tpm, lean manufacturing, yalın üretim, oee, kaizen, kobetsu kaizen, otonom bakım
TRANSCRIPT
1
1. TPM NEDĠR?
TPM özgün bir Japon yönetim sistemidir. Günlük üretim faaliyetleri içinde
çalışanların tamamının katılımını gerektiren, operatöre üzerinde çalıştığı tezgah veya
makinenin otonom bakım sorumluluğunu da yükleyen, arızaları önleyen, kalitenin tek
seferde doğru ürün üretilerek yakalanması amacını taşıyan, ekipman etkinliğini en etkin
seviyeye çekmeye çalışan bir üretim ve yönetim sistemidir. Ayrıca TPM günlük
yönetim sistemine de önem veren ve çalışanların her gün belli saatlerde birleşerek bir
önceki günkü hata, rework, hurda ve üretim miktarı değerlerini incelemelerini,
değerlendirmelerini ve bunlara çözüm önerileri sunmalarını öngören bir sistemdir.
TPM, üretim sisteminin verimliliğini en üst düzeye çıkaracak bir şirket kültürü
oluşturur. İşletmede çalışan herkesi yeni çözümler üretmeye ve işletmeye katkıda
bulunmaya teşvik eder. Bu da çalışanların işini benimsemesini ve çalışırken daha
sorumlu çalışması gerektiğini hissettirir.
İşletmelerde çoğu zaman müdürler ya da üst düzey yöneticiler sahada işlerin nasıl
yürüdüğünden çokta haberdar değildir. Hangi sürecin nasıl yürüdüğü veya hangi
makinenin nasıl işlediği, ne gibi sorunlar çıkardığı gibi durumlarla ilgilenmezler; ancak
bu süreçlerdeki her değişim her bir yenilik veya geliştirme üst düzey yöneticilerin
emirlerine bakar. Toplam üretken bakım sistemi, bir fabrikada en üst düzeyde çalışan ile
en alt kademedeki işçi arasındaki iletişimi de sağlar. Çünkü işçilerin problemlere yeni
çözüm önerileri üretmesi ve bu önerilerin hayata geçmesi için üst düzey yöneticilerin de
bu kişileri dinlemesi ve onların görüşlerine saygı duymasını gerektirir. Bir işçi günlük
8-10 saatini belki daha fazla vaktini bir makine ya da bir süreç içerisinde geçiriyorsa
buna dışarıdan bakan her hangi bir kişiye göre daima süreci ve karşılaşılan problemleri
daha iyi biliyordur. Bu yüzden süreç geliştirme ve iş geliştirme çalışmalarında işçilerin
aktif olarak katılımının sağlanması süreci hızlandıracak ve daha etkin, daha doğru
kararlar alınmasını sağlayacaktır.
1.1. TPM‟ĠN TARĠHÇESĠ
TPM, 1950-1960 yıllarında ABD‟de yaygın olarak kullanılan koruyucu bakım
prensiplerinin JIPM Başkanı Seichi Nakajima tarafından geliştirilmesi ve yeni
prensipler eklenmesiyle 1971 yılında ortaya çıkmıştır. [1]
2
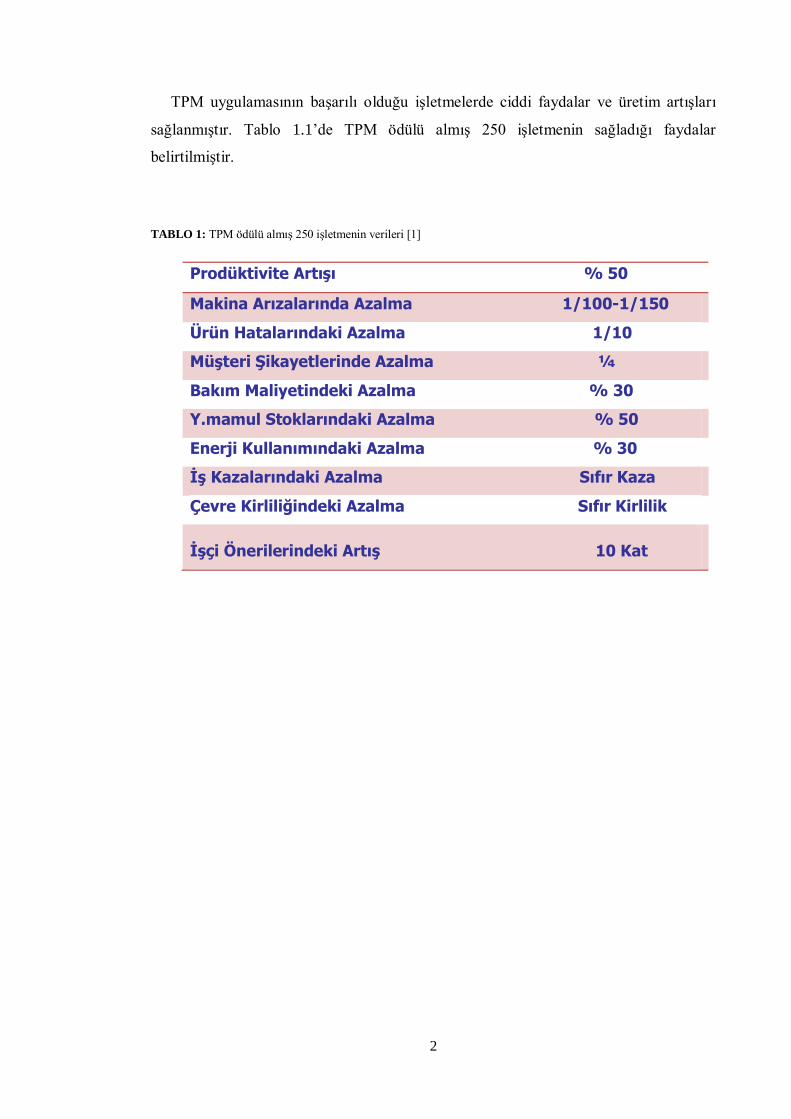
TPM uygulamasının başarılı olduğu işletmelerde ciddi faydalar ve üretim artışları
sağlanmıştır. Tablo 1.1‟de TPM ödülü almış 250 işletmenin sağladığı faydalar
belirtilmiştir.
TABLO 1: TPM ödülü almış 250 işletmenin verileri [1]
Prodüktivite Artışı % 50
Makina Arızalarında Azalma 1/100-1/150
Ürün Hatalarındaki Azalma 1/10
Müşteri Şikayetlerinde Azalma ¼
Bakım Maliyetindeki Azalma % 30
Y.mamul Stoklarındaki Azalma % 50
Enerji Kullanımındaki Azalma % 30
İş Kazalarındaki Azalma Sıfır Kaza
Çevre Kirliliğindeki Azalma Sıfır Kirlilik
İşçi Önerilerindeki Artış 10 Kat
3
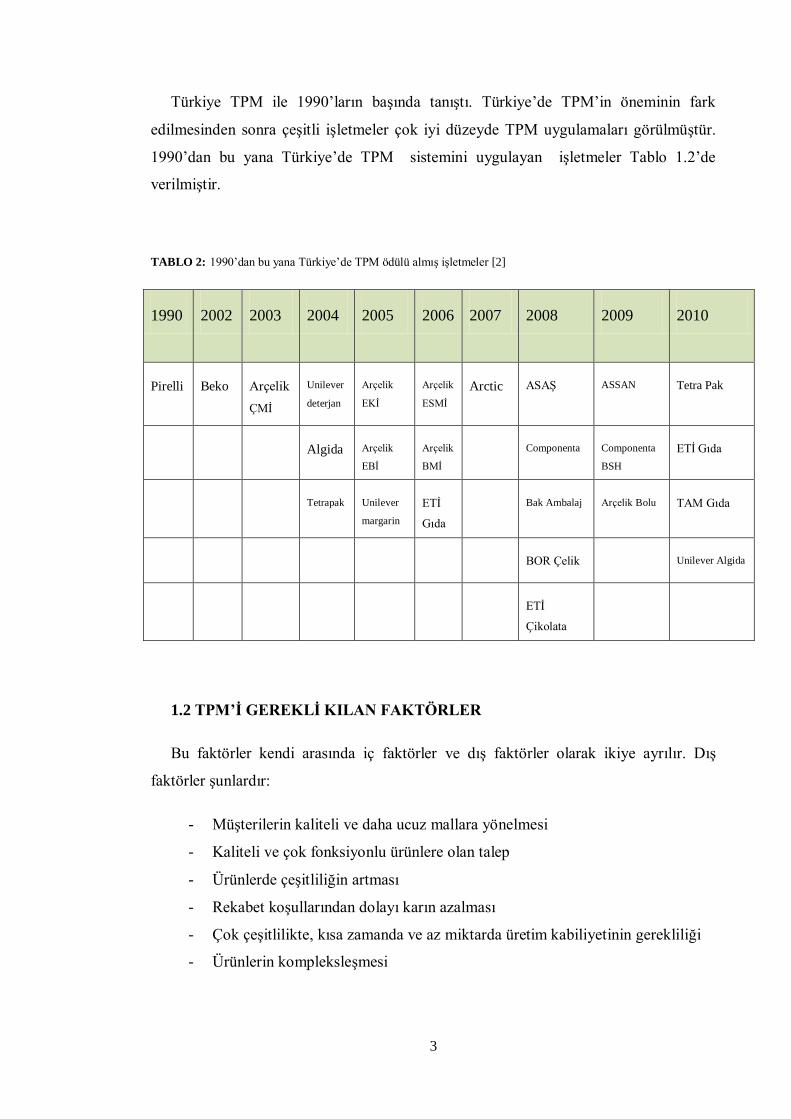
Türkiye TPM ile 1990‟ların başında tanıştı. Türkiye‟de TPM‟in öneminin fark
edilmesinden sonra çeşitli işletmeler çok iyi düzeyde TPM uygulamaları görülmüştür.
1990‟dan bu yana Türkiye‟de TPM sistemini uygulayan işletmeler Tablo 1.2‟de
verilmiştir.
TABLO 2: 1990‟dan bu yana Türkiye‟de TPM ödülü almış işletmeler [2]
1990 2002 2003 2004 2005 2006 2007 2008 2009 2010
Pirelli Beko Arçelik
ÇMİ
Unilever
deterjan
Arçelik
EKİ
Arçelik
ESMİ Arctic ASAŞ ASSAN Tetra Pak
Algida Arçelik
EBİ
Arçelik
BMİ Componenta Componenta
BSH ETİ Gıda
Tetrapak Unilever
margarin
ETİ
Gıda
Bak Ambalaj Arçelik Bolu TAM Gıda
BOR Çelik Unilever Algida
ETİ
Çikolata
1.2 TPM‟Ġ GEREKLĠ KILAN FAKTÖRLER
Bu faktörler kendi arasında iç faktörler ve dış faktörler olarak ikiye ayrılır. Dış
faktörler şunlardır:
- Müşterilerin kaliteli ve daha ucuz mallara yönelmesi
- Kaliteli ve çok fonksiyonlu ürünlere olan talep
- Ürünlerde çeşitliliğin artması
- Rekabet koşullarından dolayı karın azalması
- Çok çeşitlilikte, kısa zamanda ve az miktarda üretim kabiliyetinin gerekliliği
- Ürünlerin kompleksleşmesi
4
İç faktörler şunlardır:
- Gelişime olan ilginin azalması ve gevşemesi
- Planlama bazlı yönetimin eksikliği
- Bilinçli eğitim verilmemesi
- Arıza ve kısa duruşların çokluğu, teçhizat verimliliğinin düşüklüğü
- Verimlilik iyileşmelerinin yavaşlığı, maliyet bilincinin olmayışı
- Bireysel bazda çalışma, takım çalışmasının eksikliği
Gözlemlerimiz buna benzerse, TPM uygulaması fabrikamız için iyi bir çözüm
seçeneği olarak karşımızda duruyor. [3]
Etkili bir süreç akış yönetimi, süreçteki değişiklikleri azaltması nedeniyle,
kalite performansı üzerine doğrudan bir etkiye sahip olabilir. Süreç değişikliğindeki bir
azalış, hatalı ürün yüzdesine göre farklılık gösterebilir. Süreç akış yönetimi çalışmaları,
donanım arızalarından kaçınmak için önceden programlanmış verimli bakım üzerinde
yoğunlaşmalıdır. Toplam verimli bakım esas olarak arızalara yol açmadan ekipman
problemlerinin teşhisi ve tamiri konusu olarak tanımlanabilir. Bu, operatörlerce günlük
kontroller ve bakım teknisyenlerince periyodik kontrol ve bakım yapılmasını içerebilir.
Bir sürecin basit olarak tasarlanması, süreçteki uyumsuzlukları minimum düzeye
indirebilir. Japon Poka Yoke uygulamaları, üretim ya da montaj sırasında kullanılan çok
basit araç ya da metotlar sayesinde üründe ortaya çıkabilecek kalite hatalarını ortadan
kaldırmaya çalışmaktadır. Süreç değişikliklerini azaltmada diğer önemli bir konuda
günlük üretim plan ve programlarının yapılması olabilir. Günlük üretim planları
gerçekleştirilirken hatalı bir üretimle karşılaşıldığında makinelerin durdurulması
(Jidoka) gerekmektedir. Hatalı ürün ve aşırı ara stokların ortaya çıkmaması için,
özellikle hücresel yerleşim, esnek üretim yaklaşımlarında süreç iyileştirmelerinde
dikkate alınması gerekebilir. Bu tür tekniklerin kullanılması üretim akışını
yavaşlatmadan, hataları çözmeyi kolaylaştırabilir. Süreç akışını geliştirmedeki temel
amaç, sıfır hataya ulaşmanın hedeflenmesi, süreç değişikliğinin ve süreç süresinin
azaltılmasıdır. Her süreçteki değişkenlik azaltıldıkça, bu değişkenlikten kaynaklanan
hatalar azalmakta ve ürün kalitesinde artış sağlamaktadır. [10]

