tunnel lining with self compacting concrete (scc) segments made with an innovative method of casting...
TRANSCRIPT

Proceedings fib Symposium PRAGUE 2011 ISBN 978-80-87158-29-6 Session XXX: YYY
1
TUNNEL LINING WITH SELF COMPACTING CONCRETE (SCC) SEGMENTS MADE WITH AN INNOVATIVE METHOD OF CASTING INCLUDING AN ADAPTED MOULD
Luc RICHARD-
HULIN
Pierre-Édouard DENIS
François PETIT Laurent BOUTILLON
Lionel LINGER
Didier LEFEBVRE
Abstract
In those days, tunnels are often excavated using tunnel boring machine (TBM). The lining of such tunnels is a succession of rings generally made of precast concrete segments. The concrete segment industry needs very stiff moulds with very accurate geometry to support high vibration energy applied on the mould of thousand times during its lifetime and to achieve segments perfect enough to provide water tightness, to support ground loads and to withstand the huge TBM thrust jacks once assembled. Moreover, segments production is a tough task for operators especially due to the noise pollution of the external vibrators and the finishing task of the extrados face. A new and innovative method was developed to reduce the premature ageing of the moulds, to minimize as far as possible operators tough tasks and to produce easily top quality segment with a facing achieving and even exceeding geometrical tolerance and smoothness requirements. This paper explains the interest of the proposed method which combines the use of Self Compacting Concrete (SCC) with an original segment mould and then describes the real scale test results.
Keywords: Tunnel boring machine (TBM), segment mould, self compacting concrete (SCC)

fib Symposium PRAGUE 2011 Proceedings Session XXX: YYY ISBN 978-80-87158-29-6
2
1 INTRODUCTION
VINCI has 30 years experience of tunnel construction (more than 500 km built) using tunnel boring machines (TBM). This method has been a revolution permitting to build tunnel where previously it was not possible to excavate due to specific conditions (soft ground, water or to limit settlement in urban environment). Moreover, for long tunnels typically over 3 km, it is faster and cheaper to build tunnel with TBM than with traditional method. The lining of such tunnels is a succession of rings generally made of precast concrete segments [1]. These rings provide water tightness [2] [3], support the ground loads and withstand the huge TBM thrust jacks which can reach tens of thousand tons for the larger tunnel diameters. This excavation method has been experienced world wide for some notable projects detailed into the non exhaustive below list:
- Channel tunnel (7,6m diameter - 50,5 km length) built between France and England opening in 1994 after 7 years of excavation.
- Storebaelt tunnel (8,72m diameter - 7,5 km length) connects Scandinavia and Europe since 1995.
- A86 split-level motorway tunnel (10,4m diameter - 10 km length) which closes the over ring around Paris since the beginning of 2011.
- Hallandsås tunnels (closed to 11,2 km length – 9m diameter) will previously open in 2015. - Cairo Metro contains 3 different lines measuring in a global project 66 km length linking
55 stations. The uniform transmission of these loads through the countless concrete/concrete contacts between segments, assembled with temporary or permanent links, requires uncommon geometrical accuracy and perfect surface quality of the segment faces in contact. As the shape of these curved trapezoidal segments are very complex, their prefabrication requires very stiff moulds with very tight geometrical tolerance and associated high cost.
Fig. 1 Model of tunnel made of rings and segments
Self compacting concrete (SCC) is now widely used in precast industry interested in the noise reduction and the workability aspects. However, even if some tunnel segments have already been casted with self compacting concrete, the existing solutions are not fully satisfactory and still require further developments. Consequently, VINCI Construction Grands Projets in association with CBE Group, leader in tunnel lining segment moulds manufacturing, join their wide experience to develop and test an innovative mould concept using an adapted SCC and specific equipments. This paper presents this innovative solution and the outcomes of the full scale tests which have clearly shown the advantages of integrating the high flow ability of SCC for the improvement of manpower working conditions, concrete segment overall quality and the mould durability.
