pengaruh lama waktu pemolesan permukaan resin akrilik
TRANSCRIPT

PENGARUH LAMA WAKTU PEMOLESAN
PERMUKAAN RESIN AKRILIK HEAT CURED
DENGAN PENAMBAHAN GLASS FIBER
MENGGUNAKAN BUBUK PUMICE TERHADAP
KEKUATAN TRANSVERSA
SKRIPSI
UNTUK MEMENUHI PERSYARATAN MEMPEROLEH
GELAR SARJANA
Oleh:
M. Dwi Putri Prabhawanti Adhipratiwi
NIM: 155070401111014
PROGRAM STUDI SARJANA KEDOKTERAN GIGI
FAKULTAS KEDOKTERAN GIGI
UNIVERSITAS BRAWIJAYA
MALANG
2018

DAFTAR ISI
HALAMAN JUDUL................................................................ i
HALAMAN PENGESAHAN SKRIPSI ................................ ii
HALAMAN PERSETUJUAN SKRIPSI ............................... iii
PERNYATAAN ORISINALITAS SKRIPSI ........................ iv
ABSTRAK ................................................................................ v
ABSTRACT ............................................................................. vi
KATA PENGANTAR ............................................................. vii
DAFTAR ISI ............................................................................ x
DAFTAR TABEL .................................................................... xiv
DAFTAR GAMBAR ............................................................... xv
DAFTAR SINGKATAN ......................................................... xvi
BAB 1 PENDAHULUAN ....................................................... 1
1.1 Latar belakang .................................................... 1
1.2 Rumusan masalah ............................................... 3
1.3 Tujuan penelitian ................................................ 3
1.3.1 Tujuan umum ...................................... 3
1.3.2 Tujuan khusus ..................................... 3
1.4 Manfaat penelitian .............................................. 4
1.4.1 Manfaat akademis ............................... 4
1.4.2 Manfaat praktis ................................... 4
BAB 2 TINJAUAN PUSTAKA ............................................. 5
2.1 Basis gigi tiruan .................................................. 5
2.1.1 Logam ................................................. 5
2.1.2 Non-logam .......................................... 5
2.2 Resin akrilik ....................................................... 6
2.2.1 Resin akrilik microwave polymerized-
polymer .............................................. 7

2.2.2 Resin akrilik cold cured ...................... 7 2.2.3 Resin akrilik light cured ...................... 8
2.2.4 Resin akrilik heat cured ...................... 9
2.3 Komposisi resin akrilik heat cured ..................... 10
2.4 Proses polimerisasi ............................................. 11
2.5 Interaksi monomer – polimer ............................. 12
2.6 Kelebihan dan kekurangan resin akrilik
heat cured ........................................................... 13
2.7 Manipulasi resin akrilik heat cured .................... 13
2.7.1 Pencampuran bubuk dan cairan
resin akrilik ......................................... 13
2.7.2 Packing resin akrilik heat cured .......... 14
2.7.3 Cara perebusan (curing) kuvet ............ 15
2.7.4 Kesalahan manipulasi ......................... 16
2.8 Sifat resin akrilik ................................................ 17
2.8.1 Sifat fisik ............................................. 17
2.8.2 Sifat kimiawi dan biologis .................. 19
2.8.3 Sifat mekanik ...................................... 20
2.9 Kekuatan transversa permukaan resin akrilik .... 20
2.10 Glass fiber .......................................................... 22
2.10.1 Definisi ............................................... 22
2.10.2 Komposisi ........................................... 22
2.10.3 Bentuk ................................................. 23
2.11 Pemolesan .......................................................... 25
2.11.1 Bahan- bahan pemolesan resin akrilik 26
2.11.2 Alat pemolesan ................................... 28
2.11.3 Cara pemolesan ................................... 29
2.12 Kerangka teori .................................................... 31

BAB 3 KERANGKA KONSEP DAN HIPOTESA
PENELITIAN ............................................................. 33
3.1 Kerangka konsep ................................................ 33 3.2 Hipotesa.............................................................. 34
BAB 4 METODOLOGI PENELITIAN ................................ 35
4.1 Desain penelitian ................................................ 35
4.2 Sampel penelitian ............................................... 35
4.2.1 Kriteria sampel .................................... 36
4.2.2 Jumlah sampel..................................... 36
4.3 Definisi Operasional ........................................... 37
4.4 Variabel penelitian ............................................. 38
4.4.1 Variabel bebas..................................... 38
4.4.2 Variabel terikat ................................... 38
4.4.3 Variabel terkendali .............................. 38
4.5 Lokasi dan waktu penelitian ............................... 39
4.5.1 Lokasi penelitian ................................. 39
4.5.2 Waktu penelitian ................................. 39
4.6 Alat dan bahan penelitian ................................... 39
4.6.1 Alat penelitian ..................................... 39
4.6.2 Bahan penelitian ................................. 40
4.7 Prosedur penelitian ............................................. 40
4.7.1 Pembuatan cetakan (sectional mould) 40
4.7.2 Packing resin akrilik heat cured .......... 42
4.7.3 Proses curing ....................................... 42
4.7.4 Pemolesan ........................................... 43
4.7.5 Pengukuran kekuatan transversa
permukaan sampel .............................. 44
4.8 Pengolahan dan analisis data .............................. 46

4.9 Alur penelitian .................................................... 47
BAB 5 HASIL PENELITIAN DAN PEMBAHASAN ......... 49
5.1 Hasil Penelitian .................................................. 49 5.2 Analisa data ........................................................ 50
5.2.1 Uji Normalitas Data ............................ 51
5.2.2 Uji Homogenitas Ragam ..................... 51
5.2.3 Uji One-way ANOVA ........................ 52
5.2.4 Uji Analisis Uji Post Hoc Tukey ........ 52
5.2.5 Uji Korelasi Pearson dan Regresi
Linear .................................................. 53
5.3 Pembahasan ........................................................ 55
BAB 6 KESIMPULAN DAN SARAN ................................... 61
6.1 Kesimpulan ........................................................ 61
6.2 Saran ................................................................... 61
6.2.1 Bagi Mahasiswa .................................. 61
6.2.2 Bagi Dokter Gigi dan Teknisi
Laboratorium ...................................... 62
DAFTAR PUSTAKA .............................................................. 63
LAMPIRAN ............................................................................. 69

v
ABSTRAK
Adhipratiwi, M. D Putri Prabhawanti. 2018. Pengaruh Lama Waktu
Pemolesan Permukaan Resin Akrilik Heat Cured Dengan
Penambahan Glass Fiber Menggunakan Bubuk Pumice
Terhadap Kekuatan Transversa, Program Studi Sarjana
Kedokteran Gigi, Fakultas Kedokteran Gigi, Universitas
Brawijaya. Pembimbing: Fatima, drg, Sp. Pros.
Resin akrilik dipilih sebagai bahan basis gigi tiruan karena bersifat
non-toksik dan memiliki warna serasi dengan rongga mulut. Sifat
porositas yang dimiliki resin akrilik mengakibatkan penurunan
kekuatan transversa terhadap beban yang diterima selama proses
pengunyahan. Penambahan glass fiber potongan kecil dan pemolesan
dengan lama waktu tertentu menggunakan bubuk pumice merupakan
upaya meningkatkan kekuatan transversa serta meminimalisir
porositas. Tujuan dari penelitian ini adalah mengetahui pengaruh lama
waktu pemolesan bubuk pumice terhadap kekuatan transversa pada
resin akrilik heat cured dengan penambahan glass fiber. Penelitian ini
merupakan penelitian eksperimental laboratoris, dengan pendekatan
posttest only control group design. Sampel yang digunakan sebanyak
24 buah yang dibagi menjadi 4 kelompok yaitu pemolesan selama 15
detik menggunakan bubuk pumice tanpa penambahan glass fiber
(kelompok kontrol), waktu pemolesan menggunakan bubuk pumice
selama 15, 30, dan 45 detik dengan penambahan glass fiber (kelompok
eksperimen A, B dan C). Data dari jumlah pengukuran rerata kekuatan
transversa dianalisis menggunakan Oneway Anova dan post hoc
Tukey. Hasil penelitian menunjukkan kelompok eksperimen A, B dan
C mengalami penurunan kekuatan transversa secara bermakna pada
masing-masing kelompok serta mengalami peningkatan kekuatan
transversa secara bermakna pada kelompok eksperimen dibanding
dengan kelompok kontrol. Kesimpulan penelitian ini adalah kekuatan
transversa tertinggi didapat pada pemolesan selama 15 detik
menggunakan bubuk pumice pada permukaan resin akrilik heat cured
dengan penambahan glass fiber.
Kata kunci: Bubuk pumice, glass fiber, kekuatan transversa, resin
akrilik heat cured, waktu pemolesan


vi
ABSTRACT
Adhipratiwi, M. D Putri Prabhawanti. 2018. The Effect of Polishing
Time on Surface of Heat Cured Acrylic Resin with Addition of
Glass Fiber Using Pumice Powder on The Transversa Strength,
Dentistry Program, Faculty of Dentistry, Brawijaya University.
Supervisor: Fatima, drg, Sp. Pros.
Acrylic resin was chosen as a denture base material because it is non-
toxic and has a color matching with the oral cavity. The porosity
properties of acrylic resin resulted in a decrease in transverse strength
to the load received during the mastication process. Addition of small
pieces of glass fiber and polishing for a certain period of time using
pumice powder is an effort to increase transverse strength and
minimize porosity. The purpose of this study was to determine the
effect of the polishing time of pumice powder on the transverse
strength of heat cured acrylic resin with the addition of glass fiber.
This research is a laboratory experimental study, with a post-test only
control group design approach. 24 samples were divided into 4 groups,
there are polishing for 15 seconds using pumice powder without the
addition of glass fiber (control group), polishing time using pumice
powder for 15, 30 and 45 seconds with the addition of glass fiber
(experimental group A, B and C). Data from the number of
measurements of mean transverse strength were analyzed using One-
way Anova and post hoc Tukey. The results showed that the
experimental groups A, B and C experienced a significantly increased
transverse strength in the experimental group compared to the control
group. The conclusion of this study was that the highest transverse
strength was obtained by polishing for 15 seconds using pumice
powder on the surface of the heat cured acrylic resin with the addition
of glass fiber.
Keywords: Pumice powder, glass fiber, transverse strength, Heat
cured acrylic resin, polishing time

1
BAB 1
PENDAHULUAN
1.1 Latar belakang
Kehilangan gigi akibat ekstraksi menyebabkan penurunan asupan
nutrisi akibat gagalnya fungsi kunyah. Selain itu nilai estetika dan
fungsi bicara juga dapat berkurang. Namun semua masalah tersebut
dapat diatasi dengan penggunaan gigi tiruan (Riskesdas, 2013). Secara
umum gigi tiruan terdapat dua jenis yaitu gigi tiruan cekat (GTC) dan
gigi tiruan lepasan. Gigi tiruan lepasan memiliki komponen yang
terdiri dari elemen gigi, cengkeram dan basis. Basis dapat terbuat dari
bahan logam atau non-logam berupa resin akrilik (Sofya et al., 2016).
Resin akrilik merupakan salah satu bahan dasar yang paling banyak
digunakan untuk pembuatan basis gigi tiruan, diantaranya resin akrilik
polimetil metakrilat jenis heat cured (David et al., 2005). Selain
bersifat non toksik dan tidak menyebabkan iritasi, bahan ini memiliki
nilai estetik yang baik karena menghasilkan warna serasi dengan
rongga mulut dan mudah dimodifikasi atau direparasi dengan
perubahan dimensi yang sangat kecil. Namun secara fisik resin akrilik
mudah tergores, berubah warna, bersifat porus yang mengakibatkan
permukaan berubah kasar dan secara mekanik resin akrilik mengalami
penurunan kekuatan transversa atau daya tahan benda terhadap beban
yang diterima selama proses pengunyahan sehingga mudah fraktur
(Ferasima et al, 2013).
Pantow et al (2015), menyatakan bahwa kekuatan transversa
memberikan gambaran mengenai ketahanan suatu bahan gigi tiruan
dalam menerima beban, terutama saat proses pengunyahan.