5
1.3.TPM‟ĠN AMACI
Günümüz koşullarında rekabet ortamının çetinleşmesi ile maliyetlerdeki azalmalar
daha da önem kazanmıştır. Bir malın fiyatını piyasa koşulları belirlemektedir. Kar ise
fiyattan maliyetin çıkarılması olduğuna göre karı arttırmak için değişimi elimizde olan
tek etmen maliyettir. Maliyetin minimize edilmesi demek karımızın artması demektir.
İşletmelerde boşa geçen süreler, çeşitli israflar, üretim kayıpları, hatalı üretimler, setup
kayıpları, tamir kayıpları, rework kayıpları…vb kayıplar bizim maliyetlerimizi
arttırmaktadır. TPM bu kayıpları önlemede önemli bir etmendir. TPM‟in temel amacı
işletmelerdeki kayıpları minimize etmek ve yalın üretimi sağlamaktır.
TPM‟in bir diğer amacı işçilerin fabrikayı benimsemesi ve fabrika organizasyonunda
önemli bir yerinin olduğunun farkına varmasıdır. TPM uygulamalarında, en üst düzey
yöneticiden en alt düzeydeki işçiye kadar herkes üretime katkı sağlayacak fikirler
üretebilir ve bunları paylaşabilir. Bu sayede problemler daha çözülebilir bir hal alır ve
fabrika yönetiminde herkesin katkısı olur. Ayrıca gözden kaçan hatalar ve işçilerdeki
özgüven eksikliğinden kaynaklanan ya da hata yaparım endişesinden dolayı gizli kalan
problemler gündeme gelir ve çözüm önerileri paylaşılır.
TPM, işçiler ile üst düzey yöneticiler arasındaki hiyerarşik yapının kırılmasını sağlar.
Bu sayede yöneticiler çalışanlarını daha iyi anlar ve esas işin başındaki kişilerden direk
bilgi alabilir.
TPM, günlük yönetim sisteminin uygulanmasını amaçlar. Günlük yönetim
sisteminde her gün bir önceki günkü üretim miktarı, rework miktarı, hatalı ürün sayısı,
OEE ve karşılaşılan problemler değerlendirilir. Çözüm önerileri üretilir.
TPM‟in diğer bir amacı, çalışanların eğitilmesi ve çalışanlarda israfa karşı bir bilinç
oluşturulmasıdır.
Bunların yanı sıra TPM sıfır kaza prensibi ile çalışanlarda iş güvenliği bilincini
oluşturmayı hedefler.
TPM, tek seferde doğru ve kaliteli ürünü üretmeyi hedefler.
Çalışanların, çalışırken bir robot gibi sadece iş yapmasını değil düşünmesini ve yeni
şeyler geliştirmesini teşvik eder.
6
1.4. TPM‟ĠN YARARLARI
TPM, tüm insan kaynaklarını içeren gelişimi sağlayabilecek bir programdır.
Tamamıyla uygulandığında kaliteyi ve verimliliği geliştirerek maliyetleri azaltır. TÜB,
operasyon ve bakım anlayışına değişik bir yaklaşım getirmiş, tesis ve çalışanlar için
olumlu değişimlerin yolunu açmıstır. [19]
1.4.1. Operatörlere Yararları
Geleneksel çalışma anlayışına göre alt düzey personelin kapasitesi sınırlıdır ve bu
personel çok yakın takip edilip, sürekli yönetim altında tutulmalıdır. Bu durum
çalışanların yeteneklerinin sınırlandırılmasına ve kapasitelerinin düşmesine neden
olmaktadır. Mümkün olan en kısa sürede maksimum çıktının istendiği operasyon
şartlarının da var olması durumunda, güvensizliğin hakim olduğu, motivasyonun
bulunmadığı bir işgücü ortaya çıkmaktadır. Yeterli eğitimin sağlanamadığı,
motivasyona önem verilmediği veya makinelerin belirli standartların altında olduğu
durumlarda dahi, düşük üretim performansının sorumluluğu alt düzey personele
yüklenmektedir. TPM, alt düzey personeli, başarı için en önemli faktör olarak görmekte,
katılıma önem veren çalışanların kendi is çevreleri ile ilgili bazı kontrolleri elinde
bulundurdukları bir anlayış getirmektedir. Tesis personeli kendi makinesinden, alet ve
donanımından sorumludur ve üretim metotlarının ve proseslerin geliştirilmesine aktif
olarak katılır. Personelin tüm kapasite ve potansiyelinin ortaya çıkması için eğitimler
düzenlenir, başarılar ödüllendirilir. TPM, personelinin kapasite ve kabiliyetinin
kullanılması, kişisel gelişim ve iş çevresinin olumlu olarak değişimini sağlar. [20]
TPM‟in operatörler için sağladığı yararların en önemlileri şunlardır[20]:
• Temiz, düzenli ve güvenilir bir is çevresi
• Problemlerin belirlenip ortaya konması
• Kendi islerinde daha fazla kontrol yetkisi ve fikirlerini ortaya koyma fırsatı
• Bilgi ve kabiliyetlerini arttırma fırsatı. Amir, teknisyen ve mühendislerle daha
yakın çalışarak makine, üretim ve mühendislik prensipleri konularında bilgi
edinme sansı ve kaliteli eğitim,
• Daha az panik, daha fazla kontrol, hata ve problemlerin belirlenmesi, işin
kontrol altına alınmasında katkı sağlar,
7
• Daha verimli makinelerde daha uygun metotlarla çalışma. Tehlikeli ve zor
görevlerin mümkün olduğunca yok edilmesi.
1.4.2. Bakım Personeline Yaraları
Arızaları gidererek üretimin sürekliliğini sağlamaya çalışan bakım personeline
sağlanan yararlar şunlardır [20]:
• Makineler, donanımlar ve aletlerin temiz ve uygun şartlarda bulundurulup
muhafaza edilmeleri,
• Arızaların azalması,
• Basit ve ustalık gerektirmeyen işler için harcanan zamanda azalma. Teknisyen
ve mühendisler geleneksel olarak sorumlu oldukları basit ve ustalık
gerektirmeyen islerden kurtulurlar.
• Koruyucu ve önleyici bakım faaliyetleri için harcanan zamanda artış,
• Makine ve donanım problemlerine yol açan nedenlerin ortadan kaldırılması için
harcanan zamanda artış,
• Yeteneklerin geliştirilmesi ve bilgilerin arttırılması için daha fazla fırsat,
• Üretim personeli ile daha yakın çalışma ve işbirliği
1.4.3. ĠĢletmeye Yararları
TPM makine operasyonlarını geliştirmeyi, tüm kayıpları yok etmeyi amaçlar ve
makine durumu ile ürün kalitesi arasında doğrudan bir bağ kurar. TPM uygulamasının
gerçekleştirildiği hemen her tesiste, ürün kalitesinde artış olmuştur. Performans ölçüleri
sonucunda kalite problemleri belirlenir ve çözümler üretilir. TPM uygulamaları
sonucunda kaydedilen gelişmelere ilişkin bazı örnekler aşağıda verilmiştir [21]:
Bir cam imalatçısı
• Tesisteki aylık arıza sayısı 150‟den 10‟a düşmüştür.
• Defolu ürünlerde %30 azalma olmuştur.
• Toplam Donanım Verimliliği değeri %86 olarak ölçülmüştür.
Bir otomotiv sanayisi
• Tesisteki aylık arıza sayısı 800‟den 5‟e düşmüştür.
8
• Defolu ürünlerde %60 azalma olmuştur.
• Toplam Donanım Verimliliği değeri %80 olarak ölçülmüştür.
Bir otomotiv imalatçısı
• Tesisteki aylık arıza sayısı 1800‟den 170‟e düşmüştür.
• Defolu ürünlerde %90 azalma olmuştur.
• Enerji maliyeti %25 azalmıştır.
Bir yiyecek şirketi
• Tesisteki aylık arıza sayısı 300‟den 100‟e düşmüştür.
• Paketleme makinesine ait Toplam Donanım Verimliliği değeri %62‟den
%80‟e çıkmıştır.
Ford, Eastman Kodak, Dana Corp., Allen Bradley, Harley Davidson TPM sistemini
basarıyla uygulamış şirketlere sadece birkaç örnektir. Kodak doğrudan TPM sisteminin
uygulanmasıyla elde ettiği 16 milyon dolar kardan 5 milyon dolar yatırım yapmıştır.
Texas Instruments bazı alanlarda %80 üretim artışı gözlemlemiştir. Bahsedilen
şirketlerin tamamı işlem zamanından %50 oranında azalma, yedek parça stoklarında
azalma ve zamanında teslim miktarında artış kaydetmişlerdir. [21]
2. ÜRETĠM MALĠYETLERĠ ARTTIRAN VE ÜRETKENLĠĞĠ AZALTAN
KAYIPLAR
İşletmelerde üretimi ve maliyetleri etkileyen çeşitli kayıplar vardır. Maliyetleri
azaltmak için veya karı arttırmak için bu kayıpları minimize etmek gereklidir. Bu
kayıplar ilk bakıldığında çok küçük veya önemsiz gibi görünseler de büyük çaplı
üretimde ciddi kayıplar getirmektedir. Mesela çevrim süresi 120 sn olan bir ürünün
üretim sürecinde 2 sn‟lik bir kaybın önlenmesi ilk bakıldığında önemsiz gibi görünse de
bu 2 sn‟lik kayıp 60 birimlik üretimde 120 sn kayıp demektir. Bu da her 60 üründe 1
ürün üretim kaybının olduğu anlamına gelmektedir.
Bunlar göz önünde tutulduğunda en küçük kayıplar bile bize ilerleyen dönemlerde
büyük kayıplar olarak geri dönebilmektedir.
9
Bu yüzden işletmeler kayıplarının farkında olmalı ve bu kayıplara acil önlemler
almalıdır. TPM işletmelerde karşılaşılan 16 büyük kaybı ele alır ve bunlara sistematik
olarak çözümler üretir. TPM‟in ele aldığı 16 büyük kayıp şunlardır [16]:
1- Arıza kayıpları
2- Model değişim kayıpları
3- Kesici uç, jig, punta…vb değişim kayıpları
4- Başlama kayıpları
5- Çokote (küçük duruşlar) ve rölanti kayıpları
6- Hız kayıpları
7- Kusurlu ürünlerde düzeltme (rötuş) kayıpları
8- Kapatma kayıpları
9- Yönetim kayıpları
10- Malzeme taşıma kayıpları
11- Hat organizasyonunun yetersizliği
12- Manipülasyon kayıpları
13- Ölçme ve ayar kayıpları
14- Yararlanılmayan ekipman-aparat-kalıp kayıpları
15- Enerji kayıpları
16- Fireler
2.1. OEE (OVERALL EQUIPMENT EFFECTIVENESS) „YĠ ETKĠLEYEN 8
TEMEL KAYIP
Bir ekipmanın maksimum etkinlikle çalışması, o ekipmanın sahip olduğu kapasite ve
fonksiyonel yeteneklerinden bütünüyle faydalanılması anlamına gelir. Ekipman
kullanımını kısıtlayan kayıpların ortadan kaldırılması, ekipmanın etkinliğini
yükseltecektir. [3]
Ekipman etkinliğinin arttırılması ortaya çıkacak bir çok fırsat maliyetinin ve kaybın
önlenmesini sağlayacaktır.
2.1.1. Arıza Kayıpları
Arıza kayıpları iki türde ele alınabilir: Ekipmanın fonksiyonunu kısmen
kaybetmesinden dolayı ortaya çıkan üretim kayıpları ve ekipmanın tamamen bozularak
10
üretim yapamaz hale gelmesinden kaynaklanan üretim kayıplarıdır. Otonom bakım
faaliyetleri ile bu tür kayıpların yaklaşık olarak yarısından kurtulmamız mümkün
olacaktır. Öte yandan, arızaları tamamen ortadan kaldırmak için TPM‟in diğer faaliyet
alanlarından (sütunlar) destek almamız gerekecektir. [3]
2.1.2. Setup Kayıpları
Günümüzde, müşteri beklentileri doğrultusunda ürün çeşitliliğimizi arttırmamız
kaçınılmazdır. Mevcut ekipmanlar ile çeşitli ürünleri stok yapmaksızın üretebilmenin
yol u sık sık model değişimi (setup) yapmaktan geçmektedir. Ancak setup‟lar sırasında
makinelerimiz üretimden alıkonduğu için makine kullanım verimimiz ciddi anlamda
düşecektir. Setup kayıplarının azaltılması için daha az sayıda setup yapmayı rekabet
gücünü olumsuz etkileyeceğinden dolayı tercih edilemez . O halde, setup sürelerini
kısaltmaktan başka çözüm yoktur. SMED (veya ileri seviyelerde OTED) teknikleri
kullanarak model değişim süreleri birkaç dakikaya indirilebilinir. [3]
2.1.2.1. SMED (Single Minute Exchange Of Die) Nedir?
SMED‟in ilk düşünceleri Shigeo Shingo tarafından 1950 yılında MAZDA Hirosima
fabrikasında 350, 750 ve 800 ton preslerin kalıp değişiminde oluşturulmuştur. Shingo
19 yıl sonra, 1969‟ da Toyota Motor Company‟deki çalışmaları ile 4 saat olan ölçü
değişim suresini 3 dakikaya indirmiş ve bu çalışmalardan sonra SMED kavramını
yaratmış ve adını koymuştur. Setup suresini 10 dakikanın altına düşürmek için
uygulanır. Adını İngilizce Single Minute Exchange of Die kelimelerinin baş harfinden
alır. SMED‟in amacı;
Makine kullanım zamanının optimize edilmesi
Küçük parti büyüklüklerinin mümkün hale getirilmesi
imalat içi sürenin azaltılması
Makinenin boş durma süresinin azaltılması
Tek seferde yapılan makine ayarı ve hazırlık işlemi,
Esnek üretim ve teslimatın zamanında yapılmasına olanak verir.
Stokların azaltılması
Set-up bir önceki partiden çıkan son ürün ile yeni partiden çıkacak ilk kalite onaylı
ürünü elde edinceye kadar geçen süredir. [4]
11
İç Set-Up (internal) : Makine, takım veya araçların sadece durduğu zaman
yapılabilen işlemler.
Dış Set-Up (external) : Üretim devam ediyorken yapılabilecek işlemler. [4]
SMED öncesi setup yaklaşımı şu şekildedir:
Malzeme hareketi makineler durunca başlar.
Kusur, hata veya eksiklikler makine çalışmaya başlayınca anlaşılır.
Kalıp, Set-Up için gereken araç gereç, tanımlama eksiklikleri üretim tekrar
başlayınca görülür.
Klasik setup adımları şunlardır:
Hazırlık
Sökme ve Yerleştirme
Kontrol
Çalıştırma ve deneme üretimi
Gerekirse ayar [4]
Setup süresini azaltmak için 7 temel uygulama vardır. Bunlar:
1. Set-up süresinin gözlem ve analizinin yapılması:
Set-up süresi filme alınır.
İş adımları belirlenip süre analizi hazırlanır.
İnsan makine diyagramı hazırlanır.
Spagetti diyagramı hazırlanır. [4]
2. Arama kayıplarının yok edilmesi:
Set-up sırasında ihtiyaç duyulan malzeme ve ekipmanların listesinin
çıkarılması
5S çalışması yapılarak yerlerinin belirlenmesi
Tüm malzeme ve ekipmanların kullanılabilir durumda olması [4]
3. İç ve Dış ayırımının yapılması:
·İnsan makine diyagramı incelenerek iç çalışmaların dış çalışmaya
dönüştürülebilirliğine bakılır.
Bu adımda makinede modifikasyon beklenmez. [4]
4. İç çalışma elemanlarının dış çalışma elemanına dönüştürülmesi:
● Tüm iç çalışmaların dış çalışmaya dönüştürülmesi için ne yapılabileceği
araştırılır ve çalışmalar planlanır.
12
● Parça ve malzeme getirme, götürme, bilgi toplama, temizlik, tamir ve bakım,
ayar gibi faaliyet zamanlarına odaklanılır. [4]
5. İç çalışma elemanlarında kaizen:
● Tüm iç çalışma elemanları tek tek incelenir ve daha kısa surede
gerçekleştirilme yöntemleri aranır.
● Pozisyonlama, sökme ve takma, paralel çalışma yöntemleri araştırılır. [4]
6. Ayarlama işleminin yok edilmesi:
● Ayarlama ile ilgili tüm adımların belirlenmesi
● Deneme yanılma döngülerinin yok edilmesi
● Ortadan kaldırılamayan ayarların suresinin minimize edilmesi [4]
7. Standardizasyon:
● Yapılan tüm iyileştirmeleri kapsayan bir talimatın hazırlanması
● Geriye dönüş yaşanabilecek tüm noktalarda sebeplerin tespit edilmesi ve yok
edilmesi
● Set-up işleminde çalışan tüm operatörlerin eğitim seviyelerinin eşitlenmesi
[4]
SMED uygulamalarında başarılı olmak için 7 altın kural şunlardır:
1. Çalışmalar 5S ile başlayıp 5S ile biter.
2. İç Set-up‟ın dış setup‟a dönüştürülmesi, sonrasında iç set-up‟ı kısaltma
3. Cıvata ve somunlar SMED‟in düşmanıdır.
4. Eğer eller kullanılacaksa, ayaklar yere sıkı bastığından emin olunmalıdır.
5. Kişilerin ince ayar konusundaki becerilerine bel bağlanmamalıdır.
6. Talimatlar emirdir aykırı davranılmamalıdır.
7. Bütün setup operasyonları standartlaştırılmalıdır. [4]
2.1.3. Kesici Uç, Punta…. Vb DeğiĢim Kayıpları
Makineleri üzerinde, üretim sırasında kısıtlı ömrü olan bazı parçaların sık sık
değiştirilmesi gerekecektir. Örneğin: Kesici uçlar, taşlar, punta uçları, matkap ve freze
çakıları, zımbalar… gibi. Bunların değiştirilmesi veya bilenmesi sırasında makinelerde
üretim yapılamayacağından, ekipman etkinliği kısıtlanmış olacaktır. Genellikle uygun
çözümler bulunarak bu gibi yardımcı ekipmanın makine üzerindeki ömrü uzatılabilir
veya kısa sürede değiştirilmelerine ilişkin teknikler geliştirilebilir. [3]
13
2.1.4. BaĢlama Kayıpları
Ekipmana start verilmesinden sonra, makinenin rejime girip (örneğin, ısınıp) normal
üretim yeteneğine kavuşuncaya kadar geçen sürede oluşan kayıplardır. [3]
2.1.5. Çokote (Küçük DuruĢ) Ve Rölanti Kayıpları
Genellikle otomatik çalışan makine ve hatlarda sıkça rastlanır. Makine veya hat
üzerinde işlem görmekte olan parça, bir yere takılabilir veya makinenin bir sensörü
yanlış algılama sonucu üretim prosesini bloke eder. Böyle durumlarda, operatör
takılmayı fark edinceye kadar işlemler durur. Operatör tarafından elle müdahale
(gerekirse resetleme) sonucu üretime devam edilir. Küçük bir aksaklık olarak
değerlendirildiğinden çoğu kere işçiler tarafından amirlerine raporlanmaz. Gözden
kaçan bu tür küçük aksamalar gün boyunca birikerek büyük kayıpları oluştururlar. [3]
2.1.6. Hız Kayıpları
Makinenin veya hattın tasarlanan hızının altında çalıştırılmasından dolayı meydana
gelen kayıplardır. Malzemenin uygun olmaması veya makine yeteneklerinde bir
gerileme meydana gelmesinden dolayı, operatör ancak düşük hızda üretim
yapabiliyorsa, hız kayıpları ile karşı karşıyayız demektir. Uzaktan bakıldığında makine
ve operatör çalışıyor gözüktüğünden yönetimin dikkatinden kolaylıkla kaçabilen bir
kayıp türüdür. [3]
2.1.7. Kusurlu Ürünlerde Düzeltme (RötuĢ) Kayıpları
Üretim prosesinden kusurlu ürünler çıkıyorsa, bunlar için iki yola baş vurulur:
Birincisi, hurdaya ayrılır. İkincisi, üzerinde ek işlem yapmayı göze alarak bunları
müşteriye satılabilir hale getirmenin yolları aranır. Kusurlu ürünleri tamir etmek için
makinelerimizi ilave sürelerde çalıştırmamız gerektiğinde, makine verimimizden ödün
vermiş oluruz. [3]
2.1.8. Kapatma Kaybı
Yemek paydoslarında, ara dinlenmelerde makinelerin üretim yapmamalarına ilişkin,
ekipmanın yükleme zamanını kısıtlayan kayıplardır. [3]
14
2.2. Ġġ GÜCÜ KAYIPLARI
Ekipman etkinliğini kısıtlayan 7 büyük kaybı gözden geçirdikten sonra, işgücü
verimini engelleyen 5 büyük kaybı inceleyeceğiz. Bedeli kuruluş tarafından ödenen
işgücünün acaba ne kadarından yararlanabiliyoruz? Personelimiz fabrika içinde
geçirdiği sürenin ne kadarında değer oluşturan işler yapıyorlar? İşgücü veriminin
yüksek olmasından bizi ala koyan hususlar nelerdir? [3]
İnsan kaynağımızdan yeterince yararlanamamaya sebep olan kayıplar, genellikle
yönetimin işi iyi organize edememesine, çalışanların bilgi ve tecrübe noksanlığına, iş
standartlarının yetersizliğine dayanır. [3]
İş gücü kayıplarının nedenlerinden birisi de iş emrinin zamanında
ulaştırılamamasından kaynaklanan sebeplerdir. İşçiler yapacağı işi ve nasıl yapacağını
bildiği halde üst yönetimden iş emri gelmediği için işe başlamamaktadır. Bu da belirli
bir süre iş gücü kaybına neden olmaktadır.
İş gücü kayıplarının bir diğer nedeni de sık sık işçi değişiminden kaynaklanan yeni
işçilerin tecrübe eksikliğidir. Bu tecrübe eksikliği çalışan işçinin performansını tam
olarak gösterememesine ve sonuç olarak iş gücü kaybına neden olmaktadır.
İşçilerin verimli çalışmalarını kısıtlayan kayıplara “5 Büyük İşgücü Kaybı” denir.
Bunlar:
1 – Yönetim Kayıpları (işçinin o an için ne yapacağının belli olmaması)
2 – Taşıma Kayıpları
3 – Hat Organizasyonu
4 – Manipülasyon
5 – Ölçme ve Ayarlar
2.2.1. Yönetim Kayıpları
İşçiler çoğu kere, ne yapacaklarını bilemedikleri için boş dururlar. Örneğin,
işleyeceği malzemeler henüz fabrikaya gelmemiştir. İşinde bir zorlukla karşılaşmıştır,
problemi kendi çözememiştir, amirlerinden yardım ve talimat beklemektedir.
Makinesinde bir arıza vardır, onun onarılmasını beklemektedir. [3]
Yönetimsel iletişim sıkıntıları, işçilerin iş emri gelmeden işe başlayamamasından
kaynaklanan iş gücü kaybına neden olmaktadır. Üretilecek ürünlerin üretim emrinden
15
önceki son kontrolleri bittiği halde iş emri işçiye ulaşmaz ya da geç ulaşır. Bazen de
hammadde bitmiştir; ancak hammadde temini için yönetim titiz davranmadıysa bu
durum da iş gücü kaybına neden olmaktadır.
Bazı işletmelerde sürekli hali hazırda bakım ekibi yoktur. İşçi, makinesinde
çözemeyeceği bir sıkıntıyla karşılaştığında makinenin tamiri için bir süre bekleyecek ve
bu durum iş gücü kaybına neden olacaktır. Ayrıca bazı işletmelerde bakım ekibi
bulunduğu halde zamanında ve bakım ekibinin arızaya etkin olarak müdahale
edememesi de iş gücü kaybına neden olur. Bir diğer unsur da bazen işçi ile bakım ekibi
arasında iletişim sıkıntısı oluşabilir. İşçi her istediği zamanda bakım ekibine ulaşamıyor
olabilir. Bu durum da iş gücü kaybına neden olur.
2.2.2. TaĢıma Kayıpları
Satılabilir değer oluşturmak üzere istihdam ettiğimiz makine operatörlerine,
yaptırdığımız getir-götür işleri taşıma kayıplarıdır. [3]
Taşıma kayıplarını daha detaylı incelediğimizde operatör belli sayıda ürüne katma
değer kazandırdıktan sonra bu ürünleri diğer istasyona taşıması gerekecektir. Bu taşıma
esnasında kaynaklanan süre kaybı üretim kaybına neden olmaktadır. Örneğin bir
işletmede bir istasyondaki işlem süresi 22 sn olsun. Bu istasyondan diğer istasyona
taşımayı yapan da yine operatör olsun. Bu taşımanın süresi de 25 saniye olsun. Operatör
her taşımada 10 birim ürün taşısa üretim sürecinde her birim ürün için 2,5 sn fazlalık
oluşmaktadır. Yani aslında katma değeri olmadığı halde bu süre katma değeri varmış
gibi görünür ve 22 sn olan işlem süresi 24,5 sn olur. Bu da taşıma kaybına neden olur.
Sonuç olarak taşıma kayıplarından kasıt operatörlerin bu taşımalar için belli bir süre
oyalanması sonucu ortaya çıkmış üretim kayıplarıdır.
2.2.3. Hat Organizasyonu
İyi dengelenmemiş bir üretim akışında, darboğaz operasyon tempoyu belirler. İşçiler
hiçbir şekilde darboğaz‟ın üzerinde üretim yapamayacaklarına göre, kendi işlerindeki
çevrim zamanı ile darboğaz operasyonun çevrim zamanı arasındaki fark kadar kaybı,
her bir ürün için göze alırız. [3]
16
Darboğaz, bir üretim sisteminde bir sürecin işlem süresinin diğer tüm süreçlere göre
daha yüksek olması sonucu üretimin bu süreçte yavaşlamasıdır. Bu yüzden bu süreç
öncesindeki ve sonrasındaki süreçlerde üretim kaybı yaşanır. Darboğazın bulunduğu
noktada işlem yavaş olduğu için sonraki süreçler bu süreçteki işlemin bitmesini
beklerler. Darboğazın öncesinde bulunan süreçlerde ise darboğaz noktasında bekleyen
yarı mamül sayısı fazla olduğu için işi yavaşlatır ya da beklerler.
Bu darboğaz sorununun çözülebilmesi için üretim sistemindeki tüm süreçlerin işlem
süreleri ya birbirlerine çok yakın olmalı ya da eşit olmalıdır.
2.2.4. Manipülasyon
Operatörlerin, değer yaratmamakla beraber, yapmak zorunda oldukları kaldırma,
indirme, seçme, silme, hava tutma… vb. işlere harcadıkları zamanları manipülasyon
kaybına girer.[3]
Manipülasyon kaybına örnek olarak bir demir ustasının elindeki çekici işleyeceği
demire vurma anı düşünülebilinir. Bu vurma işlemi o demir parçasına bir katma değer
kazandırmaktadır; ancak çekici tekrar vurmak için kaldırma işlemi demir parçasına
katma değer kazandırmadığı için manipülasyon sayılır.
2.2.5. Ölçme ve Ayar
Operasyonumuzdan emin olmadığımız için yaptığımız ölçüm ve ayarlardır. Tüm bu
ölçüm ve ayarlamalar da ürüne katma değer sağlamadığı için israftır. Bu yüzden ölçme
ve ayar için harcanan süre de iş gücü kaybı olarak ele alınır.
2.3. FABRĠKALARDA EKĠPMAN, KALIP, APARAT, ENERJĠ VE
HURDAYA ĠLĠġKĠN KAYIPLAR
İşletmelerde çoğu zaman rastlanan atıl durumdaki ekipman, kalıp ve aparatlar
işletmelerde kayıp olarak ele alınır. Aynı zamanda boşa harcanan enerji ve hurdaya
ayrılan bir çok ürün de işletmelerin üretim maliyetlerine katılır.
Bu durumlar çoğu zaman göz ardı edilir. Görünmez, bazen de görünse de
önemsenmez. Kısa dönemde önemsiz gibi görülen bu kayıplar uzun dönemde ele
alındığında ciddi kayıplara dönüşmektedir. Bu yüzden bu kayıplar değerlendirilmeli ve
bu kayıpların önüne geçilmelidir.
17
2.3.1. Ekipman, Kalıp ve Aparat Kayıpları
Satın alındıktan sonra kendilerine yapılan yatırımı karşılamadan, demode olan,
bozulan, devre dışı kalan makine ve teçhizata ilişkin masraflardır. [3]
İşletmelerde bir makine veya ekipman alınırken o ekipmandan ne kadar süre
yararlanılacağı önceden belirlenir ve o ekipmana ödenecek para ona göre
değerlendirilir. Eğer alınan bu ekipman zamanından önce demode olur veya devre dışı
kalırsa beklediği süre zarfı kadar parayı bu ekipman alınırken boşuna vermiş oluruz. Bu
da çoğu işletmenin farkına varamadığı kayıplara yol açar. Bu durum kalıp ve
makinelerde kullanılan aparatlar için de geçerlidir.
Bazı durumlarda da makine demode olmadığı halde kullanıcı hatasından
kaynaklanan bozulmalar veya kullanım dışı kalmalar oluşabilir. Bu da o ekipman için
beklediği süre kadar boşuna ödenmiş bir para anlamına gelir.
2.3.2. Enerji Kayıpları
Ürünün elde edilmesinde enerjinin israfına ilişkin kayıplardır. Yanlış algılanmaya,
kandırmacalara çok açık bir kayıp türüdür. Örneğin: Bazı ampulleri söndürerek, üretim
sahasındaki aydınlatmayı azaltmak, karanlıkta iş kazasına veya kusurlu ürünlerin
müşteriye kaçmasına sebep olmak hiçbir şekilde enerji tasarrufu olamaz. Kaloriferlerin
sıcaklığını düşürüp, büro personelinin elektrik enerjisi harcayarak 5-10 misli masrafla
ısınmaya çalışması da enerji kayıplarımızı arttıran bir durumdur. [3]
Bu yüzden enerji kayıpları değerlendirilirken özenle dikkat edilmelidir. Ergonomik
koşullar ihlal edilmeden enerji tasarrufuna gidilmelidir.
3. TPM GELĠġĠM PROGRAMI
TPM gelişim programında TPM‟in en doğru şekilde uygulanabilmesi için gerekli
bazı adımlar yer almaktadır. Bu adımlar sonucunda TPM kültürü işletmeye aksedilmiş
olur. Geriye kalan tek iş ise bu kültürü özüne uygun şekilde işletmede sürdürebilmektir.
TPM‟in adımlarına göz attığımızda adımları şu şekilde sıralayabiliriz:
1. Ekipmanların yeni makine kondisyonuna ulaştırılması
2. Bakım planlarını tanımlayarak oluşturma
18
3. Önlemlerle birlikte bakım planını adapte etmek
4. Makine arızalarının yinelemesini önleme
5. Makine üretkenliğini çeşitli metotlarla geliştirme [5]
3.1. EKĠPMANLARIN YENĠ MAKĠNE KONDĠSYONUNA
ULAġTIRILMASI
● Ekipmanın her yeri, operatörün kendi imkanlarıyla ekipmandaki en küçük
eksiklikleri bile tespit edebileceği hale getirilmelidir.
● Bu yeni kondisyonun devamlılığı için devamlı makine temizliği ve makine
temizliği standartları oluşturulmalıdır.
● Makine ve makinenin çalıştığı alan mümkün olduğunca gözle görünür
şekilde kontrol edilmelidir. [5]
3.2. BAKIM PLANLARINI TANIMLAYARAK OLUġTURMA
● Planlı bakım kontrol listeleri oluşturulmalıdır.
● Planlı bakım programı oluşturulmalıdır.
● Planlı bakım prosedürü detaylı olarak oluşturulmalı ve makineye asılmalıdır.
● Yedek parça numaralandırılması yapılmalıdır.
● Parçaların seri numaraları tutulmalı ve kayıt altına alınmalıdır.
● Planlı bakım kalite kontrolü yapılmalıdır. [5]
3.3. ÖNLEMLERLE BĠRLĠKTE BAKIM PLANINI ADAPTE ETMEK
● Planlı bakımlar tam zamanında yapılmalıdır.
● Planlı bakım 100 üzerinden değerlendirilmeli ve kontrol listesindeki hiçbir
madde atlanmamalıdır.
● Planlı bakımı kim yaparsa yapsın üzerinde hiçbir değişiklik yapılmadan
planlı bakım yapılmalıdır. Yani tüm maddeler açıklandığı şekilde
yapılmalıdır.
● İşletmeyi oluşturan temel personelde, planlı bakım ile ilgili sürekli gelişme,
bilgi birikimi kazanma ve daha vasıflı hale gelme sağlanmalıdır. [5]
3.4. MAKĠNE ARIZALARININ YĠNELEMESĠNĠ ÖNLEME
● Makine arızalarının yinelemesini önlemek için makine arıza analizleri
yapılmalıdır.
19
● Planlı bakım gelişimi devam ettirilmeli ve planlı bakım daha hızlı, daha
kolay ve daha faydalı hale getirilmelidir. [5]
3.5. MAKĠNE ÜRETKENLĠĞĠNĠ ÇEġĠTLĠ METOTLARLA GELĠġTĠRME
● Yağlama analizi ve çizelgesi oluşturulmalıdır.
● Kalibrasyon ve ayar çizelgeli oluşturulmalıdır.
● Kalite bakım analizi yapılmalıdır.
● Makine parçalarının analizi yapılmalıdır.
● Kullanım kondisyonu ve ekipman ömrü analiz edilmelidir.
● Üretkenlik analizleri yapılmalıdır. Üretkenlik analizleri şunlardır [5] :
o Kullanım oranı
o Setup süreleri
o Hurda miktarları
o Verimlilik
o Çokotoler
o Hız kayıpları
● Son durumu gösteren geniş ekranlar kurulmalıdır.
● Bakım maliyetleri analiz edilmelidir. [5]
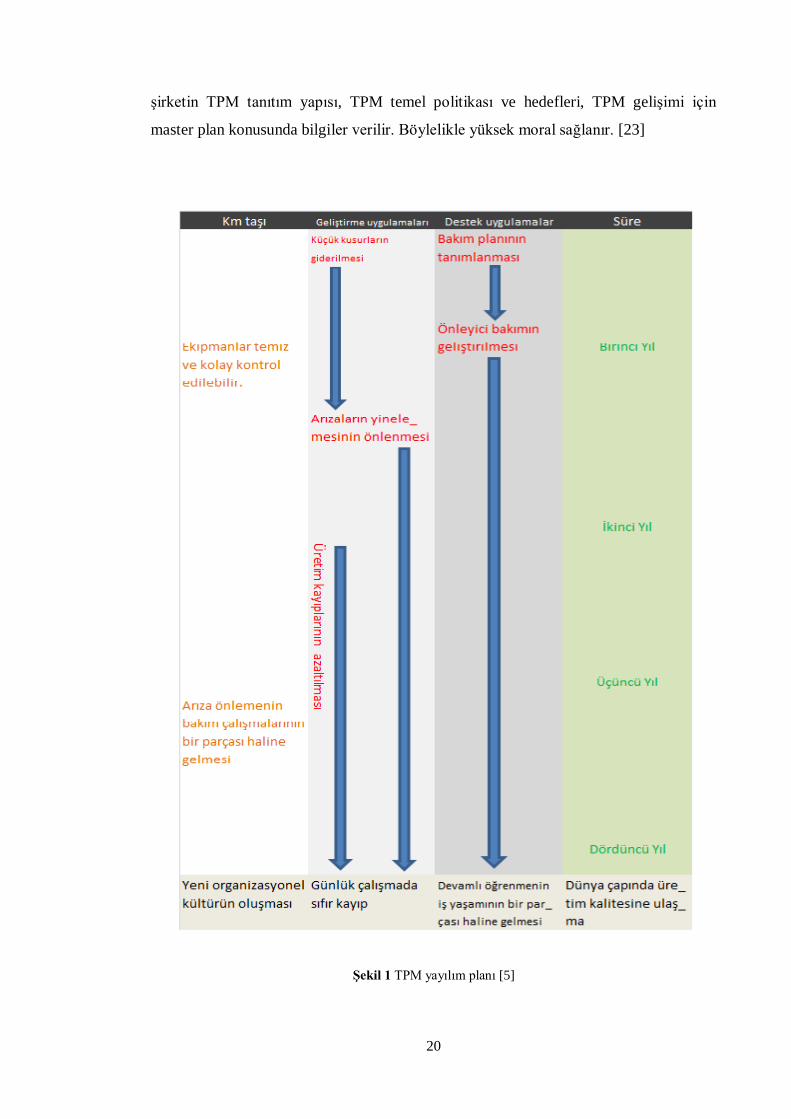
Burada anlatılan tüm uygulamalar tamamen birbiri ile bağıntılı değildir. Bazı
uygulamalar birbirine paralel olarak başlayıp bitebilir. Bu durum şekil 1‟de
gösterilmiştir. Ayrıca işletmelerde genelde uygulanan yayılım planı ve kritik yol da
şekil 1‟ de gösterilmiştir.
TPM uygulama sürecine başlama kararı, altı büyük donanım kaybına karşı büyük bir
mücadelenin başlatıldığı uygulamanın ilk adımıdır. Hazırlık safhasında yönetim ve
TPM Proje Yöneticisi etkin bir rol oynar. Bu noktadan sonra ise çalışanlar, normal
günlük rutin faaliyetlerinden başka TPM faaliyetlerine başlayarak etkin olarak
çalışmaya başlarlar. Her işçi veya çalışan kritik bir role sahiptir. Japon deyişine göre
“TPM‟de oturmak için oda yoktur”. Her çalışan bir katılımcıdır ancak seyirci değildir.
Bu sebepten dolayı her çalışan 16 büyük kaybın elimine edilmesine yönelik
faaliyetlerde üst yönetimi desteklemelidir. Japonya‟da tüm çalışanlar için toplantılar
düzenlenir. Müşteri olan şirketlerin temsilcileri, müteahhitler, taşeronların davet
edilmesiyle tanıtımlar yapılır. Bu toplantıda, şirket üst yöneticileri, hazırlık safhası
boyunca yürütülen çalışmaları ve gelişmeleri planlar dahilinde anlatırlar. Örneğin
20
şirketin TPM tanıtım yapısı, TPM temel politikası ve hedefleri, TPM gelişimi için
master plan konusunda bilgiler verilir. Böylelikle yüksek moral sağlanır. [23]
ġekil 1 TPM yayılım planı [5]

