnym razie – należy kontynuować ten krok.
UWAGA!Jeśli moduł sterujący CCM „wyczuwa”, iż łuk pilotujący jest już obecny, nie aktywuje impulsów HF. Płytka modułu pilotującego wyposażona jest w czujnik wysyłający analogowy sygnał różnicowy poziomu prądu modułu pilotującego do płytki przekaźnika, która z kolei przekazuje sygnał do modułu CCM. Na płytce przekaźnika dioda LED D11 („Wykryty prąd pilotujący” lub po prostu „PILOT”) zostanie podświetlona, jeśli wykryje sygnał płynący z płytki przekaźnika.
Powody, dla których przekaźnik modułu sterowania RAS nie zostanie zamknięty:
6. Płynące natężenie pilotujące. Prąd pilotujący płynie gdzieś w układzie. Mało prawdopodobne, ponieważ normalnie spowodowałoby to sygnalizację błędu 208 - musimy nad tym jeszcze popracować.
a. Odłączyć złącze J41 od płytki modułu pilotującego, jeśli impulsy wysokiej częstotliwości wciąż nie są obecne, a dioda obwodu pilotującego na płytce przekaźnika D11 jest podświetlona, przyczyną jest usterka obwodów detekcji.
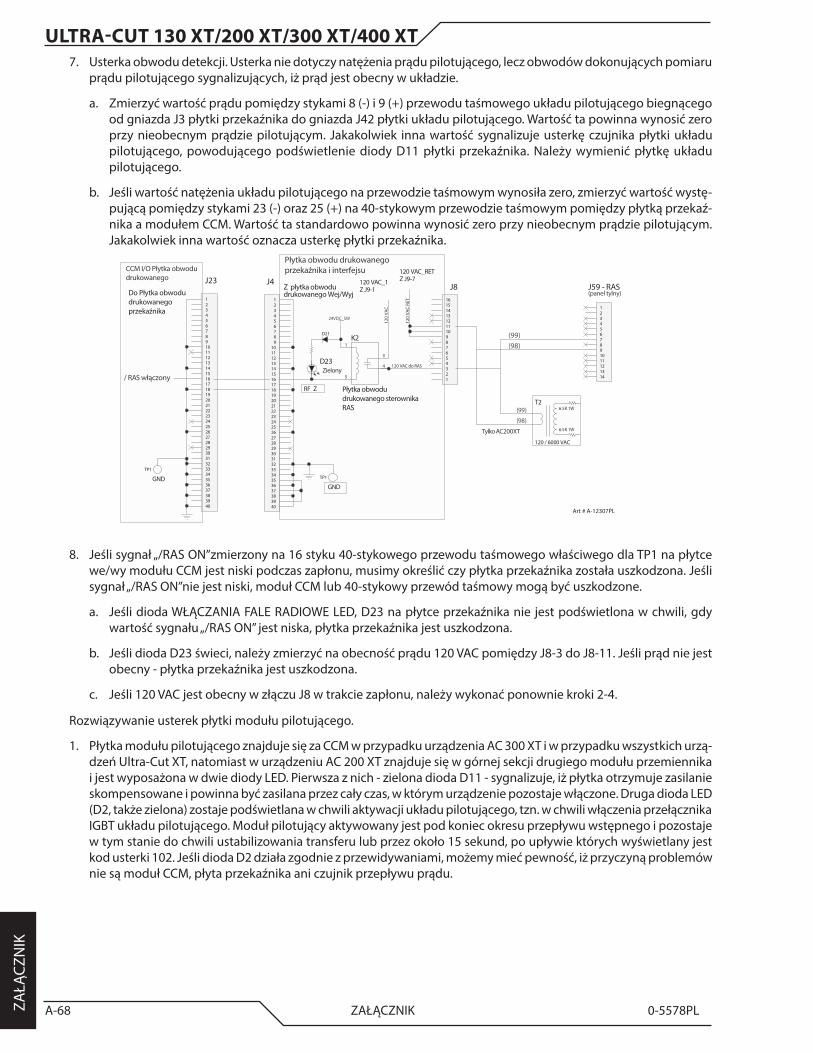
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-68 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
7. Usterka obwodu detekcji. Usterka nie dotyczy natężenia prądu pilotującego, lecz obwodów dokonujących pomiaru prądu pilotującego sygnalizujących, iż prąd jest obecny w układzie.
a. Zmierzyć wartość prądu pomiędzy stykami 8 (-) i 9 (+) przewodu taśmowego układu pilotującego biegnącego od gniazda J3 płytki przekaźnika do gniazda J42 płytki układu pilotującego. Wartość ta powinna wynosić zero przy nieobecnym prądzie pilotującym. Jakakolwiek inna wartość sygnalizuje usterkę czujnika płytki układu pilotującego, powodującego podświetlenie diody D11 płytki przekaźnika. Należy wymienić płytkę układu pilotującego.
b. Jeśli wartość natężenia układu pilotującego na przewodzie taśmowym wynosiła zero, zmierzyć wartość wystę-pującą pomiędzy stykami 23 (-) oraz 25 (+) na 40-stykowym przewodzie taśmowym pomiędzy płytką przekaź-nika a modułem CCM. Wartość ta standardowo powinna wynosić zero przy nieobecnym prądzie pilotującym. Jakakolwiek inna wartość oznacza usterkę płytki przekaźnika.
Art # A-12307PL
12345678910111213141516171819202122232425262728293031323334353637383940
J23Do Płytka obwodu drukowanego przekaźnika
123456789
10111213141516171819202122232425262728293031323334353637383940
J4Z płytka obwodu drukowanego Wej/Wyj
24VDC_SW
D21
ZielonyD23
RF Z
1
5
3
4
K2
Płytka obwodu drukowanego sterownikaRAS
120
VAC
120 VAC do RAS
12345678910111213141516
J8
120
VAC
RET
120 VAC_1Z J9-1
120 VAC_RET Z J9-7
CCM I/O Płytka obwodu drukowanego
Płytka obwodu drukowanego przekaźnika i interfejsu
1234567891011121314
J59 - RAS
(98)(99)
T2
120 / 6000 VAC
(98)
(99) 6.5K 1W
6.5K 1WTylko AC200XT
(panel tylny)
TP1
GND
TP1
GND
/ RAS włączony
8. Jeśli sygnał „/RAS ON”zmierzony na 16 styku 40-stykowego przewodu taśmowego właściwego dla TP1 na płytce we/wy modułu CCM jest niski podczas zapłonu, musimy określić czy płytka przekaźnika została uszkodzona. Jeśli sygnał „/RAS ON”nie jest niski, moduł CCM lub 40-stykowy przewód taśmowy mogą być uszkodzone.
a. Jeśli dioda WŁĄCZANIA FALE RADIOWE LED, D23 na płytce przekaźnika nie jest podświetlona w chwili, gdy wartość sygnału „/RAS ON” jest niska, płytka przekaźnika jest uszkodzona.
b. Jeśli dioda D23 świeci, należy zmierzyć na obecność prądu 120 VAC pomiędzy J8-3 do J8-11. Jeśli prąd nie jest obecny - płytka przekaźnika jest uszkodzona.
c. Jeśli 120 VAC jest obecny w złączu J8 w trakcie zapłonu, należy wykonać ponownie kroki 2-4.
Rozwiązywanie usterek płytki modułu pilotującego.
1. Płytka modułu pilotującego znajduje się za CCM w przypadku urządzenia AC 300 XT i w przypadku wszyst kich urzą-dzeń Ultra-Cut XT, natomiast w urządzeniu AC 200 XT znajduje się w górnej sekcji drugiego modułu przemiennika i jest wyposażona w dwie diody LED. Pierwsza z nich - zielona dioda D11 - sygnalizuje, iż płytka otrzymuje zasilanie skompensowane i powinna być zasilana przez cały czas, w którym urządzenie pozostaje włączone. Druga dioda LED (D2, także zielona) zostaje podświetlana w chwili aktywacji układu pilotującego, tzn. w chwili włączenia przełącznika IGBT układu pilotującego. Moduł pilotujący aktywowany jest pod koniec okresu przepływu wstępnego i pozostaje w tym stanie do chwili ustabilizowania transferu lub przez około 15 sekund, po upływie których wyświetlany jest kod usterki 102. Jeśli dioda D2 działa zgodnie z przewidywaniami, możemy mieć pewność, iż przyczyną problemów nie są moduł CCM, płyta przekaźnika ani czujnik przepływu prądu.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-69
ZAŁĄCZN
IK
2. Test pilota IGBT. D2 na pokazuje pilot jest włączony, ale nie wiesz, czy przełącznik pilota (tranzystor IGBT) faktycznie zamyka obwód. Aby przetestować Przyłącz zworkę, 18 AWG lub większą w następujący sposób:
a. Ultra-Cut XT lub Auto-Cut 300 XT: podłączyć przewód połączeniowy z TB4-7 (woltów łuku) do TB4-6 (końcówki woltów).
b. Auto-Cut 200 lub Pak200i: połączyć zworkę z ujemnego paska Buss przez cewkę HF, do której przewody pilota przyłączają się do łącznika gazowego na panelu grodziowym palnika.
Nacisnąć CNC START Jeśli przełącznik pilota zostanie zamknięty, w ciągu 3-5 sekund otrzymasz kod usterki 106 lub 208. Jeśli nie, trzymaj Start CNC na maksymalnie 20 sekund. Dioda LED na przednim panelu pozostanie na 15 sekund, a następnie pokaże kod 102. To prawdopodobnie oznacza, że pilot jest zły, ale jeśli zasilanie XT zawiera opcję 1Torch może to być stycznik W4 nie zamyka. Przejdź do instrukcji grupy 700, aby ominąć stycznik W4.
3. Jeśli dioda D11 na płytce modułu pilotującego nie jest podświetlona, należy sprawdzić czy 10 styk przewodu ta-śmowego łączy płytkę modułu pilotującego (styk J24) oraz płytkę przekaźnika (J3). Zmierzyć na obecność 24 VDC na przewodzie taśmowym modułu pilotującego. Sprawdzić styki 2 (+) oraz styk 10 (-). Jeśli obecny jest prąd o war-tości 24 V, lecz żadna z diod D11 ani D2 nie jest podświetlona, płytka modułu pilotującego może być uszkodzona. Przyczyną może być także zakończenie stykowe przewodu taśmowego wchodzące do płytki układu pilotującego.
Na płytce przekaźnika obie diody LED D12 (detekcja natężenia roboczego) oraz D11 (detekcja natężenia pilotu-jącego) nie powinny świecić. 2 sekundy po naciśnięciu START (czas przepływu wstępnego), dioda D7 (aktywacji układu pilotującego) powinna zostać podświetlona. Także dioda D23 (WŁĄCZANIA FALE RADIOWE) powinna świe-cić, sygnalizując, iż moduł zapłonnika łuku został aktywowany. Standardowo dioda D23 świeciłaby przez chwilę do wykrycia natężenia przepływającego przez układ pilotujący. Dioda D11 zostanie podświetlona (a D23 wygaszona) wyłącznie na czas transferu łuku lub przekroczenia czasu modułu pilotującego (15 sekund). PonieważPoni prąd układu pilotującego nie został wykryty, dioda D11 nie powinna się zaświecić.
4. Jeśli czujnik natężenia roboczego jest wadliwy, może przekazywać informację do płytki przekaźnika (a więc, tym samym, do modułu CCM), o zajarzeniu łuku roboczego, zatem nie ma potrzeby uruchamiania łuku pilotującego. Zielona dioda D12 na płytce przekaźnika zostanie podświetlona, jeśli wykryte zostanie natężenie robocze. Jeśli dioda D12 nie jest podświetlona, należy przejść do kroku 5, w przeciwnym razie odłączyć złącze czujnika prądu roboczego J1. Jeśli D12 ciągle jest podświetlona - płytka przekaźnika jest uszkodzona.
5. Jeśli dioda D12 gaśnie po odłączeniu J1, umieścić przewód z powrotem w gnieździe i zmierzyć napięcie od TP1 (czę-sta usterka) do J1-1, powinno wynosić plus 12-15VDC. Następnie należy zmierzyć napięcie na złączu J1-2. Powinno ono wynosić minus 12-15VDC. W dalszej kolejności należy zmierzyć J1-3, a uzyskana wartość powinna wynosić 0 +/- 0,05V. Jeśli którakolwiek z tych wartości odbiega od podanej, należy odłączyć J1 i zmierzyć wskazane punkty jeszcze raz (na płytce, a nie w wiązce). Jeśli wartości wciąż są niepoprawne - płytka przekaźnika jest uszkodzona. W przeciwnym razie winny jest czujnik napięcia roboczego.
6. Sygnał aktywacji modułu pilotującego przesyłany jest z modułu CCM 15 stykiem 40-stykowego przewodu taśmo-wego łączącego płytkę przekaźnika (J4) oraz moduł CCM (J23). Powinien mieć niską wartość, mniejszą niż 2V w odniesieniu do TP1 na płytce we/wy modułu CCM lub płytce przekaźnika. Możliwe jest zmierzenie tej wartości także na TP11 na płytce we/wy. Jeśli sygnał nie przybiera wartości niskiej w czasie, kiedy pilot powinien być aktywowany pod koniec okresu przepływu wstępnego, oznacza to prawdopodobną usterkę modułu CCM. Możliwe jest także ustawienie zworki na TP11 na płytce we/wy modułu CCP do TP1, aby sprawdzić, czy spowoduje to podświetlenie diody D7 (aktywacja obwodu pilotującego) na płytce przekaźnika. Jeśli tak się stanie, tym bardziej potwierdza to uszkodzenie modułu CCM. Jeśli zwarcie TP11 z TP1 nie spowoduje zapalenia D7 na płytce przekaźnika, problem może być spowodowany przez płytkę przekaźnika lub przewód taśmowy.
103 Brak pilota
Kod 103 pojawia się, gdy łuk pilotujący został odpalony i wykryty przez czujnik łuku na płytce modułu pilotującego, lecz zgasł samorzutnie pomimo aktywnego modułu CNC przed upływem ustawionego czasu dla łuku pilotującego (85 ms lub 3 sek.).
Możliwe przyczyny wystąpienia usterki:
• Zbyt wysokie ciśnienie gazu wstępnego przepływu - należy sprawdzić odpowiednie ustawienia w tabeli ręcznego sterowania przepływem gazu. Dla DFC 3000 sprawdzić, czy zastosowano odpowiednie podzespoły wymienne dla procesu.
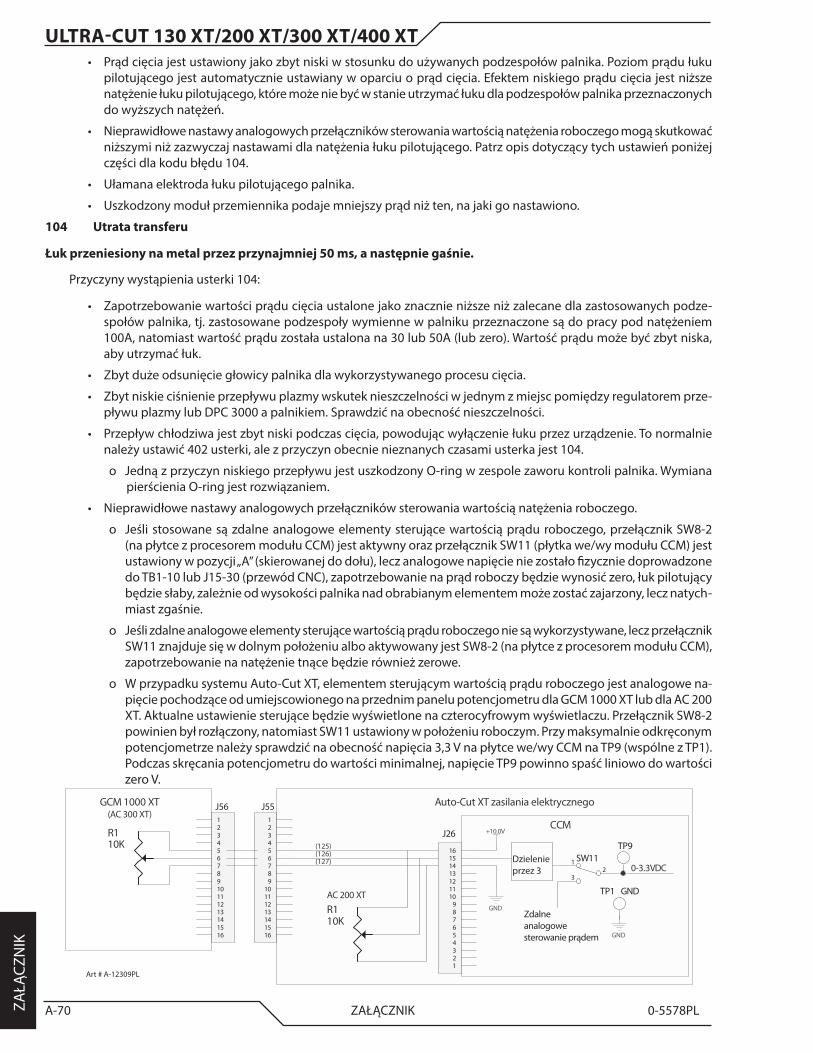
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-70 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
• Prąd cięcia jest ustawiony jako zbyt niski w stosunku do używanych podzespołów palnika. Poziom prądu łuku pilotującego jest automatycznie ustawiany w oparciu o prąd cięcia. Efektem niskiego prądu cięcia jest niższe natężenie łuku pilotującego, które może nie być w stanie utrzymać łuku dla podzespołów palnika przeznaczonych do wyższych natężeń.
• Nieprawidłowe nastawy analogowych przełączników sterowania wartością natężenia roboczego mogą skutkować niższymi niż zazwyczaj nastawami dla natężenia łuku pilotującego. Patrz opis dotyczący tych ustawień poniżej części dla kodu błędu 104.
• Ułamana elektroda łuku pilotującego palnika.
• Uszkodzony moduł przemiennika podaje mniejszy prąd niż ten, na jaki go nastawiono.
104 Utrata transferu
Łuk przeniesiony na metal przez przynajmniej 50 ms, a następnie gaśnie.
Przyczyny wystąpienia usterki 104:
• Zapotrzebowanie wartości prądu cięcia ustalone jako znacznie niższe niż zalecane dla zastosowanych podze-społów palnika, tj. zastosowane podzespoły wymienne w palniku przeznaczone są do pracy pod natężeniem 100A, natomiast wartość prądu została ustalona na 30 lub 50A (lub zero). Wartość prądu może być zbyt niska, aby utrzymać łuk.
• Zbyt duże odsunięcie głowicy palnika dla wykorzystywanego procesu cięcia.
• Zbyt niskie ciśnienie przepływu plazmy wskutek nieszczelności w jednym z miejsc pomiędzy regulatorem prze-pływu plazmy lub DPC 3000 a palnikiem. Sprawdzić na obecność nieszczelności.
• Przepływ chłodziwa jest zbyt niski podczas cięcia, powodując wyłączenie łuku przez urządzenie. To normalnie należy ustawić 402 usterki, ale z przyczyn obecnie nieznanych czasami usterka jest 104.
o Jedną z przyczyn niskiego przepływu jest uszkodzony O-ring w zespole zaworu kontroli palnika. Wymiana pierścienia O-ring jest rozwiązaniem.
• Nieprawidłowe nastawy analogowych przełączników sterowania wartością natężenia roboczego.
o Jeśli stosowane są zdalne analogowe elementy sterujące wartością prądu roboczego, przełącznik SW8-2 (na płytce z procesorem modułu CCM) jest aktywny oraz przełącznik SW11 (płytka we/wy modułu CCM) jest ustawiony w pozycji „A” (skierowanej do dołu), lecz analogowe napięcie nie zostało fizycznie doprowadzone do TB1-10 lub J15-30 (przewód CNC), zapotrzebowanie na prąd roboczy będzie wynosić zero, łuk pilotujący będzie słaby, zależnie od wysokości palnika nad obrabianym elementem może zostać zajarzony, lecz natych-miast zgaśnie.
o Jeśli zdalne analogowe elementy sterujące wartością prądu roboczego nie są wykorzystywane, lecz przełącznik SW11 znajduje się w dolnym położeniu albo aktywowany jest SW8-2 (na płytce z proce sorem modułu CCM), zapotrzebowanie na natężenie tnące będzie również zerowe.
o W przypadku systemu Auto-Cut XT, elementem sterującym wartością prądu roboczego jest analogowe na-pięcie pochodzące od umiejscowionego na przednim panelu potencjometru dla GCM 1000 XT lub dla AC 200 XT. Aktualne ustawienie sterujące będzie wyświetlone na czterocyfrowym wyświetlaczu. Przełącznik SW8-2 powinien był rozłączony, natomiast SW11 ustawiony w położeniu roboczym. Przy maksymalnie odkręconym potencjometrze należy sprawdzić na obecność napięcia 3,3 V na płytce we/wy CCM na TP9 (wspólne z TP1). Podczas skręcania potencjometru do wartości minimalnej, napięcie TP9 powinno spaść liniowo do wartości zero V.
Art # A-12309PL
21
3
SW11TP9
TP1 GND
0-3.3VDC
GND
Dzielenie przez 3
Zdalne analogowe sterowanie prądem
CCM
123456789
10111213141516
J26
GND
+10.0VR110K
123456789
10111213141516
J5512345678910111213141516
J56GCM 1000 XT
(125)(126)(127)
Auto-Cut XT zasilania elektrycznego(AC 300 XT)
R110K
AC 200 XT
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-71
ZAŁĄCZN
IK
105 Niewykorzystywany. Jest to jeden z zamkniętych kodów pochodzących z produktów opracowywanych na wcześniejszym etapie.
106 Czas pilota bez transferu przekroczony.
Czas jarzenia łuku pilotującego jest ograniczony albo do 0,085 sekundy (85 ms) przy wyłączonym przełączniku SW8 1 modułu CCM (ustawienie fabryczne dla rozpoczęcia łuku przebicia), albo do 3 sekund przy włączonym przełączniku SW8-1 (ustawienie używane do cięcia nad otworami, cięcia metali ciągnionych itp.). Łuk musi zostać przeniesiony na obrabiany element przed upływem czasu jarzenia łuku pilotującego. Błąd o kodzie 106 jest sygnalizowany w sytuacji, jeśli nie jest wykryty żaden transfer łuku (natężenia w elemencie obrabianym) przed upływem czasu jarzenia łuku pilotującego. Jeśli urządzenie nie wykrywa natężenia układu pilotującego, moduł zapłonu łuku działać będzie przez 15 sekund, a następnie zostanie zasygnalizowany błąd 102. Jeśli sygnalizowany jest błąd 106, w którymś miejscu w urządzeniu znajduje się łuk pilotujący. Jeśli nie jest widoczny, możliwe, iż znajduje się w wymiennych lub innych po-dzespołach urządzenia.
Przyczyny wystąpienia usterki 106:
Brak widocznego łuku pilotującego:
• Łuk pilotujący wewnątrz podzespołów wymiennych.
Widoczny łuk pilotujący:
• Pierwsza oczywista przyczyna - upewnić się, iż przewód roboczy podłączony jest zarówno do obrabianego elementu, jak i do zasilacza. Sprawdzić ponadto, czy sam obrabiany element znajduje się w dobrym kontakcie elektrycznym ze stołem tnącym. W przypadku pracy z zardzewiałym lub pokrytym powłoką malarską elementem, należy najpierw oczyścić miejsca styku z przewodem roboczym.
• Palnik zbyt daleko od obrabianego elementu.
• Prąd cięcia jest ustawiony jako zbyt mały w stosunku do używanych podzespołów palnika. Poziom prądu łuku pilotującego jest ustawiany w oparciu o wartość prądu cięcia. Jeśli prąd cięcia ma zbyt niską wartość, prąd łuku pilotującego będzie mniejszy i może nie zostać zajarzony na wysokości roboczej stosowanej przy elementach wymienialnych dla wyższych natężeń.
• Ciśnienie/rata przepływu wstępnego zbyt niska.
• Nieprawidłowe nastawy analogowych przełączników sterowania wartością natężenia roboczego mogą skutkować niższymi niż zazwyczaj nastawami dla natężenia łuku pilotującego. Patrz opis dotyczący tych ustawień części dla kodu błędu 104.
• Uszkodzony czujnik obwodu prądu przewodu roboczego. Jeśli transfer łuku nie został wykryty, natężenie tnące pozostaje na niskim poziomie początkowym, a czas odmierzany przez llicznik czasu łuku pilotującego (85 ms lub 3 sekundy) zostanie przekroczony.
107 Błąd wygaszacza końcówki tylko dla PAK200i.
Palniki z odsłoniętymi końcówkami mogą ulec uszkodzeniu, jeśli końcówka dotyka pracy podczas cięcia. Wygaszacz końcówki redukuje prąd do poziomu, który końcówka może obsłużyć przez chwilę. Usterka występuje w przypadku palnika Pak200i, jeśli końcówka kontaktuje się z pracą dłuższą niż 15 sekund. 1Latarka z prądem zredukowana przez obwód wygaszacza końcówki nie jest ograniczona w czasie, gdy może dotknąć pracy.
108 Usterka napięcia między końcówką roboczą a elektrodą.
Napięcie pilotujące zmierzone pomiędzy końcówką palnika a elektrodą posiada różne wartości uzależnione od poziomu natężeń, typu użytego gazu, raty przepływu i konstrukcji elementów wymiennych.
Po zajarzeniu łuku, przełącznik łuku pilotującego otwiera się, pozostawiając swobodnie końcówkę palnika. Wysokość napięcia ustalana jest wtedy poprzez ilość zimnego gazu otaczającego łuk. Zbyt wysoki prąd lub zbyt mała ilość gazu powodują, iż łuk zaczyna dotykać końcówki palnika, co z kolei skutkuje redukcją różnicy potencjału pomiędzy tą koń-cówką a elektrodą poprzez zajarzenie podwójnego łuku, niszczącego elementy wymienne.
Moduł CCM przeprowadza pomiar napięcia występującego zarówno na elektrodzie, jak i końcówce palnika, a następnie oblicza różnicę. Jeśli wyniesie ona mniej niż wartość napięcia minimalnego, cięcie jest przerywane i sygnalizowana jest usterka o kodzie 108. Standardowe napięcie pomiędzy tymi elementami jest różne dla odmiennych zastosowań (procesów), a minimalna wartość dla każdego z tych zastosowań ujęta została w tabeli procesu cięcia podczas wykorzy-stywania modułu DFC 3000 lub zaprogramowana w kodzie sterującym modułu CCM w przypadku zastosowania GCM 2010 lub modułów sterowania przepływem gazu Auto-Cut XT (GCM 1000XT lub wbudowany w urządzenie AC 200 XT).
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-72 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Nowością wprowadzoną do linii urządzeń Auto-Cut XT jest zastosowanie przełącznika na tylnej ściance zasilacza, który należy ustawić w pozycji stosownej do wykorzystywanego gazu plazmowego. W przypadku użycia gazu utleniającego (tlen lub powietrze) przełącznik należy ustawić zgodnie z wskazaniami dla tych gazów (położenie w lewo dla AC 200 XT lub do góry dla AC 300 XT). W przypadku wykorzystania gazów nieutleniających (azot, wodór H35 lub inny gaz obojętny) przełącznik należy skierować w prawo lub w dół zgodnie z oznaczeniami dla tych typów gazów. Przełącznik ten reguluje zakres napięć dla danego typu gazu dla lepszej ochrony palnika. Nieprawidłowe ustawienie skutkować może fałszywą sygnalizacją błędu o kodzie 108.
Podczas trwania łuku pilotującego i okresu od zajarzenia łuku do osiągnięcia pełnej wartości prądu cięcia, napięcie występujące pomiędzy elektrodą a końcówką palnika obniżane jest do wartości około 80% dozwolonej podczas cięcia, ponieważ zarówno natężenie, jak i wartość przepływu gazu są niższe w tym okresie.
Przyczyny wystąpienia usterki 108:
• Rata przepływu gazu / ciśnienie zbyt niskie w stosunku do używanych podzespołów wymiennych.
o Jeśli ciśnienie źródła zasilania gazem nie jest wystarczająco dobrze stabilizowane, możliwa będzie sytuacja, w której w pewnych okresach ciśnienie źródła będzie zadowalające, natomiast w innych będzie podlegać zbyt dużym spadkom, na przykład podczas procesu cięcia.
o Nieszczelność (wyciek) gazu przepływu wstępnego / plazmy, mająca miejsce po module sterowania ciśnie-niem/przepływem (GCM 2010, DPC, GCM 1000 XT) może zmniejszyć ciśnienie / przepływ do palnika, ponieważ jakaś część gazu omija palnik, podczas gdy na module sterowania ciśnieniem/przepływem parametry gazu wydają się wystarczające.
• Prąd cięcia jest ustawiony jako zbyt duży w stosunku do używanych podzespołów wymiennych.
• W przypadku DFC 3000 wadliwy komponent zazwyczaj będzie przyczyną sygnalizacji błędu w DPC lub DMC. Jednak w przypadku wyboru nieodpowiedniego procesu, który nie odpowiada typowi użytych podzespołów wymiennych lub podczas stosowania procesów o indywidualnie ustalanych parametrach, podczas których ci-śnienie mogło zostać ustawione jako zbyt niskie lub natężenie robocze zbyt wysokie, może dojść do sygnalizacji błędu 108 bez implikacji jakichkolwiek usterek w DFC 3000.
• Przerwany przewód modułu pilotującego w przewodzie palnika wykazujący sporadyczną przewodność może powodować, iż transfer łuku będzie możliwy przez moduł pilotujący lub palnik jedynie przy wysokich częstotli-wościach (HF). To sporadyczne przewodzenie może zakłócić pomiar napięcia oraz doprowadzić do sygnalizacji błędu 108. Skutki mogą trwać przez krótką chwilę, po czym następuje sygnalizacja błędu. Sprawdzić na obecność otwartego/pękniętego przewodu modułu pilotującego w przewodzie palnika.
• Fizycznie zwarta obudowa palnika z anodą (końcówką) oraz katodą (elektrodą).
Pomiar usterki skutkującej sygnalizacją błędu 108 jest dokonywany podczas procesu cięcia. Najprawdopodobniej zwarta obudowa palnika (zależnie od rezystancji miejsca zwarcia) uruchomi sygnalizację kodu 208 (niepożądane na-tężenie), ponieważ w ten sposób będzie przeprowadzony pomiar przed rozpoczęciem procesu cięcia. Należy jednak rozpatrywać to jako ostateczność.
109 Proces części nie jest skonfigurowany.
W ten sposób przedstawiony jest status, a nie usterka. Ten kod stosowany jest wyłącznie w przypadku DFC 3000 i ozna-cza, iż operator nie załadował parametrów procesu cięcia z TSC 3000 lub z programu zagnieżdżonego w sterowniku CNC stołu tnącego. Rozwiązaniem będzie ponowne załadowanie para metrów procesu. Kod będzie wyświetlany do momentu uruchomienia funkcji CNC Start, co spowoduje wyczyszczenie sygnalizowanego statusu.
110 Urządzenie zablokowane.
Oznacza to, że DPC lub DMC jest nadal w trakcie pobierania nowego procesu cięcia. Powinno to nastąpić tylko z DFC 3000, jeśli zastosujesz CNC Start przed zakończeniem procesu pobierania. Opcjonalny 1Torch można uruchomić pod-czas ładowania procesu automatyzacji.