2
Penelitian kedokteran gigi banyak mengembangkan sifat mekanik
resin akrilik dengan penambahan bahan berupa glass fiber karena
dapat meningkatkan kekuatan transversa dan memiliki estetik yang
baik (Fatimina et al, 2016; Vojdani et al, 2006). Glass fiber adalah
salah satu material penambah kekuatan yang terbuat dari serabut halus
dan mengandung kaca (Sitorus et al, 2012). Berdasarkan bentuknya,
glass fiber dibedakan menjadi 3 yaitu batang, anyaman dan potongan
kecil (Lee at al, 2001). Penggunaan glass fiber bentuk potongan kecil
telah banyak digunakan dalam beberapa penelitian karena mudah
dicampur dan dimanipulasi sehingga secara fisik dapat mengurangi
porositas serta secara mekanik dapat meningkatkan kekuatan
transversa (Ferasima et al, 2013). Kekuatan ini akan berkurang
sebanding dengan tingginya tingkat porositas. Oleh karena itu, selain
dengan penambahan glass fiber, dibutuhkan juga proses pemolesan
untuk mengurangi porositas dan mendapatkan permukaan resin akrilik
heat cured yang halus (Anusavice, 2013; Dagar, 2008).
Bahan yang umum digunakan dalam proses pemolesan adalah
bubuk pumice. Bubuk tersebut berasal dari silika derivat batu
vulkanik. Pemolesan dimulai dengan mencampur bubuk pumice
menggunakan air hingga homogen kemudian diaplikasikan pada
permukaan resin akrilik menggunakan alat micromotor dan ragwheel
selama waktu tertentu (Anusavice, 2013).
Rata-rata waktu pemolesan menggunakan bubuk pumice umumnya
15 detik (Al-Rifaiy, 2009). Waktu pemolesan merupakan lamanya
proses penghalusan untuk meminimalisir porositas akibat ketidak-
homogenan bahan selama proses polimerisasi atau penguapan

3
monomer yang tidak bereaksi sehingga mempengaruhi penurunan
kekuatan transversa permukaan resin akrilik (Anusavice, 2013).
Hasil penelitian Nurain (2014) yang menguji pengaruh waktu
pemolesan bahan poles bubuk pumice terhadap kekasaran permukaan
resin akrilik ternyata terdapat perbedaan dan pengurangan kekasaran
secara signifikan. Namun sampai dengan saat ini belum terdapat data
tentang pengaruh lama waktu pemolesan permukaan resin akrilik heat
cured dengan penambahan glass fiber menggunakan bubuk pumice
terhadap kekuatan transversa.
Berdasarkan uraian diatas, maka penulis ingin melakukan
penelitian tentang pengaruh lama waktu pemolesan bubuk pumice
terhadap kekuatan transversa permukaan resin akrilik heat cured
dengan penambahan glass fiber.
1.2 Rumusan masalah
Apakah terdapat pengaruh lama waktu pemolesan permukaan resin
akrilik heat cured dengan penambahan glass fiber menggunakan
bubuk pumice terhadap kekuatan transversa?
1.3 Tujuan penelitian
1.3.1 Tujuan umum
Mengetahui pengaruh lama waktu pemolesan bubuk pumice
terhadap kekuatan transversa pada resin akrilik heat cured dengan
penambahan glass fiber
1.3.2 Tujuan khusus
a. Untuk mengetahui lama waktu pemolesan terbaik menggunakan
bubuk pumice dalam 15, 30 dan 45 detik terhadap kekuatan

4
transversa pada permukaan resin akrilik heat cured dengan
penambahan glass fiber
b. Untuk mencari analisis perbandingan pengaruh lama waktu
pemolesan terhadap kekuatan transversa yang dihasilkan pada
permukaan resin akrilik heat cured dengan penambahan glass fiber
1.4 Manfaat penelitian
1.4.1 Manfaat akademis
Menambah pengetahuan bidang prostodonsia khususnya pengaruh
waktu pemolesan bubuk pumice terhadap kekuatan transversa pada
permukaan resin akrilik heat cured dengan penambahan glass fiber
1.4.2 Manfaat praktis
a. Menambah pengetahuan dokter gigi dan teknisi laboratorium
mengenai lama waktu pemolesan permukaan resin akrilik heat
cured dengan penambahan glass fiber yang efektif menggunakan
bahan poles bubuk pumice
b. Sebagai acuan penelitian selanjutnya

5
BAB 2
TINJAUAN PUSTAKA
2.1 Basis gigi tiruan
Basis gigi tiruan merupakan bagian dari gigi tiruan yang
memperoleh dukungan melalui kontak yang erat dengan jaringan
lunak di bawahnya dan tempat melekatnya anasir gigi tiruan. Basis
gigi tiruan umumnya dibuat menggunakan polimer. Bahan yang
digunakan pada pembuatan basis gigi tiruan terdapat 2 kelompok,
yaitu logam dan non-logam (Anusavice, 2013; Sakaguchi, 2012).
2.1.1 Logam
Bahan logam digunakan dalam pembuatan basis gigi tiruan sejak
abad ke-18 dan 20. Jenis logam yang umum digunakan yaitu kobalt,
logam emas, dan stainless steel. Bahan ini memiliki kelebihan yaitu
kekuatan yang dihasilkan baik, tahan terhadap fraktur dan abrasi.
Disamping memiliki kelebihan, bahan logam juga memiliki
kelemahan yaitu memerlukan biaya mahal dan estetis kurang baik
(Sakaguchi, 2012).
2.1.2 Non-logam
Bahan non-logam berdasarkan sifat termalnya dibagi menjadi 2
jenis yaitu termoplastik dan termoset.
a. Resin Termoplastik
Resin termoplastik merupakan bahan dengan struktur kimia yang
tidak mengalami perubahan saat proses pembentukan. Bahan ini dapat
dilunakkan dan dibentuk secara berulang-ulang melalui pemanasan.
Keuntungan termoplastik yaitu tahan terhadap fatigue, stabil, dan

6
memiliki kekuatan impak serta kekuatan tensil yang baik. Contoh jenis
bahan termoplastik dalam bidang kedokteran gigi adalah nilon
(poliamida), polystyrene dan akrilik termoplastik (Anusavice, 2013;
Vivek et al, 2015).
b. Termoset
Termoset (thermosetting Polymer) merupakan resin yang dapat
mengalami perubahan struktur kimia pada saat proses polimerisasi.
Bahan ini tidak dapat dilunakkan atau dibentuk kembali bila
dipanaskan ulang melebihi temperatur kritis karena akan menjadi
keras secara permanen. Resin termoset tidak larut dan umumnya
memiliki ketahanan abrasi serta stabilitas dimensi istimewa yang
memiliki sifat lentur dan kekuatan baik dibanding dengan resin
termoplastik. Contoh bahan termoset adalah vulkanit dan resin akrlik
(Anusavice, 2013).
2.2 Resin akrilik
Resin akrilik digunakan dalam bidang kedokteran gigi sejak tahun
1946, 98% dari basis gigi tiruan terbuat dari polimer metil metakrilat
atau co-polimer (Sakaguchi, 2012). Resin akrilik merupakan plastik
lentur hasil dari gabungan beberapa molekul metil metakrilat multiple
(Anusavice, 2013).
Resin akrilik berdasarkan aktivasi yang digunakan dalam
kedokteran gigi terdapat 4 jenis yaitu resin akrilik microwave
polymerized-polymer, resin akrilik cold cured, light cured dan heat
cured. Resin akrilik cold cured diaktivasi secara kimia melalui
penambahan amin tersier. Resin akrilik light cured diaktivasi

7
menggunakan sinar, sedangkan resin akrilik heat cured diaktivasi
dengan energi termal (Anusavice, 2013).
2.2.1 Resin akrilik microwave polymerized- polymer
Resin polimetil metakrilat dapat dipolimerisasi menggunakan
energi gelombang mikro karena molekul metil metakrilat tidak
simetris. Resin akrilik microwave polymerized-polymer terdiri dari
bubuk dan cairan polimetil metakrilat dengan penambahan bahan
berupa fiber glass reinforced resin. Oven gelombang mikro
konvensional digunakan untuk menyimpan energi termal yang
dibutuhkan dalam proses polimerisasi menggunakan kuvet yang tidak
mengandung logam (Anusavice, 2013).
Gambar 2.1 Kuvet Tidak Mengandung Logam dan Resin Microwave
(Anusavice, 2013)
2.2.2 Resin akrilik cold cured
Resin akrilik cold cured diaktivasi secara kimia. Aktivasi kimia
dicapai melalui penambahan amin tersier, seperti dimetil-para-
toluidin terhadap monomer. Bahan untuk resin akrilik cold cured dan
heat cured adalah sama, namun resin akrilik yang teraktivasi secara
kimia tidak memerlukan penggunaan energi termal (Anusavice,
2013).

8
Menurut Bonsor (2013) resin akrilik cold cured memiliki kekuatan
lebih rendah dibanding heat cured akibat rendahnya berat molekul
polimer yang terbentuk.
Gambar 2.2 Resin Akrilik Cold Cured
(Manppalil, 2010)
2.2.3 Resin akrilik light cured
Resin akrilik light cured merupakan reaksi polimerisasi free
radical addition yang diaktivasi menggunakan sinar. Resin ini
memiliki matriks urethane dimethacrylate, microfine silica fillers dan
butiran kecil metakrilat, serta inisiator berupa camphoroquine sebagai
polimerisasi awal (Zarb, 2013; Anusavice, 2013). Resin ini
merupakan co-polimer dari urethane dimethacrylate dan polimetil
metakrilat dengan microfine silica fillers (Zarb, 2013). Penambahan
matriks dan proses polimerisasi, diaktivasi pada curing unit
menggunakan sinar dari 4 bola lampu quartz-tungsten-halogen
dengan intensitas paparan cahaya tinggi yaitu 400-500nm selama 10
menit (Zarb, 2013; Sakaguchi, 2012).

9
Gambar 2.3 Resin Akrilik Light Cured
(Manppalil, 2010)
2.2.4 Resin akrilik heat cured
Resin akrilik heat cured diaktivasi dengan energi termal sebagai
proses polimerisasi (Anusavice,2013). Menurut Zarb (2013), proses
polimerisasi polimetil metakrilat melibatkan konversi senyawa
molekul rendah (monomer) ke molekul tinggi (polimer). Reaksi
polimerisasi bersifat eksotermik. Temperatur harus tetap diperhatikan
agar tidak terjadi kenaikan suhu yang dapat melebihi titik didih
monomer (108˚C), yang dapat mengakibatkan porositas. Waktu dan
suhu optimum merupakan salah satu faktor penting dalam produksi
resin akrilik dengan sifat fisik serta kekuatan baik. Resin akrilik heat
cured merupakan bahan dasar basis gigi tiruan akrilik yang umum
digunakan (Pantow et al., 2015).
Gambar 2.4 Resin Akrilik Heat Cured
(Manppalil, 2010)

10
2.3 Komposisi resin akrilik heat cured
Sistem resin polimetil metakrilat lebih banyak terdiri atas
komponen bubuk (powder) dan cairan (liquid) (Anusavice, 2013).
a. Bubuk mengandung polimer yaitu polimetakrilat dalam bentuk
butiran kecil inisiator kimia berupa benzoil peroksida 0,5% - 1,5%,
dan pigmen 1% yang tercampur dalam partikel polimer, sehingga
diperoleh akrilik menyerupai warna gusi yaitu merah muda.
Pigmen merah muda secara tradisional menggunakan garam
cadmium yang mempunyai stabilitas warna baik. Pada lapisan
pigmen terdapat serabut kecil untuk memberikan tampilan seperti
pembuluh darah vena (Anusavice, 2013; Sakaguchi, 2012).
b. Cairan mengandung monomer berupa metil metakrilat yang dapat
dipolimerisasi oleh panas dan cahaya, sehingga diperlukan
inhibitor berupa hydroquinone untuk mencegah terjadinya
polimerisasi prematur dalam kemasan dengan konsentrasi 0,003%
– 0.1%. Metil metakrilat bersifat jernih, tidak berwarna,
mempunyai viskositas rendah dengan titik didih 100,3˚C. Bahan
cross-linked berupa glikol dimetakrilat dengan konsentrasi 2%
sampai 14% dapat ditambahkan pada liquid. Secara kimia dan
struktur, glikol dimetakrilat serupa dengan metil metakrilat
sehingga dapat direaksikan dalam rantai polimer. Penggunaan
cross-linked agent memberikan ketahanan lebih besar terhadap
retakan permukaan dan dapat menurunkan penyerapan air
(Anusavice, 20013; Sakaguchi, 2012).
Bila komponen bubuk dan cairan diaduk dalam perbandingan yang
diterima berdasarkan volume yaitu 3:1, dihasilkan massa menyerupai
adonan (dough). Perbandingan tersebut cukup untuk membasahi

11
keseluruhan partikel polimer, tetapi tidak memberikan kelebihan
monomer yang berakibat pada penurunan polimerisasi dan volume.
Bubuk dan cairan dengan perbandingan terlalu tinggi mengakibatkan
campuran menjadi kering. Banyaknya monomer tidak mencukupi
untuk mengikat seluruh butiran polimer secara bersamaan akibat
keringnya campuran tersebut (McCabe, 2014; Anusavice, 2013).
2.4 Proses polimerisasi
Proses polimerisasi terdiri dari empat tahap, yaitu: (Anusavice,
2013; Al-Rafidain, 2009)
a. Induksi : Induksi memiliki 2 tahapan yaitu aktivasi
dan inisiasi yang membutuhkan radikal
bebas dengan inisiator yaitu benzoyl
peroxide dan aktivator yaitu pemanasan,
sinar, atau zat kimia.
b. Propagasi : Tahapan pembentukan rantai polimer
yang berasal dari reaksi molekul aktif
dengan molekul tidak aktif, umumnya
disebut kombinasi.
c. Chain transfer : Tahapan pemindahan energi dari molekul
aktif ke molekul yang tidak aktif.
d. Terminasi : Tahapan apabila dua radikal bebas
bereaksi membentuk molekul stabil.
Curing cycle atau siklus polimerisasi merupakan proses pemanasan
untuk mengendalikan polimerisasi. Idealnya, proses ini dikendalikan
dengan baik melalui pemanasan secara bertahap dalam peningkatan
temperatur untuk menghindari efek peningkatan temperatur yang

