improving the predictions of injection molding simulation software
TRANSCRIPT

THIS IS THE PEER REVIEWED VERSION OF
THE FOLLOWING ARTICLE:
U. Vietri, A. Sorrentino, V.Speranza, R.Pantani “IMPROVING THE PREDICTIONS OF INJECTION MOLDING SIMULATION SOFTWARE“
Polymer Engineering & Science; 51 (12); 2542-2551
DOI 10.1002/pen.22035
WHICH HAS BEEN PUBLISHED IN FINAL FORM AT
http://onlinelibrary.wiley.com/doi/10.1002/pen.22035/abstract
THIS ARTICLE MAY BE USED ONLY FOR NON-COMMERCIAL
PURPOSES

IMPROVING THE PREDICTIONS OF INJECTION MOLDING
SIMULATION SOFTWARE
U. Vietri , A. Sorrentino, V. Speranza*, R. Pantani
AUTHOR AFFILIATION: Polymer Technology Group - www.PolymerTechnology.it
Department of Industrial Engineering, University of Salerno
Via Ponte don Melillo – Fisciano (SA) – I 84084 – Italy
AUTHOR EMAIL ADDRESS: [email protected], [email protected], [email protected],
*To whom correspondence should be addressed.
Postal address: University of Salerno – Department of Industrial Engineering –
Via Ponte don Melillo, I-84084, Fisciano (SA), ITALY
E-mail address: [email protected]
Telephone number: (direct) (+39) 08996 4145 or 4013 (mobile) (+39) 320 7979017
Fax number: (+39) 08996 4057

Abstract
Injection molding is one of the most widespread processes for plastic manufacturing. Software
packages are often used in several steps of the production cycle, from mold design to the
determination of processing conditions. In this work a method is reported to improve the predictions of
the description of pressure profiles made by injection molding simulation software. The method is
applied to two polymeric materials (a PolyStyrene and a PolyCarbonate) injection molded into line-
gated rectangular cavities adopting different molding conditions and cavity thickness. The method,
that is independent of the software adopted, in this paper is illustrated adopting the commercial code
Moldflow®. It is shown that the predictions of the description of pressure curves inside the cavity can
be significantly improved by introducing the effect of pressure on viscosity and the effect of cavity
deformation during molding. The former effect is taken into account by finding an appropriate value
for the parameter which takes into account the effect of pressure in the equation which describes
material rheology. The latter effect can be introduced by defining and implementing an apparent
material compressibility.

Introduction
The injection molding process is widely applied for polymer engineering materials. The process
itself is a complex mix of time, temperature and pressure variables [1] with a multitude of
manufacturing defects that can occur without the right combination of processing parameters and
design components [2]. Because of these complexities, both mold-makers and producers of plastic
parts are increasingly interested in more precise and specific results from simulation codes, in order to
reduce development time, improve quality of molded products, and basically save money. Traditional
goals for simulations (mainly limited to predictions of flow front advancement, hot points and weld
line positions and pressure history) have been recently enlarged to include also predictions of final
product morphology and properties [3]. This makes the demand of accurate predictions even more
stringent. Currently, also thanks to the powerful hardware available, injection moling simulation
packages are able to solve the relevant equations for a Newtonian fluid flowing in a cold cavity, even
in three dimensions. The numerical routines are powerful enough to take into account all the terms in
the energy and momentum balance equations [4]. Pressure and temperature evolutions are normally
considered to be reasonably well predicted by and the majority of the commercial software packages
currently available; nevertheless several aspects of interest to post-filling steps still must be examined
or more deeply investigated, like the pressure effect on polymer viscosity [5], and the relevance to
process variables evolution of mold deformation [6]. Despite of the fact that these two phenomena
require a careful characterization of material properties and an analysis of the interactions between
pressure distributions and mold compliance, a simplified approach can be adopted to take into account
rather easily both of them. This approach is shown in this work and applied to the simulations made by
means of Moldflow® of the injection molding tests carried out with two different amorphous
materials: an atactic Polystyrene, and a Polycarbonate.

Experimental Techniques and Results
Materials
Two different thermoplastic amorphous polymers were used: a general purpose Polystyrene (PS
678E) supplied by Dow Chemicals with a molecular weight distribution characterized by
Mn = 87x103, Mw = 250x10
3 and Mz = 490x10
3 and a Polycarbonate (PC Lexan 141R) supplied by
GE Plastics (Europe) with a density equal to 1.20 g/cm! and a Melt Volume-Flow Rate (MVR
300°C/1.2 kg) equal to 12.0 cm!/10min.
Rheology description
The Cross-WLF model is the most commonly adopted way for the description of the viscosity of
polymers, and is therefore widely used also in injection molding simulation software both commercial
and non-commercial. According to that model, the viscosity of the material, ", is described as a
function of temperature, T, pressure, P, and shear rate
!
".
by the following equation:
!
"(#.
,T,P ) ="0(T,P )
1+"0 T,P( )#
.
$
%
&
' ' '
(
)
* * *
1+n (1)
where !0 is the zero shear rate viscosity which is given by a modified form of the WLF equation:
!
"0(T,P ) = D1 #exp$A1 # T $D2 $D3P( )
A2 +T $D2
%
&
' '
(
)
* * (2)
The parameters ", n, D1, D2, D3, A1, A2 are typically data-fitted coefficients, even though each of them
has a physical meaning [7].

