oberflächennahe schädigung von superlegierungen unter
TRANSCRIPT
Oberflächennahe Schädigung von Superlegierungenunter Hochtemperatur
Dissertation zur Erlangung des akademischen Grades eines Doktors derIngenieurwissenschaften (Dr.-Ing.)
Vorgelegt von: John-Björn Stegerim Fachbereich Maschinenbauder Universität Kassel
Tag der mündlichen Prüfung: 03.06.2020
1. Gutachterin: Frau Prof. Dr. rer. nat. Angelika Brückner-FoitUniversität Kassel
2. Gutachter: Herr Prof. Dr.-Ing. Adrian RienäckerUniversität Kassel
Kassel, der 26.02.2020

I
Kurzfassung
In der vorliegenden Arbeit wird die Alterung von Nickelbasislegierungen in Oberflächennä-he betrachtet. Dabei wird der Einfluss von Temperatur und Zeit in Zusammenhang mit derOberflächenrauheit, Deformation und der Konzentration von Natriumsulfat an der Proben-oberfläche untersucht. Zur Quantifizierung der Schädigung kommen rasterelektronenmikro-skopische Methoden wie EBSD und EDX zum Einsatz.Es wird gezeigt, dass die analysierten Verarmungs- und Vergröberungsprozesse der γ′-Aus-scheidungen eine deutliche Legierungsabhängigkeit haben. Besonders die γ′-Bildner Tantalund Titan zeigen das Potenzial die Ausscheidungen zu stabilisieren. Darüber hinaus ist derAnteil von Kirkendall-Poren in Legierungen mit mittlerem Titangehalt niedriger. Jedoch zeigtsich auch die Anfälligkeit zu innerer Oxidation und Bildung von Ausscheidungen, welche dieStabilität von Oxidschichten herabsetzen.Die plastische Deformation resultiert, neben sporadischer Rekristallisation in γ′-verarmtenBereichen, in der verstärkten Oxidation von Nickel. Diese Änderung der Oxidationskinetikwird durch die höhere Versetzungsdichte begründet. Ein Korrosionsfortschritt an den Korn-grenzen kann in dieser Experimentreihe nicht beobachtet werden.Im abschließenden Kapitel dieser Arbeit wird gezeigt, dass Natriumsulfat bei gleichzeitigerAuslagerung auf Temperaturen zwischen 900 ◦C - 1000 ◦C Rekristallisationsprozesse auslösenkann. Diese finden unabhängig von äußerlich aufgebrachter Deformation durch die Volumen-zunahme der sich im Inneren bildenden Oxide statt. Durch die Bildung einer Nickeloxidschichtan der Oberfläche ist der oxidative Fortschritt der Schädigung auf die neugebildeten Korn-grenzen beschränkt. An diesen werden selektiv γ′-Bildner und Oxidschichtbildner gebunden.Es wird weiterhin gezeigt, dass die Bildung dieser strukturierten Schicht den Schädigungs-prozess durch einen Schwefeltreibeffekt aufrecht erhält.

II
Abstract
In this thesis, the ageing behavior of nickel-based alloys near the surface is considered. Theinfluence of temperature and time in connection with surface roughness, deformation andthe concentration of sodium sulfate on the sample surface is investigated. Scanning electronmicroscopic methods like EBSD and EDX are used to quantify the damage.It is shown that the analysed depletion and coarsening processes of the γ′-precipitates have aclear dependence on the alloying chemistry. Especially the γ′-formers tantalum and titaniumshow the potential to stabilize the precipitates. Furthermore, the amount of Kirkendall poresin alloys with a medium titanium content is lower. However, the susceptibility to internaloxidation and precipitate formation, which reduces the stability of oxide layers, is also appa-rent.The plastic deformation results, besides sporadic recrystallization in γ′-depleted areas, in in-creased oxidation of nickel. This change in oxidation kinetics is due to the higher dislocationdensity. A corrosion of grain boundaries cannot be observed in this series of experiments.In the concluding chapter of this work, it is shown that sodium sulphate can trigger recrystal-lisation processes when simultaneously aged at temperatures between 900 ◦C - 1000 ◦C. Theseprocesses take place independently of externally applied deformation, due to the increasein volume of the oxides formed inside. By the formation of a nickel oxide layer on the sur-face, the oxidative progress of the damage is limited to the newly formed grain boundariesto which γ′-formers and oxide layer-formers are selectively bound. It is further shown thatthe formation of this structured layer maintains the damage process by a cascading sulphureffect.

Inhaltsverzeichnis
Nomenklatur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . VI
I. Einleitung, Motivation und untersuchtes Material 1
1. Einleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2. Nickelbasis-Superlegierungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.1. Phasen und Legierungselemente in Superlegierungen . . . . . . . . . . . . . . 5
3. Charakterisierung der untersuchten Legierungen . . . . . . . . . . . . . . . 8
4. Analysemethoden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124.1. Probenvermessung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124.2. Beurteilung von Oxidationsvorgängen mittels EDX Analytik . . . . . . . . . . 134.3. EBSD Analytik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 154.4. Atomsondentomographie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
II. Thermische Belastung 17
5. Stand der Forschung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 185.1. Oxidationsmechanismen in Festkörpern . . . . . . . . . . . . . . . . . . . . . 185.2. Oxidschichten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 215.3. Schichtwachstum . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
5.3.1. Parabolisches Oxidationsverhalten . . . . . . . . . . . . . . . . . . . . 235.3.2. Lineares Oxidationsverhalten . . . . . . . . . . . . . . . . . . . . . . . 24
5.4. Oxidation von Nickelbasislegierungen . . . . . . . . . . . . . . . . . . . . . . . 25
6. Oxidationsversuche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 276.1. Ergebnisse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
6.1.1. Geometrieveränderung . . . . . . . . . . . . . . . . . . . . . . . . . . . 286.1.2. Untersuchung im Schliff . . . . . . . . . . . . . . . . . . . . . . . . . . 31
6.2. EDX Analysen der Oxidationsproben . . . . . . . . . . . . . . . . . . . . . . . 386.3. Ermittlung der Diffusionskoeffizienten . . . . . . . . . . . . . . . . . . . . . . 426.4. Diskussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43

Inhaltsverzeichnis IV
III. Thermo-mechanische Belastung 46
7. Stand der Forschung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 477.1. Rekristallisation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
8. Rekristallisationsversuche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 518.1. Versuchsaufbau . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 518.2. Deformationstemperatur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 528.3. Auslagerungstemperatur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 578.4. Auslagerung bei extremer Temperatur . . . . . . . . . . . . . . . . . . . . . . 63
8.4.1. Vorversuche mit Härteeindrücken . . . . . . . . . . . . . . . . . . . . . 638.4.2. Kornfragmentation nach Hochtemperaturauslagerung . . . . . . . . . . 65
8.5. Rekristallisation und γ′ Verarmung unter Druck . . . . . . . . . . . . . . . . . 678.6. Diskussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
IV. Thermische Belastung bei Schwefelzugabe 73
9. Stand der Forschung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 749.1. Typ I Heißgaskorrosion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 759.2. Typ II Heißgaskorrosion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
10.Versuche mit Natriumsulfat . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7810.1. Versuchsdurchführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7810.2. Untersuchung des Temperatureinflusses . . . . . . . . . . . . . . . . . . . . . 79
10.2.1. Oxidation und Sulfidation . . . . . . . . . . . . . . . . . . . . . . . . . 8010.2.2. Rekristallisation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
10.3. Einfluss des Na2SO4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9210.3.1. Abschließende Bemerkung zur Beurteilung des Schädigungsfortschritts
in IN 100 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9310.3.2. Einfluss von Natriumsulfat im Vakuum . . . . . . . . . . . . . . . . . 9510.3.3. Geometrieänderung nach Vorschädigung . . . . . . . . . . . . . . . . . 9710.3.4. Poren und Rissbildung . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
10.4. Diskussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101
V. Fazit 104
11.Zusammenfassung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
12.Literatur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108
Anhang . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . VIIA. Skript zur Aufnahme von Punktspektren . . . . . . . . . . . . . . . . . . . . . VIIB. Rauheitsmessung mittels Weißlichtinterferometrie an Oxidationsproben . . . IX
Nomenklatur V
Nomenklatur
AbkürzungenBSE Rückstreuelektronen (engl. back scattered elexctrons)EBSD Elektronenrückstreubeugung (engl. electron backscatter diffraction)EDX energiedispersive Röntgenanalyse (engl. energy dispersive X-ray analysis)IPF Inverse PolfigurKfz kubisch flächenzentriertM MetallMO MetalloxidNa2SO4 NatriumsulfatREM RasterelektronenmikroskopSE Sekundärelektronen
Griechische Formelzeichenγ Phase in Nickelbasislegierungen (Matrix)γ′ Phase in Nickelbasislegierungen (Ausscheidung)
1
Teil I.
Einleitung, Motivation und
untersuchtes Material
1. Einleitung 2
1. Einleitung
Einer der Hauptbeitragsleister für den Treibstoffverbrauch und Schub in Flugzeugturbinen
sind die Drücke und Temperaturen, bei denen diese Maschinen arbeiten können. Die obere
Grenze dieser Parameter wird besonders durch die thermisch und mechanisch beanspruchten
Bauteile direkt hinter der Brennkammer beeinflusst. Die Legierungen, welche für die dort
verbauten Turbinen- und Leitschaufeln verwendet werden, setzen gleichzeitig die Grenzen für
das gesamte Triebwerk [1]. Eine Steigerung der Effizienz impliziert immer auch eine höhe-
re Turbineneintrittstemperatur. In modernen Flugzeugturbinen werden dabei Temperaturen
von über 950 ◦C erreicht. Dies wird ermöglicht durch innere Kühlung der Schaufeln, durch
den Wegfall von Korngrenzen mittels einkristalliner Bauteile und durch ineinandergreifende
Deckbänder (sog. Shrouds) [2]. Diese Deckbänder reduzieren zum einen den „Leckstrom“ an
Luft über die Schaufelspitzen, zum anderen erhöhen sie die Stabilität der Expansionsstufe
durch die Verspannung der Schaufeln untereinander, wodurch auch Vibrationen gedämpft
werden sollen [3, 4].
Diese verspannten Bauteile sind anfällig für erhöhten Verschleiß durch eine Vielzahl an Me-
chanismen, deren Beiträge zur Gesamtschädigung Thema dieser Arbeit sind. Infolge ihrer
einkristallinen Struktur können diese Schaufeln nicht als Blisk gegossen werden und sind ein-
zeln zu fertigen. Wegen der einzelnen Bauweise entstehen unter anderem in der Kontaktstelle
der Schaufeln hoch komplexe Belastungsszenarien, welche in dieser Arbeit einzeln untersucht
werden sollen.
Die Arbeit unterteilt sich in drei Hauptkapitel, in denen jeweils ein Schädigungsmechanismus
untersucht wird. Teil II behandelt Experimente zum oxidativen Verhalten unter Laboratmo-
sphäre. Maßgeblich wird die Alterung der Mikrostruktur nahe der Oberfläche und die Bildung
1. Einleitung 3
von Oxidschichten untersucht. Teil III betrachtet den kombinierten Effekt eingebrachter De-
formation, oxidativer Atmosphäre und Hochtemperatur. Dabei steht die Quantifizierung der
Rekristallisation der Legierungen im Fokus. Die Wirkung von Natriumsulfat unter Hoch-
temperatur auf Superlegierungen ist Gegenstand von Teil IV dieser Arbeit. Im Zentrum
der Untersuchung steht die Frage, inwiefern ein zusätzlicher Reaktant diffusive und oxida-
tive Mechanismen beschleunigen und ändern kann. Die Grundlagen zur Untersuchung der
jeweiligen Mechanismen werden innerhalb der entsprechenden Teile beschrieben. Die analy-
tischen Methoden sowie die Vorstellung der untersuchten Legierungen erfolgt in Kapiteln 3
und 4.

2. Nickelbasis-Superlegierungen 4
2. Nickelbasis-Superlegierungen
Sims und Hagel definieren Superlegierungen als solche Legierungen, die für hohe Temperatu-
ren entwickelt wurden, dabei hohen mechanischen Belastungen widerstehen können und eine
hohe Oberflächenstabilität besitzen [5]. Diese Legierungen benötigen einen hohen Schmelz-
punkt (Tm) und müssen ihre mechanischen Eigenschaften bis zu 0,8 Tm beibehalten, da
sie in den heißesten Regionen von Gasturbinen ihre Anwendung finden. Die Grenzen der
thermischen Belastbarkeit für hochwarmfeste austenitische Stähle liegen, je nach Dauer und
Höhe der mechanischen Belastung, bei 600-800 ◦C [6]. Bei höheren Temperaturen oder in
aggressiven Medien eignen sich Legierungen auf Nickel- und Cobaltbasis aufgrund ihrer her-
vorragenden mechanischen und thermischen Eigenschaften. Bis zum Schmelzpunkt (1455 ◦C
für Nickel 1495 ◦C für Cobalt) durchlaufen diese Elemente keine allotrope Umwandlung und
verbleiben kubisch-flächenzentriert (kfz) [7].
Mit zum Teil über 12 hinzulegierten Elementen werden seit den 1950er Jahren vor allem
Legierungen auf Nickelbasis chemisch immer komplexer, um die thermische und mechanische
Langzeitfestigkeit sowie Gefügestabilität weiter zu steigern. Primär werden Al und Ti hin-
zulegiert, um eine Ausscheidungshärtung durch die γ′-Phase zu ermöglichen. Cr, Co, Mo,
W und Ta werden zur Mischkristallverfestigung hinzugefügt. Weitere Bestandteile sind zum
Beispiel Hf, was den Widerstand gegen Sulfidation erhöht, oder B, Zr und C als Korngren-
zenausscheidung zur Erhöhung der Kriechfestigkeit.
Je nach Einsatzgebiet sind die Werkstoffe dieser Gruppe in feinkörniger, stängelkristalliner
oder einkristalliner Form verfügbar. Die Legierungselemente sind auch in einkristallinen Su-
perlegierungen nicht homogen verteilt, sondern halten sich selektiv in unterschiedlichen Pha-
sen auf. In Superlegierungen sind neben der γ-Matrix, die γ′- und γ′′-Phasen zu finden. Vor
2. Nickelbasis-Superlegierungen 5
allem in polykristallinen Legierungen finden sich Carbide und Boride. Schlussendlich kön-
nen sich auch unerwünschte Phasen bilden, wie zum Beispiel die topoligically closed packed
(TCP) Phase.
2.1. Phasen und Legierungselemente in Superlegierungen
Die γ-Phase Neben Nickel und Cobalt werden der Matrixphase vor allem Cr, Mo, Re und
W hinzulegiert um eine Mischkristallverfestigung zu erzielen. Die hohe Dichte der Refrak-
tärelemente resultiert in ihrem langsamen Diffusionskoeffizienten, dadurch werden Vergröbe-
rungsvorgänge der γ′-Phase verlangsamt [8]. Außerdem steigern diese Elemente die Kriechfes-
tigkeit. Ein Nachteil von Molybdän und Wolfram ist ihre Neigung sich in interdendritischen
Ausscheidungen anzureichern. Mo steigert indirekt den Volumenanteil der γ′-Phase durch die
Verdrängung von Aluminium aus der Matrix. Über die letzten Jahrzehnte zeichnet sich der
Trend ab immer größere Mengen seltener Erden hinzuzufügen. Die Menge an hinzulegiertem
Rhenium (z. T. auch Ruthenium) wird in der Regel herangezogen, um die Legierung der
jeweiligen Entwicklungsgeneration zuzuordnen. Bei ausreichend hinzulegierter Menge Chrom
wird bis zu einer Temperatur von ca. 900 ◦C eine schützende Cr2O3-Deckschichten gebildet.
Über 950 ◦C verflüchtigt sich Chromoxid [9].
Die γ′-Phase Eine gesonderte Rolle kommt der γ′-Phase zu, da sie dem Werkstoff seine
Kriechfestigkeit verleiht und somit den Einsatz bei hohen Temperaturen ermöglicht. Die ge-
ordnete γ′-Phase, des Strukturtyps L12, besteht aus Ni3(Al, Ti, Ta) (siehe Abb. 2.1). Dabei
sitzt Al in den Ecken des kfz-Gitters und Nickelatome an den Flächen. Al lässt sich durch
Ti und Ta substituieren und Ni zum Teil durch Co. Die Zugabe von Al erlaubt die Bildung
einer Al2O3-Deckschicht, welche einen effektiven Schutz vor Oxidation bietet. Aufgrund des
fast ausschließlichen Aufenthalts in der γ′-Phase geht eine Oxidation von Al immer auch mit
der Verarmung dieser Phase in Oberflächennähe einher. Der Entwicklungstrend neuer Legie-
rungen zeigt, dass Titan als γ′-Bildner seltener zum Einsatz kommt. Durch das Hinzufügen
von Titan erhöht sich der kp-Wert für die Bildung von Aluminiumdeckschichten. Darüber
2. Nickelbasis-Superlegierungen 6
1800
1600
1400
1200
1000
800
600
400
200
00 0,2 0,4 0,6 0,8 1
L12-F
CC
Ni / (Al+Ni)
Liquid
B2_BCC FCC-A1
Al3Ni(s)+FCC_A1 Al 3N
i 5
Al3
Ni2
Al 3N
i(s)
T [
°C]
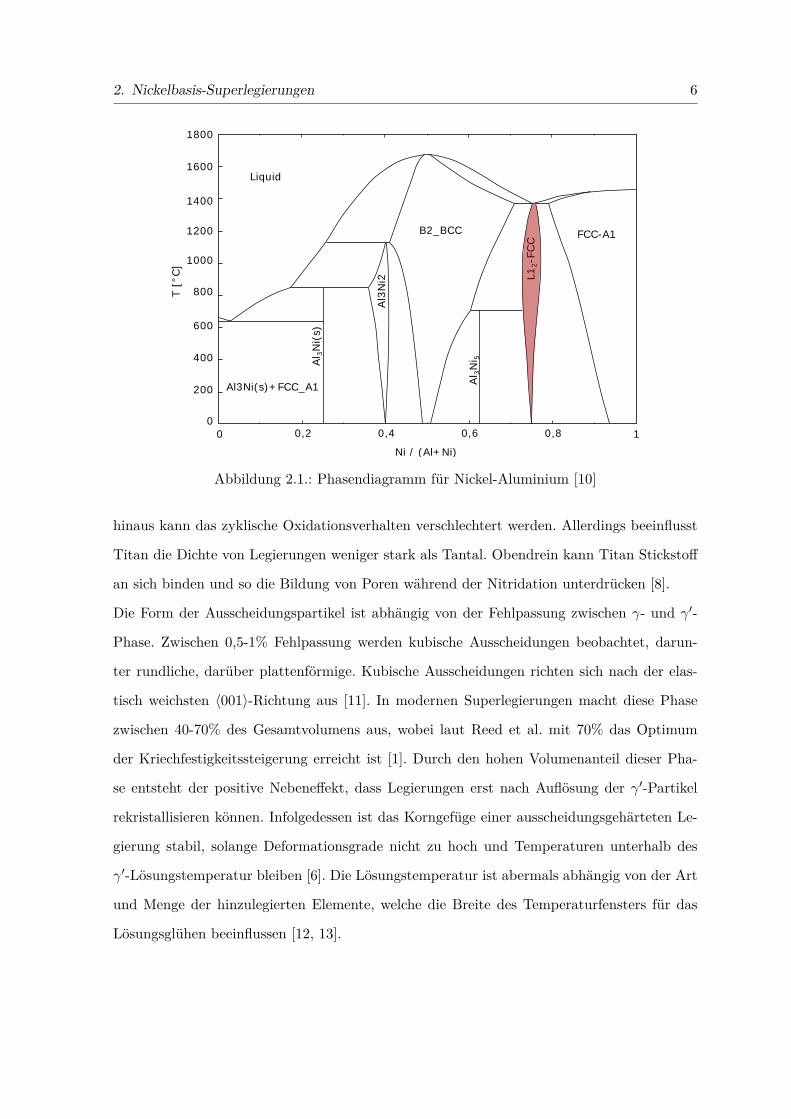
Abbildung 2.1.: Phasendiagramm für Nickel-Aluminium [10]
hinaus kann das zyklische Oxidationsverhalten verschlechtert werden. Allerdings beeinflusst
Titan die Dichte von Legierungen weniger stark als Tantal. Obendrein kann Titan Stickstoff
an sich binden und so die Bildung von Poren während der Nitridation unterdrücken [8].
Die Form der Ausscheidungspartikel ist abhängig von der Fehlpassung zwischen γ- und γ′-
Phase. Zwischen 0,5-1% Fehlpassung werden kubische Ausscheidungen beobachtet, darun-
ter rundliche, darüber plattenförmige. Kubische Ausscheidungen richten sich nach der elas-
tisch weichsten 〈001〉-Richtung aus [11]. In modernen Superlegierungen macht diese Phase
zwischen 40-70% des Gesamtvolumens aus, wobei laut Reed et al. mit 70% das Optimum
der Kriechfestigkeitssteigerung erreicht ist [1]. Durch den hohen Volumenanteil dieser Pha-
se entsteht der positive Nebeneffekt, dass Legierungen erst nach Auflösung der γ′-Partikel
rekristallisieren können. Infolgedessen ist das Korngefüge einer ausscheidungsgehärteten Le-
gierung stabil, solange Deformationsgrade nicht zu hoch und Temperaturen unterhalb des
γ′-Lösungstemperatur bleiben [6]. Die Lösungstemperatur ist abermals abhängig von der Art
und Menge der hinzulegierten Elemente, welche die Breite des Temperaturfensters für das
Lösungsglühen beeinflussen [12, 13].

2. Nickelbasis-Superlegierungen 7
Karbide Aus geringen Restkonzentrationen von Kohlenstoff und zum Teil auch Stickstoff
in der Schmelze kommt es mit reaktiven Elementen wie Ti, Ta und Hf zur Bildung von MC-
Karbiden [1]. Sie lagern sich interdendritisch als Seigerung während der Erstarrung ab und
können in Form von M23C6 und M6C Cr, Mo, W und Re binden. Zum einen kann die Bil-
dung von Karbiden erwünscht sein, zur Verringerung des Korngrenzabgleitens. Zum anderen
können sie Versagensursprung bei mechanischer Belastung sein und lokal den Oxidationswi-
derstand herabsetzen [7].
3. Charakterisierung der untersuchten Legierungen 8
3. Charakterisierung der untersuchten
Legierungen
In diesem Kapitel wird die Mikrostruktur und Zusammensetzung der zu untersuchenden
Legierungen dargestellt. Dieses Gefüge stellt den wärmebehandelten Zustand der jeweiligen
Legierung dar und dient als Ausgangszustand für die in dieser Arbeit durchgeführten Expe-
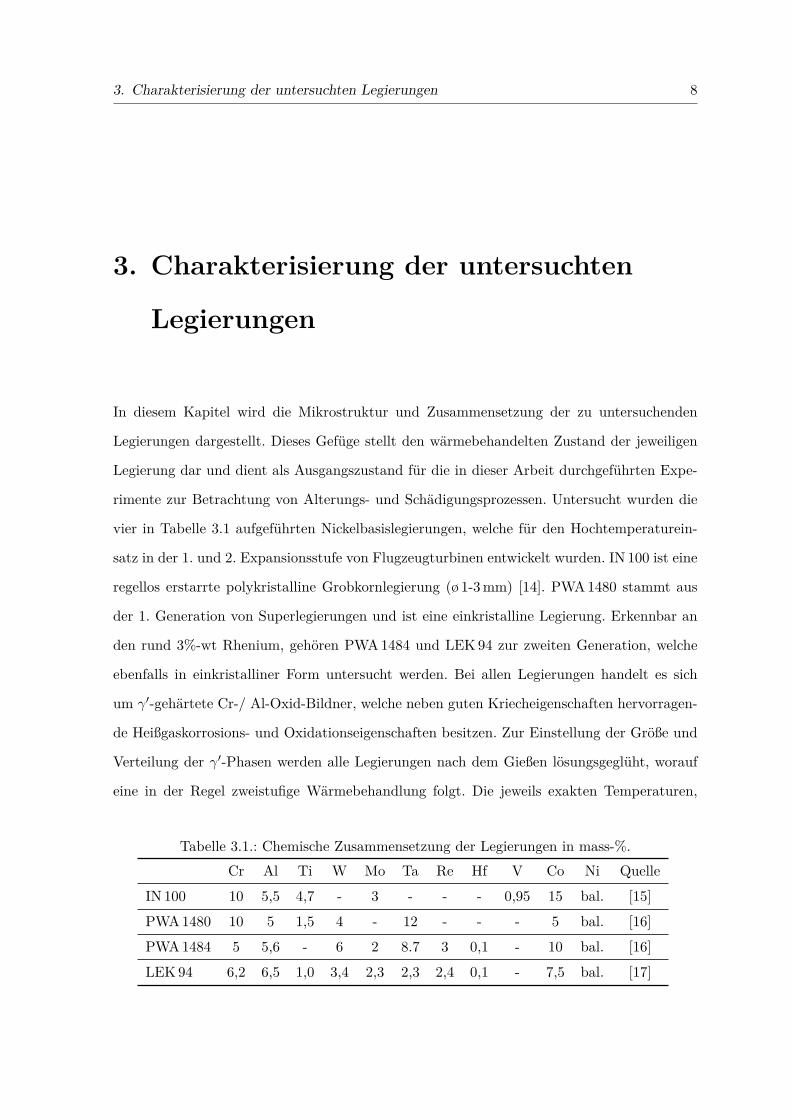
rimente zur Betrachtung von Alterungs- und Schädigungsprozessen. Untersucht wurden die
vier in Tabelle 3.1 aufgeführten Nickelbasislegierungen, welche für den Hochtemperaturein-
satz in der 1. und 2. Expansionsstufe von Flugzeugturbinen entwickelt wurden. IN 100 ist eine
regellos erstarrte polykristalline Grobkornlegierung (ø 1-3 mm) [14]. PWA 1480 stammt aus
der 1. Generation von Superlegierungen und ist eine einkristalline Legierung. Erkennbar an
den rund 3%-wt Rhenium, gehören PWA 1484 und LEK 94 zur zweiten Generation, welche
ebenfalls in einkristalliner Form untersucht werden. Bei allen Legierungen handelt es sich
um γ′-gehärtete Cr-/ Al-Oxid-Bildner, welche neben guten Kriecheigenschaften hervorragen-
de Heißgaskorrosions- und Oxidationseigenschaften besitzen. Zur Einstellung der Größe und
Verteilung der γ′-Phasen werden alle Legierungen nach dem Gießen lösungsgeglüht, worauf
eine in der Regel zweistufige Wärmebehandlung folgt. Die jeweils exakten Temperaturen,
Tabelle 3.1.: Chemische Zusammensetzung der Legierungen in mass-%.Cr Al Ti W Mo Ta Re Hf V Co Ni Quelle
IN 100 10 5,5 4,7 - 3 - - - 0,95 15 bal. [15]
PWA 1480 10 5 1,5 4 - 12 - - - 5 bal. [16]
PWA 1484 5 5,6 - 6 2 8.7 3 0,1 - 10 bal. [16]
LEK 94 6,2 6,5 1,0 3,4 2,3 2,3 2,4 0,1 - 7,5 bal. [17]

3. Charakterisierung der untersuchten Legierungen 9
Zeiten und Abkühlraten sind für die Legierungen unterschiedlich. Abbildung 3.1 zeigt mi-
kroskopische Aufnahmen des wärmebehandelten Gefüges. Deutlich erkennbar sind die in den
einkristallinen Legierungen kubisch ausgeprägten γ′-Partikel. Im Fall von PWA 1480 sind die
Ecken der Ausscheidungen abgerundet. Für die Legierung IN 100 ergibt sich eine bimodale
Population von γ′-Ausscheidungen und die Form ist nur teilweise kubisch. Nach Booth et
al. [12] kann das Fehlen von Ta zu einer bimodalen rundlichen Verteilung von γ′ Partikeln
in einer Legierung führen. Die schwankenden Größen und Verteilung der γ′-Ausscheidungen
und die Grobkörnigkeit begründet unter anderem die niedrigere Temperatureinsatzgrenze für
IN 100 von ca. 800 ◦C [3]. Aufgrund der Helligkeitsunterschiede zwischen γ-Matrix und γ′-
Ausscheidungen in Abbildung 3.1a-d lassen sich qualitative Aussagen über die Dichte treffen.
(a) PWA 1484 (b) PWA 1480
(c) IN 100 (d) LEK 94
Abbildung 3.1.: Gefüge der Legierungen im wärmebehandelten Zustand, Inlens Aufnahmen,10kV
3. Charakterisierung der untersuchten Legierungen 10
Die γ′-Partikel von PWA 1480 werden im Rückstreukontrast heller dargestellt, was auf eine
höhere Dichte im Vergleich zur umgebenden Matrix schließen lässt. Dies ist auf die präferierte
Anlagerung von Tantal in der γ′-Phase zurückzuführen. Weiterhin fehlen in dieser Legierung
schwere Elemente wie Rhenium und Molybdän, welche sich vorrangig in der γ-Phase aufhal-
ten.
Einkristalline Legierungen erreichen eine bessere chemische Homogenität gegenüber polykris-
tallinen Legierungen [18]. Dennoch gibt es lokal interdendritische Ausscheidungen und es
existiert ein Gradient von Legierungsbestandteilen über den Dendritenquerschnitt [19]. Dies
kann zu Unterschieden im Oxidationsverhalten von dendritischen und interdendritischen Be-
reichen führen [20, 21]. Für polykristalline Legierungen können Korngrenzen und Korngrenz-
ausscheidungen Orte bevorzugter Oxidation sein. Eine Darstellung der Morphologie solcher
Ausscheidungen für die betrachteten Legierungen findet sich in Abbildung 3.2.
Die Zusammensetzungen der Ausscheidungen wurde anhand von punktuellen EDX-Analysen
charakterisiert, die Ergebnisse sind zusammengefasst in Tabelle 3.2. Hauptsächlich lagern sich
die γ′-Bildner Ti und Ta in Ausscheidungen an. Dadurch ist in diesen Bereichen die Morpho-
logie der γ′-Phase gestört. Zum Teil finden sich in den Ausscheidungen auch Molybdän und
Rhenium, welche schlechte Hochtemperaturkorrosions- und Heißgaskorrosionseigenschaften
haben.

3. Charakterisierung der untersuchten Legierungen 11
(a) PWA 1484
Pore
(b) PWA 1480
(c) IN 100 (d) LEK 94
Abbildung 3.2.: Ausscheidungen der Legierungen im interdendritischen Bereich bzw. im Be-reich der Korngrenzen, Inlens Aufnahmen, 10kV
Tabelle 3.2.: Chemische Zusammensetzung der interdendritischen Ausscheidungen in mass-%Element C Ta Ti Mo Hf V Rest
LEK 94 16,2 44,2 19,32 4,7 2,9 - 12,67
PWA 1484 14,3 81 - - 1,8 - 4,7
PWA 1480 14,7 68,8 7,8 - - - 8,7
IN 100 14,5 - 35,1 21,3 - 7 22,1
4. Analysemethoden 12
4. Analysemethoden
4.1. Probenvermessung
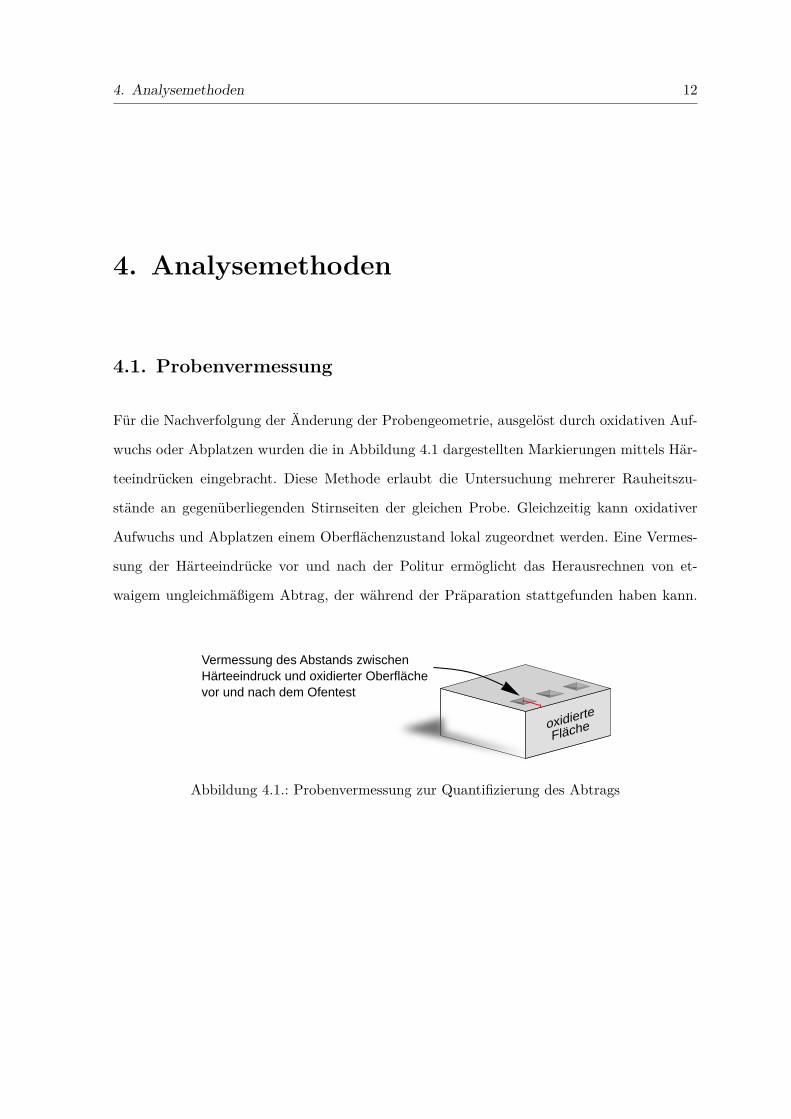
Für die Nachverfolgung der Änderung der Probengeometrie, ausgelöst durch oxidativen Auf-
wuchs oder Abplatzen wurden die in Abbildung 4.1 dargestellten Markierungen mittels Här-
teeindrücken eingebracht. Diese Methode erlaubt die Untersuchung mehrerer Rauheitszu-
stände an gegenüberliegenden Stirnseiten der gleichen Probe. Gleichzeitig kann oxidativer
Aufwuchs und Abplatzen einem Oberflächenzustand lokal zugeordnet werden. Eine Vermes-
sung der Härteeindrücke vor und nach der Politur ermöglicht das Herausrechnen von et-
waigem ungleichmäßigem Abtrag, der während der Präparation stattgefunden haben kann.
oxidierte
Fläche
Vermessung des Abstands zwischenHärteeindruck und oxidierter Oberfläche vor und nach dem Ofentest
Abbildung 4.1.: Probenvermessung zur Quantifizierung des Abtrags
4. Analysemethoden 13
4.2. Beurteilung von Oxidationsvorgängen mittels EDX
Analytik
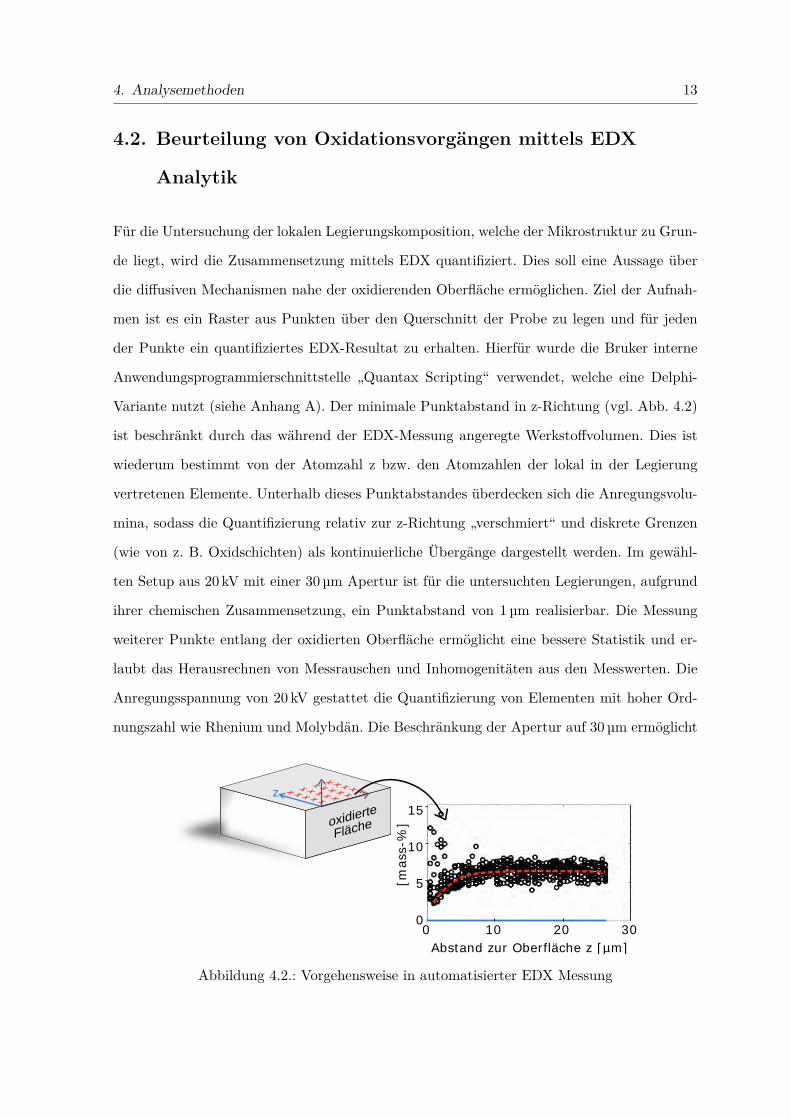
Für die Untersuchung der lokalen Legierungskomposition, welche der Mikrostruktur zu Grun-
de liegt, wird die Zusammensetzung mittels EDX quantifiziert. Dies soll eine Aussage über
die diffusiven Mechanismen nahe der oxidierenden Oberfläche ermöglichen. Ziel der Aufnah-
men ist es ein Raster aus Punkten über den Querschnitt der Probe zu legen und für jeden
der Punkte ein quantifiziertes EDX-Resultat zu erhalten. Hierfür wurde die Bruker interne
Anwendungsprogrammierschnittstelle „Quantax Scripting“ verwendet, welche eine Delphi-
Variante nutzt (siehe Anhang A). Der minimale Punktabstand in z-Richtung (vgl. Abb. 4.2)
ist beschränkt durch das während der EDX-Messung angeregte Werkstoffvolumen. Dies ist
wiederum bestimmt von der Atomzahl z bzw. den Atomzahlen der lokal in der Legierung
vertretenen Elemente. Unterhalb dieses Punktabstandes überdecken sich die Anregungsvolu-
mina, sodass die Quantifizierung relativ zur z-Richtung „verschmiert“ und diskrete Grenzen
(wie von z. B. Oxidschichten) als kontinuierliche Übergänge dargestellt werden. Im gewähl-
ten Setup aus 20 kV mit einer 30 µm Apertur ist für die untersuchten Legierungen, aufgrund
ihrer chemischen Zusammensetzung, ein Punktabstand von 1 µm realisierbar. Die Messung
weiterer Punkte entlang der oxidierten Oberfläche ermöglicht eine bessere Statistik und er-
laubt das Herausrechnen von Messrauschen und Inhomogenitäten aus den Messwerten. Die
Anregungsspannung von 20 kV gestattet die Quantifizierung von Elementen mit hoher Ord-
nungszahl wie Rhenium und Molybdän. Die Beschränkung der Apertur auf 30 µm ermöglicht
0 10 20 300
5
10
15
[mas
s-%
]
Abstand zur Oberfläche z [µm]
oxidierte
Fläche
Abbildung 4.2.: Vorgehensweise in automatisierter EDX Messung
4. Analysemethoden 14
eine Totzeit von 50 % der EDX Sensoren und maximiert die Auflösung der Energiespektren
des EDX Messsystems auf 4096 Kanäle im Bereich 0-20 keV.
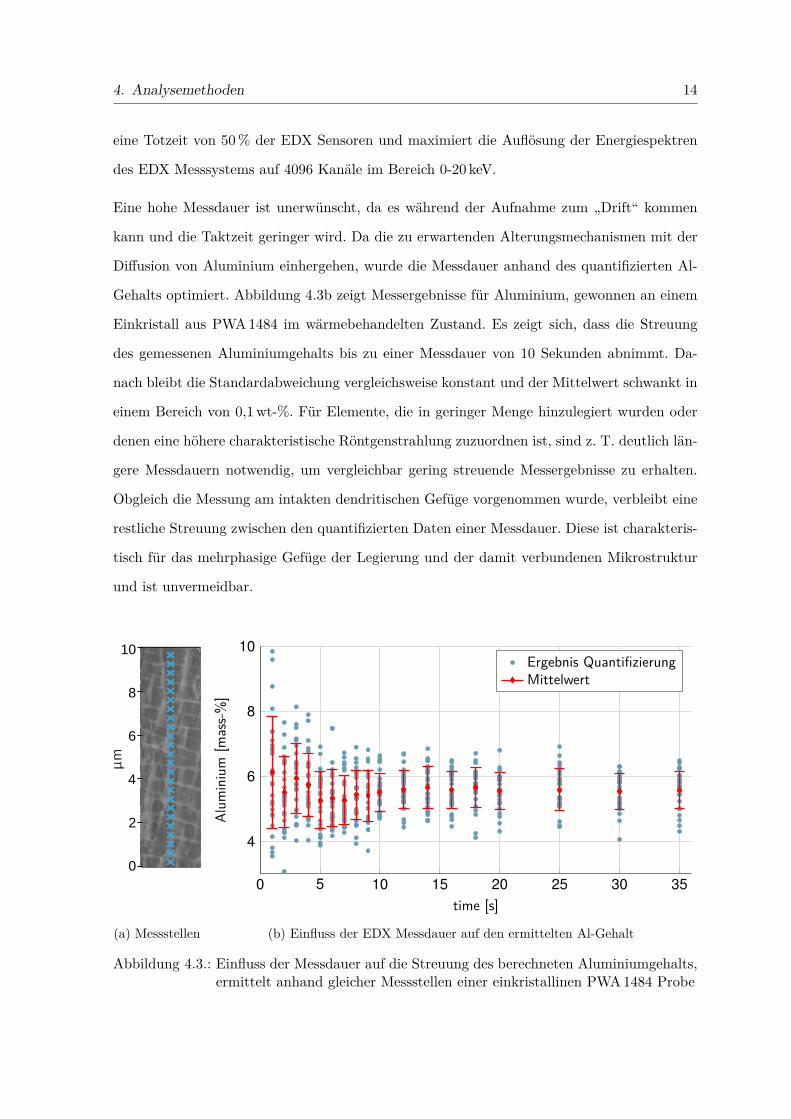
Eine hohe Messdauer ist unerwünscht, da es während der Aufnahme zum „Drift“ kommen
kann und die Taktzeit geringer wird. Da die zu erwartenden Alterungsmechanismen mit der
Diffusion von Aluminium einhergehen, wurde die Messdauer anhand des quantifizierten Al-
Gehalts optimiert. Abbildung 4.3b zeigt Messergebnisse für Aluminium, gewonnen an einem
Einkristall aus PWA 1484 im wärmebehandelten Zustand. Es zeigt sich, dass die Streuung
des gemessenen Aluminiumgehalts bis zu einer Messdauer von 10 Sekunden abnimmt. Da-
nach bleibt die Standardabweichung vergleichsweise konstant und der Mittelwert schwankt in
einem Bereich von 0,1 wt-%. Für Elemente, die in geringer Menge hinzulegiert wurden oder
denen eine höhere charakteristische Röntgenstrahlung zuzuordnen ist, sind z. T. deutlich län-
gere Messdauern notwendig, um vergleichbar gering streuende Messergebnisse zu erhalten.
Obgleich die Messung am intakten dendritischen Gefüge vorgenommen wurde, verbleibt eine
restliche Streuung zwischen den quantifizierten Daten einer Messdauer. Diese ist charakteris-
tisch für das mehrphasige Gefüge der Legierung und der damit verbundenen Mikrostruktur
und ist unvermeidbar.
10
8
6
4
2
0
µm
(a) Messstellen
0 5 10 15 20 25 30 35
4
6
8
10
time [s]
Alum
iniu
m[m
ass-
%]
Ergebnis QuantifizierungMittelwert
(b) Einfluss der EDX Messdauer auf den ermittelten Al-Gehalt
Abbildung 4.3.: Einfluss der Messdauer auf die Streuung des berechneten Aluminiumgehalts,ermittelt anhand gleicher Messstellen einer einkristallinen PWA 1484 Probe

4. Analysemethoden 15
4.3. EBSD Analytik
Zur Charakterisierung der Mikrostruktur kommt in dieser Arbeit unter anderem die EBSD-
Analytik (electron back scattered diffraction - Rückstreuelektronenbeugung) zum Einsatz.
Das Messprinzip basiert auf der Beugung von Elektronen des fokussierten Elektronenstrahls
an der Probenoberfläche im Rasterelektronenmikroskop (REM). Die Intensität des rückge-
streuten Signals wird durch die Beugungsbedingungen des Kristalls moduliert und formt ein
Beugungsmuster. Dieses ist spezifisch für die lokale Kristallstruktur und Orientierung. Eine
weitere Voraussetzung für ein ungestörtes Signal ist eine möglichst ebene, defektfreie und
durch Politur präparierte Oberfläche.
Durch die Ausrichtung der Probe zum auftreffenden Elektronenstrahl in einem Winkel von
70◦ wird die Ausbeute an gebeugten Elektronen maximiert, sodass der optimale Kontrast
in den Beugungsmustern bzw. Kikuchi-Pattern erzeugt wird [22]. Die gebeugten Elektronen
treffen auf einem fluoreszierenden Detektorbildschirm auf und werden in dieser Arbeit durch
die Software Quantax von Bruker auf Basis der in den Mustern auftretenden Doppellinien-
position und -winkel automatisch ausgewertet. Durch die Software wird jedem Messpunkt
eine kristallographische Phase und Orientierung zugeordnet. Durch den Abgleich benachbar-
ter Messpixel können Korngrenzen, Texturen und Misorientierungen berechnet werden. Für
die Berechnung dieser Informationen und die quantitative Auswertung kommt in dieser Ar-
beit die auf Matlab basierende open source Toolbox MTex [23, 24] zum Einsatz. Für das
Erkennen einzelner Körner wird in dieser Arbeit ein Misorientierungswinkel von 10◦ verwen-
det.
4.4. Atomsondentomographie
In der Atomsondentomographie wird die Ionenprojektionsmikroskopie mit der Flugzeit-Mas-
senspektroskopie kombiniert. Diese Methode kann verwendet werden für die Analyse von
lokalen Zusammensetzungen, Phasen und Korngrenzen. Grundprinzip ist die Verdampfung
von Oberflächenatomen einer nadelförmigen Probe von weniger als 200 nm Durchmesser.
4. Analysemethoden 16
Die Herstellung solcher Proben erfolgt entweder elektrochemisch oder in Ionenfeinstrahlanla-
gen. Die Verdampfung erfolgt unter Temperaturen von ca. 40 K im Ultrahochvakuum. Durch
Laserimpulse oder Spannungsimpulse werden Ionen aus der Probenoberfläche herausgelöst.
Danach durchlaufen die Ionen eine konstante Strecke, bevor sie auf einem Detektor auftreffen.
Die Flugzeit vom Verdampfungsimpuls bis zum Aufschlag auf dem Detektor wird gemessen,
um ein Masse-Ladungsverhältnis für die auftreffenden Ionen zu berechnen. Der Detektor ist
in der Lage den Ort des Aufschlags auf dem Bildschirm zu registrieren und kann somit eine
3D-Rekonstruktion der Probe errechnen. Die räumliche Genauigkeit liegt dabei, in Abhän-
gigkeit der Ausrichtung zum Detektor und der Art des verwendeten Geräts, zwischen 0,1 und
0,001 nm. Die Nachweisgrenze für Atome liegt bei ca. 5 ppm [25].
17
Teil II.
Thermische Belastung

