metodología para el diseño de moldes de inyección de
TRANSCRIPT
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE
MONTERREY
CAMPUS ESTADO DE MÉXICO
"METODOLOGÍA PARA EL DISEÑO DE MOLDES DE INYECCIÓN DE PLÁSTICO DE COLADA CALIENTE "
TESIS QUE PARA OPTAR POR EL GRADO DE MAESTRO EN CIENCIAS EN SISTEMAS DE MANUFACTURA
PRESENTA
A. JAIME SÁNCHEZ LEDESMA
Asesor: Dr. Pedro Grasa Soler.
Comité de Tesis: Dr. Armando Bravo Ortega.
Jurado:
M. en C. Ignacio Adrián Romero.
Dr. Armando Bravo Ortega. Presidente M. en C. Ignacio Adrián Romero. Secretario Dr. Pedro Grasa Soler. Vocal
Atizapán de Zaragoza, Edo. de México Agosto del 2001.
IV
RESUMEN
El presente trabajo discute el desarrollo de una metodología para el diseño de moldes de plástico de colada caliente. En la introducción, se expone una revisión económica del estado de este sector productivo en México, mostrando la enorme área de oportunidad que existe para las empresas interesadas.
La metodología propuesta se concibe en 3 etapas fundamentales: primero, la factibilidad técnica y económica; segundo, los requerimientos del producto (material, color, peso, geometría etc.); y tercero, los sistemas de colada caliente y el diseño del herramental.
V
DEDICATORIA
AGRADECIMIENTOS
RESUMEN
CAPÍTULO l. INTRODUCCIÓN.
1.1 Antecedentes ......................................................................................... 1 1.2 Planteamiento del problema y justificación ........................................ 8 1.3 Objetivos ............................................................................................... 9 1.4 Alcances . ............................................................................................... 9 1.5 OrganiZJ1ción del trabajo . .................................................................... 9
CAPÍTULO 2. ANÁLISIS DE FACTIBILIDAD TÉCNICA Y ECONÓMICA.
2.1 Colada caliente contra colada fría ..................................................... 11 2.2 Justificación técnica ............................................................................ 13 2.3 Justificación económica ...................................................................... 13
CAPÍTULO 3. REQUERIMIENTO DEL PRODUCTO.
3.1 Consideraciones de diseño respecto al producto .............................. 16 3.2 Hoja de especificaciones para nuevos productos .............................. 18
vi
CAPÍTULO 4. FUNDAMENTOS DE LOS MOLDES.
4.1 Criterios para la clasificación de moldes ........................................... 22 4.1.1 Clasificación de acuerdo al tipo de proceso utilizado ................... 22 4.1.2 Clasificación de acuerdo al tipo de inyección ................................. 22 4.1.3 Clasificación DIN ..............................•.............................................. 23 4.1.4 Clasificación SPI (Society oí Plastics Ind ustry ) ............................. 24 4.1.4.1 Clasificación de los moldes de inyección para máquinas de hasta 400 ton ..••......•...............•.••..................•.•...•.............•............•.............•......... 24 4.1.4.2 Clasificación de moldes de inyección para máquinas mayores de 400 ton ......................................................................................................... 26 4.2 ¿Cómo comprar un molde? ............................................................... 28 4.2.1 Hoja estándar de especificaciones de molde ................................... 28 4.3 Procedimiento para estimar los costos del molde ............................. 34 4.3.1 Procedimiento de fabricación planificada ...................................... 35 4.3.2 Pr<>eedimiento de pronóstico ........................................................... 39 4.4 Consideraciones previas al diseño de un molde ................................ 40 4.4.1 Forma o configuración de las piezas inyectadas ...•........................ 40 4.4.2 Tipo y manufactura del molde ........................................................ 42 4.4.3 Material a moldear .......................................................................... 47 4.4.4 Selección de la máquina de inyección y equipo auxiliar ................ 49 4.5 Superficie de acabado de los moldes .................................................. 53 4.6 Máquinas de moldeo por inyección para termoplásticos ................• 56 4.6.1 Principio de funcionamiento de las máquinas de inyección .......... 56 4.6.2 Especificaciones de las máquinas de moldeo por inyección .......... 57 4.6.2.1 Especificaciones de la unidad de inyección ................................. 57 4.6.2.2 Especificaciones de la unidad de cierre de moldes ...................... 58 4.6.3 Especificaciones generales ............................................................... 59 4.6.4 Fases de operación de una máquina de moldeo por inyección ...... 60 4. 7 Sistemas de colada caliente ................................................................ 60 4. 7.1 Tipos de sistemas de colada caliente ............................................... 60 4.7.1.1 Colada aislada (insulated runner) .....••......................................... 60 4.7.1.2 Colada aislada modificada (modified insulated runner) ............ 61 4. 7 .1.3 Colada caliente (hot runner) ........................................................ 63 4. 7 .2 Selección de boquillas ...................................................................... 64 4. 7.3 Normas de selección ......................................................................... 64 4. 7.4 Métodos de inyección en sistemas de colada caliente ..................... 69 4. 7 .4.1 Inyección térmica .......................................................................... 69 4. 7 .4.2 Inyección con válvula ................................................................... 70
4.7.5 4.7.5.1 4.7.5.2 4.7.5.3 4.7.5.4 4.7.6
Puntos de inyección ........................................................................ . Inyección de punto caliente ...................................................•...... Punto de inyección lateral ........................................................... . Punto de inyección Punto de inyección
con válvula ................................................... . de bebedero térmico .................................... .
Normas de diseño ............................................................................ .
VII
71 71 72 73 75 79
4.7.6.1 Normas para el diseño de cavidades ............................................ 79 Resistencia del punto de inyección ............................................ 79 Enfriamiento del punto de inyección ........................................ 80 Insertos en el punto de inyección .............................................. 81 Perímetro de sellado de la boquilla .......................................... . Determinación de la dimensión " L '' ..................................... .
81 82
4. 7.6.1.1 4.7.6.1.2 4.7.6.1.3 4.7.6.1.4 4.7.6.1.5 4.7.6.2 4.7.6.3
Consideraciones de diseño para punto de inyección lateral ....... 84 Consideraciones de diseño para puntos de inyección con válvulas.
........................................................................................................................................ 85 Interconexión del molde •••••••.•..••••.......•••.•.•.•..••••••••••••••••••••••••••••••••• 85 4.7.7
4.7.7.1 4.7.7.2 4.7.7.3 4.7.7.4 4.7.7.5 4.7.7.6 4.7.7.7 4.7.7.8 4.7.7.8.1 4.7.7.8.2 4.7.7.8.3 4.7.7.8.4 4.7.8 4.7.8.1 4.7.8.2 4.7.8.3 4.7.8.4 4.7.8.5 4.8
Pernos de interconexión. Enfriamiento de la placa
.............................................................. 85 de cavidades ........................................ 85
Pernos guías .............................................................•.................... Placas aislantes ............................................................................. . C . d . . onex1ones e serv-1c10 .......••••.•••...•.....•....................•....••.•.....•...•.•
86 86 87
Numeración de las cavidades ....................................................... 87 Montaje del molde ....................................................................... . Interconexión del controlador •..•.....................•...................••...•...
S . . d . , um1n1stro e tens1on ..•............................................................. L . ºta . d 1 . 1m1 c1ones e am pera Je ......•................................................. Conectores eléctricos normalizados ......................................... . Requerimientos de los conectores ............................................ .
Interconexión de la máquina .......................................................... .
88 88 88 88 88 89 93
Requerimientos de la boquilla de la máquina ...........................•. 93 Boquilla de cierre .......................................................................... 94 Filtros del plástico fundido ........................................................... 94 Tiempo de permanencia .............................................................. . Altura de cierre ............................................................................ .
95 95
Consideraciones del sistema de colada caliente respecto al molde de . . ' 95 1nyecc1on •••••.•••.••.••.•.••••.•...•••...••....•••••••••••••...•••.•...••.•...••.•••••.••••••..••...•.•..••.• 4.8.1 Determinación del espaciamiento entre boquillas ......................... 96
VIII
4.8.1.1 Boquillas térmicas para puntos de inyección (HT, EG, SE, MP, ST Y CS) ..•.................................................................................................. 96 4.8.1.2 Boquillas de punto de inyección con válvula (VG Y VX) ......•...• 99 4.8.2 Configuraciones típicas ................................................................. 100 4.8.3 Solicitud de cotización de un sistema de colada caliente ............. 104 4.8.3.1 4.8.3.2 4.8.3.3 4.8.3.4 4.8.3.5 4.8.3.6 4.8.3.7
Sistema completo ....................................................................... . Sistema de distribuidor ............................................................. .
104 104
¿Cómo ordenar un sistema de colada caliente? ........................ 104 Consideraciones para el diseño de moldes apilados .................. 106 Requerimientos de la máquina .................................................. 107 Conversiones del sistema de colada caliente ..........................•... 107 Modificaciones de las cavidades ........•.•...................................... 108
4.9 Aceros para la fabricación de moldes ............................................. . 109 4.9.1 Los distintos tipos de acero para moldes más utilizados ............. 113 4.9.1.1 Aceros para cementación ........................................................... 113 4.9.1.2 Aceros bonificados para empleo en el estado de suministro. (pretemplados) .......................................................................................... 114
Aceros de temple total ......................•......................................... Aceros resistentes a la corrosión ............................................... .
115 116
4.9.1.3 4.9.1.4 4.9.1.5 4.9.2
Aceros para herramientas pulvimetalúrgicos ........................... 117 Me'tales no ferrosos ........................................................................ 117
4.9.2.1 Cobre y sus aleaciones .....•.......................................................... 117 4.9.2.1.1 4.9.2.1.2 4.9.2.2 4.9.2.3
Cobre berilio ........................................................................... . Aleaciones Am peo (bronce) ...•........•...••.............•.....................
Cinc y sus aleaciones .................................................................. . Al . . 1 . um1n10 y sus a eac1ones .•..•.......••.•...••....••..........................•.....
118 119 120 121
4.10 Tratamiento térmico de los aceros para moldes ........................... 122 4.10.1 4.10.2 4.10.3 4.10.4 4.10.5 4.10.6 4.11 4.11.1 4.11.2
N ormaliz.ado ................................................................................ . Rec~ido ...................................................................................... . Relevado de esfuerzos ...............•......•........................................... A
. . , uste nt7.3.CIOD •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
Tem piado .................................................................................... . Revenido ...................................................................................... .
T . , .
ratam1entos termoqu1m1cos ........................................................ . Cementado .................................................................................. . Nitrurado .................................................................................... .
4.12 Recubrimientos 1 , .
e ectroq u1m1cos .................................................. . 4.12.1 4.12.2 4.13
Cromo duro ................................................................................. . Níquel electroless ........................................................................ .
Salidas de gas ................................................................................. .
122 122 123 123 124 125 125 126 126 126 126 127 127
IX
4.13.1 Posición de las salidas de gas ...................................................... 128 4.13.2 Salidas de gas para diferentes resinas ........................................ 129 4.14 Sistema de enfriamiento ................................................................. 129 4.14.1 Intercambio de calor en el molde ................................................ 130 4.14.2 Intercambio de calor entre la resina y el molde ......................... 131 4.14.3 Diseño de los canales de refrigeración ........................................ 131 4.14.4 Defectos debidos a temperatura inadecuada del molde ............. 136 4.14.5 Temperatura de procesado y de molde para los materiales plásticos ..................................................................................................... 136 4.15 Contracción ..................................................................................... 13 7 4.16 Sistema de expulsión ....................................................................... 140 4.16.1 Colocación de los expulsores ....................................................... 141 4.16.2 Cualidades de un sistema de expulsión ....................................... 142 4.16.3 Tipos de expulsores ...................................................................... 142 4.16.3.1 Espigas o vástagos extractores ................................................. 142 4.16.3.2 Manguitos extractores . ............................................................. 144 4.16.3.3 Placas expulsoras . ..................................................................... 145 4.16.3.4 Sistemas combinados . ............................................................... 145 4.16.3.5 Espigas extractoras de válvula ................................................. 146 4.16.3.6 Sistemas neumáticos ................................................................. 146 4.17 Tolerancias dimensionales para piezas moldeadas con materiales plásticos ..................................................................................................... 14 7 4.18 Metodología para el diseño de moldes de colada caliente ............. 151
CAPÍTULO 5. DISEÑO DEL MOLDE.
5.1 Diseño de un molde de inyección de plástico de colada caliente .... 153 5.2 Factibilidad técnica y económica ................................................•.... 153 5.2.1 Factibilidad técnica ........................................................................ 153 5.2.2 Factibilidad económica .................................................................. 153 5.3 Requerimientos del producto ........................................................... 154 5.4 Diseño del molde ............................................................................... 158
CAPÍTULO 6. CONCLUSIONES.
6.1 Conclusiones . .................................................................................... 160
, BIBLIOGRA.FIA ...................................................................................... 162
X
ANEXO A ................................................................................................. 163
ANEXO B ................................................................................................. 173
ÍNDICE DE FIGURAS, GRÁFICAS, TABLAS, CUADROS Y DIAGRAMAS.
FIGURAS.
Figura 4.1 Sistema de colada aislada ............................................................................. 61 Figura 4.2 Colada aislada modificada ............................................................................ 62 Figura 4.3 Molde de colada caliente .............................................................................. 63 Figura 4.4 Posiciones y vestigios de los puntos de inyección ......................................... 65 Figura 4.5 Sistema de punto de inyección térmico ......................................................... 69 Figura 4.6 Sistema de punto de inyección con válvula ................................................... 70 Figura 4.7 HT-D (Hot Tip Gating) ................................................................................. 71 Figura 4.8 HT-T (Hot Tip Gating) ................................................................................. 71 Figura 4.9 MP (Muhi Pro be Gating) .............................................................................. 72 Figura 4.1 O EG (Edge Gating) ......................................................................................... 72 Figura 4.11 SE (Sealed Edge Gating) .............................................................................. 73 Figura 4.12 VG (Valve Gating) ....................................................................................... 73 Figura 4.13 VG (Valve Gating) ....................................................................................... 74 Figura 4.14 VX (Valve Gating) ....................................................................................... 74 Figura 4.15 VX (Valve Gating) ....................................................................................... 75 Figura 4.16 TS (Thermal Sprue Gating) .......................................................................... 75 Figura 4.17 TS (Thermal Sprue Gating) .......................................................................... 76 Figura 4.18 HT-D 250 (Hot Tip Gating) .......................................................................... 76 Figura 4.19 HT-T 250 (Hot Tip Gating) .......................................................................... 76 Figura 4.20 HT-X 250 (Hot Tip Gating) .......................................................................... 77 Figura 4.21 VG 500 (Valve Gating) ................................................................................ 77 Figura 4.22 VX 500 (Valve Gating) ................................................................................ 77 Figura 4.23 HT-D 500 (Hot Tip Gating) .......................................................................... 78 Figura 4.24 HT-T 500 (Hot Tip Gating) .......................................................................... 78 Figura 4.25 Resistencia del punto de inyección ............................................................... 80 Figura 4.26 Enfriamiento del punto de inyección ............................................................. 80 Figura 4.27 Insertos del punto de inyección ..................................................................... 81 Figura 4.28 Perímetro de sellado de la boquilla ............................................................... 82 Figura 4.29 Dimensión "L" Boquillas EG/SE .................................................................. 83 Figura 4.30 Dimensión "L" Boquillas VX/TS ................................................................. 83 Figura 4.31 Punto de inyección lateral. ............................................................................ 84 Figura 4.32 Placas aislantes ............................................................................................. 86 Figura 4.33 Conexiones de Servicio ................................................................................ 87 Figura 4.34 Numeración de las cavidades ........................................................................ 87 Figura 4.35 Tipos de conectores ...................................................................................... 89 Figura 4.36 Conectores para energía y termopares ........................................................... 89 Figura 4.37 Asignación de terminales para conector estándar de 24 terminales ................ 89
XI
Figura 4.38 Asignación de terminales para conector de 12-16 boquillas .......................... 90 Figura 4.39 Asignación de tenninales para energía del distribuidor de 6 terminales ......... 90 Figura 4.40 Asignación de terminales para termopares de 16 terminales .......................... 91 Figura 4.41 Asignación de tenninales para conector estándar de 32 terminales ............... 91 Figura 4.42 Asignación de tenninales para conector estándar de 64 terminales .............. 92 Figura 4.43 Asignación de terminales para la energía del distribuidor. ............................. 92 Figura 4.44 Asignación de terminales para termopares del distribuidor. ........................... 93 Figura 4.45 Asignación de terminales para conectores estándar de 64 terminales ............ 93 Figura 4.46 Buje del bebedero restringido y optimizado .................................................. 94 Figura 4.47 Diagrama del espaciamiento entre boquillas ................................................. 97 Figura 4.48 Detalle del espaciamiento en el bebedero ...................................................... 98 Figura 4.49 El espaciamiento de las boquillas para puntos de inyección con válvulas .... 100 Figura 4.50 Configuración de los distribuidores para 2, 4, 6 y 8 boquillas ..................... 1 O 1 Figura 4.51 Configuración de los distribuidores para 12, 16, 24, 32 y 48 boquillas ........ 102 Figura 4.52 Configuración de los distribuidores para 64, 72 y 96 boquillas .................... 103 Figura 4.53 Planilla de cotización de sistemas de colada caliente ................................... 105 Figura 4.54 Detalle del sistema de colada caliente en los moldes apilados ..................... 106 Figura 4.55 Detalle del sistema de colada fría ............................................................... 108 Figura 4.56 Detalle de la boquilla en el sistema de colada caliente ................................. 109 Figura 4.57 Detalle de la salida de gas ........................................................................... 128 Figura 4.58 Disposición rectilínea de los canales de refrigeración poco apropiado para piezas redondas .............................................................................................................. 133 Figura 4.59 Disposición rectilínea de los canales de refrigeración en piezas rectangulares inyectadas por un lado .................................................................................................... 133 Figuras 4.60 y 4.61 Disposición rectilínea de los canales de refrigeración en piezas rectangulares con inyección central, frente a la colada y entrada contrapuesta ................ 134 Figura 4.62 Temperatura de enfriamiento del molde ...................................................... 134 Figura 4.63 Temperatura de calentamiento del molde .................................................... 134 Figura 4.64 Enfriamiento en serie ................................................................................. 135 Figura 4.65 Enfriamiento en paralelo ............................................................................ 135 Figura 4.66 Simulación de inyección ............................................................................. 140 Figura 4.67 Corte transversal donde se aprecian las placas expulsoras y los pernos de retroceso ........................................................................................................................ 141 Figura 4.68 Sistema de expulsión molde cerrado ........................................................... 143 Figura 4.69 Sistema de expulsión molde abierto ............................................................ 143 Figura 4.70 Manguito extractor y su posición en el molde ............................................. 144 Figura 4.71 Sistema de expulsión con placa ................................................................... 145 Figura 4.72 Sistema de expulsión combinado (aire-placa botadora) ............................... 146 Figura 4. 73 Espigas extractoras de válvula .................................................................... 146 Figura 4.74 Sistemas neumáticos ................................................................................... 147 Figura Anexo A. 1 Tapa direccional ................................................................................ 163 Figura Anexo A.2 Ventilador ......................................................................................... 163 Figura Anexo A.3 Brazo soporte ................................................................................... 164 Figura Anexo A.4 Cubierta de válvulas ......................................................................... 164 Figura Anexo A.5 Cubierta para bolsa de aire ................................................................ 165 Figura Anexo A.6 Cubierta para radiador. ..................................................................... 165
XII
Figura Anexo A. 7 Empaque para medicamentos ........................................................... 166 Figura Anexo A.8 Filtro ................................................................................................ 166 Figura Anexo A.9 Pieza medica .................................................................................... 167 Figura Anexo A.10 Cánula ............................................................................................ 167 Figura Anexo A.11 Disco de sellado ............................................................................. 168 Figura Anexo A.12 Tapa de rotor .................................................................................. 168 Figura Anexo A.13 Partes para teclado .......................................................................... 169 Figura Anexo A.14 Recipiente para inyección de tinta ................................................. 169 Figura Anexo A.15 Aislador. ......................................................................................... 1 70 Figura Anexo A.16 Cubierta de batería de teléfono celular ............................................ 170 Figura Anexo A.17 Tapas de aerosol. ............................................................................ 171 Figura Anexo A.18 Tapón inviolable ............................................................................. 171 Figura Anexo A.19 Tapa para cosméticos ..................................................................... 172 Figura Anexo A.20 Contra tapa ..................................................................................... 172
GRÁFICAS.
Gráfica 1.1 Consumo de Materiales Plásticos 1998 ............................................................ 2 Gráfica 1.2 Distribución de las exportaciones de manufacturas de plástico 1998 ............... 5 Gráfica 1.3 Distribución de las importaciones de manufacturas de plástico 1998 ............... 5 Gráfica 4.1 Tolerancias dimensionales para piezas moldeadas con plásticos ................. 149
CUADROS
Cuadro 2.1 Justificación Económica ............................................................................... 14 Cuadro 3.1 Desarrollo del producto y del molde utilizando tecnologías computacionales ............................................................................................................... 18 Cuadro 3.2 Hoja de especificaciones para nuevos productos ........................................... 19 Cuadro 4.1 Calendarización de la fabricación de un molde ............................................. 32 Cuadro 4.2 Compatibilidad del método de inyección con el material Serie 750 ............... 66 Cuadro 4.3 Compatibilidad del método de inyección con el material Serie 1250 ............. 67 Cuadro 4.4 Capacidad de flujo máxima recomendada ..................................................... 68
TABLAS.
Tabla 1.1 Una mirada a la economía en 1999 ................................................................... 1 Tabla 1.2 La industria del plástico .................................................................................... 3 Tabla 1.3 Comercio exterior de materias plásticas y sus manufacturas ............................. .4 Tabla 1.4 Importaciones de maquinaria y equipo .............................................................. 6 Tabla 1.5 Importaciones de Inyectoras, Extrusoras y Moldeadoras por soplado ................ 7 Tabla 4.1 Hoja estándar de especificaciones de molde .................................................... 29 Tabla 4.2 Estimación de costos de fabricación de moldes para plásticos ......................... 38 Tabla 4.3 Rugosidades producidas por el maquinado de electroerosión ......................... .44
XIII
Tabla 4.4 Números de acabado para las superficies de los moldes .................................. 53 Tabla 4.5 Diferentes Normas para el tamaño de grano .................................................... 54 Tabla 4.6 Comparación de las superficies de acabado de los moldes ............................... 55 Tabla 4.7 Aceros para cementación .............................................................................. 114 Tabla 4.8 Aceros bonificados ....................................................................................... 115 Tabla 4.9 Aceros de temple total. ................................................................................. 116 Tabla 4.1 O Aceros Resistentes a la corrosión ................................................................ 117 Tabla 4.11 Aleaciones de cobre berilio ......................................................................... 119 Tabla 4.12 Aleaciones de bronce Ampco ...................................................................... 120 Tabla 4.13 Aleaciones de cinc ...................................................................................... 12 l Tabla 4.14 Profundidades de las salidas de gas para diferentes resinas .......................... 129 Tabla 4.15 Temperatura de procesado y de molde para los materiales plásticos ............ 137 Tabla 4.16 Contracciones de plásticos más utilizados ................................................... 139 Tabla 4.17 Tolerancias dimensionales para piezas moldeadas con plásticos .................. 148
DIAGRAMAS
Diagrama 4.1 Metodología para el diseño de moldes de colada caliente ........................ 152

CAPÍTULO 1 INTRODUCCIÓN.
1.1 ANTECEDENTES.
En la época actual resultaría dificil imaginar que alguno de los sectores de nuestra vida cotidiana, pudiera prescindir de los plásticos. Sólo basta con observar a nuestro alrededor y analizar cuantos objetos son de plástico para visualizar la importancia económica que tienen estos materiales. Dicha importancia se refleja en los índices de crecimiento que, mantenidos a lo largo de algunos años desde principios de siglo, superan a casi todas las demás actividades industriales y grupos de materiales.
El consumo mundial de plásticos se concentra en tres regiones: Norteamérica (Estados Unidos), Asia (Japón), y Europa Occidental (Alemania) quienes, en conjunto, absorben más del 85% de la demanda mundial. El consumo de plásticos en países del viejo continente es similar al consumo total del principal consumidor en el mundo, Estados Unidos. [Fuente: Bancomext]
EL SECTOR PLÁSTICO EN MÉXICO.
La industria mexicana del plástico transforma actualmente cerca de tres millones de toneladas de materiales plásticos y representa cerca del 2, 1 % del PIB.
Si una industria puede ejemplificar la pujanza y el dinamismo de la econonúa mexicana en los últimos años es la industria de transformación del plástico. Con una presencia en casi todas las actividades económicas, la industria del plástico se ha proyectado en los últimos años como uno de los bastiones de la econonúa mexicana en el sector externo. Las exportaciones de la cadena productiva del plástico (resinas, productos semi-elaborados y manufacturas) llegaron en 1999 a 2542 millones de dólares y para el primer trimestre de 2000 la cifra fue de 735 millones de dólares.
México Tabla 1.1 Una mirada a la economía en 1999
[Fuente: ALADI]
Población (miles de habitantes) Población urbana (%) PJB total (millones de US$ de 1995) rT asa de crecimiento. del PIB 1999 PIB /habitantes (US$ de 1995) Exportaciones Totales (millones de US$) Importaciones Totales (millones de US$) Inflación 1999
97,363 74.1
445,390 3.50% 4,575
2,542.1 9,229.0 12.3%
2
La fortaleza de la economía mexicana. una de las pocas de la región que registró crecimiento positivo en 1999, reside en buena parte en las oportunidades que se han generado de su participación en el Tratado de Libre Comercio de Norteamérica (TLC), que han convertido a México en un importante centro de atracción de la inversión extranjera y ha generado una creciente demanda de productos manufacturados para satisfacer las necesidades del mercado mexicano y las oportunidades comerciales con sus socios del TLC.
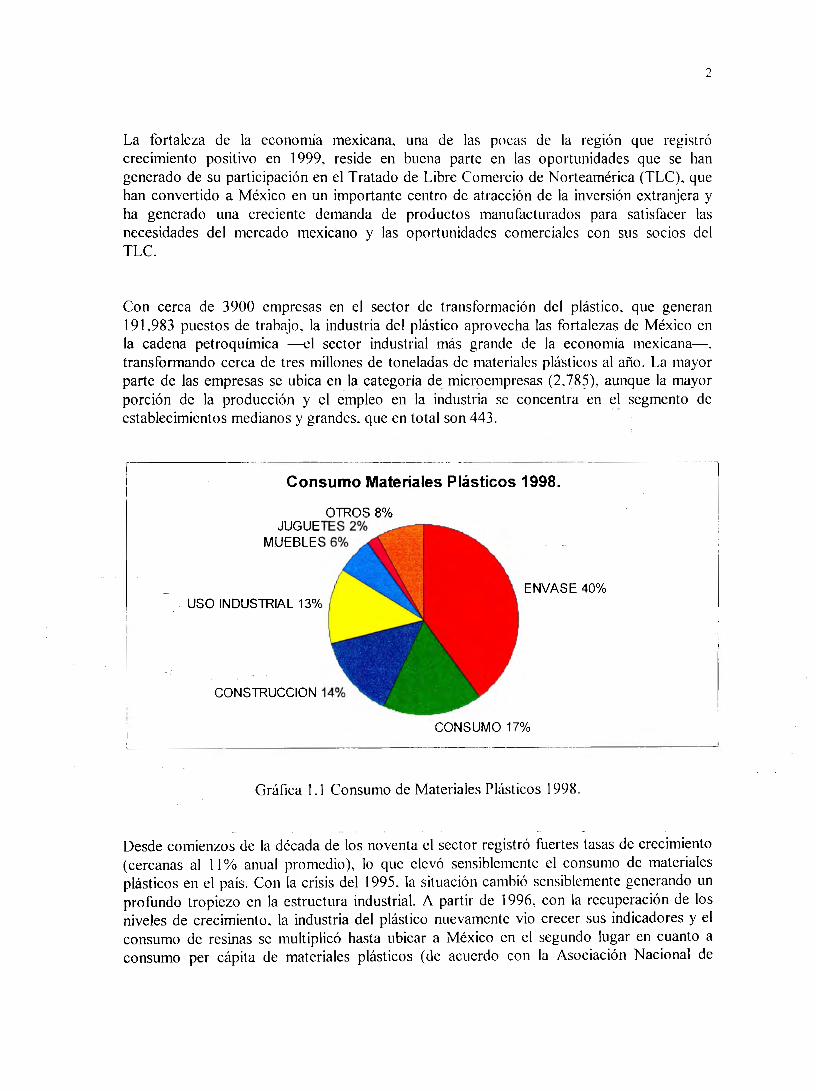
Con cerca de 3900 empresas en el sector de transformación del plástico, que generan l 91,983 puestos de trabajo, la industria del plástico aprovecha las fortalezas de México en la cadena petroquímica --el sector industrial más grande de la economía mexicana-. transformando cerca de tres millones de toneladas de materiales plásticos al año. La mayor parte de las empresas se ubica en la categoría de microempresas (2. 785) , aunque la mayor porción de la producción y el empleo en la industria se concentra en el segmento de establecimientos medianos y grandes. que en total son 443.
--· ·-------- .. ···--------··· .. -----·-----··-·-·-----·---·- -··1 Consumo Materiales Plásticos 1998.
OTROS 8% 1
JUGUETES 2% ¡ MUEBLES 6%
ENVASE 40% USO INDUSTRIAL 13%
CONSTRUCCION 14%
CONSUMO 17% ·---- --·-·---- ------
Gráfica 1.1 Consumo de Materiales Plásticos 1998.
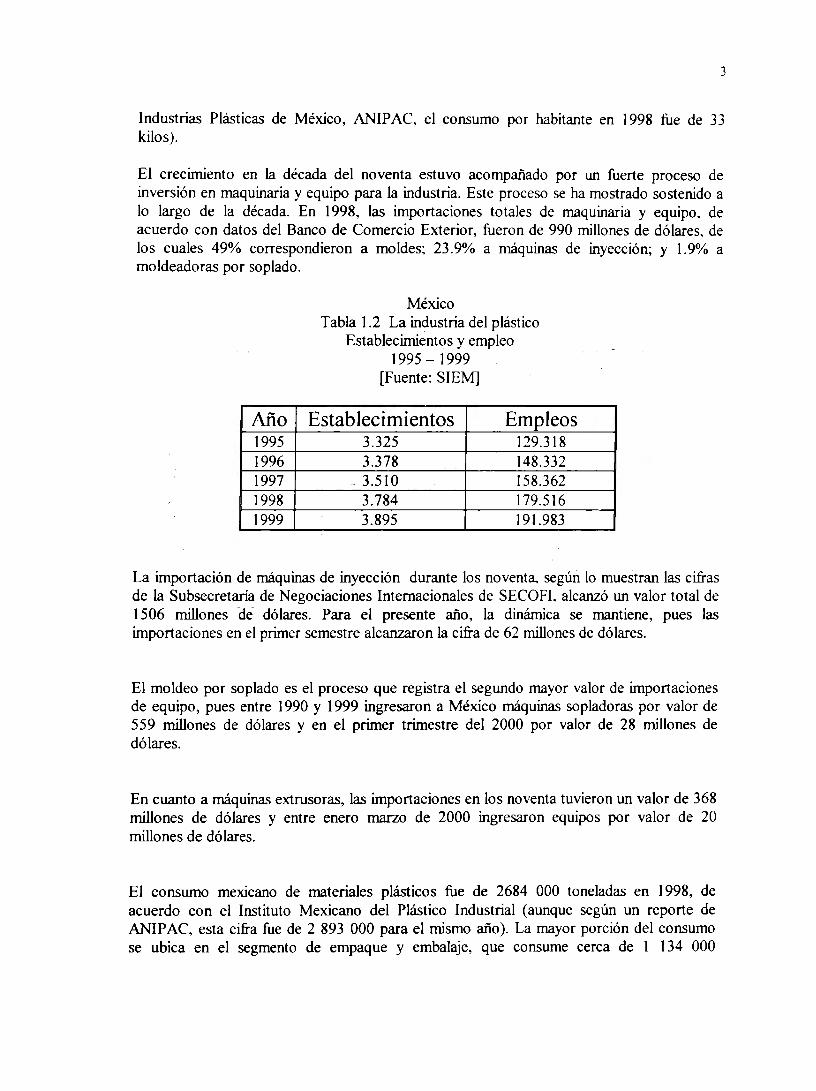
Desde comienzos de la década de los noventa el sector registró fuertes tasas de crecimiento ( cercanas al 11 % anual promedio), lo que elevó sensiblemente el consumo de materiales plásticos en el país. Con la crisis del 1995. la situación cambió sensiblemente generando un profundo tropiezo en la estructura industrial. A partir de 1996, con la recuperación de los niveles de crecimiento. la industria del plástico nuevamente vio crecer sus indicadores y el consumo de resinas se multiplicó hasta ubicar a México en el segundo lugar en cuanto a consumo per cápita de materiales plásticos ( de acuerdo con la Asociación Nacional de
3
Industrias Plásticas de México, ANIPAC, el consumo por habitante en 1998 fue de 33 kilos).
El crecimiento en la década del noventa estuvo acompañado por un fuerte proceso de inversión en maquinaria y equipo para la industria. Este proceso se ha mostrado sostenido a lo largo de la década. En 1998, las importaciones totales de maquinaria y equipo, de acuerdo con datos del Banco de Comercio Exterior, fueron de 990 millones de dólares, de los cuales 49% correspondieron a moldes; 23.9% a máquinas de inyección; y 1.9% a moldeadoras por soplado.
Año 1995 1996 1997 1998 1999
México Tabla 1.2 La industria del plástico
Establecimientos y empleo 1995 - 1999
[Fuente: SIEM]
Establecimientos Empleos 3.325 129.318 3.378 148.332 3.510 158.362 3.784 179.516 3.895 191.983
La importación de máquinas de inyección durante los noventa, según lo muestran las cifras de la Subsecretaría de Negociaciones Internacionales de SECOFI. alcanzó un valor total de 1506 millones de dólares. Para el presente año, la dinámica se mantiene, pues las importaciones en el primer semestre alcanzaron la cifra de 62 millones de dólares.
El moldeo por soplado es el proceso que registra el segundo mayor valor de importaciones de equipo, pues entre 1990 y 1999 ingresaron a México máquinas sopladoras por valor de 559 millones de dólares y en el primer trimestre del 2000 por valor de 28 millones de dólares.
En cuanto a máquinas extrusoras, las importaciones en los noventa tuvieron un valor de 368 millones de dólares y entre enero marzo de 2000 ingresaron equipos por valor de 20 millones de dólares.
El consumo mexicano de materiales plásticos fue de 2684 000 toneladas en 1998, de acuerdo con el Instituto Mexicano del Plástico Industrial (aunque según un reporte de ANIP AC, esta cifra fue de 2 893 000 para el mismo año). La mayor porción del consumo se ubica en el segmento de empaque y embalaje, que consume cerca de 1 134 000
4
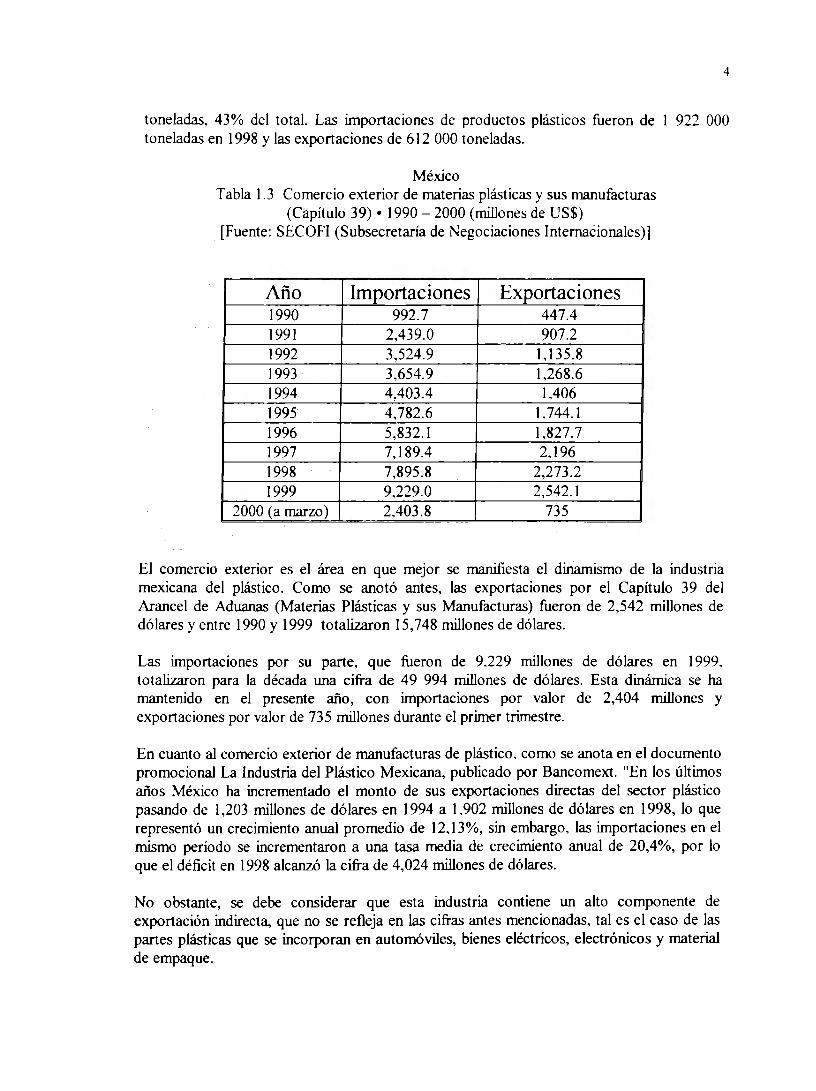
toneladas, 43% del total. Las importaciones de productos plásticos fueron de 1 922 000 toneladas en 1998 y las exportaciones de 612 000 toneladas.
México Tabla 1.3 Comercio exterior de materias plásticas y sus manufacturas
(Capítulo 39) • 1990 - 2000 (millones de US$) [Fuente: SECOFI (Subsecretaría de Negociaciones Internacionales)]
Año Importaciones Exportaciones 1990 992.7 447.4 1991 2,439.0 907.2 1992 3,524.9 1,135.8 1993 3,654.9 1,268.6 1994 4,403.4 1,406 1995 4,782.6 1.744.1 1996 5,832.1 1,827. 7 1997 7, 189.4 2,196 1998 7,895.8 2,273.2 1999 9.229.0 2,542.1
2000 ( a marzo) 2,403.8 735
El comercio exterior es el área en que mejor se manifiesta el dinamismo de la industria mexicana del plástico. Como se anotó antes, las exportaciones por el Capítulo 39 del Arancel de Aduanas (Materias Plásticas y sus Manufacturas) fueron de 2,542 millones de dólares y entre 1990 y 1999 totaliz.aron 15, 748 millones de dólares.
Las importaciones por su parte, que fueron de 9,229 millones de dólares en 1999, totaliz.aron para la década una cifra de 49 994 millones de dólares. Esta dinámica se ha mantenido en el presente año, con importaciones por valor de 2,404 millones y exportaciones por valor de 735 millones durante el primer trimestre.
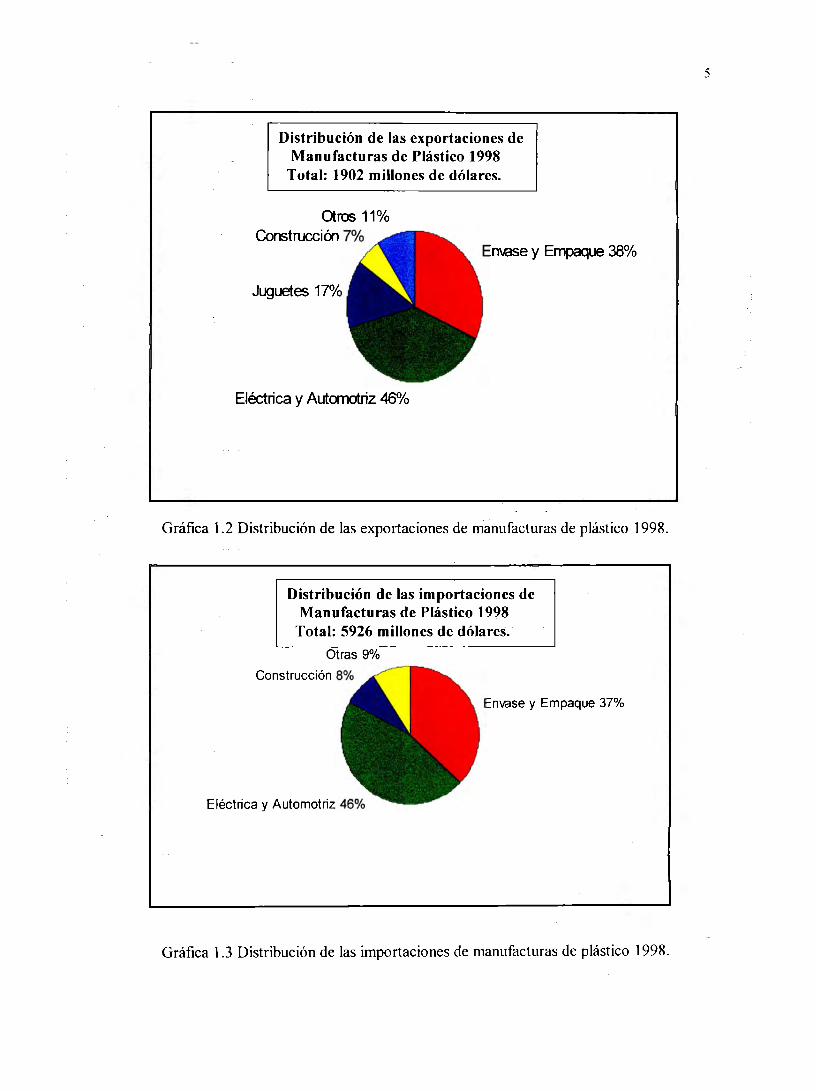
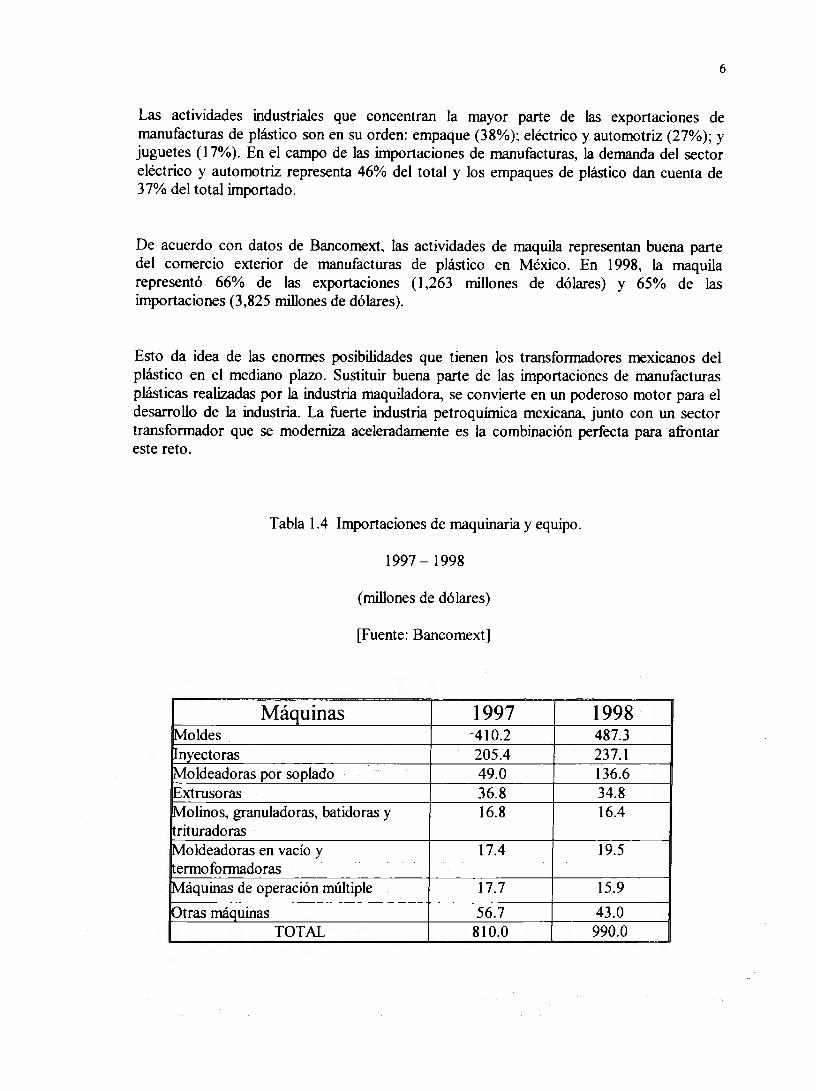
En cuanto al comercio exterior de manufacturas de plástico, como se anota en el documento promociona! La Industria del Plástico Mexicana, publicado por Bancomext. "En los últimos años México ha incrementado el monto de sus exportaciones directas del sector plástico pasando de 1,203 millones de dólares en 1994 a 1,902 millones de dólares en 1998, lo que representó un crecimiento anual promedio de 12,13%, sin embargo, las importaciones en el mismo período se incrementaron a una tasa media de crecimiento anual de 20,4%, por lo que el déficit en 1998 alcanzó la cifra de 4,024 millones de dólares.
No obstante, se debe considerar que esta industria contiene un alto componente de exportación indirecta, que no se refleja en las cifras antes mencionadas, tal es el caso de las partes plásticas que se incorporan en automóviles, bienes eléctricos, electrónicos y material de empaque.
Distribución de las exportaciones de Manufacturas de Plástico 1998
Total: 1902 millones de dólares.
Otros 11% Construcción 7%
En\0Se y Empaque 38%
Juguetes 17%
Eléctrica y Automotriz 46%
Gráfica 1.2 Distribución de las exportaciones de manufacturas de plástico 1998.
Distribución de las importaciones de Manufacturas de Plástico 1998
Total: 5926 millones de dólares.
Otras 9%
Construcción 8%
Envase y Empaque 37%
Eléctrica y Automotriz 46%
Gráfica 1.3 Distribución de las importaciones de manufacturas de plástico 1998.
5
6
Las actividades industriales que concentran la mayor parte de las exportaciones de manufacturas de plástico son en su orden: empaque (38%); eléctrico y automotriz (27%); y juguetes ( 1 7% ). En el campo de las importaciones de manufacturas, la demanda del sector eléctrico y automotriz representa 46% del total y los empaques de plástico dan cuenta de 37% del total importado.
De acuerdo con datos de Bancomext. las actividades de maquila representan buena parte del comercio exterior de manufacturas de plástico en México. En 1998, la maquila representó 66% de las exportaciones (1,263 millones de dólares) y 65% de las importaciones (3,825 millones de dólares).
Esto da idea de las enormes posibilidades que tienen los transformadores mexicanos del plástico en el mediano plazo. Sustituir buena parte de las importaciones de manufacturas plásticas realizadas por la industria maquiladora, se convierte en un poderoso motor para el desarrollo de la industria. La fuerte industria petroquímica mexicana, junto con un sector transformador que se moderniza aceleradamente es la combinación perfecta para afrontar este reto.
Tabla 1.4 Importaciones de maquinaria y equipo.
1997 - 1998
(millones de dólares)
[Fuente: Bancomext]
Máquinas 1997 1998 !Moldes 410.2 487.3 Inyectoras 205.4 237.1 Moldeadoras por soplado 49.0 136.6 Extrusoras 36.8 34.8 Molinos, granuladoras, batidoras y 16.8 16.4 ltrituradoras Moldeadoras en vacío y 17.4 19.5 knnofonnadoras !Máquinas de operación múltiple 17.7 15.9
btras máquinas 56.7 43.0 TOTAL 810.0 990.0
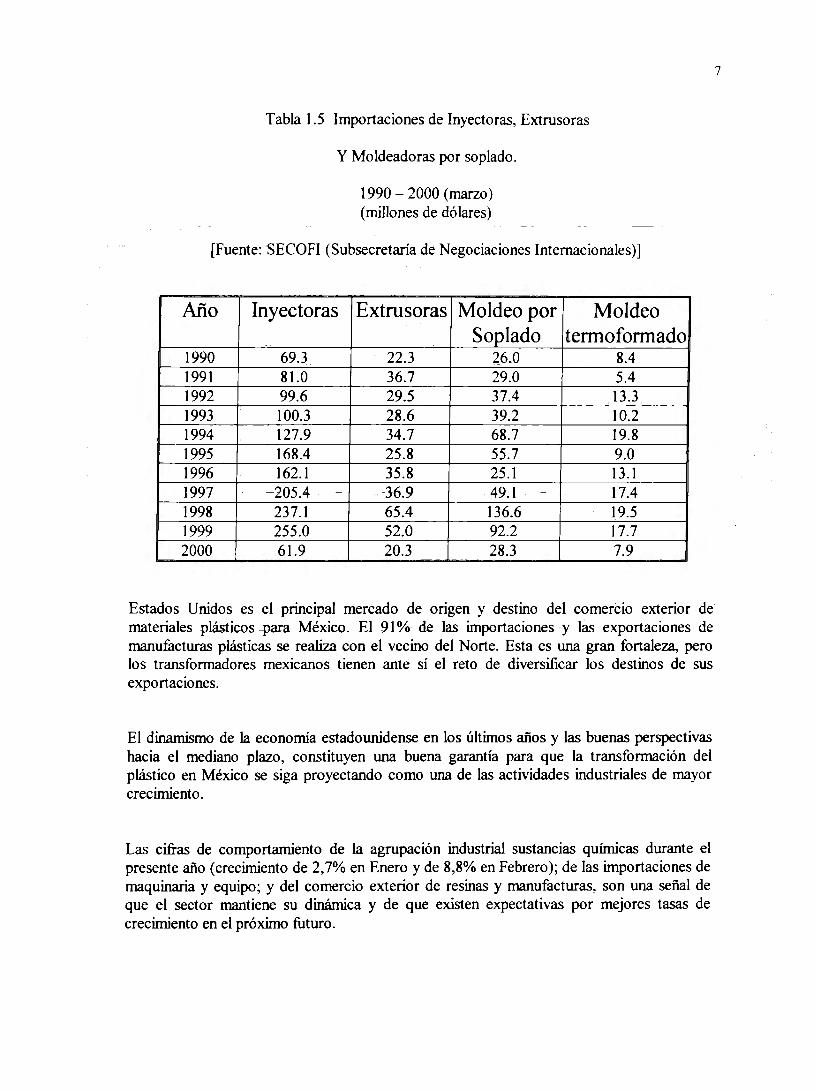
Tabla 1.5 Importaciones de Inyectoras, Extrusoras
Y Moldeadoras por soplado.
1990 - 2000 (marzo) (millones de dólares)
[Fuente: SECOFI (Subsecretaría de Negociaciones Internacionales)]
Año Inyectoras Extrusoras Moldeo por Moldeo Soplado termof ormado
1990 69.3 22.3 26.0 8.4 1991 81.0 36.7 29.0 5.4 1992 99.6 29.5 37.4 13.3 1993 100.3 28.6 39.2 10.2 1994 127.9 34.7 68.7 19.8 1995 168.4 25.8 55.7 9.0 1996 162.1 35.8 25.1 13.1 1997 205.4 36.9 49.1 17.4 1998 237.1 65.4 136.6 19.5 1999 255.0 52.0 92.2 17.7 2000 61.9 20.3 28.3 7.9
Estados Unidos es el principal mercado de origen y destino del comercio exterior de materiales plásticos para México. El 91 % de las importaciones y las exportaciones de manufacturas plásticas se realiz.a con el vecino del Norte. Esta es una gran fortaleza, pero los transformadores mexicanos tienen ante sí el reto de diversificar los destinos de sus exportaciones.
El dinamismo de la economía estadounidense en los últimos años y las buenas perspectivas hacia el mediano plazo, constituyen una buena garantía para que la transformación del plástico en México se siga proyectando como una de las actividades industriales de mayor crecimiento.
Las cifras de comportamiento de la agrupación industrial sustancias químicas durante el presente año ( crecimiento de 2, 7% en Enero y de 8,8% en Febrero); de las importaciones de maquinaria y equipo; y del comercio exterior de resinas y manufacturas, son una señal de que el sector mantiene su dinámica y de que existen expectativas por mejores tasas de crecimiento en el próximo futuro.
7
8
1.2 PLANTEAMIENTO DEL PROBLEMA Y JUSTIFICACIÓN.
El moldeo por inyección, es un proceso intermitente para producir piezas de plástico que consiste básicamente en: un sistema de fusión y mezclado de la resina, diseñado para expulsarla a alta presión una vez que se encuentra en estado liquido: un molde de acero cuya cavidad tiene la forma exterior de la pieza deseada y un corazón que va a ocupar dicho espacio además de un sistema de cierre de molde que evita que éste se abra.
Tras el proceso de llenado y solidificación, el molde se abre por el plano de partición, quedando generalmente las piezas adheridas a la nútad del molde lado extractor. Al continuar el proceso de apertura, la parte posterior entra en contacto con un perno fijo de la máquina, iniciándose enseguida el proceso de desmoldeo. El tope del extractor acciona el mecanismo de expulsión, el cual desplaza las piezas separándolas de resto del molde, quedando listo para un nuevo ciclo de inyección.
La necesidad de producir grandes cantidades de piezas, moldear plásticos de ingeniería ó plásticos reforzados con aditivos, piezas de gran tamaño, la eliminación o reducción del remolido, automatización en el manejo de piezas, un excelente nivel de calidad y en periodos de tiempos cortos, provoca que las empresas manden fabricar moldes de cavidades múltiples con sistemas de alimentación de "colada caliente" para poder satisfacer las necesidades de un mercado cada vez más amplio y competitivo.
Esto ha originado, que los industriales mexicanos del ramo de los plásticos, busquen en el extranjero la manufactura de estas herranúentas, que desafortunadamente en México, son muy pocas las compañías que tienen la capacidad e infraestructura tecnológica, para fabricar este tipo de moldes.
Estos moldes llamados "moldes de colada caliente" son redituables pues operan de forma automática y no producen desperdicios, sin embargo sus costos de fabricación son elevados, por lo que implica que las compañías gasten enormes cantidades de dinero para adquirirlos en países como Estados Unidos, Alemania, Italia, Japón, Suiza, Portugal y Canadá principalmente.
Por otro lado muchos sectores industriales están demandando piezas cada vez más pequeñas, hasta el punto que hoy ya se habla del moldeo por inyección en miniatura o núcromoldeo. Este término todavía tiene un significado subjetivo. Piezas de 15 gramos se consideran grandes frente otras que apenas llegan a un gramo de peso.
Este último rango de peso puede caer dentro del concepto de los productos núcromoldeados, pero se podría poner en duda ante productos como los piñones de ciertos motores de etapas que pesan únicamente 0.08 gr. La verdad es que todos los días los moldeadores del sector de micromoldeados tienen que pensar en sistemas cada vez más pequeños. Y a la vez, en muchas áreas de la producción se están presentando oportunidades para ingresar al moldeo en miniatura, como ocurre con los electrodomésticos, juguetes, equipo médico, computación, electrónica y diversos mercados industriales.
9
Al revisar la estructura de un molde para partes en nuruatura se puede comprender fácilmente que el peso de los productos puede llegar a ser muy inferior al de la resina contenida en los canales de flujo secundarios dentro del molde. De aquí que el concepto de la colada caliente tome una mayor importancia que en el caso de la inyección de partes de gran tamaño.
No tendría sentido moler mazarotas cuyo peso sea superior al del producto en cada ciclo, y mezclarlas con material virgen en una operación de carácter secundario. Los sistemas de colada caliente permiten inyectar solamente la cantidad de material que se requiere dentro de las cavidades.
Por otro lado, al emplearlos se puede reducir el tiempo de los ciclos de moldeado, resultando en un ahorro neto importante en los costos de producción.
Existe, por lo tanto, suficiente justificación para pensar que los moldes dedicados al moldeo de partes en miniatura deben operar con sistemas de colada caliente.
1.3 OBJETIVOS.
• Desarrollar una metodología para el diseño de moldes de inyección de plástico de colada caliente.
• Diseñar un molde de inyección de plástico de colada caliente.
1.4 ALCANCES.
Es importante mencionar dos puntos importantes con respecto al trabajo propuesto:
• Este proyecto, única y exclusivamente desarrollará la metodología para el diseño de moldes de colada caliente y no pretende construir prototipos ni producto final.
• Es conveniente aclarar que para una mejor comprensión de esta metodología, el lector cuente con conocimientos básicos sobre el diseño de moldes de plástico y del proceso de inyección en general.
1.5 ORGANIZACIÓN DEL TRABAJO.
El trabajo se desarrolla de la siguiente manera:
En el presente capítulo se muestra un panorama de la industria del plástico en México en la época actual, además de señalar de forma general la problemática de la manufactura de moldes en el país y la importancia que tuviera para México el poder fabricar moldes de colada caliente, situaciones que motivaron la realización de este trabajo de tesis.
10
En el capítulo 2 se aborda el tema de los moldes de colada caliente, que por su estructura, son mucho más caros que los moldes de colada fría, pero además nos ofrecen una serie de ventajas sobre los de colada fría que es necesario evaluar cuidadosamente, este capítulo nos ayuda a tomar la decisión de elegir entre colada fría o caliente, justificando esta decisión desde el punto de vista técnico y económico.
En el capítulo 3 una vez aprobado el proyecto del molde de colada caliente el siguiente paso es definir los requerimientos respecto al producto, los cuales van a depender principalmente de las características mismas de la pieza como pueden ser: localización y vestigio del punto de inyección, tipo de resina, requerimientos de cambio de color y peso de la pieza. Esto aunado a una serie de puntos que deben considerarse como parte de un proyecto global y que se resumen en una hoja de especificaciones para nuevos productos.
En el capítulo 4 se describen los puntos más importantes para el diseño del molde de inyección, este capítulo inicia con una definición de molde, acompañado de las clasificaciones de los moldes y de infonnación relativa a los diferentes aspectos que se tienen que considerar para la fabricación de este tipo de herramientas.
A continuación se hace una evaluación de los diferentes tipos de colada caliente que se pueden utilizar, seguido de una revisión general de los puntos a considerar para el diseño como son: aceros para moldes, sistemas de refrigeración, sistemas de expulsión etc.
