on the kinetic arrest of hydrate slurries - mountain scholar
TRANSCRIPT
ON THE KINETIC ARREST OF HYDRATE SLURRIES
by
J. Alejandro Dapena

© Copyright by J. Alejandro Dapena, 2019
All Rights Reserved
A thesis submitted to the Faculty and the Board of Trustees of the Colorado School
of Mines in partial fulfillment of the requirements for the degree of Doctor of Philosophy
(Chemical Engineering).
Golden, Colorado
Date
Signed:J. Alejandro Dapena
Signed:Dr. David T. Wu
Thesis Advisor
Signed:Dr. Carolyn A.Koh
Thesis Advisor
Golden, Colorado
Date
Signed:Dr. Anuj ChauhanProfessor and Head
Department of Chemical & Biological Engineering
ii
ABSTRACT
Natural gas hydrates are clathrate compounds consisting of a network of hydrogen-bonded
water molecules that host small hydrocarbons within the resulting structure. Subsea oil &
gas production pipelines can provide the required thermodynamic conditions for hydrate
formation; consequently, natural gas hydrate crystals can be present in a wide variety of
shapes and sizes ranging from colloidal hydrate suspensions to macroscopic hydrate particles
resulting from phenomena such as hydrate deposit sloughing and hydrate particle agglomer-
ation. Such variability in the properties of the hydrate particles in the pipeline turns several
phenomena into potential mechanisms for hydrate plug formation. These phenomena can
involve, for example, the emergence of a sample-spanning skeleton of particles resistant to
applied stresses (i.e. yield stress materials), or the accumulation and eventual clogging of
discrete macroscopic hydrate particles due to the formation of stabilizing mechanical struc-
tures at flow path constrictions. Accordingly, a sound assessment of the hydrate plugging
risk in a given scenario needs to consider all the possible mechanisms that could result in
the kinetic arrest of hydrate particles in the system.
A series of investigations looking at the aforementioned phenomena were carried out
aimed to advance the understanding of hydrate plugging risk in subsea oil & gas pro-
duction. These studies included laboratory experiments involving a variety of multiple
length-scale equipment, as well as numerical simulations implementing the discrete element
method (DEM). The experimental investigations encompassed low-volume apparatuses (e.g.
high-pressure rheometer (HP-rheometer)), or even surface chemistry level tools (e.g. micro-
mechanical forces apparatus (HP-MMF) and water/hydrate surface contact angle measure-
ments), all the way up to pilot-scale equipment, such as Tulsa University and ExxonMobil
flowloop facilities. The combined information and understanding resulting from these in-
vestigations derived in several outcomes, which can ultimately turn into useful tools in the
iii
daily life of flow assurance engineers. On the one hand, the HP-rheometer studies looking at
the performance of hydrate dispersants both under flowing and static conditions lead to the
development of an experimental protocol for the quantitative assessment of the performance
these chemicals in continuous and transient operations. The multiple length scale investi-
gations using similar fluid compositions to those previously utilized in the HP-rheometer
tests provided further validation for the proposed protocols to assess hydrate dispersant
performance. A qualitative agreement was observed between HP-MMF, HP-rheometer, and
high-pressure autoclave (HP-autoclave) regarding the range of hydrate dispersant concen-
tration leading to a transition from fully- to under-inhibited hydrate particle agglomeration.
Furthermore, a quantitative comparison of the hydrate cohesive forces obtained from HP-
MMF experiments and those derived from HP-rheometer yield stress measurements resulted
in an order of magnitude agreement between these equipment. On the other hand, the bench-
scale flowloop tests and DEM simulations looking at particle accumulation and clogging at
flow path constrictions lead to an advanced understanding of the interconnection between
the behavior of intrinsic properties of the system (e.g. pressure drop and kinetic energy fluc-
tuations) and the macroscopic phenomena visually observed during the experiments (e.g.
intermittent particle flow and arch breakage). Using signal processing techniques to analyze
the continuous output data generated during the experiments showed that the clogging risk
in the system could be monitored in real-time through easily accessible information, such as
pressure drop evolution. Finally, using survival analysis tools, such as Weibull analysis, to
interpret the results obtained from numerical simulations provided further insights into the
failure of avalanches and clogs during the intermittent flow of particles across a flow path
constriction.
Ultimately, the experimental results, data processing methods, and analysis techniques
derived from these investigations might provide the foundation for a new generation of
probability-based risk analysis tools that can be used by flow assurance engineers in the
field. These tools could help to effectively assess the potential consequences of deploying
iv
novel hydrate management strategies in a given scenario having a significant impact on the
economics of both future field developments, as well as in current brown fields utilizing
over-conservative hydrate plug mitigation methods.
v
TABLE OF CONTENTS
ABSTRACT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . iii
LIST OF FIGURES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xi
LIST OF TABLES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xviii
LIST OF SYMBOLS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xix
LIST OF ABBREVIATIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xxi
ACKNOWLEDGMENTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xxiii
DEDICATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xxvi
CHAPTER 1 INTRODUCTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.1 Thesis organization . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
CHAPTER 2 EXPERIMENTAL INVESTIGATION USING A HP-RHEOMETERTO QUANTIFY HYDRATE DISPERSANT PERFORMANCE FORENERGY TRANSPORT & STORAGE APPLICATIONS . . . . . . . . . 8
2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.1.1 Flow and jamming in solid suspensions . . . . . . . . . . . . . . . . . . 13
2.1.2 Hydrate dispersant performance characterization . . . . . . . . . . . . . 15
2.1.3 Rheology of concentrated solid suspensions and hydrate slurries . . . . 16
2.1.4 Rheological characterization of yield stress materials . . . . . . . . . . . 23
2.2 Experimental methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
2.2.1 Materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
2.2.2 High-pressure rheological tests . . . . . . . . . . . . . . . . . . . . . . . 25
2.2.2.1 Constant shear rate rheological studies . . . . . . . . . . . . . 28
vi
2.2.2.2 Transient rheological studies . . . . . . . . . . . . . . . . . . . 29
2.3 Results and discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
2.3.1 Constant shear rate rheological studies . . . . . . . . . . . . . . . . . . 33
2.3.2 Transient rheological studies . . . . . . . . . . . . . . . . . . . . . . . . 41
2.3.2.1 Influence of hydrate dispersant concentration and shut-intime on hydrate slurry yield stress: quantifying hydratedispersant under-dosing . . . . . . . . . . . . . . . . . . . . . 41
2.3.2.2 Comparison of multiple transient experimental methods toassess hydrate dispersant performance in shut-in/restartscenarios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
2.4 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
CHAPTER 3 DEVELOPMENT OF A MULTI-SCALE EXPERIMENTALWORKFLOW TO QUANTIFY HYDRATE DISPERSANTPERFORMANCE FOR EFFECTIVE PRODUCTION CHEMISTRYDECISION-MAKING . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
3.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
3.2 Experimental methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
3.3 Results and discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
3.4 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
CHAPTER 4 ON THE CHARACTERIZATION OF FLUID-DRIVEN PARTICLEJAMMING IN THE INTERMITTENT PARTICLE FLOW REGIME . 77
4.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
4.2 Experimental methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
4.2.1 Bench-scale experiments on fluid-driven intermittent particle flowand jamming . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
vii
4.2.2 DEM simulations of particle flow across a flow path constriction:intermittent particle flow and jamming phenomena . . . . . . . . . . . 89
4.3 Results and discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
4.3.1 Characterizing pressure drop and kinetic energy fluctuating behaviorin the intermittent particle flow regime . . . . . . . . . . . . . . . . . . 92
4.3.1.1 Pressure drop modeling during the intermittent fluid-drivenparticle flow across flow path restrictions or bottlenecks . . . 94
4.3.1.2 The pressure drop fluctuations and intermittent particleflow: an early jamming indicator . . . . . . . . . . . . . . . 101
4.3.1.3 Jamming risk assessment based on the kinetic energyfluctuating behavior during the intermittent flow ofparticles across a flow path restriction: A DEM approach . . 111
4.3.2 Particle avalanche/clog time-lapse distributions in the intermittentparticle flow regime . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
4.3.3 Stick/slip detection in bench-scale flowloop tests . . . . . . . . . . . . 131
4.3.4 Characterizing flow of asymmetric particles across a flow pathconstriction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133
4.4 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137
CHAPTER 5 GAS HYDRATE MANAGEMENT STRATEGIES USINGANTI-AGGLOMERANTS: CONTINUOUS & TRANSIENTPILOT-SCALE FLOWLOOP STUDIES . . . . . . . . . . . . . . . . . 140
5.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 141
5.2 Experimental procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143
5.2.1 High-pressure industrial-scale flowloop tests . . . . . . . . . . . . . . 143
5.2.2 Water/oil dispersion tests . . . . . . . . . . . . . . . . . . . . . . . . 146
5.3 Results and discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 147
5.3.1 Mixture velocity effects on hydrate particle transportability usingAAs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 148
viii
5.3.2 AA performance during shut-in and restart operations . . . . . . . . 157
5.4 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 164
5.5 Acknowledgements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 165
CHAPTER 6 HP-RHEOMETER & PILOT-SCALE FLOWLOOP STUDIES ONHYDRATE SLURRY TRANSPORTABILITY USING AAS . . . . . . 166
6.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 166
6.2 Experimental methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 167
6.3 Results and discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 170
6.3.1 Treating partially dispersed systems with AAs to prevent hydrateplug formation: high-pressure pilot-scale flowloop and rheologicalstudies at different water contents . . . . . . . . . . . . . . . . . . . . 171
6.3.1.1 Hydrate plugging mitigation using AAs inpartially-dispersed systems at intermediate water contents . 172
6.3.1.2 Hydrate plugging mitigation using AAs inpartially-dispersed systems at high water contents . . . . . . 180
6.3.1.3 The influence of the water content on the hydrate slurryviscosity and the hydrate particle transportability usingAAs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 184
6.3.1.4 The hysteresis in the phase-inversion point of the water/oildispersions in the presence of AAs . . . . . . . . . . . . . . 187
6.3.1.5 The hydrate slurry yield stress in systems with differentwater content dosed with AAs . . . . . . . . . . . . . . . . . 189
6.3.2 Influence of pilot-scale flowloop design on the plugging riskassessment resulting from hydrate transportability studies conductedat different facilities . . . . . . . . . . . . . . . . . . . . . . . . . . . . 189
6.3.2.1 The hydrate formation kinetics in both ExxonMobil andThe University of Tulsa flowloop facilities . . . . . . . . . . 193
6.3.2.2 The hydrate particle contribution to the frictional pressuredrop in both ExxonMobil and The University of Tulsaflowloop facilities . . . . . . . . . . . . . . . . . . . . . . . . 196
ix
6.4 Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 202
CHAPTER 7 CONCLUSIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 203
CHAPTER 8 WAY FORWARD . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 207
REFERENCES CITED . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 211
APPENDIX A MODEL LIQUID HYDROCARBON COMPOSITION . . . . . . . . 238
APPENDIX B FLUID-PARTICLE MOMENTUM BALANCE . . . . . . . . . . . . 239
x

LIST OF FIGURES
Figure 1.1 Schematic of the different phenomena considered in this research studyfocused on the kinetic arrest of hydrate slurries . . . . . . . . . . . . . . . . 5
Figure 2.1 Natural gas hydrate structures formed in the presence of differenthydrate formers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Figure 2.2 Universal phase diagram for attractive colloidal particles . . . . . . . . . . 14
Figure 2.3 Relative viscosity behavior as a function of Peclet number (Pe)resulting from Krieger & Dougherty dimensional analysis . . . . . . . . . 20
Figure 2.4 Shear-dependent structures and shear-thinning behavior ofconcentrated suspensions of interacting solid particles . . . . . . . . . . . 22
Figure 2.5 Schematic of the high-pressure rheometer setup . . . . . . . . . . . . . . . 27
Figure 2.6 Schematic of the experimental procedure for the high-pressurerheological tests conducted within these studies . . . . . . . . . . . . . . . 29
Figure 2.7 Typical experimental results from the different transient rheologicalmethods utilized . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
Figure 2.8 Typical viscosity profile obtained from constant shear rate rheologicaltests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Figure 2.9 Apparent viscosity and hydrate volume fraction profiles from constantshear rate high-pressure rheometer tests . . . . . . . . . . . . . . . . . . . 36
Figure 2.10 The ratio of effective to actual hydrate volume fraction (HV FRatio) atthe critical stages during hydrate formation . . . . . . . . . . . . . . . . . 40
Figure 2.11 Yield stress values obtained from shear stress-controlled ramps insystems dosed with different concentrations of hydrate dispersant . . . . . 43
Figure 2.12 Flow curves resulting from shear stress-controlled transient tests insystems dosed with different hydrate dispersant concentrations . . . . . . 45
Figure 2.13 Comparison of yield stress values obtained using either the shear ratespike method or traditional non-Newtonian rheological models . . . . . . 46
xi
Figure 2.14 Experimental yield stress values obtained using different measuringtechniques to characterize non-Newtonian materials . . . . . . . . . . . . 49
Figure 2.15 Shear rate-controlled ramps showing both increasing/decreasing shearrate pathways looking at hysteresis behavior in the stress profiles . . . . . 52
Figure 3.1 Conceptual picture sketching the multiple mechanisms related tohydrate plugging in subsea oil & gas flowlines . . . . . . . . . . . . . . . 56
Figure 3.2 Conceptual picture of hydrate plug mitigation using AAs . . . . . . . . . 58
Figure 3.3 Flow diagram showing the multiple length scales experimentalequipment used in these studies . . . . . . . . . . . . . . . . . . . . . . . 61
Figure 3.4 Results from pilot-scale flowloop, HP-autoclave, and HP-rheometerstudies on hydrate transportability in surfactant-free liquidhydrocarbon systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
Figure 3.5 Flow diagram describing the interconnection between the multiplelength scale equipment utilized to investigate hydrate pluggingmechanisms . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Figure 3.6 HP-rheometer and HP-autoclave results from tests conducted usingdifferent HD A dosages . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
Figure 3.7 Interconnection between the multiple length scale equipment utilized toquantify LDHI-AA performance in transient and continuous scenarios . . 66
Figure 3.8 Multiple length scale equipment (HP-MMF, HP-rheometer,HP-autoclave) showing the transition from fully- to under-inhibitedhydrate agglomeration . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
Figure 3.9 Yield stress model for suspensions of weakly attractive colloidal particles . 69
Figure 3.10 Contact angle tests images and HP-rheometer flow curves from systemsdosed with HD A . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
Figure 3.11 Comparison of AA performance assessment using low-sample volumeexperimental methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
Figure 4.1 Examples of systems of a distinct nature that could potentially clog . . . 80
Figure 4.2 Universal clogging phase diagram for particle flow in pipelines . . . . . . 82
xii
Figure 4.3 Bench-scale flowloop used to investigate fluid-driven intermittentparticle flow across flow path restrictions and jamming . . . . . . . . . . . 85
Figure 4.4 Characteristic pressure drop profile obtained from bench-scalefluid-drive particle jamming experiments . . . . . . . . . . . . . . . . . . 88
Figure 4.5 Characteristic particle concentration profiles obtained from bench-scalefluid-drive particle jamming experiments . . . . . . . . . . . . . . . . . . 90
Figure 4.6 Snapshot corresponding to the initialization stage of a typical DEMsimulation looking at particle flow across a centered flow path restriction . 92
Figure 4.7 Snapshot showing standard particle flow in a typical DEM simulationlooking at particle flow across a centered flow path restriction . . . . . . . 93
Figure 4.8 Characteristic DP behavior during the different stages of a singleindependent experimental run in the bench-scale jamming flowloop . . . . 95
Figure 4.9 Conceptual picture showing the characteristic stages normally found ina bench-scale flowloop test looking at particle flow across a flow pathconstriction and the particle velocity behavior at each stage . . . . . . . . 97
Figure 4.10 Bench-scale flowloop upgrades allowing video recordingssynchronization with the pressure drop profiles . . . . . . . . . . . . . . . 99
Figure 4.11 Calculated pressure drop using Ergun equation and based on thebacklog length measurements obtained from the video recordings duringbench-scale flowloop tests . . . . . . . . . . . . . . . . . . . . . . . . . . 102
Figure 4.12 Characteristic pressure drop behavior showing the different stagesutilized for early jam detection in bench-scale flowloop experimentalstudies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104
Figure 4.13 Discretization of the pressure drop data from a single independentbench-scale flowloop experimental run into identical time bins forpressure drop fluctuations quantification . . . . . . . . . . . . . . . . . . 105
Figure 4.14 Normalized DP fluctuations parameter behavior as a function of timecorresponding to the pressure drop profile from a single independentbench-scale flowloop experimental run . . . . . . . . . . . . . . . . . . . 106
Figure 4.15 ”Time-to-Jam” survival probability for systems with different particlevolume fractions suspended in the carrier fluid flowing towards therestriction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108
xiii
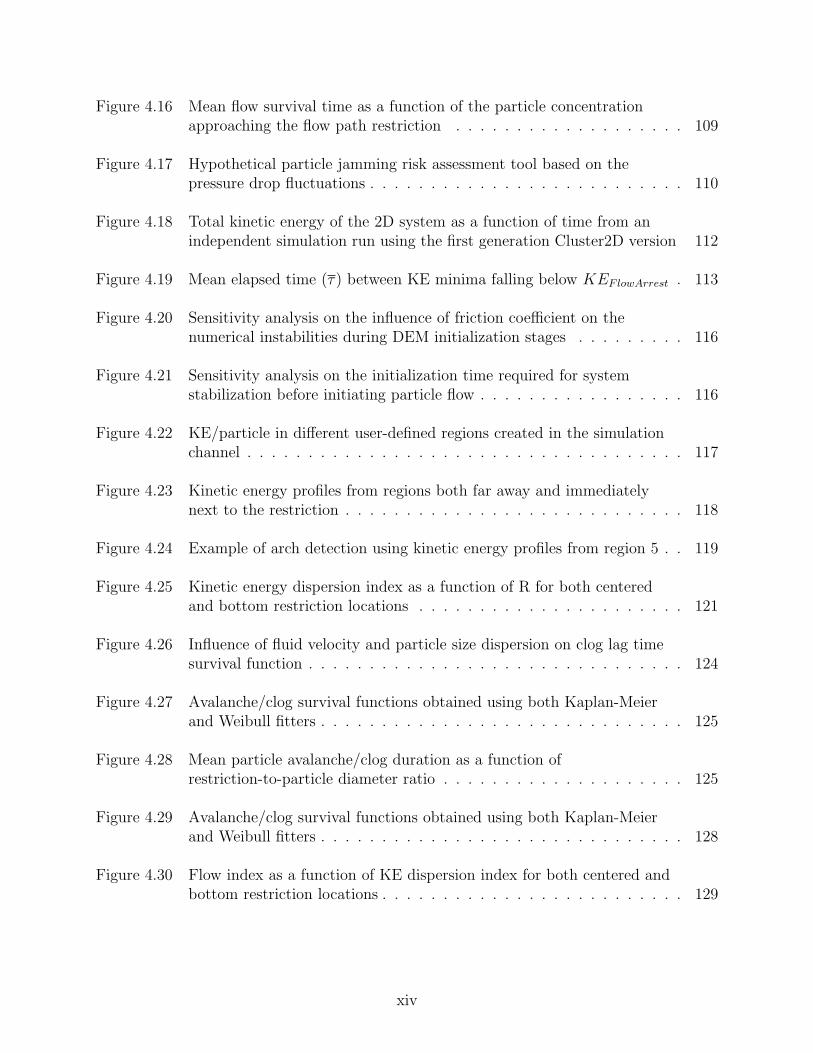
Figure 4.16 Mean flow survival time as a function of the particle concentrationapproaching the flow path restriction . . . . . . . . . . . . . . . . . . . 109
Figure 4.17 Hypothetical particle jamming risk assessment tool based on thepressure drop fluctuations . . . . . . . . . . . . . . . . . . . . . . . . . . 110
Figure 4.18 Total kinetic energy of the 2D system as a function of time from anindependent simulation run using the first generation Cluster2D version 112
Figure 4.19 Mean elapsed time (τ) between KE minima falling below KEF lowArrest . 113
Figure 4.20 Sensitivity analysis on the influence of friction coefficient on thenumerical instabilities during DEM initialization stages . . . . . . . . . 116
Figure 4.21 Sensitivity analysis on the initialization time required for systemstabilization before initiating particle flow . . . . . . . . . . . . . . . . . 116
Figure 4.22 KE/particle in different user-defined regions created in the simulationchannel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 117
Figure 4.23 Kinetic energy profiles from regions both far away and immediatelynext to the restriction . . . . . . . . . . . . . . . . . . . . . . . . . . . . 118
Figure 4.24 Example of arch detection using kinetic energy profiles from region 5 . . 119
Figure 4.25 Kinetic energy dispersion index as a function of R for both centeredand bottom restriction locations . . . . . . . . . . . . . . . . . . . . . . 121
Figure 4.26 Influence of fluid velocity and particle size dispersion on clog lag timesurvival function . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
Figure 4.27 Avalanche/clog survival functions obtained using both Kaplan-Meierand Weibull fitters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 125
Figure 4.28 Mean particle avalanche/clog duration as a function ofrestriction-to-particle diameter ratio . . . . . . . . . . . . . . . . . . . . 125
Figure 4.29 Avalanche/clog survival functions obtained using both Kaplan-Meierand Weibull fitters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 128
Figure 4.30 Flow index as a function of KE dispersion index for both centered andbottom restriction locations . . . . . . . . . . . . . . . . . . . . . . . . . 129
xiv
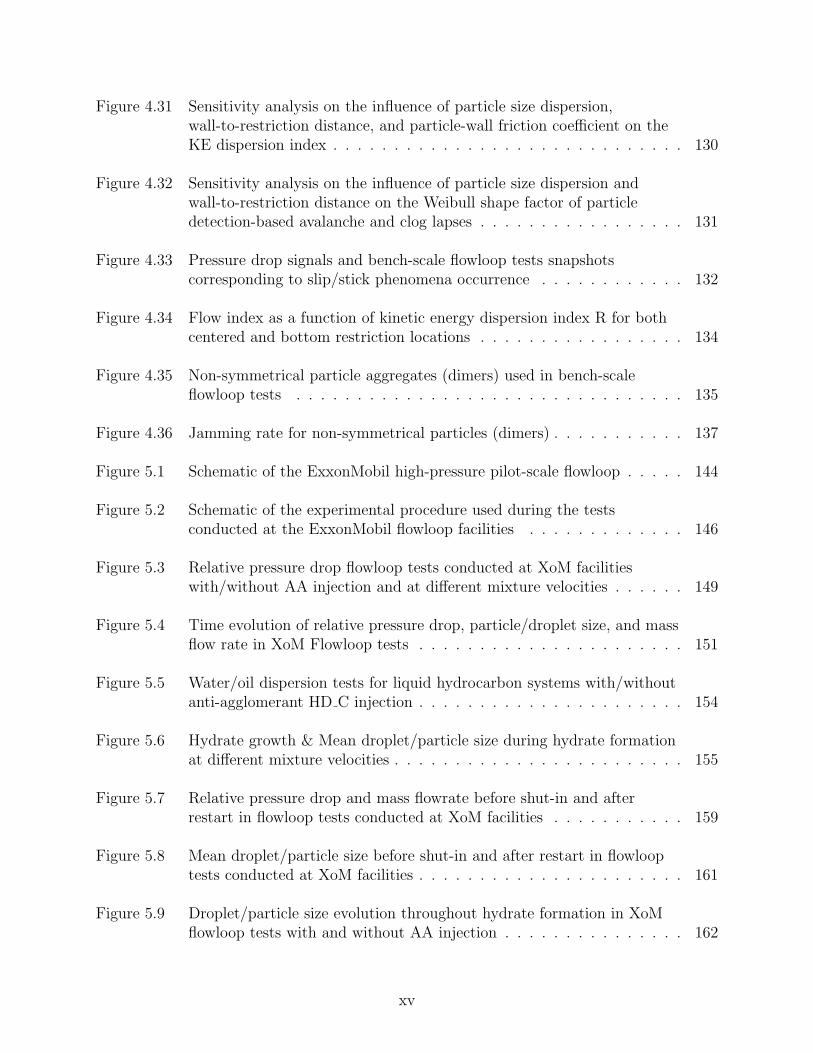
Figure 4.31 Sensitivity analysis on the influence of particle size dispersion,wall-to-restriction distance, and particle-wall friction coefficient on theKE dispersion index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130
Figure 4.32 Sensitivity analysis on the influence of particle size dispersion andwall-to-restriction distance on the Weibull shape factor of particledetection-based avalanche and clog lapses . . . . . . . . . . . . . . . . . 131
Figure 4.33 Pressure drop signals and bench-scale flowloop tests snapshotscorresponding to slip/stick phenomena occurrence . . . . . . . . . . . . 132
Figure 4.34 Flow index as a function of kinetic energy dispersion index R for bothcentered and bottom restriction locations . . . . . . . . . . . . . . . . . 134
Figure 4.35 Non-symmetrical particle aggregates (dimers) used in bench-scaleflowloop tests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 135
Figure 4.36 Jamming rate for non-symmetrical particles (dimers) . . . . . . . . . . . 137
Figure 5.1 Schematic of the ExxonMobil high-pressure pilot-scale flowloop . . . . . 144
Figure 5.2 Schematic of the experimental procedure used during the testsconducted at the ExxonMobil flowloop facilities . . . . . . . . . . . . . 146
Figure 5.3 Relative pressure drop flowloop tests conducted at XoM facilitieswith/without AA injection and at different mixture velocities . . . . . . 149
Figure 5.4 Time evolution of relative pressure drop, particle/droplet size, and massflow rate in XoM Flowloop tests . . . . . . . . . . . . . . . . . . . . . . 151
Figure 5.5 Water/oil dispersion tests for liquid hydrocarbon systems with/withoutanti-agglomerant HD C injection . . . . . . . . . . . . . . . . . . . . . . 154
Figure 5.6 Hydrate growth & Mean droplet/particle size during hydrate formationat different mixture velocities . . . . . . . . . . . . . . . . . . . . . . . . 155
Figure 5.7 Relative pressure drop and mass flowrate before shut-in and afterrestart in flowloop tests conducted at XoM facilities . . . . . . . . . . . 159
Figure 5.8 Mean droplet/particle size before shut-in and after restart in flowlooptests conducted at XoM facilities . . . . . . . . . . . . . . . . . . . . . . 161
Figure 5.9 Droplet/particle size evolution throughout hydrate formation in XoMflowloop tests with and without AA injection . . . . . . . . . . . . . . . 162
xv
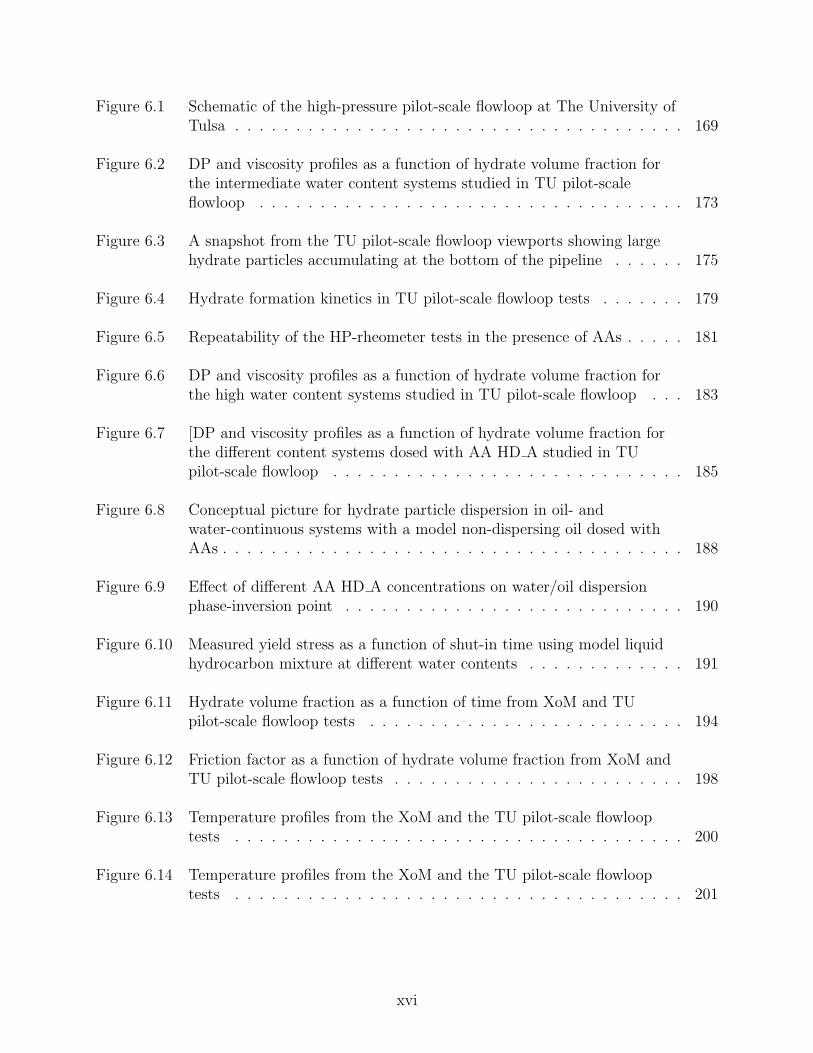
Figure 6.1 Schematic of the high-pressure pilot-scale flowloop at The University ofTulsa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 169
Figure 6.2 DP and viscosity profiles as a function of hydrate volume fraction forthe intermediate water content systems studied in TU pilot-scaleflowloop . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 173
Figure 6.3 A snapshot from the TU pilot-scale flowloop viewports showing largehydrate particles accumulating at the bottom of the pipeline . . . . . . 175
Figure 6.4 Hydrate formation kinetics in TU pilot-scale flowloop tests . . . . . . . 179
Figure 6.5 Repeatability of the HP-rheometer tests in the presence of AAs . . . . . 181
Figure 6.6 DP and viscosity profiles as a function of hydrate volume fraction forthe high water content systems studied in TU pilot-scale flowloop . . . 183
Figure 6.7 [DP and viscosity profiles as a function of hydrate volume fraction forthe different content systems dosed with AA HD A studied in TUpilot-scale flowloop . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 185
Figure 6.8 Conceptual picture for hydrate particle dispersion in oil- andwater-continuous systems with a model non-dispersing oil dosed withAAs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 188
Figure 6.9 Effect of different AA HD A concentrations on water/oil dispersionphase-inversion point . . . . . . . . . . . . . . . . . . . . . . . . . . . . 190
Figure 6.10 Measured yield stress as a function of shut-in time using model liquidhydrocarbon mixture at different water contents . . . . . . . . . . . . . 191
Figure 6.11 Hydrate volume fraction as a function of time from XoM and TUpilot-scale flowloop tests . . . . . . . . . . . . . . . . . . . . . . . . . . 194
Figure 6.12 Friction factor as a function of hydrate volume fraction from XoM andTU pilot-scale flowloop tests . . . . . . . . . . . . . . . . . . . . . . . . 198
Figure 6.13 Temperature profiles from the XoM and the TU pilot-scale flowlooptests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 200
Figure 6.14 Temperature profiles from the XoM and the TU pilot-scale flowlooptests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 201
xvi

Figure 8.1 Pressure drop fluctuations related to the intermittent flow ofmacroscopic hydrate particles recorded at the TU pilot-scale flowloopviewports . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 209
xvii
LIST OF TABLES
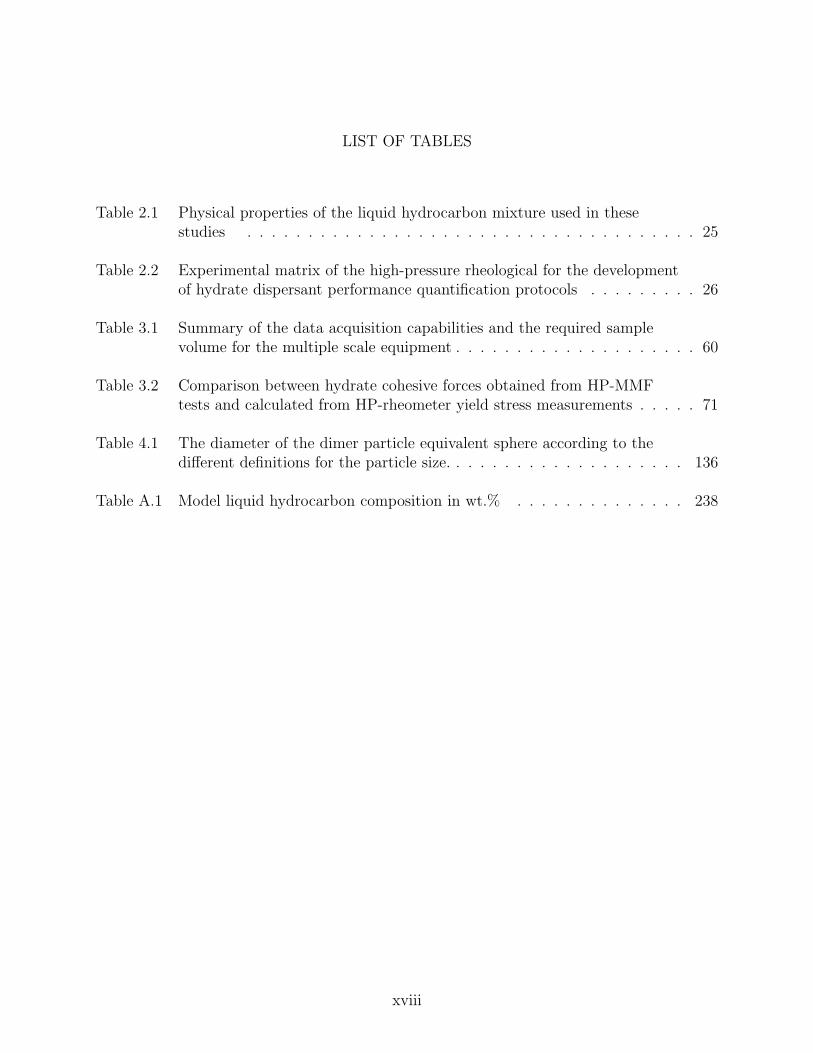
Table 2.1 Physical properties of the liquid hydrocarbon mixture used in thesestudies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Table 2.2 Experimental matrix of the high-pressure rheological for the developmentof hydrate dispersant performance quantification protocols . . . . . . . . . 26
Table 3.1 Summary of the data acquisition capabilities and the required samplevolume for the multiple scale equipment . . . . . . . . . . . . . . . . . . . . 60
Table 3.2 Comparison between hydrate cohesive forces obtained from HP-MMFtests and calculated from HP-rheometer yield stress measurements . . . . . 71
Table 4.1 The diameter of the dimer particle equivalent sphere according to thedifferent definitions for the particle size. . . . . . . . . . . . . . . . . . . . 136
Table A.1 Model liquid hydrocarbon composition in wt.% . . . . . . . . . . . . . . 238
xviii

LIST OF SYMBOLS
Actual volume fraction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . φActual
Aggregate diameter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . dA
Boltzmann constant . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . kB
Brownian diffusion time . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . tBr
Consistency index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . k
Critical restriction-to-particle ratio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Rc
Dispersion index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (Dindex)
Effective volume fraction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . φeffective
Einstein coefficient . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . B
Fluid velocity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vf
Hydrate cohesive forces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . FA
Interparticle attractive forces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Fmax
Interstitial fluid velocity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ui
Kinetic energy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . KE
Maximum particle velocity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vp max
Maximum kinetic energy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . KEmax
Maximum packing or volume fraction . . . . . . . . . . . . . . . . . . . . . . . . . . . φmax
Mean elapsed time between consecutive arch formation . . . . . . . . . . . . . . . . . . (τ)
Mean value of data set X . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . X
Particle diameter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . dp
xix

Particle velocity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vp
Particle volume fraction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . φ
Particle-particle friction coefficient . . . . . . . . . . . . . . . . . . . . . . µparticle−particle
Peclet number . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Pe
Percolation threshold . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . φc
Phi transition for hydrate transport . . . . . . . . . . . . . . . . . . . . . . . . . φtransition
Power law or flow index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . n
Ratio of effective to actual hydrate volume fraction . . . . . . . . . . . . . . . . HV FRatio
Relative viscosity of the suspension . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ηr
Shear rate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . γ
Shear stress . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . σ
Superficial fluid velocity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . us
Survival function . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . S(t)
Temperature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . T
Transient flow arrest kinetic energy . . . . . . . . . . . . . . . . . . . . . . . KEF lowArrest
Variance of date set X . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (V ar(X))
Viscosity of the carrier fluid . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ηfluid
Wall-particle friction coefficient . . . . . . . . . . . . . . . . . . . . . . . . . . µwall−particle
Weibull hazard function . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . H(t)
Weibull scale parameter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . λWeibull
Weibull shape factor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ρWeibull
Yield stress . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . σy
xx
LIST OF ABBREVIATIONS
Average absolute deviation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . AAD
Break-even point . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . BEP
Capital expenditure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . CAPEX
Center for Hydrate Research . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . CHR
Combined motor and transducer . . . . . . . . . . . . . . . . . . . . . . . . . . . . CMT
Complementary cumulative distribution function . . . . . . . . . . . . . . . . . . . CCDF
Condensate-to-gas ratio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . CGR
Department of Energy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . DOE
Discrete element method . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . DEM
Final investment decision . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . FID
Focused beam reflectance measurement . . . . . . . . . . . . . . . . . . . . . . . . FBRM
Gas-to-oil ratio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . GOR
High-density polyethylene . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . HDPE
High-pressure autoclave . . . . . . . . . . . . . . . . . . . . . . . . . . . . . HP-autoclave
High-pressure differential scanning calorimetry . . . . . . . . . . . . . . . . . . . HP-DSC
High-pressure micro-mechanical forces apparatus . . . . . . . . . . . . . . . . . HP-MMF
High-pressure rheometer . . . . . . . . . . . . . . . . . . . . . . . . . . . . HP-rheometer
Hydrate anti-agglomerant . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . AA
Hydrate dispersant . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . HD
International system of units . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . SI
xxi
Kinetic energy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . KE
Kinetic hydrate inhibitor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . KHI
Line of sight . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . los
Low-dosage hydrate inhibitors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . LDHI
Micro-encapsulated phase change material . . . . . . . . . . . . . . . . . . . . . . MPCM
National Energy Technology Laboratory . . . . . . . . . . . . . . . . . . . . . . . . NETL
Natural gas and natural gas plant liquids . . . . . . . . . . . . . . . . . . . . . . . . NGPL
Operational expenditure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . OPEX
Organisation for Economic Cooperation and Development . . . . . . . . . . . . . OECD
Particle vision and measurement . . . . . . . . . . . . . . . . . . . . . . . . . . . . PVM
Point of sale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . POS
Pressure and temperature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . PT
Pressure drop . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . DP
Research Partnership to Secure Energy for America . . . . . . . . . . . . . . . . . RPSEA
Solidified natural gas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . SNG
Standard temperature and pressure conditions . . . . . . . . . . . . . . . . . . . . . . STP
Structure H hydrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . sH
Structure I hydrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . sI
Structure II hydrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . sII
Thermodynamic hydrate inhibitor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . THI
Trillion cubic meters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . TCM
Two-dimensional . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2D
xxii
ACKNOWLEDGMENTS
I would like to thank the Colorado School of Mines for offering me the opportunity to
be part of the Chemical and Biological Engineering department doctoral program in this
distinguished institution.
Also, I would like to thank the Center for Hydrate Research (CHR) at the Colorado
School of Mines. This world-class research center provided the perfect environment for
continued growth as an independent investigator, both from a technical and a community
perspective. The outstanding past and current researchers (a.k.a. hydrate busters) that
have built this institution have created an admirable place to work that impresses anyone
who has the opportunity to become part of it. Particular mention deserves Dr. E. Dendy
Sloan, an inspiring figure that represents the cornerstone of the center, who shared valuable
time and advice with me over these years.
In special I would like to thank my advisors, Dr. David T. Wu, and Dr. Carolyn A.
Koh. On the one hand, Dr. Wu provided me with some of the most exciting technical
and conceptual discussions in my life, as well as some of the kindest words I have received
whenever I needed it. The challenge of making my analysis sound to him before every
meeting represents one of the strongest driving forces I found to advance the work contained
in this manuscript. On the other hand, I will never have enough words to thank Dr. Koh
for everything she has done for me over these years, which have made this PhD program a
memorable experience. Dr. Koh always offered both the wise advice I needed, as well as
the freedom I could have never wished to explore the research paths I felt passionate about,
ultimately resulting in the success of this project. I will be forever thankful to both, and
also always available for anything I can contribute to the future success of the group.
My PhD committee members, Dr. Graham Mustoe, Dr. Masami Nakagawa, Dr. Ning
Wu, and Dr. Doug Turner. They actively contributed to enrich this project with their
xxiii
comments, suggestions, and even their direct involvement in the experiments. I would like
to particularly thank Dr. Graham Mustoe, who took time apart from his retirement to
update and advance the computational simulation tools used in these investigations in order
to obtain the best possible outcomes from this work.
Everyone in the Chemical and Biological Engineering department, professors, program
assistants, lab support, janitors, students, police, etc., whoever shared space, conversations,
and smiles, making every day better. I wish the best to all of you.
I would like to thank the sponsors and partners that made this work possible both for
their economic and technical contribution. The Department of Energy - National Energy
Technology Laboratory (DOE-NETL) Research Partnership to Secure Energy for America
(RPSEA) that supported the Tulsa University pilot-scale flowloop studies, as well as the com-
plementary high-pressure rheological and liquid/liquid dispersion tests contained in Chapter
6. As well as the CHR consortium members, who supported all the other pieces of work
contained in this manuscript. Their industrial perspective was critical to increase the value
resulting from this research project.
Of course, my family. They would have the first line if this was an autobiography and not
a technical report. They mean everything to me, and I would not have done anything like
this without them. They might have not been physically present for most of this journey;
nevertheless, their absence encouraged me much more than any other thing I know. I could
not fail them. I did not. There is no big step that requires no sacrifice, and the distance
sometimes felt infinite in my case. All of them are mirrors that I looked at whenever I needed
to take the right decision in a hard situation. I am looking forward to a new stage that can
bring you closer to me.
My friends. Everywhere. A life path such as mine leaves you with roots in many places,
and I always do my best to keep those connections alive. At the same time, every new place
offers a new land, a new opportunity, to grow fresh and strong roots that will keep you
standing during the current moments. In parallel to the results showed here, a large number
xxiv
of friendships came up, both within and outside the school. Many of them have already left
this magic place, as I will do soon. We’ll carry our memories with us, as well as many more
future experiences to come.
Finally, I want to thank Colorado, and especially Golden. I could not have found a better
place to call home. The astonishing scenic views are just as good as the people here. I will
leave, but I will never forget. And I hope I have the opportunity to call this land my home
again.
Thank you all.
xxv

In dedication to the Doctors of Philosophy in my family who inspired me
to always keep going no matter what
xxvi
CHAPTER 1
INTRODUCTION
The flow of granular materials and solids suspensions encompasses inherent flow assurance
challenges that could be overlooked by simply using conventional Newtonian fluid transport
approaches. Phenomena such as particle jamming and clogging are frequently observed
during transport of suspended solids.
On the one hand, shear-induced jamming, or clogging, is a phenomenon involving the
formation of a stabilizing particle skeleton that arises as a response to shear forces acting
in a given direction; nevertheless, such structures are unstable against stresses exerted in
other directions than the compression axis corresponding to the loads initially applied to the
sample. On the other hand, concentrated suspensions containing either rigid or deformable
particles can develop such stabilizing structures above certain volume fraction of solids that
can also elastically respond to isotropic stresses, such as in foams or emulsions. The kinetic
arrest resulting from an increasing concentration of particles corresponds to an isotropic
jammed state that exhibits mechanical stability in all directions. [1–4].
Such jammed suspensions are observed in a variety of fluids such as drilling muds, lava
flow or foodstuff transport, and have been related to materials having yield stress. These
fluids behave as viscoelastic solids at shear stresses below said yield stress [5], but unjam
and flow at shear stresses greater than the yield stress. Just as could occur with the effect
of temperature on supercooled liquids that can jam into a glass, and vice-versa. Moreover,
increasing/decreasing the particle volume fraction could also lead to jamming/unjamming in
such systems. According to these observations, Liu and Nagel proposed a general jamming
phase diagram accounting for the influence of temperature (T ), stress (σ) and particle density
or volume fraction (φ) on the envelope enclosing the stable jammed region [6].
1
Both clogging and jamming phenomena represent potential plugging risks in subsea oil
& gas flowlines where solids, such as gas hydrate, can be present. Therefore, a sound risk
assessment of these phenomena in systems containing suspended solid particles could result
in optimized risk management strategies for offshore oil & gas production. Effective gas
hydrate management strategies could have a significant influence on the final investment
decision (FID) during the sanctioning process of new deepwater developments. Costs reduc-
tions in both capital (CAPEX) and operational (OPEX) expenditures could make a field
development economically viable by lowering the crude oil price associated with the break-
even point (BEP) of the project. Moreover, risk-based modifications of over-conservative
hydrate management strategies utilized in brown fields could result in an increased revenue
obtained from the operative assets.
Potential CAPEX reductions have been associated with a risk-based optimization of the
conventional hydrate management strategies utilized in offshore oil & gas production, for
example:
• Umbilicals size reduction after removing unnecessary injection lines for hydrate in-
hibitors
• Decreasing required space for chemical storage on the platform topsides
• Minimization of the pipeline thermal insulation
Similarly, a few critical areas offer attractive OPEX reduction opportunities, which are
related to a transition into risk-based hydrate management strategies, such as:
• Optimization of hydrate dispersant dosing schedule
• Suppression of unnecessary thermodynamic hydrate inhibitor injection in brown fields
with over-conservative design
• Simplification of planned shut-in/restart protocols wherever the intrinsic characteristics
of the systems help to prevent hydrate plugs
2
Both pilot- and bench-scale tests, in addition to computer-based experiments, have been
conducted to advance the understanding of the different mechanisms leading to the kinetic
arrest of suspended hydrate particles. These studies focused on two major plugging mecha-
nisms that can be observed during the transport of suspended solids, namely particle jam-
ming and particle clogging.
The equipment used to investigate the particle jamming phenomena resulting in materials
with a finite yield stress value included contact angle measurements, a high-pressure micro-
mechanical forces apparatus (HP-MMF), a high-pressure rheometer (HP-rheometer), a high-
pressure autoclave (HP-autoclave), and pilot-scale flowloop facilities located at both Tulsa
University and ExxonMobil. These equipment introduces a variety of experimental condi-
tions and data acquisition tools that combined can provide a comprehensive understanding
of hydrate plugging phenomena. The key objectives from these multiple length scale studies
included developing an experimental framework to quantitatively assess hydrate dispersant
performance and the subsequent comparison and and scaling of these results. However,
the aforementioned set of equipment also presents a series of limitations intrinsic to each
experimental technique. For example, MMF studies lacked shear forces and a fixed water
content of 10 vol.% was used. In contrast, the shear rate in the HP-rheometer tests was up
to an order of magnitude greater than those normally found in the field. Similarly, the shear
field in HP-autoclave cannot be properly defined, and pilot-scale flowloop facilities, despite
providing the closest scenario to field conditions, also introduce significant uncertainties that
can affect interpretation. These limitations hindered several potential quantitative compar-
isons across experimental scales, and should be considered during future experimental design
looking at multi-scale experimental results scaling regarding hydrate transportability.
These multi-scale experimental studies were meant to provide the industry with reliable
experimental workflows to assess hydrate plugging risk, whilst minimizing the required crude
oil sample. The outcomes presented in this manuscript showed that hydrate dispersant
performance from low-volume experimental methods, such as HP-MMF and water/hydrate
3
contact angle measurements, correlated with the observations from large-scale equipment
(e.g. pilot-scale flowloops).
On the other hand, particle clogging phenomenon at flow path constrictions was investi-
gated using a combination of bench-scale laboratory flowloop tests and numerical simulations
implementing the discrete element method (DEM). These studies intended to utilize the re-
sults from DEM simulations in a two-dimensional channel to provide a proof-of-concept for
the features observed during the bench-scale flowloop tests. Such features include the pres-
sure drop fluctuations observed during the intermittent flow of particles across a flow path
constriction. These fluctuations, which were related to the sudden changes in the particle
velocity near the restriction caused by the transient formation of stabilizing structures. Ki-
netic energy fluctuations from DEM simulations are hypothesized to be of the same nature
as the pressure drop fluctuations in the bench-scale flowloop studies; hence, providing a
feature that correlates with the formation of transient stabilizing structures, which can be
continuously monitored throughout the experiments. There are clear disconnects between
the experimental techniques used to investigate the clogging phenomena such as the system
dimension (i.e. two-dimensional and three-dimensional systems), the absence of the fluid
forces in the DEM simulations and the wall-to-restriction distance in each setup, many of
which were related to the limitations found in the respective systems. For that reason, no
direct comparison has been conducted between these equipment beyond the proof-of-concept
used to correlate the nature of the experimental observations.
These investigations intended to provide the foundation for a new generation of hydrate
plugging risk assessment tools based on continuous data monitoring and probabilistic models,
which can be ultimately more useful for the daily flow assurance activities. For instance, the
evolution with time of the pressure drop fluctuations in a specific region within a pipeline,
which is considered to be a potential clogging area, could function as an indicator of an
increasing clogging risk. Accordingly, continuous monitoring of the pressure drop in this
particular region utilizing the methods described in this thesis dissertation could be consid-
4
ered as a viable real-time tool to assess clogging risk. Potential limitations for the deployment
of these plugging risk analysis methods are related to multiple phenomena that can result in
pressure drop fluctuations, such as multiphase slugging and particle clogging. Appropriate
interpretation of the periodic pressure signals caused by these different phenomena becomes
fundamental for sound flow assurance risk monitoring based on such information.
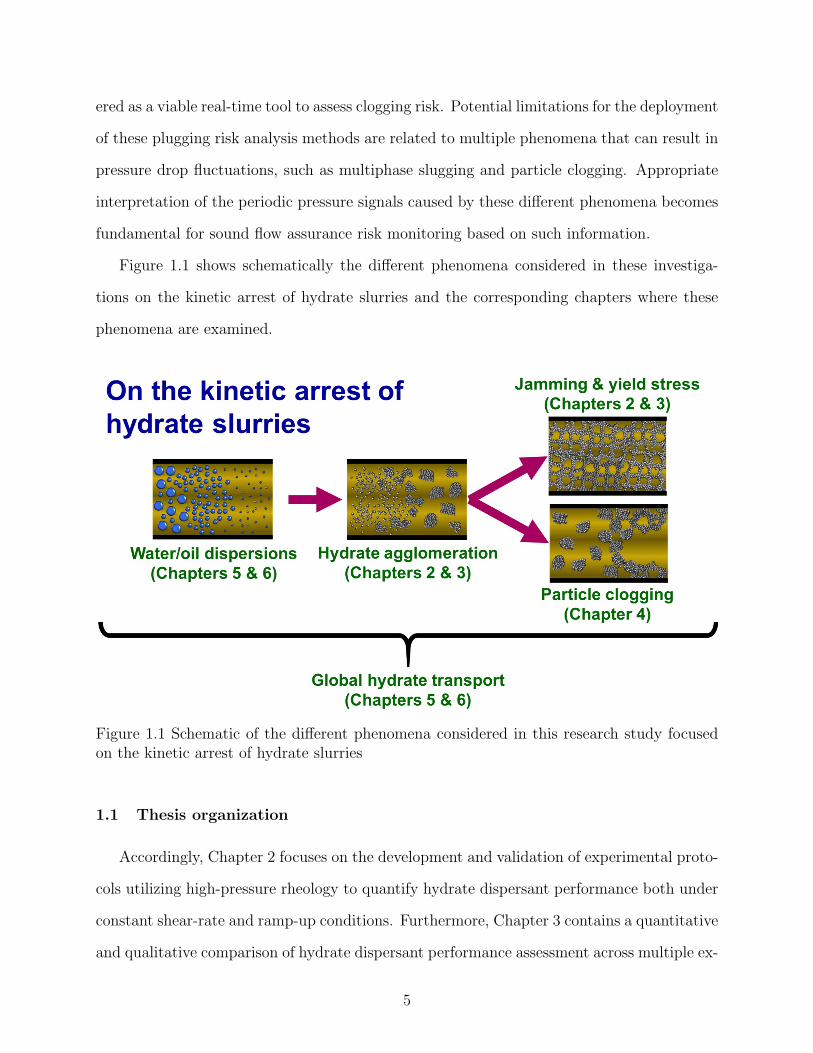
Figure 1.1 shows schematically the different phenomena considered in these investiga-
tions on the kinetic arrest of hydrate slurries and the corresponding chapters where these
phenomena are examined.
Figure 1.1 Schematic of the different phenomena considered in this research study focusedon the kinetic arrest of hydrate slurries
1.1 Thesis organization
Accordingly, Chapter 2 focuses on the development and validation of experimental proto-
cols utilizing high-pressure rheology to quantify hydrate dispersant performance both under
constant shear-rate and ramp-up conditions. Furthermore, Chapter 3 contains a quantitative
and qualitative comparison of hydrate dispersant performance assessment across multiple ex-
5
perimental scales from surface chemistry-based techniques, such as water/hydrate contact
angles or hydrate cohesive force measurements to pilot-scale studies in industrial flowloop
facilities. This collaborative multi-scale investigations also resulted in the scaling-up of the
hydrate cohesive forces obtained from HP-MMF tests by using particle network-based yield
stress models. Ultimately, the hydrate cohesive forces calculated from experimental HP-
rheometer yield stress measurements were compared with those from HP-MMF studies in
systems with similar fluid composition.
Chapter 4 presents a comprehensive characterization of the fluid-driven intermittent par-
ticle flow regime that precedes jamming onset. These studies provided insights into the
influence of multiple experimental parameters (e.g. fluid velocity or particle concentration
and size dispersion) on the jamming phenomena through the application of statistical tools
such as survival analysis. The results in this section correspond to both bench-scale flowloop
tests and DEM simulations intended to elucidate the key properties related to jamming oc-
currence during the intermittent flow of discrete bodies through a constriction, particularly
in the presence of fluid-related shear forces in the system.
Finally, Chapters 5 & 6 introduces a validation for the low-volume experimental tech-
niques proposed to assess hydrate dispersant performance by introducing results and analysis
from hydrate transportability studies in pilot-scale equipment, which provide a closer sce-
nario to actual oil & gas production flowlines. These studies allowed evaluating the influence
of parameters, such as mixture velocity, on the performance of hydrate dispersants using a
surfactant-free liquid hydrocarbon phase, both under flowing and static conditions. These
results include an evaluation of hydrate dispersant ability to prevent hydrate accumulation
and plugging in systems showing partial liquid/liquid dispersion before chemical injection. In
addition, hydrate transportability tests conducted using matching fluid composition and flow
conditions in different pilot-scale flowloop facilities provided novel insights into the influence
of the design parameters on the experimental outcome from hydrate transportability studies
conducted in different pilot-scale facilities. The content in Chapter 5 has been reprinted with
6
authorization from the Offshore Technology Conference and corresponds to 2017 Offshore
Technology Conference oral presentation with title ”Gas Hydrate Management Strategies
Using Anti-Agglomerants: Continuous & Transient Pilot-Scale Flowloop Studies”, and the
respective extended abstract (OTC-27621-MS) [131]. J. A. Dapena participated in the pilot-
scale flowloop data collection at ExxonMobil flowloop facilities, and carried-out both the
data analysis and the manuscript writing. V. Srivastava, and T. B. Charlton also took part
in the data collection at ExxonMobil and provided further suggestions and comments on the
results analysis and paper writing. Y. Wang provided the heat transfer coefficients for the
flowloop tests calculated from multiphase flow computational simulations. A. A. Gardner
carried out the water/oil dispersion tests. E. D. Sloan, L. E. Zerpa, D. T. Wu, C. A. Koh,
and A. A. Majid provided valuable guidance and input to this work. The corresponding
author of the paper is C. A. Koh.
7

CHAPTER 2
EXPERIMENTAL INVESTIGATION USING A HP-RHEOMETER TO QUANTIFY
HYDRATE DISPERSANT PERFORMANCE FOR ENERGY TRANSPORT &
STORAGE APPLICATIONS
Natural gas hydrates, which can encapsulate small hydrocarbon molecules in a volume
ratio up to 1:180 with respect to the standard temperature and pressure (STP) conditions,
represent an attractive alternative for safe cost-effective energy transport & storage. Ac-
cordingly, emerging technologies such as the solidified natural gas (SNG), which is based
on gas hydrate clathrates, represent a fitting solution to meet the increasing global en-
ergy demand whilst minimizing carbon dioxide emissions. However, successfully deploy-
ing such technologies requires developing a reliable energy transport method. Quaternary
ammonium-based surfactants, for example, can prevent naturally occurring hydrate particle
agglomeration; hence, leading to the formation of stable colloidal suspensions that constitute
flowable hydrate slurries. Current screening methods for hydrate dispersants, such as quater-
nary ammonium-based surfactants, are merely qualitative, which only provide a pass/failure
verdict. This work focused on developing an experimental framework and establishing suit-
able indicators to quantitatively evaluate the performance of methane hydrate dispersants
in both transient and steady-state conditions using high-pressure rheology. These exper-
imental studies involved a liquid hydrocarbon/water mixture as the carrier media dosed
at multiple concentrations with a variety of quaternary ammonium-based hydrate disper-
sants. The proposed performance indicator under constant shear rate conditions was able
to capture the influence of hydrate dispersant concentration, showing an increasing ratio of
effective-to-actual volume fraction of hydrates corresponding to a decreasing hydrate dis-
persant concentration. Moreover, yield stress values obtained from transient tests provided
further insights into the performance of these chemicals by considering the influence of shut-
8
in time. These transient tests allowed the comparison of experimentally obtained flow curves
with traditional rheological models for non-Newtonian fluids with a yield stress. Both the
Casson model (2 tunable parameters) and the Herschel-Bulkley model (3 tunable parameters)
showed similar agreement with experimentally obtained yield stress values. On the other
hand, the Bingham model (2 tunable parameters) resulted in much greater discrepancies.
Therefore, the Casson model, having one less tunable parameter than the Herschel-Bulkley
model, might provide a more fundamental description of the rheological behavior of hydrate
slurries. Finally, the tests involving shear stress-controlled ramps led to the highest yield
stress values among the transient experimental methods evaluated. These measurements
showing higher static than dynamic yield stress values suggest hydrate slurries behave as
thixotropic yield stress materials rather than ideal yield stress fluids. The experimental re-
sults and observations from these studies provide evidence to support high-pressure rheology
as a suitable screening technique to rank hydrate dispersant formulations. This technique
could advance chemical selection processes leading to optimal dosages for safe energy trans-
port using hydrate slurries. Ultimately, the quantitative assessment of hydrate dispersant
performance introduced in this paper could improve the cost-effectiveness of hydrate slurries
as a prospective media for energy transport & storage.
2.1 Introduction
Natural gas hydrates are solid inclusion compounds containing small hydrocarbon molecules
(i.e. “guest molecules”) within a crystalline network of water molecules. At given thermo-
dynamic conditions, the clathrate hydrate state becomes the most energetically favorable
configuration of a system. Depending upon the composition of the gas mixture containing
the hydrate formers or “guest molecules”, different hydrate structures can emerge (See Fig-
ure 2.1). Small hydrocarbons (e.g. methane and ethane) and carbon dioxide lead to the
formation of Structure I (sI) hydrates. On the other hand, longer hydrocarbons as propane
and iso-butane favor the formation of Structure II (sII) hydrates. Finally, certain gas mix-
tures, such as methane + neohexane or methane + cycloheptane, could result in the rather
9
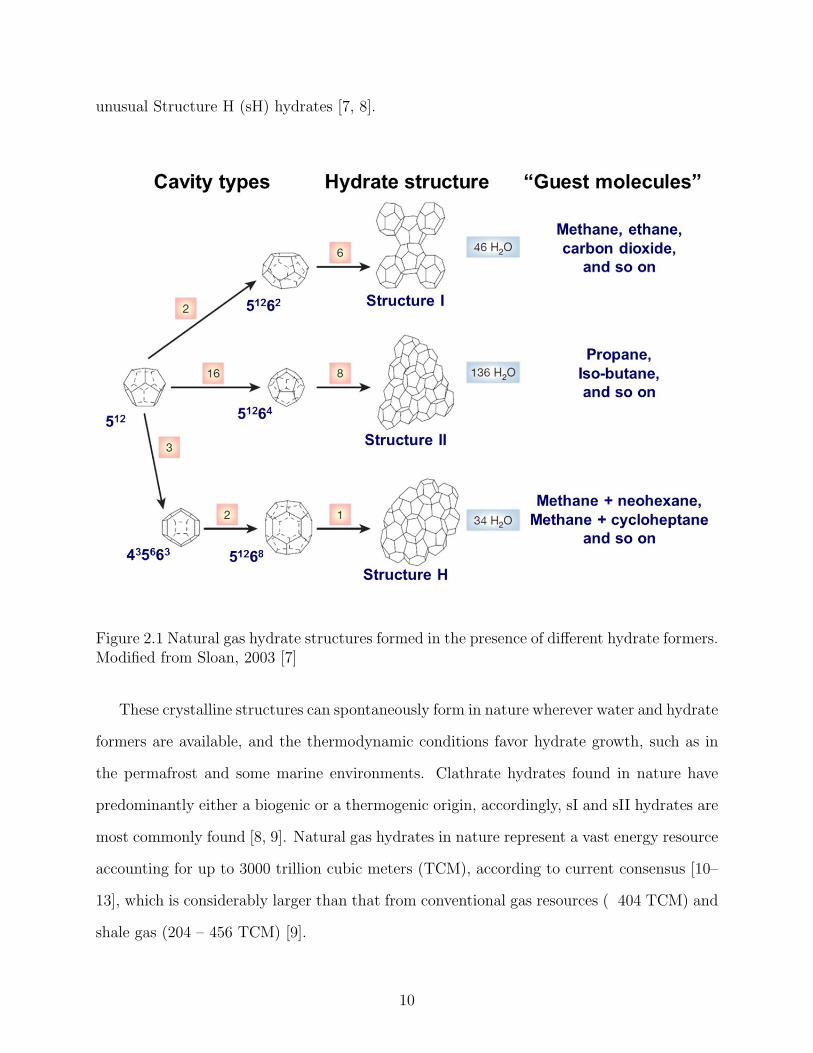
unusual Structure H (sH) hydrates [7, 8].
Figure 2.1 Natural gas hydrate structures formed in the presence of different hydrate formers.Modified from Sloan, 2003 [7]
These crystalline structures can spontaneously form in nature wherever water and hydrate
formers are available, and the thermodynamic conditions favor hydrate growth, such as in
the permafrost and some marine environments. Clathrate hydrates found in nature have
predominantly either a biogenic or a thermogenic origin, accordingly, sI and sII hydrates are
most commonly found [8, 9]. Natural gas hydrates in nature represent a vast energy resource
accounting for up to 3000 trillion cubic meters (TCM), according to current consensus [10–
13], which is considerably larger than that from conventional gas resources ( 404 TCM) and
shale gas (204 – 456 TCM) [9].
10
Remarkably, clathrate structures can efficiently store small hydrocarbon molecules (i.e.
methane, ethane, propane, etc.) at relatively mild conditions up to concentrations only ob-
served in highly compressed gases. Depending on the cage occupancy, hydrates can compress
natural gas volume up to 180 times relative to standard temperature and pressure (STP)
conditions, which roughly compares to the methane molecules concentration observed at 273
K and 180 bar [7]. These properties turn hydrates into a prospective media providing safe
and environmentally friendly transport and storage of energy, which could help to meet the
increasing global energetic demand. The energy demand growth will be particularly signif-
icant among emerging economies that are not members of the Organisation for Economic
Cooperation and Development (OECD), such as India and China, whose combined energy
demand is expected to increase by 112% between 2010 and 2040 [9].
Natural gas and natural gas plant liquids (NGPL) are expected to be the fossil fuels with
the highest production growth by 2050 according to the current projections from U.S. Energy
Administration, in part due to an increase in the natural gas-fired electricity generation [14].
In addition, natural gas represents the cleanest burning fossil fuel. Hence, developing safe and
effective natural gas storage and transportation technologies becomes crucial to maximize
energy efficiency in the coming years. The solidified natural gas (SNG) technology [15],
based on natural gas clathrates, provides a pathway for the development of an application
that takes advantage of the unique capabilities of gas hydrates for energy transport and
storage. Although significant advances have been accomplished, commercialization of the
SNG technology still requires finding answers to the remaining technical challenges related
to the hydrate formation, transport and storage processes.
The suspension of hydrate particles in a carrier fluid, leading to the formation of a
hydrate slurry, represents a viable alternative for energy transport using gas hydrates. In
addition, the latent heat associated with the hydrate formation/dissociation processes turns
hydrate slurries into a prospective option for efficient cold thermal energy storage using
micro-encapsulated phase change materials (MPCMs) [16–19]. However, the aggregative
11

nature of hydrate particles triggers multiple phenomena, such as viscosification, deposition,
and jamming, causing major transportability issues [20–22].
Deeper and longer subsea developments in the oil & gas industry stimulated the maturing
of novel hydrate management methods, such as the low-dosage hydrate inhibitors (LDHIs),
which include both kinetic hydrate inhibitors (KHIs) and hydrate dispersants [23–34]. In
general, dispersants or anti-agglomerants are chemical additives that prevent particle aggre-
gation by creating steric or electrostatic barriers that modify the inter-particle potential.
Preventing particle aggregation ultimately leads to increased suspension stability [35, 36].
Hydrate dispersants promote the formation of stable and transportable suspensions of hy-
drate particles; hence, preventing accumulation mechanisms such as bedding and deposition.
Several surface-active compounds, such as quaternary ammonium-based surfactants, have
shown affinity for the hydrate surface [37–39]. These chemicals, which can promote hydrate
particle dispersion, could enable the safe and cost-effective transport and storage of energy
using clathrate hydrates to encapsulate natural gas. However, reliable experimental work-
flows to characterize and compare the performance of these chemicals are required in order
to successfully deploy such technologies in the field. Solids suspensions, such as colloidal
systems, could present either flowing or arrested states upon the combined contribution
from multiple parameters including shear forces, solids volume fraction and particle-particle
interactions. High-pressure rheological studies provide suitable conditions to quantify the
crossed-effect of the aforementioned parameters on the hydrate dispersing performance of a
given chemical.
The main objectives of this experimental work were to: (i) establish a protocol to eval-
uate hydrate dispersant performance in constant shear rate conditions; (ii) compare the
different experimental methods to measure yield stress of hydrate slurries; (iii) evaluate the
flow behavior of hydrate slurries and compare against with established rheological models for
non-Newtonian fluids with a yield stress; and (iv) evaluate the influence of variables, such
as hydrate dispersant concentration, on the rheological properties of hydrate slurries. Both
12
the experimental results and the analysis presented in this paper intend to lead ultimately
to a more reliable assessment of the performance of hydrate dispersants in aqueous/liquid
hydrocarbon/gas hydrate systems. This manuscript contains a comprehensive review of
the phenomena involved in the transport of suspended solid particles, including rheolog-
ical modeling of solid suspensions and current methodologies used for hydrate dispersant
screening and selection; an experimental methodology section describing the high-pressure
rig and the procedures utilized in these studies; finally, a compendium of the key outcomes
obtained from this work, covering both constant shear rate and transient studies, as well as
the corresponding conclusions, are provided.
2.1.1 Flow and jamming in solid suspensions
In general, the transport of suspended solids poses greater challenges than traditional
fluids. The suspensions of interacting colloidal particles might undergo transitions from
“fluid-like” to “solid-like” states and become jammed materials with isotropic mechanical
stability. Jammed systems are considered “fragile matter” [1]; therefore, the self-stabilizing
structures can subsequently collapse by different means inherent to each particular system,
which introduce some kind of perturbation. For example, either the vibrations caused by
fluid flow or the defects in the stabilizing structures related to particle size dispersion can
lead to unjamming events that resume solid particle flow.
According to the universal jamming phase diagram shown in Figure 2.2, increasing stress
applied on the jammed material might bring the system outside the envelope enclosing
the jammed region, consequently, the colloidal suspension would unjam and resume flow.
Similarly, the likelihood of a colloidal suspension to be in a jammed state increases both
with increasing attractive forces between particles and with an increasing volume fraction of
solids in the system. Accordingly, the line separating the jammed and not-jammed regions
in the kbT/Fmax - σ/σ0 and 1/φ - σ/σ0 planes corresponds to the yield stress of the material
for a given temperature, interparticle attractive force, and solid volume fraction. In this
jamming phase diagram for weakly attractive colloidal suspensions the stress is normalized
13
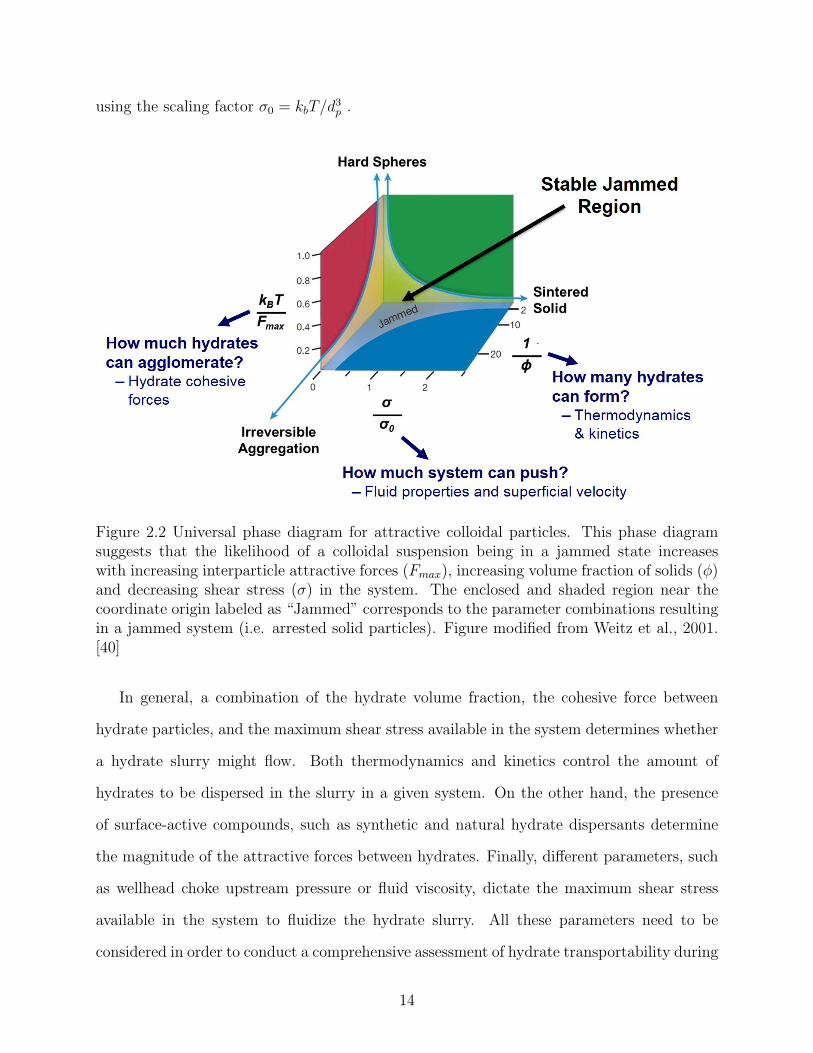
using the scaling factor σ0 = kbT/d3p .
Figure 2.2 Universal phase diagram for attractive colloidal particles. This phase diagramsuggests that the likelihood of a colloidal suspension being in a jammed state increaseswith increasing interparticle attractive forces (Fmax), increasing volume fraction of solids (φ)and decreasing shear stress (σ) in the system. The enclosed and shaded region near thecoordinate origin labeled as “Jammed” corresponds to the parameter combinations resultingin a jammed system (i.e. arrested solid particles). Figure modified from Weitz et al., 2001.[40]
In general, a combination of the hydrate volume fraction, the cohesive force between
hydrate particles, and the maximum shear stress available in the system determines whether
a hydrate slurry might flow. Both thermodynamics and kinetics control the amount of
hydrates to be dispersed in the slurry in a given system. On the other hand, the presence
of surface-active compounds, such as synthetic and natural hydrate dispersants determine
the magnitude of the attractive forces between hydrates. Finally, different parameters, such
as wellhead choke upstream pressure or fluid viscosity, dictate the maximum shear stress
available in the system to fluidize the hydrate slurry. All these parameters need to be
considered in order to conduct a comprehensive assessment of hydrate transportability during
14
both steady-state and transient operations.
2.1.2 Hydrate dispersant performance characterization
A comprehensive understanding of the mechanisms leading to efficient hydrate particle
transport would allow the successful deployment of innovative hydrate management strate-
gies, such as hydrate dispersants. Such understanding includes assessing the influence of
diverse operational parameters on the performance of these additives. These parameters
could include the gas-to-liquid ratio, hydrate sub-cooling, the composition of the aqueous
phase, and the hydrate dispersant formulation and dosing, for example. A better understand-
ing of the hydrate slurry rheological properties in systems dosed with hydrate dispersants
could help to extend the current operational envelope defining the safe limits for the use of
these chemicals.
Characterization tools are required to quantitatively assess the performance of hydrate
dispersant formulations. Multiple types of experimental equipment are available to investi-
gate hydrate slurry properties and transportability in a wide range of experimental condi-
tions. These experimental setups comprise several length scales, from the surface chemistry
level to pilot-scale facilities. These setups include equipment such as the micromechanical
force apparatus or MMF [41–46]; rocking cells [25, 38, 47–51]; rheometers [52–61]; auto-
claves [62–66]; and multiple scale flowloops [67–74]. Each experimental equipment type
introduces advantages and disadvantages with respect to other techniques. In addition,
molecular dynamics computational simulations have been used to investigate and predict
hydrate dispersant performance, including comparison with rocking cell results [37, 75–79].
The pilot-scale flowloops provide the closest scenario to pipelines; thus, they are con-
sidered the most suitable equipment to study hydrate transportability [68, 69, 80, 81]. In
addition to the similarities with respect to actual field conditions, pilot scale flowloops of-
fer several data acquisition tools yielding useful information for results analysis. However,
prohibitive maintenance and operation costs pose a limitation to conduct flowloop tests on
a regular basis as a chemical additive ranking and characterization tool. Moreover, large
15
flowloop sizes may cause uncertainties on the precise phenomena occurring throughout the
experiments, making the analysis of the results highly complex.
In contrast, high-pressure rheometers require relatively low maintenance, small sam-
ple volumes, and provide a high sensitivity to measure viscosity changes. These features
turn high-pressure rheometers into a cost-effective apparatus suitable to investigate hydrate
slurry properties and to quantitatively assess hydrate dispersant performance. Moreover,
high-pressure rheometers can provide insights into the slurry mechanical properties during
shut-in/restart operations. Previous studies have measured the yield stress of both ice and
hydrate slurries [58, 59, 61, 82–85]; however, such yield stress values have not been used to
quantitatively assess hydrate dispersant performance before. Nevertheless, rheological stud-
ies might raise concerns regarding flow pattern discrepancies with respect to pipeline scenar-
ios. Furthermore, high-pressure rheometers could present limitations to study low-stability
emulsions or systems where particle accumulation and deposition could cause heterogeneities
in the sample.
2.1.3 Rheology of concentrated solid suspensions and hydrate slurries
The rheological properties could be critical to assess the transportability of a hydrate
slurry in subsea pipelines. The rheological properties could be critical to assess the trans-
portability of a hydrate slurry in subsea pipelines. Newton’s constitutive law relates the
shear stress (σyx) to the velocity gradient or shear rate (γ) through a proportionality con-
stant (k), known as the consistency index or viscosity coefficient, according to Equation 2.1
[86]:
σyx = kdvxdy
= kγ (2.1)
Equation 2.1 applies to fluids of low molar mass, known as Newtonian fluids; however,
several fluids exhibit a non-linear shear stress response to the shear rate. This behavior
is commonly observed in fluids containing a structured network that could be gradually
destroyed by increasing shear forces. A power-law constitutive equation has been proposed
16

