optimized extraction of cellulose nanocrystals from pristine and carded hemp fibres
TRANSCRIPT

Oc
Fa
b
c
d
a
ARRA
KNHCCE
1
wiatHtmioclrCat
h0
Industrial Crops and Products 56 (2014) 175–186
Contents lists available at ScienceDirect
Industrial Crops and Products
jo ur nal home p age: www.elsev ier .com/ locate / indcrop
ptimized extraction of cellulose nanocrystals from pristine andarded hemp fibres
. Luzia, E. Fortunati a,∗, D. Pugliaa, M. Lavorgnac, C. Santulli b, J.M. Kennya,d, L. Torrea
University of Perugia, Civil and Environmental Engineering Department, UdR INSTM, Strada di Pentima 4, 05100 Terni, ItalyUniversity of Camerino, School of Architecture and Design, viale della Rimembranza, 63100 Ascoli Piceno, ItalyInstitute of Polymers, Composites and Biomaterials, National Research Council, P.le Fermi, 1, 80055 Portici, NA, ItalyInstitute of Polymer Science and Technology, CSIC, Juan de la Cierva 3, 28006 Madrid, Spain
r t i c l e i n f o
rticle history:eceived 8 January 2014eceived in revised form 3 March 2014ccepted 8 March 2014
eywords:atural fibresemp fibres
a b s t r a c t
The extraction of cellulose nanocrystals (CNC) from Carmagnola hemp fibres has been carried out. BeforeCNC extraction, the effectiveness of two pre-treatment methods, an alkaline chemical and a pectinaseenzymatic treatment, applied on the pristine and carded hemp fibres, were compared. Carding allowedremoval of most impurities from the fibres, while it had only a modest effect on their structure. Afterchemical treatment, hemicellulose was removed, more efficiently in carded hemp, and X-ray diffractionsuggests an increase in the size of cellulose crystallites. Carded hemp fibres, after interaction with pecti-nase, show the total decomposition of pectin and hemicellulose. On the basis of these results, carded hemp
ellulose nanocrystalshemical proceduresnzymatic treatment
was selected as start material for CNC extraction and the acid hydrolysis for CNC synthesis was appliedon carded hemp after both chemical and enzymatic procedures. The yield of the different hydrolysismethods remains approximately at the same level (around 19%): on the other side, a carding procedure,combined with an alkaline treatment to hemp fibres, represents an optimized process for CNC extractionby acid hydrolysis.
© 2014 Elsevier B.V. All rights reserved.
. Introduction
In recent years, the reintroduction of hemp, which was basicallyiped out of the market due to the consequences of antidrug leg-
slation, is taking place in a number of countries, including Italy, asn effect of the development of hemp varieties with limited con-ent of the psychotropic agent delta-tetrahydrocannabinol (THC).owever, the value of THC as a medicine for the treatment of mul-
iple sclerosis suggest separating high THC content varieties foredical purposes, from low THC content ones, aimed at various
ndustrial applications (Croxford et al., 2008). These include, amongthers, the production of textiles, fatty oils and wood replacementhips while the conversion of hemp seed oil into biodiesel has beenately proposed (Li et al., 2010). In the specific case of Italy, oneecently developed very low (less than 0.1%) THC variety is namedarmagnola, from the place it originates in Piedmont; this variety
lready underwent complete chemical analysis, which suggestedhat in this variety of hemp polysaccharides form about 70% of∗ Corresponding author. Tel.: +39 0744492921; fax: +39 0744492950.E-mail address: [email protected] (E. Fortunati).
ttp://dx.doi.org/10.1016/j.indcrop.2014.03.006926-6690/© 2014 Elsevier B.V. All rights reserved.
total weight, namely 44% alpha-cellulose and 25% hemicellulose(Gandolfi et al., 2013).
Of course, the development of a productive system involvesalso the presence of waste by-products and in the case of hemp,this refers particularly to “hemp wool”, usually a bundle of quiteshort fibres and hemp shives as the inner wooden core of theplant. Lower quality fibres no longer than 30–40 cm are used forthe fabrication of hemp wool; when such fibres are mixed with abinder they form layers used for thermal insulation in buildings(Collet et al., 2011). Lower quality fibres are usually excluded froma textile use due to their poor resistance to torque, leading to inef-fective draping in fabrics and to scarce friction in strands for ropes,but are nonetheless materials that involve non-negligible labourand costs in their extraction from the plants. More specifically,once cut from the plant, hemp stalks are subjected to retting, i.e.,pectin removal, which is normally achieved by open exposure tothe environment for a few weeks. During retting, the stalks areturned several times: after retting is completed, they are beatenand crushed (scutched) for ease separation of the fibres from the
wooden stalk. The obtained fibres are then cleaned and carded tothe desired core content and fineness. In particular, carding is basi-cally a combing operation aimed at obtaining a sliver, thereforedisentangling fibres and breaking up locks and unorganized clumps
1 s and P
opcat
cwaqfibmthqptbttwielfih2nrrewcpa
tpt1tiomolbcha(
nfi(emrssecvo
and, at the end of this preliminary chemical process, holocellulose(�-cellulose + hemicellulose) was obtained by the gradual removal
76 F. Luzi et al. / Industrial Crop
f fibre, finally aligning them unidirectionally. All the subsequentrocesses concern the fabrication of textiles: in other words, afterarding, the fibres are ready for operations, such as roving, windingnd weaving, which may involve also the application of treatmentso improve the mechanical performance of the fibres.
It needs to be noted that most of the above operations are basi-ally tailored on the objective to allow the production of textiles,hich is the highest profile product for hemp fibres. Whenever the
im of fibre extraction is not the production of a textile yarn, theuestion may arise whether the extraction process can be simpli-ed or not. This has been attempted on hemp retting simplificationy steam explosion, when the purpose was the production of ther-al insulation panels. In the case of the present study, aimed at
he production of cellulose nanocrystals (CNC) from low qualityemp fibres, which are therefore not suitable for textile use, theuestion is whether carding would be still necessary for the pur-ose. Another open question, regarding plant fibre extraction, ishe need to remove non-structural matter, which is mainly formedy pectin and hemicellulose, to expose the cellulose domains ofhe fibres. This is normally carried out using chemical treatments,he most frequent of which is alkalisation with sodium hydroxide,hich derives its origin from the textile industry practice, start-
ng with cotton fibres (Li et al., 2007). Alkali treatment, thoughffective, has proved to be quite aggressive on a number of fibres,eading to the removal of an excessive amount of material from thebres and possibly to their embrittlement. An alternative, whichas been proposed and applied initially on flax fibres (Akin et al.,001) and also on other stem extracted fibres, such as hemp andettle, is the enzymatic treatment through the use of pectinase toemove pectin from the fibre. On hemp fibres, on which a number ofesearch reports are available (Ouajai and Shanks, 2005; Pakarinent al., 2012), the removal of pectin showed a strong correlationith enzymatic hydrolysis, so that the detachment of single fibre
ells within the bast fibre bundle, caused by the partial removal ofectin, increased the availability of the substrate cell wall surfacerea (Pakarinen et al., 2012).
The extraction of CNC from plant fibres is often performedhrough acid hydrolysis using sulphuric acid to remove the amor-hous cellulose and form highly crystalline cellulose. CNC areypically rigid rod-shaped monocrystalline cellulose domains of–100 nm in diameter and from tens to hundreds of nanome-ers in length, with morphological and structural characteristics,ncluding entanglement and geometrical dispersion, dependingn the species, cultivar and agronomical factors, such as plantaturity, characteristics of the soil and fertilisers used. The yield
f the extraction process, defined as the quantity of nanocellu-ose obtained from a given weight of macrofibre, depends onoth the crystallinity of the specific plant fibre and on the pro-edure adopted for extraction. Nanocellulose extraction throughydrolysis of hemp yarns and use of obtained CNC as couplinggent to reinforce hemp fibres has been proposed in Dai et al.2013).
