integrating lean and other strategies for mass customization manufacturing: a case study
TRANSCRIPT

J Intell Manuf (2012) 23:109–124DOI 10.1007/s10845-009-0289-3
Integrating lean and other strategies for mass customizationmanufacturing: a case study
Brandon Stump · Fazleena Badurdeen
Received: 6 December 2008 / Accepted: 30 June 2009 / Published online: 17 July 2009© Springer Science+Business Media, LLC 2009
Abstract Mass customization (MC) manufacturingrequires high flexibility to respond to customer needs in atimely manner. Lean manufacturing principles can be easilyapplied to situations with low levels of MC. However, as thedegree of customization increases and customer involvementoccurs earlier in the design and fabrication stages, the directapplication of lean principles to maintain flow and low levelsof inventory becomes difficult. This paper presents a frame-work to show how other strategies such as Quick Responsemanufacturing/POLCA, Theory of Constraints, Flexible/Re-configurable Manufacturing Systems, etc. can be integratedwith lean in MC environments. A case study of boat masscustomizer is then used to demonstrate how their operationsare transformed by for more efficient MC. Simulation mod-els are used to compare pre- and post-improvement perfor-mance.
Keywords Mass customization · Make-to-order manufac-turing · Lean manufacturing · Pull · Kanban · CONWIP
Introduction
The process of providing goods and services to meet cus-tomer need, and the strategy contained therein has been con-stantly changing and evolving over the past century, makinggreat strides in efficiency, but also increasing in complex-ity. This evolution of manufacturing paradigms can be easilymodeled by the automobile industry.
Automobile manufacturing began with the craft modelof production which provides a great deal of individuali-
B. Stump · F. Badurdeen (B)University of Kentucky, Lexington, KY, USAe-mail: [email protected]
zation for the customer. Its limitation is the low efficiencyand long lead times. On the other hand mass production andthe moving assembly line pioneered by Ford (1988) can be avery efficient means of producing in large volume. However,the push production philosophy can lead to excessive inven-tory and waste and is inefficient for high variety manufactur-ing. The Toyota Production System (Ohno 1988), introducedto the West as lean manufacturing (Womack et al. 1991),applies pull production concepts linking the shop floor tothe customer, thereby greatly reducing inventory, throughputtimes, lead times, etc. This practice enables manufacturers toadd more variety to meet customer requirements while stilllargely being dependent on standardized processes (Womacket al. 1991).
The fragmentation of the previously stable and homo-geneous markets in the recent years, where customers aredemanding individually customized goods and/or serviceshas led to the emergence and increasing popularity of masscustomization (MC) (Pine 1993). MC can be defined as provi-sion of individually customized products (or services)through the use of flexible and highly responsive manufac-turing systems (Pine 1993) at a cost near that of mass pro-duced items (Da Silveira et al. 2001). This combination ofmass production cost and efficiency with individual custom-ization seems contradictory and unrealistic. However, com-panies such as Dell, Motorola, Paris Miki, Bally EngineeredStructures, and many others have been pursuing MC success-fully (Selladurai 2004; Pine 1993). Each of these companiesoffer products with different degrees of customization andthey therefore possess varying capabilities to offer the MCproducts.
The need for efficient and flexible manufacturing systemscombining push and pull strategies to deliver mass custom-ized products has been briefly discussed in the literature (Pine1993; Da Silveira et al. 2001). The potential of applying lean
123

110 J Intell Manuf (2012) 23:109–124
manufacturing (LM) concepts to meet MC manufacturingrequirements has also been raised. While some lean prac-tices are easily applicable others are more difficult to imple-ment particularly when the degree of MC increases. On theother hand, the potential of using many other strategies suchas Thoery of Constraints (TOC), Flexible/ReconfigurableManufacturing Systems (FMS/RMS), agile/leagile, QuickResponse Manufacturing (QRM) and POLCA to managethe complexities of manufacturing have also been discussed.However, the potential of applying lean manufacturing prac-tices in different MC environments or the potential of inte-grating these various other strategies for MC manufacturinghas not yet been addressed in detail.
This paper critically reviews the use of lean manufactur-ing in the context of its application to MC manufacturing.Various other strategies are qualitatively examined to deter-mine their strengths and weaknesses for application in dif-ferent MC environments when lean may be inadequate. Atheoretical framework is then proposed for the application oflean and other strategies to combine push and pull mecha-nisms, as relevant, to provide the flexibility needed in for MC.A customized boat manufacturing company’s operations arethen studied, improvements proposed, modeled and evalu-ated through simulation in an effort to validate and improvethe framework.
Lean manufacturing overview
Lean manufacturing is based on the Toyota Production Sys-tem developed by Toyota which focuses on eliminating waste,reducing inventory, improving throughput, and encourag-ing employees to bring attention to problems and suggestimprovements to fix them (Womack et al. 1991). Figure 1illustrates “The Toyota House,” showing the basic buildingblocks of lean systems operations (Liker 2003).
In lean manufacturing leveled Production (heijunka) isused “… to smooth out the perturbations in day-to-day orderflow…” (Womack and Jones 1996) so that mixed modelassembly takes place, as opposed to batch manufacturing.Process standardization is achieved with standardized worksheets that outline the steps for each process (Monden 1998).
Visual management of information to provide up-to-dateconditions are achieved through the application of 5s (sort,straighten, shine, systematize, and sustain) and Visual Con-trols (e.g.: labeling, color coding, and visual information sys-tems). Just-in-time production is paced at the takt time andthe pull system helps maintain continuous flow of products atall stages. This enables reducing lead time and throughput, asproducts will not wait in large lines of WIP, but move quicklyand directly to the next process in the order of arrival.
The pull system relies on the downstream customer to sig-nal that production should commence, whether they be the
Best Quality – Lowest Cost – Shortest Lead Time – Best Safety –High Morale
Just-in-Time
1. Takt Time
2. ContinuousFlow
3. PullSystems
4. SMED
Jidoka(in stationquality)
1. Separateman frommachine
2. Andon
3. ProblemSolving
People & Teamwork
Waste Reduction
Leveled Production (heijunka)
ContinuousImprovement
Stable and Standardized Processes
Visual Management
Toyota Way Philosophy
Fig. 1 Toyota house (Liker 2003)
end customer or the next process operator in line (Bicheno2000; Wantuck 1989; Shingo 1988). However, regardlessof the resolution of the examination, the lean manufactur-ing system operates with a single (or a few) pull signal(s)(Liker 2003; Ohno 1988). A monument type process withina plant may feed multiple production lines, but conceptuallythe amount of signals it must fulfill is still finite and relativelysmall.
The use of SMED (single minute exchange of dies) tech-niques enable the rapid changeover for mixed model produc-tion and continuous flow. Jidoka or quality at the source, forexample through the use of poke yoke or mistake proofing,ensures that defectives are not passed downstream. Elimi-nation of all forms of waste and continuous improvementthrough problem solving are main elements of lean manu-facturing.
Kanban and CONWIP (Controlled Work-in-progress) arethe two prominent control methods used for material flowmanagement. These systems seek to cap inventory andincrease the ability for a set of manufacturing processes toflow (Co and Jacobson 1994; Takahashi et al. 2005). Kanbanapplies the pull system while CONWIP seeks to combineelements of push and pull strategies which allows it to bufferwork content variation between products and processes andbetter handle the issue of shifting bottlenecks due to variety(Takahashi et al. 2005). A comparison of these productioncontrol strategies can be found in Gaury et al. (2000).
Thus, lean manufacturing implies a shift in the very cul-ture of an organization; it is a philosophy and way of doingbusiness. It must also be noted that, though the hard sideof lean manufacturing—the tools and techniques—receivesmore attention in literature, the soft side—respect, team work,challenging work environment, as presented in the Toyota
123