Grupa 2 – kody modułu zasilającego plazmę
Podzespoły ogólne:
Diody LED
Kilka diod LED umiejscowionych na płytkach odmiennych modułów przemiennika wykorzystano w funkcji wskaźników parametrów pracy. Diody czerwone sygnalizują usterki. Diody zielone powinny być podświetlone na większości kompo-nentów. Diody zielone to: Sygnalizacja zasilania płyty głównej, D4-GOTOWY; Sygnalizacja zasilania płytki kompensacji
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-73
ZAŁĄCZN
IK
kondensatorowej, D6, -12V, D11 +12VP (pierwotne), D13, +12V; Dioda D24 na płytce sterującej PWM zaświeci się jedynie wówczas, gdy zostanie aktywowany przemiennik. Natężenie emitowanego przez nią światła będzie uzależnione od cyklu roboczego PWM.
Sygnalizacja:
Opis ogólny niektórych sygnałów przemiennika przesyłanych do CCM, które mogą skutkować generowaniem błędu Grupy 2.
Dioda „gotowości” także określana jako AC IN FLT (zielona dioda D4 na płytce przemiennika głównego).
Na płytce przemiennika zmierzone zostaje napięcie wejściowe. Wartości 3 faz zasilających są korygowane i lekko przefiltrowane w celu osiągnięcia napięcia uśrednionego. Wskutek lekkiego filtrowania, nieobecna faza także obniży uśrednione napięcie, a więc zostanie wykryta. Napięcie pozostające w prawidłowym zakresie powoduje podświetlenie diody D4 (umiejscowionej daleko po lewej stronie płyty głównej, w górnej części sekcji „B” lub w dolnej części sekcji „A”). Napięcie poza zakresem prawidłowym lub nieobecna faza spowoduje wygaszenie diody D4.
Usterka wejścia prądu zmiennego (żadna inna usterka nie będzie sygnalizowana w tym czasie) samorzutnie wygeneruje kody 241-246, zależnie od tego, który przemiennik wykryje problem.
INV FLT (dioda D1, INV FLT LED, czerwona, na płytce sterowania przemiennika i sygnalizacji usterek).
Wygenerowanie błędu przemiennika („Inv Flt”) może być wywołane kilkoma czynnikami. Usterka przemiennika jest sygnalizowana przed diodę D1 umieszczoną na płytce sterowania przemiennika i sygnalizacji usterek. Usterka dotycząca przemiennika z chwilą jej wystąpienia jest trwale sygnalizowana przez urządzenie. Blokada jest anulowana podczas kolejnego włączenia przemiennika, chyba że ciągle będzie aktywna, co spowoduje natychmiastową ponowną jej sygnalizację. Usterki przemiennika wygenerują kody z zakresów 247-252, chyba że wystąpią one w połączeniu z inną usterką, której kod także może zostać wyświetlony.
Czynniki, które mogą być przyczyną usterki przemiennika:
• Lokalne (dla przemiennika) źródło zasilania skompensowanego +12V i -12V znajduje się poza dopusz czalnym zakresem tolerancji. Diody LED wlutowane w płytkę modułu kompensacji/kondensatorów zostają podświetlo-ne, sygnalizując obecność zasilania skompensowanego, jednak diody nie weryfikują, czy wartość tego napięcia pozostaje w granicach tolerancji. Przyczyna ta jest jednak mało prawdopodobna. Bardziej prawdopodobne jest, iż usterką mającą związek z zasilaniem +/-12V będzie jego brak, w związku z tym dioda nie będzie podświetlona.
• Brak kompensacji kondensatorów. Wobec braku kompensacji kondensatorów, czerwona dioda LED D3 (dolny lewy narożnik sekcji „A” lub górny lewy narożnik górnej sekcji „B”) będzie podświetlona światłem ciągłym.
• Przetężenie uzwojenia pierwotnego. Jest to usterka przetężenia występującego w uzwojeniu pierwotnym głów-nego transformatora przełączającego. Konsekwencją jest trwała sygnalizacja usterki, która zostaje anulowana podczas kolejnego włączenia przemiennika, chyba że ciągle będzie aktywna, co spowoduje natychmiastową ponowną jej sygnalizację.
• Nadmierna temperatura przemiennika powoduje aktywację sygnału usterki oraz podświetlenie diody LED. Przemiennik wysyła jednak własny komunikat o usterce do modułu sterującego CCM. Patrz opis „OT Flt” poniżej.
OT FLT (dioda D14, OT FLT, płytka kontroli przemiennika i sygnalizacji usterek).
• Nadmierna temperatura przemiennika sygnalizowana jest podświetleniem diody LED D14 na płytce sterowania przemiennika i sygnalizacji usterek. Błąd zostanie zablokowany wraz z przypisaną mu diodą LED. Usterka posiada jednak także oddzielny kod błędu mieszczący się w przedziale 253-258 lub 259-264.
PWR Present (Doprowadzone zasilanie)
• Po wstępnym doprowadzeniu zasilania do przemiennika (stycznik zamknięty) moduł sterujący CCM sprawdza na obecność sygnału skompensowanego +12V na płytce sterowania przemiennikiem i sygnalizacji usterek. Jeśli sygnał o tej wartości nie jest obecny, spowoduje to wygenerowanie kodów z zakresu 265-270.
201 Proces części nie jest skonfigurowany
Płytka kompensacji zasilania systemu zawiera obwody służące wykryciu nieobecności jednej z 3 faz wejściowych. Oprócz tego płytka jest w stanie wykryć zbyt wysoki lub zbyt niski poziom wejściowego prądu zmiennego. Zasilanie trójfazowe dostarczane jest od zacisków wejściowych poprzez włącznik ON/OFF / rozłącznik obwodu CB1 aż do płytki kompensacji systemu. Moduł kompensacji systemu może działać na dowolnych dwóch spośród trzech faz w celu do-starczenia zasilania do sterowania podzespołami systemu oraz w celu wykrycia jego usterek.
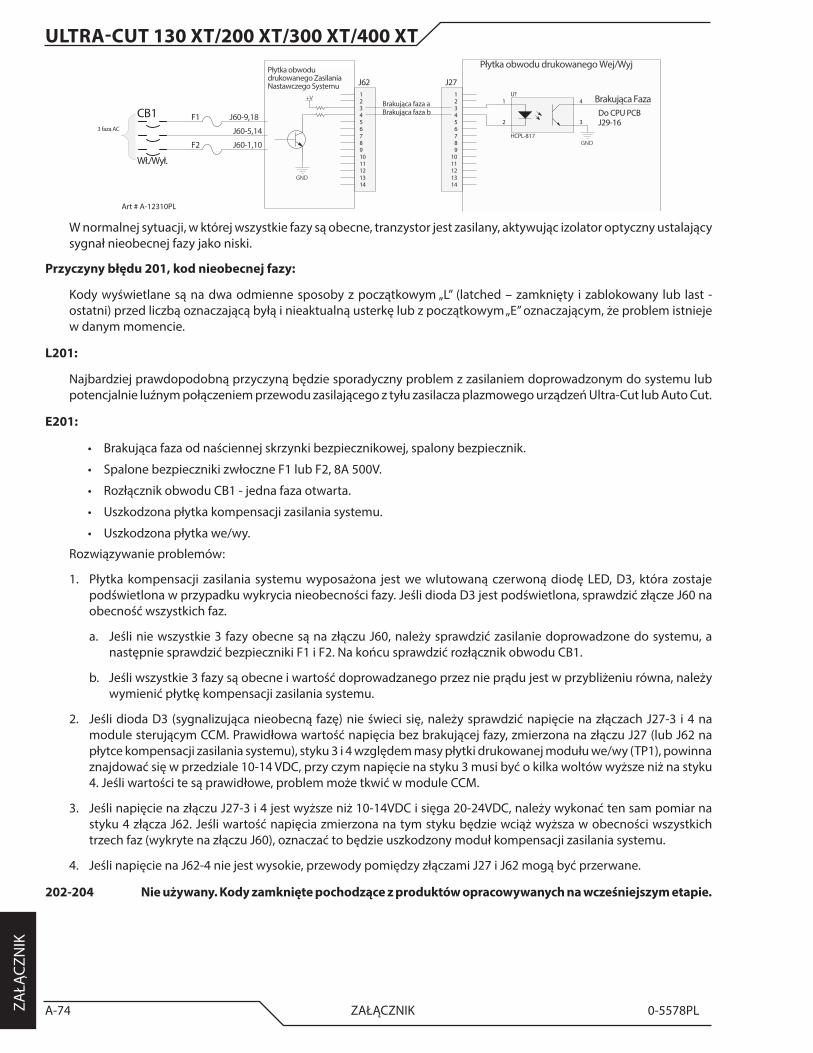
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-74 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
1234567891011121314
J62123456789
1011121314
J27
GND
+V 1
2
4
3
HCPL-817
U?
Brakująca faza aBrakująca faza b
GND
Do CPU PCB J29-16
Brakująca Faza
Płytka obwodu drukowanego Wej/WyjPłytka obwodu drukowanego Zasilania Nastawczego Systemu
CB1
Wł./Wył.
F2
F1 J60-9,18
J60-5,14
J60-1,10
3 faza AC
Art # A-12310PL
W normalnej sytuacji, w której wszystkie fazy są obecne, tranzystor jest zasilany, aktywując izolator optyczny ustalający sygnał nieobecnej fazy jako niski.
Przyczyny błędu 201, kod nieobecnej fazy:
Kody wyświetlane są na dwa odmienne sposoby z początkowym „L” (latched – zamknięty i zablokowany lub last - ostatni) przed liczbą oznaczającą byłą i nieaktualną usterkę lub z początkowym „E” oznaczającym, że problem istnieje w danym momencie.
L201:
Najbardziej prawdopodobną przyczyną będzie sporadyczny problem z zasilaniem doprowadzonym do systemu lub potencjalnie luźnym połączeniem przewodu zasilającego z tyłu zasilacza plazmowego urządzeń Ultra-Cut lub Auto Cut.
E201:
• Brakująca faza od naściennej skrzynki bezpiecznikowej, spalony bezpiecznik.
• Spalone bezpieczniki zwłoczne F1 lub F2, 8A 500V.
• Rozłącznik obwodu CB1 - jedna faza otwarta.
• Uszkodzona płytka kompensacji zasilania systemu.
• Uszkodzona płytka we/wy.
Rozwiązywanie problemów:
1. Płytka kompensacji zasilania systemu wyposażona jest we wlutowaną czerwoną diodę LED, D3, która zostaje podświetlona w przypadku wykrycia nieobecności fazy. Jeśli dioda D3 jest podświetlona, sprawdzić złącze J60 na obecność wszystkich faz.
a. Jeśli nie wszystkie 3 fazy obecne są na złączu J60, należy sprawdzić zasilanie doprowadzone do systemu, a następnie sprawdzić bezpieczniki F1 i F2. Na końcu sprawdzić rozłącznik obwodu CB1.
b. Jeśli wszystkie 3 fazy są obecne i wartość doprowadzanego przez nie prądu jest w przybliżeniu równa, należy wymienić płytkę kompensacji zasilania systemu.
2. Jeśli dioda D3 (sygnalizująca nieobecną fazę) nie świeci się, należy sprawdzić napięcie na złączach J27-3 i 4 na module sterującym CCM. Prawidłowa wartość napięcia bez brakującej fazy, zmierzona na złączu J27 (lub J62 na płytce kompensacji zasilania systemu), styku 3 i 4 względem masy płytki drukowanej modułu we/wy (TP1), powinna znajdować się w przedziale 10-14 VDC, przy czym napięcie na styku 3 musi być o kilka woltów wyższe niż na styku 4. Jeśli wartości te są prawidłowe, problem może tkwić w module CCM.
3. Jeśli napięcie na złączu J27-3 i 4 jest wyższe niż 10-14VDC i sięga 20-24VDC, należy wykonać ten sam pomiar na styku 4 złącza J62. Jeśli wartość napięcia zmierzona na tym styku będzie wciąż wyższa w obecności wszystkich trzech faz (wykryte na złączu J60), oznaczać to będzie uszkodzony moduł kompensacji zasilania systemu.
4. Jeśli napięcie na J62-4 nie jest wysokie, przewody pomiędzy złączami J27 i J62 mogą być przerwane.
202-204 Nie używany. Kody zamknięte pochodzące z produktów opracowywanych na wcześniejszym etapie.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-75
ZAŁĄCZN
IK
205 Niskie parametry prądu stałego na wyjściu
Wyprostowany prąd wyjściowy (napięcie) niski oznacza, iż jedna lub więcej sekcji przemiennika zostały aktywowane, lecz wartość napięcia wyjściowego jest poniżej wartości nastawionej. Krótko po otrzymaniu sygnału „Start” od modułu CNC, lecz przed upływem czasu przepływu wstępnego, obie sekcje IM1 zostają aktywowane, natomiast moduł sterują-cy CCM mierzy wartość napięcia wyjściowego dostarczanego przez zasilacz pomiędzy biegunem ujemnym (palnik) a dodatnim (element obrabiany) na zaciskach wyjściowych. Jeśli wartość ta okazuje się mniejsza od nastawionej podczas okresu przepływu wstępnego lub jeśli w innym dowolnym okresie pomiędzy zajarzeniem łuku pilotującego a cięciem właściwym napięcie to spada chwilami poniżej nastawionej wartości, przemienniki zostają deaktywowane, po czym sygnalizowany jest kod 205. Kod 205 prawie zawsze sygnalizowany będzie z poprzedzającą literą „L”, a nie „E”, ponieważ niezwłocznie po jego wykryciu przemienniki są wyłączane, a więc usterka niskiego napięcia wyjściowego nie występuje już. Obecnie wartością niską napięcia wyjściowego jest wartość -60VDC.
Przyczyny powodujące uruchomienie kodu 205 obejmują zwarcie zewnętrzne do zasilacza plazmy, zwarcie wewnątrz zasilacza plazmy i błędy pomiaru.
a. Zwarcie zewnętrzne w stosunku do modułu zasilającego plazmy:
• Przewód ujemny biegnie od tylnego panelu zasilacza do zdalnego zapłonnika łuku lub do modułu GCM 1000 XT w przypadku AC 3000 XT.
o Przewód zgnieciony na wejściu lub wyjściu obudowy zasilacza.
o Zwarcie wewnątrz zapłonnika łuku polegające na rozluźnieniu przewodu i uziemianiu obudowy.
o Zwarcie wewnątrz tuby osadczej palnika.
• Usunąć usterkę polegającą na zwarciu zewnętrznego przewodu ujemnego poprzez odłączenie przewodu od tylnej ścianki zasilacza i próbę uruchomienia zasilacza. Urządzenie nie zostanie uruchomione, jeśli jednak zostanie zasygnalizowany błąd 205, usterka leży wewnątrz samego urządzenia.
b. Zwarcie wewnątrz modułu zasilającego:
• Wszystkie wyjścia przemienników są podłączone równolegle (z wyjątkiem IM1A). Jeśli którekolwiek z wyjść przemiennika zostaje zwarte, będzie sygnalizowane jako zwarcie biegunów wyjściowych zasilacza.
Usterkę poprzez usunięcie wszystkich (jedno po drugim) załączy wyjściowych przemiennika z wyjątkiem złącz IM1A. Następnie nacisnąć przycisk „Start” urządzenia. Jeśli nastąpi rozruch urządzenia, oznacza to, iż winne zwarcia sygnału wyjściowego były pozostałe przemienniki. Aby znaleźć przemiennik uszkodzony, należy podłączać ponownie jeden po drugim do chwili ponownego wystąpienia usterki.
206 Nie używany. Kody zamknięte pochodzące z produktów opracowywanych na wcześniejszym etapie.
207 Nieoczekiwany prąd w przewodzie roboczym.
HCT1, halotronowy czujnik natężenia na dodatnim przewodzie głównym dokonuje pomiaru prądu przesyłanego do elementu obrabianego. Sekcja 1A przemiennika aktywowana podczas okresu przepływu wstępnego. W przewodzie dodatnim nie powinien jednak znajdować się prąd przed zajarzeniem łuku pilotującego i przed transferem łuku ro-boczego na obrabiany element. Jeśli natężenie jest większe niż 8A, w trakcie przepływu wstępnego lub bezpośrednio przed, oznacza to nieprawidłowość.
1. Kod 207 przed naciśnięciem START:
• Uszkodzony czujnik hallotronowy natężenia roboczego HTC1.
• Wadliwy płytka obwodu drukowanego przekaźnika
• Wymień moduł CCM.
Wymień Czujnik:
• Czujnik natężenia roboczego, HCT1, otrzymuje zasilanie +15VDC oraz -15VDC z płytki przekaźnika. Obie war-tości muszą być obecne w celu zapewnienia prawidłowej pracy czujnika. Należy zmierzyć wartość występującą pomiędzy TP1 płytki przekaźnika (lub J1-4) a J1-1 na obecność sygnału +15VDC oraz do złącza J1-2 na obecność -15VDC.
• Jeśli którykolwiek z sygnałów + lub - 15VDC nie jest obecny, należy usunąć złącze J1 i powtórzyć pomiar dla złącz J1-1 i 2 na płytce przekaźnika. Jeśli sygnał jest teraz obecny, oznacza to, iż czujnik jest uszkodzony lub zwarty (jego wiązka może być zwarta). Jeśli prąd wciąż nie jest obecny - płytka przekaźnika jest uszkodzona.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-76 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Płytka obwodu drukowanego przekaźnika:
• Dioda D12 (wykryte natężenie robocze) wlutowana w płytkę przekaźnika zostanie podświetlona w momencie wykrycia przez czujnik prądu sygnału przekraczającego 0,05V. Jeśli dioda D12 jest podświetlona, należy zmierzyć sygnał wyjściowy na czujniku przy złączu J1-3 ze wspólnym sygnałem na J1-1. Sygnał ten powinien wynosić 0V +/- 0,04VDC. Jeśli sygnał jest większy niż +/- 0,04VDC wobec braku prądu roboczego, oznacza to usterkę czujnika. Jeśli napięcie sygnału znajduje się w określonym przedziale, a dioda D12 jest podświetlona, oznacza to uszko-dzenie płytki przekaźnika.
• Jeśli dioda D12 nie jest podświetlona, a kod 207 jest aktywny w sposób ciągły, uszkodzone są albo płytka prze-kaźnika albo moduł sterujący CCM.
Moduł CCM lub przewód taśmowy:
• Sygnał natężenia wychodzący z płytki przekaźnika przesyłany jest stykiem 40 przewodu taśmowego (Przekaźnik J4 do CCM J23) styku 27 (-) i 28 (+). Jeśli wartość napięcia na nich przekracza 0,1VDC wobec braku natężenia roboczego, najprawdopodobniej płytka przekaźnika jest uszkodzona. Inna możliwość to zwieranie sąsiednich styków przez styki 27 lub 28 w przewodzie taśmowym. W przeciwnym razie oznacza to uszkodzenie modułu CCM.
2. Kod 207 po naciśnięciu START (podczas przepływu wstępnego):
• Zwarcie pomiędzy ujemnym wyjściem zasilacza a obwodem roboczym.
• Zwarcie pomiędzy ujemnym wyjściem zasilacza a uziemieniem.
• Wadliwie lub nieprawidłowo zainstalowany osprzęt użytkownika, taki jak moduł sterowania wysokością palnika, który zwiera ujemne wyjście zasilacza.
Zwarcia są najbardziej prawdopodobną przyczyną ustalenia niskich wartości napięcia wyjściowego (kod 205). Jeśli jednak punkt zwarcia będzie cechować się wystarczającą opornością, możliwa jest sygnalizacja kodu 207. W celu zba-dania należy odłączyć ujemny przewód zasilający i nacisnąć „Start”. Jeśli nie nastąpi sygnalizacja kodu 207, możliwe jest zwarcie poza zasilaczem.
Osprzęt instalowany przez użytkownika.
Aby zainstalowany przez użytkownika osprzęt sygnalizował usterkę o kodzie 207, musi być uprzednio podłączony do wyjść (tylnych) czujników prądu. Aby to sprawdzić, należy odłączyć osprzęt użytkownika i nacisnąć START. Zniknięcie usterki 207 oznacza wadliwy osprzęt użytkownika lub jego niepoprawne podłączenie.
208 Nieoczekiwany prąd w obwodzie pilotującym
Na płytce układu pilotującego obecny jest czujnik prądu dokonujący pomiaru natężenia pilotującego. W obwodzie pilotującym nie powinien znajdować się jakikolwiek prąd pilotujący do chwili aktywacji przemienników i płytki układu pilotującego oraz zajarzenia przez zapłonnik łuku pilotującego. Prąd pilotujący oraz sygnał wskazujący na obecność prądu pilotującego nie powinien płynąć do chwili aktywacji zapłonnika łuku.
Niepożądany sygnał prądowy spowodowany uszkodzonym sensorem lub uszkodzonymi płytkami obwodów najprawdo-podobniej będzie obecny tuż po zakończeniu sekwencji rozruchowej i zostanie zasygnalizowany jako aktywna usterka - E208. Rzeczywiste zwarcie pozwalające na przepływ prądu do obwodu pilotującego nie będzie miało miejsca do chwili aktywacji przemiennika i płytki układu pilotującego pod koniec przepływu wstępnego. Spowoduje to natychmiastowe wyłączenie przemienników i wyświetlenie trwałego kodu L208. Po aktywacji płytki układu pilotującego umieszczona na nim dioda LED D2 zostanie podświetlona.
1. Kod 208 przed naciśnięciem START:
• Wymień rozrusznik łuku (obwód czujnika prądu).
• Wadliwy płytka obwodu drukowanego przekaźnika.
• Wymień moduł CCM.
Rozrusznik łuku.
Sygnał natężenia układu pilotującego obecny jest w 10-stykowym przewodzie taśmowym (J42 układu pilotującego, złącze J3 płytki przekaźnika) pomiędzy stykami 8 (-) i 9 (+). Wobec braku prądu, sygnał zmierzony w tym miejscu po-winien wynosić zero +/- 0,05 V. Również w płytkę przekaźnika wlutowano diodę LED D11 („prąd pilotujący wykryty”), która zostanie podświetlona, gdy natężenie sygnału pilotującego przekroczy 0,15V. Jeśli wartość sygnału jest różna od zera V, odpowiedzialna za usterkę może być płytka obwodu pilotującego. Aby to sprawdzić, należy odłączyć przewód
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-77
ZAŁĄCZN
IK
taśmowy płytki układu pilotującego od gniazda J3 płytki przekaźnika. Jeśli dioda D11 zgaśnie, odpowiedzialna za usterkę była płytka układu pilotującego. Sprawdzić ponownie, przeprowadzając pomiar styków 8 i 9. Jeśli w tym przypadku sygnał wynosić będzie zero V, płytka układu pilotującego jest uszkodzona. Jeśli dioda D11 jest wciąż podświetlona lub napięcie na stykach 8 i 9 jest wciąż wysokie, należy sprawdzić płytkę przekaźnika.
Płytka przekaźnika lub modułu CCM.
Jeśli D11 na płytce PCB przekaźnika jest nadal wł., należy zmierzyć wyjście do CCM na 40-pinowym kablu taśmowym (Relay J4 do CCM J23) między pinami 23 (-) i 25 (+). Wartość powinna wynosić mniej niż 0,1V. Jeśli tak nie jest - płytka przekaźnika jest uszkodzona. Jeśli napięcie ma wartość zero - uszkodzony jest moduł CCM.
2. Kod 208 sygnalizowany jest podczas przepływu wstępnego:
IM1 oraz płytka układu pilotującego są aktywowane pod koniec okresu przepływu wstępnego. Niepożądany prąd po-jawi się na ścieżce (styku) umożliwiającej jego przepływ pomiędzy ujemnym wyjściem przemiennika (przewód ujemny, elektroda palnika) a powrotem przez układ pilotujący/końcówkę przed aktywacją zapłonnika łuku.
Możliwe przyczyny wystąpienia usterki:
• Zwarcie pomiędzy elektrodą a końcówką wskutek niedopasowania elementów wymiennych, uszkodzonych elementów wymiennych lub obcego materiału pomiędzy końcówką a elektrodą. Od elektrody pod koniec jej okresu eksploatacyjnego mogą odrywać się kawałki materiału konstrukcyjnego i powodować zwarcie elektrody i końcówki.
• Wadliwie lub nieprawidłowo zainstalowany osprzęt użytkownika, taki jak moduł sterowania wysokością palnika, który zwiera ujemne wyjście zasilacza.
• Zwarcie pomiędzy przewodem ujemnego wyjścia zasilacza a przewodem układu pilotującego.
• Materiały eksploatacyjne zużyte.
Rozwiązywanie problemów:
1. Odłączyć i zaizolować (w przewodzie może znajdować się napięcie) przewód układu pilotującego od tylnej ścianki urządzenia. Wykonać próbę zajarzenia łuku pilotującego. Jeśli kod 208 nie zostanie zasygnalizowany, oznacza to, iż usterka tkwi poza modułem zasilacza.
2. Odłączyć i sprawdzić podzespół wymienny na obecność uszkodzeń i brakujących lub nieprawidłowych elementów, a także nieczystości.
3. Odłączyć osprzęt użytkownika i sprawdzić czy usterka nadal się utrzymuje.
4. Skontrolować wizualnie zapłonnik łuku na obecność pękniętych / odłączonych przewodów lub spalonych podze-społów.
5. Skontrolować rurę osadczą palnika na obecność zwarć.
6. Jeśli każdy z tych kroków okaże się nieskuteczny, należy odłączyć przewód układu pilotującego od głowicy palnika. Przewód odpowiednio odizolować i utrzymywać z dala od jakichkolwiek powierzchni metalowych, gdyż podczas próby uruchomienia urządzenia może on przewodzić impulsy o wysokiej częstotliwości. Wykonać próbę rozruchu urządzenia. Jeśli błąd 208 zniknie na tym etapie, oznacza to, iż głowica palnika jest zwarta.
209 Nie używany. Kody zamknięte pochodzące z produktów opracowywanych na wcześniejszym etapie.
210–211 Natężenie wyjściowe zmierzone przez czujnik natężenia przewodu roboczego zbyt wysokie (210) lub zbyt niskie (211).
Ostrzeżenia te nie skutkują zakończeniem procesu, mogą jednak być wyjaśnieniem niskiej jakości krawędzi ciętych obrabianych elementów lub krótkiej żywotności podzespołów.
Poszczególne sekcje przemiennika posiadają własne czujniki natężenia. Również przewód roboczy posiada czujnik natężenia, którego sygnał powinien być równy sumie wartości płynących w poszczególnych sekcjach przemiennika. Każda z sekcji ma za zadanie dostarczać pewną wartość prądu, obliczoną w oparciu o wartość prądu zapotrzebowania. Jeśli natężenie różni się od całkowitej wartości „zapotrzebowania”, będącej sumą poszczególnych „zapotrzebowań”, sekcje są sprawdzane w celu ustalenia, czy wartości dostarczanych przez nie prądów są poprawne w odniesieniu do sygnałów „zapotrzebowań”.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-78 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Jeśli wartości sygnałów płynących od indywidualnych sekcji są poprawne, lecz poziom natężenia roboczego wykry-wanego przez czujnik natężenia różni się od wartości całkowitego zapotrzebowania o więcej niż 16%, zostanie zasy-gnalizowany kod 210 (zbyt wysokie) lub 211 (zbyt niskie).
Jeśli zostanie ustalone, iż dana sekcja przemiennika jest odpowiedzialna za nieprawidłową wartość natężenia całkowite-go, zasygnalizowana zostanie usterka o kodzie z przedziału 212-223, zależnie od tego, która sekcja uległa uszkodzeniu.
Możliwe przyczyny wystąpienia zbyt wysokiego natężenia roboczego:
• Czujnik hallotronowy natężenia roboczego HTC1.
• Płytka obwodu drukowanego przekaźnika.
• CCM.
Możliwe przyczyny wystąpienia zbyt niskiego natężenia roboczego.
• Jak wyżej, a także zwarcie obudowy urządzenia wywołane przez:
o Osprzęt użytkownika zainstalowany w obwodzie za czujnikiem natężenia, zwarty z elementem robo czym lub uziemieniem i pozwalający, aby płynący prąd pomijał czujnik natężenia roboczego.
o Przemiennik + terminale wyjściowe zwarte z obudową urządzenia.
Rozwiązywanie problemów:
1. W przypadku zbyt niskiego natężenia wskutek zwarcia należy odłączyć przewód biegnący do obrabianego elementu (roboczy) od tylnej ścianki urządzenia. Sprawdzić pod kątem przewodzenia na obudowę urządzenia - nie powinno wystąpić. Sprawdzić pod kątem nieprawidłowo zainstalowanego osprzętu użytkownika.
2. Jeśli nie znaleziono zwarć lub w przypadku, gdy usterka polegała na zbyt wysokim sygnale natężenia - patrz część dotycząca kodu 207, zawierająca szczegółowy opis ścieżek zasilania i sygnału dla czujnika natężenia roboczego.
3. W części dotyczącej kodu 207 w odniesieniu do płytki przekaźnika opisana jest metoda pomiaru sygnału docie-rającego do czujnika natężenia roboczego w sytuacji braku natężenia. Zakładana i prawidłowa wartość sygnału wynosi zero. W przeciwnym razie pojawi się kod 207. Jeśli otrzymywana jest poprawna wartość zerowa natężenia, lecz podczas procesu cięcia występuje błąd, należy zmierzyć wartość sygnału na styku 27 (-) oraz 28 (+) 40-styko-wego przewodu taśmowego (od J4 płytki przekaźnika do J23 CCM). Wartość napięcia sygnału powinna być równa natężeniu cięcia x 0,0266. Na przykład 100A (100x0,0266) = 2,66V.
• Jeśli wartość sygnału jest poprawna, usterka tkwi w module sterującym CCM.
• Jeśli nie jest poprawna, usterka może występować na płytce przekaźnika lub czujniku. Wykonać instrukcje do-tyczące błędu 207 w celu pomiaru napięcia dochodzącego do czujnika natężenia oraz wychodzącego z niego sygnału na gnieździe J1 płytki przekaźnika. Wartość napięcia sygnału powinna być równa natężeniu cięcia x 0,0133. Na przykład dla 100A (100x0,0133) = 1,33V. Dla 400A wartość ta wynosiłaby 400x0,013 3= 5,33V.
• Jeśli zarówno wartość zasilania, jak i sygnału czujnika, jest poprawna, powodem usterki jest uszkodzona płytka przekaźnika. Jeśli wartość sygnałów nie jest poprawna, przyczyną usterki jest uszkodzony czujnik hallotronowy HCT1.
212-223 Nieprawidłowa wartość natężenia wyjściowego z sekcji przemiennika.
Natężenie robocze zbyt wysokie lub zbyt niskie wskutek nieprawidłowej wartości natężenia wyjściowego z sekcji przemien-nika. Poszczególne kody sygnalizują konkretną sekcję.
Przyczynami mogą być:
• Złącze wyjściowe wskazanej sekcji przemiennika, J102 A lub B jest niepodłączone lub uszkodzone.
• Nieprawidłowe połączenie przewodu taśmowego. Prawdopodobnie przewód nie został w pełni zablokowany w gnieździe złącza po stronie przemiennika lub modułu sterującego CCM.
• Falownik Niesprawny rozdział.
Rozwiązywanie problemów:
1. Jeśli sygnalizowane jest zbyt wysokie natężenie dostarczane przez indywidualną sekcję przemiennika, przyczyną usterki jest przemiennik.
2. Jeśli sygnalizowane jest natężenie zbyt niskie (włączając w to zupełny jego brak), należy sprawdzić połączenia poszczególnych komponentów.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-79
ZAŁĄCZN
IK
3. Przewód taśmowy pierwszej sekcji przemiennika (IM1A) musi być podłączony wyłącznie do tej sekcji. Jeśli jednak urządzenie posiada 2 dodatkowe sekcje, urządzenie jest typu 200A lub większe - należy zamienić przewód taśmowy biegnący do tych sekcji.
a. Jeśli otrzymujemy sygnalizację usterki innej sekcji przemiennika - tej, której przewód został przeniesiony - pierw-sza sekcja jest uszkodzona.
b. Jeśli wciąż sygnalizowany jest błąd sekcji wyjściowej (pierwszej), przewód taśmowy lub moduł sterujący CCM został uszkodzony (mało prawdopodobne).
c. Zamienić oba końce przewodów taśmowych przy pomocy przewodu znajdującego się obok. Jeśli wciąż sygna-lizowany jest błąd wyjściowej sekcji, problem tkwi w module CCM, a jeśli nie - będzie to przewód taśmowy.