12
tidak terkendali seperti porositas pada permukaan resin akrilik heat
cured (Anusavice, 2013).
2.5 Interaksi monomer – polimer
Menurut Anusavice (2013) dan Al-Rifaiy (2009) terdapat 5 tahap
reaksi monomer terhadap polimer, yaitu:
a. Tahap I : Terjadinya penyerapan polimer ke dalam
monomer membentuk suatu cairan sandy
atau granular (tidak bersatu), pada tahap ini
tidak ada interaksi molekuler dan butiran
kecil polimer tidak berubah
b. Tahap II : Monomer menyerang permukaan butiran
polimer. Beberapa rantai polimer terdispersi
dalam monomer cair sehingga rantai polimer
melepaskan ikatan. Bahan akan terlihat
sedikit lengket dan berserabut (stringy) bila
ditarik
c. Tahap III : Pada tingkat molekul, jumlah rantai polimer
yang memasuki larutan meningkat, sehingga
terbentuk monomer dan polimer terlarut
(dough). Bahan menjadi lebih halus, mudah
dibentuk, tidak lengket dan tidak berserabut.
Pada tahap ini bahan sudah dapat
dimanipulasi ke dalam mould
d. Tahap IV : Pada tahap ini, tidak ada penetrasi lebih lanjut
dari polimer. Bahan menjadi lebih kohesif,
konsistensi kenyal seperti karet (Rubbery),

13
tidak lagi plastis dan tidak dapat dimanipulasi
ke dalam mould
e. Tahap V : Bila didiamkan dalam periode tertentu,
adukan akan menjadi keras (rigid), akibat
adanya penguapan monomer bebas. Bahan
nampak kering dan tahan terhadap deformasi
mekanik
2.6 Kelebihan dan kekurangan resin akrilik heat cured
Resin akrilik heat cured, dalam kedokteran gigi, memiliki
keunggulan diantaranya nilai estetik yang baik karena warnanya serasi
dengan rongga mulut, konduktivitas termal yang baik, tidak
menyebabkan iritasi, mudah dimodifikasi dan direparasi dengan
perubahan dimensi yang sangat kecil serta derajat toksisitasnya rendah
(Sitorus et al., 2012; Salim, 2014).
Menurut Pantow dkk (2015) mengatakan bahan resin akrilik heat
cured disamping memiliki keunggulan juga memiliki kekurangan
yaitu bersifat porus dimana permukaan berubah kasar dan mudah
patah (fraktur) ketika terbentur benda keras, serta dapat mengurangi
kekuatan transversa atau daya tahan benda terhadap beban yang
diterima selama proses pengunyahan.
2.7 Manipulasi resin akrilik heat cured
2.7.1 Pencampuran bubuk dan cairan resin akrilik
Menurut Anusavice (2013) mengatakan bahwa pada proses
pencampuran bubuk (powder) akrilik terdapat 2 cara, yaitu:
a. Cara pasif

14
Cairan diteteskan pada pot akrilik yang telah diisi bubuk hingga
basah. Pot ditutup rapat, tunggu beberapa menit, kemudian periksa
kembali apakah campuran cairan dan bubuk sudah homogen untuk
diletakan ke dalam mould.
b. Cara aktif
Monomer dalam bentuk cairan harus benar-benar cukup untuk
membasahi bubuk polimer. Bagian bubuk polimer yang tidak
sempurna dibasahi dapat menyebabkan warna akrilik menjadi lebih
pucat karena selama proses polimerisasi polimer tidak sempurna.
Setelah bubuk dengan cairan dicampurkan pada pot, campuran diaduk
dengan spatula stainless steel. Kemudian pot digetarkan untuk
mengeluarkan gelembung udara. Pot ditutup rapat dan tunggu hingga
campuran mencapai tahap dough-stage agar dapat diletakkan ke
mould untuk menghindari hilangnya monomer melalui penguapan
(Anusavice, 2013; Sakaguchi, 2009).
2.7.2 Packing resin akrilik heat cured
Proses packing merupakan tahap penting dalam pembuatan resin
akrilik (protesa). Mould space dalam kuvet harus diisi dengan tepat,
karena pengisian berlebih (overpacking) menyebabkan resin akrilik
dengan ketebalan berlebih. Sebaliknya, dengan pengisian bahan
terlalu sedikit (underpacking) menyebabkan porositas yang dapat
dilihat pada permukaan resin akrilik. Pengisian mould secara bertahap
dapat meminimalisir kecenderungan over atau underpacking
(Anusavice, 2013). Penambahan serat dilakukan dengan merendam
terlebih dahulu glass fiber ke dalam monomer selama 10 menit,

15
tiriskan dan biarkan hingga kering. Serat dicampurkan pada bubuk
polimer, kemudian dilakukan penambahan monomer dan aduk
perlahan pada pot porselen (Ferasima et al, 2003; Mowade et al,
2012). Campuran akrilik yang telah ditambahkan glass fiber terlebih
dahulu harus pada tahap dough karena pada tahap tersebut resin akrilik
mudah dimanipulasi ke dalam mould, kemudian akrilik ditekan
dengan ibu jari. Plastik cellophane diletakan diatas campuran tersebut
dan ditutup dengan kuvet antagonisnya. Setelah itu, campuran dipress
(proof press) dengan tekanan 1000 psi. Kuvet dibuka dan buang
plastik cellophane serta akrilik yang berlebih (flash) dengan lecron.
Kuvet ditutup kembali dengan plastik cellophane diatas campuran
tersebut, dan lakukan press dengan tekanan mencapai 2200 psi. Bila
sudah tidak terdapat flash, maka kuvet dikunci (Anusavice, 2013; Al-
Rifaiy, 2009).
2.7.3 Cara perebusan (curing) kuvet
Panci diisi air hingga merendam seluruh badan kuvet. Kuvet
dimasukkan dalam panci yang telah diisi air dan dipanaskan diatas
kompor menggunakan api kecil dengan menaikkan suhu hingga 70˚C
dalam waktu 120 menit. Selanjutnya, temperatur ditingkatkan hingga
100˚C dan diproses selama 30 menit (Wulandari, 2012; Salim, 2010).
Setelah curing selesai, keluarkan kuvet dari panci dan dinginkan
secara perlahan hingga mencapai temperatur ruang (Zarb, 2013).
Kuvet dibiarkan mendingin selama 30 menit. Proses pendinginan
dapat dipercepat dengan merendam kuvet menggunakan air dingin.
Selanjutnya pada air mengalir lakukan pengeluaran basis resin akrilik
dari dalam kuvet. Pendinginan secara merata dan perlahan

16
meminimalisir kesulitan saat membuka kuvet. Pendinginan secara
cepat menyebabkan kerusakan pada resin akrilik karena perbedaan
kontraksi termal dari resin dan stone penanam. Untuk mengurangi
perubahan dimensi yang tidak diinginkan, resin akrilik harus disimpan
dalam air sampai diaplikasikan (Anusavice, 2013; Salim, 2010).
2.7.4 Kesalahan manipulasi
Kesalahan dalam manipulasi sering kali ditemukan pada
pembuatan basis gigi tiruan resin akrilik heat cured. Kesalahan yang
terjadi menyebabkan adanya porositas. Porositas terdiri dari 2 macam,
yaitu:
a. Porositas internal
Porositas internal terjadi akibat pemanasan yang tinggi dan cepat,
sehingga panas eksotermal meningkat. Resin akrilik merupakan
konduktor panas yang amat buruk, panas yang dihasilkan dalam
segmen resin yang tebal tidak dapat dikeluarkan sehingga terbentuk
bubbles. Bubbles sering terjadi akibat sebagian monomer yang tidak
dapat memecah polimer dan langsung menguap. Bubbles akan
terkurung dan menjadi porus pada bagian resin akrilik yang tebal
(Anusavice, 2013).
b. Porositas eksternal
Porositas eksternal terjadi akibat ketidak-homogenan bahan selama
proses polimerisasi. Penyebaran monomer tidak rata pada beberapa
bagian akan menyusut lebih banyak selama proses polimerisasi dan
membentuk ruang berupa porositas (Anusavice, 2013).

17
Menurut Dagar (2008) porositas merupakan salah satu faktor
penyebab penurunan kekuatan transversa permukaan resin akrlik.
Selain kesalahan manipulasi diatas, teknik pressing yang kurang tepat
juga menjadi salah satu faktor (Anusavice, 2013).
2.8 Sifat resin akrilik
Resin akrilik memiliki dua sifat penting yang digunakan untuk
ketepatan dan fungsi protesa lepasan (Anusavice, 2013).
2.8.1 Sifat fisik
a. Crazing
Crazing umumnya berawal pada permukaan resin dan mengarah
pada sudut yang tepat dari gaya tarik. Secara klinis, crazing terlihat
garis retakan kecil yang nampak pada permukaan resin akrilik akibat
pemisahan mekanik dari rantai polimer individu saat adanya tekanan
(McCabe, 2014).
b. Pengerutan polimerisasi
Perubahan kepadatan yang terjadi ketika metil metakrilat
(monomer) terpolimerisasi membentuk polimetil metakrilat,
perubahan kepadatan massa bahan dari 0,94 menjadi 1,19 g/cm3.
Perubahan kepadatan menghasilkan pengerutan volumetrik sebesar
21%. Bila resin konvensional heat cured diaduk dalam rasio bubuk
berbanding cairan sesuai ketetapan, maka sepertiga dari massa
terpolimerisasi harus sekitar 7%. Selain pengerutan volumetrik, harus
dipertimbangkan efek pengerutan linier. Semakin besar pengerutan
linier, maka semakin besar pula ketidak-sesuaian yang teramati dari

18
kecocokan awal suatu resin akrilik. Pengerutan volumetrik pada basis
resin akrilik harus menunjukkan pengerutan linier kurang lebih 2%
(Anusavice, 2013).
c. Kelarutan
Resin akrilik umumnya tidak larut dalam cairan yang ditemukan
dalam rongga mulut. Setelah dilakukan perendaman dalam air,
lempeng tersebut dikeringkan dan ditimbang untuk menentukan
kehilangan berat dari massa sebelumnya. Kehilangan berat tidak boleh
melebihi 0,04 mg/cm2 dari permukaan resin akrilik (Anusavice, 2013).
d. Porositas
Porositas merupakan akibat adanya penguapan monomer yang
tidak bereaksi atau melebihi titik didih dari bahan tersebut dan dapat
juga berasal dari pengadukan yang tidak homogen antara komponen
bubuk dan cairan, sehingga mempengaruhi estetik, kebersihan mulut,
sifat fisik dan kekuatan transversa. Faktor lainnya disebabkan karena
adanya tekanan yang kurang pada waktu packing (Anusavice, 2013).
Timbulnya porositas dapat diminimalisir dengan menjamin
homogenitas resin sebesar mungkin terhadap penggunaan
perbandingan polimer dan monomer yang tepat serta melakukan
pemolesan untuk mengurangi porositas yang dapat mempengaruhi
penurunan kekuatan transversa (Dagar, 2008).
Porositas dibedakan menjadi dua, sebagai berikut (Anusavice,
2013)
A. Shrinkage porosity : Ketidakteraturan gelembung yang
terdapat pada seluruh massa resin akrilik di dalam ataupun

19
permukaan. Hal ini disebabkan karena mould yang tidak terisi
dengan penuh adonan, kurangnya homogenitas atau pada proses
curing adonan tidak menerima tekanan cukup.
B. Gasseus porosity : Gelembung kecil halus biasanya terdapat
pada bagian tebal dan bagian yang terletak jauh dari sumber panas,
akibat massa akrilik yang belum berpolimerisasi. Dimasukan
dalam air mendidih dan suhu meningkat sampai 100,3˚C (titik
didih monomer) sehingga mengakibatkan monomer yang menguap
tidak dapat keluar udaranya dan terjadi pembentukan gelembung.
Porositas cenderung terjadi pada bagian permukaan resin akrilik
yang lebih tebal (Anusavice, 2013).
2.8.2 Sifat kimiawi dan biologis
Sifat kimiawi dan biologis pada resin akrilik yaitu penyerapan air.
Polimetil metakrilat relatif menyerap sedikit air ketika ditempatkan
pada lingkungan basah. Namun, air yang diserap menimbulkan efek
nyata pada sifat mekanik dan dimensi polimer.
Mekanisme penyerapan air yang terjadi yaitu difusi yang
merupakan berpindahnya suatu substansi melalui rongga. Polimetil
metakrilat memiliki nilai penyerapan air sebesar 0,69 mg/cm2.
Diperkirakan bahwa setiap 1% peningkatan berat disebabkan karena
penyerapan air, resin akrilik mengalami ekspansi linier sebesar 0,23%
(Anusavice, 2013; McCabe, 2014).
2.8.3 Sifat mekanik
a. Kekuatan impak