J Intell Manuf (2012) 23:109–124 111
Way (2001)—is more important in sustaining the operationalbenefits over the long-term.
Mass customization overview and classification systems
MC follows a design-sell-make model where the finishedproduct is not manufactured until end-customer order isreceived as opposed to the design-make-sell model in tradi-tional manufacturing (Badurdeen and Liyanage 2009).Essentially, with MC an order does not exist in the systemuntil the end customer submits it (Lampel and Mintzberg1996). This is in contrast to conventional lean manufacturingwhere (though referred to as a make-to-order system) itemsare made to satisfy needs of immediate customers, not thefinal consumer. MC therefore involves bypassing the variousintermediate tiers in the supply chain between the manufac-turer and end consumer, to directly interact with the latter.
Due to this design-sell-make approach, system operationfor MC manufacturing is very different from the single pullscenario of lean manufacturing; the MC manufacturerreceives many pull signals from individual consumers. Theeffect of these multiple pull signals on operations can be sig-nificant and depends on the extent and type MC adopted bya company.
Various models have been put forth to classify mass cust-omizers depending on different criteria (Pine 1993; Lampeland Mintzberg 1996; Gilmore and Pine 1997; Duray et al.2000). Most of these models use a single dimension—thepoint of customer involvement in the value chain to createthe customized product (e.g.: design, fabrication, assembly,and distribution, etc.)—to classify MC manufacturers. Thepoint of customer involvement is an important dimensionthat reflects the extent to which manufacturing operationsare affected due to MC. However, this alone is not suffientto capture the system complexity that results from differenttypes of MC. Duray et al. (2000) presented a model that usestwo dimensions, point of customer involvement and the typeof modularity used in the products to classify MC manufac-turers. Modularity is a key concept for efficient MC (Pine1993) and can be present in the product, process or both(Swaminathan 2001); it is a means to provide variety andspeed in delivering the MC products (Duray et al. 2000).
Duray et al. (2000) divide mass customizers into fourgroups: assemblers, modularizers, involvers, and fabricators(Fig. 2 ). Assemblers involve the customer and use modular-ity in the fabrication and assembly stages, enabling the cus-tomer to select different combinations of standard features.Modularizers are characterized by involving the customerin the assembly and delivery stages, but using modularity inthe design and fabrication stages. The producer uses standardmodules to design and fabricate a base module, and specificcustomer needs are incorporated in assembly and delivery.
1Fabricators
4Assemblers
3Modularizers
2Involvers
Type of Modularity
Poi
ntof
Cus
tom
erIn
volv
emen
t
Design
Des
ign
Fabrication
Fabr
icat
ion
UseAssembly
Ass
embl
yU
se
Fig. 2 Types of mass customization (Duray et al. 2000)
Involvers engage with customers during the design and fab-rication stages while using modularity in the assembly anddelivery stages. Customers are involved early in design, butthis design must be created from a selection of standardizedmodules, as no new modules will be designed for them. Fab-ricators involve the customer and make use of modularityduring the design and fabrication process. Customers cre-ate their custom design, but modularity can be used to somedegree to create similarities in components. Thus fabricatorsrepresent MC with the highest degree of customization in theproduct.
The Duray et al. (2000) model is more detailed and ableto identify MC in the early stages of the value chain. Fur-ther, though the importance of modularity for MC was dis-cussed earlier by Pine (1993) it is only fully utilized by Durayet al. (2000). As this model provides a more comprehensiveclassification in identifying customer involvement as well asmodularity, has an early customer involvement focus thanprevious models and therefore has a stronger classificationstrength, as shown in Fig. 3. Therefore, it will be used inthe following sections to assess the capabilities required fordifferent types of MC.
Post-fabrication and pre-assembly customization
The model in Fig. 2 enables creating two more general cate-gories based on the similarities between fabricators/involversand modularizers/assemblers and the impact on manufactur-ing operations. These categories will hereafter be referred toas high-level mass customization and low-level mass custom-ization, respectively as shown in Fig. 4.
With low-level MC, individualization is achieved byassembling (and/or packing and distributing) pre-fabricated,
123