to describe the shear stress response to shear rate in non-Newtonian fluids according to
Equation 2.2,
σ = kγn (2.2)
where n is the power law index or flow index. A flow index n < 1 corresponds to a
shear-thinning fluid (i.e. fluids with a decreasing apparent viscosity at high shear rates, such
as gels or concentrated emulsions). On the other hand, a flow index n > 1 corresponds to
shear-thickening fluids (i.e. correspond to fluids that become more viscous at high shear
rates, such as cornstarch solutions).
Furthermore, as the imposed shear rate tends to zero, some fluids show finite non-zero
shear stress denoted as the yield stress of the sample. The Bingham model describes a
fluid that behaves as a solid at shear stresses lower than the yield stress (σy); yet, shows
a Newtonian behavior at shear stress values greater than the yield stress (i.e. Bingham
fluids). The Bingham model can be considered as a specific case within the more general
Hershel-Bulkley model, which extends the scope to include non-Newtonian fluids with yield
stress. Equation 2.3 shows the Hershel-Bulkley model.
σ = σy + kγn (2.3)
Equation 2.3 with an n value equal to 1 reduces to the simple Bingham model. There
are additional constitutive equations commonly used to describe non-Newtonian fluids with
a yield stress, such as Equation 2.4.
σn = σny + kγn (2.4)
Equation 2.4 with a flow index equal to 1/2 (i.e. n = 1/2) becomes the Casson model,
which successfully describes fluids that are shear thinning at low shear rates, such as blood
[87].
The suspensions of solid particles introduce further rheological complexities. Most studies
focused on the relative viscosity of the suspension (ηr) with respect to the pure carrier fluid
viscosity (ηfluid), as a function of the solid volume fraction in the suspension (φ), leading to
17
an expression with a general form like Equation 2.5 [88]:
ηr =ηsuspensionηfluid
= f(φ) (2.5)
Rather than a universal expression for f(φ), several theoretical and empirical models are
available depending on the range of particle volume fractions relevant for each specific case.
Three different regimes are observed for f(φ) [89, 90]:
• A dilute regime φ ≤ 0.01 − 0.02 showing both a Newtonian behavior and a linear
dependence on φ
• A semi-dilute regime 0.02 ≤ φ ≤ 0.25 where the relative viscosity dependence on φ
becomes non-linear, yet the aforementioned Newtonian behavior remains
• Finally, a concentrated regime arises at φ ≥ 0.25 leading to abrupt relative viscosity
increments with increasing solids volume fraction, as well as the emergence of non-
Newtonian features, such as yield stress or shear-thinning behavior
Based on the hydrodynamics involved in fluid flow around individual particles, Einstein
obtained an analytical solution for the bulk viscosity of dilute suspensions of neutrally buoy-
ant hard spheres in a viscous liquid according to Equation 2.6. The first order term account-
ing for the particle concentration effects O(φ), also known as the “Einstein coefficient” (B),
reduces to a value of 5/2 [89, 91–96]. The second order term related to the particle volume
fraction O(φ2) was calculated much later by Batchelor and Green [97, 98], and depends upon
the flow field and the particle-particle hydrodynamic interactions.
ηr = 1 +Bφ+O(φ2) (2.6)
Nevertheless, concentrated suspensions of solid particles can exhibit non-Newtonian rhe-
ological properties; hence, the viscosity concept established for homogeneous fluids may not
apply to systems containing dispersed solids [99–101]. The initial dimensional analysis con-
ducted by Krieger & Dougherty for a suspension of small rigid monodisperse spheres in a
Newtonian fluid considers that, at any given moment, there would be pairs of spheres with
18
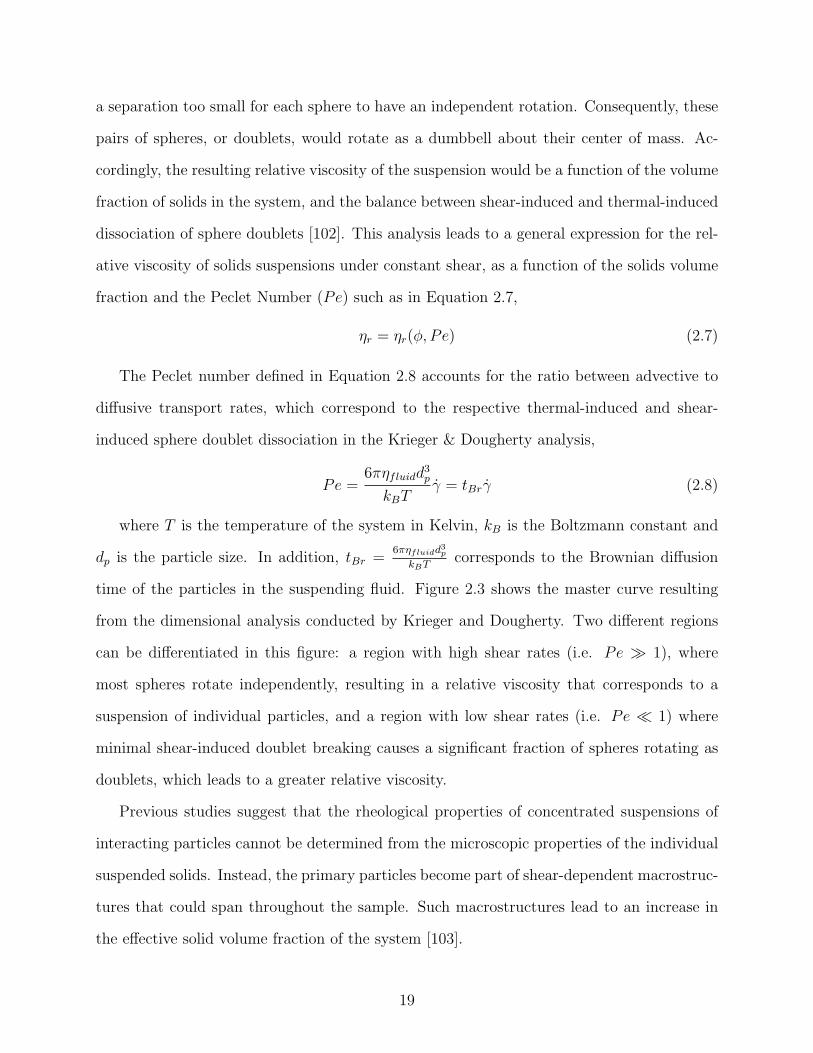
a separation too small for each sphere to have an independent rotation. Consequently, these
pairs of spheres, or doublets, would rotate as a dumbbell about their center of mass. Ac-
cordingly, the resulting relative viscosity of the suspension would be a function of the volume
fraction of solids in the system, and the balance between shear-induced and thermal-induced
dissociation of sphere doublets [102]. This analysis leads to a general expression for the rel-
ative viscosity of solids suspensions under constant shear, as a function of the solids volume
fraction and the Peclet Number (Pe) such as in Equation 2.7,
ηr = ηr(φ, Pe) (2.7)
The Peclet number defined in Equation 2.8 accounts for the ratio between advective to
diffusive transport rates, which correspond to the respective thermal-induced and shear-
induced sphere doublet dissociation in the Krieger & Dougherty analysis,
Pe =6πηfluidd
3p
kBTγ = tBrγ (2.8)
where T is the temperature of the system in Kelvin, kB is the Boltzmann constant and
dp is the particle size. In addition, tBr =6πηfluidd
3p
kBTcorresponds to the Brownian diffusion
time of the particles in the suspending fluid. Figure 2.3 shows the master curve resulting
from the dimensional analysis conducted by Krieger and Dougherty. Two different regions
can be differentiated in this figure: a region with high shear rates (i.e. Pe ≫ 1), where
most spheres rotate independently, resulting in a relative viscosity that corresponds to a
suspension of individual particles, and a region with low shear rates (i.e. Pe ≪ 1) where
minimal shear-induced doublet breaking causes a significant fraction of spheres rotating as
doublets, which leads to a greater relative viscosity.
Previous studies suggest that the rheological properties of concentrated suspensions of
interacting particles cannot be determined from the microscopic properties of the individual
suspended solids. Instead, the primary particles become part of shear-dependent macrostruc-
tures that could span throughout the sample. Such macrostructures lead to an increase in
the effective solid volume fraction of the system [103].
19
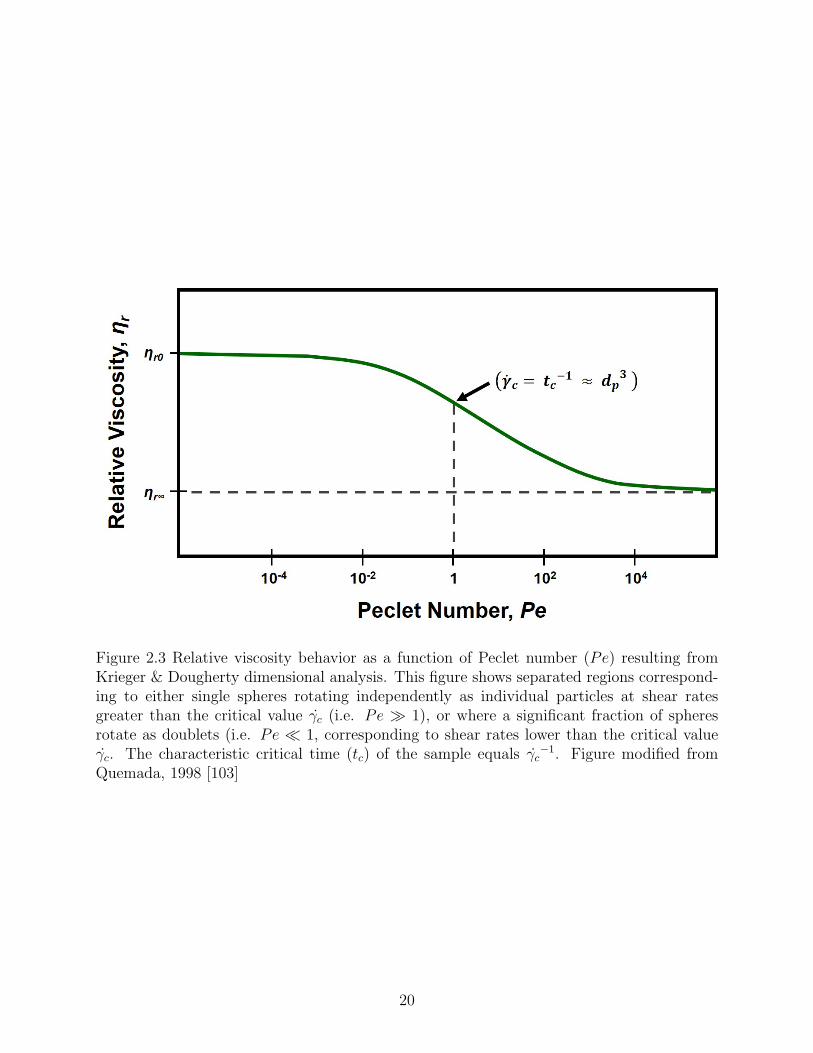
Figure 2.3 Relative viscosity behavior as a function of Peclet number (Pe) resulting fromKrieger & Dougherty dimensional analysis. This figure shows separated regions correspond-ing to either single spheres rotating independently as individual particles at shear ratesgreater than the critical value γc (i.e. Pe ≫ 1), or where a significant fraction of spheresrotate as doublets (i.e. Pe ≪ 1, corresponding to shear rates lower than the critical valueγc. The characteristic critical time (tc) of the sample equals γc
−1. Figure modified fromQuemada, 1998 [103]
20
Figure 2.4 shows the viscosity behavior for suspensions of solid particles as a function of
shear rate. According to this figure, low shear rates (i.e. shear rates leading to Pe <<≪ 1)
could result in two different scenarios. The individual solid particles can arrange to form
structural units that immobilize a certain amount of liquid within the structure, increasing
the effective solid volume fraction of the system. Such a configuration leads to an increas-
ing shear viscosity at low shear rates and, eventually, a finite viscosity value at zero-shear
conditions. On the other hand, solid particles could organize forming an extended network
that spans throughout the sample, which results in an infinite zero-shear viscosity value.
Such networks have been also observed in ternary systems (i.e. liquid 1/liquid 2/solid dis-
persions), where liquid 1 and 2 are immiscible (e.g. water and liquid hydrocarbons), and the
dispersed liquid phase could form capillary bridges connecting the solid particles [104, 105].
These systems have shown varying yield stress behavior depending on the concentration and
properties of the liquid phases in the system, as well as the wettability of the solid particles
relative to each liquid phase [106–110]. Finally, at high shear rates (i.e. shear rates leading
to Pe ≫ 1), spheres would flow independently as individual particles leading to a viscosity
behavior that could be approximated based on the microscopic properties and concentration
of non-interacting suspended solids.
Gas hydrate particles interact through capillary bridges resulting in particle-particle co-
hesive forces (FA), according to different studies [23, 36, 41–43, 46, 111]. Such interactions
lead to an increase in the effective volume fraction of solids in suspension (φeffective), which
has been considered in several commonly used models for hydrate slurries [64, 112]. The
Camargo and Palermo rheological model [53] proposes a balance between hydrate cohesive
forces and shear forces resulting in the steady-state hydrate agglomerate size according to
Equation 2.9,
(
dAdp
)4−fr
−
FA
[
1− φActual
φmax
(
dAdp
)3−fr]2
d2pηfluidγ
[
1− φActual
(
dAdp
)3−fr] = 0 (2.9)
21
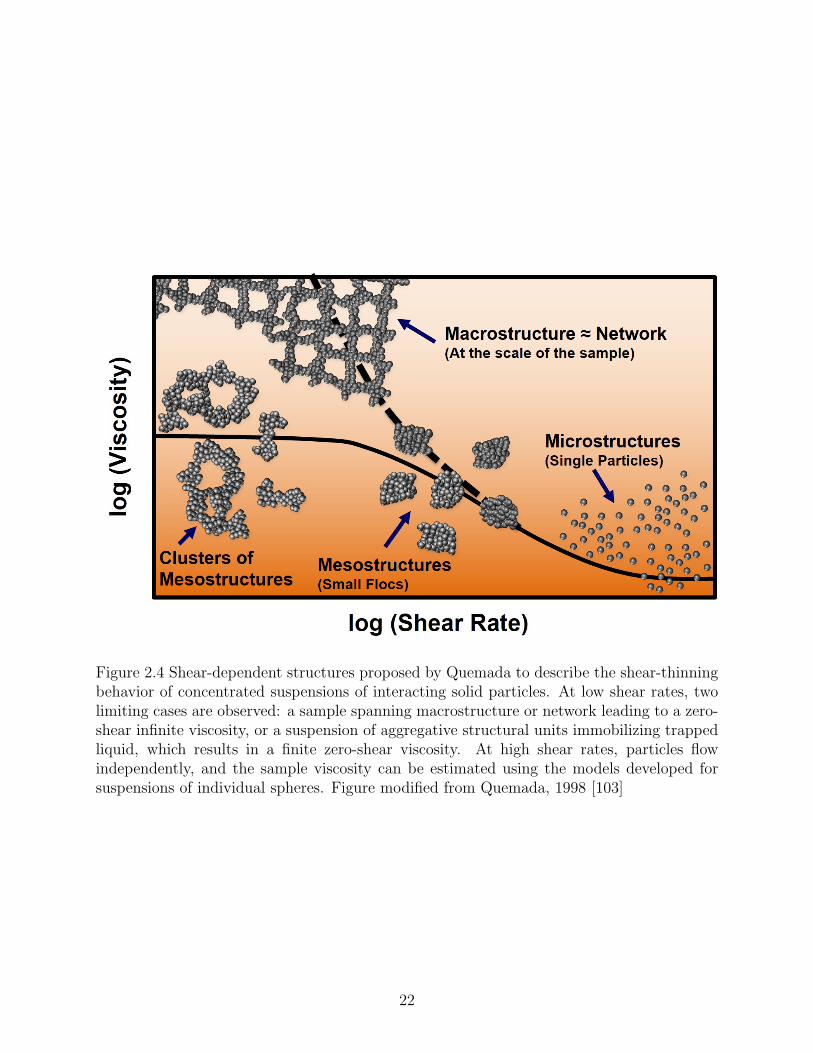
Figure 2.4 Shear-dependent structures proposed by Quemada to describe the shear-thinningbehavior of concentrated suspensions of interacting solid particles. At low shear rates, twolimiting cases are observed: a sample spanning macrostructure or network leading to a zero-shear infinite viscosity, or a suspension of aggregative structural units immobilizing trappedliquid, which results in a finite zero-shear viscosity. At high shear rates, particles flowindependently, and the sample viscosity can be estimated using the models developed forsuspensions of individual spheres. Figure modified from Quemada, 1998 [103]
22
where dp and dA are the hydrate primary particle and aggregate size respectively, fr is
the fractal dimension of the hydrate aggregates, φActual is the hydrate volume fraction, and
φmax = 4/7 is the maximum volume fraction of solids, which corresponds to the loose random
packing of monodisperse spheres.
Finally, the resulting size ratio of aggregates to primary hydrate particles, combined with
the fractal nature of the hydrate aggregates, leads to the effective volume fraction of solids
in suspension as shown in Equation 2.10:
φeffectiveφActual
=
(
dAdp
)3−fr
(2.10)
2.1.4 Rheological characterization of yield stress materials
In general, yield stress materials could be divided into different categories. Some ma-
terials, such as colloidal gels or suspensions of fractal aggregates, require to break down of
an internal percolated structure in order to flow. These structures progressively degrade
under the high shear stresses leading to lower viscosity over time; however, at low shear
stresses, such percolating structures might rebuild and lead to an increase in both viscos-
ity and yield stress. These phenomena, known as shear rejuvenation and aging, result in
“thixotropic” yield stress materials, which might require higher shear stress to initiate flow
than to maintain it. Accordingly, different yield stress values can be obtained depending
upon the experimental methodology used, which corresponds to either the “static” yield
stress (i.e. required shear stress to initiate flow) or the “dynamic” yield stress (i.e. shear
stress at which flow stops) [113].
On the other hand, materials with dense packing of soft particles, such as foams or
concentrated emulsions, do not show rejuvenation, nor aging. These systems, considered as
ideal yield stress materials, do not flow at all if the applied shear stress is below the yield
stress [5, 114]. In general, according to the percolation theory, the sample yield strength
arises at solid volume fractions greater than the percolation threshold (φc) [115, 116]. Such
a percolation threshold could be material and history dependent.
23
Multiple experimental methods allow measuring static and dynamic yield stress values.
These rheological methods consist of both direct and indirect measurements. Direct yield
stress measurement techniques include the vane method developed by Nguyen and Boger
to measure flow properties of non-Newtonian fluids, such as concentrated suspensions and
“structured liquids” [5, 117]. Oscillatory amplitude sweeps could also provide a direct mea-
surement of the yield stress based on the elastic and viscous moduli crossover (i.e. maximum
elastic stress) [118, 119]. Shear stress ramps have also been used to measure the static yield
stress of a sample by examining the intersection of the two linear regions in a shear rate
versus shear stress log-log plot [87, 119]. Indirect methods are also available to determine
either the dynamic or the static yield stress of a sample. These indirect methods use different
rheological models fitted to experimental data from increasing/decreasing shear rate/stress
ramps to extrapolate the shear stress data to near zero shear rate values (i.e. intercept with
the ordinate) [120–123]. Several of these methods provide insights into phenomena such as
thixotropy and fluidization profiles, in addition to the measurement of the yield stress of a
sample [87].
2.2 Experimental methods
The performance of a variety of hydrate dispersant formulations dosed at multiple con-
centrations was quantitatively evaluated using both continuous and transient high-pressure
rheological measurements. Previous studies showed hydrate particles could be successfully
dispersed and transported in a liquid hydrocarbon phase using low-dosage hydrate inhibitors
[26, 29, 124]. In addition, increasing salinity was shown to enhance ionic hydrate dispersant
performance [77, 125]. Accordingly, the fluid composition for these high-pressure rheological
studies consists of a liquid phase constituted by 50 vol.% of a liquid hydrocarbon mixture,
and 50 vol.% of an aqueous solution containing 3.5 wt.% sodium chloride (NaCl). The liquid
phase was pressurized using methane (CH4) gas, which leads to the formation of structure
I hydrates. Finally, the hydrate dispersants were dosed with respect to the total volume of
the aqueous phase in the system.
24
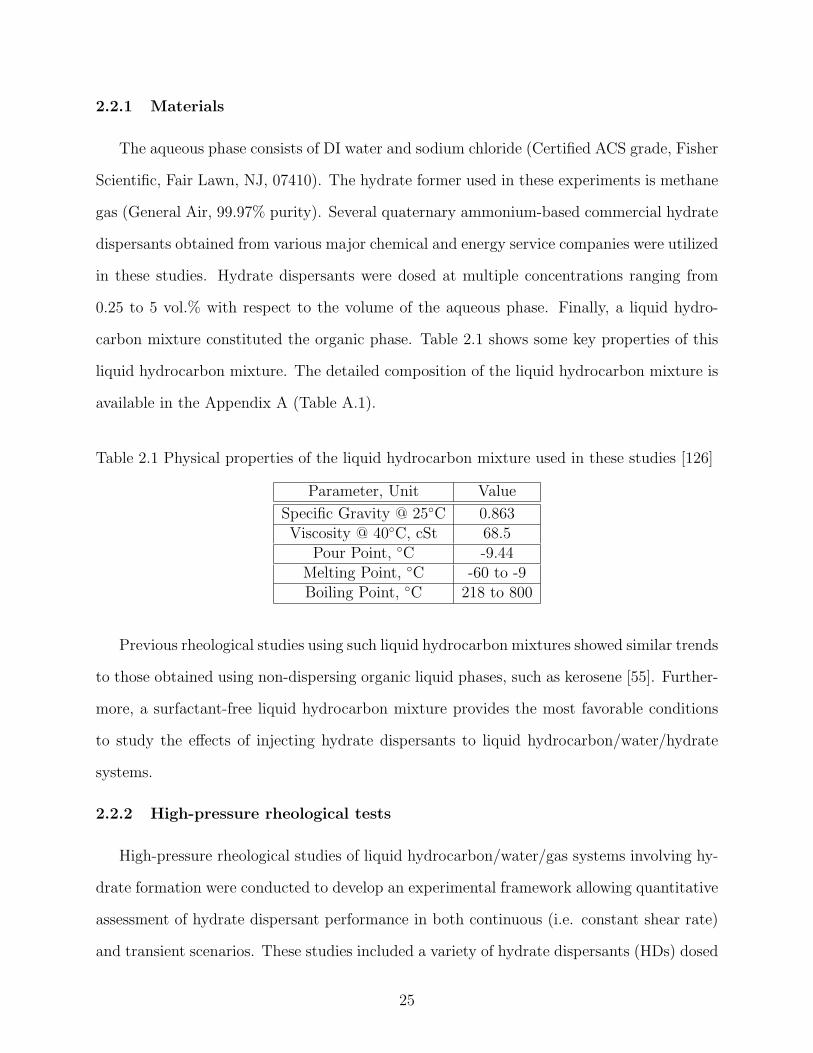
2.2.1 Materials
The aqueous phase consists of DI water and sodium chloride (Certified ACS grade, Fisher
Scientific, Fair Lawn, NJ, 07410). The hydrate former used in these experiments is methane
gas (General Air, 99.97% purity). Several quaternary ammonium-based commercial hydrate
dispersants obtained from various major chemical and energy service companies were utilized
in these studies. Hydrate dispersants were dosed at multiple concentrations ranging from
0.25 to 5 vol.% with respect to the volume of the aqueous phase. Finally, a liquid hydro-
carbon mixture constituted the organic phase. Table 2.1 shows some key properties of this
liquid hydrocarbon mixture. The detailed composition of the liquid hydrocarbon mixture is
available in the Appendix A (Table A.1).
Table 2.1 Physical properties of the liquid hydrocarbon mixture used in these studies [126]
Parameter, Unit Value
Specific Gravity @ 25◦C 0.863Viscosity @ 40◦C, cSt 68.5
Pour Point, ◦C -9.44Melting Point, ◦C -60 to -9Boiling Point, ◦C 218 to 800
Previous rheological studies using such liquid hydrocarbon mixtures showed similar trends
to those obtained using non-dispersing organic liquid phases, such as kerosene [55]. Further-
more, a surfactant-free liquid hydrocarbon mixture provides the most favorable conditions
to study the effects of injecting hydrate dispersants to liquid hydrocarbon/water/hydrate
systems.
2.2.2 High-pressure rheological tests
High-pressure rheological studies of liquid hydrocarbon/water/gas systems involving hy-
drate formation were conducted to develop an experimental framework allowing quantitative
assessment of hydrate dispersant performance in both continuous (i.e. constant shear rate)
and transient scenarios. These studies included a variety of hydrate dispersants (HDs) dosed
25
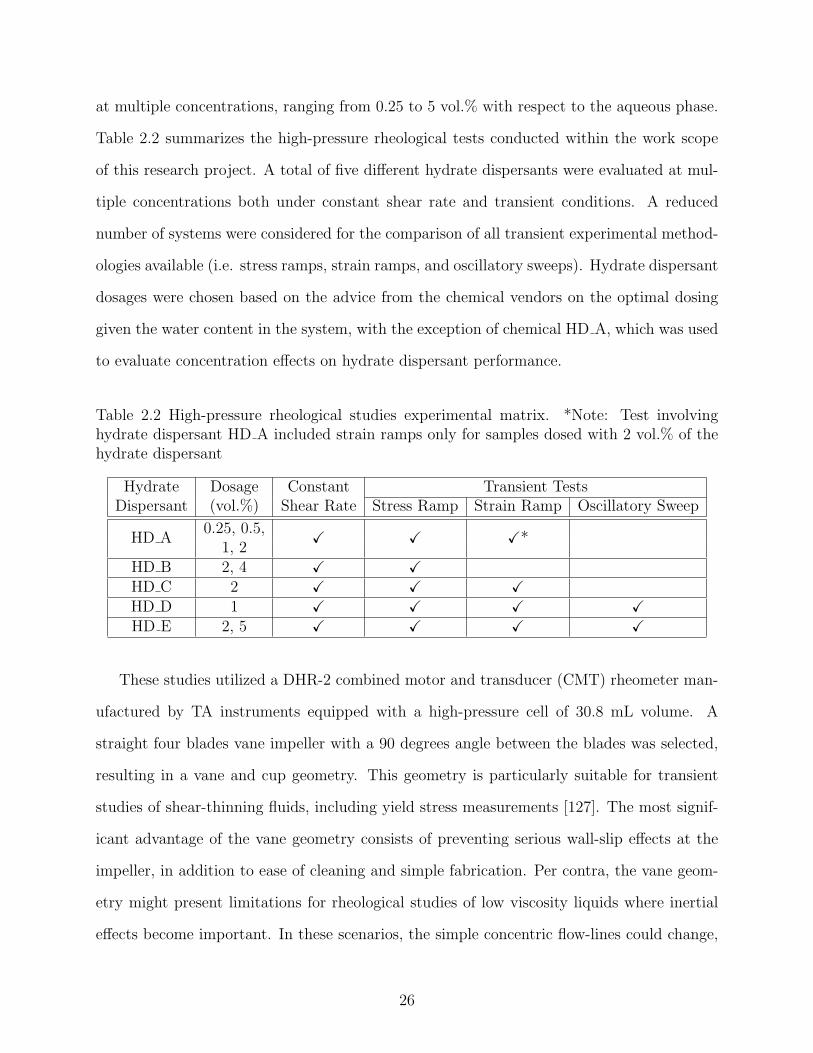
at multiple concentrations, ranging from 0.25 to 5 vol.% with respect to the aqueous phase.
Table 2.2 summarizes the high-pressure rheological tests conducted within the work scope
of this research project. A total of five different hydrate dispersants were evaluated at mul-
tiple concentrations both under constant shear rate and transient conditions. A reduced
number of systems were considered for the comparison of all transient experimental method-
ologies available (i.e. stress ramps, strain ramps, and oscillatory sweeps). Hydrate dispersant
dosages were chosen based on the advice from the chemical vendors on the optimal dosing
given the water content in the system, with the exception of chemical HD A, which was used
to evaluate concentration effects on hydrate dispersant performance.
Table 2.2 High-pressure rheological studies experimental matrix. *Note: Test involvinghydrate dispersant HD A included strain ramps only for samples dosed with 2 vol.% of thehydrate dispersant
Hydrate Dosage Constant Transient TestsDispersant (vol.%) Shear Rate Stress Ramp Strain Ramp Oscillatory Sweep
HD A0.25, 0.5,
X X X*1, 2
HD B 2, 4 X X
HD C 2 X X X
HD D 1 X X X X
HD E 2, 5 X X X X
These studies utilized a DHR-2 combined motor and transducer (CMT) rheometer man-
ufactured by TA instruments equipped with a high-pressure cell of 30.8 mL volume. A
straight four blades vane impeller with a 90 degrees angle between the blades was selected,
resulting in a vane and cup geometry. This geometry is particularly suitable for transient
studies of shear-thinning fluids, including yield stress measurements [127]. The most signif-
icant advantage of the vane geometry consists of preventing serious wall-slip effects at the
impeller, in addition to ease of cleaning and simple fabrication. Per contra, the vane geom-
etry might present limitations for rheological studies of low viscosity liquids where inertial
effects become important. In these scenarios, the simple concentric flow-lines could change,
26
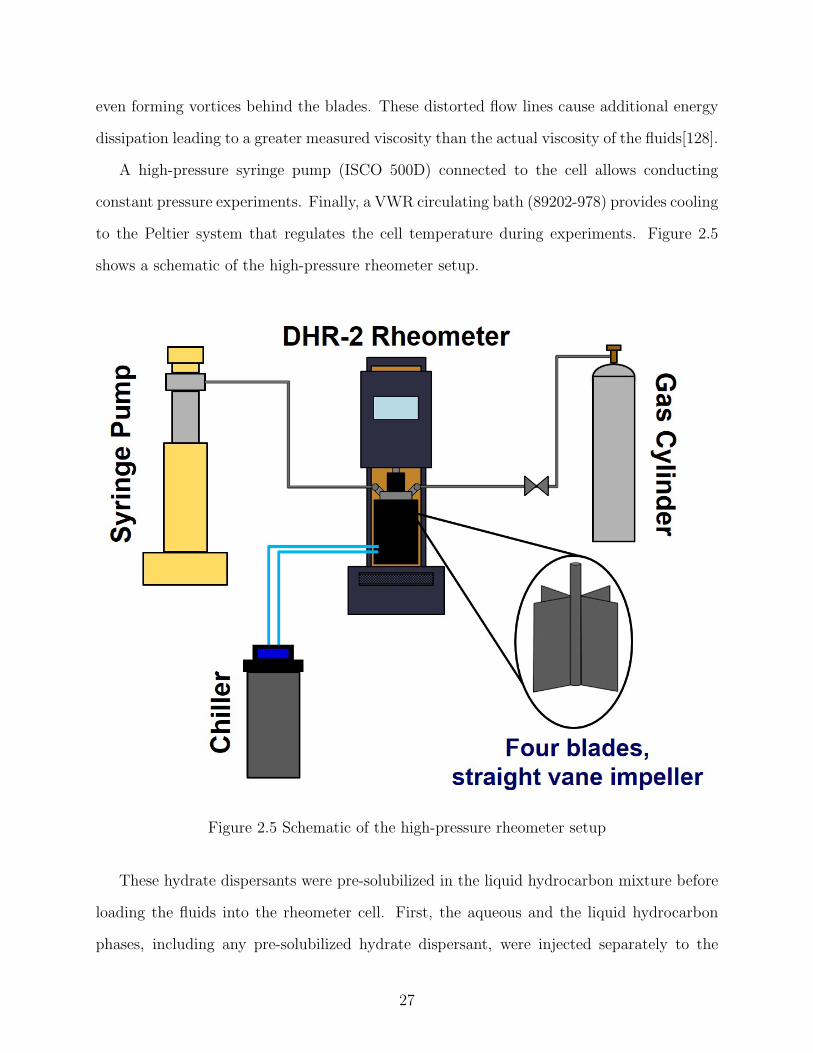
even forming vortices behind the blades. These distorted flow lines cause additional energy
dissipation leading to a greater measured viscosity than the actual viscosity of the fluids[128].
A high-pressure syringe pump (ISCO 500D) connected to the cell allows conducting
constant pressure experiments. Finally, a VWR circulating bath (89202-978) provides cooling
to the Peltier system that regulates the cell temperature during experiments. Figure 2.5
shows a schematic of the high-pressure rheometer setup.
Figure 2.5 Schematic of the high-pressure rheometer setup
These hydrate dispersants were pre-solubilized in the liquid hydrocarbon mixture before
loading the fluids into the rheometer cell. First, the aqueous and the liquid hydrocarbon
phases, including any pre-solubilized hydrate dispersant, were injected separately to the
27
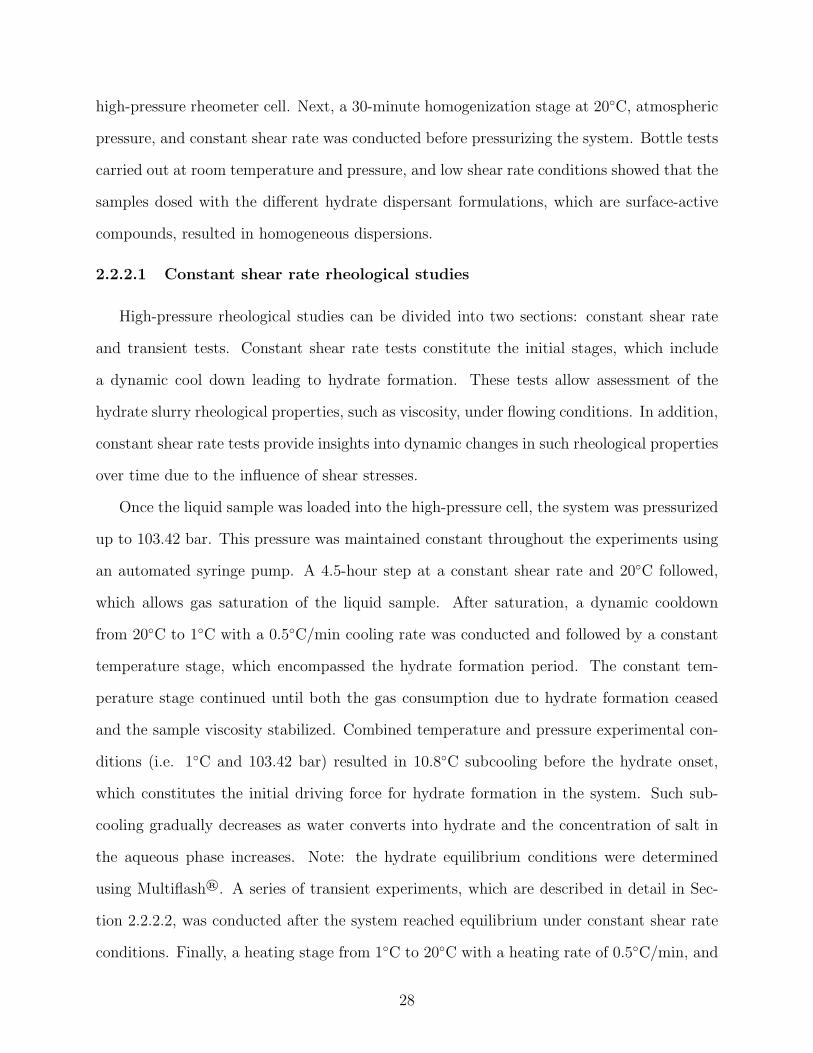
high-pressure rheometer cell. Next, a 30-minute homogenization stage at 20◦C, atmospheric
pressure, and constant shear rate was conducted before pressurizing the system. Bottle tests
carried out at room temperature and pressure, and low shear rate conditions showed that the
samples dosed with the different hydrate dispersant formulations, which are surface-active
compounds, resulted in homogeneous dispersions.
2.2.2.1 Constant shear rate rheological studies
High-pressure rheological studies can be divided into two sections: constant shear rate
and transient tests. Constant shear rate tests constitute the initial stages, which include
a dynamic cool down leading to hydrate formation. These tests allow assessment of the
hydrate slurry rheological properties, such as viscosity, under flowing conditions. In addition,
constant shear rate tests provide insights into dynamic changes in such rheological properties
over time due to the influence of shear stresses.
Once the liquid sample was loaded into the high-pressure cell, the system was pressurized
up to 103.42 bar. This pressure was maintained constant throughout the experiments using
an automated syringe pump. A 4.5-hour step at a constant shear rate and 20◦C followed,
which allows gas saturation of the liquid sample. After saturation, a dynamic cooldown
from 20◦C to 1◦C with a 0.5◦C/min cooling rate was conducted and followed by a constant
temperature stage, which encompassed the hydrate formation period. The constant tem-
perature stage continued until both the gas consumption due to hydrate formation ceased
and the sample viscosity stabilized. Combined temperature and pressure experimental con-
ditions (i.e. 1◦C and 103.42 bar) resulted in 10.8◦C subcooling before the hydrate onset,
which constitutes the initial driving force for hydrate formation in the system. Such sub-
cooling gradually decreases as water converts into hydrate and the concentration of salt in
the aqueous phase increases. Note: the hydrate equilibrium conditions were determined
using Multiflash®. A series of transient experiments, which are described in detail in Sec-
tion 2.2.2.2, was conducted after the system reached equilibrium under constant shear rate
conditions. Finally, a heating stage from 1◦C to 20◦C with a heating rate of 0.5◦C/min, and
28
a subsequent 1-hour constant temperature step at 20◦C allowed hydrate dissociation before
depressurizing the system and finalizing the experiment. The impeller rotating velocity dur-
ing these constant shear rate stages was kept constant to 50 rad/s, which was the maximum
possible speed with this particular geometry. This value was chosen to ensure homogeneous
dispersion of the liquid phases during the experiments. Figure 2.6 summarizes the described
experimental procedure for the tests conducted to quantify hydrate dispersant performance
using a high-pressure rheometer setup.
Figure 2.6 Schematic of the experimental procedure for the high-pressure rheological testsconducted within these studies
2.2.2.2 Transient rheological studies
Hydrate slurry transport during shut-down/restart operations can become particularly
challenging. The low shear conditions and high driving forces for hydrate formation could po-
tentially lead to hydrate plugging [129]. Transient rheological tests provide insights into the
transition between flowing and arrested states of structured liquids. Accordingly, a variety
of transient rheological methods have been utilized and compared in order to evaluate their
suitability to study non-Newtonian properties in hydrate slurries. Three different methods
29
were considered in these studies: Shear stress ramps, shear rate-controlled flow curves, and
oscillatory tests (amplitude or stress sweeps). These different methods provide a measure-
ment of either dynamic or static yield stress values, as discussed in Section 2.1.4. In addition,
an in-house Python code (See Supplementary Information) was developed to automatically
analyze transient test results and to compare such results with traditional non-Newtonian
rheological models using error minimization tools.
Shear stress-controlled ramps Logarithmic shear stress ramps from 0.01 to 2500 Pa
(maximum stress allowed by the equipment) were conducted over a 1.5 h period, with a data
collection of 20 points per every tenfold increase. These tests provide a static yield stress
value measurement corresponding to a transition from rest to a flowing state. A sudden
increase in the measured shear rate (see Figure 2.7, left) indicates the fluidization of the
sample at a given shear stress value (i.e. the yield stress) [85, 119]. This experimental
technique allows evaluating the influence of the shut-in time on the sample yield stress
by conducting the shear stress ramps after a zero-shear stress period of a given duration.
Figure 2.7 (left) also highlights reproducibility in the yield stress measurements using this
experimental technique.
Shear rate-controlled flow curves Both increasing and decreasing logarithmic shear
rate ramps were conducted from 0.01 to 450 s-1 and vice versa, with 20 data points being
collected per every tenfold increase. Each data point allowed for a 30 seconds equilibration
stage before starting the measure and 60 seconds averaging time to collect the data. These
tests allowed detecting hysteresis in the sample depending upon the experimental path and
provided insights into shear-banding and wall slip phenomena during data collection. In
addition, non-Newtonian rheological models, such as Hershel-Bulkley or Casson, can be
compared the experimental results obtained from these measurements [84, 130]. Dynamic
yield stress values, corresponding to the ordinate intercept (i.e. zero shear viscosity) in
Figure 2.7 (center), are calculated using the rheological models discussed in Section 2.1.3.
30
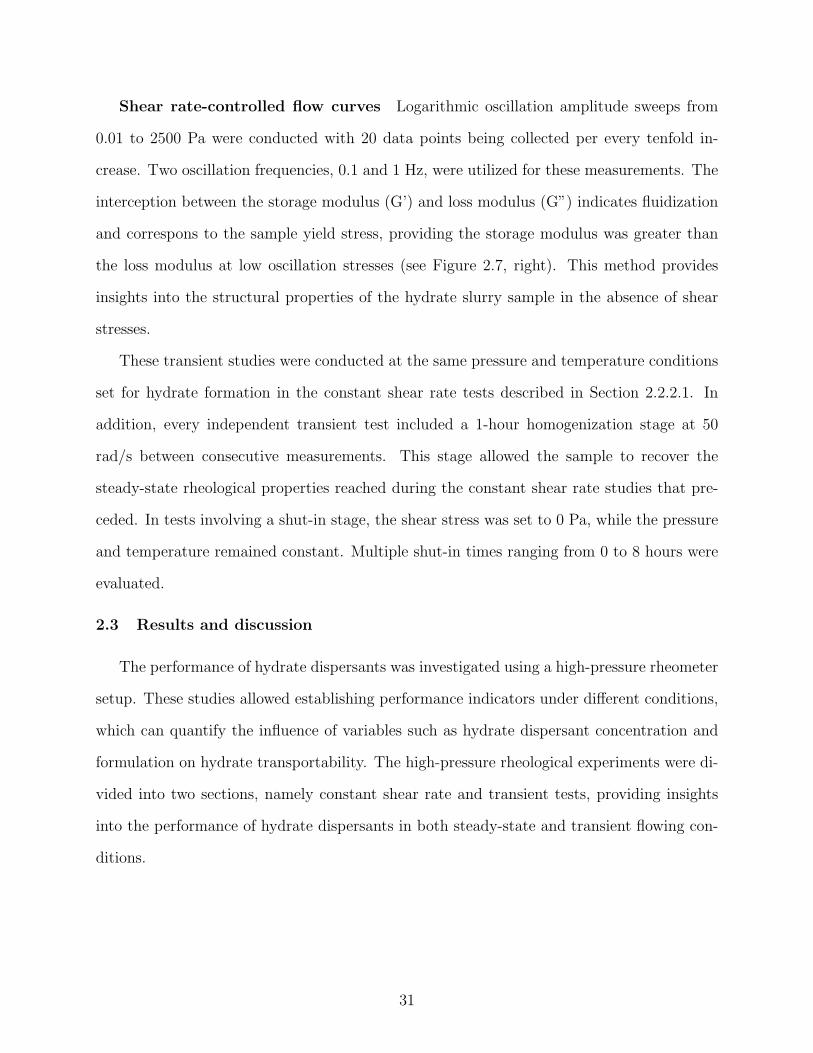
Shear rate-controlled flow curves Logarithmic oscillation amplitude sweeps from
0.01 to 2500 Pa were conducted with 20 data points being collected per every tenfold in-
crease. Two oscillation frequencies, 0.1 and 1 Hz, were utilized for these measurements. The
interception between the storage modulus (G’) and loss modulus (G”) indicates fluidization
and correspons to the sample yield stress, providing the storage modulus was greater than
the loss modulus at low oscillation stresses (see Figure 2.7, right). This method provides
insights into the structural properties of the hydrate slurry sample in the absence of shear
stresses.
These transient studies were conducted at the same pressure and temperature conditions
set for hydrate formation in the constant shear rate tests described in Section 2.2.2.1. In
addition, every independent transient test included a 1-hour homogenization stage at 50
rad/s between consecutive measurements. This stage allowed the sample to recover the
steady-state rheological properties reached during the constant shear rate studies that pre-
ceded. In tests involving a shut-in stage, the shear stress was set to 0 Pa, while the pressure
and temperature remained constant. Multiple shut-in times ranging from 0 to 8 hours were
evaluated.
2.3 Results and discussion
The performance of hydrate dispersants was investigated using a high-pressure rheometer
setup. These studies allowed establishing performance indicators under different conditions,
which can quantify the influence of variables such as hydrate dispersant concentration and
formulation on hydrate transportability. The high-pressure rheological experiments were di-
vided into two sections, namely constant shear rate and transient tests, providing insights
into the performance of hydrate dispersants in both steady-state and transient flowing con-
ditions.
31

Figure 2.7 Typical experimental results and the corresponding yield stress indicator fromthe different transient rheological tests conducted in these studies. Left: shear rate versusshear stress profile from shear stress-controlled ramps. The sudden increase in the shear rateindicates fluidization. Results correspond to a system dosed with 1 vol.% hydrate dispersantHD A and with a shear stress ramp conducted immediately after the homogenization stage(i.e. 0-hour shut-in). Center: shear stress versus shear rate flow curves from shear rate-controlled tests, including both increasing and decreasing shear-rate ramps. Yield stresscorresponds to the intercept with the ordinate (i.e. zero shear viscosity). These resultscorrespond to a system dosed with 1 vol.% hydrate dispersant HD A. Right: Storage modulus(solid markers) and loss modulus (hollow markers) versus oscillation stress from oscillatorystress sweeps. The yield stress corresponds to the oscillation stress at the intercept betweenthe storage and loss modulus. These results correspond to systems dosed with 2 vol.%hydrate dispersant HD D
32
2.3.1 Constant shear rate rheological studies
A series of constant shear rate high-pressure rheological tests were conducted according to
the experimental procedure described in Section 2.2.2.1. These studies focused on identifying
the critical stages regarding slurry transportability during hydrate formation in a cool down
scenario, as well as suitable indicators to quantify hydrate dispersant performance in constant
shear rate conditions.
Figure 2.8 shows a typical viscosity profile obtained from constant shear rate rheologi-
cal studies of hydrate forming systems in the presence of hydrate dispersants. This figure
highlights the key stages during these experiments. The first relevant stage involves the
hydrate onset, which results in a sharp viscosity increase as hydrates form in the system.
The sample viscosity at hydrate onset corresponds to the liquid/liquid dispersion at the
beginning of hydrate formation. Such liquid/liquid dispersions could be either water- or
liquid hydrocarbon- continuous depending on the physicochemical properties of the fluids
in the systems, including the injected hydrate dispersants. The second stage highlighted in
Figure 2.8 corresponds to a viscosity peak commonly associated with a slowdown of both
hydrate growth and viscosity increase. This peak regularly coincides with the maximum hy-
drate slurry viscosity measured during constant shear rate rheological tests in the presence
of hydrate dispersants; accordingly, this might be a critical stage regarding hydrate trans-
portability and potential plugging risk. Finally, a third stage focuses on the evolution of the
hydrate slurry viscosity over a 6-hour period following stage two. The viscosity changes over
time could be related to the performance of a given chemical as it might indicate a decrease
in the hydrate aggregate size [56, 58]. A significant decrease of viscosity over time might
suggest that hydrate particle aggregation cannot be effectively prevented as hydrates grow;
hence, a balance between hydrate agglomeration and breakage is needed for the viscosity to
stabilize (i.e. to reach steady-state).
However, hydrate slurry viscosity profiles could vary depending on the specific chemical
additive and dosage utilized. Figure 2.9 shows results corresponding to constant shear rate
33
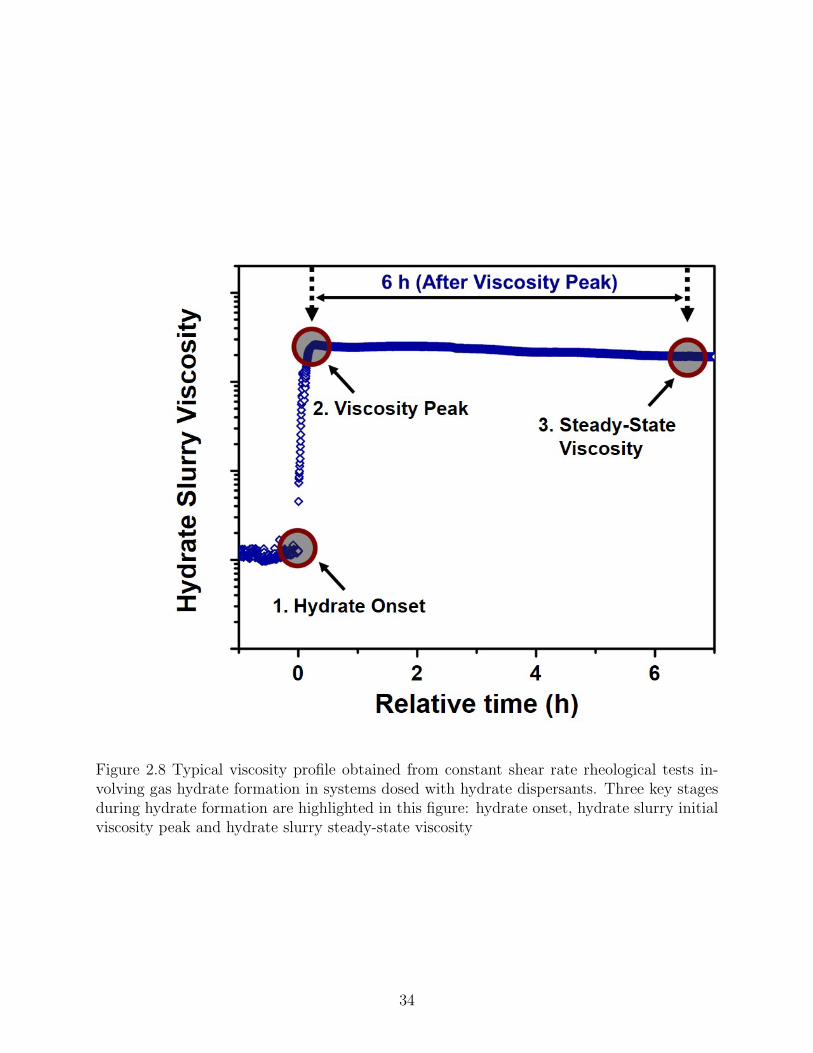
Figure 2.8 Typical viscosity profile obtained from constant shear rate rheological tests in-volving gas hydrate formation in systems dosed with hydrate dispersants. Three key stagesduring hydrate formation are highlighted in this figure: hydrate onset, hydrate slurry initialviscosity peak and hydrate slurry steady-state viscosity
34
tests conducted using samples dosed with different hydrate dispersant concentrations (i.e.
0, 0.25, 0.5, 1 and 2 vol.% HD A dosed with respect to the volume of the aqueous phase in
the system). This figure includes both the apparent viscosity and hydrate volume fraction
evolution after hydrate onset (left) and the apparent viscosity vs hydrate volume fraction
profiles (right) from these experiments. Three contrasting general scenarios are observed:
• No chemical dosage: systems without injection of hydrate dispersants, or any other
surface-active compound, resulted in a sharp viscosity increase, ultimately leading to
a rheometer safety shut-down due to excessive torque requirements. In addition, these
systems showed the lowest hydrate formation rates, potentially due to lower liquid
hydrocarbon/water interfacial area available for hydrate formation in surfactant-free
systems
• Under-inhibited hydrate agglomeration: systems dosed with ≤ 0.5 vol.% hydrate dis-
persant HD A also led to sharp viscosity increases after hydrate onset, reaching viscos-
ity values greater than 1000 cP; however, no safety shut-down was required, in contrast
to systems without hydrate dispersant injection. Nevertheless, these systems resulted
in non-homogeneous viscosity profiles, with increasing fluctuations as hydrate disper-
sant dosage decreases. Moreover, despite most hydrate formation occurs during the
early stages after hydrate onset, such under-inhibited systems showed further hydrate
formation after the initial viscosity peak denoted as stage 2 in Figure 2.8
• Fully-inhibited hydrate agglomeration: a different scenario, with homogeneous and
noiseless viscosity profiles, was observed in systems dosed with ≥ 1 vol.% hydrate
dispersant HD A. Interestingly, hydrate dispersant dosages higher than 1 vol.% did
not cause further reductions on the sample viscosity, suggesting that hydrate agglom-
eration becomes fully inhibited at 1 vol.% HD A. Hydrate slurry viscosity evolution
with hydrate volume fraction also showed similar behavior in all systems dosed with
≥ 1 vol.% HD A. Finally, minimal hydrate formation occurs after the initial viscosity
35
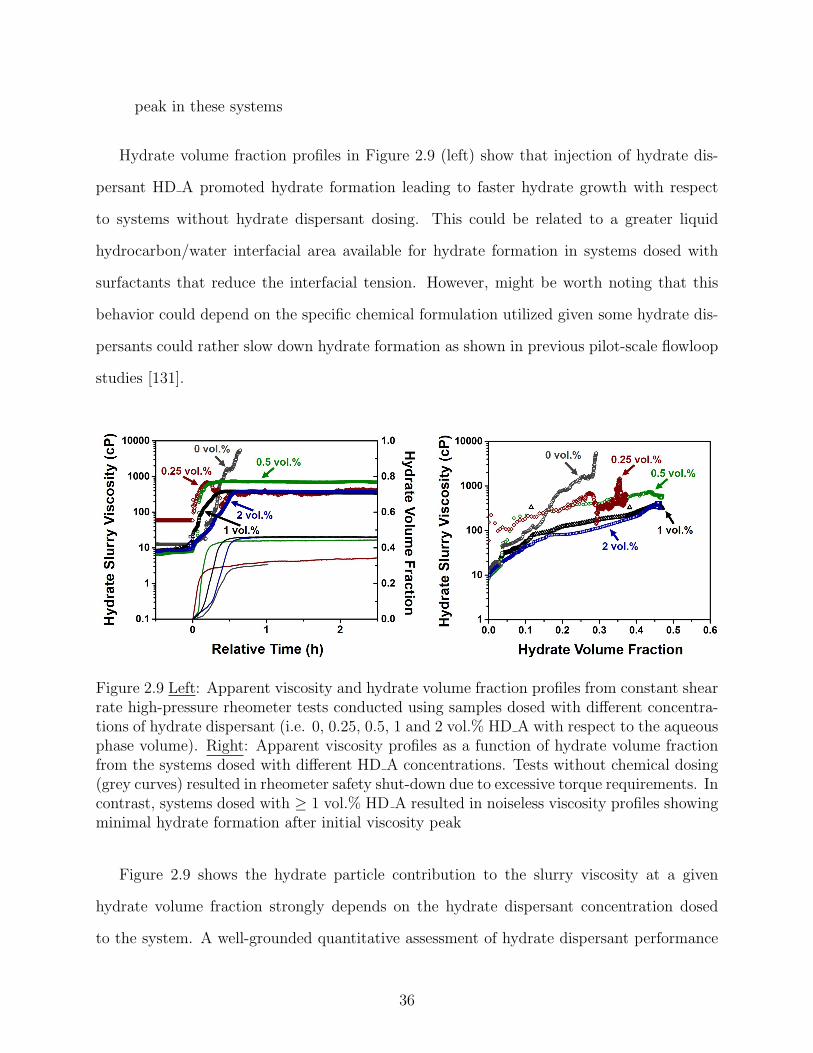
peak in these systems
Hydrate volume fraction profiles in Figure 2.9 (left) show that injection of hydrate dis-
persant HD A promoted hydrate formation leading to faster hydrate growth with respect
to systems without hydrate dispersant dosing. This could be related to a greater liquid
hydrocarbon/water interfacial area available for hydrate formation in systems dosed with
surfactants that reduce the interfacial tension. However, might be worth noting that this
behavior could depend on the specific chemical formulation utilized given some hydrate dis-
persants could rather slow down hydrate formation as shown in previous pilot-scale flowloop
studies [131].
Figure 2.9 Left: Apparent viscosity and hydrate volume fraction profiles from constant shearrate high-pressure rheometer tests conducted using samples dosed with different concentra-tions of hydrate dispersant (i.e. 0, 0.25, 0.5, 1 and 2 vol.% HD A with respect to the aqueousphase volume). Right: Apparent viscosity profiles as a function of hydrate volume fractionfrom the systems dosed with different HD A concentrations. Tests without chemical dosing(grey curves) resulted in rheometer safety shut-down due to excessive torque requirements. Incontrast, systems dosed with ≥ 1 vol.% HD A resulted in noiseless viscosity profiles showingminimal hydrate formation after initial viscosity peak
Figure 2.9 shows the hydrate particle contribution to the slurry viscosity at a given
hydrate volume fraction strongly depends on the hydrate dispersant concentration dosed
to the system. A well-grounded quantitative assessment of hydrate dispersant performance
36
at the critical stages highlighted in Figure 2.8 requires indicators accounting for the actual
contribution of hydrate particles suspended in the fluid to the viscosity of the sample. The
suspension of fractal aggregates, such as hydrate particles, involves the formation of multi-
particle structures, which increases the effective volume fraction of the suspended solids
[132]. Accordingly, the ratio of the effective to the actual volume fraction of hydrates, which
accounts for the degree of agglomeration of hydrate particles, could be a suitable indicator
of hydrate dispersant performance.
As discussed in Section 2.1.3, most rheological studies of solids suspensions focus on the
relative increase in sample viscosity as the volume fraction of suspended solids increases in the
system. The hydrate slurry viscosity was normalized utilizing the pure liquid hydrocarbon
mixture viscosity at the same pressure and temperature conditions used during constant
shear rate rheological studies involving hydrate formation. Accordingly, the hydrate slurry
relative viscosity (ηr) follows Equation 2.11:
ηr =Hydrate Slurry Viscosity
Pure Oil Viscosity@ 103.42 bar and 1◦C
(2.11)
Such normalization assumes most of the water converts into hydrate; consequently, the
hydrate particles are suspended in a liquid hydrocarbon-continuous medium, and the con-
tribution to viscosity from the remaining dispersed liquid phase could be neglected. These
assumptions are in agreement with the experimental observations in Figure 2.9, showing
hydrate volume fractions near 0.45 in tests with 50 vol.% water content sufficiently dosed
with an effective hydrate dispersant formulation.
Finally, the effective volume of hydrate particles (φeffective) in suspension at the two last
critical stages highlighted in Figure 2.8 was determined using Mill’s viscosity model (Equa-
tion 2.12). This model, which was originally developed for suspensions of non-interacting
monodispersed hard spheres [94], has been utilized in multiple previous studies focused on
the rheological characterization of hydrate slurries [64, 112].
37
ηr =1− φeffective
(
1−φeffectiveφmax
)2 (2.12)
Where φmax = 4/7 corresponds to the random loose packing of monodisperse spheres.
On the other hand, pressure, temperature and volume data recorded in parallel to the
rheological tests allow calculating the amount of gas consumed due to hydrate formation
and, therefore, the actual volume of hydrates in the system. Furthermore, the actual hydrate
volume fraction with respect to the slurry (φActual) follows Equation 2.13:
φActual =Hydrate Volume
Hydrate Volume + Unconverted Water + Oil Volume(2.13)
Figure 2.10 shows the ratio of effective to actual hydrate volume fraction (HV FRatio)
calculated from the data at the two last critical stages indicated in Figure 2.8 (i.e. viscosity
peak and steady-state viscosity). These results correspond to a series of experiments using
multiple hydrate dispersant formulations at different concentrations in systems containing a
liquid hydrocarbon mixture at 50 vol.% water content, with 3.5 wt.% NaCl in the aqueous
phase.
These experiments showed that sufficient dosing of an effective hydrate dispersant for-
mulation (i.e. 1 and 2 vol.% HD A, and 2 vol.% HD C) leads to an HV FRatio at the ini-
tial viscosity peak close to unity. Such an outcome suggests that fully inhibiting hydrate
agglomeration results in particles that resemble non-interacting monodispersed spheres in
suspension. In contrast, both a low-performance hydrate dispersant (HD B) and a low con-
centration of an effective hydrate dispersant (i.e. 0.25 vol.% HD A) resulted in a significantly
higher HV FRatio (i.e. HV FRatio ≥ 1.5). The effectiveness of these hydrate dispersant formu-
lations is based on their performance in pilot-scale flowloop tests [131] and micromechanical
forces apparatus (MMF) studies [133].
Furthermore, in Figure 2.10 (right), those systems with anHV FRatio greater than unity at
the initial viscosity peak also exhibit an important decrease in the ratio of effective to actual
hydrate volume fraction over time. On the other hand, those systems with an HV FRatio close
38
to unity at the initial viscosity peak showed little viscosity changes over time, as observed
in Figure 2.9.
Previous studies have proposed multiple mechanisms that could take place at the same
time causing the gradual hydrate slurry viscosity decrease observed after the initial viscos-
ity peak (i.e. stage 2 in Figure 2.8). These mechanisms include the re-dissolution of small
hydrocarbon molecules after hydrate formation, the gradual breakage of hydrate aggregates
due to both the continuous shear forces acting on the hydrate aggregates following the ini-
tial catastrophic aggregation stage, and the reduction in the hydrate particle cohesive forces
due to decreasing free-water for capillary bridging in the system as hydrates form [56, 58].
The experiments in this work showed that systems sufficiently dosed with hydrate disper-
sant (i.e. HV FRatio values ∼ 1 at the initial viscosity peak) resulted in minimal viscosity
changes over time contrary to systems with insufficient hydrate dispersant dosing, yet gas
re-dissolution should still occur in both cases. According to these results, the re-dissolution
of small hydrocarbon molecules in the liquid phases might have a minor influence on the
viscosity evolution of hydrate slurries in comparison to the breakage of hydrate aggregates.
Such outcome helps to discern between the different hypotheses previously used to give an
explanation to the hydrate slurry viscosity decrease observed after the initial viscosity peak.
Additional hydrate dispersant formulations (i.e. HD D and HD E) were tested using
the approach described in this section showing distinct performance based on the HV FRatio
values obtained at the critical stages highlighted in Figure 2.8. Hydrate dispersant HD E
led to HV FRatio values ∼ 1 at the initial viscosity peak, as well as six hours later, regardless
of the concentration utilized (i.e. 2 and 5 vol.% hydrate dispersant HD E), indicating full
inhibition of hydrate particle agglomeration. In contrast, hydrate dispersant HD D dosed
at 1 vol.% resulted in HV FRatio values ∼ 1.2 at the initial viscosity peak that decreased to
∼ 1 overtime under shear forces, suggesting hydrate agglomeration under inhibition. Ac-
cordingly, 2 vol.% represents sufficient dosage to fully inhibit hydrate agglomeration using
either hydrate dispersant HD A or HD E. Moreover, as observed for hydrate dispersant
39
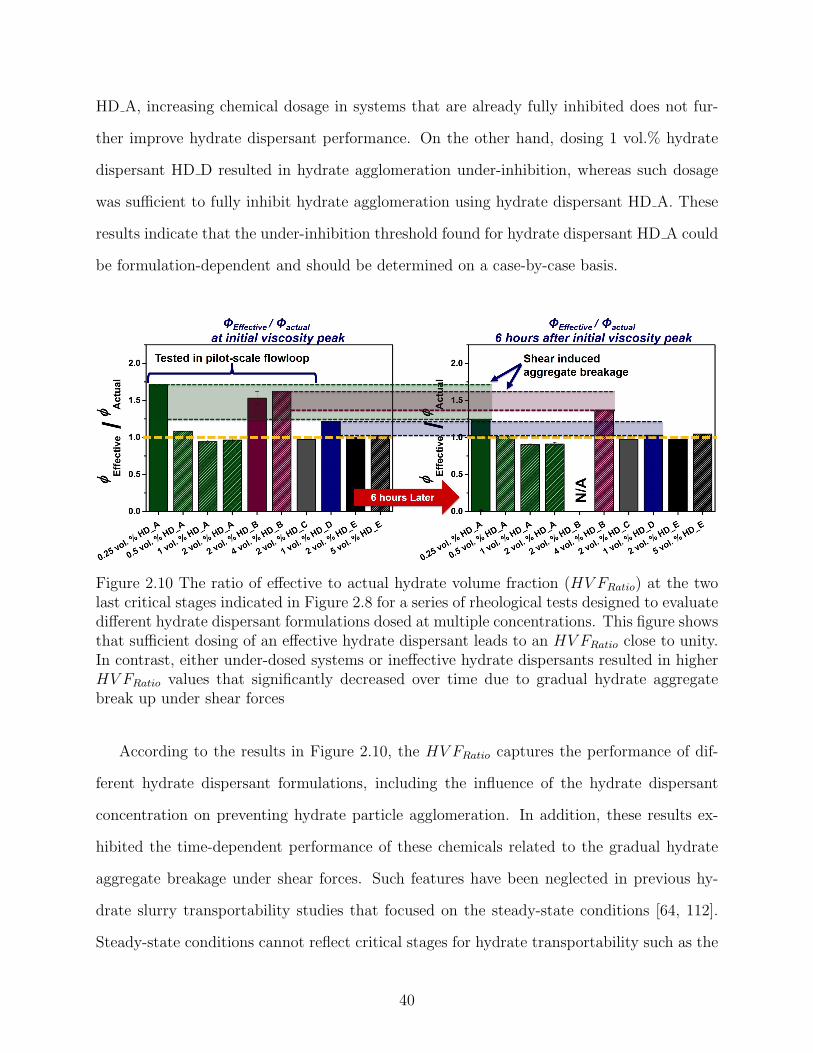
HD A, increasing chemical dosage in systems that are already fully inhibited does not fur-
ther improve hydrate dispersant performance. On the other hand, dosing 1 vol.% hydrate
dispersant HD D resulted in hydrate agglomeration under-inhibition, whereas such dosage
was sufficient to fully inhibit hydrate agglomeration using hydrate dispersant HD A. These
results indicate that the under-inhibition threshold found for hydrate dispersant HD A could
be formulation-dependent and should be determined on a case-by-case basis.
Figure 2.10 The ratio of effective to actual hydrate volume fraction (HV FRatio) at the twolast critical stages indicated in Figure 2.8 for a series of rheological tests designed to evaluatedifferent hydrate dispersant formulations dosed at multiple concentrations. This figure showsthat sufficient dosing of an effective hydrate dispersant leads to an HV FRatio close to unity.In contrast, either under-dosed systems or ineffective hydrate dispersants resulted in higherHV FRatio values that significantly decreased over time due to gradual hydrate aggregatebreak up under shear forces
According to the results in Figure 2.10, the HV FRatio captures the performance of dif-
ferent hydrate dispersant formulations, including the influence of the hydrate dispersant
concentration on preventing hydrate particle agglomeration. In addition, these results ex-
hibited the time-dependent performance of these chemicals related to the gradual hydrate
aggregate breakage under shear forces. Such features have been neglected in previous hy-
drate slurry transportability studies that focused on the steady-state conditions [64, 112].
Steady-state conditions cannot reflect critical stages for hydrate transportability such as the
40
initial viscosity peak. As shown in Figure 2.10, the steady-state rheological properties of a
hydrate particle suspension could lead to an over-optimistic assessment of the plugging risk
(i.e. HV FRatio ∼ 1) given such an assessment might encompass the gradual breakage of hy-
drate aggregates under shear forces. For this reason, hydrate plugging risk assessments based
on steady-state results only could be misleading, particularly for under-inhibited systems.
Finally, is worth noting that HV FRatio values below unity might be consequence of errors
measuring the relatively low viscosity of the liquid hydrocarbon mixture using the vane
impeller geometry as discussed in Section 2.2.2, as well as an increased maximum packing
fraction (φmax) caused by polydispersity of hydrate particles [134].
2.3.2 Transient rheological studies
A series of transient tests were conducted following the aforementioned constant shear-
rate high-pressure rheological studies. Low shear conditions favor hydrate particle aggrega-
tion by minimizing shear-induced aggregate breakage according to the force balance in 2.9.
These studies included multiple experimental methods, such as shear rate-controlled and
shear-stress controlled ramps, and oscillatory tests, which allow yield stress measurement in
structured fluids. The influence of hydrate dispersant concentration was studied using both
shear stress-controlled and shear rate-controlled ramps following the procedure described in
Section 2.2.2.2. Shear stress-controlled tests provided additional insights into the influence
of shut-in time on yield stress values. Finally, oscillatory tests offered further validation of
the transient experiments and allowed comparison of different experimental techniques used
to measure either the static or the dynamic yield stress of a sample.
2.3.2.1 Influence of hydrate dispersant concentration and shut-in time on hy-drate slurry yield stress: quantifying hydrate dispersant under-dosing
Shear stress-controlled ramps were conducted in order to quantify the yield stress of
hydrate slurries dosed with different hydrate dispersants HD A concentrations ranging from
0.25 to 2 vol.% with respect to the water content of the system. These systems involved
41
a liquid hydrocarbon phase, and an aqueous phase containing 3.5 wt.% NaCl, as described
previously. Multiple shut-in periods were evaluated in the shear stress-controlled ramps (i.e.
0, 4 and 8-hour shut-in periods). These shut-in stages involve a zero-shear stress period
of a given length of time at constant pressure and temperature conditions. Such conditions
intended to mimic a shut-in/restart scenario in subsea pipelines transporting hydrate slurries.
Figure 2.11 shows experimental results from stress-controlled ramps in tests with varying
hydrate dispersant dosage and with multiple shut-in periods. A steep increase in the mea-
sured yield stress was observed at hydrate dispersant dosages below 1 vol.%. Systems dosed
with 0.25 and 0.5 vol.% HD A not only showed higher yield stress in tests without shut-
in but also exhibited increasing yield stress values with increasing shut-in periods. Longer
shut-in periods allow for longer contact time between hydrate particles, which results in in-
creasing hydrate cohesive forces [43]. Greater cohesive forces could lead to more consolidated
particle networks with a higher yield stress, according to previous studies on suspensions of
weakly attractive colloidal particles [116]. The concentration and shut-in period dependence
of the hydrate dispersant performance observed in samples dosed with less than 1 vol.%
of the chemical additive indicates such dosage as the threshold separating fully-dosed from
under-dosed systems.
On the other hand, systems dosed with 1 vol.% or more hydrate dispersant HD A showed
similar yield stress values (i.e. ∼ 10 Pa), which remained constant regardless of the length of
the shut-in stage. These results suggest that 1 vol.% might result in full hydrate agglomer-
ation inhibition, and further dosage increase does not significantly improve the performance
of this chemical. These results are in further agreement with the observations from con-
stant shear rate tests described in Section 2.3.1. Yield stress values from a variety of daily
life materials are also shown in Figure 2.11 to provide a tangible indicator of the hydrate
slurry consistency resulting from tests dosed with different hydrate dispersant concentration
[135–139]. Dosing 0.25 vol.% hydrate dispersant HD A led to a hydrate slurry with flow
properties that resembles peanut butter; in contrast, dosing 1 or 2 vol.% hydrate dispersant
42
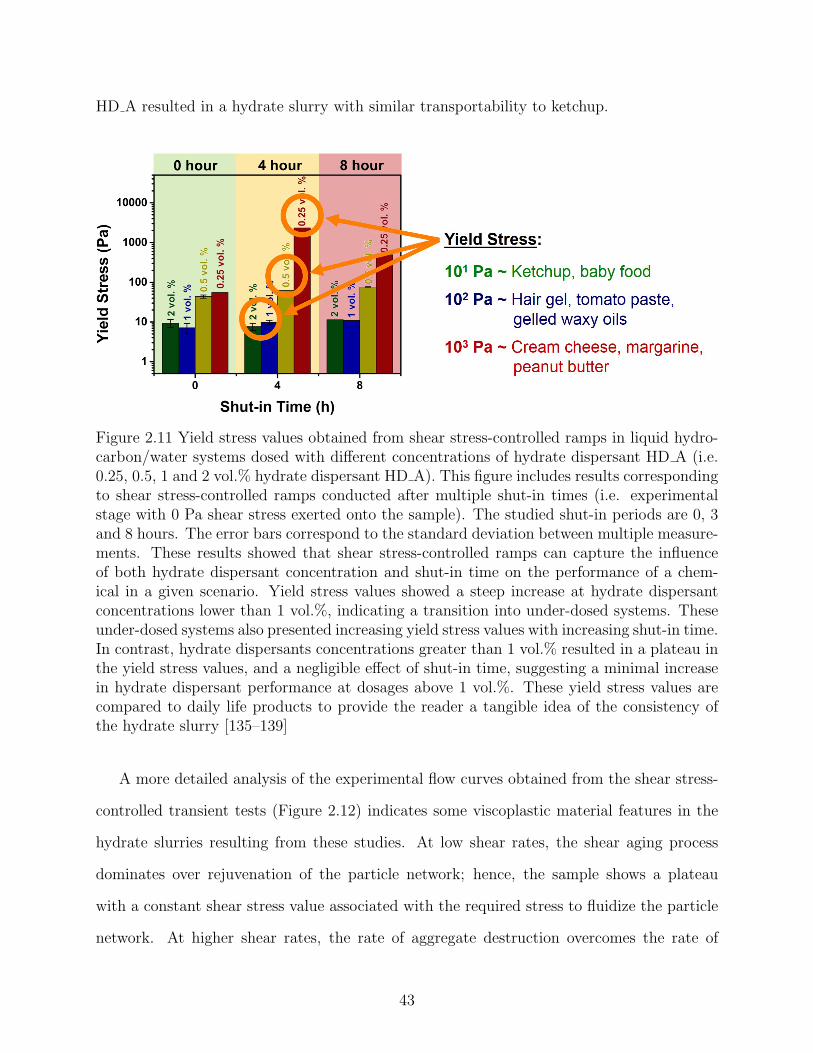
HD A resulted in a hydrate slurry with similar transportability to ketchup.
Figure 2.11 Yield stress values obtained from shear stress-controlled ramps in liquid hydro-carbon/water systems dosed with different concentrations of hydrate dispersant HD A (i.e.0.25, 0.5, 1 and 2 vol.% hydrate dispersant HD A). This figure includes results correspondingto shear stress-controlled ramps conducted after multiple shut-in times (i.e. experimentalstage with 0 Pa shear stress exerted onto the sample). The studied shut-in periods are 0, 3and 8 hours. The error bars correspond to the standard deviation between multiple measure-ments. These results showed that shear stress-controlled ramps can capture the influenceof both hydrate dispersant concentration and shut-in time on the performance of a chem-ical in a given scenario. Yield stress values showed a steep increase at hydrate dispersantconcentrations lower than 1 vol.%, indicating a transition into under-dosed systems. Theseunder-dosed systems also presented increasing yield stress values with increasing shut-in time.In contrast, hydrate dispersants concentrations greater than 1 vol.% resulted in a plateau inthe yield stress values, and a negligible effect of shut-in time, suggesting a minimal increasein hydrate dispersant performance at dosages above 1 vol.%. These yield stress values arecompared to daily life products to provide the reader a tangible idea of the consistency ofthe hydrate slurry [135–139]
A more detailed analysis of the experimental flow curves obtained from the shear stress-
controlled transient tests (Figure 2.12) indicates some viscoplastic material features in the
hydrate slurries resulting from these studies. At low shear rates, the shear aging process
dominates over rejuvenation of the particle network; hence, the sample shows a plateau
with a constant shear stress value associated with the required stress to fluidize the particle
network. At higher shear rates, the rate of aggregate destruction overcomes the rate of
43
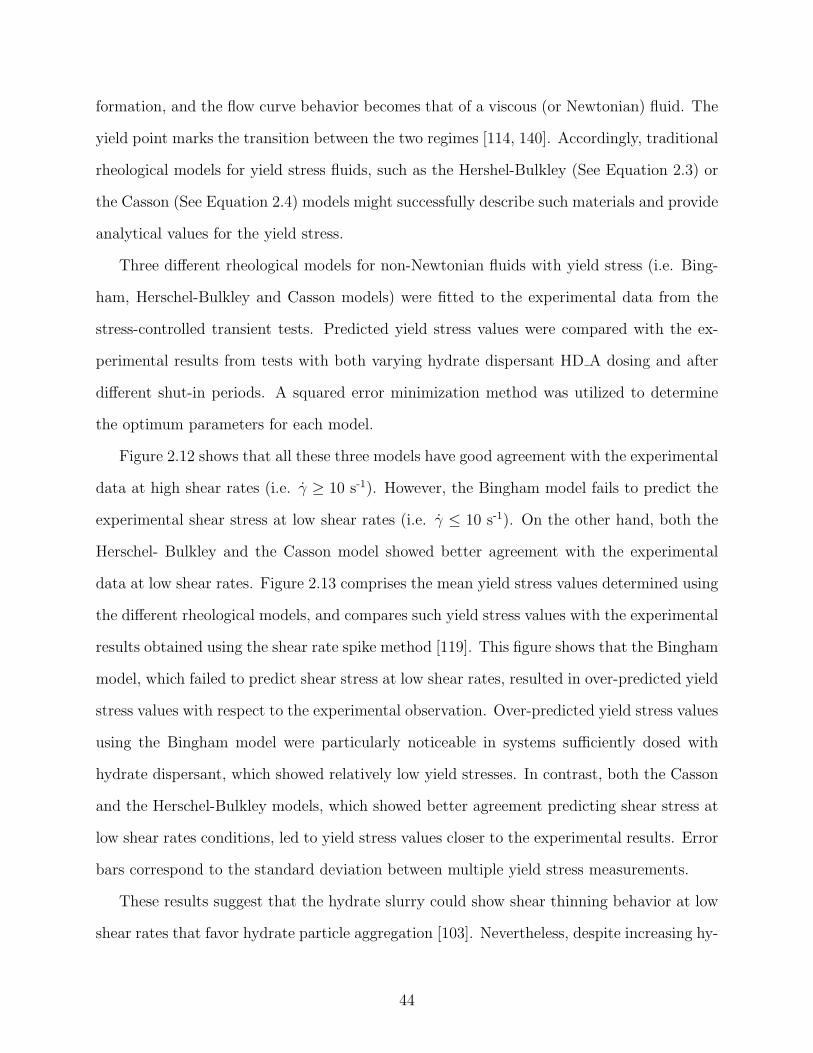
formation, and the flow curve behavior becomes that of a viscous (or Newtonian) fluid. The
yield point marks the transition between the two regimes [114, 140]. Accordingly, traditional
rheological models for yield stress fluids, such as the Hershel-Bulkley (See Equation 2.3) or
the Casson (See Equation 2.4) models might successfully describe such materials and provide
analytical values for the yield stress.
Three different rheological models for non-Newtonian fluids with yield stress (i.e. Bing-
ham, Herschel-Bulkley and Casson models) were fitted to the experimental data from the
stress-controlled transient tests. Predicted yield stress values were compared with the ex-
perimental results from tests with both varying hydrate dispersant HD A dosing and after
different shut-in periods. A squared error minimization method was utilized to determine
the optimum parameters for each model.
Figure 2.12 shows that all these three models have good agreement with the experimental
data at high shear rates (i.e. γ ≥ 10 s-1). However, the Bingham model fails to predict the
experimental shear stress at low shear rates (i.e. γ ≤ 10 s-1). On the other hand, both the
Herschel- Bulkley and the Casson model showed better agreement with the experimental
data at low shear rates. Figure 2.13 comprises the mean yield stress values determined using
the different rheological models, and compares such yield stress values with the experimental
results obtained using the shear rate spike method [119]. This figure shows that the Bingham
model, which failed to predict shear stress at low shear rates, resulted in over-predicted yield
stress values with respect to the experimental observation. Over-predicted yield stress values
using the Bingham model were particularly noticeable in systems sufficiently dosed with
hydrate dispersant, which showed relatively low yield stresses. In contrast, both the Casson
and the Herschel-Bulkley models, which showed better agreement predicting shear stress at
low shear rates conditions, led to yield stress values closer to the experimental results. Error
bars correspond to the standard deviation between multiple yield stress measurements.
These results suggest that the hydrate slurry could show shear thinning behavior at low
shear rates that favor hydrate particle aggregation [103]. Nevertheless, despite increasing hy-
44
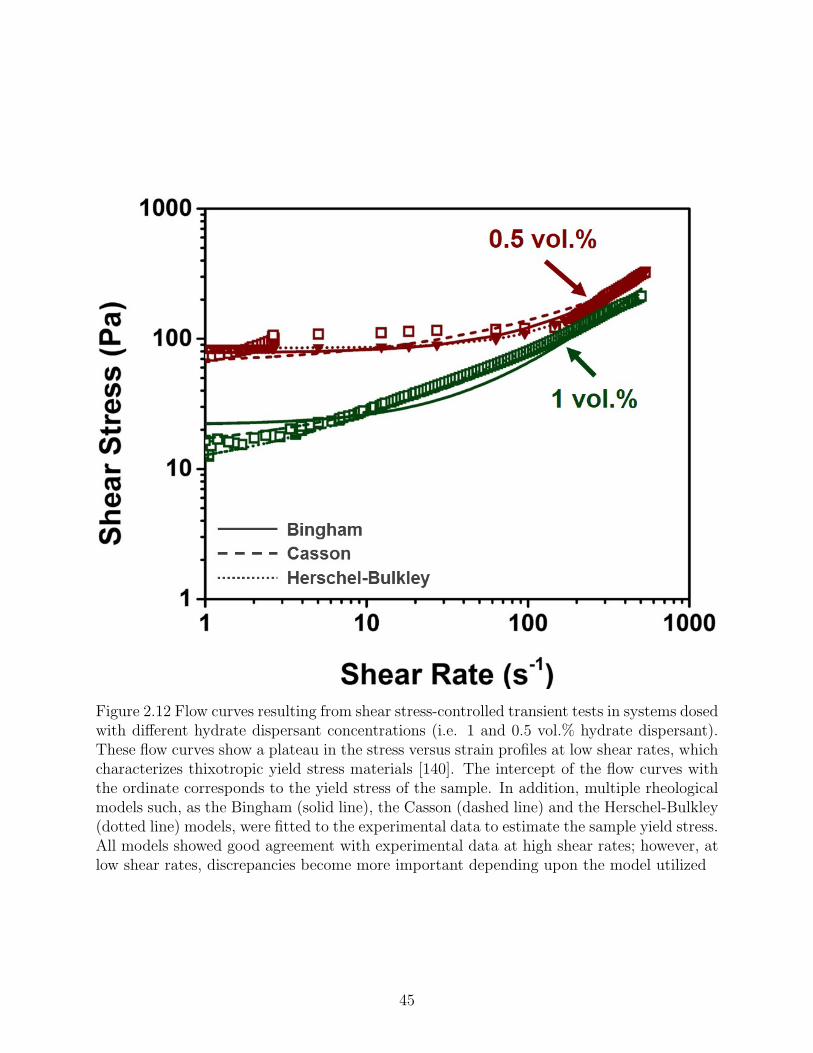
Figure 2.12 Flow curves resulting from shear stress-controlled transient tests in systems dosedwith different hydrate dispersant concentrations (i.e. 1 and 0.5 vol.% hydrate dispersant).These flow curves show a plateau in the stress versus strain profiles at low shear rates, whichcharacterizes thixotropic yield stress materials [140]. The intercept of the flow curves withthe ordinate corresponds to the yield stress of the sample. In addition, multiple rheologicalmodels such, as the Bingham (solid line), the Casson (dashed line) and the Herschel-Bulkley(dotted line) models, were fitted to the experimental data to estimate the sample yield stress.All models showed good agreement with experimental data at high shear rates; however, atlow shear rates, discrepancies become more important depending upon the model utilized
45
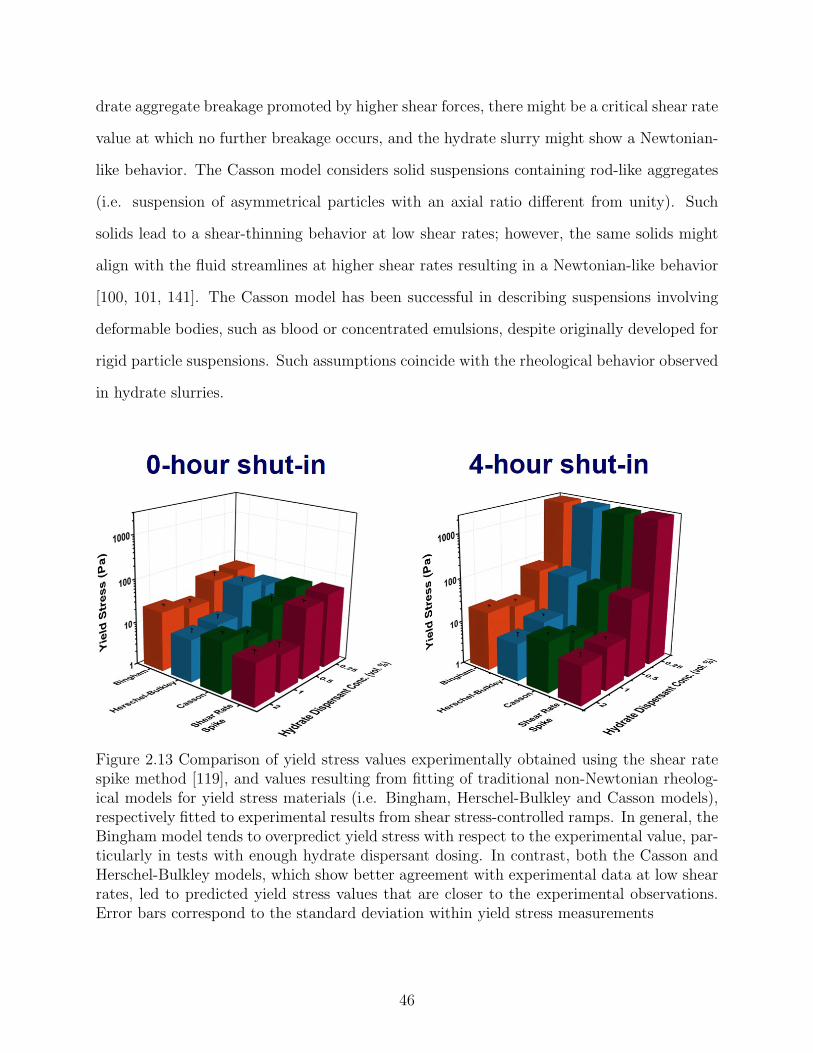
drate aggregate breakage promoted by higher shear forces, there might be a critical shear rate
value at which no further breakage occurs, and the hydrate slurry might show a Newtonian-
like behavior. The Casson model considers solid suspensions containing rod-like aggregates
(i.e. suspension of asymmetrical particles with an axial ratio different from unity). Such
solids lead to a shear-thinning behavior at low shear rates; however, the same solids might
align with the fluid streamlines at higher shear rates resulting in a Newtonian-like behavior
[100, 101, 141]. The Casson model has been successful in describing suspensions involving
deformable bodies, such as blood or concentrated emulsions, despite originally developed for
rigid particle suspensions. Such assumptions coincide with the rheological behavior observed
in hydrate slurries.
Figure 2.13 Comparison of yield stress values experimentally obtained using the shear ratespike method [119], and values resulting from fitting of traditional non-Newtonian rheolog-ical models for yield stress materials (i.e. Bingham, Herschel-Bulkley and Casson models),respectively fitted to experimental results from shear stress-controlled ramps. In general, theBingham model tends to overpredict yield stress with respect to the experimental value, par-ticularly in tests with enough hydrate dispersant dosing. In contrast, both the Casson andHerschel-Bulkley models, which show better agreement with experimental data at low shearrates, led to predicted yield stress values that are closer to the experimental observations.Error bars correspond to the standard deviation within yield stress measurements
46
A quantitative comparison of the yield stress values obtained using the aforementioned
rheological models reveals that both Herschel-Bulkley and Casson models led to a comparable
agreement with respect to the manually determined yield stress values, which correspond
to the shear rate spike observed during shear stress ramps [119]. The average absolute
deviation (AAD) for the Herschel-Bulkley and Casson models were 36.5 % and 41.93 %
respectively. In contrast, the Bingham model led to yield stress values with a 119.3 %
AAD considering all yield stress measurements from samples dosed with hydrate dispersant
HD A at concentrations ranging from 0.25 to 2 vol.%, and including measurements taken
after shut-in periods of different length. The Casson model resulted in an AAD only 5 %
larger than the Herschel-Bulkley model. These results suggest that the Casson model, which
describes materials with significant shear thinning at low shear-rate values and a Newtonian-
like response at high shear rates, could provide an adequate representation of the hydrate
slurry rheological behavior while using less fitting parameters than the Herschel-Bulkley
model.
2.3.2.2 Comparison of multiple transient experimental methods to assess hy-drate dispersant performance in shut-in/restart scenarios
Parameters such as the sample history and the experimental methods utilized could
have a significant effect on yield stress measurements. This is particularly important for
some thixotropic fluids, such as solid suspensions [114]. Different experimental techniques
measure either the “static” yield stress (i.e. required shear stress to initiate flow) or the
“dynamic” yield stress (i.e. shear stress at which flow stops). A combination of shear stress
ramps, shear rate ramps, and oscillatory tests were conducted to characterize the fluidization
process of the hydrate slurry according to the procedures described in Section 2.2.2.2.
Figure 2.14 shows the yield stress values obtained using these different experimental
methodologies in systems dosed with a variety of hydrate dispersant formulations and dosages.
Yield stress values obtained from the different experimental techniques are relatively close,
indicating the validity of these yield stress measurements. In addition, the performance of
47
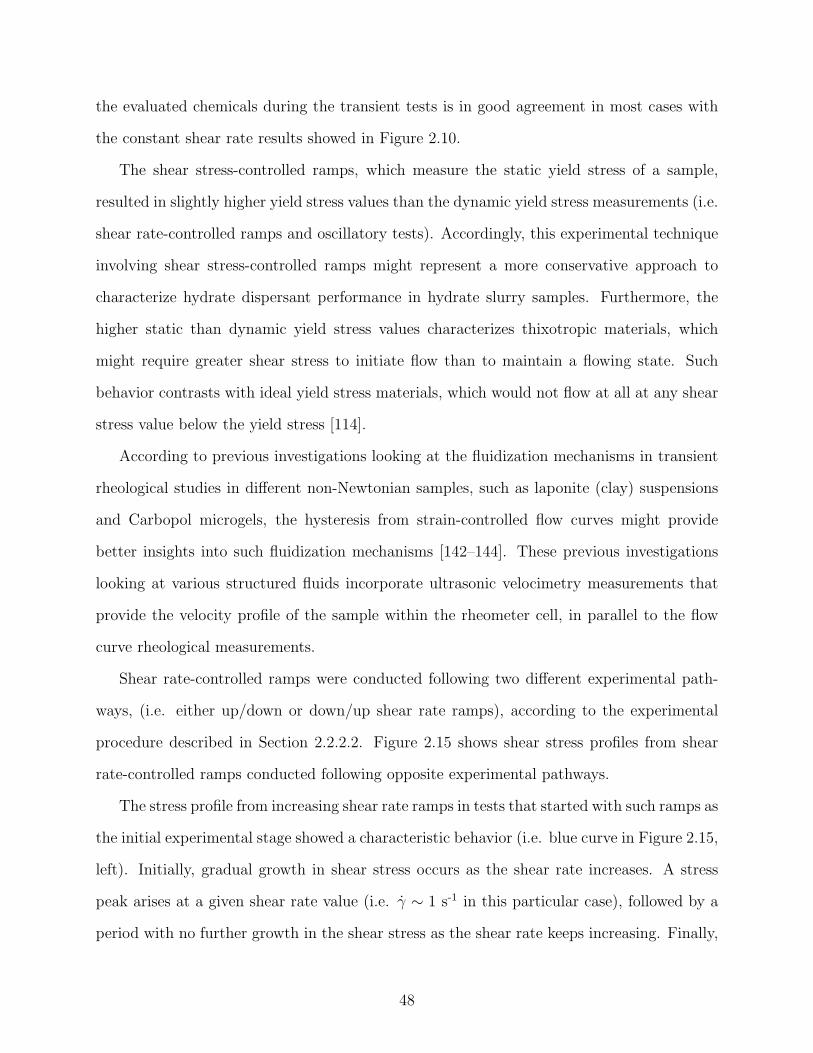
the evaluated chemicals during the transient tests is in good agreement in most cases with
the constant shear rate results showed in Figure 2.10.
The shear stress-controlled ramps, which measure the static yield stress of a sample,
resulted in slightly higher yield stress values than the dynamic yield stress measurements (i.e.
shear rate-controlled ramps and oscillatory tests). Accordingly, this experimental technique
involving shear stress-controlled ramps might represent a more conservative approach to
characterize hydrate dispersant performance in hydrate slurry samples. Furthermore, the
higher static than dynamic yield stress values characterizes thixotropic materials, which
might require greater shear stress to initiate flow than to maintain a flowing state. Such
behavior contrasts with ideal yield stress materials, which would not flow at all at any shear
stress value below the yield stress [114].
According to previous investigations looking at the fluidization mechanisms in transient
rheological studies in different non-Newtonian samples, such as laponite (clay) suspensions
and Carbopol microgels, the hysteresis from strain-controlled flow curves might provide
better insights into such fluidization mechanisms [142–144]. These previous investigations
looking at various structured fluids incorporate ultrasonic velocimetry measurements that
provide the velocity profile of the sample within the rheometer cell, in parallel to the flow
curve rheological measurements.
Shear rate-controlled ramps were conducted following two different experimental path-
ways, (i.e. either up/down or down/up shear rate ramps), according to the experimental
procedure described in Section 2.2.2.2. Figure 2.15 shows shear stress profiles from shear
rate-controlled ramps conducted following opposite experimental pathways.
The stress profile from increasing shear rate ramps in tests that started with such ramps as
the initial experimental stage showed a characteristic behavior (i.e. blue curve in Figure 2.15,
left). Initially, gradual growth in shear stress occurs as the shear rate increases. A stress
peak arises at a given shear rate value (i.e. γ ∼ 1 s-1 in this particular case), followed by a
period with no further growth in the shear stress as the shear rate keeps increasing. Finally,
48
Figure 2.14 Experimental values obtained using different methods to determine the yieldstress of a sample. These experimental methods included shear stress-controlled ramps(stress ramp), shear rate-controlled ramps (strain ramp) and oscillatory tests with increasingoscillation amplitude (oscillation amplitude sweeps). Stress ramps measuring the static yieldstress of a sample resulted in the highest values in most of the cases, which suggest this asthe most conservative method to determine yield stress of hydrate slurries
49
a stage emerges with a new gradual increase of the shear stress with increasing shear rate.
Such stress profiles have been related to shear banding phenomenon during the fluidiza-
tion process [142, 143]. This shear-banding phenomenon involves the fluidization of the
sample layers (or bands) located close to the inner wall only. Note: inner wall rotates in a
cylindrical rheometer geometry (e.g. bob and cup, or vane and cup geometries). However,
the fluid bands closer to the outer cylinder wall (i.e. the stationary surface) remain immobi-
lized due to shear aging effects leading to a mechanically stable structure within the fluid in
this region. Eventually, as the shear rate continues increasing, this structure fails, and the
full sample starts to flow. This transition from partial to full fluidization corresponds to the
shear stress peak observed at γ ∼ 1 s-1 in the increasing shear rate ramp (blue curve) shown
in Figure 2.15 (left).
Furthermore, the stress profile corresponding to the decreasing shear rate ramp (red curve
in Figure 2.15 (left)) shows a gradual response of the shear stress as the deformation rate
decreases within the evaluated range, which eventually plateaus at low shear rate values.
This result suggests a homogeneous velocity profile in the sample throughout the test.
On the other hand, the inverse experimental path, starting with a decreasing shear rate
ramp as the initial experimental stage, led to a more significant hysteresis behavior in the
sample, as shown in Figure 2.15 (right). The stress profile corresponding to the decreasing
shear rate ramp (i.e. red curve in Figure 2.15 (right)) presents a uniform profile with a
gradual reduction in the shear stress as the shear rate decreases within the evaluated strain
range, eventually plateauing at low shear rate values. Similar stress profiles resulted from
decreasing shear rate ramps in tests with an inverse experimental pathway (i.e. red curve
in Figure 2.15 (left)). However, the increasing shear rate ramp coming at the end of the
hysteresis loop rather than at the beginning resulted in significant differences in the resulting
stress profile ((i.e. blue curve in Figure 2.15 (right)). In this case, the shear stress remains
almost constant at shear rates up to 10 s-1. At this point, a sharp increase in the apparent
shear stress occurs. After this transition, the shear stress measurements from both increasing
50
and decreasing shear rate ramps virtually overlap each other suggesting that the sample has
been fully fluidized. Such stress profile behavior has been associated in previous studies
using a cone and plate geometry with significant wall slip occurring during the fluidization
process [144]. These studies look at the stress profile during shear rate ramps in cone and
plate geometries equipped with either smooth or roughened surfaces.
In general, the stress profiles obtained from decreasing shear rate ramps showed a uniform
trend (i.e. without sudden transitions) regardless of the experimental path utilized. These
stress profiles suggest a gradual arrest of the fluid closer to the stationary boundary at
the low shear rates. Such behavior agrees with the previous observations from rheological
studies involving velocimetry techniques to obtain the velocity profile of the sample within
a rheometer geometry during transient studies. Accordingly, decreasing shear rate ramps
might be a suitable experimental method to obtain the dynamic yield stress of a hydrate
slurry sample under flowing conditions. However, the flow curves from increasing shear rate
or shear stress ramps might remain a closer scenario to restart operations in pipelines.
2.4 Conclusions
Both constant shear rate and transient high-pressure rheological studies have been con-
ducted to establish an experimental framework allowing quantification of hydrate dispersant
performance in different scenarios. These studies demonstrate the use of defining indicators
able to capture the influence of variables such as hydrate dispersant concentration and shut-in
time on the performance of a given chemical. In addition, these studies helped to identify the
steep transition occurring between fully-dosed and under-dosed hydrate dispersant systems.
These outcomes could be fundamental for optimal management decision-making regarding
the encapsulation of natural gas through the formation of hydrate slurries, which represent
a prospective alternative for the safe and cost-effective transport and storage of energy.
Hydrate dispersant performance in constant shear rate studies was related to the ratio of
effective to actual hydrate volume fraction (HV FRatio) at various critical stages during the
hydrate formation process. This indicator captured the influence of both hydrate dispersant
51
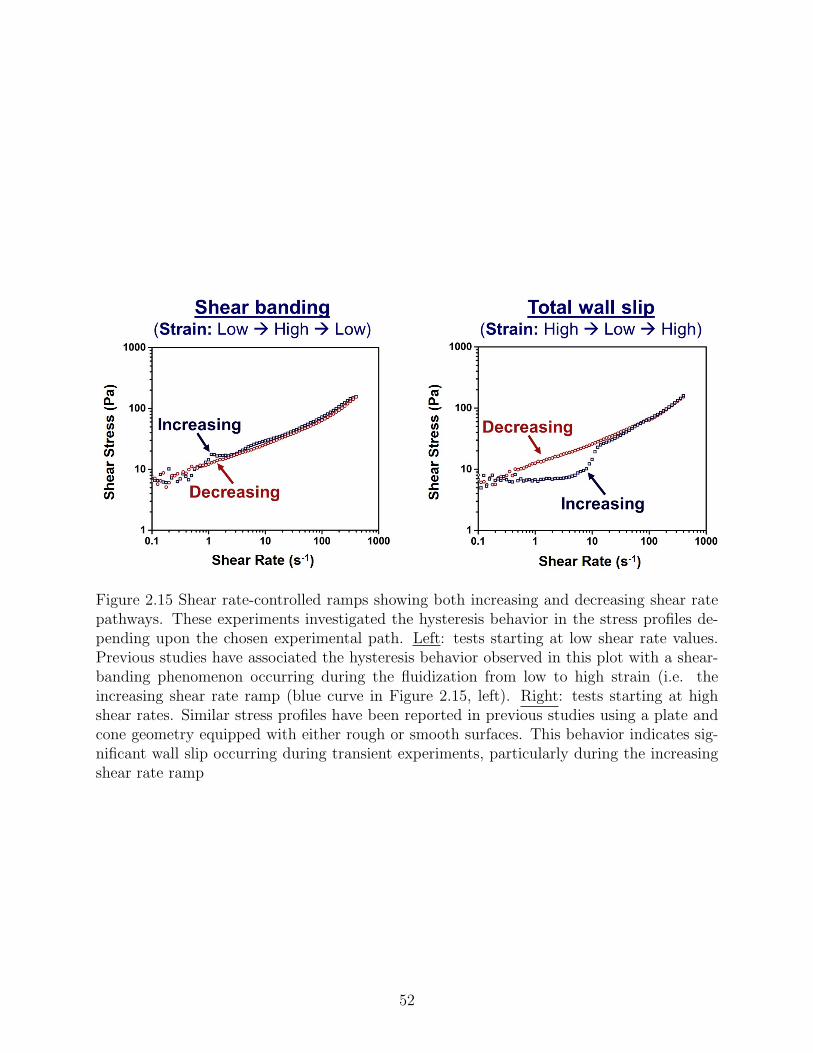
Figure 2.15 Shear rate-controlled ramps showing both increasing and decreasing shear ratepathways. These experiments investigated the hysteresis behavior in the stress profiles de-pending upon the chosen experimental path. Left: tests starting at low shear rate values.Previous studies have associated the hysteresis behavior observed in this plot with a shear-banding phenomenon occurring during the fluidization from low to high strain (i.e. theincreasing shear rate ramp (blue curve in Figure 2.15, left). Right: tests starting at highshear rates. Similar stress profiles have been reported in previous studies using a plate andcone geometry equipped with either rough or smooth surfaces. This behavior indicates sig-nificant wall slip occurring during transient experiments, particularly during the increasingshear rate ramp
52
formulation and dosage on hydrate particle agglomeration.
On the other hand, transient tests provided insights into hydrate dispersant performance
in shut-in/restart scenarios. Shear stress-controlled ramps successfully assessed the influ-
ence of hydrate dispersant concentration and shut-in time on the hydrate slurry yield stress,
while showing good experimental reproducibility. The experimental flow curves resulting
from shear stress-controlled ramps were compared with traditional rheological models for
non-Newtonian fluids with yield stress. These models included Bingham, Herschel-Bulkley
and Casson models. According to these results, the Casson model, which showed good
agreement with the experimental flow curves while using less tunable parameters than tra-
ditional Herschel-Bulkley model, could be a more suitable model to describe hydrate slurry
rheological behavior.
Moreover, multiple rheological techniques were used to measure the yield stress of hy-
drate slurry samples allowing comparison of these methods. The yield stress values resulting
from shear stress-controlled ramps were higher in most cases than those values obtained
from either shear rate-controlled ramps or oscillatory amplitude sweeps. Accordingly, this
experimental technique, which implies a static yield stress measurement, might be a more
conservative method to characterize hydrate dispersant performance in hydrate slurry sam-
ples. In addition, higher yield stress values obtained from static measurement suggest that
hydrate slurries in the presence of hydrate dispersants behave as thixotropic fluids rather
than ideal yield stress materials. Such fluids might require greater shear stress to initiate flow
than to maintain a flowing state due to competing shear aging and rejuvenation processes in
the sample. In addition, strain-controlled flow curves provided insights into the fluidization
mechanisms in transient rheological studies of hydrate slurries. These results helped to iden-
tify both shear-banding and wall slip phenomena occurring during the transient rheological
tests. The observed phenomena might depend on the chosen experimental pathway in shear
rate-controlled experiments.
53