4. W przypadku pierwszej sekcji przemiennika lub jeśli opisywane urządzenie to model 100A nie posiadający innych przemienników, należy wymienić przemiennik.
Wskazówka: Płytki sterowania przemiennikiem posiadają wlutowaną diodę LED D24 (PWM ON), która zostaje podświe-tlana w momencie aktywacji danej sekcji i zgłaszania przez nią zapotrzebowania. Jasność diody LED jest powiązana z wysokością sygnału wyjściowego, dioda może więc emitować bardzo nikłe natężenie światła, jeśli wartość sygnału wyjściowego jest niska. Jeśli dioda ta nie emituje światła w ogóle, oznaczać to może uszkodzony przemiennik (płytka sterowania).
224 Przemiennik 1 nie znaleziony.
W sekcję 1 musi być włączony przemiennik (1A), aby możliwe było zajarzenie łuku pilotującego. Podczas sekwencji rozruchu i przed podłączeniem zasilania do przemienników, moduł CCM przeprowadza test przewodności w celu sprawdzenia czy przewód taśmowy sekcji 1A (od gniazda J31 do CCM) jest podłączony.
Przyczyny i rozwiązywanie problemów:
• Ponieważ opisane działanie stanowi jedynie test przewodności, jest wysoce nieprawdopodobne, aby przyczyną był uszkodzony przemiennik. Bardziej prawdopodobne, iż będzie to luźne połączenia lub uszkodzony przewód taśmowy.
o Sprawdzić podłączenie przewodu taśmowego z obu jego końców od INV1A do J31 modułu CCM (1A). Upewnić się, iż przewód włączony jest do gniazda złącza J31 - górne złącze znajdujące się na module CCM.
o Włączyć inny przewód przemiennika do gniazda J31. Dla potrzeb tego testu nie jest istotne, który przewód zostanie podłączony, dopóki drugi koniec tego przewodu będzie podłączony do przemiennika. Jeśli wciąż sygnalizowany jest błąd o kodzie 224 („przemiennik nr 1 nie znaleziony”), uszkodzony jest moduł sterujący CCM. W przeciwnym razie winny jest przewód taśmowy.
225-230 Wersja konstrukcyjna przemiennika oraz niekompatybilność modułu CCM.
Jeśli w przyszłości zdecydujemy się na wprowadzenie zmian konstrukcyjnych przemiennika skutkujących jego nie-zgodnością z poprzednimi wersjami modułu CCM, wbudujemy w urządzenie tzw. klucz sprzętowy, który taką zmianę odzwierciedli. Podczas sekwencji rozruchu i przed podłączeniem zasilania do przemienników, moduł CCM przeprowadza test przewodności w celu ustalenia konfiguracji klucza sprzętowego. Klucz wykorzystuje 3 żyły przewodu taśmowego biegnącego od modułu CCM do przemiennika o następujących oznaczeniach IS_ID_A, IS_ID_B, IS_ID_C (na stykach 12, 13 i 14) i sprawdza przewodność do żyły nr 4 OUTCOM (styk 9). Test polega na przyłożeniu napięcia do styku OUT-COM i zmierzeniu napięcia powracającego do 3 wymienionych styków ID. W obecnej konfiguracji wszystkie trzy żyły podłączone są do OUTCOM, zatem sygnał na wszystkich 3 żyłach powinien być wysoki.
Za otrzymanie błędu o kodzie z przedziału 225-230 na obecnym etapie, kiedy nie wprowadziliśmy jeszcze jakichkol-wiek niekompatybilnych wersji przemiennika, najprawdopodobniej odpowiedzialne będzie niepoprawne połączenie w przewodzie taśmowym pomiędzy modułem CCM a przemiennikiem lub uszkodzonym modułem CCM (mało praw-dopodobne).
• Przy sekcji przemiennika - zamienić przewód taśmowy z przewodem innej sekcji przemiennika. Jeśli kod błędu pozostaje niezmienny i wciąż odwołuje się do wyjściowej sekcji przemiennika, problem tkwi albo w przewodzie taśmowym, albo w module CCM.
• Umieścić przewody taśmowe z powrotem w swoich oryginalnych gniazdach po stronie przemiennika. Następnie należyNastęN zamienić uznany za wadliwy przewód z innym przewodem znajdującym się na module CCM. Jeśli sygnalizowany jest błąd innej sekcji - odpowiedzialny za usterkę jest przewód taśmowy. Jeśli pozostaje przy pierwotnej sekcji - problem tkwi w module CCM.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-80 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
231-236 Niezgodność napięcia przemiennego na przemienniku.
Odmienne typy modułów przemiennikowych zaprojektowane zostały do pracy pod następującymi wartościami napięć roboczych: 480VAC, 380-415VAC oraz 208-230VAC. Na przewodzie taśmowym przemiennika znajduje się klucz (identyfi-kacja przemiennika) pozwalający na identyfikację, na jaki zakres napięć roboczych został on zaprojektowany. Na przewo-dzie taśmowym przemiennika znajduje się klucz (identyfikacja przemiennika) pozwalający na identyfikację na jaki zakres napięć roboczych został on zaprojektowany. W konstrukcji urządzeń wykorzystano inny schemat połączeń przewodów dla różnych wartości napięć wyjściowych. Częścią tych odmiennych rozwiązań jest zworka J61 na płytce kompensacji zasilania systemu, która informuje ją, na jakie napięcia dane urządzenie zostało zaprojektowane.
Podczas rozruchu płytka kompensacji napięcia systemu mierzy napięcie wejściowe, ustalając na jaki zakres napięcia wejściowego urządzenie zostało zaprojektowane. Informacja ta jest następnie przesyłana do modułu CCM. Przed przy-łożeniem zasilania do przemienników poprzez włączenie styczników wejściowych, moduł CCM sprawdza czy każdy z połączonych przemienników przeznaczony został do pracy pod prawidłowym napięciem, zgodnym z wymogami płytki kompensacji zasilania systemu. Niedostosowanie wartości VAC sekcji B z dużym prawdopodobieństwem będzie spowo-dowane inną kwestią.
Możliwe przyczyny wystąpienia usterki:
• Nieprawidłowe napięcie na przemienniku (wysoce nieprawdopodobne, lecz łatwe do sprawdzenia).
• Uszkodzona zworka J61 płytki kompensacji systemu (nieprawdopodobne, lecz łatwe do sprawdzenia).
• Niesprawny falownik.
• Przewód taśmowy.
• CCM.
• Uszkodzona płytka kompensacji zasilania systemu.
Rozwiązywanie problemów:
1. Jeśli płytka modułu kompensacji napięcia doprowadzonego do systemu ma uszkodzone dowiązanie liniowe (gniazdo) lub też sama jest uszkodzona, wywołany zostanie błąd pierwszej sekcji przemiennika o kodzie 231, ponieważ sygnał pozostałych przemienników nie będzie odpowiadał temu nieprawidłowemu sygnałowi, a sekcja 1A sprawdzana jest jako pierwsza.
a. Dla zworki kabel nr 48 powinien być podłączony od złącza J61-1 do:
i. J61-2 dla 208-230 VAC
ii. J61-3 dla 400 VAC
iii. J61-4 dla 480 VAC
Sprawdzić pod kątem prawidłowych połączeń i przewodności.
b. Moduł zasilania skompensowanego systemu może być uszkodzony i sygnalizować nieprawidłowe oznaczenie napięcia. Na wyjściu płytki kompensacji zasilania systemu na złączu J62 należy zmierzyć odnoszące się do TP1 lub (J62-8, 24VDC_RET) do J62-12 na obecność sygnału /VAC_IDAb oraz J62-14 na obecność sygnału /VAC_IDBb. Te dwie wartości sygnałów powinny równać się wartościom zapisanym w poniższej tabeli. “0” = 10-12V; “1” = 24V.
Sygnał 230V 400V 480V ERR
/VAC_IDAb 0 1 0 1
/VAC_IDBb 0 0 1 1
2. Wadliwy przemiennik, przewód taśmowy lub CCM.
a. Przy sekcji przemiennika zamienić jej przewód taśmowy, dla którego sygnalizowana była usterka z przewodem innej sekcji przemiennika. Jeśli kod błędu pozostaje niezmienny i wciąż odwołuje się do wyjściowej sekcji prze-miennika, problem tkwi albo w przewodzie taśmowym, albo w module CCM. Jeśli usterka odnosić się będzie do innej sekcji - tej, z którą zamieniono przewód taśmowy - winę za usterkę ponosi przemiennik.
b. Jeśli sygnalizacja usterki nie zmieniła się w kroku A, zaczynając od końca przemiennika, należy umieścić przewo-dy taśmowe z powrotem w ich pierwotnych położeniach. Następnie należyNastęN zamienić uznany za wadliwy przewód z innym przewodem znajdującym się na module CCM. Jeśli sygnalizowany jest błąd innej sekcji - odpo-wiedzialny za usterkę jest przewód taśmowy. Jeśli pozostaje przy pierwotnej sekcji - problem tkwi w module CCM.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-81
ZAŁĄCZN
IK
237 Znaleziono niewystarczającą liczbę falowników
Aby praca urządzenia była możliwa, konieczna jest obecność co najmniej dwóch sekcji przemiennika. Wiadomo, iż przewód taśmowy dla sekcji 1A przemiennika jest podłączony, w przeciwnym wypadku zasygnalizowany byłby kod 224. Podczas sekwencji rozruchu i przed podłączeniem zasilania do przemienników, moduł CCM przeprowadza test przewodności w celu sprawdzenia, czy jakikolwiek przemiennik został podłączony. Jeśli moduł CCM nie wykryje ciągłości przewodzenia w przypadku przynajmniej jednego innego przemiennika, założy, iż żadne dodatkowe przemienniki nie zostały podłączone.
Możliwe przyczyny wystąpienia usterki:
• Przewód taśmowy odłączony lub uszkodzony.
• Uszkodzony przemiennik.
• Moduł CCM wadliwy.
Rozwiązywanie problemów:
1. Sprawdzić czy wszystkie przewody zostały podłączone, a ich blokady zamknięte przy gniazdach przemiennika i modułu CCM.
2. Jeśli usterka ta zostanie zasygnalizowana, najczęściej stanie się to w przypadku urządzenia 100A, które posiada tylko jedną sekcję (1B) w uzupełnieniu do sekcji 1A. Jeśli w urządzenie wbudowano dwie lub więcej dodatkowych sekcji, jest wysoce nieprawdopodobne, że uszkodzeniu uległy wszystkie przewody taśmowe lub złącza na płytce modułu CCM.
a. Zamienić przewody taśmowe sekcji przemiennika 1A z 1B. Jeśli kod błędu pozostaje niezmienny (237), problem tkwi albo w przewodzie taśmowym, albo w module CCM. Jeśli kod sygnalizowanego błędu zmieni się z 237 na 224, informując o braku przemiennika 1A, winę za usterkę ponosi przemiennik.
b. Jeśli sygnalizacja usterki nie zmieniła się w kroku A, zaczynając od końca przemiennika, należy umieścić przewo-dy taśmowe z powrotem w ich pierwotnych położeniach. Teraz zamienić uznany za wadliwy przewód z innym przewodem znajdującym się na module CCM. Jeśli sygnalizowany jest błąd innej sekcji - odpowiedzialny za usterkę jest przewód taśmowy. Jeśli kod pozostaje bez zmian, winny jest moduł CCM.
c. Jeśli w uzupełnieniu do przewodu sekcji A1 w urządzeniu znajdują się dodatkowo dwa lub więcej przewodów, moduł CCM nie widzi żadnego z nich podłączonego, co sygnalizuje usterkę modułu CCM.
238 Nieprawidłowa identyfikacja napięcia układu kompensacji systemu.
Podczas rozruchu płytka kompensacji napięcia systemu mierzy napięcie wejściowe i przesyła sygnał do modułu CCM, informując o wykrytym zakresie napięcia. Patrz części z opisem błędów 231-236. Jeśli jeden z trzech zakresów napięć, 208-230V, 380-415V lub 480V nie został zidentyfikowany, oba sygnały ID mają wartość wysoką, co skutkuje nieprawi-dłowym sygnałem.
Możliwe przyczyny wystąpienia usterki:
• Urządzenie podłączono do napięcia poniżej zakresu 208-230V lub powyżej zakresu 480V. (mało prawdopodobne, chyba że istnieje problem z napięciem wejściowym).
• Uszkodzona płytka kompensacji zasilania systemu.
• Nieprawidłowe połączenie pomiędzy wyjściem modułu kompensacji systemu J62 a wejściem J27 modułu CCM na płytce we/wy.
• Wymień moduł CCM.Rozwiązywanie problemów:
1. Zmierzyć wartości wszystkich trzech faz napięcia wejściowego i upewnić się, iż znajdują się w granicach tolerancji określonej w instrukcji użytkowania urządzenia.
2. Odwołać się do części przedstawiającej błędy 231-236 (niezgodność napięcia przemiennego na przemienniku) i usunąć usterkę zgodnie ze wskazówkami podanymi w kroku 1.b. Jeśli oba sygnały nie zgadzają się z napięciem wejściowym lub oba są wysokie, układ kompensacji systemu jest wadliwy.
3. Jeśli krok 2 pozwolił rozwiązać problem, należy przeprowadzić ten sam pomiar w gnieździe J27 płytki we/wy CCM. Jeśli wynik będzie OK - płytka CCM jest uszkodzona. W przeciwnym razie skontrolować połączenia J62 oraz J27.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-82 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
239 Napięcie AC Wysokie
Napięcie OK (Voltage OK) – Podczas rozruchu płytka kompensacji napięcia systemu mierzy napięcie wejściowe i określa znajduje się on w zakresie napięcia ustalonego przez zworkę J16. Patrz część dotycząca błędów 231-236, krok 1a (dane szczegółowe zworki), w której zawarto instrukcje rozwiązania usterki niezgodności napięcia przemiennego. Standardowo w warunkach obecności napięcia wejściowego o pożądanym zakresie, układ kompensacji systemu włącza przekaźnik K1, po lewej stronie płytki w celu przyłożenia napięcia do transformatora pomocniczego T1. Zielona dioda D44 („transformator zasilony”) zostanie podświetlona po doprowadzenia napięcia do przekaźnika K1. T1 dostarcza zasilanie elementom sterującym przepływem plazmy, modułowi TSC3000, a także pompom i wentylatorom.
Napięcie wysokie (Voltage High) – Jeśli układ kompensacji systemu ustalił, iż napięcie jest zbyt wysokie, podświetla czerwoną diodę D4 (ACV HIGH) znajdującą się na płytce kompensacji zasilania systemu i ustawia sygnał „AC V HIGH b” na złączu J62-6 na „wysoki” (około 24VDC, standardowo dla sygnału niskiego wartość ta wynosi 10-14VDC). Aby zapobiec możliwości przyłożenia nadmiernego napięcia do poszczególnych komponentów urządzenia (elementy sterowania przepływem gazu, pompy, wentylatory itd.) K1 zostaje otwarty odcinając zasilanie od T1 co sygnalizowane jest zgaśnięciem D44. Jeśli przepięcie trwa dłużej niż jednorazowy impuls, elementy sterowania przepływem gazu oraz TSC 3000 (jeśli wykorzystywany) zostaną wyzerowane. Proces komunikacji ze stołem tnącym może zostać zakłócony. Przy module automatycznego sterownia przepływem gazu DFC 3000 i funkcji sterowania stołem tnącym, proces będzie musiał być powtórnie załadowany.
Dioda D4 jest podświetlona i sygnał „AC V HIGH b” ma wartość wysoką jedynie w sytuacji kiedy napięcie faktycznie jest wysokie. Sygnał „AC V HIGH b” nie jest trwale wyświetlany.
Jeśli sygnalizowany błąd ma kod E239, oznacza to iż jest obecnie aktywny, tzn. w danym momencie wykryty jako zbyt wysoki. Usterka o kodzie L239 oznajmia, iż napięcie było zbyt wysokie poprzednio, lecz na tym etapie już nie jest. Na-ciśnięcie START wyczyści usterką, chyba, iż stanie się ona ponownie aktywna.
Wartością napięcia, które wywołuje usterkę wysokiego napięcia prądu przemiennego jest wartość powyżej 550V dla linii 480 VAC; powyżej 470V dla napięcia nominalnego 380, 400 lub 415V; powyżej 270V dla linii 208 lub 230VAC.
Możliwe przyczyny wystąpienia usterki:
• Napięcie wchodzące jest lub było zbyt wysokie.
• Niepoprawne połączenie w J62 lub J27.
• Niepoprawne połączenie na zworce J61.
• Uszkodzona płytka kompensacji zasilania systemu.
• Moduł CCM wadliwy.
Rozwiązywanie problemów:
1. Jeśli kod usterki to L239, naciśnięcie START wyczyści usterkę, chyba, iż stanie się ona ponownie aktywna. Okazjo-nalnym problemem mogą być wzrosty napięcia doprowadzanego do systemu (trwające od połowy cyklu do nawet jednej minuty). Zazwyczaj, jeśli plazma znajduje się w stanie usterki, błąd będzie sygnalizowany przez cały czas.
2. Jest mało prawdopodobne iż otwarte połączenie na zworce J61 będzie skutkować wystąpieniem usterki 239, bardziej możliwe, iż zostanie zasygnalizowana usterka niezgodności napięcia. Jeśli jednak zachodzi okresowo i dokładnie w odpowiednim czasie (być może wtyk nie został w pełni umieszczony w gnieździe złącza), zachodzi możliwość sygnalizacji kodu 239. Sprawdzić złącze J61.
3. Jeśli wartość napięcia doprowadzonego jest OK, a problem nadal się utrzymuje, może to oznaczać usterkę układu kompensacji zasilania systemu, modułu CCM lub połączenia pomiędzy złączami J62 i J27.
a. Jeśli wartość doprowadzonego napięcia jest OK, dioda D4 jest podświetlona lub sygnał „AC V HIGH b” na złączu J62-6 jest „wysoki” (około 24 VDC, powiązany z TP1 lub złączem J62-8) – oznacza to uszkodzenie płytki kompen-sacji zasilania systemu.
b. Jeśli dioda D4 nie jest podświetlona, sygnał „AC V HIGH b” na złączu J62-6 jest „niski” (około 10-14 VDC, powiązany z TP1 lub złączem J62-8) – oznacza to, iż płytka kompensacji zasilania systemu jest sprawna, a problem tkwi w module CCM.
c. Jeśli na złączu J62-6 występuje sygnał bliski zeru V, możliwe jest wystąpienie nieprawidłowego połączenia między złączami J62-6 i J27-6 lub J62-7 i J27-6.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-83
ZAŁĄCZN
IK
240 Napięcie AC Niskie
Zapoznać się z pierwszym ustępem części opisującej usterkę o kodzie 239, w której zawarto informacje o procedurze rozruchowej urządzenia przy prawidłowej wartości napięcia zasilającego.
Napięcie niskie (Voltage Low) – Jeśli układ kompensacji systemu ustalił, iż napięcie jest zbyt niskie, podświetla czerwoną diodę D14 (ACV LOW) i ustawia sygnał „AC V LOW b” na złączu J62-10 na „wysoki” (około 24VDC, standardowo dla sygnału niskiego wartość ta wynosi 10-14VDC). Napięcie nie jest odcinane od T1, jako iż niskie napięcie nie uszkodzi żadnego z podzespołów. Jeśli jednak wartość napięcia utrzymuje się na zbyt niskim poziomie przez zbyt długi czas, niektóre elementy, takie jak: styczniki, cewki prądu przemiennego lub moduł TSC 3000 mogą przestać działać. Niskie napięcie (jeśli jego wartość znajdzie się poniżej ustalonego poziomu) może skutkować także podświetleniem czerwonej diody D3 sygnalizującej nieobecność fazy. Nie oznacza to, iż jedna z faz rzeczywiście jest nieobecna.
Wartością napięcia, które wywołuje usterkę niskiego napięcia prądu przemiennego jest wartość 380V dla linii 480 VAC; 300V dla napięcia nominalnego 380, 400 lub 415VAC; 270V dla linii 208 lub 230VAC.
Możliwe przyczyny wystąpienia usterki:
• Doprowadzone napięcie jest obecnie lub było zbyt niskie.
o Przewody dystrybucji mocy lub przewód zasilający zbyt małe do przeniesienia obciążenia.
o Luźne lub o wysokiej rezystancji połączenie w układzie dystrybucji mocy lub połączeniu przewodu zasilają-cego.
• Nieprawidłowe połączenie pomiędzy złączem J62 modułu kompensacji systemu, a wejściem J27 modułu CCM.
• Nieprawidłowe połączenie na zworce J61 na płytce kompensacji zasilania systemu.
• Uszkodzona płytka kompensacji zasilania systemu.
• Moduł CCM wadliwy.
Rozwiązywanie problemów:
1. Jeśli kod usterki to L240, naciśnięcie START wyczyści usterkę, chyba, iż stanie się ona ponownie aktywna. Okazjonal-nym problemem mogą być spadki lub zwisy napięcia doprowadzanego do systemu (trwające od połowy cyklu do nawet jednej minuty). Zazwyczaj, jeśli plazma znajduje się w stanie usterki, błąd będzie sygnalizowany przez cały czas. Po wykluczeniu wszystkich innych potencjalnych przyczyn, konieczne może okazać się podłączenie urządzenia monitorującego do źródła zasilania, aby określić na czym polega problem.
2. Wartość napięcia może utrzymywać się na prawidłowym poziomie przy nieobecnym procesie cięcia lub podczas cięcia niższymi natężeniami, lecz przy wyższych prądach zbyt wysokie napięcie może zostać utracone wskutek niedomiarowanego przewodu lub kabli sieci zasilającej.
a. Zmierzyć wartość napięcia podczas cięcie wyższymi prądami w celu określenia czy jego spadki są poważne.
b. Sprawdzić wszystkie połączenia sieci zasilającej na obecność zanieczyszczeń lub luźnych połączeń.
c. Sprawdzić prawidłowy przekrój przewodów dla aktualnego poboru mocy zgodnie z zaleceniami zawartymi w instrukcji obsługi oraz zgodnie z lokalnymi normami elektrycznymi.
3. Jest mało prawdopodobne iż otwarte połączenie na zworce J61 będzie skutkować wystąpieniem usterki 240, bardziej możliwe, iż zostanie zasygnalizowana usterka niezgodności napięcia. Jeśli jednak zachodzi okresowo i dokładnie w odpowiednim czasie (być może wtyk nie został w pełni umieszczony w gnieździe złącza), zachodzi możliwość sygnalizacji kodu 240. Sprawdzić zworkę na złączu J61.
4. Jeśli wartość napięcia doprowadzonego jest OK, a problem nadal się utrzymuje, może to oznaczać usterkę układu kompensacji zasilania systemu, modułu CCM lub połączenia pomiędzy złączami J62 i J27.
a. Jeśli wartość doprowadzonego napięcia jest OK, dioda D4 jest podświetlona lub sygnał „AC V LOW b” na złączu J62-10 jest „wysoki” (około 24 VDC, powiązany z TP1 lub złączem J62-8) – oznacza to uszkodzenie płytki kom-pensacji zasilania systemu.
b. Jeśli dioda D14 nie jest podświetlona, sygnał „AC V HIGH b” na złączu J62-10 jest „niski” (około 10-14 VDC, po-wiązany z TP1 lub złączem J62-8) – oznacza to, iż płytka kompensacji zasilania systemu jest sprawna, a problem tkwi w module CCM.
c. Jeśli na złączu J62-10 występuje sygnał bliski zeru V, możliwe jest wystąpienie nieprawidłowego połączenia między złączami J62-10 i J27-10 lub J62-7 i J27-7.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-84 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
241-246 Błąd napięcia wejściowego sekcji przemiennika.
Układ kompensacji zasilania systemu sprawdza czy doprowadzone przewodem zasilającym napięcie jest wysokie, niskie i czy posiada wszystkie fazy. Jest mało prawdopodobne (lecz nie niemożliwe), aby problem z napięciem zasilającym skutkował otrzymaniem kodów 241-246. Usterki o kodach 241-246 wskazują raczej na wystąpienie problemów z za-silaniem lub problemów wewnątrz pojedynczej sekcji przemiennika, a w przypadku brakującej fazy, przyczyną może być stycznik, który przekazuje moc aż do trzech sekcji przemiennika.
Po zamknięciu styczników wejściowych przykładających napięcie do przemienników, następuje sprawdzenie pod kątem zbyt niskiej lub zbyt wysokiej wartości napięcia zasilającego lub na nieobecność jednej z faz. Jeśli wartość na-pięcia wejściowego znajduje się w odpowiednim zakresie, zielona dioda D4 (GOTOWY) zostanie podświetlona po lewej stronie płyty głównej przemiennika. Jeśli dioda D4 nie jest podświetlona, doprowadzone napięcie jest zbyt niskie lub przemiennik jest uszkodzony.
Sygnalizacja usterki o kodzie z zakresu 241-246 możliwa jest także przy nieobecnej fazie i przy podświetlonej diodzie D4. Dioda jest podświetlana i wygaszana w krótkich odstępach czasu, dla oka wydaje się jednak świecić światłem ciągłym. Jeśli tak się dzieje - zmierzyć sygnał na przewodzie taśmowym. Sygnał poprzednio noszący nazwę GOTOWY obecnie nazwany jest AC_INPUT_FLT. Na stykach 1(+) i 2(-) 30-stykowego przewodu taśmowego przemiennika występuje sygnał różnicowy. Jeśli parametry zasilania wejściowego prądem AC są poprawne, pomiar między stykami powinien wynosić 5-6V. Jeśli sygnał AC_INPUT_FLT jest rzeczywisty, napięcie między stykami 1 i 2 będzie mniejsze niż 2V.
Niektóre z innych usterek, takie jak usterka przemiennika i przegrzanie także powodują przesłanie sygnału AC_INPUT_FLT (nie gotowy). Wystąpienie tych usterek spowoduje jednak trwałe podświetlenie przypisanych im diod oraz sygnalizację odmiennych kodów usterek. W przypadku wystąpienia usterki napięcia zasilającego, moduł CCM nie odcina zasilania od przemiennika.
Czynniki, które modą spowodować wyświetlenie kodów usterek napięcia wejściowego:
1. Okresowe spadki napięcia na jednej lub większej ilości faz trwające przynajmniej 1 ms. Dłuższe spadki z większym prawdopodobieństwem będą skutkować sygnalizacją usterki o innym kodzie. Jeśli usterka dotyczy doprowadzonego zasilania, nie zawsze odnosić się będzie do tego samego przemiennika.
2. Usterka brakującej fazy lub usterka okresowo odnosząca się do konkretnego przemiennika będzie zawsze sygna-lizowana w odniesieniu do tego konkretnego przemiennika.
3. Sporadyczne połączenia (nieprawidłowe) na ścieżce sygnalizacji usterki (wewnętrzne wobec przemiennika).
247-252 Usterka przemiennika
Po zamknięciu styczników wejściowych przykładających napięcie do przemienników, wykonywanych jest kilka testów. Usterka przemiennika ma permanentny charakter, tak więc nawet jeśli jej przyczyna została usunięta, możliwe będzie ustalenie, iż usterka była sygnalizowana przez czerwoną diodę D1, (INV FLT) na płytce układu sterującego i wykrywania usterek. Zerowanie usterki następuje poprzez przyłożenie sygnału rozruchowego lub powtórne włączenie zasilania. Jeśli usterka jest wciąż obecna, zostanie zasygnalizowana ponownie.
Czynniki, które mogą być przyczyną usterki przemiennika:
• Jedno lub więcej źródeł zasilania skompensowanego (+/-12VDC) uszkodzone lub poza parametry poza specy-fikacją. Zielone diody LED wlutowane w płytkę modułu kompensacji/kondensatorów oznakowane +12V (D13) i -12V (D6) zostają podświetlone sygnalizując obecność zasilania skompensowanego, diody nie weryfikują jednak czy wartość tego napięcia pozostaje w granicach tolerancji.
• Nieskompensowane napięcie wejściowe na kondensatorze sygnalizowane jest przez diodę D3 BRAK RÓWNO-WAGI CAP (Czerwony) znajdującą się po lewej stronie płytki głównego przemiennika. Dotyczy to urządzeń z serią podłączonych kondensatorów (urządzenia 380-480V).
• Prąd o zbyt wysokim natężeniu płynący w uzwojeniu pierwotnym głównego transformatora (transformator załączający) spowoduje podświetlenie diody D32, (PRI OC LED) (Czerwony) na płytce sterującej przemiennika.
Na stykach 3(+) i 4(-) 30-stykowego przewodu taśmowego przemiennika występuje sygnał różnicowy INV_FLT. Jeśli parametry zasilania wejściowego prądem AC są poprawne, pomiar między stykami powinien wynosić 5-6V. Jeśli sygnał AC_INPUT_FLT jest rzeczywisty, napięcie między stykami 3 i 4 będzie mniejsze niż 2V.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-85
ZAŁĄCZN
IK
253-258 Przegrzanie przemiennika.
Każda z sekcji przemiennikowych (IS) zawiera jeden lub większą liczbę czujników temperatury. Jeśli dowolny z nich wykryje stan przegrzania, aktywuje sygnał OVERTEMP_FLT przesyłany do modułu CCM przewodem taśmowym sekcji przemiennikowych. Elementy półprzewodnikowe (tranzystory i diody) chłodzone są płynem. Jakikolwiek czynnik zwiększający temperaturę tego chłodziwa ponad ustalony poziom może powodować przegrzanie przemienników. Elementy elektromagnetyczne przemienników (transformatory i cewki indukcyjne) chłodzone są powietrzem, którego obieg wymuszany jest tymi samymi wentylatorami, które chłodzą chłodziwo.
Możliwe przyczyny wystąpienia usterki:
• Niedziałające wentylatory chłodzące.
• Zaburzony strumień powietrza.
• Moduł niesprawny falownik.
• Nieprawidłowe połączenie przewodu taśmowego przemiennika.
• Wymień moduł CCM.
Pierwotnie urządzenia serii 100 oraz 200A wyposażone były w dwa mniejsze wentylatory, podczas gdy urządzenia 300 i 400A wykorzystywały pojedynczy większy wentylator łącznie z większych rozmiarów radiatorem. Ostanio wentylator ten znalazł także zastosowanie w urządzeniach serii 100 i 200A. Wentylatory zamienne do wszystkich urządzeń to pojedynczy zestaw wentylatorów.
Rozwiązywanie problemów:
1. Sprawdzić czy powietrze wydmuchiwane jest przez górny i dolny wentylator (dla urządzeń z dwoma wenty-latorami) przez otwory prawego panelu obudowy. Jako że wentylatory znajdują się za radiatorem, trudno jest sprawdzić czy się obracają, może istnieć możliwość zastosowania lusterka rewizyjnego. Patrz część opisująca postepowanie w przypadku wystąpienia błędu o kodzie 403, aby usunąć usterki związane z pracą wentylatorów.
!!OSTRZEŻENIEŁopatki wentylatorów mogą znajdować się w ruchu, ich przypadkowy kontakt z lusterkiem lub innym przyrządem inspekcyjnym mogą skutkować obrażeniem cielesnym lub uszkodzeniem urządzenia.