20
Kekuatan impak merupakan sifat yang dapat mempengaruhi
ketahanan resin akrilik sebagai basis gigi tiruan terhadap fraktur.
Kekuatan Tarik dan modulus elastisitas merupakan faktor yang dapat
mempengaruhi besarnya kekuatan impak (Anusavice, 2013).
b. Kekuatan tarik
Kekuatan tarik merupakan sifat dari resin akrilik yang dapat
mempengaruhi ketahanan bahan terhadap fraktur. Kekutan Tarik yang
dihasilkan dari resin akrilik heat cured adalah 50 MPa (Anusavice,
2013).
c. Kekuatan Transversa
Kekuatan transversa merupakan beban yang diberikan pada sebuah
benda bentuk batang yang terdukung pada kedua ujung dan beban
diberikan pada bagian tengah resin akrilik, selama batang ditekan
maka beban akan meningkat secara beraturan dan berhenti ketika
batang uji patah (Anusavice, 2013).
2.9 Kekuatan transversa permukaan resin akrilik
Uji kekuatan transversa merupakan cara terbaik untuk mengukur
kekuatan resin akrilik (Wulandari, 2012). Kekuatan transversa
merupakan daya tahan benda terhadap beban yang diterima.
Dilakukan uji kekuatan transversa untuk mengevaluasi hubungan
antara beban yang diberikan terhadap ketahanan benda saat proses
pengunyahan secara mekanis (Pantow et al., 2015). Uji kekuatan
transversa bergantung pada teknik pengadukan, jarak waktu dari tahap
pengisian ke dalam mould sampai pada proses curing dan porositas.
Menurut Dagar (2008) kekuatan transversa dari resin akrilik
21
dipengaruhi adanya faktor seperti berat molekul, ukuran partikel
polimer dan porositas.
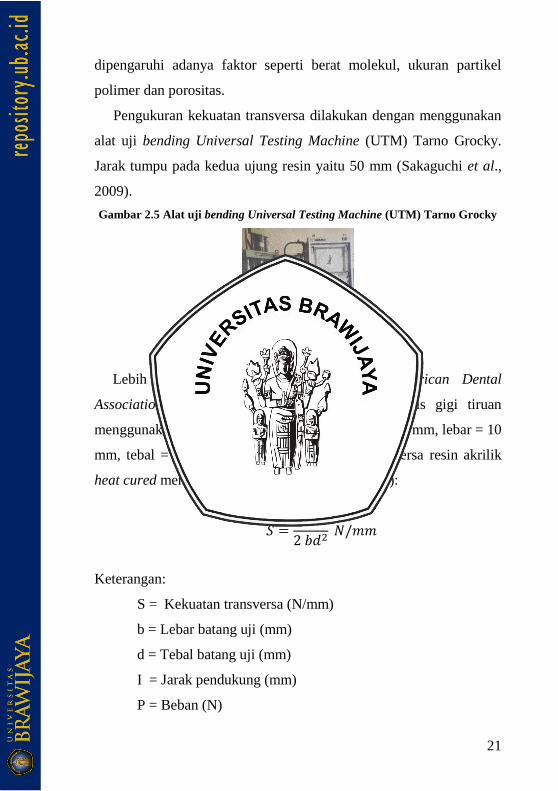
Pengukuran kekuatan transversa dilakukan dengan menggunakan
alat uji bending Universal Testing Machine (UTM) Tarno Grocky.
Jarak tumpu pada kedua ujung resin yaitu 50 mm (Sakaguchi et al.,
2009).
Gambar 2.5 Alat uji bending Universal Testing Machine (UTM) Tarno Grocky
Lebih lanjut dijelaskan pada spesifikasi American Dental
Association no.12 untuk resin akrilik sebagai basis gigi tiruan
menggunakan ukuran batang uji dengan panjang = 65 mm, lebar = 10
mm, tebal = 2,5 mm. Perhitungan kekuatan transversa resin akrilik
heat cured menggunakan rumus (Anusavice, 2013):
𝑆 =3 𝐼 𝑃
2 𝑏𝑑2 𝑁/𝑚𝑚
Keterangan:
S = Kekuatan transversa (N/mm)
b = Lebar batang uji (mm)
d = Tebal batang uji (mm)
I = Jarak pendukung (mm)
P = Beban (N)

22
Menurut Takabayashi (2008) nilai kekuatan transversa minimal
suatu bahan resin akrilik sekitar 652,628 Kg/cm2.
2.10 Glass fiber
2.10.1 Definisi
Glass fiber merupakan material dari serabut-serabut kaca yang
sangat halus. Glass fiber adalah bahan anorganik yang dapat
ditambahkan ke dalam resin akrilik heat cured untuk meningkatkan
sifat mekanik seperti kekuatan transversa dan sifat fisik seperti
porositas. Glass fiber memiliki beberapa kelebihan yaitu dapat
beradhesi dengan matriks polimer, estetis baik dan meningkatkan sifat
mekanik serta sifat fisik. Namun glass fiber memiliki kekurangan
antara lain warna putih yang terlihat kurang natural akibat komposisi
silicon dioksida, alumunium serta magnesium pada glass fiber dan
memiliki berat molekul yang relatif besar (Vojdani et al, 2006;
Ferasima et al, 2013).
2.10.2 Komposisi
Serat kaca mengandung komposisi sebagai berikut: (Monaco,
2005)
a. SiO2
b. Al2O3
c. CaO
d. MgO
e. B2O3
f. K2O
g. Na2O
h. Fe2O3

23
Komposisi utama glass fiber adalah silikon dioksida (SiO2) karena
memiliki ikatan kovalen yang kuat sehingga glass fiber menjadi lebih
padat dan kuat serta mampu menyerap beban yang diterima oleh resin
akrilik heat cured. Silikon dioksida (SiO2) digolongkan ke dalam serat
penguat yang dominan karena memiliki sifat mekanis yang baik, tahan
terhadap bahan kimia dan memiliki titik leleh tinggi. Selain silikon
dioksida, terdapat boron trioksida yang dapat meningkatkan stabilitas
hidrolitik permukaan glass fiber sehingga penyerapan air sangat
sedikit dan secara tidak langsung mengurangi penyerapan air oleh
basis resin akrilik heat cured yang dapat meningkatkan kekuatan
transversa dan impak (Ferasima et al, 2013).
2.10.3 Bentuk
a. Batang
Glass fiber bentuk batang terbuat dari continous unidirectional
yang terdiri dari 1.000-200.000 serabut glass fiber dengan diameter 3-
25 μm (Obukuro et al, 2008). Berdasarkan penelitian yang dilakukan
oleh Vojdani et al (2006) pada resin akrilik heat cured yang
ditambahkan dengan glass fiber (stick tech) bentuk batang
menunjukkan adanya peningkatan kekuatan transversa sebesar 6,4
MPa.
Gambar 2.6 Glass fiber bentuk batang

24
(Koleksi pribadi)
b. Anyaman
Glass fiber bentuk anyaman sesuai sebagai bahan penguat karena
memiliki ukuran bervariasi (Ferasima et al, 2013). Berdasarkan
penelitian yang dilakukan oleh Vojdani et al (2006) menyatakan
adanya peningkatan kekuatan tranversa resin akrlik yang ditambah
glass fiber (stick net) bentuk anyaman dibanding kelompok kontrol
yang tidak ditambahkan bahan penguat.
Gambar 2.7 Glass fiber bentuk anyaman
(Ferasima et al, 2013)
c. Potongan kecil
Glass fiber bentuk potongan kecil lebih mudah dicampur dan
dimanipulasi pada adonan resin akrilik heat cured dibandingkan
dengan glass fiber bentuk batang dan anyaman. Glass fiber potongan
kecil lebih mudah menyerap monomer resin akrilik heat cured
sehingga memiliki adhesi lebih baik dengan matriks polimer (Mowade
et al, 2012). Berdasarkan penelitian Lee et al (2001) menyatakan

25
bahwa resin akrilik heat cured yang ditambahkan glass fiber bentuk
potongan kecil meningkatkan kekuatan transversa resin akrilik.
Penelitian yang dilakukan oleh Watri (2010) dalam Ferasima et al
(2013) menyatakan resin akrilik heat cured yang ditambah dengan
glass fiber bentuk potongan kecil konsentrasi 1%, 1,5% dan 2%
menyatakan bahwa terdapat peningkatan kekuatan impak dan
transversa yang seimbang diperoleh dari resin akrilik heat cured
dengan penambahan glass fiber 1%. Penambahan glass fiber dengan
konsentrasi 2% dapat melemahkan kekuatan transversa pada resin
akrilik heat cured karena terdapat penggumpalan serat kaca yang
dapat membuat campuran antara polimer, monomer dan glass fiber
yang tidak homogen. Peningkatan kekuatan transversa yang paling
signifikan dihasilkan dengan penambahan glass fiber konsentrasi 1%.
Gambar 2.8 Glass fiber bentuk potongan kecil
(Ferasima et al, 2013)
2.11 Pemolesan
Prosedur pemolesan merupakan proses penghalusan bahan yang
paling halus dan bekerja pada regio permukaan substrat yang sangat
tipis sehingga tidak terlihat tanpa bantuan mikroskop. Pemolesan
dilakukan untuk mendapatkan fungsi estetik baik, kenyamanan saat
proses pengunyahan, mencegah sisa makanan dan bakteri patogen

26
melekat, serta mengurangi porositas yang dapat mempengaruhi
kekuatan transversa (Anusavice, 2013; Dagar, 2008).
Pemolesan resin akrilik memiliki 2 metode yaitu kimiawi dan
mekanis. Pemolesan dengan metode kimiawi merupakan teknik
alternatif dari metode mekanis karena dapat mempersingkat urutan
dalam proses finishing dan polishing. Teknik pemolesan secara
kimiawi yaitu dengan cara menempatkan resin akrilik ke dalam
polisher kimia yang mengandung monomer panas pada suhu 75˚C
selama 10 detik (Al-Rifaiy, 2009; Al-Kheraif, 2014).
Metode mekanis adalah teknik tradisional yang umum digunakan
dalam bidang kedokteran gigi sebagai prosedur finishing dan polishing
yang hasilnya akan mengurangi porositas pada permukaan resin
akrilik (Al-Rifaiy, 2009; Sakaguchi, 2012). Menurut Abuzar dkk
(2010) mengatakan bahwa pemolesan dengan bubuk pumice
menggunakan metode mekanis memberikan nilai rata-rata kekasaran
permukaan (Ra) resin akrilik di bawah ambang batas yaitu 0,2 µm.
2.11.1 Bahan- bahan pemolesan resin akrilik
Pemolesan dilakukan untuk mengurangi porositas akibat proses
polimerisasi dengan menggunakan berbagai bahan abrasif
(Anusavice, 2013; Bonsor et al., 2013).
Bahan poles yang digunakan dalam kedokteran gigi umumnya,
yaitu:
a. Pumice
Pumice merupakan derivat batu vulkanik sangat halus dari Italia
yang menghasilkan bahan silica berwarna abu-abu muda umumnya
digunakan dalam bentuk bubuk atau pasir sebagai agen untuk

27
pemolesan permukaan resin akrlik, email gigi, amalgam gigi dan
lempeng emas (Anusavice, 2013).
Lama waktu penggunaan bubuk pumice harus diperhatikan karena
dapat menghilangkan beberapa bahan pada resin akrilik (Bonsor et al.,
2013).
Gambar 2.9 Bubuk Pumice
(Manppalil, 2010)
b. Tripoli
Tripoli merupakan bahan abrasif yang berasal dari endapan silica
ringan dan rapuh. Bahan tripoli yang umum digunakan yaitu warna
abu-abu dan merah, terlebih dahulu batu digiling menjadi partikel
sangat halus kemudian dibentuk menjadi batang-batang senyawa
pemoles. Tripoli banyak digunakan untuk memoles logam campur dan
beberapa bahan plastik seperti akrilik (Anusavice, 2013).
c. Tin Oxide
Tin oxide merupakan bahan abrasif yang sangat halus digunakan
secara luas sebagai bahan pemoles gigi dan restorasi logam pada
rongga mulut. Bahan ini diaplikasikan dengan mencampur air,
alkohol, atau gliserin untuk membentuk pasta abrasive ringan
(Anusavice, 2013).