21
4. TPM KOMĠTESĠ KURULUM VE ĠġLEYĠġ SÜRECĠ
TPM Komiteleri her bir TPM Sütunu için kurulur. Bu anlayışla, 8 komite her bir
sütun için ve bu komitelerin başkanlarından oluşan Yönlendirme Komitesi görev yapar.
Bazı şirketlerde ise, Erken Ürün ve Ekipman iki ayrı sütuna bölünmektedir. Yine bazı
diğerlerinde, İşçi Sağlığı, İş Güvenliği ve Çevre olarak 2 ayrı komite oluşumu
gözlemlenmektedir. Şirket kültürü ve alışkanlıkları açısından bu tür farklılaşmalara göz
yumulmaktadır. Doğru olan ise, ilk 3 yılda ortaya konan modelden fazla sapmadan
ilerlemedir. Komite toplantıları ayda bir kereden seyrek olmama koşulu ile belirlenir.
[3]
Komiteler, o şirketin çalışanlarından meydana gelen karar alma organlarıdır. Fiilen
hiç bir şey yapmaları gerekmez. Aldıkları kararları TPM Ofis uygular. [3]
TPM komiteleri ve bu komitelerin sorumlulukları şekil 2‟de verilmiştir.
Komiteler Sorumluluk Alanı
Kobetsu-kaizen İş gücü kayıpları, Verimlilik projeleri, Başlama, Diğerleri
Otonom Bakım Setup, Çokote, Kesici Uç Değişimi
Planlı Bakım Arıza, Hız
Kalite Bakım Hurda, Rework, Müşteri Şikayeti, Malzeme kayıpları
Erken Ü/E Yön. Kullanılmayan Ekipman, Devreye alma kayıpları
Ofis TPM Taşıma, Lojistik,
Eğitim Eğitim
İSİG-Çevre Kazalar, Enerji kayıpları
ġekil 2 TPM komiteleri ve sorumlulukları [3]
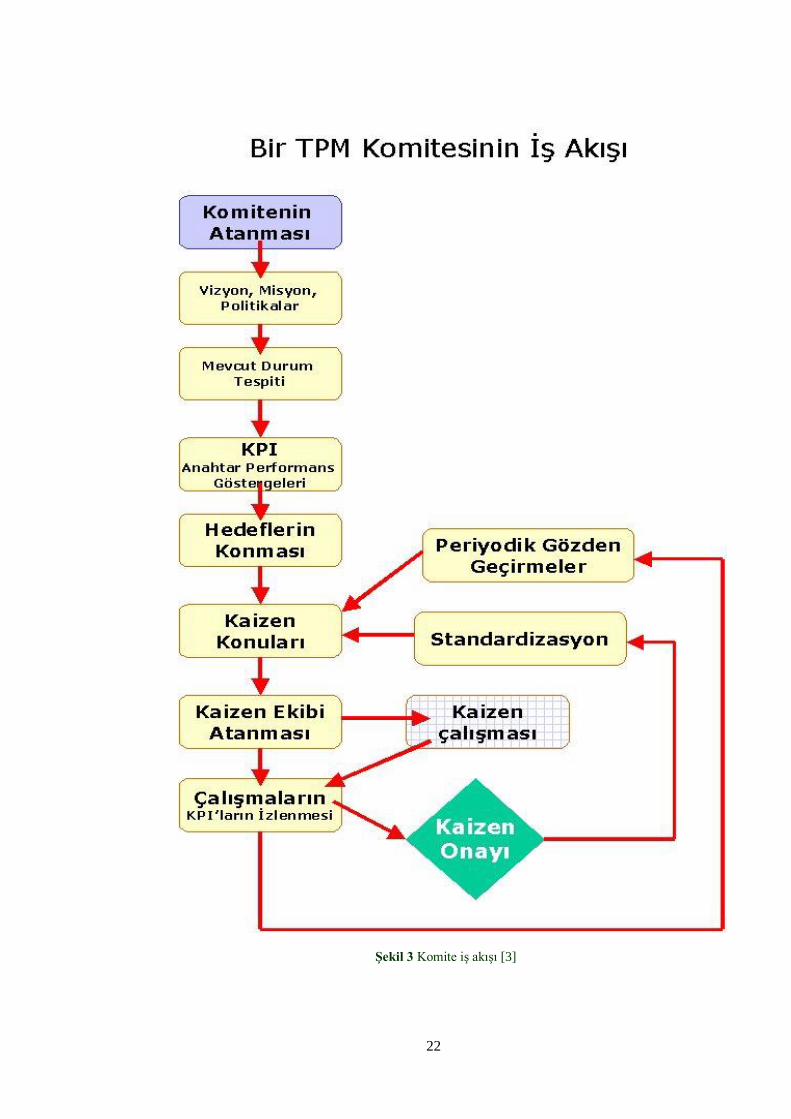
Şekil 2‟de belirtilen komiteler kurulduktan sonra bu komitelerin kendi içindeki
işleyişi belirlenmelidir. Her bir komitenin kendi içindeki işleyişi aynıdır ve şekil 3‟te
verilmiştir.
22
ġekil 3 Komite iş akışı [3]
23
5. TPM‟Ġ OLUġTURAN 8 TEMEL UYGULAMA
Daha evvel de belirtildiği gibi TPM‟i oluşturan 8 temel unsur vardır. Bunlar TPM‟in
ayakları gibidir. Bu uygulamalar ne kadar başarılı olursa TPM konusunda işletme de o
derece başarıya ulaşır. Bu uygulamalar işletmeyi TPM ödülüne götüren yapboz
parçaları gibi de görülebilinir. Her biri birbiri ile koordineli ve uyum içinde çalışmalıdır.
Bu yüzden komiteler arası diyalog ve TPM ofis önemli bir role sahiptir.
Özellikle operatörlerin otonom bakım faaliyetleri ile önem kazanan küçük grup
aktiviteleriyle tüm çalışanların katılımı hedeflenmiştir. Operatörlere sorumluluk vererek
takım çalışmasını gerçekleştirmek esastır . [14]
TPM‟i oluşturan 8 temel unsur şunlardır:
- Kobetsu Kaizen (odaklanılmış iyileştirmeler)
- Otonom bakım
- Planlı bakım
- Kalite bakım
- Erken ürün ve ekipman yönetimi
- Eğitim
- Ofis TPM
- SEÇ - Sağlık, Emniyet, Çevre
5.1. KOBETSU KAĠZEN UYGULAMASI
Kaizen, Japoncada sürekli iyileşme demektir. TPM uygulamalarında tespit etmiş
olduğumuz kayıpların üzerine kaizen ekipleri kurarak gidilir. Bu kayıplar kaizen
uygulamaları ile yok etmeye çalışılır.
Kaizen kavramı, ister iş hayatı olsun, ister sosyal hayat olsun hepsinin iyileştirmeye
açık olduğuna inanır. İşi iyileştirmek için her zaman mümkün olmayan rastlantılar ve
büyük sıçramalar yerine düzenli küçük adımlarla iyileştirmeyi öngörür. Kaizende
iyileştirmeler küçük boyutta ancak sürekli olduğu için gerçekleştirdiği etki ve
iyileştirme de büyük olmaktadır. Kaizen toplam kalite sisteminin itici gücüdür. [18]
24
Kaizen çalışmaları iki türde olabilir:
Önce-Sonra Kaizeni
Kobetsu-Kaizen‟ler
Önce-sonra kaizenlerinde bir ekip oluşturulmaz. Daha çok küçük hemen
uygulanabilir iyileştirmeleri kapsar. Önce sonra kaizenlerinde bir fikir çalışan birisinin
aklına gelir. Bu fikir yöneticilerle paylaşılır ve hemen uygulanır. Bu yeni fikirler hemen
uygulanabilir olmalı ve büyük maliyetler getirmemelidir.
Kobetsu kaizenin anlamı “odaklanılmış sürekli iyileştirmeler” dir. Anlamından da
anlaşılacağı gibi kobetsu kaizenlerde uygulanacak fikir için bir ekip kurulur ve bu ekip
bu fikri ve uygulama aşamaları detaylı olarak ele alır. Kobetsu kaizen uygulamaları 10
adımda yapılır. Kobetsu kaizenler uygulaması daha zor ve masraflı geliştirmelerdir.
Çoğu zaman kabul edilmesi zor ama işletmeye ciddi karlar getiren uygulamalardır.
TPM uygulayan işyerlerinde ekip çalışmaları ön plana çıkmıştır. Kişisel başarılar
(bir birleri ile ilişkilendirilmemiş, saman alevi gibi parlayıp sönen, kuruluşa pek faydası
dokunmayan) yerine, önceden planlanmış, küçük adımlar halinde, herkesin rol aldığı
geliştirmeler (kaizen‟ler) özendirilir [3].
Kaizenlerin diğer bir faydası da fabrikada çalışan herkesi çalıştığı kısımla ilgili fikir
üretmeye teşvik etmesidir. Bu durum fabrika çalışanlarının çalıştığı ortamı daha fazla
benimsemesini sağlamaktadır. Ayrıca daha fazla tecrübeden istifade edilmekte ve
çalışanların yönetime katkı sağlaması çalışanları motive etmektedir.
Kaizenlerde gözden kaçmış bir çok hata, hata oluşturabilecek unsur, üretim kaybı,
kalite kayıpları, rework adetlerinin nedenleri ve bunlara benzer birçok unsur işçiler
tarafından belirlenir. Bu durum işçilerde verimli çalışma ile ilgili bir bilinç oluşturur.
İşini yaparken yaratıcı düşünür. Yeni fikirler üretmeye çalışır ve verimliliği üst düzeyde
tutmaya gayret gösterir.
Kaizenlerin bir diğer faydası da işçiler ile yönetim arasındaki iletişim bozukluğunu
gidermesidir. İşçiler mantıklı tüm fikirlerini yazılı olarak yönetime bildirirler. Yönetim
bu kişiyi dinler. Bu durum çalışanı fikrini söyleme konusunda da cesaretlendirir.
Böylece fikirler sadece akılda kalmaz. Çünkü hiç düşünülmemiş bir fikir ile düşünülüp
25
uygulamaya geçmemiş bir fikir arasında hiçbir fark yoktur. Kaizen uygulamaları
fikirlerin sadece akılda kalmamasını fikirlerden yararlanılmasını sağlar.
5.1.1. Kobetsu-Kaizen Komitesinin Misyonu
Kobetsu-Kaizen komitesi diğer TPM komitelerine öncülük edecek şekilde,
fabrikanın maliyet yapısını inceler, kayıpları analiz eder, uzun ve orta vadeli gelişim
master planı‟nı oluşturur. Bu master planda genellikle 3 yıllık planlamalar yapmak
esastır. Fabrikanın bir anlamda giderek TPM‟i daha iyi öğreneceği var sayımı ile her
geçen yıl hedefler daha da zorlaştırılarak tespit edilir. Fabrikada tespit edilen toplam
kaybın yaklaşık yarısını 3 yıllık bir süreçte ortadan kaldırmayı beklemek uygun bir
seviye olacaktır.[3]
Fabrikadaki kaizen proje standardının oluşturulması ve sonuçların konsolide
edilmesi Kobetsu-kaizen Komitesinin işidir. Kaizen konularını seçebilmek için
kayıpları görebilme becerisine ulaşmamız gereklidir.[3]
Kobetsu Kaizen komitesi ev inşaatı yapan bir mütaahit gibi çalışır. İşin bütününü
küçük parçalara ayırır, değişik taşeronu iyi bir plan çerçevesinde çağırır ve
görevlendirir. Sonuçta bina ortaya çıkar[3].
5.1.2. Kaizen ÇalıĢmalarında Kullanılan Teknikler
Kaizen ekipleri yaptıkları çalışmalarda, zamanlarını ve problemin çözümüne yönelik
çabalarını en verimli şekilde kullanmalıdırlar. Bunun için de, konuya sistematik
yaklaşmaları gerekir.
Beyin Fırtınası:
Ekiplerin iyi kullanmaları gereken tekniklerin başında beyin fırtınası gelmektedir.
Beyin fırtınası; bir takım veya grup içinde, bir problemin nasıl çözülebileceği
konusunda, kısa zamanda, bir çok yaratıcı fikrin ortaya çıkmasını sağlayan, bir
tekniktir.[3]
Beyin fırtınası tekniği kullanımının amaçları şunlardır[3]:
- Herkese eşit fırsat vermek, demokratik bir ortam yaratmak;
- Toplantılarda düzeni sağlamak;
26
- Zamanı en verimli biçimde kullanmak;
- Grubun ortak sorunlarını ortaya çıkarmak;
- Sorunlara ilişkin olarak hangi verilerin toplanacağına karar vermek;
- Sorunu ortadan kaldırmaya yarayacak önerileri oluşturmak ve
uygulanmalarına karar vermek;
- Yararlı ve yaratıcı fikirlerin oluşmasını sağlamak
5.1.3. Sebep-Sonuç Analizi
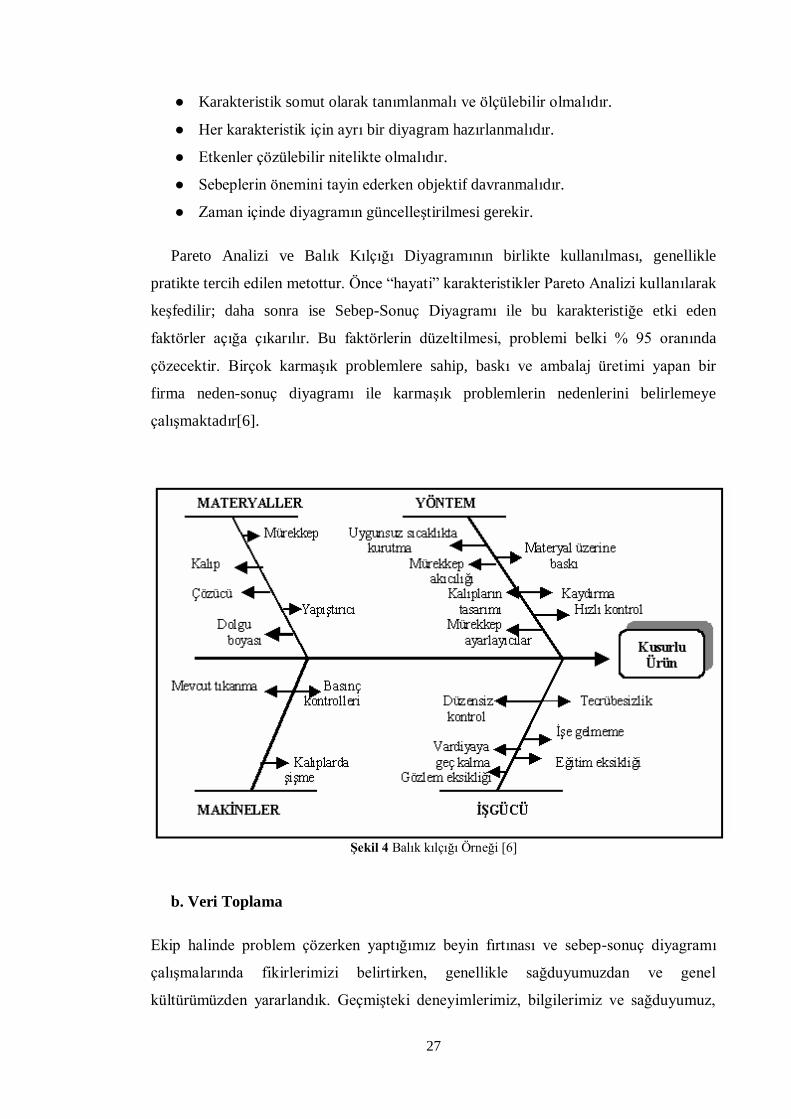
a. Balık Kılçığı Diyagramı
Neden-sonuç diyagramları, ilk defa 1943 yılında Tokyo üniversitesinden Ishikawa
tarafından geliştirilmiştir. Belirli bir sorun veya sonucun nedenini araştırmak,
belirlemek ve göstermek için bu teknik kullanılmaktadır. Sebep -sonuç diyagramı bir
sonuç ile sonuca etki eden bütün nedenleri bir arada göstermek için yapılmaktadır.
Sonuç veya sorun diyagramın sağ tarafına, bütün olası nedenler diyagramın sol tarafına
işaretlenir [6].
Diyagram bir balığın omurgasını andırdığı için "Balık Kılçığı Diyagramı" da
denilmektedir. Uygulaması oldukça basit olan bu yöntem, sorunun nedenlerini sistemli
bir biçimde araştırmaya yöneliktir. İstatistiksel yöntemler kullanarak sonuçlardan
hareketle sebeplere ulaşabildiğimize göre, sonuçlarla bunları doğuran sebepler
arasındaki çapraşık ilişkinin ortaya çıkarılması ve görsel olarak masaya konması
gerekmektedir. Bunu ise en kolay olarak Sebep-Sonuç Diyagramları ile yapabiliriz
Sebep-Sonuç Diyagramlarının oluşturulmasında izlenecek temel aşamalar ve önemli
hususlar şunlardır [7];
● Diyagramın çizimi için bir çalışma grubu oluşturulur.
● Grubun oluşturulmasında işletmedeki tüm kişilerin katılımları istenmektedir.
● Dağılım analizinde, önce geliştirilmesi amaçlanan sorun belirlenmelidir.
● Daha sonra hataya neden olan ana nedenler ve ana nedenleri ortaya çıkaran alt
nedenler beyin fırtınası yöntemi ile saptanarak, aralarındaki ilişkiler
belirlenmelidir.
● Diyagram oluşturulurken, çevresel ve işletme içi faktörler ayrıntılı olarak
incelenmelidir.
● Tüm sebeplerin aktarılabilmesi için her kesimin görüşü alınmalıdır.
27
● Karakteristik somut olarak tanımlanmalı ve ölçülebilir olmalıdır.
● Her karakteristik için ayrı bir diyagram hazırlanmalıdır.
● Etkenler çözülebilir nitelikte olmalıdır.
● Sebeplerin önemini tayin ederken objektif davranmalıdır.
● Zaman içinde diyagramın güncelleştirilmesi gerekir.
Pareto Analizi ve Balık Kılçığı Diyagramının birlikte kullanılması, genellikle
pratikte tercih edilen metottur. Önce “hayati” karakteristikler Pareto Analizi kullanılarak
keşfedilir; daha sonra ise Sebep-Sonuç Diyagramı ile bu karakteristiğe etki eden
faktörler açığa çıkarılır. Bu faktörlerin düzeltilmesi, problemi belki % 95 oranında
çözecektir. Birçok karmaşık problemlere sahip, baskı ve ambalaj üretimi yapan bir
firma neden-sonuç diyagramı ile karmaşık problemlerin nedenlerini belirlemeye
çalışmaktadır[6].
ġekil 4 Balık kılçığı Örneği [6]
b. Veri Toplama
Ekip halinde problem çözerken yaptığımız beyin fırtınası ve sebep-sonuç diyagramı
çalışmalarında fikirlerimizi belirtirken, genellikle sağduyumuzdan ve genel
kültürümüzden yararlandık. Geçmişteki deneyimlerimiz, bilgilerimiz ve sağduyumuz,
28
hele grup içinde kollektif olarak birleştirilerek kullanıldığında, problemlerin karşısında
bize büyük bir avantaj sağlar[3].
Ancak, işyeri ortamındaki karmaşık problemlerin üzerine gidilmesi gerektiğinde, salt
sübjektif girdilerle çözüm sağlayabilmemiz her zaman mümkün olmaz. İşyerlerinde
problem çözmekle görevlendirilmiş ekipler er geç matematiksel ortamda da çalışma
yapmak durumunda kalırlar[3].
Toplam Kalite Yönetimi ve Toplam Üretken Bakım‟ın temel harcı “istatistik”
bilimidir. Bilimsel (istatistiksel) problem analizi doğru veri toplamakla başlar.
Problemlerin çözümü ve bir daha ortaya çıkmamalarının garanti altına alınabilmesi için
önce konu hakkında bilgilenmemiz (veri toplamamız) gerekir[3].
Veri toplamanın iki temel amacı vardır.
1- Problem analizi
2- Problem önleme
Veri toplarken aşağıdaki 6 maddenin hepsine birden cevap verebiliyor olmamız
lazımdır. Bu yönteme 5N+1K metodu da diyebiliyoruz[3].
● Ne toplanacak?
● Niçin toplanacak?
● Ne zaman toplanacak?
● Nerede toplanacak?
● Nasıl toplanacak?
● Kim toplayacak?
c. Pareto Diyagramı
Adını İtalyan ekonomist Wilfredo Pareto‟dan alan bu araç 80-20 kuralı olarak da
bilinir. Analiz, sorunların %80 inin, yerine getirilen işlemlerin %20 sine dayandığı
mantığı ile problemleri ve nedenleri derecelendirir. Böylece en önemli nedenlere

29
odaklanmasını sağlar. Bunun için histogramlar için belirlenen frekanslarla, kümülatif
frekans değerleri bulunur. Bu değerler en sık rastlanan değerler en solda, en az
rastlananlar en sağda olacak biçimde “x” eksenine yerleştirilir. Pareto analizinde hata
türleri gerektiğinde daha fazla grup halinde ele alınabilir. En önemli neden öncelikli
olarak ele alınmalı ve giderilmesi sağlanmalıdır. Analiz sürekli sürdürülerek hata
nedenleri azaltılır. Pareto analizi için oluşturulan Pareto grafikleri, en çok rastlanan hata
türünden en az rastlanana doğru azalarak giden bir dikdörtgenler dizisi şeklindedir [8].
Pareto diyagramı sorunlara neden olan öğelerin önem derecelerine göre sıralanarak
alınacak karşı önlemlerin hangi nedenlere yönlendirilmesi gerektiği konusunda yardımcı
olan etkili bir araçtır. Başka bir deyişle, Pareto diyagramı önemli sorunların
önemsizlerden ayrılmasına yarayan bir karar verme aracı olarak tanımlanır[3].
Pareto şemasının yararları, neden kullanıldığı aşağıda gösterilen şekilde
sıralanabilir[3]:
● En önemli problemi belirler.
● Bir bakışta önem sırası görülebilir.
● Bütün faktörler içinde ilgilenilen faktörün önem oranı görülebilir.
● Görsel etki yoluyla ikna gücü artar.
● Karmaşık hesaplara gerek duymadan kolaylıkla hazırlanabilir.
● Geliştirme çabalarının sonuçları açıklıkla görülebilir.
Bir Pareto şeması hazırlanırken dikkat edilecek noktalar şunlardır[3]:
● Verilerin toplanacağı zaman aralığı saptanmalıdır.
● Ne veri toplanacağına karar verilmelidir.
● Verilerin kaydedileceği bir form (kontrol tablosu) düzenlenmelidir.
● Veriler kontrol tablosuna kaydedilmelidir.
Pareto şemasını oluştururken aşağıdaki adımlar izlenir[3]:
30
● Probleme neden olan faktörleri belirleyin, veri toplayın. Toplanan verileri
kontrol tablosunda derleyin.
● Faktörleri sıklığına göre büyükten küçüğe doğru sıralayın.
● Her faktörü büyükten küçüğe doğru çubuk grafik şeklinde çizin.
● Her faktörün toplam içindeki yüzdesini bulun, kümülatif yüzdeyi
hesaplayın.
● Sağ dikey eksene yüzde değerlerini kaydedin, kümülatif yüzde çizgisini
çizin.
31
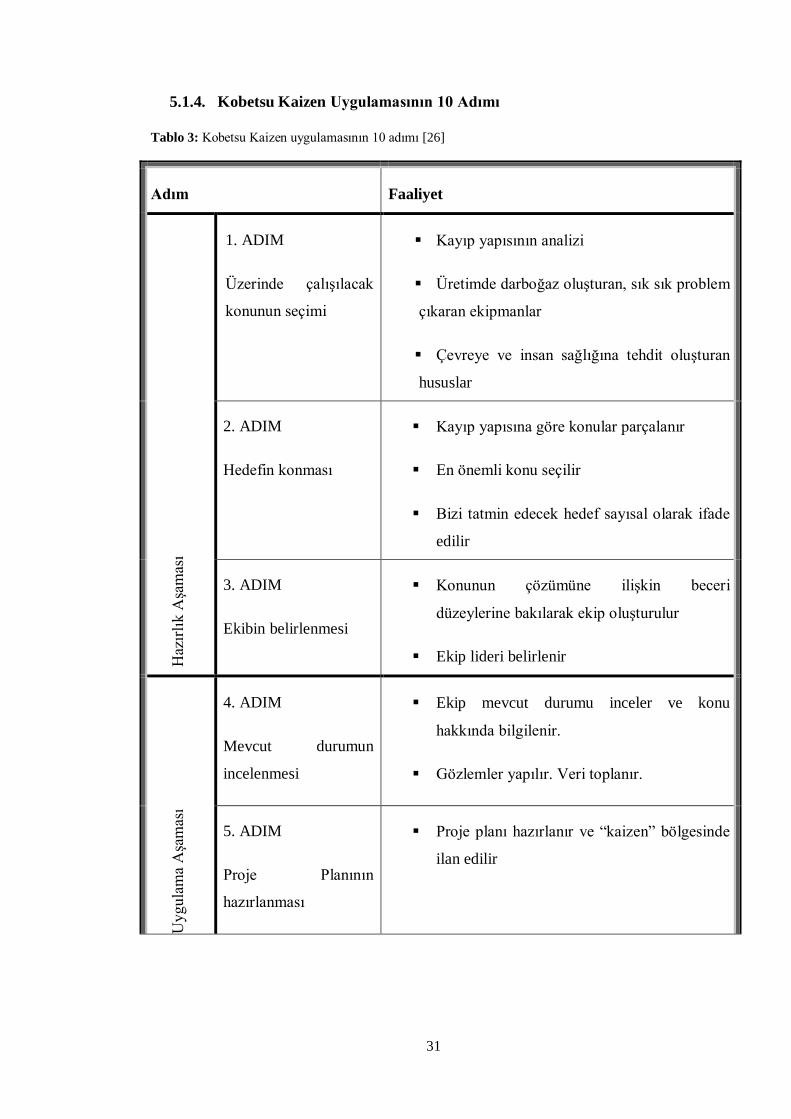
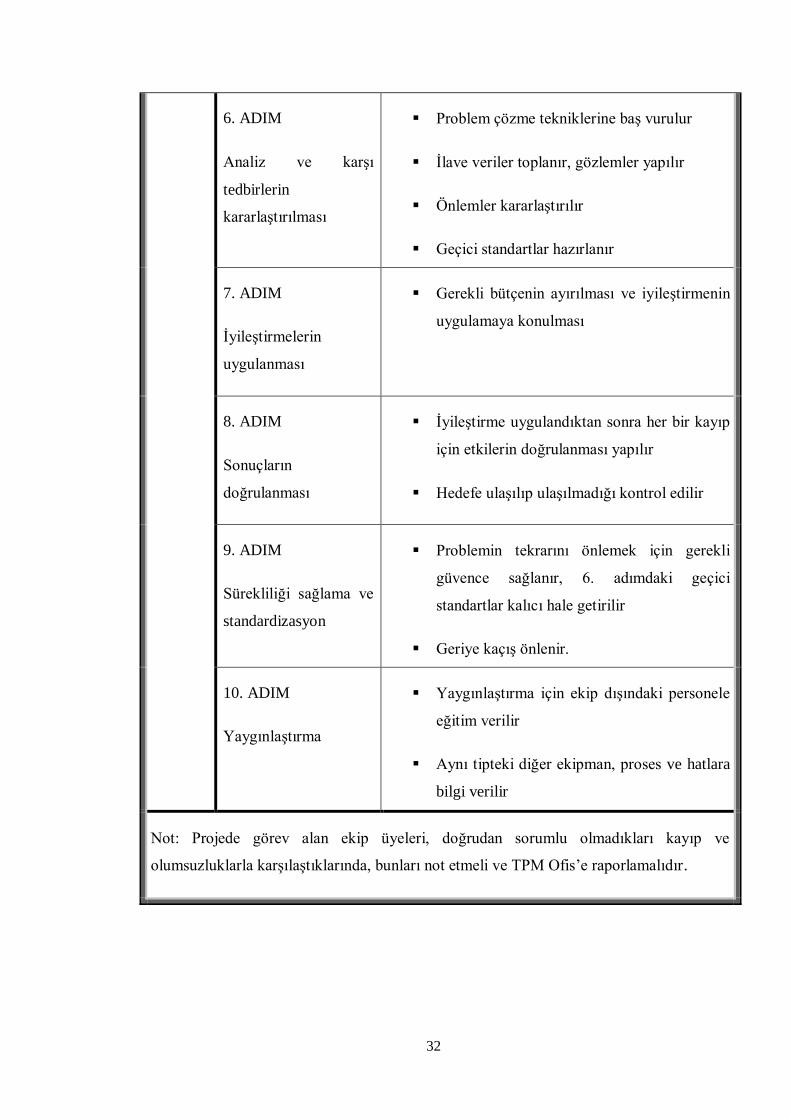
5.1.4. Kobetsu Kaizen Uygulamasının 10 Adımı
Tablo 3: Kobetsu Kaizen uygulamasının 10 adımı [26]
Adım Faaliyet
Haz
ırlı
k A
şam
ası
1. ADIM
Üzerinde çalışılacak
konunun seçimi
Kayıp yapısının analizi
Üretimde darboğaz oluşturan, sık sık problem
çıkaran ekipmanlar
Çevreye ve insan sağlığına tehdit oluşturan
hususlar
2. ADIM
Hedefin konması
Kayıp yapısına göre konular parçalanır
En önemli konu seçilir
Bizi tatmin edecek hedef sayısal olarak ifade
edilir
3. ADIM
Ekibin belirlenmesi
Konunun çözümüne ilişkin beceri
düzeylerine bakılarak ekip oluşturulur
Ekip lideri belirlenir
Uygula
ma
Aşa
mas
ı
4. ADIM
Mevcut durumun
incelenmesi
Ekip mevcut durumu inceler ve konu
hakkında bilgilenir.
Gözlemler yapılır. Veri toplanır.
5. ADIM
Proje Planının
hazırlanması
Proje planı hazırlanır ve “kaizen” bölgesinde
ilan edilir
32
6. ADIM
Analiz ve karşı
tedbirlerin
kararlaştırılması
Problem çözme tekniklerine baş vurulur
İlave veriler toplanır, gözlemler yapılır
Önlemler kararlaştırılır
Geçici standartlar hazırlanır
7. ADIM
İyileştirmelerin
uygulanması
Gerekli bütçenin ayırılması ve iyileştirmenin
uygulamaya konulması
8. ADIM
Sonuçların
doğrulanması
İyileştirme uygulandıktan sonra her bir kayıp
için etkilerin doğrulanması yapılır
Hedefe ulaşılıp ulaşılmadığı kontrol edilir
9. ADIM
Sürekliliği sağlama ve
standardizasyon
Problemin tekrarını önlemek için gerekli
güvence sağlanır, 6. adımdaki geçici
standartlar kalıcı hale getirilir
Geriye kaçış önlenir.
10. ADIM
Yaygınlaştırma
Yaygınlaştırma için ekip dışındaki personele
eğitim verilir
Aynı tipteki diğer ekipman, proses ve hatlara
bilgi verilir
Not: Projede görev alan ekip üyeleri, doğrudan sorumlu olmadıkları kayıp ve
olumsuzluklarla karşılaştıklarında, bunları not etmeli ve TPM Ofis‟e raporlamalıdır.

33
a. Birinci Adım - Kaizen Konusunun Seçimi
Çoğu kuruluşta, geliştirme faaliyetlerinin konuları seçilirken, gerekli itina
gösterilmez. Sadece sağduyu ile hareket eden ekipler gözlerine kestirdikleri projeler
üzerinde çalışarak bazı başarılar elde ederler. Fakat, bir süre sonra yaptıkları
çalışmaların şirketin iş sonuçlarını ne şekilde etkilediğini sorguladıklarında, hayal
kırıklığı ile karşılaşırlar. Yapılan onca güzel işin şirkete hiç bir yararı dokunmamıştır.
İyileştirme faaliyetleri bir sonraki kampanyaya kadar duracaktır. TPM uygulayan iş
yerlerinde ise, kaizen konuları mutlaka kuruluş hedef ve ihtiyaçlarından türer[3].
TPM‟in sütunlarının her biri için birer komite oluşturulmuştur. Diğer komiteler de
çalışma alanları ile ilgili, şirket hedeflerini inceler. İhtiyaçlarla, mevcut durum
kıyaslanır. Şirketin dönem hedeflerine ulaşabilmesi için hangi sahalarda, ne ölçüde
iyileştirme yapması gerektiği hesaplanır ve ortaya konur. Bu faaliyetler için kuruluşun
insan kaynağı ve parasal imkanları belirlenir. Fabrikadaki kayıplar TPM‟in 16 Büyük
Kayıp mantığı ile tek tek tespit edilerek sergilenir. Şirketin karlılığını ve rekabet gücünü
tehdit eden kayıplar önceliklendirilir. Elde edilen bulgular tüm çalışanlarca paylaşılır.
Kayıplar dışındaki konulara da bakmamız beklenmektedir. Bunlar:
- Stoklar,
- Geçiş süresi,
- Taşıma maliyetleri
- Elde edilebilecek satınalma fiyat tavizleri özellikle bu gibi konular Ofis
TPM‟in ilgi sahasına girmektedir [3].
b. Ġkinci Adım - Hedefin Konması
TPM komiteleri ve TPM Ofis yaptığı çalışmalarla, “kaizen” konularını (temalar)
belirler, ekipleri oluşturur. 16 Büyük Kayba ilişkin veriler derlenmiş, mevcut durumla
karşılaştırılmıştır. Konu ve hedef belirlemede, mümkün olduğunca, küçük projeler
halinde, alçakgönüllü hedefler tercih edilmelidir. Hedef, sayısal, odaklanmış, 2-3 ay
içerisinde ulaşılabilir boyutta olmalıdır. İddialı hedeflere küçük başarıların, bileşkesinde
varılacaktır[3].
c. Üçüncü Adım - Ekibin Belirlenmesi
TPM uygulayan iş yerlerinde, her bir çalışanın yılda 2 – 3 kaizen çalışmasında rol
alması beklenir. Kaizen anlayışının yaygınlaşabilmesi açısından, ekipler belirlenirken
34
hep aynı kişilerin ekibe dahil edilmesi, bazılarının ise hiç görevlendirilmemesi TPM‟in
yaygınlaşabilmesine büyük engel teşkil edecektir. Öte yandan, ekipler belirlenirken,
elimizdeki kıstas, ortaya konan probleme karşı beceri düzeyinde en kuvvetli ekibi
oluşturmak olmalıdır. Bu arada, şirket hiyerarşisi bir miktar göz ardı edilmelidir.
Örneğin; deneyimli bir mühendis olan yönetici, teknolojik bilgiye gereksinim
duyulacak, karmaşık problemle uğraşan kaizen ekibine atanabilmelidir[3].
Kaizen ekibi, ilgili TPM alt komitesi tarafından belirlenir. Ekip toplantıları ortalama
haftada bir kez düzenlenir ve her toplantı yaklaşık bir saat sürer. Bununla birlikte bazı
kuruluşlarda ve üzerinde çalışılan konunun özelliği gereği daha sık veya seyrek toplantı
yapılabilir[3].
d. Dördüncü Adım - Mevcut Durum Değerlendirmesi
Kaizen çağrısı alan ekip üyeleri ilk toplantıda buluşarak durum değerlendirmesi
yaparlar. Önce, kendilerine verilen tema ve hedef konusunu anlamaya çalışırlar.
Kuruluşun hangi hedeflerine ulaşabilmesi için bu konunun ortaya konduğunu
kavramaları gereklidir. Konu üzerinde çalışırlarken, doğru yolda gidip gitmediklerini
algılayabilmek ve sonunda başarıya ulaşıldığında bunu doğrulayabilmek için hangi
parametreleri izleyeceklerini görüşürler. Gerekirse, ilave veri toplamak için görev
bölümü yapıp, bu aşamanın tamamlanmasını ikinci bir toplantıya bırakabilirler. Ayrıca
üzerinde çalıştıkları mekanizma veya prosesin, prensip ve parametrelerini tespit
ederler[3].
e. BeĢinci Adım - Proje Planının Hazırlanması
Görevlendirildikleri konuyu iyice inceleyen ekip, ulaşılması istenen hedefi de göz
önüne alarak bir proje planı hazırlamalı ve ilan etmelidir[3].
Proje planında, tüm ekip üyelerinin rolleri açıkça gösterilmelidir. Her bir görevin ne
zaman tamamlanacağı bir akış şemasında sergilenmelidir.
Proje planı görsel olarak hazırlanıp, kaizen çalışmasının yürütüldüğü bölgede
hazırlanan bir pano üzerinden ilan edilir. Söz konusu panonun sık sık güncellenmesine
özen gösterilir.
35
f. Altıncı Adım - Problem Analizi ve KarĢı Tedbirlerin KararlaĢtırılması
Problem çözme tekniklerine baş vurulur. Verilen problemin balık kılçığı diyagramı
hazırlanır. Balık kılçığı diyagramı üzerinden konu tartışmaya açılır. Gerekirse ilave
veriler toplanır, deneyler yapılır. Alınabilecek önlemler belirlenmeye başlar.
Uzmanlarla görüşmeler yapılır. Kısım amirlerinden fikirler alınır[3].
Kobetsu-kaizen çalışmalarında, en gözde yaklaşım, Neden-neden Analizini
kullanıp, kök nedene inilinceye kadar sorgulamanın devam ettirilmesidir[3].
Geçici standartlar belirlenir ve deneysel olarak yürürlüğe konur.
g. Yedinci Adım - ĠyileĢtirmelerin Uygulanması – Kaizen
Yapılması düşünülen çalışmalar için TPM Ofis kanalı ile gerekli parasal kaynak ve
dış yardım temin edilir. Altıncı adımda belirlenen “geçici standartlar” uyarınca
uygulamalar başlatılır. Beklenmedik bir olumsuzluğun ortaya çıkmaması için özen
gösterilir. İzleme göstergeleri, istediğimiz seviyede kararlı bir durum içine girinceye
kadar geçici standartlara göre dikkatlice çalışmaya devam edilir. İzleme göstergelerinde
herhangi bir olumsuzluk ortaya çıkarsa, kaizen ekibi toplanarak “geçici standartlar”ı
revize etme kararı verebilir. Yine bu adımda yoğun olarak deneyler, prototipler,
ölçümler, gözlemler yapılması söz konusudur[3].
h. Sekizinci Adım - Sonuçların Doğrulanması
İyileştirme uygulandıktan sonra, ekip, her bir kayıp için etkilerin doğrulanması
işlemine başlar. Hedefe ulaşılıp ulaşılmadığı kontrol edilir. Elde edilen iyileşme,
beklenmedik bir iş yükü veya maliyet getirmemelidir[3].
Sekizinci adım boyunca gözlemler giderek azalan bir dozda sürdürülür. Beklenmedik
olumsuzluklara karşı uyanık davranılır. Elde edilen sonuçlar tatmin edici bulunursa, bir
sonraki aşama olan “standardizasyon”a sıra gelmiştir[3].
i. Dokuzuncu Adım - Sürekliliği Sağlama ve Standardizasyon
Dokuzuncu adımda, ekip, yaptığı iyileştirme çalışmasının sonunda elde ettiği
gelişmeyi kalıcı kılmak için gerekli tedbirleri alır[3].
36
Geçici standartları, kalıcı hale getirmek için, yönetimden onay alınmalıdır. Yine bu
aşamada, ekip yaptığı çalışmaları bir sunuşla veya raporlama yoluyla yönetimin
dikkatine sunar. Yönetim, kuruluşun yürürlükteki kurallarına göre ekibi değerlendirir ve
yapılan iyileştirmenin standartlaşmasına izin verir[3].
j. Onuncu Adım - YaygınlaĢtırma
Kendilerine verilen görevi başarı ile tamamlamış kaizen ekibine şunlar tavsiye
edilir[3]:
● Başarınızı herkese ilan edin.
● Çalışmalarınızdan çıkardığınız dersleri listeleyin.
● Bulgularınızı herkesle paylaşın.
● Ekip dışında kalmış arkadaşlarınızı yeni yöntemler konusunda eğitin.
● Aynı geliştirmenin fabrikanın diğer noktalarında da yapılabilmesi
hususunda yol gösterici olun.
5.1.5. Kobetsu-kaizen ÇalıĢmalarına ĠliĢkin Genel Tavsiyeler
TPM Komitelerine ve TPM Ofise:
Kaizen temaları şirket hedef ve ihtiyaçlarının mümkün olduğunca parçalanmış alt
başlıklarından ibaret olmalıdır. Verilen hedeflerin niteliği şöyle olmalıdır:
● Sayılarla ifade edilebilen, somut
● Gerçekten ulaşılabilir;
● Şirketin iş sonuçları üzerinde etkili (ve etki boyutu ölçülebilir);
● Hedefin verildiği ekipte ona ulaşabilmek için gerekli kaynak ve karar alma
yetkisi mevcut;
● Olabildiğince az sayıda ve yalın [3].
Kaizen ekiplerine:
● Ekip üyeleri, iş yükünü olabildiğince eşit paylaşmalıdır.
● Beyin fırtınası, 3M-1İ metodu, sebep-sonuç diyagramı, 5N-1K yöntemi,
neden-neden analizi hemen her kaizen çalışmasında mutlaka
kullanılmalıdır.