5. Stand der Forschung 18
5. Stand der Forschung
5.1. Oxidationsmechanismen in Festkörpern
Viele Legierungen werden in Milieus verwendet, in denen das umgebende Luft- bzw. Gasge-
misch eine thermodynamische Instabilität des Werkstoffs verursacht. Am häufigsten ist das
Gas Sauerstoff, welches mit dem Metall ein Oxid bildet. Die Stabilität des Oxids, die herr-
schende Temperatur und der Sauerstoffpartialdruck bestimmen, welches Oxid sich durchsetzt.
Die Interaktion von Chemie, Mikrostruktur und Oberflächenzustand beeinflussen ihrerseits
die Schichtbildungskinetik [26].
In Gleichung 5.1 ist die Reaktion zwischen einem Metallkation (Mk+) und Sauerstoff (O2) ge-
geben. MxOb entspricht dem Metalloxid. Die Variablen x und y stehen stellvertretend für die
unterschiedlichen stöchiometrischen Zusammensetzungen des gebildeten Oxids.
xM + 12yO2 MxOy (5.1)
In welche Richtung die Reaktion in Gl. 5.1 verläuft, hängt von den thermodynamischen Eigen-
schaften der Reaktion für das gegebene Paar von Reaktionspartnern ab. Durch das Auftragen
der freien Standardreaktionsenthalpie ∆G◦ für eine Reaktion über die Temperatur erhält man
das Ellingham-Richardson Diagramm (siehe Abb. 5.1). Aus diesem lässt sich eine Aussage
über die thermodynamische Stabilität von Oxiden unter gegebenen Bedingungen treffen. Un-
ter Berücksichtigung des Partialdrucks von Sauerstoff kann so z. B. der Dissoziationsdruck
eines Oxids direkt abgelesen werden. Eine Chromoxidschicht, die sich bei 1080 ◦C auf einer
Legierung bildet (rote Markierung Abb. 5.1), senkt den Sauerstoffpartialdruck für das un-
ter der Oxidschicht liegende Material auf pO2 = 10−20 bar. Unter dieser Oxidschicht können

5. Stand der Forschung 19
Abbildung 5.1.: Ellingham-Richardson Diagramm für Oxidationsreaktionen [6]
sich somit nur noch Oxide bilden, welche unterhalb der schwarz gestrichelten Linie liegen. Für
binäre Legierungen lässt sich eine hohe Vorhersagegenauigkeit für die sich bildenden Oxide
erreichen. Beim Hinzulegieren von weiteren Elementen finden durch die komplexe Zusammen-
setzung Diffusionsprozesse statt, welche eine Vorhersage des Oxidationsverhaltens zunehmend
erschweren [27]. Über die Betrachtung von Oxiden hinaus kann dieser Ansatz auch für die
Vorhersage der Bildung von Karbiden, Nitriden und Sulfiden verwendet werden. Eine Aussage
über die Bildungskinetik einer Schicht bzw. ob es sich um eine geschlossene Oxidschicht han-
delt und wie dick diese ist, ist mittels eines Ellingham-Richardson-Diagramms nicht möglich
[6].
Aufgrund von Transportmechanismen innerhalb von Oxiden findet die Oxidation eines Me-
talls, trotz der Trennung beider Reaktionspartner durch ihr gemeinsames Reaktionsprodukt,
weiterhin statt. Abhängig davon, ob Anionen oder Kationen durch die Oxidschicht diffun-
5. Stand der Forschung 20
dieren, bildet sich neues Oxid durch ionisierende Phasengrenzenreaktionen an der Schnitt-
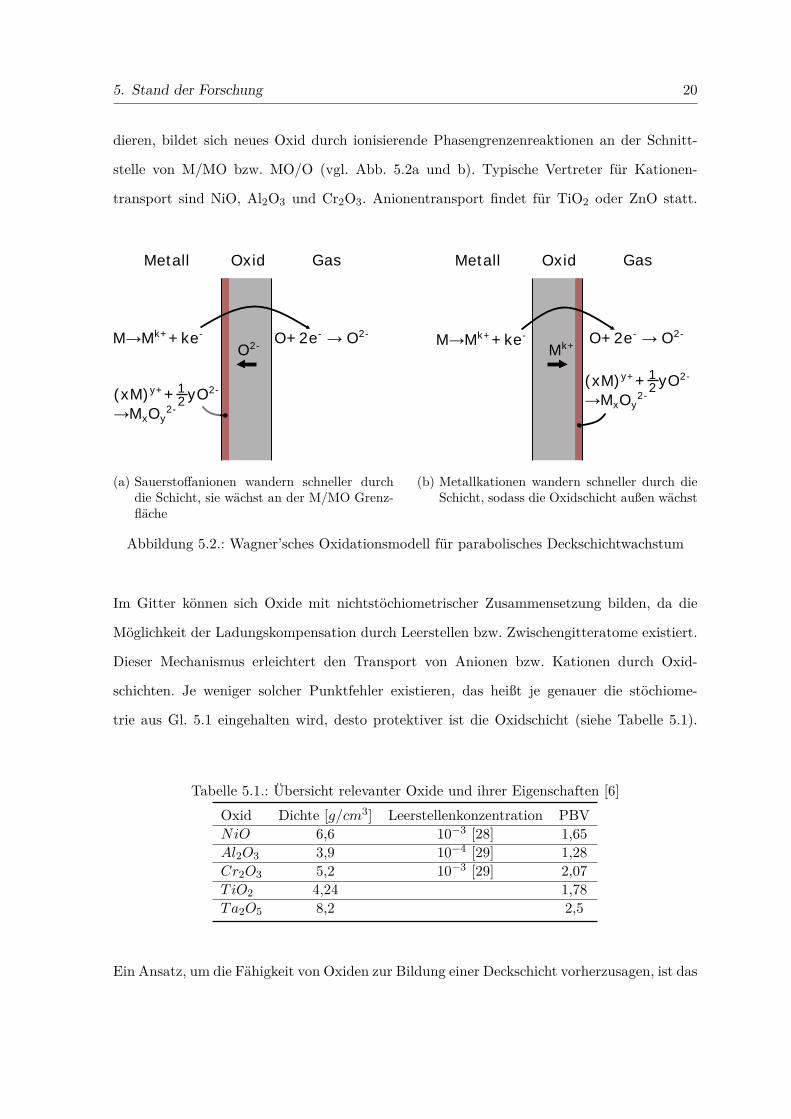
stelle von M/MO bzw. MO/O (vgl. Abb. 5.2a und b). Typische Vertreter für Kationen-
transport sind NiO, Al2O3 und Cr2O3. Anionentransport findet für TiO2 oder ZnO statt.
Metall Oxid Gas
O2-
M→Mk++ke- O+2e- → O2-
(xM)y++ yO2-
→MxOy2-
12
(a) Sauerstoffanionen wandern schneller durchdie Schicht, sie wächst an der M/MO Grenz-fläche
Metall Oxid Gas
Mk+
O+2e- → O2-M→Mk++ke-
(xM)y++ yO2-
→MxOy2-
12
(b) Metallkationen wandern schneller durch dieSchicht, sodass die Oxidschicht außen wächst
Abbildung 5.2.: Wagner’sches Oxidationsmodell für parabolisches Deckschichtwachstum
Im Gitter können sich Oxide mit nichtstöchiometrischer Zusammensetzung bilden, da die
Möglichkeit der Ladungskompensation durch Leerstellen bzw. Zwischengitteratome existiert.
Dieser Mechanismus erleichtert den Transport von Anionen bzw. Kationen durch Oxid-
schichten. Je weniger solcher Punktfehler existieren, das heißt je genauer die stöchiome-
trie aus Gl. 5.1 eingehalten wird, desto protektiver ist die Oxidschicht (siehe Tabelle 5.1).
Tabelle 5.1.: Übersicht relevanter Oxide und ihrer Eigenschaften [6]Oxid Dichte [g/cm3] Leerstellenkonzentration PBVNiO 6,6 10−3 [28] 1,65Al2O3 3,9 10−4 [29] 1,28Cr2O3 5,2 10−3 [29] 2,07TiO2 4,24 1,78Ta2O5 8,2 2,5
Ein Ansatz, um die Fähigkeit von Oxiden zur Bildung einer Deckschicht vorherzusagen, ist das
5. Stand der Forschung 21
Pilling-Bedworth-Verhältnis (PBV). Dabei werden die molaren Volumina eines metallischen
Elements und seines Oxids ins Verhältnis gesetzt. Ein Pilling-Bedworth-Verhältnis zwischen
1-2 entspricht einer deckenden Schicht, darunter neigt die Schicht zum Einreißen, darüber zum
Abplatzen. Besonders aufgrund mehrstufiger Oxidation und der Bildung gemischter Oxide er-
laubt das Pilling-Bedworth-Verhältnis jedoch keine sicheren Aussagen.
5.2. Oxidschichten
Die beschriebenen allgemeinen Mechanismen der Oxidation gelten im Prinzip auch für Legie-
rungen, wobei zwischen den einzelnen Legierungsbestandteilen Wechselwirkungen entstehen
können, wodurch sich das Oxidationsverhalten ändert. Durch die beschriebenen unterschied-
lichen Affinitäten von Elementen zu Sauerstoff kommt es zur selektiven Oxidation. So kann
z. B. in einer NiCrAl-Modelllegierung durch die Bildung einer deckenden Chromoxidschicht
die Sauerstoffkonzentration für das darunterliegende Substrat herabgesetzt werden. Aufgrund
der niedrigere Sauerstoffkonzentration ist die Oxidation von Nickel ausgeschlossen, durch Ein-
dringen von Sauerstoff findet die innere Oxidation von Aluminium jedoch weiter statt [30].
Darüber hinaus ist die Bildung ternärer Oxide und Spinelle möglich. Besonders zu Beginn
der Oxidation von Legierungen findet eine Phase der transienten Oxidation statt, in der
Sauerstoff alle Legierungselemente oxidiert, ehe sich eine schützende Oxidschicht bilden kann
[31]. Ob das Oxid eine schützende Wirkung für die Legierung hat, ist u. a. davon abhän-
gig, ob die Konzentration des Oxidschichtbildners nahe der Oberfläche hoch genug ist, um
eine zusammenhängende Schicht zu bilden. Die Haftung der Oxidschicht ist wiederum auch
abhängig davon, ob Spannungen zwischen Legierung und Oxidschicht ausgeglichen werden
können. Innere Ausscheidungen, an denen sich Spannungen konzentrieren, können ihrerseits
ein Schichtversagen auslösen [21]. Weitere Gründe für ein verschlechtertes Oxidationsverhal-
ten sind eine gröbere Oberflächenrauheit, die das Kriechen von Oxidschichten und somit den
Ausgleich von Wachstumsspannungen erschweren [32], und eingebrachte Spannungen [33].
Aufgrund der Vielzahl von Mechanismen, die zum lokalen Versagen der Oxidschicht führen
können, ist ebenfalls entscheidend, dass nach dem Einreißen die Schicht ausheilen kann. Das
5. Stand der Forschung 22
Ausheilvermögen ist abermals von der Konzentration des oxidschichtbildenden Elements und
dessen Diffusionsgeschwindigkeit abhängig. Eine hohe Konzentration von Gitterfehlern oder
auch eine hohe Korngrenzendichte ermöglicht dabei eine schnellere Diffusion zur Oberfläche
[33].
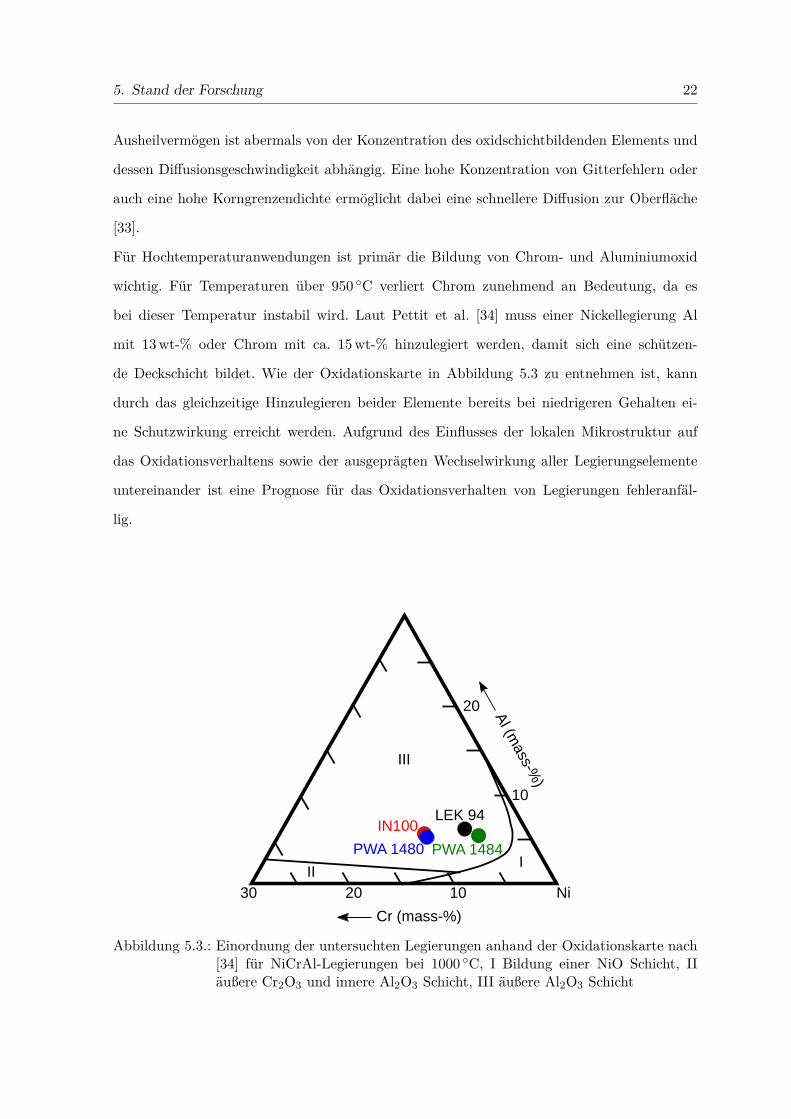
Für Hochtemperaturanwendungen ist primär die Bildung von Chrom- und Aluminiumoxid
wichtig. Für Temperaturen über 950 ◦C verliert Chrom zunehmend an Bedeutung, da es
bei dieser Temperatur instabil wird. Laut Pettit et al. [34] muss einer Nickellegierung Al
mit 13 wt-% oder Chrom mit ca. 15 wt-% hinzulegiert werden, damit sich eine schützen-
de Deckschicht bildet. Wie der Oxidationskarte in Abbildung 5.3 zu entnehmen ist, kann
durch das gleichzeitige Hinzulegieren beider Elemente bereits bei niedrigeren Gehalten ei-
ne Schutzwirkung erreicht werden. Aufgrund des Einflusses der lokalen Mikrostruktur auf
das Oxidationsverhaltens sowie der ausgeprägten Wechselwirkung aller Legierungselemente
untereinander ist eine Prognose für das Oxidationsverhalten von Legierungen fehleranfäl-
lig.
PWA 1484PWA 1480
IN100LEK 94
Ni
Al (m
ass-%)
Cr (mass-%)
10
20
20 1030
III
III
Abbildung 5.3.: Einordnung der untersuchten Legierungen anhand der Oxidationskarte nach[34] für NiCrAl-Legierungen bei 1000 ◦C, I Bildung einer NiO Schicht, IIäußere Cr2O3 und innere Al2O3 Schicht, III äußere Al2O3 Schicht
5. Stand der Forschung 23
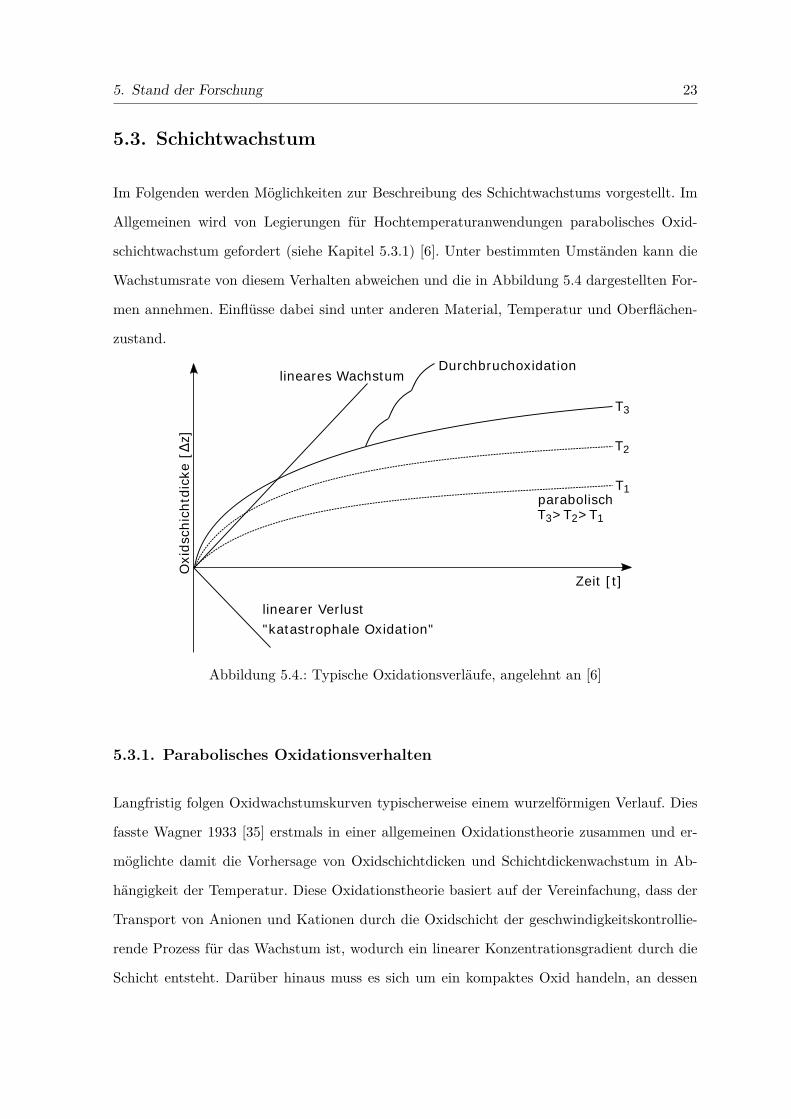
5.3. Schichtwachstum
Im Folgenden werden Möglichkeiten zur Beschreibung des Schichtwachstums vorgestellt. Im
Allgemeinen wird von Legierungen für Hochtemperaturanwendungen parabolisches Oxid-
schichtwachstum gefordert (siehe Kapitel 5.3.1) [6]. Unter bestimmten Umständen kann die
Wachstumsrate von diesem Verhalten abweichen und die in Abbildung 5.4 dargestellten For-
men annehmen. Einflüsse dabei sind unter anderen Material, Temperatur und Oberflächen-
zustand.
lineares Wachstum
parabolisch
Durchbruchoxidation
linearer Verlust "katastrophale Oxidation"
Zeit [t]
Oxi
dsc
hic
htd
icke
[Δ
z]
T1
T2
T3
T3>T2>T1
Abbildung 5.4.: Typische Oxidationsverläufe, angelehnt an [6]
5.3.1. Parabolisches Oxidationsverhalten
Langfristig folgen Oxidwachstumskurven typischerweise einem wurzelförmigen Verlauf. Dies
fasste Wagner 1933 [35] erstmals in einer allgemeinen Oxidationstheorie zusammen und er-
möglichte damit die Vorhersage von Oxidschichtdicken und Schichtdickenwachstum in Ab-
hängigkeit der Temperatur. Diese Oxidationstheorie basiert auf der Vereinfachung, dass der
Transport von Anionen und Kationen durch die Oxidschicht der geschwindigkeitskontrollie-
rende Prozess für das Wachstum ist, wodurch ein linearer Konzentrationsgradient durch die
Schicht entsteht. Darüber hinaus muss es sich um ein kompaktes Oxid handeln, an dessen
5. Stand der Forschung 24
Schnittstellen M/MO und MO/O ein thermodynamisches Gleichgewicht herrscht. Nach Gl.
5.2 nimmt das Wachstum einer Oxidschicht z mit der Quadratwurzel der Zeit t ab, da die
Nachlieferung an Anionen bzw. Kationen erschwert wird. Dies beruht auf der Vereinfachung,
dass Prozesse an der Phasengrenze so schnell ablaufen, dass sie keinen Einfluss auf die resul-
tierende Oxidationsgeschwindigkeit haben.
z2 = 2 kp t (5.2)
kp ist die Zunderkonstante, sie wird in Abhängigkeit der Temperatur durch die Arrhenius-
Gleichung beschrieben [36]:
kp = k0 exp
(− Q
RT
)(5.3)
Q ist die Aktivierungsenergie in kJ/mol, R ist die universelle Gaskonstante und T die Tem-
peratur in Kelvin. Der Vorfaktor k0 oder „Frequenzfaktor“ ist eine experimentell bestimmte
Konstante. Der Frequenzfaktor beschreibt die stattfindende chemische Reaktion und wird in
der Regel unabhängig von T betrachtet. Analog zur Oxidschichtdicke lässt sich Gl. 5.2 eben-
falls verwenden, um die Massenzunahme ∆m einer oxidierenden Probe zu beschreiben.
Einsetzen von Gl. 5.3 in Gl. 5.2 ergibt Gl. 5.4 und beschreibt das zeit- und temperaturab-
hängige Wachstum von Oxidationsschichten.
z =√
k0 exp
(− Q
RT
)t (5.4)
5.3.2. Lineares Oxidationsverhalten
Zu Beginn der Oxidation ist die Wachstumsrate abhängig von der Geschwindigkeit der Re-
aktionen von Metall und Sauerstoff an der Metall / Gas Phasengrenze. Dies führt in diesem
kurzen Zeitraum zu einem linearen Schichtwachstum [30]. Stellt die gebildete Oxidschicht kein
Hindernis für den Transport von Sauerstoff zum Metall / Oxid Phasengrenze dar, bleibt die
Wachstumsrate konstant. Besonders poröse Schichten können ein solches Verhalten hervor-
rufen [37]. Gleiches gilt für Oxidschichten, die zum Einreißen neigen (Durchbruchoxidation)
und somit Sauerstoff erneut in Kontakt mit Metall bringen [38]. Dies führt zu einer tempo-