28
2.11.2 Alat pemolesan
Prosedur pemolesan tidak dapat dipisahkan dari penggunaan alat
poles yang telah dibubuhi bahan abrasif. Menurut Anusavice (2013),
Alat pemolesan yang digunakan pada prosedur pemolesan, yaitu:
a. Micromotor
Gambar 2.10 Dental Lab Micromotor
b. Straight handpiece
Gambar 2.11 Straight Handpiece
c. Stone bur
Gambar 2.12 Stone Bur Pink
Stone bur tersedia dalam berbagai warna yaitu pink, biru, hijau dan
putih yang menunjukan tingkat abrasivitasnya. Stone bur berwarna
pink dan biru sangat abrasif umumnya digunakan di laboratorium gigi,
sedangkan stone bur hijau dan putih yang kurang abrasif sering

29
digunakan di rongga mulut. Stone bur ini cocok digunakan dengan
straight handpiece low speed (Bonsor et al., 2013).
d. Kertas abrasif / amplas
e. Ragwheel
Gambar 2.14 Ragwheel
Ragwheel tidak boleh dilakukan secara bergantian dengan abrasif
yang berbeda, dan harus dibiarkan lembut serta basah dengan
menggunakan pumice untuk mencegah panas berlebih dari resin
akrilik (Zarb, 2013; Ahmad, 2011).
2.11.3 Cara pemolesan
Pemolesan akhir dengan metode mekanis dilakukan menggunakan
alat poles berupa ragwheel dengan bubuk pumice yang telah dicampur
air untuk menghaluskan permukaan resin akrilik (Al-Rifaiy, 2009;
Bonsor et al., 2013). Bubuk pumice yang basah dapat meminimalisir
pembentukan panas, rusaknya ragwheel dan menjaga agar resin
akrilik tidak mudah terlepas saat dilakukan pemolesan (Ahmad, 2011).
Pemolesan dilakukan dalam waktu tertentu sehingga dapat
Gambar 2.13 Kertas Abrasif

30
mengurangi porositas pada permukaan resin akrilik yang akan
menurunkan kekuatan transversa (Zarb, 2013; Dagar, 2008).
Waktu pemolesan merupakan lamanya proses penghalusan untuk
meminimalisir porositas yang terjadi akibat penguapan monomer yang
tidak bereaksi atau melebihi titik didih dari bahan heat cured sehingga
mempengaruhi penurunan kekuatan transversa permukaan resin
akrilik (Anusavice, 2013).
Saeed et al (2013) berpendapat bahwa penggunaan alat pemolesan
dengan kecepatan lambat dan tekanan intermiten ringan selama 15
detik dilakukan untuk menghindari penumpukan panas pada material
resin dan juga kerusakan pada bahan finishing. Lama waktu
pemolesan menggunakan bubuk pumice umumnya yaitu 15 detik (Al-
Rifaiy, 2009).
Berdasarkan penelitian Nurain (2011), bahwa terdapat perbedaan
dan pengurangan kekasaran permukaan resin akrilik polimerisasi
panas yang signifikan sesudah dipoles dengan bubuk pumice dalam
waktu pemolesan 30, 60, 90, dan 120 detik. Saran dari peneliti
mengatakan untuk penelitian selanjutnya data awal mengenai waktu
pemolesan terhadap kekasaran permukaan sampel dalam suatu
kelompok perlakuan tidak terlalu jauh.

31
2.12 Kerangka teori
Komposisi
Bubuk :
Polimer
Inisiator
Zat warna
Cairan :
Monomer
Inhibitor
cross-linked agent
Manipulasi
Sifat
Fisik :
Crazing
Pengerutan Polimerisasi
Kelarutan
Porositas
Kimiawi dan Biologi :
Penyerapan air
Mekanik :
Kekuatan Impak
Kekuatan Tarik
Metode Mekanis
Alat :
Micromotor
Straight
Handpiece
Stone Bur
Kertas Abrasif
Ragwheel
Waktu Bahan
Pumice
Tripoli
Tin Oxide
Kekuatan Transversa
Metode Kimiawi
Resin Akrilik Heat Cured
Pemolesan Porositas
berkurang
Glass
Fiber
Gambar 2.15 Skema kerangka teori

33
BAB 3
KERANGKA KONSEP DAN HIPOTESA PENELITIAN
3.1 Kerangka konsep
Gambar 3.1 Skema kerangka konsep pengaruh lama waktu pemolesan bubuk
pumice terhadap kekuatan transversa permukaan resin akrilik heat cured
dengan penambahan glass fiber
Resin akrilik heat cured
Bubuk Cairan
Manipulasi resin akrilik
Waktu Pemolesan
Perubahan pada
kekuatan transversa
Bahan poles
bubuk pumice
Porositas berkurang
Glass Fiber

34
Bahan dasar basis gigi tiruan yang umum digunakan yaitu
resin akrilik tipe heat cured dengan komposisi bubuk dan cairan.
Resin akrilik tipe ini memiliki sifat porositas yang dapat menurunkan
kekuatan transversa sehingga resin mudah patah. Oleh karena itu,
dibutuhkan penambahan glass fiber dalam proses manipulasi dan
dilakukan pemolesan pada permukaan resin akrilik heat cured dengan
penambahan glass fiber menggunakan bubuk pumice berdasarkan
lama waktu yang telah ditentukan untuk meminimalisir porositas serta
mengetahui perubahan kekuatan transversa pada permukaan resin
akrilik heat cured.
3.2 Hipotesa
Hipotesa dari penelitian ini “Terdapat pengaruh lama waktu
pemolesan permukaan resin akrilik heat cured dengan penambahan
glass fiber menggunakan bubuk pumice terhadap kekuatan transversa”

35
BAB 4
METODOLOGI PENELITIAN
4.1 Desain penelitian
Berdasarkan sifatnya penelitiaan ini termasuk dalam jenis
penelitian eksperimental laboratoris. Sedangkan desain penelitiaan
yang digunakan yaitu posttest only control group design untuk
mengetahui pengaruh lama waktu pemolesan bubuk pumice terhadap
kekuatan transversa permukaan resin akrilik heat cured.
4.2 Sampel penelitian
Sampel yang digunakan penelitian ini semua resin akrilik
Polymethil Metacrylate (PMMA) tipe heat cured dengan penambahan
glass fiber yang dibuat oleh peneliti dalam bentuk lempengan,
berukuran 65 mm × 10 mm × 2,5 mm (Sakaguchi et al., 2009).
Ketebalan 2,5 mm mewakili ketebalan rata-rata resin akrilik,
sedangkan panjang dan lebar bertepatan untuk pengukuran yang
sesuai dilakukannya uji kekuatan transversa (Al-Rifaiy, 2009).
Sampel penelitian kemudian dibagi menjadi 3 kelompok perlakuan
yaitu; kelompok (K) / kelompok kontrol (pemolesan resin akrilik heat
cured dengan lama waktu 15 detik) karena umumnya pemolesan
menggunakan bubuk pumice yaitu 15 detik (Al-Rifaiy, 2009).
Kelompok A, B dan C / kelompok eksperimen (dilakukan pemolesan
2,5 mm
65 mm
10 mm
Gambar 4.1 Bentuk Sampel Resin Akrilik

36
resin akrilik heat cured dengan penambahan glass fiber menggunakan
bubuk pumice dalam lama waktu 15, 30 dan 45 detik secara berturut-
turut).
4.2.1 Kriteria sampel
a. Bentuk dan ukuran lempeng resin akrilik heat cured dengan
penambahan glass fiber 65 mm × 10 mm × 2,5 mm
b. Campuran adonan homogen
c. Permukaan resin akrilik rata dan tidak bergelombang
d. Tidak porus
e. Glass fiber tersebar merata
4.2.2 Jumlah sampel
Untuk menentukan jumlah sampel digunakan rumus sebagai
berikut (Budijanto, 2015):
(𝑡 − 1)(𝑟 − 1) ≥ 15
(4 − 1)(𝑟 − 1) ≥ 15
3(𝑟 − 1) ≥ 15
3𝑟 − 2 ≥ 15
3𝑟 ≥ 18
𝑟 ≥ 6
Keterangan:
t = Banyak kelompok perlakuan
r = Besar sampel
Berdasarkan hasil perhitungan menggunakan rumus diatas, maka
dapat disimpulkan bahwa besar sampel minimal adalah 6 buah pada
tiap kelompok perlakuan. Jumlah kelompok perlakuan yang

37
digunakan yaitu 4 kelompok, maka sampel keseluruhan terdapat 24
buah.
4.3 Definisi Operasional
a. Akrilik heat cured adalah suatu sampel berbentuk lempengan
ukuran 65 mm × 10 mm × 2,5 mm yang terbuat dari adonan resin
akrilik tipe heat cured merk QC-20.
b. Glass fiber merupakan material yang sangat halus terbuat dari kaca
dan dapat beradhesi dengan matriks polimer di dalam adonan resin
akrilik dengan bentuk potongan kecil ukuran 3 mm.
c. Akrilik heat cured dengan penambahan glass fiber merupakan
sampel berbentuk lempeng dengan penambahan glass fiber yang
telah direndam pada monomer 2 ml dan dikeringkan, kemudian
dimasukkan ke dalam polimer 4 gr disertai penambahan monomer
2,5 ml.
d. Bubuk pumice merupakan derivat batu vulkanik sangat halus yang
umumnya digunakan dalam bentuk bubuk (powder) 200 mg
dicampur dengan air 2 ml untuk pemolesan pada permukaan resin
akrilik heat cured dengan penambahan glass fiber.
e. Waktu pemolesan merupakan lamanya proses penghalusan untuk
meminimalisir porositas dan mengkilapkan permukaan resin
akrilik tipe heat cured dengan penambahan glass fiber. Penelitian
ini menggunakan 4 kelompok sampel yaitu kelompok kontrol
(dilakukan pemolesan permukaan resin akrilik heat cured dengan
lama waktu 15 detik), kelompok eksperimen (dilakukan pemolesan
permukaan resin akrilik heat cured dengan penambahan glass fiber
dalam lama waktu 15, 30 dan 45 detik secara berturut-turut).

38
f. Kekuatan transversa pada permukaan resin akrilik tipe heat cured
adalah ketahanan resin terhadap suatu beban secara vertikal yang
ditempakan pada suatu benda uji yang ditumpu pada kedua
ujungnya dengan jarak tumpuan yaitu 50 mm sampai resin tersebut
patah. Satuan hasil perhitungan kekuatan transversa dinyatakan
dalam Newton per millimeter.
4.4 Variabel penelitian
4.4.1 Variabel bebas
Waktu pemolesan permukaan resin akrilik Polymethil Metacrylate
(PMMA) tipe heat cured dengan penambahan glass fiber 15, 30 dan
45 detik.
4.4.2 Variabel terikat
Kekuatan transversa resin akrilik Polymethil Metacrylate (PMMA)
tipe heat cured dengan penambahan glass fiber.
4.4.3 Variabel terkendali
a. Cara pembuatan resin akrilik Polymethil Metacrylate (PMMA) tipe
heat cured yang ditambahkan bahan glass fiber
b. Cara pemolesan permukaan resin akrilik Polymethil Metacrylate
(PMMA) tipe heat cured dengan penambahan glass fiber
c. Cara uji kekuatan transversa permukaan resin akrilik Polymethil
Metacrylate (PMMA) tipe heat cured dengan penambahan glass
fiber

39
4.5 Lokasi dan waktu penelitian
4.5.1 Lokasi penelitian
Penelitian ini dilakukan di Dental Laboratory Malang untuk
pembuatan lempeng resin akrilik. Ruang Skills Lab Fakultas
Kedokteran Gigi Universitas Brawijaya Malang untuk pemolesan
resin akrilik. Laboratorium Uji Bahan jurusan Teknik Mesin
Politeknik Negeri Malang untuk uji kekuatan transversa permukaan
resin akrilik.
4.5.2 Waktu penelitian
Penelitian dilaksanakan Oktober – November 2018.
4.6 Alat dan bahan penelitian
4.6.1 Alat penelitian
a. Rubber bowl dan spatula gips
b. Gelas ukur
c. Pisau malam, pisau model, pisau gips
d. Kuvet
e. Master sampel dari kuningan ukuran 65 mm × 10 mm × 2,5 mm
f. Plastik cellophane
g. Kuas
h. Hydraulic bench press
i. Vibrator
j. Panci
k. Kompor
l. Tali raffia
m. Pot porselen, deppen glass
n. Spatula semen

40
o. Stopwatch, jangka sorong
p. Micromotor
q. Straight handpiece
r. Stone bur
s. Ragwheel
t. Disposable plastic syringe
u. Petridish
v. Pinset
w. Alat uji bending merk Tarno Grocky
4.6.2 Bahan penelitian
a. Gips lunak (tipe II) dan gips keras (tipe III)
b. Aquades
c. Vaseline
d. Resin akrilik tipe heat cured merk QC-20
e. Could Mould Seal (CMS)
f. Kertas gosok (pasir) nomor 400 dan 600 waterproof
g. Bubuk pumice
h. Glass fiber
4.7 Prosedur penelitian
4.7.1 Pembuatan cetakan (sectional mould)
a. Mempersiapkan kuvet besar untuk pembuatan lempeng uji. Master
model terbuat dari kuningan berbentuk persegi panjang dengan
ukuran 65 mm × 10 mm × 2,5 mm
Gambar 4.2 Master model kuningan

41
(koleksi pribadi)
b. Membuat adonan gips lunak (tipe II) yang terdiri dari bubuk gips
putih 50 gr dan 15 ml air diaduk dalam rubber bowl dan diletakkan
pada vibrator untuk mengeluarkan udara dalam gips
c. Adonan gips keras dimasukkan kedalam kuvet bawah dan
diletakkan pada vibrator, kemudian master model kuningan diolesi
vaseline dan diletakkan di bagian tengah kuvet dengan posisi datar
sampai tertanam setengah bagian dari kuvet. Masing-masing kuvet
ditanam 2 buah master model dengan jarak antara master model
dan kuvet disamakan. Gips diratakan dan dirapikan setiap
bagiannya, diamkan sampai mengeras (setting) selama 30-60
menit. Setelah gips mengeras, permukaan gips dan master model
diolesi vaseline. Kuvet bagian atas dipasang dan diisi dengan
adonan gips keras (tipe III) diatas vibrator, lalu ditutup.
d. Setelah gips mengeras, kuvet dibuka dan master model dilepas dari
kuvet.
e. Mould disiram air panas yang mengalir untuk menghilangkan
vaseline dan keringkan.