37
● Ekip içinde demokratik bir ortam oluşmalı, herkesin fikrine saygı
gösterilmelidir.
● Kalıplaşmış uygulamalar daima sorgulanmalıdır[3].
5.1.6. Kaizen SunuĢları
Yönetimin hazır bulunduğu 10-15 dakikalık toplantılardır. Kaizen projesinin
gerçekleştirildiği mekanda pano üzerinde yapılan sunuşlar giderek daha tercih edilir
olmuşlardır. Bu sunuşlarda tüm ekip üyeleri sunuşta rol almalıdır. Sunuşlarda, Kobetsu-
kaizen‟in 10 adımı sıralamasıyla konu anlatılmalıdır. Kaizen faaliyetinin maliyeti
ayrıntılı olarak hesaplanarak ortaya konur. Kaizen‟in getirisi yıllık bazda
belirlenmelidir[3].
Sunuşlar bir külfet olarak algılanmamalıdır. Ekipler üzerinde çalıştıkları konuyu
arkadaşlarına ve amirlerine yalın bir dille anlatabilmelidirler. Aksi takdirde kaizen‟e
olan katkılarından kuşku duyulur. Yönetim tarafından benimsenen kaizen çalışmasının
sonucu standartlaştırılır[3].
TPM‟in ilerleyen aşamalarında, yönetim, her kaizen sunuşu için vakit
ayıramayabilir. Böyle durumlarda, sadece TPM Ofis‟e raporlama ile yetinilir[3].
5.2. OTONOM BAKIM UYGULAMASI
“SIFIR ARIZA” TPM‟in önemli hedeflerinden biridir. TPM ile makineleri hiç arıza
yapmayan bir fabrika hedeflenir. Üstelik, üretilen ürünlerin hepsi kaliteli,
operasyonlardan çıkan hurdalar mümkün olduğu kadar azalmış olmalıdır. Böyle bir
fabrikaya ulaşabilmek için makine operatörlerinin, makinelerinin işleyişi hakkında
uzman seviyesinde bilgilendirilmiş olması gerekiyor. Operatörlerin makinelerini çok iyi
tanımaları, bakımlı tutulması hususunda sorumluluk almaları ve ekipmanlarını büyük
bir maharetle kullanmaları şart. Makinelerin hiç arıza yapmaması için operatörlerin
bakıma aktif katılımları dışında bilinen bir yaklaşım yok.[3]
Bir işletmede, üretim sistemi büyüdükçe veya üretim miktarı arttıkça tamir ve bakım
faaliyetlerinin önemi artar. Yüzlerce tezgahtan oluşan bir üretim hattında birkaç
makinenin arızalanması, zincirleme etkilerle bütün sistemi durdurabilir. Sipariş
üretiminde arızalanan veya bakıma alınan makinelerin yokluğunu bir ölçüde giderme
olanağı vardır. Fakat sürekli üretimde ve özellikle akış tipi imalatta arızaların üretimin
38
akışı üzerindeki etkisi çok büyüktür. Örneğin; bir polyester iplik (sürekli üretim)
fabrikasında bir noktada beliren arıza tüm sistemin durmasına yol açtığı gibi hattaki
polimerin kullanılamaz hale gelmesine de neden olabilmektedir. Arıza giderildikten
sonra tekrar devreye girme ve normal üretim düzeyine çıkıncaya kadar da uzun bir süre
geçmektedir. [11]
Otonom kelimesini tercüme ederken “kendi kendine yeterli” karşılığı tercih tercih
edilir. Otonom bakım çalışmalarına başlayan operatörler, makinelerini bakımlı tutma
hususunda, dışarıdan yardım almadan makinelerine bakım yapabiliyor, oluşabilecek
arızaları daha anormallik safhasında tespit edip üretim duruşlarını önlüyor
olmalıdırlar.[3]
İlk üç adımda, makinelerin üzerindeki “kötüye gidiş” analiz edilip, gerekli önlemler
alınarak durduruluyor. Bunun için temel bakım aktiviteleri olan temizleme ve kontrol
ile yağlama, sıkma işlemlerini hiç aksatmadan yerine getirilir. Makineler üzerinde tespit
edilen uygunsuzluklar için “F-Tag” – Hata Kartları asılır. Belirlenen uygunsuzlukları
bakımcıların da yardımı ile ortadan kaldırıp, makinelerin ilk günkü hallerine
döndürmesi hedeflenir. Sadece temel bakım gereksiniminin karşılanması ile
makinelerde arızaların yarıdan fazlasının ortadan kaybolması olasıdır.Otonom bakımın
ilk üç aşamasının sonunda makinelerin temiz ve bakımlı bir görüntüye kavuşması
hedeflenir.[1]
4. ve 5. adımlarda makinelerin üzerinde oluşabilecek anormallikleri, önceden fark
edip bunların arızalara dönüşmemesinin yolları aranır ve uygulanır. Bu arada teknik
eğitimler alınır ve alınan eğitimler uygulamalara yansıtılır.[1]
6. Adımda dikkatler makinenin fabrika üretim sürecinin içindeki yerini genişleterek,
iş akışı ve görsel yönetim hususunda geliştirme faaliyetlerine devam edilir. 7. Adıma
gelindiğinde, operatörler makineleri ve iş yerlerinde otonom bakımı uygulayacak
seviyeye gelmiş oluyorlar.[1]
39
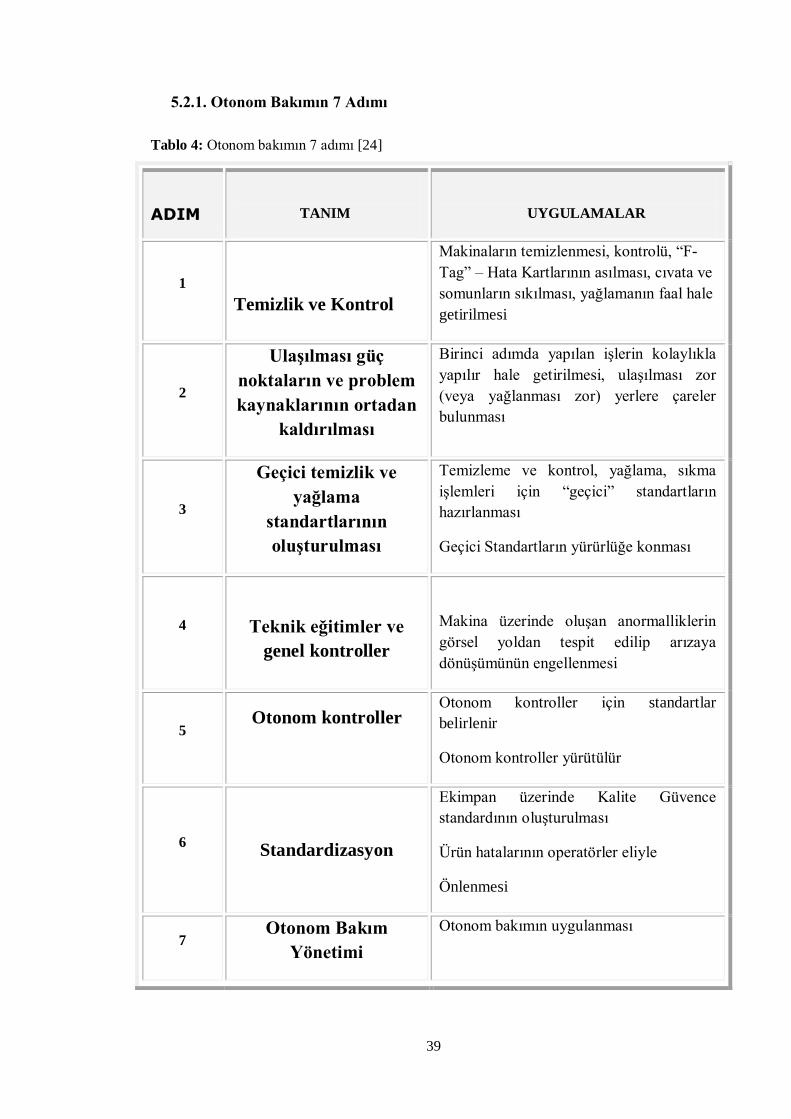
5.2.1. Otonom Bakımın 7 Adımı
Tablo 4: Otonom bakımın 7 adımı [24]
ADIM
TANIM
UYGULAMALAR
1
Temizlik ve Kontrol
Makinaların temizlenmesi, kontrolü, “F-
Tag” – Hata Kartlarının asılması, cıvata ve
somunların sıkılması, yağlamanın faal hale
getirilmesi
2
UlaĢılması güç
noktaların ve problem
kaynaklarının ortadan
kaldırılması
Birinci adımda yapılan işlerin kolaylıkla
yapılır hale getirilmesi, ulaşılması zor
(veya yağlanması zor) yerlere çareler
bulunması
3
Geçici temizlik ve
yağlama
standartlarının
oluĢturulması
Temizleme ve kontrol, yağlama, sıkma
işlemleri için “geçici” standartların
hazırlanması
Geçici Standartların yürürlüğe konması
4
Teknik eğitimler ve
genel kontroller
Makina üzerinde oluşan anormalliklerin
görsel yoldan tespit edilip arızaya
dönüşümünün engellenmesi
5 Otonom kontroller
Otonom kontroller için standartlar
belirlenir
Otonom kontroller yürütülür
6
Standardizasyon
Ekimpan üzerinde Kalite Güvence
standardının oluşturulması
Ürün hatalarının operatörler eliyle
Önlenmesi
7 Otonom Bakım
Yönetimi
Otonom bakımın uygulanması
40
5.2.2. Operatörlere Yeni Sorumluluklar Verilmesi
Makinelerde arıza ile karşılaşmamızın çok öncesinde bazı anormallikler ile karşı
karşıya kalırız. Fakat, bunlar genellikle makinenin fonksiyonlarını henüz
durdurmadığından, üretimimizi aksatmaz. TPM öncesi, işyerlerinde makinelerin
bakımından sadece bakımcılar sorumlu olduklarından, operatörlerin oluşmamış arıza
için -anormalliği farketseler bile- başvurabilecekleri bir merci yoktur. Halbuki, otonom
bakım anlayışı ile makinesine sahip çıkan operatör, sürekli üzerinde çalıştığı makinede
bir şeylerin kötü gitmeye başladığını ilk fark edecek kişidir. Makinelerde, arıza öncesi
rastlayacağımız anormallikler şunlar olabilir:
● Sarsıntı (vibrasyon)
● Alışılmadık ses
● Makinenin belirli bir parçasında aşırı ısınma
● Normal dışı koku
● Motor korumalarının devreyi kesmesi (sadece resetleme ile yetinilmemeli,
gerçek sebep bulunmalıdır)
● Kayar ve döner kısımlarda aşırı kirlenme ve yüzey pürüzlülüğü
● Paslanma
● Aşınmalar
● Renk değiştirmeler
● Makinede hurda oranının giderek artması
● Makinenin nominal hızına ulaşılamaması
● Makinenin enerji tüketiminin artması
● Bükülme ve yamulmalar
● Sıvı (yağ, su, vb) kaçaklarının artması
Doğal olarak, makinelerdeki anormallikleri keşfetme ile kalınmamalıdır. Keşfedilen
anormalliğin arızaya dönüşmemesi için uygun önlemler de alınmalıdır.[5]
Ortaya çıkardığımız anormalliklerin bazılarında kendi becerilerimiz çerçevesinde
önlemler oluşturabiliriz. Bazı hallerde ise, işin uzmanı bakımcılara müracaat ederek ve
anormalliği çok net bir biçimde tanımlayarak gereken düzeltmenin bakımcılar
tarafından, uygun bir zamanda yapılmasını sağlarız.[5]
41
Bir şeylerin kötüye gitmekte olduğunu fark edebilmek için operatörün işinde
deneyimli olması gerekir. Makinesinden iyi anlayan bir operatör neyin “normal” neyin
“anormal” olduğunu gayet iyi bilecektir. Normal ve anormali ayırt edeceğimiz
standartların ilk defa belirlenmesinden korkulmamalıdır. Operatörler tarafından bir kere
belirlenerek ortaya konan çalışma koşulları, operatörlerin deneyimleri arttıkça sürekli
revize edilerek (güncellenerek) ideal hale getirilir. [5]
5.2.3. Birinci Adım - Temizleme (ve Kontrol), Yağlama, Sıkma
Makinelerin içli dışlı temizlenmesi ile işe başlanır. Temizlik faaliyetleri sırasında
rastlanılan aksaklıklar “F-Tag”lerle işaretlenir. Makinenin üzerinde yağlamaya ilişkin
ihtiyaçlar belirlenir ve bunlar eksiksiz giderilir. Sıkılması gereken cıvata ve somunlar
tespit edilir, gerekli sıkılama sağlanır. Makinenin temel bakım gereksinimi ilk andan
itibaren tamamen karşılanmaya başlanır.[1]
Anormalliklerin işaretlenmesinde aşağıdaki hususlara dikkat etmelidir:
Ekibin tüm üyeleri etiketlemede rol alıyorlar mı?
Durumu endişe verici olan tüm makine parçaları etiketlendi mi?
Ölçü aletleri, sinyal lambaları etiketlendi mi?
Kablolar ve boru tesisatı etiketlendi mi?
Motorlar, dişli kutuları, zincirler, zincir dişlileri, kayış ve kasnaklar
etiketlendi mi?
Kamlar ve benzeri mekanizmalar etiketlendi mi?
Hidrolik ekipman ve pistonlar etiketlendi mi?
Çevreye zarar verebilen veya iş kazasına neden olabilecek kısımlar
etiketlendi mi?
Kirlilik kaynakları etiketlendi mi?
Kontrol ve temizlemede zorluk yaratan kısımlar etiketlendi mi?
42
5.2.4. Ġkinci Adım - UlaĢılması Güç Noktaların ve Problem Kaynaklarının
Ortadan Kaldırılması
İkinci adımın genel özelliğinin, birinci adımda yapılan işlere kolaylıklar getirilmesi
olduğu söylenebilir. Bunun için ekip çalışmasının ve sistematik yaklaşımların önem
kazandığı belirtilmelidir. [3]
İkinci adımda, zor ulaşılır yerler, kolaylıkla ulaşılabilir hale getirilir. Kapaklar,
menteşeli ve kilitli duruma dönüşür. Yağlama noktaları ortaya çıkarılır, uygun yerlere
merkezi yağlama sistemleri eklenir.[1]
5.2.5. Üçüncü Adım - Geçici Otonom Bakım Standartlarının OluĢturulması
Üçüncü adımda, takım elemanları ekipmanlarının “hızlı kötüye gidiş”i durdurmak
için ne gibi işleri muntazaman yapmaları gerektiğini belirleyip, bunları “geçici bakım
standardı” olarak oluştururlar. [3]
Bu seviyenin sonunda makine üzerindeki hızlı kötüye gidiş tamamen önlenmiş
olmalıdır. Operatörlerin yetkinlikleri arttıkça, arıza oluşumu öncesi makinelerde ortaya
çıkan anormallikler keşfedilmekte ve hızlı bir tempo ile gereken önlemler
alınmaktadır.[3]
Geçici bakım standartları uygulamaya konur ve yeni gelişen bulguların ışığında
sürekli revize (güncelleme) edilirler.[3]
5.2.6. Dördüncü Adım - Eğitimler ve Genel Kontroller
Makinelerin temel bakım gereksinimlerinin (temizlik ve kontrol, yağlama, sıkma)
eksiksiz karşılanması, ilk üç adımın konusuydu. Temel bakım işlemlerinin makine
operatörleri tarafından yürütülmesiyle makinelerimizde “hızlı kötüye gidiş” tamamen
önlenmiş olacaktır. Bunu takiben, operatörlerin makinelerini daha iyi anlayabilmelerine
yönelik olarak yoğun iş başı eğitimlerinin verilmesine sıra gelmiştir. [3]
43
Makinesinin yapısını ve çalışma mekanizmasını öğrenen operatörler, makinelerinin
optimum çalışma koşullarının ne olması lazım geldiğine karar verirler. Optimum
çalışma koşullarının sürekliliğinden emin olmak için geliştirilecek görsel kontroller
dördüncü seviyenin çıktıları olacaktır.[1]
5.2.7. BeĢinci Adım - Otonom Kontroller
İlk dört adımda “hızlı kötüye gidiş”in tamamen önlenmesine yönelik faaliyetler
yapılmıştır. Beşinci adımdan itibaren, amacımız makinelerimize ilk günkü zindeliklerini
ve hassasiyetlerini yeniden kazandırmak olacaktır. Makinelerimiz, artık daha az arıza
yapmaktadır. Dikkatimizi, ürünlerin kalitesine yöneltme zamanı gelmiştir.
Makinelerimizde hangi koşulların ürünlerin hangi özelliklerini etkilediğinin farkına
varmamız ve optimum çalışma koşullarının sürekliliğini sağlamamız gerekmektedir.[5]
Geliştirilecek görsel kontroller:
Yağlama
● Renklerle kodlanmış yağlama ikmal noktaları
● Yağ tiplerinin ve yağlama periyotlarının belirtilmesi
● Yağ seviyelerinin belirlenmesi (min. ve maks.)
● Hedeflenen tüketim miktarının belirlenmesi
● İhtiyaç duyulan yağ tiplerinin yağlama noktalarına işaretlenmesi
Makina Parçaları
● Kontrol edilecek kısımların işaretlenmesi
● Bakımcılar tarafından kontrol edilecek yerlerin ayrı bir renk koduyla
belirtilmesi
● Kontrol yolunun ve sırasının işaretlenmesi
Tahrik Sistemleri
● V-kayış ve kasnak tiplerinin işaretlenmesi
● Zincir ve dişli tiplerinin işaretlenmesi
● Bu teçhizatın gözetim altında tutulabilmesi için pencerelerin tesisi

44
Bu adımın başarı ile tamamlanması sonucu, operatörlerin kendi çabaları ile arızaları
tamamen önlemesi beklenir.[3]
5.2.8. Altıncı Adım - Kalite Güvencenin Sağlanması
Önceki adımlarda, ekipmana üzerinde öncelikle temel koşulların sağlanması ve
günlük kontrol gibi üzerinde önemle durulan faaliyetler gerçekleştirilmiştir.
Standartlaştırma, bakım ve bu faaliyetlerin yönetiminin kesinleşmesini, operatörün
ekipman ve ekipman çevresindeki işlerde kalite güvencesini tam sağladığı bir seviyedir.
● Operasyon planları (İş Standardı)
● Operasyon akış sıralaması
● Veri kayıt standartları
● Kalıp, jig, alet ve ölçüm aygıtlarının kullanım kriterleri
● Yedek parçaların kullanım kriterleri
● Operasyon kalite güvencesi kriterleri, vb resmileştirilir.
Kayıpların tümüyle düşürülmesiyle, otonom yönetimin bitirici dokunuşu
gerçekleştirir.[3]
5.2.9. Yedinci Adım - Otonom Yönetim
Gerçekleştirilen ilk altı adımda, tüm faaliyet sonuçlarının toplanmasıyla, ekipmanın
ilk günkü hallerine getirilmesi, operatörlerin makinelerinden anlar ve onları sahiplenir
bilince ulaşmaları, iş akışının kayıplardan arındırılması mümkün olmuştu. Yedinci
adıma gelindiğinde operatör, kendi yeteneklerinin farkına varmıştır. Artık bir dış uyarı
beklemeden takımlar kendi sahalarını, kendi iradeleri ile yönetebilirler. [3]
Üst yönetim, otonom bakım gruplarına şirket hedef ve stratejilerini bir kere verdikten
sonra, dikkatini başka alanlara kaydırabilme olanağına kavuşmuştur. Çünkü,
operatörler, işlerini dış yardım almaksızın, en iyi yapabilecek haldedirler. [1]
45
5.3. PLANLI BAKIM
Rekabetin, günümüzdeki kadar çetin olmadığı 1990‟lar öncesinde makinelerin
arızalarına daha kolaylıkla katlanılabiliyordu. Fabrika yönetimleri, kuvvetli bakım
teşkilatları oluşturuyor, büyük miktarlarda yedek parçayı elinde tutarak arızaya hızlı
müdahale ile yetiniyorlardı. “Bakım Maliyetleri” kavramı henüz gündeme gelmemişti.
O günlerde arızalar karşısındaki tavır “bozulunca onar”dan ibaret idi.[1]
Globalleşme ve “Müşteri Krallığı” dönemine girildiğinde ise aynı yaklaşımın geçerli
olamayacağı ortaya çıkmıştır. JIT uygulamak, üstün verimlilik ve düşük maliyetlerle
çalışabilmek için makinelerin sürekli faal olmasını gerektiriyor. Ayrıca, yıpranan
makinelerde rastlanan kalite kayıplarına ise hiç tahammülümüz yok.[1]
İlk bakışta, makinelere bozuldukça müdahale etmek bakım maliyetleri açısından
daha avantajlı görünse bile böyle düşünen yönetimler olayın tümüne bakmıyorlar
demektir. Bir makine bozulduğunda, katlanmak durumunda kalacağımız, sadece onarım
masrafları değildir. Makinemizin üretim dışı kaldığı sürede, fabrikanın genel giderleri
akmaya devam etmektedir. Kullanamadığımız işçilik için para ödememiz sürmektedir.
Hele, büyük bir arızadan dolayı müşteri karşısında kaybettiğimiz itibar; bazen de, bir
siparişin tümden yitirilmesinin bedelini hesap etmek bile istemeyiz. O halde, arızaların
bize olan maliyetleri, bakımcıların bordrosu ve onarım masraflarından ibaret değildir.
Eğer bakım gücümüzü seferber etmek için makinelerin bozulmasını beklersek:
● Beklenmedik arızalardan dolayı, üretim zamanının kaybedilmesi
● Makine hassasiyetinin yitirilmesi ile ürün kalitesindeki düşüş
● Ekipmanın beklenen ömrünün kısalması
● Ekipman arızalarının iş güvenliğini tehdit etmesi
● Onarım masrafları gibi bazı durumlarla karşılaşabiliriz. [5]
Daha az arıza, daha az kayıp üretim zamanı için, ilk akla gelecek yol, “Periyodik
Bakım” çalışmalarını başlatmak olacaktır. Makine el kitaplarından, ekipmanın neresinin
yağlanacağı, ömürlü parçaların ne zaman değişeceği veya kontrol edileceğini çıkarmak
ve bunu uygulamak tipik periyodik bakım faaliyetidir. Periyodik bakım çalışmalarını
çok iyi yaptığımızda, “bozuldukça onar” yaklaşımına nazaran arızalarımızda
memnuniyet verici bir düşüş bekleyebiliriz. [1]
46
Planlı bakımın işletmeye sağlayacağı yararları şu şekilde sıralayabiliriz[15]:
1. Daha az makine arızası olacağından duruşlar daha iyi kontrol edilebilir ve makine
kullanma süresi artar. Bunun sonucu imalat miktarı artar ve daha garantili ve iyi
teslim zamanı tespit edilebilir.
2. Makinelerin zamanında sıhhatli ayarlar yapılacağından daha iyi verim elde edilir.
Böylece mamulün kalitesi muhafaza edilir, kusurlu mamul oranı azalır.
3. Arızalardan oluşan ara onarımlar azalır ve onarımlar arasında geçen süre uzar.
Böylece bakım işgücü ve teçhizatından daha iyi istifade edilir.
4. Onarım masrafları azalır. Ara kontrollerde yapılan işlemler ve değiştirilen
parçaların maliyetleri, arızalara nazaran daha düşük olur.
5. Makinelerin faydalı ömrü uzar. Genel olarak daha iyi bir bakım sebebiyle
makinelerin yenilenmeleri için lüzumlu zaman uzar.
6. Yedek makine ve teçhizat ihtiyacı azalır ve tesisin yatırımında tasarruf sağlanır.
7. Bakım masrafları azalır. Planlı bakım, işçi ve malzeme masraflarında tasarruf
sağlanır.
8. Daha iyi yedek parça kontrolü yapılabilir ve stok miktarı azaltılabilir.
9. Daha uygun bir çalışma sağlanır. Bakım masraflarının aşırı olduğu bölümler
dikkati çeker. Gerekli araştırmalar yapılarak lüzumsuz işler veya yanlış
uygulamalar düzeltilebilir. Operatörlerin çalışma durumlarının ıslahı ile,
makineleri hor kullanmaları sonucu arıza ihtimalleri ve aşırı yıpranmalar
giderilebilir.
10. Arızalar sebebiyle üretimde çalışan işçilerin prim kaybı daha az olur.
11. İşçilerin emniyeti ve tesisin korunması daha iyi temin edilebilir. Böylece
tazminat ve sigorta masrafları daha az olur.
12. Yukarıdaki sebeplerle üretimin birim maliyeti düşer.
Planlı bakımı tam olarak uyguladığımızda, bakım departmanı olağanüstü büyümüş,
yedek parça ambarı ağzına kadar dolmuş, bakım bütçesi şişmiştir. Ayrıca, periyodik
bakım işlemleri için makineler uzun sürelerle üretimden alıkonmaktadır. Dünyada,
bakımın evrimi şu sırayı takip eder:
● Arıza Bakım
● Periyodik Bakım
● Önleyici Bakım – Üretken Bakım
47
● Toplam Üretken Bakım
1970 yılında Seiichi Nakajima tarafından TPM (Toplam Üretken Bakım) prensipleri
oluşturularak, önce Japonya‟da sonra da tüm Dünya‟da uygulanmasına geçildi. [5]
TPM günümüzde, artık bir bakım sistemi olmanın çok ötesinde fabrikaları en üst
düzeyde verimli olarak yönetmenin yolu olarak kabul ediliyor. Planlı Bakım ile TPM
arasındaki temel ayırım “otonom bakım” anlayışı ile makine operatörlerine -bir
düzeyde- bakım sorumluluğunun verilmesidir.[1]
Planlı bakım anlayışına dönecek olursak, önce bakım organizasyonun nasıl olması
lazım geldiğine bakmamız gerekir. 1990‟lar öncesinde endüstrinin genel yapılanması
“fonksiyonel organizasyon modeli” olarak tanımlayabileceğimiz şekildeydi. Fabrika
içinde yürütülen her fonksiyon, aynı zamanda bir departman (birim) demekti.
Günümüzde, şirketler hızla “süreç bazlı organizasyon” modeline geçiyorlar. Konumuzu
ilgilendiren süreç, üretim sürecidir. O halde, günümüzde, bakımı ayrı bir birim olarak
üretimden koparmak artık geçerli bir uygulama olmuyor. Üretim sürecinin yönetimi,
bakım işlevini de yönetmelidir, denilebilinir.[3]
5.3.1. Planlı Bakım Uygulama Adımları
Planlı bakım uygulamasına başlanacak olan bir fabrikada, aşağıda ana başlıklar
altında toplanmış sistematikle planlı bakım uygulanır:
Mevcut durum analizi
Otonom Bakıma destek
Zaman Bazlı Bakım
Koşul Bazlı Bakım
Bakım Veri Toplama Sistemi
Yağlama Yönetimi
Yedek Parça Yönetimi
Bakım Maliyetleri

48
a. Mevcut Durum Analizi
Öncelikli olarak fabrikanın ekipman listesi çıkarılır. Hatlar, makineler, kalıplar ayrı
birer ekipman olarak tanımlanır. Bakıma ayıracağımız gücümüz ve kaynaklarımız
sınırsız değildir. Dolayısı ile, fabrikamız için daha önemli olan ekipmanlar üzerinde
yoğunlaşmamız lazımdır. Ekipman listesi üzerinden giderek 4 sınıfa ayırmamız
önerilmektedir:
AA Sınıfı Ekipmanlar (Pilot ve Şampiyonlar): Çok önemli ve diğerlerine
uygulamalarda örnek olacak ekipmanlar.
A Sınıfı Ekipman: Arıza sıklığı yüksek ve/veya arızalandığında, şirketimizi büyük
kayba uğratan ekipmanlar.
B Sınıfı Ekipman: Arıza sıklığı nispeten düşük olan ekipmanlar.
C Sınıfı Ekipman: Alternatifi bulunan veya “stand-by” durumundaki ekipmanlar. [3]
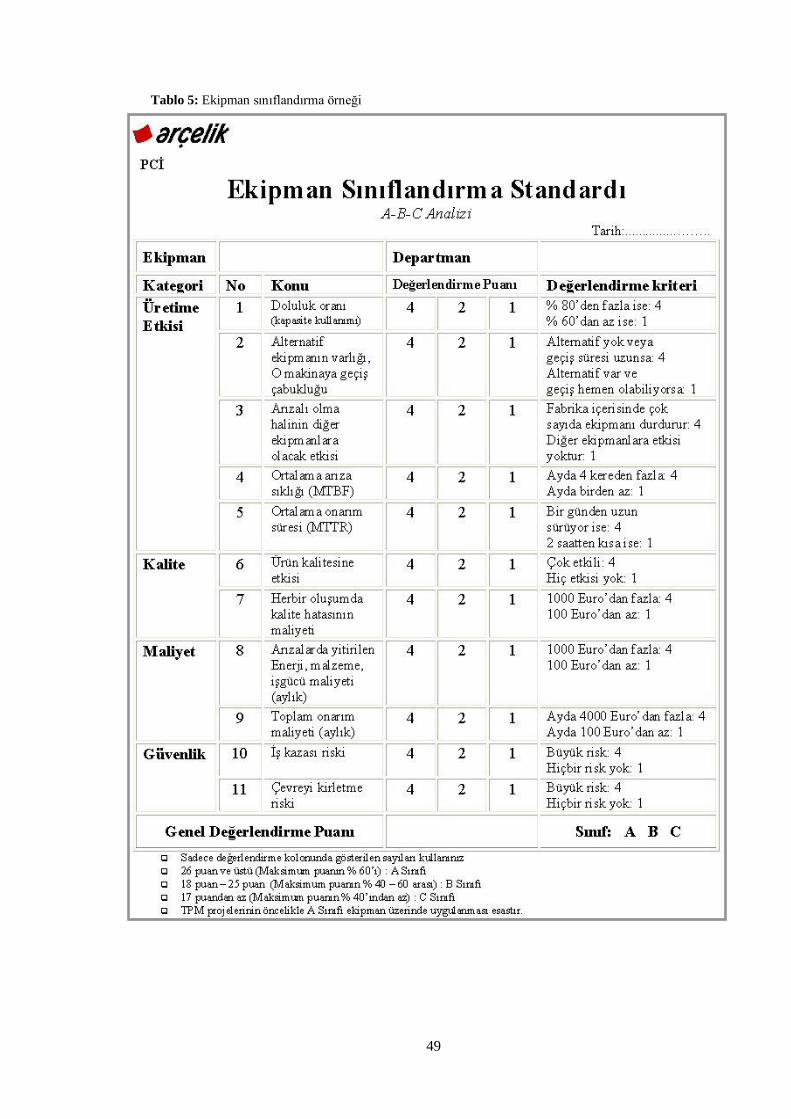
49
Tablo 5: Ekipman sınıflandırma örneği
Ekipman Sınıflandırma Standardı (Örnek)
50
Planlı Bakım çalışmaları ile gelmek istediğimiz noktayı açık ve net bir şekilde
belirlemeliyiz. OEE, ekipman kullanma etkinliğimizi gösteren en faydalı bir izleme
göstergesidir. OEE Overall Equipment Effectiveness – Toplam Ekipman Etkinliği
anlamına gelmektedir.
OEE = Kullanılabilirlik x Performans Oranı x Kaliteli ÜO
Kullanılabilirlik = (Yükleme Süresi – Duruşlar) / Yük. Sür
Performans O = SÇZ x Üretim Miktarı / Üretim Süresi
Kaliteli Ürün Oranı = (Üretim Sayısı-Red Ürün Sayısı) / Üretim Sayısı
Bakımın başarısı, öncelikli olarak OEE‟nin yükselmesi, ikincil olarak da birim ürün
başına düşecek bakım maliyetinin azalmasıyla kanıtlanabilir. [1]
MTBF(Meantime Between Failure) : Arızalar arasındaki ortalama süre veya arıza
sıklığı
MTTR(Meantime to Repair): Arızayı çözümleme süresi
MDT: Makinenin devre dışı kaldığı süre ki, burada başlama kayıpları da MTTR‟a
ilave edilmektedir. [3]
Periyodik bakım çalışmalarının frekansı ve burada kaybedilen faydalı olabilecek
makine zamanlarının takip edilmesi ve iyileştirilmesi göze alınmalıdır. Bütün bu
göstergelerin yanı sıra, bakım maliyeti unsurunu da izlemeli ve azaltmaya çalışmalıyız.
Bakım maliyet unsurları:
Personel Masrafları (sabit maliyet)
Taşerona ödenenler (değişken maliyet)
Yedek parça masrafları (stok maliyetleri dahil)
İşletme malzemeleri
Kullanılan alet ve teçhizat [3]
51
b. Otonom Bakıma Destek
Hızlanmış kötüye gidiş önlenir ve bozulmuş kısımlar yenilenir (restore edilir).
Bunun için başlamış otonom bakım faaliyetlerine destek olunması lazımdır.
Operatörlerce asılan “Hata Kartları” kaldırılır. Hızlı kötüye gidişi önlemek için
ekipmanın “temel bakım gereksinimi”nin sağlanması gerekir. Bunlar:
1-Temizlik ve kontrol
2-Yağlama
3-Sıkma‟dır.
TPM uygulamalarında hızlanmış kötüye gidişi durdurma görevi operatörlere
verilmiştir. [3]
c. Zaman Bazlı Bakım
Zaman Bazlı Bakımda, ideal olan parçayı “semptom” döneminde değiştirmektir.
Parça ömürleri tespit edilir.
Periyodik bakım çizelgeleri hazırlanır.
Makine üzerinde anormalliklerin önceden kestirilebilmesine ilişkin
kontroller ve göstergeler konur.
Kestirilen ömrü dolmak üzere olan parçalar bunun az öncesinde, müsait bir
zamanda değiştirilir. [3]
Bakımcılar otonom bakıma devredemedikleri her makine ve makine elemanında
bunun ömrünü tayin edip bozulmadan bir an önce değiştirmekten sorumludur. İyi bir
Otonom Bakım uygulaması, bu konudaki yükümlülüklerin önemli bir bölümünü
üzerlerinden alır.[5]
d. KoĢul Bazlı Bakım (Kestirimci Bakım)
“Ekipmanların fiziksel parametrelerinin trendlerinin ölçülmesi, bilinen mühendislik
limitleriyle karşılaştırılması, sonuçların analizi, yorumlanması ve arızalara yol
açabilecek sorunların ekonomik biçimde etkisiz kılınması ve düzeltmesi şeklindeki
çabalar bütünü” olarak tanımlanır. [12]

