optimization and analysis of variability in injection molding
TRANSCRIPT

1
OPTIMIZATION AND ANALYSIS OF VARIABILITY IN INJECTION MOLDING
Carlos E. Castro1, Mauricio Cabrera Ríos2, Blaine Lilly1, and José M. Castro1 1Dept. of Industrial, Welding & Systems Engineering
The Ohio State University Columbus, Ohio, USA 43202
2Graduate Program in Systems Engineering
Universidad Autónoma de Nuevo León Sn. Nicolás de los Garza, Nuevo León, México 66450
Abstract:
Injection Molding (IM) is the most important process for mass-producing plastic products. The
difficulty of optimizing an IM process is that the performance measures (PMs), usually show conflicting
behavior. The aim of this work is to demonstrate a method utilizing CAE, statistical testing, artificial
neural networks (ANNs), and data envelopment analysis (DEA) to find the best compromises between
multiple PMs and their variability. Two case studies are presented. A case study based on a virtual part
is discussed in detail in order to illustrate this method. The second case study is experimentally based,
using the American Society of Testing Materials (ASTM) mold, to illustrate how this approach applies
when only experimental results are available.
Introduction:
The U.S. industry is under increasing pressure to develop technology to mass-produce high-end
goods with tight tolerances. It is critical that the industry meets these goals to maintain an edge over
countries that, by keeping a low labor cost scheme, have been the recipients of a large amount of
off-shored manufacturing operations. Injection molding (IM) is a process that is particularly well suited
to the demands of extreme precision at high production rates. One of the biggest challenges facing
injection molders is to determine the best settings for the controllable process variables (CPVs). The
difficulty of optimizing an IM process is that the performance measures (PMs), such as surface quality
2
or cycle time, that characterize the adequacy of the part for its intended purpose usually show conflicting
behavior. Furthermore, in actual molding, the CPVs will vary over some range during molding. This
inconsistency of the process variables will lead to variability in the PMs. In high precision
manufacturing, in particular for micro scale components and devices, or parts with micro features, this
variability needs to be minimized and if possible, eliminated. Thus, the variability in the CPVs needs to
be included in the optimization problem.
The aim of this work is to demonstrate a method utilizing CAE, statistical testing, artificial
neural networks (ANNs), and data envelopment analysis (DEA) to find the best compromises between
multiple PMs and their variability to prescribe the values for the CPVs in IM. Two different approaches
for analyzing variability and their merits for different IM applications are investigated. Two case studies
are presented. A case study based on a virtual part is presented in detail in order to illustrate this
method. The optimization is separated into two phases. Phase 1 uses PMs which are only dependent on
the location of the injection gate (as found by statistical testing) to identify candidate injection gates.
Phase 2 of the optimization considers the variability of two new PMs in order to select between the
candidate injection gates. The second case study is experimentally based, using the American Society of
Testing Materials (ASTM) mold, to illustrate how this approach applies when only experimental results
are available.
The Optimization Strategy:
Proposed by Cabrera-Rios, et al [1,2] the general strategy to find the best compromises between
several PMs consists of five steps:
3
Step 1) Define the physical system. Determine the performance measures, the phenomena of interest, the
controllable and non-controllable variables, the experimental region, and the responses that will be
included in the study.
Step 2) Build physics-based models to represent the phenomena of interest in the system. Define models
that relate the controllable variables to the responses of interest. If this is not feasible, skip this step.
Step 3) Run experimental designs. Create data sets by either systematically running the models from the
previous step, or by performing an actual experiment in the physical system when a mathematical model
is not possible.
Step 4) Fit metamodels to the results of the experiments. Create empirical expressions (metamodels) to
mimic the functionality in the data sets.
Step 5) Optimize the physical system. Use the metamodels to obtain predictions of the phenomena of
interest, and to find the best compromises among the PMs for the original system. The best
compromises are identified here through DEA.
One step that was added to the general strategy is the introduction of variability into the
optimization problem. This work studies two different forms of introducing variability into the IM
process optimization. First, for experimentally-based data, the variability is inherent. Running several
repeats in a physical system at given conditions in step 3 of the optimization strategy will automatically
introduce the variability. Secondly, in a case where physics-based models are the basis of the
optimization process, the variability is not inherent. Running a model simulation at a given set point
will always result in the same outputs for the PMs of interest. Therefore, some other means of
introducing the variability of the PMs must be pursued. In order to introduce variability into the
optimization problem we can take advantage of the capability of the metamodels to generate data
quickly. In order to simulate the action of running experimental repeats in a physical system, the
metamodel is run several times at process settings that are slightly perturbed from the original set point.

4
This allows us to illustrate what the effect of this variation of controllable process variables is on the
PMs of interest. The next step is to incorporate this measure of variability into the optimization problem.
Toward that end, the simplest way is to take the measure of variability and designate it as a separate PM.
Then this separate PM is included in the traditional DEA model as a PM which should be minimized.
Data Envelopment Analysis (DEA):
On previous publications [3-5] we have demonstrated that if a set of candidate solutions
evaluated by multiple PMs (criteria) is available, it is possible to determine the best compromises
between all criteria through DEA. The idea behind DEA is to use an optimization model to compute a
relative efficiency score for each particular solution with respect to the rest of the candidate solutions.
The resulting best compromises, identified through their efficiency score, form the envelope of the
solution set. These solutions are also called Pareto-efficient or simply efficient.