42
4.7.2 Packing resin akrilik heat cured
a. Seluruh permukaan mould space dioleskan dengan bahan separator
cold mould seal menggunakan kuas, biarkan hingga kering.
b. Penambahan glass fiber dalam bentuk potongan kecil berukuran 3
mm dilakukan dengan merendam ke dalam monomer 2 ml selama
10 menit pada petridish untuk mendapatkan ikatan lebih baik
dengan resin akrilik kemudian ditiriskan dan biarkan hingga kering
(Ferasima et al, 2013; Lee et al, 2001).
c. Glass fiber dicampur ke dalam bubuk polimer 4 gr, kemudian
dilakukan penambahan cairan monomer 2,5 ml (sesuai dengan
petunjuk pabrik) dan aduk secara perlahan-lahan dalam pot
porselen.
d. Setelah adonan resin akrilik dengan penambahan glass fiber
mencapai tahap dough stage, manipulasikan ke dalam mould
dengan spatula semen. Ratakan adonan, kemudian tutup dengan
plastik cellophane.
e. Kuvet atas dipasang disatukan dengan kuvet bawah, dipres secara
perlahan menggunakan alat Hydraulic bench press.
f. Kuvet dibuka dan potong kelebihan adonan dengan pisau model.
Kuvet atas disatukan dengan kuvet bawah kembali dan dipres lagi
pada Hydraulic bench pres tanpa menggunakan plastik cellophane.
4.7.3 Proses curing
a. Kuvet dimasukkan dalam air mendidih dengan menaikkan suhu
hingga 70˚C dalam waktu 120 menit. Selanjutnya, temperatur
ditingkatkan hingga 100˚C dan diproses selama 30 menit.

43
b. Selesai proses curing, keluarkan kuvet dan dinginkan secara
perlahan hingga mencapai temperatur ruang
c. Pengeluaran basis resin akrilik dengan penambahan glass fiber dari
dalam kuvet dilakukan pada air mengalir untuk meminimalisir saat
membuka kuvet
4.7.4 Pemolesan
a. Pemolesan awal dengan stone bur berwarna pink untuk membuang
dan merapikan kelebihan resin akrilik dengan penambahan glass
fiber pada sampel. Haluskan lempeng resin akrilik dengan
penambahan glass fiber menggunakan kertas gosok (pasir) nomor
400, dilanjutkan dengan nomor 600 selama 10 detik.
b. Pemolesan akhir dilakukan menggunakan ragwheel dan bubuk
pumice yang telah dicampur air untuk menghaluskan permukaan
resin akrilik dengan penambahan glass fiber. Wool ragwheel
ditekan sedalam 1 mm yang telah diberi pumice basah ke
permukaan resin akrlik dengan penambahan glass fiber. Volume
air yang dibutuhkan setiap sampel untuk dicampur dengan bubuk
pumice 200 mg yaitu 2 ml dapat diukur menggunakan disposable
plastic syringe.
a. Kelompok K yaitu 6 sampel resin akrilik heat cured
dipoles 200 mg bubuk pumice yang ditambahkan 2 ml air
menggunakan micromotor dan ragwheel ketebalan 15
mm. Permukaan resin akrilik heat cured dipoles selama
15 detik
b. Kelompok A yaitu 6 sampel resin akrilik heat cured
dengan penambahan glass fiber dipoles 200 mg bubuk

44
pumice yang ditambahkan 2 ml air menggunakan
micromotor dan ragwheel ketebalan 15 mm. Permukaan
resin akrilik heat cured dengan penambahan glass fiber
selama 15 detik
c. Kelompok B yaitu 6 sampel resin akrilik heat cured
dengan penambahan glass fiber dipoles 200 mg bubuk
pumice yang ditambahkan 2 ml air menggunakan
micromotor dan ragwheel ketebalan 15 mm. Permukaan
resin akrilik heat cured dengan penambahan glass fiber
selama 30 detik
d. Kelompok C yaitu 6 sampel resin akrilik heat cured
dengan penambahan glass fiber dipoles 200 mg bubuk
pumice yang ditambahkan 2 ml air menggunakan
micromotor dan ragwheel ketebalan 15 mm. Permukaan
resin akrilik heat cured dengan penambahan glass fiber
dipoles selama 45 detik
4.7.5 Pengukuran kekuatan transversa permukaan sampel
Sampel yang akan diuji terlebih dahulu dibersihkan dari bahan
poles bubuk pumice kemudian keringkan.
Cara pengukuran (Nirwana, 2005) :
a. Panjang batang lempeng yang akan diuji diukur dengan jangka
sorong kemudian diberi tanda pada garis tengah menggunakan
pensil.
b. Batang uji diberi nomor pada kedua ujungnya menggunakan pensil
c. Batang uji yang telah diberi tanda diletakkan di tengah alat tekan
supaya tekanan benar-benar tertuju pada satu garis uji
d. Jarak tumpu pada kedua ujung resin yaitu 50 mm

45
Gambar 4.3 Sketsa sederhana pengukuran kekuatan transversa
(Sakaguchi et al.,2009)
e. Mesin alat uji bending Universal Testing Machine (UTM) Tarno
Grocky dihidupkan, pemberat alat akan turun menekan tepat pada
tangah batang uji sampai batang uji patah, alat akan secara otomatis
berhenti bekerja dan pada monitor akan menunjukkan nilai
Gambar 4.4 Pengujian kekuatan transversa resin akrilik heat cured
(Koleksi pribadi)
f. Kekuatan transversa diperoleh dengan memasukkan nilai hasil uji
pada rumus (Anusavice, 2013):
𝑆 =3 𝐼 𝑃
2 𝑏𝑑2 N/mm

46
Keterangan:
S = Kekuatan transversa (N/mm)
b = Lebar batang uji (mm)
d = Tebal batang uji (mm)
I = Jarak pendukung (mm)
P = Beban (N)
4.8 Pengolahan dan analisis data
Sebelum analisa data, dilakukan uji normalitas terlebih dahulu
menggunakan Shapiro-wilk karena besarnya sampel ≤50, kemudian
dilakukan uji homogenitas ragam menggunakan Levene’s test.
Apabila data yang diperoleh berdistribusi normal (signifikansi > 0,05)
dan homogenitas ragam terpenuhi (p > 0,05) maka data dianalisa
menggunakan uji statistik parametrik Oneway Anova dengan derajat
kepercayaan 95% (α=0,05) bertujuan untuk mengetahui lama waktu
pemolesan bubuk pumice terhadap kekuatan transversa permukaan
resin akrilik heat cured. Apabila data tidak berdistribusi normal dan
varian tidak homogen maka digunakan uji Kruskal Wallis. Dilanjutkan
dengan uji Post Hoc Test yaitu Tukey (HSD) untuk mengetahui
perbedaan dari masing-masing kelompok perlakuan. Uji korelasi
Pearson untuk mengetahui hubungan antara lama waktu pemolesan
terhadap kekuatan transversa dan uji regresi linear untuk menghitung
besarnya pengaruh antara variabel.

47
4.9 Alur penelitian
Gambar 4.5 Skema alur penelitian
Pembuatan Resin akrilik heat cured ukuran
65 mm × 10 mm × 2,5 mm
Kelompok
(A)
6 Lempeng
resin akrilik
dengan
penambahan
glass fiber
dilakukan
pemolesan
200 mg
bubuk
pumice
dicampur 2
ml air selama
15 detik
Kelompok
(B):
6 Lempeng
resin akrilik
dengan
penambahan
glass fiber
dilakukan
pemolesan
200 mg
bubuk
pumice
dicampur 2
ml air selama
30 detik
Kelompok
(C):
6 Lempeng
resin akrilik
dengan
penambahan
glass fiber
dilakukan
pemolesan
200 mg
bubuk
pumice
dicampur 2
ml air
selama 45
detik
Pengukuran kekuatan transversa pada
seluruh sampel menggunakan alat uji
transversa
Analisis data
Penambahan glass fiber
potongan kecil ukuran 3 mm
Kelompok
(K):
6 Lempeng
resin akrilik
heat cured
dilakukan
pemolesan
dengan 200
mg bubuk
pumice
dicampur 2
ml air
selama 15
detik

49
BAB 5
HASIL PENELITIAN DAN PEMBAHASAN
5.1 Hasil Penelitian
Penelitian ini dilakukan untuk melihat adanya pengaruh lama
waktu pemolesan permukaan resin akrilik heat cured dengan
penambahan glass fiber menggunakan bubuk pumice terhadap
kekuatan transversa. Besar sampel yang digunakan yaitu 6 buah untuk
setiap perlakuan dengan hasil pengukuran dapat dilihat pada tabel 5.1.
Tabel 5.1. Hasil pengukuran setiap sampel terhadap beban maksimal
(Newton) yang dapat diterima
Rata-rata Std.
Deviation
Minimum Maximum
Kontrol 98,774 1,297 97,020 100,548
A 113,778 1,100 112,308 115,248
B 110,250 1,100 108,780 111,720
C 106,722 1,100 105,252 108,192
Gambar 5.1. Diagram rata-rata kekuatan transversa setiap sampel
terhadap beban maksimal (Newton) yang dapat diterima
98.774
113.778
110.250
106.722
90.0
95.0
100.0
105.0
110.0
115.0
Kontrol A B C
Diagram Rata-rata Kekuatan Transversa

50
Berdasarkan tabel dan diagram di atas menunjukkan pada
kelompok kontrol diperoleh nilai rata-rata kekuatan transversa sebesar
98,774 N/mm dengan standart deviasi sebesar 1,297. Kelompok
tersebut memiliki nilai kekuatan transversa minimum sebesar 97,020
N/mm dengan nilai maksimum mencapai 100,548 N/mm. Kelompok
A diperoleh nilai rata-rata kekuatan transversa sebesar 113,778 N/mm
dengan standart deviasi sebesar 1,100. Pada kelompok tersebut nilai
kekuatan transversa minimum sebesar 112,308 N/mm dengan nilai
maksimum mencapai 115,248 N/mm. Kelompok B diperoleh nilai
rata-rata kekuatan transversa sebesar 110,250 N/mm dengan standart
deviasi sebesar 1,100. Pada kelompok B nilai kekuatan transversa
minimum sebesar 108,780 N/mm dengan nilai maksimum mencapai
111,720 N/mm. Kelompok C diperoleh nilai rata-rata kekuatan
transversa sebesar 106,722 N/mm dengan standart deviasi sebesar
1,100. Pada kelompok C nilai kekuatan transversa minimum sebesar
105,252 N/mm dengan nilai maksimum mencapai 108,192 N/mm.
5.2 Analisa data
Sebelum dilakukan analisis ragam One-way ANOVA terhadap
data hasil penelitian terlebih dahulu dilakukan uji asumsi yang
melandasi pengujian tersebut. Uji asumsi yang dilakukan adalah uji
normalitas data dan uji homogenitas ragam. Apabila salah satu asumsi
yang melandasi pengujian analisis ragam One-way ANOVA tidak
terpenuhi maka analisis dapat digantikan dengan uji statistik non-
parametrik Kruskal-Wallis.