The method adopted in this research has been applied origi-ally on sisal fibres by Morán et al. (2008) and already employed
or incorporation of okra bahmia (Abelmoschus esculentus) fibresn a PVA matrix (Fortunati et al., 2013a), from phormium fibresFortunati et al., 2013b,c) and from Belinka flax fibres (Fortunatit al., 2013c). The extraction method involves a first chemical treat-ent leading to the production of holocellulose by the gradual
emoval of lignin, while the subsequent sulphuric acid hydroly-is process allowed obtaining cellulose nanocrystals in an aqueoususpension. The same method is applied again in this work, startingither from carded or non-carded hemp fibres and applying eitherhemical or enzymatic treatment on hemp fibres of the Carmagnola
ariety, to show the effect of the carding process on the propertiesf CNC.roducts 56 (2014) 175–186
2. Experimental
2.1. Materials
Hemp (Carmagnola) pristine fibres (p-Hemp) were obtainedfrom Assocanapa in Carmagnola, Piedmont, Italy.
The reagents, toluene, ethanol, acetic acid, sodium chlorite,sodium bisulphate, sulphuric acid and the buffer solution weresupplied by Sigma–Aldrich.
The enzymes selected for this work were Pectinex® suppliedby Sigma–Aldrich. Pectinex® is prepared using a selected strain ofAspergillus aculeatus.
2.2. Carding process
A carding treatment was applied to the p-Hemp fibres. Carding isa mechanical process normally used in the industrial field to disen-tangle and clean the fibre to produce a continuous sliver suitable forsubsequent processing. The main purpose of this work was to ana-lyze the effect of carding process on the pre-treatment efficiencyand cellulose nanocrystal extraction yield: chemical, morphologi-cal and thermal analyses were therefore conducted on pristine andcarded hemp fibres.
The microstructure, dimension and appearance of pristine (p-Hemp) and carded hemp (c-Hemp) were investigated by meansof field emission scanning electron microscope (FESEM, Supra 25-Zeiss). The fibres were swollen in distilled water before FESEMobservation. A 1 wt% aqueous solution of fibres was stirred for 4 hat room temperature. The solution was then subjected to 1 h son-ication over 2 h in 10 min intervals, in order to loosen up the fibres.Few drops of the suspension were cast onto silicon substrate, vac-uum dried for 2 h and gold sputtered before the analysis. FESEMimages of the fibres were analyzed by the NIS-Elements BR (Nikon)software in order to determine the average diameters of the startmaterials. One hundred measurements were performed in order toobtain a reliable result.
Fourier infrared (FT-IR) spectra of p-Hemp and c-Hemp fibreswere recorded using a Jasco FT-IR 615 spectrometer in the400–4000 cm−1 range, in transmission mode. The fibres were ana-lyzed using KBr discs made by using pulverized fibres and dust ofKBr.
Thermogravimetric measurements (TGA) of p-Hemp and c-Hemp fibres were performed by using a Seiko Exstar 6300 analyzer,in order to evaluate the effect of the carding process on the thermalbehaviour of hemp fibres. Heating scans from 30 to 600 ◦C at 10 ◦Cmin−1in nitrogen atmosphere were performed for each sample.
2.3. Chemical pre-treatment
Pristine hemp fibres and carded hemp fibres were pre-treatedbefore cellulose nanocrystals extraction. The fibres were washedwith distilled water several times and dried in an oven at 80 ◦Cfor 24 h. Then, they were chopped to an approximate length of5–10 mm. Finally, a de-waxing step was carried out, boiling in amixture of toluene/ethanol (2:1, v/v) for 30 min and dried. Subse-quently, for cellulose extraction, hemp fibres were firstly treatedwith 0.7% (w/v) of sodium chlorite NaClO2; the fibres (liquor ratio1:50) were boiled for 2 h and the solution pH was lowered toabout 4 by means of acetic acid for the bleaching. Then, a treat-ment with sodium bisulphate solution at 5% (w/v) was carried out
of lignin. The holocellulose was treated with 17.5% (w/v) NaOHsolution, filtered and washed with distilled water. The obtained

s and P
c(
2
HamdActd
2
Hsbamawi
sg1ct
9w6
2
aispdps
wgpaSrdcsdgcdt
C
ww
F. Luzi et al. / Industrial Crop
ellulose was dried at 60 ◦C in a vacuum oven until constant weightFortunati et al., 2012a).
.4. Enzymatic pre-treatment of c-Hemp fibres
Carded hemp fibres were also enzymatically pre-treated. The c-emp were washed with distilled water several times and dried inn oven at 80 ◦C for 24 h. Then they were chopped to an approxi-ate length of 5–10 mm and 5 g of fibres were treated in 100 mL of
eionized water solution containing 800 �L solution of Pectinasespergillus (Pectinase concentration 3800 U/mL). The reaction wasonducted for 30 h at 37 ◦C and pH 3.5–4. Finally, the enzymaticallyreated fibres were washed with distilled water several times andried in oven at 60 ◦C for 24 h.
.4.1. Optimization of the enzymatic procedureIt was initially observed that the enzymatic treatment of c-
emp did not result in effective defibrillation. Thus, a standardonication process in a sonic bath for 2 h at 80 ◦C was used toreakdown fibre bundles prior to enzymatic treatment. Moreover,
second strategy was applied to increase the efficiency of the enzy-atic pre-treatment by combining the sonication treatment with
thermal process. So, carded hemp fibres were boiled in distilledater for 2 h under magnetic stirring at 150 ◦C and then sonicated
n a sonic bath for 2 h at 80 ◦C.Morphological investigation by means of field emission
canning electron microscopy and thermal analysis by thermo-ravimetric measurements (heating scans from 30 to 600 ◦C at0 ◦C/min in nitrogen atmosphere) were conducted on the soni-ated and sonicated/thermal treated c-Hemp in order to establishhe best preparation method.
Finally, an alkaline treatment, with a 2% (w/v) NaOH solution, at8 ◦C for 1.5 h was conducted on the prepared material. The fibresere washed using distilled water several times, dried in oven at
0 ◦C for 24 h, and then exposed to the enzymatic pre-treatment.
.5. Characterization of p-Hemp and c-Hemp treated fibres
The microstructure, dimension and appearance of chemicallynd enzymatically pre-treated p-Hemp and c-Hemp fibres, werenvestigated by means of field emission scanning electron micro-cope following the preparation procedure reported in the previousaragraph. FESEM images of the fibres were analyzed in order toetermine the average diameters after the different pre-treatmentrocedures. One hundred measurements were performed on eachample to obtain a reliable result.
Fourier infrared (FT-IR) spectra of chemically pre-treated fibresere recorded in transmission mode using KBr discs. Thermo-
ravimetric measurements (TGA) were performed according to therocedures previously described. The crystallinity of the pristinend treated hemp fibres was examined by using an Anton PaarAXSess diffractometer operating at 40 kV and 50 mA with a CuK�adiation source (� equal to 0.1542 nm) and an imaging plate asetector with 2� ranging from 5 to 40◦. The fibres were previouslyut as powder and then positioned in a holder cell for powderedamples. The spectra were collected in transmission mode. Theata were treated first by subtracting the dark current and back-round and then normalized for the primary beam intensity. Therystallinity of the samples as crystalline index was estimated fromiffraction intensity data by adopting the following empirical equa-ion:
r = Itot − Iam
Itot× 100 (1)
here Itot is the diffracted intensity of the main crystalline peakhereas Iam is the intensity due to the amorphous phase. In
roducts 56 (2014) 175–186 177
practice, for cellulose I the main crystalline band is peaked at 22.5◦
and the amorphous halo is at 19◦ in correspondence to the min-imum diffracted intensity between the main and the secondarycrystalline peak (i.e. the broad peak at 16◦) (Thygesen et al., 2005).In the case of cellulose II the main peak is at around 21.9◦ whereasthe amorphous halo is at 12.1◦. There are several methods to getan estimation of the crystallinity of cellulose materials (Thygesenet al., 2005). The method proposed in this paper, often referred to aspeak height method has been widely used to compare the relativechanges occurring in biomass subjected to different pretreatmentconditions (Laureano-Perez et al., 2005). The peak full width at half-maximum, which is used as estimation of the size of the crystals, isobtained by fitting the peaks with a Lorentz function by using thedeconvolution tool of Origin software.