If eq. 2 is adopted, the parameters # and $ which describe the effects of temperature and pressure on
zero shear rate viscosity, respectively, are given by the following equations:
!
" =1
#0
$#0
$T
%
& '
(
) *
P
= +A
1, A
2+ D
3P( )
A2
+T +D2( )
2 (3)
!
" =1
#0
$#0
$P
%
& '
(
) * T
=A
1+D
3
A2
+T ,D2
(4)
Eq. 4 clarifies the fact that the effect of pressure on viscosity can be described by adopting a suitable
value for the parameter D3. For most of the materials, including those adopted in this work, injection
molding simulation are normally conducted setting the parameter D3 equal to zero. The effect of
pressure on viscosity is quite commonly neglected in polymer processing modeling, even though it is
well known that during injection molding the phenomenon is quite relevant due to the high pressure
levels.
The values of the Cross-WLF model constants, as reported in the Moldflow® database, are given in
table 1.
The polymer PVT behavior in the numerical simulations is very often described by a modified
form of the Tait equation, which is a quite successful equation, despite of the fact that it is an equation
of state, and thus inadequate for a correct description of the volume of polymers which depend on the
cooling history [8]. The Tait equation is expressed as:
!
v(T,P ) = v0(T ) 1"C ln 1+P
B(T )
#
$ %
&
' (
#
$ %
&
' ( + v
r(T,P ) (5)
where v(T,P) is the specific volume at a given temperature and pressure, v0 is the specific volume at
zero pressure, C is a universal constant 0.0894. The function vr(T,P) allows to describe the effect of

crystallization on specific volume (clearly, vr(T,P) is zero for amorphous resins). The parameters of the
model are defined in table 2.
The constants B1 to B9 are data-fitted coefficients. The subscripts “m” or “s” refer to the values in
the high and low temperature range (namely the melt and the solid), respectively. By adopting the Tait
equation, the parameters $V and #V, respectively the compressibility and the thermal expansion
coefficient of the polymer, are expressed, for an amorphous material, by the following equations
!
"V(T,P ) = #
1
v 0(T )
$v
$P
%
& '
(
) * T
=C
B(T ) + P (6)
!
"V(T,P ) =
1
v0(T )
#v
#T
$
% &
'
( )
P
=B2
v 0(T )1*C ln 1+
P
B(T )
$
% &
'
( )
$
% &
'
( ) *
C B4 P
B(T ) + P (7)
The values of the parameters of the Tait model, as reported in the Moldflow® database, are given
in table 3.
Molding Equipment and conditions
A 70-ton Negri-Bossi reciprocating screw, injection molding machine was used for the
experiments. The materials were injected into line gated rectangular cavities having length L=120
[mm], width W=30 [mm] and two different thicknesses: S=2 [mm] (for PS), and S=4 [mm] (for PS
and PC).
Special dies containing different gates could be assembled in the mold, in particular use was made
of two gates both having the same width of the cavity, length h=6 [mm] and thickness b=1.5 [mm] for
PS, and b=2 [mm] for PC, because its higher viscosity.
Five Kistler® piezoelectric pressure transducers were mounted along the flow path. In particular
one transducer was located in the injection chamber, one in the runner the others in the cavity 15, 60
and 105 mm downstream to the gate. These positions will be referred to as P0, P1, P2, P3 and P4,

respectively. The transducers signals were recorded by a fast data acquisition system. A complete
description of the geometry of the cavities adopted is given in Figure 1.
The injection molding PS experiments were carried out by adopting two holding pressures: 600 and
to 1100[bar]. For this material, injection temperature was held at 220 [°C], the mold was conditioned
at 25 [°C], holding time was 12 [s], and injection time was set at about 0.5 [s]. As far as Polycarbonate
is concerned, the holding pressure was changed over a range of values from 360 to 800 [bar]. Injection
temperature was 310 [°C], the mold was conditioned at 70 [°C], holding time was 12 [s], and injection
time was about 2.5 [s]. The time after holding (cooling time) was kept at about 20 [s]. The processing
conditions are summarized in table 4.
Experimental
In figure 2 and figure 3 the experimental pressure curves at the five transducer positions are
reported for the molding tests considered in this work, respectively for PS and PC.
As far as the pressure curves recoded during the injection molding of PS (figure 2) it can be noticed
that a residual pressure after 30 s is always present for the highest applied holding pressures (figure 2b
and 2d). The phenomenon is also present for the lowest applied holding pressure if the thinner cavity
is adopted (figure 2a). It is also interesting to notice that, for the same cavity, the pressure drops
between position P0 (nozzle) and P1 (runner), during the packing phase i.e. after 0.6 s, increase on
increasing holding pressure. This is mainly due to the effect of pressure on viscosity.
Similar observations hold true also for the pressure curves recoded during the injection molding of
PC (Figure 3).
Simulations.
Molding tests have been simulated using Moldflow® Plastic Insight ver 5.3. Each experimental test
was simulated by imposing the geometry of nozzle, channels and cavity. Basically, the molded part