5. Stand der Forschung 25
rären Beschleunigung der Oxidation und verläuft, nach einer anfänglichen Inkubationszeit,
im Mittel linear. In einigen Fällen führt das Einreißen der Oxidschicht zum Abplatzen und
folglich zu einem Materialverlust. Sowohl von außen wirkende mechanische Kräfte als auch
thermische Spannungen und Wachstumsspannungen begünstigen das Abplatzen von Oxid-
schichten.
5.4. Oxidation von Nickelbasislegierungen
Die primäre Strategie zum Schutz von Nickelbasislegierung ist die selektive Oxidation der
vorhandenen Legierungselemente, um eine schützende Oxidschicht zu bilden. Nach der an-
fänglichen transienten Oxidation, in der hauptsächlich die Matrixelemente Nickel und Cobalt
oxidiert werden, bildet die Legierung im Idealfall eine Deckschicht aus dem Opferelement
[31]. Hauptsächlich werden Chrom und Aluminium in einem Verhältnis hinzulegiert, welches
die Bildung des jeweiligen Oxids ermöglicht. Deckschichten aus Al2O3 und Cr2O3 behindern
die weitere Oxidation der meisten anderen Legierungselemente aufgrund ihrer Fähigkeit die
Sauerstoffkonzentration unterhalb der Schicht erheblich zu senken.
Die Schutzwirkung der selektiven Oxidation kann durch zahlreiche Mechanismen beeinträch-
tigt werden. Durch mechanische Schädigung der dünnen Opferoxidschicht kann das Ausheilen
der Schicht gestört werden. Zyklische Oxidationsbedingungen führen dazu, dass Oxidschich-
ten aus Al2O3 oder Cr2O3 brechen und abplatzen. Die Schutzbarrieren müssen neu gebildet
werden, was dazu führt, dass die selektiv oxidierten Elemente sukzessive erschöpft werden und
schließlich der selektive Oxidationsprozess nicht mehr möglich ist [34]. Wenn die Schicht nicht
deckend ist, ist ihre Wirksamkeit als Diffusionsbarriere gegen Sauerstoff deutlich reduziert.
Die Stabilität der Oxidschicht wird auch durch andere gering hinzulegierte Elemente stark
beeinflusst. So fördert beispielsweise die Zugabe von Bor, Silizium und Yttrium zu Superle-
gierungen die Haftung der Oxidschicht, reduziert Abplatzungen und erhält die Integrität der
schützenden Oxidschicht [6]. Die Wirkung der Zugabe von Tantal wird im Legierungsdesign
kontrovers diskutiert. Jonowski et al. [39] beobachteten, dass Tantal diskrete Oxidschichten
bilden kann, was aufgrund des hohen Pilling-Bedworth-Verhältnisses in zyklischen Tests zu
5. Stand der Forschung 26
vermehrtem Abplatzen führte. Durch eine höhere Zugabe von Al wird dieser Effekt wieder-
um abgemildert. Andere Studien kamen zum Schluss, dass Tantal die selektive Oxidation von
Aluminium verstärkt [34] und zu weniger Massenzunahme während der Oxidation führt [40,
41].
Durch die selektive Oxidation von Aluminium sinkt die Konzentration in Oberflächennähe,
und für γ′-gehärtete Nickelbasislegierungen setzt dadurch eine Verarmung der zweiten Phase
ein. Der Schichtaufbau der im Inneren ablaufenden Schädigung wird dabei in einigen Studien
[27, 33, 42, 43, 44] wie folgt beschrieben:
Zone 1: Oxidschicht
Zone 2: γ′-verarmte Zone
Zone 3: γ′-vergröberte Zone
Zone 4: intakte Nickelbasislegierung
In den Zonen 2 und 3 kommt es während der Oxidation vermehrt zur Ausscheidung legie-
rungsspezifischer, innerer Oxide und Spinelle [45], Nitride [21, 43] und intermetallischen Ver-
bindungen [46]. Durch die Verarmung an γ′ und durch zum Teil nadelförmige Ausscheidungen
verschlechtern sich die mechanischen Eigenschaften in Oberflächennähe. Darüber hinaus kann
es durch die zum Teil stark unterschiedlichen Diffusionsgeschwindigkeiten zu Porenbildung
kommen [47, 48].
6. Oxidationsversuche 27
6. Oxidationsversuche
Im Folgenden werden die Ergebnisse der zyklischen Auslagerung der vier in dieser Arbeit
untersuchten Nickelbasislegierungen vorgestellt. Dabei wird zunächst auf die legierungs- und
oberflächenzustandsabhängige Änderung der Probengeometrie eingegangen. Hiernach folgt
die Untersuchungen des Gefüges im Schliff und die Betrachtung der EDX Ergebnisse. Ab-
schließend erfolgt die Ermittlung der Al-Diffusionskoeffizienten anhand der γ′-Verarmung in
Abhängigkeit der Temperatur.
Zur Untersuchung des zyklischen Oxidationsverhaltens wurden Quader von 3 mm × 8 mm × 8
mm durch Drahterodieren aus Nickelbasis-Probenmaterial geschnitten. Anschließend erfolgte
ein schrittweiser Schliff der Probenoberfläche mit SiC-Papier abnehmender Körnung von P320
bis P1000 unter Wasser. Dies hat zum Ziel, die durch Drahterosion beeinflusste Oberfläche zu
entfernen, eine einheitliche Oberflächenrauheit zu erzeugen und gleichzeitig das Einbringen
von plastischer Deformation in die Oberfläche zu vermeiden.
Die Oxidation der Proben erfolgte durch Auslagerung bei konstanten Temperaturen von 750-
1050 ◦C im vorgeheizten Ofen. Die untersuchten Legierungen sind für die Verwendung in
Turbinen bei über 750 ◦C ausgelegt. Das obere Ende des untersuchten Temperaturfensters
stellt dabei eine Spitzentemperatur dar, die lediglich unter Extrembedingungen zu erwar-
ten ist. Nach Ablauf von je 12 Stunden wurden die Proben aus dem Ofen entnommen und
unter Laborluft auf Umgebungstemperatur abgekühlt. Durch das zyklische Aufheizen und
Abkühlen der Proben sollen Verschleißmechanismen wie das Einreißen und Abplatzen von
Oxidschichten untersucht werden.
Die in dieser Arbeit durchgeführten Wärmebehandlungen wurden mit einem 2,4 kW Muffel-
ofen LT 5/13 von Nabertherm durchgeführt. Die Einstellung des PID Reglers erfolgte anhand
6. Oxidationsversuche 28
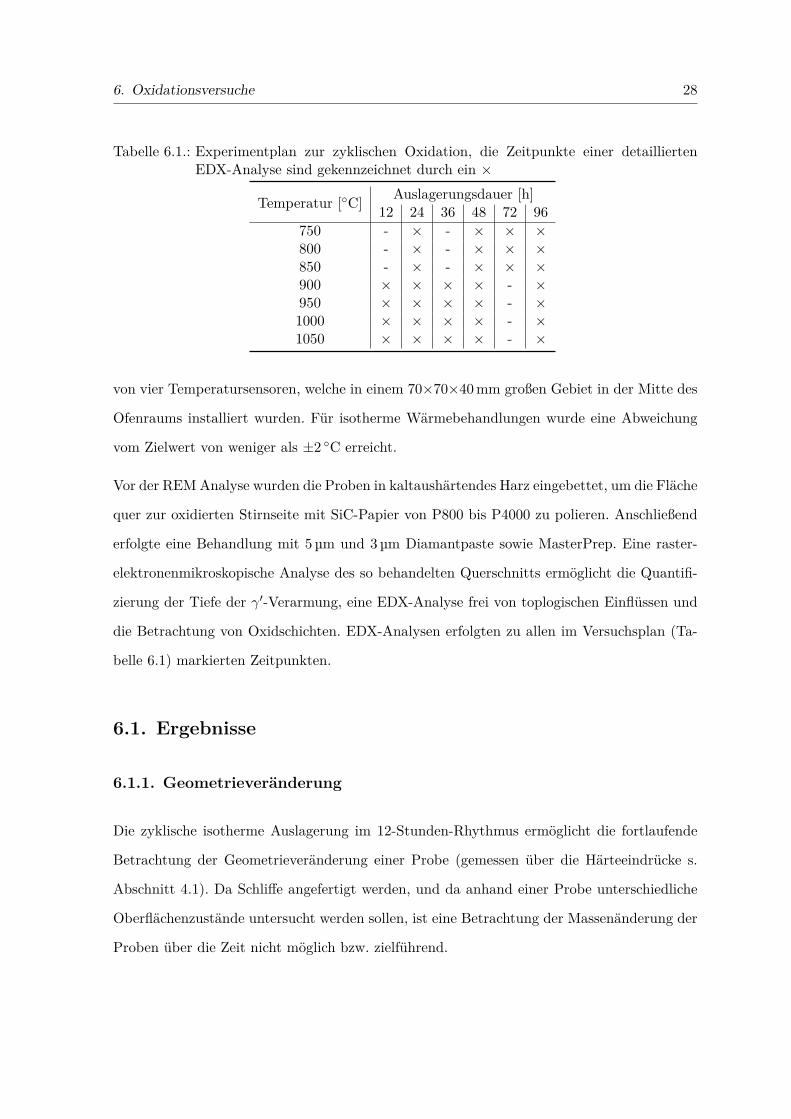
Tabelle 6.1.: Experimentplan zur zyklischen Oxidation, die Zeitpunkte einer detailliertenEDX-Analyse sind gekennzeichnet durch ein ×
Temperatur [◦C] Auslagerungsdauer [h]12 24 36 48 72 96
750 - × - × × ×800 - × - × × ×850 - × - × × ×900 × × × × - ×950 × × × × - ×1000 × × × × - ×1050 × × × × - ×
von vier Temperatursensoren, welche in einem 70×70×40 mm großen Gebiet in der Mitte des
Ofenraums installiert wurden. Für isotherme Wärmebehandlungen wurde eine Abweichung
vom Zielwert von weniger als ±2 ◦C erreicht.
Vor der REM Analyse wurden die Proben in kaltaushärtendes Harz eingebettet, um die Fläche
quer zur oxidierten Stirnseite mit SiC-Papier von P800 bis P4000 zu polieren. Anschließend
erfolgte eine Behandlung mit 5 µm und 3 µm Diamantpaste sowie MasterPrep. Eine raster-
elektronenmikroskopische Analyse des so behandelten Querschnitts ermöglicht die Quantifi-
zierung der Tiefe der γ′-Verarmung, eine EDX-Analyse frei von toplogischen Einflüssen und
die Betrachtung von Oxidschichten. EDX-Analysen erfolgten zu allen im Versuchsplan (Ta-
belle 6.1) markierten Zeitpunkten.
6.1. Ergebnisse
6.1.1. Geometrieveränderung
Die zyklische isotherme Auslagerung im 12-Stunden-Rhythmus ermöglicht die fortlaufende
Betrachtung der Geometrieveränderung einer Probe (gemessen über die Härteeindrücke s.
Abschnitt 4.1). Da Schliffe angefertigt werden, und da anhand einer Probe unterschiedliche
Oberflächenzustände untersucht werden sollen, ist eine Betrachtung der Massenänderung der
Proben über die Zeit nicht möglich bzw. zielführend.
6. Oxidationsversuche 29
0 12 24 36 48 60 72 84 96−20
−10
0
10
Zeit [h]
Diff
eren
z[µ
m]
(a) 850 ◦C
0 12 24 36 48 60 72 84 96−60
−40
−20
0
Zeit [h]
Diff
eren
z[µ
m]
(b) 950 ◦C
0 12 24 36 48 60 72 84 96−60
−40
−20
0
Zeit [h]
Diff
eren
z[µ
m]
IN100LEK94PWA1484PWA1480
(c) 1050 ◦C
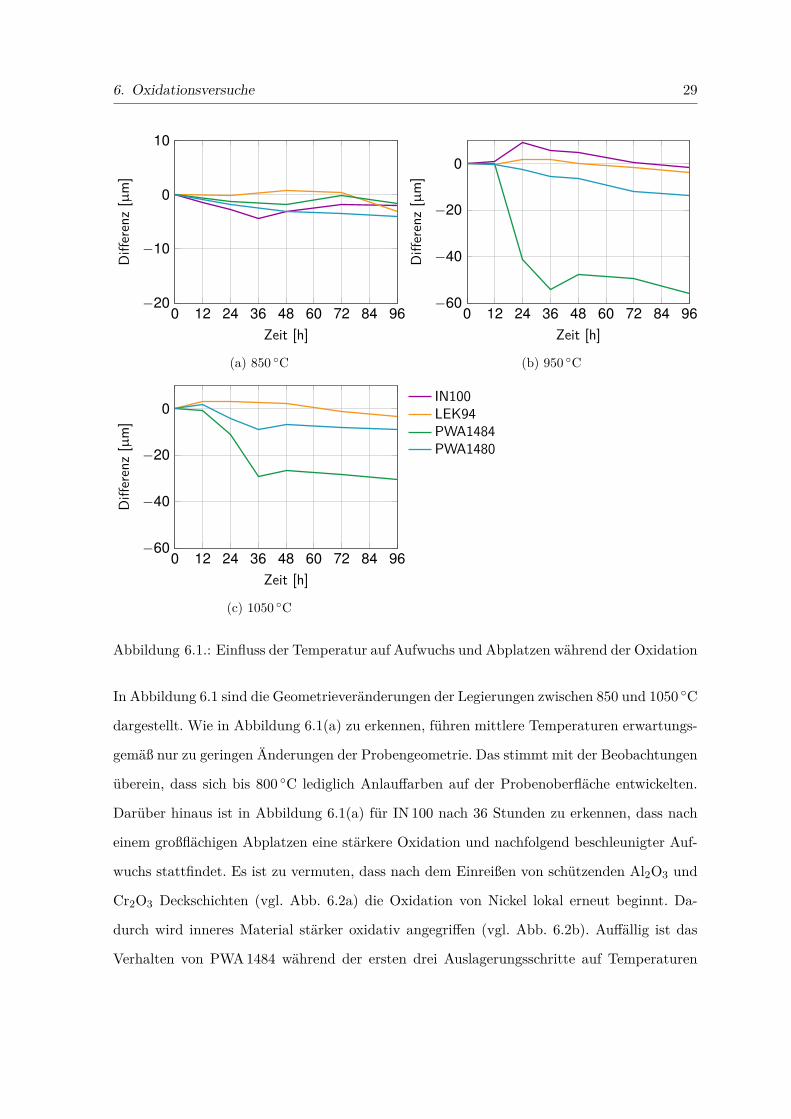
Abbildung 6.1.: Einfluss der Temperatur auf Aufwuchs und Abplatzen während der Oxidation
In Abbildung 6.1 sind die Geometrieveränderungen der Legierungen zwischen 850 und 1050 ◦C
dargestellt. Wie in Abbildung 6.1(a) zu erkennen, führen mittlere Temperaturen erwartungs-
gemäß nur zu geringen Änderungen der Probengeometrie. Das stimmt mit der Beobachtungen
überein, dass sich bis 800 ◦C lediglich Anlauffarben auf der Probenoberfläche entwickelten.
Darüber hinaus ist in Abbildung 6.1(a) für IN 100 nach 36 Stunden zu erkennen, dass nach
einem großflächigen Abplatzen eine stärkere Oxidation und nachfolgend beschleunigter Auf-
wuchs stattfindet. Es ist zu vermuten, dass nach dem Einreißen von schützenden Al2O3 und
Cr2O3 Deckschichten (vgl. Abb. 6.2a) die Oxidation von Nickel lokal erneut beginnt. Da-
durch wird inneres Material stärker oxidativ angegriffen (vgl. Abb. 6.2b). Auffällig ist das
Verhalten von PWA 1484 während der ersten drei Auslagerungsschritte auf Temperaturen
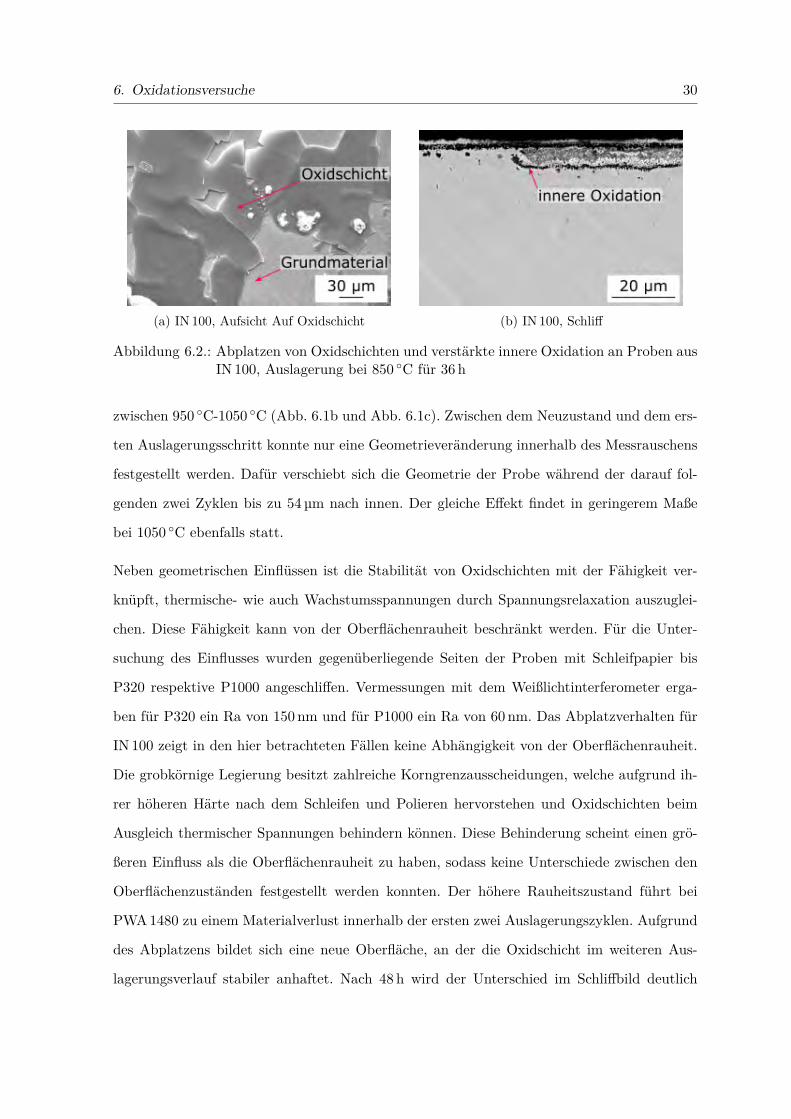
6. Oxidationsversuche 30
(a) IN 100, Aufsicht Auf Oxidschicht (b) IN 100, Schliff
Abbildung 6.2.: Abplatzen von Oxidschichten und verstärkte innere Oxidation an Proben ausIN 100, Auslagerung bei 850 ◦C für 36 h
zwischen 950 ◦C-1050 ◦C (Abb. 6.1b und Abb. 6.1c). Zwischen dem Neuzustand und dem ers-
ten Auslagerungsschritt konnte nur eine Geometrieveränderung innerhalb des Messrauschens
festgestellt werden. Dafür verschiebt sich die Geometrie der Probe während der darauf fol-
genden zwei Zyklen bis zu 54 µm nach innen. Der gleiche Effekt findet in geringerem Maße
bei 1050 ◦C ebenfalls statt.
Neben geometrischen Einflüssen ist die Stabilität von Oxidschichten mit der Fähigkeit ver-
knüpft, thermische- wie auch Wachstumsspannungen durch Spannungsrelaxation auszuglei-
chen. Diese Fähigkeit kann von der Oberflächenrauheit beschränkt werden. Für die Unter-
suchung des Einflusses wurden gegenüberliegende Seiten der Proben mit Schleifpapier bis
P320 respektive P1000 angeschliffen. Vermessungen mit dem Weißlichtinterferometer erga-
ben für P320 ein Ra von 150 nm und für P1000 ein Ra von 60 nm. Das Abplatzverhalten für
IN 100 zeigt in den hier betrachteten Fällen keine Abhängigkeit von der Oberflächenrauheit.
Die grobkörnige Legierung besitzt zahlreiche Korngrenzausscheidungen, welche aufgrund ih-
rer höheren Härte nach dem Schleifen und Polieren hervorstehen und Oxidschichten beim
Ausgleich thermischer Spannungen behindern können. Diese Behinderung scheint einen grö-
ßeren Einfluss als die Oberflächenrauheit zu haben, sodass keine Unterschiede zwischen den
Oberflächenzuständen festgestellt werden konnten. Der höhere Rauheitszustand führt bei
PWA 1480 zu einem Materialverlust innerhalb der ersten zwei Auslagerungszyklen. Aufgrund
des Abplatzens bildet sich eine neue Oberfläche, an der die Oxidschicht im weiteren Aus-
lagerungsverlauf stabiler anhaftet. Nach 48 h wird der Unterschied im Schliffbild deutlich
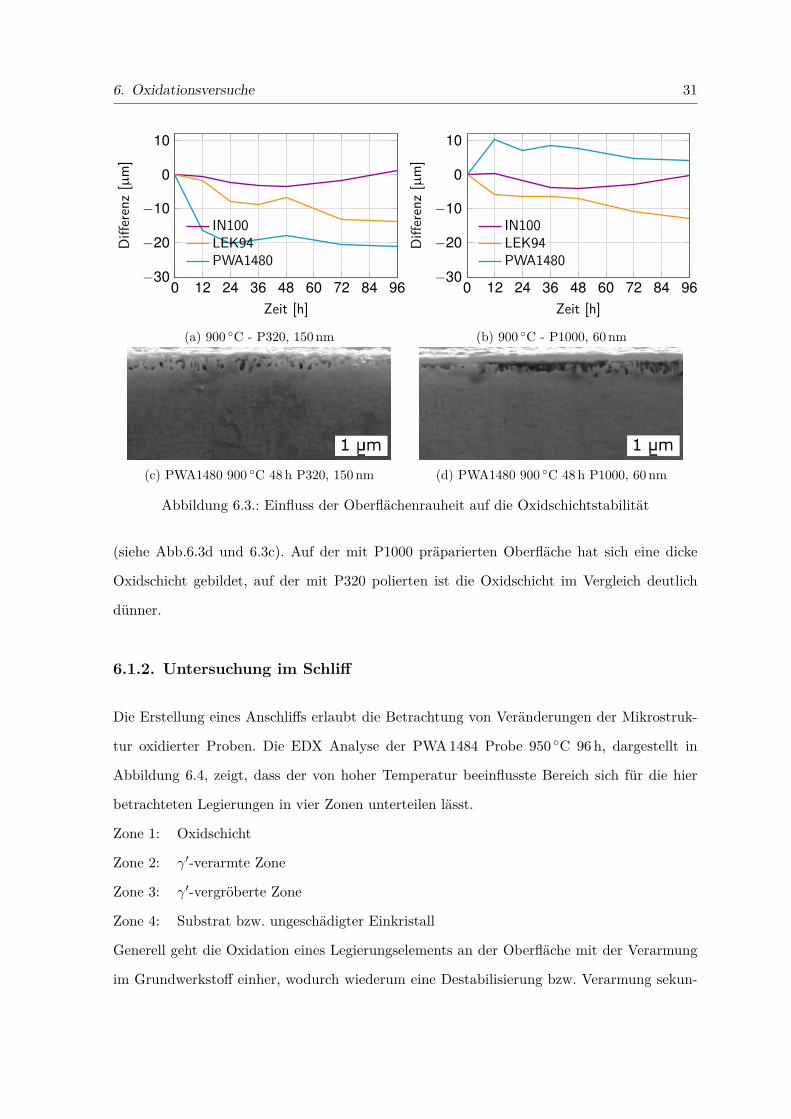
6. Oxidationsversuche 31
0 12 24 36 48 60 72 84 96−30
−20
−10
0
10
Zeit [h]
Diff
eren
z[µ
m]
IN100LEK94PWA1480
(a) 900 ◦C - P320, 150 nm
0 12 24 36 48 60 72 84 96−30
−20
−10
0
10
Zeit [h]
Diff
eren
z[µ
m]
IN100LEK94PWA1480
(b) 900 ◦C - P1000, 60 nm
(c) PWA1480 900 ◦C 48 h P320, 150 nm (d) PWA1480 900 ◦C 48 h P1000, 60 nm
Abbildung 6.3.: Einfluss der Oberflächenrauheit auf die Oxidschichtstabilität
(siehe Abb.6.3d und 6.3c). Auf der mit P1000 präparierten Oberfläche hat sich eine dicke
Oxidschicht gebildet, auf der mit P320 polierten ist die Oxidschicht im Vergleich deutlich
dünner.
6.1.2. Untersuchung im Schliff
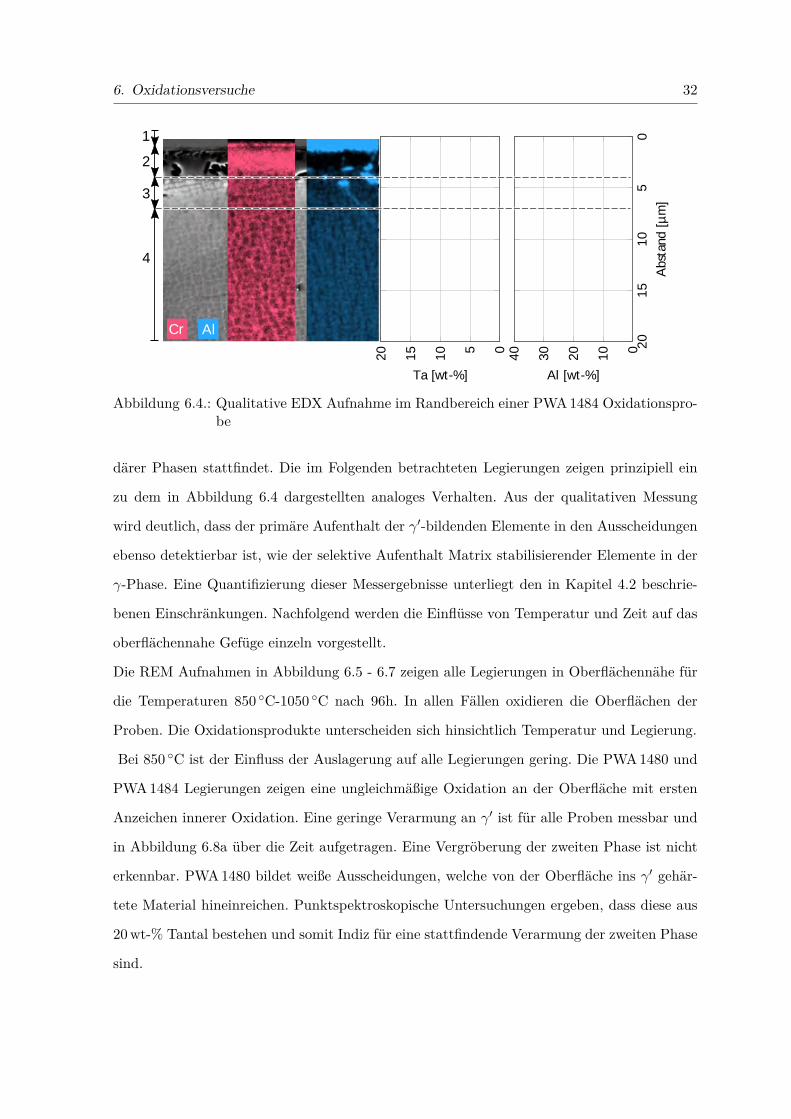
Die Erstellung eines Anschliffs erlaubt die Betrachtung von Veränderungen der Mikrostruk-
tur oxidierter Proben. Die EDX Analyse der PWA 1484 Probe 950 ◦C 96 h, dargestellt in
Abbildung 6.4, zeigt, dass der von hoher Temperatur beeinflusste Bereich sich für die hier
betrachteten Legierungen in vier Zonen unterteilen lässt.
Zone 1: Oxidschicht
Zone 2: γ′-verarmte Zone
Zone 3: γ′-vergröberte Zone
Zone 4: Substrat bzw. ungeschädigter Einkristall
Generell geht die Oxidation eines Legierungselements an der Oberfläche mit der Verarmung
im Grundwerkstoff einher, wodurch wiederum eine Destabilisierung bzw. Verarmung sekun-
6. Oxidationsversuche 32
05
1015
20010203040
Abs
tand
[µm
]
Al [wt-%]
05101520Ta [wt-%]
1
2
3
4
AlCr
Abbildung 6.4.: Qualitative EDX Aufnahme im Randbereich einer PWA 1484 Oxidationspro-be
därer Phasen stattfindet. Die im Folgenden betrachteten Legierungen zeigen prinzipiell ein
zu dem in Abbildung 6.4 dargestellten analoges Verhalten. Aus der qualitativen Messung
wird deutlich, dass der primäre Aufenthalt der γ′-bildenden Elemente in den Ausscheidungen
ebenso detektierbar ist, wie der selektive Aufenthalt Matrix stabilisierender Elemente in der
γ-Phase. Eine Quantifizierung dieser Messergebnisse unterliegt den in Kapitel 4.2 beschrie-
benen Einschränkungen. Nachfolgend werden die Einflüsse von Temperatur und Zeit auf das
oberflächennahe Gefüge einzeln vorgestellt.
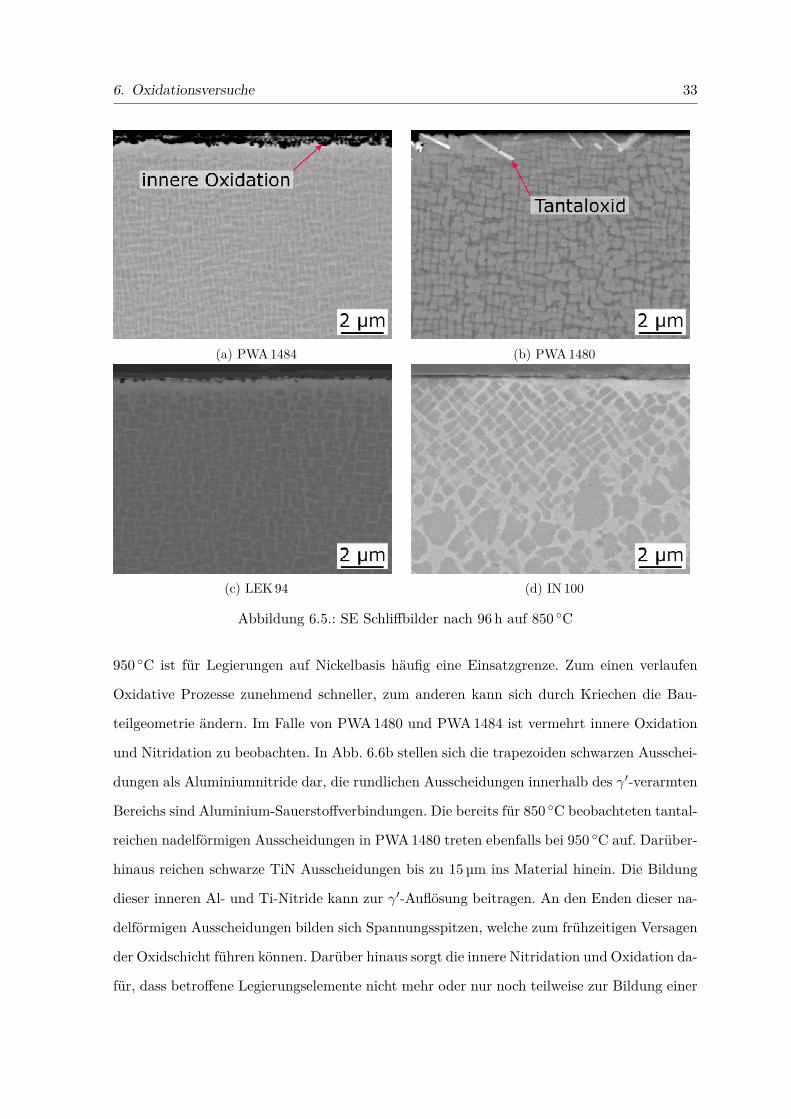
Die REM Aufnahmen in Abbildung 6.5 - 6.7 zeigen alle Legierungen in Oberflächennähe für
die Temperaturen 850 ◦C-1050 ◦C nach 96h. In allen Fällen oxidieren die Oberflächen der
Proben. Die Oxidationsprodukte unterscheiden sich hinsichtlich Temperatur und Legierung.
Bei 850 ◦C ist der Einfluss der Auslagerung auf alle Legierungen gering. Die PWA 1480 und
PWA 1484 Legierungen zeigen eine ungleichmäßige Oxidation an der Oberfläche mit ersten
Anzeichen innerer Oxidation. Eine geringe Verarmung an γ′ ist für alle Proben messbar und
in Abbildung 6.8a über die Zeit aufgetragen. Eine Vergröberung der zweiten Phase ist nicht
erkennbar. PWA 1480 bildet weiße Ausscheidungen, welche von der Oberfläche ins γ′ gehär-
tete Material hineinreichen. Punktspektroskopische Untersuchungen ergeben, dass diese aus
20 wt-% Tantal bestehen und somit Indiz für eine stattfindende Verarmung der zweiten Phase
sind.
6. Oxidationsversuche 33
(a) PWA 1484 (b) PWA 1480
(c) LEK 94 (d) IN 100
Abbildung 6.5.: SE Schliffbilder nach 96 h auf 850 ◦C
950 ◦C ist für Legierungen auf Nickelbasis häufig eine Einsatzgrenze. Zum einen verlaufen
Oxidative Prozesse zunehmend schneller, zum anderen kann sich durch Kriechen die Bau-
teilgeometrie ändern. Im Falle von PWA 1480 und PWA 1484 ist vermehrt innere Oxidation
und Nitridation zu beobachten. In Abb. 6.6b stellen sich die trapezoiden schwarzen Ausschei-
dungen als Aluminiumnitride dar, die rundlichen Ausscheidungen innerhalb des γ′-verarmten
Bereichs sind Aluminium-Sauerstoffverbindungen. Die bereits für 850 ◦C beobachteten tantal-
reichen nadelförmigen Ausscheidungen in PWA 1480 treten ebenfalls bei 950 ◦C auf. Darüber-
hinaus reichen schwarze TiN Ausscheidungen bis zu 15 µm ins Material hinein. Die Bildung
dieser inneren Al- und Ti-Nitride kann zur γ′-Auflösung beitragen. An den Enden dieser na-
delförmigen Ausscheidungen bilden sich Spannungsspitzen, welche zum frühzeitigen Versagen
der Oxidschicht führen können. Darüber hinaus sorgt die innere Nitridation und Oxidation da-
für, dass betroffene Legierungselemente nicht mehr oder nur noch teilweise zur Bildung einer
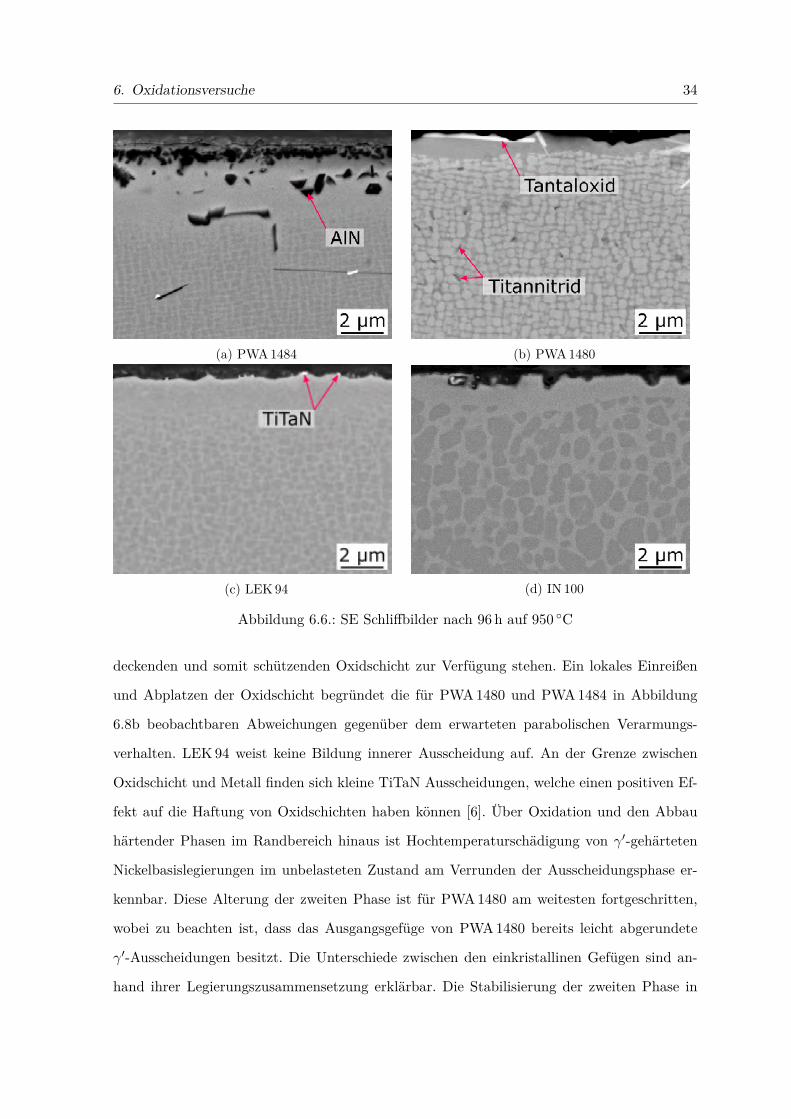
6. Oxidationsversuche 34
(a) PWA 1484 (b) PWA 1480
(c) LEK 94 (d) IN 100
Abbildung 6.6.: SE Schliffbilder nach 96 h auf 950 ◦C
deckenden und somit schützenden Oxidschicht zur Verfügung stehen. Ein lokales Einreißen
und Abplatzen der Oxidschicht begründet die für PWA 1480 und PWA 1484 in Abbildung
6.8b beobachtbaren Abweichungen gegenüber dem erwarteten parabolischen Verarmungs-
verhalten. LEK 94 weist keine Bildung innerer Ausscheidung auf. An der Grenze zwischen
Oxidschicht und Metall finden sich kleine TiTaN Ausscheidungen, welche einen positiven Ef-
fekt auf die Haftung von Oxidschichten haben können [6]. Über Oxidation und den Abbau
härtender Phasen im Randbereich hinaus ist Hochtemperaturschädigung von γ′-gehärteten
Nickelbasislegierungen im unbelasteten Zustand am Verrunden der Ausscheidungsphase er-
kennbar. Diese Alterung der zweiten Phase ist für PWA 1480 am weitesten fortgeschritten,
wobei zu beachten ist, dass das Ausgangsgefüge von PWA 1480 bereits leicht abgerundete
γ′-Ausscheidungen besitzt. Die Unterschiede zwischen den einkristallinen Gefügen sind an-
hand ihrer Legierungszusammensetzung erklärbar. Die Stabilisierung der zweiten Phase in
6. Oxidationsversuche 35
PWA 1484 stützt sich auf Al und Ta (siehe Kapitel 2). Ta ist dabei ein schweres, langsam
diffundierendes Element und kann die Vergröberung auf Hochtemperatur hinauszögern [49].
Weiterhin enthalten LEK 94 und PWA 1484 ca. 3 wt-% Rhenium, welches sich in der Legie-
rung um die zweite Phase herum anlagern, und die Diffusion zwischen den Phasen behindern
kann [8]. Abschließend ist die stärkere Vergröberung von LEK 94 gegenüber PWA 1484 durch
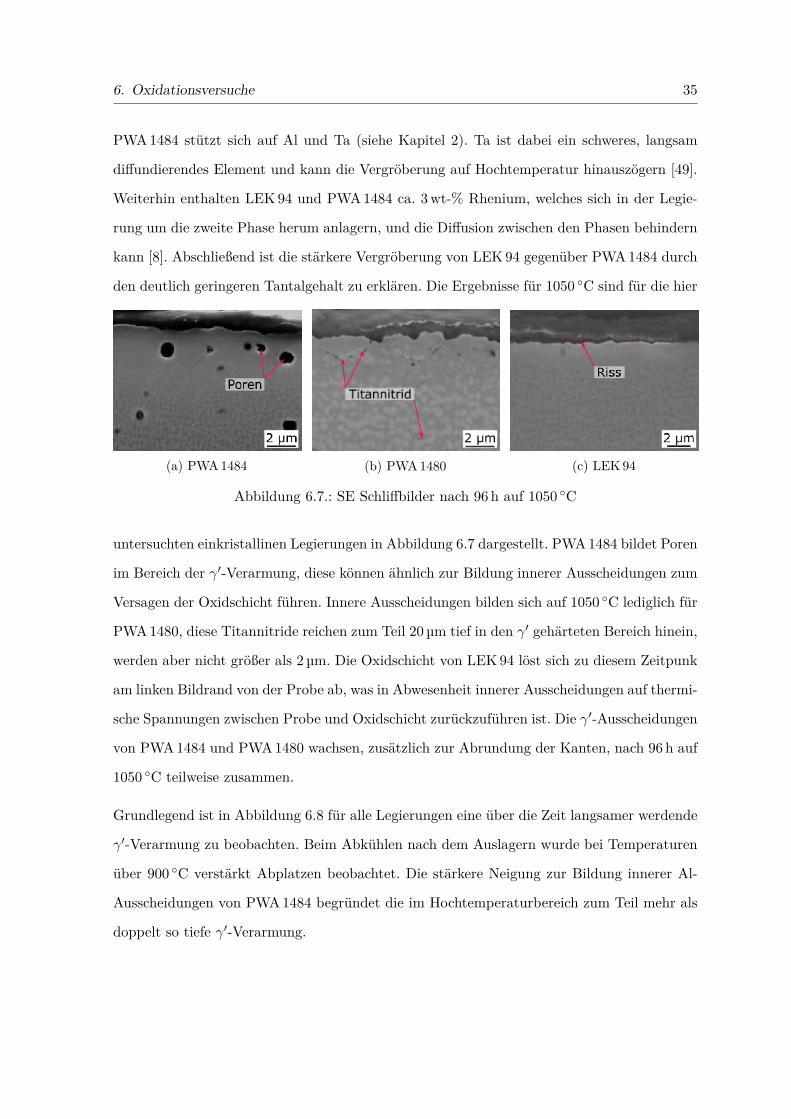
den deutlich geringeren Tantalgehalt zu erklären. Die Ergebnisse für 1050 ◦C sind für die hier
(a) PWA 1484 (b) PWA 1480 (c) LEK 94
Abbildung 6.7.: SE Schliffbilder nach 96 h auf 1050 ◦C
untersuchten einkristallinen Legierungen in Abbildung 6.7 dargestellt. PWA 1484 bildet Poren
im Bereich der γ′-Verarmung, diese können ähnlich zur Bildung innerer Ausscheidungen zum
Versagen der Oxidschicht führen. Innere Ausscheidungen bilden sich auf 1050 ◦C lediglich für
PWA 1480, diese Titannitride reichen zum Teil 20 µm tief in den γ′ gehärteten Bereich hinein,
werden aber nicht größer als 2 µm. Die Oxidschicht von LEK 94 löst sich zu diesem Zeitpunk
am linken Bildrand von der Probe ab, was in Abwesenheit innerer Ausscheidungen auf thermi-
sche Spannungen zwischen Probe und Oxidschicht zurückzuführen ist. Die γ′-Ausscheidungen
von PWA 1484 und PWA 1480 wachsen, zusätzlich zur Abrundung der Kanten, nach 96 h auf
1050 ◦C teilweise zusammen.
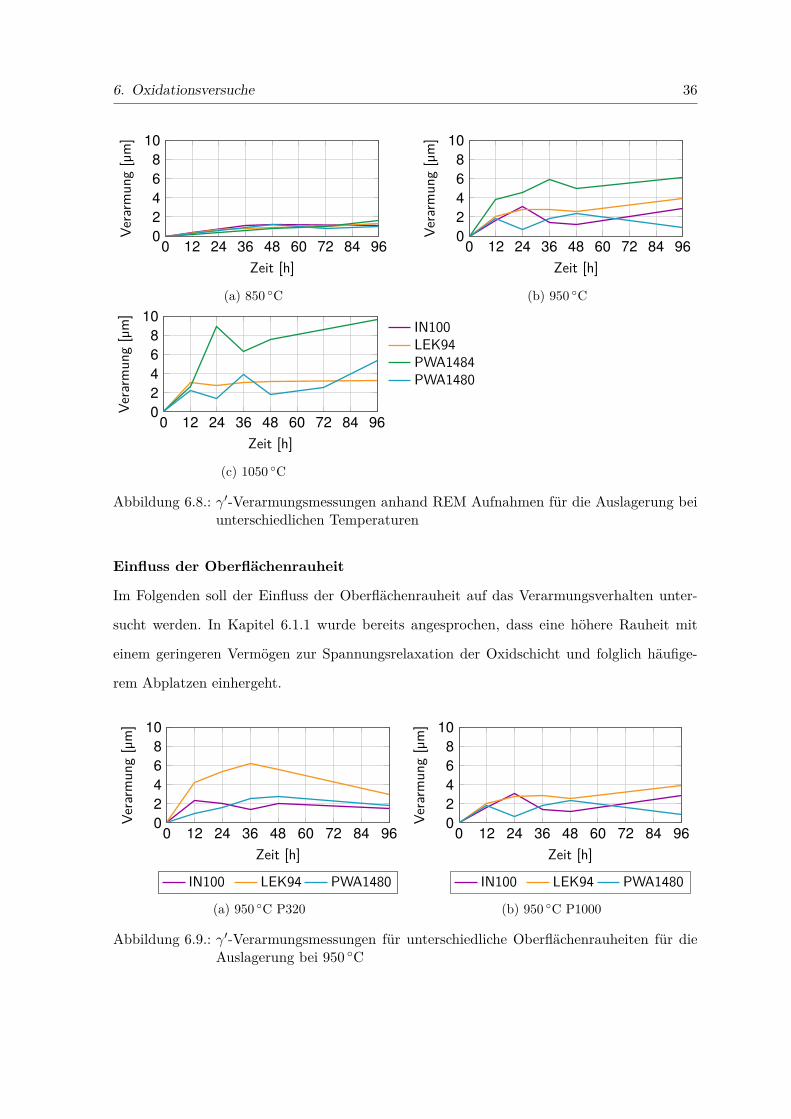
Grundlegend ist in Abbildung 6.8 für alle Legierungen eine über die Zeit langsamer werdende
γ′-Verarmung zu beobachten. Beim Abkühlen nach dem Auslagern wurde bei Temperaturen
über 900 ◦C verstärkt Abplatzen beobachtet. Die stärkere Neigung zur Bildung innerer Al-
Ausscheidungen von PWA 1484 begründet die im Hochtemperaturbereich zum Teil mehr als
doppelt so tiefe γ′-Verarmung.
6. Oxidationsversuche 36
0 12 24 36 48 60 72 84 9602468
10
Zeit [h]
Vera
rmun
g[µ
m]
(a) 850 ◦C
0 12 24 36 48 60 72 84 9602468
10
Zeit [h]
Vera
rmun
g[µ
m]
(b) 950 ◦C
0 12 24 36 48 60 72 84 9602468
10
Zeit [h]
Vera
rmun
g[µ
m]
IN100LEK94PWA1484PWA1480
(c) 1050 ◦C
Abbildung 6.8.: γ′-Verarmungsmessungen anhand REM Aufnahmen für die Auslagerung beiunterschiedlichen Temperaturen
Einfluss der Oberflächenrauheit
Im Folgenden soll der Einfluss der Oberflächenrauheit auf das Verarmungsverhalten unter-
sucht werden. In Kapitel 6.1.1 wurde bereits angesprochen, dass eine höhere Rauheit mit
einem geringeren Vermögen zur Spannungsrelaxation der Oxidschicht und folglich häufige-
rem Abplatzen einhergeht.
0 12 24 36 48 60 72 84 9602468
10
Zeit [h]
Vera
rmun
g[µ
m]
IN100 LEK94 PWA1480
(a) 950 ◦C P320
0 12 24 36 48 60 72 84 9602468
10
Zeit [h]
Vera
rmun
g[µ
m]
IN100 LEK94 PWA1480
(b) 950 ◦C P1000
Abbildung 6.9.: γ′-Verarmungsmessungen für unterschiedliche Oberflächenrauheiten für dieAuslagerung bei 950 ◦C

6. Oxidationsversuche 37
Die in Abbildung 6.9 und 6.10 dargestellten Ergebnisse aus der zyklischen Vermessung der
γ′-Verarmung beziehen sich auf die durch den Anschliff mit P320 (links) und P1000 (rechts)
hergestellten Rauheiten. Wie auch im Abschnitt 6.1.1 beobachtet, sind die Unterschiede zwi-
schen den Oberflächenzuständen besonders zu Beginn deutlich ausgeprägt. Eine durch höhe-
re Oberflächenrauheit vergrößerte Oberfläche ist eine potenzielle Erklärung für eine stärkere
Oxidation. Jedoch ergaben Messungen mit dem Weißlichtinterferometer Verhältnisse von rea-
ler zu projizierter Oberfläche von lediglich 1:1,005 für den Fall P320, respektive 1:1,0005 für
P1000. Ebenfalls konnten etwaige durch das Schleifen eingebrachten Versetzungen keinen
Rekristallisationsprozess in der γ′ verarmten Zone starten, sodass auch Korngrenzoxidation
oder Pipediffusion auszuschließen sind. Birks et al. [30] beschreiben den Rauheitseinfluss auf
das Oxidationsverhalten als einen geometrischen Faktor. Durch die erhöhte Rauheit sollen
thermische Spannungen zwischen Oxidschicht und Substrat schlechter ausgleichbar sein, was
zu schnellerem Versagen an der Grenzschicht M/MO führt. Die höhere Rauheit kann auch zu
einem schlechteren Ausgleichsvermögen thermischer Spannungen führen [50]. Abplatzen bzw.
Einreißen der Oxidschicht bewirkt eine zeitweise Beschleunigung des γ′-Verarmungsprozesses.
0 12 24 36 48 60 72 84 960
5
10
15
Zeit [h]
Vera
rmun
g[µ
m]
LEK94 PWA1480
(a) 1050 ◦C P320
0 12 24 36 48 60 72 84 960
5
10
15
Zeit [h]
Vera
rmun
g[µ
m]
LEK94 PWA1480
(b) 1050 ◦C P1000
Abbildung 6.10.: γ′-Verarmungsmessungen für unterschiedliche Oberflächenrauheiten für dieAuslagerung bei 1050 ◦C

6. Oxidationsversuche 38
6.2. EDX Analysen der Oxidationsproben
Im Folgenden werden, unter Verwendung der in Abschnitt 4.2 beschriebenen Methode, die
Oxidationsproben analysiert. In Abbildung 6.11 sind die drei am häufigsten festgestellten
Oxidschichten anhand eines Schliffes dargestellt. Die Oxidschichten bilden diskrete Schich-
ten. Direkt auf der oxidierten Legierung bildet sich Al2O3, darüber Cr2O3, und in der tran-
sienten Phase der Oxidation bildet sich zuoberst eine voluminöse Nickeloxidschicht. Diese
Reihenfolge entspricht der Vorhersage des Ellingham-Diagramms. Es sei an dieser Stelle
angemerkt, dass die Bildung von Nickeloxid untypisch für Superlegierungen ist. Aufgrund
der geringen Schutzwirkung und der schlechten Haftung am Substrat ist die Bildung die-
ses Oxids unerwünscht und findet in der Regel lediglich während des transienten Stadiums
der Oxidation statt. An der Oberfläche von Proben aus PWA 1484 ist dieses Oxid jedoch
auch zu späteren Auslagerungszyklen vorhanden, da die Oxidschichten zum Einreißen und
Abplatzen während des Abkühlens neigen. Das Ablösen der Nickeloxidschicht ist ebenfalls
in Abbildung 6.11 zu sehen. Über die in Abb. 6.11 dargestellten Oxide hinaus finden sich
vor allem Ti- und Ta-Oxide, welche in den untersuchten Fällen nicht zur Bildung diskreter
Schichten neigen. Das Abrastern der Anschliffe mittels EDX Spektroskopie zeigt in Abbil-
dung 6.12a-6.12c erwartungsgemäß ein Absinken des primären γ′-Bildners Aluminium in der
γ′-verarmten Zone. Die Oberfläche der einzelnen Proben ist deutlich durch das Maximum
02040
Cr [wt-%]
02040
Al [wt-%]
0204060
Ni [wt-%]
05
1015
02040
Abst
and
z[µ
m]
O [wt-%]
Abbildung 6.11.: Quantitative EDX Messung der Oxidschicht, Probe PWA 1484 ausgelagertbei 1050 ◦C für 96 h
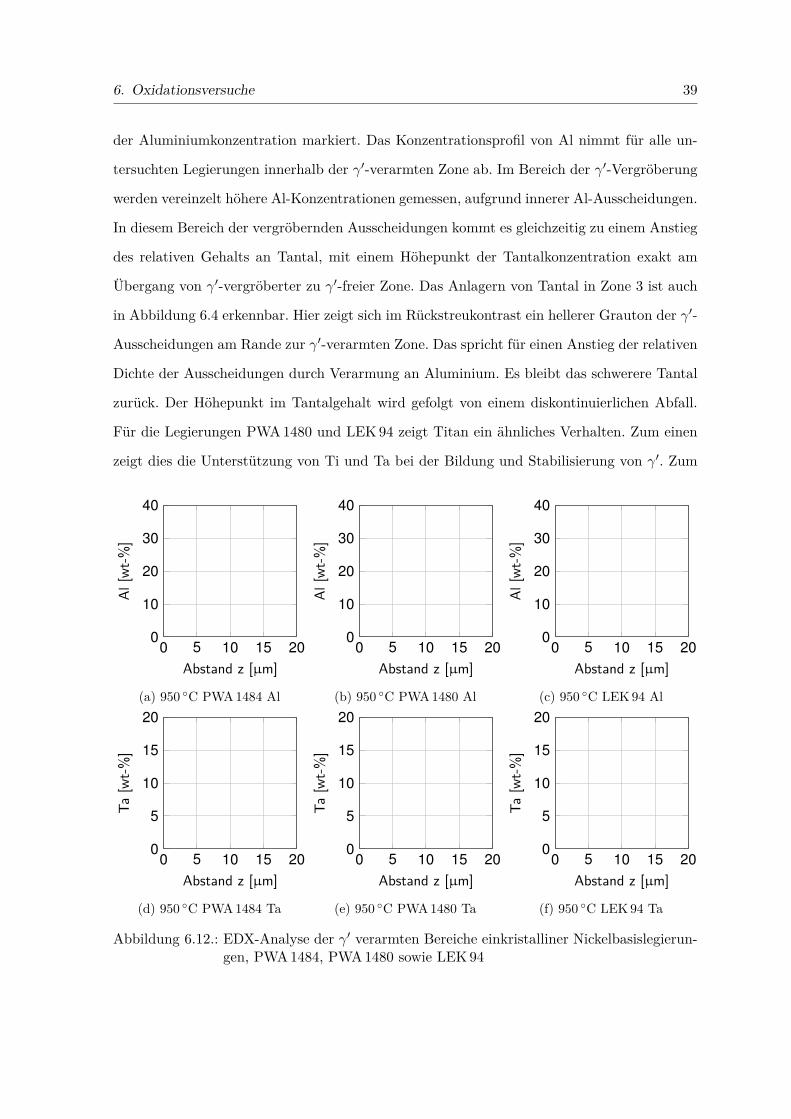
6. Oxidationsversuche 39
der Aluminiumkonzentration markiert. Das Konzentrationsprofil von Al nimmt für alle un-
tersuchten Legierungen innerhalb der γ′-verarmten Zone ab. Im Bereich der γ′-Vergröberung
werden vereinzelt höhere Al-Konzentrationen gemessen, aufgrund innerer Al-Ausscheidungen.
In diesem Bereich der vergröbernden Ausscheidungen kommt es gleichzeitig zu einem Anstieg
des relativen Gehalts an Tantal, mit einem Höhepunkt der Tantalkonzentration exakt am
Übergang von γ′-vergröberter zu γ′-freier Zone. Das Anlagern von Tantal in Zone 3 ist auch
in Abbildung 6.4 erkennbar. Hier zeigt sich im Rückstreukontrast ein hellerer Grauton der γ′-
Ausscheidungen am Rande zur γ′-verarmten Zone. Das spricht für einen Anstieg der relativen
Dichte der Ausscheidungen durch Verarmung an Aluminium. Es bleibt das schwerere Tantal
zurück. Der Höhepunkt im Tantalgehalt wird gefolgt von einem diskontinuierlichen Abfall.
Für die Legierungen PWA 1480 und LEK 94 zeigt Titan ein ähnliches Verhalten. Zum einen
zeigt dies die Unterstützung von Ti und Ta bei der Bildung und Stabilisierung von γ′. Zum
0 5 10 15 200
10
20
30
40
Abstand z [µm]
Al[w
t-%]
(a) 950 ◦C PWA 1484 Al
0 5 10 15 200
10
20
30
40
Abstand z [µm]
Al[w
t-%]
(b) 950 ◦C PWA 1480 Al
0 5 10 15 200
10
20
30
40
Abstand z [µm]
Al[w
t-%]
(c) 950 ◦C LEK 94 Al
0 5 10 15 200
5
10
15
20
Abstand z [µm]
Ta[w
t-%]
(d) 950 ◦C PWA 1484 Ta
0 5 10 15 200
5
10
15
20
Abstand z [µm]
Ta[w
t-%]
(e) 950 ◦C PWA 1480 Ta
0 5 10 15 200
5
10
15
20
Abstand z [µm]
Ta[w
t-%]
(f) 950 ◦C LEK 94 Ta
Abbildung 6.12.: EDX-Analyse der γ′ verarmten Bereiche einkristalliner Nickelbasislegierun-gen, PWA 1484, PWA 1480 sowie LEK 94

6. Oxidationsversuche 40
anderen erklärt sich die Anhäufung von Tantal in diesem Bereich durch einen langsameren
Diffusionskoeffizienten aufgrund des höheren Atomdurchmessers [49].
Analyse der γ′ Ausscheidungen mittels Atomsonde
Zum tieferen Verständnis der EDX Messergebnisse wurde die Zusammensetzung der γ′-
Partikel in der Probenmitte und an der Grenze zur γ′-Verarmung verglichen1 (siehe Abb.
6.13). Für die Analyse aus der Probenmitte nimmt der Co- und Cr-Gehalt matrixseitig in
Richtung der Phasengrenze zu. Der Phasenübergang, welcher in der oberflächennahen Analy-
se betrachtet wird, zeigt dieses Verhalten weniger deutlich ausgeprägt. Diese Matrixelemente
scheinen daher bereits an der Diffusion zur Deckschicht beteiligt zu sein. Die Bildung eines
Saums aus Rhenium um die Ausscheidung herum kann in diesen Analysen nicht beobachtet
werden. Durch die stattfindende Auflösung der Ausscheidungsphase reichert sich die Matrix
zunehmend mit Nickel an. Der im vorangegangenen beobachtete Effekt einer Anreicherung
der γ′-Phase mit Tantal kann in diesen Analysen wiedergefunden werden. Es zeigt sich, dass
die Nickelkonzentration bei gleichzeitiger Verarmung an Aluminium konstant bleibt. Der grö-
ßere Atomradius resultiert für Tantal in einem langsameren Diffusionskoeffizienten gegenüber
Aluminium, wodurch es länger in der γ′-Phase verbleibt, bis diese sich schlussendlich auflöst.
(a) Proben Mitte (b) Grenze zur γ′-Verarmung
Abbildung 6.13.: Atomkonzentrationsprofile im Übergang γ′- zu γ-Phase, Vergleich zwischenProbenmitte und Rand der 1050 ◦C Probe nach 96 h
1Atomsondenmessung wurde durchgeführt von Paraskevas Kontis am MPIE in Düsseldorf
6. Oxidationsversuche 41
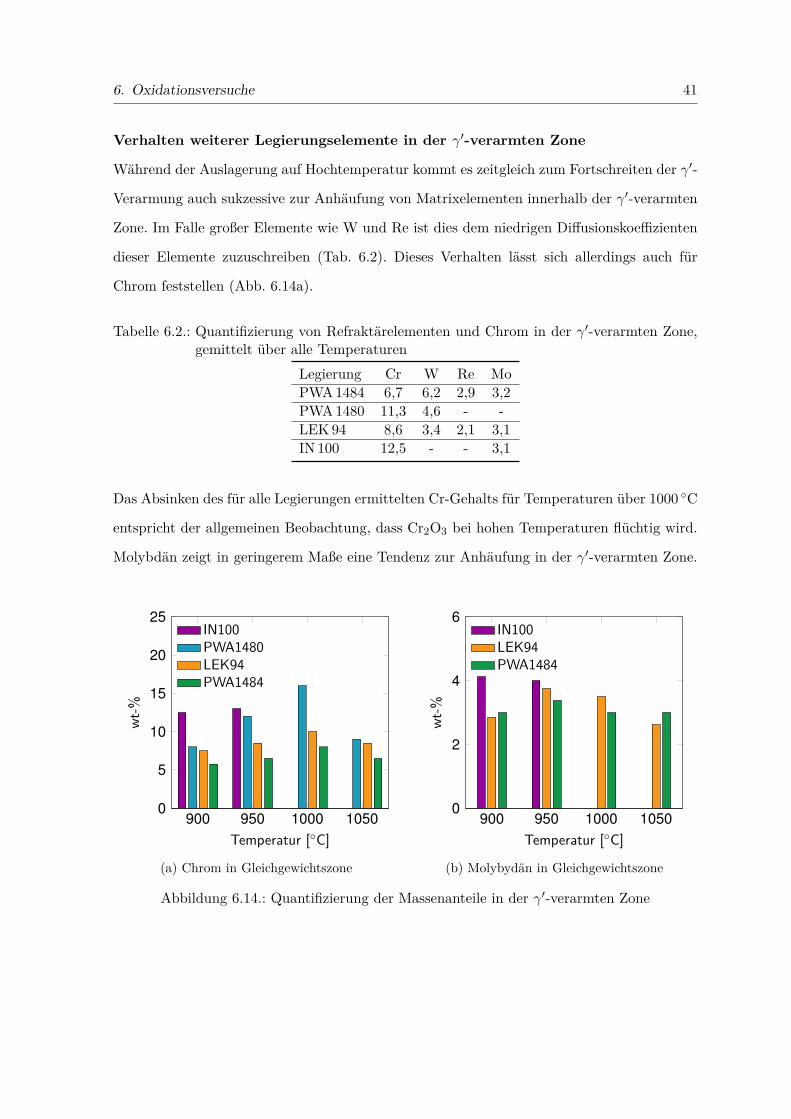
Verhalten weiterer Legierungselemente in der γ′-verarmten Zone
Während der Auslagerung auf Hochtemperatur kommt es zeitgleich zum Fortschreiten der γ′-
Verarmung auch sukzessive zur Anhäufung von Matrixelementen innerhalb der γ′-verarmten
Zone. Im Falle großer Elemente wie W und Re ist dies dem niedrigen Diffusionskoeffizienten
dieser Elemente zuzuschreiben (Tab. 6.2). Dieses Verhalten lässt sich allerdings auch für
Chrom feststellen (Abb. 6.14a).
Tabelle 6.2.: Quantifizierung von Refraktärelementen und Chrom in der γ′-verarmten Zone,gemittelt über alle Temperaturen
Legierung Cr W Re MoPWA 1484 6,7 6,2 2,9 3,2PWA 1480 11,3 4,6 - -LEK 94 8,6 3,4 2,1 3,1IN 100 12,5 - - 3,1
Das Absinken des für alle Legierungen ermittelten Cr-Gehalts für Temperaturen über 1000 ◦C
entspricht der allgemeinen Beobachtung, dass Cr2O3 bei hohen Temperaturen flüchtig wird.
Molybdän zeigt in geringerem Maße eine Tendenz zur Anhäufung in der γ′-verarmten Zone.
900 950 1000 10500
5
10
15
20
25
Temperatur [◦C]
wt-%
IN100PWA1480LEK94PWA1484
(a) Chrom in Gleichgewichtszone
900 950 1000 10500
2
4
6
Temperatur [◦C]
wt-%
IN100LEK94PWA1484
(b) Molybydän in Gleichgewichtszone
Abbildung 6.14.: Quantifizierung der Massenanteile in der γ′-verarmten Zone
6. Oxidationsversuche 42
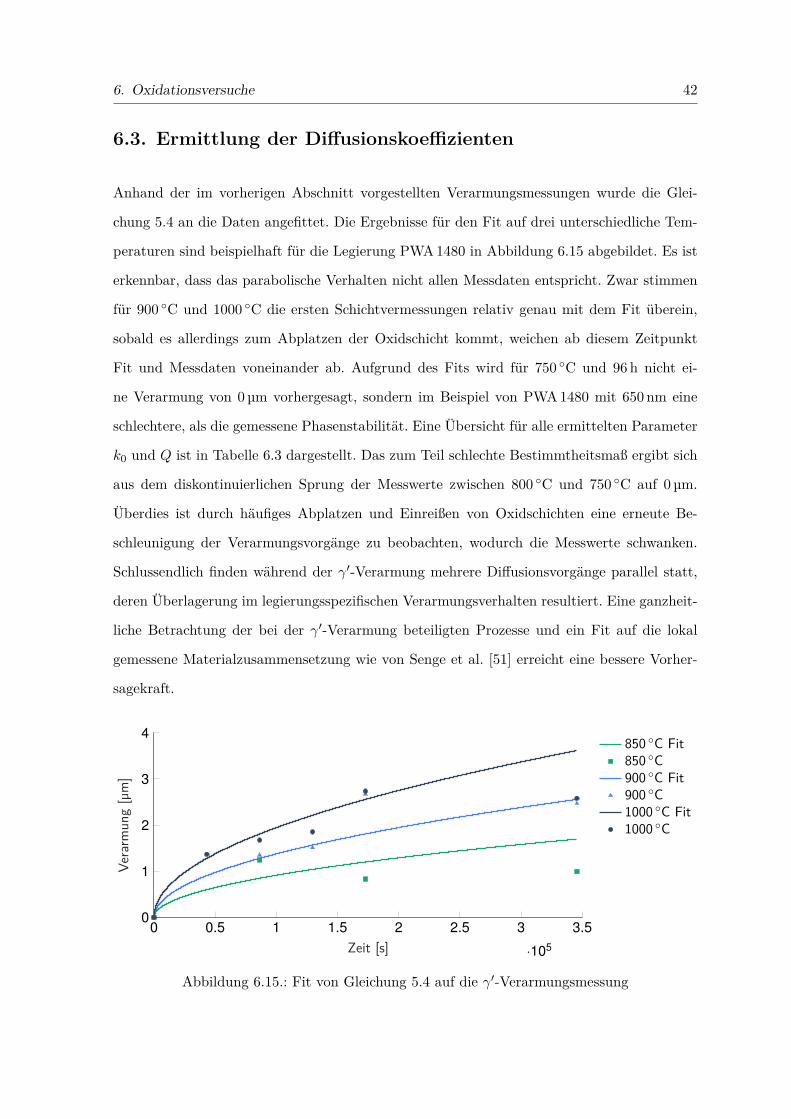
6.3. Ermittlung der Diffusionskoeffizienten
Anhand der im vorherigen Abschnitt vorgestellten Verarmungsmessungen wurde die Glei-
chung 5.4 an die Daten angefittet. Die Ergebnisse für den Fit auf drei unterschiedliche Tem-
peraturen sind beispielhaft für die Legierung PWA 1480 in Abbildung 6.15 abgebildet. Es ist
erkennbar, dass das parabolische Verhalten nicht allen Messdaten entspricht. Zwar stimmen
für 900 ◦C und 1000 ◦C die ersten Schichtvermessungen relativ genau mit dem Fit überein,
sobald es allerdings zum Abplatzen der Oxidschicht kommt, weichen ab diesem Zeitpunkt
Fit und Messdaten voneinander ab. Aufgrund des Fits wird für 750 ◦C und 96 h nicht ei-
ne Verarmung von 0 µm vorhergesagt, sondern im Beispiel von PWA 1480 mit 650 nm eine
schlechtere, als die gemessene Phasenstabilität. Eine Übersicht für alle ermittelten Parameter
k0 und Q ist in Tabelle 6.3 dargestellt. Das zum Teil schlechte Bestimmtheitsmaß ergibt sich
aus dem diskontinuierlichen Sprung der Messwerte zwischen 800 ◦C und 750 ◦C auf 0 µm.
Überdies ist durch häufiges Abplatzen und Einreißen von Oxidschichten eine erneute Be-
schleunigung der Verarmungsvorgänge zu beobachten, wodurch die Messwerte schwanken.
Schlussendlich finden während der γ′-Verarmung mehrere Diffusionsvorgänge parallel statt,
deren Überlagerung im legierungsspezifischen Verarmungsverhalten resultiert. Eine ganzheit-
liche Betrachtung der bei der γ′-Verarmung beteiligten Prozesse und ein Fit auf die lokal
gemessene Materialzusammensetzung wie von Senge et al. [51] erreicht eine bessere Vorher-
sagekraft.
0 0.5 1 1.5 2 2.5 3 3.5
·105
0
1
2
3
4
Zeit [s]
Vera
rmun
g[µ
m]
850 ◦C Fit850 ◦C900 ◦C Fit900 ◦C1000 ◦C Fit1000 ◦C
Abbildung 6.15.: Fit von Gleichung 5.4 auf die γ′-Verarmungsmessung