The DEA linear programming formulations proposed by Banks, Charnes and Cooper [7] are
shown below:
0 ,
1 Subject to
Maximize
to,,, Find
00
00minmax
min0
00max0
00
≥
⋅≥
⋅≥
=≤++−
=
++
−+
−+
−+
−+
µµ
ε
ε
µµ
µµ
µµ
1ν1µ
YνYµ
Yν
Yµ
µν
T
T
jT
jT
T
T
1,...,nj1
(1)
5
0,
1 Subject to
Minimize
to ,,, Find
00
00maxmin
max0
00min0
00
≥
⋅≥
⋅≥
=≥++−
=
++
−+
−+
−+
−+
νν
ε
ε
νν
νν
νν
1ν1µ
YµYν
Yµ
Yν
µν
T
T
jT
jT
T
T
1,...,nj1
(2)
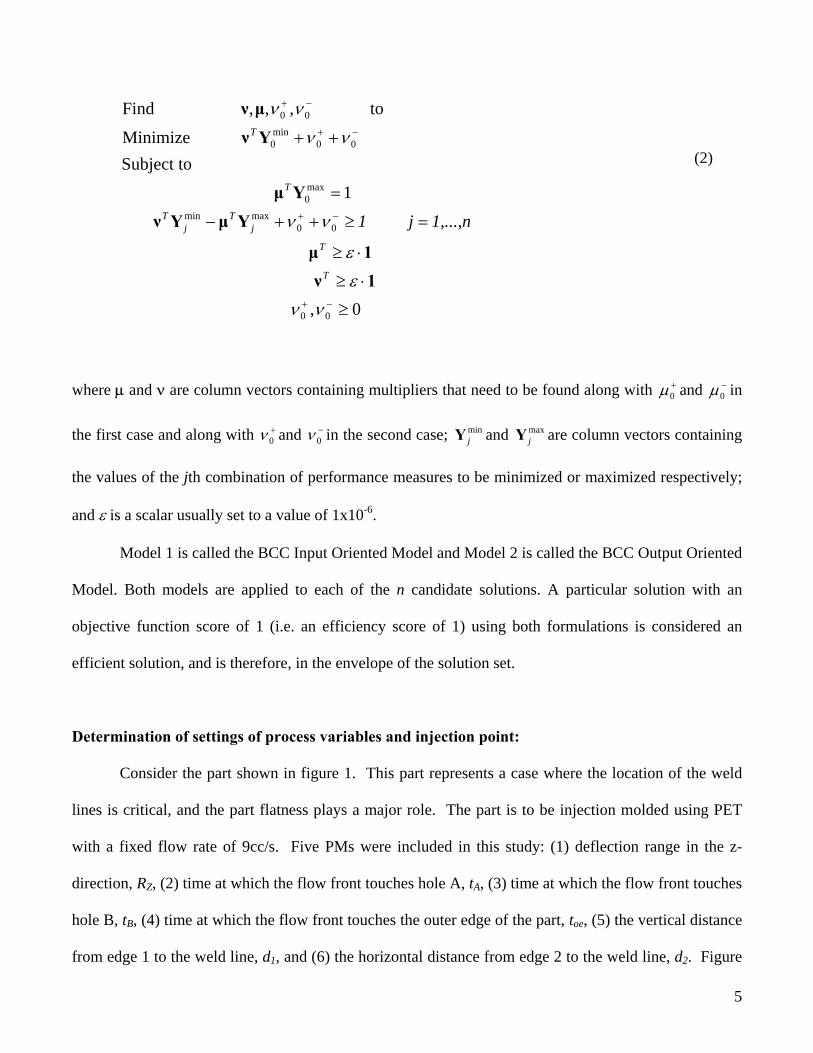
where µ and ν are column vectors containing multipliers that need to be found along with +0µ and −
0µ in
the first case and along with +0ν and −
0ν in the second case; minjY and max
jY are column vectors containing
the values of the jth combination of performance measures to be minimized or maximized respectively;
and ε is a scalar usually set to a value of 1x10-6.
Model 1 is called the BCC Input Oriented Model and Model 2 is called the BCC Output Oriented
Model. Both models are applied to each of the n candidate solutions. A particular solution with an
objective function score of 1 (i.e. an efficiency score of 1) using both formulations is considered an
efficient solution, and is therefore, in the envelope of the solution set.
Determination of settings of process variables and injection point:
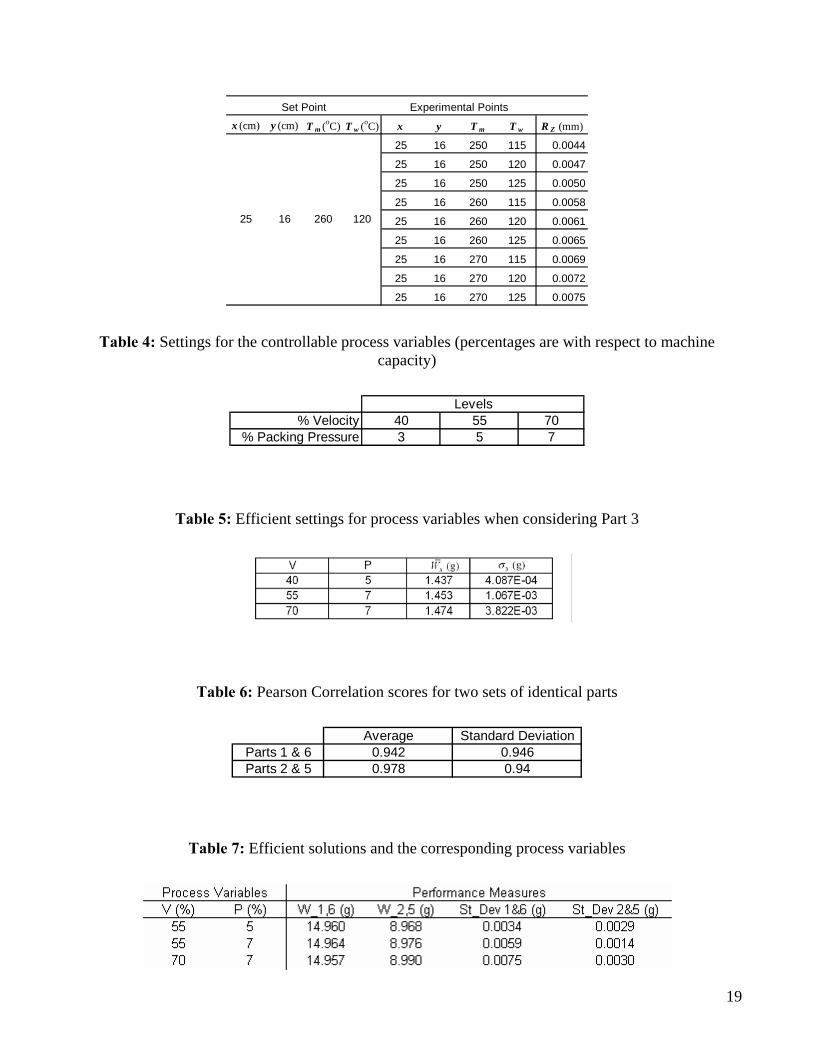
Consider the part shown in figure 1. This part represents a case where the location of the weld
lines is critical, and the part flatness plays a major role. The part is to be injection molded using PET
with a fixed flow rate of 9cc/s. Five PMs were included in this study: (1) deflection range in the z-
direction, RZ, (2) time at which the flow front touches hole A, tA, (3) time at which the flow front touches
hole B, tB, (4) time at which the flow front touches the outer edge of the part, toe, (5) the vertical distance
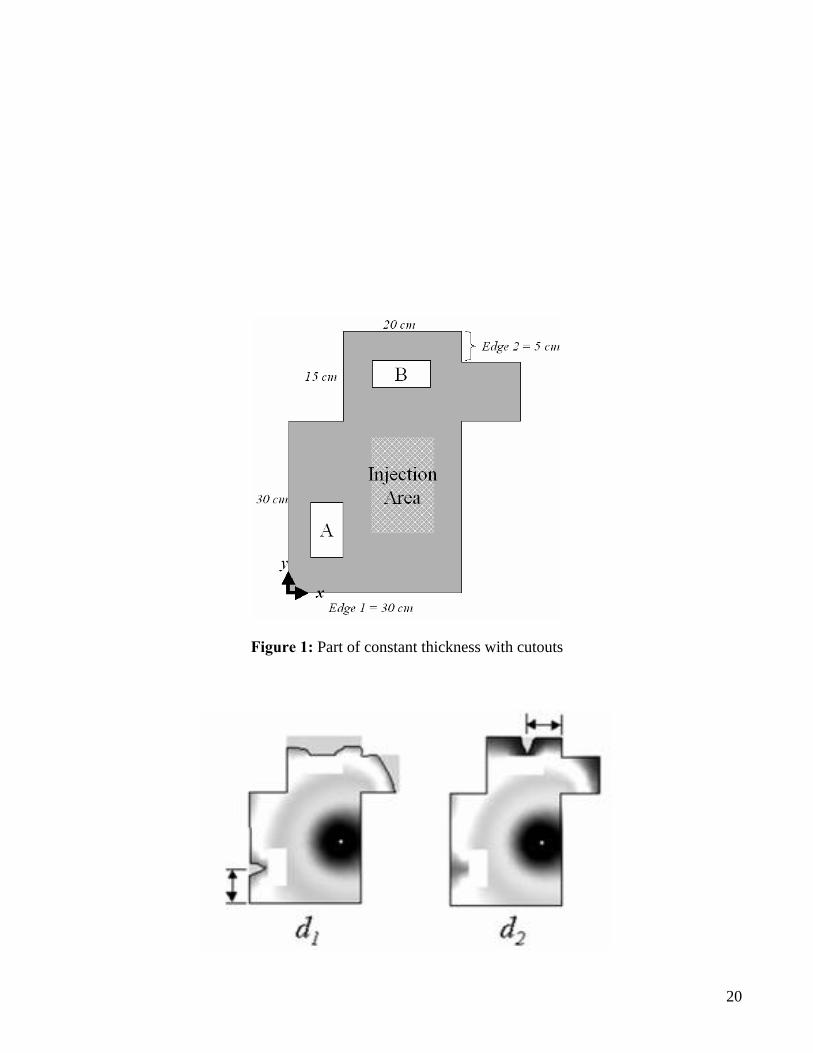
from edge 1 to the weld line, d1, and (6) the horizontal distance from edge 2 to the weld line, d2. Figure
6
2 shows how the weld line locations were measured. These particular performance measures were
chosen because they are good indicators of process efficiency (i.e. cycle time) and resulting part
performance for the intended application. For production purposes it is desirable to minimize RZ to
control the part dimensions in the critical direction. It is desirable to maximize tA, tB, toe, d1, and d2. tA,
tB, and toe should be maximized in order to provide a balanced flow and a uniform pressure distribution
along the edges of the part. Uniform pressure along the edges will minimize the potential for flash. d1
and d2 should be maximized to keep the weld lines away from the corners. It was assumed that the top
right and bottom left corners of the part would be subjected to the highest stress during the intended
application.