geometry was reproduced and adopted as calculus domain by means of finite element meshing. The
mesh provides the basis for a Moldflow® analysis, where molding properties are calculated at every
node. It was necessary to use two different meshing type for calculus domain. For nozzle and sprue
geometries a beam element meshing was considered, which consists of a cylindrical shaped element
included among two-nodes, with longitudinal straight axis, so that when modeling curved beams, they
provide a "faceted" approximation to the true geometry. Hot runner channels were chosen for the
nozzle geometry mesh, and cold runner channels for meshing the sprue. To mesh the remaining
molded part we have chosen the mid-plane mesh element type which consists of tri-node triangular
elements that form a one dimensional representation of the part, through its centre. This mesh type is
suited in the case of thin-walled parts.
Each test was simulated by setting the injection and mold temperature, the filling time and the
experimental packing pressure profile at the nozzle node location. The filling time used in the
simulation was determined directly by experimental pressure curves: it was chosen as the time taken
by the polymer to reach position P4 (cavity tip). As a first attempt, pressure curves were simulated by
adopting the parameters for Cross WLF equation and Tait equation already present in the standard
Moldflow® database .
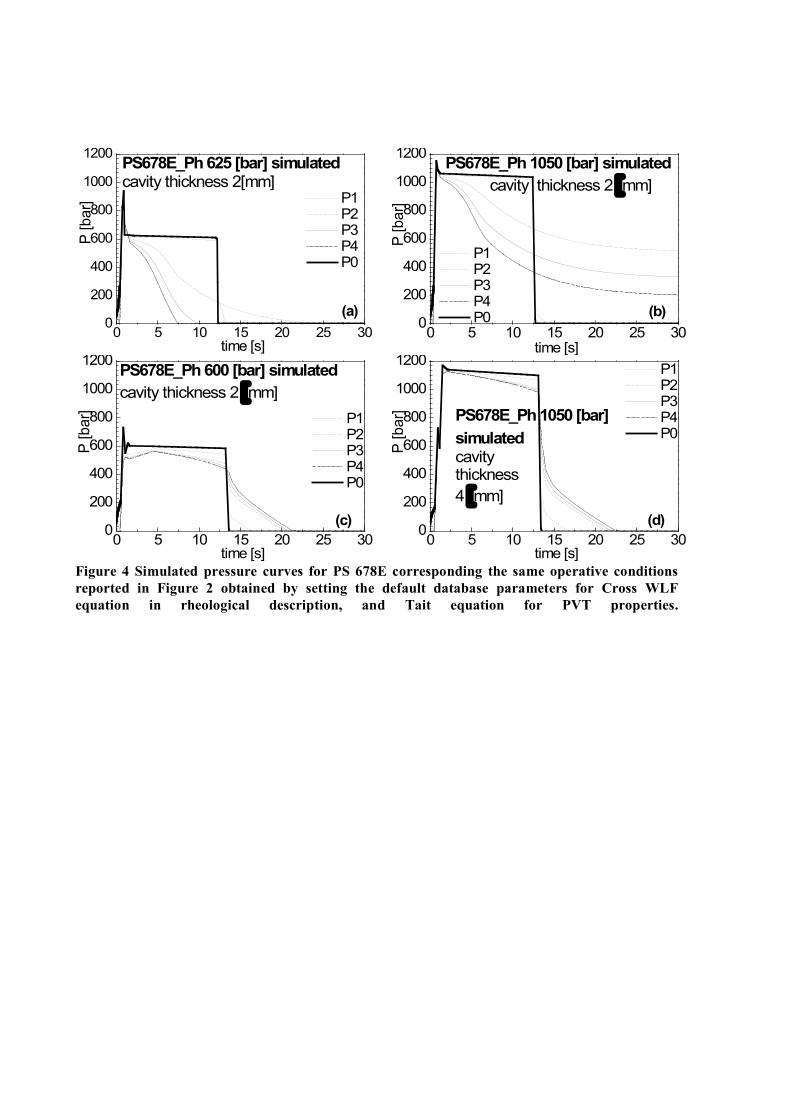
Simulated pressure evolutions corresponding to the same operative conditions considered in figure
2 (for PS) and figure 3 (for PC) are reported in figure 4 and 5, respectively.
With regard to the tests conducted with PS, the comparison of the simulations reported in figure 4
with the experimental plots of figure 2 shows that the predicted pressure drops among all transducer
positions are much smaller than experimental ones and thus pressures at each cavity transducer
position are larger than experimental ones. Furthermore, the pressure decrease is much faster. Similar
comments can be made also on the comparison of the experimental pressures measured for PC (Figure
3) and the simulated ones reported in figure 5.