6. Oxidationsversuche 43
Tabelle 6.3.: Fit auf die vermessene γ′-Verarmung
Legierung k0[m2
s ] Q [ kJmol ] R2
PWA 1484 0,146 72,22 0,53PWA 1480 0,127 84,09 0,95LEK 94 1,4e-4 14,64 0,81IN 100 0,45e-4 14,03 0,34
6.4. Diskussion
Die dargestellten Analysen dienen der Beurteilung des Einflusses zyklischer Oxidation auf
die Schädigung und die Phasenstabilität. Im Rahmen der Untersuchung der Geometriever-
änderung wurde vor allem bei PWA 1484 starkes Abplatzen festgestellt, welches bei 950 ◦C
die deutlichste Ausprägung hat. Diesem Effekt kann die temperaturabhängige Bildung von
Chrom- und Aluminiumoxid zugrunde liegen, die auch von Akhtar et al. [9] und Saber et al.
[52] beobachtet wurde. Akhtar et al. zeigten für CMSX-4 die stärkste Oxidationsschädigung
in einem ähnlichen Temperaturbereich, was auf die zunehmende Verflüchtigung von Chrom-
oxid zwischen 900-950 ◦C zurückgeführt wurde. Dies ist im Einklang mit der Tatsache, dass
die γ′-verarmte Zone für hohe Temperaturen deutlich an Chrom verarmt. In diesem Bereich
ist außerdem eine Verarmung des Refraktärelements Molybdän zu beobachten, welche auf
die Flüchtigkeit von MoO3 zurückzuführen ist [53]. Weiterhin konnten Kawagishi et al. [54]
zeigen, dass das Hinzulegieren von Hafnium zu vermehrtem Abplatzen von Oxidschichten am
Anfang zyklischer Oxidationsversuche führt.
Des Weiteren zeigten Oberflächenrauheiten innerhalb der ersten Oxidationszyklen einen Ein-
fluss auf das Oxidwachstumsverhalten. Dass Oxidschichten auf Proben höherer Rauheit häu-
figer einreißen, kann auf die eingeschränkte Kriechfähigkeit der Oxidschicht zurückgeführt
werden [55]. Dadurch kommt es zur Ablösung der Oxidschichten an Spannungsspitzen. Ein
Einfluss der beim Schleifprozess eingebrachten Versetzungen, wie von Ndjeng [32] und Foss
[33] beobachtet, wird in diesem Zusammenhang ausgeschlossen. Durch den zum Teil hohen
Materialabtrag für PWA 1484 wird etwaiges oberflächennahes deformiertes Material entfernt.
Zum anderen wurden keine Rekristallisationseffekte, wie sie durch plastische Deformation zu
erwarten sind, festgestellt.
6. Oxidationsversuche 44
Im weiteren Verlauf der Untersuchung stellt sich nach dem Abplatzen eine neue Oberflächen-
rauheit ein [30, 56], sodass die unterschiedlichen Ausgangszustände im Schnitt nach dem drit-
ten Auslagerungszyklus eine vergleichbare Oxidationscharakteristik aufweisen.
Die Unterschiede zwischen den Legierungen sind vor allem durch die Variation der γ′-Bildner
zu begründen [57]. Tantal zeigte positive Eigenschaften bei der zyklischen Oxidation [34, 39].
Durch die mit der Atomgröße verbundene langsamere Diffusion von Tantal, sind γ′-Ausschei-
dungen resistenter gegenüber Hochtemperaturalterung [12, 58, 34]. Der plötzliche Abfall des
Tantalgehalts im Übergang zwischen γ′-vergröbertem und γ′-verarmten Bereich stimmt mit
der Beobachtung von Ren et al. [59] überein, dass Tantaloxid erst nach dem Aufbrauchen von
Aluminium gebildet wird. Jedoch führten hohe Anteile von Tantal (PWA 1480) bzw. Titan
(LEK 94) zu einer verstärkten inneren Nitridation, wodurch die Deckschichtbildung gestört
wird [60, 61]. Die lokale Legierungszusammensetzung hat einen hohen Einfluss auf das Maß
innerer Nitrierung [21]. Das sich, gegenüber Aluminiumnitrid, bereits bei geringeren Stick-
stoffkonzentrationen bildende Titannitrid trägt für PWA 1480, LEK 94 und IN 100 zu einer
tieferen inneren γ′-Vergröberung bei. In PWA 1484 bilden sich aufgrund der höheren not-
wendigen Stickstoffkonzentration Aluminiumnitride nur in Oberflächennähe [43]. Über den
Beitrag zur γ′-Verarmung hinaus bildet AlN nadelförmige Ausscheidungen, die zum Oxid-
schichtversagen beitragen können. Durch das Entstehen innerer Nitride ist außerdem die Bil-
dung und Ausheilung einer diskreten Al2O3-Deckschicht gestört. Diese Faktoren erklären das
für PWA 1484 beobachtete stärkere γ′-Verarmungsverhalten. Im Vergleich zu allen anderen
Legierungen hatte PWA 1484 ab 1000 ◦C die Neigung zur Bildung innerer Poren. Ursäch-
lich ist der hohe Unterschied der Diffusionsgeschwindigkeiten einzelner oxidierter Elemente
[48]. Aufgrund der negativen Wechselwirkung von Titan bei der Hochtemperaturkorrosion
wurde in dieser Legierung auf dieses Element verzichtet. In den verbleibenden Legierungen
kann die Bildung von Titannitrid die Entstehung von oberflächennahen Poren unterbinden
[8].
Ein verzögertes Einsetzen der Ostwald-Reifung durch die Anlagerung eines Re-Saums um
die γ′-Phase, wie von Warren et al. sowie Amouyal et al. beobachtet [62, 63], konnte in
Atomsondenanalysen für PWA 1484 nicht festgestellt werden, wenngleich die rheniumhalti-
6. Oxidationsversuche 45
gen Legierungen in den hier vorgestellten Experimenten eine höhere Stabilität der γ′-Phase
aufwiesen.
Korngrenzen, wie sie in IN 100 vorhanden sind, spielten im Verarmungsverhalten einen un-
tergeordnete Rolle. Lediglich in vereinzelten Fällen konnte lokal die selektive Oxidation von
Carbiden an den Korngrenzen beobachtet werden.
46
Teil III.
Thermo-mechanische Belastung
7. Stand der Forschung 47
7. Stand der Forschung
7.1. Rekristallisation
Rekristallisation bedeutet Kornneubildung. Bei der Rekristallisation wird eine vorhandene
versetzungsreiche Kornstruktur so umgeordnet, dass eine versetzungsarme neue Kornstruktur
entsteht [6]. Sie ist zu unterteilen in dynamische und statische Rekristallisation. In der dy-
namischen Rekristallisation findet die Kornneubildung während der Umformung eines Werk-
stoffs statt, bei statischer Rekristallisation im Anschluss an die Umformung durch den Einfluss
hoher Temperatur.
Die primäre Rekristallisation braucht die mechanische Gitterverzerrungsenergie größtenteils
auf. Verbliebene Grenzflächenenergie wird durch Kornvergröberung bei ausreichend hoher
Temperatur und Glühdauer abgebaut [6]. Gemäß der Hall-Petch-Beziehung nimmt die Festig-
keit mit steigendem durchschnittlichem Korndurchmesser ab [64]. Sekundäre Rekristallisation
findet bei knappem Überschreiten des Mindestverformungsgrades statt und resultiert im über-
proportionalen Kornwachstum einzelner Körner. Der im Folgenden verwendete Term „Rekris-
tallisation“ bezieht sich durchgehend auf die primäre Rekristallisation.
Rekristallisation in fertigen Bauteilen ist in der Regel unerwünscht. Es bildet sich ein wei-
cheres Gefüge mit meist globularen Körnern. Zur Bildung neuer Körner bedarf es eines Min-
destverformungsgrades und einer Mindesttemperatur. Bei der Rekristallisation nimmt die
Versetzungsdichte ab [6]. Wobei die thermodynamische Triebkraft der Abbau der gespei-
cherten elastischen Gitterverzerrungsenergie ist. Allgemein wird das Phänomen in die zwei
Schritte Keimbildung oder Inkubationsphase und die Wachstumsphase unterteilt [65]. Wäh-
rend der Inkubationsphase entstehen neue Körner (siehe Abbildung 7.1 - I). Danach findet
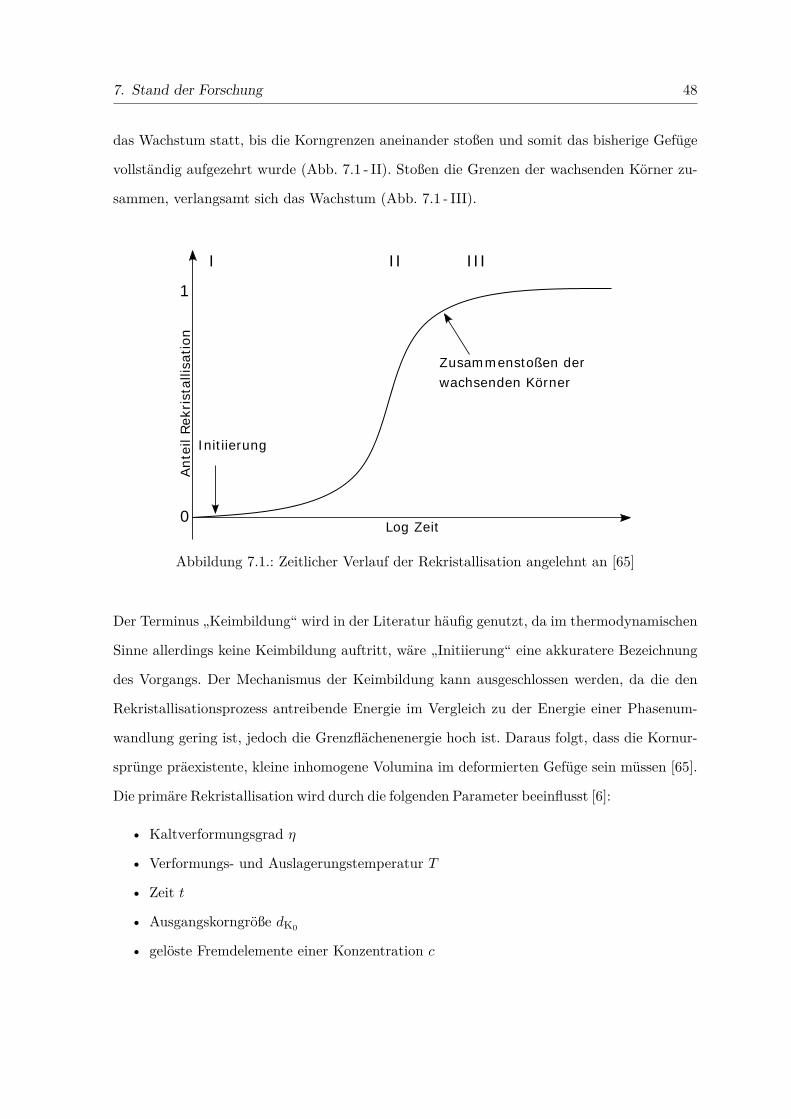
7. Stand der Forschung 48
das Wachstum statt, bis die Korngrenzen aneinander stoßen und somit das bisherige Gefüge
vollständig aufgezehrt wurde (Abb. 7.1 - II). Stoßen die Grenzen der wachsenden Körner zu-
sammen, verlangsamt sich das Wachstum (Abb. 7.1 - III).
Initiierung
Zusammenstoßen der wachsenden Körner
Log Zeit
Ante
il Rek
rist
allis
atio
n
I II III
1
0
Abbildung 7.1.: Zeitlicher Verlauf der Rekristallisation angelehnt an [65]
Der Terminus „Keimbildung“ wird in der Literatur häufig genutzt, da im thermodynamischen
Sinne allerdings keine Keimbildung auftritt, wäre „Initiierung“ eine akkuratere Bezeichnung
des Vorgangs. Der Mechanismus der Keimbildung kann ausgeschlossen werden, da die den
Rekristallisationsprozess antreibende Energie im Vergleich zu der Energie einer Phasenum-
wandlung gering ist, jedoch die Grenzflächenenergie hoch ist. Daraus folgt, dass die Kornur-
sprünge präexistente, kleine inhomogene Volumina im deformierten Gefüge sein müssen [65].
Die primäre Rekristallisation wird durch die folgenden Parameter beeinflusst [6]:
• Kaltverformungsgrad η
• Verformungs- und Auslagerungstemperatur T
• Zeit t
• Ausgangskorngröße dK0
• gelöste Fremdelemente einer Konzentration c
7. Stand der Forschung 49
• Mehrphasigkeit, z. B.in Form einer zweiten Phase mit den Dispersionsparametern Teil-
chendurchmesser dT und Teilchenabstand λT
Das Zusammenspiel dieser Größen wird im Folgenden durch die Gesetzmäßigkeiten der Re-
kristallisation beschrieben.
Bei einaxialen Zugversuchen wird zur Initiierung der Kornneubildung ein Mindestumform-
grad von 1 [42] bis 15% plastischer Dehnung [6] benötigt. Die Deformation muss zur Bil-
dung eines Keims ausreichen und ist die treibende Kraft des Kornwachstums. Je höher die
Temperatur nach der Verformung ist, desto geringer ist der kritische Umformgrad. Unter-
halb dieses Umformgrads kann sich nur Erholung abspielen. Weiterhin kann eine Erhöhung
der Umformtemperatur ebenfalls Erholungsprozesse während des Umformprozesses ermögli-
chen, wodurch weniger Energie im Werkstoff gespeichert ist. Ein knappes Überschreiten des
Mindestverformungrads erzeugt nur wenige Rekristallisationskeime und führt somit zu grö-
beren Körnern einschließlich sekundärer Rekristallisation. Ein hoher Umformgrad erhöht die
Keimbildungsrate und Keimwachstumsgeschwindigkeit und führt folglich zu einer kürzeren
Rekristallisationszeit. Daraus folgt auch, dass bei gleicher Glühdauer die Rekristallisations-
temperatur mit steigendem Umformgrad abnimmt. Zu beachten ist allerdings, dass während
der Aufheizphase bereits signifikante Erholung stattfinden kann [6].
Die Initiierung von Körnern und das anschließende Wachstum sind thermisch aktivierte Pro-
zesse, deren Geschwindigkeiten exponentiell von der Temperatur abhängig sind. Begründung
dafür ist das diffusive Klettern von Stufenversetzungen, welches zur Veränderung des Sub-
korngefüges notwendig ist. Aufgrund des diffusionskontrollierten Kletterns sinkt die Rekristal-
lisationszeit mit zunehmender Temperatur exponentiell. Wobei die finale Rekristallisations-
korngröße vornehmlich vom Deformationsgrad abhängig ist. Die Temperatur ist für der end-
gültigen Korngröße von nachrangiger Bedeutung [6, 66]. Zusätzlich spielt die Konzentrationen
gelöster Legierungselemente sowie die Verteilung von Teilchen innerhalb einer Legierung eine
Rolle bei der Rekristallisation. Fremdatome können das Fortschreiten der Korngrenzen brem-
sen und müssen von diesen beim Kornwachstum durch das Gitter mittransportiert werden.
Dies erhöht die zur Rekristallisation notwendigen Temperaturen. Korn- sowie Subkornwachs-
tum wird auch durch Teilchen einer zweiten Phase behindert. Die Ausscheidungen verhindern
7. Stand der Forschung 50
das Wandern von Korngrenzen und erschweren Versetzungsbewegungen [6]. Bei Präsenz einer
zweiten dicht gepackten Phase bzw. bei einem hohen Teilchenvolumenanteil, kann dadurch
das Kornwachstum örtlich beschränken werden [67, 68].
Die Wechselwirkung der Kraft zwischen Ausscheidung und Korngrenze bzw. der resultie-
renden rückhaltenden Kraft mehrerer Ausscheidungen auf die Korngrenze wird als Zener-
Reibung (Zener pinning) bezeichnet [68]. Um Korngrenzen von Partikeln zu befreien, wird
eine zusätzliche Menge an Grenzflächenenthalpie benötigt. Demzufolge rekristallisieren Legie-
rungen mit dispersen Ausscheidungen bei wesentlich höheren Glühtemperaturen als homogene
Legierungen oder Materialien mit groben Teilchen. Zum Teil kann durch feinverteilte, klei-
ne Partikel in einer Legierung die Rekristallisation bis knapp unterhalb des Schmelzpunktes
unterdrückt werden [6, 16]. Durch eine hohe lokale Versetzungsdichte, können im Gegensatz
dazu grobe Teilchen ab ca. 1 µm Größe, bei plastischer Verformung des inhomogenen Werk-
stoffs, die Korninitiierung fördern [6, 68].
Kohärente Ausscheidungen unterdrücken Korngrenzenwachstum effektiver als inkohärente
[69]. Bei ersteren muss zunächst eine inkohärente Grenzfläche zur neuen Kornseite hin ge-
schaffen werden, sobald die Korngrenze auf das Teilchen trifft [6]. Dies ist mit erhöhtem En-
ergieaufwand verbunden. Dieser Effekt lässt sich insbesondere in, durch γ’-Ausscheidungen,
gehärteten Nickelbasislegierungen beobachten.
Der Zusammenstoß dreier Körner an einer Kante wird als Korngrenzentripelpunkt bezeichnet.
Im Volumen handelt es sich meist um Tripellinien, aufgrund ihrer Erkennbarkeit als Punkte
im zweidimensionalen Schliff, werden sie dennoch als Tripelpunkte bezeichnet. Tripelpunkte
können das Kornwachstum und die Entwicklung der Mikrostruktur beeinflussen [65]. Experi-
mente und Simulationen zeigen, dass die Beweglichkeit von Tripelpunkten ausreichend klein
ist, um Korngrenzenwanderung zu unterbinden. Das bedeutet, dass die Korngrenzenbeweg-
lichkeit nicht allein die Kornwachstumsrate bestimmt [65].
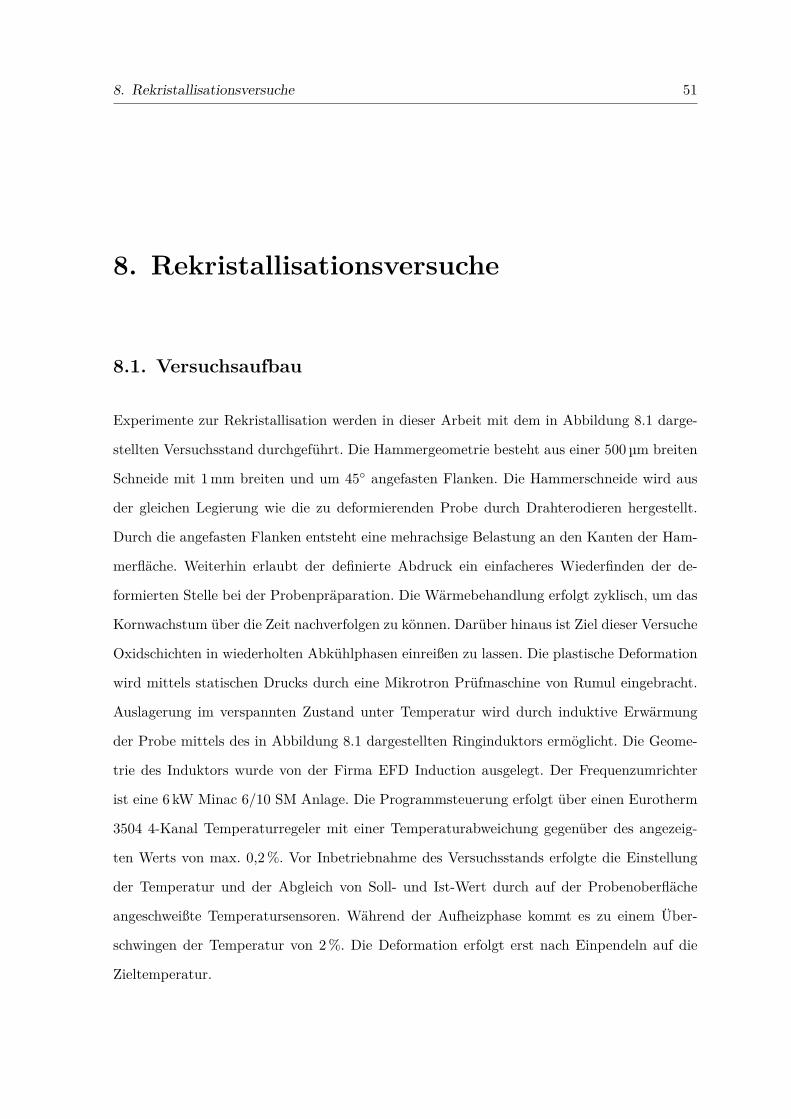
8. Rekristallisationsversuche 51
8. Rekristallisationsversuche
8.1. Versuchsaufbau
Experimente zur Rekristallisation werden in dieser Arbeit mit dem in Abbildung 8.1 darge-
stellten Versuchsstand durchgeführt. Die Hammergeometrie besteht aus einer 500 µm breiten
Schneide mit 1 mm breiten und um 45◦ angefasten Flanken. Die Hammerschneide wird aus
der gleichen Legierung wie die zu deformierenden Probe durch Drahterodieren hergestellt.
Durch die angefasten Flanken entsteht eine mehrachsige Belastung an den Kanten der Ham-
merfläche. Weiterhin erlaubt der definierte Abdruck ein einfacheres Wiederfinden der de-
formierten Stelle bei der Probenpräparation. Die Wärmebehandlung erfolgt zyklisch, um das
Kornwachstum über die Zeit nachverfolgen zu können. Darüber hinaus ist Ziel dieser Versuche
Oxidschichten in wiederholten Abkühlphasen einreißen zu lassen. Die plastische Deformation
wird mittels statischen Drucks durch eine Mikrotron Prüfmaschine von Rumul eingebracht.
Auslagerung im verspannten Zustand unter Temperatur wird durch induktive Erwärmung
der Probe mittels des in Abbildung 8.1 dargestellten Ringinduktors ermöglicht. Die Geome-
trie des Induktors wurde von der Firma EFD Induction ausgelegt. Der Frequenzumrichter
ist eine 6 kW Minac 6/10 SM Anlage. Die Programmsteuerung erfolgt über einen Eurotherm
3504 4-Kanal Temperaturregeler mit einer Temperaturabweichung gegenüber des angezeig-
ten Werts von max. 0,2 %. Vor Inbetriebnahme des Versuchsstands erfolgte die Einstellung
der Temperatur und der Abgleich von Soll- und Ist-Wert durch auf der Probenoberfläche
angeschweißte Temperatursensoren. Während der Aufheizphase kommt es zu einem Über-
schwingen der Temperatur von 2 %. Die Deformation erfolgt erst nach Einpendeln auf die
Zieltemperatur.
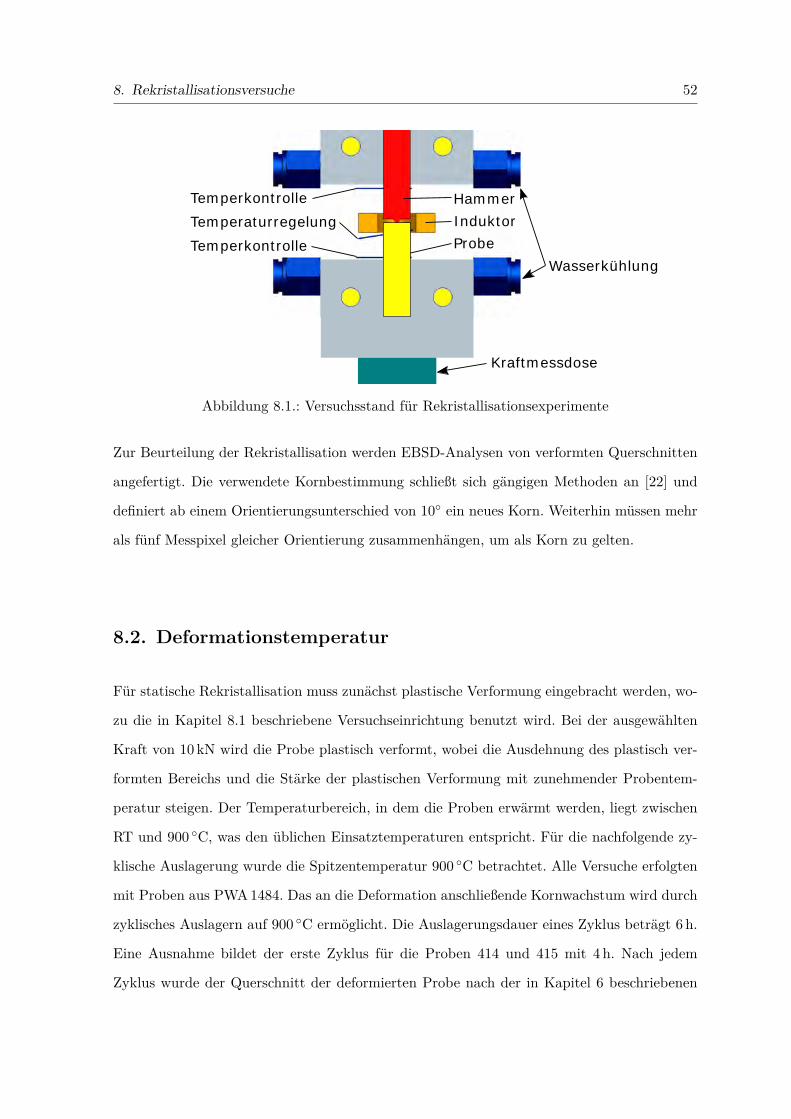
8. Rekristallisationsversuche 52
Temperaturregelung
Temperkontrolle
Temperkontrolle
Induktor
Hammer
Probe
Wasserkühlung
Kraftmessdose
Abbildung 8.1.: Versuchsstand für Rekristallisationsexperimente
Zur Beurteilung der Rekristallisation werden EBSD-Analysen von verformten Querschnitten
angefertigt. Die verwendete Kornbestimmung schließt sich gängigen Methoden an [22] und
definiert ab einem Orientierungsunterschied von 10◦ ein neues Korn. Weiterhin müssen mehr
als fünf Messpixel gleicher Orientierung zusammenhängen, um als Korn zu gelten.
8.2. Deformationstemperatur
Für statische Rekristallisation muss zunächst plastische Verformung eingebracht werden, wo-
zu die in Kapitel 8.1 beschriebene Versuchseinrichtung benutzt wird. Bei der ausgewählten
Kraft von 10 kN wird die Probe plastisch verformt, wobei die Ausdehnung des plastisch ver-
formten Bereichs und die Stärke der plastischen Verformung mit zunehmender Probentem-
peratur steigen. Der Temperaturbereich, in dem die Proben erwärmt werden, liegt zwischen
RT und 900 ◦C, was den üblichen Einsatztemperaturen entspricht. Für die nachfolgende zy-
klische Auslagerung wurde die Spitzentemperatur 900 ◦C betrachtet. Alle Versuche erfolgten
mit Proben aus PWA 1484. Das an die Deformation anschließende Kornwachstum wird durch
zyklisches Auslagern auf 900 ◦C ermöglicht. Die Auslagerungsdauer eines Zyklus beträgt 6 h.
Eine Ausnahme bildet der erste Zyklus für die Proben 414 und 415 mit 4 h. Nach jedem
Zyklus wurde der Querschnitt der deformierten Probe nach der in Kapitel 6 beschriebenen
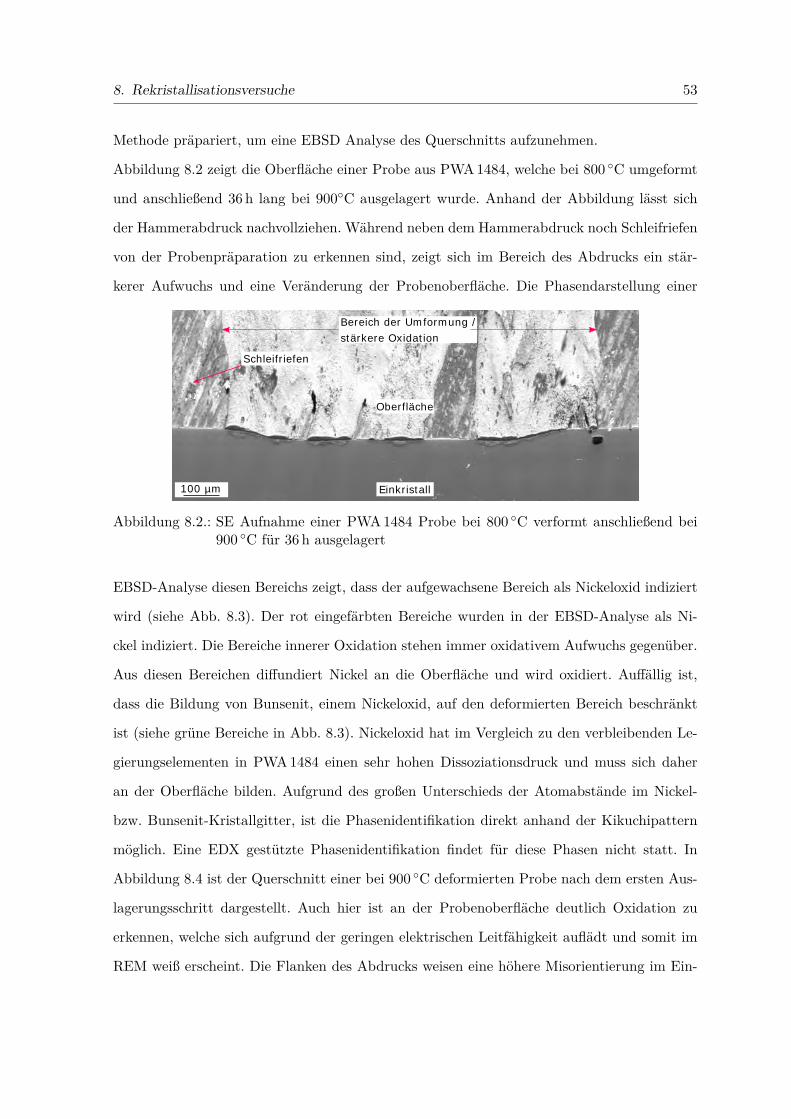
8. Rekristallisationsversuche 53
Methode präpariert, um eine EBSD Analyse des Querschnitts aufzunehmen.
Abbildung 8.2 zeigt die Oberfläche einer Probe aus PWA 1484, welche bei 800 ◦C umgeformt
und anschließend 36 h lang bei 900◦C ausgelagert wurde. Anhand der Abbildung lässt sich
der Hammerabdruck nachvollziehen. Während neben dem Hammerabdruck noch Schleifriefen
von der Probenpräparation zu erkennen sind, zeigt sich im Bereich des Abdrucks ein stär-
kerer Aufwuchs und eine Veränderung der Probenoberfläche. Die Phasendarstellung einer
Einkristall
Bereich der Umformung /stärkere Oxidation
100 µm
Schleifriefen
Oberfläche
Abbildung 8.2.: SE Aufnahme einer PWA 1484 Probe bei 800 ◦C verformt anschließend bei900 ◦C für 36 h ausgelagert
EBSD-Analyse diesen Bereichs zeigt, dass der aufgewachsene Bereich als Nickeloxid indiziert
wird (siehe Abb. 8.3). Der rot eingefärbten Bereiche wurden in der EBSD-Analyse als Ni-
ckel indiziert. Die Bereiche innerer Oxidation stehen immer oxidativem Aufwuchs gegenüber.
Aus diesen Bereichen diffundiert Nickel an die Oberfläche und wird oxidiert. Auffällig ist,
dass die Bildung von Bunsenit, einem Nickeloxid, auf den deformierten Bereich beschränkt
ist (siehe grüne Bereiche in Abb. 8.3). Nickeloxid hat im Vergleich zu den verbleibenden Le-
gierungselementen in PWA 1484 einen sehr hohen Dissoziationsdruck und muss sich daher
an der Oberfläche bilden. Aufgrund des großen Unterschieds der Atomabstände im Nickel-
bzw. Bunsenit-Kristallgitter, ist die Phasenidentifikation direkt anhand der Kikuchipattern
möglich. Eine EDX gestützte Phasenidentifikation findet für diese Phasen nicht statt. In
Abbildung 8.4 ist der Querschnitt einer bei 900 ◦C deformierten Probe nach dem ersten Aus-
lagerungsschritt dargestellt. Auch hier ist an der Probenoberfläche deutlich Oxidation zu
erkennen, welche sich aufgrund der geringen elektrischen Leitfähigkeit auflädt und somit im
REM weiß erscheint. Die Flanken des Abdrucks weisen eine höhere Misorientierung im Ein-
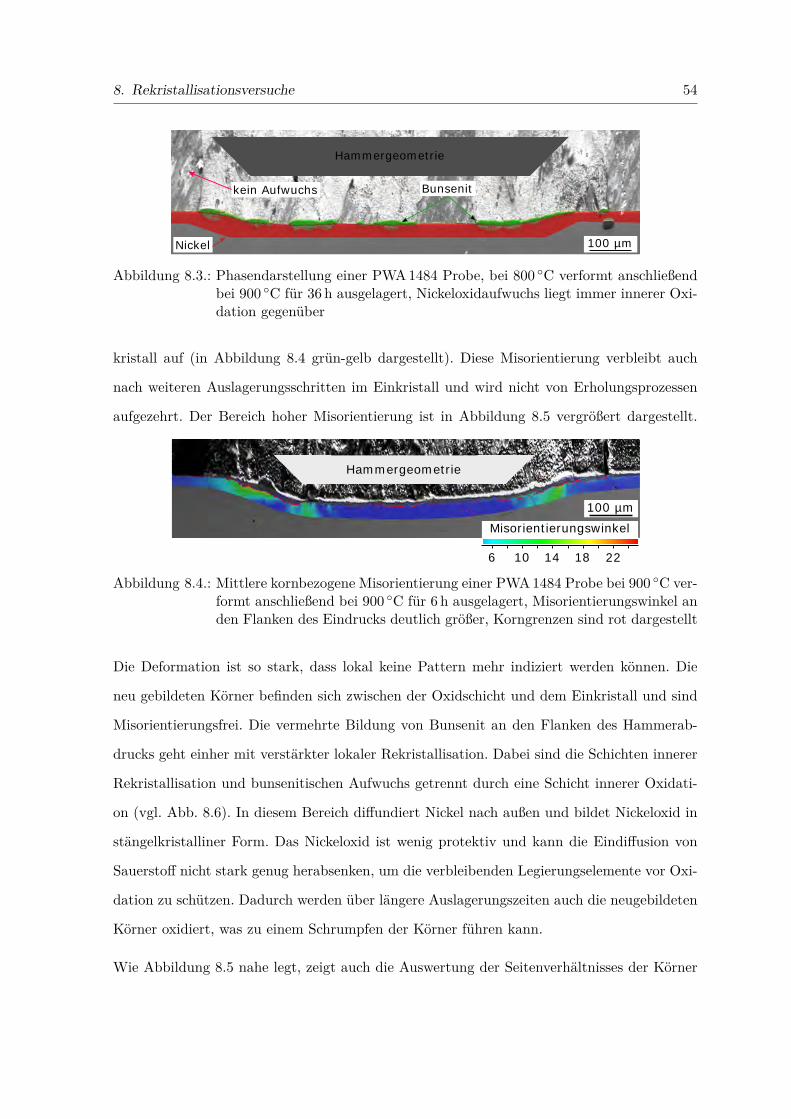
8. Rekristallisationsversuche 54
100 µm
Bunsenit
Nickel
Hammergeometrie
kein Aufwuchs
Abbildung 8.3.: Phasendarstellung einer PWA 1484 Probe, bei 800 ◦C verformt anschließendbei 900 ◦C für 36 h ausgelagert, Nickeloxidaufwuchs liegt immer innerer Oxi-dation gegenüber
kristall auf (in Abbildung 8.4 grün-gelb dargestellt). Diese Misorientierung verbleibt auch
nach weiteren Auslagerungsschritten im Einkristall und wird nicht von Erholungsprozessen
aufgezehrt. Der Bereich hoher Misorientierung ist in Abbildung 8.5 vergrößert dargestellt.
6 10 14 18 22
Misorientierungswinkel
Hammergeometrie
100 µm
Abbildung 8.4.: Mittlere kornbezogene Misorientierung einer PWA 1484 Probe bei 900 ◦C ver-formt anschließend bei 900 ◦C für 6 h ausgelagert, Misorientierungswinkel anden Flanken des Eindrucks deutlich größer, Korngrenzen sind rot dargestellt
Die Deformation ist so stark, dass lokal keine Pattern mehr indiziert werden können. Die
neu gebildeten Körner befinden sich zwischen der Oxidschicht und dem Einkristall und sind
Misorientierungsfrei. Die vermehrte Bildung von Bunsenit an den Flanken des Hammerab-
drucks geht einher mit verstärkter lokaler Rekristallisation. Dabei sind die Schichten innerer
Rekristallisation und bunsenitischen Aufwuchs getrennt durch eine Schicht innerer Oxidati-
on (vgl. Abb. 8.6). In diesem Bereich diffundiert Nickel nach außen und bildet Nickeloxid in
stängelkristalliner Form. Das Nickeloxid ist wenig protektiv und kann die Eindiffusion von
Sauerstoff nicht stark genug herabsenken, um die verbleibenden Legierungselemente vor Oxi-
dation zu schützen. Dadurch werden über längere Auslagerungszeiten auch die neugebildeten
Körner oxidiert, was zu einem Schrumpfen der Körner führen kann.
Wie Abbildung 8.5 nahe legt, zeigt auch die Auswertung der Seitenverhältnisses der Körner
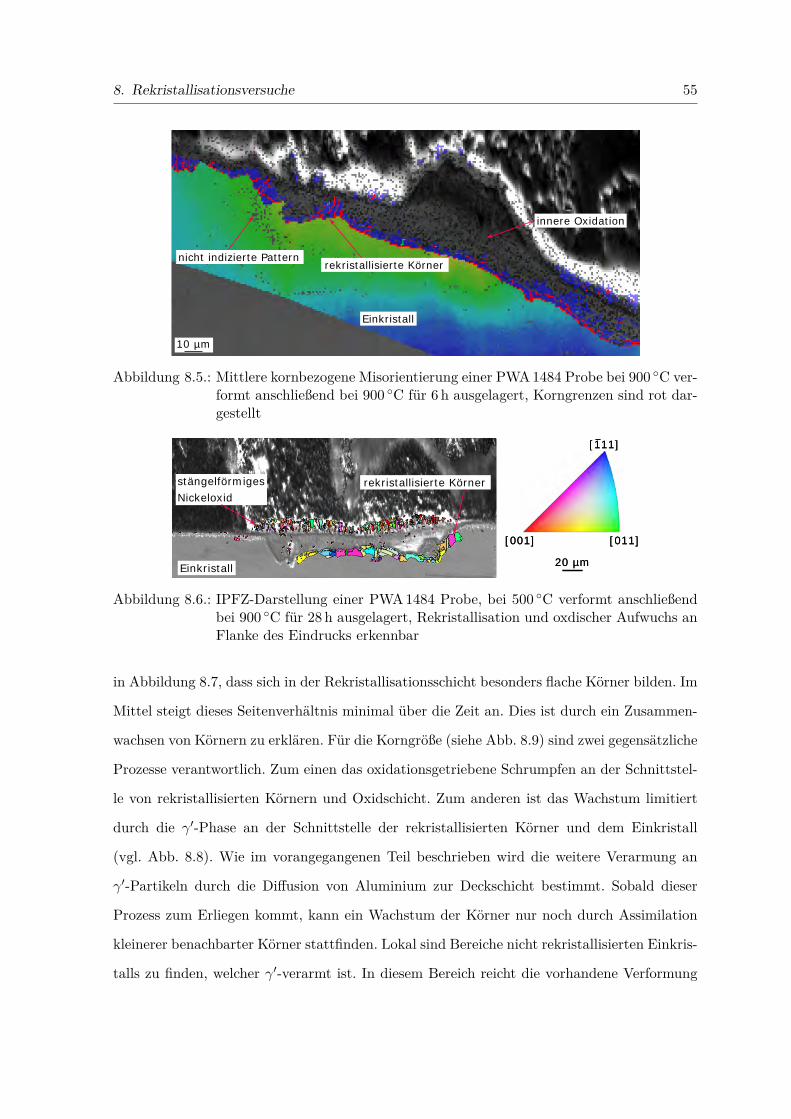
8. Rekristallisationsversuche 55
10 µm
Rekristallisierte Körner
innere Oxidation
nicht indizierte Pattern
10 µm
rekristallisierte Körner
innere Oxidation
nicht indizierte Pattern
Einkristall
Abbildung 8.5.: Mittlere kornbezogene Misorientierung einer PWA 1484 Probe bei 900 ◦C ver-formt anschließend bei 900 ◦C für 6 h ausgelagert, Korngrenzen sind rot dar-gestellt
[111]
[011][001]
20 µm
[111]
[011][001]
20 µm
stängelförmigesNickeloxid
Einkristall
rekristallisierte Körner
Abbildung 8.6.: IPFZ-Darstellung einer PWA 1484 Probe, bei 500 ◦C verformt anschließendbei 900 ◦C für 28 h ausgelagert, Rekristallisation und oxdischer Aufwuchs anFlanke des Eindrucks erkennbar
in Abbildung 8.7, dass sich in der Rekristallisationsschicht besonders flache Körner bilden. Im
Mittel steigt dieses Seitenverhältnis minimal über die Zeit an. Dies ist durch ein Zusammen-
wachsen von Körnern zu erklären. Für die Korngröße (siehe Abb. 8.9) sind zwei gegensätzliche
Prozesse verantwortlich. Zum einen das oxidationsgetriebene Schrumpfen an der Schnittstel-
le von rekristallisierten Körnern und Oxidschicht. Zum anderen ist das Wachstum limitiert
durch die γ′-Phase an der Schnittstelle der rekristallisierten Körner und dem Einkristall
(vgl. Abb. 8.8). Wie im vorangegangenen Teil beschrieben wird die weitere Verarmung an
γ′-Partikeln durch die Diffusion von Aluminium zur Deckschicht bestimmt. Sobald dieser
Prozess zum Erliegen kommt, kann ein Wachstum der Körner nur noch durch Assimilation
kleinerer benachbarter Körner stattfinden. Lokal sind Bereiche nicht rekristallisierten Einkris-
talls zu finden, welcher γ′-verarmt ist. In diesem Bereich reicht die vorhandene Verformung
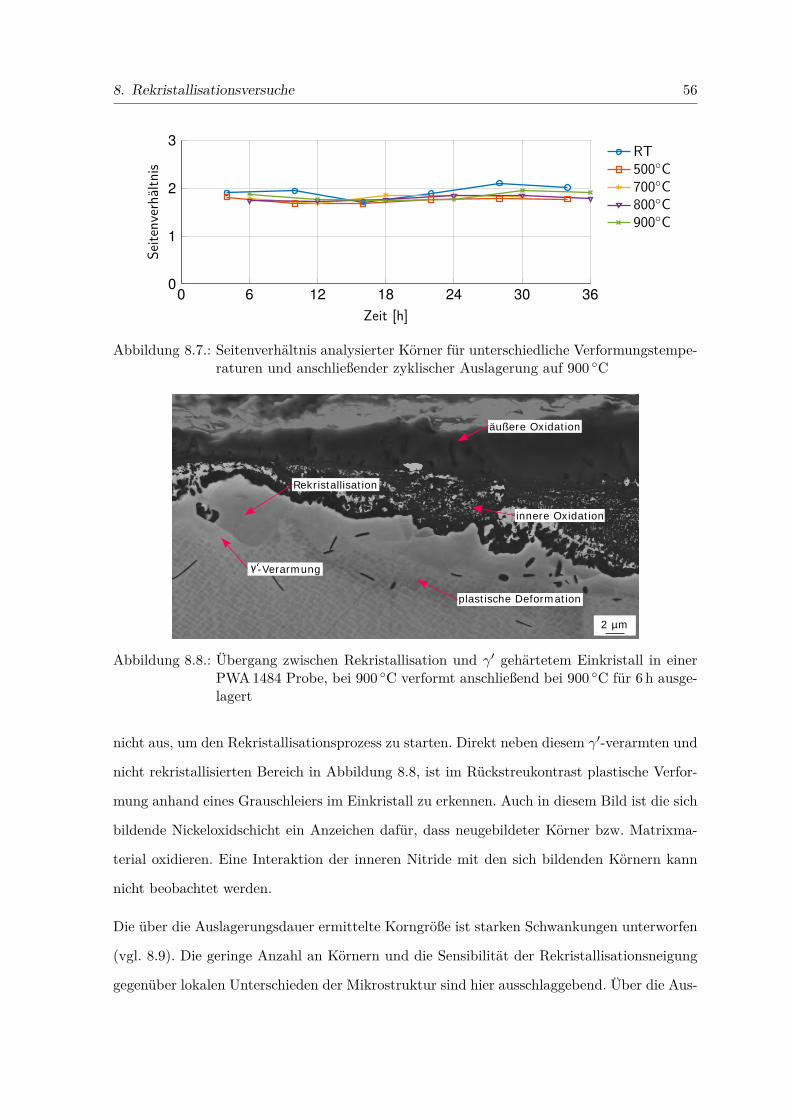
8. Rekristallisationsversuche 56
0 6 12 18 24 30 360
1
2
3
Zeit [h]
Seite
nver
hältn
isRT500◦C700◦C800◦C900◦C
Abbildung 8.7.: Seitenverhältnis analysierter Körner für unterschiedliche Verformungstempe-raturen und anschließender zyklischer Auslagerung auf 900 ◦C
2 µm
-Verarmungγ‘
äußere Oxidation
innere Oxidation
Rekristallisation
plastische Deformation
Abbildung 8.8.: Übergang zwischen Rekristallisation und γ′ gehärtetem Einkristall in einerPWA 1484 Probe, bei 900 ◦C verformt anschließend bei 900 ◦C für 6 h ausge-lagert
nicht aus, um den Rekristallisationsprozess zu starten. Direkt neben diesem γ′-verarmten und
nicht rekristallisierten Bereich in Abbildung 8.8, ist im Rückstreukontrast plastische Verfor-
mung anhand eines Grauschleiers im Einkristall zu erkennen. Auch in diesem Bild ist die sich
bildende Nickeloxidschicht ein Anzeichen dafür, dass neugebildeter Körner bzw. Matrixma-
terial oxidieren. Eine Interaktion der inneren Nitride mit den sich bildenden Körnern kann
nicht beobachtet werden.
Die über die Auslagerungsdauer ermittelte Korngröße ist starken Schwankungen unterworfen
(vgl. 8.9). Die geringe Anzahl an Körnern und die Sensibilität der Rekristallisationsneigung
gegenüber lokalen Unterschieden der Mikrostruktur sind hier ausschlaggebend. Über die Aus-