Four controllable variables were varied at the levels shown in table 1 in a full factorial design.
These variables include: (a) the melt temperature, Tm, (b) the mold temperature, Tw, (c) the horizontal
coordinate of the injection point, x, and (d) the vertical coordinate of the injection point, y. The injection
point location is constrained to be in the region shown in figure 1, due to some limitation of the IM
machine. This point will be characterized by the variables x and y in a Cartesian coordinate system with
its origin at the lower left corner of the part.
A finite element mesh of the part was created in MoldflowTM in order to obtain estimates for the
performance measures. Following with the general optimization strategy, this initial dataset was used to
create metamodels to mimic the behavior of each performance measure. In general, it is favorable to fit
a simple model to the data. In this study, second order linear regressions were initially considered as
models for the performance measures. When simple models do not suffice, then more complicated ones,
in this case artificial neural networks (ANNs), become necessary. In order to measure the prediction
capability of the metamodels, a validation set was used. The ANNs provided accurate models for each
of the PMs, so they were used to generate the larger dataset necessary for the multiple criteria
7
optimization problem. Further details of the performance of the ANNs are available in any of the
references 3 thru 6.
In order to extract useful information about the dependence of the PMs on the controllable
variables, an analysis of variance (ANOVA) was carried out. The results of the ANOVA are shown in
table 2. Notice that several PMs (tA, tB, toe, d1, and d2) are only dependent on the location of the injection
gate (x and y). With this knowledge, we were able to divide the optimization problem into two phases.
The first phase incorporates those PMs that are exclusively dependent on x and y in a multiple criteria
optimization problem to determine candidate injection gate locations. Since these PMs are not
influenced by the controllable temperatures, the ANNs were used to create a new dataset by varying x
and y at nine levels each within the experimental region (see table 1) resulting in a second data set with
81 data points. This multiple criteria optimization problem was solved both by DEA and a weighted
objective function, resulting in two candidate gate locations. In the second phase, the two candidate gate
locations from phase one are compared by incorporating the part warpage in the z-direction and
considering variability of the part warpage due the variation of Tm and Tw about their set values.
First Phase of the Optimization Procedure:
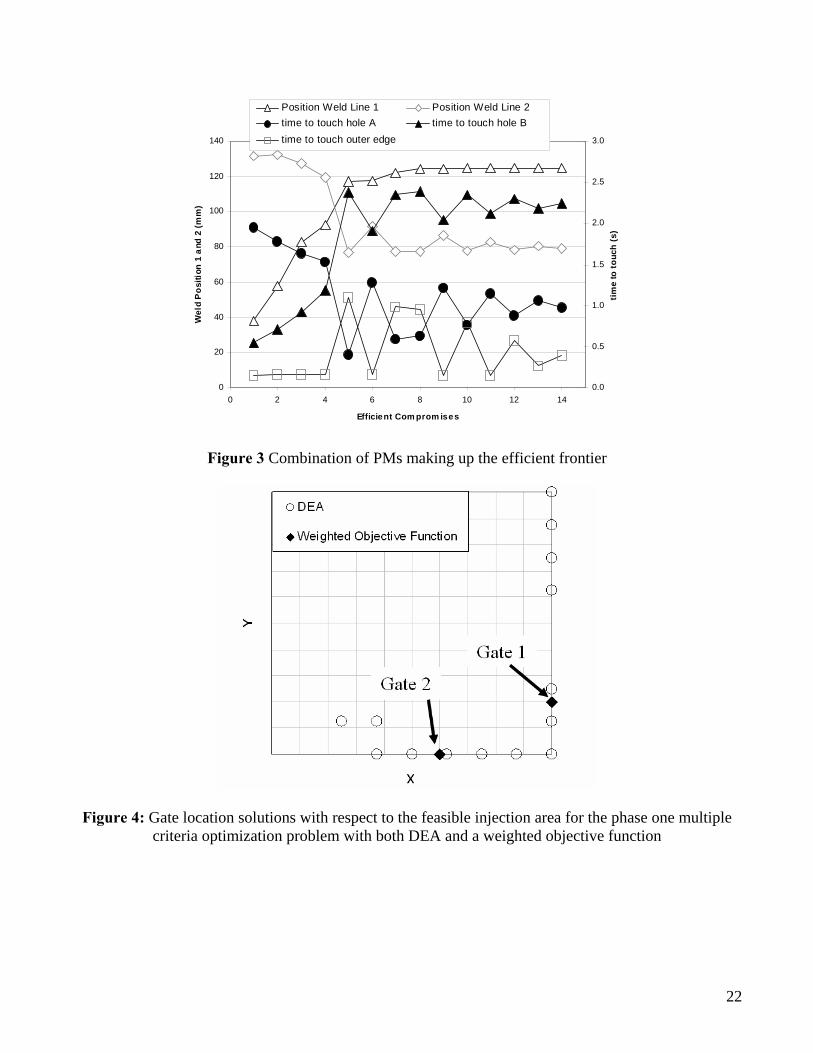
DEA was applied to the experimental dataset of 81 points to identify the efficient frontier. The
results of the DEA showed that 14 points were efficient. The combinations of PMs that were identified
as efficient are shown in figure 3. These efficient solutions were then traced back to the corresponding
injection locations. The resulting injection locations are shown in figure 4. It would be possible to run
the following analysis for all fourteen candidate locations, but this would be rather time consuming.