2. Pozostawienie otwartych paneli bocznych oraz pokrywy, szczególnie dolnego bocznego oraz pokrywy górnej spo-woduje zmniejszenie przepływu powietrza. Przepływ powietrza zostanie także zmniejszony poprzez nagromadzony kurz na żeberkach radiatora. Okresowo oczyszczać radiator poprzez wdmuchanie sprężonego powietrza pomiędzy jego żeberka.
259-264 Przegrzanie przemiennika wskutek wysokiej temperatury otoczenia.
Moduł CCM dokonuje pomiaru temperatury otoczenia w punkcie, w którym powietrze wnika przez szczeliny znajdujące się po lewej stronie panelu przedniego. Jeśli nastąpi przegrzanie przemiennika, a moduł CCM ustalił iż temperatura oto-czenia przekroczyła 40 stopni C, zostanie zasygnalizowany jedna lub więcej usterek związanych z wysoką temperaturą otoczenia o kodach 252-264. Czujnik TS2 jest rezystorem typu NCT (ujemny współczynnik temperaturowy), którego rezystancja zmienia się wraz z temperaturą. Zainstalowany został wewnątrz przedniego panelu urządzenia tuż obok szczelin wentylacyjnych po lewej stronie. Dostęp do niego wymaga wymontowania jednego lub większej ilości mo-dułów przemiennikowych. Jeśli temperatura otoczenia jest wysoka, lecz żaden z przemienników nie jest przegrzany, usterka nie jest sygnalizowana.
Możliwe przyczyny wystąpienia usterki:
• Zbyt wysoka temperatura otoczenia.
• Niedziałające wentylatory chłodzące.
• Zaburzony strumień powietrza.
• Czujnik temperatury otoczenia TS2 został zwarty (wysoce nieprawdopodobne) lub uszkodzony w inny sposób.
• Uszkodzona płytka przekaźnika.
• Wymień moduł CCM.
• Uszkodzona płytka przekaźnika.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-86 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Rozwiązywanie problemów:
1. Jeśli temperatura pomieszczenia przekracza 40 stopni C, ochłodzić pomieszczenie lub wykonywać pracę urządze-niem przy zmniejszonym obciążeniu lub przy niższym natężeniu.
2. Sprawdzić, czy powietrzy wydmuchiwane jest przez otwory wentylacyjne umieszczone w prawym panelu. Jako że wentylatory znajdują się za radiatorem, trudno jest sprawdzić czy się obracają, może istnieć możliwość zastosowania lusterka rewizyjnego. Uważać, aby nie zetknąć lusterka lub własnych rąk z łopatkami wentylatora. Urządzenia serii 100 i 200A posiadają dwa mniejsze wentylatory, podczas gdy urządzenia serii 300 i 400A posiadają jeden większy.
3. Sygnalizacja tych kodów związanych z wysoką temperaturą otoczenia jest mało prawdopodobna przed sygnalizacją innych usterek wiązanych ze zbyt wysoką temperaturą. Na wszelki wypadek warto wspomnieć, iż pozostawienie bocznych paneli i osłon w stanie otwartym (szczególnie dolnego lewego panelu i pokrywy górnej) skutkować bę-dzie zmniejszonym przepływem powietrza wewnątrz urządzenia. Przepływ powietrza zostanie także zmniejszony poprzez nagromadzony kurz na żeberkach radiatora.
4. Aby przetestować działanie czujnika TS2, należy odłączyć wiązkę przewodów od gniazda J2 od płytki przekaźnika i zmierzyć rezystancję pomiędzy stykami 4 i 6 konektora wiązki gniazda J2. Rezystancja powinna podlegać zmia-nom od około 33 kilo omów przy zeru stopniach C do około 12 kilo omów przy 20 stopniach C i 5,3 kilo oma przy temperaturze rzędu 40 stopni C.
5. Jeśli wartość rezystancji czujnika TS2 znajduje się w odpowiednim przedziale, problem tkwić może w płytce prze-kaźnika lub module CCM.
a. Sygnał wychodzący z płytki przekaźnika i wchodzący do modułu CCM prowadzony jest po 30 styku 40-stykoweo przewodu taśmowego (złącze J4 płytki przekaźnika do złącza J23 pytki we/wy modułu CCM). Jest to analogowy sygnał napięcie, którego wartość powinna mieścić się w przedziale 0,44V przy zeru stopniach C do 1,6V przy 40 stopniach C. Jeśli zostało potwierdzone, iż temperatura otoczenia nie przekracza 40C, a sygnał temperatury otoczenia biegnący po ścieżce 30 jest wyższy niż 1,6V, uszkodzona jest płytka przekaźnika.
b. Jeśli sygnał temperatury otoczenia biegnący po ścieżce 30 jest OK (mniejszy niż 1,6V), a temperatura otoczenia nie przekracza 40C, uszkodzony jest moduł CCM.
265-270 Brak zasilania wejściowego przemiennika
Przewody taśmowe prowadzą kilka sygnałów cyfrowych pomiędzy sekcjami przemiennika oraz modułem CCM, które wykorzystują pewien poziom napięcia. Obejmują one AC_INPUT_FLT\, INVERTER _FLT\, OVERTEMP_FLT\ oraz POWER_PRESENT. W normalnych okolicznościach, każdy z tych sygnałów powinien być wysoki. Przed przyłożeniem napięcia do modułów przemiennika, moduł CCM wykonuje test ciągłości przewodności w celu sprawdzenia czy dana sekcja została zainstalowana w systemie i czy podłączono do niej przewód taśmowy (kod 224 i 237). Niezwłoczni po przyłożeniu zasilania do modułów przemiennika, CCM sprawdza opisane 4 sygnały po uprzednim potwierdzeniu iż w systemie zainstalowano przemiennik, którego przewód taśmowy został podłączony. Jeśli moduł ustali, iż żaden z tych sygnałów nie wykazuje napięcia, zakłada, iż do danej sekcji nie przyłożono napięcia lub coś nieprawidłowego stało się z modułem kompensacji zasilania tej sekcji przemiennika.
Możliwe przyczyny wystąpienia usterki:
• 3 fazy zasilania wejściowego - J103-105 biegnące do tej sekcji przemiennika nie zostały podłączone.
• Rozłącznik obwodu CB2 dostarczający zasilanie o wartości 120 VAC do stycznika (i zdalnego zapłonnika łuku) został przerwany.
• Stycznik zasilający daną sekcję (i pozostałe) został uszkodzony.
• Uszkodzona płytka przekaźnika.
• Uszkodzony przemiennik.
• Moduł CCM wadliwy.
Rozwiązywanie problemów:
1. Sprawdzić czy wejściowe przewody zasilające są podłączone do przemienników.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-87
ZAŁĄCZN
IK
2. Sprawdzić czy stycznik dla sekcji (W1 dla 1A, 1B, 2A; W2 dla 2B, 3A, 3B) jest pod napięciem.
a. Sprawdzić czy prostokątne pole na środku każdego ze styczników może być wykorzystane do podłączenia styczników posiłkowych. Może to być także wskaźnik pracy stycznika, jako iż jest on wciągany po zasileniu energią elektryczną.
b. Sprawdzić czy rozłącznik obwodu CB2 na tylnym panelu nie zadziałał. Biały przycisk oznaczony „5” (ilość ampe-rów) będzie wyciśnięty na zewnątrz jeśli rozłącznik zadziałał. Wyzerować rozłącznik, a jeśli wyskoczy ponownie jakiś jego podzespół (cewka stycznika) może być zwarta.
c. Zmierzyć na obecność sygnału 120 VAC na cewce stycznika. Jeśli sygnał jest obecny, a stycznik nie jest wciągnięty, oznacza to iż jest uszkodzony.
3. Umieszczona na płycie przekaźnika dioda D22 (CONTACTOR ON LED [Zielony]) obok przekaźnika K1 zostaje pod-świetlona jeśli do przekaźnika K1 popłynął sygnał zasilający.
a. Jeśli dioda jest podświetlona sprawdzić na obecność sygnału 120 VAC pomiędzy J8-1 a J8-9. Jeśli prąd jest obecny - płytka przekaźnika jest OK.
b. Jeśli dioda D22 jest podświetlona lecz sygnał 120 VAC nie jest obecny na J8-1 i J8-9 (sprawdzić czy miernik został wyskalowany na prądu przemiennego), oznacza to uszkodzoną płytkę przekaźnika.
c. Jeśli dioda D22 nie jest podświetlona, sprawdzić połączenie testowe 40-stykowego przewodu taśmowego i zmierzyć napięcie na styku 17 (właściwe dla TP1 albo na płytce we/wy modułu CCM lub na płytce przekaźnika). Wartość powinna być niska i wynosić mniej niż 1V. Jeśli tak jest, prawdopodobnie uszkodzona jest płytka prze-kaźnika. Jeśli wartość napięcia jest wysoka (około 24 VDC), moduł CCM może być uszkodzony i nie przesyła do stycznika sygnału aktywującego.
4. Sekcja przemiennika może być uszkodzona ze źle skompensowanym źródłem zasilania. Zamienić koniec przewodu taśmowego wchodzącego do przemiennika z przewodem znajdującym się obok.
a. Jeśli otrzymujemy sygnalizację usterki o innym kodzie, tym dotyczącym sekcji, której przewód zamieniono, pierwsza sekcja jest uszkodzona.
b. Jeśli wciąż sygnalizowany jest błąd tej samej sekcji pomimo zamiany przewodu taśmowego, moduł sterujący CCM został uszkodzony.
271 Usterka odczytu sygnałów ID przez przemiennik.
Patrz część dotycząca usterek o kodach 225-230 zawierająca opis sygnałów ID. Jeśli ten kod pojawia się oznacza to, iż jeden z sygnałów ID utracił wymagane parametry jakiś czas po rozruchu urządzenia.
Możliwe przyczyny wystąpienia usterki:
• Nie stykający przewód taśmowy lub nie w pełni osadzony i zablokowany w gnieździe.
• Zakłócenia elektromagnetyczne.
Rozwiązywanie problemów:
1. Wyłączyć i włączyć urządzenie ponownie, aby sprawdzić czy usterka będzie ponownie sygnalizowana. Usterka może wywołać jeden z kodów z przedziału 225-230, co będzie oznaczeniem odpowiedniego przemiennika.
2. Określić moment sygnalizacji usterki. Jeśli przyczyną usterki są zakłócenia elektromagnetyczne, usterka może nie pojawiać się za każdym razem, jeśli jednak wystąpi, zawsze będzie to na początku procesu zajarzenia łuku pilo-tującego - może zatem pojawiać się wskutek zakłóceń elektromagnetycznych. Sprawdzić przewody uziemiające systemu, a w przypadku AC200XT sprawdzić podłączenie ekranu palnika pod panelem tylnym.
3. Jeśli usterka sygnalizowana jest okresowo (nieregularnie) podczas cięcia lub zapłonu urządzenia, odpowiedzialny za nią może być nie stykający przewód taśmowy. Kod nie informuje, której sekcji przemiennika dotyczy, będzie ko-nieczne zatem sprawdzenie każdego przewodu taśmowego pod kątem jego odpowiedniego podłączenia z każdej strony. Jest wysoce nieprawdopodobne, aby przewód taśmowy nie stykał, jeśli jednak w skład urządzenia wchodzą więcej niż dwie sekcje, należy spróbować odłączenia jednej sekcji po drugiej i wykonać cięcie przy mniejszym prą-dzie. Sprawdzić czy możliwe jest znalezienie przewodu, który powoduje usterkę.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-88 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Kody z grupy 3 odnoszą się do status elementów sterowania przepływem gazu oraz do protokołu komunikacji podzespołów
Patrz także statusy kodów dla GCM 2010 na końcu tej części poświęconej kodom grupy 3.
301 Błąd komunikacji sterowania gazem
Nie wykryto sygnału w przewodzie światłowodowym biegnącym od układu sterowania przepływem gazu. W przypadku, w którym do magistrali głównej urządzenia (CANBUS) podłączono dodatkowe urządzenia (inne niż układ sterowania przepływem gazu), kod ten oznaczać będzie, iż moduł sterowania przepływem gazu ma problemy w komunikacji pod-czas gdy status pozostałych podzespołów podłączonych do magistrali jest OK. Obecnie nie oferujemy jakichkolwiek urządzeń podłączanych do magistrali CANBUS, najprawdopodobniej zatem usterka sygnalizowana będzie kodem 501. W każdym przypadku rozwiązanie usterki będzie analogiczne do rozwiązania błędu nr 501.
Możliwe przyczyny wystąpienia usterki:
• Najbardziej prawdopodobną przyczyną będzie zabrudzony lub wadliwy przewód światłowodowy lub złącze.
• Przewód do modułów GCM 2010, DMC lub DPC nie podłączony lub przerwany.
• Uszkodzona płytka sterująca lub zasilacz w układzie sterowania przepływem gazu.
• Wymień moduł CCM.
Rozwiązywanie problemów:
1. Sprawdzić czy przewód światłowodowy jest w pełni umieszczony w swoich gniazdach po obu końcach. Oczyścić końcówki przewodu miękką szmatką i przedmuchać gniazda sprężonym powietrzem.
2. Sprawdzić przewody modułu sterowania przepływem gazu. Jeśli dowolny z przewodów modułu sterowania prze-pływem gazu nie jest podłączony, warunki procesu komunikacji nie zostaną spełnione, jako iż w całym układzie nie będzie napięcia sterującego. Stan może być zasygnalizowany jako usterka o kodzie 301 lub 501. Ponadto jeśli przewód będzie pęknięty lub uszkodzony w sposób nie pozwalający na aktywację modułu sterowania przepływem gazu, do modułu może docierać zasilanie, lecz w przypadku DMC lub DPC zostanie zasygnalizowany błąd 101, podczas gdy moduł CCM wykryje jedynie, iż proces komunikacji nie zachodzi, wyświetlając błąd o kodzie 301 lub ewentualnie 501.
302 Usterka sygnału zwrotnego komunikacji układu sterowania przepływem gazu
Komunikacja została ustanowiona lecz układ sterowania przepływem gazu nie odpowiedział w dozwolonym czasie na żądanie wysłane przez moduł CCM. Prawdopodobną przyczyną mogą być problemy z przewodem światłowodowym (patrz kod 501) lub w przypadku utrzymywania się usterki - wadliwa płyta główna układu sterowania przepływem gazu.
303 Usterka ciśnienia gazu
Usterka ciśnienia gazu jest sygnalizowana wyłącznie w przypadku próby uruchomienia palnika, nie podczas przepłu-kiwania układu gazem lub ustawiania wartości przepływów.
W urządzeniach serii Auto-Cut 200 XT oraz Auto-Cut 300 XT (GCM 1000 XT), czujnik ciśnienia gazu zainstalowany jest wyłącznie w układzie gazu plazmowego i jest podłączony w układzie z przełącznikiem Run/Set (Praca/Nastawa). Otrzy-many to kod 303 sygnalizuje nieobecność gazu plazmowego lub jego bardzo niskie ciśnienie, mniejsze nić 50 PSI, lub też ustawienie przełącznika praca/nastawa w pozycji nastawa.
Począwszy od wersji AG urządzenia GCM2010, produkty tej serii wyposażane są w możliwość pomiaru ciśnienia doloto-wego zarówno plazmy jak i gazu osłonowego przy kolektorze dolotowym wyboru rodzaju gazu. Jeśli ciśnienie jest zbyt niskie lub zbyt wysokie, sygnalizowany jest kod 303. Wcześniejsze wersje nie powinny sygnalizować kodu 303. GCM2010 wyświetli dodatkowo informacje, który gaz stanowi problem wraz z bieżącym ciśnieniem tego gazu. Ciśnienie gazu w punkcie pomiaru powinno znajdować się w przedziale 100-135 PSI. Wyjątek stanowi gaz osłonowy przy przełączniku gazu ustawionym na Ciśnienie - w takiej sytuacji minimalne ciśnienie może wynosić 85 PSI.
Moduł sterowania przepływem gazu GCM 2010 Gas Control wbudowany w płytą główną urządzenia dokonuje pomiaru pomiędzy punktami testowymi TP1 (uziemienie) oraz TP18 (osłona) i TP19 (plazma) w celu zmierzenia sygnału wyjścio-wego czujników ciśnienia. Wartość tego sygnału powinna znajdować się w przedziale pomiędzy 2,6V a 3,5V dla 100-135 PSI. Przy ustawieniu ‘ciśnienie niskie’ przełącznika osłony, wartością graniczną będzie 2,1V. Jeśli ciśnienie dowolnego gazu znajduje się poza tymi granicami, będzie to sygnalizowane wystąpieniem usterki. Prosimy pamiętać, iż ciśnienie może
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-89
ZAŁĄCZN
IK
spaść podczas pracy, co zostanie zasygnalizowane kodem usterki, następnie urządzenie odzyska sprawność działania wyświetlając kod poprzedniej, nieaktualnej usterki L303 podczas pomiaru ciśnienia przez użytkownika.
• Testowanie uszkodzonych czujników ciśnienia lub źródła zasilania gazem o nieodpowiednich parametrach o nadmiernej redukcji przepływu. Ustawić przełącznik trybu pracy na module GCM 2010 w położeniu Nastawy plazmy i osłony, odkręcić mechaniczne regulatory ciśnienia na maksymalną wartość ciśnienia i porównać wskaza-nia manometrów mechanicznych z wyświetlaną przez urządzenie wartością ciśnienia. Jeśli wyświetlana wartość ciśnienia w przybliżeniu nie odpowiada wskazaniom manometru, z dużym prawdopodobieństwem uszkodzony jest czujnik ciśnienia. Jeśli zarówno manometr jak i wyświetlacz sygnalizują niskie wartości ciśnienia, układ ste-rowania przepływem gazu cechuje się nadmierną redukcją przepływu. Przyczyną może być zbyt długi wąż lub posiadający zbyt mały przekrój.
304 Układ sterowania przepływem gazu nie gotowy
Jest to standardowy kod otrzymywany w czasie gdy układ sterowania gazem jest w trakcie procesu przepłukiwania gazem podczas rozruchu urządzenia lub kiedy ładowany bądź zmieniany jest proces roboczy lub też kiedy system dystrybucji plazmy został deaktywowany i ponownie aktywowany. W przypadku urządzenia GCM 2010, przełącznik wyboru trybu może nie być ustawiony w pozycji RUN.
Kod 304 połączony z 204 oraz 402 podczas gdy funkcja aktywacji plazmy na module sterowania przepływem gazu GCM 2010 jest deaktywowana może sygnalizować usterkę na płycie we/wy modułu CCM/ Po ponownej aktywacji modułu, pompa nie rozpocznie ponownej pracy, tak więc nie przestanie wyświetlać kodu 4-2 sygnalizując, iż w układzie nie płynie czynnik chłodzący.
W normalnych warunkach kodem otrzymywanym podczas dezaktywacji modułu sterowania przepływem gazu powi-nien być kod 101. Obwody na płycie we/wy wykrywają, iż funkcja aktywacji plazmy jest wyłączona i wysyłają sygnał do mikrokontrolera umieszczonego w obwodzie CCM. Jeśli usterka w obwodzie CCM uniemożliwia wysłanie tego sygnału do mikrokontrolera, moduł nie wie iż system jest dezaktywowany, co sygnalizuje wyświetleniem tych trzech kodów.
305 Błąd protokołu sterowania gazem
Błąd aplikacji lub błąd niezgodności oprogramowania firmware. Skontaktować się z zakładem produkcyjnym w celu uzyskania najświeższej aktualizacji. Możliwe zakłócenia elektromagnetyczne od zapłonnika łuku; skontrolować wizu-alnie uziemienie, spojenie i izolację.
306 Nie używany. Jest to jeden z zamkniętych kodów pochodzących z produktów opracowywanych na wcze-śniejszym etapie.
307 Układ sterowania przepływem gazu zwraca nieprawidłową sekwencję komand.
Niekompatybilność oprogramowania firmware. Skontaktować się z zakładem produkcyjnym w celu uzyskania naj-świeższej aktualizacji. Możliwe zakłócenia elektromagnetyczne od zapłonnika łuku; skontrolować wizualnie uziemienie, spojenie i izolację.
308 Niezgodność modułu CCM i typem układu sterowania przepływem gazu.
Układ sterujący CCM zaimplementowany w urządzeniu serii Auto-Cut XT zaprojektowany został do pracy z modułem GCM 1000 (AC 300 XT) lub wbudowanym układem sterowania przepływem gazu w urządzeniu AC 200 XT. Próba wyko-rzystania modułu GCM 2010 lub DFC 3000 automatycznego sterowania przepływem gazu w urządzeniu serii Auto-Cut skutkować będzie sygnalizacją kodu 308. Podobnie - próba użycia modułu CCM pochodzącego z urządzenia Auto-Cut XT w urządzeniu Ultra-Cut XT także skutkować będzie sygnalizacją błędu numer 308.
309 Usterka komunikacji zwrotnej z układem sterującym przepływem gazu.
Przekaźnik nie sprostał żądanym wymaganiom. Możliwa niekompatybilność oprogramowania firmware. Skontaktować się z zakładem produkcyjnym w celu uzyskania najświeższej aktualizacji.
Możliwe zakłócenia elektromagnetyczne od zapłonnika łuku; skontrolować wizualnie uziemienie, spojenie i izolację.
310-313 Usterki modułu DFC 3000 Auto Gas.
Te różne kody wyświetlane na zasilaczu wskazują, iż jeden z modułów Auto Gas (DPC dla kodów 310 lub 311, DMC dla 312 i 313 - możliwe obydwa) sygnalizuje wystąpienie usterki. W celu uzyskania większej ilości informacji odnieść się do wskaźnika statusu pulsującej czerwonej diody LED konkretnego modułu oraz do tabel statusu.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-90 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
GCM 2010 Kody statusu
Moduł GCM 2000 posiada diodę LED na przednim panelu, która świeci światłem pulsującym zgodnie ze schematem właściwym dla odmiennych kodów.
Moduł GCM 2010 posiada wyświetlacz LCD, na którym wyświetlanych jest wiele z komunikatów dotyczących statusu urządzenia. Kilka z komunikatów odnoszących się do procesu komunikacji nie jest jednak oczywistych i wymaga wy-jaśnienia.
Jeśli wystąpi błąd komunikacji, zostanie on wyświetlony, po jego usunięciu na wyświetlaczu pozostanie informacja o typie wyświetlanego błędu:
^E4 – błąd niskiego poziomu magistrali CAN bus polegający na tym, iż moduł CCM nie potwierdził otrzymania komuni-katu od układu sterowania przepływem gazu.
^E5 – błąd niskiego poziomu magistrali CAN bus - magistrala jest nieaktywna.
^E6 – komunikacja z magistralą CAN bus (światłowodowa) przekroczyła dopuszczalny czas.Kody grupy 4 odnoszące się do systemu chłodzenia ciekłego
Opis systemu chłodzenia. System składa się ze zbiornika chłodziwa, pompy, jednego lub większej liczby wymienników ciepła, przełącznika przepływu, przełącznika poziomu oraz - w przypadku niektórych modeli - czujnika przepływu. Po-nadto system uzupełniają filtr oraz różnego rodzaje złączki i węże. Zapas nowego chłodziwa wlewany jest do zbiornika poprzez otwór rewizyjny znajdujący się w przednim panelu urządzenia obok wizualnego wskaźnika poziomu płynu. Chłodziwo przepływa do wlotu pompy u dołu zbiornika, następnie pompowane jest przez zawór upustowy, który ogra-nicza maksymalne jego ciśnienie do wartości 150 PSI, kierując nadwyżkę chłodziwa z powrotem do zbiornika. Czujnik temperatury chłodziwa TS1 jest liniowym czujnikiem typu NTC zainstalowanym na zaworze upustowym.
Od zaworu upustowego w większości systemów, czynnik chłodzący przepływa przez złączkę zasilającą umieszczoną na tylnym panelu, skąd przepływa do palnika poprzez moduł zdalnego zapłonnika łuku - RAS 1000XT.
Wyjątki: dodatkowego zewnętrznego wymiennika ciepła w Ultra-Cut 400 XT i wewnętrznego łuku starter w Auto-Cut 200 XT.
Miejsce HE 400 XT zewnętrzny wymiennik ciepła między plazmą zasilanie i RAS 1000 XT z dodatkowym chłodzeniem podaży pracy płynu chłodzącego przez chłodnicę do Ultra-Cut 400 XT.
Płyn chłodzący w Auto-Cut 200 XT przechodzi do chłodzonej wodą HF (wysokiej częstotliwości) cewki, a następnie do palnika kabel zasilania jest podłączony do wewnętrznej przegrody palnika.
W większości systemów, płyn powracający z latarką przebija RAS 1000 XT do montażu na tylnej ściance zasilacza. Powrót z RAS1000XT w Ultra-Cut 400 XT przechodzi najpierw przez HE 400 XT a następnie na tylnym panelu zasilacza. Torch płyn chłodzący powraca do tlenowego przegrody wewnątrz Auto-Cut 200 XT.
Chłodziwo powracające z palnika jest kierowane przez znajdujący się na tylnym panelu filtr, następnie przez radiator (wewnętrzny wymiennik ciepła) oraz przez czujnik przepływu. Modele Ultra-Cut posiadają również czujnik przepływu z przełącznikiem przepływu, który może wykryć pęcherzyki w cieczy chłodzącej. Po opuszczeniu radiatora, chłodziwo dostaje się do tzw. „zimnej płyty” dolnego przemiennika lub chłodzonego płynem radiatora. Chłodziwo przepływa przez przemiennik szeregowo i powraca do zasobnika.
401 Niski poziom płynu chłodzącego
Zasobnik cieczy chłodzącej (zbiornik) posiada standardowo otwarty (suchy zbiornik) wyłącznik poziomu typu pływako-wego, LS1. W sytuacji gdy poziom cieczy chłodzącej w zbiorniku znajduje się poniżej połowy objętości zbiornika, zostanie zasygnalizowana konieczność uzupełnienia poziomu płynu. Nie spowoduje to zatrzymania aktywnego procesu cięcia, lecz wyświetli kod 405 będący ostrzeżeniem. Niezwłocznie po zakończeniu procesu cięcia, urządzenie zostanie zatrzymane, nie pozwalając na uruchomienie kolejnego cyklu bez uprzedniego uzupełnienia poziomu chłodziwa.
Możliwe przyczyny wystąpienia usterki:
• Niski poziom chłodziwa.
• Uszkodzony, odłączony lub zainstalowany odwrotnie wyłącznik poziomu chłodziwa.
• Uszkodzona płytka przekaźnika lub odłączone złącze J7.
• Moduł CCM wadliwy.
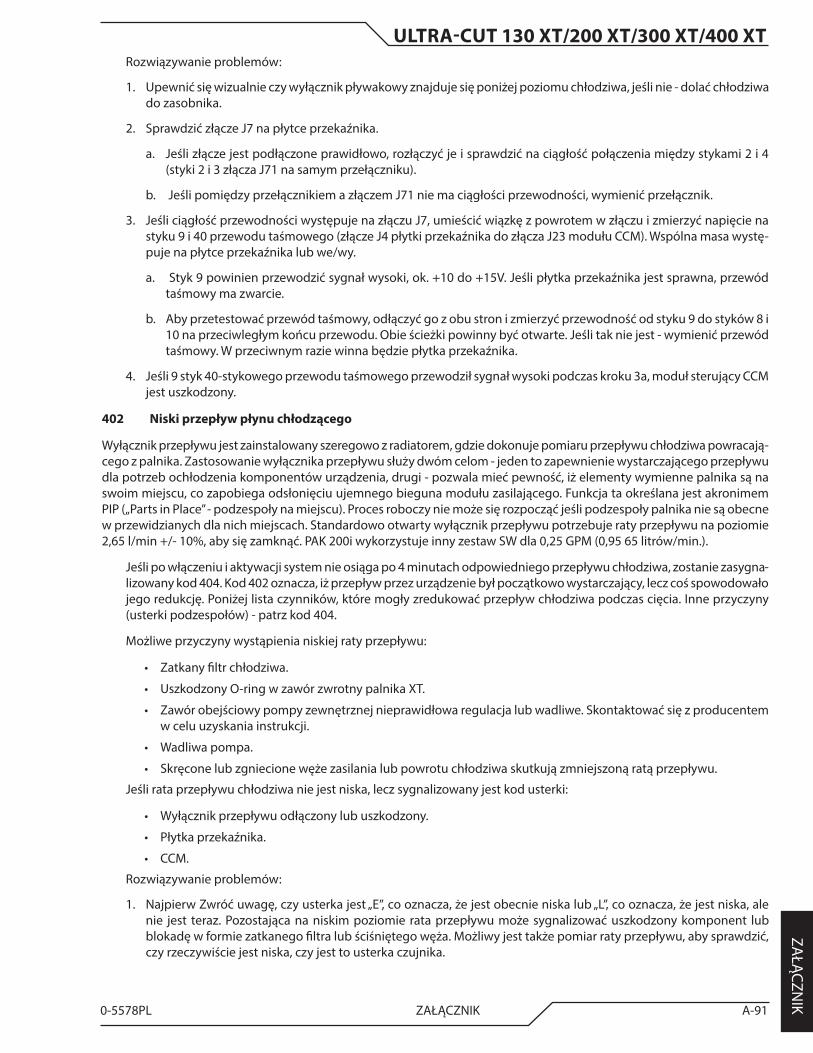
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-91
ZAŁĄCZN
IK
Rozwiązywanie problemów:
1. Upewnić się wizualnie czy wyłącznik pływakowy znajduje się poniżej poziomu chłodziwa, jeśli nie - dolać chłodziwa do zasobnika.
2. Sprawdzić złącze J7 na płytce przekaźnika.
a. Jeśli złącze jest podłączone prawidłowo, rozłączyć je i sprawdzić na ciągłość połączenia między stykami 2 i 4 (styki 2 i 3 złącza J71 na samym przełączniku).
b. Jeśli pomiędzy przełącznikiem a złączem J71 nie ma ciągłości przewodności, wymienić przełącznik.
3. Jeśli ciągłość przewodności występuje na złączu J7, umieścić wiązkę z powrotem w złączu i zmierzyć napięcie na styku 9 i 40 przewodu taśmowego (złącze J4 płytki przekaźnika do złącza J23 modułu CCM). Wspólna masa wystę-puje na płytce przekaźnika lub we/wy.
a. Styk 9 powinien przewodzić sygnał wysoki, ok. +10 do +15V. Jeśli płytka przekaźnika jest sprawna, przewód taśmowy ma zwarcie.
b. Aby przetestować przewód taśmowy, odłączyć go z obu stron i zmierzyć przewodność od styku 9 do styków 8 i 10 na przeciwległym końcu przewodu. Obie ścieżki powinny być otwarte. Jeśli tak nie jest - wymienić przewód taśmowy. W przeciwnym razie winna będzie płytka przekaźnika.
4. Jeśli 9 styk 40-stykowego przewodu taśmowego przewodził sygnał wysoki podczas kroku 3a, moduł sterujący CCM jest uszkodzony.
402 Niski przepływ płynu chłodzącego
Wyłącznik przepływu jest zainstalowany szeregowo z radiatorem, gdzie dokonuje pomiaru przepływu chłodziwa powracają-cego z palnika. Zastosowanie wyłącznika przepływu służy dwóm celom - jeden to zapewnienie wystarczającego przepływu dla potrzeb ochłodzenia komponentów urządzenia, drugi - pozwala mieć pewność, iż elementy wymienne palnika są na swoim miejscu, co zapobiega odsłonięciu ujemnego bieguna modułu zasilającego. Funkcja ta określana jest akronimem PIP („Parts in Place” - podzespoły na miejscu). Proces roboczy nie może się rozpocząć jeśli podzespoły palnika nie są obecne w przewidzianych dla nich miejscach. Standardowo otwarty wyłącznik przepływu potrzebuje raty przepływu na poziomie 2,65 l/min +/- 10%, aby się zamknąć. PAK 200i wykorzystuje inny zestaw SW dla 0,25 GPM (0,95 65 litrów/min.).