8. Rekristallisationsversuche 57
0 6 12 18 24 30 360
5
10
15
Zeit [h]
Korn
größ
e[µ
m]
RT500◦C700◦C800◦C900◦C
Abbildung 8.9.: Durchschnittliche Korngröße im Probenquerschnitt über die Zeit für unter-schiedliche Verformungstemperaturen
lagerungszeit von 36 h beginnen die Körner im Mittel zu schrumpfen. Dieser Effekt ist kleiner
als die beobachtete Varianz zwischen den Proben.
8.3. Auslagerungstemperatur
Die nächste zu untersuchende Einflussgröße ist die Auslagerungstemperatur. Ziel ist es, Schä-
digungsbilder zu erzeugen, bei denen die Rekristallisation und die Oxidation an Grenzflächen
gleichzeitig ablaufen. Da wie in Kapitel 8.2 dargestellt die Verformungstemperatur keinen
Einfluss auf die neugebildeten Körner hat, werden alle Proben bei RT vorverformt und an-
schließend zyklisch ausgelagert. Es wird ein Temperaturbereich von 850 ◦C - 1050 ◦C beob-
achtet, wobei dieser Bereich an der oberen Grenze der Einsatztemperatur liegt. Es werden
alle vier zur Verfügung stehenden Ni-Basis-Legierungen untersucht.
Auslagerung bei 850 ◦C
Die mittlere Korngröße und Kornanzahl bei Auslagerung bei 850◦C sind in Abb. 8.10 für
alle untersuchten Legierungen dargestellt. Für die ausgelagerten Proben ist kein kontinuier-
liches Kornwachstum beobachtbar und die Größe der Körner streut stark. Zum einen gibt
es Schwankungen zwischen den unterschiedlichen analysierten Querschnitten innerhalb einer
Probe. Zum anderen bilden sich große Körner hauptsächlich an den Flanken des Hammer-
abdrucks, sodass die Anzahl dieser Körner niedrig ist. Die sich einstellende durchschnittliche
Dicke der rekristallisierten Schicht bei 850 ◦C ist größer als die gemessene γ′-Verarmung in
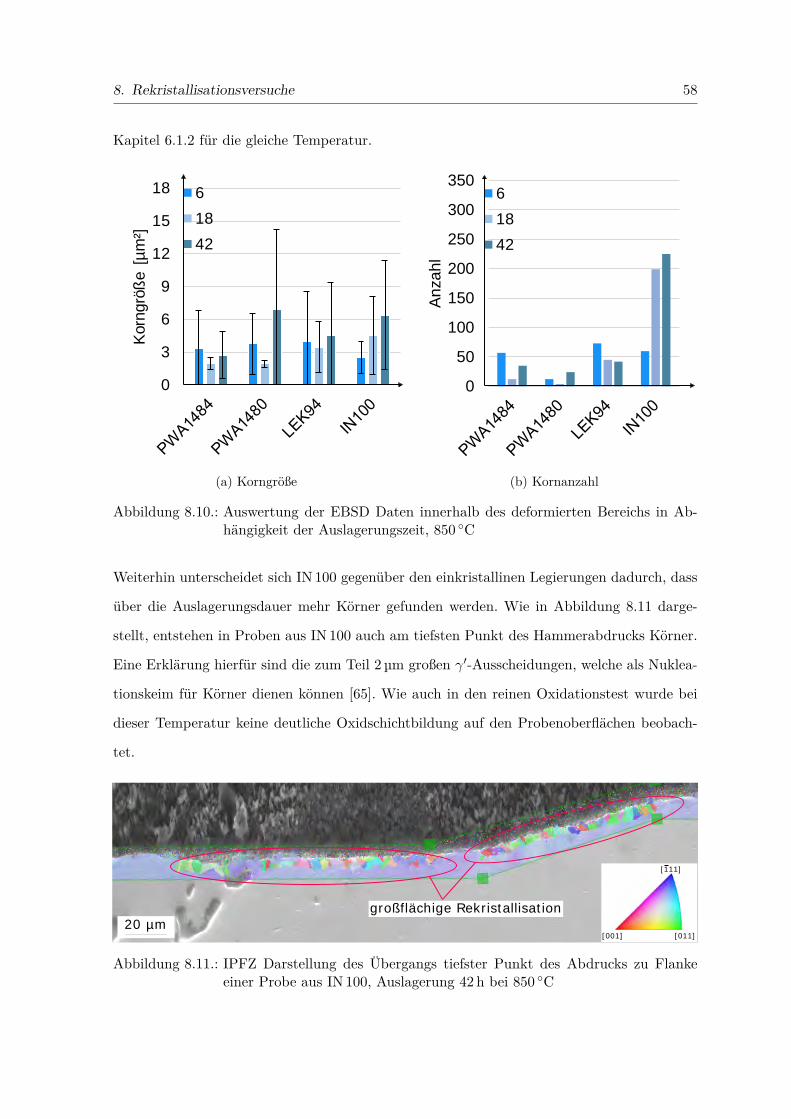
8. Rekristallisationsversuche 58
Kapitel 6.1.2 für die gleiche Temperatur.
0
3
6
9
12
15
18
Kor
ngrö
ße
[µm
²]
6
18
42
0
3
6
9
12
15
18
Kor
ngrö
ße
[µm
²]
6
18
42
(a) Korngröße
0
50
100
150
200
250
300
350
An
zah
l
6
18
42
(b) Kornanzahl
Abbildung 8.10.: Auswertung der EBSD Daten innerhalb des deformierten Bereichs in Ab-hängigkeit der Auslagerungszeit, 850 ◦C
Weiterhin unterscheidet sich IN 100 gegenüber den einkristallinen Legierungen dadurch, dass
über die Auslagerungsdauer mehr Körner gefunden werden. Wie in Abbildung 8.11 darge-
stellt, entstehen in Proben aus IN 100 auch am tiefsten Punkt des Hammerabdrucks Körner.
Eine Erklärung hierfür sind die zum Teil 2 µm großen γ′-Ausscheidungen, welche als Nuklea-
tionskeim für Körner dienen können [65]. Wie auch in den reinen Oxidationstest wurde bei
dieser Temperatur keine deutliche Oxidschichtbildung auf den Probenoberflächen beobach-
tet.
20 µmgroßflächige Rekristallisation
[111]
[011][001]
Abbildung 8.11.: IPFZ Darstellung des Übergangs tiefster Punkt des Abdrucks zu Flankeeiner Probe aus IN 100, Auslagerung 42 h bei 850 ◦C
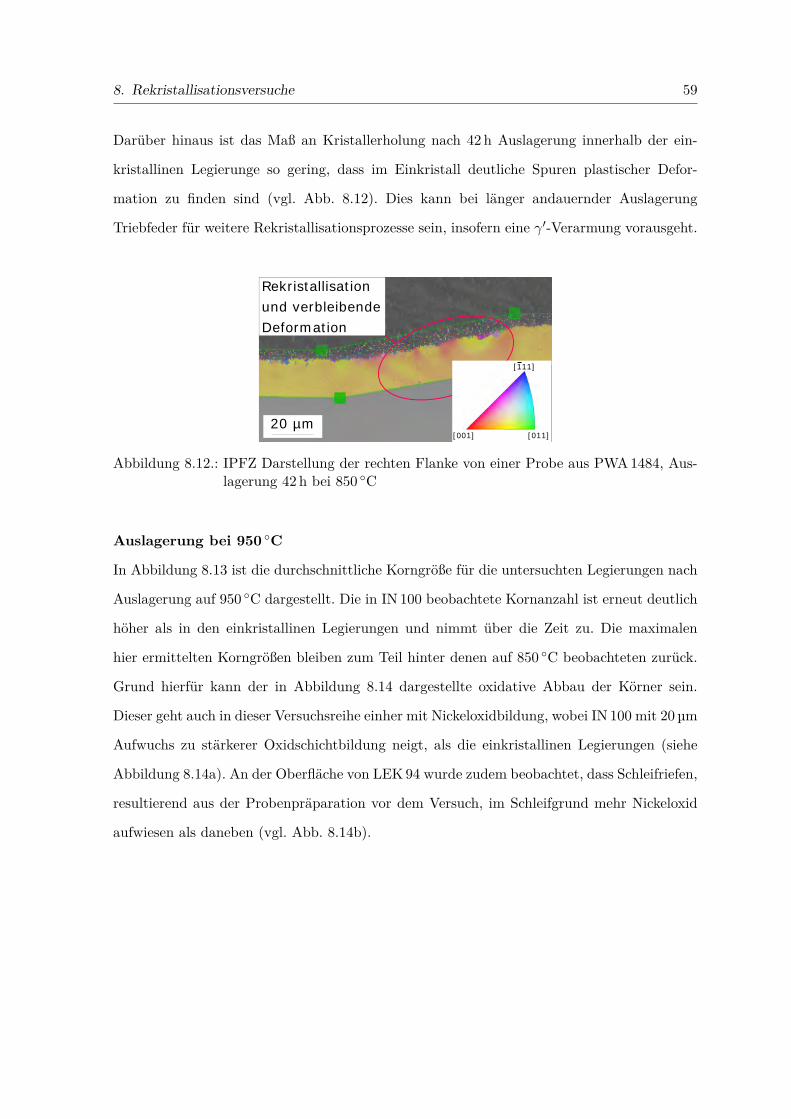
8. Rekristallisationsversuche 59
Darüber hinaus ist das Maß an Kristallerholung nach 42 h Auslagerung innerhalb der ein-
kristallinen Legierunge so gering, dass im Einkristall deutliche Spuren plastischer Defor-
mation zu finden sind (vgl. Abb. 8.12). Dies kann bei länger andauernder Auslagerung
Triebfeder für weitere Rekristallisationsprozesse sein, insofern eine γ′-Verarmung vorausgeht.
20 µm
Rekristallisationund verbleibende Deformation
[111]
[011][001]
Abbildung 8.12.: IPFZ Darstellung der rechten Flanke von einer Probe aus PWA 1484, Aus-lagerung 42 h bei 850 ◦C
Auslagerung bei 950 ◦C
In Abbildung 8.13 ist die durchschnittliche Korngröße für die untersuchten Legierungen nach
Auslagerung auf 950 ◦C dargestellt. Die in IN 100 beobachtete Kornanzahl ist erneut deutlich
höher als in den einkristallinen Legierungen und nimmt über die Zeit zu. Die maximalen
hier ermittelten Korngrößen bleiben zum Teil hinter denen auf 850 ◦C beobachteten zurück.
Grund hierfür kann der in Abbildung 8.14 dargestellte oxidative Abbau der Körner sein.
Dieser geht auch in dieser Versuchsreihe einher mit Nickeloxidbildung, wobei IN 100 mit 20 µm
Aufwuchs zu stärkerer Oxidschichtbildung neigt, als die einkristallinen Legierungen (siehe
Abbildung 8.14a). An der Oberfläche von LEK 94 wurde zudem beobachtet, dass Schleifriefen,
resultierend aus der Probenpräparation vor dem Versuch, im Schleifgrund mehr Nickeloxid
aufwiesen als daneben (vgl. Abb. 8.14b).
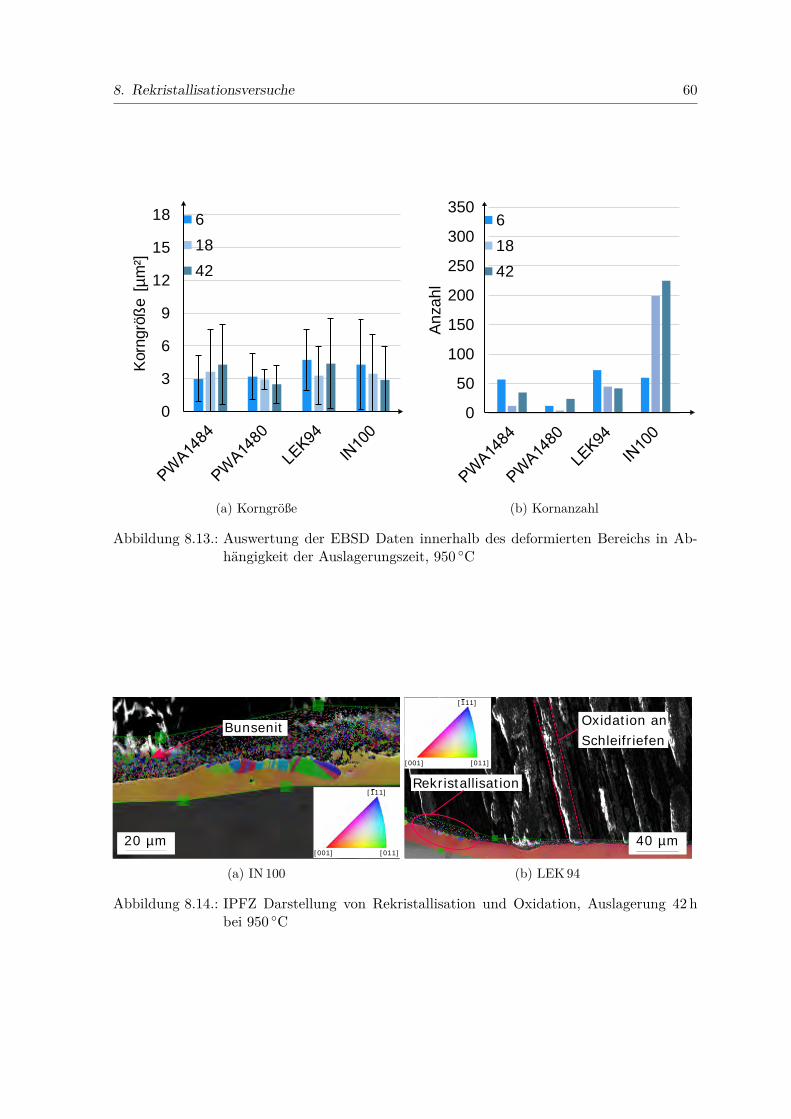
8. Rekristallisationsversuche 60
0
3
6
9
12
15
18
Kor
ngrö
ße
[µm
²]
6
18
42
(a) Korngröße
0
50
100
150
200
250
300
350
An
zah
l
6
18
42
(b) Kornanzahl
Abbildung 8.13.: Auswertung der EBSD Daten innerhalb des deformierten Bereichs in Ab-hängigkeit der Auslagerungszeit, 950 ◦C
20 µm
Bunsenit
[111]
[011][001]
(a) IN 100
40 µm
Rekristallisation
Oxidation anSchleifriefen
[111]
[011][001]
(b) LEK 94
Abbildung 8.14.: IPFZ Darstellung von Rekristallisation und Oxidation, Auslagerung 42 hbei 950 ◦C
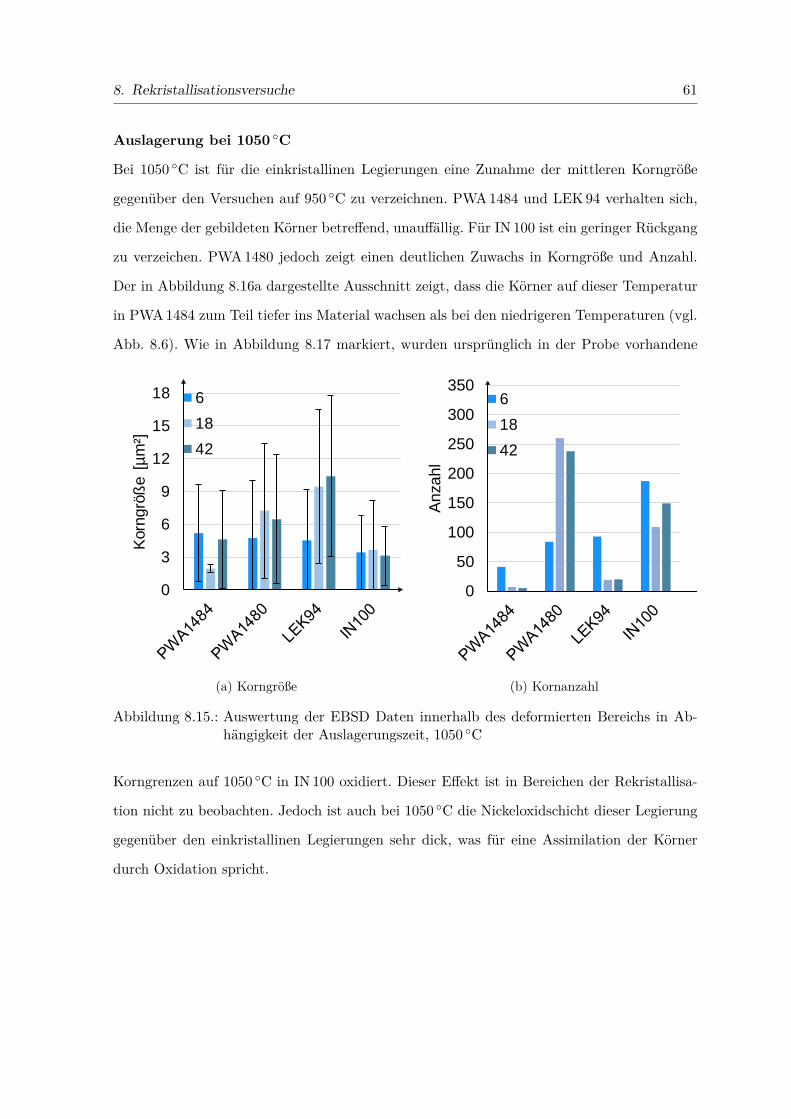
8. Rekristallisationsversuche 61
Auslagerung bei 1050 ◦C
Bei 1050 ◦C ist für die einkristallinen Legierungen eine Zunahme der mittleren Korngröße
gegenüber den Versuchen auf 950 ◦C zu verzeichnen. PWA 1484 und LEK 94 verhalten sich,
die Menge der gebildeten Körner betreffend, unauffällig. Für IN 100 ist ein geringer Rückgang
zu verzeichen. PWA 1480 jedoch zeigt einen deutlichen Zuwachs in Korngröße und Anzahl.
Der in Abbildung 8.16a dargestellte Ausschnitt zeigt, dass die Körner auf dieser Temperatur
in PWA 1484 zum Teil tiefer ins Material wachsen als bei den niedrigeren Temperaturen (vgl.
Abb. 8.6). Wie in Abbildung 8.17 markiert, wurden ursprünglich in der Probe vorhandene
0
3
6
9
12
15
18
Kor
ngrö
ße
[µm
²]
6
18
42
(a) Korngröße
0
50
100
150
200
250
300
350
An
zah
l
6
18
42
(b) Kornanzahl
Abbildung 8.15.: Auswertung der EBSD Daten innerhalb des deformierten Bereichs in Ab-hängigkeit der Auslagerungszeit, 1050 ◦C
Korngrenzen auf 1050 ◦C in IN 100 oxidiert. Dieser Effekt ist in Bereichen der Rekristallisa-
tion nicht zu beobachten. Jedoch ist auch bei 1050 ◦C die Nickeloxidschicht dieser Legierung
gegenüber den einkristallinen Legierungen sehr dick, was für eine Assimilation der Körner
durch Oxidation spricht.
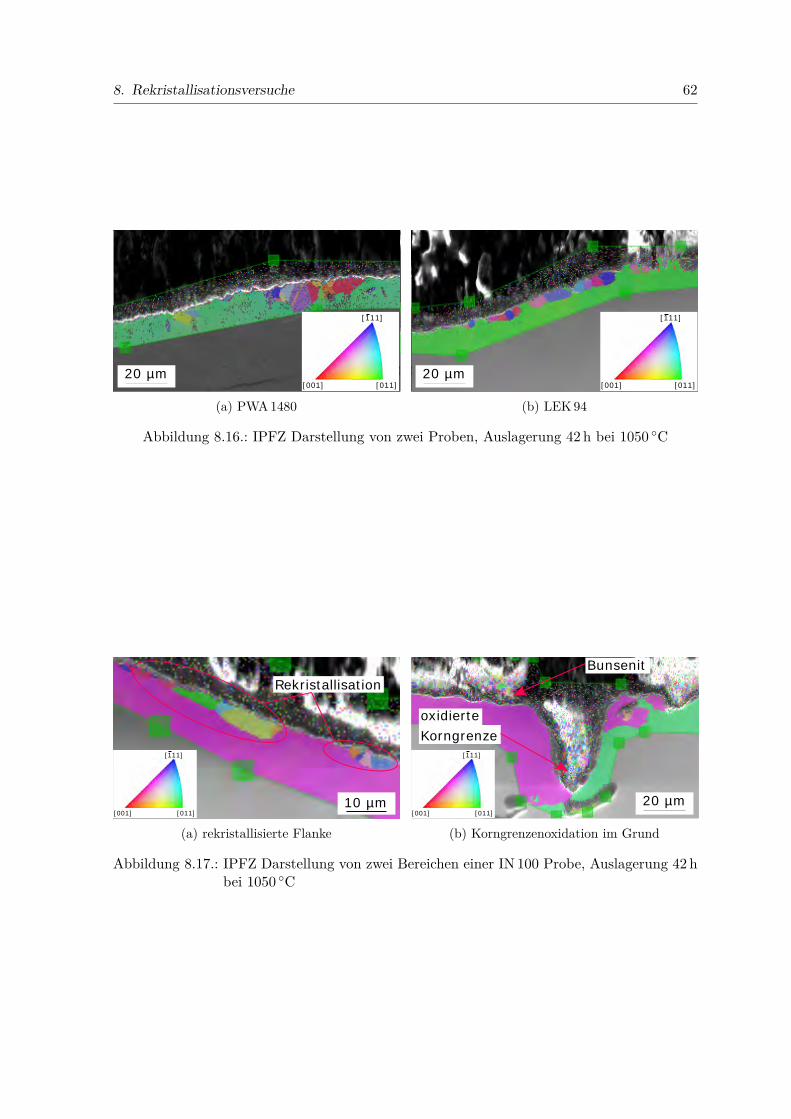
8. Rekristallisationsversuche 62
20 µm
[111]
[011][001]
(a) PWA 1480
20 µm
[111]
[011][001]
(b) LEK 94
Abbildung 8.16.: IPFZ Darstellung von zwei Proben, Auslagerung 42 h bei 1050 ◦C
[111]
[011][001]10 µm
Rekristallisation
(a) rekristallisierte Flanke
[111]
[011][001]
20 µm
oxidierteKorngrenze
Bunsenit
(b) Korngrenzenoxidation im Grund
Abbildung 8.17.: IPFZ Darstellung von zwei Bereichen einer IN 100 Probe, Auslagerung 42 hbei 1050 ◦C
8. Rekristallisationsversuche 63
8.4. Auslagerung bei extremer Temperatur
Die bislang getesteten Temperaturen waren angelehnt an im Betrieb zu erwartende Werte.
In diesem Abschnitt wird das Verhalten von PWA 1484 auf Temperaturen in der Nähe der
Schmelztemperatur untersucht. Ziel ist das Erzeugen großer Körner um anschließend zu un-
tersuchen, wie die Fragmentierung von Körnern auf unterschiedlichen Temperaturen verläuft.
Darüber hinaus soll untersucht werden, ob in Abhängigkeit der Temperatur eine bevorzugte
Oxidation der Korngrenzen stattfindet.
8.4.1. Vorversuche mit Härteeindrücken
Im Folgenden wird im Rahmen einer Vorstudie untersucht, wie sich oberflächennahe Berei-
che bei 1200 ◦C und 1300 ◦C verhalten. Die Verformung wurde in die Proben mittels HV 20
Vickershärteeindrücken eingebracht. Die Betrachtung der Schädigung und der sich einstellen-
den Mikrostruktur erfolgt im Schliff. Untersucht werden die Auslagerungsdauern 5, 20 und
60 Minuten.
In Abbildung 8.18 sind für 1200 ◦C die drei untersuchten Zeitpunkte dargestellt. Bei Her-
ausnahme der Proben aus dem Ofen platzte großflächig Oxid ab, sodass die verbleibenden
Oxidschichten in diesem Versuch sehr dünn ausfallen. Die Größenordnung des γ′-verarmten
und rekristallisierten Bereichs ist vergleichbar mit den Versuchen auf 900-1000 ◦C. Jedoch fin-
det die Oxidation neugebildeter Körner in Abbildung 8.18c deutlicher statt. Darüber hinaus
ist die Bildung neuer Körner beschränkt durch die γ′-Phase. Des Weiteren ist eine deutliche
Alterung der γ′-Ausscheidungen zu erkennen, in Abb. 8.18a ist das großflächige Zusammen-
wachsen mehrerer Ausscheidungen beobachtbar.
Die EBSD-Aufnahmen in Abbildungen 8.19 zeigen das langsam in die Tiefe fortschreitende
Wachstum der Körner über die Zeit. Im Gegensatz zu Versuchen auf niedrigeren Temperatu-
ren bildet sich keine gleichmäßige Schädigungstiefe. Vielmehr wachsen einzelne Körner lokal
tiefer in den Einkristall hinein. Diesem inneren Fortschritt der Rekristallisationsfront folgt
die Oxidation, welche neugebildete Körner aufzehrt (sie Abb. 8.19b).
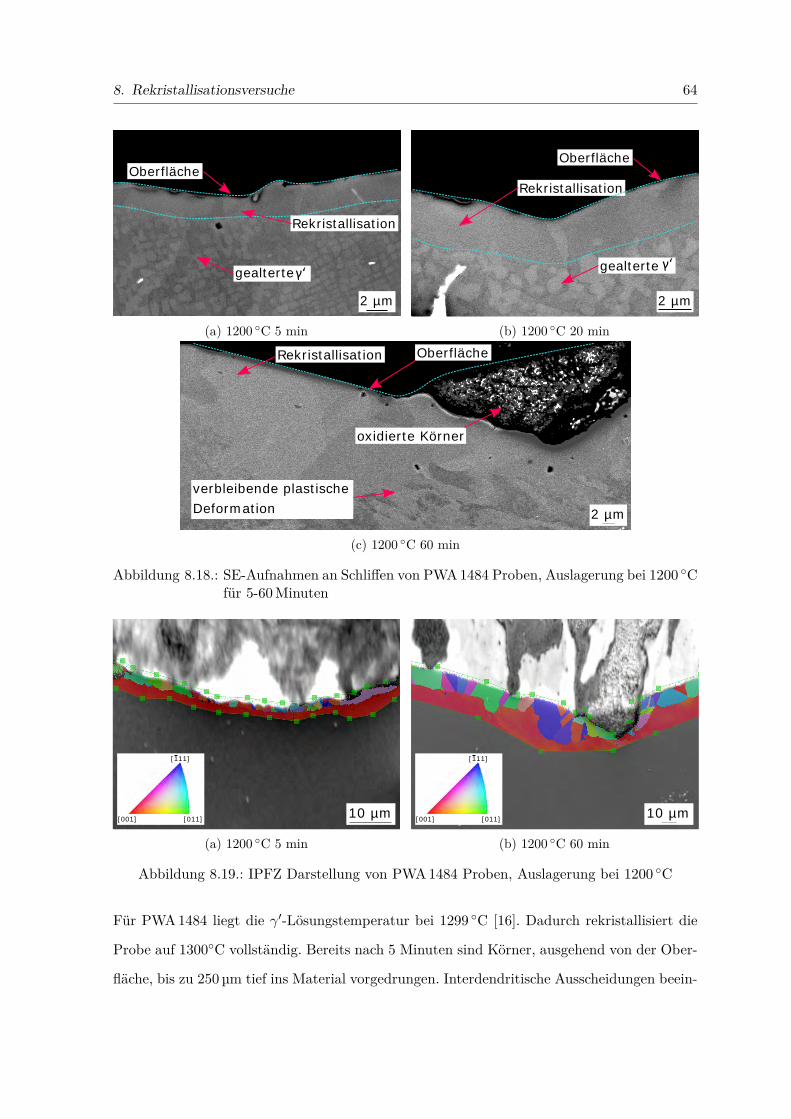
8. Rekristallisationsversuche 64
2 µm
gealterte γ‘
Rekristallisation
Oberfläche
(a) 1200 ◦C 5 min
2 µm
gealterte γ‘
Rekristallisation
Oberfläche
(b) 1200 ◦C 20 min
2 µm
Rekristallisation
oxidierte Körner
verbleibende plastische Deformation
Oberfläche
(c) 1200 ◦C 60 min
Abbildung 8.18.: SE-Aufnahmen an Schliffen von PWA 1484 Proben, Auslagerung bei 1200 ◦Cfür 5-60 Minuten
10 µm
[111]
[011][001]
(a) 1200 ◦C 5 min
10 µm
[111]
[011][001]
(b) 1200 ◦C 60 min
Abbildung 8.19.: IPFZ Darstellung von PWA 1484 Proben, Auslagerung bei 1200 ◦C
Für PWA 1484 liegt die γ′-Lösungstemperatur bei 1299 ◦C [16]. Dadurch rekristallisiert die
Probe auf 1300◦C vollständig. Bereits nach 5 Minuten sind Körner, ausgehend von der Ober-
fläche, bis zu 250 µm tief ins Material vorgedrungen. Interdendritische Ausscheidungen beein-

8. Rekristallisationsversuche 65
flussen lokal die Richtung des Kornwachstums (siehe Abb. 8.20) [42].
80 µm
Härteeindruck
Einkristall
interdendritische Ausscheidungen
Abbildung 8.20.: Argus Detektor-Aufnahme einer PWA 1484 Probe, Auslagerung bei 1300 ◦Cfür 5 Minuten
8.4.2. Kornfragmentation nach Hochtemperaturauslagerung
Auf Basis der Vorversuche in Kapitel 8.4.1 wurden Proben auf Raumtemperatur mit 10 kN in
dem Versuchsstand aus Kapitel 8.1 deformiert. Eine anschließende 60 minütige Auslagerung
auf 1200 ◦C hat zum Ziel große Körner innerhalb des deformierten Bereichs zu erzeugen. Die
Fragmentation dieser Körner wird in einem zweiten Schritt durch Auslagerung auf unter-
schiedlichen Temperaturen zwischen 800 ◦C und 1000 ◦C untersucht.
Die Korngröße zum Zeitpunkt 0 h in Abbildung 8.21 definiert den Auslagerungszustand nach
60 Minuten auf 1200 ◦C. Zu diesem Zeitpunkt gibt es bereits eine große Streuungen zwischen
den unterschiedlichen Proben, trotz gleicher Wärmebehandlung und Belastung. Diese Unter-
schiede sind in Abbildung 8.22a und b gegenübergestellt und können, wie in vorherigen Ex-
perimentreihen beobachtet, aus der inhomogenen Mikrostruktur und der lokalen plastischen
Verformung stammen. In den darauf folgenden Zyklen kommt es immer wieder zu einem
Schrumpfen und teilweise erneutem Wachstum der Körner (siehe Abb. 8.23). In Abbildung
8.23a und b ist die gleiche Probe vor (a) und nach 36 h (b) Auslagerung auf 850 ◦C dargestellt.
Aufgrund der Auslagerung handelt es sich um zwei unterschiedliche Schliffe an derselben Pro-
be. Die anfänglich noch großen Körner an den Flanken des Abdrucks zeigen zwischen 8.23a
und 8.23b eine Größenabnahme, während die kleinen Körner am tiefsten Punkt des Abdrucks
gänzlich verschwunden sind. Die Körner schrumpfen durch Oxidation aus Richtung der Pro-
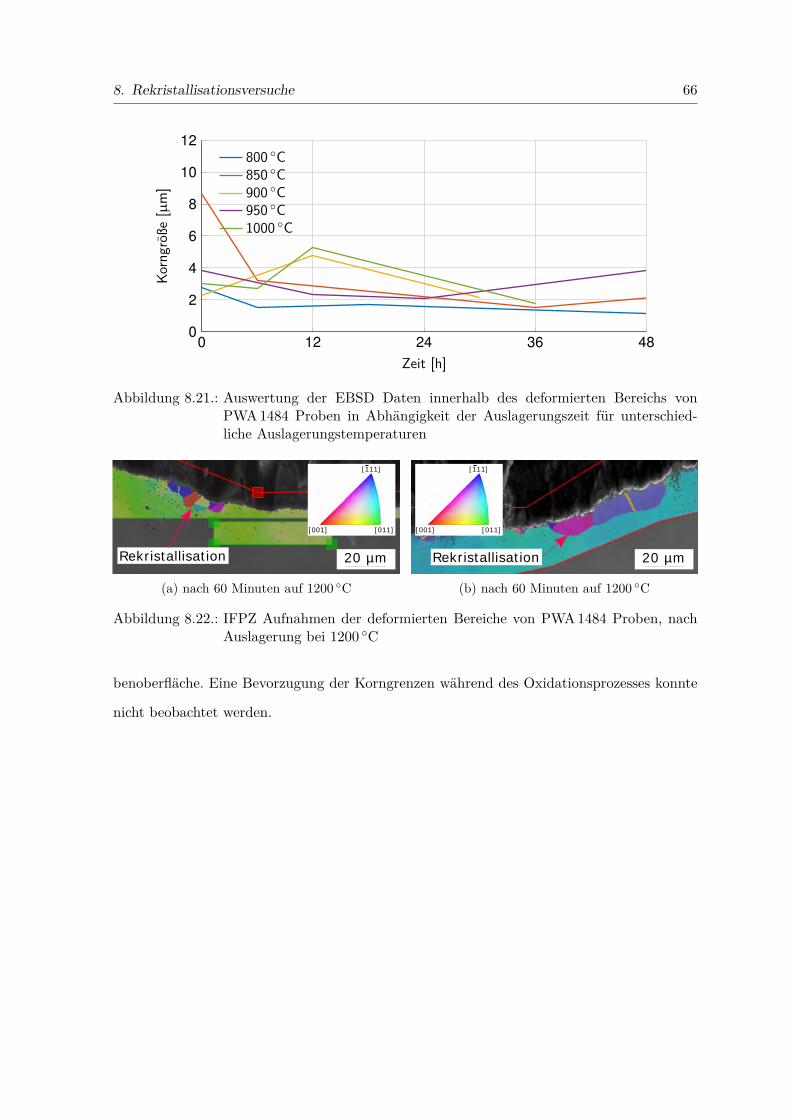
8. Rekristallisationsversuche 66
0 12 24 36 480
2
4
6
8
10
12
Zeit [h]
Korn
größ
e[µ
m]
800 ◦C850 ◦C900 ◦C950 ◦C1000 ◦C
Abbildung 8.21.: Auswertung der EBSD Daten innerhalb des deformierten Bereichs vonPWA 1484 Proben in Abhängigkeit der Auslagerungszeit für unterschied-liche Auslagerungstemperaturen
20 µmRekristallisation
[111]
[011][001]
(a) nach 60 Minuten auf 1200 ◦C
20 µmRekristallisation
[111]
[011][001]
(b) nach 60 Minuten auf 1200 ◦C
Abbildung 8.22.: IFPZ Aufnahmen der deformierten Bereiche von PWA 1484 Proben, nachAuslagerung bei 1200 ◦C
benoberfläche. Eine Bevorzugung der Korngrenzen während des Oxidationsprozesses konnte
nicht beobachtet werden.