Therefore it was decided to reduce the number of candidate gate locations from fourteen to two
locations. This still allows for effective illustration of our methodology.

8
In order to reduce the candidate gate locations from fourteen to two, a distinct type of
optimization was utilized. This optimization was carried out with a weighted objective function. The
weighted objective function was created by assigning a weight to each PM indicating its relative
importance and combining the weighted PMs. The PMs which were to be maximized were added, and
the PMs which were to be minimized were subtracted (this way it would be favorable to make them
smaller if we wanted to maximize the objective function). The general optimization problem is shown
here:
1 21 2
Find: ( , , , , )
To Maximize: ( ) ( ) ( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
Subject to:1 11 11 11 11 1
I W f Z A
B oe
m w e
P I S W t f R Z t A
t B t oe d d
m
w
e
x x y T T T
f x W P x W S x W t x W R x W t x
W t x W t x W d x W d x
xyTTT
=
= − − − − +
+ + + +
− ≤ ≤− ≤ ≤− ≤ ≤
− ≤ ≤− ≤ ≤
%
% % % % %
% % % %
where the Wi’s are the weights for each PM. Notice that all of the PMs are written as functions of the
controllable variables. The controllable variables are all normalized to be between -1 and 1. The ANNs
were used to relate the controllable variables to the PMs.
Notice that assigning different sets of weights will result in a different objective function and
therefore a different solution to the optimization problem. This is one of the drawbacks of using a
weighted objective function: the solution depends on the weights assigned, and the weights assigned
(4)
9
depend on the bias of the assigner. Also, even when a solution is found, it is still necessary to verify that
the solution is indeed optimal. This can be done analytically by showing that the Hessian matrix is
positive definite which indicates that the function is convex and has one optimum which is the global
optimum, or by verifying that the Kuhn-Tucker optimality conditions are satisfied [8].
These reasons are why using a weighted objective function by itself can be dangerous. In our
case, since the objective function is very complicated due to the inclusion of the ANNs, either of these
two options becomes difficult and time consuming. However, combining the use of a weighted
objective function with our DEA results alleviates the need of proving optimality. This is also beneficial
in extracting information about the optimization solutions and illustrating the relationship between the
DEA and a weighted objective function.
For the purposes of comparison to the DEA results, the PMs PI, SW, tf, and RZ were eliminated
from the objective function by setting their weights equal to zero. When assigning the rest of the
weights it is important to consider the relative magnitude of the PMs. The approximate ranges for the
five remaining PMs are as follows: [ ]0.2, 2.0At ∈ , [ ]0.5, 2.4Bt ∈ , [ ]0.2,1.3oet ∈ , [ ]1 30,125d ∈ , and
[ ]2 50,130d ∈ . Therefore, for tB and d1 to have a similar impact on the objective function at their
respective maximum values (maximum in the feasible region for the controllable variables), they must
be assigned weights of approximately 50 and 1 respectively. For the rest of the PMs it was assumed that
two different decision makers have different opinions of the relative importance of the PMs. Decision
maker 1 believes that the most important PMs are d1 and d2 and that tA, tB, and toe are equally less
important. He assigns the corresponding weights to the PMs: 1At
W = , 1Bt
W = , 1oetW = ,
15dW = ,
and 2
5dW = . Decision maker 2 believes that tB, d1, and d2 are approximately of equal importance and
10
tA and toe are of less importance. He assigns the weights: 1At
W = , 50Bt
W = , 1oetW = ,
11dW = ,
and 2
1dW = .
The optimization problem was solved for both sets of weights using the Hooke and Jeeve’s
method [9]. The first set of weights results in an optimal solution for the injection gate of x=1.0 and y=-
0.6. The second set of weights resulted in an optimal injection gate of x=0.2 and y=-1.0. At this stage
some test for optimality should be done; however, as mentioned earlier, the use of ANNs in the
objective functions makes either optimality test very difficult. Comparing the results of the weighted
objective function solutions to the efficient frontier found by DEA shows that the two solutions lie on
the efficient frontier. This indicates that they are in fact optimal solutions. Figure 4 shows the solutions
for both types of optimization with respect to the feasible injection region. The injection gate located at
x=1.0 and y=-0.6 will be referred to as gate 1, and the gate located at x=0.2 and y=-1.0 will be referred to
as gate 2 from this point forward.
The two optimal solutions determined by the Hooke and Jeeves method using a weighted
objective function very closely match the solutions determined by DEA. If more cases with different
weights were considered, it is likely that points would have been found that could represent the rest of
the DEA efficient frontier. The solutions don’t exactly match because DEA uses discrete points, and the
weighted objective function is continuous.
Second Phase of the Optimization Procedure:
In the second phase the part deflection in the critical direction (z-direction) was incorporated. In
high precision manufacturing applications it is necessary to obtain very tight dimensional tolerances. In
injection molding, this may be achieved by decreasing the part deflection. In addition, it is also crucial to
achieve a repeatable process that results in a consistent product. With this in mind, it is necessary to
11
incorporate the variability of the PMs in the optimization problem when considering a high precision
application.
In a physical IM setup, it is impossible to control certain variables with absolute accuracy. The
process variables will vary over some finite range resulting in some variability of the PMs.
Traditionally, the variability of a PM is evaluated by running several experimental repeats and then
estimating the standard deviation. In our case, this was not feasible since the model of our system is a
numerical one. In order to simulate a physical experiment, perturbations of the process variables were
introduced. It was assumed that the mold and melt temperatures could be controlled with accuracies of
±5 and ±10 oC respectively.
For each of the two injection location, an experimental dataset of 35 points, referred to as “set
points” from this point on, was created by varying the mold temperature and the melt temperature in 5
oC intervals through the range shown in Table 1. At each of “set points”, the artificial variability was
introduced by varying the mold temperature by ±5 oC and the melt temperature by ±10 oC. This was
done to simulate the process variables varying over a finite range in a physical system. This resulted in
nine combinations of what we will refer to as “experimental points” at each of the “set points.”
Perturbations for one set point (Tm = 260 and Tw = 120) are shown in table 3. From these perturbations
the average, µRz, and standard deviation, σRz, were estimated for all 35 set points for each injection
location. Similar data was obtained for both injection locations.