Effect of mold deformation
The injection molding simulation software obviously considers a perfectly rigid mold. It is quite
well recognized,[9] – [11], that mold bends by the effect of pressure and this deformation has a
significant effect on both pressure profiles and dimensional accuracy. A mold is a mechanically
complex system and this makes the exact description of the mold deformation a rather difficult task,
also because pressure distribution inside the whole cavity determines the deformation, which, as
mentioned above, in turn influences pressure distribution. A somehow simplified calculation scheme
can be followed by relating to local cavity enlargement in thickness direction to the total pressure
distribution acting against the mold walls [6]:
!
S x, t( ) = S0 x( ) 1+CMP(x, t )( ) (8)
where CM depends on mold material and geometry. In particular, CM depends explicitly on cavity
thickness according to the following equation:
!
CM
=k
M
S0
(9)
and the constant kM depends on the particular load, on mold material and on the whole mold geometry.
kM can be calculated by finite element analysis. However, an estimation of its value can be made by
considering a simple beam deformation. In particular, for a mold of length l (distance between mold
tie bars), containing a cavity having width W, loaded by an uniform pressure P, kM can be estimated as
!
kM
=l
3W
16 E s3
+1.2 (1+ " ) l W
2 E s (10)
where s is the plate thickness, E and $ are steel modulus and Poisson ratio.
Depending on mold geometry and material, kM typically assumes values in the range 10-5
÷10-4
[mm/bar] [6]. For this work it was found, by means of eq. 10, that kM was about 10-4
[mm/bar].
In order to introduce the effect of cavity deformation in software simulation, it is necessary to convert
it into a parameter which is present in the software. To do this, we consider the cooling step, namely
the stage of injection molding which starts from the gate sealing time, and represents the longest part
of the molding cycle. During the cooling stage, although the cavity volume decreases because of mold
deformation release, the mass per unit cavity length remains essentially constant with time; thus:
!
v x, z, t( )0
S ( x,t )
" dz = const (11)
Differentiating both terms of (eq.11) and making use of (eq.8), one simply obtains:
!
dv x, z, t( )dt
"
#
$ $
%
&
' '
0
S ( x,t )
( dz + v x,S x, t( ), t( )CMS0
)P x, t( ))t
= 0 (12)
which can be easily rearranged assuming that pressure does not depend on z
!
v 0"v
#T x, z, t( )#t
$ v0 %v
+v x,S x, t( ), t( )
v 0
CM
S0
S(x, t )
&
'
( (
)
*
+ +
#P x, t( )#t
dz
0
S ( x,t )
, = 0 (13)
Eq. 13 can be also written as
!
v 0"v
#T x, z, t( )#t
$ v0%v,a
#P x, t( )#t
dz
0
S ( x,t )
& = 0 (14)
in which $v,a is an apparent material compressibility given by;
!
"v,a = "
v+
v x,S x, t( ), t( )v0
CM
S0
S(x, t )# "
v+C
M (15)