8. Rekristallisationsversuche 67
20 µm
Rekristallisationkleine Körner im tiefsten Punktdes Abdrucks
[111]
[011][001]
(a) Ausgangszustand, Auslagerung auf 1200 ◦C nach 60 Minuten
20 µm
oxidierte Körner[111]
[011][001]
(b) Anschließende Auslagerung bei 850 ◦C für 36 h
Abbildung 8.23.: IFPZ Aufnahmen des deformierten Bereichs einer PWA 1484 Probe
8.5. Rekristallisation und γ′ Verarmung unter Druck
In den Forschungsarbeiten von Foss et al. [33, 27] zeigte sich, dass die statische Biegung von
Proben während der Hochtemperaturauslagerung zu einer beschleunigten Oxidation führen
kann. Weiterhin wurde in vorangegangen Versuchen beobachtet, dass vordeformierte Proben
zu einer verstärkten Bildung von Nickeloxid neigen. Im Folgenden soll das Rekristallisations-
verhalten unter statischen Druck untersucht werden. Ziel dieses Versuchs ist herauszufinden,
ob die Verspannung von Proben unter Temperatur eine Veränderung der Reaktionsprodukte
hervorrufen. Weiterhin wird die Schädigungstiefe ausgewertet und mit Oxidationstests ohne
statische Verformung verglichen. Dafür wurden Proben aus PWA 1484 mittels des Aufbaus
in Abbildung 8.1 mit 10 kN beaufschlagt und deformiert. Die Verspannung erfolgte im An-
schluss durch eine statische Last von 1 kN, während die Probe gleichzeitig auf Temperatur
gehalten wurde. Die Erwärmung der Probe für diesen Versuch erfolgte induktiv. Es wurden
die Temperaturen 800, 850, 900 und 1000 ◦C getestet, für 24-168 h.
In Abbildung 8.24 ist die Auswertung der Kornanzahl dargestellt. Mit zunehmender Auslage-
rungsdauer steigt die Anzahl der Körner. Für 1000 ◦C konnte kein 168 h Versuch durchgeführt
werden, da die Probe zu kriechen begann, was die Einkopplung des Induktors und damit die
Temperaturverteilung beeinträchtigte.
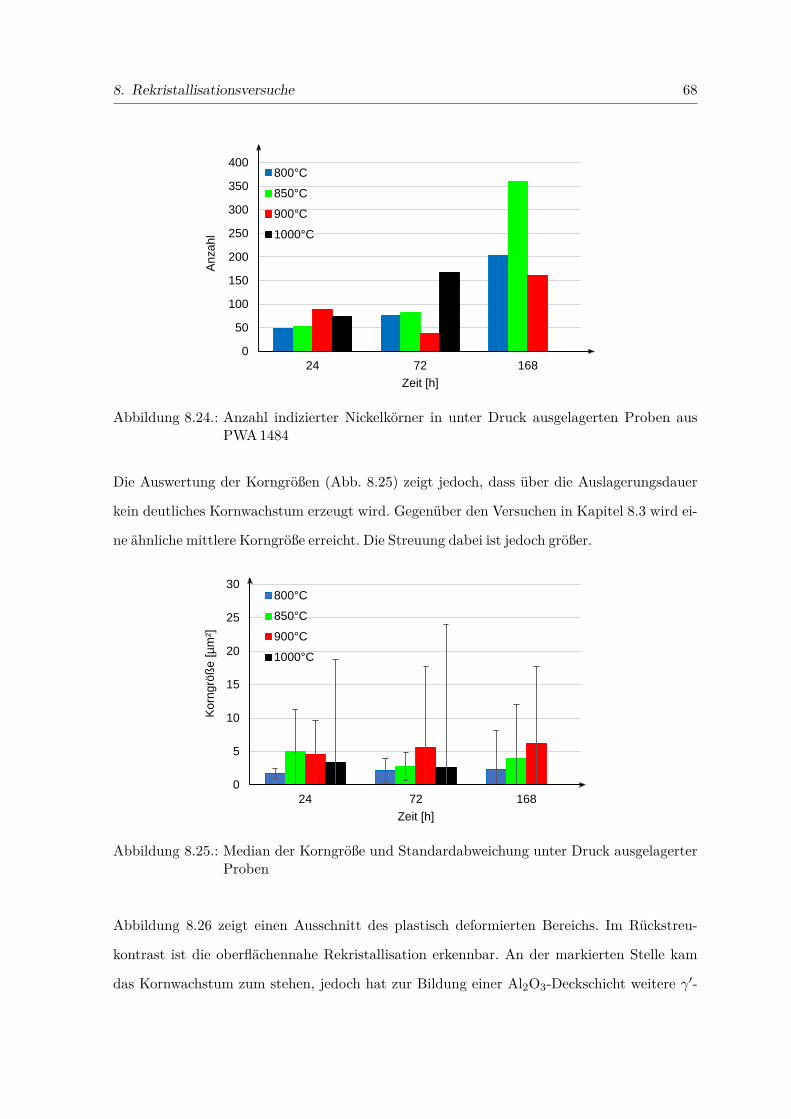
8. Rekristallisationsversuche 68
0
50
100
150
200
250
300
350
400
24 72 168
Anz
ahl
Zeit [h]
800°C
850°C
900°C
1000°C
Abbildung 8.24.: Anzahl indizierter Nickelkörner in unter Druck ausgelagerten Proben ausPWA 1484
Die Auswertung der Korngrößen (Abb. 8.25) zeigt jedoch, dass über die Auslagerungsdauer
kein deutliches Kornwachstum erzeugt wird. Gegenüber den Versuchen in Kapitel 8.3 wird ei-
ne ähnliche mittlere Korngröße erreicht. Die Streuung dabei ist jedoch größer.
0
5
10
15
20
25
30
24 72 168
Kor
ngrö
ße
[µm
²]
Zeit [h]
800°C
850°C
900°C
1000°C
Abbildung 8.25.: Median der Korngröße und Standardabweichung unter Druck ausgelagerterProben
Abbildung 8.26 zeigt einen Ausschnitt des plastisch deformierten Bereichs. Im Rückstreu-
kontrast ist die oberflächennahe Rekristallisation erkennbar. An der markierten Stelle kam
das Kornwachstum zum stehen, jedoch hat zur Bildung einer Al2O3-Deckschicht weitere γ′-
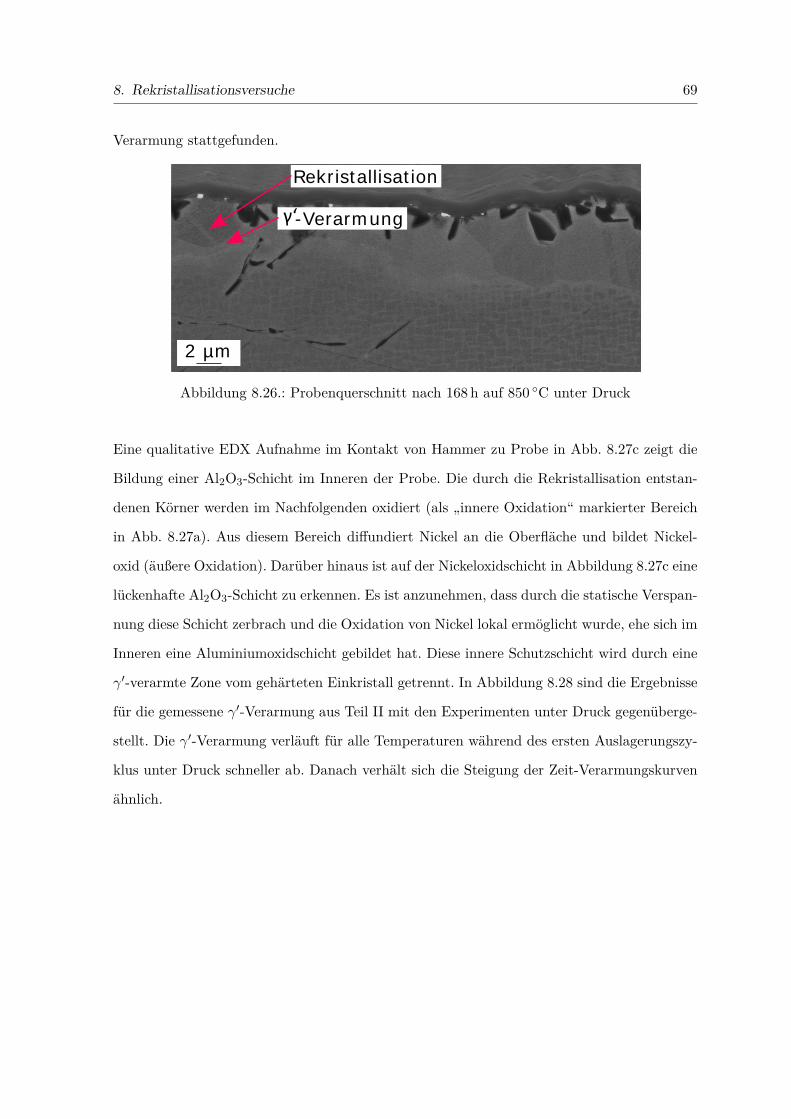
8. Rekristallisationsversuche 69
Verarmung stattgefunden.
2 µm
-Verarmungγ‘
Rekristallisation
Abbildung 8.26.: Probenquerschnitt nach 168 h auf 850 ◦C unter Druck
Eine qualitative EDX Aufnahme im Kontakt von Hammer zu Probe in Abb. 8.27c zeigt die
Bildung einer Al2O3-Schicht im Inneren der Probe. Die durch die Rekristallisation entstan-
denen Körner werden im Nachfolgenden oxidiert (als „innere Oxidation“ markierter Bereich
in Abb. 8.27a). Aus diesem Bereich diffundiert Nickel an die Oberfläche und bildet Nickel-
oxid (äußere Oxidation). Darüber hinaus ist auf der Nickeloxidschicht in Abbildung 8.27c eine
lückenhafte Al2O3-Schicht zu erkennen. Es ist anzunehmen, dass durch die statische Verspan-
nung diese Schicht zerbrach und die Oxidation von Nickel lokal ermöglicht wurde, ehe sich im
Inneren eine Aluminiumoxidschicht gebildet hat. Diese innere Schutzschicht wird durch eine
γ′-verarmte Zone vom gehärteten Einkristall getrennt. In Abbildung 8.28 sind die Ergebnisse
für die gemessene γ′-Verarmung aus Teil II mit den Experimenten unter Druck gegenüberge-
stellt. Die γ′-Verarmung verläuft für alle Temperaturen während des ersten Auslagerungszy-
klus unter Druck schneller ab. Danach verhält sich die Steigung der Zeit-Verarmungskurven
ähnlich.
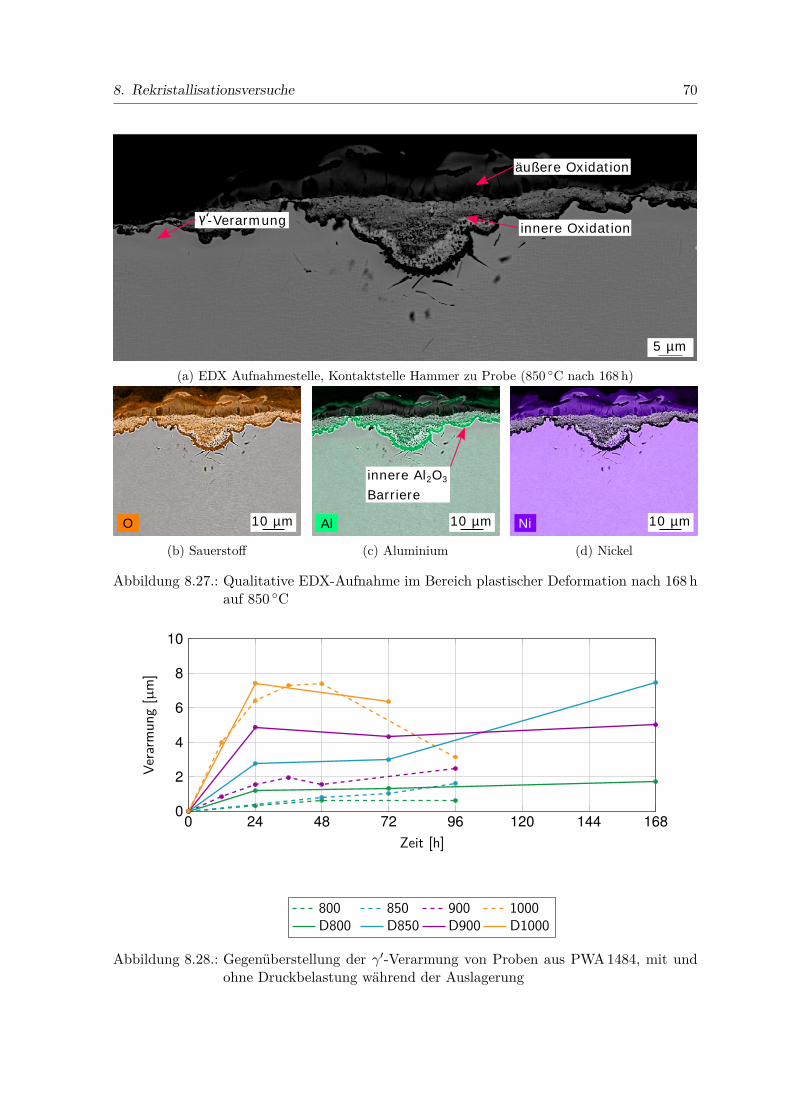
8. Rekristallisationsversuche 70
5 µm
-Verarmungγ‘
äußere Oxidation
innere Oxidation
(a) EDX Aufnahmestelle, Kontaktstelle Hammer zu Probe (850 ◦C nach 168 h)
O 10 µm
(b) Sauerstoff
Al 10 µm
innere Al2O3 Barriere
(c) Aluminium
Ni 10 µm
(d) Nickel
Abbildung 8.27.: Qualitative EDX-Aufnahme im Bereich plastischer Deformation nach 168 hauf 850 ◦C
0 24 48 72 96 120 144 1680
2
4
6
8
10
Zeit [h]
Vera
rmun
g[µ
m]
800 850 900 1000D800 D850 D900 D1000
Abbildung 8.28.: Gegenüberstellung der γ′-Verarmung von Proben aus PWA 1484, mit undohne Druckbelastung während der Auslagerung
8. Rekristallisationsversuche 71
8.6. Diskussion
Die hier durchgeführten Experimente zur Rekristallisation von Nickelbasislegierungen zei-
gen eine deutliche Legierungsabhängigkeit bezüglich der Anzahl und Größe der beobachteten
Körner. Die über einen Mikrometer großen γ′-Ausscheidungen in IN 100 können als Start-
punkte der Kornbildung dienen [68]. Bereits in Teil II wurde für PWA 1480 beobachtet, dass
sich in Oberflächennähe große Nitride bilden, welche in den Rekristallisationsexperimenten
als weitere Stelle der Kornbildung dienen können. Die geringe Temperaturabhängigkeit der
Rekristallisation wie von Bürgel et al. [70] beschrieben, kann bestätigt werden, mit Ausnahme
der temperaturabhängigen Bildung von Ausscheidungen.
Eine Gemeinsamkeit der Experimente ist die überproportionale Bildung von Körnern im Be-
reich der Flanken des Hammerabdrucks. Dies fand unabhängig der Deformationstemperatur
und der geprüften Legierung statt und ist auf den höheren Umformgrad und die mehrachsige
Belastung an den Kanten zurückzuführen [71].
Über die Zeit und zwischen unterschiedlichen Schliffen konnte eine starke Streuung der mitt-
leren Korngröße beobachtet werden. Hierfür ist zum einen die generell geringe Anzahl an
beobachtbaren Körnern verantwortlich. Zum anderen wiesen interdendritische Bereiche ei-
ne stärkere Neigung zur Rekristallisation auf. In diesen Bereichen verläuft die γ′-Verarmung
schneller [72], und es liegen große Ausscheidung für die Kornbildung vor [19]. Deshalb verzerrt
z. B. das Zusammentreffen von interdendritischen Bereichen und der Hammerabdrucksflanke
das Ergebnis. Schlussendlich reißen Oxidschichten während des Abkühlens häufig ein, sodass
darunterliegende rekristallisierte Körner oxidieren und somit, unter Bildung von NiO an der
Oberfläche, schrumpfen [73]. Eine schnellere Oxidation der rekristallisierten Bereiche und der
Proben unter Druck wurde ebenfalls von Giraud et al. [74] und Xu et al. [75] festgestellt
und ist auf zwei Ursachen zurückzuführen. Zum einen ermöglichen Korngrenzen eine Kurz-
schlussdiffusion reaktiverer Elemente [76]. Zum anderen konnten Kontis et al. [77] zeigen,
dass Oxidschichtbildner bevorzugt in Versetzungskanälen an die Probenoberfläche diffundie-
ren.
Der Effekt des Zener-Pinnings lässt sich für die statische Rekristallisation insofern bestäti-
8. Rekristallisationsversuche 72
gen, als dass die Rekristallisation in den hier durchgeführten Experimenten auf γ′-verarmte
Bereiche beschränkt ist. Lokal wurden nicht rekristallisierte Bereiche beobachtet, die jedoch
γ′-verarmt waren. Einerseits kann aufgrund des anfänglichen hohen Umformgrades davon
ausgegangen werden, dass in diesen Bereichen Kristallerholung stattgefunden haben muss.
Andererseits wurde von Xie et al. [78] beobachtet, dass die in γ-Kanälen gespeicherten Ver-
setzungen sich nicht gänzlich durch Kristallerholung entfernen lassen und in Bereichen der
γ′-Verarmung, Rekristallisationsprozesse auslösen können.
73
Teil IV.
Thermische Belastung bei
Schwefelzugabe
9. Stand der Forschung 74
9. Stand der Forschung
Heißgaskorrosion beschreibt die Reaktion einer Legierung mit einem Reaktant, typisch für
die Gaszusammensetzung von Turbinen. Sie wird in Turbinen in der Regel nur in Nickelba-
sislegierungen beobachtetet, da in den interessierenden Temperaturbereichen keine anderen
Werkstoffe eingesetzt werden. Dies beinhaltet Reaktionen durch Sulfidation und Oxidation.
Weitere Prozesse wie Vanadisierung und andere auftretende Chemikalien und spezifische At-
mosphären sind ebenfalls unter diesem Begriff zusammengefasst. Die Reaktionen von Schwe-
fel mit einem Metall verlaufen, aufgrund ähnlicher Mechanismen, analog zur Oxidation [30].
Durch den niedrigen Schmelzpunkt und der vergleichsweise hohen Temperatur in Gasturbinen
können sich geschmolzene Schwefelsalze während des Betriebs bilden. Dies führt zu einer Be-
schleunigung der Korrosionskinetik. Nach Hancock et al. [79] ist diese Beschleunigung vor al-
lem bei Temperaturen zwischen 700-900 ◦C zu beobachten. Einer der Hauptbeitragsleister für
Heißgaskorrosion ist Natriumsulfat. Weitere Kandidaten sind Vanadium, verwandte Sulfate
und gasförmiger Schwefel, stammend aus dem Treibstoff. Gemische der genannten Stoffgrup-
pen können eine potenzierende Wirkung auf die Korrosionsrate haben.
Heißgaskorrosion lässt sich als zweistufiger Prozess beschreiben, bestehend aus der Initiierungs-
und der Fortschrittsphase. Erstere verhält sich ähnlich wie normale Korrosionsprozesse. Wäh-
rend dieses Schrittes können sich Poren in ansonsten schützenden Oxidschichten bilden, in
denen sich geschmolzenen Reaktionsprodukte ansammeln. Im Falle von Natriumsulfatanla-
gerungen werden schützende Schichten in jedem Fall durchdrungen. Wie lange das Einsetzen
der Fortschrittsphase hinausgezögert werden kann, hängt von der Atmosphäre, der Legie-
rung, der Temperatur und besonders von Temperaturzyklen ab [30]. Die Menge und genaue
Zusammensetzung des aufgebrachten Sulfats, Gaszusammensetzung und -geschwindigkeit, so-
9. Stand der Forschung 75
wie eventuell vorhandener Materialabtrag und die Geometrie des Bauteils spielen ebenfalls
eine Rolle [80]. In der Fortschrittsphase kann die Verarmung von oxidbildenden Legierungsele-
menten und ein nach innen gerichteter, beschleunigter Oxidations- und Sulfidationsfortschritt
beobachtet werden. Die Charakteristika der resultierenden Oxidschicht können sich deutlich
von denen einer unter reiner Sauerstoffatmosphäre gebildet Schicht unterscheiden [34].
Neben der zeitlichen Einteilung des Verlaufs von Heißgaskorrosion lässt sich diese Korrosion
weiterhin in zwei Typen unterteilen.
9.1. Typ I Heißgaskorrosion
Liegt das Sulfatdepot in flüssiger Form vor, handelt es sich um „Heißgaskorrosion Typ I“
oder „Hochtemperatur-Heißgaskorrosion“. Gewöhnlich werden Legierungen von Typ I Heiß-
gaskorrosion zwischen Temperaturen von 825 ◦C und 950 ◦C angegriffen. Dies ist in Abb. 9.1
durch den rechten Hügel angedeutet. Geschädigte Legierungen weisen eine Verarmung des
reaktiven Elements im Substrat auf. Zudem weist die ehemals schützende Oxidschicht eine
hohe Porosität auf. Die Dauer der Inkubationsphase dieses Heißgaskorrosionstyps wird von
der lokalen Auflösung der Oxidschicht durch das Sulfatdepot bestimmt. Als Konsequenz ist
auch der pH-Wert der Salzschicht von Bedeutung [81]. Während der Heißgaskorrosion kön-
nen sich Verbindungen bilden, die löslich im Natriumsulfatdepot sind. Dieses „Fluxing“ ist
verbunden mit der Auflösung von schützenden Oxidschichten und kann sauer oder basisch
verlaufen.
Während eines basischen Verlaufs wird Schwefel aus dem Na2SO4 gelöst und basisches Salz-
fließen findet statt. Das Angebot von Sauerstoffionen ist limitiert durch die Menge des Depots.
Resultierend daraus ist dieser Prozess nicht selbsterhaltend [82]. Saures Salzfließen kann aus
einem geschmolzenen Depot erfolgen. Saure Komponenten können sowohl bereits im Gas
vorliegen, als sich auch durch ein Oxidationsprodukt bilden. Im Besonderen können Mo und
W dazu führen, dass Natriumsulfat sauer reagiert. Dies führt zur Bildung nicht-protektiver
Schichten und zu einer selbsterhaltenden Heißgaskorrosion von Superlegierungen [34, 83].
In diesem Rahmen kann es auch zu Treibeffekten von Sulfiden kommen, welche durch eine
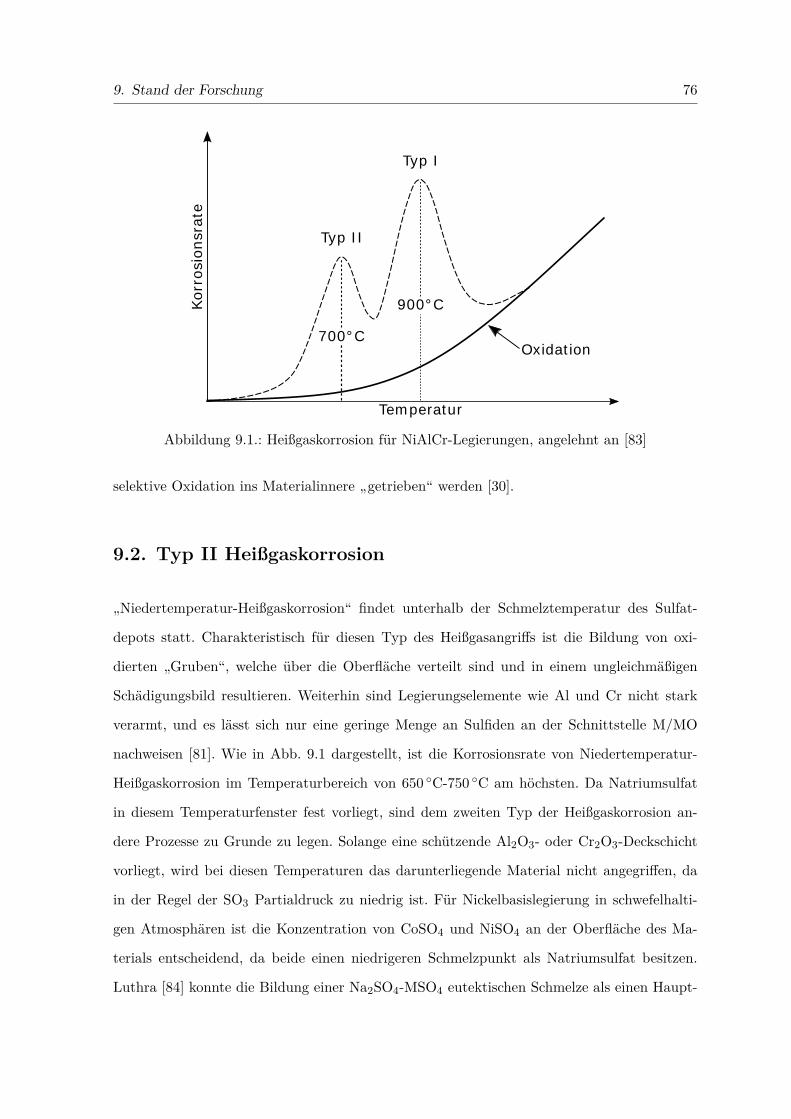
9. Stand der Forschung 76
Oxidation
Typ II
Temperatur
Kor
rosi
onsr
ate
Typ I
900°C
700°C
Abbildung 9.1.: Heißgaskorrosion für NiAlCr-Legierungen, angelehnt an [83]
selektive Oxidation ins Materialinnere „getrieben“ werden [30].
9.2. Typ II Heißgaskorrosion
„Niedertemperatur-Heißgaskorrosion“ findet unterhalb der Schmelztemperatur des Sulfat-
depots statt. Charakteristisch für diesen Typ des Heißgasangriffs ist die Bildung von oxi-
dierten „Gruben“, welche über die Oberfläche verteilt sind und in einem ungleichmäßigen
Schädigungsbild resultieren. Weiterhin sind Legierungselemente wie Al und Cr nicht stark
verarmt, und es lässt sich nur eine geringe Menge an Sulfiden an der Schnittstelle M/MO
nachweisen [81]. Wie in Abb. 9.1 dargestellt, ist die Korrosionsrate von Niedertemperatur-
Heißgaskorrosion im Temperaturbereich von 650 ◦C-750 ◦C am höchsten. Da Natriumsulfat
in diesem Temperaturfenster fest vorliegt, sind dem zweiten Typ der Heißgaskorrosion an-
dere Prozesse zu Grunde zu legen. Solange eine schützende Al2O3- oder Cr2O3-Deckschicht
vorliegt, wird bei diesen Temperaturen das darunterliegende Material nicht angegriffen, da
in der Regel der SO3 Partialdruck zu niedrig ist. Für Nickelbasislegierung in schwefelhalti-
gen Atmosphären ist die Konzentration von CoSO4 und NiSO4 an der Oberfläche des Ma-
terials entscheidend, da beide einen niedrigeren Schmelzpunkt als Natriumsulfat besitzen.
Luthra [84] konnte die Bildung einer Na2SO4-MSO4 eutektischen Schmelze als einen Haupt-
9. Stand der Forschung 77
beitrag zum Schädigungsfortschritt ausmachen. Eine Voraussetzung dafür, dass sich diese
Schmelzen bilden können, ist ein moderater Schwefelpartialdruck von SO3 von ca. 105 atm
[83].
Weiterhin beobachteten Pettit et al. und Lutz et al. in ihren Studien, dass Natriumsulfat
unterhalb des Schmelzpunktes eine niedrigschmelzende Verbindung mit Molybdän eingehen
kann. Dieser sogenannte „legierungsindizierte saure Aufschluss“ führte in diesen Studien zu
saurem Salzfließen bei 700 ◦C [34, 83].
Mit höheren Temperaturen nimmt die Konzentration an MSO4 Verbindungen ab, wodurch
sich die Verringerung der Korrosionsrate hin zu höheren Temperaturen erklären lässt [30].
10. Versuche mit Natriumsulfat 78
10. Versuche mit Natriumsulfat
Die in den vorherigen Abschnitten durchgeführten Versuche zeigten, dass bei Auslagerung
der betrachteten Legierungen Oxidation mit Materialverlust stattfindet. Wird die Probe vor
dem Auslagern plastisch verformt, bilden sich in der γ′-verarmten Zone meist sehr klei-
ne Körner, die bei längeren Auslagerungszeiten ebenfalls in Oxide übergehen, mechanisch
aber stabiler sind. In diesem Kapitel wird als weitere Einflussgröße für eine mögliche Schä-
digung die Sulfidation betrachtet, wobei zunächst keine plastische Verformung überlagert
wird.
10.1. Versuchsdurchführung
Im folgenden werden die in Kapitel III vorgestellten Experimente wiederholt. Dabei wird vor
der Auslagerung ein Gemisch aus Alkohol und Natriumsulfat auf die Probenoberfläche pipet-
tiert. Natriumsulfat ist schlecht in Alkohol löslich. Experimente zur Applikation von Na2SO4
zeigten, dass eine wässrige Lösung das Salz während des Trocknungsprozesses vom Rand
her kristallisieren lässt. Anders als beim Alkohol, in dem das Salz innerhalb des applizierten
Tropfens auf die Probenoberfläche fällt, entsteht in der wässrigen Lösung eine inhomogene
Verteilung des Salzes über die Probenoberfläche.
Zur Quantifizierung der Schädigung in Abhängigkeit der Menge des aufgebrachten Natri-
umsulfats, wurden die in Tabelle 10.1 aufgeführten Mengen untersucht. Die Abweichun-
gen der pipettierten Menge war dabei kleiner 10 %. Eine repräsentative Darstellung der
Proben mit der jeweiligen aufgebrachten Natriumsulfatmenge ist in Abbildung 10.1 darge-
stellt.
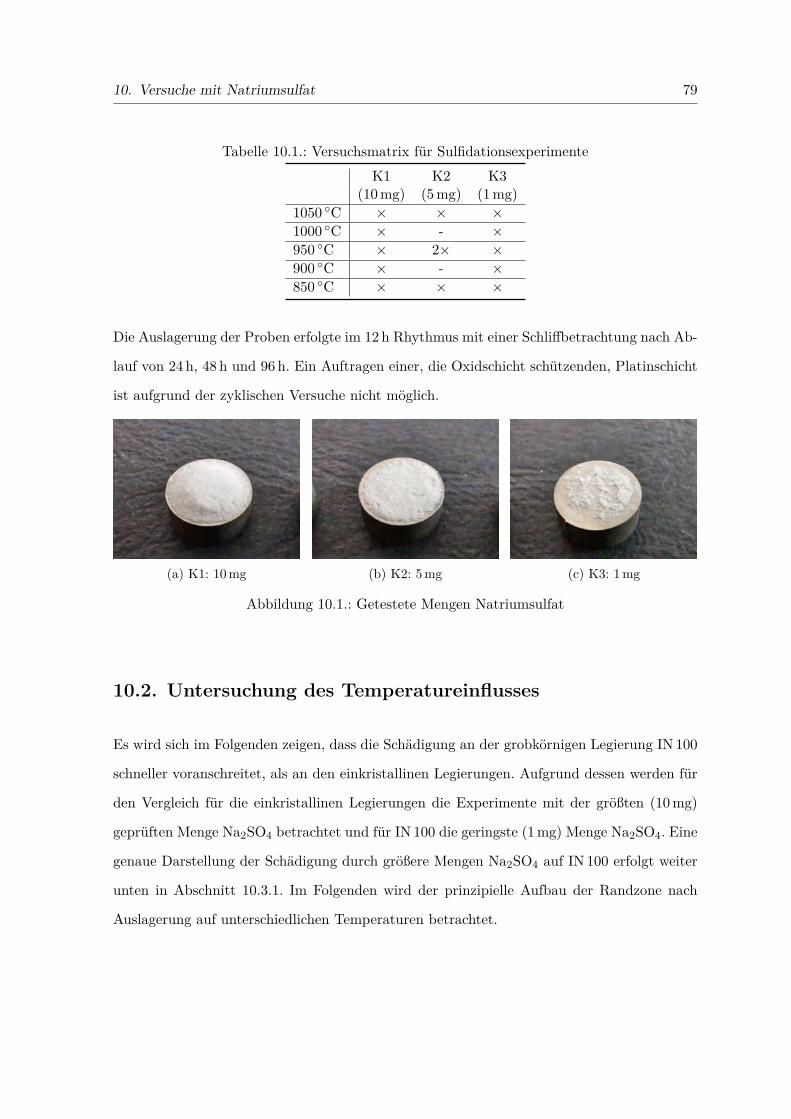
10. Versuche mit Natriumsulfat 79
Tabelle 10.1.: Versuchsmatrix für SulfidationsexperimenteK1 K2 K3
(10 mg) (5 mg) (1 mg)1050 ◦C × × ×1000 ◦C × - ×950 ◦C × 2× ×900 ◦C × - ×850 ◦C × × ×
Die Auslagerung der Proben erfolgte im 12 h Rhythmus mit einer Schliffbetrachtung nach Ab-
lauf von 24 h, 48 h und 96 h. Ein Auftragen einer, die Oxidschicht schützenden, Platinschicht
ist aufgrund der zyklischen Versuche nicht möglich.
(a) K1: 10 mg (b) K2: 5 mg (c) K3: 1 mg
Abbildung 10.1.: Getestete Mengen Natriumsulfat
10.2. Untersuchung des Temperatureinflusses
Es wird sich im Folgenden zeigen, dass die Schädigung an der grobkörnigen Legierung IN 100
schneller voranschreitet, als an den einkristallinen Legierungen. Aufgrund dessen werden für
den Vergleich für die einkristallinen Legierungen die Experimente mit der größten (10 mg)
geprüften Menge Na2SO4 betrachtet und für IN 100 die geringste (1 mg) Menge Na2SO4. Eine
genaue Darstellung der Schädigung durch größere Mengen Na2SO4 auf IN 100 erfolgt weiter
unten in Abschnitt 10.3.1. Im Folgenden wird der prinzipielle Aufbau der Randzone nach
Auslagerung auf unterschiedlichen Temperaturen betrachtet.
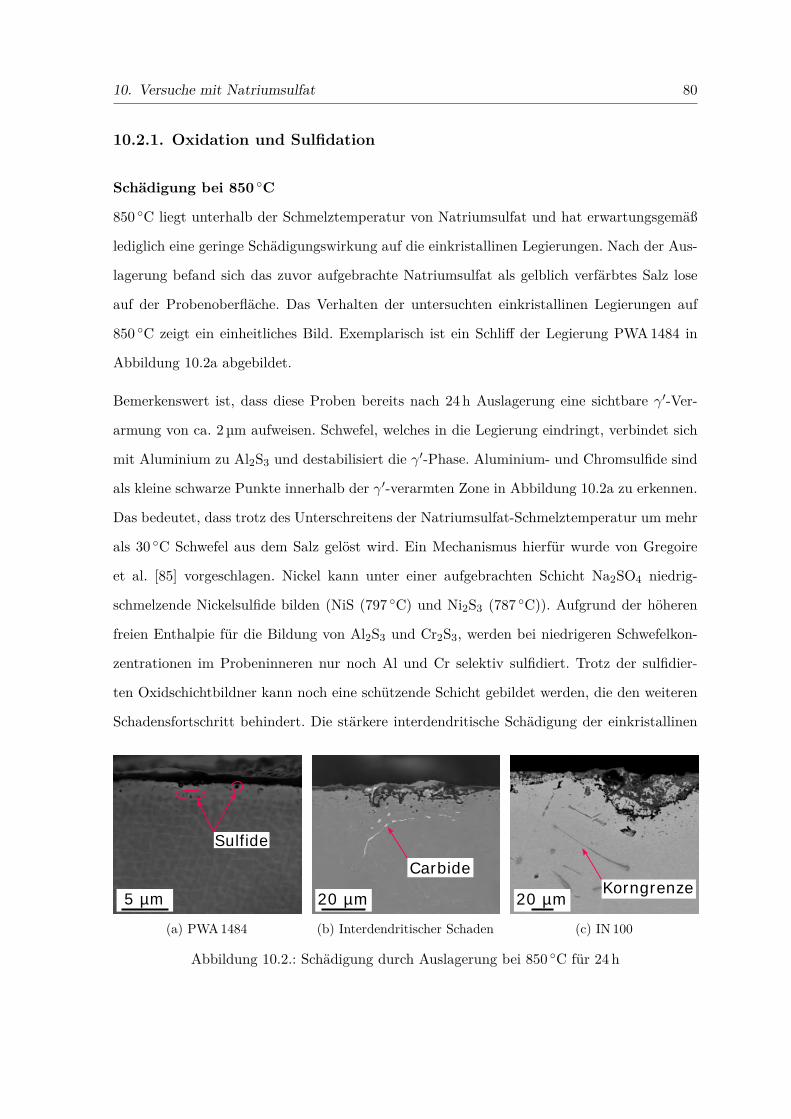
10. Versuche mit Natriumsulfat 80
10.2.1. Oxidation und Sulfidation
Schädigung bei 850 ◦C
850 ◦C liegt unterhalb der Schmelztemperatur von Natriumsulfat und hat erwartungsgemäß
lediglich eine geringe Schädigungswirkung auf die einkristallinen Legierungen. Nach der Aus-
lagerung befand sich das zuvor aufgebrachte Natriumsulfat als gelblich verfärbtes Salz lose
auf der Probenoberfläche. Das Verhalten der untersuchten einkristallinen Legierungen auf
850 ◦C zeigt ein einheitliches Bild. Exemplarisch ist ein Schliff der Legierung PWA 1484 in
Abbildung 10.2a abgebildet.
Bemerkenswert ist, dass diese Proben bereits nach 24 h Auslagerung eine sichtbare γ′-Ver-
armung von ca. 2 µm aufweisen. Schwefel, welches in die Legierung eindringt, verbindet sich
mit Aluminium zu Al2S3 und destabilisiert die γ′-Phase. Aluminium- und Chromsulfide sind
als kleine schwarze Punkte innerhalb der γ′-verarmten Zone in Abbildung 10.2a zu erkennen.
Das bedeutet, dass trotz des Unterschreitens der Natriumsulfat-Schmelztemperatur um mehr
als 30 ◦C Schwefel aus dem Salz gelöst wird. Ein Mechanismus hierfür wurde von Gregoire
et al. [85] vorgeschlagen. Nickel kann unter einer aufgebrachten Schicht Na2SO4 niedrig-
schmelzende Nickelsulfide bilden (NiS (797 ◦C) und Ni2S3 (787 ◦C)). Aufgrund der höheren
freien Enthalpie für die Bildung von Al2S3 und Cr2S3, werden bei niedrigeren Schwefelkon-
zentrationen im Probeninneren nur noch Al und Cr selektiv sulfidiert. Trotz der sulfidier-
ten Oxidschichtbildner kann noch eine schützende Schicht gebildet werden, die den weiteren
Schadensfortschritt behindert. Die stärkere interdendritische Schädigung der einkristallinen
5 µm
Sulfide
(a) PWA 1484
20 µm
Carbide
(b) Interdendritischer Schaden
20 µmKorngrenze
(c) IN 100
Abbildung 10.2.: Schädigung durch Auslagerung bei 850 ◦C für 24 h
10. Versuche mit Natriumsulfat 81
Legierungen (Abb. 10.2b), ist anhand der lokal geänderten Legierungskomposition und der
Präsenz von Carbid-Phasen zu erklären. Letztere sind typische Initiationsstellen für Heißgas-
korrosion, da die innere Sulfidation schnell voranschreiten kann und das Ausheilvermögen von
Oxidschichten lokal schlechter ist [34]. Für IN 100 gilt dies im besonderen Maße aufgrund der
an Korngrenzen lokalisierten zahlreichen Carbide. Die Sulfidation und Oxidation schreitet vor
allem an den Korngrenzen schneller voran. Die auf IN 100-Proben unter diesen Bedingungen
gebildeten Oxidschichten neigten bereits bei 850 ◦C zum Abplatzen.
Schädigung bei 950 ◦C
Die Schädigung oberhalb der Schmelztemperatur von Natriumsulfat verläuft deutlich rascher
und weist klar strukturierte Schichten wie in Abbildung 10.3 und 10.4 auf. Das ASB-Bild in
Abb. 10.3 zeigt den analysierten Querschnitt der PWA 1484 Probe und ist vom prinzipiellen
Aufbau her repräsentativ für die anderen einkristallinen Legierungen. Im darunter abgebil-
deten Diagramm zeigen die Matrixelemente Ni und Co eine deutliche Oxidation nahe der
Probenoberfläche (im Bild rechts). Die Maxima der darunter dargestellten Matrixelemente
wechseln sich mit denen des eindringenden Sauerstoff ab. Durch den höheren Massenanteil
ist dies für Nickel deutlicher. Wie die späteren Ergebnisse (vgl. Kap. 10.2.2) zeigen werden,
sind die nickelreichen Bereiche rekristallisiert. An den in der oxidischen Schicht neu entstan-
denen Korngrenzen findet selektiv die Oxidation von Aluminium und Chrom statt. Dabei
kann Sauerstoff über mehrere hundert µm entlang der Korngrenzen bis ins Probeninnere
transportiert werden. Ein Absinken der Sauerstoffkonzentration kann zum einen anhand des
auf die Oberfläche beschränkten Nickeloxids festgestellt werden. Zum anderen finden sich
Chrom- und Tantaloxide bis tief in die oxidische Schicht hinein. Zwischen rekristallisierter-
und oxidischer Schicht bildet sich jedoch ausschließlich Aluminiumoxid. Dies unterstreicht,
dass zwar keine protektiven Oxidschichten ausgebildet werden können, aber über die großen
Distanzen die Konzentration von Sauerstoff dennoch sinkt. Durch die Nickeloxidschicht an
der Oberfläche können die von Al2O3 und Cr2O3 umgebenen nickelreichen Bereiche nicht wei-
ter oxidiert werden (vgl. Ellingham-Diagramm Kapitel 5.1). Die sich bei ca. 30 µm Messlänge
überlappenden Peaks von Schwefel und Chrom markieren das untere Ende der Schädigung
zwischen dem Einkristall und der rekristallisierten Schicht. Dies ist der einzige Ort über die
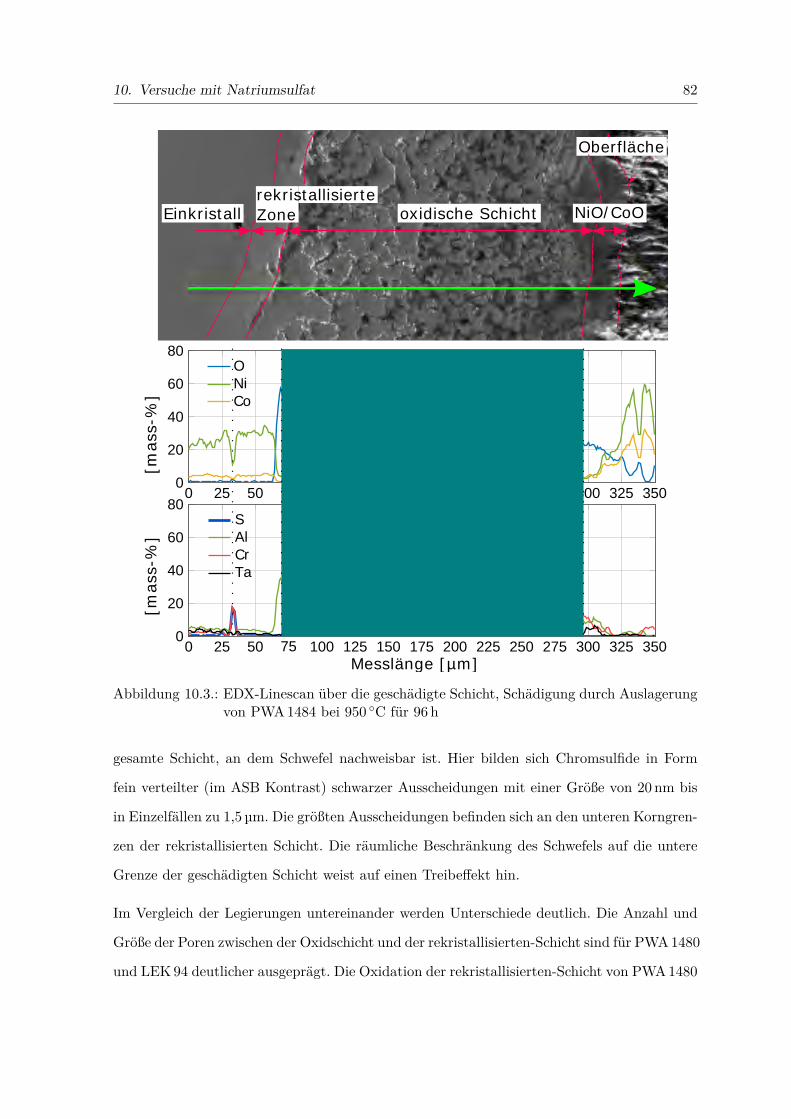
10. Versuche mit Natriumsulfat 82
0 25 50 75 100 125 150 175 200 225 250 275 300 325 3500
20
40
60
80
Messlänge [µm]
[wt%
]
ONiCo
Messlänge [µm]0 25 50 75 100 125 150 175 200 225 250 275 300 325 350
0
20
40
60
80
[wt%
]
SAlCrTa
Oberfläche
oxidische Schicht NiO/CoOEinkristallrekristallisierte Zone
[mas
s-%
][m
ass-
%]
Abbildung 10.3.: EDX-Linescan über die geschädigte Schicht, Schädigung durch Auslagerungvon PWA 1484 bei 950 ◦C für 96 h
gesamte Schicht, an dem Schwefel nachweisbar ist. Hier bilden sich Chromsulfide in Form
fein verteilter (im ASB Kontrast) schwarzer Ausscheidungen mit einer Größe von 20 nm bis
in Einzelfällen zu 1,5 µm. Die größten Ausscheidungen befinden sich an den unteren Korngren-
zen der rekristallisierten Schicht. Die räumliche Beschränkung des Schwefels auf die untere
Grenze der geschädigten Schicht weist auf einen Treibeffekt hin.
Im Vergleich der Legierungen untereinander werden Unterschiede deutlich. Die Anzahl und
Größe der Poren zwischen der Oxidschicht und der rekristallisierten-Schicht sind für PWA 1480
und LEK 94 deutlicher ausgeprägt. Die Oxidation der rekristallisierten-Schicht von PWA 1480
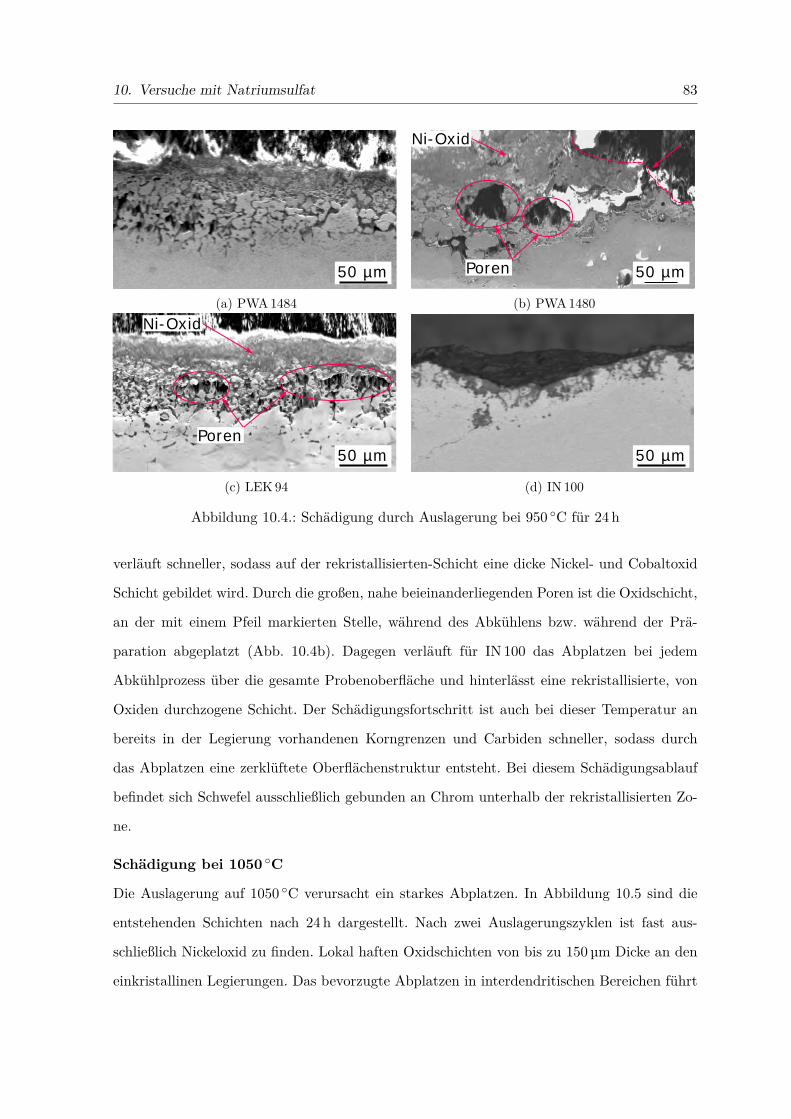
10. Versuche mit Natriumsulfat 83
50 µm
(a) PWA 1484
50 µmPoren
Ni-Oxid
(b) PWA 1480
50 µmPoren
Ni-Oxid
(c) LEK 94
50 µm
(d) IN 100
Abbildung 10.4.: Schädigung durch Auslagerung bei 950 ◦C für 24 h
verläuft schneller, sodass auf der rekristallisierten-Schicht eine dicke Nickel- und Cobaltoxid
Schicht gebildet wird. Durch die großen, nahe beieinanderliegenden Poren ist die Oxidschicht,
an der mit einem Pfeil markierten Stelle, während des Abkühlens bzw. während der Prä-
paration abgeplatzt (Abb. 10.4b). Dagegen verläuft für IN 100 das Abplatzen bei jedem
Abkühlprozess über die gesamte Probenoberfläche und hinterlässt eine rekristallisierte, von
Oxiden durchzogene Schicht. Der Schädigungsfortschritt ist auch bei dieser Temperatur an
bereits in der Legierung vorhandenen Korngrenzen und Carbiden schneller, sodass durch
das Abplatzen eine zerklüftete Oberflächenstruktur entsteht. Bei diesem Schädigungsablauf
befindet sich Schwefel ausschließlich gebunden an Chrom unterhalb der rekristallisierten Zo-
ne.
Schädigung bei 1050 ◦C
Die Auslagerung auf 1050 ◦C verursacht ein starkes Abplatzen. In Abbildung 10.5 sind die
entstehenden Schichten nach 24 h dargestellt. Nach zwei Auslagerungszyklen ist fast aus-
schließlich Nickeloxid zu finden. Lokal haften Oxidschichten von bis zu 150 µm Dicke an den
einkristallinen Legierungen. Das bevorzugte Abplatzen in interdendritischen Bereichen führt