Proceedings fib Symposium PRAGUE 2011 ISBN 978-80-87158-29-6 Session XXX: YYY
3
2 TRADITIONAL SEGMENT METHOD
2.1 Specifications of a traditional tunnel lining segment
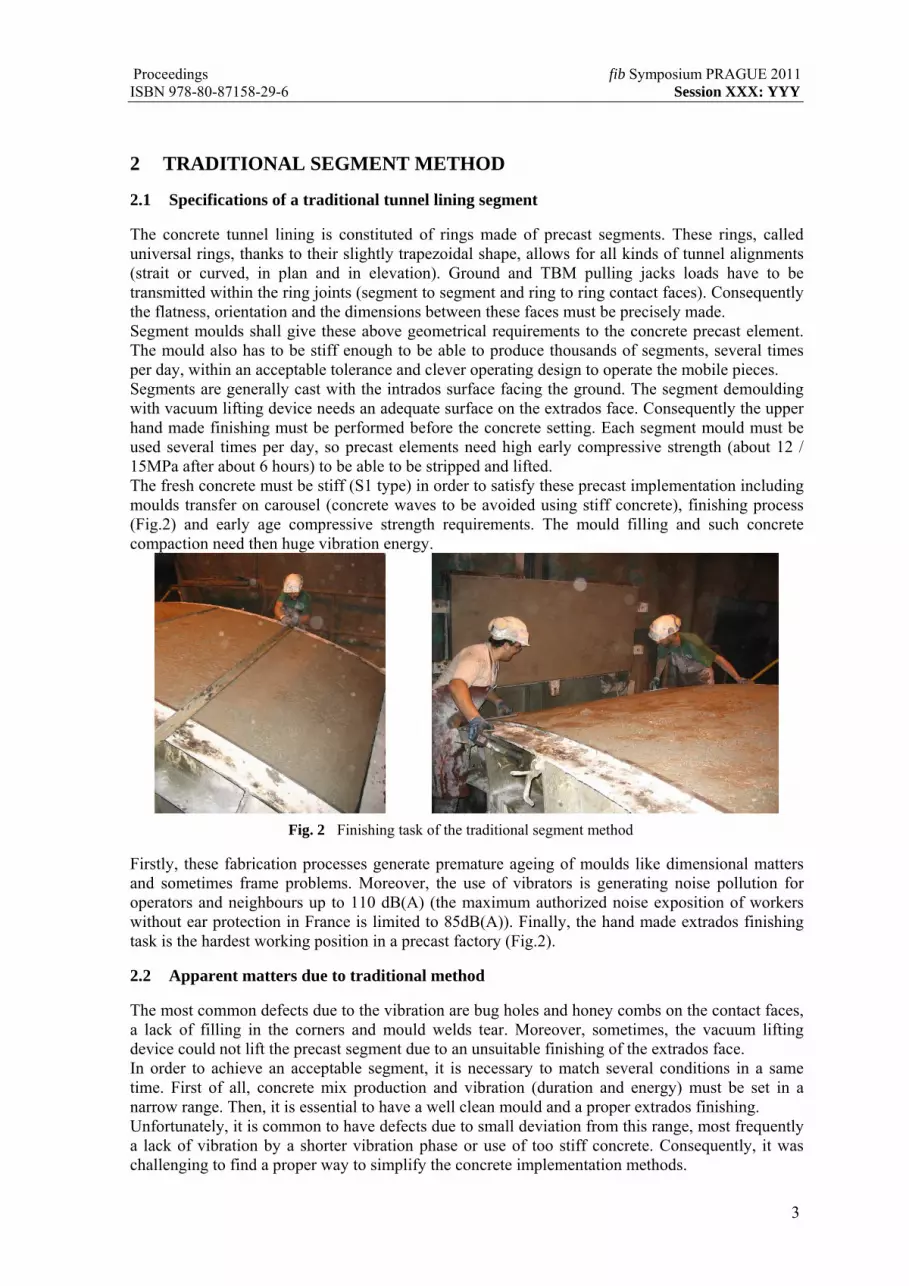
The concrete tunnel lining is constituted of rings made of precast segments. These rings, called universal rings, thanks to their slightly trapezoidal shape, allows for all kinds of tunnel alignments (strait or curved, in plan and in elevation). Ground and TBM pulling jacks loads have to be transmitted within the ring joints (segment to segment and ring to ring contact faces). Consequently the flatness, orientation and the dimensions between these faces must be precisely made. Segment moulds shall give these above geometrical requirements to the concrete precast element. The mould also has to be stiff enough to be able to produce thousands of segments, several times per day, within an acceptable tolerance and clever operating design to operate the mobile pieces. Segments are generally cast with the intrados surface facing the ground. The segment demoulding with vacuum lifting device needs an adequate surface on the extrados face. Consequently the upper hand made finishing must be performed before the concrete setting. Each segment mould must be used several times per day, so precast elements need high early compressive strength (about 12 / 15MPa after about 6 hours) to be able to be stripped and lifted. The fresh concrete must be stiff (S1 type) in order to satisfy these precast implementation including moulds transfer on carousel (concrete waves to be avoided using stiff concrete), finishing process (Fig.2) and early age compressive strength requirements. The mould filling and such concrete compaction need then huge vibration energy.