Jeśli po włączeniu i aktywacji system nie osiąga po 4 minutach odpowiedniego przepływu chłodziwa, zostanie zasygna-lizowany kod 404. Kod 402 oznacza, iż przepływ przez urządzenie był początkowo wystarczający, lecz coś spowodowało jego redukcję. Poniżej lista czynników, które mogły zredukować przepływ chłodziwa podczas cięcia. Inne przyczyny (usterki podzespołów) - patrz kod 404.
Możliwe przyczyny wystąpienia niskiej raty przepływu:
• Zatkany filtr chłodziwa.
• Uszkodzony O-ring w zawór zwrotny palnika XT.
• Zawór obejściowy pompy zewnętrznej nieprawidłowa regulacja lub wadliwe. Skontaktować się z producentem w celu uzyskania instrukcji.
• Wadliwa pompa.
• Skręcone lub zgniecione węże zasilania lub powrotu chłodziwa skutkują zmniejszoną ratą przepływu.
Jeśli rata przepływu chłodziwa nie jest niska, lecz sygnalizowany jest kod usterki:
• Wyłącznik przepływu odłączony lub uszkodzony.
• Płytka przekaźnika.
• CCM.
Rozwiązywanie problemów:
1. Najpierw Zwróć uwagę, czy usterka jest „E”, co oznacza, że jest obecnie niska lub „L”, co oznacza, że jest niska, ale nie jest teraz. Pozostająca na niskim poziomie rata przepływu może sygnalizować uszkodzony komponent lub blokadę w formie zatkanego filtra lub ściśniętego węża. Możliwy jest także pomiar raty przepływu, aby sprawdzić, czy rzeczywiście jest niska, czy jest to usterka czujnika.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-92 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
2. W pierwszej kolejności wyłączyć i włączyć urządzenie powtórnie. Jeśli rata przepływu jest wciąż na niskim poziomie lub uszkodzony został podzespół, wyświetlanym kodem powinien być kod 404. Przejść do odpowiedniej części w celu rozwiązania problemu.
3. Jeśli po ponownym włączeniu zasilania żaden kod nie jest wyświetlany, kontynuować cięcie, aby zobaczyć czy po-nownie się pojawi. Zapisać kiedy się pojawi, czy na przykład występuje przy palniku znajdującym się przy jednym końcu stołu, być może przewód jest tam ściskany? W każdym razie - przejść do części opisującej kod 404 w celu uzyskania większej ilości informacji.
403 Przegrzanie chłodziwa.
Czujnik temperaturowy TS1 to liniowy rezystor typu NTC przytwierdzony do mosiężnej złączki przy wylocie zaworu upustowego. W tym punkcie ustalane jest czy dostarczane do palnika chłodziwo ma temperaturę o wartości niższej od wymaganej (obecnie 75 stopni C). Chłodnica znajduje się w dolnej prawej części urządzenia. Wentylator jest za nim i zdmuchnąć przez grzejnik.
Wentylatory uruchamiają się podczas aktywnego procesu cięcia, a ich praca trwa 4 minuty po jego zakończeniu. Wy-jątkiem jest urządzenie AC 200XT, w którym wentylatory pracują przez cały czas jego zasilania. Zewnętrzny wymiennik ciepła HE400 jest sterowany termostatem, włącza się więc jedynie w sytuacji gdy chłodziwo ma temperaturę powyżej 60 stopni C. Wyłączy się zatem po zakończeniu pracy wentylatorów.
Możliwe przyczyny przegrzania chłodziwa.
Usterka wentylatorów chłodzących lub uszkodzony przekaźnik MC2 sterujący pracą wentylatorów.
• Żeberka radiatora zatkane brudem.
• Przekroczono parametry obciążenia pracy dla urządzenia (temperatura otoczenia powyżej 40 stopni C, praca pod dużym obciążeniem).
• Praca przy przedmiocie znajdującym się w dużej bliskości do wylotu powietrza (prawa strona urządzenia) lub otwarte panele obudowy z przodu urządzenia.
• Przedłużona praca ze zdjętym dolnym prawym panelem obudowy urządzenia.
• Uszkodzona płytka przekaźnika.
• Wymień moduł CCM.
Rozwiązywanie problemów:
1. Sprawdzić czy z obudowy urządzenia wydmuchiwane jest powietrze. Należy pamiętać, iż poza wyjątkiem AC 200 XT, wentylatory pracują wyłącznie w momencie rozpoczęcia procesu cięcia i 4 minuty po jego zakończeniu. Wymuszenie ciągłej pracy wentylatorów może nastąpić poprzez zwarcie TP2 z TP1 (uziemieniem) na płytce we/wy modułu CCM.
a. W przypadku używania zewnętrznego wymiennika ciepła (HE400XT - opcja dla 300A, standard dla 400A), sprawdzić czy wydmuchiwane jest z niego powietrze. Pamiętać, iż wentylator wymiennika HE400XT sterowa-ny wyłącznikiem termicznym rozpoczyna pracę wyłącznie gdy temperatura chłodziwa przekroczy 60 stopni C i podczas pracy wentylatorów wewnętrznych. Jeśli urządzenia linii 100 i 200A zostały wyposażone w dwa wentylatory należy sprawdzić równoczesną pracę obydwu weryfikując czy z dołu i z góry obudowy urządzenia wydmuchiwane jest powietrze. Możliwe jest użycie lusterka rewizyjnego, jako iż wentylatory są trudno dostrze-galne w urządzeniu. Uważać, aby nie zetknąć lusterka lub własnych rąk z łopatkami wentylatora.
2. Wentylatory zasilane są napięciem 230 VAC. Napięcie o wartości 230 VAC przykładane jest do wentylatorów poprzez przekaźnik sterujący MC2 (poza AC 200XT, w którym wentylatory zasilane są bezpośrednio sygnałem z uzwojenia pierwotnego T1 poprzez J13).
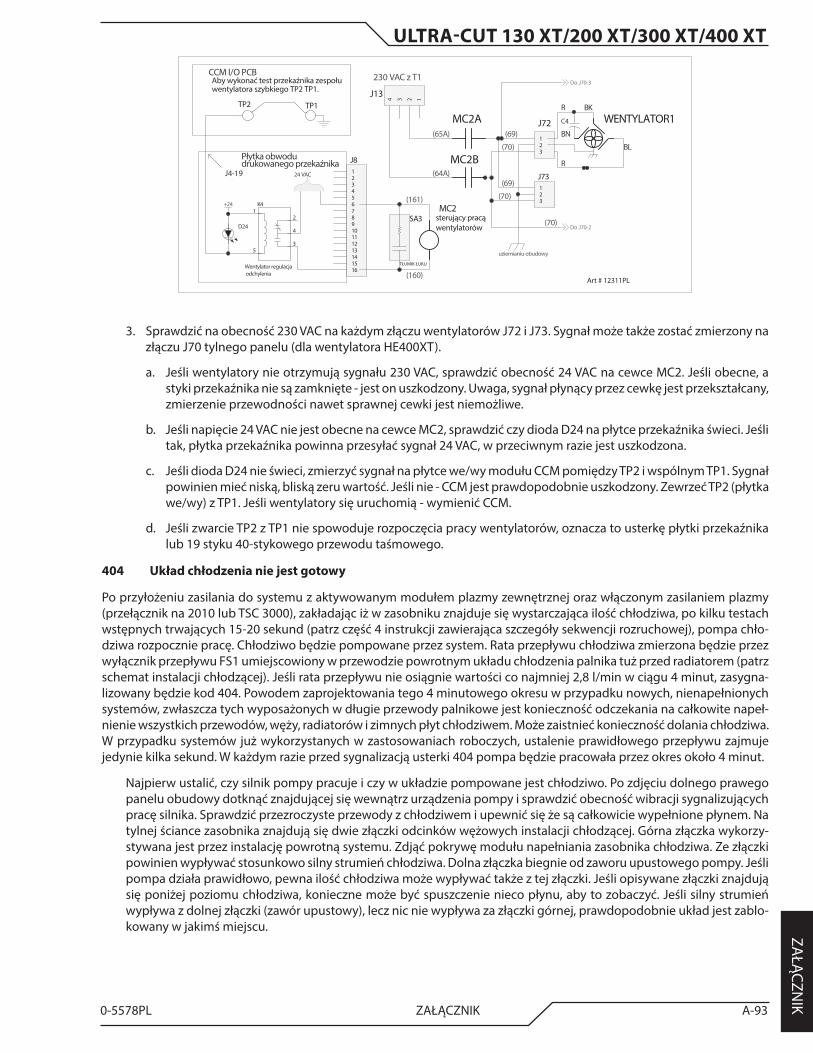
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-93
ZAŁĄCZN
IK
Art # 12311PL
12345678910111213141516
J8
1
53
2
4
Wentylator regulacja odchylenia
K4 MC2sterujący pracą wentylatorów
(160)
(161)
SA3
TŁUMIK ŁUKU
D24
24 VAC
230 VAC z T1
MC2A
MC2B
Do J70-2
Do J70-3
(69)
(70)
(70)
(65A)
(70)
(69)123
J73(64A)
uziemianiu obudowy
123
J72 C4 WENTYLATOR1R
R
BK
BN
BL
1234
J13TP1TP2
CCM I/O PCBAby wykonać test przekaźnika zespołu wentylatora szybkiego TP2 TP1.
+24
J4-19
Płytka obwodu drukowanego przekaźnika
3. Sprawdzić na obecność 230 VAC na każdym złączu wentylatorów J72 i J73. Sygnał może także zostać zmierzony na złączu J70 tylnego panelu (dla wentylatora HE400XT).
a. Jeśli wentylatory nie otrzymują sygnału 230 VAC, sprawdzić obecność 24 VAC na cewce MC2. Jeśli obecne, a styki przekaźnika nie są zamknięte - jest on uszkodzony. Uwaga, sygnał płynący przez cewkę jest przekształcany, zmierzenie przewodności nawet sprawnej cewki jest niemożliwe.
b. Jeśli napięcie 24 VAC nie jest obecne na cewce MC2, sprawdzić czy dioda D24 na płytce przekaźnika świeci. Jeśli tak, płytka przekaźnika powinna przesyłać sygnał 24 VAC, w przeciwnym razie jest uszkodzona.
c. Jeśli dioda D24 nie świeci, zmierzyć sygnał na płytce we/wy modułu CCM pomiędzy TP2 i wspólnym TP1. Sygnał powinien mieć niską, bliską zeru wartość. Jeśli nie - CCM jest prawdopodobnie uszkodzony. Zewrzeć TP2 (płytka we/wy) z TP1. Jeśli wentylatory się uruchomią - wymienić CCM.
d. Jeśli zwarcie TP2 z TP1 nie spowoduje rozpoczęcia pracy wentylatorów, oznacza to usterkę płytki przekaźnika lub 19 styku 40-stykowego przewodu taśmowego.
404 Układ chłodzenia nie jest gotowy
Po przyłożeniu zasilania do systemu z aktywowanym modułem plazmy zewnętrznej oraz włączonym zasilaniem plazmy (przełącznik na 2010 lub TSC 3000), zakładając iż w zasobniku znajduje się wystarczająca ilość chłodziwa, po kilku testach wstępnych trwających 15-20 sekund (patrz część 4 instrukcji zawierająca szczegóły sekwencji rozruchowej), pompa chło-dziwa rozpocznie pracę. Chłodziwo będzie pompowane przez system. Rata przepływu chłodziwa zmierzona będzie przez wyłącznik przepływu FS1 umiejscowiony w przewodzie powrotnym układu chłodzenia palnika tuż przed radiatorem (patrz schemat instalacji chłodzącej). Jeśli rata przepływu nie osiągnie wartości co najmniej 2,8 l/min w ciągu 4 minut, zasygna-lizowany będzie kod 404. Powodem zaprojektowania tego 4 minutowego okresu w przypadku nowych, nienapełnionych systemów, zwłaszcza tych wyposażonych w długie przewody palnikowe jest konieczność odczekania na całkowite napeł-nienie wszystkich przewodów, węży, radiatorów i zimnych płyt chłodziwem. Może zaistnieć konieczność dolania chłodziwa. W przypadku systemów już wykorzystanych w zastosowaniach roboczych, ustalenie prawidłowego przepływu zajmuje jedynie kilka sekund. W każdym razie przed sygnalizacją usterki 404 pompa będzie pracowała przez okres około 4 minut.
Najpierw ustalić, czy silnik pompy pracuje i czy w układzie pompowane jest chłodziwo. Po zdjęciu dolnego prawego panelu obudowy dotknąć znajdującej się wewnątrz urządzenia pompy i sprawdzić obecność wibracji sygnalizujących pracę silnika. Sprawdzić przezroczyste przewody z chłodziwem i upewnić się że są całkowicie wypełnione płynem. Na tylnej ściance zasobnika znajdują się dwie złączki odcinków wężowych instalacji chłodzącej. Górna złączka wykorzy-stywana jest przez instalację powrotną systemu. Zdjąć pokrywę modułu napełniania zasobnika chłodziwa. Ze złączki powinien wypływać stosunkowo silny strumień chłodziwa. Dolna złączka biegnie od zaworu upustowego pompy. Jeśli pompa działa prawidłowo, pewna ilość chłodziwa może wypływać także z tej złączki. Jeśli opisywane złączki znajdują się poniżej poziomu chłodziwa, konieczne może być spuszczenie nieco płynu, aby to zobaczyć. Jeśli silny strumień wypływa z dolnej złączki (zawór upustowy), lecz nic nie wypływa za złączki górnej, prawdopodobnie układ jest zablo-kowany w jakimś miejscu.
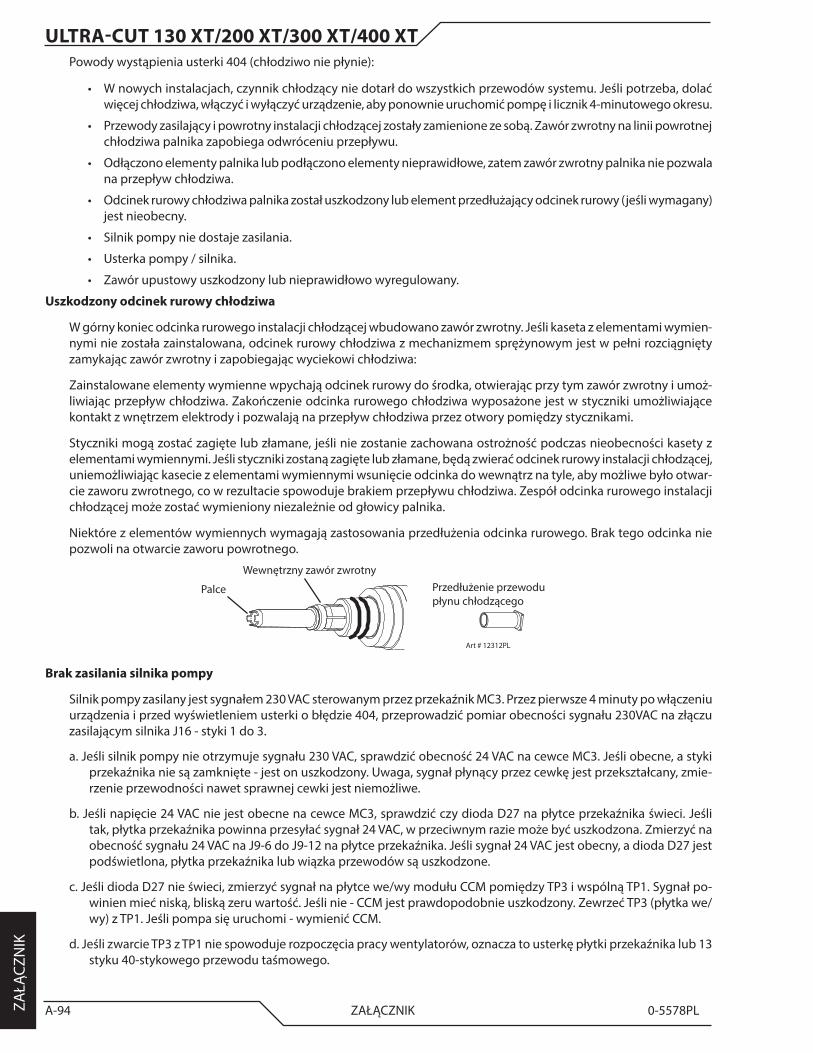
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-94 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Powody wystąpienia usterki 404 (chłodziwo nie płynie):
• W nowych instalacjach, czynnik chłodzący nie dotarł do wszystkich przewodów systemu. Jeśli potrzeba, dolać więcej chłodziwa, włączyć i wyłączyć urządzenie, aby ponownie uruchomić pompę i licznik 4-minutowego okresu.
• Przewody zasilający i powrotny instalacji chłodzącej zostały zamienione ze sobą. Zawór zwrotny na linii powrotnej chłodziwa palnika zapobiega odwróceniu przepływu.
• Odłączono elementy palnika lub podłączono elementy nieprawidłowe, zatem zawór zwrotny palnika nie pozwala na przepływ chłodziwa.
• Odcinek rurowy chłodziwa palnika został uszkodzony lub element przedłużający odcinek rurowy (jeśli wymagany) jest nieobecny.
• Silnik pompy nie dostaje zasilania.
• Usterka pompy / silnika.
• Zawór upustowy uszkodzony lub nieprawidłowo wyregulowany.
Uszkodzony odcinek rurowy chłodziwa
W górny koniec odcinka rurowego instalacji chłodzącej wbudowano zawór zwrotny. Jeśli kaseta z elementami wymien-nymi nie została zainstalowana, odcinek rurowy chłodziwa z mechanizmem sprężynowym jest w pełni rozciągnięty zamykając zawór zwrotny i zapobiegając wyciekowi chłodziwa:
Zainstalowane elementy wymienne wpychają odcinek rurowy do środka, otwierając przy tym zawór zwrotny i umoż-liwiając przepływ chłodziwa. Zakończenie odcinka rurowego chłodziwa wyposażone jest w styczniki umożliwiające kontakt z wnętrzem elektrody i pozwalają na przepływ chłodziwa przez otwory pomiędzy stycznikami.
Styczniki mogą zostać zagięte lub złamane, jeśli nie zostanie zachowana ostrożność podczas nieobecności kasety z elementami wymiennymi. Jeśli styczniki zostaną zagięte lub złamane, będą zwierać odcinek rurowy instalacji chłodzącej, uniemożliwiając kasecie z elementami wymiennymi wsunięcie odcinka do wewnątrz na tyle, aby możliwe było otwar-cie zaworu zwrotnego, co w rezultacie spowoduje brakiem przepływu chłodziwa. Zespół odcinka rurowego instalacji chłodzącej może zostać wymieniony niezależnie od głowicy palnika.
Niektóre z elementów wymiennych wymagają zastosowania przedłużenia odcinka rurowego. Brak tego odcinka nie pozwoli na otwarcie zaworu powrotnego.
Art # 12312PL
Przedłużenie przewodu płynu chłodzącego
Palce
Wewnętrzny zawór zwrotny
Brak zasilania silnika pompy
Silnik pompy zasilany jest sygnałem 230 VAC sterowanym przez przekaźnik MC3. Przez pierwsze 4 minuty po włączeniu urządzenia i przed wyświetleniem usterki o błędzie 404, przeprowadzić pomiar obecności sygnału 230VAC na złączu zasilającym silnika J16 - styki 1 do 3.
a. Jeśli silnik pompy nie otrzymuje sygnału 230 VAC, sprawdzić obecność 24 VAC na cewce MC3. Jeśli obecne, a styki przekaźnika nie są zamknięte - jest on uszkodzony. Uwaga, sygnał płynący przez cewkę jest przekształcany, zmie-rzenie przewodności nawet sprawnej cewki jest niemożliwe.
b. Jeśli napięcie 24 VAC nie jest obecne na cewce MC3, sprawdzić czy dioda D27 na płytce przekaźnika świeci. Jeśli tak, płytka przekaźnika powinna przesyłać sygnał 24 VAC, w przeciwnym razie może być uszkodzona. Zmierzyć na obecność sygnału 24 VAC na J9-6 do J9-12 na płytce przekaźnika. Jeśli sygnał 24 VAC jest obecny, a dioda D27 jest podświetlona, płytka przekaźnika lub wiązka przewodów są uszkodzone.
c. Jeśli dioda D27 nie świeci, zmierzyć sygnał na płytce we/wy modułu CCM pomiędzy TP3 i wspólną TP1. Sygnał po-winien mieć niską, bliską zeru wartość. Jeśli nie - CCM jest prawdopodobnie uszkodzony. Zewrzeć TP3 (płytka we/wy) z TP1. Jeśli pompa się uruchomi - wymienić CCM.
d. Jeśli zwarcie TP3 z TP1 nie spowoduje rozpoczęcia pracy wentylatorów, oznacza to usterkę płytki przekaźnika lub 13 styku 40-stykowego przewodu taśmowego.
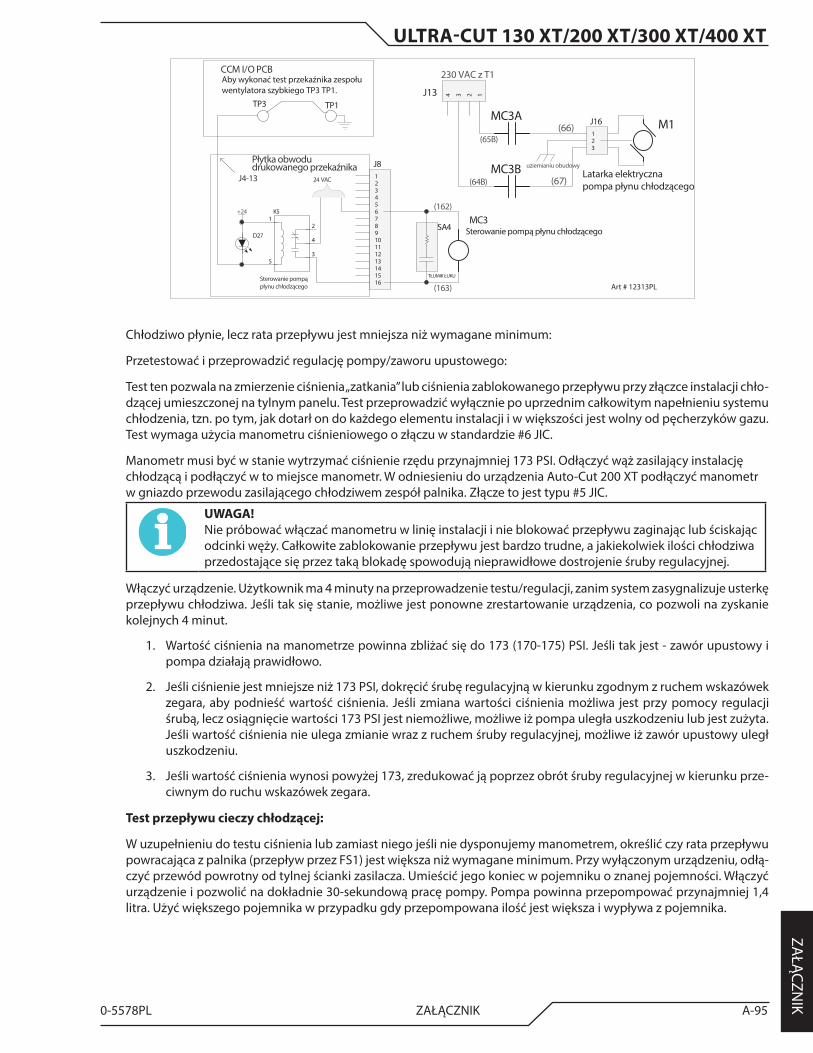
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-95
ZAŁĄCZN
IK
Art # 12313PL
MC3A
MC3B
M1
Latarka elektryczna pompa płynu chłodzącego
123
J16
1234J13
(65B)(66)
(67)(64B)
uziemianiu obudowy
12345678910111213141516
J8
1
53
2
4
Sterowanie pompą płynu chłodzącego
K5
MC3Sterowanie pompą płynu chłodzącego
(163)
(162)
SA4
TŁUMIK ŁUKU
D27
24 VAC
Płytka obwodu drukowanego przekaźnika
TP1TP3
CCM I/O PCBAby wykonać test przekaźnika zespołu wentylatora szybkiego TP3 TP1.
+24
J4-13
230 VAC z T1
Chłodziwo płynie, lecz rata przepływu jest mniejsza niż wymagane minimum:
Przetestować i przeprowadzić regulację pompy/zaworu upustowego:
Test ten pozwala na zmierzenie ciśnienia „zatkania” lub ciśnienia zablokowanego przepływu przy złączce instalacji chło-dzącej umieszczonej na tylnym panelu. Test przeprowadzić wyłącznie po uprzednim całkowitym napełnieniu systemu chłodzenia, tzn. po tym, jak dotarł on do każdego elementu instalacji i w większości jest wolny od pęcherzyków gazu. Test wymaga użycia manometru ciśnieniowego o złączu w standardzie #6 JIC.
Manometr musi być w stanie wytrzymać ciśnienie rzędu przynajmniej 173 PSI. Odłączyć wąż zasilający instalację chłodzącą i podłączyć w to miejsce manometr. W odniesieniu do urządzenia Auto-Cut 200 XT podłączyć manometr w gniazdo przewodu zasilającego chłodziwem zespół palnika. Złącze to jest typu #5 JIC.
UWAGA!Nie próbować włączać manometru w linię instalacji i nie blokować przepływu zaginając lub ściskając odcinki węży. Całkowite zablokowanie przepływu jest bardzo trudne, a jakiekolwiek ilości chłodziwa przedostające się przez taką blokadę spowodują nieprawidłowe dostrojenie śruby regulacyjnej.
Włączyć urządzenie. Użytkownik ma 4 minuty na przeprowadzenie testu/regulacji, zanim system zasygnalizuje usterkę przepływu chłodziwa. Jeśli tak się stanie, możliwe jest ponowne zrestartowanie urządzenia, co pozwoli na zyskanie kolejnych 4 minut.
1. Wartość ciśnienia na manometrze powinna zbliżać się do 173 (170-175) PSI. Jeśli tak jest - zawór upustowy i pompa działają prawidłowo.
2. Jeśli ciśnienie jest mniejsze niż 173 PSI, dokręcić śrubę regulacyjną w kierunku zgodnym z ruchem wskazówek zegara, aby podnieść wartość ciśnienia. Jeśli zmiana wartości ciśnienia możliwa jest przy pomocy regulacji śrubą, lecz osiągnięcie wartości 173 PSI jest niemożliwe, możliwe iż pompa uległa uszkodzeniu lub jest zużyta. Jeśli wartość ciśnienia nie ulega zmianie wraz z ruchem śruby regulacyjnej, możliwe iż zawór upustowy uległ uszkodzeniu.
3. Jeśli wartość ciśnienia wynosi powyżej 173, zredukować ją poprzez obrót śruby regulacyjnej w kierunku prze-ciwnym do ruchu wskazówek zegara.
Test przepływu cieczy chłodzącej:
W uzupełnieniu do testu ciśnienia lub zamiast niego jeśli nie dysponujemy manometrem, określić czy rata przepływu powracająca z palnika (przepływ przez FS1) jest większa niż wymagane minimum. Przy wyłączonym urządzeniu, odłą-czyć przewód powrotny od tylnej ścianki zasilacza. Umieścić jego koniec w pojemniku o znanej pojemności. Włączyć urządzenie i pozwolić na dokładnie 30-sekundową pracę pompy. Pompa powinna przepompować przynajmniej 1,4 litra. Użyć większego pojemnika w przypadku gdy przepompowana ilość jest większa i wypływa z pojemnika.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-96 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Jeśli rata przepływu jest niższa od wartości 0,75 gpm (0,25 GPM dla PAK200i):
• Skontrolować na obecność ograniczeń, takich jak ostro zagięte przewody lub elementy uciskające węże instalacji chłodzącej lub przewody palnika.
• Inne przyczyny: nieprawidłowe ustawienie zaworu upustowego (ktoś przestawił śrubę regulacyjną) - patrz po-wyższa część test ciśnieniowy/regulacja.
• Zużyte podzespoły pompy (zwłaszcza w przypadku starszych urządzeń).
Przepływ chłodziwa jest prawidłowy lecz system nie go wykrywa wskutek uszkodzonych podzespołów:
• Wyłącznik przepływu FS1 odłączony lub uszkodzony.
• Płytka przekaźnika.
• CCM.
Uszkodzony przełącznik przepływu FS1 – przełącznik wyposażany jest w około 30-centymetrowej długości przewód i złącze do podłączenia 3-żyłowej wiązki przewodu. Wiązka mogła zostać odłączona przy jednym z końców: J74 lub J5 na płytce przekaźnika.
Uszkodzony wyłącznik przepływu. - Wyłącznik, który jest normalnie otwarty i zamyka się przy przekroczeniu przez ratę przepływu wartości 0,74 gpm, mógł zostać otwarty. Najłatwiejszym miejscem pomiaru wyłącznika jest złącze wiązki J5, która wpinana jest do płytki obwodu pilotującego. Zakładając, iż poprzednio ustalono, że rata przepływu jest wy-starczająca, odłączyć wiązkę złącza J5 od płytki układu pilotującego, uruchomić urządzenie, aby rozpocząć przepływ chłodziwa i zmierzyć na ciągłość pomiędzy dwoma stykami wiązki J5.
• W przypadku jeśli nie ma ciągłości przewodności, albo przełącznik jest otwarty, albo wiązka pomiędzy J5 i J74 przy przełączniku przepływu FS1 jest otwarta.
• Jeśli zachowana jest ciągłość pomiędzy stykami J5 przy wystarczającej wartości przepływu cieczy chłodzącej, uszkodzone mogą być zarówno płytka przekaźnika jak i moduł CCM.
405 Ostrzeżenie o niskim poziomie płynu chłodzącego
Jeśli poziom chłodziwa staje się niski podczas cięcia, natychmiastowe zatrzymanie procesu nie jest konieczne, jako iż w systemie wciąż znajduje się wystarczająca ilość chłodziwa, aby go kontynuować. Kod E405 jest wyświetlany jako ostrzeżenie. Po zatrzymaniu procesu cięcia i w przypadku jeśli poziom chłodziwa jest wciąż za niski, kod wyświetlanej usterki zmieni się na E401 w celu zapobieżenia rozpoczęciu kolejnego cięcia. Patrz część opisująca postepowanie w przypadku wystąpienia błędu o kodzie 401, aby usunąć usterkę.
406 Ostrzeżenie o niskim przepływie cieczy chłodzącej
Wyświetlany kod stanowi ostrzeżenie - nie uniemożliwia procesu cięcia, lecz jeśli się utrzymuje - zbadać przyczyny. W uzupełnieniu do wyłącznika przepływu chłodziwa jednostki serii Ultra-Cut XT wyposażone zostały w turbinowy czujnik przepływu FL1, określany w schemacie instalacji jako „czujnik pęcherzyków”, z wyjściem impulsowym dokładnie mie-rzącym ratę przepływu chłodziwa oraz mający zdolność wykrywania pęcherzyków gazu w chłodziwie. Udowodniono, iż pęcherzyki gazu pojawiające się w chłodziwie wskutek wadliwych uszczelnień złączek palnika i węży wydatnie skracają trwałość eksploatacyjną elementów wymiennych. Wyświetlany kod stanowi ostrzeżenie - nie uniemożliwia procesu cięcia, lecz jeśli się utrzymuje - zbadać przyczyny.