2.6. Cellulose nanocrystal production and characterization
Cellulose nanocrystal (CNC) suspensions were prepared fromchemically pre-treated p-Hemp and c-Hemp fibres by sulphuricacid hydrolysis (Fortunati et al., 2012b). Moreover, the acid hydrol-ysis was also conducted on enzymatic pre-treated c-Hemp and theresults in terms of chemical, morphological and thermal proper-ties were compared with those offered by nanocrystals extractedfrom the chemical pre-treated fibres. For all fibres, the hydrolysiswas carried out with 64% (w/w) sulphuric acid at 45 ◦C for 30 minwith vigorous stirring. This reaction time was selected to guaranteethe reaction efficiency and avoid crystal degradation. Immediatelyafter the acid hydrolysis, the suspension was diluted 20 times withdeionized water to quench the reaction. The suspension was cen-trifuged at 4500 rpm for 20 min to concentrate the cellulose crystalsand to remove the excess of aqueous acid. The resultant precipitatewas rinsed, recentrifuged, and dialyzed against deionized water for5 days until constant neutral pH was achieved. The suspension wassonicated repeatedly (Vibracell 75043, 750W, Bioblock Scientific) at40% output (while cooling in an ice bath) to create cellulose crystalsof colloidal dimensions. The final yield after the hydrolysis processwas calculated as % (of initial weight) of the used pre-treated hempfibres.
The microstructure of CNC was investigated by means of atransmission electron microscopy (TEM, JEOL JEM-1010), with anaccelerating voltage of 100 kV in order to well establish the dimen-sions of the obtained cellulose nanocrystals. One drop of CNCaqueous solution was directly placed on the electron microscopicgrids, dried at room temperature and directly observed.
Fourier infrared (FT-IR) spectra of chemically pre-treated fibreswere recorded in transmission mode, while thermogravimetricmeasurements were performed using a heating scan from 30 to600 ◦C at 10 ◦C min−1in nitrogen atmosphere.
The crystallinity of cellulose nanocrystals was determined bythe powder X-ray diffraction method analysis (PXRD) using thediffractometer of Anton Paar and the operating and data treatmentconditions, previously described.
3. Results and discussion
3.1. Effects of the carding process
The effects of the carding process were investigated by meansof morphological, thermal and chemical analysis. Carding is aprocess that represents a compromise between quality improve-ment (disentanglement and cleaning of fibres) and fibre breakage.
The carding process separates the tufts into individual fibres, andextracts the impurities and other foreign materials, aligning thefibres. During this process, the shape and dimension stability ofnatural fibres can be profoundly affected. Images of the visual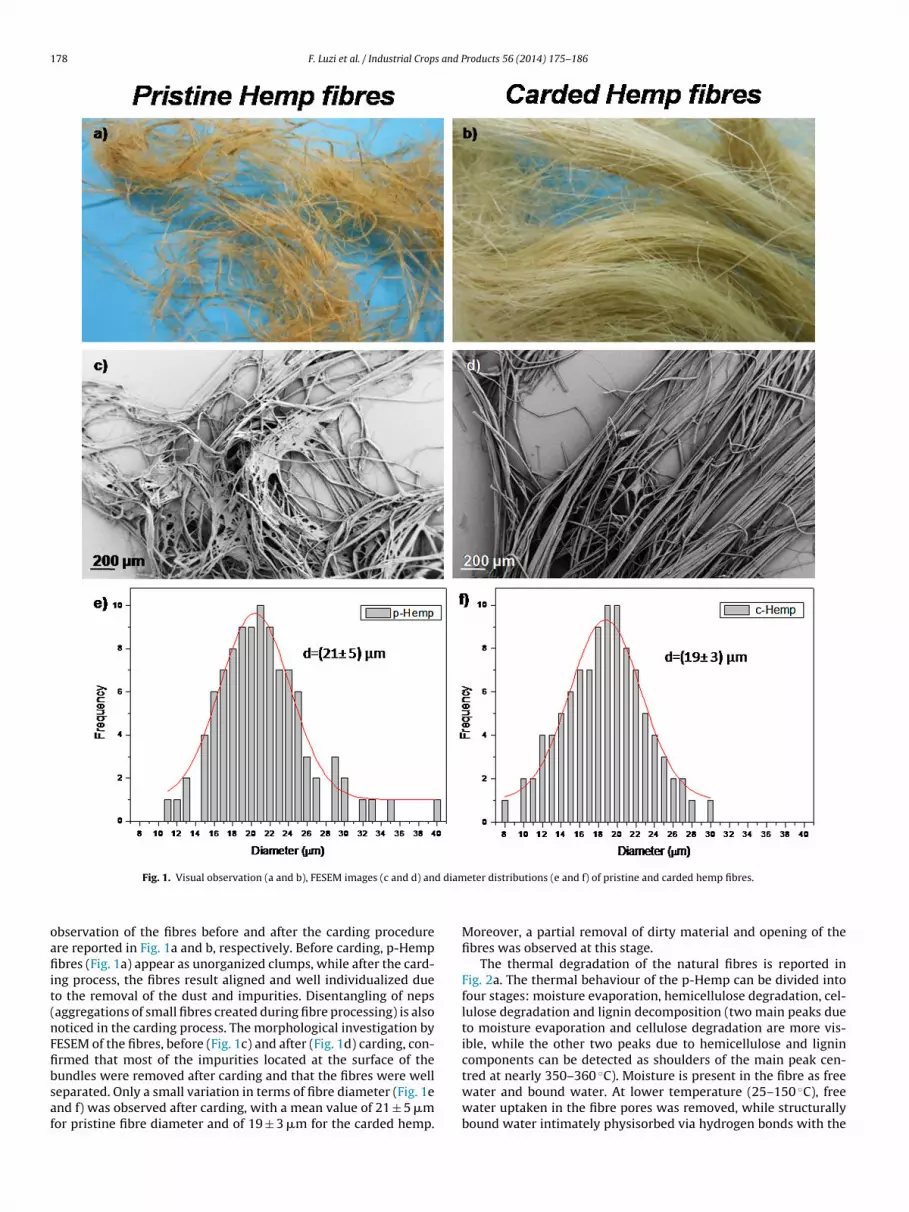
178 F. Luzi et al. / Industrial Crops and Products 56 (2014) 175–186
d diam
oafiit(nFfibsaf
Fig. 1. Visual observation (a and b), FESEM images (c and d) an
bservation of the fibres before and after the carding procedurere reported in Fig. 1a and b, respectively. Before carding, p-Hempbres (Fig. 1a) appear as unorganized clumps, while after the card-
ng process, the fibres result aligned and well individualized dueo the removal of the dust and impurities. Disentangling of nepsaggregations of small fibres created during fibre processing) is alsooticed in the carding process. The morphological investigation byESEM of the fibres, before (Fig. 1c) and after (Fig. 1d) carding, con-rmed that most of the impurities located at the surface of the
undles were removed after carding and that the fibres were welleparated. Only a small variation in terms of fibre diameter (Fig. 1end f) was observed after carding, with a mean value of 21 ± 5 �mor pristine fibre diameter and of 19 ± 3 �m for the carded hemp.eter distributions (e and f) of pristine and carded hemp fibres.
Moreover, a partial removal of dirty material and opening of thefibres was observed at this stage.
The thermal degradation of the natural fibres is reported inFig. 2a. The thermal behaviour of the p-Hemp can be divided intofour stages: moisture evaporation, hemicellulose degradation, cel-lulose degradation and lignin decomposition (two main peaks dueto moisture evaporation and cellulose degradation are more vis-ible, while the other two peaks due to hemicellulose and lignincomponents can be detected as shoulders of the main peak cen-
tred at nearly 350–360 ◦C). Moisture is present in the fibre as freewater and bound water. At lower temperature (25–150 ◦C), freewater uptaken in the fibre pores was removed, while structurallybound water intimately physisorbed via hydrogen bonds with the
F. Luzi et al. / Industrial Crops and P
Fh
htricps(i(ist
ments. An evident defibrillation process occurred for both hemp
ig. 2. DTG curves (a), FT-IR spectra (b) and XRD patterns (c) of pristine and cardedemp fibres.
ydroxyl groups of hemicellulose and lignin, evaporated at higheremperatures. After the removal of free water, in the temperatureange between 150 and 500 ◦C, the degradation process beginsn the cellulose, hemicellulose, lignin constituents and the asso-iated linked water (Kim and Eom, 2001). In c-Hemp fibres, theeak attributed to moisture uptake at low temperature (25–150 ◦C)eems to be reduced, while a much narrower main derivative curveDTG) peak of carded hemp was detected, indicating faster kinet-cs. Moreover, the shift of this main peak to higher temperature360 ◦C for carded fibres with respect to 354 ◦C for the pristine ones)
ndicates that the improved fineness of the fibre provided higherpecific surface for the thermal decomposition of the cellulosic frac-ions with acceleration of the thermal degradation kinetics.roducts 56 (2014) 175–186 179
The chemical analysis of the p-Hemp and c-Hemp was also per-formed and the results are reported in Fig. 2b. The area between1800 and 900 cm−1 has many absorption bands due to the variousfunctional groups present in each component. The bands at around1740 cm−1 (hemicellulose), 1500 cm−1 (lignin), and 897 cm−1 (cel-lulose) are typical for the characterization of pristine fibres. Theabsorption bands at 1506, 1428, 1250 and 1031 cm−1 arise mostlyfrom lignin, while the bands around 1373, 1161, 1050 and 897 cm−1
are mainly due to carbohydrates (Gandolfi et al., 2013). When com-paring with the spectrum of carded hemp fibres, it is possible tofind a slight decrease in the intensity of the peak at 1650 cm−1, dueto the OH bending of absorbed water (confirming the reducedwater uptake already observed in Fig. 2a) and a reduced inten-sity for the bands of lignin at 1506 cm−1 and 1250 cm−1 due theC C aromatic symmetrical stretching and C O stretching of thelignin component, respectively, due the removal of material by thecarding process on the raw material.