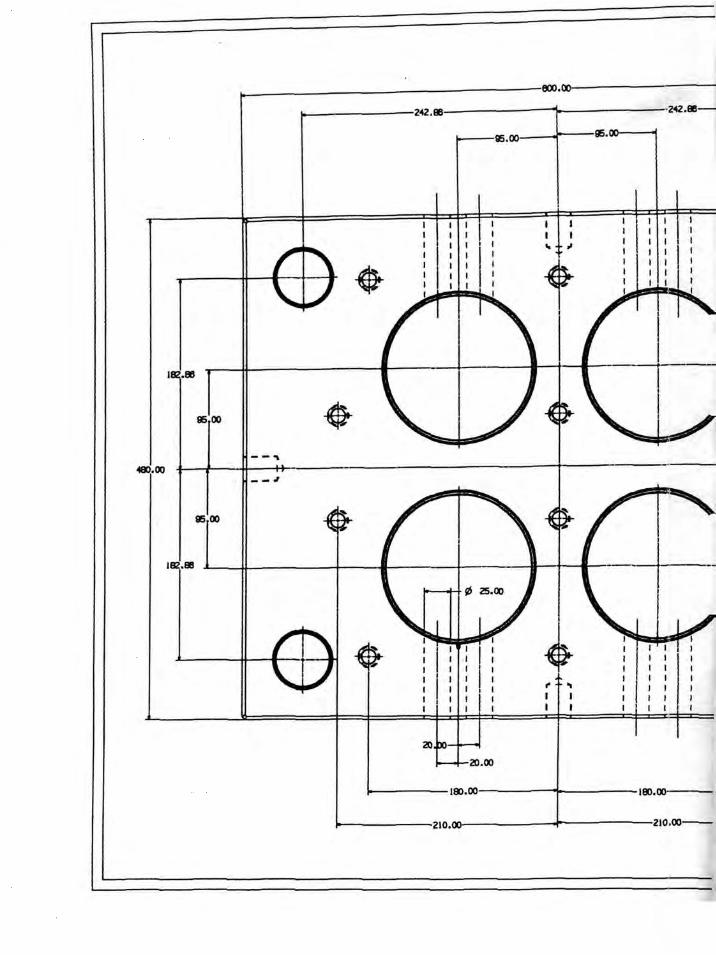
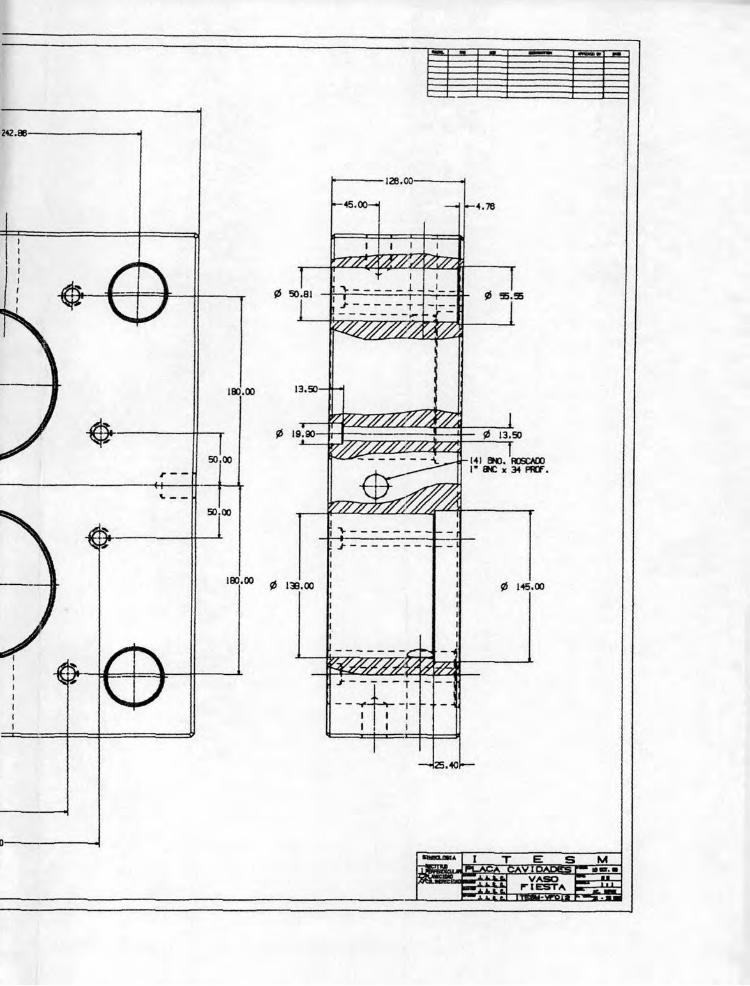
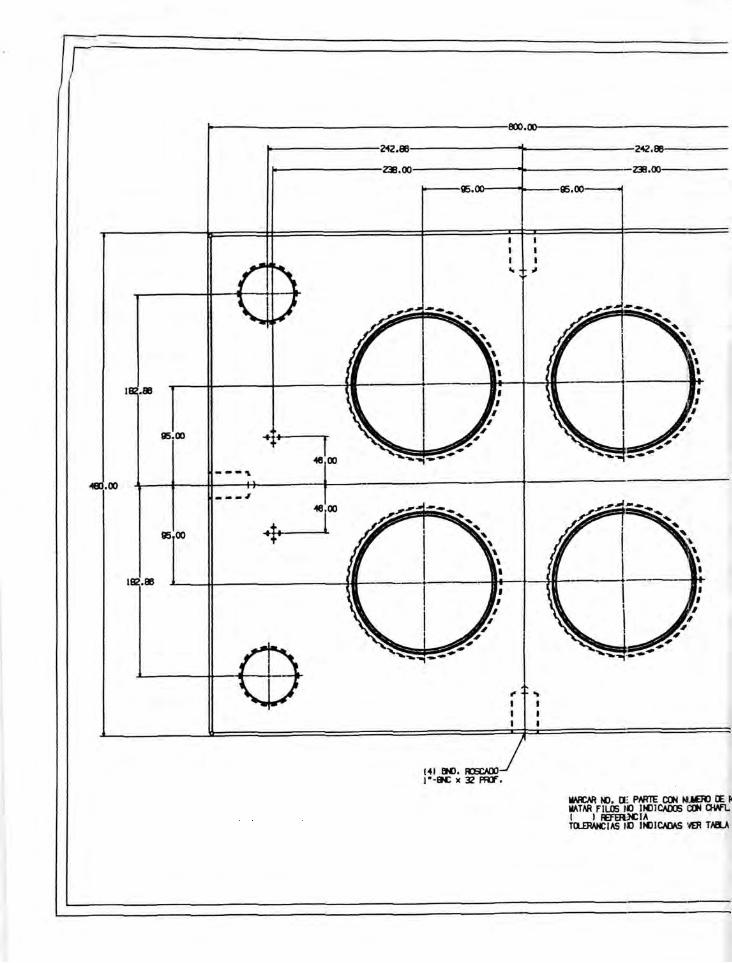
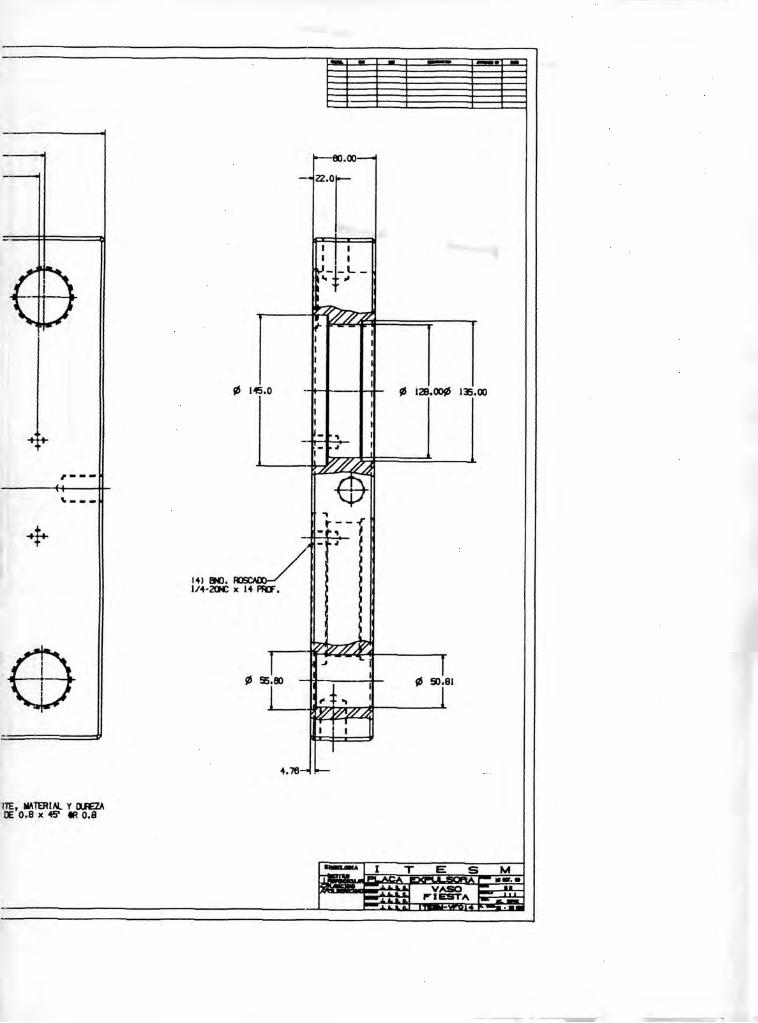
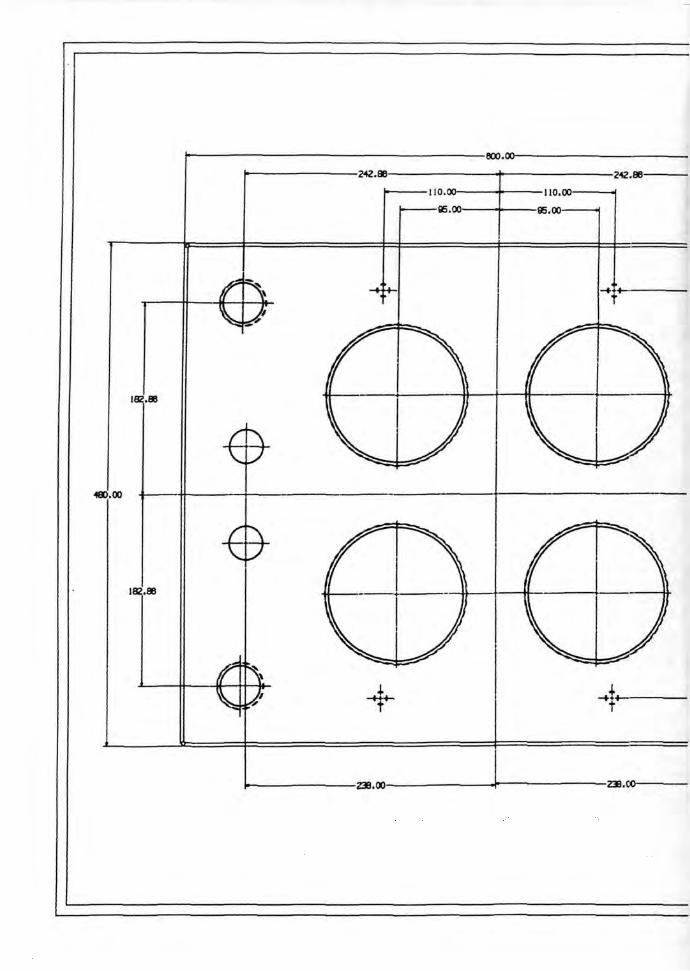
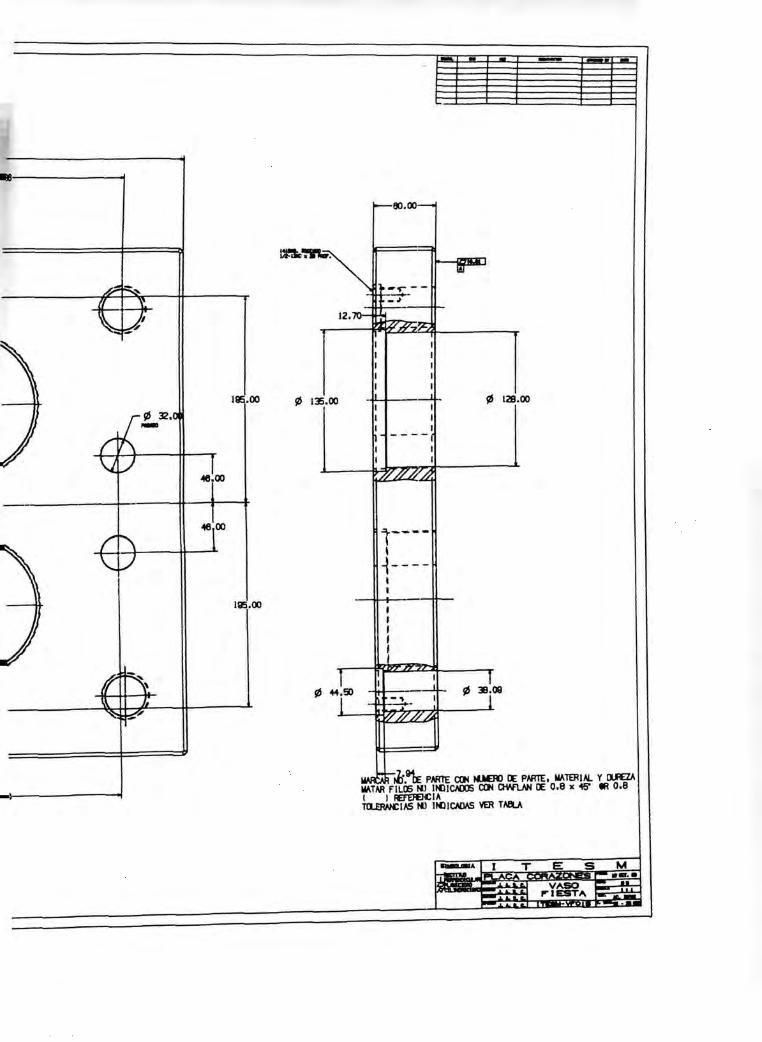
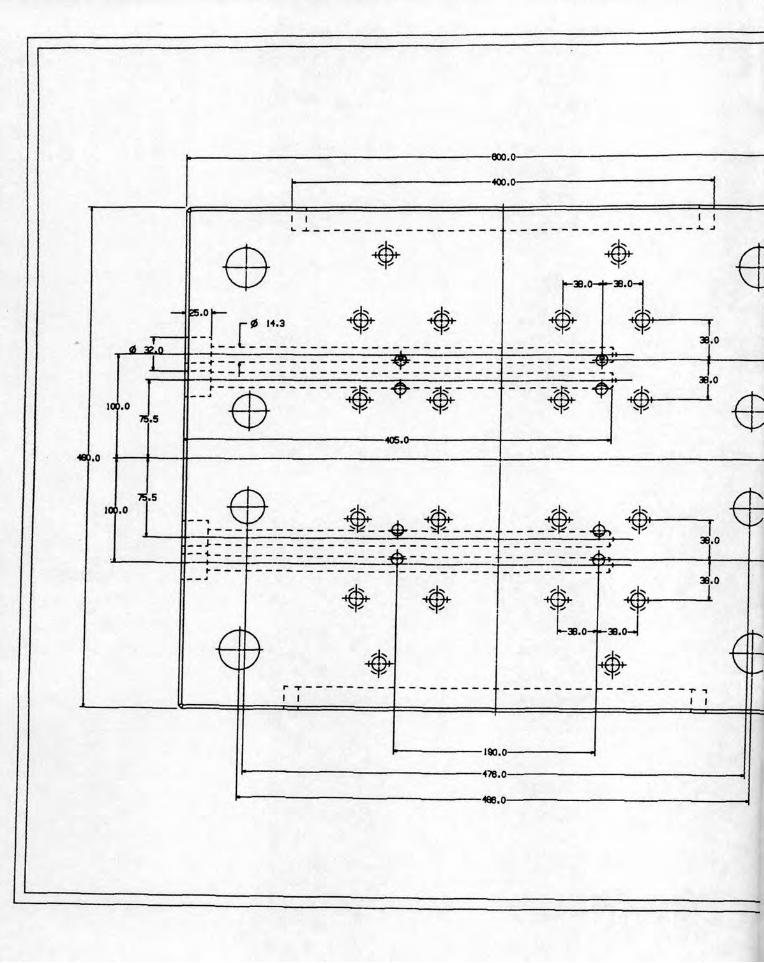
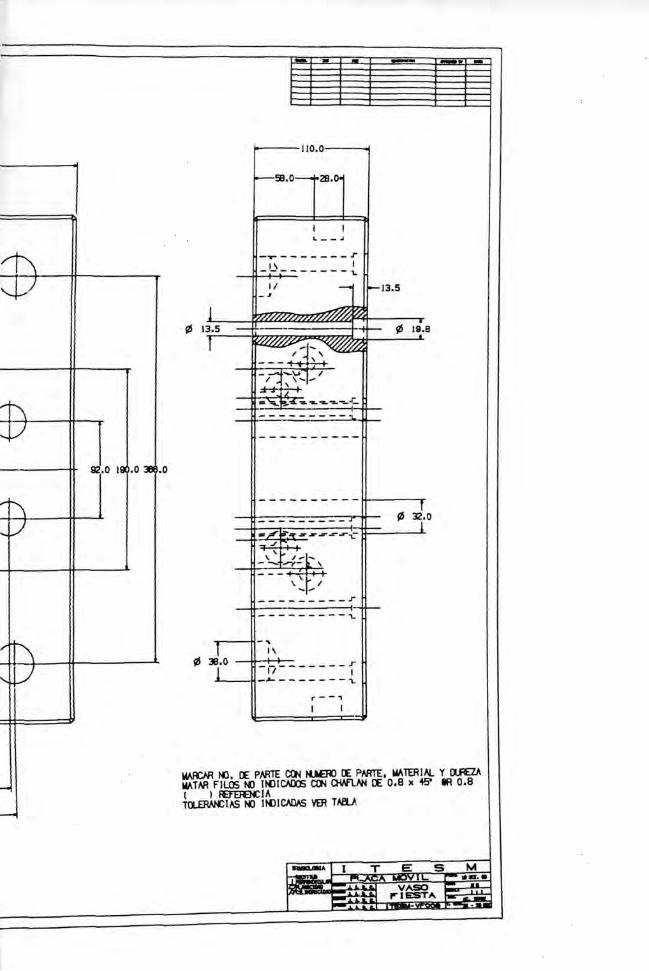
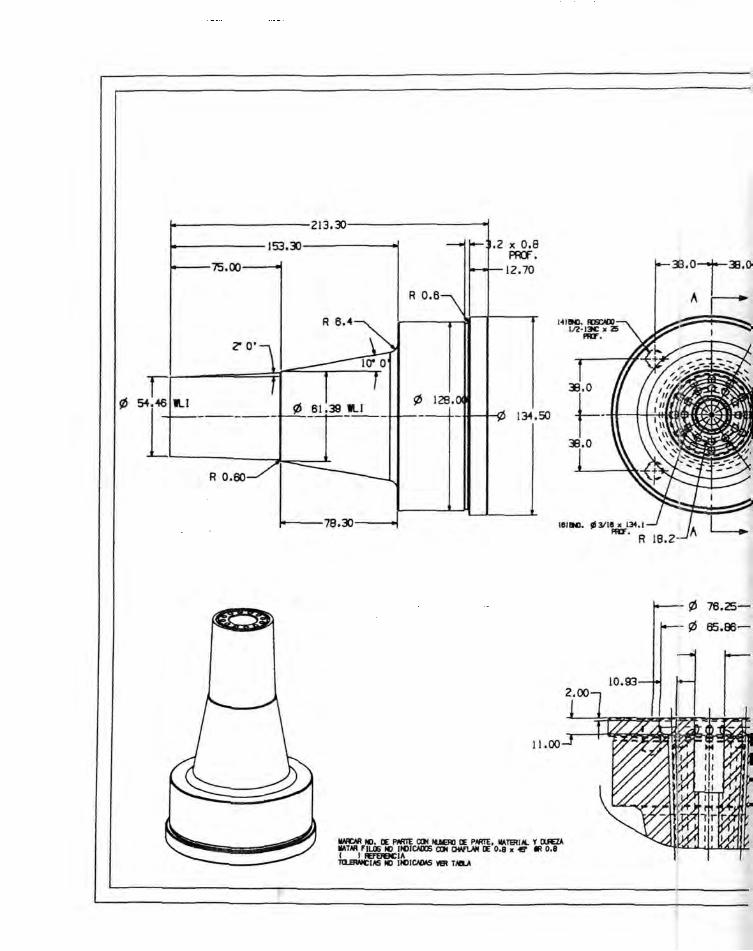
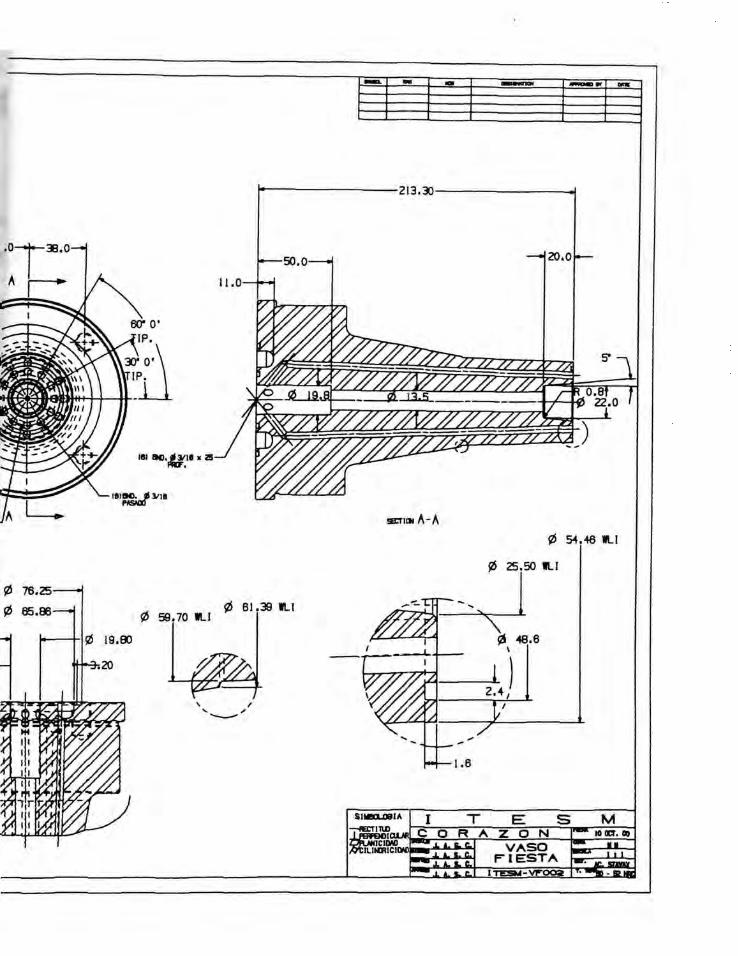
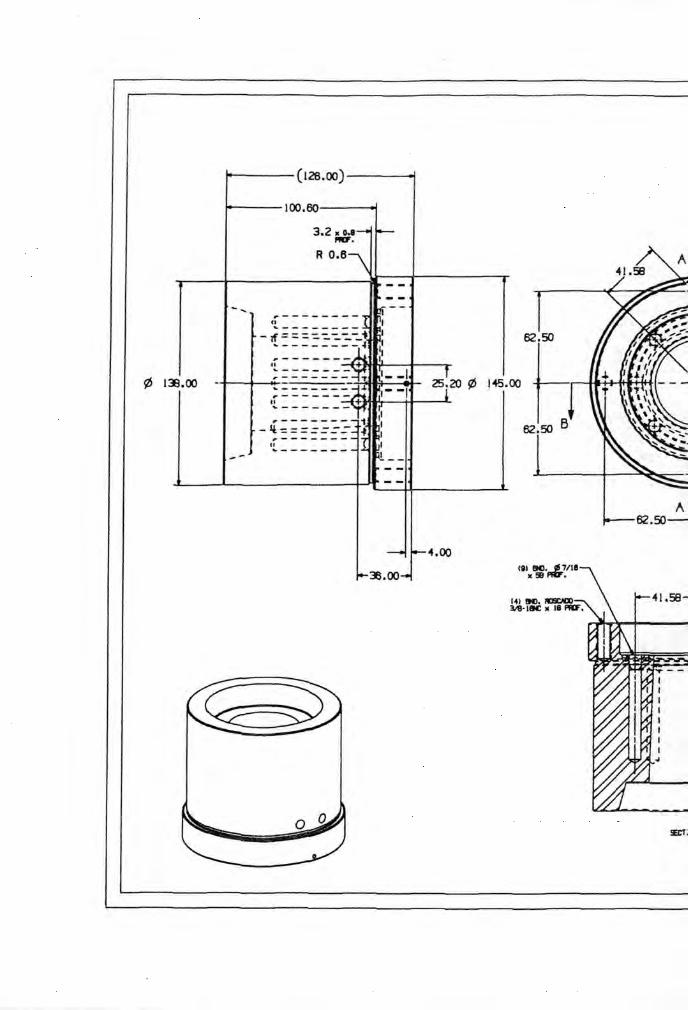
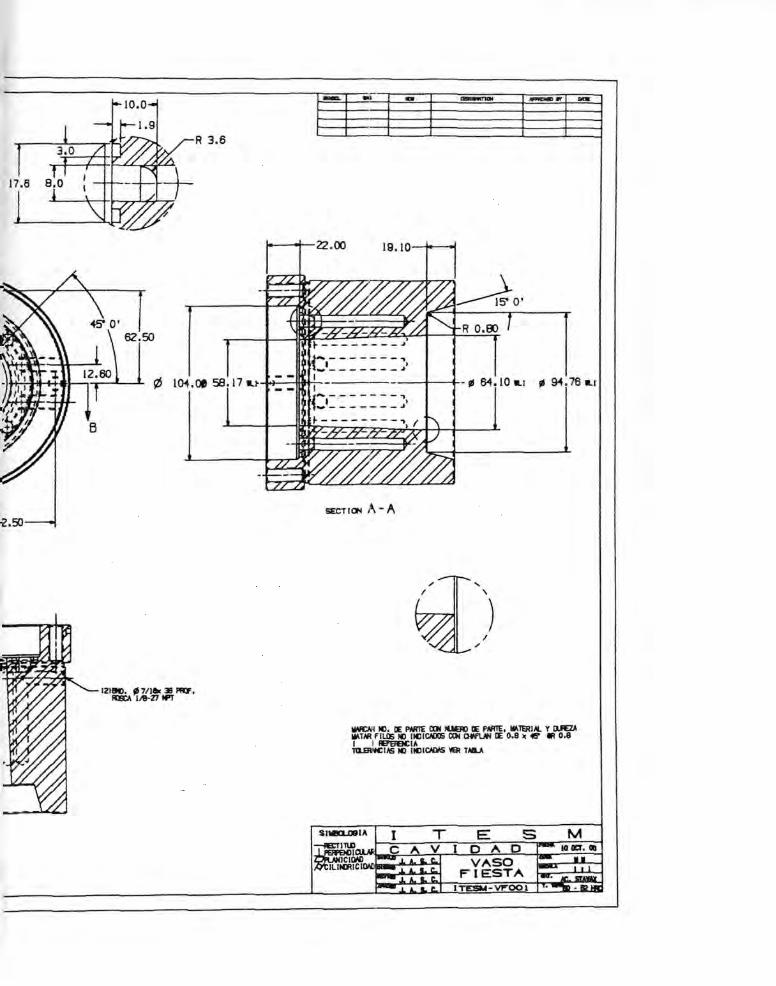
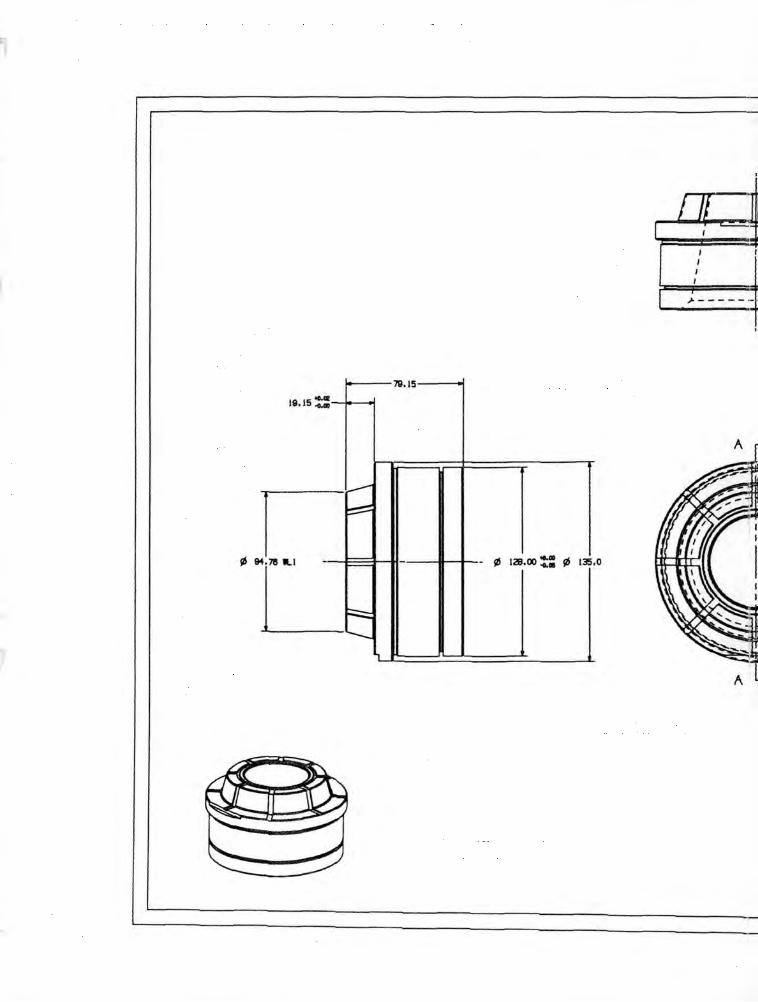
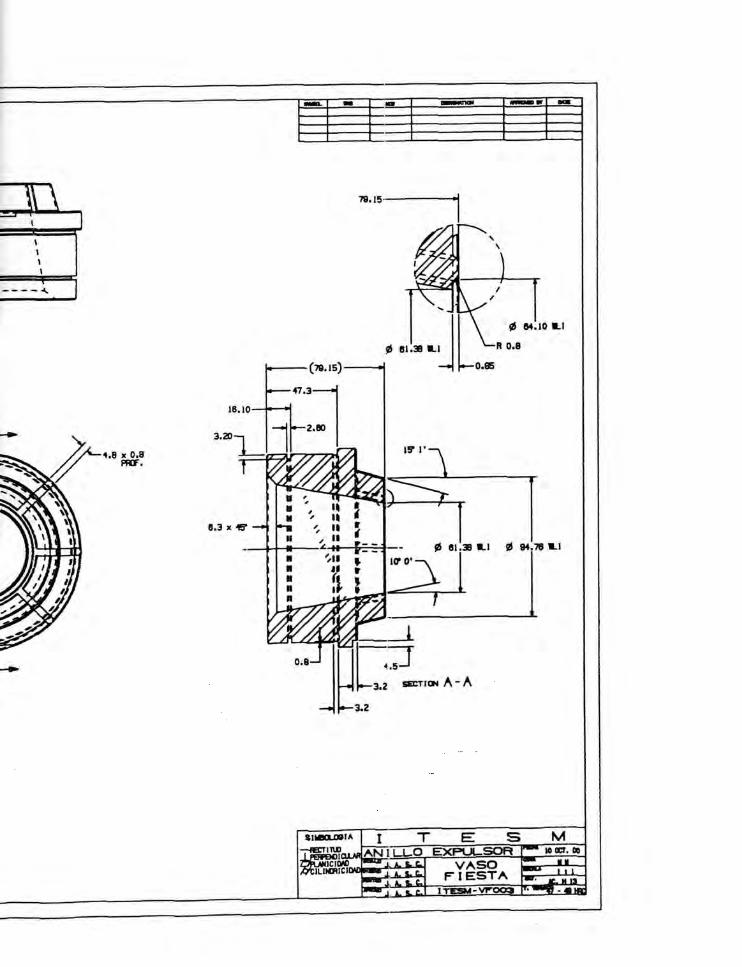
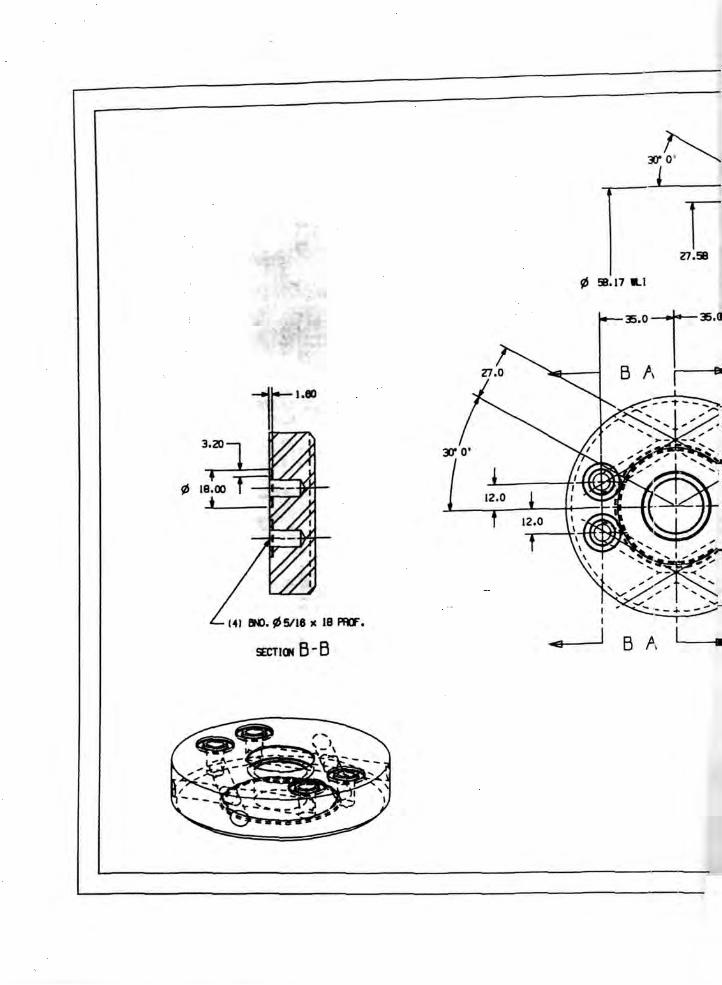
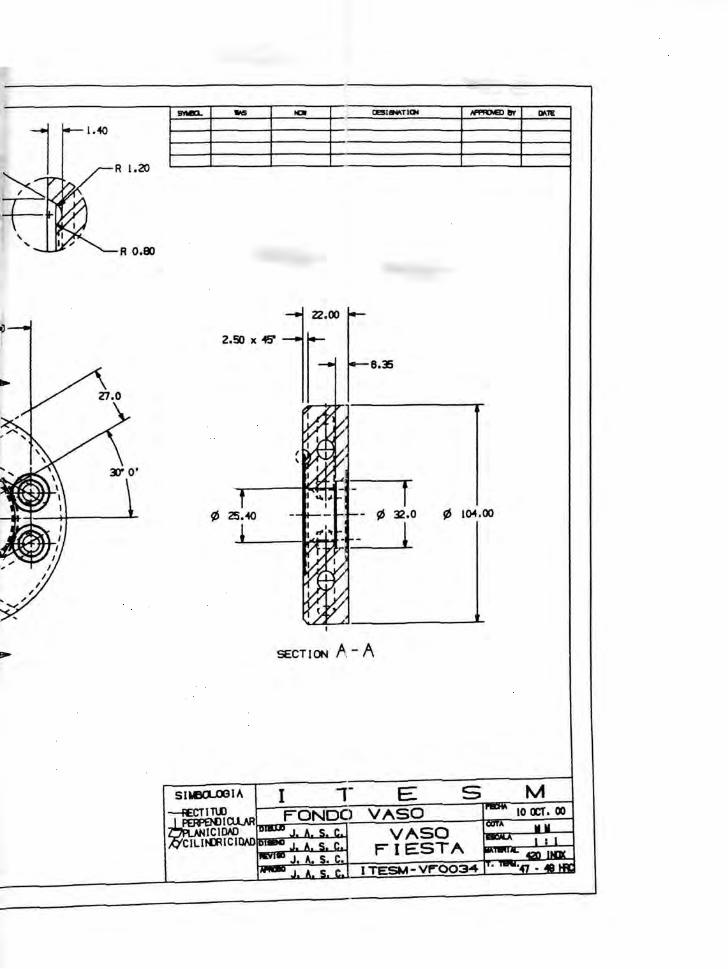
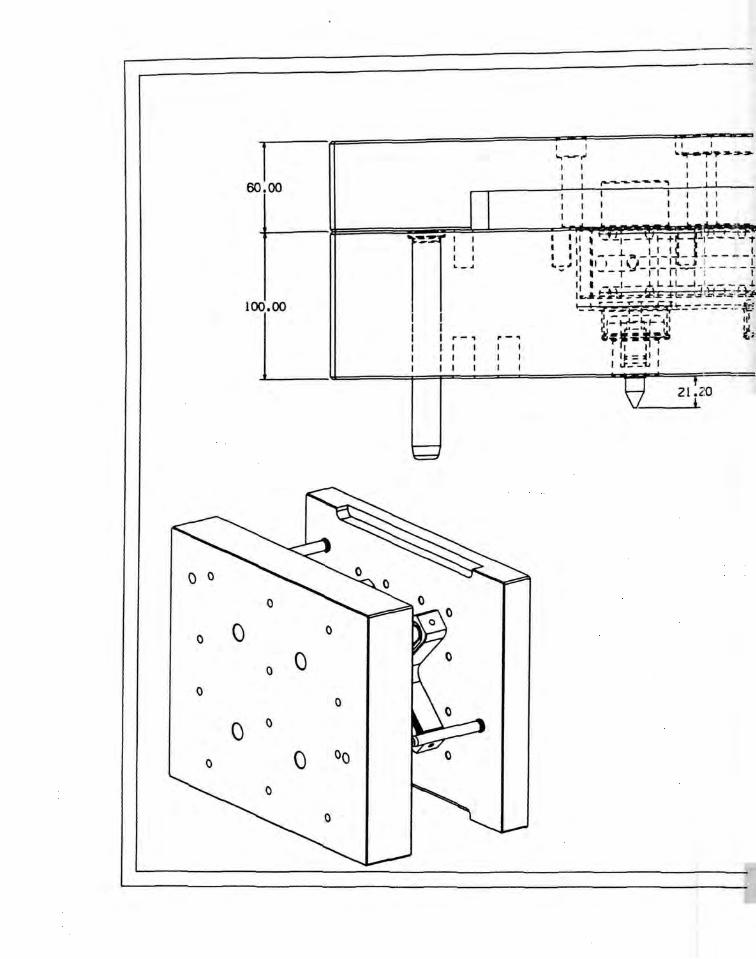
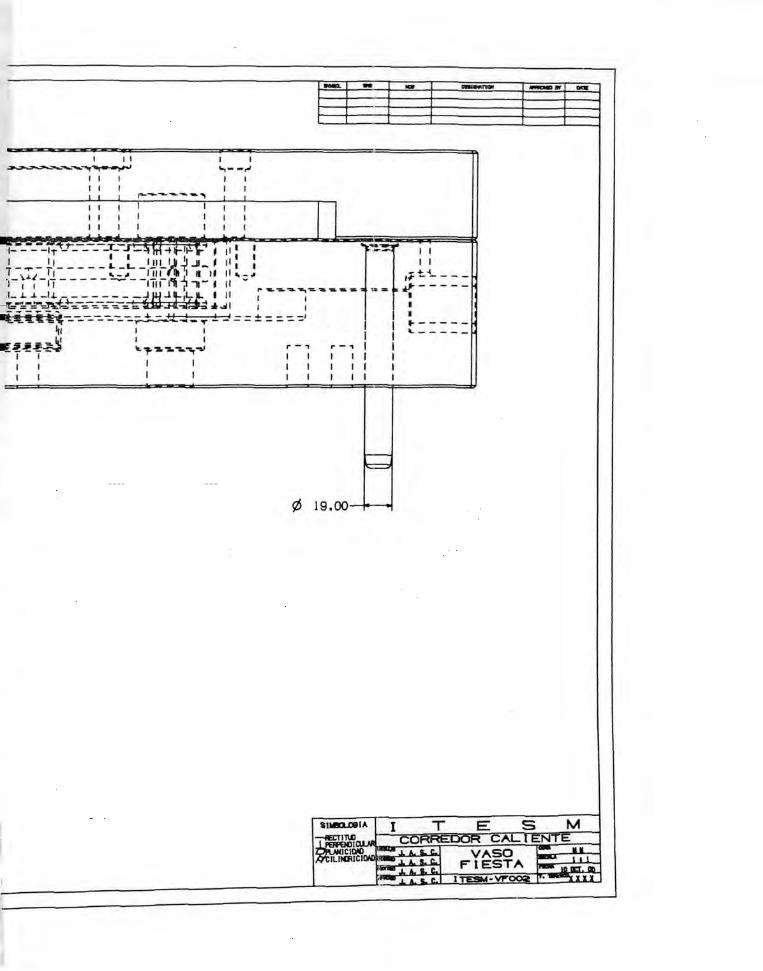
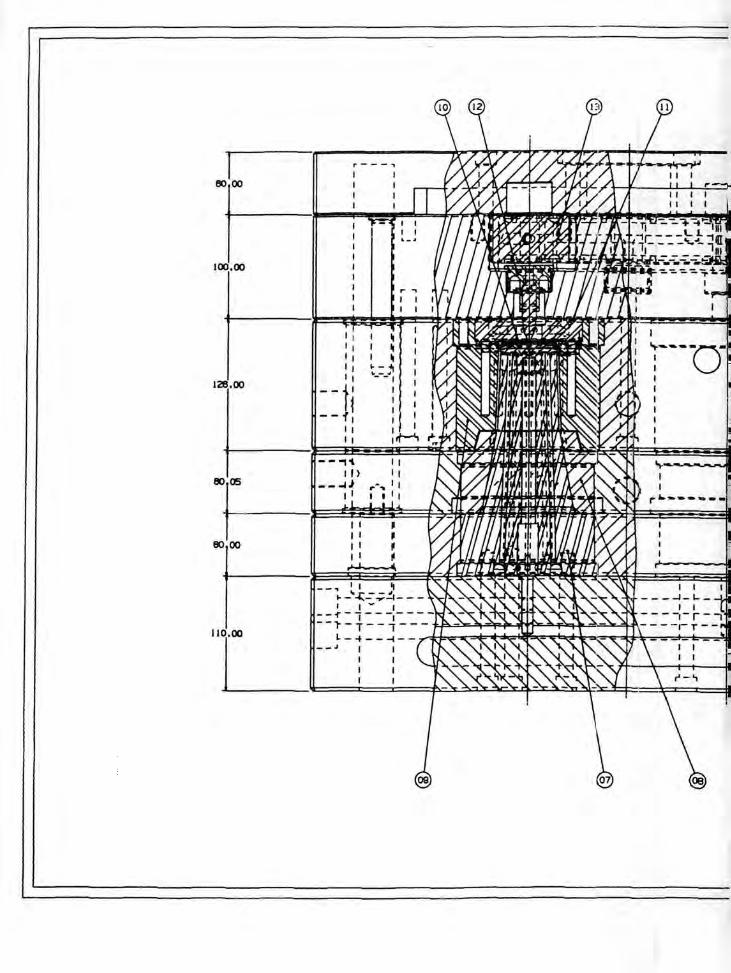
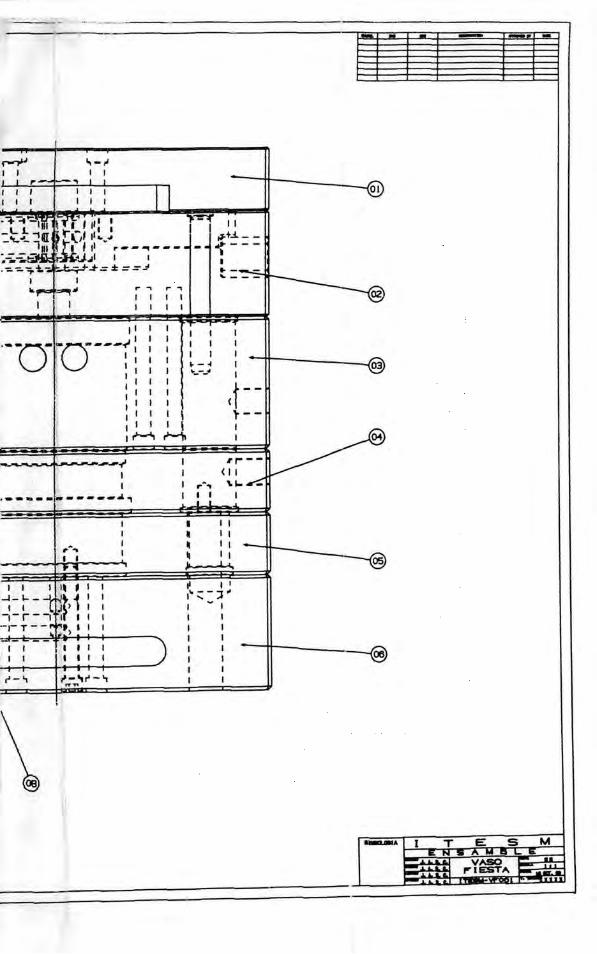
En este capítulo 5 se presentan los dibujos correspondientes al diseño del molde para el producto "Vaso Fiesta" propuesto.
En el capítulo 6 de conclusiones se hace una revisión sobre los resultados obtenidos.
11
CAPÍTULO 2. ANÁLISIS DE FACTIBILIDAD TÉCNICA Y ECONÓMICA.
Cuando se tiene que elegir el tipo de sistema de colada del molde (fría ó caliente) para un determinado producto, tenemos 2 opciones para justificar la mejor elección: la técnica y la económica, la técnica, es cuando con este tipo de colada podemos moldear detenninado tipo de piezas debido principalmente al tamaño y/o al tipo de resina, además del económico que generalmente se asocia a un número elevado de piezas a producir.
Los numerosos beneficios que nos brindan el moldear con un sistema de colada caliente sobre un sistema de colada fría lo podemos notar desde los ahorros que se pueden obtener durante la etapa de moldeo hasta la reducción de la contaminación al medio ambiente. A continuación mencionaré algunos de los ahorros más importantes.
2.1 COLADA CALIENTE CONTRA COLADA FRÍA.
• Reducción del ciclo:
La mayor porción del ciclo de moldeo para una parte de plástico es el tiempo de enfriamiento, que es la cantidad de tiempo que requiere el plástico inyectado para solidificarse antes de que el molde abra y la parte sea expulsada.
En un molde de colada fría la sección de pared más gruesa es la de los canales de inyección (mazarota) y el ciclo de moldeo tiene que esperar hasta que la colada haya solidificado para poder ser expulsada.
La eliminación de la colada significa menos tiempo de recuperación ya que el husillo de la máquina no tiene que plastificar la colada. Si la colada torna entre 20 y 25 % del peso de la inyección completa, esto reduciría el tiempo de recuperación proporcionalmente.
La reducción del peso total de inyección (piezas y mazarota), significa también que el tiempo de inyección ha sido reducido, ya que no tenemos que llenar la colada.
• Ahorro de energía:
La eliminación de la colada reduce la cantidad de plastificación requerida por la unidad de inyección, la cual automáticamente reduce la energía consumida por cada parte, proporcionalmente al peso de la colada.
El uso de un sistema de colada caliente elimina el uso del molino y el extractor de colada, los cuales requieren energía para operar.
12
Una reducción en el peso de la inyección, significa un tiempo de inyección más corto y menos presión es requerida para el llenado del molde; sumando más ahorros de energía.
La reducción en la disminución de presión de inyección es debido al uso de canales calientes el cual mantiene en estado liquido al plástico durante todo el ciclo.
Mientras que en el molde de colada fría la resina fluye (en cada ciclo) por el sistema de alimentación, enfriándose el plástico que está en contacto con las paredes del molde y obstruyendo el flujo de éste, requiriendo de mayor presión de inyección.
• Mejoramiento de la calidad de la piez.a.
El sistema de colada caliente ofrece un flujo balanceado a todas las cavidades del molde (flujo balanceado significa: que la resina es transportada a cada cavidad con la misma presión y temperatura) resultando en un peso de la pieza consistente de cavidad a cavidad. El flujo balanceado ofrece menos piezas rechazadas.
La reducción de la presión de inyección significa menos esfuerzos residuales en las piezas moldeadas proporcionando mayor resistencia a éstas, así como también menos presión de inyección significa que no nos va a abrir el molde durante la inyección evitando que las piezas salgan con flash ( en metal: rebaba).
• Reducción del desecho:
La eliminación de la colada requiere de algún equipo periférico, ya sea para transportarla a un molino o a la basura. Cada vez que se muele la resina existe una posibilidad de merma (no todo se puede reciclar). El no tener desperdicios nos proporciona un ambiente limpio en el área de trabajo.
En algunas industrias como la médica o alimenticia usualmente no se permite el uso de plástico reciclado lo cual significa que se tiene que desechar o vender a algún otro usuario a una fracción del costo original. Ambas situaciones resultan costosas.
• Menor unidad de inyección de la máquina.
La reducción del tamaño de tiro permite que la máquina tenga una unidad de inyección pequeña al igual que el husillo. Maquinaria pequeña reduce la inversión de capital, resultando ya sea en un costo menor por piez.a o más ganancias.
• Fácil automatización.
La automatización para la recepción de las piezas moldeadas y su posterior envío a alguna banda de transportación, es muy fácil en el caso de moldes de colada caliente.
Ya que como no existe mazarota, no hay interferencia si se utiliza algún robot o mecanismo automático.
13
2.2 JUSTIFICACIÓN TÉCNICA.
Debido a la aparición de nuevas resinas en el mercado y a las constantes sustituciones de piezas de otros materiales por piezas de plástico (piezas de gran peso y piezas de unos cuantos gramos) el sistema de colada caliente se ha colocado como un factor indispensable para el moldeo de piezas como las anteriormente descritas.
Este es el punto crítico donde el sistema de colada fría no tiene nada que hacer frente a un sistema de colada caliente. Esta justificación la puedo resunúr en 3 puntos.
• Piezas de gran tamaño y peso. Debido al recorrido que hace el flujo de plástico y al rápido enfriamiento de éste, es muy dificil que con un molde de colada fría lográramos llenar un molde de grandes dimensiones y peso. Esto no es un problema para un sistema de colada caliente, ya que se coloca un manifold con una serie de subdistribuidores que permiten el llenado completo de la cavidad.
• Piezas de poco peso. Retomando algunos conceptos del capítulo 1, no tiene caso el moldeo de piezas de poco peso 0.5 gr a 5 gr (por ejemplo), donde el peso de la mazarota es superior al del producto obtenido. Utilizando un sistema de colada caliente inyectamos exclusivamente el peso deseado sin desperdicio alguno.
• Plásticos de ingeniería y aditivos. Debido a las características de las nuevas resinas y aditivos, las características de los polímeros que mejoran en mayor grado por la presencia de aditivos son: el módulo de elasticidad (aumenta la rigidez), el mejoramiento de la resistencia a la tracción y al impacto, disminuyendo la distorsión térmica, también mejora el comportamiento en situaciones de fuego dificultando la propagación de la flama (retardantes a la flama) etc.
• Piezas de plástico que por estética, el punto de inyección deba ser lo mínimo posible, en este punto los sistemas de colada caliente con válvula es la solución.
En los casos anteriores la decisión por el tipo de sistema a utilizar no tiene vuelta de hoja, hay que utilizar un sistema de colada caliente.
2.3 JUSTIFICACIÓN ECONÓMICA.
La principal razón para la elección de un sistema de colada caliente desde el punto de vista económico se puede resumir en el siguiente punto: ahorro.
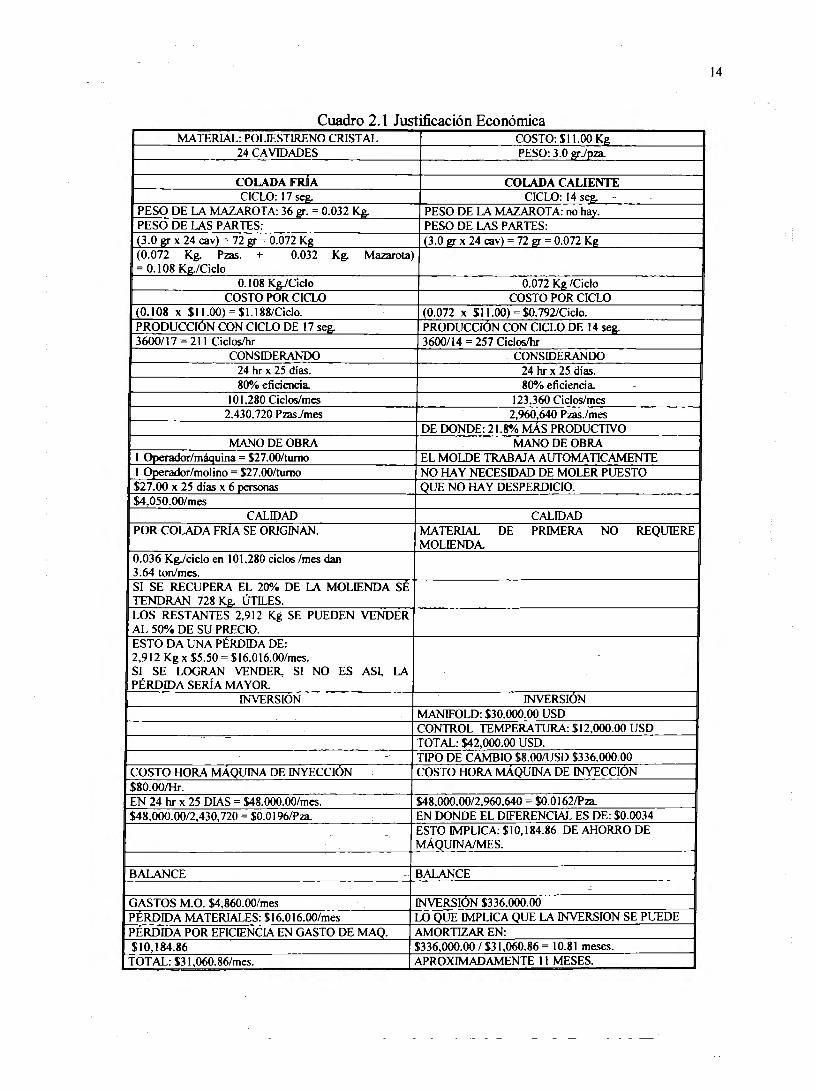
Como lo mencioné en la sección 2.1 los beneficios al moldear con un sistema de colada caliente son inmediatos, y para validarlo en la siguiente tabla podemos visualizar la comparación de un sistema de colada fría contra un sistema de colada caliente. Aquí nos damos cuenta que con la eliminación de la mazarota, mano de obra y productividad podemos justificar la inversión de un molde de colada caliente, ya que su amortización se realiz.a en un tiempo razonable, considerando que un molde clase 1 O 1 puede tener una vida media de 1 O años ó más.
14
Cuadro 2.1 Justificación Econónúca MATERIAL: POLIESTIRENO CRJST AL COSTO: SI 1.00 Kg
24 CAVIDADES PESO: 3.0 ,aJpm.
COLADA FR1A COLADA CALIENTE CICLO: 17 se2. CICLO: 14 se2.
PESO DE LA MAZAROTA: 36 gr. = 0.032 Kg. PESO DE LA MAZAROTA: no hay. PESO DE LAS PARTES: PESO DE LAS PARTES: (3.0 gr x 24 cav) = 72 gr= 0.072 Kg (3.0 gr x 24 cav) = 72 gr= 0.072 Kg (0.072 Kg. Pzas. + 0.032 Kg. Mazarota) = O. 108 Kg./Ciclo
0.108 Kg./Ciclo 0.072 Kg /Ciclo COSTO POR CICLO COSTO POR CICLO
(0.108 x Sll.00)=$1.188/Ciclo. (0.072 x SI 1.00) = SO. 792/Ciclo. PRODUCCIÓN CON CICLO DE 17 se2. PRODUCCION CON CICLO DE 14 seg. 3600/17 = 2 I I Ciclos/hr 3600/14 = 257 Ciclos/hr
CONSIDERANDO CONSIDERANDO 24 hr X 25 días. 24 hr X 25 días. 800/o eficiencia 800/o eficiencia
I O 1,280 Ciclos/mes 123,360 Ciclos/mes 2.430. 720 PzasJmes 2,960,640 Pzas./mes
DE DONDE: 21.8% MAS PRODUCTIVO MANO DE OBRA MANO DE OBRA
I Ooerador/máquina = S27.00/tumo EL MOLDE TRABAJA AUTOMA TICAMENTE I Ooerador/molino = S27.00/tumo NO HA Y NECESIDAD DE MOLER PUESTO S27.00 X 25 días X 6 v-·-·- QUE NO HA Y DESPERDICIO. $4,050.00/mes
CALIDAD CALIDAD POR COLADA FRJA SE ORJGINAN. MATERIAL DE PRIMERA NO REQUIERE
MOLIENDA. 0.036 Kg./ciclo en I O 1,280 ciclos /mes dan 3.64 ton/mes. SI SE RECUPERA EL 20% DE LA MOLIENDA SÉ TENDRAN 728 Kg. ÚTD...ES. LOS RESTANTES 2,912 Kg SE PUEDEN VENDER AL 50"/o DE SU PRECIO. ESTO DA UNA PERDIDA DE: 2,912 Kg x S5.50 = Sl6.016.00/mes. SI SE LOGRAN VENDER. SI NO ES ASI, LA PÉRDIDA SERÍA MAYOR. .
INVERSION INVERSION MANIFOLD: S30.000.00 USD CONTROL TEMPERA TURA: S 12,000.00 USD TOTAL: $42,000.00 USO. TIPO DE CAMBIO S8.00/USD S336,000.00
COSTO HORA MAQUINA DE INYECCIÓN COSTO HORA MAQUINA DE INYECCION $80.00/Hr. EN 24 hr x 25 DIAS = $48.000.00/mes. $48,000.00/2,960.640 = S0.0162/Pm. $48,000.00/2,430, 720 = SO.O 196/Pza. EN DONDE EL DIFERENCIAL ES DE: S0.0034
ESTO IMPLICA: SI O, 184.86 DE AHORRO DE MÁQUINA/MES.
BALANCE BALANCE
GASTOS M.O. $4.860.00/mes INVERSION S336.000.00 PERDIDA MA TERJALES: S 16.016.00/mes LO QUE IMPLICA QUE LA INVERSION SE PUEDE PERDIDA POR EFICIENCIA EN GASTO DE MAO. AMORTIZAR EN: $10,184.86 $336,000.00 / S3 l ,060.86 = 10.81 meses.
TOTAL: S3 l ,060.86/mes. APROXIMADAMENTE 11 MESES.
15
En resumen, podemos mencionar que utilizamos un sistema de colada caliente cuando se tiene la necesidad de producir:
• Grandes cantidades de piezas.
• Moldear plásticos reforzados con aditivos.
• Moldear plásticos de ingeniería.
• Piezas de poco peso.
• La eliminación ó reducción del remolido.
• Automatización en la expulsión de las piezas.
• Un excelente nivel de calidad y en periodos de tiempo cortos.
16
CAPÍTULO 3 REQUERIMIENTO DEL PRODUCTO.
3.1 CONSIDERACIONES DE DISEÑO RESPECTO AL PRODUCTO.
Desde que nace la idea de un nuevo producto de plástico, pasando por la fabricación del molde, la inyección y la venta del producto en el mercado, se desarrollan una serie de actividades durante un tiempo que será determinado por cada una de las diferentes etapas.
Este tiempo llamado '"time to market" puede reducirse de manera significativa utilizando tecnologías computacionales (CAD, CAM, CAE, RAPID PROTOTYPING, ETC.) de una fonna sistemática., logrando que las compañías sean más competitivas al llevar su producto al mercado más rápido que otras.
El reto principal de los fabricantes de moldes es el de diseñar mejores productos, en el menor tiempo posible y a un costo razonable.
A continuación menciono los puntos de mayor importancia que hay que tener en consideración para producir un producto nuevo utilizando estas tecnologías y así poder llegar más rápido al mercado.
1. Se parte de una idea o concepto mediante el cual empezamos a visualizar el producto a través de bosquejos ó dibujos a mano alzada, en los cuales plasmamos las características generales del producto. como puede ser la fon11a, tamaño, color, textura, etc.
2. Se desarrollan los dibujos preliminares del producto utilizando tecnologías de diseño asistidas por computadora CAD, en este punto se detenninan todas las dimensiones y tolerancias del producto, material, contracción y especificaciones en general, además de poder visualizar por computadora el modelado en sólido del producto.
3. Una vez que se tiene el dibujo de producto se puede fabricar un prototipo aplicando la tecnología de RAPID PROTOTYPING, este prototipo es de suma importancia ya que nos sirve para evaluar la funcionalidad de éste, aún sin tener que fabricar el molde. Dice un conocido refrán que una imagen vale más que mil palabras, pues entonces un prototipo valdría un millón por todos los beneficios que nos brinda. A continuación menciono algunas de las ventajas que nos ofrece el poder tener un prototipo antes de fabricar la herramienta.
• La ensamblabilidad con otros componentes. • La ergonomía del producto.
17
• La facilidad del decorado. • Apilado y empaque. • La facilidad de expulsión del molde. • La funcionalidad. • Etc.
Un adelanto que se tiene con esta tecnología con respecto a los prototipos que se utiliz.aban anteriormente ( fabricados en madera, resinas, metal, etc.) es que se tiene la base de datos de la geometría con que fue diseñado dicho prototipo, sirviendo posteriormente para la fabricación de los componentes del molde mediante la tecnología de manufactura asistida por computadora CAM.
Una vez evaluado y analizado el prototipo, se modifican los cambios correspondientes definiendo el dibujo de producto original.
4. Ya teniendo los dibujos de producto finales, aprobados por los diferentes departamentos, se procede a realizar el diseño del molde. En este punto se trabaja estrechamente entre diseño y manufactura para determinar los procesos de manufactura necesarios para la fabricación de la herramienta.
5. Existe una nueva tecnología de reciente desarrollo (CAE) que nos va a ayudar a realizar una serie de simulaciones con objeto de poder analizar diferentes aspectos que ocurren durante el proceso de moldeo y que principalmente son los siguientes puntos.
• Simulación del llenado de la cavidad. • Análisis de la compactación de la cavidad. • Optimización de la localización y tamaño del punto de inyección. • Balanceo de cavidades múltiples de colada fría y de colada caliente. • Análisis de transferencia de calor. • Análisis del enfriamiento del molde. • Análisis del alabeo de la piez.a de plástico. • Análisis de la contracción de la piez.a de plástico.
6. La última etapa corresponde a la fabricación de la herramienta, punto en el cual utiliz.ando máquinas CNC, EDM, máquinas convencionales y tecnologías de manufactura asistida por computadora (CAM), se puede lograr la fabricación de moldes en un tiempo menor y de mayor precisión que cuando no se disponía de este tipo de tecnologías.
Estos pasos los podemos resumir en el siguiente cuadro (3.1 ), el cual nos muestra el orden como van aplicándose cada una de las herramientas antes mencionadas.
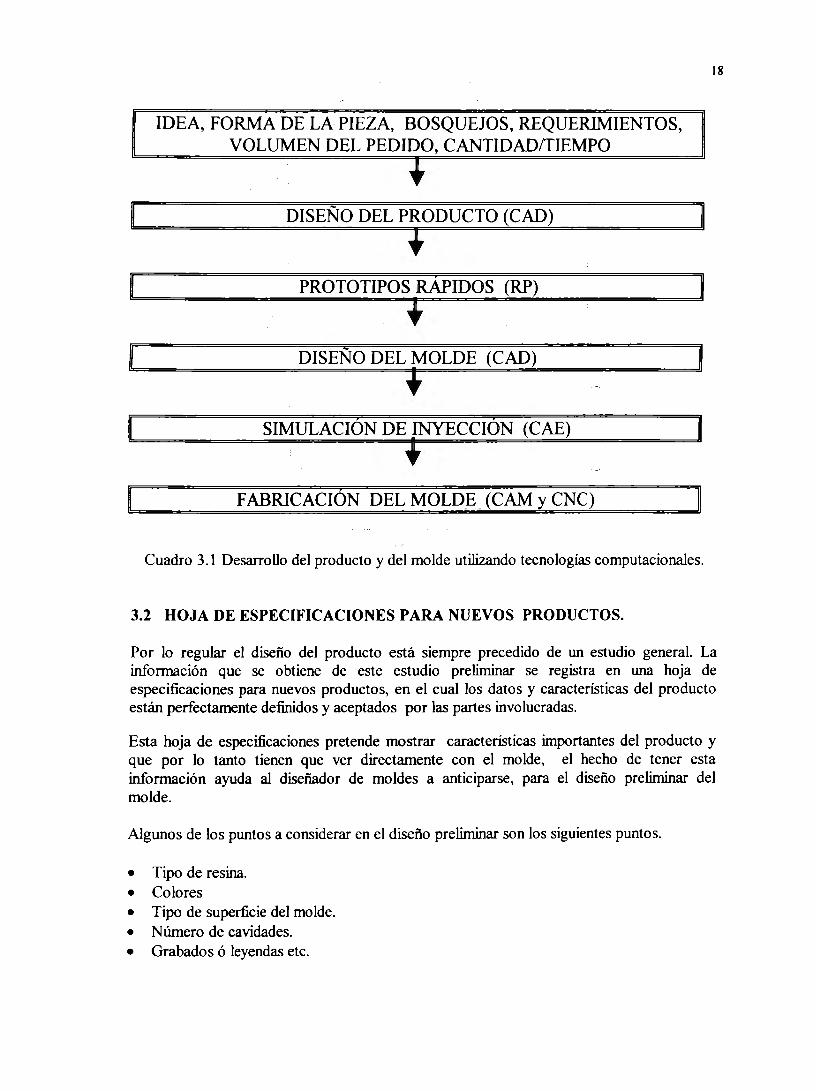
IDEA, FORMA DE LA PIEZA, BOSQUEJOS, REQUERIMIENTOS, VOLUMEN DEL PEDIDO, CANTIDAD/TIEMPO
+ DISEÑO DEL PRODUCTO (CAD)
PROTOTIPOS RÁPIDOS (RP)
+ DISEÑO DEL MOLDE (CAD)
SIMULACIÓN DE INYECCIÓN (CAE)
FABRICACIÓN DEL MOLDE (CAM y CNC)
Cuadro 3.1 Desarrollo del producto y del molde utiliz.ando tecnologías computacionales.
3.2 HOJA DE ESPECIFICACIONES PARA NUEVOS PRODUCTOS.
18
Por lo regular el diseño del producto está siempre precedido de un estudio general. La información que se obtiene de este estudio preliminar se registra en una hoja de especificaciones para nuevos productos, en el cual los datos y características del producto están perfectamente definidos y aceptados por las partes involucradas.
Esta hoja de especificaciones pretende mostrar características importantes del producto y que por lo tanto tienen que ver directamente con el molde, el hecho de tener esta información ayuda al diseñador de moldes a anticiparse, para el diseño preliminar del molde.
Algunos de los puntos a considerar en el diseño preliminar son los siguientes puntos.
• Tipo de resina. • Colores • Tipo de superficie del molde. • Número de cavidades. • Grabados ó leyendas etc.
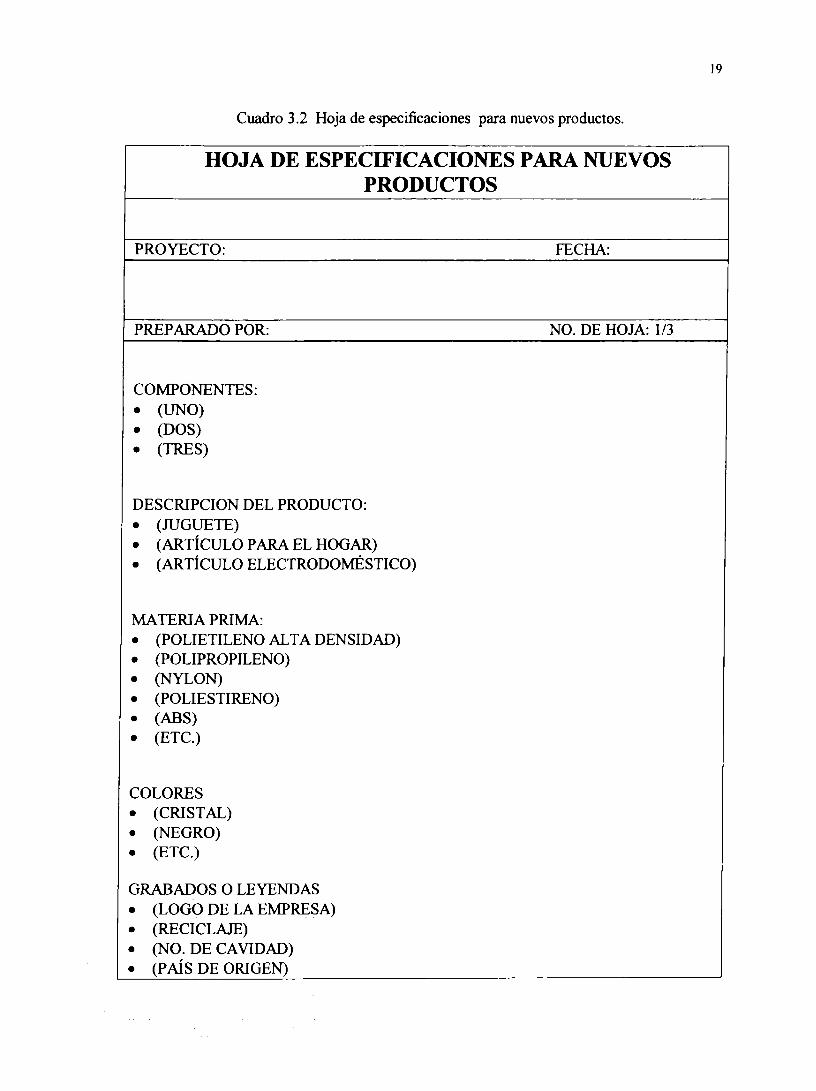
Cuadro 3.2 Hoja de especificaciones para nuevos productos.
HOJA DE ESPECIFICACIONES PARA NUEVOS PRODUCTOS
PROYECTO: FECHA:
PREPARADO POR: NO. DE HOJA: 1/3
COMPONENTES: • (UNO) • (DOS) • (TRES)
DESCRIPCION DEL PRODUCTO: • (JUGUETE) • (ARTÍCULO PARA EL HOGAR) • (ARTÍCULO ELECTRODOMÉSTICO)
MATERIA PRIMA: • (POLIETILENO ALTA DENSIDAD) • (POLIPROPILENO) • (NYLON) • (POLIESTIRENO) • (ABS) • (ETC.)
COLORES • (CRISTAL) • (NEGRO) • (ETC.)
GRABADOS O LEYENDAS • (LOGO DE LA EMPRESA) • (RECICLAJE) • (NO. DE CA VID AD) • (PAÍS DE ORIGEN)
19
HOJA DE ESPECIFICACIONES PARA NUEVOS PRODUCTOS
PROYECTO: FECHA:
PREPARADO POR: NO. DE HOJA: 2/3
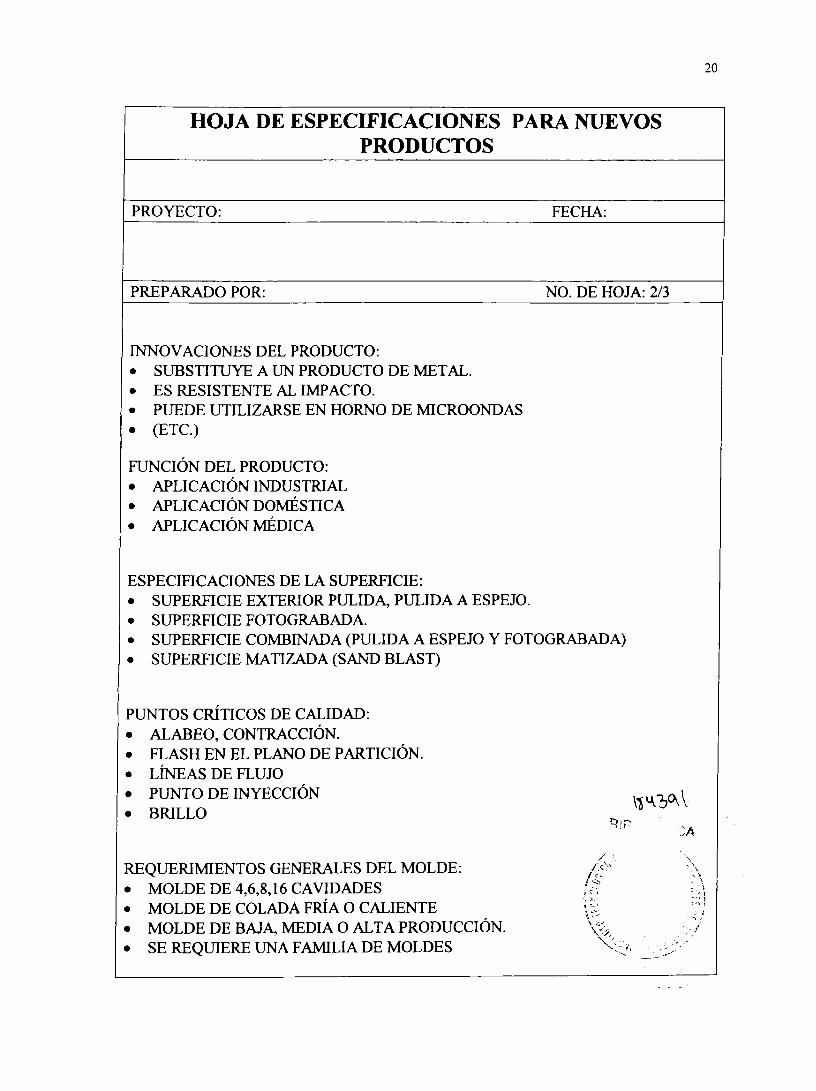
INNOVACIONES DEL PRODUCTO: • SUBSTITUYE A UN PRODUCTO DE METAL. • ES RESISTENTE AL IMPACTO. • PUEDE UTILIZARSE EN HORNO DE MICROONDAS • (ETC.)
FUNCIÓN DEL PRODUCTO: • APLICACIÓN INDUSTRIAL • APLICACIÓN DOMÉSTICA • APLICACIÓN MÉDICA
ESPECIFICACIONES DE LA SUPERFICIE: • SUPERFICIE EXTERIOR PULIDA, PULIDA A ESPEJO. • SUPERFICIE FOTOGRABADA. • SUPERFICIE COMBINADA (PULIDA A ESPEJO Y FOTOGRABADA) • SUPERFICIE MATIZADA (SANO BLAST)
PUNTOS CRÍTICOS DE CALIDAD: • ALABEO, CONTRACCIÓN. • FLASH EN EL PLANO DE PARTICIÓN. • LÍNEAS DE FLUJO • PUNTO DE INYECCIÓN • BRILLO
REQUERIMIENTOS GENERALES DEL MOLDE: • MOLDE DE 4,6,8, 16 CAVIDADES • MOLDE DE COLADA FRÍA O CALIENTE • MOLDE DE BAJA, MEDIA O AL TA PRODUCCIÓN.
20
'\
·\ '\ , \ .C'\ -·; 1 -,-,, 'r, !
, ' -, .
. :-/ -, .
• SE REQUIERE UNA FAMILIA DE MOLDES ~~~':·~/
HOJA DE ESPECIFICACIONES PARA NUEVOS PRODUCTOS
PROYECTO: FECHA:
PREPARADO POR: NO. DE HOJA: 3/3
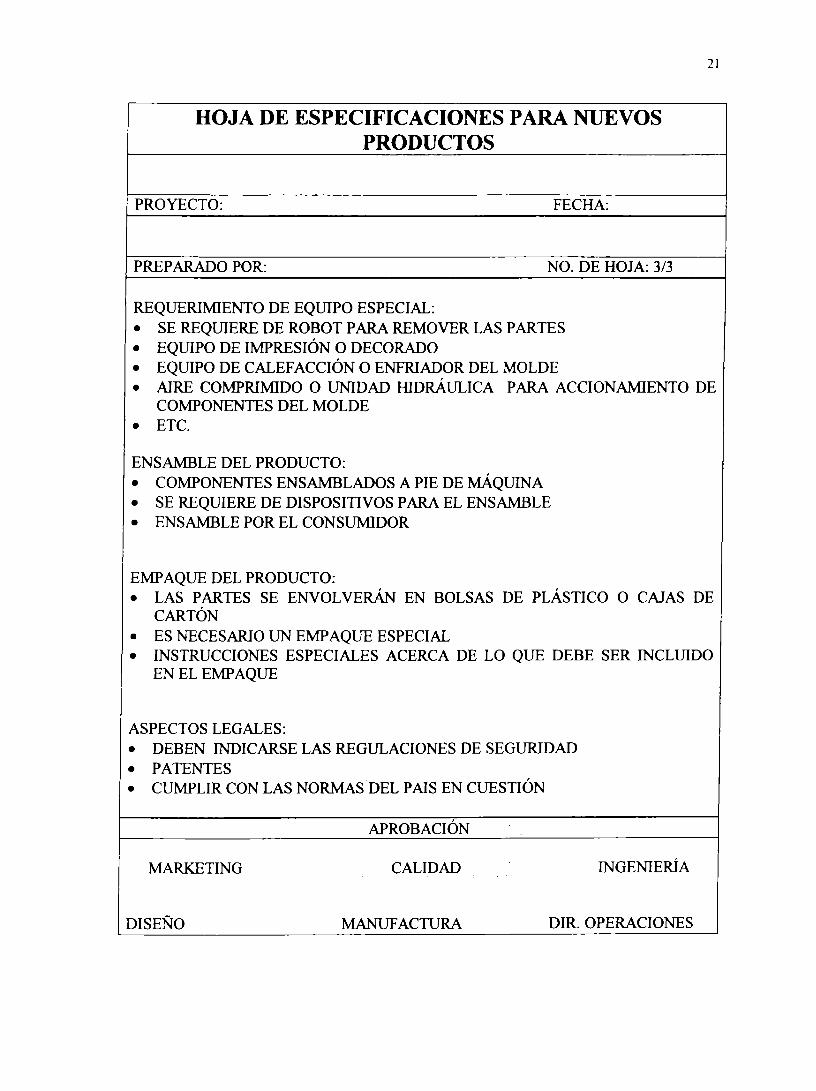
REQUERIMIENTO DE EQUIPO ESPECIAL: • SE REQUIERE DE ROBOT PARA REMOVER LAS PARTES • EQUIPO DE IMPRESIÓN O DECORADO • EQUIPO DE CALEFACCIÓN O ENFRIADOR DEL MOLDE
21
• AIRE COMPRIMIDO O UNIDAD HIDRÁULICA PARA ACCIONAMIENTO DE COMPONENTES DEL MOLDE
• ETC.
ENSAMBLE DEL PRODUCTO: • COMPONENTES ENSAMBLADOS A PIE DE MÁQUINA • SE REQUIERE DE DISPOSITIVOS PARA EL ENSAMBLE • ENSAMBLE POR EL CONSUMIDOR
EMPAQUE DEL PRODUCTO: • LAS PARTES SE ENVOLVERÁN EN BOLSAS DE PLÁSTICO O CAJAS DE
CARTÓN • ES NECESARIO UN EMPAQUE ESPECIAL • INSTRUCCIONES ESPECIALES ACERCA DE LO QUE DEBE SER INCLUIDO
EN EL EMPAQUE
ASPECTOS LEGALES: • DEBEN INDICARSE LAS REGULACIONES DE SEGURIDAD • PATENTES • CUMPLIR CON LAS NORMAS DEL PAIS EN CUESTIÓN
APROBACIÓN
MARKETING CALIDAD INGENIERÍA
DISEÑO MANUFACTURA DIR. OPERACIONES
22
CAPÍTULO 4 FUNDAMENTOS DE LOS MOLDES.
DEFINICION: "Un molde para plástico es un conjunto de varios elementos ensamblados y con movimiento relativo entre ellos, que generan un espacio con la forma del producto deseado, entre una parte negativa llamada cavidad y otra positiva llamada corazón y cuyo propósito es el de recibir el flujo de plástico en estado líquido, solidificarlo y posteriormente expulsarlo, repitiéndose este ciclo en forma continua".
4.1 CRITERIOS PARA LA CLASIFICACIÓN DE MOLDES.
Existen diferentes criterios para la clasificación de los moldes para plástico, por lo que mencionaré los más importantes:
4.1.1 CLASIFICACIÓN DE ACUERDO AL TIPO DE PROCESO UTILIZADO.
• Moldes de inyección.
• Moldes de compresión y transferencia.
• Moldes de soplo. Extrusión e inyección soplo.
• Moldes para RIM. (Moldeo por inyección de reacción).
• Moldes para rotomoldeo.
• Moldes para tennofonnado.
• Moldes para elastómeros.
4.1.2 CLASIFICACIÓN DE ACUERDO AL TIPO DE INYECCIÓN.
• Moldes de colada fría. Son aquellos donde el canal de alimentación (mazarota) se desperdicia.
• Moldes de colada caliente. En este tipo de moldes no hay desperdicio alguno, ya que el material se mantiene fundido durante todo el ciclo de moldeo.
23
4.1.3 CLASIFICACIÓN DIN.
La norma DIN E 16750 "Moldes de inyección para materiales plásticos" contiene una división de los moldes según el siguiente esquema:
• Molde estándar (molde de dos placas). Este es el tipo de molde más sencillo, existe solamente un plano de partición, el movimiento de apertura del molde es en una sola dirección y la expulsión de la pieza es a través de pernos botadores. Se utiliza para piezas sencillas que no tienen negativos.
• Molde de mordaz.as (molde de correderas). Este molde se utiliza frecuentemente para piezas que tienen negativos (resaltes), por lo que es necesario tener un movimiento transversal adicional al movimiento de apertura del molde para poder desmoldar dichos negativos. Este molde se conoce también como molde de accionamiento lateral. El movimiento de las correderas se puede realizar a través de pernos inclinados que de forma sincronmida van abriendo ( ó cerrando según sea el caso) las correderas mientras el molde se está abriendo. Otra forma de accionar las correderas es mediante pistones (neumáticos ó hidráulicos). Por la forma en que actúa este tipo de molde (movimiento sincronizado) es muy fácil de dañarse si no se tiene el cuidado correspondiente durante la operación de moldeo, una forma de evitar que se dañe el molde es colocando sensores de proximidad en los finales de la carrera de las correderas; así, si los sensores no detectan a las correderas en su posición correcta, la máquina no inicia el ciclo de cierre.
• Molde de tres placas. Este tipo de moldes tiene la característica de que el molde durante el recorrido de apertura tiene 2 etapas de expulsión, la primera a través de una placa flotante que expulsa a las piezas moldeadas sujetas al corazón, y la segunda cuando se expulsa la maz.a.rota, a este tipo de molde también se le conoce como molde de doble botado.
• Molde de pisos (ST ACKMOLD). Este tipo de molde se utiliza para producir grandes cantidades de piezas, consiste en aprovechar la inyección central para inyectar piezas tanto del lado fijo del molde, así como de la parte móvil del molde, la fabricación de este tipo de moldes es cara y dificil. La fabricación óptima de piezas en moldes de pisos sólo es posible utilizando la técnica de canal caliente.
• Molde de desenrosque automático. Este tipo de molde se utiliza para la fabricación de tapas y tapones y en general para piezas que tengan rosca en su interior. Un husillo central transmite un movimiento de rotación a los corazones (mediante una serie de engranes satélites) para desmoldar la rosca y poder expulsar la pieza.
• Moldes de colada caliente. Los sistemas de canal caliente se utilizan para inyección "sin colada" de piezas terrnoplásticas. Pero también se pueden aplicar como canal caliente parcial (lubridos), o sea, con subdistribuidores, aprovechando las ventajas de éstos. Con una ejecución correcta, los sistemas de canal caliente presentan una menor pérdida de
24
presión respecto a moldes comparables con sistemas de colada fría. De esta fonna, con sistemas de canal caliente se pueden inyectar piezas extremadamente grandes como, por ejemplo, parachoques para automóviles.
Eliminando completamente el subdistribuidor de solidificación, se puede aprovechar mejor el volumen de una máquina de inyección. En este sentido se puede reducir el tiempo de llenado, lo cual significa una reducción del tiempo de ciclo.
Los diferentes sistemas de canal caliente no son necesariamente adecuados de forma similar para todos los tipos de termoplásticos, aún cuando así se diga a menudo. Como criterio especial debería utiliz.arse el tratamiento delicado del material. Esto obliga a aplicar principios de construcción complejos en el aspecto térmico. En este sentido, los moldes de canal caliente son más complicados y, frecuentemente, también más propensos a las averías que los moldes convencionales. Por lo demás, para estos moldes se han de aplicar de forma amplia las normas de la mecánica de precisión.
4.1.4 CLASIFICACIÓN SPI (SOCIETY OF PLASTICS INDUSTRY).
4.1.4.1 Clasificación de los moldes de inyección para máquinas de basta 400 ton.
• Moldes Clase 101.
Ciclos: un millón o más de partes.
Descripción: Fabricado para producciones de piezas extremadamente altas. Este es el tipo de moldes de mayor precio y está fabricado con componentes de la más alta calidad.
Req uerirnientos:
( 1) Diseño completo del molde con todos sus detalles. (2) Portamolde con un mínimo de dureza de 280 BHN. (3) Todas las superficies de moldeo (cavidades, corazones) deberán ser insertadas, además
de estar templadas a una dureza mínima de 48 Re. Todos los demás componentes del molde deberán estar fabricados en aceros templados.
(4) El sistema de expulsión deberá ser guiado. (bujes embalados) (5) Las correderas de accionamiento lateral deberán tener placas de desgaste. (Sufrideras). (6) Colocar controles de temperatura en cavidades y corazones. (7) Para incrementar la vida del molde debido a la corrosión es recomendable que todas las
placas del molde tengan un tratamiento para prevenir la corrosión, este puede ser: niquelado o cromado, lo óptimo en este punto es utilizar un acero inoxidable pretemplado para moldes.
(8) En el plano de partición deberán colocarse accesorios de centraje (interlocks) para evitar desplazamientos durante el moldeo.
25
• Moldes Clase 102.
Ciclos: su producción no excede un millón de partes.
Descripción: Molde de media a alta producción, buena resistencia a los materiales abrasivos o partes, donde se requieran tolerancias cerradas. Este es un molde de alta calidad y precio ligeramente menor que el anterior.
Req uerim ien tos:
( l) Diseño completo del molde con todos sus detalles. (2) Portamolde con un mínimo de dureza de 280 BHN. (3) Todas las superficies de moldeo (cavidades, corazones) deberán ser templadas a una
dureza mínima de 48 Re. Todos los demás componentes del molde deberán estar tratados ténnicamente.
( 4) Colocar controles de temperatura en cavidades y corazones. (5) En el plano de partición deberán colocarse accesorios de centraje (interlocks) para
evitar desplazamientos durante el moldeo. ( 6) Los siguientes puntos pueden ser necesarios pero no indispensables, estos se pueden
añadir a consideración del cliente y dependerá de su volumen estimado de producción. • Sistema de expulsión guiado (con bujes embalados). • Placas de desgaste (sufrideras). • Placas con recubrimiento anticorrosivo (niqueladas o cromadas).
• Moldes Clase 103.
Ciclos: Menos de 500,000 partes.
Descripción: molde de producción media, este es el tipo de molde más común a precios razonables.
Requerimientos:
( l) Se recomienda diseño del molde. (2) Portamolde con una dureza mínima de 165 BHN. (3) Cavidades y corazones deberán tener una dureza mínima de 280 BHN. ( 4) Cualquier característica extra se considera opcional previa cotización.
• Moldes Clase 104.
Ciclos: Menos de l 00,000 partes.
Descripción: molde de baja producción, este es el tipo de molde más común a precios razonables.
Requerimientos:
( l) Se recomienda diseño del molde. (2) Portamolde fabricado en acero para cementación. (3) Cavidades y corazones pueden fabricarse en aceros bonificados y/o duraluminio ( 4) Cualquier característica extra se considera opcional previa cotización.
• Moldes Clase 105.
Ciclos: no excede las 500 partes.
26
Descripción: Utilizado principalmente para prototipos, este tipo de molde deberá fabricarse de la forma más económica posible.
Requerimientos:
Puede ser fabricado en aleaciones de cinc (zamac o kirksite), en materiales epóxicos o en cualquier material que tenga la suficiente resistencia para producir un mínimo de piezas.
4.1.4.2 Clasificación de moldes de inyección para máquinas mayores de 400 ton.
• Moldes Clase 401.
Ciclos: Mayor de 500,000 partes.
Descripción: Fabricado para producciones de piezas extremadamente altas. Este es el tipo de moldes de mayor precio y está fabricado con componentes de la más alta calidad.
Requerimientos:
( l) Diseño completo del molde con todos sus detalles. (2) Portamolde con un mínimo de dureza de 280 BHN. (3) Todas las superficies de moldeo (cavidades, corazones) deberán estar templadas a una
dureza mínima de 48 Re. Todos los demás componentes del molde deberán estar fabricados en aceros templados.
(4) El sistema de expulsión deberá ser guiado. (bujes embalados) (5) Las correderas de accionamiento lateral deberán tener placas de desgaste. (Sufrideras). (6) Colocar controles de temperatura en cavidades y corazones. (7) Para incrementar la vida del molde debido a la corrosión es recomendable que todas las
placas del molde tengan un tratamiento para prevenir la corrosión, este puede ser: niquelado o cromado, lo óptimo en este punto es utilizar un acero inoxidable pretemplado para moldes.
(8) En el plano de partición deberán colocarse accesorios de centraje (interlocks) para evitar desplazamientos durante el moldeo.
• Moldes Clase 402.
27
Ciclos: No excede 500,000 partes.
Descripción: Molde de media a alta producción, buena resistencia a los materiales abrasivos o partes donde se requieran tolerancias cerradas. Este es un molde de alta calidad y precio ligeramente menor que el anterior.
Requerimientos:
( 1) Diseño completo del molde con todos sus detalles. (2) Portamolde con un mínimo de dureza de 165 BHN. (3) Todas las superficies de moldeo (cavidades, corazones) deberán ser templadas a una
dureza de 280-31 O BHN o 320-350 BHN dependiendo de la complejidad de la parte a moldear. Una dureza mayor alargará la vida del molde.
( 4) Los demás componentes del molde deberán tener una dureza de 48 Re. aproximadamente.
(5) En el plano de partición deberán colocarse accesorios de centraje (interlocks) para evitar desplazamientos durante el moldeo.
( 6) Los siguientes puntos pueden ser necesarios pero no indispensables, estos se pueden a consideración del cliente y dependerá de su volumen estimado de producción.
• Sistema de expulsión guiado (con bujes embalados). • Placas de desgaste (sufrideras). • Placas con recubrimiento anticorrosivo (niqueladas o cromadas).
• Moldes Clase 403.
Ciclos: Menos de 100,000 partes.
Descripción: molde de producción media, este es el tipo de molde más común a precios razonables.
Requerimientos:
( 1) Se recomienda diseño del molde. (2) Portamolde fabricado en acero para cementación. (3) Cavidades y corazones pueden fabricarse en acero bonificado. ( 4) Cualquier característica extra se considera opcional previa cotización.
• Moldes Clase 404.
Ciclos: no excede las 500 partes.
Descripción: Utilizado principalmente para prototipos, este tipo de molde deberá fabricarse de la forma más económica posible.
Requerimientos: Puede ser fabricado en aceros para cementación o en aleaciones de eme (zamac y/o kirksite).
28
4.2 ¿CÓMO COMPRAR UN MOLDE?
No es necesario saber los detalles exactos de la construcción para comprar una casa correctamente, o todas los procesos de manufactura usadas para producir un automóvil para conseguir un "buen carro"; ni debe ser usted un experto en la fabricación de moldes para comprar un molde correctamente. En los tres casos, sin embargo, un buen conocimiento general de los artículos que usted compra consigue que usted reciba lo apropiado por lo que está pagando.
La compra de un molde que se cotizó muy por abajo que las otras cotizaciones pueden ser un mal negocio. Como en cualquier empresa, el fabricante de moldes espera recibir un beneficio razonable por la fabricación de una herramienta. Cuando el fabricante ve que cotizó muy por debajo del tiempo real, buscará la forma de compensar este presupuesto erróneo, incidiendo directamente sobre la calidad e invariablemente, habrá retraso sobre la entrega del molde.
Si busca un precio muy bajo, puede comprar un molde que requerirá ciclos más largos de moldeo, operaciones secundarias como rebabeo, un molde que no trabaje de forma automática, grandes volúmenes de desperdicio, pérdida de ventas por un molde que no funcione correctamente, necesitará mantenimiento continuo, el acero seguramente será de baja calidad, una vida más corta del molde y lo más importante, la incapacidad de acceder a los grandes mercados debido a problemas de calidad de las piezas.
El costo de los moldes es elevado ( en algunos casos llega a costar más que la máquina de inyección) y por tal motivo debe tenerse en cuenta algunas consideraciones para comprar un buen molde en calidad y en tiempo de entrega. Esta sección pretende ser una guía para comprender los procedimientos nonnales utilizados para comprar moldes.
• Solicitud de cotizaciones para la fabricación de un nuevo molde
Es de swna importancia que la cotización de un molde contenga la más completa información sobre los requerimientos específicos y precisos del molde para evitar malas interpretaciones que puedan ocasionar en el futuro un retraso en la fecha de entrega y en la calidad del molde. Se acepta generalmente el seleccionar un número de cavidades adecuado que pueda balancearse fácilmente, esto quiere decir que el canal de inyección recorre la misma longitud desde la boquilla de inyección hasta el llenado de todas las cavidades ( esto no es posible en algunos casos). Por lo tanto; los moldes de cavidades; 2, 4, 8, 16, 32, 68, 128, etc., son los más fáciles para balancear.
4.2.1 HOJA ESTÁNDAR DE ESPECIFICACIONES DE MOLDE.
Las especificaciones de molde pueden estar en forma de una carta (tipo check list); o, en el interés de ahorrar tiempo y asegurar que esa información es la misma usada por ambos (cliente/proveedor), se puede utilizar una hoja estándar de especificaciones de molde. Un ejemplo se muestra en la siguiente tabla.
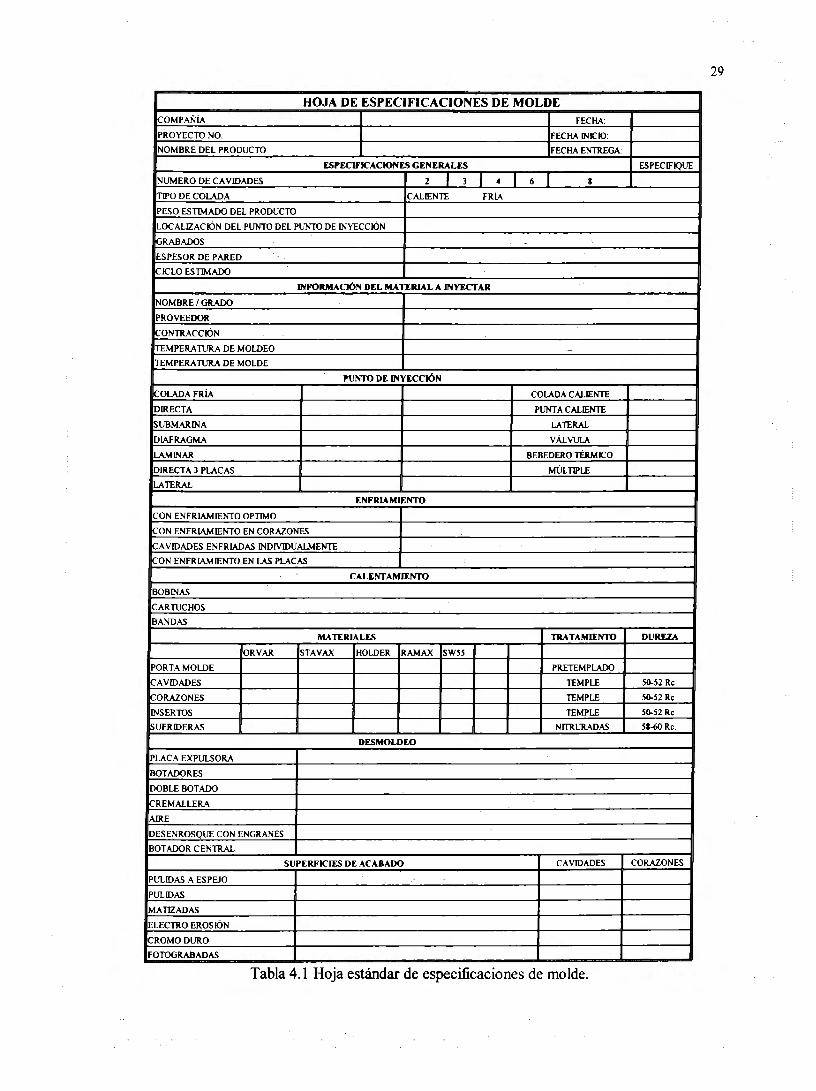
29
HOJA DE ESPECIFICACIONES DE MOLDE COMPAÑÍA FECHA:
PROYECTO NO. FECHA INICIO:
NOMBRE DEL PRODUCTO FECHA ENTREGA:
ESPECIFICACIONES GENERALES ESPECIFIQUE
NUMERO DE CAVIDADES 2 1 3 1 4 1 6 8
TIPO DE COLADA CALIENTE FRÍA
PESO ESTIMADO DEL PRODUCTO
LOCALIZACIÓN DEL PUNTO DEL PUNTO DE INYECCIÓN
!GRABADOS
ESPESOR DE PARED
CICLO ES TIMADO
INFORMACIÓN DEL MATERIAL A INYECTAR
NOMBRE/GRADO
PROVEEDOR
CONTRACCIÓN
TEMPERA TI..IRA DE MOLDEO
TEMPERAlURA DE MOLDE
PUNTO DE INYECCIÓN
COLADA FRÍA COLADA CALIENTE
DIRECTA PUNTA CALIENTE
~UBMARINA LATERAL
DIAFRAGMA VÁLVULA
LAMINAR BEBEDERO rt.RMICO
DIRECTA 3 PLACAS MÚLTIPLE
LATERAL
ENFRIAMIENTO
CON ENFRIAMIEJ\ITO OPTIMO
icON ENFRIAMIEJ\ITO EN CORAZONES
icA VIDADES ENFRIADAS INDIVIDUALMENTE
~ON ENFRIAMIEJ\ITO EN LAS PLACAS
CALENTAMIENTO
BOBINAS
CARTUCHOS
BANDAS
MATERIALES TRATAMIENTO DUREZA
ORVAR STAVAX HOLDER RAM AX SWSS
PORTA MOLDE PRETEMPLADO
CAVIDADES TEMPLE 50-52 Re.
CORAZONES TEMPLE S0-52 Re.
INSERTOS TEMPLE 50-52 Re.
SUFRIDERAS NITRURADAS 58~ Re.
DESMOLDEO
PLACA EXPUl.SORA
BOTADORES
DOBLE BOTADO
CREMALLERA
AIRE
DESENROSQUE CON ENGRANES
BOTADOR CENTRAL
SUPERFICIES DE ACABADO CAVIDADES CORAZONES
PULIDAS A ESPEJO
PULIDAS
MATIZADAS
ELECTRO EROSIÓN
CROMO DURO
FOTOGRABADAS
Tabla 4.1 Hoja estándar de especificaciones de molde.
30
• Evaluación de cotizaciones de moldes.
Mientras que el precio es siempre un factor importante, no debería ser el único punto para elegir al fabricante del molde para un proyecto particular. Los siguientes factores pueden considerarse también para la elección.
• Tiempo de entrega.
¿Se encuentra dispuesto el fabricante de moldes, de acuerdo a su carga de trabajo, a entregar el molde en la fecha prometida de terminación? Si el fabricante nunca ha construido un molde para usted, puede averiguar con algunos de sus otros clientes sobre el desempeño, calidad y tiempo de entrega de los moldes que han contratado.
• Cooperación.
Está dispuesto el fabricante del molde a hacer equipo con todas las partes involucradas para la terminación exitosa de un proyecto, o tiene una actitud de II lo torna o lo deja 11
•
• Experiencia.
Posee el fabricante la experiencia y equipo necesario para la fabricación del tipo de molde que le está solicitando, existen algunas compañías que se han especializado en la construcción de diferentes tipos de moldes, ya sea en tamaño, precisión (tolerancias cerradas), moldes desenroscables, moldes de soplo etc. No espere a que un fabricante de moldes para macetas pueda fabricarle un molde para instrumental médico.
• La visita a las instalaciones.
Si es posible, antes de asignar una orden de compra a un nuevo proveedor, es importante que visite la planta. Esta visita dará usted la oportunidad de examinar la calidad y tipo de trabajo en proceso, también las condiciones laborales y aspecto general de las instalaciones.
Un experimentado comprador de moldes puede identificar algunos puntos clave que le será de importancia para evaluar al fabricante de moldes, como pueden ser los siguientes.
• Aspecto General de las Instalaciones (adentro y afuera): Las condiciones del taller tienden a reflejar la actitud general de trabajo de la administración y de los trabajadores.
• Condiciones y Edad del Equipo: La condición y la precisión son puntos más importantes que la edad. Un mantenimiento adecuado a las máquinas-herramienta garantiza una correcta repetibilidad en los movimientos.
• La capacidad del Equipo: Se debe verificar que la capacidad de la maquinaria y el equipo, para manipulación del molde sea el adecuado, ya que en el caso de moldes de gran tamaño, será necesario contar con una grúa para el movimiento de las partes del molde y el ajuste final del mismo.
31
• Departamento de diseño de moldes: ¿ Utiliza el fabricante de moldes diseñadores internos, diseñadores externos, o ambos? Si el departamento de diseño es interno, es bueno porque existe un contacto directo desde el inicio y a lo largo del proyecto, si es externo pueden existir algunos problemas de interpretación y se puede tergiversar la información. Finalmente, si es el caso de ambos, es excelente, ya que al contar con el apoyo de otro departamento de diseño, se logran conjuntar varios puntos de vista que repercuten en un diseño óptimo de la herramienta.
• Capacidad de la fuerza de trabajo: ¿ Hay personal suficiente disponible para fabricar el molde a tiempo? Comúnmente se estima la duración de fabricación de un molde en horas-hombre y es en este punto donde se debe preguntar por él número de horas que trabajan a la semana, él número de turnos, etc.
• Control de calidad: ¿Qué procedimientos y eqmpo de medición utilizan para dimensionar los componentes del molde?.
• Proveedores externos: ¿Existen proveedores de acero, tratamiento térmico, fotograbado, sistemas de colada caliente, partes estandarizadas para moldes, etc., con la calidad suficiente y tiempo de entrega adecuados?.
• Pruebas de los moldes: ¿Tiene el fabricante, máquina de inyección en sus instalaciones ó localmente para probar el molde? Habitualmente, la prueba del molde es un cargo adicional y debe considerarse el costo, por lo regular un molde necesita de varios ajustes antes de dejarse listo para producción y en el caso de que el fabricante de moldes esté alejado del cliente esto pueda convertirse en un problema adicional, ya que en el costo y tiempo del transporte ocasionarán cargos no contemplados en la cotización.