407 Przegrzanie chłodziwa wskutek nadmiernej temperatury otoczenia
Jak opisano w części poświęconej kodom 259-264, moduł CCM mierzy temperaturę otoczenia przy pomocy czujnika TS2 i - podobnie jak w przypadku przemienników - jeśli temperatura chłodziwa jest nadmierna, w pierwszej kolejności należy sprawdzić temperaturę otoczenia. Jeśli jej wartość przekracza 40 stopni C, uznajemy to za przyczynę przegrzania chłodziwa. Oczywistym rozwiązaniem kwestii będzie obniżenie tej temperatury lub zmniejszenie obciążenia jakiemu poddawane jest urządzenie.
Innym wytłumaczeniem jest uszkodzenie obwodu pomiaru temperatury otoczenia, pozwalającego na przegrzanie się chłodziwa. W takim przypadku przejść do części opisującej kod 403 w celu ustalenia powodów przegrzewania się chłodziwa, a także części dla kodów 259-264 w celu ustalenia przyczyn usterek obwodu czujnika TS2.

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-97
ZAŁĄCZN
IK
Kody grupy 5 odnoszą się do błędów komunikacji z magistralą CANBUS (światłowodową)
501 Usterka sygnału zwrotnego magistrali CANBUS
Moduł CCM komunikuje się z układem sterowania przepływem gazu (za wyjątkiem GCM 1000 XT) za pomocą przewodu światłowodowego wykorzystując protokół CANBUS. Moduł CCM poszukuje sygnału od układu sterowania przepływem gazu (GCM 2010 lub DMC) płynącego światłowodem. Nie wykrywa żadnego sygnału. Komunikacja z DPC, która prze-kazywana jest przez DMC uruchamia odmienny kod 301, jeśli są z nią problemy.
Możliwe przyczyny wystąpienia usterki:
• Układ sterowania przepływem gazu GCM 1000 XT (Auto-Cut 300XT) nie posiadający światłowodu z problemem Basic ID.
• Problem z magistralą CANBUS / światłowodem biegnącym do GCM 2010 lub DMC (podzespół DFC 3000).
• Uszkodzony przewód sterujący do DMC lub GCM 2010.
• Układ sterowania przepływem gazu (DMC lub GCM 2010) płyty głównej - spalony bezpiecznik lub uszkodzony.
• Płytka zasilacza DMC - spalony bezpiecznik lub uszkodzona.
• Moduł CCM wadliwy.
Rozwiązywanie problemów:
1. Moduł GCM 1000XT (także nazywany Prostym układem sterowania przepływem gazu) nie wykorzystuje komunikacji światłowodowej (z protokołem CANBUS). Zworka obecna na stykach 8 i 9 złącza J56 układu sterowania przepły-wem gazu powoduje przesłanie sygnału „Basic ID” informującego CCM, iż w systemie nie jest obecna magistrala światłowodowa. Jeśli obwód został w dowolnym punkcie przerwany (przewód układu, styki złączy, podłączenie od tylnego panelu GCM, J55 do J26 modułu CCM, moduł CCM będzie spodziewał się podłączenia magistrali CANBUS, tak więc jej brak będzie sygnalizowany błędem.
2. DFC 3000. Jeśli obwód sterowania przepływem gazu nie jest zasilany, nie będzie brał udziału w procesie komunikacji. Sprawdzić na obecność zasilania układu sterowania przepływem gazu.
a. W przypadku wykorzystywania funkcji Auto Gas (DFC3000) z modułami DMC i DPC, jeśli płyta główna modułu DMC nie jest zasilana, zielona dioda umieszczona na przednim panelu modułu nie będzie podświetlona. Płyta główna otrzymuje kilka sygnałów napięciowych od płytki swojego niezależnego układu zasilającego. Dla potrzeb komunikacji niezbędny jest sygnał o wartości +5V. Kiedy do płyty głównej dociera napięcie +5V, zielona dioda D17 zostaje podświetlona (pierwsza z lewej).
b. Płyta zasilacza modułu DMC posiada kilka niebieskich diod LED, które zostają podświetlone podczas zasilania. Jeśli żadna z tych diod nie jest podświetlona, sprawdzić czy przewód sterujący podłączony jest do umieszczonego na tylnym panelu zasilacza plazmy rozłącznika obwodu CB2, który może być rozłączony, co jest równoznaczne i istnieniem zwarcia w obwodzie.
c. Zasilacz modułu DMC, który dostarcza kilkanaście sygnałów do urządzenia, może nie przesyłać jednego lub kilku z nich, lecz wciąż podświetlać kilka z niebieskich diod LED. Sprawdzić na obecność sygnałów napięciowych.
3. GCM 2010.
4. Błędy komunikacji protokołu CANBUS / światłowodowej mogą być trudne do usunięcia, zwłaszcza jeśli występują okresowo. Patrz część „Testowanie światłowodu” poniżej. Elementy na które zwrócić uwagę:
a. Złącza na końcach przewodu światłowodowego nie zablokowane w pozycji roboczej.
b. Przewód jest uszkodzony lub zgięty pod ostrym końcem. Taka sytuacje nie powinna mieć miejsca, jeśli światłowód umieszczony został wewnątrz obudowy w ochronnym wężu, który z kolei został odpowiednio przytwierdzony mocowaniami odpornymi na naprężenia - nie zawsze takie rozwiązania były jednak stosowane.
c. Brud zgromadzony wokół końcówek przewodu światłowodowego lub w gniazdach nadajnika/odbiornika, w którym umieszczany jest przewód. Przedmuchać ostrożnie strumieniem suchego sprężonego powietrza (wy-korzystywanego do czyszczenia optyki aparatów fotograficznych).
d. Nadmierne zakłócenia elektryczne. Choć światłowód jest odporny na zakłócenia elektromagnetyczne, mogą one zakłócać pracę układów znajdujących się po obu stronach. Sprawdzić czy połączenia uziemiające są pod-łączone zgodnie z instrukcją, są czyste i solidne. Sprawdzić rezystancję pręta uziemiającego (po odłączeniu od
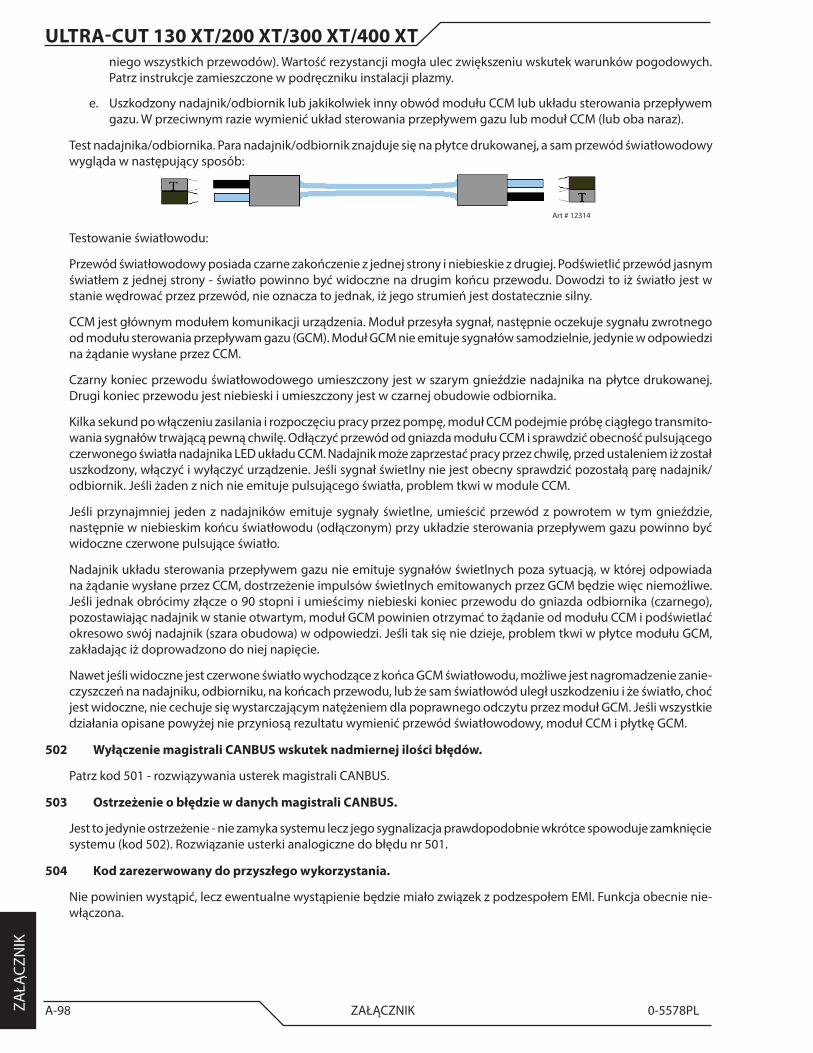
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-98 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
niego wszystkich przewodów). Wartość rezystancji mogła ulec zwiększeniu wskutek warunków pogodowych. Patrz instrukcje zamieszczone w podręczniku instalacji plazmy.
e. Uszkodzony nadajnik/odbiornik lub jakikolwiek inny obwód modułu CCM lub układu sterowania przepływem gazu. W przeciwnym razie wymienić układ sterowania przepływem gazu lub moduł CCM (lub oba naraz).
Test nadajnika/odbiornika. Para nadajnik/odbiornik znajduje się na płytce drukowanej, a sam przewód światłowodowy wygląda w następujący sposób:
Art # 12314
Testowanie światłowodu:
Przewód światłowodowy posiada czarne zakończenie z jednej strony i niebieskie z drugiej. Podświetlić przewód jasnym światłem z jednej strony - światło powinno być widoczne na drugim końcu przewodu. Dowodzi to iż światło jest w stanie wędrować przez przewód, nie oznacza to jednak, iż jego strumień jest dostatecznie silny.
CCM jest głównym modułem komunikacji urządzenia. Moduł przesyła sygnał, następnie oczekuje sygnału zwrotnego od modułu sterowania przepływam gazu (GCM). Moduł GCM nie emituje sygnałów samodzielnie, jedynie w odpowiedzi na żądanie wysłane przez CCM.
Czarny koniec przewodu światłowodowego umieszczony jest w szarym gnieździe nadajnika na płytce drukowanej. Drugi koniec przewodu jest niebieski i umieszczony jest w czarnej obudowie odbiornika.
Kilka sekund po włączeniu zasilania i rozpoczęciu pracy przez pompę, moduł CCM podejmie próbę ciągłego transmito-wania sygnałów trwającą pewną chwilę. Odłączyć przewód od gniazda modułu CCM i sprawdzić obecność pulsującego czerwonego światła nadajnika LED układu CCM. Nadajnik może zaprzestać pracy przez chwilę, przed ustaleniem iż został uszkodzony, włączyć i wyłączyć urządzenie. Jeśli sygnał świetlny nie jest obecny sprawdzić pozostałą parę nadajnik/odbiornik. Jeśli żaden z nich nie emituje pulsującego światła, problem tkwi w module CCM.
Jeśli przynajmniej jeden z nadajników emituje sygnały świetlne, umieścić przewód z powrotem w tym gnieździe, następnie w niebieskim końcu światłowodu (odłączonym) przy układzie sterowania przepływem gazu powinno być widoczne czerwone pulsujące światło.
Nadajnik układu sterowania przepływem gazu nie emituje sygnałów świetlnych poza sytuacją, w której odpowiada na żądanie wysłane przez CCM, dostrzeżenie impulsów świetlnych emitowanych przez GCM będzie więc niemożliwe. Jeśli jednak obrócimy złącze o 90 stopni i umieścimy niebieski koniec przewodu do gniazda odbiornika (czarnego), pozostawiając nadajnik w stanie otwartym, moduł GCM powinien otrzymać to żądanie od modułu CCM i podświetlać okresowo swój nadajnik (szara obudowa) w odpowiedzi. Jeśli tak się nie dzieje, problem tkwi w płytce modułu GCM, zakładając iż doprowadzono do niej napięcie.
Nawet jeśli widoczne jest czerwone światło wychodzące z końca GCM światłowodu, możliwe jest nagromadzenie zanie-czyszczeń na nadajniku, odbiorniku, na końcach przewodu, lub że sam światłowód uległ uszkodzeniu i że światło, choć jest widoczne, nie cechuje się wystarczającym natężeniem dla poprawnego odczytu przez moduł GCM. Jeśli wszystkie działania opisane powyżej nie przyniosą rezultatu wymienić przewód światłowodowy, moduł CCM i płytkę GCM.
502 Wyłączenie magistrali CANBUS wskutek nadmiernej ilości błędów.
Patrz kod 501 - rozwiązywania usterek magistrali CANBUS.
503 Ostrzeżenie o błędzie w danych magistrali CANBUS.
Jest to jedynie ostrzeżenie - nie zamyka systemu lecz jego sygnalizacja prawdopodobnie wkrótce spowoduje zamknięcie systemu (kod 502). Rozwiązanie usterki analogiczne do błędu nr 501.
504 Kod zarezerwowany do przyszłego wykorzystania.
Nie powinien wystąpić, lecz ewentualne wystąpienie będzie miało związek z podzespołem EMI. Funkcja obecnie nie-włączona.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-99
ZAŁĄCZN
IK
Kody grupy 6 odnoszące się do modułu sterującego CCM oraz aktualizacji oprogramowania. Jedynym wyjątkiem będzie tutaj kod 619 odnoszący się do usterki wyłącznika przepływu czynnika chłodzącego FS1.
601-611 Różne błędy wewnętrzne płytki procesora modułu CCM.
Większość tego typu usterek może być rozwiązana przez ponowne włączenie zasilania urządzenia, jeśli jednak problem powraca jedynym rozwiązaniem okazać się może wymiana samego modułu CCM. Wyjątki:
1. 603 Jest to jeden z zamkniętych kodów pochodzących z produktów opracowywanych na wcześniejszym etapie. Kod nie jest używany, nie powinien więc nigdy wystąpić. W odmiennej sytuacji skontaktować się z centrum obsługi klienta.
2. 607 Nadmierna temperatura procesora. Błąd może wystąpić w przypadku gdy temperatura powietrza w miejscu lokalizacji modułu CCM jest zbyt wysoka. Spróbować otworzyć górny panel obudowy urządzenia, dostarczyć nieco powietrza do wnętrza, w celu jego ochłodzenia. Jeśli nie przyniesie to rezultatu lub temperatura otoczenia nie była zbyt wysoka - wymienić moduł CCM.
3. Kod 611 sygnalizowany jest z różnych przyczyn. Większość z nich wymaga wymiany CCM. Jedną z przyczyn może jednak być zworka programowa na płytce procesora (poniżej płytki tłumienia zakłóceń statycznych) pozostawiona w pozycji PROG. Jest to ustawienia fabryczne wykorzystywane podczas wstępnego programowania urządzenia. Ustawienie to nigdy nie powinno być wykorzystywane w warunkach normalnej pracy urządzenia. Ustawienie to NIE jest wykorzystywane do aktualizacji kodu oprogramowania. Jeśli jednak położenie zworki zostało przez kogoś zmienione, rezultatem będzie sygnalizacją błędu 611.
612 Usterka zasilania portu USB.
Port USB dostarcza zasilania o wartości +5V do niektórych urządzeń USB, takich jak pamięci typu flash (pendrive, karty pamięci) wykorzystywane do aktualizacji oprogramowania urządzenia. Napęd typu flash jest jedynym urządzeniem, które obecnie wykorzystuje opisywany port USB. Usterka wykrywa brak lub niską wartość napięcia doprowadzonego do portu. Może to oznaczać zwarcie wewnątrz napędu typu flash lub wewnątrz innego urządzenia, które cechuje się zbyt wielkim poborem mocy, której wartość przekracza wartości graniczne ustalone dla modułu zasilającego USB.
Spróbować dołączyć pamięć innego typu, lub jeśli pamięć wymienna była sprawna (działała z komputerem) - wymienić moduł CCM.
613 Usterka tworzenia rejestru zdarzeń USB
Podczas aktualizacji oprogramowania modułów CCM, DMC lub DPC z dysków wymiennych, tworzony jest plik rejestru zdarzeń o nazwie CCM_LOG.TXT, w którym zapisane zostają wyniki procesu aktualizacji, włączając w to jakiekolwiek zaistniałe problemy. Jeśli plik ten nie może zostać utworzony, sygnalizowany jest błąd 613. Problem może sprowadzać się do samego urządzenia pamięci wymiennej, na którym zapisano uprzednio zbyt wielką liczbę innych plików lub problem z formatem urządzenia, który może nie być rozpoznawany przez CCM.
1. Spróbować zapisać plik rejestru zdarzeń na innym, najlepiej niezapisanym dysku wymiennym.
2. Inna możliwość to zapisanie wszystkich istniejących plików dysku wymiennego na dysku na komputerze, a na-stępnie usunięcie ich z dysku wymiennego. Następnie skopiować na dysk wymienny wyłącznie pliki wymagane do aktualizacji systemu.
3. Jeśli powyższe rozwiązanie nie przyniesie rezultatu, sprawdzić czy pliki aktualizacyjne zostały skopiowane w bez-pieczne miejsce i sformatować dysk wymienny, co spowoduje jego całkowite wyczyszczenie. Po sformatowaniu skopiować na niego wyłącznie pliki konieczne do aktualizacji systemu.
614 Brak pliku USF
Obecność pliku VTCCMFW.USF wymagana jest na dysku wymiennym łącznie z obecnością plików programowych podczas aktualizacji systemu. Jeśli plik jest nieobecny lub uszkodzony, zostanie zasygnalizowana usterka b614. Litera „b” sygnalizuje, iż błąd został wygenerowany raczej przez program sekwencji startowej niż przez kod programowy samej aplikacji. Każda nowa wersja zaktualizowanych plików programowych zawiera nowy plik VTCCMFW.USF. Nawet pomimo tej samej nazwy pliku każdorazowo wymagana jest nowa jego wersją dołączana do nowego kodu aplikacji.
1. Zapisać prawidłowy plik VTCCMFW.USF na dysku wymiennym.
2. Jeśli na dysku znajduje się już odpowiednia wersja pliku VTCCMFW.USF możliwe, iż błąd tkwi w samym dysku wy-miennym. Wypełnić zalecenia dla kodu 613.
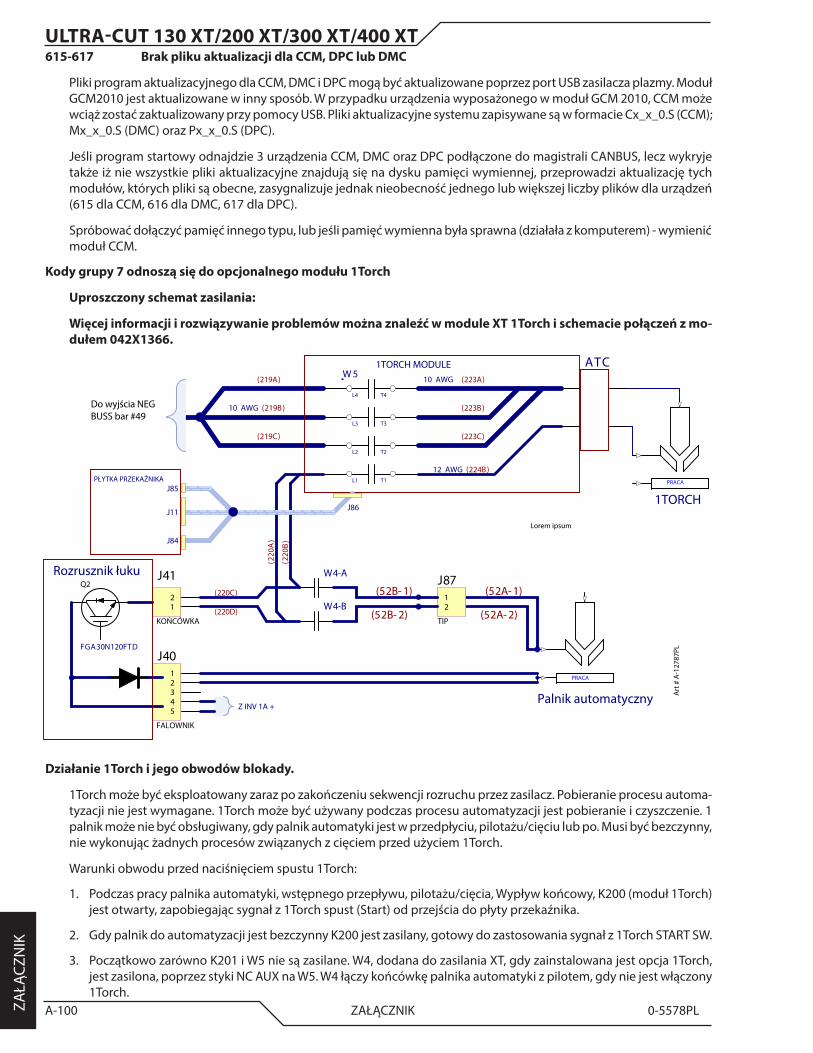
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-100 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
615-617 Brak pliku aktualizacji dla CCM, DPC lub DMC
Pliki program aktualizacyjnego dla CCM, DMC i DPC mogą być aktualizowane poprzez port USB zasilacza plazmy. Moduł GCM2010 jest aktualizowane w inny sposób. W przypadku urządzenia wyposażonego w moduł GCM 2010, CCM może wciąż zostać zaktualizowany przy pomocy USB. Pliki aktualizacyjne systemu zapisywane są w formacie Cx_x_0.S (CCM); Mx_x_0.S (DMC) oraz Px_x_0.S (DPC).
Jeśli program startowy odnajdzie 3 urządzenia CCM, DMC oraz DPC podłączone do magistrali CANBUS, lecz wykryje także iż nie wszystkie pliki aktualizacyjne znajdują się na dysku pamięci wymiennej, przeprowadzi aktualizację tych modułów, których pliki są obecne, zasygnalizuje jednak nieobecność jednego lub większej liczby plików dla urządzeń (615 dla CCM, 616 dla DMC, 617 dla DPC).
Spróbować dołączyć pamięć innego typu, lub jeśli pamięć wymienna była sprawna (działała z komputerem) - wymienić moduł CCM.
Kody grupy 7 odnoszą się do opcjonalnego modułu 1Torch
Uproszczony schemat zasilania:
Więcej informacji i rozwiązywanie problemów można znaleźć w module XT 1Torch i schemacie połączeń z mo-dułem 042X1366.
12
J41
KOŃCÓWKA
(52A- 1)
W4-A
W4-B
PRACA12345
J40
FALOWNIK
Palnik automatyczny
12
J87
TIP
Z INV 1A +
Rozrusznik łuku
FGA30N120FTD
Q2(220C)
(220D) (52A- 2)
(52B- 1)
(52B- 2)
+
W 5
L1
L2
L4
L3
T2
T1
T4
T3
Do wyjścia NEG BUSS bar #49
12 AWG
10 AWG
10 AWG(219A)
(219B)
(219C)
(224B)
(223A)
(223B)
(223C)
PRACA
1TORCH
ATC
(220
A)
(220
B)
PŁYTKA PRZEKAŹNIKAJ85
J11
J84
J86
1TORCH MODULE
Lorem ipsum
Art
# A
-127
87PL
Działanie 1Torch i jego obwodów blokady.
1Torch może być eksploatowany zaraz po zakończeniu sekwencji rozruchu przez zasilacz. Pobieranie procesu automa-tyzacji nie jest wymagane. 1Torch może być używany podczas procesu automatyzacji jest pobieranie i czyszczenie. 1 palnik może nie być obsługiwany, gdy palnik automatyki jest w przedpłyciu, pilotażu/cięciu lub po. Musi być bezczynny, nie wykonując żadnych procesów związanych z cięciem przed użyciem 1Torch.
Warunki obwodu przed naciśnięciem spustu 1Torch:
1. Podczas pracy palnika automatyki, wstępnego przepływu, pilotażu/cięcia, Wypływ końcowy, K200 (moduł 1Torch) jest otwarty, zapobiegając sygnał z 1Torch spust (Start) od przejścia do płyty przekaźnika.
2. Gdy palnik do automatyzacji jest bezczynny K200 jest zasilany, gotowy do zastosowania sygnał z 1Torch START SW.
3. Początkowo zarówno K201 i W5 nie są zasilane. W4, dodana do zasilania XT, gdy zainstalowana jest opcja 1Torch, jest zasilona, poprzez styki NC AUX na W5. W4 łączy końcówkę palnika automatyki z pilotem, gdy nie jest włączony 1Torch.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-101
ZAŁĄCZN
IK
Po naciśnięciu spustu 1Torch obwód blokujący najpierw określa, czy materiały eksploatacyjne 1Torch są w miejscu i czy wymagane jest właściwe skontaktowanie się z pilotem.
1. -15V (J85-3) jest stosowane do elektrody 1Torch poprzez styki NC K201 i powraca z końcówki na J85-1, gdzie pomiar jest podejmowany przez U13A na płycie przekaźnika. Sygnał „/nacisk OK 1Torch” na styk 6 40-pinowy przewód taśmowy (między przekaźnikiem i i/O płyty (J4, J23)) jest używany zarówno dla blokady i potwierdzenie ciśnienia gazu. Gdy ten sygnał jest wyciągnięty na niskim poziomie podczas testu ciągłości części, oznacza to, że jest OK, aby pobudzać 1Torch. Jest dioda LED, D35, o nazwie T-E STYK, że gdy na, wskazuje, że ten test jest spełniony. Normalne ciśnienie robocze 1Torch wynosi 70-85 PSI.
2. Po potwierdzeniu, że materiały eksploatacyjne są na miejscu, K201 i W5 są zasilane i W5’s normalnie zamknięty Styk pomocniczy (W5 AUX) otwiera de-energetyzujący W4 izolując końcówkę palnika automatyki od końcówki 1Torch. Jeśli z jakiegoś powodu K201 nie zasili lub jeśli przełącznik ciśnienia PS2 jest zwał zamknięty, to zostanie ustawiony Błąd 703.
3. Teraz elektromagnes gazowy 1Torch jest włączony i gaz powinien płynąć powodując 1Torch uruchomienie kasety odsunąć się od końcówki. Jednocześnie falownik jest zasilany, aby wyłożyć napięcie obwodu otwartego. Jeśli kaseta początkowa oddziela się od końcówki, zasilacz XT wykryje napięcie obwodu otwartego między końcówką a elek-trodą. Jeśli nie ma wystarczającej ilości ciśnienia powietrza, co najmniej 35 PSI, zostanie ustawiony błąd ciśnienia 704. Jeśli ciśnienie jest wyższe niż 35 PSI, a wkład nie jest oddzielany, oznacza to, że usterka kasety Start 705 jest ustawiona.
4. Zakładając, że jest wystarczająco dużo ciśnienia gazu (powinno być 70-85 PSI) i Kaseta początkowa działa prawidłowo, gaz jest następnie wyłączony, części spotykają się i prąd pilota przepływa przez nich, gaz jest włączony ponownie i części oddzielne rysowanie łuku między nimi, który jest dmuchane z końcówki przez przepływ gazu.
Pomiary blokady podczas pracy palnika XT Automation:
1. Niezależnie od tego, czy 1Torch jest podłączony do ATC,-15 V jest stosowany przez K201 do obwodu elektrody 1Torch (Terminal ujemny ATC), jak wyjaśniono wcześniej. Jeśli W5, który powinien być otwarty, ma którykolwiek z jego 3 styki ujemne zamknięte (spawane lub zatrzymany na)-15V będą mierzone przez U13B dając sygnał „Contactor Fault 1Torch”. Jeśli usterka stycznika nie zostanie wykryta, jest OK, aby naładować palnik do automatyzacji.
2. Jeśli 1Torch jest podłączony i części są na miejscu, co kontakt,-15V będzie również widoczne na obwodzie końcówki i jeśli W5 pilot (TIP) kontakt jest zamknięty (spawane lub zatrzymany na), U13D wykryje-15V i dać sygnał „awaria stycznika 1Torch”. „Awaria stycznika 1Torch” Ustawia kod usterki 701. Jeśli usterka stycznika nie zostanie wykryta, to jest OK, aby naładować palnik do automatyzacji. Jest zielona dioda, D40, na płycie przekaźnik, który jest włączony, gdy obwód jest spełniony, nie w stanie awarii.
Rozwiązywanie problemów z modułem 1Torch.
Najpierw przeczytaj opisy powyżej. W tym przewodniku założono, że masz kopię modułu XT 1Torch i połączenia schemat 42X1366. Moduł 1Torch jest zamontowany na przednim panelu XT za pomocą wkrętów, które akceptują sterownik TORX T25 lub gniazdo 8 mm. Jeśli procedura wymaga usunięcia, przewody są wystarczająco długie, aby umożliwić wyjęcie modułu na tyle daleko od panelu, aby również zdjąć pokrywę. Będziesz musiał wspierać moduł z czymś podczas pracy nad nim.
Wyjmowanie i otwieranie modułu 1Torch.
Jeżeli Rozwiązywanie problemów/naprawa wymaga dostępu do wnętrza modułu 1Torch to jest to, co jest wymagane. Najpierw zdejmij prawe panele boczne i upewnij się, że złącze J86 z tyłu modułu jest podłączone. W panelu przednim modułu znajduje się 6 wkrętów, 4 przymocuj go do panelu i 2 przytrzymaj pokrywę, usuń je wszystkie. Pociągnij spust palnika na chwilę, aby rozpocząć przepływ gazu. Uprząż i przewody pozostają podłączone. Tylna część pokrywy jest szczelna, więc trzeba tylko poluzować te wkręty. Będziesz musiał obsługiwać moduł podczas wykonywania tego.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-102 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Kontrolki usterki nie są włączone. Niektóre problemy mogą nie skutkować kodami usterek, takimi jak:
1. Brak odpowiedzi na wyzwalacz 1Torch. Aby obsługiwać wyzwalacz 1Torch, palnik do automatyzacji musi być w stanie bezczynności, nie wypływu wstępnego, po płynnym, itp. Gdy palnik do automatyzacji XT jest bezczynny K200 w module 1Torch należy podłączyć spust palnika do płyty przekaźnika i CCM. Na płycie CCM I/O znaleźć D70, 1Torch Start LED, tylko na lewo od J28. Powinno to być lekkie przy każdym naciśnięciu spustu 1Torch. Jeśli nie, sprawdź, czy osłona tarczy i materiały eksploatacyjne są na miejscu. Sprawdzić, czy złącze 1Torch ATC jest w pełni osadzone.
a. Jeśli D70 nie jest włączony, najpierw usuń J11 z tablicy przekaźnikowej. Miara dla 400-800 omów (nie stosować skali diody miernika) między pinami 2 i 3 złącza wiązki przewodów J11. Jeśli otwarte lub zwarcie to problem jest w module 1Torch.
b. Jeśli rezystancja na J11-2 i 3 jest OK ponownie J11 i zmierzyć napięcie na J11-2 względem TB1 na płycie przekaź-nika. Odczyt powinien wynosić 24V DC. Następna miara na J11-3. Powinno to być niskie, mniej niż 2 woltów. Jeśli nie jest niska, ale zamiast tego jest 24VDC to K200 nie jest włączony i problem może być w płycie przekaźnika lub CCM.
c. Środek PIN 5 na 40 (J23/J4), jeśli jest wysoki, około 15VDC, CCM może być uszkodzony, nie wykrywa, że latarka automatyki jest bezczynny. Jeśli styk 5 jest niski, mniej niż 2 VDC, a J11-3 nie był niski, płyta przekaźnika jest uszkodzona.
2. W5 stycznik nie zasilany. To rzeczywiście pokaże kod usterki 102, awaria pilota, po kilku sekundach, ponieważ jeśli W5 nie jest włączony, zasilanie nie będzie podłączone do 1Torch więc nie będzie pilota.
a. Zmierzyć opór złącza wiązki przewodów J11 z drugiej strony cewki W4 (drut 210). Jeśli OK, będziesz musiał otworzyć moduł 1Torch, aby zbadać.
b. Jeśli nie 24VAC sprawdzić, czy wyłącznik tylny CB3 nie jest wyzwalany. Następny pomiar sygnału „/stycznik Włącz 1Torch” na styk 20 40 PIN taśmy (J23/J4). Powinna być niska, mniejsza niż 2VDC. Jeśli tak jest, płyta przekaźnika jest uszkodzona. Jeśli styk 20 nie jest niski, CCM jest prawdopodobnie przyczyną.