The crystalline structure of the p-Hemp and c-Hemp fibres wasinvestigated by XRD analysis and the results are reported in Fig. 2c.In the native state the cellulose shows a semicrystalline structurewith crystalline domains of cellulose I with parallel chains con-nected side-by-side via hydrogen bonding in flat sheets embeddedin an amorphous phase made by lignin and hemicellulose. Regen-eration and mercerization of cellulose based materials induce atransformation from cellulose I structure to cellulose II whereinthe chains are stacked to form corrugated sheets bound togetherby a hydrogen bonding network. The XRD pattern of p-Hemp fibreexhibits four diffraction peaks. The main peak at 22.5◦, correspond-ing to (0 0 2) lattice plane, is indicative of the distance betweenhydrogen bonded sheets in cellulose I domains. The other threepeaks correspond to the doublet peaks at 14.8◦ and 16.3◦ assignedto (1 0 1) and (1 0 1) lattice plane and the peak at 34.5◦ which arisesfrom ordering along the fibre direction and it is sensitive to thealignment of chains into the fibrils (Besbes et al., 2011). The c-Hemp fibres exhibit qualitatively the same diffraction pattern ofpristine fibres with a slight increase of the intensity of the peak at34.5◦. The crystalline indexes of pristine and carded hemp fibres,based on the peak height method, are calculated to be 0.83 and0.85, respectively. These values are comparable to the value of 0.88determined by Mwaikambo and Ansell (2002) for hemp fibres. Thefull width half maximum (FWHM) of the main peak does not changewith the carding process. These data confirm that the carding pro-cess has only a modest effect on the intrinsic structure of fibres,while its action is more effective in removing of the impurities onthe fibre surface as confirmed by the other analysis; the increaseof the crystalline index may be ascribed to a partial removal of thenon-cellulosic components from the fibres.
3.2. Chemically treated fibres
Fig. 3 shows the morphological, chemical and thermal charac-terization of chemically pre-treated p-Hemp and c-Hemp. Afterthe chemical treatment, both pristine (Fig. 3a) and carded fibres(Fig. 3b) appear separated into individual micro-sized structureswith a variation with respect to the original dimensions of theuntreated fibres (see Fig. 1c and d for untreated pristine and cardedfibres, respectively). A diameter of 16 ± 5 �m was measured forpre-treated p-Hemp fibres and similar values were detected for thepre-treated c-Hemp that showed a diameter of 15 ± 4 �m. More-over, in both cases, the fibres appear well individualized and with aregular, smooth and clean surface, while each elementary filamentshows a compact structure and very long entangled cellulosic fila-
structures studied as a consequence of the lignin and hemicel-lulose removing effort by the chemical treatments (Kabir et al.,2013). Moreover, more isolated and individualized fibres were

180 F. Luzi et al. / Industrial Crops and Products 56 (2014) 175–186
RD pa
eoa
Fpi3ippfc2
mtffanhc(
tofittrpaa
Fig. 3. FESEM images (a and b), DTG curves (c), FT-IR spectra (d) and X
vident in the case of carded hemp (Fig. 3b) highlighting the effectf the mechanical process that, disentangling the fibres, guarantees
more suitable structure for the subsequent treatment.This result was confirmed by thermal analysis as reported in
ig. 3c. For both hemp structures studied, the main degradationeak was shifted to lower temperatures (309 ◦C with respect to the
nitial 354 ◦C for pristine fibres and 327 ◦C with respect to the initial60 ◦C for the carded fibres). A higher thermal stability character-
zes the pre-treated c-Hemp fibres, a result which confirmed theositive influence of the carding procedure. Moreover, a less intenseeak centred at 264 ◦C attributed to the decomposition of lightractions (pectin and hemicellulose), was detected for pre-treated-Hemp with respect to the pre-treated p-Hemp fibres (Fisher et al.,002).
The chemical analysis confirmed the results of the thermogravi-etric analysis. The pre-treated p-Hemp fibres show a peak due to
he residual hemicellulose at 1750 cm−1 than was not so evidentor the carded fibres, underlining the efficiency of carding in theollowing alkaline attack. Moreover, for both pre-treated p-Hempnd c-Hemp, a peak at 1061 cm−1 due to the shift of the origi-al 1050 cm−1 related to the xylane and the glycosidic linkages ofemicellulose, was detected. This shift proves the removal of hemi-ellulose after treatment, more evident in the case of carded hempFig. 3d).
The peak at 1373 cm−1 was due to the C OH stretching ofhe hydrogen bond intensity of crystalline cellulose. The peakbserved at 897 cm−1 in both pre-treated p-Hemp and c-Hempbres indicates the presence of the glycosidic linkages betweenhe monosaccharides (Kabir et al., 2013). In Fig. 3e the XRD pat-erns of chemically pre-treated p-Hemp and c-Hemp fibres are
eported. For p-Hemp, after the alkaline pre-treatment, the maineaks ascribed to the cellulose I crystalline structure disappear andbroad asymmetric peak consisting of a doublet at 20◦ and 21.7◦
ppears; the intensity of both peaks at around 16◦ and 34.5◦ reduces
tterns (e) for chemically pre-treated pristine and carded hemp fibres.
whereas a new peak at around 12.1◦ emerges. All these changesindicate a partial transformation from the cellulose I to the cellu-lose II structure (Kumar et al., 2010). In fact the presence of thepeak at 21.7◦ along with the presence of other specific peaks ataround 16◦ and 34.5◦ confirm the coexistence of cellulose I domainsembedded in the treated fibres. The same diffraction features can beobserved for c-Hemp fibres treated with alkaline solution. It is wellknown that lignin and hemicellulose located between the microfib-rils, restrict the transformation of cellulose I to cellulose II. With theNaOH treatment, the lignin and more in general the non-cellulosicmaterials, are partially removed, as confirmed by other analysis,and the crystalline cellulose I can be partially re-arranged in the cel-lulose II crystalline structure (Abrahama et al., 2011). The intensityratio I21.7/I20 may be used to have a rough estimation of the rela-tive amount of cellulose I with respect to cellulose II (Mandal andChakrabarty, 2011). In this specific case, this ratio appears to be 0.80for c-Hemp fibres and 0.86 for p-Hemp fibres. This result confirmsthat the presence of lignin and hemicellulose hinders the transfor-mation of cellulose I in II, which probably is controlled by diffusionof alkaline solution from the external towards the internal part ofthe fibres. Finally additional small peaks well evident for pristinefibre at around 32.3◦ and 33.9◦ do not appear for the carded fibres.These peaks can be tentatively ascribed to the modifications thatoccur during the alkaline treatment in the hemicellulose and ligninamorphous phases. The crystalline index of cellulose I of p-Hempand c-Hemp fibres, based on the peak height method for the peak at21.7◦, is calculated to be 0.81 and 0.79, respectively. The FWHM ofthe doublet main peaks decrease for the c-Hemp fibres indicatingincreased ordering of both the cellulose I and the cellulose II or anincrease in the size of cellulose crystallites.
These results confirm the higher efficiency of the chemical pre-treatment applied to the c-Hemp suggesting the possibility to usethe mechanical process as a preparation procedure of the fibre inorder to enhance the alkali treatment effect.