112 J Intell Manuf (2012) 23:109–124
Fig. 3 Mass customizationclassification model comparison
Fig. 4 High-level andlow-level mass customization
Design
Distribution
Assembly
Fabrication
High-Level MassCustomization
∑ Highly flexible mfg.sys.Config.
∑ Process modularitymore important.
∑ Productionplanning morecomplex.
∑ Increased relianceon teamwork andlearning.
Low-level MassCustomization
∑ Less need forflexible mfg.sys.Config.
∑ Less need forprocessmodularity.
∑ Efficient productionplanning moreviable.
∑ Teamwork andcontinuousimprovement
standard components in a customized manner. Thus withboth assemblers and modularizers the design and fabrica-tion stages of the value chain remain unaffected by customerinvolvement, warranting the combined discussion of thesetwo strategies.
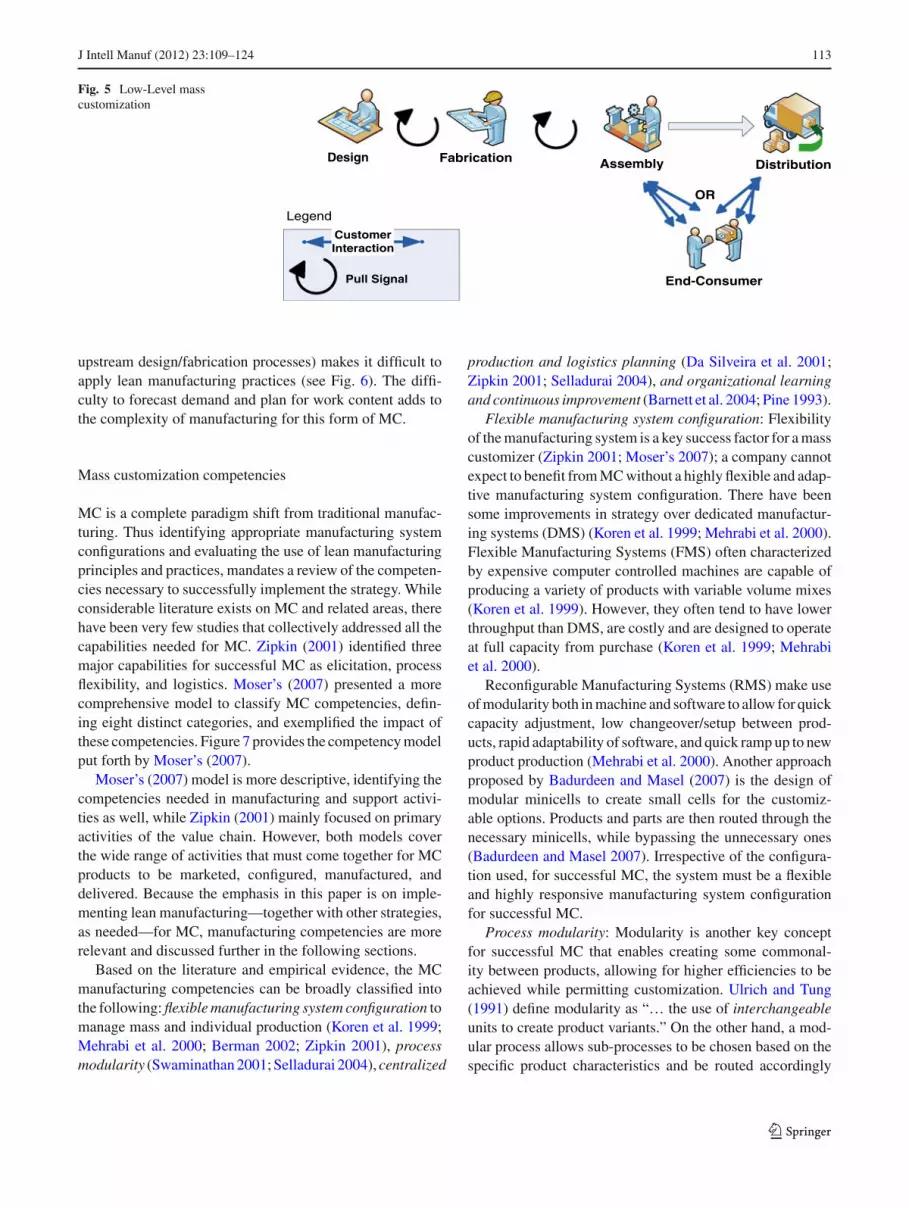
Lean manufacturing practices are highly applicable in suchlow-level MC where standardized modules can be producedto forecasted demand (in the design and fabrication stages).
Though diverse orders are received from end-consumersupstream design and fabrication processes can operate withsingle pull signals for standard components from downstreamassembly (Fig. 5).
With high-level MC, which includes the involver and fab-ricator strategies, customer involvement occurs in either thedesign or fabrication stages; engaging the customer early inthe value chain (and imposing multiple pull signals on the
123
J Intell Manuf (2012) 23:109–124 113
Fig. 5 Low-Level masscustomization
Design Fabrication Distribution
CustomerInteraction
Assembly
End-ConsumerPull Signal
OR
Legend
upstream design/fabrication processes) makes it difficult toapply lean manufacturing practices (see Fig. 6). The diffi-culty to forecast demand and plan for work content adds tothe complexity of manufacturing for this form of MC.
Mass customization competencies
MC is a complete paradigm shift from traditional manufac-turing. Thus identifying appropriate manufacturing systemconfigurations and evaluating the use of lean manufacturingprinciples and practices, mandates a review of the competen-cies necessary to successfully implement the strategy. Whileconsiderable literature exists on MC and related areas, therehave been very few studies that collectively addressed all thecapabilities needed for MC. Zipkin (2001) identified threemajor capabilities for successful MC as elicitation, processflexibility, and logistics. Moser’s (2007) presented a morecomprehensive model to classify MC competencies, defin-ing eight distinct categories, and exemplified the impact ofthese competencies. Figure 7 provides the competency modelput forth by Moser’s (2007).
Moser’s (2007) model is more descriptive, identifying thecompetencies needed in manufacturing and support activi-ties as well, while Zipkin (2001) mainly focused on primaryactivities of the value chain. However, both models coverthe wide range of activities that must come together for MCproducts to be marketed, configured, manufactured, anddelivered. Because the emphasis in this paper is on imple-menting lean manufacturing—together with other strategies,as needed—for MC, manufacturing competencies are morerelevant and discussed further in the following sections.
Based on the literature and empirical evidence, the MCmanufacturing competencies can be broadly classified intothe following: flexible manufacturing system configuration tomanage mass and individual production (Koren et al. 1999;Mehrabi et al. 2000; Berman 2002; Zipkin 2001), processmodularity (Swaminathan 2001; Selladurai 2004), centralized
production and logistics planning (Da Silveira et al. 2001;Zipkin 2001; Selladurai 2004), and organizational learningand continuous improvement (Barnett et al. 2004; Pine 1993).
Flexible manufacturing system configuration: Flexibilityof the manufacturing system is a key success factor for a masscustomizer (Zipkin 2001; Moser’s 2007); a company cannotexpect to benefit from MC without a highly flexible and adap-tive manufacturing system configuration. There have beensome improvements in strategy over dedicated manufactur-ing systems (DMS) (Koren et al. 1999; Mehrabi et al. 2000).Flexible Manufacturing Systems (FMS) often characterizedby expensive computer controlled machines are capable ofproducing a variety of products with variable volume mixes(Koren et al. 1999). However, they often tend to have lowerthroughput than DMS, are costly and are designed to operateat full capacity from purchase (Koren et al. 1999; Mehrabiet al. 2000).
Reconfigurable Manufacturing Systems (RMS) make useof modularity both in machine and software to allow for quickcapacity adjustment, low changeover/setup between prod-ucts, rapid adaptability of software, and quick ramp up to newproduct production (Mehrabi et al. 2000). Another approachproposed by Badurdeen and Masel (2007) is the design ofmodular minicells to create small cells for the customiz-able options. Products and parts are then routed through thenecessary minicells, while bypassing the unnecessary ones(Badurdeen and Masel 2007). Irrespective of the configura-tion used, for successful MC, the system must be a flexibleand highly responsive manufacturing system configurationfor successful MC.
Process modularity: Modularity is another key conceptfor successful MC that enables creating some commonal-ity between products, allowing for higher efficiencies to beachieved while permitting customization. Ulrich and Tung(1991) define modularity as “… the use of interchangeableunits to create product variants.” On the other hand, a mod-ular process allows sub-processes to be chosen based on thespecific product characteristics and be routed accordingly
123

114 J Intell Manuf (2012) 23:109–124
Fig. 6 High-level masscustomization
Distribution
CustomerInteraction
Assembly
End-Consumer Pull signal
Design Fabrication
OR
Legend
Fig. 7 Mass customizationcompetencies (Moser’s 2007)
I. Customer Integration
II. Application ofproduct configuration
systems
III. Employment ofproduct modularity
IV. Product variantmanagement
V. Central productionand logistics planning
VI. Management ofmass and individual
production
VII. Management offlexible organization
and processes
VIII. Processdocumentation and IT
support
MassCustomizationCompetencies
(Swaminathan 2001; Selladurai 2004). Postponement, alongwith modularity in both product and process, can be used toenable a higher degree of customization (Berman 2002).
Centralized production and logistics planning: Crucial toMC is the elicitation of customer order information(Zipkin 2001) and transmittal of those specifications to theshop floor for quick turnaround. Given the variability incustomer requirements proper determination of capacityrequirements, accurately predicting over/under utilization ofequipment and taking measures to control capacity will beneeded to control inventory levels and maintain predictability(Swaminathan 2001).
Organizational learning and continuous improvement:MC environments are characterized by shorter productlife-cycles (Selladurai 2004) and the dynamic work contentrequires highly skilled workers capable of working in decen-tralized and cross-functional teams (Pine 1993; Mehrabi et al.2000). A learning organization with intellectual workers(Mehrabi et al. 2000) who continually strive to gain furtherknowledge of product and process is essential for MC.
The previous sections briefly discussed the various man-ufacturing competencies needed for MC. It must be notedthat as the degree of MC varies (high-level versus low-levelMC) so does the extent to which these competencies effectproduction.
Applying lean manufacturing for mass customization
Boynton et al. (1993) claim that becoming lean is an impor-tant step for a company wishing to transition to MC. Whilethe theme of viewing lean as a transitional step to achievingMC occurs with some regularity in the literature, little evi-dence is available on the actual integration of lean principlesfor MC operations. Several works refer to lean manufacturingin a build-to-order or make-to-order environment, but theseessentially mean building only to demand as in a pull sys-tem (Michel 2002; Clarke 2005). Make-to-order operationsdiffer from MC in that with the latter no work is done untilthe customer configures their individual product and deliverstheir specifications to the manufacturer.
123