Fig. 2 Finishing task of the traditional segment method
Firstly, these fabrication processes generate premature ageing of moulds like dimensional matters and sometimes frame problems. Moreover, the use of vibrators is generating noise pollution for operators and neighbours up to 110 dB(A) (the maximum authorized noise exposition of workers without ear protection in France is limited to 85dB(A)). Finally, the hand made extrados finishing task is the hardest working position in a precast factory (Fig.2).
2.2 Apparent matters due to traditional method
The most common defects due to the vibration are bug holes and honey combs on the contact faces, a lack of filling in the corners and mould welds tear. Moreover, sometimes, the vacuum lifting device could not lift the precast segment due to an unsuitable finishing of the extrados face. In order to achieve an acceptable segment, it is necessary to match several conditions in a same time. First of all, concrete mix production and vibration (duration and energy) must be set in a narrow range. Then, it is essential to have a well clean mould and a proper extrados finishing. Unfortunately, it is common to have defects due to small deviation from this range, most frequently a lack of vibration by a shorter vibration phase or use of too stiff concrete. Consequently, it was challenging to find a proper way to simplify the concrete implementation methods.

fib Symposium PRAGUE 2011 Proceedings Session XXX: YYY ISBN 978-80-87158-29-6
4
Fig. 3 Illustration of unacceptable bug holes defects (corresponding to a small segment production
percentage) and a common segment surface aspect on concrete segments made with traditional method
3 NEW AND INNOVATIVE SEGMENT METHOD
3.1 Aim of the new and innovative method
Many improvements have been tested with traditional segment moulds concerning all aspects (mould components, concrete mix, pouring and curing process) but it still presents some possible defects during production. To avoid these defects, it was necessary to design new equipments and process using modern concrete mix design. Considering the above mentioned knowledge in tunnel segments production and the experience taken on self compacting concrete, it has been decided to design and test an adapted method. It was necessary to reconsider the mould position (during pouring, hardening…), the mould properties (water tightness) and the casting process. Moreover the innovative equipment and concreting methods should be easily compatible with existing factories. Besides the segment final quality aspect, it was also necessary to improve the working conditions by coming over the noise pollution (vibration) and hard tasks (extrados finishing).
3.2 Self Compacting Concrete (SCC)
Self compacting concrete (SCC) is a modern concrete mix design able to be compacted only by gravity and by consequence to fill a formwork without external mechanical compaction device. Self Compacting Concrete is a very fluid specific concrete mix, homogeneous and stable during production. SCC fresh properties are determined by three specific tests (Fig. 4) [4] [5]:
- Flow test determines the fluidity in a free environment (it is also possible to assess visually the homogeneity and the possible segregation of the SCC),
- L box test determines the flow ability in a confined environment (this test simulates the SCC flow through reinforcement bars into a formwork without external compaction),
- Sieve test allows detecting the concrete segregation (this test simulates the segregation risk due to a concrete drop on reinforcement bars).
Self compacting concrete is more and more used in precast factories thanks to its easy pouring conditions without vibration (better mould filling) allowing to get better working conditions to the manpower (loss of noise pollution, compaction by mould vibration and arduous finishing work ) and improve the aspect of the concrete segment faces.