In high precision IM applications, it is crucial to minimize both the average deflection and the
standard deviation of the deflection for reasons previously discussed. This constitutes a new multiple
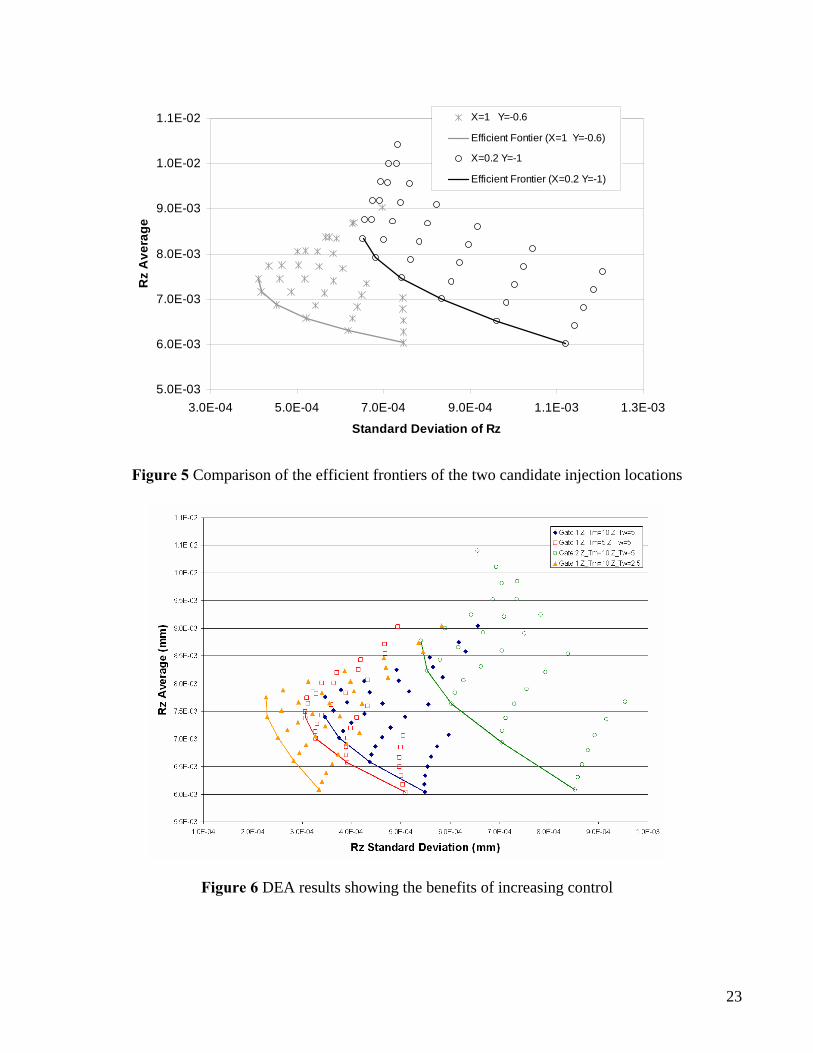
criteria optimization problem where the PMs were µRz and σRz. The two candidate injection locations
were analyzed separately. DEA was applied to both in order to identify the efficient frontier of each
gate. The efficient frontiers of each candidate injection gate are shown in figure 5. Since it is desirable
to minimize both the average and standard deviation of the deflection, it is evident from the graph that
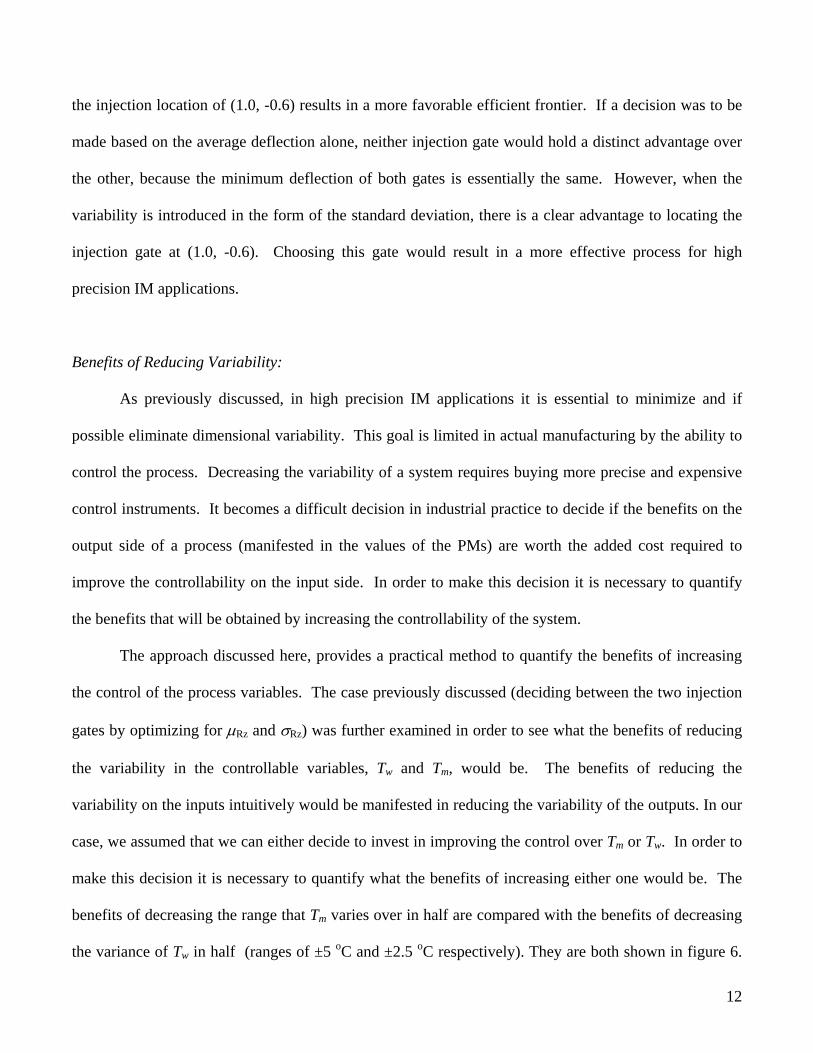
12
the injection location of (1.0, -0.6) results in a more favorable efficient frontier. If a decision was to be
made based on the average deflection alone, neither injection gate would hold a distinct advantage over
the other, because the minimum deflection of both gates is essentially the same. However, when the
variability is introduced in the form of the standard deviation, there is a clear advantage to locating the
injection gate at (1.0, -0.6). Choosing this gate would result in a more effective process for high
precision IM applications.
Benefits of Reducing Variability:
As previously discussed, in high precision IM applications it is essential to minimize and if
possible eliminate dimensional variability. This goal is limited in actual manufacturing by the ability to
control the process. Decreasing the variability of a system requires buying more precise and expensive
control instruments. It becomes a difficult decision in industrial practice to decide if the benefits on the
output side of a process (manifested in the values of the PMs) are worth the added cost required to
improve the controllability on the input side. In order to make this decision it is necessary to quantify
the benefits that will be obtained by increasing the controllability of the system.
The approach discussed here, provides a practical method to quantify the benefits of increasing
the control of the process variables. The case previously discussed (deciding between the two injection
gates by optimizing for µRz and σRz) was further examined in order to see what the benefits of reducing
the variability in the controllable variables, Tw and Tm, would be. The benefits of reducing the
variability on the inputs intuitively would be manifested in reducing the variability of the outputs. In our
case, we assumed that we can either decide to invest in improving the control over Tm or Tw. In order to
make this decision it is necessary to quantify what the benefits of increasing either one would be. The
benefits of decreasing the range that Tm varies over in half are compared with the benefits of decreasing
the variance of Tw in half (ranges of ±5 oC and ±2.5 oC respectively). They are both shown in figure 6.
13
From these results we can see that decreasing the variance of Tw in half has a greater effect than
decreasing the variance of Tm in half. This provides a justification for investing in improving the control
of Tw instead of Tm assuming both cost the same.