J Intell Manuf (2012) 23:109–124 115
From the previous discussions, it is evident that someaspects of lean manufacturing are directly transferrable toMC while others are not. For example the elimination of allforms of waste, team work and learning organization, thepractice of continuous improvement, SMED, visual controland 5S are important and applicable to all organizations, irre-spective of whether they engage in MC or not. However,when it comes to MC manufacturing, the lean capabilitiesand tools that are applicable will vary based on the type ofMC in use.
MC is characterized by very low levels of stability andstandardization. Due to the high variability of demand anddifficulty of accurate forecasting, the concept of takt timebecomes less relevant, particularly with higher levels of MC.Thus production leveling and takt pacing becomes a nearimpossibility in many MC environments. Further, due tothe multiple pull signals for diverse products from individ-ual customers applying pull manufacturing strategies, too,is more challenging as the degree of MC increases. Whilelean manufacturing is more easily adaptable to low-level MCoperations that delay customer involvement until later stagesof the value chain such as assembly or delivery, the use oflean practices when the customer is involved in the design orfabrication stage is much more abstract, and little researchhas been done on the subject.
Jidoka, or source quality, is also increasingly difficultto adapt to MC environments (particularly high-level MC)because as products become increasingly customized andvariety rises, the concept of good quality becomes obscureand quality control on the shop floor is more difficult. Whileself and successor checks could still be implemented, withmuch lower degrees of standardization in the product andprocess, these checks become less efficient. However, somedegree of source quality can be used in any MC environment.For example, the characteristics of a quality weld are con-stant regardless of where and on what surface the weld isplaced, and thus can be efficiently controlled with self andsuccessor checks and other jidoka practices.
Other strategies to manage manufacturing flexibility
Various other strategies have emerged in the literature to copewith changing market requirements. An investigation of thesein the context of integrating with lean manufacturing for sit-uations where it is inadequate to meet the MC manufacturingneeds is presented below.
Agile/leagile manufacturing
Agility is defined as “… using market knowledge and avirtual corporation to exploit profitable opportunities in avolatile market place,” (Naylor et al. 1999). While agile
manufacturing is responsive manufacturing to survive incontinuously & unpredictably changing environments(Buyukozkan et al. 2004) it is entirely different to the leanparadigm, and even MC (Stratton and Warburton 2003); itfocuses on fast response throughout the supply chain to miti-gate the effects of variability, while MC is focused on deliver-ing customized products to individual consumers. By nature,both paradigms are characterized by high variety and uncer-tain demand (Krishnamurthy and Yauch 2007).
Many studies show that neither lean nor agile supply isthe answer to most production issues; a combination of bothmay often be the best solution. This combination has beentermed leagile and involves the positioning of a decouplingpoint in the supply chain (Mason-Jones et al. 2000) to sep-arate upstream processes which are operated based whollyon lean practices from those downstream that are run basedon agile approaches (Yusuf and Adeleye 2002; Mason-Joneset al. 2000). Given that the customer involvement takes placelate in the value chain for low-level MC, these leagile strate-gies can possibly be implemented with a well placed decou-pling point. The best combination of lean & agile strategies toincrease customer responsiveness will depend on the productand its market.
Job shop lean
Job shop lean is a relatively new method in which certain leanmanufacturing practices are applied to job shop environments(Brink and Ballard 2005). The main focus of job shop leanis value stream mapping to gain a system wide perspective.While it is difficult to quantify information such as process-ing times, lead times, etc. in a job shop environment valuestream mapping can still provide enough perspective overthe system to enable the visualization of many wastes (Brinkand Ballard 2005; Huang et al. 2005). Other lean principlessuch as 5s, visual management, WIP control through kanban,and total productive maintenance have found use in job shopenvironments (Brink and Ballard 2005). There is very littleliterature available on the actual application of job shop leanor accounts of successful implementation and the benefitsof applying this strategy to custom manufacturing situations.Also, it is difficult to see where this strategy differs from thatof lean manufacturing other than the environment in whichit is applied.
Flexible manufacturing systems/reconfigurablemanufacturing systems
Flexible/Reconfigurable manufacturing systems (FMS/RMS)offer flexibility in manufacturing environments often usingnumerically controlled machines and automated equipment(Byrkett et al. 1988; Mehrabi et al. 2000). They are designedto combine the flexibility of job shops and the efficiency
123

116 J Intell Manuf (2012) 23:109–124
of high-volume manufacturing lines (Chan and Chan 2004).Quick changeover and the ability to handle a broad range ofproducts in an efficient manner can be used to the benefitof any type of MC. While limited to application in equip-ment intensive environments they can have a profound impacton throughput. As lean manufacturing also advocates setupreduction, the combination of lean on the shop floor withFMS/RMS capable equipment will be beneficial to any typeof MC. However, benefits are likely to increase as customerintegration moves up the value chain towards high-level MC.
Theory of constraints
The Theory of Constraints (TOC) focuses on a constraint orbottleneck in the system which determines the throughputand can be used as a pacemaker (Goldratt 2004). Controlis established through the drum-buffer-rope (DBR) mecha-nism, where the constraint is the drum or pacemaker, a bufferis placed between the drum and the downstream processes toeliminate stoppage of the constraint, and the rope is employedto pull product to the bottleneck from the upstream processes(Klusewitz and Rerick 1996; Goldratt 2004) as illustrated inFig. 8.
Thus, TOC provides a means of inventory control and sys-tem pacing on the shop floor. However, literature on quan-tifying its effectiveness or the integration of TOC with leanmanufacturing is lacking (Steele et al. 2005). While the strat-egy could be very effective for shop floor management insome environments it could be difficult to apply in many MCsituations.
MC manufacturers are often faced with high work con-tent variations due to the make-to-order of individualizedproducts (particularly with high-level MC). Thus the systemconstraint is likely to shift with high frequency. The DBRmechanism can be used with varying bottlenecks by identi-fying and adjusting the system accordingly (Goldratt 2004).However, for MC manufacturers it is likely that the constraintwill shift frequently, with a greater impact on low volumemanufacturers with larger cycle time ranges. Thus while TOCcould prove efficient in some MC environments; in othersthe nature of MC will make its application too cumbersome(fabricators and involvers, i.e. high level MC). With low-level MC the customer interaction takes place later (assem-bly stage), variety the work content variation will be lowerthan with fabricators and involvers. Thus the bottleneck islikely to more stable, making the application of TOC morefeasible for low-level MC.
Quick response manufacturing
Quick response manufacturing (QRM) is a manufacturingcontrol strategy that has found use in many situations whereproduct variety can be high. QRM seeks to reduce lead times
across all operations in order to gain responsiveness to thecustomer and employs the paired cell-overlapping-loops of-cards-with authorization (POLCA) for controlling flow andinventory in manufacturing environments that face a highnumber of complex product routings (Suri 1998; Fernandesand Carmo-Silva 2006). POLCA cards are used for a rout-ing between two cells, and are attached to the product uponentering the first cell in the routing and detached upon leavingthe second cell (Suri 1998) thus controlling inventory levelsbetween each pair of cells and across all product routings asillustrated in Fig. 9.
QRM and POLCA appear to be robust systems that can aidin situations where customization & variety is high and leanmanufacturing is unable to meet the MC needs. High-levelMC faces high variety with customer interaction occurringas early as the design stage. Lean principles such as Just-in-Time, pull manufacturing, and leveled production fail atthis point and inventory control through kanban is likely tobe impossible. Thus, in such situations, the application ofPOLCA for inventory control and minimizing lead time is akey benefit for MC manufacturers. Manufacturers can alsouse POLCA in tandem with kanban, employing POLCA tomanage routings and inventory between many cells, whilekanban controls material flow within the cells themselves(Suri 1994, 1998; Fernandes and Carmo-Silva 2006).
While the competencies required for successful MC andthe principles associated with lean manufacturing are welldocumented and defined, it is apparent from the literaturereviewed that there is a need for further investigation intoapplying lean manufacturing practices to different MC envi-ronments. Overall there is little literature to support or dis-count the application of lean manufacturing for MC or thesuccessful integration of other common manufacturing strat-egies. Based on the foregoing discussion on types of masscustomizers, MC manufacturing competencies needed, andthe potential of applying lean manufacturing practices forthose situations, Fig. 10 presents an integrated framework forapplying lean manufacturing and other strategies to differentMC environments.
In the figure, the four categories of mass customizers—assemblers, modularizers, involvers, fabricators—are shownin the middle. The lean manufacturing principles and prac-tices and MC competencies needed are presented at the topof the figure. The shading is used to highlight the ease ofapplying these lean principles and the extent of the MC com-petencies required for the MC categories. As indicated, pullproduction techniques with one-piece flow and stable/stan-dard processes can be easily applied with low-level MC(assemblers and modularizers). However, as one moves tothe right of the figure, i.e. high-level MC, lean techniquesturn out to be more difficult to implement. The people andteam work aspect of lean, the soft side, are vital and can beapplied by any type of MC; they are shown at the top of the
123