10. Versuche mit Natriumsulfat 84
50 µm
(a) PWA 1484
50 µm
Rekristallisation
(b) PWA 1480
50 µm
(c) LEK 94
50 µm
Riss
(d) IN 100
Abbildung 10.5.: Schädigung durch Auslagerung bei 1050 ◦C für 24 h
zu einer furchigen Oberfläche. IN 100 ist, ähnlich zu den Ergebnissen bei 950 ◦C, besonders
stark betroffen (vgl. Rissentwicklung in Abbildung 10.5d). Die Bildung einer strukturierten
Schicht ist für alle Legierungen nur abschnittsweise zu beobachten und auf eine Kornrei-
he beschränkt, da die Oxidation ab 1000 ◦C sich zunehmend von den Korngrenzen auf das
Korninnere verlagert. Das Abplatzen der Oxidschichten beschränkt sich dabei auf Bereiche
oberhalb der rekristallisierten Schicht und der inneren Sulfidierung, sodass Sulfide durch zy-
klisches Abplatzen nicht aus dem Grundmaterial entfernt werden.
Die Ergebnisse der Schichtdickenvermessung für die untersuchten Legierungen sind in Abbil-
dung 10.6 dargestellt. Die Fehlerbalken entsprechen den minimal und maximal gemessenen
Schichtdicken über den Probenquerschnitt. Wie in Kapitel 9.1 erläutert, ist die höchste Kor-
rosionsrate bei 900 ◦C zu erwarten. Die größten Schichtdicken wurden in dieser Experiment-
reihe bei ca. 950 ◦C erreicht. Die Bildung legierungsspezifischer niedrigschmelzender Oxide,
wie z. B. MoO3, kann eine solche Verschiebung [86] und eine Zusammenlagerung [83] der
Korrosionsraten-Scheitelpunkte von Typ I und II verursachen. PWA 1480 entwickelt nur bei
950 ◦C eine Deckschicht. Diese besteht im ersten Auslagerungsschritt, wie auch im Schliff-
bild 10.4b zu erkennen, hauptsächlich aus Nickeloxid. Erst in weiteren Auslagerungsschritten
entwickelt sich für diese Legierung eine strukturierte Schicht. Die Notwendigkeit einer Inku-
bationszeit für den Start einer beschleunigten Oxidation wurde nicht festgestellt. Die hier be-
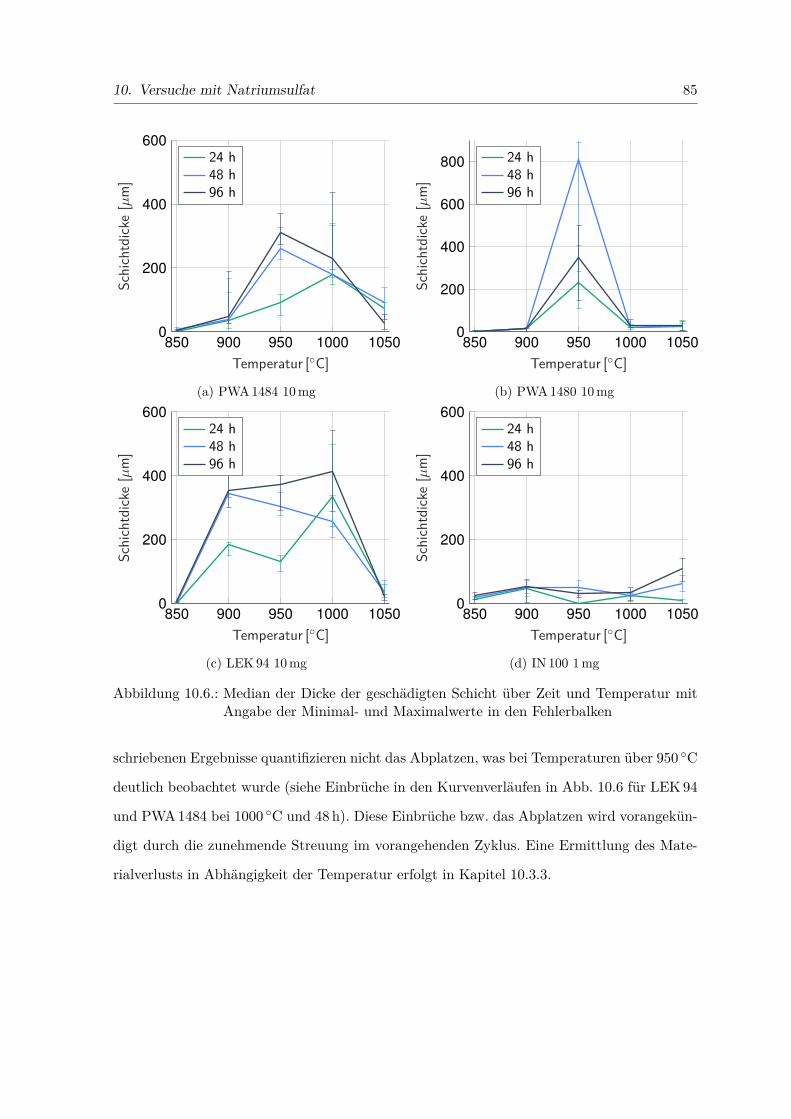
10. Versuche mit Natriumsulfat 85
850 900 950 1000 10500
200
400
600
Temperatur [◦C]
Schi
chtd
icke
[µm
]
24 h48 h96 h
(a) PWA 1484 10 mg
850 900 950 1000 10500
200
400
600
800
Temperatur [◦C]
Schi
chtd
icke
[µm
]
24 h48 h96 h
(b) PWA 1480 10 mg
850 900 950 1000 10500
200
400
600
Temperatur [◦C]
Schi
chtd
icke
[µm
]
24 h48 h96 h
(c) LEK 94 10 mg
850 900 950 1000 10500
200
400
600
Temperatur [◦C]
Schi
chtd
icke
[µm
]24 h48 h96 h
(d) IN 100 1 mg
Abbildung 10.6.: Median der Dicke der geschädigten Schicht über Zeit und Temperatur mitAngabe der Minimal- und Maximalwerte in den Fehlerbalken
schriebenen Ergebnisse quantifizieren nicht das Abplatzen, was bei Temperaturen über 950 ◦C
deutlich beobachtet wurde (siehe Einbrüche in den Kurvenverläufen in Abb. 10.6 für LEK 94
und PWA 1484 bei 1000 ◦C und 48 h). Diese Einbrüche bzw. das Abplatzen wird vorangekün-
digt durch die zunehmende Streuung im vorangehenden Zyklus. Eine Ermittlung des Mate-
rialverlusts in Abhängigkeit der Temperatur erfolgt in Kapitel 10.3.3.
10. Versuche mit Natriumsulfat 86
10.2.2. Rekristallisation
Zur genaueren Auswertung der strukturierten Schichten und Bewertung des Rekristallisati-
onsverhaltes wurden die Schliffe mittels EBSD analysiert. Um gezielt die Größe der Körner
innerhalb der rekristallisierten Zone zu bewerten, wurden die Daten in 10.8a und 10.8b gefil-
tert. Nur Körner mit mehr als 50 Messpixeln wurden in die Berechnung miteinbezogen. Der
mitgemessene Teil des Einkristalls wurde ebenfalls entfernt. In diesem Kapitel erfolgte die
Quantifizierung der Körner mittels MTex anhand einer Misorientierung von 10◦.
Die in Abbildung 10.7 genannten Messparameter wurden für alle Proben beibehalten.
Wie das Ergebnis für 950 ◦C beispielhaft zeigt (Abb. 10.7), werden „löcherige“ Körner in-
diziert. An diesen Stellen ist die Patternindizierung aufgrund von Oxidbildung innerhalb
der Körner nicht mehr möglich bzw. entspricht nicht mehr Nickel, sodass die berechnete
Korngröße sinkt. Die Ermittlung der Korngröße erfolgt nur an zusammenhängenden Flächen,
aufgrund der Oxidation werden keine kornweitenden Algorithmen verwendet oder nicht indi-
zierte Löcher gefüllt.
Weiterhin sind in Abbildung 10.7 nahe beieinanderliegender Körner gleicher Orientierung zu
erkennen. Diese können sowohl in der Tiefe noch zusammenhängen als auch in Richtung der
Oberfläche durch Oxidation separiert worden sein. Da keine nachträgliche plastische Defor-
mation erfolgt, ist diese rein oxidativen Ursprungs. Darüber hinaus ist der für Korngrenzen-
oxidation typische, geringere Angriff von Zwillingskorngrenzen zu verzeichnen [87, 88, 89].
Die in Abb. 10.7 markierte Rissbildung nahe des Einkristalls ist für LEK 94 und PWA 1480
häufig zu beobachten, für PWA 1484 wurden in REM-Analysen keine Risse detektiert.
Bei 850 ◦C wurde in interdendritischen Bereichen die Bildung kleiner Körner beobachtet. Die-
se liegen außerhalb des Filterbereichs und werden in der Auswertung in Abb. 10.8a und Abb.
10.8b der Rekristallisation mit 0 µm2 angegeben. Im darüberliegenden Temperaturbe reich ist
ein schwankendes Verhalten für die Korngröße und Kornanzahl festzustellen. Zwei entgegen-
gesetzte Mechanismen laufen hier gleichzeitig ab. Zum einen steigt mit der Temperatur die
Rekristallisationsneigung und die zu erwartende Korngröße. Zum anderen verlaufen oxidati-
ve Prozesse wie die γ′-Verarmung aber auch die Oxidation der neugebildeten Körner selbst
beschleunigt ab. Diese Mechanismen laufen in den untersuchten Legierungen mit unterschied-
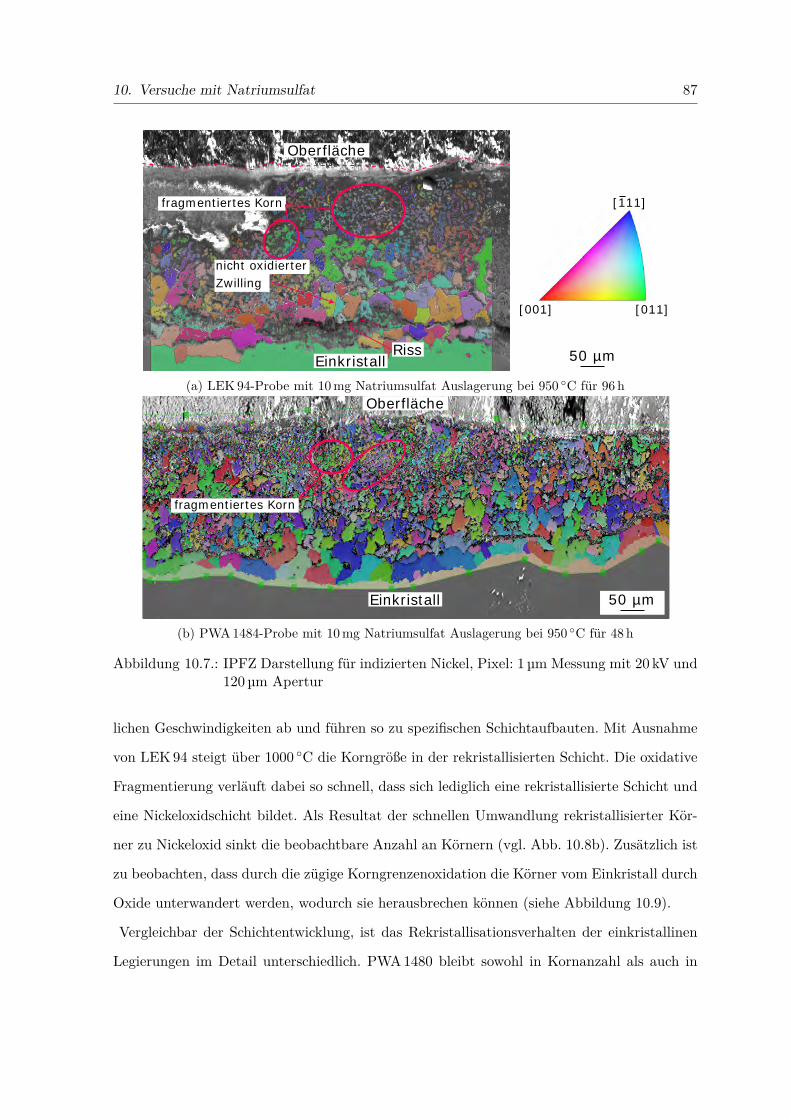
10. Versuche mit Natriumsulfat 87
50 µmEinkristall
Oberfläche
Riss
[111]
[011][001]
fragmentiertes Korn
nicht oxidierterZwilling
(a) LEK 94-Probe mit 10 mg Natriumsulfat Auslagerung bei 950 ◦C für 96 h
50 µmEinkristall
Oberfläche
fragmentiertes Korn
(b) PWA 1484-Probe mit 10 mg Natriumsulfat Auslagerung bei 950 ◦C für 48 h
Abbildung 10.7.: IPFZ Darstellung für indizierten Nickel, Pixel: 1 µm Messung mit 20 kV und120 µm Apertur
lichen Geschwindigkeiten ab und führen so zu spezifischen Schichtaufbauten. Mit Ausnahme
von LEK 94 steigt über 1000 ◦C die Korngröße in der rekristallisierten Schicht. Die oxidative
Fragmentierung verläuft dabei so schnell, dass sich lediglich eine rekristallisierte Schicht und
eine Nickeloxidschicht bildet. Als Resultat der schnellen Umwandlung rekristallisierter Kör-
ner zu Nickeloxid sinkt die beobachtbare Anzahl an Körnern (vgl. Abb. 10.8b). Zusätzlich ist
zu beobachten, dass durch die zügige Korngrenzenoxidation die Körner vom Einkristall durch
Oxide unterwandert werden, wodurch sie herausbrechen können (siehe Abbildung 10.9).
Vergleichbar der Schichtentwicklung, ist das Rekristallisationsverhalten der einkristallinen
Legierungen im Detail unterschiedlich. PWA 1480 bleibt sowohl in Kornanzahl als auch in
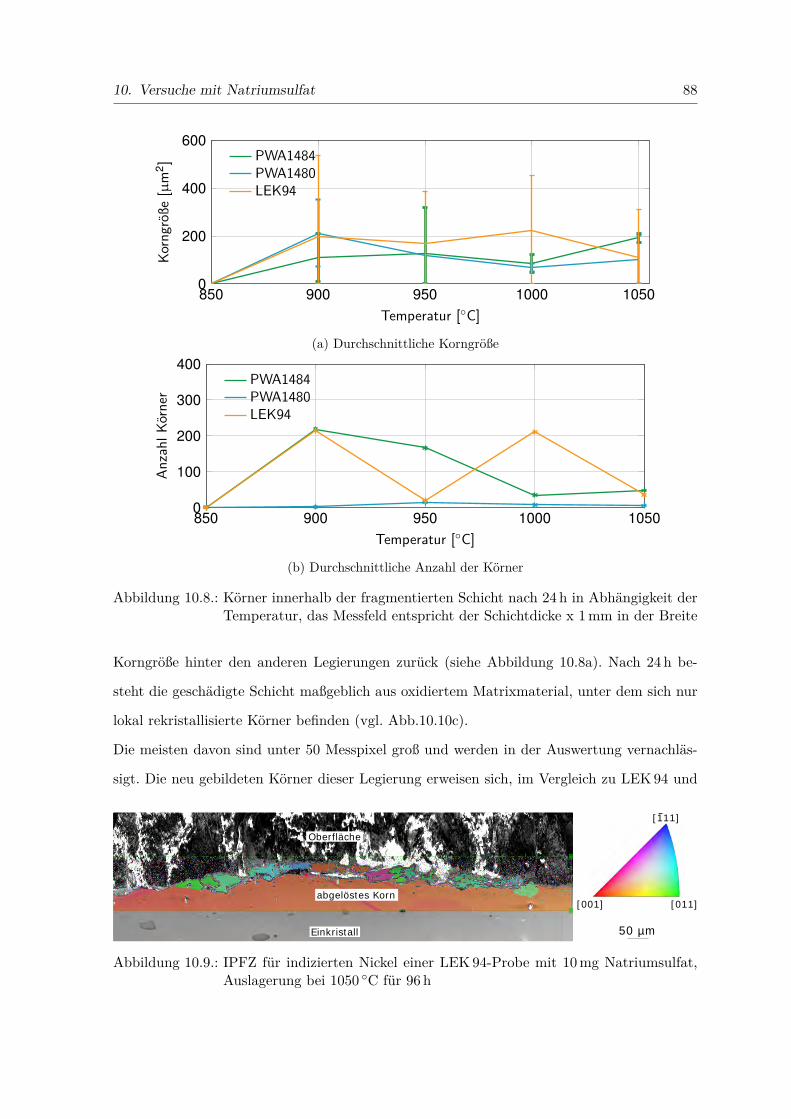
10. Versuche mit Natriumsulfat 88
850 900 950 1000 10500
200
400
600
Temperatur [◦C]
Korn
größ
e[µ
m2 ]
PWA1484PWA1480LEK94
(a) Durchschnittliche Korngröße
850 900 950 1000 10500
100
200
300
400
Temperatur [◦C]
Anza
hlKö
rner
PWA1484PWA1480LEK94
(b) Durchschnittliche Anzahl der Körner
Abbildung 10.8.: Körner innerhalb der fragmentierten Schicht nach 24 h in Abhängigkeit derTemperatur, das Messfeld entspricht der Schichtdicke x 1 mm in der Breite
Korngröße hinter den anderen Legierungen zurück (siehe Abbildung 10.8a). Nach 24 h be-
steht die geschädigte Schicht maßgeblich aus oxidiertem Matrixmaterial, unter dem sich nur
lokal rekristallisierte Körner befinden (vgl. Abb.10.10c).
Die meisten davon sind unter 50 Messpixel groß und werden in der Auswertung vernachläs-
sigt. Die neu gebildeten Körner dieser Legierung erweisen sich, im Vergleich zu LEK 94 und
50 µmEinkristall
Oberfläche
abgelöstes Korn
[111]
[011][001]
Abbildung 10.9.: IPFZ für indizierten Nickel einer LEK 94-Probe mit 10 mg Natriumsulfat,Auslagerung bei 1050 ◦C für 96 h
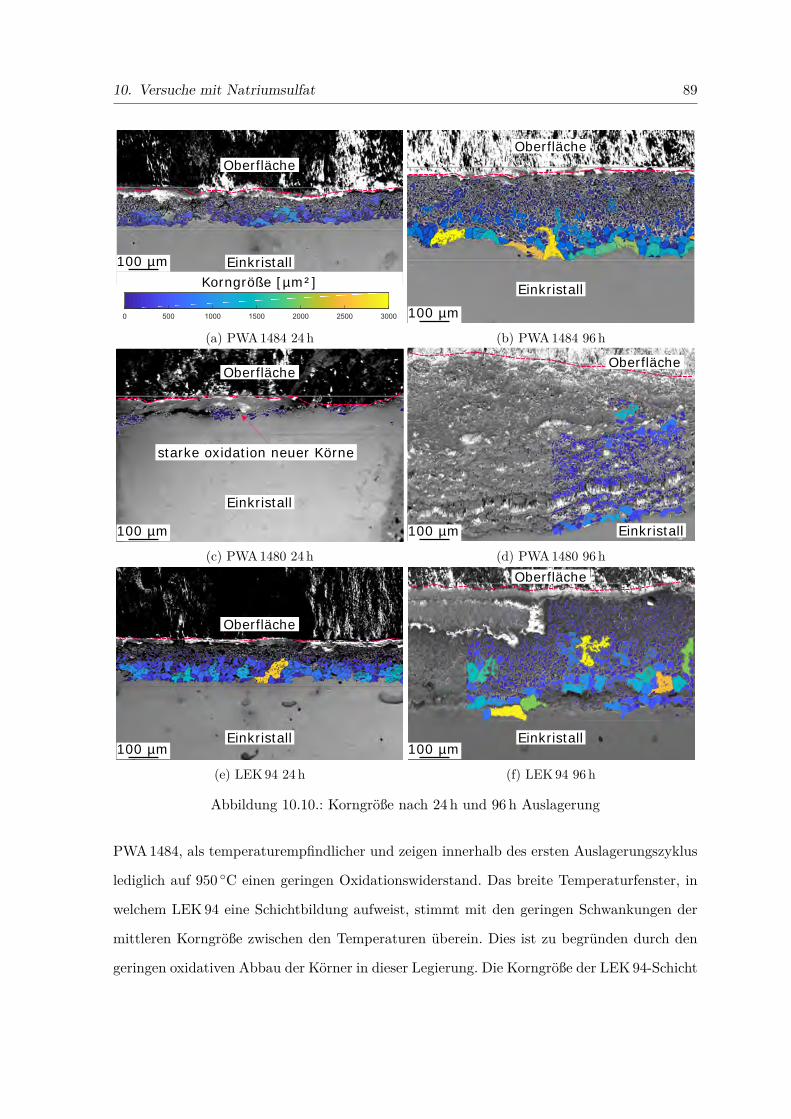
10. Versuche mit Natriumsulfat 89
Einkristall
Oberfläche
100 µm
Korngröße [µm²]
(a) PWA 1484 24 h
Oberfläche
100 µm
Einkristall
(b) PWA 1484 96 h
Oberfläche
100 µm
Einkristall
starke oxidation neuer Körne
(c) PWA 1480 24 h
Oberfläche
100 µm Einkristall
(d) PWA 1480 96 h
Oberfläche
100 µmEinkristall
(e) LEK 94 24 h
Oberfläche
100 µmEinkristall
(f) LEK 94 96 h
Abbildung 10.10.: Korngröße nach 24 h und 96 h Auslagerung
PWA 1484, als temperaturempfindlicher und zeigen innerhalb des ersten Auslagerungszyklus
lediglich auf 950 ◦C einen geringen Oxidationswiderstand. Das breite Temperaturfenster, in
welchem LEK 94 eine Schichtbildung aufweist, stimmt mit den geringen Schwankungen der
mittleren Korngröße zwischen den Temperaturen überein. Dies ist zu begründen durch den
geringen oxidativen Abbau der Körner in dieser Legierung. Die Korngröße der LEK 94-Schicht

10. Versuche mit Natriumsulfat 90
ist deutlich größer im Vergleich zu PWA 1484. Besonders nach 24 h besteht die Schädigung
in LEK 94 maßgeblich aus neugebildeten Körnern und, im Vergleich zu anderen Legierungen,
wenig fragmentierten Körnern (vgl. Abb. 10.10e). Die Auswertung der Korngröße nach 96 h
deutet im Fall von LEK 94 auf eine längere Lebensdauer großer Körner hin. Im Bereich der
fragmentierten Schicht verbleiben einige große Körner zusammenhängend. Für die anderen
Legierungen gilt, dass sobald das Korn durch Korngrenzenoxidation von der rekristallisierten
Schicht getrennt ist, die Fragmentierung zügig voranschreitet. Es ist anzunehmen, dass ein
größeres Korn sich aufgrund eines günstigeren Volumen-zu-Oberflächenverhältnisses durch
die Bildung von Aluminiumoxid und Chromoxidschichten besser schützen kann. Einem klei-
nen Korn steht zur Selbstpassivierung ein geringeres Reservoir für eine im Verhältnis größere
Oberfläche zur Verfügung.
Im Vergleich der linken und rechten Seite in Abbildung 10.10 zeigt sich ein langsames Wachs-
tum der Körner innerhalb der rekristallisierten Zone zwischen 24 h und 96 h. Nach der Se-
paration der Körner von der rekristallisierten Zone durch Oxidation ist kein Kornwachstum
mehr feststellbar.
Aus der Quantifizierung der Korngrößen für die einkristallinen Legierungen in Abb. 10.11 lässt
sich für PWA 1484 nach 24 h ein schwach zunehmendes Wachstum folgern. PWA 1480 weist
die bereits angesprochene Verzögerung in der Schichtbildung auf, entspricht danach in der
Kornwachstumsrate PWA 1484. Betrachtet man den Verlauf des Kornwachstums von LEK 94
und PWA 1484 ist anzunehmen, dass auch diese Legierungen eine verzögerte Bildung der
Rekristallisationsschicht aufweisen, diese Verzögerung allerdings innerhalb des ersten Zyklus
überwunden wurde.
Das in Abbildung 10.12 dargestellte Seitenverhältnis nimmt für den Bereich der rekristalli-
sierten Zone zwischen 24 h und 96 h zu. Das im Vorangegangenen beobachtete Kornwachstum
in dieser Schicht verläuft primär quer zur Schädigung. Allerdings finden sich „quer liegende“
Körner lediglich in dieser Schicht. Innerhalb der fragmentierten Zone finden sich zwar eben-
falls Körner mit Verhältnis von längster zu kürzester Seite von über 3, die Ausrichtung folgt
jedoch der Richtung des Schädigungsfortschritts. Das Verhalten von LEK 94 und PWA 1484
bei 1050 ◦C ist analog. Es bilden sich wenige, dafür sehr große Körner. Das Wachstum der
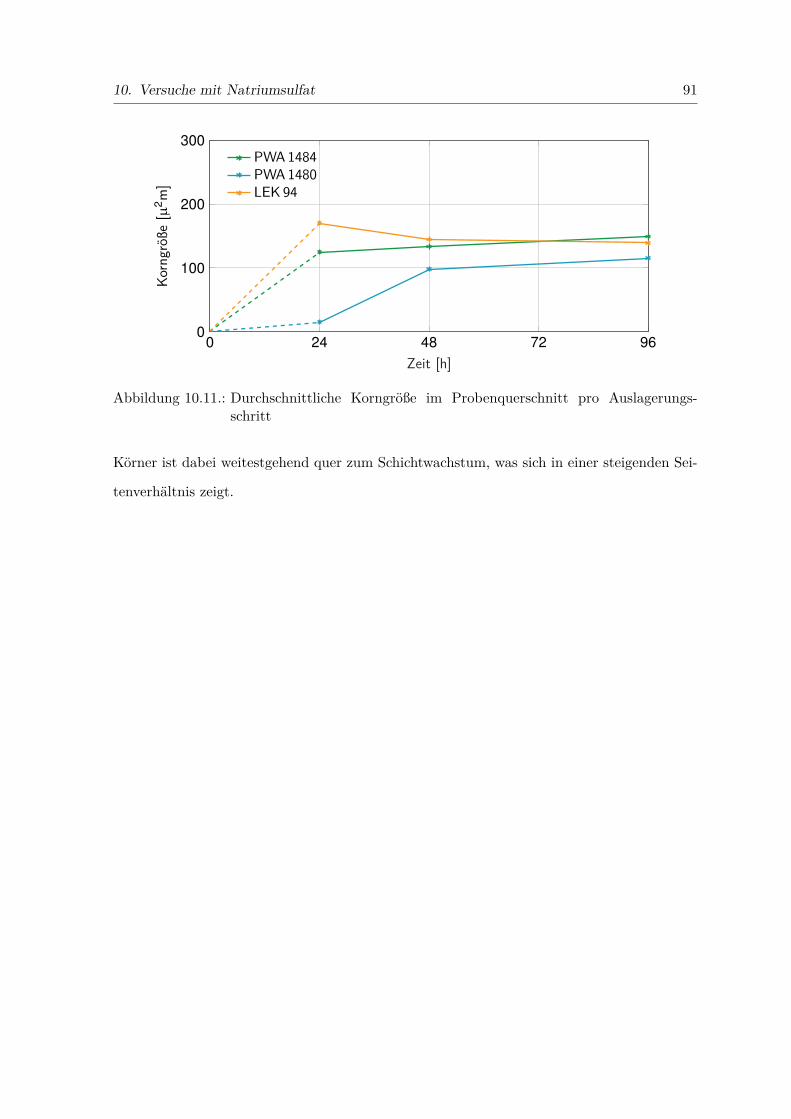
10. Versuche mit Natriumsulfat 91
0 24 48 72 960
100
200
300
Zeit [h]
Korn
größ
e[µ
2 m]
PWA 1484PWA 1480LEK 94
Abbildung 10.11.: Durchschnittliche Korngröße im Probenquerschnitt pro Auslagerungs-schritt
Körner ist dabei weitestgehend quer zum Schichtwachstum, was sich in einer steigenden Sei-
tenverhältnis zeigt.
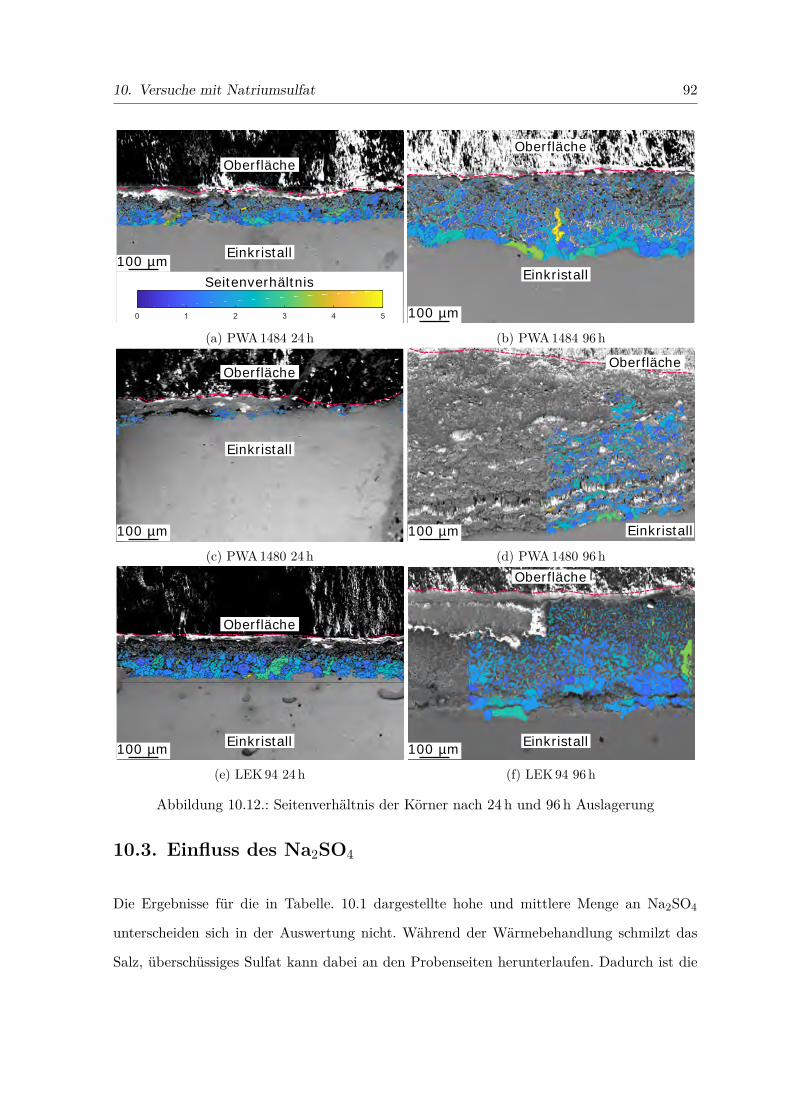
10. Versuche mit Natriumsulfat 92
Oberfläche
100 µm
Seitenverhältnis
Einkristall
(a) PWA 1484 24 h
Oberfläche
100 µm
Einkristall
(b) PWA 1484 96 h
Oberfläche
100 µm
Einkristall
(c) PWA 1480 24 h
Oberfläche
100 µm Einkristall
(d) PWA 1480 96 h
Oberfläche
100 µm Einkristall
(e) LEK 94 24 h
Oberfläche
100 µm Einkristall
(f) LEK 94 96 h
Abbildung 10.12.: Seitenverhältnis der Körner nach 24 h und 96 h Auslagerung
10.3. Einfluss des Na2SO4
Die Ergebnisse für die in Tabelle. 10.1 dargestellte hohe und mittlere Menge an Na2SO4
unterscheiden sich in der Auswertung nicht. Während der Wärmebehandlung schmilzt das
Salz, überschüssiges Sulfat kann dabei an den Probenseiten herunterlaufen. Dadurch ist die
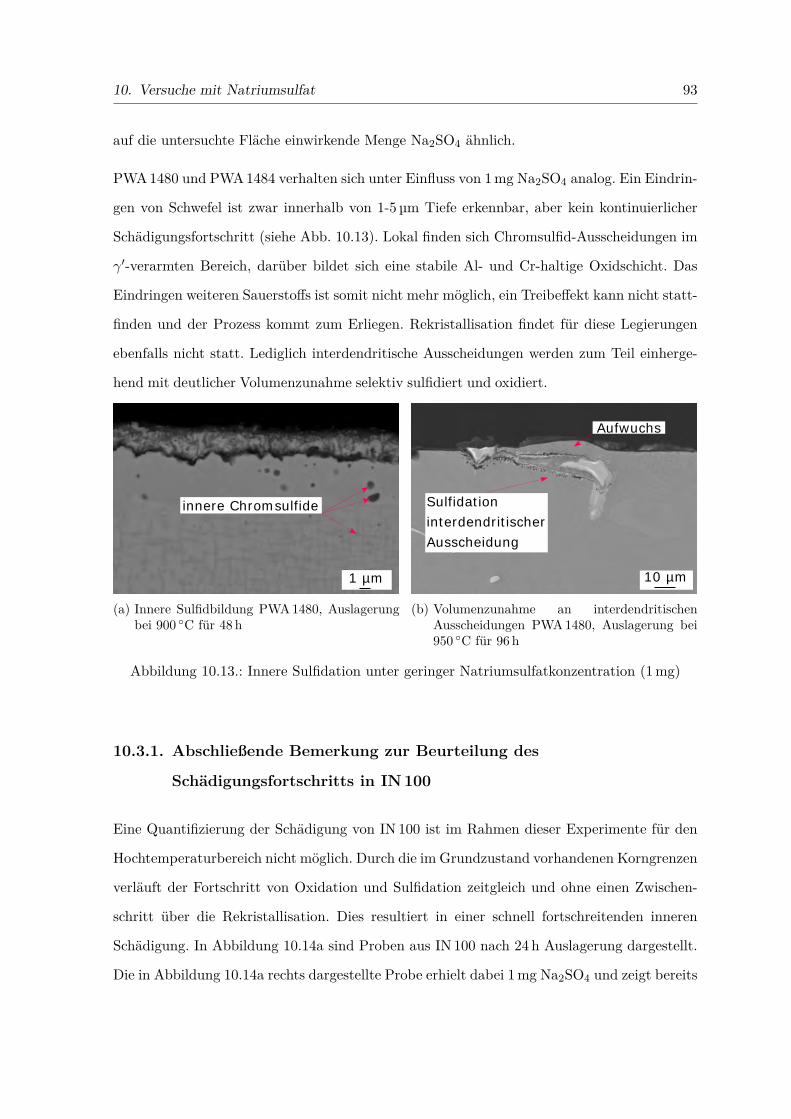
10. Versuche mit Natriumsulfat 93
auf die untersuchte Fläche einwirkende Menge Na2SO4 ähnlich.
PWA 1480 und PWA 1484 verhalten sich unter Einfluss von 1 mg Na2SO4 analog. Ein Eindrin-
gen von Schwefel ist zwar innerhalb von 1-5 µm Tiefe erkennbar, aber kein kontinuierlicher
Schädigungsfortschritt (siehe Abb. 10.13). Lokal finden sich Chromsulfid-Ausscheidungen im
γ′-verarmten Bereich, darüber bildet sich eine stabile Al- und Cr-haltige Oxidschicht. Das
Eindringen weiteren Sauerstoffs ist somit nicht mehr möglich, ein Treibeffekt kann nicht statt-
finden und der Prozess kommt zum Erliegen. Rekristallisation findet für diese Legierungen
ebenfalls nicht statt. Lediglich interdendritische Ausscheidungen werden zum Teil einherge-
hend mit deutlicher Volumenzunahme selektiv sulfidiert und oxidiert.
1 µm
innere Chromsulfide
(a) Innere Sulfidbildung PWA 1480, Auslagerungbei 900 ◦C für 48 h
10 µm
Sulfidation interdendritischerAusscheidung
Aufwuchs
(b) Volumenzunahme an interdendritischenAusscheidungen PWA 1480, Auslagerung bei950 ◦C für 96 h
Abbildung 10.13.: Innere Sulfidation unter geringer Natriumsulfatkonzentration (1 mg)
10.3.1. Abschließende Bemerkung zur Beurteilung des
Schädigungsfortschritts in IN 100
Eine Quantifizierung der Schädigung von IN 100 ist im Rahmen dieser Experimente für den
Hochtemperaturbereich nicht möglich. Durch die im Grundzustand vorhandenen Korngrenzen
verläuft der Fortschritt von Oxidation und Sulfidation zeitgleich und ohne einen Zwischen-
schritt über die Rekristallisation. Dies resultiert in einer schnell fortschreitenden inneren
Schädigung. In Abbildung 10.14a sind Proben aus IN 100 nach 24 h Auslagerung dargestellt.
Die in Abbildung 10.14a rechts dargestellte Probe erhielt dabei 1 mg Na2SO4 und zeigt bereits
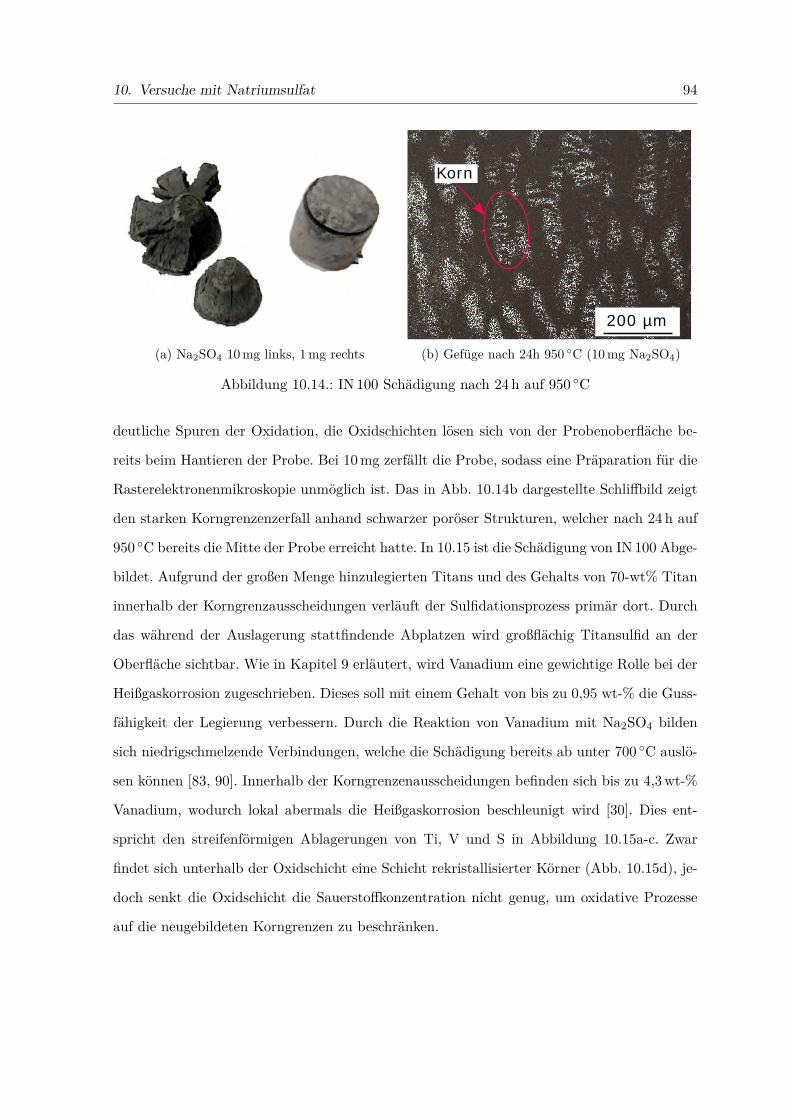
10. Versuche mit Natriumsulfat 94
(a) Na2SO4 10 mg links, 1 mg rechts
200 µm
Korn
(b) Gefüge nach 24h 950 ◦C (10 mg Na2SO4)
Abbildung 10.14.: IN 100 Schädigung nach 24 h auf 950 ◦C
deutliche Spuren der Oxidation, die Oxidschichten lösen sich von der Probenoberfläche be-
reits beim Hantieren der Probe. Bei 10 mg zerfällt die Probe, sodass eine Präparation für die
Rasterelektronenmikroskopie unmöglich ist. Das in Abb. 10.14b dargestellte Schliffbild zeigt
den starken Korngrenzenzerfall anhand schwarzer poröser Strukturen, welcher nach 24 h auf
950 ◦C bereits die Mitte der Probe erreicht hatte. In 10.15 ist die Schädigung von IN 100 Abge-
bildet. Aufgrund der großen Menge hinzulegierten Titans und des Gehalts von 70-wt% Titan
innerhalb der Korngrenzausscheidungen verläuft der Sulfidationsprozess primär dort. Durch
das während der Auslagerung stattfindende Abplatzen wird großflächig Titansulfid an der
Oberfläche sichtbar. Wie in Kapitel 9 erläutert, wird Vanadium eine gewichtige Rolle bei der
Heißgaskorrosion zugeschrieben. Dieses soll mit einem Gehalt von bis zu 0,95 wt-% die Guss-
fähigkeit der Legierung verbessern. Durch die Reaktion von Vanadium mit Na2SO4 bilden
sich niedrigschmelzende Verbindungen, welche die Schädigung bereits ab unter 700 ◦C auslö-
sen können [83, 90]. Innerhalb der Korngrenzenausscheidungen befinden sich bis zu 4,3 wt-%
Vanadium, wodurch lokal abermals die Heißgaskorrosion beschleunigt wird [30]. Dies ent-
spricht den streifenförmigen Ablagerungen von Ti, V und S in Abbildung 10.15a-c. Zwar
findet sich unterhalb der Oxidschicht eine Schicht rekristallisierter Körner (Abb. 10.15d), je-
doch senkt die Oxidschicht die Sauerstoffkonzentration nicht genug, um oxidative Prozesse
auf die neugebildeten Korngrenzen zu beschränken.
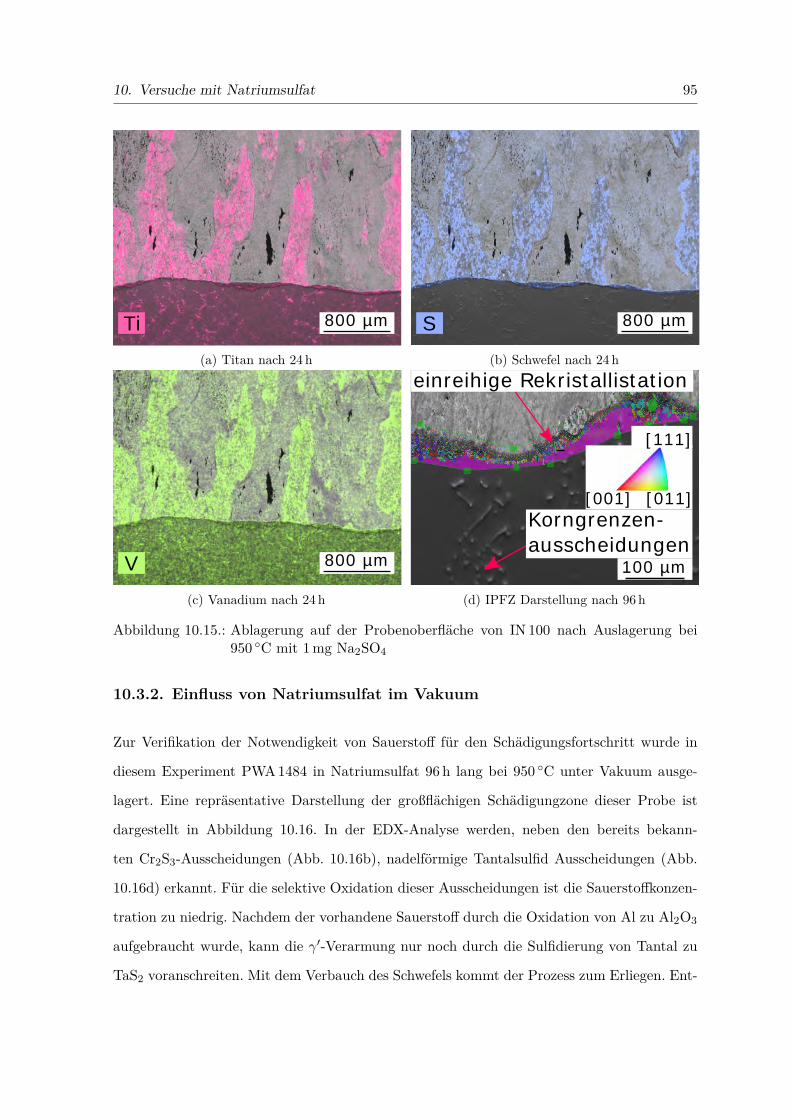
10. Versuche mit Natriumsulfat 95
800 µmTi
(a) Titan nach 24 h
800 µmS
(b) Schwefel nach 24 h
800 µmV
(c) Vanadium nach 24 h
100 µm
Korngrenzen-ausscheidungen
einreihige Rekristallistation
[011][001]
[111]
(d) IPFZ Darstellung nach 96 h
Abbildung 10.15.: Ablagerung auf der Probenoberfläche von IN 100 nach Auslagerung bei950 ◦C mit 1 mg Na2SO4
10.3.2. Einfluss von Natriumsulfat im Vakuum
Zur Verifikation der Notwendigkeit von Sauerstoff für den Schädigungsfortschritt wurde in
diesem Experiment PWA 1484 in Natriumsulfat 96 h lang bei 950 ◦C unter Vakuum ausge-
lagert. Eine repräsentative Darstellung der großflächigen Schädigungzone dieser Probe ist
dargestellt in Abbildung 10.16. In der EDX-Analyse werden, neben den bereits bekann-
ten Cr2S3-Ausscheidungen (Abb. 10.16b), nadelförmige Tantalsulfid Ausscheidungen (Abb.
10.16d) erkannt. Für die selektive Oxidation dieser Ausscheidungen ist die Sauerstoffkonzen-
tration zu niedrig. Nachdem der vorhandene Sauerstoff durch die Oxidation von Al zu Al2O3
aufgebraucht wurde, kann die γ′-Verarmung nur noch durch die Sulfidierung von Tantal zu
TaS2 voranschreiten. Mit dem Verbauch des Schwefels kommt der Prozess zum Erliegen. Ent-

10. Versuche mit Natriumsulfat 96
50 µmAl
Al-Sulfide
(a) Aluminium
50 µmCr
Cr-Sulfide
(b) Chrom
50 µmS
(c) Schwefel
50 µmTa
Ta-Sulfide
(d) Tantal
Abbildung 10.16.: Ausscheidungen in der Randschicht einer im Vakuum durch Natriumsulfatgeschädigten Probe aus PWA 1484, Auslagerung bei 950 ◦C für 96 h
scheidend ist, dass Bereiche, in denen sich diese Sulfide befinden, vollständig an γ′ verarmt
sind, diese jedoch keine Rekristallisation aufweisen. Lokal führt der im Natriumsulfat gebun-
dene Sauerstoff auch zur inneren Oxidation der Probe, jedoch ist der Sauerstoffpartialdruck
so niedrig, dass fast ausschließlich Al2O3 gebildet wurde, wodurch der Prozess schnell zum
Erliegen kommt. Abplatzen, deutliche innere Oxidation und Rekristallisation sind nicht zu
beobachten. Es ist somit davon auszugehen, dass die Bildung neuer Korngrenzen, an denen
Sauerstoff transportiert werden kann, eine Voraussetzung für den Treibeffekt und somit für
den Fortschritt der Schädigung ist.
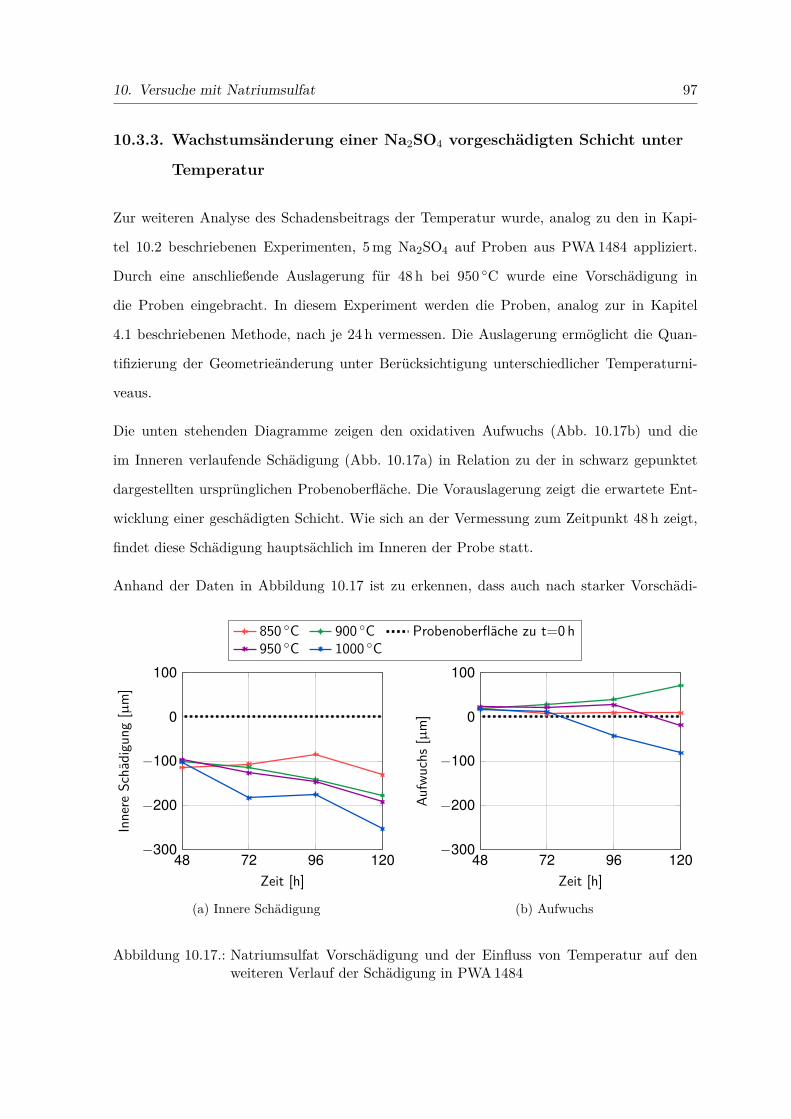
10. Versuche mit Natriumsulfat 97
10.3.3. Wachstumsänderung einer Na2SO4 vorgeschädigten Schicht unter
Temperatur
Zur weiteren Analyse des Schadensbeitrags der Temperatur wurde, analog zu den in Kapi-
tel 10.2 beschriebenen Experimenten, 5 mg Na2SO4 auf Proben aus PWA 1484 appliziert.
Durch eine anschließende Auslagerung für 48 h bei 950 ◦C wurde eine Vorschädigung in
die Proben eingebracht. In diesem Experiment werden die Proben, analog zur in Kapitel
4.1 beschriebenen Methode, nach je 24 h vermessen. Die Auslagerung ermöglicht die Quan-
tifizierung der Geometrieänderung unter Berücksichtigung unterschiedlicher Temperaturni-
veaus.
Die unten stehenden Diagramme zeigen den oxidativen Aufwuchs (Abb. 10.17b) und die
im Inneren verlaufende Schädigung (Abb. 10.17a) in Relation zu der in schwarz gepunktet
dargestellten ursprünglichen Probenoberfläche. Die Vorauslagerung zeigt die erwartete Ent-
wicklung einer geschädigten Schicht. Wie sich an der Vermessung zum Zeitpunkt 48 h zeigt,
findet diese Schädigung hauptsächlich im Inneren der Probe statt.
Anhand der Daten in Abbildung 10.17 ist zu erkennen, dass auch nach starker Vorschädi-
850 ◦C 900 ◦C Probenoberfläche zu t=0 h950 ◦C 1000 ◦C
48 72 96 120−300
−200
−100
0
100
Zeit [h]
Inne
reSc
hädi
gung
[µm
]
(a) Innere Schädigung
48 72 96 120−300
−200
−100
0
100
Zeit [h]
Aufw
uchs
[µm
]
(b) Aufwuchs
Abbildung 10.17.: Natriumsulfat Vorschädigung und der Einfluss von Temperatur auf denweiteren Verlauf der Schädigung in PWA 1484
10. Versuche mit Natriumsulfat 98
gung der Proben auf 850 ◦C kaum Schädigungsfortschritt stattfindet. Auffallend ist, dass
für PWA 1484 zwar die stärkste Schädigung in Form der Schichtdicke bei 950 ◦C festge-
stellt wurde, die deutlichste Geometrieänderung aber bei 900 ◦C stattfindet. Dieser Effekt
kommt zum einen aus dem verlangsamten Fortschritt der inneren Schädigung, zum ande-
ren werden die im Bereich der Oberfläche liegenden rekristallisierten Körner langsam oxi-
diert. Das daraus entstehende Bunsenit ist mit einer deutlichen Volumenzunahme verbunden.
Bei 900 ◦C wurden überdies die größten Körner für PWA 1484 beobachtet. Hier entstehende
Körner haben über den gesamten beobachteten Temperaturbereich das größte Oberflächen-
zu-Volumenverhältnis, d. h. für diese Körner steht theoretisch am meisten Al und Cr zur
Verfügung bei dem gleichzeitig günstigsten Verhältnis zur Oberfläche, welche vor Oxidation
geschützt werden muss. Die zuvor aufgestellte Vermutung, dass das Abplatzen der oxidischen
Schicht ab 1000 ◦C den dominierenden Verschleißmechanismus darstellt, kann in diesem Ex-
periment quantitativ bestätigt werden. Es ist festzustellen, dass geometrisch positive Ver-
änderungen lediglich oxidativem Ursprungs sind. Eine langsamere Korrosionsrate für hohe
Temperaturen, wie in der Literatur für Heißgaskorrosion beschrieben [30], bleibt aus. Die
oxidische Schicht ist nicht protektiv. Die den Hauptbestandteil ausmachenden Nickelkörner
werden auf hohen Temperaturen rasch oxidiert, was zum Abplatzen der obersten Schicht
führt. Ab 1000 ◦C enstehen Rissen entlang der Grenzfläche zwischen rekristallisierter Schicht
und oxidischer Schicht. Ein eventuelles Verlangsamen des Schichtwachstums wird durch Ab-
platzen der gesamten Schicht an diesen Stellen verhindert.
10.3.4. Poren und Rissbildung
Die Abbildungen 10.10d und 10.10f zeigen für LEK 94 und PWA 1480 zwischen der rekristal-
lisierten Zone und der fragmentierten Schicht Risse, welche quer zum Schädigungsfortschritt
verlaufen. Ein mögliches Schichtversagen soll im Folgenden an diesen Bereichen genauer un-
tersucht werden. Um die Limitierung der Schliffanalysen zu umgehen und den Beitrag der
Rissbildung zum Versagen der geschädigten Schicht abschließend beurteilen zu können, wer-
den im Folgenden zwei µCT Analysen der einkristallinen Legierungen LEK 94 und PWA 1484
vorgestellt. In Abbildung 10.18 ist je eine der µCT Analysen dargestellt. Durch die nicht-
10. Versuche mit Natriumsulfat 99
leitende Oxidschicht musste die Probenentnahme von Hand mittels Niedertourensäge durch-
geführt werden. Der Probendurchmesser ist aufgrund der hohen Dichte der Legierungen auf
2 mm begrenzt, für ein optimales Signal-zu-Rauschverhältnis sollte dieser aber unterschrit-
ten werden. Für PWA 1484 war eine Reduktion des Probenquerschnitts auf 500 µm möglich.
Im Fall von LEK 94 war aufgrund der brüchigen Oxidschicht ein größerer Probenquerschnitt
notwendig und das Einbetten in Epoxydharz nach jedem Schnitt. Ein partielles Abbrechen
der Oxidschicht war nicht zu vermeiden.
Im Bereich des Einkristalls ist stärkeres Rauschen der Grauwerte unvermeidbar. In beiden
Legierungen sind die interdendritischen Ausscheidungen hoher Dichte zu erkennen. Deren
geringerer Sulfidationswiderstand erzeugt in PWA 1484 eine wellenförmige Schädigungsfront.
PWA 1484 weist über die Schicht verteilt zahlreiche Poren auf, wobei keine Neigung zur Bil-
dung von Clustern festgestellt werden kann. Die Bildung der Poren findet im Bereich der
Oxide statt, welche die neugebildeten Körner säumen. Im Verlauf der oxidativen Fragmen-
tierung der Körner lagern sich diese Poren zusammen und bilden größere. An diesen kann
schlussendlich das Schichtversagen einsetzen. In der Nähe der Oberfläche steigt die Porengrö-
ße sprunghaft an. Das Ergebnis der Segmentierung in Abbildung 10.18c und d bestätigt die
in Kapitel 10.2 gemachte Vermutung. Risse bilden sich direkt oberhalb der rekristallisierten
Zone (siehe Querschnitt in Abbildung 10.18 e und f). Die in 10.18f markierten Risse trennen
diese Zone und die darüber liegende oxidische Schicht auf bis zu 500 µm Länge. Durch thermi-
sche und mechanische Belastung welche auf die Probe einwirken kann, platzt die Oxidschicht
an dieser Stelle ab.