F. Luzi et al. / Industrial Crops and Products 56 (2014) 175–186 181
F . Pane
3
3
tcait(a
sccptststbcb
3
tFestis
ig. 4. Panel A: Scheme of optimization procedure before the enzymatic treatment
.3. Enzymatically treated c-Hemp fibres
.3.1. Effect of the sonication and thermal treatmentsIn order to increase the efficiency of the enzymatic pre-
reatment on the carded fibres, two different procedures werearried out before the exposition of the micro-fibres to pectinase,s represented in Fig. 4, panel A. The effect of standard sonicationn a sonication bath at 80 ◦C (Fig. 4, panel A-a) and the combina-ion of the sonication with a previous thermal process at 150 ◦CFig. 4, panel A-b) was investigated by morphological and thermalnalyses.
FESEM investigation (Fig. 4, panel B) confirmed that the ultra-onic treatment was powerful to separate the fibres but notompletely successful to remove adhesive substances and non-ellulosic components from the fibre surface (Kovur et al., 2008). Areliminary thermal treatment at 150 ◦C before sonication was ableo eliminate waxes from the surfaces of the fibres, offering a smoothurface of the c-Hemp after this specific treatment. Moreover, thehermal characterization by TGA underlines that both procedures,onication and sonication plus thermal treatment, do not affect thehermal degradation of the raw material (data not shown). On theasis of this result, the combination of thermal and sonication pro-ess was selected as a good pre-treatment step for c-Hemp fibresefore the enzymatic procedure.
.3.2. Chemical vs enzymatic treatment of c-Hemp fibresThe results of morphological investigation of the fibres after the
wo different treatments, chemical and enzymatic, are reported inig. 5 (panel A). It is possible to observe that for both chemical andnzymatic treated c-Hemp fibres a change on the original dimen-
ions of the fibres 19 ± 3 �m was registered. Specifically, chemicallyreated c-Hemp fibres (Fig. 5, panel A-a and b) appear separatednto individual micro fibrils with a mean diameter of 15 ± 2 �m,imilar values were detected for the enzymatic carded hemp fibresl B: FESEM investigation of sonicated and thermal treated/sonicated carded fibres.
that showed a mean diameter value of 13 ± 2 �m (Fig. 5, panelA-c and d). As reported by Pakarinen et al. (2012) the refin-ing of technical fibres produced by steam explosion in responseto pectinase treatment is accomplished by selective removing ofwaxy epidermal tissue, adhesive pectins, hemicellulose that bindfibre bundles among them and to pectin. Moreover, enzymaticallytreated c-Hemp fibres show a less rough surface, indicating a moreeffective removal of debris and non-cellulosic components fromfibres (Ouajai and Shanks, 2005). From the point of view of thermalbehaviour, DTG of c-Hemp fibres after interaction with pectinasein comparison with chemically pre-treated c-Hemp (Fig. 5, panelB-a) reveals a quite different profile due to the total decompo-sition of pectin and hemicellulose fractions that are still visiblein the case of chemical pre-treatment. The strong chemical pre-treatment to which the carded fibres are subjected decreased thethermal stability of the fibres, while this effect was not visiblein the case of enzyme treated c-Hemp fibres. As reported by Liand Pickering (2008), the initial decomposition temperatures ofthe fibres, for the two different treatments, are completely differ-ent: the chemically pre-treated c-Hemp fibres started to degradeat about 196 ◦C, while this value increased to 286 ◦C for the enzy-matic treated c-Hemp fibres. These results indicate an increase inthe thermal stability of the treated fibres due to the reduced amountof non-cellulosic material present in the fibre and the presence ofhigh crystalline cellulosic components. This was probably becausemore non-cellulosic material was removed during the treatmentsand a high degree of structural order was expected. This revealeda relationship between the structure and the thermal degradationof cellulose. A greater crystalline structure would require a higherdegradation temperature (Kim et al., 2010; Ouajai and Shanks,
2005). The XRD diffraction patterns for carded fibres exposed toenzymatic and chemical treatments (Fig. 5, panel B-b) confirm theresult of the thermal analysis. The c-Hemp fibres, subjected to theenzymatic treatment, exhibit the diffraction features characteristic
182 F. Luzi et al. / Industrial Crops and Products 56 (2014) 175–186
F d d) p(
oodcnrs
Htths�
ig. 5. Panel A: FESEM investigations of chemically (a and c) and enzymatically (b anc) for chemically and enzymatically pre-treated carded hemp fibres.
f cellulose I crystalline domains. For comparison, the XRD patternf c-Hemp fibres submitted to chemical treatment is also reported,isplaying the characteristic features of cellulose II formed fromellulose I. The XRD results show that the enzymatic treatment doesot affect significantly the crystalline index of c-Hemp fibres, whichesults to be equal to 0.84, whereas the peak at 34.5◦ increasesignificantly after the treatment.
The results of the chemical analysis (Fig. 5, panel B-c) of the c-emp fibres after the enzymatic treatment confirm the results of
he thermal and structural investigations. Even if the spectrum of
he c-Hemp fibre is in general similar to that of the enzyme treatedemp, some changes can be detected. In fact, an increase in inten-ity of the 897 cm−1 band, assigned to the C O C stretching of the-(1→4)-glycosidic linkage in cellulose and a decrease in intensityre-treated carded fibres. Panel B: DTG curves (a), XRD patterns (b) and FT-IR spectra
of the 1637 cm−1 band attributed to bending mode of absorbedwater, confirm the effects of fibre cleaning due to the enzyme actionand the major exposition of the cellulosic fraction. Moreover, otherpeaks corresponding to cellulose (1316 cm−1 and 1370 cm−1) showhigher intensity, and the peaks at 1160 and 1129 cm−1 assigned tothe C O stretching vibration show relatively higher intensity afterthe enzyme treatment (Li and Pickering, 2008; Ouajai and Shanks,2005).
3.4. Cellulose nanocrystals extracted from chemically pre-treated
p-Hemp and c-HempAfter the fibre treatment, the obtained micro-fibres werehydrolyzed with a sulphuric acid process in order to produce
F. Luzi et al. / Industrial Crops and Products 56 (2014) 175–186 183
nocry
cpl(tnr
Ttlitfindsr(
fiscSn
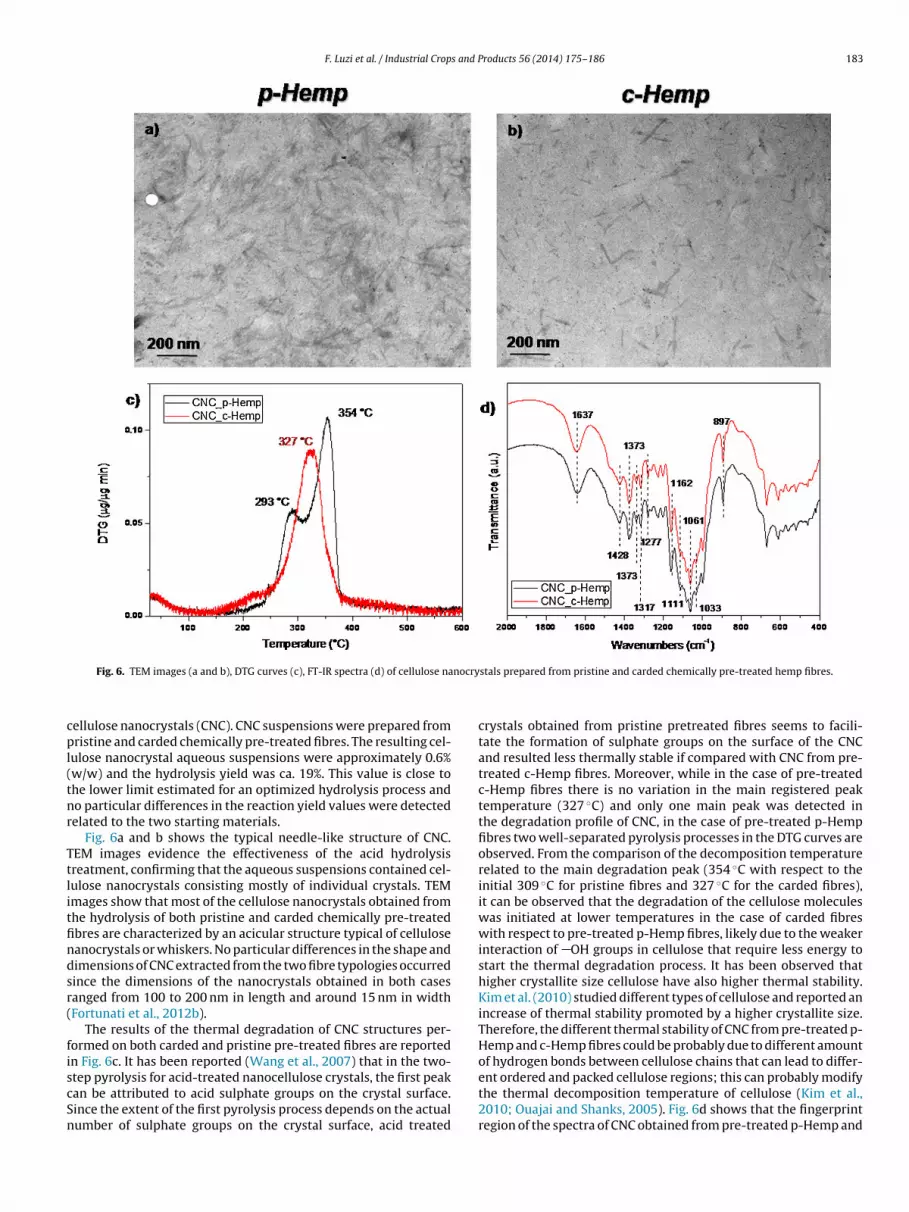
Fig. 6. TEM images (a and b), DTG curves (c), FT-IR spectra (d) of cellulose na
ellulose nanocrystals (CNC). CNC suspensions were prepared fromristine and carded chemically pre-treated fibres. The resulting cel-
ulose nanocrystal aqueous suspensions were approximately 0.6%w/w) and the hydrolysis yield was ca. 19%. This value is close tohe lower limit estimated for an optimized hydrolysis process ando particular differences in the reaction yield values were detectedelated to the two starting materials.