52
Ömrü dolmak üzere olan parçayı önceden bilmek ve üretimi aksatmayacak bir
dönemde değiştirmek ilk bakışta bize çok cazip görünebilir. Fakat, kısaca söyleyecek
olursak, kestirimci bakım çok pahalı ve külfetli bir uğraştır. Ayrıca, kestirimci bakım
tekniklerini kullanarak elde ettiğimiz arıza ön bildirimi sadece bir uyarıdır. Parçanın
değişim işlemi konusunda bize bir katkısı olmayacaktır. Hal böyle iken son yıllarda
birçok fabrika, kestirimci bakıma geçilirse bakım sorunlarının tamamen ortadan
kalkacağına ilişkin boş vaatler almaktadır. Taşları doğru yerlerine koyduğumuzda ise
kestirimci bakımı uygulayabileceğimiz yerleri itina ile seçmeliyiz. Bunlar, A sınıfı
makinelerin, pahalı ve kritik parçaları olmalıdır.[1]
Kestirimci bakımda izlenecek parametreler şunlardır:
Vibrasyon: Rulman bozulmaları, yataklar, mil salgıları, aşınmalar, eğilme ve
bükülmeler, makine hassasiyet kayıpları, balanssızlık
Isı: Rulman ve yatak bozulmaları, hidrolik devreler, eşanjör tıkanmaları, elektronik
parçaların korunması
Yağ analizi: Hidrolik devreler, yataklar, rulmanlar, dişli kutuları
Motor koruma sistemleri: Motor akımını gözleyerek, sistemin bütününde ortaya
çıkabilecek anormallikleri zamanında tespit edebilme. [3]
Genel olarak, ucuz parçalarda, zaman bazlı bakımla yetinmek tavsiye edilmektedir.
Pahalı ve kritik parçalarda ise, ömrün dolmak üzere olduğu zamanda kestirimci bakıma
başlanarak, parçanın son anına kadar kullanılabilmesi sağlanır. [1]
e. Veri Toplama ve Değerlendirme Sistemi
Planlı bakım uygulamasında, başarı sağlamak ve şirketin iş sonuçlarını olumlu yönde
etkilemek için kayıplarımız ve arızalarımız konusunda doğru veri toplamamız şarttır.
Toplanan verilerin değerlendirilerek bilgiye (enformasyon) dönüştürülmesi sonradan
gelecektir. Ne bakıma, ne de veri toplamaya ayıracağımız kaynakların sınırsız
olmadığını hatırımızdan çıkarmamalıyız. O halde, bir takım önceliklendirmeler
yapmamız gerekecektir.[5]

53
Ekipman listesi üzerinden giderek, makinelerimizi 3 sınıfa ayırdık.A Sınıfı
Ekipmanları arıza sıklığı yüksek ve/veya arızalandığında, şirketimizi büyük kayba
uğratan ekipmanlar, olarak tanımlamıştık. Bu makinelerdeki ekipman verimini
kısıtlayan kayıplarımızı gözleyerek işe başlarız.
● OEE değerleri
● Arıza duruşları
● Küçük duruşlar
● Hız kayıpları
● Hurda ve yeniden işlemeler ele alınarak veri toplanır.
İlk aşamada analog bir tablolama (büyük kayıp, kayıp, önemsiz kayıp şeklinde)
yeterli olabilir.Planlı bakım faaliyetlerimiz sırasında yapacaklarımızın, yukarıdaki
kayıpların azaltılmasında büyük etkisi olacaktır. [3]
f. Yedek Parça Yönetimi
Makinelerin bozulan, eskiyen parçalarının değiştirilmesi kaçınılmazdır. Ne kadar iyi
bakılırsa bakılsınlar, makine üzerindeki bir çok parçanın makine ömrü içerisinde
defalarca değiştirilmesi söz konusudur. O halde, yedek parça ambarımızı, bozulması
muhtemel parçalarla dolduralım mı? Şüphesiz ki buna gücümüz yetmez. Yedek
parçaların hangilerini ambarımızda bulunduracağız ve ne miktarda stoklayacağız
konusunu akıllıca yönetmeliyiz. İhtiyacı önceden planlanabilir yedeklerde, çok
tüketilenleri ambarımızda yedek olarak tutmalıyız. Aynı tür yedeklerden az miktarda
kullanılanlar ise, ihtiyaç anından az önce siparişe bağlanabilir. Aniden bozulabilecek
yedeklerde ise, arızanın bize getireceği kayıp maliyeti göz önünde bulundurularak
stokta tutma kararı verilir.[3]
Bakım işlevindeki asıl amacın kuruluşa para kazandırmak olduğu hatırdan
çıkarılmamalıdır. Sadece arızaları önlemeye ve gidermeye çabalayan bir bakım teşkilatı,
bunda ne kadar başarılı olursa olsun yanlış yoldadır. Bakımcılar, meseleye üretim
sürecinin doğru işleyip işlemediği açısından bakabilmelidirler.[3]
54
Bakım maliyetleri:
● Bakımcılara ödenen ücretler
● Taşeronlara ödenen bedeller
● Yedek parça masrafları
● İşletme malzemesi masrafları
● Yedek parça stok maliyeti
● Bakımcıları kullandıkları alet, araç, gereç
Bunlardan, bakımcılara ödenen ücretler sabit maliyet türünde, taşeronlara ödenen
bedeller ise değişken maliyet türündedir. Açıkça söylemek gerekirse, arıza olmasa da
bakımcılara ücret öderiz. Halbuki iş olmadığı dönemlerde, taşeronların bize bir maliyeti
olmayacaktır. Bakımda kullanacağımız, bu iki tür işgücü kaynağını iyi dengelememiz
gerekmektedir. Tamamen kendi bakımcılarımızdan oluşan bir bakım teşkilatı oldukça
verimsiz olacaktır. Zaman zaman bakımcı bulamayacak, bazen de bakımcılar işsiz kalıp
boş oturacaklardır. Bakım işgücü ihtiyacının tamamen taşeron eliyle sağlanması
durumunda ise, bakım becerilerinin korunması ve geliştirilmesi açısından zafiyete
uğrarız. O halde, bakımcı sayısı ve taşeron desteği konusunda çizgiyi çizerken,
bakımcılarımızı, arıza tespit, arıza önleme, geliştirme faaliyetlerine odaklarken.
Taşerondan alacağımız hizmetleri, periyodik, tek düze işlere yönlendirmeliyiz.
Günümüzde bu tür ayırımın % 50‟şer yapılmasının iyi bir tercih olacağını söylememiz
mümkündür. [3]
Öte yandan, toplam bakım maliyeti içinde, önleyici bakıma ayırdığımız para ile
arıza bakımına ayırdığımız bedelin dağılımı da önemli bir göstergedir. Önleyici bakımın
payı yükselirken, arıza bakımının payının düşmesi işlerin sağlıklı yürüdüğünün
göstergesidir. Fakat salt pay değişimi ile bakım maliyetlerinin düşeceği
beklenmemelidir. Bakım maliyetlerinin düşürülebilmesi için MP (Maintenance
Prevention) bakım gereksiniminin ortadan kaldırıldığı iyileştirme projelerini devreye
sokmamız söz konusudur. [1]
Bakımın başarı kriteri, OEE‟nin yükselmesi, birim ürün başına düşen bakım
maliyetinin azalmasıdır. Bakımın getirisi, ekipman kayıplarının önlenmesi ile ilişkilidir.
Ekipman verimini kısıtlayan kayıplardan ne oranda kurtuldu isek, bu bize bakım
faaliyetlerinden geri dönen kazançlardır. Elde ettiğimiz kazançlarla, bakım maliyetlerini
55
kıyasladığımızda bakım işlevindeki performansımızı tespit etmiş oluruz. Bu oran daima
kazançlar lehine pozitif bakiye göstermelidir.[5]
a. KALĠTE BAKIM
Ürünlerin ve buna bağlı olarak üretim prosesinin kompleksleşmesi kalitenin sürekli
sağlanmasını gerekli kılmaktadır. Makine ve tesislerin durumu, kalite üzerinde o kadar
etkilidir ki, ancak makine koşullarını daima optimal durumda tutarak kaliteyi güvence
altına alabiliriz. Makine ve proses parametrelerinin optimal seviyeye getirilmesi ve
burada tutulmasına “Kalite Bakım” diyoruz.[3]
TPM uyguluyor olsun ya da olmasın birçok şirketin gündeminin birinci maddesini
kalite oluşturur. Ancak, TPM‟i benimsemiş şirketlerle konvansiyonel yaklaşımı
uygulayan şirketler arasında hedefler ve kullanılan yöntemler açısından o denli büyük
farklar vardır ki, “kalite” kavramı çoğu kuruluş söz konusu olduğunda adeta anlamını
yitirmektedir. Gerçekten de, konvansiyonel alayışa göre çalışan birçok şirkette %1-5
arası ıskarta oranı normal karşılanırken, TPM‟de ürün kalitesi için saptanan asgari hedef
“ppm” (part per million) noktasına gelinmesi, yani ıskarta oranının yüzdeler (%),
bindeler, hatta onbindelerle değil, “milyondalar”la ifade edilebilecek düzeye
indirilmesidir (üretilen her yüz/bin/onbin değil milyon parçada kaç kusurlu ünite var).
Hatta, ppm bile yeterli değildir, nihai hedef “sıfır hata” (zero-defect) çizgisine
gelinmesidir. 1 milyon televizyonda, sadece 50 kadarının kusurlu olduğunu farz edin.
İlk bakışta, oldukça iyi bir seviye gibi görünmesine rağmen, 50 müşteri açısından
bakıldığında kalitemiz “berbat”tır.[1]
Neden ppm bu denli önem taşıyor? Her şeyden önce, TPM yaklaşımında,
kalitesizliğin “maliyetleri” vardır. Biricisi, eğer bir şirket ürünlerinin tümünün istenilen
kalitede üretildiğini garanti edemiyorsa, sürekli kalite kontrol (inspection) faaliyeti
içinde bulunmak zorunda kalır. Oysa, “kalite kontrol” aslında ürüne hiçbir değer
katmayan, tersine birçok elemanın değerli zamanını alarak işgücü maliyetini artıran bir
faktördür. İkincisi, kalitesiz üretim, bazı ürünlerin hatalı çıkması dolayısıyla tekrar
elden geçirilmelerini yani onarılmalarını gerektirir. Onarım, işgücü ve amortisman
maliyetini gereksiz yere artıran bir diğer faktördür. Üçüncüsü, kalitesiz üretim, üretilen
pek çok ürünün/parçanın tamamı ile ıskarta edilmesi anlamına gelir. O
ürünlerin/parçaların üretilmeleri ile tümüyle boşuna işgücü ve makina zamanı, malzeme
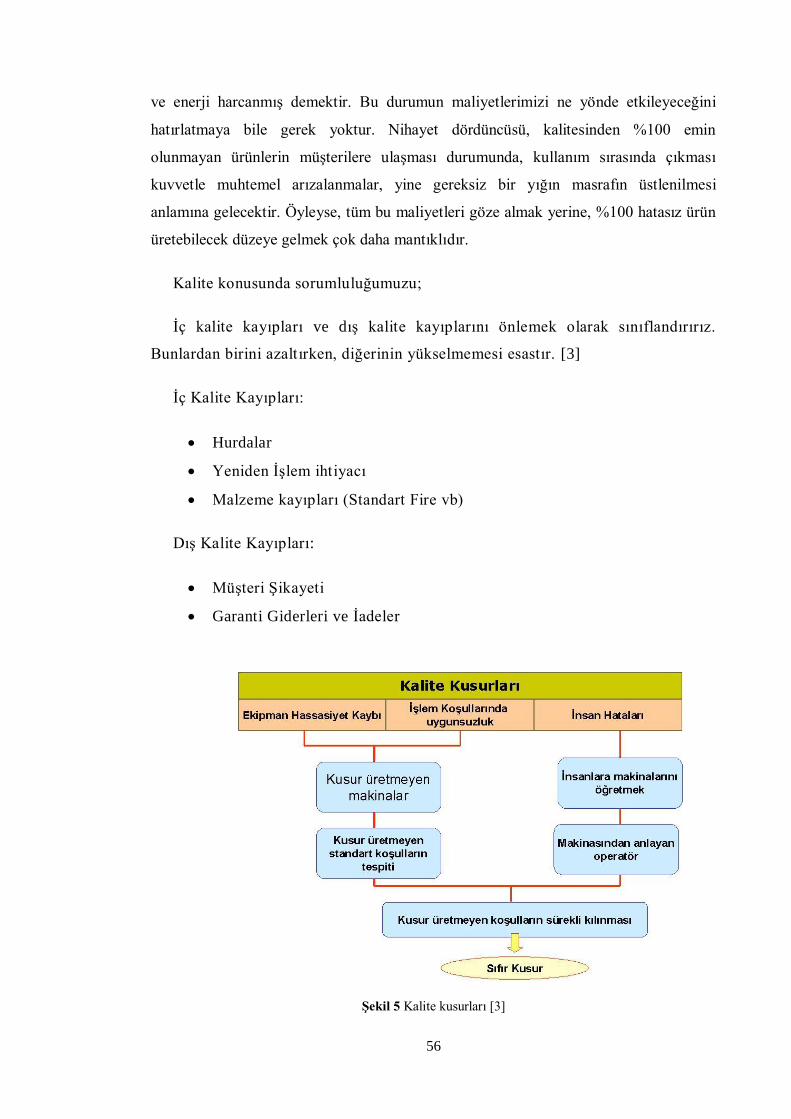
56
ve enerji harcanmış demektir. Bu durumun maliyetlerimizi ne yönde etkileyeceğini
hatırlatmaya bile gerek yoktur. Nihayet dördüncüsü, kalitesinden %100 emin
olunmayan ürünlerin müşterilere ulaşması durumunda, kullanım sırasında çıkması
kuvvetle muhtemel arızalanmalar, yine gereksiz bir yığın masrafın üstlenilmesi
anlamına gelecektir. Öyleyse, tüm bu maliyetleri göze almak yerine, %100 hatasız ürün
üretebilecek düzeye gelmek çok daha mantıklıdır.
Kalite konusunda sorumluluğumuzu;
İç kalite kayıpları ve dış kalite kayıplarını önlemek olarak sınıflandırırız.
Bunlardan birini azaltırken, diğerinin yükselmemesi esastır. [3]
İç Kalite Kayıpları:
Hurdalar
Yeniden İşlem ihtiyacı
Malzeme kayıpları (Standart Fire vb)
Dış Kalite Kayıpları:
Müşteri Şikayeti
Garanti Giderleri ve İadeler
ġekil 5 Kalite kusurları [3]

57
Makinenin çalışma parametreleri ile bunların kaliteye olan etkileri detaylı
araştırılmalı ve kritik parametreler belirlenmelidir. Prosesi direkt etkileyen kritik ayarlar
“Q-Noktaları” olarak işaretlenir. Kalite Problemleri karşısında iki Kalite Bakım
Projeleri yöneterek mevcut kusurlardan kurtulmamız beklenmektedir. İki ana
yaklaşımdan birini seçmemiz söz konusudur. 7 Adım Kalite Bakım Projesi ve 10 Adım
Kalite Bakım Projesi‟nden birisi seçilmelidir. Değişik şirketler, kalite sorunları ile
uğraşırken bu yöntemlerden birini tercih ederler ve ellerindeki karmaşık probleme
uygularlar. [1]
5.4.1. 7 Adımda Kalite Bakım
Figure 8 metodu kalite bakım faaliyetlerinde problemleri çözmek için kullanılan bir
kılavuz yöntemdir. Metodun en göze çarpan özelliği, 8 şeklindeki iki dairesel yapıdır
ve 2. adım kilit adımdır çünkü bu adımda sol taraftaki (sürdürme) döngüsüne mi yoksa
sağ taraftaki (iyileştirme) döngüsüne mi devam edileceğine karar verilir. Aslında, bu
adımda proses şartlarını devam ettirmek ve daha önceden konulan standartlara uyulup
uyulmadığını görmek için prosese yakından bakılır, gerekli koşullarda herhangi bir
eksiklik varsa ortaya çıkarıp koşullar istenilen seviyeye getirilir ve izlenir, eğer
iyileştirme sağlanırsa sürdürme döngüsünden devam edilir. Sorunlar devam ediyorsa
iyileştirme döngüsü tarafına geçilerek iyileştirme için analizler yapılır, iyileştirme
“kaizen” planlanarak uygulanır. [17]
ġekil 6 Yatık 8 metodu [3]
58
Bu yöntemle projeye başladığımızda, 1. ve 2. adımı uyguladığımızda yeterli iyileşme
sağladıysak 6. ve 7. adımlarla projeyi kapatmamız mümkündür. 2. adımda yeterli
iyileşme sağlanmamışsa diğer yönde yolumuza devam edip, 3., 4., 5., adımları
uygulayıp ondan sonra 6. ve 7. adıma geçeriz. [1]
7 adımda kalite bakımın adımları şunlardır:
1. Adım: Mevcut Durum Tespiti
Üzerinde çalıştığımız konuda geçerli olan tüm prosedürler, kalite talimatları ve
kontrol edilen parametre derlenir. Mevcut kusurları doğuran hatalı durumlar ortaya
konur. Bu iki liste bir biri ile kıyaslanarak, yürürlükte olan proses parametrelerine
uyulup uyulmadığı belirlenir. Parametrelere uyulmakla beraber, bunların etkinlikleri
doğrulanır. Hiç olmayan toleranslar belirlenir. [5]
2. Adım: Düzeltmeler
Önce 1. Adımda uyulmadığını tespit ettiğimiz kalite talimatlarına uyulur hale geliriz
ve bunun sonucu elde edilecek iyileşmeleri gözlemleriz. Eskiden doğru konmuş daha
sonraları ihmal edilmeye başlanmış kuralların uygulanma etkisiyle muhtemelen bir çok
kusurdan kurtulmuş olacağız. Eğer elde ettiğimiz netice bizi tatmin eder vaziyette ise, 6.
Adımdan yolumuza devam ederiz. Yoksa 3. Adıma geçeriz. [5]
3. Adım: Sebeplerin Analizi
Yürürlülükte bulunan kuralların tam uygulanmasına rağmen kusurlar hala devam
ediyorsa yetersiz bulduğumuz standartlar tamamlanır ve bunlara da tam uyum sağlanır.
Burada tespit edilen kronik hatalara karşı P-M Analizi‟e baş vurmamız da gerekebilir.
[5]
PM: “Phenomen Machine “ Sıfır hata çalışmalarında %2-5‟lik kayıpların sıfıra
indirilmesine yönelik iyileştirme çalışmasıdır. [9]
4. Adım: Kusur Sebeplerini Topluca Ortadan Kaldır
Kusura neden olan tüm sebepler, yani yanlış parametreler, limit dışı ayarlar topluca
kontrol altına alınır ve prosese uygulanır. Yaptığımız çalışmada hiç bir şeyi
atlamadıysak, artık kusurlu ürün oluşmayacaktır. [5]
59
5.Adım: Optimal KoĢullar Belirlenir – QM Matrisi
QA Matris: Hataların tüm proseslerde ilişkilendirilerek hangi proseslerde
oluşabileceğini, hangi proseslerde yakalanabileceğini ve hataların ne sıklıkta ve önemde
olduğunu gösterir. Genel olarak proseslerin kalite açısından bir haritasıdır. [9]
QM (Quality Maintenance) : Matrisi hazırlamak çok yararlıdır. Bu QM Matrisinin
amacı, ürünün kalite karakteristikleri ile ekipman ve proses koşullarını kontrol için
kullanılan gözlemler arasındaki ilişkileri bir bakışta anlaşılır hale getirmektir. Prosesin
her aşamasında sağlanması gereken kalite karakteristikleri matrisin üst tarafında boydan
boya gösterilir ve kontrol edilmesi gereken 4M koşulları kenarda aşağıya doğru
gösterilir. Bunlar arasındaki ilişkiler matrisin hücrelerinde gösterilir. [9]
Optimal koşullar belirlenir ve yeni QM matrisi oluşturulur.
Önemli Proses adımlarında Q-Noktaları işaretlenir.
Çalışanlara eğitimler verilerek Q-Noktalarının önemi benimsetilir.
Kalite Talimatları revize edilerek yayınlanır. [5]
(“Q” Point: “Quality point” Ekipman üzerinde üründe kalite hatası çıkarma ihtimali
yüksek olan noktaların işaretlenmesidir.[9])
6. Adım: KoĢulların Sürekli Kılınması
Kusur seviyeleri sürekli izlenerek, iyileşmenin devamlılığından emin olunur. Kontrol
edilen noktalara karşı ilginin dağılmaması için gayret sarf edilir. Kontrol listeleri
hazırlanarak ilgililerce sürekli doğrulamaların yapılması sağlanır. İstatistiksel
yöntemlerle eğilim analizleri yapılır, kötüleşme trendinin oluşmadığı emniyet altına
alınır. [5]
7. Adım: KoĢulların GeliĢimi
İyileşmenin devamlılığı için çok fazla kontrol işlemi tanımlamış olabiliriz. Bu da
kaliteyi güvence altına almakla beraber işgücü verimini olumsuz etkileyebilir. Kontrol
periyotlarının, uzatılması; kontrol sürelerinin kısaltılması yolları aranır. Özellikle Poka

60
Yoke Araçlarının etkin kullanımı ile çalışanlara hiç bir külfet gelmeden % 100 kontrol
edebilme sağlanır. [5]
5.4.2. 10 Adımda Kalite Bakım
Daha büyük ve kapsamlı kalite problemlerimizi çözmek için 10 Adım Kalite Bakım
projesi uygularız. 10 Adım kalite Projesinin yürüteceğimiz kapsamlı konuyu tespit
ederek işe başlarız. Bir kaç örnek verecek olursak:
Buzluk kabı hurda oranını % 2.4‟den % 1‟in altına indirmek.
3000 Serisi Alüminyum Alaşımlı ürünlerde, fire oranını % 4.5‟den % 1‟in
altına indirmek.
Katmerli Bisküvi ret oranını % 3.4‟den % 0.5‟in altına çekmek gibi bir konu
belirleyebiliriz.
Burada dikkat edilmesi gereken husus konunun çok boyutlu ve çok sebepli karmaşık
bir yapıda olmasıdır. Daha az karmaşık konulara kobetsu-kaizenlerle yüklenmemiz
yeterli olacaktır. [1]
10 adım kalite bakımın adımları şunlardır:
1.Adım- Mevcut kusurları listeleme ve gruplandırma
Tüm Kusur şekilleri tanımlanır ve listelenir. Kusurlar arasında ayırımın doğru
tanımlanması önemlidir. Toplam hata miktarı içinde kusur tiplerinin payları büyüklük
açısından grafiklendirilir. Bu sırada toplam yüzde olarak anılan kusurların içindeki
kusur tipleri paylarını yüzdesel çizmemeye dikkat edilmelidir. Elimizde olmayan
nedenlerle yükselen veya alçalan kusur tipleri bizi yanıltmamalıdır. Kusur doğuran
sürecin proses akışı çizilir. Proses adımlarının ayrıntılı listelenmesinde yarar olacaktır.
Hatta taşıma stoklama aşamaları da ayrı adımlar olarak belirtilmelidir. [3]
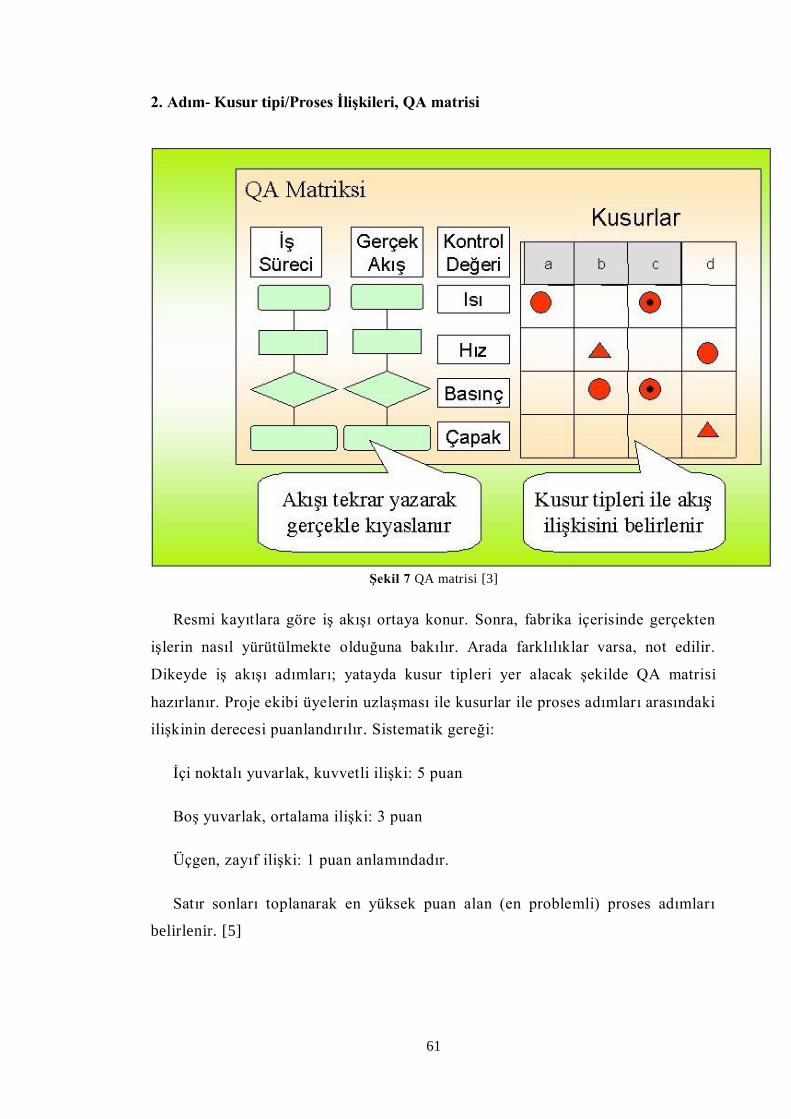
61
2. Adım- Kusur tipi/Proses ĠliĢkileri, QA matrisi
ġekil 7 QA matrisi [3]
Resmi kayıtlara göre iş akışı ortaya konur. Sonra, fabrika içerisinde gerçekten
işlerin nasıl yürütülmekte olduğuna bakılır. Arada farklılıklar varsa, not edilir.
Dikeyde iş akışı adımları; yatayda kusur tipleri yer alacak şekilde QA matrisi
hazırlanır. Proje ekibi üyelerin uzlaşması ile kusurlar ile proses adımları arasındaki
ilişkinin derecesi puanlandırılır. Sistematik gereği:
İçi noktalı yuvarlak, kuvvetli ilişki: 5 puan
Boş yuvarlak, ortalama ilişki: 3 puan
Üçgen, zayıf ilişki: 1 puan anlamındadır.
Satır sonları toplanarak en yüksek puan alan (en problemli) proses adımları
belirlenir. [5]

62
3. Adım- 4M (Malzeme, Metot, Makine ve Ġnsan) koĢullarının belirlenmesi
Projenin büyüklüğüne göre, en fazla puan alan 12-20 kadar proses adımında 4
M Analizi yapılır.
ġekil 8 4M metodu [3]
4. Adım- “Fuguai” yani hata noktalarına karĢı tedbir planlarının hazırlığı
4M Analizinde anormal olarak tespit edilen her türlü unsur ayrı ayrı ele alınarak
düzeltilmeye çalışılır. Bunlardan kolayca halledilenler, not edilir. Diğerleri hakkında ne
yapılacağına niteliklerine göre kararlar verilir. Elimizdeki yollar:
1-Basit yollarla halledilebilenler. Önce/Sonra Kaizenleri
2-Kobetsu Kaizenler
3-P-M Analizi veya Proses FMEA (Failure Mode Effect Analysis-Hata Türleri
ve Etkileri Analizi)
4-Poka Yoke Araçları [3]
5. Adım- Kronik Hata Analizi (P-M, FMEA, DOE (Deney Tasarımı))
Fark edilen kronik hatalara karşı, P-M Analizi denen özel bir teknikle önlem
almamız gerekir. Bazı durumlarda Proses-FMEA veya DOE gibi tekniklere de
başvurabiliriz.