CHAPTER 3
DEVELOPMENT OF A MULTI-SCALE EXPERIMENTAL WORKFLOW TO
QUANTIFY HYDRATE DISPERSANT PERFORMANCE FOR EFFECTIVE
PRODUCTION CHEMISTRY DECISION-MAKING
Offshore deepwater oil and gas production encompasses several flow assurance issues that
are highly challenging from a technical perspective; however, such challenges present poten-
tial opportunities to reduce capital and operational expenditures in new field developments.
Among the different flow assurance phenomena involved in subsea operations, natural gas
hydrate plugs are the main cause of downtimes, which have major economic consequences
for the industry. In addition, traditional hydrate management strategies using thermody-
namic hydrate inhibitors (e.g. MeOH and glycols) become cost prohibitive as the water
content increases in mature fields or as new field developments move into deeper waters.
Accordingly, the mitigation of gas hydrate plugging risk using cost-effective hydrate man-
agement strategies could cause important reductions in the break-even point (BEP) of a
project boosting its economic feasibility. The experimental techniques commonly used to
assess hydrate plugging risk in crude oil systems, such as rocking cells or autoclaves, require
large sample volumes. Such sample volumes are not readily available using bottomhole sam-
pling techniques before developing a new field. Therefore, generating and benchmarking an
experimental framework using apparatuses that require low oil sample volumes could make
testing feasible in cases with limited sample availability. Allowing such testing could be
crucial to optimize future project developments, while also reducing both costs and time
required to obtain the right selection of chemical additives for a specific field. Multi-scale
experimental studies ranging from pilot-scale flowloops to surface chemistry level techniques,
such as a high-pressure micromechanical force (HP-MMF) apparatus, have been conducted
to both validate the different experimental techniques and to find their limitations. These
54
studies included pilot-scale flowloop, HP-autoclave, HP-rheometer, contact angle measure-
ments, and HP-MMF experiments using both model and crude oil systems with/without
dosing of hydrate anti-agglomerants (AAs). Preliminary results showed that all these tech-
niques can capture differences in the plugging tendency between a surfactant-free model oil
and a crude oil sample. In addition, HP-autoclave, HP-rheometer, and HP-MMF results
showed a consistent AA dosage cutoff to separate an under-inhibited from a fully-inhibited
system. Moreover, the hydrate cohesive forces calculated from transient yield stress measure-
ments showed order of magnitude agreement with the values obtained from HP-MMF tests
in systems using different AA formulations dosed at multiple concentrations. Results from
these investigations could significantly change the experimental approach currently used to
evaluate crude oil plugging tendency before developing new fields and result in major cost/-
time reductions during production chemistry selection. Ultimately this approach could lead
to an optimized development of new production assets with lower CAPEX and OPEX. Fur-
thermore, the consistency observed between the different experimental techniques could help
to develop and validate more robust models for relevant phenomena such as hydrate particle
agglomeration.
3.1 Introduction
Multiple phenomena, particularly those related to the precipitation and transport of hy-
drocarbon solids, can give rise to challenging obstacles for offshore deepwater oil & gas pro-
duction. A traditional subsea production system could present simultaneously phenomena
such as wax deposition, gas hydrate formation, asphaltene precipitation, scaling, slugging,
and corrosion/erosion failures. Accordingly, flow assurance encompasses a variety of disci-
plines (e.g. thermodynamics, multi-phase flow, and surface chemistry), which are combined
to provide the required design and management strategies to reliably transport fluids from
the reservoir to the point of sale (POS) [145–147]. Currently, gas hydrate plugs remain a ma-
jor flow assurance concern in subsea oil & gas production, causing both significant downtime
periods and over-conservative hydrate management strategies, which result in a decreased
55
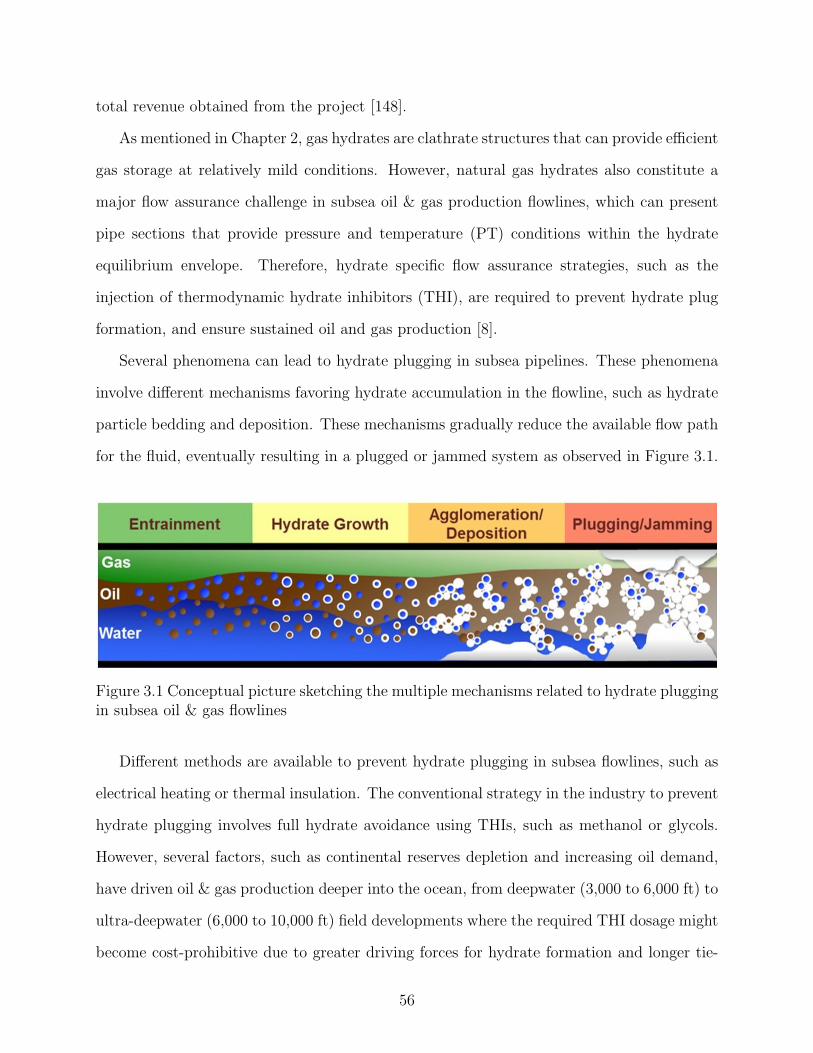
total revenue obtained from the project [148].
As mentioned in Chapter 2, gas hydrates are clathrate structures that can provide efficient
gas storage at relatively mild conditions. However, natural gas hydrates also constitute a
major flow assurance challenge in subsea oil & gas production flowlines, which can present
pipe sections that provide pressure and temperature (PT) conditions within the hydrate
equilibrium envelope. Therefore, hydrate specific flow assurance strategies, such as the
injection of thermodynamic hydrate inhibitors (THI), are required to prevent hydrate plug
formation, and ensure sustained oil and gas production [8].
Several phenomena can lead to hydrate plugging in subsea pipelines. These phenomena
involve different mechanisms favoring hydrate accumulation in the flowline, such as hydrate
particle bedding and deposition. These mechanisms gradually reduce the available flow path
for the fluid, eventually resulting in a plugged or jammed system as observed in Figure 3.1.
Figure 3.1 Conceptual picture sketching the multiple mechanisms related to hydrate pluggingin subsea oil & gas flowlines
Different methods are available to prevent hydrate plugging in subsea flowlines, such as
electrical heating or thermal insulation. The conventional strategy in the industry to prevent
hydrate plugging involves full hydrate avoidance using THIs, such as methanol or glycols.
However, several factors, such as continental reserves depletion and increasing oil demand,
have driven oil & gas production deeper into the ocean, from deepwater (3,000 to 6,000 ft) to
ultra-deepwater (6,000 to 10,000 ft) field developments where the required THI dosage might
become cost-prohibitive due to greater driving forces for hydrate formation and longer tie-
56
back distances. In addition, mature fields with escalating water contents could also become
non-profitable as THI requirements increase [27, 149, 150]. Accordingly, effective deployment
of novel hydrate management strategies, such as low-dosage hydrate inhibitors, could help
to unlock energy reservoir that otherwise would not be economically feasible to exploit.
Aforementioned low-dosage hydrate inhibitors (LDHIs) have become a popular method
to mitigate hydrate plugging in subsea operations in recent years, particularly during the
transient operations [30, 31]. LDHIs could help minimize or fully suppress THI injection;
hence, reducing costs by moving from a conventional hydrate avoidance mentality to inno-
vative risk-based hydrate management strategies in subsea oil & gas production. Optimized
production chemistry based on LDHIs injection could represent significant savings in both
operational expenditure (OPEX) and capital expenditure (CAPEX), as well as an extended
field lifetime. LDHIs are labeled either as kinetic hydrate inhibitors (KHIs) or hydrate anti-
agglomerants (AAs) (also called hydrate dispersants) based on the fundamental mechanisms
utilized to prevent hydrate plug formation [23, 26, 30].
Kinetic hydrate inhibitors interfere with the hydrate nucleation and growth process in-
creasing the hydrate “induction time”, which corresponds to the time since reaching the
hydrate stable PT conditions until a critical nucleation site(s) for hydrate growth arises[].
KHIs might be successfully deployed in shut-in/restart operations providing hydrate kinetic
inhibition (i.e. hydrate onset delay) surpasses the fluids residence time in the pipeline [8, 24–
26, 28, 32–34, 151].
On the other hand, hydrate anti-agglomerants or dispersants are chemical additives that
prevent hydrate agglomeration by forming a physical barrier on the hydrate surface that pre-
vents either gas or water diffusion from the bulk fluids to the hydrate surface [37, 76, 78, 79].
Hindering diffusion of water and gas molecules inhibits further hydrate growth and sintering
on the surface of hydrate particles; in addition, preventing water molecules from reaching
the hydrate surfaces also minimizes capillary bridging between hydrate particles, which is
considered the main mechanism controlling hydrate agglomerations [36, 41, 42, 46, 133].
57
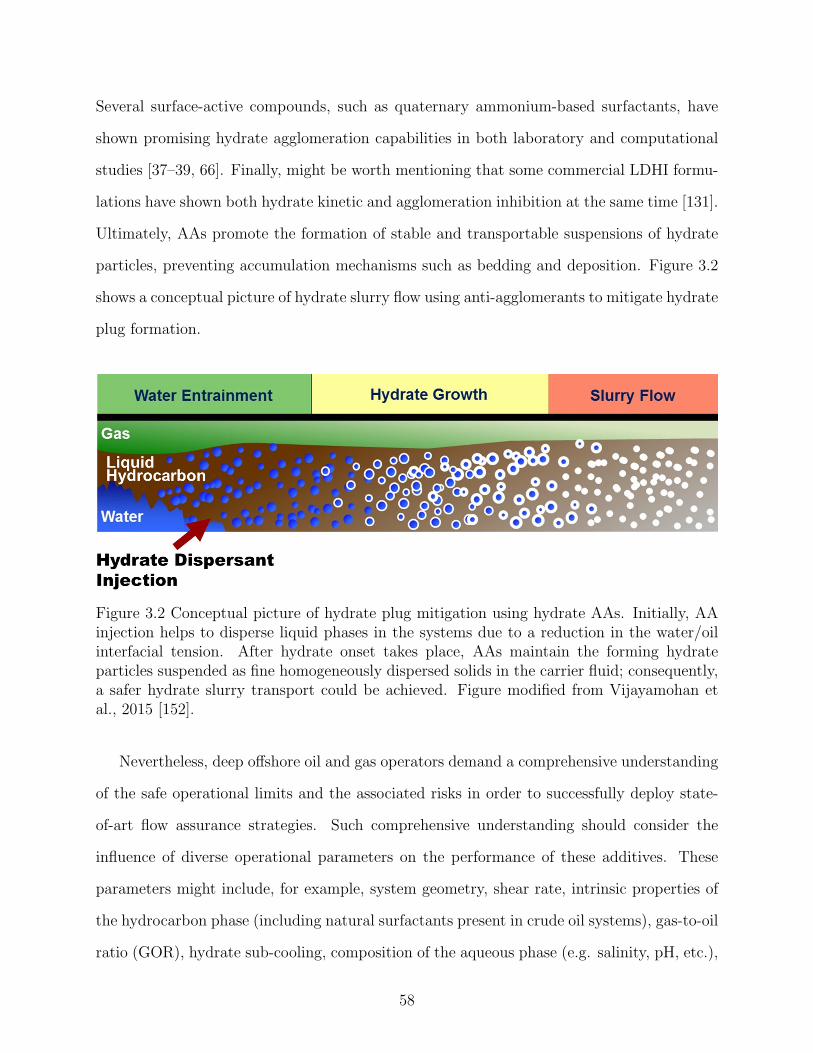
Several surface-active compounds, such as quaternary ammonium-based surfactants, have
shown promising hydrate agglomeration capabilities in both laboratory and computational
studies [37–39, 66]. Finally, might be worth mentioning that some commercial LDHI formu-
lations have shown both hydrate kinetic and agglomeration inhibition at the same time [131].
Ultimately, AAs promote the formation of stable and transportable suspensions of hydrate
particles, preventing accumulation mechanisms such as bedding and deposition. Figure 3.2
shows a conceptual picture of hydrate slurry flow using anti-agglomerants to mitigate hydrate
plug formation.
Figure 3.2 Conceptual picture of hydrate plug mitigation using hydrate AAs. Initially, AAinjection helps to disperse liquid phases in the systems due to a reduction in the water/oilinterfacial tension. After hydrate onset takes place, AAs maintain the forming hydrateparticles suspended as fine homogeneously dispersed solids in the carrier fluid; consequently,a safer hydrate slurry transport could be achieved. Figure modified from Vijayamohan etal., 2015 [152].
Nevertheless, deep offshore oil and gas operators demand a comprehensive understanding
of the safe operational limits and the associated risks in order to successfully deploy state-
of-art flow assurance strategies. Such comprehensive understanding should consider the
influence of diverse operational parameters on the performance of these additives. These
parameters might include, for example, system geometry, shear rate, intrinsic properties of
the hydrocarbon phase (including natural surfactants present in crude oil systems), gas-to-oil
ratio (GOR), hydrate sub-cooling, composition of the aqueous phase (e.g. salinity, pH, etc.),
58
anti-agglomerant cocktail formulation and dosing, or synergistic/antagonistic interactions
with other production chemistry additives.
Accordingly, as mentioned in Chapter 2, characterization tools capable of providing reli-
able hydrate transportability assessments in systems dosed with either natural or synthetic
hydrate dispersing molecules become crucial. Section 2.1.2 summarizes the different equip-
ment available to investigate hydrate slurry properties and transportability, such as MMF
[41–46], rocking cells [25, 38, 47–51], rheometers [52–61], autoclaves [62–66], and multiple
scale flowloops [67–74].
Innovative production strategies, such as cold flow [81, 153–155] and AA injection, could
help to mitigate some of the hydrate accumulation and plugging mechanisms in Figure 3.1.
However, inhibiting hydrate agglomeration cannot prevent transitions into the stable jam-
ming region due to high hydrate volume fractions or low shear areas in the flowline, as well as
clogging of sloughed-off macroscopic hydrate particles at pipeline constrictions. Therefore,
an advanced understanding of the risks related to the transport of hydrate slurries in the
presence of either natural or synthetic hydrate dispersants, or to the intermittent flow of
macroscopic hydrate particles in the pipe, becomes of great importance. Results and analy-
sis in this chapter intend to close the gap between multiple scales of experimental equipment
regarding hydrate transportability and plugging tendency studies in gas/water/liquid hy-
drocarbon systems. Both quantitative and qualitative comparisons have been conducted
in order to connect hydrate dispersant performance rankings resulting from multiple-scale
experimental equipment.
3.2 Experimental methods
The experimental equipment available at The Center for Hydrate Research (CHR) cover
several length scales and provide a large variety of data going from optical techniques to
measure particle size distributions to torque measurements and pressure drop recordings,
which directly correlate with the resistance to flow in the system.
59
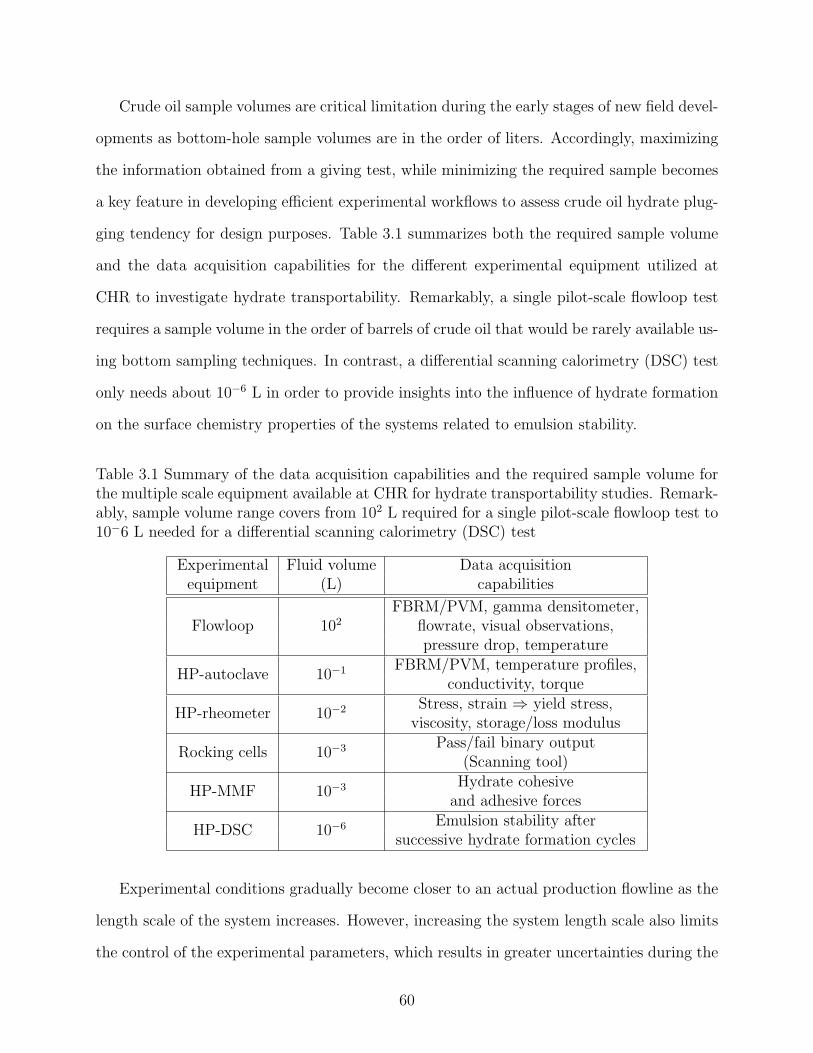
Crude oil sample volumes are critical limitation during the early stages of new field devel-
opments as bottom-hole sample volumes are in the order of liters. Accordingly, maximizing
the information obtained from a giving test, while minimizing the required sample becomes
a key feature in developing efficient experimental workflows to assess crude oil hydrate plug-
ging tendency for design purposes. Table 3.1 summarizes both the required sample volume
and the data acquisition capabilities for the different experimental equipment utilized at
CHR to investigate hydrate transportability. Remarkably, a single pilot-scale flowloop test
requires a sample volume in the order of barrels of crude oil that would be rarely available us-
ing bottom sampling techniques. In contrast, a differential scanning calorimetry (DSC) test
only needs about 10−6 L in order to provide insights into the influence of hydrate formation
on the surface chemistry properties of the systems related to emulsion stability.
Table 3.1 Summary of the data acquisition capabilities and the required sample volume forthe multiple scale equipment available at CHR for hydrate transportability studies. Remark-ably, sample volume range covers from 102 L required for a single pilot-scale flowloop test to10−6 L needed for a differential scanning calorimetry (DSC) test
Experimental Fluid volume Data acquisitionequipment (L) capabilities
FlowloopFBRM/PVM, gamma densitometer,
102 flowrate, visual observations,pressure drop, temperature
HP-autoclave 10−1 FBRM/PVM, temperature profiles,conductivity, torque
HP-rheometer 10−2 Stress, strain ⇒ yield stress,viscosity, storage/loss modulus
Rocking cells 10−3 Pass/fail binary output(Scanning tool)
HP-MMF 10−3 Hydrate cohesiveand adhesive forces
HP-DSC 10−6 Emulsion stability aftersuccessive hydrate formation cycles
Experimental conditions gradually become closer to an actual production flowline as the
length scale of the system increases. However, increasing the system length scale also limits
the control of the experimental parameters, which results in greater uncertainties during the
60
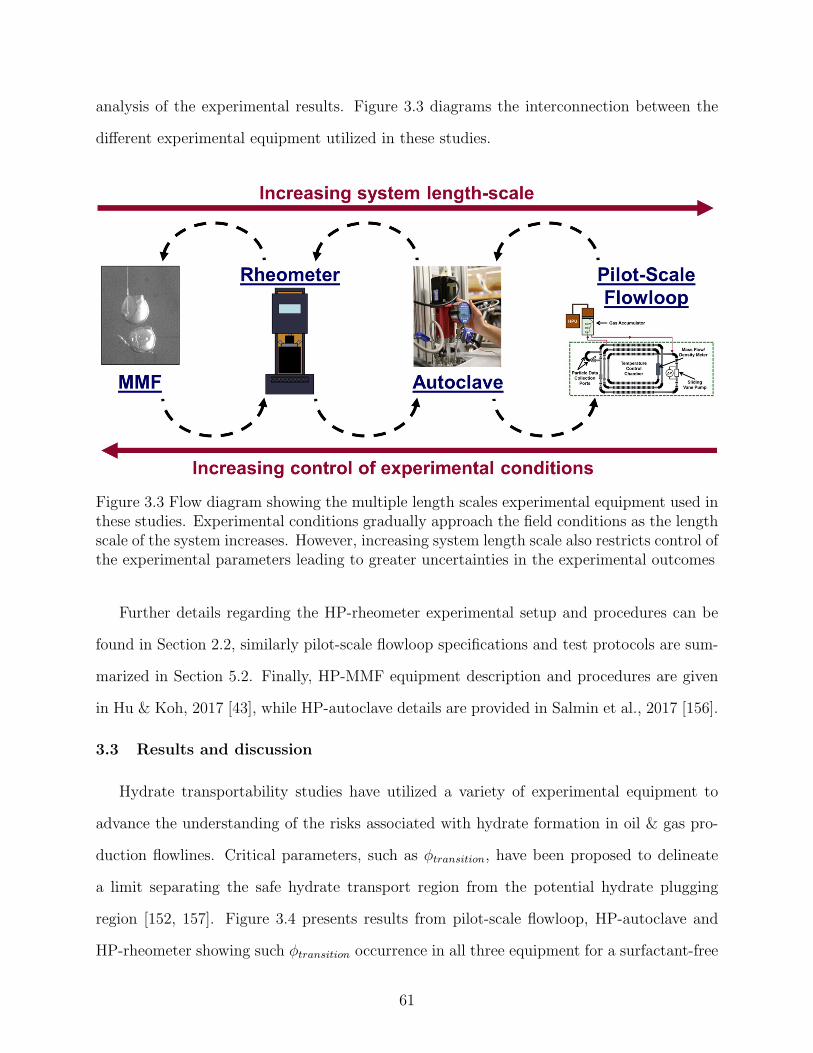
analysis of the experimental results. Figure 3.3 diagrams the interconnection between the
different experimental equipment utilized in these studies.
Figure 3.3 Flow diagram showing the multiple length scales experimental equipment used inthese studies. Experimental conditions gradually approach the field conditions as the lengthscale of the system increases. However, increasing system length scale also restricts control ofthe experimental parameters leading to greater uncertainties in the experimental outcomes
Further details regarding the HP-rheometer experimental setup and procedures can be
found in Section 2.2, similarly pilot-scale flowloop specifications and test protocols are sum-
marized in Section 5.2. Finally, HP-MMF equipment description and procedures are given
in Hu & Koh, 2017 [43], while HP-autoclave details are provided in Salmin et al., 2017 [156].
3.3 Results and discussion
Hydrate transportability studies have utilized a variety of experimental equipment to
advance the understanding of the risks associated with hydrate formation in oil & gas pro-
duction flowlines. Critical parameters, such as φtransition, have been proposed to delineate
a limit separating the safe hydrate transport region from the potential hydrate plugging
region [152, 157]. Figure 3.4 presents results from pilot-scale flowloop, HP-autoclave and
HP-rheometer showing such φtransition occurrence in all three equipment for a surfactant-free
61
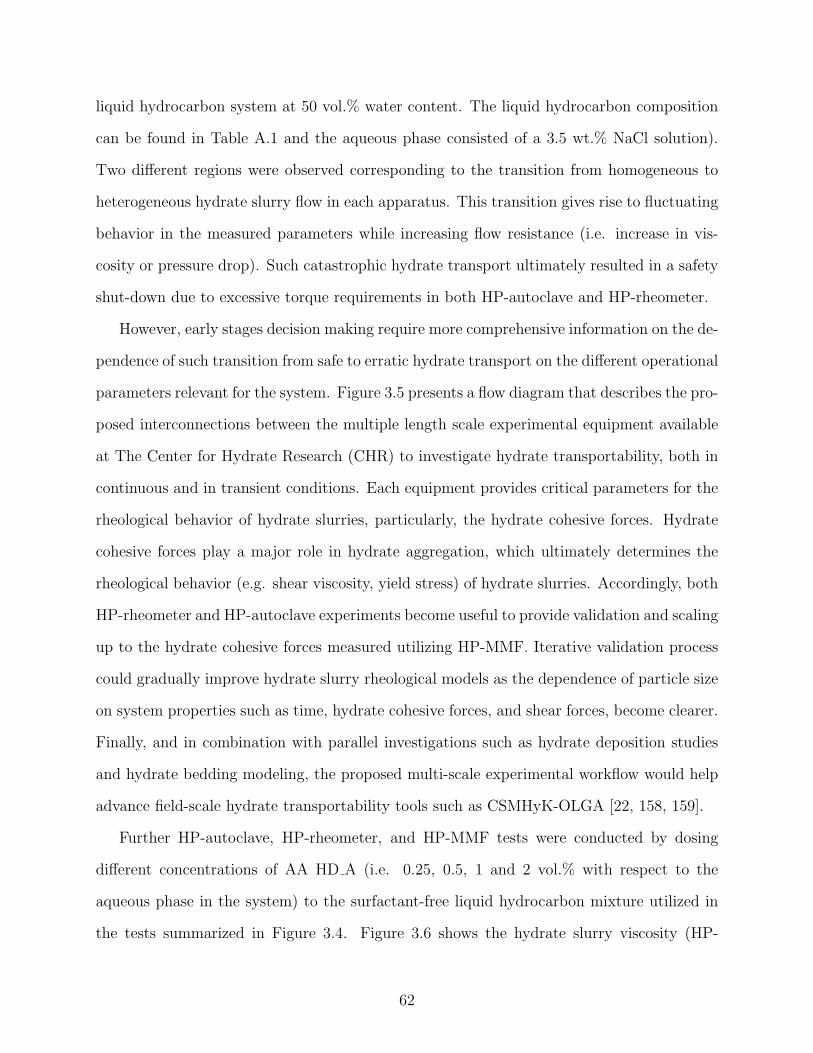
liquid hydrocarbon system at 50 vol.% water content. The liquid hydrocarbon composition
can be found in Table A.1 and the aqueous phase consisted of a 3.5 wt.% NaCl solution).
Two different regions were observed corresponding to the transition from homogeneous to
heterogeneous hydrate slurry flow in each apparatus. This transition gives rise to fluctuating
behavior in the measured parameters while increasing flow resistance (i.e. increase in vis-
cosity or pressure drop). Such catastrophic hydrate transport ultimately resulted in a safety
shut-down due to excessive torque requirements in both HP-autoclave and HP-rheometer.
However, early stages decision making require more comprehensive information on the de-
pendence of such transition from safe to erratic hydrate transport on the different operational
parameters relevant for the system. Figure 3.5 presents a flow diagram that describes the pro-
posed interconnections between the multiple length scale experimental equipment available
at The Center for Hydrate Research (CHR) to investigate hydrate transportability, both in
continuous and in transient conditions. Each equipment provides critical parameters for the
rheological behavior of hydrate slurries, particularly, the hydrate cohesive forces. Hydrate
cohesive forces play a major role in hydrate aggregation, which ultimately determines the
rheological behavior (e.g. shear viscosity, yield stress) of hydrate slurries. Accordingly, both
HP-rheometer and HP-autoclave experiments become useful to provide validation and scaling
up to the hydrate cohesive forces measured utilizing HP-MMF. Iterative validation process
could gradually improve hydrate slurry rheological models as the dependence of particle size
on system properties such as time, hydrate cohesive forces, and shear forces, become clearer.
Finally, and in combination with parallel investigations such as hydrate deposition studies
and hydrate bedding modeling, the proposed multi-scale experimental workflow would help
advance field-scale hydrate transportability tools such as CSMHyK-OLGA [22, 158, 159].
Further HP-autoclave, HP-rheometer, and HP-MMF tests were conducted by dosing
different concentrations of AA HD A (i.e. 0.25, 0.5, 1 and 2 vol.% with respect to the
aqueous phase in the system) to the surfactant-free liquid hydrocarbon mixture utilized in
the tests summarized in Figure 3.4. Figure 3.6 shows the hydrate slurry viscosity (HP-
62
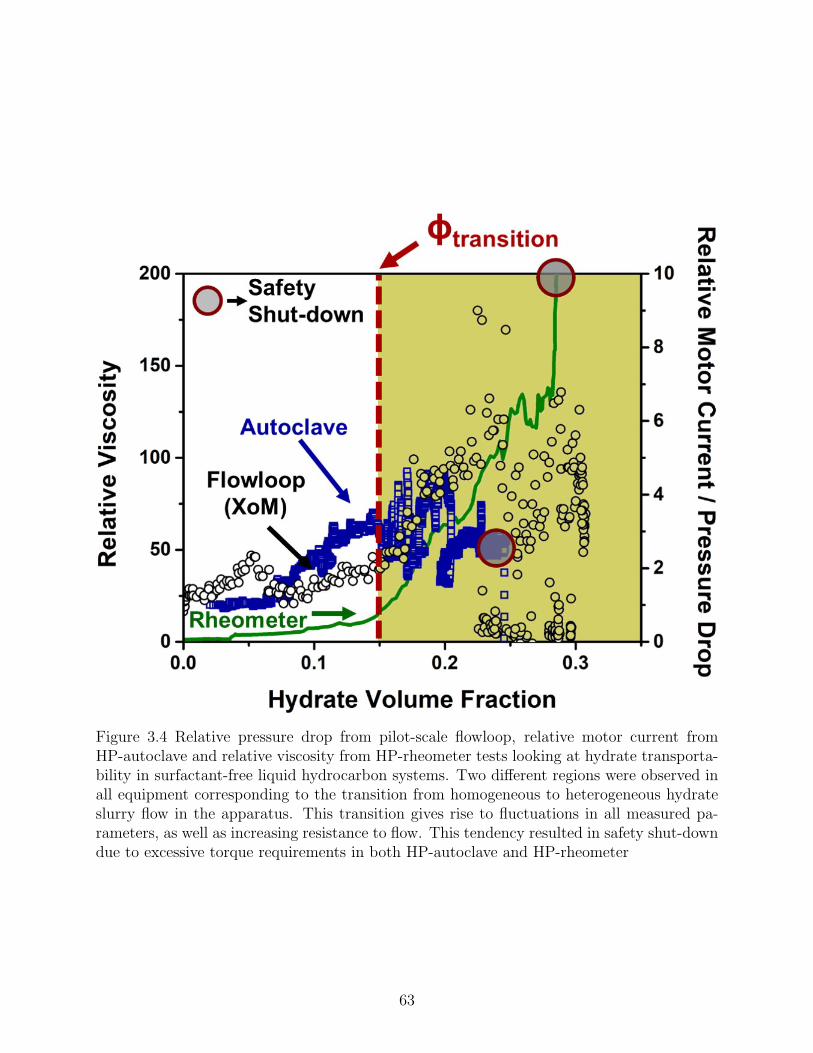
Figure 3.4 Relative pressure drop from pilot-scale flowloop, relative motor current fromHP-autoclave and relative viscosity from HP-rheometer tests looking at hydrate transporta-bility in surfactant-free liquid hydrocarbon systems. Two different regions were observed inall equipment corresponding to the transition from homogeneous to heterogeneous hydrateslurry flow in the apparatus. This transition gives rise to fluctuations in all measured pa-rameters, as well as increasing resistance to flow. This tendency resulted in safety shut-downdue to excessive torque requirements in both HP-autoclave and HP-rheometer
63
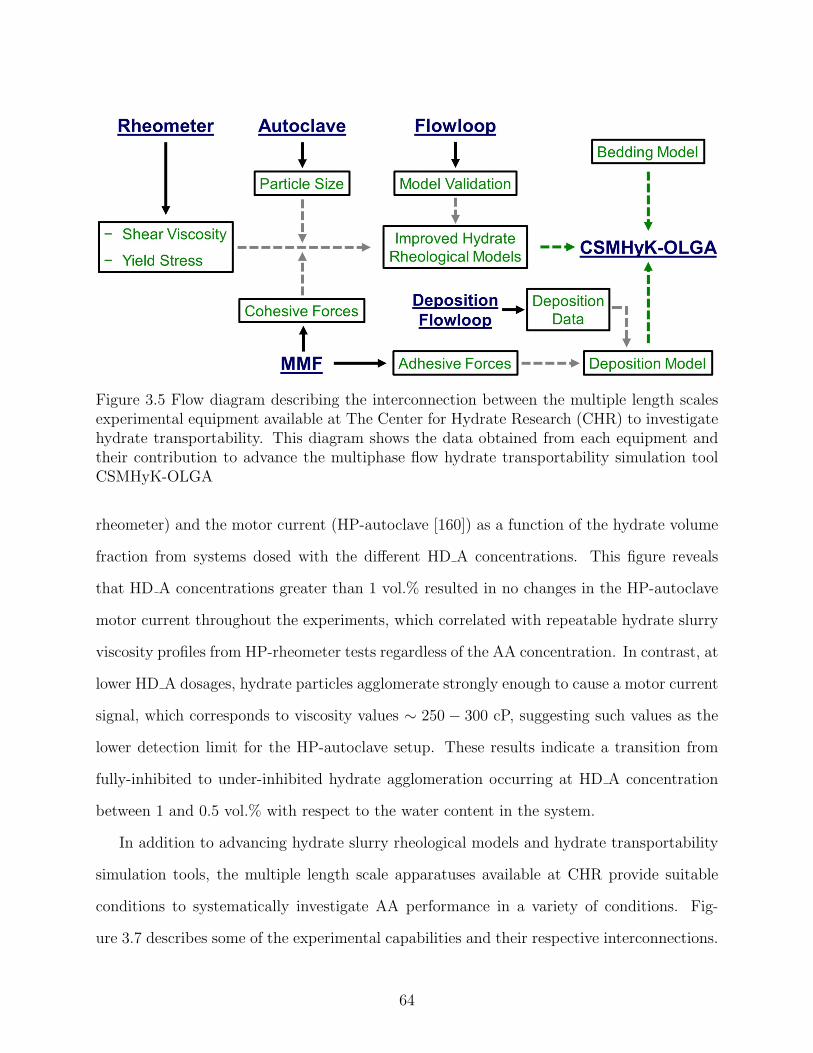
Figure 3.5 Flow diagram describing the interconnection between the multiple length scalesexperimental equipment available at The Center for Hydrate Research (CHR) to investigatehydrate transportability. This diagram shows the data obtained from each equipment andtheir contribution to advance the multiphase flow hydrate transportability simulation toolCSMHyK-OLGA
rheometer) and the motor current (HP-autoclave [160]) as a function of the hydrate volume
fraction from systems dosed with the different HD A concentrations. This figure reveals
that HD A concentrations greater than 1 vol.% resulted in no changes in the HP-autoclave
motor current throughout the experiments, which correlated with repeatable hydrate slurry
viscosity profiles from HP-rheometer tests regardless of the AA concentration. In contrast, at
lower HD A dosages, hydrate particles agglomerate strongly enough to cause a motor current
signal, which corresponds to viscosity values ∼ 250 − 300 cP, suggesting such values as the
lower detection limit for the HP-autoclave setup. These results indicate a transition from
fully-inhibited to under-inhibited hydrate agglomeration occurring at HD A concentration
between 1 and 0.5 vol.% with respect to the water content in the system.
In addition to advancing hydrate slurry rheological models and hydrate transportability
simulation tools, the multiple length scale apparatuses available at CHR provide suitable
conditions to systematically investigate AA performance in a variety of conditions. Fig-
ure 3.7 describes some of the experimental capabilities and their respective interconnections.
64
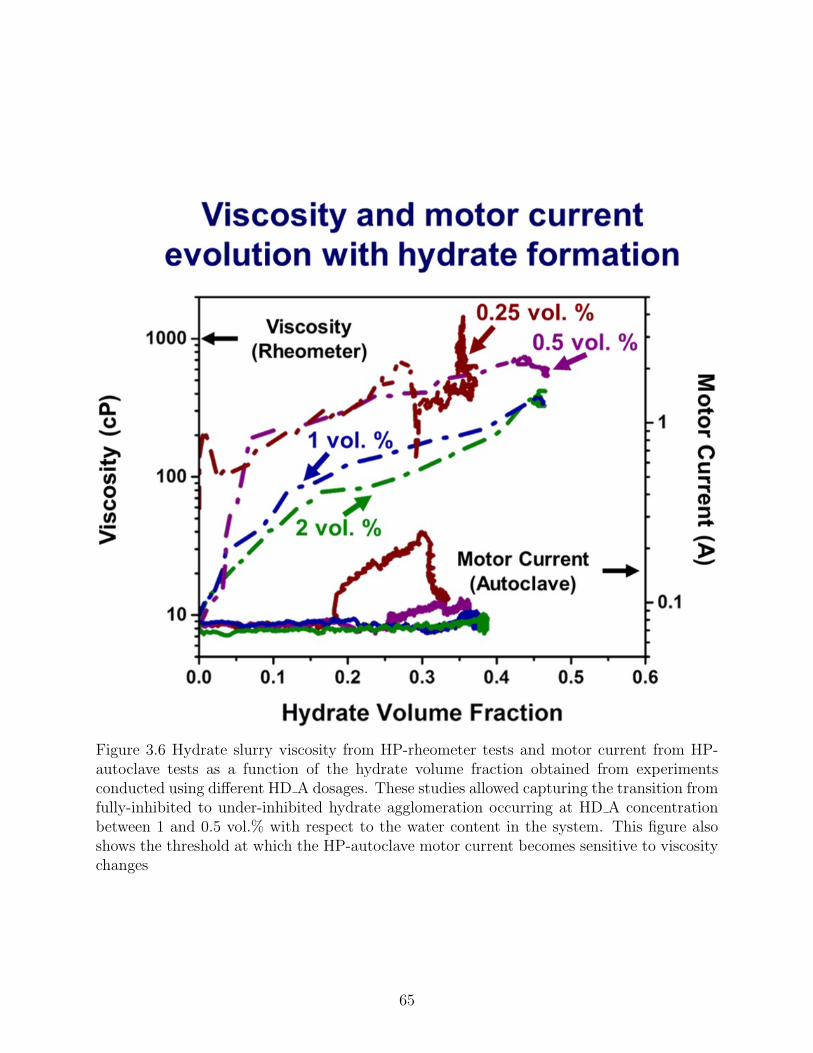
Figure 3.6 Hydrate slurry viscosity from HP-rheometer tests and motor current from HP-autoclave tests as a function of the hydrate volume fraction obtained from experimentsconducted using different HD A dosages. These studies allowed capturing the transition fromfully-inhibited to under-inhibited hydrate agglomeration occurring at HD A concentrationbetween 1 and 0.5 vol.% with respect to the water content in the system. This figure alsoshows the threshold at which the HP-autoclave motor current becomes sensitive to viscositychanges
65
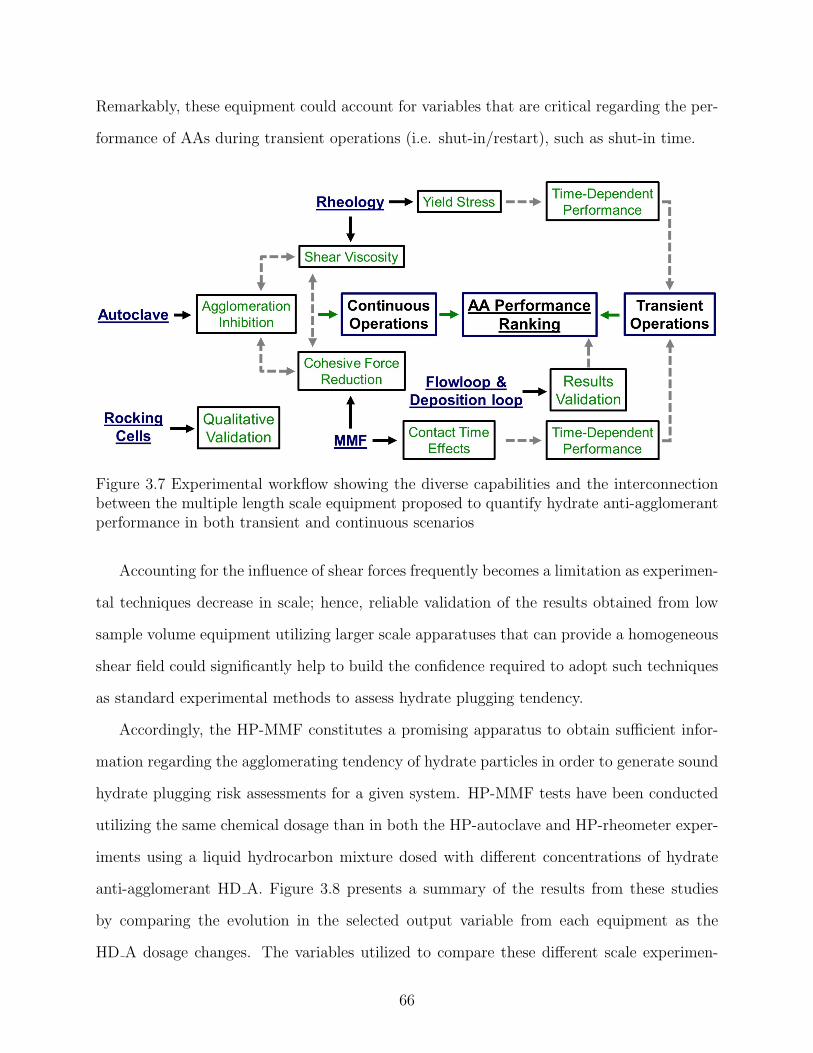
Remarkably, these equipment could account for variables that are critical regarding the per-
formance of AAs during transient operations (i.e. shut-in/restart), such as shut-in time.
Figure 3.7 Experimental workflow showing the diverse capabilities and the interconnectionbetween the multiple length scale equipment proposed to quantify hydrate anti-agglomerantperformance in both transient and continuous scenarios
Accounting for the influence of shear forces frequently becomes a limitation as experimen-
tal techniques decrease in scale; hence, reliable validation of the results obtained from low
sample volume equipment utilizing larger scale apparatuses that can provide a homogeneous
shear field could significantly help to build the confidence required to adopt such techniques
as standard experimental methods to assess hydrate plugging tendency.
Accordingly, the HP-MMF constitutes a promising apparatus to obtain sufficient infor-
mation regarding the agglomerating tendency of hydrate particles in order to generate sound
hydrate plugging risk assessments for a given system. HP-MMF tests have been conducted
utilizing the same chemical dosage than in both the HP-autoclave and HP-rheometer exper-
iments using a liquid hydrocarbon mixture dosed with different concentrations of hydrate
anti-agglomerant HD A. Figure 3.8 presents a summary of the results from these studies
by comparing the evolution in the selected output variable from each equipment as the
HD A dosage changes. The variables utilized to compare these different scale experimen-
66
tal equipment include both static measurements (i.e. yield stress from HP-rheometer and
hydrate cohesive forces from HP-MMF [161]) and parameters evaluated under shear forces
(i.e. mean particle/droplet size from HP-autoclave [160]). Remarkably, all three equipment
showed qualitative agreement on their response to AA concentration changes. At AA HD A
dosages geq1 vol.% no changes are observed in any of the aforementioned experimental vari-
ables, with roughly constant yield stress, particle size and hydrate cohesive force values
regardless of further increasing AA dosage (i.e. a plateau was observed in all three variables
at HD A concentrations ≥ 1 vol.%). In contrast, at HD A concentrations ≤ 1 vol.%, a sharp
transition with increasing values coming from all three variables was detected. The sudden
transition taking place between 1 and 0.5 vol.% HD A suggest a shift from full-inhibition
to under-inhibition of hydrate agglomeration that was captured by each of the experimental
equipment utilized in these studies.
Moreover, the absence of shear forces in both HP-MMF and transient HP-rheometer tests
provides suitable conditions to conduct a quantitative comparison of the experimental output
obtained from these two pieces of equipment. Previous rheological studies have suggested
that the response of a particle suspension to applied stress depends upon a combination of
multiple variables [40]. A suspension particles could either be in a flowing or in a jammed
(arrested) state depending on the given combination of particle-particle attractive forces
(Fmax), temperature (T ), applied shear stress σ, and particle volume fraction φ in the system
as shown in Figure 2.2 in Section 2.1.1.
Several rheological studies looking at the mechanical properties of concentrated particle
suspensions suggested a series of relations between the yield stress of the sample and the
intrinsic particle properties [116, 162–165]. The general relation resulting from these studies
follows Equation 3.1.
σy ∝F αAφ
ψ
dβp(3.1)
Where α, ψ and β are system dependent parameters.
67
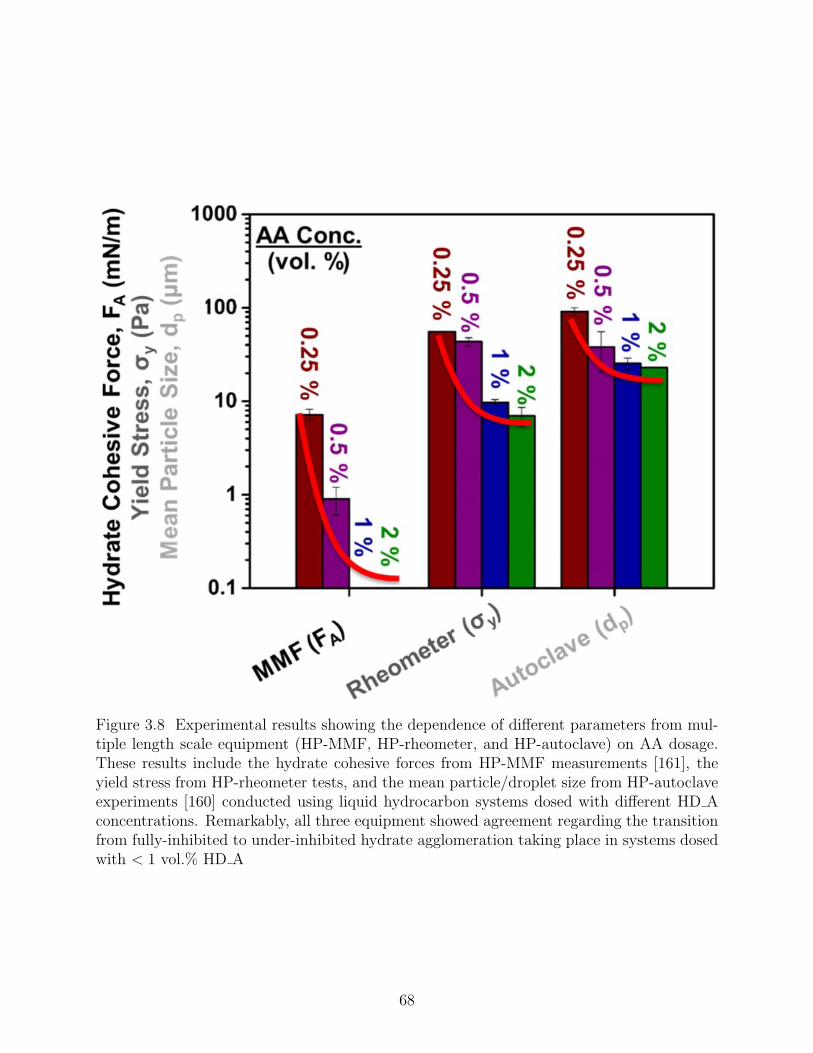
Figure 3.8 Experimental results showing the dependence of different parameters from mul-tiple length scale equipment (HP-MMF, HP-rheometer, and HP-autoclave) on AA dosage.These results include the hydrate cohesive forces from HP-MMF measurements [161], theyield stress from HP-rheometer tests, and the mean particle/droplet size from HP-autoclaveexperiments [160] conducted using liquid hydrocarbon systems dosed with different HD Aconcentrations. Remarkably, all three equipment showed agreement regarding the transitionfrom fully-inhibited to under-inhibited hydrate agglomeration taking place in systems dosedwith < 1 vol.% HD A
68

The emergence of sample-spanning networks at solid volume fractions beyond the perco-
lation threshold has been related to the gelation phenomenon observed both in traditional
liquid/solid particle dispersions and in more complex liquid 1/liquid 2/solid particle disper-
sions [108, 166–173]. These particle-based networks give rise to material properties, such
as yield stress and elastic behavior, that are fundamental in a variety of industries such
as food, cosmetics, energy transportation, and oil & gas production. Studart et al., 2011
[116] proposed a yield stress model based on the idea that the fluidization of a materials
containing such a sample-spanning particle network requires breaking a minimum number
of critical load-bearing interparticle bonds. Figure 3.9 summarizes the model proposed by
Studart to account for the yield stress in suspensions of weakly-attractive colloidal particles.
Figure 3.9 Yield stress model proposed by Studart et al., 2011 [116] for suspensions ofweakly attractive colloidal particles
Accordingly, Equation 3.2 corresponds to the proposed yield stress model in Figure 3.9
accounting both for the effective volume of the suspended solid particles and for the critical
number of load-bearing interparticle bonds that need to be broken to fluidize the sample.
σy ≈4φ
2/(3−fr)effective
d2p
1
πFA
j∑
i=1
cos θi (3.2)
69
Where φeffective is the effective particle volume fraction, fr is the particle aggregate fractal
dimension, dp is the primary particle diameter, FA is the particle-particle attractive forces, j
is the critical number of load-bearing interparticle bonds that need to be broken to fluidize
the sample, and finally θi is the angle between the applied shear force and the ith load-bearing
interparticle bond.
Several simplifications can be applied to 3.2. The effective particle volume fraction and
primary particle diameter can be related to the particle aggregate diameter (dA) based on
the fractal nature of particle aggregates, and assuming that the sample-spanning network of
particles is homogeneous (i.e. the particle volume fraction throughout the network is roughly
equal to the effective volume fraction of the particles forming the aggregates(φeffective)). In
addition, the summation accounting for the critical number of load-bearing interparticle
bonds that need to be broken to fluidize the sample was found experimentally to have a
value between 0.7 and 2.0 (i.e. 0.7 <∑j
i=1 cos θi < 2.0) [116]. Taking 1.35 as the mean value
for said summation Equation 3.2 becomes a a simplified yield stress model (Equation 3.3)
as follows:
σy ≈ 1.354FAπd2A
(3.3)
Both HP-rheometer and HP-MMF experiments were conducted using a liquid hydrocar-
bon mixture dosed with multiple concentrations of commercial hydrate anti-agglomerants.
Abundant valuable information derives from these individual experimental equipment re-
garding the performance of these chemicals; however, there are no precedents of previous
efforts to scale-up the results from AA performance quantification studies using multiple
scale experimental equipment.
The theoretical basis for particle networks leading to the elastic behavior observed in
concentrated particle suspensions was utilized to calculate the hydrate cohesive forces using
the yield stress values obtained from transient HP-rheometer tests. Simultaneously, anal-
ogous HP-MMF experiments provided the hydrate cohesive forces from systems with the
same AA dosage utilized in the rheological studies. Table 3.2 shows a comparison between
70
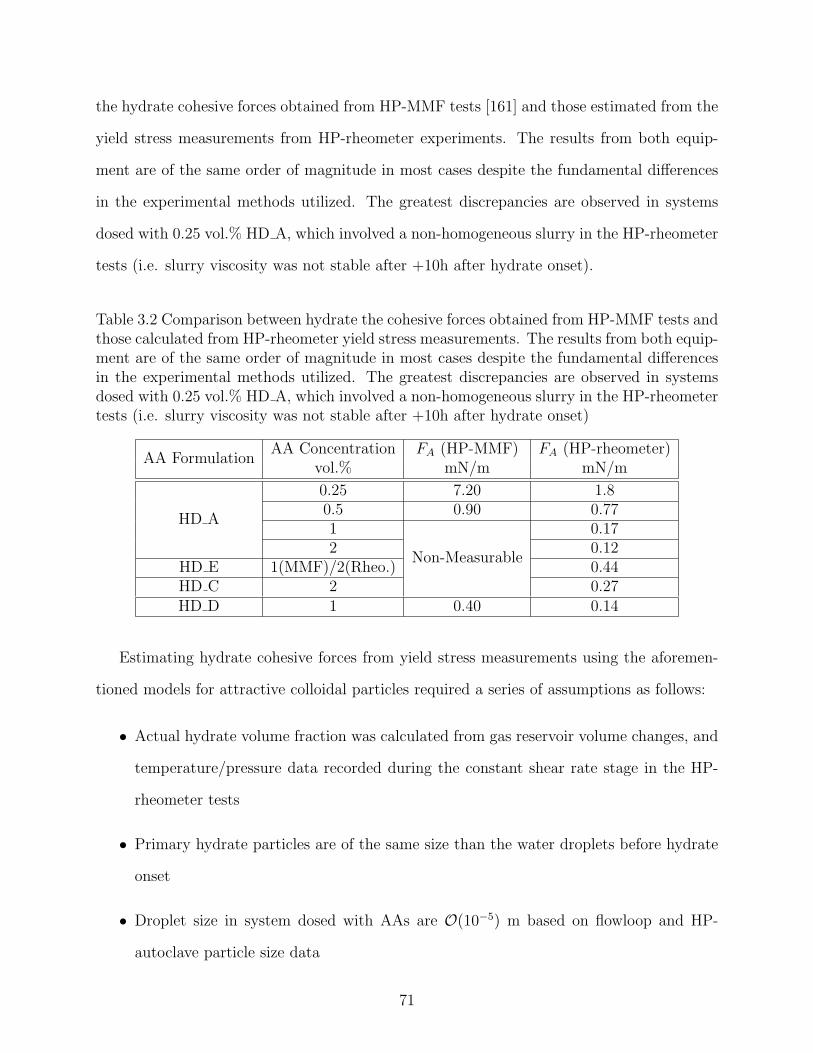
the hydrate cohesive forces obtained from HP-MMF tests [161] and those estimated from the
yield stress measurements from HP-rheometer experiments. The results from both equip-
ment are of the same order of magnitude in most cases despite the fundamental differences
in the experimental methods utilized. The greatest discrepancies are observed in systems
dosed with 0.25 vol.% HD A, which involved a non-homogeneous slurry in the HP-rheometer
tests (i.e. slurry viscosity was not stable after +10h after hydrate onset).
Table 3.2 Comparison between hydrate the cohesive forces obtained from HP-MMF tests andthose calculated from HP-rheometer yield stress measurements. The results from both equip-ment are of the same order of magnitude in most cases despite the fundamental differencesin the experimental methods utilized. The greatest discrepancies are observed in systemsdosed with 0.25 vol.% HD A, which involved a non-homogeneous slurry in the HP-rheometertests (i.e. slurry viscosity was not stable after +10h after hydrate onset)
AA FormulationAA Concentration FA (HP-MMF) FA (HP-rheometer)
vol.% mN/m mN/m
HD A
0.25 7.20 1.80.5 0.90 0.771
Non-Measurable
0.172 0.12
HD E 1(MMF)/2(Rheo.) 0.44HD C 2 0.27HD D 1 0.40 0.14
Estimating hydrate cohesive forces from yield stress measurements using the aforemen-
tioned models for attractive colloidal particles required a series of assumptions as follows:
• Actual hydrate volume fraction was calculated from gas reservoir volume changes, and
temperature/pressure data recorded during the constant shear rate stage in the HP-
rheometer tests
• Primary hydrate particles are of the same size than the water droplets before hydrate
onset
• Droplet size in system dosed with AAs are O(10−5) m based on flowloop and HP-
autoclave particle size data
71

• Hydrate aggregate size was calculated from experimental relative viscosity results using
Camargo & Palermo hydrate slurry viscosity model [53, 112]
Another experimental technique that requires minimum sample volume corresponds to
the measurement of the contact angle of a water droplet on the surface of a cyclopentane
hydrate particle. High contact angles indicate hydrophobic hydrate surfaces due to the
adsorption of surface-active compounds. Such hydrate particles would experience minimal
aggregation according to the capillary bridge theory; in contrast to surfactant-free hydrate
surfaces that are rather water wet. Contact angle measurements were conducted as described
in [133] utilizing HD A. Figure 3.10 includes both HP-rheometer flow curves, as well as
snapshots taken during the contact angle measurements with/without AA HD A [133, 174].
The increasing concentration of AA HD A in the system leads to lower yield stress values
(i.e. intercept with the ordinate); notwithstanding this trend, dosing 1 vol.% AA HD A
to the system still resulted in a finite yield stress value despite the water/hydrate surface
contact angle was ∼ 180◦. Several previous studies on the rheological properties showed that
liquid 1/liquid 2/ solid particle dispersions can show finite yield stress even if the particles
are not wet by the fluid in the smallest proportion in the system. Such behavior has been
related to the emergence of pendular and capillary states characterized by the presence of
macroscopic particle networks [104–110]. Furthermore, no rheological flow curves could be
conducted without any AA dosage to the surfactant-free liquid hydrocarbon mixture given
the HP-rheometer resulted in a shut-down during hydrate formation stages.
Finally, incorporating water/hydrate surface contact angle measurements in an experi-
mental workflow to assess hydrate plugging tendencies in gas/water hydrocarbon systems
introduces a quick and relatively simple scanning tool that requires minimal sample volume
to provide a first-pass assessment of aggregation nature of hydrate particles in a given sys-
tem. Figure 3.11 provides a multi-scale comparison showing the correlation between the
measured contact angles [133, 174], yield stress, and hydrate cohesive forces for high and
low-performance AAs. On one side, hydrate surfaces with an intermediate wettability, such
72
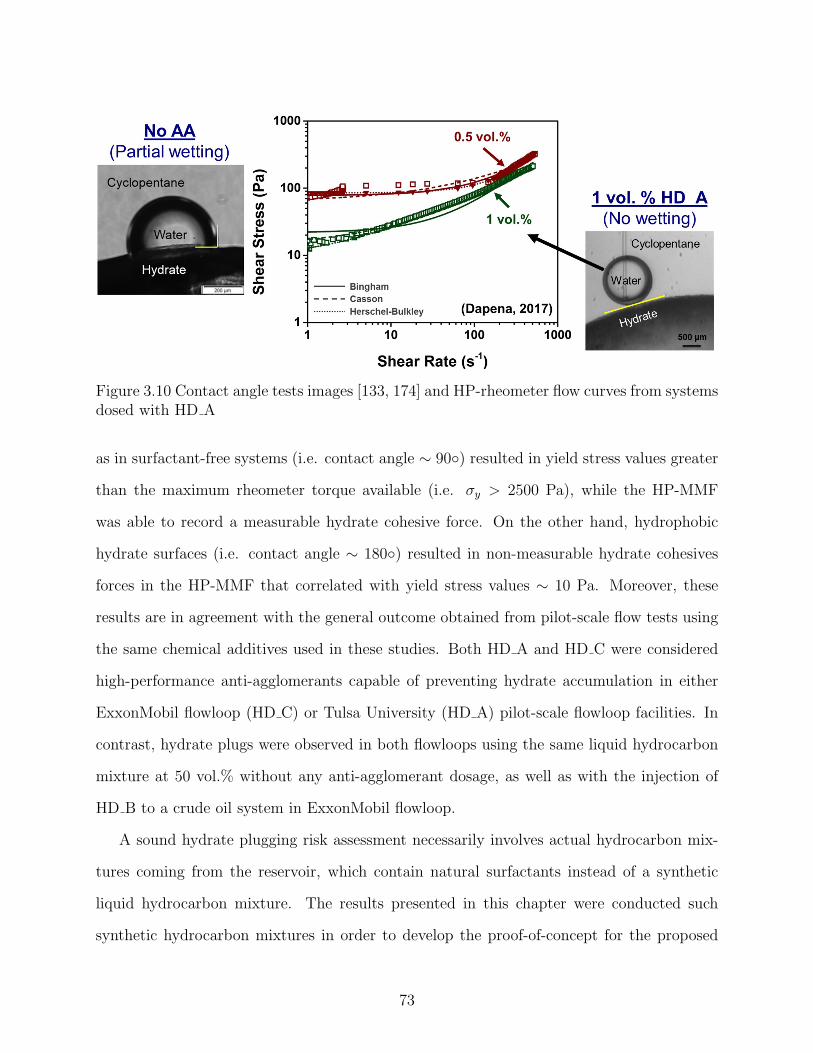
Figure 3.10 Contact angle tests images [133, 174] and HP-rheometer flow curves from systemsdosed with HD A
as in surfactant-free systems (i.e. contact angle ∼ 90◦) resulted in yield stress values greater
than the maximum rheometer torque available (i.e. σy > 2500 Pa), while the HP-MMF
was able to record a measurable hydrate cohesive force. On the other hand, hydrophobic
hydrate surfaces (i.e. contact angle ∼ 180◦) resulted in non-measurable hydrate cohesives
forces in the HP-MMF that correlated with yield stress values ∼ 10 Pa. Moreover, these
results are in agreement with the general outcome obtained from pilot-scale flow tests using
the same chemical additives used in these studies. Both HD A and HD C were considered
high-performance anti-agglomerants capable of preventing hydrate accumulation in either
ExxonMobil flowloop (HD C) or Tulsa University (HD A) pilot-scale flowloop facilities. In
contrast, hydrate plugs were observed in both flowloops using the same liquid hydrocarbon
mixture at 50 vol.% without any anti-agglomerant dosage, as well as with the injection of
HD B to a crude oil system in ExxonMobil flowloop.
A sound hydrate plugging risk assessment necessarily involves actual hydrocarbon mix-
tures coming from the reservoir, which contain natural surfactants instead of a synthetic
liquid hydrocarbon mixture. The results presented in this chapter were conducted such
synthetic hydrocarbon mixtures in order to develop the proof-of-concept for the proposed
73
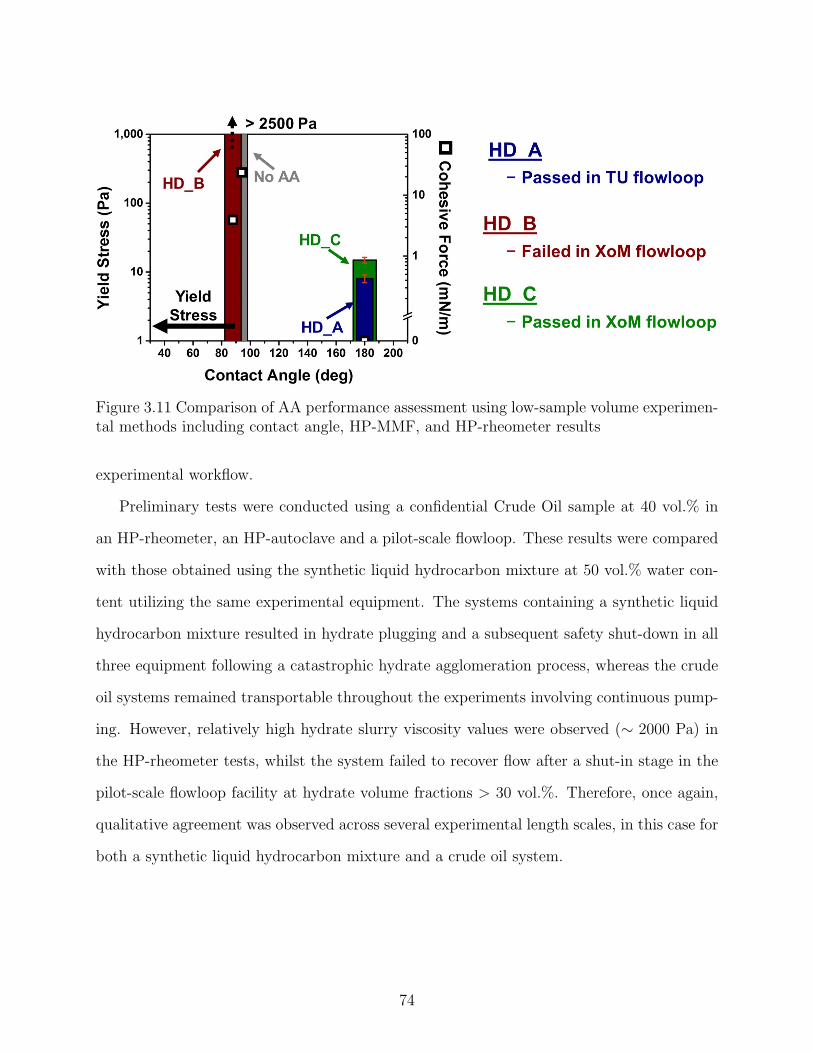
Figure 3.11 Comparison of AA performance assessment using low-sample volume experimen-tal methods including contact angle, HP-MMF, and HP-rheometer results
experimental workflow.
Preliminary tests were conducted using a confidential Crude Oil sample at 40 vol.% in
an HP-rheometer, an HP-autoclave and a pilot-scale flowloop. These results were compared
with those obtained using the synthetic liquid hydrocarbon mixture at 50 vol.% water con-
tent utilizing the same experimental equipment. The systems containing a synthetic liquid
hydrocarbon mixture resulted in hydrate plugging and a subsequent safety shut-down in all
three equipment following a catastrophic hydrate agglomeration process, whereas the crude
oil systems remained transportable throughout the experiments involving continuous pump-
ing. However, relatively high hydrate slurry viscosity values were observed (∼ 2000 Pa) in
the HP-rheometer tests, whilst the system failed to recover flow after a shut-in stage in the
pilot-scale flowloop facility at hydrate volume fractions > 30 vol.%. Therefore, once again,
qualitative agreement was observed across several experimental length scales, in this case for
both a synthetic liquid hydrocarbon mixture and a crude oil system.
74
3.4 Conclusions
In the past, most gas hydrate transportability studies have utilized isolated pieces of
equipment; however, limited efforts have been directed towards the quantitative comparison
and scaling-up of the results across the different equipment. This work proposes a novel
workflow comprising several experimental length scales intended to provide a reliable as-
sessment of anti-agglomerant performance whilst minimizing the required AA and crude oil
sample volumes.
This workflow included a qualitative comparison of the performance assessment obtained
from multiple length scale equipment corresponding to systems dosed with different AA
concentrations. The compared output variables (i.e. hydrate cohesive force, yield stress,
and particle size) showed good agreement regarding the threshold separating fully-inhibited
from under-inhibited hydrate agglomeration. In all cases, a sharp increase in the measured
parameter was observed at AA dosages below the under-inhibition limit.
On the other hand, the hydrate cohesive forces from HP-MMF tests and the yield stress
from HP-rheometer measurements were quantitatively compared utilizing conventional yield
stress models for suspensions of attractive colloidal particles. The calculated cohesive forces
from the measured yield stress values were of the same order of magnitude than those
obtained from HP-MMF test in systems with the same AA dosage. Furthermore, rheological
flow curves suggested finite yield stress values in systems that showed highly hydrophobic
hydrate surfaces (i.e. contact angle ∼ 180◦). These results indicate that simple capillary
bridging theory might be insufficient to fully describe hydrate particle-particle interactions
in water/hydrate/liquid hydrocarbon systems.
Finally, water/hydrate surface contact angle below 100◦ resulted in hydrate plugging in
pilot-scale flowloop, as wells as yield stress values beyond the HP-rheometer torque limits,
which corresponded to measurable hydrate cohesive forces in HP-MMF tests. In contrast,
contact angles ∼ 180◦ provided safe slurry transport in flowloop tests, as well as yield stress
values ∼ 10 Pa, while the hydrate cohesive forces were not measurable using HP-MMF
75

techniques.
In summary, both qualitative and quantitative (i.e. order of magnitude) agreement was
observed across the multiple length scales utilized in the Center for Hydrate Research to
investigate AA and crude oil hydrate dispersing properties. Further validation of hydrate
plugging risk assessment based on experimental methods that require low sample volumes
could ultimately provide the oil & gas industry with reliable and cost-effective tools to
minimize costs at the early design stages of new field developments.
76

CHAPTER 4
ON THE CHARACTERIZATION OF FLUID-DRIVEN PARTICLE JAMMING IN THE
INTERMITTENT PARTICLE FLOW REGIME
Particle jamming and clogging are general phenomena found in a variety of systems of a
remarkable distinct nature. Fundamentally, these phenomena result in the kinetic arrest of
discrete solid bodies flowing through a restriction, such as sheep or people circulating through
gates, vehicles in a highway that reduces the number of lanes, colloids in bottlenecks, ice
suspended in water streams or grains during silo discharge. Offshore deepwater oil & gas
production, involving multiple hydrocarbon solids (e.g. hydrates, waxes, asphaltenes) and
other particulate materials (e.g. sands, scales, etc.), frequently offer potential conditions
for these phenomena to arise. Previous efforts at the Center for Hydrate Research focused
on developing a comprehensive understanding of the key parameters having an influence on
fluid-driven particle jamming in pipelines. Bench-scales flowloop studies were conducted,
eventually resulting in both particle- and time-based jamming probability models.
More recent flowloop studies provided insights into the intermittent particle flow regime
preceding jamming onset. Both pressure drop and particle detection data were used to inves-
tigate the influence of variables such as particle size dispersions, fluid velocity and particle
concentration in the carrier fluid on the transient arch formation leading to the aforemen-
tioned intermittent particle flow by utilizing both the fluctuating behavior in the pressure
drop and the distribution of clog/avalanche lapses downstream the restriction. Furthermore,
preliminary DEM simulations also used the fluctuating behavior of the kinetic energy (KE)
in the system to characterize jamming risk. Novel capabilities recently added to the DEM
simulation tool allowed the application of survival analysis tool to obtain a deeper under-
standing of the underlying phenomena involved in the intermittent flow of discrete particles
through a constriction. User-defined regions for data recording allowed capturing both the
77
avalanche/clog lapse distribution downstream the flow path restriction and the KE behavior
right upstream said constriction. The application of statistical analysis tools such as the KE
dispersion index (i.e. variance-to-mean ratio) and the downstream particle-detection flow
index (i.e. ratio of particle avalanche lapses to particle (avalanche + clog) lapses), which ul-
timately showed correlation. These results provide additional evidence suggesting that both
kinetic energy and the pressure drop fluctuations during the intermittent particle flow regime
are related to the transient arch formation/breakage occurring at the flow path constriction.
Finally, various probabilistic models (i.e. Kaplan-Meier and Weibull probability distribu-
tions) were utilized to further examine the intermittent particle flow regime. Weibull shape
factor suggested that both the particle avalanche and clog distributions present a wear-out
kind of failure behavior, indicating, for example, that the particle avalanche interruption
rate increases with time.
The methods included in this research update provide an analytical framework to effi-
ciently analyze future DEM simulations looking into more realistic pipeline-like conditions.
For example, utilizing the KE dispersion index to asses jamming risk instead of traditional
and more computationally intensive methods, such as individual particle avalanche/clog de-
tection or exclusively looking at the final outcome of a jamming simulation rather than
making use of the whole experimental data output.
4.1 Introduction
Granular materials and solids suspensions flowing along pipelines can result in parti-
cle accumulation at flow path constrictions. The increasing particle concentration at the
accumulation points can promote self-stabilizing mechanical structures capable of kineti-
cally arresting the suspended solids. Such transitions from a fluid-like to a solid-like state
are known as particle jamming or clogging. As discussed in Section 3.1, particle jamming
could be a potential plugging mechanism for large solids flowing in subsea pipelines, such as
sloughed hydrate deposits or hydrate agglomerates. Jammed systems are considered ”fragile
matter” [1], meaning that the self-stabilizing structures can collapse due to different causes
78
inherent to the system. The alternating formation and destruction of such structures result
in the intermittent flow of solid particles.
Jamming is a general phenomenon occurring in systems of a remarkably distinct nature
whenever multiple discrete bodies compete for limited space under a given driving force.
Things get jammed in all kinds of scenarios. From everyday situations, such as driving in
traffic or going to the supermarket, to more unconventional environments, such in factories,
where powdered raw materials might clog the transfer conduits, or in offshore oil & gas
production, where hydrate agglomerates might block the pipeline due to jamming [6, 175,
176]. Clogging, which is a specific case within the jamming phenomena, can be defined
as the transition of a flowing system into a solid caused by the emergence of an adaptive
skeleton that forms in response to an applied load [177–179]. These transitions are frequently
observed in systems containing discrete macroscopic bodies that could exhibit structural
arrest [180]. Such systems containing discrete bodies can form a contact network of force
chains responsible for propagating stress[177].
Discrete bodies flowing through a constriction or bottleneck can lead to the formation of
the aforementioned self-stabilizing structures ultimately clogging the system [180–186]. The
force chains can support big loads in the same direction that the forces giving rise to the
clogged state. However, minimal forces acting in any other direction could collapse the force
chain network, resuming particle flow. [177, 179, 187, 188].Such structural fragility causes
the system to alternate between clogged and unclogged states leading to an intermittent flow
of particles [189–191]. Figure 4.1 shows a few examples of situations where discrete bodies
flow through a bottleneck and could potentially clog the system.
Previous studies suggested that the different variables having an influence on the clogging
transitions can be grouped into three generic parameters [181]:
• The length scale of the system that, in a particle suspension flow in a pipeline scenario,
depends upon the particle/restriction shape and size
79
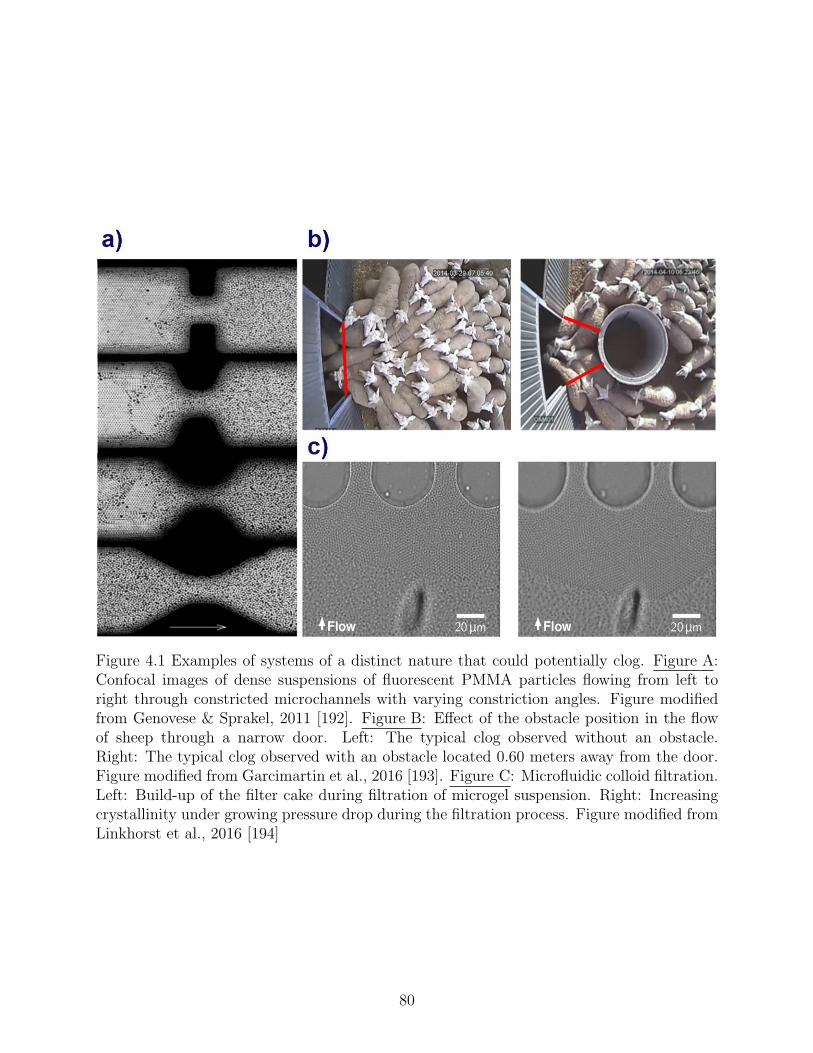
Figure 4.1 Examples of systems of a distinct nature that could potentially clog. Figure A:Confocal images of dense suspensions of fluorescent PMMA particles flowing from left toright through constricted microchannels with varying constriction angles. Figure modifiedfrom Genovese & Sprakel, 2011 [192]. Figure B: Effect of the obstacle position in the flowof sheep through a narrow door. Left: The typical clog observed without an obstacle.Right: The typical clog observed with an obstacle located 0.60 meters away from the door.Figure modified from Garcimartin et al., 2016 [193]. Figure C: Microfluidic colloid filtration.Left: Build-up of the filter cake during filtration of microgel suspension. Right: Increasingcrystallinity under growing pressure drop during the filtration process. Figure modified fromLinkhorst et al., 2016 [194]
80
• The compatible loads relate to the driving forces giving rise to the clogged state (i.e.
forces acting in the direction of the major compression axis). In fluid-driven particle
jamming, the fluid provides such forces and the major compression axis corresponds
to the fluid flow direction
• The incompatible loads responsible for the collapse of the clogging structures. These are
normally related to noise and vibrations acting on the stabilizing force chains. Fluid
flow through the clogged particles can cause such vibrations leading to unclogging
events
Defining these parameters for the specific case of fluid-driven particle jamming makes ev-
ident a unique feature in these systems where the fluid flow is responsible both for giving rise
to clogging events and for providing the vibrations leading to unclogging transitions. Fig-
ure 4.2 shows an adaptation of the universal clogging phase diagram proposed by Zuriguel,
2014 [181] tailored for a scenario comprising fluid-driven flow of suspended particles through
a flow path constriction. This phase diagram considers the contribution of the three generic
parameters that are relevant during clogging transitions (i.e.the compatible loads, the in-
compatible loads and the length scale of the system).
Fluid-driven particle jamming studies previously conducted at the Center for Hydrate
Research (CHR) at the Colorado School of Mines investigated the influence of key parameters
such as the fluid velocity, the restriction shape, and the particle-to-restriction diameter ratio
(R = dp/dR). These studies lead to the development of both particle number-based and
time-based probability models for fluid-driven particle jamming [175, 186]. Both of these
models consider the probability of observing a jamming event following a finite number of
not jammed events, which can either correspond to a particle flowing across the restriction
or a time step being elapsed without the occurrence of a jam.
The particle-based jamming model describes the probability of observing a jamming event
as the nth particle approaches the restriction providing n − 1 particles have been through
the restriction already providing n − 1 particles have been through the restriction already
81
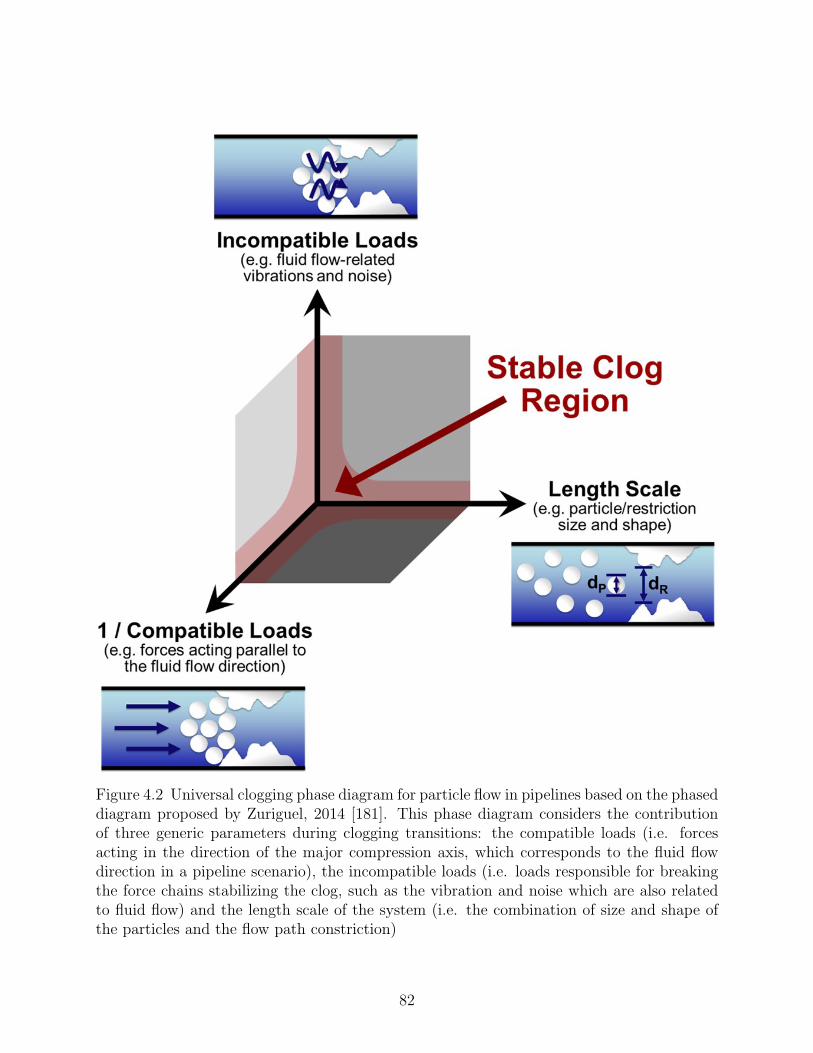
Figure 4.2 Universal clogging phase diagram for particle flow in pipelines based on the phaseddiagram proposed by Zuriguel, 2014 [181]. This phase diagram considers the contributionof three generic parameters during clogging transitions: the compatible loads (i.e. forcesacting in the direction of the major compression axis, which corresponds to the fluid flowdirection in a pipeline scenario), the incompatible loads (i.e. loads responsible for breakingthe force chains stabilizing the clog, such as the vibration and noise which are also relatedto fluid flow) and the length scale of the system (i.e. the combination of size and shape ofthe particles and the flow path constriction)
82

without jamming (pjam (n)). Each particle (k) might either flow through the restriction
with probability (pk) or jam at the restriction with probability (1− pk). Accordingly, the
probability of observing a jamming event as the nth particle flows across the restriction
implies that n − 1 particles previously flowed through the bottleneck with probability pk
each, while the n-particle gets jammed with probability 1− pn following Equation 4.1 [186]:
pjam (n) = (1− pn)n−1∏
k=0
pk (4.1)
Further model development considered an analogous time-based approach in order to
optimize the analysis of the experimental results obtained from the automated bench-scale
flowloop designed and constructed at the CHR specifically to study fluid-driven particle
jamming phenomena. The model suggests that the jamming probability (pjam) at time t
depends upon a series of time steps elapsing with non-jamming events followed by a jamming
event taking place at the subsequent time step. A continuous function (r (t)) represents the
jamming rate at a given time (i.e. average number of jamming events occurring per time
step). Accordingly, Equation 4.2 computes the probability of observing a jamming event at
time t (i.e. pjam (t)) providing no jamming event has occurred yet [175]:
pjam (t) = r (t) exp
{
−
∫ 0
t
r (t) dt
}
(4.2)
In addition, the probability of an individual particle going through the restriction (pk),
has been shown to saturate to a constant value after a critical number of particles have
flowed across the orifice, both in gravity-driven and fluid-driven particle jamming scenarios
[185, 186]. Likewise, the time-based jamming rate saturates to a constant value corresponding
to the steady-state jamming regime taking place after full backlog development (λ) [175].
The bench-scale automated flowloop specifically designed at CHR [175] to investigate
fluid-driven particle jamming is a unique piece of experimental equipment that introduces
fluid shear forces into the jamming/clogging phenomena. Previous studies focused on the
characterization and modeling of fluid-driven particle jamming in the backlogged (or steady-
state) regime, using experimental flowloops with both 2D and 3D restrictions in the flow
83