• Asignación de la orden de compra.
Una vez que se ha determinado asignar la fabricación de un molde con un determinado fabricante, es práctica común firmar un contrato donde incluya:
1. La hoja de especificaciones del molde.
2. El precio total.
3. La fecha firme de envío.
4. Los términos de pago.
5. Las fianzas requeridas y/ó penalizaciones por incumplimiento.
6. No es recomendable utilizar ordenes ó modificaciones verbales, que diera lugar a malos entendidos y complicaciones innecesarias (todo por escrito).
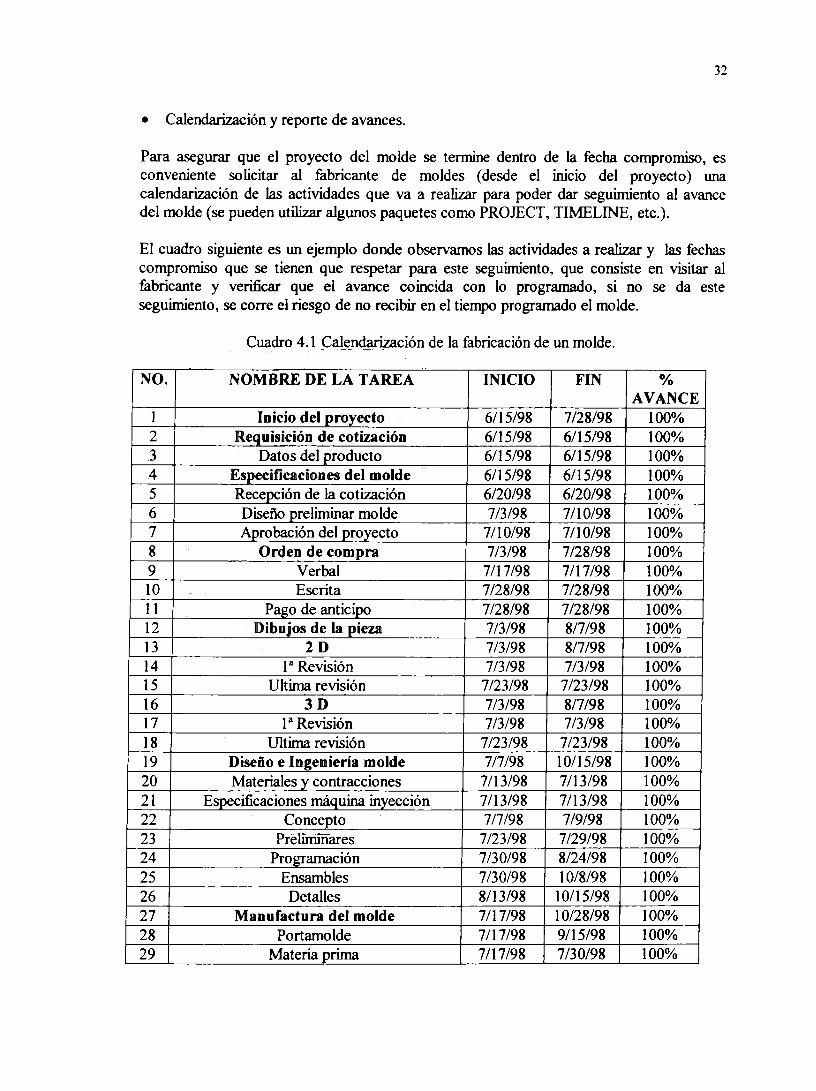
32
• Calendarización y reporte de avances.
Para asegurar que el proyecto del molde se temúne dentro de la fecha compromiso, es conveniente solicitar al fabricante de moldes ( desde el inicio del proyecto) una calendariz.ación de las actividades que va a realiz.ar para poder dar seguimiento al avance del molde (se pueden utilizar algunos paquetes como PROJECT, TIMELINE, etc.).
El cuadro siguiente es un ejemplo donde observamos las actividades a realiz.ar y las fechas compromiso que se tienen que respetar para este seguimiento, que consiste en visitar al fabricante y verificar que el avance coincida con lo programado, si no se da este seguimiento, se corre el riesgo de no recibir en el tiempo programado el molde.
Cuadro 4.1 Calendariz.ación de la fabricación de un molde.
NO. NOMBRE DE LA TAREA INICIO FIN % AVANCE
l Inicio del proyecto 6/15/98 7/28/98 100% 2 Requisición de cotización 6/15/98 6/15/98 100% 3 Datos del producto 6/15/98 6/15/98 100% 4 Especificaciones del molde 6/15/98 6/15/98 100% 5 Recepción de la cotiz.ación 6/20/98 6/20/98 100% 6 Diseño preliminar molde 7/3/98 7/10/98 100% 7 Aprobación del proyecto 7/10/98 7/10/98 100% 8 Orden de compra 7/3/98 7/28/98 100% 9 Verbal 7/17/98 7/17/98 100% 10 Escrita 7/28/98 7/28/98 100% 11 Pago de anticipo 7/28/98 7/28/98 100% 12 Dibujos de la pieza 7/3/98 8/7/98 100% 13 2D 7/3/98 8/7/98 100% 14 lª Revisión 7/3/98 7/3/98 100% 15 Ultima revisión 7/23/98 7/23/98 100% 16 3D 7/3/98 8/7/98 100% 17 lª Revisión 7/3/98 7/3/98 100% 18 Ultima revisión 7/23/98 7/23/98 100% 19 Diseño e Ingeniería molde 717/98 l 0/15/98 100% 20 Materiales y contracciones 7/13/98 7/13/98 100% 21 Especificaciones máquina inyección 7/13/98 7/13/98 100% 22 Concepto 7/7/98 7/9/98 100% 23 Preliminares 7/23/98 7/29/98 100% 24 Programación 7/30/98 8/24/98 100% 25 Ensambles 7/30/98 10/8/98 100% 26 Detalles 8/13/98 10/15/98 100% 27 Manufactura del molde 7/17/98 10/28/98 100% 28 Portamolde 7/17/98 9/15/98 100% 29 Materia prima 7/17/98 7/30/98 100%
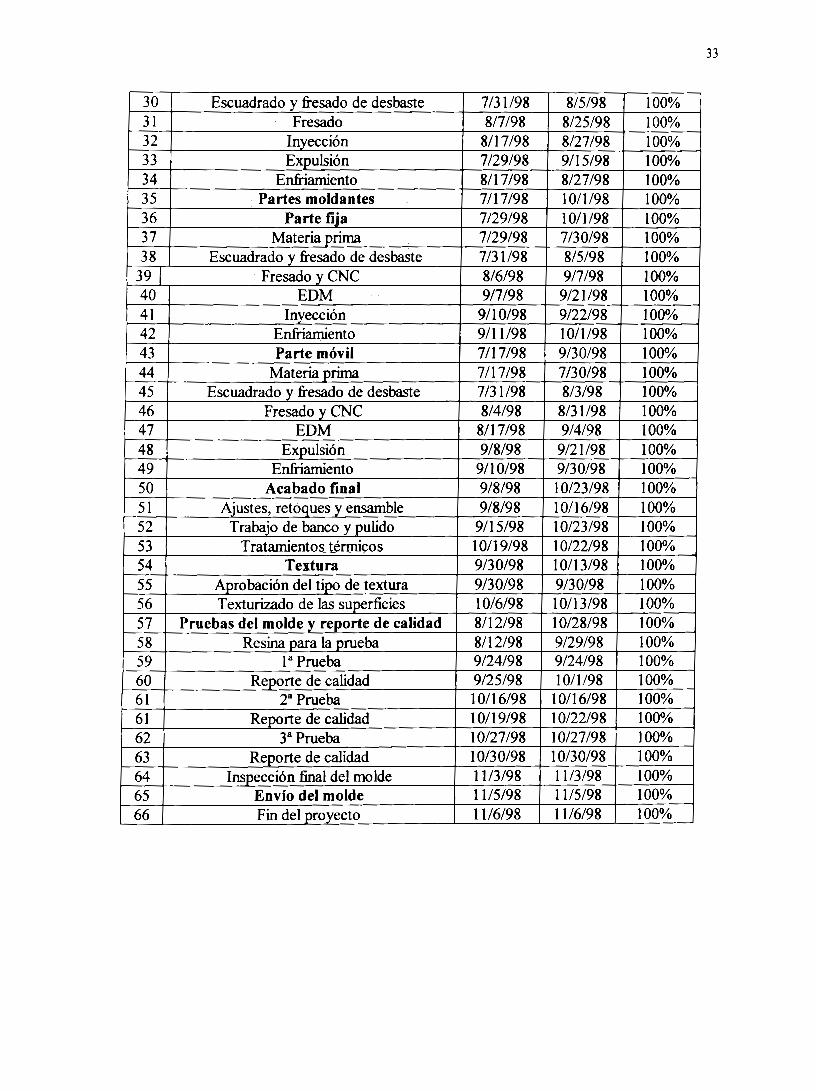
33
30 Escuadrado y fresado de desbaste 7/31/98 8/5/98 100% 31 Fresado 817/98 8/25/98 100% 32 Inyección 8/17/98 8/27/98 100% 33 Expulsión 7/29/98 9/15/98 100% 34 Enfriamiento 8/17/98 8/27/98 100% 35 Partes moldantes 7/17/98 10/1/98 100% 36 Parte fija 7/29/98 10/1/98 100% 37 Materia prima 7/29/98 7/30/98 100% 38 Escuadrado y fresado de desbaste 7/31/98 8/5/98 100%
39 1 Fresado y CNC 8/6/98 917/98 100% 40 EDM 9/7/98 9/21/98 100% 41 Inyección 9/10/98 9/22/98 100% 42 Enfriamiento 9/11/98 10/1/98 100% 43 Parte móvil 7/17/98 9/30/98 100% 44 Materia prima 7/17/98 7/30/98 100% 45 Escuadrado y fresado de desbaste 7/31/98 8/3/98 100% 46 Fresado y CNC 8/4/98 8/31/98 100% 47 EDM 8/17/98 9/4/98 100% 48 Expulsión 9/8/98 9/21/98 100% 49 Enfriamiento 9/10/98 9/30/98 100% 50 Acabado final 9/8/98 10/23/98 1000/o 51 Ajustes, retoques y ensamble 9/8/98 10/16/98 100% 52 Trabajo de banco y pulido 9/15/98 10/23/98 100% 53 Tratamientos térmicos 10/19/98 10/22/98 100% 54 Textura 9/30/98 10/13/98 100% 55 Aprobación del tipo de textura 9/30/98 9/30/98 100% 56 Texturizado de las superficies 10/6/98 10/13/98 100% 57 Pruebas del molde y reporte de calidad 8/12/98 10/28/98 100% 58 Resina para la prueba 8/12/98 9/29/98 100% 59 1ª Prueba 9/24/98 9/24/98 100% 60 Reporte de calidad 9/25/98 10/1/98 100% 61 2ª Prueba 10/16/98 10/16/98 100% 61 Reporte de calidad 10/19/98 10/22/98 100% 62 3ª Prueba 10/27/98 10/27/98 100% 63 Reporte de calidad 10/30/98 10/30/98 100% 64 Inspección final del molde 11/3/98 l 1/3/98 100% 65 Envío del molde 11/5/98 11/5/98 100% 66 Fin del proyecto 11/6/98 11/6/98 100%
34
4.3 PROCEDIMIENTO PARA ESTIMAR LOS COSTOS DEL MOLDE.
Cuando un molde se cotiz.a correctamente por lo regular sé lograr cumplir con 2 puntos importantes.
1. Debe de cumplir con todos las especificaciones descritas en el convenio (tipo de acero, tratamiento térmico, pulido o textura, portamolde y accesorios estandarizados, precisión en el maquinado de los componentes, calidad, tiempo de entrega etc.)
2. Debe generar una utilidad para el fabricante.
De no ser así, una cotiz.ación abajo del precio promedio, la exigencia en calidad y en el control de las especificaciones (incluyendo el tiempo de entrega) se pueden desvanecer. Ya que el fabricante de moldes al darse cuenta de su error en la cotiz.ación durante la fabricación del molde tratará de compensar este en la calidad del acero, pulido o textura deficiente, mala calidad de los componentes, y atraso en el tiempo de entrega Por lo que tendrá que realizar otros trabajos no contemplados para mantener su taller en operación, de todo lo anterior se deduce que la cotiz.ación de un molde es de suma importancia para llevar a buen termino un proyecto.
Para los compradores de moldes que buscan ofertas por lo regular se cumple la regla "Los compradores que buscan barato reciben lo que pagan; moldes de corta duración y baja calidad".
"Cuando usted paga de más, pierde un poco de dinero solamente, cuando usted paga muy poco puede perderlo todo, porque lo que compró es incapaz de hacer las cosas para lo que se compró".
¿Qué obtengo de un molde barato?
• Pérdida de ingresos al recibirlo fuera de tiempo. • Pérdida de ventas por un molde que no funciona correctamente. • Pérdida de clientes ó acceso a mercados internacionales por tener una calidad inferior. • Pérdida de utilidades por altos costos de operación. • Gran volumen de desperdicio.
Por lo tanto los objetivos de un procedimiento para estimar los costos de molde deben ser:
1. Aumentar la exactitud de cálculo del costo. 2. Reducir el consumo de tiempo para el cálculo. 3. Evitar incertidumbres en él calculo las cuales son compensadas por un cargo extra de
seguridad, determinados por criterios subjetivos.
El costo del molde puede calcularse de dos maneras diferentes, sobre la base de los datos de fabricación planificada o con base en un procedimiento de pronóstico.
35
4.3.1 PROCEDIMIENTO DE FABRICACIÓN PLANIFICADA.
Este primer procedimiento asigna un costo a cada una de las operaciones de trabajo y a los materiales utilizados, incluyendo servicios externos que se tengan que contratar. La exactitud de este procedimiento es alta pero tiene algunas desventajas y dificultades.
Este método consume cierta cantidad de tiempo y requiere del conocimiento detallado de costos y tiempo de fabricación. Aparte este método puede aplicarse únicamente después de que el diseño preliminar del molde ha finalizado.
Una base para estimar los costos de moldes de inyección por este método puede ser una hoja de calculo como la mostrada a continuación ésta puede utilizarse para la compilación de los datos, facilitando él calculo de los costos.
Una propuesta, para facilitar la estimación, consiste en dividir el cálculo total del costo en cuatro partes, agrupados con relación a sus funciones correspondientes.
Los costos se detenninan para cada grupo y se agregan al costo total. El trabajo sistemático y planificado sobre los grupos individuales y la estructura aditiva reduce el riesgo de un error y su efecto sobre los costos totales.
En la siguiente parte describo las características de cada uno de los grupos.
Costos grupo 1: Unidades (cavidades, corazones, insertos para cavidades, corazones y electrodos).
Este grupo abarca todas las partes que conforman el producto son esencialmente el alma del molde, el costo y tiempo de fabricación de las unidades dependerán en gran medida de:
• La geometría de la pieza.
El nivel de complejidad de la pieza afecta considerablemente el costo, ya que la utilización de dispositivos de accionamiento lateral para el desmoldeo de negativos implica un costo adicional de fabricación de partes y horas de ajuste. El plano de partición en 3-D aumenta considerablemente las horas de maquinado, el desmoldeo de roscas, etc.
• La precisión y dureza requerida.
Esta parte representa la parte medular de la estimación de los costos de las unidades, ya que dependiendo de la precisión y dureza requerida dependeremos del proceso de manufactura a utilizar (fresado o torneado convencional, fresado o torneado CNC, rectificado, rectificado vertical etc.)
• El acabado de las superficies (pulido, textura ó combinación de ambas).
36
El tipo de acabado de la superficie representa un incremento considerable en el costo de las unidades ya que afectan en el factor de tiempo de entrega (y por lo tanto en costo). El pulido a espejo ( a pesar de encontrar en el mercado una gran cantidad de dispositivos para a)'Udar a pulir) sigue haciéndose en la mayoría de los casos manuahnente.
En el caso de la textura, la situación se complica un poco, ya que existen pocos talleres en México que realiz.an el fotograbado de moldes, esto implica que en algunas ocasiones se tengan que mandar fotograbar las cavidades en el extranjero consumiendo una cantidad importante de tiempo y dinero en el transporte y en él tramite aduana!.
Los costos de fabricación se determinan por el consumo de tiempo necesario (horas/taller) para fabricar las unidades, para cotizar por este método es necesario tener cierto conocimiento de las máquinas-herramienta para poder estimar los tiempos de fabricación.
Costos grupo II: Portamolde.
Los portamoldes son componentes funcionales básicos, ya que sirven para alojar las unidades (cavidades, corazones, etc.), el sistema de expulsión y guiado (pernos guía, bujes, pernos recuperadores etc.), el sistema de inyección (boquilla para colada fría y hot runner para colada caliente), así como también nos sirve para fijarse a la máquina.
Los portamoldes deben fabricarse con una alta calidad (acero y precisión), ya que cualquier irregularidad en la fabricación del portamolde se verá reflejado en la calidad del producto final, aún cuando las unidades (cavidades y corazones) estén en perfecto estado.
Existen una gran cantidad de empresas dentro de la industria de fabricación de moldes que han desarrollado sistemas estandamados de portamoldes y accesorios para moldes los cuales nos brindan una excelente a)'Uda, ya que podemos adquirir el portamolde de acuerdo a catálogos que nos proporcionan los fabricantes reduciendo considerablemente el tiempo estimado de fabricación del molde, ya que es posible encontrar portamoldes de entrega inmediata.
La posibilidad de reemplazar componentes de los moldes, después de un tiempo de servicio, al costo nominal y con mínima pérdida de tiempo en la máquina ha probado ser un verdadero beneficio para las industrias de plástico.
Debido a las bondades de la estandamación los fabricantes de moldes pueden concentrarse principalmente a la fabricación de las unidades del molde ( cavidades, corazones, etc.) que es lo que consume la mayor cantidad de tiempo en la fabricación de moldes.
Para efecto de estimación de costos, se puede adicionar el costo del portamolde en la tabla ó en el otro caso estimar la construcción de este en el taller considerando placa por placa con todos los detalles que le corresponde (barrenos de fijación, refrigeración, expulsores etc.).
37
Costos grupo III: Accesorios funcionales básicos.
Como su nombre lo dice estos accesorios se encuentran en la mayoría de los moldes, motivo por el cual muchas empresas se han dedicado a la fabricación de estos accesorios, logrando una estandarización de estos y a un precio razonable.
Este grupo incluye los elementos de expulsión (botadores, mangas, pernos recuperadores), guiado (pernos y bujes guía, pernos de registro, bujes embalados), boquilla de inyección, interlocks, anillo centrador, conexiones para refrigeración, tornillería de fijación, o· rings, resortes, etc.
La mayoría de estos accesorios se encuentran en los catálogos que nos proporcionan los diferentes fabricantes y se recomienda comprarlos de línea, ya que la mayor parte de estos se encuentran disponibles y de entrega inmediata.
El costo de este grupo únicamente tiene que cargarse en la sección correspondiente de la tabla de cotización adicionándose automáticamente al costo total del molde.
Costos grupo IV: Accesorios especiales.
Este grupo incluye todos elementos especiales que son necesarios para el funcionamiento del molde y entre los cuales podemos destacar los sig.: Sistemas de canal caliente ó hot runner, caja de conectores eléctricos, termopares, resistencias de calentamiento, placas de aislamiento ténnico (todo lo anterior para el caso de moldes de colada caliente), pistones neumáticos e hidráulicos para el sistema de expulsión, cremalleras para desenrosque automático, sensores de proximidad, insertos fechadores y de reciclaje, candados para el desmoldeo de placa flotante ó moldes de doble botado, etc.
Estos accesorios, al igual que los anteriores se pueden comprar de catálogo, y anexar su costo en la tabla correspondiente.
La división anteriormente descrita nos pennite reducir el riesgo de error de la cotización, ya que al simplificar los componentes de un molde en los diferentes grupos anteriormente descritos evitamos omitir, algún componente.
Como se mencionó al principio este método sirve únicamente cuando ya existen dibujos preliminares del molde y tiene la cualidad de que es confiable y además de que con la ayuda de la tabla de cotización de molde podemos reducir el tiempo de estimación de costos.
En la siguiente tabla se puede observar un ejemplo de éste método (procedimiento de fabricación planificada).
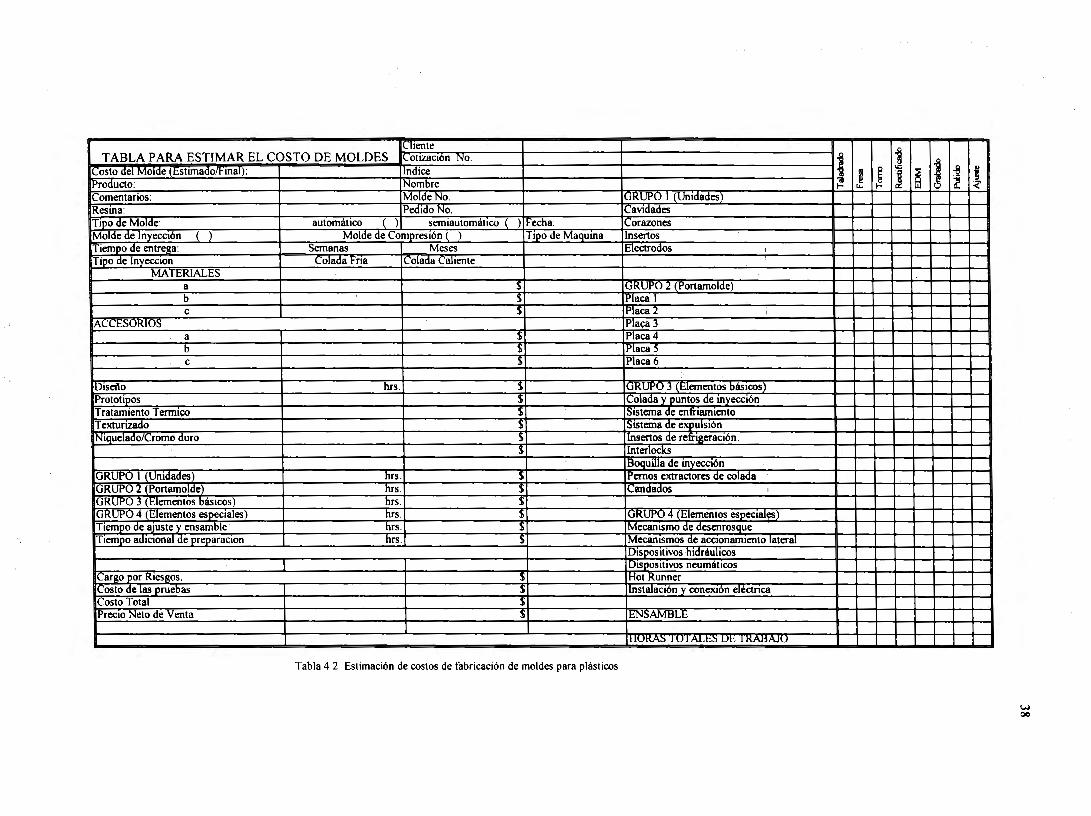
... :11ente TABLA PARA ESTIMAR EL COSTO DE MOLDES ILOtlZ8C10n NO.
~osto del Molde (EstunadoWmal): Indice Producto: Nombre Comentarios : Molde No. Resina: Pedido No. Tipo de Molde: automáuco ( ) semiautomático ( !Fecha: Molde de Inyección ( ) Molde de Compresión ( ) Tipo de Maquina Tiempo de entrega: Semanas Meses Tipo de lnyecc1on Colada ~na !Colada Caliente
MAIERIALES a s b s e s
ACCESORlu~ a s b s e s
D1seflo hrs. s Prototipos s Tratamiento Temuco s Textunzado s N1Quelado/Cromo duro s
s
GRUPO 1 (Unidades) hrs . s GRUl'U 2 (Ponamolde) hrs . s GRUPO 3 (Elementos básicos) hrs. s GRUPO 4 (Elementos especiales) hrs. s Tiempo de ajuste y ensamble hrs. s Tiempo ad1ctonal de preparac1on hrs . s
Car1;to por KleSROS. s Costo de las pruebas s !Costo Total s Precio Neto de Venta s
Tabla 4.2 Estimación de costos de fabricación de moldes para plásticos
IGRUl'U 1 (Unidades) ICaVJdades !Corazones Insertos Electrodos
GRUPO z (l'onamolde) ,l'taca I !Placa 2 Placa 3 Placa 4 Placa 5 Placa 6
GRUPO 3 lt:lementos básicos) ,Colada y puntos de mvecc1ón ISJSterna de enfriamiento ISJStema de expulsión !Insertos de retr111.erac1ón. lnterlocks Boouilla de UIYCCCIÓR
Pernos extractores de colada Candados
UKUl'U 4 (Elementos especiales) Mecanismo de desenrosQue IMecamsmos de acc1onam1ento lateral I D1spos1t1vos hidráulicos D1spos1t1vos neumáticos Hot Kunner Instalación y conexión eléctnca
ENSAMBLE
¡uu~ 1 u I ALt:.~ u1.:, 1 ><_A_'.::' A ..
1 1 ~ ~ "' ~ u. ~ J 1 ~ ~
i i <'
..... 00
39
4.3.2 PROCEDIMIENTO DE PRONÓSTICO.
El segundo método estima el costo del molde sobre la base de la comparación del costo de otro molde con características similares al que se quiere cotizar. Algunas de éstas características que se toman en cuenta para realizar la comparación son:
• Número de cavidades
Con este número estimamos el tamaño del portarnolde. • Geometría de la pieza.
Este punto nos indica el proceso a utilizar, por ejemplo: si la geometría es redonda el proceso principal para la fabricación va a ser el tomo, y para geometría cuadrada, rectangular, oval, etc. el proceso principal a utilizar será el fresado.
• Tipo de inyección.
El tipo de colada (caliente ó fría) es de swna importancia para la estimación.
• Pulido y textura.
Si el acabado de las piezas debe ser a espejo y/o lleva alguna textura, debe tenerse en cuenta, ya que estos procesos por ser especiales tienen un costo considerable.
Este método (así como el anterior tiene sus ventajas y desventajas), una de sus ventajas principales es la rapidez para realizar una cotización, no es necesario tener dibujos preliminares, no es necesario tener un conocimiento profundo de la fabricación de moldes y como desventaja es que este método no es tan preciso como el método anterior. Para compensar esta incertidumbre sé adiciona al costo del molde un factor de seguridad por los puntos no considerados.
¿De que se compone el precio de un molde?
• Diseño del molde (del 5% al 10%). • Portamolde (del 7% al 12%). • Cavidades y corazones ( 10% ). • Sistema de colada caliente ( del 15% al 20% ). • Componentes y misceláneos ( del 2% al 5% ). • Maquinado y ajuste (del 38% al 50%). • Utilidad (del 10% al 20%).
40
4.4 CONSIDERACIONES PREVIAS AL DISEÑO DE UN MOLDE.
La elaboración de los productos de plástico por el proceso de inyección ofrece amplias posibilidades de producción económica, y se extiende día con día a un amplio campo de aplicaciones. Las principales ventajas del proceso de inyección residen en el ahorro de material, espacio de fabricación y tiempo de producción.
El proceso ofrece entre otras cosas:
• Máxima exactitud de forma y dimensiones de las piezas inyectadas. • Posibilidades de formación de orificios, refuerzos, ajustes y marcas, así como de
inserción de elementos de otros materiales. • Superficie lisa y limpia de las piezas inyectadas. • Buenas propiedades de resistencia a pesar de espesores de pared finos. • Múhiples propiedades de decoración de la superficie posterior a la inyección. • Rápida producción de gran cantidad de piezas en moldes duraderos con una o cavidades
múltiples; esto permite plazos de entrega relativamente cortos y una capacidad de almacenaje reducido.
Considerando desde el punto de vista puramente tecnológico, hay que valorar como máxima ventaja de la inyección el hecho de que la pieza inyectada queda detenninada por un molde en todas sus superficies, en cuanto a forma y dimensiones (NET SHAPE).
Fundamentahnente hay cuatro puntos a considerar antes de iniciar con el diseño de un molde y son los siguientes:
4.4.1 FORMA O CONFIGURACIÓN DE LAS PIEZAS INYECTADAS. 4.4.2 TIPO Y MANUFACTURA DEL MOLDE. 4.4.3 MATERIAL A MOLDEAR. 4.4.4 SELECCIÓN DE LA MÁQUINA DE INYECCIÓN Y EQUIPO AUXILIAR.
4.4.1 FORMA O CONFIGURACIÓN DE LAS PIEZAS INYECTADAS.
• Geometría Es fundamental analizar el diseño de la pieza para determinar si puede ó no ser moldeada, que pueda ser extraída del molde, y que sus dimensiones son las adecuadas para que el material pueda llenar perfectamente toda la cavidad.
El diseñador debe simplificar al máximo el diseño, sin que afecte a las características exigidas a la pieza, y no sólo por razones económicas, sino también para facilitar su manejo y simplificar el ciclo de moldeo, además debe estar familiarizado con las propiedades de los materiales y las características requeridas en las piezas en función del uso a que se destinarán.
41
• Sección de pared.
Para detenninar espesores se partirá del tamaño de la pieza a fabricar, considerarando la longitud del recorrido del flujo, que, dependerán del recorrido del material dentro del molde y sobre todo, de la distancia entre la entrada y el punto más alejado de la cavidad. Para la mayoría de los terrnoplásticos comunes, el espesor mínimo suele estar comprendido entre 0.5 y 1.0 nun por cada 100 mm de longitud de flujo, suponiendo, naturalmente una sección de entrada correcta. En el caso de que el producto lleve inserciones hay que aumentar convenientemente el espesor mínimo.
Otro punto a considerar, respecto al espesor, es la uniformidad del mismo, procurando evitar los cambios bruscos de sección en las paredes, siempre que sea posible mediante modificación adecuada del diseño. Estas diferencias de espesor y las acumulaciones parciales de material (puntos calientes) producen diversos enfriamientos del mismo, dando lugar a zonas de tensiones y rechupes, con la consiguiente deformación, alabeo, distorsión e incluso ruptura de la pieza.
Tanto el diseño como la sección de pared contribuyen a marcas de flujo, que deben controlarse para conseguir los mejores resultados en las piezas inyectadas.
• Radios.
Para conseguir una buena fluidez del material en el molde se necesitan radios en las esquinas, evitando siempre que sea posible, los cantos vivos.
• Conicidad.
En el diseño de piezas inyectadas hay que pensar que en todas las superficies situadas en la dirección de movimiento de apertura y cierre del molde han de realizarse con una determinada inclinación para facilitar el desmoldeo. En el proyecto, esta conicidad se situará en el lado de la pieza más conveniente para que al ser extraída quede adherida a una u otra parte del molde, según convenga. El valor adecuado oscila entre 3/4 y 1 º, es decir, del 1.2 nun. A 1. 7mm. por 100 mm. de la altura de la pieza.
Al fijar la conicidad de desmoldeo hay que tener en cuenta la contracción, según el tipo de material. La contracción es mayor cuanto mayores sean las dimensiones de la pieza, y debe ser compensado con mayor conicidad. Quiere decir esto que sí, por ejemplo, para una pieza de 60 nun. de diámetro necesitarnos una conicidad de 1 º, para dimensiones superiores (120 nun.) podríamos necesitar una conicidad de 2 o 3 veces mayor.
• Orificios.
Con el fin de conseguir la máxima resistencia alrededor de los orificios, cualquiera que sea su forma, el material deberá fluir en una sola dirección, para evitar las lineas de soldadura. Con éste fin se colocará la entrada en el lugar más adecuado.
42
Con el fin de evitar rupturas, los orificios deben rodearse del material y grosor suficiente. Los pernos para los orificios pasantes pueden hacer tope en el centro o soportarse en cada extremo penetrando en el corazón del molde.
• Inserciones metálicas.
El empleo de inserciones metálicas u otros materiales (tales como vidrio, fibra vulcanizada, cerámica cementada con fibra de vidrio, etc.) está ampliamente difundido para la obtención de anclajes, rodamientos, ejes, secciones roscadas, terminales, articulaciones, mirillas, etc.
Para retener el inserto en el lugar adecuado durante el moldeo, sé pueden utilizar vástagos interiores o sujetar la inserción exteriormente.
• Resaltes y refuerzos.
De forma similar a lo indicado al hablar de orificios, hay que prever la aparición de líneas o señ.ales de flujo alrededor de los relieves o refuerzos. Los resaltes deben eliminarse siempre que sea posible y, en todo caso, hacerlos factibles para el moldeo.
En el caso de superficies grandes es necesario la colocación de refuerzos para evitar su alabeamiento. Lo mismo ocurre cuando se debe compensar la holgura entre dos partes que han de ensamblar o ajustar.
• Grabados y estampaciones.
En piezas inyectadas se utilizan con frecuencia letras, números, dibujos, logotipo de reciclaje, etc. Estas grabaciones deben aplicarse perpendicularmente a la línea de separación o situarse en paredes laterales, cuya conicidad sea suficiente para que el grabado pueda salir del molde.
La obtención de letras en relieve puede hacerse mediante grabado o estampado de las mismas en el molde. Los rótulos en bajorrelieve requieren el empleo de insertos sobre la cavidad o corazón del molde.
Los rótulos deberán estar perfectamente redondeados y pulidos para evitar agarres en el molde.
4.4.2 TIPO Y MANUFACTURA DEL MOLDE.
Estos dos conceptos están íntimamente ligados entre sí. El precio de un molde dependerá de su complejidad y tamaño, y esto, a su vez, será consecuencia de la cantidad de piezas requeridas, exigencias técnicas de construcción, tolerancias y grado de automatización.
43
Considerando la idea básica del proceso de inyección lo más natural será concebir el molde lo más automático posible para abreviar el ciclo de moldeo. Sin embargo, existen casos en que, por razones de economía, es necesario la simplificación del molde, aunque posteriormente se necesite realiz.a.r algunos trabajos posteriores sobre la pieza, tales como barrenos, roscas, etc.
El diseñador del molde puede contribuir de fonna significativa en la obtención de una economía pensando un poco de forma -NORMALIZADA, es decir; utilizando calidades de acero, medidas, placas, accesorios y partes para moldes normalizadas,
El fabricante comparte la gran responsabilidad de fabricar un molde que ofrezca una producción fiable y económica de la pieza concebida por el diseñador del producto.
La elección de la calidad del acero se realiza frecuentemente durante la etapa de diseño a fin de simplificar y agilizar el suministro del material. Por tanto, el material y las piezas necesarias pueden solicitarse con tiempo suficiente planificándose el trabajo de fonna adecuada.
• Manufactura del molde.
El fabricante busca un acero que no tenga defectos, fácil de mecanizar y pulir, estable durante el tratamiento térmico y que sea adecuado para realiz.a.r si se requiere un mecanizado por electroerosión y fotograbado.
El costo del mecanizado alcanza 1/3 del costo total de la fabricación del molde. Por tanto, una mecanizabilidad buena y uniforme es de vital importancia.
Frecuentemente el pulido alcanza del 5% al 15% del costo total del molde. No es sorprendente puesto que es un proceso largo y costoso.
El resultado obtenido depende en gran medida de la técnica de pulido utilizada y en otros factores la pureza del acero, por ejemplo el tipo, distribución, tamaño y cantidad de inclusiones no metálicas, homogeneidad en el acero, la dureza, y para el acero templado, el tipo de tratamiento térmico utilizado.
La finalidad de tratar térmicamente un molde, es la de incrementar las propiedades mecánicas tales como dureza, tenacidad y resistencia.
Una vez realizado el desbaste, el molde deberá normaliz.a.rse a fin de II1.lilll111ZaT los problemas de distorsión. De éste modo, las tensiones creados por las operaciones de mecanizado desaparecen. Cualquier tipo de distorsión quedará eliminada con el mecanizado de acabado.
Es cierto que, algunos cambios dimensionales son inevitables durante el temple. Pero también es cierto que es posible limitar y controlar en cierta medida estos cambios. Por ejemplo, mediante un calentamiento lento y uniforme hasta alcanzar la temperatura de austeniz.ación.
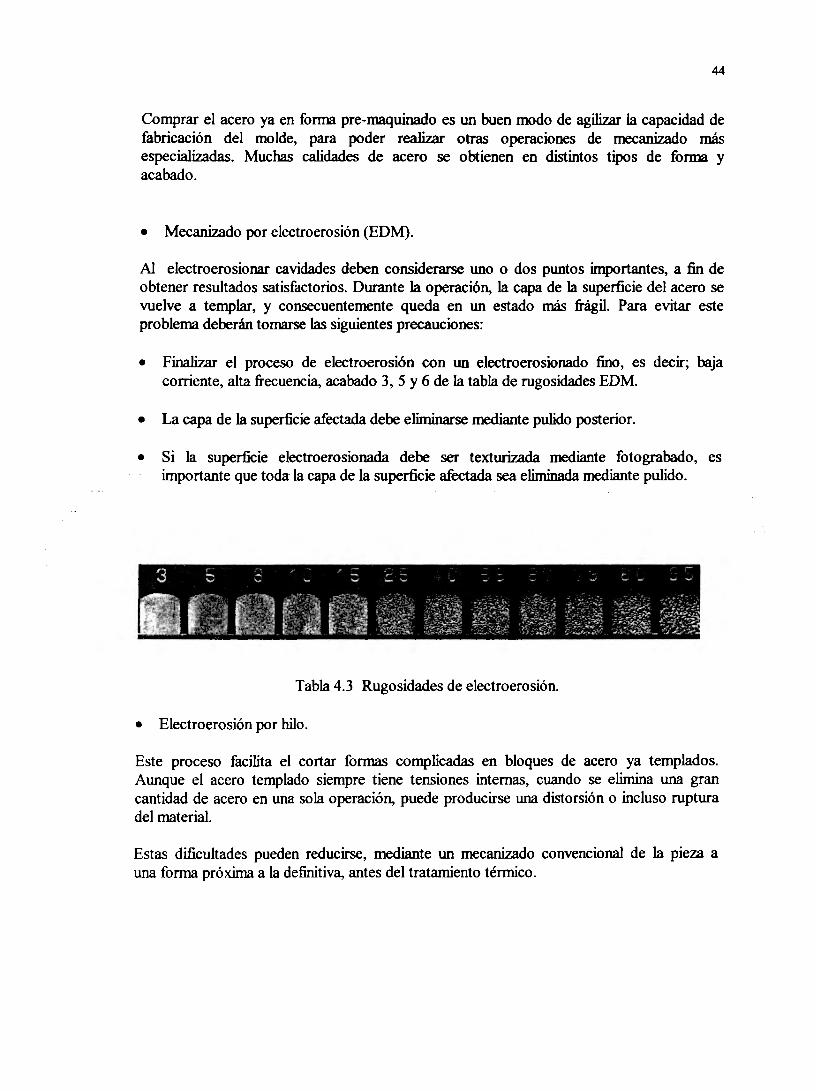
44
Comprar el acero ya en forma pre-maquinado es un buen modo de agilizar la capacidad de fabricación del molde, para poder realiz.ar otras operaciones de mecanizado más especializadas. Muchas calidades de acero se obtienen en distintos tipos de forma y acabado.
• Mecanizado por electroerosión (EDM).
Al electroerosionar cavidades deben considerarse uno o dos puntos importantes, a fin de obtener resultados satisfactorios. Durante la operación, la capa de la superficie del acero se vuelve a templar, y consecuentemente queda en un estado más frágil. Para evitar este problema deberán tomarse las siguientes precauciones:
• Finalizar el proceso de electroerosión con un electroerosionado fino, es decir; baja corriente, alta frecuencia, acabado 3, 5 y 6 de la tabla de rugosidades EDM.
• La capa de la superficie afectada debe eliminarse mediante pulido posterior.
• Si la superficie electroerosionada debe ser texturizada mediante fotograbado, es importante que toda la capa de la superficie afectada sea eliminada mediante pulido.
Tabla 4.3 Rugosidades de electroerosión.
• Electroerosión por hilo.
Este proceso facilita el cortar formas complicadas en bloques de acero ya templados. Aunque el acero templado siempre tiene tensiones internas, cuando se elimina una gran cantidad de acero en una sola operación, puede producirse una distorsión o incluso ruptura del material.
Estas dificultades pueden reducirse, mediante un mecanizado convencional de la pieza a una forma próxima a la definitiva, antes del tratamiento térmico.
45
• Fotograbado.
Los moldes para plásticos con una superficie texturiz.ada se han convertido en algo muy usual. El texturizado mediante fotograbado se utiliza frecuentemente como acabado de moldes en lugar de pulido.
El proceso de fotograbado proporciona al producto, una superficie con una apanencia atractiva y ofrece una gran resistencia contra el rayado y otros daños.
Los resultados obtenidos con el fotograbado no dependen tan sólo de la técnica utilizada y del material del molde. La forma en que ha sido tratada la herramienta durante su fabricación es también de gran importancia. Por tanto deben tenerse en cuenta los siguientes parámetros:
• Si deben incluirse insertos en la herramienta y estos deben grabarse con el mismo dibujo, el material del molde y la dirección de laminado deberá ser la misma en ambas piezas (preferiblemente de la misma barra o bloque).
• Completar la operación de mecanizado con una liberación de tensiones (normalizado), seguido de un mecanizado de acabado.
• Las superficies electroerosionadas deben ser siempre rectificadas o pulidas puesto que de lo contrario la capa templada de la superficie causaría, debido a la electroerosión, un mal resultado en el fotograbado.
• No debe realizarse un temple a la llama con anterioridad al fotograbado.
• En algunos casos, en un molde donde se le ha aplicado soldadura, puede fotograbarse siempre y cuando el material utilizado en la soldadura sea de la misma composición que el acero del molde. En estos casos deberán indicarse la zona afectada al proveedor del fotograbado.
• Si se debe de aplicar un tratamiento térmico de nitruración al molde, éste deberá de realizarse después del fotograbado.
• El área de la superficie de contacto de la figura del molde aumenta con el texturiz.ado, pudiendo causar problemas durante la extracción de la pieza inyectada. Es recomendable consultar con el fotograbador, a fin de determinar el ángulo correcto de desmoldeo.
• Resistencia a la compresión.
La resistencia a la compresión requerida viene determinada por el proceso de moldeo, la inyección y la presión de cierre, así como por las tolerancias de acabado. Durante la operación de moldeo, las fuerzas de compresión se encuentran en la linea de partición de la herramienta.
46
• Resistencia a la corrosión.
Las superficies del molde no deben deteriorarse durante la producción, si se deben fabricar piezas con un alto nivel y con una calidad uniforme. La corrosión, con el consecuente riesgo de pérdida de eficiencia en la producción, puede producirse de distintos modos:
• Ciertos tipos plásticos emiten corrosión durante la producción. Un ejemplo de ello es el ácido hidroclórico producido por el PVC. Este efecto puede verse minimizado si no se sobrepasa la temperatura recomendada durante la inyección para éste tipo de material nonnahnente alrededor de los l 60ºC.
• El medio de enfriamiento puede ser también corrosivo. Ello resultaría en la pérdida de eficiencia de refrigeración o bien en una obstrucción total de los canales de refrigeración.
• La producción en una atmósfera húmeda o corrosiva, o bien un prolongado ahnacenamiento puede ocasionar daños en la superficie debido al agua, condensación y eventualmente óxido en las cavidades del molde, con la consecuente pérdida de acabado en la superficie del producto.
• Conductividad térmica.
El nivel de producción de un molde depende principalmente de la capacidad de éste, en transferir el calor del plástico moldeado al agente de enfriamiento.
En un acero de alta aleación el coeficiente de conductividad térmica se ve reducido en cierto grado comparado con un acero de baja aleación.
Aunque las investigaciones realiz.adas indican claramente, que es el plástico de la pieza moldeada el que domina el flujo de calor en el molde debido a su baja conductividad térmica comparado con el acero.
Pero una buena resistencia a la corrosión tiene mayor importancia cuando se desea una producción elevada y uniforme. Esto tiene un efecto benéfico en las propiedades de transferencia de calor, resultantes en los canales de refrigeración. La utilización de un acero para moldes inoxidable es frecuentemente la respuesta
Cuando se requieren materiales para moldes con buena resistencia a la corrosión en combinación con una muy alta conductividad térmica podemos utilizar aleaciones de Cobre-Berilio y duraluminio.
• Tenacidad. La aparición y desarrollo de grietas es uno de los peores problemas que pueden ocurrirle a un molde. Figuras complicadas, radios pequeños, esquinas agudas, paredes finas y cambios severos de sección son en la actualidad, denominadores comunes. La tenacidad es por tanto, una de las propiedades más importantes que debe poseer un acero para moldes.
47
La resistencia a la fractura de un material, es una medida de su capacidad de soportar la propagación de grietas, que aparecen debido a la creación de tensiones al estar sujeto el molde a distintos tipos de fatiga. En la práctica, estas iniciaciones de tensiones ocurren debido a efectos de la superficie, provenientes de operaciones de mecanizado, grietas incipientes de fatiga, inclusiones o estructura defectuosa, debido a un tratamiento térmico inadecuado.
4.4.3 MATERIAL A MOLDEAR.
Propiedades.
Cada tipo de material plástico tiene sus características particulares, tanto en lo que se refiere a las que poseen una vez transformadas, como a las relativas a sus condiciones de procesado. El conocimiento de ellas, no sólo es necesario al moldeador que va a inyectar la pieza, sino también al diseñador del molde. En general, hay que tener en cuenta que la elección del material requiere estudio de los puntos favorables y desfavorables de cada uno de ellos, en función del fin a que va destinado el producto final, algunas de las características a considerar son las siguientes.
• Elasticidad .
• Temperatura de uso .
• Resistencia a la llama .
• Resistencia al impacto .
• Estabilidad dimensional.
• Transparencia .
• Color.
• Resistencia mecánica .
• Propiedades eléctricas .
• Resistencia a la abrasión .
• Resistencia a las radiaciones .
• Resistencia a la humedad .
• Resistencia a agentes químicos .
• Permeabilidad .
• Resistencia a medios ambientales .
• Olor y sabor.
• Fluencia .
• Limitaciones de diseño .
• Precio .
Una vez elegido el material, será necesario conocer el resto de sus características técnicas para conseguir un perfecto diseño del molde, facilitar el procesado y realizar éste en las condiciones adecuadas para conseguir las mejores características de la pieza en uso:
48
• Densidad • Cristalinidad • Peso molecular • Comportamiento reológico • Aditivos • Temperaturas de transformación • Presiones de procesado • Propiedades térmicas • Contracción de moldeo y postmoldeo. • Facilidad de compresión en estado fundido. • Contracciones y tolerancias.
• Conductividad térmica.
Todos los materiales plásticos son malos conductores del calor, y por ello, el diseño de las máquinas debe hacerse de forma que realicen una plastificación del material en capas delgadas y durante un tiempo que permita la perfecta fluidez del mismo.
Por el mismo motivo, pero en sentido inverso, los moldes deben diseñarse de forma que la disipación del calor del material, ya moldeado, se realice lo más rápidamente posible, sin perjuicio de sus formas ni propiedades.
• Capacidad térmica.
Si comparamos con los metales, los materiales plásticos tienen una capacidad térmica bastante alta (0.35 para poliestireno, 0.55 para polietileno ). El calor especifico tiende a disminuir cuando la temperatura aumenta, pero los polímeros cristalinos, o parcialmente cristalinos, tienen también un calor latente de fusión bastante apreciable. La capacidad calorífica de los materiales cristalinos será, pues, mucho mayor que la de los polímeros amorfos. Estos valores nos servirán para calcular el tiempo de enfriamiento necesario para una pieza determinada.
• Expansión térmica.
Los materiales plásticos tienen un coeficiente de expansión térmica bastante alto. Debido a esta característica, los moldes deben diseñarse con las tolerancias núnimas. La adición de cargas puede reducir estos valores.
• Degradación térmica.
La resistencia al calor, de los polímeros, depende de las fuerzas de enlace entre los carbonos. El polietileno, que es uno de los polímeros orgánicos más estables en ausencia de oxígeno, sin embargo, se oxida rápidamente en presencia del aire.
49
Como en las máquinas de inyección hay, generalmente, atrapada muy pequeña cantidad de aire en las zonas de calentamiento, el polietileno puede permanecer en ellas durante bastante tiempo sin que se produzca degradación.
Ahora bien, si el material caliente se inyecta en un molde en el que queda atrapado el aire a presión, se produce una compresión adiabática del mismo, que da lugar a un aumento localizado de la temperatura, produciéndose además una oxidación rápida en el polímero, que perjudica considerablemente a la pieza moldeada. Estos problemas de degradación térmica se acentúan en otros tipos de polímeros, ta1es como Nylon y PVC.
• Comportamiento reológico.
Las propiedades de flujo del materia] son de gran importancia para el diseño del molde, ya que la viscosidad normal de trabajo oscila entre 500 y 10.000 Poises
4.4.4 SELECCIÓN DE LA MÁQUINA DE INYECCIÓN Y EQUIPO AUXILIAR.
• Especificaciones de las máquinas de moldeo por inyección.
Las características técnicas de la máquina de moldeo por inyección se deben proporcionar al diseñador para adecuar el molde a las especificaciones de la máquina.
A continuación se mencionan a1gunas características importantes que se deben tener en consideración.
Especificaciones de la unidad de cierre de moldes.
• Fuerza de cierre del molde (KN o toneladas). Es la máxima fuerza con la cual se puede cerrar el molde.
• Carrera de la platina móvil (mm). Es la carrera máxima de la platina móvil. Corresponde a la carrera de apertura del molde.
• Distancia entre barras (mm). Es la máxima distancia entre las barras de deslizamiento de la platina móvil. Sirve para definir el máximo ancho del molde.
• Dimensiones de las platinas (mm). Son las dimensiones externas de las platinas portamolde. Sirve para definir las dimensiones máxima del molde.
• Mínimo y máximo espesor (altura) del molde (mm): Indica el espesor mínimo y máximo del molde que puede montarse en las platinas de la máquina. • Equipos auxiliares.
50
Según el tipo de plástico a inyectar, el molde se ha de calentar ó enfriar. Esta finalidad la cumple el control de temperatura del molde. Para la transmisión térmica se utiliza nonnalmente agua o aceite, mientras que en el caso de plásticos termoestables se utiliza también un calentamiento del molde con resistencias eléctricas.
Un control de temperatura óptimo es de máxima importancia. Tiene influencia directa sobre la calidad y el aprovechamiento de las piezas inyectadas.
El tipo y la ejecución del ajuste de la temperatura influyen en:
• La deformación de las piezas. Importante sobre todo para materiales parciahnente cristalinos.
• El nivel de tensiones propias en la pieza inyectada y su fragilidad. En caso de tennoplásticos amorfos puede aumentar la formación de grietas por tensión. El tiempo de enfriamiento y duración del ciclo.
Es importante mencionar que algunos moldes utilizan pistones hidráulicos, pistones neumáticos o robots para extraer el producto del molde y debe tenerse en cuenta las conexiones y accesorios necesarios para que el molde pueda colocarse en la máquina de inyección y trabajar sin problema alguno.
En los moldes de colada caliente es indispensable contar con un controlador de temperatura a través del cual mantendremos todas las resistencias del hot runner a las temperaturas deseadas.
• Diseño del molde
Diseño Preliminar.
Es buena práctica pedir un esquema preliminar del molde mientras está siendo diseñado, con el fin de evitar demoras por detalles no considerados, el esquema debe revisarse cuidadosamente por los departamentos involucrados y devuelto oportunamente con sugerencias o comentarios. Algunas cuestiones que usted debería considerar durante la revisión del esquema preliminar son:
• ¿ Se adapta el tamaño del molde a las platinas de la máquina, a la apertura y cierre de ésta?
• ¿ Son adecuadas las posiciones de los orificios del molde para el eyector de la máquina?
• ¿ El sistema de botado del molde es suficiente y apropiado para expulsar la pieza?
• ¿ Coincide el radio del cañón de inyección con la boquilla del molde? • Diámetro del anillo centrador.
51
• ¿ Se mantendrá la parte sobre el lado de expulsión del molde?
• ¿ Hay control suficiente de temperatura?
• Localiz.ación de las líneas de agua y aire.
• ¿ Son adecuadas las ranuras para la fijación del molde en la máquina?
• ¿ Existen barrenos roscados en el molde para la colocación de cáncarnos y poder manipular el molde con grúa?
• Diseño final.
Tan pronto como el diseño del molde esté completo, dos copias del diseño deben de enviarse al comprador del molde, uno para sus archivos, y el otro para ser retomado al fabricante del molde con las firmas de aprobación. Una relación de puntos a revisar nos puede ser de utilidad para comprobar que no falte nada, como se muestra a continuación: • Diseño de conjunto de molde, con las vistas necesarias para mostrar su funcionamiento
en cuanto al sistema de inyección, enfriamiento, expulsión y refrigeración.
• Dibujo de todas las placas del portarnolde.
• Dibujo pieza por pieza de todos los mecanismos y elementos del molde.
• El factor de contracción para el plástico a utilizar.
• Lista de partes con: Cantidades, descripción, dimensiones (largo, ancho y alto) del acero. Tipo de acero, en el caso de partes estándar o comerciales anotar número de catálogo y nombre de la casa comercial que lo vende.
• La especificación correcta de la dureza de las partes a las cuales se les aplicará tratamiento térmico.
• Tolerancias y tipo de ajuste a emplear.
• Tipo de pulido, textura, grabados y rugosidad de los componentes.
• Salidas de gas.
• ¿Que el ángulo de salida sea el apropiado para poder desmoldar la pieza?
En el caso de moldes de colada caliente revisar que el hot runner sea el adecuado para el plástico en cuestión, así como para garantizar el llenado de todas las cavidades.
Factores de diseño del producto que afectan el costo del molde.
52
Sin pretender desalentar la innovación del diseño del producto, debemos indicar, que el diseño del producto tiene una relación directa con el costo del molde. Algunos factores importantes que afectan son:
• Dibujos de producto incompletos.
Una de las causas más comunes que ocasiona incrementos en el costo de los moldes es el de proporcionarle al fabricante de moldes dibujos de producto confusos e incompletos, lineas faltantes, vistas fuera de escala etc. Normalmente, el fabricante considerará ésta situación y se protegerá (por lo que pudiera modificarse) cotizando con un mayor precio.
• Negativos y planos de partición.
El desmoldeo de negativos (resaltes), generalmente implica la utilización de mecanismos de accionamiento lateral los cuales se pueden mover mecánicamente, hidráulicamente ó neumáticamente, y sus componentes tienen que fijarse al molde. Si el diseño de producto lo permite, los negativos pueden desmoldearse cambiando los niveles de los planos de participación. Aunque este procedimiento, es generalmente menos caro que los mecanismos de accionamiento lateral, el costo de fabricación se incrementa.
• Piezas roscadas.
Generalmente los moldes desenroscables son más caros que los de expulsión normal, esto es por los mecanismos que utiliza para desmoldar las piezas, ya sean con cremallera ó engrane motriz que transmite el movimiento a los engranes satélites durante la apertura de la máquina. Además de que fabricar este tipo de moldes requiere de personal altamente calificado para ajustar este tipo de moldes.
• Textura de acabado.
Otro método común para el grabado de las cavidades es el del fotograbado, llamado también texturizado. Generalmente la mayoría de los plásticos requieren de Yiº hasta 2º de salida para el desmoldeo de la pieza. Un molde con la textura sobre las paredes laterales requerirá un grado adicional de salida para cada 0.001" de profundidad del texturizado. Muchos patrones de textura se encuentran disponibles en el mercado.
Puede solicitar a su proveedor de fotograbado muestras de texturas en plástico para elegir la más apropiada. Se recomienda (de ser posible) probar el molde, sacar muestras (verificar el desmoldeo) y aprobar las piezas (dimensionado) antes de texturizar las cavidades, pues en caso de no hacerlo cualquier detalle que tuviéramos que hacerle después a la cavidad puede deteriorar e incluso desaparecer la textura. Retexturizar significa un costo innecesario y una demora de tiempo considerables.
• Tolerancias cerradas del producto.
Cada dimensión que tiene una tolerancia cerrada, deberá
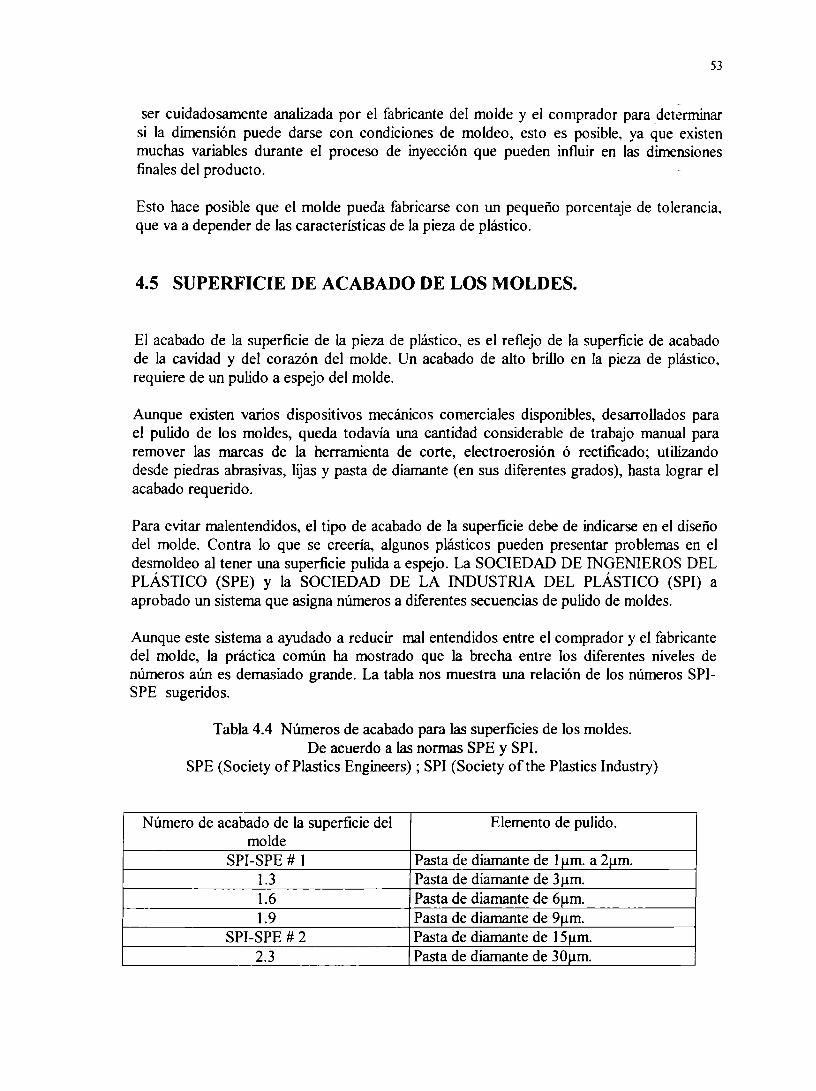
53
ser cuidadosamente analizada por el fabricante del molde y el comprador para detenninar si la dimensión puede darse con condiciones de moldeo, esto es posible, ya que existen muchas variables durante el proceso de inyección que pueden influir en las dimensiones finales del producto.
Esto hace posible que el molde pueda fabricarse con un pequeño porcentaje de tolerancia, que va a depender de las características de la pieza de plástico.
4.5 SUPERFICIE DE ACABADO DE LOS MOLDES.
El acabado de la superficie de la pieza de plástico, es el reflejo de la superficie de acabado de la cavidad y del corazón del molde. Un acabado de alto brillo en la pieza de plástico, requiere de un pulido a espejo del molde.
Aunque existen varios dispositivos mecánicos comerciales disponibles, desarrollados para el pulido de los moldes, queda todavía una cantidad considerable de trabajo manual para remover las marcas de la herramienta de corte, electroerosión ó rectificado; utilizando desde piedras abrasivas, lijas y pasta de diamante (en sus diferentes grados), hasta lograr el acabado requerido.
Para evitar malentendidos, el tipo de acabado de la superficie debe de indicarse en el diseño del molde. Contra lo que se creería, algunos plásticos pueden presentar problemas en el desmoldeo al tener una superficie pulida a espejo. La SOCIEDAD DE INGENIEROS DEL PLÁSTICO (SPE) y la SOCIEDAD DE LA INDUSTRIA DEL PLÁSTICO (SPI) a aprobado un sistema que asigna números a diferentes secuencias de pulido de moldes.
Aunque este sistema a ayudado a reducir mal entendidos entre el comprador y el fabricante del molde, la práctica común ha mostrado que la brecha entre los diferentes niveles de números aún es demasiado grande. La tabla nos muestra una relación de los números SPISPE sugeridos.
Tabla 4.4 Números de acabado para las superficies de los moldes. De acuerdo a las normas SPE y SPI.
SPE (Society of Plastics Engineers) ; SPI (Society of the Plastics lndustry)
Número de acabado de la superficie del Elemento de pulido. molde
SPI-SPE # 1 Pasta de diamante de 1 µm. a 2µm. 1.3 Pasta de diamante de 3 µm. 1.6 Pasta de diamante de 6µm. 1.9 Pasta de diamante de 9µm.
SPI-SPE # 2 Pasta de diamante de 15 µm. 2.3 Pasta de diamante de 30µm.
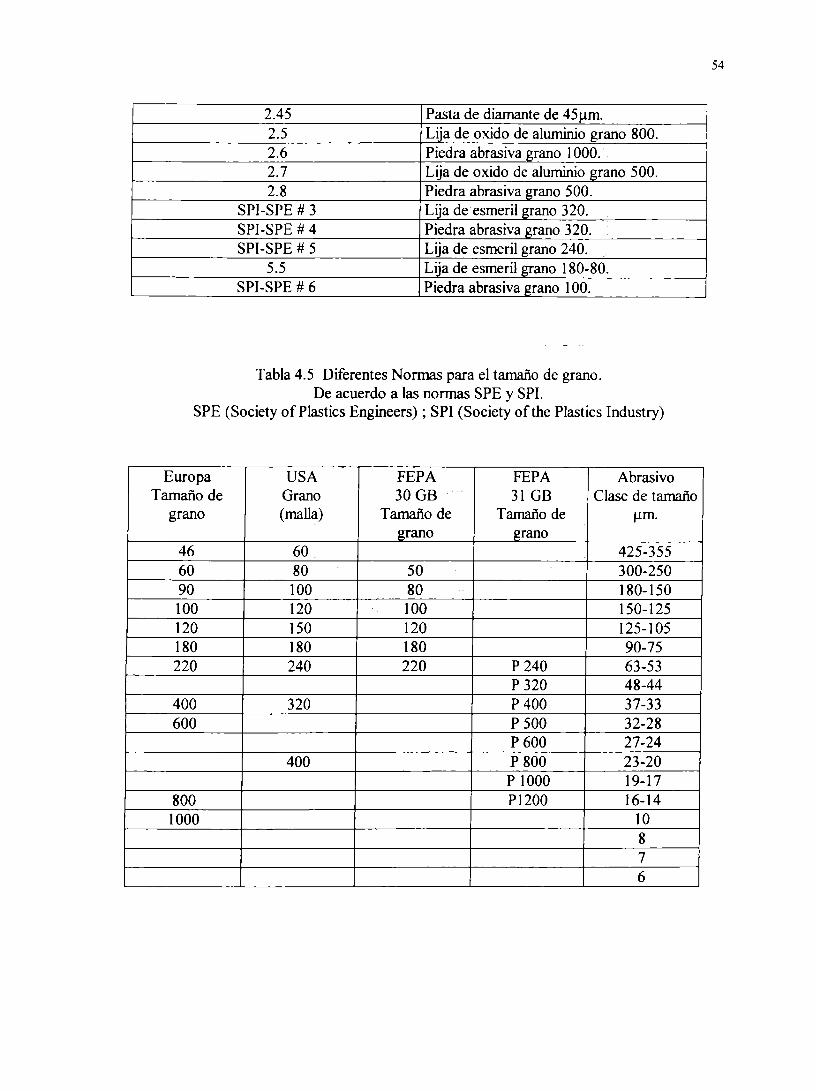
54
2.45 Pasta de diamante de 45µm. 2.5 Lija de oxido de aluminio grano 800. 2.6 Piedra abrasiva grano l 000. 2.7 Lija de oxido de aluminio grano 500. 2.8 Piedra abrasiva grano 500.
SPI-SPE # 3 Lija de esmeril grano 320. SPI-SPE # 4 Piedra abrasiva grano 320. SPI-SPE # 5 Lija de esmeril grano 240.
5.5 Lija de esmeril grano 180-80. SPI-SPE # 6 Piedra abrasiva grano l OO.
Tabla 4.5 Diferentes Normas para el tamaño de grano. De acuerdo a las normas SPE y SPI.
SPE (Society of Plastics Engineers) ; SPI (Society of the Plastics lndustry)
Europa USA FEPA FEPA Abrasivo Tamaño de Grano 30GB 31 GB Clase de tamaño
grano (malla) Tamaño de Tamaño de µm. grano grano
46 60 425-355 60 80 50 300-250 90 100 80 180-150 100 120 100 150-125 120 150 120 125-105 180 180 180 90-75 220 240 220 P 240 63-53
P 320 48-44 400 320 P 400 37-33 600 P 500 32-28
P 600 27-24 400 P 800 23-20
P 1000 19-17 800 Pl200 16-14 1000 10
8 7 6
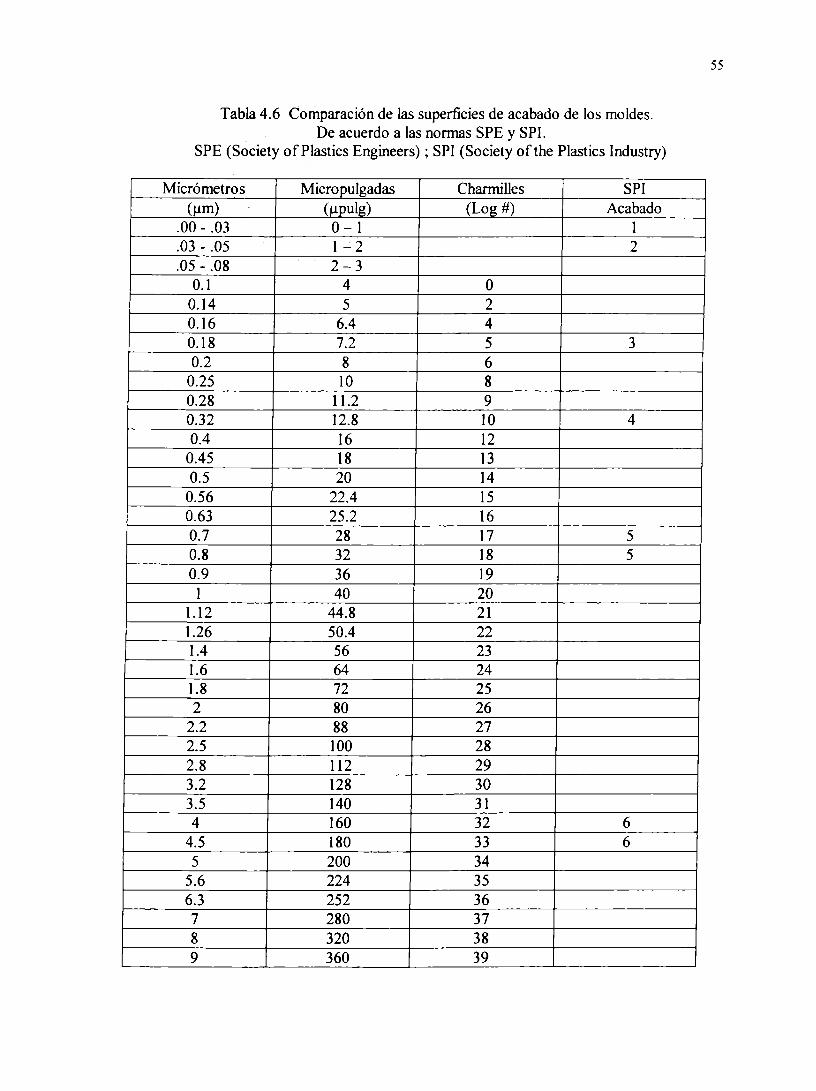
55
Tabla 4.6 Comparación de las superficies de acabado de los moldes. De acuerdo a las nonnas SPE y SPI.
SPE (Society of Plastics Engineers); SPI (Society ofthe Plastics Industry)
Micrómetros Micro pulgadas CharmiUes SPI (µm) (µpulg) (Log #) Acabado
.00 - .03 O- 1 1
.03 - .05 1-2 2
.05 - .08 2-3 0.1 4 o
0.14 5 2 0.16 6.4 4 0.18 7.2 5 3 0.2 8 6
0.25 10 8 0.28 11.2 9 0.32 12.8 10 4 0.4 16 12
0.45 18 13 0.5 20 14
0.56 22.4 15 0.63 25.2 16 0.7 28 17 5 0.8 32 18 5 0.9 36 19 1 40 20
1.12 44.8 21 1.26 50.4 22 1.4 56 23 1.6 64 24 1.8 72 25 2 80 26
2.2 88 27 2.5 100 28 2.8 112 29 3.2 128 30 3.5 140 31 4 160 32 6
4.5 180 33 6 5 200 34
5.6 224 35 6.3 252 36 7 280 37 8 320 38 9 360 39
56
4.6 MÁQUINAS DE MOLDEO POR INYECCIÓN PARA RESINAS TERMO PLÁSTICAS.
4.6.1 PRINCIPIO DE FUNCIONAMIENTO DE LAS MÁQUINAS DE INYECCIÓN
Recordemos que el proceso de moldeo por inyección consiste esencialmente en: calentar el material termoplástico que viene en forma de polvo o gránulos para transformarlo en una masa " plástica " en un cilindro apropiado llamado " cilindro de plastificación " y así inyectarlo en la cavidad del molde, del cual tomará la forma.
Debido a que el molde es mantenido a una temperatura inferior al punto de fusión del material plástico, después de que éste es inyectado se solidifica con rapidez. En este momento el proceso del ciclo se ha completado y se expulsa la pieza moldeada.
Las máquinas de inyección constan básicamente de 3 partes:
• Base. Cuya función es la de sostener a las unidades de inyección y cierre del molde, así cómo a los tanques de almacenamiento de aceite del sistema hidráulico.
• Unidad de cierre. Las funciones de la unidad de cierre son:
a) Abrir y cerrar las mitades del molde, de tal forma que las proteja, haciendo que antes de que cierre el molde y antes de abrirse actúe el sistema a baja presión y baja velocidad.
b) Ejercer la fuerza de cierre necesaria durante la inyección y el sostenimiento, para evitar que el molde se abra.
Existen varios sistemas para el funcionamiento de la unidad de cierre, entere ellos el sistema hidráulico puro y el sistema mecánico articulado o de rodillera. Este sistema es uno de los más utilizados en las máquinas de inyección. La rodillera puede ser sencilla o doble, aunque la primera sólo puede ser utilizadas en máquinas pequeñas. El sistema de doble rodillera proporciona grandes fuerzas de cierre.
• Unidad de inyección. Las funciones de la unidad de inyección son:
a) Plastificar y homogeneizar al material, es decir, fundirlo hasta que tenga la fluidez (viscosidad) necesaria para poder inyectarlo en el molde y hacerlo de manera que la temperatura en todo el material sea homogénea.
b) Inyectar el material fundido dentro del molde a alta velocidad y presión, por medio de un movimiento axial del husillo y sostener la presión sobre el material para compactarlo.
c) Dosificar la cantidad necesaria de material para el siguiente ciclo de trabajo, por medio de la rotación del husillo.
57
4.6.2 ESPECIFICACIONES DE LAS MÁQUINAS DE MOLDEO POR INYECCIÓN.
Las especificaciones o características técnicas proporcionadas por el fabricante son aquellas correspondientes al funcionamiento o prestaciones de la máquina, que van desde la potencia eléctrica instalada hasta la cantidad de agua necesaria para el enfriamiento del sistema de refrigeración del molde.
El manual de instrucciones de la máquina también contiene un dibujo de las dimensiones de las platinas portarnoldes, la carrera de la platina móvil y datos relativos al mínimo y máximo espesor del molde; información indispensable para el diseño y construcción de los moldes.
Las características técnicas de una máquina de moldeo por inyección se dan enseguida junto con una breve explicación.
4.6.2.1 Especificaciones de la unidad de inyección.
• Diámetro del husillo (mm).
Es el diámetro externo del husillo que plastifica e inyecta el material en el molde.
• Relación LID del husillo.
Es la relación entre la longitud (útil) del husillo (L) y su diámetro externo (D).
• Máxima presión de inyección (bar ó Kgf7cm2).
Es la máxima presión específica que se aplica sobre el material termoplástico para ser inyectado en el molde.
• Volumen teórico de inyección (cm3).
Es el volumen generado por el husillo durante su traslación durante la fase de inyección.
• Volumen efectivo de inyección (cm3).
Es la cantidad real de material termoplástico que la máquina puede inyectar en el molde.
• Capacidad efectiva de inyección en peso.
Es la cantidad de materia~ expresada en gramos, que la máquina puede inyectar en el molde. Esta varia en función del peso específico del material y puede ser determinada multiplicando el volumen de inyección efectivo por el peso específico del material que se utilice.
58
• Capacidad de inyección (cm3/s).
Es el volumen de material que la máquina puede transferir al molde en un segundo, a la máxima velocidad de inyección. Este dato sirve para calcular el tiempo que la máquina emplea para inyectar en un molde un volumen prefijado de material.
• Capacidad de plastificación (Kg./h ó g/s).
Es la cantidad de material que la máquina puede plastificar en la unidad de tiempo, a la máxima velocidad de rotación. Ésta varía con relación al tipo de material termoplástico que utilice.
• Velocidad máxima de rotación del husillo (r.p.m.).
Es la máxima velocidad de rotación que el husillo puede alcanzar durante la fase de plastificación.
• Potencia instalada de calentamiento en el cilindro de plastificación (K W).
Es la potencia máxima de las resistencias instaladas sobre el cilindro de plastificación.
• Potencia del motor hidráulico ( o eléctrico) que acciona el husillo (HP o KW).
Es la potencia disponible para hacer girar el husillo en la fase de plastificación.
• Par máximo del husillo (Nm ó Kgf-m).
Es el momento de torsión máximo disponible en el husillo durante la rotación en la fase de plastificación.
• Fuerz.a de contacto de la boquilla sobre el molde (KN ó Kgf)
Es la fuerz.a que empuja la boquilla contra el molde durante la fase de inyección.
• Número de zonas de calentamiento del cilindro.
Es el número de zonas sobre el cilindro de plastificación sobre el control independiente de temperatura.
4.6.2.2 Especificaciones de la unidad de cierre de moldes.
• Fuerza de cierre del molde (KN ó toneladas).
Es la máxima fuerza con la cual se puede cerrar el molde.
59
• Carrera de la platina móvil (mm).
Es la carrera máxima de la platina móvil. Corresponde a la carrera de apertura del molde.
• Distancia entre columnas (mm).
Es la máxima distancia entre las columnas de deslizamiento de la platina móvil. Sirve par definir el máximo ancho del molde.
• Dimensiones de las platinas (mm).
Son las dimensiones externas de las platinas portamoldes. Sirve para definir las dimensiones máximas del molde.
• Mínimo y máximo espesor (altura) del molde (mm):
Indica el espesor mínimo y máximo del molde que puede montarse en las platinas de la máquina.
4.6.3 ESPECIFICACIONES GENERALES.
• Potencia del motor eléctrico (KW o HP).
Es la potencia del motor eléctrico que acciona el sistema hidráulico.
• Potencia máxima instalada (KW).
Es la potencia máxima instalada sobre la máquina y corresponde a la suma de la potencia del motor eléctrico y la potencia de las resistencias eléctricas del cilindro de plastificación. Si la máquina está dotada con motor eléctrico para accionar el husillo, la potencia debe sumarse para el cálculo de la potencia máxima instalada. En la práctica, la potencia consunúda varía entre el 25% y el 60% de la potencia instalada según el ritmo de utilización de la máquina.
• Ciclos en vacío (ciclos/min.).
Es el número de ciclos que la máquina puede realizar en un minuto, con el molde montado pero sin realizar las fases de inyección y plastificación. En efecto, durante la prueba de velocidad en vacío, la máquina realml las siguientes fases:
1. Cierre y bloqueo del molde. 2. Acercamiento de la boquilla al molde. 3. Separación de la boquilla del molde. 4. Apertura del molde.
60
4.6.4 FASES DE OPERACIÓN DE UNA MÁQUINA DE MOLDEO POR INYECCIÓN.
En una máquina de moldeo por inyección, la fase de operación de un ciclo de producción se efectúa de la siguiente manera.
1) Cierre del molde. 2) Acercamiento de la boquilla al molde. 3) Inyección del material termoplástico en el molde. 4) Post-presión de inyección (presión de sostenimiento). 5) Solidificación del material inyectado en el molde. 6) Retiro de la boquilla del molde. 7) Plastificación ( dosificación del material en la cámara de inyección). 8) Apertura del molde y expulsión de la pieza inyectada.
4.7 SISTEMAS DE COLADA CALIENTE.
Durante los últimos 40 años se ha desarrollado el sistema de colada ( canal) caliente. La eliminación del material de reproceso, la esperanza de reducir el ciclo e inyectar piezas de paredes delgadas, así como también piezas de gran tamaño, ha permitido el desarrollo tecnológico de los moldes de colada caliente. El objetivo de un sistema de colada caliente es el de distribuir y mantener el material fundido desde la boquilla de la máquina hasta cada una de las cavidades del molde.
Normalmente un sistema de colada caliente representa entere un 15% a un 20% de la inversión respecto al costo total del molde. El retomo de esta inversión se hará notar rápidamente, a través de los muchos beneficios económicos del moldeo de colada caliente (ver capítulo 2).
4.7.1 TIPOS DE SISTEMAS DE COLADA CALIENTE.
El sistema de colada caliente a evolucionado a raíz del desarrollo de nuevas resinas, necesidad de producir grandes volúmenes de producción, mayor calidad de las piezas moldeadas, máquinas modernas etc. El desarrollo de los sistemas de colada caliente son los siguientes.
4.7.1.1 Colada aislada (insulated runner).
La colada aislada fue el primer sistema de colada caliente con el fin de eliminar la colada en cada ciclo de inyección. Este tipo de colada consiste en que durante el inicio de moldeo se forme una capa fría alrededor del canal de inyección con el fin de aislar el núcleo del canal y por ahí poder inyectar el plástico fundido manteniéndolo caliente gracias a esta capa
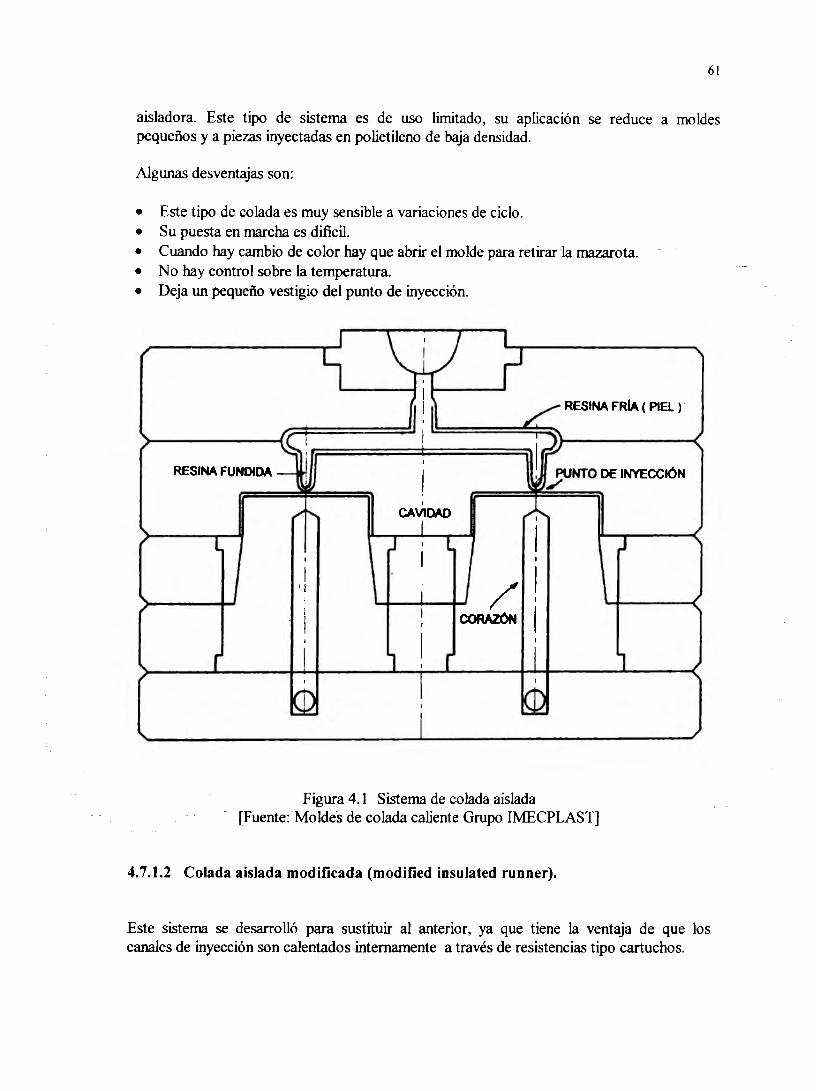
61
aisladora. Este tipo de sistema es de uso limitado, su aplicación se reduce a moldes pequeños y a piez.as inyectadas en polietileno de baja densidad.