Proceedings fib Symposium PRAGUE 2011 ISBN 978-80-87158-29-6 Session XXX: YYY
5
Fig. 4 Specific Self Compacting Concrete tests (Slump Flow – L-box)
3.3 Description of the process and of the adapted mould
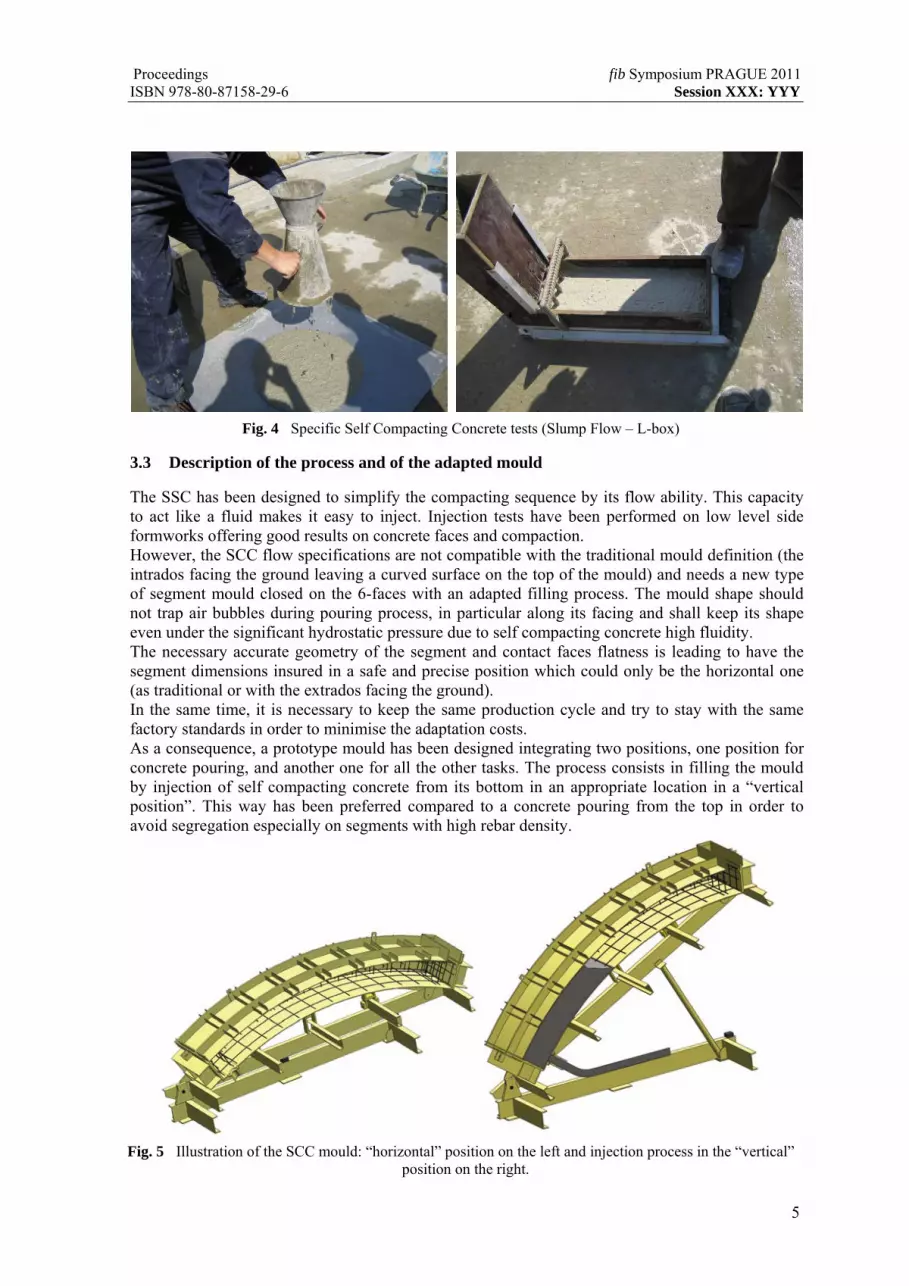
The SSC has been designed to simplify the compacting sequence by its flow ability. This capacity to act like a fluid makes it easy to inject. Injection tests have been performed on low level side formworks offering good results on concrete faces and compaction. However, the SCC flow specifications are not compatible with the traditional mould definition (the intrados facing the ground leaving a curved surface on the top of the mould) and needs a new type of segment mould closed on the 6-faces with an adapted filling process. The mould shape should not trap air bubbles during pouring process, in particular along its facing and shall keep its shape even under the significant hydrostatic pressure due to self compacting concrete high fluidity. The necessary accurate geometry of the segment and contact faces flatness is leading to have the segment dimensions insured in a safe and precise position which could only be the horizontal one (as traditional or with the extrados facing the ground). In the same time, it is necessary to keep the same production cycle and try to stay with the same factory standards in order to minimise the adaptation costs. As a consequence, a prototype mould has been designed integrating two positions, one position for concrete pouring, and another one for all the other tasks. The process consists in filling the mould by injection of self compacting concrete from its bottom in an appropriate location in a “vertical position”. This way has been preferred compared to a concrete pouring from the top in order to avoid segregation especially on segments with high rebar density.
Fig. 5 Illustration of the SCC mould: “horizontal” position on the left and injection process in the “vertical”
position on the right.

fib Symposium PRAGUE 2011 Proceedings Session XXX: YYY ISBN 978-80-87158-29-6
6
The segment innovative method is performed using the two below positions: - The first “horizontal” position, closed to the traditional one, allows installing the rebar
cage, operating the side walls, closing the top cover and after concrete setting and curing, opening the cover and stripping the segment.
- The second position (called the “vertical position” due to the mould inclination) permits an easy SCC injection from the bottom to the top of the mould (Fig. 5) and prevent air bubbles trap. The angle of this position is determined achieving the vent, situated on the top of the extrados face, as horizontal as possible (depends on the mould dimension). At the end of the injection, the operator is making a rudimentary finishing on the vent area (Fig 6). The vent cover is waterproofed closed.