63
P-M Analizi Adımları:
1. Adım: Oluşumun (Fenomen) açıklanması
2. Adım: Fiziksel analiz (Mantıksal yorum)
3. Adım: Oluşuma katkıda bulunan koşullar
4. Adım: Sebepsel faktörlerin 4M kapsamında sınıflandırılması
5. Adım: Optimal koşulların (ne olmalı?) belirlenmesi
6. Adım: Tüm sebepsel faktörlerin ölçülmesi
7. Adım: Tüm sapmaların (fuguai noktaları) belirlenmesi
8. Adım: Sapmaların tümünün birlikte iyileştirilerek yok edilmesi [1]
6. Adım- Hatalara karĢı “Kaizen”ler yapılması
Hedef alınan, her bir 4M uygunsuzluğuna karşı kaizenler yürür.
7. Adım- 4M koĢulları yeniden kontrol edilmesi
1- Ulaşılan sonuçların ve çalışma koşullarının gözden geçirilmesi
2- Hedefe („0‟ kusura) ulaşacak ilave kaizenler yapılması
8. Adım- 4M koĢulları “Sıfır Kusura”a ayarlanması
ġekil 10 Kusur miktarı aralıkları [3]

64
Devamlı Kusursuzluğu garanti edebilmek için gerekli optimal proses parametreleri
evvelki adımlarda belirlenmişti. Bunlardaki proses yeteneklerine bakarak her bir kritik
noktanın ne ölçüde emniyetli hale geldiğini bulabiliriz. Henüz yeterli güvence
sağlanamamış yerlerde kontrol yoğunluğumuzun daha fazla olması gerekir. Kritik
yerlerde Q-Noktaları belirlenir. Q-Noktaları etiketlerle işaretlenir. [3]
9. Adım- Kalite Matrisi Hazırlanması QM Matrisi
ġekil 11 QM matrisi
QM Matrisi uyarınca kalite parametreleri periyodik olarak izlenir.
10. Adım- Uygulamanın kolaylaĢtırılması ve standartlar
İyileşmenin devamlılığı için çok fazla kontrol işlemi tanımlamış olabiliriz. Bu da
kaliteyi güvence altına almakla beraber işgücü verimini olumsuz etkileyebilir. Kontrol
periyotlarının, uzatılması; kontrol sürelerinin kısaltılması yolları aranır. Özellikle Poka
Yoke Araçlarının etkin kullanımı ile çalışanlara hiç bir külfet gelmeden % 100 kontrol
edebilme sağlanır. Üretim alanında çalışanlar kendi işleri ile Poka Yoke Araçları
tasarlayarak ve gerçekleştirerek yaptıkları işleri daima kaliteli yapmanın yollarını
ararlar. Bu hiç sonu gelmeyecek bir arayıştır. [3]
65
5.4.3. Poka Yoke Nedir?
Poka Yoke Japonca‟da “hata yalıtımı” (mistake proofing) anlamına gelir. Diğer bir
ifadesi otonomasyon (autonomation) olan Poka Yoke‟nin temel ilkesi hatayı üzerinden
zaman geçtikten sonra keşfetmek/saptamak yerine, kaynağında ve anında saptayıp
önleyerek, hiçbir kusurlu parçanın/ürünün üretilmemesini sağlamaktır. Poka Yoke‟nin
uygulamaya geçirilmesi de son derece basittir. Tüm yapılan, makinelere hatalı her hangi
bir işlemi/durumu anında otomatik olarak saptayan, ve bu durumda makineyi/işlemi
yine otomatik olarak durduran cihazlar yerleştirmektir. Makine durduktan sonra bir zil
çalar, ya da bir ışık yanar, böylece makinenin kendisi çalışan kişi(lere)ye bir aksama
olduğunu anında haber verir. Bu noktada yapılan, işçi ve mühendislerin birlikte
çalışarak hatanın nedenini saptamaları, ve yine hemen gerekli düzeltmeleri
yapmalarıdır. Böylece kusurlu parçanın bir sonraki istasyona geçmesi %100 önlendiği
gibi, hata nedeni de ortadan kaldırılarak bir daha tekrar etmemesi sağlanmış olur. [1]
Poka Yoke‟nin tek işlevi sıfır-hata sağlamak da değildir. Poka Yoke, işçiyi
makinelerin çalışma süreleri içinde hata var mı yok mu diye kontrol etme
zorunluluğundan kurtararak, işçiye birden fazla makineden sorumlu olabilmesi için
gerekli zamanı da kazandırır. Dolayısıyla U-hatlarda üretkenliğin yüksek tutulabilmesi
için de Poka Yoke şarttır. [5]
Diğer bir önemli nokta: Poka Yoke ya da otonomasyon son derece etkin bir sistem
olmasına karşın, ne yazık ki çoğu kez pahalı bir yatırım olarak algılanır. Bu yüzden,
birçok şirket Poka Yoke‟ye geçmekten çekinir. Oysa, Poka Yoke sanılanın aksine,
pahalı cihazlarla değil, elektronik gözler ve limit anahtarları gibi görece basit
donanımlarla gerçekleştirilen bir uygulamadır ve bu tür donanımlar her türlü makineye
takılabilir. Hatta, Poka Yoke cihazları o kadar basittirler ki, herhangi bir fabrikada bile
bu tür cihazları kendileri tasarlayıp üretebilmeleri mümkün olur. Poka Yoke‟nin aslında
son derece basit, buna karşın etkisi tahmin edilemeyecek kadar büyük olduğunu
uygulayan şirketlerden öğrenmek mümkündür. [1]
Poka Yoke‟nin ileri düzeyde uygulandığı Japon fabrikalarında Poka Yoke
araçlarından binlercesi üretim hatlarının arasına yerleştirilmiş vaziyettedir. Bu
cihazların her biri belirli bir hata türüne karşı geliştirilmiştir. Rastlanabilecek her hata
66
türü, giderek tesis edilen cihazlarla yalıtıldığında, gerçekten sıfır-kusura ulaşabilmeleri
mümkün oluyor.[3]
Poka Yoke konusunda dikkat edilmesi gerekenler şunlardır:
Poka Yoke araçları sıradan çalışanlar tarafından yapılmalıdır.
Dışarıdan çağıracağımız uzmanlar ve mühendislerimiz ancak örnek
mahiyetinde araç yapmalıdır.
Poka Yoke Araçlarının sayısı 1000‟leri bulduğu zaman bunların
olumlu etkileri hissedilmeye başlanacaktır. [5]
5.5. ERKEN ÜRÜN/EKĠPMAN YÖNETĠMĠ
Yeni bir ürünü devreye alırken veya yeni bir makineyi kurarken bir çok problemle
karşılaşırız. İşte bu süreçlerde geliştirme faaliyetlerini yürüteceğimiz sütun Erken
Ürün/Ekipman Yönetimi‟dir. Bir çok fabrikada, iki ayrı komite gözetiminde
yönetilmektedir.
1) Erken Ürün Yönetimi;
2) Erken Ekipman Yönetimi
Her ne kadar bu iki konsept bir birleri ile çok yakından ilgili olsalar bile ayrı
disiplinlerde ve ayrı uzman departmanlarda ele alınmaları makuldür.[1]
TPM‟in amacı donanım verimliliğini en üst düzeye çıkarmaktır. Donanım Ömür
Boyu Maliyeti (LCC: Life Cycle Cost) %95 oranında tasarım aşamasında belirlenir.
Bakım ve enerji maliyetleri donanımın tasarımı ile belirlenir. Tasarım aşamasından
sonra ekonomik ömür çevrim maliyetini azaltıcı faaliyetler, toplam rakamın sadece
%5‟ini etkileyecektir. [25]
Donanım Ömür Boyu Maliyeti, donanım veya ürünlerin bütün servis ömrü için
gereken maliyet anlamına gelen Life- Cycle Cost‟un kısaltılmasıdır. Amerikan Bütçe
Dairesi LCC‟yi söyle tanımlar: LCC; sistemlerin planlanan verimli çalışma süresi
boyunca olan doğrudan veya dolaylı, yinelenen veya yinelenmeyen, ve diğer
maliyetleridir. LCC; tasarım, geliştirme, üretim, isletme, bakım proseslerinde ortaya
çıkan veya ortaya çıkması beklenen maliyetleri içeren toplam bir maliyettir. [27]
67
Donanım Ömür Boyu Maliyeti için genel prosedür aşağıda verildiği gibidir [28]:
• Hedef sistemin misyonunun açığa kavuşturulması,
• Bu misyonu gerçekleştirebilecek alternatif planların listesinin yapılması,
• Sistem değerlendirme unsurları ve ölçme metotlarının belirlenmesi
• Alternatif planların değerlendirilmesi,
• Analiz sonuçlarının değerlendirilmesi ve raporlanması.
• Donanımın ömür çevrimi, sistemin içeriği ve tanımlanmasından, elden
çıkarılmasına kadar geçen zaman dilimini gösterir.
Sistemin içeriği ve tanımı, tasarımı ve geliştirilmesi, imalatı ve kurulması
tekrarlanamayan maliyeti oluşturur. Donanım Ömür Boyu Maliyeti (LCC), bir sistemin
çalışma ömrü boyunca mülkiyetinin toplam maliyetidir. Sistemi ayakta tutma maliyeti
dediğimiz maliyet, başlangıçtaki sistemi elde etmek için gereken maliyetin çok
üzerindedir. Tekrarlanmayan maliyet, elde etme maliyetidir ve donanımın fabrikada
kurulmasıyla oluşur. Donanımın fabrikaya kurulup işlemeye başlamasından,
kullanılamaz hale gelip elden çıkarılıncaya kadar ki maliyete donanımı ayakta tutma
maliyeti veya bakım maliyeti denir. [28]
TPM öncesi, ortalama bir fabrikada, yeni ürünü tasarlama ve bunu piyasaya kabul
ettirip seri üretime geçme sancılı bir süreçtir. Pazarlamadan gelen talebe göre harekete
geçen ÜG birimi, sanal ortamda (CAD) ürünü yaratıp, müşterinin bunu isteyip
istemeyeceğini kestirmeye çalışır. Muhatabı olan kişiler, muhtemelen bilgisayar
ortamındaki nesneleri algılamaya çok yatkın olmadıklarından, yanılmalar, yanlış
anlaşılmalar çok yaygındır. Öte yandan, seri olarak üretilmesi düşünülen ürünün mevcut
makinelerimizle yapılıp yapılamayacağı, kapasitemizin buna yetip yetmeyeceği ayrıca
sorgulanır.n Departmanlar arası iletişimsizlik, ilgililerin tamamen işin içine
çekilememesi, eski deneyimlerden yararlanmama yüzünden bir çok hatalar yaparız. [3]
CAD ortamında hazırlanmış bir ürün tasarımında, bir kaç hatayı önceden fark eder,
düzeltiriz. Bu aşamada düzelttiğimiz hataların maliyeti yok denecek düzeydedir. Görsel
Prototip ve çalışan prototip aşamalarında daha başka hataları da yakalamamız söz
konusudur. Bu aşamada da belirlenen hataların maliyeti çok düşüktür. Ürün resimleri
kesinleşip, kalıp ve aparatları siparişe bağlamaya başladıktan sonra tespit edilecek
hataların maliyeti süratle artar. Ayrıca projenin zamanında yetiştirilebilmesi olanağı

68
kalmaz. Deneme üretimi sancılı başlar, seri üretime geçiş gecikir. Çoğu kere de bitişi
uzun zaman alacak çocukluk hastalıkları dönemi başlar. [3]
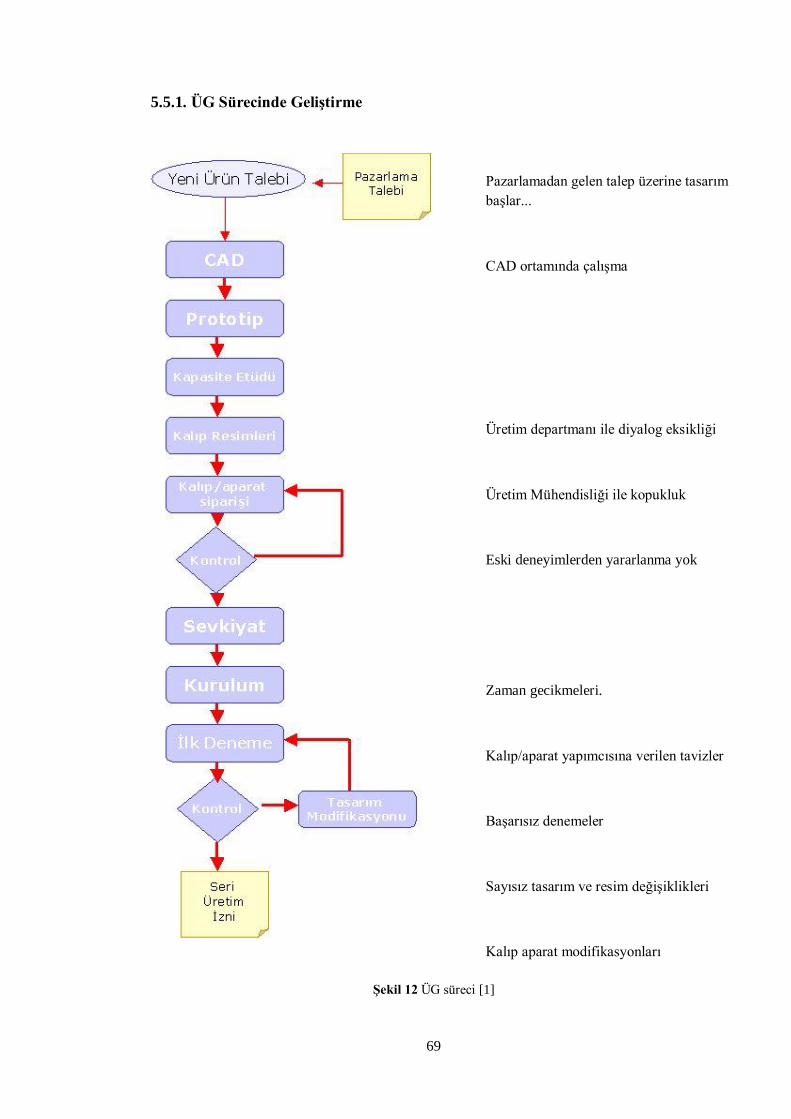
69
5.5.1. ÜG Sürecinde GeliĢtirme
ġekil 12 ÜG süreci [1]
Pazarlamadan gelen talep üzerine tasarım
başlar...
CAD ortamında çalışma
Üretim departmanı ile diyalog eksikliği
Üretim Mühendisliği ile kopukluk
Eski deneyimlerden yararlanma yok
Zaman gecikmeleri.
Kalıp/aparat yapımcısına verilen tavizler
Başarısız denemeler
Sayısız tasarım ve resim değişiklikleri
Kalıp aparat modifikasyonları
Deneyimlerin kaydedilmemesi...
70
Ürün geliştirme sürecine bir proje yönetim süreci gibi bakarsak daha iyi olur. Proje
ekibini belirlerken, ilgili tarafların dengeli bir şekilde temsil edilmesi projeye
güvenilirlik getirecektir. Eski tarz ÜG süreçlerinde, aynı departmandan seçilmiş
insanları konuya tek yönden bakması söz konusu idi. Bu yöntemde aşağıdakiler gibi
olumsuzluklarla karşılaşılabiliyordu:
Planlanan zamanın aşılması
Planlanan bütçenin aşılması
Ortaya çıkan ürünün pazarlama veya müşteri tarafından beğenilmemesi
Ürünün hastalıklı doğması, tedavi giderlerinin çok yükselmesi [1]
Bu sorunlar için yapılması gerekenler ise şunlardır:
Bir Bilgi ve Deneyim Arşivi kurulmalı (MP Arşivi)
Sürekli Gözden Geçirmelerle (DR - Design Review) hatalar erken
seviyelerde tespit edilmeli
Diğer departmanlarla iletişim en üst düzeye çıkarılmalıdır. [3]
En az 5 DR (Tasarım Gözden Geçirme) yapılması gerekmektedir. Bunlar şu
aşamalarda yürütülür:
DR-1: Piyasa Koşulları, fiyat, üretim kapasitesi, ön fizibilite
DR-2: İmal edilebilirlik, yatırım ihtiyacı, fizibilite etüdü, prototipler, mümkünse
çalışan prototip
DR-3: Ürün/kalıp spektleri ve resimlerin kontrolü, kesinleşmesi
DR-4: Kalıp aparat kabulleri, kurulum, test üretimi
DR-5: Seri üretime geçilebilir kararı
Bundan sora elde edilen deneyimin MP Arşivine işlenmesi unutulmamalıdır. [1]

71
ġekil 13 Tasarım gözden geçirme [3]
72
Pazarlamadan gelen talep, incelenir. Ürün sanal ortamında oluşturulduktan sonra
vakit geçirilmeden, fabrika üretim mühendisliği, bakım, üretim birimlerine gösterilerek
fikirleri alınır. Pazarlamaya dönülerek, talep edilen ürünün iyice anlaşıldığı doğrulanır.
[3]
DR-1 sonrasında, hatalı yola çıkış önlenmiş olur. Taraflar, yeni ürün hakkında
mutabakat içindedirler. Bundan sonra resimler, ürün şartnameleri hazırlanır. Ürün
şartnamelerinden yola çıkılarak kalıp, aparat ve makine şartnamelerine geçilir. Bu
aşamada Erken Ürün ve Ekipman Yönetimlerinin yolları kesişir. Uygun düzenlenmiş bir
beraberlik başarının güvencesidir.[3]
DR-2 Sonunda şartnameler kesinleşir. Şartname oluşumunda kullanılan yüksek
sayıda MP bilgisi sıhhatli bir gidişi gösterir. İşin başında, MP arşivimizin yetersiz
olması normal karşılanabilir fakat zaman geçirilmeden arşivimiz zenginleşmelidir.[3]
DR-3‟de Makine/kalıp imalatçısındaki teçhizat iş işten geçmeden kontrol edilir.
Şartnameye uygunluk aranır. Bir kere daha geçmiş deneyimlerimizi hatırlamamızda
yarar vardır.[3]
DR-4‟de kurulan yeni makine ve kalıplarla deneme üretimi yapılır. İlk numuneler
üzerinde, ömür, ambalaj, nakliye testleri uygulanır. Test sonuçları tatmin ediciyse bu
DR geçilir.[3]
Son düzeltmelerden sonra, her şeyin yolunda olması koşulu ile DR-5 uygulanır ve
seri üretim kararı alınır.[3]
İlk DR‟larda yakalanan hataları çözümü bize daha az maliyetlidir.
5.5.2. Erken Ürün Ekipman Yönetiminin Amacı
Ekipman temin süresinin en aza indirilmesi
Ekipman satın alma bedelinden çok LCC (Life Cycle Cost) – Ömür Boyu
Maliyetin önemsenmesi
Geçmişte yapılan hataların (yanlış tercihlerin) tekrarlanmaması
Kuruluşun tüm deneyiminin ortak bir bilgi bankasında toplanıp kişilerden
bağımsız hale getirilmesi
Maliyetlerin düşürülmesi
73
Günümüzde, ürün çeşitliliğinin hızla arttığını biliyoruz. 30 yıl evvelinin belirli
bir ürünü üretmek için tasarlanmış, setup‟a uygun olmayan ekipmanlarının modası
geçmiştir.
Makinelerimizden beklentimiz:
Setup zamanları kısa
Tempo değişimlerine çok uygun (çeşitli takt zamanlarına kolaylıkla
adapte olabilen)
Otomasyona elverişli, nezaret gerektirmeyen
Çok amaçlı kullanılabilen, şeklinde değişmiştir. [3]
5.6. EĞĠTĠM
TPM‟in diğer sütunlarının yükselebilmesi için eğitim faaliyetlerinin de, hedeflerimiz
doğrultusunda iyi düzenlenmesi, gerekli iş gücünün eğitilmesi şarttır. Bu bağlamda
çeşitli eğitim kaynakları hazırlanmalı ve işçilere dağıtılmalıdır. Ayrıca bazı eğitim
seminerleri ve programları düzenlenmelidir.
TVB kapsamında, üst yönetimden operatör seviyesine kadar tüm çalışanlar kendileri
için gerekli olan bilgiyi edinmelidirler. İşletmelerde düzenli bir eğitim politikası
uygulanmalı, tüm çalışanlar bu konuda yönlendirilmelidir. Özellikle operatörlerin
eğitim ihtiyacı belirlenmeli ve gerekli eğitimler verilmelidir.[13]
Eğitim Faaliyetlerimiz kişilerin;
a) Mesleki yetkinliklerinin (becerilerin);
b) Bakım becerilerinin yükseltilmesi için iki ayrı koldan gelişir.
5.6.1. Operatörlerden Beklenen Beceriler
● Ekipmandaki hatayı bulabilmek
● Yağlamanın önemini kavramak ve uygulamak
● Temizlemenin önemini kavramak ve uygulamak
● Kirlilik kaynaklarını bulabilmek ve ortadan kaldırılmasına katkıda bulunmak
● Ekipmanının mekanizmasını anlayabilmek
● Anormallikleri ilk ortaya çıkışlarında sezebilmek
● Anormalliklerin arızaya dönüşmelerini önlemek
74
● Sistemi anormalliğe götüren nedenleri analiz etmek
● Ekipmanı ile ürün kalitesi arasındaki ilişkiyi anlamak
● Kalite karakteristiği ile ekipmanı arasındaki ilişkiye hakim olmak
● Burada “Fuguai” anormallik anlamındaki Japonca bir kelimedir. Hata
Kartlarının evrensel adı olan F-Tag deyimindeki F harfi “Fuguai”den
gelmektedir. [3]
5.6.2. Bakımcılardan Beklenen Beceriler
● Ekipmanın normal çalışıp çalışmadığına karar verebilme
● Anormal durumun analizini yaparak restorasyon çalışmalarını yapabilme
● Ekipmanın ve parçalarının güvenirliğini artırabilme
● Modüler değiştirmeyi yapabilme (MTTR (Meantime to repair)‟ı azaltma)
● Teknolojik bilgi seviyesinin sürekli yükselmesi
● Bakım faaliyetlerinde maliyetleri izleyebilme
● Bakım maliyetlerini sürekli azaltma [3]
5.6.3. Diğer ÇalıĢanlardan Beklenen Beceriler
Beyaz Yaka - Mavi Yaka ayırımı yapılmaksızın her çalışanın mesleki becerilerini
artırmaları beklenir. Organizasyonel yedekleme amacıyla, her çalışanın kendi işine ilave
olarak en az iki ayrı konuda 3. veya 4. seviyeden beceri sergilemesi esastır. [1]
Mavi yaka çalışanlar, bizzat makineler ve iş üzerinde etkin olarak bilgi ve
becerilerini kullanırlar. Beyaz yaka çalışanlar ise tüm çalışanların TPM uygulamaları
üzerine eğitilmesini sağlayacak çeşitli çalışmalar ve programlar düzenlemekle
görevlidir. Çalışanların en iyi şekilde eğitilmesinde mavi yaka ve beyaz yaka
çalışanların aralarındaki iletişim becerisi oldukça etkilidir.
5.7. OFĠS TPM
Şirketler, üretip sattıkları ürünlerdeki sürekli değişen trendler gibi, şiddetli çevre
değişikliklerine uyum göstermeye çalışırlar. Kuruluşun bütün iş süreçlerinde, yurtiçi ve
yurtdışı rekabette daima “en iyi” olmayı hedeflemesi kaçınılmaz bir şarttır. Üretim
hatlarımız gelişirken iş süreçlerini etkileyen ofis çalışmalarının da geliştirilmesi ve
düzenlenmesi verimlilik açısından gereklidir.
75
Günümüzün kıyıcı rekabet ortamında, şirketler, çevresel değişim trendlerini hızla
algılamak ve adapte olmak durumundadırlar. Yeni bir ürünü hiç yoktan geliştirip,
pazara sunma ve olumlu müşteri talebini yakalayarak karlılığını arttırmak modern bir
kuruluşun temel yaklaşımıdır. Bu arada kar maksimizasyonu, maliyetleri minimumda
tutmak, teknolojinin gerisinde kalmamak gözetilmesi gereken unsurlardır.[3]
Bir ürünün kalitesi, büyük oranda, tasarım, geliştirme ve üretim mühendisliği
çalışmaları sırasında şekillenir. Üretim departmanının yıllar boyunca, bir anlamda
“akıntıya kürek çekmemesi” bakımcıların “sık sık arıza yapan makinelerle”
boğuşmaması için, üretim sahasının dışındaki (ofislerdeki) işlerin de iyi yapılması
gerekir.[5]
Böylece, TPM hedeflerine ulaşmak, verim ve kalite performansımızı, Dünyada,
belirli bir noktaya getirmek istiyorsak, idari ve destek birimlerinin de TPM
aktivitelerine katılmaları kaçınılmaz olur. İlk bakışta üretim teçhizatlarına sahip
olmayan büro çalışanları için nasıl verimlilik çalışması yapılabilir diye düşünülebilir;
fakat bürolarda, bilgisayar, faks, fotokopi gibi araçları kullanarak çalışan ve bir takım
yazılı dokümanlar üreten, ofis çalışanlarının durumu, bir bakıma üretim sahasında
çalışanlara benzemektedir.
TPM ile tanışılmadığı dönemlerde yürürlükte olan anlayışa göre, hangi işlerin
“katma değer” yarattığı, hangilerinin yaratmadığı hususu üzerinde hiç düşünülmemiş
olabilir. Fabrikalarda, ana süreç üretim olduğu için, çoğu kere destek birimlerin
faaliyetleri üzerinde geliştirmeler yapmak aklımıza gelmemiştir. Halbuki, üretim süreci
üzerinde iyileştirmeler yaparken, bazen destek departmanlarının verimsiz işleyişinden
kaynaklanan tıkanmalara rastlar, bunlardan yakınırız. Zamanında gelmeyen hammadde,
büyük bir tesisi saatlerce yatırabilir. Geçmişte, “Ofis TPM” dendiğinde, ofislerin tertip
ve düzeni akla gelirdi. Bu durum Ofis TPM‟ in alfabesinden ibarettir. Ofislerde iş
süreçlerine yönelik geliştirme faaliyetleri bu işin aslıdır. Giderek en yüksek getiri
sağlayan “kaizen”ler Ofis TPM‟den gelmeye başlamıştır. [1]
5.7.1. Toplam Verimliliği Etkileyen Ofis Süreçleri
Fabrika içindeki çalışmalarda verimliliği etkileyen bazı ofis çalışmaları ve süreçleri
vardır. Bu süreçler üretimde bizzat görünmeseler de üretimi önemli ölçüde etkiler ve
verimliliği düşürür. İşletmelerde verimliliği etkileyen başlıca ofis süreçleri şunlardır:

76
● Üretim programındaki ani değişiklikler
● Malzeme teminindeki gecikmeler
● Kalitede karar alma gecikmeleri
● Lojistik kayıpları (para ve zaman)
● Çalışanlardaki beceri eksikliği
● Motivasyon eksikliği
● Maliyet bilincinin oluşmaması
● Ürün ve yarı-ürün maliyetlerinin bilinmemesi
● Haberleşme yetersizliği
● Bilgiye ulaşmada gecikmeler veya kısıtlamalar
● Aşırı stoklar
● Ödenen yüksek faturalar
● Üretim departmanından, istenen üretim dışı çalışmalar
5.7.2. Ofis TPM Uygulamaları
Ofis TPM uygulamaları belirli 3 kategoriye ayrılmıştır:
1) Ofislerde otonom bakım
2) İş süreçlerinde kobetsu-kaizenler
3) Eğitimler
TPM‟in en temel uygulaması olan otonom bakım, ofis TPM‟de de temel
uygulamalardandır. Üretim sürecini etkileyen belirli iş süreçlerinde yapılacak
iyileştirmeler de üretim sürecini olumlu olarak etkileyecektir. Üçüncü kategoride olan
eğitimler kapsamında ise 5S, TPM bilinçlendirme eğitimi, ofis TPM eğitimi, kobetsu-
kaizen eğitimi ve problem çözme teknikleri verilmelidir.
5.7.3. Ofislerde Otonom Bakım
1. Adım: Ofislerde temizlik ve düzenin sürekli sağlanması
2. Adım: Ofis işlerinde aksayan yerlerin belirlenmesi
3. Adım: Ofis işlerinde aksayan noktalara karşı kaizenlerin yapılması
4. Adım: Yeni iş prosedürlerinin, ofis lay-out‟unun belirlenip standart hale
getirilmesi
77
5. Adım: Ofislerde otonom yönetim
1. Adım - Ön Temizlik ve Düzen
Bu adımda, bireylerin masalarındaki bireysel bilgileri (dosyaları) düzenlenir ve iş
çevresinin tertip ve düzeni sağlanır. Ayrıca kişisel dosyalar paylaştırılarak geliştirilir.
İlk adımda işe başlarken kırmızı etiket kampanyası düzenlenir. Burada amaç gerekli
olan ve elimizde tutmamız gereken şeyler ile, gereksiz olan ve atmamız gereken şeyleri
birbirinden doğru şekilde ayırt etmektir. Ardından gereksiz olandan kurtulmalı ve
gerekli olanı kullanım sıklığına göre yerleştirmeliyiz.
1. Adım çalışmalarının 3 ila 6 ay sürmesi beklenir. Ofis TPM 1. Adım Terfi
Checlist‟ine göre yapılacak değerlendirmeden sonra bir üst adıma geçilir.
Değerlendirmede son söz Ofis TPM Komite Liderinindir. Onun onayından sonra ofis ve
çalışanları bir üst adıma devam edebilirler. Ofislerde 5S‟in kalıcılığını sağlayabilmek
için, 4. ve 5. S‟lere çok dikkat etmek lazımdır. 5S şirket kültürünün bir parçası haline
getirilmelidir. [3]
2. Adımda yapılacak çalıĢmalar
Birinci adımda elde edilen iyileşme muhafaza edilirken yolumuza devam ederiz.
● Ofislerde yapılan tüm işlemlerin listelenmesi
● Ofiste yürütülen işlemlerin bir listesi yapılır ve gerektikçe güncellenir.
● Bölüm içinde her bir işlemin (işin) sorumlusu açıkça belli edilir.
● Yönetici durumunda olan kişi açıkça belli olmalıdır.
● İşlem listesi ile bölüm içindeki sorumluluk dağılımı adaletli ve
uygulanabilir kılınır.
● Bölümün fonksiyonel analizi uygulanır.
● Fonksiyonel analiz ile işlem listesinin uyum içinde olması sağlanır.
● Her bir iş için Fonksiyonun amacı göz önüne alındığında, bölümün böyle
bir işi yapıyor olması uygun mu ? sorusu sorulur.
● Fonksiyona direkt katkısı olmayacak işler belirlenir ve listelenir.
● Çalışanların iş tanımları hazırlanır.
● İşlem akış diyagramı, detaylı olarak, hiç bir iş atlanmadan, doğru bir
şekilde yazılmalıdır