It is clear that mold deformation can be taken into account by increasing material compressibility,
and thus it can be described by changing the material volumetric parameters in such way to keep
unchanged the values of #V and increase the values of $V by adding the mold compliance CM. We
assume that this method to describe mold deformation, obtained considering just the cooling stage, can
be adopted during the whole molding cycle. It can be demonstrated, that if the gate is the first section
to solidify (as it should normally happen) the same analysis can be done also on the packing/holding
stage, leading to the conclusion that also in this stage the mold deformation can be described by means
of $v,a.
If Tait equation is adopted for the description of material properties, it is possible to change #V and
$V nearly independently on acting on the parameters B3 and B4. In this work, we changed these two
parameters for the solid and the melt, as reported in Table 3 in order to satisfy eq. 15. It can be noticed
that the values adopted for the thicker cavity are different from those adopted for the thinner one. The
differences are obviously due to the mold geometry that directly affect the resulting mold compliance.
In figure 6 and figure 7, respectively for PS 678 and PC, are shown, for a fixed pressure of 200 bar, #V
and $V evaluated using with and without taking account the effect of mold deformation and $V,a
evaluated with eq. 15.
Effect of pressure on viscosity
As mentioned above, the parameter D3 describing the pressure influence on viscosity is set to zero
in the Moldflow® standard database. The correct value of the parameter can be determined on the
basis of experimental data of viscosity under high pressure, which however are quite difficult to obtain
[12].
A simple expression can be found in Van Krevelen [13], relating the effect of temperature and
pressure on zero shear rate viscosity to the volumetric properties. This equation can be written as:
!
" # $%"
V
%V
(16)
in which # and $ are the temperature and pressure dependence of viscosity, $V and #V are the
compressibility and the thermal expansion coefficient polymer. Equation (16), although very simple,
was found to be a good approximation of the experimental data of the effect of pressure on viscosity
[14].
The right hand side of (eq. 16) can be calculated as a function of temperature by adopting equations
3, 6 and 7, whose parameters are known for both materials. The value of $ was expressed in (eq. 4) as
depending on the parameter D3. A suitable choice for the value of the parameter D3 can be made in
order to obtain the best possible description of the RHS of (eq. 16) by means of (eq. 4), as shown in
figure 8. The values of the parameter D3 for both materials are reported in table 1. The values found
for the parameter D3 is about the same for both materials. It should be noticed, however, than the same
value of D3 does not give raise to the same effect of pressure on viscosity, being the latter related to all
the other parameters for viscosity description.
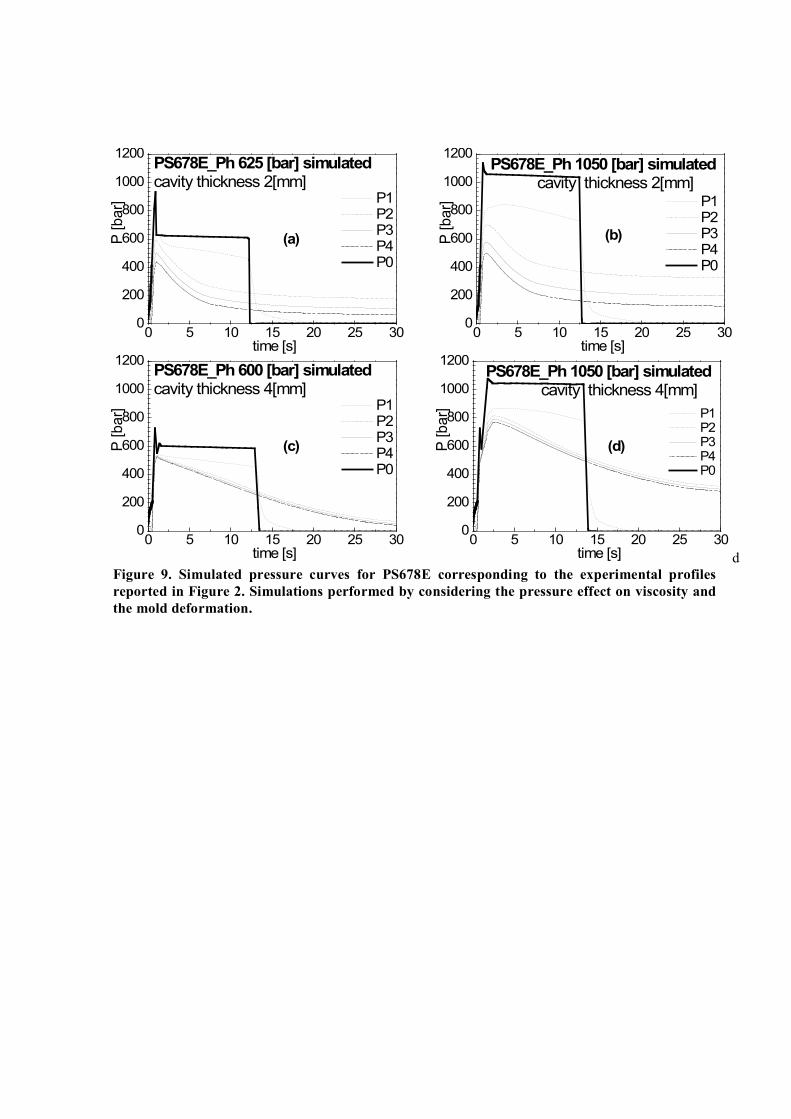
Improved simulations of pressure profiles
In figure 9 and figure 10, the predicted pressure profiles referred to simulations performed by setting
the chosen D3 parameter in Cross WLF equation, and setting the new values for the parameters B3 and
B4 in Tait equation, are reported for the same operative conditions considered in figure 2 (for PS) and
Figure 3 (for PC). The plots highlight that a sensitive improvement in predicting the experimental
pressure profile by simulation, has been achieved. In fact the effect produced by setting a non zero
value for D3 (see table 1) in simulating the injection molding tests, leads to a satisfactorily pressure
drop prediction (between P0 and P1) in comparison to the experimental cases. Also the fact that the
pressure drop increases on increasing the holding pressure is captured. A remarkable improvement,
involves also the pressure profiles evolution during the cooling stage. The correction of the material

compressibility in simulation obtained by modifying the values of the parameters B3 and B4 of the Tait
equation, slows down the pressure decrease and allows to describe the residual pressure for PS.
Obviously, the simulations are not perfect. In particular, for PC no residual pressure is predicted. This
can be due to the simplicity of the model describing mold deformation and to the fact that this effect
can be only introduced indirectly in the simulation program by modifying the material parameters. It is
worth mentioning, however, that no optimization has been carried out on material parameters, since
the aim of this paper is to present a method for improving the simulations without relying on data from
material characterization.
Conclusions
In this work, a method is presented to take into account, on first approximation, the effect of pressure
on viscosity and of cavity deformation on the predictions of pressure profiles carried out by means of
an injection molding simulation software. In particular, two amorphous materials, a PS and a PC, were
injection molded into rectangular cavities of two different thickness, by changing the holding pressure.
Pressure evolution at different positions along the flowpath were measured. The same tests were
simulated by means of Moldflow® Plastics Insight ver. 5.3. It was found that the pressure drops
between consecutive transducer positions were largely underestimated if the parameters taken from the
standard software database were adopted. Furthermore, for both materials and all molding conditions,
the predicted cavity pressure decreased too quickly during the cooling step. In order to obtain more
accurate predictions, the effect of pressure on viscosity was introduced by estimating the value of the
corresponding parameter in the WLF equation by means of a combination of other material properties.
Eventually, a method was suggested to keep into account the effect of cavity enlargement on pressure
profiles. It was shown that a sensitive improvement could be achieved in spite of the simplicity of the
method adopted.