path [175, 186, 195, 196].
In addition to laboratory investigations, computational tools have been previously used
to break into pieces the underlying phenomena involved in the transport of solid particles
suspended in a carrier fluid. Several studies have been conducted utilizing two-way couplings
of computational fluid dynamics (CFD) and discrete element methods (DEM) [197–200],
which are available both as open-source projects, such as YADE (python DEM package) or
CFDEMrproject, which utilizes LAMMPS-based DEM code (LIGGGHTS), both of them
coupled with the open-source CFD toolbox OpenFOAMr, as well as commercial software
(e.g. EDEM (coupled with CFD software ANSYS Fluent) or Particle Flow Code (PFC™)).
DEM simulations have been used also to look into the jamming and clogging phenomena
both in the absence [201–204] or presence [182, 183, 205, 206] of fluid forces. Recent studies
have implemented a lattice Boltzmann method (LBM) to simulate the fluid field part of the
coupling with a DEM engine in the development of novel multiphase fluid models [207, 208].
The studies discussed in this report focused on characterizing the intermittent particle
flow regime preceding jamming transitions, particularly looking at the particle concentration
and size dispersion effects on the jamming probability distribution. These laboratory results
are coupled with 2D DEM simulations of granular flow across restrictions. These simula-
tions allowed relating the intermittent flow of particles across the restriction to fluctuations
arising in the kinetic energy of the system. The influence of some additional parameters was
included in these studies on fluid-driven jamming transitions, such as particle shape and size
dispersion.
4.2 Experimental methods
Both a bench-scale flowloop and DEM simulations were used to study the intermittent
particle flow preceding jamming onset in fluid-driven particle flow across restrictions.
84
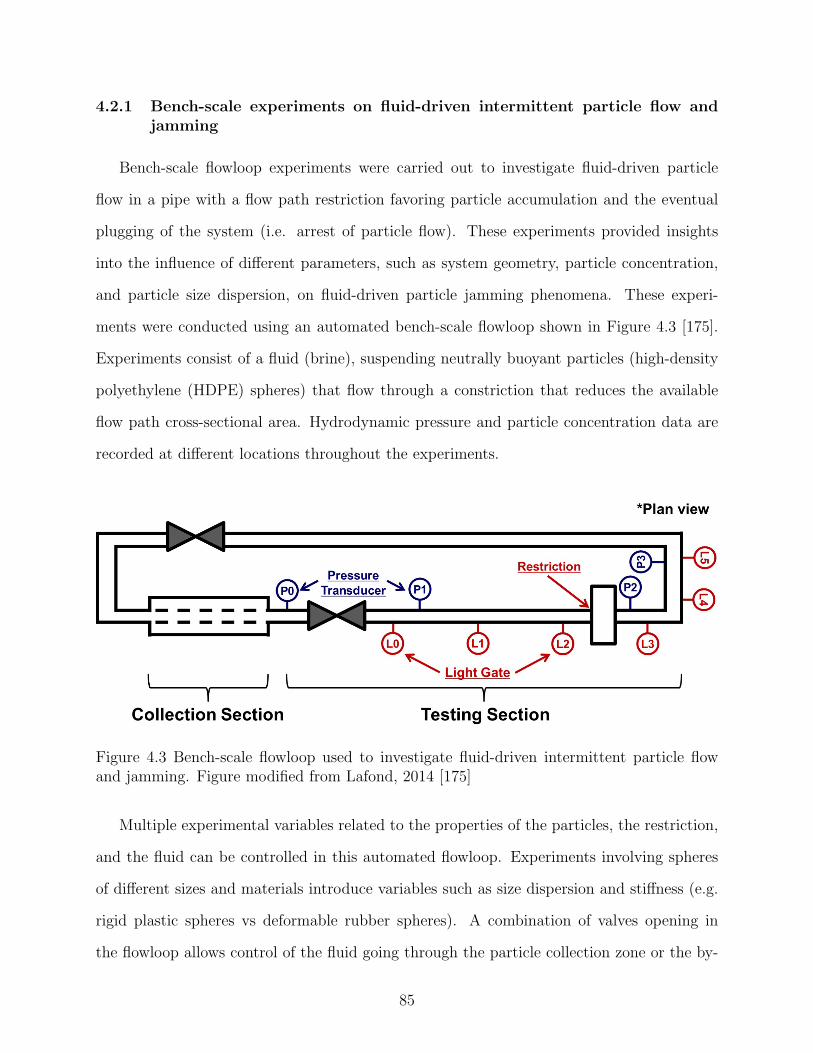
4.2.1 Bench-scale experiments on fluid-driven intermittent particle flow andjamming
Bench-scale flowloop experiments were carried out to investigate fluid-driven particle
flow in a pipe with a flow path restriction favoring particle accumulation and the eventual
plugging of the system (i.e. arrest of particle flow). These experiments provided insights
into the influence of different parameters, such as system geometry, particle concentration,
and particle size dispersion, on fluid-driven particle jamming phenomena. These experi-
ments were conducted using an automated bench-scale flowloop shown in Figure 4.3 [175].
Experiments consist of a fluid (brine), suspending neutrally buoyant particles (high-density
polyethylene (HDPE) spheres) that flow through a constriction that reduces the available
flow path cross-sectional area. Hydrodynamic pressure and particle concentration data are
recorded at different locations throughout the experiments.
Figure 4.3 Bench-scale flowloop used to investigate fluid-driven intermittent particle flowand jamming. Figure modified from Lafond, 2014 [175]
Multiple experimental variables related to the properties of the particles, the restriction,
and the fluid can be controlled in this automated flowloop. Experiments involving spheres
of different sizes and materials introduce variables such as size dispersion and stiffness (e.g.
rigid plastic spheres vs deformable rubber spheres). A combination of valves opening in
the flowloop allows control of the fluid going through the particle collection zone or the by-
85
pass section. This flowloop feature provides control on the particle volume fraction flowing
towards the restriction. Moreover, the flow path restrictions can be of different shape and
size.
The collection section consists of concentric pipes with the annulus connected to the
pump suction, promoting the accumulation of the particles in this section. The inner pipe
is perforated with holes that are smaller than the experimental particles. This configuration
allows separation of the particles from the carrier fluid between independent experimental
runs.
The flowloop testing section, embodied in a 4” diameter (schedule 40) acrylic pipe, accom-
modates multiple data acquisition tools. Four pressure transducers located both upstream
(2) and downstream (2) the restriction provide pressure drop recordings during the experi-
ments. Additionally, six photoelectric sensors distributed across the testing section check for
the presence of particles flowing at these specific locations throughout the tests, eventually
providing an estimate of the particle volume fraction flowing in the pipeline. Finally, video
recordings at the flow path restriction, which are time-marked using a LED indicator, allowed
connecting the pressure drop data with the events taking place as the particles flowed across
the restriction. Such events included particle accumulation (i.e. backlogging), intermittent
particle flow, and, ultimately, particle jamming. The apparatus automated operational pro-
tocol resets to the same starting point after each independent run in order to conduct a new
experiment. Such design allows as many as 500-1000 runs per day, depending on the total
experimental time of a single independent run. This equipment yields statistically signifi-
cant data that, after appropriate processing and analysis, could help to develop stochastic
models describing the plugging risk related to the transportation of solids in a pipe with a
constriction.
Tests conducted using the bench-scale jamming flowloop provide multiple useful output
data. Two major pieces of information obtained from the automated bench-scale flowloop
for fluid-driven jamming studies are the pressure drop across the restriction (Figure 4.4) and
86
the particle concentration (Figure 4.5) profiles:
1. Pressure drop profiles: Four pressure transducers (P0 − P3) installed along the testing
section continuously record the hydrodynamic pressure of the system. Two pressure
transducers are located both upstream (P0, P1) and downstream (P2, P3) the restric-
tion (See Figure 4.3). The pressure drop across the restriction provides insights into
the events taking place during the jamming transitions. After running a statistically
significant number of experiments, a well-defined characteristic pressure drop profile
for each specific experimental configuration (i.e. combination of restriction/particle
shape and size). Figure 4.4 shows the characteristic pressure drop profile as a function
of time obtained after 1,500 independent runs in the bench-scale jamming flowloop
using a neutrally buoyant bi-disperse system containing 1/2” and 3/4” HDPE spheres
in a 1:1 ratio, resulting in an 5/8” average sphere diameter (dp) and the restriction
diameter (dR) of 5/4” yielding a particle diameter to restriction diameter ratio equal
to 2 (R = dR/dp = 2). The fluid velocity was 0.114 m/s
2. Particle concentration profiles: Six light gates (L0 − L5) with their respective light
reflectors installed along the testing section (see Figure 4.3) check for the presence
particles at a given position and time. These light gates give a binary signal indicating
whether an object blocks the light path (i.e. the laser is not returning to the source)
or not. Given the independent bench-scale flowloop runs are performed following an
identical procedure, the averaged light gate signal from a full experimental data set
provides a profile that correlates with the particle concentration at the different pipe
locations as a function of time. The actual particle concentration could be estimated
from these data by means of geometric assumptions related to the particle shape and
size [175] that are valid within a certain particle concentration range. Figure 4.5 shows
the concentration profile as a function of time resulting from the same bench-scale
jamming flowloop data set that yielded the pressure drop profile in Figure 4.4. In this
figure, Plos is the probability of having a line of sight (los) between the nth laser source
87
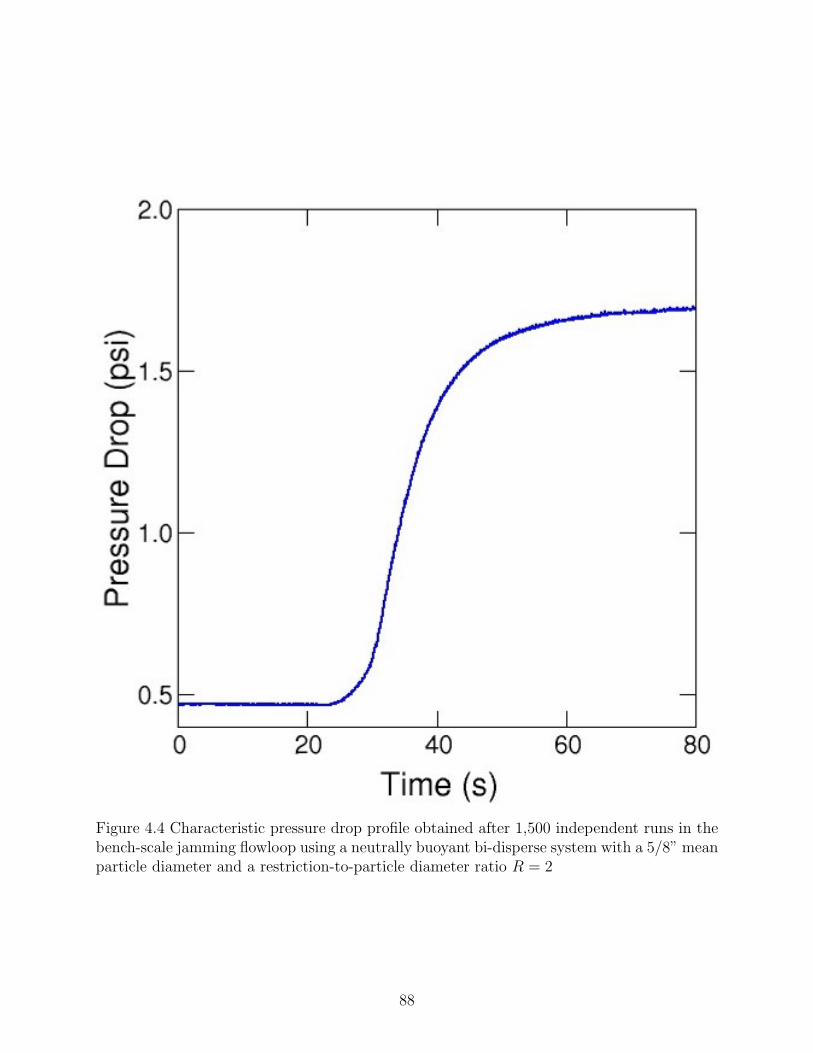
Figure 4.4 Characteristic pressure drop profile obtained after 1,500 independent runs in thebench-scale jamming flowloop using a neutrally buoyant bi-disperse system with a 5/8” meanparticle diameter and a restriction-to-particle diameter ratio R = 2
88
and the respective reflector; Accordingly, 1 − Plos corresponds to the probability of
observing a particle between the laser source and the reflector blocking the line of sight.
The parameter 1−Plos is directly proportional to the expected particle concentration
at a given position and time throughout an experimental set. Each curve in Figure 4.5
corresponds to the concentration profile at the different locations in the pipe where the
light gates are installed as specified in Figure 4.3. The particle concentration initially
rises to a maximum for all the light gates upstream of the restriction (L0− L2). The
concentration profiles at the locations L0 and L1 showed a sudden drop after all the
particles in the collection zone have flowed pass these light gates. In contrast, the
concentration profile from the third light gate (L2) shows no drop following the initial
maximum particle concentration. This behavior corresponds to a particle backlog
formation that reaches the position of L2, which consists of closely packed spheres
that always block the light path. Furthermore, the particle concentration profiles from
the light gates installed downstream the restriction (L3−L5) mirrored those from light
gates L0 and L1; however, the absolute 1 − Plos values were noticeably lower given
particles gradually accumulated at the restriction
For more details on the operation of the CHR Jamming Flowloop, please refer to Lafond,
2014 [175].
4.2.2 DEM simulations of particle flow across a flow path constriction: inter-mittent particle flow and jamming phenomena
Discrete element methods (DEM) simulations of particle flow across a flow path con-
striction are conducted to numerically investigate both the intermittent particle flow and
jamming phenomena observed in the bench-scale flowloop experiments. Two-dimensional
particle flow across a flow path constriction was simulated using Cluster2D DEM code de-
veloped by Dr. Graham Mustoe [209].
The DEM simulations started by randomly seeding disk-like particles until fully filling a
two-dimensional (2D) channel.The disks are allowed to settle until the total kinetic energy
89
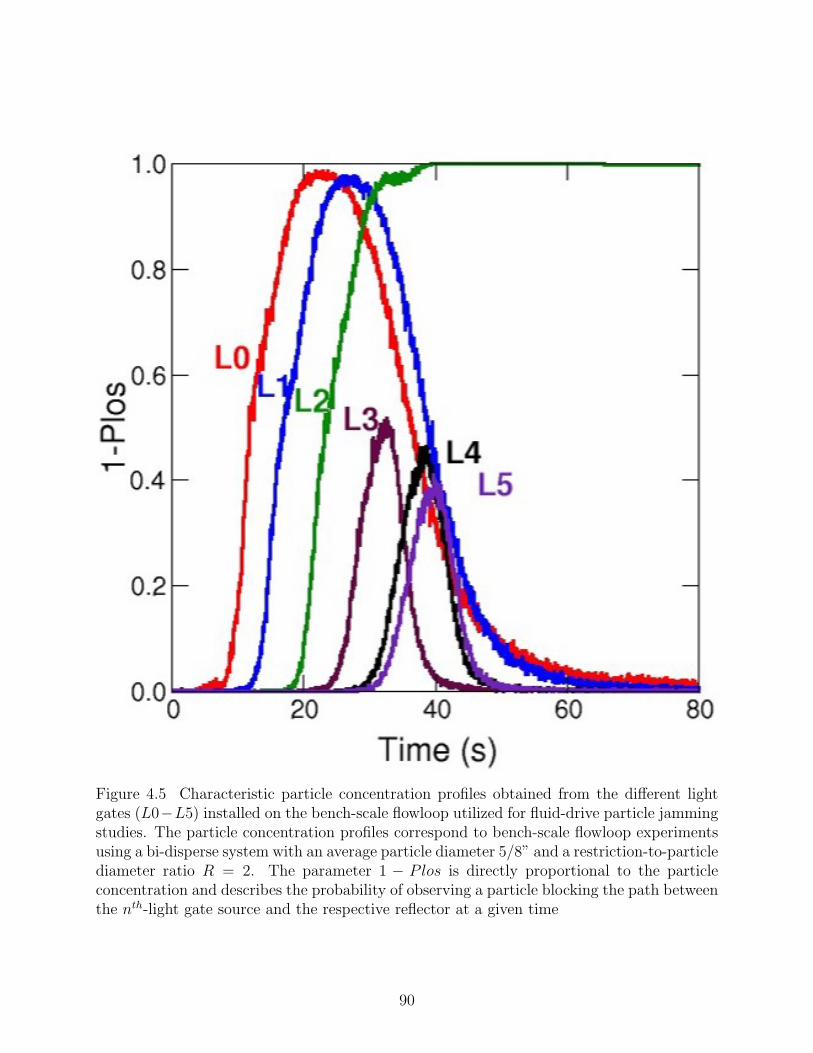
Figure 4.5 Characteristic particle concentration profiles obtained from the different lightgates (L0−L5) installed on the bench-scale flowloop utilized for fluid-drive particle jammingstudies. The particle concentration profiles correspond to bench-scale flowloop experimentsusing a bi-disperse system with an average particle diameter 5/8” and a restriction-to-particlediameter ratio R = 2. The parameter 1 − Plos is directly proportional to the particleconcentration and describes the probability of observing a particle blocking the path betweenthe nth-light gate source and the respective reflector at a given time
90
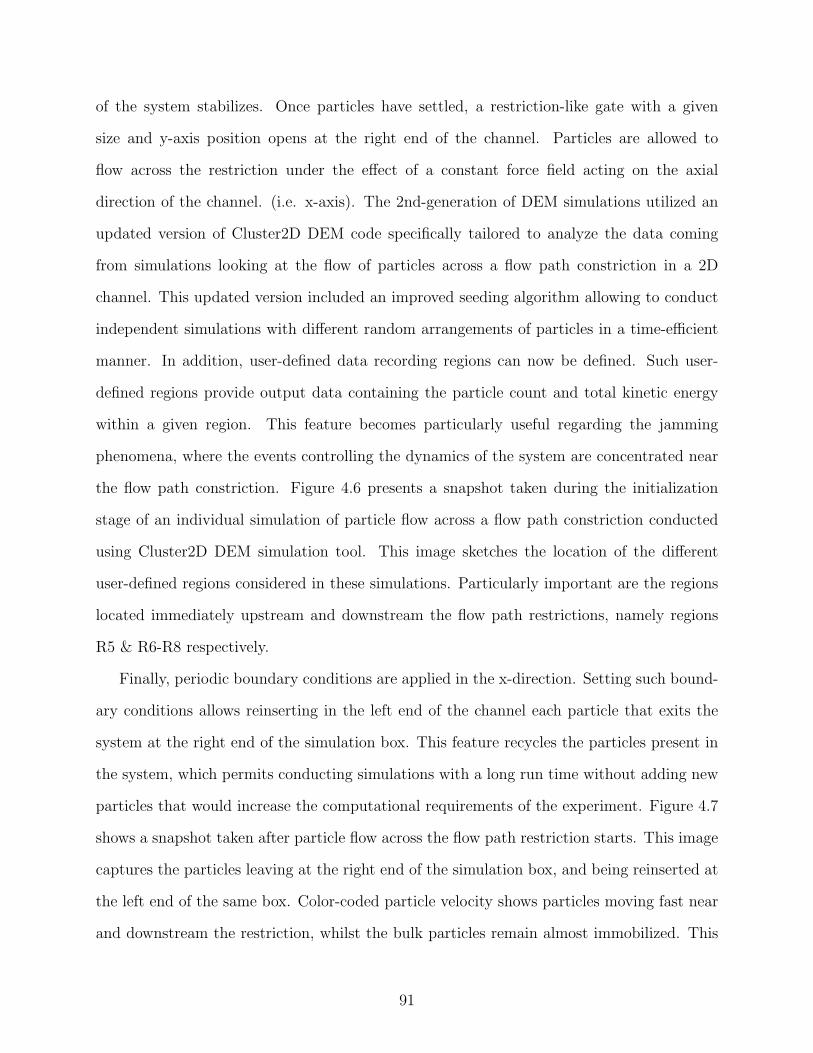
of the system stabilizes. Once particles have settled, a restriction-like gate with a given
size and y-axis position opens at the right end of the channel. Particles are allowed to
flow across the restriction under the effect of a constant force field acting on the axial
direction of the channel. (i.e. x-axis). The 2nd-generation of DEM simulations utilized an
updated version of Cluster2D DEM code specifically tailored to analyze the data coming
from simulations looking at the flow of particles across a flow path constriction in a 2D
channel. This updated version included an improved seeding algorithm allowing to conduct
independent simulations with different random arrangements of particles in a time-efficient
manner. In addition, user-defined data recording regions can now be defined. Such user-
defined regions provide output data containing the particle count and total kinetic energy
within a given region. This feature becomes particularly useful regarding the jamming
phenomena, where the events controlling the dynamics of the system are concentrated near
the flow path constriction. Figure 4.6 presents a snapshot taken during the initialization
stage of an individual simulation of particle flow across a flow path constriction conducted
using Cluster2D DEM simulation tool. This image sketches the location of the different
user-defined regions considered in these simulations. Particularly important are the regions
located immediately upstream and downstream the flow path restrictions, namely regions
R5 & R6-R8 respectively.
Finally, periodic boundary conditions are applied in the x-direction. Setting such bound-
ary conditions allows reinserting in the left end of the channel each particle that exits the
system at the right end of the simulation box. This feature recycles the particles present in
the system, which permits conducting simulations with a long run time without adding new
particles that would increase the computational requirements of the experiment. Figure 4.7
shows a snapshot taken after particle flow across the flow path restriction starts. This image
captures the particles leaving at the right end of the simulation box, and being reinserted at
the left end of the same box. Color-coded particle velocity shows particles moving fast near
and downstream the restriction, whilst the bulk particles remain almost immobilized. This
91
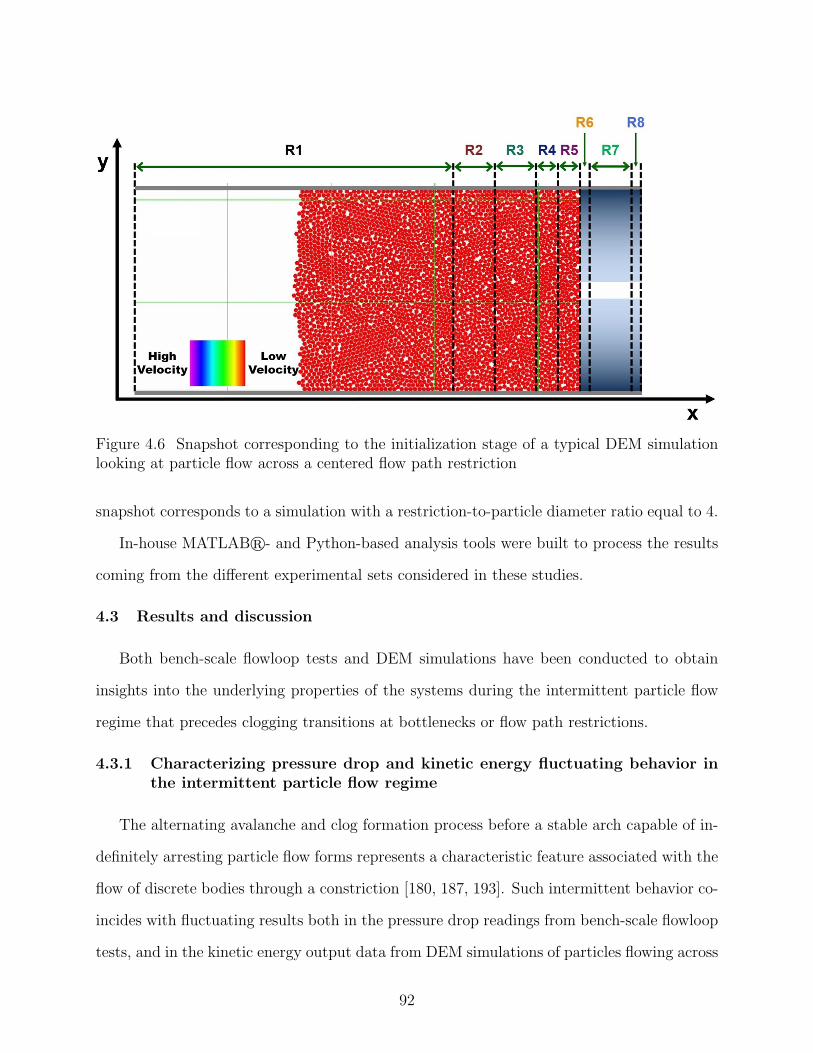
Figure 4.6 Snapshot corresponding to the initialization stage of a typical DEM simulationlooking at particle flow across a centered flow path restriction
snapshot corresponds to a simulation with a restriction-to-particle diameter ratio equal to 4.
In-house MATLABr- and Python-based analysis tools were built to process the results
coming from the different experimental sets considered in these studies.
4.3 Results and discussion
Both bench-scale flowloop tests and DEM simulations have been conducted to obtain
insights into the underlying properties of the systems during the intermittent particle flow
regime that precedes clogging transitions at bottlenecks or flow path restrictions.
4.3.1 Characterizing pressure drop and kinetic energy fluctuating behavior inthe intermittent particle flow regime
The alternating avalanche and clog formation process before a stable arch capable of in-
definitely arresting particle flow forms represents a characteristic feature associated with the
flow of discrete bodies through a constriction [180, 187, 193]. Such intermittent behavior co-
incides with fluctuating results both in the pressure drop readings from bench-scale flowloop
tests, and in the kinetic energy output data from DEM simulations of particles flowing across
92
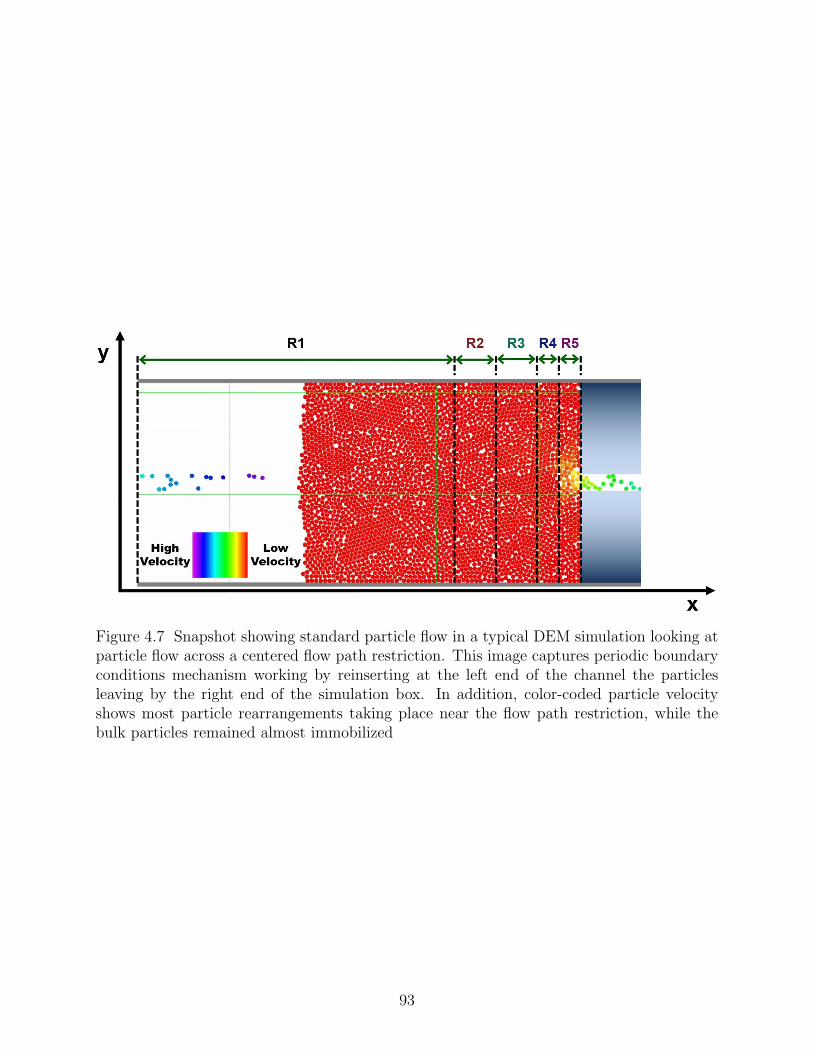
Figure 4.7 Snapshot showing standard particle flow in a typical DEM simulation looking atparticle flow across a centered flow path restriction. This image captures periodic boundaryconditions mechanism working by reinserting at the left end of the channel the particlesleaving by the right end of the simulation box. In addition, color-coded particle velocityshows most particle rearrangements taking place near the flow path restriction, while thebulk particles remained almost immobilized
93
a flow path restrictions. Accordingly, this information have been used to characterize the
jamming risk at a flow path restriction for fluid-driven particles flowing in a pipeline, as well
as for disks exiting two-dimensional channel under gravity-like forces.
4.3.1.1 Pressure drop modeling during the intermittent fluid-driven particleflow across flow path restrictions or bottlenecks
The intermittent flow of solid particles due to transient stabilizing structures arising at
the flow path restrictions and bottlenecks might have a significant influence on the pressure
drop of a system where the drag forces drive the flow of the solid particles. The formation
of transient arches temporarily lowers the mean velocity of the particles near the restriction.
The transient arrest of particles near the restriction causes an increase in the mean relative
velocity between the particles and the fluid, assuming the fluid velocity remains the same.
The drag forces in the system are directly proportional to the relative velocity between the
fluid and the particles. Consequently, sudden changes in the fluid-particle relative velocity
can cause a fluctuating behavior in the drag forces in the system. Accordingly, the pres-
sure drop across the flow path constriction where arch formation occurs might also show a
fluctuating behavior.
Figure 4.8 shows an example of the characteristic pressure drop profile obtained from a
single independent experimental run in the bench-scale flowloop. This figure depicts the three
general flow regimes observed during the experiments, namely free particle flow, intermittent
particle flow and no-particle flow (or jammed state). Each of these regimes showed unique
pressure drop (DP) behavior, going from minimal fluctuations during the free particle (low
DP values) and the no-particle (high DP values) flow regimes to severe DP fluctuations
observed during the intermittent flow of particle across the flow path restriction.
Furthermore, the jamming flow simulator developed by Dr. David T. Wu [210] was
utilized to generate a conceptual picture of the different particle flow regimes detected in
the bench-scale flowloop tests. This image illustrates the solid particle behavior, shown as a
continuum phase, during each of the three regimes depicted in Figure 4.8.
94
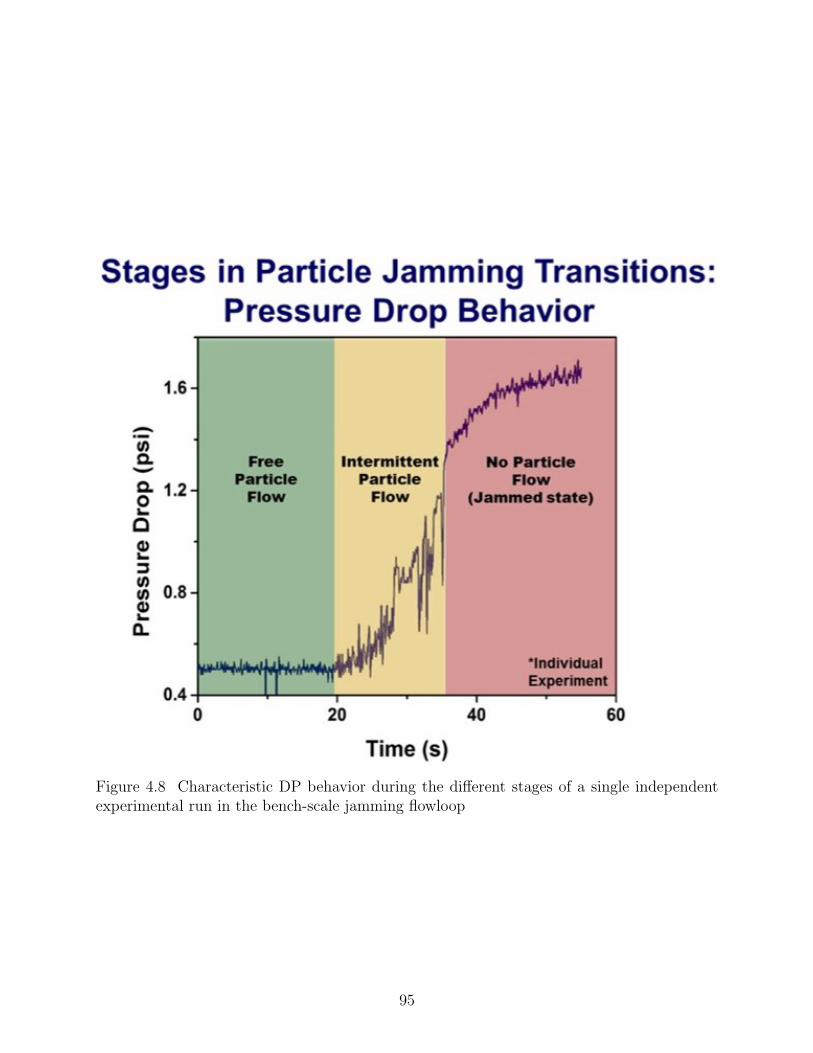
Figure 4.8 Characteristic DP behavior during the different stages of a single independentexperimental run in the bench-scale jamming flowloop
95
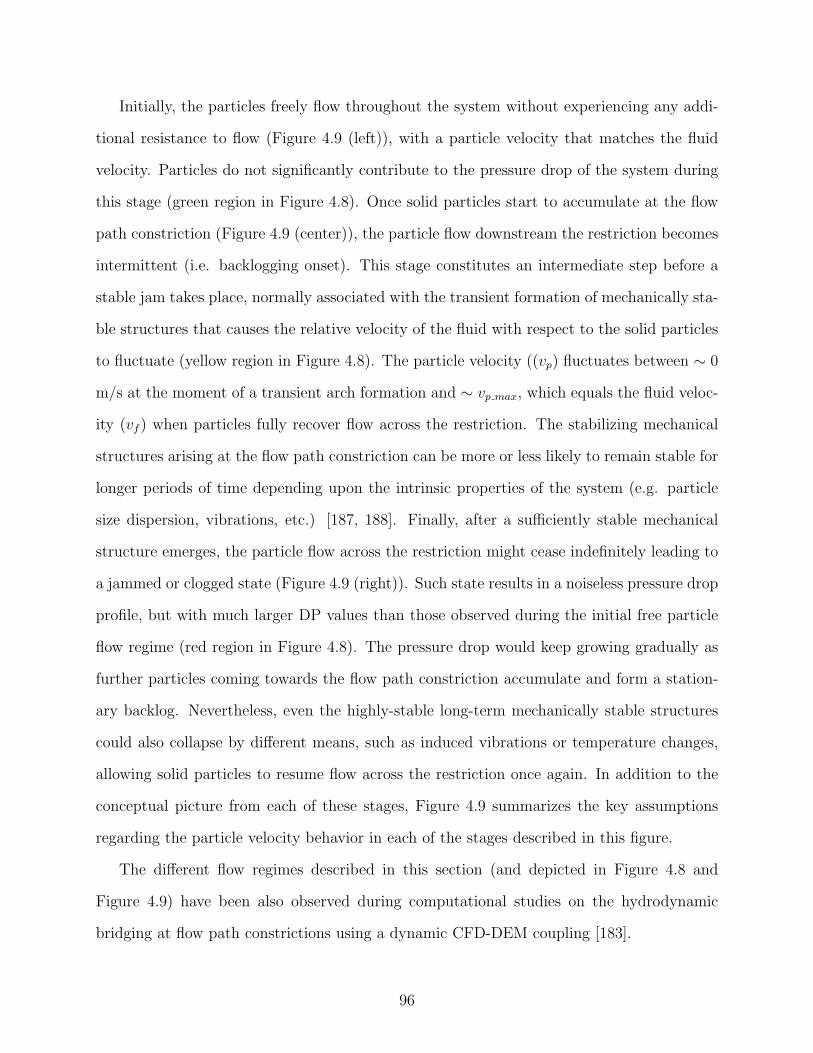
Initially, the particles freely flow throughout the system without experiencing any addi-
tional resistance to flow (Figure 4.9 (left)), with a particle velocity that matches the fluid
velocity. Particles do not significantly contribute to the pressure drop of the system during
this stage (green region in Figure 4.8). Once solid particles start to accumulate at the flow
path constriction (Figure 4.9 (center)), the particle flow downstream the restriction becomes
intermittent (i.e. backlogging onset). This stage constitutes an intermediate step before a
stable jam takes place, normally associated with the transient formation of mechanically sta-
ble structures that causes the relative velocity of the fluid with respect to the solid particles
to fluctuate (yellow region in Figure 4.8). The particle velocity ((vp) fluctuates between ∼ 0
m/s at the moment of a transient arch formation and ∼ vp max, which equals the fluid veloc-
ity (vf ) when particles fully recover flow across the restriction. The stabilizing mechanical
structures arising at the flow path constriction can be more or less likely to remain stable for
longer periods of time depending upon the intrinsic properties of the system (e.g. particle
size dispersion, vibrations, etc.) [187, 188]. Finally, after a sufficiently stable mechanical
structure emerges, the particle flow across the restriction might cease indefinitely leading to
a jammed or clogged state (Figure 4.9 (right)). Such state results in a noiseless pressure drop
profile, but with much larger DP values than those observed during the initial free particle
flow regime (red region in Figure 4.8). The pressure drop would keep growing gradually as
further particles coming towards the flow path constriction accumulate and form a station-
ary backlog. Nevertheless, even the highly-stable long-term mechanically stable structures
could also collapse by different means, such as induced vibrations or temperature changes,
allowing solid particles to resume flow across the restriction once again. In addition to the
conceptual picture from each of these stages, Figure 4.9 summarizes the key assumptions
regarding the particle velocity behavior in each of the stages described in this figure.
The different flow regimes described in this section (and depicted in Figure 4.8 and
Figure 4.9) have been also observed during computational studies on the hydrodynamic
bridging at flow path constrictions using a dynamic CFD-DEM coupling [183].
96
Figure 4.9 Conceptual picture showing the characteristic stages normally found in a bench-scale flowloop test looking at particle flow across a flow path constriction. Left: Free particleflow without accumulation at the constriction. Center: Intermittent particle flow due totransient arch formation at the flow path restriction (Backlog growth). Right: Jammedstate with no-particle flow downstream the flow path restriction. This figure also lists thekey assumptions regarding the particle velocity in each of these stages
97
A simple momentum balance accounting for fluid-particle momentum exchange provides
the basics required to relate the experimental pressure drop to the physical events taking
place within the bench-scale flowloop. Such a momentum balance yields Equation 4.3,
∂ (ρfαfu)
∂t+ (∇ · ρfαfu)u = −∇p− fp +∇ · (αfσ) + ρfαfg (4.3)
where u is the fluid velocity, αf is the fluid volume fraction, ρf is fluid density, σ is the stress
tensor, p is pressure and g is gravity. The additional term (fp) added to the traditional
Navier-Stokes equations accounts for the momentum exchange between the fluid and the solid
particle phases. A series of assumptions, including one-dimensional steady-state inviscid flow
assumption, leads to the Ergun equation (see Equation 4.4) [211], which was used to estimate
the pressure drop in the bench-scale flowloop during the fluid-driven particle flow across the
restriction.
∆p
∆LBacklog= 150
(1− αf )2ηfluid (u− vp)
α2fd
2p
+ 1.75(1− αf )ρf (u− vp) |u− vp|
αfdp(4.4)
where, as defined previously, vp is the particle velocity, dp is the particle diameter, and
ηfluid is the carrier fluid viscosity, while and LBacklog is the length of the backlog. The Ergun
equation allows comparison of the experimental data from the bench-scale jamming loop
tests and the expected pressure drop based on the relative velocity between the fluid and
particles. The full derivation from Equation 4.3 to Equation 4.4 is shown in Appendix B.
Using 4.4 prompted some modifications on the bench-scale flowloop in order to obtain the
required experimental data. Figure 4.10 shows some of the tools added to the experimental
setup in order to determine the length of the backlog as a function of time during the
experiments, and whether this backlog is fully stationary or the particles retained certain
freedom to rearrange (i.e. vp > 0). These additions included a video camera installed right
upstream the flow path constriction, an automated LED light providing a timestamp that
allows synchronization of the video recordings with the experimental pressure drop data,
and a metric scale to determine the length of the backlog throughout the experiments.
98
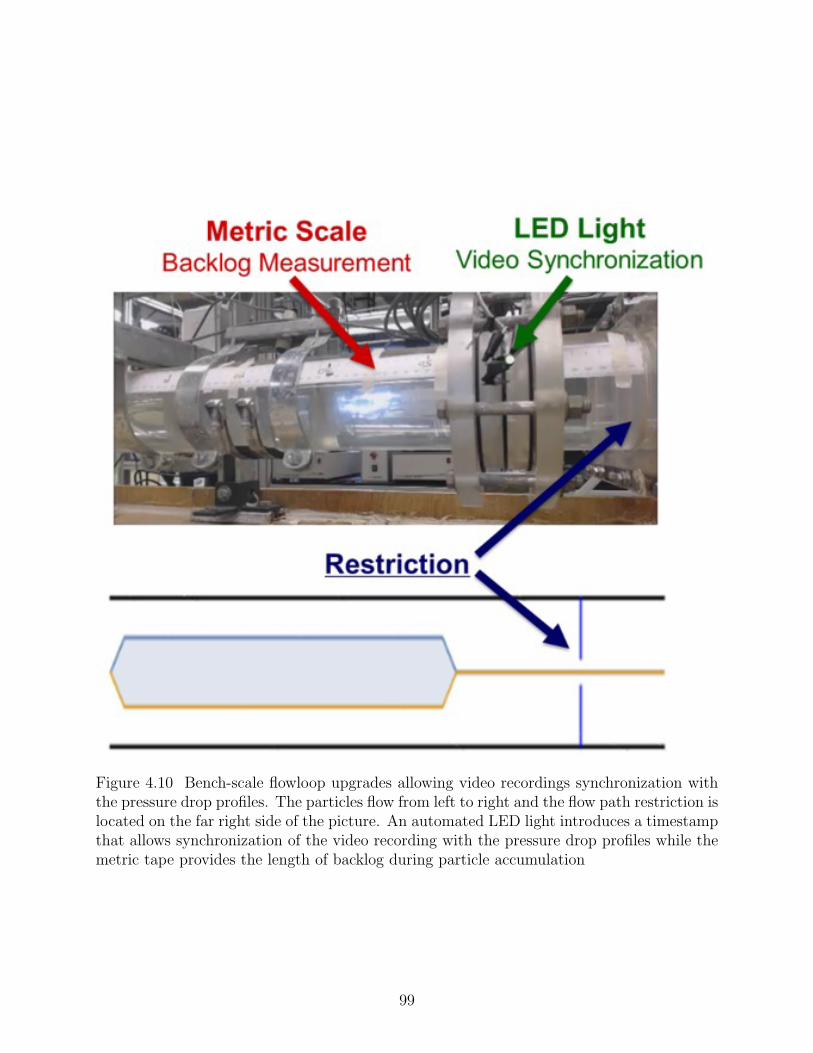
Figure 4.10 Bench-scale flowloop upgrades allowing video recordings synchronization withthe pressure drop profiles. The particles flow from left to right and the flow path restriction islocated on the far right side of the picture. An automated LED light introduces a timestampthat allows synchronization of the video recording with the pressure drop profiles while themetric tape provides the length of backlog during particle accumulation
99
Combining the Ergun equation with the available experimental data from the bench-
scale flowloop makes possible to estimate the pressure drop change in the system as particles
accumulate and intermittently flow across the restriction. The expected increase in the
pressure drop is calculated as a function of the backlog length once the system has jammed
(i.e. when the particle velocity can be assumed to be equal to 0 m/s.
Figure 4.11 shows such estimated pressure drop for an individual experiment using
58” HDPE spherical particles and a restriction diameter equal to 5
4”, yielding a ratio of
restriction-to-particle diameter equal to 2 (i.e. R = 2). The superficial fluid velocity (us)
in these experiments was 0.11 m/s. The fluid volume fraction in the backlog after jamming
onset occurs was assumed ∼ 0.4; therefore, the solid volume fraction or packing (1− αf ) in
the backlog was ∼ 0.6, corresponding to the loose random packing volume fraction of ideal
spheres.
In Figure 4.11, the red markers indicate to the length of the backlog measured after
jamming onset, and the black markers represent the recorded pressure drop in the system.
The blue curve corresponds to the calculated pressure drop using the length of the back-
log determined from video recordings (red markers) and the aforementioned assumptions.
Additionally, considering that the backlog might grow linearly w.r.t. time before jamming
onset takes place, Equation 4.4 can also provide an estimate of the particle velocity limits
during the intermittent particle flow regime. Accordingly, the pressure drop was calculated
assuming different mean velocities for the particle phase and linear growth of the backlog
from the beginning of the particle accumulation until the jamming onset. The green curves
(dotted lines in Figure 4.11) show the calculated pressure drop for each of the assumed mean
velocities for the particles.
Assuming the particle velocity equal to zero (i.e. the particle flow is arrested and the
relative velocity is maximum), the calculated pressure drop in Figure 4.11 matches most of
the peaks in the recorded experimental pressure drop; which are related to the transient arch
formation and breakage. On the other hand, the estimated pressure drop assuming higher
100
values for the particle velocity (i.e. 0.15 m/s) corresponds to the minima in the recorded
pressure drop, suggesting that this might be the maximum velocity for the particles in the
backlog. It is worth noting that this particle velocity is much lower than the interstitial
fluid velocity (i.e. ui =usαf), assuming that fluid volume fraction αf is ∼ 0.4 throughout the
backlog before jamming onset.
4.3.1.2 The pressure drop fluctuations and intermittent particle flow: an earlyjamming indicator
The initial accumulation of solid particles at the flow path constriction constitutes a key
component of the fluid-driven particle jamming phenomenon that triggers particle backlog
formation. A developed particle backlog have been related to a constant jamming rate in
previous fluid-drive particle jamming studies [175]. The solid particles accumulating at the
restriction not only contribute toward increasing the total pressure drop in the pipeline but
also they cause DP fluctuations as transient stabilizing particle structures form (i.e. inter-
mittent arch formation at the flow path constriction). The sudden kinetic arrest of the solid
particles causes both the mean fluid-particle relative velocity and the particle-particle con-
tact forces to increase. Therefore, the pressure drop in the system can be modeled following
Di Felice drag model [212], as discussed in the previous section. After solid particles recover
flow, both the fluid-particle relative velocity and the particle-particle contact forces decrease.
Consequently, alternating particle flow and arrest periods at the flow path constriction would
result in DP fluctuations, a feature consistently observed in the bench-scale flowloop tests
conducted at CHR.
The time-marked video recordings gathered in parallel with the bench-scale flowloop in-
ternal data collection confirmed the influence of particle accumulation and subsequent jam-
ming on the pressure drop profiles obtained during fluid-driven jamming studies. Figure 4.12
shows the characteristic pressure drop profile obtained from an individual experimental run
in the bench-scale flowloop combined with snapshots taken from the synchronized video
recording at the flow path restriction. The snapshots included in Figure 4.12 correspond to
101
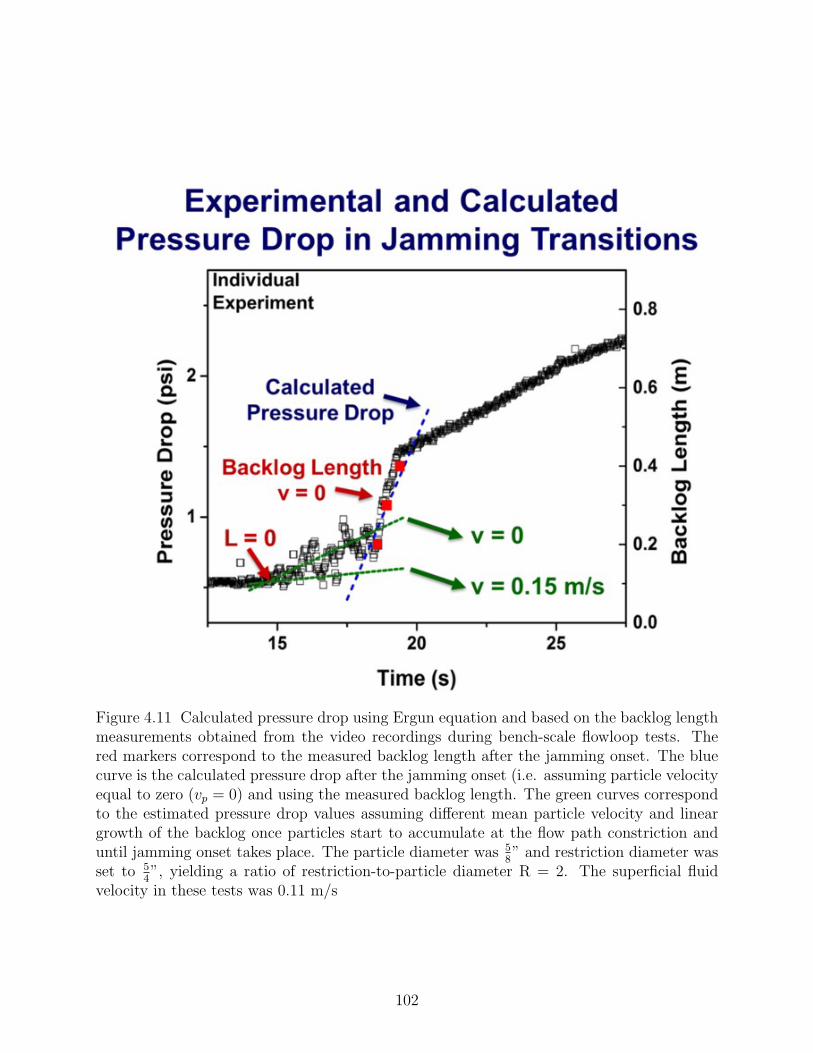
Figure 4.11 Calculated pressure drop using Ergun equation and based on the backlog lengthmeasurements obtained from the video recordings during bench-scale flowloop tests. Thered markers correspond to the measured backlog length after the jamming onset. The bluecurve is the calculated pressure drop after the jamming onset (i.e. assuming particle velocityequal to zero (vp = 0) and using the measured backlog length. The green curves correspondto the estimated pressure drop values assuming different mean particle velocity and lineargrowth of the backlog once particles start to accumulate at the flow path constriction anduntil jamming onset takes place. The particle diameter was 5
8” and restriction diameter was
set to 54”, yielding a ratio of restriction-to-particle diameter R = 2. The superficial fluid
velocity in these tests was 0.11 m/s
102