78
● İş tanımları, yürütülen işlemlerle uyum içinde olmalıdır.
● İş akışındaki problemler belirlenir
● Küçük iyileştirmeler hemen uygulamaya konulur
● Daha zor problemlere karşı iyileştirme planları hazırlanır
● İşlem Akış Diyagramının hazırlanmasında büroda çalışan herkes rol
almalıdır. Problemler birlikte tartışılmalıdır.
● Bölümde çalışan insanlar yaptıkları işlerle ilgili öneriler vermeye
başlamalıdır. Herkesin ayda 2 öneri vermesi iyi bir Japon ortalamasıdır.
● Önceleri, asılan hata kartlarını da öneri olarak kabul etmemiz
mümkündür.
● Bölüm panosu etkili bir şekilde kullanılmaya başlanmalıdır. Burada
yapılacak geliştirme çalışmalarından beklenen sonuçlar serbestçe ilan
edilmelidir. [3]
3. Adımda yapılacak çalıĢmalar
1. ve 2. Adımlardaki gelişmelerin muhafazası için itina edilirken 3. Adım
çalışmalarına geçilir.
● İş akışı analizi ve fonksiyonel analiz sonucu gelişime yönelik planlar
yapılır. Bu planlar uygulamaya konur.
● İş veriminin sürekli takibi için bir sistematik üzerinde karara varılır.
Verim izlemesi başlar.
● İş veriminde 3 yıllık dönem için % 50‟ler civarında bir artış beklenmesi
sıradandır.
● Verim artışı ofis çalışanlarını iki türlü etkiler. Bunlardan birincisi aynı
işlerin daha az ofis elemanı ile yapılması, diğeri ise aynı sayıdaki ofis
elemanı ile iki misli iş yapılması. TPM‟i iyi anlamış fabrikalarda daima
ikinci alternatif tercih edilir ve hedeflenir.
● Verim artırma çalışmaları sürerken, hedeflere ulaşıldığı iş sonuçlarından
hissedilebilmelidir.
● Geliştirme çalışmalarında iş süreç haritaları çizilir.
- Duplikasyonlar
- Katma değeri olmayan işler
- Zorluklar, tespit edilir.
79
● Bunlar hakkında, geliştirme önerileri toplanır. Basit olanlar hemen ele
alınarak giderilir. Karmaşık problemlerde kaizenler düzenlenir.
● Geliştirme çalışmalarına herkesin katılımı sağlanmalıdır.
● Kişi başına ayda 2 öneriden fazla toplanmaya gayret edilmelidir.
● Bölümün ilan tahtasında, gelişmeleri, yapılanları ve yapılacakları yansıtan
enteresan konular açıkça görülebilmelidir. [1]
4. Adımda yapılacak çalıĢmalar
● Mevcut bütün işlemler için prosedürler ve içlerinde bunların belirtildiği el
kitapları hazırlanır.
● El kitapları herkes tarafından kolaylıkla anlaşılabilir olması sağlanır.
● Ofislerdeki tüm süreçlere ilişkin akış şemaları güncel hale getirilip
herkese duyurulur.
● Süreç haritalarından nasıl yararlanılacağı, işlerin geliştirilmesi için
süreçlerin nasıl olması lazım geldiği herkese öğretilir. Toplam katılım
beklenir. Operasyonel problemler karşısında düzeltici faaliyetler otomatik
olarak devreye girmesi sağlanmalıdır.
● Ofis yerleşimi yapılan işlere uygun vaziyette olmalıdır. Herkesin işlemler
sırasında en kısa yolu yürümesi ve ergonomik pozisyonda çalışıyor
olması gerekir.
● Ofis otomasyonu kişilerin lüzumsuz yere zaman kaybetmesini önleyecek
şekilde artırılmalıdır. [1]
5. Adımdan itibaren yapılacak çalıĢmalar
● Adımda kesinleşen standartlar ve kriterlere dayalı eğitimler düzenlenerek
herkese çalışmalarını nasıl yürütecekleri öğretilir. Bu da çalışma (bilgi,
teknoloji ve operasyonel beceriler) için gerekli öğeleri tanımlamakla
başlar. Çalışma becerisinin ne kadar öğrenildiğini ölçen bir mekanizma
kurulması esastır.
● Bazen çevresel, yapısal değişim veya personel değişiminin sebep olduğu
nedenlerden dolayı 4. Adımdaki standartlar ve kriterler uygulanmaz.
Hazırlandıktan sonra gerekli şekilde takip edilip düzeltilmezse konulan
standart ve kuralların bir anlamı kalmayacaktır.
80
● Bu adımın başından itibaren çalışmaların gerekli şekilde yerine
getirilip getirilmediği, hedeflere ulaşabilmek için yeterli çalışmanın
yapılıp yapılmadığı sürekli denetlenmelidir.
● Ofis yerleşimi, işlerin en kolay yapılabilmesine olanak verecek şekilde
optimize edilerek değerlendirilir.
● Havalandırma ve aydınlatma için harcanacak enerjide tasarruf
sağlanmasına çalışılır.[1]
5.7.4. Ofislerde Kobetsu-Kaizen
Üretim hatlarında, Otonom Bakım uygulamalarının yanı sıra belirli bazı
problemler üzerine odaklanılarak Kobetsu-kaizen‟ler yapılır. Kobetsu –kaizen,
odaklanmış iyileştirme demektir. Çoğu zaman gemba‟da (üretim sahası)
kayıplarımızı araştırır bunları daha küçük lokmalara böler ve teker teker
odaklanmış kaizen‟lerle bunlarla baş etmeye çalışırız. Ofislerde, “Kobetsu-Kaizen”
için iki değişik yaklaşımdan söz etmek mümkündür. Bunlardan biri, ofisin mevcut
durum analizinden çeşitli kayıplar tespit etme ve onları birer birer elimine etme
yaklaşımıdır. Diğeri ise, maliyet düşüşü sağlayacak fırsatları kollayarak, bunları
kazanca dönüştürmenin yollarını bulabilmektir.
5.8. SAĞLIK-EMNĠYET-ÇEVRE (SEÇ)
İş kazalarını önleme ve çevresel duyarlılığı arttırmada yapılması gereken
uygulamalar şunlardır:
● Yönetimin mutlaka ilgisinin sağlanması gerekir.
● Karşılıklı güven duygusunun çalışanlar arasında temini önemlidir.
● Herkesin iş kazası risklerine karşı kendisinin kontrol ve raporlama
sorumluluğunu üstlenmesi gerekir.
● Fabrikanın iş kazaları hususunda vizyonunu belirlemesi gereklidir.
● İş yerinde olan iş kazaları ve tehlikeli durumlara ilişkin kayıtlar tutulmaya
başlanmalıdır. Riskli bölgelerin işaretlenmesi ve kuruluşun risk
haritasının oluşturulması da bu kapsamdadır.
81
● İş kazalarının önlenmesinde başarılı çalışmalar yapan, önemli katkılarda
bulunan personelin takdir edilmesi ve ödüllendirilmesi ihmal
edilmemelidir.
● Tüm çalışanlara yönelik iş kazalarına karşı bilinçlendirme eğitimleri
uygulanmalıdır.
● Proseslerde iş kazalarına karşı güvencenin artacağı değişiklikler süratle
hayata geçirilmelidir.
● Yönetim, iş güvenliği göstergelerini sürekli takip etmeli, sonuçları
açıklamalı, başarıların kutlanmasından kaçınmamalıdır.
● İş güvenliği konularının işimizin ayrılmaz bir parçası olması TPM
açısından gereklidir. Çünkü, TPM‟in vaz geçilmez sloganlarından birinin
“ sıfır iş kazası” olduğunu biliyoruz.
● İşimizin operasyonel standartları ile iş güvenliği standartlarını entegre
etmeliyiz. İş güvenliği için yapılması gereken hiç bir şeyden
kaçınmamalıyız.
● Yönetimin “ yukarıdan – aşağı” doğru mutlak desteği şarttır. [1]
Fakat, iş güvenliğini fabrika bütününde yaygınlaştırmaktan, bir yaşam tarzı haline
getirmekten, tüm çalışanlar sorumludurlar. Diğer bir deyişle, kendi sağlığına önem
vermeyen bir çalışanı hiçbir yönetim, hiçbir yöntemle iş kazalarına karşı koruyamaz. [1]
6. ÇEġĠTLĠ ĠġLETMELERDE TPM UYGULAMALARI
6.1. KOBETSU KAĠZEN ÖRNEK UYGULAMASI
Bu uygulama VESTEL A.Ş.‟de yapılmış bir uygulamadır. Uygulamada ele alınan
fabrika High-End LCD TV montaj fabrikasıdır. Fabrikadaki bir hatta oluşan ciddi bir
darboğazın çözümüne yönelik bir çalışmadır.
6.1.1. Üzerinde ÇalıĢılacak Konunun Seçimi
Bu adımda bilindiği üzere kobetsu kaizenin hangi konu üzerine yapılacağı belirtilir.
Kayıp yapısının analizi, darboğaz oluşturan ekipmanlar ya da faaliyetler ve çevreye ve
insan sağlığına tehdit oluşturan unsurlar belirlenir.
Yapılan uygulamada, VESTEL A.Ş. High-End fabrikası LCD TV hatlarından 2.
montaj hattında oluşan, iş faaliyetlerinden kaynaklı darboğaz ele alınmıştır. Darboğazı

82
oluşturan durum herhangi bir ekipman veya makineden değil, işin metodundan
kaynaklanmaktadır.
Oluşan kayıp bir üretim kaybıdır. Üretim kaybı saatte yaklaşık 30 üründür. Oluşan
kayıp işçilerin verimsiz çalışmasına, işin yavaşlamasına ve hattın belirli kısımlarının
beklemesine sebep olmaktadır.
6.1.2. Hedefin Konulması
Bu adımda bilindiği üzere kayıp yapısına göre konular parçalanır, en önemli konu
seçilir ve tatmin edici bir hedef konulur.
Darboğazı oluşturan sebep makineye bağlı, kişiye bağlı ve faaliyete bağlı olmasına
göre parçalara ayrıldı. Bu parçalardan faaliyete bağlı darboğaz oluştuğu üzerinde
duruldu.
Hedef olarak üretim kaybının tamamen giderilmesi ve darboğazın çözülmesi
konuldu.
6.1.3. Ekibin OluĢturulması
Bu adımda kobetsu kaizen çalışmasını yürütecek ekip belirlenir. Ayrıca ekip lideri
de belirlenir.
Çalışma için gerekli ekip 3 stajyer endüstri mühendisi, 1 sorumlu endüstri
mühendisi, hat formeni ve üzerinde durulan işi yapan çalışandan oluşmaktadır.
Ekibimiz toplamda 6 kişilik bir ekiptir. Ekip lideri metot mühendisliği bölümü
sorumlusu endüstri mühendisidir.
6.1.4. Mevcut Durumun Ġncelenmesi
Mevcut durum incelemesinde, ekip mevcut durumu inceler, gözlem yapar ve veriler
toplar.
Çalışmanın bu adımında hattaki darboğaza neden olan unsurlar değerlendirildi.
Hattın hangi bölgesinde darboğazın oluştuğu belirlendi. Tüm bu sonuçlar zaman etüdü
çalışması ile elde edildi.
Darboğazın olduğu iş istasyonundaki işler incelendi ve gözlemler yapıldı.
83
6.1.5. Proje Planının Hazırlanması
Kobetsu kaizenin bu adımında projenin başlangıç ve bitiş tarihi, projenin içeriği,
kimleri kapsadığı ve kimlerin görev aldığı gibi bilgileri içeren proje planı hazırlanır ve
kaizenin yapılacağı bölgeye duyurulur. Ayrıca MS Project gibi çeşitli programlardan da
faydalanarak projenin gantt şeması çıkarılabilir.
Yapılan bu çalışma 6-8 saat gibi bir sürede yapıldığı için proje planı hazırlama
gereksinimi duyulmamıştır. Bu adım kaizenin haftalar veya aylar alması durumunda
uygulanmalıdır.
6.1.6. Analiz ve KarĢı Tedbirlerin KarĢılaĢtırılması
Uygulamanın bu adımında darboğazın oluştuğu kısım incelendi ve problem netleşti.
Probleme neden olan faaliyetler incelendi.
Son montaj 2. Bant SHARP LED TV‟lerde beklenin altında üretim yapılıyordu.
Model gereği ürünün montajdan sonra ısı bandında 15 dk ısınması gerekiyordu. Isınma
işlemi boyunca bant çok yavaş ilerlediği için birikmeler oldukça fazlaydı. Isınma işlemi
bittikten sonra usb‟den program yüklemesi yapılıyordu ve bu esnada ürünün ana
kartının hareket sonucu yanmaması için hareketsiz durması gerekiyordu.
Operatörün elinde 7 tane usb vardı. Operatör bu usb‟lerin 7‟sini birden 7 tv‟ye
takıyor ve yüklemeyi başlatıyordu. 7. Tv‟de de işlem bitince 7‟li partiyi gönderiyordu.
Ürünler buradan sonra başka bir istasyona ilerliyordu.
Tv‟lerin program yüklenmesi için gerekli sürede bir iyileştirme yapılamayacağı için
ve bandın hızını değiştirmekte ısınması için gerekli zamanı etkileyeceği için bu
konularda herhangi bir değişiklik yapılamazdı.
Bunun için birbirinin yüklenmesini beklemek zorunda kalan tv sayısını azaltma
düşünüldü. İlk tv 7. Tv nin yüklenme süresini beklemek zorunda kalıyordu. Bu
beklemeyi azaltmak amaçlı olarak parti sayısını azalttık. Operatör 3‟erli partiler halinde
yükleme yapıp diğer 3‟erli partiye seri bir şekilde geçebiliyordu ve stoper yanındaki ilk
televizyonun bekleme zamanı yarıya indi. Ayrıca stopere kadar ürünlerin sorunsuz
geldiğini görünce stoperin yerini daha ileriye yani bir sonraki istasyona daha yakın bir
yere almak daha iyi bir sonuç verecekti (taşıma süresi kısalacaktı).

84
Usb yüklenme süresi: 46 sn
Kumanda ile yapılan işlemler: 6 sn
Bir tvden diğerine geçiş: 5 sn
5x6=30 sn tvler arası geçiş süresi
46+6=52 sn bir tv‟de harcanan toplam yükleme süresi
52-30=22 sn ilk tv‟den son tv‟ye geçildiğinde kalan yüklenme süresi bu süre
başladığında 7. Tv‟nin yüklenmesi daha yeni başlıyordu ve tv‟ler yükleme boyunca
hareket etmemesi gerektiği için 7‟si birden son tv‟nin yükleme işleminin bitmesini
bekliyordu. Yani ilk tv son tv‟yi 30+5(operatörün 7. Tv‟den stopere kadar yürümesi için
geçen süre)=35 sn beklemek zorunda kalıyordu.
x
108sn boş bekleme
y
48 sn boş bekleme
Yükleme bitince operatör stoperi açıyor. 7‟li parti diğer istasyona gidiyordu; ancak
diğer istasyondaki operatör her 7‟li parti arasında 1 dk 48 sn boş bekliyordu.
7 6 5 4 3 2 1
1 2 3
85
Bir tv‟nin cycle time‟ı yaklaşık 30 sn‟dir. İstasyonların 1 dk 48 sn beklemesi de
yaklaşık 4 tv‟nin üretilmesi demekti. Bu bekleme önlenirse her 7 tv‟de 4 tv daha
üretilecekti.
6.1.7. ĠyileĢtirmelerin Uygulanması
İşletmede yapılan bu geliştirme yöneticilere ve üretim müdürüne anlatıldı. Üretim
müdürü bu konuda ikna edildi. Karara varılan en son iyileştirilmiş hal uygulamaya
sokuldu.
İyileştirmenin uygulanması için hiçbir ek maliyet unsuru olmadı. Bu duruma üreim
kaybı da dahil hiçbir maliyet oluşmadı.
6.1.8. Sonuçların Doğrulanması
Bu adımda yapılan iyileştirme uygulandıktan sonra yeniden zaman etütleri yapıldı.
Yapılan zaman etütleri incelendi ve hedeflediğimiz üretim sayısına ulaşılıp ulaşılmadığı
incelendi.
İncelemeler sonucunda yapılan çalışmanın verimliliği arttırdığı görüldü. Saatlik
üretim yaklaşık 80 birimden 120 birime çıktı.
6.1.9. Sürekliliği Sağlama ve Standardizasyon
İşletmede öngörülen iyileştirmenin uygulanması ve sürekliliği için hat formeni ve
çalışanlar bilgilendirildi. İşin metodunun standardı çıkartıldı ve çalışanlara anlatıldı.
6.1.10. YaygınlaĢtırma
Yapılan iyileştirme 2. hatta yapılmıştır. Diğer 13 hat benzer durumlar için
bilgilendirildi. Benzer bir uygulama söz konusu olduğunda bu iyileştirmenin
kullanılabileceği anlatıldı.
6.2. OTONOM BAKIM UYGULAMA ÖRNEĞĠ
Otonom bakım örneği Türk Pirelli fabrikasında incenmiş ve burada uygulanan
otonom bakım ele alınmıştır.
86
Türk Pirelli‟de Toplam Üretken Bakım çalışmalarına 1991 yılında başlanmıştır.
Öncelikle Pazar ihtiyaçları belirlenmiş ve şirket politikaları oluşturulmuştur. Pazar
aktiviteleri ve endüstriyel aktiviteler arasındaki ilişki ve endüstriyel aktiviteler ve TPM
aktiviteleri arasındaki ilişki belirlenmiştir. Daha sonra TPM hedefleri belirlenmiş ve
TPM organizasyonu oluşturulmuştur. [27]
Ekipmanları geliştirirken, ekipmanla bütünleşmiş, bilgi ve beceri düzeyi otonom
olarak çalışmalarını sağlayabilecek düzeye yükseltilmiş operatörler yetiştirmektir.
Otonom bakım ile operatörler kendi makinelerini temizlerler, belirlenen problemler
etiketlenir, etiketlenen problemler operatörler ve/veya bakım personeli tarafından
çözülür ve kontrol listelerinin kullanımı yaygınlaştırılır. Otonom bakım 7 adımda
uygulanır.[27]
Otonom bakım grupları, çalışmalarını yürütürken bir aşamadan diğerine geçiş
esnasında o an içinde bulundukları aşamayı başarı ile tamamladıklarını belgeleyip
onaylatmak zorundadırlar. Bunun için de, içinde bulundukları aşamayı
tamamladıklarına inandıklarında ilk önce grup liderinin başkanlığında kendi
makinelerinde bir audit yaparlar. Eğer bu audit‟te geçer not alırlarsa, kısım şefine haber
vererek ikinci bir audit‟in onun tarafından yapılması talebinde bulunurlar. Bu audit‟in
de başarılı geçmesi halinde son olarak TPM üst komitesi audit için çağrılır ve onlardan
da onay alındıktan sonra bir sonraki aşamaya geçerler. Eğer aksi bir durum söz konusu
ise, audit‟te eksik olan noktalar tamamlandıktan sonra audit tekrarlanarak bir sonraki
aşamaya geçmiş olurlar.[27]
Bu auditler‟in sağlıklı yapılabilmesi için her aşama geçişi için özel audit formları
hazırlanmıştır. Bütün auditler, bu formlardaki maddeler üzerinden tek tek geçilerek
yapılır.

87
ġekil 14 Otonom Bakım Audit Formu Pirelli Dökümanı [27]
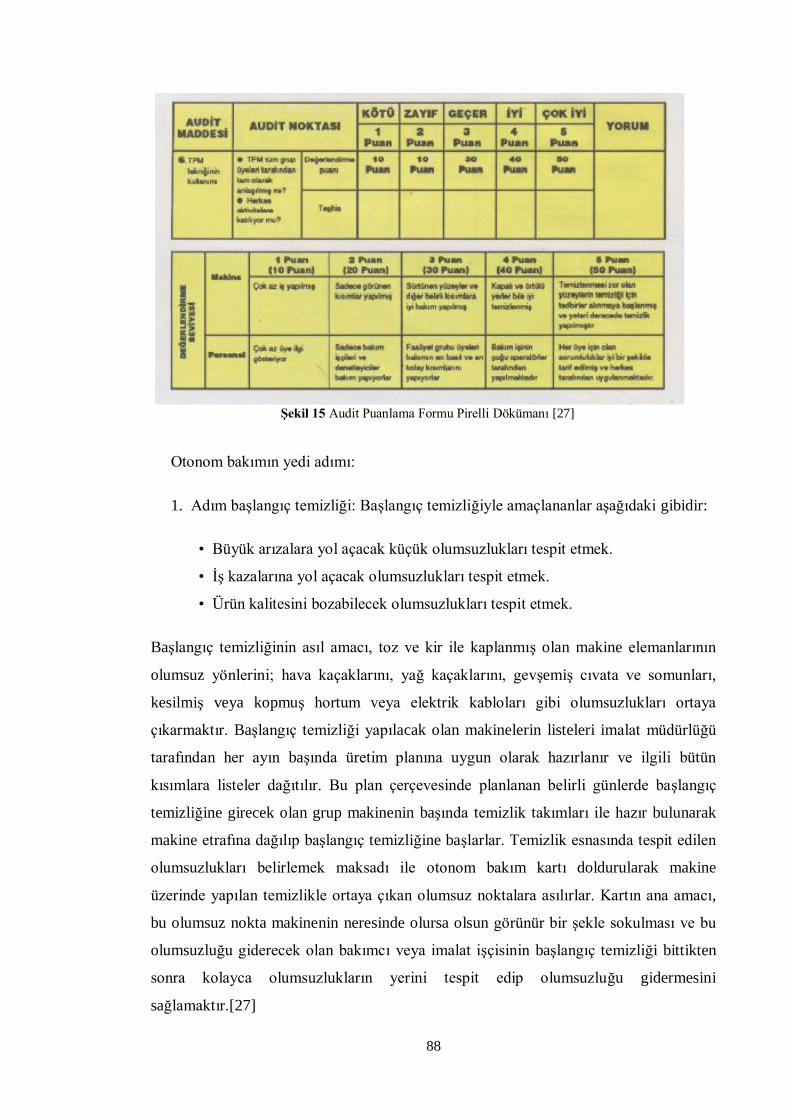
88
ġekil 15 Audit Puanlama Formu Pirelli Dökümanı [27]
Otonom bakımın yedi adımı:
1. Adım başlangıç temizliği: Başlangıç temizliğiyle amaçlananlar aşağıdaki gibidir:
• Büyük arızalara yol açacak küçük olumsuzlukları tespit etmek.
• İş kazalarına yol açacak olumsuzlukları tespit etmek.
• Ürün kalitesini bozabilecek olumsuzlukları tespit etmek.
Başlangıç temizliğinin asıl amacı, toz ve kir ile kaplanmış olan makine elemanlarının
olumsuz yönlerini; hava kaçaklarını, yağ kaçaklarını, gevşemiş cıvata ve somunları,
kesilmiş veya kopmuş hortum veya elektrik kabloları gibi olumsuzlukları ortaya
çıkarmaktır. Başlangıç temizliği yapılacak olan makinelerin listeleri imalat müdürlüğü
tarafından her ayın başında üretim planına uygun olarak hazırlanır ve ilgili bütün
kısımlara listeler dağıtılır. Bu plan çerçevesinde planlanan belirli günlerde başlangıç
temizliğine girecek olan grup makinenin başında temizlik takımları ile hazır bulunarak
makine etrafına dağılıp başlangıç temizliğine başlarlar. Temizlik esnasında tespit edilen
olumsuzlukları belirlemek maksadı ile otonom bakım kartı doldurularak makine
üzerinde yapılan temizlikle ortaya çıkan olumsuz noktalara asılırlar. Kartın ana amacı,
bu olumsuz nokta makinenin neresinde olursa olsun görünür bir şekle sokulması ve bu
olumsuzluğu giderecek olan bakımcı veya imalat işçisinin başlangıç temizliği bittikten
sonra kolayca olumsuzlukların yerini tespit edip olumsuzluğu gidermesini
sağlamaktır.[27]
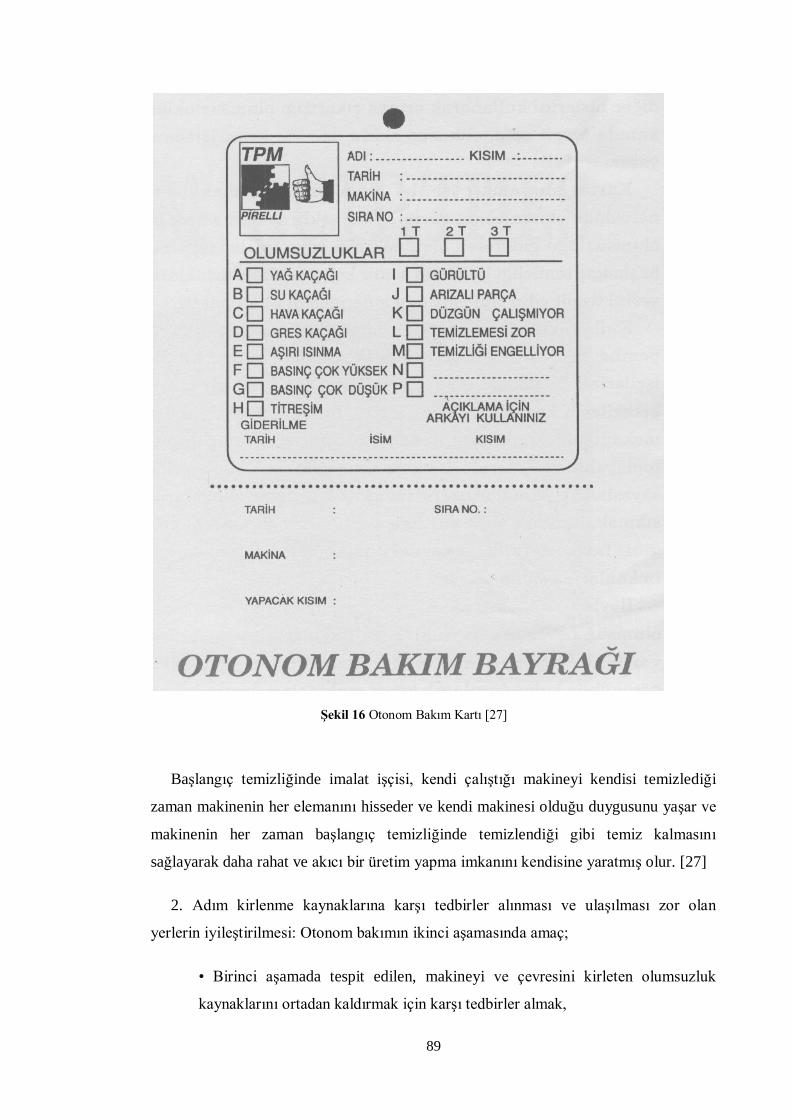
89
ġekil 16 Otonom Bakım Kartı [27]
Başlangıç temizliğinde imalat işçisi, kendi çalıştığı makineyi kendisi temizlediği
zaman makinenin her elemanını hisseder ve kendi makinesi olduğu duygusunu yaşar ve
makinenin her zaman başlangıç temizliğinde temizlendiği gibi temiz kalmasını
sağlayarak daha rahat ve akıcı bir üretim yapma imkanını kendisine yaratmış olur. [27]
2. Adım kirlenme kaynaklarına karşı tedbirler alınması ve ulaşılması zor olan
yerlerin iyileştirilmesi: Otonom bakımın ikinci aşamasında amaç;
• Birinci aşamada tespit edilen, makineyi ve çevresini kirleten olumsuzluk
kaynaklarını ortadan kaldırmak için karşı tedbirler almak,

90
• Temizlenmesi zor bölgelerin temizlenmesini kolaylaştırmak,
• Temizlik, yağlama ve makine kontrol zamanlarını kısaltmaktır.
Temizlenmesi zor olan yerlerin tespiti birinci aşamada yapılan temizlikler esnasında
gerçekleştirildiğinden, ikinci aşamada, buralarda ne gibi iyileştirmeler yapılarak
temizliğin daha kolay hale getirileceği ve bütün bunların neticesinde de temizlik
zamanının nasıl en alt seviyeye çekileceği belirlenir ve uygulanır. [27]
Tekstil kalandıra toplama grubu üzerinde bulunan, kumaş enlerini ölçen hassas
metraj aleti aşırı kirlenmeden dolayı hassas ölçüm yapamıyordu. Buna karsı tedbir
olarak Kalandıra TPM Otonom Bakım Grubu bu üniteyi temizledikten sonra, ölçüm
aletinin etrafını şeffaf fleksi glass ile kaplatmanın en iyi çözüm olduğuna karar
vermiştir. Böylece hassas ölçüm cihazı toza, kire karşı korunmuş oldu. Ölçüm cihazı
kaplandıktan sonra, kutunun alt kısmında birkaç gün içinde yağ birikimi gözlendi, bu
güne kadar farkına varılmayan bir yağ kaçağı da böylece tespit edilmiş oldu. [27]
Başka bir örnek de, P52 makinelerinde lastik boşaltma rulo sehpalarının kenarında
bulunan kısımda biriken tozların rulolar nedeniyle temizlenmesi çok zordu. Ancak
buraya yapılan sürgülü alüminyum tava sayesinde temizlik bu alanda birkaç saniyeye
inmiştir. [27]
3. Adım standartların hazırlanması: Makine üzerinde her turda yapılan temizlik,
yağlama, ufak arızaları giderme gibi faaliyetler eğer belirli bir program çerçevesinde
yapılmazsa çok zaman alır. Bunun için temizlik ve yağlama konusunda standartlar
Otonom Bakım Proje Grubu tarafından hazırlanır. Makine temizliği yapılırken temizlik
makinenin bir noktasından başlatılıp makine etrafında bir tur atıldıktan sonra tekrar o
çıkış noktasına dönülür. Bunun neticesinde de gereksiz hareketler ortadan kaldırılmış ve
sonuçta hiçbir nokta atlanılmadan ve vakit kaybetmeden temizlik işi gerçekleşmiş olur.
Aynı şekilde yağlama standardı hazırlanırken de yağlanacak noktalar tespit edilir bu
noktalar belli bir sıraya konur. Otonom bakıma paralel olarak işçilere yağlama
konusunda eğitim verilir. Teknik servis elemanlarının da desteğiyle yağlama noktaları
ve kullanılacak yağın cinsinin neler olacağı tespit edilerek standartlar hazırlanır ve işçi
tarafından uygulamaya konulur. Temizlik standartları formunda bulunan maddeler
sırasıyla şöyledir:
91
• Makinede temizlenecek kısımların temizlenme sırasına göre
numaralandırılması
• Makinenin neresinin temizleneceği
• Temizliğin kimin tarafından yapılacağı
• Temizliğin nasıl yapılacağı
• Temizlik yapılacak kısmın hangi temizlik malzemeleri ile temizleneceği,
örnek olarak temizlik bezi, deterjan, süpürge vs. gibi. [27]
Bir sonraki kısımda temizliğin yapılacağı periyot belirtilir. En son olarak da
operatörün bu belirtilen temizliği ne kadar sürede yapacağı belirtilir. Makine yağlama
standartları da aynı şekilde hazırlanır. Yağlama standartlarının içeriği şu şekildedir;
• Makine üzerindeki yağlanacak kısımlar bir sıra düzenine konur.
• Makinenin hangi gruba ait olduğunu belirtilir.
• Bu grup üzerinde hangi parçaların yağlanacağı (yağlama kutusu, zincir dişli
mekanizması gibi), ne çeşit yağ kullanılacağı (kırmızı renkli yağdanlık gibi),
ne ile yağlama yapılacağı (fırça ile veya gresörlük ile gibi) belirtilir.
• Son olarak da yağlama periyodu belirtilir.