3. W4 stycznik nie zamyka się, gdy system jest w trybie bezczynności lub automatyzacji. Zapobiegnie to pilotażu z latarką XT i ustawia kod 102 po 15 sekundach od próby pilotażu.
Pomiń W4, aby sprawdzić, czy pozwala na to pilot palnika XT. Wyjąć J41 (złącze 2-stykowe od W4 do płyty pilota) z płyty pilota. Zdjąć złącze J41 (J87), które ma przewody 52A-1 & 52A-2, podłączając do J87 po drugiej stronie W4 i podłączając je do J41 na płycie pilota. Spowoduje to przywrócenie urządzenia do sposobu, w jaki był bez opcji 1Torch. Jeśli piloci teraz wystąpił problem z W4. Palnik do automatyzacji XT może pracować z wyłącznikiem W4.
Rozwiązywanie problemów z W4.
1. Zcewka W4 mierzy 10-15 ω w temperaturze pokojowej, typowo 12-13 omów. Przed pomiarem rezystancji wyjąć z cewki jeden #210 drutu lub 210A. Jeżeli otwarty lub zwał wymienić W4.
2. W4 jest zasilany przez 24VAC. Na płycie przekaźnika J11 zmierzyć styk 10 (drut 210A na cewce W4) i 12. Powinien mieć 24 VAC, jeśli nie sprawdzić, czy wyłącznik CB3 na tylnym panelu nie jest wyzwalany.
a. Wyjmij zasilanie i wyjmij J11 z płyty przekaźnika. Zmierzyć opór złącza wiązki przewodów J11 z drugiej strony cewki W4 (drut 210). Powinna mieć ciągłość, w pobliżu zera Ohm. Jeśli normalnie zamknięty Styk pomocniczy W5 (W5 AUX) może być otwarty. Trzeba będzie otworzyć moduł 1Torch. Szczegółowe informacje można znaleźć w instrukcji obsługi palnika SL100.
b. Określić, czy W5 jest zatrzymany na utrzymanie jego AUX SW otwarte. Znajdź stycznik; to duże i czarne. W środku pokrywy jest prostokątny otwór z lekko wpuszczony plastikowy kawałek w nim. To powinno poruszać się w dół i wiosną kopię zapasową swobodnie, jak wcisnąć i zwolnić go. Jeśli nie wymienić stycznika. Styk AUX znajduje się z boku stycznika w kierunku tylnej części pudełka. Sprawdzić, czy jest prawidłowo zamocowany do stycznika. Zatrzaskuje się w miejscu. Jeśli jest uszkodzony i nie można go ustalić, należy wymienić kompletny stycznik.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-103
ZAŁĄCZN
IK
701 Usterka stycznika izolacji (W5).
Ten błąd występuje, jeśli jeden lub więcej W5 kontakty są zamknięte, gdy nie powinny być. Albo ponieważ W5 jest pobudzony, gdy nie powinno być ze względu na wadliwe płytki obwodu lub kontakt (s) jest fizycznie zatrzymany.
1. 1Końcówka palnika stykające się z elementem obrabianego lub uziemieniem:
a. Jeśli standardowa końcówka 1Torch dotyka pracy lub uziemienia przy zasilaniu pompy nie uruchomi się, nie będzie Prime systemu chłodzenia. Jeśli podczas gruntingu, styki końcówki pracują lub szlifowane, pompa za-trzymuje się. Oba przypadki pokazują E701 błąd, który w tym przypadku nie jest W5 winy, ale jest artefaktem obwodu, który sprawdza, czy błąd W5.
b. Po gruntowanie jest zakończona końcówka patowa kontakt pracy nie zatrzymuje pompę, ale nie wykazują E701.
c. Aby uzyskać najlepszą trwałość materiałów eksploatacyjnych, należy użyć specjalnej nasadki do przeciągania osłony lub osłony tarczy, która nie pozwala na kontakt z końcówką, nie ustawia usterki 701 i umożliwia cięcie w pełnym 100A.
Ze standardową końcówką patowa, jeśli wchodzi w kontakt z pracą, prąd jest zredukowany do 40A, aby zapo-biec uszkodzić do końcówki. Można przeciągać w ten sposób w zmniejszonym prąciu, ale żywotność końcówki może być zmniejszona. Z końcówką patowa, z powodu usterki 701, należy uruchomić 1torch z końcówką nad pracą, aby rozpocząć przepływ wstępny. W tym momencie końcówka może być zetknie się z pracą do cięcia przy zmniejszonym prąciu.
2. W5 nie jest zasilany lub zatrzymany.
a. Przekaźnik LED zarządu, D40, powinien być włączony, gdy W5 jest OK. Jeśli nie jest włączona, wyjmij J84 z płyty przekaźnika. Jeśli D40 nadal nie znajduje się na płycie przekaźnika jest uszkodzony.
b. Jeśli D40 jest ON z J84 usunięte i nadal otrzymujesz 701 błąd, zmierzyć 40 pinowe przewody taśmowe (CCM J23 do przekaźnika J4) PIN 20, względne TP1 na CCM lub przekaźnik Board. Jeśli styk 20 jest niski, mniej niż 2 VDC, to CCM jest prawdopodobnie z winy. Jeśli PIN 20 jest wysoki z J84 wyjęty ten przekaźnik deska jest zły.
3. W5 jest zasilany. Przed zdemontowaniem modułu 1Torch do wglądu W5, spójrz na płycie przekaźnika, aby spraw-dzić, czy zielona dioda LED, D26, tuż powyżej K3, jest na. To wskazuje na pokładzie przekaźnik lub być może CCM jest włączenie W5, gdy nie powinno być. Można również zmierzyć dla 24 VAC pochodzących z płytce przekaźnika at J11-1 i J11-12.
a. W przypadku przewodu taśmowego 40 między CCM a przekaźnikiem (J23-J4) styk 4 w stosunku do TP1. Wymień CCM.
b. Jeśli PIN 20 jest wysoki, około 15VDC, ale D26 jest włączony, płyta przekaźnika jest uszkodzona.
4. W5 nie jest zasilany, ale jest zablokowany zamknięty. Trzeba będzie otworzyć moduł do wglądu i prawdopodobnie zastąpić W5. Wyjmij wszystkie zasilanie z urządzenia przed demontażem.
a. Znajdź stycznik; to duże i czarne. W środku pokrywy jest prostokątny otwór z lekko wpuszczony plastikowy kawa-łek w nim. To powinno poruszać się w dół i wiosną kopię zapasową swobodnie, jak wcisnąć i zwolnić go. Jeśli nie wymienić stycznika. Zdjąć pokrywę stycznika, 2 wkręty i sprawdzić styki. Nie powinny być nadmiernie spalane i powinny poruszać się swobodnie. Jeśli nie wymienić stycznika.
702 Usterka materiałów eksploatacyjnych Start kontaktu.
Jak wyjaśniono powyżej, obwód na płycie przekaźnika stosuje się-15VDC do elektrody i spodziewa się, że napięcie na końcówce ubezpieczenia elektrody, Start kasety i końcówki są na miejscu i podejmowania kontaktu elektrycznego.
1. Nowa sekcja bezpieczeństwa, nowe ikony bezpieczeństwa w całym. Te mogą być czyszczone, lub jeśli zbyt źle należy wymienić. Nie należy używać papieru piaskowego, ponieważ cząstki piasku mogą dostać się do wkładu początkowego.
2. Raz w przedpłyciu końcówka może być zetknie się z pracą do cięcia przy zmniejszonym prąciu.
a. Jeśli D35 jest włączony, zmierzyć na styk 11 przewodu taśmowego 40 PIN dla niskiego, mniej niż 2 VDC w sto-sunku do TP1 płyty przekaźnika. Jeśli niska, to CCM lub 40 PIN wstążka jest uszkodzony.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-104 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
b. Jeśli D35 jest wyłączony Usuń J85 z tablicy przekaźnikowej i zmierz dla minus 12-15 VDC na styk 3 J85 PCB. Jeśli nie ma płyty przekaźnika jest uszkodzony. Jeśli napięcie jest obecne wtyk J85 i ponownie zmierzyć PIN 3. Jeśli napięcie nie jest tam teraz jest krótki w module lub przewody.
c. Zakładając, że napięcie jest OK w J85-3, zmierzyć w J85-1. Powinno to być bardziej negatywne niż-5V. Jeśli jest to płyta przekaźnika jest uszkodzona.
3. Wyciągnij moduł z panelu przedniego, aż uzyskasz dostęp do jego wkrętów, 2 z każdej strony i 2 z tyłu. Patrz rozdział wyjmowanie i otwieranie modułu 1Torch w pobliżu początku tej sekcji.
a. Znajdź stycznik W5. Z zastosowaną mocą i systemem na biegu jałowym, zmierzyć od W5’s głównego zacisku T2, 3 lub 4. Z ujemnym ołowiem licznika na TP1 albo płyty przekaźnika XT, albo płyt CCM. Należy zmierzyć więcej niż-5VDC ujemne, normalnie-12 do-15VDC. Jeśli napięcie nie jest tam zmierzyć na K201-5. Jeśli nie tam to być może wiązki przewodów między J85 i J86 jest zły lub drutu z J86 do K201.
b. Potwierdzić, że K201 nie jest zasilany przez jego cewkę, PIN 7 do pin 8. Powinna wynosić zero, ale jeśli jest 24 VDC, to płyta przekaźnika jest uszkodzona.
c. Jeśli napięcie było OK w K201-5, zmierzyć od TP1 do K201-1. Jeśli nie istnieje K201’s styk NC jest otwarty lub dioda D201 jest otwarta. D202 w przewodzie 223/223D pod rurą termokurczliwą.
703 Usterka obwodu wykrywania
1. Po naciśnięciu spustu 1Torch obwody sprawdzą, czy części eksploatacyjne są w miejscu (wyjaśnione pod kodem 702). Po zużyciu materiałów eksploatacyjnych i K201not, sygnał „/Pressure OK 1Torch” na płycie przekaźnika będzie niski. Tak szybko, jak K201 jest pod napięciem, końcówka z-15VDC nie jest już podłączona do J85-1, więc D35 wychodzi. Ponieważ Elektrozawór gazu SOL4 nie został jeszcze włączony, sygnał „/Pressure OK 1Torch” powinien iść wysoko. To sprawdza, czy K201 działa, a wyłącznik ciśnieniowy PS2 jest normalnie otwarty. Jeśli którykolwiek z tych nie jest poprawny-otrzymasz 703 błąd. Wszystko to dzieje się bardzo szybko, więc jest prawie niemożliwe do zmierzenia z miernikiem i będzie musiał użyć procesu eliminacji.
a. Zdjąć pokrywę stycznika, 2 wkręty i sprawdzić styki. Naciśnij spust 1Torch. Powinieneś dostać ten 702 wada. Jeśli zamiast tego otrzymasz 703 PS2 jest zwał zamknięty. Jest to mało prawdopodobna awaria.
b. Jeśli nadal otrzymujesz 703 z J85 usunięte, trzeba będzie określić, czy płytce przekaźnika próbuje włączyć K201 lub jeśli płyta jest uszkodzona. Szczegółowe informacje na temat ustawień ciśnienia można znaleźć na wykresie. W odpowiedzi na usterkę, nawet jeśli płyta przekaźnik włącza K201 on natychmiast wyłączyć go ponownie. Miernik powinien wykryć chwilowy impuls napięcia lub po prostu migotać, jeśli napięcie jest prawidłowo stosowane.
i. Zmierzyć między TP1 (wspólny) na płycie przekaźnika i J11-9. Za każdym razem, gdy uruchamiasz palnik, licznik powinien migotać. Jeśli tak, trzeba będzie otworzyć moduł 1Torch do zbadania problemów nie. Patrz rozdział wyjmowanie i otwieranie modułu 1Torch w pobliżu początku tej sekcji. Jeśli nie ma znaku napięcia w J11-9 płytce przekaźnika może być uszkodzony, ale najpierw musimy sprawdzić, czy K201 Cewka lub D202 nie jest zwój.
ii. Wyjmij zasilanie i wyjmij J11 z płyty przekaźnika. Usuń J11 z płyty przekaźnika. Na złączu wiązki przewodów J11 dla rezystancji 400-800 Ohm między pinami 8 i 9. Nie należy używać skali diod liczników. Jeśli rezystancja jest mniejsza niż 400 Ohm odwrócić przewody, może być pomiar diody D202. Jeśli zmierzyć krótki, znacznie niższe niż 400 Ohms, które mogą być przyczyną nie widząc żadnego ruchu miernika.
iii. Krótka lub otwarta będzie wymagać otwarcia modułu 1Torch w celu określenia przyczyny. Patrz rozdział wyjmowanie i otwieranie modułu 1Torch w pobliżu początku tej sekcji. W przypadku krótkiego określenia, czy D202 jest zły lub czy Cewka przekaźnika jest zwana lub otwarta. K201 jest przekaźnikiem w kierunku przedniej części modułu; K200 jest jednym z tyłu.
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-105
ZAŁĄCZN
IK
704 Awaria ciśnienia
Ciśnienie normalne wynosi 75-85 PSI 1Torch. Jednak minimalne ciśnienie, aby spełnić wyłącznik ciśnieniowy jest 35 PSI. Po naciśnięciu spustu 1Torch i testach w celu stwierdzenia, że materiały eksploatacyjne są w miejscu (702) i ob-wód detekcji działa (703), wówczas Elektrozawór gazu SOL4 jest włączony. Jeśli ciśnienie gazu wlotowego przekracza 35 PSI, ciśnienie SW PS1 powinno. Ciśnienie wlotowe poniżej 35 PSI lub regulator gazu nie ustawiony powyżej 35 PSI spowoduje awarię 704.
1. Sprawdź, czy w złączu wlotowym modułu 1Torch jest podłączone zasilanie powietrzem zdolne do 70-85 PSI. Jeśli na linii powietrznej używany jest opcjonalny filtr, należy sprawdzić, czy nie jest on podłączony.
2. Wyzwalanie palnika na chwilę, aby rozpocząć przepływ wstępny. Wyregulować regulator w module 1Torch w prawo, aby zwiększyć ciśnienie do co najmniej 70 PSI (do 85 PSI dla dłuższych przewodów).
3. Jeśli na wskaźniku nie widać ciśnienia, elektrozawór może być uszkodzony lub płyta przekaźnika nie jest włączona.
a. Najpierw sprawdź, czy D2, Torch Gas ON LED na płycie przekaźnika świeci po naciśnięciu uchwytu SW. Jeśli nie ma problemu na płycie przekaźnika lub CCM. If D2 is on skip to step 3c.
b. W przypadku przewodu taśmowego 40 między CCM a przekaźnikiem (J23-J4) styk 4 w stosunku do TP1. Powinno być niskie, mniej niż 2VDC, po naciśnięciu spustu 1Torch. Jeśli nie pójdzie nisko CCM (lub przewód taśmowy) jest uszkodzony. Jeśli styk 4 jest niski lub jest niski po naciśnięciu spustu palnika, ale D2 na płycie przekaźnika nie jest włączony, to płytka przekaźnika jest zła.
c. Jeśli D2 na płycie przekaźnika jest włączony, z palnika SW wciśnięty, należy sprawdzić, czy przekaźnik jest za-silanie cewki elektromagnetycznej. Pierwsza konfiguracja do pomiaru 24 VAC między pinami 13 i 14 na J11 na płycie przekaźnika. Naciśnij spust 1Torch. Jeśli nie ma napięcia, płytka przekaźnika może być zła.
d. Jeżeli w poprzednim J11 pomiarowym doszło do 24 VAC i zmierzyć rezystancję między pinami 13 i 14 złącza wiązki przewodów J11. Powinno wynosić około 21 omów. Jest to Rezystancja cewki elektromagnetycznej. Jeśli jest otwarty lub rezystancja jest znacznie mniejsza, wskazując, że Cewka może być zwarcie trzeba będzie wy-mienić zespół elektromagnetyczny. Pulsacji RC, SA201, nie jest częścią zespołu elektromagnetycznego, więc nie należy go wyrzucić, trzeba go na nowym elektrozawór. Patrz rozdział wyjmowanie i otwieranie modułu 1Torch w pobliżu początku tej sekcji.
705 Usterka wkładu początkowego.
Jak wyjaśniono w rozdziale działanie 1Torch i jego obwodów blokujących, w czasie wstępnego wypływu gaz powinien spowodować, że kaseta początkowa odseparuje się od końcówki. Po lekkim opóźnieniu pozwalającym na separację, falownik jest włączony, aby zapewnić napięcie obwodu otwartego, który jest mierzony i musi być ponad 200 woltów. Jeśli kaseta nie porusza się, nie oddzielić od końcówki lub coś innego jest przyczyną końcówki do elektrody krótki będzie ustawić kod 705. Ponadto, ponieważ wykorzystuje zasilanie z falownika do tego badania, jeśli falownik nie wyłożył OCV zmierzone napięcie będzie niskie, a błąd 705 jest ustawiony.
1. Jeśli wskaźnik DC na przednim panelu urządzenia zacznie migać na chwilę za każdym razem, gdy naciśniesz spust 1Torch, jest to dobry znak, że falownik jest OK. Spróbuj również użyć palnika do automatyzacji XT, jeśli to działa falownik jest dobry.
2. Najbardziej prawdopodobnym problemem jest kaseta początkowa jest zatrzymany. Zdemontuj materiały eksplo-atacyjne i sprawdź, czy wkład porusza się swobodnie. Wypróbuj nową kasetę i nową końcówkę.
Niniejsza część kończy zbiór informacji dotyczących zaawansowanego rozwiązywania problemów.
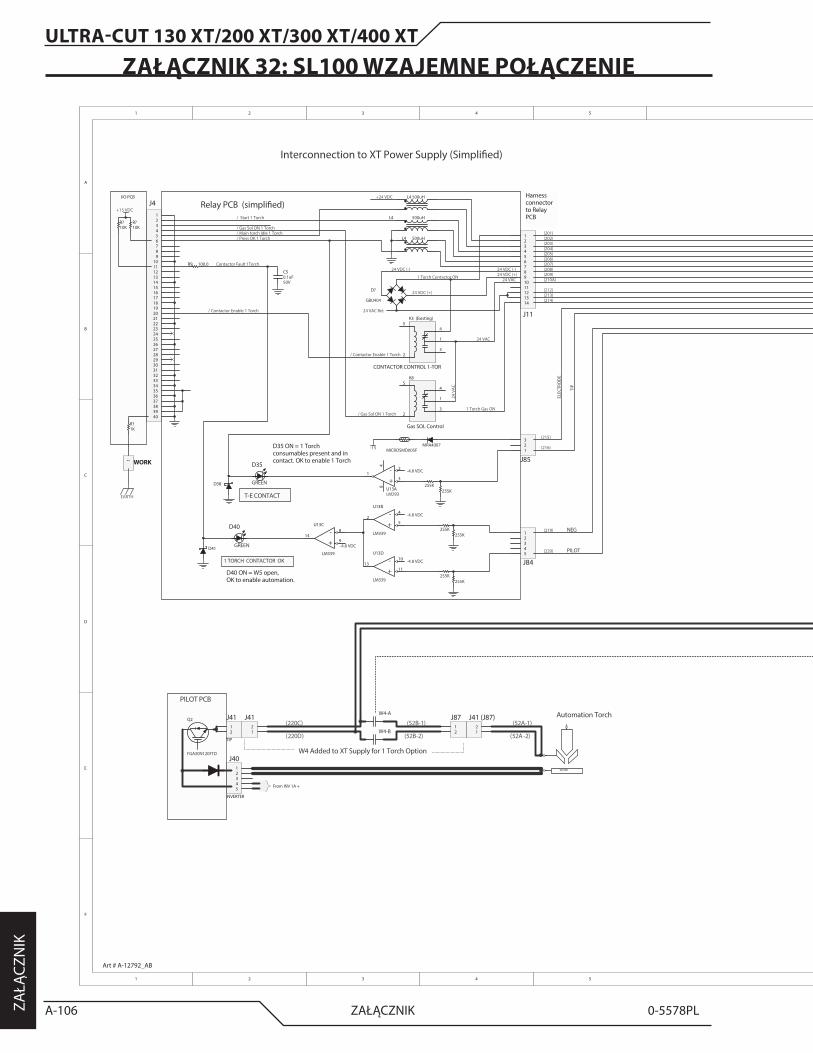
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-106 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 32: SL100 WZAJEMNE POŁĄCZENIE
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1366
C 1 1
5/29/2014D TathamDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICXT 1 Torch Module & Interconnections
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
AA ECO-B2687 DAT 10/20/2014
TORCH SWITCH12345678
PIP SWITCH
12345678
WORK
-
+
ATC CONNECTOR
W5
L1
L2
L4
L3
T2
T1
T4
T3
W5
Relay under control of CCM isolates torch Start wires (for noise) when Automation cutting.
+24VDC/ Main Torch Idle/ 1 Torch START/1 Torch START Ret (Common)
1 Torch Gas ON
24 VAC Ret
Snub
ber
Snubber
PS2
35 PSI
Harness connector to Relay PCB
Contactor Fault 1Torch
/ Contactor Enable 1 Torch
123456789
10111213141516171819202122232425262728293031323334353637383940
J4I/O PCB
0.1uF50V
C5
100.0R9
/ Gas Sol ON 1 Torch
/ Start 1 Torch
2
5
1
4
3
K3 (Existing)
CONTACTOR CONTROL 1-TOR
24 VAC
2
5
1
4
3
K8
Gas SOL Control
24 V
AC
1 Torch Contactor ON
/ 1 Torch Press OK
/ Press OK 1 Torch 1234567891011121314
J11
1 Torch Contactor ON (24VAC)
500uHL4
500uHL4
10KR?
+15 VDC
24 VDC coil
500uHL4+24 VDC
/ Main torch Idle 1 Torch
Relay PCB (simpli�ed)
/ Contactor Enable 1 Torch
/ Gas Sol ON 1 Torch
1TORCH SL100 w/ 100A Consumables
GBU404
D?
123
J85
D38
ELEC
TRO
DE
TIP
To NEG OUTPUTBUSS BAR #49
Energized with W5Isolates test ckt. when W5 closed
ELECTRODE
TIP
GREEN
D35
123456789
1011121314151617181920
J86
24 VAC Ret24 VAC Ret
W4
*W5 AUX
12345
J84
D41GREEN
D40
1 TORCH CONTACTOR OK
10KR?
SOL4
12
J41(52A-1)
W4-A
W4-B
WORK12345
J40
INVERTER
Automation Torch
12
J41 (J87)
From INV 1A +
PILOT PCB
14 AWG
24 V
AC
Ret
TIP
TIP
ELECTRODE
ELEC
TRO
DE
PILOT
NEG
24 VAC
/ 1 Torch Press OK Ret (Common)
24 VDC (+)
24 VDC (-)
1KR?
1 WORK
EARTH
12 AWG
10 AWG
10 AWG
FGA30N120FTD
Q2
W4, energized whenever 1 Torch cutting is NOT enabled, is de-energized when 1 Torch is enabled (W5 energized) to isolate the automation tip from the 1 Torch tip when cutting with 1 Torch.
51 3 64 2
7 8
K201
51 3 64 2
7 8
K200
Snubber
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210A)
(212)(213)(214)
(215)
(216)
(219)(220)
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210)
(212)(213)(214)(215)(216)
(219)
(220)
(210A) (210)
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210)
(212)(213)(214)(215)(216)
(219)(220)
(201)
(202)(203)
(204)
(205)
(206) (207)
(208)
(209)
(210)
(212)
(212A)
(214)
(213)
(215
)
(216
)
(219)
(220)
(221)
(222)
(222
)
(221
)
(223
)
(224
)
(224
A)
(224
A)
(224
)
(223
D)
SA200
SA20
1
24 VDC (+)24 VDC (-)
24 VAC
24 VDC (+)24 VDC (-)
(219C)
(219B)
(219A)
(220A)
(220B)
(220C)
)2-A25()D022(
(52B-1)
(52B-2)
(224B)
(223A)
(223B)
(223C)
-15 MRA4007MICROSMD005F
255K255K
3
21
84
+
-
LM293U13A
-4.8 VDC
D35 ON = 1 Torch consumables present and in contact. OK to enable 1 Torch
255K
255K
255K
255K
-4.8 VDC
-4.8 VDC
- 4
+ 52
LM339
U13B
+ 11
- 1013
LM339
U13D
+ 9
- 814
LM339
U13C
D40 ON = W5 open, OK to enable automation.
-4.8 VDC
12
J8712
J41
TIP
W4 Added to XT Supply for 1 Torch Option
T-E CONTACT
XT 1 TORCH MODULE
1N40071000V1A
D202
1N4007
1A
D201
1N4007
1A
D200
1 Torch Module Component Locations
D200 Diode, 1A, 1kv (A9)D201 Diode, 1A, 1kv (B9)D202 Diode, 1A, 1kv (C9)K200 Relay, DPDT, 24VDC coil (B9)K201 Relay, DPDT, 24VDC coil (B9)SA200 RC Snubber, (C8)SA201 RC Snubber, (B8)PS2 Pressure SW, 35 PSI, N. O (B8)SOL4 Solenoid, 24VAC (B8)W4 Contactor, Pilot Isolation, 40A 2P, 24VAC coil (6B, E3) W5 Contactor, 1 Torch Isolation, 40A 4P, 24 VAC coil (8D, 8C)
Interconnection to XT Power Supply (Simpli�ed)Optional 1 Torch Module
(225)
Art # A-12792_AB
Art # A-12792_AB
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-107
ZAŁĄCZN
IK
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1366
C 1 1
5/29/2014D TathamDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICXT 1 Torch Module & Interconnections
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
AA ECO-B2687 DAT 10/20/2014
TORCH SWITCH12345678
PIP SWITCH
12345678
WORK
-
+
ATC CONNECTOR
W5
L1
L2
L4
L3
T2
T1
T4
T3
W5
Relay under control of CCM isolates torch Start wires (for noise) when Automation cutting.
+24VDC/ Main Torch Idle/ 1 Torch START/1 Torch START Ret (Common)
1 Torch Gas ON
24 VAC Ret
Snub
ber
Snubber
PS2
35 PSI
Harness connector to Relay PCB
Contactor Fault 1Torch
/ Contactor Enable 1 Torch
123456789
10111213141516171819202122232425262728293031323334353637383940
J4I/O PCB
0.1uF50V
C5
100.0R9
/ Gas Sol ON 1 Torch
/ Start 1 Torch
2
5
1
4
3
K3 (Existing)
CONTACTOR CONTROL 1-TOR
24 VAC
2
5
1
4
3
K8
Gas SOL Control
24 V
AC
1 Torch Contactor ON
/ 1 Torch Press OK
/ Press OK 1 Torch 1234567891011121314
J11
1 Torch Contactor ON (24VAC)
500uHL4
500uHL4
10KR?
+15 VDC
24 VDC coil
500uHL4+24 VDC
/ Main torch Idle 1 Torch
Relay PCB (simpli�ed)
/ Contactor Enable 1 Torch
/ Gas Sol ON 1 Torch
1TORCH SL100 w/ 100A Consumables
GBU404
D?
123
J85
D38
ELEC
TRO
DE
TIP
To NEG OUTPUTBUSS BAR #49
Energized with W5Isolates test ckt. when W5 closed
ELECTRODE
TIP
GREEN
D35
123456789
1011121314151617181920
J86
24 VAC Ret24 VAC Ret
W4
*W5 AUX
12345
J84
D41GREEN
D40
1 TORCH CONTACTOR OK
10KR?
SOL4
12
J41(52A-1)
W4-A
W4-B
WORK12345
J40
INVERTER
Automation Torch
12
J41 (J87)
From INV 1A +
PILOT PCB
14 AWG
24 V
AC
Ret
TIP
TIP
ELECTRODE
ELEC
TRO
DE
PILOT
NEG
24 VAC
/ 1 Torch Press OK Ret (Common)
24 VDC (+)
24 VDC (-)
1KR?
1 WORK
EARTH
12 AWG
10 AWG
10 AWG
FGA30N120FTD
Q2
W4, energized whenever 1 Torch cutting is NOT enabled, is de-energized when 1 Torch is enabled (W5 energized) to isolate the automation tip from the 1 Torch tip when cutting with 1 Torch.
51 3 64 2
7 8
K201
51 3 64 2
7 8
K200
Snubber
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210A)
(212)(213)(214)
(215)
(216)
(219)(220)
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210)
(212)(213)(214)(215)(216)
(219)
(220)
(210A) (210)
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210)
(212)(213)(214)(215)(216)
(219)(220)
(201)
(202)(203)
(204)
(205)
(206) (207)
(208)
(209)
(210)
(212)
(212A)
(214)
(213)
(215
)
(216
)
(219)
(220)
(221)
(222)
(222
)
(221
)
(223
)
(224
)
(224
A)
(224
A)
(224
)
(223
D)
SA200
SA20
1
24 VDC (+)24 VDC (-)
24 VAC
24 VDC (+)24 VDC (-)
(219C)
(219B)
(219A)
(220A)
(220B)
(220C)
)2-A25()D022(
(52B-1)
(52B-2)
(224B)
(223A)
(223B)
(223C)
-15 MRA4007MICROSMD005F
255K255K
3
21
84
+
-
LM293U13A
-4.8 VDC
D35 ON = 1 Torch consumables present and in contact. OK to enable 1 Torch
255K
255K
255K
255K
-4.8 VDC
-4.8 VDC
- 4
+ 52
LM339
U13B
+ 11
- 1013
LM339
U13D
+ 9
- 814
LM339
U13C
D40 ON = W5 open, OK to enable automation.