- The mould is laid in its horizontal position for setting and hardening stages. In this position the fresh concrete hydrostatic pressure is symmetrical and minimal leading to lowest possible mould deformations. More over the mould bearing plan is perfectly defined in horizontal position which prevent for any mould torsion.
Fig. 6 “Vertical position” of the mould during SCC injection (horizontal position of vent)
Finally, it is important to note that the cleanliness of the working place is improved by this innovative method. The operator pushes all concrete excess through the specific existing ramp (Fig. 7) and makes the finishing of this area.
Fig. 7 Horizontal position of the mould for the SCC hardening (vent waterproof closed)

Proceedings fib Symposium PRAGUE 2011 ISBN 978-80-87158-29-6 Session XXX: YYY
7
Tab. 1 Comparison of concreting process time between traditional and innovative method
Classical method Concrete type S1 / 2 operators
New innovative method Self Compacting Concrete / 1 operator
1 - Concreting 2 min 1 - Mould in vertical position 1 min2 - Vibration 5 to 8 min 2 - Pump connection 1 min3 - Cover opening and finishing 8 min 3 - SCC injection 4 to 6 min 4 - Finishing 0,5 min 5 - Injection gate close and pump
disconnection 0,5 min
6 - Vent cover closing 0,5 min 7 - Mould cleaning 0,5 min 8 - Mould in horizontal position 1 minTotal 15 - 18 min Total 9 - 11 min
4 TESTS AND RESULTS
4.1 Trials scope
The aim of the tests was to demonstrate the capability of the mould to be filled with SCC, with an acceptable homogeneity, density and facing aspect. Moreover they were necessary to identify concrete specifications and the type of concrete compatible with this prototype mould. Finally, the tests were important to analyse the functionality of the mould and to identify the possible improvements toward an industrial mould and segment production. In order to make the above mentioned tests, we decided to design and fabricate a full scaled mould including all tests specifications with an economic body frame. Tests have been performed on a construction site with its own batching plant, concrete trucks, pumps and lifting equipments (for mould operating). No addition equipments have been necessary to perform the tests. Based on the existing site concrete mix, three concrete mixes have been designed to be representative of “classical” projects specifications (standard, with polypropylene or steel fibres). At the end, a rebar cage, based on welded mesh panels, as used on last projects, have been produced. The density, spacing and geometry have been determined in order to restrain the flow of concrete.