the different stages described in Figure 4.8. Initially, the solid particles freely flow across the
restriction leading to a uniform and smooth pressure drop profile. After particles start to
accumulate at the restriction (i.e. the particle incoming rate exceeds Beverloo’s limit [213]
at t ∼ 20s in Figure 4.12), both DP and DP fluctuations start to increase. Eventually, a
stable arch emerges, corresponding to the sudden increase in the pressure drop that contin-
ues to exist beyond the evaluated experimental time without showing further fluctuations
as observed at t ≥ 26 s in Figure 4.12). The fluctuation-free pressure drop behavior should
persist unless a stick/slip kind of phenomena occurs releasing further particle from the flow
path restriction.
The information in Figure 4.12 suggests that the onset of the pressure drop fluctuations
could function as an early indicator of potential particle jamming risk related to the accumu-
lation of particles at the flow path restriction. Such flow path restrictions could correspond
to critical locations in pipelines where the system geometry causes a reduction in effective
area available for particles to flow. Small-radius bends, such as observed in subsea jumpers
or at the bottom of a riser, can result in phase stratification in multiphase systems due to
the centrifugal forces acting in this region of the pipe, and the subsequent solid material
accumulation; similarly, regions presenting significant scaling or deposit formation can pro-
vide the required constrictions for solid particles to accumulate. However, in order to use
such pressure drop fluctuations as an early jamming indicator, some signal processing and
analysis need to be conducted.
The pressure drop data from single independent bench-scale flowloop experimental runs
was been divided into identical bins of a given duration. Then, the mean of the pressure
drop time-derivative absolute value was estimated for each data bin according to Equation
4.5,
∆PF luctuationsi ∝
∣
∣
∣
∣
d (∆P )
dt
∣
∣
∣
∣
i
≈
∣
∣
∣
∣
∆ (∆P )
∆t
∣
∣
∣
∣
i
(4.5)
103
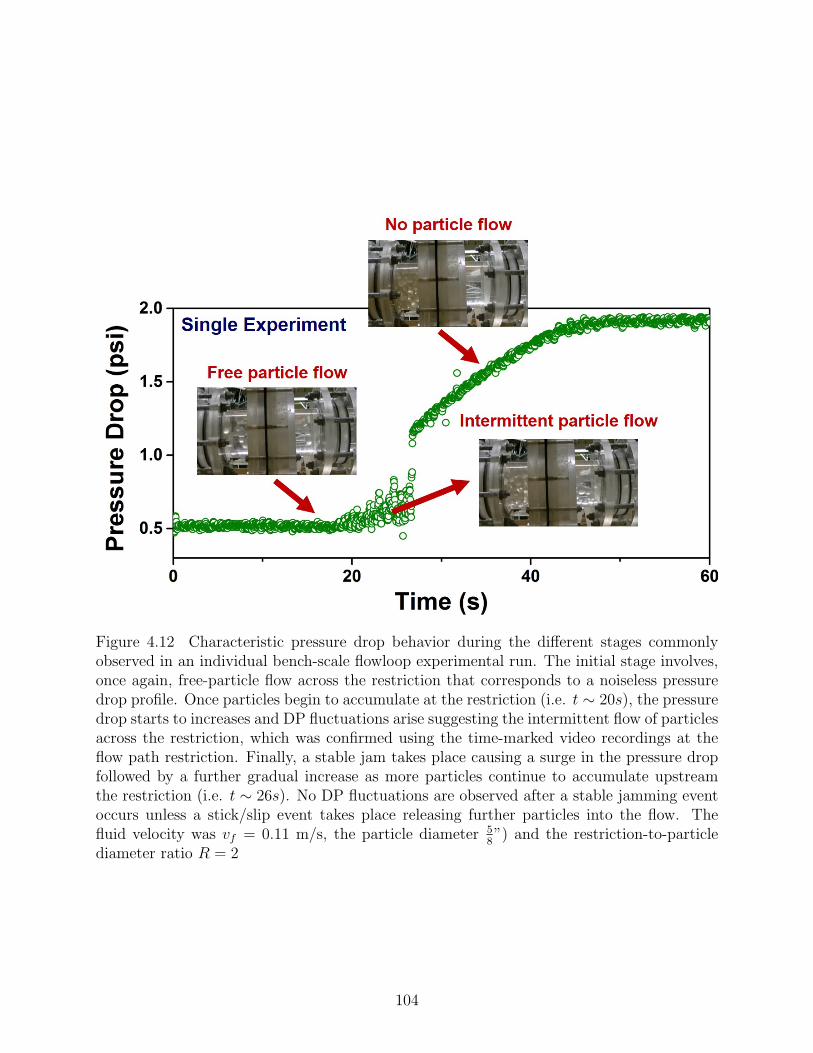
Figure 4.12 Characteristic pressure drop behavior during the different stages commonlyobserved in an individual bench-scale flowloop experimental run. The initial stage involves,once again, free-particle flow across the restriction that corresponds to a noiseless pressuredrop profile. Once particles begin to accumulate at the restriction (i.e. t ∼ 20s), the pressuredrop starts to increases and DP fluctuations arise suggesting the intermittent flow of particlesacross the restriction, which was confirmed using the time-marked video recordings at theflow path restriction. Finally, a stable jam takes place causing a surge in the pressure dropfollowed by a further gradual increase as more particles continue to accumulate upstreamthe restriction (i.e. t ∼ 26s). No DP fluctuations are observed after a stable jamming eventoccurs unless a stick/slip event takes place releasing further particles into the flow. Thefluid velocity was vf = 0.11 m/s, the particle diameter 5
8”) and the restriction-to-particle
diameter ratio R = 2
104
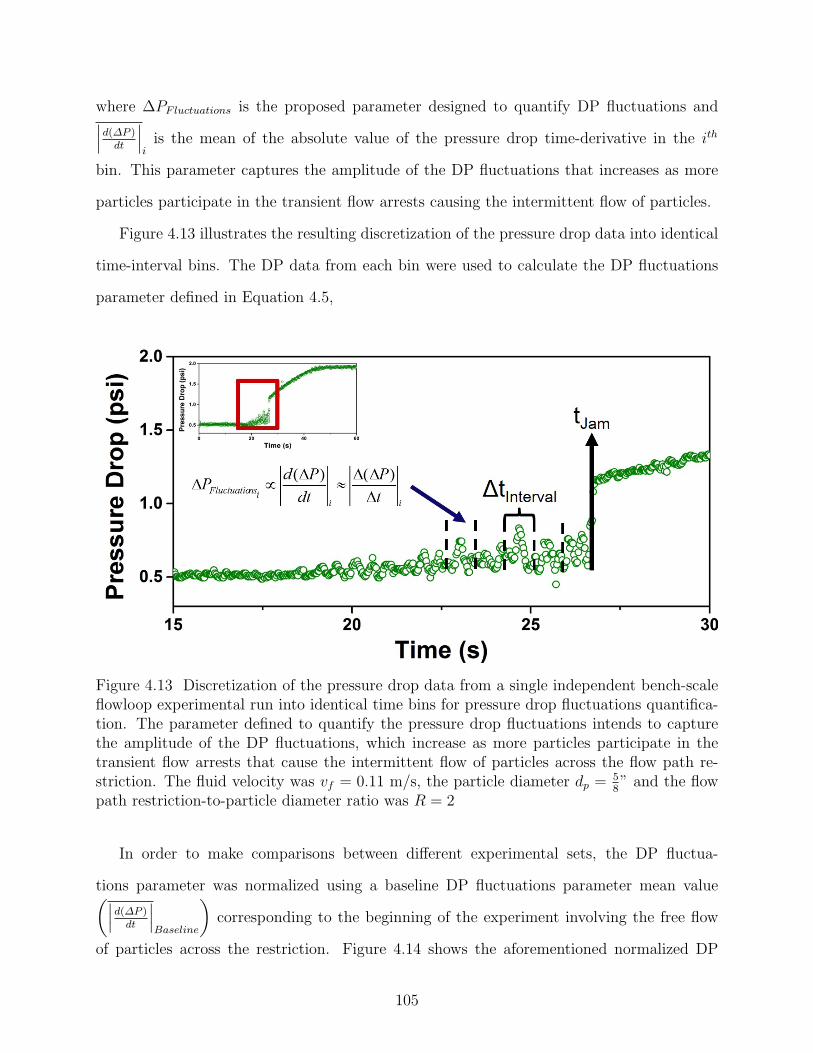
where ∆PF luctuations is the proposed parameter designed to quantify DP fluctuations and∣
∣
∣
d(∆P )dt
∣
∣
∣
iis the mean of the absolute value of the pressure drop time-derivative in the ith
bin. This parameter captures the amplitude of the DP fluctuations that increases as more
particles participate in the transient flow arrests causing the intermittent flow of particles.
Figure 4.13 illustrates the resulting discretization of the pressure drop data into identical
time-interval bins. The DP data from each bin were used to calculate the DP fluctuations
parameter defined in Equation 4.5,
Figure 4.13 Discretization of the pressure drop data from a single independent bench-scaleflowloop experimental run into identical time bins for pressure drop fluctuations quantifica-tion. The parameter defined to quantify the pressure drop fluctuations intends to capturethe amplitude of the DP fluctuations, which increase as more particles participate in thetransient flow arrests that cause the intermittent flow of particles across the flow path re-striction. The fluid velocity was vf = 0.11 m/s, the particle diameter dp =
58” and the flow
path restriction-to-particle diameter ratio was R = 2
In order to make comparisons between different experimental sets, the DP fluctua-
tions parameter was normalized using a baseline DP fluctuations parameter mean value(
∣
∣
∣
d(∆P )dt
∣
∣
∣
Baseline
)
corresponding to the beginning of the experiment involving the free flow
of particles across the restriction. Figure 4.14 shows the aforementioned normalized DP
105
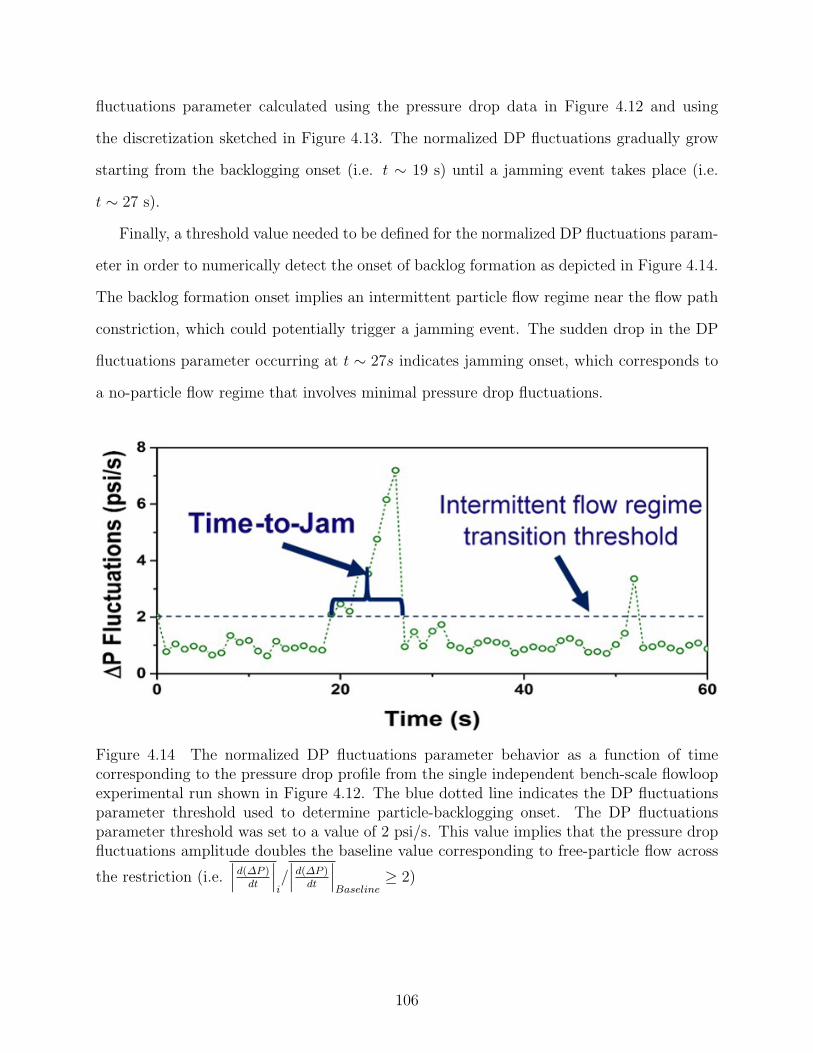
fluctuations parameter calculated using the pressure drop data in Figure 4.12 and using
the discretization sketched in Figure 4.13. The normalized DP fluctuations gradually grow
starting from the backlogging onset (i.e. t ∼ 19 s) until a jamming event takes place (i.e.
t ∼ 27 s).
Finally, a threshold value needed to be defined for the normalized DP fluctuations param-
eter in order to numerically detect the onset of backlog formation as depicted in Figure 4.14.
The backlog formation onset implies an intermittent particle flow regime near the flow path
constriction, which could potentially trigger a jamming event. The sudden drop in the DP
fluctuations parameter occurring at t ∼ 27s indicates jamming onset, which corresponds to
a no-particle flow regime that involves minimal pressure drop fluctuations.
Figure 4.14 The normalized DP fluctuations parameter behavior as a function of timecorresponding to the pressure drop profile from the single independent bench-scale flowloopexperimental run shown in Figure 4.12. The blue dotted line indicates the DP fluctuationsparameter threshold used to determine particle-backlogging onset. The DP fluctuationsparameter threshold was set to a value of 2 psi/s. This value implies that the pressure dropfluctuations amplitude doubles the baseline value corresponding to free-particle flow across
the restriction (i.e.∣
∣
∣
d(∆P )dt
∣
∣
∣
i/∣
∣
∣
d(∆P )dt
∣
∣
∣
Baseline≥ 2)
106
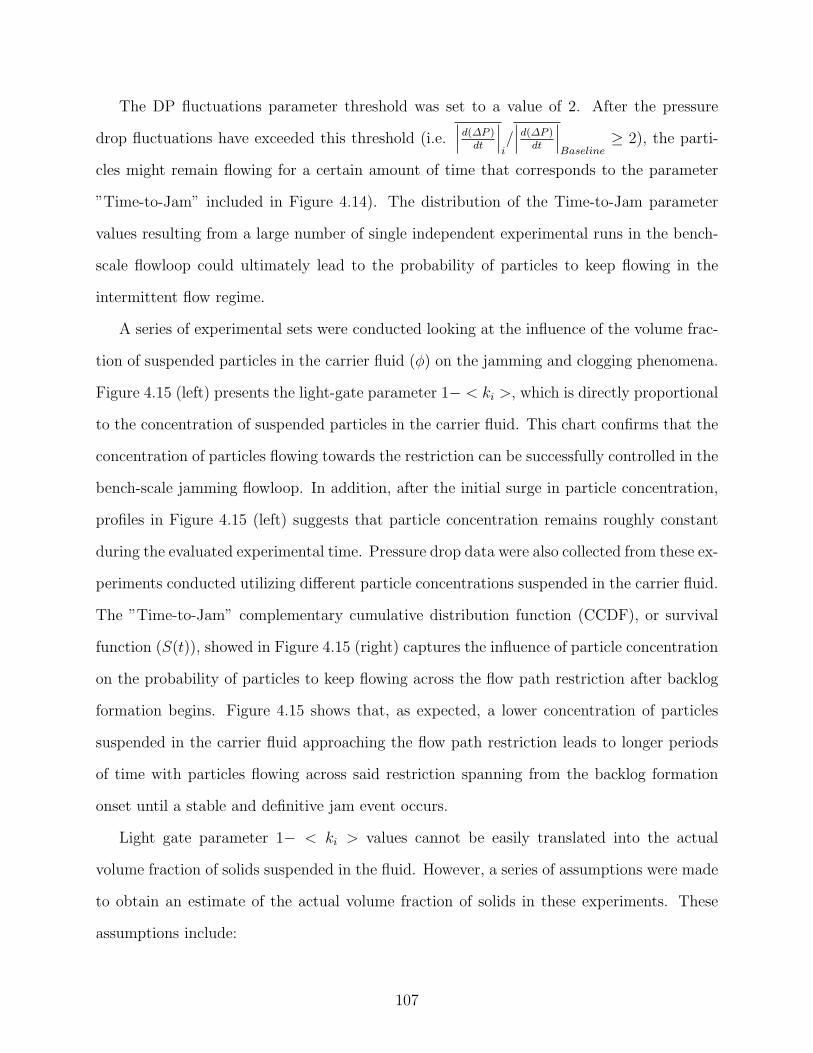
The DP fluctuations parameter threshold was set to a value of 2. After the pressure
drop fluctuations have exceeded this threshold (i.e.∣
∣
∣
d(∆P )dt
∣
∣
∣
i/∣
∣
∣
d(∆P )dt
∣
∣
∣
Baseline≥ 2), the parti-
cles might remain flowing for a certain amount of time that corresponds to the parameter
”Time-to-Jam” included in Figure 4.14). The distribution of the Time-to-Jam parameter
values resulting from a large number of single independent experimental runs in the bench-
scale flowloop could ultimately lead to the probability of particles to keep flowing in the
intermittent flow regime.
A series of experimental sets were conducted looking at the influence of the volume frac-
tion of suspended particles in the carrier fluid (φ) on the jamming and clogging phenomena.
Figure 4.15 (left) presents the light-gate parameter 1− < ki >, which is directly proportional
to the concentration of suspended particles in the carrier fluid. This chart confirms that the
concentration of particles flowing towards the restriction can be successfully controlled in the
bench-scale jamming flowloop. In addition, after the initial surge in particle concentration,
profiles in Figure 4.15 (left) suggests that particle concentration remains roughly constant
during the evaluated experimental time. Pressure drop data were also collected from these ex-
periments conducted utilizing different particle concentrations suspended in the carrier fluid.
The ”Time-to-Jam” complementary cumulative distribution function (CCDF), or survival
function (S(t)), showed in Figure 4.15 (right) captures the influence of particle concentration
on the probability of particles to keep flowing across the flow path restriction after backlog
formation begins. Figure 4.15 shows that, as expected, a lower concentration of particles
suspended in the carrier fluid approaching the flow path restriction leads to longer periods
of time with particles flowing across said restriction spanning from the backlog formation
onset until a stable and definitive jam event occurs.
Light gate parameter 1− < ki > values cannot be easily translated into the actual
volume fraction of solids suspended in the fluid. However, a series of assumptions were made
to obtain an estimate of the actual volume fraction of solids in these experiments. These
assumptions include:
107
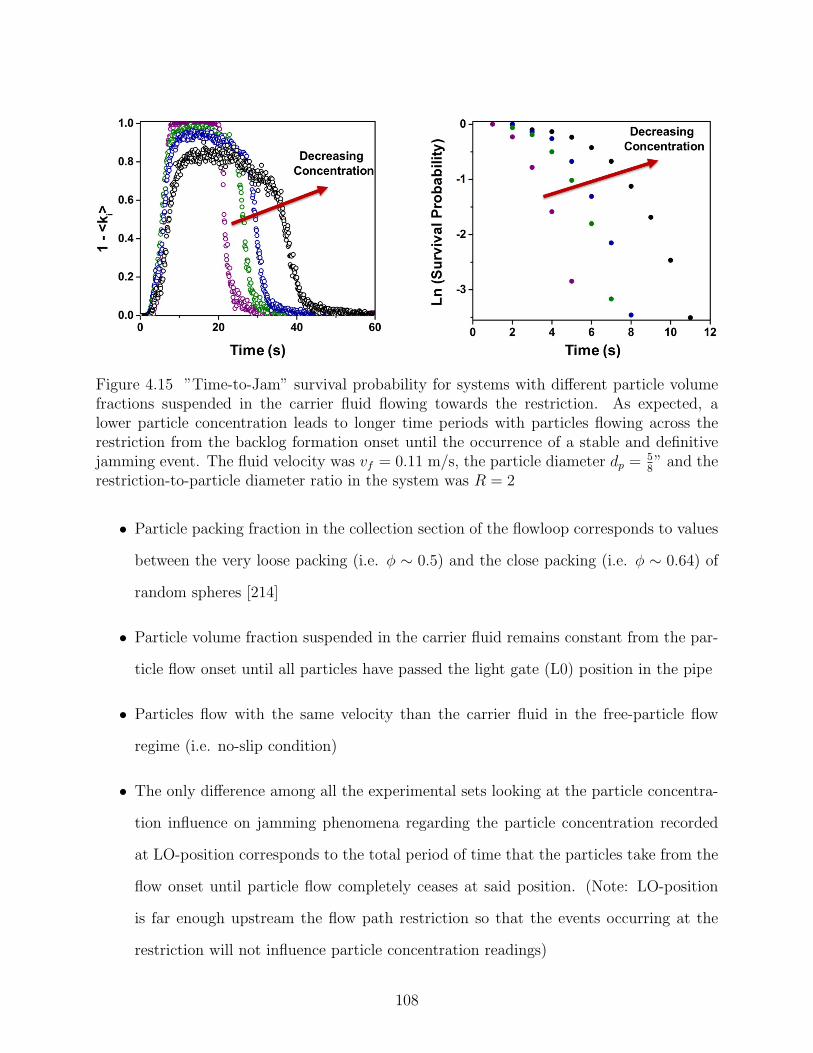
Figure 4.15 ”Time-to-Jam” survival probability for systems with different particle volumefractions suspended in the carrier fluid flowing towards the restriction. As expected, alower particle concentration leads to longer time periods with particles flowing across therestriction from the backlog formation onset until the occurrence of a stable and definitivejamming event. The fluid velocity was vf = 0.11 m/s, the particle diameter dp =
58” and the
restriction-to-particle diameter ratio in the system was R = 2
• Particle packing fraction in the collection section of the flowloop corresponds to values
between the very loose packing (i.e. φ ∼ 0.5) and the close packing (i.e. φ ∼ 0.64) of
random spheres [214]
• Particle volume fraction suspended in the carrier fluid remains constant from the par-
ticle flow onset until all particles have passed the light gate (L0) position in the pipe
• Particles flow with the same velocity than the carrier fluid in the free-particle flow
regime (i.e. no-slip condition)
• The only difference among all the experimental sets looking at the particle concentra-
tion influence on jamming phenomena regarding the particle concentration recorded
at LO-position corresponds to the total period of time that the particles take from the
flow onset until particle flow completely ceases at said position. (Note: LO-position
is far enough upstream the flow path restriction so that the events occurring at the
restriction will not influence particle concentration readings)
108
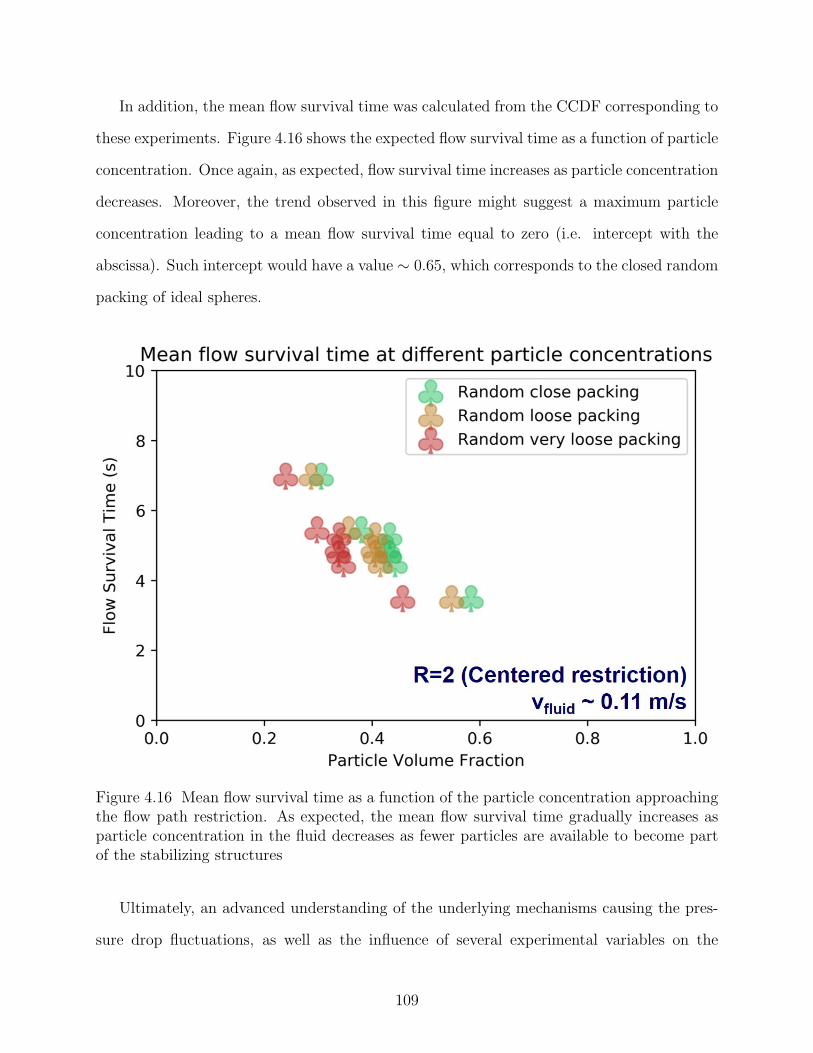
In addition, the mean flow survival time was calculated from the CCDF corresponding to
these experiments. Figure 4.16 shows the expected flow survival time as a function of particle
concentration. Once again, as expected, flow survival time increases as particle concentration
decreases. Moreover, the trend observed in this figure might suggest a maximum particle
concentration leading to a mean flow survival time equal to zero (i.e. intercept with the
abscissa). Such intercept would have a value ∼ 0.65, which corresponds to the closed random
packing of ideal spheres.
Figure 4.16 Mean flow survival time as a function of the particle concentration approachingthe flow path restriction. As expected, the mean flow survival time gradually increases asparticle concentration in the fluid decreases as fewer particles are available to become partof the stabilizing structures
Ultimately, an advanced understanding of the underlying mechanisms causing the pres-
sure drop fluctuations, as well as the influence of several experimental variables on the
109
amplitude and frequency of such fluctuations, could lead to the development of predictive
tools to assess jamming risk. These variables could include the particle concentration, the
fluid velocity, and the particle size dispersion. Figure 4.17 diagrams a hypothetical example
of the kind of tools that could be developed. The implementation of such tools might help to
relate the information coming from the pressure drop data to an imminent clogging hazard
arising in the system.
Figure 4.17 Hypothetical particle jamming risk assessment tool based on the pressure dropfluctuations in the system. Such a tool could help to relate the information coming from thepressure drop data to an imminent clogging hazard arising in the system
110
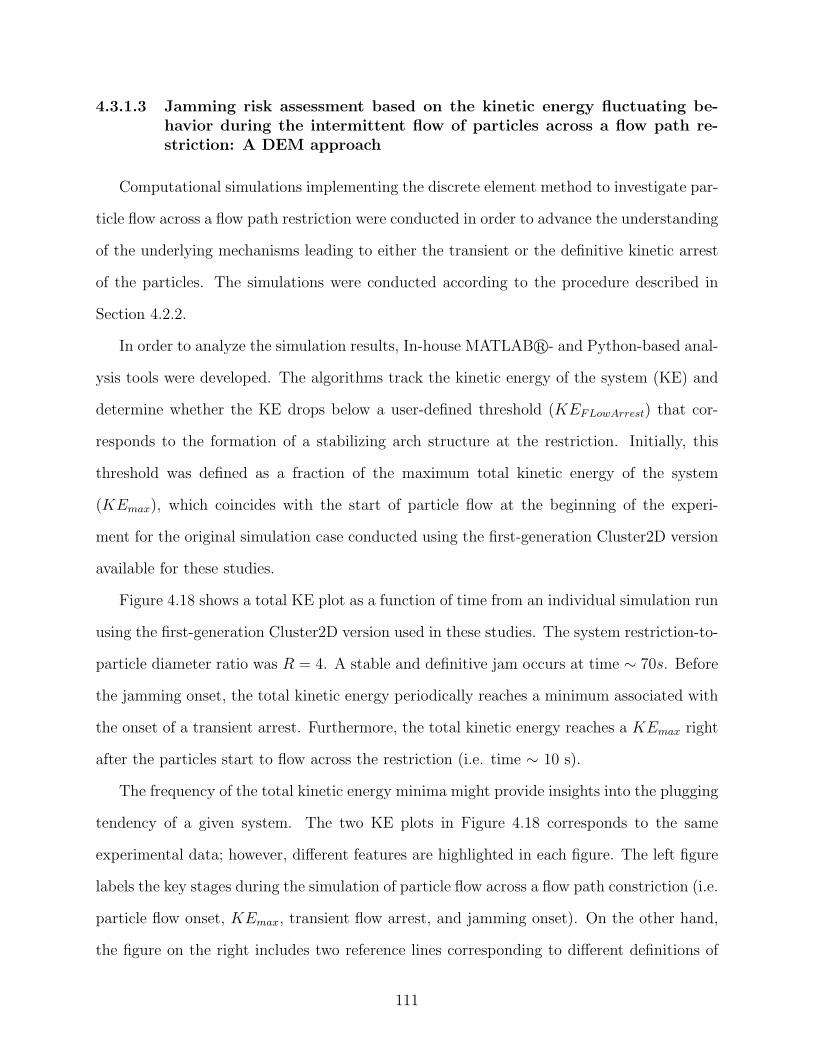
4.3.1.3 Jamming risk assessment based on the kinetic energy fluctuating be-havior during the intermittent flow of particles across a flow path re-striction: A DEM approach
Computational simulations implementing the discrete element method to investigate par-
ticle flow across a flow path restriction were conducted in order to advance the understanding
of the underlying mechanisms leading to either the transient or the definitive kinetic arrest
of the particles. The simulations were conducted according to the procedure described in
Section 4.2.2.
In order to analyze the simulation results, In-house MATLABr- and Python-based anal-
ysis tools were developed. The algorithms track the kinetic energy of the system (KE) and
determine whether the KE drops below a user-defined threshold (KEFLowArrest) that cor-
responds to the formation of a stabilizing arch structure at the restriction. Initially, this
threshold was defined as a fraction of the maximum total kinetic energy of the system
(KEmax), which coincides with the start of particle flow at the beginning of the experi-
ment for the original simulation case conducted using the first-generation Cluster2D version
available for these studies.
Figure 4.18 shows a total KE plot as a function of time from an individual simulation run
using the first-generation Cluster2D version used in these studies. The system restriction-to-
particle diameter ratio was R = 4. A stable and definitive jam occurs at time ∼ 70s. Before
the jamming onset, the total kinetic energy periodically reaches a minimum associated with
the onset of a transient arrest. Furthermore, the total kinetic energy reaches a KEmax right
after the particles start to flow across the restriction (i.e. time ∼ 10 s).
The frequency of the total kinetic energy minima might provide insights into the plugging
tendency of a given system. The two KE plots in Figure 4.18 corresponds to the same
experimental data; however, different features are highlighted in each figure. The left figure
labels the key stages during the simulation of particle flow across a flow path constriction (i.e.
particle flow onset, KEmax, transient flow arrest, and jamming onset). On the other hand,
the figure on the right includes two reference lines corresponding to different definitions of
111
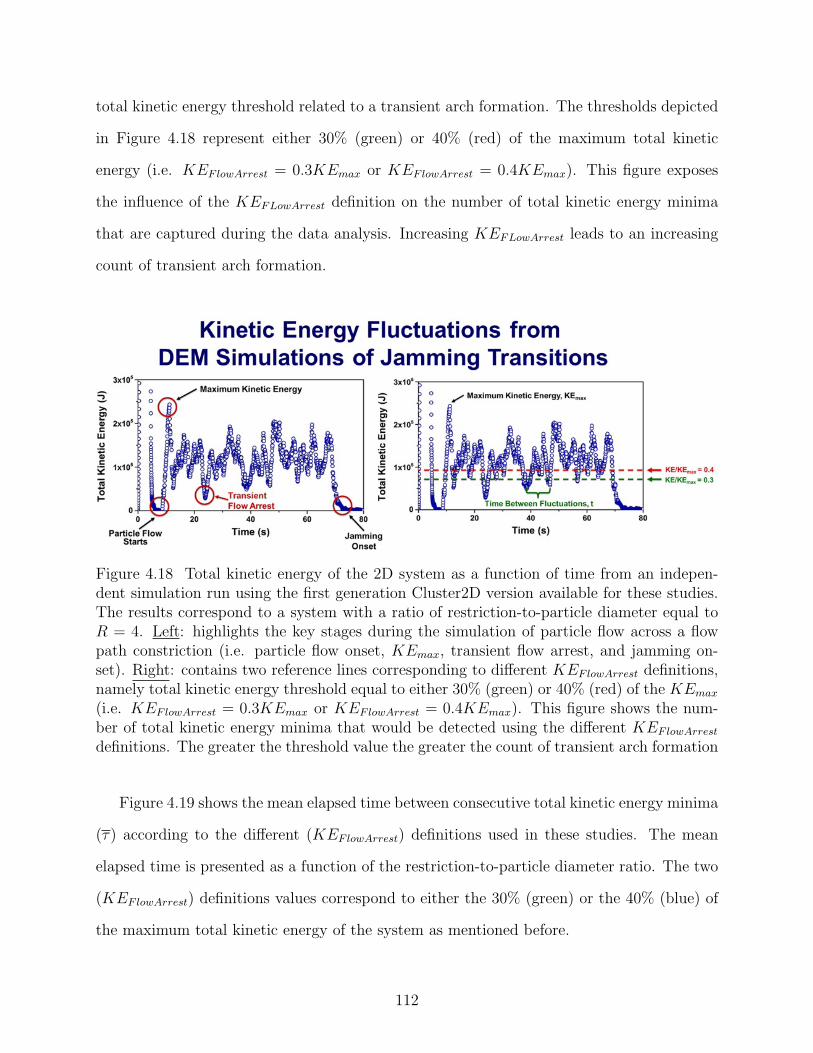
total kinetic energy threshold related to a transient arch formation. The thresholds depicted
in Figure 4.18 represent either 30% (green) or 40% (red) of the maximum total kinetic
energy (i.e. KEF lowArrest = 0.3KEmax or KEF lowArrest = 0.4KEmax). This figure exposes
the influence of the KEFLowArrest definition on the number of total kinetic energy minima
that are captured during the data analysis. Increasing KEFLowArrest leads to an increasing
count of transient arch formation.
Figure 4.18 Total kinetic energy of the 2D system as a function of time from an indepen-dent simulation run using the first generation Cluster2D version available for these studies.The results correspond to a system with a ratio of restriction-to-particle diameter equal toR = 4. Left: highlights the key stages during the simulation of particle flow across a flowpath constriction (i.e. particle flow onset, KEmax, transient flow arrest, and jamming on-set). Right: contains two reference lines corresponding to different KEF lowArrest definitions,namely total kinetic energy threshold equal to either 30% (green) or 40% (red) of the KEmax(i.e. KEF lowArrest = 0.3KEmax or KEF lowArrest = 0.4KEmax). This figure shows the num-ber of total kinetic energy minima that would be detected using the different KEF lowArrestdefinitions. The greater the threshold value the greater the count of transient arch formation
Figure 4.19 shows the mean elapsed time between consecutive total kinetic energy minima
(τ) according to the different (KEF lowArrest) definitions used in these studies. The mean
elapsed time is presented as a function of the restriction-to-particle diameter ratio. The two
(KEF lowArrest) definitions values correspond to either the 30% (green) or the 40% (blue) of
the maximum total kinetic energy of the system as mentioned before.
112
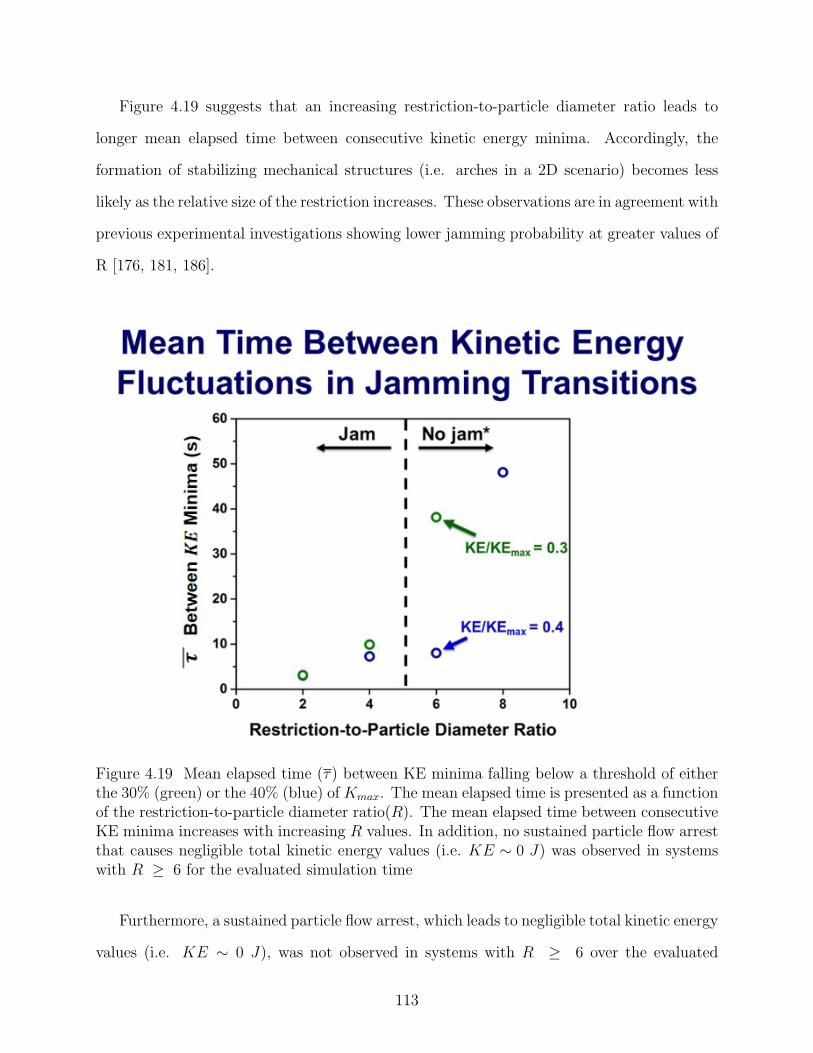
Figure 4.19 suggests that an increasing restriction-to-particle diameter ratio leads to
longer mean elapsed time between consecutive kinetic energy minima. Accordingly, the
formation of stabilizing mechanical structures (i.e. arches in a 2D scenario) becomes less
likely as the relative size of the restriction increases. These observations are in agreement with
previous experimental investigations showing lower jamming probability at greater values of
R [176, 181, 186].
Figure 4.19 Mean elapsed time (τ) between KE minima falling below a threshold of eitherthe 30% (green) or the 40% (blue) of Kmax. The mean elapsed time is presented as a functionof the restriction-to-particle diameter ratio(R). The mean elapsed time between consecutiveKE minima increases with increasing R values. In addition, no sustained particle flow arrestthat causes negligible total kinetic energy values (i.e. KE ∼ 0 J) was observed in systemswith R ≥ 6 for the evaluated simulation time
Furthermore, a sustained particle flow arrest, which leads to negligible total kinetic energy
values (i.e. KE ∼ 0 J), was not observed in systems with R ≥ 6 over the evaluated
113
simulation time. In the case of systems with R = 8, the total kinetic energy minima never
fell below 30% of the maximum kinetic energy. In addition, the mean elapsed time between
KE minimum values below 0.4KEmax in systems with R = 8 increases dramatically with
respect to R11 = 6.
Previous experimental studies on gravity-driven particle jamming suggested a finite crit-
ical ratio of restriction-to-particle diameter (Rc) for jamming transitions in 2D and 3D sys-
tems. According to these investigations, a stable jamming event is impossible, or at least
extremely unlikely, in systems with a restriction to particle diameter ratio greater than the
critical value (i.e. R > Rc). The conducted DEM simulations with a ratio of restriction-to-
particle diameter equal to 8 approached the suggested critical diameter ratio value for 2D
systems, which was found to be Rc ∼ 8.5 [215]. Finally, the critical ratio of restriction-to-
particle diameter in 3D systems is Rc ∼ 4.93 [185].
More recently, a second-generation Cluster2D version created by Dr. Graham Mustoe
was made available. This DEM code was specially tailored to analyze the flow of particles
across a flow path restriction. A series of exploratory analysis was conducted to determine
the optimum parameters for the new simulations to be conducted using the 2nd generation
version of Cluster2D.
Different studies using numerical simulations to investigate the influence of the friction
coefficient on jamming phenomena showed that the median jamming diameter plateaus at
friction coefficient values between 0.2 and 0.6 for spherical beads systems [204, 216]; in
contrast, at low friction coefficients, the median jamming diameter could show a strong
dependence on the material frictional properties. Figure 4.20 shows a sensitivity analysis of
the influence of the friction coefficient on the total KE of the system. High friction values
triggered numerical instabilities causing infinite rotation of trapped particles as indicated by
the gradual KE growth observer at time > 100 before particle flow begins (i.e. particle flow
onset ∼ 380). In contrast, low friction coefficient values (i.e. µparticle−particle = 0.25) also
resulted in erratic results with noise observed in the KE results both before particle release
114
and after particle jam occurs. Accordingly, both the particle-particle and the particle-wall
friction coefficients were set to 0.3 (i.e. µparticle−particle = µwall−particle=0.3), in order to favor
numerical stability while staying away from the low friction coefficient region. The standard
channel is 46 particle diameters width and has a varying size outlet on the right end of the
channel. The layer of the particles above the outlet was maintained thicker than 1.5 times
the diameter of the channel to ensure an approximately constant pressure at the bottom of
the silo according to the ”Janssen effect” [217–219]. The simulations are designed based on
the relative size of the particles to the flow path restriction without further considerations
on the system units. Assuming all parameters in the DEM simulation input file are defined
using the International System of Units (SI), the corresponding unit for the kinetic energy
results should be Joules (J).
Similarly, a sensitivity study was conducted looking at the optimal initialization time
that allows the particles to fully settle before initiating particle flow across the flow path
restriction, whilst minimizing the total simulation time. Figure 4.21 shows the results from
this sensitivity analysis for µparticle−particle values equal to 0.25 and 0.3. The results indi-
cate that the system reaches equilibrium at time ∼ 100 for both friction coefficient values
considered, which corresponds to 30k simulation steps. Moreover, the low µparticle−particle
values (Figure 4.21 (left)) resulted again in numerical instabilities in the case of a very low
initialization time (i.e. ti = 10k)
Some of the novel capabilities added to the second generation Cluster2D version included
the incorporation of user-defined regions for data collection, as well as an improved particle
seeding algorithms allowing for quicker setting of independent runs of a given simulation
case. Figure 4.22 shows a snapshot (left) taken during the simulation of particle flow across
a flow path restriction in a system with R = 4. This capture highlights the different user-
defined regions created for data recording upstream the restriction. The plot on the right
hand in Figure 4.22 contains the KE/particle profiles from each of the regions defined in the
figure on the left.
115
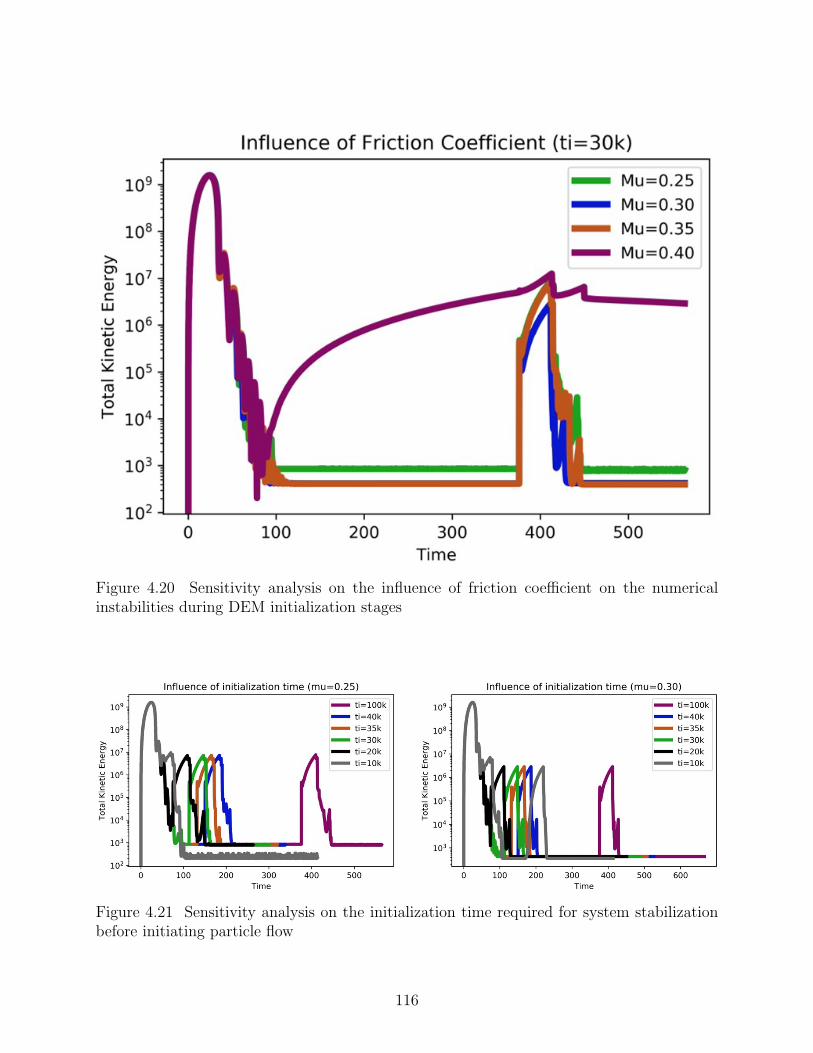
Figure 4.20 Sensitivity analysis on the influence of friction coefficient on the numericalinstabilities during DEM initialization stages
Figure 4.21 Sensitivity analysis on the initialization time required for system stabilizationbefore initiating particle flow
116
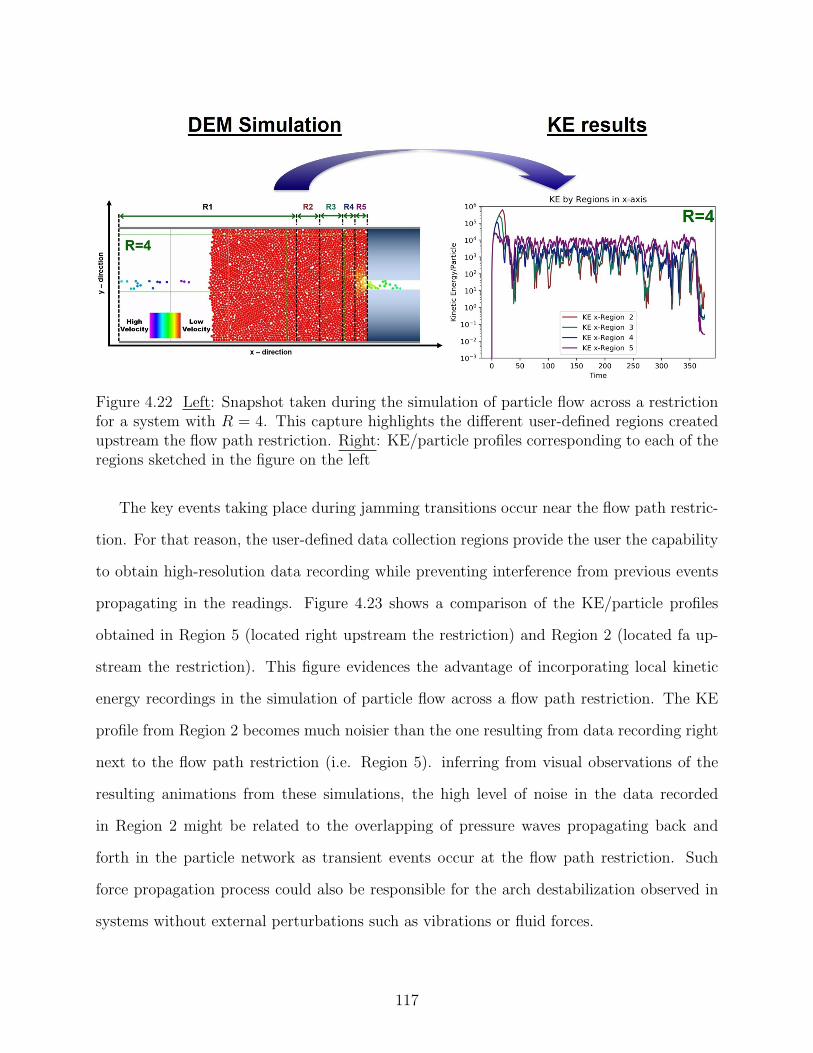
Figure 4.22 Left: Snapshot taken during the simulation of particle flow across a restrictionfor a system with R = 4. This capture highlights the different user-defined regions createdupstream the flow path restriction. Right: KE/particle profiles corresponding to each of theregions sketched in the figure on the left
The key events taking place during jamming transitions occur near the flow path restric-
tion. For that reason, the user-defined data collection regions provide the user the capability
to obtain high-resolution data recording while preventing interference from previous events
propagating in the readings. Figure 4.23 shows a comparison of the KE/particle profiles
obtained in Region 5 (located right upstream the restriction) and Region 2 (located fa up-
stream the restriction). This figure evidences the advantage of incorporating local kinetic
energy recordings in the simulation of particle flow across a flow path restriction. The KE
profile from Region 2 becomes much noisier than the one resulting from data recording right
next to the flow path restriction (i.e. Region 5). inferring from visual observations of the
resulting animations from these simulations, the high level of noise in the data recorded
in Region 2 might be related to the overlapping of pressure waves propagating back and
forth in the particle network as transient events occur at the flow path restriction. Such
force propagation process could also be responsible for the arch destabilization observed in
systems without external perturbations such as vibrations or fluid forces.
117
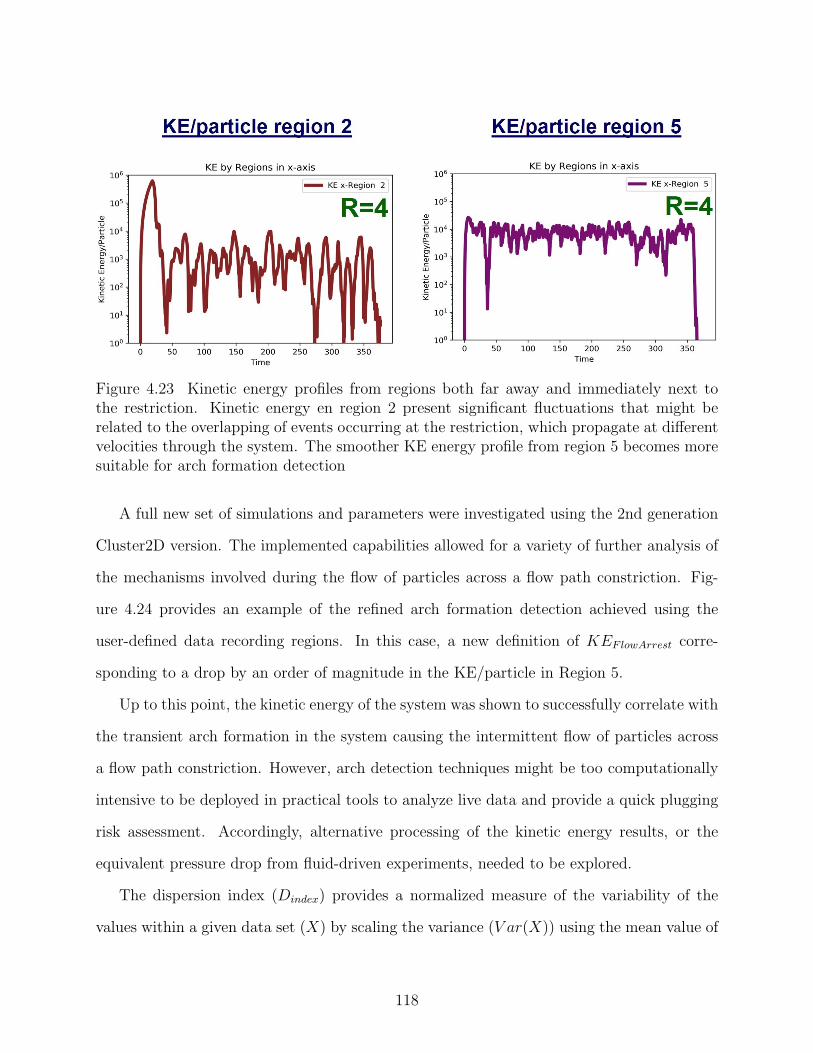
Figure 4.23 Kinetic energy profiles from regions both far away and immediately next tothe restriction. Kinetic energy en region 2 present significant fluctuations that might berelated to the overlapping of events occurring at the restriction, which propagate at differentvelocities through the system. The smoother KE energy profile from region 5 becomes moresuitable for arch formation detection
A full new set of simulations and parameters were investigated using the 2nd generation
Cluster2D version. The implemented capabilities allowed for a variety of further analysis of
the mechanisms involved during the flow of particles across a flow path constriction. Fig-
ure 4.24 provides an example of the refined arch formation detection achieved using the
user-defined data recording regions. In this case, a new definition of KEF lowArrest corre-
sponding to a drop by an order of magnitude in the KE/particle in Region 5.
Up to this point, the kinetic energy of the system was shown to successfully correlate with
the transient arch formation in the system causing the intermittent flow of particles across
a flow path constriction. However, arch detection techniques might be too computationally
intensive to be deployed in practical tools to analyze live data and provide a quick plugging
risk assessment. Accordingly, alternative processing of the kinetic energy results, or the
equivalent pressure drop from fluid-driven experiments, needed to be explored.
The dispersion index (Dindex) provides a normalized measure of the variability of the
values within a given data set (X) by scaling the variance (V ar(X)) using the mean value of
118
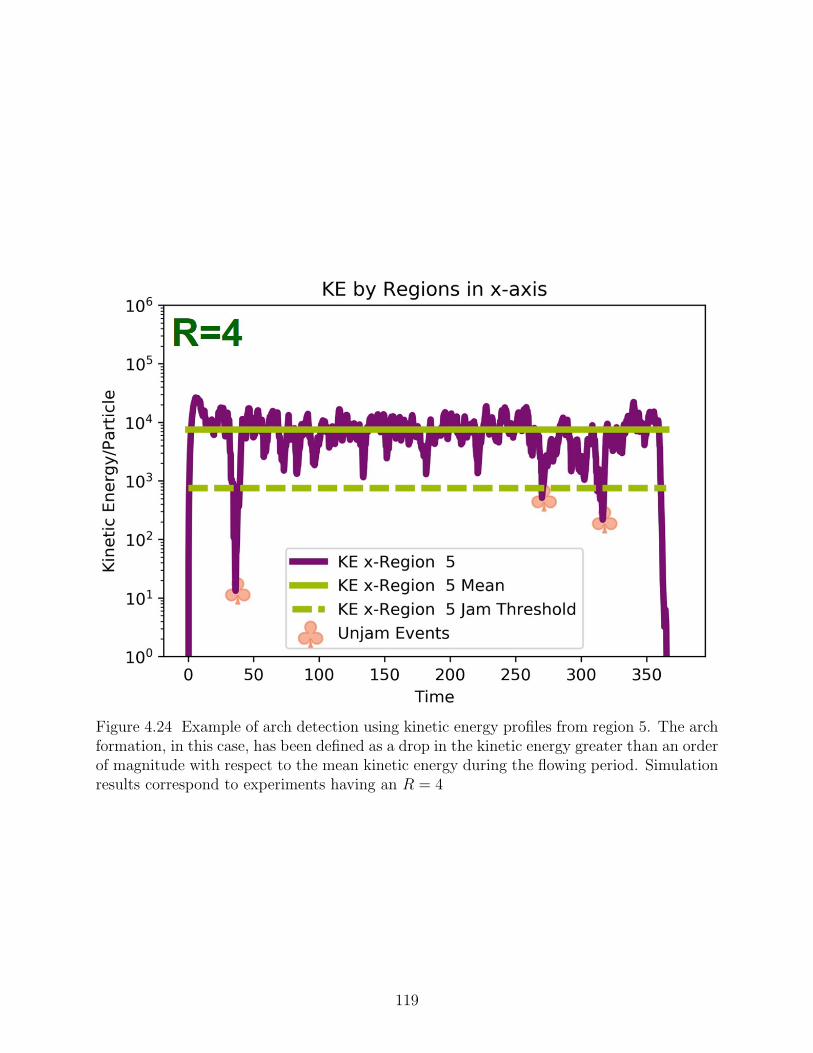
Figure 4.24 Example of arch detection using kinetic energy profiles from region 5. The archformation, in this case, has been defined as a drop in the kinetic energy greater than an orderof magnitude with respect to the mean kinetic energy during the flowing period. Simulationresults correspond to experiments having an R = 4
119
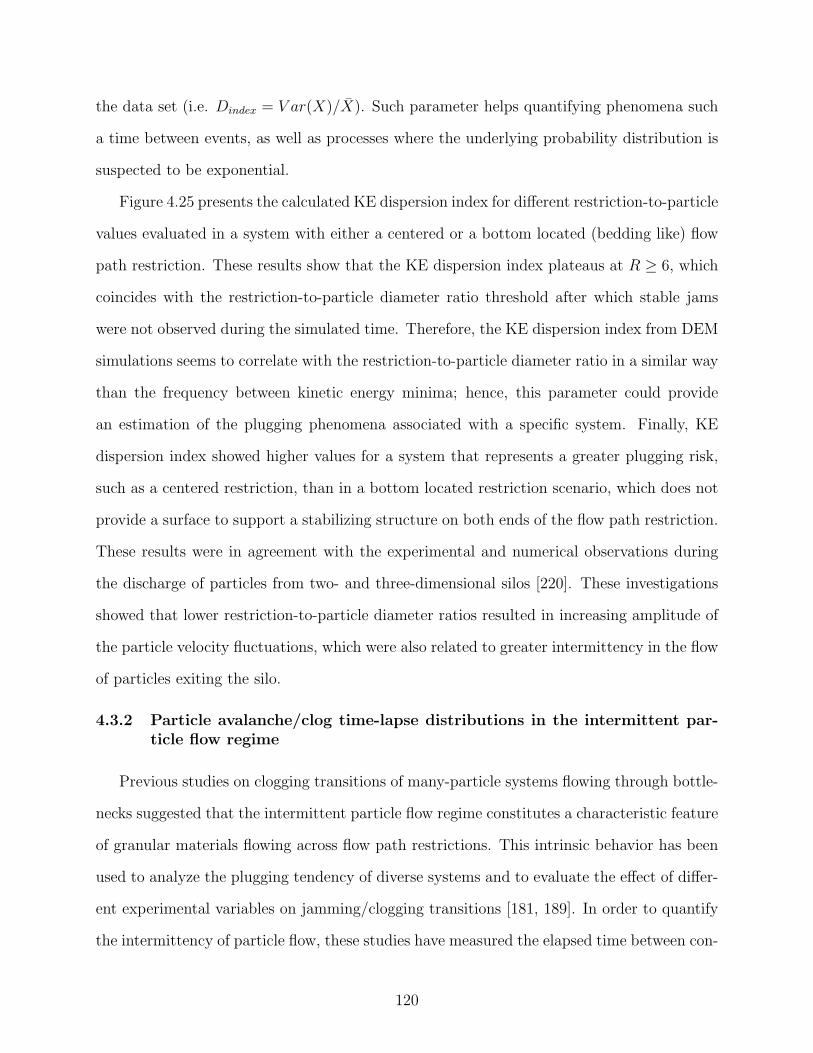
the data set (i.e. Dindex = V ar(X)/X). Such parameter helps quantifying phenomena such
a time between events, as well as processes where the underlying probability distribution is
suspected to be exponential.
Figure 4.25 presents the calculated KE dispersion index for different restriction-to-particle
values evaluated in a system with either a centered or a bottom located (bedding like) flow
path restriction. These results show that the KE dispersion index plateaus at R ≥ 6, which
coincides with the restriction-to-particle diameter ratio threshold after which stable jams
were not observed during the simulated time. Therefore, the KE dispersion index from DEM
simulations seems to correlate with the restriction-to-particle diameter ratio in a similar way
than the frequency between kinetic energy minima; hence, this parameter could provide
an estimation of the plugging phenomena associated with a specific system. Finally, KE
dispersion index showed higher values for a system that represents a greater plugging risk,
such as a centered restriction, than in a bottom located restriction scenario, which does not
provide a surface to support a stabilizing structure on both ends of the flow path restriction.
These results were in agreement with the experimental and numerical observations during
the discharge of particles from two- and three-dimensional silos [220]. These investigations
showed that lower restriction-to-particle diameter ratios resulted in increasing amplitude of
the particle velocity fluctuations, which were also related to greater intermittency in the flow
of particles exiting the silo.
4.3.2 Particle avalanche/clog time-lapse distributions in the intermittent par-ticle flow regime
Previous studies on clogging transitions of many-particle systems flowing through bottle-
necks suggested that the intermittent particle flow regime constitutes a characteristic feature
of granular materials flowing across flow path restrictions. This intrinsic behavior has been
used to analyze the plugging tendency of diverse systems and to evaluate the effect of differ-
ent experimental variables on jamming/clogging transitions [181, 189]. In order to quantify
the intermittency of particle flow, these studies have measured the elapsed time between con-
120
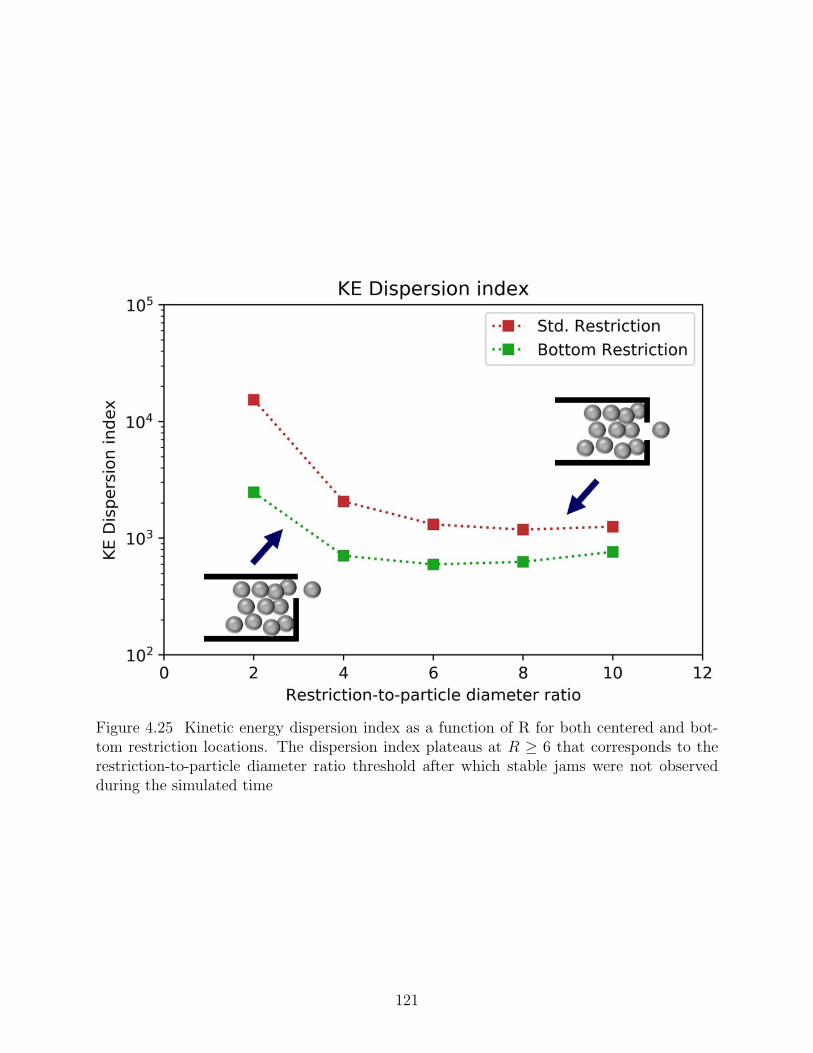
Figure 4.25 Kinetic energy dispersion index as a function of R for both centered and bot-tom restriction locations. The dispersion index plateaus at R ≥ 6 that corresponds to therestriction-to-particle diameter ratio threshold after which stable jams were not observedduring the simulated time
121
secutive groups of particles (i.e. particle avalanches) flowing across the restriction, and have
denoted this parameter as lag or elapsed time (τ). Following the understanding obtained
from these previous studies, the survival function of the lag time quantifies the tendency of
the system to remain either clogged or flowing for a given amount of time [181].
The same approach used in these previous studies to quantify the clogging (or plugging)
tendency of the system of a different nature might be adapted to the available experimen-
tal data in order to analyze the results obtained from the automated bench-scale jamming
flowloop available at CHR. Accordingly, data from the photoelectric sensors installed down-
stream of the restriction could provide the elapsed time between consecutive avalanches of
particles coming from the restriction. Hence, the survival function estimated from the dis-
tribution of the lag time between particle avalanches measured using aforementioned photo-
electric sensors could capture the influence of variables such as the particle size dispersion
and the fluid velocity on the clogging tendency of the system.
Figure 4.26 (left) shows the survival function of the lag time (τ) from the experiments
conducted using monodisperse and bi-disperse spheres with the same restriction-to-mean
particle diameter ratio (i.e. R = 2). The tails of lag time in the fluid-driven particle
jamming studies suggested a power-law distribution, in agreement with previous studies
showing such power-law distribution of either lag time or particle velocity in systems of a
distinct nature such a sheep herds or simulated active disks [3, 193, 221, 222]. The curve
corresponding to the bi-disperse sphere system (Figure 4.26 (left, blue curve)) suggests a
greater probability of observing longer lag times than in the monodisperse sphere system (left,
red curve). It is worth noting that the entirety of the individual independent tests within each
experimental set eventually remained clogged for a longer time than maximum experimental
time. The distribution showing a higher probability of longer lag times suggest that particles
might be able to recover flow after longer periods being arrested. This result supports
the hypothesis that the particle networks formed in the bi-disperse systems are inherently
weaker than those from monodisperse sphere systems. This analysis was in agreement with
122
the visual observations from tests with bi-disperse spheres. In these experiments, after
the particle flow apparently ceases completely, the particle network stabilizing the system
might collapse allowing the particles to flow again until a new stabilizing structure arises
(i.e. stick/slip phenomena). This contrasts with the visual observations from monodisperse
systems showing a very stable behavior after the jamming or clogging onset. The stabilizing
structures developed in the bi-disperse systems might contain more geometrical defects that
decrease the mechanical resistance of the particle network against external perturbations,
such as the vibrations caused by the fluid flow [188].
The same data treatment and analysis were applied to experiments conducted with dif-
ferent fluid velocities. In Figure 4.26 (right), the survival function of the lag time suggests
a greater probability of observing a stick/slip event after longer periods of particle flow
arrest as the fluid velocity increases. The greater fluid velocity might introduce further vi-
brations or noise acting on the stabilizing structures. Such vibrations are likely to break
the arches stabilizing the jammed particles according to the previous investigations carried
out by Mankoc et al., 20019 focused on the discharge of granular material in vibrated and
non-vibrated silos [187].
Constructing particle avalanche/clog size distributions is also possible now with the up-
dated capabilities available in the second generation Cluster2D version. User-defined data
recording regions 6 and 8 in Figure 4.6 were designed specifically to recreate the data col-
lection performed using the photoelectric light gates installed in the bench-scale flowloop.
The user-defined data collection regions output both the total kinetic energy and the particle
count in the said region over time; hence, particle count data in a given region corresponds to
the particle-detection based data avalanche/clog detection used in the bench-scale flowloop
tests. Figure 4.27 (left) shows the survival function resulting from Kaplan-Meier fitting to
the clog/avalanche size distributions obtained from the DEM simulation tool. This fitting
utilizes a step function connecting the different data bins contained in the input distribution.
From these results, it becomes clear that the output data obtained from these simulations
123
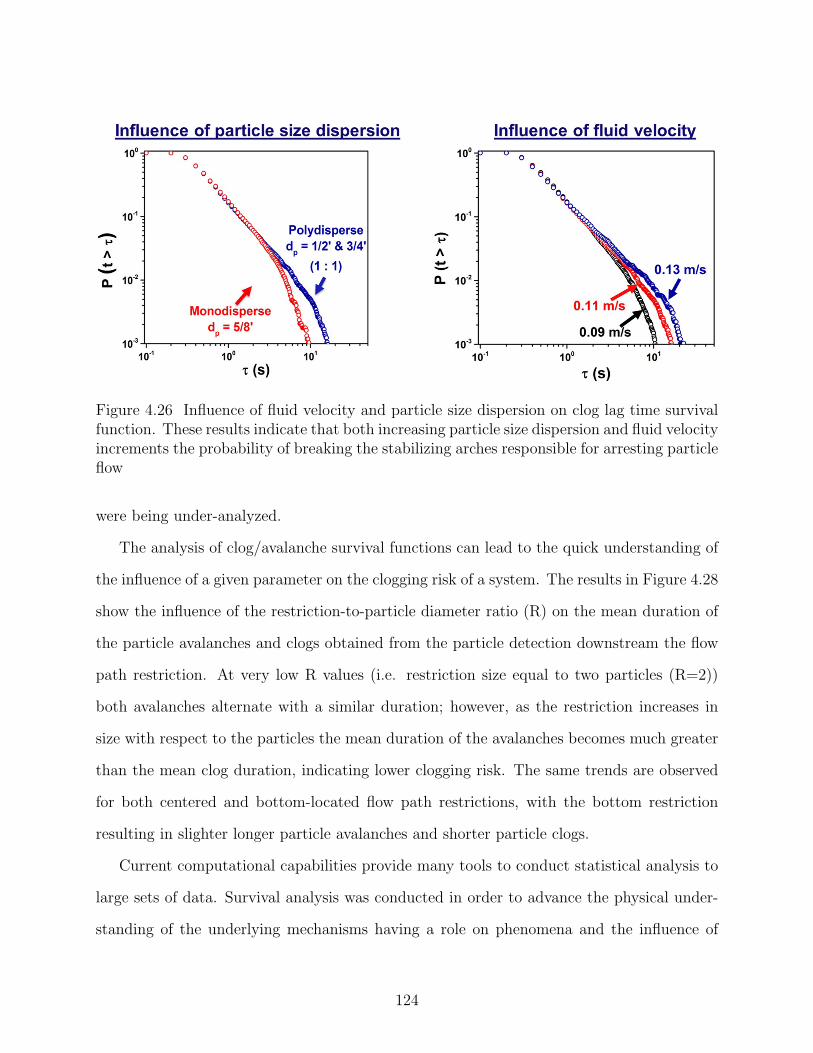
Figure 4.26 Influence of fluid velocity and particle size dispersion on clog lag time survivalfunction. These results indicate that both increasing particle size dispersion and fluid velocityincrements the probability of breaking the stabilizing arches responsible for arresting particleflow
were being under-analyzed.
The analysis of clog/avalanche survival functions can lead to the quick understanding of
the influence of a given parameter on the clogging risk of a system. The results in Figure 4.28
show the influence of the restriction-to-particle diameter ratio (R) on the mean duration of
the particle avalanches and clogs obtained from the particle detection downstream the flow
path restriction. At very low R values (i.e. restriction size equal to two particles (R=2))
both avalanches alternate with a similar duration; however, as the restriction increases in
size with respect to the particles the mean duration of the avalanches becomes much greater
than the mean clog duration, indicating lower clogging risk. The same trends are observed
for both centered and bottom-located flow path restrictions, with the bottom restriction
resulting in slighter longer particle avalanches and shorter particle clogs.
Current computational capabilities provide many tools to conduct statistical analysis to
large sets of data. Survival analysis was conducted in order to advance the physical under-
standing of the underlying mechanisms having a role on phenomena and the influence of
124
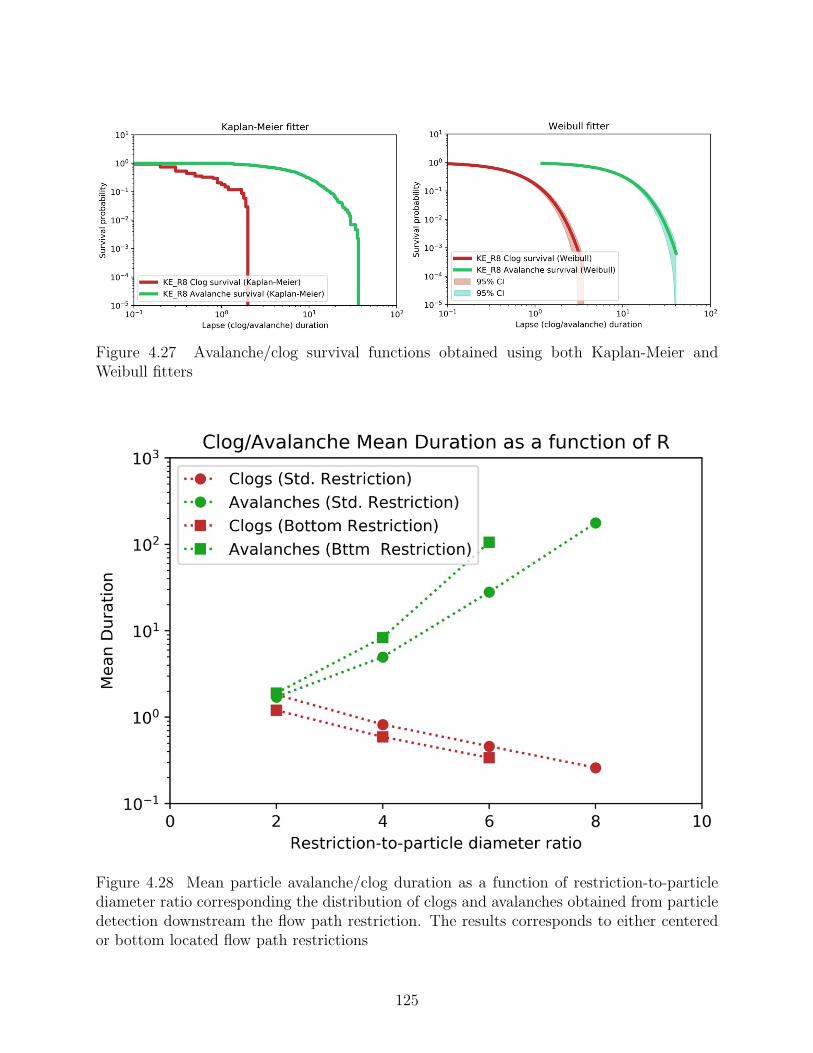
Figure 4.27 Avalanche/clog survival functions obtained using both Kaplan-Meier andWeibull fitters
Figure 4.28 Mean particle avalanche/clog duration as a function of restriction-to-particlediameter ratio corresponding the distribution of clogs and avalanches obtained from particledetection downstream the flow path restriction. The results corresponds to either centeredor bottom located flow path restrictions
125
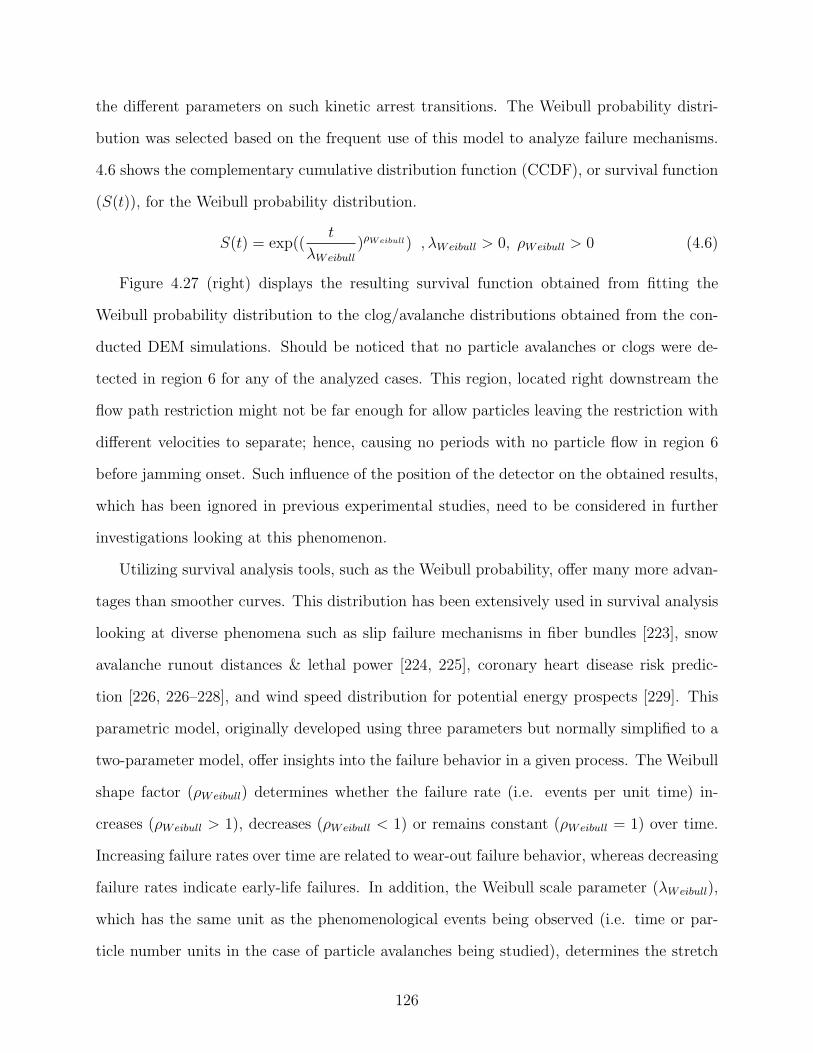
the different parameters on such kinetic arrest transitions. The Weibull probability distri-
bution was selected based on the frequent use of this model to analyze failure mechanisms.
4.6 shows the complementary cumulative distribution function (CCDF), or survival function
(S(t)), for the Weibull probability distribution.
S(t) = exp((t
λWeibull
)ρWeibull) , λWeibull > 0, ρWeibull > 0 (4.6)
Figure 4.27 (right) displays the resulting survival function obtained from fitting the
Weibull probability distribution to the clog/avalanche distributions obtained from the con-
ducted DEM simulations. Should be noticed that no particle avalanches or clogs were de-
tected in region 6 for any of the analyzed cases. This region, located right downstream the
flow path restriction might not be far enough for allow particles leaving the restriction with
different velocities to separate; hence, causing no periods with no particle flow in region 6
before jamming onset. Such influence of the position of the detector on the obtained results,
which has been ignored in previous experimental studies, need to be considered in further
investigations looking at this phenomenon.
Utilizing survival analysis tools, such as the Weibull probability, offer many more advan-
tages than smoother curves. This distribution has been extensively used in survival analysis
looking at diverse phenomena such as slip failure mechanisms in fiber bundles [223], snow
avalanche runout distances & lethal power [224, 225], coronary heart disease risk predic-
tion [226, 226–228], and wind speed distribution for potential energy prospects [229]. This
parametric model, originally developed using three parameters but normally simplified to a
two-parameter model, offer insights into the failure behavior in a given process. The Weibull
shape factor (ρWeibull) determines whether the failure rate (i.e. events per unit time) in-
creases (ρWeibull > 1), decreases (ρWeibull < 1) or remains constant (ρWeibull = 1) over time.
Increasing failure rates over time are related to wear-out failure behavior, whereas decreasing
failure rates indicate early-life failures. In addition, the Weibull scale parameter (λWeibull),
which has the same unit as the phenomenological events being observed (i.e. time or par-
ticle number units in the case of particle avalanches being studied), determines the stretch
126
of the distribution in the abscissa and relates to the characteristic life of the events being
measured (i.e. characteristic particle avalanche time-lapse). Finally, the Weibull hazard
function (H(t)) (See 4.7) yields the failure rate of the process, which in the case of jamming
phenomena corresponds to the jamming rate in the system.
H(t) = (t
λWeibull
)ρWeibull (4.7)
At (ρWeibull)=1 the Weibull distribution reduces to an exponential distribution; hence,
as (ρWeibull) deviates from unity, it captures history-dependent features in the data such as
high levels of infant mortality, as well as the aforementioned early-life and wear-out failure
tendencies. Finally, alternative methods could be also utilized to study history-dependent
processes, such as statistical tools (e.g. Nelson-Aalen estimator) and other parametric models
(e.g. exponential, log-logistic, and log-normal probability distributions) that are commonly
used in survival analysis, in addition to the power-law probability distribution whose survival
functions shows an apparent linear behavior in a log-log chart.
Figure 4.29 contains the Weibull shape factor resulting from fitting the Weibull proba-
bility distribution to the clog/avalanche distributions from region 8, both for systems with
a centered and a bottom located restrictions. In all cases, the shape factor corresponding to
both clogs and avalanche in each system showed values greater than 1, suggesting a wear-out
failure behavior for both features. Interestingly, all shape factors showed a minimum at R
values between 4 and 6, which corresponds to the regions separating jamming occurrence
from no jamming occurrence based on the previous simulation results. Such minima suggest
a transition in the characteristics of clogging/unclogging process at R values around this
region.
Finally, generating avalanche/clog distributions from the DEM simulations of particle
flow across a flow path constriction permit implementing analysis concepts such as the flow
index or flowing parameter (Φ) [180, 181, 205], which accounts for the ratio of total avalanche
periods to the total flow time evaluated (i.e. Φ = tavalanche
tavalanche+tclog). Figure 4.30 presents the
flow index calculated both for the centered- and the bottom-located restrictions as a function
127
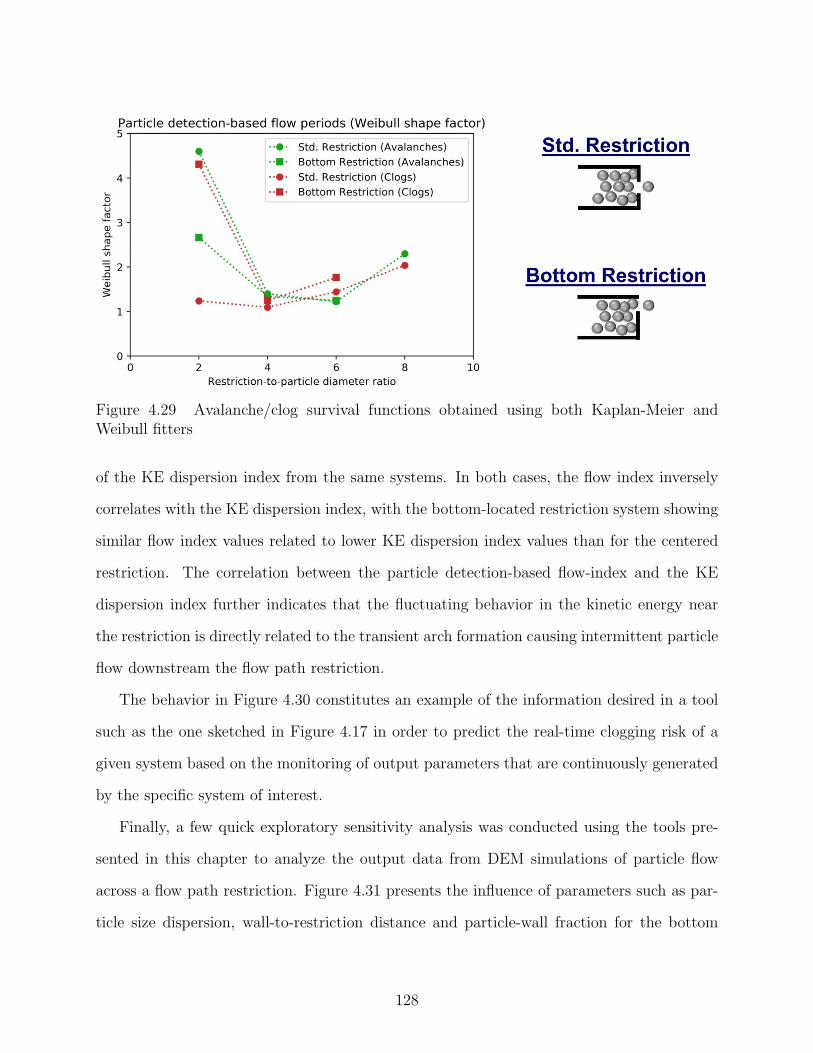
Figure 4.29 Avalanche/clog survival functions obtained using both Kaplan-Meier andWeibull fitters
of the KE dispersion index from the same systems. In both cases, the flow index inversely
correlates with the KE dispersion index, with the bottom-located restriction system showing
similar flow index values related to lower KE dispersion index values than for the centered
restriction. The correlation between the particle detection-based flow-index and the KE
dispersion index further indicates that the fluctuating behavior in the kinetic energy near
the restriction is directly related to the transient arch formation causing intermittent particle
flow downstream the flow path restriction.
The behavior in Figure 4.30 constitutes an example of the information desired in a tool
such as the one sketched in Figure 4.17 in order to predict the real-time clogging risk of a
given system based on the monitoring of output parameters that are continuously generated
by the specific system of interest.
Finally, a few quick exploratory sensitivity analysis was conducted using the tools pre-
sented in this chapter to analyze the output data from DEM simulations of particle flow
across a flow path restriction. Figure 4.31 presents the influence of parameters such as par-
ticle size dispersion, wall-to-restriction distance and particle-wall fraction for the bottom
128
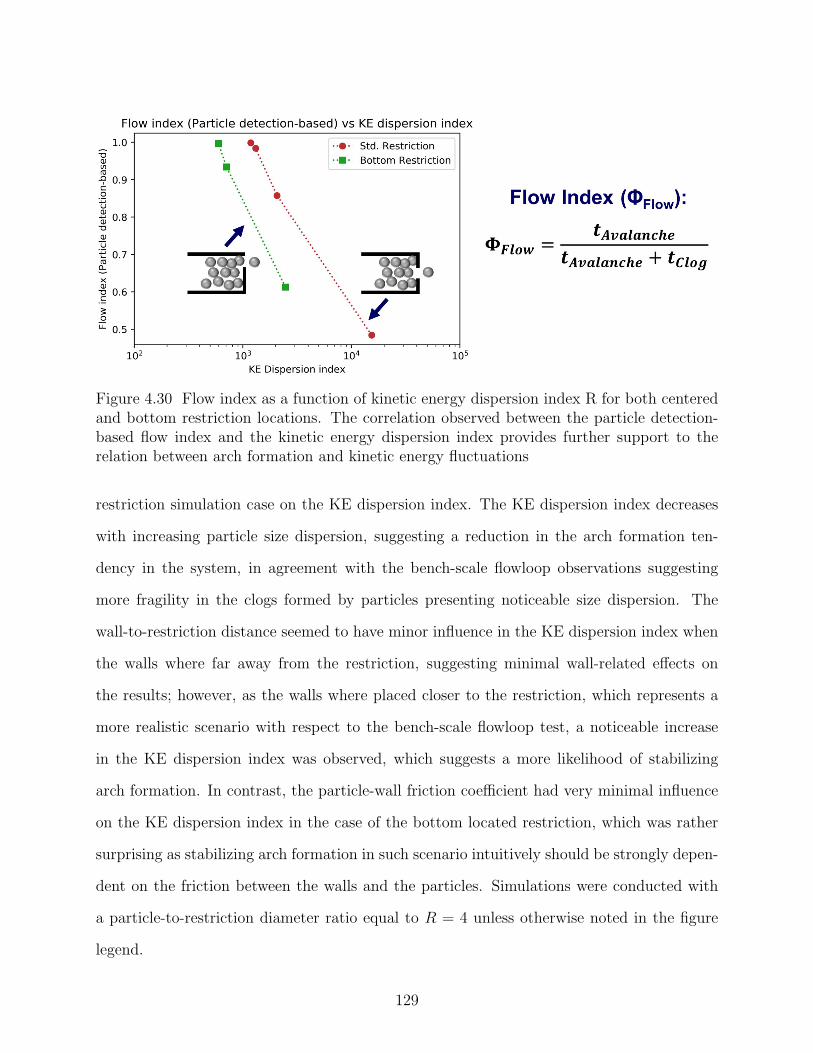
Figure 4.30 Flow index as a function of kinetic energy dispersion index R for both centeredand bottom restriction locations. The correlation observed between the particle detection-based flow index and the kinetic energy dispersion index provides further support to therelation between arch formation and kinetic energy fluctuations
restriction simulation case on the KE dispersion index. The KE dispersion index decreases
with increasing particle size dispersion, suggesting a reduction in the arch formation ten-
dency in the system, in agreement with the bench-scale flowloop observations suggesting
more fragility in the clogs formed by particles presenting noticeable size dispersion. The
wall-to-restriction distance seemed to have minor influence in the KE dispersion index when
the walls where far away from the restriction, suggesting minimal wall-related effects on
the results; however, as the walls where placed closer to the restriction, which represents a
more realistic scenario with respect to the bench-scale flowloop test, a noticeable increase
in the KE dispersion index was observed, which suggests a more likelihood of stabilizing
arch formation. In contrast, the particle-wall friction coefficient had very minimal influence
on the KE dispersion index in the case of the bottom located restriction, which was rather
surprising as stabilizing arch formation in such scenario intuitively should be strongly depen-
dent on the friction between the walls and the particles. Simulations were conducted with
a particle-to-restriction diameter ratio equal to R = 4 unless otherwise noted in the figure
legend.
129
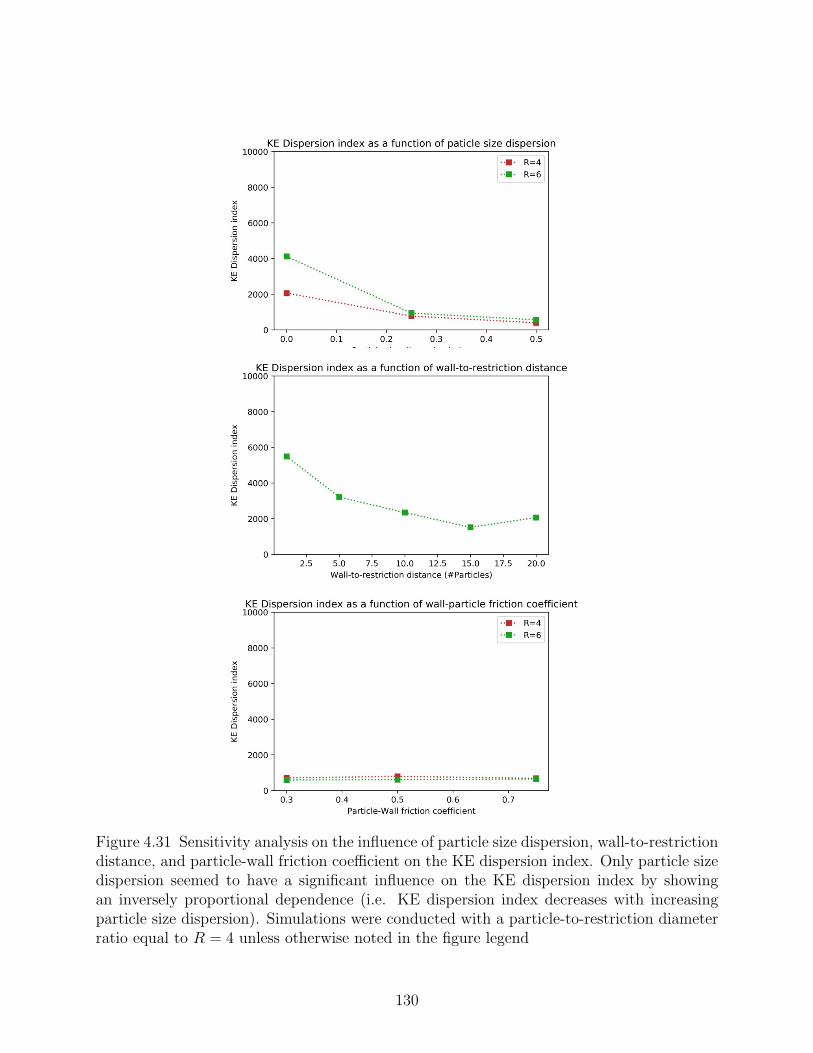
Figure 4.31 Sensitivity analysis on the influence of particle size dispersion, wall-to-restrictiondistance, and particle-wall friction coefficient on the KE dispersion index. Only particle sizedispersion seemed to have a significant influence on the KE dispersion index by showingan inversely proportional dependence (i.e. KE dispersion index decreases with increasingparticle size dispersion). Simulations were conducted with a particle-to-restriction diameterratio equal to R = 4 unless otherwise noted in the figure legend
130
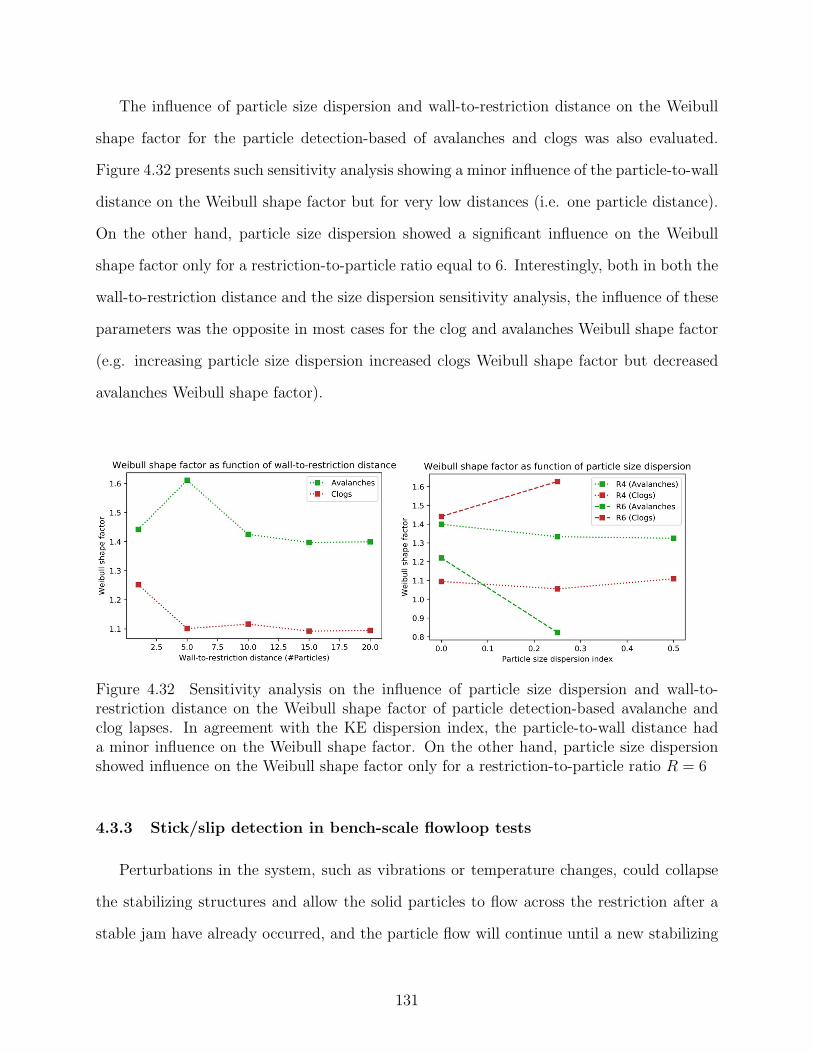
The influence of particle size dispersion and wall-to-restriction distance on the Weibull
shape factor for the particle detection-based of avalanches and clogs was also evaluated.
Figure 4.32 presents such sensitivity analysis showing a minor influence of the particle-to-wall
distance on the Weibull shape factor but for very low distances (i.e. one particle distance).
On the other hand, particle size dispersion showed a significant influence on the Weibull
shape factor only for a restriction-to-particle ratio equal to 6. Interestingly, both in both the
wall-to-restriction distance and the size dispersion sensitivity analysis, the influence of these
parameters was the opposite in most cases for the clog and avalanches Weibull shape factor
(e.g. increasing particle size dispersion increased clogs Weibull shape factor but decreased
avalanches Weibull shape factor).
Figure 4.32 Sensitivity analysis on the influence of particle size dispersion and wall-to-restriction distance on the Weibull shape factor of particle detection-based avalanche andclog lapses. In agreement with the KE dispersion index, the particle-to-wall distance hada minor influence on the Weibull shape factor. On the other hand, particle size dispersionshowed influence on the Weibull shape factor only for a restriction-to-particle ratio R = 6
4.3.3 Stick/slip detection in bench-scale flowloop tests
Perturbations in the system, such as vibrations or temperature changes, could collapse
the stabilizing structures and allow the solid particles to flow across the restriction after a
stable jam have already occurred, and the particle flow will continue until a new stabilizing
131
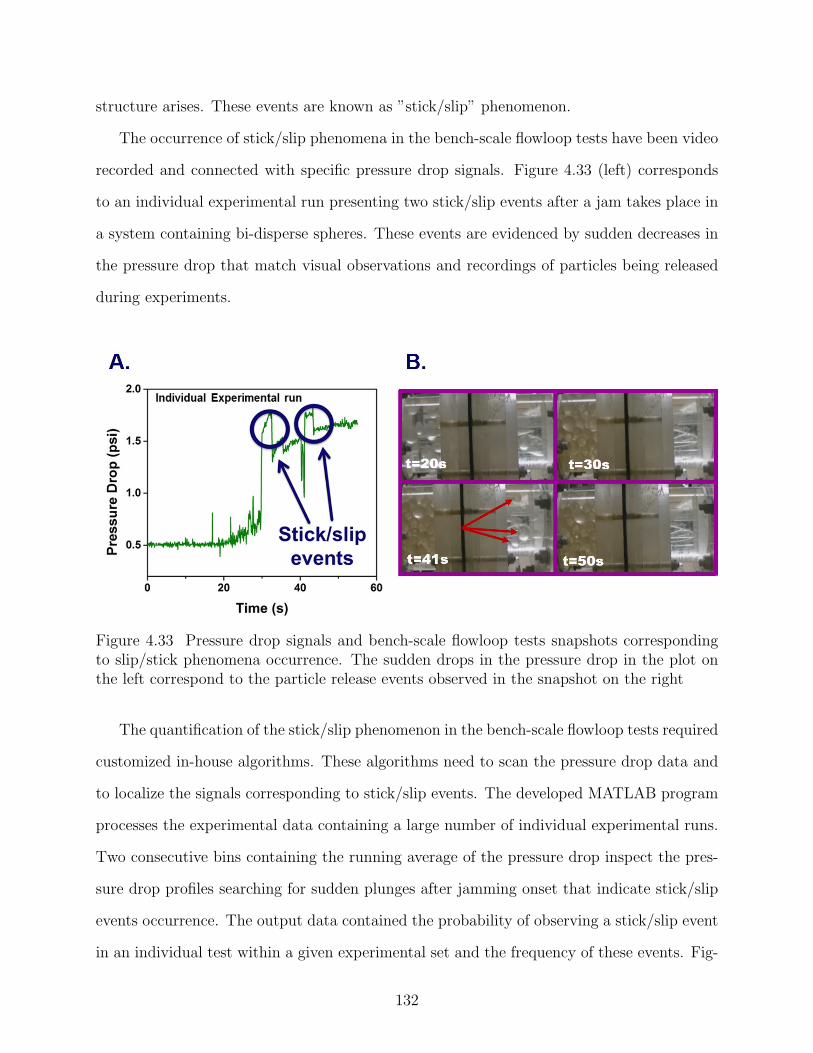
structure arises. These events are known as ”stick/slip” phenomenon.
The occurrence of stick/slip phenomena in the bench-scale flowloop tests have been video
recorded and connected with specific pressure drop signals. Figure 4.33 (left) corresponds
to an individual experimental run presenting two stick/slip events after a jam takes place in
a system containing bi-disperse spheres. These events are evidenced by sudden decreases in
the pressure drop that match visual observations and recordings of particles being released
during experiments.
Figure 4.33 Pressure drop signals and bench-scale flowloop tests snapshots correspondingto slip/stick phenomena occurrence. The sudden drops in the pressure drop in the plot onthe left correspond to the particle release events observed in the snapshot on the right
The quantification of the stick/slip phenomenon in the bench-scale flowloop tests required
customized in-house algorithms. These algorithms need to scan the pressure drop data and
to localize the signals corresponding to stick/slip events. The developed MATLAB program
processes the experimental data containing a large number of individual experimental runs.
Two consecutive bins containing the running average of the pressure drop inspect the pres-
sure drop profiles searching for sudden plunges after jamming onset that indicate stick/slip
events occurrence. The output data contained the probability of observing a stick/slip event
in an individual test within a given experimental set and the frequency of these events. Fig-
132
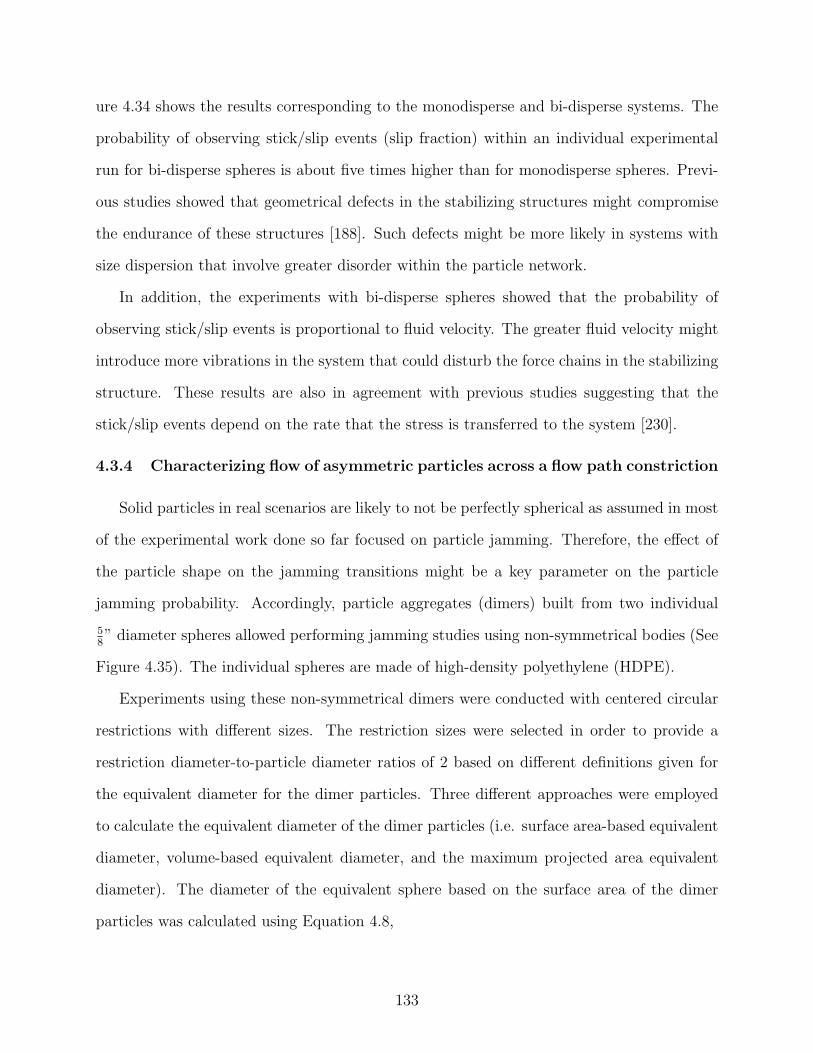
ure 4.34 shows the results corresponding to the monodisperse and bi-disperse systems. The
probability of observing stick/slip events (slip fraction) within an individual experimental
run for bi-disperse spheres is about five times higher than for monodisperse spheres. Previ-
ous studies showed that geometrical defects in the stabilizing structures might compromise
the endurance of these structures [188]. Such defects might be more likely in systems with
size dispersion that involve greater disorder within the particle network.
In addition, the experiments with bi-disperse spheres showed that the probability of
observing stick/slip events is proportional to fluid velocity. The greater fluid velocity might
introduce more vibrations in the system that could disturb the force chains in the stabilizing
structure. These results are also in agreement with previous studies suggesting that the
stick/slip events depend on the rate that the stress is transferred to the system [230].
4.3.4 Characterizing flow of asymmetric particles across a flow path constriction
Solid particles in real scenarios are likely to not be perfectly spherical as assumed in most
of the experimental work done so far focused on particle jamming. Therefore, the effect of
the particle shape on the jamming transitions might be a key parameter on the particle
jamming probability. Accordingly, particle aggregates (dimers) built from two individual
58” diameter spheres allowed performing jamming studies using non-symmetrical bodies (See
Figure 4.35). The individual spheres are made of high-density polyethylene (HDPE).
Experiments using these non-symmetrical dimers were conducted with centered circular
restrictions with different sizes. The restriction sizes were selected in order to provide a
restriction diameter-to-particle diameter ratios of 2 based on different definitions given for
the equivalent diameter for the dimer particles. Three different approaches were employed
to calculate the equivalent diameter of the dimer particles (i.e. surface area-based equivalent
diameter, volume-based equivalent diameter, and the maximum projected area equivalent
diameter). The diameter of the equivalent sphere based on the surface area of the dimer
particles was calculated using Equation 4.8,
133
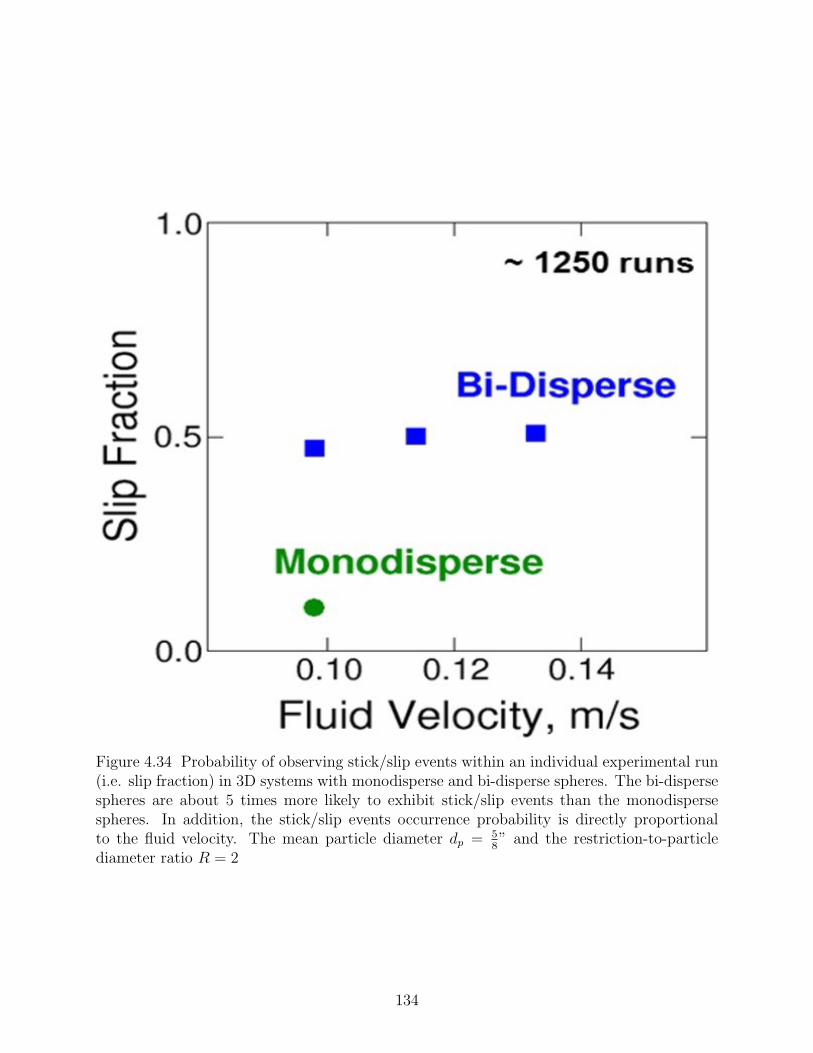
Figure 4.34 Probability of observing stick/slip events within an individual experimental run(i.e. slip fraction) in 3D systems with monodisperse and bi-disperse spheres. The bi-dispersespheres are about 5 times more likely to exhibit stick/slip events than the monodispersespheres. In addition, the stick/slip events occurrence probability is directly proportionalto the fluid velocity. The mean particle diameter dp = 5
8” and the restriction-to-particle
diameter ratio R = 2
134
Figure 4.35 Non-symmetrical particle aggregates (dimers) used in bench-scale flowloop tests.The dimers are formed from two 5
8” individual high-density polyethylene (HDPE) spheres
dpEquivalent=
√
ADimerπ
(4.8)
where dpEquivalentis the diameter of the equivalent sphere and ADimer is the actual surface
area of the dimer particles. On the other hand, the diameter of the equivalent sphere based
on the volume of the dimer particles follows Equation 4.9,
dpEquivalent= 2
3
√
3VDimer4π
(4.9)
where VDimer is the total volume of the dimer particles. Finally, Equation 4.10 yields
the diameter of the equivalent sphere considering the maximum projected area of the dimer
particles,
dpEquivalent= 2dpprimary
(4.10)
where dpprimaryis the diameter of the primary particles forming the dimer aggregates.
Table 4.1 summarizes the diameter of the equivalent spheres to the dimer particles, which
135
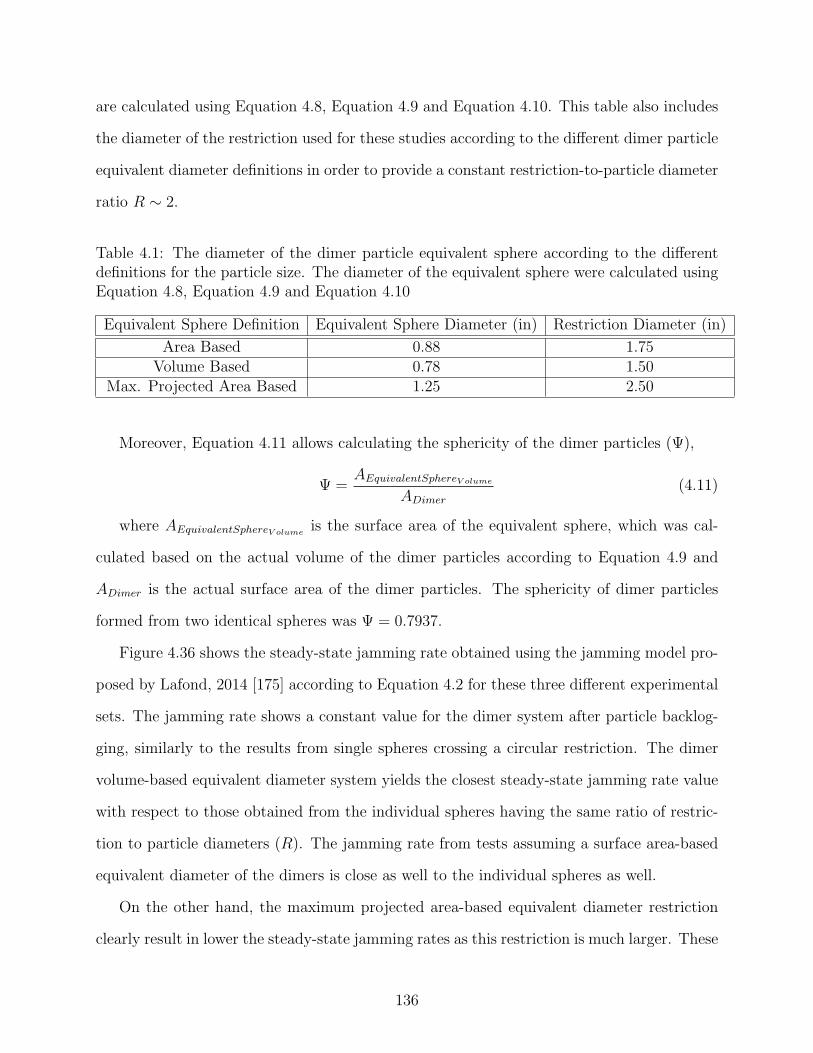
are calculated using Equation 4.8, Equation 4.9 and Equation 4.10. This table also includes
the diameter of the restriction used for these studies according to the different dimer particle
equivalent diameter definitions in order to provide a constant restriction-to-particle diameter
ratio R ∼ 2.
Table 4.1: The diameter of the dimer particle equivalent sphere according to the differentdefinitions for the particle size. The diameter of the equivalent sphere were calculated usingEquation 4.8, Equation 4.9 and Equation 4.10
Equivalent Sphere Definition Equivalent Sphere Diameter (in) Restriction Diameter (in)
Area Based 0.88 1.75Volume Based 0.78 1.50
Max. Projected Area Based 1.25 2.50
Moreover, Equation 4.11 allows calculating the sphericity of the dimer particles (Ψ),
Ψ =AEquivalentSphereV olume
ADimer(4.11)
where AEquivalentSphereV olumeis the surface area of the equivalent sphere, which was cal-
culated based on the actual volume of the dimer particles according to Equation 4.9 and
ADimer is the actual surface area of the dimer particles. The sphericity of dimer particles
formed from two identical spheres was Ψ = 0.7937.
Figure 4.36 shows the steady-state jamming rate obtained using the jamming model pro-
posed by Lafond, 2014 [175] according to Equation 4.2 for these three different experimental
sets. The jamming rate shows a constant value for the dimer system after particle backlog-
ging, similarly to the results from single spheres crossing a circular restriction. The dimer
volume-based equivalent diameter system yields the closest steady-state jamming rate value
with respect to those obtained from the individual spheres having the same ratio of restric-
tion to particle diameters (R). The jamming rate from tests assuming a surface area-based
equivalent diameter of the dimers is close as well to the individual spheres as well.
On the other hand, the maximum projected area-based equivalent diameter restriction
clearly result in lower the steady-state jamming rates as this restriction is much larger. These
136
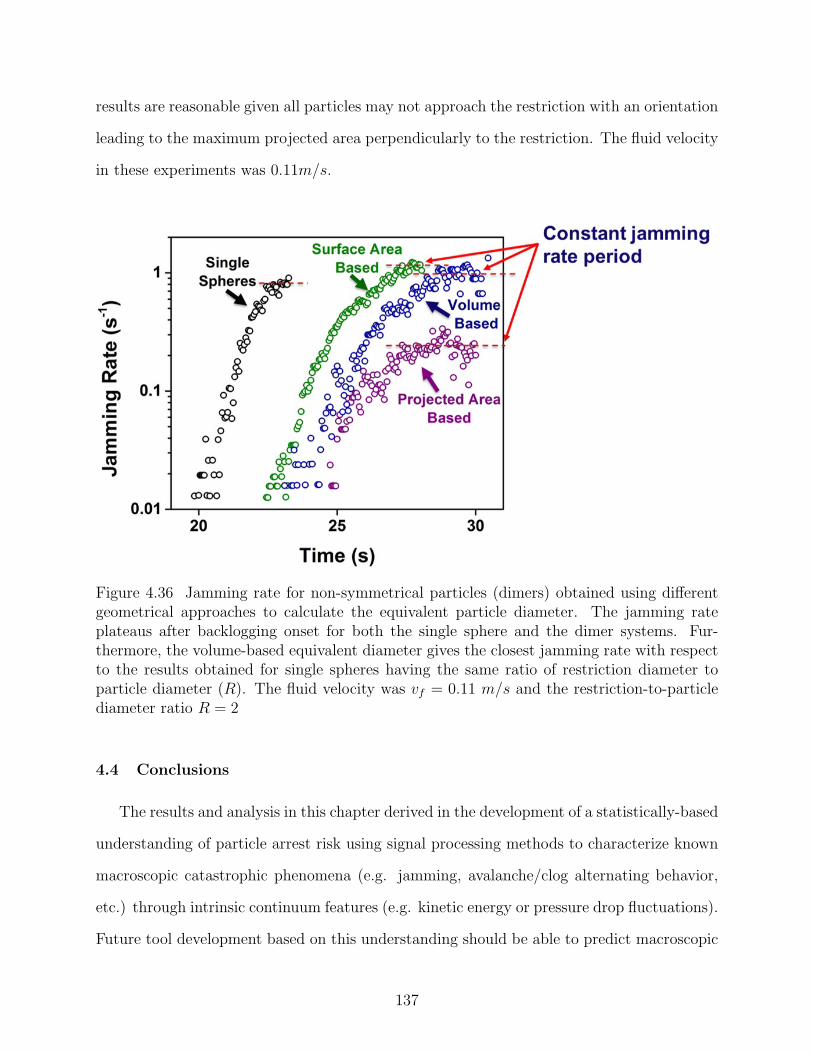
results are reasonable given all particles may not approach the restriction with an orientation
leading to the maximum projected area perpendicularly to the restriction. The fluid velocity
in these experiments was 0.11m/s.
Figure 4.36 Jamming rate for non-symmetrical particles (dimers) obtained using differentgeometrical approaches to calculate the equivalent particle diameter. The jamming rateplateaus after backlogging onset for both the single sphere and the dimer systems. Fur-thermore, the volume-based equivalent diameter gives the closest jamming rate with respectto the results obtained for single spheres having the same ratio of restriction diameter toparticle diameter (R). The fluid velocity was vf = 0.11 m/s and the restriction-to-particlediameter ratio R = 2
4.4 Conclusions
The results and analysis in this chapter derived in the development of a statistically-based
understanding of particle arrest risk using signal processing methods to characterize known
macroscopic catastrophic phenomena (e.g. jamming, avalanche/clog alternating behavior,
etc.) through intrinsic continuum features (e.g. kinetic energy or pressure drop fluctuations).
Future tool development based on this understanding should be able to predict macroscopic
137
phenomena based on continuous monitoring of the output parameters obtained from the
system that are relevant for the particular phenomena of interest to be detected.
Moreover, this chapter contains the implementation of survival analysis tools, such as
model fitting using the Weibull probability distribution, to evaluate history-dependent fea-
tures using output data (e.g. particle avalanche/clog or KE-based arch formation distribu-
tions), and to obtain further understanding into the system intrinsic properties such as the
failure behavior.
These analysis methods helped to maximize the information obtained both from bench-
scale flowloop and DEM tests by looking at parameters from the system that are continuously
generated, such as kinetic energy, pressure drop, avalanche/clog distribution, instead of tra-
ditional analysis conducted looking exclusively at the final outcome from a jamming/clogging
test.
Some additional key outcomes resulting from these investigations include:
• DEM simulations of particle flow across a flow path constriction showed that the fre-
quency of the fluctuations of the total kinetic energy of the system decreases with
increasing ratio of the restriction to the particle diameter, which might suggest a lower
plugging tendency of the system as well.
• Bench-scale flowloop pressure drop during jamming transitions was modeled consider-
ing the momentum exchange between the particles and the fluid phases
• Increasing particle size dispersion seemed to lower mechanical resistance in the sys-
tems against external perturbations caused by the fluid flow (i.e. vibrations). The
probability of observing ”stick-slip” phenomena is about five times greater in a bi-
disperse particle system than in a monodisperse system. Moreover, the probability of
”stick-slip” events increases with increasing fluid velocity
• Similarly, particle detection-based analysis of the bench-scale flowloop tests looking at
the effect of particle size dispersion and fluid velocity on the clog lag times distribution
138
showed that the probability of recovering flow after a given amount of time under a
transient jam increases with both increasing particle size dispersion and fluid velocity
• Bench-scale flowloop studies were conducted using non-symmetrical particle aggregates
(dimers). These studies showed that the steady-state jamming rate of the particle
dimers correlates with that from individual spheres with an equivalent volume-based or
surface area-based diameter. In contrast, jamming studies assuming a dimer equivalent
diameter based on the maximum projected area of the aggregates resulted in a much
lower steady-state jamming rate than that from the corresponding single sphere system
with the same restriction-to-particle diameter ratio
• Pressure drop-based early jamming detection captured the increasing probability of a
system to remain flowing as the volume fraction of suspended solids in the carrier fluid
approaching the restriction decreases
139
CHAPTER 5
GAS HYDRATE MANAGEMENT STRATEGIES USING ANTI-AGGLOMERANTS:
CONTINUOUS & TRANSIENT PILOT-SCALE FLOWLOOP STUDIES
Paper presented and published in the 2017 Offshore Technology Conference[131].
J. A. Dapena, A. A. Majid, V. Srivastava, Y. Wang, T. B. Charlton, A. A. Gardner, E. D.
Sloan, L. E. Zerpa, D. T. Wu, C. A. Koh
Subsea oil and gas flowlines can provide favorable conditions for gas hydrate formation,
which can lead to flow assurance issues as hydrate particles agglomerate and accumulate in
the flowline. Shut-in and restart operations are particularly critical for hydrate plug forma-
tion. Traditional strategies to mitigate hydrate plugging use total hydrate avoidance with
thermodynamic inhibitors; however, thermodynamic inhibition can become cost-prohibitive
as oil production moves towards harsher environments associated with deeper drilling. Hy-
drate management strategies using low dosage hydrate inhibitors (LDHI), such as anti-
agglomerants (AAs), are an attractive alternative to reduce operational and capital expen-
ditures in offshore oil and gas production. In order to successfully deploy anti-agglomerants
to mitigate hydrate plugging, a comprehensive understanding of the variables affecting the
performance of these additives, such as oil composition and mixture velocity, is needed.
Industrial-scale flowloop studies are valuable to investigate the influence of these variables
on hydrate particle transportability when using AAs. These experimental setups could be
also useful to assess AA performance during transient operations (i.e. shut-in and restart);
however, large-scale flowloop data at these conditions is limited.
High-pressure industrial-scale flowloop tests were conducted using a non-dispersing oil at
50 vol.% water content and 70 vol.% liquid loading. The aqueous phase is a 3.5 wt.% NaCl
solution and the gas phase comprises a natural gas favoring the formation of sII gas hydrates.
140
The AA used in these tests is a quaternary ammonium salt. Both baseline (without AA
injection) and AA dosed (2 vol.% AA) tests were conducted in order to compare the influence
of mixture velocity on hydrate transportability using AAs with respect to systems without
AA injection. Three different mixture velocities (2.3, 3.7 and 5.8 ft s-1) were employed. The
experimental procedure included shut-in and restart operations. A combination of different
data, such as temperature and pressure drop profiles, mass flow rate and droplet/particle size
evolution was used to analyze the effects of AA injection at the different studied velocities.
Additionally, water/oil dispersion tests were carried out in order to investigate the influence
of the AA on the properties of the dispersion.
Both hydrate growth rate and droplet/particle size were influenced by mixture velocity
in baseline tests; however, experiments with 2 vol.% AA showed similar hydrate growth
rates and droplet/particle sizes regardless of the mixture velocity. In addition, despite AAs
reducing hydrate bedding at all mixture velocities with respect to baseline experiments, a
certain velocity was needed to completely suppress any indication of hydrate bedding in
these systems. Moreover, AA injection successfully inhibited hydrate particle size increase
(agglomeration) under static conditions (shut-in), allowing solid material flow after restarting
the system. Finally, dispersion tests showed that this particular AA formulation modifies
the surface chemistry properties of the system and favors water-continuous dispersions at
room conditions with respect to systems without addition of AA.
5.1 Introduction
Natural gas hydrates are solid inclusion compounds comprised of small hydrocarbon
molecules within a crystalline network of water molecules, which form at high-pressure and
low temperature. Subsea oil and gas flowlines operating under hydrate formation conditions
require additional measures, such as thermodynamic hydrate inhibitor injection, in order to
assure oil and gas fluid flow [8].
Traditional oil and gas production strategies relied on full hydrate avoidance using ther-
modynamic hydrate inhibitors (THIs) (e.g. methanol, mono-ethylene glycol) to shift the
141
hydrate equilibrium conditions of the system to higher pressure and lower temperatures.
However, as oil and gas production moves to deeper water developments with environments
of higher pressures and lower temperatures, in addition to longer tiebacks and higher water
content as the field matures, the required THI dosage increases considerably given THI in-
jection is based upon the water content and this can become cost-prohibitive. Low dosage
hydrate inhibitors (LDHIs), such as anti-agglomerants (AAs), constitute an attractive al-
ternative to minimize injection of THIs and to reduce costs by moving from traditional
avoidance to management strategies. Using AAs could represent significant savings both in
operational expenditure (OPEX) and in capital expenditure (CAPEX), as well as extend
the field lifetime [26].
Shut-in and cold restart operations are major flow assurance concerns in subsea oil and
gas production. Restart operations are critical for hydrate formation due to decreasing
temperature in the system during the shut-in period [129]. AAs can be considered to prevent
hydrate plugging in restart operations while minimizing injection of THIs [29]. In order to
deploy hydrate management strategies, such as AAs, comprehensive understanding of the
mechanisms leading to successful hydrate particle transport is needed, as well as recognizing
the influence that different operational parameters can have on the performance of these
additives. These parameters include the properties of the organic phase, fluid velocity, or
the type of chemical used.
Flowloop facilities offer the closest laboratory conditions to subsea flowlines in order to
study hydrate particle transportability before deploying new technologies in oil production
fields. Data such as particle size evolution can be utilized to determine whether AAs can
prevent hydrate particle agglomeration under static conditions (i.e. shut-in period). Various
properties can be used to evaluate hydrate transportability in flowloop studies: pressure
drop and temperature profiles, mass flowrate, and visual video observations. Droplet/particle
chord length distribution (CLD) analysis and particle video imaging methods are particularly
useful to evaluate hydrate growth and hydrate particle agglomeration, both with and without
142
AA injection [231]. These two latter methods can provide insights into the mechanisms
leading to hydrate particle accumulation and plugging in different systems. In addition,
these tools allow exploring the effects of shut-in conditions on hydrate particle morphology
and size distribution. This information, coupled with pressure drop and temperature profiles,
is valuable to assess AA performance during transient operations.
The analysis of results obtained from high-pressure industrial-scale flowloop tests is pre-
sented in this work. A non-dispersing oil was used to evaluate the effect of mixture velocity
on hydrate formation kinetics and hydrate particle size evolution in a system dosed with
an AA. These tests allow quantification and comparison of the influence of mixture velocity
with respect to baseline experiments without AA injection.
5.2 Experimental procedure
A combination of high-pressure pilot-scale flowloop tests and water/oil dispersion tests
were utilized to understand the influence of anti-agglomerant injection on hydrate trans-
portability and liquid/liquid dispersion properties in systems containing a non-dispersing
liquid hydrocarbon phase and 3.5 wt.% NaCl aqueous solution.
5.2.1 High-pressure industrial-scale flowloop tests
Hydrate transportability studies under continuous pumping (CP) and transient condi-
tions were conducted using a high-pressure pilot-scale flowloop. The experimental setup con-
sists of a 295 ft. (∼ 90 m) long and 3.8 inches (∼ 9.7 cm) internal diameter pipe connected
to a custom-made multiphase sliding vane pump (positive displacement pump). The system
is located in a temperature-controlled room with a temperature range from 20◦F (∼ −7◦C)
to 90◦F (∼ 32◦C). A gas-filled piston accumulator is connected to a hydraulic pressure unit
(HPU) to control the pressure in the flowloop [81]. Figure 5.1 presents a diagram of the
high-pressure pilot-scale flowloop facility at ExxonMobil (Houston, TX 77034)
Multiple data acquisition tools are available in this flowloop facility, such as: pressure
and temperature recordings at several locations in the loop of both the fluids inside the loop
143
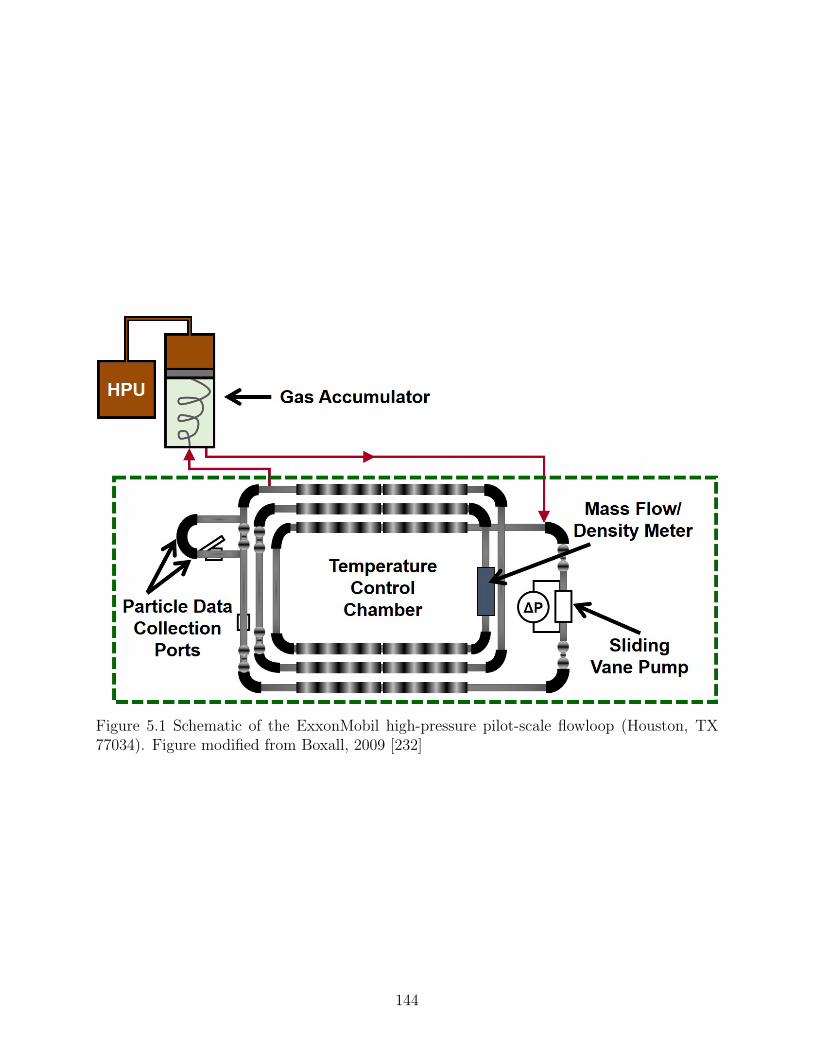
Figure 5.1 Schematic of the ExxonMobil high-pressure pilot-scale flowloop (Houston, TX77034). Figure modified from Boxall, 2009 [232]
144
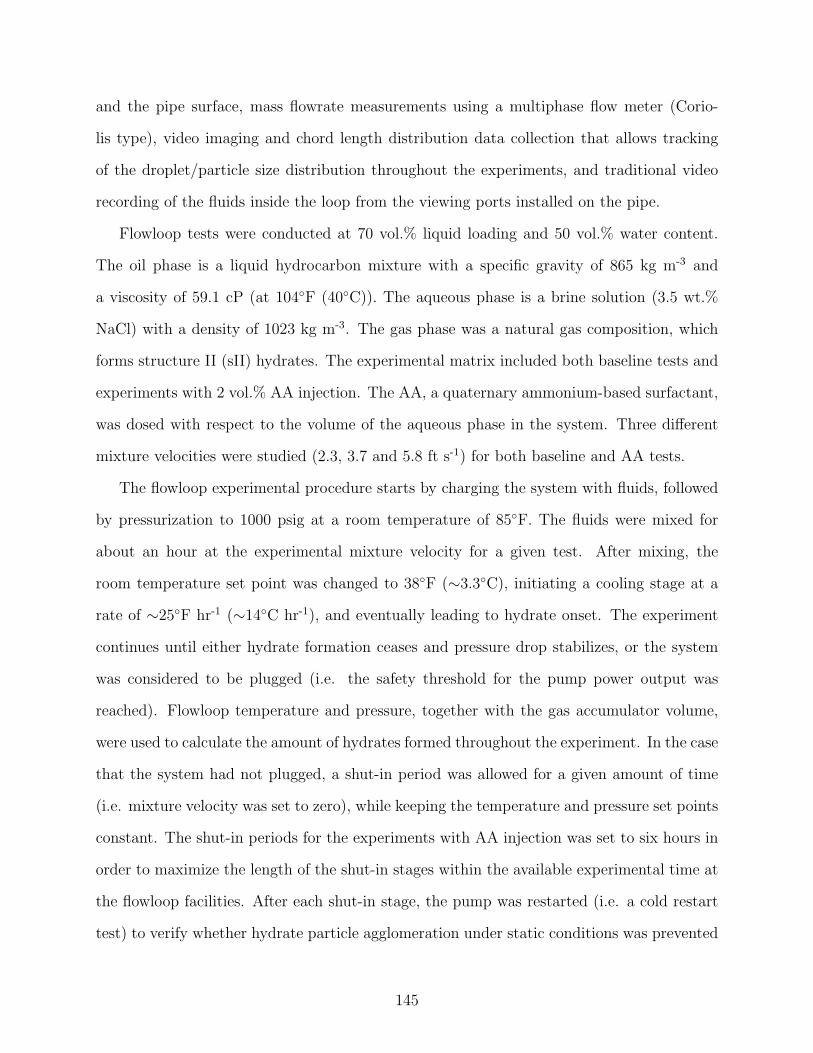
and the pipe surface, mass flowrate measurements using a multiphase flow meter (Corio-
lis type), video imaging and chord length distribution data collection that allows tracking
of the droplet/particle size distribution throughout the experiments, and traditional video
recording of the fluids inside the loop from the viewing ports installed on the pipe.
Flowloop tests were conducted at 70 vol.% liquid loading and 50 vol.% water content.
The oil phase is a liquid hydrocarbon mixture with a specific gravity of 865 kg m-3 and
a viscosity of 59.1 cP (at 104◦F (40◦C)). The aqueous phase is a brine solution (3.5 wt.%
NaCl) with a density of 1023 kg m-3. The gas phase was a natural gas composition, which
forms structure II (sII) hydrates. The experimental matrix included both baseline tests and
experiments with 2 vol.% AA injection. The AA, a quaternary ammonium-based surfactant,
was dosed with respect to the volume of the aqueous phase in the system. Three different
mixture velocities were studied (2.3, 3.7 and 5.8 ft s-1) for both baseline and AA tests.
The flowloop experimental procedure starts by charging the system with fluids, followed
by pressurization to 1000 psig at a room temperature of 85◦F. The fluids were mixed for
about an hour at the experimental mixture velocity for a given test. After mixing, the
room temperature set point was changed to 38◦F (∼3.3◦C), initiating a cooling stage at a
rate of ∼25◦F hr-1 (∼14◦C hr-1), and eventually leading to hydrate onset. The experiment
continues until either hydrate formation ceases and pressure drop stabilizes, or the system
was considered to be plugged (i.e. the safety threshold for the pump power output was
reached). Flowloop temperature and pressure, together with the gas accumulator volume,
were used to calculate the amount of hydrates formed throughout the experiment. In the case
that the system had not plugged, a shut-in period was allowed for a given amount of time
(i.e. mixture velocity was set to zero), while keeping the temperature and pressure set points
constant. The shut-in periods for the experiments with AA injection was set to six hours in
order to maximize the length of the shut-in stages within the available experimental time at
the flowloop facilities. After each shut-in stage, the pump was restarted (i.e. a cold restart
test) to verify whether hydrate particle agglomeration under static conditions was prevented
145
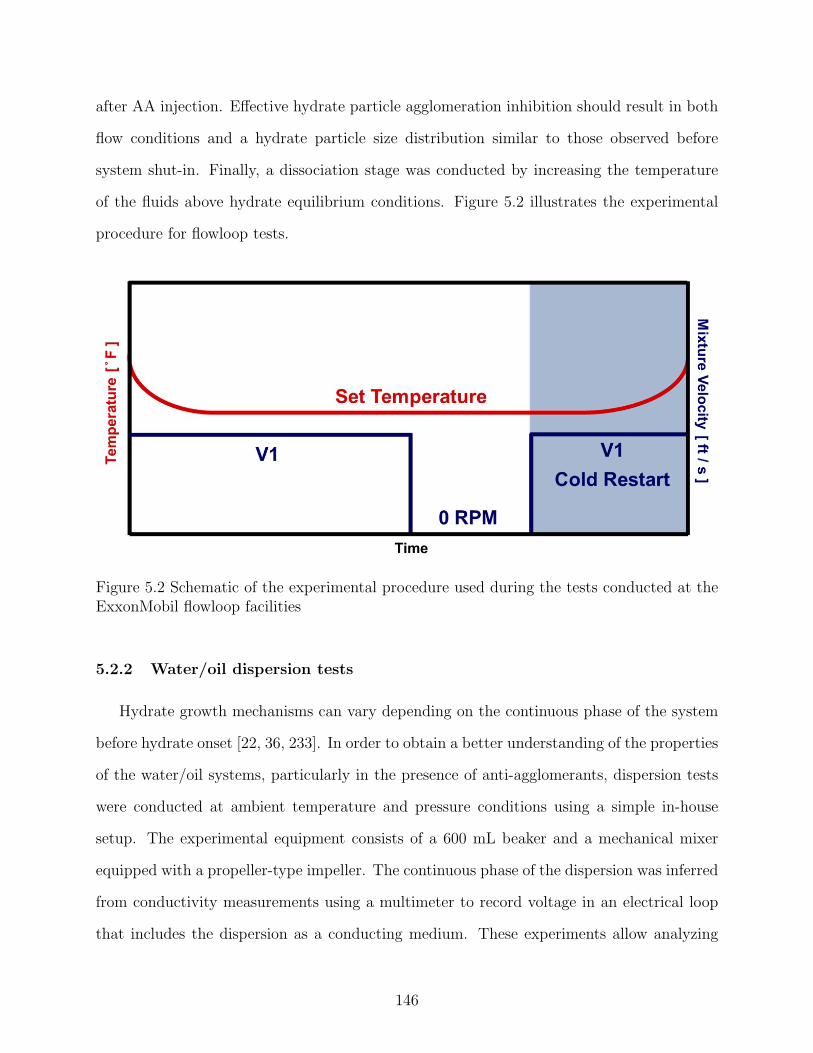
after AA injection. Effective hydrate particle agglomeration inhibition should result in both
flow conditions and a hydrate particle size distribution similar to those observed before
system shut-in. Finally, a dissociation stage was conducted by increasing the temperature
of the fluids above hydrate equilibrium conditions. Figure 5.2 illustrates the experimental
procedure for flowloop tests.
Figure 5.2 Schematic of the experimental procedure used during the tests conducted at theExxonMobil flowloop facilities
5.2.2 Water/oil dispersion tests
Hydrate growth mechanisms can vary depending on the continuous phase of the system
before hydrate onset [22, 36, 233]. In order to obtain a better understanding of the properties
of the water/oil systems, particularly in the presence of anti-agglomerants, dispersion tests
were conducted at ambient temperature and pressure conditions using a simple in-house
setup. The experimental equipment consists of a 600 mL beaker and a mechanical mixer
equipped with a propeller-type impeller. The continuous phase of the dispersion was inferred
from conductivity measurements using a multimeter to record voltage in an electrical loop
that includes the dispersion as a conducting medium. These experiments allow analyzing
146
the influence of the AAs on the water/oil dispersions.
The experimental procedure consisted of initially loading the system with a pure liquid
phase, either an aqueous or an organic phase. Mixing was started at a given constant
velocity (e.g. 500 RPM) and at ambient temperature and pressure. The water content in
the system was systematically increased or decreased by 5 vol.% with the addition of a given
volume of the dispersed phase (i.e. an aqueous phase was added to increase water content
and an organic phase was added to decrease water content). After each addition of the
dispersed phase, the system was allowed to stabilize for 30 min before measuring voltage.
In the case of using an AA, this was dosed based on the water content in the system (i.e.
if water content was increased, more AA was directly dosed to the dispersion), yielding a
constant concentration of AA with respect to the aqueous phase throughout the experiment.
Independent tests were run either by increasing or decreasing water content in the system
in order to determine the dispersion phase inversion point from water-in-oil to oil-in-water
and vice versa.
5.3 Results and discussion
Experiments were designed and conducted using a non-dispersing liquid hydrocarbon
mixture as the organic phase at 50 vol.% water content (3.5 wt.% NaCl) with 70 vol.%
liquid loading, and natural gas. Such an organic phase was selected for several reasons.
The transparent color allows good visualization of both droplets and hydrate particles for
video recording from the visual ports. Moreover, previous rheological studies using liquid
hydrocarbon mixtures have shown similar trends to those with non-dispersing oils, such as
kerosene [55]. Finally, the liquid hydrocarbon mixture utilized in these studies provides a
surfactant-free organic phase suitable to better understand the effects of AAs on water/oil
and water/oil/hydrate dispersions.
Temperature, pressure, and gas reservoir volume data were used to calculate gas con-
sumption during hydrate formation. The hydrate volume fraction (HV F ) is defined as the
volume of hydrate particles with respect to the total volume of liquids and solids in the slurry
147