American Society of Testing and Materials (ASTM) Mold:
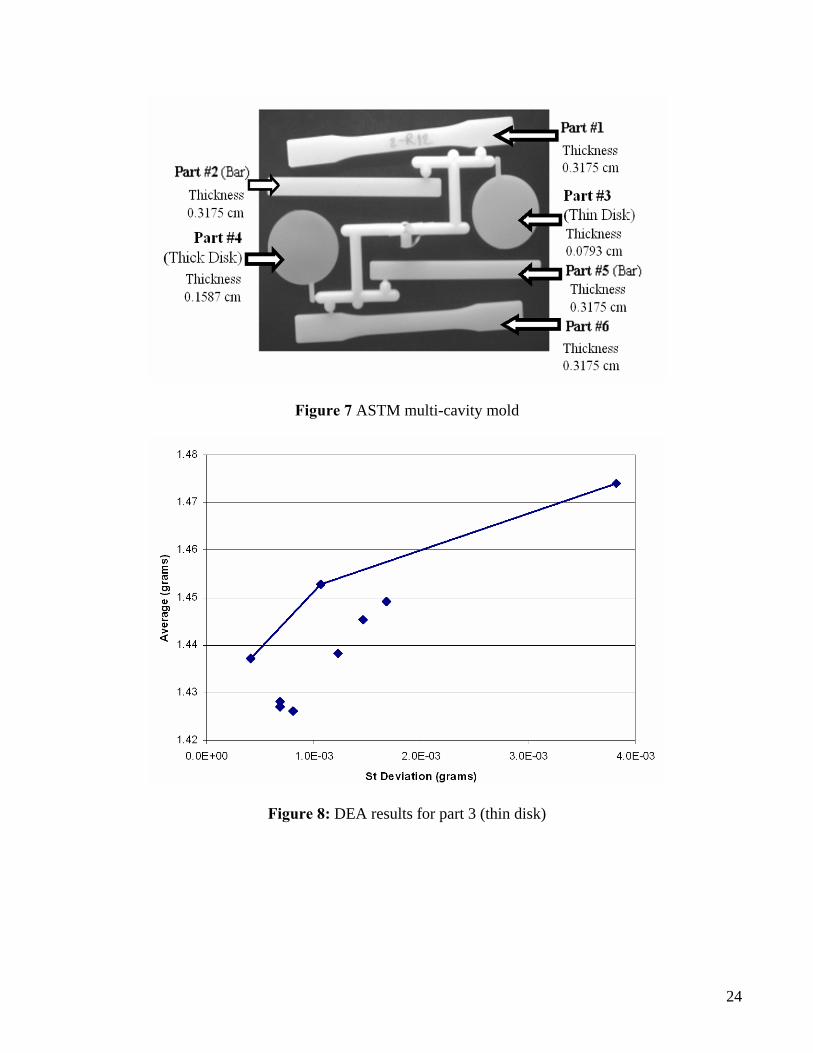
The second case involves the analysis of a multicavity mold to produce a set of dissimilar parts
used for standard ASTM destructive tests. The molding is shown in figure 7 along with the thicknesses
of the parts. From this figure, it is easy to identify that the identical parts 1 and 6 are the specimens used
in tension tests; identical parts 2 and 5 are used in flexure tests; and the disks 3 and 4 (which have
different thickness between them and to the rest of the parts) are used in hardness tests. The material
used in this case was High Density Polyethylene (HDPE). The commercial name is HID-9035 from
Chevron Phillips.
The same general optimization strategy was applied to this experimental case. In this case, since
we did not use a physics based model step 2 was skipped. Also, step 4 was removed from the analysis
for simplicity, and the study was limited to the use of experimental data points. In order to complete this
analysis, it will be necessary to fit metamodels to the experimental data and use these metamodels to
generate a larger dataset. The process variables used were the injection speed and the packing pressure.
They were varied as percentages of the total machine capacity for each. The machine has a maximum
injection speed of 160 mm/s and a maximum packing pressure of 2,230 kgf/cm2. The process variables
were varied at the levels shown in table 4.
A full factorial design of experiments was used resulting in a total of nine set points. The central
values for these variables were based on the recommended values from the Moldflow materials database.
Five experimental repeats were run at each of the set points, resulting in a total of 45 experimental runs.
The weight was measured for each individual part and also for the all the parts together with the runners.
14
The weight is relatively easy to measure and gives a good indication of the repeatability of the process.
From the five repeats, the average weight, iW , and standard deviation of the weight, iσ , were calculated
for each of the parts.
Three multiple criteria optimization problems were solved with DEA. The first problem
examined only one cavity: Part 3 (the thin disk). In the case of the “virtual” part, the variability was
used to select the injection gate from two possible candidates. In this case, the goal is to incorporate
variability in order to identify efficient setting for the process variables. 3W and 3σ were the two PMs
included. It is desirable to maximize 3W and minimize 3σ . It was assumed that there was no leakage
(no leakage was seen in the experiments), so maximizing the weight should make the part dimensions
close to the cavity dimensions. 3σ should be minimized to maintain high precision. The results are
shown in figure 8. These efficient solutions can be traced back to the corresponding levels for the
process variables. These efficient settings are shown in table 5.
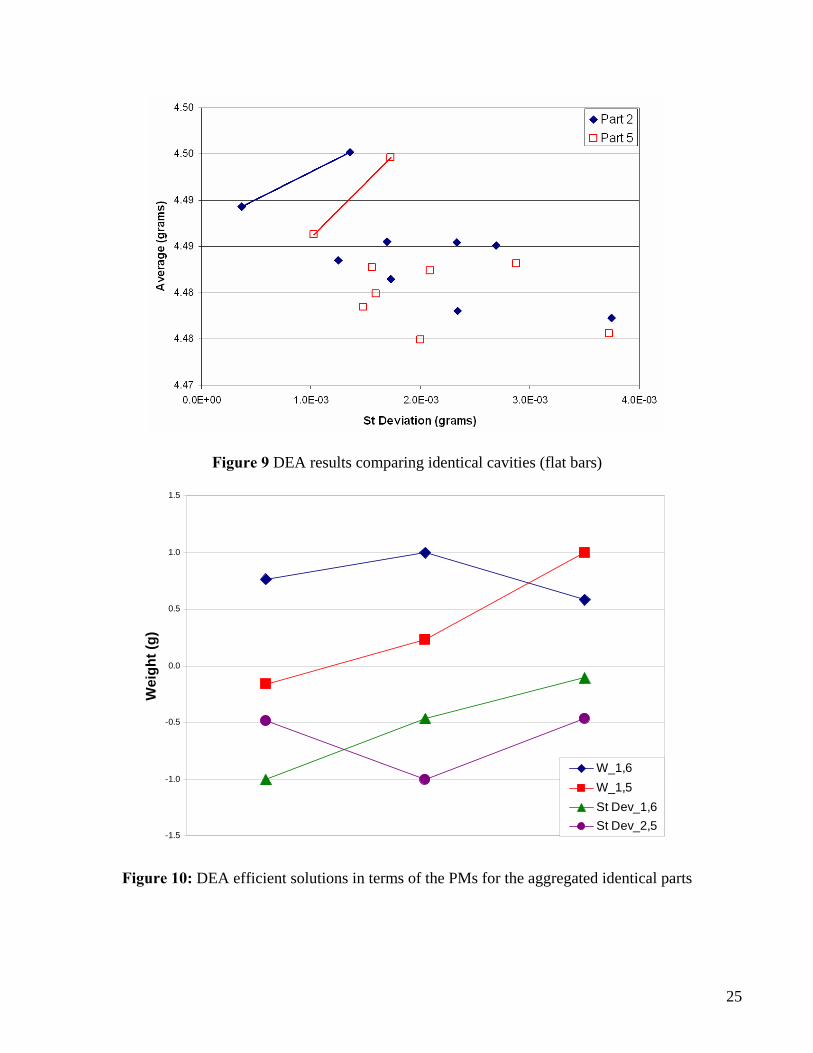
In the second multiple criteria optimization problem, two parts were included: parts 2 and 5.