J Intell Manuf (2012) 23:109–124 117
Drum(Pacemaker Process)
Buffer(Prevents stoppage of drum)
Rope(Links drum pacing with order release)
UpstreamProcess
DownstreamProcess
Fig. 8 Drum-buffer-rope (DBR) mechanism in TOC
P1
One PrintingCells
Two FabricationCells
F1F1
F2
A1
A2
A3
Three AssemblyCells
S1
One ShippingCell
P1F1Loop F1A2
LoopA2S1Loop
Fig. 9 Control using POLCA (Suri 1998)
Fig. 10 Theoretical framework for applying lean manufacturing for MC
123

118 J Intell Manuf (2012) 23:109–124
figure. Similarly, while the MC competencies are essentialfor any type of MC, the shading is used to indicate those thatbecome more critical (darker shades) as companies transitionfrom low-level to high-level MC.
The framework also shows avenues of integrating QRM,TOC, Agile/Leagile and FMS/RMS in combination with leanmanufacturing for different types of MC. Arrows showwhich mass customizer(s) a particular strategy is most likelyto be useful whereas the thickness shows the degree towhich it could be useful in relation to other types of masscustomizers.
It should be noted that while this framework attempts togive a clear picture of how lean and other manufacturingstrategies can be combined for MC environments, it is by nomeans a complete representation of all cases. For instance,the indication that QRM is beneficial for high-level MC ismeant to show that these are the areas where QRM will mostlikely be needed. Obviously, the specific applications of thesestrategies will differ on a case-by-case basis. Overall it is anattempt to combine the existing findings into a comprehen-sive framework to aid in further research.
Mass customization case study: SCT Boats
In an attempt to validate the framework and assess the poten-tial of applying LM and other strategies for MC, a companythat manufacturers customized high-end boats is chosen forstudy (to maintain anonymity the company will be referredto as SCT Boats throughout the remainder of the paper).The competition wakeboarding boat market is a fragmentedniche market with high-end products sold to customers withvarying degrees of customization. SCT Boats is a companylocated in the mid-west region of the US and offers two basemodel lines of boats; the Mini and the higher end Jumbo.Within these lines, there are several different models (6 forMini and 10 for Jumbo) from which the customer can choosefrom. Within the 16 base models there are many differentoptions for customization, the highest being the boat gel coatpattern, or paint scheme (not paint color); 37 patterns forJumbo and 20 for Mini. In addition, there are many other cus-tomizable options for each boat, including paint color, engineoptions, canvas options, audio/video options, performanceoptions, trailer options and other miscellaneous options suchas an automatic fire suppression system all leading to anexplosion in the variety of products manufactured by SCTBoats.
According to the Duray et al. (2000) model SCT Boatscan be classified as an assembler as customers are allowedto configure products by choosing from a range of options.Standard modules (the product models) are used as a base-line and specific customer needs are taken into account inthe assembly and use stages. The company incorporates a
combination of make-to-stock (30%) and make-to-order(70%) production, the former being sent to dealerships basedon forecasted demand while the latter is configured throughcustomer-dealer interaction.
Manufacturing system configuration: The manufacturingsystem at SCT Boats is set up as a traditional moving assem-bly line with various feeder lines. All feeder lines are func-tionally arranged by department. The main components ofeach boat; the deck and hull, move through lamination, rig-ging, final assembly and inspection, while components suchas upholstery and plastics sync up with the product along theway.
Process modularity: Process modularity is in use in nearlyevery process at SCT Boats. While each product is signifi-cantly different from the other, the subset of steps for com-pletion of a particular process is similar, if not the same, foreach product. For example, in lamination, each boat musthave its mold prepared then be gel coated. The gel coat pro-cess involves spraying several different layers of a gel paintsubstance into the mold, with each layer being of differentcolor, thickness, and shape. This is the point of variety explo-sion in the manufacturing process. To re-quote Swaminathan(2001) and Selladurai (2004), a modular process is “… onewhere each product undergoes a discrete set of operationsmaking it possible to store inventory in semi-finished formand where products differ from each other in terms of thesubset of operations that are performed on them.” The gelcoat and essentially all of the other processes at SCT Boatsfollow this trend.
Production planning: The company does not apply anyform of centralized production planning or control. There isno WIP control or a clear picture of cycle times in any of itsprocesses that could be used to predict capacity requirements.This makes dynamic and efficient production planning nearlyimpossible.
Organizational learning and continuous improvement:This is an area the company is actively seeking to better them-selves. They have educated team members on the basics oflean concepts and assigned lean improvement projects (suchas 5S). They have also used these teams to seek more activeinvolvement of employees in improvement projects.
To fully understand operations at SCT Boats a simplified(details such as cycle times, setup times, WIP levels and num-ber of operators, etc. is not shown) current state value streammap (VSM) is presented in Fig. 11. The process begins inthe fabrication department where the deck and hull compo-nents are moulded. Mould prep is the first operation, wherematching deck and hull moulds are selected and taped offaccording to the customizable paint scheme ordered by thecustomer. After 3 different coats of gel are applied the emptycavities are filled with foam to harden for strength, mouldsare pulled and sent to grinding to remove excess material andholes cut for other components to be added.
123