Algunas desventajas son:
• Este tipo de colada es muy sensible a variaciones de ciclo. • Su puesta en marcha es dificil. • Cuando hay cambio de color hay que abrir el molde para retirar la mazarota. • No hay control sobre la temperatura. • Deja un pequeño vestigio del punto de inyección.
RESINA FRIA ( PIEL ) ·
RESINA FUNDIDA
' CAVIDAD
1 '¡
Figura 4.1 Sistema de colada aislada [Fuente: Moldes de colada caliente Grupo IMECPLAST]
4.7.1.2 Colada aislada modificada (modified insulated runner).
Este sistema se desarrolló para sustituir al anterior, ya que tiene la ventaja de que los canales de inyección son calentados internamente a través de resistencias tipo cartuchos.
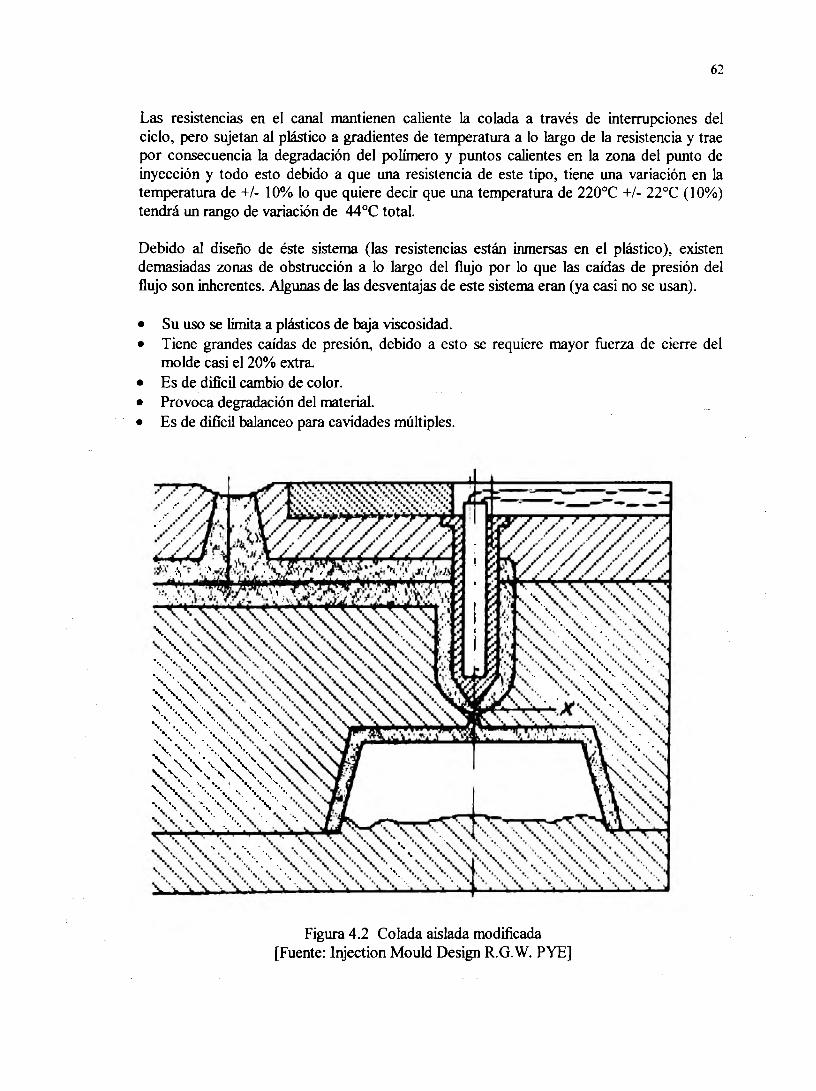
62
Las resistencias en el canal mantienen caliente la colada a través de interrupciones del ciclo, pero sujetan al plástico a gradientes de temperatura a lo largo de la resistencia y trae por consecuencia la degradación del polímero y puntos calientes en la zona del punto de inyección y todo esto debido a que una resistencia de este tipo, tiene una variación en la temperatura de+/- 10% lo que quiere decir que una temperatura de 220ºC +/- 22ºC (10%) tendrá un rango de variación de 44ºC total.
Debido al diseño de éste sistema (las resistencias están inmersas en el plástico), existen demasiadas zonas de obstrucción a lo largo del flujo por lo que las caídas de presión del flujo son inherentes. Algunas de las desventajas de este sistema eran (ya casi no se usan).
• Su uso se limita a plásticos de baja viscosidad. • Tiene grandes caídas de presión, debido a esto se requiere mayor fuerza de cierre del
molde casi el 20% extra • Es de dificil cambio de color. • Provoca degradación del material. • Es de dificil balanceo para cavidades múltiples.
Figura 4.2 Colada aislada modificada [Fuente: lnjection Mould Design R.G.W. PYE]
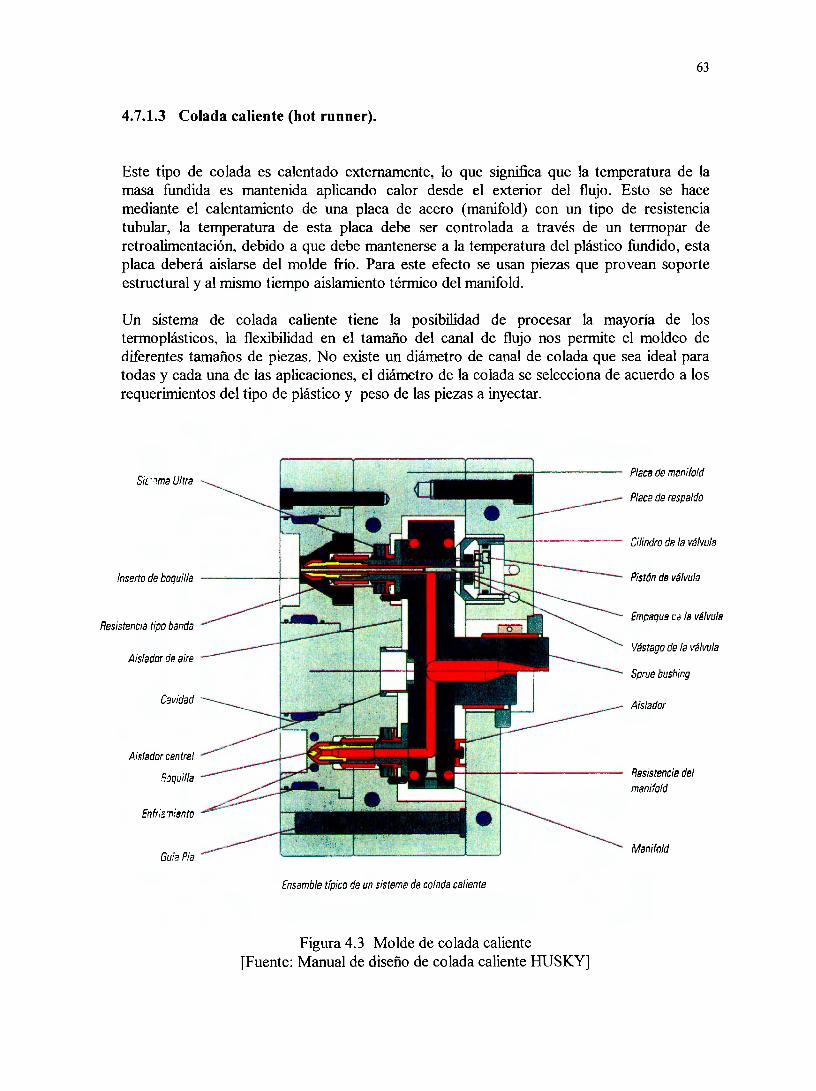
63
4.7.1.3 Colada caliente (hot runner).
Este tipo de colada es calentado externamente, lo que significa que la temperatura de la masa fundida es mantenida aplicando calor desde el exterior del flujo. Esto se hace mediante el calentamiento de una placa de acero (manifold) con un tipo de resistencia tubular, la temperatura de esta placa debe ser controlada a través de un termopar de retroalimentación, debido a que debe mantenerse a la temperatura del plástico fundido, esta placa deberá aislarse del molde frío. Para este efecto se usan piezas que provean soporte estructural y al mismo tiempo aislamiento térmico del manifold.
Un sistema de colada caliente tiene la posibilidad de procesar la mayoría de los termoplásticos, la flexibilidad en el tamaño del canal de flujo nos permite el moldeo de diferentes tamaños de piezas. No existe un diámetro de canal de colada que sea ideal para todas y cada una de las aplicaciones, el diámetro de la colada se selecciona de acuerdo a los requerimientos del tipo de plástico y peso de las piezas a inyectar.
Si1 · 1ma Ultra
Resistencia tipo banda
Aislador de aire
Cavidad
Aislador centre/
Eüquil/a
Enfr;e-niento
Guia Pía
Ensamble típico de un sistema de colada caliente
Figura 4.3 Molde de colada caliente [Fuente: Manual de diseño de colada caliente HUSKY]
Placa de respaldo
Cilindro de la válvula
Pistón de válvula
Empaqug ce la velvula
Vástago de ta válvula
Sprue bushing
Aislador
Resisrencie del manifold
Manifold
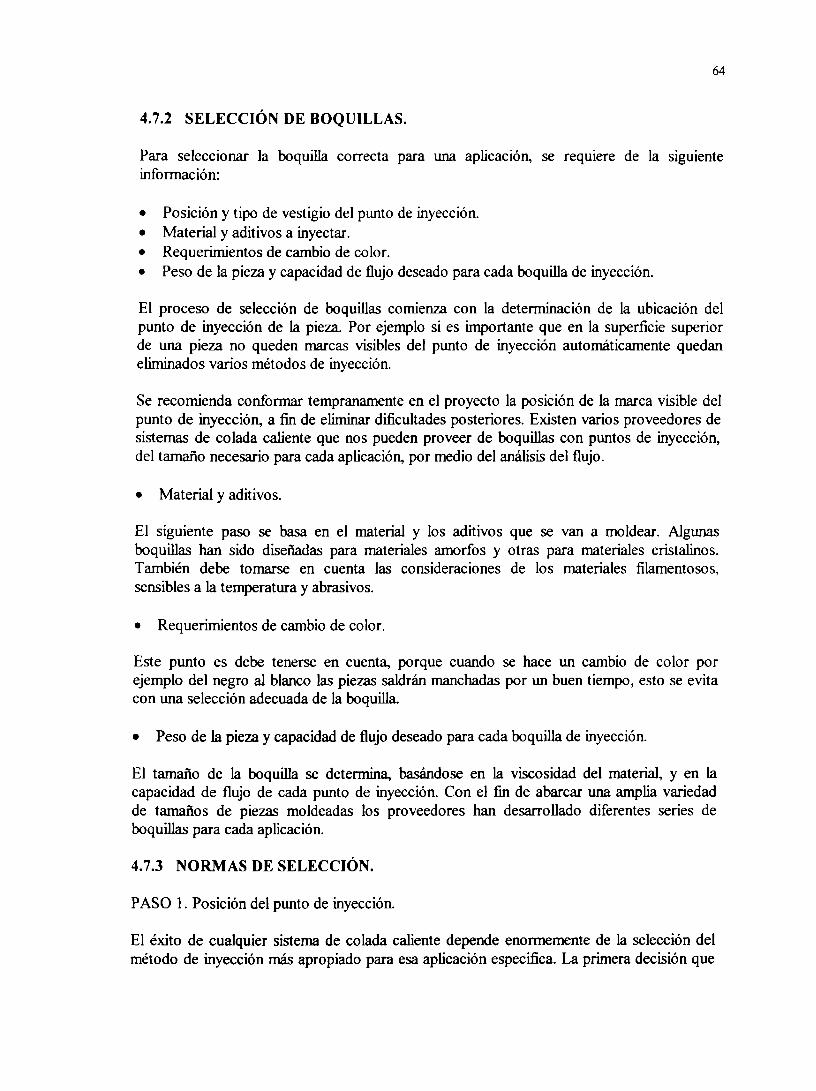
64
4.7.2 SELECCIÓN DE BOQUILLAS.
Para seleccionar la boquilla correcta para una aplicación, se reqmere de la siguiente infonnación:
• Posición y tipo de vestigio del punto de inyección. • Material y aditivos a inyectar. • Requerimientos de cambio de color. • Peso de la pie.za y capacidad de flujo deseado para cada boquilla de inyección.
El proceso de selección de boquillas comien.za con la determinación de la ubicación del punto de inyección de la pieza Por ejemplo si es importante que en la superficie superior de una pie.za no queden marcas visibles del punto de inyección automáticamente quedan eliminados varios métodos de inyección.
Se recomienda confonnar tempranamente en el proyecto la posición de la marca visible del punto de inyección, a fin de eliminar dificultades posteriores. Existen varios proveedores de sistemas de colada caliente que nos pueden proveer de boquillas con puntos de inyección, del tamaño necesario para cada aplicación, por medio del análisis del flujo.
• Material y aditivos.
El siguiente paso se basa en el material y los aditivos que se van a moldear. Algunas boquillas han sido diseñadas para materiales amorfos y otras para materiales cristalinos. También debe tomarse en cuenta las consideraciones de los materiales filamentosos, sensibles a la temperatura y abrasivos.
• Requerimientos de cambio de color.
Este punto es debe tenerse en cuenta, porque cuando se hace un cambio de color por ejemplo del negro al blanco las pie.zas saldrán manchadas por un buen tiempo, esto se evita con una selección adecuada de la boquilla.
• Peso de la pie.za y capacidad de flujo deseado para cada boquilla de inyección.
El tamaño de la boquilla se determina, basándose en la viscosidad del material, y en la capacidad de flujo de cada punto de inyección. Con el fin de abarcar una amplia variedad de tamaños de pie.zas moldeadas los proveedores han desarrollado diferentes series de boquillas para cada aplicación.
4.7.3 NORMAS DE SELECCIÓN.
PASO 1. Posición del punto de inyección.
El éxito de cualquier sistema de colada caliente depende enormemente de la selección del método de inyección más apropiado para esa aplicación especifica. La primera decisión que
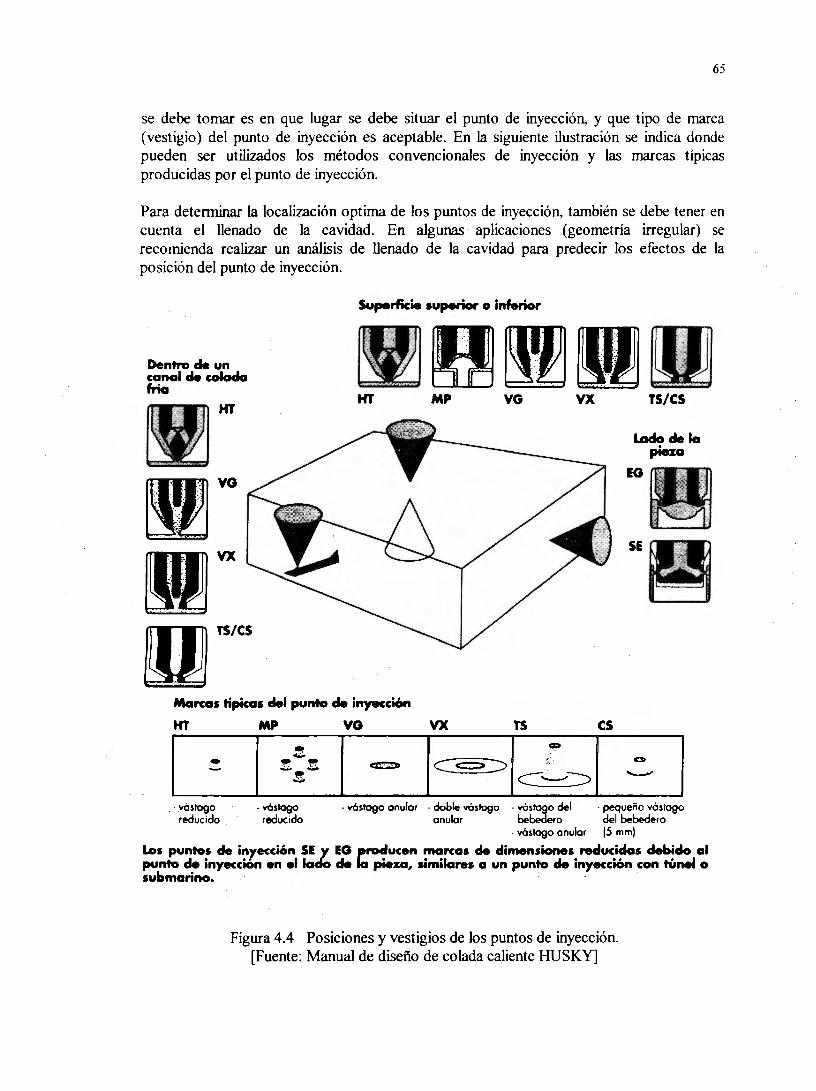
65
se debe tomar es en que lugar se debe situar el punto de inyección, y que tipo de marca (vestigio) del punto de inyección es aceptable. En la siguiente ilustración se indica donde pueden ser utilizados los métodos convencionales de inyección y las marcas típicas producidas por el punto de inyección.
Para determinar la localización optima de los puntos de inyección, también se debe tener en cuenta el llenado de la cavidad. En algunas aplicaciones (geometría irregular) se recomienda realizar un análisis de llenado de la cavidad para predecir los efectos de la posición del punto de inyección.
Superficie superior o inferior
Dentro ele un canal de colada fria
HT
~VG
• vx
gB/CS
HT
Marcas típicas del punto de inyección
HT MP VG
-
MP VG vx
vx TS es
TS/CS
Lacio ele la pina
SE
· vóstogo - vástago · vástago anular - doble vóslogo - vástago del · pequeño vástago reducido reducido anular bebedero del bebedero
- vástogo anular 15 mm)
Los puntos de in7ección SE y EG proclucen marcas de dimensiones reducidas debido al punto de inyeccion en el lado ele la pieza, similares a un punto de inyección con túnel o submarino.
Figura 4.4 Posiciones y vestigios de los puntos de inyección. [Fuente: Manual de diseño de colada caliente HUSKY]
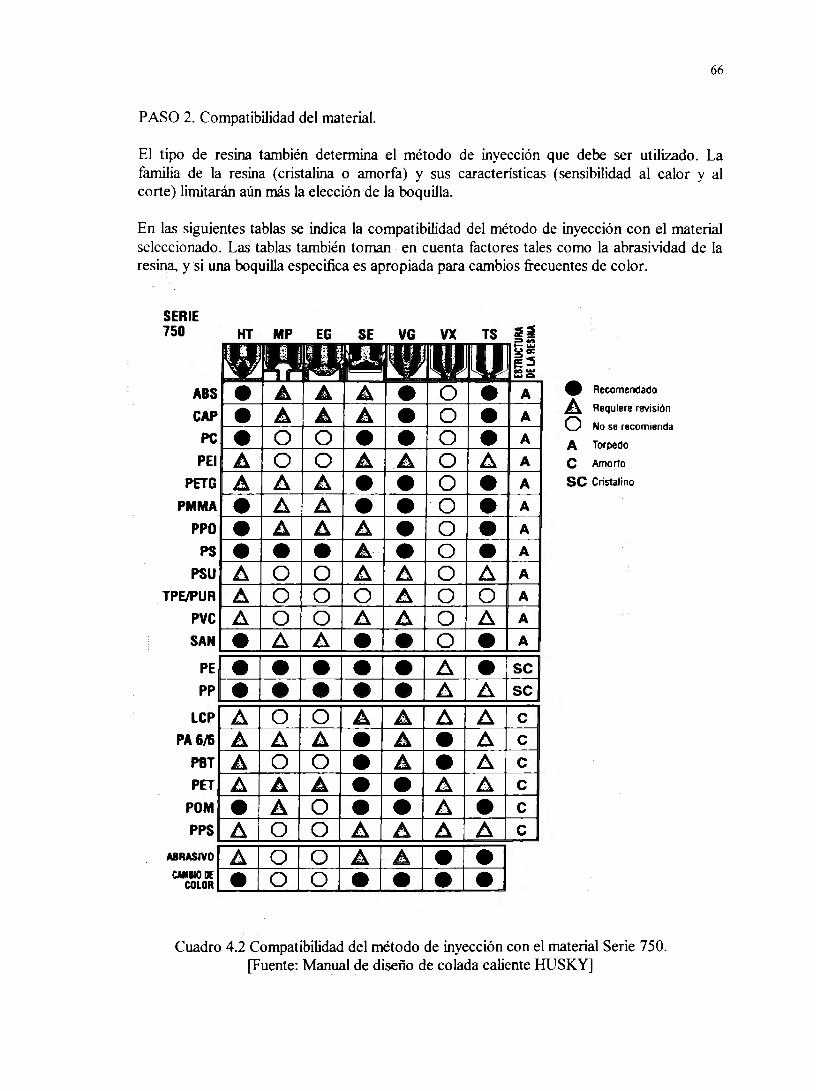
66
PASO 2. Compatibilidad del material.
El tipo de resina también determina el método de inyección que debe ser utilizado. La familia de la resina ( cristalina o amorfa) y sus características ( sensibilidad al calor y al corte) limitarán aún más la elección de la boquilla.
En las siguientes tablas se indica la compatibilidad del método de inyección con el material seleccionado. Las tablas también toman en cuenta factores tales como la abrasividad de la resina, y si una boquilla especifica es apropiada para cambios frecuentes de color.
SERIE 750
ABS eA.AAeoeA cAPeAAA.eOeA
O-----+---+---+---+------+---+----+--------il
PCeooeeoeA PEIAOOAAOAA
AAAeeo•A eAAeeo•A eAAaeo•A
PETG PMMA
PPO
PS•••A•o•A AOOAA.O~A PSU
TPEJPUR fl. Ü Ü Ü ~ Ü Ü A l---+---+---+---+---+---'--+---+------1
PVC ~ Ü () i!l,. ~ Ü ~ A SAN • ~ !:l. • • Ü • A
::::::=~==:::::;::==:::;:::==;::=:::::::::::===;:==:::::;::==:
:1:1:1:1:1:121:1:1 LCP
PA&/6 PBT
PET POM PPS
/l. A A A
• A
o ll o A A o
o A A • o • A • o • o A
A tJJ& ~ e A • A e A. • A e
• A A e
• A • e A A A e
• Recomendado
A Requiere revisión
Ü No se recomienda
A Torpedo
e Amorfo
SC Cristalino
Cuadro 4.2 Compatibilidad del método de inyección con el material Serie 750. [Fuente: Manual de diseño de colada caliente HUSKY]
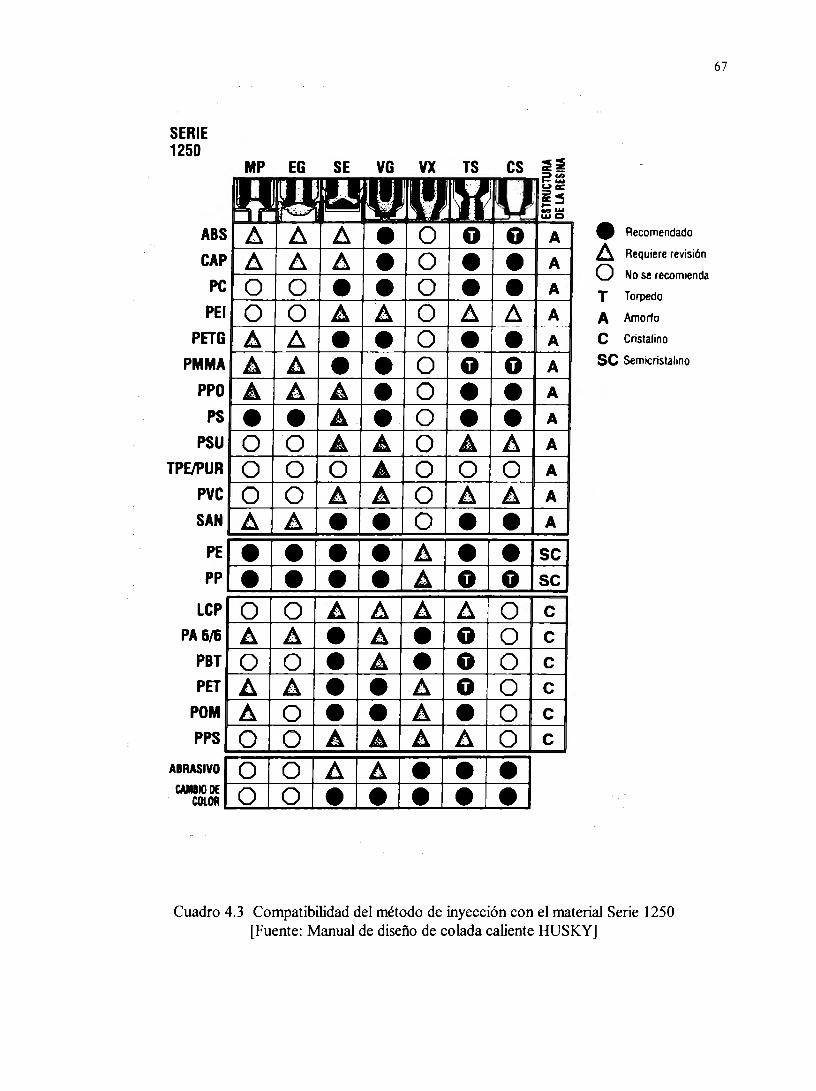
SERIE 1250
ABS
CAP
PC
PEI
PETG PMMA
PPO
PS
PSU
TPE/PUR
PVC SAN
MP EG SE VG VX TS
llJI el JJlD' l ~~ '~J ~; I l'l!I! ~ 1 ,' ¡:., ~ ~
~ ~ !),. • o o o A
A A A • o • • A
o o • • o • • A
o o A A o A ~ A -- --- -- - · -
A !l. • • o • • A
A A • • o o o A
A A A • o • • A
• • A • o • • A
o o A A o A A A
o o o A o o o A
o o A A o A A A
A. A • • o • • A
PE'• 1 • 1 • 1 • 1 A 1 • 1 • 1sc1 PPeeeeAOOsc LCP
PA 6,1i
PBT
PET POM
PPS
o A o A A o
o A o A o o
A A
• A
• A
• • • • A A
A A o e
• o o e
• o o e A o o e A • o e A A o e
• Recomendado
8. Requiere revisión
O No se recomienda
T Torpedo
A Amorfo
C Cristalino
se Semicristalino
Cuadro 4.3 Compatibilidad del método de inyección con el material Serie 1250 [Fuente: Manual de diseño de colada caliente HUSKY]
67
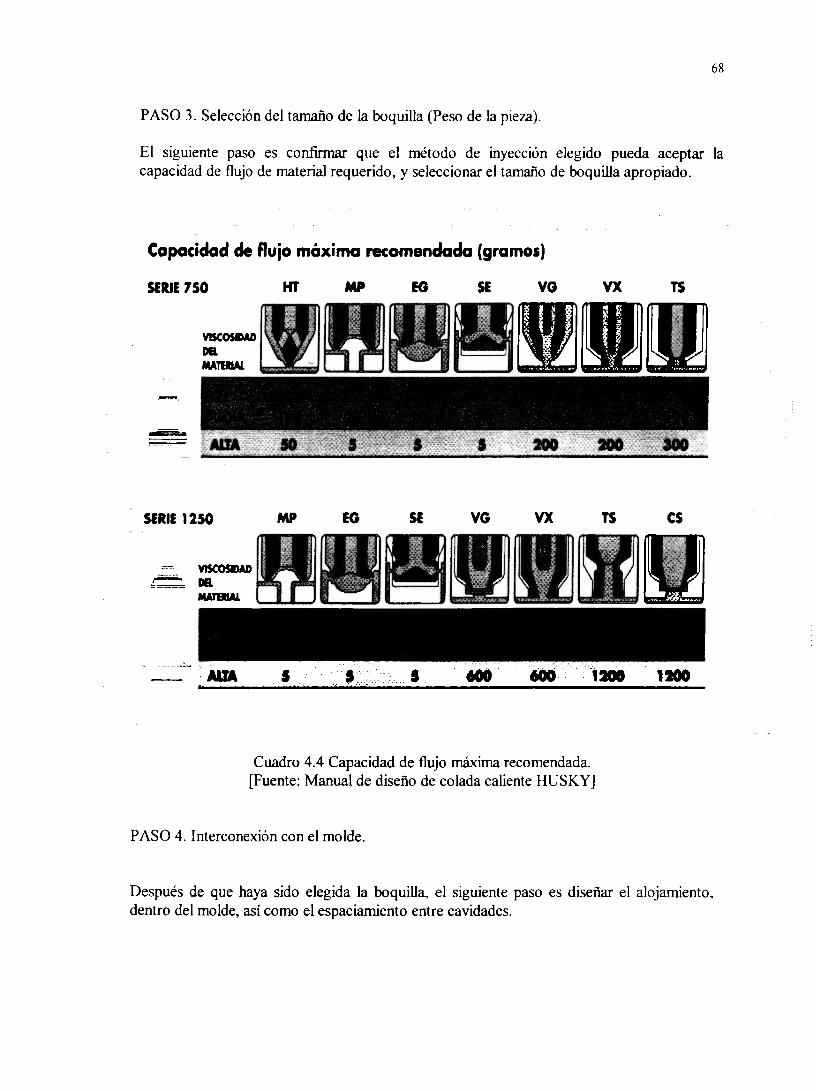
68
PASO 3. Selección del tamaño de la boquilla (Peso de la pieza).
El siguiente paso es confirmar que el método de inyección elegido pueda aceptar la capacidad de flujo de material requerido, y seleccionar el tamaño de boquilla apropiado.
Capacidad de flu¡o máxima recomendada (gramos)
SERIE 750
-.
SERIE 1250
HT MP EG SE YO
MP EO SE VG vx
Cuadro 4.4 Capacidad de flujo máxima recomendada. [Fuente: Manual de diseño de colada caliente HUSKY]
PASO 4. Interconexión con el molde.
vx T5
TS es
Después de que haya sido elegida la boquilla, el siguiente paso es diseñar el alojamiento, dentro del molde, así como el espaciamiento entre cavidades.
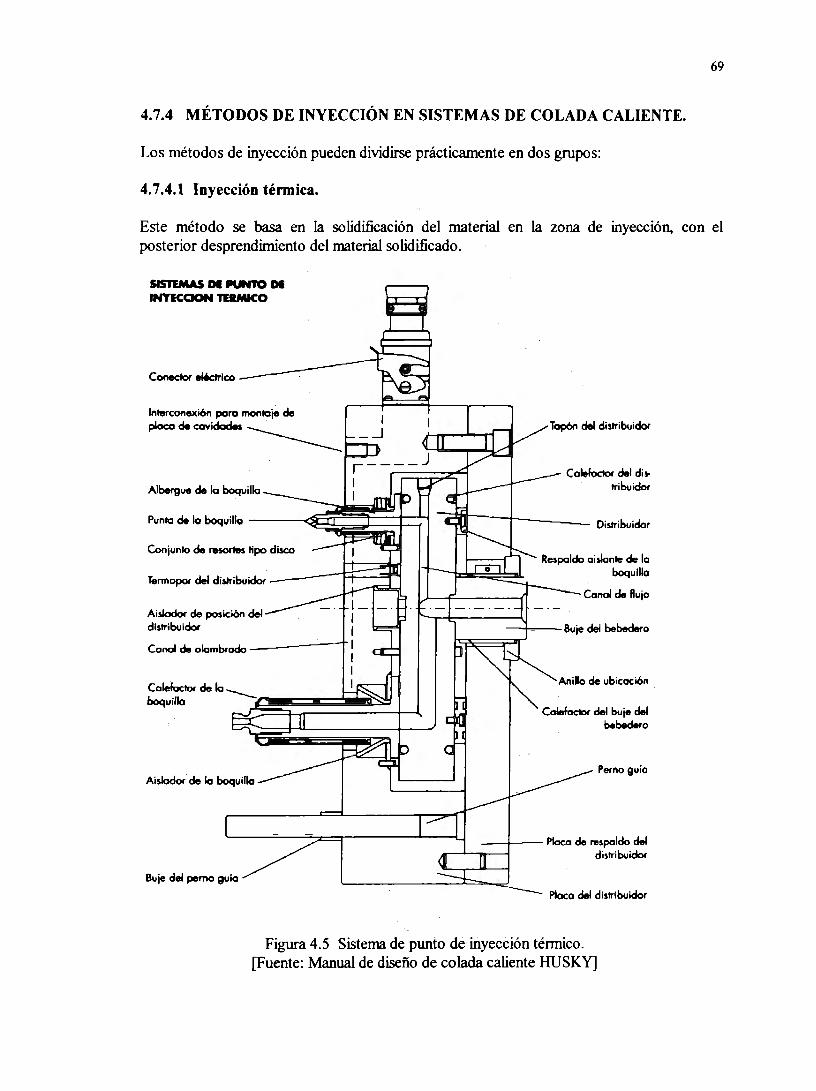
69
4.7.4 MÉTODOS DE INYECCIÓN EN SISTEMAS DE COLADA CALIENTE.
Los métodos de inyección pueden dividirse prácticamente en dos grupos:
4.7.4.1 Inyección térmica.
Este método se basa en la solidificación del material en la zona de inyección. con el posterior desprendimiento del material solidificado.
SISTEMAS DI PUNTO DI INTECOON TUMICO
ln19rconexión para montaje de
placa de cavidades --------
Albergue de la boquilla
Aislador de posición del distribuidor
Canal de olombrodo -----,
Aislador de lo boquilla
Buje del perno guío
Colefoctor del di ttri bu idor
Respaldo ois.lonte de lo boquilla
Canal de Rujo
Calefactor del buje del bebedero
Perno guío
---+--- Placa de n,spaldo del _....._.__----1 distribuidor
Placo del d is tri huidor
Figura 4.5 Sistema de punto de inyección térmico. [Fuente: Manual de disefio de colada caliente HUSKY]
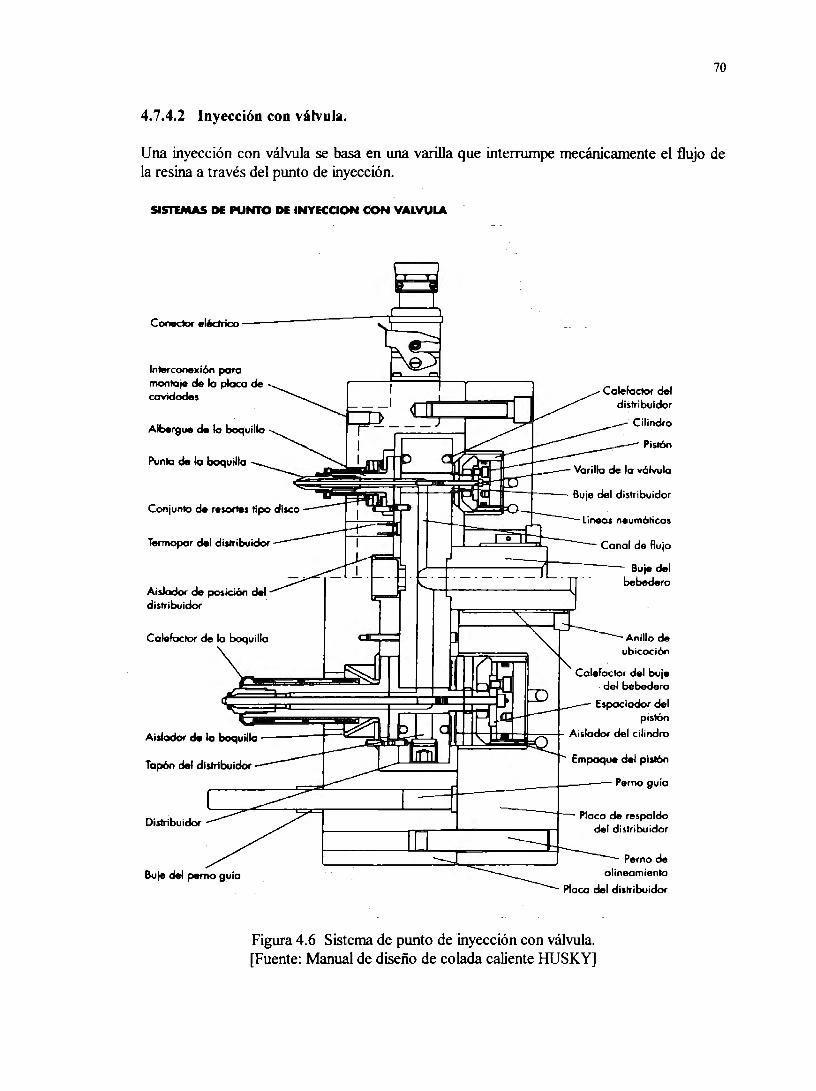
70
4.7.4.2 Inyección con válvula.
Una inyección con válvula se basa en una varilla que interrumpe mecánicamente el flujo de la resina a través del punto de inyección.
SISTIMAS DE PUNTO DE INYECCION CON VALWLA
Interconexión poro montaje de lo placa de cavidades
Albergue de lo boquilla
Punla de lo boquilla
Conjunlo de resort.s tipo disco
Aiskxb- de pcnición del distribuidor
Calefactor de lo boquilla
Distribuidor
Buje del perno guía
Calefactor del distribuidor
Pisrón
Lineas neumólicoa
Canal de Rujo
IJ--l~---===~-~--- Buje del
bebedero
Anillo de ubicación
Calefactor del buje del bebedero
Espaciador del pistón
JIJ(X~~~~~r Aislador del cilindro
Empaque del pis.t6n
Placa de respaldo del distribuidor
Perno de alineamiento
Placo del distribuidor
Figura 4.6 Sistema de punto de inyección con válvula. [Fuente: Manual de diseño de colada caliente HUSKY]
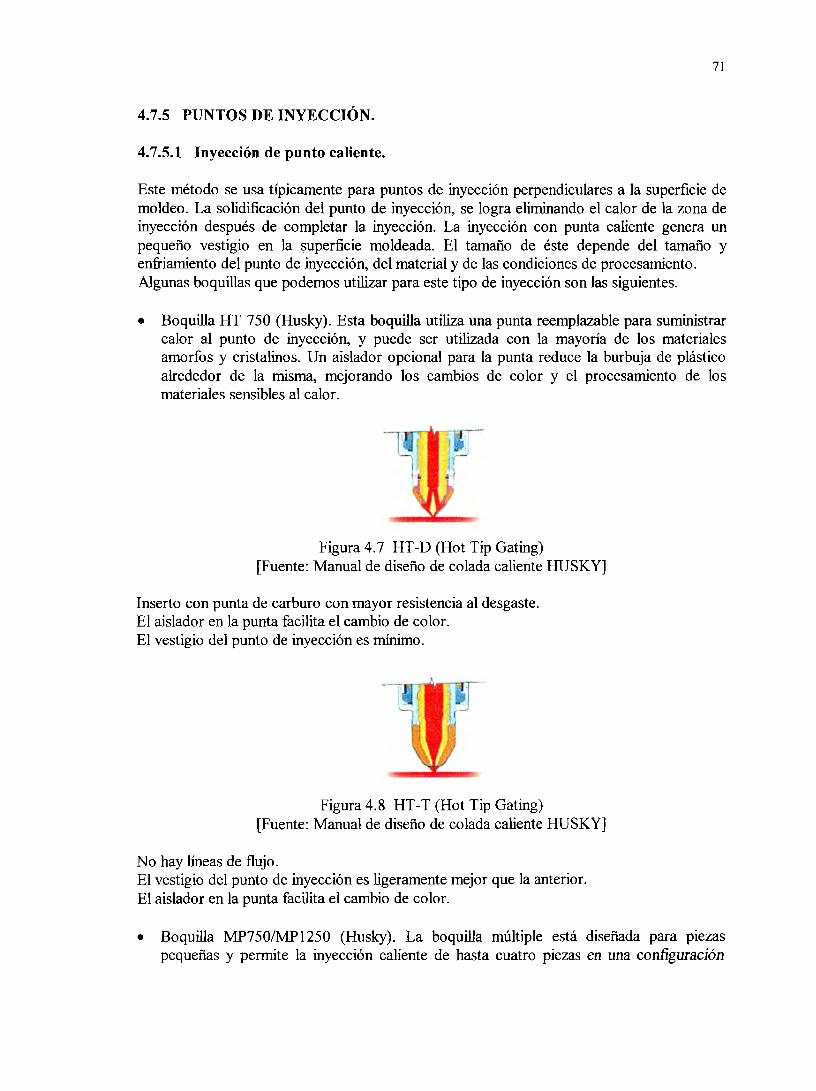
71
4.7.5 PUNTOS DE INYECCIÓN.
4.7.5.1 Inyección de punto caliente.
Este método se usa típicamente para puntos de inyección perpendiculares a la superficie de moldeo. La solidificación del punto de inyección, se logra eliminando el calor de la zona de inyección después de completar la inyección. La inyección con punta caliente genera un pequeño vestigio en la superficie moldeada. El tamaño de éste depende del tamaño y enfriamiento del punto de inyección, del material y de las condiciones de procesamiento. Algunas boquillas que podemos utilizar para este tipo de inyección son las siguientes.
• Boquilla HT 750 (Husky). Esta boquilla utiliza una punta reemplazable para suministrar calor al punto de inyección, y puede ser utilizada con la mayoría de los materiales amorfos y cristalinos. Un aislador opcional para la punta reduce la burbuja de plástico alrededor de la misma, mejorando los cambios de color y el procesamiento de los materiales sensibles al calor.
Figura 4.7 HT-D (Hot Tip Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
Inserto con punta de carburo con mayor resistencia al desgaste. El aislador en la punta facilita el cambio de color. El vestigio del punto de inyección es mínimo.
Figura 4.8 HT-T (Hot Tip Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
No hay líneas de flujo. El vestigio del punto de inyección es ligeramente mejor que la anterior. El aislador en la punta facilita el cambio de color.
• Boquilla MP750/MP1250 (Husky). La boquilla múltiple está diseñada para piezas pequeñas y permite la inyección caliente de hasta cuatro piezas en una conflguración
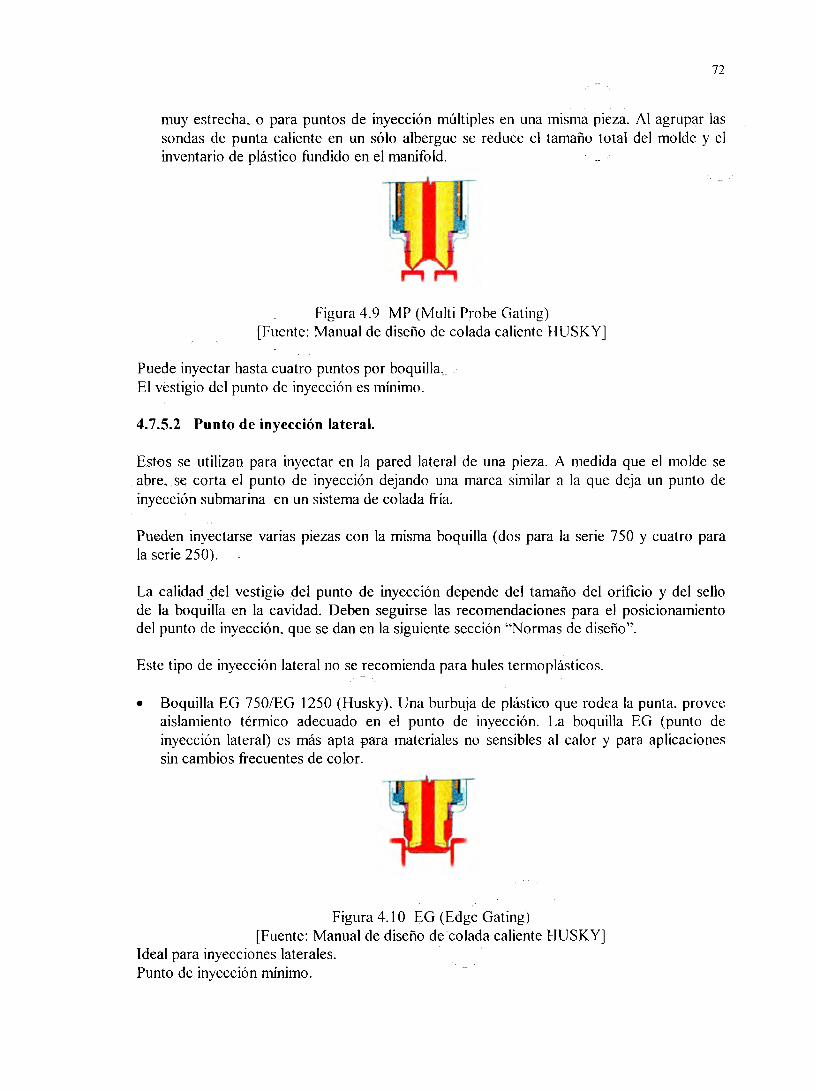
72
muy estrecha. o para puntos de inyección múltiples en una misma pieza. Al agrupar las sondas de punta caliente en un sólo albergue se reduce el tamaño total del molde y el inventario de plástico fundido en el manifold.
1
J
Figura 4.9 MP (Multi Probe Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
Puede inyectar hasta cuatro puntos por boquilla. El vestigio del punto de inyección es mínimo.
4.7.5.2 Punto de inyección lateral.
Estos se utilizan para inyectar en la pared lateral de una pieza. A medida que el molde se abre. se corta el punto de inyección dejando una marca similar a la que deja un punto de inyección submarina en un sistema de colada fría.
Pueden inyectarse varias piezas con la misma boquilla (dos para la serie 750 y cuatro para la serie 250).
La calidad del vestigio del punto de inyección depende del tamaño del orificio y del sello de la boquilla en la cavidad. Deben seguirse las recomendaciones para el posicionamiento del punto de inyección. que se dan en la siguiente sección "Normas de diseño".
Este tipo de inyección lateral no se recomienda para hules termoplásticos.
• Boquilla EG 750/EG 1250 (Husky). Una burbuja de plástico que rodea la punta. provee aislamiento térmico adecuado en el punto de inyección. La boquilla EG (punto de inyección lateral) es más apta para materiales no sensibles al calor y para aplicaciones sin cambios frecuentes de color.
Figura 4.1 O EG (Edge Gating) (Fuente: Manual de diseño de colada caliente HUSKY]
Ideal para inyecciones laterales. Punto de inyección mínimo.
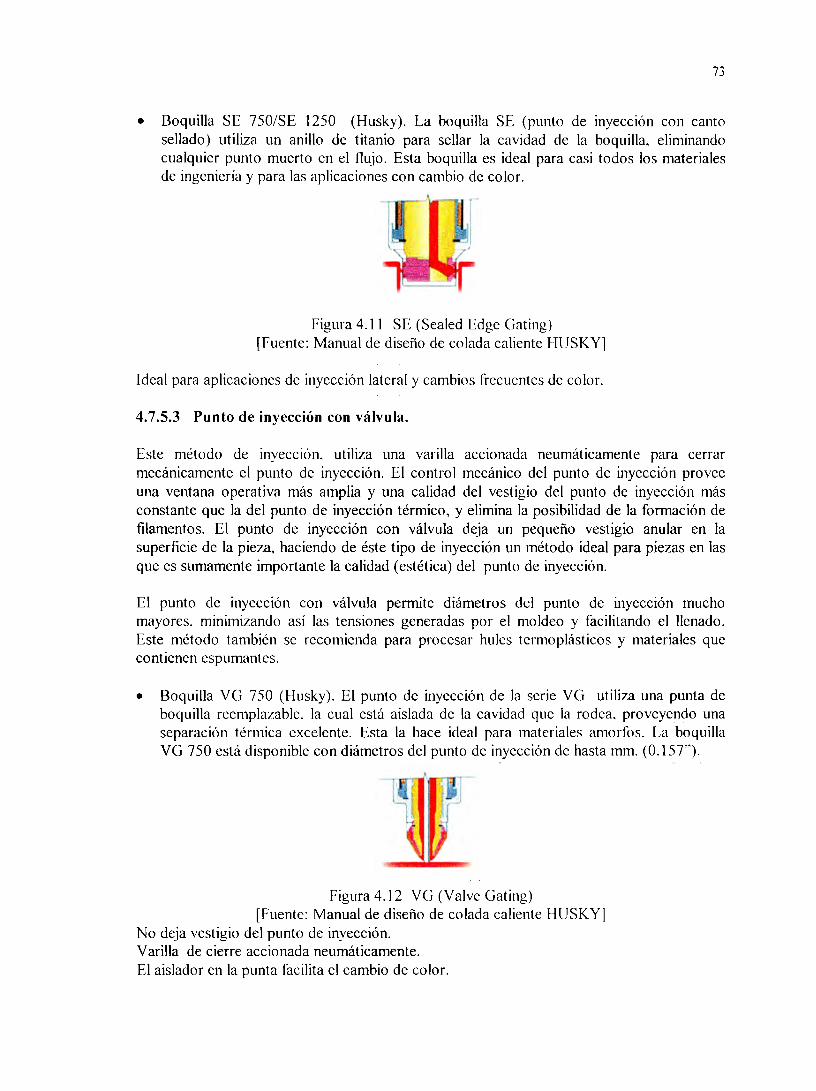
73
• Boquilla SE 750/SE 1250 (Husky). La boquilla SE (punto de inyección con canto sellado) utiliza un anillo de titanio para sellar la cavidad de la boquilla. eliminando cualquier punto muerto en el flujo. Esta boquilla es ideal para casi todos los materiales de ingeniería y para las aplicaciones con cambio de color.
Figura 4.11 SE (Sealed Edge Gating) [fuente: Manual de diseño de colada caliente HUSKY]
Ideal para aplicaciones de inyección lateral y cambios frecuentes de color.
4.7.5.3 Punto de inyección con válvula.
Este método de inyección. utiliza una varilla accionada neumáticamente para cerrar mecánicamente el punto de inyección. El control mecánico del punto de inyección provee una ventana operativa más amplia y una calidad del vestigio del punto de inyección más constante que la del punto de inyección térmico, y elimina la posibilidad de la formación de filamentos. El punto de inyección con válvula deja un pequeño vestigio anular en la superficie de la pieza, haciendo de éste tipo de inyección un método ideal para piezas en las que es sumamente importante la calidad (estética) del punto de inyección.
El punto de inyección con válvula permite diámetros del punto de inyección mucho mayores. minimizando así las tensiones generadas por el moldeo y facilitando el llenado. Este método también se recomienda para procesar hules termoplásticos y materiales que contienen espumantes.
• Boquilla VG 750 (Husky). El punto de inyección de la serie VG utiliza una punta de boquilla reemplazable. la cual está aislada de la cavidad que la rodea. proveyendo una separación térmica excelente. Esta la hace ideal para materiales amorfos. La boquilla VG 750 está disponible con diámetros del punto de inyección de hasta mm. (O. l 5T).
Figura 4.12 VG (Yalve Gating) [Fuente: Manual de diseño de colada caliente HUSKYJ
No deja vestigio del punto de inyección. Varilla de cierre accionada neumáticamente. El aislador en la punta facilita el cambio de color.
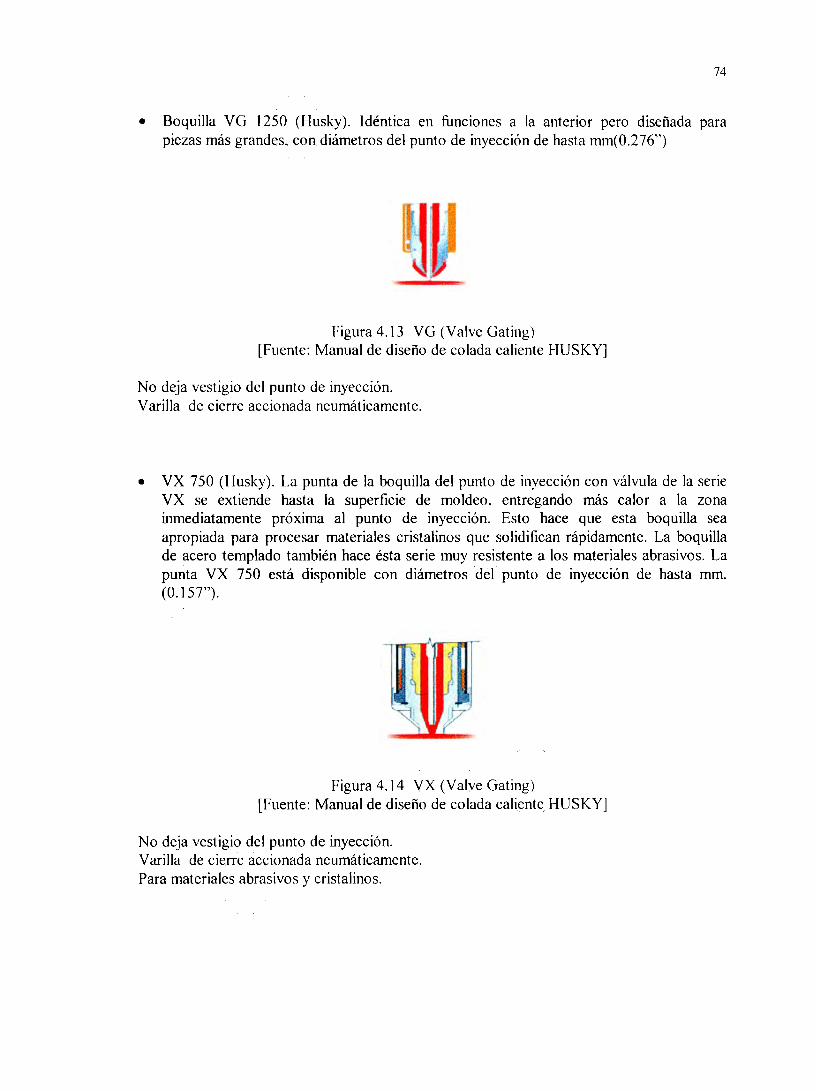
74
• Boquilla VG 1250 (Husky). Idéntica en funciones a la anterior pero diseñada para piezas más grandes. con diámetros del punto de inyección de hasta mm(0.276'")
Figura 4.13 VG (Valve Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
No deja vestigio del punto de inyección. Varilla de cierre accionada neumáticamente.
• VX 750 (Husky). La punta de la boquilla del punto de inyección con válvula de la serie VX se extiende hasta la superficie de moldeo, entregando más calor a la zona inmediatamente próxima al punto de inyección. Esto hace que esta boquilla sea apropiada para procesar materiales cristalinos que solidifican rápidamente. La boquilla de acero templado también hace ésta serie muy resistente a los materiales abrasivos. La punta VX 750 está disponible con diámetros del punto de inyección de hasta mm. (0.157").
Figura 4.14 VX (Valve Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
No deja vestigio del punto de inyección. Varilla de cierre accionada neumáticamente. Para materiales abrasivos y cristalinos.
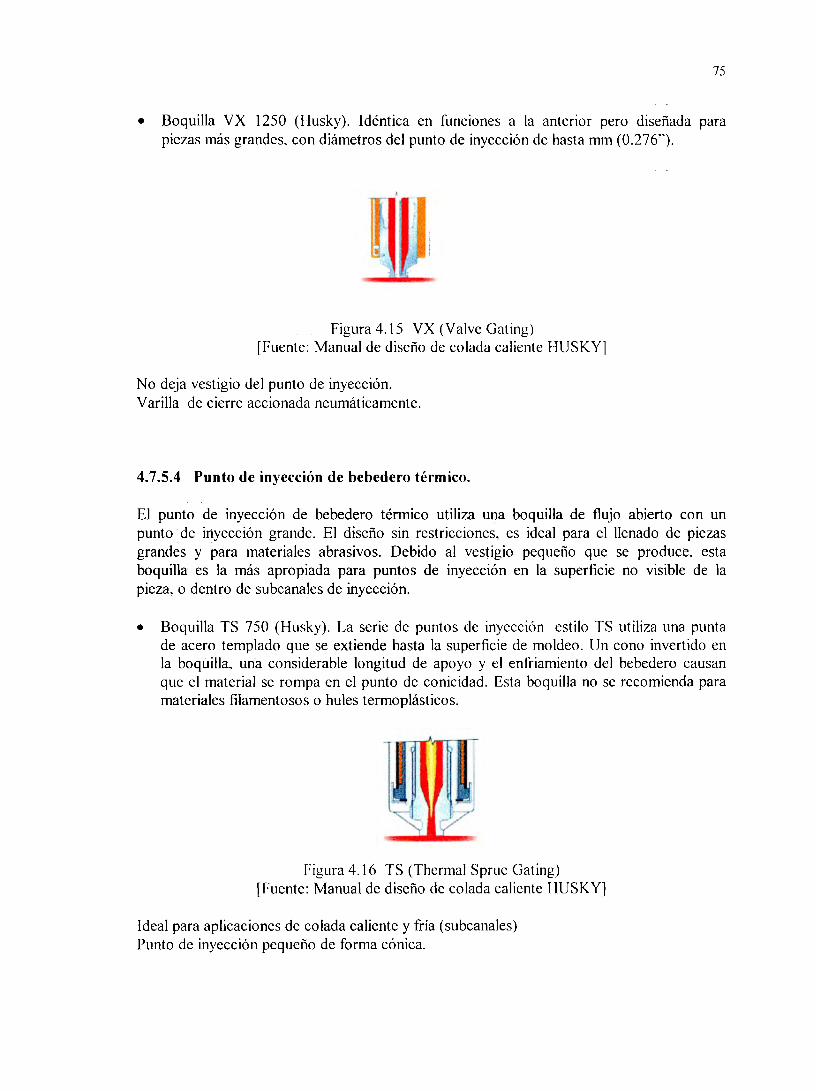
75
• Boquilla VX 1250 (Husky). Idéntica en fünciones a la anterior pero diseñada para piezas más grandes, con diámetros del punto de inyección de hasta mm (0.276").
Figura 4.15 VX (Valve Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
No deja vestigio del punto de inyección. Varilla de cierre accionada neumáticamente.
4.7.5.4 Punto de inyección de bebedero térmico.
El punto de inyección de bebedero térmico utiliza una boquilla de flujo abierto con un punto de inyección grande. El diseño sin restricciones, es ideal para el llenado de piezas grandes y para materiales abrasivos. Debido al vestigio pequeño que se produce, esta boquilla es la más apropiada para puntos de inyección en la superficie no visible de la pieza, o dentro de subcanales de inyección.
• Boquilla TS 750 (Husky). La serie de puntos de inyección estilo TS utiliza una punta de acero templado que se extiende hasta la superficie de moldeo. Un cono invertido en la boquilla, una considerable longitud de apoyo y el enfriamiento del bebedero causan que el material se rompa en el punto de conicidad. Esta boquilla no se recomienda para materiales filamentosos o hules termoplásticos.
Figura 4.16 TS (Thermal Spruc Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
Ideal para aplicaciones de colada caliente y fría (subcanales) Punto de inyección pequeño de forma cónica.
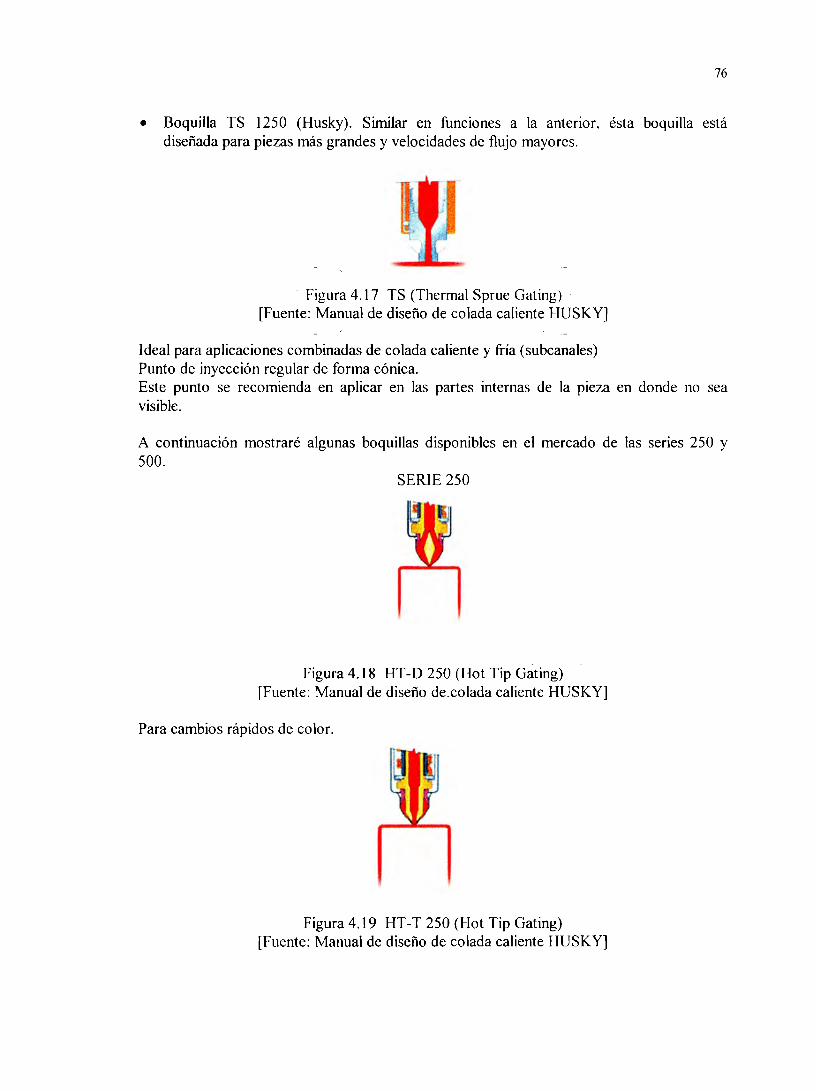
76
• Boquilla TS 1250 (Husky). Similar en funciones a la anterior, ésta boquilla está diseñada para piezas más grandes y velocidades de flujo mayores.
Figura 4.17 TS (Thermal Sprue Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
Ideal para aplicaciones combinadas de colada caliente y fría (subcanales) Punto de inyección regular de forma cónica. Este punto se recomienda en aplicar en las partes internas de la pieza en donde no sea visible.
A continuación mostraré algunas boquillas disponibles en el mercado de las series 250 y 500.
SERIE 250
Figura 4.18 HT-D 250 (Hot Tip Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
Para cambios rápidos de color.
Figura 4.19 HT-T 250 (Hot Tip Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
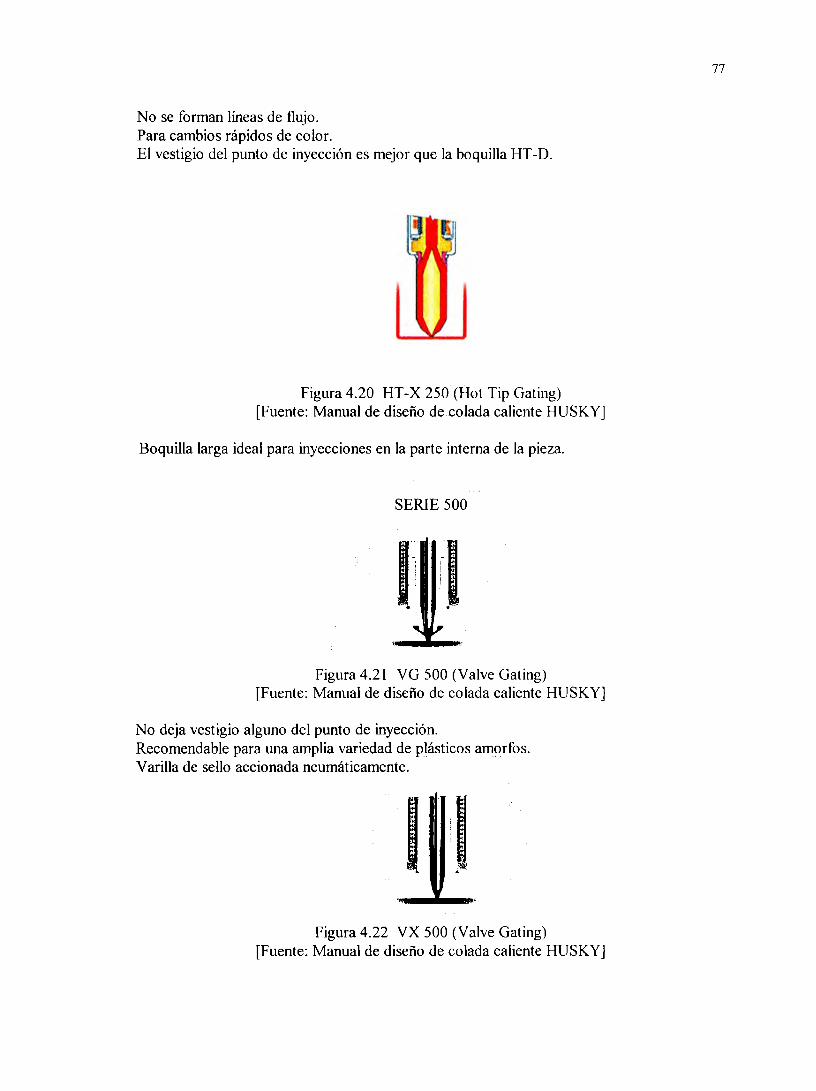
No se forman líneas de flujo. Para cambios rápidos de color. El vestigio del punto de inyección es mejor que la boquilla HT-D.
Figura 4.20 HT-X 250 (Hot Tip Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
Boquilla larga ideal para inyecciones en la parte interna de la pieza.
SERIE 500
' ' ! 1 1--, • ' ¡ •
Figura 4.21 VG 500 (Valve Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
No deja vestigio alguno del punto de inyección. Recomendable para una amplia variedad de plásticos amorfos. Varilla de sello accionada neumáticamente.
1 1 Figura 4.22 VX 500 (Valve Gating)
[Fuente: Manual de diseño de colada caliente HUSKY]
77
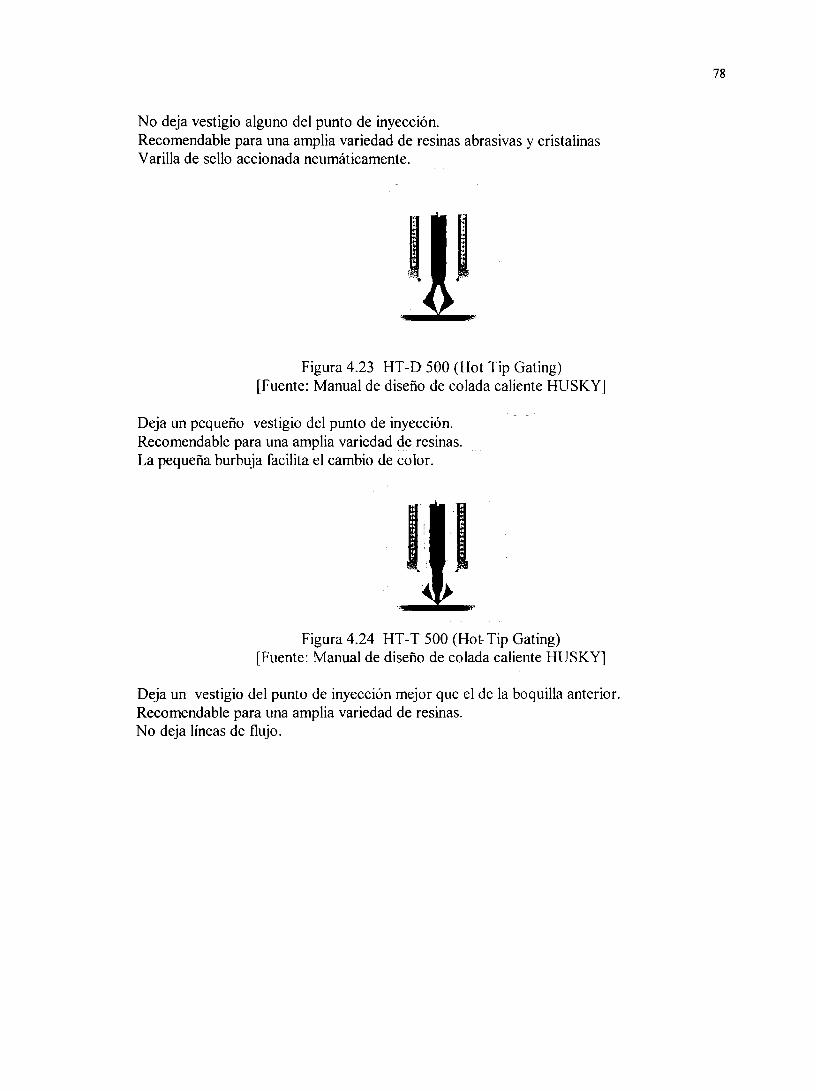
No deja vestigio alguno del punto de inyección. Recomendable para una amplia variedad de resinas abrasivas y cristalinas Varilla de sello accionada neumáticamente.
Figura 4.23 HT-D 500 (Hot Tip Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
Deja un pequeño vestigio del punto de inyección. Recomendable para una amplia variedad de resinas. La pequeña burbuja facilita el cambio de color.
Figura 4.24 HT-T 500 (Hot Tip Gating) [Fuente: Manual de diseño de colada caliente HUSKY]
Deja un vestigio del punto de inyección mejor que el de la boquilla anterior. Recomendable para una amplia variedad de resinas. No deja líneas de flujo.
78
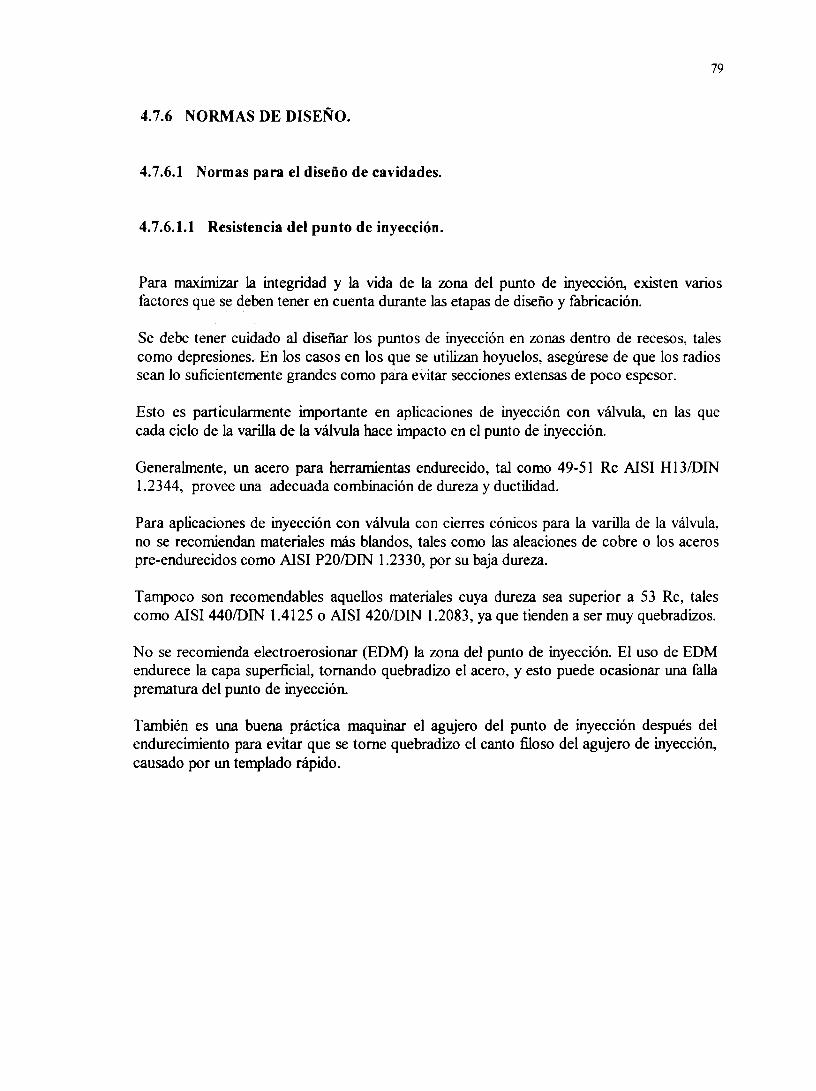
79
4.7.6 NORMAS DE DISEÑO.
4.7.6.1 Normas para el diseño de cavidades.
4.7.6.1.1 Resistencia del punto de inyección.
Para maximiz.ar la integridad y la vida de la zona del punto de inyección, existen varios factores que se deben tener en cuenta durante las etapas de diseño y fabricación.
Se debe tener cuidado al diseñar los puntos de inyección en zonas dentro de recesos, tales como depresiones. En los casos en los que se utilizan hoyuelos, asegúrese de que los radios sean lo suficientemente grandes como para evitar secciones extensas de poco espesor.
Esto es particularmente importante en aplicaciones de inyección con válvula, en las que cada ciclo de la varilla de la válvula hace impacto en el punto de inyección.
Generahnente, un acero para herramientas endurecido, tal como 49-51 Re AISI Hl3/DIN 1.2344, provee una adecuada combinación de dureza y ductilidad.
Para aplicaciones de inyección con válvula con cierres cónicos para la varilla de la válvula, no se recomiendan materiales más blandos, tales como las aleaciones de cobre o los aceros pre-endurecidos como AISI P20/DIN 1.2330, por su baja dureza.
Tampoco son recomendables aquellos materiales cuya dureza sea superior a 53 Re, tales como AISI 440/DIN 1.4125 o AISI 420/DIN 1.2083, ya que tienden a ser muy quebradizos.
No se recomienda electroerosionar (EDM) la zona del punto de inyección. El uso de EDM endurece la capa superficial, tomando quebradizo el acero, y esto puede ocasionar una falla prematura del punto de inyección.
También es una buena práctica maquinar el agujero del punto de inyección después del endurecimiento para evitar que se tome quebradizo el canto filoso del agujero de inyección, causado por un templado rápido.
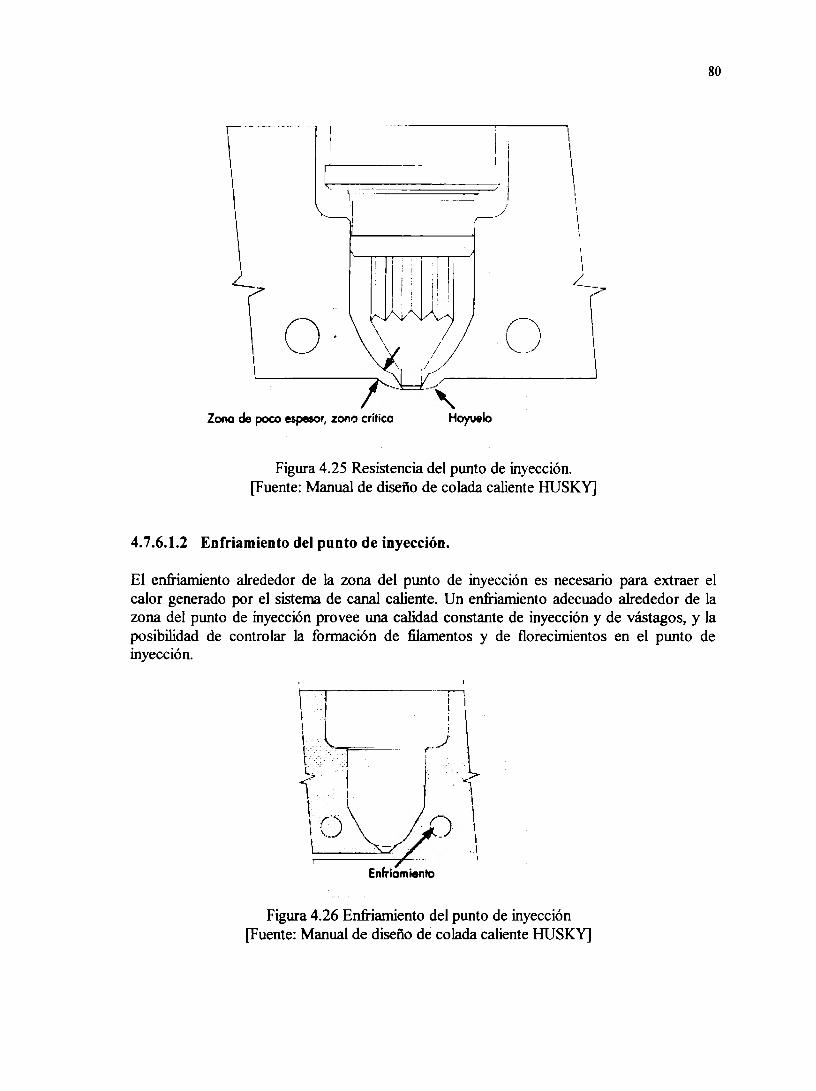
' ·,
\ (). 1
\
: 1
i : ! ¡'·]. ¡, 1
. r
,·
I /
I ' , ,u~
Zona de poco espe$0r, zoni:i crítica Hoyuelo
1 ¡ 1 1
(-~ - _./
\ 1 1
\ 1 1
1 1 1
¿_:--~
Figura 4.25 Resistencia del punto de inyección. [Fuente: Manual de diseñ.o de colada caliente HUSKY]
4.7.6.1.2 Enfriamiento del punto de inyección.
80
El enfrianúento alrededor de la zona del punto de inyección es necesario para extraer el calor generado por el sistema de canal caliente. Un enfrianúento adecuado alrededor de la zona del punto de inyección provee una calidad constante de inyección y de vástagos, y la posibilidad de controlar la formación de filamentos y de florecimientos en el punto de inyección.
l n - l I i
\-_ - rj \ [ : J ¡ l . ¡
"i... 1 1 -."?'"
1 1 ) 1 t 1 1 1 . r- \ \ o\,, 7_) \
1 ,-·· 1
Enfriamiento
Figura 4.26 Enfrianúento del punto de inyección [Fuente: Manual de diseñ.o de colada caliente HUSKY]
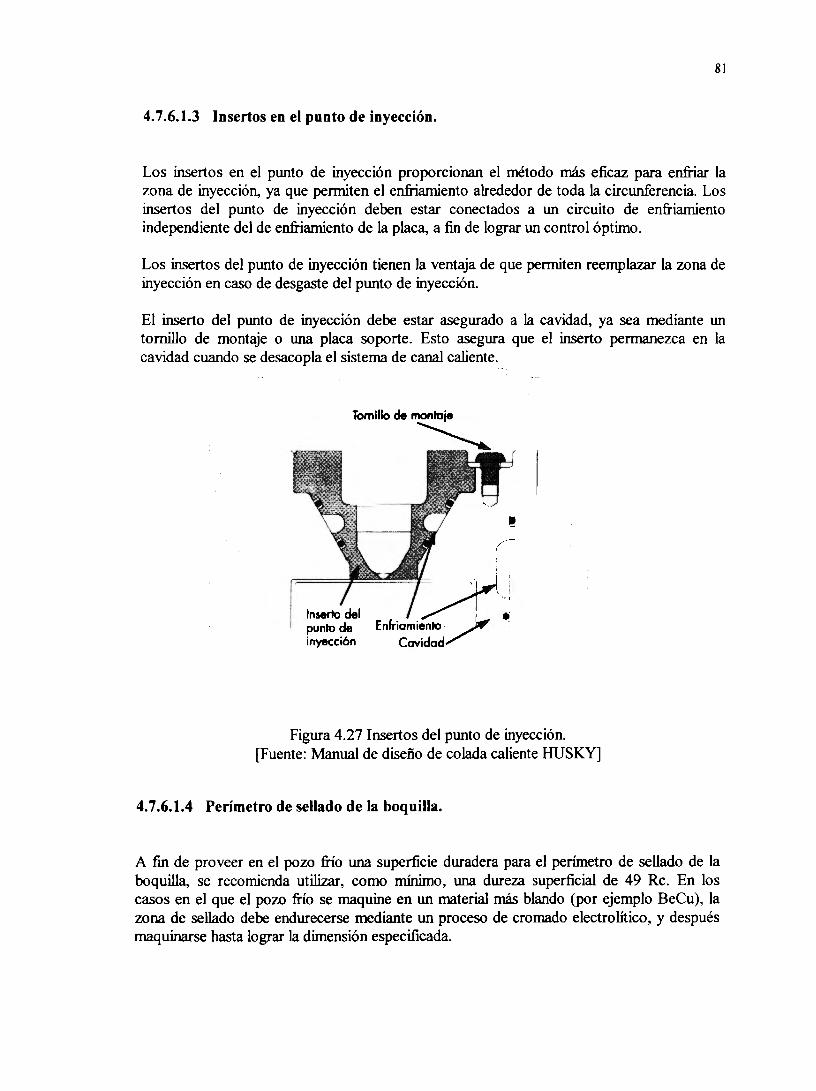
81
4.7.6.1.3 Insertos en el punto de inyección.
Los insertos en el punto de inyección proporcionan el método más eficaz para enfriar la zona de inyección, ya que permiten el enfriamiento alrededor de toda la circunferencia. Los insertos del punto de inyección deben estar conectados a un circuito de enfriamiento independiente del de enfriamiento de la placa, a fin de lograr un control óptimo.