92
ġekil 17 Temizlik standardı kartı örneği Pirelli Dökümanı [27]
4. adım genel kontrol: Bu aşamada işçinin makinesini ve parçalarını tam olarak
bilmesi ve yalnızca beş duyuyu değil, beynini de kullanarak gelişmeler yapması için ve
onların bu yetenekleri tam anlamıyla kazanabilmeleri için yönetim temel konularda
operatörlere eğitim verir. Bu aşamada teknik servisler bölümü, bilhassa bütün kontrol
noktalarını makinenin şematik resimleri üzerinde gösterme ve herhangi bir kişinin hiç
kimsenin yardımı olmaksızın rahatça kontrol veya yağlama noktasını bulmasını sağlama
işini üstlenir. Bunun ardından grup elemanları ve teknik yetkililer, kimin, neyi, ne
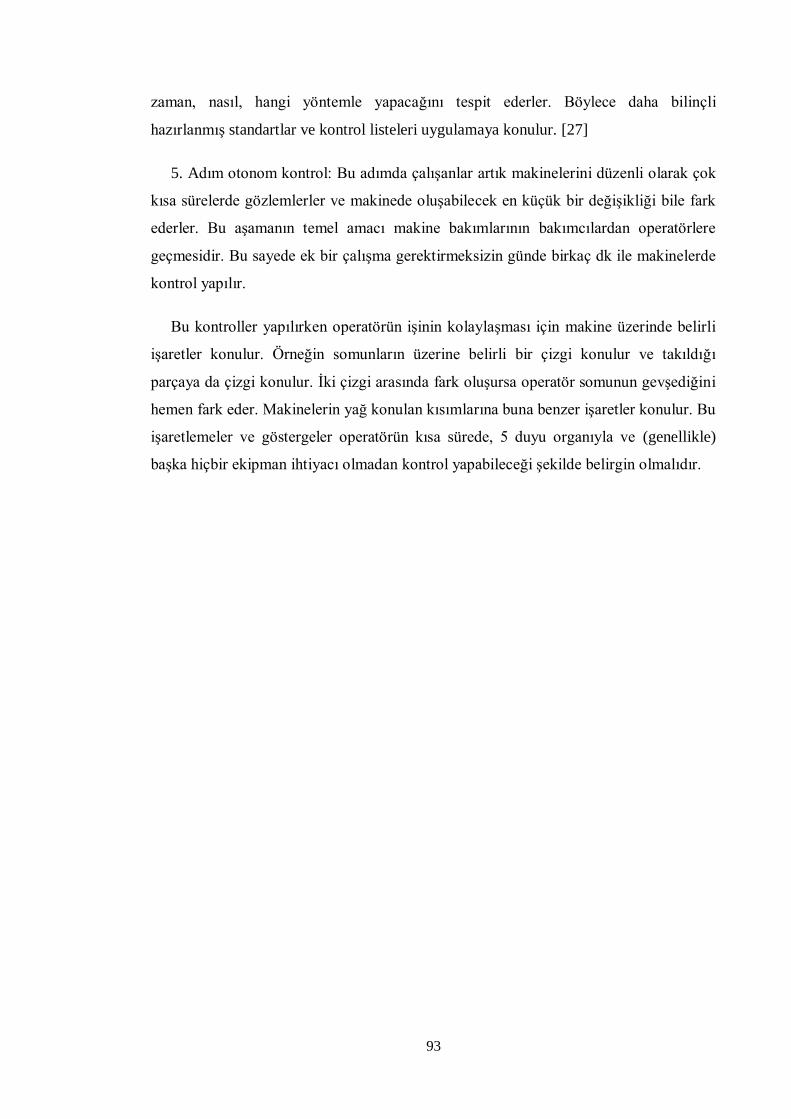
93
zaman, nasıl, hangi yöntemle yapacağını tespit ederler. Böylece daha bilinçli
hazırlanmış standartlar ve kontrol listeleri uygulamaya konulur. [27]
5. Adım otonom kontrol: Bu adımda çalışanlar artık makinelerini düzenli olarak çok
kısa sürelerde gözlemlerler ve makinede oluşabilecek en küçük bir değişikliği bile fark
ederler. Bu aşamanın temel amacı makine bakımlarının bakımcılardan operatörlere
geçmesidir. Bu sayede ek bir çalışma gerektirmeksizin günde birkaç dk ile makinelerde
kontrol yapılır.
Bu kontroller yapılırken operatörün işinin kolaylaşması için makine üzerinde belirli
işaretler konulur. Örneğin somunların üzerine belirli bir çizgi konulur ve takıldığı
parçaya da çizgi konulur. İki çizgi arasında fark oluşursa operatör somunun gevşediğini
hemen fark eder. Makinelerin yağ konulan kısımlarına buna benzer işaretler konulur. Bu
işaretlemeler ve göstergeler operatörün kısa sürede, 5 duyu organıyla ve (genellikle)
başka hiçbir ekipman ihtiyacı olmadan kontrol yapabileceği şekilde belirgin olmalıdır.

94
ġekil 18 Otonom Bakım Görsel Kontrol Örneği
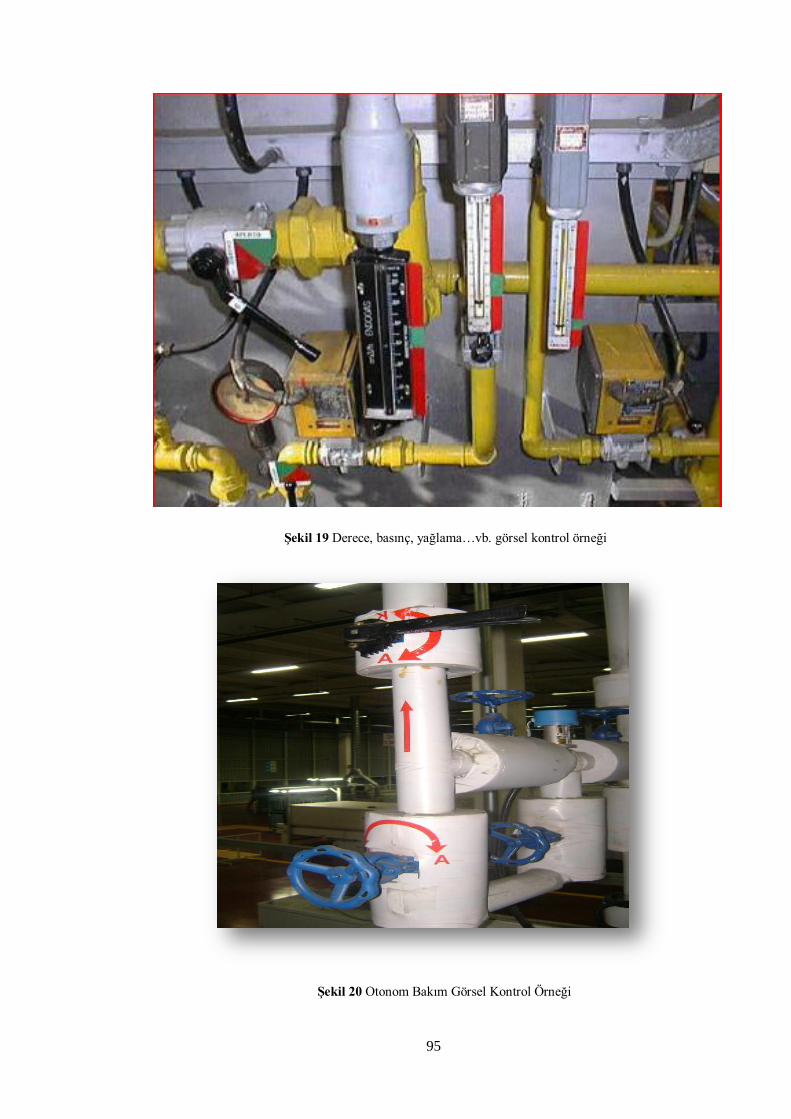
95
ġekil 19 Derece, basınç, yağlama…vb. görsel kontrol örneği
ġekil 20 Otonom Bakım Görsel Kontrol Örneği
96
6. Adım çalışma yeri düzeni ve standartlaşma: Bu adımda otonom bakım standartları
artık oluşturulmuştur. Operatörler yapacakları otonom bakımı bu standartlara uygun
olarak yapmalıdır. Çalışma yerleri belirlenen düzende olmalıdır. Bu düzenin bozulması
çeşitli sıkıntılar doğurabilir. En önemlisi de otonom bakımı zorlaştırabilir.
7. Adım tam otonom yönetimdir: Son adımda ulaşılması hedeflenen nokta yönetimin
otonom hale gelmesi ve artık çalışanların kendi kendilerini, yöneticilerden emir
beklemeden, yönetmeleridir.
TPM başlangıcından bu güne kadar yapılan otonom bakım faaliyetleri sayesinde,
makinelerdeki arıza seviyesi ve kalitedeki olumsuzluklarda büyük bir düşüş
kaydedilmiştir, bu azalmalar sayesinde makine verimlerinde yükseliş görülmüş ve de
bakımcıların biraz rahatlatılıp, planlı bakım üzerine konsantre olmaları sağlanmıştır.[27]
6.3. PLANLI BAKIM UYGULAMA ÖRNEĞĠ
Planlı bakım uygulaması örneği, ülkemizin önde gelen firmalarından ETİ A.Ş.‟den
alınmıştır. İşletme 2003 yılından beri TPM‟i en iyi şekilde uygulamaya çalışmaktadır.
Ayrıva ETİ A.Ş. 2006 yılında TPM büyük ödülünü almış bir işletmedir. Yapılan TPM
uygulamaları sayesinde önemli kazançlar elde edilmiş ve üretim kalitesi artmıştır.
İşletmedeki planlı bakım çalışmaları daha önce bahsedilen “Planlı Bakım
Uygulaması” bölümündeki sistematik doğrultusunda gerçekleşmektedir.
İşletmedeki planlı bakım ekipleri, otonom bakım ekiplerine eğitim ve destek
verirler. Otonom bakımda görevler ve sorumluluklar bu iki grup arasında
paylaştırılmıştır. Örneğin kurma ve ayar, temizleme, yağlama, parça sıkma gibi
aktiviteler üretim operatörünün sorumluluğundadır. Arıza bakım, periyodik bakım,
kestirimci bakım, önleyici bakım, düzeltici bakım faaliyetleri planlı bakımcılar ve
otonom bakımcılar arasında paylaşılmıştır. [28]
İşletmede otonom bakım ekipleri, planlı bakım ekiplerine pnömatik, mekanik,
yağlama, elektrik bakım becerileri gibi dersler vermektedirler. Planlı bakım çalışmaları
kapsamında sıfır arıza hedeflenmektedir. Aylık arıza grafiklerinin oluşturulup, iki arıza
arası süre ve ortalama onarım süreleri kayıt altına alınmaktadır. Donanım yerleşim
seması üzerinde arıza haritası hazırlanmış ve komite panosunda ilan edilmiştir.
Donanımlar için “Bakım Gerektirmeme” arşivi oluşturulmuştur. [28]
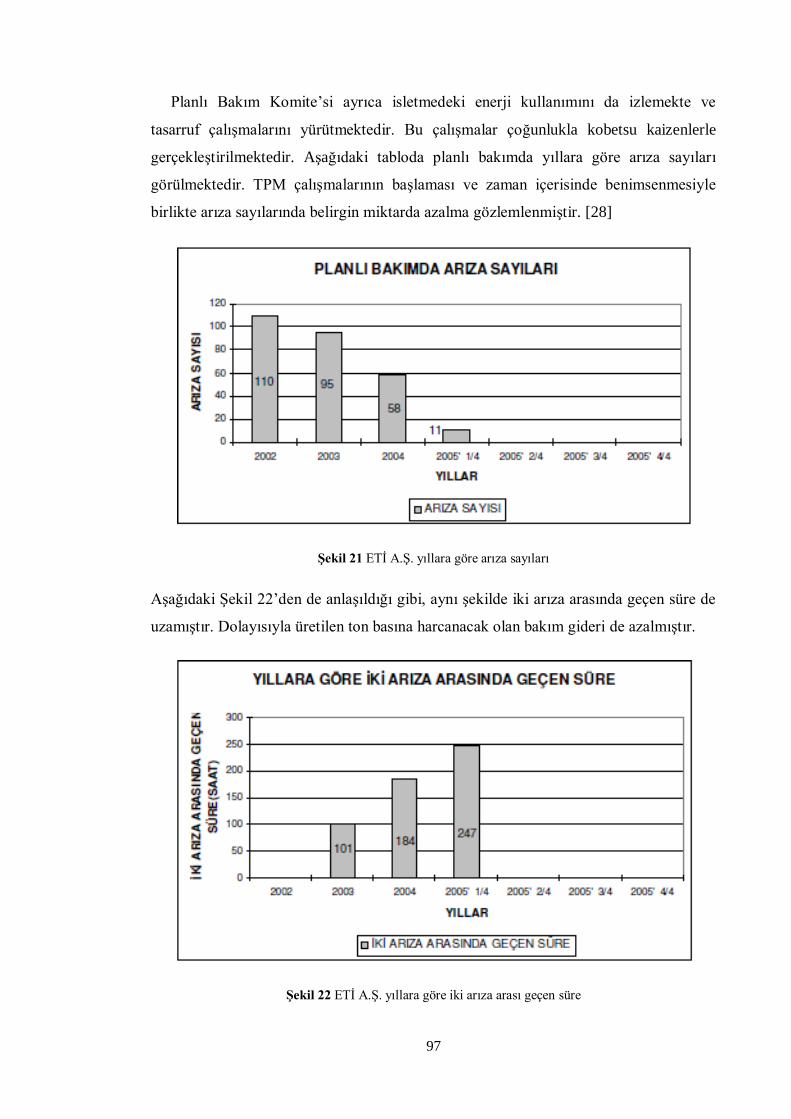
97
Planlı Bakım Komite‟si ayrıca isletmedeki enerji kullanımını da izlemekte ve
tasarruf çalışmalarını yürütmektedir. Bu çalışmalar çoğunlukla kobetsu kaizenlerle
gerçekleştirilmektedir. Aşağıdaki tabloda planlı bakımda yıllara göre arıza sayıları
görülmektedir. TPM çalışmalarının başlaması ve zaman içerisinde benimsenmesiyle
birlikte arıza sayılarında belirgin miktarda azalma gözlemlenmiştir. [28]
ġekil 21 ETİ A.Ş. yıllara göre arıza sayıları
Aşağıdaki Şekil 22‟den de anlaşıldığı gibi, aynı şekilde iki arıza arasında geçen süre de
uzamıştır. Dolayısıyla üretilen ton basına harcanacak olan bakım gideri de azalmıştır.
ġekil 22 ETİ A.Ş. yıllara göre iki arıza arası geçen süre
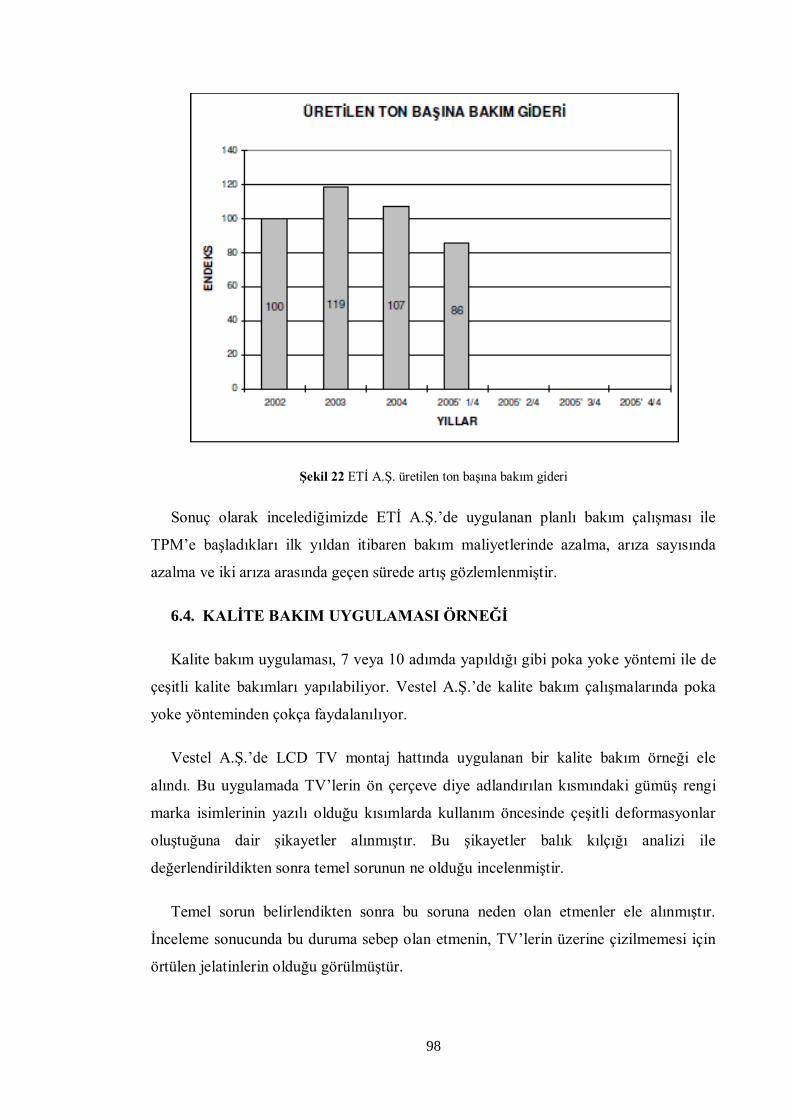
98
ġekil 22 ETİ A.Ş. üretilen ton başına bakım gideri
Sonuç olarak incelediğimizde ETİ A.Ş.‟de uygulanan planlı bakım çalışması ile
TPM‟e başladıkları ilk yıldan itibaren bakım maliyetlerinde azalma, arıza sayısında
azalma ve iki arıza arasında geçen sürede artış gözlemlenmiştir.
6.4. KALĠTE BAKIM UYGULAMASI ÖRNEĞĠ
Kalite bakım uygulaması, 7 veya 10 adımda yapıldığı gibi poka yoke yöntemi ile de
çeşitli kalite bakımları yapılabiliyor. Vestel A.Ş.‟de kalite bakım çalışmalarında poka
yoke yönteminden çokça faydalanılıyor.
Vestel A.Ş.‟de LCD TV montaj hattında uygulanan bir kalite bakım örneği ele
alındı. Bu uygulamada TV‟lerin ön çerçeve diye adlandırılan kısmındaki gümüş rengi
marka isimlerinin yazılı olduğu kısımlarda kullanım öncesinde çeşitli deformasyonlar
oluştuğuna dair şikayetler alınmıştır. Bu şikayetler balık kılçığı analizi ile
değerlendirildikten sonra temel sorunun ne olduğu incelenmiştir.
Temel sorun belirlendikten sonra bu soruna neden olan etmenler ele alınmıştır.
İnceleme sonucunda bu duruma sebep olan etmenin, TV‟lerin üzerine çizilmemesi için
örtülen jelatinlerin olduğu görülmüştür.

99
Bu jelatinlerin kullanılmaması çeşitli müşteri şikayetlerini getirebileceği için başka
öneriler üzerinde durulmuştur. Nihai olarak belirlenen çözüm önerisi ise jelatin ve
markanın olduğu bölge arasına küçük kağıt parçası yerleştirmek olmuştur.
Bu sayede bu hata sıfırlanmıştır. Kalite Bakım çalışması ve poka yoke çalışması
başarılı olmuştur.
6.5. ERKEN ÜRÜN VE EKĠPMAN YÖNETĠMĠ UYGULAMASI
Erken ürün ve ekipman yönetimi çalışmasında önemli olan ekipmanın üretime
mümkün olduğunca çabuk hazırlanıp ürünün mümkün olduğunca çabuk üretilmesini
sağlamaktır.
Erken ürün ve ekipman yönetimi kapsamında Vestel A.Ş. , tam zamanında üretim
uygulamalarını başarıyla hayata geçirebilmektedir. Bu durum erken ürün yönetimine
katkı sağlamaktadır.
Ayrıca Vestel A.Ş. şirket içinde verdiği çeşitli eğitimler ile çalışanlarını bu konuda
geliştirmiş ve her saniyenin ne kadar önemli olduğunu çalışanlara kabul ettirmiştir.
Çalışanlardaki bu bilinç, yaptıkları işleri daha erken, kolay ve kaliteli yapma konusunda
kendilerini geliştirmelerini ve motivasyonlarının artmasını sağlamıştır.
Vestel A.Ş. plastik enjeksiyon fabrikasında, plastik enjeksiyon makinelerinin kalıp
değişimlerindeki zamanın uzunluğundan yakınmaktadır. Bir makinenin kalıp değişimi
yaklaşık 3 buçuk saat almaktadır. Bu ciddi bir üretim kaybı demektir. Bu bağlamda
çeşitli çalışmalar ve analizler yapılmıştır.
Öncelikle kalıp değişimi çalışması tamamen videoya çekilmiştir. Çekilen video ile
yapılan analizler sonucu çeşitli faaliyetlerin gereksiz olduğu gözlemlenmiştir. Bu
faaliyetlerden bazıları çıkartılmış, bazıları başka işlerle birleştirilmiştir. Kalıp değişimi
yapacak personel bu konuda eğitilmiştir. Personele smed eğitimi verilmiştir. Ayrıca
faaliyetlerin zamanında yapılabilmesi ve kalıp değişiminin en kısa sürede
tamamlanması için gerekli alet ve malzemeler 5S kuralları gereği yerleştirilmiş ya da
hareketli alet rafları temin edilmiştir.
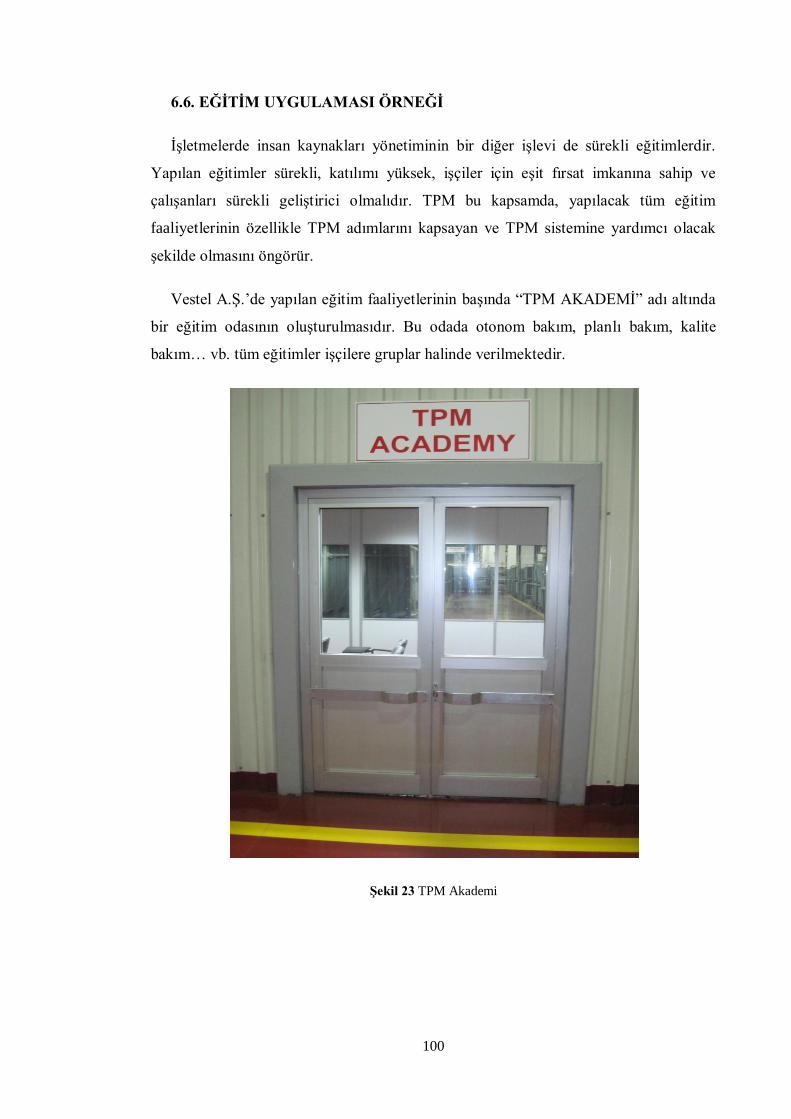
100
6.6. EĞĠTĠM UYGULAMASI ÖRNEĞĠ
İşletmelerde insan kaynakları yönetiminin bir diğer işlevi de sürekli eğitimlerdir.
Yapılan eğitimler sürekli, katılımı yüksek, işçiler için eşit fırsat imkanına sahip ve
çalışanları sürekli geliştirici olmalıdır. TPM bu kapsamda, yapılacak tüm eğitim
faaliyetlerinin özellikle TPM adımlarını kapsayan ve TPM sistemine yardımcı olacak
şekilde olmasını öngörür.
Vestel A.Ş.‟de yapılan eğitim faaliyetlerinin başında “TPM AKADEMİ” adı altında
bir eğitim odasının oluşturulmasıdır. Bu odada otonom bakım, planlı bakım, kalite
bakım… vb. tüm eğitimler işçilere gruplar halinde verilmektedir.
ġekil 23 TPM Akademi
101
Şekil 24 ve şekil 25‟te görüldüğü gibi eğitimler sınıf ortamı oluşturularak ve tüm
ekipmanlar hazır halde bakım ekibi ya da verilecek eğitimin uzmanları tarafından
verilmektedir.
ġekil 24 Vestel A.Ş. TPM AKADEMİ odası
ġekil 24 Vestel A.Ş. eğitim sınıfları
102
İnsan kaynakları yönetiminin vazgeçilmez bir öğesi olan eğitim TPM için de
vazgeçilmez bir unsurdur. Bu yüzden TPM kapsamında verilen eğitimler de TPM
yapısını ve kültürünü o işletmede benimsetecek özelliklerde olmalıdır.
Vestel A.Ş.‟de TPM kapsamında otonom bakım, mekanik, yağlama, elektrik,
pnömatik, hidrolik, teknik resim, ölçüm, kimya, sensörler, 6 tane mesleki eğitim
semineri, kaizen, poka-yoke, SMED, P-M analizi, FMEA (Failure Mode and Effect
Analysis), OEE (Overall Equipment Effects), deney tasarımı, heijunka, makigami, 5S,
işçi sağlığı ve i güvenliği, çevre ve ilk yardım eğitimleri verilmektedir.
Verilen eğitimlerin olumlu sonuçları hemen gözlemlenebilmektedir. Ayrıca verilen
eğitimlerle ilgili işçilere görevler verildiğinde işçilerin motivasyonu ve iş tatmini
artmaktadır. Vestel A.Ş. aldığı eğitimleri işine yansıtabilen ve bu şekilde verim
alabildiği işçileri ödüllendirmektedir. Bunun yanı sıra TPM ödülü için not vermek üzere
Japonya‟dan gelen, JIPM tarafından görevlendirilmiş, danışmanlara bu işçiler tarafından
sunum yaptırılmaktadır.
İnsana yapılan yatırımın her zaman en önemli yatırım olduğunun farkında olan
işletmeler diğerlerine göre farkını daima göstermiştir. TPM de 8 sütunundan biri olan
eğitim konusuna bu yüzden çok önem vermektedir.
7. KAYNAKÇA
1. GEMBA eğitim arşivi, 2011
2. http://www.jipm.or.jp/en/activities/ceremony/2010.html
3. TPM eğitim dökümanları , VESTEL A.Ş. , 2011
4. http://www.tpmdanismanlik.com/kaizen/smed_nedir.pdf
5. J. A. Leflar, Pratical TPM Successful Equipment Management at Agilent
Tecnologies, 2003
103
6. Yücel, M. (2007). “Toplam Kalite Kontrolu Açısından İstatistiksel Süreç Kontrol
Tekniklerinin Önemi” 8. Türkiye Ekonometri ve İstatistik Kongresi 24-25 Mayıs 2007 –
İnönü Üniversitesi, Malatya
7. Çelikçapa, F.(1993). Toplam Kalite Kontrolü ve Bursa Bölgesindeki Kalite
Kontrol Uygulamalarına İlişkin Bir Araştırma, BUSİAD Yayınları. No:11.
8. KARTAL, M., (1999), İstatistiksel Proses Kontrolu, Kariyer Matbaası, Ankara
9. http://tpmdanismanlik.com/tr/kavram-sozlugu
10.http://www.scribd.com/doc/51208073/61/SUREC-%C4%B0Y%C4%B0LE%C5%
9ET%C4%B0RME-YONTEM%C4%B0-%C4%B0C%C4%B0N-ORNEK
UYGULAMA
11. Kobu, B., (2003), “Üretim Yönetimi”, 11.Baskı, İstanbul, Avcıol Basım Yayın,
313-327.
12. Topaz, K. ve Sümen, H., (2003), “Kestirimci Bakım Yöntemini Uygulamak”,
MakinaTek Dergisi, Sayı:63, Bileşim Yayınevi.
13. Dök Taş A.Ş. TPM Dokümanları, 2004.
14. Chan, F. T. S., Lau, H. C. W., Ip, R. W. L., Chan, H. K., and Kong, S., (2005),
“Implementation of Total Productive Maintenance: A Case Study”, International
Journal of Production Economics, 95, 71-94.
15. http://enm.blogcu.com/bakim-planlamasi-nedir/2771587
16. http://istezekam.wordpress.com/2010/10/23/tpm-gostergeleri/#more-169
17. http://tpmdanismanlik.com/tr/kalite-bakim
18. Boy, M.A., (2011), “Üretimde Kaizen ve Uygulamaları”, Pamukkale Üniversitesi
Endüstri Mühendisliği Bölümü Bitirme Projesi, s.10
104
19. Robert Jostes, Marilyn Helms, “Total Productive Maintenance and Its Link To
Total Quality Management”, Work Study, Cilt no 47, Sayı no 7: 18-21, (Kasım 1994),
s.20.
20. Roy Davis, Productivity Improvements Through TPM, (New York: Prentice
Hall, 1995), s.54-58.
21. Chaneski, W.S., (2002), “Total Productive Maintenance-An Effective
Technique”, Modern Machine Shop, 75, 46-47.
22. Pomorski, T., (2004), “Total Productive Maintenance(TPM) Concept and
Literature Review”, www3.brooks.com/documents.cfm?documentID=2110.
23. Arçelik A.Ş. TPM Dokümanları ve Eğitim Notları, 2004.
24. Seiichi Nakajima, Introduction to TPM, (Cambridge: Productivity Press,
1988),s.74.
25. Chaneski, W.S., (2002), “Total Productive Maintenance-An Effective
Technique”, Modern Machine Shop, 75, 46-47.
26. İDEA Egitim ve Danısmanlık, Toplam Üretken Bakım Seminer Notları,
(İstanbul, 2003), s.87.
27. http://www.belgeler.com/blg/l1t/toplam-uretken-bakim-uygulamalariyla-maliyet
-dusurulmesinin-olculmesi-measurement-of-cost-reduction-gained-with-total-productive
-maintenance-applications
28. ALPARSLAN, D., (2005), “TOPLAM ÜRETKEN BAKIM YÖNETİMİ VE
ETİ GIDA SANAYİ A.Ş.‟DEKİ UYGULAMA” , Anadolu Üniversitesi Sosyal Bilimler
Enstitüsü, Yüksek Lisans Tezi, s. 109-111.