according to Equation 5.1,
Hydrate V olumeFraction =Hydrate V olume
Hydrate V olume + UnconvertedWater V olume + Oil V olume(5.1)
where the Unconverted Water V olume is the remaining water in the system that has not
been converted into hydrates.
The pressure drop evolution after hydrate formation is analyzed in terms of the relative
pressure drop at a given time with respect to the pressure drop measured at hydrate onset
according to Equation 5.2,
Relative Pressure Drop (t) =Pressure Drop (t)
Pressure Drop@Hydrate Onset
(5.2)
where Pressure DropHydrate Onset is the pressure drop of the system at the hydrate onset
(i.e. relative time= 0).
5.3.1 Mixture velocity effects on hydrate particle transportability using AAs
Experiments at three different mixture velocities (2.3, 3.7 and 5.8 ft s-1) were conducted
both with and without injection of 2 vol.% AA. Dispersion tests suggest that the liquid
hydrocarbon system selected for these experiments at 50 vol.% water content and 3.5 wt.%
NaCl is within the transition region making it difficult to determine the continuous phase
of the dispersion before hydrate onset (i.e. relative time < 0). Measured data, such as
pressure drop and droplet/particle CLDs were used to infer the type of dispersion present in
the system before hydrate onset.
Relative pressure drop profiles as a function of hydrate volume fraction at the three
studied velocities with and without AA injection (Figure 5.3) showed that this particular
AA does not help reduce the relative pressure drop of the system with respect to baseline
tests. However, as discussed in the next section, hydrate bedding was observed in baseline
experiments, which reduces the amount of hydrate particles transported in the flowing slurry.
Lower solids concentration in the flowing liquids could reduce the overall slurry viscosity
148
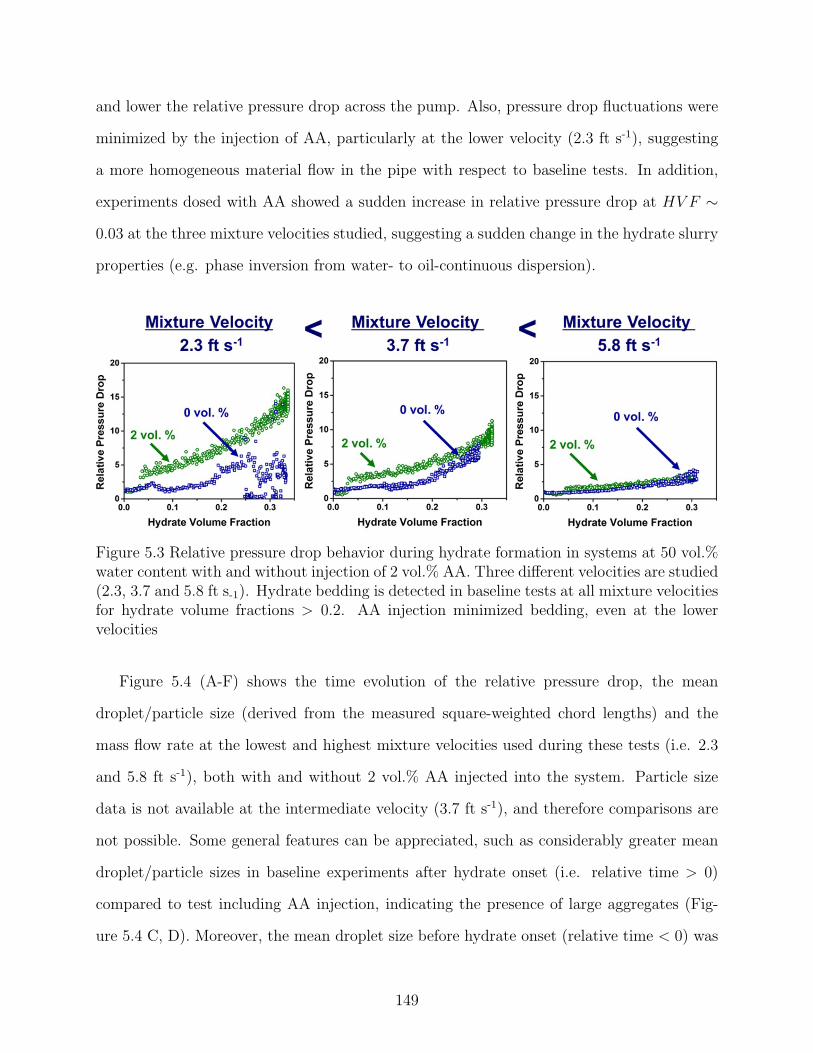
and lower the relative pressure drop across the pump. Also, pressure drop fluctuations were
minimized by the injection of AA, particularly at the lower velocity (2.3 ft s-1), suggesting
a more homogeneous material flow in the pipe with respect to baseline tests. In addition,
experiments dosed with AA showed a sudden increase in relative pressure drop at HV F ∼
0.03 at the three mixture velocities studied, suggesting a sudden change in the hydrate slurry
properties (e.g. phase inversion from water- to oil-continuous dispersion).
Figure 5.3 Relative pressure drop behavior during hydrate formation in systems at 50 vol.%water content with and without injection of 2 vol.% AA. Three different velocities are studied(2.3, 3.7 and 5.8 ft s-1). Hydrate bedding is detected in baseline tests at all mixture velocitiesfor hydrate volume fractions > 0.2. AA injection minimized bedding, even at the lowervelocities
Figure 5.4 (A-F) shows the time evolution of the relative pressure drop, the mean
droplet/particle size (derived from the measured square-weighted chord lengths) and the
mass flow rate at the lowest and highest mixture velocities used during these tests (i.e. 2.3
and 5.8 ft s-1), both with and without 2 vol.% AA injected into the system. Particle size
data is not available at the intermediate velocity (3.7 ft s-1), and therefore comparisons are
not possible. Some general features can be appreciated, such as considerably greater mean
droplet/particle sizes in baseline experiments after hydrate onset (i.e. relative time > 0)
compared to test including AA injection, indicating the presence of large aggregates (Fig-
ure 5.4 C, D). Moreover, the mean droplet size before hydrate onset (relative time < 0) was
149
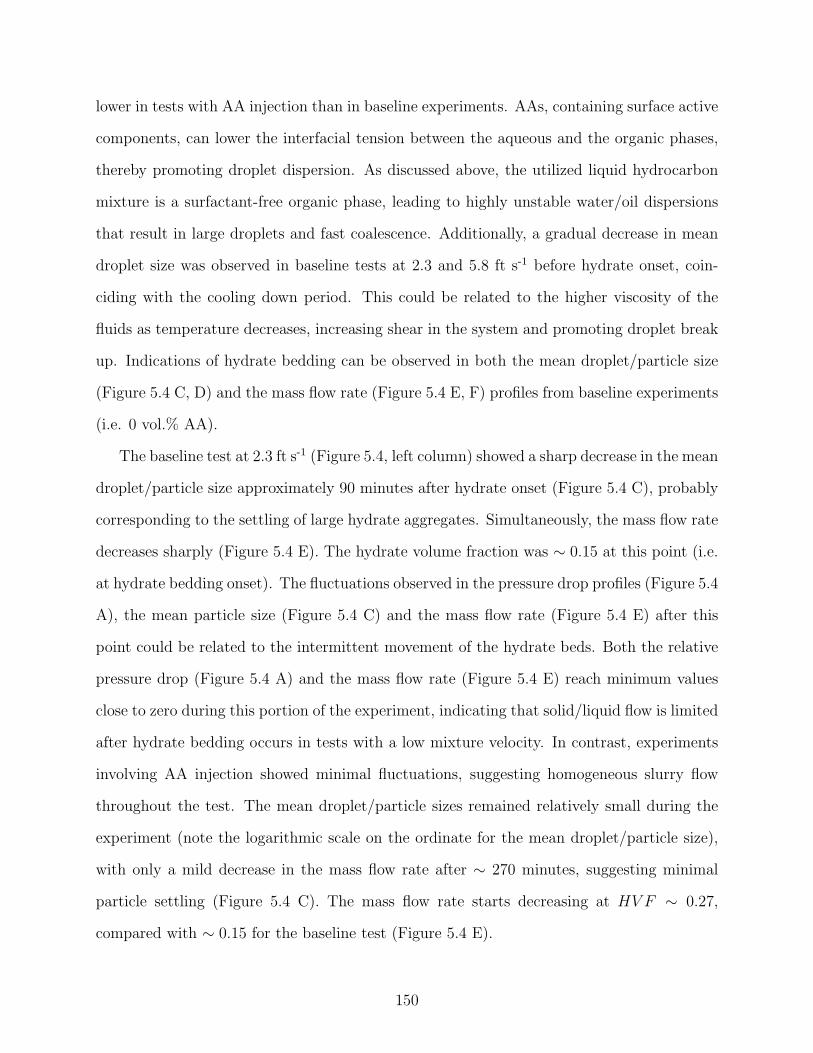
lower in tests with AA injection than in baseline experiments. AAs, containing surface active
components, can lower the interfacial tension between the aqueous and the organic phases,
thereby promoting droplet dispersion. As discussed above, the utilized liquid hydrocarbon
mixture is a surfactant-free organic phase, leading to highly unstable water/oil dispersions
that result in large droplets and fast coalescence. Additionally, a gradual decrease in mean
droplet size was observed in baseline tests at 2.3 and 5.8 ft s-1 before hydrate onset, coin-
ciding with the cooling down period. This could be related to the higher viscosity of the
fluids as temperature decreases, increasing shear in the system and promoting droplet break
up. Indications of hydrate bedding can be observed in both the mean droplet/particle size
(Figure 5.4 C, D) and the mass flow rate (Figure 5.4 E, F) profiles from baseline experiments
(i.e. 0 vol.% AA).
The baseline test at 2.3 ft s-1 (Figure 5.4, left column) showed a sharp decrease in the mean
droplet/particle size approximately 90 minutes after hydrate onset (Figure 5.4 C), probably
corresponding to the settling of large hydrate aggregates. Simultaneously, the mass flow rate
decreases sharply (Figure 5.4 E). The hydrate volume fraction was ∼ 0.15 at this point (i.e.
at hydrate bedding onset). The fluctuations observed in the pressure drop profiles (Figure 5.4
A), the mean particle size (Figure 5.4 C) and the mass flow rate (Figure 5.4 E) after this
point could be related to the intermittent movement of the hydrate beds. Both the relative
pressure drop (Figure 5.4 A) and the mass flow rate (Figure 5.4 E) reach minimum values
close to zero during this portion of the experiment, indicating that solid/liquid flow is limited
after hydrate bedding occurs in tests with a low mixture velocity. In contrast, experiments
involving AA injection showed minimal fluctuations, suggesting homogeneous slurry flow
throughout the test. The mean droplet/particle sizes remained relatively small during the
experiment (note the logarithmic scale on the ordinate for the mean droplet/particle size),
with only a mild decrease in the mass flow rate after ∼ 270 minutes, suggesting minimal
particle settling (Figure 5.4 C). The mass flow rate starts decreasing at HV F ∼ 0.27,
compared with ∼ 0.15 for the baseline test (Figure 5.4 E).
150
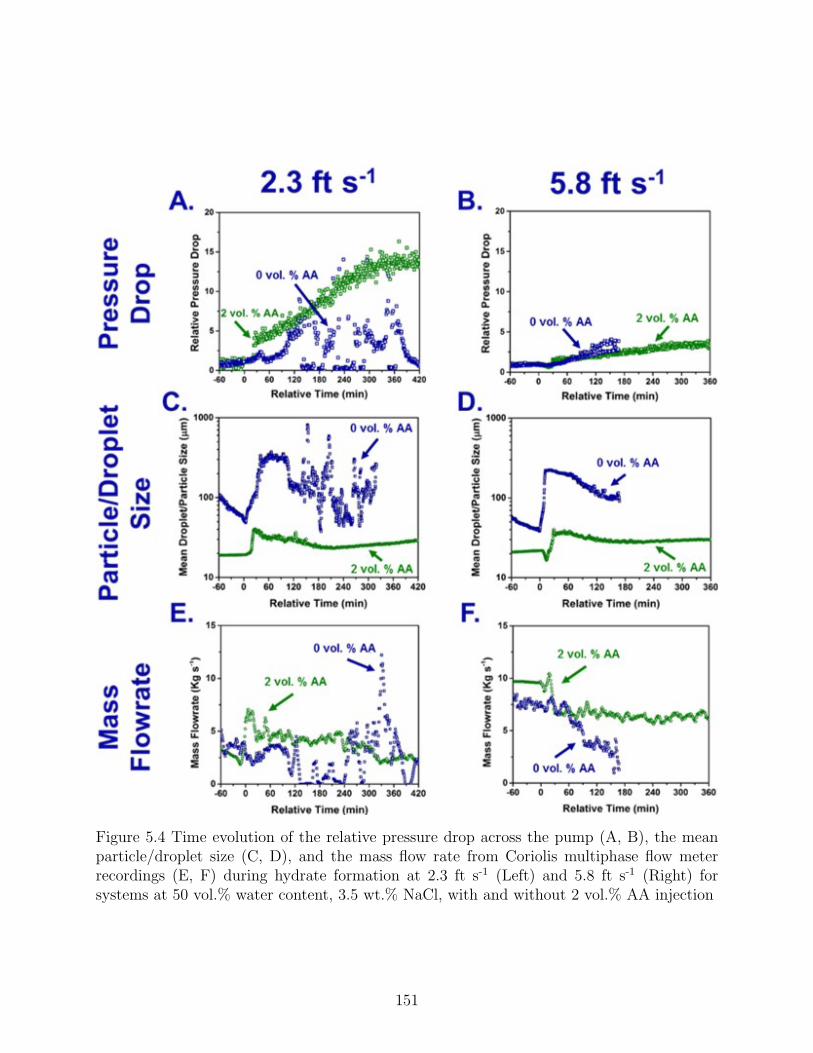
Figure 5.4 Time evolution of the relative pressure drop across the pump (A, B), the meanparticle/droplet size (C, D), and the mass flow rate from Coriolis multiphase flow meterrecordings (E, F) during hydrate formation at 2.3 ft s-1 (Left) and 5.8 ft s-1 (Right) forsystems at 50 vol.% water content, 3.5 wt.% NaCl, with and without 2 vol.% AA injection
151
The baseline test at a higher velocity (5.8 ft s-1) also showed signals of hydrate bedding
occurring in the system (Figure 5.4, right column). Both the mean droplet/particle size
(Figure 5.4 D) and the mass flow rate (FFigure 5.4 F) decreased about 70 min after hydrate
onset, coinciding again with fluctuations in the pressure drop (Figure 5.4 B). This behavior
indicates settling of larger hydrate aggregates, reducing the mean droplet/particle size in
the flowing slurry. The mean droplet/particle size starts decreasing before hydrate bedding
onset, but at a much lower rate than in the test at 2.3 ft s-1 (Figure 5.4 D). However, the
decreasing trend in the mean droplet/particle size intensifies 70 minutes after hydrate onset,
coinciding with an HV F ∼ 0.16. In contrast, with an injection of 2 vol.% AA, both the mean
droplet/particle size (Figure 5.4 D) and the mass flow rate (Figure 5.4 F) remained fairly
constant throughout the test, indicating efficient hydrate transport without accumulation
during the entire experiment.
Although the mean droplet/particle size remained fairly constant in tests dosed with
anti-agglomerants, a sudden increase was observed about 30 minutes after the hydrate on-
set (Figure 5.4 C, D), coinciding with the sharp increase in relative pressure drop taking
place at HV F ∼ 0.03 (Figure 5.3, left and right plots). Simultaneously, the mass flow
rate sharply decreases at this point (Figure 5.4 E, F). The oil phase, having a higher vis-
cosity than the aqueous phase, could cause a sudden increase in the relative pressure drop
if a dispersion phase inversion takes place (i.e. transition from a water-continuous to an
oil-continuous slurry). Moreover, this particular AA was found to favor water-continuous
dispersions according to the dispersion tests conducted at 2 vol.% AA and with the same
liquid hydrocarbon mixture used in the flowloop tests. Figure 5.5 shows the transition from
an oil-continuous dispersion to a water-continuous dispersion occurring at ∼ 55 vol.% wa-
ter content in systems both with and without injection of AA (Figure 5.5 A, B). Similarly,
the transition from a water-continuous to an oil-continuous dispersion takes place at ∼ 25
vol.% water content in baseline experiments (i.e. without injection of AA) (Figure 5.5 A).
However, dosing 2 vol.% AA is sufficient to prevent a transition from a water-continuous to
152
an oil-continuous dispersion at water contents as low as 15 vol.% (Figure 5.5 B). Therefore,
the hysteresis in the dispersion phase inversion becomes more significant as the stability of a
water-continuous dispersion increases. Water-continuous dispersions in the presence of this
specific chemical additive are significantly more stable to phase separation than the systems
without the addition of anti-agglomerants. Dispersions of liquid hydrocarbons and water
without AA injection showed phase separation almost instantly after mixing was halted;
whereas, dispersions in the presence of 2 vol.% of this particular AA remained homogeneous
(i.e. no phase separation was observed) for more than six hours without mixing. Additional
dispersion tests are required to better quantify the stability of the liquid/liquid dispersions
in the presence of this particular AA. These results further suggest that flowloop tests with
an injection of 2 vol.% AA might also involve a water-continuous dispersion before hydrate
onset.
The relative conductivity in Figure 5.5 is calculated with respect to the conductivity of
a pure liquid hydrocarbon phase according to Equation 5.3:
κRel =V0V
(5.3)
where κRel is the relative conductivity, V is the measured voltage using a dispersion with
given water content as conducting medium and V0 is the measured voltage using a liquid
hydrocarbon phase as the conducting medium.
Figure 5.6 (B) provides further insights into the effects of mixture velocity in these stud-
ies. For baseline tests (50 vol.% water content and 0 vol.% AA), the mean droplet sizes
before hydrate onset decreased as the mixture velocity increased, in agreement with Box-
all’s droplet size model [234] for both inertial and viscous sub-regimes. Similarly, the mean
droplet/particle sizes after hydrate onset were greater at the lower velocities, suggesting that
larger hydrate aggregates were present in the system as a consequence of the lower shear
forces. This is in agreement with the force balance proposed in the Camargo & Palermo
viscosity model for hydrate slurries [53]. Conversely, the mean droplet sizes before hydrate
onset in tests with injection of AAs were roughly the same regardless of the mixture velocity
153
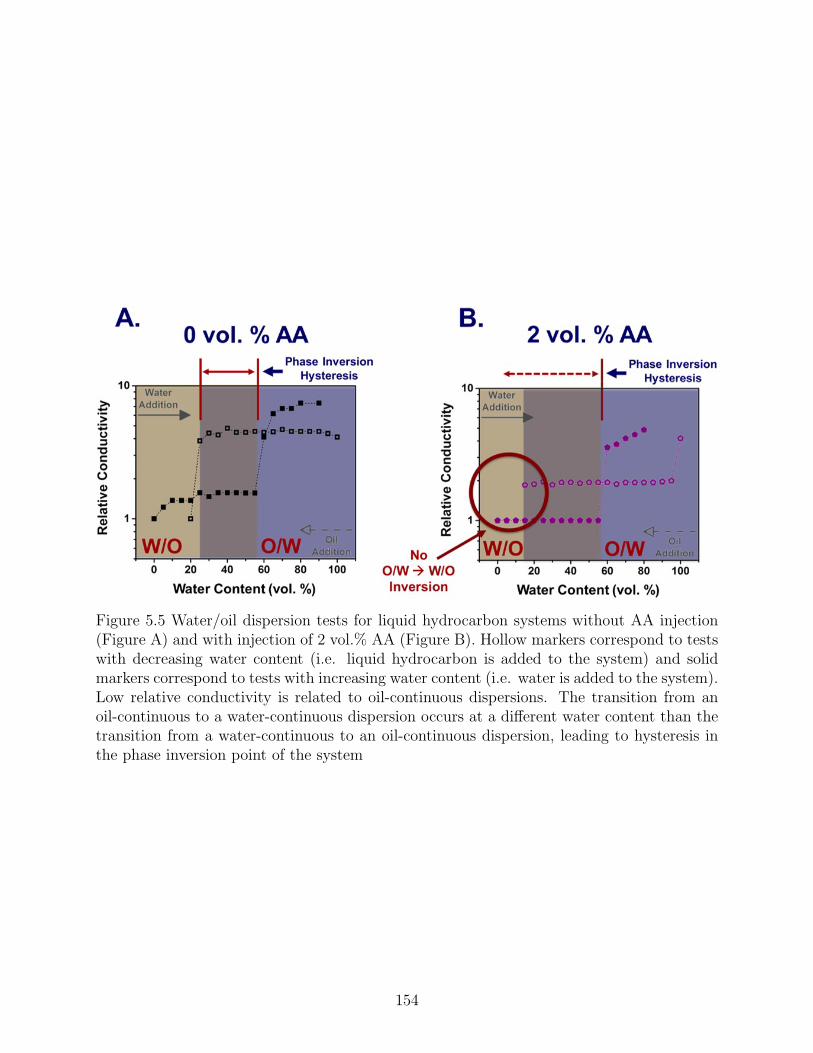
Figure 5.5 Water/oil dispersion tests for liquid hydrocarbon systems without AA injection(Figure A) and with injection of 2 vol.% AA (Figure B). Hollow markers correspond to testswith decreasing water content (i.e. liquid hydrocarbon is added to the system) and solidmarkers correspond to tests with increasing water content (i.e. water is added to the system).Low relative conductivity is related to oil-continuous dispersions. The transition from anoil-continuous to a water-continuous dispersion occurs at a different water content than thetransition from a water-continuous to an oil-continuous dispersion, leading to hysteresis inthe phase inversion point of the system
154
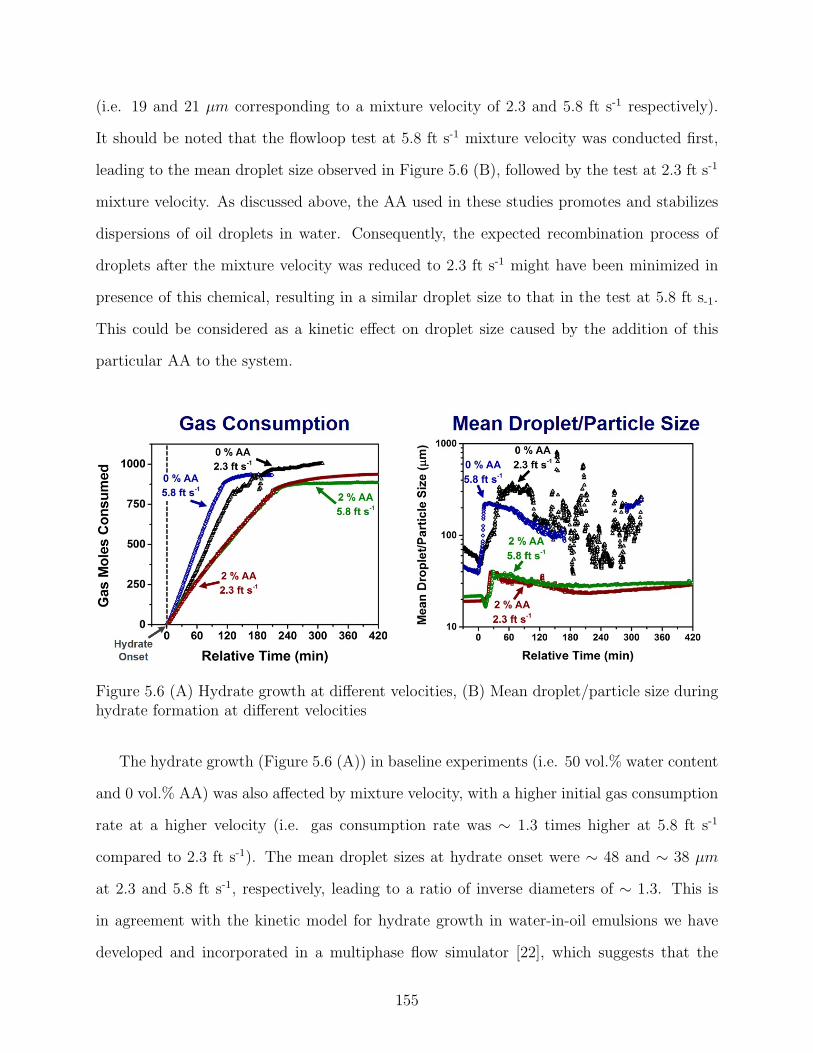
(i.e. 19 and 21 µm corresponding to a mixture velocity of 2.3 and 5.8 ft s-1 respectively).
It should be noted that the flowloop test at 5.8 ft s-1 mixture velocity was conducted first,
leading to the mean droplet size observed in Figure 5.6 (B), followed by the test at 2.3 ft s-1
mixture velocity. As discussed above, the AA used in these studies promotes and stabilizes
dispersions of oil droplets in water. Consequently, the expected recombination process of
droplets after the mixture velocity was reduced to 2.3 ft s-1 might have been minimized in
presence of this chemical, resulting in a similar droplet size to that in the test at 5.8 ft s-1.
This could be considered as a kinetic effect on droplet size caused by the addition of this
particular AA to the system.
Figure 5.6 (A) Hydrate growth at different velocities, (B) Mean droplet/particle size duringhydrate formation at different velocities
The hydrate growth (Figure 5.6 (A)) in baseline experiments (i.e. 50 vol.% water content
and 0 vol.% AA) was also affected by mixture velocity, with a higher initial gas consumption
rate at a higher velocity (i.e. gas consumption rate was ∼ 1.3 times higher at 5.8 ft s-1
compared to 2.3 ft s-1). The mean droplet sizes at hydrate onset were ∼ 48 and ∼ 38 µm
at 2.3 and 5.8 ft s-1, respectively, leading to a ratio of inverse diameters of ∼ 1.3. This is
in agreement with the kinetic model for hydrate growth in water-in-oil emulsions we have
developed and incorporated in a multiphase flow simulator [22], which suggests that the
155
initial rate of gas consumption for hydrate growth is linearly dependent on the surface area
of water droplets, as given in Equation 5.4:
−dngasdt
= uk1 exp
(
k2Tsys
)
AS∆Tsub1
Wg
(5.4)
where ngas is moles of gas consumed for hydrate formation, k1 and k2 are the intrin-
sic rate constants, AS is the surface area between the water and the hydrocarbon phases,
Wg is the average molecular weight of the hydrate-forming components, Tsys is the sys-
tem temperature, ∆Tsub is the subcooling or thermal driving force for hydrate formation
(∆Tsub = Thyd eq − Tsys). Thyd eq is the hydrate equilibrium temperature at a given system
pressure and composition. Finally, u is a scaling factor accounting for mass and heat trans-
fer resistances that are not present in the original intrinsic hydrate growth kinetic models
[235–237]. Theoretical gas consumption rates for the baseline tests were calculated using the
droplet size data from Figure 5.6 (B), the temperature of the system and the experimental
subcooling at the hydrate onset. The theoretical gas consumption rate at the onset of hy-
drate formation was approximately three orders of magnitude higher than the experimental
gas consumption rate. It is worth noting that the droplet size used in these calculations cor-
responds to the mean square-weighted chord length that may not correspond to the actual
droplet size in the system [234]. This analysis also assumes that all the free-water in the
system was fully dispersed in the oil phase as droplets. However, previous studies showed
that the free-water phase could be only partially dispersed in the oil phase at low mixture
velocities, with the remaining water as a separated aqueous phase reducing the water/oil
interfacial area [152]. The extent of water dispersion cannot be verified in these studies.
Additionally, both surface area and subcooling are considered constant throughout hydrate
formation. However, the salt concentration in the aqueous phase should increase as water
was consumed to form hydrates, lowering the hydrate equilibrium temperature and, there-
fore, decreasing subcooling. The available surface area for hydrate formation could also vary
due to water consumption following hydrate formation and subsequent changes in the flow
156
regime.
The effect of mixture velocity on the mean droplet size at hydrate onset in experiments
with 2 vol.% AA was masked by the increased stability of the dispersion with these surfac-
tants, which helped maintain the low mean droplet size obtained in the initial tests at the
higher mixture velocity. Hence, the surface area available for hydrate growth at the different
mixture velocities was comparable resulting in similar initial gas consumption rates in ex-
periments at 2.3 and 5.8 ft s-1 mixture velocity dosed with anti-agglomerants. Moreover, the
initial gas consumption rate in experiments dosed with this particular AA was lower when
compared with baseline tests, despite offering more surface area for hydrate formation. This
result suggests potential hydrate kinetic inhibition effects associated with this AA formu-
lation. Gas consumption rates in baseline tests at 2.3 and 5.8 ft s-1 mixture velocity were
∼ 1.6 and ∼ 2 times higher, respectively, when compared with gas consumption rates from
corresponding tests at the same mixture velocity dosed with 2 vol.% AA.
5.3.2 AA performance during shut-in and restart operations
Stagnant conditions during shut-in can lead to hydrate particle agglomeration due to
negligible shear forces in the system, therefore, increasing overall hydrate particle size and
making solid material transport throughout the system difficult. Injection of AAs could
reduce hydrate cohesive forces, favoring re-dispersion of hydrate particles once fluid flow
restarts.
Simulating a shut-in period after hydrates stop forming in flowloop tests allows assessment
of the capability of AAs to prevent hydrate particle agglomeration in stagnant conditions,
and to recover hydrate transportability after restart. Flowloop experiments with an injection
of 2 vol.% AA were shut in for six hours and restarted. Tests initially conducted at 2.3 and
3.7 ft s-1 were restarted at the same velocity used for hydrate formation under continuous
pumping. The test with hydrate formation at higher velocity (5.8 ft s-1) was restarted at a
low velocity (2.3 ft s-1) in order to evaluate the consequences of restarting the system at a
lower velocity than that at which hydrates were formed. Moreover, the baseline experiment
157
with hydrate formation at 5.8 ft s-1 was also shut-in for a period of two hours and restarted
at 5.8 ft s-1 again. Baseline tests at lower velocities were not shut-in due to time limitations.
The relative pressure drop and the mass flow rate data were used to determine whether
flowing conditions observed before shut-in can be recovered after restarting the system.
Particle/droplet size measurements provided information about the evolution of the hydrate
particle size during shut-in.
Figure 5.7 shows the relative pressure drop (A) and the mass flowrate (B) from experi-
ments with 2 vol.% AA injection, two hours both before shut-in and after restart. Results
from experiments at two different mixture velocities (2.3 and 3.7 ft s-1) are shown. The
relative pressure drop and the mass flowrate were almost identical both before shut-in and
after restart at 3.7 ft s-1, suggesting that the properties of the flowing slurry were unaffected
during the shut-in period. Similar results were observed at a lower velocity (2.3 ft s-1);
however, the relative pressure drop was slightly lower after the restart with respect to the
relative pressure drop values before shut-in. This reduction in the relative pressure drop
could be attributed to some hydrate particles deposited at the bottom of the pipe, which
cannot be lifted at this low velocity. Deposited hydrate particles might reduce the slurry
viscosity due to lower solids concentration, causing a slight decrease in the relative pressure
drop observed in Figure 5.7 (A). In this figure, the relative time was defined with respect to
the time at which the system was shut-in.
Another interesting aspect of shut-in operations is the evolution of the hydrate particle
size. Figure 5.8 shows mean particle/droplet sizes before shut-in and after restart from liquid
hydrocarbon systems dosed with 2 vol.% AA. Mean droplet/particle sizes from tests at 2.3
and 5.8 ft s-1 mixture velocity are included. As discussed in Figure 5.4, the mixture velocity
had a minor influence on hydrate particle size when sufficient AA was dosed to the system.
This suggests that once hydrate particles are broken by shear forces, the recombination
process of such particles can be slowed down by the AA. This could lead to a stable dispersion
of fine hydrate particles, similar to the droplet behavior in a surfactant-stabilized emulsion.
158
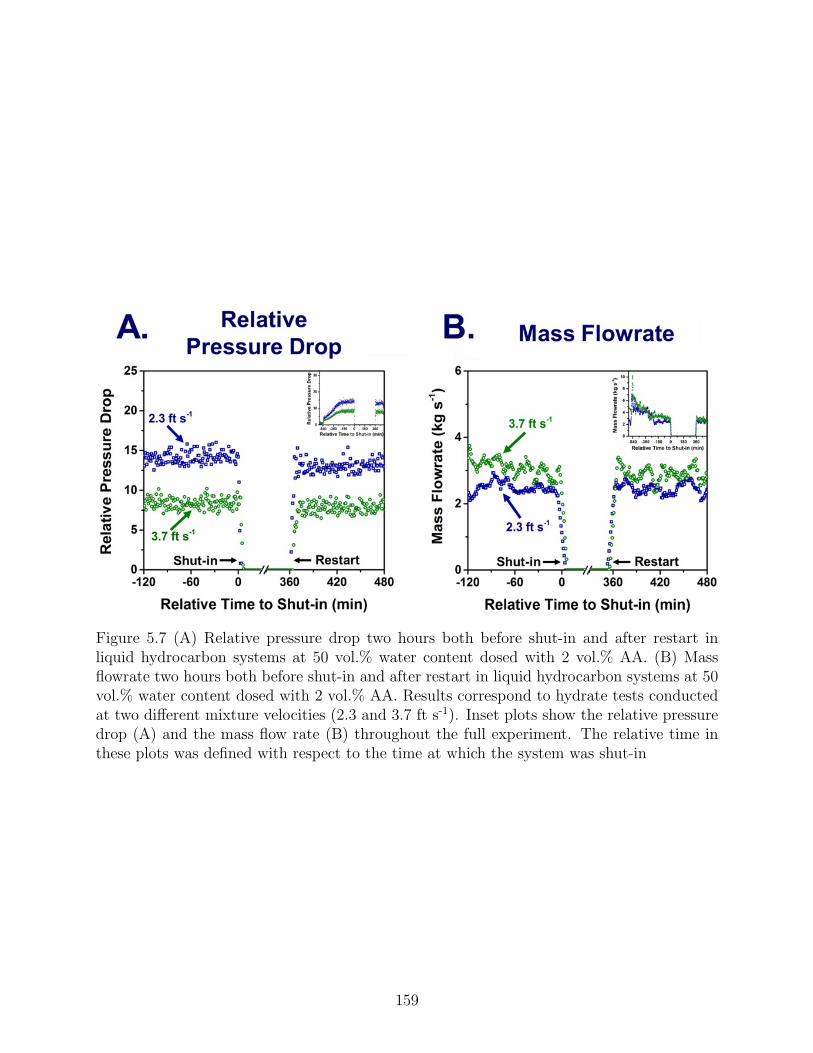
Figure 5.7 (A) Relative pressure drop two hours both before shut-in and after restart inliquid hydrocarbon systems at 50 vol.% water content dosed with 2 vol.% AA. (B) Massflowrate two hours both before shut-in and after restart in liquid hydrocarbon systems at 50vol.% water content dosed with 2 vol.% AA. Results correspond to hydrate tests conductedat two different mixture velocities (2.3 and 3.7 ft s-1). Inset plots show the relative pressuredrop (A) and the mass flow rate (B) throughout the full experiment. The relative time inthese plots was defined with respect to the time at which the system was shut-in
159
After restarting the system at t 2.3 ft s-1, a sudden increase in mean droplet/particle size was
observed. Such an increase could be related to hydrate particles that have come together
during shut-in forming weakly bonded agglomerates and that are initially detected after
restarting flow in the system. However, given the relatively low hydrate cohesive forces in
the presence of this AA, such hydrate clumps could easily break, eventually leading to a
mean droplet/particle size similar to those obtained before the shut-in stage, regardless of
the velocity at which hydrate particles were formed.
Finally, a comparison of the particle sizes both before and after the shut-in stage in
systems with and without AA injection provides further insights into the performance of
these chemicals in stagnant conditions. Figure 5.9 shows the droplet/particle size resulting
from tests conducted at 5.8 ft s-1 mixture velocity with and without 2 vol.% AA dosed to
the system. These results consist of the mean droplet/particle sizes before and after the
hydrate onset, including the shut-in stage, as well as the chord length count from different
size ranges of droplet/particles. The chord length counts were divided in three subgroups:
small droplets/particles (d < 50 µm), medium droplets/particles (50 < d < 150 µm) and
large droplets/particles (150 < d < 300 µm).
Useful information regarding AA performance can be inferred based on the hydrate par-
ticle size distribution at different stages of the experiment. First, at the hydrate onset (i.e.
relative time ∼ 0), a sudden increase in the mean droplet particle size was observed in tests
both with and without AA injection (Figure 5.9 (A) and (E)); however, such increase was
more pronounced in the experiments without AA. The sharp increase in the droplet/particle
size around the hydrate onset could be related to a decrease in the counts of small particles in
both systems (Figure 5.9 (B) and (F)). Previous studies using chord length counts to analyze
hydrate growth and agglomeration have related the decrease in the small chord length counts
coinciding with the hydrate onset to systems that were water-continuous before the hydrate
onset [238]. Furthermore, counts of both medium and large droplets/particles (Figure 5.9
(C) and (D)) increased by one and two orders of magnitude respectively at the hydrate onset
160

