proses pembuatan botol oli evalube dengan extrusion molding di pt
TRANSCRIPT
BAB IV
PEMBAHASAN
Material Plastik High density polyethelene (HDPE) memiliki
sifat bahan yang lebih kuat, keras, buram serta lebih tahan
terhadap suhu tinggi. HDPE merupakan salah satu bahan plastik
yang aman digunakan karena kemampuannya yang dapat mencegah
adanya reaksi kimia antara kemasan plastik berbahan HDPE dengan
makanan dan minuman yang dikemasnya. Pada penggunaan HDPE
disarankan agar hanya untuk sekali pakai karna adanya pelepasan
zat senyawa antimoni trioksidanya meningkat seiring berjalannya
waktu. Material yang digunakan dalam proses pembuatan botol oli
Evalube ini adalah berbahan HDPE.
Deskripsi NilaiDensitas pada suhu
20C
(g/cm)Suhu melunak (°)Titik melebur (°)Kristanilitas (%)Indeks fluiditasPanas jenis pada
20°
Modulus elastisitasTahanan volumetrik
(ohm/cm)Konstanta
dielektrik
(60-108 cycles)Permeabilitas gas
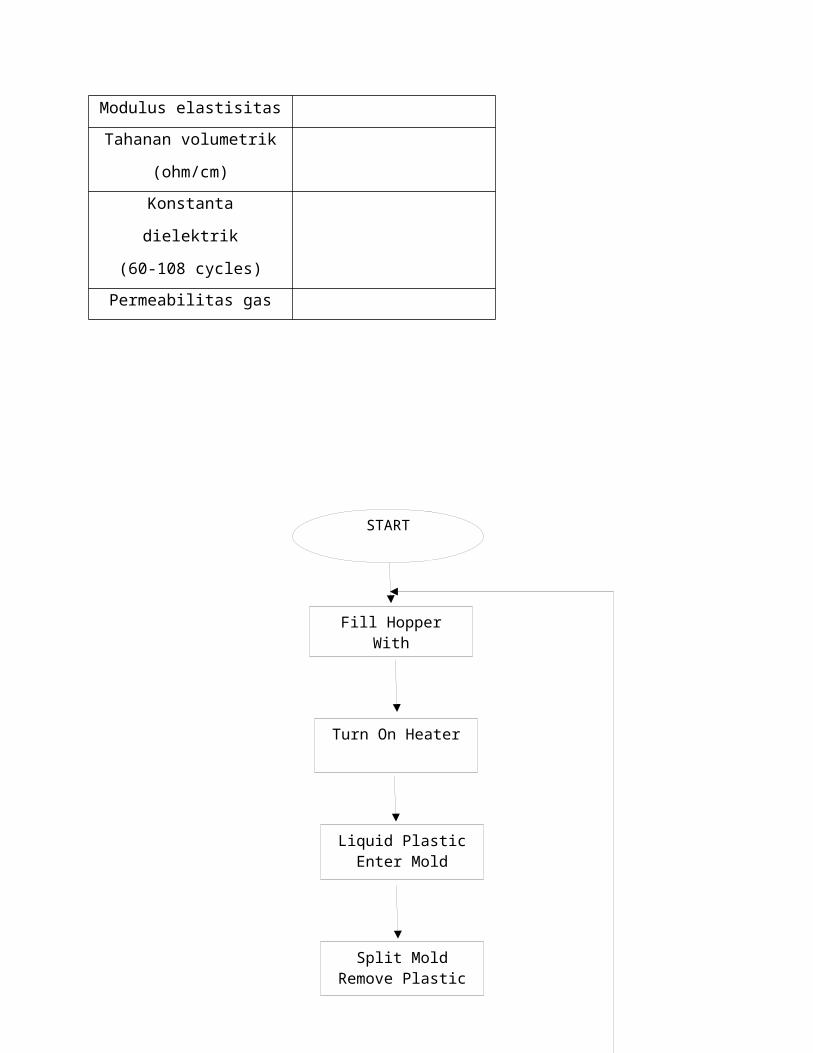
START
Fill HopperWith
Turn On Heater
Liquid PlasticEnter Mold
Split MoldRemove Plastic
Shape
NO
YES
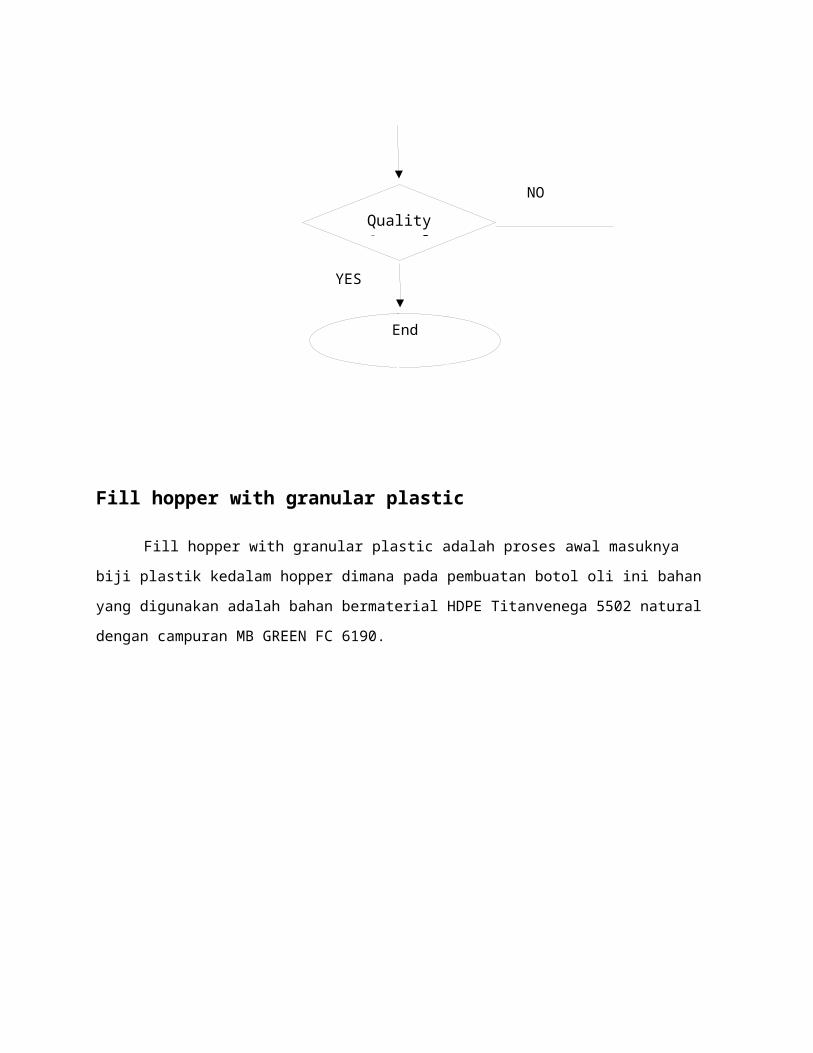
Fill hopper with granular plastic
Fill hopper with granular plastic adalah proses awal masuknya
biji plastik kedalam hopper dimana pada pembuatan botol oli ini bahan
yang digunakan adalah bahan bermaterial HDPE Titanvenega 5502 natural
dengan campuran MB GREEN FC 6190.