51
5.2.1 Uji Normalitas Data
Pengujian normalitas data pada penelitian ini menggunakan uji
Shapiro-Wilk. Data hasil penelitian dikatakan berdistribusi normal
apabila nilai signifikan lebih besar dari 0,05. Hasil uji normalitas data
dapat dilihat pada table 5.2.
Tabel 5.2. Hasil uji normalitas dengan shapiro-wilk
Variabel Perlakuan Shapiro-Wilk
Statistic df Sig.
Kekuatan
Transversa
Kontrol 0,946 6 0,708
A 0,982 6 0,961
B 0,982 6 0,961
C 0,982 6 0,961
Tabel diatas menunjukkan bahwa nilai signifikansi hasil uji pada
kelompok kontrol, A, B dan C lebih besar dari 0,05 (p > 0,05) sehingga
dapat disimpulkan bahwa data hasil penelitian berdistribusi normal.
5.2.2 Uji Homogenitas Ragam
Uji homogenitas ragam pada penelitian ini menggunakan Levene’s
test. Kelompok data dikatakan memiliki ragam yang homogen apabila
nilai signifikan hasil analisis lebih besar dari 0,05 (p > 0,05). Hasil uji
homogenitas ragam dapat dilihat pada tabel 5.3.
Tabel 5.3. Hasil uji homogenitas ragam dengan Lavene’s test
Levene Statistic df1 df2 Sig.
0,507 3 20 0,682
Tabel di atas menunjukkan data hasil penelitian memiliki ragam
yang homogen karena nilai signifikansi hasil analisis lebih besar dari
taraf nyata 0,05 (p > 0,05). Hasil uji asumsi berupa normalitas dan

52
homogenitas dapat terpenuhi maka dilakukan uji One-way ANOVA
untuk pengujian antara beberapa kelompok sampel dan uji Post Hoc
test Tukey untuk mengetahui perbedaan dari masing-masing kelompok
perlakuan.
5.2.3 Uji One-way ANOVA
Tabel 5.4. Hasil uji one-way Anova
Sum of
Squares df
Mean
Square F Sig.
Between Groups 742,005 3 247,335 177,263 0,000
Within Groups 27,906 20 1,395
Total 769,911 23
Hasil analisis One-way ANOVA diperoleh nilai Fhitung sebesar
177,263 dengan nilai signifikansi sebesar 0,000. Karena nilai
signifikansi < taraf nyata (0,000<0,05) maka disimpulkan terdapat
perbedaan yang signifikan rata-rata kekuatan transversa antar
kelompok yang dibandingkan.
5.2.4 Uji Analisis Uji Post Hoc Tukey
Tabel 5.5. Hasil analisis uji post hoc tukey
(I) Kelompok
(J) Kelompok
Mean Difference
(I-J)
Std. Error
Sig.
Kelompok Kontrol
Kelompok A
-15,004000* ,681982 ,000
Kelompok B
-11,476000* ,681982 ,000
Kelompok C
-7,948000* ,681982 ,000
Kelompok A
Kelompok Kontrol
15,004000* ,681982 ,000
Kelompok B
3,528000* ,681982 ,000

53
Kelompok C
7,056000* ,681982 ,000
Kelompok B
Kelompok Kontrol
11,476000* ,681982 ,000
Kelompok A
-3,528000* ,681982 ,000
Kelompok C
3,528000* ,681982 ,000
Kelompok C
Kelompok Kontrol
7,948000* ,681982 ,000
Kelompok A
-7,056000* ,681982 ,000
Kelompok B
-3,528000* ,681982 ,000
Hasil uji post-hoc Tukey pada tabel 5.5, diketahui bahwa nilai
signikansi sebesar 0,000 (p < 0,05) maka antar rerata kelompok
memiliki kekutan transversa yang berbeda signifikan.
Setelah itu dilanjutkan dengan uji Korelasi Pearson yang bertujuan
untuk mengetahui korelasi atau hubungan yang bermakna antar
perlakuan yang diberikan terhadap rerata kekuatan transversa yang
dihasilkan.
5.2.5 Uji Korelasi Pearson dan Regresi Linear
Tabel 5.6. Hasil analisis uji Korelasi Pearson dan Regresi Linear
Uji Korelasi Person Uji
Regresi
Linear
Waktu Transversa Nilai R
Square
Waktu Pearson
Correlation
1 -,944**
,892 Sig. (2-tailed) ,000
N 18 18
Transversa Pearson
Correlation
-,944** 1

54
Sig. (2-tailed) ,000
N 18 18 **. Correlation is significant at the 0.01 level (2-tailed).
Hasil uji korelasi Pearson didapatkan bahwa nilai signifikansi yang
diperoleh sebesar 0,000 (p< 0,05) dapat diartikan bahwa terdapat
korelasi atau hubungan yang bermakna antara lama waktu pemolesan
dengan kekuatan transversa adalah signifikan. Berdasarkan tabel 5.6,
kekuatan korelasi bernilai -0,944 yang menunjukkan bahwa hubungan
yang terjadi tidak searah, semakin cepat lama waktu pemolesan maka
kekuatan transversa akan semakin meningkat. Koefisien korelasi
sebesar 0,944 menunjukkan kekuatan hubungan yang terjadi terdapat
pada level yang sangat kuat dengan arah korelasi negatif (berlawanan
arah). Setelah dilakukan uji korelasi Pearson, maka dapat dilanjutkan
dengan uji regresi linear untuk mengetahui bentuk hubungan antara
lama waktu pemolesan terhadap kekuatan transversa.
Y = 117,306 - 0,235 X + e
Dari persamaan diatas dapat diinterpretasikan sebagai berikut.
1. a = 117,306
Kekuatan transversa rata-rata sebesar 117,306 jika tidak ada
variabel X (lama waktu pemolesan).
2. b = -0,235
Kekuatan transversa akan menurun sebesar -0,235 untuk
setiap penambahan 1 detik lama waktu pemolesan (X). Jadi
apabila semakin lama waktu pemolesan, maka kekuatan
transversa akan mengalami penurunan.

55
Tabel 5.6, hasil analisis regresi diperoleh nilai R2 sebesar 0,892
(atau 89,2%). Nilai ini disebut koefisien determinasi yaitu koefisien
yang menunjukkan seberapa besar pengaruh variabel bebas (X)
terhadap variabel terikat (Y). Jadi, dapat disimpulkan bahwa besarnya
pengaruh lama waktu pemolesan (X) terhadap kekuatan transversa (Y)
sebesar 89,2%. Sedangkan pengaruh sisanya, yaitu sebesar 10,8%,
kekuatan transversa disebabkan oleh faktor lain diluar dari variabel
bebas yang diamati pada penelitian ini.
5.3 Pembahasan
Penelitian ini dilakukan untuk mengetahui pengaruh lama waktu
pemolesan permukaan resin akrilik heat cured dengan penambahan
glass fiber menggunakan bubuk pumice terhadap kekuatan transversa.
Rancangan penelitian yang digunakan adalah eksperimental
laboratoris. Sampel yang digunakan pada penelitian ini berjumlah 24
buah dan dibagi menjadi 4 kelompok, yaitu kelompok kontrol
sebanyak 6 buah lempeng resin akrilik heat cured tanpa penambahan
glass fiber yang dilakukan pemolesan menggunakan bubuk pumice
selama 15 detik, kelompok eksperimen A sebanyak 6 buah lempeng
resin akrilik heat cured dengan penambahan glass fiber yang
dilakukan pemolesan menggunakan bubuk pumice selama 15 detik,
kelompok eksperimen B sebanyak 6 buah lempeng resin akrilik heat
cured dengan penambahan glass fiber yang dilakukan pemolesan
menggunakan bubuk pumice selama 30 detik, kelompok eksperimen
C sebanyak 6 buah lempeng resin akrilik heat cured dengan
penambahan glass fiber yang dilakukan pemolesan menggunakan
bubuk pumice selama 45 detik.

56
Rerata kekuatan transversa pada kelompok kontrol, kelompok
eksperimen A, B dan C menunjukkan bahwa nilai tertinggi terdapat
pada kelompok A. Hasil pengukuran rerata kekuatan transversa pada
kelompok A, B dan C menunjukkan penurunan kekuatan transversa
secara bermakna serta mengalami peningkatan kekuatan transversa
secara bermakna pada kelompok eksperimen dibanding dengan
kelompok kontrol. Hal tersebut dapat dilihat pada tabel 5.5 dimana
nilai rata-rata pada setiap kelompok memiliki kekuatan transversa
yang berbeda signifikan satu dengan lainnya.
Penurunan kekuatan transversa secara bermakna antar kelompok
eksperimen disebabkan adanya berbagai sifat mekanis dan fisik dari
material yang digunakan sebagai bahan poles yaitu bubuk pumice
dengan tingginya presentase partikel abrasif dalam bahan poles
tersebut yang dapat mengikis permukaan resin akrilik heat cured
dengan mudah meskipun permukaan yang dihasilkan menjadi lebih
halus (Ahmad, 2011; Hanna et al, 2008).
Lama waktu penggunaan bubuk pumice harus diperhatikan karena
dapat menghilangkan beberapa bahan pada resin akrilik (Bonsor et al.,
2013). Al-Rifaiy (2009) menyatakan bahwa rata-rata waktu
pemolesan terbaik menggunakan bubuk pumice yaitu 15 detik karena
dapat menghindari adanya penumpukan panas dan tidak banyak
material dari resin akrilik yang hilang sehingga pengurangan
ketebalan yang dihasilkan juga tidak banyak.
Saeed et al (2013) mengatakan bahwa pemolesan selama 15 detik
dengan 30 detik terdapat penurunan porositas pada permukaan resin
yang dapat dilihat dari adanya perubahan permukaan menjadi lebih
halus setelah dilakukan pemolesan menggunakan bahan poles bubuk

57
pumice. Hasil studi yang telah dilakukan oleh Nurain (2014) mengenai
lama waktu pemolesan menggunakan bubuk pumice selama 30, 60, 90
dan 120 detik menyatakan bahwa terdapat perbedaan signifikan yang
dihasilkan antar waktu yang digunakan sebagai perlakuan, dimana
permukaan resin akrilik menjadi lebih halus dan terdapat pengurangan
ketebalan yang dihasilkan pada setiap peningkatan waktu pemolesan
akibat banyaknya material resin yang hilang.
Tarik et al (2009) pada penelitian yang dilakukan menggunakan
resin akrilik heat cured dengan tiga ketebalan berbeda, menyatakan
bahwa terdapat perbedaan signifikan kekuatan transversa yang
dihasilkan pada ketiga ketebalan tersebut. Semakin tebal basis gigi
tiruan, maka semakin besar pula kekuatan transversa yang dihasilkan.
Pada penelitian ini memperlihatkan hal yang sama yaitu terdapat
penurunan kekuatan transversa yang dihasilkan dengan adanya
peningkatan waktu yang diberikan sehingga mempengaruhi ketebalan
resin akrilik heat cured dengan penambahan glass fiber yang
diakibatkan oleh hilangnya beberapa bahan resin akrilik. Vallittu
(1999) semakin tipis permukaan resin akrilik yang berikatan dengan
glass fiber akan mengakibatkan fiber tersebut ikut terlepas bersama
dengan material resin yang hilang setelah dilakukan pemolesan.
Perbedaan kekuatan transversa secara signifikan antara kelompok
kontrol dengan kelompok eksperimen disebabkan karena resin akrilik
heat cured yang ditambahkan glass fiber bentuk potongan kecil
dengan konsentrasi 1% dapat meningkatkan kekuatan transversa
secara signifikan (Ferasima et al, 2013). Glass fiber terlebih dahulu
direndam kedalam monomer sebagai prasyarat melekatnya fiber pada
matrik polimer secara baik, sehingga dapat meningkatkan kekuatan
58
transversa karena adanya transfer beban akibat ikatan adhesi antara
glass fiber dengan matrik polimer (Ferasima et al, 2013; Nirwana,
2005).
Watri (2010) dalam Ferasima (2013) menyimpulkan bahwa
terdapat peningkatan kekuatan transversa yang diperoleh dari
penambahan glass fiber konsentrasi 1% pada resin akrilik heat cured,
sedangkan penambahan glass fiber konsentrasi 2% dapat menurunkan
kekuatan transversa pada permukaan resin akrilik.
Perlakuan bermakna pada kelompok resin akrilik heat cured
dengan penambahan glass fiber 1% disebabkan adanya silikon
dioksida (Si2O3) sebagai komposisi utama. Si2O3 terbentuk melalui
ikatan kovalen kuat serta memiliki struktur kimia yang isotropik
karena dapat menyebabkan glass fiber menjadi lebih padat dan kuat
sehingga mampu menyerap beban yang diterima oleh resin akrilik
heat cured (Rahmawati, 2009).
Berdasarkan hasil uji korelasi Pearson menyatakan bahwa semakin
cepat lama waktu pemolesan maka kekuatan transversa akan semakin
meningkat. Koefisien korelasi sebesar 0,944 menunjukkan kekuatan
hubungan yang terjadi terdapat pada level yang sangat kuat dengan
arah korelasi negatif (berlawanan arah). Sedangkan, berdasarkan hasil
uji regresi dapat disimpulkan bahwa besarnya pengaruh lama waktu
pemolesan terhadap kekuatan transversa sebesar 89,2% dan sebesar
10,8%, pengaruh terhadap kekuatan transversa tersebut disebabkan
oleh faktor lain seperti jumlah ikatan silang pada rantai molekul, dan
jumlah fiber dalam matriks polimer selain adhesi fiber pada polimer
(Dagar, 2008; Nirwana, 2005).