4.2 Laboratory investigation
A laboratory study was performed before the full scale field tests. The main objective of this stage was to determine the 3 following different types of Self Compacting Concrete SCC mixes:
- “Reference” SCC mix - SCC mix with 1,5 kg/m3 of polypropylene fibres which are, thanks to their behaviour
against fire, the most commonly used type of concrete for tunnel segments - SCC mix with 40 kg/m3 of steel fibres which becomes more and more used into tunnel
segment concrete mixes particularly for projects in United Kingdom or United States, and where ground conditions and technical specifications allow it.
Self Compacting Concrete mixes were adapted from an existing site mix, case by case, depending to the impact of the use of fibres and more especially binder quantities, admixture product (allowing workability retention during at least 30 minutes) and Gravel/sand ratio. These mixes are made of two binders (CEM I 52,5 N, Calcareous addition), three different size aggregates (Sand 0/1 mm, Sand 0/4 mm and Gravel 4/10 mm), one superplasticizer (dosed around 0,7 – 0,8% of the binder weight) and depending to the type of SCC, a PPF fibre (monofilament, 12 mm length and 32 µm diameter) and a steel fibre (35 mm length and 0,55 mm diameter). Several SCC mix designs have been developed taking into account expected facing aspect assessed thanks to small laboratory panels

fib Symposium PRAGUE 2011 Proceedings Session XXX: YYY ISBN 978-80-87158-29-6
8
Tab. 2 Summary of concrete requirements and results achieved during laboratory investigation:
Test Requirements “Reference”
SCC SCC mix with
PPF fibres SCC mix with
steel fibres Slump Flow at To
650 +/- 50 mm650 mm 650 mm 680 mm
Slump Flow at To+30min 610 mm - - L-box (3 bars) ≥ 0,80 0,85 0,80 -
Sieve segregation ≤ 15% 7,7 % 3 % 6 %
28-days Compressive strength > 35 MPa
on cylinders ≈ 60 MPa ≈ 58 MPa ≈ 60 MPa
Results of laboratory tests satisfied the requirements and could then be used with the prototype during the field tests on site.
4.3 Field tests
Innovative method of tunnel lining segment was tested using different concrete mixes and variable densities of reinforcing cage as described into the table hereafter:
Tab. 3 Summary of full scale field tests to be performed using the prototype mould.
Concrete reinforcing cage No cage Normal
density(1) High
density(2) SCC mix reference x1 x1 SCC mix with PPF fibres(3) x4 x1 SCC mix with metal fibres(4) x2
(1): Normal density of concrete reinforcing cage is close to 120kg/m3. (2): High density of concrete reinforcing cage is about 200kg/m3. (3): Specific concrete mix containing 1,5kg/m3 of polypropylene fibres (mono filament fibres, length 12mm, diameter 32µm) (4): Specific concrete mix containing 40kg/m3 of steel fibres (length 35mm, diameter 0,55mm)
Full scales tests are performed with “SSC reference” mix to have a comparison point for other trials. The SCC mix containing PPF Fibres and normal rebar density is not only the most tested mix but also the most commonly used current in tunnel projects. Trials made up of SCC mix using PPF fibres and normal density reinforcing cage were tested with different consistencies of SCC (between 520 and 680 mm) to compare the influence of this parameter on mould filling and on facing aspect.
Fig. 8 Tableau 1: Filling of prototype mould and aspect of angles and gasket groves.