Los insertos del punto de inyección tienen la ventaja de que permiten reemplazar la zona de inyección en caso de desgaste del punto de inyección.
El inserto del punto de inyección debe estar asegurado a la cavidad, ya sea mediante un tomillo de montaje o una placa soporte. Esto asegura que el inserto permanezca en la cavidad cuando se desacopla el sistema de canal caliente.
Figura 4.27 Insertos del punto de inyección. [Fuente: Manual de diseño de colada caliente HUSKY]
4.7.6.1.4 Perímetro de sellado de la boquilla.
A fin de proveer en el pozo frío una superficie duradera para el perímetro de sellado de la boquilla, se recomienda utilizar, como mínimo, una dureza superficial de 49 Re. En los casos en el que el pozo frío se maquine en un material más blando (por ejemplo BeCu), la zona de sellado debe endurecerse mediante un proceso de cromado electrolítico, y después maquinarse hasta lograr la dimensión especificada.
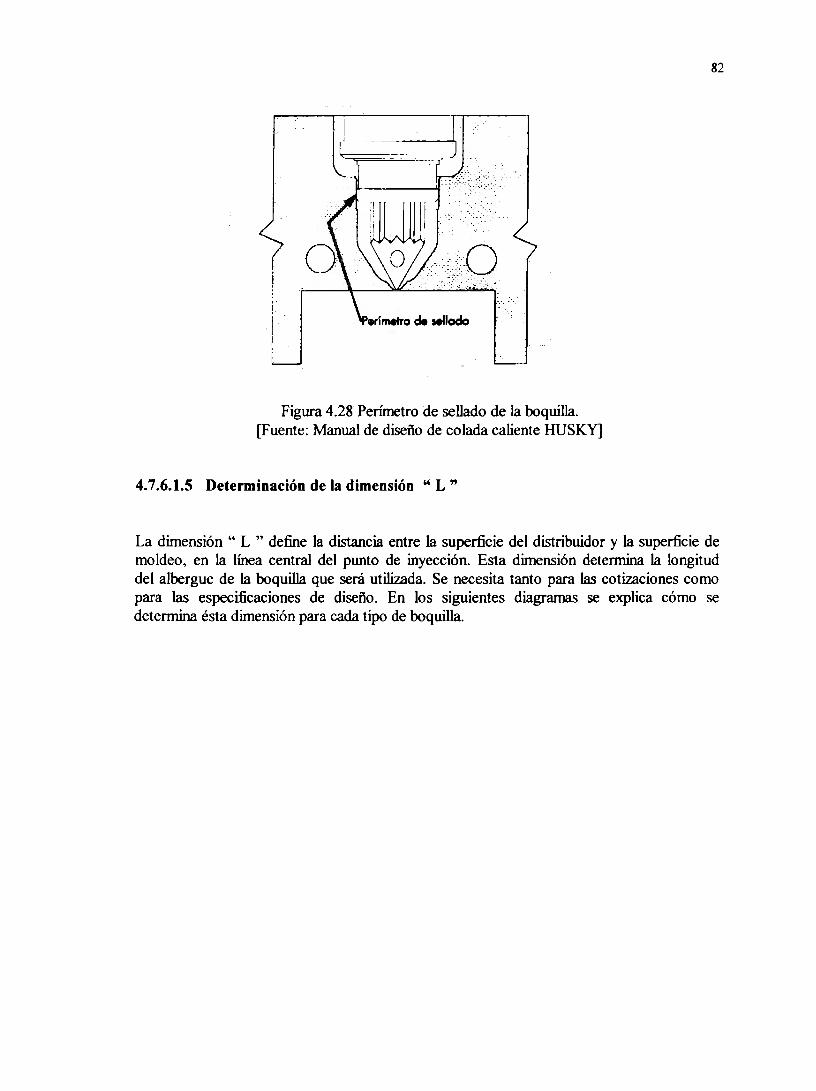
···~
- - -· ----- .
11
:-··•i:·::_·Ü
erímetro de ,ellaclo
Figura 4.28 Perímetro de sellado de la boquilla. [Fuente: Manual de diseño de colada caliente HUSKY]
4.7.6.1.5 Determinación de la dimensión "L"
82
La dimensión " L " define la distancia entre la superficie del distribuidor y la superficie de moldeo, en la línea central del punto de inyección. Esta dimensión determina la longitud del albergue de la boquilla que será utilizada. Se necesita tanto para las cotizaciones como para las especificaciones de diseño. En los siguientes diagramas se explica cómo se determina ésta dimensión para cada tipo de boquilla.
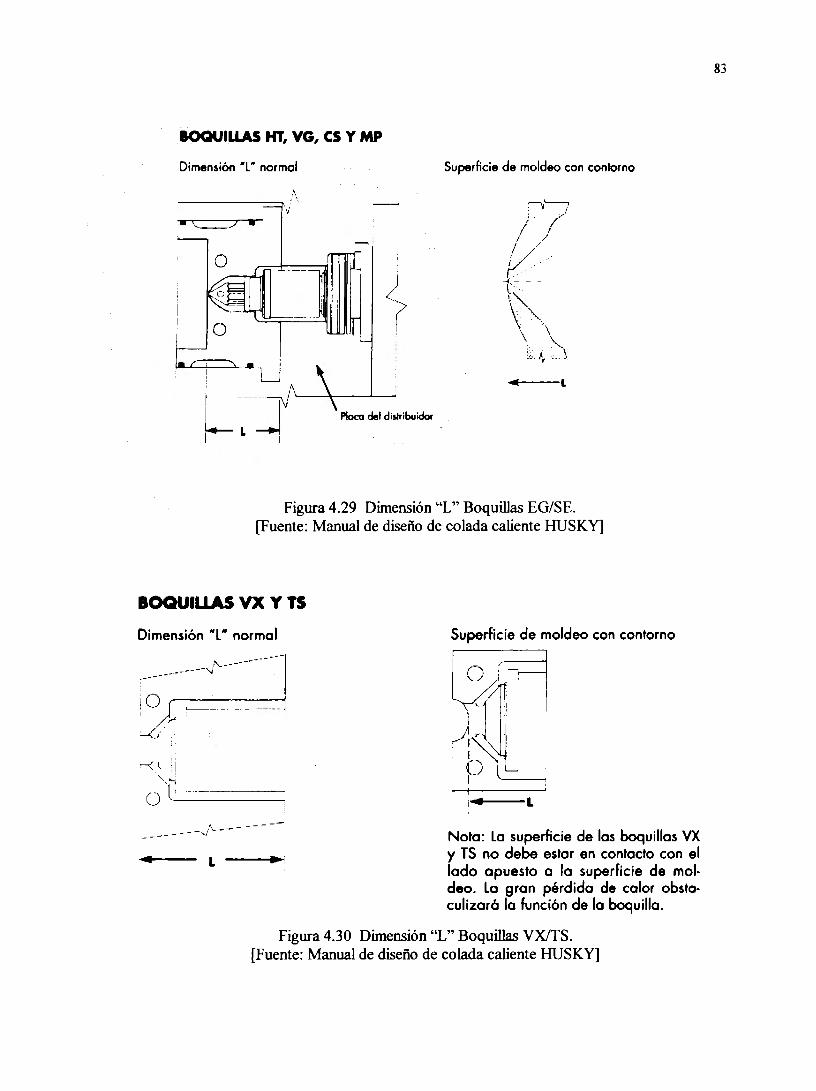
BOQUILlAS HT, VG, es y MP
Dimensión 'T" normal Superficie de moldeo con contorno
.~ -------,. '\ ,' .• e=-=;, •
----L
Placo del di slribu idor
Figura 4.29 Dimensión "L" Boquillas EG/SE. [Fuente: Manual de diseño de colada caliente HUSKY]
BOQUILLAS VX Y TS
Dimensión "L" normal
•'-----------------',/
i, o ,----------< ~----·- -----· 1
1
'...J;J,
,-.( \ : 1
"~; (_) l._' _·--_ -_-·---=--=
--- -- -,, .. \. ----
.. l ..
Superficie de moldeo con contorno
¡.. l
Nota: La superficie de las boquillas VX y TS no debe estar en contacto con el lado apuesto a la superficie de moldeo. La gran pérdida de color obstaculizará la función de la boquilla.
Figura 4.30 Dimensión "L" Boquillas VXITS. [Fuente: Manual de diseño de colada caliente HUSKY]
83
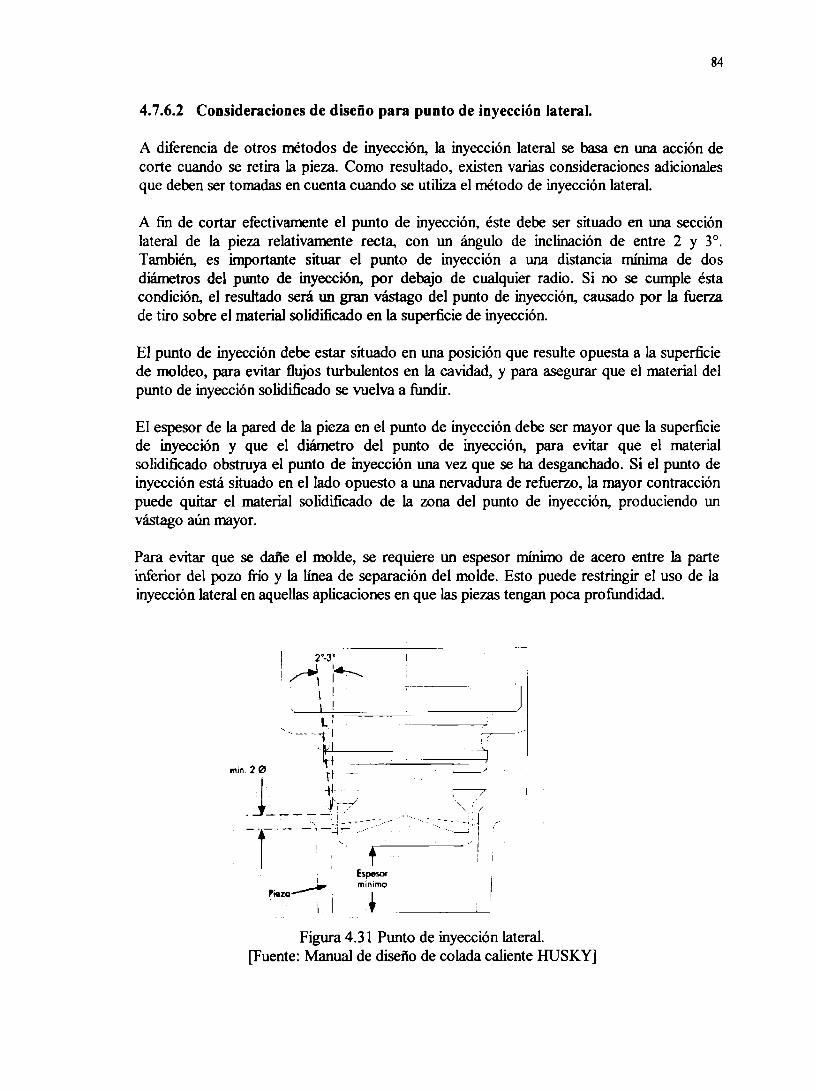
84
4. 7.6.2 Consideraciones de diseño para punto de inyección lateral.
A diferencia de otros métodos de inyección, la inyección lateral se basa en una acción de corte cuando se retira la pieza. Como resultado, existen varias consideraciones adicionales que deben ser tomadas en cuenta cuando se utiliza el método de inyección lateral.
A fin de cortar efectivamente el punto de inyección, éste debe ser situado en una sección lateral de la pieza relativamente recta, con un ángulo de inclinación de entre 2 y 3 º. También, es importante situar el punto de inyección a una distancia núnima de dos diámetros del punto de inyección, por debajo de cualquier radio. Si no se cumple ésta condición, el resultado será un gran vástago del punto de inyección, causado por la fuerza de tiro sobre el material solidificado en la superficie de inyección.
El punto de inyección debe estar situado en una posición que resulte opuesta a la superficie de moldeo, para evitar flujos turbulentos en la cavidad, y para asegurar que el material del punto de inyección solidificado se vuelva a fundir.
El espesor de la pared de la pieza en el punto de inyección debe ser mayor que la superficie de inyección y que el diámetro del punto de inyección, para evitar que el material solidificado obstruya el punto de inyección una vez que se ha desganchado. Si el punto de inyección está situado en el lado opuesto a una nervadura de refuerzo, la mayor contracción puede quitar el material solidificado de la zona del punto de inyección, produciendo un vástago aún mayor.
Para evitar que se dafie el molde, se requiere un espesor mínimo de acero entre la parte inferior del pozo frío y la línea de separación del molde. Esto puede restringir el uso de la inyección lateral en aquellas aplicaciones en que las piezas tengan poca profundidad.
1 2•.3•
1 .,,--.i, ;'-..._ \ 1
1
Ll ·- ---; 1 r--,--.
~~~ __ _____:--===----1
.;"l __ jF" \:: ··. ·<::~-~:¡ ,--·, ... --¡·--- -·-~:
1 P~za~I
~---- 'I t hpas.or mínimo
i I
Figura 4.31 Punto de inyección lateral. [Fuente: Manual de disefio de colada caliente ffiJSKY]
85
4.7.6.3 Consideraciones de diseño para puntos de inyección con válvulas.
Para lograr un punto de inyección de óptima calidad, con un sistema de inyección con válvula, las varillas de las válvulas deben responder rápidamente a las señales de apertura/cierre. A fin de evitar que las varillas de las válvulas se muevan con lentitud, es necesario que se tengan en cuenta los siguientes puntos antes de la instalación:
• El aprovisionamiento de aire debe ser limpio y seco, con una presión de entre 550 y 830 kPa (80 y 120 psi).
• Para activar las varillas de las válvulas se requiere una válvula solenoide de cuatro vías.
• Se deben instalar válvulas de escape de acción rápida en ambas lineas neumáticas para aumentar la velocidad de apertura y cierre de las varillas.
• No se recomiendan los acoples rápidos para las lineas neumáticas, ya que podrían causar restricciones de flujo.
4.7.7 INTERCONEXIÓN DEL MOLDE.
4.7.7.1 Pernos de interconexión.
Se debe sujetar la placa de cavidades al sistema de colada caliente mediante pernos de montaje instalados desde el frente de la placa de cavidades. Cuando queda libre el acceso a los pernos, se puede liberar la placa de cavidades quitando los pernos y separándola del sistema de colada caliente, mientras el molde aún está en la máquina. Se logra así un servicio rápido y sencillo.
La cantidad y el tamaño de los pernos de interconexión debe calcularse como para resistir el esfuerzo de rotura de la máquina de moldeo por inyección. La posición de los pernos debe ser tal que la carga de la fuerza sea pareja.
4.7.7.2 Enfriamiento de la placa de cavidades.
Las lineas de enfiiamiento de las cavidades y de la placa de cavidades deben estar circunscritas solamente a la placa de cavidades. Si se provee el enfriamiento de la placa de cavidades desde la placa de distribución, es posible que el líquido enfriador fugue dentro de los componentes del sistema de colada caliente cuando se separan las placas.
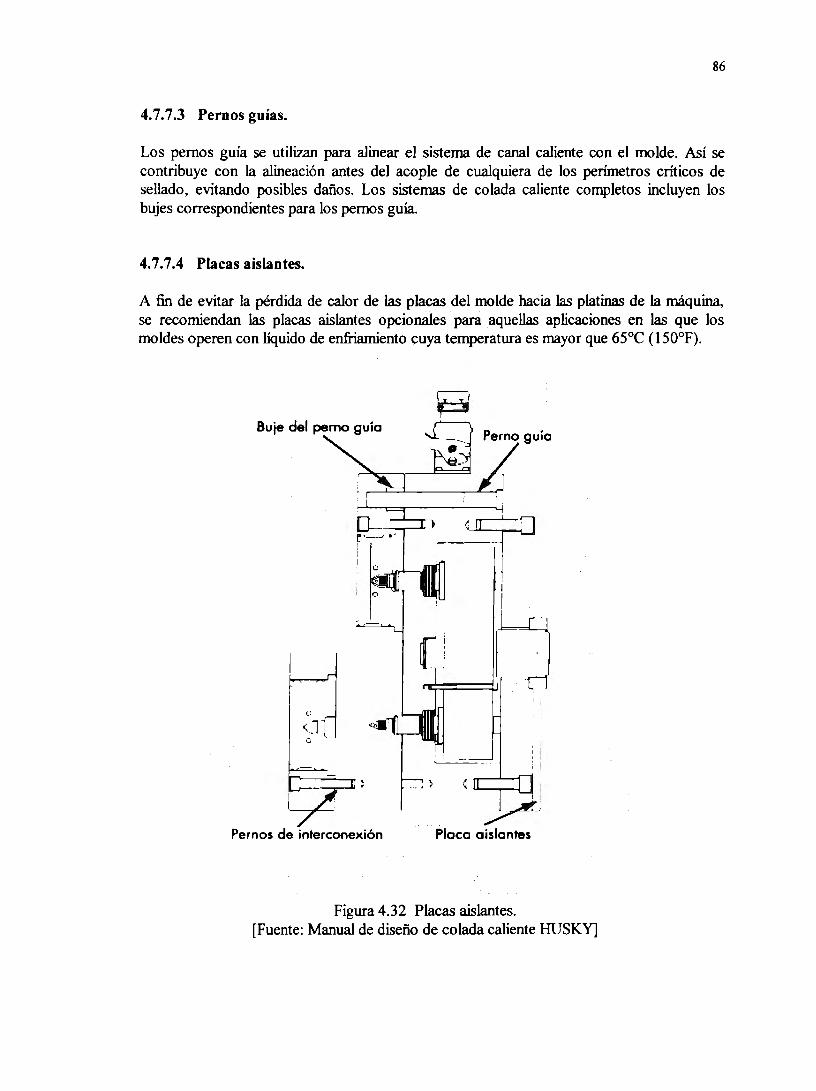
86
4.7.7.3 Pernos guías.
Los pernos guía se utilizan para alinear el sistema de canal caliente con el molde. Así se contribuye con la alineación antes del acople de cualquiera de los perímetros críticos de sellado, evitando posibles daños. Los sistemas de colada caliente completos incluyen los bujes correspondientes para los pernos guía.
4.7.7.4 Placas aislantes.
A fin de evitar la pérdida de calor de las placas del molde hacia las platinas de la máquina, se recomiendan las placas aislantes opcionales para aquellas aplicaciones en las que los moldes operen con líquido de enfriamiento cuya temperatura es mayor que 65ºC (150ºF).
~ Buje del perno g.--u .... ía.,----.---§J
e
<]¡ o .
Perno guía
¡ .
1 1 1
'
~-' Pernos de interconexión Placa aislantes
Figura 4.32 Placas aislantes. [Fuente: Manual de diseño de colada caliente HUSKY]
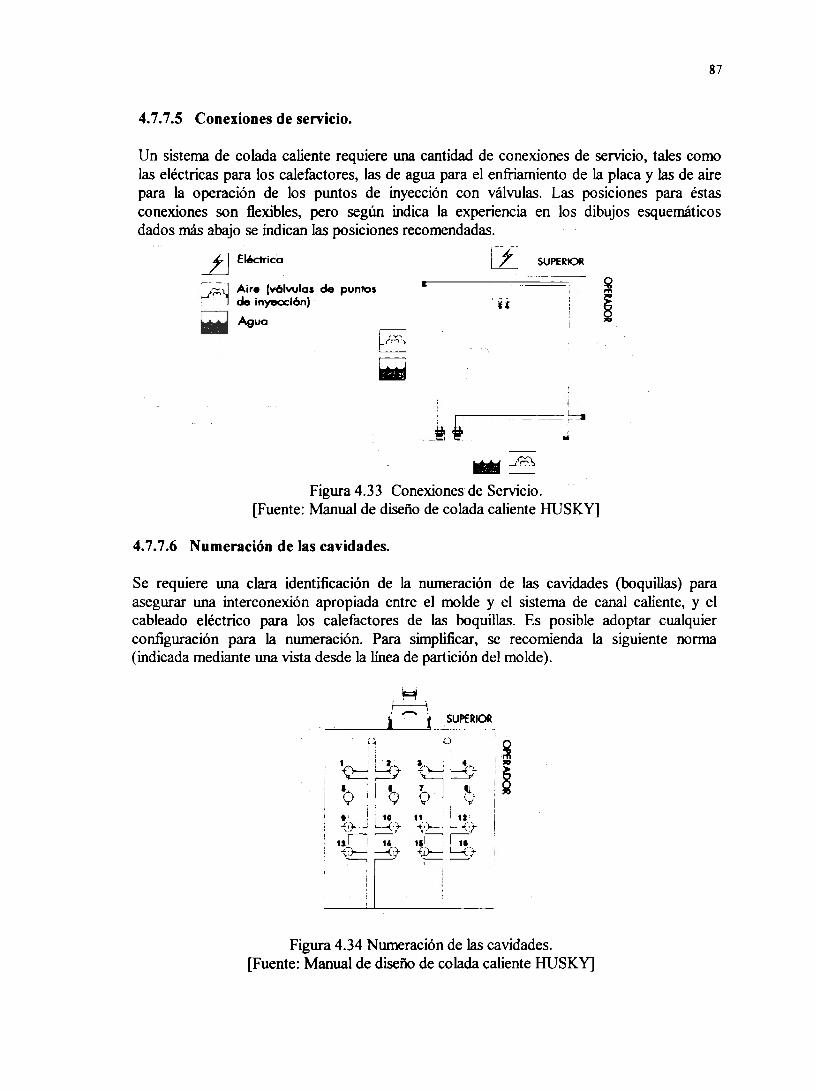
87
4.7.7.5 Conexiones de servicio.
Un sistema de colada caliente requiere una cantidad de conexiones de servicio, tales como las eléctricas para los calefactores, las de agua para el enfriamiento de la placa y las de aire para la operación de los puntos de inyección con válvulas. Las posiciones para éstas conexiones son flexibles, pero según indica la experiencia en los dibujos esquemáticos dados más abajo se indican las posiciones recomendadas.
_t_j Eléctrica
1r;:::.. ~l Aire (Y61vulas de puntos ~ 1 de inyec:c16n)
~ Agua
if LL__ SUPERIOR
. __ !i !,--------r . r:-·,
- .Jr".">
Figura 4.33 Conexiones de Servicio. [Fuente: Manual de diseño de colada caliente HUSKY]
4.7.7.6 Numeración de las cavidades.
Se requiere una clara identificación de la numeración de las cavidades (boquillas) para asegurar una interconexión apropiada entre el molde y el sistema de canal caliente, y el cableado eléctrico para los calefactores de las boquillas. Es posible adoptar cualquier configuración para la numeración. Para simplificar, se recomienda la siguiente norma (indicada mediante una vista desde la linea de partición del molde).
~____ }-.----~L-~~PERIOR
Figura 4.34 Numeración de las cavidades. [Fuente: Manual de diseño de colada caliente HUSKY]
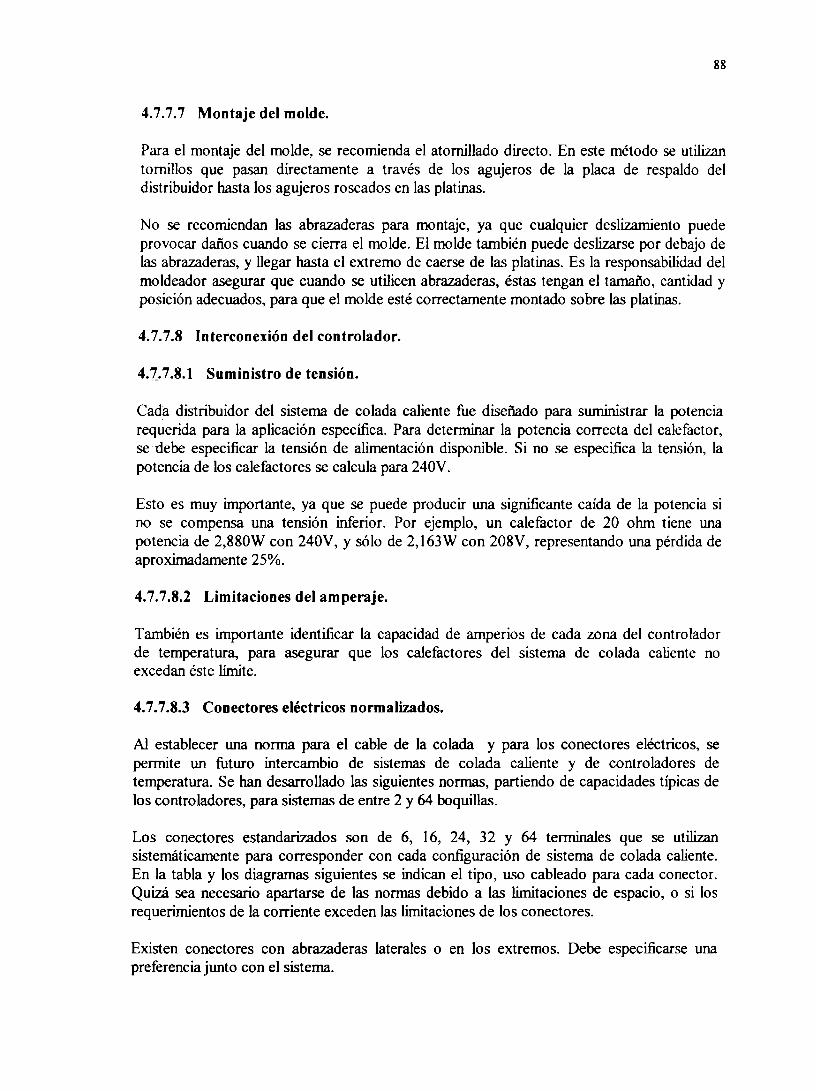
88
4.7.7.7 Montaje del molde.
Para el montaje del molde, se recomienda el atornillado directo. En este método se utilizan tornillos que pasan directamente a través de los agujeros de la placa de respaldo del distribuidor hasta los agujeros roscados en las platinas.
No se recomiendan las abraz.aderas para montaje, ya que cualquier deslizamiento puede provocar daños cuando se cierra el molde. El molde también puede deslizarse por debajo de las abraz.aderas, y llegar hasta el extremo de caerse de las platinas. Es la responsabilidad del moldeador asegurar que cuando se utilicen abraz.aderas, éstas tengan el tamaño, cantidad y posición adecuados, para que el molde esté correctamente montado sobre las platinas.
4. 7. 7.8 Interconexión del controlador.
4.7.7.8.1 Suministro de tensión.
Cada distribuidor del sistema de colada caliente fue diseñado para suministrar la potencia requerida para la aplicación específica. Para determinar la potencia correcta del calefactor, se debe especificar la tensión de alimentación disponible. Si no se especifica la tensión, la potencia de los calefactores se calcula para 240V.
Esto es muy importante, ya que se puede producir una significante caída de la potencia si no se compensa una tensión inferior. Por ejemplo, un calefactor de 20 ohm tiene una potencia de 2,880W con 240V, y sólo de 2,163W con 208V, representando una pérdida de aproximadamente 25%.
4.7.7.8.2 Limitaciones del amperaje.
También es importante identificar la capacidad de amperios de cada zona del controlador de temperatura, para asegurar que los calefactores del sistema de colada caliente no excedan éste limite.
4.7.7.8.3 Conectores eléctricos normalizados.
Al establecer una norma para el cable de la colada y para los conectores eléctricos, se permite un futuro intercambio de sistemas de colada caliente y de controladores de temperatura. Se han desarrollado las siguientes normas, partiendo de capacidades típicas de los controladores, para sistemas de entre 2 y 64 boquillas.
Los conectores estandariz.ados son de 6, 16, 24, 32 y 64 terminales que se utilizan sistemáticamente para corresponder con cada configuración de sistema de colada caliente. En la tabla y los diagramas siguientes se indican el tipo, uso cableado para cada conector. Quizá sea necesario apartarse de las normas debido a las limitaciones de espacio, o si los requerimientos de la corriente exceden las limitaciones de los conectores.
Existen conectores con abraz.aderas laterales o en los extremos. Debe especificarse una preferencia junto con el sistema.
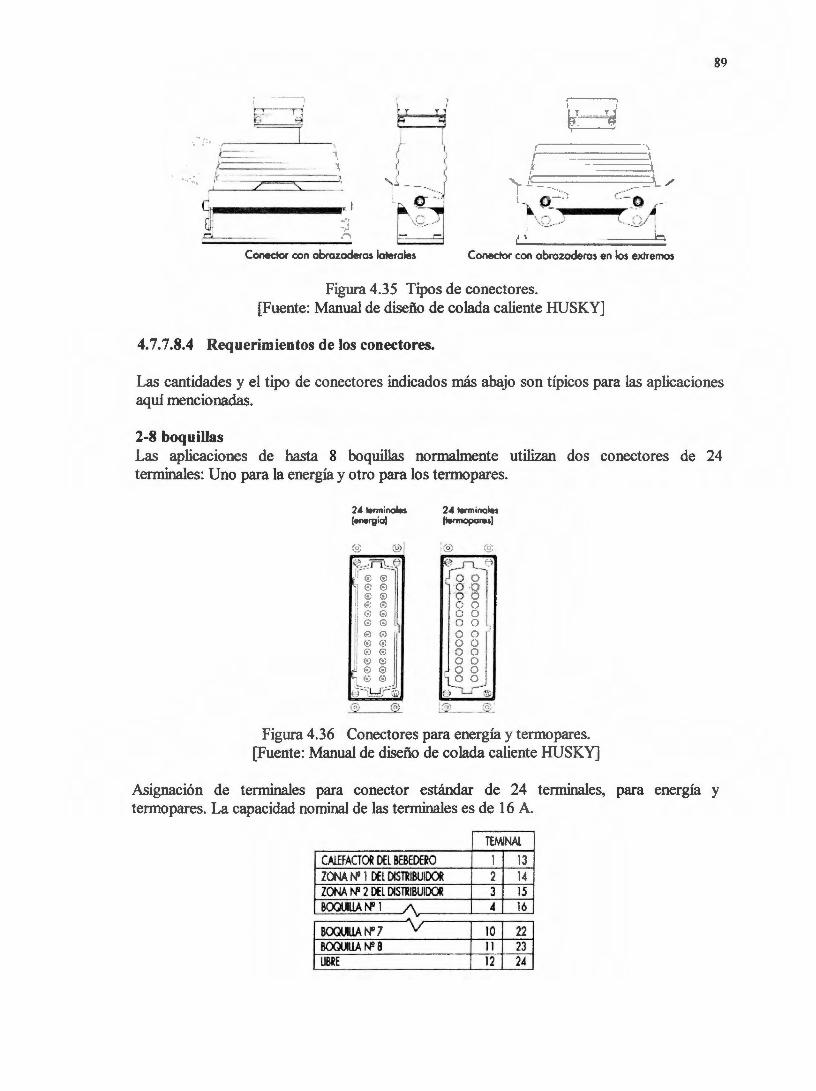
.·.
- ···-, ' Ti
8
,-----~--, ,t::=:_-~_ "i,
f.- - __ -_-_-_-_-_-___ , /( __ ·- _· -,,~=--~
~tJl1------.... _:,1 . "'\
H r ) •-.. l~ l ~ - - --.. . __ _
~ o- ---\e- ·· . ...
- -Conector con obrozoderos laterales
\ ~ ------1
f. \ '- [ -_-----__ -___ .-_-_ \_ /
: A -:: C- Q -' -~ ~-...,..-...,,.- -:· '
\ Q. .... , .. __ (.)/ 1
I v
Conector con obrozoderos en los extremos
Figura 4.35 Tipos de conectores. [Fuente: Manual de diseño de colada caliente HUSKY]
4.7.7.8.4 Requerimientos de los conectores.
89
Las cantidades y el tipo de conectores indicados más abajo son típicos para las aplicaciones aquí mencionadas.
2-8 boquillas Las aplicaciones de hasta 8 boquillas normalmente utilizan dos conectores de 24 terminales: Uno para la energía y otro para los termopares.
®
24 twminoles fte,mopores)
ifi~~l-. o() o o o o g gj 00 o o
1-~ 8_ {:e} L..J ®
IS)__ __ ~~
Figura 4.36 Conectores para energía y termopares. [Fuente: Manual de diseño de colada caliente HUSKY]
Asignación de terminales para conector estándar de 24 terminales, para energía y termopares. La capacidad nominal de las terminales es de 16 A.
TEMINAL CALEFACTOR DEL BEBEDERO 1 13 ZONA NR 1 DEL DISTRIBUIDOR 2 14 ZONA NR 2 DEL DISTRIBUIDOR 3 15 BOGlWANR 1 .. 16
A
BOOOI.IAN97 10 22 8000UAN28 11 23 UBRE 12 24
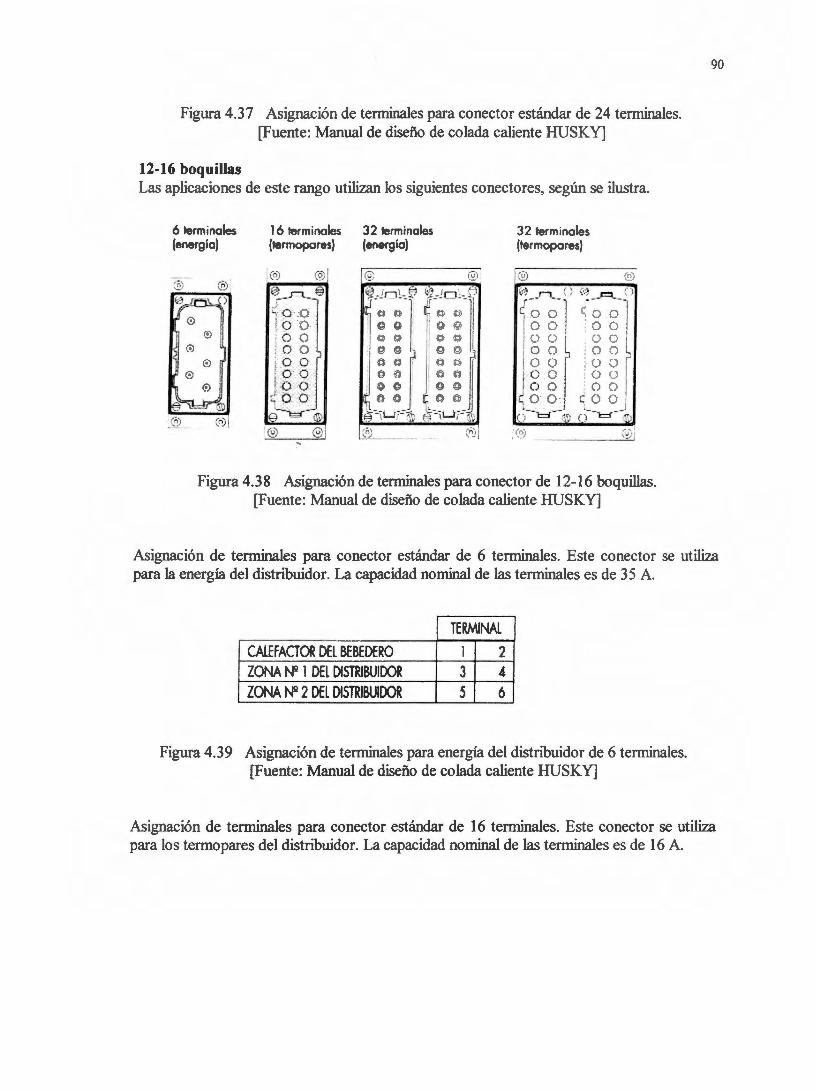
Figura 4.37 Asignación de terminales para conector estándar de 24 terminales. [Fuente: Manual de diseño de colada caliente HUSKY]
12-16 boquillas Las aplicaciones de este rango utilizan los siguientes conectores, según se ilustra.
6 terminales (energía)
(•)
0 0
16 terminales (termopares)
32 terminales (energía)
32 terminales (termopares)
@ ~)
,~r;;-lº ¿;~ () 'º o ; o o ¡o o o o
lo o . oo~ o o¡ ¡ o o rº o : o o
t 0 0 ¡ O O e;_ O' O · e O O
¡,._ _ - ~ - . -() 't:::::{ (.':) () l:::::í @
, , \ . ., . . ,
Figura 4.38 Asignación de terminales para conector de 12-16 boquillas. [Fuente: Manual de diseño de colada caliente HUSKY]
90
Asignación de terminales para conector estándar de 6 terminales. Este conector se utiliza para la energía del distribuidor. La capacidad nominal de las terminales es de 3 5 A
TERMINAL CALEFACTOR DEL BEBEDERO 1 2 ZONA N2 1 DEL DISTRIBUIOOR 3 4 ZONA N!! 2 DEL DISTRIBUIDOR 5 6
Figura 4.39 Asignación de terminales para energía del distribuidor de 6 terminales. [Fuente: Manual de diseño de colada caliente HUSKY]
Asignación de terminales para conector estándar de 16 terminales. Este conector se utiliza para los termopares del distribuidor. La capacidad nominal de las terminales es de 16 A
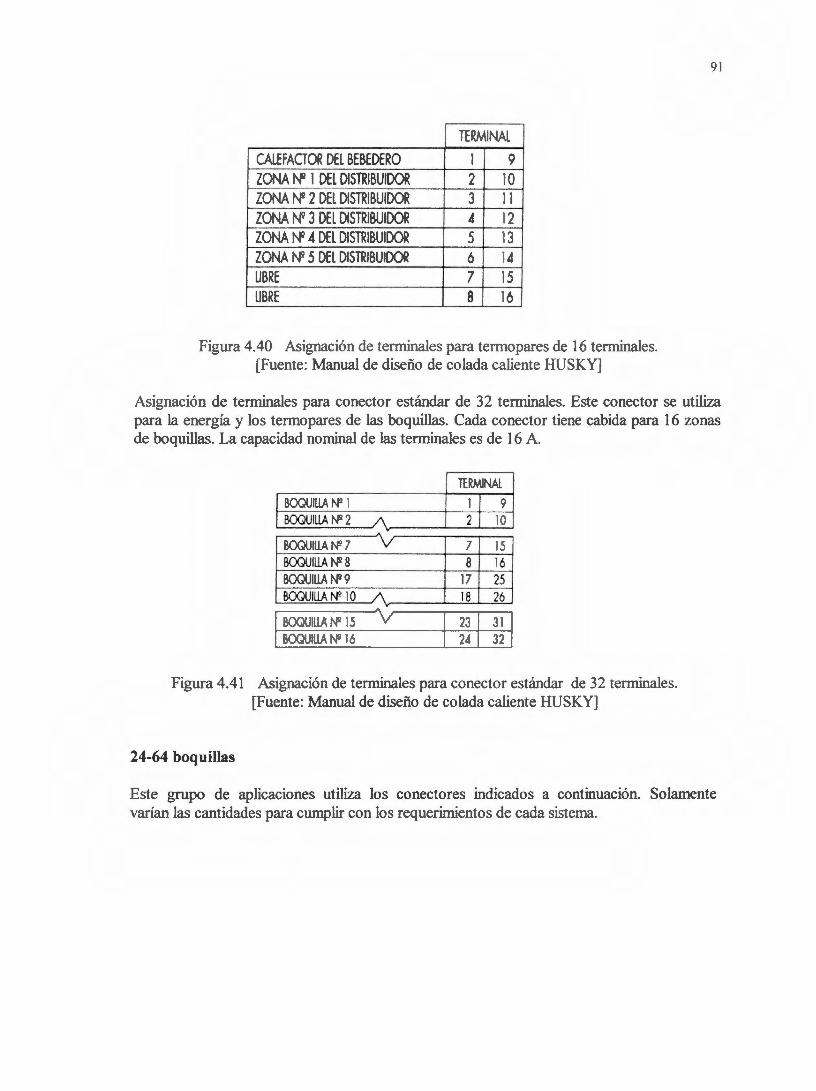
TERMINAL
CALEFACTOR DEL BEBEDERO 1 9 ZONA N2 1 DEL DISTRIBUIDOR 2 10 ZONA N2 2 DEL DISTRIBUIDOR 3 11 ZONA N9 3 DEL DISTRIBUIDOR 4 12 ZONA N2 4 DEL DISTRIBUIDOR 5 13 ZONA Nº 5 DEL DISTRIBUIDOR 6 14 UBRE 7 15 LIBRE 8 16
Figura 4.40 Asignación de terminales para termopares de 16 terminales. [Fuente: Manual de diseño de colada caliente HUSKY]
91
Asignación de terminales para conector estándar de 32 terminales. Este conector se utiliza para la energía y los termopares de las boquillas. Cada conector tiene cabida para 16 zonas de boquillas. La capacidad nominal de las terminales es de 16 A.
TERMINAL j BOQUILLA N2 1 1 1 9 1 BOQUILLA N2 2 2 1 10
A
BOQUILLA N2 7 7 15 BOQUILLA N2 8 8 16 BOQUILLA N2 9 17 25 BOQUIUA N2 10 18 26
1 BOQUIUA N2 15 \¡
BOQUILLA N2 16
Figura 4.41 Asignación de terminales para conector estándar de 32 terminales . [Fuente: Manual de diseño de colada caliente HUSKY]
24-64 boquillas
Este grupo de aplicaciones utiliza los conectores indicados a continuación. Solamente varían las cantidades para cumplir con los requerimientos de cada sistema.
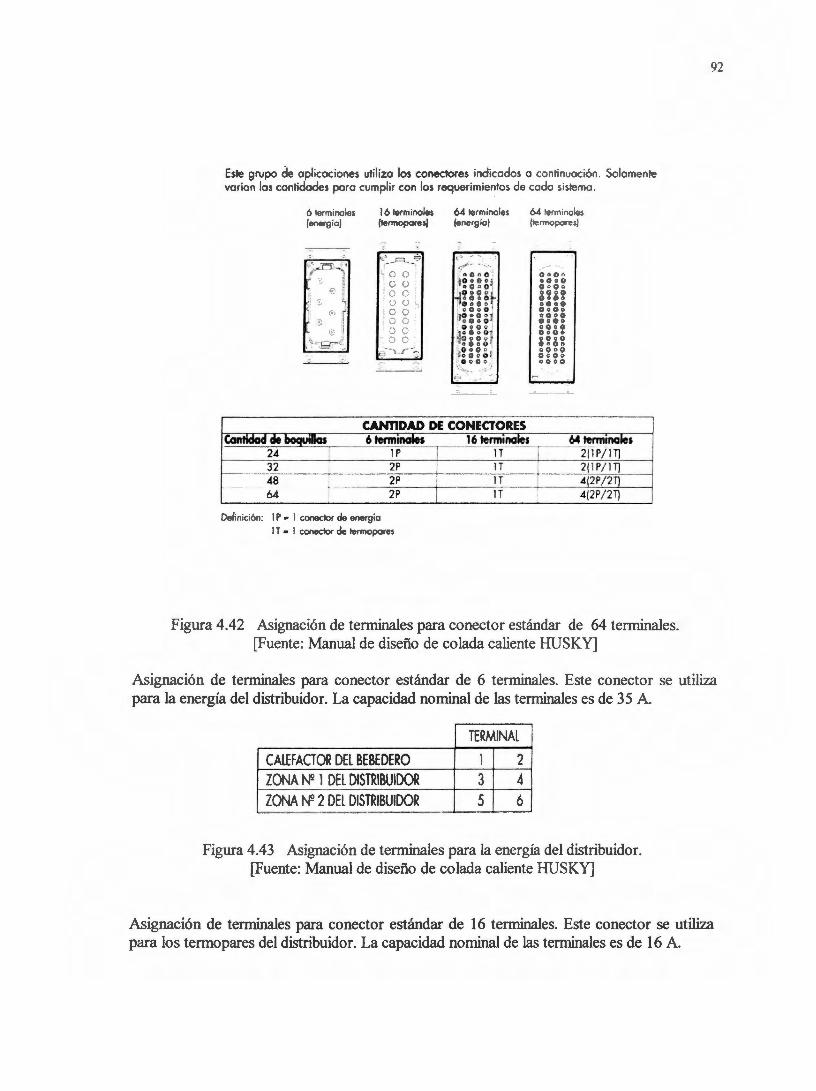
Este grupo de apl icac iones utilizo los conectore$ indicados o continuación . Solamente verían las cantidades poro cumplir con los requerimientos de cado sistema.
6 lerminoles 16 lerminoles 64 lerminales 64 lerminal11$ (energía) /1ermop0<esl (ene rg ía) (termopore,)
·:~ _p.,_ -;* '1 o o :
() o . ; o e : u o ~
! O . ; o o . o e ·
- o e , . --'l_.r-~.
CANTIDAD DE CONECTORES 6twm 16 tenn, 1
2.4 1P IT 32 2P 1T 48 2P 1T 64 1 2P 1T
Defin ición: 1 P • 1 coneclor de energ ía
J T • l coneclo< de termopares
' onn r. OOQ O
ºªº º OQ D O
º ºº º oe o o 0 0 0 0
ºººº º~ºº ºº ºº ºººº º º º º ºººº ºº ºº oc.o o
º º º º ~
64 lennlna 1
2(1P/ IT) 2(1P/ ITJ 4 2P/ 2 4(2P/2T)
Figura 4.42 Asignación de terminales para conector estándar de 64 terminales. [Fuente: Manual de diseño de colada caliente HUSKY]
92
Asignación de terminales para conector estándar de 6 terminales. Este conector se utiliza para la energía del distribuidor. La capacidad nominal de las terminales es de 35 A
TERMINAL
CALEFACTOR DEL BEBEDE~O 1 2 ZONA N21 DEL DISTRIBUIDOR 3 A ZONA N2 2 DEL DISTRIBUIDOR 5 6
Figura 4.43 Asignación de terminales para la energía del distribuidor. [Fuente: Manual de diseño de colada caliente HUSKY]
Asignación de terminales para conector estándar de 16 terminales. Este conector se utiliza para los termopares del distribuidor. La capacidad nominal de las terminales es de 16 A
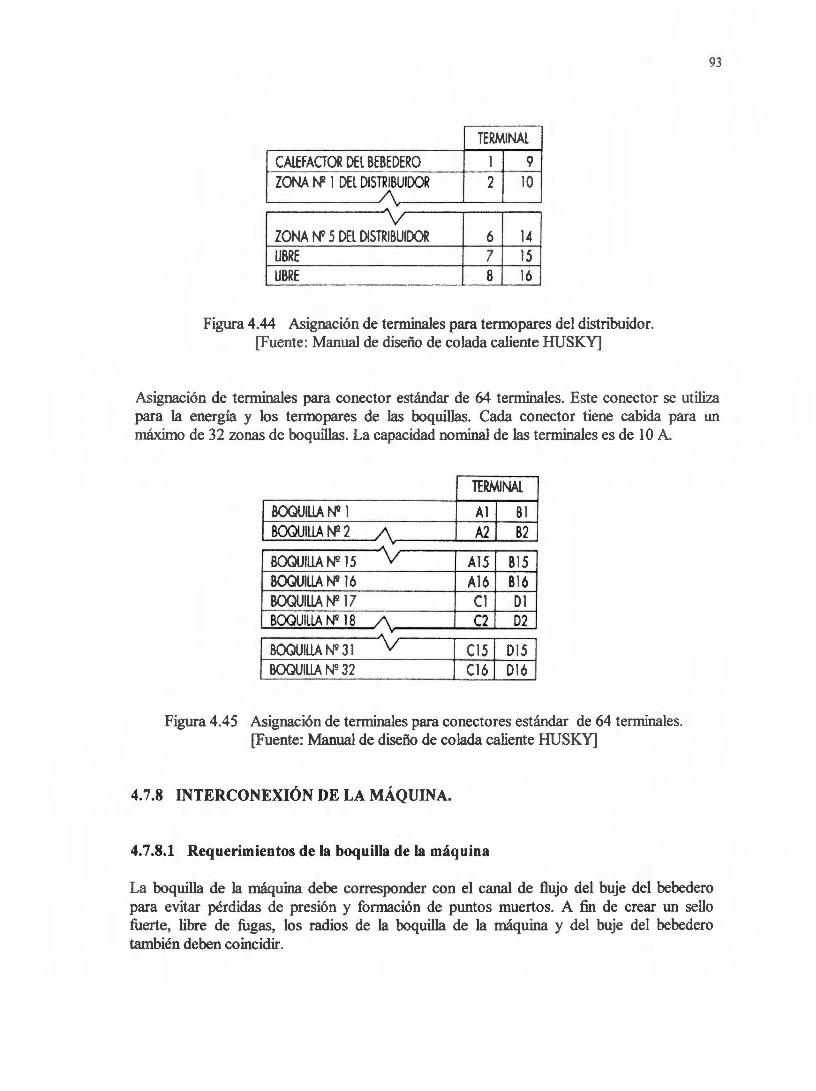
TERMINAL
CALEFACTOR DEL BEBEDERO l 9 ZONA N2 l DEL DISTRIBUIDOR 2 10
. A
ZONA N2 5 DEL DISTRIBUIDOR 6 14 UBRE 7 15 UBRE 8 16
Figura 4.44 Asignación de terminales para termopares del distnbuidor. [Fuente: Manual de diseño de colada caliente HUSKY]
93
Asignación de terminales para conector estándar de 64 terminales. Este conector se utiliza para la energía y los termopares de las boquillas. Cada conector tiene cabida para un máximo de 32 zonas de boquillas. La capacidad nominal de las terminales es de 1 O A.
TERMINAL
BOOUlllA N2 l Al Bl BOOUlllA N2 2 A2 82
A
BOOUIUA N2 15 A15 815 BOOUIUA N'2 16 A16 816 BOOUlllA N217 Cl Dl BOOUILLA N2 18 C2 02 . BOOUlllA Nº 31 Cl5 D15 BOQUILLA N2 32 Cl6 D16
Figura 4.45 Asignación de terminales para conectores estándar de 64 terminales. [Fuente: Manual de diseño de colada caliente HUSKY]
4.7.8 INTERCONEXIÓN DE LA MÁQUINA.
4.7.8.1 Requerimientos de la boquilla de la máquina
La boquilla de la máquina debe corresponder con el canal de flujo del buje del bebedero para evitar pérdidas de presión y formación de puntos muertos. A fin de crear un sello fuerte, libre de fugas, los radios de la boquilla de la máquina y del buje del bebedero también deben coincidir.
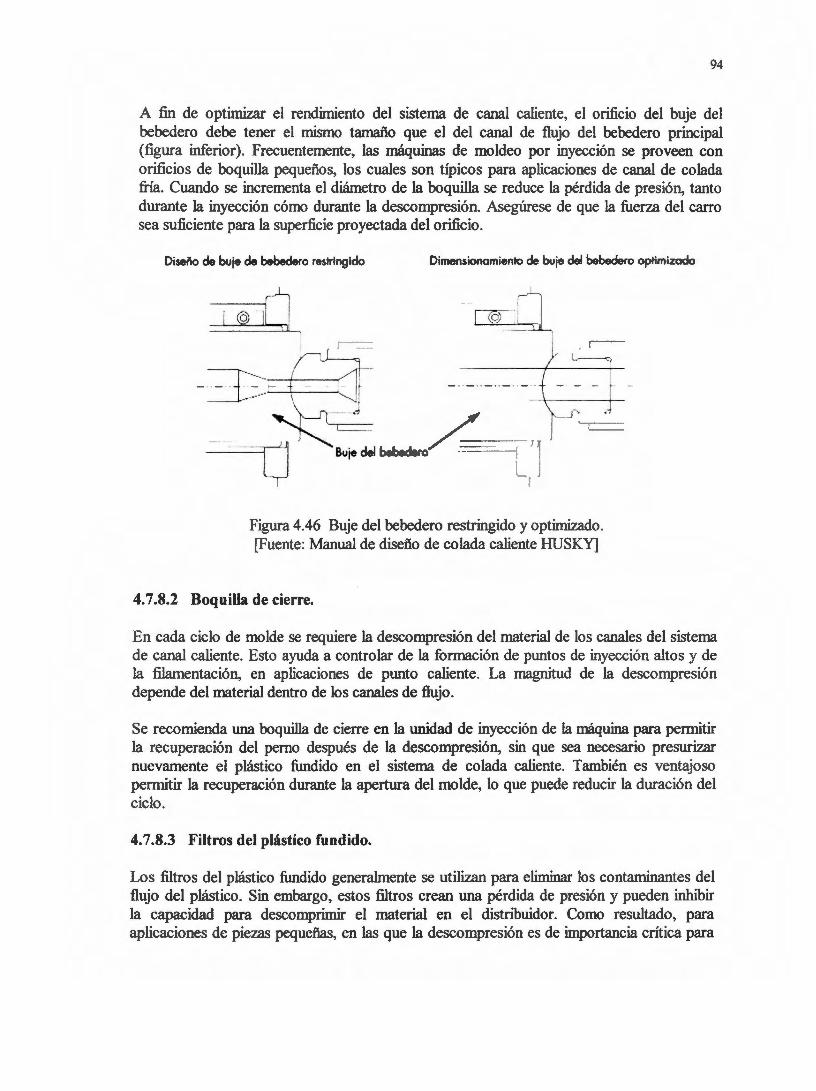
94
A fin de optimizar el rendimiento del sistema de canal caliente, el orificio del buje del bebedero debe tener el mismo tamaño que el del canal de flujo del bebedero principal (figura inferior). Frecuentemente, las máquinas de moldeo por inyección se proveen con orificios de boquilla pequeños, los cuales son típicos para aplicaciones de canal de colada fría. Cuando se incrementa el diámetro de la boquilla se reduce la pérdida de presión, tanto durante la inyección cómo durante la descompresión. Asegúrese de que la fuerza del carro sea suficiente para la superficie proyectada del orificio.
Diseoo de buje de bebedero restringido Dimensionamiento de buje del bebedero optimizado
Figura 4.46 Buje del bebedero restringido y optimizado. [Fuente: Manual de diseño de colada caliente HUSKY]
4.7.8.2 Boquilla de cierre.
En cada ciclo de molde se requiere la descompresión del material de los canales del sistema de canal caliente. Esto ayuda a controlar de la formación de puntos de inyección altos y de la filamentación, en aplicaciones de punto caliente. La magnitud de la descompresión depende del material dentro de los canales de flujo.
Se recomienda una boquilla de cierre en la unidad de inyección de la máquina para permitir la recuperación del perno después de la descompresión, sin que sea necesario presurizar nuevamente el plástico fundido en el sistema de colada caliente. También es ventajoso permitir la recuperación durante la apertura del molde, lo que puede reducir la duración del ciclo.
4.7.8.3 Filtros del plástico fundido.
Los filtros del plástico fundido generalmente se utilizan para eliminar los contaminantes del flujo del plástico. Sin embargo, estos filtros crean una pérdida de presión y pueden inhibir la capacidad para descomprimir el material en el distribuidor. Como resultado, para aplicaciones de piezas pequeñas, en las que la descompresión es de importancia crítica para
95
producir un vástago uniforme del punto de inyección, no se recomienda utilizar filtros del plástico fundido.
4.7.8.4 Tiempo de permanencia.
Un sistema de colada caliente reduce el tamaño del tiro, aumentando el tiempo de permanencia en el cilindro de la máquina. En las aplicaciones en las que se utilizan materiales sensibles al calor, el tiempo de permanencia adicional puede causar que la resina se degrade dentro del cilindro, y quizás sea necesario usar un tornillo y un cilindro más pequeños.
4.7.8.5 Altura de cierre.
A pesar de que si se agrega a un molde un sistema de canal caliente, se reduce la carrera de apertura de la máquina, es posible que se incremente el ancho total del molde.
Cuando se considere una conversión a un sistema de colada caliente, es de maxuna importancia verificar que el ancho final del molde no excede la carrera máxima de apertura de la máquina de moldeo por inyección.
4.8 CONSIDERACIONES DEL SISTEMA DE COLADA CALIENTE RESPECTO AL MOLDE DE INYECCIÓN.
Para iniciar con el diseño de molde de colada caliente es necesario que se tenga la siguiente información.
• Dimensiones del producto.
• Plástico a inyectar.
• Número de cavidades del molde.
• Tipo de punto de inyección.
• Características de la máquina de inyección a utiliz.ar.
Con la información anterior estamos en condiciones de determinar el tamaño del portamolde tomando en consideración los tamaños estandarizados de los diferentes proveedores de sistemas de colada caliente. Una de las características importantes para elegir el tamaño del portamolde es la consideración de las dimensiones del producto y las distancias entre boquilla y boquilla como a continuación se explica.

96
4.8.1 DETERMINACIÓN DEL ESPACIAMIENTO ENTRE BOQUILLAS.
El espacianúento mínimo entre boquillas se determina no sólo por el tamaño de la pieza y de la boquilla, sino también por las consideraciones que surgen del diseño del distribuidor, tales como el trazado del calefactor del distribuidor, el maquinado del canal de fundición y la localización de los soportes de sostén del distribuidor y de los bujes del bebedero.
Por ejemplo, generalmente se recomienda una mayor distancia entre filas y columnas, para permitir que los soportes de sostén sean maquinados en la placa del distribuidor.
Estos soportes resisten deflexiones en el molde, ayudando como soporte auxiliar para la placa de cavidades.
En esta sección se provee las normas para el espacianúento de boquillas y de componentes normales. Se detallan las dimensiones mínimas recomendadas para la zona del buje del bebedero (zona A), del agrupanúento de boquillas (zona B), de la fila central (CR) y de la columna (CC).
El diseño de las cavidades debe tener en consideración todas y cada una de las dimensiones proporcionadas por el proveedor del sistema de colada caliente, ya que de estas distancias nosotros podremos dimensionar la cavidad sin que exista alguna intersección entre cavidad y cavidad.
4.8.1.1 Boquillas térmicas para puntos de inyección (HT, EG, SE, MP, ST Y CS).
El espacianúento de este agrupanúento de boquillas, esta limitado en la zona A por el aislador de posición del distribuidor del lado de la cavidad del distribuidor, y en la zona. B por las dimensiones fisicas de las boquillas. En el siguiente diagrama observamos las diferentes zonas del hot runner.
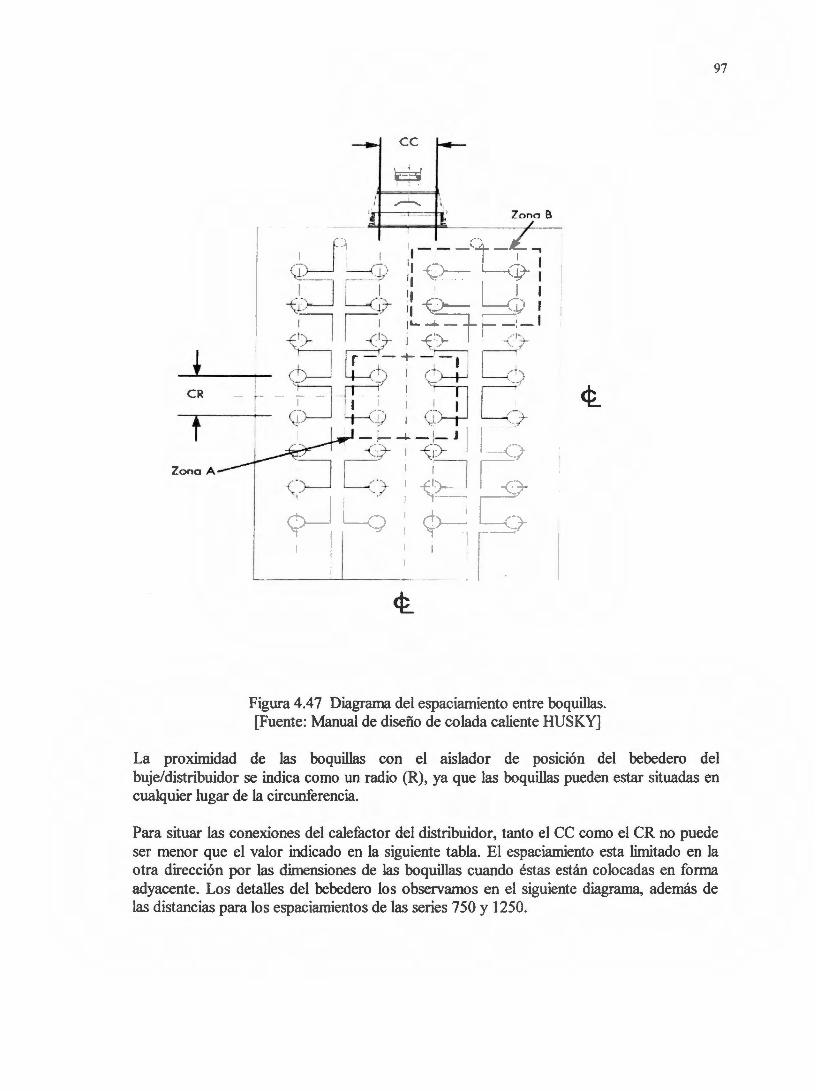
97
Zona B
t CR
Zona A
Figura 4.47 Diagrama del espaciamiento entre boquillas. [Fuente: Manual de diseño de colada caliente HUSKY]
La proximidad de las boquillas con el aislador de posición del bebedero del buje/distribuidor se indica como un radio (R), ya que las boquillas pueden estar situadas en cualquier lugar de la circunferencia.
Para situar las conexiones del calefactor del distribuidor, tanto el CC como el CR no puede ser menor que el valor indicado en la siguiente tabla. El espaciamiento esta limitado en la otra dirección por las dimensiones de las boquillas cuando éstas están colocadas en forma adyacente. Los detalles del bebedero los observamos en el siguiente diagrama, además de las distancias para los espaciamientos de las series 750 y 1250.
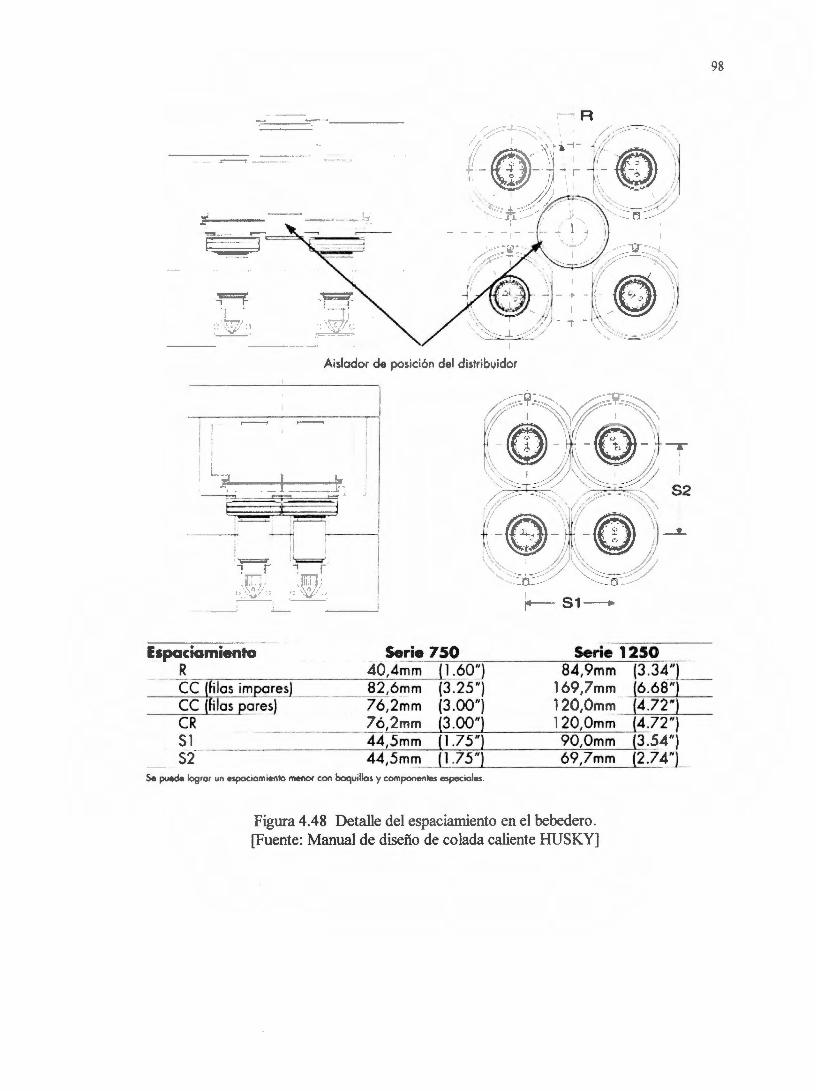
98
,- R
= .
r¡ :r:tO'} • ·-, . ' l ,/// .... .,.., ·-. \ ,,~..... \,,,.1/ / '·ti:"f;i·::?- .1/ ~ \ · ,. "·>· :::fi ::_::</
F --
~ '1 •
Aislador de posición del distribu idor
-- L --- - ;.
Serie 750 Serie 1250 Espaciamiento R ce (filos ime9res)
4Ó,4mm (1.60] 84,9mm (3.34]_·· _
ce (filos po~esJ CR Sl Si-
82,6mm 76,2mm 7ó,2mm 44,5mm 44,5mm
(3.2Y) (3.00") (3 .00") (1.75") (1.75")
Se puede lograr un espociamien lo meno< con boquillos y componentes especiales.
169,7mm 120,0mm 120,0mm 90,0mm 69,7mm
Figura 4.48 Detalle del espaciamiento en el bebedero. [Fuente: Manual de diseño de colada caliente HUSKY]
(6.68") (4.72") (4.72") (3.54") {2.74")
99
4.8.1.2 Boquillas de punto de inyección con válvula (VG Y VX).
El espaciamiento de las boquillas para puntos de inyección con válvulas esta limitado en la zona A por buje del bebedero del lado de la inyección en el distribuidor, y en la zona B por las dimensiones fisicas de los cilindros.
La proximidad de las boquillas del aislador de posición del bebedero del buje/distribuidor se indica como un radio (R), ya que las boquillas pueden estar situadas en cualquier lugar de la circunferencia. Para situar las conexiones del calefactor del distribuidor, tanto el CC como el CR no puede ser menor que el valor indicado en la siguiente tabla. El establecimiento está limitado en la otra dirección por las dimensiones de las boquillas cuando estas están colocadas en forma adyacente.
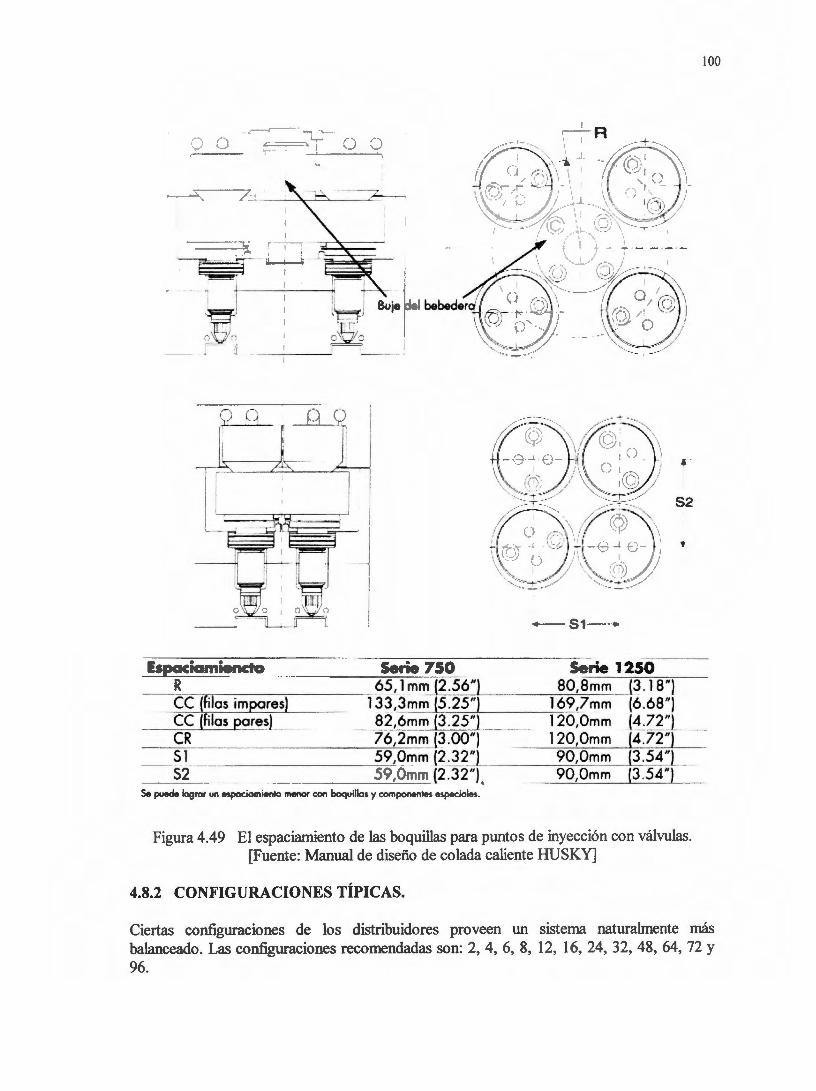
--~- -..., '--- '
1 __ __,,..; r ·- 1
c¡¡;f·· i..-J_j
.. " i
.. S2
T
-s1-
Espaciam~ncto Serie 7 50 Serie 1250 __ R~ ~ ------ - ~5,_lmm__(2.56") 80,8mm (~.18"}
ce (filas impares) 133,3mm (5.25") 169,7mm (6.68") ce (filas pares)___ 82,6mm (3 .2Y) 120,0mm _l4.72H CR 76,2mm {~.00") 120,0mm (4.72") S 1 _ ______ ..::,...59'=-'-,Qmm (2-=.3-=-2-:J.-") _ _ _ -=9~0.e...,:,O,-m_m____,(Lc-3-=.5_4"J...)
- s2··-·· 59,0mm (2.32"). 90,0mm (3 .54") Se puede logro, un espoc:iom¡..,lo menor con boquillcn y componentes especiales.
Figura 4.49 El espaciamiento de las boquillas para puntos de inyección con válvulas. [Fuente: Manual de diseño de colada caliente HUSKY]
4.8.2 CONFIGURACIONES TÍPICAS.
100
Ciertas configuraciones de los distribuidores proveen un sistema naturahnente más balanceado. Las configuraciones recomendadas son: 2, 4, 6, 8, 12, 16, 24, 32, 48, 64, 72 y 96.
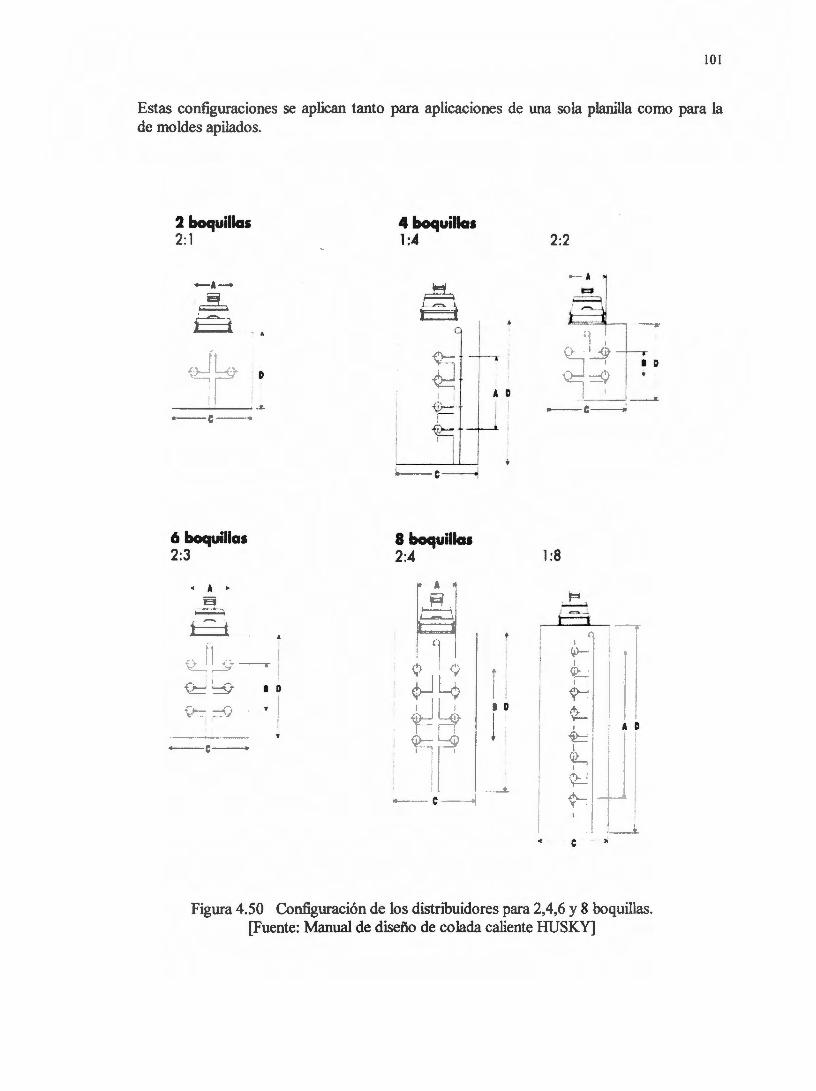
101
Estas configuraciones se aplican tanto para aplicaciones de una sola planilla como para la de moldes apilados.
2 boquillas 2:1
~ r--=-1 ,.J1 ' -; =-- F ' D
11 ____ ...._
- e-
6 boquillas 2:3
. A . a --.
f::::::1 : ·• ¡] ' ._ ---r .,._. _ . ., .-. '' .-. , ,,......, - .7 1
.- r - . \ -~ -:"-/
- e-
1 1 l
D
1
1
4 boquillas 1 :.4
(
8 boquillas 2:4
~ 1
1 ! ( i I q
~~ W; J ! L.:). "=-r-- .. .,,,
~61) r -, i
-- e- - _.;
2:2
:¡ / 1
\)- 1 .(J.}
(~ ~~ 1 D
I _ ___, ____., -e---.,
1 :8
F' ;,..__,¡ ; ~ __;,, ) l
t ( ' . ---r
1 1
(¡.l--1
r G:.'.:._
1
~-~ 1 D 1
r+j ~
l 1 1 A D ~
1
1 1
1
- -Í-
(,2.._, 1 1 1
('}. , 1 1 ~ jJ -&--, 1
1 1_._
• e •
Figura 4.50 Configuración de los distribuidores para 2,4,6 y 8 boquillas. [Fuente: Manual de diseño de colada caliente IDJSKY]
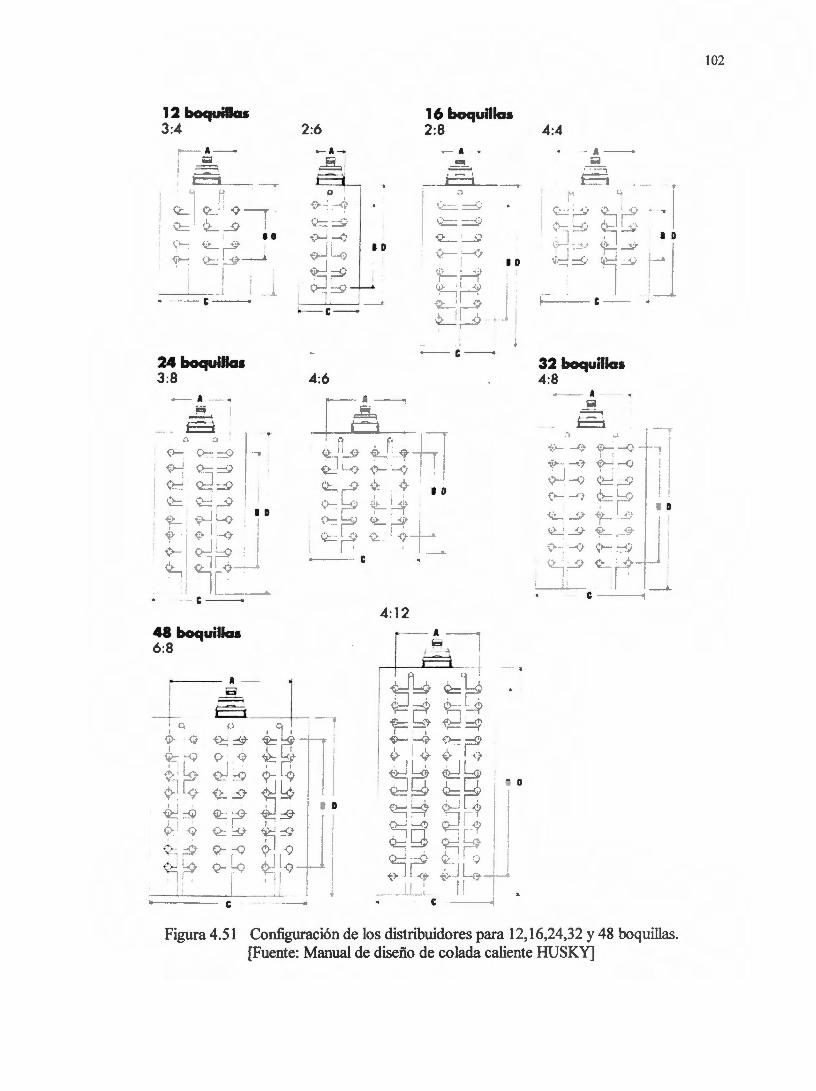
12 boquillas 3:4 - ·-' ¡¡;;¡
1 - ,
1 i::-:i
¡¿l l¿_r ·~ ~ . 1
'C Q_ -9 i ID ~= ~: e~
1 ¡
. - e--
24 boqullla1 3:8
- A --- •
..!:!... E:i
V- ()- :::-< {°'.,....J !;- --:")
1 .--i\ )::: ~0
~ ·~s +;L , •~ ~ -) ID t¡)- . t:• 1 -..-1 1 - . " 1
- .. ~ ~ -, 1 \ · • _ _e,, 1
Q, ~ ~9_!
. lt_ _ ___j_
-- e--
48 boquillas 6:8
2:6
u ·::>- - - :}
4:6 --· I S
4:12
16 boquillas 2:8 ~ A •
. - ' e:::, :,
( _: - :;
1 D
- ' - e -
-- A --, ~ 1 . ~
4:4
-•- ª ' ·-¡
E::::1
L~. 'L,~~ I' _:_ _/ ~~-(~:~-· ~;:_ _:y .·· ji D ,J~_ ~~- r
- -- e -
32 boquillas 4:8
•-- A g ~
.E:i
·Z>-- - .7 ,,J -'.)
( ~~) 1 1
(>-~ -<:·
'--,
! 1
: 1 Q::: -') ,~L...r
~r~ ¡~ ~? ~ -("• - -(/
e ----<!
Figura 4.51 Configuración de los distribuidores para 12, 16,24,32 y 48 boquillas. [Fuente: Manual de diseñ.o de colada caliente HUSKY]
102
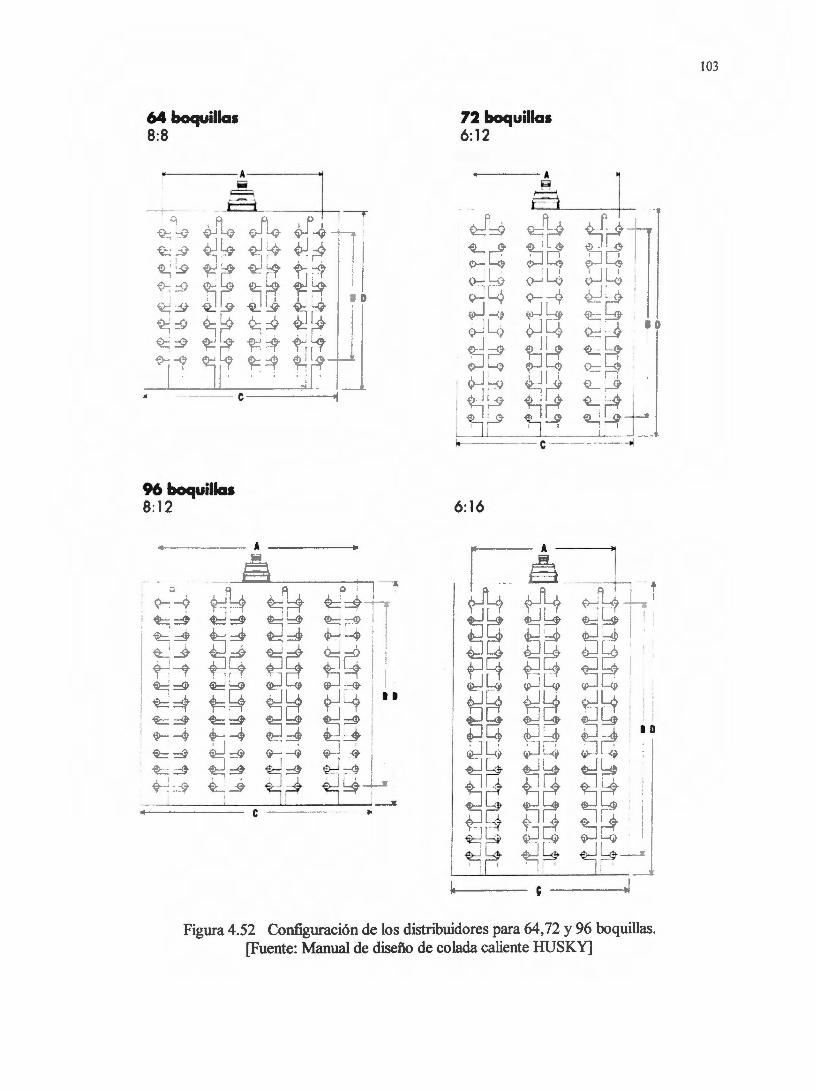
64 boquillas 8:8
0-.. =) 1
f¿:_ ::!)