These two parts are the flat bars used for flexural testing. These cavities are supposed to be identical.
However, in the physical system there will be some small difference between the two. The goal of the
second multiple criteria optimization problem was to compare one cavity against the other. The same
PMs (average weight and standard deviation of weight) were included. It is desirable to maximize the
average weight and minimize the standard deviation for the same reasons as in the first optimization
problem. The results are shown in figure 9.
The DEA results indicate that the cavity for part 2 outperforms the cavity for part 5. There is
almost no difference in the best values for the average weight; however, the standard deviation
distinguishes the cavity for part 2 as the better option. Many industrial injection molders use multicavity
molds. In some cases these cavities are used to create identical parts as is the case here. This method
15
could be used to identify a cavity that maintains better control over the precision of the part, and the
parts molded in this cavity may be used for the company’s higher end products. For example, a
computer manufacturer might mold the shells for their own PCs. These shells might be standard for
several models of the computer. In this situation, the shells created with the more precise cavity could
be used for the higher end models.
Combining Cavities:
Finally, for the third multiple criteria optimization problem, two sets of identical cavities were
considered. The two tensile bars and the two flat bars (for flexural tests) were considered. In general
these two sets of identical cavities behave similarly with respect to the process variables. In order to
confirm the correlation of identical cavity parts, a Pearson correlation test was performed. The Pearson
correlation test checks for a linear correlation between two variables. The score will range from -1 to 1.
A score of -1 indicates that the two variables have a perfect inverse linear correlation (as one variable
increases the other decreases). A score of 0 indicates that there is no linear correlation. Finally, a score
of 1 indicates that the variables have a perfect direct linear correlation (as one variable increases the
other also increases) [10]. Since the optimization process used the average and the standard deviation,
the correlation was checked for both of these values. The results of the Pearson correlation tests are
shown in table 6.
The results of the correlation tests show that there is a strong positive linear correlation for the
variables involved. Therefore, it was decided to aggregate the identical parts into one PM. Optimizing
the PMs of the aggregated parts should, given the verified correlations, also optimize each part
individually. The weights of parts 1 and 6 were summed for every run (5 repeats at 9 set points), and
from those combined weights, the average and standard deviation was found at each set point. This led
to four PMs: the average and standard deviation of the total weight of parts 1 and 6, 6,1W and 6,1σ ; and

16
the average and standard deviation of the total weight of parts 2 and 5, 5,2W and 5,2σ . These four PMs
were included in a multiple criteria optimization problem which was solved with DEA. Three efficient
solutions were found. They are shown in figure 10 in terms of the levels of the PMs (all PMs were
normalized to fall between -1 and 1). These three solutions can be traced back to the corresponding
process settings shown in table 7.
Conclusions:
High precision injection molding will be possible and marketable only if the process can deliver
parts at high production rates with tight tolerances in a consistent manner. This poses a multiple criteria
optimization problem in which variability must be considered explicitly as a performance measure. In
this work, we demonstrated the coordinated use of CAE, statistics, neural networks, and data
envelopment analysis to find the best compromises among the process controllable variables, including
variability as one of the performance measures. When experimental data is used, variability is inherent,
however, when only mathematical models are used, as in the first case presented here, the variability can
be generated by assuming a given variability in the controllable variables. Here we assumed a uniform
distribution for the variability of the performance measures, future work will involve analysis of the
effect of using different statistical distributions of variability of the process variables on the efficient
frontier. Statistical analysis can help determine the dependency of the performance measures on the
controllable process variables. If the analyses can be decoupled, then an optimization in several stages is
appropriate as demonstrated in this application.
References
1. Cabrera-Rios, M., Zuyev, K., Chen, X., Castro, J.M., and Straus, E.J. Polymer Composites, 23:5
(2002)
17
2. Cabrera-Rios, M., Mount-Campbell, C.A., and Castro J. M., Journal of Polymer Engineering, 22:5
(2002)
3. Castro, C.E., Cabrera-Rios, M., Lilly, B., Castro, J.M., and Mount-Campbell, C.A. Journal of
Integrated Design & Process Science, 7:1 (2003)
4. Castro, C.E., Bhagavatula, N., Cabrera-Rios, M., Lilly, B., and Castro, J.M., ANTEC Proceedings
(2003)
5. Castro, C.E., Cabrera-Rios, M., Lilly, B., and Castro, J. M., Journal of Polymer Engineering,
accepted for publication (2005)
6. Castro, C.E. “Optimization and Analysis of Engineering in High Precision Injection Molding.” M.S.
Thesis, The Ohio State University, OH, 2005.
7. Charnes, A., W.W., and Rhodes, E. European Journal of Operational Research, 2:6 (1978)
8. Arora, J.S., Introduction to Optimum Design. McGraw-Hill (2001)
9. Hooke, R., Jeeves, T.A., Journal of Association of Computing Machinery, (1961)
10. Devore, J., Applied Statistics for Engineering and the Sciences, International Thomson Publishing
Company (2000)
Key Words
Injection Molding, Artificial Neural Networks, Data Envelopment Analysis, Robust Solutions
18
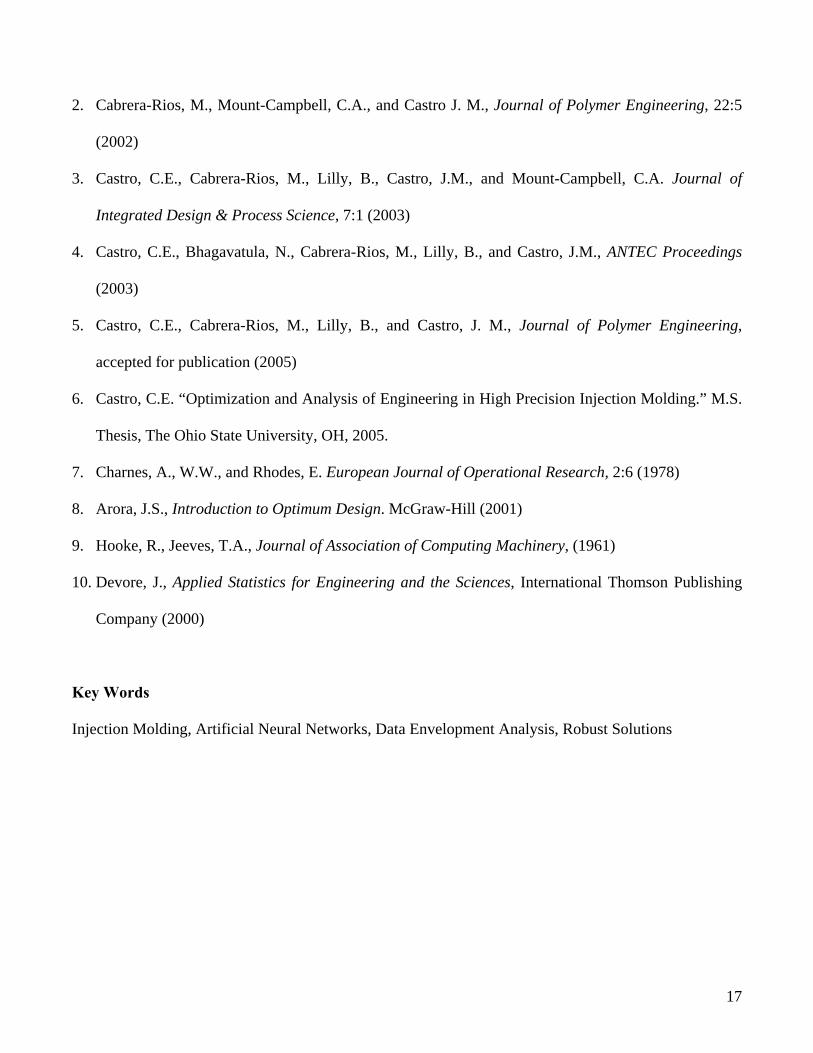
Table 1: Levels of each of the controllable variables for the initial data set.