Proceedings fib Symposium PRAGUE 2011 ISBN 978-80-87158-29-6 Session XXX: YYY
9
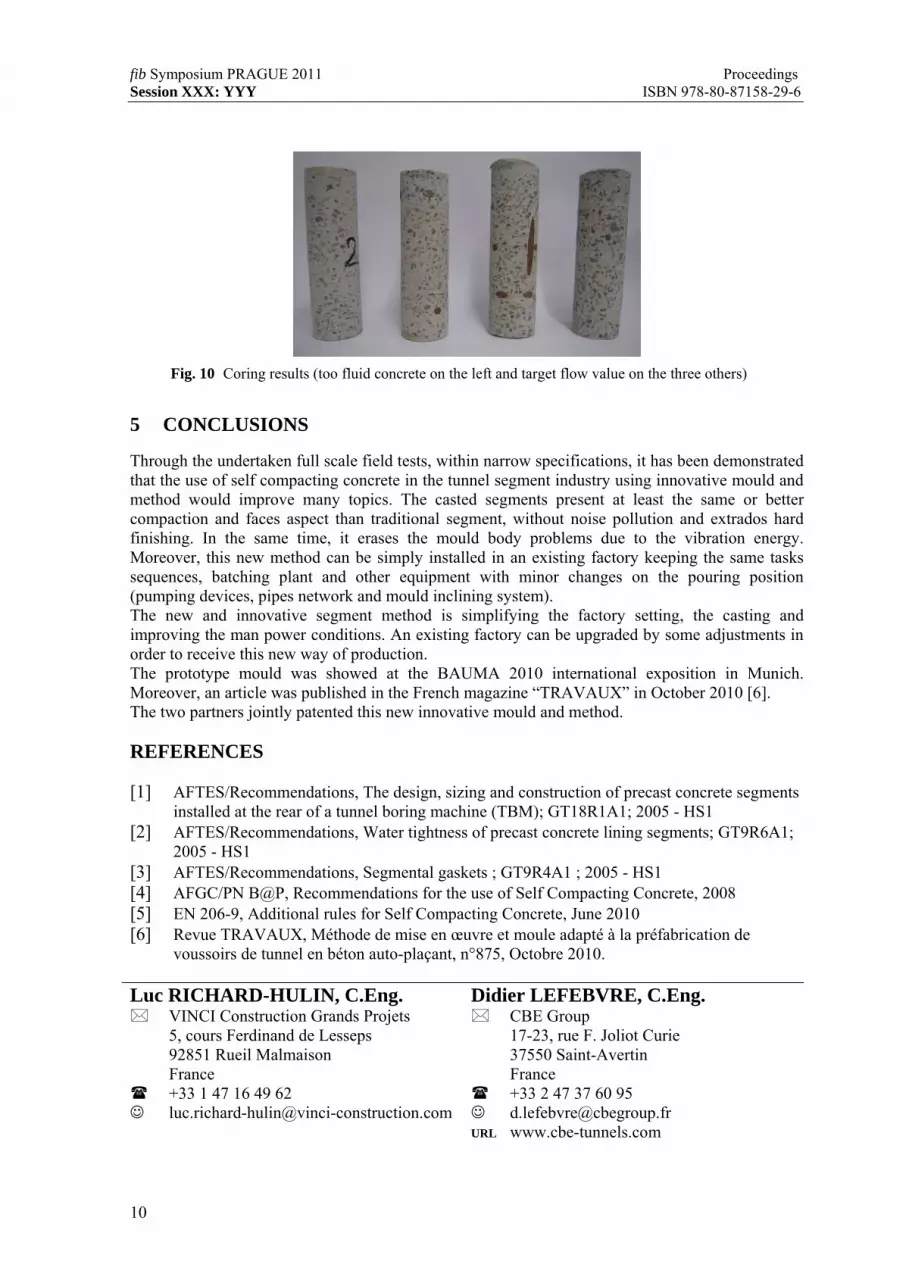
Complementary tests are performed on hardened concrete segments with a coring machine in order to check the homogeneity (including the distribution of aggregates and fibres) and the reinforcement bar covering. Due to site equipment (2,5 m3 mixer) the batching of the daily required cubic metre are not easily achievable and some variation in the flow value appeared in particular in two batches too fluid leading to significant segregation. All SCC were used for the tests in spite of these segregating batches. At the end of the injection process, this part was dropped out through the vent until homogeneous concrete appears. Even these segments made with unsuitable concrete shown a perfect mould filling and a very good facing aspect. However, coring tests indentify a concrete segregation inducing a lack of aggregates close to the extrados face (Fig. 10). As a matter of fact, for the concerned application, a Slump Flow target range [600 – 650 mm] has been considered to prevent concrete segregation risk. In the same time, without segregation, there is a minimum or even no loss of concrete through the vent. As a traditional production, the demoulding agent must be carefully chosen and applied to avoid unsuitable segment face aspect due to concrete gluing to the mould (lack of demoulding agent) or a local concrete setting delay (excess of demoulding agent). Extrados face aspect exhibits higher micro bubbles concentration than on the other “perfect” faces (Fig. 8) especially on the top when the mould is in the horizontal position but remains acceptable for the use of vacuum lifting device.