.,_~-::}
Q:; :::9 ?- --0
1 '
·---- e- - --
96 boquillas 8:12
72 boquillas 6:12
---- A ~ a
- - -- e--
6:16
--- ' -------o/
Figura 4.52 Configuración de los distribuidores para 64, 72 y 96 boquillas. [Fuente: Manual de diseñ.o de colada caliente HUSKY]
103
I04
4.8.3 SOLICITUD DE COTIZACIÓN DE UN SISTEMA DE COLADA CALIENTE.
Los sistemas de colada caliente pueden ser adquiridos en dos configuraciones: un sistema completo o un sistema de distribuidor.
4.8.3.1 Sistema completo.
Un sistema completo, consiste en el distribuidor de colada caliente, los componentes de la boquilla, los termopares, las placas de colada caliente y todas las conexiones necesarias para energía, agua y aire (sí corresponde). El sistema se envía armado con todos los agujeros de interconexión maquinados en las placas, para fijarlo directamente a la placa de cavidades. El sistema de colada caliente se prueba para verificar que los calefactores, los termopares, el flujo del liquido enfriador y el flujo de aire (para sistemas con punto de inyección con válvula) funcionen correctamente.
4.8.3.2 Sistema de distribuidor.
Un sistema de distribuidor consiste en el distribuidor de colada caliente, todos los componentes de las boquillas los calefactores y los conectores de termopares y eléctricos.
También se provee un conjunto completo de dibujos de instalación.
4.8.3.3 ¿Cómo ordenar un sistema de colada caliente?
Una vez que se determinó la configuración deseada del sistema de colada caliente, la información puede ser reswnida en una " Planilla de solicitud de cotización de un sistema de colada caliente". En la siguiente página encontrará una copia de esta planilla.
Cada sistema de canal caliente se diseña para satisfacer los requerimientos de la aplicación seleccionada, para hacer la solicitud de un sistema se requiere la siguiente información.
• Un formulario de información de diseño con todos los datos (ver la página siguiente).
• Dibujos del molde (según se describe en la planilla de información de diseño).
• Un dibujo de la pieza (cuando sea posible).
• Si se requiere, la configuración específica de las conexiones de los cables eléctricos.
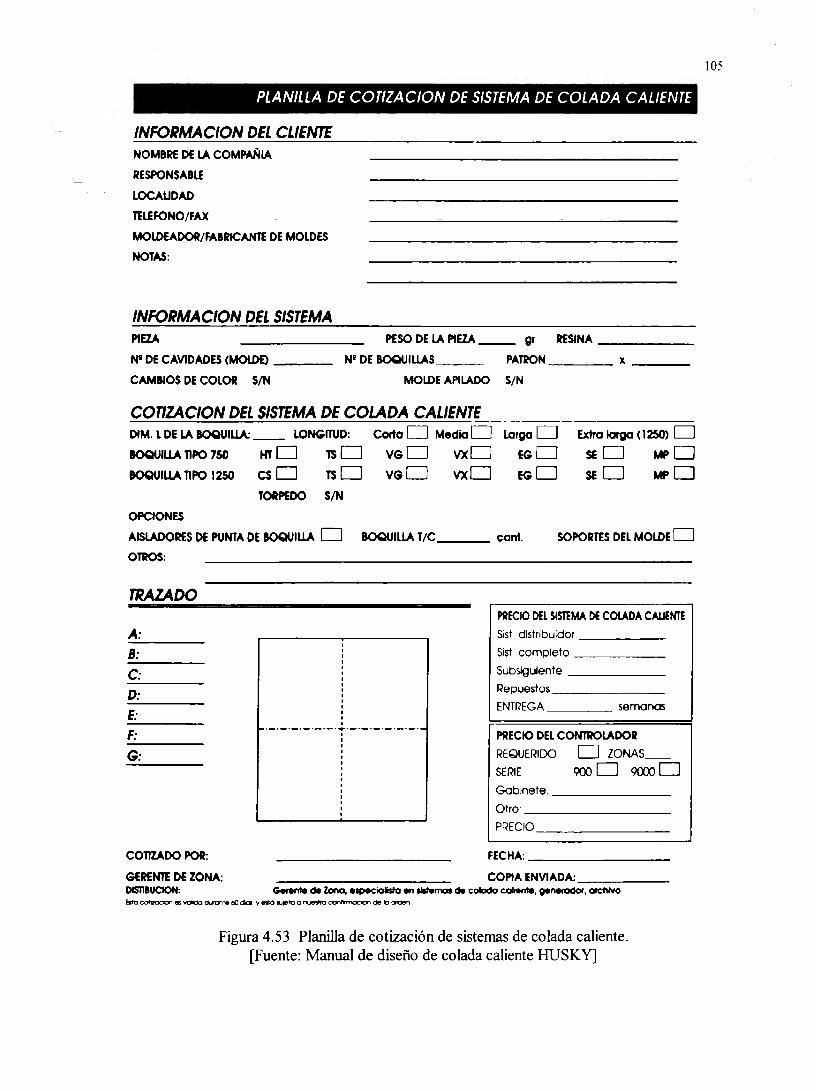
PLANILLA DE COTIZACION DE SISTEMA DE COLADA CALIENTE
INFORMACION DEL CLIENTE NOMBRE DE LA COMPAÑIA
RESPONSABLE
LOCALIDAD
TELEFONO/FAX
MOLDEADOR/FABRICANTE DE MOLDES
NOTAS:
INFORMACION DEL SISTEMA PIEZA PESO DE LA PIEZA gr RESINA -----
N' DE CAVIDADES (MOLDE) --
CAMBIOS DE COLOR SIN
N11 DE BOQUILLAS __ _ PATRON x ---
MOLDE APILADO S/N
conZACION DEL SISTEMA DE COLADA CALIENTE DIM. L DE LA BOQUILLA:__ LONGRUD:
IOQUIUA TIPO 750 HT O TS O IOQUIUA TIPO 1250 es D TS D
TORPEDO S/N
OPCIONES
Cofta D Media D Larga D vGD vxD EGO vGD vxD EGO
extra 1arga < 1250> D SED MPD SED MPD
AISLADORES DE PUNTA DE BOQUILLA O BOQUILLA T/C ___ cent. SOPORTES DEL MOLDE O OTROS:
TRAZADO PRECIO DEL SISTEMA OE COLADA CAUENTE
A: Sis!. distribuidor
B: Sist completo _______
C: Subsiguiente
D: Repuestos
E: ENTREGA semanas
F: ~--·-·-·-·-·-···-·-·-·-·-·-·- PRECIO DEL CONTROLADOR
G: REQUERIDO D ZONAS_
SERIE 9000 900'.) D Gabinete:
Otro:
PRECIO
COTIZADO POR: FECHA:--------
GERENTE DE ZONA: COPIA ENVIADA: ____ _ DISTIBUCIOH: Gerwlle de Zona, ell)Kiolisto en aldemm de colada caliente, gen«aclor, archivo
Figura 4.53 Planilla de cotización de sistemas de colada caliente. [Fuente: Manual de diseño de colada caliente HUSKY]
105
106
4.8.3.4 Consideraciones para el diseño de moldes apilados. (stack molds)
Un molde aplicado produce prácticamente el doble de la cantidad de piezas que los moldes de una sola plantilla, debido al uso de dos plantillas de moldeo. Hay tres secciones dentro del molde; una fija y dos móviles. La máquina de moldeado inyecta dentro de una extensión del bebedero, el cual conduce el plástico al sistema de colada caliente en la sección central.
A fin de acomodar el diseño convencional de la extensión de bebedero, se recomienda awnentar el espacio entre las colwnnas centrales (CC), con respecto al que correspondería a un molde de una sola plantilla. El trazado de la cavidad debe asegurar suficiente espacio libre entre el canto de la pieza y la extensión del bebedero, para prevenir que la pieza caiga de la extensión del bebedero después de su inyección. El ancho de las extensiones del bebedero varia según los requerimientos de tamaño del canal de :fundición.
•:.-- . . ,¡ '
·!~. ·--.~,
{~L; ~!_ ~~ V,:_ ---'-';,
,11(
·<= .. cr-
,11(
,-e= ... ..
Ot3 l P.· i .. . ! .. . ~-~~,..: p· ~J-
!Ja· \ ~· Extensión del O-· bebedero y
escudo ~rmico L_ ¡ - ,
-+ • fapocio libre
(
.....-- Pieza - ·- - -· - ·- }-
t ._, \ •• - - • ·~, , '·, - , ...._ Cavidad
, •. Extensión del~ , - .. . bebedero y ' escudo 16rmico
Ünec central, del molde /
Figura 4.54 Detalle del sistema de colada caliente en los moldes apilados. [Fuente: Manual de diseño de colada caliente HUSKY]
107
4.8.3.5 Requerimientos de la máquina.
Una máquina de moldeado por inyección debe cumplir con varios criterios a fin de funcionar satisfactoriamente con un molde apilado. Son necesarios los siguientes elementos:
• Requerimientos de la inyección: Debido a que un molde apilado necesita el doble de peso de tiro que un molde de una sola plantilla, es necesario que la máquina de moldeado por inyección pueda proveer un tiro del doble de peso y de velocidad de plastificación e inyección que para un molde de una sola plantilla.
• Separación del bebedero: La máquina de moldeado por inyección debe de tener la capacidad de separarse de bebedero. Antes de que el molde se abra para completar el ciclo, la unidad de inyección de la máquina debe retirarse de la extensión del bebedero para proveer el espacio suficiente para ésta cuando el molde se cierre nuevamente, por lo tanto evitando el choque y posibles daños.
• Boquilla con cierre: Una boquilla con cierre en la unidad de inyección evita el goteo durante la apertura del molde, después de que se retira la extensión del bebedero.
• Requerimientos de la altura de cierre del molde: Un molde apilado incrementa los requerimientos de altura de cierre y de carrera de la unidad de cierre. Estas deben ser verificadas con las especificaciones de la máquina.
• Apoyo de la sección central: La sección central de un molde apilado no esta montada a ninguna de las dos platinas, y debe sujetarse mediante barras para proveer una alineación precisa durante la apertura y el cierre del molde. Se deben revisar las especificaciones de la máquina, para asegurar que las barras de sujeción provean un apoyo suficiente.
4.8.3.6 Conversiones del sistema de colada caliente.
Una forma habitual de mejorar la eficiencia de operación de un molde de canal de colada fría, es mediante una adaptación posterior de un sistema de colada caliente. La justificación de la conversión puede resumirse en los siguientes beneficios:
• Reducción del ciclo: La eliminación o reducción del canal de colada fría acorta los tiempos de inyección y de recuperación. Típicamente, las secciones con los espesores más gruesos se encuentran en el canal de colada fría, y eliminándolas se reduce el tiempo de enfriamiento. El ahorro de tiempo durante el ciclo también surge del menor requerimiento para la carrera de la unidad de cierre, debido a que ya no existe la necesidad de quitar el canal de colada fría.
• Ahorro de material: En las aplicaciones en las que la molienda esté limitada, el ahorro de material debido a la eliminación del canal de colada fría es importante.
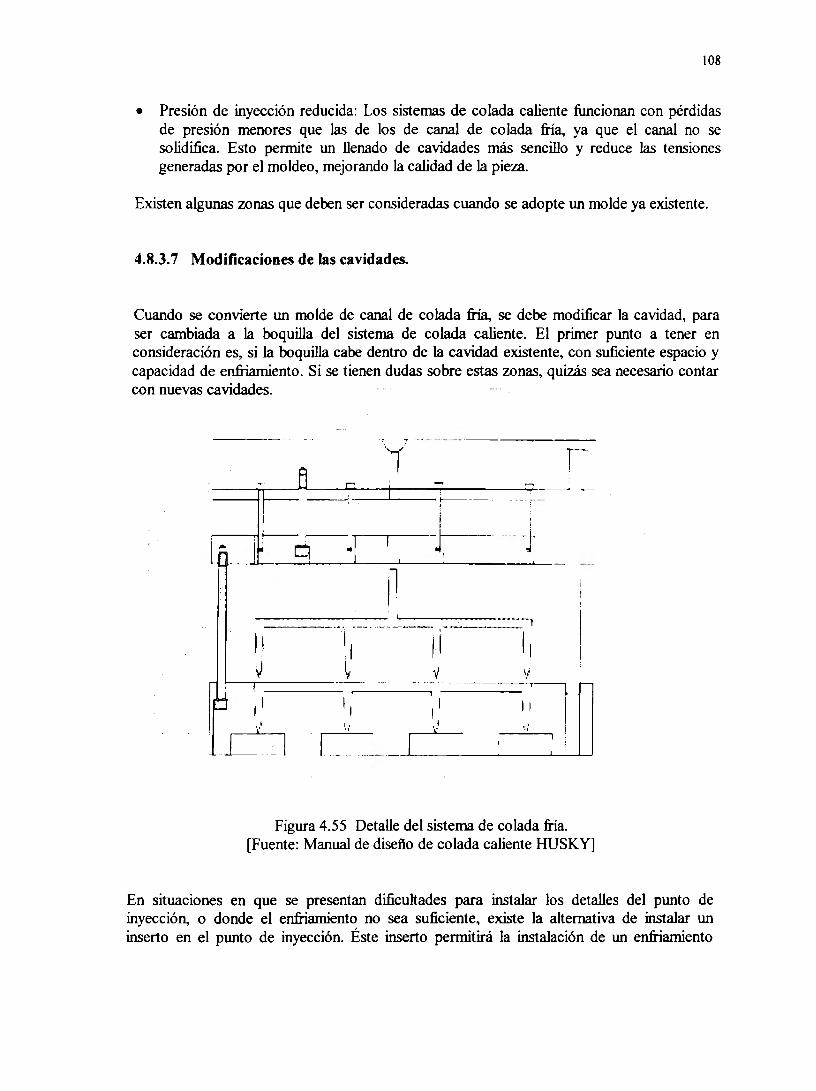
108
• Presión de inyección reducida: Los sistemas de colada caliente funcionan con pérdidas de presión menores que las de los de canal de colada fría, ya que el canal no se solidifica. Esto permite un llenado de cavidades más sencillo y reduce las tensiones generadas por el moldeo, mejorando la calidad de la pieza.
Existen algunas zonas que deben ser consideradas cuando se adopte un molde ya existente.
4.8.3. 7 Modificaciones de las cavidades.
Cuando se convierte un molde de canal de colada fría, se debe modificar la cavidad, para ser cambiada a la boquilla del sistema de colada caliente. El primer punto a tener en consideración es, si la boquilla cabe dentro de la cavidad existente, con suficiente espacio y capacidad de enfriamiento. Si se tienen dudas sobre estas zonas, quizás sea necesario contar con nuevas cavidades.
! ¡
~-.-r--------r----j----
l 1
1
. -·J
j
... ,----------- -· ----- ·-·····1
l l 1.1 1 i l I V ~ "1 1.,
r
1 _______ __,_ _______ _.___.._,
Figura 4.55 Detalle del sistema de colada fría. [Fuente: Manual de diseño de colada caliente HUSKY]
En situaciones en que se presentan dificultades para instalar los detalles del punto de inyección, o donde el enfriamiento no sea suficiente, existe la alternativa de instalar un inserto en el punto de inyección. Éste inserto permitirá la instalación de un enfriamiento
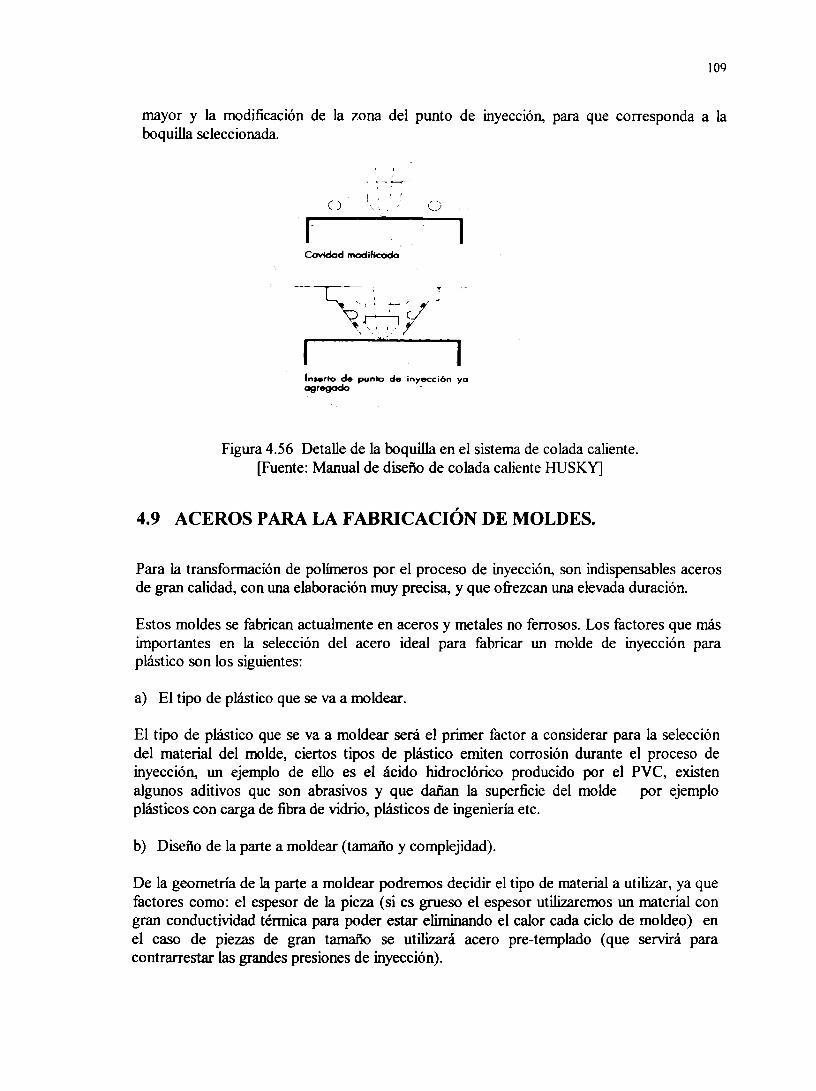
109
mayor y la modificación de la zona del punto de inyección, para que corresponda a la boquilla seleccionada.
' 1
o () in
Cavidad modificada
1 lnMrto de punto de inyecci6n ya agregado
Figura 4.56 Detalle de la boquilla en el sistema de colada caliente. [Fuente: Manual de diseñ.o de colada caliente HUSKY]
4.9 ACEROS PARA LA FABRICACIÓN DE MOLDES.
Para la transformación de polímeros por el proceso de inyección, son indispensables aceros de gran calidad, con una elaboración muy precisa, y que ofrezcan una elevada duración.
Estos moldes se fabrican actualmente en aceros y metales no ferrosos. Los factores que más importantes en la selección del acero ideal para fabricar un molde de inyección para plástico son los siguientes:
a) El tipo de plástico que se va a moldear.
El tipo de plástico que se va a moldear será el primer factor a considerar para la selección del material del molde, ciertos tipos de plástico emiten corrosión durante el proceso de inyección, un ejemplo de ello es el ácido hidroclórico producido por el PVC, existen algunos aditivos que son abrasivos y que dañan la superficie del molde por ejemplo plásticos con carga de fibra de vidrio, plásticos de ingeniería etc.
b) Diseñ.o de la parte a moldear (tarnañ.o y complejidad).
De la geometría de la parte a moldear podremos decidir el tipo de material a utilizar, ya que factores como: el espesor de la pieza (si es grueso el espesor utilizaremos un material con gran conductividad térmica para poder estar eliminando el calor cada ciclo de moldeo) en el caso de piezas de gran tarnañ.o se utilizará acero pre-templado (que servirá para contrarrestar las grandes presiones de inyección).
110
c) Cantidad de piezas a producir.
Para largas series de producción será necesario la utilización de aceros de temple total de la más alta calidad, donde la resistencia al desgaste sea una de las características más importante.
d) Costo.
Normahnente el costo del material para la fabricación de moldes de inyección representa sólo entre el 5% y el 10% del costo total de la herramienta. Es incluso una parte todavía más pequeña del costo total de fabricación debemos tomar en cuenta en esta sección el costo excesivo de mantenimiento del molde, por ejemplo, el repulido, limpieu1, reemplazo de partes dañadas o rotas, que en el peor de los casos conllevaría posibles problemas de incumplimiento de plazo de entrega, incrementando los paros de trabajo y por ende los costos. Pensar que se puede obtener un ahorro al comprar un acero de menor costo puede resultar contraproducente.
Otros factores que influyen en la selección del acero y que están relacionados con los anteriores son:
e) Resistencia a la compresión.
La resistencia a la compresión requerida viene determinada por el proceso de moldeado, la inyección y la presión de cierre, así como por las tolerancias de acabado. Durante la operación de la inyección, las fuerzas de compresión se concentran en la línea de partición de molde.
f) Resistencia al desgaste.
El nivel de resistencia al desgaste requerido dependerá del tipo de resmas, aditivos, cantidad de piezas a producir, tolerancias etc.
g) Resistencia a la corrosión.
Como se comentó anterionnente algunos tipos de plásticos emiten gases durante el proceso de inyección, los cuales empiezan a causar corrosión en la superficie de las cavidades y corazones del molde. El medio de enfriamiento del molde puede ser también corrosivo (agua con cierta cantidad de minerales) lo que ocasiona que se vayan obstruyendo los canales de refrigeración y por consecuencia pérdida en la eficiencia de la refrigeración del molde. Si la operación del molde se realiz.a en un una atmósfera húmeda o corrosiva o bien un prolongado ahnacenamiento puede ocasionar daños en la superficie debido al agua, condensación y eventualmente oxido en las cavidades.
h) Conductividad térmica.
El nivel de producción de un molde depende principalmente de la capacidad de éste, en transferir el calor del plástico moldeado al medio de enfriamiento. En un acero de alta
111
aleación el coeficiente de conductividad térmica se ve reducido en cierto grado comparado con un acero de baja aleación. Aunque las investigaciones realizadas indican claramente que es el plástico de la pieza moldeada el que domina el flujo de calor en el molde debido a su baja conductividad térmica comparada con el acero.
Cuando se requiere de materiales para moldes con buena resistencia a la corrosión en combinación con una elevada conductividad térmica se utilizan aleaciones de cobre-berilio, como se mencionará posteriormente.
i) Tenacidad.
La aparición y el desarrollo de grietas es uno de los peores problemas que puede ocurrirle a un molde. Figuras complicadas, radios pequeños, esquinas agudas, paredes delgadas, cambios bruscos de sección, no realizar un relevado de esfuerzos previo al tratamiento térmico, tratamiento térmico y revenido defectuoso, son algunos de los motivos de la aparición de grietas.
La resistencia a la fractura de un material es una medida de su capacidad de soportar la propagación de grietas, que aparecen debido a la generación de tensiones al estar sujeto el molde a distintos tipos de esfuerzos. En la practica, estas iniciaciones de tensiones ocurren debido a defectos en la superficie provenientes de operaciones de mecanizado, grietas incipientes de fatiga, inclusiones o estructura defectuosa debido a un tratamiento térmico inadecuado. Es evidente pues que se debe tener una buena tenacidad no solamente en la superficie sino también en el núcleo del acero.
Algunos factores que se consideran desde el punto de vista de la fabricación del molde son:
j) T emplabilidad y estabilidad dimensional.
El propósito fundamental de darle un tratamiento térmico a un molde es incrementar de manera significativa las propiedades mecánicas de éste, por ejemplo la tenacidad, resistencia, dureza etc. El principal problema asociado al tratamiento térmico del molde es la distorsión y cambios dimensionales que sufrirán las partes templadas.
Con la finalidad de minimizar los problemas de la distorsión, la herramienta deberá someterse a un relevado de esfuerzos después del maquinado de desbaste para eliminar los esfuerzos producidos en esta operación. Cualquier distorsión posterior al tratamiento térmico se corregirá con un maquinado final de la herramienta.
k) Maquinabilidad.
El costo de maquinado de un molde alcanza 1/3 del costo total de la fabricación del molde. Por tanto un acero con una maquinabilidad buena y uniforme es de vital importancia para no exceder el tiempo programado de maquinado total del molde.
La mayoría de los aceros de temple total para moldes se suministran en estado recocido requiriendo un nivel de maquinado mínimo en comparación con aceros pretemplados donde
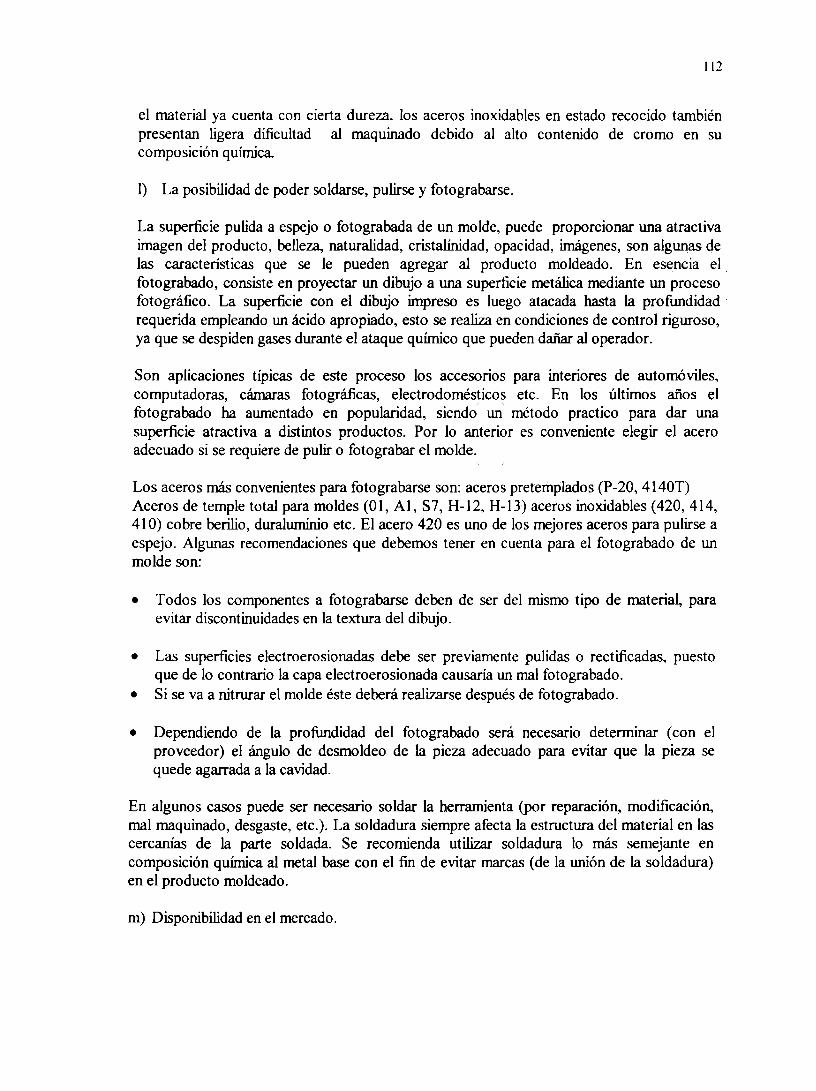
112
el material ya cuenta con cierta dureza. los aceros inoxidables en estado recocido también presentan ligera dificultad al maquinado debido al alto contenido de cromo en su composición química
1) La posibilidad de poder soldarse, pulirse y fotograbarse.
La superficie pulida a espejo o fotograbada de un molde, puede proporcionar una atractiva imagen del producto, belleza. naturalidad, cristalínidad, opacidad, imágenes, son algunas de las características que se le pueden agregar al producto moldeado. En esencia el fotograbado, consiste en proyectar un dibujo a una superficie metálica mediante un proceso fotográfico. La superficie con el dibujo impreso es luego atacada hasta la profundidad requerida empleando un ácido apropiado, esto se realiza en condiciones de control riguroso, ya que se despiden gases durante el ataque químico que pueden dañar al operador.
Son aplicaciones típicas de este proceso los accesorios para interiores de automóviles, computadoras, cámaras fotográficas, electrodomésticos etc. En los últimos años el fotograbado ha aumentado en popularidad, siendo un método practico para dar una superficie atractiva a distintos productos. Por lo anterior es conveniente elegir el acero adecuado si se requiere de pulir o fotograbar el molde.
Los aceros más convenientes para fotograbarse son: aceros pretemplados (P-20, 4 l 40T) Aceros de temple total para moldes (01, Al, S7, H-12, H-13) aceros inoxidables (420, 414, 4 l O) cobre berilio, duraluminio etc. El acero 420 es uno de los mejores aceros para pulirse a espejo. Algunas recomendaciones que debemos tener en cuenta para el fotograbado de un molde son:
• Todos los componentes a fotograbarse deben de ser del mismo tipo de material, para evitar discontinuidades en la textura del dibujo.
• Las superficies electroerosionadas debe ser previamente pulidas o rectificadas, puesto que de lo contrario la capa electroerosionada causaría un mal fotograbado.
• Si se va a nitrurar el molde éste deberá realizarse después de fotograbado.
• Dependiendo de la profundidad del fotograbado será necesario determinar ( con el proveedor) el ángulo de desmoldeo de la pieza adecuado para evitar que la pieza se quede agarrada a la cavidad.
En algunos casos puede ser necesario soldar la herramienta (por reparación, modificación, mal maquinado, desgaste, etc.). La soldadura siempre afecta la estructura del material en las cercanías de la parte soldada. Se recomienda utilizar soldadura lo más semejante en composición química al metal base con el fin de evitar marcas ( de la unión de la soldadura) en el producto moldeado.
m) Disponibilidad en el mercado.
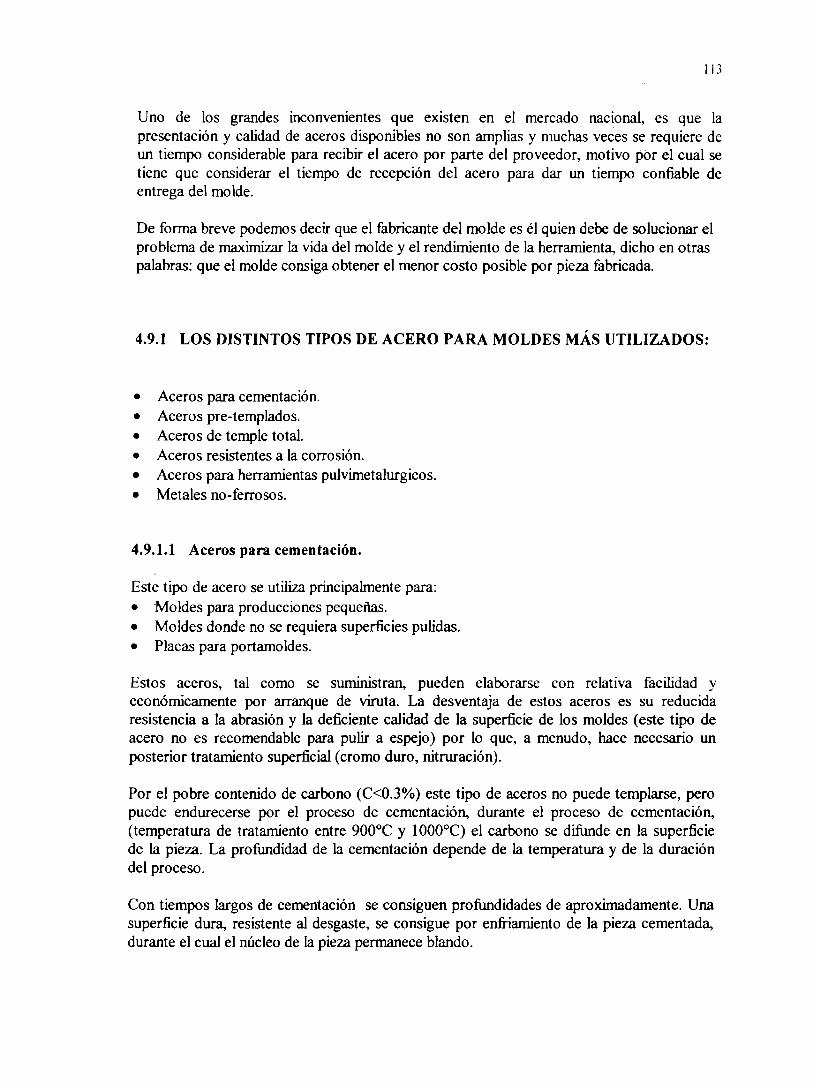
113
Uno de los grandes inconvenientes que existen en el mercado nacional, es que la presentación y calidad de aceros disponibles no son amplias y muchas veces se requiere de un tiempo considerable para recibir el acero por parte del proveedor, motivo por el cual se tiene que considerar el tiempo de recepción del acero para dar un tiempo confiable de entrega del molde.
De forma breve podemos decir que el fabricante del molde es él quien debe de solucionar el problema de maximizar la vida del molde y el rendimiento de la herramienta, dicho en otras palabras: que el molde consiga obtener el menor costo posible por pieza fabricada.
4.9.1 LOS DISTINTOS TIPOS DE ACERO PARA MOLDES MÁS UTILIZADOS:
• Aceros para cementación. • Aceros pre-templados. • Aceros de temple total. • Aceros resistentes a la corrosión. • Aceros para herramientas pulvimetalurgicos. • Metales no-ferrosos.
4.9.1.1 Aceros para cementación.
Este tipo de acero se utiliza principahnente para: • Moldes para producciones pequeñas. • Moldes donde no se requiera superficies pulidas. • Placas para portamoldes.
Estos aceros, tal como se SUIIllI11Stran, pueden elaborarse con relativa facilidad y económicamente por arranque de viruta. La desventaja de estos aceros es su reducida resistencia a la abrasión y la deficiente calidad de la superficie de los moldes ( este tipo de acero no es recomendable para pulir a espejo) por lo que, a menudo, hace necesario un posterior tratamiento superficial ( cromo duro, nitruración).
Por el pobre contenido de carbono (C<0.3%) este tipo de aceros no puede templarse, pero puede endurecerse por el proceso de cementación, durante el proceso de cementación, (temperatura de tratamiento entre 900ºC y lOOOºC) el carbono se difunde en la superficie de la pieza. La profundidad de la cementación depende de la temperatura y de la duración del proceso.
Con tiempos largos de cementación se consiguen profundidades de aproximadamente. Una superficie dura, resistente al desgaste, se consigue por enfriamiento de la pieza cementada, durante el cual el núcleo de la pieza pennanece blando.
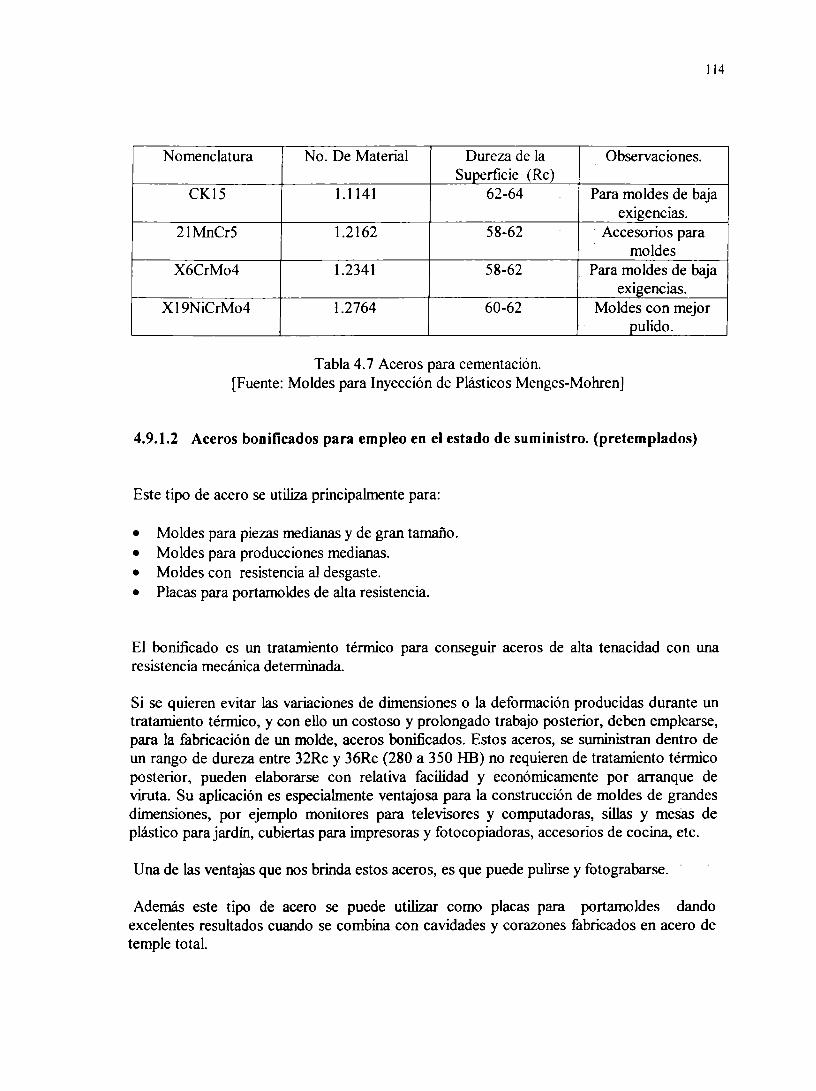
114
Nomenclatura No. De Material Dureza de la Observaciones. Superficie (Re)
CK15 1.1141 62-64 Para moldes de baja exigencias.
21MnCr5 1.2162 58-62 Accesorios para moldes
X6CrMo4 1.2341 58-62 Para moldes de baja exigencias.
X19NiCrMo4 1.2764 60-62 Moldes con mejor pulido.
Tabla 4.7 Aceros para cementación. [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
4.9.1.2 Aceros bonificados para empleo en el estado de suministro. (pretemplados)
Este tipo de acero se utiliza principalmente para:
• Moldes para piezas medianas y de gran tamaño. • Moldes para producciones medianas. • Moldes con resistencia al desgaste. • Placas para portamoldes de alta resistencia.
El bonificado es un tratamiento ténnico para conseguir aceros de alta tenacidad con una resistencia mecánica detenninada.
Si se quieren evitar las variaciones de dimensiones o la deformación producidas durante un tratamiento ténnico, y con ello un costoso y prolongado trabajo posterior, deben emplearse, para la fabricación de un molde, aceros bonificados. Estos aceros, se suministran dentro de un rango de dureza entre 32Rc y 36Rc (280 a 350 HB) no requieren de tratamiento ténnico posterior, pueden elaborarse con relativa facilidad y económicamente por arranque de viruta. Su aplicación es especialmente ventajosa para la construcción de moldes de grandes dimensiones, por ejemplo monitores para televisores y computadoras, sillas y mesas de plástico para jardín, cubiertas para impresoras y fotocopiadoras, accesorios de cocina, etc.
Una de las ventajas que nos brinda estos aceros, es que puede pulirse y fotograbarse.
Además este tipo de acero se puede utilizar como placas para portamoldes dando excelentes resultados cuando se combina con cavidades y corazones fabricados en acero de temple total.
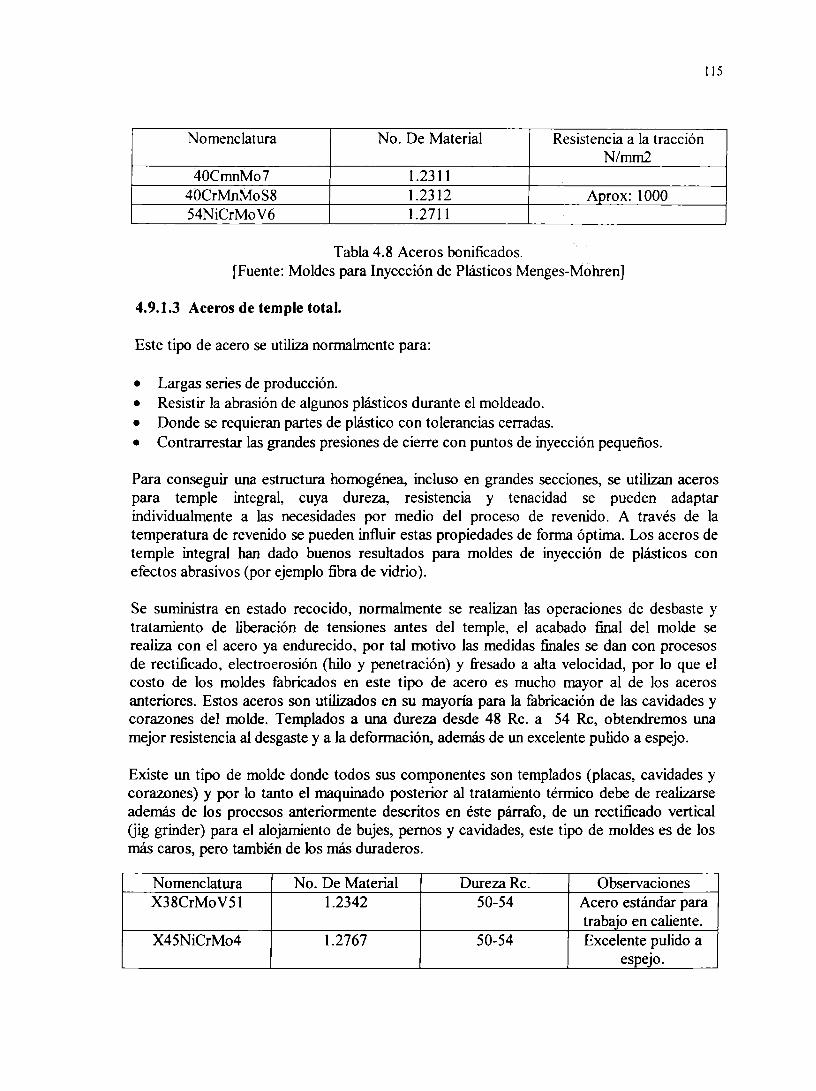
115
Nomenclatura No. De Material Resistencia a la tracción Nlmm2
40CmnMo7 1.2311 40CrMnMoS8 1.2312 Aprox: 1000 54NiCrMoV6 1.2711
Tabla 4.8 Aceros bonificados. [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
4.9.1.3 Aceros de temple total.
Este tipo de acero se utiliza normalmente para:
• Largas series de producción. • Resistir la abrasión de algunos plásticos durante el moldeado. • Donde se requieran partes de plástico con tolerancias cerradas. • Contrarrestar las grandes presiones de cierre con puntos de inyección pequeños.
Para conseguir una estructura homogénea, incluso en grandes secciones, se utilizan aceros para temple integral, cuya dureza, resistencia y tenacidad se pueden adaptar individualmente a las necesidades por medio del proceso de revenido. A través de la temperatura de revenido se pueden influir estas propiedades de forma óptima. Los aceros de temple integral han dado buenos resultados para moldes de inyección de plásticos con efectos abrasivos (por ejemplo fibra de vidrio).
Se suministra en estado recocido, normalmente se realizan las operaciones de desbaste y tratamiento de liberación de tensiones antes del temple, el acabado final del molde se realiza con el acero ya endurecido, por tal motivo las medidas finales se dan con procesos de rectificado, electroerosión (hilo y penetración) y fresado a alta velocidad, por lo que el costo de los moldes fabricados en este tipo de acero es mucho mayor al de los aceros anteriores. Estos aceros son utilizados en su mayoría para la fabricación de las cavidades y corazones del molde. Templados a una dureza desde 48 Re. a 54 Re, obtendremos una mejor resistencia al desgaste y a la deformación, además de un excelente pulido a espejo.
Existe un tipo de molde donde todos sus componentes son templados (placas, cavidades y corazones) y por lo tanto el maquinado posterior al tratamiento térmico debe de realizarse además de los procesos anteriormente descritos en éste párrafo, de un rectificado vertical (iig grinder) para el alojamiento de bujes, pernos y cavidades, este tipo de moldes es de los más caros, pero también de los más duraderos.
Nomenclatura No. De Material Dureza Re. Observaciones X38CrMoV51 1.2342 50-54 Acero estándar para
trabajo en caliente. X45NiCrMo4 1.2767 50-54 Excelente pulido a
espeJo.
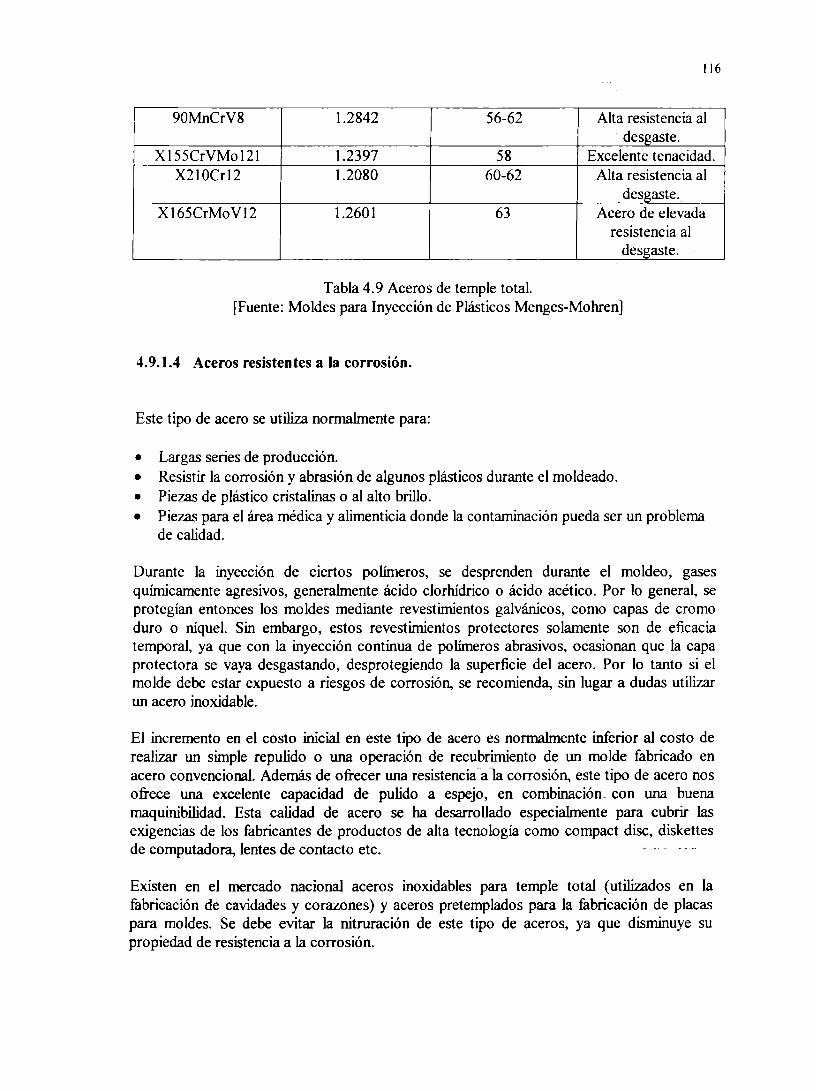
116
90MnCrV8 1.2842 56-62 Alta resistencia al desgaste.
X155CrVMol21 1.2397 58 Excelente tenacidad. X210Crl2 1.2080 60-62 Alta resistencia al
desgaste. X165CrMoV12 1.2601 63 Acero de elevada
resistencia al desgaste.
Tabla 4.9 Aceros de temple total. [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
4.9.1.4 Aceros resistentes a la corrosión.
Este tipo de acero se utifua normahnente para:
• Largas series de producción. • Resistir la corrosión y abrasión de algunos plásticos durante el moldeado. • Piezas de plástico cristalinas o al alto brillo. • Piezas para el área médica y alimenticia donde la contaminación pueda ser un problema
de calidad.
Durante la inyección de ciertos polímeros, se desprenden durante el moldeo, gases químicamente agresivos, generahnente ácido clorhídrico o ácido acético. Por lo general, se protegían entonces los moldes mediante revestimientos galvánicos, como capas de cromo duro o níquel. Sin embargo, estos revestimientos protectores solamente son de eficacia temporal, ya que con la inyección continua de polímeros abrasivos, ocasionan que la capa protectora se vaya desgastando, desprotegiendo la superficie del acero. Por lo tanto si el molde debe estar expuesto a riesgos de corrosión, se recomienda, sin lugar a dudas utifuar un acero inoxidable.
El incremento en el costo inicial en este tipo de acero es normahnente inferior al costo de realiz.ar un simple repulido o una operación de recubrimiento de un molde fabricado en acero convencional. Además de ofrecer una resistencia a la corrosión, este tipo de acero nos ofrece una excelente capacidad de pulido a espejo, en combinación con una buena maquinibilidad. Esta calidad de acero se ha desarrollado especiahnente para cubrir las exigencias de los fabricantes de productos de alta tecnología como compact disc, diskettes de computadora, lentes de contacto etc.
Existen en el mercado nacional aceros inoxidables para temple total (utifuados en la fabricación de cavidades y corazones) y aceros pretemplados para la fabricación de placas para moldes. Se debe evitar la nitruración de este tipo de aceros, ya que disminuye su propiedad de resistencia a la corrosión.
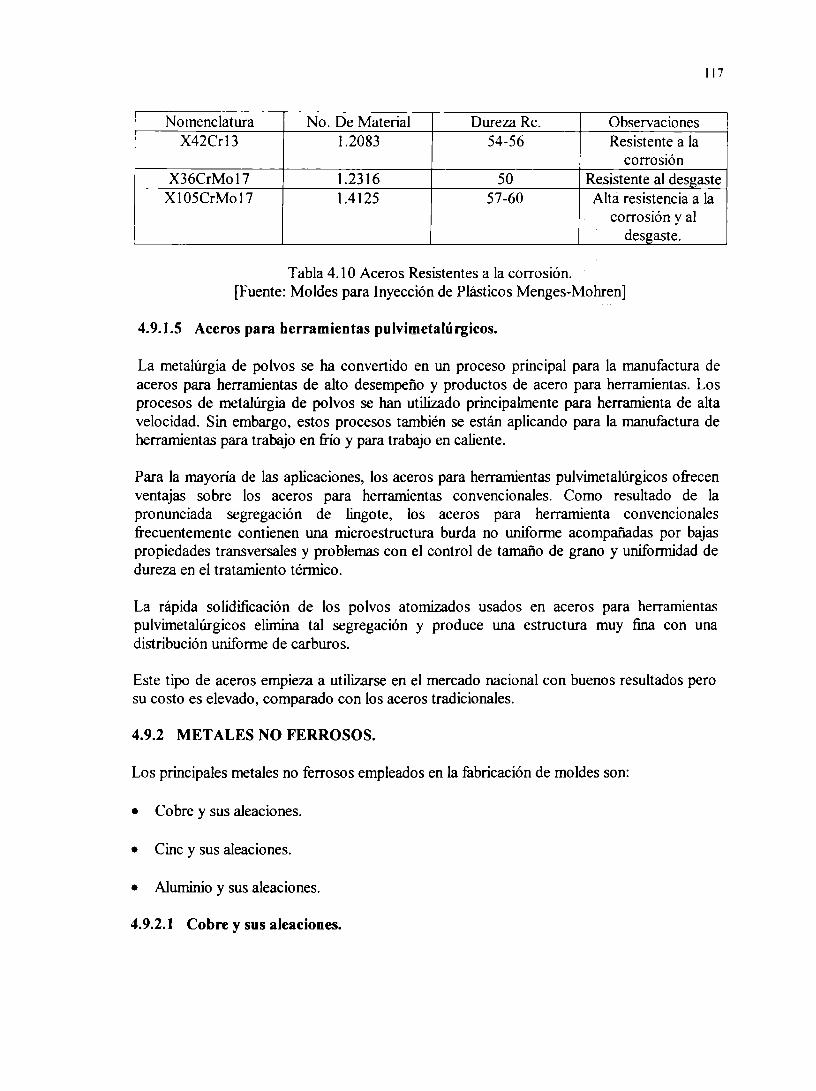
117
Nomenclatura No. De Material Dureza Re. Observaciones X42Crl3 1.2083 54-56 Resistente a la
corrosión X36CrMo17 1.2316 50 Resistente al desgaste
XI05CrMol 7 1.4125 57-60 Alta resistencia a la corrosión y al
desgaste.
Tabla 4.1 O Aceros Resistentes a la corrosión. [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
4.9.1.5 Aceros para herramientas pulvimetalúrgicos.
La metalúrgia de polvos se ha convertido en un proceso principal para la manufactura de aceros para herramientas de alto desempeño y productos de acero para herramientas. Los procesos de metalúrgia de polvos se han utilizado principalmente para herramienta de alta velocidad. Sin embargo, estos procesos también se están aplicando para la manufactura de herramientas para trabajo en frío y para trabajo en caliente.
Para la mayoría de las aplicaciones, los aceros para herramientas pulvimetalúrgicos ofrecen ventajas sobre los aceros para herramientas convencionales. Como resultado de la pronunciada segregación de lingote, los aceros para herramienta convencionales frecuentemente contienen una microestructura burda no uniforme acompañadas por bajas propiedades transversales y problemas con el control de tamaño de grano y unifonnidad de dureza en el tratamiento ténnico.
La rápida solidificación de los polvos atomizados usados en aceros para herramientas pulvimetalúrgicos elimina tal segregación y produce una estructura muy fina con una distribución uniforme de carburos.
Este tipo de aceros empieza a utilizarse en el mercado nacional con buenos resultados pero su costo es elevado, comparado con los aceros tradicionales.
4.9.2 METALES NO FERROSOS.
Los principales metales no ferrosos empleados en la fabricación de moldes son:
• Cobre y sus aleaciones.
• Cinc y sus aleaciones.
• Aluminio y sus aleaciones.
4.9.2.1 Cobre y sus aleaciones.
118
Este tipo de aleaciones se utiliz.a normalmente para incrementar la productividad a través de:
• Reducir el ciclo de inyección.
• Mejorar la calidad del producto.
• Alargar el tiempo de vida de la herramienta.
• Reducción del tiempo de maquinado.
• Excelente resistencia a la corrosión.
Las propiedades mecánicas del cobre no son como las del acero pero se han desarrollado aleaciones de cobre que proporcionan propiedades suficientes para utilizarlas en la fabricación de moldes de inyección.
4.9.2.1.1 Cobre berilio.
Estas aleaciones de alta resistencia de cobre-berilio se utilizan en los moldes de plástico debido a 2 características importantes, su elevada conductividad ténnica y su dureza en estado de suministro aprox. 40 Re. Tiene una conductividad ténnica 1 O veces más que el acero y 2 veces más que el aluminio.
Esta alta conductividad ténnica proporciona una rápida disipación de calor en el molde teniendo como consecuencia un mejor control de la contracción y del pandeamiento de las piezas moldeadas. Su dureza nos brinda una adecuada resistencia al desgaste y su facilidad de maquinado
Lo convierte en un excelente elemento para utilizarse como cavidades y corazones, o como insertos donde se requiera una mayor capacidad de disipación de calor. Como en otras aleaciones, las propiedades ténnicas y mecánicas dependen de la composición quúnica de la aleación. Incrementando el contenido de berilio se mejoran las propiedades mecánicas mientras que las propiedades ténnicas disminuyen.
En la fabricación de moldes se utilizan aleaciones de cobre-berilio con más de 1. 7% de berilio, estas aleaciones son resistentes a la corrosión y puede aplicarse una capa de cromo duro o de níquel si es necesario endurecer la superficie. El cobre berilio tiene la característica de pulirse a espejo.
Una desventaja que se tiene con estos metales es que el berilio es tóxico y en la fabricación de algunos recipientes que se utilizan para la industria alimenticia esta prohibido su utilización.
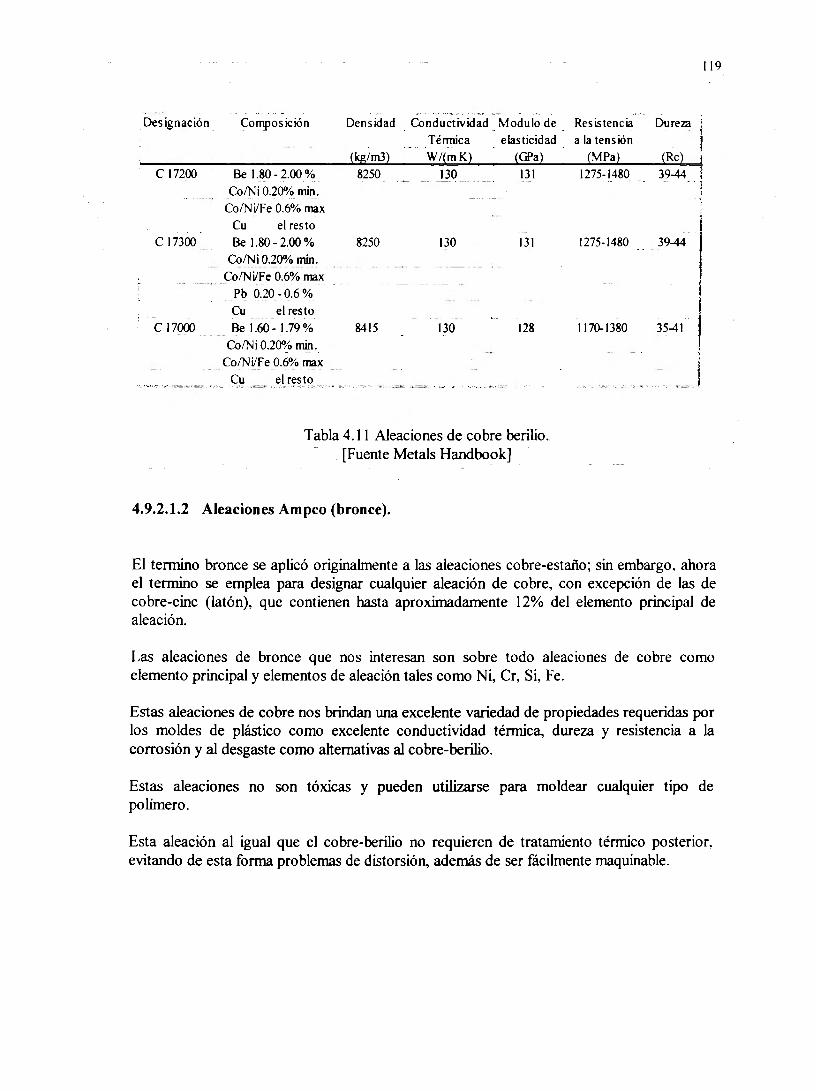
. . -
Designación_ Composición Densidad Conductividad Modulo de Ténnica elasticidad
¡1cg1m3i W/{mKi {GPai c 11200 Be 1.80- 2.00 % 8250 130 131
Co/Ni 0.20% min. Co/Ni/Fe 0.6% rnax
Cu el resto c 11300 Be 1.80- 2.00 % 8250 130 131
Co/Ni 0.200/o min. - -
Co!Ni/Fe 0.6% max -- ---·· - - -
Pb 0.20 - 0.6 %
Cu el resto e 17000 Be 1.60 - 1.79 % 8415 130 128
Co!Ni 0.200/o min. -
Co!Ni/Fe 0.6% rnax Cu el resto
ce:_=_;,.._..,__•'!=.>'. -·''.':c..._ •:-•."~•.:.· • ,-~~.' T •. s.,-.:,, r•.•·.-,;c- ,-_-;_• _., •. _. ··•=-~--•· _,. __ ._,,cc-~;,a:,,. ,,-., :e:·
Tabla 4.11 Aleaciones de cobre berilio. [Fuente Metals Handbook]
4.9.2.1.2 Aleaciones Ampco (bronce).
119
Resistencia Dureza a la tensión
{MPal {Rci 1275-1480 39-44
J 1275-1480 39-44
1
1 1170-1380 35-41 l
' ' l i
·--_¡
El tennino bronce se aplicó originalmente a las aleaciones cobre-estaño; sin embargo, ahora el tennino se emplea para designar cualquier aleación de cobre, con excepción de las de cobre-cinc (latón), que contienen hasta aproximadamente 12% del elemento principal de aleación.
Las aleaciones de bronce que nos interesan son sobre todo aleaciones de cobre como elemento principal y elementos de aleación tales como Ni, Cr, Si, Fe.
Estas aleaciones de cobre nos brindan una excelente variedad de propiedades requeridas por los moldes de plástico como excelente conductividad ténnica, dureza y resistencia a la corrosión y al desgaste como ahernativas al cobre-berilio.
Estas aleaciones no son tóxicas y pueden utilizarse para moldear cualquier tipo de polímero.
Esta aleación al igual que el cobre-berilio no requieren de tratamiento ténnico posterior, evitando de esta forma problemas de distorsión, además de ser fácilmente maquinable.
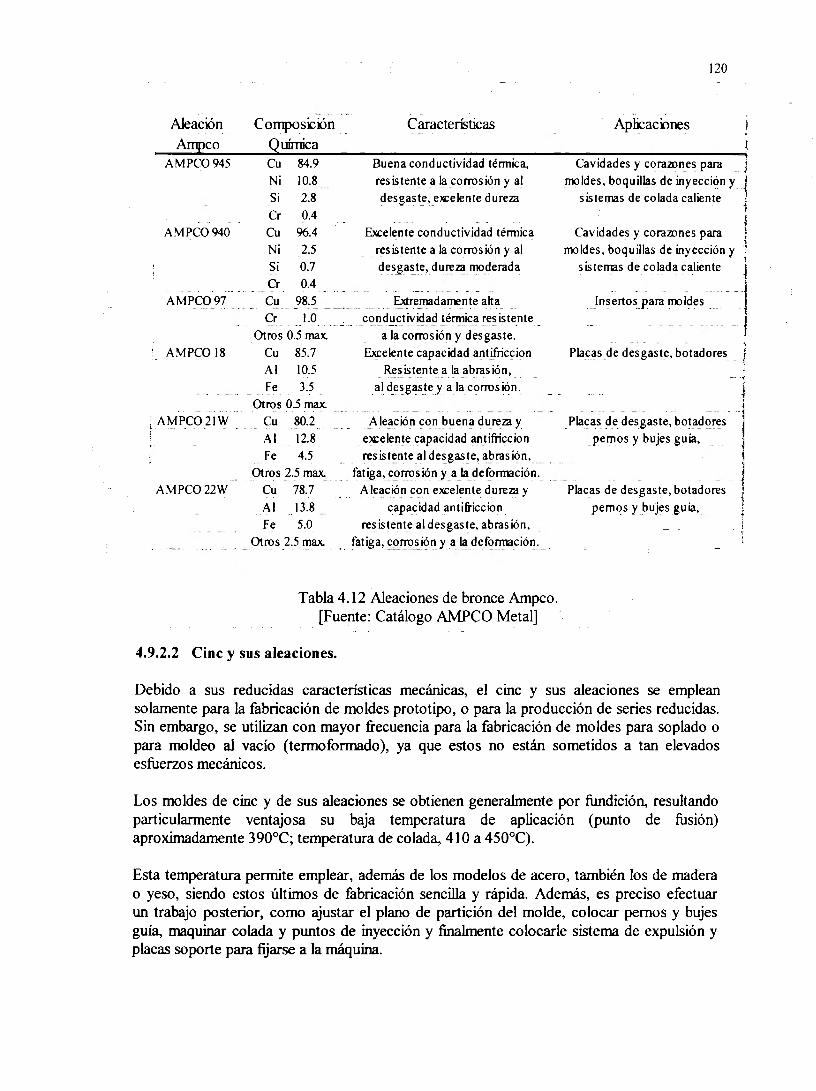
Aleación
Ampco
Composición
Química
120
.,
características Aplicaciones
AMPC0945 Cu Ni Si
84.9 I0.8 2.8
Buena conductividad ténnica, resistente a la corrosión y al desgast_e,_excelente dureza
Cavidades y cora20n_es para I
moldes, boquillas de inyección y l sistemas de colada caliente 1
Cr 0.4 AMPC0940 Cu 96.4
Ni 2.5 Si 0.7
Excelente conductividad ténnica res is tente a la corrosión y al des_ga~te, dureza moderada
Cavidades y coramnes para moldes, boquillas de inyección y
sistemas de colada caliente
r
' ~
Cr
AMPC097 Cu Cr
0.4 98.5 - - -- - ---·-
1.0 Extremadamente alta
conductividad térmica res is tente
_Insertos para moldes _ - - ,
- --·---- --- - -- ---- ----- - --·-- -
Otros 0.5 max. a la corrosión y desgaste. . -l
AMPCO 18 Cu 85.7 Excelente capacidad_ antifriccion 1 Placas de desgaste, botadores í Al I0.5 Resistente a la abrasión,
- ------· - --- - -· -
Fe 3.5 _al d_e~g~s_tey a la corrosión. Otros 0.5 max.
AMPC021W Cu 80.2 _Ale~ció_nconbuenadurezay A 1 12.8 e~elen!e <:_apacidad antifriccion Fe 4.5 resist~nte al de~gas!e, a~rasión,
Otros 2.5 max. fatiga,_ccmosióny_a_ladef?nnación. AMPCO 22W Cu 78.7 Aleación con excelente dureza y
Al 13.8 capacidad antifriccion Fe 5.0 resistente al desgaste, abrasión,
... . 0tl"()Sl~ 111~,.~,_fatlga,~~rro_~i?ny ,a ladefC>l1!1liCión.
Tabla 4.12 Aleaciones de bronce Ampco. [Fuente: Catálogo AMPCO Metal]
4.9.2.2 Cinc y sus aleaciones.
Debido a sus reducidas características mecarucas, el cinc y sus aleaciones se emplean solamente para la fabricación de moldes prototipo, o para la producción de series reducidas. Sin embargo, se utilizan con mayor frecuencia para la fabricación de moldes para soplado o para moldeo al vacío (termoformado), ya que estos no están sometidos a tan elevados esfuerzos mecánicos.
Los moldes de cinc y de sus aleaciones se obtienen generalmente por fundición, resultando particularmente ventajosa su baja temperatura de aplicación (punto de fusión) aproximadamente 390ºC; temperatura de colada, 41 O a 450ºC).
Esta temperatura pennite emplear, además de los modelos de acero, también los de madera o yeso, siendo estos últimos de fabricación sencilla y rápida. Además, es preciso efectuar un trabajo posterior, como ajustar el plano de partición del molde, colocar pernos y bujes guía, maquinar colada y puntos de inyección y finahnente colocarle sistema de expulsión y placas soporte para fijarse a la máquina.
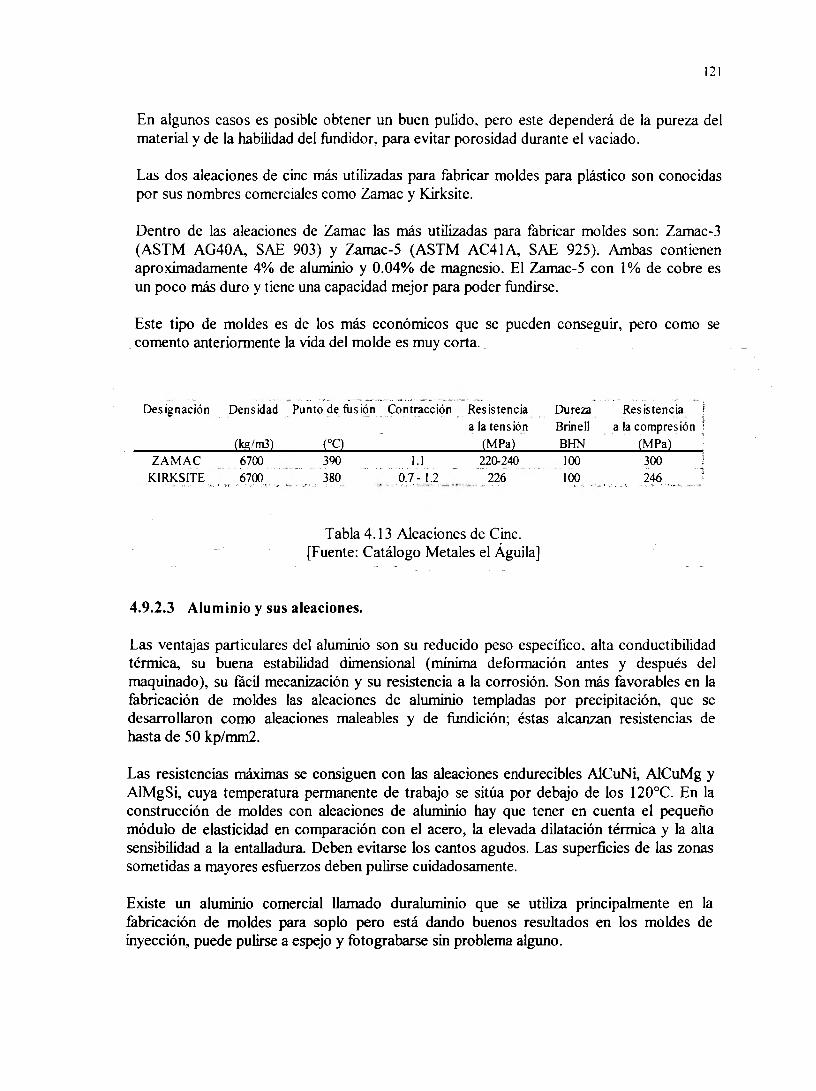
121
En algunos casos es posible obtener un buen pulido. pero este dependerá de la pureza del material y de la habilidad del fundidor, para evitar porosidad durante el vaciado.
Las dos aleaciones de cinc más utilizadas para fabricar moldes para plástico son conocidas por sus nombres comerciales como Zamac y Kirksite.
Dentro de las aleaciones de Zamac las más utilizadas para fabricar moldes son: Zarnac-3 (ASTM AG40A, SAE 903) y Zamac-5 (ASTM AC41A, SAE 925). Ambas contienen aproximadamente 4% de aluminio y 0.04% de magnesio. El Zamac-5 con 1 % de cobre es un poco más duro y tiene una capacidad mejor para poder fundirse.
Este tipo de moldes es de los más económicos que se pueden conseguir, pero como se comento anteriormente la vida del molde es muy corta.
Designación Densidad
(kg/m3) ZAMAC 6700
KIRKSITE 6700
,. ~ ~--... -... -.. -~---- ~ -, ~~ ----~--~-,-.··=· "·=·
Punto de fusión Contracción Resistencia a la tensión
(ºC) (MPa) 390 1.1 220-240 380 0.7-1.2 226
--· c·-c=i.r!""7c:.'.=.o• _.
Tabla 4.13 Aleaciones de Cinc. [Fuente: Catálogo Metales el Águila]
4.9.2.3 Aluminio y sus aleaciones.
,_
Dureza Resistencia ¡
Brinell a la compresión J -·
BHN (MPa) 100 300 100 246
Las ventajas particulares del aluminio son su reducido peso específico, alta conductibilidad ténnica, su buena estabilidad dimensional (mínima deformación antes y después del maquinado), su fácil mecanización y su resistencia a la corrosión. Son más favorables en la fabricación de moldes las aleaciones de aluminio templadas por precipitación, que se desarrollaron como aleaciones maleables y de fundición; éstas alcanzan resistencias de hasta de 50 kp/mm2.
Las resistencias máximas se consiguen con las aleaciones endurecibles AlCuNi, AlCuMg y AlMgSi, cuya temperatura permanente de trabajo se sitúa por debajo de los l 20ºC. En la construcción de moldes con aleaciones de aluminio hay que tener en cuenta el pequeño módulo de elasticidad en comparación con el acero, la elevada dilatación ténnica y la alta sensibilidad a la entalladura. Deben evitarse los cantos agudos. Las superficies de las zonas sometidas a mayores esfuerzos deben pulirse cuidadosamente.
Existe un aluminio comercial llamado duraluminio que se utiliza principalmente en la fabricación de moldes para soplo pero está dando buenos resultados en los moldes de inyección, puede pulirse a espejo y fotograbarse sin problema alguno.
122
4.10 TRATAMIENTO TÉRMICO DE LOS ACEROS PARA MOLDES.
El buen desempeño de una molde en servicio depende de:
• Diseño adecuado del molde. • Exactitud con que es fabricado. • Selección del acero adecuado. • Aplicación del tratamiento térmico adecuado.
Un molde puede funcionar apropiadamente en serv1c10. sólo cuando estos cuatro requerimientos han sido cumplidos.
Con unas cuantas excepciones, los aceros para moldes deben ser tratados térmicamente para desarrolJar combinaciones especificas de resistencia al desgaste, resistencia a la deformación o ruptura bajo altas cargas. Sólo los aceros pretemplados (bonificados) son suministrados por el proveedor con tratamiento térnúco incluido, sin embargo la mayoría de los aceros para moldes tiene un tratamiento térmico de relevado de esfuerzos posterior al maquinado de desbaste y previo al tratamiento térmico final.
Los proveedores de acero para moldes proporcionan información más especifica sobre las características del tratamiento térmico de sus aceros. Algunos de los tratamientos térmicos más utilizados en los aceros para moldes son los siguientes.
4.10.1 NORMALIZADO.
El normalizado requiere de calentamiento lento y uniforme arriba del rango de transformación para disolver constituyentes excedentes, luego enfriar en aire. El normalizado elimina estructuras no uniformes, releva esfuerzos residuales y produce mayor uniformidad en tamaño de grano, de esta manera contrarrestando resultados indeseables de reducciones desiguales para diferentes secciones durante el forjado, diferencias de temperatura entre espesores variables de secciones y las subsecuentes velocidades de enfriamiento irregulares. El normalizado también acondiciona el acero para subsecuente recocido o endurecinúento.
4.10.2 RECOCIDO.
Usualmente los aceros para moldes son recibidos por parte del proveedor en condición recocida. Esta condición permite que el acero sea fácilmente maquinado y tratado térmicamente. Sin embargo si son sometidos a conformado en caliente o en frío, generalmente deben ser recocidos otra vez antes de operaciones subsecuentes.
123
Si una herramienta tiene que ser de nuevo endurecida. primero debe ser recocida completamente. Este procedimiento es importante con los aceros con contenidos de aleaciones altos de otra fonna, ocurre un crecimiento de grano irregular y resultará un tamaño de grano mezclado.
El recocido completo implica calentar el acero lento y uniformemente a una temperatura por arriba del rango de transformación, mantener la temperatura de 1 a 4 hr. Y enfriar lentamente a una rapidez controlada seguido por enfriamiento.
4.10.3 RELEVADO DE ESFUERZOS.
El relevado de esfuerzos elimina o reduce esfuerzos residuales inducidos en herramientas por fuerte maquinado o conformado, y con ello disminuye la probabilidad de distorsión o agrietamiento durante el endurecimiento de la herramienta.
El relevado de esfuerzos es comúnmente realizado en hornos o baños de sales usados para revenido. La rapidez de calentamiento y de enfriamiento no es critica, aunque el enfriamiento debe ser bastante lento para evitar la introducción de nuevos esfuerzos. La protección contra descarburización rara vez es requerida, a menos que la temperatura de relevado de esfuerzos sea arriba de 600ºC. Como se comento al principio, generahnente es adecuado relevar esfuerzos después del maquinado de desbaste.
4.10.4 AUSTENIZACIÓN.
La austenización es la más critica de todas las operaciones de calentamiento realizadas en los aceros. Las temperaturas de austenización excesivamente altas o tiempos de exposición anormahnente largos, pueden dar como resultado distorsión excesiva, crecimiento de grano anorma~ perdida de tenacidad y baja resistencia mecánica; esto es especiahnente cierto, para aceros de alta velocidad, los cuales son frecuentemente austenizados a una temperatura cercana a la cual empieza la fusión. El subcalentamiento puede dar como resultado baja dureza y baja resistencia al desgaste.
Al momento de templar, si el centro de una herramienta esta más frío que el exterior, puede dar como resultado una fractura en las esquinas, particularmente con aceros de temple al agua.
La austenización es el tratamiento térmico donde ocurre la repartición de elementos de aleación final entre la matriz austenítica ( que se transformará en martensita) y los carburos retenidos. Esta repartición establece la composición química, fracción volumétrica y dispersión de los carburos retenidos.
Los carburos de aleación retenidos no sólo contribuyen a la resistencia al desgaste, sino también controlan el tamaño de grano austenítico. Entre más finos los carburos y mayor la
124
fracción volumétrica de carburos. el crecimiento de grano austenítico es controlado en forma más efectiva.
De esta manera si la austenización es realiz.ada a una temperatura demasiado alta, puede ocurrir crecimiento de grano indeseable, ya que los carburos de aleación cada vez más se engrosan o se disuelven en la austenita.
Los elementos de aleación que no están en carburos retenidos, están en solución en la austenita, y de esta manera los carburos proporcionan un mecanismo importante por el cual es fijada la composición de la austenita. Esta composición establece la templabilidad. temperatura Ms, cantidad de austenita retenida y potencial de endurecimiento secundario de un acero para herramientas.
El equipo para austenización de acero para herramientas, es elegido sobre la base de la composición del acero, tamaño y forma de las piezas de trabajo, cantidad de remoción de excedente después de endurecimiento y requerimientos de producción. Hornos al vacío, hornos de atmósfera y baños de sales han resultado satisfactorios para el servicio sobre el rango de temperaturas de austenización de 760ºC a l 300ºC.
El precalentamiento de los aceros es una practica recomendada, pero no siempre es requerida. Para piezas pequeñas de forma simple, el precalentamiento puede ser eliminado. El precalentamiento normalmente es empleado para evitar agrietamientos y distorsiones extremas resultantes del choque térmico experimentado por una pieza de trabajo fría, cuando es expuesta a la alta temperatura del horno de austenización.
4.10.5 TEMPLADO.
El templado desde la temperatura de austenización puede ser realizado en agua, salmuera, aceite, sales, gas inerte o aire, dependiendo de la composición y espesor de la pieza. El medio de temple debe enfriar las piezas de trabajo muy rápidamente para obtener una dureza completa, sin embargo no es adecuado usar un medio de temple con una capacidad de enfriamiento que exceda los requerimientos, debido a la posibilidad de que puede ocurrir agrietamientos o distorsiones.
El martempering es utilizado frecuentemente para minimizar distorsión sin sacrificar dureza en aceros endurecidos en aceite o en secciones extremadamente delgadas de aceros endurecibles al agua. Las piezas de trabajo son templadas desde la temperatura de austenización en un baño agitado de aceite o sales.
La temperatura del baño debe ser cercana a la temperatura a la cual la martensita empieza a formarse durante enfriamiento (Ms), usualmente alrededor de 31 ºC arriba de Ms. El tiempo en el baño debe ser justo el suficiente para que la temperatura se iguale en todas las piezas de trabajo, las cuales luego son enfriadas en aire hasta la temperatura ambiente antes del revenido.
125
4.10.6 REVENIDO.
El revenido modifica las propiedades de los aceros endurecidos por templado para producir una combinación más deseable de resistencia mecánica, dureza y tenacidad que la obtenida en el acero templado. La estructura templada del acero es una mezcla heterogénea de austenita retenida, martensita y carburos. Puede ser necesario más de un ciclo de revenido para producir una estructura óptima.
Normalmente es deseable transformar toda la austenita retenida para asegurar dureza completa, mejorar la tenacidad y minimizar la distorsión durante el servicio. Esto puede ser logrado por dos o más ciclos de revenido más cortos que por un sólo ciclo más largo.
En los aceros de alta aleación, una pequeña cantidad de martensita es formada a partir de austenita retenida durante el enfriamiento desde el primer ciclo de revenido. Es conveniente aplicar doble revenido para asegurar la transformación completa de austenita retenida y para revenir la martensita recién formada. Para algunos tipos de acero para moldes, es conveniente solicitar hasta triple revenido.
El calentamiento a la temperatura de revenido debe ser lento, para obtener distribución uniforme de temperatura dentro de la pieza y para impedir el relevado no uniforme de esfuerzos de endurecimiento, que podrían causar agrietamiento o alabeo.
El enfriamiento después del revenido debe ser relativamente lento para impedir el desarrollo de esfuerzos residuales en el acero. El aire tranquilo enfría a una rapidez satisfactoria. Las herramientas templadas, calentadas muy rápidamente pueden desarrollar grietas.
4.11 TRATAMIENTOS TERMOQUÍMICOS.
Otros tratamientos de gran importancia, son los procesos termoquírnicos, de los cuales el cementado y nitrurado son los más utiliz.ados en la fabricación de moldes. Todos estos elementos ceden a las piezas elementos: nitrógeno en el nitrurado y carbono en el cementado, estos elementos se difunden en la superficie del acero y fonnan, según la aplicación, duras capas de compuestos nitruros.
En el caso del carbono, éste se sitúa como parte de la estructura molecular del acero. Como último paso de la cementación debe realizarse el templado, que consiste en un enfriamiento rápido, para mantener al carbono en solución. Como meta, un tratamiento termoquírnico se tiene el de lograr una superficie dura, resistente al desgaste y a la abrasión manteniendo un núcleo tenaz.
126
4.11.1 CEMENTADO.
La función de un medio carburante es suministrar carbono a la superficie del acero, que éste sea absorbido y que difunda hacia su interior. Tal proceso permite el uso de aceros económicos pero que, por sus altos contenidos de carbono en superficie sean susceptibles, por temple, de tener una superficie endurecida a la vez de presentar un núcleo blando, más resistente al impacto.