QualityControl
End
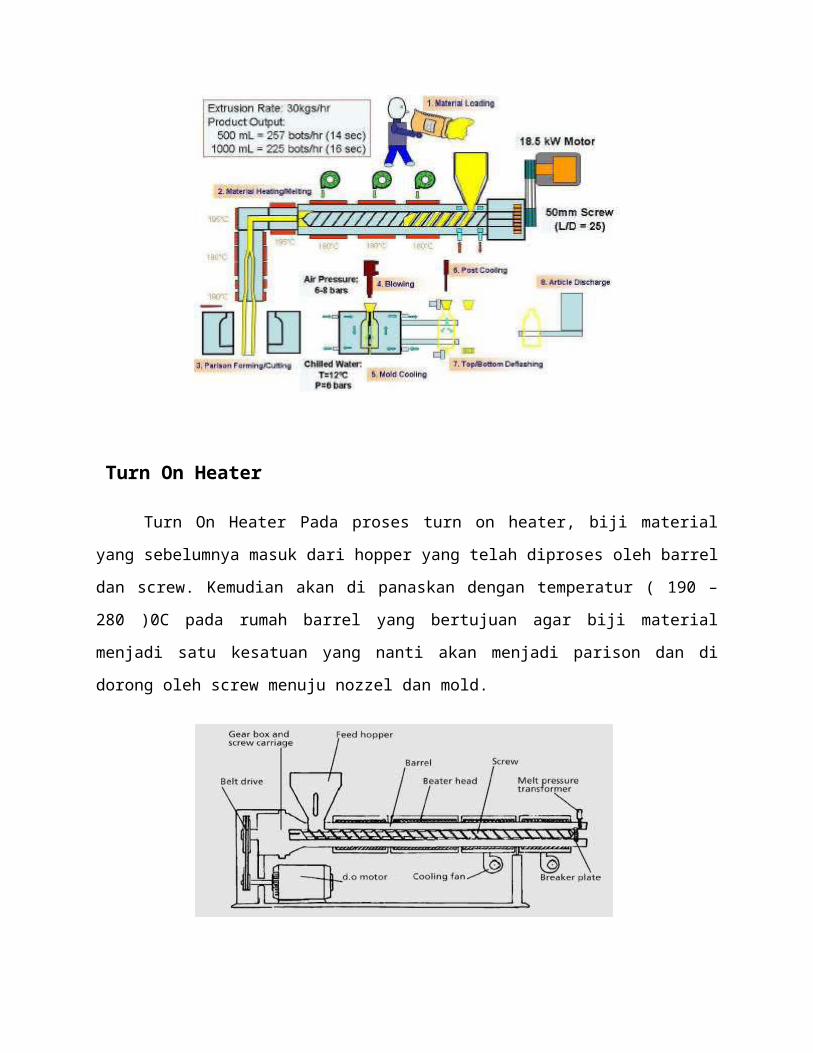
Turn On Heater
Turn On Heater Pada proses turn on heater, biji material
yang sebelumnya masuk dari hopper yang telah diproses oleh barrel
dan screw. Kemudian akan di panaskan dengan temperatur ( 190 –
280 )0C pada rumah barrel yang bertujuan agar biji material
menjadi satu kesatuan yang nanti akan menjadi parison dan di
dorong oleh screw menuju nozzel dan mold.
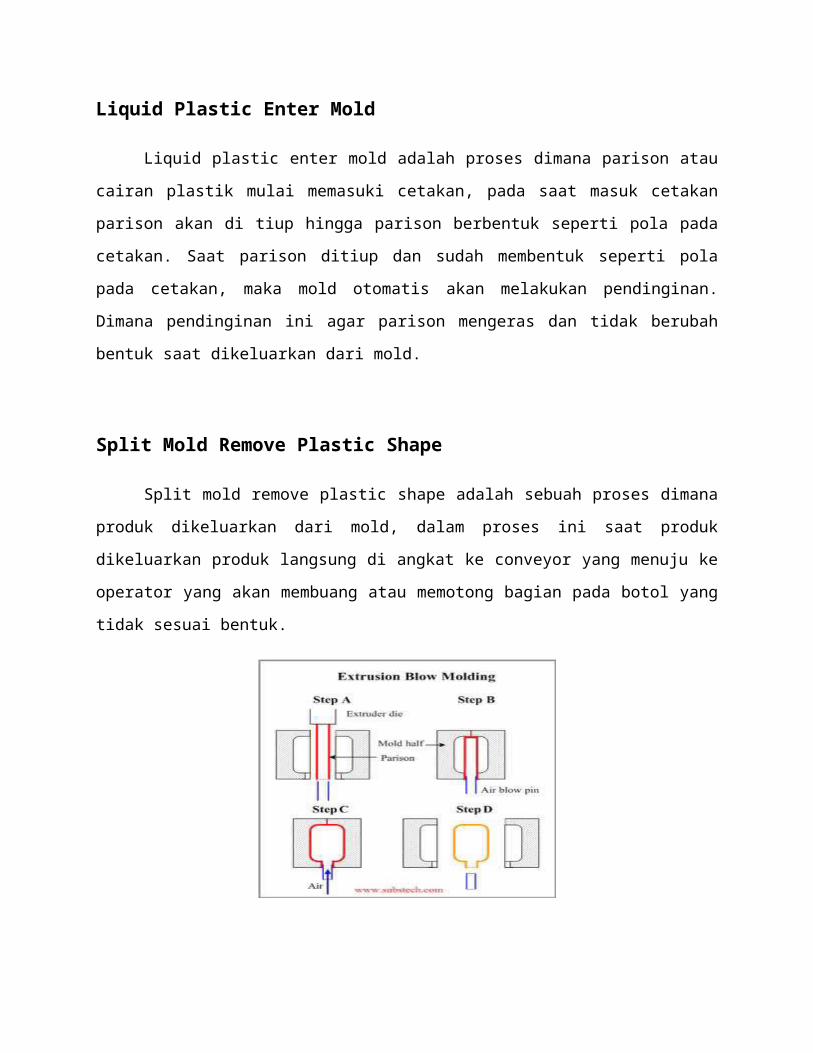
Liquid Plastic Enter Mold
Liquid plastic enter mold adalah proses dimana parison atau
cairan plastik mulai memasuki cetakan, pada saat masuk cetakan
parison akan di tiup hingga parison berbentuk seperti pola pada
cetakan. Saat parison ditiup dan sudah membentuk seperti pola
pada cetakan, maka mold otomatis akan melakukan pendinginan.