J Intell Manuf (2012) 23:109–124 119
180
Daily
Mini Deck
Mini Hull
Cap & Rail Final Assy
Daily/Weekly/Monthly
Skier’s ChoiceMRP Production Control
Suppliers CustomersWeekly Orders
Monthly/Quarterly Orders
Customized Individual Orders
Monthly Make-to-stockDealer Orders
ReceivingWarehouse
gninnikSperPdloM Gel/BarrierCoat
Core Spray/Bulk Finish Pull Grind/Hole
cut Inspect
FABRICATION (3 Parallel lines; one deck line, one hull line, one deck/hull line)
Mold Prep Gel Coat Skinning Pull
COMPONENTS FEEDER
gniweStuClyniV
maoFtuCcitsalP
UpholsteryAssembly
UPHOLSTERY
Jumbo Hull
JumboDeck
Cap & Rail Final Assy
Pool Test Lake Test Decals Shrink Wrap
ASSEMBLY & INSPECTION
FinishedGoodsStaging
Weekly Order BucketsTo Stations
LEGEND
Inventory
Push Production
Material Flow
Pull Production
Manual Information
Electronic Information
Pulse Production
Supermarket
Deliver by Truck
20/35135
40/60 40/5045
40/5090
35/5522.5135
30112.5
50/6590
40225
20/2545
30/40180
30/400
20450
135
35180
40225
30/40270
30/35
Jumbo Lead Time (best/worst): 2285 min. / 2530 min.Mini Lead Time (best/worst): 2260 min. / 2550 min.
Fig. 11 SCT Boats current state (simplified) VSM
The components department operates in a manner sim-ilar to fabrication, but creates simpler, smaller parts to beinstalled in various stages of production (in fabrication andfinal assembly). The department is functionally arranged andconsists of several machines commonly found in a woodshop, such as table saws, routers, and mitre saws. This areacreates a large variety of simply shaped plastic pieces whichprovide structural support for components added in assemblyand as frames for components made in upholstery. The partsare made to stock and held in store fronts leading to a lot ofinventory.
In the upholstery department parts are acquired from theplastics store front and assembled into frames based on thespecifications of the boat. Foam, which comes roughly pre-cut from the supplier, is then glued to the frames and excessfoam is removed. Meanwhile, a CNC cutting machine, theonly computerized equipment in the plant, cuts out piecesof vinyl based on the size, shape, and color required by theboat specifications. They are then sorted and sent to a sewingdepartment where team members sew the pieces together tocreate a skin. Lastly, the skins and frames are matched, andthe skins are pulled over the frames and stapled before beingsent to various stages of final assembly.
Subsequent to fabrication, the deck and hull componentsare briefly inspected to repair blemishes and the deck & hullare also mated to ensure proper fit. From there, boats are sentto two separate lines (Jumbo and Mini) in the assembly areawhere decks and hulls run parallel to each other (within eachline) initially to add other interior components such as bilgepumps, the engine, and wiring, as well as underwater gearsuch as propellers.
Finally, the deck and hull are mated permanently togetherand the boat undergoes a series of final finish processesbased on the options specified by the consumer. In the finalinspection stage boats are first taken for pool testing andthen for lake testing. Subsequently, each unit is cleaned, andfinal components such as decals and compartment covers areadded.
As it is there is little control over the system at SCT Boatsand even less visibility. The amount of WIP on the shop flooris large in comparison to the daily volume the plant produces,and this WIP amounts to a significant cost given the relativelyhigh product cost. Also of note is the fact that for the vastmajority of the production process the main body of the boatis in two pieces which must be matched late in the assemblystage. Obviously if one of these components are not ready the
123

120 J Intell Manuf (2012) 23:109–124
assembly is halted (leading to build up of inventory); how-ever, there is no clear method of sequencing products andcorrectly matching the components to the correct boat.
Applicability of lean & other strategies
In this section a discussion on the applicability of lean andother strategies (presented in the framework) to improve theoverall flow and reduce lead time at SCT Boats is discussed.
Based on the product portfolio offered and how the boatsare produced to meet individual customer needs, SCT Boatscan be classified as an assembler. With an assembler, stan-dard modules are used in the product and customization isachieved by allowing each customer to select different com-binations of standard features, based on their specific needs.According to the framework (Fig. 11) this means that leanmanufacturing techniques can be easily applied with pullproduction and one-piece flow. Thus, the final productionschedule (sequenced) for custom assembled items would bereleased to assembly where each boat can be put togetherbased on individual needs. All upstream areas should thendeliver standard components to final assembly based on pullproduction. However, the challenge to implement lean man-ufacturing in this manner at SCT Boats arises due to thefact that though the components are standard in size, mostother features such as the gel coat scheme and color are allindividually chosen and affect the first two operations in themanufacturing process—the completed deck and hull aretherefore highly custom parts. Thus, though SCT Boatsappears to be an assembler, they share some features of fabri-cators because some components are fabricated after receiv-ing customer orders. Therefore, the applicability of otherstrategies presented in Fig. 11 are investigated below.
Agile/leagile manufacturing: At SCT Boats the use ofpostponement to decouple production and downstream oper-ations is not an option as the variety explosion occurs earlyin the process. For this reason, the use of a decoupling pointin the context of the manufacturing operations at SCT Boats,is not feasible. While agility is certainly a desirable featurefor MC to respond to markets, due to the inability to employa decoupling point the application of leagile is unviable SCTBoats.
Job shop lean: Due to the production volume and prod-uct variety at SCT Boats restructuring the shop floor as a jobshop will be highly inefficient. Therefore job shop lean is notsuitable for this particular mass customizer.
Flexible/reconfigurable manufacturing systems: Flexible/Reconfigurable Manufacturing Systems (FMS/RMS), as dis-cussed earlier, are equipment strategies intended to enablemanufacturing equipment to handle broad ranges of prod-uct types with fast changeover and setups. Due to the highamount of labor content in producing wakeboarding boats,the use of FMS/RMS will be of little use to SCT Boats.
Theory of constraints: As a mass customizer with highvariability in work content, SCT Boats faces the problem ofinconsistent cycle times in many of its processes. This meansthat the constraint is likely to shift on a boat by boat basis.The ability of TOC to control flow and WIP in the system willbe greatly diminished in this situation of a frequently shiftingconstraint, as it will be very difficult to control the systembased on a single process when this constraint to throughputis constantly moving. While TOC as a whole is an effectivemethod for systems control in manufacturing, the high var-iability faced by SCT Boats makes it an unlikely means ofimproving performance.
Quick response manufacturing: When examining the oper-ations at SCT Boats it is apparent that all boats undergo thesame product routing from beginning to end, while the workcontent at each process along that routing differs from oneorder to the next. Because routing variation is low, the appli-cation of POLCA seems unnecessary in this situation; thebenefits gained are not likely to outweigh the difficulties ofmanaging the POLCA system.
The foregoing discussion reveals that SCT Boats is anassembler but with variety explosion occurring at the earlystages of the manufacturing process. Therefore, the otherstrategies are too complex, not suitable or even unneces-sary due to SCT Boats’ system configuration, resource needs(highly labor-intensive) and production volume/variety.Therefore, lean manufacturing techniques, with some adap-tation to address the specific issues faced by the mass custom-izer will be most suitable for system improvement. Thoughthe pull strategy may not work to control flow in all opera-tions the use of route specific kanbans and CONWIP cards toapply a combination of pull and push strategies will be mostappropriate. The framework provided a means to review theproduction capabilities needed for the MC of SCT Boats andthe applicability of the other strategies for potential integra-tion with lean techniques.
Restructuring the operations
With SCT Boats the main concern is the improvement ofproduct flow and reduction of lead time across the system.The use of lean principles such as kanban, CONWIP, andjust-in-time to facilitate the transition to a lean system isdescribed below.
In the fabrication department the major issues involvelack of flow, inventory control, and poor visibility. Theseproblems can be addressed by restructuring and dedicatingseparate lines for Jumbo and Mini and using CONWIP tocontrol WIP. Each boat type can have two lines, one for hullsand another for decks, thus synchronizing the flow through-out the department and avoiding build-up of WIP at the enddue to mismatching hulls/decks.
123