-4.8 VDC
12
J8712
J41
TIP
W4 Added to XT Supply for 1 Torch Option
T-E CONTACT
XT 1 TORCH MODULE
1N40071000V1A
D202
1N4007
1A
D201
1N4007
1A
D200
1 Torch Module Component Locations
D200 Diode, 1A, 1kv (A9)D201 Diode, 1A, 1kv (B9)D202 Diode, 1A, 1kv (C9)K200 Relay, DPDT, 24VDC coil (B9)K201 Relay, DPDT, 24VDC coil (B9)SA200 RC Snubber, (C8)SA201 RC Snubber, (B8)PS2 Pressure SW, 35 PSI, N. O (B8)SOL4 Solenoid, 24VAC (B8)W4 Contactor, Pilot Isolation, 40A 2P, 24VAC coil (6B, E3) W5 Contactor, 1 Torch Isolation, 40A 4P, 24 VAC coil (8D, 8C)
Interconnection to XT Power Supply (Simpli�ed)Optional 1 Torch Module
(225)
Art # A-12792_AB
Art # A-12792_AB
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
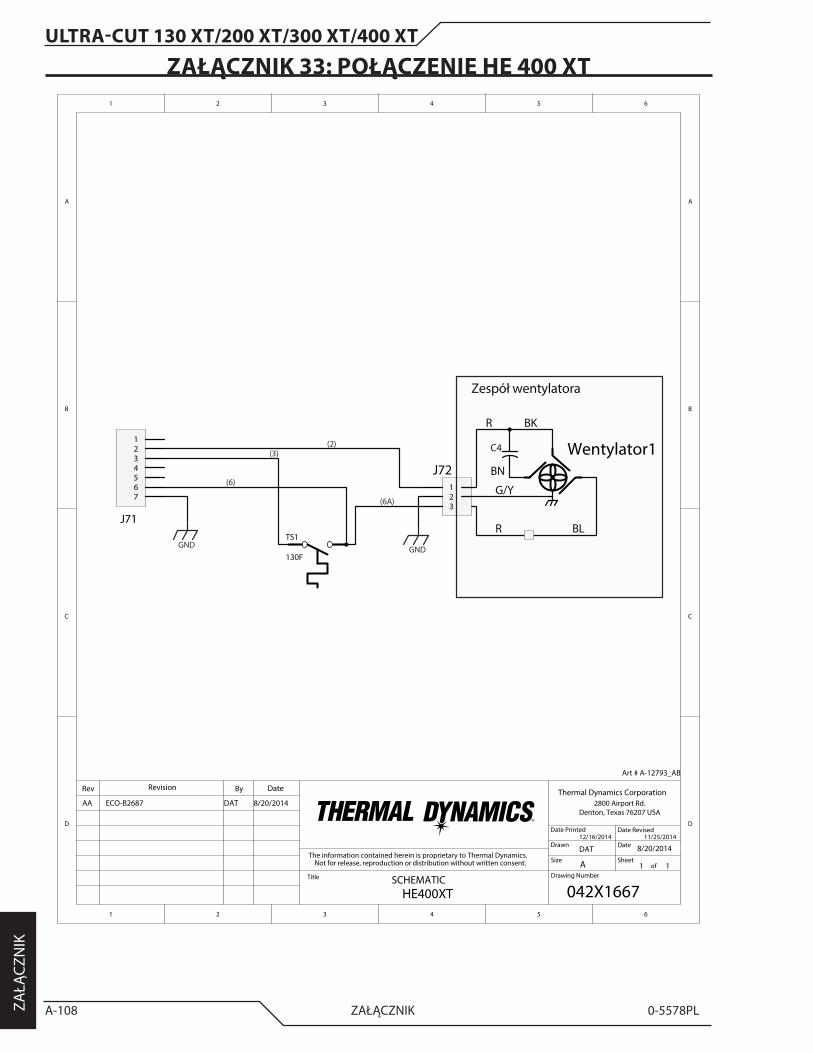
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-108 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
ZAŁĄCZNIK 33: POŁĄCZENIE HE 400 XT
1
1
2
2
3
3
4
4
5
5
6
6
D D
C C
B B
A A
Rev Revision By Date
042X1667
A 1 1
8/20/2014DATDrawn Date
Sheetof
Size
Drawing NumberSCHEMATICHE400XT
The information contained herein is proprietary to Thermal Dynamics.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/25/2014
AA ECO-B2687 DAT 8/20/2014
123
J72
C4 Wentylator1
R
R
BK
BN
BL
1234567
J71TS1
130FGND
G/Y
GND
Zespół wentylatora
(2)(3)
(6)
(6A)
Art # A-12793_AB
Thermal Dynamics Corporation 2800 Airport Rd.
Denton, Texas 76207 USA
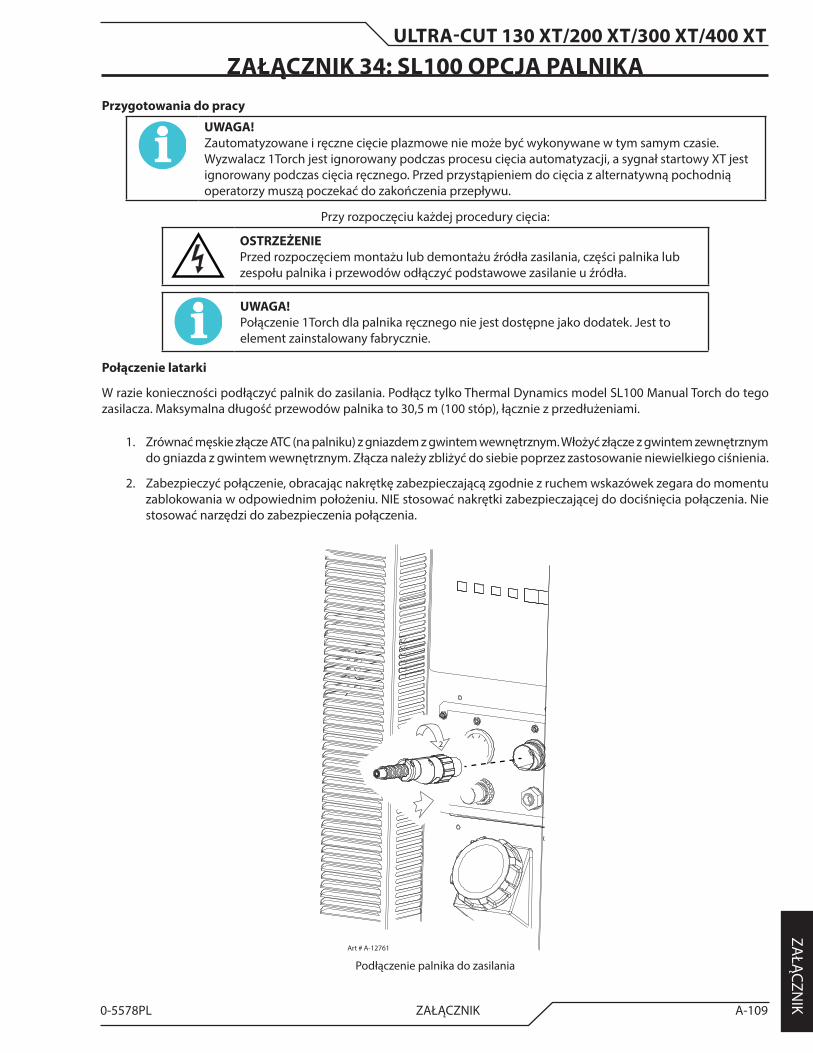
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-109
ZAŁĄCZN
IK
ZAŁĄCZNIK 34: SL100 OPCJA PALNIKAPrzygotowania do pracy
UWAGA!Zautomatyzowane i ręczne cięcie plazmowe nie może być wykonywane w tym samym czasie. Wyzwalacz 1Torch jest ignorowany podczas procesu cięcia automatyzacji, a sygnał startowy XT jest ignorowany podczas cięcia ręcznego. Przed przystąpieniem do cięcia z alternatywną pochodnią operatorzy muszą poczekać do zakończenia przepływu.
Przy rozpoczęciu każdej procedury cięcia:
OSTRZEŻENIEPrzed rozpoczęciem montażu lub demontażu źródła zasilania, części palnika lub zespołu palnika i przewodów odłączyć podstawowe zasilanie u źródła.
UWAGA!Połączenie 1Torch dla palnika ręcznego nie jest dostępne jako dodatek. Jest to element zainstalowany fabrycznie.
Połączenie latarki
W razie konieczności podłączyć palnik do zasilania. Podłącz tylko Thermal Dynamics model SL100 Manual Torch do tego zasilacza. Maksymalna długość przewodów palnika to 30,5 m (100 stóp), łącznie z przedłużeniami.
1. Zrównać męskie złącze ATC (na palniku) z gniazdem z gwintem wewnętrznym. Włożyć złącze z gwintem zewnętrznym do gniazda z gwintem wewnętrznym. Złącza należy zbliżyć do siebie poprzez zastosowanie niewielkiego ciśnienia.
2. Zabezpieczyć połączenie, obracając nakrętkę zabezpieczającą zgodnie z ruchem wskazówek zegara do momentu zablokowania w odpowiednim położeniu. NIE stosować nakrętki zabezpieczającej do dociśnięcia połączenia. Nie stosować narzędzi do zabezpieczenia połączenia.
2
Art # A-12761
Podłączenie palnika do zasilania

ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-110 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Latarka wybór komponentów
Moc wyjściowa zasilacza jest ustalona na 100 amper. Palnik jest montowany z 100 amp części z fabryki.
Szczegółowe informacje można znaleźć w instrukcji obsługi palnika SL100.
Cięcie przy użyciu 1Torch.
Aby uzyskać najlepszą trwałość materiałów eksploatacyjnych, należy użyć specjalnej nasadki do przeciągania osłony lub osłony tarczy, która nie pozwala na kontakt z końcówką i umożliwia cięcie z pełnym 100A.
Ze standardową końcówką patowa 100A, jeśli wchodzi w kontakt z pracą, prąd jest zredukowany do 40A, aby zapobiec uszkodzeniu końcówki. Można przeciągnąć w ten sposób wyciąć na zredukowany prąd, ale żywotność końcówki może być nieco zmniejszona.
Z końcówki patowa musi wyzwalać 1torch z końcówką powyżej pracy, aby rozpocząć czas dopływu gazu lub dostaniesz 701 błąd. Raz w przedpłyciu końcówka może być zetknie się z pracą do cięcia przy zmniejszonym prąciu.
Części na miejscu (PIP)
Palnik obejmuje obwód PIP („Parts - In - Place”) Prawidłowo zainstalowana miseczka osłaniająca zamyka przełącznik. Palnik nie będzie działać, jeśli ten przełącznik jest w pozycji otwartej.
Przełącznik PIP Kielich osłony
Przełącznik palnika
Do ATCA
rt #
A-1
2758
PL
Części na miejscu - schemat dla palnika ręcznego
Wstępny przepływu
Po wyciągnięty spust palnika, powietrze będzie przepływać przez 2 sekundy. Dzięki temu możliwe jest wyeliminowanie zanieczyszczeń z palnika przed ustanowieniem łuku.
Wypływ końcowy
Po zwolnieniu spustu palnika łuk zatrzyma się, a powietrze będzie przepływać przez 20 sekund. Pozwala to operatorowi na bezpieczne przełączanie trybów w zasilaczy XT, które nie pozwalają na automatyczne cięcie.
Łuku pilotującego
Gdy palnik opuszcza obrabiany przedmiot, łuk pilota natychmiast się uruchamia, a łuk tnący uruchamia się natychmiast, gdy łuk pilota kontaktuje się z obrabianym materiałem.
Funkcja foldBack
Urządzenie automatycznie spadnie prąd skrawania do 45 a, jeśli odsłonięte końcówki dotknie płytkę podczas cięcia. Będzie to znacznie poprawić trwałość części końcówki.
Podłączenie doprowadzenia powietrza do urządzenia.
Opcja palnika SL100 wymaga oddzielnego dopływu powietrza od zasilacza XT. Połączenie dla sprężonego powietrza lub butli wysokociśnieniowych jest takie samo. Jeśli ma zostać zainstalowany opcjonalny liniowy filtr powietrza, patrz kolejne dwa podrozdziały.
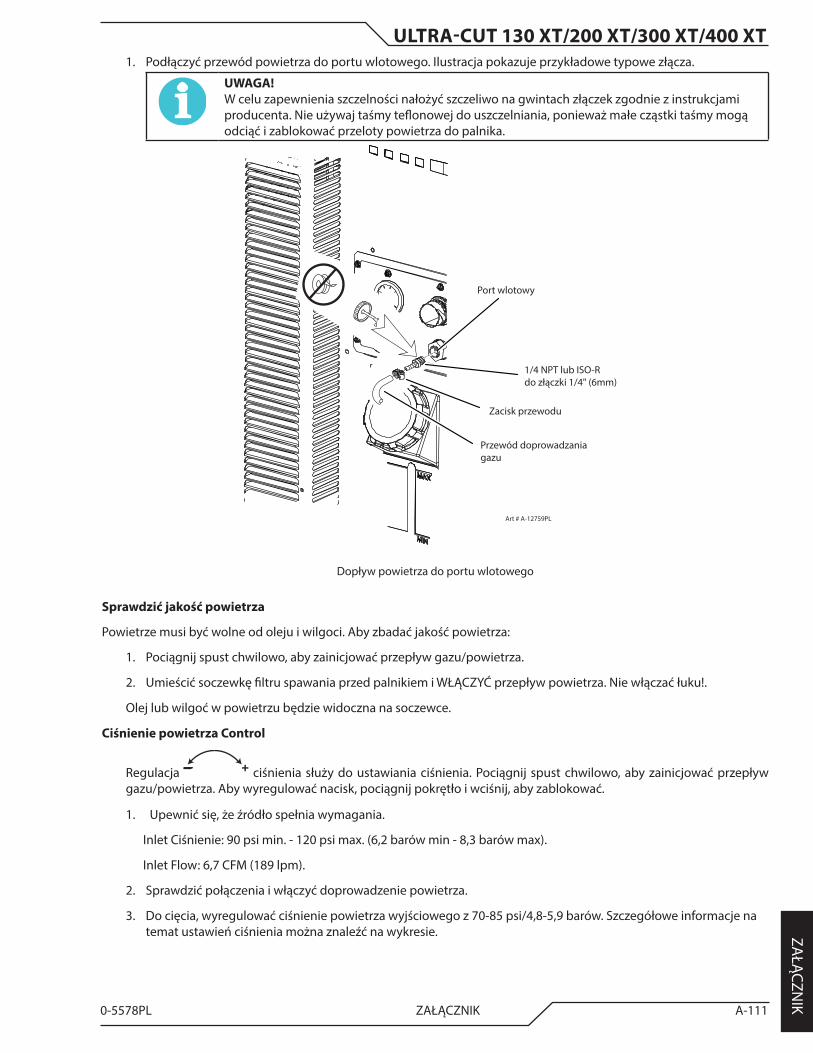
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-111
ZAŁĄCZN
IK
1. Podłączyć przewód powietrza do portu wlotowego. Ilustracja pokazuje przykładowe typowe złącza.
UWAGA!W celu zapewnienia szczelności nałożyć szczeliwo na gwintach złączek zgodnie z instrukcjami producenta. Nie używaj taśmy teflonowej do uszczelniania, ponieważ małe cząstki taśmy mogą odciąć i zablokować przeloty powietrza do palnika.
Art # A-12759PL
1/4 NPT lub ISO-R do złączki 1/4" (6mm)
Port wlotowy
Zacisk przewodu
Przewód doprowadzania gazu
Dopływ powietrza do portu wlotowego
Sprawdzić jakość powietrza
Powietrze musi być wolne od oleju i wilgoci. Aby zbadać jakość powietrza:
1. Pociągnij spust chwilowo, aby zainicjować przepływ gazu/powietrza.
2. Umieścić soczewkę filtru spawania przed palnikiem i WŁĄCZYĆ przepływ powietrza. Nie włączać łuku!.
Olej lub wilgoć w powietrzu będzie widoczna na soczewce.
Ciśnienie powietrza Control
Regulacja + ciśnienia służy do ustawiania ciśnienia. Pociągnij spust chwilowo, aby zainicjować przepływ gazu/powietrza. Aby wyregulować nacisk, pociągnij pokrętło i wciśnij, aby zablokować.
1. Upewnić się, że źródło spełnia wymagania.
Inlet Ciśnienie: 90 psi min. - 120 psi max. (6,2 barów min - 8,3 barów max).
Inlet Flow: 6,7 CFM (189 lpm).
2. Sprawdzić połączenia i włączyć doprowadzenie powietrza.
3. Do cięcia, wyregulować ciśnienie powietrza wyjściowego z 70-85 psi/4,8-5,9 barów. Szczegółowe informacje na temat ustawień ciśnienia można znaleźć na wykresie.
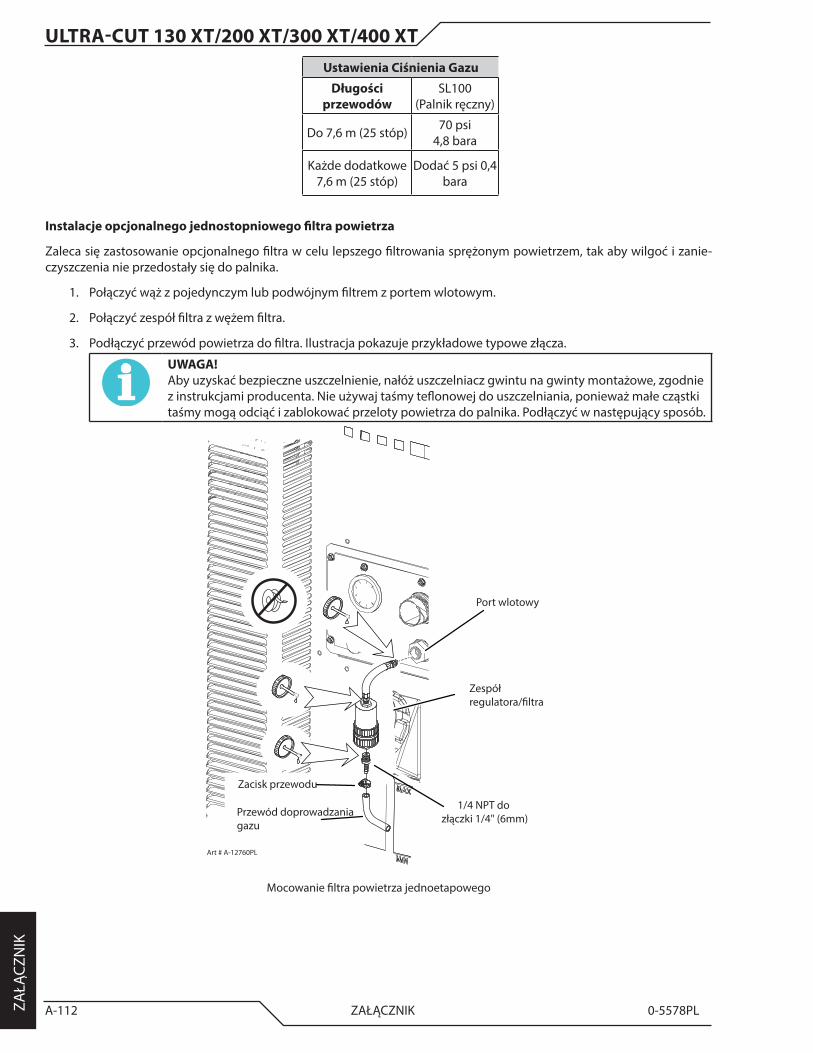
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-112 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Ustawienia Ciśnienia Gazu
Długości przewodów
SL100 (Palnik ręczny)
Do 7,6 m (25 stóp) 70 psi 4,8 bara
Każde dodatkowe 7,6 m (25 stóp)
Dodać 5 psi 0,4 bara
Instalacje opcjonalnego jednostopniowego filtra powietrza
Zaleca się zastosowanie opcjonalnego filtra w celu lepszego filtrowania sprężonym powietrzem, tak aby wilgoć i zanie-czyszczenia nie przedostały się do palnika.
1. Połączyć wąż z pojedynczym lub podwójnym filtrem z portem wlotowym.
2. Połączyć zespół filtra z wężem filtra.
3. Podłączyć przewód powietrza do filtra. Ilustracja pokazuje przykładowe typowe złącza.
UWAGA!Aby uzyskać bezpieczne uszczelnienie, nałóż uszczelniacz gwintu na gwinty montażowe, zgodnie z instrukcjami producenta. Nie używaj taśmy teflonowej do uszczelniania, ponieważ małe cząstki taśmy mogą odciąć i zablokować przeloty powietrza do palnika. Podłączyć w następujący sposób.
Art # A-12760PL
1/4 NPT do złączki 1/4" (6mm)
Zespół regulatora/�ltra
Port wlotowy
Zacisk przewodu
Przewód doprowadzania gazu
Mocowanie filtra powietrza jednoetapowego
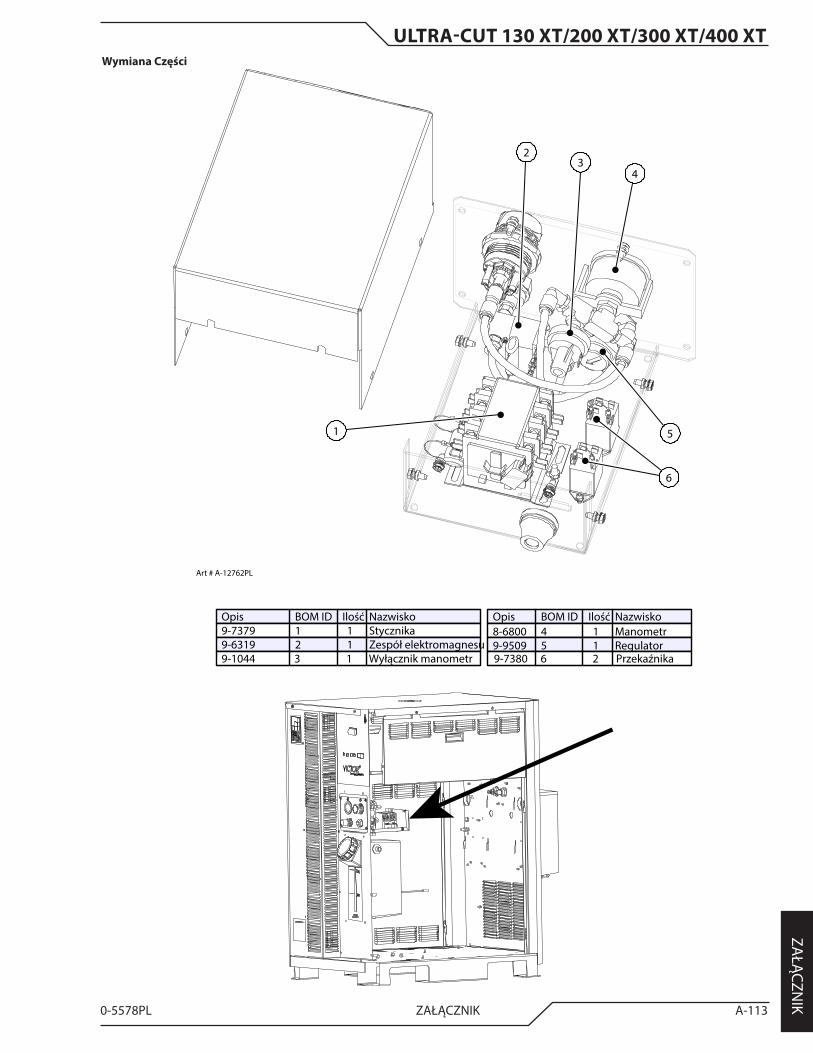
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
0-5578PL ZAŁĄCZNIK A-113
ZAŁĄCZN
IK
Wymiana Części
2
5
4
6
1
3
Opis BOM ID Ilość Nazwisko
9-6319 2 1 Zespół elektromagnesu
Opis BOM ID Ilość Nazwisko9-7379 1 1 Stycznika 8-6800 4 1 Manometr
9-9509 5 1 Regulator9-7380 6 2 Przekaźnika9-1044 3 1 Wyłącznik manometr
Art # A-12762PL
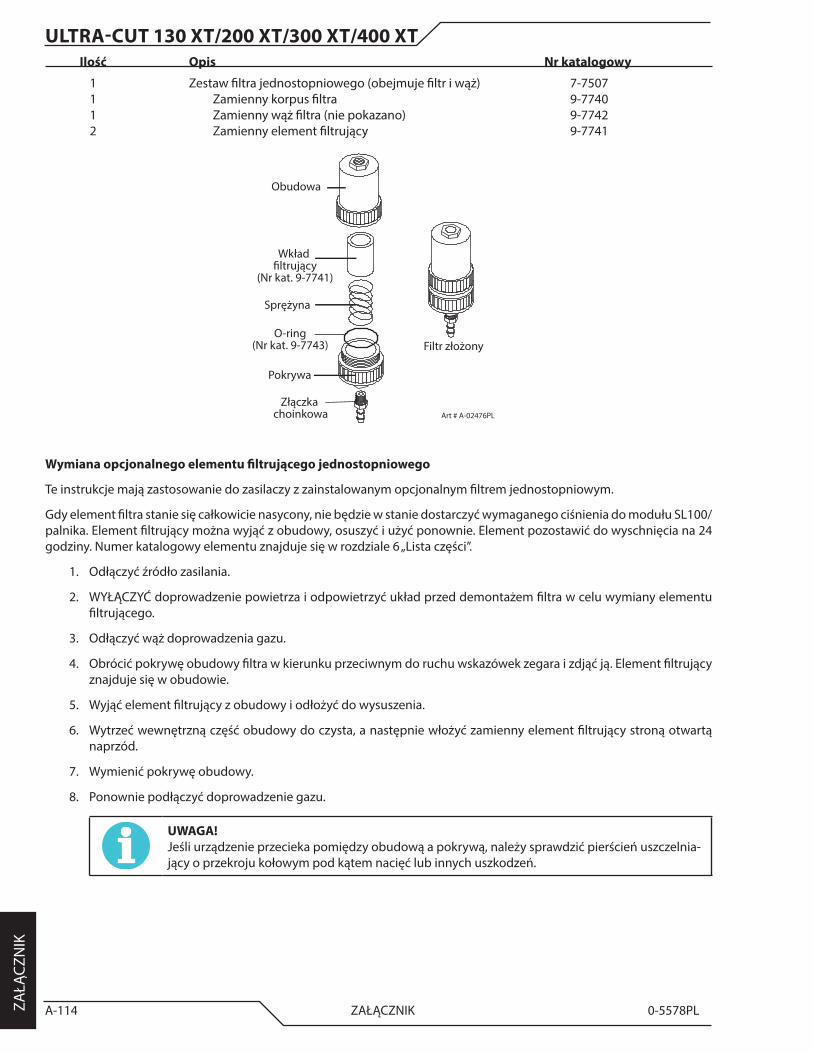
ULTRA-CUT 130 XT/200 XT/300 XT/400 XT
A-114 ZAŁĄCZNIK 0-5578PL ZAŁĄ
CZN
IK
Ilość Opis Nr katalogowy
1 Zestaw filtra jednostopniowego (obejmuje filtr i wąż) 7-7507 1 Zamienny korpus filtra 9-7740 1 Zamienny wąż filtra (nie pokazano) 9-7742 2 Zamienny element filtrujący 9-7741
Art # A-02476PL
Wkład filtrujący
(Nr kat. 9-7741)
Obudowa
Pokrywa
Złączka choinkowa
Sprężyna
Filtr złożonyO-ring
(Nr kat. 9-7743)
Wymiana opcjonalnego elementu filtrującego jednostopniowego
Te instrukcje mają zastosowanie do zasilaczy z zainstalowanym opcjonalnym filtrem jednostopniowym.
Gdy element filtra stanie się całkowicie nasycony, nie będzie w stanie dostarczyć wymaganego ciśnienia do modułu SL100/palnika. Element filtrujący można wyjąć z obudowy, osuszyć i użyć ponownie. Element pozostawić do wyschnięcia na 24 godziny. Numer katalogowy elementu znajduje się w rozdziale 6 „Lista części”.
1. Odłączyć źródło zasilania.
2. WYŁĄCZYĆ doprowadzenie powietrza i odpowietrzyć układ przed demontażem filtra w celu wymiany elementu filtrującego.
3. Odłączyć wąż doprowadzenia gazu.
4. Obrócić pokrywę obudowy filtra w kierunku przeciwnym do ruchu wskazówek zegara i zdjąć ją. Element filtrujący znajduje się w obudowie.
5. Wyjąć element filtrujący z obudowy i odłożyć do wysuszenia.
6. Wytrzeć wewnętrzną część obudowy do czysta, a następnie włożyć zamienny element filtrujący stroną otwartą naprzód.
7. Wymienić pokrywę obudowy.
8. Ponownie podłączyć doprowadzenie gazu.
UWAGA!Jeśli urządzenie przecieka pomiędzy obudową a pokrywą, należy sprawdzić pierścień uszczelnia-jący o przekroju kołowym pod kątem nacięć lub innych uszkodzeń.
OŚWIADCZENIE W SPRAWIE GWARANCJI
OGRANICZONA GWARANCJA: Thermal Dynamics® Corporation (w dalszej części „Thermal") gwarantuje, że jego produkt będzie wolny od wad wykonania lub materiałowych. W przypadku wystąpienia jakiejkolwiek niezgodności w stosunku do tej gwarancji w okresie, który ma zastosowanie do produktu Thermal, jak podano niżej, Thermal za powiadomieniem i po udowodnieniu, że produkt został składowany, zainstalowany, użytkowany i utrzymywany zgodnie z specyfikacjami, instrukcjami, zaleceniami i uznanymi standardowymi praktykami przemysłowymi i nie podlegał niewłaściwemu używaniu, naprawie, niedbałości, zmianie lub wypadkowi, naprawi takie wady przy pomocy stosownej naprawy lub wymiany, przy wyłącznej opcji Thermal, jakikolwiek komponent lub część produktu, które Thermal określił, jako wadliwe.
NINIEJSZA GWARANCJA JEST WYŁĄCZNA I WYSTĘPUJE ZAMIAST GWARANCJI ZGODNOŚCI Z PRZEZNACZENIEM LUB PRZYDATNOŚCI DO OKREŚLONEGO CELU.
OGRANICZENIE ODPOWIEDZIALNOŚCI: Firma Thermal w żadnych warunkach nie ponosi odpowiedzialności za szkody szczególne lub następcze, takie jak m.in. uszkodzenie lub utrata zakupionych lub wymienionych towarów, lub roszczenia klientów dystrybutora (dalej nazywanego „Nabywcą") z powodu zaprzestania obsługi. Środki zaradcze nabywcy określone w niniejszym dokumencie podlegają wyłącznej odpowiedzialności Thermal w odniesieniu do każdej umowy, albo wszystkich czynności wykonywanych w związku z nią, takich jak ich wykonanie lub niewykonanie, lub z produkcji, sprzedaży, dostawy, odsprzedaży lub wykorzystania dowolnych towarów objętych lub dostarczonych przez Thermal, czy wynikające z umowy, zaniedbania, odpowiedzialności deliktowej, lub jakiejkolwiek gwarancji, lub w inny sposób, nie powinien, z wyjątkiem przypadków wyraźnie określonych w niniejszym dokumencie, przekraczać ceny towarów, na których oparta jest taka odpowiedzialność.
NINIEJSZA GWARANCJA TRACI SWOJĄ WAŻNOŚĆ W PRZYPADKU ZASTOSOWANIA CZĘŚCI ZAMIENNYCH LUB AKCESORIÓW, KTÓRE MOGĄ POGORSZYĆ BEZPIECZEŃSTWO LUB WYDAJNOŚĆ DOWOLNEGO PRODUKTU FIRMY THERMAL.
JEŚLI PRODUKT ZOSTANIE SPRZEDANY PRZEZ NIEUPOWAŻNIONE OSOBY, NINIEJSZA GWARANCJA TRACI WAŻNOŚĆ.
Okres ograniczonej gwarancji dla tego produktu wynosi: Maksymalnie trzy (3) lata od daty sprzedaży autoryzowanemu dystrybutorowi i maksymalnie dwa (2) lata od daty sprzedaży przez takiego dystrybutora Kupującemu, z uwzględnieniem dodatkowych ograniczeń dotyczących wspomnianego okresu dwóch (2) lat (zob. poniższy schemat).
Części Robocizna
Auto-Cut XT™ i Ultra-Cut XT™ zasilacze i komponenty 2 Lata 1 Rok
Palnik i przewody
XTTM
300/XT™ -301 palnik (z wyłączeniem części eksploatacyjnych) 1 Rok 1 Rok
Wymiana Naprawa Części 90 Dni 90 Dni
Naprawy gwarancyjne lub zgłoszenia wymiany w ramach tej ograniczonej gwarancji należy przesłać do autoryzowanego punktu serwisowego Thermal Dynamics® w ciągu trzydziestu (30) dni po stwierdzeniu konieczności naprawy. Żadne koszty transportu nie będą regulowane w ramach tej gwarancji. Za koszty transportu za przesyłanie produktów do autoryzowanego zakładu naprawy gwarancyjnej ponosi klient. Wszystkie zwrócone towary są na ryzyko i koszt klienta. Ta gwarancja zastępuje wszystkie poprzednie gwarancje firmy Thermal.
Wydajny Październik 23, 2012
Thermal Dynamics / thermal-dynamics.com