Figure 5.8 Mean droplet/particle size an hour both before shut-in and after restart in liquidhydrocarbon systems at 50 vol.% water content dosed with 2 vol.% AA. Hydrate particleswere formed at two different mixture velocities (2.3 and 5.8 ft s-1). The restart was conductedat 2.3 ft s-1 in both cases. Insets shows the mean droplet/particle size evolution throughoutthe full experiment. Relative time in this plot is defined with respect to the time at whichthe system was shut-in
161
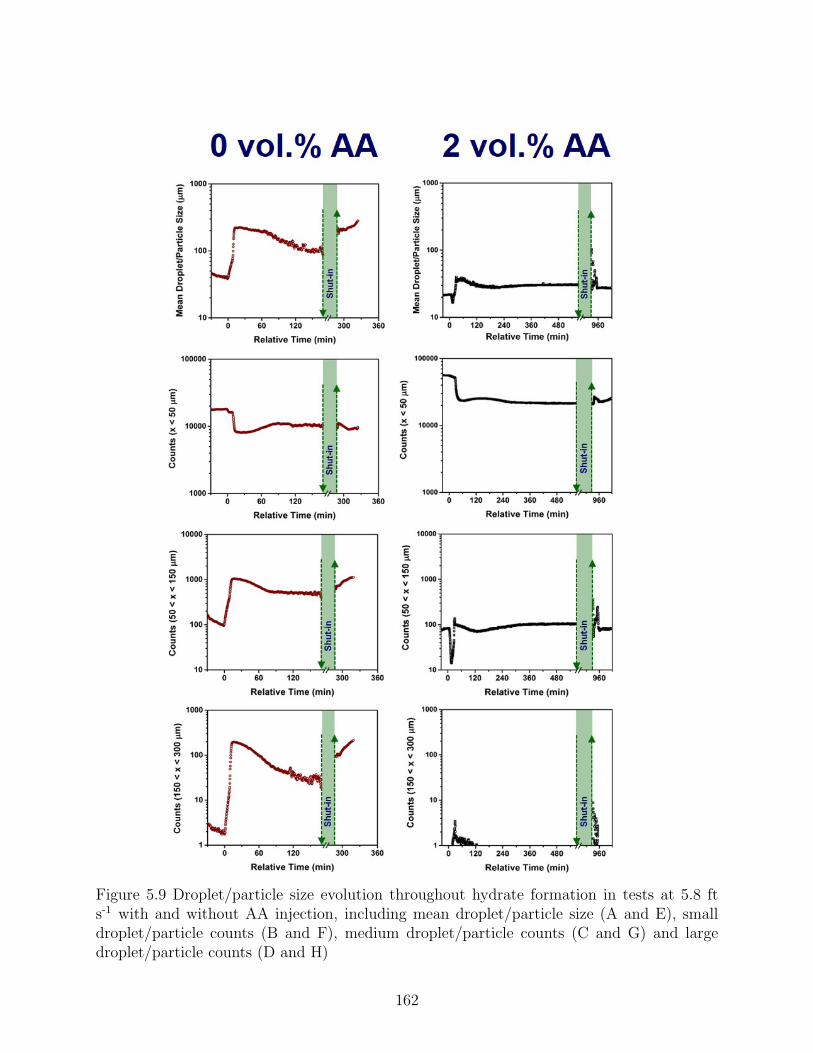
Figure 5.9 Droplet/particle size evolution throughout hydrate formation in tests at 5.8 fts-1 with and without AA injection, including mean droplet/particle size (A and E), smalldroplet/particle counts (B and F), medium droplet/particle counts (C and G) and largedroplet/particle counts (D and H)
162
in systems without AA injection. On the other hand, medium and large droplet/particle
counts (Figure 5.9 (G) and (H)) remained roughly constant throughout the experiment in
systems dosed with AAs, despite a sudden dip in medium particle counts and slight appear-
ance of large particles around the hydrate onset. The large particle counts are close to zero
for most of the test apart from the hydrate onset in tests with AA injection. According
to these results, the increase in the mean droplet/particle size (Figure 5.9 (A)) observed
around the hydrate onset in systems without AA injection should be related mainly to the
appearance of medium and large hydrate agglomerates (Figure 5.9 (C) and (D)). Conversely,
the increasing droplet/particle size in systems with AA injection (Figure 5.9 (E)) could be
related to decreasing counts of small particles instead (Figure 5.9 (F)). Such a decrease in
the small particle counts could have been associated in previous studies with changes in the
reflective properties of water/oil droplets that turn into hydrate particles [237]. The medium
and large droplet/particle counts gradually decrease over the experiments, particularly in the
tests without AA injection, suggesting that bedding of larger hydrate particles in the system
causes an additional decrease in mean droplet/particle sizes.
Høiland [239] showed that hydrate formation could have contrasting effects on the surface
chemistry of a system depending on the composition of the oil phase. Crude oils with low
plugging tendency tend to form oil-wet hydrate particles, favoring oil-continuous dispersions
after hydrates start to form. Accordingly, effective hydrate anti-agglomeration has been
associated with the formation of oil-wet hydrate particles [26]. These observations provide
further support to a possible transition from a water-continuous to an oil-continuous dis-
persion occurring in flowloop tests after hydrate onset in the systems dosed with 2 vol.%
AA.
Finally, after a shut-in period of six hours and a restart at 2.3 ft s-1 was conducted,
all droplet/particle counts (small, medium and large) recover to similar values to those
observed before shut-in (Figure 5.9 (F), (G) and (H)) in systems dosed with AAs. Higher
counts of medium and large droplets/particles are noticed right after the restart; however,
163
such increasing counts vanished within 30 minutes after fluid flow restarted. These medium
and large droplet/particle counts could be related to clumps of hydrate particles moving
together, which are weakly interacting due to the reduced cohesive forces between hydrate
particles in the presence of AAs. Such hydrate clumps might be easily re-dispersed into
fine hydrate particles under the influence of shear forces resulting in the same particle size
distribution observed before shut-in. On the other hand, a noticeable increase in the mean
droplet/particle size occurred during shut-in (Figure 5.9 (A)) in tests without AA injection.
The medium and large droplet/particle counts increased during the shut-in resulting in a
greater mean droplet/particle size (Figure 5.9 (C) and (D)). Large hydrate aggregates could
have formed under static conditions during shut-in in absence of anti-agglomerants. Medium
and large droplet/particle counts further increased as time progresses after the fluid flow
restarted, suggesting that large aggregates, which cannot be broken up by the shear forces,
might have been re-dispersed in the flowing slurry. These results indicate that hydrate
particle agglomeration during shut-in could be prevented using an effective AA in systems
with a non-dispersing oil phase.
5.4 Conclusions
High-pressure industrial-scale flowloop tests using a non-dispersing oil were conducted
in order to compare the influence of mixture velocity on hydrate particle transportability
in systems both with and without dosing hydrate dispersants or anti-agglomerants (AAs).
These experiments included dynamic cool-down tests, as well as shut-in and restart scenarios,
which can be critical for flow assurance in subsea oil & gas production. The influence of
mixture velocity was observed in baseline tests both in the hydrate growth rates (directly
proportional) and the mean droplet/particle size (inversely proportional). However, such
dependence on mixture velocity vanished after the injection of the AA formulation used in
these flowloop studies. Dosing anti-agglomerants to the system resulted in similar hydrate
growth and particle size evolution regardless of the mixture velocity utilized. Moreover,
complementary water/oil dispersion tests showed that this AA formulation also modifies the
164
surface chemistry of the liquid/liquid dispersion by favoring water-continuous systems with
respect to surfactant-free samples.
The injection of AAs helped to minimize hydrate particle bedding at all studied velocities;
however, a certain minimum velocity was required to fully prevent hydrate particle bedding.
Moreover, this particular AA formulation successfully inhibited hydrate particle size increase
(agglomeration) under static conditions (shut-in), allowing the full recovery of solid material
flow after restarting the system. In this sense, the droplet/particle CLD measurements
provided useful information to assess AA performance with respect to the equivalent baseline
tests without chemical injection.
5.5 Acknowledgements
The authors acknowledge the significant contributions to this work by Brendon Keinath,
Doug Turner, Geetha Mahadevan, Todd Lagus, Giovanny Grasso, Tabish Maqbool, Glenn
Cobb, Roy Livingston and all staffs from ExxonMobil Upstream Research Company (Hous-
ton, TX 77098, USA) for access to the flowloop facilities and guidance during the experi-
mental investigation and analyses of this work. The authors would also like to thank the
CSM Hydrate Consortium members for funding and support.
165
CHAPTER 6
HP-RHEOMETER & PILOT-SCALE FLOWLOOP STUDIES ON HYDRATE SLURRY
TRANSPORTABILITY USING AAS
Chapter 6 contains a series of pilot-scale flowloop studies conducted both at Tulsa Univer-
sity and ExxonMobil Flowloop scale facilities. These flowloop tests provided further valida-
tion of the hydrate performance assessment protocols proposed in this work using low-sample
volume experimental apparatuses. In additions, these set of pilot-scale flowloop tests allowed
direct comparison of the results obtained from hydrate transportability studies conducted at
different pilot-scale flowloop facilities is systems with similar experimental conditions. Fi-
nally, complementary HP-rheometer tests provided further insights into the interconnection
between hydrate slurry viscosity and the pressure drop observed during pilot-scale flowloop
experiments involving hydrate formation.
6.1 Introduction
In gas-dominated systems, the major concerns are related to the performance of hydrate
anti-agglomerants at high water contents. Accordingly, the condensate-to-gas ratio (CGR)
and the water content could be the main parameters to assess AAs suitability for such
systems. On the other hand, the relatively low gas-to-oil ratio (GOR) in oil-dominated
systems could limit the water conversion into hydrates. Therefore, the maximum amount of
water that can be thermodynamically converted into hydrates might be the key parameter
to consider for implementing AAs crude oil pipelines. Currently, oil companies (e.g. TOTAL
S.A.) might consider safe to utilize AAs in systems with a maximum hydrate volume fraction
in the liquid phase below 30 vol. % [30].
Deep offshore oil and gas operators require a comprehensive understanding of the mecha-
nisms leading to efficient hydrate particle transport in order to successfully deploy innovative
hydrate management strategies, such as AAs. This understanding should include the relative
166
influence of diverse operational parameters on the performance of these additives. These
parameters could include, for example, shear rate, GOR, CGR, sub-cooling, the natural
surface-active components in the hydrocarbon phase, the composition of the aqueous phase,
and the AA formulation and dosing, for example. A better understanding of the hydrate
growth kinetics and slurry rheological properties in systems dosed with anti-agglomerants
could help to extend the current comfort zone for utilizing AAs in a specific scenario.
This chapter summarizes a series of pilot-scale flowloop tests using a model liquid hydro-
carbon mixture as the organic phase. Complementary high-pressure rheometer tests have
been conducted in order to better understand the pilot-scale flowloop results based on the
rheological behavior of the hydrate slurry in the presence of AAs.
Furthermore, pilot-scale flowloop facilities might represent the closest environment to
operative subsea flowlines traditionally available to study hydrate particle transportability.
However, the scalability of experimental results from the laboratory to field-scale processes
has traditionally been a major engineering challenge, and flowloop studies are not exempt
from these difficulties [153]. Several parameters may vary between flowloop facilities, such as
pipe diameter, total length, geometry, pump design, data acquisition devices, temperature
control, or gas supply systems. Therefore, studies to identify the influence of the experimental
setup on flowloop test results are needed in order to develop system-independent models for
hydrate formation and transport in subsea flowlines. This chapter includes results and
analysis from a set of experiments specifically designed to directly compare two different
pilot-scale flowloop facilities (i.e. ExxonMobil and University of Tulsa flowloops)
6.2 Experimental methods
Multiple experimental setups, such as HP-rheometer and pilot-scale flowloops, have been
used to study the hydrate slurry transportability in the presence of AAs. These studies
included the evaluation of the influence on the AA performance of several experimental pa-
rameters, such as water content and AA dosing. These investigations involved both dynamic
cool-down and shut-in/restart experimental modes.
167
Flowloop facilities offer the closest laboratory conditions to subsea flowlines in order to
study hydrate particle transportability before deploying new technologies in oil production
fields. Data such as particle size evolution can be utilized to determine whether AAs can
prevent hydrate particle agglomeration under static conditions (i.e. shut-in period). Several
other flowloop output data can be used to evaluate hydrate transportability (e.g pressure
drop and temperature profiles, mass flow rate, and visual video observations). Droplet/-
particle chord length distribution (CLD) analysis and particle video imaging methods are
particularly useful to evaluate hydrate growth and hydrate particle agglomeration, both with
and without AA injection [231, 238]. These two latter methods can provide insights into
the mechanisms leading to hydrate particle accumulation and plugging in different systems.
In addition, these tools allow exploring the effects of shut-in conditions on hydrate parti-
cle morphology and size distribution. This information, coupled with pressure drop and
temperature profiles, is valuable to assess AA performance during transient operations.
Two different pilot-scale flowloop facilities are used in these studies, namely ExxonMobil
flowloop (ExxonMobil Upstream Research Company, Houston, TX 77098, USA) and Uni-
versity of Tulsa flowloop (Petroleum Engineering Department, University of Tulsa, 800 S
Tucker Dr., Tulsa OK 74104, USA).
The ExxonMobil flowloop facility design and experimental procedures are described in
Section 5.2. Some remarkable capabilities of this pilot-scale flowloop are the pressure and
temperature recordings at several locations in the loop, including fluid and surface tem-
peratures, the mass flow rate measurements with a multiphase flow meter (Coriolis type),
the particle Vision and Measurement (PVM) and Focused Beam Reflectance Measurement
(FBRM) devices used to track droplet/particle size evolution during the experiments, and
regular but valuable traditional video recording of the fluids circulating inside the loop was
possible through the viewing ports.
The TU flowloop (Figure 6.1) consists of a 162 ft (∼ 49 m) long and 2.9” (7.4 cm)
internal diameter pipe. A commercial twin-screw Leistritz pump is used to circulate fluids
168
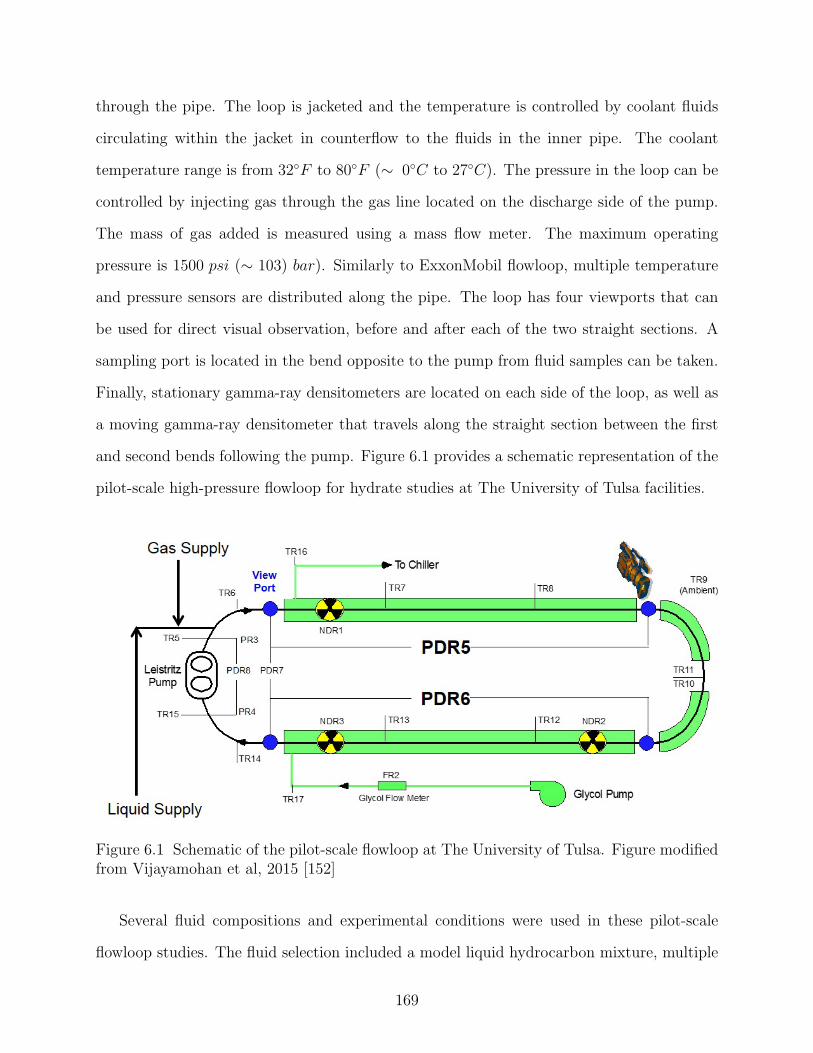
through the pipe. The loop is jacketed and the temperature is controlled by coolant fluids
circulating within the jacket in counterflow to the fluids in the inner pipe. The coolant
temperature range is from 32◦F to 80◦F (∼ 0◦C to 27◦C). The pressure in the loop can be
controlled by injecting gas through the gas line located on the discharge side of the pump.
The mass of gas added is measured using a mass flow meter. The maximum operating
pressure is 1500 psi (∼ 103) bar). Similarly to ExxonMobil flowloop, multiple temperature
and pressure sensors are distributed along the pipe. The loop has four viewports that can
be used for direct visual observation, before and after each of the two straight sections. A
sampling port is located in the bend opposite to the pump from fluid samples can be taken.
Finally, stationary gamma-ray densitometers are located on each side of the loop, as well as
a moving gamma-ray densitometer that travels along the straight section between the first
and second bends following the pump. Figure 6.1 provides a schematic representation of the
pilot-scale high-pressure flowloop for hydrate studies at The University of Tulsa facilities.
Figure 6.1 Schematic of the pilot-scale flowloop at The University of Tulsa. Figure modifiedfrom Vijayamohan et al, 2015 [152]
Several fluid compositions and experimental conditions were used in these pilot-scale
flowloop studies. The fluid selection included a model liquid hydrocarbon mixture, multiple
169
anti-agglomerant formulations and concentrations, different water contents and gas com-
positions leading to the formation of both structure I (sI) and structure II (sII) hydrates.
Moreover, different operation modes, such as continuous pumping and transient tests are in-
corporated in these studies, together with different mixture velocities. Some of the tests were
designed to provide specific data allowing a direct comparison of the two different flowloop
facilities. The general experimental procedure for the pilot-scale flowloop studies is described
in Figure 5.2.
In addition, complementary HP-rheometer tests were performed in order to assess the
use of low dosage hydrate inhibitors (LDHIs) to minimize hydrate particles agglomeration
leading jammed systems associated with an excessively high slurry viscosity in rheological
studies [55]. The HP-rheometer and experimental procedures are described in Section 2.2.
The hydrate growth mechanisms and the transportability of hydrate particles may be
dependent on properties, such as viscosity or gas solubility, of the continuous phase of the
system. Therefore, knowledge of the initial properties of the water/oil dispersion before
hydrate formation might be useful to properly analyze the results from flowloop and rheol-
ogy studies conducted in this project. Anti-agglomerants, being surface-active compounds,
would reduce oil-water interfacial tension promoting homogeneous dispersion of water and
oil phases. Additional dispersion tests were conducted following utilizing the in-house setup
and the procedures described in Section 5.2.2.
6.3 Results and discussion
A series of pilot-scale flowloop tests were conducted to evaluate the hydrate slurry trans-
portability using AAs in a variety of scenarios. These experiments investigated the influence
on AA performance of different experimental variables such as water content, fluid velocity,
operation mode (i.e. shut-in/restart or dynamic cool-down modes) and AA formulation/dos-
ing. Complementary HP-rheometer tests were conducted using the same liquid compositions
used in the pilot-scale flowloop studies in order to obtain insights into the rheological prop-
erties of the hydrate slurries in the presence of AAs, which might help to understand the
170
pressure drop behavior from the flowloop tests.
The temperature, pressure and injected gas data are used to calculate the gas consump-
tion during the hydrate formation. The hydrate volume fraction (HV F ) is defined as the
volume of hydrate particles with respect to the total volume of liquids and solids in the slurry
according to Equation 5.1.
The pressure drop evolution after hydrate formation is analyzed in terms of the relative
pressure drop at a given time with respect to the pressure drop measured at hydrate onset
according to Equation 5.2.
6.3.1 Treating partially dispersed systems with AAs to prevent hydrate plugformation: high-pressure pilot-scale flowloop and rheological studies atdifferent water contents
Previous studies have shown that partially dispersed systems (i.e. oil-in-water or water-
in-oil dispersions with an additional separated water phase) are particularly prone to result
in hydrate plugs [240]. The partially dispersed systems can be associated with non-dispersing
organic phases with a lack of surface-active compounds favoring phase dispersion, such as
kerosene, mineral oils and gas condensates. Consequently, AAs represent an attractive al-
ternative to reduce hydrate plugging risk in these type of systems both by promoting full
dispersion of the liquid phases due to lower interfacial tensions and by forming stable hydrate
dispersions through inhibiting hydrate particle agglomeration.
A series of pilot-scale flowloop tests were conducted using AAs to prevent hydrate plug
formation in partially dispersed systems at different operational conditions. These opera-
tional conditions include water contents ranging from 30 to 80 vol. %, both transient and
continuous operations, and different AA dosing. Complementary high-pressure rheological
studies were conducted with the same liquid composition from the pilot-scale flowloop tests
in order to obtain insights into the rheological properties of the hydrate slurry in the presence
of AAs and relate such rheological properties to the pressure drop results from the flowloop
tests.
171
6.3.1.1 Hydrate plugging mitigation using AAs in partially-dispersed systemsat intermediate water contents
Tests were conducted using a model liquid hydrocarbon mixture system at 50 vol. %
water content (3.5 wt.% NaCl) and 70 vol.% liquid loading. The hydrate former is the Tulsa
natural gas, which leads to the formation of sII hydrates. These tests were conducted at two
different AA dosages (i.e. 1 and 2 vol.% with respect to the aqueous phase of the system).
The mixture velocity during hydrate formation is 2.3 ft s−1. Such mixture velocity was
low enough to favor the formation of a free-water phase that separates from the water-in-oil
dispersion in the baseline tests (i.e. a partially dispersed system without AA injection). An
additional baseline test at a greater mixture velocity (5.8 ft s−1) allows comparisons with a
fully dispersed system (i.e. one of the liquid phases is totally dispersed into the other).
Figure 6.2 (A) shows the pressure drop profiles as a function of the hydrate volume frac-
tion from flowloop tests using three different AA concentrations (i.e. 0, 1 and 2 vol.%). The
baseline experiments, at both 2.3 and 5.8 ft s−1 mixture velocity, showed a sharp increase
in the pressure drop upon the hydrate onset. The visual observations from the viewports
showed hydrate beds forming on the bottom of the pipe (i.e. hydrate accumulation at the
bottom of the pipe); however, such hydrates are flowing slowly rather than being stationary
deposits (See Figure 6.3). These moving hydrate beds might require significant energy input
in order to flow, leading to the large pressure drop observed at relatively low hydrate volume
fractions. Both baseline experiments were terminated before the hydrate formation ceased
due to the large pressure drop values and energy input requirements. Accordingly, the base-
line tests at intermediate water contents are considered ”non-pumpable” systems leading to
a hydrate plug.
Figure 6.2 (A) also shows the pressure drop profiles from experiments dosed with ei-
ther 1 or 2 vol.% HD A. Unlike the baseline tests that showed large hydrate aggregates at
the flowloop viewports, no large hydrates aggregates were detected from visual observations
after the injection of HD A. The measured pressure drop was similar at the beginning of
172
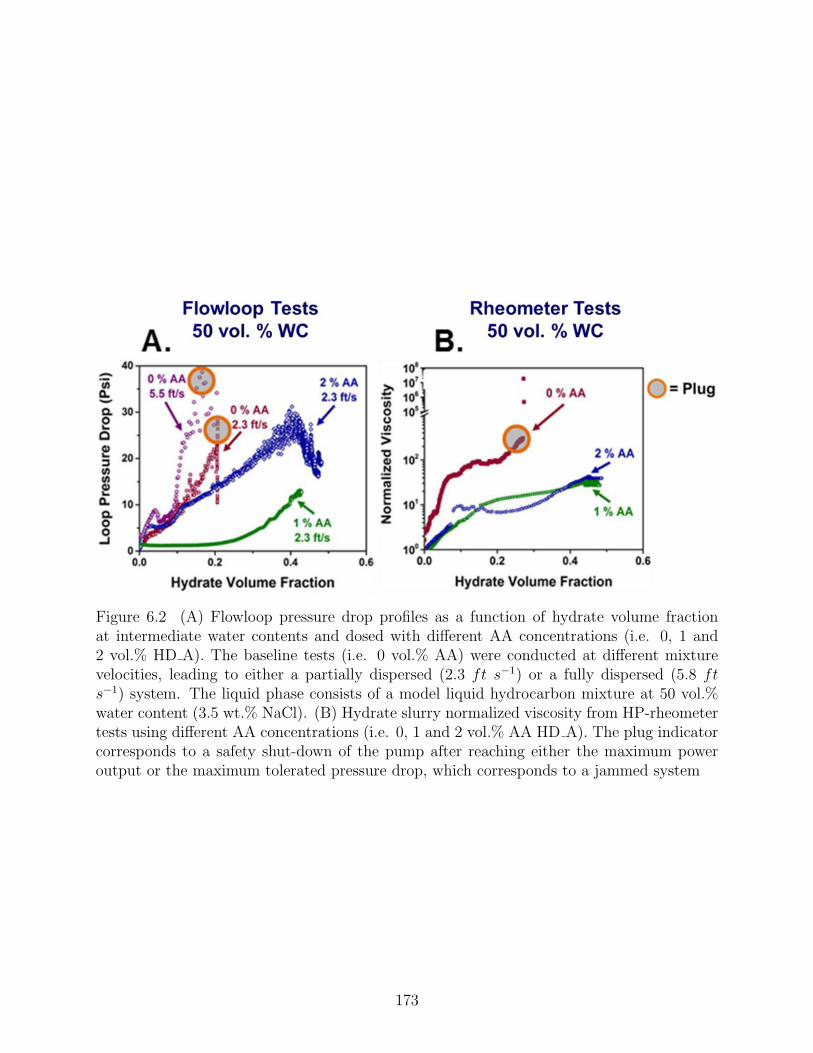
Figure 6.2 (A) Flowloop pressure drop profiles as a function of hydrate volume fractionat intermediate water contents and dosed with different AA concentrations (i.e. 0, 1 and2 vol.% HD A). The baseline tests (i.e. 0 vol.% AA) were conducted at different mixturevelocities, leading to either a partially dispersed (2.3 ft s−1) or a fully dispersed (5.8 fts−1) system. The liquid phase consists of a model liquid hydrocarbon mixture at 50 vol.%water content (3.5 wt.% NaCl). (B) Hydrate slurry normalized viscosity from HP-rheometertests using different AA concentrations (i.e. 0, 1 and 2 vol.% AA HD A). The plug indicatorcorresponds to a safety shut-down of the pump after reaching either the maximum poweroutput or the maximum tolerated pressure drop, which corresponds to a jammed system
173
the experiment in tests both with and without injection of 2 vol. % HD A. However, at
HV F > 0.1, the baseline test pressure drop becomes greater than the pressure drop in tests
dosed with 2 vol.% HD A. The hydrate formation continues in the tests dosed with HD A
until the increasing salt concentration in the aqueous phase thermodynamically inhibits fur-
ther hydrate formation. The hydrate particles are considered dispersed and transportable as
a homogeneous hydrate slurry that continuously flows throughout the flowloop. Moreover, at
HV F > 0.4, the pressure drop from the tests dosed with AA decreases. This pressure drop
decrease suggests that, at such high hydrate volume fraction, there might be the formation
of stationary hydrate deposits that lower the hydrate content in the slurry. The decreas-
ing concentration of hydrate particles dispersed in the liquids lowers the slurry viscosity;
therefore, the frictional pressure drop of the system might decrease.
Figure 6.2 (A) shows a surprising much lower pressure drop from the test dosed with
1 vol.% HD A compared to the systems dosed with 2 vol.% HD A. This behavior was un-
expected given the lower AA concentration might be intuitively considered at lest equal or
less effective in preventing hydrate particle agglomeration; thus, the pressure drop should
be equal or greater in tests dosed with 1 vol.% than in tests dosed with 2 vol.% HD A.
However, the visual observations showed stationary hydrate deposits forming at the bottom
of the pipe. The formation of these deposits might lower the hydrate particle content in
the slurry; hence, the hydrate slurry viscosity decreases. The lower hydrate slurry viscosity
could lead to lower frictional pressure drop in the system. According to these observations,
1 vol.% of this particular AA might not be sufficient to assure hydrate particle transport,
resulting in an under-inhibited system.
Figure 6.2 (B) shows the results of the high-pressure rheometer tests with the same liquid
composition than the flowloop tests in Figure 6.2 (A). The normalized viscosity in these case
was defined as the ratio of the apparent viscosity of the hydrate slurry to the apparent
viscosity of the liquid/liquid dispersion at the moment of the hydrate onset, according to
Equation 6.1:
174
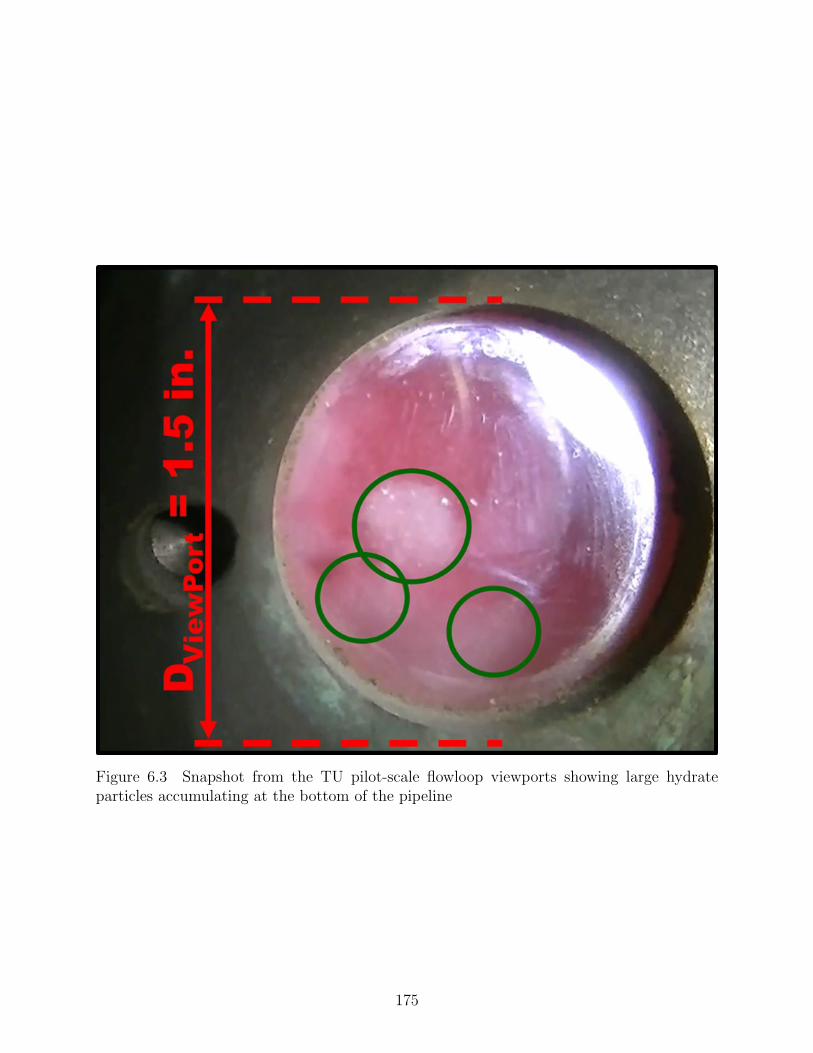
Figure 6.3 Snapshot from the TU pilot-scale flowloop viewports showing large hydrateparticles accumulating at the bottom of the pipeline
175
ηNormalized =ηApparentHydrateSlurry
(t)
ηApparent@HydrateOnset
(6.1)
The normalized viscosity profiles from the high-pressure rheometer tests in Figure 6.2
(B) shows qualitative agreement with the pressure drop profiles from flowloop tests in Fig-
ure 6.2 (A) corresponding to the baseline tests (i.e. 50 vol.% water content and 0 vol.%
AA). The baseline tests in both experimental setups resulted in safety shut-downs due to
excessive energy input requirements to maintain flow (i.e. very high viscosity); hence, water
conversion was not complete. On the other hand, the experiments with AA injection allows
the maximum possible conversion of water into hydrates without showing such a high in-
crease neither in the normalized viscosity nor in the pressure drop of the system. However,
HP-rheometer experiments dosed with either 1 or 2 vol.% HD A resulted in similar normal-
ized slurry viscosity profiles as a function of the hydrate volume fraction. This rheological
behavior contradicts the pressure drop results from pilot-scale flowloop tests showing a much
lower pressure drop in systems dosed with 1 vol.% HD A when compared to system dosed
with 2 vol.% HD A. The HP-rheometer tests are conducted at a high mixing velocity (477
RPM) leading to an apparent shear rate ∼ 675 s−1, according to the experimental procedure
from previous hydrate slurry rheological studies conducted at CHR [241]. The differences
in the flow patterns and the shear rate between the flowloop and the rheometer geometries,
in addition to the small gap in the HP-rheometer cell, might prevent phenomena such a
hydrate deposition on the walls during the HP-rheometer tests and mask the influence of
AA concentration on the hydrate slurry transportability. Nevertheless, these observations
are in contrast with all results obtained from every other experimental equipment discussed
in Chapters 2 & 3 and could represent an artifact. The high cost associated with pilot-scale
flowloop tests prevents the possibility of conducting an experimental repeat to confirm the
observations from this single test.
Finally, it is worth noting that the viscosity before the hydrate onset from the rheological
studies at 50 vol.% water content dosed with either 1 or 2 vol.% AA HD A was similar to those
176
from tests at 80 vol.% water content, which were known to be a water-continuous dispersion
before the hydrate onset. On the other hand, tests at 30 vol.% water content, which were
known to be an oil-continuous dispersion before the hydrate onset, showed viscosity values ∼
3 times greater than either 50 or 80 vol.% water content systems. Accordingly, the rheological
studies at 50 vol.% water content started with a water-continuous dispersion before the
hydrate onset and eventually turned into an oil-continuous dispersion as water converted
into gas hydrate. A catastrophic transition from a water- to an oil-continuous dispersion in
the HP-rheometer tests at intermediate water contents could lead to the viscosity behavior
observed in the HV F range from∼ 0.15 to ∼ 0.3 showing negligible viscosity increase as
hydrate formed. At HV F > 0.3 the slurry viscosity starts growing again until the hydrate
formation ceases (see Figure 6.2). Moreover, the pressure drop profiles from the flowloop
tests at intermediate water content showed similar behavior but in considerably lower HV F
range from ∼ 0.05 to ∼ 0.1 (with the exception of the tests dosed with 1 vol.% HD A).
Such pressure drop behavior suggests a phase inversion from a water- to an oil-continuous
dispersion taking place in the flowloop test at 50 vol. % water content dosed with either 0
or 2 vol.% HD A.
Several variables related to the heat and mass transport in the system can affect the
hydrate formation in pilot-scale flowloop experiments. Figure 6.4 (A) shows the hydrate
volume fraction as a function of time after the hydrate onset from the baseline tests (50
vol.% water content and 0 vol. % AA HD A) at two different mixture velocities (2.3 ft
s−1 (partial dispersion) and 5.8 ft s−1 (full dispersion)) and from tests with different AA
concentrations (1 and 2 vol.% HD A) at a mixture velocity of 2.3 ft s−1. The mixture
velocity significantly affected the hydrate formation kinetics in the baseline experiments,
with a faster formation of hydrates at higher velocities due to reduced mass/heat transfer
limitations and increased surface area available for hydrate formation. These results are in
agreement with the model for hydrate growth from water-in-oil emulsions implemented in
the dynamic multiphase flow simulator OLGAr as part of CSMHyK module as discussed
177
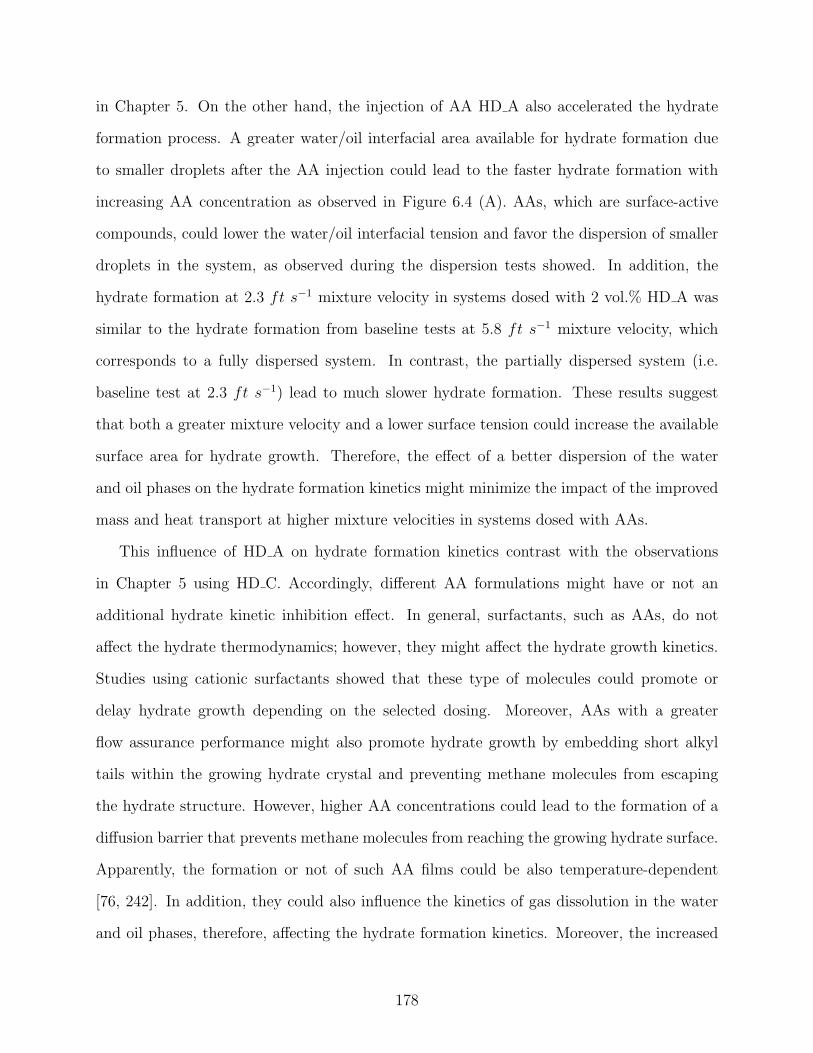
in Chapter 5. On the other hand, the injection of AA HD A also accelerated the hydrate
formation process. A greater water/oil interfacial area available for hydrate formation due
to smaller droplets after the AA injection could lead to the faster hydrate formation with
increasing AA concentration as observed in Figure 6.4 (A). AAs, which are surface-active
compounds, could lower the water/oil interfacial tension and favor the dispersion of smaller
droplets in the system, as observed during the dispersion tests showed. In addition, the
hydrate formation at 2.3 ft s−1 mixture velocity in systems dosed with 2 vol.% HD A was
similar to the hydrate formation from baseline tests at 5.8 ft s−1 mixture velocity, which
corresponds to a fully dispersed system. In contrast, the partially dispersed system (i.e.
baseline test at 2.3 ft s−1) lead to much slower hydrate formation. These results suggest
that both a greater mixture velocity and a lower surface tension could increase the available
surface area for hydrate growth. Therefore, the effect of a better dispersion of the water
and oil phases on the hydrate formation kinetics might minimize the impact of the improved
mass and heat transport at higher mixture velocities in systems dosed with AAs.
This influence of HD A on hydrate formation kinetics contrast with the observations
in Chapter 5 using HD C. Accordingly, different AA formulations might have or not an
additional hydrate kinetic inhibition effect. In general, surfactants, such as AAs, do not
affect the hydrate thermodynamics; however, they might affect the hydrate growth kinetics.
Studies using cationic surfactants showed that these type of molecules could promote or
delay hydrate growth depending on the selected dosing. Moreover, AAs with a greater
flow assurance performance might also promote hydrate growth by embedding short alkyl
tails within the growing hydrate crystal and preventing methane molecules from escaping
the hydrate structure. However, higher AA concentrations could lead to the formation of a
diffusion barrier that prevents methane molecules from reaching the growing hydrate surface.
Apparently, the formation or not of such AA films could be also temperature-dependent
[76, 242]. In addition, they could also influence the kinetics of gas dissolution in the water
and oil phases, therefore, affecting the hydrate formation kinetics. Moreover, the increased
178
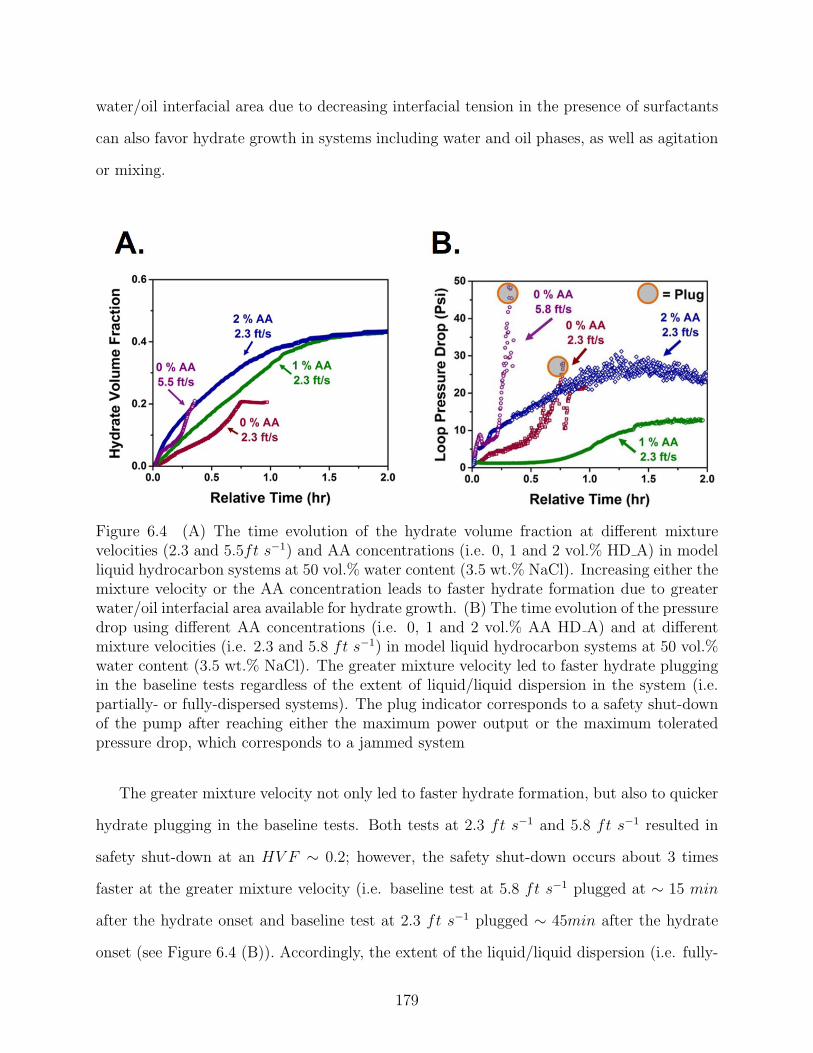
water/oil interfacial area due to decreasing interfacial tension in the presence of surfactants
can also favor hydrate growth in systems including water and oil phases, as well as agitation
or mixing.
Figure 6.4 (A) The time evolution of the hydrate volume fraction at different mixturevelocities (2.3 and 5.5ft s−1) and AA concentrations (i.e. 0, 1 and 2 vol.% HD A) in modelliquid hydrocarbon systems at 50 vol.% water content (3.5 wt.% NaCl). Increasing either themixture velocity or the AA concentration leads to faster hydrate formation due to greaterwater/oil interfacial area available for hydrate growth. (B) The time evolution of the pressuredrop using different AA concentrations (i.e. 0, 1 and 2 vol.% AA HD A) and at differentmixture velocities (i.e. 2.3 and 5.8 ft s−1) in model liquid hydrocarbon systems at 50 vol.%water content (3.5 wt.% NaCl). The greater mixture velocity led to faster hydrate pluggingin the baseline tests regardless of the extent of liquid/liquid dispersion in the system (i.e.partially- or fully-dispersed systems). The plug indicator corresponds to a safety shut-downof the pump after reaching either the maximum power output or the maximum toleratedpressure drop, which corresponds to a jammed system
The greater mixture velocity not only led to faster hydrate formation, but also to quicker
hydrate plugging in the baseline tests. Both tests at 2.3 ft s−1 and 5.8 ft s−1 resulted in
safety shut-down at an HV F ∼ 0.2; however, the safety shut-down occurs about 3 times
faster at the greater mixture velocity (i.e. baseline test at 5.8 ft s−1 plugged at ∼ 15 min
after the hydrate onset and baseline test at 2.3 ft s−1 plugged ∼ 45min after the hydrate
onset (see Figure 6.4 (B)). Accordingly, the extent of the liquid/liquid dispersion (i.e. fully-
179
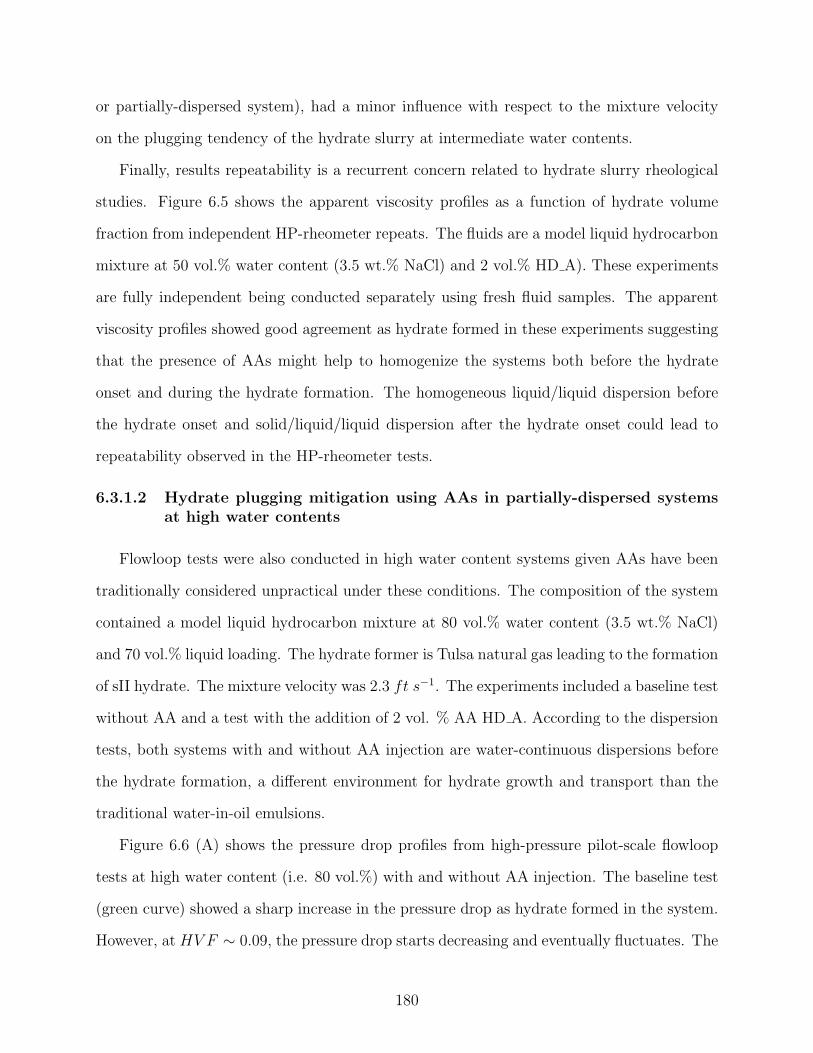
or partially-dispersed system), had a minor influence with respect to the mixture velocity
on the plugging tendency of the hydrate slurry at intermediate water contents.
Finally, results repeatability is a recurrent concern related to hydrate slurry rheological
studies. Figure 6.5 shows the apparent viscosity profiles as a function of hydrate volume
fraction from independent HP-rheometer repeats. The fluids are a model liquid hydrocarbon
mixture at 50 vol.% water content (3.5 wt.% NaCl) and 2 vol.% HD A). These experiments
are fully independent being conducted separately using fresh fluid samples. The apparent
viscosity profiles showed good agreement as hydrate formed in these experiments suggesting
that the presence of AAs might help to homogenize the systems both before the hydrate
onset and during the hydrate formation. The homogeneous liquid/liquid dispersion before
the hydrate onset and solid/liquid/liquid dispersion after the hydrate onset could lead to
repeatability observed in the HP-rheometer tests.
6.3.1.2 Hydrate plugging mitigation using AAs in partially-dispersed systemsat high water contents
Flowloop tests were also conducted in high water content systems given AAs have been
traditionally considered unpractical under these conditions. The composition of the system
contained a model liquid hydrocarbon mixture at 80 vol.% water content (3.5 wt.% NaCl)
and 70 vol.% liquid loading. The hydrate former is Tulsa natural gas leading to the formation
of sII hydrate. The mixture velocity was 2.3 ft s−1. The experiments included a baseline test
without AA and a test with the addition of 2 vol. % AA HD A. According to the dispersion
tests, both systems with and without AA injection are water-continuous dispersions before
the hydrate formation, a different environment for hydrate growth and transport than the
traditional water-in-oil emulsions.
Figure 6.6 (A) shows the pressure drop profiles from high-pressure pilot-scale flowloop
tests at high water content (i.e. 80 vol.%) with and without AA injection. The baseline test
(green curve) showed a sharp increase in the pressure drop as hydrate formed in the system.
However, at HV F ∼ 0.09, the pressure drop starts decreasing and eventually fluctuates. The
180
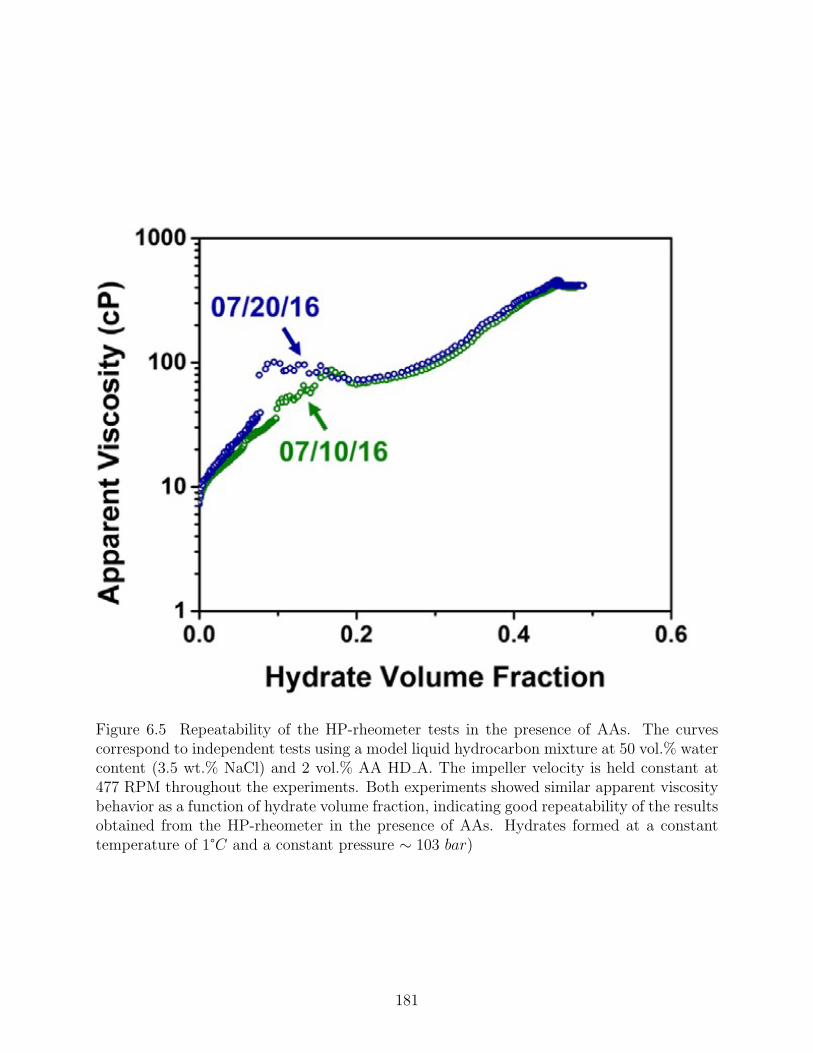
Figure 6.5 Repeatability of the HP-rheometer tests in the presence of AAs. The curvescorrespond to independent tests using a model liquid hydrocarbon mixture at 50 vol.% watercontent (3.5 wt.% NaCl) and 2 vol.% AA HD A. The impeller velocity is held constant at477 RPM throughout the experiments. Both experiments showed similar apparent viscositybehavior as a function of hydrate volume fraction, indicating good repeatability of the resultsobtained from the HP-rheometer in the presence of AAs. Hydrates formed at a constanttemperature of 1°C and a constant pressure ∼ 103 bar)
181
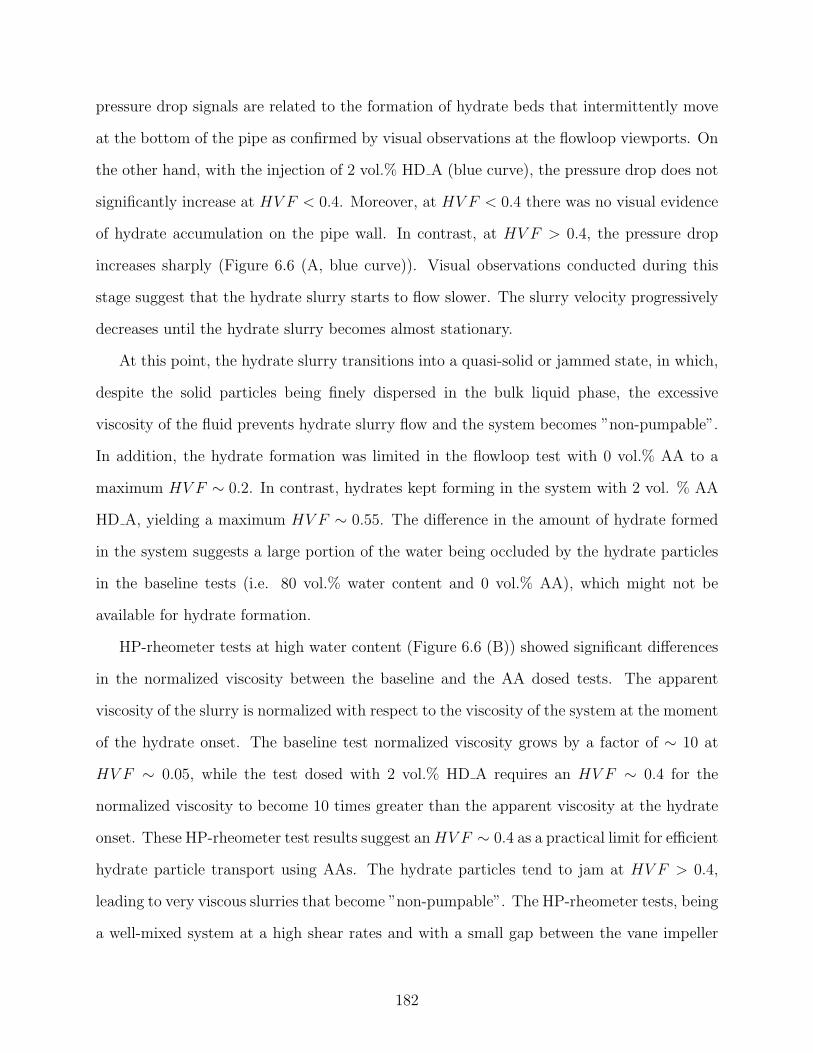
pressure drop signals are related to the formation of hydrate beds that intermittently move
at the bottom of the pipe as confirmed by visual observations at the flowloop viewports. On
the other hand, with the injection of 2 vol.% HD A (blue curve), the pressure drop does not
significantly increase at HV F < 0.4. Moreover, at HV F < 0.4 there was no visual evidence
of hydrate accumulation on the pipe wall. In contrast, at HV F > 0.4, the pressure drop
increases sharply (Figure 6.6 (A, blue curve)). Visual observations conducted during this
stage suggest that the hydrate slurry starts to flow slower. The slurry velocity progressively
decreases until the hydrate slurry becomes almost stationary.
At this point, the hydrate slurry transitions into a quasi-solid or jammed state, in which,
despite the solid particles being finely dispersed in the bulk liquid phase, the excessive
viscosity of the fluid prevents hydrate slurry flow and the system becomes ”non-pumpable”.
In addition, the hydrate formation was limited in the flowloop test with 0 vol.% AA to a
maximum HV F ∼ 0.2. In contrast, hydrates kept forming in the system with 2 vol. % AA
HD A, yielding a maximum HV F ∼ 0.55. The difference in the amount of hydrate formed
in the system suggests a large portion of the water being occluded by the hydrate particles
in the baseline tests (i.e. 80 vol.% water content and 0 vol.% AA), which might not be
available for hydrate formation.
HP-rheometer tests at high water content (Figure 6.6 (B)) showed significant differences
in the normalized viscosity between the baseline and the AA dosed tests. The apparent
viscosity of the slurry is normalized with respect to the viscosity of the system at the moment
of the hydrate onset. The baseline test normalized viscosity grows by a factor of ∼ 10 at
HV F ∼ 0.05, while the test dosed with 2 vol.% HD A requires an HV F ∼ 0.4 for the
normalized viscosity to become 10 times greater than the apparent viscosity at the hydrate
onset. These HP-rheometer test results suggest anHV F ∼ 0.4 as a practical limit for efficient
hydrate particle transport using AAs. The hydrate particles tend to jam at HV F > 0.4,
leading to very viscous slurries that become ”non-pumpable”. The HP-rheometer tests, being
a well-mixed system at a high shear rates and with a small gap between the vane impeller
182
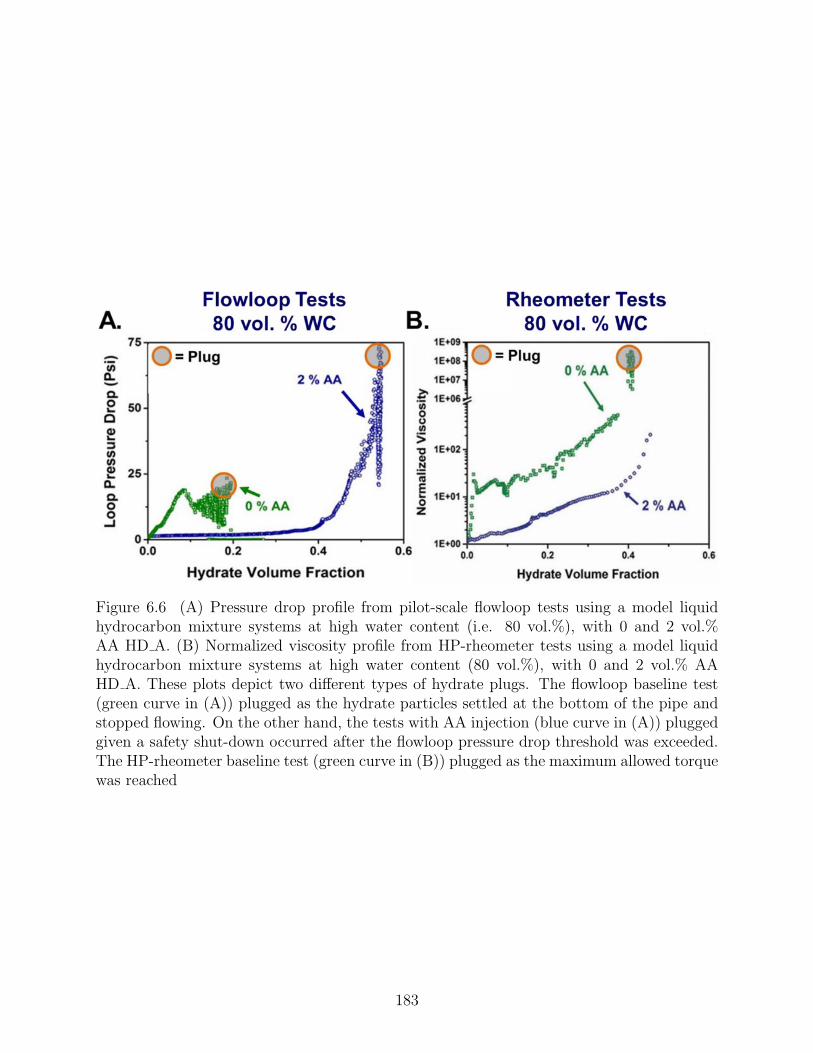
Figure 6.6 (A) Pressure drop profile from pilot-scale flowloop tests using a model liquidhydrocarbon mixture systems at high water content (i.e. 80 vol.%), with 0 and 2 vol.%AA HD A. (B) Normalized viscosity profile from HP-rheometer tests using a model liquidhydrocarbon mixture systems at high water content (80 vol.%), with 0 and 2 vol.% AAHD A. These plots depict two different types of hydrate plugs. The flowloop baseline test(green curve in (A)) plugged as the hydrate particles settled at the bottom of the pipe andstopped flowing. On the other hand, the tests with AA injection (blue curve in (A)) pluggedgiven a safety shut-down occurred after the flowloop pressure drop threshold was exceeded.The HP-rheometer baseline test (green curve in (B)) plugged as the maximum allowed torquewas reached
183
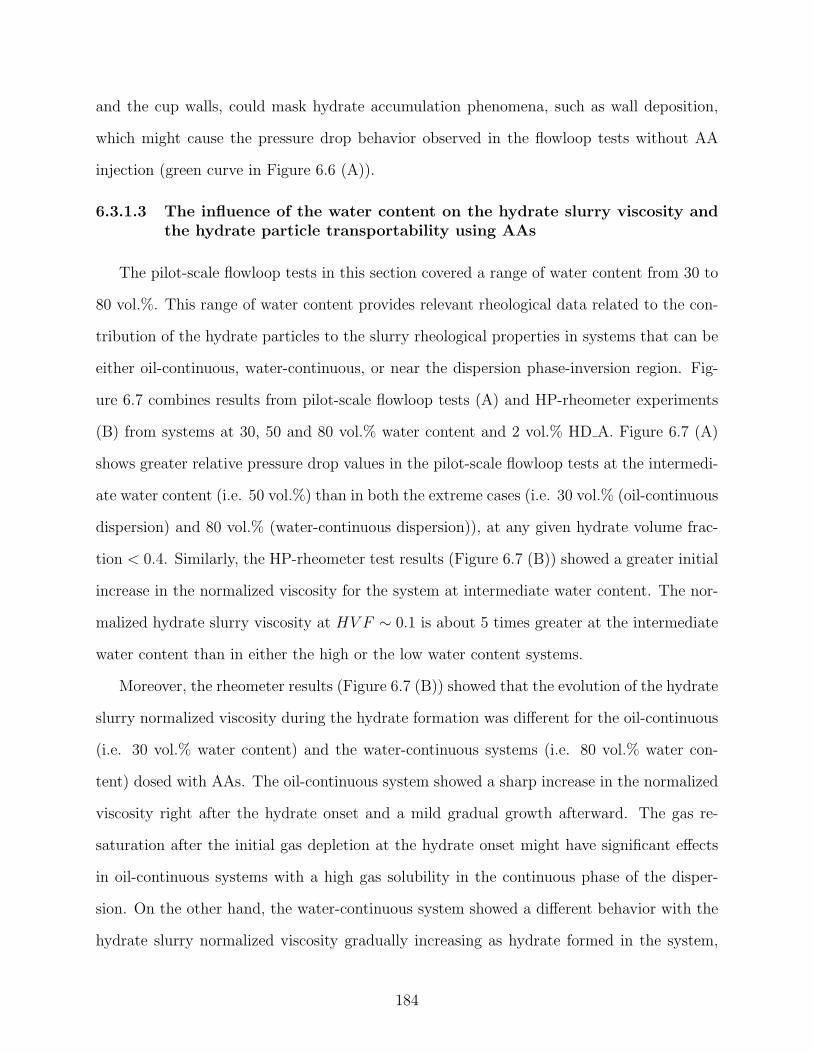
and the cup walls, could mask hydrate accumulation phenomena, such as wall deposition,
which might cause the pressure drop behavior observed in the flowloop tests without AA
injection (green curve in Figure 6.6 (A)).
6.3.1.3 The influence of the water content on the hydrate slurry viscosity andthe hydrate particle transportability using AAs
The pilot-scale flowloop tests in this section covered a range of water content from 30 to
80 vol.%. This range of water content provides relevant rheological data related to the con-
tribution of the hydrate particles to the slurry rheological properties in systems that can be
either oil-continuous, water-continuous, or near the dispersion phase-inversion region. Fig-
ure 6.7 combines results from pilot-scale flowloop tests (A) and HP-rheometer experiments
(B) from systems at 30, 50 and 80 vol.% water content and 2 vol.% HD A. Figure 6.7 (A)
shows greater relative pressure drop values in the pilot-scale flowloop tests at the intermedi-
ate water content (i.e. 50 vol.%) than in both the extreme cases (i.e. 30 vol.% (oil-continuous
dispersion) and 80 vol.% (water-continuous dispersion)), at any given hydrate volume frac-
tion < 0.4. Similarly, the HP-rheometer test results (Figure 6.7 (B)) showed a greater initial
increase in the normalized viscosity for the system at intermediate water content. The nor-
malized hydrate slurry viscosity at HV F ∼ 0.1 is about 5 times greater at the intermediate
water content than in either the high or the low water content systems.
Moreover, the rheometer results (Figure 6.7 (B)) showed that the evolution of the hydrate
slurry normalized viscosity during the hydrate formation was different for the oil-continuous
(i.e. 30 vol.% water content) and the water-continuous systems (i.e. 80 vol.% water con-
tent) dosed with AAs. The oil-continuous system showed a sharp increase in the normalized
viscosity right after the hydrate onset and a mild gradual growth afterward. The gas re-
saturation after the initial gas depletion at the hydrate onset might have significant effects
in oil-continuous systems with a high gas solubility in the continuous phase of the disper-
sion. On the other hand, the water-continuous system showed a different behavior with the
hydrate slurry normalized viscosity gradually increasing as hydrate formed in the system,
184
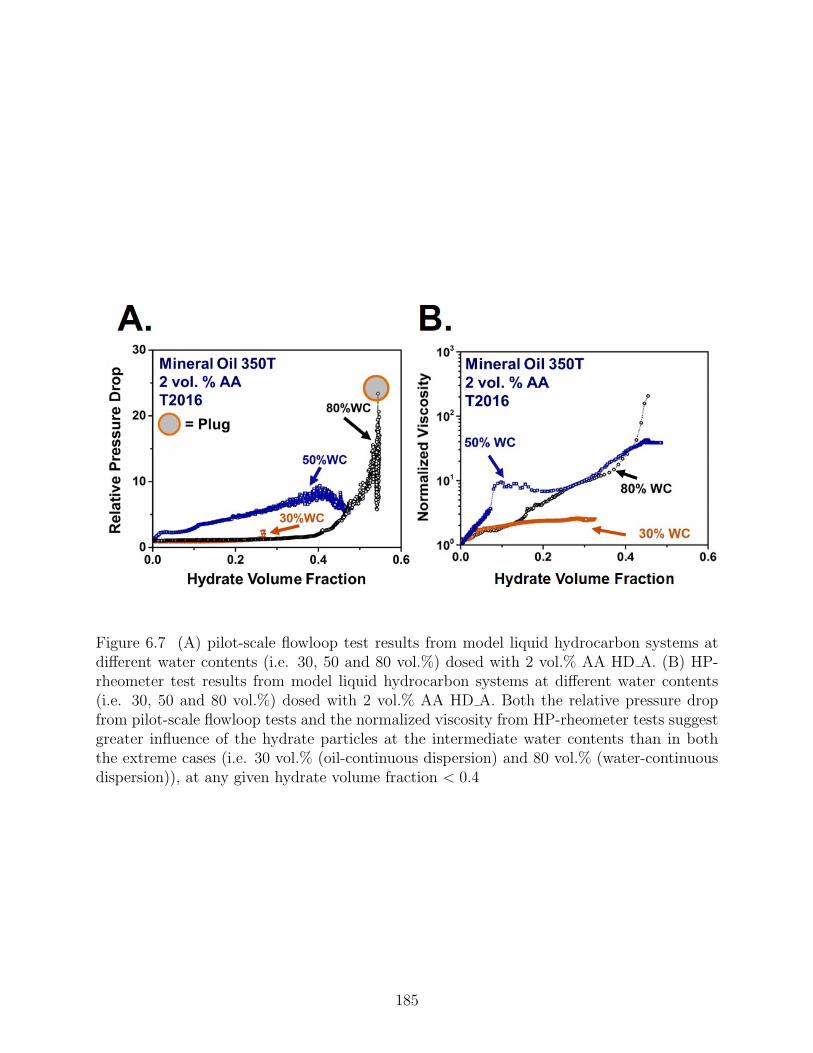
Figure 6.7 (A) pilot-scale flowloop test results from model liquid hydrocarbon systems atdifferent water contents (i.e. 30, 50 and 80 vol.%) dosed with 2 vol.% AA HD A. (B) HP-rheometer test results from model liquid hydrocarbon systems at different water contents(i.e. 30, 50 and 80 vol.%) dosed with 2 vol.% AA HD A. Both the relative pressure dropfrom pilot-scale flowloop tests and the normalized viscosity from HP-rheometer tests suggestgreater influence of the hydrate particles at the intermediate water contents than in boththe extreme cases (i.e. 30 vol.% (oil-continuous dispersion) and 80 vol.% (water-continuousdispersion)), at any given hydrate volume fraction < 0.4
185
suggesting a progressive viscosification of the slurry. The gas re-saturation might have a
minor role in water-continuous systems with low gas solubility in the continuous phase of
the dispersion. Based on these observations, the following conceptual picture was proposed
for the hydrate particle dispersion in both water- and oil-continuous hydrate slurries using
AAs (See Figure 6.8).
Assuming a fully dispersed system with small droplets (in the order of 10 µm), which
are consequence of the low water/oil interfacial tension after AA injection, Figure 6.8 shows
the hypothetical water/oil dispersions both before (A) and after (B) the hydrate onset in
low (left), intermediate (center) and high (right) water content systems. The visual obser-
vations from pilot-scale flowloop viewports and the dispersion tests conducted at the CHR
lab supports the assumption of small droplets in these systems, together with HP-autoclave
FBRM and PVM data using the same liquid phase composition. The conceptual picture in
Figure 6.8 corresponds to systems with a non-dispersing oil dosed with AAs, which shows
a dispersion phase-inversion point close to the intermediate water contents as confirmed
by water/oil dispersion tests. According to the conceptual picture in Figure 6.8 (A), the
internal-to-external phase volume ratio before the hydrate onset would be greater in the
intermediate water content systems than in both the low water content (i.e. water droplets
dispersed in the oil phase) and the high water content (i.e. oil droplets dispersed in the
water phase) systems. After the hydrate onset (Figure 6.8 (B)), assuming the formation
of hydrate shells on the surface of some of the water droplets, solid-solid collisions arise,
together with increased interactions between the water droplets and the hydrate particles.
Such interactions might be more significant at the intermediate water content than at the
low water contents, given the initial greater internal-to-external phase volume ratio in the
system. The arising solid-solid and liquid-solid interactions are responsible for the initial
viscosity increase in the oil-continuous systems. After the initial hydrate shells are formed,
the hydrate growth continues inwards converting the water inside the solid shells into hy-
drate. The further hydrate formation does not significantly contribute to increasing the
186
hydrate slurry viscosity given the effective hydrate volume fraction remains constant during
the inward hydrate growth.
On the other hand, in the water-continuous systems, the hydrate particles could form
both at the gas/water and the oil/water interfaces. The hydrate surface is known to be
hydrophilic by nature [133]; therefore, the hydrate particles formed on the surface of the
oil droplets might tend to detach from the droplet surface and remain dispersed in the
bulk water phase. Accordingly, the hydrate slurry viscosity would gradually increase as the
hydrate particles form, in agreement with the HP-rheometer test results. Recent studies
have suggested that both the ratio of the liquid phases and the affinity of the solid particles
for each liquid phase might determine the morphology of these three-phase suspensions
(particles/water/oil) [106, 107].
6.3.1.4 The hysteresis in the phase-inversion point of the water/oil dispersionsin the presence of AAs
The dispersion continuous phase could have a major influence on the hydrate growth
mechanisms and the hydrate particle contribution to the slurry viscosity. Therefore, knowing
the initial properties of the dispersion before the hydrate onset can be useful to understand
the experimental results from pilot-scale flowloop and HP-rheometer studies on hydrate slur-
ries. Anti-agglomerants, being surface-active compounds or surfactants, can reduce oil-water
interfacial tension and promote homogeneous dispersions. Accordingly, dispersion tests were
conducted using a model liquid hydrocarbon mixture with an injection of different concen-
trations of AA HD A (0, 1 and 2 vol.% ). The aqueous phase was 3.5 wt.% NaCl. Figure 6.9
shows that as the AA concentration increases from 0 to 2 vol.%, the transition from a water-
to an oil-continuous dispersion shifts from 25 to 45 vol.% water content. The experiments
dosed with 1 vol.% AA showed a transition from a water- to an oil-continuous dispersion
at 35 vol. % water content. In contrast, the transition from an oil-continuous to a water-
continuous dispersion was not affected by the AA injection (i.e. the transition from an oil- to
a water-continuous dispersion occurs around ∼ 55 vol.% water content regardless of the AA
187
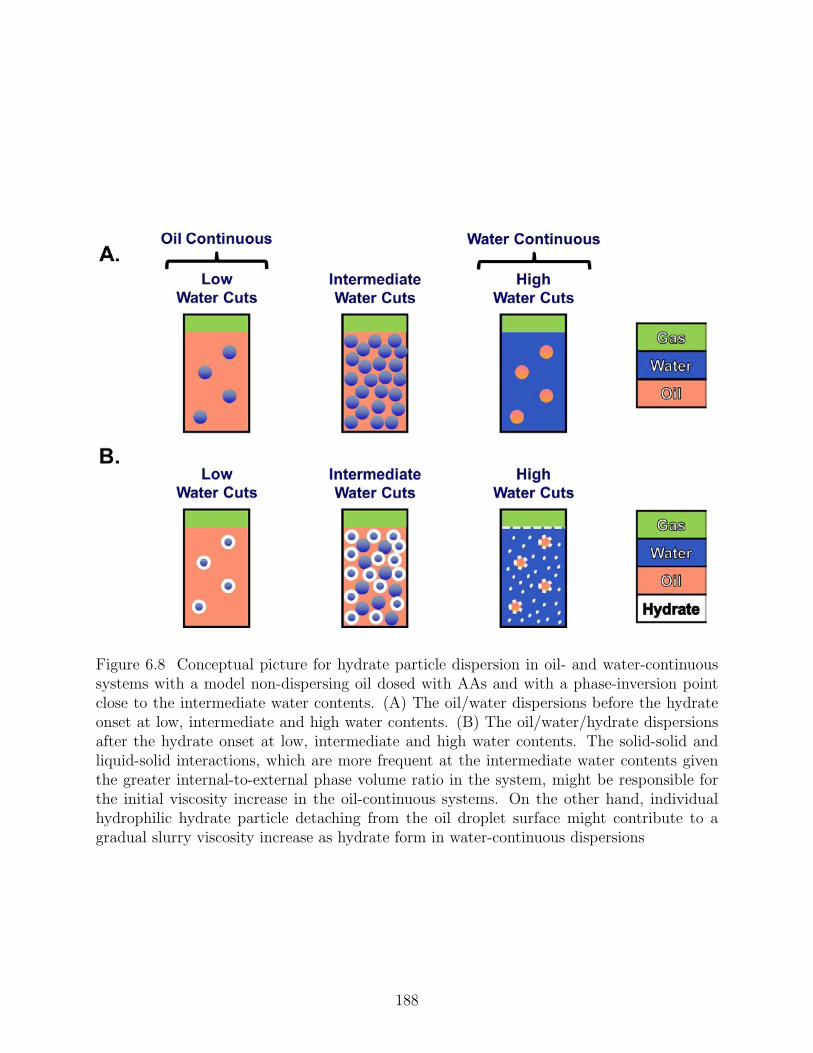
Figure 6.8 Conceptual picture for hydrate particle dispersion in oil- and water-continuoussystems with a model non-dispersing oil dosed with AAs and with a phase-inversion pointclose to the intermediate water contents. (A) The oil/water dispersions before the hydrateonset at low, intermediate and high water contents. (B) The oil/water/hydrate dispersionsafter the hydrate onset at low, intermediate and high water contents. The solid-solid andliquid-solid interactions, which are more frequent at the intermediate water contents giventhe greater internal-to-external phase volume ratio in the system, might be responsible forthe initial viscosity increase in the oil-continuous systems. On the other hand, individualhydrophilic hydrate particle detaching from the oil droplet surface might contribute to agradual slurry viscosity increase as hydrate form in water-continuous dispersions
188
concentration). These results suggest that this particular AA formulation helps to destabi-
lize the water-continuous dispersions with respect to the baseline experiments; therefore, the
hysteresis in the dispersion phase-inversion point in this model liquid hydrocarbon mixture
systems decreases with the injection of AA HD A.
6.3.1.5 The hydrate slurry yield stress in systems with different water contentdosed with AAs
Hydrate slurry yield stress measurements were conducted following the experimental
procedures in Section 2.2.2.2, according to previous rheological studies at CHR [59, 61].
Figure 6.10 shows the measured yield stress value after different shut-in periods (i.e. no
mixing period) using a model liquid hydrocarbon systems at both 50 and 80 vol.% water
content (3.5% NaCl), with an injection of 2 vol.% HD A. The yield stress at 80 vol.% water
content is on the same order of magnitude as those obtained from water/dodecane/AOT
systems at 30 vol.% water content without AA dosing [61]. However, those studies were
conducted using a bob and cup geometry; therefore, wall slip effects might occur during the
yield stress measurement. In order to minimize such effects, the experiments in this research
project were conducted using a vane impeller geometry. In addition, no effect of the length
of the shut-in period on the measured yield stress values was observed regardless of the water
content. These results suggest that the injection of HD A might prevent hydrate particle
agglomeration and sintering during shut-in periods up to 8 hours.
6.3.2 Influence of pilot-scale flowloop design on the plugging risk assessmentresulting from hydrate transportability studies conducted at different fa-cilities
Pilot-scale flowloop tests were conducted at ExxonMobil facilities reproducing as many
experimental parameters as possible from previous analogous experiments conducted at The
University of Tulsa (TU) pilot-scale flowloop facilities. These experiments were designed to
provide a direct comparison of both flowloop facilities leading to an advanced understanding
of the influence of design of the experimental setup on the hydrate slurry transportability
189
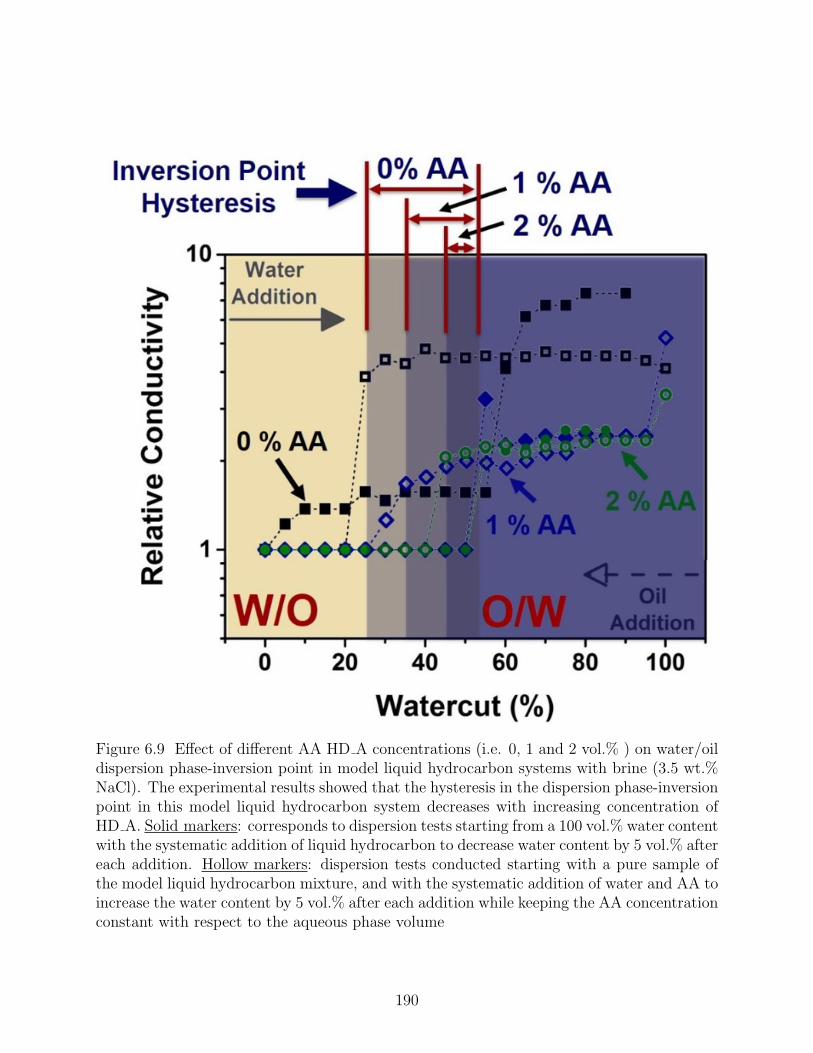
Figure 6.9 Effect of different AA HD A concentrations (i.e. 0, 1 and 2 vol.% ) on water/oildispersion phase-inversion point in model liquid hydrocarbon systems with brine (3.5 wt.%NaCl). The experimental results showed that the hysteresis in the dispersion phase-inversionpoint in this model liquid hydrocarbon system decreases with increasing concentration ofHD A. Solid markers: corresponds to dispersion tests starting from a 100 vol.% water contentwith the systematic addition of liquid hydrocarbon to decrease water content by 5 vol.% aftereach addition. Hollow markers: dispersion tests conducted starting with a pure sample ofthe model liquid hydrocarbon mixture, and with the systematic addition of water and AA toincrease the water content by 5 vol.% after each addition while keeping the AA concentrationconstant with respect to the aqueous phase volume
190
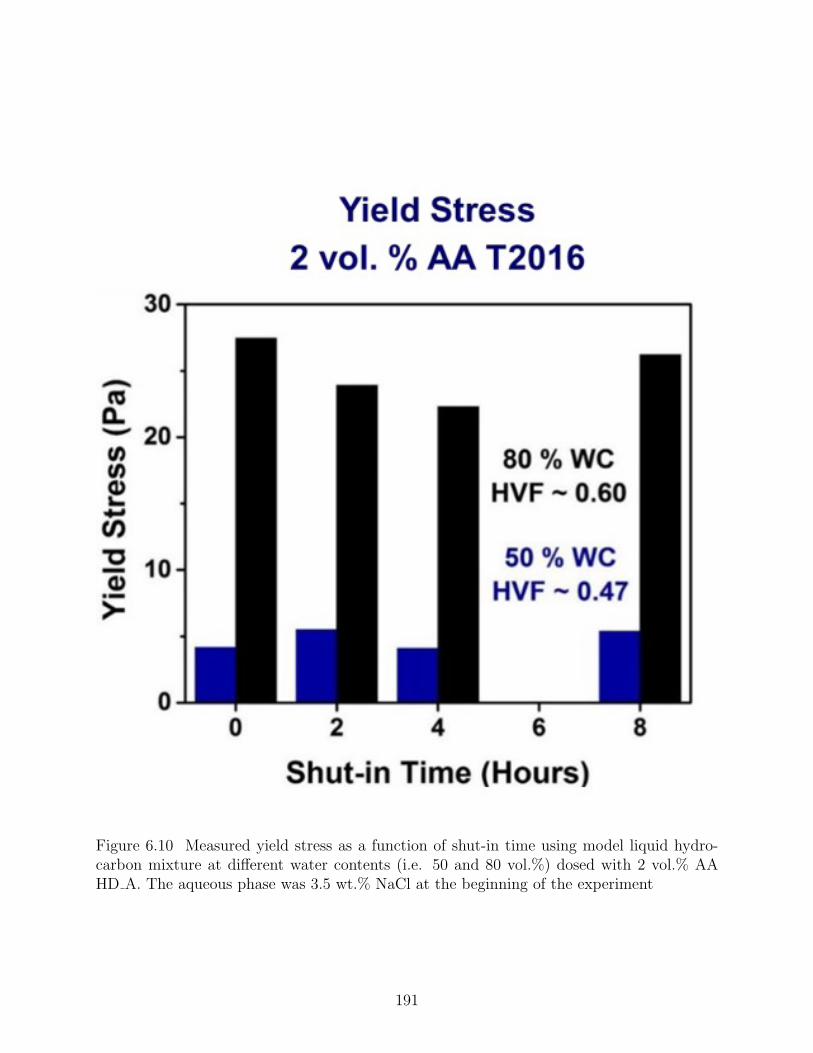
Figure 6.10 Measured yield stress as a function of shut-in time using model liquid hydro-carbon mixture at different water contents (i.e. 50 and 80 vol.%) dosed with 2 vol.% AAHD A. The aqueous phase was 3.5 wt.% NaCl at the beginning of the experiment
191
results obtained from different pilot-scale facilities. The tests were conducted using the afore-
mentioned model liquid hydrocarbon mixture at 50 vol.% water content, 3.5 wt.% NaCl, and
70 vol.% liquid loading. The composition of Tulsa natural gas was reproduced as well, which
favors the formation of structure II (sII) hydrates. These tests included anti-agglomerant
injection; however, due to chemical availability limitations, different AA formulations were
used in each flowloop (i.e. HD A in TU and HD C in XoM). Anti-agglomerants were dosed
at 2 vol.% with respect to the volume of the aqueous phase in the system. The pump speed
was adjusted to provide a similar mixture velocity than in TU flowloop tests (i.e. 2.3 and
5.8 ft s−1).
Due to experimental setup limitations, some variables such as the system pressure or the
cooling rate cannot be reproduced in both flowloop facilities. Therefore, the temperature set
point was chosen to provide a similar sub-cooling (∆Tsub) as the driving force for hydrate for-
mation. The sub-cooling is defined as the difference between the system temperature (Tsys)
and the hydrate equilibrium temperature (THydrateEquilibrium) for a given system pressure and
gas composition(i.e. ∆Tsub = THydrateEquilibrium − Tsys). Hence, the system sub-cooling and
mixture velocity were also matched between flowloop facilities, providing a unique opportu-
nity to assess the influence of the experimental setup design on the plugging risk assessment
resulting from hydrate transportability studies conducted at different pilot-scale flowloop fa-
cilities. Both experimental setups are schematically described in Figure 5.1 and Figure 6.1.
Some key differences between these facilities are:
• The diameter of the pipe (i.e. 3.8 in. at ExxonMobil and 2.9 in. at University of Tulsa)
leading to more turbulent conditions at a given mixture velocity in the XoM flowloop
• Two different pumps are installed in these facilities. The XoM flowloop has a sliding
vane pump, which was constructed in-house to minimize milling and to preserve the
hydrate morphology throughout the experiments, whilst the TU flowloop has a Leistritz
Twin-Screw multiphase pump. Both pumping systems provide a constant volumetric
flow rate at a given rotating velocity
192
• The gas injection systems also differed. The XoM flowloop has a gas accumulator
equipped with a piston that reduces the total volume of the system in order to maintain
the pressure constant as the fluids cool down and hydrate form. In contrast, a massive
gas reservoir is available at TU, preventing limitations for hydrate formation related
to gas availability. A mass flowmeter records the mass of gas that enters/leaves the
system throughout the experiment
• The cooling systems are also quite different in these flowloop facilities. The XoM
flowloop is located in a temperature-controlled room, where cold air is blown onto
the pipe surface, relying on forced convection of gas to control the temperature of the
system. On the other hand, the TU flowloop is located within a cooling jacket with
temperature-controlled glycol flowing in countercurrent to the fluids inside the testing
pipe. Forced convection of liquids controls the temperature in this system
6.3.2.1 The hydrate formation kinetics in both ExxonMobil and The Universityof Tulsa flowloop facilities
A major difference observed between the tests conducted at both flowloop facilities was
observed in the hydrate formation kinetics. The hydrate formation was significantly faster in
the TU flowloop baseline tests (i.e. 50 vol.% water content and 0 vol.% AA) at the different
mixture velocities (See Figure 6.11). The hydrates were formed ∼ 2.3 and ∼ 3.9 times faster
in the TU flowloop at 2.3 ft s−1 and 5.8 ft s−1, respectively. The sub-cooling (∆Tsub) at
the hydrate onset was similar in both flowloop facilities for the baseline experiments. The
hydrate equilibrium temperature at the system conditions was calculated using CSMGem
[243, 244]. At 2.3 ft s−1 mixture velocity, the sub-cooling at the hydrate onset was 9.4◦F
and 9.2◦F in TU and XoM flowloops, respectively. At the higher mixture velocity (5.8 ft
s−1), the sub-cooling at the hydrate onset was 8.1◦F at TU and 7.4 ◦F at XoM.
Given the sub-cooling at the hydrate onset was similar across the experiments, and as-
suming the surface area roughly equal in tests at the same mixture velocity, the experimental
data from the different flowloop facilities require different scaling factors (kflowloop) in order
193
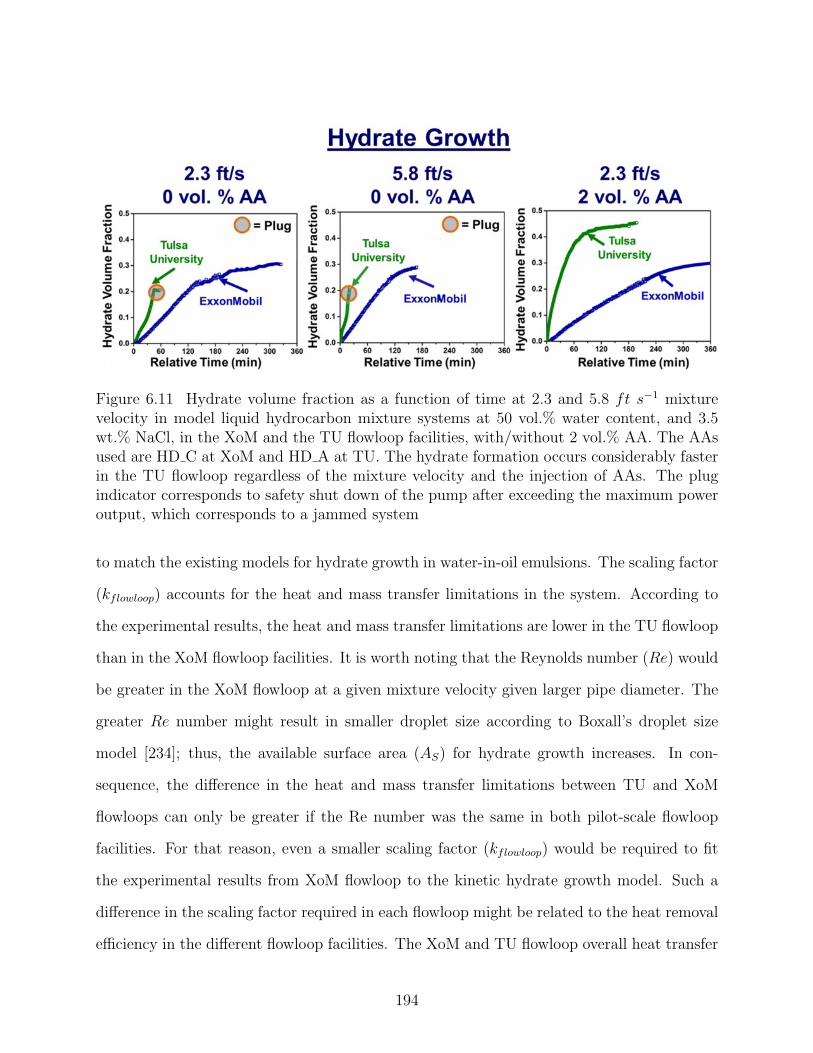
Figure 6.11 Hydrate volume fraction as a function of time at 2.3 and 5.8 ft s−1 mixturevelocity in model liquid hydrocarbon mixture systems at 50 vol.% water content, and 3.5wt.% NaCl, in the XoM and the TU flowloop facilities, with/without 2 vol.% AA. The AAsused are HD C at XoM and HD A at TU. The hydrate formation occurs considerably fasterin the TU flowloop regardless of the mixture velocity and the injection of AAs. The plugindicator corresponds to safety shut down of the pump after exceeding the maximum poweroutput, which corresponds to a jammed system
to match the existing models for hydrate growth in water-in-oil emulsions. The scaling factor
(kflowloop) accounts for the heat and mass transfer limitations in the system. According to
the experimental results, the heat and mass transfer limitations are lower in the TU flowloop
than in the XoM flowloop facilities. It is worth noting that the Reynolds number (Re) would
be greater in the XoM flowloop at a given mixture velocity given larger pipe diameter. The
greater Re number might result in smaller droplet size according to Boxall’s droplet size
model [234]; thus, the available surface area (AS) for hydrate growth increases. In con-
sequence, the difference in the heat and mass transfer limitations between TU and XoM
flowloops can only be greater if the Re number was the same in both pilot-scale flowloop
facilities. For that reason, even a smaller scaling factor (kflowloop) would be required to fit
the experimental results from XoM flowloop to the kinetic hydrate growth model. Such a
difference in the scaling factor required in each flowloop might be related to the heat removal
efficiency in the different flowloop facilities. The XoM and TU flowloop overall heat transfer
194
coefficients (Uoverall) were calculated using the dynamic multiphase flow simulator OLGA®
to match the fluid temperature during the cool-down stage. These coefficients differ by al-
most an order of magnitude between the XoM flowloop (i.e. UoverallXoM= 50 W m−2 K−1)
and TU (i.e. UoverallXoM= 400 W m−2 K−1) flowloop. The contrast in the heat removal ca-
pabilities between the two pilot-scale flowloop setups utilized in these studies might lead to
the disparity in the hydrate growth kinetics at each facility.
Nevertheless, another major difference between these two experimental sets was the sys-
tem pressure at the beginning of hydrate formation. The equilibrium gas concentration in
MO 350T at the different experimental pressures was calculated using the PVT and physical
properties package Multiflashr. The concentration (mol L−1) of methane (CH4), the main
component in the experimental gas mixture, is∼ 34 % lower at 1000 psig than at 1500 psig
in the temperature range from 52°F to 38°F . The lower equilibrium concentration of gas in
the oil phase in the XoM flowloop might cause slower solubilization of gas from the vapor
to the oil phase after the gas is depleted due to the hydrate formation. The driving force
controlling the solubilization of gas from the vapor to the oil phase is the gas concentration
gradient between the bulk oil phase and the gas/oil interface, which is assumed to be at the
equilibrium concentration of gas in the oil phase [245].
The hydrate formation in the baseline tests (50 vol.% water content and 0 vol.% AA)
in Figure 6.11 (Left and Center) leads to plugging in the TU flowloop; hence, the pumping
system shuts down before hydrate formation ceases. The early termination of the experiments
at the TU flowloop leads to the greater final hydrate volume fraction in the baseline tests at
the XoM flowloop facility. On the other hand, the AA injection prevented plugging in both
flowloops (Figure 6.11 (Right)). The lower final hydrate volume fraction in XoM flowloop
corresponds to gas availability limitations. After the volume of the gas accumulator in
XoM flowloop vanishes, hydrates might keep forming until the system pressure reaches the
thermodynamic hydrate equilibrium boundary. In contrast, the larger gas reservoir at TU
flowloop allows the maximum possible conversion of water into hydrate, which stops after
195
the system reaches the thermodynamic hydrate equilibrium boundary due to the increasing
salinity during hydrate formation. The hydrate formation consumes water; therefore, the
salt concentration in the remaining unconverted liquid water increases and shifts the hydrate
thermodynamic equilibrium boundary to greater pressures and lower temperatures.
6.3.2.2 The hydrate particle contribution to the frictional pressure drop in bothExxonMobil and The University of Tulsa flowloop facilities
The hydrate particles not only formed faster in the TU flowloop, but the pressure drop
behavior as hydrate formed in the pipe was also dissimilar between the two flowloop facilities
investigated. In order to make a fair comparison between the flowloop facilities, the fric-
tion factor required to yield the measured experimental pressure drop during the tests was
calculated. The friction factor has been used as a normalization parameter to evaluate the
hydrate transportability in previous flowloop studies [112]. The friction factor for the two
different experimental setups can be extracted using the Darcy-Weisbach equation (Equation
6.2) for pipe flow resistance [246–248],
FrictionFactor =2 ·∆PExperimental · PipeDiameter
P ipeLength · ρm · u2m(6.2)
where ρm and um are the density and the velocity of the mixture respectively, and ∆PExperimental
is the measured experimental pressure drop. Figure 6.12 shows the calculated friction factor
as hydrates form in the pipe in both XoM and TU flowloops. Using 6.2 to calculate the
friction factor in a multiphase system and to compare the two flowloop facilities requires
assuming that the pressure drop corresponding to the gas phase remains roughly constant
throughout the tests (i.e. hydrate formation does not influence the pressure drop of the
gas phase). Therefore, the increase in the frictional pressure drop corresponds only to an
increasing flow resistance due to hydrate formation in the liquid phase.
The baseline experiments (i.e. 50 vol.% water content and 0 vol.% AA) showed similar
friction factors at the low hydrate volume fractions suggesting that hydrate particles are
behaving in a similar way in both flowloop facilities. However, after an HV F ∼ 0.05 for
196
the experiment at 2.3 ft s−1, the friction factors diverge showing greater values in the TU
flowloop until eventually, the system plugs due to the large energy input requirements to
transport the fluids throughout the pipe. On the other hand, the friction factor in the XoM
flowloop shows lower values and eventually begins to fluctuate. At this point, significant
hydrate bedding occurs, and the flow of liquids and solids becomes intermittent. Moreover,
the flowloop tests at higher mixture velocity (5.8 ft s−1) showed similar behavior at the
low hydrate volume fractions (i.e. comparable friction factors in both experimental setups).
However, the friction factors diverge once again at HV F > 0.1 this time and showed greater
values in the TU flowloop until the system eventually plugs. The hydrate volume fraction
at which the friction factors begin to diverge increases with an increasing mixture velocity
(i.e. the friction factors diverge at HV F ∼ 0.05 at 2.3 ft s−1 and at HV F ∼ 0.1 at 5.8 ft
s−1), suggesting that greater mixture velocities might extend the transportability of hydrate
particles to up to higher hydrate volume fractions before becoming a ”non-pumpable” slurry.
The mechanisms leading to the significant differences in the pressure drop behavior ob-
served in the flowloop tests at both ExxonMobil and University of Tulsa facilities are still
not fully understood. A possible parameter affecting hydrate transportability in these sys-
tems is the diameter of the pipe being smaller at TU. The smaller pipe diameter leads to
lower Reynolds number and therefore lower solids transportability. The fluid-driven parti-
cle jamming studies in Chapter 4 suggest that plugging via particle jamming might be more
likely in a smaller diameter pipe. The probability of mechanically stable structures arising in
the system increases with decreasing restriction diameter for a fixed particle diameter [186].
The temperature field within the pipe might be a key parameter for hydrate accumulation
mechanisms such as hydrate deposition and film growth.
The pilot-scale flowloop at TU provides continuous temperature measurement of the
process fluids within the loop and the cooling media (i.e. glycol) that flows through the
annular cooling jacket used to control the temperature in the system. Similarly, the pilot-
scale flowloop at XoM includes temperature measurements of the process fluids at several
197
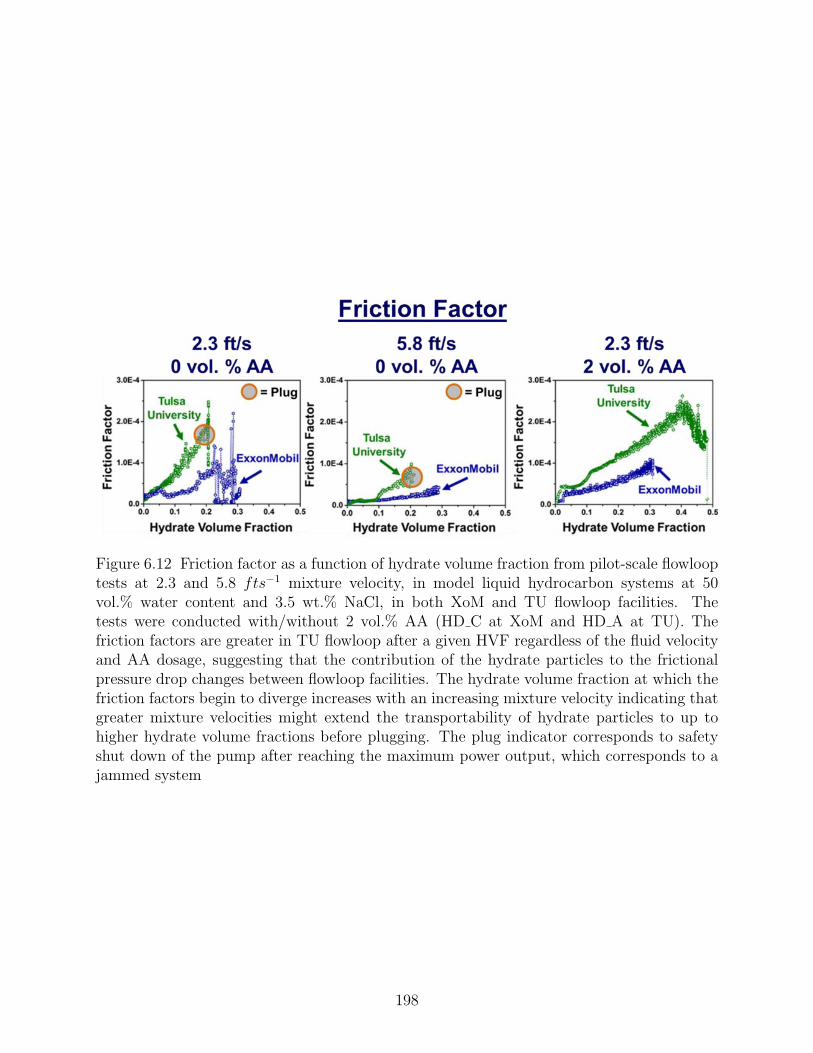
Figure 6.12 Friction factor as a function of hydrate volume fraction from pilot-scale flowlooptests at 2.3 and 5.8 fts−1 mixture velocity, in model liquid hydrocarbon systems at 50vol.% water content and 3.5 wt.% NaCl, in both XoM and TU flowloop facilities. Thetests were conducted with/without 2 vol.% AA (HD C at XoM and HD A at TU). Thefriction factors are greater in TU flowloop after a given HVF regardless of the fluid velocityand AA dosage, suggesting that the contribution of the hydrate particles to the frictionalpressure drop changes between flowloop facilities. The hydrate volume fraction at which thefriction factors begin to diverge increases with an increasing mixture velocity indicating thatgreater mixture velocities might extend the transportability of hydrate particles to up tohigher hydrate volume fractions before plugging. The plug indicator corresponds to safetyshut down of the pump after reaching the maximum power output, which corresponds to ajammed system
198
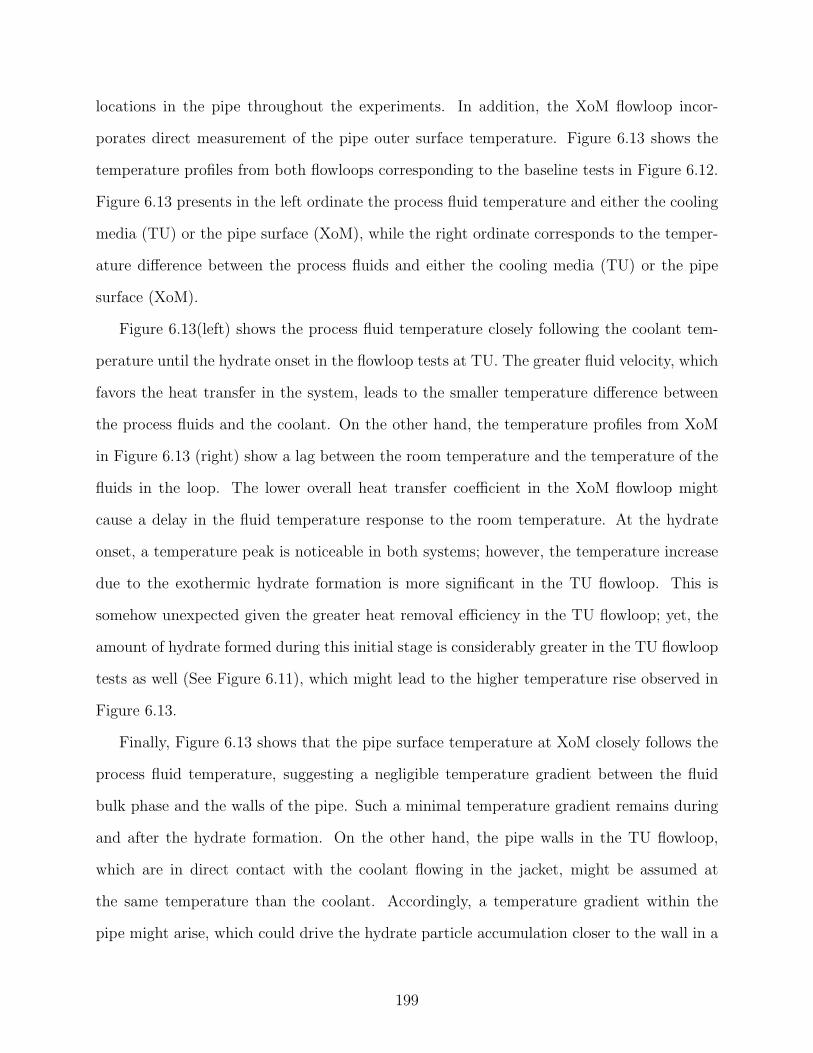
locations in the pipe throughout the experiments. In addition, the XoM flowloop incor-
porates direct measurement of the pipe outer surface temperature. Figure 6.13 shows the
temperature profiles from both flowloops corresponding to the baseline tests in Figure 6.12.
Figure 6.13 presents in the left ordinate the process fluid temperature and either the cooling
media (TU) or the pipe surface (XoM), while the right ordinate corresponds to the temper-
ature difference between the process fluids and either the cooling media (TU) or the pipe
surface (XoM).
Figure 6.13(left) shows the process fluid temperature closely following the coolant tem-
perature until the hydrate onset in the flowloop tests at TU. The greater fluid velocity, which
favors the heat transfer in the system, leads to the smaller temperature difference between
the process fluids and the coolant. On the other hand, the temperature profiles from XoM
in Figure 6.13 (right) show a lag between the room temperature and the temperature of the
fluids in the loop. The lower overall heat transfer coefficient in the XoM flowloop might
cause a delay in the fluid temperature response to the room temperature. At the hydrate
onset, a temperature peak is noticeable in both systems; however, the temperature increase
due to the exothermic hydrate formation is more significant in the TU flowloop. This is
somehow unexpected given the greater heat removal efficiency in the TU flowloop; yet, the
amount of hydrate formed during this initial stage is considerably greater in the TU flowloop
tests as well (See Figure 6.11), which might lead to the higher temperature rise observed in
Figure 6.13.
Finally, Figure 6.13 shows that the pipe surface temperature at XoM closely follows the
process fluid temperature, suggesting a negligible temperature gradient between the fluid
bulk phase and the walls of the pipe. Such a minimal temperature gradient remains during
and after the hydrate formation. On the other hand, the pipe walls in the TU flowloop,
which are in direct contact with the coolant flowing in the jacket, might be assumed at
the same temperature than the coolant. Accordingly, a temperature gradient within the
pipe might arise, which could drive the hydrate particle accumulation closer to the wall in a
199
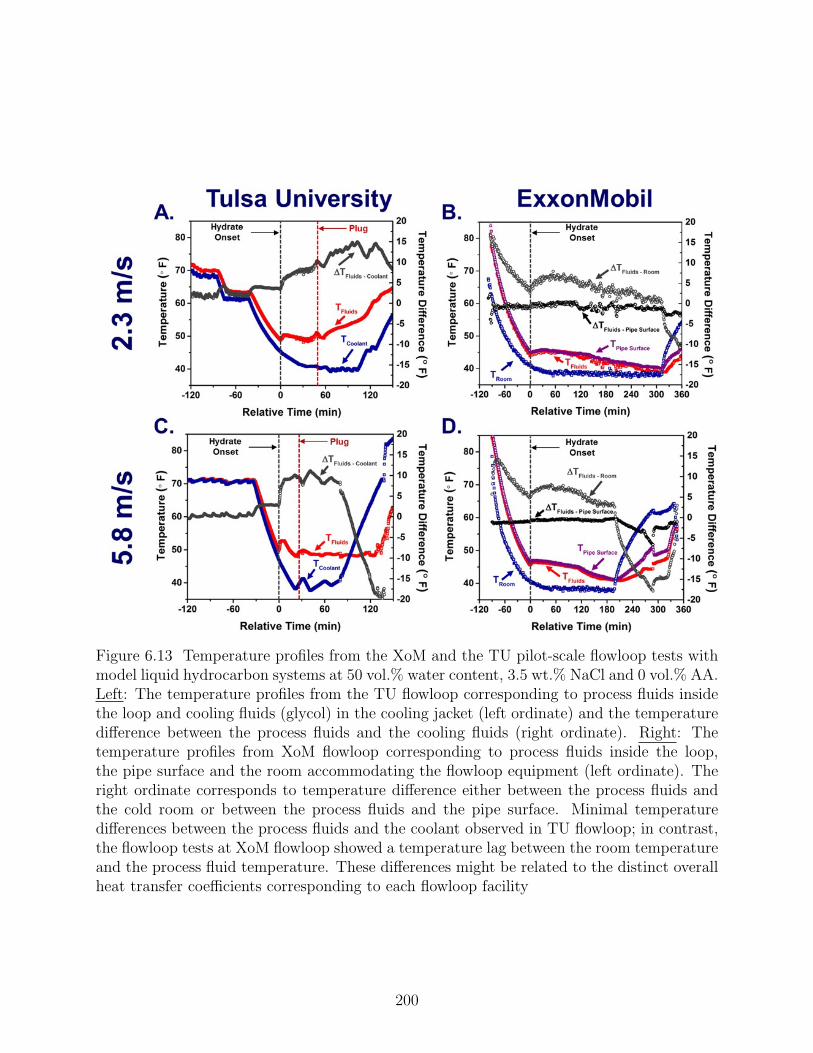
Figure 6.13 Temperature profiles from the XoM and the TU pilot-scale flowloop tests withmodel liquid hydrocarbon systems at 50 vol.% water content, 3.5 wt.% NaCl and 0 vol.% AA.Left: The temperature profiles from the TU flowloop corresponding to process fluids insidethe loop and cooling fluids (glycol) in the cooling jacket (left ordinate) and the temperaturedifference between the process fluids and the cooling fluids (right ordinate). Right: Thetemperature profiles from XoM flowloop corresponding to process fluids inside the loop,the pipe surface and the room accommodating the flowloop equipment (left ordinate). Theright ordinate corresponds to temperature difference either between the process fluids andthe cold room or between the process fluids and the pipe surface. Minimal temperaturedifferences between the process fluids and the coolant observed in TU flowloop; in contrast,the flowloop tests at XoM flowloop showed a temperature lag between the room temperatureand the process fluid temperature. These differences might be related to the distinct overallheat transfer coefficients corresponding to each flowloop facility
200
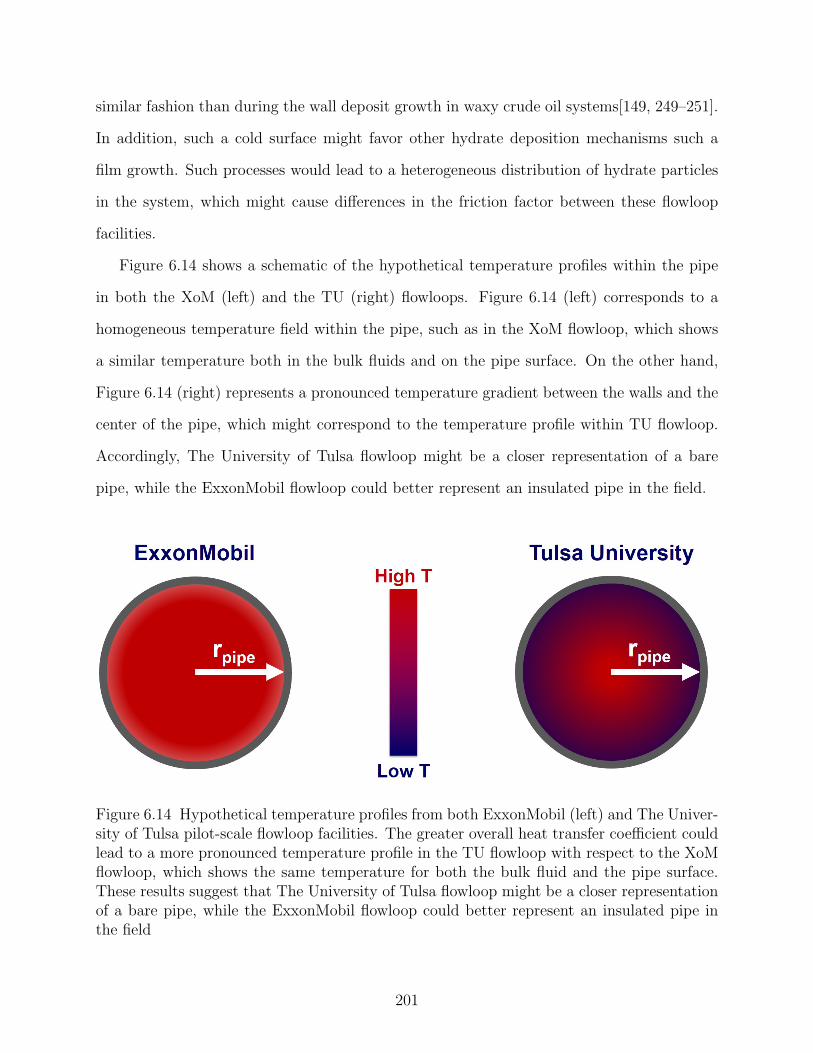
similar fashion than during the wall deposit growth in waxy crude oil systems[149, 249–251].
In addition, such a cold surface might favor other hydrate deposition mechanisms such a
film growth. Such processes would lead to a heterogeneous distribution of hydrate particles
in the system, which might cause differences in the friction factor between these flowloop
facilities.
Figure 6.14 shows a schematic of the hypothetical temperature profiles within the pipe
in both the XoM (left) and the TU (right) flowloops. Figure 6.14 (left) corresponds to a
homogeneous temperature field within the pipe, such as in the XoM flowloop, which shows
a similar temperature both in the bulk fluids and on the pipe surface. On the other hand,
Figure 6.14 (right) represents a pronounced temperature gradient between the walls and the
center of the pipe, which might correspond to the temperature profile within TU flowloop.
Accordingly, The University of Tulsa flowloop might be a closer representation of a bare
pipe, while the ExxonMobil flowloop could better represent an insulated pipe in the field.
Figure 6.14 Hypothetical temperature profiles from both ExxonMobil (left) and The Univer-sity of Tulsa pilot-scale flowloop facilities. The greater overall heat transfer coefficient couldlead to a more pronounced temperature profile in the TU flowloop with respect to the XoMflowloop, which shows the same temperature for both the bulk fluid and the pipe surface.These results suggest that The University of Tulsa flowloop might be a closer representationof a bare pipe, while the ExxonMobil flowloop could better represent an insulated pipe inthe field
201
6.4 Conclusions
The pilot-scale flowloop and HP-rheometer studies analyzed in this section provided
understanding of the influence of different variables on the performance of anti-agglomerants
as a hydrate management strategy to prevent plugging in flowlines.
The results from pilot-scale flowloop tests using a non-dispersing model oil and presented
in this section suggest that AAs might be successful mitigating hydrate plugging in partially
dispersed systems at different water contents. Moreover, the normalized viscosity from HP-
rheometer studies showed qualitative agreement with the relative pressure drop from pilot-
scale flowloop tests at the different water contents. In addition, greater both relative pressure
drop and normalized viscosity were observed at intermediate water contents, which might
be related to more significant solid-solid and solid-liquid interactions due to a greater ratio
of internal-to-external phase volume at said water contents
Furthermore, pilot-scale flowloop tests at different flowloop facilities showed that the spe-
cific characteristics of the experimental setup need to be taken into account when analyzing
the results. A greater heat transfer coefficient could accelerate the hydrate formation and
increase the hydrate particle contribution to the frictional pressure drop.
202
CHAPTER 7
CONCLUSIONS
A series of investigations were conducted looking at the different mechanisms resulting
in the kinetic arrest of suspended hydrate particles flowing in subsea oil & gas production
lines. These research efforts included the collection and analysis of experimental data from
a variety of sources such as liquid/liquid dispersion tests, HP-rheometer, various pilot-scale
flowloop facilities, as well as computer-based experiments using the discrete element method
(DEM) to study the flow of discrete solid particles through a flow path constriction. In
addition, a collaborative effort to develop a functional multi-scale experimental workflow
capable of assessing hydrate dispersant performance incorporated results generated using
further experimental techniques into these investigations such as contact angle measure-
ments, HP-MMF hydrate cohesive forces, and HP-autoclave particle size and motor current
measurements. The combination of the results obtained from this collection of equipment
and in-depth analysis comprising modeling efforts and the implementation of statistical and
survival analysis tools derived in a variety of outcomes that helped advancing the under-
standing of hydrate plugging phenomena in offshore oil & gas production pipelines.
Experimental protocols specifically developed to quantitatively assess hydrate dispersant
performance using an HP-rheometer were validated using a variety of commercial dispersants
dosed at multiple concentrations. These protocols provide quantitative performance indica-
tors in both constant shear rate and ramp-up scenarios. The application of the proposed
experimental protocols successfully captured the influence of experimental variables such as
shut-in time, and hydrate dispersant formulation and dosage. Furthermore, the information
obtained from the rheological characterizations conducted within these studies provided fur-
ther insights into the mechanical properties of hydrate slurries under static conditions. Both
the hysteresis behavior and the divergent results obtained from either static or dynamic yield
203

stress measurements indicated that the suspensions of hydrate particles in the presence of
hydrate dispersants behave as thixotropic yield stress materials rather than ideal yield stress
fluids. Finally, a parametric fitting of the experimental data using traditional rheological
models (e.g. Bingham, Herschel-Bulkley, Casson) showed that the Casson model, which
resulted in similar predictions than the Herschel-Bulkley model whilst using two instead of
three fitting parameters, might be the most suitable rheological model to describe hydrate
slurry rheological behavior.
Furthermore, the quantification of hydrate dispersant performance was extended over
multiple scales of experimental equipment in order to close the gap existing between these
techniques. The qualitative comparison of HP-MMF, HP-rheometer and HP-autoclave as-
sessment of hydrate dispersant performance showed agreement regarding the influence of
hydrate dispersant dosage on the effectiveness of a given chemical in preventing hydrate
particle agglomeration. All three equipment registered a surge in their respective output pa-
rameters taking place at chemical dosages below 1 vol.% with respect to the aqueous phase
volume in the system; such sudden change in the system behavior indicates a transition
from full- to under-inhibited hydrate particle agglomeration occurring at hydrate dispersant
concentrations ≤ 1 vol.% for the specific chemical formulation utilized in this assessment.
Moreover, a quantitative comparison between the hydrate cohesive forces obtained from HP-
MMF experiments and the hydrate cohesive forces calculated from HP-rheometer transient
test results using conventional yield stress models for attractive particles showed that the
cohesive forces resulting from these two pieces of equipment were of the same order of mag-
nitude for a variety of hydrate dispersant formulations and dosages despite the fundamental
differences between these experimental techniques.
Simultaneous investigations were conducted looking at different kinetic arrest mecha-
nisms pertinent to macroscopic particles flowing in pipelines rather than to colloidal-like
suspensions with yield stress. These studies encompassed both bench-scale flowloop tests
and DEM simulations of discrete solid particles flowing across a flow path constriction. The
204
bench-scale flowloop provides the unique feature of introducing fluid forces in the labora-
tory investigations on particle jamming. These studies included a comprehensive analysis
of the intermittent particle flow regime preceding jamming onset. Several intrinsic features
of the system regarding the intermittent flow of particles across a flow path restriction were
characterized during this analysis, such as the pressure drop (DP) and kinetic energy (KE)
fluctuations from bench-scale flowloop and DEM experiments respectively, as well as the al-
ternating avalanche/clog formation leading to a frequency distribution of these events. The
large amount of data generated by these investigations was analyzed using statistical and
survival analysis tools.
These studies showed that the clogging risk of a system could be monitored using statis-
tical definitions based on output data continuously generated by the system such as the KE
dispersion index, which might correlate for example, with the DP dispersion index in systems
involving fluid flow in addition to the solid material transport. Moreover, the correlation ob-
served between the KE dispersion index and the particle detection-based flow index further
indicates that the KE energy fluctuations near the flow path restriction are directly related
to the intermittent arch formation. Application of survival analysis tools provided further
insights into the mechanisms involved in the jamming/clogging phenomena by showing a
wear-out failure behavior in both the clogs and avalanches distributions obtained from DEM
simulations. These studies also allowed exploration of the influence of variables such as par-
ticle size dispersion, fluid velocity, and particle shape on the occurrence of jamming/clogging
transitions. These results could provide the foundation for the analysis of the results from
future numerical studies looking at clogging/jamming phenomena in more realistic subsea
flowline scenario. Ultimately, the understanding regarding the distinct features related to the
intermittent flow of particles across a restriction resulting from these studies might pave the
way for the development of probabilistic models to assess hydrate plugging risk in subsea oil
& gas production, which could be more useful from a flow assurance engineering perspective.
205