10. Versuche mit Natriumsulfat 100
400 µm
(a) PWA 1484 µCT Analyse
1 mm
(b) LEK 94 µCT Analyse
(c) Segmentierte Poren 3D
Risse
(d) Segmentierte Poren 3D
100 µm
Riss
Einkristall
(e) Poren und Risse 2D
100 µm
Riss
Einkristall
(f) Poren und Risse 2D
Abbildung 10.18.: Segmentierte µCT Analysen von PWA 1484 und LEK 94 Proben nach 96 hauf 950 ◦C, Voxelsize 0,9 µm.

10. Versuche mit Natriumsulfat 101
10.4. Diskussion
Die vorliegende Analyse der durch Natriumsulfat geschädigten einkristallinen Superlegierun-
gen zeigt eine gegenseitige Bedingung der Rekristallisation und des Schädigungsfortschritts.
Es ist anzunehmen, das Sulfide kaskadenartig oxidiert werden und der freie Schwefel weiter
ins Material hineindiffundiert. Der Transport des Sauerstoffs ist dabei auf die Korngrenzen
beschränkt. Die Diffusionsrichtung des Schwefels wird von der fortschreitenden Sauerstoff-
front vorgegeben. Das bei niedrigen Sauerstoffkonzentrationen, wie sie im Materialinneren
herrschen, die Diffusion von Sauerstoff maßgeblich entlang von Korngrenzen verläuft, wur-
de auch in einer Studie von Sinharoy und Narasimhan [91] für feinkörnige Superlegierungen
beobachtet. Im hier betrachteten Fall ist für den unteren Bereich der oxidischen Schicht und
die rekristallisierte Zone das Korninnere nicht von Oxidation betroffen. Daher ist weiterhin
anzunehmen, dass die Rekristallisation des durch die Sulfidation γ′-verarmten Bereichs ein
notwendiger Schritt für das Voranschreiten des Schadens ist. Diese These wird gestützt von
der Beobachtung, dass der Verschleiß von IN 100 am schnellsten entlang der im Grundzustand
bereits vorhandenen Korngrenzen voranschreitet.
Die nach Bürgel et al. geforderten Bedingungen für die lokale Rekristallisation von gering de-
formierten Superlegierungen sind die lokale Verarmung von (i) γ′ und (ii) das Vorhandensein
von Nukleationskeimen [42]. In der Detailbetrachtung lässt sich erkennen, dass Chromsulfide
stets an den Korngrenzen der rekristallisierten Schicht zu finden sind. Diese können die ge-
nannten Bedingungen gleichzeitig erfüllen. Die Bildung neuer rekristallisierter Körner unter
einer Oxidschicht wurde von Foss [27] beobachtet bei der Oxidation von Nickelbasislegierun-
gen, darüber hinaus konnten auch Kitashima et al. [92] ähnliche Effekte bei der Hochtempe-
raturoxidation nachweisen. An den neuen Korngrenzen ist die Diffusionsgeschwindigkeit um
Größenordnungen schneller als im defektfreien Kristall [89]. Die Beobachtungen, dass es keine
γ′ verarmten Bereiche gibt, die nicht gleichzeitig rekristallisiert sind und dass die erste rekris-
tallisierte Schicht keine oxidierten Korngrenzen aufweist, legt die Vermutung nahe, dass die
Rekristallisation von den Chromsulfiden am Übergang Verarmung/Grundwerkstoff ausgelöst
wird. Jedoch zeigten die Sulfidationsexperimente unter Vakuum, dass eine ausschließlich von

10. Versuche mit Natriumsulfat 102
Schwefel verursachte γ′-Verarmung keine Rekristallisation auslösen kann.
Pint et al. konnten nachweisen, dass bereits geringe Anteile von Hafnium in der Legierung
den Oxidationsfortschritt auf die Korngrenzen verlagern [93]. Potenziell könnte dieser Un-
terschied für die instabilere Schichtbildung bei PWA 1480 verantwortlich sein. Der weitere
Unterschied, das Fehlen von Molybdän, ist eher vorteilhaft für die Hochtemperaturkorrosi-
on.
Für den Erhalt der strukturierten Schicht ist weiterhin die Bildung einer deckenden Ni-
ckeloxidschicht notwendig, um die Sauerstoffkonzentration für die darunterliegende oxidi-
sche Schicht soweit zu senken, dass Matrixmaterial nicht weiter oxidiert werden kann [94].
Die in Schliffen und den µCT Analysen festgestellte Porosität ist Indiz für stark selekti-
ve Diffusionsprozesse nach außen. Prisedsky und Vinogradov konnten für Kupferlegierungen
einen ähnlichen Mechanismus zeigen, in dem eine deckende, nur im geringen Maße schüt-
zende Oxidschicht die oxidative Fragmentierung des darunterliegenden Materials ermöglicht
[95].
Aufgrund der heterogenen Struktur bilden größere Körnern große oxidische Flächen zwi-
schen den Kornlagen, die wie große Kerben bzw. Sollbruchstellen wirken. Weglewski et al.
[96] konnten zeigen, dass Korngrenzoxidation an großen Körnern zu einem schlechteren Aus-
gleichsvermögen thermischer Spannungen führt als die gleiche Oxidation an kleinen Körnern.
Dies legt nahe, dass es eine bestimmte Korngröße gibt, in der die Körner nicht zu klein
sind, um nicht sofort oxidiert zu werden und gleichzeitig keine schlechte Risszähigkeit auf-
weisen.
Überdies ist zu erkennen, dass die Breite des Temperaturfensters, in dem oxidische Schich-
ten festgestellt werden konnten, mit der Menge des hinzulegierten Tantals in der Legierung
korreliert. Ein höherer Ta Gehalt geht im Experiment einher mit einem schmaleren Tempera-
turfenster, in dem die Legierung eine strukturierte Schicht ausbildet. Han et al. [40] konnten
für Superlegierungen mit erhöhtem Tantalgehalt eine verzögerte und vor allem langsamere
Massenzunahme unter Heißgaskorrosion nachweisen. Dies wurde zurückgeführt auf die Fä-
higkeit von Tantal Schwefel an sich zu binden.

10. Versuche mit Natriumsulfat 103
Vergleichbare Schädigungen, wie die hier beobachteten, konnten in Turbinenschaufeln beob-
achtet werden [97, 98] und im Labor unter Verwendung von Na2SO4 [99]. Jedoch wurde in die-
sen Quellen nicht das Stattfinden eines Rekristallisationsprozesses abgeklärt.
104
Teil V.
Fazit
11. Zusammenfassung 105
11. Zusammenfassung
Im Rahmen der vorliegenden Arbeit wurden Alterungs- und Schädigungsmechanismen, wel-
che unter Hochtemperatur auf Superlegierungen einwirken können, untersucht und beur-
teilt.
Die in Teil II untersuchte Stabilität der γ′-Ausscheidungen zeigte über 850 ◦C eine deutliche
Legierungsabhängigkeit. Tantal hat das Potenzial die Vergröberung und Verarmung dieser
Partikel zu verlangsamen. Darüber hinaus wurde gezeigt, dass die Haftung von Oxidschichten
ebenfalls von der Legierungszusammensetzung beeinflusst wird. Hierbei wiesen Legierungen
mit moderaten Titangehalten eine insgesamt geringere γ′-Verarmung und eine bessere An-
haftung der Oxidschicht auf. Ebenso konnte festgestellt werden, dass das Fehlen von Titan ab
1000 ◦C zu innerer Porenbildung führen kann. Außerdem kann auch die Rauheit der Legie-
rungsproben die Oxidschichthaftung zu Beginn der Oxidation stören.
In Teil III der vorliegenden Arbeit wurden das, durch Oberflächendeformation ausgelöste,
Rekristallisationsverhalten von Proben bei Temperaturen zwischen 850 ◦C und 1050 ◦C un-
tersucht. Der Bereich, in dem in diesem Experiment Rekristallisation stattfinden kann, ist
begrenzt durch die Oberfläche der Probe und die Grenze des γ′-verarmten Bereichs. Bei-
de Grenzen verschieben sich während der Hochtemperaturauslagerung. Die neugebildeten
Körner wiesen, im Vergleich zur ursprünglichen Superlegierung, einen geringeren Oxidations-
widerstand auf, wodurch kein konstantes Wachstum beobachtet werden konnte. Im Vergleich
der Experimente von Teil II und III ist die geschädigte Zone im Experiment mit plastischer
Verformung dicker. Korngrenzen und Versetzungen erlauben eine Kurzschlussdiffusion von
Legierungselementen zur Oberfläche, sowie eine verstärkte Eindiffusion von Sauerstoff. Da-
durch oxidieren unedle Legierungselemente im Inneren der Probe. Darüber hinaus wurde
11. Zusammenfassung 106
die vermehrte Bildung von Nickeloxid in verformten Bereichen beobachtet, welches stabil an
der Probe haftet. Unterschiede in Rekristallisationstiefe und Anzahl neugebildeter Körner in
Abhängigkeit der Verformungstemperatur wurden nicht festgestellt.
Die in Teil IV untersuchten Proben wiesen einen Treibeffekt auf, welcher durch innere kaska-
denartige Sulfidation und anschließende Oxidation von Aluminium und Chrom die Bildung
schützender Deckschichten an der Oberfläche verhinderte. Zudem konnte nachgewiesen wer-
den, dass Rekristallisationsprozesse derart verarmter Bereiche durch die Volumenzunahme
von Oxiden ausgelöst werden. Die Bildung von Korngrenzen ist notwendig, für den inneren
Schadensfortschritt. Ein zweiter notwendiger Schritt ist die Bildung einer anhaftenden Nickel-
oxidschicht. Durch diese konnte in einigen Legierungen bei 950 ◦C die Oxidation neu gebildeter
nickelreicher Körner verhindern werden, sodass die geschädigte Schichten ausschließlich durch
die Oxidation von Korngrenzen wachsen.
Die Bedeutung der hier analysierten Schädigungen für den Schaufel-zu-Schaufel Kontakt lässt
sich durch kontinuierlichen Abtrag schützender Oxidschichten begründen. Bei wiederholtem
Abtrag sinkt die Konzentration deckschichtbildender Elemente im Randbereich, was zu ver-
mehrter Oxidbildung im Inneren der Legierung führt. Im Zusammenspiel mit geringen Kon-
zentrationen von Na2SO4 kann dies zur Rekristallisation und der Bildung der in Teil IV
beobachteten Schichten führen.
Mit den hier durchgeführten Untersuchungen konnte gezeigt werden, dass Rekristallisation
in einkristallinen Nickelbasislegierungen von einer Vielzahl von Faktoren abhängt. Neben der
in der Literatur vielfach besprochenen dynamischen und statistischen Rekristallisation durch
plastische Verformung gibt es einen chemisch induzierten Rekristallisationsprozess, der durch
die Kombination von Sulfidation und Oxidation ausgelöst wird. Außerdem konnte gezeigt
werden, dass die Stabilität von rekristallisierten Schichten wesentlich davon abhängt, ob sich
hochtemperaturbeständige oxidische Deckschichten bilden. Es stellte sich heraus, dass in den
für Flugturbinen relevanten Temperaturbereichen die chemisch induzierte Rekristallisation
derjenige Prozess ist, der die größte Schädigungstiefe aufweist, während die mechanisch indu-
zierte Rekristallisation im Hochtemperaturbereich durch Kornoxidation und Abplatzen von
Oxidschichten im Wesentlichen zum Materialabtrag führt. Dies bedeutet, dass bei der Analy-

11. Zusammenfassung 107
se von Schadensfällen, in denen in Oberflächennähe größere rekristallisierte Bereich entdeckt
werden, es zielführender ist, mögliche Quellen für Sulfidation zu identifizieren, als eine detail-
lierte mechanische Analyse durchzuführen.
12. Literatur 108
12. Literatur
[1] Roger C. Reed. The Superalloys: Fundamentals and Applications. Cambridge: Cam-bridge University Press, 2006.
[2] Böck A., Williams S. R. und Feldmann M. „Turbinenschaufel mit Deckband undSchneidezahn: B1 Patentschrift“. EP 2 746 537 A1. 2016.
[3] Willy J. G. Bräunling. Flugzeugtriebwerke. 3., vollst. überarb. u. erw. Aufl. Berlin,Heidelberg: Springer Berlin Heidelberg, 2009.
[4] N. W. Harvey, D. A. Newman, F. Haselbach und L. Willer. „An Investigation Intoa Novel Turbine Rotor Winglet: Part I — Design and Model Rig Test Results“. In:Volume 6: Turbomachinery, Parts A and B. ASME, 2006, S. 585–596.
[5] Chester Thomas Sims. Vital high temperature gas turbine materials for aerospace andindustrial power. Superalloys. New York, NY: Wiley, 1972.
[6] Ralf Bürgel, Hans Jürgen Maier und Thomas Niendorf. Handbuch Hochtemperatur-Werkstofftechnik: Grundlagen, Werkstoffbeanspruchungen, Hochtemperaturlegierungenund -beschichtungen ; mit 66 Tab. 4. überarbeitete Auflage. Wiesbaden: Vieweg+Teu-bner Verlag / Springer Fachmedien Wiesbaden GmbH Wiesbaden, 2011.
[7] Christof Lechner und Jörg Seume. Stationäre Gasturbinen. Berlin, Heidelberg: Sprin-ger Berlin Heidelberg, 2019.
[8] B. Geddes, H. Leon und X. Huang. Superalloys: Alloying and Performance. ASMInternational, 2010.
[9] A. Akhtar, S. Hegde und R. C. Reed. „The oxidation of single-crystal nickel-basedsuperalloys“. In: JOM 58.1 (2006), S. 37–42.
[10] C. W. Bale, E. Bélisle, P. Chartrand, S. A. Decterov, G. Eriksson, A. E. Gheribi, K.Hack, I.-H. Jung, Y.-B. Kang, J. Melançon, A. D. Pelton, S. Petersen, C. Robelin,J. Sangster, P. Spencer und M-A. van Ende. „FactSage thermochemical software anddatabases, 2010–2016“. In: Calphad 54 (2016), S. 35–53.
[11] Dinc Erdeniz. Ni-based superalloys, coatings, and sintering theory. Northwestern Uni-versity, Evanston, IL, 2016.
[12] C. Booth-Morrison, R. Noebe, D. Seidman. „Effects of a Tantalum Addition on theMorphological and Compositional Evolution of a Model Ni-Al-Cr Superalloy“. In: Su-peralloys 2008 (Eleventh International Symposium). Hrsg. von TMS. TMS, 2008, S. 73–79.
[13] Lanlan Yang, Minghui Chen, Jinlong Wang, Zebin Bao, Shenglong Zhu und FuhuiWang. „Diffusion of Ta and its influence on oxidation behavior of nanocrystallinecoatings with different Ta, Y and Al contents“. In: Corrosion Science 126 (2017),S. 344–355.

12. Literatur 109
[14] P. R. Sahm, H. Jones und C. M. Adam. Science and Technology of the UndercooledMelt: Rapid Solidification Materials and Technologies. Springer Netherlands, 2012.
[15] Tianyou Wang, Xiaomeng Wang, Zihua Zhao und Zheng Zhang. „Dissolution beha-viour of the γ′ precipitates in two kinds of Ni-based superalloys“. In: Materials at HighTemperatures 33.1 (2016), S. 51–57.
[16] A. D. Cetel und D. N. Duhl. „Second-Generation Nickel-Base Single Crystal Super-alloy“. In: Superalloys 1988 (Sixth international Symposium). Hrsg. von TMS. TMS,1988, S. 235–244.
[17] U. Glatzel, T. Mack, S. Woellmer und J. Wortmann. „Nickel-Basislegierung für diegießtechnische Herstellung einkristallin erstarrter Bauteile“. DE 10100790C2. 2001.
[18] D.A. Ford and R.P. Arthey. „Development of Single Crystal Alloys for Specific EngineApplications“. In: Superalloys 1984 (Fifth International Symposium). Hrsg. von TMS.TMS, 1984, S. 115–124.
[19] I. Guzman, E. Granda, R. Mendez, G. Lopez, J. Acevedo und D. Gonzalez. „ParticleSize of Gamma Prime as a Result of Vacuum Heat Treatment of INCONEL 738 SuperAlloy“. In: Journal of Materials Engineering and Performance 22.4 (2013), S. 1143–1148.
[20] L. Huang, X. F. Sun, H. R. Guan und Z. Q. Hu. „Oxidation Behavior of the Single-Crystal Ni-base Superalloy DD32 in Air at 900, 1000, and 1100°C“. In: Oxidation ofMetals 65.5-6 (2006), S. 391–408.
[21] U. Krupp und H.-J- Christ. „Selective Oxidation and Internal Nitridation during High-Temperature Exposure of Single-Crystalline Nickel-Base Superalloys“. In: Metallurgi-cal and Materials Transactions A 31 (2000), S. 47–56.
[22] Adam J. Schwartz, Mukul Kumar, Brent L. Adams und David P. Field. ElectronBackscatter Diffraction in Materials Science. Boston, MA: Springer US, 2009.
[23] R. Hielscher und H. Schaeben. „A novel pole figure inversion method: specification ofthe MTEX algorithm“. In: Journal of Applied Crystallography 41.6 (2008), S. 1024–1037.
[24] R. Hielscher, C. B. Silbermann, E. Schmidl und Joern Ihlemann. „Denoising of crystalorientation maps“. In: Journal of Applied Crystallography 52.5 (2019), S. 984–996.
[25] Torben Boll. „Bestimmung von Platzbesetzung und Bindungsenergien mittels Atom-sondentomographie“. Diss. Göttingen: Georg August Universität zu Göttingen, 2010.
[26] M. P. Brady, I. G. Wright und B. Gleeson. „Alloy design strategies for promotingprotective oxide-scale formation“. In: JOM 52.1 (2000), S. 16–21.
[27] B. J. Foss, M. C. Hardy, D. J. Child, D. S. McPhail und B. A. Shollock. „Oxidation ofa Commercial Nickel-Based Superalloy under Static Loading“. In: JOM 66.12 (2014),S. 2516–2524.
[28] Richard J. D. Tilley. Defects in solids. Wiley series in special topics in inorganicchemistry. Hoboken, NJ: Wiley, 2008.
[29] César A. C. Sequeira. High Temperature Corrosion: Fundamentals and Engineering.Wiley series in corrosion. Hoboken, NJ: John Wiley and Sons Inc, 2019.
[30] N. Birks, Frederick S. Pettit und G. H. Meier. Introduction to the high-temperatureoxidation of metals. 2nd edition. Cambridge: Cambridge University Press, 2006.

12. Literatur 110
[31] B. H. Kear, F. S. Pettit, D. E. Fornwalt und L. P. Lemaire. „On the transient oxidationof a Ni-15Cr-6Al alloy“. In: Oxidation of Metals 3.6 (1971), S. 557–569.
[32] Georgia Obigodi-Ndjeng. „High Temperature Oxidation and Electrochemical Investi-gations on Nickel-base Alloys“. Diss. Erlangen: Universität Erlangen-Nürnberg, 2011.
[33] Benjamin Foss. „Oxidation and oxygen transport in a commercial polycrystalline Ni-based superalloy under static and loading conditions“. Diss. London: Department ofMaterials, Imperial College, 2013.
[34] F.S. Pettit and G.H. Meier. „Oxidation and Hot Corrosion of Superalloys“. In: Su-peralloys 1984 (Fifth International Symposium). Hrsg. von TMS. TMS, 1984, S. 651–687.
[35] Carl Wagner. „Beitrag zur Theorie des Anlaufvorgangs“. In: Zeitschrift für Physikali-sche Chemie 21B.1 (1933).
[36] A. M. Huntz. „Parabolic laws during high temperature oxidation: relations with thegrain size and thickness of the oxide“. In: Journal of Materials and Science Letters 18(1999), S. 1981–1984.
[37] David J. Young. High temperature oxidation and corrosion of metals. 2nd edition.London: Elsevier, 2016.
[38] Roger W. Staehle. Assessment of Internal Oxidation (IO) as a Mechanism for Submo-des of Stress Corrosion Cracking (SCC) that Occur on the Secondary Side of SteamGenerators. Hrsg. von U.S. Nuclear Regulatory Commission Office of Nuclear Regu-latory Research. Washington, 2006.
[39] G. M. Janowski, R. W. Heckel und B. J. Pletka. „The effects of tantalum on themicrostructure of two polycrystalline nickel-base superalloys: B-1900 + Hf and MAR-M247“. In: Metallurgical Transactions A 17.11 (1986), S. 1891–1905.
[40] F. F. Han, J. X. Chang, H. Li, L. H. Lou und J. Zhang. „Influence of Ta content onhot corrosion behaviour of a directionally solidified nickel base superalloy“. In: Journalof Alloys and Compounds 619 (2015), S. 102–108.
[41] P. Fox und G. J. Tatlock. „Effect of tantalum additions on oxidation of overlay coatedsuperalloys“. In: Materials Science and Technology 5.8 (1989), S. 816–827.
[42] R. Bürgel, P.D. Portella and J. Preuhs. „Recrystallization in Single Crystals of NickelBase Superalloys“. In: Superalloys 2000 (Ninth International Symposium). Hrsg. vonTMS. TMS, 2000, S. 229–238.
[43] Kang Yuan, Ru Lin Peng, Xin-Hai Li, Sten Johansson und Yan-Dong Wang. „Simulati-on of oxidation-nitridation-induced microstructural degradation in a cracked Ni-basedsuperalloy at high temperature“. In: MATEC Web of Conferences 14 (2014), S. 1–6.
[44] Jinesung Jung, Barbara Shollock und Keun-bong Yoo. „Transient Oxidation of aNickel-Base Superalloy with Varying Oxygen Partial Pressure“. In: Oxidation of Metals85.3-4 (2016), S. 221–229.
[45] C. T. Fujii und R. A. Meussner. „The Mechanism of the High-Temperature Oxidationof Iron-Chromium Alloys in Water Vapor“. In: Journal of the Electrochemical Society111.11 (1964), S. 1215–1221.
[46] E. Essuman, G. H. Meier, J. Żurek, M. Hänsel und W. J. Quadakkers. „The Effect ofWater Vapor on Selective Oxidation of Fe–Cr Alloys“. In: Oxidation of Metals 69.3-4(2008), S. 143–162.
12. Literatur 111
[47] M. S. A. Karunaratne, P. Carter und R. C. Reed. „On the Diffusion of Aluminiumand Titanium in the Ni-Rick Ni-Al-Ti System Between 900 and 1200◦C“. In: ActaMaterialia 49 (2001), S. 861–875.
[48] M. Watanabe, Z. Horita, David J. Smith, M. R. McCartney, T. Sano und M. Nemoto.„Electron Microscopy Study of Ni/Ni3Al Diffussion Couple Interface - I Microstructu-ral Observation and Microchemical Analysis“. In: Acta Materialia 42 (1994), S. 3381–3387.
[49] Hidehiro Onodera, H. Ohyama, Hideo Nakajima, H. Takatori, Hideki Fujii, Tomoy-uki Maeda, H. Takahashi und S. Watakabe. „Impurity Diffusion Behaviour in β-Titanium“. In: Defect and Diffusion Forum 95-98 (1993), S. 729–734.
[50] J. Mougin, G. Lucazeau, A. Galerie und M. Dupeux. „Influence of cooling rate andinitial surface roughness on the residual stresses in chromia scales thermally grown onpure chromium“. In: Materials Science and Engineering: A 308.1-2 (2001), S. 118–123.
[51] Matthias Senge, John Steger, Angelika Brückner-Foit und Adrian Rienäcker. „Quan-titative analysis of diffusion processes associated with γ′-depletion in Ni-base superal-loys“. In: Materialia 3 (2018), S. 41–49.
[52] D. Saber, Islam S. Emam und R. Abdel-Karim. „High temperature cyclic oxidationof Ni based superalloys at different temperatures in air“. In: Journal of Alloys andCompounds 719 (2017), S. 133–141.
[53] Kenneth R. Trethewey und John Chamberlain. Corrosion for science and engineering.2. ed., reprint. Harlow: Longman, 1998.
[54] Kyoko Kawagishi, Hiroshi Harada, Akihiro Sato, Atsushi Sato und Toshiharu Koba-yashi. „The oxidation properties of fourth generation single-crystal nickel-based su-peralloys“. In: JOM 58.1 (2006), S. 43–46.
[55] John A. Nychka, David R. Clarke und Gerald H. Meier. „Spallation and transientoxide growth on PWA 1484 superalloy“. In: Materials Science and Engineering: A490.1-2 (2008), S. 359–368.
[56] Dhananjay Pradhan, Girija Shankar Mahobia, Kausik Chattopadhyay und Vakil Singh.„Effect of surface roughness on corrosion behavior of the superalloy IN718 in simulatedmarine environment“. In: Journal of Alloys and Compounds 740 (2018), S. 250–263.
[57] Mau-Sheng Chiou, Sheng-Rui Jian, An-Chou Yeh und Chen-Ming Kuo. „Effects ofAluminum Addition on the High Temperature Oxidation Behavior of CM-247LC Ni-based Superalloy“. In: International Journal of Electrochemical Science 10 (2015),S. 5981–5993.
[58] Z. Meng, G. Sun, M. Li, and X.Xie. „The Strengthening Effect of Tantalum in Nickel-Base Superalloys“. In: Superalloys 1984 (Fifth International Symposium). Hrsg. vonTMS. TMS, S. 563–572.
[59] Pan Ren, Yingfei Yang, Wei Li, Shenglong Zhu und Fuhui Wang. „Cyclic oxidationbehavior of a multilayer composite coating for single-crystal superalloys“. In: CorrosionScience 145 (2018), S. 26–34.
[60] D. P. Whittle, Y. Shida, G. C. Wood, F. H. Stott und B. D. Bastow. „Enhanceddiffusion of oxygen during internal oxidation of nickel-base alloys“. In: PhilosophicalMagazine A 46.6 (1982), S. 931–949.
12. Literatur 112
[61] F. H. Stott, G. C. Wood, D. P. Whittle, B. D. Bastow, Y. Shida und A. Martinez-Villafane. „The Transport of Oxygen to the Advancing Internal Oxide Front DuringInternal Oxidation of Nickel-Base Alloys at High Temperature“. In: Solid State Ionics12 (1984), S. 365–374.
[62] P.J Warren, A. Cerezo und G.D.W Smith. „An atom probe study of the distributionof rhenium in a nickel-based superalloy“. In: Materials Science and Engineering: A250.1 (1998), S. 88–92.
[63] Yaron Amouyal, Zugang Mao und David N. Seidman. „Effects of tantalum on thepartitioning of tungsten between the γ- and γ′-phases in nickel-based superalloys: Lin-king experimental and computational approaches“. In: Acta Materialia 58.18 (2010),S. 5898–5911.
[64] Joachim Rösler, Harald Harders und Martin Bäker. Mechanisches Verhalten der Werk-stoffe. 5., aktualisierte und erweiterte Auflage. Wiesbaden: Springer Vieweg, 2016.
[65] Anthony D. Rollett und Gregory S. Rohrer. Recrystallization and related annealingphenomena. Third edition. Amsterdam: Elsevier, 2017.
[66] J. E. Burke und D. Turnbull. „Recrystallization and Grain Growth“. In: Progress inMetal Physics 3 (1952), S. 220–292.
[67] O. Hunderi, E. Nes und N. Ryum. „On the zener drag – Addendum“. In: Acta Metall-urgica 37.1 (1989), S. 129–133.
[68] E. Nes, N. Ryum und O. Hunderi. „On the Zener drag“. In: Acta Metallurgica 33.1(1985), S. 11–22.
[69] Hiromi Miura und Taku Sakai. „Effect of Dispersion of Coherent and Incoherent Pre-cipitates on High-Temperature Deformation of Copper“. In: Materials Science Forum539-543 (2007), S. 2149–2154.
[70] R. Burgel, P. D. Portella und J. Preuhs. „Recrystallization in Single Crystals of NickelBase Superalloys“. In: Recrystallization in Single Crystals of Nickel Base Superalloys.Hrsg. von R. Bürgel, P. D. Portella und J. Preuhs. TMS, 2000, S. 229–238.
[71] A. Shahmirzaloo, G. Faraji, M. Safari und S. Mohammadinejad. „Interface sheet-constrained groove pressing as a modified severe plastic deformation process“. In: Ma-terials Science and Technology 34.14 (2018), S. 1669–1678.
[72] Robert Amaro. „Thermomechanical fatigue crack formation in a single crystal ni-basesuperalloy“. Diss. Geogria: Georgia Institute of Technology, 2010.
[73] James L. Smialek und Peter J. Bonacuse. „Compositional effects on the cyclic oxida-tion resistance of conventional superalloys“. In: Materials at High Temperatures 33.4-5(2016), S. 489–500.
[74] Rémi Giraud, Zéline Hervier, Jonathan Cormier, Gilles Saint-Martin, Florence Hamon,Xavier Milhet und José Mendez. „Strain Effect on the γ′ Dissolution at High Tempe-ratures of a Nickel-Based Single Crystal Superalloy“. In: Metallurgical and MaterialsTransactions A 44.1 (2013), S. 131–146.
[75] Zhijie Xu, Dongsheng Li, Daniel K. Schreiber, Kevin M. Rosso und Stephen M. Bru-emmer. „Modeling selective intergranular oxidation of binary alloys“. In: The Journalof chemical physics 142.1 (2015), S. 014704.
12. Literatur 113
[76] Yanyan Huang, Zugang Mao, Ronald D. Noebe und David N. Seidman. „The effects ofrefractory elements on Ni-excesses and Ni-depletions at γ (f.c.c.)/γ′ (L12) interfaces inmodel Ni-based superalloys: Atom-probe tomographic experiments and first-principlescalculations“. In: Acta Materialia 121 (2016), S. 288–298.
[77] Paraskevas Kontis, Zhuangming Li, David M. Collins, Jonathan Cormier, Dierk Raabeund Baptiste Gault. „The effect of chromium and cobalt segregation at dislocationson nickel-based superalloys“. In: Scripta Materialia 145 (2018), S. 76–80.
[78] Guang XIE, Jian ZHANG und Lang-hong LOU. „Effect of cyclic recovery heat treat-ment on surface recrystallization of a directionally solidified superalloy“. In: Progressin Natural Science: Materials International 21.6 (2011), S. 491–495.
[79] P. Hancock. „Vanadic and chloride attack of superalloys“. In: Materials Science andTechnology 3.7 (1987), S. 536–544.
[80] David A. Shifler. „The Increasing Complexity of Hot Corrosion“. In: Journal of Engi-neering for Gas Turbines and Power GTP-17-1258 (2017).
[81] Wei Gao und Zhengwei Li. Developments in high-temperature corrosion and protectionof materials. Woodhead Publishing in materials. Cambridge, England und Boca Raton,FL: Woodhead Pub. and Maney Pub. on behalf of the Institute of Materials Minerals& Mining, 2008.
[82] Sukhminderbir Singh Kalsi. „Hot Corrosion and its Mechanism: A Review“. In: Inter-national Journal on Emerging Technologies 7.1 (2016), S. 133–136.
[83] B. S. Lutz, J. M. Alvarado-Orozco, L. Garcia-Fresnillo und G. H. Meier. „Na2SO4-Deposit-Induced Corrosion of Mo-Containing Alloys“. In: Oxidation of Metals 88.5-6(2017), S. 599–620.
[84] K. L. Luthra. „Mechanism of Na2SO4 Induced Corrosion at 600◦–900◦C“. In: Journalof The Electrochemical Society 127.10 (1980), S. 2202.
[85] Benjamin Grégoire, Xabier Montero, Mathias C. Galetz, Gilles Bonnet und FernandoPedraza. „Correlations between the kinetics and the mechanisms of hot corrosion ofpure nickel at 700 °C“. In: Corrosion Science 155 (2019), S. 134–145.
[86] Ajay K. Misra. „Studies on the hot corrosion of a nickel-base superalloy, Udimet 700“.In: Oxidation of Metals 24 Nos 3/4 (1986), S. 129–161.
[87] U. Krupp, P. E.-G. Wagenhuber, W. M. Kane und C. J. McMahon Jr. „Improvingresistance to dynamic embrittlement and intergranular oxidation of nickel based su-peralloys by grain boundary engineering type processing“. In: Material Science andTechnology 21.11 (2005), S. 1247–1254.
[88] U. Krupp, P. E.-G. Wagenhuber, W. M. Kane und C. J. McMahon. „Improving resis-tance to dynamic embrittlement and intergranular oxidation of nickel based superalloysby grain boundary engineering type processing“. In: Materials Science and Technology21.11 (2005), S. 1247–1254.
[89] A. Atkinson, D. P. Moon, D. W. Smart und R. I. Taylor. „Tracer diffusion studies inNiO bicrystals and polycrystals“. In: Journal of Material Science 21 (1986), S. 1747–1757.
12. Literatur 114
[90] S. Caillat und E. Vakkilainen. „Large-scale biomass combustion plants: an overview“.In: Biomass Combustion Science, Technology and Engineering. Hrsg. von Lasse Ro-sendahl. Bd. 40. Woodhead Publishing Series in Energy. Cambridge, UK und Phil-adelphia, PA: Woodhead Publishing, 2013, S. 189–224.
[91] S. Sinharoy, and S.L. Narasimhan. „Oxidation Behavior of Two Nickel-Base Superal-loys Used as Elevated Temperature Valves in Spark Ignited Engines and Diesel Ex-haust Recirculation (EGR) Applications“. In: Superalloys 2004 (Tenth InternationalSymposium). Hrsg. von TMS. TMS, 2004, S. 623–626.
[92] Tomonori Kitashima, Toru Hara, Yang Yang und Yuka Hara. „Oxidation–nitridation-induced recrystallization in a near-α titanium alloy“. In: Materials & Design 137(2018), S. 355–360.
[93] B. Pint, S. Dryepondt, K. Unocic. „Oxidation of Superalloys in Extreme Environ-ments“. In: 2010 - 7th International Symposium on Superalloy 718 and Derivatives.Hrsg. von TMS. Superalloy 718. 2010, S. 861–875.
[94] T.S. Gendron, P.M. Scott, S.M. Bruemmer und L.E. Thomas. „Internal Oxidation asa Mechanism for Steam Generator Tube Degradation“. In: Hrsg. von T.S. Gendron,P.M. Scott, S.M. Bruemmer und L.E. Thomas. Proceedings of the Third InternationalConference on Steam Generators and Heat Exchangers. Toronto: Canadian NuclearSociety, 1998, S. 389–406.
[95] V. V. Prisedsky und V. M. Vinogradov. „Fragmentation of diffusion zone in high-temperature oxidation of copper“. In: Journal of Solid State Chemistry 177.11 (2004),S. 4258–4268.
[96] W. Węglewski, M. Basista, A. Manescu, M. Chmielewski, K. Pietrzak und Th. Schu-bert. „Effect of grain size on thermal residual stresses and damage in sintered chromium–alumina composites: Measurement and modeling“. In: Composites Part B: Engineering67 (2014), S. 119–124.
[97] J.M Gallardo, J.A Rodrı́guez und E.J Herrera. „Failure of gas turbine blades“. In:Wear 252.3-4 (2002), S. 264–268.
[98] T. J. Nijdam und R. van Gestel. „Service experience with single crystal superalloys forhigh pressure turbine shrouds: National Aerospace Laboratory NLR-TP-2011-547“. In:5th International Gas Turbine Conference - The Future of Gas Turbine Technology.Hrsg. von National Aerospace Laboratory NLR. 2010, S. 1–33.
[99] Xu Liu. „Effects of Trace SO2 and Na2SO4 Deposit on the Reaction Behavior ofAL2O3-Scale Forming Alloys“. Diss. Pittsburgh: University of Pittsburgh, 2014.
[100] J. A. Nesbitt. Hot Corrosion of Single-Crystal NiAl-X Alloys. Techn. Ber. NASATM-113128. National Aeronautics and Space Administration, 1998, S. 1–2.
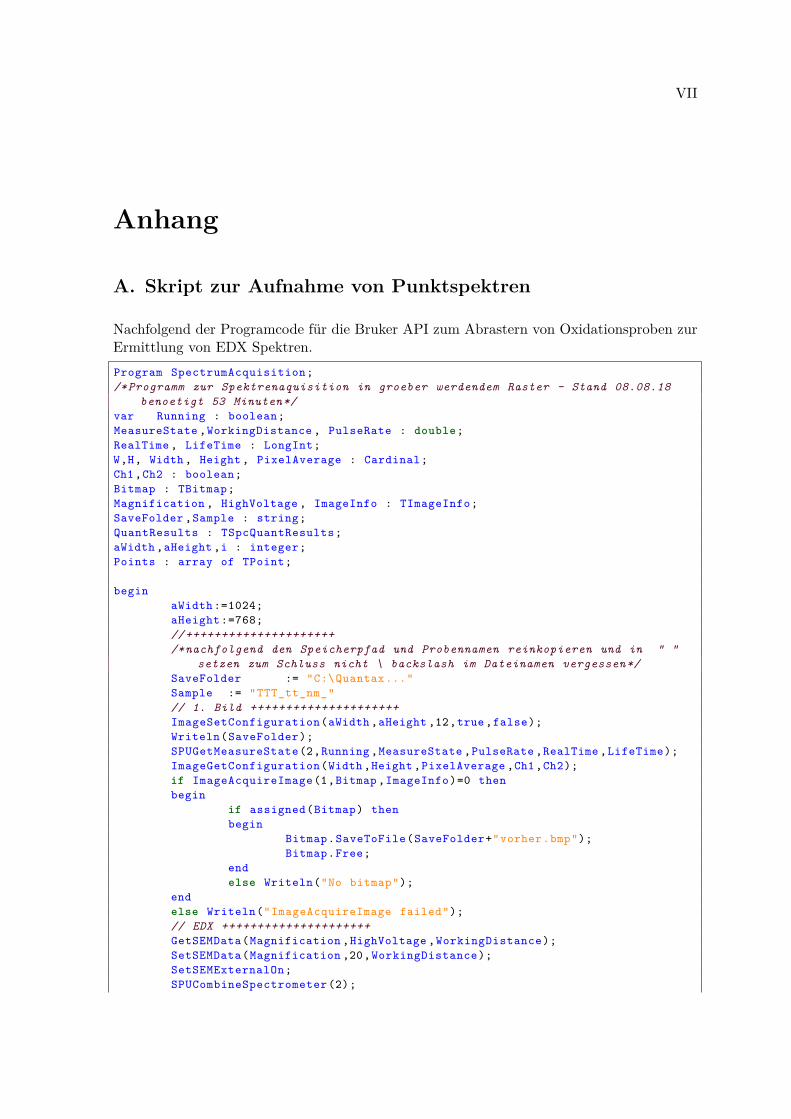
VII
Anhang
A. Skript zur Aufnahme von Punktspektren
Nachfolgend der Programcode für die Bruker API zum Abrastern von Oxidationsproben zurErmittlung von EDX Spektren.Program SpectrumAcquisition;/*Programm zur Spektrenaquisition in groeber werdendem Raster - Stand 08.08.18
benoetigt 53 Minuten*/var Running : boolean;MeasureState ,WorkingDistance , PulseRate : double;RealTime , LifeTime : LongInt;W,H, Width, Height, PixelAverage : Cardinal;Ch1,Ch2 : boolean;Bitmap : TBitmap;Magnification , HighVoltage , ImageInfo : TImageInfo;SaveFolder ,Sample : string;QuantResults : TSpcQuantResults;aWidth,aHeight,i : integer;Points : array of TPoint;
beginaWidth:=1024;aHeight:=768;//+++++++++++++++++++++/*nachfolgend den Speicherpfad und Probennamen reinkopieren und in " "
setzen zum Schluss nicht \ backslash im Dateinamen vergessen*/SaveFolder := "C:\Quantax..."Sample := "TTT_tt_nm_"// 1. Bild +++++++++++++++++++++ImageSetConfiguration(aWidth,aHeight ,12,true,false);Writeln(SaveFolder);SPUGetMeasureState(2,Running,MeasureState ,PulseRate ,RealTime ,LifeTime);ImageGetConfiguration(Width,Height,PixelAverage ,Ch1,Ch2);if ImageAcquireImage(1,Bitmap,ImageInfo)=0 thenbegin
if assigned(Bitmap) thenbegin
Bitmap.SaveToFile(SaveFolder+"vorher.bmp");Bitmap.Free;
endelse Writeln("No bitmap");
endelse Writeln("ImageAcquireImage failed");// EDX +++++++++++++++++++++GetSEMData(Magnification ,HighVoltage ,WorkingDistance);SetSEMData(Magnification ,20,WorkingDistance);SetSEMExternalOn;SPUCombineSpectrometer(2);

VIII
H:=0;W:=0;StartProgress("Acquire...",0,100,0,"%");try
while (H<Height) and (W<Width) dobegin
ProgressMessage("Acquire at Y="+IntToStr(H)+" X="+IntToStr(W));
if Progress(100*(H*Width+W)/(Width*Height)) thenbegin
ImageSetPoint(W,H);SPUStartMeasurement(2,10000);sleep(10000);SPUStopMeasurement(2);SPUReadSpectrum(2);SaveSpectrum(2,SaveFolder+Sample +IntToStr(H)+"_"
+IntToStr(W)+".spx");W:=W+100;
if W>=Width thenbegin
if H< 300 thenbegin
H:=H+15;W:=0;
endelse
H:=H+90;W:=0;
endend
elsebegin
Writeln("User aborted.");Break;
end;end;
// 2. Bild +++++++++++++++++++++if ImageAcquireImage(1,Bitmap,ImageInfo)=0 thenbegin
if assigned(Bitmap) thenbegin
Bitmap.SaveToFile(SaveFolder+"nachher.bmp");Bitmap.Free;
endelse Writeln("No bitmap");
endelse Writeln("ImageAcquireImage failed");
finallyStopProgress;SetSEMExternalOff;end;
end.
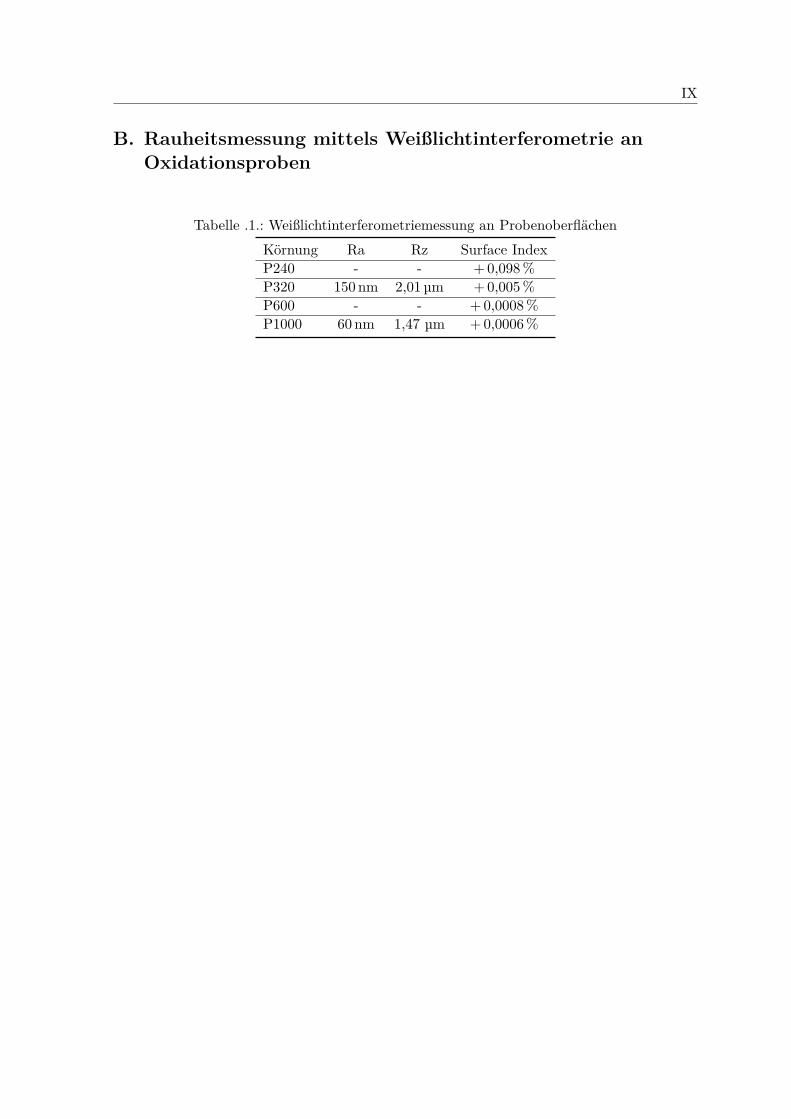
IX
B. Rauheitsmessung mittels Weißlichtinterferometrie anOxidationsproben
Tabelle .1.: Weißlichtinterferometriemessung an ProbenoberflächenKörnung Ra Rz Surface IndexP240 - - + 0,098 %P320 150 nm 2,01 µm + 0,005 %P600 - - + 0,0008 %P1000 60 nm 1,47 µm + 0,0006 %