J Intell Manuf (2012) 23:109–124 121
Table 1 Number of CONWIPcards Scenario Inter-arrival time Fabrication CONWIP Assembly CONWIP Inspection CONWIP
Jumbo Mini Jumbo Mini Jumbo Mini
A 96 80 10 11 11 12 8
B 80 68 14 15 11 12 8
To control inventory, CONWIP loops, that are better forlinear flow and variable cycle time environments, as here, willbe effective. To enable matching of decks and hulls, a pairof color coded (separately for each model Jumbo and Mini)CONWIP cards can be employed. Thus, to begin work on anorder in fabrication two CONWIP cards of same color mustbe available and attached to the deck and hull. Finally, whenthe boat exits lamination, the cards are detached and returnedto the beginning of the lamination process. The employmentof the CONWIP system allows overall WIP to be cappedwhile still using push within the system to help reduce theeffect of variable work content.
Unlike in lamination, the cycle times as well as the vari-ations are much less in the components department becausethe processing of the parts for various boats only differs insize and occasionally color. Route specific kanbans are betterfor high variety situations and can be used here. Since eachboat requires multiple parts from this line, it is also desirableto employ kitting at the end of the line. Lastly, this departmentcan be restructured to contain two parallel lines (for Jumboand Mini) to allow for more stability and standardization.
For restructuring the upholstery department, dedicatedwork cells is likely the best choice for SCT Boats. The com-pany has already taken the initial steps in this direction bydefining a number of cells and the parts that will be manu-factured in each of them. These cells are identified as stage1, 2, and 3 cells based on the point at which the componentsthat are made in the cell are actually installed during the finalassembly process. While this is an important initial step forthe department, it can certainly be taken further.
Similar to the fabrication line, the assembly area has linearflow and faces high work content variation making a CON-WIP loop very suitable. Also as in fabrication, the deck andhulls travel separately until the cap and rail process, so thereis again a need for a matching mechanism. In inspection thecycle times for pool and lake testing are only slightly variableand processing time is same across all models. Therefore asimple CONWIP loop can serve to cap the inventory and helpto control flow in the system.
Simulation model design and testing
Simulation is a very effective tool to evaluate the poten-tial impact of system design changes, such as that discussed
above, on performance by conducting what-if analyses (Chanand Chan 2004). Therefore, a simulation model to test theimplementation of the proposed changes at SCT Boats wasbuilt using the Simul8� simulation software.
Testing and results
Number of CONWIP cards is a measure of the inventoryin the system and can be managed to control WIP. How-ever, stressing the system too fast, by having too few CON-WIP cards can starve some operations and delay meetingcustomer orders. Therefore, there is a need to identify thebest number of CONWIP cards to maintain smooth perfor-mance initially. As the system performance stabilizes withthese quantities of CONWIP cards, the system can be furtherstressed and improved. The preliminary number of CON-WIP cards to be used with SCT Boats was evaluated throughthe simulation by testing different scenarios. To evaluate thevariability of demand on the system, two demand scenariosare considered (inter-arrival times are, low = 96, 80 min andhigh = 80, 68 min for Jumbo and Mini, respectively). Differ-ent numbers of CONWIP cards for Jumbo and Mini lines(fabrication, assembly and inspection) were chosen for eachof the demand scenarios. An experimental design with 36(=3 loops×2 levels of CONWIP cards for each loop×2demand scenarios) combinations was formulated and testedusing the simulation. A separate simulation model was devel-oped for the current state without the CONWIP loops orany other changes described previously. The CONWIP cardrequirements for the scenarios that gave the best lead timeand inventory levels, compared to the current state is pre-sented in Table 1. The corresponding average lead time (alltimes are in minutes) and system WIP is shown in Table 2(complete results for all situations tested not presented heredue to space limitations). The reason for the difference in thelead time quoted in Fig. 11 and those in Table 2 below is thatthe former only included the manufacturing lead time; thelatter also includes the time orders are waiting to be releasedto production.
Results from the simulation showed a significant reduc-tion in lead time from the current state to, 45% for the lowdemand scenario and 41% for the high demand scenario. Itis apparent from these results that the CONWIP loops areaccomplishing their task of limiting WIP and helping the
123

122 J Intell Manuf (2012) 23:109–124
Table 2 Average lead time andWIP comparison Scenario Inter-arrival time Average lead time Average total WIP
Jumbo Mini Future Current % Reduction Future Current % Reduction
A 96 80 4,421 8,045 45 49.3 64 23
B 80 68 5,356 9,147 41 49.3 64 23
system to flow smoothly. Comparison of average WIP inthese situations revealed a reduction of up to 23% for bothdemand scenarios. When considering the high cost of theboats these inventory reductions can turn out to be signifi-cant savings for the company. These changes to the systemconfiguration at SCT Boats will help the company to be moreresponsive as a mass customizer and reduce overall cost ofoperations as well.
Discussion and conclusions
The applicability of lean principles varies depending on thetype of MC and the point of customer involvement in thevalue chain. Certain lean principles such as continuousimprovement, waste reduction, visual management, 5s, etc.can be readily implemented in most manufacturing environ-ments. However, the ease of applying other lean practicessuch as JIT manufacturing and load leveling for MC is lessstraightforward. This paper investigated various MC strate-gies and the application of the lean principles for those sce-narios. The integration of various other strategies such asagile/leagile manufacturing, job shop lean, FMS/RMS andQRM/POLCA, too, were examined. Based on this investi-gation, a theoretical framework for applying lean manufac-turing, and the integration of other strategies when lean isinadequate, for different MC manufacturing environmentswas presented.
According to the framework, most lean principles areapplicable to low-level MC where customer involvement islow and products are often assembled-to-order. However, asdegree of customization and customer involvement increases(high-level MC), some aspects of lean, such as JIT and pro-duction leveling become more difficult to apply. In suchsituations companies can integrate other strategies with leanconcepts to increase the efficiency of MC operations. Forexample, if a company engaged in low-level MC (assem-blers and modularizers) can identify a clear decoupling pointfor its operations (where processes are more standardizedupstream) agile/leagile strategies will be more suitable. Also,if the production volume is not significantly high, a masscustomizer with a functional configuration can choose toimprove performance by applying job shop lean. On the other
hand, FMS/RMS are likely to be the more appropriate choicefor high-level MC (fabricators and involvers) with large vol-ume production. MC companies with cellular configurations(or those suitable to be reconfigured as such due to medium-volume, medium-variety manufacturing) with high routingvariations in the process will be candidates for applying QRMand POLCA together with appropriate lean techniques. ManyMC companies will often have a clearly identifiable and fixedbottleneck (e.g.: B2B mass customizer of industrial trans-formers with a limited capacity oven for baking the cores;Shuaib and Badurdeen 2009) which affects its operations.Such companies can effectively integrate TOC to improvethe flexibility of their MC operations. Thus, the frameworkpresented in this paper can be used by companies engagedin MC to identify how best lean manufacturing, and otherprinciples, can be integrated to improve its performance.
As demonstrated by the case study, the specific applica-tion of these various strategies will vary on a case-by-casebasis. Though the case company was engaged in low-levelMC, some customized features were incorporated upstream,starting from the first operation in the fabrication process.Due to this variety explosion way early, complete pull man-ufacturing was not possible throughout the process; a com-bination of push and pull manufacturing was found to be themost suitable. Therefore, the framework must be seen as ageneric representation of the applicability of lean and otherstrategies for different types of MC. Each company engagedin MC will need to select the most appropriate strategy, ora combination of them, based on the specific circumstancesthey are faced with.
The framework presented here can be further validatedand refined, if necessary, by studying the operations of othertypes of mass customizers (modularizers, fabricators and in-volvers) and the applicability of lean and other strategies totheir specific situations. One aspect that was not explicitlyevaluated in the case study and needs further considerationis the importance of the soft side (people and team work) oflean manufacturing for MC. As the extent of customizationincreases companies will require highly skilled and flexiblework teams to cope with the dynamic work content neededfor different customer orders. This aspect of lean manufac-turing and its importance and implications for different typesof mass customizers need to be further investigated.
123