T m T w x yLabel C C cm cm
-1 260 120 15 100 275 130 20 17.51 290 140 25 25
Table 2: The significant sources of variation (linear, quadratic and second order interaction terms in the linear regression metamodel) to each performance measure.
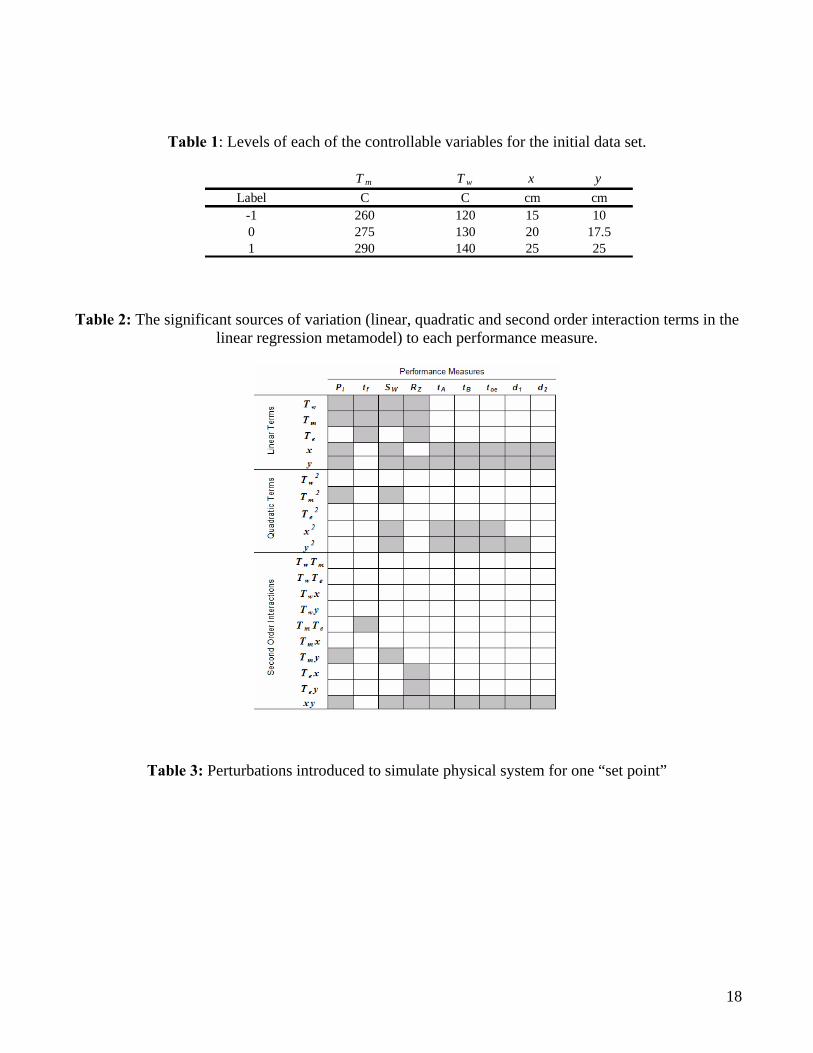
Table 3: Perturbations introduced to simulate physical system for one “set point”
19
x (cm) y (cm) T m (oC) T w (oC) x y T m T w R Z (mm)
25 16 250 115 0.0044
25 16 250 120 0.0047
25 16 250 125 0.0050
25 16 260 115 0.0058
25 16 260 120 0.0061
25 16 260 125 0.0065
25 16 270 115 0.0069
25 16 270 120 0.0072
25 16 270 125 0.0075
Set Point Experimental Points
25 16 260 120
Table 4: Settings for the controllable process variables (percentages are with respect to machine capacity)
% Velocity 40 55 70% Packing Pressure 3 5 7
Levels
Table 5: Efficient settings for process variables when considering Part 3
Table 6: Pearson Correlation scores for two sets of identical parts
Average Standard Deviation
Parts 1 & 6 0.942 0.946Parts 2 & 5 0.978 0.94
Table 7: Efficient solutions and the corresponding process variables
20
Figure 1: Part of constant thickness with cutouts
21
Figure 2: Measuring the locations of the weld lines
22
0
20
40
60
80
100
120
140
0 2 4 6 8 10 12 14
Efficient Com prom ises
Wel
d P
ositi
on 1
and
2 (m
m)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
time
to to
uch
(s)
Position Weld Line 1 Position Weld Line 2time to touch hole A time to touch hole Btime to touch outer edge
Figure 3 Combination of PMs making up the efficient frontier
Figure 4: Gate location solutions with respect to the feasible injection area for the phase one multiple criteria optimization problem with both DEA and a weighted objective function
23
5.0E-03
6.0E-03
7.0E-03
8.0E-03
9.0E-03
1.0E-02
1.1E-02
3.0E-04 5.0E-04 7.0E-04 9.0E-04 1.1E-03 1.3E-03
Standard Deviation of Rz
Rz
Ave
rage
X=1 Y=-0.6
Efficient Fontier (X=1 Y=-0.6)
X=0.2 Y=-1
Efficient Frontier (X=0.2 Y=-1)
Figure 5 Comparison of the efficient frontiers of the two candidate injection locations
Figure 6 DEA results showing the benefits of increasing control
24
Figure 7 ASTM multi-cavity mold
Figure 8: DEA results for part 3 (thin disk)
25
Figure 9 DEA results comparing identical cavities (flat bars)
-1.5
-1.0
-0.5
0.0
0.5
1.0
1.5
Wei
ght (
g)
W_1,6W_1,5St Dev_1,6St Dev_2,5
Figure 10: DEA efficient solutions in terms of the PMs for the aggregated identical parts