Fig. 6a and b shows the typical needle-like structure of CNC.EM images evidence the effectiveness of the acid hydrolysisreatment, confirming that the aqueous suspensions contained cel-ulose nanocrystals consisting mostly of individual crystals. TEMmages show that most of the cellulose nanocrystals obtained fromhe hydrolysis of both pristine and carded chemically pre-treatedbres are characterized by an acicular structure typical of celluloseanocrystals or whiskers. No particular differences in the shape andimensions of CNC extracted from the two fibre typologies occurredince the dimensions of the nanocrystals obtained in both casesanged from 100 to 200 nm in length and around 15 nm in widthFortunati et al., 2012b).
The results of the thermal degradation of CNC structures per-ormed on both carded and pristine pre-treated fibres are reportedn Fig. 6c. It has been reported (Wang et al., 2007) that in the two-
tep pyrolysis for acid-treated nanocellulose crystals, the first peakan be attributed to acid sulphate groups on the crystal surface.ince the extent of the first pyrolysis process depends on the actualumber of sulphate groups on the crystal surface, acid treatedstals prepared from pristine and carded chemically pre-treated hemp fibres.
crystals obtained from pristine pretreated fibres seems to facili-tate the formation of sulphate groups on the surface of the CNCand resulted less thermally stable if compared with CNC from pre-treated c-Hemp fibres. Moreover, while in the case of pre-treatedc-Hemp fibres there is no variation in the main registered peaktemperature (327 ◦C) and only one main peak was detected inthe degradation profile of CNC, in the case of pre-treated p-Hempfibres two well-separated pyrolysis processes in the DTG curves areobserved. From the comparison of the decomposition temperaturerelated to the main degradation peak (354 ◦C with respect to theinitial 309 ◦C for pristine fibres and 327 ◦C for the carded fibres),it can be observed that the degradation of the cellulose moleculeswas initiated at lower temperatures in the case of carded fibreswith respect to pre-treated p-Hemp fibres, likely due to the weakerinteraction of OH groups in cellulose that require less energy tostart the thermal degradation process. It has been observed thathigher crystallite size cellulose have also higher thermal stability.Kim et al. (2010) studied different types of cellulose and reported anincrease of thermal stability promoted by a higher crystallite size.Therefore, the different thermal stability of CNC from pre-treated p-Hemp and c-Hemp fibres could be probably due to different amountof hydrogen bonds between cellulose chains that can lead to differ-
ent ordered and packed cellulose regions; this can probably modifythe thermal decomposition temperature of cellulose (Kim et al.,2010; Ouajai and Shanks, 2005). Fig. 6d shows that the fingerprintregion of the spectra of CNC obtained from pre-treated p-Hemp and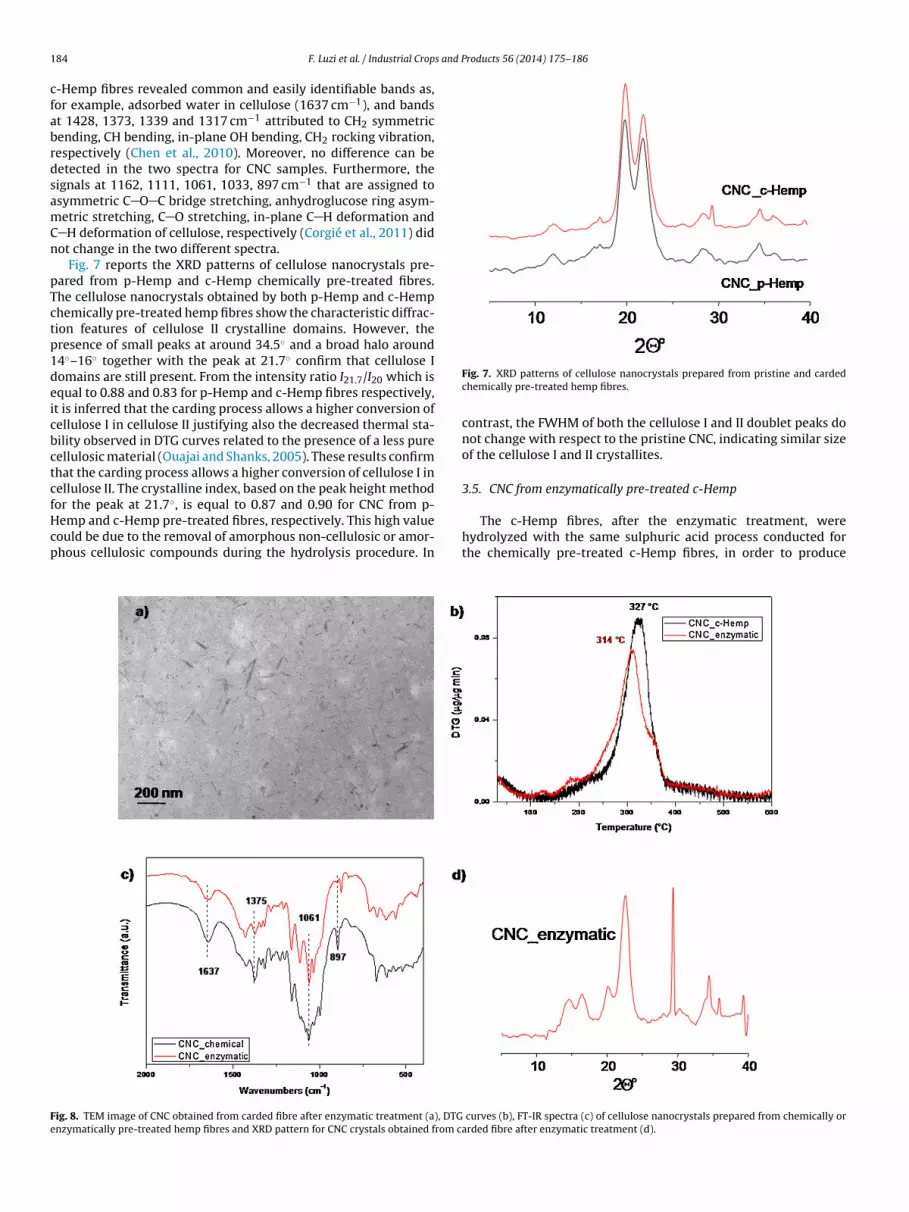
1 s and Products 56 (2014) 175–186
cfabrdsamCn
pTctp1deicbctcfHcp
Fe
84 F. Luzi et al. / Industrial Crop
-Hemp fibres revealed common and easily identifiable bands as,or example, adsorbed water in cellulose (1637 cm−1), and bandst 1428, 1373, 1339 and 1317 cm−1 attributed to CH2 symmetricending, CH bending, in-plane OH bending, CH2 rocking vibration,espectively (Chen et al., 2010). Moreover, no difference can beetected in the two spectra for CNC samples. Furthermore, theignals at 1162, 1111, 1061, 1033, 897 cm−1 that are assigned tosymmetric C O C bridge stretching, anhydroglucose ring asym-etric stretching, C O stretching, in-plane C H deformation and
H deformation of cellulose, respectively (Corgié et al., 2011) didot change in the two different spectra.