Finally, pilot-scale flowloop experiments provided industrial-scale validation of the lab-
oratory results obtained as part of these investigations. In addition, flowloop tests allowed
introducing experimental parameters relevant in the field, such as fluid velocity and shut-in
conditions, on the performance of hydrate dispersants. The hydrate dispersant performance
assessment resulting from flowloop tests was in agreement in all cases with the laboratory-
scale performance assessment, providing further support to the results coming from the
proposed multi-scale experimental workflow developed to assess hydrate dispersant perfor-
mance. On top of that, the pilot-scale flowloop tests conducted within this research projected
provided a unique opportunity to cross-compare the influence of several design parameters
on the experimental results obtained from hydrate transportability studies utilizing different
pilot-scale flowloop facilities.
206
CHAPTER 8
WAY FORWARD
The continuation of the systematic investigations looking at the risk associated with
macroscopic discrete bodies flowing in pipelines should focus on isolating the specific phe-
nomena with potential flow assurance consequences (e.g. sloughing, clogging, deposition) for
a parametric examination considering the experimental variables playing a key role for each
phenomenon.
These studies need to incorporate experimental conditions that are representative of sub-
sea oil & gas production pipelines. Approaching such conditions using laboratory equipment
present major technical challenges that become both time- and cost-prohibitive. In contrast,
the current and ever-growing computational power for tools such as coupled CFD-DEM sim-
ulations makes possible to continuously increase the number of particles in the system, to
introduce fluid forces in the system and to unlock a series of variables such as particle-particle
interaction forces, particle shape, particle-particle and particle-wall friction coefficients, and
a wider range of fluid velocities, for example. Accordingly, now onwards bench-scale exper-
iments should only provide the first-pass validation for the newly developed computational
models before conducting reliable further numerical exploration of experimental parameters
beyond the laboratory equipment limitations.
Potential areas of interest for computational investigations include the kinetic arrest of
macroscopic solids at sharp flowline turns where the effective area available for particle
flow decreases. Visual observations while conducting bench-scale flowloop tests suggested
that these regions can provide potential support for the formation of stabilizing structures,
particularly in the presence of non-spherical particles such as could be the case with sloughed
hydrate deposits. Such scenarios can found in subsea flowlines in both jumper and riser
geometries, which could become potential plugging locations. The implementation of the
207
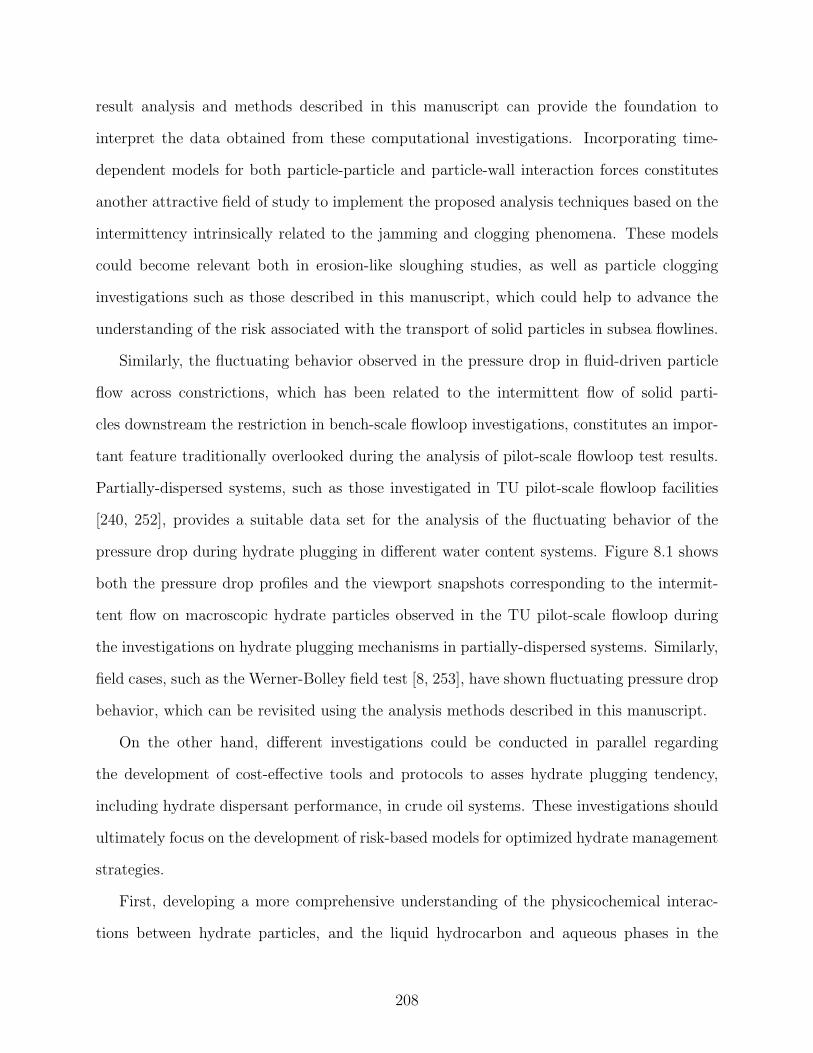
result analysis and methods described in this manuscript can provide the foundation to
interpret the data obtained from these computational investigations. Incorporating time-
dependent models for both particle-particle and particle-wall interaction forces constitutes
another attractive field of study to implement the proposed analysis techniques based on the
intermittency intrinsically related to the jamming and clogging phenomena. These models
could become relevant both in erosion-like sloughing studies, as well as particle clogging
investigations such as those described in this manuscript, which could help to advance the
understanding of the risk associated with the transport of solid particles in subsea flowlines.
Similarly, the fluctuating behavior observed in the pressure drop in fluid-driven particle
flow across constrictions, which has been related to the intermittent flow of solid parti-
cles downstream the restriction in bench-scale flowloop investigations, constitutes an impor-
tant feature traditionally overlooked during the analysis of pilot-scale flowloop test results.
Partially-dispersed systems, such as those investigated in TU pilot-scale flowloop facilities
[240, 252], provides a suitable data set for the analysis of the fluctuating behavior of the
pressure drop during hydrate plugging in different water content systems. Figure 8.1 shows
both the pressure drop profiles and the viewport snapshots corresponding to the intermit-
tent flow on macroscopic hydrate particles observed in the TU pilot-scale flowloop during
the investigations on hydrate plugging mechanisms in partially-dispersed systems. Similarly,
field cases, such as the Werner-Bolley field test [8, 253], have shown fluctuating pressure drop
behavior, which can be revisited using the analysis methods described in this manuscript.
On the other hand, different investigations could be conducted in parallel regarding
the development of cost-effective tools and protocols to asses hydrate plugging tendency,
including hydrate dispersant performance, in crude oil systems. These investigations should
ultimately focus on the development of risk-based models for optimized hydrate management
strategies.
First, developing a more comprehensive understanding of the physicochemical interac-
tions between hydrate particles, and the liquid hydrocarbon and aqueous phases in the
208
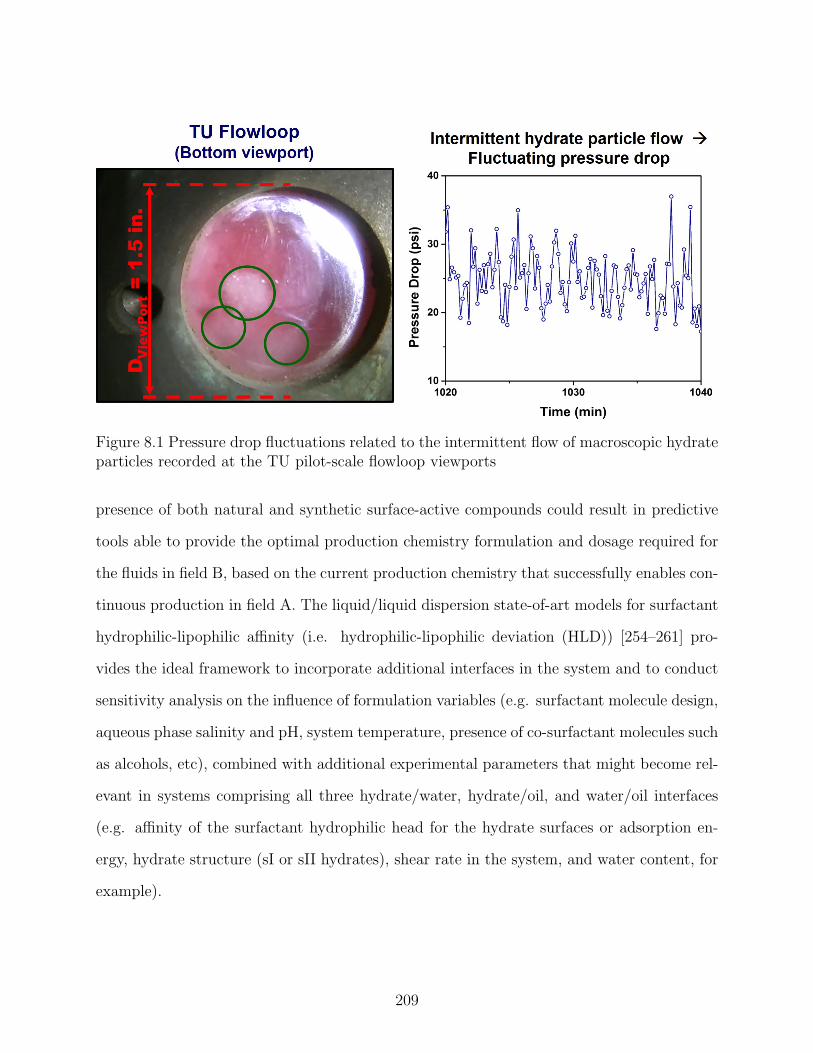
Figure 8.1 Pressure drop fluctuations related to the intermittent flow of macroscopic hydrateparticles recorded at the TU pilot-scale flowloop viewports
presence of both natural and synthetic surface-active compounds could result in predictive
tools able to provide the optimal production chemistry formulation and dosage required for
the fluids in field B, based on the current production chemistry that successfully enables con-
tinuous production in field A. The liquid/liquid dispersion state-of-art models for surfactant
hydrophilic-lipophilic affinity (i.e. hydrophilic-lipophilic deviation (HLD)) [254–261] pro-
vides the ideal framework to incorporate additional interfaces in the system and to conduct
sensitivity analysis on the influence of formulation variables (e.g. surfactant molecule design,
aqueous phase salinity and pH, system temperature, presence of co-surfactant molecules such
as alcohols, etc), combined with additional experimental parameters that might become rel-
evant in systems comprising all three hydrate/water, hydrate/oil, and water/oil interfaces
(e.g. affinity of the surfactant hydrophilic head for the hydrate surfaces or adsorption en-
ergy, hydrate structure (sI or sII hydrates), shear rate in the system, and water content, for
example).
209
At the same time, minimizing the required crude oil sample to both reliably assess the
hydrate plugging tendency of a system and to reach the optimal production chemistry for-
mulation and dosage for a specific field could have a significant economic impact during the
early design stages of new field developments. Sound plugging risk assessments might enable
well-grounded decision-making to prescind over-conservative hydrate management/preven-
tion strategies wherever they are not needed. Quantitative scaling of the output variables
from multiple scales experimental equipment becomes essential to reduce uncertainties in
the hydrate plugging risk assessments while minimizing the required crude oil sample. Ef-
forts should be directed towards validating the interconnection between hydrate cohesive
forces, hydrate particle size, shear viscosity, yield stress, pressure drop, for example, as it
was done using classic yield stress models to connect HP-MMF hydrate cohesive forces with
the HP-rheometer yield stress measurements.
Ultimately, the scaling rules resulting from such multiple scales experimental investi-
gations need to be incorporated into dynamic hydrate transportability simulations tools
generated at CHR, such as CSMHyK-OLGAr. First steps might involve the implementa-
tion of the yield stress models presented in 3 in order to estimate the pressure differential
requirements for the successful restart of a pipeline in the presence of a hydrate slurry, in a
similar way previous studies have approach restart operations of waxy crude oils [262]. Such
a tool would provide engineers with an idea of the likelihood of the system to restart without
further external intervention, and whether some kind of remediation method might need to
be deployed.
210
REFERENCES CITED
[1] Andrea J Liu and Sidney R Nagel. Nonlinear dynamics: Jamming is not just coolany more. Nature, 396(6706):21–22, 1998. ISSN 0028-0836. doi: 10.1038/23819.URL http://www.nature.com/nature/journal/v396/n6706/full/396021a0.
html{%}5Cnfiles/790/Liu{_}Nagel{_}1998{_}Nonlineardynamics.pdfhttp://
www.nature.com/nature/journal/v396/n6706/full/396021a0.html{%}5Cnfiles/
790/Liu{_}Nagel{_}1998{_}Nonlineardynamics.pdf.
[2] H T Nguyen, C Reichhardt, and C J O Reichhardt. Clogging and jamming transitionsin periodic obstacle arrays. Physical Review E, 95(3):1–5, 2017. ISSN 24700053. doi:10.1103/PhysRevE.95.030902.
[3] C J O Reichhardt. Jamming and Clogging of Passive and Active Particles in DisorderedMedia, 2017.
[4] Ryohei Seto, Abhinendra Singh, Bulbul Chakraborty, Morton M. Denn, and Jeffrey F.Morris. Shear jamming and fragility in dense suspensions. Granular Matter, 21(3):1–8,2019. ISSN 1434-5021. doi: 10.1007/s10035-019-0931-5. URL https://doi.org/10.
1007/s10035-019-0931-5.
[5] Fabien Mahaut, Xavier Chateau, Philippe Coussot, and Guillaume Ovarlez. Yieldstress and elastic modulus of suspensions of noncolloidal particles in yield stress fluids.Journal of Rheology, 52(1):287, 2008. doi: 10.1122/1.2798234.
[6] Andrea J Liu and Sidney R Nagel. Jamming and Rheology: An Introduction. In Jam-ming and Rheology: Constrained Dynamics on Microscopic and Macroscopic Scales,pages 1–5. CRC Press, London, first edit edition, 2001. ISBN 9780748408795.
[7] E Dendy Sloan Jr. Fundamental principles and applications of natural gas hydrates.Nature, 426:353–359, 2003.
[8] E Dendy Sloan and Carolyn A Koh. Clathrate hydrates of natural gases. CRC Press,Boca Raton, FL, 3rd edition, 2008. ISBN 9780849390784.
[9] Zheng Rong Chong, She Hern Bryan Yang, Ponnivalavan Babu, Praveen Linga, andXiao Sen Li. Review of natural gas hydrates as an energy resource: Prospects and chal-lenges. Applied Energy, 162:1633–1652, 2016. ISSN 03062619. doi: 10.1016/j.apenergy.2014.12.061. URL http://dx.doi.org/10.1016/j.apenergy.2014.12.061.
211
[10] David Archer, Bruce Buffett, and Victor Brovkin. Ocean methane hydrates as a slowtipping point in the global carbon cycle. Proceedings of the National Academy ofSciences of the United States of America (PNAS), 106(49):20596–20601, 2009. ISSN0027-8424. doi: 10.1073/pnas.0800885105.
[11] Ray Boswell and Timothy S Collett. Current perspectives on gas hydrate resources.Energy and Environmental Science, 4(4):1206–1215, 2011. ISSN 17545692. doi: 10.1039/c0ee00203h.
[12] Alexei V Milkov. Global estimates of hydrate-bound gas in marine sediments: Howmuch is really out there? Earth-Science Reviews, 66(3-4):183–197, 2004. ISSN00128252. doi: 10.1016/j.earscirev.2003.11.002.
[13] Carolyn D. Ruppel. Methane Hydrates and Contemporary Climate Change,2011. URL https://www.nature.com/scitable/knowledge/library/
methane-hydrates-and-contemporary-climate-change-24314790.
[14] U.S. Energy Information Administration. Annual Energy Outlook 2019 with pro-jections to 2050. Technical report, U.S. Energy Information Administration, Wash-ington, DC, 2019. URL https://www.eia.gov/outlooks/aeo/pdf/0383(2017)
.pdf{%}5Cnhttp://www.eia.gov/outlooks/aeo/pdf/0383(2017).pdf.
[15] Hari Prakash Veluswamy, Asheesh Kumar, Yutaek Seo, Ju Dong Lee, and PraveenLinga. A review of solidified natural gas (SNG) technology for gas storage via clathratehydrates. Applied Energy, 216:262–285, 2018. ISSN 03062619. doi: 10.1016/j.apenergy.2018.02.059. URL https://doi.org/10.1016/j.apenergy.2018.02.059.
[16] F. Ma, P. Zhang, and X. J. Shi. Investigation of thermo-fluidic performance of phasechange material slurry and energy transport characteristics. Applied Energy, 227:643–654, 2018. ISSN 03062619. doi: 10.1016/j.apenergy.2017.08.146.
[17] E. Oro, A. de Gracia, A. Castell, M. M. Farid, and L. F. Cabeza. Review on phasechange materials (PCMs) for cold thermal energy storage applications. Applied Energy,99:513–533, 2012. ISSN 03062619. doi: 10.1016/j.apenergy.2012.03.058.
[18] Ziad Youssef, Anthony Delahaye, Li Huang, Francois Trinquet, Laurence Fournaison,Clemens Pollerberg, and Christian Doetsch. State of the art on phase change materialslurries. Energy Conversion and Management, 65:120–132, 2013. ISSN 01968904. doi:10.1016/j.enconman.2012.07.004. URL http://dx.doi.org/10.1016/j.enconman.
2012.07.004.
[19] P. Zhang, Z. W. Ma, and R. Z. Wang. An overview of phase change material slurries:MPCS and CHS. Renewable and Sustainable Energy Reviews, 14(2):598–614, 2010.ISSN 13640321. doi: 10.1016/j.rser.2009.08.015.
212
[20] E. Dendy Sloan, Jefferson L. Creek, and Amadeu K. Sum. Where and How AreHydrate Plugs Formed? In Natural Gas Hydrates in Flow Assurance, chapter Two,pages 13–36. Elsevier Inc., Boston, MA, 2011. ISBN 9781856179454. doi: 10.1016/B978-1-85617-945-4.00002-9.
[21] Amadeu K. Sum, Carolyn A. Koh, and E. Dendy Sloan. Developing a comprehensiveunderstanding and model of hydrate in multiphase flow: From laboratory measure-ments to field applications. Energy and Fuels, 26(7):4046–4052, 2012. ISSN 08870624.doi: 10.1021/ef300191e.
[22] Luis E. Zerpa, E. Dendy Sloan, Amadeu K. Sum, and Carolyn A. Koh. Overview ofCSMHyK: A transient hydrate formation model. Journal of Petroleum Science andEngineering, 98-99:122–129, 2012. ISSN 09204105. doi: 10.1016/j.petrol.2012.08.017.URL http://dx.doi.org/10.1016/j.petrol.2012.08.017.
[23] Zachary M. Aman and Carolyn A. Koh. Interfacial phenomena in gas hydrate sys-tems. Chem. Soc. Rev., 45(6):1678–1690, 2016. ISSN 0306-0012. doi: 10.1039/C5CS00791G. URL http://dx.doi.org/10.1039/C5CS00791Ghttp://xlink.rsc.
org/?DOI=C5CS00791G.
[24] Mike Eaton, Jason Lachance, and Larry Talley. Kinetic Hydrate Inhibitors Perfor-mance. In Natural Gas Hydrates in Flow Assurance, chapter Six, pages 105–143.Elsevier Inc., 2011. ISBN 9781856179454. doi: 10.1016/B978-1-85617-945-4.00006-6.
[25] Wei Ke and Malcolm A. Kelland. Kinetic Hydrate Inhibitor Studies for Gas HydrateSystems: A Review of Experimental Equipment and Test Methods. Energy & Fuels, 30(12):10015–10028, 2016. ISSN 15205029. doi: 10.1021/acs.energyfuels.6b02739. URLhttp://pubs.acs.org/doi/abs/10.1021/acs.energyfuels.6b02739.
[26] Malcolm A Kelland. History of the Development of Low Dosage Hydrate Inhibitors.Energy Fuels, 20(3):825–847, 2006. ISSN 0887-0624. doi: 10.1021/ef050427x.
[27] Richard Kopps, Rama Venkatesan, Jeff Creek, and Alberto Montesi. FlowAssurance Challenges in Deepwater Gas Developments. In SPE Asia PacificOil & Gas Conference and Exhibition, number SPE 109670, page SPE 109670,Jakarta, Indonesia, 2007. ISBN 9781613990407. doi: 10.2118/109670-MS.URL http://scholar.google.com/scholar?hl=en{&}btnG=Search{&}q=intitle:
Flow+Assurance+Challenges+in+Deepwater+Gas+Developments{#}4.
[28] J P Lederhos, J P Long, A K Sum, R L Christiansen, and E Dendy Sloan. Effectivekinetic inhibitors for natural gas hydrates. Chemical Engineering Science, 51(8):1221–1229, 1996. ISSN 00092509. doi: 10.1016/0009-2509(95)00370-3.
213
[29] A P Mehta, P B Hebert, E R Cadena, and J P Weatherman. Fulfilling the Promise ofLow-Dosage Hydrate Inhibitors: Journey From Academic Curiosity to Successful FieldImplementation. SPE Production & Facilities, 18(1):73–79, 2003. ISSN 01603663. doi:10.2118/81927-PA.
[30] Thierry Palermo, Luc Riviere, and Clement Boireau. Capex savings might raise flowassurance challenges. In 9th International Conference on Gas Hydrates (ICGH9),Denver, CO, 2017.
[31] Z Patel, M Dibello, K Fontentot, A Guillory, and R M Hesketh-Prichard. ContinuousApplication of Anti-Agglomerant LDHI for Gas-Condensate Subsea Tieback Wells inDeepwater Gulf of Mexico. In Offshore Technology Conference, number OTC-21836-MS, Houston, TX, 2011. ISBN 9781613991176. doi: 10.4043/21836-MS.
[32] Bahman Tohidi, Ross Anderson, Houra Mozaffar, and Foroogh Tohidi. The Return ofKinetic Hydrate Inhibitors. Energy and Fuels, 29(12):8254–8260, 2015. ISSN 15205029.doi: 10.1021/acs.energyfuels.5b01794.
[33] S. B. Fu, L. M. Cenegy, and C. S. Neff. A Summary of Successful Field Applications ofA Kinetic Hydrate Inhibitor. In SPE International Symposium on Oilfield Chemistry,pages 1–8, Houston, TX, 2001. doi: 10.2118/65022-ms.
[34] L D Talley and G F Mitchell. Application of Proprietary Kinetic Hydrate Inhibitorsin Gas Flowlines. In Offshore Technology Conference, page OTC 11036, Houston, TX,1999.
[35] Fatemeh Khalkhal, Ajay Singh Negi, James Harrison, Casey D Stokes, David L Mor-gan, and Chinedum O Osuji. Evaluating the Dispersant Stabilization of ColloidalSuspensions from the Scaling Behavior of Gel Rheology and Adsorption Measure-ments. Langmuir, 34(3):1092–1099, 2018. ISSN 0743-7463. doi: 10.1021/acs.langmuir.7b03343. URL http://pubs.acs.org/doi/abs/10.1021/acs.langmuir.7b03343.
[36] L E Zerpa, J L Salager, C A Koh, E D Sloan, and A K Sum. Surface Chemistry andGas Hydrates in Flow Assurance. Industrial & Engineering Chemistry Research, 50(1):188–197, 2011. ISSN 0888-5885. doi: 10.1021/ie100873k. URL http://pubs.acs.
org/doi/abs/10.1021/ie100873k.
[37] Tai Bui, Anh Phan, Deepak Monteiro, Qiang Lan, Mark Ceglio, Erick Acosta, PushkalaKrishnamurthy, and Alberto Striolo. Evidence of Structure-Performance Relation forSurfactants Used as Antiagglomerants for Hydrate Management. Langmuir, 33(9):acs.langmuir.6b04334, 2017. ISSN 15205827. doi: 10.1021/acs.langmuir.6b04334. URLhttp://pubs.acs.org/doi/abs/10.1021/acs.langmuir.6b04334.
214
[38] Pei Cheng Chua and Malcolm A Kelland. Study of the Gas Hydrate Anti-agglomerantPerformance of a Series of n-Alkyl-tri(n-butyl)ammonium Bromides. Energy & Fuels,27(3):1285–1292, 2013. ISSN 0887-0624. doi: 10.1021/ef3018546. URL http://pubs.
acs.org/doi/abs/10.1021/ef3018546.
[39] Hadi Mehrabian, Matthew R. Walsh, and Bernhardt L Trout. In Silico Analysis of theEffect of Alkyl Tail Length on Anti-Agglomerant Adsorption to Natural Gas Hydratesin Brine. The Journal of Physical Chemistry C, 123(28):17239–17248, 2019. ISSN1932-7447. doi: 10.1021/acs.jpcc.9b01952.
[40] V. Trappe, V. Prasad, Luca Cipelletti, P. N. Segre, and D. A. Weitz. Jamming phasediagram for attractive particles. Nature, 411:772–775, 2001. ISSN 00280836. doi:10.1038/35081021. URL http://www.nature.com/doifinder/10.1038/35081021.
[41] Zachary M Aman, Erika P Brown, E Dendy Sloan, Amadeu K Sum, and Carolyn AKoh. Interfacial mechanisms governing cyclopentane clathrate hydrate adhesion /cohesion. Phys. Chem. Chem. Phys., 13:19796–19806, 2011. doi: 10.1039/c1cp21907c.
[42] Laura E. Dieker, Zachary M. Aman, Nathan C. George, Amadeu K. Sum, E. DendySloan, and Carolyn A. Koh. Micromechanical adhesion force measurements betweenhydrate particles in hydrocarbon oils and their modifications. Energy and Fuels, 23(12):5966–5971, 2009. ISSN 08870624. doi: 10.1021/ef9006615.
[43] Sijia Hu and Carolyn A. Koh. Interfacial Properties and Mechanisms Dominating GasHydrate Cohesion and Adhesion in Liquid and Vapor Hydrocarbon Phases. Langmuir,33(42):11299–11309, 2017. ISSN 15205827. doi: 10.1021/acs.langmuir.7b02676.
[44] Shane A. Morrissy, Temiloluwa O. Kuteyi, Mike L. Johns, Eric F. May, Zachary M.Aman, and Stuart. F. McKay. Quantitative Ranking and Development of Hy-drate Anti-Agglomerants. In Offshore Technology Conference Asia, Kuala Lumpur,Malaysia, 2018. doi: 10.4043/28578-ms.
[45] Shane A. Morrissy, Vincent W. Lim, Eric F. May, Michael L. Johns, Zachary M. Aman,and Brendan F. Graham. Micromechanical Cohesive Force Measurements betweenPrecipitated Asphaltene Solids and Cyclopentane Hydrates. Energy and Fuels, 29(10):6277–6285, 2015. ISSN 15205029. doi: 10.1021/acs.energyfuels.5b01427.
[46] Craig J. Taylor, Laura E. Dieker, Kelly T. Miller, Carolyn A. Koh, and E. DendySloan. Micromechanical adhesion force measurements between tetrahydrofuran hy-drate particles. Journal of Colloid and Interface Science, 306(2):255–261, 2007. ISSN00219797. doi: 10.1016/j.jcis.2006.10.078.
215
[47] Malcolm A. Kelland, Erik G. Dirdal, and Anders Grinrød. Novel Benchtop WheelLoop for Low Dosage Gas Hydrate Inhibitor Screening: Comparison To Rocking Cellsfor a Series of Anti-Agglomerants. Journal of Chemical and Engineering Data, 60(2):252–257, 2014. ISSN 15205134. doi: 10.1021/je5005627.
[48] Minwei Sun and Abbas Firoozabadi. New surfactant for hydrate anti-agglomerationin hydrocarbon flowlines and seabed oil capture. Journal of Colloid and InterfaceScience, 402:312–319, 2013. ISSN 00219797. doi: 10.1016/j.jcis.2013.02.053. URLhttp://dx.doi.org/10.1016/j.jcis.2013.02.053.
[49] Minwei Sun and Abbas Firoozabadi. Gas hydrate powder formation - Ultimate solutionin natural gas flow assurance. Fuel, 146:1–5, 2015. ISSN 00162361. doi: 10.1016/j.fuel.2014.12.078. URL http://dx.doi.org/10.1016/j.fuel.2014.12.078.
[50] J Dalton York and Abbas Firoozabadi. Comparing effectiveness of rhamnolipid biosur-factant with a quaternary ammonium salt surfactant for hydrate anti-agglomeration.Journal of Physical Chemistry B, 112(3):845–851, 2008. ISSN 15206106. doi:10.1021/jp077271h.
[51] J Dalton York and Abbas Firoozabadi. Effect of brine on hydrate antiagglomeration.Energy & Fuels, 23(6):2937–2946, 2009. ISSN 08870624. doi: 10.1021/ef800937p.
[52] Amit Ahuja, Anam Iqbal, Mohsin Iqbal, Jae W. Lee, and Jeffrey F. Morris. Rhe-ology of Hydrate-Forming Emulsions Stabilized by Surfactant and Hydrophobic Sil-ica Nanoparticles. Energy and Fuels, 32(5):5877–5884, 2018. ISSN 15205029. doi:10.1021/acs.energyfuels.8b00795.
[53] Ricardo Camargo and Thierry Palermo. Rheological Properties of Hydrate Suspensionsin an Asphaltenic Crude Oil. In Proceedings of the Fourth International Conferenceon Gas Hydrates, number 1, pages 880–885, Yokohama, Japan, 2002.
[54] Karin Hald and Sven Nuland. Hydrate slurry rheology in the petroleum industry.Annual Transactions of the Nordic Rheology Society, 15, 2007.
[55] Prasad U Karanjkar, Amit Ahuja, Genti Zylyftari, Jae W Lee, and Jeffrey F. Morris.Rheology of cyclopentane hydrate slurry in a model oil-continuous emulsion. RheologicaActa, 55(3):235–243, 2016. ISSN 00354511. doi: 10.1007/s00397-016-0911-1.
[56] Ahmad A.A. Majid, David T. Wu, and Carolyn A. Koh. New in Situ Measurementsof the Viscosity of Gas Clathrate Hydrate Slurries Formed from Model Water-in-OilEmulsions. Langmuir, 33(42):11436–11445, 2017. ISSN 15205827. doi: 10.1021/acs.langmuir.7b02642.
216
[57] Jorge Peixinho, Prasad U. Karanjkar, Jae W. Lee, and Jeffrey F. Morris. Rheology ofhydrate forming emulsions. Langmuir, 26(14):11699–11704, 2010. ISSN 07437463. doi:10.1021/la101141j.
[58] Yahua Qin, Zachary M. Aman, Paul F. Pickering, Michael L. Johns, and Eric F.May. High pressure rheological measurements of gas hydrate-in-oil slurries. Jour-nal of Non-Newtonian Fluid Mechanics, 248:40–49, 2017. ISSN 03770257. doi:10.1016/j.jnnfm.2017.08.006. URL http://dx.doi.org/10.1016/j.jnnfm.2017.08.
006https://doi.org/10.1016/j.jnnfm.2017.08.006.
[59] Patrick Joseph Rensing. Studies on the Rheology of Ice and Clathrate Hydrate SlurriesFormed In Situ from Water-in-Oil Emulsions. Phd, Colorado School of Mines, 2010.
[60] Tony Spratt, Pete Conrad, Colton Asheim, Ryan McCarthy, and Tommy Golczyn-ski. Utilizing the High-Pressure Rheometer for Comparison of LDHI Effectiveness. InOffshore Technology Conference, Houston, TX, 2018. doi: 10.4043/28717-ms.
[61] Eric B. Webb, Carolyn A. Koh, and Matthew W. Liberatore. Rheological Proper-ties of Methane Hydrate Slurries Formed From AOT + Water + Oil Microemulsions.Langmuir, 29(35):10997–11004, 2013. ISSN 07437463. doi: 10.1021/la4022432.
[62] Masoumeh Akhfash, Zachary M. Aman, Sang Yoon Ahn, Michael L. Johns, and Eric F.May. Gas hydrate plug formation in partially-dispersed water-oil systems. ChemicalEngineering Science, 140:337–347, 2016. ISSN 00092509. doi: 10.1016/j.ces.2015.09.032. URL http://dx.doi.org/10.1016/j.ces.2015.09.032.
[63] Zachary M. Aman, William G.T. Syddall, Agnes Haber, Yahua Qin, Brendan Graham,Eric F. May, Michael L. Johns, and Paul F. Pickering. Characterization of Crude OilsThat Naturally Resist Hydrate Plug Formation. Energy and Fuels, 31(6):5806–5816,2017. ISSN 15205029. doi: 10.1021/acs.energyfuels.6b02943.
[64] Hossein Moradpour, Antonin Chapoy, and Bahman Tohidi. Bimodal model for pre-dicting the emulsion-hydrate mixture viscosity in high water cut systems. Fuel,90(11):3343–3351, 2011. ISSN 00162361. doi: 10.1016/j.fuel.2011.06.038. URLhttp://dx.doi.org/10.1016/j.fuel.2011.06.038.
[65] Xiao-Qin Wang, Hui-Bo Qin, Qing-Lan Ma, Zhen-Feng Sun, Ke-Le Yan, Zhi-YuSong, Kai Guo, Da-Meng Liu, Guang-Jin Chen, and Chang-Yu Sun. Hydrate An-tiagglomeration Performance for the Active Components Extracted from a Terres-trial Plant Fruit. Energy & Fuels, 31(1):287–298, 2017. ISSN 0887-0624. doi: 10.1021/acs.energyfuels.6b02305. URL http://pubs.acs.org/doi/abs/10.1021/acs.
energyfuels.6b02305.
217
[66] H. Delroisse, J. P. Torre, and C. Dicharry. Effects of a Quaternary Ammonium Salt onthe Growth, Wettability, and Agglomeration of Structure II Hydrate Crystals. Energyand Fuels, 32(12):12277–12288, 2018. ISSN 15205029. doi: 10.1021/acs.energyfuels.8b02980.
[67] Anthony Delahaye, Laurence Fournaison, Salem Jerbi, and Nadia Mayoufi. Rheologicalproperties of CO2 hydrate slurry flow in the presence of additives. Industrial andEngineering Chemistry Research, 50(13):8344–8353, 2011. ISSN 08885885. doi: 10.1021/ie200185q.
[68] D Estanga, S Subramanian, M Walsh, E Dellecase, M Volk, and E Bbosa. Low DosageHydrate Anti-Agglomerant Failure during Pipe Flow. In 9th International Conferenceon Gas Hydrates, Denver, CO, 2017.
[69] Philippe Glenat, Ludovic Pagezy, Romain Devoisselle, Patrick Bourg, Mathieu Pere,and Aline Melchuna. Rheological study of liquid hydrates slurries in presence of com-mercial hydrates dispersants (AA-LDHIs). In 9th International Conference on GasHydrates2, pages 1–18, Denver, CO, 2017.
[70] Derek M Kleehammer. Rheology of Hydrate Slurries: Transferability Between a Labo-ratory Viscometer and a Pilot Scale Flow Loop. PhD thesis, Colorado School of Mines,2005.
[71] X F Lv, J Gong, W Q Li, B H Shi, D Yu, and H H Wu. Experimental Study onNatural-Gas- Hydrate-Slurry Flow. Society of Petroleum Engineers Journal, 19(2):206–214, 2013. ISSN 1086-055X. doi: 10.2118/158597-PA.
[72] Aline Melchuna, Ana Cameirao, Yamina Ouabbas, Jean-michel Herri, Cours Fauriel,and Philippe Glenat. Transport of Hydrate Slurry At High Water Cut. In The 8thInternational Conference on Gas Hydrates, pages 1–11, Beijing, 2014.
[73] Bao Zi Peng, Jun Chen, Chang Yu Sun, Abhijit Dandekar, Shao Hui Guo, Bei Liu,Liang Mu, Lan Ying Yang, Wen Zhi Li, and Guang Jin Chen. Flow characteristicsand morphology of hydrate slurry formed from (natural gas+diesel oil/condensateoil+water) system containing anti-agglomerant. Chemical Engineering Science, 84:333–344, 2012. ISSN 00092509. doi: 10.1016/j.ces.2012.08.030. URL http://dx.doi.
org/10.1016/j.ces.2012.08.030.
[74] Ke Le Yan, Chang Yu Sun, Jun Chen, Li Tao Chen, De Ji Shen, Bei Liu, Meng LeiJia, Meng Niu, Yi Ning Lv, Nan Li, Zhi Yu Song, Shu Shan Niu, and Guang JinChen. Flow characteristics and rheological properties of natural gas hydrate slurryin the presence of anti-agglomerant in a flow loop apparatus. Chemical EngineeringScience, 106:99–108, 2014. ISSN 00092509. doi: 10.1016/j.ces.2013.11.015. URLhttp://dx.doi.org/10.1016/j.ces.2013.11.015.
218
[75] Michael A Bellucci, Matthew R Walsh, and Bernhardt L Trout. Molecular DynamicsAnalysis of Anti-Agglomerant Surface Adsorption in Natural Gas Hydrates. Journalof Physical Chemistry C, 122(5):2673–2683, 2018. ISSN 19327455. doi: 10.1021/acs.jpcc.7b09573.
[76] Tai Bui, Francois Sicard, Deepak Monteiro, Qiang Lan, Mark Ceglio, Charlotte Bur-ress, and Alberto Striolo. Anti-Agglomerants Affect Gas Hydrate Growth. TheJournal of Physical Chemistry Letters, 9(12):3491–3496, 2018. ISSN 19487185. doi:10.1021/acs.jpclett.8b01180.
[77] Felipe Jimenez-Angeles and Abbas Firoozabadi. Hydrophobic Hydration and the Ef-fect of NaCl Salt in the Adsorption of Hydrocarbons and Surfactants on ClathrateHydrates. ACS Central Science, 4(7):820–831, 2018. ISSN 23747951. doi: 10.1021/acscentsci.8b00076.
[78] Anh Phan, Tai Bui, Erick Acosta, Pushkala Krishnamurthy, and Alberto Striolo.Molecular mechanisms responsible for hydrate anti-agglomerant performance. Phys.Chem. Chem. Phys., 18(36):24859–24871, 2016. ISSN 1463-9076. doi: 10.1039/C6CP03296F. URL http://xlink.rsc.org/?DOI=C6CP03296F.
[79] Francois Sicard, Tai Bui, Deepak Monteiro, Qiang Lan, Mark Ceglio, Charlotte Bur-ress, and Alberto Striolo. Emergent Properties of Antiagglomerant Films ControlMethane Transport: Implications for Hydrate Management. Langmuir, 34(33):9701–9710, 2018. ISSN 15205827. doi: 10.1021/acs.langmuir.8b01366.
[80] Ben Bbosa, Emmanuel DelleCase, Michael Volk, and Evren Ozbayoglu. AvoidingFlowline Plugging: A Deposition Velocity Model and Stability Map. In SPE WesternRegional Meeting, number SPE-180494-MS, pages 23–26, Anchorage, AK, 2016. ISBN9781613994658. doi: 10.2118/180494-MS. URL http://www.onepetro.org/doi/10.
2118/180494-MS.
[81] Doug Turner and Larry Talley. Hydrate Inhibition Via Cold Flow - No Chemicalsor Insulation. In Proceedings of the 6th International Conference on Gas Hydrates,Vancouver, Canada, 2008.
[82] Amit Ahuja, Genti Zylyftari, and Jeffrey F. Morris. Yield stress measurements ofcyclopentane hydrate slurry. Journal of Non-Newtonian Fluid Mechanics, 220:116–125, 2015. ISSN 03770257. doi: 10.1016/j.jnnfm.2014.11.007. URL http://dx.doi.
org/10.1016/j.jnnfm.2014.11.007.
[83] Paulo H. De Lima Silva, Monica F. Naccache, Paulo R. De Souza Mendes, Flavio B.Campos, Adriana Teixeira, and Amadeu K. Sum. Rheology of Tetrahydrofuran Hy-drate Slurries. Energy and Fuels, 31(12):14385–14392, 2017. ISSN 15205029. doi:10.1021/acs.energyfuels.7b02425.
219
[84] Gaurav Pandey, Praveen Linga, and Jitendra S. Sangwai. High pressure rheology of gashydrate formed from multiphase systems using modified Couette rheometer. Reviewof Scientific Instruments, 88(2):1–10, 2017. ISSN 10897623. doi: 10.1063/1.4974750.
[85] Patrick J. Rensing, Matthew W. Liberatore, Amadeu K. Sum, Carolyn A. Koh, andE. Dendy Sloan. Viscosity and yield stresses of ice slurries formed in water-in-oilemulsions. Journal of Non-Newtonian Fluid Mechanics, 166(14-15):859–866, 2011.ISSN 03770257. doi: 10.1016/j.jnnfm.2011.05.003. URL http://dx.doi.org/10.
1016/j.jnnfm.2011.05.003.
[86] William M Deen. Analysis of Transport Phenomena. Oxford University Press, secondedi edition, 2011. ISBN 9780199740284.
[87] Daniel Bonn, Morton M. Denn, Ludovic Berthier, Thibaut Divoux, and Sebastien Man-neville. Yield stress materials in soft condensed matter. Reviews of Modern Physics,89(3):1–40, 2017. ISSN 15390756. doi: 10.1103/RevModPhys.89.035005.
[88] Jan Mewis and Norman J Wagner. Colloidal Suspension Rheology. Cambridge Uni-versity Press, 2012. ISBN 978-0-521-51599-3.
[89] S Mueller, E W Llewellin, and H M Mader. The rheology of suspensions of solid parti-cles. Proceedings of the Royal Society A, 466(2116):1201–1228, 2010. ISSN 0303-402X.doi: 10.1007/BF01432034. URL http://link.springer.com/10.1007/BF01432034.
[90] Ir R Rutgers. Relative viscosity of suspensions of rigid spheres in Newtonian liquids.Rheologica Acta, 2(3):202–210, 1962. ISSN 00354511. doi: 10.1007/BF01983952.
[91] Albert Einstein. Eine neue Bestimmung der Molekuldimensionen. Annals of Physics,324(2):289–306, 1906.
[92] Albert Einstein. Berichtigung zu meiner Arbeit: Eine neue Bestimmung derMolekuldimensionen. Annals of Physics, 339(3):591–592, 1911.
[93] John Happel. Viscosity of Suspensions of Uniform Spheres. Journal of Applied Physics,28(11):1288–1292, 1957. ISSN 00218979. doi: 10.1063/1.1722635.
[94] P Mills. Non-Newtonian behaviour of flocculated suspensions. Journal de PhysiqueLettres, 46(7):301–309, 1985. doi: 10.1051/jphyslet:01985004607030100.
[95] M. Mooney. The viscosity of a concentrated suspension of spherical particles. Journalof Colloid Science, 6(2):162–170, 1951. ISSN 00958522. doi: 10.1016/0095-8522(51)90036-0.
220
[96] Kiyoshi Toda and Hisamoto Furuse. Extension of Einstein’s viscosity equation tothat for concentrated dispersions of solutes and particles. Journal of Bioscience andBioengineering, 102(6):524–528, 2006. ISSN 13891723. doi: 10.1263/jbb.102.524.
[97] G. K. Batchelor and J. T. Green. The determination of the bulk stress in a sus-pension of spherical particles to order c 2. Journal of Fluid Mechanics, 56(3):401–427, dec 1972. ISSN 0022-1120. doi: 10.1017/S0022112072002435. URL http:
//www.journals.cambridge.org/abstract{_}S0022112072002435.
[98] P Snabre and P Mills. Rheology of concentrated suspensions of viscoelastic particles.Colloids and Surfaces A: Physicochemical and Engineering Aspects, 152(1-2):79–88,1999. ISSN 09277757. doi: 10.1016/S0927-7757(98)00619-0.
[99] D. Quemada. Rheology of concentrated disperse systems and minimum energy dissi-pation principle. I. Viscosity-concentration relationship. Rheologica Acta, 16(1):82–94,1977. ISSN 00354511. doi: 10.1007/BF01516932.
[100] D Quemada. Rheology of concentrated disperse systems II. A model for non-Newtonianshear viscosity in steady flows. Rheologica Acta, 17(6):632–642, 1978. ISSN 00354511.doi: 10.1007/BF01522036. URL https://link.springer.com/content/pdf/10.
1007{%}2FBF01522036.pdf.
[101] D Quemada. Rheology of concentrated disperse systems III. General features of theproposed non-newtonian model. Comparison with experimental data. Rheologica Acta,17(6):643–653, 1978.
[102] Irvin M Krieger and Thomas J Dougherty. A Mechanism for Non-Newtonian Flow inSuspensions of Rigid Spheres. Transactions of the Society of Rheology, 3(1):137–152,1959. URL http://sor.scitation.org/doi/abs/10.1122/1.548848.
[103] D Quemada. Rheological modelling of complex fluids. I. The concept of effectivevolume fraction revisited. Eur. Phys. J. AP, 1(1):119–127, 1998. ISSN 1286-0042. doi:10.1051/epjap:1998125. URL http://www.epjap.org/10.1051/epjap:1998125.
[104] Frank Bossler and Erin Koos. Structure of Particle Networks in Capillary Suspen-sions with Wetting and Nonwetting Fluids. Langmuir, 32(6):1489–1501, 2016. ISSN15205827. doi: 10.1021/acs.langmuir.5b04246.
[105] Erin Koos and Norbert Willenbacher. Capillary Forces in Suspension Rheology. Sci-ence, 331(6019):897–900, 2011. doi: 10.1126/science.1199339. URL www.sciencemag.
org/cgi/content/full/331/6019/894/DC1.
221
[106] Krassimir D. Danov, Mihail T. Georgiev, Peter A. Kralchevsky, Gergana M. Radulova,Theodor D. Gurkov, Simeon D. Stoyanov, and Eddie G. Pelan. Hardening of parti-cle/oil/water suspensions due to capillary bridges: Experimental yield stress and the-oretical interpretation. Advances in Colloid and Interface Science, 251:80–96, 2018.ISSN 00018686. doi: 10.1016/j.cis.2017.11.004. URL https://doi.org/10.1016/j.
cis.2017.11.004.
[107] Mihail T Georgiev, Krassimir D Danov, Peter A Kralchevsky, Theodor D Gurkov, Den-itsa P Krusteva, Luben N Arnaudov, Simeon D Stoyanov, and Eddie G Pelan. Rheologyof particle/water/oil three-phase dispersions: Electrostatic vs. capillary bridge forces.Journal of Colloid and Interface Science, 513(1):515–526, 2018. ISSN 10957103. doi:10.1016/j.jcis.2017.11.057. URL https://doi.org/10.1016/j.jcis.2017.11.057.
[108] Erin Koos. Capillary suspensions: Particle networks formed through the capillaryforce. Current Opinion in Colloid and Interface Science, 19(6):575–584, 2014. ISSN18790399. doi: 10.1016/j.cocis.2014.10.004. URL http://dx.doi.org/10.1016/j.
cocis.2014.10.004.
[109] Erin Koos, Julia Johannsmeier, Linda Schwebler, and Norbert Willenbacher. Tuningsuspension rheology using capillary forces. Soft Matter, 8(24):6620–6628, 2012. ISSN1744683X. doi: 10.1039/c2sm25681a.
[110] Junyi Yang, Nicole Heinichen, and Sachin S. Velankar. The effect of particle wettabilityon the of rheology particulate suspensions with capillary force. Colloids and SurfacesA: Physicochemical and Engineering Aspects, 558:164–170, 2018. ISSN 18734359. doi:10.1016/j.colsurfa.2018.08.062. URL https://doi.org/10.1016/j.colsurfa.2018.
08.062.
[111] Wuchang Wang, Yuxing Li, Haihong Liu, and Pengfei Zhao. Study of AgglomerationCharacteristics of Hydrate Particles in Oil/Gas Pipelines. Advances in MechanicalEngineering, 2015. ISSN 16878140. doi: 10.1155/2014/457050.
[112] Anne Sinquin, Thierry Palermo, and Yannick Peysson. Rheological and Flow Prop-erties of Gas Hydrate Suspensions. Oil & Gas Science and Technology, 59(1):41–57,2004. ISSN 1294-4475. doi: 10.2516/ogst:2004005.
[113] Maureen Dinkgreve, Jose Paredes, Morton M. Denn, and Daniel Bonn. On differentways of measuring “the” yield stress. Journal of Non-Newtonian Fluid Mechanics,238:233–241, 2016. ISSN 03770257. doi: 10.1016/j.jnnfm.2016.11.001. URL http:
//dx.doi.org/10.1016/j.jnnfm.2016.11.001.
[114] Daniel Bonn and Morton M. Denn. Yield Stress Fluids Slowly Yield to Analysis.Science, 324(5933):1401–1403, 2009. doi: 10.1126/science.1174217.
222
[115] Robert J Flatt and Paul Bowen. Yodel: A Yield Stress Model for Suspensions. Journalof the American Ceramic Society, 89(4):1244–1256, 2006. doi: 10.1111/j.1551-2916.2005.00888.x.
[116] Andre R Studart, Esther Amstad, and Ludwig J Gauckler. Yielding ofweakly attractive nanoparticle networks. Soft Matter, 7(14):6408–6412,2011. ISSN 1744-6848. doi: 10.1039/c1sm05598d. URL http://pubs.
rsc.org/en/Content/ArticleLanding/2011/SM/c1sm05598d{%}5Cnpapers:
//4bbe7dda-7fed-4d23-8c1c-c2c5fa8cce83/Paper/p4254.
[117] Quoc Dzuy Nguyen and David V. Boger. Direct Yield Stress Measurement with theVane Method. Journal of Rheology, 29(3):335–347, 1985. ISSN 0148-6055. doi: 10.1122/1.549794. URL http://sor.scitation.org/doi/10.1122/1.549794.
[118] Rubens R. Fernandes, Diogo E. V. Andrade, Admilson T. Franco, and Cezar O. R.Negrao. The yielding and the linear-to-nonlinear viscoelastic transition of an elasto-viscoplastic material. Journal of Rheology, 61(5):893–903, 2017. ISSN 0148-6055. doi:10.1122/1.4991803. URL http://sor.scitation.org/doi/10.1122/1.4991803.
[119] Jonathan J Stickel, Jeffrey S Knutsen, Matthew W Liberatore, Wing Luu, Dou-glas W Bousfield, Daniel J Klingenberg, C. Tim Scott, Thatcher W Root, Max REhrhardt, and Thomas O Monz. Rheology measurements of a biomass slurry: Aninter-laboratory study. Rheologica Acta, 48(9):1005–1015, 2009. ISSN 00354511. doi:10.1007/s00397-009-0382-8.
[120] Gnanli Landrou, Coralie Brumaud, Michael L. Plotze, FrankWinnefeld, and GuillaumeHabert. A fresh look at dense clay paste: Deflocculation and thixotropy mechanisms.Colloids and Surfaces A: Physicochemical and Engineering Aspects, 539:252–260, 2018.ISSN 18734359. doi: 10.1016/j.colsurfa.2017.12.029.
[121] Guillaume Ovarlez, Fabien Mahaut, Stephanie Deboeuf, Nicolas Lenoir, Sarah Hor-mozi, and Xavier Chateau. Flows of suspensions of particles in yield stress fluids.Journal of Rheology, 59(6):1449–1486, 2015. ISSN 0148-6055. doi: 10.1122/1.4934363.URL http://sor.scitation.org/doi/10.1122/1.4934363.
[122] Natalia V Pimenova and Thomas R Hanley. Effect of Corn Stover Concentration onRheological Characteristics. Applied Biochemistry and Biotechnology, 114(1-3):347–360, 2004. ISSN 0273-2289. doi: 10.1385/ABAB:114:1-3:347. URL http://link.
springer.com/10.1385/ABAB:114:1-3:347.
[123] H. Zhu, Y. D. Kim, and D. De Kee. Non-Newtonian fluids with a yield stress. Journalof Non-Newtonian Fluid Mechanics, 129(3):177–181, 2005. ISSN 03770257. doi: 10.1016/j.jnnfm.2005.06.001.
223
[124] Thierry Palermo and E Sloan. Artificial and Natural Inhibition of Hydrates. In NaturalGas Hydrates in Flow Assurance, chapter Five, pages 87–104. Elsevier Inc., Boston,MA, 2011. ISBN 9781856179454. doi: 10.1016/B978-1-85617-945-4.00005-4. URLhttp://dx.doi.org/10.1016/B978-1-85617-945-4.00005-4.
[125] Sanbao Dong and Abbas Firoozabadi. Hydrate anti-agglomeration and synergy effectin normal octane at varying water cuts and salt concentrations. Journal of ChemicalThermodynamics, 117:214–222, 2018. ISSN 10963626. doi: 10.1016/j.jct.2017.09.016.URL https://doi.org/10.1016/j.jct.2017.09.016.
[126] STE Oil Company. STE Oil Company Technical Data, 2019. URL https://www.
steoil.com/msds-tech-data{#}CP350t.
[127] Quoc Dzuy Nguyen and David V. Boger. Yield Stress Measurement for ConcentratedSuspensions. Journal of Rheology, 27(4):321–349, 1983. ISSN 01486055. doi: 10.1122/1.549709. URL http://sor.scitation.org/doi/10.1122/1.549709.
[128] Howard Anthony Barnes and Quoc Dzuy Nguyen. Rotating vane rheometry — areview. Journal of Non-Newtonian Fluid Mechanics, 98(1):1–14, 2001. ISSN 03770257.doi: 10.1016/S0377-0257(01)00095-7.
[129] Shing-Ming Chen. Un-planned Shut-in and Deepwater Gas Hydrate Prevention. InOffshore Technology Conference, number OTC 20436, Houston, TX, 2010. ISBN9781617384264.
[130] Junyi Yang and Sachin S. Velankar. Preparation and yielding behavior of pendularnetwork suspensions. Journal of Rheology, 61(2):217–228, 2017. ISSN 0148-6055. doi:10.1122/1.4973962.
[131] J Alejandro Dapena, Ahmad A A Majid, Vishal Srivastava, Yan Wang, Thomas BCharlton, Andres A Gardner, E Dendy Sloan, Luis E Zerpa, David T Wu, and Car-olyn A Koh. Gas Hydrate Management Strategies Using Anti-Agglomerants : Contin-uous & Transient Large-Scale Flowloop Studies. In Offshore Technology Conference,number OTC-27621-MS, pages 1–17, Houston, TX, 2017. ISBN 9781510842083.
[132] Thierry Palermo and Eric Tournis. Viscosity prediction of waxy oils: Suspension ofFractal Aggregates (SoFA) model. Industrial and Engineering Chemistry Research, 54(16):4526–4534, 2015. ISSN 15205045. doi: 10.1021/ie504166n.
[133] Erika P. Brown, Sijia Hu, Jon Wells, Xiaohui Wang, and Carolyn A. Koh. DirectMeasurements of Contact Angles on Cyclopentane Hydrates. Energy and Fuels, 32(6):6619–6626, 2018. ISSN 15205029. doi: 10.1021/acs.energyfuels.8b00803.
224
[134] Jing He, Stephanie S Lee, and Dilhan M Kalyon. Shear viscosity and wall slip behaviorof dense suspensions of polydisperse particles. Journal of Rheology, 63(1):19–32, 2019.doi: 10.1122/1.5053702.
[135] C. R. Daubert, J. A. Tkachuk, and V. D. Truong. Quantitative measurement of foodspreadability using the vane method. Journal of Texture Studies, 29(4):427–435, 1998.ISSN 00224901. doi: 10.1111/j.1745-4603.1998.tb00814.x.
[136] Mehdi Habibi, M. Dinkgreve, J. Paredes, Daniel Bonn, and M. M. Denn. Normal stressmeasurement in foams and emulsions in the presence of slip. Journal of Non-NewtonianFluid Mechanics, 238:33–43, 2016. ISSN 03770257. doi: 10.1016/j.jnnfm.2016.06.008.URL http://dx.doi.org/10.1016/j.jnnfm.2016.06.008.
[137] Kyeongseok Oh, Mark Jemmett, and Milind Deo. Yield behavior of gelled waxy oil:Effect of stress application in creep ranges. Industrial and Engineering ChemistryResearch, 48(19):8950–8953, 2009. ISSN 08885885. doi: 10.1021/ie9000597.
[138] James F Steffe. Rheological Methods in Food Process Engineering. Freeman Press, EastLansing, MI, second edition, 1996. ISBN 0963203614. doi: 10.1016/0260-8774(94)90090-6.
[139] Adriano Sun and Sundaram Gunasekaran. Yield Stress in Foods: Measurements andApplications. International Journal of Food Properties, 12(1):70–101, 2009. ISSN10942912. doi: 10.1080/10942910802308502.
[140] Saoussen Laribi, Jean Marie Fleureau, Jean Louis Grossiord, and Nejia Kbir-Ariguib.Comparative yield stress determination for pure and interstratified smectite clays. Rhe-ologica Acta, 44(3):262–269, 2005. ISSN 00354511. doi: 10.1007/s00397-004-0406-3.
[141] G W Scott Blair. The Success of Casson’s Equation. Rheologica Acta, 3(5):184–187,1966.
[142] Thibaut Divoux, Vincent Grenard, and Sebastien Manneville. Rheological Hysteresis inSoft Glassy Materials. Physical Review Letters, 110(1):1–5, 2013. ISSN 00319007. doi:10.1103/PhysRevLett.110.018304. URL http://dx.doi.org/10.1039/C6SM02581A.
[143] Rangarajan Radhakrishnan, Thibaut Divoux, Sebastien Manneville, and Suzanne MFielding. Understanding rheological hysteresis in soft glassy materials. Soft Matter,13:1834–1852, 2017. ISSN 17446848. doi: 10.1039/c6sm02581a. URL http://dx.doi.
org/10.1039/C6SM02581A.
225
[144] Heather Margaret Shewan, Jason Richard Stokes, and Michel Cloitre. Particle-wall tribology of slippery hydrogel particle suspensions. Soft Matter, 13(10):2099–2106, 2017. ISSN 1744-683X. doi: 10.1039/C6SM01775D. URLhttp://pubs.rsc.org/en/Content/ArticleLanding/2017/SM/C6SM01775Dhttp:
//xlink.rsc.org/?DOI=C6SM01775D.
[145] Lloyd D Brown. Flow assurance: A piˆ3 discipline. In Offshore Technology Conference,number OTC 14010, Houston, TX, 2002. URL http://www.cheric.org/research/
tech/periodicals/view.php?seq=390728.
[146] A KM Jamaluddin, J Nighswander, and N Joshi. A Systematic Approach in DeepwaterFlow Assurance Fluid Characterization. In SPE Annual Technical Conference andExhibition, page SPE 71546, New Orleans, LA, 2001. SPE. doi: 10.2118/71546-MS.
[147] Tarek Ahmed. Flow Assurance. In Equations of State and PVT Analysis, chapterSix, pages 457–533. Gulf Publishing Company, Houston, TX, 2007. doi: 10.1016/B978-1-933762-03-6.50011-3. URL https://linkinghub.elsevier.com/retrieve/
pii/B9781933762036500113.
[148] Dendy Sloan. Introduction. In Natural Gas Hydrates in Flow Assurance, chapter One,pages 1–11. Elsevier Inc., Boston, MA, 2011. ISBN 9781856179454. doi: 10.1016/B978-1-85617-945-4.00001-7.
[149] J.L L Creek, Hans Jacob Lund, James P Brill, and Mike Volk. Wax deposition insingle phase flow. Fluid Phase Equilibria, 158-160:801–811, 1999. ISSN 03783812. doi:10.1016/S0378-3812(99)00106-5.
[150] J M Bell, Y D Chin, and S Hanrahan. State-of-the-art of ultra deepwater produc-tion technologies. In Offshore Technology Conference, number OTC 17615-MS, pages17615–MS, 2005. ISBN 978-1-55563-252-6. doi: 10.4043/17615-MS.
[151] Houra Mozaffar, Ross Anderson, and Bahman Tohidi. Reliable and Repeatable Eval-uation of Kinetic Hydrate Inhibitors Using a Method Based on Crystal Growth In-hibition. Energy & Fuels, 30(12):10055–10063, 2016. ISSN 0887-0624. doi: 10.1021/acs.energyfuels.6b00382. URL http://pubs.acs.org/doi/abs/10.1021/acs.
energyfuels.6b00382.
[152] Prithvi Vijayamohan. Experimental Investigation of Gas Hydrate Formation, Pluggingand Transportability in Partially Dispersed and Water Continuous Systems. Phd thesis,Colorado School of Mines, 2015.
[153] Jason W. Lachance, Larry D. Talley, Don P. Shatto, Douglas J. Turner, and Michael W.Eaton. Formation of hydrate slurries in a once-through operation. Energy & Fuels, 26(7):4059–4066, 2012. ISSN 08870624. doi: 10.1021/ef3002197.
226
[154] E.D. D Sloan, C.a. Koh, a.K. K Sum, a.L. L Ballard, G.J. J Shoup, N. McMullen,J.L. L Creek, and T. Palermo. Hydrates: State of the Art Inside and Outside Flowlines.Journal of Petroleum Technology, 61(12):89–94, 2009. ISSN 01492136. doi: 10.2118/118534-MS.
[155] Larry D Talley, Douglas J Turner, and Douglas K Priedeman. Method of generatinga non-plugging hydrate slurry, 2013.
[156] Davi Costa Salmin, Ahmad A. A. Majid, Jonathan Wells, E. Dendy Sloan, DouglasEstanga, Greg Kusinski, Mayela Rivero, Joseph Gomes, David T. Wu, Luis E. Zerpa,and Carolyn A. Koh. Study of Anti-Agglomerant Low Dosage Hydrate Inhibitor Per-formance. In Offshore Technology Conference, pages OTC–27911–MS, Houston, TX,2017. SPE. doi: 10.4043/27911-ms.
[157] Sanjeev V. Joshi, Giovanny A. Grasso, Patrick G. Lafond, Ishan Rao, Eric Webb,Luis E. Zerpa, E. Dendy Sloan, Carolyn A. Koh, and Amadeu K. Sum. Experimentalflowloop investigations of gas hydrate formation in high water cut systems. ChemicalEngineering Science, 97:198–209, 2013. ISSN 00092509. doi: 10.1016/j.ces.2013.04.019.URL http://dx.doi.org/10.1016/j.ces.2013.04.019.
[158] Yan Wang, Carolyn A. Koh, J. Alejandro Dapena, and Luis E. Zerpa. A transientsimulation model to predict hydrate formation rate in both oil- and water-dominatedsystems in pipelines. Journal of Natural Gas Science and Engineering, 58(July):126–134, 2018. ISSN 18755100. doi: 10.1016/j.jngse.2018.08.010. URL https://doi.org/
10.1016/j.jngse.2018.08.010.
[159] Yan Wang, Lourdes M Rivero, Thierry Palermo, Carolyn A Koh, and Luis E Zerpa.Assessing Hydrate Formation in a Gas Condensate Subsea Tieback Using a TransientHydrate Simulation Tool. In Offshore Technology Conference, pages OTC–29289–MS,2019. doi: 10.4043/29280-ms.
[160] Davi Costa Salmin. The impact of synthetic and natural surface-active components onhydrate agglomeration. Phd thesis, Colorado School of Mines, 2019.
[161] Sijia Hu. Interfacial Properties of CH4/C2H6 Gas Hydrate Particles with ChemicalAdditives. Phd thesis, Colorado School of Mines, 2019.
[162] Thomas Gillespie. An extension of Goodeve’s impulse theory of viscosity topseudoplastic systems. Journal of Colloid Science, 15(15):219–231, 1960. ISSN00958522. doi: 10.1016/0095-8522(60)90024-6. URL http://www.sciencedirect.
com/science/article/pii/0095852260900246.
227
[163] Robert J. Hunter and S. K. Nicol. The dependence of plastic flow behavior of claysuspensions on surface properties. Journal of Colloid And Interface Science, 28(2):250–259, 1968. ISSN 00219797. doi: 10.1016/0021-9797(68)90127-6.
[164] Bruce A Firth and Robert J Hunter. Flow Properties of Coagulated Colloidal Sus-pensions. I. Energy Dissipation in the Flow Units. Journal of Colloid and InterfaceScience, 57(2):248–256, 1976. doi: 10.1016/0021-9797(76)90200-9.
[165] R de Rooij, A. A Potanin, D van den Ende, and J Mellema. Steady shear viscosity ofweakly aggregating polystyrene latex dispersions. The Journal of Chemical Physics,99(11):9213–9223, 1993. doi: 10.1063/1.465537.
[166] Peter J. Lu, Emanuela Zaccarelli, Fabio Ciulla, Andrew B. Schofield, FrancescoSciortino, and David A. Weitz. Gelation of particles with short-range attraction. Na-ture, 453:499–503, 2008. ISSN 14764687. doi: 10.1038/nature06931.
[167] Susanne Hoffmann, Erin Koos, and Norbert Willenbacher. Using capillary bridges totune stability and flow behavior of food suspensions. Food Hydrocolloids, 40:44–52,2014. ISSN 0268005X. doi: 10.1016/j.foodhyd.2014.01.027. URL http://dx.doi.
org/10.1016/j.foodhyd.2014.01.027.
[168] H. Kanai, R. C. Navarrete, C. W. Macosko, and L. E. Scriven. Fragile networks andrheology of concentrated suspensions. Rheologica Acta, 31(4):333–344, 1992. ISSN00354511. doi: 10.1007/BF00418330.
[169] Y. Gao and M. L. Kilfoil. Direct imaging of dynamical heterogeneities near the colloid-gel transition. Physical Review Letters, 99(078301):1–4, 2007. ISSN 00319007. doi:10.1103/PhysRevLett.99.078301.
[170] C. Servais, H. Ranc, and I. D. Roberts. Chocolate viscosity. Journal of Texture Studies,34(5-6):467–497, 2004.
[171] B. Ruzicka, E. Zaccarelli, L. Zulian, R. Angelini, M. Sztucki, A. Moussaıd,T. Narayanan, and F. Sciortino. Observation of empty liquids and equilibriumgels in a colloidal clay. Nature Materials, 10:56–60, 2011. ISSN 0094243X. doi:10.1038/nmat2921. URL http://dx.doi.org/10.1038/nmat2921.
[172] Boris Bitsch, Jens Dittmann, Marcel Schmitt, Philip Scharfer, Wilhelm Schabel, andNorbert Willenbacher. A novel slurry concept for the fabrication of lithium-ion batteryelectrodes with beneficial properties. Journal of Power Sources, 265:81–90, 2014. ISSN03787753. doi: 10.1016/j.jpowsour.2014.04.115. URL http://dx.doi.org/10.1016/
j.jpowsour.2014.04.115.
228
[173] Hans M. Wyss, Elena V. Tervoort, and Ludwig J. Gauckler. Mechanics and microstruc-tures of concentrated particle gels. Journal of the American Ceramic Society, 88(9):2337–2348, 2005. ISSN 00027820. doi: 10.1111/j.1551-2916.2005.00622.x.
[174] Erika P. Brown. Studies of hydrate cohesion, adhesion and interfacial properties usingmicromechanical force measurements. Phd thesis, Colorado School of Mines, 2016.
[175] Patrick G Lafond. Particle jamming during the discharge of fluid-driven granular flow.Phd thesis, Colorado School of Mines, 2014.
[176] Kiwing To, Pik-Yin Lai, and H. K. Pak. Jamming of granular flow in a two-dimensionalhopper. Physical Review Letters, 86(1):71–74, 2001.
[177] M. E. Cates, J. P. Wittmer, J.-P. Bouchaud, and P. Claudin. Jamming and static stresstransmission in granular materials. Chaos: An Interdisciplinary Journal of NonlinearScience, 9(3):511–522, 1999. ISSN 1054-1500. doi: 10.1063/1.166456. URL http:
//aip.scitation.org/doi/10.1063/1.166456.
[178] M Hermes and M Dijkstra. Jamming of polydisperse hard spheres:The effect of kinetic arrest. EPL (Europhysics Letters), 89(3):38005(1–6), 2010. ISSN 0295-5075. doi: 10.1209/0295-5075/89/38005. URLhttp://iopscience.iop.org/0295-5075/89/3/38005/fulltext/{%}5Cnpapers3:
//publication/doi/10.1209/0295-5075/89/38005.
[179] Zenamarkos B. Sendekie and Patrice Bacchin. Colloidal Jamming Dynamics in Mi-crochannel Bottlenecks. Langmuir, 32(6):1478–1488, 2016. ISSN 15205827. doi:10.1021/acs.langmuir.5b04218.
[180] Iker Zuriguel. Invited review : Clogging of granular materials in bottlenecks. Pa-pers in physics, 6(2), 2014. URL http://www.scielo.org.ar/scielo.php?script=
sci{_}arttext{&}pid=S1852-42492014000200008.
[181] Iker Zuriguel, Daniel Ricardo Parisi, Raul Cruz Hidalgo, Celia Lozano, Alvaro Janda,Paula Alejandra Gago, Juan Pablo Peralta, Luis Miguel Ferrer, Luis Ariel Pugnaloni,Eric Clement, Diego Maza, Ignacio Pagonabarraga, Angel Garcimartın, and Eric Cle.Clogging transition of many-particle systems flowing through bottlenecks. ScientificReports, 4:1–8, 2014. ISSN 2045-2322. doi: 10.1038/srep07324. URL http://www.
nature.com/doifinder/10.1038/srep07324.
[182] Ingrid Tomac and Marte Gutierrez. Fluid lubrication effects on particle flow andtransport in a channel. International Journal of Multiphase Flow, 65:143–156, 2014.ISSN 03019322. doi: 10.1016/j.ijmultiphaseflow.2014.04.007. URL http://dx.doi.
org/10.1016/j.ijmultiphaseflow.2014.04.007.
229
[183] Somnath Mondal, Chu Hsiang Wu, and Mukul M. Sharma. Coupled CFD-DEM simu-lation of hydrodynamic bridging at constrictions. International Journal of MultiphaseFlow, 84:245–263, 2016. ISSN 03019322. doi: 10.1016/j.ijmultiphaseflow.2016.05.001.
[184] B. Dersoir, A. B. Schofield, and H. Tabuteau. Clogging transition induced by selffiltration in a slit pore. Soft Matter, 13(10):2054–2066, 2017. ISSN 1744-683X. doi:10.1039/C6SM02605B. URL http://xlink.rsc.org/?DOI=C6SM02605B.
[185] Iker Zuriguel, Angel Garcimartın, Diego Maza, Luis A. Pugnaloni, and J. M. Pastor.Jamming during the discharge of granular matter from a silo. Physical Review E, 71(5):1–9, 2005. ISSN 15393755. doi: 10.1103/PhysRevE.71.051303.
[186] Patrick G. Lafond, Matthew W. Gilmer, Carolyn A. Koh, E. Dendy Sloan, David T.Wu, and Amadeu K. Sum. Orifice jamming of fluid-driven granular flow. PhysicalReview E - Statistical, Nonlinear, and Soft Matter Physics, 87(4):1–8, 2013. ISSN15393755. doi: 10.1103/PhysRevE.87.042204.
[187] Cristian Mankoc, Angel Garcimartın, Iker Zuriguel, Diego Maza, and Luis A. Pug-naloni. Role of vibrations in the jamming and unjamming of grains discharging froma silo. Physical Review E, 80(1):1–7, 2009. ISSN 15393755. doi: 10.1103/PhysRevE.80.011309.
[188] C Lozano, I Zuriguel, and A Garcimart. Stability of clogging arches in a silo submittedto vertical vibrations. Physical Review E, 91(062203), 2015. doi: 10.1103/PhysRevE.91.062203.
[189] C C Thomas and D J Durian. Intermittency and velocity fluctuations in hopper flowsprone to clogging. Physical Review E, 94(2), 2016. ISSN 15502376. doi: 10.1103/PhysRevE.94.022901.
[190] S. S. Manna and H. J. Herrmann. Intermittent granular flow and clogging with internalavalanches. Eur. Phys. J. E, 1(4):341–344, 2000.
[191] Dirk Helbing, Anders Johansson, Joachim Mathiesen, Mogens H Jensen, and AlexHansen. Analytical Approach to Continuous and Intermittent Bottleneck Flows. Phys-ical Review Letters, 97(168001), 2006. doi: 10.1103/PhysRevLett.97.168001.
[192] Damiano Genovese and Joris Sprakel. Crystallization and intermittent dynamics inconstricted microfluidic flows of dense suspensions. Soft Matter, 7(8):3889–3896, 2011.ISSN 1744-683X. doi: 10.1039/c0sm01338b.
230
[193] Iker Zuriguel, Jorge Olivares, Jose M Pastor, Cesar Martın-Gomez, Luis M Ferrer,Juan J Ramos, and Angel Garcimartın. Effect of obstacle position in the flow of sheepthrough a narrow door. Physical Review E, 94(3):1–8, 2016. ISSN 24700053. doi:10.1103/PhysRevE.94.032302.
[194] John Linkhorst, Torsten Beckmann, Dennis Go, Alexander J. C. Kuehne, and MatthiasWessling. Microfluidic colloid filtration. Scientific Reports, 22376, 2016. ISSN 2045-2322. doi: 10.1038/srep22376. URL http://dx.doi.org/10.1038/srep22376http:
//www.nature.com/articles/srep22376.
[195] Alfredo Guariguata. Jamming Mechanisms of Hydrate Particles: Experi-ments and Modeling. Msc thesis, Colorado School of Mines, 2009. URLhttp://scholar.google.com/scholar?hl=en{&}btnG=Search{&}q=intitle:
Jamming+Mechanisms+of+Hydrate+Particles:+Experiments+and+Modeling{#}0.
[196] Alfredo Guariguata, Masika A. Pascall, Matthew W. Gilmer, Amadeu K. Sum,E. Dendy Sloan, Carolyn A. Koh, and David T. Wu. Jamming of particles in a two-dimensional fluid-driven flow. Physical Review E - Statistical, Nonlinear, and SoftMatter Physics, 86(6):1–10, 2012. ISSN 15393755. doi: 10.1103/PhysRevE.86.061311.
[197] Ingrid Tomac and Marte Gutierrez. Discrete element modeling of non-linear submergedparticle collisions. Granular Matter, 15(6):759–769, 2013. ISSN 14345021. doi: 10.1007/s10035-013-0442-8.
[198] Ingrid Tomac and Marte Gutierrez. Micromechanics of proppant agglomeration dur-ing settling in hydraulic fractures. Journal of Petroleum Exploration and ProductionTechnology, 5(4):417–434, 2015. ISSN 21900566. doi: 10.1007/s13202-014-0151-9.
[199] Huaqing Ma and Yongzhi Zhao. CFD-DEM investigation of the fluidization of binarymixtures containing rod-like particles and spherical particles in a fluidized bed. PowderTechnology, 336:533–545, 2018. ISSN 1873328X. doi: 10.1016/j.powtec.2018.06.034.URL https://doi.org/10.1016/j.powtec.2018.06.034.
[200] Bruno Blais, Olivier Bertrand, Louis Fradette, and Francois Bertrand. CFD-DEMsimulations of early turbulent solid–liquid mixing: Prediction of suspension curve andjust-suspended speed. Chemical Engineering Research and Design, 123(1):388–406,2017. ISSN 02638762. doi: 10.1016/j.cherd.2017.05.021.
[201] Julio R Valdes and J Carlos Santamarina. Particle Clogging in Radial Flow : MicroscaleMechanisms. SPE Jo, 11(02):193–198, 2006.
[202] Julio R Valdes and J Carlos Santamarina. Clogging: Bridge formation and vibration-based destabilization. Canadian Geotechnical Journal, 45(2):177–184, 2008. doi: 10.1139/T07-088.
231
[203] Somnath Mondal and Mukul M. Sharma. Role of flying buttresses in the jamming ofgranular matter through multiple rectangular outlets. Granular Matter, 16(1):125–132,2014. ISSN 14345021. doi: 10.1007/s10035-013-0461-5.
[204] Michel Tsukahara, Lionel Pournin, and Thomas M. Liebling. Simple probabilisticmodeling of granular jamming and validation using DEM. AIP Conference Proceedings,1145(1):499–502, 2009. ISSN 0094243X. doi: 10.1063/1.3179973.
[205] Mojtaba P. Shahri, Jian Huang, Clayton S. Smith, and Francisco E. Fragachan. An En-gineered Approach to Design Biodegradables Solid Particulate Diverters: Jamming andPlugging. In SPE Annual Technical Conference and Exhibition, pages SPE–187433–MS, San Antonio, TX, 2017. SPE. doi: 10.2118/187433-ms.
[206] Anna Lyhne Jensen, Henrik Sørensen, and Lasse Rosendahl. Towards Simulation ofClogging Effects in Wastewater Pumps : Modelling of Fluid Forces on a Fiber ofBonded Particles using a Coupled CFD-DEM Approach. In International Symposiumon Transport Phenomena and Dynamics of Rotating Machinery, pages 1–6, Honolulu,HI, 2016.
[207] Wen-tao Ding and Wen-jie Xu. Study on the multiphase fl uid-solid interaction ingranular materials based on an LBM-DEM coupled method. Powder Technology, 335:301–314, 2018. ISSN 0032-5910. doi: 10.1016/j.powtec.2018.05.006. URL https:
//doi.org/10.1016/j.powtec.2018.05.006.
[208] Franck Lomine, Luc Scholtes, Luc Sibille, and Philippe Poullain. Modeling offluid–solid interaction in granular media with coupled lattice Boltzmann/discrete ele-ment methods: application to piping erosion. International Journal for Numerical andAnalytical Methods in Geomechanics, 37(6):577–596, 2013. doi: 10.1002/nag.
[209] Graham Mustoe. Cluster 2D Discrete Element Computer Code – V2010 Documenta-tion, 2014.
[210] David T Wu. Jamming Flow Simulator, 2010.
[211] Clayton T Crowe, Martin Sommerfeld, and Yutaka Tsuji. Multiphase Flows withDroplets and Particles. CRC Press New York, 1998. ISBN 0849394694. doi:10.1201/b11103-4. URL http://books.google.de/books?id=CioXotlGMiYC.
[212] R Di Felice. The voidage function for fluid-particle interaction systems. InternationalJournal of Multiphase Flow, 20(1):153–159, 1994.
232
[213] W.A. Beverloo, H.A. Leniger, and J. van de Velde. The flow of granu-lar solids through orifices. Chemical Engineering Science, 15(3-4):260–269,1961. ISSN 00092509. doi: 10.1016/0009-2509(61)85030-6. URL http:
//www.sciencedirect.com/science/article/pii/0009250961850306{%}5Cnhttp:
//linkinghub.elsevier.com/retrieve/pii/0009250961850306.
[214] Leonardo E. Silbert. Jamming of frictional spheres and random loose packing.pdf. SoftMatter, 6(13):2918–2924, 2010.
[215] A. Janda, I. Zuriguel, A. Garcimartın, L. A. Pugnaloni, and D. Maza. Jammingand critical outlet size in the discharge of a two-dimensional silo. EPL (Euro-physics Letters), 84(4):44002, 2008. ISSN 0295-5075. doi: 10.1209/0295-5075/84/44002. URL http://stacks.iop.org/0295-5075/84/i=4/a=44002?key=crossref.
5d9f2690bc516b108eebf0e7f9b98ad4.
[216] L Pournin, M Ramaioli, P Folly, and Th M Liebling. About the influence of frictionand polydispersity on the jamming behavior of bead assemblies. European PhysicalJournal E, 23:229–235, 2007. ISSN 12928941. doi: 10.1140/epje/i2007-10176-5.
[217] L Vanel, P Claudin, J Bouchaud, Me Cates, E Clement, and Jp Wittmer. Stresses insilos: comparison between theoretical models and new experiments. Physical reviewletters, 84(7):1439–42, 2000. ISSN 1079-7114. doi: 10.1103/PhysRevLett.84.1439. URLhttp://www.ncbi.nlm.nih.gov/pubmed/11017537.
[218] M. A. Aguirre, J. G. Grande, A. Calvo, L. A. Pugnaloni, and J. C. Geminard. Pressureindependence of granular flow through an aperture. Physical Review Letters, 104(23):1–4, 2010. ISSN 00319007. doi: 10.1103/PhysRevLett.104.238002.
[219] C. Mankoc, A. Janda, R. Arevalo, J. M. Pastor, I. Zuriguel, A. Garcimartın, andD. Maza. The flow rate of granular materials through an orifice. Granular Matter, 9(6):407–414, 2007. ISSN 14345021. doi: 10.1007/s10035-007-0062-2.
[220] Iker Zuriguel, Diego Maza, Alvaro Janda, Raul Cruz Hidalgo, and Angel Garcimartın.Velocity fluctuations inside two and three dimensional silos. Granular Matter, 21(3):1–9, 2019. ISSN 14347636. doi: 10.1007/s10035-019-0903-9. URL https://doi.org/
10.1007/s10035-019-0903-9.
[221] J M Pastor, L M Ferrer, J J Ramos, and I Zuriguel. Flow and clogging of a sheepherd passing through a bottleneck. Physical Review E, 91(022808):1–7, 2015. doi:10.1103/PhysRevE.91.022808.
[222] C J O Reichhardt and C Reichhardt. Avalanche dynamics for active matter in het-erogeneous media Avalanche dynamics for active matter in heterogeneous media. NewJournal of Physics, 20(025002):1–9, 2018.
233
[223] Z. Halasz and F. Kun. Slip avalanches in a fiber bundle model. EPL (EurophysicsLetters), 89(2):26008, 2010. ISSN 02955075. doi: 10.1209/0295-5075/89/26008.
[224] C. J. Keylock. An alternative form for the statistical distribution of extreme avalancherunout distances. Cold Regions Science and Technology, 42(3):185–193, 2005. ISSN0165232X. doi: 10.1016/j.coldregions.2005.01.004.
[225] Andrea M. Leiter and Gerald J. Pruckner. Dying in an Avalanche: Current Risksand Valuation. In Game Theory and Information, number November, page 0511009.University Library of Munich, Munich, 2005.
[226] Keaven M Anderson, Patricia M Odell, Peter W F Wilson, and William B Kannel.Cardiovascular disease risk profiles. American Heart Journal, 121(1):293–298, 1991.
[227] Mika Kivimaki, G. David Batty, Mark Hamer, Jane E. Ferrie, Jussi Vahtera, MariannaVirtanen, Michael G. Marmot, Archana Singh-Manoux, and Martin J. Shipley. Usingadditional information on working hours to predict coronary heart disease: a cohortstudy. Annals of Internal Medicine, 154(7):457–463, 2011. ISSN 15378276. doi: 10.1038/jid.2014.371.
[228] Mika Kivimaki, Martin J. Shipley, Jane E. Ferrie, Archana Singh-Manoux, G. DavidBatty, Tarani Chandola, Michael G. Marmot, and George Davey Smith. Best-practiceinterventions to reduce socioeconomic inequalities of coronary heart disease mortalityin UK: a prospective occupational cohort study. The Lancet, 372(9650):1648–1654,2008. ISSN 01406736. doi: 10.1016/S0140-6736(08)61688-8. URL http://dx.doi.
org/10.1016/S0140-6736(08)61688-8.
[229] Seyit A. Akdag and Ali Dinler. A new method to estimate Weibull parameters forwind energy applications. Energy Conversion and Management, 50(7):1761–1766, 2009.ISSN 01968904. doi: 10.1016/j.enconman.2009.03.020.
[230] E Kolb, T Mazozi, E Clement, and J Duran. Force fluctuations in a vertically pushedgranular column. European Physical Journal B, 8(3):483–491, 1999. ISSN 1434-6028.doi: 10.1007/s100510050715.
[231] Hung Leba, Ana Cameirao, Jean Michel Herri, Myriam Darbouret, Jean Louis Peytavy,and Philippe Glenat. Chord length distributions measurements during crystallizationand agglomeration of gas hydrate in a water-in-oil emulsion: Simulation and exper-imentation. Chemical Engineering Science, 65(3):1185–1200, 2010. ISSN 00092509.doi: 10.1016/j.ces.2009.09.074.
[232] John A Boxall. Hydrate Plug Formation from <50% Water Content Water-in-OilEmulsions. Phd, Colorado School of Mines, 2009.
234
[233] Luis E Zerpa. A PRACTICAL MODEL TO PREDICT GAS HYDRATE FORMA-TION, DISSOCIATION AND TRANSPORTABILITY IN OIL AND GAS FLOW-LINES. Phd thesis, Colorado School of Mines, 2013.
[234] John A. Boxall, Carolyn A. Koh, E. Dendy Sloan, Amadeu K. Sum, and David T. Wu.Droplet size scaling of water-in-oil emulsions under turbulent flow. Langmuir, 28(1):104–110, 2012. ISSN 07437463. doi: 10.1021/la202293t. URL http://www.ncbi.nlm.
nih.gov/pubmed/22047095.
[235] P Englezos, N Kalogerakis, P D D Dholabhai, and P R R Bishnoi. Kinetics of formationof methane and ethane gas hydrates. Chemical Engineering Science, 42(11):2647–2658,1987. ISSN 00092509. doi: 10.1016/0009-2509(87)87015-X.
[236] A Vysniauskas and P R R Bishnoi. A kinetic study of methane hydrate forma-tion. Chemical Engineering Science, 38(7):1061–1072, 1983. ISSN 00092509. doi:10.1016/0009-2509(83)80027-X. URL http://www.sciencedirect.com/science/
article/pii/000925098380027X.
[237] Douglas J Turner. Clathrate hydrate formation in water-in-oil dispersions. Phd thesis,Colorado School of Mines, 2005. URL http://elibrary.ru/item.asp?id=9065504.
[238] Aline Melchuna, Ana Cameirao, Jean Michel Herri, and Philippe Glenat. Topologi-cal modeling of methane hydrate crystallization from low to high water cut emulsionsystems. Fluid Phase Equilibria, 413(Special Issue: Gas Hydrates and SemiclathrateHydrates):158–169, 2016. ISSN 03783812. doi: 10.1016/j.fluid.2015.11.023. URLhttp://dx.doi.org/10.1016/j.fluid.2015.11.023.
[239] S Høiland, K M Askvik, P Fotland, E Alagic, T Barth, and F Fadnes. Wettability ofFreon hydrates in crude oil/brine emulsions. Journal of Colloid and Interface Science,287(1):217–225, 2005. ISSN 00219797. doi: 10.1016/j.jcis.2005.01.080.
[240] P Vijayamohan, Ahmad A A Majid, P Chaudhari, Dendy E. Sloan, Amadeu K. Sum,Carolyn a Koh, E Dellacase, and M Volk. Hydrate Modeling & Flow Loop Experi-ments for Water Continuous & Partially Dispersed Systems. In Offshore TechnologyConference, Houston, TX, 2014. ISBN 978-1-61399-308-8. doi: 10.4043/25307-ms.
[241] Ahmad A. A. Majid. An Investigation on the Viscosity and Transportability of MethaneHydrate Slurries Using a High Pressure Rheometer and Flowloop. Phd, ColoradoSchool of Mines, 2015.
[242] Ugur Karaaslan and Mahmut Parlaktuna. Surfactants as hydrate promoters? Energyand Fuels, 14(5):1103–1107, 2000. ISSN 08870624. doi: 10.1021/ef000069s.
235

[243] A L Ballard and Jr D Sloan. The next generation of hydrate prediction: An overview.Journal of Supramolecular Chemistry, 2(4-5):385–392, 2003. ISSN 14727862. doi:10.1016/S1472-7862(03)00063-7.
[244] L Ballard and E D Sloan. The next generation of hydrate prediction IV: A comparisonof available hydrate prediction programs. Fluid Phase Equilibria, 216(2):257–270, 2004.ISSN 03783812. doi: 10.1016/j.fluid.2003.11.004.
[245] Douglas J Turner, Kelly T Miller, and E Dendy Sloan. Methane hydrate formationand an inward growing shell model in water-in-oil dispersions. Chemical EngineeringScience, 64(18):3996–4004, 2009. ISSN 00092509. doi: 10.1016/j.ces.2009.05.051.
[246] Lewis F Moody. Friction factors for pipe flow. Trans ASME, 55(8):671–684, 1944.
[247] Eva Romeo, Carlos Royo, and Antonio Monzon. Improved explicit equations for esti-mation of the friction factor in rough and smooth pipes. Chemical Engineering Journal,86(3):369–374, 2002. ISSN 13858947. doi: 10.1016/S1385-8947(01)00254-6.
[248] R Byron Bird, Warren E Stewart, and Edwin N Lightfoot. Transport phenomena. JohnWiley & Sons, New York, rev. 2nd e edition, 2007. ISBN ISBN 0470115394.
[249] O C Hernandez, H Hensley, C Sarica, M Volk, J P Brill, and E Delle-case. Im-provements in Single-Phase Paraffin Deposition Modeling. In SPE Annual TechnicalConference, number SPE 84502, pages 1–9, Denver, CO, 2003.
[250] Zhenyu Huang, Hyu Su Lee, Michael Senra, and H. Scott Fogler. A FundamentalModel of Wax Deposition in Subsea Oil Pipelines. AlChE Journal, 57(11):2955–2964,2011. ISSN 12350621. doi: 10.1002/aic.
[251] Sheng Zheng, Mohamed Saidoun, Khalid Mateen, Thierry Palermo, Yiyu Ren, andH. Scott Fogler. Wax Deposition Modeling with Considerations of Non-NewtonianFluid. In Offshore Technology Conference, pages OTC–26914–MS, Houston, TX, 2016.
[252] Ahmad A.A. Majid, Giovanny Grasso, Jefferson L. Creek, Hao Qin, Thomas Charlton,Douglas Estanga, Mayela Rivero, Ben Bbosa, Amaka Waturuocha, Mike Volk, andCarolyn A. Koh. A review of hydrate formation for partially dispersed systems inmultiphase flow conditions & the detection of hydrate deposits. In Offshore TechnologyConference, number OTC-27877-MS, pages 1–12, 2017. ISBN 9781510842083.
[253] E. Dendy Sloan, Carolyn A. Koh, and Amadeu K. Sum. Six Industrial Hydrate Block-age Examples and Lessons Learned. In Natural Gas Hydrates in Flow Assurance, chap-ter Appendix, pages 171–191. Elsevier Inc., Boston, MA, 2011. ISBN 9781856179454.doi: 10.1016/B978-1-85617-945-4.00014-5. URL http://linkinghub.elsevier.com/
retrieve/pii/B9781856179454000145.
236
[254] Jl L Salager. Phase Transformation and Emulsion Inversion on the Basis of Catastro-phe Theory. In Paul Becher, editor, Encyclopedia of Emulsion Technology, volume 3,chapter Two, page 57. Marcel Dekker, Inc., Merida, Venezuela, 1988.
[255] Jean Louis Salager and Ana Mar\’\ia Forgiarini. Emulsion stabilization, breaking, andinversion depends upon formulation: Advantage or inconvenience in flow assurance.Energy & Fuels, 26(7):4027–4033, 2012. ISSN 08870624. doi: 10.1021/ef3001604.
[256] M. Bourrel, J. L. Salager, R. S. Schechter, and W. H. Wade. A correlation for phasebehavior of nonionic surfactants. Journal of Colloid And Interface Science, 75(2):451–461, 1980. ISSN 00219797. doi: 10.1016/0021-9797(80)90470-1.
[257] T Gu, B.-Y. Zhu, and H Rupprecht. Surfactant adsorption and surface micellization.Prog. Colloid Polym. Sci., 88:74–85, 1992.
[258] Rui Zhang and P Somasundaran. Advances in adsorption of surfactants and theirmixtures at solid/solution interfaces. Advances in Colloid and Interface Science, 123-126(SPEC. ISS.):213–229, 2006. ISSN 00018686. doi: 10.1016/j.cis.2006.07.004.
[259] Fredrik Tiberg, Johanna Brinck, and Lachlan Grant. Adsorption and surface-induced self-assembly of surfactants at the solid-aqueous interface. Current Opin-ion in Colloid and Interface Science, 4(6):411–419, 1999. ISSN 13590294. doi:10.1016/S1359-0294(00)00016-9.
[260] Santanu Paria and Kartic C Khilar. A review on experimental studies of surfactantadsorption at the hydrophilic solid-water interface. Advances in Colloid and InterfaceScience, 110(3):75–95, 2004. ISSN 00018686. doi: 10.1016/j.cis.2004.03.001.
[261] P Somasundaran and S Krishnakumar. Adsorption of surfactants and polymers atthe solid-liquid interface. Colloids and Surfaces A: Physicochemical and EngineeringAspects, 123-124(96):491–513, 1997. ISSN 09277757. doi: 10.1016/S0927-7757(96)03829-0.
[262] Rafael Mendes, Guillaume Vinay, and Philippe Coussot. Yield stress and minimumpressure for simulating the flow restart of a waxy crude oil pipeline. Energy and Fuels,31(1):395–407, 2017. ISSN 15205029. doi: 10.1021/acs.energyfuels.6b02576.
237
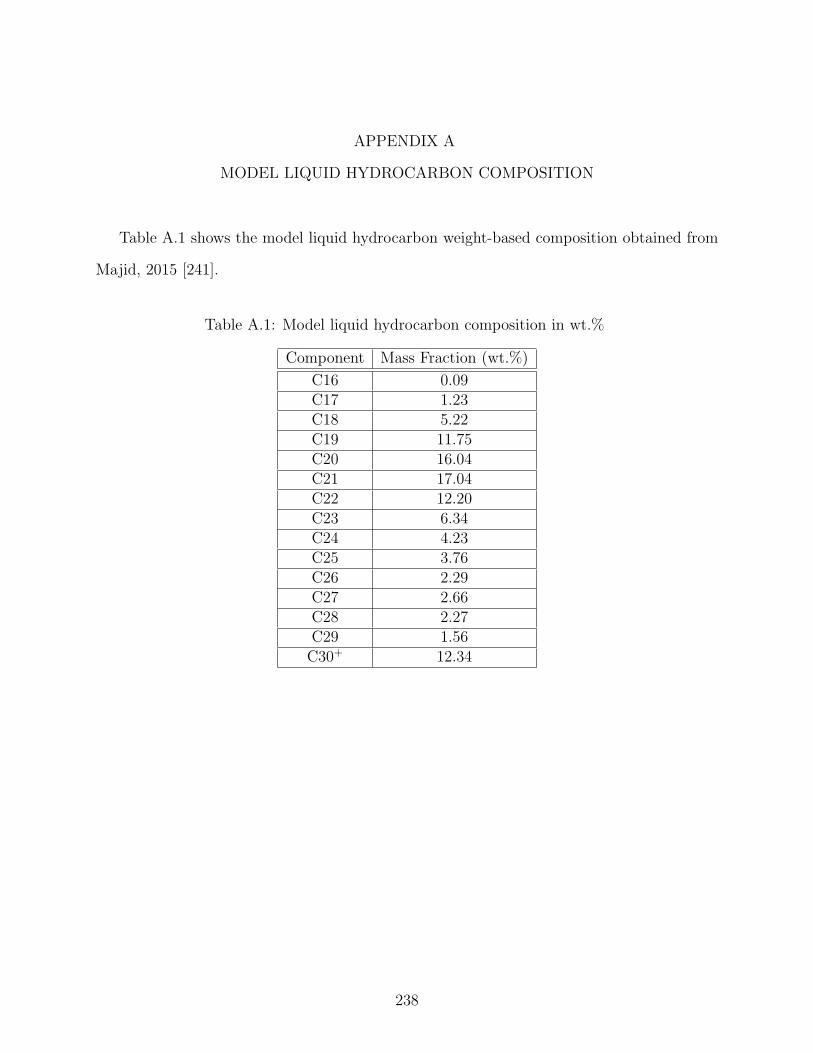
APPENDIX A
MODEL LIQUID HYDROCARBON COMPOSITION
Table A.1 shows the model liquid hydrocarbon weight-based composition obtained from
Majid, 2015 [241].
Table A.1: Model liquid hydrocarbon composition in wt.%
Component Mass Fraction (wt.%)
C16 0.09C17 1.23C18 5.22C19 11.75C20 16.04C21 17.04C22 12.20C23 6.34C24 4.23C25 3.76C26 2.29C27 2.66C28 2.27C29 1.56C30+ 12.34
238

APPENDIX B
FLUID-PARTICLE MOMENTUM BALANCE
The Equation 4.3 (reproduced here as Equation B.1) shows a momentum balance ac-
counting for the fluid and the solid phase momentum exchange,
∂ (ρfαfu)
∂t+ (∇ · ρfαfu)u = −∇p− fp +∇ · (αfσ) + ρfαfg (B.1)
where u is the fluid velocity, αf is the fluid volume fraction, ρf is fluid density, σ is the
stress tensor, p is pressure and g is gravity. The additional term to the traditional Navier-
Stokes equations,fp, accounts for the momentum exchange between the fluid and the solid
particle phase. Assuming one-dimensional steady-state inviscid flow, Equation B.1 simplifies
to Equation B.2,
0 = −∂p
∂x− fp + ρfαfgx (B.2)
A force balance on the particle phase allows relating the forces acting on the particles with
those coming from the fluid phase, as suggested by Di Felice[212], and showed in Equation
B.3,
FD − V∂p
∂x= V ρpgx − Fc (B.3)
In Equation B.3, FD represents the drag forces coming from the fluid and FC the contact
forces between particles. Moreover, V is the volume of the particle phase. The left-hand
side of Equation B.3 accounts for the momentum exchange between the fluid phase and
particle phase, depicted as fp in Equation 4.3 and Equation B.2. Therefore, Equation B.3
can substitute fpin Equation B.2, allowing to directly relate the pressure drop in the system
to the drag forces from the fluid acting on the particle phase, as shown in Equation B.4[212],
0 = −∂p
∂x−
(
FD − V∂p
∂x
)
1− αfV
+ ρfαfgx (B.4)
239

It is well known that the drag forces (FD) acting on a solid particle would be proportional
to the relative velocity between the particles and the fluid phase (|u− vp|) where u is the
fluid velocity and vp is the particle velocity. In situations with high particle volume fractions
(i.e. αf ≤ 0.8), the Ergun’s equation (see Equation B.5) can be used to relate the pressure
drop in the system with the relative velocity between the particles and the fluid phase[211],
∆p
∆L= 150
α2pηf (u− vp)
α2fd
2p
+ 1.75αpρf (u− vp) |u− vp|
αfdp(B.5)
where dp is the particle diameter, αp is the particle volume fraction, ηf is the fluid
viscosity, and L is the length of the backlog.
240