59
Kekurangan pada penelitian ini menunjukkan adanya nilai
kekuatan transversa permukaan resin akrilik heat cured dengan
penambahan glass fiber yang telah dilakukan pemolesan didapatkan
hasil yang bervariasi pada setiap sampel dalam satu kelompok yang
sama. Hal ini dapat disebabkan oleh adanya penghalusan dan
penekanan berbeda pada alat handpiece straight, stone bur pink dan
raghwheel selama proses pemolesan karena dilakukan secara manual
menggunakan tangan operator. Selain itu, posisi glass fiber pada resin
akrilik heat cured mempengaruhi kekuatan yang dihasilkan, maka
dibutuhkan keterampilan dan keahlian dalam mengaplikasikan glass
fiber pada pembuatan lempeng resin akrilik sebagai basis gigi tiruan.
Selain itu karena sifat fisik dari glass fiber yang kaku dan rigid apabila
muncul dari permukaan lempeng akan membahayakan pemakainya.
Menurut Vallittu (1999) bila lembaran fiber terletak tipis dibawah
permukaan setelah pemolesan dapat menyebabkan iritasi.
61
BAB 6
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil penelitian dan pembahasan mengenai pengaruh
lama waktu pemolesan permukaan resin akrilik heat cured dengan
penambahan glass fiber menggunakan bubuk pumice terhadap
kekuatan transversa, maka dapat disimpulkan bahwa:
1. Kekuatan transversa tertinggi didapat pada pemolesan selama 15
detik menggunakan bubuk pumice pada permukaan resin akrilik
heat cured dengan penambahan glass fiber
2. Resin akrilik heat cured dengan penambahan glass fiber mampu
meningkatkan kekuatan transversa secara signifikan
6.2 Saran
6.2.1 Bagi Mahasiswa
Guna pengembangan keilmuan, diperlukan penelitian lebih lanjut
mengenai:
1. Rentang waktu yang digunakan terhadap lama waktu pemolesan
resin akrilik heat cured dengan penambahan glass fiber dalam
suatu kelompok perlakuan diharapkan tidak terlalu jauh
2. Pemolesan menggunakan alat dan cara yang tepat dalam
mengontrol tekanan selama proses pemolesan kasar hingga
pemolesan menggunakan bubuk pumice
3. Perubahan kekuatan transversa dengan penambahan bahan glass
fiber bentuk batang dan anyaman

62
6.2.2 Bagi Dokter Gigi dan Teknisi Laboratorium
Memperhatikan lama waktu efektif pemolesan permukaan resin
akrilik heat cured dengan penambahan glass fiber menggunakan
bahan poles bubuk pumice terhadap kekuatan transversa yaitu selama
15 detik.

63
DAFTAR PUSTAKA
Abuzar M.A., Suman B., Nancy D., et al. Evaluating Surface
Roughness of a Polymide Denture Base Material in
Comparison with Poly (Methyl Methacrylate). Journal of Oral
Science, 2010, 52 (4); 577-581
Ahmad A.S. Evaluation and compare between the surface roughness
of acrylic resine polished by pumice, white sand and black
sand. J of Kerbala University, 2011, 9 (1); 49-54
Al-Kheraif A., Aziz A. The effect of mechanical and chemical
polishing techniques on the surface roughness of heat-
polymerized and visible light- polymerized acrylic denture
base resins. The Saudi Dental J, 2014, 26: 56-62
Al-Rifaiy., Mohammed Q. The effect of mechanical and chemical
polishing techiques on the surface roughness of denture base
acrylic resins. The Saudi Dent J, 2010, 22, 13-17
Anusavice KJ. Philips’ science of dental materials. 12th ed., China:
Saunders., 2013: 48-498
Balitbang, Kemenkes RI. 2013. Riset Kesehatan Dasar;
RISKESDAS. Jakarta: Balitbang Kemenkes RI
Bashi T.K., Al-nema L.M. Evaluation of some mechanical properties
of reinforced acrylic resin denture base material (an in vitro
study). Al- Rafidain Dent. J, 2009, 9 (1): 57- 65
Bonsor S.J, Pearson G.J. A clinical guide to applied dental materials.
China: Elsevier Ltd., 2013: 343-418
Budijanto D. 2015. Populasi, Sampling dan Besar Sampel. Pusdatin –
Kemkes RI
Dagar S.R., Pakhan A.J., and Thombare R.U, et al. The evaluation of
flexural strength and impact strength of heat polymerized

64
polymethyl methacrylate denture base resin reinforced with
glass and nylon fibers: An in vitro study. J Ind Pros Soc, 2008,
8 (2):98-105
David., Munadziroh E. Perubahan warna lempeng resin akrilik yang
direndam dalam larutan desinfektan sodium hipoklorit dan
klorhexidin. Maj. Ked. Gigi. (Dent. J.), 2005, 38 (1): 36-40
Fatimina DA., Benyamin Benni., Fathurrahman H. Pengaruh Posisi
Serat Kaca (Fiberglass) Yang Berbeda Terhadap Kekuatan
Fleksural Fiber Reinforced Acrylic Resin. ODONTO Dental
Jurnal, 2016; 3 (2)
Ferasima R., Zulkarnain M., Nasution H. Pengaruh Penambahan Serat
Kaca dan Serat Polietilen Terhadap Kekuatan Impak dan
Kekuatan Transversal Pada Bahan Basis Gigi Tiruan Resin
Akrilik Polimerisasi Panas. IDJ, 2013; 2 (1)
Gurbuz O., Unalan F., and Dikbas Idil. Comparison of the transverse
strength of six acrylic denture resins. OHDMBSC, 2010, IX
(1)
Khasawneh S.F., Arab J.M. A Clinical Study of Complete Denture
Fractures at Four Military Hospitals in Jordan. Amman-
Jordan: Dental Department King Husein Medical Center
(KHMC), (Online), 2002,
(http://www.jrms.gov.jo/Portals/1/Journal/2003/pdf%20dece
mber%202003/A%20CLINICAL%20STUDY%20OF%20C
OMPLETE%20DENTURE%20FRACTURES%20AT%20F
OUR%20MILIT.pdf Accessed January 15, 2018)
Lee S., Kim CH., Kim YS. Effects of Chopped Glass Fiber on The
Strength of Heat-Cured PMMA Resin. J Korean Acad
Prosthodont, 2001; 39 (6)
McCabe John F, Walls Angus W. 2015. Bahan Kedokteran Gigi. Edisi
9. Jakarta: EGC
Manappallil JJ. Basic dental Materials. 3th ed., India: Jaypee Brothers
medical Publisher., 2010: 392-409

65
Mowade TK., Dange SP., Thakre MB et al. Effect of Fiber
Reinforcement on Impact Strength of Heat Polymerized
Polymethyl Methacrylate Denture Base Resin: in Vitro Study
and SEM Analysis. J Adv Prosthodont, 2012; 4: 30-6
Naini Amiyatun. Perbedaan Stabilitas Warna Bahan Basis Gigi Tiruan
Resin Akrilik Dengan Resin Nilon Termoplastis Terhadap
Penyerapan Cairan. Stogmatognatic (J.K.G Unej), 2012, 9 (1):
28-32
Nirwana I. Kekuatan transversa resin akrilik hybrid setelah
penambahan glass fiber dengan metode berbeda. Maj. Ked.
Gigi. (Dent. J.), 2005, 38 (1); 16-19
Nurain. 2014. Pengaruh Waktu Pemolesan Bahan Poles Bubuk
Pumice Terhadap Kekasaran Permukaan Resin Akrilik
Polimerisasi Panas. Skripsi. Medan: Universitas Sumatera
Utara
Obukuro M, Takayashi Y, Shimizu H. Effect of Diameter of Glass
fiber on Flexural Properties of Fiber-Reinforced Composites.
Dent Mater J, 2008; 27 (4): 541-8
Pantow F.P., Siagian K.V., dan Pangemanan D.H. Perbedaan kekuatan
transversal basis resin akrilik polimerisasi panas pada
perendaman minuman beralkohol dan aquades. J e-GiGi (eG),
2015, 3 (2); 398- 402
Pramasanti N., Adhani R., dan Sukmana B.I. Hubungan tingkat
pengetahuan pemakaian protesa di RSUD Ulin Banjarmasin.
Dentino J kedokteran gigi 2014, II (2): 196-199
Putri I.A. 2014. Perrbandingan Kekuatan Transversa Dari Tiga Jenis
Resin Basis Gigi Tiruan Pada Beberapa Ketebalan. Skripsi.
Makassar: Universitas Hasanuddin
Rahmawati R., Struktur Padatan Silikon Dioksida. 2009. (Online),
(http://oke.or.id/downloads-

66
manager/STRUKTUR%20PADATAN.pdf, diakses pada 1
November 2018)
Rahn Arthur O, Ivanhoe John R, Plummer Kevin D. Textbook of
complete dentures. 6th ed., China: people’s Medical
Publishing House of China., 2009: 7-11
Saeed R., Saeed Media., and Toma Intesar. The Effect of Duration of
Finishing on the Surface Roughness of Two Composite
Resins. Zanco J. Med. Sci., 2013, 17 (2)
Sakaguchi R.L., Powers J.M. Craig’s Restorative Dental Materials.
12th ed., India: Mosby., 2009: 514 – 550
Sakaguchi R.L., Powers J.M. Craig’s Restorative Dental Materials.
13th ed., Philadelphia: Mosby., 2012: 190 – 192
Salim S. Perubahan Suhu Transisi Kaca dan Massa Resin Akrilik Heat
Cured Akibat Kelembaban dan Lama Penyimpanan. Maj.
Ked. Gigi. (Dent. J.), 2014, 47: 3; 173-177
Salim S. Various Curing Methods on Transverse Strength of Acrylic
Resin. Maj. Ked. Gigi. (Dent. J.), 2010, 43: 1; 40 - 43
Sitorus Z., Dahar., Perbaikan Sifat Fisis dan Mekanis Resin Akrilik
Polimerisasi Panas Dengan Penambahan Serat Kaca. J.
Dentika Dental, 2012, 17 (1); 24-29
Sofya P.A., Liana R., Fenny F. Tingkat Kebersihan Gigi Tiruan
Sebagian Lepasan Resin Akrilik Ditinjau Dari Frekuensi dan
Metode Pembersihan. J. Syiah Kuala Dent Soc. 2016, 1 (1):
91-93
Sundari I., Sofya P.A., dan Hanifa M. Studi Kekuatan Fleksural
Antara Resin Akrilik Heat Cured dan Termoplastik Nilon
Setelah Direndam Dalam Minuman Kopi Uleekareng (Coffea
robusta). J. Syiah Kuala Dent Soc, 2016, 1 (1): 31-38
67
Takabayashi Y. Characteristic of Denture Thermoplastic Resins for
Non-Metal Clasp Dentures. J. Dental Materials, 2010, 29 (4);
353-361
Vallittu PK. Flexural Properties of Acrylic Resin Polymers Reinforced
with Uniderctional and Woven Glass Fibers. J. Prosthet Dent.
1999. 81 (3): 318-26
Vojdani M, Khaledi AAR. Transverse Strength of Reinforced Denture
Base Resin with Metal Wire and E-glass Fibers. J Dent, 2006;
92: 382-8
Vojdani M., Rezaei S., and Zareeian L. Effect of Chemical Surface
Treatment and Repaired Material on Transverse Strength of
Repaired Acrylic Denture Resin. Indian J. Dent Res, (online),
2008; 19 (1): 2-5.
(http://www.ijdr.in/article.asp?issn=09709290;year=2008;vol
ume=19;issue=1;spage=2;epage=5;aulast=Vojdani. Accessed
January 15, 2018)
Wulandari F., Rostiny., dan Soekobagiono. Pengaruh lama
perendaman resin akrilik heat cured dalam eugenol minyak
kayu manis terhadap kekuatan transversa. J. Prosthodontic,
2012, 3 (1); 1 - 5
Yunisa Fahmi., Indrastuti Murti., dan Thahjanti Esti. Pengaruh
Kedalaman Undercut Gigi Pegangan Dan Tipe Bahan
Cengkeram Termoplastik Nilon Terhadap Kekuatan Retensi
Gigi Tiruan Sebagian Lepasan Co-Cr Kombinasi Nilon. J.
Ked Gi, 2015, 6 (3): 284 – 291
Zarb G., Hobkirk J.A., and Eckert S.E et al. Prosthodontic treatment
for edentulous patients.13th ed., United States: Mosby., 2013:
255-280