Fig. 7 reports the XRD patterns of cellulose nanocrystals pre-ared from p-Hemp and c-Hemp chemically pre-treated fibres.he cellulose nanocrystals obtained by both p-Hemp and c-Hemphemically pre-treated hemp fibres show the characteristic diffrac-ion features of cellulose II crystalline domains. However, theresence of small peaks at around 34.5◦ and a broad halo around4◦–16◦ together with the peak at 21.7◦ confirm that cellulose Iomains are still present. From the intensity ratio I21.7/I20 which isqual to 0.88 and 0.83 for p-Hemp and c-Hemp fibres respectively,t is inferred that the carding process allows a higher conversion ofellulose I in cellulose II justifying also the decreased thermal sta-ility observed in DTG curves related to the presence of a less pureellulosic material (Ouajai and Shanks, 2005). These results confirmhat the carding process allows a higher conversion of cellulose I inellulose II. The crystalline index, based on the peak height method
or the peak at 21.7◦, is equal to 0.87 and 0.90 for CNC from p-emp and c-Hemp pre-treated fibres, respectively. This high valueould be due to the removal of amorphous non-cellulosic or amor-hous cellulosic compounds during the hydrolysis procedure. Inig. 8. TEM image of CNC obtained from carded fibre after enzymatic treatment (a), DTGnzymatically pre-treated hemp fibres and XRD pattern for CNC crystals obtained from c
Fig. 7. XRD patterns of cellulose nanocrystals prepared from pristine and cardedchemically pre-treated hemp fibres.
contrast, the FWHM of both the cellulose I and II doublet peaks donot change with respect to the pristine CNC, indicating similar sizeof the cellulose I and II crystallites.
3.5. CNC from enzymatically pre-treated c-Hemp
The c-Hemp fibres, after the enzymatic treatment, werehydrolyzed with the same sulphuric acid process conducted forthe chemically pre-treated c-Hemp fibres, in order to produce
curves (b), FT-IR spectra (c) of cellulose nanocrystals prepared from chemically orarded fibre after enzymatic treatment (d).

s and P
carsyoep
Cte
epdOcmrafimaiscas
c1wtrdcpsclat
ftpdorhCtptlamwdd
4
c
F. Luzi et al. / Industrial Crop
ellulose nanocrystals and to compare the effects of chemicallynd enzymatic treatments on the CNC extraction process. Theesulting concentration of cellulose nanocrystal aqueous suspen-ion in this case was approximately 0.5% (w/w) and the hydrolysisield was very similar to the previous results discussed for thether procedure (ca. 19%), underlining that no particular differ-nces are revealed in the reaction efficiency due to the differentre-treatment procedures of the fibres.
The morphological investigation (TEM, Fig. 8a) underlines thatNC extracted from c-Hemp after the enzymatic procedure showhe same shape and dimensions just discussed for the CNCxtracted from the alkaline treated fibres.
The results of the thermal analysis of CNC extracted fromnzymatically pre-treated fibres in comparison with chemicallyre-treated fibres confirmed that no substantial differences can beetected in the DTG profiles of the two cellulosic structure (Fig. 8b).n the other hand, the thermal stability of CNC from enzymati-ally treated fibres seems to be affected (the temperature of theain peak shifted from 362 ◦C to 314 ◦C) when compared with the
esults of the TGA analysis of reference fibres (see Fig. 5, panel B-). As reported by Henriksson et al. (2007) the pre-treatment ofbres with a very low enzyme concentration (0.02%) preserved theolecular weight and length of cellulose nanofibres, but it was also
ble to attack the amorphous regions of cellulose chains, making its easier to separate the cellulose as nanosized structures by sub-equent acid attack. According to this behaviour, it is reasonable toonclude that enzymatically pre-treated fibres could be more easilyttacked by the acid and consequently would reduce the thermaltability of the produced CNC structures.
FT-IR spectra (Fig. 8c) for the same systems showed severalommon characteristic peaks and prominent changes. The peak at637 cm−1 can be attributed to the O H bending of the absorbedater while the vibration peak detected at 1375 cm−1 is related to
he bending vibration of the C H and C O bonds in the polysaccha-ide aromatic rings. Moreover, the peak observed at 1061 cm−1 isue to the C O C pyranose ring skeletal vibration. Another signifi-ant band, which is more evident in the case of CNC from chemicallyre-treated carded fibres, is the one at 897 cm−1, which corre-ponds to glycosidic C H deformation, with a ring vibrationontribution and O H bending, characteristic of the �-glycosidicinkage between the anhydroglucose units in cellulose (Alemdarnd Sain, 2008) and could be related to a different chemical struc-ure of the two CNC samples.
Fig. 8d shows the XRD pattern of the CNC crystals obtainedrom carded fibres after the enzymatic treatment. The CNC crys-als extracted from c-Hemp fibre pre-treated with the enzymaticrocess show the diffraction features typical of cellulose I crystalomains. The crystal index is equal to 0.9 indicating a high extentf crystalline domains. However, the enzymatic pre-treatmentesulted in major changes in X-ray diffraction patterns of cardedemp fibres. The typical cellulose pattern, already observed forNC extracted from chemically pre-treated fibres, shows addi-ional well-defined peaks at 29.4◦, 35.8◦ and 39.8◦. These diffractioneaks, which correspond to very short atomic interactions, may beentatively ascribed to the formation of new crystalline domainsikely originated from the enzymatic degradation of cellulose I ormorphous cellulose (Henriksson et al., 2007). In fact, the enzy-atic treatment might depolymerize the cellulose macromoleculesith the formation of shorter chains able to form denser crystallineomains. A similar behaviour was observed during the enzymaticegradation of pectin (Gnanasambandam and Proctor, 1999).
. Conclusions
The extraction of cellulose nanocrystals has been successfullyarried out from hemp fibres of the Carmagnola cultivar. Pristine
roducts 56 (2014) 175–186 185
and carded fibres were pre-treated by both an alkaline chemicalprocedure and an enzymatic treatment through the action of pecti-nase, and the effects of the two procedures on the thermal, chemicaland structural properties of the obtained fibres were compared.Carding allowed removal of most impurities from the fibres andthermal analysis confirmed that the improved fineness of the fibreprovided higher specific surface for the thermal decomposition ofthe cellulosic fractions, while carding has only a modest effect onfibre structure. After chemical treatment, hemicellulose is mainlyremoved, more evidently in the case of c-Hemp. X-ray diffractiondata suggest that an increased ordering of cellulose I and celluloseII structures results in a likely increase in the size of cellulose crys-tallites. Carded hemp fibres after interaction with pectinase showthe total decomposition of pectin and hemicellulose fractions, as aneffect of the higher efficiency of the chemical pre-treatment. Theenzymatic treatment does not affect the crystallinity of c-Hempfibres, whilst increases significantly the alignment of the cellulosechains in the fibre direction.
Cellulose nanocrystals were extracted by acid hydrolysis fromc-Hemp after both chemical and enzymatic procedure. TEM anal-ysis showed that most cellulose nanocrystals, obtained from thehydrolysis of both chemically pre-treated p-Hemp and c-Hempfibres, were characterized by an acicular structure typical of cel-lulose nanocrystals and in both the cases CNC had the dimensionsranging from 100 to 200 nm in length and 15 nm in width. The yieldof the different CNC extractions remains approximately at the samelevel (around 19%) and no substantial differences can be detectedin the thermogravimetric profiles of the two cellulosic structures.However, the thermal stability of CNC obtained from enzymaticallytreated fibres seemed to be rather compromised, as the main degra-dation peak decreased from 362 to 314 ◦C while the enzymaticpre-treatment resulted in major changes in X-ray diffraction pat-terns of carded hemp fibres. For these reasons, a carding procedurecombined with an alkaline treatment to hemp fibres represents theoptimized process for the CNC extraction by acid hydrolysis.