Dimana pendinginan ini agar parison mengeras dan tidak berubah
bentuk saat dikeluarkan dari mold.
Split Mold Remove Plastic Shape
Split mold remove plastic shape adalah sebuah proses dimana
produk dikeluarkan dari mold, dalam proses ini saat produk
dikeluarkan produk langsung di angkat ke conveyor yang menuju ke
operator yang akan membuang atau memotong bagian pada botol yang
tidak sesuai bentuk.
Quality Control
Untuk mencapai kualitas suatu produk yang sangat baik, maka
produk harus melewati pengujian sample produk agar produk bisa
menjadi produk yang bisa bersaing dan berkualitas.
Pengujian Sample
Untuk mencapai produk dengan memenuhi standart harus melakukan
beberapa uji sample sebagai berikut :
• Tinggi
• Uji warna
• Weight part
• Diameter leher botol
Deffect Produk Botol Oli
Deffect ( cacat produk ) adalah suatu istilah yang biasa
digunakan untuk menjelaskan kurangnya kualitas suatu produk, baik
dari segi penampilan maupun kekuatan produk itu sendiri. Berikut
beberapa kecacatan yang terjadi pada produk botol oli evalube 800
ML NG BTL GREEN.
Weld Line
Cacat sambungan di artikel plastik atau biasa dikenal
sebagai weld line adalah posisi dimana dua aliran lelehan muka
dari mold yang berbeda membentuk garis yang kasat mata.
Seringkali secara kenampakan weld line ini akan membentuk seperti
garis batas, yang juga biasa dikenal dengan istilah garis aliran
atau garis jahitan.
Weld line akan mengakibatkan produk rejek dan terkadang
dengan jumlah yang cukup signifikan, merupakan problem yang umum
yang harus dihadapi oleh para praktisi pemrosesan plastik atau
molder. Weld line secara signifikan memperlemah struktur artikel
plastik secara keseluruhan dan bahkan dapat menghasilkan masalah
yang lebih parah lagi apabila inti permasalahannya dibiarkan
begitu saja. Dalam beberapa kasus weld line ini terkadang akan
berbentuk seperti cacat seperti guratan halus, glossy yang
berbeda, tingkat haze dan blush yang berbeda dan pewarnaan yang
tidak sempurna.
Warna Tidak Sesuai Standar
Pada kecacatan warna yang tidak sesuai dengan standar ini
kecacatan tersebut terjadi akibat adanya kesalahan proses saat
material masuk rumah barrel. Pada saat material yang masuk
melalui hopper dan menuju ke rumah barrel, material akan di aduk
dengan screw yang berada di rumah barrel dengan temperatur yang
sudah ditentukan. Disini kecacatan warna bisa terjadi karena
akibat terlalu tingginya suhu temperatur yang berada di barrel,
akibatnya warna pada material menjadi seperti lebih pucat dari
warna standar yang ditentukan. Untuk mencegah ini terjadi
operator harus bisa menstabilkan suhu yang berada di barrel
sehingga pengadukan material hingga menjadi parison bisa memenuhi
warna yang standard.