J Intell Manuf (2012) 23:109–124 123
References
Badurdeen, F., & Liyanage, J. P. (2009). Promoting sustainabilitythrough mass customization: A framework and directions forfuture research. International Journal of Sustainable Manufactur-ing. Accepted.
Badurdeen, F., & Masel, D. (2007). A modular minicell configurationfor mass customization manufacturing. International Journal ofMass Customisation, 2(1/2), 39–56.
Barnett, L., Rahimifard, S., & Newman, S. (2004). Distributed sched-uling to support mass customization in the shoe industry. Inter-national Journal of Computer Integrated Manufacturing, 17(7),623–632.
Berman, B. (2002). Should your firm adopt a mass customizationstrategy?. Business Horizons, 45(4), 52–60.
Bicheno, J. (2000). The lean toolbox (2nd ed.). England: PICSIEBooks.
Boynton, A. C., Victor, B., & Pine, B. J., II (1993). New com-petitive strategies: Challenges to organizations and informationtechnology. IBM Systems Journal, 32(1), 40–64.
Brink, T., & Ballard, G. (2005). Slam—A case study in applyinglean to job shops. ASCE Construction Research Congress. 5–7April 2005, San Diego, CA.
Buyukozkan, G., Dereli, T., & Baykasoglu, A. (2004). A surveyon the methods and tools of concurrent new product develop-ment and agile manufacturing. Journal of Intelligent Manufactur-ing, 15, 731–751.
Byrkett, D. l., Ozden, M. H., & Patton, J. M. (1988). Integratingflexible manufacturing systems with traditional manufacturing,planning and control. Journal of Production and Inventory Man-agement, 29, 15–21.
Chan, F. T. S., & Chan, H. K. (2004). A comprehensive survey andfuture trends of simulation study on FMS scheduling. Journalof Intelligent Manufacturing, 15(1), 87–102.
Clarke, C. (2005). Do you want to be lean or agile?. ManufacturingComputer Solutions, 11(3), 14–15.
Co, H. C., & Jacobson, S. H. (1994). Kanban assignment problem inserial just-in-time production systems. IIE Transactions (Instituteof Industrial Engineers), 26(2), 76–85.
Da Silveira, G., Borenstein, D., & Fogliatto, F. S. (2001). Mass custom-ization: Literature review and research directions. InternationalJournal of Production Economics, 72(1), 1–13.
Duray, R., Ward, P. T., Milligan, G. W., & Berry, W. L.(2000). Approaches to mass customization: Configura-
tions and empirical validation. Journal of Operations Manage-ment, 18(6), 605–625.
Fernandes, N. O., & Carmo-Silva, S. (2006). Generic POLCA-A production and materials flow control mechanism for quickresponse manufacturing. International Journal of Production Eco-nomics, 62(1–2), 119–132.
Ford, H. (1988). Today and tomorrow. Oregon: Productivity Press.Gaury, E. G. A., Pierreval, H., & Kleijnen, J. P. C. (2000). An evolu-
tionary approach to select a pull system among Kanban, Conwipand Hybrid. Journal of Intelligent Manufacturing, 11, 157–167.
Gilmore, J. H., & Pine, J. B. (1997). The four faces of customization(pp. 91–101). Harvard Business Review.
Goldratt, E. M. (2004). The goal: A process of ongoing improve-ment. Minnesota: Highbridge Company.
Huang, C., Tseng, T., & Chang, H. (2005). A novel approach to leancontrol. In Proceedings of IIE Annual conference and Exposition,14–18 May 2005, Atlanta, GA.
Klusewitz, G., & Rerick, R. (1996). Constraint management through thedrum-buffer-rope system. In Proceedings of IEEE/SEMI Advanced
Semiconductor Manufacturing Conference and Workshop, (pp. 7–12). 12–14 November 1996, Cambridge, MA.
Koren, Y., Heisel, U., Jovane, F., Moriwaki, T., Pritschow, G., Ulsoy,G., & Van Brussel, H. (1999). Reconfigurable manufacturingsystems. Annals of the CIRP, 48(2), 527–540.
Krishnamurthy, R., & Yauch, C. A. (2007). Leagile manufactur-ing: A proposed corporate infrastructure. International Journalof Operations & Production Management, 27(6), 588–604.
Lampel, J., & Mintzberg, H. (1996). Customizing customization. SloanManagement Review, 38(1), 21–30.
Liker, J. K. (2003). The toyota way. Wisconsin: McGraw-Hill.Mason-Jones, R., Naylor, B., & Towill, D. R. (2000). Lean, agile, or
leagile? matching your supply chain to the marketplace. Inter-national Journal of Production Research, 38(17), 4061–4070.
Mehrabi, M. G., Ulsoy, A. G., & Koren, Y. (2000). Reconfigurablemanufacturing systems: Key to future manufacturing. Journal ofIntelligent Manufacturing, 11, 403–419.
Michel, R. (2002). Multiple paths to lean. MSI, 20(11), 54–57.Monden, Y. (1998). Toyota production system (3rd ed.). Georgia: Engi-
neering and Management Press.Moser, K. (2007). Mass customization strategies-development of a
competence-based framework for indentifying different mass cus-tomization strategies. Morrisville, NC: Lulu Enterprises, Inc.
Naylor, J. B., Naim, M. M., & Berry, D. (1999). Leagility: Integratingthe lean and agile manufacturing paradigms in the total supplychain. International Journal of Production Economics, 62, 107–118.
Ohno, T. (1988). Toyota production system: Beyond large-scale pro-duction. New York: Productivity Press.
Pine, J. B. (1993). Mass customization: The new frontier in businesscompetition. MA: Harvard Business School Press.
Selladurai, R. S. (2004). Mass customization in operations manage-ment: Oxymoron or reality?. Omega, 32(4), 295–300.
Shingo, S. (1988). Non-stock production: The shingo system for con-tinuous improvement. Oregon: Productivity Press.
Shuaib, M., & Badurdeen, F. (2009). Job scheduling in associative par-allel machines to minimize average flow time. In Proceedings ofthe Indian Sub-continent Decision Sciences Institute Conference(pp. 102–112) 2–5 January 2009, Mumbai, India.
Steele, D. C., Philipoom, P. R., Malhotra, M. K., & Fry, T. D.(2005). Comparisons between drum-buffer-rope and material
requirements planning: A case study. International Journal ofProduction Research, 43(15), 3181–3208.
Stratton, R., & Warburton, R. D. H. (2003). The strategic integrationof agile and lean supply. International Journal of ProductionEconomics, 85, 183–198.
Suri, R. (1994). Common misconceptions and blunders in implement-ing quick response manufacturing. Technical Paper—Society ofManufacturing Engineers 1994, (pp. 1–23).
Suri, R. (1998). Quick response manufacturing: A company wideapproach to reducing lead times. Oregon: Productivity Press.
Swaminathan, J. M. (2001). Enabling customization using standardoperations. California Management Review, 43(3), 125–135.
Takahashi, K., Hirotani, M., & Hirotani, D. (2005). ComparingCONWIP, synchronized CONWIP, and Kanban in complex sup-ply chains. International Journal of Production Economics, 93–94, 25–40.
Ulrich, K., & Tung, K. (1991). Fundamentals of product modular-ity. Issues in Design Manufacture/Integration, 39, 73–79.
Wantuck, K. A. (1989). Just in time for America. Michigan: EdwardsBrothers Inc.
Womack, J. P., & Jones, D. T. (1996). Lean thinking. New York: Simon& Schuster.
123

124 J Intell Manuf (2012) 23:109–124
Womack, J. P., Jones, D. T., & Roos, D. (1991). The machine thatchanged the world. New York: HarperCollins Publishers.
Yusuf, Y. Y., & Adeleye, E. O. (2002). A comparative study of leanand agile manufacturing with a related survey of current practices
in the UK. Modeling, Planning and Scheduling of ManufacturingSystems, 40(17), 4545–4562.
Zipkin, P. (2001). The limits of mass customization. Sloan ManagementReview, 42(3), 81–87.
123