La cementación puede hacerse en un medio sólido, liquido o gaseoso, dependiendo de la cantidad de producción y de la disponibilidad del equipo. En todos estos medios existe un componente capaz de suministrar carbono, y éste se llama agente carburante, puede ser carbón, cianuro o hidrocarburo. Así se puede hablar de cementación gaseosa, liquida o sólida.
4.11.2 NITRURADO.
Los procesos de nitruración tienen como fin, aumentar el contenido de nitrógeno en la superficie del acero, lo que produce una gran resistencia superficial, mayor resistencia al desgaste, a la fatiga, y a la corrosión.
Como la temperatura de nitruración es baja, entre 500ºC y 570ºC, no existe problema de distorsión. Además la capa nitrurada es dura por si misma, y no necesita de un temple posterior para alcanzar una dureza alta. Esta característica del nitrurado es de bastante ayuda en la fabricación de cavidades y corazones, ya que se puede darles el maquinado final sin riesgo de una deformación posterior.
El único inconveniente de este proceso es que la capa endurecida tiene poca profundidad, y con la continua presión de inyección, puede haber compactaciones en la superficie del molde.
4.12 RECUBRIMIENTOS ELECTROQUÍMICOS.
4.12.1 CROMO DURO.
La aportación electrolítica de los recubrimientos de cromo duro, tiene su aplicación sobre todo, con el propósito de conseguir superficies dura y resistentes al desgaste, que se aplican con éxito para la inyección de piezas de plástico con efectos abrasivos sobre la superficie del molde. Algunas características de este tipo de recubrimiento son:
127
• Dureza. Su alto factor de durez.a de 800 Vickers excede la durez.a de muchos aceros y es independiente del espesor.
• Resistencia a la abrasión. Excelente protección durante la inyección de plásticos abrasivos.
• Baja fricción. El cromo tiene bajo coeficiente de fricción y su baja afinidad con otros materiales, resulta en un incremento en la eficiencia de operación por un núnimo de fricción.
• Resistencia a la corrosión. Alta resistencia al desgaste por la acción de gases corrosivos producidos durante la inyección.
• Brillo de la superficie. El cromo duro se puede pulir a espejo.
4.12.2 NÍQUEL ELECTROLESS.
Este tipo de recubrimiento nos brinda una amplia gama de ventajas cómo son:
• Recubrimiento uniforme. Se logra un recubrimiento uniforme aún en las superficies más complejas e irregulares, sin necesidad de maquinados posteriores para lograr las medidas finales. Por ser un proceso de inmersión, el recubrimiento penetra en cavidades y orificios ideal para proteger los canales de refrigeración del molde.
• Resistencia a la corrosión. Esta es una de las principales razones por las que el níquel electroless es especificado para combatir la corrosión de plásticos que emiten vapores durante el moldeo.
• Recubrimiento duro. Con una durez.a de superficie de 500-650 Vickers (44 a 62ºRc.) El níquel electroless ofrece una excelente protección contra el desgaste y la abrasión de ciertas resinas. Se pueden aplicar capas de níquel de 5 a 100 micras, aplicado sobre distintos metales aceros bonificados, pretemplados, inoxidables cobre y sus aleaciones etc.
4.13 SALIDAS DE GAS.
Antes de comenz.ar el proceso de inyección y una vez cerrado el molde, las cavidades del mismo están, lógicamente llenas de aire. Al inyectar el material, parte del aire puede quedar atrapado en alguna zona de la cavidad, impidiendo que el material llene la totalidad de la misma y obteniendo piezas con zonas con líneas de soldadura, quemaduras, rechupes, y paralelamente ocasionando un ciclo más largo de lo normal.
Por regla general el material inyectado a altas presiones, comprime el aire ocluido en los puntos más alejados de la entrada a la cavidad, sufriendo una compresión adiabática que da lugar a un aumento de la temperatura y que ocasiona señales de quemaduras sobre la superficie de la piez.a moldeada.
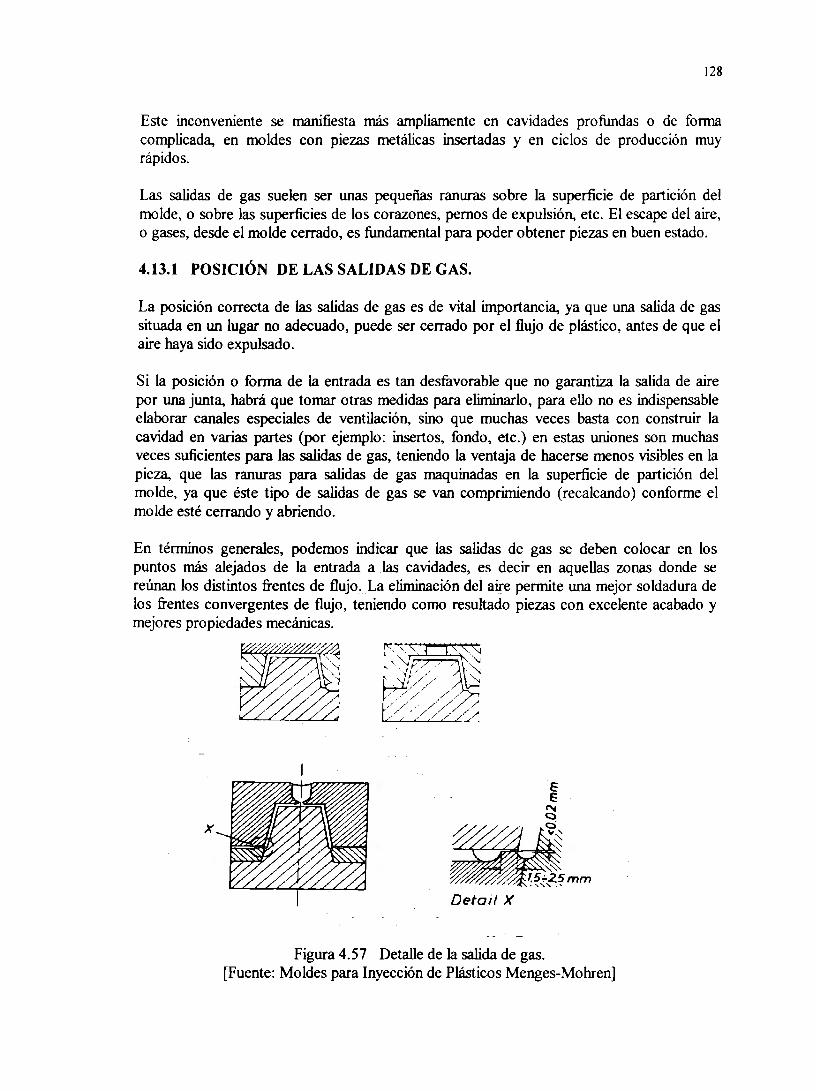
128
Este inconveniente se manifiesta más ampliamente en cavidades profundas o de forma complicada, en moldes con piezas metálicas insertadas y en ciclos de producción muy rápidos.
Las salidas de gas suelen ser unas pequeñas ranuras sobre la superficie de partición del molde, o sobre las superficies de los corazones, pernos de expulsión, etc. El escape del aire, o gases, desde el molde cerrado, es fundamental para poder obtener piezas en buen estado.
4.13.1 POSICIÓN DE LAS SALIDAS DE GAS.
La posición correcta de las salidas de gas es de vital importancia, ya que una salida de gas situada en un lugar no adecuado, puede ser cerrado por el flujo de plástico, antes de que el aire haya sido expulsado.
Si la posición o forma de la entrada es tan desfavorable que no garantiza la salida de aire por una junta, habrá que tomar otras medidas para eliminarlo, para ello no es indispensable elaborar canales especiales de ventilación, sino que muchas veces basta con construir la cavidad en varias partes (por ejemplo: insertos, fondo, etc.) en estas uniones son muchas veces suficientes para las salidas de gas, teniendo la ventaja de hacerse menos visibles en la pieza., que las ranuras para salidas de gas maquinadas en la superficie de partición del molde, ya que éste tipo de salidas de gas se van comprimiendo (recalcando) conforme el molde esté cerrando y abriendo.
En términos generales, podemos indicar que las salidas de gas se deben colocar en los puntos más alejados de la entrada a las cavidades, es decir en aquellas zonas donde se reúnan los distintos frentes de flujo. La eliminación del aire permite una mejor soldadura de los frentes convergentes de flujo, teniendo como resultado piezas con excelente acabado y mejores propiedades mecánicas.
X
Oetail X
Figura 4.57 Detalle de la salida de gas. [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
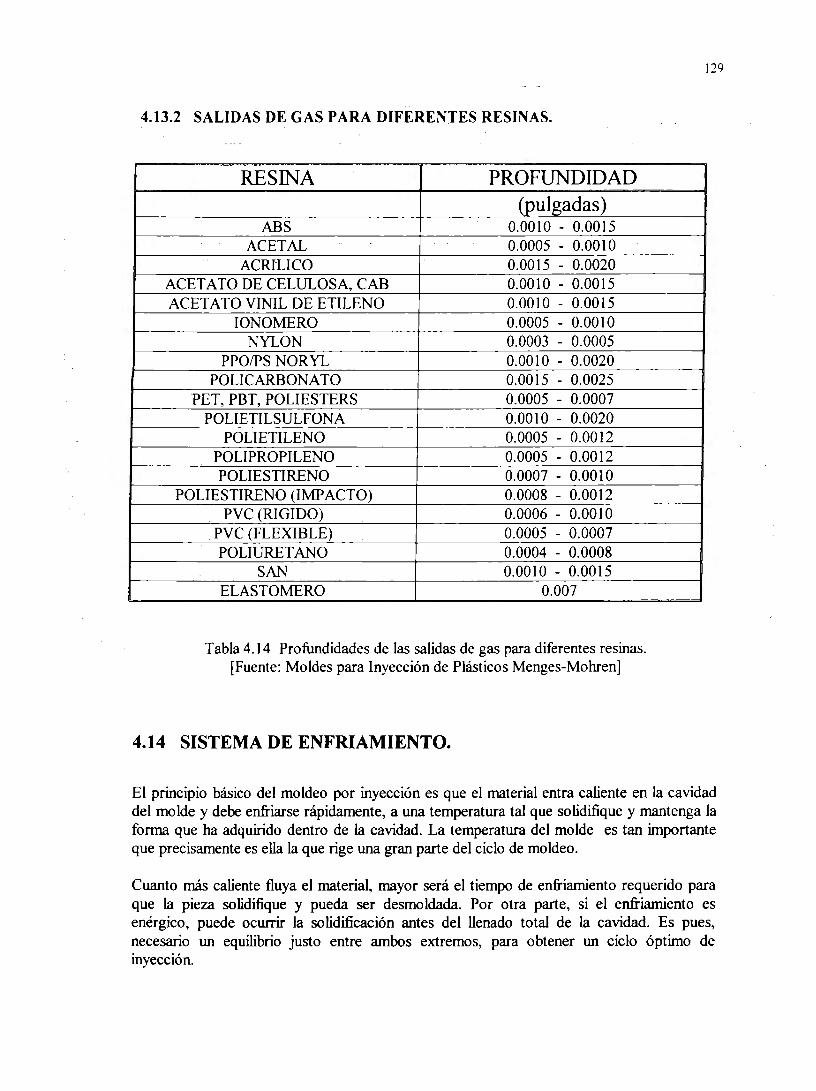
4.13.2 SALIDAS DE GAS PARA DIFERENTES RESINAS.
RESINA PROFUNDIDAD (pulgadas)
ABS 0.001 O - 0.0015 ACETAL 0.0005 - 0.001 O
ACRILICO 0.0015 - 0.0020 ACETA TO DE CELULOSA, CAB 0.0010 - 0.0015 ACETATO VINIL DE ETILENO 0.0010 - 0.0015
ION O MERO 0.0005 - 0.0010 NYLON 0.0003 - 0.0005
PPO/PS NOR YL 0.0010 - 0.0020 POLI CARBONATO 0.0015 - 0.0025
PET, PBT, POLIESTERS 0.0005 - 0.0007 POLIETILSULFONA 0.001 O - 0.0020
POLIETILENO 0.0005 - 0.0012 POLIPROPILENO 0.0005 - 0.0012 POLIESTIRENO 0.0007 - 0.0010
POLIESTIRENO (IMPACTO) 0.0008 - 0.0012 PVC (RIGIDO) 0.0006 - 0.0010
PVC (FLEXIBLE) 0.0005 - 0.0007 POLIURET ANO 0.0004 - 0.0008
SAN 0.001 O - 0.0015 ELASTOMERO 0.007
Tabla 4.14 Profundidades de las salidas de gas para diferentes resinas. [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
4.14 SISTEMA DE ENFRIAMIENTO.
129
El principio básico del moldeo por inyección es que el material entra caliente en la cavidad del molde y debe enfriarse rápidamente, a una temperatura tal que solidifique y mantenga la forma que ha adquirido dentro de la cavidad. La temperatura del molde es tan importante que precisamente es ella la que rige una gran parte del ciclo de moldeo.
Cuanto más caliente fluya el material, mayor será el tiempo de enfriamiento requerido para que la piez.a solidifique y pueda ser desmoldada. Por otra parte, si el enfriamiento es enérgico, puede ocurrir la solidificación antes del llenado total de la cavidad. Es pues, necesario un equilibrio justo entre ambos extremos, para obtener un ciclo óptimo de inyección.
130
La temperatura de trabajo en un molde de determinado diseño depende de una serie de factores, tales como:
• Tipo de resina a moldear. • Camino que ha de seguir el flujo del material dentro de la cavidad. • Espesor de pared de la piez.a moldeada. • Material del molde. • Longitud del sistema de alimentación, etc.
Normalmente, se aconseja trabajar a temperaturas ligeramente superiores a las que se necesitan para el llenado total de la cavidad, a fin de obtener un mejor acabado superficial, como consecuencia de la disminución de las líneas de soldadura, marcas de flujo. etc.
La duración del ciclo de moldeo es siempre demasiado breve para que el calor del material pueda ser dispersado por simple condición a través de la masa metálica del molde. El calor, al no poder ser dispersado con suficiente rapidez, se acumula en el molde, retardando el intercambio térmico entre éste y el material, e impidiendo, por consiguiente, el enfriamiento y endurecimiento de los objetos moldeados.
Por este motivo, es necesario refrigerar los moldes mediante circulación de agua a través de canales practicados, por la regla general, tanto en cavidades como corazones. La disposición de los canales de refrigeración debe de hacerse de una forma que la absorción del calor del molde sea uniforme y, generalmente, la colocación de otras partes del molde, tales como espigas de extracción, etc., deben estar supeditadas a ellos.
La entrada y salida de los canales estarán proveídas de las correspondientes conexiones, para ser unidos a las tuberías del sistema de enfriamiento.
El diámetro de los canales de refrigeración depende del peso de la piez.a que se va a moldear. En términos generales, se puede necesitar de 7 a 1 O milímetros para piezas de 300 a 100 gramos y de 12 a 16 milímetros para piezas superiores a los 100 gramos.
4.14.1 INTERCAMBIO DE CALOR EN EL MOLDE.
El problema de enfriamiento de un molde viene determinado por:
• Un intercambio de calor entre el material plástico y el acero del molde. • Un intercambio de calor entre el acero y el líquido refrigerante. • Disipación del calor hacia la atmósfera.
131
4.14.2 INTERCAMBIO DE CALOR ENTRE LA RESINA Y EL MOLDE
Depende de: • La masa de la pieza o piezas que se van a moldear
• La diferencia de temperatura entre la materia plástica y la superficie del molde. Teóricamente, la temperatura final del material es igual a la del molde.
• De la naturaleza de la resina a moldear, es decir, de su peso especifico y calor de solidificación.
4.14.3 DISEÑO DE LOS CANALES DE REFRIGERACIÓN.
Es dificil dar reglas concretas para cada tipo de molde, por lo que solamente podremos indicar algunas normas generales que, con ligeras variantes, serán fáciles de aplicar a cualquier problema de refrigeración.
1) La superficie transversal de los canales de refrigeración oscilará entre 25 y 300 mm2, según sea la superficie de la pieza moldeada.
2) Los circuitos de refrigeración deben ser cortos, a fin de que la diferencia de temperatura entre la entrada y la salida del medio refrigerante sea de 3 a 5 º C.
3) Evite la construcción de circuitos con número excesivo de espirales o ángulos rectos.
4) La distancia óptima entre la superficie de la cavidad y los canales de refrigeración dependen del diámetro de estos últimos. Para un taladro de 12 mm corresponderá una distancia de 12 mm. Para diámetro de 15 y 16 mm. Las distancias serán de 25 y 25 mm.
5) Las distancias entre canales serán una vez y media su diámetro.
6) En piezas planas rectangulares, inyectadas por un lado, se recomiendan canales transversales al sentido de la pieza. La circulación del fluido de refrigeración se efectúa en sentido inverso a la inyección, para compensar temperaturas y evitar transiciones bruscas (figura 4.59)
7) En piezas planas rectangulares, inyectadas por el centro, el sistema de enfriamiento ha de dividirse de modo que el liquido tenga que recorrer el mismo camino para el enfriamiento de la zona izquierda que para la derecha (figura 4.60 y 4.61 ). En este caso se podría utilizar también un sistema de refrigeración en espiral, pero habría que aumentar las dimensiones del molde, con el consiguiente incremento del costo.
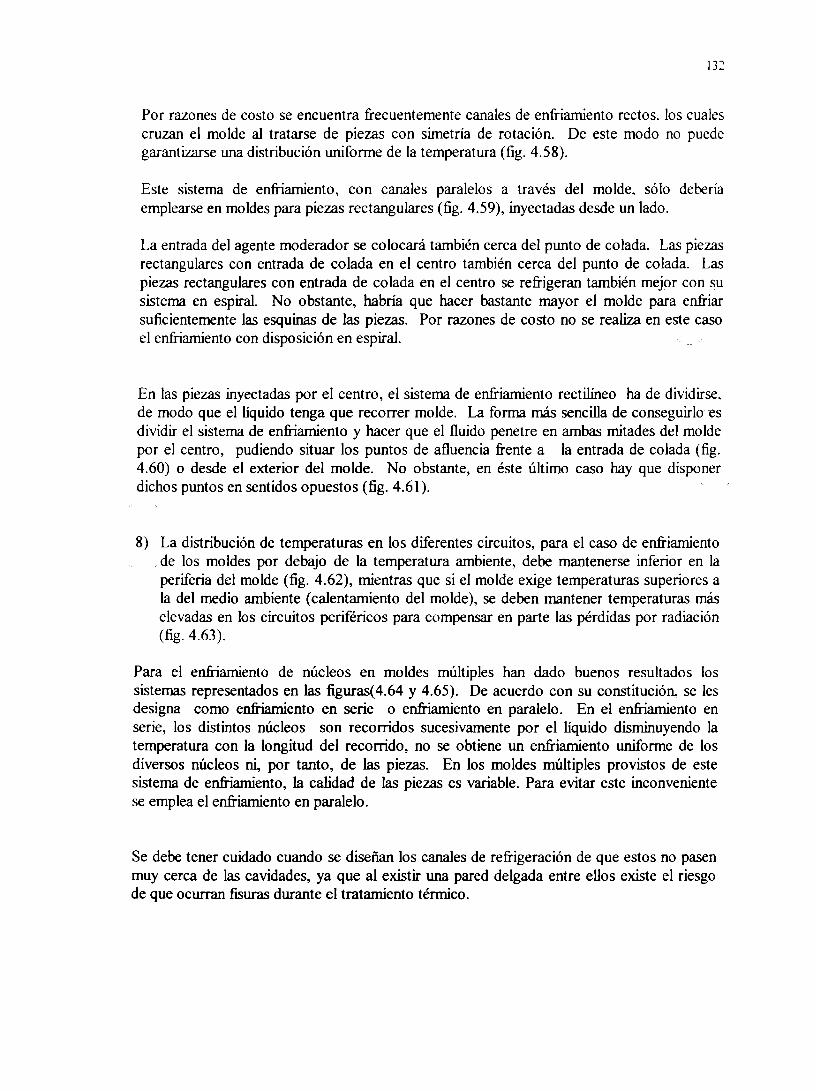
Por razones de costo se encuentra frecuentemente canales de enfriamiento rectos. los cuales cruzan el molde al tratarse de piezas con simetría de rotación. De este modo no puede garantizarse una distribución uniforme de la temperatura (fig. 4.58).
Este sistema de enfriamiento, con canales paralelos a través del molde. sólo debería emplearse en moldes para piezas rectangulares (fig. 4.59), inyectadas desde un lado.
La entrada del agente moderador se colocará también cerca del punto de colada. Las piezas rectangulares con entrada de colada en el centro también cerca del punto de colada. Las piezas rectangulares con entrada de colada en el centro se refrigeran también mejor con su sistema en espiral. No obstante, habría que hacer bastante mayor el molde para enfriar suficientemente las esquinas de las piezas. Por razones de costo no se realiza en este caso el enfriamiento con disposición en espiral.
En las piezas inyectadas por el centro, el sistema de enfriamiento rectilíneo ha de dividirse. de modo que el líquido tenga que recorrer molde. La forma más sencilla de conseguirlo es dividir el sistema de enfriamiento y hacer que el fluido penetre en ambas mitades del molde por el centro, pudiendo situar los puntos de afluencia frente a la entrada de colada (fig. 4.60) o desde el exterior del molde. No obstante, en éste último caso hay que disponer dichos puntos en sentidos opuestos (fig. 4.61 ).
8) La distribución de temperaturas en los diferentes circuitos, para el caso de enfriamiento de los moldes por debajo de la temperatura ambiente, debe mantenerse inferior en la periferia del molde (fig. 4.62), mientras que si el molde exige temperaturas superiores a la del medio ambiente (calentamiento del molde), se deben mantener temperaturas más elevadas en los circuitos periféricos para compensar en parte las pérdidas por radiación (fig. 4.63).
Para el enfriamiento de núcleos en moldes múltiples han dado buenos resultados los sistemas representados en las figuras( 4.64 y 4.65). De acuerdo con su constitución., se les designa como enfriamiento en serie o enfriamiento en paralelo. En el enfriamiento en serie, los distintos núcleos son recorridos sucesivamente por el líquido disminuyendo la temperatura con la longitud del recorrido, no se obtiene un enfriamiento uniforme de los diversos núcleos ni, por tanto, de las piezas. En los moldes múltiples provistos de este sistema de enfriamiento, la calidad de las piez.as es variable. Para evitar este inconveniente se emplea el enfriamiento en paralelo.
Se debe tener cuidado cuando se diseñan los canales de refrigeración de que estos no pasen muy cerca de las cavidades, ya que al existir una pared delgada entre ellos existe el riesgo de que ocurran fisuras durante el tratamiento térmico.
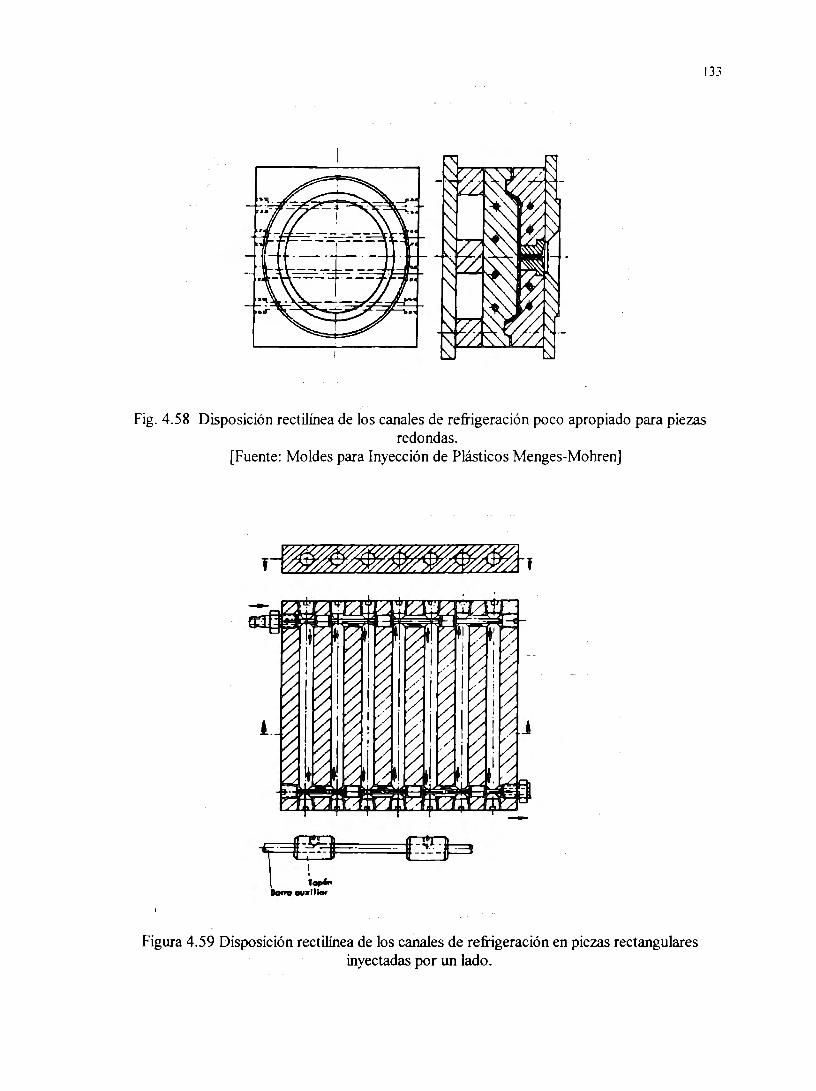
133
Fig. 4.58 Disposición rectilínea de los canales de refrigeración poco apropiado para piezas redondas.
[Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
l f
1 ,...,.. .......... ,11or
Figura 4.59 Disposición rectilínea de los canales de refrigeración en piezas rectangulares inyectadas por un lado.
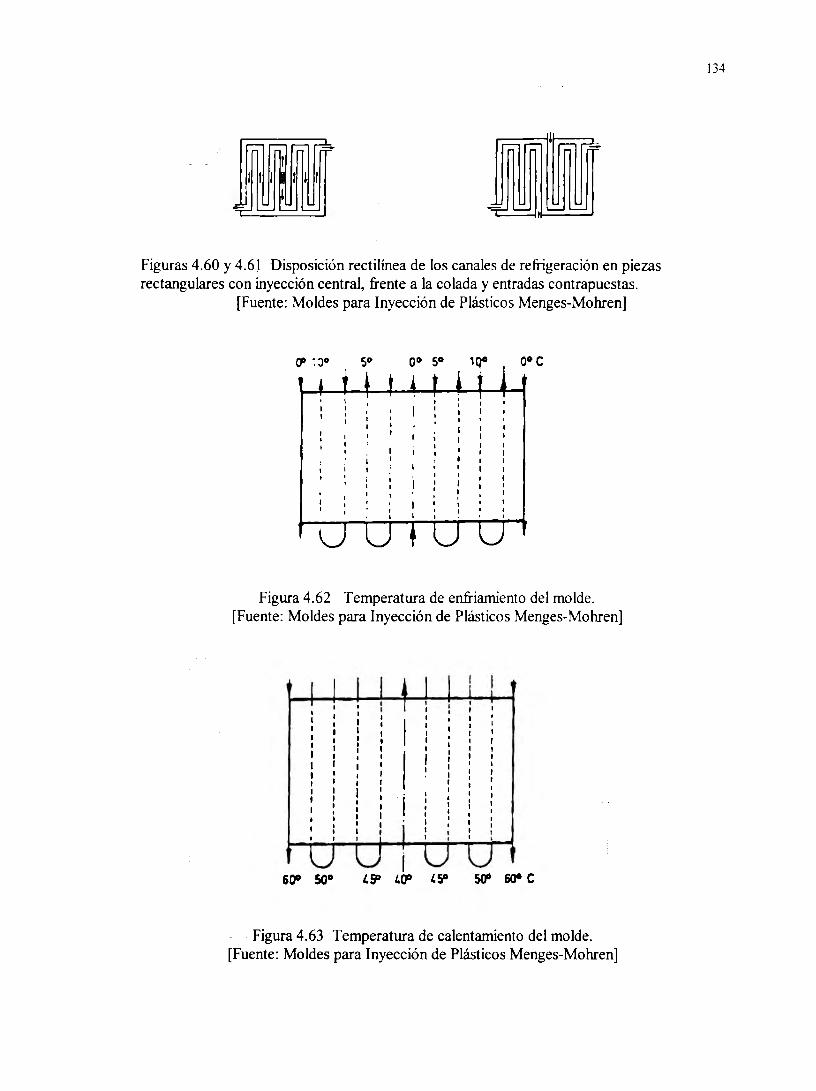
Figuras 4.60 y 4.61 Disposición rectilínea de los canales de refrigeración en piezas rectangulares con inyección central, frente a la colada y entradas contrapuestas.
[Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
Figura 4.62 Temperatura de enfriamiento del molde. [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
1 L~ LrP LSD
Figura 4.63 Temperatura de calentamiento del molde. [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
134
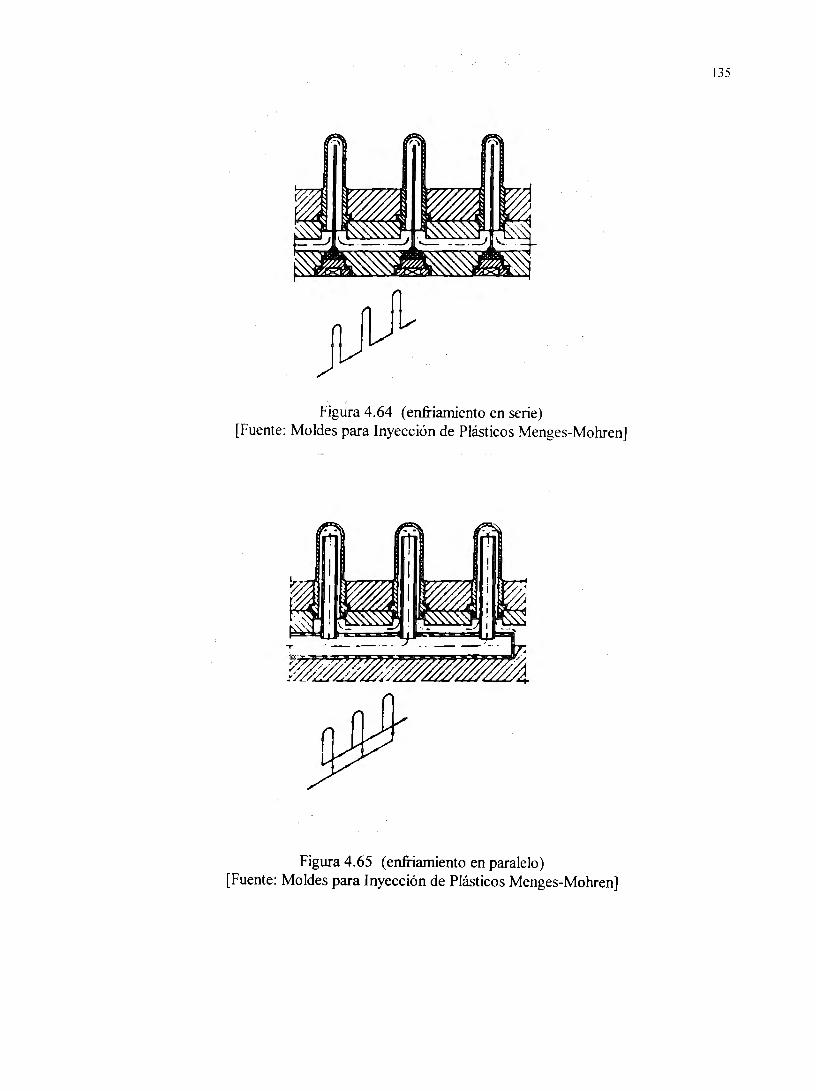
135
Figura 4.64 (enfriamiento en serie) [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
Figura 4.65 ( enfriamiento en paralelo) [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
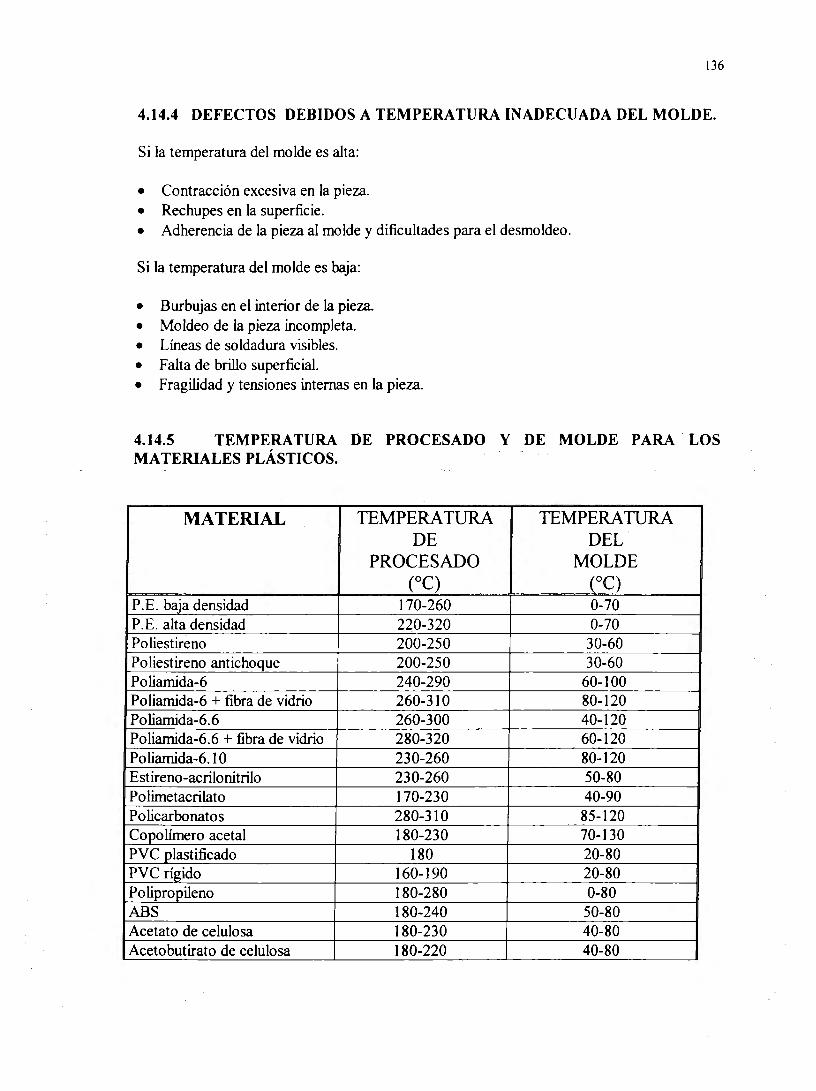
136
4.14.4 DEFECTOS DEBIDOS A TEMPERATURA INADECUADA DEL MOLDE.
Si la temperatura del molde es alta:
• Contracción excesiva en la pieza. • Rechupes en la superficie. • Adherencia de la pieza al molde y dificultades para el desmoldeo.
Si la temperatura del molde es baja:
• Burbujas en el interior de la pieza. • Moldeo de la pieza incompleta. • Líneas de soldadura visibles. • Falta de brillo superficial. • Fragilidad y tensiones internas en la pieza.
4.14.5 TEMPERATURA DE PROCESADO Y DE MOLDE PARA LOS MATERIALES PLÁSTICOS.
MATERIAL TEMPERA TURA TEMPERA TURA DE DEL
PROCESADO MOLDE (ºC) (ºC)
P.E. baja densidad 170-260 0-70 P.E. alta densidad 220-320 0-70 Poliestireno 200-250 30-60 Poliestireno antichoque 200-250 30-60 Poliamida-6 240-290 60-100 Poliamida-6 + fibra de vidrio 260-31 O 80-120 Poliamida-6.6 260-300 40-120 Poliamida-6.6 + fibra de vidrio 280-320 60-120 Poliamida-6.1 O 230-260 80-120 Estireno-acrilonitrilo 230-260 50-80 Polimetacrilato 170-230 40-90 Policarbonatos 280-31 O 85-120 Copolímero aceta! 180-230 70-130 PVC plastificado 180 20-80 PVC rígido 160-190 20-80 Polipropileno 180-280 0-80 ABS 180-240 50-80 Acetato de celulosa 180-230 40-80 Acetobutirato de celulosa 180-220 40-80
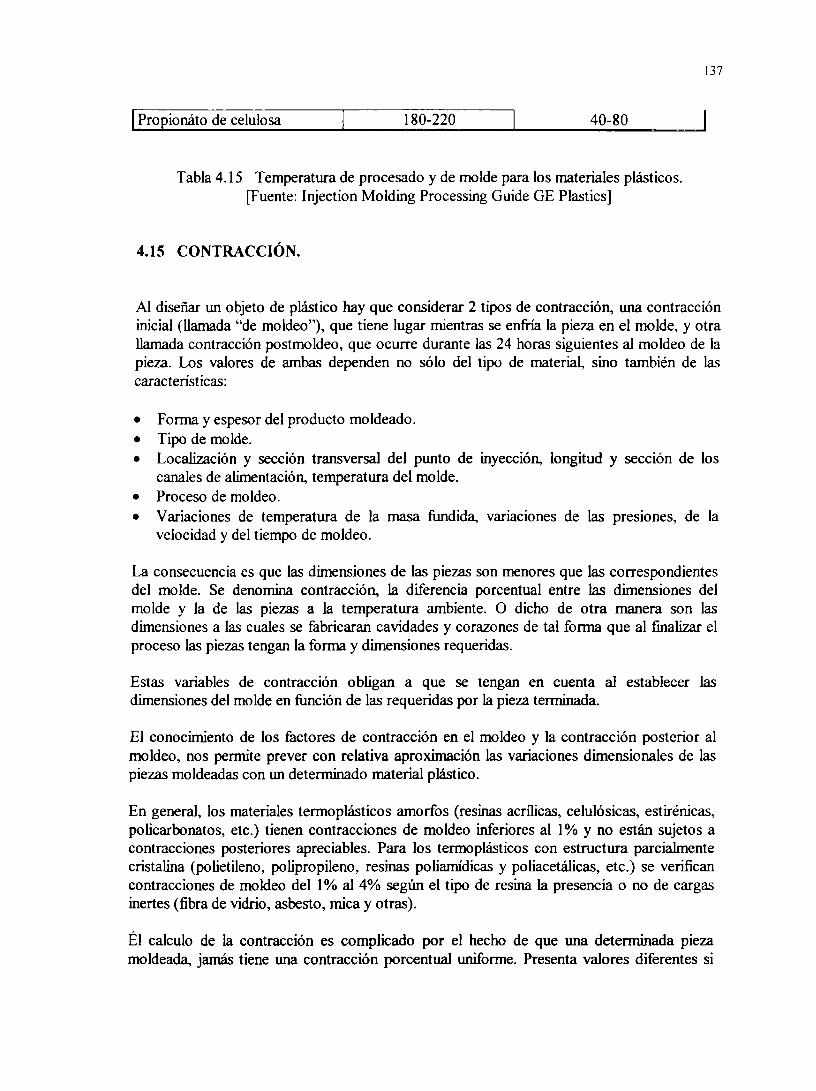
I Propionáto de celulosa 180-220 40-80
Tabla 4.15 Temperatura de procesado y de molde para los materiales plásticos. [Fuente: Injection Molding Processing Guide GE Plastics]
4.15 CONTRACCIÓN.
137
Al diseñar un objeto de plástico hay que considerar 2 tipos de contracción, una contracción inicial (llamada "de moldeo"), que tiene lugar mientras se enfría la pieza en el molde, y otra llamada contracción postmoldeo, que ocurre durante las 24 horas siguientes al moldeo de la pieza. Los valores de ambas dependen no sólo del tipo de material sino también de las características:
• Fonna y espesor del producto moldeado. • Tipo de molde. • Localización y sección transversal del punto de inyección, longitud y sección de los
canales de alimentación, temperatura del molde. • Proceso de moldeo. • Variaciones de temperatura de la masa fundida, variaciones de las presiones, de la
velocidad y del tiempo de moldeo.
La consecuencia es que las dimensiones de las piezas son menores que las correspondientes del molde. Se denomina contracción, la diferencia porcentual entre las dimensiones del molde y la de las piezas a la temperatura ambiente. O dicho de otra manera son las dimensiones a las cuales se fabricaran cavidades y corazones de tal forma que al finalizar el proceso las piezas tengan la forma y dimensiones requeridas.
Estas variables de contracción obligan a que se tengan en cuenta al establecer las dimensiones del molde en función de las requeridas por la pieza terminada.
El conocimiento de los factores de contracción en el moldeo y la contracción posterior al moldeo, nos permite prever con relativa aproximación las variaciones dimensionales de las piezas moldeadas con un determinado material plástico.
En general, los materiales termoplásticos amorfos (resinas acrílicas, celulósicas, estirénicas, policarbonatos, etc.) tienen contracciones de moldeo inferiores al 1 % y no están sujetos a contracciones posteriores apreciables. Para los termoplásticos con estructura parciahnente cristalina (polietileno, polipropileno, resinas poliarnídicas y poliacetálicas, etc.) se verifican contracciones de moldeo del 1 % al 4% según el tipo de resina la presencia o no de cargas inertes (fibra de vidrio, asbesto, mica y otras).
Él calculo de la contracción es complicado por el hecho de que una detenninada pieza moldeada, jamás tiene una contracción porcentual uniforme. Presenta valores diferentes si
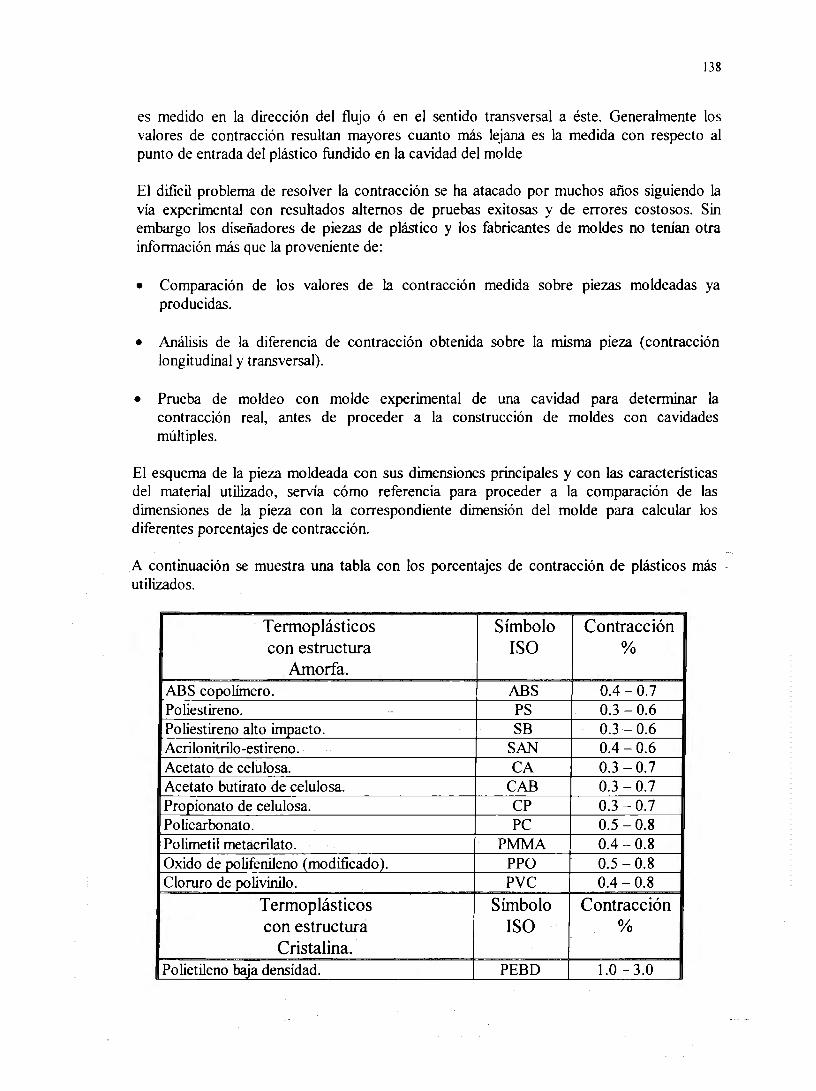
138
es medido en la dirección del flujo ó en el sentido transversal a éste. Generalmente los valores de contracción resultan mayores cuanto más lejana es la medida con respecto al punto de entrada del plástico fundido en la cavidad del molde
El dificil problema de resolver la contracción se ha atacado por muchos años siguiendo la vía experimental con resultados alternos de pruebas exitosas y de errores costosos. Sin embargo los diseñadores de piezas de plástico y los fabricantes de moldes no tenían otra información más que la proveniente de:
• Comparación de los valores de la contracción medida sobre piezas moldeadas ya producidas.
• Análisis de la diferencia de contracción obtenida sobre la misma piez.a ( contracción longitudinal y transversal).
• Prueba de moldeo con molde experimental de una cavidad para determinar la contracción real, antes de proceder a la construcción de moldes con cavidades múltiples.
El esquema de la piez.a moldeada con sus dimensiones principales y con las características del material utilizado, servía cómo referencia para proceder a la comparación de las dimensiones de la piez.a con la correspondiente dimensión del molde para calcular los diferentes porcentajes de contracción.
A continuación se muestra una tabla con los porcentajes de contracción de plásticos más utilizados.
Tennoplásticos Símbolo Contracción con estructura ISO %
Amorfa. ABS copolímero. ABS 0.4- 0.7 Po liest ireno. PS 0.3 - 0.6 Poliestireno alto impacto. SB 0.3 - 0.6 Acrilonitrilo-estireno. SAN 0.4 - 0.6 Acetato de celulosa. CA 0.3 -0.7 Acetato butirato de celulosa. CAB 0.3 -0.7 Propionato de celulosa. CP 0.3 - 0.7 Policarbonato. PC 0.5 -0.8 Polimetil metacrilato. PMMA 0.4 - 0.8 Oxido de polifenileno (modificado). PPO 0.5 -0.8 Cloruro de polivinilo. PVC 0.4 - 0.8
Tennop lásticos Símbolo Contracción con estructura ISO %
Cristalina. Polietileno baja densidad. PEBD 1.0- 3.0
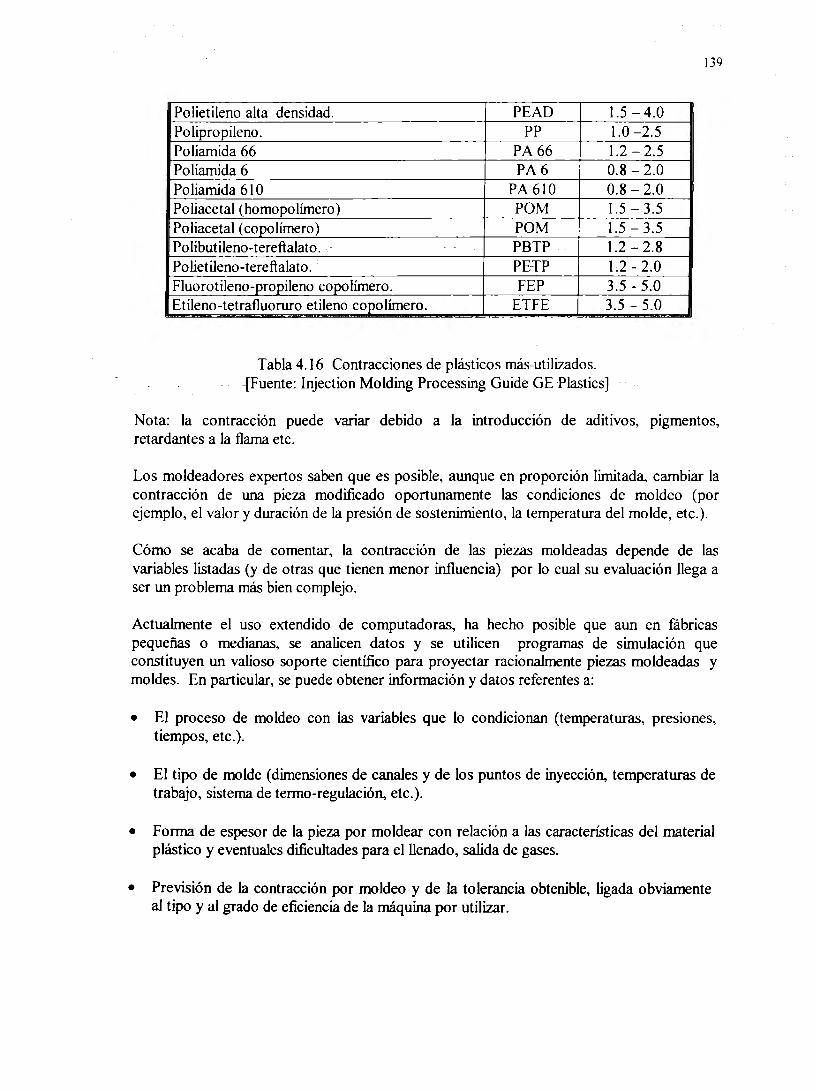
Polietileno alta densidad. PEAD 1.5 - 4.0 Polipropileno. pp 1.0-2.5 Poliamida 66 PA66 1.2 - 2.5 Poliamida 6 PA6 0.8 - 2.0 Poliamida 61 O PA610 0.8 -2.0 Poliacetal (homopolímero) POM 1.5 - 3.5 Poliacetal ( copolímero) POM 1.5 - 3.5 Po libutileno-tereftalato. PBTP 1.2 - 2.8 Polietileno-tereftalato. PETP 1.2 - 2.0 Fluorotileno-propiJeno copolímero. FEP 3.5 - 5.0 Etileno-tetrafluoruro etileno copolímero. ETFE 3.5 - 5.0
Tabla 4.16 Contracciones de plásticos más utilizados. [Fuente: Injection Molding Processing Guide GE Plastics]
139
Nota: la contracción puede variar debido a la introducción de aditivos, pigmentos, retardantes a la flama etc.
Los moldeadores expertos saben que es posible, aunque en proporción limitada, cambiar la contracción de una pieza modificado oportunamente las condiciones de moldeo (por ejemplo, el valor y duración de la presión de sostenimiento, la temperatura del molde, etc.).
Cómo se acaba de comentar, la contracción de las piezas moldeadas depende de las variables listadas (y de otras que tienen menor influencia) por lo cual su evaluación llega a ser un problema más bien complejo.
Actualmente el uso extendido de computadoras, ha hecho posible que aun en fábricas pequeñas o medianas, se analicen datos y se utilicen programas de simulación que constituyen un valioso soporte científico para proyectar racionalmente piezas moldeadas y moldes. En particular, se puede obtener información y datos referentes a:
• El proceso de moldeo con las variables que lo condicionan (temperaturas, presiones, tiempos, etc.).
• El tipo de molde (dimensiones de canales y de los puntos de inyección, temperaturas de trabajo, sistema de termo-regulación, etc.).
• Forma de espesor de la pieza por moldear con relación a las características del material plástico y eventuales dificultades para el llenado, salida de gases.
• Previsión de la contracción por moldeo y de la tolerancia obtenible, ligada obviamente al tipo y al grado de eficiencia de la máquina por utilizar.
140
• El análisis del flujo del polímero fündido en la fase de llenado del molde. número y posición de los puntos de inyección, cálculo del tiempo de enfriamiento de la pieza moldeada. etc.
• Comparación entre la tolerancia de moldeo considerada en el diseño del producto y la realmente obtenida. etc.
Sin embargo. es necesario que todos los parámetros de moldeo. cuando se inicia la producción, sean ftjados y regulados exactamente con los mismos valores indicados en el programa de cálculo.
[.. ~,11 Y- 2,...i. :!11- B•- '.:!'.-, ~._, ,:¡j:gQ.;.9. 'it~.c'IQ,~,• ---iii33 5: ,·. 11
Figura 4.66 Simulación de inyección. [Fuente: www.moldflow.com]
4.16 SISTEMA DE EXPULSIÓN.
Una vez inyectada y enfriada la pieza, hay que extraerla del molde. Lo ideal sería que al abrir el molde. la pieza cayera por gravedad, separándose de la cavidad o del corazón. pero
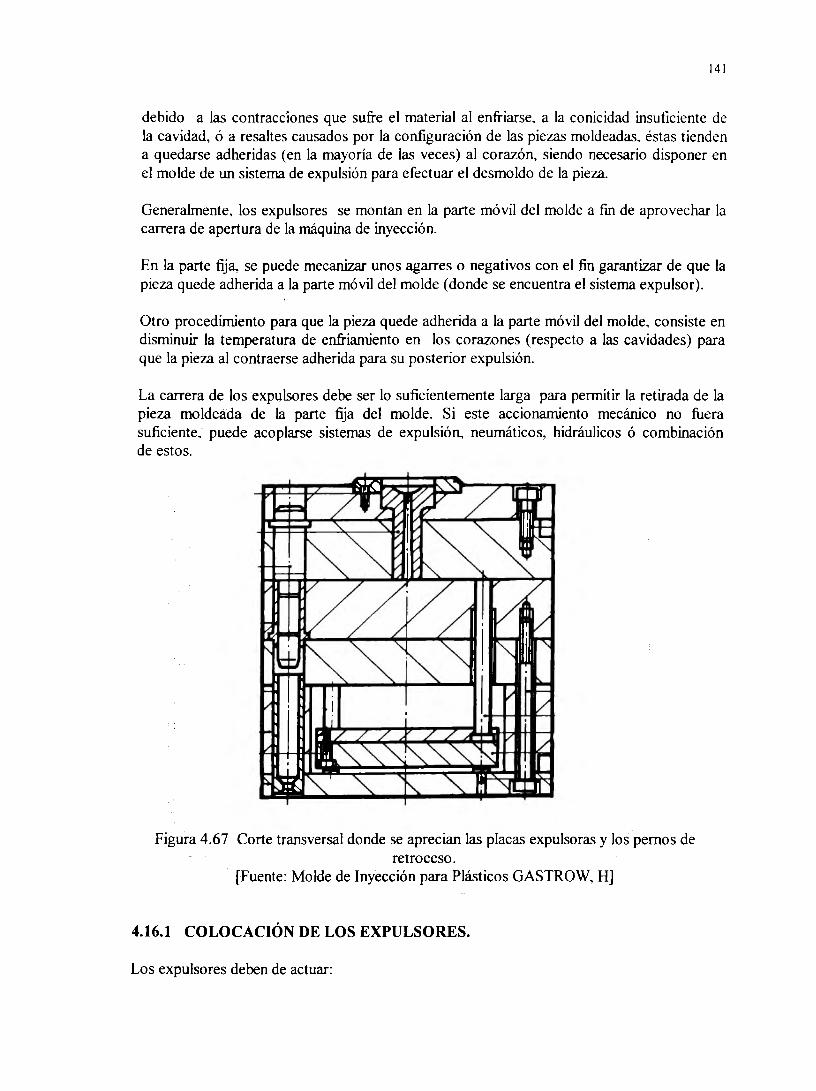
141
debido a las contraccíones que sufre el material al enfriarse. a la conicidad insuficiente de la cavidad, ó a resaltes causados por la configuración de las piezas moldeadas, éstas tienden a quedarse adheridas (en la mayoría de las veces) al corazón, siendo necesario disponer en el molde de un sistema de expulsión para efectuar el desmoldo de la piez:a.
Generalmente, los expulsores se montan en la parte móvil del molde a fin de aprovechar la carrera de apertura de la máquina de inyección.
En la parte fija, se puede mecaninrr unos agarres o negativos con el fin garantizar de que la piez:a quede adherida a la parte móvil del molde (donde se encuentra el sistema expulsor).
Otro procedimiento para que la piez:a quede adherida a la parte móvil del molde, consiste en disminuir la temperatura de enfriamiento en los corazones (respecto a las cavidades) para que la piez:a al contraerse adherida para su posterior expulsión.
La carrera de los expulsores debe ser lo suficientemente larga para permitir la retirada de la pieza moldeada de la parte fija del molde. Si este accionamiento mecánico no fuera suficiente. puede acoplarse sistemas de expulsión., neumáticos, hidráulicos ó combinación de estos.
Figura 4.67 Corte transversal donde se aprecian las placas expulsoras y los pernos de retroceso.
[Fuente: Molde de Inyección para Plásticos GASTROW, H]
4.16.1 COLOCACIÓN DE LOS EXPULSORES.
Los expulsores deben de actuar:
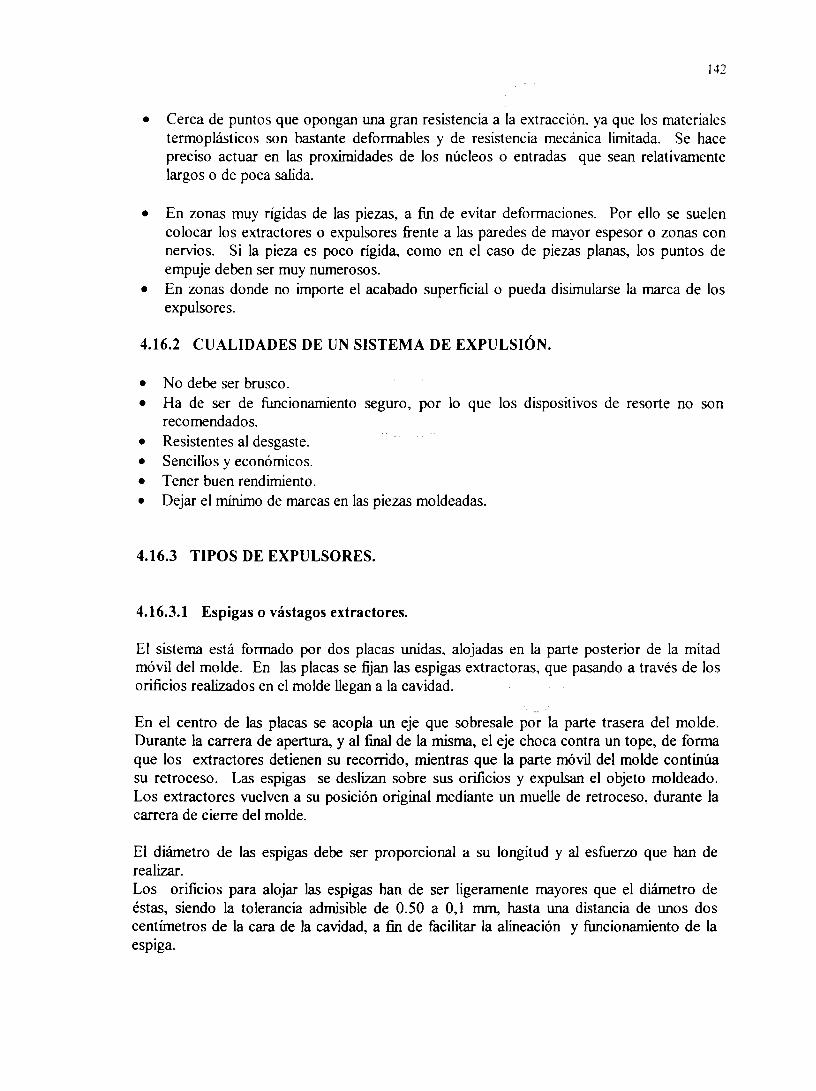
142
• Cerca de puntos que opongan una gran resistencia a la extracción. ya que los materiales termoplásticos son bastante deformables y de resistencia mecánica limitada. Se hace preciso actuar en las proximidades de los núcleos o entradas que sean relativamente largos o de poca salida.
• En zonas muy rígidas de las piezas, a fin de evitar deformaciones. Por ello se suelen colocar los extractores o expulsores frente a las paredes de mayor espesor o zonas con nervios. Si la pieza es poco rígida, como en el caso de piezas planas, los puntos de empuje deben ser muy numerosos.
• En zonas donde no importe el acabado superficial o pueda disimularse la marca de los expulsores.
4.16.2 CUALIDADES DE UN SISTEMA DE EXPULSIÓN.
• No debe ser brusco. • Ha de ser de funcionamiento seguro, por lo que los dispositivos de resorte no son
recomendados. • Resistentes al desgaste. • Sencillos y económicos. • Tener buen rendimiento. • Dejar el mínimo de marcas en las piezas moldeadas.
4.16.3 TIPOS DE EXPULSORES.
4.16.3.1 Espigas o vástagos extractores.
El sistema está formado por dos placas unidas, alojadas en la parte posterior de la mitad móvil del molde. En las placas se fijan las espigas extractoras, que pasando a través de los orificios realizados en el molde llegan a la cavidad.
En el centro de las placas se acopla un eje que sobresale por la parte trasera del molde. Durante la carrera de apertura, y al final de la núsma, el eje choca contra un tope, de forma que los extractores detienen su recorrido, mientras que la parte móvil del molde continúa su retroceso. Las espigas se deslizan sobre sus orificios y expulsan el objeto moldeado. Los extractores vuelven a su posición original mediante un muelle de retroceso, durante la carrera de cierre del molde.
El diámetro de las espigas debe ser proporcional a su longitud y al esfuerzo que han de realizar. Los orificios para alojar las espigas han de ser ligeramente mayores que el diámetro de éstas, siendo la tolerancia admisible de 0.50 a O, 1 mm, hasta una distancia de unos dos centímetros de la cara de la cavidad, a fin de facilitar la alineación y funcionamiento de la espiga.
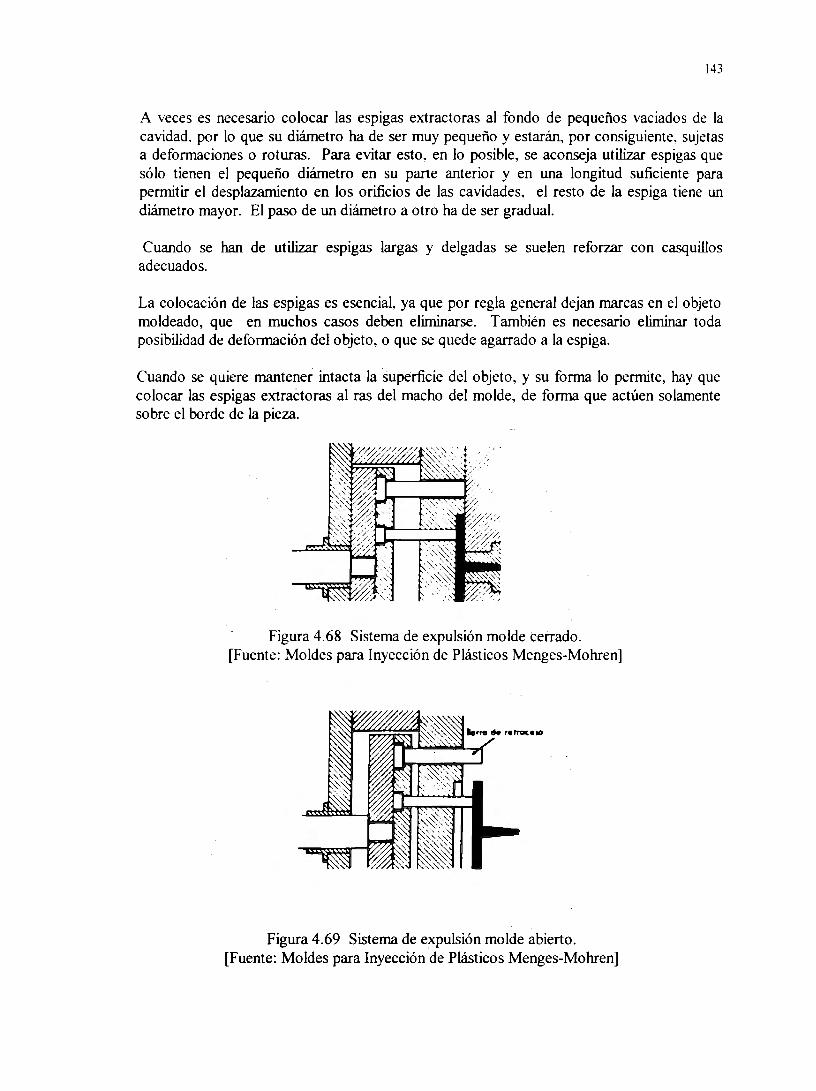
143
A veces es necesario colocar las espigas extractoras al fondo de pequeños vaciados de la cavidad, por lo que su diámetro ha de ser muy pequeño y estarán, por consiguiente, sujetas a deformaciones o roturas. Para evitar esto, en lo posible, se aconseja utilizar espigas que sólo tienen el pequeño diámetro en su parte anterior y en una longitud suficiente para permitir el desplazamiento en los orificios de las cavidades, el resto de la espiga tiene un diámetro mayor. El paso de un diámetro a otro ha de ser gradual.
Cuando se han de utilizar espigas largas y delgadas se suelen reforzar con casquillos adecuados.
La colocación de las espigas es esencial, ya que por regla general dejan marcas en el objeto moldeado, que en muchos casos deben eliminarse. También es necesario eliminar toda posibilidad de deformación del objeto, o que se quede agarrado a la espiga.
Cuando se quiere mantener intacta la superficie del objeto, y su forma lo permite, hay que colocar las espigas extractoras al ras del macho del molde, de forma que actúen solamente sobre el borde de la pieza.
Figura 4.68 Sistema de expulsión molde cerrado. [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
Figura 4.69 Sistema de expulsión molde abierto. [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]

144
Recorrido del sistema extractor.
Depende de las necesidades, se determina, fundamentalmente, por la forma de la pieza. En general, suele suficiente una carrera de unos pocos milímetros, pero si las piezas son profundas se necesitarán recorridos largos.
La longitud de las espigas ha de ser exacta, ya que tanto por defecto como por exceso, se producirían marcas que perjudicarían el aspecto de la pieza. El control del recorrido puede realizarse mediante pernos linútadores.
4.16.3.2 Manguitos extractores.
Este dispositivo se emplea en moldes para objetos de forma tubular. Es parecido al de las espigas, con la diferencia de que, en el lugar de éstas, las placas móviles están equipadas con manguitos que se desfuan sobre los vástagos del molde que están fijos en el fondo posterior.
Para los casquillos extractores es conveniente elegir un acero adecuado, pues están sometidos a grandes esfuerzos y a un continuo desgaste. Tanto la superficie interior cómo la exterior han de ser muy duras. El diámetro interior será 0,02-0,04 mm. Más pequeño que el orificio de la cavidad y esta tolerancia se mantendrá durante una longitud C entre el núcleo y el casquillo.
El diámetro interior será de 0.4 a 0.8 milímetros mayor que el núcleo, dejando una tolerancia como se muestra en D. El núcleo A tendrá unas dimensiones tales que la porción que se extiende dentro del artículo moldeado D será por lo menos de 0,4 mm. De menor diámetro que la parte más baja. La distancia C debe ser= 1 cm. Más larga que el recorrido completo del plato extractor. Alrededor del diámetro exterior del casquillo es necesaria una tolerancia de 0,4 mm. Para facilidad de montaje. En todos los orificios que vayan situados espigas o casquillos, debe realizarse un chaflán suficientemente grande.
--r- 1
Figura 4. 70 Manguito extractor y su posición en el molde. [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
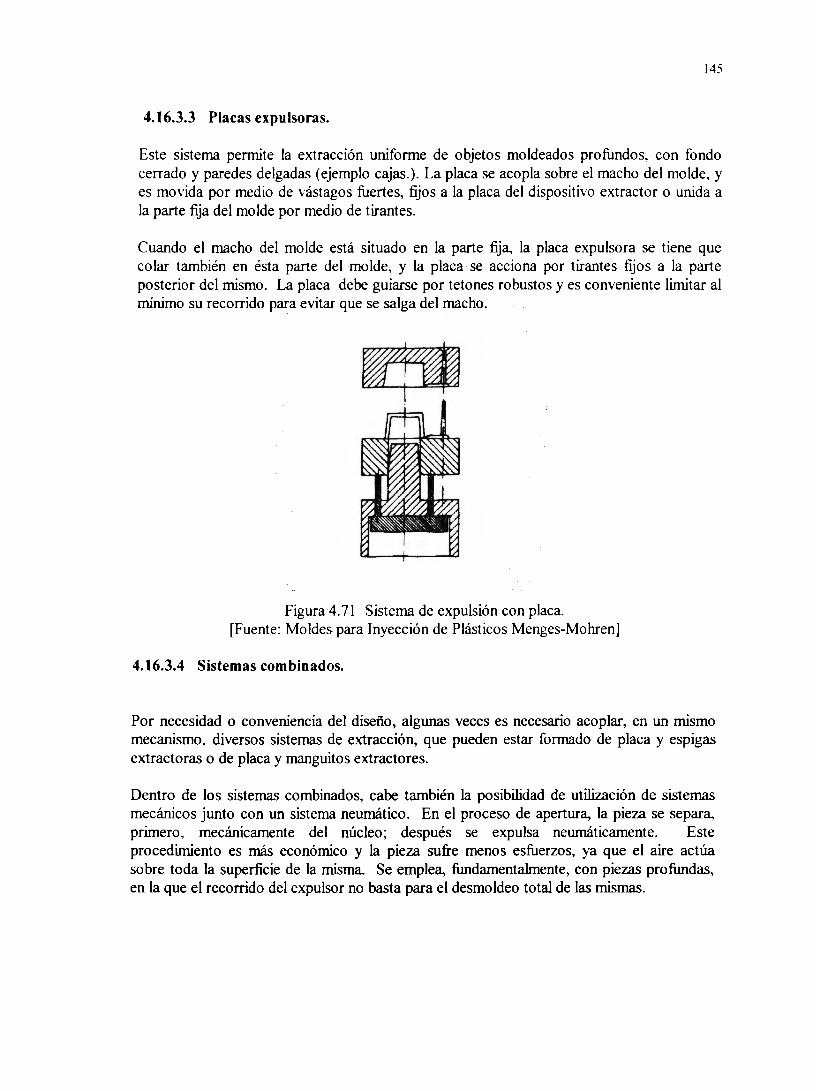
145
4.16.3.3 Placas expulsoras.
Este sistema pennite la extracción uniforme de objetos moldeados profundos, con fondo cerrado y paredes delgadas ( ejemplo cajas.). La placa se acopla sobre el macho del molde, y es movida por medio de vástagos fuertes, fijos a la placa del dispositivo extractor o unida a la parte fija del molde por medio de tirantes.
Cuando el macho del molde está situado en la parte fija, la placa expulsora se tiene que colar también en ésta parte del molde, y la placa se acciona por tirantes fijos a la parte posterior del mismo. La placa debe guiarse por tetones robustos y es conveniente limitar al mínimo su recorrido para evitar que se salga del macho.
Figura 4. 71 Sistema de expulsión con placa. [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
4.16.3.4 Sistemas combinados.
Por necesidad o conveniencia del diseño, algunas veces es necesario acoplar, en un mismo mecanismo, diversos sistemas de extracción, que pueden estar formado de placa y espigas extractoras o de placa y manguitos extractores.
Dentro de los sistemas combinados, cabe también la posibilidad de utilización de sistemas mecánicos junto con un sistema neumático. En el proceso de apertura, la pieza se separa, primero, mecánicamente del núcleo; después se expulsa neumáticamente. Este procedimiento es más económico y la pieza sufre menos esfuerzos, ya que el aire actúa sobre toda la superficie de la misma. Se emplea, fundamentalmente, con piezas profundas, en la que el recorrido del expulsor no basta para el desmoldeo total de las mismas.
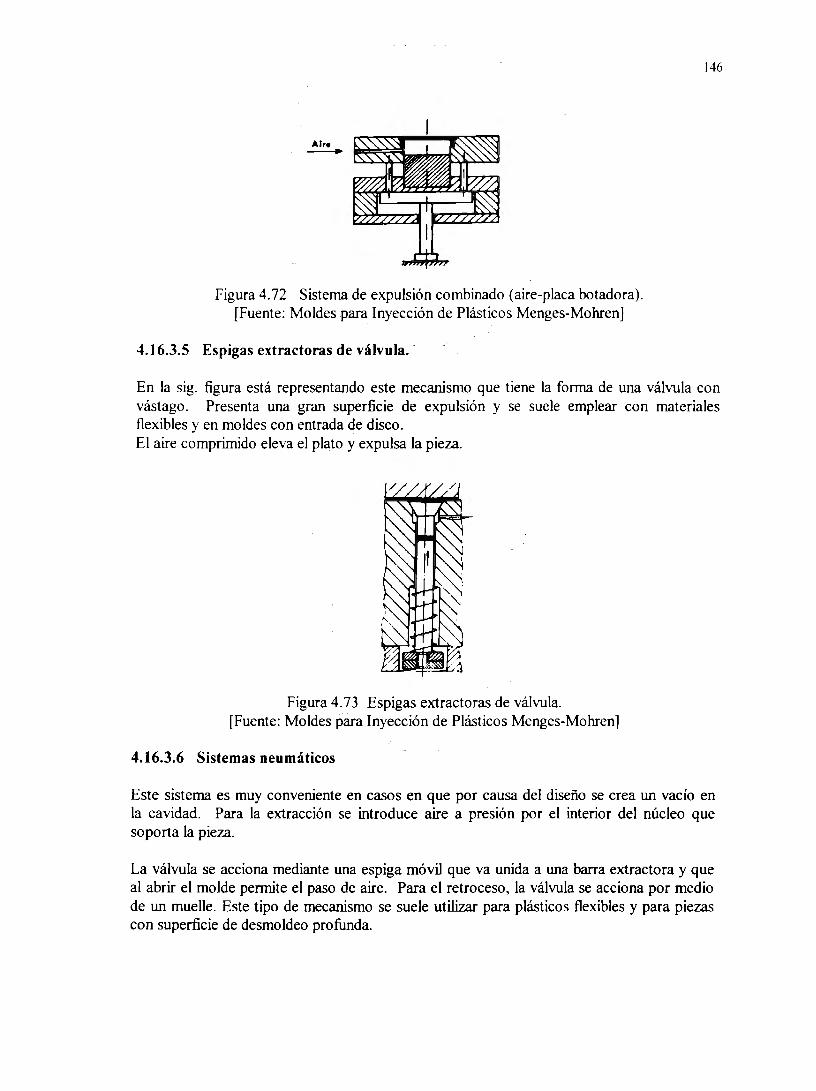
Aire -
Figura 4. 72 Sistema de expulsión combinado ( aire-placa botadora). [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
4.16.3.5 Espigas extractoras de válvula.
146
En la sig. figura está representando este mecanismo que tiene la forma de una válvula con vástago. Presenta una gran superficie de expulsión y se suele emplear con materiales flexibles y en moldes con entrada de disco. El aire comprimido eleva el plato y expulsa la pieza.
Figura 4. 73 Espigas extractoras de válvula. [Fuente: Moldes para Inyección de Plásticos Menges-Mohren]
4.16.3.6 Sistemas neumáticos
Este sistema es muy conveniente en casos en que por causa del diseño se crea un vacío en la cavidad. Para la extracción se introduce aire a presión por el interior del núcleo que soporta la pieza.
La válvula se acciona mediante una espiga móvil que va unida a una barra extractora y que al abrir el molde pennite el paso de aire. Para el retroceso, la válvula se acciona por medio de un muelle. Este tipo de mecanismo se suele utilizar para plásticos flexibles y para piezas con superficie de desmoldeo profunda.

AJR Ll'iE (PRESS~E OFF)
MOLDCLOSED
TYPICAL APPLICATION
MOLO OPEN
Figura 4.74 Sistemas neumáticos [Fuente: Catálogo DME]
147
4.17 TOLERANCIAS DIMENSIONALES PARA PIEZAS MOLDEADAS CON MATERIALES PLÁSTICOS.
En el moldeo de materiales plásticos se presentan valores de contracción bastante diferentes, como se ha visto en paginas anteriores. resulta necesario condicionar las tolerancias de moldeo a las características de contracción de diversos materiales.
El propósito de esta sección es el de presentar al lector normas relacionadas con las contracciones para los diferentes tipos de plásticos. Así como las tolerancias dimensionales para piezas moldeadas con materiales plásticos
La definición de la tolerancia obtenible en piezas moldeadas con materiales plásticos constituye un problema controvertido entre el diseñador de productos de plástico y el fabricante del molde.
Los procesos de moldeo de los materiales plásticos presentan cierta analogía con la fundición a presión de metales no ferrosos (aluminio, cinc, etc.) en moldes de acero. Es por lo tanto evidente, la necesidad de adoptar tolerancias más grandes de aquellas que se obtienen tradicionalmente con máquinas herramientas (fresado, rectificado, torneado, electroerosión, etc.)
De acuerdo con los principios indicados en la nonna DIN 16901, los diversos materiales plásticos pueden subdividirse en grupos según sus valores de contracción. La subdivisión propuesta está en la sig. Tabla ( 4.11 ), ésta deberá considerarse con mucho cuidado, porque es notorio que la contracción de algunos materiales pueden variar dentro de limites más ó menos grandes, dependiendo del espesor de la pieza ó por la presencia de aditivos, colorantes y pigmentos en el plástico.
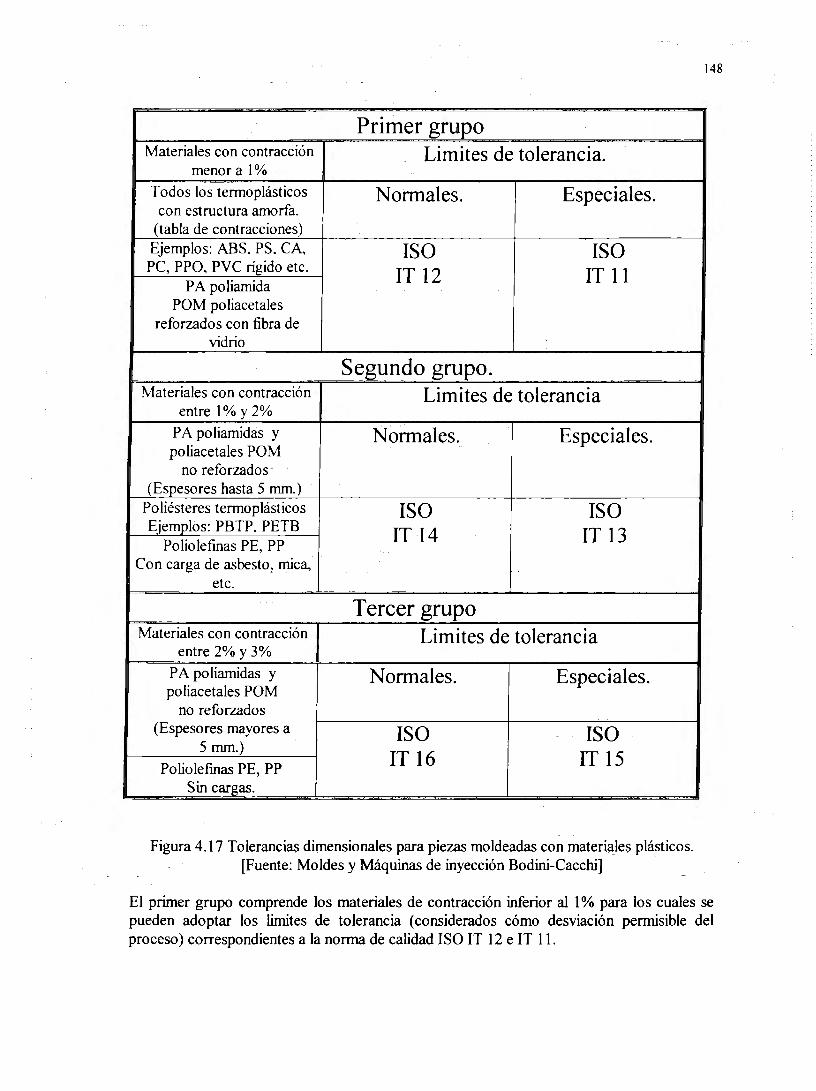
Primer grupo Materiales con contracción Limites de tolerancia.
menor a 1%
Todos los tennoplásticos Normales. Especiales. con estructura amorfa.
(tabla de contracciones) Ejemplos: ABS. PS. CA, ISO ISO PC, PPO, PVC rígido etc. IT 12 IT 11
PA poliamida POM poliacetales
reforzados con fibra de vidrio
Segundo grupo. Materiales con contracción Limites de tolerancia
entre 1% y 2%
PA poliamidas y Normales. Especiales. poliacetales POM
no reforzados (Espesores hasta 5 mm.)
Po liésteres tennoplásticos ISO ISO Ejemplos: PBTP. PETB IT 14 IT 13 Poliolefinas PE, PP
Con carga de asbesto. mica, etc.
Tercer grupo Materiales con contracción Limites de tolerancia
entre 2% y 3%
P A po liamidas y Normales. Especiales. poliacetales POM
no reforzados (Espesores mayores a ISO ISO
5 mm.) IT 16 IT 15 Poliolefinas PE, PP
Sin cargas.
Figura 4.17 Tolerancias dimensionales para piezas moldeadas con materiales plásticos. [Fuente: Moldes y Máquinas de inyección Bodini-Cacchi]
148
El primer grupo comprende los materiales de contracción inferior al 1 % para los cuales se pueden adoptar los limites de tolerancia ( considerados cómo desviación permisible del proceso) correspondientes a la norma de calidad ISO IT 12 e IT 11.