References
1 R. Pantani, and G. Titomanlio, “The simulation of post–filling steps in injection molding” -
Injection Molding – Fundamentals and Applications, M. R. Kamal, A. I. Isayev and S.–J. Liu
editors, Carl Hanser Publisher (2009).
2 T. A. Osswald, L.-S. Turng, and P. Gramann, Injection molding handbook – Chap. 10-12,
Carl Hanser Publishers (2008).
3 R. Pantani, I. Coccorullo, V. Speranza, and G. Titomanlio, Prog. Polym. Sci. , 30 (12), 1185
(2005).
4 P. Kennedy, Practical and Scientific Aspects of Injection Molding Simulation, PhD. Thesis,
Eindhoven University of Technology (2008).
5 R. Pantani, and A. Sorrentino, Polym. Bull. , 54, 365 (2005).
6 R. Pantani, V. Speranza, and G. Titomanlio, Polym. Eng. Sci. , 41 (11), 2022 (2001).
7 J. D. Ferry, Viscoelastic properties of polymers., Wiley (1980).
8 R. Y. Chang, C. H.Chen, and K. S. Su, Polym. Eng. Sci. , 36 (13), 1789 (1996).
9 B. Carpenter, S. Patil, R. Hoffman, B. Lilly, and J. Castro, Polym. Eng. Sci. , 46 (7), 844
(2006).
10 D. Delaunay, P. Le Bot, R. Fulchiron, J. F. Luye, and G. Regnier, Polym. Eng. Sci. , 40 (7),
1692 (2000).
11 W. Cheng-Hsien, and H. Yu-Jen, Int. J. Adv. Manuf. Tech. , 32 (11-12), 1144 (2007).
12 R. Cardinaels, P. Van Puyvelde, and P. Moldenaers, Rheol. Acta , 46 (4), 495 (2007).
13 D.W. Van Krevelen, Properties of Polymers: their correlation with chemical structure, their
numerical estimation and prediction from additive group contributions, Elsevier (1997).
14 A. Sorrentino, and R. Pantani, Rheol. Acta , 48 (4), 467 (2009).

Table 1. Values of the Cross-WLF model constants reported in the Moldflow® database. The
value of the parameter D3 was modified in this work to consider the effect of pressure on
viscosity.
Parameters PS 678E PC Lexan 141R Unit
n 0.252 0.17 [-]
" 30.8 936.3 kPa
D1 47.6 7.75 GPa s
D2 373.15 417.15 K
D3 0.51* 0.5
* K MPa
-1
A1 25.7 31.67 [-]
A2 61.06 51.6 K
* This value was determined in this work. The original value was 0

Table 2 Definition of the parameters for Tait equation.
Upper temperature region
(T > Tr(P))
Lower temperature region
(T < Tr(P))
vo(T)= B1m+B2m Tc B1s+B2s Tc
B(T)= B3m exp(-B4m Tc) B3s exp(-B4s Tc)
vr(T,P)= 0 B7 exp(B8 TC – B9 P)
Tc = T – B5
Tr(P)= B5 + B6 P

Table 3 Values of the parameters for the Tait model reported in Moldflow® database. The
parameters B3 and B4 were modified in this work with respect to the original ones to describe the
effect of mold deformation.
Parameters PS 678E PC Lexan 141R Unit
B5 377.23 408.15 K
B6 0.3495 0.423 K MPa-1
B1m 0.972 10-3
0.859 10-3
m3 kg
-1
B2m 6.044 10-7
5.86 10-7
m3 kg
-1 K
-1
B3m 185 (original value)
42.8 (modified for S=2mm)
76.8 (modified for S=4mm)
179 (original value)
75.7 (modified for S=4mm)
MPa
B4m 4.93 10-3
(original value)
2.48 10-3
(modified for S=2mm)
3.14 10-3
(modified for S=4mm)
4.887 10-3 3
(original value)
3.19 10-3
(modified for S=4mm)
K-1
B1s 0.972 10-3
0.86 10-3
m3 kg
-1
B2s 2.248 10-7
1.95 10-7
m3 kg
-1 K
-1
B3s 264 (original value)
48.1 (modified for S=2mm)
89.8 (modified for S=4mm)
278 (original value)
91.7 (modified for S=4mm)
MPa
B4s 3.51 10-3
(original value)
9.86 10-4
(modified for S=2mm)
1.43 10-3
(modified for S=4mm)
1.75 10-3
7.75 10-4
(modified for S=4mm)
K-1
B7, B8, B9 0 0 m3 kg
-1, K
-1, MPa
-
1

Table 4 Summary of Injection Molding processing condition for PS678E and PC Lexan 141R.
Polymer Holding
Pressure,
Ph [MPa]
Holding
time,
th [s]
Injection
time tinj [s]
Melt
temp.,
Tinj [°C]
Mold
temp,
Tmold [°C]
Gate
thickness b
[mm]
Cavity
thickness
S [mm]
PS
678E
60 and 110 12 0.5 220 25 1.5 2 and 4
PC
Lexan
141R
from 36 to 80 12 2.5 310 70 2 4