Scratch / Baret
Scratch / baret ini adalah jenis kecacatan yang terjadi pada
body botol, baret pada body ini terjadi pada saat pelepasan
setelah botol di blowing atau saat pengeluaran produk dari mold
atau cetakan. Saat produk di eject dari mold bila pressure dan
kecepatan eject terlalu tinggi maka kecacatan scratch atau baret
ini bisa terjadi pada body botol.
Body Bolong
Pada jenis kecacatan body bolong ini bolong pada body
terjadi pada saat peniupan atau blowing saat produk berada
didalam mold atau cetakan. Bila dalam proses peniupan terlalu
tinggi maka akan berefek cacat bolong terhadap body botol produk.
Neck Bolong
Neck bolong adalah kecacatan yang terjadi pada leher botol,
neck bolong terjadi akibat adanya kesalahan pada saat pembuatan
ulir pada neck botol. Kesalahan terjadi pada saat cutting edge
yang berada di dalam neck part melakukan kesalahan pemotongan.
Flashing
Flashing adalah keadaan dimana parison diameter terlalu
besar pada botol. Flashing berikut ini adalah flashing yang
terjadi pada neck botol, dimana ini bisa terjadi karena parison
diameter yang terlalu besar atau karna flash pocket terlalu
sempit atau dangkal. Tindakan yang harus dilakukan saat kecacatan
ini terjadi adalah dengan mengganti tooling yang rusak atau
dengan memperbaiki mold atau cetakan tersebut.
Mata Ikan Mata
ikan ini adalah jenis kecacatan yang bisa terjadi pada
semua bagian botol tapi lebih sering mata ikan ini terjadi pada
bagian body botol. Mata ikan ini disebabkan karena tidak
sempurnanya bentuk dari biji plastik yang dimasukan dan tidak
terproses sempurna pada saat material dalam proses menjadi
parison sehingga biji plastik yang tidak sempurna itu timbul pada
body botol dan mengakibatkan kecacatan pada bagian body botol.
KESIMPULAN
Kesimpulan Dari hasil pembahasan yang telah dijelaskan
sebelumnya, maka dapat diambil beberapa kesimpulan sesuai dengan
topik pembahasan dalam penulisan ilmiah ini. Adapun kesimpulan
tersebut antara lain, yaitu :
• Proses pembuatan botol oli evalube secara garis besar
materialnya berjenis HDPE dengan proses blow molding yang di
awali dengan tahapan fill hopper granular plastic yaitu proses
masuknya biji plastik kedalam hopper, dilanjutkan proses turn on
heater dimana pemanasan pada material dilakukan untuk penyatuan
material menuju liquid plastic enter mold, material akan berubah
menjadi parison dan dicetak sesuai bentuk mold. Setelah proses
selesai split mold remove platic shape dan di akhiri dengan
proses quality control.
• Untuk membuat produk yang memenuhi standart konsumen maka
produk harus melalui quality control yang dimana dilakukan
beberapa pengujian seperti : uji ketinggian botol, warna botol,
berat botol dan diameter pada botol.
• Pada proses pembuatan terjadi beberapa deffect ( kecacatan )
pada botol saat mesin dalam keadaan rusak atau yang lainnya,
adapun jenis kecacatan yang biasa terjadi adalah : weld line,
mata ikan, flashing, scratch ( baret ), body bolong dan lain –
lain.
SARAN
• Perlu diperhatikannya bahan material sebelum dimasukan kedalam
hopper, jika perlu di lakukan pengujian apakah biji plastik
tersebut sudah berbentuk sempurna atau tidak cacat agar
mengurangi produk gagal saat proses produksi.
• Untuk mesin dan bagian penting pada komponen mesin harus
dilakukan perawatan ekstra agar mendukung pabrik untuk
menghasilkan produk yang berkualitas. Kebersihan pada sekitar
mesin sangat penting, untuk operator agar sering membersihkan
sisa – sisa pemotongan dari bagian pada botol yang tersisa
dibawah mesin atau botol yang gagal atau mengalami cacat agar
langsung diletakkan ke dalam conveyor yang menuju mesin pengancur
material agar bisa di daur ulang.