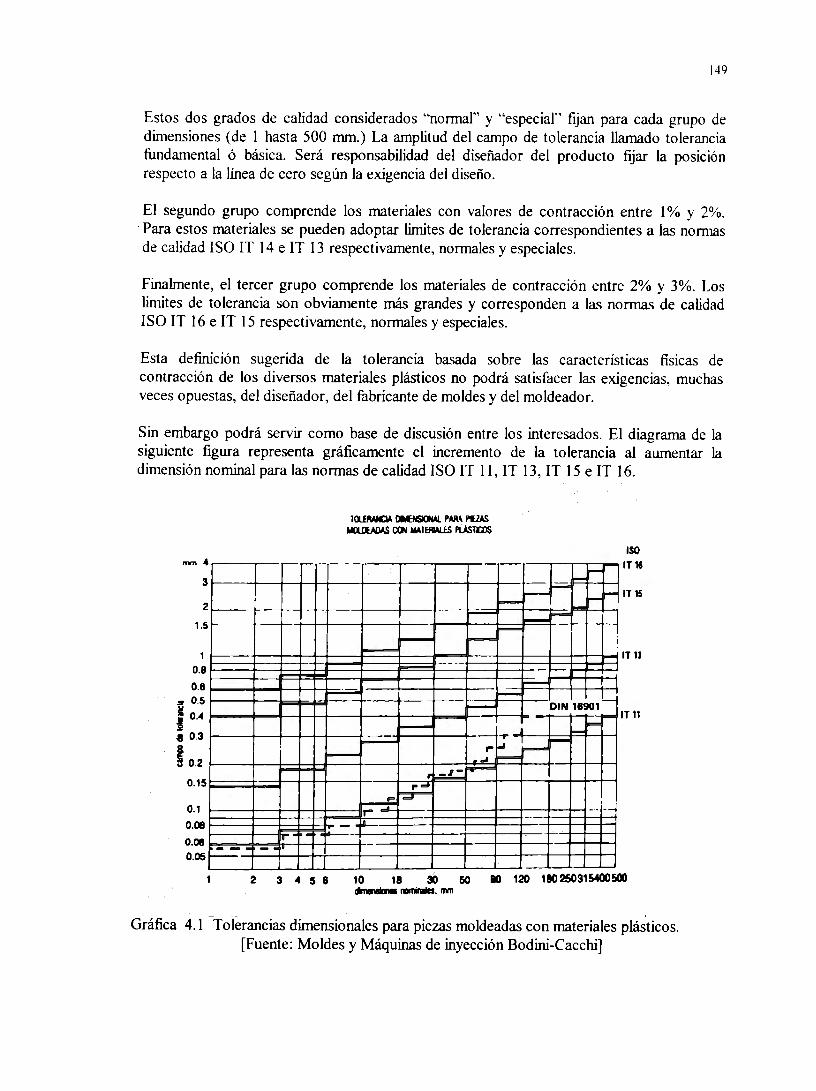
149
Estos dos grados de calidad considerados "normal" y "especial" fijan para cada grupo de dimensiones (de l hasta 500 mm.) La amplitud del campo de tolerancia llamado tolerancia fundamental ó básica. Será responsabilidad del diseñador del producto fijar la posición respecto a la línea de cero según la exigencia del diseño.
El segundo grupo comprende los materiales con valores de contracción entre 1 % y 2%. Para estos materiales se pueden adoptar limites de tolerancia correspondientes a las nomias de calidad ISO IT 14 e IT 13 respectivamente, normales y especiales.
Finalmente, el tercer grupo comprende los materiales de contracción entre 2% y 3%. Los limites de tolerancia son obviamente más grandes y corresponden a las normas de calidad ISO IT 16 e IT 15 respectivamente, normales y especiales.
Esta definición sugerida de la tolerancia basada sobre las características fisicas de contracción de los diversos materiales plásticos no podrá satisfacer las exigencias, muchas veces opuestas, del diseñador, del fabricante de moldes y del moldeador.
Sin embargo podrá servir como base de discusión entre los interesados. El diagrama de la siguiente figura representa gráficamente el incremento de la tolerancia al aumentar la dimensión nominal para las normas de calidad ISO IT 11, IT 13, IT 15 e IT 16.
....,, 4
3
2
1.5
1
0.8
0.8 ,,. 0.5 ¡¡¡ 1 0.-1
3 03
i 0.2
0.15
0.1
0.08
0.08
0.05
.........__. ~
·- -· .___
1 -- - -- ---
- ---- ------· -?" ,.. ~ ----- -"" --1--,. ~
,.. r::r-r---~ ... ----·
---- -~ --
-DIN 18901
-....... --' -·
-· -~-
-1
-
--
ISO IT 16
IT 15
IT 1J
IT 11
2 3 4 5 8 10 18 30 50 IO 120 180 250315,400500 ~•• ID!inlla. mm
Gráfica 4.1 Tolerancias dimensionales para piezas moldeadas con materiales plásticos. [Fuente: Moldes y Máquinas de inyección Bodini-Cacchi]
ISO
La línea contínua escalonada, corresponde a la tolerancia ISO IT 11 y a un lado está otra línea punteada que indica la tolerancia fijada por la norma DIN 16901 para piezas moldeadas de alta precisión destinadas a la industria electrónica, aerospacial, médica etc.
Hay una particular coincidencia en los limites de tolerancia para las dimensiones de 1 a 50 mm, mientras que para dimensiones mayores de 50 a 160 mm. La misma norma DIN prevé tolerancias más amplias.
Se podría concluir que para las piezas moldeadas de precisión, las tolerancias más cerradas obtenibles son las correspondientes a la clase ISO IT 11.
Pero la eficiencia de los medios de producción (máquinas y moldes) representan un papel muy importante para que sea posible obtener piezas precisas con tolerancias muy cerradas.
La necesidad de producir piezas de plástico para uso técnico con tolerancias precisas, ha llevado a los moldeadores a emplear máquinas dotadas con sistemas más sofisticados de control y regulación del proceso de inyección.
Los moldes se fabrican siguiendo los criterios de máxima precisión e intercambiabilidad de las partes utilizando dispositivos de regulación automáticos de temperatura, mantenida al nivel adecuado desde el inicio de la producción.
Con una instrumentación apropiada se ha llegado a controlar las presiones dentro del molde. Un transductor mide la presión que alcanza la masa plástica fundida cuando la cavidad del molde está completamente llena.
La posibilidad de controlar la presión de inyección ( desde su inicio hasta la presión de sostenimiento) cuando se ha alcanzado una determinada presión en la cavidad del molde, permite obtener piezas virtualmente con dimensiones casi constantes.
El perfeccionamiento de los medios y métodos de producción, aunque costosos tiene muchas ventajas; Una de ellas es la posibilidad de establecer producciones con ciclos automáticos y una satisfactoria uniformidad de piezas.
Las normas emitidas por las asociaciones de nonnaliz.ación (ASTM, BSI, DIN, ISO, UNI, etc.) posibilitan realizar un control de calidad en los materiales y piezas moldeadas que, en muchos casos deben poseer características que correspondan a las especificaciones ya definidas por el usuario.
El control de calidad de las piezas moldeadas debe planearse y definirse entre las partes interesadas antes de iniciar la producción. De esta manera se aclararán y se podrá resolver problemas relativos a:
151
• Dimensiones y tolerancias obtenidas en las piezas moldeadas.
• Control sistemático del peso de las piezas moldeadas, como índice de uniformidad y mantenimiento de las condiciones de moldeo.
• Pruebas de resistencias a esfuerzos mecánicos. térmicos. eléctricos, etc., del producto terminado con relación al uso final.
• Apariencia y acabado de las superficies, color, etc.
Todo esto es con objeto de evitar posteriores reclamaciones costosas y quejas sobre la calidad del producto cuando la producción se ha iniciado ó incluso ya se ha terminado.
4.18 METODOLOGÍA PARA EL DISEÑO DE MOLDES DE COLADA CALIENTE.
El siguiente diagrama es un resumen de las actividades que a lo largo de la metodología se han propuesto para el diseño de moldes de colada caliente, el diagrama nos indica las actividades que hay que realizar de una forma descendente.
El propósito de este diagrama es que el lector visualice de una forma rápida los puntos importantes que se tienen que considerar. Se ha tratado de ser lo más congruente con la estructura de la tesis.
En la parte superior del diagrama tenemos el concepto de volumen del pedido, así como los requerimientos y forma de la pieza., que viene a relacionarse con el capítulo 2 y 3 respectivamente.
El resto del diagrama se enfoca principalmente al capítulo 4 donde aparecen los diferentes temas tratados, pero lo más resumida posible.
Diagrama 4.1 Metodología para el diseño de moldes de colada caliente.
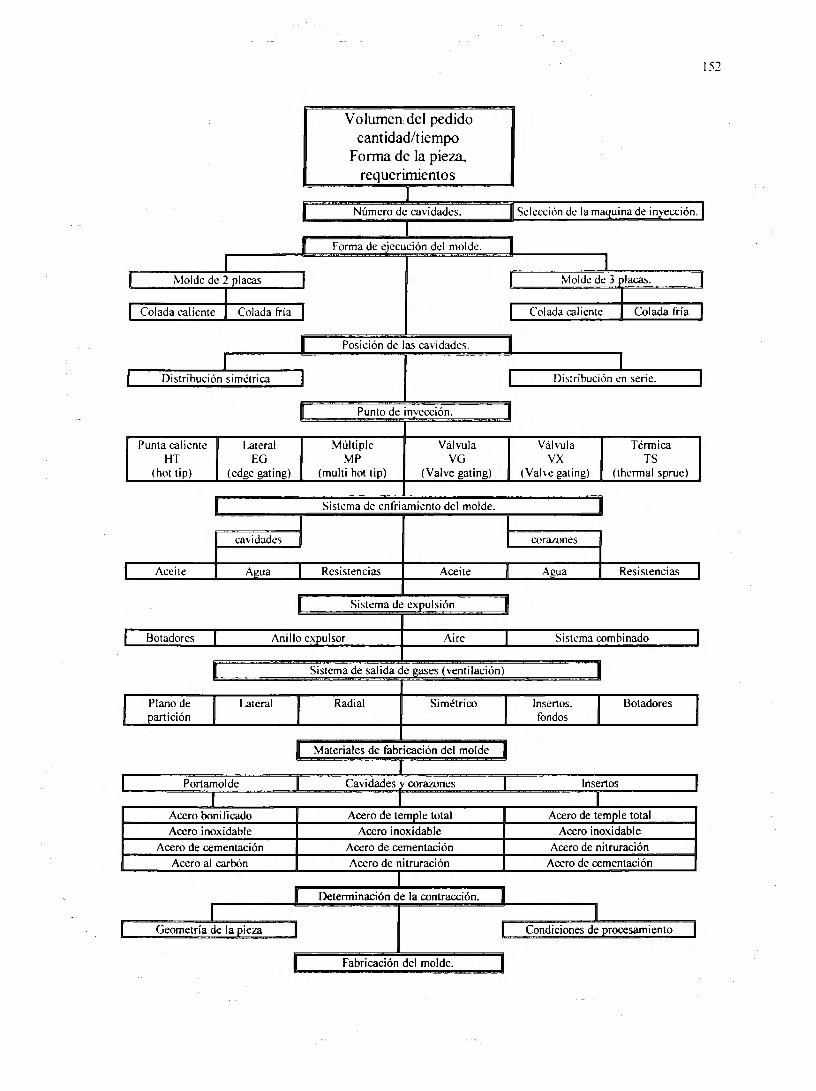
152
Volumen del pedido cantidad/tiempo
Forma de la pie:za, requerimientos
Número de cavidades. I Selecóón de la maquina de inyección.
Forma de ejecución del molde.
1 1 Molde de 2 placas Molde de 3 placas.
1 Colada caliente I Colada fria Colada caliente Colada fría
Posición de las cavidades.
1 Distribución simétrica Distribución en serie.
Punto de invección. 1
Punta caliente Lateral Múltiple Válvula Válvula Ténnica HT EG MP VG vx TS
(hot tip) (edge gating) (multi hot tip) (Valve gating) (Val ve gating) (thennal sprue)
Sistema de enfriamiento del molde.
cavidades C-Orat.ones
Aceite Agua Resistencias Aceite Agua Resistencias
Sistema de expulsión 1
Botadores Anillo expulsor Aire Sist.:ma combinado
1 Sistema de salida de gases (ventilación)
Plano de Lateral Radial Simétrico Insertos. Botadores partición fondos
Materiales de fabricación del molde 1
Portamolde Cavidades y corawnes Insertos
1 Acero bonificado Acero de temple total Acero de temple total
Acero inoxidable Acero inoxidable Acero inoxidable
Acero de cementación Acero de cementación Acero de nitruración
Acero al carbón Acero de nitruración Acero de cementación
1 Dctenninación de la contracción. 1 1 1
Geometría de la pieza Condiciones de procesamiento
Fabricación del molde.
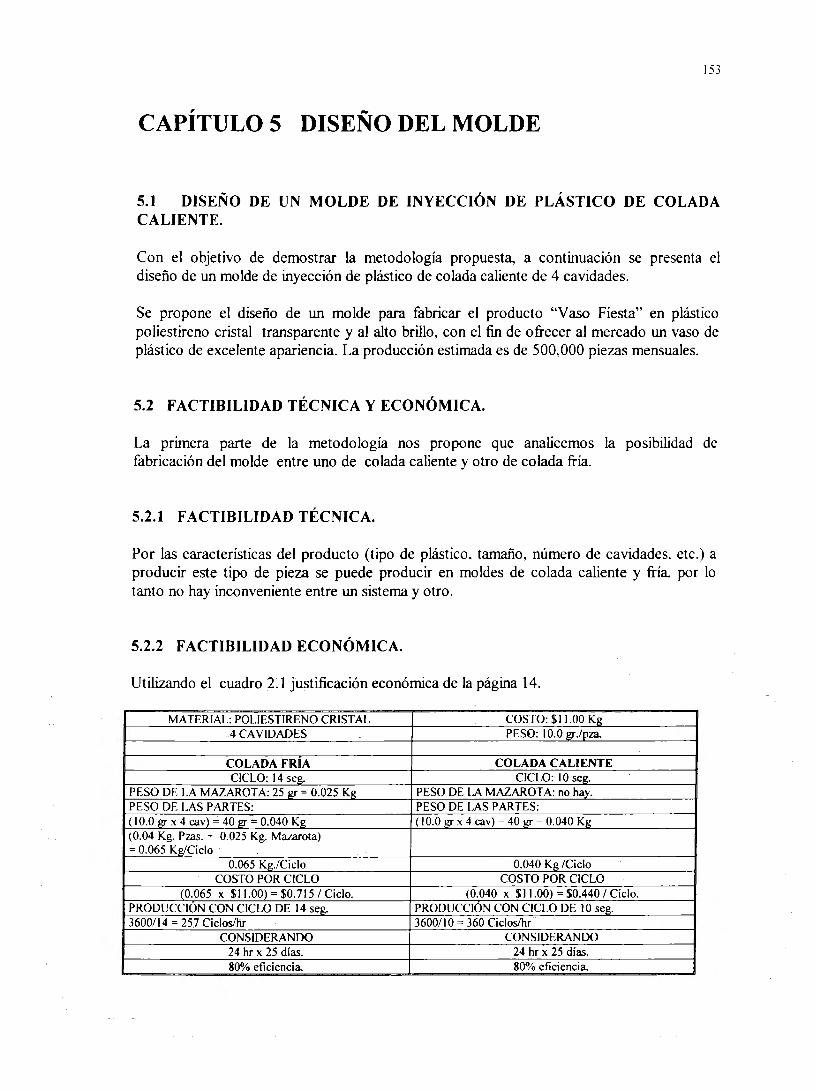
153
CAPÍTULO 5 DISEÑO DEL MOLDE
5.1 DISEÑO DE UN MOLDE DE INYECCIÓN DE PLÁSTICO DE COLADA CALIENTE.
Con el objetivo de demostrar la metodología propuesta, a continuación se presenta el diseño de un molde de inyección de plástico de colada caliente de 4 cavidades.
Se propone el diseño de un molde para fabricar el producto "V aso Fiesta" en plástico poliestireno cristal transparente y al alto brillo, con el fin de ofrecer al mercado un vaso de plástico de excelente apariencia. La producción estimada es de 500,000 piezas mensuales.
5.2 FACTIBILIDAD TÉCNICA Y ECONÓMICA.
La primera parte de la metodología nos propone que analicemos la posibilidad de fabricación del molde entre uno de colada caliente y otro de colada fría.
5.2.1 FACTIBILIDAD TÉCNICA.
Por las caracteristicas del producto (tipo de plástico. tamaño, número de cavidades. etc.) a producir este tipo de pieza se puede producir en moldes de colada caliente y fría, por lo tanto no hay inconveniente entre un sistema y otro.
5.2.2 FACTIBILIDAD ECONÓMICA.
Utilizando el cuadro 2.1 justificación económica de la página 14.
MATERIAL: POLIESTIRENO CRISTAL COSTO: $11.00 Kg 4CAVIDADES PESO: 1 O.O gr./pza.
COLADA FRIA COLADA CALIENTE CICLO: 14 seg. CICLO: 1 O seg.
PESO DE LA MAZAROTA: 25 w = 0.025 Kg PESO DE LA MAZAROTA: no hay. PESO DE LAS PARTES: PESO DE LAS PARTES: ( 10.0 gr x 4 cav) = 40 gr= 0.040 Kg ( 10.0 gr x 4 cav) = 40 gr= 0.040 Kg (0.04 Kg. Pz.as. + 0.025 Kg. Maz.arota) = 0.065 Kg/Ciclo
0.065 Kg./Ciclo 0.040 Kg /Ciclo COSTO POR CICLO COSTO POR CICLO
(0.065 x $11.00) = $0.715 / Ciclo. (0.040 x $11.00) = $0.440 / Ciclo. PRODUCCION CON CICLO DE 14 seg. PRODUCCION CON CICLO DE I O seg. 3600/14 = 257 Ciclos/hr 3600/ 1 O = 360 Ciclos/hr
CONSIDERANDO CONSIDERANDO 24 hr x 25 días. 24 hr x 25 días. 80% eficiencia 80% eficiencia.
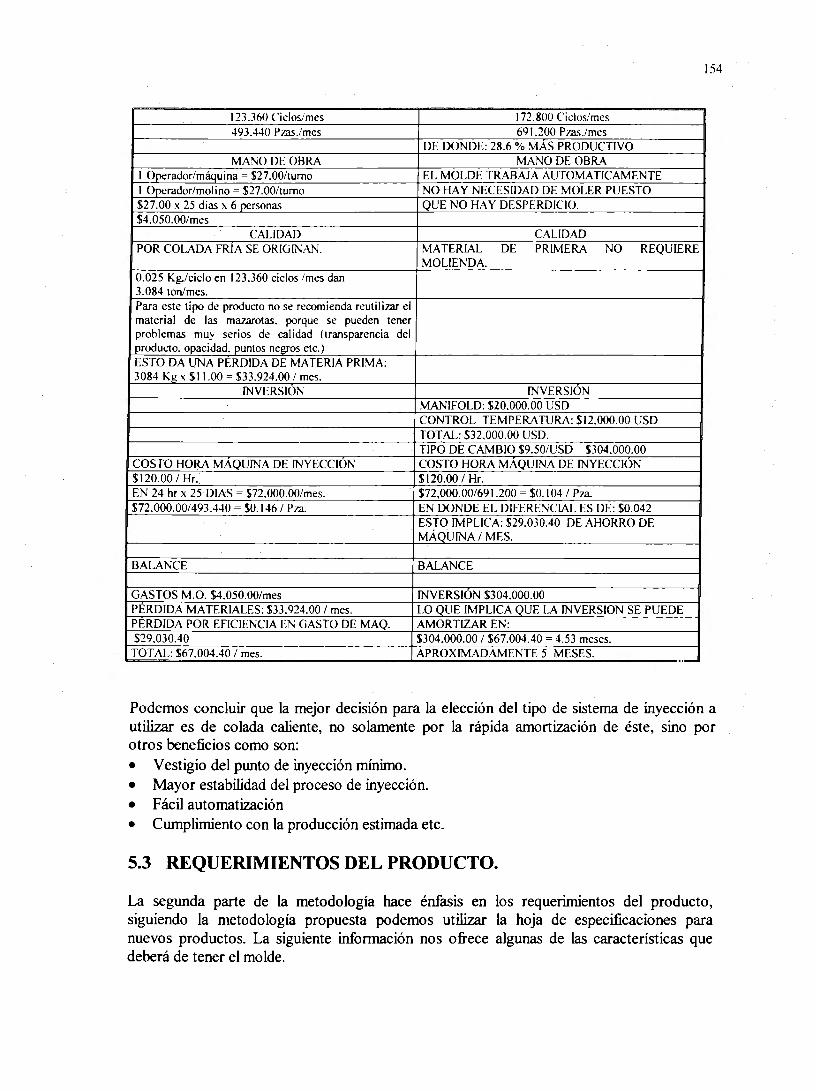
154
123.360 Ciclos;mes 172.800 Ciclos/mes 493.440 Pms./mcs 691.200 Pr.i.s./mes
DE !X)NDE: 28.6 % MAS PRODUCTIVO MANO DE OBRA MANO DE OBRA
I Operador/máquina= $27.00/tumo EL MOLDE TRABAJA AUTOMA TICAMENTE I Operador/molino= $27.00/tumo NO HA Y NECESIDAD DE MOLER PUESTO $27.00 x 25 días x 6 personas QUE NO HA Y DESPERDICIO. $4.050.00/mes
CALIDAD CALIDAD POR COLADA FRIA SE ORIGINAN. MATERIAL DE PRLMERA NO REQUIERE
MOLIENDA. 0.025 Kg./ciclo en 123.360 ciclos /mes dan 3.084 ton/mes. Para este tipo de producto no se recomienda reutiliz.ar el material de las mazarotas. porque se pueden tener problemas muy serios de calidad (transparencia del producto. opacidad. puntos negros etc.) ESTO DA UNA PERDIDA DE MATERIA PRIMA: 3084 Kg x $11.00 = $33. 924.00 I mes.
INVERSION INVERSION MANIFOLD: $20.000.00 USD CONTROL TEMPERATURA: $12.000.00 USO TOTAL: $32.000.00 USD. TIPO DE CAMBIO $9.50/USD $304.000.00
COSTO HORA MAQUINA DE INYECCION COSTO HORA MAQUINA DE INYECCION $120.00 I Hr. $120.00 / Hr. EN 24 hr x 25 DIAS = $72.000.00/mes. $72,000.00/691.200 = $0. 104 I Pz.a. $72.000.00/493.440 = $0.146 / Pr.i. EN DONDE EL DIFERENCIAi. ES DE: $0.042
ESTO IMPLICA: $29.030.40 DE AHORRO DE MÁQUINA / MES.
BALANCE BALANCE
GASTOS M.O. $4.050.00/mes INVERSION $304.000.00 PERDIDA MATERIALES: $33.924.00 / mes. LO QUE IMPLICA QUE LA INVERSION SE PUEDE PERDIDA POR EFICIENCIA EN GASTO DE MAQ. AMORTIZAR EN: $29.030.40 $304.000.00 / $67.004.40 = 4.53 meses.
TOTAL: $67.004.40 / mes. APROXIMADAMENTE 5 MESES.
Podemos concluir que la mejor decisión para la elección del tipo de sistema de inyección a utilizar es de colada caliente, no solamente por la rápida amortización de éste, smo por otros beneficios como son: • Vestigio del punto de inyección mínimo. • Mayor estabilidad del proceso de inyección. • Fácil automatización • Cumplimiento con la producción estimada etc.
5.3 REQUERIMIENTOS DEL PRODUCTO.
La segunda parte de la metodología hace énfasis en los requeruruentos del producto, siguiendo la metodología propuesta podemos utilizar la hoja de especificaciones para nuevos productos. La siguiente infonnación nos ofrece algunas de las características que deberá de tener el molde.
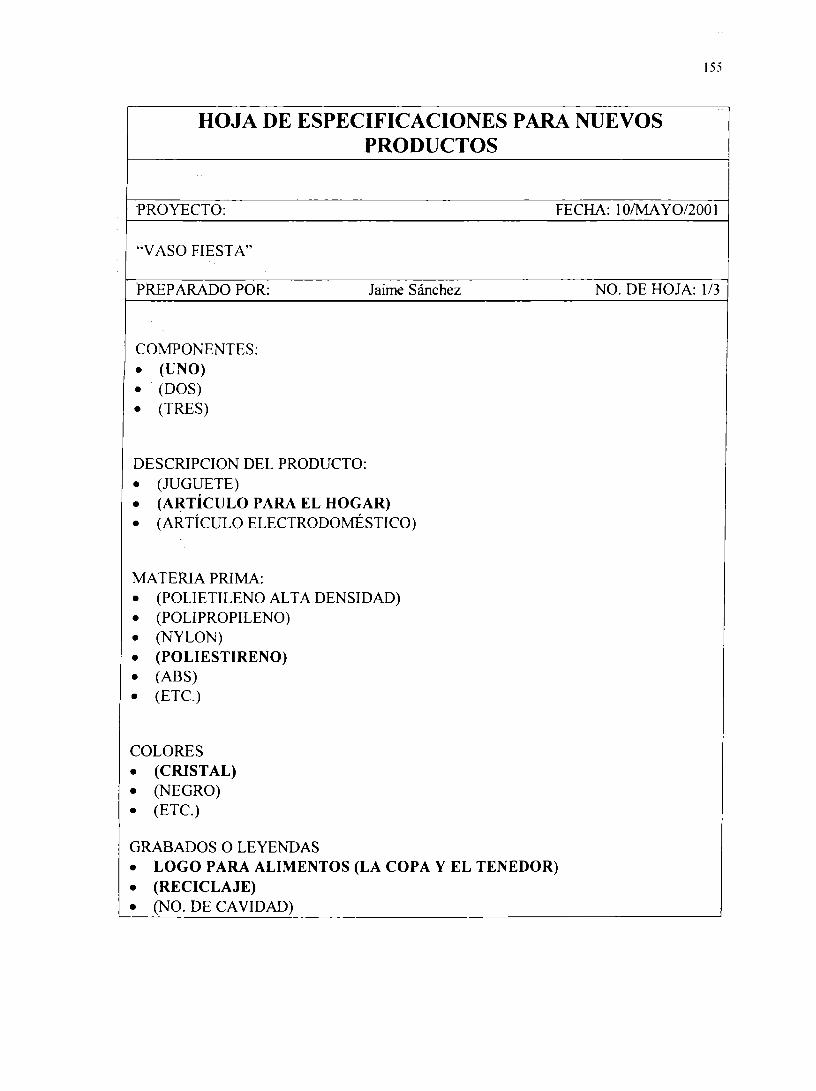
HOJA DE ESPECIFICACIONES PARA NUEVOS PRODUCTOS
155
PROYECTO: FECHA: 10/MA Y0/2001
"V ASO FIESTA"
PREPARADO POR: Jaime Sánchez NO. DE HOJA: 1/3
COMPONENTES: • (UNO) • (DOS) • (TRES)
DESCRIPCION DEL PRODUCTO: • (JUGUETE) • (ARTÍCULO PARA EL HOGAR) • (ARTÍCULO ELECTRODOMÉSTICO)
MATE RIA PRIMA: • (POLIETILENO ALTA DENSIDAD) • (POLIPROPILENO) • (NYLON) • (POLIESTIRENO) • (ABS) • (ETC.)
COLORES • (CRISTAL) • (NEGRO) • (ETC.)
GRABADOS O LEYENDAS • LOGO PARA ALIMENTOS (LA COPA Y EL TENEDOR) • (RECICLAJE) • (NO. DE CAVIDAD)
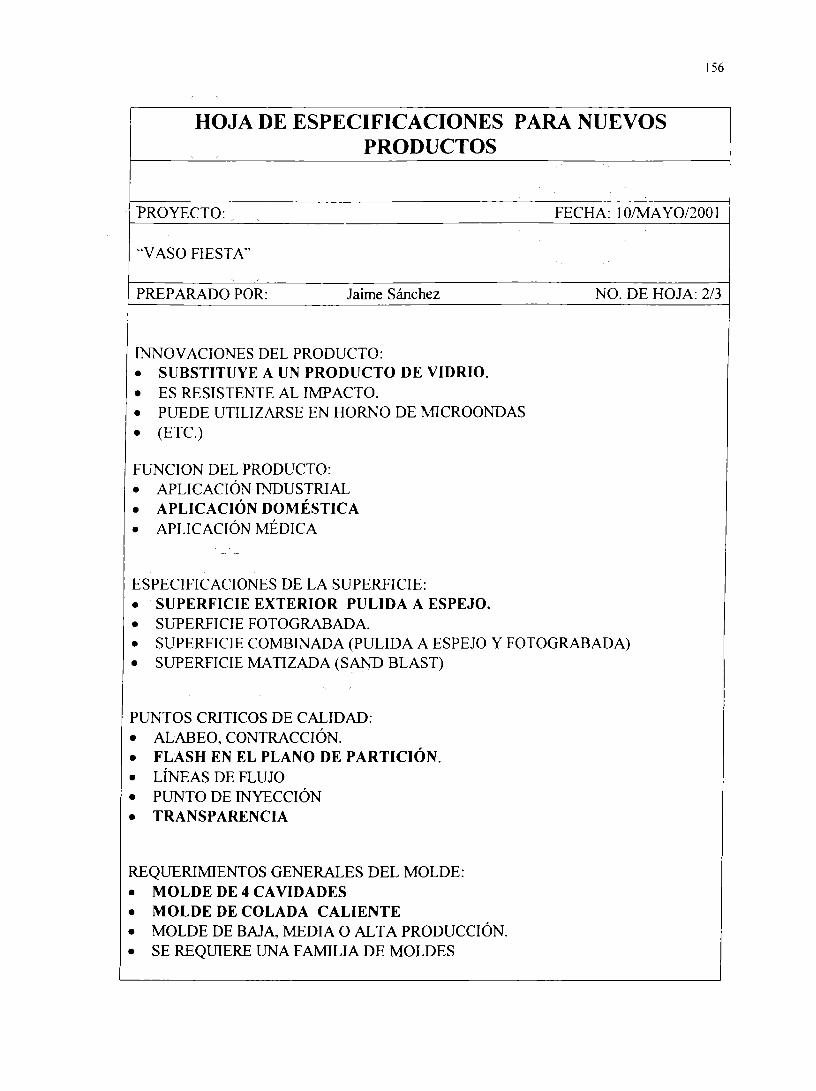
HOJA DE ESPECIFICACIONES PARA NUEVOS PRODUCTOS
156
PROYECTO: FECHA: 10/MA Y0/2001
"V ASO FIESTA''
PREPARADO POR: Jaime Sánchez NO. DE HOJA: 2/3
INNOVACIONES DEL PRODUCTO: • SUBSTITUYE A UN PRODUCTO DE VIDRIO. • ES RESISTENTE AL IMPACTO. • PUEDE UTILIZARSE EN HORNO DE MICROONDAS • (ETC.)
FUNCION DEL PRODUCTO: • APLICACIÓN INDUSTRIAL • APLICACIÓN DOMÉSTICA • APLICACIÓN MÉDICA
ESPECIFICACIONES DE LA SUPERFICIE: • SUPERFICIE EXTERIOR PULIDA A ESPEJO. • SUPERFICIE FOTOGRABADA. • SUPERFICIE COMBINADA (PULIDA A ESPEJO Y FOTOGRABADA) • SUPERFICIE MATIZADA (SAND BLAST)
PUNTOS CRITICOS DE CALIDAD: • ALABEO, CONTRACCIÓN. • FLASH EN EL PLANO DE PARTICIÓN. • LÍNEAS DE FLUJO • PUNTO DE INYECCIÓN • TRANSPARENCIA
REQUERIMIENTOS GENERALES DEL MOLDE: • MOLDE DE 4 CAVIDADES • MOLDE DE COLADA CALIENTE • MOLDE DE BAJA, MEDIA O ALTA PRODUCCIÓN. • SE REQUIERE UNA FAMILIA DE MOLDES
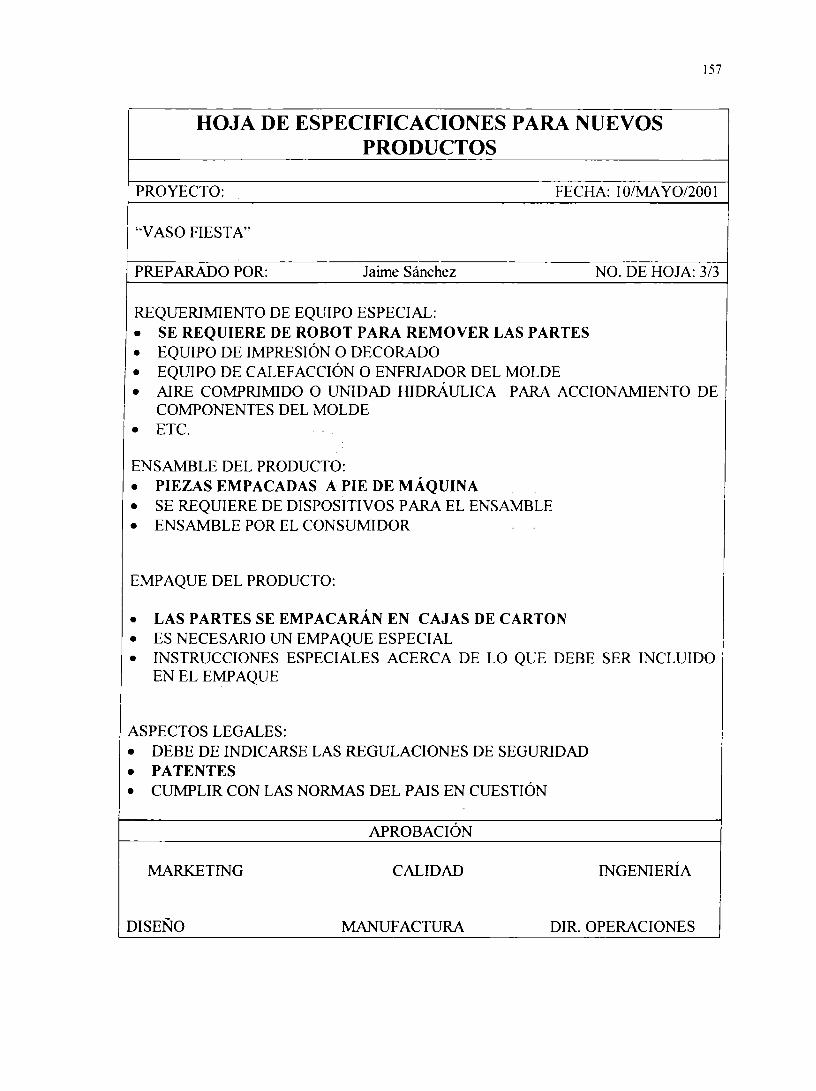
HOJA DE ESPECIFICACIONES PARA NUEVOS PRODUCTOS
157
PROYECTO: FECHA: 10/MA Y0/2001
''V ASO FIESTA"
PREPARADO POR: Jaime Sánchez NO. DE HOJA: 3/3
REQUERIMIENTO DE EQUIPO ESPECIAL: • SE REQUIERE DE ROBOT PARA REMOVER LAS PARTES • EQUIPO DE IMPRESIÓN O DECORADO • EQUIPO DE CALEFACCIÓN O ENFRIADOR DEL MOLDE • AIRE COMPRIMIDO O UNIDAD HIDRÁULICA PARA ACCIONAMIENTO DE
COMPONENTES DEL MOLDE • ETC.
ENSAMBLE DEL PRODUCTO: • PIEZAS EMPACADAS A PIE DE MÁQUINA • SE REQUIERE DE DISPOSITIVOS PARA EL ENSAMBLE • ENSAMBLE POR EL CONSUMIDOR
EMPAQUE DEL PRODUCTO:
• LAS PARTES SE EMPACARÁN EN CAJAS DE CARTON • ES NECESARIO UN EMPAQUE ESPECIAL • INSTRUCCIONES ESPECIALES ACERCA DE LO QUE DEBE SER INCLUIDO
EN EL EMPAQUE
ASPECTOS LEGALES: • DEBE DE INDICARSE LAS REGULACIONES DE SEGURIDAD • PATENTES • CUMPLIR CON LAS NORMAS DEL P AIS EN CUESTIÓN
APROBACIÓN
MARKETING CALIDAD INGENIERÍA
DISEÑO MANUFACTURA DIR. OPERACIONES
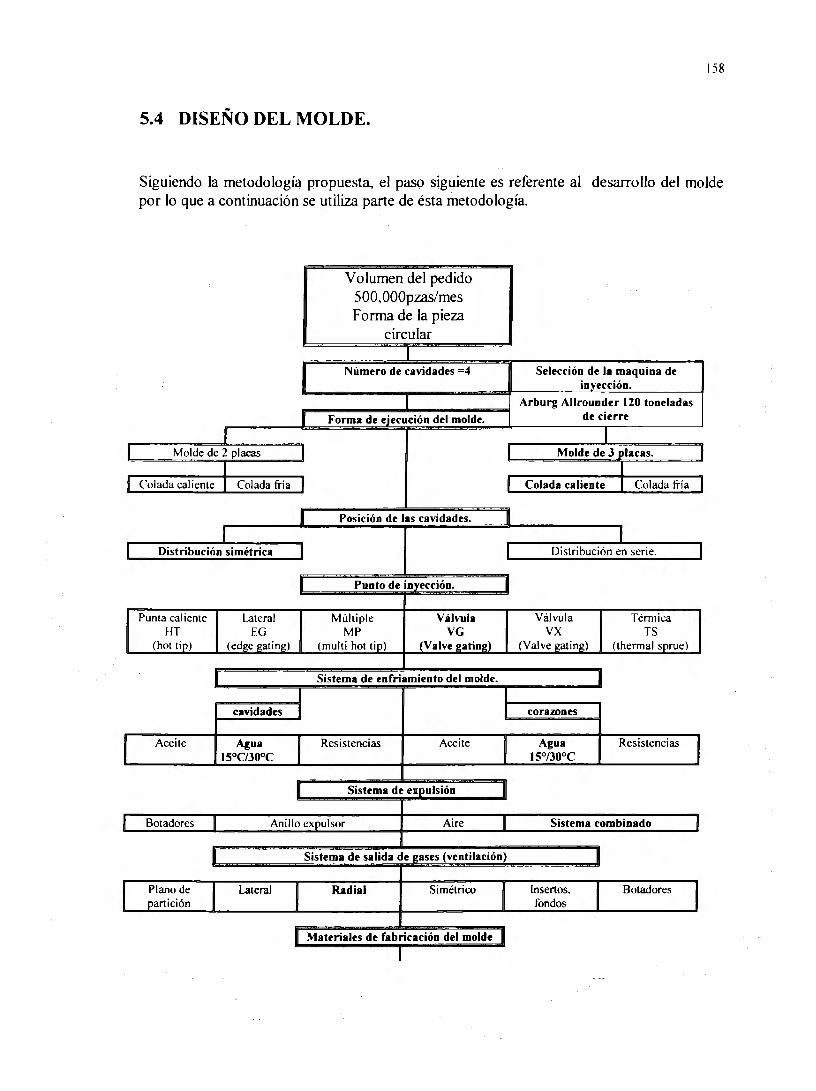
1
158
5.4 DISEÑO DEL MOLDE.
Siguiendo la metodología propuesta, el paso siguiente es referente al desarroUo del molde por lo que a continuación se utiliza parte de ésta metodología.
Volumen del pedido 500,000pz.as/mes Forma de la pieza
circular
Número de cavidades =4 Selección de la maquina de inyección.
Arburg Allrounder 120 toneladas
1 Forma de ejecución del molde. de cierre
1 1 Molde de 2 placas Molde de J 1>lacas.
1 Colada caliente I Colada fría Colada caliente Colada fría
Posición de las cavidades. 1 1
Distribución simétrica Distribución en serie.
1 Punto de inyección.
Punta caliente Lateral Múltiple Válvula Válvula Térmica HT EG MP VG vx TS
(hot tip) (edge gating) (multi hot tip) (Valve eatine) (Val ve gating) (!herma! sprue)
Sistema de enfriamiento del molde. 1
cavidades corazones
Aceite Agua Resistencias Aceite Agua Resistencias ISºOJOºC 15°/JOºC
1 Sistema de expulsión
Botadores Anillo expulsor Aire Sistema combinado
1 Sistema de salida de 2ases (ventilación)
Plano de Lateral 1
Radial Simétrico Insertos. Botadores
1 partición fondos
1 Materiales de fabricación del molde I 1
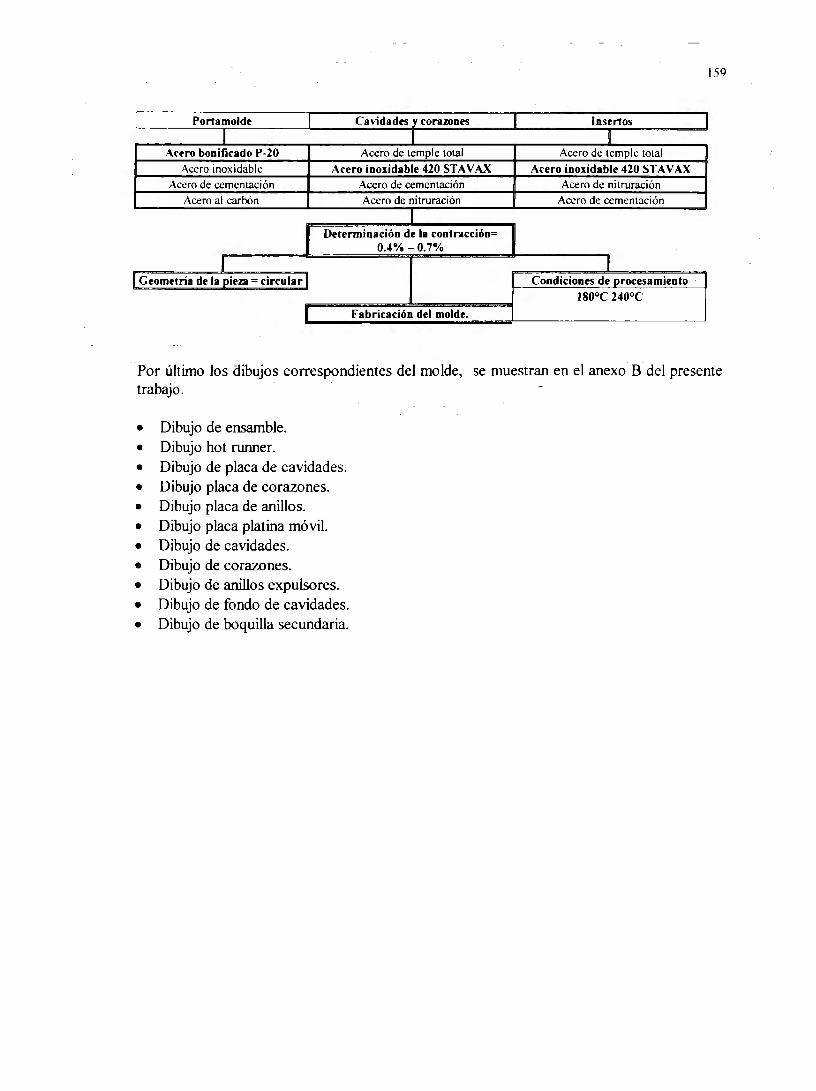
159
Porta molde Cavidades y corazones Insertos
1 1 Acero bonificado P-20 Acero de temple total Acero de tempk total
Acero inoxidable Acero inoxidable 420 STA V AX Acero inoxidable 420 STA V AX Acero de cementación Acero de cementación Acero de nitruración
Acero al carbón Acero de nitruración Acero de cementación
Determinación de la contracción= 0.4% -0.7%
1 1 Geometría de la pieza= circular Condiciones de procesamiento
J80ºC 240ºC
Fabricación del molde.
Por último los dibujos correspondientes del molde, se muestran en el anexo B del presente trabajo.
• Dibujo de ensamble .
• Dibujo hot runner.
• Dibujo de placa de cavidades .
• Dibujo placa de corazones .
• Dibujo placa de anillos .
• Dibujo placa platina móvil.
• Dibujo de cavidades .
• Dibujo de corazones .
• Dibujo de anillos expulsores .
• Dibujo de fondo de cavidades .
• Dibujo de boquilla secundaria .
160
CAPÍTULO 6 CONCLUSIONES.
La intención del presente trabajo es la de ofrecer un camino para aquellas personas que están involucradas en el negocio de la inyección de plástico, pues la decisión de mandar a fabricar un molde de inyección para plástico, no es un asunto que deba tomarse muy a la ligera.
El costo de este tipo de herramientas es elevado (ya sea que se fabrique en México o en el extranjero), todos los datos técnicos requeridos deberán de estar perfectamente entendidos por ambas partes ( cliente y fabricante).
Si consideramos el costo de la herramienta en comparación con el costo del proyecto entero, éste puede resultar insignificante. Ya que en algunas ocasiones el lanzamiento de un producto nuevo, va acompañado de una campaña publicitaria y el no entregar a tiempo el molde, el producto no llegará al mercado en los tiempos estipulados, lo cual puede generar hasta demandas legales y pago de daños por incumplimiento.
Como se propuso desde el inicio, esta metodología se basa en 3 ramas, la factibilidad técnica y económica, los requerimientos respecto al producto y la parte relativa a los moldes.
En la primera parte se hizo énfasis en el análisis de cómo podemos tomar la mejor decisión sobre la base de un estudio económico además de mencionar conceptos donde la elección desde el punto de vista técnico no presente duda alguna para su elección.
El ejemplo donde observamos el tiempo de amortización (sistema de colada caliente sobre el de colada fría) es contundente por si mismo, resaltando los beneficios adicionales que se pueden obtener con este sistema.
En la segunda parte se ofreció una serie de hojas tipo "check list " con la intención de ofrecer una visión global del proyecto en sí. Puntos como el tipo de plástico a utilizar, tipo de textura, grabados o leyendas son algunos de los puntos que si no son considerados pueden ocasionar atrasos o problemas con el funcionamiento del molde.
Por ejemplo: si el tipo de plástico a utilizar no está bien definido y es cambiado por otro tipo, este puede tener problemas de funcionamiento, ya que los tipos de boquillas funcionan para cierto tipo de materiales.
En el caso de la textura, si no se define el tipo de superficie, el cambio de un tipo a otro (por ejemplo de un acabado matizado a uno pulido a espejo) aumenta el costo de la herramienta, así como el tiempo de entrega.
Y por ultimo en el caso de los grabados o leyendas en el molde deberá de definirse puntos como: profundidad y grados de salida del grabado, tipo y tamaño de letra, s1 va a ser intercambiable o no, etc.

161
Como podemos damos cuenta, el considerar estos puntos con anticipación nos pueden ayudar a evitar retrasos.
Con respecto a los requerimientos del molde, se pudo ofrecer puntos importantes en la cuestión de moldes como son: clasificaciones de los moldes, evolución de los sistemas de colada caliente, diferentes puntos de inyección, tipos de aceros para moldes, y muchas cosas más con el fin de que el lector de esta tesis pueda conocer y tener una mayor visión de los moldes de colada caliente.
Aunado a esto se proporcionan los dibujos correspondientes al diseño de un molde para un producto de plástico "Vaso Fiesta" aquí se utilizó la metodología propuesta verificándose paso por paso.
Finalmente conviene aclarar que el diseño de cada molde dependerá de las características propias del producto y que la metodología puede utilizarse no necesariamente siguiendo el orden propuesto.
162
BIBLIOGRAFÍA
[l] Bodini, G.; Cacchi, F.; Moldes y máquinas de inyección para la transformación de plásticos. 2ª Ed. Mc.Graw-Hill Interamericana, Naucalpan, Edo.de México, México 1992.
[2] Chang T.; Wysk R.; Wang H.; Cornputer Aided Manufacturing 2ª. Ed. Prentice Hall Intemational; New Jersey, 1998.
[3] Corbet J.; Dooner M.; Meleka J.; Pyrn Ch.; Design for Manufacture, lª Ed. AddisonWesley Publishing Co.; Colchester Great Britain, 1991.
[4] Dieter G.; Engineering Design, 2ª Ed. Me. Graw Hill Intemational, New Jersey 1991. [5] Dym J.B.; Injection Molds and Molding, 2ª Ed. Van Nostrand Reinhold Cornpany, New York, E.U.1987.
[6] Gonnilez, J.; El control numérico en las máquinas-herramienta. 2ª Ed. C.E.C.S.A., México D.F. México. 1990.
[7] Gastrow, H.; Moldes de inyección para plásticos, 1 ª Ed. Hanser, S.L., Barcelona España 1990.
[8] Husky Injection Molding Systerns Ltd.; Manual de Diseño para Sistemas de Colada Caliente.
[9] Menges, G.; Mohren, P.; How to rnake injection rnolds. l ª. Ed. Hanser Publisher, New York, E.U. 1986.
[10] Mink, W.; Inyección de plásticos, 3ª Ed. Ediciones Gustavo Gili, México D.F. México 1991.
[11] Rosato, O.V.; lnjection Molding Handbook, 13 Ed. Van Nostrand Reinhold Cornpany, New York, E.U. 1986.
[ 12] Rubín, l. ; Handbook of plastic rnaterials and technology, Robinson Plastics Corporation Ed., John Wiley & Sons, Inc. Brooklyn, New York, E.U. 1990.
[13] Zeid, l. ; Cad-Carn, Theory and Practice, International Ed. Me. Graw-Hill, Inc. New York, E.U. 1992
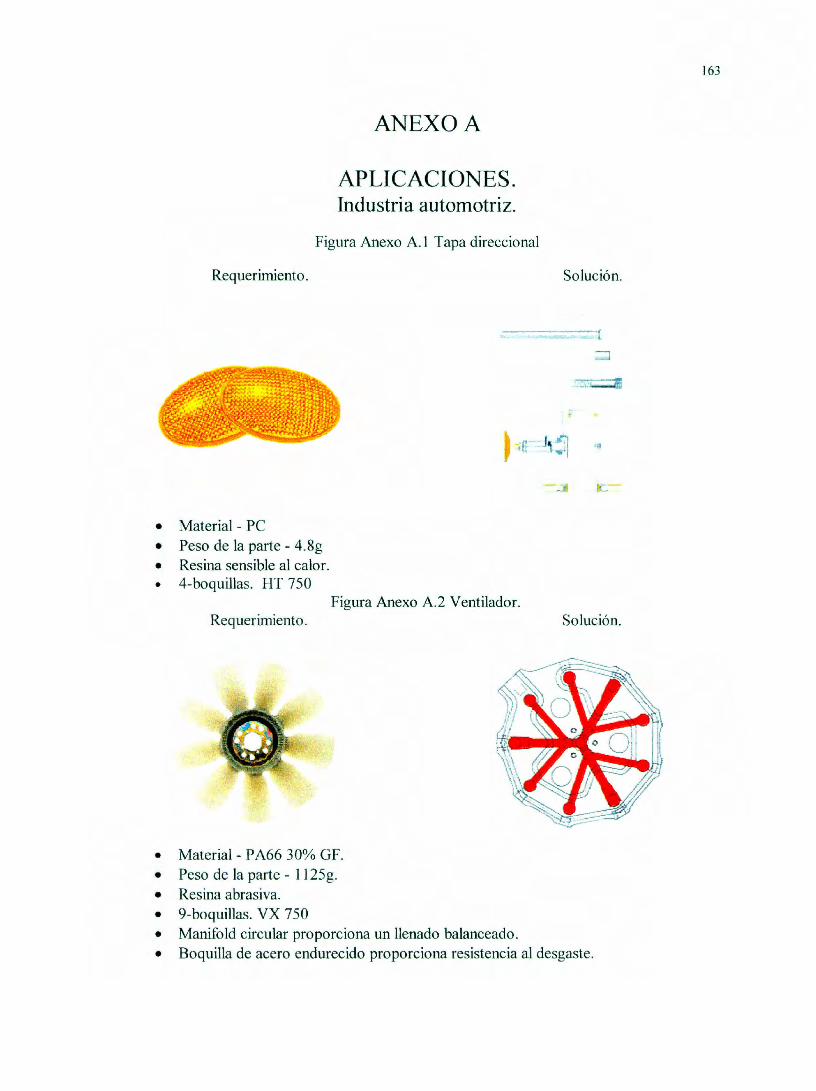
ANEXO A
APLICACIONES. Industria automotriz.
Figura Anexo A.1 Tapa direccional
Requermúento.
• Material - PC • Peso de la parte - 4.8g • Resina sensible al calor. • 4-boquillas. HT 750
Figura Anexo A.2 Ventilador. Req uermúento.
• Material - PA66 30% GF. • Peso de la pa1ie - 1125g. • Resina abrasiva. • 9-boquillas. VX 750 • Manifold circular proporciona un llenado balanceado.
Solución.
- .)1
Solución.
• Boquilla de acero endurecido proporciona resistencia al desgaste.
163
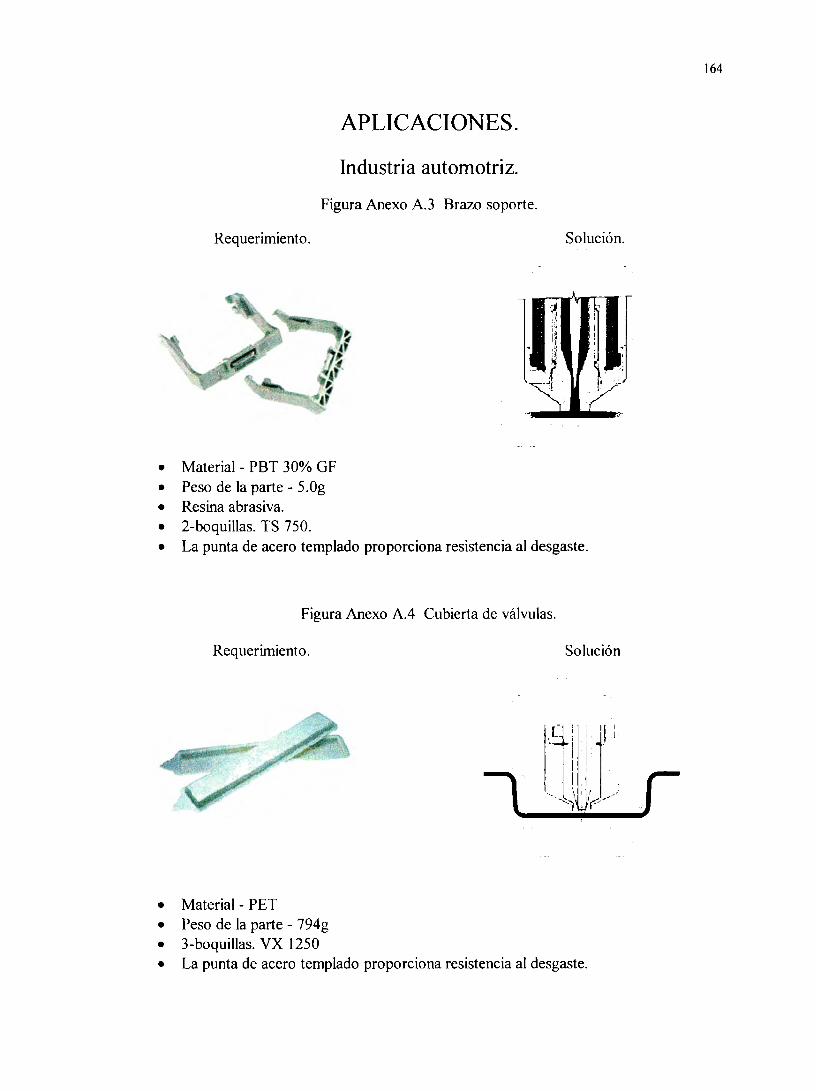
APLICACIONES.
Industria automotriz.
Figura Anexo A.3 Brazo soporte.
Requerimiento.
• Material - PBT 30% GF • Peso de la parte - 5.0g • Resina abrasiva. • 2-boquillas. TS 750.
~. d ¡, 1 ;¡
<{
Solución.
1 ., k
• La punta de acero templado proporciona resistencia al desgaste.
Figura Anexo A.4 Cubierta de válvulas.
Requerimiento. Solución
• Material - PET • Peso de la parte - 794g • 3-boquillas. VX 1250 • La punta de acero templado proporciona resistencia al desgaste.
164

165
APLICACIONES.
Industria automotriz.
Figura Anexo A.5 Cubierta para bolsa de aire.
Req ucrimiento. Solución.
• Material - TPE • Peso de la parte. - 114.0g • 4-boquillas. VG 750 • Boquilla de válvula para cero vestigio. • 2 puntos de inyección óptimamente posicionados aseguran un llenado uniforme.
Figura Anexo A.6 Cubierta para radiador.
Requerimiento. Solución.
"· 't i
'1 J
e .
l ...... -: -,,'
··~ . }(/
• Material - PA66 33% GF. • Peso de la parte - 456g. • Boquilla de válvula para cero vestigio. • Resina abrasiva. • vx 1250 • La punta de acero templado proporciona resistencia al desgaste.
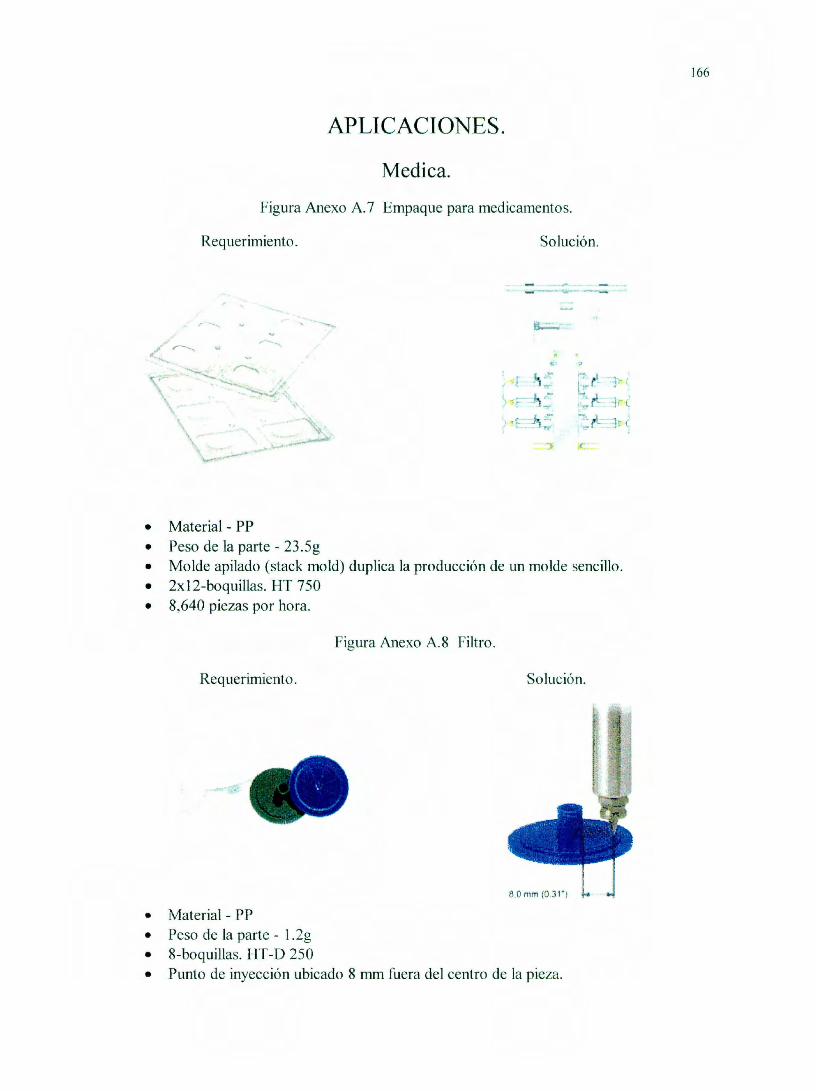
APLICACIONES.
Medica.
Figura Anexo A. 7 Empaque para medicamentos.
Requerimiento .
,, --- ..
,,-·---. ...
• Material - PP • Peso de la parte - 23.5g
Solución.
- . _,.. .... , ... W•· • ... - . ........._
• ~'-,
~ _J-• >~; 4 ¡ ~
. ~· :..1 1- ,: Lr -- ·: .'. , ,. r :1 r (
-: l :1 ~
• Molde apilado (stack mold) duplica la producción de un molde sencillo . • 2xl2-boquillas. HT 750 • 8,640 piezas por hora.
Figura Anexo A.8 Filtro .
Requerimiento. Solución.
• Material - PP • Peso de la parte - 1.2g • 8-boquillas. HT-D 250 • Punto de inyección ubicado 8 mm fuera del centro de la pieza.
166
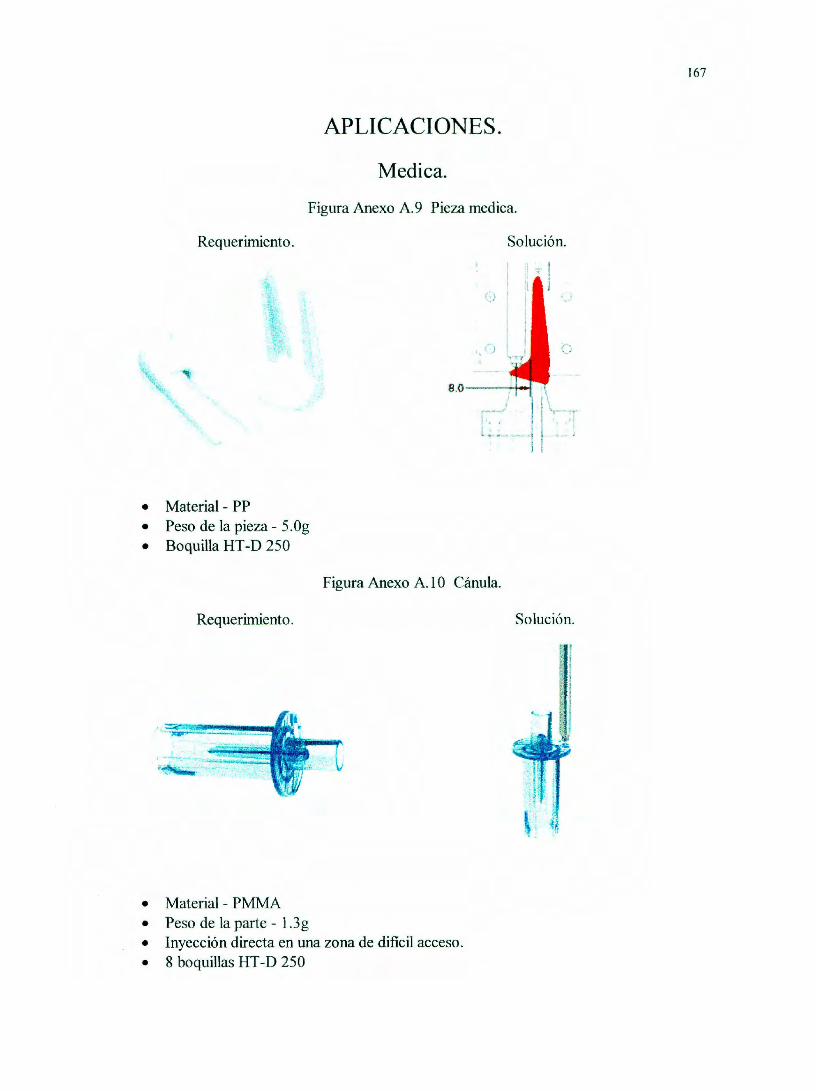
167
APLICACIONES.
Medica.
Figura Anexo A.9 Pieza medica.
Requerimiento. Solución.
,: - 1 :; . :¡ j
( !
• Material - PP • Peso de la pieza - 5.0g • Boquilla HT-D 250
Figura Anexo A.10 Cánula.
Requerimiento. Solución.
• Material - PMMA • Peso de la parte - 1.3g • Inyección directa en una zona de dificil acceso. • 8 boquillas HT-D 250
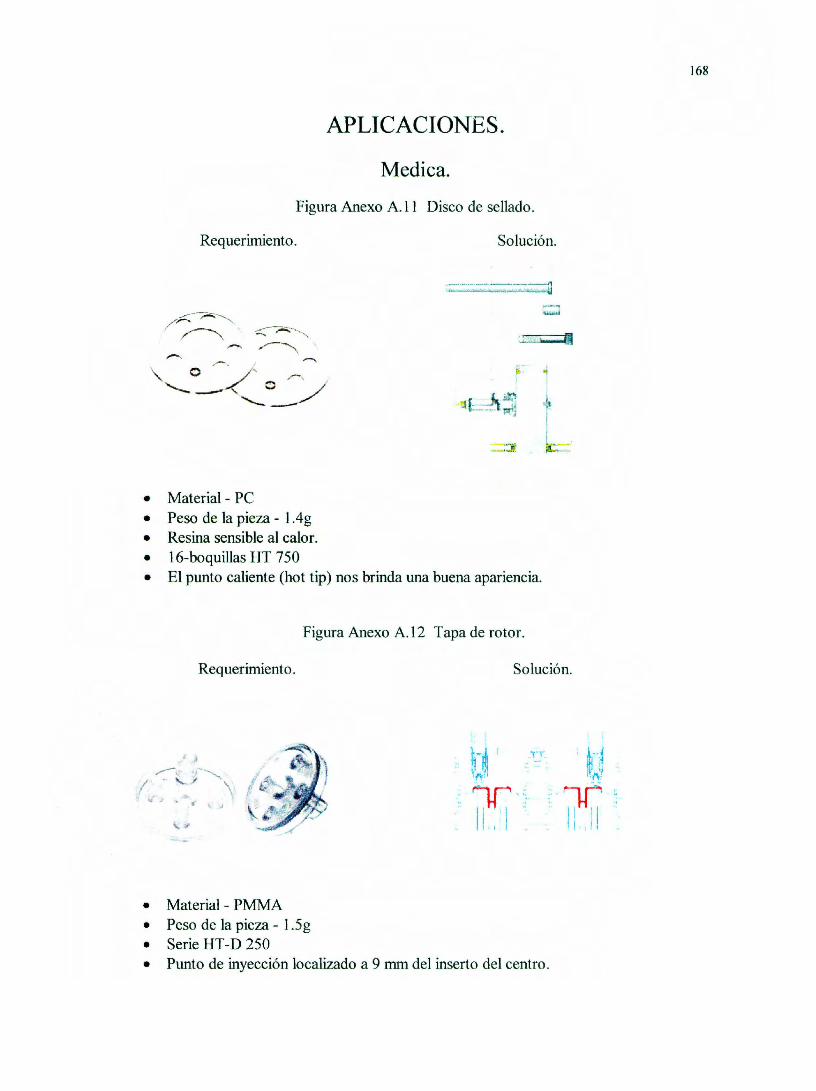
168
APLICACIONES.
Medica.
Figura Anexo A 11 Disco de sellado.
Requerimiento. Solución.
~ .---·' . .. _,,_, .~ - l
/ h ---;;,,...--..., I .~ • .~ - ~ - ..... -, .
• Material - PC • Peso de la pieza - 1 .4g • Resina sensible al calor. • 16-boquillas HT 750 • El punto caliente (hot tip) nos brinda una buena apariencia.
Figura Anexo A.12 Tapa de rotor.
Requerimiento. Solución.
t~ l H. ; ~J . _.,,
TI! 'I ·: :· ·T11 ;;· . 1. 1 - - 1 ' ' •
---....
• Material - PMMA • Peso de la pieza - 1.5g • Serie HT-D 250 • Punto de inyección localizado a 9 mm del inserto del centro.
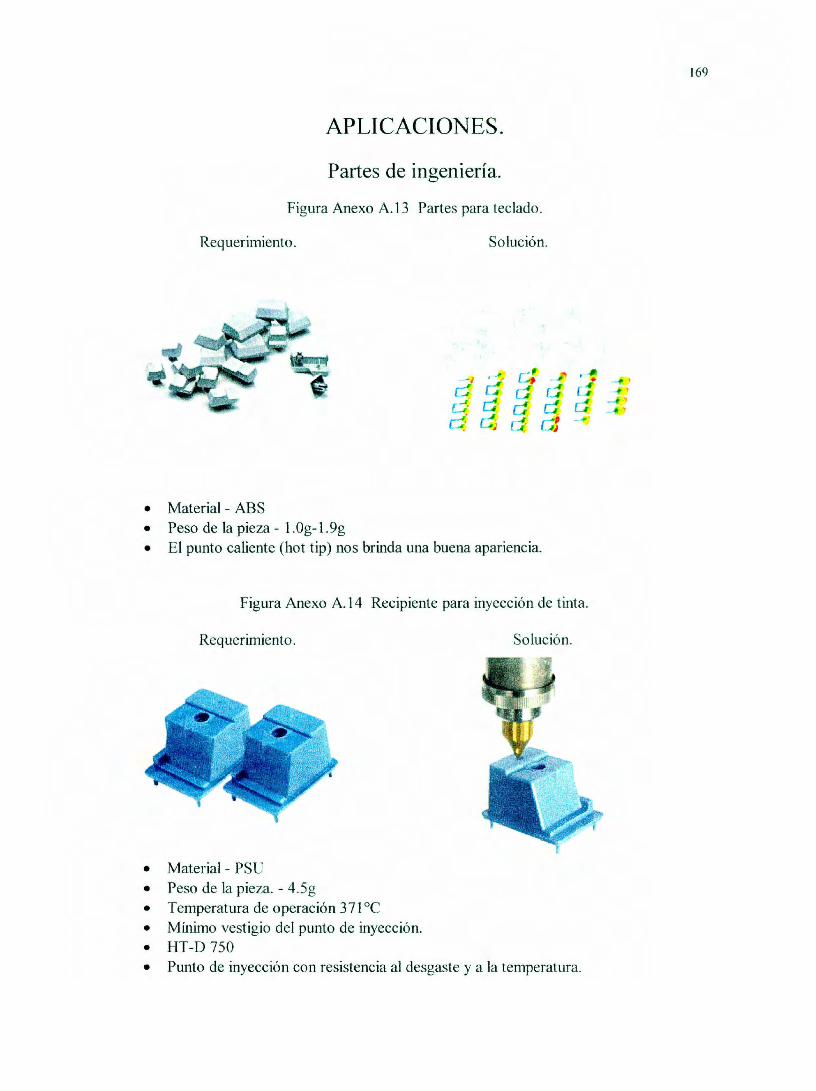
APLICACIONES.
Partes de ingeniería.
Figura Anexo A.13 Partes para teclado.
Requerimiento. Solución.
• Material - ABS • Peso de la pieza - 1.0g- l .9g • El punto caliente (hot tip) nos brinda una buena apariencia.
• . I+
d d
Figura Anexo A.14 Recipiente para inyección de tinta.
Requerimiento. Solución.
• Material - PSU • Peso de la pieza. - 4.5g • Temperatura de operación 3 71 ºC • Múlirno vestigio del punto de inyección. • HT-D 750 • Punto de inyección con resistencia al desgaste y a la temperatura.
169
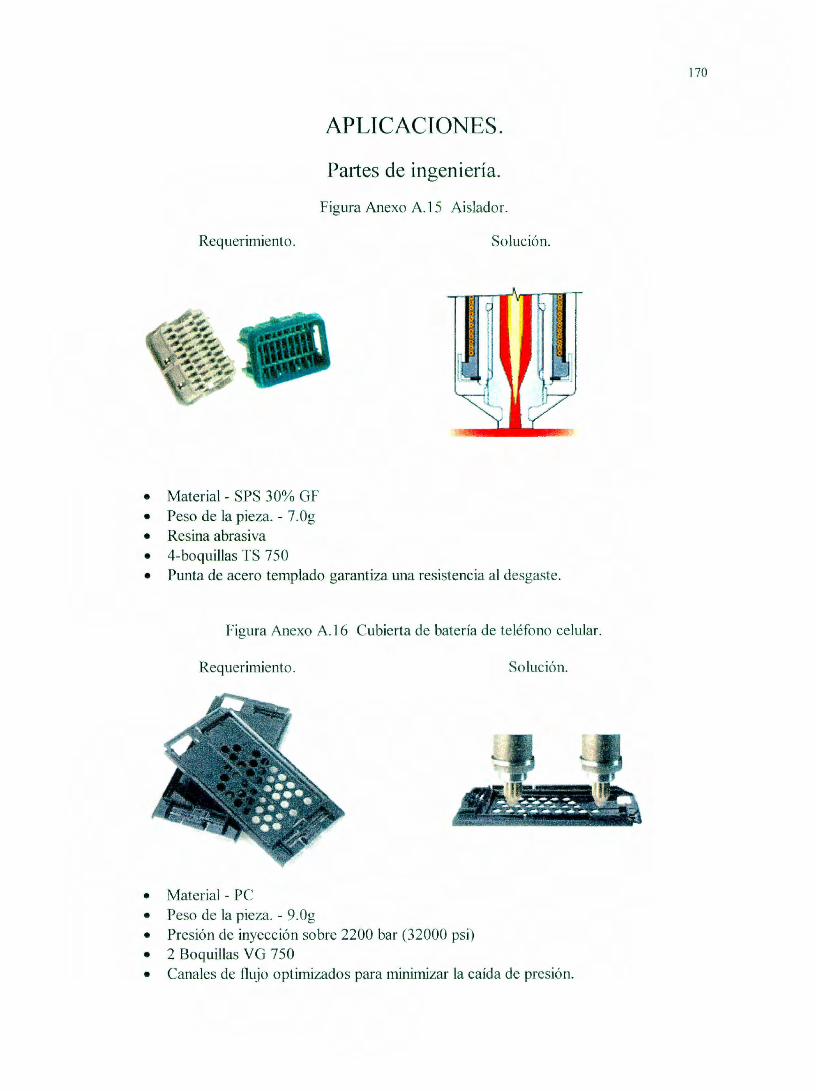
170
APLICACIONES.
Partes de ingeniería.
Figura Anexo A. 15 Aislador.
Req uerim.iento. Solución.
• Material - SPS 30% GF • Peso de la pieza. - 7.0g • Resina abrasiva • 4-boquillas TS 750 • Punta de acero templado garantiza una resistencia al desgaste.
Figura Anexo A.16 Cubierta de batería de teléfono celular.
Req uerim.iento . Solución.
• Material - PC • Peso de la pieza. - 9.0g • Presión de inyección sobre 2200 bar (32000 psi) • 2 Boquillas VG 750 • Canales de flujo optimizados para minimizar la caída de presión.
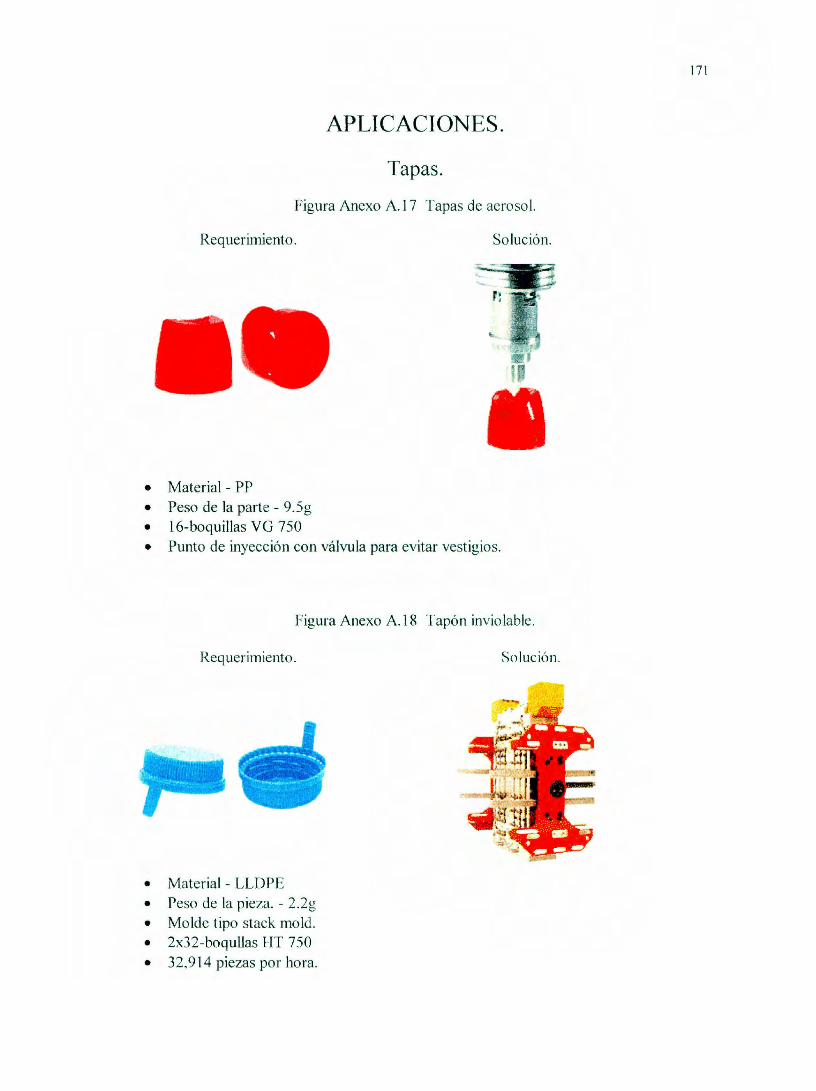
171
APLICACIONES.
Tapas.
Figura Anexo A.17 Tapas de aerosol.
Requerimiento. Solución.
• Material - PP • Peso de la parte - 9.5g • 16-boquillas VG 750 • Punto de inyección con válvula para evitar vestigios.
Figura Anexo A.18 Tapón inviolable.
Requerimiento. Solución.
• Material - LLDPE • Peso de la pieza. - 2.2g • Molde tipo stack mold. • 2x32-boqul1as HT 750 • 32,914 piezas por hora.
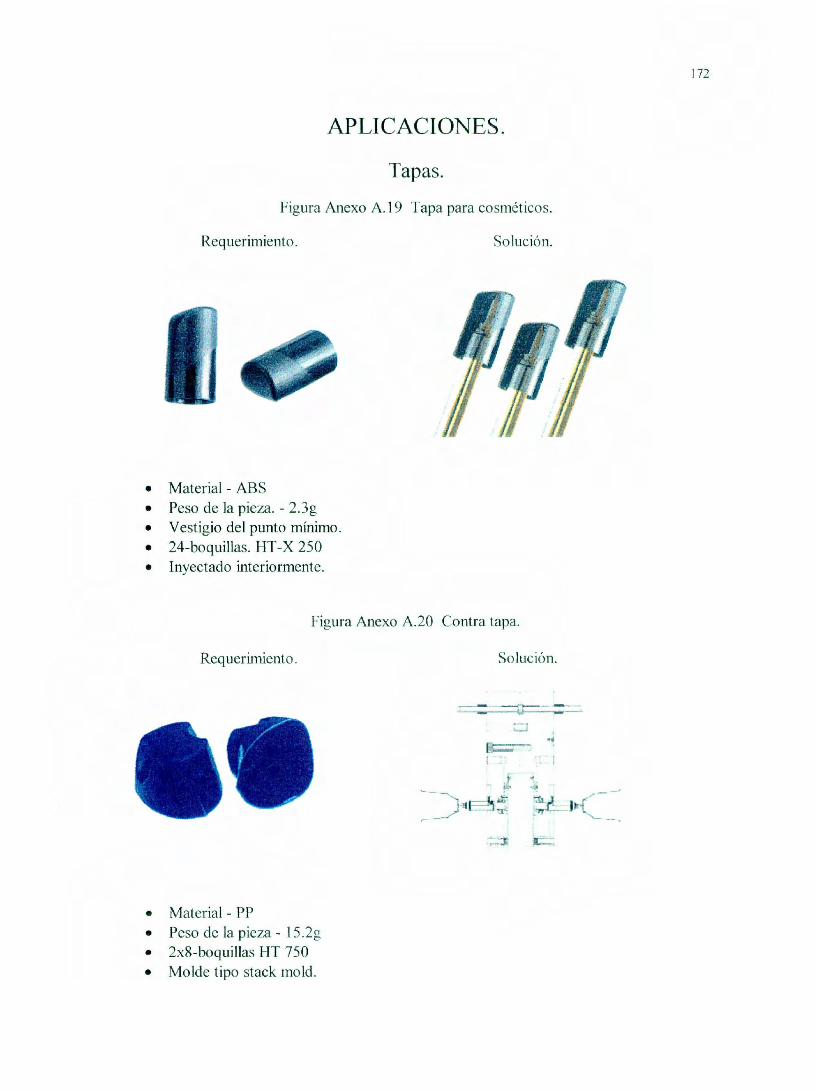
172
APLICACIONES .
Tapas.
Figura Anexo A .1 9 Tapa para cosméticos.
Requerimiento. Solución.
• Material - ABS • Peso de la pieza. - 2.3g • Vestigio del punto mínimo. • 24-boquillas. HT-X 250 • Inyectado interiormente.
Figura Anexo A.20 Contra tapa.
Requerimiento. So lución.
---===n===:::=;. ::::J '
r~-: "" ¡ . 1
• ~i
;!l~1 ·(~ --
• Material - PP • Peso de la pieza - 15.2g • 2x8-boquillas HT 750 • Molde tipo stack mold .
173
ANEXOB
DIBUJOS DEL MOLDE