Figure Captions.
Figure 1. Geometry of the cavities adopted in this work.
Figure 2. Experimental pressure curves for PS under several operative condition. Fig. 2a-2b: cavity
thickness=2mm. Fig. 2c-2d: cavity thickness=4mm. Gate thickness=1.5mm.
Figure 3. Experimental pressure curves for PC under several operative condition Cavity
thickness=4mm. Gate thickness=2mm.
Figure 4. Simulated pressure curves for PS 678E corresponding the same operative conditions
reported in Figure 2 obtained by setting the default database parameters for Cross WLF
equation in rheological description, and Tait equation for PVT properties.
Figure 5. Simulated pressure curves for PC Lexan 141R corresponding the same operative conditions
reported in Figure 3 obtained setting the default database parameters for Cross WLF
equation in rheological description, and Tait equation for PVT properties.
Figure 6. Apparent compressibility and thermal expansion of PC Lexan 141R with and without
taking into account the mold deformation evaluated using eq. 6 and 7 with the parameters
reported in Table 3. The material compressibility is compared with the apparent material
compressibility obtained with eq. 15.
Figure 7. Apparent ccompressibility and thermal expansion of PS678E with and without taking into
account the mold deformation evaluated using eq. 6 and 7 with the parameters for the solid
and the melt, as reported in Table 3. The material compressibility is compared with the
apparent material compressibility obtained with eq. 15.
Figure 8. Comparison, for a fixed pressure of 200 [bar], between the description of the effect of
pressure on viscosity (describedevaluated, with a suitable value for D3, by eq. 4, with a
suitable value for D3) and by the RHS of eq. 16 calculated by adopting the parameters
present in the standard Moldflow® database.
Figure 9. Simulated pressure curves for PS678E corresponding to the experimental profiles reported
in Figure 2. Simulations performed by considering the pressure effect on viscosity and the
mold deformation.
Figure 10. Simulated pressure curves for PC Lexan 141R corresponding to the experimental profiles
reported in Figure 3. Simulations performed by considering the pressure effect on viscosity
and the mold deformation.
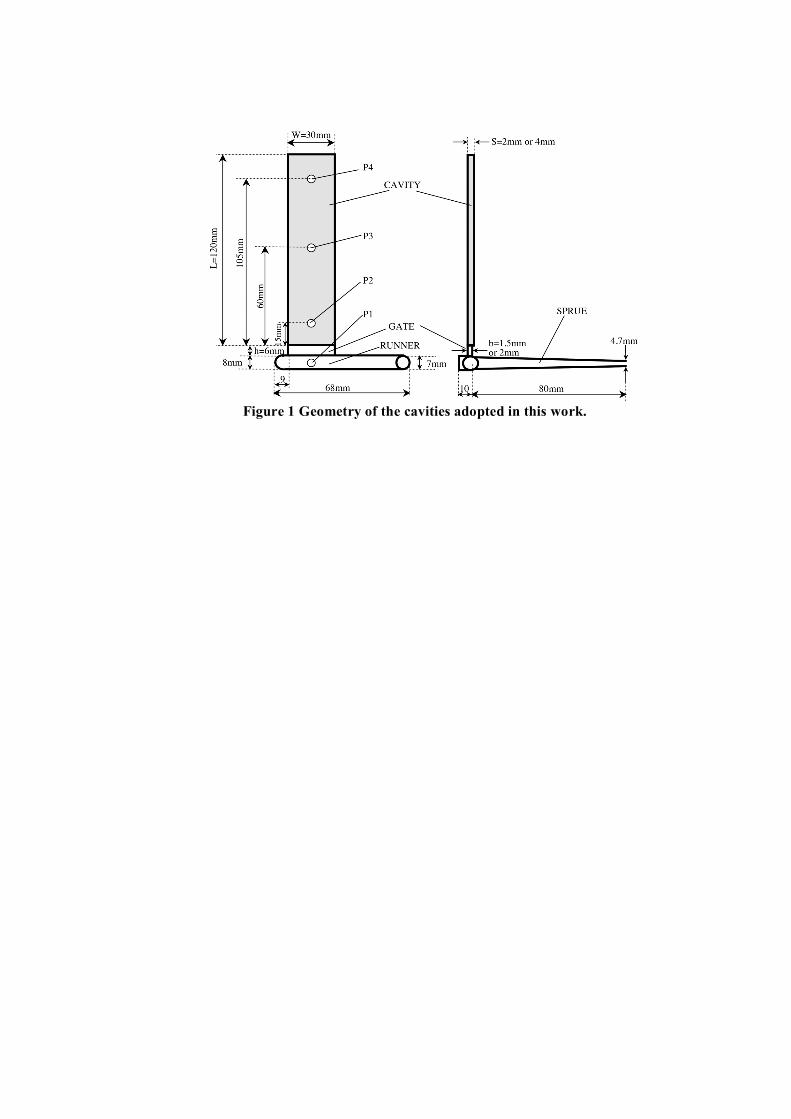
Figure 1 Geometry of the cavities adopted in this work.

0 5 10 15 20 25 300
200
400
600
800
1000
1200PS678E_Ph 625 [bar]
cavity thickness 2[mm]
Experimental
P [bar]
time [s]
P1 P2 P3 P4 P0
(a)
0 5 10 15 20 25 300
200
400
600
800
1000
1200PS678E_Ph 1050 [bar]
cavity thickness 2[mm]
Experimental
P [bar]
time [s]
P1 P2 P3 P4 P0
(b)
0 5 10 15 20 25 300
200
400
600
800
1000
1200PS678E_Ph 600 [bar]
cavity thickness 4[mm]
Experimental
P [bar]
time [s]
P1 P2 P3 P4 P0
(c)
0 5 10 15 20 25 300
200
400
600
800
1000
1200PS678E_Ph 1050 [bar]
cavity thickness 4[mm]
Experimental
P
[bar]
time [s]
P1 P2 P3 P4 P0
(d)
Figure 2 Experimental pressure curves for PS under several operative condition. Fig. 2a-2b:
cavity thickness=2mm. Fig. 2c-2d: cavity thickness=4mm. Gate thickness=1.5mm.