Fig. 9 Aspect of the concrete segment made of SCC
4.4 Segment analysis
As explained here before, segments have been poured using different concrete mixes and different rebar cage densities. The results demonstrated two main topics. Firstly, the visual and destructive tests demonstrated that the SCC was perfectly filling the whole mould without any honeycombs in the angles and/or around the inserts, without any air voids inside the segment combined with a good homogeneity of hardened concrete. Moreover the surfaces aspect was satisfactory presenting only visual few micro bubbles mainly located next to the gasket groves. Even with a mix design not giving satisfactory results on small laboratory panel tests, the injection of this same concrete mixes showed a very good mould filling and facing aspect. The second aspect is concerning health and safety aspect. Although the mould was a prototype, not optimised for a daily use, but the mould operating process and the methods presented a good overall aspect by improving the manpower conditions. The working place is not polluted by the vibrators noise, the vent area finishing cannot be considered as a hard task and the operator tasks are globally simplified.
fib Symposium PRAGUE 2011 Proceedings Session XXX: YYY ISBN 978-80-87158-29-6
10
Fig. 10 Coring results (too fluid concrete on the left and target flow value on the three others)
5 CONCLUSIONS
Through the undertaken full scale field tests, within narrow specifications, it has been demonstrated that the use of self compacting concrete in the tunnel segment industry using innovative mould and method would improve many topics. The casted segments present at least the same or better compaction and faces aspect than traditional segment, without noise pollution and extrados hard finishing. In the same time, it erases the mould body problems due to the vibration energy. Moreover, this new method can be simply installed in an existing factory keeping the same tasks sequences, batching plant and other equipment with minor changes on the pouring position (pumping devices, pipes network and mould inclining system). The new and innovative segment method is simplifying the factory setting, the casting and improving the man power conditions. An existing factory can be upgraded by some adjustments in order to receive this new way of production. The prototype mould was showed at the BAUMA 2010 international exposition in Munich. Moreover, an article was published in the French magazine “TRAVAUX” in October 2010 [6]. The two partners jointly patented this new innovative mould and method.
REFERENCES
[1] AFTES/Recommendations, The design, sizing and construction of precast concrete segments installed at the rear of a tunnel boring machine (TBM); GT18R1A1; 2005 - HS1
[2] AFTES/Recommendations, Water tightness of precast concrete lining segments; GT9R6A1; 2005 - HS1
[3] AFTES/Recommendations, Segmental gaskets ; GT9R4A1 ; 2005 - HS1 [4] AFGC/PN B@P, Recommendations for the use of Self Compacting Concrete, 2008 [5] EN 206-9, Additional rules for Self Compacting Concrete, June 2010 [6] Revue TRAVAUX, Méthode de mise en œuvre et moule adapté à la préfabrication de
voussoirs de tunnel en béton auto-plaçant, n°875, Octobre 2010. Luc RICHARD-HULIN, C.Eng. VINCI Construction Grands Projets 5, cours Ferdinand de Lesseps 92851 Rueil Malmaison France +33 1 47 16 49 62 [email protected]
Didier LEFEBVRE, C.Eng. CBE Group 17-23, rue F. Joliot Curie 37550 Saint-Avertin France +33 2 47 37 60 95 [email protected] URL www.cbe-tunnels.com