This research evidences the success of the applied extrac-tion procedures and the possibility to obtain a filler with highpotential characteristics to be employed in the production of bio-nanocomposites with enhanced properties.
Acknowledgments
The authors gratefully acknowledge Assocanapa for supply-ing carded and non-carded hemp fibres. The Authors gratefullyacknowledge Prof. Juan López Martínez (Instituto de Tecnologíade Materiales, Universitat Politècnica de València, Spain) and Dr.Marina P. Arrieta for TEM examinations.
References
Abrahama, E., Deepaa, B., Pothana, L.A., Jacobc, M., Thomasb, S., Cvelbard, U., Anand-jiwalac, R., 2011. Extraction of nanocellulose fibrils from lignocellulosic fibres:a novel approach. Carbohyd. Polym. 86, 1468–1475.
Akin, D.E., Foulk, J.A., Dodd, R.B., McAlister III, D.D., 2001. Enzyme-retting of flax andcharacterization of processed fibers. J. Biotechnol. 89, 193–203.
Alemdar, A., Sain, M., 2008. Biocomposites from wheat straw nanofibres: morphol-ogy, thermal and mechanical properties. Compos. Sci. Technol. 68, 557–565.
Besbes, I., Vilar, M.R., Boufi, S., 2011. Nanofibrillated cellulose from TEMPO oxidizedeucalyptus fibres: effect of the carboxyl content. Carbohyd. Polym. 84, 975–983.
Chen, H., Ferrari, C., Angiuli, M., Yao, J., Raspi, C., Bramanti, E., 2010. Qualitativeand quantitative analysis of wood samples by Fourier transform infrared spec-troscopy and multivariate analysis. Carbohydr. Polym. 82, 772–778.
Collet, F., Achchaq, F., Djellab, K., Marmoret, L., Beji, H., 2011. Water vapor proper-ties of two hemp wools manufactured with different treatments. Constr. Build.Mater. 25, 1079–1085.
Corgié, S.C., Smith, H.M., Walker, L.P., 2011. Enzymatic transformations of cel-lulose assessed by quantitative high-throughput Fourier transform infraredspectroscopy (QHT-FTIR). Biotechnol. Bioeng. 108, 1509–1520.
Croxford, J.L., Pryce, G., Jackson, S.J., Ledent, C., Giovannoni, G., Pertwee, R.G.,Yamamura, T., Baker, D., 2008. Cannabinoid-mediated neuroprotection, not

1 s and P
D
F
F
F
F
F
F
G
G
H
K
K
86 F. Luzi et al. / Industrial Crop
immunosuppression, may be more relevant in multiple sclerosis. J. Neuroim-munol. 193, 120–129.
ai, D., Fan, M., Collins, P., 2013. Fabrication of nanocelluloses from hemp fibersand their application for the reinforcement of hemp fibers. Ind. Crop Prod. 44,192–199.
isher, T., Hajaligol, M., Waymack, B., Kellogg, D., 2002. Pyrolysis behavior and kinet-ics of biomass derived materials. J. Anal. Appl. Pyrolysis 62, 331–349.
ortunati, E., Puglia, D., Monti, M., Peponi, L., Santulli, C., Kenny, J.M., Torre, L., 2012a.Extraction of cellulose nanocrystals from Phormium tenax fibres. J. Polym. Envi-ron. 21, 319–328.
ortunati, E., Armentano, I., Zhou, Q., Iannoni, A., Saino, E., Visai, L., Berglund,L.A., Kenny, J.M., 2012b. Multifunctional bionanocomposite films of poly(lacticacid), cellulose nanocrystals and silver nanoparticles. Carbohyd. Polym. 87,1596–1605.
ortunati, E., Puglia, D., Monti, M., Santulli, C., Maniruzzaman, M., Kenny, J.M., 2013a.Cellulose nanocrystals extracted from okra fibres in PVA nanocomposites. J.Appl. Polym. Sci. 128, 3220–3230.
ortunati, E., Puglia, D., Monti, M., Peponi, L., Santulli, C., Kenny, J.M., Torre, L., 2013b.Extraction of cellulose nanocrystals from phormium tenax fibres. J. Polym. Envi-ron. 21, 319–328.
ortunati, E., Puglia, D., Luzi, F., Santulli, C., Torre, L., Kenny, J.M., 2013c. Binary PVAbio-nanocomposites containing cellulose nanocrystals extracted from differentnatural sources: Part I. Carbohyd. Polym. 97, 825–836.
andolfi, S., Ottolina, G., Riva, S., Pedrocchi Fantoni, G., Patel, I., 2013. Completechemical analysis of carmagnola hemp hurds and structural features of its com-ponents. Bioresources 8, 2641–2656.
nanasambandam, R., Proctor, A., 1999. Preparation of soy hull pectin. Food Chem.65, 461–467.
enriksson, M., Henriksson, G., Berglund, L.A., Lindström, T., 2007. An environ-mentally friendly method for enzyme-assisted preparation of microfibrillated
cellulose (MFC) nanofibers. Eur. Polym. J. 43, 3434–3441.abir, M.M., Wang, H., Lau, K.T., Cardona, F., 2013. Effects of chemical treatments onhemp fibre structure. Appl. Surf. Sci. 276, 13–23.
im, U.J., Eom, S.H., Wada, M., 2010. Thermal decomposition of native cellulose:influence on crystallite size. Polym. Degrad. Stab. 95, 778–781.
roducts 56 (2014) 175–186
Kim, H.J., Eom, Y.G., 2001. Thermogravimetric analysis of rice husk flour for anew raw material of lignocellulosic fiber thermoplastic polymer composites.J. Korean Wood Sci. Technol. 20, 59–67.
Kovur, S.K., Schenzel, K.C., Grimm, E., Diepenbrock, W., 2008. Characterization ofrefined hemp fibers using nirftraman micro spectroscopy and environmentalscanning electron microscopy. Bioresources 3, 1081–1091.
Kumar, S., Gupta, R., Lee, Y.Y., Gupta, R.B., 2010. Cellulose pretreatment in subcriticalwater: effect of temperature on molecular structure and enzymatic reactivity.Bioresour. Technol. 101, 1337–1347.
Laureano-Perez, L., Teymouri, F., Alizadeh, H., Dale, B., 2005. Understanding factorsthat limit enzymatic hydrolysis of biomass. Appl. Biochem. Biotechnol. 121–124,1081–1099.
Li, S.Y., Stuart, J.D., Li, Y., Parnas, R.S., 2010. The feasibility of converting Cannabissativa L. oil into biodiesel. Bioresour. Technol. 101, 8457–8460.
Li, X., Tabil, L.G., Panigrahia, S., 2007. Chemical treatments of natural fiber foruse in natural fiber-reinforced composites: a review. J. Polym. Environ. 15,25–33.
Li, Y., Pickering, K.L., 2008. Hemp fibre reinforced composites using chelator andenzyme treatments. Compos. Sci. Technol. 68, 3293–3298.
Mandal, A., Chakrabarty, D., 2011. Isolation of nanocellulose from waste sugarcanebagasse (SCB) and its characterization. Carbohyd. Polym. 86, 1291–1299.
Morán, J.I., Alvarez, V.A., Cyras, V.P., Vázquez, A., 2008. Extraction of cellulose andpreparation of nanocellulose from sisal fibers. Cellulose 15, 149–159.
Mwaikambo, L.Y., Ansell, M.P., 2002. Chemical modification of hemp, sisal, jute, andkapok fibers by alkalization. J. Appl. Polym. Sci. 84, 2222–2234.
Ouajai, S., Shanks, R.A., 2005. Morphology and structure of hemp fibre after bioscour-ing. Macromol. Biosci. 5, 124–134.
Pakarinen, A., Zhang, J., Brock, T., Maijala, P., Viikari, L., 2012. Enzymatic accessibilityof fiber hemp is enhanced by enzymatic or chemical removal of pectin. Bioresour.Technol. 107, 275–281.
Thygesen, A., Oddershede, J., Lilholt, H., Thomsen, A.B., Stahl, K., 2005. On the deter-mination of crystallinity and cellulose content in plant fibres. Cellulose 12,563–576.
Wang, N., Ding, E., Cheng, R., 2007. Thermal degradation behaviors of sphericalcellulose nanocrystals with sulfate groups. Polymer 48, 3486–3493.