0 5 10 15 20 25 300
200
400
600
800
1000
1200PCLexan 141R_Ph 800 [bar]
Experimental
(a)
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
0 5 10 15 20 25 300
200
400
600
800
1000
1200PCLexan 141R_Ph 650 [bar]
Experimental
(b)
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
0 5 10 15 20 25 300
200
400
600
800
1000
1200PCLexan 141R_Ph 470 [bar]
Experimental
(c)
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
0 5 10 15 20 25 300
200
400
600
800
1000
1200PCLexan 141R_Ph 360 [bar]
Experimental
(d)
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
Figure 3 Experimental pressure curves for PC under several operative condition Cavity
thickness=4mm. Gate thickness=2mm
0 5 10 15 20 25 300
200
400
600
800
1000
1200PS678E_Ph 625 [bar] simulatedcavity thickness 2[mm]
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
(a)
0 5 10 15 20 25 300
200
400
600
800
1000
1200
(b)
PS678E_Ph 1050 [bar] simulated
cavity thickness 2 [mm]
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
0 5 10 15 20 25 300
200
400
600
800
1000
1200
(c)
PS678E_Ph 600 [bar] simulated
cavity thickness 2 [mm]
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
0 5 10 15 20 25 300
200
400
600
800
1000
1200
(d)
PS678E_Ph 1050 [bar]
simulatedcavitythickness
4 [mm]
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
Figure 4 Simulated pressure curves for PS 678E corresponding the same operative conditions
reported in Figure 2 obtained by setting the default database parameters for Cross WLF
equation in rheological description, and Tait equation for PVT properties.

0 5 10 15 20 25 300
200
400
600
800
1000
1200
(a)
PCLexan 141R_Ph 800 [bar]
simulated
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
0 5 10 15 20 25 300
200
400
600
800
1000
1200
(b)
PCLexan 141R_Ph 650 [bar]
simulated
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
0 5 10 15 20 25 300
200
400
600
800
1000
1200
(a)
PCLexan 141R_Ph 470 [bar]
simulated
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
0 5 10 15 20 25 300
200
400
600
800
1000
1200
(a)
PCLexan 141R_Ph 360 [bar]
simulated
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
Figure 5 Simulated pressure curves for PC Lexan 141R corresponding the same operative
conditions reported in Figure 3 obtained setting the default database parameters for Cross WLF
equation in rheological description, and Tait equation for PVT properties.

Figure 6 Apparent compressibility and thermal expansion of PC Lexan 141R with and without
taking into account the mold deformation evaluated using eq. 6 and 7 with the parameters
reported in Table 3. The material compressibility is compared with the apparent material
compressibility obtained with eq. 15.

Figure 7 Apparent ccompressibility and thermal expansion of PS678E with and without taking
into account the mold deformation evaluated using eq. 6 and 7 with the parameters for the solid
and the melt, as reported in Table 3. The material compressibility is compared with the
apparent material compressibility obtained with eq. 15.

Figure 8. Comparison, for a fixed pressure of 200 [bar], between the description of the effect of
pressure on viscosity (describedevaluated, with a suitable value for D3, by eq. 4, with a suitable
value for D3) and by the RHS of eq. 16 calculated by adopting the parameters present in the
standard Moldflow® database.
0 5 10 15 20 25 300
200
400
600
800
1000
1200PS678E_Ph 625 [bar] simulatedcavity thickness 2[mm]
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
(a)
0 5 10 15 20 25 300
200
400
600
800
1000
1200PS678E_Ph 1050 [bar] simulated cavity thickness 2[mm]
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
(b)
0 5 10 15 20 25 300
200
400
600
800
1000
1200PS678E_Ph 600 [bar] simulatedcavity thickness 4[mm]
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
(c)
0 5 10 15 20 25 300
200
400
600
800
1000
1200PS678E_Ph 1050 [bar] simulated cavity thickness 4[mm]
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
(d)
d
Figure 9. Simulated pressure curves for PS678E corresponding to the experimental profiles
reported in Figure 2. Simulations performed by considering the pressure effect on viscosity and
the mold deformation.

0 5 10 15 20 25 300
200
400
600
800
1000
1200
(a)
PCLexan 141R_Ph 800 [bar]
simulated
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
0 5 10 15 20 25 300
200
400
600
800
1000
1200
(a)
PCLexan 141R_Ph 650 [bar]
simulated
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
0 5 10 15 20 25 300
200
400
600
800
1000
1200
(c)
PCLexan 141R_Ph 470 [bar]
simulated
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
0 5 10 15 20 25 300
200
400
600
800
1000
1200
(d)
PCLexan 141R_Ph 360 [bar]
simulated
P [
ba
r]
time [s]
P1 P2 P3 P4 P0
Figure 10. Simulated pressure curves for PC Lexan 141R corresponding to the experimental
profiles reported in Figure 3. Simulations performed by considering the pressure effect on
viscosity and the mold deformation.